
3D PRINTING & ADDITIVE MANUFACTURING INTELLIGENCE STATE OF THE INDUSTRY AM SPACs, facts & figures SOFTWARE Simulation, APIs & connected ecosystems cREATIVE The making of Guillermo del Toro's Pinocchio MAG EUROPE EDITION VOLUME 31 ISSUE 1 www.tctmagazine.com Meet the innovators leading the charge in AM ADDITIVE POWERHOUSE

















12 shows, 1 venue 7 8 JUNE 2023
3D PRINTING & ADDITIVE MANUFACTURING INTELLIGENCE Evaluate. Adopt. Optimise. Analyse the opportunity Discover your application Learn from user success stories Understand capabilities and limitations Choose the right solution Optimise existing technology Consider enterprise adoption Ensure return on investment With more than 100 speakers and 200 exhibitors, discover your additive strategy at TCT 3Sixty. Sign up Now! www.tct3sixty.com SCAN ME
NEC, Birmingham, UK
Take control of your design and production process with Formlabs’ fastest, most powerful SLS 3D printer yet.


Formlabs Fuse 1+ 30W SLS Printer
With four Nylon powders to choose from, 3D print productionready, end-use parts on the Fuse Series.


The Fuse 1+ 30W printer's inert gas environment ensures that you'll get industrial quality parts, every time, while the user-friendly workflow enables anyone to take ownership over production.
With a more powerful laser and enhanced scanning speed, the Fuse 1+ 30W delivers parts at up to twice the speed as previous generations, allowing designers, engineers, and manufacturers to go from design to finished part overnight.

Find out how the Fuse 1+ 30W can improve your production performance, call 01295 672600.

www.advent3d.co.uk info@advent3d.co.uk | 01295 672600
U K & E I R E D E D I C AT E D PA RT N E R


FUNCTIONAL ALUMINIUM & PLASTIC PROTOTYPES IN 1 – 4 WEEKS • Machined Aluminium Castings One Shot Casting • Rubber Plaster Mold Precision Air Set Sand • Graphite Die Casting • RIM – Reaction Injection Molding • CNC Machining & Hogouts • Painting, Finishing & Assembly AS9100 & ISO 9001 Certified • ITAR REGISTERED email: sales@armstrongrm.com For more info visit us at: ARMstrongRM.com A Strong Future Stands Behind Us!
FROM THE EDITOR SAM DAVIES
There’s a reason why
In each TCT Magazine issue, we seek to bring you the perspectives of as diverse a group of industry personnel as possible, from applicationspecific insights to thoughts on the broader landscape of the additive manufacturing (AM) sector.
But in pulling this first issue of 2023 together, I was hit with perhaps the most fundamental observation.
“In any industry, there needs to be a reason for these companies to exist.”
Though an obvious statement to make, it is something to come back to as millions continue to be pumped into a market that grows steadily, not steeply, with many in the sector often bemoaning the pace of change. As the technology evolves into a bona fide production tool, the industry remains awash with vendors backed significantly by venture capitalists with little profit yet being made. It could be perceived as an industry built as much on promise as performance.
That promise led to more than half a dozen companies announcing their intention to go public via SPAC mergers between 2021-22. One failed to get off the ground, while another filed for bankruptcy within nine months of its listing. The rest listed successfully, though stock values trend downwards by 50-90%. The analysis of SPACs in our State of the Industry coverage (P14) is what brings us to the reason why. Why would people continue to invest if the promise isn't being fulfilled and enough profit being made? And what then for AM tech providers?
In this issue’s cover story, I’d argue there’s plenty to justify the industry’s existence. Shining a spotlight on the five nominees for this year’s TCT Women in 3D Printing Innovator
Award, there is enthusiasm and achievement in abundance, from academia to materials to medical.
The impact of 3D printing in this latter sector, as we’ll highlight in our second TCT Magazine issue of 2023, changes and saves lives. While continued research and material development helps the technology to come into its own in plenty of other markets too.
Throughout the year, we’ll detail the proficiency of AM to supplement, and enhance, how things are made in transport, heavy industry, and consumer products. Meanwhile, in this issue, we look at how the technology is helping to push the envelope in the manufacture of e-sport gaming mice (P30) and stop animation puppets (P32). Recreational applications they might be, but sizeable markets for the industry to penetrate.
Before that, another State of the Industry instalment (P12) features the latest findings from CONTEXT, who don’t so much aim to rationalise the industry’s being, but monitor the appetite of the customer base. In Q3 of last year, demand in the Industrial and Design product classes was up, in part thanks to continued innovation from the machine vendors.
And though AM is already proving its worth in a range of industries, that there’s still room for improvement can’t be denied. Between pages 18-27, we look at the latest goings-on in software and standards – two pivotal elements when it comes to additive application.
As the industry continues on these endeavours – to prove and improve the tech – we at TCT will keep pace. This issue is a good start, but there's plenty more to come.
31.1 / www.tctmagazine.com / 05
from the editor
08.
Software
State of the industry
Chris
Sam
Laura
18. IT TAKES TWO
Industry experts share their thoughts on a point of friction between hardware OEMs and MES providers.

20. JUMP TO LIGHTSPEED
Oli Johnson takes a look at how Stratasys and Hexagon have come together to enable lightweight aerospace parts.

22. HEAD IN THE CLOUD
Laura Griffiths speaks to Oqton about connected ecosystems and life as a 3D

06 / www.tctmagazine.com / 31.1 COVER STORY VOLUME 31 ISSUE 1 8
ADDITIVE POWERHOUSE
The five TCT Women in 3D Printing Award nominees discuss their work in additive manufacturing.
12
& simulation
18
Systems company.
12. AM MACHINE SHIPMENTS CONTEXT Head of Global Analysis
Connery provides insight into rising revenues in the 3D printing sector.
14. TAKING STOCK
Davies explores what recent SPAC activity means for the AM market.
16. THREE FOR 2023
8
Griffiths speaks to three companies with big ambitions for the year ahead.
Standards
25. LET’S TALK ABOUT STANDARDS
TWI’s Amanda Allison discusses the progress being made in additive manufacturing standards and certification.
26. BUFFALO BUILDS
Black Buffalo 3D on its internationally coded construction 3D printing solution.


