MED OIL & GAS
Winter Magazine 2021 1
A partner able to reduce your emissions Our customers need us to increase the profitability of their projects while also lowering the carbon footprint of production. We achieve these twin goals by taking ownership of the emissions challenge and working with our customers to comply with new regulations and seize new opportunities. Learn more at maerskdrilling.com
Contents Features Comments from Cyril Widdershoven.............................................................................................................................................5 Using Digital Twins to Support a Safer and More Sustainable Industry.........................................................................................6 LNG Market Development- Small Scale Plants, Environmental & Italian Permitting Solutions....................................................10 Underbalanced Coiled Tubing Drilling System uses Internet Technologies to Ensure Reliable Data Handling..............................16 Well Ageing Studies for the Safe Extension of a Well’s Life........................................................................................................23 A Case Study of Pipeline Integrity Management in Green Stream Natural Gas Pipeline Through Corrosion Mitigation and Inspection Strategy..............................................................................................................36 Innovative Field Development Solutions: Enabling Technologies for Long Subsea Oil Tiebacks................................................. 44 Reducing CO2 Emissions Through the Selection of an Energy Efficient Artificial Lift Method....................................................53 4D Gravity & Seafloor Subsidence Surveys for Cost-Effective Monitoring of Offshore Gas Reservoirs........................................67 Conferences.........................................................................................................................................................................43, 59 Companies in the news: ABS Consulting, Butting, Liebherr-MCCtec, NDT Global Press Releases....................................................................................................................................................61, 63, 65, 73, 74
Published by: OYOMEDIA18 Limited, (MED OIL & GAS MAGAZINE is a subsidiary of OYOMEDIA18 Limited), Malta & Dubai Printed & designed by: Stibo Complete, Denmark Cover photo courtesy of Shutterstock Inc. 3
Innovative insulation system for pipeline construction:
ELASTOSHORE® GS – our new subsea benchmark.
Top-performing under pressure: l High-performance solid polyurethane elastomer l Suitable for application areas such as
l l l l l
field joints, line coat and static structures like manifolds, jumpers or tiebacks Mould to subsea deployment in less than 5 minutes (field-joints) Fast and efficient application Single moulded operation Homogeneous system, excellent adhesion Low maintenance, reduced downtime
Constructing Tomorrow Functional, easy to process and globally available: Elastoshore® GS – the no. 1 thermal insulation solution.
Harsh Truth Behind Europe’s Energy Crisis EU member states, changing the narratives in Brussels and the respective European capitals.
Commentary by Cyril Widdershoven
Europe’s energy crunch is continuing, as gas storage volumes have shrunk to 10-year lows. A possible harsh winter could lead to severe energy shortages and possible shutdowns of large parts of the economy. While the main discussion is currently focused on the potential role of Russia in the energy crisis, a new narrative could soon make the headlines. In a surprise move, the Dutch government has indicated that in a severe supply crunch situation, the Groningen gas field, Europe’s largest onshore gas field, could partially and temporarily be reopened. It seems that the term Dutch Disease could get a new meaning, from being the paradox of a rentier state suffering from plentiful resources to a show of Europe’s lack of realism when it comes to energy transition risks and current market powers. Dutch Minister Stef Blok has indicated that he is considering the potential reopening of the Groningen field, in particular five wells, especially the one at Slochteren, as indicated by Johan Attema, director of the Nederlandse Aardolie Maatschappij (NAM), the operator of the Groningen field. The reopening of the field, even in the case of an emergency or an energy crisis, is politically controversial. Until recently, the plan was that Groningen would be closed completely by 2023, ending the large-scale gas production and export by the Netherlands with a bang. The Dutch media is speculating that minister Blok will be asking for a possible reopening of the Groningen field, a decision that must be made before October 1. If the Minister decides to change the current shutdown plans, the whole Groningen debacle, as some see it, will be prolonged. It is clear, looking at the current deplorable situation of the European energy sector, that Groningen is still needed. The ongoing energy crunch could have grave consequences for the economies and wellbeing of
The lack of supply of natural gas by Russia (or the political will to supply more), the difficulty of ramping up Norwegian gas or other gas imports quickly, is jeopardizing Europe’s energy situation. At the same time, a possible shutdown of several electricity-intensive industries in Europe, such as fertilizers, chemicals, and steel/aluminum production is on the table.
Political leaders will have to face the direct implications of higher energy bills or possible energy deficits for consumers and the industry. Both could lead to protests or political landslides during upcoming elections. Threats of an energy crisis are being discussed widely, but no real solutions except lower taxes are available. Due to higher energy costs, a possible record price level of $100 MMBtu or $250 per barrel of crude oil equivalent is very bad news for politicians, especially in the Netherlands, Germany, France, and the UK. It remains unclear, however, whether European politicians are aware of the role that their own policies have played in creating this crisis.Even with the partial restart of the Groningen field, which could relieve some of the pain in Western Europe, there is a larger problem that must be addressed. By opening up the gas market for liberalization, without giving the necessary tools to parties, and pushing for a spot market, instability was introduced into the system. Geopolitical powers are still at play, while utilities and European suppliers have seen little support from their governments. At the same time, when oil price-indexed longterm contracts with Russia were thrown out of the window, many did not understand that this could mean handing over full market powers to NOCs, such as Gazprom. Putin has been cele-
brating, knowing that he has been handed the key to European markets, with the option of manipulating fundamentals and prices at the same time. In the meantime, Europe has failed to sufficiently diversify supply.
European leaders desperately need to reconsider their position towards Russian gas supplies and the future role of NordStream 2, which is still being threatened by US sanctions and Eastern European opposition. It seems that Russia’s leader Vladimir Putin, however, is holding all the cards when it comes to natural gas in Europe. Without substantially more natural gas supply to Europe, consumers and industry may well be facing a winter of discontent. Europe’s gas supply diversification strategy has been a failure, not only due to EU tactics and regulations but also because of the ongoing one-sided emphasis on a rapid energy transition, hydrocarbon divestment, and full-scale investments in renewables, without realizing that the backbone of the European economic system is still hydrocarbon fueled. The current situation shows one main fact of life, the success of the energy transition is not based on a one-sided approach. By relying too much on renewables, the market became destabilized, but politicians and others didn’t want to admit it. Destabilization could and should be prevented, by acknowledging the fact that for the foreseeable future hydrocarbons, including coal, will be playing a significant role in the European energy market
At the same time, European politicians also should acknowledge that without hydrocarbons, not only does energy supply become threatened, but the hydrocarbon economy suffers. It is not yet fully understood by most, but without hydrocarbons, especially natural gas and oil, food and other primary sectors will be hit hard. The first shutdowns of fertilizer and steel companies have already been reported. Brussels, London, Berlin, and even The Hague, should start to change their approach to energy and the economy of the future. Politicians should start to listen to market analysts that have been warning of a disruption in energy markets. The European long-term energy strategy should acknowledge the position of hydrocarbons as a backbone while investing in renewable options at the same time. Investments in storage, diversified supply, and domestic production are crucial. Without these, supply giants such as Putin’s Russia are holding all the cards. 5
Using Digital Twins to Support a Safer and More Sustainable Industry Digital twins have in recent years received increasingly more attention as their value creation has become more apparent when utilised in an efficient manner. More are realizing that an efficient use of digital twins might be the key to not only a more optimised future, but also in supporting other important aspects in the industry. By Nadir Azam and Anders Andreasen, Ramboll
There are many understandings of what a digital twin is and what it is not. In this article, a digital twin is understood as a virtual representation of an object or system that potentially spans its lifecycle, can be updated from real-time data, and uses simulation, machine learning and reasoning to help decision-making. A digital twin consists of several facets and layers, which may separately or combined contribute to increased value in their own way within different disciplines. In this article, we will focus on showing how digital twins specific for structural integrity, referred to in this article as True Digital Twin, and process simulations, referred to as Process Digital Twin, have been used to create value and support a safer, more optimised, and sustainable industry.
Why use digital twins? There are several quantifiable and unquantifiable benefits of using a digital twin. The True Digital Twin technology, focusing on structural integrity of structures, has demonstrated its value throughout the past 25 years. It enables cost reduction, provides safer operation, and supports sustainability by allowing for optimisation of operational performance and life cycle management. These benefits are highly valuable in for example lifetime extension projects where the technology may be the differentiator between being able to reuse existing 6 | MED OIL & GAS
structures or having to decommission and build new ones. The technology may at the same time provide invaluable information in time of need, for example during expected or unexpected critical events such as storms, ship impacts, vibrations etc. The True Digital Twin technology allows for moving from costly and time-consuming experimental testing in the laboratory to cost-reducing full-scale testing in the field under real operational conditions, which enables safer and more cost-efficient operation of the asset. Utilising a digital twin for process simulations can enable optimisation and offers unparalleled insight and facilitates increase in revenue, reduction in OPEX and more importantly reduced greenhouse gas emission footprint. The methodology presented in this article can be applied for brownfield optimisation as well as for basic design of greenfield facilities. In the design phase, the method can assist in choosing the best process scheme and selecting favourable operating conditions for minimisation of both CAPEX and OPEX. Another interesting and increasingly important area is lifetime extension and maximising the usability of existing facilities for tie-backs through detailed bottleneck identification studies.
Structural integrity: True Digital Twin Ramboll combines digitalisation with innovative structural health monitoring to create the True Digital Twin for structures. The technology is a state-of-the-art methodology to facilitate coupling between the real physical conditions and their structural analysis models, which captures the real-life behaviour of structures in real-time. The True Digital Twin technology has several applications within optimised operational performance and life cycle management. Specific use cases include among others lifetime extension projects, root cause analyses, uncovering knowledge gaps, detection of changes, and predictive maintenance.
Methodology The value creation expected from a True Digital Twin starts already in the specification of a structural health monitoring system as illustrated in figure 1. It is critical that the sensors defined are up to the required task and placed at the right locations to fulfil the overall purpose and objectives. There are several parameters to consider and evaluate when specifying a structural health monitoring system with the purpose of utilising it within structural integrity assessments. These parameters for the sensors include
for example: type, frequency range, accuracy, sensitivity, resolution, location of sensors and which post-processing methods will be utilised.
Continuous monitoring hence allows for continuous assessment of the structural integrity of the structures.
When the system is up and running, the real conditions are continuously identified using the Structural Health Monitoring System (SHMS), which provides information about the actual environmental loads and the corresponding structural response before the data from the monitoring system are analysed through a cloud computing solution. The True Digital Twin technology combines a variety of sensing technologies with an embedded measurement controller to capture, log and analyse real-time data.
EXAMPLES OF USE
The real-time data from the Structural Health Monitoring System (SHMS) is used to compare the real-time behaviour with the analysis model, and the analysis model is updated by using several novel methods to create a True Digital Twin, i.e. a structural analysis model that simulates the real-life behaviour of the structure. Advanced analyses may now be performed using the True Digital Twin and assessment of the measured uncertainties associated with the analysis of structures, relating to elements such as quantification of model uncertainties and the direct link to Risk- and Reliability-Based Inspection planning (RBI).
Lifetime extension The technology has been used in several lifetime extension projects throughout the years. The use of True Digital Twins in lifetime extension projects have resulted in large savings and sustainable reuse of structures, since quantifying the actual uncertainties leads to a safer and usually more optimised predictive risk-based inspection program.
or flare tower. The technology has been used to monitor large structures to identify root causes of unexpected and unknown events, to provide an efficient mitigation strategy.
Process simulations: Process Digital Twin
Currently there are on-going projects where reusing oil & gas platforms as substations for offshore wind farms is being investigated and will also include this technology combined with advanced analyses.
The process digital twin is a process simulation representation of the chemical (and physical) processes taking place inside the plant process equipment. The process simulation invokes appropriate thermodynamic models of the fluid phase behaviour as well as correlations for transport properties etc. The process simulation combines several unit operations to make a digital representation of the real plant, which can be explored for several tasks such as for example: plant design, optimisation studies, diagnostics and troubleshooting, bottleneck identification and mitigation, training, safety studies, and what-if scenarios.
Root cause analyses In cases where unexpected and unknown events occur, it might be invaluable to have measurement data from the events and being able to utilise it within structural integrity when it comes to understanding the root causes and how to mitigate these events from occurring in the future. Such events could for example include vibrations of either entire platforms or parts of a platform such as a topside module
Process simulations have been used for decades as a representation of the real plant. However, extensive multi-parameter optimisation of complex process facilities is a more recent discipline, which has not yet achieved widespread foothold in the industry, especially where machine learning and multi-objective evolutionary algorithms are applied. In the following, we aim at describing the basic methodology and presenting some recent examples.
Figure 1: Workflow of a typical True Digital Twin project – from sensors to decision making 7
Methodology The starting point is a high-fidelity model of the real plant. While the highest fidelity can be provided by a detailed process simulation model, a surrogate model may be a better choice, provided the model is well trained via e.g. supervised machine learning. Using a surrogate, the insight of the model can be fully leveraged through massively parallel computations while minimising software license cost. The model is leveraged in combination with global optimisation methods. The number of variables of interest, which for example may include pressure, temperature, flow etc. from various places in the process, range from a few parameters up to hundreds of variables, with a typical range being 10-20 variables of interest. The objective of the optimisation may for example be maximisation of a product yield, improved product quality, minimisation of production cost/OPEX, minimisation of emission-footprint / energy optimisation or any combination of these objectives. However, not all variables can be set freely due to natural limitations such as design pressure limits, design temperature limits, cooling/heating medium constraints etc. Constraints may include product quality such as crude oil export RVP/TVP, gas export quality, equipment constraints etc. All these limitations and constraints must be handled while seeking the best solution for the objectives.
EXAMPLES OF USE Increased product yield In various optimisation studies considering both full process simulation as well as surrogate models, the process digital twin approach has identified a significant optimisation potential for increased stabilised oil production.
Figure 2: Pareto frontier for constrained and unconstrained multi-objective optimisation of an oil and gas separation plant
An increase of 0.1-1.3 % can be achieved, which over lifetime is a significant increase in revenue, and this is achieved without any hardware modifications, i.e. only obtained through changes in the operating parameters. The magnitude depends on for example the reservoir fluid and plant topology. Elucidating the optimisation potential requires a vast amount of simulation realisations, often 10,000-100,000 evaluations. A main challenge is competing forces of different objectives. Often an increase in recoverable stable oil comes with an expense of increased power demand, see figure 2. Thus, the challenge is to identify the sweet spot that gives the most value for money - either the highest increase in production (starting from operating point A) at the lowest increase in energy demand or the highest reduction in energy demand for the lowest penalty in oil
Authors
Nadir Azam
Anders Andreasen
is Business Development Manager, working with digitalisation and innovation within structural integrity management for offshore structures. He has 15 years of experience in working with complex lifetime extension projects.
is Technical Manager and chemical engineer, working with chemical process design for energy storage, carbon capture, utilisation & storage, Power-to-X, and gas production and utilisation.
8 | MED OIL & GAS
production (starting at point B). For processes not continuously optimised it may be possible to improve both parameters (starting at suboptimal point C). Reducing separation gas plant footprint for NGL rich fluids During recent years, several projects including various development phases for reservoirs rich in NGL (natural gas liquids) have been executed, such as for example the Hejre and the Solsort fields in the Danish sector of the North Sea and the Yme re-development on the Norwegian continental shelf. Such fluids are challenging since NGL may build up in the compression system and condensate recycle streams, increasing the power requirement substantially. For some fluids it may not be feasible to extract NGL offshore and it may be chosen to export excess NGL via either off-spec gas or off-spec crude. Using a process digital twin approach, it has been demonstrated that for a realistic hypothetical fluid, the topside energy requirement could be reduced by approx. 20% by choosing the gas export over the crude export for transport of NGL to shore for downstream extraction. This would translate into a significant downsizing of the entire compression system and gas treatment facilities with a significant concurrent reduction in CAPEX.
Final reflections We are still in the early days of digitalisation, but we believe it will be a vital part in creating an optimised transition from fossil fuels to renewables and support the green transition with accelerated technology-based knowledge.
Bright ideas. Sustainable change.
9
Regional Challenges
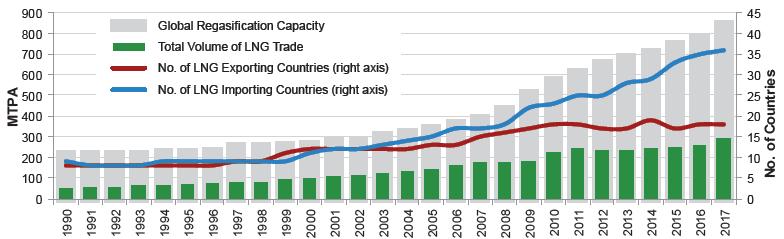
LNG Market Development - Small Scale Plants. Environmental & Italian Permitting Solutions Marco Compagnino, Alessandro Puppo, Maurizio Florio, Rina Consulting S.p.A Introduction Since the first tanker shipment of LNG took place in 1958 aboard the experimental vessel (the Methane Pioneer)1 the LNG global market has undergone an unprecedented expansion of production capacity. During the last 50 years, LNG started being imported from Pacific countries and later from the Atlantic Basin (Europe, North America), and the market developed in an exponential manner, averaging, in last decades, an annual growth of 7.5%2. Globally, in 2017 the LNG volumes traded set an historical annual record of 293.1 Mtpa (Million Tonnes Per Annum) with an increase of 35.2 MT (see Figure 1). For the same year, LNG demand across Mediterranean markets were enhanced by severe summer drought (resulting in low hydropower energy production) and heat waves (correlated with strong air conditioning demand) with an increase of LNG imports for France (+2.0 Mtpa), Italy (+1.5 Mtpa), Portugal (+1.5 Mtpa), and Spain (+2.3 Mtpa)3. Based on demand estimates, it is plausible that LNG trade will grow to 360-420 Mtpa by 2020 and the number of LNG importing countries will probably reach about 404. Nonetheless, even if these numbers are impressive, the LNG trade market has been in a state of overproduction since late 2014, with a plethora of suppliers competing with each other, resulting in prices fluctuations and investors insecurity, that it is likely to produce a ‘boom and bust cycle’. Also, investors were counting on higher prices to guarantee that their new LNG plants would be economical and remunerative5. This condition is the product of on historical element of the LNG trade: the idea that LNG plants must be supported by long-term contracts covering most of their capacity due to high capital costs. Anyway, 10 | MED OIL & GAS
this assumption is clearly conflicting with current saturated market conditions since the oversupply situation is challenging the future of long-term contracts as they stand today6,7. It is not surprising that LNG trade is already going through an interesting shifting from the traditional pattern of long-term contracts of distribution to one based on spot and shortterm contracts (contracts of less than four years)8. If in the early 2000 spot and shortterm contract accounted only for 5.4% of the LNG trade, in 2014 they rose up to 29% and they are expected to continue rising, potentially reaching 45% of global LNG trade by 2020. The rise in spot and short-term LNG trade will allow buyers to source more and more of their LNG from the oversupplied market rather than rely on long-term contracts, possibly leaving cargoes available at penurious prices, below long-term oil-indexed contracts9. In the present market condition, it seems unlikely that new greenfield LNG projects will move ahead. Brownfields expansion are probably standing better chances, but demand uncertainty is still a challenge10. This complex market condition, joint with new environmental emissions policies and the advancement of new technologies, are together leading the affirmation of a new trend in LNG project development: the LNG Small Scale business (SSLNG)11. This business is receiving growing attention form exporters, since allows the convenient distribution of LNG to several kind of end-users. Due to relatively novelty of SSLNG market, statistical figures are not yet available. Figures and volumes on SSLNG provided in this report are the result of thorough research of the study group, but may not be exhaustive.
Today, a total amount of approximately 100 small scale LNG production plants is found globally. In 2017 in Europe, the number of LNG import terminals offering SSLNG infrastructure was clearly on the rise, with hotspot concentrated in Spain and Northern Europe, Greece and Turkey12. As illustrated in Fig. 2, it must be noted that, to date, no Italian regasification terminal is able to provide SSLNG services yet; however, with appropriate technical modifications, it would be feasible to adapt present regasification terminals and make them capable to also offer LNG storage and refuelling services for both vessels and road-vehicles. In addition, at 2018 several projects exist in Italy for covering at least some SSLNG activities, especially in the field of LNG storage and refuelling services vessels13. But what exactly is SSLNG? While the traditional pattern of LNG market can be assimilated to a “straightforward chain” of activities, mainly consisting of a liquefaction plant, transport, regasification and end-users (power plant or domestic); the small-scale business can be defined as 3 a “network of activities” related to the transport, distribution and supply of LNG deriving directly from traditional large-scale LNG (hereafter LSLNG)14. The main nodes (activities) of SSLNG network can be summarised as follows (see also Fig. 3): • supply of LNG from break-bulk, (i.e. the distribution of LNG cargoes into smaller fractions and the loading of LNG from carriers or regasification terminals onto bunker vessels1 or coastal or land storage depots, by ship, truck or train); • transport of the LNG cargoes, by ships or tankers, to LNG storage depots possibly equipped with small regasification plants, also for the purpose of streaming natural gas into the distribution network;
Fig. 1: LNG Trade Volumes, 1990–2017 (source: IHS Markit, IEA, IGU)
•
•
secondary transport, mainly by road, to: i. tanks located in areas not connected to existing networks for the supply of gas to industrial and civil users (so-called off-grid users); ii. vehicle refuelling stations; end uses: production of electricity with LNG, industrial and civil (off-grid) consumption, fuel for direct transport in liquid form.
lThe activities listed above are possible through the provision of specific “SSLNG Services”15 (see also Figure 4) such as: • service of unloading LNG from carriers onto small scale vessels; • storage service, using LNG depots at regasification terminals (typically used only for regasification service), or other LNG depots; • LNG loading service on bunker vessels, (i.e. loading of ships with LNG stored in regasification terminal/coastal depots). Bunker vessels can, in turn, be used as refuelling stations for LNG-fuelled vessels (bunkering service) or for transporting LNG to other coastal depots; • LNG loading service on tankers/ISO-containers (only for onshore terminals), used for road/rail transport. Tankers and ISO-containers can, in turn, be used as refuelling stations for LNG-fuelled vehicles, local storage facilities, bunkers, industrial and civil uses, trains; • additional services (only for onshore terminals), such as supplying LNG through the use of infrastructures built near regasification terminals or LNG storage depots and directly connected to them (e.g. loading LNG onto bunker ships/tankers through a dedicated line connected to the terminal, or the refuelling service for road/ rail vehicles through a dedicated station connected directly to the terminal, etc.).
Fig. 2: SSLNG Facilities in Europe
Considering all of the above, it seems that the LNG business is entering in a new era, and has started dealing with present necessity and trends, embracing the future possibility offered by present technologies16. In synthesis, LNG business has begun the process of adapting to an ever-changing market development scenario, and to (partially) free itself from largescale dynamics. In this context, SSLNG seems to be “the next big thing” in the LNG world, capable to offer real possibility of LNG market enlargement, with all the benefits associated to the diffusion of the cleanest hydrocarbon of all, as well as at the same time maintaining acceptable costs. As always, during the affirmation of a new method/technology, the society is requested to understand it - in order to deal with possible unexpected issues, or criticalities - and to regulate it in order to allow a fair and sustainable use of it. In this context, the present article aims at providing an overview of, and gather
data on, two of the most important themes associated at SSLNG development: • health, safety, social and environmental issues of LNG; • the legislative framework of SSLNG installations, with a special focus on Italian permitting process.
Health, safety, social and environmental (hsse) issues of lng When talking of LNG, several elements are usually misunderstood by general public, leading to an erroneous understanding of LNG real dangers, thus reducing project acceptability, today one of the main issues during project development. In the following, is presented a brief analysis of LNG typical HSSE elements that must be put at the center of discussion with general public during the promotion of a project. First, it is necessary to highlight the lessons learned from the development of previous 11
LSLNG projects, suggesting that, in order to promote and boost the acceptance of projects, careful attention must be put on the following aspects: • site location: it is always preferable to propose projects development in brownfield and other underused areas that can be converted for “cleaner” productive uses, and can be associated to the revival of an abandoned and/or contaminated area, linking the project to immediate benefits for the local population both in terms of employment opportunities in the energy sector and from the point of view of improving the health and safety of the area; • identification of territorial constraints (land planning, natural protected areas, cultural goods, etc.): projects are better accepted when their interference with territorial constrains is minimized. In this manner, it is possible to avoid the typical drawbacks derived from the association of an “socio-emotional” value that any stakeholders detect in a given area, but also to minimize any problems that may arise in the authorization phase and that as a result could lengthen the time of implementation of a project; • adequate baseline data collection, to assess the status of the environment prior the commencement of the work, and to identify potential sensitiveness, that in a similar manner to the above mentioned identification of territorial constrains, will help the project proponent to avoid many of the problems that may arise in the authorization phase, but also to identify adequate actions in order to reduce the footprint of the project; • in depth impact assessment, resulting from the previous items, crossing the project actions vs the environmental sensitiveness; • identification of mitigation measures and definition of monitoring plan for construction and operation phases: these elements are very important not only to comply with typical Authorities requests, but also are needed in order to present to the general public the considerable and remarkable effort of the proponent to improve the project ensuring its presence will not negatively affect the area in which is developed. Of no minor importance, it is necessary to leverage on the understanding real proprieties of the LNG17: it is a high energetic fuel, clear,
Fig. 3: “Five different logistic LNG distribution methods in Small Scale LNG Wholesale”. Source: Shell (IGU edited version, 2014)
odorless, non-corrosive, non-toxic, cryogenic liquid at normal atmospheric pressure. If spilled on water, it floats on surface and vaporizes rapidly because it is two times lighter than water, if spilled in open air, it rapidly dilutes18.
the ignition hazard. In addition, the NG auto-ignition temperature at atmospheric pressure is above 540°C, an unlikely condition that requires strong source of thermal radiation, heat or hot surface19, 20.
In order to obtain LNG form natural gas (NG), the mixture of gasses must undergone to a liquefaction process. Such process is based on a pre-treatment of the natural gas stream to remove impurities such as water, nitrogen, carbon dioxide, hydrogen sulphide and other sulphur compounds. After that, the pre-treated gas is refrigerated to a temperature of approximately –160°C. At this temperature the gas liquefy and it is ready for storage and shipping. Liquefied gas occupies 1/600th of the original gas volume, clearly representing a very convenient way of moving GN around. Another advantage is that, since LNG is obtain through refrigeration, it can be stored at atmospheric pressure.
In the end, all of the potential hazards concerning LNG facilities operators and surrounding communities are direct consequences of physical and chemical properties of natural gas. Primary and secondary containment, safeguard systems as well as separation distance are measures applied across the entire LNG value chain, from production, liquefaction and shipping, to storage and re-gasification, providing effective and redundant layers of protection from LNG hazards. This explain why the LNG industry has an excellent safety record: up to 2012 more than 50,000 LNG carrier voyages were performed, without significant accidents or safety problems either in port or in the high seas. Data form 1986 to 2016 show that globally, only 19 LNG-related accidents happened, of those, only 5 are considered “notable” by the EU Major Accident Hazards Bureau and only one with fatalities (2 victims, in 1989). All considered, LNG is the safest hydrocarbon. For reference, ITOPF (Internationfal Tanker Owners Pollution Federation Limited) estimated that between 1970 and 2016 approximately 5.73 million tons of oil were lost as a result of about 460 tanker incidents21.
It can became flammable, but explosive only under certain (well-known) conditions. Anyways, in a closed, secure storage tank where the vapor concentration is approximately 100% methane, it cannot ignite because there is no oxygen to sustain the combustion. Methane gas will ignite only if the ratio gas/ air is within the limited flammability range (5 to 15%). An often-expected hazard is ignition from flames or sparks, therefore all LNG facilities are equipped with several fire detection and protection systems in order to eliminate
LNG is also the cleanest non-renewable energy source. In general, natural gas combus-
Among the SSLNG bunker vessels (vessels with a loading capacity of 500-30,000 m3), it is possible to distinguish between vessels used for bunkering services such as supplying other vessels (known as lighters), or shuttle vessels, used to transport LNG to other depots. On the other hand, traditional LNG carriers usually have a loading capacity of 30,000 and 270 000 m3. 1
12 | MED OIL & GAS
of natural gas, including LNG, and owned or operated by a company. Again, this definition does not match exactly the SSLNG since it excludes the part of the facility used for production operations and facilities reserved for transmission system. The much-needed clarification on the matter of SSLNG activities and services, expected with the Legislative Decree No. 257/2016, did not arrive. The Decree indeed regulates the administrative procedure, the so-called “Autorizzazione Unica” (on national, regional or communal scale according to the dimension of the activities), necessary to obtain authorisations for the construction of “storage and transport infrastructures” of LNG. In particular Art. 9 regulates the case of facilFig. 4: SSLNG services in wholesale and retail. Source: Shell (IGU edited version, 2014). ities that are connected or functional to the
tions products are cleaner than other fossil fuels: air emissions resulting from combustion of vaporized LNG as a fuel in vehicles or for electric power generation present significant lower concentration of carbon monoxide (CO), nitrogen oxides (NOx), non-methane volatile organic compounds (VOC), and fine particulates (less than 2.5 microns in size). In addition, as shown in Fig. 5, natural gas has lower emissions of carbon dioxide (CO2) and toxic, heavy metals. Since the liquefaction process requires removal of all impurities from the produced natural gas, LNG actually has lower air emissions than natural gas when it is produced (since sulfur content of LNG is near zero)22. The usage of LNG as a fuel for heavy-duty road transport, shipping and rail is the best alternative to diesel and heavy fuel oil. Indeed, due to recent stringent regulations on emissions in the marine sector (MARPOL 73/78 Annex VI)23, LNG is getting more and more attractive for ship builders. Up to 2017, LNG is used as a fuel in more than 100 vessels, and in 2019 LNG will fuel two of the world’s largest passenger cruise ships and the world’s first LNG-powered cruise ships. In the near future, a similar process is expected to involve also road and rail transport24. In this context, the affirmation of SSLNG may pose the foundation of a new beginning for the LNG market, contributing to a more sustainable usage of energy resources spurring further and in a capillary way the utilization of LNG among geographically isolated and infrastructure-poor regions and everywhere pipeline construction is not a viable investment.
