Danieli’s Fifth Innovaction Meeting 2024 – awesome! Mighty Earth on driving the sustainable transition
Higher value, higher profit says Myra Pinkham
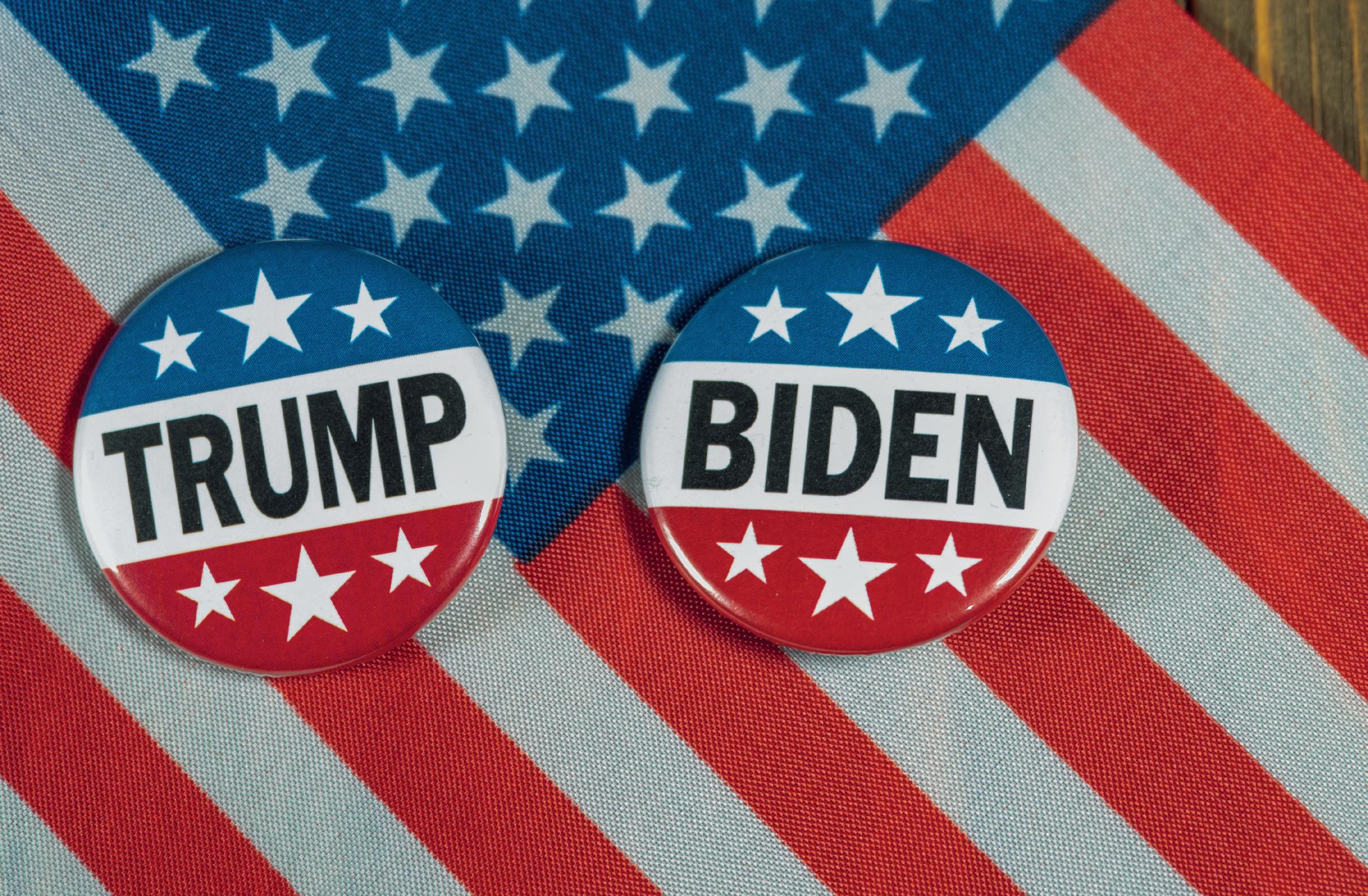
Politics defines the US steel industry’s future
Since 1866
www.steeltimesint.com
Providing numerous advantages, the JVD® (Jet Vapor Deposition) technology is expected to replace current continuous hot-dip and electro galvanizing processes in the years to come.
SUSTAINABLE OPTIMISM – AISTECH REPORT
DANIELI DIGIMELTER
Q-ONE TECHNOLOGY
Q-ONE reduces EAF overall OPEX with a shorter power-on time and very low network disturbances. It is a scalable system that can be implemented on new or existing AC EAFs, and it can be directly powered by renewable energy sources.
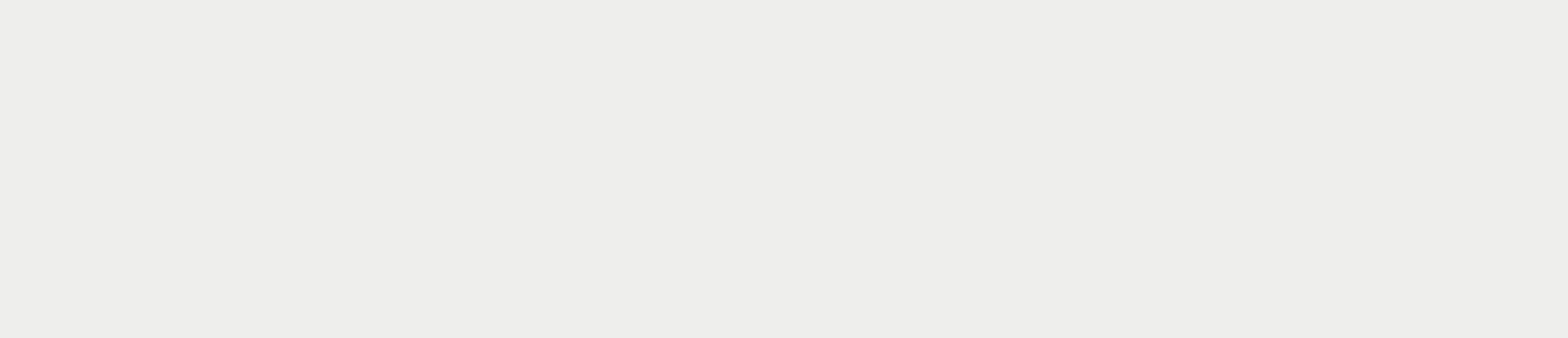
Big River’s Dan Brown exudes sustainable optimism...
Matthew Moggridge Editor
matthewmoggridge@quartzltd.com
I’ve been trying to channel my inner Dan Brown ever since attending AISTech’s 2024 Town Hall Forum in Columbus, Ohio. Dan, who is senior vice president of advanced technology and chief operating officer of Big River Steel, certainly lived up to the event’s theme, that of ‘sustainable optimism’– he had bags of it and was, I thought, the kind of panelist Ron Ashburn, executive director of AIST, and George Koenig, a steel sector consultant working for Hatch Associates, are looking for when they sit down and comprise the panel of steelmakers needed to make the event the runaway success that it always is.
Brown’s one word to describe the steel industry was ‘excitement’. He said it was ‘just incredible to be a part of it right now’ and generally exuded a high octane level of positivity that I felt was much needed in the steel industry considering the challenges it faces; and when Dan spoke of Arkansas summers running from April through October and how ambient temperatures ‘out there on the caster’ can reach 130 degrees, well, I started to wish I was working for Big River Steel, riding an 883 Hugger to work in the morning heat, doing my shift and then roaring home
through Blytheville as the sun went down. There’s a great story about Mark Millet of Steel Dynamics Inc (which I hope is true) and how, while travelling in the USA, he hitched a lift from somebody who worked for Nucor Corporation and soon after embarked upon a successful career that continues to this day.
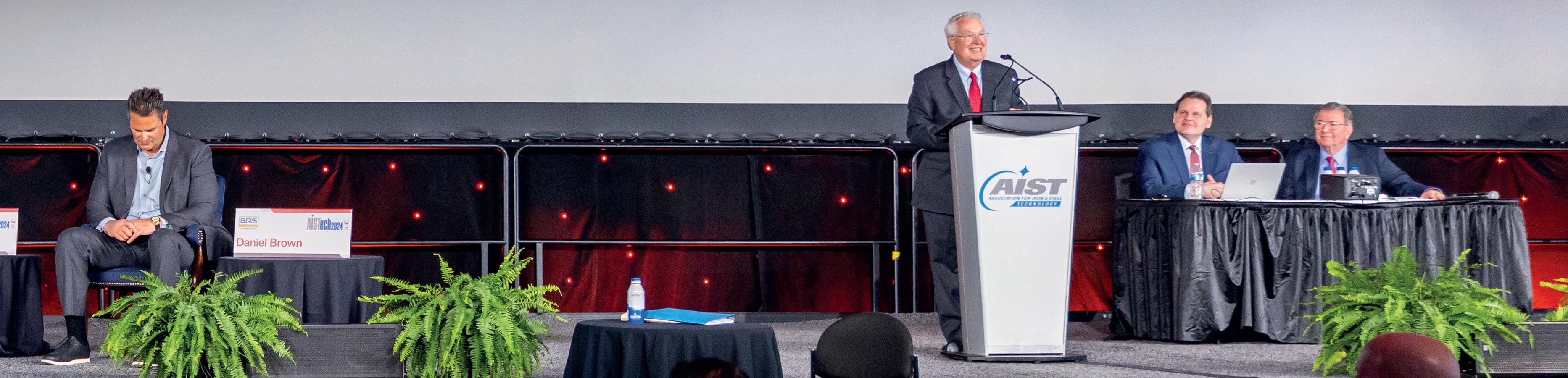
The 2024 Town Hall was highly charged and at times fairly edgy. When ExxonMobil’s Prasanna Joshi said he didn’t like the word ‘green’ and, perhaps churlishly, said that he was colour blind, Jon Delano, who was embarking upon his 15th Forum, bristled. “Is it that green suggests that it’s not fossil-fuel based – and you’re in a real fossil-fuel business?” Prasanna replied with “It could be interpreted that way.” There were murmurs from the audience – this was what a proper steel industry discussion was all about and you can read the full report on p28 of this issue.
Delano, quite rightly, kept the pressure on Joshi and turned to the steelmakers on the panel. “Is there a problem using the word ‘green’ or do you have any problems embracing green steel?” Dan Brown replied: “I don’t. I think it’s the overall goal, right?” Sustainable optimism!
For more information, visit our website at www.guildint.com or call +1.440.232.5887
BIGGER.
STRONGER. BETTER FOR YOU.
Superior Machine has joined the Woodings’ group creating the most capable hot metal equipment supplier group in North America. Offering the combined knowledge, engineering, manufacturing, and construction expertise for all your equipment needs.
BLAST FURNACE, BOF, EAF AND CASTER.
Wherever hot metal is produced, you will find equipment from Woodings, Superior Machine, and
Munroe operating at the highest level in the most demanding conditions. Our products and professional installation services reduce downtime and extend campaign cycles.
SOLE SOURCE VALUE.
We are better together. Let us show you. woodings.com
We can provide you with more value than ever before from concept to installation, service to replacement, our size, scope, and experience gives us a unique ability to help you increase productivity and solve problems.
WORLD CLASS EQUIPMENT FOR HOT METAL
SSAB has entered an agreement with US-based Shape Corp., a tier-one automotive supplier of lightweight body structures, to deliver fossil-free steel crash management and body structure systems to market.
Shape will be testing SSAB’s fossil-free steel, the first steel product made of hydrogenreduced sponge iron utilizing HYBRIT technology, for use in automotive applications. “Demand for fossil-free steel is increasing, which is one of the reasons for SSAB to bring forward its green transition with the ambition to largely eliminate carbon dioxide emissions around 2030,” said Martin Lindqvist, president and CEO at SSAB.
Source: Army Technology, 8 June 2024
Striking ArcelorMittal workers in Mexico have issued a statement in which they say they will seek legal protection against possible action taken against them by the steelmaker. The employees, who belong to section 271 of the SNTMMSRM union, said that they had decided to request legal protection after the company said it reserves
Liberty Steel closed the coke ovens at its Hungarian plant in Dunaujvaros on 12 June due to market conditions ‘stretching the finances of the group’, according to reports. The coke ovens were the only asset running at the Hungarian site, according to workers at the plant. The only operational blast furnace has been off-line since the third quarter of last year, and no slab has been received by the hot-rolling mill, union members added.
Source: Argus Media, 10 June 2024
the right to take individual or collective legal action against workers who have halted steelmaking at its Michoacán state complex since 24 May due to a dispute over profitsharing payments.
Source: BNAmericas, 13 June 2024
In a new peer-reviewed report published in the Journal of Cleaner Production, the authors have claimed that rebuilding Ukraine’s steel sector to have nearzero emissions would generate $164 billion worth of additional gross value added (GVA) compared to a pathway based on traditional coal-based steelmaking. Furthermore, a robust green steel sector in Ukraine would have ‘ripple effects across the entire economy, for instance through stronger supply chain links’, the report stated.
Source: University of Oxford, 11 June 2024
In what the country has referred to as a ‘significant milestone for Zimbabwe’s mining sector’, Dinson Iron and Steel Company (Disco) steel plant in Manhize near Mvuma, has successfully commenced pig iron production from its blast furnace. ‘‘We are witnessing the dawn of a new era in Zimbabwe’s industrial landscape. DISCOSTEEL’s success is a clear indicator of what can be achieved through dedication, strategic planning, and investment in technology,” said the
Liberty Steel is looking to sell its Ostrava steelworks in the Czech Republic, while filing for judicial reorganisation in the country. The company will be withdrawing its preventative restructuring plan under the country's insolvency act. It said the restructuring plan was impacted by the weak market in Europe and the ‘indefinite delay’ in the allocation of emissions allowances from the government. The Czech government earlier cited Ostrava's lack of production as a reason for reviewing its free allocation, and had called on Liberty to repay Ostrava monies owed by its group entities.
Source: Argus Media, 12 June 2024
minister of mines and mining development.
Source: The Zimbabwe Mail, 12 June 2024
The Indian Government has announced an auction of $54m to advance the use of hydrogen in the iron and steel sector. MECON, the Scheme Implementing Agency (SIA), has invited a Request for Proposal (RFP) for hydrogen injection in direct reduced iron (DRI) pilot plants using hydrogen. For the first pilot, funding will be up to 70% of the total project cost, although it will exclude the cost of hydrogen production and land. In addition, the injection of hydrogen in existing plants will see funding up to 50% of the capital cost available, also excluding hydrogen production and land costs. Source: H2 View, 14 June 2024
A project to develop the use of low CO2 steels from Tata Steel’s Port Talbot site to build platforms for floating offshore wind structures and strengthen local supply chains has been awarded nearly £1m of innovation funding. The Launchpad project is a collaboration between Marine Power Systems (MPS), Tata Steel UK, Swansea University, Associated British Ports and leading engineering and fabrication company, Ledwood Engineering. The funding from Innovate UK, the UK’s Innovation Agency, is to further develop and optimise PelaFlex, Marine Power System’s floating offshore wind platform, for applications in the Celtic Sea.
Source: ReNews Biz, 17 June 2024
Indian conglomerate Essar Group has confirmed a $4 billion investment in a green steel plant in Saudi Arabia. The company will also invest approximately $3.6 billion over the next four years in a green hydrogen plant in India (Jamnagar, Gujarat). In addition, Essar Future Energy plans to create 1 GW of hydrogen capacity in Jamnagar over the next four years, along with the associated capacity to produce 1Mt of transportable green molecules per year. The company will use 4.5 GW of renewable energy from its sister concern Essar Renewables to split water molecules to produce hydrogen and oxygen.
Source: GMK Center, 17 June 2024
JFE Steel Corporation has announced that its JGreeX™ green steel, a grain-oriented electrical steel with reduced environmental impact, has been selected by a manufacturer of IT data centre transformers in the US. This is the first application of JGreeX™ in the United States. The order will be delivered
Danish wind turbine manufacturer Vestas has confirmed a conditional agreement to supply Vattenfall and BASF with 112 of its V236-15.0W turbines for the pair’s 980MW Nordlicht 1 and 630MW Nordlicht 2 wind farms in the German North Sea. It is planning to use ‘low-emission steel’ for the top sections of 56 towers at the projects, which would account for 24% of the mass of the steel plates used for the wind farm area, leading to a 16% reduction in the towers’ overall carbon footprint, Vestas has claimed. The manufacturer stated that the tower sections will be fabricated using 100% steel scrap melted in an electric arc furnace fully powered by wind turbines. Source: Wind Power Monthly, 17 June 2024
to Eaton Corporation, a US transformer manufacturer, through Toyota Tsusho Corporation. JFE Steel uses mass-balance calculations to allocate emission reductions to specific JGreeX™ greensteel products. Source: JFE Steel Corporation, 20 June 2024
An accident at ArcelorMittal’s Kryvyi Rih plant took place on 23 June due to a sudden disconnection from the external power supply. As a result, a large cloud of black smoke exited the plant. The company’s press team provided an official comment on the situation, stating: "Around 05:00 a.m. there was a sudden disconnection of a number of production facilities from the external power system. The producers were forced to resort to a number of crisis technological actions to preserve the production equipment, in particular the coke chemical production equipment, and ensure the safety of the workers. Visual effects, unfortunately, were visible in the city. Power supply has now been restored. The situation is under control."