28. WORTH ITS WEIGHT Sam talks to Diamond Centre Wales about how it is integrating 3D printing into its bespoke jewellery-making operations.

30. GAME CHANGER
Personal ergonomic equipment developer Formify shares more about its customer 3D printed mouse for esports.
32. PUPPET MASTERS
How 3D printing helped to create the Pinocchio puppet for Guillermo del Toro’s latest box office hit.

34. 15 YEARS OF ARTEC 3D Artec 3D CEO Artyom Yukhin discusses the past, present and future of 3D scanning technology.
38. A REAL GEM
We talk to AMUG President Mark Abshire about what makes the AMUG Conference unique.
31.1 / www.tctmagazine.com / 07
25 amug 38
28
Q&A creative 34 28 26 32 20
Exec
ADDITIVE POWERHOUSE
Meet the innovators leading the charge in AM
Amid the swell of congratulatory remarks –words like ‘fantastic’ and ‘awesome’ complementing the likes and love hearts on social media posts – one comment stands out: “A powerhouse group of super innovators.”
The words were left under a post about the five people on the front cover of this very magazine; our finalists for this year’s TCT Women in 3D Printing Innovator Award.
Now in its third year, our annual call to the public to nominate female innovators who are leading the charge in additive manufacturing (AM), collected more nominations than ever before. And after much deliberation between TCT and Women in 3D Printing, our nominees gathered at the TIPE 3D Printing Conference in January – converged across time zones and industries – to discuss their journeys into AM and how they’re each championing the technology today.
THE ADDITIVE ENTREPRENEUR
Kate Black is a multidisciplinary researcher and Professor of Manufacturing at the University of Liverpool, focused on elevating the AM industry through chemistry and collaboration. A strong advocate for a more diverse workforce to “create innovation in manufacturing,” Dr Black is also a campaigner for greater diversity in the STEM workforce. In 2013, she founded LivWISE (Liverpool Women in Science & Engineering) to support and promote women in STEM.

But Dr Black is also an entrepreneur. In 2019, she co-founded the university spin-out Meta Additive Limited, which was later acquired by Desktop Metal.
It was Dr Black’s background in chemistry that enabled the development of a new approach to 3D printing metals that found its roots in atomic layer deposition and chemical vapour deposition, to address the limitations of metal binder jetting. That, plus a strong team made up of collaborators from different industries and backgrounds, as Dr Black shared.
“Having a great technology is only part of it and it's only part of [getting it] to commercialisation,” she elaborated.

“Really, it's all about people and team. And if you don't have the right people in the right team, great innovation can get squashed. So, for me, it was that synergy of having a good technology but also having a great team to take it to market.”
The technology itself utilises non-sacrificial functional binders to eliminate challenges around porosity, shrinkage, size limitations and production speeds associated with current binder jetting processes. With this novel chemical approach, translating organometallic expertise into additive manufacturing, and specialising in materials, Dr Black says the aim is to
broaden the palette of materials that can be processed with AM.
“I think that allowed me to come at it from a different angle,” Dr Black explained. “I'm a real firm believer that, particularly in manufacturing and additive manufacturing, we need to take people from all the seemingly disparate disciplines, so people from chemistry or physics or biology, and see what they do to turn it on its head, because to me, everything is about materials. If you don't have the materials, you can have the most amazing machines, you can have amazing software but if you don’t have the materials to put into it, then you're not going to manufacture anything.”
08 / www.tctmagazine.com / 31.1
“If you don't have the right people in the right team, great innovation can get squashed.”
POWERHOUSE
THE MATERIALS-MAVEN
Jessica Drazba holds in her hand an Adidas running shoe featuring a latticed midsole. It’s perhaps the most famous example of 3D printing in a consumer-facing end-use product and was enabled by the work done by Drazba’s team at Silicon Valley AM company Carbon on 3D printable elastomeric resins.
Echoing Dr Black’s comments on the value of materials development, Drazba said: “It doesn't matter how fancy your printer is, it doesn't matter how elegant the software is. Those are helpful to making a good part but, really, the materials at the end of the day are what’s super important.”
With a background in chemistry and an interest in two-photon absorption and stereolithography, it was Carbon’s now famous Terminator 2-inspired TED Talk that inspired her to join the company in 2015. As Director of Resin Product Development, Drazba leads a team responsible for the development and commercialisation process for new resins using Carbon’s Digital Light Synthesis technology. This process, as Drazba explains, is crucial to getting new materials into the hands of users.


“A cool resin invention is exciting but without a proper commercialisation process, it's just that, it's just an invention. It's not actually a resin product that a customer can use,” Drazba said. “My team is involved in making sure that all the inventions that come to light for Carbon actually become real products.”
For Carbon, those real products span from sporting goods to oral health. Materials, whether elastomerics for impact resistance on the football field or rigid materials for HVAC components in automotive, are at the heart. For those new applications to grow, Drazba believes more attention needs to be put on the unique value AM can bring in terms of speed to market, design freedom and improved performance, compared to traditional methods like injection moulding. The other challenge is education.
“You need to have engineers that are thinking about different ways of manufacturing,” Drazba said. “Whether it's a midsole, medical device, dental applications, industrial parts, if additive isn't in their toolbox of design tools, then opportunities are going to get missed.
“I think education, starting all the way from the high school level through college and graduate school, and also just industrially, everyone needs to be aware that additive manufacturing can be a viable technology.”