SSLNG legislative framework – italian focus The Directive 2014/94/EU of the European Parliament and of the Council of 22 October 201425 constitutes the common framework of measures for the construction of infrastructure for alternative fuels in the European Union. In Italy, the Directive was implemented by the Legislative Decree No. 257 entered in force on 16 December 2016, the so-called DAFI Decree26, aimed at defining a set of rules for the establishment of an infrastructure for “alternative fuels”, and of course, LNG is one of them. However, it must be highlighted that the regulatory framework governing LNG-related activities and the relative construction of facilities is still a “work in progress”, quite far from being completed. Firstly, it must be noted that the current legislation (Article 2 of Legislative Decree No. 164/2000, the Italian implementation of Directive 98/30/EC concerning common rules for the internal market in natural gas)27 defines “LNG plant” as the terminal used for the liquefaction of natural gas or the import operations, and/or the unloading and regasification of LNG, including all the auxiliary services and temporary storage necessary for the regasification process and subsequent delivery to the transport system. It is immediately obvious that this definition does not correctly apply to SSLNG, since it excludes any tanks located in the plant that are not functional to the regasification cycle. On the other hand, the law qualifies a “storage facility” as a facility used for the storage
construction of/ the linkage to the national gas transmission network, or isolated parts thereof, and thus defining them as “works of public utility” and “strategic importance”. Therefore, according to a strict literal interpretation of the Art. 9, the qualification of infrastructure of “strategic importance” can be attributed only to storage facilities that could have a functional or systemic role in the construction of portions of the national network for the transmission of natural gas. A role which would necessarily require the performance of the activity of LNG regasification. However, it is self-evident that DAFI Decree does not regulate traditional regasification infrastructures and their possibility of providing SSLNG services, for which the Decree merely redirect to the single procedure referred to in Article 46 of Decree No. 15 of 1 October 2007, valid for the construction of any type of regasification plant, regardless of size, thus linking them to more complex permitting national procedure. In synthesis, it should be noted that the definitions referred in the DAFI do not succeed in resolving the complexity of the regulatory issues in relation to the variety of situations that arise in SSLNG practice. In particular, a grey area is left unsolved on the matter of which rules are applicable to mixed-purpose infrastructures under authorisation or design. Of those, some will be forced to mainly allocate their reception capacity to regasification activities, reserving a marginal share for the supply of so-called “SSLNG services”; while others, on the contrary, will have to act for the most part as storage depots not destined to supply natural gas transmission networks, but with the possibility of starting a regasification activity to the advantage of isolated network portions. 13
The above explains why, up 2018, all new Italian projects relating SSLNG are defined as “storage” depots of LNG that do not foresee the additional (and potentially remunerative) presence of small-scale sub-services28, 29. Anyways, it must be noted that other players are increasing their interest to SSLNG possibilities, with more projects being proposed every now and then (see Fig. 5)31. In addition to new projects, following the considerations on DAFI Decree, some LSLNG providers are imaging the possibility to modify their traditional regasification plants in order to propose SSLNG services. In this context of blurred boundaries, it is also necessary to highlight the existence of a possible inconsistency in the administrative procedures required to obtain authorisation to build LNG facilities or storage facilities.
Fig. 5: Carbon Dioxide Emissions Factor, kg CO2 per MWh
On one hand, Legislative Decree 257/2016 provides for the existence of three different procedures for the construction of storage facilities, each of which is calibrated on the basis of the size and function of the plant (Articles 9 to 11), while on the other hand, for the construction of traditional regasification infrastructure, the same Article 9 of the DAFI confirms the existence of the most burdensome procedure under Article 46 of Decree No. 15/2007, valid for the construction of any type of plant, regardless of size. The absence of administrative procedures proportionate and appropriate to the capacity and functioning of regasification/liquefaction plants (especially those with reduced capacity that also perform activities functional to SSLNG services), may be an obstacle to the construction and development of new project, in clear contradiction with the role assigned to LNG in the national energy strategy. Moreover, the lack, in the Italian normative, of a precise legal definition of the so-called “Small Scale LNG services”, generally recognised as the means by which liquefied natural gas is managed in small/medium quantities directly in liquid form, such as the loading, storage and subsequent unloading of part of the LNG not destined for the national natural gas transmission network (see Introduction), also weighs heavily on the regulatory level and exacerbate the complexity of the permitting processes. On top of that, SSLNG services, as confirmed by the Authority in its resolution No.
Fig. 6: SSLNG facilities in Italy. Source: Ref-e/ Interfax, 2018
141/2017/R/GAS of 16 March 2017, are not subject to tariff regulation but would be managed on a free market basis. With this in mind, the Authority, with the aforementioned resolution, initiated a procedure aimed at gathering the main information necessary for
the definition of an initial regulation of the technical and economic conditions of access to/supply of the services provided by the LNG storage facilities and infrastructures referred to in Article 9 of DAFI Decree, and for the exact qualification of SSLNG services. 15
Underbalanced Coiled Tubing Drilling System uses Internet Technologies to Ensure Reliable Data Handling Laptops on wellsites were once a rare sight, but a much-needed evolution in wellsite IT is providing the system capability, reliability and security needed to support today’s technically advanced, data-intensive drilling techniques. Toni Miszewski, Managing Director at AnTech Ltd
Despite the staggering volume of data required for Underbalanced Coiled Tubing drilling (UBCTD) applications, for a recent UBCTD job in Western Australia it would have been perfectly possible for a directional driller to have steered the directional drilling assembly from the comfort of an office in the UK via satellite internet. Whilst this might not always be desirable in practice, the mere fact that it is possible demonstrates the significant capability of modern communications and computing systems, and highlights the opportunities this can bring to the field. Just as Internet servers in data centres driving e-commerce and online banking are managed remotely using software specifically adapted to configure, monitor and control hardware from a distance, this same capability can be employed in the oilfield where the fundamental requirements are the same (namely to provide timely, reliable and secure data to users). To understand why UBCTD is so data intensive, it is worth considering the measurements being acquired. Downhole data from up to 200 sensors at a time is transferred at electric wireline speeds, rather than slow mud pulse speeds. This downhole data is then combined with surface data from the CT rig and the flowback equipment in real time. Throw in the complica16 | MED OIL & GAS
tion of these data points being controlled by different providers and you begin to get an idea of the processing power required. In short, traditional methods of data transfer are no longer viable for these applications.
The evolution of wellsite IT Before the advent of the PC, the most sophisticated piece of IT at the wellsite was the wireline logging truck. As PC technology became more widespread, it was harnessed by the industry and internet-enabled laptops were increasingly used on wellsites for reporting, email and data acquisition. However, this evolution has not been without its problems and, in many cases, the solution has been ad hoc fixes rather than long term strategy. Clearly, wellsites are rugged environments that require robust equipment. However, consumer
grade equipment is significantly cheaper and more readily available, thus it often tends to be the preferred choice. But dust and other contaminants inevitably shorten the useful life of consumer grade equipment, making this a flawed logic. Then there’s the connectivity issues. Back before equipment was WiFi enabled, cables were strung across the wellsite and many hours were frequently lost repairing communications cables damaged by trucks. When WiFi did become available, many of us will recall instances where the source of a slow-running communication link was tracked down to a crew member streaming video on their mobile phone. In addition, data stored on desktop computers is inaccessible from the time it’s packed up to the time it arrives back at base, resulting in the costly and inefficient loss of valuable post job processing and reporting time. These factors and the associated security
risks and performance issues are all common features of an IT system under limited control, but by adopting a new strategy using readily available technology, things can be improved dramatically.
How internet technologies help The speed, reliability and ubiquity of the internet has unquestionably made it an integral feature of modern life. Long gone are the days of dial-up and logging into a single server with static web pages. Nowadays it’s all about load balanced server farms, redundant databases that power e-commerce and network switches that efficiently and quickly connect users globally. Billions of dollars and man hours have been spent rigorously improving the technology necessary to enable companies to operate their businesses online. This has primarily included automating the IT tasks that keep the system running. A key feature of modern internet management is that the person doing the managing is very rarely anywhere near the physical hardware being used, and the end user (in oilfield terms: the wellsite crew) requires minimal understanding of the technology to be able to use it. This is made possible by running many applications directly online through a browser without having to download any additional software. These so-called web apps can be up-
dated centrally, and all updates are available to end users at the same time. This concept can be applied to the wellsite by installing a mini data center at the heart of the wellsite IT system and ensuring a reliable connection to it. This ensures on-site quality-of-service to local users is maintained, essentially becoming part of the ‘cloud’ for the purposes of management and remote data processing.
The WellVault™ mini data center The key to optimising the wellsite IT system is to treat it as an integral part of the wellsite, central to wellsite operation, rather than an added productivity tool. In a UBCTD setup, the time between rig up and rig down is relatively short, and there is usually no existing installation such as a rig communication system to plug into, and certainly not one configured for the data-intensive nature of a UBCTD operation. The essential features are: Environmental protection: Heat, cold, water, dust and vibration, all common wellsite features, are the enemies of delicate IT equipment. While these factors can be mitigated, measures can conflict with one another. For example, specifying fan-less computers may seem the obvious choice for minimising the impacts of
excess dust, but such computers have reduced computer clock speed impacting performance. Therefore it will be necessary to provide dust protection and filtering for fan cooled computers. In addition, protective cases can isolate equipment from shock and vibration in use and during shipping. Internet connection: Optimum connection type (e.g. satellite, mobile internet or microwave link) is location-dependent, but must always be planned and tested rather than being considered as an afterthought or nice-to-have feature as has often been the case. Data interfaces and displays: Individual data displays placed around the wellsite provide the communication required for integrated operations such as UBCTD. These also serve as a connection to third party data sources and drive the WiFi access points. Long range point-to-point WiFi: Specialist WiFi access points provide longer range than consumer items. The challenge here is to be able to offer a range of secure fixing methods in order to position them as required, preferably on the outside of cabins with reliable cable entry into cabins. Remotely configurable routers: Every device must be able to be configured, monitored and
The WellVault™ mini data center setup
17
maintained remotely to avoid costly downtime. Consumer products are cheap and readily available but, unlike enterprise-grade devices, don’t offer the control of configuration or feedback of data required for a remotely controlled industrial system. Redundancy: To ensure reliability, especially where there is limited IT knowledge on site, a
robust redundancy setup is required. At least two servers must operate concurrently so that in the event the first server goes down, operation can switch to the backup servers without a loss of data. Currently, the switch over requires intervention by a remote engineer, but newer technologies can enable an automated switch over, potentially removing server failure as a cause of downtime.
Encryption and access control: To ensure data security, end-to-end encryption is essential and each device must have its own firewall and anti-virus software. To prevent the system being used by crew members for non-operational reasons, access should be limited using IP address control.
the cloud-based ERP system to provide daily updates on cost and any pending spares or stock requirements.
Reliable, if slow, satellite internet connection meant that the wellsite database could be replicated in the UK for job support, troubleshooting and to create the RockSense® log for geosteering. Wellsite equipment needed to withstand extreme heat and pervasive dust. The value of a robust internet setup was proven during a server power supply failure on-site. Whereas a less sophisticated setup might have meant stopping operation for a few hours, and would have created data splicing problems later on, the new redundant setup allowed the backup server to be activated remotely, minimising downtime.
CASE STUDY: The advantages of the new WellVault™ mini data centre were demonstrated during a recent project in Australia. UBCTD was used to drill a multilateral well with RockSense® porosity log used for geosteering. The objective was to drill two laterals in the reservoir section. The remoteness of the operation, 1200km north of Perth, and the fact that the support locations were in the US and the UK meant a minimum 2 day travel time to bring in equipment and support staff if required. Therefore, it was essential that equipment was reliable and could be configured remotely. The requirement was to send real-time data and logs to the client’s office in Perth and to the UK for interpretation. Additionally, the equipment maintenance data and inventory usage needed to be recorded in
This was the first operation where it was deemed unnecessary to send a dedicated IT engineer to provide pre-job setup. A satellite link from the wellsite provided an internet connection and the WellVault™ data centre was configured to automatically provide a secure VPN connection to the UK, with any further setup tasks completed remotely. WiFi access points were setup around the wellsite by the local crew to provide connectivity to the underbalance equipment and the CT unit. Their data was provided in WITS format, with communication links having been tested before the job started.
Conclusion The era of ad-hoc IT systems at the wellsite that do not meet the requirements for functional capability, reliability, security or remote control required for advanced drilling applications has passed. Modern development of internet data storage and communications technologies means it is possible to place a portable, internet connected, mini data center at the wellsite that can match the data security and equipment uptime capability of larger systems. Suitable precautions must be taken to physically protect hardware from harsh wellsite environments but, with care, this is achievable with relative ease.
18 | MED OIL & GAS
While most operations are not as data intensive as UBCTD, the era of integrated wellsite IT systems drawing and streaming data from multiple sources is most definitely upon us. Implementation of cutting edge remote controlled internet technologies enables wellsite crews to focus on their primary roles without having to undergo training to support additional equipment, while reducing the need for additional specializations on site and placing control of IT hardware and data within the IT department, where it can be managed and kept secure. The evolution of internet technology relies on users adapting the way they interact with it. Oilfield IT needs to similarly adapt in order to fully benefit from the digital transformation.
Toni Miszewski
About the author Toni is founder and Managing Director at AnTech Ltd where he has led the company’s entry in the Underbalanced Coiled Tubing Drilling market. Before founding AnTech, Toni worked for Schlumberger both in the field and in engineering development. He has a Batchelor’s degree in Mechanical Engineering from Imperial College, London and is the holder of several patents for downhole technology.
We need to talk. Seriously. For decades we have been carrying out large projects with mechanically lined pipes in Brazil and globally – we have always had satisfied customers. Because the originals from BUTTING keep what we promise. 100 % Quality 100 % Fairness 100 % Reliability
Fairness, quality and reliability. This is BUTTING. Hermann Butting, President of BUTTING Group
www.butting.com – more than pipes –
20 | MED OIL & GAS
THE HEAVY TRANSPORT CHAMPIONS + Towed modules + Self-propelled modules + »ADDRIVE« the 3 in 1 solution
Find out more www.bolding.as
Well Ageing Studies for the Safe Extension of a Well’s Life Paolo D’Alesio, Livio Caramanico, Elisa Angelucci, Luigi Scalzitti, ProEnergy s.r.l., Norbert Jamot, Jérémy Sorhabil, TEREGA. Introduction Due to the ever more challenging, and thus “investment-intensive”, contexts in which new wells are to be drilled, together with uncertainties of the current market, existing oil & gas assets do not only ensure an important cash source for Operators, but they also represent a low-risk and maybe the easiest opportunity to sustain production and reserves with a relatively limited cost. Furthermore, the availability of effective secondary and tertiary enhanced recovery technologies allows today to2 achieve a longer productive life of mature fields. These factors put together, definitely suggest that the extension of the existing wells’ life is a more advisable option than the drilling of new wells. However, wells age and, if not properly maintained, may generate safety risks and environmental concerns, due to the degradation of the relevant Well Barrier Elements (WBEs). Similar considerations also apply to gas storage wells, for which the degradation of WBEs is even amplified compared to production wells, because of the alternating production and injection cycles at the original reservoir pressures every year. That said, a specific methodology and software for the proactive management of ageing wells have been developed. Such methodology is described herein, in terms of tasks involved and the related software functionalities to support them. Moreover, the results achieved from their implementation in two gas storage fields in France are also provided, namely the opportunity to keep wells ageing under control through a customized Workover Plan.
their current “health conditions”, but also to predict future critical WBEs in order to put in place suitable preventive measures. In other words, it is key to analyse the ageing mechanisms of specific WBEs and proactively maintain them.
Phases of the “well life extension methodology” A typical Well Life Extension Study consists of the following tasks: 1. Assessment of the current integrity status of well, along with the execution of a Failure Modes, Effects and Criticality Analysis (FMECA), to identify the potential failure modes of WBEs and assess the related risks. 2. Collection of well integrity failures experienced in the field, analysis of corrosion logs, and definition of possible corrosion scenarios and degradation mechanisms. 3. Estimation of WBEs degradation factors (tubing and casing corrosion/erosion factors and elastomers degradation factors). 4. Prediction of current and future criticalities and estimation of the residual well life (“well ageing”) of each well subject of the study. 5. Definition of various Workover Plan options for the specific field, based on the priority levels resulting from wells and asset integrity, ageing, safety and performance factors. 6. Execution of a cost-benefit analysis. Substantially, the Well Life Extension Methodology includes three main phases: • Well Integrity Assessment • Estimation of Wells Ageing • Definition of Workover Plan Options
Concept of “well life extension” The concept of Well Life Extension is to keep wells “young”; to this aim, it is necessary not only to get a comprehensive understanding of
Each phase is described below, along with the main results obtained for two gas storage fields in France.
A typical Well Life Extension Study consists of the following tasks: 1. Assessment of the current integrity status of well, along with the execution of a Failure Modes, Effects and Criticality Analysis (FMECA), to identify the potential failure modes of WBEs and assess the related risks. 2. Collection of well integrity failures experienced in the field, analysis of corrosion logs, and definition of possible corrosion scenarios and degradation mechanisms. 3. Estimation of WBEs degradation factors (tubing and casing corrosion/erosion factors and elastomers degradation factors). 4. Prediction of current and future criticalities and estimation of the residual well life (“well ageing”) of each well subject of the study. 5. Definition of various Workover Plan options for the specific field, based on the priority levels resulting from wells and asset integrity, ageing, safety and performance factors. 6. Execution of a cost-benefit analysis. Substantially, the Well Life Extension Methodology includes three main phases: • Well Integrity Assessment • Estimation of Wells Ageing • Definition of Workover Plan Options Each phase is described below, along with the main results obtained for two gas storage fields in France.
Phase 1 - well integrity assessment The first phase of any Well Life Extension Study is represented by the assessment of the current integrity status of wells, with the aim to evaluate whether the wells can be still operated safely. Previous papers Fig. 1. (1), (2) describe the applied well integrity assessment methodology, whose main steps are summarized in Fig. 1. 23
Fig. 1 Well Integrity Assessment Methodology
Fig. 2 Degradation of WBEs Over Time
In the specific case of the well integrity assessment performed for two gas storage fields in France, the main results achieved are as follows: • Field A: 10 wells have been identified as having a Medium Criticality Level • Field B: 6 wells have been identified as having a Medium Criticality Level. Within the assessment, calculation of MAASPs and the definition of the preliminary wells criticality level has been performed by using the well integrity software developed in accordance with the criteria established by the ISO/ TS 16530-2.
Phase 2 - estimation of wells ageing The future performance standards of WBEs, 24 | MED OIL & GAS
and consequently the “ageing mechanisms” of wells, are affected by degradation over time; from this point of view, the main “time-dependant factors” are: • corrosion/erosion factor, which has a progressively increasing impact on the resistance of WBEs due to possible corrosion/ erosion phenomena; • elastomer ageing factor, which has a progressively increasing impact on the sealing capability of WBEs, due to degradation of elastomers. The application of such degradation factors to the current WBEs’ performance standards allows to predict when the resistance of the weakest WBE(s) will become lower than the operational load it is exposed and, therefore, evaluate the residual well life and identify the
WBEs that are expected to become critical in the future. The residual well life has been estimated by using the previously mentioned well integrity software. Such software starts introducing “non-time dependant (safety) factors”: • Design safety factor, which is normally included in Operators’ well design standards, to take into account the uncertainty of the manufacturing process. • Hydrostatic factor, to take into account the differential pressures generated by fluids inside and outside tubing/casings, as a result of their different densities and the related uncertainties. • Wear factor, to take into consideration the possible erosion of casing internal diameter, caused by drill string during the drilling
of the subsequent well phase, to calculate the resistance of each WBE at the time of installation. Then, by applying the above mentioned time-dependant degradation factors, the software provides the graph shown in Fig. 2. Such graph, produced for each well included in the study, shows how the resistance of each WBE of the well decreases over time. As operation load, a Reference Operating Pressure (ROP) equal to the maximum Tubing Head Pressure (THP) of the well under study is used. THP is the maximum pressure value that can be potentially found in the tubing and affects the barrier elements of the A-Annulus. By drawing the horizontal line of ROP, the first declining line that is intersected defines the weakest WBE that is expected to become critical in the future (in the example of Figure 1, it is the Packer and Seal Assembly elastomers). The intersection point defines the well remaining life-time (in the example, 2049). It is worth pointing out that the residual well life is an estimation aimed at anticipating the WBEs which are more likely to fail in the future; as such, it should not be considered as an exact value, but rather as a range of years in which failure may occur.
Fig. 3 MFC/EMDS (tubing) ofof thethe reference gas storage gas well storage well Fig. 3 MFC/EMDS log log (tubing) reference
Calculation of Corrosion/Erosion Factors Corrosion/erosion factors are typically defined based on the analysis of the logs performed in the well of interest or in reference wells. In the performed gas storage fields applications, in addition to the extensive experience gained in similar works, the results of the Multifinger Caliper/Electro-Magnetic Defecto-Scope (MFC/EMDS) logs carried out on two reference wells of the fields (a gas storage well and a reservoir pressure monitoring well) have been used. Such logs had the objective of evaluating the extent of wear and corrosion on both the tubing and production casing: the combination of the two tools has allowed determining the reduction of wall thickness (WT) from inside and outside of both pipes. By deeply analysing, joint by joint, the values of the average and minimum remaining wall pipe thickness reported in the two logs, some “false” erosion/corrosion detections have been identified and excluded. In particular: • Fig. 3. The “PJ2” of the reference gas storage well’s tubing showed a very different thickness reduction compared to previous joint. By verifying the joint top and bot
Fig. 4 MFC/EMDS (tubing) of of the the reference pressure monitoring well Fig. 3 MFC/EMDS log log (tubing) reference gas storage well
Fig. 4 MFC/EMDS log (tubing) of the reference pressure monitoring well 5
25
SiH2CI2
CH2O
SiH4
C3H8
C2H2
CI2 O3
H2S
H2 (CH3)2O
H2O2 CH4
N2O
NH3
C7H8 CO2 O2
C4H8O C6H6
CO
YOUR ADVANTAGE IN FLAME AND GAS DETECTION Trusted by leading industries since more than 50 years. Omniguard’s products are available with a variety of certifications and approvals:
SIL2 For information on the certifications and approvals each product holds please visit our website. Omniguard by Firefly Stockholm, Sweden
Phone: +46 8 449 25 00 E-mail: omniguardsales@firefly.se
www.omniguardbyfirefly.com
26 | MED OIL & GAS
• Scenario the third from the average remaining wall pipe measured for each joint (low Reference Pressure scenario).Reference Gas Storage Well
Monitoring Well
Medium Corrosion
0,054
0,015
Low Corrosion
0,042
0,011
InHigh each scenario, the values factors are given by the average of th Corrosion 0,094 of resulting corrosion 0,041 calculated for each joint (Table 1). •
Tubing Corrosion Factors (mm/y) tom depths reported in the log, it has been Table 1 Corrosion/Erosion Factors of Reference Wells’ Tubings Scenario Reference Gas Reference Pressure found that the PJ2 includes the 7” pup Storage Well Monitoring Well joint, the crossover and the 5 ½” pup joint theupdecision to exclude the values of High theCorrosion “low corrosion scenario”, a sensitivity0,041 analysis has 0,094 located above the packer, as After per the been performed to assess the impact of the “high” and “medium” corrosion/erosion scenarios on Medium Corrosion 0,054 0,015 per completion tally. Therefore, since the wells residual life, and define the final tubing corrosion/erosion factor. depth at which the maximum measured inLow Corrosion 0,042 0,011 Tocrossover, carry out the sensitivity analysis, it has been decided to use the tubing corrosion/erosion factors side radius was at the top of the Table 1 Table Corrosion/Erosion Reference summarized 1 Corrosion/ErosionFactors Factors ofof Reference Wells’Wells’ Tubings Tubings it is possible that such measurement was in Table 2.
made below the bottom of High Corrosion Medium Corrosion After the decision to exclude the values of the “low corrosion scenario”, a sensitivity ana the tubing joint and, thereWell Type Notes Scenario Scenario In such analysis, the previously defined tubing casing factors have been performed to assess the impact of theand “high” andcorrosion/erosion “medium” corrosion/erosion sceto fore, was overestimated. considered. wells residual life, and define the final tubing corrosion/erosion factor. From MFC/EMDS log of the • Fig. 4. “Joint 6” and “Joint Storage Wells 0,094 mm/year 0,054 mm/year reference gas storage well In theTo performed fields applications, the following factors have beencorrosion/erosio used: carry outgas the storage sensitivity analysis, it has been decided to use the tubing 7” of the reference pressummarized in Table 2. From MFC/EMDS log of the • tubing/casing corrosion/erosion factors: values of the “high corrosion scenario”; sure monitoring well’s tubReservoir Monitoring Wells 0,041 mm/year 0,015 mm/year reference pressure monitoring well ing showed higher thick• elastomers degradation factors: three sets of annual degradation factors, as show High Corrosion Medium Corrosion ness reduction percentages 3. For permanent packers with locator, a higher annual degradationNotes factor Gas/Water Interface & Aquifer Table Well 0,136Type mm/year 0,078Scenario mm/year 145% ofScenario gas storage wells factors Monitoring Wells retrievable packers and permanent packers with anchor has been used in all compared to other tubing scenarios, to take into account the greater degradation to whichFrom elastomers MFC/EMDScould log of thi joints. By analysing the Storage Wells mm/year 0,054 mm/year Table 2 Tubing Factors Used in the Sensitivity Analysis 20,094 Tubing Corrosion/Erosion Factors Used in the reference Sensitivitygas storage well dueCorrosion/Erosion to their possibleTable movements. two joints characteristics reported in the log, it has been found that they have been From MFC/EMDS log of th Reservoir Monitoring Wells 0,041 mm/year 0,015Factors mm/year Degradation reference pressure monito performed for production casings, for which two corrosion considered as 5 ½”, 18 lb/ft, Furthermore L-80 tubing calculations have been also Scenario Permanent Packers Permanent Packers scenarios have been defined: a “high corrosion scenario” and a “low corrosion scenario”. In this Retrievable Packers joints while, from the completion tally, with Anchor with Locator Gas/Water Interface & Aquifer 0,136 mm/year factor 0,078 mm/yearfrom the 145% of of gas storage wells has been decided to use the maximum corrosion/erosion calculated log they are 5 ½”, 15 lb/ft, L-80 case, tubing itjoint. Monitoring Wells Minimum Degradation 1% 1% 1,5% the reference gas storage well (0.045 mm/y). The same value has been applied to intermediate Therefore, measurements performed may Medium Degradation 1,5% 1,5% 2% casings as well. Table 2 Tubing Corrosion/Erosion Factors Used in the Sensitivity Analys not be reliable. High Degradation 2% 2% 2,5% As the result of the sensitivity analysis, it has been decided to use the tubing corrosion/erosion factors relevant to the “high Table corrosion as they better meet theand frequency of the failures 3 scenario”, Degradation Factors for Packer SealAssembly Assembly Elastomers For the above, the calculation of tubing corTable have 3 Degradation Factors for Packerfor andproduction Seal Elastomers Furthermore calculations been also performed casings, for which two previously experienced in the specific fields. scenarios have been defined: a “high corrosion scenario” and a “low corrosion scenario rosion/erosion factors has been carried out case, it has been decided to use the maximum corrosion/erosion factor calculated from excluding the aforementioned joints. Starting The results of the sensitivity analysis have shown that: Packer and Seal Assembly Elastomers Degradation Factors the reference storage (0.045 mm/y). The value has been applied to inte from the tubing wall thickness reductions procorrosion scenarios have gas beenthe defined: awell “high values factors of the same “high corrosion scenario”; •casings byasapplying elastomers degradation of the “minimum degradation scena well.a “low vided by the logs, three values of tubing corrocorrosion scenario” and corrosion sce• elastomers degradation factors: three all the of the under residual thatsets goes beyond 2 A sensitivity analysis is carried outwells in order to fields estimate the study impacthave that apacker andwell-life seal assembly As the result of the sensitivity analysis, it has been decided to use the tubing corrosio sion/erosion factor have been extrapolated for annual nario”.degradation In this case, has been decided to use of annual degradation factors, for asthe shown (the itfactors decade 2020-2029 has been the of the definition of elastomers have on the residual wells life,period taking intointerest account past factors relevant to the “high corrosion scenario”, as they better meet the frequency th the reference wells: the maximum corrosion/erosion calcuin Table 3.Well Forshown permanent packers with lo- loweroftha Workover Plan). A number of 18within wells have a residual well-life failures experienced in the specific field andfactor those identified the Integrity Assessment. previously experienced in the specific fields. years; • the first from the minimum remaining wall lated from the log of the reference gas storage cator, a higher annual degradation factor pipe thickness measured by the MFC/ well (0.045 mm/y). The same value has been degradation than retrievable and permanent • by applying the elastomers factors of packers the “medium degradation scenari 6 and Seal Assembly Elastomerspackers Degradation Factors EMDS tool for each joint at a specific depth applied Packer to intermediate casings as well. with anchor has been - 6 wells have shown a residual well-life between 2020-2029;used in all and azimuth (high corrosion scenario); the scenarios,well-life to takeless intothan account the is 26; - the analysis total number of wells a residual 30packer years A sensitivity is carried outhaving in order to estimate the impact that and seal • the second from the maximum wall thickAs the elastomers result of the sensitivity analysis, it has greater degradation to which elastomers annualthe degradation factors have onfactors the residual wellsdegradation life, taking into accoun • by applying elastomers degradation of the “high scenario”: ness reduction measured for a specific been decided use the tubing corrosion/ could incuridentified due to their possible movefailurestoexperienced in the specific field and those within the Well Integrity Asses 13 wells have shown a residual ments. well-life between 2020-2029; depth over the entire tubing circumference erosion factors -relevant to the “high corrosion - better the total of wells (medium corrosion scenario); scenario”, as they meetnumber the frequency of having a residual well-life less than 30 years is 30. 6 • the third from the average remaining wall the failures previously experienced in the speThe results of the sensitivity analysis have It has been decided to apply the elastomers degradation factors defined in the second scen pipe measured for each joint (low corrosion cific fields. shown that: which have been deemed to be able to reliably represent the actual wells ageing conditions: scenario). • by applying the elastomers degradation • and retrievable packers and permanentfactors packers 1,5% Packer Seal Assembly Elastoof with the anchor: “minimum degradation • permanent packers with locator: 2% In each scenario, the values of resulting cormers Degradation Factors scenario”, all the wells of the fields under • annual of wellhead and tubing elastomers: 0,5% rosion factors are given by the average of the A sensitivity analysis is degradation carried out in order to study have hanger a residual well-life that goes(as derived the experiences in similar values calculated for each joint (Table 1). estimate the impact that packer and seal as-works). beyond 2029 (the decade 2020-2029 has sembly elastomers annual degradation factors been the period of interest for the definiAfter the decision to exclude the values of the have on the residual wells life, taking into action of the Workover Plan). A number of Wells Ageing “low corrosion scenario”, a sensitivity analysis count the past failures experienced in the spe18 wells have shown a residual well-life By field applying the above corrosion/erosion factors, the wells ageing has been performed to assess the impact of the cific and those identified within theWell and elastomers lower than 30degradation years; been defined for the studied fields, as shown in Figure 5: “high” and “medium” corrosion/erosion sceIntegrity Assessment. • by applying the elastomers degradation fac• 4 wells with a residual well-life within narios on wells residual life, and define the final tors2027; of the “medium degradation scenario”: wells with a residual well-life within tubing corrosion/erosion factor. To carry out In such• analysis,2 the previously defined tubing - 62028; wells have shown a residual well-life • corrosion/erosion 26 wells withfactors a residual less than 30 years. the sensitivity analysis, it has been decided to and casing have towell-life be between 2020-2029; use the tubing corrosion/erosion factors sumconsidered. - the total number of wells having a marized in Table 2. residual well-life less than 30 years is 26; Sudden Failures In the performed gas storage fields applica• by applying the elastomers degradation In order to define a suitable Workover failures and able to anticipate the fu Furthermore calculations have been also pertions, the following factors have been used: Plan, based factorson ofpast the “high degradation scenario”: ones, in addition to wells ageing, possible failures of SCSSV and other sudden failures have b formed for production casings, for which two • tubing/casing corrosion/erosion factors: - 13 wells have shown a residual well-life also considered, which do not depend on WBEs degradation and, thus, cannot be foresee advance. 7
27
between 2020-2029; - the total number of wells having a residual well-life less than 30 years is 30. It has been decided to apply the elastomers degradation factors defined in the second scenario, which have been deemed to be able to reliably represent the actual wells ageing conditions: • retrievable packers and permanent packers with anchor: 1,5% • permanent packers with locator: 2% • annual degradation of wellhead and tubing hanger elastomers: 0,5% (as derived from the experiences in similar works).