Source: Eco Politic, 24 June 2024
Mexican steelmaker Deacero has said in a statement that its investment of about $600 million in a new steel plant (where production is projected to begin in February 2026) will add 1Mt of new steel output to the existing production at its facilities, located 182 miles from Laredo, Texas – the main port of entry for Mexican steel imported to the US. “With that investment, Deacero is not only fully embracing green steel and adding to its Neutrum catalogue, but also capitalizing on potential North American demand from nearshoring,” Fastmarkets analyst Felix Bello said.
Source: SEAISI,19 June 2024
Petrobras, Gerdau, and Naturgy have signed contracts for the supply of natural gas in the free market environment to serve Cosigua, Gerdau’s long steel production unit located in Rio de Janeiro. The agreement marks the first migration of a captive industrial market customer to the free market in the State, making the company’s plant the first gas consumer to switch to this trading model in the State, whose new rules were recently approved by Rio de Janeiro’s regulatory agency. Source: Brazil Energy Insight, 21 June 2024
German steelmaker Salzgitter has launched a tender for at least 100kt of low-carbon hydrogen to be used at its green steel production facility in Salzgitter, Germany. Part of this volume is expected to be generated from the company’s own 100MW electrolysis plant on site from 2026, accounting for a production volume of around 9kt per year. The delivery of Salzgitter’s plan will rely on Germany’s planned 9,700km hydrogen core network (HCN), or a comparable direct hydrogen pipeline.
Source: H2 View, 25 June 2024
A new transport hub, located within British Steel’s Lackenby site has been given the green light by councillors. It is expected to be built before the planned arrival of British Steel's electric arc steelmaking facility, which has already been given planning permission. Chris Musgrave, Teesworks' chairman, said: "This complex is a key part of our wider masterplan for Teesworks and will offer vital facilities for tenants and their workers." Musgrave added that securing the planning permission for the hub would allow the industrial site to meet the needs of British Steel.
Source: BBC, 28 June 2024
South Korea’s largest steel maker POSCO Holdings has opened a new pilot steel production plant fuelled by hydrogen, as the company moves towards its goal of achieving carbon neutrality. The pilot plant, located in Pohang, uses a process called hydrogen reduction (HyREX) which, the company said, ‘dramatically’ reduces carbon emissions in the steel production process. The pilot facility has a production capacity of up to 24 tons of molten iron per day, emitting 400kg of carbon per ton. The company expects the facility will be carbon-free once it switches to renewable energy.
Source: Just Auto, 27 June 2024
The European Commission has announced an investment of €265 million to support H2 Green Steel in developing a large-scale green steel plant. Located in Boden, Sweden, this site will include a 690MW electrolyzer, a direct reduction plant utilizing renewable hydrogen, two electric arc furnaces, and cold rolling and finishing facilities. Operation is set to begin in 2026, with an expected annual output of 2.4Mt of green steel.
Source: Chem Analyst, 28 June 2024
US federal investigators have found that a Hubbard manufacturing plant where a man died earlier this year, failed to protect their employees from molten metal that was heated to more than 2,000 degrees. Thirty-yearold Jawaylan Patterson died on 13 January at Ellwood Engineered Castings, Ohio. A police report states that Patterson was in a pit when molten steel began pouring in. A witness told police that a malfunction with the casting caused the spill. The US Department of Labour’s Occupational Safety and Health Administration said in a media release that the company did not have an effective process for containing and managing molten metal leaks.
Source: WFMJ, 28 June 2024
Emirates Steel Arkan in Abu Dhabi is set to ‘enhance’ its green steelmaking operations, according to media reports. The company, which operates two low-emission minimills supplied by Danieli and featuring Energiron DRI technology and Hytemp pneumatic charging for hot DRI up to 600°C, is considering the installation of an electrical Process Gas Heater (e-PGH) at its DRI plant, using renewable energy. A memorandum of understanding was recently signed by Saeed Alghafri, CEO of Emirates Steel Arkan, and Rolando Paolone, CEO and CTO of Danieli.
Source: Yieh Corp Steel News, 1 July 2024
ArcelorMittal's South African division has decided against shutting its steel plant in the KwaZulu-Natal province and is working on a plan to make it viable, it said on 2 July, more than six months after announcing its closure. The company's Johannesburg-listed shares recently fell by 12.1% after a trading update said that losses would widen because of tough market conditions and disruption at its Vanderbijlpark furnaces, where it produces flat steel products. Source: Reuters, 2 July 2024
We pioneer motion
Turn complexity into simplicity - with Schaeffler Lifetime Solutions
OPTIME C1 combines the advantages of our automatic lubricator C1 with award- winning OPTIME technology: With its intuitive app, it simplifies the maintenance of your machines and eliminates the need for time-consuming manual work.
In addition to simplified lubrication, Schaeffler also has Lifetime Solutions and services for the supervision and assembly of its bearings and machine.
Keep your machines rolling.
www.schaeffler.co.uk/optime-c1
Politics defines the industry’s future
Cassandra wailing gets louder over steel’s declining star in Pennsylvania, once hailed as the steel industry ‘magnet.’ By Manik Mehta*
ONCE praised for its magnetic pull as the steel industry’s hub, Pennsylvania State seems to be losing its attractiveness for the steel industry, particularly since news broke out months back about Nippon Steel’s takeover bid of US Steel, an industry icon. Steel has always been a key factor in propelling the state’s and, particularly, Pittsburgh’s economy.
While politicians and other interest groups have become alarmed over Nippon Steel’s takeover bid, trade unions banded under the United Steelworkers (USW) see the Nippon Steel-US Steel deal as a ‘threat’ to reviving the fortunes of the state’s steel industry following past closures of steel manufacturing units; steel has been the mainstay of Pittsburgh’s – and indeed Pennsylvania’s – economy.
Such sentiments about Pittsburgh being a synonym for the steel industry are prevalent not just among steel workers but also, in general, among the majority of Pennsylvanians.
Despite assurances given by Nippon Steel’s management that it will respect all contracts between US Steel and the USW, the steelworkers are not convinced that Nippon would adhere to its assurance. The Japanese company made an offer of $14.9
billion for the takeover.
One key question of concern to workers is that Nippon is not being specific about plants in Pittsburgh’s Mon Valley region. Politicians on both sides of the aisle, including the rival Presidential candidates Joe Biden and Donald Trump, who are keen to court the workers in an election year, have voiced their opposition to the deal.
“I don’t think that any meaningful political decisions will be taken until after the November election this year,” said John Falcon, a local New York-based analyst, in a conversation with this author.
Nippon Steel’s vice chairman Takahiro Mori has been assuring through a Pittsburgh newspaper article that his company would not alter or do away with the current US Steel set-up. Nippon’s representatives have been sounding optimistic that the chances of the US Steel-Nippon Steel deal being approved would improve after the November election. Nevertheless, workers remain sceptical about Nippon’s long-term commitment to run the plants and also invest in the community, and will be closely monitoring statements and actions by politicians about the Nippon Steel takeover bid.
*US correspondent, Steel Times International
Imports increased slightly in May 2024
Meanwhile, steel imports in May rose 1.7% over the April level. Based on preliminary Census Bureau data, the latest import figures released by the American Iron and Steel Institute (AISI), show that the US imported a total of 2,850,000 net tons (NT) of steel in May 2024, up 1.7% over last month’s figures. Total steel imports rose 8% over the previous 12-month period.
Major steel products showing a marked rise in imports in May were line pipe, oil country goods, sheets and strip of all other metallic coated ingots, billets and slabs, cut-length plates, and sheets and strip-hot dipped galvanized products. Canada, Brazil, South Korea, Mexico and Vietnam were major suppliers.
Nucor is shifting its focus away from the automotive market
While the automotive sector has been inherent with strong demand in the past, steel companies are also looking at other lucrative sectors for their steel. Nucor Corp, for instance, will continue to view the automotive sector as an important end market for its annual 3Mt sheet mill expected to start within two years, but the automotive sector will not be the mill’s
Preparation Technologies for Metallurgy
Tailor-made Solutions
• Preparation of pellets and micropellets
• Sinter mix preparation
• Recycling of valuable residues like dusts, ashes, sludges, slurries
• Fine grinding
• Preparation of carbon paste for graphite electrodes, anodes, cathodes
• Coal preparation :»
• eirich.de
main focus, according to Nucor’s chief financial officer, Stephen D. Laxton.
“Automotive is not going to be the focus in West Virginia,” Laxton said recently during a major international steel event in New York jointly organized by the Association for Iron & Steel Technology (AIST) and World Steel Dynamics (WSD).
“Well under half of the shipments out of West Virginia will be for automotive,” Laxton added. Automotive now accounts for “about 7% of all the company’s steel shipments.” This represents some 1.3Mt supplied to automotive end customers in 2023; despite one third – 1Mt/yr – of Nucor West Virginia’s output shipped to the automotive sector, the volume for other new lines would be twice the company’s total volume of current shipments.
With an investment of $3.5 billion in the West Virginia project, Nucor is confident that, once operational, the new mill would produce 84-inch sheet products. In New York, Laxton said that the West Virginia plant would complement Nucor’s other sheet mills, which mainly serve southern and western markets. He revealed that the mill would concentrate on the Midwest.
Green steel is gaining ground in US steel industry circles ‘Dirty steel’ and ‘clean steel’ are terms in vogue these days in industrial circles, referring to the onset of an age when steel companies will be judged by the amount of carbon emissions in steel manufacturing. ‘Dirty steel’ is also frequently used by politicians to suggest that the steel coming to the United States from certain countries is produced with a high level of pollution; they use the ‘dirty steel’ term as an argument to prevent cheap steel produced with government subsidies in those countries from entering the US market. Tariffs are imposed to reduce steel imports from countries that dump heavily subsidized steel they produce and ship to the US at the expense of the domestic American steel industry.
Attention is turning increasingly to the progress made by European manufacturers in increasing the level of ‘clean steel’ production. Some environmentalists point out, for instance, that dramatic changes have taken place in north Sweden which has gained valuable experience in cleaning up what was one of the world’s dirtiest industries.
H2 Green Steel, a Swedish company, has been instrumental in setting up a complex of multiple units near Boden, the world’s first large-scale ‘green steel’ project. The mill being set up here – the target year for project completion is 2026 – will use ‘green hydrogen’ produced with renewable electricity, a process that will reduce carbon pollution by 95% compared to traditional steelmaking, and will produce about 5Mt of green steel by 2030. The switch to ‘green hydrogen’ is expected to spread to other regions as well. But some experts say that the replacement of coal with green hydrogen at the Swedish site is moving at a very slow pace.
Inspired by the Swedish example, however, the Biden administration announced some months back that it would earmark $6 billion for decarbonizing heavy industries, including steel. Already, a funding of $500 million is to be given to ClevelandCliffs, the Ohio-based steelmaker which plans to replace its existing blast furnace at its Middletown mill. A similarly large funding will be allocated to Sweden’s hydrogen pioneer SSAB to explore the development of an ironmaking plant deploying green hydrogen in Mississippi. �
Sinobras: More than double its rolling mill capacity (Part 2)
In the second and final part of this feature, Germano Mendes de Paula* details the development of Sinobras’ rolling mill, as well as future investments in the pipeline
SINOBRAS’ new rolling mill is capable of producing 500kt/yr of long steel products, designed to fabricate 5.5mm -16 mm bars and 6.3mm -16 mm rebar, at a maximum finishing speed of 110 m/s. Consequently, its rolling mill capacity will increase from 380kt/yr to 850kt/yr. It is a considerable enlargement, especially when taking into consideration that other players – such as ArcelorMittal, Gerdau, and Simec – are developing expansion plans regarding long steel products too.
In addition to the capacity increase, the new rolling mill provides Sinobras with the opportunity to bring to the market products that it has not yet manufactured: rebar-incoil, rebar-in-spool, and wire rod. In other words, the new equipment will allow some product diversification, as it used to only produce straight rebar and drawn products (trusses, screens, meshes, and wires). It is worth mentioning that spooled rebar does not require unwinding and rewinding before being used on downstream lines. Moreover, the two finishing lines for wire rod and rebar-in-coil foresee the provisions for in-line quenching and tempering.
Sinobras declared that the new rolling mill project was fully funded by the company and its controlling group. This seems to be a consequence of Aço Cearense’s creditor protection procedure, in force from 2017 to 2022. It is important to stress that in 2023, Sinobras had net revenues of $420M and net income of $78M.
Sinobras believes that the new rolling mill will ramp-up mainly in the second half of this year, due to a more diversified
product line. It is forecast to reach full capacity – 42kt/m of the equipment – in November. The company expects to achieve a production capacity (of the two rolling mills combined) of 500kt in 2024 and has hired more than 300 people to work within operations. The number of employees will rise to 1,800, including activities in the forestry area and charcoal production.
Although located in the Amazon Forest area (Northern Region), Sinobras sells its products throughout the nation. It is focused on the niche of 16,000 small and medium-sized distributors dispersed throughout the country. The distributors are served by a transportation system that involves outsourced, autonomous carriers, and their own fleet (from Aço Cearense Logística). Furthermore, the company is known for carrying more inventory proportionally than its competitors. It claims that agility in delivery and its customer network credit system are some of its competitive advantages.
Future investments
Sinobras is building a 230 kV transmission line to cover its increased electrical needs and use of energy from the Belo Monte Hydroelectric power plant located on the northern part of the Xingu River in the state of Pará in Brazil.
Sinobras has a minority shareholding in the facility. Besides its own consumption, 52 MVA of electrical energy will be made available in the municipality, enabling the installation of other enterprises that require this energy capacity.
Currently, drawn products’ nominal
capacity achieves 186kt/yr, distributed between Sinobras (110kt/yr) and Aço Cearense Industrial, a sister company, located in Fortaleza (State of Ceará, with 76kt/yr). Sinobras is investing to increase its capacity to roughly 130kt/yr as of 2025.
Sinobras is also conducting a financial feasibility study of the project to build a new BOF in Marabá. The company decided not to invest in additional EAF capacity due to the scarcity of scrap in its region. If approved this year, it is expected to be ready in mid-2027 and would feed the new rolling mill. Until then, Sinobras is going to import billets from various suppliers abroad, such as China, Turkey and Indonesia. The new 500kt/yr steel shop, which commences construction in early 2026, will require $300-$400M of investment. The project will create 1,800 jobs during the construction phase and 510 direct jobs through the operational stage. The financing will be provided by Sinobras, with Vale acting as guarantor.
Vale will also provide pig iron to Sinobras through the construction of Tecnored’s first commercial biomass plant in Marabá, 4km away from Sinobras’ steelworks. The unit will have an initial capacity to produce 250kt/yr, with the possibility of reaching 500kt/yr in future. The start-up is scheduled for 2025-2026 with an estimated investment of approximately $320M.
The partnership between Sinobras and Vale is representative of a long-term ambition of the State of Pará, where the Carajás iron ore mine is located, to increase the iron ore/pig iron/steel value chain’s verticalization. �
* Professor in Economics, Federal University of Uberlândia, Brazil. E-mail: germano@ufu.br
Government leads sector growth
Stable government support for India’s robust infrastructure policy may lead
By Dilip Kumar Jha*
INDIAN steelmakers are projecting stellar double-digit growth in consumption during the financial year 2024-25 (AprilMarch) due to the continuation of robust infrastructure policies following the third-term election of the progressfocused National Democratic Alliance (NDA) government. The Bharatiya Janata Party (BJP)-led NDA government has placed the infrastructure sector at the core of economic expansion, believing it will drive growth in other sectors.
A strong emphasis is laid on infrastructure development,which the government considers crucial to overall economic growth and social empowerment.
Sectors such as power, bridges, dams, highways, and urban projects have been identified as key components of the overall infrastructure development strategy, which are essential to achieving India’s 2047 vision for a $40 trillion economy and transitioning from a developing country to a developed nation.
Joint Plant Committee, and Investment
Source: Ministry of Steel, Indian government
infrastructure will be instrumental in advancing India’s green objectives.
After achieving phenomenal success in completing new infrastructure projects at reduced cost in a time-bound manner over the past 10 years, the Indian government is now working on strategies to utilize global experiences to tackle challenges such as carbon emissions and global warming during the implementation of new projects. Green infrastructure is swiftly gaining traction in contemporary urban planning across all tiers of governance – national, regional, and municipal. Sustainable *India correspondent, Steel Times International.
Rating agency Crisil estimated India’s total allocation at nearly INR 143,000 billion ($171.17 billion) for capital expenditure (capex) towards infrastructure development over the next seven fiscal years (AprilMarch) until 2030. This capex significantly surpasses the INR 67,000 billion ($80.19 billion) spent during the preceding seven fiscal years beginning 2016-17. Notably, approximately INR 36,600 billion ($43.81 billion) of this will be earmarked for green investments, marking an incredible fivefold increase compared with the period between fiscal year 2017 and 2023.