THE IMPLANTS INNOVATOR
In addition to consumer-facing products, healthcare is perhaps the most effective AM application area when it comes to communicating the technology’s impact in the real world. At the forefront of this is Alba Gonzalez-Alvarez, a doctor in Biomedical Engineering with nearly a decade of experience collaborating with surgeons, engineers, and researchers on the development of hundreds of 3D printed custom medical devices that have been successfully implanted into patients.
Today, Dr Gonzalez-Alvarez is leading a European Marie Curie Conex+ project on the development of medical devices at University Carlos III of Madrid, Spain, in association with several European hospitals. The team uses engineering analysis to validate new designs and establish workflows for every type of implant developed. These devices are 3D printed in a range of
biocompatible materials, typically using powder bed fusion for metallic implants but also working with biopolymers for dental applications and anatomical models.
This knowledge has rapidly sped up the development time for such complex devices, as Dr Gonzalez-Alvarez explained: “We have developed a great range of implant designs that we have biomechanically tested and validated and therefore, we can now use that knowledge to design and create new implants within weeks.”
Dr Gonzalez-Alvarez's motivation, to improve patients’ lives by using advanced engineering tools and 3D printing, shines through. And never more than when she talks to the importance of providing hospitals with the services required for the development of custom implants for patients in need of surgical solutions.
“We are really lucky we have developed implants to reconstruct almost any part of the body,” Dr Gonzalez-Alvarez said. “Really very complex reconstructions, from head and neck to orthopaedics, thoracic surgery, femurs, tibias, hips. Last week, we had a really complex patient that we operated on in Italy for a very complex hip reconstruction; a patient that would have not been operated on unless a custom implant [could be] created for him. So, that process from design to implantation, it's a process that is usually carried out under a lot of pressure as you have to meet surgery deadlines, and you have to organise the work of disciplinary teams within the therapeutic window of the patient, and the work of clinicians, engineers, manufacturers, etc. But it is a really special time when you see a patient get better because of the work done together.”
31.1 / www.tctmagazine.com / 09
COVER STORY
WORDS: LAURA GRIFFITHS













with ultra high resolution full platform with rings takes only 30 minutes THE FASTEST
JEWELLERY PRINTER IS POSSIBLY 3rd Floor, 63-66 Hatton Garden, London EC1N 8LE • 0800 689 0719 [free phone] +44 207 404 4240 • sales@pro3dshop.com • info@pro3dshop.com • www.pro3dshop.com @pro3dshopuk Designed to easily integrate into jewellery manufacturing environments.
3D
THE CROSS-INDUSTRY CHAMPION
Exemplifying what can be achieved with this kind of multi-disciplinary collaboration, Dr Parastoo Jamshidi has been researching how AM design flexibility can bring additional functionality to patient-specific implants. Having spent the last nine years exploring multiple techniques and materials including plastics, metals, ceramics, hydrogels, and composites, Dr Jamshidi is today taking those learnings and applying them to completely new industries through a knowledge transfer partnership with Birminghambased jewellery company Cooksongold. Here, she is helping to diversify its business model into emerging industrial sectors, specifically with precious metals.
“I’m trying to now investigate the application of the precious metal for different fields, for instance, medical and industrial. So, we are working on volume production of industrial components, for instance, but they're all the same concept, we are working on a different design," Dy Jamshidi explained. "We are also trying to expand the sectors in the jewellery company for medical applications because we know that precious metals are very important for dental and medical applications by very small incorporation of the precious metal because precious metals are very expensive. So, it's probably not a good idea to print the whole thing with a precious metal, but a very small amount of precious metal into the main matrix, for instance, titanium or cobalt chromium or copper, that might actually make a big difference, to create a new component for medical or dental applications.”
Following her PhD in Biomedical Engineering from the University of Birmingham, Dr Jamshidi joined the university’s Advanced Materials Processing (AMPLab) group to explore 3D printing in tissue engineering and regenerative medicine. It was here where access to metal 3D printing enabled her to use her skills in biomedical to explore 3D printing of customised, patientspecific medical implants. That thread of sharing expertise across industries and specialities is also woven through Dr Jamshidi’s work here, working closely with industry, clinicians, and researchers,

“to connect all the expertise together to be able to help the patients for a better quality of life.” And for those patient-specific medical implants, the value to patient, and to wider healthcare infrastructures, cannot be overlooked.

“That helps to minimise a lot of costs for the NHS because you will minimise a lot of rejection from the patient’s body,” Dr Jamshidi explained. “By using 3D printing and creating customised parts for the patient, you can actually decrease the NHS costs as well as the patient discomfort.”
THE HEALTHCARE TRAILBLAZER

For Beth Ripley, the journey to AM began in radiology, just as 3D printing was beginning to gain traction in the medical field. When a need for greater communication to describe the complex anatomies and pathologies shown in patient imaging to surgery teams and patients presented itself, Ripley questioned whether they could take patient 3D data sets, that would typically be condensed into 2D images, and bring it back into the 3D world. Now specialising in translating medical imaging into virtual and 3D printed models to help the way doctors and patients understand and treat disease, the answer was yes.
“If you put the actual patient anatomy back in the hands of the surgeons, they would get it in seconds,” Ripley said. “The amount of information transfer and communication that would happen in that moment is just amazing.”
Beth Ripley MD, PhD is the Deputy Chief for the Office of Healthcare
Innovation and Learning for the Veterans Health Administration and is an Associate Professor of Radiology at the University of Washington School of Medicine. Overseeing the enterprise-wide VHA Office of Advance Manufacturing, the goal is for every VA Medical Center to have access to 3D printing services to provide patientspecific healthcare to all 9 million veterans. To date, there are 3D printing capabilities in 99 hospitals across the VA network.
“There's a lot of training that goes into this, there's a lot of engineering that's required,” Ripley said of making this a reality. “Bringing researchers, engineers, clinical staff together is a feat. But the amazing thing about hospitals is, it's a great place to do that. And of course, our industry partners too.”
Ensuring the technology reaches the people and places it needs to, VHA has another mission too: to share its learnings with the general public.
“We've been working on a playbook to help explain how to do this point of care manufacturing,” Ripley explained. “It’s kind of in its early iterations, but you'll see us hit those three themes: training and getting the right people to the table; getting the printers in, in a safe environment; and then probably the most challenging, but most exciting for us as an industry, is building that digital infrastructure that's going to allow us to share and move files either between ourselves within our own organisation or across the ocean to my colleagues in Europe and beyond, and making sure that's trusted and safe and verified.”
On June 7th, 2023 in Birmingham, UK, one of these five innovators will be named the third recipient of the TCT Wi3DP Innovator Award, following in the footsteps of Prof. Wai Yee Yeong of the Nanyang Technological University in Singapore, and Eliana Fu, Industry Manager at TRUMPF.
The public vote is open until February 15th at tctawards.com.
31.1 / www.tctmagazine.com / 011 COVER STORY
SHIPMENTS AM MACHINE
Chris Connery, Head of Global Analysis at CONTEXT provides insight into rising 3D printer revenues and slowed shipments.