Wells Ageing By applying the above corrosion/erosion and elastomers degradation factors, the wells ageing has been defined for the studied fields, as shown in Fig. 5: • 4 wells with a residual well-life within 2027; • 2 wells with a residual well-life within 2028; • 26 wells with a residual well-life less than 30 years.
Sudden Failures
On the basis of the well integrity failures experienced in the two fields of interest and with a conservative approach, it has been decided to consider one further failed well every 5 years, additional to those which are expected to fail due to ageing.
• •
• The final results of the study are shown in Fig. 6, where: • blue bars indicate the wells that are expected to fail because of their ageing condition; • red bars indicate the additional wells that are expected to fail due to SCSSV/other sudden failures.
Phase 3 - definition of workover plan options Based on the results of previous phases, wells are classified as a function of specific parameters such as well integrity, ageing, performance, asset and safety in order to produce Priority Lists for planning future workover activities. Then, a cost/benefit analysis is carried out.
Weighed Priority List for Workover
Performance: assigned based on the maximum production flow rate of each well. Safety/Location: this parameter refers to the distance from houses or facilities of each well; the greater the distance, the lower the assigned priority level. Asset: this parameter takes into consideration if a well is an isolated well or not: higher priority levels are assigned to isolated wells.
For the analysed fields, priority levels assignment criteria have been defined as described in Table 4, which also reports the values attributed to each priority level. Then, a weight has been assigned to each of the above parameters in order to attribute them a “percentage of impact” on the final well priority value (Table 5). The weights for Safety/Location and Asset parameters have been assumed equal to zero because, when performing a workover, the geographic position of the well does not change; therefore, these parameters have no impact on the wells final priority values in the definition of a Priority List for workovers.
To define a priority list for future workover acIn order to define a suitable Workover Plan, priority levels (and related priority valOn the basis of the well integrity tivities, failures experienced in the two fields of interest and with a based on past failures and able to anticipate ues) are assigned to each well for the following conservative it has been decided to consider one further failed wellbeenevery 5 years, the future ones, approach, in addition to wells ageing, parameters: A third factor has finally attributed to additional to those which aresudden expected to fail dueassigned to ageing. possible failures of SCSSV and other • Well Integrity: based on the reeach well, named function, aimed at reducing failures been also which the Well 6, Integrity Assessment. (or excluding) the impact of a specific paramThe finalhave results of considered, the study aredoshownsults in ofFigure where: not depend on WBEs degradation and, thus, • Ageing: assigned based on the results of eter to specific wells (e.g., a function factor • be foreseen blueinbars indicate the wellsthe that expected to fail because ofzero their ageing condition; cannot advance. Wellsare Ageing Study. equal to has been assigned to the per
•
red bars indicate the additional wells that are expected to fail due to SCSSV/other sudden failures.
Fig. 5 Wells Ageing
28 | MED OIL & GAS
Fig. 5 Wells Ageing
Fig. 5 Wells Ageing
PHASE 3 - DEFINITION OF WORKOVER PLAN OPTIONS Based on the results of previous phases, wells are classified as a function of specific parameters such as well integrity, ageing, performance, asset and safety in order to produce Priority Lists for planning future workover activities. Then, a cost/benefit analysis is carried out. Weighed Priority List for Workover To define a priority list for future workover activities, priority levels (and related priority values) are assigned to each well for the following parameters: • Well Integrity: assigned based on the results of the Well Integrity Assessment. • Ageing: assigned based on the results of the Wells Ageing Study. • Performance: assigned based on the maximum production flow rate of each well. • Safety/Location: this parameter refers to the distance from houses or facilities of each well; the greater the distance, the lower the assigned priority level. • Asset: this parameter takes into consideration if a well is an isolated well or not: higher priority levels are assigned to isolated wells. For the analysed fields, priority levels assignment criteria have been defined as described in Table 6 Number of Wells Expectedthe to Fail due to Ageing and Sudden 4,Fig.which also reports values attributed toFailures each priority level.
Fig. 6 Number of Wells Expected to Fail due to Ageing and Sudden Failures
Parameter
Well Integrity
Safety
Performance
Ageing
Asset
Priority Levels very high priority: wells with ascertained communication between annuli high priority: wells with pressure in A+B-Annulus/A-Annulus medium-high priority: not applicable to the analysed fields medium-low priority: not applicable to the analysed fields 8 low priority: pressure in B-Annulus - no annuli pressure monitoring available (*) no priority: no integrity issues very high priority: distance from houses and/or facilities <100 m high priority: distance from houses and/or facilities btw 100-149 m med-high priority: distance from houses and/or facilities between 150-199 m med-low priority: distance from houses and/or facilities between 200-249 m low priority: distance from houses and/or facilities > 250 m no priority: not applicable very high priority: max flow rates < 45.000 m3/hr high priority: max flow rates between 45.000 and 55.000 m3/hr 3 medium-high: max flow rates between 55.000 and 65.000 m /hr 3 medium-low priority: max flow rates between 65.000 and 70.000 m /hr 3 low priority: max flow rates > 70.000 m /hr no priority: G/W or aquifer monitoring wells very high priority: wells with residual well-life between 2020-2029 high priority: wells with residual well-life between 2030-2039 medium-high priority: wells with residual well-life between 2040-2049 medium-low priority: wells with residual well-life between 2050-2068 low priority: wells with residual well-life > 2068 no priority: not applicable very high priority: isolated gas storage wells high priority: not applicable to the analysed fields medium-high: isolated and peripheral monitoring wells med-low priority: peripheral monitoring/storage wells in cluster of 2 low priority: storage wells in cluster of 2 or > 2 in field central zone no priority: not applicable
Priority Values 5 4 3 2 1 0 5 4 3 2 1 0 5 4 3 2 1 0 5 4 3 2 1 0 5 4 3 2 1 0
(*) priority level for Well for Integrity been assigned wells assigned with pressureto in wells B-Annulus, a workover not be able to restore the integrity of suchnot wells. (*)AAlowlow priority level WellhasIntegrity has tobeen withsince pressure in would B-Annulus, since a workover would be
to restore the integrity such wells. of a Priority List for Workover Table 4 Priority Levels Criteriaoffor the definition
Table 4
Priority Levels Criteria for the definition of a Priority List for Workover
able
29
Table 5
Weight of Each Parameter for the definition of a Priority List for Workover
Then, a weight has been assigned to each of the above parameters in order to attribute them a The for Safety/Location and Asset parameters have been assumed e “percentage ofweights impact” the final well priority value (Table 5). parameters Then, a weight hason been assigned to each of the above order to attribute them The weights for Safety/Location and Asset parameters have been assumed equal toinzero because, when performing workover, the geographic position of therefore, the well does not cha “percentage of impact” on athe finalposition well priority value 5). change; when performing a workover, the geographic of the well (Table does not these parameters have no impact on the wells final priority values in the definition Weight parameters have no impact on the wells final priority values in the definition of a Priority List for Table 5 Weight of Each Value Safety/ workovers. workovers. Weight Asset WI Ageing Perform Parameter for the definition of a Priority List for Workover
Very High Priority
5
Value
Location Safety/ function,Location aimed
WI
Ageing
Asset
Perform
A third factor has been to each well, named to each well, atnamed reducing (or A third finally factorattributed has been finally attributed function, a High Priority 4 Very High Priority parameter 5 specific wells (e.g., a function factor equal to zero excluding) the impact of a specific to excluding) the impact of a specific parameter to specific wells (e.g., a functio Medium High Priority 3 4 has been assigned High to Priority the performance parameter of monitoring wells, it from 0,45 0,45 0,00 to exclude 0,00 0,10 the Medium Low Priority 2 the has been assigned to Medium High Priority 3 performance parameter of monitoring wells, to calculation of the Low weighed priority value of these wells). 0,45 0,45 0,00 0,00 0,10 Priority 1 Medium Low of Priority 2priority value of these wells). calculation the weighed By entering the defined priority values, weights No priority 0 Low Priority 1and functions in the following equation, the current By entering the has defined priority values, weights and functions in the following weighed priority value each well been calculated. Noof priority 0
Table 5 Weight of Each for the definition of a Priority List for Workover weighed priority valueParameter of each well has been calculated. Table 5 Weight of Each∑(𝑃𝑃𝑃𝑃.𝐿𝐿𝐿𝐿𝐿𝐿 Parameter for×𝑊𝑊𝑊𝑊 the𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝. definition of a Priority List for Workover ) 𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝. ×𝐹𝐹𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝.
𝑤𝑤𝑤𝑤𝑤𝑤𝑤𝑤𝑤𝑤𝑤𝑤𝑤𝑤 𝑝𝑝𝑝𝑝𝑤𝑤𝑝𝑝𝑝𝑝𝑤𝑤𝑝𝑝𝑝𝑝 𝑣𝑣𝑣𝑣𝑣𝑣𝑣𝑣𝑤𝑤 𝑝𝑝𝑜𝑜 𝑣𝑣 𝑤𝑤𝑤𝑤𝑣𝑣𝑣𝑣 =
=
(Eq. 1) The weights for Safety/Location and Asset parameters 𝑤𝑤𝑤𝑤𝑤𝑤𝑤𝑤𝑤𝑤𝑤𝑤𝑤𝑤 𝑝𝑝𝑝𝑝𝑤𝑤𝑝𝑝𝑝𝑝𝑤𝑤𝑝𝑝𝑝𝑝 𝑣𝑣𝑣𝑣𝑣𝑣𝑣𝑣𝑤𝑤 𝑝𝑝𝑜𝑜 𝑣𝑣 𝑤𝑤𝑤𝑤𝑣𝑣𝑣𝑣 = = ∑(𝐹𝐹𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝. )therefore, where: when 𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝. performing a workover, the geographic of thehave wellbeen does not ×𝑊𝑊𝑊𝑊 change; The weights for Safety/Location and Assetposition parameters assumed equal to zero these becau parameters have no impact on the wells final priority values in the definition of a Priority List for when performing a workover, the geographic position of the well does not change; therefore, the • Pr.Lev param : priority level value for a specific parameter (e.g., Pr.LevelWI: priority level where: formance parameter of monitoring wells, to where: By ordering the wells according to their workovers. parameters have no impact value for Well Integrity etc.) on the wells final priority values in the definition of a Priority List exclude it from the calculation of the weighed • Pr.Levparam: priority level value for a specific weighed priority values in a descending order workovers. • Pr.Lev : priority level value for a priority specific parameter (e.g., Pr.L • ofAthese Fwells). toparam the well for to a specific parameter param : function assigned priority value parameter (e.g., Pr.LevelWI: prioritywell, level (a higher function, value means that at a well is a third factor has been finally attributed each named aimed reducing (or value for Well Integrity etc.) value for Well Integrity etc.) good “candidate” to be abandoned and reweight assigned to a specific parameter. • excluding) Wtthird param :the impact of a specific parameter to wells (e.g., afunction, function factor to zero A factor has been finally attributed to specific each well, named aimedequal at reducing By entering the defined priority values, weights • Fparam: function assigned to the well for a placed by a new well), the Weighed Priority has been assigned toFthe performance parameter ofthe monitoring wells, toin Table exclude it equal from to theze •the impact : specific function assigned well for a specific parameter ofspecific a parameter to to specific (e.g., a function param andBy functions in theexcluding) following equation, the parameter Listwells Workover shown 6factor has been ordering the wells according to their weighed priority values in afordescending order (a higher calculation of the weighed priority value of these wells). hasvalue been to Wtthe ofobtained. monitoring wells, to exclude it from t current weighed priority of each well has Wt weight assigned to parameter a specificto :: performance weight assigned a specific parameter. •assigned priority value means that a well• is aparamgood “candidate” to bepa-abandoned and replaced by a new param calculation ofdefined the weighed priority value of these wells). been calculated.By entering rameter. the priority values, weights and functions in the following equation, the current well), the Weighed Priority List for Workover shown in Table 6 has been obtained. weighed priority value of each well has been calculated. By entering the defined weights and functions in the following equation, curre By ordering the priority wells values, according to their weighed priority values in a the descen weighed priority value of each well has been calculated. priority value means that a well is a good “candidate” to be abandoned an ∑(𝐹𝐹𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝. ×𝑊𝑊𝑊𝑊𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝. )
EQ 1
Well Integrity
Well 1
Well10
2
Well 11
3
Well 14
4
Well 15
5
Well 21
6
Well 7
7
Well 8
8
Well 9
9
Well 102
10
Well 101
11
Well 103
12
Well 5
13
1 Well 16 2
15 16 17 18
F
Safety/Location
Wt
Pr.Lev
F
Wt
0
F
Wt
Pr.Lev
F
Wt
Pr.Lev
F
Wt
1
2 0,5 5 0 1 0,5 0 0 10 Well 18 2,00 Well Ageing Performance WellIntegrity 7 4 1 2Safety/Location 1 2 Asset 1 2 1 5 1 0 1 4 Integrity 0,5 1 0 3 0,5 0 0 11 Well 21 2,00Priority List Weighed Well Ageing Safety/Location Asset Performance Well 7 Pr.Lev F Wt Pr.Lev F Wt Pr.Lev F Wt Pr.Lev F Wt Pr.Lev F Wt Well 8 4 0 1 0,45 5 1 3 0,450,5 5 1 1 1 12 0,00 2 Workover 1 0,00 0,1 1 1 0,5 1 0,8 0 0 Well 15 for1,40 Weighed Priorit Well Pr.Lev F Wt Pr.Lev F Wt Pr.Lev F Wt Pr.Lev F Wt Pr.Lev F Wt Well10 8 0 3 21 1 1 4 1 1 Well 9 3,80 Well 91 4 4 5 1 1 4 11 1 51 1 13 Well 103 1 1 0,5 0,55 0,5 0 0 1,33for1Workove 1 11 Well10 4 01 1 51 1 31 1 21 1 41 1 1Well 7Well 9 2 3,40 Well 1 4 2 5
6
9
Well 102
10
Well 101
1
41
1
4
3Well Well 14 1 Integrity Well 15
01
1 Ageing 2
6bis 11
Pr.Lev
𝑤𝑤𝑤𝑤𝑤𝑤𝑤𝑤𝑤𝑤𝑤𝑤𝑤𝑤 𝑝𝑝𝑝𝑝𝑤𝑤𝑝𝑝𝑝𝑝𝑤𝑤𝑝𝑝𝑝𝑝 𝑣𝑣𝑣𝑣𝑣𝑣𝑣𝑣𝑤𝑤 𝑝𝑝𝑜𝑜 𝑣𝑣 𝑤𝑤𝑤𝑤𝑣𝑣𝑣𝑣 = = for Workover (Eq. 1) ∑(𝐹𝐹𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝. ×𝑊𝑊𝑊𝑊𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝. ) where: 0 1 5 1 3 1 2 1 4 1 1 Well 9 3,80 where: Well Integrity Ageing Safety/Location Asset Performance • Pr.Lev : priority level value for a specific parameter (e.g., Pr.LevelWI: priority 4 1 1 param 1 4 1 2 1 5 1 2 Well 7 3,40 level value for Well Integrity etc.) Pr.Lev for a specific parameter (e.g., 3Pr.LevelWI: priority le 0 1 • 1 paramF: priority 2 1level value 1 Well 11Pr.Lev 3,00 Well 5 Pr.Lev Wt Pr.Lev F 1 Wt 1 Pr.Lev 2F Wt Pr.Lev F Wt F Wt value for Well Integrity etc.) • F : function assigned to the well for a specific parameter param 1 1 2 1 1 1 1 1 1 1 4 Well 10 2,80 1 Well10 0 1 assigned 5 1the well 3 1 2 1 4 1 F : weight specific parameter. Wtparam 0 • 1 • 3 param 1: function 4assigned 1 to ato 2 1 for a specific 4 1parameter 5 Well 14 2,67 21 • Well 11Wt 1 4 2 16 to1a 2specific parameter. 4 2 param 14 : weight 2assigned 11 1 51 1 Well 8 5 2,40 1 By ordering the wells according to their weighed priority values in a descending order (a higher 31 0,45 Well 145 2 1 17 0 10 0,45 5 0,00 1 1 1 0,00 1 0,10 1 Well 5 2 2,40 1 priority value means that 1a well is1 a5togood to 2be abandoned and replaced by a(anew By ordering the wells according their“candidate” weighed priority values in a descending order high 4 1 Weighed 5 11 1for Workover 12 5 1 in 1Table11 6 has 1 been 8 Well 16 1 2,00 1 4 Well 15 1 1 1 1 well), the Priority List shown obtained. priority value means that a well is a good “candidate” to be abandoned and replaced by a n 1 well), 1 the Weighed 1 0,5 Priority 1List for 0 Workover 3 0,5 0 0 has been obtained. 9 Well 17 2,00 shown 6 5 Well 21 0 1 3 1 4 in Table 1 2 1 4 1
2 14 Well 11 0 Well
6 Well 17 7 Well 18 8 Well 19 9 Well 20 Well 10
Asset ∑(𝑃𝑃𝑃𝑃.𝐿𝐿𝐿𝐿𝐿𝐿 ×𝑊𝑊𝑊𝑊𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝. ) 𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝. ×𝐹𝐹𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝.Performance
𝑤𝑤𝑤𝑤𝑤𝑤𝑤𝑤𝑤𝑤𝑤𝑤𝑤𝑤 𝑝𝑝𝑝𝑝𝑤𝑤𝑝𝑝𝑝𝑝𝑤𝑤𝑝𝑝𝑝𝑝 𝑣𝑣𝑣𝑣𝑣𝑣𝑣𝑣𝑤𝑤 𝑝𝑝𝑜𝑜 𝑣𝑣 𝑤𝑤𝑤𝑤𝑣𝑣𝑣𝑣List = for∑(𝐹𝐹 = in Table 6 has(Eq. 1) obtain well), the Weighed Priority Workover shown been ×𝑊𝑊𝑊𝑊𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝. ) Weighed Priority List 𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝. ∑(𝑃𝑃𝑃𝑃.𝐿𝐿𝐿𝐿𝐿𝐿 𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝. ×𝐹𝐹 𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝. ×𝑊𝑊𝑊𝑊𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝. )
3 Well5 14
Pr.Lev
Ageing
×𝑊𝑊𝑊𝑊 𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝. ×𝐹𝐹𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝. have ∑(𝑃𝑃𝑃𝑃.𝐿𝐿𝐿𝐿𝐿𝐿 been assumed equal to𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝𝑝. zero) because,
0
5
1 1
11
1
1 2
2
0,5
10 41
0,5
5 1 Safety/Location 1 21 1
11 15 Well 103 1 4 4 21 Well 1 0 Well 0 1 Pr.Lev F Wt 1Pr.Lev F 3 Wt 2 1Pr.Lev1 F 4 Wt 12 21 Well 42 5 7Well 051 1 1 2 131 1 Well 4 1 1 4 0,5 3 0,5 6 8Well 7 Well 416 1 1 5 121 1 Well 0 1 0,45 0,45 13 45 1 1 4 0,5 2 0,5 7 9Well 8 4 01 1 0,455 51 1 0,451 Well 0 1 1 1 5 1 8 102 Well 9 1 41 1 50,5 1 Well 1 1 1 1 1 1 3 1 9 Well 102 1 1 1 0,5 Well 101 0 1 2 0,5 5 0 1 1 1 5 0,8 10 103 Well 1010 01 1 20,5 0,5 Well 4 1
0,5 11
1
1
1 Asset 1
1 5
1 Pr.Lev1 F 2 Wt 0,5 41 1 21 2 0,5 21 1 14 0,00 0,5 2 0,5 51 1 0,005 1 1 10 1 3 1 1 10 0 1 1 1 50 0 3
21
0 0
1
2
1 1 Performance 1 1
0 1 1 1Pr.Lev
2 1 0,8 1 0 2 1 0,50,00 1 0 11 1 3 50,5 1 2 30,5 0,5 0 10,5 0,5
F 0
3
0,5
1
0,5
51 21
3 4 Wt 1 1 5
2 0 0,001 1 10 0 1 0 0 0
34 1 15 1 21 10 00 00
1
3
1
4
0 0
0
2 Well 7 Well 11 3,00
0
3 Well 11 Well 10 2,80
0,5 0 4Well 0 10 List 14 1 Weighed Priority Well 5 2,67
for Workover 0 14 6 0 5Well 8Well 2,40 14 Well 20 1,20 1 Well 8 0,10 7 0 6Well 50 2,40 0,5 15 Well 102 1,00 1 0,10 7 Well 5 8 Well 16 2,00 16 Well 19 1,00 1 8 Well 16 9 Well 17 2,00 17 Well 101 0,67 0 9 Well 17 10 Well 18 2,00 18 Well 6bis 0,50 0 Well 18 11 10 Well 21 2,00
0,5 1
11 5Well 1031 01 1 40,5 0,5 10,8 0 30,5 0,5 00 0 Well 21 12 Well 4 1 3Weighed 0 12 11 Well 15 1,40 Table 6 Calculation ofofWeighed Priority Value andList Table 6 Calculation Weighed Priority Value and Weighed Priority for Workover Priority List for Workover 13
12 16 Well 5 1 Well
Well 16 30 | MED OIL13& GAS
11
1
1
1
4
Weighed Priority List for Drilling
40,5
0,5
4
0,5
4
10,5
0,8
4
0,5
1
10 10
30,5
0,5
1
0,5
0
00
0
0
0
13
12 103 Well 15 Well 1,33 13
Well 103
List the fields of interest. In for thisdrilling case,activities differentinpriority level assignation criteria for Well Integrity (Table 7) and different Inweights this case, different priority level assignation criteria for Well Integrity (Table 7) and different (Table 8) have been defined. weights (Table 8) have been defined. Parameter Parameter Well Integrity Well Integrity
Priority Levels
Priority Levels very high priority: not applicable to the analysed fields very high priority: notwith applicable to the analysed fields high priority: wells pressure in A+B-Annulus/B-Annulus high priority: wells with pressure in A+B-Annulus/B-Annulus medium-high priority: wells with pressure in A-Annulus
medium-high priority: wells with pressure in A-Annulusintegrity issue medium-low priority: no access to B-Annulus/minor medium-low priority: no access to monitoring B-Annulus/minor integrity issue low priority: no annuli pressure lownopriority: pressure priority:nonoannuli integrity issuesmonitoring
Priority Values Priority Values 5 5 4 4 3
no priority: no integrity issues
3 2 2 1 1 0 0
Table 7 Priority Levels Criteria for the definition of a Priority List for Drilling 7 Priority Levels Criteria for the definition a Priority List for Drilling Table 7 Table Priority Levels Criteria for ofthe definition of a Priority List for Drilling Weight Priority Safety/ Weight Value WI Ageing Asset Perform. Priority Location Safety/ Value WI Ageing Asset Perform. Very High Priority 5 Location High Priority Very High Priority 5 4 Medium High PriorityHigh Priority 4 3 0,15 0,25 0,15 0,30 0,15 Medium Low Priority Medium High Priority 3 2 0,15 0,25 0,15 0,30 0,15 Low Priority Medium Low Priority 2 1 NoPriority priority Low 1 0 No priority 0 WeightsWeights for the definition a Priority List for Drilling TableTable 8 8 Parameters Parameters forof the definition of a Priority List for Drilling
Table 8
Parameters Weights for the definition of a Priority List for Drilling
In fact: In fact:• Prioritythe Weighed Listweights for Drilling In fact: By entering the priority weights for the Safety/Location and Asset parameters are not equalvalues, to zero asand for the weights for the for Safety/Location and Asset parameters equal to zero as for To verify• the advisability of workovers/inter• drilling, the weights the Safety/Location and functions (as described in the previous parworkover, since, thefor geographic location of are the not well is properly selected ventions on existing wells vs.cluster); drilling of new Asset parameters are not equallocation to zero as ofagraph) in Eq.1,isthe current weighed priority workover, since, for drilling, the geographic the well properly selected (e.g., wells, the same methodology described in the for workover, since, for drilling, the geovalue of each well has been calculated as (e.g., cluster);for the Performance parameter, compared to workover, increases fromand, • thebeen weight previous paragraph has also applied to graphic location of the well is properly sea consequence, the Weighed Priority List0,10 for the weight for the parameter, to drilling workover, increases 0,10 todrilling 0,15activities thanks the possibility of installingcompared higher-performance completions. define a•Priority List for in to thePerformance lected (e.g., cluster); has been defined (Tablefrom 9). to 0,15 thanks to the possibility of installing higher-performance completions. fields of interest. In this case, different prior• the weight for the Performance parame• the weight for the Well Integrity e Ageing parameters are lower because of the increase ity level•assignation criteria Well ter, compared to workover, increases fromareThe average of all the calculated weighed prithe weight forIntegrity the Well Integrity e Ageing parameters lower because of the increase of theforother parameters. (Table 7) and different weights (Table 8) have 0,10 to 0,15 thanks to the possibility of inority values represents the “wells average priof the other parameters. been defined. stalling higher-performance completions. ority value”: this value can be used as a measBy entering the priority values, •weights and functions (as described in the previous paragraph) in the weight for the Well Integrity e Ageing ure of the current quality of the field. ByEq.1, entering the priority values, weights and functions (as described in the previous in the current weighed priority value of each well has been calculated and, as aparagraph) consequence, parameters are lower because of the inEq.1, the current weighed priority value of each well has been calculated and, as a consequence, the Weighed Priority List for drilling has been defined (Table 9). crease of the other parameters. the Weighed Priority List for drilling has been defined (Table 9). The average of all the calculated weighed priority values represents the “wells average priority The average of all can the calculated the “wells average priority value”: this value be used as aweighed measurepriority of the values current represents quality of the field. Weighed Priority # Well Well Status value”: this value can beValue used as a measure of the current quality of the field. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Well 9 Well 18 Well 10 Well 7 Well 11 Well 17 Well 8 Well 21 Well 5 Well 16 Well 103 Well 14 Well 20 Well 19 Well 102 Well 6BIS Well 15 Well 101
3,50 3,10 2,90 2,75 2,65 2,65 2,60 2,55 2,51 2,50 2,24 2,15 1,90 1,75 1,71 1,40 1,40 0,94
Isolated, peripheral, aged well with pressure in A-Annulus Aged well with pressure in B-Annulus (open to atm.) 11 Aged well, in peripheral cluster of 2 with low performance 11 Well with communication between annuli and low performance Well in a peripheral cluster of 2 with pressure in A-Annulus and low performance Aged well with no pack-off btw surface/production csg, in peripheral cluster of 2 Aged well near the houses Low performance well not far from houses Isolated peripheral and aged monitoring well Aged well with no pack-off between surface and production casing Aged well Aged well Well with pressure in B-Annulus Well near houses Isolated peripheral monitoring well Well near houses Well with no pack-off between surface and production casing -
Table 9 WeighedTable Priority List 9 for Drilling Weighed
Workover/Drilling Plan Options
Priority List for Drilling 31
Thermal Solutions From Start to Finish
Introducing the
Product Range
Offshore Onshore Upstream Midstream Downstream Oil Gas LNG Industry Hydrogen
• •
costs for wells abandonment have not been included in the costs estimate; the analysis does not include considerations on OPEX.