Infrastructure to drive steel demand T V Narendran, managing director of Tata Steel, has said that India’s steel demand will witness a growth rate of 8-10% in the financial year 2024-25, outpacing the country’s economic growth forecast of 7.2% by the Reserve Bank of India. The bullish forecast underscores the resilience of India’s steel growth story, driven by a strong infrastructure push. Expressing confidence in India’s ability to meet the rising domestic demand, Narendran said, “India’s steel consumption is primarily infrastructure-led. Hence, any push to the infrastructure sector will drive the steel sector proportionately. We are confident
that India will achieve 8-10% steel demand growth in the financial year 2024-25. The abundance of iron ore in the country and continuous expansion in production capacities are added advantages.”
International financial information and analytics company, S&P Global, forecasts that India’s domestic steel demand will remain robust for the next 10 years, driven by infrastructure investments. Spending on infrastructure, which accounts for 25-30% of steel demand, is expected to increase by 11% in the financial year 2024-25 due to the continuation of the government in power.
Anticipating phenomenal growth, India’s leading credit rating company, Investment Information and Credit Rating Agency Ltd (Icra), revised its fiscal year 2024-25 steel demand growth target to 9-10%, up by 2% from the earlier forecast of 7-9%.
Commenting on the upbeat industry trends, Girishkumar Kadam, senior vice-president and group head (corporate sector rating) of Icra Ltd, stated, “For the last three years,
fastest period of growth since the global financial crisis. In the financial year 202324, the industry registered a consumption growth of 13.6%, which is marginally lower than the peak of 13.9% registered in the financial year 2015-16 during the golden period of India’s private sector capital expenditure boost. With demand remaining healthy, the upward revision in demand growth is expected to lead to an earnings uplift of US$12-18 a metric tonne in the current fiscal.”
Rising imports – a major headwind Steel, being a globally traded commodity, is significantly influenced by the external environment in determining the health of the domestic industry. Given the sub-par economic growth outlook in China, along with other leading global steel-producing and consuming hubs, steel trade flows have been redirected to high-growth markets such as India. Consequently, domestic finished steel imports have been steadily rising since the financial year 2022-23. India’s steel imports set a new record at
8.32Mt in the financial year 2023-24, marking a more than 25% increase from 6.02Mt in the previous year.
According to Jayant Acharya, joint managing director and chief executive officer of JSW Steel, “Rising steel imports remain a key risk for the domestic steel industry, especially from China and the ASEAN. More than 95% of the imported steel can be substituted by raising domestic production. Therefore, there is no need for import. In my view, most of the import is primarily due to an opportunity for price arbitrage, which occurs opportunistically. This is a concern, and we will have to continue to watch that in this year as well.”
Praveen Nigam, executive director (finance and accounts) of Steel Authority of India (SAIL), said, “Demand improvement has not been significant in China. Now, the United States has increased tariffs on select Chinese items, including steel, leading to an increased flow of the metal coming to India. There is every likelihood that increasing imports of Chinese steel will put pressure on Indian steel markets.” �
PROFILEMASTER® SPS
Profile Measuring System
The PROFILEMASTER® SPS is a light section measuring device for measuring contours and dimensions on profiles of all kinds in cold and hot steel applications.
Benefits:
Maximum measuring accuracy thanks to temperaturestabilized measuring systems
Shape fault detection (SFD) thanks to high sampling rate
High-precision measurements
Detects process problems at an early stage
Fast maintenance and easy cleaning
Minimise downtime: lubricate the smart way
Lubrication of bearings is one of the most important success factors for time and cost-efficient maintenance.
Schaeffler GreaseCheck checks the condition of the grease by using an optical reflection method. Monitoring of the grease is carried out on the basis of characteristic changes for automatic condition assessment.
Manual relubrication is time-consuming, can involve working in hazardous areas, as well as risk of over-lubrication or lubricant starvation. Automatic lubrication systems can eliminate these risks.
The extremely harsh operating conditions in steel production require equipment and components that meet the toughest demands. High quality, correctly lubricated bearings are required for the specific challenges created by heat, dirt, scale and cooling water, as well as high operating and impact loads, says Steve Boyle*
*Regional sales engineer MRO, Schaeffler UK.
SCHAEFFLER offers bearing solutions for all bearing positions in systems for producing and forming steel. With decades of experience collaborating with system manufacturers and operators, the company supports hundreds of steel mills around the world. Schaeffler’s bearings can be found in converters and continuous casting machines, as well as hot rolling mills, section mills, wire mills, cold rolling mills, multi-roll cold rolling stands, and straightening machines.
Lubrication is key
Sourcing the right bearings is crucial, but making sure they are correctly lubricated is one of the most important success factors for time and cost-efficient maintenance. It is critical for low-friction and, therefore, energy-efficient machine operation. Incorrect lubrication is one of the most frequent causes of rolling bearing damage and machine failure.
Schaeffler has published a white paper on bearing lubrication. Titled Can lubrication be easy and sustainable?, the paper focuses on lubrication systems and lubricants, highlighting what is
Cost of an unplanned downtime Time lost is around 3.5 days, with associated costs of €7,056,000. These costs were incurred purely as a result of the loss of steel production. Repair, material and personnel costs are not included.
important when it comes to lubrication. The aim is to help maintenance engineers lubricate their machines more sustainably and cost-effectively, simplify their maintenance processes and prevent unplanned machine downtime.
Automatic lubrication systems
In many production plants, it is still common practice to lubricate machines manually with a grease gun. Not only is this time-consuming and sometimes involves working in hazardous areas, it also entails risks such as over-lubrication or
The costs are made up as follows: one tonne of steel costs around €700. In one hour, 120 tonnes are produced. Therefore, 3.5*24*120*700 = 7,056,000 €
Costs for a planned downtime
During a planned downtime, production continues up to 85%.
Therefore, 7,056,000 € * 85% = ~ 6 million €
lubricant starvation, as well as the use of inadequate types of lubricant. Automatic lubrication systems can eliminate these risks and offer additional significant benefits.
The white paper reveals how modern lubrication technology can pay off for a company, how lubrication systems can make processes easier and more environmentally-friendly, and what should be considered when changing lubricants. It includes basic knowledge, expert tips and guidance, as well as numerous practical examples.
The paper answers four key questions surrounding modern lubrication:
• How can lubrication systems simplify lubrication processes and avoid unplanned downtime?
• Which lubrication methods reduce unplanned downtime and do so sustainably?
• What should you do if the lubricant recommended by the manufacturer increasingly proves to be the cause of machine or bearing failures?
• When switching from one lubricant to another, what should you consider in order to avoid unplanned downtime?
Comprehensive solution for converter monitoring
Here’s an example from the steel industry of how lubricant monitoring – as part of a comprehensive condition monitoring solution – can help reduce maintenance costs.
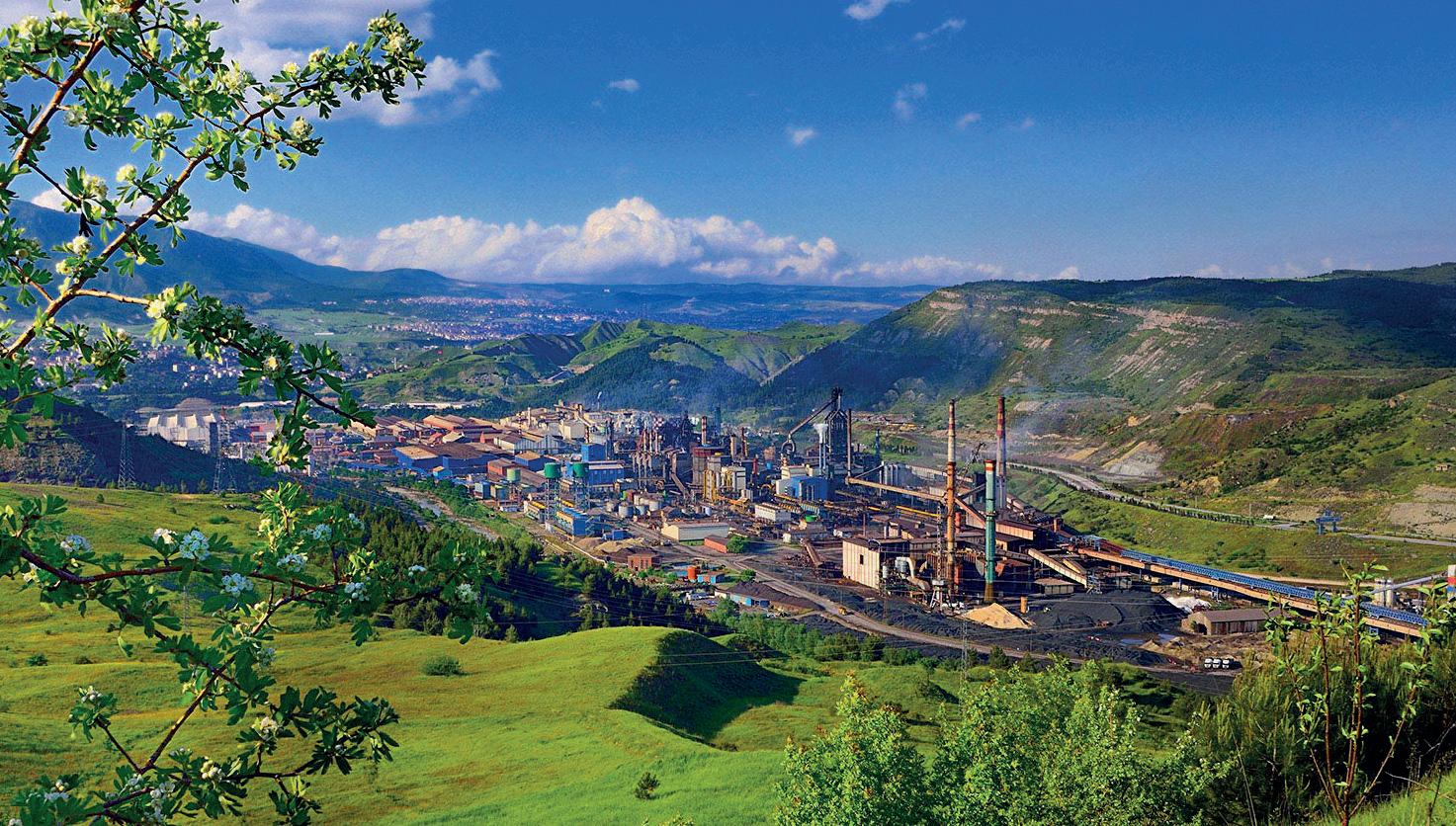
The Kardemir Karabük Demir-Çelik plant in Turkey produces long steel, structural steel, billets, sections and rails. The plant has more than 4,000 employees and produces 2.5Mt of liquid steel annually.
The machines at the steel mill run non-stop, six days a week. The operating conditions are extremely challenging. Converters are classified as one of the most critical machines because they must withstand high temperatures, loads and vibrations. Bearings, housing and shaft are subjected to particularly high stresses.
At the same time, maintenance is under pressure to reduce manufacturing costs, increase product quality and improve environmental sustainability. The concern that a converter might fail (unplanned) due to bearing damage is an ongoing issue. To change this, the maintenance team looked for a predictive monitoring solution for the converters.
Prior to approaching Schaeffler, converter components were not monitored. Orhan Sarioğlu, mechanical maintenance chief engineer at Kardemir summarised the challenge: “We know that measurements on the converter bearings and components are difficult to make because the bearings do not turn 360 degrees in the process, but only make a tilting motion. But we felt it was time to find a monitoring solution for the fixed and floating bearing, despite measurement conditions that are not easy.”
Kardemir turned to Schaeffler for help.
A hot solution
Schaeffler developed a comprehensive solution that included grease monitoring, sound and vibration analysis, as well as measurements with strain gauges and distance sensors. The local Turkish Schaeffler sales partner, Vibmer, supplied the corresponding products.
The Kardemir Karabük Demir-Çelik steel production plant in Turkey.
Converters are classified as one of the most critical machines because they must withstand high temperatures, loads and vibrations.
Grease
monitoring
For grease monitoring of the bearings, Schaeffler recommended its GreaseCheck system. This checks the condition of the grease by means of an optical reflection method. For this purpose, the sensor head is immersed in the grease. Monitoring of the grease is carried out on the basis of characteristic changes for automatic condition assessment. A cable provides communication between the sensor head and the electronic evaluation system. With the GreaseCheck, water content, grease deterioration and temperature can be displayed. The system starts measuring the grease condition within about five seconds after it has been connected to the power supply.
In order to lubricate the bearings properly, Kardemir followed Schaeffler´s recommendation and opted for its Arcanol LOAD400, a grease that is particularly well-suited to high load carrying capacity. The grease has a high service life, even at high loads and extremely wide temperature ranges, as well as excellent wear protection and low starting friction.
Vibration, sound, distance and strain measurements
The ProLink multi-channel condition monitoring system (CMS) from Schaeffler was used to carry out the various measurements. This system uses
vibration sensors on the fixed and floating bearing to measure the vibration behaviour, primarily in the low-frequency range. The ProLink CMS analyses the overall vibration condition, as well as component-specific vibrations, for example, in bearings and gears. All parameters and alarm statuses can be transmitted to the control room and the machine control system using OPC UA. The alarm condition can also be transmitted simultaneously to a maintenance planning system via OPC UA. The appropriate maintenance measures can then be initiated from there, and high costs incurred by a stoppage can, therefore, be reliably prevented.
In order to obtain information on the condition of the bearings in the high-frequency range, Acoustic Emission is also used to measure ‘cracking noises’ above 50 kHz. Strain gauges were also used to obtain trend information on the deformation of machine elements of the converter. Distance sensors were also used to measure changes in the alignment of the converter.
Online monitoring – remote diagnosis
With the help of all these measurement procedures and methods, Schaeffler monitors the bearings, housings and shaft from its online monitoring centre in Germany. The Big Data structures are transmitted to the centre and processed there in the Schaeffler Cloud. Analysis, prediction and optimisation are performed using new algorithms and cognitive methods. Any anomalies and need for action are highlighted, and measures are initiated accordingly. The analysis, prediction and optimisation by Schaeffler is based on years of experience and certified vibration specialists. Kardemir is absolutely satisfied with the monitoring solution: “Maintenance engineering is a difficult and demanding profession. In these difficult conditions, you have to work with and seek support from reliable companies. We have made Kardemir Steelworks safer by purchasing the bearing condition monitoring system from Schaeffler,” said Orhan Sarioğlu.
World’s largest iron ore deposit ready for development
Rio Tinto and its partners have attracted $15 billion in funding for the world’s largest untapped highgrade iron ore deposit, the Simandou iron ore project in the Republic of Guinea. Michael Schwartz* reports.
THE Simandou project is hosted by the 100 km2 Simandou mountain range in the south-east of Guinea. As a spokesperson confirmed to STI, the range is located ‘in a remote and undeveloped area of the country. To export the ore, the project partners are constructing more than 600 km of new multi-user railway as well as port facilities at the coast. Its subsoils contain the world’s largest untapped reserve of high-grade iron ore, estimated at over two billion tonnes. Developing a project of Simandou’s scale is a unique opportunity.’
The Simandou concession is divided into four blocks, Rio Tinto exercising its rights to blocks three and four via Rio Tinto Simfer (RTS), a joint venture from Rio Tinto, Chalco Iron Ore Holdings (CIOH), and the Government of the Republic of Guinea. Rio Tinto is the majority shareholder and managing partner of RTS. The company announced in December 2023 that its initial share of capital expenditure to build blocks 3 and 4 alongside associated rail and port infrastructure would cost about $US6.2 billion with the project’s initial works to be ready by the end of December 2025. Meanwhile, development and operation of blocks 1 and 2 are being undertaken by Winning Consortium Simandou (WCS) which was set up by SMB Winning Consortium, Winning International Group, China Hongqiao and UMS Guinea. WCS won the blocks 1 and 2 tender in 2019, signing its key agreement with Guinea’s government in June 2020.
Despite blocks 1 and 2 and blocks 3 and 4 being developed separately, there are aspects of the project where RTS and WCS are working together. For example, RTS will construct the 70 km Simfer spur rail line and 60Mt/yr transhipment vessel port, while WCS will construct the 536 km dual-track main rail line, the 16 km WCS spur rail line and 60Mt/yr barge wharf. All relevant infrastructure and rolling stock will be transferred to and operated by the Compagnie du Transguinéen (CTG) JV, where RTS and WCS each hold a 42.5% equity stake and the Guinean State 15%.
First production from the RTS mine is expected next year, ramping up over 30 months to 60Mt/yr; initially there will be a single fines product leading into a dual fines product of blast-furnace and directreduction ready ore.
Rio Tinto is reporting a Proved Ore Reserves estimate for the Ouéléba deposit at Simandou of 273Mt at 66.4% Fe, 1.0% SiO2, 1.2% Al2O3 and 0.07% P. When added to the Probable Ore Reserve estimates of 1,226Mt at 65.0% Fe, 0.9% SiO2, 1.8% Al2O3 and 0.10% P, the iron ore total estimate reaches 1,499Mt.
The company is fully committed to a green and sustainable product, helped by the high-grade, low-impurity formation of Simandou’s iron ore. As it replied to STI, ‘‘the Simfer mine is expected to ramp up to produce 60 Mt/yr high grade iron producing at an average grade of 65.3% Fe and with low levels of impurities over
*Iron ore correspondent
an initial 26-year mine life. This is truly a world-class resource and provides RioTinto with another route to supply iron ore to the growing green steel industry.’’
Crucial support has been forthcoming from the Government of the Republic of Guinea, which has been instrumental in unlocking the project and is a partner in the RTS and WCS JVs which will deliver and manage the project’s infrastructure. It is also a partner in its own right within RTS.