Latest global market insights by CONTEXT show that aggregate 3D Printer unit shipments dropped by -4% during the third quarter of 2022, while systems revenues across the same time period rose by +14%. While great unit shipment disparities were seen across various printer price-classes*, all segments saw system revenues rise from a year ago.
Inflationary pressures across the globe led to same-model price increases in all classes helping to prop up revenues. In a separate trend and also pushing up industry revenues, the Industrial metal segment also again benefitted from a shift in demand to more efficient and more productive machines such as for Metal Powder Bed Fusion models with more lasers and greater efficiency that enable higher outputs.

INDUSTRIAL
Unit shipments in the period were characterised by (1) the continued rise in demand for Metal Powder Bed Fusion Systems, especially in China, (2) strong growth for Metal Directed Energy Deposition systems thanks in part to the emergence of new low-end player Meltio, and (3) rising Vat Photopolymerisation shipments thanks to the bounce-back by UnionTech. UnionTech, in fact, drove most of the shipment growth in Q3 2022, bouncing back from their Covid lockdowns the prior quarter (when shipments were down -38% Y/Y) to sell +62% more printers than in Q3 2021. Over the period, China was not only the largest market (35% of the world’s Industrial 3D printers were shipped there) but also saw higher growth (+34%) than either North America or Western Europe.
012 / www.tctmagazine.com / 31.1
SHOWN: CHART SHOWING QUARTERLY MACHINE SHIPMENTS VERSUS REVENUES
DESIGN
Shipments of Design printer systems were up significantly in Q3 2022, at +29%, increasing growth for the YTD to +22%. This was mostly due to sales of net-new products to the category including Formlabs Fuse 1+30W (already the fourth-bestselling product in this price category), new DLP system from UnionTech, Stratasys’ Origin P3, Photocentric’s LC Magna and Desktop Metal’s Fiber system. New models accounted for 15% of shipments in the category with just two products, Fuse 1+30W and Origin P3, making up 9% of the category total.
PROFESSIONAL
In the Professional price class, shipments dropped −7% from Q3 2021: FDM/FFF printer shipments dropped −8% with SLA printer shipments down−21% from a year ago. FDM shipments were relatively flat over the YTD through Q3, with only −1% fewer products shipping than in the same period of 2021, but the same is not true of SLA shipments which were down −19% from 2021. UltiMaker (the newly combined MakerBot and Ultimaker), which produces both Professional and Personal printers, had a market share of 36% in this price class but in aggregate saw unit shipments drop −14% in the price class. Collectively, UltiMaker and Formlabs (which also saw reduced unit shipments) accounted for 51% of global Professional system revenues in Q3 2022. New to the category this quarter was Nexa3D which is now ramping up shipments of its XiP printers.

PERSONAL AND KIT & HOBBY
Growth in these low-end segments has significantly decelerated since the pandemic boom with both the Personal and the Kit & Hobby segments continuing to be dominated by market share leader Creality. Personal shipments fell -11% in the period. Kit & Hobby shipments were down -3% in the period, were down -10% from Q3 2020 (the pandemic boom) and were generally flat (up +2%) on a trailing twelve month’s basis. A significant bright spot is the emergence of Bambu Lab which, in Q3 2022, began shipping against its super-successful Kickstarter campaign that raised 7.1M USD against 5,513 pre-orders at ~1,200 USD apiece. Only two previous crowdsourced 3D printer initiatives have bettered this: Anker (8.9M USD) and Snapmaker (7.8M USD).

OUTLOOK
Forecasts for 2023 have turned cautious as fears of regional recessions loom large and the worries that the
loosening of China’s zero-Covid policy may reduce domestic demand and lead to further supply-chain disruption.
However, forecasts for key end-markets (including aerospace) and for key modalities – particularly Metal Powder Bed Fusion – remain strong. BLT and Eplus3D joined SLM Solutions and Velo3D to announce new large-format multi-laser metal systems to help meet this rising demand. Now that HP has fully launched its Metal Jet models and GE Additive is looking to commercialise its Series 3 products, Metal Binder Jetting machines may also help make 3D printing a more mainstream manufacturing process over the year to come.
* Price classes for fully assembled finished goods: Personal <2,500 USD; Professional 2,500–20,000 USD; Design 20,000–100,000 USD; Industrial 100,000+ USD. Kit & Hobby printers require assembly by purchaser.
Hear Chris dig into 3D printer shipments, trends, and more on the Additive Insight podcast: mytct.co/CONTEXT23


31.1 / www.tctmagazine.com / 013
“The industrial metal segment benefitted from a shift in demand to more efficient and productive machines.”
SHOWN: BREAKDOWN OF UNITS AND REVENUES BY MACHINE CLASS State of the Industry ©CONTENT 2023
Sam Davies takes a look at recent SPAC activity and what it means for the AM market.