Table 10 Option 2 of Plan Table 10 Option 2 the of Workover the Workover Plan
Table 11 Option 3 of12the Workover/Drilling Plan The graph in Figure 7 shows the distribution of costs over the years for the two options. Costs of Table 11 Option 3 ofthe the costs Workover/Drilling Plan 3 withPlan Table Option 3 while of Workover/Drilling Option 2 are represented with11 yellow bars, of Option green bars. The graph in Figure 7 shows the distribution of costs Costs over the years for the two options. Costs of 14 represented with yellow Option 2 are 12 bars, while costs of Option 3 with green bars. 12
12
Costs
Million €
Million €
14 10 12
8
10
6
8
4
6
2
4
0
2 0
12
4
4
12
2 2
2 4
2
2 2
2
2
2
2
2
2
2
2
4
2 2 2 2 2 2 2 2020 2021 2022 2023 2024 2025 2026 22027 2028 2029 2030 2031 2032 2033 2034 2035 2036 2037 22038 2039 2 2 2 2 2
Workovers
Drill + WO
Fig. 7 Distribution of Costs of Option 2 and 3 in the Period 2020-2039
Fig. 7 Distribution of Costs of Option 2 and 3 in the Period 2020-2039
2020 2021 2022 2023 2024 2025 2026 2027 2028 2029 2030 2031 2032 2033 2034 2035 2036 2037 2038 2039
Workovers
Drill + WO
Workover/Drilling Plan Options
forming workovers to maximize the reduc• costs for wells abandonment have not Figure 8 Workover/Drilling shows the trend of the wells priority twoincluded options, Figure 9 Three different Plan options tion ofaverage the wells average priorityvalue values. of the been in thewhile costs estimate; Fig. 7 Distribution of Costs of Option 2 and 3 in the Period 2020-2039 shows the trend of the cumulative cost of the two options. for the period 2020-2039 have been analysed: • the analysis does not include considera• Option 1 - “No Action”: this option conSince Option 1 implies an unacceptable intions on OPEX. sists in not carrying out any specific accrease of the wells average priority value over Figure shows the trend of wells the wells average of the The two options, Figure 9 of tions 8(neither workovers nor new the years (blue line inpriority Figure 8),value a cost-benefit graph in Figure 7while shows the distribution shows the trend of the cumulative cost of the two options. drilling) and evaluate how the wells averanalysis has been performed to compare Opcosts over the years for the two options. Costs age priority value changes over the years. tion 2 and 3. of Option 2 are represented with yellow bars, • Option 2 - “Perform Only Workovers”: this while costs of Option 3 with green bars. option consists in performing only workoThe analysis of costs has been performed convers to improve wells integrity and ageing, sidering that: Figure 8 shows the trend of the wells average and also to try and improve performances • workover/drilling activities are executed priority value of the two options, while Figure (by increasing tubing sizes, eliminating according to the schedule shown in Table 9 shows the trend of the cumulative cost of crossovers, etc.) 10 and Table 11 respectively; the two options. • Option 3 - “Perform Workovers and Drill • the average cost of a workover for the New Wells”: this option consists in drilling studied wells is about 2 M¤; The graphs show that: new wells (to replace old wells) and per• the average cost of a new well is about 6 • In the first years (2020-2024), the wells M¤; average priority value in both options is 33
Figure 8 shows the trend of the wells average priority value of the two options, while Figure 9 shows the trend of the cumulative cost of the two options.
Fig. 8 Wells Average Priority Value for the Workover/Drilling Plan Options
Fig. 8 Wells Average Priority Value for the Workover/Drilling Plan Options
•
•
almost constant, around 2,20. In 2025-2027, the wells average priority value in Option 3 decreases significantly, due to the new wells drilling. In Option 3, starting from 2027, the wells average priority value starts to grow again; however, the final value in 2039 is lower than the value obtained in Option 2.
THE NETHERLANDS ANGOLA
•
BRAZIL
• •
•
UNITED KINGDOM CHINA
•
Option 3 total cost is 8 M¤ higher than the total cost of Option 2 (34 M¤ vs. 26 M¤). Cost of Option 213is distributed over the years; in Option 3, most of the total cost is concentrated in the years 2025-2026 (years in which the drilling of new wells is planned).
•
AUSTRALIA
BLW 151597 Maritiem_museum_WT.indd 1
34 | MED OIL & GAS
•
Therefore, Option 2 involves lower costs than Option 3 and a stable average wells priority value over the years.
NIGERIA •
M MEXICO
USA
20-07-15 14:23
A Case Study
of Pipeline Integrity Management in Green Stream Natural Gas Pipeline Through Corrosion Mitigation and Inspection Strategy Iftikhar Ahmad, Fawzi Elshawesh, Osama Sassi and Husaameddin Aburiah Mellitah Oil & GAS B.V., Libya
Introduction The GreenStream pipeline is an offshore pipeline laid in the Mediterranean Sea. It is 516 km long natural gas pipeline which has 32 inches diameter. It runs from Mellitah in Libya to Gela in Sicily, Italy. It was constructed with initial capacity of 8 billion cubic meters (bcm) of natural gas per year. Later the capacity of the pipeline was increased to 11 bcm. The pipeline parameters are given in Table -1. Maintaining pipeline in a safe and reliable condition is one of the major tasks for pipeline owners and operators. Assuring safety and reliability of a pipeline demands an integrated and efficient integrity management system. Pipeline integrity management is a process for assessing and mitigation pipeline risks in order to reduce both the likelihood and consequences of incidents. The U.S. Office of Pipeline Safety (OPS) has established1 a set of regulations impacting operators of hazardous liquids and natural gas transmission lines. Part of the mandate is the development of a comprehensive integrity management program to address ongoing pipeline safety. Other international references related to pipeline integrity management are: • ASME B31.85 - 2012: Managing System Integrity of Gas Pipelines2 • UK Pipelines Safety Regulations3 • Pipeline Risk Management Manual – by Muhlbauer4 36 | MED OIL & GAS
Corrosion is one of the leading causes of failures in onshore transmission pipelines. Corrosion failures can be either leaks or ruptures. Table 2 provides a summary of the major accidents reported to the U.S. Department of Transportation by the operators for the 6-year period between 1994 and 19995. The data show that for transmission pipeline systems (both hazardous liquid and natural gas), approximately 25% of all reported accidents were due to corrosion. For natural gas transmission pipeline accidents, 36% were caused by external corrosion and 63% were caused by internal corrosion. For natural gas distribution pipeline accidents, only approximately 4% of the total accidents were caused by corrosion, and the majority of those were caused by external corrosion. The accidents reported in Table 2 are for major accidents that resulted in injury, fatality, or more than $50,000 in property damage. In addition to the reportable accidents, an average of 8000 corrosion leaks per year are repaired on natural gas transmission pipelines6. In a summary report for incidents between 1985 and 1994, corrosion accounted for 28.5% of pipeline incidents on natural gas transmission and gathering pipelines7.
Corrosion threat identification U.S. Department of Transportation (DOT) regulations governing the maintenance and preservation of pipelines require that pipeline operators identify and evaluate all potential threats to every high consequence area (HCA)
along their pipeline system. HCAs, which typically are areas where there is a relatively high population density or sensitive environment near the pipeline, are defined in the regulations. The rules for the integrity management of gas pipelines are contained in Title 49 CFR Part 192, Transportation of Natural Gas and Other Gas by Pipeline: Minimum Federal Safety Standards. Part 192.917 specifically mentions internal corrosion, external corrosion, and stress corrosion cracking (SCC) as three of the threats that must be considered for gas pipelines.
(a) External Corrosion Degradation of pipelines is the result of the persistent attack by the external environment on pipeline materials (pipe, welds, coatings, etc.) and the characteristics of fluids flowing in the pipeline. External corrosion is a function of the interaction between the pipeline and the sea water that surrounds it in offshore pipelines. Seawater is high salinity water and corrosive in nature. Natural gas transmission pipelines are far more susceptible to external corrosive attack than similar operating oil pipelines. To explain the difference, it is proposed that the internal liquid content of the natural gas transmission pipeline may actually promote corrosive chemical reactions on the outside steel surface of the pipeline. It is common knowledge when given enough time that steel
international references related to pipeline integrity management are: • • •
ASME B31.85 - 2012: Managing System Integrity of Gas Pipelines2 UK Pipelines Safety Regulations3 Pipeline Risk Management Manual – by Muhlbauer4 Table 1: GreenStream pipeline parameters
will eventually absorb a high concentration of hydrocarbon and other liquids within the grains structure itself. A welder that attempts to cut and weld “in-service” natural gas pipelines will realize that the steel contains contaminants that will react with the weld metal deposited and cause blisters and hard compounds to develop. Special weld procedures are developed with the most common remedy is to bake out the steel for several hours at high temperatures to evaporate most of the liquids/gas contained within the steel prior to welding.
(b) Internal Corrosion Internal corrosion in the natural gas pipeline is mostly due to water wetting6,7 the steel surface in the presence of acid gases including carbon dioxide (CO2) and hydrogen sulfide (H2S). Processed natural gas can contain small concentrations of water, carbon dioxide, hydrogen sulfide, and potentially oxygen that can be corrosive to the steel pipeline transporting the gas. The average composition of natural gas transported in GreenStream pipeline from Mellitah gas plant to Geila, Italy is presented in Table -3. Internal corrosion on gas pipelines is influenced by temperature, CO2 content, H2S content, flow velocity, water wetting and composition and surface condition of the steel. A small change in one of these parameters can change the corrosion rate considerably, due to changes in the properties of the thin layer of corrosion products that accumulates on the steel surface. When products formed as a result of corrosion may spall off the steel surface and become entrained in the gas becoming what is commonly known in the oil and gas industry as “black powder”8. Black powder particles vary in size and can range from 100 nm to 1 mm9. The composition of black powder can also vary and can include corrosion products, salt, dirt, and other materials trapped in the pipeline during construction. The production of black powder is most significant in gas transmission pipelines. Sherik, et al.10, collected black powder samples from Saudi Aramco sour gas and sales gas pipelines for analysis by X-ray diffraction (XRD) and X-ray fluorescence (XRF). The sour gas pipeline black powder samples were predominantly composed of FeS and FeS2 with minor amounts of Fe3O4, FeO(OH), and FeCO3. XRD of black powder samples from the sales gas pipelines detected Fe3O4, α-FeO(OH), and γ-FeO(OH) with small amounts of FeCO3. However, sulfur was detected in all collected samples by XRF, which suggests the black powder may contain an amorphous sulfur-con-
Pipeline Characteristics: Nominal Diameter: Wall Thickness: Line Pipe Material: Manufacturing Process: Bend Radius: Valve Stations: Type of Fittings: Pipeline Coating Buried & Underwater:
Above Ground, Special Items, Bends: Pipeline Weld-Joint Coating: Internal Lining: Concrete Coating:
32 inches 30.2 mm & 26.1 mm SAWL L450MC (ISO 3183-3) UOE, Longitudinal SAW 7D 2 Barred Tees
3-layer polyethylene / 6.0 mm, and reinforced polyurethane tar (2.0 – 2.5 mm) for concrete over-weighted sections Epoxy paint, DFT 370 µm min. Polyethylene heat shrinkable sleeve Epoxy/ 60 microns min Thickness 40 – 100 mm, density 2400 – 3040 kg/m3
Pipeline Cathodic Protection Cathodic Protection – Offshore Anode Type & Material: Anode Spacing:
Al alloy half-shell bracelet anodes Every 3 to 8 pipe joints
Cathodic Protection –Onshore Anode Type & Material
Sacrificial Mg anodes
Other Features of Pipeline Mechanical Design Pressure: Design Temperature: Min. / Max.: Design Life:
223.2barg 0 / 60 oC 50 years
report for incidents between 1985 and 1994, corrosion accounted for 28.5% of pipeline incidents 7 Table gas 1: GreenStream pipeline parameters on natural transmission and gathering Corrosion is one of the leading causes ofpipelines failures .in onshore transmission pipelines. Corrosion failures can be either leaks or ruptures.Table 2 provides a summary of the major accidents Table 2:toSummary of corrosion-related accident on natural gas transmission, and reported the U.S. Department of Transportation by reports the 5 operators for the 6-year period between natural distribution 1994 to 1999 5 1994 andgas 1999 . The datapipelines show thatfrom for transmission pipeline systems (both hazardous liquid and natural gas), approximately 25% of all reported accidents were due to corrosion. For natural gas Pipelinecorrosion System Type transmission pipeline accidents, 36% were caused by external and 63% were caused by Category internal corrosion. For natural gas distribution pipeline accidents, only approximately 4% of the Natural Gas Transmission Natural Gas Distribution total accidents were caused by corrosion, and the majority of those were caused by external corrosion. The accidents reported in Table 2 are for major accidents that resulted in injury, fatality, Total accidents due to 114 26an average of or more than $50,000 in property damage. In addition to the reportable accidents, corrosion (1994 – 1999) 8000 corrosion leaks per year are repaired on natural gas transmission pipelines6. In a summary Total accidents (1994 – 1999) 448 708 Total accidents due to 2 25.4 3.7 corrosion, % Corrosion (b) Internal Corrosion accidents due to Internal corrosion%in the natural gas pipeline36.0 is mostly due to water wetting6,7 84.6 the steel surface in external corrosion, the presence of acid gases including carbon dioxide (CO2) and hydrogen sulfide (H2S). Processed Corrosion accidents due to natural gas can contain small concentrations sulfide, and 63.2of water, carbon dioxide, hydrogen 3.8 internal corrosion, % that can be corrosive to the steel pipeline transporting the gas. The average potentially oxygen composition of natural gasnot transported in GreenStream pipeline from Mellitah gas plant to Geila, Corrosion accidents cause 0.9 11.5 specified, % Italy is presented in Table -3. Internal corrosion on gas pipelines is influenced by temperature, CO2 content, H2S content, flow velocity, water wetting and composition and surface condition of the steel. A small change in one of these parameters can change the corrosion rate considerably, due 2: Summary of corrosion-related on natural gasthat transmission, toTable changes in the properties of the thinaccident layer ofreports corrosion products accumulates on the steel CORROSION THREAT IDENTIFICATION surface. and natural gas distribution pipelines from 1994 to 19995 U.S. Department of Transportation (DOT) regulations governing the maintenance and preservation Table 3: Composition of natural gas of pipelines require that pipeline operators identify and evaluate all potential threats to every high consequence area (HCA) along their pipeline system. HCAs, which typically are areas where there Component Concentration (mol%) is a relatively high population density or sensitive environment near the pipeline, are defined in the Nitrogen 0.544 are contained in Title 49 CFR regulations. The rules for the integrity management of gas pipelines Carbon dioxide Part 192, Transportation of Natural Gas and Other Gas by 2.024 Pipeline: Minimum Federal Safety Methane 85.240 Standards. Ethane 10.757 Propane mentions internal corrosion, external 1.373 Part 192.917 specifically corrosion, and stress corrosion cracking (SCC) iso-Butane as three of the threats that must be considered 0.031 for gas pipelines. n-Butane 0.031 C5+ 0.000 (a) External Corrosion
3: Composition of natural gaspersistent When products formed a result of the corrosion may attack spall off steel surface and become Degradation ofTable pipelines isasthe by the external environment on entrained in the (pipe, gas becoming what is commonly known in the oil and gas industry pipeline materials welds, coatings, etc.) and the characteristics of fluids flowing as in “black the 8 9 powder” . Blackcorrosion powder isparticles vary in size and can rangethe from 100 and nm the to 1sea mm . The pipeline. External a function of the interaction between pipeline water composition powderpipelines. can also Seawater vary and can include corrosion salt, dirt, other that surrounds ofit black in offshore is high salinity waterproducts, and corrosive in and nature. materials in thepipelines pipeline are during The production black powder most Natural gas trapped transmission far construction. more susceptible to externalofcorrosive attack isthan significant in gasoiltransmission similar operating pipelines. pipelines. To explain the difference, it is proposed that the internal liquid content of the natural gas transmission pipeline may actually promote corrosive chemical reactions 10 37gas et al.steel , collected powder Itsamples fromknowledge Saudi Aramco sour gas and time sales onSherik, the outside surface ofblack the pipeline. is common when given enough that pipelines for analysis byaX-ray diffraction (XRD) and X-ray and fluorescence (XRF). gas steel will eventually absorb high concentration of hydrocarbon other liquids withinThe the sour grains pipelineitself. blackA powder samples were predominantly composed of FeS FeS2will with minor structure welder that attempts to cut and weld “in-service” natural gas and pipelines realize
taining species. Elemental sulfur was detected with XRD in some samples. GreenStream pipeline is large capacity pipeline that deliver gas from processing plant to the consumer or distributor. The pipeline is designed to move large quantities of natural gas over long distances, therefore, pipeline has large diameter and high operating pressure. The presence of Black Powder in the pipeline can have a large number of detrimental effects in the pipeline operations and also at customerʼs delivery points including fouling of compressors, blocking of orifice of meters, contamination of instrumentation and control valves, blocking of furnace nozzles and plugging filter systems.
(c) Stress Corrosion Cracking (SCC) Since the conditions for producing SCC are far more limited than those for producing uniform or pitting corrosion, it would not be appropriate to identify SCC as a threat for all pipeline segments or high consequence areas (HCAs). Appendix A3 of ASME B31.8S, a part of ASMEʼs integrity management standard2 for gas pipelines, states that SCC would not be identified as a threat unless the following three conditions are present: (a) Operating stress level greater than 60% of the specified minimum yield strength (SMYS), (b) Age of pipe coating greater than 10 years, and (c) Any corrosion coating system other than plant-applied or field-applied FBE or liquid epoxy (when abrasive surface preparation was used during field coating application). Bare pipe is included, and field joint coating systems also should be considered for their susceptibility. High-pH SCC also would be eliminated unless: • The operating temperature was above 100° F (38° C), and • The distance from an upstream compressor station is less than 20 miles (32 km).
on pipeline materials. Liquid and gas pipelines have slightly different operating temperature characteristics but both are still susceptible. Stresses (Residual and Others) – Stresses in the pipe may lead to premature degradation of pipeline strength. The stresses acting on the pipe include: a) residual stress from the manufacturing process, b) external stress such as those incurred due to bending, welding, mechanical gouges, and corrosion, and c) secondary stresses due to soil settlement or movement. Pipe Pressure – Corrosion, in particular cracking, is related to the pressures exerted on the pipe. As the pressures within the pipe are increased, the growth rates for cracks also increase. The circumferential stress (hoop stress) generated by the pipeline operating pressure is usually the highest stress component that exists. Cyclic Loading Effects – Conditions where the pipe is under cyclic loads may result in increased crack growth rates. The pipeline pressure continually fluctuates due to loading and unloading of product and is influenced by pump activity. This applies to both gas and liquid lines but has greater influence in liquid systems.
Mitigation of corrosion on greenstream pipeline (a) External Corrosion High performance pipeline coatings and cathodic protection (CP) are used to combat external corrosion13,14 of submerged pipelines. Coatings – The most effective method to prevent external corrosion or SCC on submerged
pipelines is to use high performance coatings, applied to a surface abrasive blast cleaned to a white15 or near white16 metal surface finish, in conjunction with effective CP. An intact coating that prevents contact of electrolyte with the steel surface will prevent external corrosion or SCC. The surface abrasive blast cleaning promotes good coating adhesion. A high-quality abrasive blast cleaning also will impart compressive residual stresses in the pipe surface that improve SCC resistance. The pipe is treated internally using a spraying device, which moves along the inside of the pipe, efficiently applying a two-part polyurethane primer. This is followed by another coat of primer and once dry a single coat of epoxy /60 microns min applied in the same manner rendering the internal surface acid and heat resistant. The outer surface is treated similarly with two coats of primer and a slightly modified polyurethane topcoat of anti-impact design, then a coat of concrete applied. For extra insulation several layers of this type of protection can be applied, with extra care taken to repair any damage to the pipe coatings especially in areas where underwater pipe welding has been used to join the pipeline lengths. It is imperative that these areas are repaired, as corrosion will attack the weakest point. Therefore it is recommended that a specialist contractor experienced in this field is employed to carry out the work. Inadequate coating performance is a major contributing factor in the corrosion and SCC susceptibility of an underground or submerged pipeline. The function and desired characteristics of a dielectric-type pipeline coating are covered in NACE RP-016917. This specification states that the function of such coatings is to control corrosion by isolating the external surface of the submerged piping from the en-
According to the Federal Pipeline & Hazardous Materials Safety Administration (PHMSA), the majority of pipeline incidents caused by sulfide stress corrosion (SCC) are found on natural gas pipelines rather than hazardous liquid pipelines.
(d) Other Factors The other factors which also contribute to the pipeline integrity are discussed below: Temperature – The temperature of the surroundings as well as the temperature of the pipe may create favorable conditions for attack 38 | MED OIL & GAS
Figure 1: Schematic illustrations of an offshore pipeline galvanic anode
vironment, to reduce CP requirements, and to improve (protective) current distribution. Coatings must be properly selected and applied, and the coated piping must be carefully installed to fulfill these functions.The desired characteristics of the coatings include: • Effective electrical insulation • Effective moisture barrier • Good adhesion to the pipe surface • Applicable by a method that will not adversely affect the properties of the pipe • Applicable with a minimum of defects • Ability to resist the development of holidays with time • Ability to resist damage during handling, storage, and installation • Ability to maintain substantially constant resistivity with time • Resistance to disbanding • Resistance to chemical degradation • Ease of repair • Retention of physical characteristics • Nontoxic to environment • Resistance to changes and deterioration during above-ground storage and long-distance transportation Cathod Protection (CP) - External corrosion is electrochemical phenomena and, therefore, can be prevented or mitigated by altering the electrochemical condition of the corroding interface. Altering the electrochemical nature of the corroding surface is relatively simple and is done by altering the electrical potential field around the pipe. By applying a negative potential and making the pipe a cathode, the rate of corrosion (oxidation) is reduced (corrosion is prevented or mitigated) and the reduction process is accelerated. This means of mitigating or preventing corrosion. Cathodic protection, also alters the environment at the pipe surface, which further enhances corrosion control. The pH of any electrolyte at the pipe surface is increased, the oxygen concentration is reduced, and deleterious anions, such as chloride, migrate away from the pipe surface. Corrosion control of marine pipelines is provided by galvanic anodes. For structural, economic, and installation considerations galvanic anodes are invariably of the bracelet type, as illustrated schematically in Figure 1. For structural and installation considerations the size and, hence, weight of bracelet anodes is limited such that the spacing between anodes is, according to current practice, only about 250 meters. Consequently, voltage drop in the pipeline is insignificant; and life of CP system is governed by anode mass considerations. It is generally recognized that corrosion of
Figure 2: Schematic illustration of a cathodically polarized pipeline and the resultant potential profile
steel in sea water is arrested by polarization to a potential of –0.80 V or more negative, and so achieving and maintaining a minimum polarization based upon this potential has been established as the goal of cathodic protection18,19. Figure 2 illustrates schematically a pipeline with identical, equally spaced bracelet anodes and the resultant polarized potential profile. Thus, the pipeline is most polarized immediate to the anodes; and potential attenuates with increasing distance there from. The factors determine the magnitude of this potential attenuation are as follows: Anode resistance - This resistance is encountered as current leaves the anode and enters the electrolyte. It is a consequence of the geometrical confinement in the vicinity of the anode. Accordingly, attenuation from this cause is greatest immediate to the anode and decreases with increasing distance. Anode resistance is higher the greater the electrolyte resistivity and the smaller the anode. Coating resistance - The intrinsic resistivity of marine pipeline coatings is relatively high; however, coating defects and bare areas from handling, transportation, and installation are invariably present. Consequently, the CP current enters the pipe at these locations where steel is directly exposed. Thus, the coating serves to reduce the exposed surface area of the pipeline compared to an uncoated situation, which, in turn, enhances the effective-
ness, efficiency, and distance to which protection is achieved. Polarization resistance - This resistance term reflects an inherent resistance associated with the cathodic electrochemical reaction whereby ionic current in the electrolyte is translated to electronic conduction in the pipeline. Metallic resistance - Although resistivity of steel is in orders of magnitude less than that of sea water, the confined pipeline cross section combined with the relatively long distance that current may have to travel in returning to electrical ground results in this term being influential, if not controlling, in some situations. Portions of a pipeline for which potential is -0.80 VAgCl or more negative are protected, whereas locations where potential is more positive are unprotected. Cathodic protection (CP) is used in conjunction with a high performance pipeline coating for Greenstream pipeline. There are always flaws in the coating due to application inconsistencies, construction damage, or the combination of natural aging and stresses. The effect of these factors on corrosion mitigation is discussed below: Disbonded Coatings - The most significant corrosion problem on coated and cathodically protected pipelines is that of disbonded pipeline coatings that shield cathodic protection when disbondments occur and water 39
Ocean Power - gosubsea 3000®
Vehicle COTS
RD & System Integration
Energy Storage System
Subsea
Li-Ion PowerPack™ - Underwater power solutions Highly reliable, efficient and safe Li-Ion batteries Made for harsh offshore and subsea conditions such as offshore oil and gas, scientific and AUV or ROV equipment
SubCtech GmbH www.subctech.com info@subctech.com
penetrates between the coating and the pipe. All coatings can and will disbond for various reasons. Poor application procedures, temperature and a variety of other reasons can cause coatings to disbond. All coatings must have the ability to shield CP when properly adhered to the pipe. The problem happens when a disbondment occurs and water penetrates between the coating and the pipe. This problem exists more for certain types of coatings than for others. Some coatings will shield CP current in some situations and not in others. Holidays and Coating Damage - If holidays or damage occur during the coating application, during construction of the pipeline, these areas can become spots where corrosion can occur, but are not usually a corrosion problem if CP is adequate. One problem that exists with the proposed changes in the criteria as quoted in NACE SP0169 is that many companies will be using more and more stringent criteria trying to meet a polarized – 80 mVAgCl or more negative potential at all sites on the pipeline system. This will cause more cathodic disbondment that may lead to more shielding of the CP current from the pipe by coatings that shield. Holidays should be located and repaired as the pipe is being constructed, but a proper repair with the proper repair material must be performed. Many times the repair material will lose adhesion and may shield the CP allowing corrosion to occur. Inadequate Cathodic Protection - This is the least likely cause of corrosion on cathodically protected and coated pipelines. With the use of ILI (In-Line Inspection) tools and ECDA (External Corrosion Direct Assessment), the true causes of external corrosion on these systems are now being proven. If companies, government agencies, and contractors will spend more time training their employees on the proper evaluation techniques for determining the cause of external corrosion, the industry will find that inadequate CP is not the likely cause of corrosion.
(b) Internal Corrosion Internal corrosion is also an electrochemical process; however, CP is not a viable option for mitigation internal corrosion in a pipeline. One of the first defense systems against corrosion for transmission pipelines is to ensure that the product being transported is free of moisture. Dry, aerated natural gas and moisture-free oil are not corrosive. For corrosion to occur, there must be moisture, CO2, oxygen, H2S, or some other reduction reactants, such as one produced by microbes (H2S). Operators typically control moisture, oxygen, H2S and CO2 con-
tents of the transported oil or gas, but these constituents can enter the pipeline through compressor or pump stations, metering stations, storage facilities, or other means. Chemical inhibitor programs are used in Greenstream pipeline to mitigate internal corrosion. Periodical cleaning by pigging is also performed in the pipeline to prevent internal corrosion and removal of water and black powder.
Corrosion Rate Modelling Standard NACE SP0208 provides22 descriptions of various corrosion rate models. Modeling requires knowledge of operating conditions and gas quality data. Typical operating conditions include pressure, temperature, and flow rate (at a minimum). Gas quality data includes moisture content, CO2, H2S, and O2 content.
