
5 minute read
LA MALTERIA SPERIMENTALE dell’università di Udine


Con 118 mila occupati e una produzione di quasi 18 milioni di ettolitri di birra (report Assobirra 2021), il il settore brassicolo e maltario rappresenta un settore economico molto importante per l’economia nazionale che tuttavia soffre di una forte dipendenza estera relativamente ai cereali utilizzati 1. In senso più ampio, secondo i recenti dati dell’Istat relativi ai primi quattro mesi del 2022, è infatti aumentata non di poco l’importazione di cereali in Italia2. Si può quindi tracciare un quadro del mercato del malto in Italia, nel quale esiste una difficoltà di reperimento di materia prima nazionale. I produttori artigianali di birra, spesso, si vedono costretti ad acquistare malto di origine estera o in alcuni casi, se produttori di orzo oltre che di birra, ad inviarlo alle malterie estere con inevitabile ag- gravio dei costi derivanti dal trasporto, per non parlare dell’impatto ambientale provocato dal trasporto su gomma. Si possono quindi ben comprendere le difficoltà con cui un piccolo produttore si scontra nel momento in cui vuole legare il suo prodotto al territorio.
Malteria Uniud: progetti in corso
La malteria sita presso le strutture dell’ateneo udinese (Figura 1) si inserisce a livello regionale come l’anello mancante nella filiera della produzione artigianale sia birraria sia di altri alimenti. Infatti, sebbene sia di piccole dimensioni (capacità di 500 Kg), può consentire la valorizzazione di orzi prodotti localmente e la produzione di birre autenticamente legate al territorio. Diverse realtà produttive hanno manifestato l’interesse a collaborare con l’Università di Udine con l’obiettivo di tracciare la qualità delle materie prime (malti) e quindi di legare le loro birre al territorio. A tal proposito si evidenzia la collaborazione dell’Università con l’ASPROM (Associazione Produttori di Orzo e Malto), una rete di aziende agricole in grado di valorizzare il comparto cerealicolo. Un altro importante progetto in corso è indirizzato invece alla produzione di malti biologici ed è realizzato in collaborazione con il birrificio artigianale Foran di Udine.
La filiera di produzione del malto
Il processo di trasformazione della cariosside in malto prevede cinque operazioni, interamente realizzate presso il laboratorio di maltazione dell’Università: calibratura, bagnatura (o steeping), germinazione, essiccamento e spazzolatura (Figura 2).

Bagnatura
Dopo essere stato pulito e calibrato (Figura 3), l’orzo viene caricato attraverso il nastro trasportatore nel serbatoio tronco-conico dove avvengono le fasi di bagnatura ed asciutta; il serbatoio in dotazione può contenere da 300 a 500 kg d’orzo distico (Figura 1). Nella fase di bagnatura (durata di circa 2 giorni) il seme viene idratato (utilizzando 1000 –1200 l d’acqua).
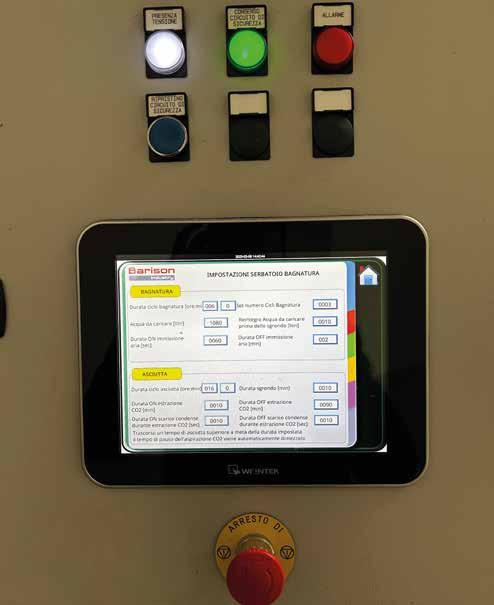
Il serbatoio tronco-conico, in corrispondenza della parte superiore, è dotato di un tracimatore per l’evacuazione del troppo pieno e di eventuali “sporcizie” residue. L’impianto è dotato di sensori che permettono di affidare il controllo del processo a un sistema PLC, ovvero un pannello operatore “touch screen” capace di pilotare i relè di azionamento dei singoli componenti. Grazie al sistema PLC, quindi, viene impostato un programma (Figura 4) che gestisce l’alternanza tra le fasi di bagnatura e asciutta. Questo programma permette di monitorare le seguenti operazioni unitarie: lo scarico dell’acqua e il successivo caricamento dell’acqua di seconda e, a volte, terza bagnatura, l’aerazione dei semi (insufflazione di aria compressa), l’aspirazione dell’anidride carbonica che si produce in fase di asciutta e che deve essere allontanata onde evitare l’asfissia del seme. Il serbatoio è coibentato per garantire il mantenimento della temperatura dell’acqua durante questa fase del processo.
L’incremento di umidità dei semi è monitorato attraverso un campionatore denominato Bernreuther ( Figura 5 ), un contenitore in acciaio inox cilindrico e forato; in esso vengono caricati 100 g di orzo, il tutto viene inserito nel serbatoio assieme al resto dei semi, in modo da essere sottoposto alle stesse condizioni di trattamento della massa in maltazione.