In the public investment market, stocks are traded for cash, and ambitions are chased for a piece of the pie.
Within these choppy waters, there are large companies, small companies, and blank cheque companies. Where the large and small brands demonstrate their profit-making abilities, or at least their growth potential, to be here, the blank cheque firms – officially known as Special Purpose Acquisition Companies (SPAC) – must merge with operating companies inside two years. While most public listings see companies looking for money, the SPAC represents money looking for a company.
Two years ago, some of that money matched with companies in the additive manufacturing (AM) industry. Desktop Metal, Velo3D, Markforged, Shapeways, Essentium, Fast Radius and Fathom all announced SPAC mergers, with Essentium’s agreement being terminated and Fast Radius filing for bankruptcy just nine months later. The other five remain publicly listed, albeit with stocks down anywhere between 50-90% in recent months.
Though the SPAC is not a new phenomenon, it found itself in the limelight in 2021 after a perfect storm of ‘central banks injecting liquidity into the market at low interest rates and the rise of retail trading due to Covid-19 lockdowns,’ per Stephen Butkow, an investment banker at Stifel.
“These vehicles caught the imagination of multiple investor classes because they checked a lot of boxes for a lot of stakeholders,” Butkow tells TCT. “You had companies looking for capital, and investors who are flush with cash and looking for yield. When I say yield, the promise [of SPACs] is that after two years, if we don’t find a transaction, you get your money back with a bit of interest. So, your perspective is, it’s risk free.”
SPACs became a more popular route to a public listing in 2021 compared with a traditional IPO, with many proposed advantages. Companies going public via a SPAC could expect a faster execution, price discovery on the day of the SPAC deal closing as opposed to the day the company lists, and the potential to raise further funds through Private Investment in Public Equity (PIPE) investors. In 2021, 613 companies listed on the stock exchange via a SPAC, up from 247 in 2020 and down to just 76 in 2022. The perfect storm, then, was temporary, but several took advantage. For Velo3D, it had been the aim of the company to go public before it had even launched its Sapphire metal 3D printing system in the summer of 2018. The rise of the SPAC – which enabled ‘earlier stage companies access to cheaper public funding versus simply having to rely on venture funding’ per Butkow – just allowed the company to get there faster.
“The SPAC has reduced, by a massive amount, the barrier in terms of risk for a company to be considered investable,” Velo3D CEO Benny Buller explains.
“Before 2020, it was used to list companies that were very low risk, very low growth. But in 2020, with Covid and the drying up of the conventional IPO process, this vehicle was repurposed, and was now used to allow public investors to invest in earlier stages in high growth, high risk companies that until then were only open to [venture capitalists].”
“[But] like anything in Wall Street,” Butkow says, “it got overdone with both companies and investors looking to run into an overheated market.”
Many of the factors that created the perfect storm Butkow referred to – in particular the low-rate environment and the Covid pandemic – have changed significantly. “When the rate environment went upside down,” Butkow says, “we went from a period of almost no cost of money to a real cost of money.
014 / www.tctmagazine.com / 31.1
“In 2023, the market will be very cautious.”
The yield that the SPAC structure offered in a low interest rate environment no longer became attractive to investors in the new raising rate environment. It is common to see growth stocks do better than cash flow generating and dividend paying stocks in a low-rate environment. That dynamic changed and the demand for high growth stocks dropped causing a significant drop in valuations.”