Corrosion Monitoring Techniques
Corrosion monitoring and inspection The monitoring and inspection techniques provide20 a way to measure the effectiveness of the corrosion control systems and provide an early warning when changing conditions may be causing a corrosion problem. The rate of corrosion dictates how long a pipeline can be safely operated. Corrosion monitoring techniques can help in several ways: • by providing an early warning that damaging process conditions exist which may result in a corrosion-induced failure. • by studying the correlation of changes in process parameters and their effect on system corrosivity. • by diagnosing a particular corrosion problem, identifying its cause and the rate controlling parameters, such as pressure, temperature, pH, flow rate, etc. by evaluating the effectiveness of a corrosion control/ prevention technique such as chemical inhibition and the determination of optimal applications. • by providing management information relating to the maintenance requirements and ongoing condition of a pipeline.
Sampling methods are considered intrusive methods because access to the interior environment is required to obtain a sample. Table 4 lists and describes the characteristics of monitoring techniques commonly used. Corrosion monitoring devices only provide information about the specific location where they are installed. Therefore, carefully selecting representative locations to monitor internal corrosion is essential in order to collect data that is meaningful. Proper selection requires knowledge of the internal environment and the system design. The categorization of corrosion rates are defined in NACE Standard SP 077523.
Corrosion and CP System Assessment
The problem of marine pipelines becoming under-protected because of under-performance or expiration of the CP system anodes is compounded by the difficulty of characterizing the corrosion state. This is not the case for offshore platforms where a simplified potential survey (drop cell method) is performed annually and a comprehensive close interval survey at five year intervals. Here, the space Internal Corrosion Assessment frame nature of such structures is such that The severity of internal corrosion of a pipeline protection to a given region is normally procan be determined21 using corrosion monitorvided by multiple anodes; and even if corroing techniques and the extent of corrosion sion develops locally, it is likely to be of little damage is determined using inspections and consequence. For pipelines, on the other hand, assessments. Modelling is a tool for estimat1) a single galvanic anode typically protects a Corrosion Monitoring Techniques ing corrosion rate and identifying monitoring specific line length, 2) localized corrosion, if Sampling Corrosion methods are intrusive methods because access the interior environment locations. rateconsidered models can be used undetected, can leadtodirectly to failure, and 3)is required to obtain a sample. Table 4 lists and describes the characteristics of monitoring corrosion survey logistics are relatively comtotechniques determinecommonly the effect used. of gas or liquid constitCorrosion provide information about the where regulathey are plex. Because ofspecific the last location point, present uents on themonitoring corrosion devices rate of aonly pipeline. installed. Therefore, carefully selecting representative locations to monitor internal corrosion is essential in order to collect data that is meaningful. Proper selection requires knowledge of the internal environment and the system design. The categorization of corrosion rates are defined in NACE Standard SP 077523. Table 4 : Types of Monitoring Techniques Direct
Intrusive
Non-Intrusive
• • • •
Indirect
•
Corrosion coupons Spool pieces Electric Resistance (ER) probes Linear Polarization Resistance (LPR) probes Electrochemical Noise (ECN)
• • • •
Hydrogen probes Water chemistry Solid analysis Gas analysis
• •
Ultrasonic testing (UT) Electrical Field Mapping (EFM)
• •
Hydrogen patch probes Acoustic monitoring
Table 4 : Types of Monitoring Techniques
Corrosion and CP System Assessment The problem of marine pipelines becoming under-protected because of under-performance or expiration of the CP system anodes is compounded by the difficulty of characterizing the corrosion state. This is not the case for offshore platforms where a simplified potential survey (drop 41 cell method) is performed annually and a comprehensive close interval survey at five year intervals. Here, the space frame nature of such structures is such that protection to a given region is normally provided by multiple anodes; and even if corrosion develops locally, it is likely to be of
tions specify only that measurements be made at locations of convenience, which are likely to be where the pipeline contacts a platform or pumping station. However, because such facilities are themselves cathodically protected and the pipeline may be in electrical contact with these, the pipeline may be protected here irrespective of the state of its own CP system. Protection may not be present, however, at more remote locations. Nonetheless, methods do exist and are practiced whereby over-theline corrosion and CP assessment surveys are performed. These include the following: • Towed Vehicle/Trailing Wire Potential Measurements. • ROV Assisted Remote Electrode Potential Measurements. • ROV Assisted/Trailing Wire Potential Measurements. • Electric Field Gradient Measurements.
Inspection methods Inspection methods are used to detect and evaluate damaged areas. Inspection techniques provide information on the extent of corrosion damage. However, they do not provide information on the time period over which the corrosion occurred. When inspection methods are performed at regular intervals, they can be used as a monitoring technique. The commonly used inspection techniques are: (i) Visual inspection, (ii) Magnetic flux leakage (MFL), (iii) Ultrasonic testing (UT), (iv) Guided wave ultrasonic testing (GWUT), (v) Eddy current (ED), and (vi) Radiographic testing .
In-Line Inspection (ILI) In-line inspection tools, also referred to as smart or intelligent pigs, are devices that are propelled in the pipeline and are used to detect and characterize metal loss caused by corrosion. There are two primary types of ILI tools: magnetic flux leakage (MFL) tools and ultrasonic tools (UT). The more advanced ILI tools (high-resolution tools) are capable of discriminating between internal and external corrosion. A magnetic flux leakage inspection pig uses magnetism to detect changes in the thickness of the pipe wall. The pipe wall is magnetized using a strong magnet. Any metal-loss in the pipe wall will cause the induced magnetic field to change. This change can be sensed using a detector and hence metal-loss defects can be identified. Post-processing of the collected data can be used to size and in some cases characterize (i.e. manufacturing, corrosion, etc.) the features identified in the pipeline. Magnetic flux leakage pigs can be run in both liquid or gas pipelines (i.e. they do not require a liquid couplant) and are capable of measuring metal-losses, even in thin-walled 42 | MED OIL & GAS
pipe. The inspection provides a relative (i.e. percentage wall thickness) measurement of defect depth. Another type of commonly used intelligent pig is ultrasonic inspection pig. An ultrasonic inspection pig uses ultrasound to detect changes in the thickness of the pipe wall. A transducer transmits signals perpendicular to the pipe wall surface and receives signals back from both the internal and the external surface of the pipe wall. The time taken to receive the signals can then be used to determine the wall thickness of the pipeline. Ultrasonic pigs must be run in a liquid, since they require a couplant. Hence, ultrasonic pigs cannot be used in gas pipelines.
External Corrosion Direct Assessment External corrosion direct assessment (ECDA) is a structured process that is intended to improve safety by assessing and reducing the impact of external corrosion on pipeline integrity23. It is explained in NACE standard practice SP 0502 – 201024. It is based on following four steps: The Pre-Assessment Step - The “Pre-Assessment” step involves the collection and evaluation of historical data and pipeline characteristics. Based on this information, the feasibility of an ECDA application is determined and once affirmed, the pipeline is divided into regions with similar exposure and areas where the same indirect inspection tools may be used. The Indirect Inspection - The “Indirect Inspection” step uses a combination of two or more above ground survey techniques such as close interval potential survey (CIPS), alternating current voltage gradient (ACVG), direct current voltage gradient (DCVG), AC attenuation for the identification of areas with corrosion activities or coating faults. The data is evaluated via systematic analysis and high-risk areas are identified for excavation. The Direct Examination - The “Direct Examination” step covers the selection of sites to be excavated and the physical identification of defects requiring repair or replacement. The Post Assessment - The “Post Assessment” step evaluates the previous three steps of the ECDA process and establishes a future assessment schedule.
Control Stations and SCADA Systems Most of the data that is received by a control station is provided by Supervisory Con-
trol and Data Acquisition (SCADA) systems. These systems are essentially sophisticated communications systems that take measurements and collect data along the pipeline (usually in a metering or compressor stations and valves) and transmit it to the centralized control station. Flow rate through the pipeline, operational status, pressure, and temperature readings may all be used to assess the status of the pipeline at any one time. These systems also work in real time, meaning that there is little lag time between the measurements taken along the pipeline and their transmission to the control station. The data is relayed to a centralized control station, allowing pipeline engineers to know exactly what is happening along the pipeline at all times. This enables quick reactions to equipment malfunctions, leaks, or any other unusual activity along the pipeline. Some SCADA systems also incorporate the ability to remotely operate certain equipment along the pipeline, including compressor stations, allowing engineers in a centralized control center to immediately and easily adjust flow rates in the pipeline.
CONCLUSIONS 1. The material of GreenStream pipeline was selected keeping into consideration of Mediterranean sea conditions. 2. External corrosion on GreenStream pipeline is controlled with a combination of coatings and cathodic protection. 3. Internal corrosion on the pipeline is controlled with a combination of injection of chemical inhibitors, process control, internal lining, and periodic cleaning. 4. The monitoring and inspection techniques provide a way to measure the effectiveness of the corrosion control systems and provide an early warning when changing condition may be causing problem. Therefore, there is a need to improve corrosion monitoring and cathodic protection monitoring. 5. Intelligent pig survey is conducted at regular intervals to know the condition of the pipeline. The results were used to establish maintenance program and maintain the integrity of the pipeline.
North Sea Flow Measurement Workshop October 26-29 | online or in Tønsberg Join the world premier event for you working in the segment of flow measurement in the oil and gas industry! The workshop will be arranged for the 39th time in 2021. This annual event alternates between Norway and UK and is the world’s most recognized event on topics related to accurate flow measurement and metering systems for oil and gas at single phase, wet gas or multiphase conditions, including sampling and online analysis of associated fluid properties.
Read more and register at Tekna.no/en/NSFMW2021
Innovative Field Development Solutions:
Enabling Technologies for Long Subsea Oil Tiebacks Alessandro Radicioni, Giorgio Arcangeletti, Annalisa Di Felice, Amerigo D’Amico, Enrico La Sorda, SAIPEM S.p.A. Introduction In a market scenario dominated by low oil prices, operators are keen to find new architectural solutions for field development that bring about a reduction in the CAPEX and OPEX. In this context, developing new floating facilities and the related subsea network for a production of around 50kbopd is overly expensive. Today, the preferred solution appears to be a subsea tieback to an existing facility. Traditionally, the industry has developed tiebacks within a range of 10 to 30km. Looking towards the future, the target tieback length could increase to 50km or more (see Fig. 1) but several challenges have to be overcome to make it technically feasible and economically viable, mainly: • flow assurance linked to hydraulic, thermal and operability requirements, especially in transient conditions (see next section). • technologies needed to overcome the flow assurance challenges, especially considering the long distances from the wells to the topside facilities. • the necessary topside equipment integration and/or modifications. The long distance between the oil production wells and the treatment facilities generally requires the use of subsea pumps that have to be installed in the correct position based on the fluid characteristics and the well flowing conditions along with the chosen transport line diameter. Moreover, wet insulated or PiP and heated lines become necessary. By increasing the step-out distance, other elements of the traditional architecture may reach their technical and/or economical limits. For example, conventional chemical distribution and subsea facility control using hydraulic systems will have to be rethought, switching to 44 | MED OIL & GAS
Fig.1 – Example of an ultra-deep water long tieback field architecture
the subsea chemical distribution and all electric concept. Optimizing the development of these types of tiebacks considering all these challenges is not an easy exercise but it is one that offshore O&G industry players are trying to do. To offer the best response, considering all the aspects involved such as system design, selection and procurement of the main technologies, fabrication and installation challenges etc., SAIPEM launched an in-house project whose aim was to design, develop and optimize the subsea field scheme. This project is based on SAIPEM’s extensive experience in challenging URF EPCI projects and on technologies that SAIPEM has already developed or is developing. Identification of technology requirements and their relative status along with the potential development plan is an essential part of this initiative.
To achieve the project’s aim, several case studies were selected and investigated to define the best development schemes with the aim of identifying and developing technologies to be used as building blocks for long subsea tiebacks and to generalize the results achieved. The goal was to build the main innovative elements of subsea field architecture to propose to Clients in order to fulfill specific project requirements and constraints, and to make the exploitation of new reservoirs profitable, maximizing the use of existing facilities. Some key or new technologies were identified and included in specific R&D programs aimed at developing proprietary technologies, or at entering into agreements with potential partners (i.e. Siemens for the Control System) in order to gain a commercial advantage in that market segment.
system based on a single heated line, different configurations can be arranged to fulfill produc
emergency requirements shut-down and respect brownfield constraints for specific field requirements. Since some of
proposed technologies require high subsea electrical power, the subsea power distribution syst
will is become a main part of the new in developments, to of be integrated and optimized conjunct The heated flowline the main building block these types developments. Other inbuilding more conventional systems. blocks need to bewith identified to propose solutions that are effective in solving the criticalities of Long oil tieback flow assurtiebacks tosubsea existing facilities and that enable the development of reliable and flexible solutions. ance challenges Table The 1 below sums up the main building blocks to take into consideration and that are applicable transportation of live oil over long disto longtances subsea oil challenges tiebackduedevelopment. Considering that the most promising solution is a transport poses several to a comof factors: systembination based on a single heated line, different configurations can be arranged to fulfill production • the fluid characteristics, such as the intrinrequirements and respect brownfield constraints for specific field requirements. Since some of the sic risk of deposits (asphaltene, scaling, proposedwaxes) technologies require high subsea electrical power, the subsea power distribution system • the pressure and of temperature will becomeavailable a main part the new developments, to be integrated and optimized in conjunction downstream of the production chokes to with more conventional systems. produce reservoir fluid up to the topside •
•the low ambient temperature leading to the risk of hydrate formation
These criticalities, which are also present in short tiebacks, are managed through a combination of the design of the transport facilities, the injection of chemicals (at the correct point of the subsea systems) and the development of appropriate operating procedures, to keep the operating envelope away from dangerous conditions, above all in transient conditions.
Tab. 1 - LSSTB System main building blocks
Tab. 1 - LSSTB System main building blocks
subseaan pumps. Considering the preserva• keeping solution the production transportof around Figure 2 below shows example of that a subsea architecture forflowline a tieback tion of additional long tiebacks to existing fasystem warm: the heating system is mainkm with very limited space on the host facilities.
The main flow assurance issuesand are traditionally kbpd 50 - 60 managed using thermal insulated looped lines (conventional loop with identical production lines or hybrid loop with a dedicated service line) with the aim of delivering production fluid above the wax or hydrate appearance temperature (WAT/HAT). This design minimizes the use of chemicals because of the possibility of displacing live fluid in the case of shut-down and the possibility of pre-heating the flowlines before the field restarts.
cilities will be postponed until after the original production loops and that the distance from-to the floater increases, this design and operating philosophy are difficult to apply due to: • CAPEX of double line • time constraints to put the displacement and heating in place • large volume of displacement fluid to be hosted onboard the FPSO
tained at minimum power to keep the fluid above HAT in the case of short shut-down • •re-heating operation: in the case of a prolonged shut-down, the live fluid cools down to sea bed temperature. When production is ready to be restarted, the heating system is activated to raise the fluid temperature above HAT or WAT • low turn-down/transient management: the heating system can be kept on to enFor the above reasons, new concepts have able production at a reduced rate or to For pressure management in the transport sysintroducedSystem in the development of these blocksmanage specific transient operations Tab. been 1 - LSSTB main building tem, the tools typically used in the scenarios fields, specifically, the single heated line. considered are gas lift, either in the subsea wells operating scenarios can be manCurrent technologies to heat a subsea pipeline Figureor 2at the below shows an exampleThe offollowing a subsea architecture solution for a tieback of around riser base and the use of production aged with a heated line: are:
kbpd and 50 - 60 km with very limited space on the host facilities.
Fig. 2 – Example of a long ultra-deepwater oil tieback field architecture
4
Fig. 2 – Example of a long ultra-deepwater oil tieback field architecture
Fig. 2 – Example of a long ultra-deepwater oil tieback field architecture
45
50
the life of the field. Figures 3 and 4 below summarize the main architecture and flowline system potentially applicable in long subsea oil tiebacks. The configuration with heated pipeline is the mo promising to manage the shut-down and restart phases from the point of view of both cost an flexibility. • •
Direct Electrical Heating (DEH) with wet or pipe-in-pipe insulation Electrical Tracing Heating (ETH) with pipe-in-pipe
The DEH technology is well-proven with wet insulation even if improvements are ongoing in order to optimize it for more challenging scenarios. SAIPEM has focused on the development of ETH – PiP because it represents the best combination in terms of thermal performance and optimization of power consumption and, hence, a containment of the OPEX.
Long subsea oiltieback architecture selection As stated above, the key element able to make long subsea tiebacks feasible is the heated pipeline. This technology has several benefits: • it reduces the number of pipelines from-to the FPSO • it reduces the amount of displacement fluids and chemicals that has to be stored onboard the topside facility • it removes the preservation of long subsea flowlines from the critical path n the case of emergency shut-down The heated flowline is the main building block in these types of developments. Other building blocks need to be identified to propose solutions that are effective in solving the criticalities of tiebacks to existing facilities and that enable the development of reliable and flexible solutions. Table 1 below sums up the main building blocks to take into consideration and that are applicable to long subsea oil tieback development. Considering that the most promising solution is a transport system based on a single heated line, different configurations can be arranged to fulfill production requirements and respect brownfield constraints for specific field requirements. Since some of the proposed technologies require high subsea electrical power, the subsea power distribution system will become a main part of the new developments, to be integrated and optimized in conjunction with more conventional systems Figure 2 below shows an example of a subsea architecture solution for a tieback of around 50 kbpd and 50 - 60 km with very limited space on the host facilities. A single heated production line is envisioned. Together with the subsea pumps, the heating system is supplied via a subsea electrical power chain. Seawater treatment and injection and chemical injection could be located subsea allowing significant savings in the number of slots required to tie in the new field and in the 46 | MED OIL & GAS
Fig. 3 - Long tieback Fig. field 3architectures options - Long tieback field architectures options
Fig. 4 - Heated pipeline systems options Fig. 4 - Heated pipeline systems options
The need to develop a SAIPEM ETH PiP footprint on the FPSO. This concept, coupled emerged during the numerous field architec5 with the all-electric control system, simplifies ture studies, showing the advantages of this the main umbilical that could become a powhighly efficient heating solution in long subsea er cable. This solution allows a reduction in tiebacks and the need for an ETH PiP suitable the investment in power cables, reducing the for very to ultra-deepwater. cross-section diameter and simplifying the power cable packing and installation tasks The SAIPEM Electrically Trace-Heated Pipe. In-Pipe (ETH PIP) is the heated version of the Heated and insulated flowline field-proven SAIPEM sliding PIP that has been system installed in subsea fields for distances of more The flowline system is the backbone of a subthan 100 km. sea production and transportation system. Its sizing must respect the hydraulic and thermal Historically, for deep waters, SAIPEM develrequirements in all the operating phases envisoped a non-heated sliding PiP system adapted aged during the life of the field. Figures 3 and to J-lay for installation using the FDS or the 4 below summarize the main architecture and FDS 2 installation vessels starting from quadflowline systems potentially applicable in long joints fabricated at an onshore yard. subsea oil tiebacks. The configuration with heated pipeline is the most promising to manThe main principle of the ETH PIP is to couple age the shut-down and restart phases from the the performant dry insulation of a pipe-inpoint of view of both cost and flexibility. pipe with an active heating system. This system includes several 3-phase electrical cables
on the other, the J-lay installation method can unlock water depths, pipe size or geographical zones that are inaccessible at present with reeling. Moreover, the J-Lay can be more cost effective for very long distances where the reeling operation has to be split into many sections due to the limit set by the allowable packing and/or weight of the lay vessel.
Fig. 5-SAIPEM ETH PiP arrangement
Fig. 6-SAIPEM ETH PiP prototype
Fig. 5-SAIPEM ETH PiP arrangement
wrapped around the inner pipe. An electrical current is injected into these cables which, 6 Fig. 5-SAIPEM ETH due to the resistive effect, generate heat. In PiP arrangement turn, this heat is transferred by conduction to the steel inner pipe and the production fluid. In order to guarantee efficient control of the heating system in operating conditions, one or more fiber optic cables are also laid inside the annulus, thus allowing real time monitoring of the temperature and pipeline strain along the pipeline.
Fig. 6-SAIPEM ETH PiP prototype Fig. 6-SAIPEM ETH PiP prototype
6
In order to ensure the heating of the overall flowline, each quad joint is fitted with these cables and continuity between two adjacent quad joints is obtained using an electrical connection system at each end. These connections are performed offshore on every quad-joint during J-Lay installation. The development and qualification of the technology and the related components began in 2014-2015. In this period, SAIPEM designed a 1st generation ETH PIP system featuring their field-proven sliding PIP concept and hosting heating cables capable of delivering the required power over 12 km with a voltage of less than 3 kV. The 1st generation technology passed a qualification program performed at SAIPEM facilities in France, achieving an overall maturity level of API 17Q TRL 4. In 2017, SAIPEM launched the development of the 2nd generation ETH PIP able to cover longer tiebacks thanks to a higher voltage (6.6 kV).
Depending on the nature of the produced fluid, above all the GVF, a different configuration of the boosting pumps may be required: Hybrid (GVF<30%) or Multiphase (GVF>30%). The sparing philosophy for the subsea pump usually ranges from 2x70% or 80% up to full redundancy.
Fig. 7-Subsea boosting station layout and tie-in to production
installation method can unlock water depths, pipe size or geographical zones that are inaccessible at present with reeling. Moreover, the J-Lay can be more cost effective for very long distances where the reeling operation has to be split into many sections due to the limit set by the allowable packing and/or weight of the lay vessel.
Subsea boosting system The qualification program is ongoing at component level to reach a maturity level of API 17Q TRL 4 for each new component. A full scale qualification test on the integrated system will then allow for the achievement of an overall maturity level of API 17Q TRL 5 by the end of 2019. The 2nd generation ETH PIP is being developed for both J-lay and reel-lay installation methods to enable SAIPEM to propose the most suitable and cost effective solution for every project. Indeed, on one hand, the reel-lay installation method is well-known for ETH PIP in the Oil & Gas industry; on the other, the J-lay
life. Boosting is usually also required at mid/ end life to tackle the increase in water content. In the case of very deep fields, in addition to the subsea pumping system, gas lift could also be necessary to facilitate the management of the transient phase such as field restart or flow rate turndown, especially in late life.
The use of a subsea boosting station in a long tieback is made necessary by the lack of pressure from the wellhead to overcome the combination of long distance and great water depth. As a secondary effect, the presence of a subsea boosting station helps reduce the Gas Volume Fraction (GVF) of the fluid and limits the velocity based on the erosion criteria. Moreover, the pump usually increases the temperature of the fluid by a few degrees and this also has a positive effect on the system.
In terms of architecture, the boosting station has been designed in such a way as to have a foundation pile supporting a flowbase and two retrievable Subsea Boosting Systems working in parallel, in order to fulfil possible requirements in terms of sparing philosophy. The subsea boosting module configuration will be inspired by the following general design: Pump control is achieved using Variable Speed Drives (VSD) installed subsea in order to minimize the distance between the Pump Motor and the VSD itself, as described in more detail abve. The location of the pumping station in the field layout is based on: • the characteristics of the produced fluid • the location of the wells and gathering structure • the need to minimize the GVF at suction to improve efficiency • the attempt to minimize the cost of the electrical feeding system, if possible The pumping station is normally the main consumer of subsea power so it is the driving factor in the design of subsea power distribution.
Subsea power distribution system Subsea boosting is often required from early
The main building blocks in a long subsea tie47
below shows the typical subsea architecture described above.
back development (subsea boosting, active heating, subsea water injection, subsea chemical injection) are usually characterized by a significant power demand and so they pose a real challenge in terms of the electrical power distribution from the topside facilities down to the subsea field. Typical long step-out developments include two boosting pumps (working in parallel usually with an operational philosophy of 2x70%), one or more sections of heated pipelines and other technologies that are coming onto the stage such as subsea water treatment/injection and subsea chemical injection. The high power demand of this technoloFig. 8 - Example of a Subsea Electrical Distribution System Architecture gy requires a distribution system for medium Fig. 8 - Example of a Subsea Electrical Distribution System Architecture voltage (MV) electrical power from the topside facilities (FPSO or platform) down to the subarchitecture could require a long FPSO shut• Normal operation: pumps running at their sea equipment. This, together with the long down. maximum, while the heating system is distances, poses new challenges compared to switched off traditional field development. Bearing in mind the above considerations, • Turndown phase: pump running at reSAIPEM’s studies have focused on the use of duced rate, while part of the heating sysIn a field development where the power chain subsea power distribution components that tem is switched on equipment is located topside, each utility have been qualified in recent years by the two • Start up: pump running at reduced rate, would require a dedicated electrical feeder, main suppliers (ABB and Siemens) and will be with part of the heating system switched namely: ready for the market in the near future. These on • for active heating, an off-load tap changer components are the subsea Switchgear, subsea • Preservation: pump off, heating system step-up or step-down transformer, type Variable Speed Drive (VSD) and subsea High switched on of transformer depending on the point of Voltage Wet Mate Connectors. connection to the PiP (at the riser base or In all the above cases, the normal operating far away from it), power cables, subsea These forthcoming technologies will drasticase dictates the sizing of the electrical chain. step-down transformer (far from the riser cally reduce the amount of power equipment The typical values of the electrical power debase) installed topside as well as the subsea power 9 mand identified during the study are summa• for each pump, a dedicated VSD, step-up cables between the FPSO and the subsea utilrized below: transformer, power cables and step-down ities with an ensuing reduction in equipment • Max shaft power of the subsea pumps is transformer and installation related costs. around 3 MW for each pump • The heating system duty depends on speIt is clear that, due to the high number of subOther constraints that affect the architecture cific flow assurance requirements. It may sea utilities and the long distance, such a soluof the power distribution system for long tierange between 0.5 MW and 1.5 MW for 50 tion is likely to be extremely expensive and/ back field development are: km step out distance or not feasible. In addition to this, there are • retrievability of subsea components - syslimits to the maximum distance between a Vartems must be as modular as possible and Given the above, the subsea power supply for iable Speed Drive VSD and the controlled moconnected by wet mateable connectors. the ETH system has no impact on the subsea tor. At present, the longest installed chain for The use of wet mateable connectors repower cable, as this is normally driven by the a subsea motor exceeds 40 km in the Asgard duces intervention costs and duration energy demand of the boosting station. field. SAIPEM carried out simulation analyses, and allow the use of intervention vessels together with the vendors of the subsea power with lower rated equipment since only the By adopting a subsea electrical power distribuchain equipment, that ascertained the controlfaulty module has to be retrieved tion with a subsea switchgear it is possible to lability of the motor up to 70 km. • system branches will be individually isolainstall just one subsea power cable, providing ble to avoid the propagation of faults power at high voltage for all subsea utilities. Another aspect to consider is the significant impact that a topside based power architecture A key factor in the design of the electrical In all cases studied by SAIPEM, the typical would have on an FPSO. In a brownfield develchain is the expected contemporaneity of the power demand of a 50-60 km step-out can be opment, an FPSO may not have such a large loads. met with a transmission voltage that does not footprint available for all of the topside power exceed 30 kV and with conductor cores in the system and may not have the required number In the cases studied, the following operating range of 150 to 300 mm2. Since the VSD for of free positions available at the hang-off balphilosophy was considered for the system, the subsea motors can accept an input voltage cony or turret, therefore the traditional topside based on flow assurance analysis and considof to 30 kV, no subsea step-down transformpower architecture may not be feasible at all. erations on the operational philosophy of the er is required for the pumps, so they can be Furthermore, the topside power distribution fields: connected directly to the subsea switchgear.
Detailed electrical simulations and analyses have been carried out using the Elec Analyzer Program (ETAP®) Power Station software version 12.5.0. After the preliminary sizing of the power chain, a market study was performed to actual status of the technology of the subsea electrical component and to underst each system component. Vendor feedback showed that all of the main components of the subsea electric least TRL 4.
48 | MED OIL & GAS
Subsea step-down transformers are needed for the ETH system, in order to adapt the transmission voltage to the exact voltage required by each function of the ETH system itself. Fig. 8 below shows the typical subsea architecture described above.
injection system and for subsea separation. SAIPEM-Siemens all-electric control system is currently under qualification and is due to achieve TRL 4 certification by the 2nd quarter of 2019. The results and experience gained during the design and industrialization of SPRINGS have been transferred to long subsea tie-back field development.