Germinazione
Una volta raggiunto il 42%, il ciclo procede con il trasferimento della massa di semi nel cilindro di germinazione
(Figura 1). Il germinatore è un cilindro con sviluppo orizzontale, dotato di un tamburo rotante esterno drenante al fine di smaltire l’acqua utilizzata per il trasferimento della massa di semi. Il cilindro è dotato di portello di carico/scarico, per le cariossidi ed il malto finito, e di un portello per prelevare campioni (monitoraggio durante la germinazione e l’essiccamento). È presente un motore elettrico in grado di fare ruotare il cilindro durante la germinazione al fine di prevenire un “infeltrimento” a seguito dello sviluppo delle radichette: grazie al sistema PLC possono essere impostati i cicli di rivoltamento (durata e numero/frequenza). In questo processo è fondamentale la verifica della lunghezza dell’acrospira, cioè vengono prelevati dei campioni di semi al fine di verificarne la lunghezza all’interno degli stessi. Durante la germinazione, che dura da 4 a 6 giorni, attraverso il sistema PLC, vengono impostate le condizioni operative per controllare l’umidità e la temperatura all’interno del cilindro, per favorire la biosintesi degli enzimi di interesse brassicolo.

Essiccamento
Quando la lunghezza dell’acrospira raggiunge i tre quarti del seme, si arresta la germinazione attraverso la fase di essiccamento: i semi vengono essiccati (sempre all’interno del cilindro di germinazione) al fine di bloccare la germinazione, mantenere attivi gli enzimi necessari, permettere lo stoccaggio e il trasporto del malto. In funzione delle condizioni di essiccamento si possono produrre malti diversi per colore, flavour ed attività amilolitica. Presso la malteria dell’Università sono state definite diverse condizioni di essiccamento per la produzione sia di malti base (chiari) che speciali (es. malti Monaco, Caramello, Amber ecc.). Per la produzione del malto Caramello, ad esempio, il malto verde (a fine germinazio- ne) viene reidratato sino a raggiungere il 50% di umidità e, successivamente, la temperatura viene innalzata da 40°C a 65°C in 17 ore (Figura 6). La combinazione di temperature e umidità elevate favorisce l’amilolisi e la proteolisi. La temperatura di ingresso, quindi, viene innalzata da 65°C a 150°C in 8 ore.

Spazzolatura
Nella Figura 6 sono visibili le temperature di ingresso e di uscita, dove queste ultime si avvicinano maggiormente alla temperatura interna del cilindro. La fase di incremento della velocità di essiccamento è nota come break-point ed è
Tabella 1 - Ciclo di maltazione
FASE A (BAGNATURA, ASCIUTTA)*
1 6 ore di bagnatura (primo steeping)
2 15 ore di asciutta (primo air rest)
FASE B (GERMINAZIONE, ESSICCAMENTO)**
5 giorni di germinazione
50°C (per 24 ore)
3 6 ore di bagnatura (secondo steeping) 80°C (per 4 ore)
4 15 ore di asciutta (secondo air rest)
121°C (per 3 ore)
5 Trasferimento della massa Raffreddamento (a T ambiente), 1 ora
* = temperatura compresa nell’intervallo 18 – 20°C;
** = durante la germinazione viene gestita, attraverso il PLC, l’unità di trattamento dell’aria per controllare umidità/temperatura all’interno del cilindro, e la rotazione dello stesso per evitare l’infeltrimento della massa a seguito dello sviluppo delle radichette accompagnata da un aumento rapido della temperatura dell’aria in uscita, in questo punto la maggior parte dell’umidità dei semi è stata rimossa3. Dopo il break-point gli enzimi vengono inattivati, quindi l’essiccamento dovrebbe completarsi (per mantenere la massima attività enzimatica) nel minor tempo possibile. Terminata la fase di essiccamento, attraverso il nastro trasportato, il malto viene trasferito nella spazzolatrice (Figura 7), ed, infine, stoccato.
Ciclo di maltazione
Un ciclo di maltazione ha una durata compresa tra 8 e 10 giorni. Qui di seguito (Tabella 1) viene riportato uno schema delle fasi del processo per la produzione di un malto speciale tipo Amber, malto già prodotto con la malteria Uniud ed utilizzato per la produzione della prima birra dell’Università di Udine.
Stoccaggio
I malti prodotti sono stoccati in celle frigo a temperatura ed umidità controllate per due settimane (il tempo minimo per garantire una uniforme distribuzio- ne dell’umidità residua all’interno del seme) e successivamente sottoposti alle analisi di controllo qualità. Vengono eseguite, ad esempio, le determinazioni di colore, umidità e resa in estratto attraverso i metodi ufficiali dell’EBC4, acronimo dell’European Brewing Convention, associazione che si occupa dello sviluppo e della codifica di metodiche per la valutazione della qualità della birra, e delle materie prime utilizzate (acqua, malto, luppolo, lievito). ★
Bibliografia
1. Assobirra Annual Report, https://www.assobirra.it/annual-report-assobirra/ [Ultima consultazione 05/03/2023];
2. https://www.exportiamo.it/settori/1352/cereali-nei-primi-4-mesi-del-2022-acceleranosia-l-import-che-l-export/ [Ultima consultazione 05/03/2023];
3. Guido, L.; Moreira, M. Engineering Aspects of Cereal and Cereal-Based Products. In Malting; Guiné, R., Correia, P. (eds.); CRC Press, 2013, pp.51-70;
4. European Brewery Convention (2007) Analytica-EBC. Norimberga: Fachverlag Hans Carl