Another big influence on this shift in market conditions relates to the PIPE market, which most SPAC deals lean on to provide capital and validate the valuation of the listed company. Even before the valuations with many SPAC deals dropped, the PIPE commitments became increasingly harder to come by. Essentially, as companies tried to jump on the SPAC bandwagon, there wasn’t enough PIPE money to go around, and many SPAC merger announcements ground to a halt.
Thus, an unsuccessful SPAC public listing has been as much down to timing as it has been the company's business model or their potential to scale. The market conditions, Butkow believes, mean SPAC deals will be less common in the short-term, though he suggests their worth as
an IPO alternative has been proven. Therefore, he says, SPAC mergers are likely to one day return, albeit without the fanfare saw in 2021.
For those that have successfully listed via a SPAC, this is where the hard work begins. Velo3D is a company that raised more on the day it went public than it did in its seven-year history prior, but it now has to deliver on its promises and move towards becoming a profitable company. That, Buller believes, is as important for other AM companies, as it is for Velo3D.
“The emergence of large successful companies that will be growing quickly and will be profitable will be very critical to be able to support the next generation of big investments and of companies going public,” he says. “I think that in 2023, the market will be very cautious, and I think beyond that, the market will be looking at, are we actually making money from these companies or not? Right now, the market keeps fragmenting and there are a lot of companies contributing to the growing market, but this is not a market where anyone is making money.”
This is the critical next step for public additive manufacturing companies. Those who operate on the public market, and do so with falling stock value, have to contest with an increasingly risk-averse market. When sentiment will shift back to a ‘risk on’ market and investors begin to chase the big values, nobody knows, but Butkow believes we’re currently at the ‘lowest, scariest point’ of that trajectory.
To navigate these rough seas, public investors need to see the
delivery of promises or the evolution of business models or the changing of funding models. If they don’t, businesses will be required to streamline their operations, put themselves up for sale, file for bankruptcy, or in the worst-case scenario, cease to operate. What Butkow thinks is going to happen next is this.
“What you’re probably going to see,” he assesses, “is a period of consolidation amongst the established players in the next two, three years, because of the market realities. You have companies that have the cash right now, you have companies that have some mature-ish businesses or technologies that have broad customer acceptance, but they might be tied to a part of the business strategy that is stuck in the past, that might be burning a lot of cash. You’re going to see [those companies] trying to figure out how to get themselves more profitable, and/or to try to conserve that cash or deploy that cash more attractively.”
31.1 / www.tctmagazine.com / 015
State of the Industry
“What you’re probably going to see is a period of consolidation.”
THREE FOR
Laura Griffiths speaks to three companies with big ambitions for the year ahead.
IN WITH THE OLD
The proliferation of established brands entering the additive manufacturing (AM) space has become a question of not if but when certain manufacturing and technology marques will make the shift. HP, which reportedly hit a milestone of over 170 million parts printed with its Multi Jet technology last November, has made waves since entering the market in 2016, and most recently, Nikon, with its takeover of metal AM company SLM Solutions, has sets its sights on becoming a global AM leader.
KraussMaffei Technologies GmbH, a German manufacturer of injection moulding and plastic extrusion equipment, can now be added to that list. The company first teased its entry onto the market last summer, and at K Show in October introduced two AM systems in a bid to open up the technology for industrial production, as Rolf Mack, Vice President Additive Manufacturing at KraussMaffei Technologies GmbH, told TCT.
“We as a one stop solution provider are convinced that additive manufacturing can complement the entire lifecycle of a plastic component – with its unparalleled freedom of design - from prototyping up to mass customised product runs,” Mack said. “Combining the AM technology with our experiences in providing industrialised solutions and services for plastic processing, we support our customers to utilise the potential of AM at scale.”
Mack acknowledges the low adoption rate of AM compared to mainstream manufacturing technologies and suggests its “enormous potential” has not been fully realised – yet. With its powerPrint and precisionPrint machines based on plastic granulate and resinbased 3D printing processes and aimed at applications in medical, construction and foundry markets, KraussMaffei believes it has a strong solution.
"We are convinced that AM production systems have to become even more like other industrial plastic processing technologies,” Mack added. “This is exactly what our product lines aim for. Industrial grade production. No trial and error when producing. The first part must be right. We call it 'first time right', enabled by having our machine and material tailored to the application. To us this means that parts come out of a printer with the required quality parameters with the first productions cycle. In my view, this is a prerequisite for an industrialised process which additive manufacturing has to become.”
The company says it already provides training and consulting to improve awareness around AM, and plans to spend the next year qualifying applications and delivering first machines to select customers and partners, starting with the powerPrint and the European market.
THE SUPERGROUP
Of all the merger and acquisition headlines that have dominated the industry in the last three years, perhaps the biggest of 2022 was the merging of two of the industry’s most well-known brands, Ultimaker and MakerBot. The desktop 3D printing outfits announced their intent to merge last May and by September UltiMaker – with a capital M –was introduced with former MakerBot CEO Nadav Goshen at the helm.
“As the merger progresses, we are bringing our global teams together –we have great talent in all areas of 3D printing,” Goshen told TCT. “We also have a lot of exciting releases on the horizon.”
The company has already introduced two new machines post-merger, including the MakerBot SKETCH Large educationfocused printer and, most recently, the S7,
016 / www.tctmagazine.com / 31.1
“AM production systems have to become even more like other industrial plastic processing technologies.”
FOR 2023
an iteration of Ultimaker’s flagship S5 series printer that’s already on production lines at L’Oreal and Heineken.
“The S7 takes this a step forward,” Goshen explained, “improving all aspects and adding features such as a flexible ‘flexplate’ build plate to ease removal of printed parts and an improved automated bed levelling for reliable first-layer adhesion.”
Thinking about the current marketplace and new macroeconomics facing industries, Goshen believes this technology will have a key place as companies are forced to rethink their product and manufacturing strategies.
“AM and 3D printing will play a more prominent role in the economy,
bringing agility to the design stage, with more affordable professional 3D printers, like the S7, to the market faster and cheaper,” Goshen added. “Companies will need to build a more resilient supply chain around manufacturing, emphasising innovation and automation as they determine new strategies.”
AUTOMATE TO ACCELERATE
Automation and artificial intelligence, depending on who you ask, can be a force for good or bad. For Daghan Cam, Co-founder and CEO, AiBuild, a London-based software provider which just launched a new product that uses natural language to automatically generate production-ready 3D printing files, they’re tools that could ‘massively reduce barriers to entry for mainstream adoption of AM.’
“Generative AI is taking the world by storm and we are only scratching the surface of the potential applications of this exciting technology in high impact industries like manufacturing,” Cam told TCT. “With the launch of “Talk to AiSync” we have already shown a glimpse of how a complex manufacturing optimisation task that would previously take hours if not days of manual
engineering effort can be solved in a few seconds simply by talking to the computer in plain English, without prior knowledge of sophisticated CAD/CAM software.”
Talk to AiSync allows AM users to optimise their build files using natural language, which the company believes will help reduce costs associated with the trial and error stage of AM production. It’s currently being put to the test inside the start-up's AiLab R&D facility and with partners before it’s pushed out to the wider AM community. That collaboration with hardware and materials developers, Cam adds, is key to Ai Build’s unique proposition. In addition to working with large-format metal AM companies like Meltio, the company recently teamed with robotics manufacturer KUKA on a new turnkey 3D printing solution aimed at the academic sector, built using a KUKA KR AGILUS 10 R900 robotic arm and Ai Build’s AiSync software.
Cam notes the advantages of AM in solving inefficiencies in global supply chains by reducing lead times, storage and tooling costs, material waste and design limitations. Per Cam’s outlook, it’s a “transformative technology that has the potential to disrupt the entire manufacturing industry as a much more sustainable way of making things,” but it’s plagued by an unspoken problem, one this latest development aims to address.
“People in the field of additive manufacturing hate to hear this but the entire process of 3D printing a part is extremely laborious and error-prone,” Cam said. “The failure rates are so high that it almost never works right the first time. The larger you print, the more failures you get. We have seen many customers in the last few years spending weeks, or even months, 3D printing the same part again and again until they finally produce a version that meets their application requirements. These are some of the biggest manufacturing enterprises in the world that have access to the best engineering talent and the best pieces of technology, that is really shocking. It is a very different world in reality than the way most people imagine 3D printers produce anything with the click of a button like the Star Trek Replicator. We strongly believe that AIpowered automation is the missing piece that will give additive manufacturing industry the chance to deliver on that 40-year-old promise of sustainable manufacturing and mass customization. We are working hard with our partners and clients to fulfil that promise.”
31.1 / www.tctmagazine.com / 017
State of the Industry
IT TAKES TWO
Sam Davies explores a point of friction between MES and OEM firms when establishing partnerships for API access.
Apanel of additive manufacturing (AM) software business leaders is sat silent as one voice dares to suggest what he believes many others are thinking. Minutes go by. And then, a passionate, frustrated monologue reaches its conclusion.
Some smirk, others nod, and one offers hushed applause. In front of more than 100 AMUG Conference delegates, Andre Wegner calls for his peers on the panel – which includes representatives of Materialise, AMFG and 3YOURMIND –to never pay an upfront fee to an original equipment manufacturer (OEM) for API access ever again.
Just like that, those in attendance have been made aware of a point of friction between MES providers and 3D printing hardware vendors. What’s more, a customer base has been introduced to the prospect of division when it is screaming out for collaboration.
At Formnext, Wegner, the Authentise CEO, elaborated on his position.
“A system like Authentise, workflow management in general, has two main objectives,” he explained. “One is [to] increase efficiency. So, we reduce the total cost of ownership [for] production. The second is that we capture the data and create a full digital thread, and therefore make it more reliable, and suitable to higher quality industries. Those two things mean we're helping OEMs sell more machines – we’re reducing the cost and we’re increasing the types of markets that they can [sell into].”
The APIs – or Application Programming Interfaces – at the heart of this matter are intermediaries that open up access to data fields, such as process history, print temperatures or slicing software. MES providers exist to capture that data from the AM workflow, harnessing it to improve quality control, increase uptime and reduce costs. These – those in the industry could surely agree – are vital steps forward should the technology become the volume manufacturing tool many believe it can be. As a result, 3D printing hardware OEMs
have sought to align with these MES providers through strategic partnerships, such as the one between Solukon and Authentise, or Markforged and 3YOURMIND.
“Why do we have to partner with these guys? Because they are established companies whose core competency is [MES],” said Kai Witter, DyeMansion Chief Customer Officer. “Our core competency is industrialising postprocessing and they need data. So, if we don’t do that, the production line of tomorrow will not happen, or it will take a long time.”
“MES and OEM cooperation means a shift towards a more flexible, scalable and individual manufacturing process design, all leading to a higher degree of process automation in the end,” added Solukon CEO/CTO Andreas Hartmann. “Data is key to achieve this and the only way to collect and evaluate process data in a sufficient way is cooperation.”
Threatening that cooperation is the fact that some don’t see eye to eye when it comes to establishing the terms of collaboration. Wegner claims that he and his company are not the only MES providers in AM space resisting the charges OEMs place on partners looking for API access.
But the OEMs that do, have their reasons, Markforged Director, Software Project Management Doug Kenik told TCT.
Currently, Markforged is not a company that charges its MES partners upfront, owing to the fact it selects the collaborators it wants to work with, as opposed to having an open partner programme. Through his time at Teton Simulation, however, he has dealt with companies who do require a fee to access their APIs. And there are multiple reasons for those charges to exist.
“If we were providing a service to the partner, there might be a consideration of
018 / www.tctmagazine.com / 31.1
“We’re going to continue to fight them on this topic.”
TWO
charging,” Kenik explained. While at Teton, Kenik helped to secure a partnership with Ultimaker, which included API access and joint marketing, and a partnership with Stratasys, which included API access, as well as one-way access to its sales channel and marketing content. The relationship with Ultimaker didn’t come with an upfront cost, but the one with Stratasys did.
“They’re providing services for those levels and that is worth something,” Kenik said.
“It really depends on what you’re giving back to your partner [as to whether it’s justifiable to charge a fee]. The other aspect of it is if we had a formalised partner programme, and we had 20 or 30 different partners, what you’re missing is quality control. If anyone has access to that, you run the risk of creating workflows and user experiences that aren’t up to the standards that you as the OEM expect. So, if I charge for that, it’s in your best interest to make sure that you are providing a valuable service and the user experience is up to par.”
Industry consultant Lee-Bath Nelson, meanwhile, suggests fixing bugs – of which the MES is dependent on the OEM – is another justification for charging an upfront fee. There is also an argument that says a company allowing an external outfit access to data generated by the use of its products should come at a cost,
especially in a world where data is becoming increasingly valuable. But the counter to that – one which Wegner is about to put forward – is that it is merely short-term thinking.
“You should be thinking about the kind of market that we can grow together,” Wegner said. “Now, I do understand that you’re providing a service of data, [but] that actually belongs to your customers. Making it more accessible to your customers is maybe a service for which you may be able to charge a relatively small amount, maybe on an annual basis, and which they’re all doing, full stop. But then charging the developers too who are trying to help you, both sides of the coin, that’s just being nefarious, trying to make an extra quick buck.
“[Those companies] don’t see the partnership value. That data isn’t valuable until [we] make it valuable, until the software that we have ends up using that data to update the status of the build, and therefore the status of the order. And now fewer people get calls because they know where their part is at any given moment. That’s a very simple thing to do with the data, but it’s the value-add thing to do with the data.”
This debate shines a spotlight on the industry and its culture. To understand the clash of perspectives between technology providers is to understand a market still coming around to the idea that openness and collaboration are pivotal for the technology to be applied to the scales they are targeting.
“From my point of view, the AM industry very often lacks the capabilities around partnering,” Witter offered. “So, why is that a challenge, and where's it coming from? The AM industry is very much still dominated by innovators. If you're innovating something, you're trying to raise the business, you are very much focused on securing your IP. If this is mainly a fear to your business, you will never be able to partner because [for that] you need a certain openness. And it's not about being stupid or naive, you need to make good contracts and agreements, but you need to be able to share with partners.”
Witter added that the business models of AM companies need to be fair and need to be centered around the customer. After all, when business leaders lock horns
over the varying business models within the industry, it is the end users, often not involved in such negotiations, that lose out. And if the end user can’t get what they want from the AM technology providers, they’re likely to look elsewhere.
Kenik, maintaining a balanced view, empathises with the MES providers, but like Witter, believes software and hardware companies should do all they can to find a deal that works for all.
“As an OEM,” Kenik said, “you are partnering with those companies to ensure your customers are successful, and you’re hoping that your customers come back and buy more material, more printers, anything like that. The partnership would definitely expand your total addressable market.
“At the end of the day, if my customers are asking for something that we are not going to build and we are not going to buy, and I have a partner who is willing to solve that problem, I’m going to work with that partner and figure out how to solve the problem. If my partner was coming back and saying, ‘you need to pay me a tonne of money,’ I would say, ‘no, but let’s find a solution.’ Each partnership is typically a tiny bit different. There are compromises that are made.”
“Integrations are in everyone’s interest,” agreed Nelson. “A compromise that seems fair to me is to offer API access for free – through a partner or API agreement – but charge an annual or quarterly fee for a package of support and supporting tools, such as a simulator or development sandbox. In addition, there is the matter of making sure that data is released legally by its owner in favour of the software partner and/or the OEM. This is one of several reasons for restricting or managing API access, even if it is free. Another model that has been explored in the past, but MES players don’t like much, is a revenue share model where the OEM want a piece of the MES revenues. This is a seemingly simple solution but executing it without having to open the company books for scrutiny is a difficult feat.”
Clearly, some compromise is needed, and several options are being put forward. But, right now, Authentise is steadfast in its refusal to work with companies who it deems don’t align with its own ideals.
“We’re going to continue to fight them on this topic,” Wegner concluded. “Hopefully, they’ll end up understanding the joint vision that we hold for the industry and work with us as partners, and not fight against us.”
31.1 / www.tctmagazine.com / 019 software
JUMP TO LIGHTSPEED
Oli Johnson speaks to Foster Ferguson, Aerospace Business Segment Leader at Stratasys, about the company's use of Hexagon simulation software for lightweighting aerospace components.
the print, that the tolerances have been met for the designs for the very unique spacecraft.”
Multi-scale models of Stratasys Antero 840CN03 and Antero 800NA have been added to Hexagon’s Digimat materials exchange ecosystem, with associated print parameters from Stratasys’ aerospace-ready 3D printers. The models allow engineers to create digital twins that accurately predict how parts printed with the chosen material and approved aerospace-ready Stratasys printer will perform. According to Hexagon, the parts can be digitally simulated with real-world use-cases and certification tests before any physical prototypes are manufactured. The materials are already being used in aerospace engineering, with Lockheed Martin using Antero 840CN03 to create NASA’s Orion spacecraft docking hatch cover.
The lightweighting of components is key to introducing new sustainable aircraft and spacecraft faster. 3D printed plastic parts can offer benefits in this area, reducing energy use and increasing the range of new aircraft. In November 2022, Stratasys announced that it applied simulation technology from Hexagon’s Manufacturing Intelligence division to capture the behaviour of its ultra-lightweight Antero reinforced polyetherketoneketone (PEKK) and its additive manufacturing processes.
According to Stratasys, the adoption of AM for structural components has remained slow due to the safety-critical nature of the aerospace industry and the regulations imposed on parts. In the original press release announcing their partnership, Hexagon and Stratasys said that by providing engineering teams the simulation tools to validate the materials that will achieve the required