•
Subsea Power and Communication Distribution Modules (PCDM) that receive the electrical power and distribute it to the subsea local control facilities (x-mas trees and manifold control modules) and receive the fiber optic signals, convert them to electrical signal and communicate with the Detailed electrical simulations and analyses subsea facilities local control equipment have been carried out using the Electrical Tran• Distribution of the chemical services by power typically ranging from 40-70W for a SEM in idle mode, up to 300W for a SEM sient Analyzer Program (ETAP®) Power Station The overall architecture is the same as a tradithe main umbilical from the topside facilequipped tree, when operation. software version 12.5.0. tionalinE/H control system with the hydraulic ities down to one or more hydraulic disactuators replaced by electric ones, with: tribution units located in therequired field, from operatin For all-electrical actuators, the power is inversely dependent on the After the preliminary sizing of the power chain, • Topside located control equipment: MCS, which the chemicals are distributed to the SAIPEM calculated that, to achieve performances comparable to hydraulic actuators, a a market study was performed to benchmark EPU and modem unit connected via the manifold and x-mas trees by means of flyall-electrical actuator for a and 5-1/8” gate valve would at actuator terminals the actual status of thetype technology of the subethernet network an open protocol ing leads require or infield umbilicals between 3kW and 12kW times of between 120” and 30”. In addition to this sea electrical component and to understand such as for MDISoperating with the host DCS the TRL of each systemmust component. • Subsea and fiber optic cableselectronic The first result of introducing an all-electric power ab be considered that power the cables brushless motor boards have constant provide the subsea control equip- that system the elimination the low and high have a typically of between to 5W andto15W. This means an isXT with 15ofvalves would Vendor feedback showed that all of the main ment the necessary dual redundant elecpressure supply lines. minimum power demand up to 225W. components of the subsea electrical chain are trical power and communication at least TRL 4. Bearing in mind the above, the power supply architecture becomes of paramount imp Electrical Actuators power supply architecture SAIPEM identified Fig. the9 –following philosophies, each having its pros and cons:
Subsea all electric control system
The hydraulic and chemical lines are among the most burdensome components of the subsea control system distribution CAPEX, accounting for up to 80% of the cost of a subsea control umbilical. For this reason, a key optimization to reduce subsea control system procurement and installation costs is the elimination of the hydraulic and chemical lines from the umbilicals and this can be achieved by adopting all-electric control systems, where the valves are no longer actuated by hydraulic power but by electrical motors. In recent years various players have developed or are developing all-electric systems and a few of them have been already installed and are being operated by Oil Companies, creating reassurance that the technology has gained sufficient maturity for a wider use in the present or near future. The potential benefits that they can provide in the context of a long tie-back have been evaluated by SAIPEM including the all-electric control systems in the studied innovative schemes. Several projects have been carried out together with subsea equipment manufacturers (e.g. Siemens) to design and optimize control system architectures, perform verification analyses of the chosen design and identify technology gaps and future areas of development. In this respect, SAIPEM has been active for several years, conducting a development program in cooperation with Siemens for the subsea all-electric control system for the SAIPEM SPRINGS® water treatment and
Fig. 9 – Electrical Actuators power supply architecture
49
From the studies carried out it emerged that no “fit-for-all” design can be identified am
www.teledynegasanflamedetection.com
transmitted to the manifold and to the x-mas trees. EPU
Fig. 10 - Example of Subsea Control system Architecture
XT
XT Main Subsea Power and FO cable
Intrafield Power and FO cable UTA
Mod em
UTA
UTA
MAN
PCDM XT
XT
XT
XT MAN
PCDM
XT
XT
ETH
ETH MAN PCDM SWG UTA VSD XT
Electrical Trace Heating Manifold Power and Communication Distribution Module Subsea Switchgear Umbilical Termination Assembly Subsea Variable Speed Drive X-mas tree
SWG
VFD
M
VFD
M MV power cable (3-phase AC) LV power cable (3-phase AC) Control power & Comms cable Fibre optic cable Transformer
By adopting an all-electric control up to the Fig. Bearing mind the above, the power supply system the power management of the subsea control 10 -inExample of Subsea Control Architecture x-mas trees it is possible to eliminate the low architecture becomes of paramount imporsystem. Over long step-out distances, efficient and high pressure control lines (typically 2) established tance. SAIPEM identified the following the philos-presence transmissionof of electrical poweroptic to the control Even although this is2 +an architecture, the fiber link, necess from the main umbilical, the hydraulic subsea ophies, each having its pros and cons: equipment is necessary to limit the cost of due module, to theflying longleads distance, andcables. future improvements. distribution and infield enables several important features electric The situation is aggravated by umbilicals. SAIPEM that infrastructure on a typical From the studies carried out it point emerged in thatthe no field, the all-electric controlbe system, whose power With an calculated ethernet reaching any it would possible to run seve steel tube umbilical for an oil field, the elimi“fit-for-all” design can be identified among the demand is inherently higher than a traditional protocols such as a deterministic industrial ethernet forE/Hfast control loops (<10ms), condit nation of the control lines would save between alternatives indicated above. one. monitoring protocols or power system management protocols based on IEC 61850. 10% and 15% on the cost of the main umbilical and 15%interesting and 20% on thedevelopment infield The direct is power architecture best suits Several electrical methods were A between further the possibility ofappliimplementing a distribution safe protocol to inbe used w umbilicals. cations requiring high power combined with vestigated. For these high power demands, it is SIL compliant devices. Thisfrequent wouldoperations consist of a safety overlay working over the standard ether of the valves. Typically, necessary to increase the transmission voltage equipment via a technique as “back channel” and that would thequite construction o A further significant optimization can be ob- known this is the situation of subsea factory applica(typically to 3kV)allow and to for consider large tainedsafety by introducing subsea conductors, such as 35-50mm2, to avoid unchain upchemical to thestorage x-mastions. tree. and injection facilities that enable a further acceptable voltage drops. The AC voltage was A possible interesting development possibility of having all theis sensors and electri reduction of the umbilical tubing, see the future folValves at ILTs and PLETsis arethe infrequently oppreferred, as the conversion generally simpler. inrelevant the factor manifolds, x-mas or PLETs, directly implementing anof Ethernet protoc lowingactuators section. The most in syserated and dotrees not normally have strict perIn addition to the above, the use AC voltage tem sizing is the power demand of the subsea formance requirements so SAIPEM proposes is a good match with the medium voltage alcontrol system equipment, which is significantly LV actuators with embedded batteries 12 for this ready present in the field to provide power to influenced by the required performance of the type of application, with the actuators tied the boosting station and the heated pipelines. electrical actuators and by the architecture seback to the closest eSCM. The capability of acSAIPEM believes that the most straightforward lected for their power feeding. cepting 24-48 Vdc makes this solution feasible way for control system power supply for long also as a retrofit solution, in the presence of tie-backs is to obtain the low voltage from the In a traditional E/H control system, the power E/H X-mas trees. Direct power can be considMV power where possible. This will provide very demand of a x-mas tree or a manifold can be ered as well if dual redundancy is required and high power and at the same time eliminate the determined knowing the current drawn by each as long as the available power is sufficient for need for large low voltage conductors for the equipment in, or connected to, the SEMs, with acceptable operating times. control power through the entire length of the power typically ranging from 40-70W for a SEM main umbilical. in idle mode, up to 300W for a SEM of a fully The all-electric x-mas trees represent a factor equipped tree, when in operation. of uncertainty as today there is no consolidatThe communication distribution architecture ed design. Albeit all of the above alternatives for a long subsea tie-back development, either For all-electrical actuators, the power is incan be adopted for x-mas trees and manifolds, with E/H or all-electric control system, can be versely dependent on the required operating direct power seems to have several disadvanconsidered consolidated, consisting of fiber optimes. SAIPEM calculated that, to achieve tages. tic communication for the long-step distance performances comparable to hydraulic actuabetween the topside or shore facilities up to a tors, a drop-in type all-electrical actuator for In a cluster populated by a manifold, 4-6 procommunication distribution unit (typically ina 5-1/8” gate valve would require at actuator duction wells and other water injection wells, tegrated in the PCDM) in the field. From the terminals a power between 3kW and 12kW for direct power feed would require very large and communication distribution unit, the commuoperating times of between 120” and 30”. In powerful electrical distribution units to switch nication signals are converted to electrical sigaddition to this power, it must be considered and isolate the utilities and large conductor nal and transmitted to the manifold and to the that the brushless motor electronic boards have diameters in the umbilicals to avoid excesx-mas trees. constant power absorption typically of between sive voltage drops. On the contrary, all-elec5W and 15W. This means that an XT with 15 tric x-mas trees with subsea batteries (either Even although this is an established architecvalves would have a constant minimum power embedded in the actuators or centralized), ture, the presence of the fiber optic link, necdemand up to 225W. would have a power demand that is similar to essary due to the long distance, enables several traditional E/H systems, greatly simplifying important features and future improvements. 51
With an ethernet infrastructure reaching any point in the field, it would be possible to run several protocols such as a deterministic industrial ethernet for fast control loops (<10ms), condition monitoring protocols or power system management protocols based on IEC 61850. A further interesting development is the possibility of implementing a safe protocol to be used with SIL compliant devices. This would consist of a safety overlay working over the standard ethernet equipment via a technique known as “back channel” and that would allow for the construction of a safety chain up to the x-mas tree. A possible interesting future development is the possibility of having all the sensors and electrical actuators in the manifolds, x-mas trees or PLETs, directly implementing an Ethernet protocol. Subsea components would connect directly to the ethernet network by means of a subsea ethernet switch, like those normally present in the communication distribution units, and be directly controlled and monitored from topside, without necessarily being connected to a SCM.
Subsea chemical injection system The traditional approach adopted to supply chemicals to a subsea tieback is to position the chemical injection pumps on the topside platform/FPSO and the associated chemical lines in a high pressure umbilical down to the subsea injection points. In the development of a long tieback, because of the very long distance from the receiving facilities, the cost and complexity of the traditional umbilical grows and pressure drops and control of chemical delivery pressures and flowrates through such a long umbilical can be extremely challenging. The consequence is high diameters and big unit weights umbilical that can create packing and installation challenges. These factors have led to the need to review this architecture to make the development of a long tieback sustainable from the point of view of both cost and technology. To overcome these major criticalities, the idea is to move the chemical injection system subsea, possibly close to the injection points. The advantages of this solution are: • Simplification of the umbilical due to the elimination of the steel tubes for the (if coupled with “all electric control” allows the elimination of all steel tubes) transport of chemicals 52 | MED OIL & GAS
• •
Simplification of the installation procedures Reduction of topside space requirements by placing the chemical injection package (storage tanks, pumps, regulation systems, etc.) subsea.
Over recent years, SAIPEM has mapped the typical chemical demand for a representative size of oil fields, with the main aim of defining a subsea chemical injection system architecture and the related main components. The main result of this exercise is the definition of a concentrated architecture for subsea chemical storage and injection facilities to be located close to the wells. The overall system can comprise modules individually dedicated to one specific chemical that include the pump system, the tank and the relevant control and power system.
•
•
•
As far as we are aware, there is still no real case of permanently installed subsea chemical storage and injection systems but there are many players that are working on different technologies to make this feasible. SAIPEM also is active in this field to identify and qualify the needed technologies.
Subsea water treatment and injection system Water injection (either Raw Sea water or Treated Sea Water) can be managed by the Total/ SAIPEM/Veolia SPRINGS® unit powered through the subsea electrical distribution system. This solution avoids the installation of the entire water injection loop and the related modification to the topside facilities. The SPRINGS station can be located at the wellhead area to minimize the cost of water injection line.
CONCLUSIONS The studies and analyses performed on both study cases and real fields, whose main results are summarized in this paper lead to the following main conclusions: •
•
New field development architectures for challenging subsea fields like oil long subsea tiebacks can be achieved by combining different building blocks, each expressing a suitable technology for a specific function (Product Transportation, Control, Power, etc.), in the optimum architecture that minimizes costs;’ The best selection and combination of technologies, along with the overall architecture is strictly linked to the flow assur-
•
ance peculiarities of the field itself and its topology; Technology has advanced greatly in terms of technical readiness in recent years. In particular, Pipeline Heating Systems, Subsea Power Distribution Systems and All-Electric Control Systems are now field-proven or at least ready to be integrated in a complex system; The above technologies, combined with Subsea Water Treatment and Injection, like SPRINGS®, and Subsea Chemical Storage and Injection, can significantly improve the development scheme enabling feasible and cost effective development of subsea fields far from the product receiving/treatment unit; From an economic point of view, it has been noted that, in the case of a long step-out distance, economic benefits in terms of CAPEX and OPEX can be obtained by adopting a combination of these technologies. It has also been noted that the flexibility offered by new development schemes based on the new technologies described here can significantly improve plant operations in transient conditions, at startup and at shut-down and can consequently reduce the OPEX. AIPEM is active in the development of new technologies for challenging subsea field developments, in particular long subsea tieback distances and is also a knowledge owner and integrator of new technologies developed by others.
ABBREVIATIONS DCS: DEH: EPU: ETH: GVF: HAT: MCS: PCDM: PiP: SCM: SEM: TRL: URF: VSD: WAT:
Distributed Control System Direct Electrical Heating Electrical Power Unit Electrical Trace Heating Gas Volume Fraction Hydrate Appearance Temperature Master Control Station Power & Control Distribution Module Pipe in Pipe Subsea Control Module Subsea Electrical Module Total Readiness Level Umbilical Risers Flowlines Variable Speed Driver Wax Appearance Temperature
Reducing CO2 Emissions Through the Selection of an Energy Efficient Artificial Lift Method
Norwegian Statistics has published a report detailing CO2 emissions from the Norwegian oil and gas industry /4/. The report is based on historical data on production levels, emission data, physical data, and commercial data from 41 fields on the Norwegian Continental Shelf from 1997 to 2013. One of the findings was that gas production is less emission intensive compared with oil production. Further, Hongkun Dong, Per Bloch Helmers, and Øyvind Reimers, Ltd, a declines and water cut oil production is increasingly emission intensive as theOneSubsea reservoir pressure Schlumberger Company increases as the field matures. This implies that the heavier the fluid is, the more energy demanding it is to produce. Artificial lift is often applied to enable production at an economically attractive level. For an offshore asset, this typically implies use of gas lift, electric submersible pumps (ESPs), Introduction seabed pumps, or a combination of gas lift and seabed pumps.
The United Nations has adopted a set of susoil and gas industry /4/. The report is based model is built to represent a typical production tainable development goals (SDGs) for attainon historical data on production levels, emissystem. This generic model will not be specific ment by 2030. Agencies such as IPIECA have sion data, physical data, and commercial data to any fields or reservoirs buteither will holdgas enough In this study, carbon emissions for a field requiring artificial lift is evaluated based on lift outlined how oil and gas industry contributes from 41 fields on the Norwegian Continental information to evaluate the relative differences or subsea pump system. The results are compared, and correlations are highlighted. To evaluate to SDGs /2/, one of the big contributions is Shelf from 1997 to 2013. One of the findings between the different cases. Sensitivities have this, efficiency, a purpose-made simulation model is production built to represent typicalbeen production system. This generic in energy which is related to powwas that gas is less emissionaintenperformed on tieback distances, number model will not be specific to any fields or reservoirs but will hold enough information to evaluate the er consumption as well as gas flaring. The IEA sive compared with oil production. Further, oil of wells, water cut, and water depth to obtain relative differences between the different cases. Sensitivities have been performed on tieback estimated that 46% percent of CO2 emission production is increasingly emission intensive as a comprehensive overview for the comparison. savings would comenumber from end-use efficiency the cut, reservoir cut a comprehensive overview for the distances, of wells, water andpressure waterdeclines depthandtowater obtain compared with 17% from renewable energy increases as the field matures. This implies that System and technology description comparison. /3/. the heavier the fluid is, the more energy deGas Lift System manding it is to produce. Artificial lift is often Gas lift is the most commonly used artificial lift SYSTEM DESCRIPTION In recent years, CO2AND emissionTECHNOLOGY in the oil and gas applied to enable production at an economitechnology for offshore wells and is often the industry has gained more attention on a global cally attractive level. For an offshore asset, base case for most reservoir engineers early in basis because of climate change. The industry this typically implies use of gas lift, electric a field’s development. A simplified schematGas Lift toward System focus is shifting more environmentally submersible pumps (ESPs), seabed pumps, or ic of a production system with downhole gas friendly alternatives to reduce the overall CO2 a combination of gas lift and seabed pumps. lift is shown in Fig. 1. Gas lift may be injected impact. Thislift change is also drivencommonly by new leg- used artificial lift technology for offshore into thewells well stream downhole at a Gas is the most and either is often the orbase islation that for regulates CO2 emissions, bothengineers naIn this early study, carbon a field reriser-base location. The former is considered case most reservoir in aemissions field’s fordevelopment. A simplified schematic of ina tionally and internationally. quiring artificial lift is evaluated based on eiproduction system with downhole gas lift is shown in Fig. 1. Gas this lift report. may be injected into the well ther gas lift or subsea pump system. The results stream either downhole or at a riser-base location. The former is considered in this report. Norwegian Statistics has published a report are compared, and correlations are highlighted. detailing CO2 emissions from the Norwegian To evaluate this, a purpose-made simulation Sep.
M
Production Flowline, increased frictional losses Gas Lift Flowline & Riser, frictional losses
Fig. 1: Gas lift system sketch. 53
topside separator. The compressed gas at the pump discharge also reduces the friction losses in the flowline. Generally, more power transferred to the fluids through the pump will lead to a higher production. As the inlet pressure approaches very low pressures, the expansion effect becomes significant, thus reducing the benefits of reducing the pump inlet pressure further. Sep.
VSD
Production Flowline, reduced in-situ gas volume
Power Cable, voltage drop
Fig. 2: Multiphase boosting system sketch.
The main purpose of gas lift is to lighten the Multiphase Boosting System umbilical. The main loss of energy for this sysFig. boosting system sketch. weight of the hydrostatic column between the2: Multiphase A simplified schematic for a production system tem will be in the electrical system. reservoir and topside facility. Produced gas with subsea multiphase boosting system is ilis recompressed topside fed down a gas lustrated Fig. 2. The pumpsystem is normally in- down Description and The power to the and pump is supplied from aintopside drive and throughofamodeling power umbilical. lift riser and through a gas lift flowline and stalled in by-pass to the flowline downstream methodology The main loss of energy for this system will be in the electrical system. into the subsurface infrastructure. The gas is of the wellhead trees and manifolds, enabling The energy efficiency study is developed to mixed with the well fluids in the well, resultboosting of multiple wells through a single enable comparing energy consumption and ing in lower fluid density,OF lowerMODELING backpressure pump system. The lifting energy is added diCO2 emission at a high level. A generic field DESCRIPTION AND METHODOLOGY for the wells, and higher production rates. Berectly into the produced fluids by reducing model is used to analyze the energy consumpcause the gas will continue expanding as the the wellhead pressure and boosting it to the tion using different improved oil recovery The energy efficiency is developed to The enable comparing consumption CO2 pressure decreases toward topside,study there is an topside separator. compressed gas at the energy (IOR) technologies in gas lift and and multiphase optimal gas liftat rateawhere further A increase pump discharge also is reduces the friction losses the boosting. A hydraulic simulator is used as the emission highanylevel. generic field model used to analyze energy consumption using in gas lift rateimproved will lead to aoil choking effect in(IOR) in thetechnologies flowline. Generally, trans-multiphase engine to calculate pressureAdrops and system different recovery inmore gaspower lift and boosting. hydraulic the flowline. Hence, the amount of gas lift ferred to the fluids through the pump will lead deliverability. A simple general subsea system simulator is used as the engine to calculate pressure drops and system deliverability. A simple needs to be balanced between the added proto a higher production. As the inlet pressure is established (Fig. 3), and the following pageneral subsea system is established (Fig. 3), and the following parameters are assumed for the duction due to reduced hydrostatic height and approaches very low pressures, the expansion rameters are assumed for the reservoir, well, reservoir, well, and flowline conditions. the added frictional losses from the added gas effect becomes significant, thus reducing the and flowline conditions. volumes. benefits of reducing the pump inlet pressure further. Because the oil production system can vary Topside gas compression is the main energy significantly from field to field, the generic consumer and contributor to CO2 emissions The power to the pump is supplied from a topmodel looked at key system parameters in the related to gas lift. side drive system and down through a power typical oil and gas system to reflect the trends
Schlumberger-Private
Fig. 3: System diagram.
54 | MED OIL & GAS
Fig. 3: System diagram.
Because the oil production system can vary significantly from field to field, the generic model looked
Fig. 3: System diagram. at key system parameters in the typical oil and gas system to reflect the trends for different production systems. The cases in Tab. 1 have been combined and analyzed. Because the oil production system can vary significantly from field to field, the generic model looked at key system parameters in the typical oil and gas system to reflect the trends for different production 1: Case Matrix systems. The cases in Tab.Tab. 1 have been combined and analyzed.
for different production systems. The cases in Tab. 1 have been combined and analyzed. In addition to the production system, the flowing and reservoir conditions may also impact on the thermal hydraulic performance and therefore the energy efficiency for the lifting methods. The flowing and reservoir condition in the generic model is configured as in Tab. 2. The energy consumption for the gas lift compression work is calculated by using a simplistic approach assuming the isentropic process and a fixed discharge gauge pressure of 250 bar. The power consumption for any interstage cooling and pressure losses in the gas lift compression system is not included.
Parameter Cases Tab. 1: Case Matrix Tieback distance, km 5, 20, 30, 40, and 50 Parameter Cases GOR, Sm3/Sm3 50, 100, and 150 Tieback distance,4km 5, 20, 30, 40, and 50 Number of wells and 8 GOR, Sm3/Sm3 10, 20, 40, 60, 50, 80, 100,and and90150 Water cut, % Number of wells 50, 100, 400, 4 and Water depth, m 600,81,000, and 2000 Water cut, % 10,and 20,25 40, 60, 80, and 90 Separator pressure 5, 10, 15, 20, (absolute), bara Water depth, m 50, 100, 400, 600, 1,000, and 2000 Separator pressure 5, 10, 15, 20, and 25 (absolute), bara In addition to the production system, the flowing and reservoir conditions may also impact on the thermal hydraulic performance and therefore the energy efficiency for the lifting methods. The flowing and reservoir condition in the generic model is configured as in Tab. 2. Tab. 1: Case In addition to the production system, the flowing and reservoir conditions may Matrix also impact on the thermal hydraulic performance and therefore the energy efficiency for the lifting methods. The flowing 2: generic Network Model and reservoir conditionTab. in the model is Inputs configured as in Tab. 2. Fluid GOR, Sm3/Sm3
Reservoir 50
Depth, m
Fluid
2,000
Well Model Inputs Tab. 2: Network Tubing ID, in
Reservoir
Water cut, % GOR, 10– Pressure 50 Depth,200 m 3/Sm3 (absolute), bara Sm90
5½
Flowline
Inner Diameter, in
Well
Casing2,000 ID, in Tubing 9 5/8 ID, in
Oil, gAPI 30 cut, Temperature, 100 Gas lift200 depth, Casing m 1500 Water % 10– Pressure ID, in RESULTS AND DISCUSSION degC 90 (absolute), bara
4 W: 12 8 Flowline W: 14
Temperature 4 5½ Inner Diameter, in (ambient), degC
4 W: 12 8 W: 14
U9value, K 1.5 5/8 W/m2Temperature (ambient), degC
4
Liquid Flow Rate
2 The energy consumption for the gas lift comGas 0.64 PI, 30 Gas lift rate perGas 2,000– Water 50– gAPI Liquid 30 Temperature, 100 depth, 1500 depth, m U value, W/m K Thespecific energyOil,consumption to boost production for both gaslift lift andm multiphase pumping (MPP) is 1.5 gravity, m3/d/bar well, m3/d 200,000 1,000 pression work is calculated by using a simplisshown- in Fig. 4. When using degC the lifting energy to increase production, the power consumption Water specificfrom 1.02 Tieback distance, increases both gas 0.64 lift andLiquid MPP. redliftcurve, an optimal gas depth, lift5–50 rate tic approach assuming the isentropic process PI,The gas lift, 30 in aGas rate perhas 2,000– Water m from 50– Gas specific gravity. which further increasing the gasm3/d/bar lift rate is a waste of energy because ofkm the choking effect. For MPP, 1,000 gravity, well, m3/d 200,000 and a fixed discharge gauge pressure of 250 in the blue curve, the flow1.02 rate increases will also become flat because of the expansion when Water specific Tieback effect distance, Tab. 2: Network Model Inputs 5–50 Thegas power any interstage nsumption forbar. the lift consumption compressionforwork is calculated lowering by using asuction simplistic the gravity. - pressure toward atmospheric pressure. km The process energy consumption forgas the lift pressure compression work calculated by using a simplistic ming the isentropic and losses a fixed gauge of 250 bar.isThe cooling and pressure in discharge the liftgas comapproach assuming the isentropic process and a fixed discharge gauge pressure of 250 bar. The tion forany theinterstage gas lift compression work is calculated by using a simplistic ion for cooling and pressure losses in the gas lift compression system The energy consumption for the gas lift compression work is calculated by Schlumberger-Private using a simplistic pression system is not included. 10000 power consumption for interstage coolingand and losses the gas lift compression system he isentropic process and a fixed discharge gauge pressure ofapressure 250 The ingauge approach assuming theany isentropic process fixedbar. discharge pressure of 250 bar. The not included. r any interstageis cooling and pressure in the gas lift compression system power consumption for losses any interstage cooling and pressure losses in the gas lift compressionSchlumberger-Private system is notenergy included. The consumption the )gas lift compression workaissimplistic calculated by using a simplistic 𝑇𝑇𝑇𝑇ℎ𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒 𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒compression 𝑃𝑃𝑃𝑃𝑒𝑒𝑒𝑒𝑤𝑤𝑤𝑤𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒 = 𝑚𝑚𝑚𝑚 (ℎfor /5/ mption for the gas𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒lift work calculated by8000 using 2 − ℎ1is approach assuming the isentropic process and a fixed discharge gauge pressure of 250 bar. The 𝑇𝑇𝑇𝑇ℎ𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒 𝑒𝑒𝑒𝑒 𝑒𝑒𝑒𝑒 𝑒𝑒𝑒𝑒 𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒 𝑃𝑃𝑃𝑃𝑒𝑒𝑒𝑒𝑤𝑤𝑤𝑤𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒 = 𝑚𝑚𝑚𝑚 (ℎ − ℎ ) /5/ The 2 1 the isentropic process and a fixed discharge gauge pressure of 250 bar. e power consumption for any interstage cooling and pressure losses in the gas lift compression system 𝑇𝑇𝑇𝑇ℎ𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒 𝑒𝑒𝑒𝑒 𝑒𝑒𝑒𝑒 𝑒𝑒𝑒𝑒 𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒 𝑃𝑃𝑃𝑃𝑒𝑒𝑒𝑒𝑤𝑤𝑤𝑤𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒 = 𝑚𝑚𝑚𝑚 (ℎ − ℎ ) /5/ 𝑇𝑇𝑇𝑇ℎ𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒in 𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒the 𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒 𝑃𝑃𝑃𝑃𝑒𝑒𝑒𝑒𝑤𝑤𝑤𝑤𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒 𝑚𝑚𝑚𝑚 (ℎ2 − ℎ1 ) system /5/ m =for gas rate 2 1 losses 6000 for interstage cooling and pressure gas lift= compression lpy any per unit mass anflow isentropic path is not included. outlet enthalpy h2 = gas m flow rate per unit mass for an isentropic path py per unit mass. er unit mass forh21an= isentropic pathper inlet enthalpy outlet enthalpy perunit unitmass. mass for an isentropic path 4000 unit mass. h1 = inlet enthalpy per unit mass. 𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒and 𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒 𝑃𝑃𝑃𝑃𝑒𝑒𝑒𝑒𝑤𝑤𝑤𝑤𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒 𝑚𝑚𝑚𝑚 (ℎratio /5/ 2 − ℎof 1 )1.3. d is assumed to have of2𝑇𝑇𝑇𝑇ℎ𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒 28 specific=heat 𝑇𝑇𝑇𝑇ℎ𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒 𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒a𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒molecular 𝑃𝑃𝑃𝑃𝑒𝑒𝑒𝑒𝑤𝑤𝑤𝑤𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒 weight = 𝑚𝑚𝑚𝑚 (ℎ − g/mol ℎ1 )𝑒𝑒𝑒𝑒/5/ Gas Lift The lift used is assumed to have a molecular on of (ℎ2 − ℎ1 ), the isentropic head, is calculated as weight 2000 of 28 g/mol and specific heat ratio of 1.3. massuming = gas gas flow rate approximation (ℎ228−g/mol ℎ1to ), assuming the heat isentropic head, sumed to haveThe a molecular weight of and a specific ratio of 1.3.is calculated as MPP The liftenthalpy used is of assumed have molecular = gas outlet per unitismass for an as isentropic weight path of 28 g/mol and specific heat ratio of 1.3. h2for per an (ℎ ℎ1 ),mass assuming theisentropic isentropic head, The approximation ofpath (ℎ2to− ℎ1calculated ),aassuming the isentropic head, is calculated as 2 −unit 𝑘𝑘𝑘𝑘−1 The gas lift used is assumed have molecu� 0𝑘𝑘𝑘𝑘−1 𝑇𝑇𝑇𝑇1 𝑍𝑍𝑍𝑍𝑍𝑍𝑍𝑍 𝑃𝑃𝑃𝑃2� mass. = inlet)enthalpy per h1weight 𝑘𝑘𝑘𝑘 er unit mass. (ℎ =28 g/mol [unit −heat 1] /5/ lar and specific ratio 2 − ℎ1of 𝑘𝑘𝑘𝑘−1 𝑇𝑇𝑇𝑇1 𝑍𝑍𝑍𝑍𝑍𝑍𝑍𝑍 𝑃𝑃𝑃𝑃2� 𝑘𝑘𝑘𝑘 0� 𝑃𝑃𝑃𝑃1 1000 2000 3000 4000 ( )(𝑀𝑀𝑀𝑀𝑀𝑀𝑀𝑀 𝑘𝑘𝑘𝑘−1 (ℎ2 − ℎ1 ) = 𝑘𝑘𝑘𝑘−1 [𝑃𝑃𝑃𝑃1�𝑘𝑘𝑘𝑘−1� − 1] /5/ 𝑘𝑘𝑘𝑘 of 1.3. The approximation assum� (ℎ2 − ℎ1), 𝑇𝑇𝑇𝑇1 𝑍𝑍𝑍𝑍𝑍𝑍𝑍𝑍 𝑃𝑃𝑃𝑃2� 𝑘𝑘𝑘𝑘 of ( 𝑇𝑇𝑇𝑇1)(𝑀𝑀𝑀𝑀𝑀𝑀𝑀𝑀 Power Consumption, KW 𝑍𝑍𝑍𝑍𝑍𝑍𝑍𝑍 𝑃𝑃𝑃𝑃2 𝑘𝑘𝑘𝑘 𝑘𝑘𝑘𝑘 (ℎ2 −ing ) = ℎ [ − 1] /5/ (ℎhave ℎa1 )molecular [ − g/mol 1] /5/ and specific heat ratio of 1.3. = 𝑘𝑘𝑘𝑘−1 weight 1thegas 𝑘𝑘𝑘𝑘−1 2 The lift)(𝑀𝑀𝑀𝑀𝑀𝑀𝑀𝑀 used is assumed of 4: 28 isentropic head, is calculated as− 𝑃𝑃𝑃𝑃1 assumed to have a(molecular weight ofto28 g/mol and heat ratio of 1.3. Example of power consumption comparison with gas lift and MPP. ( specific )(𝑀𝑀𝑀𝑀𝑀𝑀𝑀𝑀 𝑃𝑃𝑃𝑃1 Fig. 𝑘𝑘𝑘𝑘 𝑘𝑘𝑘𝑘 mperature The approximation of (ℎ − ℎ ), assuming the isentropic head, is calculated as 2 1 Fig. 4: Example of power consumption comparison with gas lift and MPP. of (ℎ2 − ℎ1 ), assuming the isentropic head, is calculated as T1 = suction temperature lity factor ure Z = compressibility factor T1 = suction temperature However, for optimal production using gas lift, the MPP can achieve the same production with much nstant 𝑘𝑘𝑘𝑘−1 𝑘𝑘𝑘𝑘−1 ctor R == compressibility Gas law constant Z 𝑇𝑇𝑇𝑇1lower 𝑍𝑍𝑍𝑍𝑍𝑍𝑍𝑍 energy 𝑃𝑃𝑃𝑃2� 𝑘𝑘𝑘𝑘 �consumption. It means that more energy-efficient production is possible, if only to 𝑇𝑇𝑇𝑇1 𝑍𝑍𝑍𝑍𝑍𝑍𝑍𝑍factor 𝑃𝑃𝑃𝑃2� 𝑘𝑘𝑘𝑘 �(ℎ − ℎ ) = cific heats [ the same − 1] /5/ production target. The MPP could have higher production in comparison because (ℎ2k − ℎ1 ) = [𝑃𝑃𝑃𝑃1 −2 1] 1/5/ (𝑘𝑘𝑘𝑘−1achieve 𝑘𝑘𝑘𝑘−1 == ratios of (specific heats Gas law constant )(𝑀𝑀𝑀𝑀𝑀𝑀𝑀𝑀 𝑃𝑃𝑃𝑃1 )(𝑀𝑀𝑀𝑀𝑀𝑀𝑀𝑀 cular weight R 𝑘𝑘𝑘𝑘 it may produce a much higher differential pressure in the system. This paper discusses the IOR 𝑘𝑘𝑘𝑘 eats = gasofmolecular weight kMW = ratios specific heats difference but only in terms of energy efficiency and potential energy savings. ssure weight P1 = suction pressure MW = gas molecular weight topside variable speed drive and the pump the flow rate increases will also become flat pressure T1 = suction temperature To evaluate the energy savings potential when comparing MPP and gas lift, an energy saving ratio ature P2 = suction discharge pressure P1 pressure shaft (typical losses as arebelow. in the range of 20%– because of the expansion effect when lowerhas been defined Z = compressibility factor actor ure 30%). The boundary conditions for the power ing the suction pressure toward atmospheric P2 = discharge pressure sumption for the multiphase pump system work is calculated by a flow simulator’s R = Gas lawconsumption constant is thefor grid interfacing the compressor pressure. nt booster model, The energy for (30%) the multiphase pump system work is in calculated by a flow simulator’s (𝑃𝑃𝑃𝑃𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝐺𝐺𝐺𝐺𝑅𝑅𝑅𝑅𝐺𝐺𝐺𝐺𝐺𝐺𝐺𝐺𝑅𝑅𝑅𝑅𝐺𝐺𝐺𝐺𝑅𝑅𝑅𝑅 − 𝑃𝑃𝑃𝑃𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑀𝑀𝑀𝑀𝑃𝑃𝑃𝑃𝑃𝑃𝑃𝑃 ) ase and a fixed percentage is addedsystem to account losses 𝐸𝐸𝐸𝐸𝐸𝐸𝐸𝐸𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝐸𝐸𝐸𝐸𝐸𝐸𝐸𝐸_𝑆𝑆𝑆𝑆𝑒𝑒𝑒𝑒𝑆𝑆𝑆𝑆𝑒𝑒𝑒𝑒 𝐸𝐸𝐸𝐸 𝑅𝑅𝑅𝑅 (%) = losses in generic multiphase booster andthe a fixed percentage (30%) added to 𝑒𝑒𝑒𝑒account or drive topside. kthe = ratios of consumption specific heats ion for the multiphase pump system work isthe calculated by a pump flow simulator’s stem between topside variable speed drive and pump shaft (typical losses The energy formodel, multiphase pump system work isiscalculated by𝑍𝑍𝑍𝑍𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅 a flowfor simulator’s heats 𝑃𝑃𝑃𝑃𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝐺𝐺𝐺𝐺𝑅𝑅𝑅𝑅𝐺𝐺𝐺𝐺𝐺𝐺𝐺𝐺𝑅𝑅𝑅𝑅𝐺𝐺𝐺𝐺𝑅𝑅𝑅𝑅 the electrical system between topside variable speed drive the pump shaft (typical losses oster model, and fixed percentage (30%) isthe added account for losses in and of 20%–30%). Thea conditions formodel, the power system is the grid interfacing However, generic multiphase booster and to a fixed percentage (30%) is added to account for losses in for optimal production using gas MW =boundary gas molecular weight r weight are in the range of 20%–30%). The boundary conditions fordrive the power system isshaft the grid interfacing between variable speed drive andthe thetopside pump variable shaft (typical losses or pump the drivetopside topside. the electrical system between speed and the pump (typical losses Results and discussion lift, the MPP can the rates, same itproducAn example of energy savings ratio is demonstrated in Fig. 4; for theachieve same flow is possible P1 =compressor pressure the or drive topside. re %–30%). The boundary for the power is the grid interfacing are insuction the conditions range of pump 20%–30%). Thesystem boundary conditions theconsumption powerto system thekW grid interfacing reduce the for power fromis2.6 to 0.6 kWwith and save The energy consumption boost production much77%. lower energy consumption. It mp drive topside. P2 = discharge pressure the compressor or pump drive topside. ssure tion for both gas lift and multiphase pumping means that more energy-efficient production As previously the potential energy can be impacted the actual (MPP) is shownmentioned, in Fig. 4. When using the lift- savings is possible, if only toby achieve the production same pro- and system configuration, such as the tieback distance, water depth, reservoir depth, or reservoir ing energy increase production, duction energy target. savings The MPP could have higher to energy consumption for the multiphase pump system work ispressure calculated by apower flow simulator’s mption for the The multiphase pump system work is calculated by atosuch flow simulator’s conditions as and the GOR. To investigate potential with regards The energy for the multiphase consumption increases from both liftperformed andfor losses production in comparison because it mayfor a different parameters, simulations were with the matrix. As an example, generic booster model, and fixed percentage (30%) is added account in simulation booster model, and multiphase a consumption fixed percentage (30%) is aadded to account for losses in togas four-well system, saving map with respect to tieback and water depth can be thetopside electrical system between topside variable speed drive the pump (typical losses pump system work is calculated bydrive athe flow sim-the MPP. The gas lift, in the aand redenergy curve, has anshaft optimal produce a muchdistance higher differential pressure m between the variable speed and pump shaft (typical losses seen in Fig. 5. are boundary ingeneric the range of 20%–30%). Thepower boundary conditions forgrid the power system is the grid ulator’s multiphase booster and system gas lift is rate which further increasing the interfacing in the system. This paper discusses the IOR 20%–30%). The conditions for model, the thefrom interfacing or pump drive topside. a the fixedcompressor percentage (30%) is added to account gas lift rate is a waste of energy because of difference but only in terms of energy effiump drive topside. for losses in the electrical system between the the choking effect. For MPP, in the blue curve, ciency and potential energy savings.