Rio Tinto also outlined the role of RTS staff: “Simandou is a complex and challenging project which will require the talents of thousands of employees and contractors. In Q1 2024, Rio Tinto Simfer had a headcount of over 7,000, including over 6,000 contractors. This will grow further as construction activity ramps up next year. At present, Guinean nationals represent 85% of employees on site.”
Finally, there are RTS’ ESR obligations: “We are committed to developing the Simandou project in line with internationally recognised ESR standards. This includes transparently reporting on impacts of our mining operations and continuing to work alongside local stakeholders on ways of mitigating these impacts. We recognise the responsibility we are entrusted with and see ourselves as long-term stewards of natural resources. We will continue to work alongside communities to ensure the Simandou project is developed with environmental stewardship and social wellbeing at its core.” �
The Italian job
I’ve eaten impressive meals in many expensive restaurants around the world, I’ve slept in some of the finest hotels on the planet, attended a family wedding in Florence that was probably better than David Beckham’s, and now I’ve been to the Fifth Danieli Innovaction Meeting 2024 – in short, there are no words to adequately describe how great it was. An awestruck Matthew Moggridge* reports
IT’S rare that I land at a foreign airport and find a man standing behind a barrier holding up an iPad with my name on it. So rare, in fact, that when I arrived at Marco Polo International in Venice there were shady taxi drivers with dark glasses, but none of their tablets displayed my name and for a moment I despaired – nobody wants me! – until I spotted a Danieli Information Point and realized that this was going to be a sizeable gathering of global steel professionals.
After giving my name and munching on a few excellent biscuits while in conversation with one of the girls on the desk, I was led to a gleaming black minibus and whisked off to Udine and the Allegria hotel, a small but perfectly formed establishment. Biscuits, incidentally, and sweet delicacies in general, were available in vast quantities throughout the event – so much for the Mediterranean diet, I thought, or perhaps I simply lack self-control.
Udine is a pleasant, off-the-beaten-track Italian city located in North Eastern Italy and a short drive from Buttrio where Danieli is headquartered – there is even a road named after the company. I was attending the Fifth Danieli Innovaction Meeting 2024 – and I wasn’t alone. Udine hotels were rammed with steel executives, more than 700 I was told. An estimated 60% of global steel production was represented at the event.
There was, however, a moment of sadness. The recent passing of the legendary Gianpietro Benedetti, Danieli’s larger-than-life chairman, warranted a well-produced memorial video – ‘he met Castro!’ I wrote in my notepad as the video played.
For an event of this magnitude to work, it had to be planned with precision, and Danieli didn’t miss a trick. Coaches were scheduled to pick up delegates after breakfast from their hotels dotted around Udine and ferry them to the company’s Buttrio research centre. Delegates staying in Danieli’s own four-star Le Fucine hotel in Buttrio were the only ones with just a short walk to the conference.
I assumed that the crème-de-la-crème of the global steel industry would be residing in Le Fucine but I’ll never know if I was right or wrong.
I spotted Ron Ashburn, the AIST’s executive director, who was in town en famille, which was nice to see. Our paths barely crossed, but we did manage to say hello outside the Teatro Lirico Giuseppe Verdi in Trieste before the Gala Concert (all good events have a gala concert); and for me, all good events include Ron Ashburn, he’s a kind of harbinger of greater things to come and his presence, for me at any rate, meant I was in the right place. I’d seen Ron from a distance earlier as he chaired a Day One panel discussion, Raw Materials and
*Editor, Steel Times International
Metallics: present and future opportunities, and I would see him the following day in what was called the D&C Space over on Danieli’s corporate campus, for a day-long iron and steelmaking workshop where Danieli Corus’ Reinoud van Laar – my ‘man of the match’ – would discuss blast furnaces and how they will be retained in large capacities despite constant chatter about their imminent demise. That said, I was once told by none other than Philip Bell, president of the Steel Manufacturers’ Association (whose members are EAF steelmakers) that there would always be a place for the blast furnace in steelmaking. If you’re wondering why Danieli Corus’ Reinoud Van Laar was my ‘man of the match’ it’s because he cuts through the hype and says it like it is; yes, we all know that the blast furnace is the new villain of the piece and, ultimately, must go if the steel industry is to get anywhere near fulfilling its net zero promises, and yes, let’s be clear, steelmakers are pulling out all the stops to make the process greener, but it’s not going to happen overnight and, therefore, the blast furnace’s days are not numbered just yet; they will, as Reinoud and various institutes and other OEMs have pointed out, be retained by India to the tune of 1 billion tonnes/yr. Huge investments in blast furnaces, he said, means a greater demand for long campaign lives. “Our BF design is indestructible,” said
Reinoud, and is being used in Korea, China, the USA and 100 other locations around the world. But the bigger point is this: yes, they are going to be around for some time to come, but technologies are being developed, tremendous efforts are being made, to make them ‘greener’ until such time as the Indians and Chinese and others fall into line (as they inevitably will because the market will demand it) and then, one day, there will be no more blast furnaces. But the blast furnace sticking around is not the point. The fact is this: it’s our reality. Reinoud believes we should accept the situation and make sure we do something about its carbon footprint.
Sticking with football references, you would be forgiven for describing Danieli’s Fifth Innovaction Meeting 2024 as a ‘game of two halves’ to quote British television football pundits of old. Day One was a conference in the true sense of the word with some top-notch steel industry panelists. Day Two focused on what Danieli could offer those present across the gamut of steelmaking processes.
On day one, Macro-economic and geopolitical trends examined just that; Dr. Peter Maagh, chief technology and production officer at SHS Dillinger, said the 400-year-old company produced around 4Mt/yr of flat and long products and had dealt with many challenges. He said there were two blast furnaces, two steel plants and many casters and rolling mills and that the company was investing heavily in decarbonizing the whole liquid phase of the production process. Europe, he said, was on a path towards decarbonization and would need hydrogen produced with electrolysers to make green steel. According to Maagh, hydrogen needs to be green, which means we need green energy too.
Peter Matt, president and CEO of US electric steelmaker CMC, said his company was the first minimill group to commercialise micromills; and was in the process of developing its third one, which would be 100% scrap-based. The company has invested in energy efficiency and made big investments in renewable energy. He spoke about overcapacity but didn’t lay all the blame at China’s feet, arguing that he worried about Europe which he believed should rationalize capacity. He argued that ‘levelling the playing field’ wasn’t ‘protectionist’ and that with Section 232 in place in the USA prices have gone up and companies are generating good returns.
Vidya Ratan Sharma, vice chairman of Jindal Steel & Power, rather optimistically hoped that all wars would end – a sure vote winner. He believed that steel production would become regionalized in times to come, and that seaborne trade would be reduced by 20%. For Sharma, Africa was the only place left untouched and, therefore, the place to export to.
Jindal was producing around 12Mt of steel in India and 3Mt in Oman where the company was planning to add more capacity using hydrogen-based DRI and two electric arc furnaces of 3Mt capacity each. He said that India would be difficult to decarbonize immediately, arguing that the first target for Indian steelmakers should be low-emission steel. The company had ‘done a lot’ and his message was simple: stop blast furnaces.
As for regionalization, Sharma said it must happen. Why waste time and energy transporting raw materials from one place to another, he said. Vidya urged the USA and Europe to work together to ‘reduce our CO2 footprint’.
Hassan Shashaa, group chief projects
officer for Emirates Steel Arkan, raised a few eyebrows when he told the assembled masses of global steel executives not to worry about overcapacity. “It will always be there, we shouldn’t worry,” he said, and then moved on to discuss decarbonization, stating that the global steel industry accounted for 7% of the world’s CO2 emissions – tell us something we don’t know – and that it needed to be reduced as soon as possible. The easiest way, he said, was to convert scrap, but there’s not enough of it. For Emirates Steel Arkan, he said the DRI/EAF route was the policy going forward. “We need natural gas and clean electricity,” he said, adding that hydrogen was part of the solution and that there were many opportunities for collaboration to reduce emissions. Shashaa told delegates that we, the steel industry, have a responsibility to protect the world and, of course, he was right.
Emirates Steel is 25 years old, produces 3.5Mt of long steel and has three DRI units producing 4.2Mt of product servicing three 150-tonne capacity EAFs. The company produces 3.7Mt of liquid steel per annum but a planned increase to 8Mt was scuppered by the financial crisis.
There are plans, however, to produce 15Mt of DRI in Abu Dhabi over the next 10 years, Shashaa said, using technology already in existence.
Dr. Peter Maagh said that energy was crucial, but that politics often condemned it as bad “and that’s not right”.
CMC’s Peter Matt spoke about the US Steel/Nippon situation, arguing that Japan had been a solid US partner and that there was a lot of politics involved; he believed the situation needed to be watched carefully. “Over time it’s important that we create as global a world as possible, but not
In the control room at Acciaieria Arvedi
right now,” he said.
Vidya Ratan Sharma said China should reduce capacity by up to 25% and focus on value-added products. He said that while India’s aim is to produce 300Mt of steel per annum, it won’t become a net exporter of steel. Steel production, he said, must become regional, and value addition will mean more downstream capacity.
Emirates’ Hassan Shashaa raised eyebrows again when he told delegates to live with export tariffs. “Live with it, this is life!” he said as he explained that Emirates Steel would export around half of its 3.5Mt production to 70 countries, some of which impose tariffs. He argued that we need more co-operation and more trade.
The Raw materials and metallics: present and future opportunities panel, moderated by Ron Ashburn, started with stats. Back in 1974 global steel production stood at 664Mt with 29% of steel produced on open hearth furnaces and just over 50% in blast furnaces. The EAF accounted for 16.9% of steel production. Fast forward to now and the situation was noticeably different: 71% of steel produced in blast furnaces, 28% in EAFs and 0.4% accounted for by ‘other means of production’. Global steel production today stands at 1.8 billion tonnes, most of which is produced in China.
Li Jianyu, chairman of Hunan Iron & Steel Group said his company was one of the most profitable steelmakers in China and was trying hard to meet carbon targets. He said that almost all Chinese steelmakers have announced decarbonization plans and that a lot of efforts had been made to reduce emissions. The hope, he said, is that Chinese steelmakers will continue to make progress. He said that China has replaced outdated capacity and that the Chinese government had limited production as
much as possible so that steel production will go down year-by-year and will reduce its global impact. He said that today, the Chinese have a lot of industry experts exploring solutions and that he was looking forward to co-operating with partners on the environmental issue.
Daou Rafic, vice chairman and managing director of Suez Steel said that in Egypt there were great opportunities to produce green energy and that there were many MOUs (Memoranda of Understanding) to undertake solar energy and wind power projects.
Suez Steel relies upon scrap substitutes HBI and DRI and uses the Energiron DRI process (developed jointly by Danieli and Tenova) with Zero Reformer technology,
which is hydrogen-ready. “We were right to choose it as we have a lot of natural gas,” said Daou.
Ronald O’Malley, chair professor, Missouri University of Science and Technology, moderated The best available energies: alternative choices panel discussion at which Dr. Michael Bott, production director of SHS/Dillinger Huettenwerke discussed the company’s activities in the long products and heavy plate sectors, the latter being used extensively in the energy sector, particularly for gas pipelines and offshore platforms as well as for offshore wind power.
SHS/Dillinger produces 5Mt of liquid steel and has two blast furnaces but is committed to transforming 70% of its production by switching to DRI-based EAF production. The project will cost in the region of 4 billion Euros, said Bott, but from 2030 the company hopes to produce 4.8Mt less CO2 per year and be climate neutral by 2045 with state and federal government support. Bott said there were lots of challenges, but the result was a new product – Pure Steel.
In the panel Intelligent and autonomous plants to produce competitive green metal, Microsoft’s Cloud sales executive, Dr. Andrea Bez, described data as ‘the new oil’ and even went as far as saying it was ‘the new water’, but I found myself thinking that if I was lost in the desert, I’d rather
In Trieste before the storm hit
have water than, say, a list of global mineral water suppliers. He said that AI is already disrupting how people create and argued that manufacturers need to accelerate and enforce data insights and infuse AI across all processes. AI, he said, was creating a new dimension of work but that time and energy were big problems for business. AI, he said, was ‘refunding us time and energy’ and shaping the future of work, it can be used to create innovation.
Stefano Scolari, CEO of Italian steelmaker ABS, said it was important to create lean and faster processes and stay in touch with customers. ‘We are facing a new era of customer experience,’ he said, while Alessandro Ardesi, CEO of Danieli Automation, talked of sharing and transparency and flexible and controllable processes. He said that Danieli Automation supports the demands of ABS and automates the company’s processes so they can predict anomalies and manage them within normal operational practices. The company’s Q-Pilot, for instance, is used for maintenance, transforming the production plant into an intelligent tool. Scolari added that 168 sensors power ABS’ AI system, giving the company total control as quality is very important. He said that a profile can be changed in eight minutes and that it was all about precision, quality and flexibility. “Plants have their own mind, a single synergistic force,” he said, adding that AI empowers the plant and makes it an intelligent entity. “The future of the steel industry is already here,” he said.
The Allegria hotel was only short walk from Udine Castle, venue for the muchawaited gala dinner. It was a grand affair to end all grand affairs and I didn’t return to my hotel room until gone midnight and was up at the crack of dawn the next morning, washed, dressed and waiting
for the minibus to ferry me and my fellow journalists to Buttrio for day two and the topic-related sessions. In addition to iron and steelmaking, there were long products, EAF meltshops and casting, flat products and tube and pipe plants, all areas of the steelmaking process where Danieli was able to impart its expert knowledge.
A coach journey to Trieste for a special performance by the Maggio Musicale Fiorentino orchestra and choir at the Teatro Lirico Guiseppe Verdi that included a touching tribute to Gianpietro Benedetti. Dinner at Trieste’s Urbani restaurant followed and then a coach journey back to Udine in the dark. Did you know that the grand square in Trieste is the only one in Europe that looks out to sea? Nor did I and I’m taking that snippet of information as gospel unless somebody tells me otherwise, although I did think at the time of Regency Square in Brighton on the south coast of England, that faces out to sea, but it’s nowhere near as grand as the one in Trieste and it’s a residential square so perhaps it doesn’t count.
All conferences worth their salt include plant trips, but surely none as grand and ‘out there’ and those organized for
delegates at Danieli’s 2024 Innovaction Meeting. Yes, there were a couple of local tours (I went on one) but there were also plant trips to Egypt (Suez Steel); the USA (Nucor Steel Brandenburg and CMC Oklahoma); and Shougang Jingtang in China.
It had been a busy few days and delegates on the coach back to Udine after the concert snoozed lightly. The silence begged a comedic moment and Danieli didn’t disappoint, although I wonder how funny it was for those to whom it applied. Suddenly the coach intercom crackled to life. “Anybody on the Nucor/CMC plant tour tomorrow please be aware that the coach will arrive at your hotel at 0400hrs…” – or words to that effect. There was laughter from those not on the trip. All I could think of was the transatlantic flight in store for those who had signed up, and then I drifted back to sleep with a smile, safe in the knowledge that it wasn’t me.
I was booked on a plant tour to Acciaieria Arvedi – think hot and cold rolled, prepainted and galvanized steel – which started with amazing pastries and finished with an excellent lunch down by the waterside in Trieste. A storm rolled in, visibility went to nothing, and we all waited for the poor weather to pass, which it eventually did and we found ourselves back on the coach to Udine.
Later I enjoyed a wonderful dinner at an exclusive restaurant in Buttrio with a good friend and colleague from Danieli who lives nearby, and then there was nothing else for it: a good night’s sleep – or not, I can’t remember – breakfast and a minibus to Marco Polo International airport. Job done, I thought, as the plane touched down with a screech of tyres at London’s Gatwick airport. I was back in Blighty. �
A waterside restaurant in Trieste
MIDA–QLP
and QSP–DUE are the winning Danieli direct-rolling technologies for the most competitive production of long and flat green-steel products.
They are the result of the research and continuous improvement profused over 20 years, along with multi-million dollars of investment.
Their unmatched performances have fueled their success worldwide, thanks to lower resource consumption and carbon emissions, unbeaten OpEx, and outstanding product quality.
So, top technology becomes copied technology, the shortest route for competitors that, abandoning their solutions, now try to imitate MIDA–QLP and QSP–DUE
Equipment and layout may be copied, but experts know that details make the difference. Automation and process solutions are not easy to copy, and this will be the experience of anyone trusting in those imitations.
The competitive advantage for our customers, obtained by field results, is the best defense for our technology – more than court rulings protecting our patents.
Danieli offers the best guarantees for speedy learning curves, steady performances, and now Digital Plants with no men on the floor. Buy the Original.
GIANPIETRO BENEDETTI CHAIRMAN OF THE BOARD OF DIRECTORS
There is a lot of opportunity regarding steel processing in the North American region, says Myra Pinkham*, as OEMs are continuing to out-source processes in response to labour issues, and the post-pandemic supply chain.
With original equipment manufacturers (OEMs) looking to concentrate upon their core business and to outsource many of the other things they had previously been doing, many US companies have been going further downstream to fill that gap. That is not only true for independent toll processing companies, but also many traditional service centres and even some steel mills.