part performance, they are supplying the ‘missing link’ which will enable designers to make breakthroughs.
Foster Ferguson, Aerospace Business Segment Leader at Stratasys told TCT: “When you start to talk about the dimensional accuracy and printing to what the standards are looking for, hitting those specifications is really important. Whatever we’re testing, longevity, UV, heat, fatigue, whatever, characterising that data and giving it to the engineer is critical. That’s why the Hexagon Digimat software is so important to the entire process. We want to able to give confidence with the technical proof on the back end of
Speaking about the importance of lightweighted components, such as the ones designed using the simulation software, Ferguson said: “The lightweighting is very important, obviously to engineers who are always looking for ways to save pounds, every pound that you save in spaceflight is very significant in terms of fuel costs. Great aspects of the materials are that they are very fatigue resistant, very strong, and it has electrostatic dissipative properties.”
Ferguson told TCT about the benefits of using simulation software: “Meeting specific requirements and regulations is certainly one of the benefits. There are different regulations in commercial travel and space travel. With space travel you’re more concerned about overall safety issues and making sure that when this thing goes out there it’s going to meet the original design specifications and requirements a customer is asking for. In the past we’ve gone through extensive testing on our
020 / www.tctmagazine.com / 31.1
SHOWN: NASA ORION HATCH COVER
“Characterising that data and giving it to the engineer is critical.”
LIGHTSPEED
machines, printing the coupons, testing the filaments and creating a data set that we can publish. We use it in the public forum so that engineers can use a data set and create an equivalency of their own data, based on that foundational data.”
Hexagon says that its Digimat software gives manufacturers the ability to design lighter parts that can match metals in performance and avoid costly ‘overengineering’. The company first began working with Stratasys over a decade ago, and in that time has characterised and added high-performance thermoplastics such as ULTEM 9085, ULTEM 9085 CG, ULTEM 1010, and Nylon12CF to the Digimat software. According to Ferguson and Stratasys, the ability of 3D printed materials such as the PEKKs to replace applications that would typically be produced from aluminium and steel points to growing use in the aerospace industry.