Schlumberger-Private
55
56 | MED OIL & GAS
er consumption comparison with gas lift and MPP. ver, for optimal production using gas lift, the MPP can achieve the same production with much energy consumption. It means that more energy-efficient production is possible, if only to e the same production target. The MPP could have higher production in comparison because ing gas lift,a the MPP can achieve the same production with much produce much higher differential pressure in the system. This paper discusses the IOR ans that more energy-efficient production is possible, if only to nce but only in terms of energy efficiency and potential energy savings. . The MPP could have higher production in comparison because To evaluate the energy savings erential pressure in the system. Thispotential paper when discusses the IOR aluate the energy savings potential when comparing MPP and gas lift,savings. an energy saving MPP and gas lift, an energy saving ratio gy efficiencycomparing and potential energy en defined ratio as below. has been defined as 20-40%
tential when comparing MPP and gas lift, an energy saving ratio (𝑃𝑃𝑃𝑃𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝐺𝐺𝐺𝐺𝑅𝑅𝑅𝑅𝐺𝐺𝐺𝐺𝐺𝐺𝐺𝐺𝑅𝑅𝑅𝑅𝐺𝐺𝐺𝐺𝑅𝑅𝑅𝑅 − 𝑃𝑃𝑃𝑃𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑀𝑀𝑀𝑀𝑃𝑃𝑃𝑃𝑃𝑃𝑃𝑃 ) 𝐸𝐸𝐸𝐸𝐸𝐸𝐸𝐸𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝐸𝐸𝐸𝐸𝐸𝐸𝐸𝐸_𝑆𝑆𝑆𝑆𝑒𝑒𝑒𝑒𝑆𝑆𝑆𝑆𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝐸𝐸𝐸𝐸𝑍𝑍𝑍𝑍𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅 (%) = 40-60% Energy Savings 𝑃𝑃𝑃𝑃𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝐺𝐺𝐺𝐺𝑅𝑅𝑅𝑅𝐺𝐺𝐺𝐺𝐺𝐺𝐺𝐺𝑅𝑅𝑅𝑅𝐺𝐺𝐺𝐺𝑅𝑅𝑅𝑅
(𝑃𝑃𝑃𝑃𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝐺𝐺𝐺𝐺𝑅𝑅𝑅𝑅𝐺𝐺𝐺𝐺𝐺𝐺𝐺𝐺𝑅𝑅𝑅𝑅𝐺𝐺𝐺𝐺𝑅𝑅𝑅𝑅 − 𝑃𝑃𝑃𝑃𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑀𝑀𝑀𝑀𝑃𝑃𝑃𝑃𝑃𝑃𝑃𝑃 ) 𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝐸𝐸𝐸𝐸𝑍𝑍𝑍𝑍𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅𝑅 (%) = ample of energy savings ratio𝐺𝐺𝐺𝐺𝑅𝑅𝑅𝑅𝐺𝐺𝐺𝐺𝐺𝐺𝐺𝐺𝑅𝑅𝑅𝑅 is demonstrated in Fig. 4; for the same flow rates, it is possible 𝑃𝑃𝑃𝑃𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒𝑒 𝐺𝐺𝐺𝐺𝑅𝑅𝑅𝑅 e the power consumption from 2.6 kW to 0.6 kW and save 77%.
o is demonstrated in Fig. 4; for the same flow rates, it is possible viously mentioned, the potential energy savings can be impacted by the actual production and60-80% Energy Savings m 2.6 kW to 0.6 kW and save 77%. m configuration, such as the tieback distance, water depth, reservoir depth, or reservoir ons such as investigate An pressure example of and energyGOR. savingsTo ratio is demon- energy savings potential with regards to tialparameters, energy savings can be impacted by the actual production and nt simulations performed with strated in Fig. 4; forwere the same flow rates, it isthe simulation matrix. As an example, for a e water depth, reservoir depth, or reservoir elltieback system,distance, the energy saving map with respect to possible reduce the power consumption from tieback distance and water depth can be GOR. To investigate energy savings potential with regards to n Fig. 5. 2.6 kW to 0.6 kW and save 77%. were performed with the simulation matrix. As an example, for a g map with respect to tieback distance and water depth can be As previously mentioned, the potential energy Fig. 5: savings mapand with tieback respect to water Fig. 5: Energy savings map with respect toEnergy water depth distance.
savings can be impacted by the actual producdepth and tieback distance. tion and system configuration, such as the tieThe energy savings potential increases with water depth and tieback distance. Up to 80% ener back distance, water depth, Schlumberger-Private reservoir depth, or savings can be achieved. reservoir conditions such as pressure and GOR.
Energy savings, %
Sensitivity to Water Cut - 20K TB-WD400m - 4 Wells Schlumberger-Private savings map can be changed with other factors, such as water cuts, reservoir condition To investigate energy savings potential The with energy 100% and arrival conditions at the separator. The following sections discuss the impact of other factors regards to different parameters, simulations 90% were performed with the simulation matrix. As 80% an example, for a four-well system, the energy SENSITIVITIES 70% saving map with respect to tieback distance and water depth can be seen in Fig. 5. 60%
Water Cut
50%
The energy savings potential increases with the 40% life of field, one can expect increasing water cut, which may impact the energy efficien water depth and tieback distance. Up to During 80% 30% of the lifting strategy. It is widely believed that gas lift is required for the late life of the field when t energy savings can be achieved. The energy high, which points to a lower efficiency for gas lift in low water cuts and higher efficien savings map can be changed with other water fac- cut is20% for gas lift in 10%water cuts. tors, such as water cuts, reservoir conditions, and arrival conditions at the separator. The 0% 0 10 20is high30at low40water 50 60 it decreases 70 80slightly 90 with 100 following sections discuss the impact of other The power savings potential cut, and higher water c Water Cut, % factors. when the gas lift efficiency increases. At a very high water cut (>60%), the power savings potent increases because the MPP efficiency also dramatically increase withtohigher water cuts a Fig. would 6: Sensitivity to water cut. Fig. 6: Sensitivity water cut.
Sensitivities
lower gas-volume fraction (GVF), but the energy savings stay above 50% for all water cuts.
Water Cut During the life of field, one can expect increas- Topside Separator Pressure Another reason that could contribute to this trend is that the higher mixing viscosity with t ing water cut, which may impact the energy increasingwellhead water cut increases the power consumption from boosting. with time because pressure, water cut, or efficiency of the lifting strategy. It is widely As higher mixingpressure viscosity drops with the increasing wa- of • falling The reservoir inlet pressure to theincreasing gas lift comboth, a common way to maintain or increase production is to reduce the first stage believed that gas lift is required for the late life ter cut increases the power consumption from pressor is decreased, but the compres-separator pressure topside. This will cause a reduced backpressure for the wells, but there are some energy of the field when the water cut is high, which aspects boosting.associated with this to be aware of, depending sor discharge pressure the lift on the artificial lift remains method as selected. points to a lower efficiency for gas lift in low requirement at the injection point also water cuts and higher efficiency for gas lift in Topside Separator Pressure remains. This leads to an increase in the For a gas lifted system, lowering the separator pressure will give the following effects: water cuts. As wellhead pressure drops with time because required compression work. of falling reservoir pressure, increasing water • Increased friction losses occur in the pro• The inlet pressure to the gas lift compressor is decreased, but the compressor The power savings potential is high at low wacut, or both, a common way to maintain or induction because of the expansion effect discharge pressure remains as the lift requirement at the injection point also remains. ter cut, and it decreases slightly with higher crease production is to reduce the first stage fromcompression the gas. Thiswork. effect is bigger when This leads to an increase in the required water cut when the gas lift efficiency increasseparator pressure topside. This will cause a lift gas is added compared with mul• Increased friction losses occur in the production because of the expansion effect from es. At a very high water cut (>60%), the power reduced backpressure forThis the wells, boosting, where no gas is with added. the gas. effectbut is there bigger whentiphase lift gas is added compared multiphase savings potential increases because the MPP are some energy aspects where associated withisthis boosting, no gas added. efficiency would also dramatically increase to be aware of, depending on the artificial lift For a multiphase boosting system, lowering Schlumberger-Private with higher water cuts and lower gas-volume For method selected. boosting system, lowering separator pressure givethe the followingeffects: a multiphase the the separator pressure willwill give following fraction (GVF), but the energy savings stay effects: above 50% for all water cuts. Another reason For a gas system, lowering the will separator • The reduced remains. while • liftedThe backpressure be reduced whilebackpressure the pump will inletbepressure The that could contribute to this trend is that the pressure will give the following effects: the pump inlet pressure remains. The rerequired differential pressure for the pump is therefore reduced. •
Some frictional losses will occur because of the expansion of the gas but are marginal compared with using gas lift (adding gas volumes). 57
The above effects from lowering the separator pressure will give the following effects on the power
80%
Energy savings, %
70% 60% Therefore, more savings can be realized for the system with lower separator pressures (Fig. 7). 40%
Sensitivity to Seperator Pressure - 20K TB-WD400m - 4 Wells
30% 90% 20% 80% 10% 70% 0% 60%0
Energy savings, %
•
quired differential pressure for the pump is therefore reduced. Some frictional losses will occur because of the expansion of the gas but are marginal compared with using gas lift (adding gas volumes).
50%
5
10
50%
15
20
25
30
Separator pressure, bara
The above effects from lowering the separator 40% Fig. 7: Sensitivity to separator pressure. pressure will give the following effects on the 30% power requirement: 20% • increase in the power requirement for a Discharge 10% Pressure gas lifted system • decrease in the power requirement for a 0% Gas lift compressor discharge pressure also has a significant impact on the energy consumption for 0 5 10 15 20 25 30 multiphase boosting system. gas lift systems. The case assumed the constant discharge pressure of 250 bar absolute pressure, Separatoron pressure, bara point, reservoir pressure, and if the but the discharge pressure could vary depending the injection Therefore, more savings can be realized for the compressor was also used for exporting gas. With an increasing discharge pressure, the energy Fig. 7: Sensitivity to separator Fig. 7:pressure. Sensitivity to separator pressure. system with lower separator pressures (Fig. 7). savings potential for using an MPP increases (Fig. 8).
DischargeSensitivity Pressure to Discharge Pressure - 20K TB-WD400m - 4 Wells Gas100% lift compressor discharge pressure also has a significant impact on the energy consumption for 90%systems. The case assumed the constant discharge pressure of 250 bar absolute pressure, gas lift but the 80%discharge pressure could vary depending on the injection point, reservoir pressure, and if the compressor was also used for exporting gas. With an increasing discharge pressure, the energy 70% savings potential for using an MPP increases (Fig. 8). Energy savings, %
Discharge Pressure Gas lift compressor discharge pressure also has a significant impact on the energy consumption for gas lift systems. The case assumed the constant discharge pressure of 250 bar absolute pressure, but the discharge pressure could vary depending on the injection point, reservoir pressure, and if the compressor was also used for exporting gas. With an increasing discharge pressure, the energy COMBINED savings potential for using an MPP increases (Fig. 8).
60% 50%
to Discharge Pressure - 20K TB-WD400m - 4 Wells GAS LIFT Sensitivity AND BOOSTING COMBINED GAS LIFT ANDOPERATION BOOSTING OPERATION 40%
Energy savings, %
30% 100% 20% 90% In many cases,InMPP and gas lift canand be gas combined lifting efficiency.lifting It is efficiency. common inIt is c many cases, MPP lift cantobemaximize combined to maximize 10% some cases that the 80% well does not flow naturally without gas lift or boosting. In aordeep well with Combined gas lift and boosting some cases that the well does not flow naturally without gas lift boosting. In a high deep wel 0% water cuts, the water gas lift70% can be required to reduce the hydrostatic head. operation cuts, the gas lift can be required to reduce the hydrostatic head. 100 150 200 250 300 350 400 60% In many cases, MPP and gas lift can be comCompressor discharge pressure, bara
50% bined to maximize lifting efficiency. It is9comIn Fig. on theInleft, gasthe lift left, ratethe of 100,000 m3/d used tom3/d achieve the to bottomhole pressure Fig.the 9 on gas lift rate of is 100,000 is used achieve the bottomhole Fig. 8: Sensitivity to compressor discharge pressure. mon in some cases that the well(BHP) does not flow 40% of 120 barg. After the MPP put into place,isaput small boosting from the MPP reduces Fig. 8: pressure Sensitivity compressor discharge pressure. (BHP) of 120 barg.isAfter the MPP into place, atosmall pressure boosting from the MP naturally without gas lift or boosting. In a deep pressure 30%(WHP) to 20 barg. If looking at lift gas in well as champagne bubbles in a the wellhead the wellhead pressure (WHP) to 20 barg. If looking at lift gas in well as champagne bu well with high water cuts, the glass, gas lift can be with the lower WHP, With the WHP, lower WHP, thelower champagne bubbles get bigger and get more gas and glass,20% with the lower With the WHP, the champagne bubbles bigger required to reduce the hydrostatic head.out of the comes oil, 10% which required gas liftrequired rate for the BHP. comes out ofreduces the oil, the which reduces the gassame lift rate for the same BHP.
In Fig. 9 on the left, the gas lift rate of 100,000 m3/d is used to achieve the bottomhole pressure (BHP) of 120 barg. After the MPP is put into place, a small pressure boosting from the MPP reduces the wellhead pressure (WHP) to 20 barg. If looking at lift gas in well as champagne bubbles in a glass, with the lower WHP, With the lower WHP, the champagne bubbles get bigger and more gas comes out of the oil, which reduces the required gas lift rate for the same BHP.
0%
100
150
200 250 300 Schlumberger-Private Compressor discharge pressure, bara
350
400
Fig. 8: Sensitivity to compressor discharge pressure.
Schlumberger-Private
The gas lift efficiency energy can be high at low gas lift rate with the low gas lift rates, as shown in Fig. 10, when combined with a small boosting, the total lifting efficiency is maximized. While it should be recognized that multiphase boosting has significant potential to improve energy efficiency, gas lift can be very beneficial in many cases. From an operational point 58 | MED OIL & GAS
Fig. 9: Combined lift and MPP. Fig.gas 9: Combined gas lift and MPP. Fig. 9: Combined gas lift and MPP.
The gas lift efficiency energy can be high at low lift rate withgas thelift low gaswith lift the rates, shown in as The gas lift efficiency energy can gas be high at low rate lowasgas lift rates, Fig. 10, when combined with a small boosting, the total lifting efficiency is maximized. Fig. 10, when combined with a small boosting, the total lifting efficiency is maximized.
80%80% of energy of energy to achieve to achieve the same the same IOR IOR effects. effects. The The energy energy efficiency efficiency should should be part be part of the of lifting the lifting strategy strategy for allforoilfield all oilfield developments developments during during operating operating and design and design stages. stages.
Abbreviation Abbreviation BHPBHP ID ID IOR IOR GORGOR kW kW kWhkWh M M MPPMPP MW MW TB TB WHPWHP VSDVSD
Description Description Bottomhole Bottomhole Pressure Pressure InnerInner Diameter Diameter Improved Improved Oil Recovery Oil Recovery Gas/Oil Gas/Oil RatioRatio Kilowatt Kilowatt Kilowatt Kilowatt Hours Hours Motor Motor Multiphase Multiphase Pump Pump Megawatt Megawatt Tieback Tieback Wellhead Wellhead Pressure Pressure Variable Variable Speed Speed DriveDrive
Liftting Efficiency, Sm3/d/KW
Lifting Energy Efficiency of view, the maximum energy efficiency should 40 be explored in cases where both systems are ACKNOWLEDGEMENTS ACKNOWLEDGEMENTS present. From a system design point of view, 35 the reduced gas lift rate can considerably reThe The authors authors would would like to like acknowledge to acknowledge Norwegian Norwegian Statistics Statistics for their for their input,input, EPAEPA for their for their public public data data 30 ducetools, the of equipment (compresand tools, and andrequirement our andcolleagues our colleagues supporting supporting and challenging and challenging us during us during this work this work and further and further work.work. sor, flowline, generators, etc.) and thus result 25 in savings of facilities. 20 NOMENCLATURES NOMENCLATURES
Gas Lift MPP
15 10 5 0 0
500
1000 1500 Power Consumption, KW
2000
2500
Fig. 11: Gas lift versus MPP lifting efficiency example Fig. 10: Gas lift versus MPP lifting efficiency example
While it should be recognized that multiphase boosting has significant potential to improve energy efficiency, gas lift can be very beneficial in many cases. From an operational point of view, the maximum energy efficiency should be explored in cases where both systems are present. From a system design point of view, the reduced gas lift rate can considerably reduce the requirement of REFERENCES REFERENCES equipment (compressor, flowline, generators, etc.) and thus result in savings of facilities. /1/ US /1/ Environmental US Environmental Protection Protection Agency, Agency, https://www.epa.gov/ghgemissions/globalhttps://www.epa.gov/ghgemissions/globalENVIRONMENTAL IMPACT greenhouse-gas-emissions-data greenhouse-gas-emissions-data /2/ Mapping /2/ Mapping the oil theand oil gas and industry gas industry to the toSustainable the Sustainable Development Development Goals: Goals: An Atlas, An Atlas, IPIECA IPIECA (International (International Petroleum Petroleum Industry Industry Environmental Environmental Conservation Conservation Association) Artificial lift is oftenAssociation) required to maintain production when the pressure is dropping, and the water cut is increasing. This2014, requires supply of Energy electrical power to compressors or pumps. The amount of /3/ International /3/ International Energy Energy Agency, Agency, 2014. 2014. World World Energy Energy Outlook Outlook 2014, Paris: Paris: International International Energy Agency Agency power can be substantial and represents a significant portion of the overall power consumption for the“CO2-emissions facility. /4/ E. /4/Gavenas, E. Gavenas, K.E. K.E. Rosendahl Rosendahl and T. and Skjerpen, T. Skjerpen, “CO2-emissions fromfrom Norwegian Norwegian oil and oil gas and gas extraction”, extraction”, Statistics Statistics Norway Norway Research Research Department, Department, AprilApril 2015. 2015. th /5/ Gas /5/ Gas conditioning conditioning and processing, and processing, Vol.2: Vol.2: TheFor The Equipment Modules, 8field, Edition. M system M aEquipment medium toModules, large8thoilEdition. aJohn gasJohn lift could typically require 20MW in compression work. Campbell Campbell and Company. and Company. With an uptime of 90% per year, this becomes 158 million kWh per year. What does this relate to in terms of greenhouse gas emissions? /6/ US /6/ Environmental US Environmental Protection Protection Agency Agency calculator. calculator.
If we use the US Environmental Protection Agency calculator /6/, the 20MW compression system is equivalent to the greenhouse gas emissions from 25,000 cars or the consumption of electricity in 17,600 private houses per year.
CONCLUSIONS The paper investigated the energy savings potential in the offshore oil and gas extraction sector, with a focus on lifting strategy, which is a major contributor to CO2 emission in oil extraction—often up to one-third of the energy requirement. With enough understanding of the lifting energy efficiency, a more energy-efficient lifting strategy in November 7-10, 2022 multiphase boosting can be achieved to increase oilfield efficiency, in some cases, saving more than
Schlumberger-Private Schlumberger-Private
Schlumberger-Private
59
60 | MED OIL & GAS
PRESS RELEASES
NDT Global Announces New Cloud-Based Data Visualisation and Insights Platform
NDT Global recently announced the commercial release of the OPTIX™ Data Visualization and Insights Platform, providing pipeline operators with an intuitive, Cloud-based dashboard to visualize all inline inspection (ILI) data in one accessible location. OPTIX is the first and only platform that allows Cloud-based ILI data visualization and direct interaction with the ILI vendor. Digitization of the final inspection report, combined with the ease of filtering and arranging relevant data, allows operators to better understand their ILI inspection results and make more informed decisions to ensure the integrity of their pipelines. Santiago Urrea, Head of Integrity and Field Verification Services for NDT Global commented, “OPTIX further demonstrates NDT Global’s commitment to providing the best diagnostic data to drive decision-ready insights for our clients. When operators utilize NDT Global’s leading ILI technologies to collect the best possible data, they gain the necessary diagnostic insights to make the best decisions for their specific asset. With OPTIX, we have further improved timely and confident decision making by bringing the Power of Clarity to the way operators access, interact with, and consume information.” The OPTIX platform provides a comprehensive view of pipeline conditions not previously available, bringing together results from many inspection runs. Continued advancement in ILI technologies has led to significantly more data to extract and interpret. Moving to a secure, Cloud-based platform makes that data readily available and accessible, allowing each end user to explore the information relevant to them and gain insights based on their specific needs. Having this sort of information at their fingertips means operators can make better pipeline integrity decisions in just a few clicks.
ed. “We’re going through a period of significant growth which has really been driven by our commitment to being a technology leader and delivering exceptional service quality to every project. NDT Global is a world class company and I am excited to be working with our teams and be part of this wonderful journey!”