“It is a great time for US companies to be in steel processing and fabrication,” Geoff Gilmore, president and chief executive officer of Worthington Steel, said, noting that as their customers’ needs grow more unique and they are being faced with challenging labour issues, certain OEMs have already begun outsourcing some of their value-added services. “And I believe that more of that will be coming,” he said, adding that Worthington has been having conversations with its customers on this topic.
One Midwest service centre executive said it isn’t surprising that OEMs would seek to outsource certain processing and fabrication given that the pandemic-related supply chain and labour issues resulted in ‘a world of hurt’ in their ability to produce the products that their customers need.
Gilmore agreed, pointing out that for years, certain OEMs have been evaluating what they want to do themselves and what they want others to do for them.
He said that in addition to their desire to stick to their core focus as much as they can, there are certain other factors that are increasingly pushing OEMs to outsource more value-added services, including their ability to have enough workers to provide those services and the maintenance requirements and costs to keep equipment in good working condition. “Also, there have been massive improvements throughout the value chain, giving them more confidence that they can get high-
Higher value, higher profit
quality products within a decent lead time.’’
This, however, tends to vary by end market. Gilmore said that this outsourcing push has been particularly strong with automakers and their Tier 1 suppliers – a sector that currently accounts for about 50% of Worthington’s business and has been rebounding dramatically since last year with the easing pandemic-related supply chain issues. He noted that the auto sector uses a lot of value-added products, including TRIP steel, coated steel, heavy gauge blanks, pickled steel, electrical steel laminations and tailor welded blanks (which is a lightweighting solution).
Gilmore said that energy-related demand has also been strong, while the construction sector has been mixed, and demand from agricultural and heavy truck sectors have been somewhat softer.
Philip Gibbs, a senior equity analyst with KeyBanc Capital Markets, said he doesn’t believe that the strategic dynamics
*North America correspondent, Steel
regarding value-added services have changed that drastically over the past few years. Rather, there is a growing realization by certain companies that they need to do new things to differentiate themselves from their competition and to better meet the needs of their customers.
In fact, many industry observers maintain that while there clearly has been more of a push for companies – including toll processors, service centres, and even mills – to go further downstream in the services that they are willing to undertake, this has been more of an evolution than a revolution.
Bob Weidner, president of the Metals Service Center Institute (MSCI) said that service centres are continuing to migrate further downstream, doing more and more value-added processing. “That trend is not going to stop,” he noted. “It will only continue to escalate.”
“While this is ultimately being driven by
their customers, the companies’ mindsets have also changed,” he said, stating that they are realizing that the more value-added services they can do, the more profitable they can be. “It is on a continuum. As they provide more sophisticated value-added services, their potential for profitability increases exponentially, because they are de-commoditizing their business.”
Several companies have expressed this sentiment. For example, during Reliance Inc’s first quarter earnings conference call, Karla Lewis, president and chief executive officer, said that the company’s significant investments in value-added processing capabilities have continued to bolster its gross profit margin throughout various market cycles.
It is a similar story for independent toll processors, according to Tim Bilkey, president of VOSS Steel. He said that while his company, which largely concentrates on pickling, is already very efficient, it is always analyzing its processes to find ways to
“
It is a great time for US companies to be in steel processing and fabrication,
”
Geoff Gilmore, president and CEO, Worthington Steel
become even more efficient and to reduce its costs.
But independent toll processors haven’t been changing the kinds of services they offer as much as service centres or mills, Bilkey said, but rather, successful companies are largely continuing to focus upon what they already know best, ‘and they will likely keep doing so unless there is a big shift in their supply chain and they are forced to make changes.’
Meanwhile CRU’s McKinley observed that there has been downstream movement from some steel producers. He said much of that push has been related to traditional mill products such as hot-dipped galvanized steel, for which about 4Mt of new US capacity is slated to come online over the next few years.
But despite that, KeyBanc’s Gibbs pointed out that the mills could still need to outsource certain value-added services that they might not want to do themselves, such as segregating, cutting, slitting, punching,
bevelling, laser cutting, sawing, kitting and first stage manufacturing.
On the other hand, some steelmakers have begun to move further downstream. For example, during his company’s first quarter earnings conference call, president and chief executive officer Leon Topalian said that Nucor’s ‘very diverse set of downstream businesses’ has performed incredibly well over the last several years. This already includes its joist and deck, pipe and tube and rebar fabrication businesses, but the steelmaker has also announced several downstream acquisitions over the past few months – high performance commercial door manufacturer Rytec Corp. and Southwest Data Products, a data centre infrastructure manufacturer and installer.
Some see such moves by steelmakers as a little unexpected. For example, VOSS’ Bilkey said he was surprised when he heard about a mill that acquired a stamping company, even though it was a mill that sells a lot of its steel to the auto industry. But as it
turns out, that mill has chosen to let their stamping subsidiary operate independently, which, Bilkey said, makes a lot of sense given their stamping expertise.
MSCI’s Weidner noted that service centres have also been increasing their manufacturing capabilities, including in some cases increasing the manufacturing businesses that they own.
For example, Lewis observed that Reliance has already acquired three companies this year to expand its product offerings, processing capabilities, and geographical reach – and is continuing to evaluate a wide array of potential future opportunities.
Another service centre that has been moving downstream in part through acquisitions is Olympic Steel. In addition to opening up two dedicated fabrication facilities over the past several years – one in Buford, GA, focusing on carbon steel and one in Bartlett, IL, focusing on stainless steel – in October, the service centre acquired Central Tube & Bar (CTB), a contract manufacturer that produces pipe and tube products for OEMs and offers a wide range of value-added fabrication services, including tube laser cutting, tube bending, robotic welding, flat laser burning and brake press forming.
Andrew Greiff, Olympic Steel’s president and chief operating officer, recently told investors that not only is the company’s integration of CTB going well but that it plans to replace two legacy tube lasers with a new jumbo laser which is expected to increase CTB’s laser cutting speed and efficiency rate by about 30%.
Meanwhile Weidner pointed out that some service centres now operate downstream subsidiaries. One example of that is O’Neal Industries’ O’Neal Manufacturing Services (OMS) unit. The company says that through its fabricated metal components and welded assemblies (and such value-added services as steel fabrication, tube processing, oxy, plasma and laser cutting, metal forming, welding and machining), OMS provides highly integrated, comprehensive manufacturing solutions to its customers.
But some other, smaller service centres, could find it difficult to replicate what the larger companies are doing, Gibbs said, noting that their ability to go further downstream – and to improve their profit margins by doing so – has made them the poster children for the evolution of the industry and the envy of others.
This comes as equipment makers have been updating their equipment, making processes more sophisticated, with increased capabilities and automation. Weidner said that they have done so because service centres and other processors have been demanding more from them. This includes providing equipment that could help them to improve their productivity, increase their yields, and to do certain things that they hadn’t previously done.
VOSS Steel’s Bilkey noted that another driver of equipment advances is the new grades of steels being produced and processed – most notably advanced high strength and ultra-high strength steels, which are being increasingly used to lightweight autos.
At the same time, KeyBanc’s Gibbs noted that there is a higher level of automation being used in that equipment – and in processing itself, which isn’t surprising given all the issues with labour availability. He explained that the whole psychology of the manufacturing workforce changed during the Covid pandemic, and that hurdle hasn’t gone away. “Because of that, a lot of companies have automation baked into their capital budgets.”
Bilkey agreed, stating, “It is in our best interest to use less people to perform a task or to run a piece of equipment, especially given that automated equipment tends to be somewhat more efficient than our older equipment.”
In actuality, the push for more automation and technology improvements isn’t anything new, Weidner said. “It has been going on for decades, but it has been accelerating and it will continue to do so, with artificial intelligence potentially being the next big game changer.”
While it is still in somewhat early stages, Worthington’s Gilmore said that many companies are already making some moves to try to understand data analytics and artificial intelligence, and are starting to implement some machine learning where it might make sense.
“While it has been more singles and doubles than home runs, Worthington is already doing quite a bit of this,” Gilmore said, although it is doing so more in its tailor welded blanks and electrical steel laminations businesses than our traditional processing operations. “But within the next five years or so we should see some big jumps by both independent toll processors and traditional service centres.”
But first, some companies must jump ahead and give others a greater confidence level to make the necessary investments, he said, noting, “Some companies are scared to make the leap too soon in case there will be additional technological breakthroughs. You always want to have the newest and best technology.”
In general, there is a lot of optimism regarding the future of steel processing. “It is all about the margins,” CRU’s McKinley said, noting that the more value that a company adds to its products, the higher the margins are recovered from those products.”
In general, it is a win-win, Gilmore said, stating that as their OEM customer needs become more unique, the demand for the products of the steel processing industry will continue to grow.
At the same time, Weidner said going further downstream is a way for companies to differentiate themselves and decommoditize their business.
In the past there had been some concerns about companies going too far downstream and competing with their customers, but Weidner said he doesn’t believe that is a major issue. “The market will ultimately determine how far downstream service centres and toll processors should go,” he said. “The more efficient they are at it, the more cost efficient they are, the more they will do for their OEM customers.” �
Sustainable optimism?
The AISTech 2024 Town Hall Forum on the last day of AISTech 2024, which this year took place in Columbus, Ohio, brought together leading figures from the US steel industry to talk about safety and decarbonization. Matthew Moggridge* was in the audience.
“THIS Town Hall Forum serves to disseminate new ideas that collectively improve the welfare of our industry,” said Ron Ashburn, executive director of AIST, at the start of the 2024 AISTech Town Hall Forum. “And from this perspective, I would say we’re doing pretty darn good because the steel industry today is better than ever before.”
Ashburn said we must remain committed to say the same a decade from now. “And to this end there are bedrock principles for which we should insist on continuous improvement. Steel companies need to be safely operated to protect their
people and they need to keep the air we breathe and the water we drink free from contamination. Companies need to reduce their energy consumption,” he said, effectively introducing the themes to be explored under the banner ‘Sustainable Optimism’.
George Koenig, a steel sector consultant working for Hatch Associates Consultants and formerly of Berry Metals, who, along with Ron Ashburn came up with the idea of the Town Hall Forum, welcomed attendees.
“I came up with the idea of getting steel executives discussing current events,” said George. “I got the support of the big guys,
*Editor, Steel Times International
and the rest is history,” he said. “Ron and I have worked religiously to keep the Forum fresh and enjoyable,” he added, stating that over the past 21 years,120 steel industry executives have spoken at the Forum.
Jon Delano, money and politics editor for KDKA-TV, part of the CBS network, was embarking upon his 15th annual Town Hall. “I spend most of my time in TV land at CBS interviewing elected officials, presidents, presidential candidates, governors, senators and almost all the members of the president’s cabinet, so I cannot tell you how great it is to spend time with some nonpoliticians on the stage today. I know and I
Columbus, Ohio.
AISTech 2024 Town Hall Forum
‘ExxonMobil dude?’ A non-steelmaker? “Why are you on this stage? Who exactly are you?”, probed Delano.
Prasanna Joseph was invited to be on the Town Hall six-to-nine months prior. He spent an entire afternoon in a meeting with Koenig and Ashburn, wondering why they wanted to check him out, but check him out they did and here he was, on the panel. “It’s a pleasure to be here,” he said.
A leading denier of climate change?
“Oil and gas and ExxonMobil in particular have been a long-time customer of the steel industry,” said Prasanna, explaining how both industries are going through a similar transition. “We can learn together,” he said, adding that ExxonMobil was developing decarbonization solutions that the steel industry can use. That said, the company was a leader in climate change denial from
doubt about the climate crisis.”
Referencing the Fortune article, in which Woods claimed that ‘big oil’ was not primarily responsible for the climate crisis, the Guardian article said the real issue for Woods was that the clean-energy transition ‘may prove too expensive for consumers’ liking’.
According to an on-line article in the International Business Times, the oil giant acknowledged the climate change risk for the first time in April 2014. Prasanna joined ExxonMobil in 1998.
When Delano asked panelists for one word to describe the steel industry, Prasanna said, ‘transformative’, Dan Brown used the word ‘excitement’, Wendell Carter went for ‘Gorillas’ while Dave Sumoski offered ‘focused’ and Christopher A Graham went with ‘bellwether’.
“I would tell you right now that the steel
expect them to tell it like it really is.”
This year’s panelists were Dan Brown, senior vice president of advanced technology steelmaking and chief operating officer of Big River Steel; Wendell Carter, executive vice president, technology, of Cleveland Cliffs Inc; Christopher A. Graham, senior vice president, Flat Roll Steel Group, Steel Dynamics Inc; Prasanna Joshi, vice president, low carbon solutions technology, ExxonMobil; and Dave Sumoski, chief operating officer, Nucor Group.
Delano said we talk a lot about sustainability but not enough about sustainable optimism. The phrase gave Delano an opportunity to big up Americanmade steel. “It’s the cleanest steel in the world,” he said, and in more demand than ever before. “I want to explore the source of this confidence,” he said, “and what it means for the future of the industry.”
But wait a minute, who was this
the 1980s to the mid-2000s, opposing regulations to curtail global warming. It is claimed that the company was a significant influence in preventing ratification of the Kyoto Protocol by the United States.
In fact, back in March this year, two months prior to the Town Hall Forum in Columbus, ExxonMobil’s chief executive Darren Woods blamed the public for the world being ‘off track’ to meet its climate goals in an article published in Fortune magazine which was reported on in an article published 4 March this year in the UK Guardian newspaper, which claimed that, ‘… as the world’s largest investor-owned oil company, ExxonMobil is among the top contributors to global planet-heating greenhouse gas emissions.’
According to the same Guardian article, “Troves of internal documents and analyses have over the past decade established that Exxon knew of the dangers of global heating as far back as the 1970s, but forcefully and successfully worked to sow
industry moves at the speed of light,” said Dan Brown. “It’s transformational right now… it’s just incredible to be part of it right now, it’s high tech, it’s intelligent people and it moves at the speed of light and it’s exciting to be part of what’s going on in the US and North America over the next five or 10 years, we can really do things to take down our footprint from the GHG standpoint. Steel is now used in solar panels, EVs, you name it…and as part of US Steel/Big River Steel we have a transformational strategy that’s so exciting to me 24/7 to push ahead and make a difference right now.”
“Where’s the 800lb gorilla sit?” asked Wendell Carter. “Wherever he wants. We have the decarbonization gorilla, the green gorilla has landed in North America and Europe. I’d like to see him show up elsewhere around the globe,” he said, highlighting an unfair playing field since the green transformation isn’t going on elsewhere. He claimed that China and
Asia were gorillas too. “They have oversupply, China’s going to export 100Mt to some place in the globe, it’s going to be the highest carbon intensity and while we are fighting the green gorilla, we’re not fighting that gorilla. The other point is that we have four very large steel companies for the first time in the United States. We need to combine to make the North American, the European theatres the gorilla that leads the green way, we need to fight back, we need to be in a position to set the stage to lead what is transparent information about what is green. I don’t know what green steel is because there’s a lot of definitions that are out there,” he said. “We need to be the gorilla that leads this effort.”
Nucor’s Dave Sumoski commented: “For many years the industry has been focused on safety and I’m very proud of an industry that puts so much value on the safety of our teams, our families; our suppliers are helping us move forward with safety technologies to keep our team mates away from hazards and are working with us to come up with solutions to produce greener steel.”
Christopher Graham of Steel Dynamics Inc, said, “I think a lot of us felt steel has been swept into the corner and we hope we don’t have to acknowledge its existence and its role, when the realities are, given steel’s role in society, that we’re going to take front and centre stage. We can’t have fantastical thoughts about turning on a dime tomorrow, we need to be the adults in the room and lead a transition. We’ll be
the bellwether for how fast and how far we can take it in a time frame. But reality must come into play, and we need to ensure real change around the world and not just virtual signaling by use of financial instruments that maybe don’t make a hill of beans difference in emissions,” he said.
Prasanna said he agreed with Dan Brown and Wendell Carter. “Steel, like oil and gas, is vital for the economy, and to keep the economy going to sustain the standard of living, we have to continue to produce these products and reduce emissions. It’s a huge challenge… how do you produce the products and reduce emissions at the same time and that’s where the words innovation, transformation and collaboration are going to be really key going forward.”
“All great words,” said Jon Delano, but in the steel industry it’s safety first and it’s been a few years since we spoke about it up front.”
“Last year sadly was not exactly a standout year for North American mill safety,” Delano continued, “even though all you folks in the room embrace the notion of safety not only for your own employees but for contractors and suppliers that come on to your sites. I’m not going to name any companies,” he said, but then listed a few daunting headlines: Man Dies After Accident, Worker Killed in Accident When Molten Steel Started Spilling
Delano spoke initially to Dave Sumoski of Nucor Corporation about something called a ‘Safety Stand Down’, something Sumoski
said would need a little bit of background and context. He said steelmakers compete fiercely in the marketplace but not when it comes to safety. “We’ve had a tremendous result over the last five years statistically and have broken our safety record by measurement of injury and illness with a rate of 0.71 across the whole company,” Sumoski said. He added that 31 divisions of the business had no recorded injuries and that the company, statistically, was very happy with that. But in November last year there was a fatality. He related the story of Donald ‘Donny’ Mesman Jnr who died at Nucor Steel Louisiana. “We were painfully reminded that any incident is life-changing, and it really set us back,” Sumoski said, explaining how, up until that point, the company’s safety record had been impeccable.