About NDT Global Trevor Macfarlane NDT Global Appoints New President NDT Global have appointed Trevor MacFarlane to the role of President, NDT Global. Mr. MacFarlane was previously the President and CEO of Dynamic Risk, a company acquired by NDT Global’s parent company, Eddyfi/NDT, in March of 2021. He spent 20 years at Dynamic Risk in engineering, business development, and leadership roles, helping to drive the company to new heights. Mr. MacFarlane previously spent 7 years at TransCanada Pipelines, now TC Energy, giving him significant exposure to the operational and financial needs of pipeline operators. He holds Bachelor and Master’s degrees in Materials and Metallurgical Engineering from Queens University. In his new role, Mr. MacFarlane will be focused on expanding our technology leading product portfolio, improving our ability to quickly bring new technologies to market, enhancing and building client relationships, and ensuring we are agile and responsive to client needs. In addition, he will drive efforts to enhance our company culture, ensuring positive perception by employees and customers alike. “I’m honored to join NDT Global and to have been given the opportunity to lead a passionate, talented team,” Mr. MacFarlane comment-
NDT Global is the leading provider of ultrahigh-tech diagnostic inspection solutions, advanced data analysis and integrity assessment services for ensuring the safety and longevity of energy-sector infrastructure assets. Recognized as the forerunner in ultrasonic inspection technologies comprising Pulse Echo, Pitchand-Catch and Phased Array, as well as Acoustic Resonance (ART Scan) methodologies, the company also deploys a range of non-ultrasonic technologies, such as Inertial Measurement Units, with more under development. NDT Global strategically applies its inspection technologies to detect, diagnose and model various types of threat—circumferential or axial cracks, metal loss, geometry, mapping, and more— across diverse classes of assets. By providing predictive, decision-ready insights driven by the world’s most accurate data, NDT Global enables the conditions for asset owners to optimize infrastructure health and drive operational efficiencies while reducing risk and minimizing their carbon footprint.
NDT Global is part of Eddyfi/NDT, a fast-growing, innovative industrial technology group focused on advanced diagnostic technologies to monitor the world’s infrastructure health. https://ndt-global.com
61
PRESS RELEASE
Liebherr-MCCtec GmbH awarded gold sustainability rating from EcoVadis – Gold medal from EcoVadis places Liebherr-MCCtec amongst top 5% of companies globally – Award is a reflection of Liebherr’s long term commitment to responsibility as reflected in Group Core Values – The sustainable choice for our customers
Liebherr-MCCtec have been awarded a gold medal from independent corporate responsibility auditor EcoVadis. EcoVadis, is the world’s most trusted business sustainability ratings supplier with over 75,000 companies participating. Liebherr-MCCtec GmbH is part of the Liebherr Group and is a divisional holding company for maritime cranes, crawler cranes, duty cycle crawler cranes as well as pilling and drilling rigs for deep foundation work. The gold medal for Liebherr-MCCtec places us in the top 5 % of all rated companies for sustainability and within the top 3 % of manufacturing companies globally. EcoVadis score sustainability using indicators in four key areas; Environment, Labour and Human Rights, Ethics and Sustainable Procurement. Our gold medal from EcoVadis marks a clear progression from the silver medals awarded in 2019 to Liebherr Container Cranes Ltd. in Ireland and Liebherr-MCCtec Rostock GmbH in Germany. It signifies progression and a validation our corporate responsibility policies and approach. Speaking about the award, Liebherr-MCCtec’s Corporate Responsibility Manager, Tatjana Grissemann commented. “Responsibility and care for the environment has always been a key component of Liebherr philosophy. We have been part of our respective communities for many decades and we have always cared for our local environment. Today, we carry that same responsibility with us, but as part of the global supply chain, we have a global responsibility.”
The sustainable choice for our customers As an international company with well over 48,000 employees, the Liebherr Group bears a great responsibility for society and the environment. This is why the family-run Liebherr
Gold medal from EcoVadis places Liebherr-MCCtec amongst top 5% of companies globally
Group has also set itself a clear goal by anchoring the issue of sustainability in its core values. As part of the Liebherr Group, one of our core values is responsibility: “We aim at all times to fulfil our responsibility to society in general and to the environment.” We are convinced that we shall only achieve long-term success if we remain aware of this responsibility in all our activities. Protection of humanity and the environment is of special importance in our business activities. This means that our products and the processes used to manufacture them must be safe, efficient and environmentally acceptable. All electric portal harbour cranes, a battery powered series of construction equipment as part of our Unplugged series along with our hybrid and electric powered port and terminal equipment give our customers the power to choose environmentally sustainable products. As governments, society and consumers demand more accountability from business, Liebherr’s commitment to sustainability, not only on the environmental front, but across human rights, procurement and labour gives our customers confidence that Liebherr is the sustainable choice.
United Nations Global Compact Liebherr-MCCtec is a signatory to the Unit-
ed Nations Global Compact (UNGC). The UN Global Compact has a vision of a sustainable economy for the benefit of all people, communities and markets, today and in the future. It serves as a call to companies to align strategies and operations with 10 universal principles in the areas of human rights, labour standards, the environment and anti-corruption as well as the 17 Sustainable Development Goals (SDG). The SDG are at the heart of the 2030 Agenda for Sustainable Development, which was adopted by all member states of the United Nations (UN) in 2015.
The future Ms Grissemann continued “Our recent success is not the end, merely a step along the way. We will continue to do better, we endeavour to improve. We have mapped out a future pathway and are working to embed a culture of assuming responsibility towards the environment and people at all levels of the company - from employees to management. We have refreshed and expanded our Corporate Responsibility Policy taking into account our long term strategic goals including defining targets for quantifiable KPIs across emissions, energy and employee health. Furthermore, as part of the Liebherr Group we look forward to participating in a group wide sustainability report, a further commitment to the future of our planet and to more transparency across our supply chains.” 63
GLOBAL TRAINING PROVIDER SUPPORTING THE ENERGY INDUSTRY I WCF & IAD C A CCRED IT ED WE LL CONT ROL C OURS ES
CLASSROOM AND ONLINE TRAINING INTRODUCTORY COURSES IWCF COURSES IADC COURSE ADVANCED WELL CONTROL DRILLING OPERATIONS WELL INTERVENTION OPERATIONS WELL ENGINEERING WELL INTEGRITY RIG & WELL EQUIPMENT COURSES
ADMIN.USA@WELLACADEMY.COM +1 (281) 494-0371
INFO.NL@WELLACADEMY.COM +31 (0)85-4012300 www.wellacademy.com
BOOKINGS.AU@WELLACADEMY.COM +61 8 9200 3457
PRESS RELEASE
Mechanically lined BuBi® pipes – A success story in the Brazilian Pre-Salt area Since 1994, BUTTING has been producing mechanically lined BuBi® pipes for sophisticated and sensitive areas in the offshore and onshore oil and gas industry. The main applications are subsea flowlines and riser pipes, including in difficult areas, like SCRs and lazy wave risers. Since the start of the production of mechanically lined pipes, this product has undergone rapid development with regard to the optimisation of product quality. This means that today these pipes are ideally suited for various pipe-laying methods, e.g. conventional methods like S-lay, J-lay and bundle as well as reellay techniques. More than 1 500 km of BuBi® pipes in total have been installed worldwide and successfully put into operation. Today, BUTTING runs two production lines for the manufacturing of 12m MLP with an annual output of more than 350 km. That means high capacities for the production of BuBi® pipes and short delivery times.
Experienced In 2014, Steel Catenary Risers (SCR) pipes based on mechanically lined pipes were installed for the first time in the world in the Guará & Lula Brazilian Pre-Salt oilfield. The BuBi® pipes were installed via the reel-lay method using internal pressure or increased liner thickness. Prior to that the mechanically lined BuBi® pipes were approved by DNV GL (Det Norske Veritas – Germanischer Lloyd) for the installation as flowlines and fatigue resistant risers using the reel-lay method. In order to achieve this, very tight tolerances at the pipe end are required. The suitability of the mechanically lined BuBi® pipes to be used as Steel Catenary Risers was demonstrated by the qualification programme and the reference order for the Brazilien market. Since then further projects have been successfully carried out by BUTTING in Brazil: Sapinhoa Norte, Peregrino and Bacalhau. All installed pipes are in operation without any issues. Pipes are currently being delivered for a fourth project.
Quality The manufacturing of mechanically lined BuBi® pipes is based on API or DNV standards and generally consists of three main production steps, i. e. the manufacturing of the car-
bon-manganese outer carrier pipe, the production of the CRA inner pipe as well as the assembly of both components. The wall thicknesses and material combinations for the outer and inner pipe depend on the project-specific requirements for pressure and corrosion resistance. The wall thickness for the carbon-manganese outer pipe is, among other things, subject to the specific service pressure. The forming, longitudinal welding and full body annealing of the CRA inner pipe (liner) to reduce stresses developed during forming and welding are carried out on fully automatic production lines, specially designed for these purposes. During final full body pickling and passivation, scale is removed and corrosion resistance is guaranteed. The main step in the production of mechanically lined BuBi® pipes is a hydraulic expansion of the whole pipe in one process. On completion of the hydroforming process, the spring back of the outer pipe creates a tight mechanical bond. The subsequent production steps are focused on the preparation of the pipe ends for later pipe-laying. A minimum of two layers of weld overlay material is applied using an automated welding technique. Finally, computer controlled machining is used to create a smooth surface and assure that a perfect transition from weld overlay to the liner is secured and all tolerances for wall thicknesses (in particular for the liner) and diameters are fulfilled.
Innovative The main focus of non-destructive testing of mechanically lined pipes is on the weld overlay at the pipe ends. The following testing methods are used: visual testing (VT), liquid penetrant testing (PT), ultrasonic testing (UT) and radiographic testing (RT). In recent years various testing methods have been developed and their suitability verified in order to demonstrate their capability of testing the transition zone between the weld overlay and the CRA liner (= triple point: carbon-manganese steel, liner, weld overlay) with the highest possible test sensitivity. Besides digital X-ray, special
ultrasonic testing has also been proven to be successful. With Hillger NDT, BUTTING has a partner with proven competencies in NDT. As part of the BUTTING Group, Hillger NDT develops advanced NTD technology for the production of mechanically lined BuBi® pipes at BUTTING. Furthermore, BUTTING has its own reeling simulation system: with this system, project-specific railing tests or extensive reeling qualifications for new solutions can be carried out.
Full service provider Besides mechanically lined BuBi® pipes, BUTTING offers metallurgically and weld overlay clad products as well as superduplex pipes and bends for subsea projects. BUTTING has proven to be the reliable solution provider in many projects globally and that is why BUTTING has become the global market leader in this segment.
Advantages of mechanically lined pipes from BUTTING: • Tightest out of roundness tolerances at the pipe ends • Full package provider with exellent project management that reduces supply-chain risk in subsea projects for BUTTING customers • A wide variety of material combinations can be manufactured • Manufacturing of large quantities of pipes can be carried out economically with the biggest capacity by far for MLP. • Cost savings: Overall lowest installation costs are achieved in cooperation with the customer • Distinguished competencies in NDT (Hillger NDT) to guarantee premium quality products
65
Smart products and solutions to the Seismic, Offshore & Subsea and Aquaculture markets. Our leading capabilities are in rotational and polyurethane moulding, and electronics development.
partnerplast.com
4D Gravity & Seafloor Subsidence Surveys for Cost-Effective Monitoring of Offshore Gas Reservoirs Martha Lien, Hugo Ruiz, Martin Vatshelle, OCTIO AS
Introduction Optimizing hydrocarbon recovery in offshore hydrocarbon fields involves decisions involving costly investments, like drilling infill wells or installing compression facilities. A good understanding of the dynamical behaviour of the reservoir over the lifetime of the field is of key importance to support and reduce the risk related to such investments. Time-lapse seismic is generally accepted as a suitable monitoring technology. However, it involves considerable operational costs and it remains difficult to process 4D seismic information in a timely manner for reservoir management decisions. Time-lapse gravity and subsidence surveys can provide complimentary information to 4D seismic in a timely manner at a cost of typically 10% of that of seismic surveys. This approach has been used on the NCS for two decades, and field cases demonstrate that 4D gravity and subsidence monitoring can sometimes provide information beyond the reach of seismic, and timely enough to guide important reservoir management decisions. Time-lapse gravity changes at the seafloor are sensitive to fluid redistribution in the reservoir. As an example, vertical movements of water-gas contacts smaller than a meter can be detected under some circumstances (Ruiz et al., 2015). That is possible because of the high accuracy of the time-lapse gravity measurements, which is at the level of a few μGal (Agersborg et al., 2017).
Seafloor subsidence monitoring uses precise water pressure measurements at the seafloor as a starting point. After processing which involves for example correcting for tides and oceanographic effects, the method reaches accuracies as low as 2 mm. Subsidence is not only a required correction for the interpretation of gravity results, but also a valuable monitoring tool by itself, as it is sensitive to important reservoir and overburden properties. The lateral development of a subsidence bowl is related to pressure depletion and lateral compartmentalization, and in some cases, it is a key factor for the safety of the installations.
The marine 4d gravimetry and subsidence method Gravity and seafloor subsidence data are acquired simultaneously in combined surveys. A sensor frame containing three relative gravimeters and three pressure sensors is used for the measurements. Gravity and water pressure are measured with the sensor frame at a number of lateral positions across the field. The sensor frame is placed on a semi-permanent concrete platform at the seafloor. The number of stations ranges from 20 to 120, depending on the size of the field, with station spacing being typically similar to the reservoir depth below the seabed. The top surface of the platforms is circular with a diameter of approximately 1 m, and their role is to guarantee time-lapse repeatability in the measurement location. The concrete platforms are left on the seafloor during the field lifetime and can be retrieved at the end of production. During a survey, a vessel is positioned sequentially above the concrete platforms, and
a remotely operated vehicle (ROV) deploys the sensor frame to perform the 20-minute measurements on top of each of them. The duration of a survey ranges from one to five weeks. Surveys are organized in loops starting and ending at one or two centrally-placed platforms, called base stations. Repeat measurements at the base stations are used as a reference to model instrumental drifts, by constraining the measurements at the different visits to have the same value after the correction. Stations are located both above and surrounding the hydrocarbon field. Zero-level stations are placed in peripheral locations were production is expected to induce neither a change in gravity nor vertical seafloor deformation. That allows using those stations as a calibration reference in time-lapse computations. The survey aperture, including the offset of zero-level stations from the field outline is a function of reservoir depth. In a subset of stations, tide gauges are deployed during the whole survey, as a means for correcting raw pressure measurements for tides and other oceanographic effects. By applying these corrections, pressure measurements obtained with the frame at the concrete platforms are converted in measurements of platform depths. Depth differences between surveys provide a measurement of subsidence with a precision of a few millimeters. Gravity changes are computed after correcting measurements for instrumental drift, tides, water density and the effect of seafloor subsidence. Gravity data is easy to integrate in history 67
matching workflows. This is because forward-modelling time-lapse gravity signals is an unambiguous and linear operation, involving a simple summation of Newton’s law on all reservoir cells. Contrary to seismic attributes, gravity is sensitive to density only, a scalar property without any dependence on other rock or fluid parameters. Incorporating information from seafloor subsidence in the reservoir model can be a more involved process. The transfer function between reservoir compaction and the observed seafloor subsidence depends on properties of rocks outside the reservoir. Tools for modelling subsidence range from simple analytical models to advanced numerical simulations (van Opstal, 1974; Pettersen and Kristiansen, 2009). However, for several field applications, simple analytical modelling tools have been shown to be sufficient to provide an accurate picture of reservoir compaction or to identify non-producing compartments. See, for example Rocca et al. (2013), van Thienen-Visser et al. (2015) and the examples presented below.
Case studies We use five case studies from the NCS to illustrate how subsidence and 4D gravity data are incorporated into reservoir management. The first example refers to Midgard, a gas field within the sgard complex with seafloor depths between 240 and 310 m and the reservoir 2800 m below sea level. The reservoir segments in the south-east of the field feature challenging fault patterns that made seismic interpretations highly uncertain (Statoil ASA, 2015). By including information on fluid flow and reservoir compaction from 4D gravity and subsidence, it was concluded that one segment experienced less drainage than the rest of the field. The reservoir model was then updated to incorporate new sealing faults, and a decision was taken to drill a new production well in the segment. The well became the highest producing one in the sgard complex area. Similar challenges were present at the Ormen Lange field, with initial gas reserves of 4x1011 Sm3. The seafloor depth ranges between 300 and 1,100 m, while the reservoir lies 2,600 to 2,900 m below sea level. In 2014, the discussion on near-future developments involved decisions on infill wells, installation of compression facilities, and enhanced gas recovery (van den Beukel et al., 2014). Additional information was required on compartmentalization and aquifer strengths. Feasibility studies concluded that gravity and subsidence would provide the required input earlier than time-lapse 68 | MED OIL & GAS
Fig 1: Changes measured in the 2012-2014 time-lapse at the Ormen Lange field: seafloor subsidence (left), and gravity changes (right) (from Vatshelle et al., 2017). The original gas-water contact is depicted as a black line, and wells as shorter, thick black lines.
Fig 2: Gravity changes corrected for seafloor subsidence in the 2012-2014 time-lapse at the Ormen Lange field (from Vatshelle et al., 2017). The original gas-water contact is depicted as a black line, and wells as shorter, thick black lines.
seismic. Thus, since 2012, full 4D gravimetric field surveys for acquiring gravity and subsidence data are carried out biannually over the field, the latest in the summer of 2018. Figures 1 and 2 show the results of the 20122014 time-lapse. Note that signals compatible with zero are observed at the zero-level stations. For subsidence, two homogeneous and roughly independent subsidence bowls with different rates are observed. This data represents the main source of information on reservoir compaction. On the map of subsidence-corrected gravity, positive values indicate areas where the dominating effect on gravity
AT THE INTERSECTION OF SAFET Y AND POWERFUL TECHNOLOGY
Adipec 2021 / BOOTH CN134
+20 ATEX FL A SHLIGHTS AND LIGHT TOWERS US and European safety approvals 9455Z0 RALS ATEX Zone 0 approved light tower for use in hazardous remote or confined areas.
3415MZ0 TORCH ATEX certified Zone 0. With magnetic clip and articulating head.
When it comes to workers safety, choose wisely. Pelican safety certified lighting tools are 100% compliant with the latest safety directives, including ATEX, IEC and FM/UL, to ensure that they pose no threat of ignition when operating within hazardous locations.
NEW 2315Z0 TORCH IPX8 Waterproof rating. ATEX certified Zone 0.
GUARANTEE OF EXCELLENCE EMEA HEADQUARTERS: Peli Products, S.L.U. C/ Provença, 388 Planta 7 • 08025, Barcelona • Spain • Tel +34 93 467 4999
SEE PELICAN.COM/WARRANTY FOR FULL DETAILS.
Follow us on:
PELInsights
subscribe now!
PELICAN.COM
arises from water influx from the aquifer, while negative values correspond to areas where the mass reduction caused by gas production dominates. Troll is a large field with an initial 13x1011 Sm3 of recoverable gas. Seafloor depths range between 300 and 340 m, with the reservoir lying between 1300 and 1500 m below the seafloor. Gas is produced from the thicker Troll East compartment, while both gas and oil are produced from Troll West. At Troll East, a 1 cm/year subsidence is observed together with a clear positive signal in 4D gravity. The latter is interpreted as water influx from the aquifer and allows quantifying the aquifer strength. At Troll West, on the other hand, the descending gas-oil contact produces a smaller though significant gravity decrease signal, which provides insight in the drive mechanism and mass balance of the field. Gravity and subsidence data were used for improved material-balance calculations at Troll and to optimize the overall strategy of gas and oil production (Alnes et al., 2010). Mikkel is a gas-condensate field with an initial estimate of reserves of 23x109 Sm3. The seafloor depth at Mikkel is 220 m, with the reservoir lying 2500 m below. It is a much smaller reservoir than that of Troll, at a much larger depth. Differences of about 4 μGal between measured time-lapse gravity data and reservoir model predictions lead to the conclusion that the water influx from the aquifer was significantly lower than expected (Vevatne et al., 2012). The information had important implications for reservoir management: it had been anticipated that in case of water breakthrough in one of the wells, the two remaining ones would not be able to sustain the minimum required flow rate in the pipeline. Updating the anticipated time for breakthrough allowed for a better management of pipeline occupation rights. At the Statfjord oilfield, subsidence measurements were used to calibrate the geomechanical model of the overburden. From this improved geomechanical model, the discrepancies between the measured and modelled seismic time-shifts in the overburden could then be used to identify undrained segments in the reservoir (R ste and Ke, 2017).
Improving the cost efficiency of
70 | MED OIL & GAS
Fig 3: The new generation of gravimetry and subsidence monitoring instrumentation. The sensor frame is hold by a work-class ROV.
the surveys A large fraction of the cost of gravimetry and subsidence surveys correspond to the vessel and the ROV. Cost-effectiveness can be introduced in two ways: by reducing the duration of the surveys and by making the instrumentation more compact, so smaller vessels and ROVs can be utilized. An important driver of survey time is gravimeter drift. Multiple measurements need to be performed at the concrete platforms to construct an accurate drift model that can be used to correct the measurements. A second driver is the duration of the measurements themselves, which is in turn driven by two factors. The first one is the high-frequency noise introduced by microseisms, that needs to be averaged out. The second is the initial instability of gravimeters that have been subject to tilt in the transition between concrete platforms (gravimeter recovery), that needs to be modelled and corrected for.
The industry has recently introduced improvements in the gravimeters that provide higher frequency sampling, less recovery after tilt and less drift, together with a significant reduction of volume and weight of the instrumentation. A new generation of offshore gravimetry instrumentation has been introduced with new sensor technology, and much improved handling and automatization (see Figure 3). The effect on the reduction of requirements in ROV and vessel size has been realized in two surveys in 2018. The data acquired on those surveys represent an excellent benchmark for planning for an optimal reduction of the duration of the surveys in the future.
Klausdorfer Weg 163 | 24148 Kiel | Germany Tel. +49 (0) 431 6 6111-0 | Fax -28 info@podszuck.eu | www.podszuck.eu 71
Operators’ choice for silent nights Maintenance rethought liebherr.com
Maritime cranes Liebherr Intelligent Maintenance - LiMain
72 | MED OIL & GAS
PRESS RELEASE
ABS Consulting and Nozomi Networks Partner to Bolster Cybersecurity for Marine and Critical Infrastructure Alliance combines each company’s extensive knowledge and expertise in operational technology (OT) and Industrial Internet of Things (IIoT) cybersecurity to solve critical challenges and combat advanced threats.
ABSG Consulting Inc. (ABS Consulting), a leading global risk management company, recently announced a strategic partnership with Nozomi Networks, the leader in OT and IoT security, to enhance ABS Consulting’s comprehensive operational technology (OT) network monitoring and managed services. This joint solution is aimed at organizations within industrial sectors such as oil and gas, power and energy, maritime, chemical and manufacturing. By combining their unparalleled knowledge and expertise in OT and Internet of Things (IoT) cybersecurity, ABS Consulting and Nozomi will help organizations meet their unique industrial cybersecurity challenges to address the ever-changing threat landscape. ABS Consulting joins Nozomi Networks’ MSSP Elite Partners program, which enables managed security service providers (MSSPs) to build upon the existing capabilities of Nozomi Networks Vantage, Guardian and Central Management Console (CMC) products that Nozomi manages on behalf of customers. The program also gives customers confidence that MSSPs are trained, certified and available to incorporate Nozomi Networks’ solutions within their MSSP platform and/or SOC certifications. In 2021, the U.S. saw a number of high-profile cybersecurity attacks on critical infrastructure and industrial organizations. The incidents, which began in IT systems, caused the targeted organizations to proactively shut down operations to minimize damage and prevent threat actors from infiltrating OT systems. These ac-
tions not only highlighted the monumental differences in the methods used to manage OT and IT vulnerabilities, but they demonstrated the wide-spread effects on bottom lines, reputations and the public.
Learn more about ABS Consulting’s Cybersecurity Managed Services, as well as security offerings for critical infrastructure, including the power and energy sector.
About Nozomi Networks “These high-profile attacks on critical infrastructure demonstrate the divide between how organizations prepare for and manage the cybersecurity threats facing their OT and IT. The IT cybersecurity pace is much more advanced, while OT is an emerging target. This, combined with increased digitalization and connectivity, is creating an ever-expanding risk gap that requires specialized domain expertise to address,” said Ian Bramson, Global Head of Industrial Cybersecurity at ABS Consulting. “Through our collaboration with Nozomi Networks, our clients will now have access to OT-specific managed services, including 24/7 monitoring as well as asset and vulnerability management.” “ABS Consulting is filling a critical role as a growing number of industrial CISOs look for cost-effective ways to strengthen their security postures across IT and OT while juggling resource limitations and skills gaps,” said Chet Namboodri, Nozomi Networks Senior Vice President of Business Development and Alliances. “With ABS Consulting on board as a member of our MSSP Elite Program, we can work more seamlessly together to deliver the Industrial IoT managed detection and threat remediation our joint customers are requiring.”
Nozomi Networks accelerates digital transformation by protecting the world’s critical infrastructure, industrial and government organizations from cyber threats. Our solution delivers exceptional network and asset visibility, threat detection and insights for OT and IoT environments. Customers rely on us to minimize risk and complexity while maximizing operational resilience.
About ABS Consulting ABSG Consulting Inc. (ABS Consulting) is part of ABS Group of Companies, Inc. (www.absgroup.com) which is a wholly-owned subsidiary of ABS (www.eagle.org), one of the world’s leading marine and offshore classification societies. The subsidiary was recently named one of America’s Best Consulting Firms of 2021 by Forbes. With over 50 years of risk management and safety experience, ABS Consulting provides data-driven risk and reliability solutions and technical services that help clients confirm the integrity, quality and efficiency of critical assets and operations. Headquartered in Spring, Texas, ABS Consulting operates with more than 1,000 professionals in over 20 countries serving the marine and offshore, oil, gas and chemical, government, power and energy and industrial sectors.
73
PRESS RELEASE
XpertAssist real-time remote support
XpertAssist: the new level of real-time support for customers’ machines, wherever they are.
– A new service era – The next level of service – Low investment high return Liebherr enhances its existing remote service app and takes service to the next level. XpertAssist is not just an audio-video connection but combines remote service and traditional technical expertise with a number of technical tools to provide advanced support for customers. The new service is available for crawler cranes, deep foundation equipment and maritime cranes. Nenzing (Austria)/Rostock (Germany), August 2021 – Liebherr has further developed its remote service portfolio to provide even better support for its customers. XpertAssist is an annual subscription-based service, which combines several service tools to provide increased benefits such as reduced mean time to repair and therefore, costs. Real-time, fast and effective support is provided by Liebherr experts wGorldwide with second level backup support with OEM. Increased availability, longer service life, and reduced service costs are the advantages for each machine registered with XpertAssist.
A new service era Following the success and high demand of the 74 | MED OIL & GAS
XpertAssist: the new level of real-time support for customers’ machines, wherever they are.
Remote Service tool that was introduced last year, Liebherr has further enhanced its remote portfolio taking service to the next level. XpertAssist combines real-time expert advice from experienced technicians with a wide range of technical tools through an audio-visual connection. Immediate qualified fault analysis and online troubleshooting backed by stepbystep instructions mean assistance can be maximised and on-site attendances can be reduced to a minimum. Any necessary site attendances are made as efficient as possible through audio-video calls to predefine requirements and so increase the first time fix rate. A debriefing via audio-video conference call to explain the work done, or to address possible findings is part and parcel of this new product. The mean time to repair is reduced by up to 50 %, and field service costs cut by up to 20 % per annum. The next level of service XpertAssist extends to predictive maintenance advice and reports on individual machines or entire fleets, for example, reports on safety or machine and engine utilisation. The interactive performance review and advice on preventive maintenance ensure high machine availability and early budget planning. Service technicians normally spend up to 45 % of their time just travelling to/from site - both time-consuming and costly for all parties. Thanks to XpertAssist, availability of experts is increased through elimination of avoidable travel giving them more time to do
their actual job – attending to customer needs. Less travel, less CO2 emissions - the environment also benefits through the reduced carbon footprint. An increasingly important factor in today’s world. Recent experience in the Middle East underlines the importance of quick and efficient technology when projects are thousands of kilometres away from base. “For our company, which has all operations and projects outside our home country of Turkey, such remote service is perfect,” explains Levent EKMEKÇOGLU, Company Manager of rem engineering, construction and trade co. ltd. He continues, “Assistance was provided by Liebherr remotely in Jordan with no travel or accommodation costs and no time delays. The issue was solved immediately to our utmost satisfaction and we are very grateful for this extended assistance.”
Low investment, high return All that is needed for XpertAssist is an annual subscription, available for each individual machine or for entire fleets. As an option, Liebherr offers a high-quality, ready-to-use pre-installed tablet (LiTAB) enabling digital machine documentation and easy process data download, as well as remote operation monitoring, to name but a few of its many benefits. Further details are available from Liebherr’s worldwide network of service partners and online under XpertAssist.
YOUR COMPRESSION SOURCE Euro Gas Systems is an ISO 9001 authorized packager of natural gas compressors. As an authorized packager for several compressor manufacturers, EGS brings world-class compression to the Middle East, European, Asian, African and CIS markets at competitive pricing levels. Gas compressor packages We offer packaged gas compressors and packaging / repackaging / conversion services for OEM's / customers owning existing compressors and / or drivers. EGS can design your package from bottom up or work to your designs.
Oilfield natural gas engine powered generators Focused on fuel quality tolerance and high efficiency, EGS provides the best solutions for power needs at remote sites. Air-cooled heat exchangers (ACHE) With our in house design and manufacturing capabilities, EGS produces air cooled heat exchangers (ACHE), based on several design models. Air cooled heat exchangers are first solution for process and auxiliaries cooling in gas compression, when there is no cooling water source available.