Nucor’s safety stand down
About a week after Donny passed, there was a company-wide ‘safety stand down’. Every operation was to shut production down, it was not just a moment of silence, the plants were down for at least four hours. “We wanted conversations with our teams, what were the real obstacles allowing us to have fatalities? So that was our safety stand down.” He said some of the conversations were collated and they came up with six initiatives. This happened across all Nucor locations. A ‘memory book’ was put together of all Nucor fatalities and it was more than just a list of names, there were photographs, families were called and asked for quotes and there are stories about the people in there.
Delano turned to Wendell Carter, “I know that as Cliffs grows and you’ve acquired companies, I think you and I talked earlier about the challenge of blending safety cultures from different entitites, what’s that been like for you and how do you make sure you have the best possible safety records?”
Wendell Carter said that Cleveland Cliffs is a 175-year-old business that became a steel company less than four years ago and had very different approaches to safety through the amalgamation. “We worked aggressively through the first couple of years to normalise set standards and make sure everybody was trained in the rules we would expect people to understand that are designed to prevent fatality and serious injury. I’m pleased to say that that effort, with our partnership with the three
Ron Ashburn, executive director, AIST.
principal unions that we have, has been directed at embracing that in a common standard. We didn’t have that. As we’ve moved that way, I’m very happy to say that we have improved. This year as a company, year-to-date, we’re at .9, we still have periods that are better, but we have moved forward aggressively 50% since before we came together. We’re doing other things, the statistics of people getting hurt is a lagging indicator, we also have a process that is a leading indicator called the SIF process – Serious Injury and Fatality potential – and we have a grading of all incidents to determine whether or not it will be a SIF or whether it be first aid through somebody being an LTI; and I should have mentioned that our LTI rate has improved 50% as well.” SIF incidents had fallen 68%.
Big River Steel’s Dan Brown commented: “Safety as a topic, safety as what we do for a living in the steel industry, is the number one priority. US Steel has always been like that. I learned early in my career that if you don’t do things safe and you hurt someone and you have a bad incident or a bad injury, even a fatality, time stops, the business doesn’t matter anymore. If you come in that gate focused on safety, you’ll run that business successfully.”
Dan spoke of smart watches and claimed that safety was a number one priority. “If you don’t do things safe, time stops. Safety runs your business if your safety’s not in line, it drives everything because people have to focus on safety. If you come through the gate focused on safety, you’ll run that business successfully. At US Steel we are a world leader in safety days; we had a ‘days away from work lost time injury rate’ of .04 last year, we’ve set records from 21 to 22 to 23 and have a strong path into 24 this year from what we’re doing from a safety standpoint. Big River Steel has set records the past two years in addition to having 4,000 contractors on-site right now on a .04 days away from work basis. I’m proud of the BRS team members. Our summer runs from April to October; it gets hot, ambient temperatures out there on the caster of 130 degrees, so our smart watch monitors vital signs and tells you if an employee needs water or is suffering from heat exhaustion.” Heat exhaustion cases for the past two years have been zero because of the smart watches, he said, adding: “Our employees have bought into it and it’s been a huge success story.”
Steel Dynamics’ Christopher A. Graham
commented: “I’ve never heard our founders preach anything other than ‘be safe’, but we still have our share of incidents. Mark Millet [CEO of Steel Dynamics Inc.] in 2012/2013 challenged us to take a different approach because as the panel has said a fatality is crushing to families and fellow employees and it’s nothing you can ever make better or make good on. So we talk about efficiencies and team work to a level that some might find absurd. We talk about it so much that… at some point a new employee’s like “when do I get to make some steel” because the team is putting them through so much of a programme to stress the importance of safety. We
that is we literally have had, I think, at least 200 volunteer coaches to go around and spread this kind of focus safety culture.
Delano said safety is really up to us. “If you’re being asked to do something that’s unsafe, you ought to be able to question it without consequence, and as long as all the companies allow that to happen, what more can you ask?”
“Prasanna, oil and gas, now you’ve got your own history of safe issues,” said Delano, “we won’t get into those,” he added, “but any advice to the steelmakers on safety from your perspective?”
“Safety is a core value for us and my comments are going to be similar. Two
find that sometimes people question their training, did they hear something wrong… so part of this has been socializing people to challenge authority. I’m a human being who makes mistakes and if I ever have a human moment and ask you to do something that you know you shouldn’t do, I need you to be comfortable challenging me, to save you from me. I always lead off with: What’s the only way you can ensure you don’t die in a plane crash? Don’t get on the plane. And at the end of the day why do we behave any differently in steelmaking? These are 5,000 horse power motors, these are very unforgiving things, not meant to be engaged by our flesh. So don’t engage. We have safe buffer zones. We have a ‘take control of the safety’ programme, that’s been launched in the last few years and the proudest part about
“Who exactly are you?” asked John Delano of ExxonMobil’s Prasanna Joshi (inset).
statements that drive safety: the first is “Nobody gets hurt and we really strive to achieve that, and second, if you see something, say something and the second one is something we take to heart. We want our employees, our partners, our customers, when they’re visiting, to actually make observations and let us know how we’re doing, so it’s continuous feedback,” he said.
ExxonMobil is proud of its structured approach to safety through an Operations Integrity Management System in place for 30 years. “We deal with a lot of process safety, and that really drives how management engages with employees and stakeholders,” he said. “We are really proud of our personal safety, it was mentioned our LTIR is .02 and I want two give a few examples of what we do: each
and every meeting starts with a safety minute, when somebody is visiting our site we have an induction process and we also use technology, we use robots to do our inspections where it is very unsafe and sometimes it’s hazardous so robots can do the inspection instead of real people and that’s something we’re piloting,” he said.
Delano moved on to decarbonization, asking the panelists about their goals. He referenced AIST claims that $23-25 billion had been invested in decarbonization over ‘the past number of years’ and asked Christopher A. Graham: Are you on track at Steel Dynamics?’
Graham responded: “We start from a position of strength, when challenged we apply the same kind of lense that we do through all of our everyday work and it is natural for our teams to start looking for projects that don’t just check boxes or signal something, but provide a return for our stakeholders, and as much as we may have thought wow, what is this going to involve as far as investments are concerned, our teams continue to find good
“In November, you mentioned the zero emissions goal for 2050, we didn’t do that until last November and we wanted to make sure, anyone can make a statement sitting in this chair saying ‘in 2050 we’re going to be using zero carbon’ and not be here to account for it and we absolutely didn’t want to do that; and we made sure we did our homework and our research and looked at science-based methods and technologies that are out there and we really do feel that we can be zero emissions by 2050.”
Delano then turned to Wendell Carter of Cleveland Cliffs and asked him if the company was on track to achieve its goals. “I think you might have exceeded them.”
Wendell Carter said, “Yes, I’m pleased to say that we have exceeded it and we achieved that last year, we’ve made further improvements since. We’ve done that, though, without capitalisation, we have focused on fuel substitution, natural gas for coke and coal, we’ve done that through the use of pellets and shut down a centering plant to get to a lower carbon footprint,
Dan. “We actually had a benchmark of 2018, a 20% reduction, and we’re currently beating that so we’ve set internally more aggressive goals to go after; to Dave’s point, we do have a 2050 plan, we came out early on out of the gate with the 2030 and 2050 goals,” he said, adding that he believes there are things that haven’t been invented yet that will get the company to net zero. “Because you’re looking down the road now 25 plus years and there’s maybe somebody in attendance today that’s going to come up with that idea, right? There’s smart people out there, it’s something that’s not invented yet that’s going to get to net zero. We’ve got integrated plants and we’ve got minimills, so with a lot of the investments we put into the minimill side of it, almost $4 billion, we make sure that sustainability is right there with safety at the top of the list with these capital projects because when you get a blank canvas you can’t spend a ton of money, but you can bring down your footprint and you can increase your sustainability by adding things into the operation or eliminating things
investments that will move the ball, that provide returns so the sceptic from a few years ago is pleasantly surprised and happy for that. “I think given the instruments that are out there we’re on track, we are maybe even a little bit ahead of schedule, but as far as a true reduction in emissions we have a lot on the drawing board, small, but every little spice affects the soup and we have some projects that you might talk about later where we’re building some biocarbon facilities and things like that,” he said.
Delano warmed to his subject, “Dave, Nucor, I think you’ve had a 30% reduction from 2016, are you on track?”
“It’s 35% for 2030 and yes, we’re very much on track.” Sumoski replied.
we’re charging more scrap to the BOF and we have been using other methods to improve our efficiency, particularly being a better plants partner with the DOE which subjected us to 10% improvement year-over-year, all of these things have net aggregated to a lower cost for ourselves with improved carbon footprint. The next step is what are going to be the pathways to get near net zero? We struggle in our company being that iron is a carbon, basically an iron carbon alloy, we believe that carbon will still be present, it’s just how do we get to that point when it’s past zero.”
“Dan at US Steel, you on track?”
“We’re on track for our 2030 goal,” said
as you go forward, all the way from raw materials through production lines, through incoming energy sources, and then when we go to the integrated side we’re looking at carbon capture, hydrogen, anything we can do there to make the company more sustainable, but it’s been a very aggressive approach and very successful up to a point.”
Delano was saving Prasanna to the end for a reason. Why? “Because when I told him we were going to talk about green steel, his immediate reaction was that he doesn’t like the word ‘green’.
“Yes, I take exception to the word ‘green’, I’m colour blind,” Prasanna retorted.
“So what’s the problem with calling it
green steel?” asked a mildly confrontational Delano.
“So, we like the word [phrase] ‘low emission’ or ‘low carbon intensity’ instead of using colours. Colours have a connotation of picking winners and losers and one of the things that is becoming clearer, at least in oil and gas, and I think it’s the same for the steel industry, is all solutions are going to be needed, it is a transition, it’s not a switch you can flip tomorrow to suddenly get to a much different world, so it is a transition, all solutions are going to be needed, the real objective is to reduce emissions while continuing to produce all the products that society needs.”
‘Low emissions’ ain’t ‘green’ “Is it that green suggests that it’s not fossilfuel based – and you’re in a real fossil-fuel business, oil and gas? Delano, it seemed, wasn’t taken by Prasanna’s comments, especially the joke about being colour blind and soon there would be murmurs from the audience as Prasanna continued to explain
his dislike of colours which, to Delano, seemed to suggest that by not using colours, Prasanna was giving ExxonMobil a get-out-of-jail-free card if the company didn’t reach its 2050 targets, because green means green, but ‘low emissions’ means not so green as people think.
“It could be interpreted that way, that’s why we stay away from the colours, blue is great, turquoise is great, violet, pink, all colours are excellent; so in terms of ambitions, we also have a net zero ambition
and as Dave was mentioning, once we committed to that about a year and a half ago, net zero by 2050, we have clear road maps for each and every site, how we are going to get there, and we have committed $20 billion of capital as a corporation in the next five years, half of it is going to be used to decarbonize our scope one and scope two emissions internally and half is going to be used to decarbonize our customers. And the way we are doing it from an oil and gas perspective – it’s not just CO2 – but also methane intensity reduction that is important and flaring is another area we are focused on, how to get routine flaring completely down to zero.”
Delano wanted to keep up the pressure on Prasanna and didn’t seem happy with his assertion that he didn’t like the word ‘green’. He wanted to know if the word or the colour bothered other members of the Town Hall panel. “I want to ask your colleagues on the panel – the steelmakers here – if they’ve got any concerns about the word ‘green’ because I know that a couple of you have it on your websites. “I think all of you may have used it at one time or another. Is there a problem using the word green or do you have any problems embracing green steel?”
Green steel is the overall goal, right? US Steel’s Dan Brown: “I don’t. I think it’s the overall goal, right? You want to be the best you can be in this industry.”
Cleveland Cliffs’ Wendell Carter said he struggled with some of the methodologies that people are using to define green steel. “They’re saying that I save 10% here so I’m going to aggregate it to my production across the footprint and I’m going to give you that 10% as green steel. That’s just a ridiculous methodology. I think you are what you measure, and we must define what green steel ultimately is so that we can understand what our customers are going to be buying.”
Steel Dynamics’ Christopher A. Graham, said he understood that people on the panel were in difficult positions, but at the end of the day, if we’re talking about emissions, the focus shouldn’t be on how it’s produced, it basically must be on the emissions generated to create the product.
Dave Sumoski said the word ‘green’ helped the market. “It’s a marketing word, the word’s more of a marketing instrument for everyone,” he said.
Delano switched to the technologies that, ultimately, will make the steel ‘green’. US Steel’s Dan Brown spoke of his company’s solar, hydrogen and nuclear ambitions across the footprint over the next 20 years and the forward-thinking technologies to be employed at Big River Steel (BR2) –which will make it the most sustainable plant, said Dan.
Cleveland Cliffs’ Wendell Carter commented: “We’re very excited about DRI, we have the unit at Toledo and we have used it across our footprint to help us decarbonize. We charge into our blast furnaces and by doing that we’ve increased productivity, we have reduced our carbon footprint, it’s allowed us to shut down our highest emitting blast furnace and our highest emitting coke plant for CO2 emissions and now we’re looking at the next opportunity, thankful to the DOE [Department of Energy] who has made us an award nominee for $500 million to participate in constructing what could be the modern or cokeless blast furnace or, as Barry Snider described them last year on this panel, a blast furnace will be around, it’s just going to look different, and in this case we’re using the DRI technology identical to what we have at Toledo but on a slightly larger scale and we will put it through two electric melting furnaces and from there we will refine it into synthetic iron where we will continue through with the BOF.”
On paper, said Carter, when Cliffs introduces hydrogen, it would be close to a net zero opportunity with the technology. He said there had been a focus on hydrogen and that Cliffs spent $10 million to install a three-mile pipeline. “We convinced ourselves that hydrogen is affected in a blast furnace. We had it up to 12% concentration into our natural gas by blending, it was the simplest thing,” he said, “but we’re also finding out that that’s a lot of gas and there’s no mass to it, but it did have an impact on the operation and it’s the largest demonstration of hydrogen use right now on an industrial scale on an integrated asset.” �
Driving the sustainable transition
US and European carmakers are propelling the transition to sustainable steel, says Matthew Groch*, while Asian automakers continue to lag behind.
FOR NGOs working on decarbonizing the automotive sector, there is a chickenand-egg scenario in the industry’s steel supply chain. While steelmakers often point to a lack of demand from the auto industry, carmakers point to the defecit of low-carbon primary steel available on the market and its lack of availability in the near future. This stalemate between suppliers and auto OEMs has led to an impasse, with each side waiting for the other to make the first move. However, recent developments from automakers and new hydrogen-based steelmaking opportunities in the United States and in Europe seem to be finally shifting the conversation. And while auto companies in the US and EU are beginning to embrace a sustainable steel future, carmakers in Asia are falling behind industry peers.
According to Vantage Market Research, the demand for low-carbon steel is expected to increase by 125.1% from 2023 to 2030, with the automotive sector projected to account for over 47% of the market share by 2030. Lead the Charge
(LtC), a coalition of organizations from around the world, pushes automakers to take action by publishing an annual leaderboard evaluating 18 of the world’s leading automakers on their efforts to eliminate emissions, environmental harms, and human rights violations from their supply chains. LtC released its second annual leaderboard in February 2024. While the findings vary drastically by company, it is clear that most automakers have begun to embrace the transition, while a few continue to hold on to the business-asusual model.
The 2024 LtC leaderboard noted an important shift from automakers to equitable, sustainable, and fossil-free steel supply chains. In the 2023 leaderboard, over half of automakers scored 0% on steel and over three-quarters of companies evaluated scored less than 10%. Those numbers have reversed in 2024, with two-thirds of the automakers scoring over 10%. While these are certainly not passing grades, the general improvement across the board demonstrates that the auto
*Senior director, Mighty Earth.
industry is beginning to make the shift to sustainable low-carbon steel.
The report also notes significant shifts in scoring for major automakers in the United States. Tesla, Ford, and General Motors (GM) all scored 0% in 2023. According to the new leaderboard, all three automakers are now in the top five rankings for steel, with Tesla making the largest jump (to 22%) and Ford and GM rising to 17%.
Tesla’s jump largely reflects the fact that it is the first automaker to disclose disaggregated scope 3 emissions for its steel supply chain. While Tesla started to make these disclosures in 2023, it has not yet set any emission reduction targets for its steel supply chain. Ford and GM both increased their scores by joining the First Movers Coalition (FMC) for steel in 2023. By joining FMC, the companies pledge that 10% of their annual steel procurement will be near-zero emissions by 2030. While the improvements from US automakers are laudable, it is increasingly clear that there is growing pressure on steelmakers to expedite their transition from coal.
Most notably, GM has been under pressure from civil society groups and frontline communities for its relationship with Cleveland-Cliffs (Cliffs), the automaker’s six-time ‘Supplier of the Year’ for steel. Just miles from GM’s headquarters in Michigan, Cliffs’ Dearborn Works facility operates in one of the most polluted zip codes in the United States. In 2023, Cliffs had to spend $100 million on air pollution controls after violating the Clean Air Act and releasing too much lead, manganese, and visible emissions from the facility. Local residents have published op-eds, sent letters to GM CEO Mary Barra, and held demonstrations outside GM’s headquarters calling on automakers to take action on Cliffs. GM is facing similar pressure from groups over Cliffs’ plans to reline the Burns Harbor facility in Indiana, where the company recently agreed to pay $3 million in penalties for spilling cyanide and ammonia into Lake Michigan. For US automakers like GM, associating with steel suppliers linked to coal and heavy levels of local pollution is increasingly a brand risk as companies seek to position themselves as industry leaders in clean battery electric vehicles (BEVs).
While European automakers continue to lead the industry in the transition to sustainable steel, the 2024 leaderboard showed no real improvement over the past year. Volvo continues to top the leaderboard for steel, coming in with a score of 47%, unchanged from last year’s score. Volvo’s score reflects its position as an industry leader on fossil-free steel, advance purchase agreements, and participation in multi-stakeholder initiatives with ResponsibleSteel, SteelZero, and FMC. Mercedes remained stagnant at number two for steel with a score of 24% on the leaderboard for the second year in a row, with the highest marks coming from entering into formal agreements for lowcarbon steel. Mercedes also received credit for being a member of ResponsibleSteel. While Volvo and Mercedes retain their spots at the top of the leaderboard for the second consecutive year, no other European carmaker broke into the top five, with Volkswagen sitting at No. 7 with a score of 15% and BMW at No.10 with a score of 11%. Despite little progress from European automakers in the 2024 scoring, the January announcement of H2 Green Steel securing $7 billion in funding to construct a carbon-free steelmaking facility in Sweden
is an important sign that the supply of sustainable steel in Europe for automakers is growing.
Unfortunately, while the automakers in the US and Europe have demonstrated a commitment to sustainable steel, carmakers across Asia are falling behind. The 2024 leaderboard showed that no Asian automaker made significant progress in the transition to sustainable steel. Geely, the highest-performing Asian auto company on steel, ranked No. 6 with a score of 16%, an increase of only 1% from the year prior. The only other companies to make the top 10 for this region are Hyundai at No. 8 with a score of 12% and Nissan at No. 9 with a score of 11%. In fact, the only other carmaker from Asia to score above 0% is Kia, with a score of only 4%.
performed a ‘die-in’ at the Hyundai display at the Los Angeles Auto Show. In March 2024, groups staged a protest performance outside the New York Auto Show before being dispersed by law enforcement. As Hyundai aims to position itself as a leader in sustainability and the transition to BEVs, the growing chorus of criticism and public awareness of inaction over decarbonizing its steel supply chain cannot be ignored.
In 2023, ArcelorMittal CEO Aditya Mittal predicted that transitioning to sustainable steel would increase the cost of an average vehicle by $100 to $200. This is not a hefty price for consumers to pay to address local pollution and the 8% of global greenhouse gases caused by steel manufacturing. However, there will be an even bigger cost to carmakers who refuse to embrace
Shockingly, auto giants Toyota and Honda both received a score of 0% for the second year in a row, cementing the carmakers as industry laggards in the transition to sustainable steel.
Much like automakers in the US, car companies from Asia are beginning to feel the pressure from civil society to decarbonize their steel supply chains. In Korea, Hyundai has faced public pressure from groups for making no progress on phasing out the coal-based steel used in its vehicles. Research shows that the air pollution from South Korea’s three coalfired steel plants, one of which belongs to Hyundai, could cause an estimated 19,400 premature deaths by 2050 under a business-as-usual scenario. In the US, groups have also actively been campaigning against Hyundai’s use of coal in its steel supply chain. In 2023, groups rallied at the White House during Korean President Yoon Suk Yeol’s visit to Washington, DC, and
the opportunity to decarbonize and build the truly clean BEVs of the future. While the LtC leaderboard is an important tool for consumers to measure automakers’ commitment to decarbonizing their supply chains, hopefully, it will also be an alarm bell for those industry laggards.
The 2024 leaderboard offers an important insight into the direction of the global automotive community when it comes to sustainable steel. Carmakers in the US are beginning to make substantial investments in decarbonizing steel and have closed the gap with their European counterparts who have plateaued over the past year. Meanwhile, automakers in Asia continue to fall behind, and many have made little to no progress over the past two years. Regardless of region, carmakers must acknowledge that consumers are becoming increasingly aware of the embodied emissions in the vehicles they want to buy … including steel. �
Side-by-side towards net-zero?
IN the global effort to decarbonize, the steel industry has emerged as a major polluter, accounting for around 7-8% of global carbon emissions.
All major economies are now trying to amplify public support for the development and implementation of innovative technologies to decarbonize steelmaking, such as hydrogen-based steel production. The strides taken by the EU and US are particularly notable, with significant portions of public subsidies directed towards steel decarbonization, with the latest announcement from the US Department of Energy (DOE) having allocated $1.5 billion to six iron and steel projects under its Industrial Demonstration Programme.
In East Asia, however, Japan and South Korea lag behind other major economies in their progress toward steel decarbonization due to the lack of public subsidies, effective
Why Japan and South Korea should collectively boost funding for hydrogen-based steelmaking, by Kenta Kubokawa* and Yeongmin Kweon**
policies and steelmakers’ commitment to achieving net-zero. In particular, both countries face major challenges in effectively allocating and scaling public subsidies, with a large proportion of subsidies in both countries continuing to support fossil fuel-based steelmaking; South Korea, in particular, is allocating a significantly inadequate amount to drive any meaningful change in the steel industry.
Efforts to reduce emissions in the steel sector are primarily twofold. The first involves enhancing existing blast furnace processes that are more carbon-intensive to achieve partial carbon reduction. The second approach entails transitioning to cleaner technologies with a greater impact on reducing carbon emissions. Among these, hydrogen-based direct reduced iron (H2DRI) stands out for its potential to lead to carbon neutrality by using hydrogen to extract oxygen from iron ore. If it is
powered by electricity from clean energy sources and uses green hydrogen, its emissions intensity nearly vanishes, earning the label of ‘fossil-free’ steel, as used by companies such as SSAB in Sweden.
The Japanese government provides a significantly higher amount of subsidies for the steel sector than South Korea, reaching JPY 449.9 billion (KRW 4 trillion, USD 2.9 billion), which is more than double the original amount of JPY 193.5 billion proposed in 2023. Like its neighbour, the funding is divided between two different types of decarbonization technologies: COURSE50 and DRI-electric arc furnace (DRI-EAF)-based primary iron making. However, much of this support is flawed, as COURSE50 involves upgrading blast furnace facilities through hydrogen use and CCS, effectively prolonging the use of blast furnaces.
Given that H2DRI-EAF technology can
*Japan analyst, Transition Asia **Policy analyst, Solutions for Our Climate
reduce emissions intensity by over 90% compared to conventional blast furnaces and is endorsed by global organizations such as the IEA, it is promising that 37% of Japanese government funding is directed towards developing this high-impact decarbonization route. This is notably higher than the 10% funding allocated for HyREX in Korea.
Additionally, earlier this spring, the Japanese government approved a bill allowing a tax credit of up to JPY 20,000 (KRW 178,000, USD 130) per ton of lowcarbon steel production to steelmakers. However, the classification of green steel products eligible for support remains undecided, leaving producers uncertain how to leverage this benefit. Officials familiar with the matter have indicated that the production method eligible for the subsidy is mainly EAF, with blast-furnace products reliant on mass-balance set to be excluded from the coverage.
While South Korea’s leading steelmaker,
POSCO, has been promoting its homegrown hydrogen-based steelmaking technology, HyREX, the South Korean government’s level of public subsidies, with the modest allocation of KRW 26.9 billion (JPY 3 billion, USD 19.7 million), or 10% of the total, for HyREX technology development and implementation, falls significantly short of what is necessary to drive substantial change and remains behind the scale of finance seen in other leading economies including Japan.
Under a new national policy aimed at facilitating the low-carbon transition of the steel industry, the South Korean government has pledged an overall sum of KRW 268.5 billion (JPY 30.5 billion, USD 196.3 million). However, at this level of government support, low compared to its peers, the bulk of funding remains misdirected towards low-impact technologies.
While it is clear that transitioning to H2DRI technology is imperative
for decarbonizing the steel industry, approximately 90% of public subsidies in South Korea and 63% in Japan are currently directed at technologies that involve prolonging the use of high-emitting blast furnace processes.
Global competitors, such as the EU and the US, are leading in decarbonizing the steel industry, investing significantly more than Japan and South Korea to align with a 1.5°C scenario. Given that the steel industry is a major driver of both the Japanese and South Korean economies, the governments must work with industry to support the most effective initiatives. Otherwise, they risk losing global competitiveness. Both governments must urgently double down on public subsidies supporting H2DRIEAF technology, the most impactful proven pathway, to ensure economic competitiveness and help the East Asian nations achieve sufficient carbon emissions reductions in alignment with the Paris Agreement. �
Unlock green steel production
From hot to cold: John Cockerill
Metals offers the entire steel value chain an exceptional opportunity for curbing their CO2 emissions.
The unique combination of its historic and recently developed product portfolio, make John Cockerill one of the industry’s most relevant suppliers of equipment for both the hot and cold phase of the steelmaking and processing industry.
Our three distinct business segments are addressing todays and tomorrow’s challenges supporting sustainable and green steel production:
Iron & Steelmaking: decarbonizing steelmaking, a strategic imperative
Our new upstream offering related to DRI (Direct Reduced Iron), EAF (Electric Arc Furnaces) technologies and the use of hydrogen in steelmaking. Next to offering indirect electrification (DRI-EAF&H2-DRI-EAF),John Cockerill is also working on Volteron®: A first-of-a-kind iron reduction and steel processing route via direct cold electrolysis. This CO2 free steelmaking process, has been co-developed with the world’s leading steelmaker ArcelorMittal.
Processing & Rolling: game changing downstream technologies
Regrouping our historical downstream product portfolio, this segment also includes:
¡ the Jet Vapor Deposition (JVD®) technology set to replace today’s hot-dip or electro galvanizing processes. This novel high-productivity vacuum coating technology provides previously unknown coating flexibility and possibilities, all while offering lower CAPEX and OPEX.
¡ our E-Si® equipment & processing lines specifically designed to produce high-quality Non-Grain Oriented (NGO) steel in response to the need for electrical steel meeting precise metallurgical properties, essential to support the shift towards green mobility.
Services & Energy Efficiency: our unique know how to the benefit of our clients
This segment not only embraces all services and after-sales activities but will be strongly focusing on downstream furnace electrification (reheating and processing line furnaces), as well as hydrogen combustion, and the optimization of plant operations, including energy audits and the modernization of steel production equipment and installations.
Prevention of red scale defect
in hot-rolled steel plate
The occurrence of red scale defect on hot-rolled plate was prevented in steels containing silicon by introducing an additional descaling stage prior to the finishing passes, and increasing the finishing temperature by 50°C to 900°C. For the longest plates, it was also necessary to increase the rolling speed during descaling to ensure that descaling was applied to the full length of the plate. By A Bhattacharyyaa*, M Kumar Singha*, S Kant Thakurb** & K Kumar Kesharia*
THE demand for high strength steel plates has increased for various applications such as structural, automotive, and earth moving equipment (EME) as a means to reduce mass and hence provide energy saving. To strengthen the steel, solid solution hardening is one method where other properties are not compromised, unlike precipitation hardening which can significantly affect formability and ductility as the precipitates act as the initiation point for ductile fracture. Silicon is a viable element for solid solution hardening and does not affect ductility. Hot rolled medium and high tensile structural steel
grade plates contain 0.40 to 0.50% Si as per specification to meet the properties’ demand.
However, areas of red scale on the surface of the hot-rolled Si-added steel plate is often formed which affects its commercial value[1]. This limits the application of hot rolled high Si steel plates, specifically in the earth moving equipment (EME) sector where plates are needed to be painted before assembly. A scale-free clean surface is vital for such ‘yellow’ goods along with the specified properties.
Scale is a natural phenomenon on the plate surface, it forms when temperatures
are elevated during hot rolling. At around 1000°C, the oxides formed when heating iron in air are FeO, Fe3O4 and Fe2O3. The surface scale in hot-rolled products thus usually consist of three layers of iron oxide. The bottom-most layer is FeO (approx. 95% vol) and above this are small amounts of Fe3O4 (4% vol) and Fe2O3 (1% vol) respectively[2]. The red scale appearance is mainly the result of red powdery α-Fe2O3 (Hematite) adhering to the surface. The depth of this red component in the scale can be determined by the fraction of fine Fe2O3 particles of less than 2 micron diameter[3]. T Fukagawa et al showed
*. Research & Development Centre for Iron & Steel, Steel Authority of India Ltd, Rourkela Plant Centre, Rourkela, Odisha, 769011.
**. Research & Development Centre for Iron & Steel, Steel Authority of India Ltd, Ranchi, Jharkhand, 834002.
that thin scale can be deformed during rolling without fracture but thick scale, if the surface is not completely descaled, fractures during low temperature rolling (<900°C). Predominantly consisting of FeO, fracturing of adhering thick scale increases its surface area which accelerates further oxidation to α-Fe2O3, resulting in red scale on the surface of the steel plate. Therefore, red scale formation is influenced by three factors, regardless of the silicon content of the steel[4]:
• the thickness of the scale prior to hot rolling,
• the rolling temperature
• and oxidation during cooling.
Literature on the red scale defect in high Si steel plate shows it is indirectly aggravated by the eutectic compound of FeO/Fe2SiO4 which has a relatively low solidus temperature of 1173°C. For high Si steel, descaling of the primary scale on continuously cast slab, prior to hot rolling, is difficult due to the ‘anchoring’ effect of this solidified eutectic compound FeO/ Fe2SiO4 between the steel and the FeO scale. This prevents complete removal of FeO and indirectly aggravates red scale formation by oxidation of any remaining FeO during low temperature rolling[1, 5-7]. A decrease in the
Max)
rolling temperature is reported to increase powdering of the scale as well as enhancing the oxidation of powdered FeO and Fe3O4 to form Fe2O3 during rolling and cooling[8]
Work was carried out in the laboratory and in plant to understand the mechanism of red scale formation and implement measures to prevent red scale defects on the hot-rolled structural steel plates.
Experimental
The new 1Mt/yr plate mill at Rourkela Steel Plant (RSP) is equipped with the latest technologies from Danieli and SMSSiemag. The mill has a 225t/h walking beam furnace, a primary descaling facility
operating at 220kg/cm2 water pressure and a 4.3m wide four-high single strand reversing mill. The input slab dimensions are: 210-300mm thick x 1200-2400mm wide x 2600-4100mm long and the output plate 6-100mm thick x 1500-4200mm wide x 7000-42000mm long. Two grades of medium tensile structural steels, namely E 250 BR and E 350 BR, are prone to red scale defects on the final hot-rolled surface. The chemistry of these steels to specification IS 2062 are given in Table 1 and typical rolling parameters are shown in Table 2
The investigation started by examining red scale formed on commercial hot-rolled plates. Chemical and phase analysis for both red and grey scales are shown in Table 3 and Fig 1. Chemical analysis was carried out by x-ray fluorescence (XRF) and phase analysis by X-ray diffraction (XRD). Laboratory hot-rolling as well as plant trials were conducted to understand the effect of descaling practice and the role of Si in the steel chemistry on red scale formation. Red scale was reproduced in the laboratory during hot rolling on an experimental mill at RDCIS Ranchi. 35mm thick plates were cut from sections of continuously cast slabs which were then heated at 1000°C for two hours in an atmosphere of 77.10%N2, 14.30%H2, 08.60%CO2, to simulate that of the actual combustion furnace. These were then hot-rolled in six passes to 6mm thick ‘hot band’. The experimental rolling parameters are shown in Table 4. For this laboratory investigation, samples were taken from slabs of varying Si content and heated in the furnace without a cover to form the primary scale. Two descaling conditions were tested: Test A slabs were rolled without prior manual descaling and Test B slabs were rolled after complete descaling. In all the tests, after final rolling, the hot
1. Phase analysis of grey and red scale (L to R Fe2O3, Fe3O4, FeO, Fe2SiO4, Fe).
Table 1. E 250 BR and E 350 BR specification (Ladle analysis, %
Table 2. Typical hot rolling parameters
Table 3. Chemical analysis of grey and red scale.
Fig
band was cooled immediately by water spray to suppress further change to the scale structure. In the plant scale trial, slabs of lower Si content (0.15%) were rolled using the existing rolling parameters (Table 2). In a second trial, the Si content was increased to the specification of 0.40 and 0.45%, an additional secondary descaling was introduced before the first finishing pass and the finishing temperature was increased close to 900°C, from the previous 850°C. In a third and final trial, the rolling speed was changed to ensure the full length of the plate was descaled using the new descaling practice.
Results and discussion
Two critical parameters were identified as the root causes of red scale formation on the plate surface. Firstly, the descaling practice during hot rolling and secondly, the silicon content of the steel. Chemical analysis of red scale revealed the presence of SiO2 is minor at 1.52%. Phase analysis of grey scale and red scale showed that both scale samples contained FeO, Fe3O4, Fe2O3 and Fe2SiO4. However, the red scale had a
higher amount of α-Fe2O3 and Fe2SiO4 than grey scale. This infers that plate showing red scale was exposed to oxidation for a longer period than plate exhibiting grey scale. To understand the effect of Si on red scale formation, laboratory tests showed samples rolled without descaling resulted in the red surface defect irrespective of the Si content. In contrast, samples rolled after complete manual descaling exhibited a surface of grey scale as illustrated in Fig 2 In line with the observations from the
experimental rolling, a plant scale trial was carried out with a steel grade of lower Si. This re-confirmed that lowering Si from 0.30% to 0.15% did not prevent formation of red scale (Fig 3).
In the second phase of plant trials, the secondary descaling practice during hot rolling was modified with the introduction of an extra descaling before the first finishing passes. The previous descaling at passes 1,2,4 & 6 were maintained, and the extra descaling was given at the end
of roughing and before the three finishing passes (Table 5). Additionally, the finishing rolling temperature was increased from 850°C to 900°C.
Apart from the descaling practice and finishing temperature, all other rolling parameters remained the same. With this modification, red scale was prevented for both low Si (≈ 0.15%) and high Si (≈ 0.30%) steels as illustrated in Fig 4
Changing the finishing temperature did not affect the mechanical properties of product as recorded in Table 6
Some longer plates were observed with
Table 4. Hot rolling parameters during laboratory rolling
Table 5. Existing and modified hot rolling parameters during second plant trial.
Fig 3. Red scale generation on hot-rolled plate with lower 0.15 Si% during plant scale trial.
Samples rolled after complete de-scaling
Samples rolled without de-scaling
Fig 2. Plates with grey and red surface defect after hot rolling in the laboratory.
Si
a partial red surface towards the tail end as shown in Fig 5. This may be due to incomplete coverage of the full length of the plates during the newly introduced descaling practice. The time allocated to descaling could not be adjusted during rolling; however, the rolling speed could be increased without compromising the final exit temperature to ensure that the tail of longer plates still received descaling.
In the third phase of the trial, the rolling speed was adjusted to ensure the full length of the plate was subjected to descaling. This resulted in complete removal of red scale from the plate surface. The modification in descaling practice, FRT (°C) and rolling speed is shown in Table 7. The resulting hot-rolled plate which shows a completely grey surface is shown in Fig 6. Based on these successful trials a Standard Operating
Practice (SOP) was developed for regular operation as depicted in Fig 7. Plates of various thicknesses were rolled with this new SOP, summarised in Fig 7, and the resulting plate exhibited a grey surface throughout.
In summary:
• High Si (≥ 0.3%) is not the principle reason for red scale defect formation. Phase analysis of the scale showed the presence of Fe2O3 and Fe2SiO4 in red as well as in grey scale. Experimental rolling showed that complete manual descaling before rolling produced only grey scale irrespective of steel Si content. In plant trials, prior to modification of the Standard Operating Practice, the red surface on rolled plate could not be prevented even at lower (0.15%Si) content.
• Effective descaling before commencing the finishing passes and increasing the final rolling temperature to 900°C, avoided the red scale defect both in steels of higher ≥ 0.3%Si as well as lower ≤0.16 %Si steels.
• An additional descaling pass was introduced prior to the plate entering the finishing passes and, since descaling was only available for a fixed time, the rolling speed was adjusted to ensure the full length of the plate was subjected to descaling.
Acknowledgement
The authors are greatly indebted to the management of the Research and Development Centre for Iron and Steel and the Rourkela steel plant of Steel Authority of India Ltd for valuable support and guidance during this project work. �
Table 7. Former versus modified rolling practice.
Table 6. Mechanical properties of plates finished at 900°C.
Fig 4. Absence of red scale in plate rolled from low and high Si steels 0.15%
& 0.30% respectively and finishing temperature increased to 900°C.
Fig 5. Long rolled plate with partial red surface towards tail
Fig 6. Rolled plate with complete grey surface after modification in rolling practice.
References
[1] K Onoda H Okabe, R Nomiand N Hase: Sumitomo, Met ,5 20 (1968)
[2] S Mrowec and K Przybylski: Oxid Met , 11 (1977), 383
[3] T Asai,T Nakamura and T Inoue: CAMPISIJ,6 (1993), 357
[4] T Fukagawa H Okada and Y Maehara: ISIJ Int, 34 (1994), 906
[5] S Takizawa: Iron and steel Handbook, ed, by ISIJ, Maruzen, Tokyo, 37
[6] M Okita, A Nagai, I Sinagawa and K Horinouchi: CAMP-ISIJ, 2(1989), 1509
[7] C W Tuck and J Barlow: Iron Steel, 45 (1972), 31
[8] T Fukagawa, H Okada and A Okamoto, ISIJ Int, 35, 7 (1995), 886-891
NEW SYSTEM FOR HEAD OF COIL HANDLING
1. The robot identi es and cuts the strap
2. The head of the coil is identi ed with an arti cial intelligence vision system
3. The robot proceeds with the clamping of the material
4. The combined movement of the reel and the traslation of the robot unroll the coil
5. The material is then inserted by the robot in the pre-bending machine and then into the drawing line
Cycle time: 3 minutes
Increased safety
Reduced heavy workload for operators
Table 8. Modified Standard Operating Practice.
Fig 7. Revised Standard Operating Practice for removal of red scale defect on the plate surface.
Measuring up
The increasing drive toward sustainable, digitized, and efficient steel production is propelled by advanced process solutions, says James Cross* and Manfred Hayk**.
1. How are things going at AMETEK LAND? Is the steel industry keeping you busy?
Things are going very well for us, and we’ve had a continuous growth journey for the last 10 years as a leading provider of solutions in the industry operating in primary and secondary steel processes. Our solutions are present in the majority of main steel processing industries which include green steel, intelligent processes and decarbonization. The very global nature of the steel industry and the nature of AMETEK Land is driving success with engineering procurements and construction companies (EPCs). We can leverage relationships with EPCs and the relevant licensers to share their technology. While metal is the core industry for LAND, because of our diverse programme of industries, we aren’t completely dependent on steel – which puts us in a strong position.
2. What is your view on the current state of the global steel industry?
We are lucky to have local offices and partners in emerging territories like India, China, and Turkey. These are areas where we have seen lots of high-volume growth. We have seen how it is becoming more important to implement measurement and automation technology in the manufacturing process for improved efficiency, safety and process optimisation. In Europe and North America, there is an intense focus on efficiency and quality, producing high-strength steels that suit a more intelligent automated approach.
3. In which sector of the steel industry does AMETEK Land mostly conduct its business?
We provide measuring technologies from the beginning to the end of the manufacturing process – from iron to steel production to finishing technologies. We are the leading provider of high-end pyrometers and scanners for rolling mill
applications, but in the last 10 years we have seen rapid growth in thermal imaging across steel production, including in liquid metal casting and reheat furnace applications.
4. Where in the world are you busiest at present?
We are very busy supporting the global technology leaders in Europe, North America, Japan, and South Korea, and we have adopted a split strategy to work with both the technology licences – the machine builders and end-user markets. End-user markets in all territories are also keeping us busy, with high growth in China, India, Turkey, and the Middle East.
5. Where does AMETEK LAND stand on the aluminium versus steel argument?
AMETEK Land is based in Sheffield, UK, and Pittsburgh, US, but works in many other steel-producing hubs around the world including China and India, so we still have our steel DNA.
We are very proud to support the industry as steel has become more sustainable, lighter, and stronger while retaining its
*Head of industry management, AMETEK Land
structural mechanical properties, which is a huge challenge. This has been key as the steel industry competes with the advances of the aluminium industry; for example, our SPOT+ GS is designed specifically for coating lines for high-strength steels and is the only instrument on the market to measure liquid zinc accurately. Ultimately, we are material agnostic and have produced pioneering solutions for the aluminium industry, including liquid aluminium temperature measurement.
6. What are your views on Industry 4.0 and steelmaking?
We have been talking about Industry 4.0 for 10 years and are continuously developing solutions for Industry 5.0, which will involve human operators and specialists working alongside AI. The increased digitalisation of instrumentation in the steel industry has played a critical role in improving process technology and continues to do so.
7. In your dealings with steel producers, are you finding that they are looking to companies like AMETEK LAND to offer them solutions in terms of energy efficiency and sustainability?
**Head of product management, AMETEK Land
James Cross
Manfred Hayk
If so, what can you offer them?
Accurate temperature measurement data is an important part of sustainable steel production. Some of our products have a tremendous impact on improving efficiency. For example, a slag detection system (SDS) automates a previously manual process and significantly improves reliability. Reheat furnaces’ thermal images provide critical process information that can be used to increase fuel and process efficiency.
8. How quickly has the steel industry responded to ‘green politics’ in terms of making the production process more environmentally friendly and are they succeeding or fighting a losing battle?
The customers we speak to are very active in their preparation for green/blue steel production. We are involved in pilot plant production for some very new processes.
9. Where does AMETEK LAND lead the field in terms of steel production technology?
In infrared technology, we have produced pioneering products for many decades and are continuously focused on providing highquality, trusted data to steel producers. As one specific example, our slag detection system has over 250 global installations.
10. How do you view AMETEK LAND’s development over the short-tomedium term in relation to the global steel industry?
We’re confident that our product strategy is aligned with the steel industry, and we’ll continue to support major players and provide the latest measuring technologies and high-quality data to support new steel processing technologies.
11. China dominates global crude steel production. How should the industry react to this situation?
Not only China, but India and Turkey also play important roles in steel production. AMETEK Land and its partners provide the best support and application support in all these regions.
12. Where do you see most innovation in terms of production technologies – primary, secondary or more downstream?
We see a lot of development in primary steel production, electrification, and DRI
production. We are well positioned to take advantage of DRI specifically based on experience from other parts of our business, including the petrochemical industry.
13. How optimistic are you for the global steel industry going forward? What challenges face global steel producers?
Steel is still one of the most important materials to the global economy and will continue to bolster critical infrastructure and advanced technology for decades to come. The environmental challenges associated with steel production will only accelerate and, therefore, we are keen to see increased take-up of blue and green steel technology, together with renewable energy production.
14. What exhibitions and conferences will AMETEK LAND be attending over the next six months?
We will be attending Ankiros Istanbul in September 2024.
15. AMETEK LAND is headquartered in the UK; what’s happening steel-wise in
the country?
On primary steel production, there are wellpublicised plans to adopt EAF technology instead of continuous steel making. The UK has a healthy secondary steel market specifically for the automotive, power infrastructure, and defence industries – and some world-leading specialist producers.
16. What keeps you awake at night?
The loss of expertise has produced a knowledge gap which cannot only be replaced by instrumentation and AI. Instrumentation manufacturers rely on expert human process engineers with longterm experience to solve often complex challenges.
17. If you had a superpower, how would you improve the global steel industry?
We would give all major steel producers unlimited capex budgets to benefit from the latest advanced instrumentation!
If your company would like to answer our Perspectives Q&A questions, email: matthewmoggridge@quartzltd.com �
UNLEASH THE POWER OF PRECISION WITH AMETEK LAND SLAG DETECTION SYSTEM
Elevate your steel production with improved yields, superior quality, and reduced downstream costs.
Our high-resolution thermal imaging camera ensures a seamless transition between steel and slag, delivering real-time data to empower operators. Experience quick termination of taps after triggering alarms to prevent ladle issues.
Say goodbye to excessive slag and hello to enhanced productivity!
I was alarmed to read a headline in the May/June issue of Steel Times International referring to ‘Rhino Hyde liners’ supplied by Haver & Boeker of Niagara, Canada. The skin of an endangered species, I thought – how can this be allowed? Fortunately, reading on, I discovered this was a synthetic thermoset polyurethane, designed for hardwearing applications in materials handling and hauling.
However, it reminded me of a visit to a Cornish pumping engine where a spare clack valve was on display, made from hippopotamus hide. The Cornish pumping engine was a steam-driven beam engine used to dewater mines throughout the world in the 19th and mid-20th centuries during which time Cornwall boasted some 1,500 mines, mainly extracting copper and later tin, but also lesser quantities of tungsten, manganese, iron ore and silver, and, as a by-product, arsenic. In all, some 3,000 engine houses were built, with engines frequently being moved to new sites as a mine was depleted or failed to find ore.
The clack valve was a non-return valve in the pump riser made of cow leather, which opened with each upwards stroke of the engine to bring water to a higher level, and then closed on the downward stroke to prevent the water descending back to the lower level.
Hippo hide for Cornish pumping engine
The Cornish pumping engine offered key efficiency improvements in mining during the late 17th century, with 200 engine houses still standing in the UK today. By Tim Smith*
Following a decline in the copper and tin markets in 1866, and the discovery of similar ores in North America, Australasia, South America and gold in South Africa, Cornish miners migrated to these areas in large numbers, forming a diaspora known as ‘Cousin Jack’, taking with them their mining technology, including the Cornish beam engine. Such was its versatility that it could also be used as a winding engine, even onboard ships, such as ferries across
*Consulting editor, Steel Times International
San Francisco Bay.
Cornish mining engineers, working in Africa, discovered hippo hide, and even rhino hide, lasted much longer than cow leather as it was much thicker and more waterproof. Hence, it was generally adopted wherever a Cornish pumping engine was in action, evidently also at surviving mines in Cornwall.
The example pictured was a spare for the 90” (2.28m) cylinder diameter steam
Illustration of a Cornish Pumping Engine from Harveys catalogue
Clack valve made of Hippopotamus hide, a superior material to cow leather.
engine at East Poole Mine at Redruth in Cornwall, one of the centres of tin and copper mining in the county. This was the largest engine in Cornwall, but by no means the largest built in the county, with a 144” (3.65m) diameter engine having been one of several exported to Holland for draining the Dutch polders.
Cornish engines were built in foundries such as Harveys of Hayle and Fox of Falmouth who undertook these ambitious castings, as well as constructing all the valve gear and massive beams, weighing 50 tons or more.
Cornish engines arrived in the 1830s as an improvement in efficiency of the first Newcomen atmospheric engines, invented in the adjacent county of Devon in 1712, which first came to Cornwall in the 1730s. The low efficiency of these engines which was barely half a percent, required prodigious amounts of coal, one of the few minerals absent in the rich mineralization of the county. Coal, to feed the engines, had to be imported by sea from South Wales, a journey frequently disrupted by winter storms. Next came the Boulton and Watt engines of 1765, which, were more efficient, at some 5%, reducing consumption of coal close to 75%, but the mine owners had to pay a royalty to Bolton & Watt on the savings in coal. In 1834, the Cornish beam engine arrived. Working at a higher steam pressure, typically 50psi (240kPa) which improved efficiency, it burnt even less coal and the steam was raised by the more efficient ‘Cornish Boiler’,
which had a single flue tube but recycled the hot air via a side flue to maximise heat transfer to the water to raise steam. Equally as important was the release from paying Boulton & Watt a royalty on coal.
HOW A CORNISH BEAM ENGINE WORKS
To understand the complete workings of a Cornish pumping engine follow this excellent animation by Goy Janssen and Damian Nance on You Tube: https://www.youtube.com/ watch?v=CUyQFFAtkC0&t=122s
The video starts with a description of the Thomas Shaft pumping engine at Wheal West Kitty, St Agnes, Cornwall with the animated graphic explaining how a pumping engine works commencing after 5 minutes. Total run time: 18 minutes.
Despite electric motors being introduced to the mines in 1906, the last Cornish beam engine to work was the 90” engine at East Pool that pumped until 1954. In later years, although the mine had ceased operating to win ore, it was necessary to continue pumping to keep the nearby South Crofty mine from flooding via a network of interconnecting underground galleries. South Crofty eventually closed in 1998 but is presently being de-watered following a resurgence in the price of tin as the result of an increasing need for lead-free solders to meet the growing electronics and batteries industries. The discovery of a tin-rich lode missed by the earlier miners, coupled with XRF to sort every piece of rock raised from the mine, thereby discarding barren rock without processing it, offers good prospects for the resurgence of mining in Cornwall. The county still boasts an active china clay industry and two start-up companies are currently extracting lithium, one from mine water and the other from mica, a byproduct of china clay refining.
Probably unique to anywhere in Britain is the only surviving beam engine in situ that is still run under steam. It is the winding engine at Levant Mine originally preserved by the forerunner of the Trevithick Society Trust and now under the ownership of the National Trust. www.nationaltrust.org.uk/ visit/cornwall/levant-mine-and-beam-engine
Today, 200 engine houses survive in the county, giving Cornwall the largest concentration of industrial heritage in Europe, a factor recognised by UNESCO by awarding mining areas the title of ‘World Heritage Sites’. �
The 90” steam cylinder and valve bank of the East Pool steam engine.
Believed to be the largest cylinder ever cast, this cylinder, cast by Harveys, was destined for the Cruquius engine in Holland used to drain the Haarlemmermeer polder.
performance for high productivity
GLAMA Maschinenbau GmbH
Headquarters:
Hornstraße 19 D-45964 Gladbeck / Germany
Fon: +49 (0) 2043 9738 0
Fax: +49 (0) 2043 9738 50
GIR-P
We understand how it is important to efficiently extract and process precious metals and minerals.
PROCESS + PROTECT
You save valuable resources while keeping your employees and the environment safe.
Improve your processes with our comprehensive portfolio of measuring instruments, solutions and services:
Liquiline CM44 and CPS11E: Versatile transmitter and Memosens pH sensors ensure reliable measurement and safe calibration in the lab.
FieldPort SWA50: Intelligent Bluetooth or WirelessHART adapter for the easy connection of all HART field devices to the Netilion Cloud via Edge Devices.
Cerabar PMC71B: Absolute and gauge pressure transmitter combining measurement accuracy with IIoT functionalities.