Compact Enough for the Office. Robust Enough for the Factory Floor Formlabs Form SLA 3D Printer
Scale up your in-house print production with the Form 3L, an easy-to-use large format 3D printer for reliable production of prototypes at an unprecedented value.
No specialized technicians required. The Form 3L offers automatic resin dispensing, simple print preparation software, and an interface anyone at your company can use.
Get started now. Formlabs 3D printers are ready to plug and print right out of the box, no specialized training required.

The Form 3L has a build volume of 33.5 × 20 × 30 cm, it can typically print up to 20 nozzles in a single build.

Find out how the Form 3L can improve your production performance, call 01295 672600.
U K & E I R E D E D I C AT E D PA RT N E R www.advent3d.co.uk info@advent3d.co.uk | 01295 672600
software and simulation
CLOSE-UP OF A PART USED IN THE HATCH COVER PRINTED IN STRATASYS ANTERO 840CN03 2
The first time TCT met with Oqton’s Ben Schrauwen, the CEO and co-founder lamented the lack of communication between additive manufacturing (AM) hardware and software as the company set out to make its "vision of autonomous manufacturing” a reality. When we reconnect at Formnext this past November, four years have passed, and a lot, according to Schrauwen, has changed.
“That is really the future,” Schrauwen
That acquisition, however, has led to the unification of all of 3D Systems software offerings, from its Geomagic reverse engineering portfolio to its 3DXpert build simulation software.

“We've really been combining all of the software solutions into a connected
ecosystem where we can seamlessly go from scanning to build preparation, to production environments, in a very unified way,” Schrauwen explained.
One of the biggest takeaways Schrauwen points out during our conversation is a new feature in 3DXpert which integrates implicit surface-based design capabilities into build preparation, enabling surfaces to be fully blended and integrated with the existing solid modelling geometry. It’s a tool which Schrauwen describes as “very unique” to the industry and there are plenty of examples on the Oqton booth which demonstrate the impact of such new features.
“We are very focused on different verticals and delivering solutions specifically to these verticals,” Schrauwen said, handling a stacked metal build plate packed to the brim with dental implants. “One vertical where additive of course is very successful is dental and we have very unique solutions for the whole dental spectrum everything from a small dental lab with one machine where we use AI techniques to automate the build preparation, all the way to some of the largest clear aligner production facilities where we manage the complete process everything from printing, vacuum forming laser marking - it all gets run from Oqton at the centre.”
Those large-scale production facilities are where Oqton stands to have significant impact, particularly those running multiple machines across multiple locations. Schrauwen says Oqton allows organisations to manage their operations from a single central database and ensure standardised processes across all facilities.
Harking back to that original ambition shared four years ago, Oqton’s cloud-based Manufacturing OS (MOS) was designed to accelerate scalable digital manufacturing. One component of that is artificial
022 /
“If it's not the cloud, it's an exception.”
SHOWN: DENSELY STACKED DENTAL PARTS ON BUILD PLATE
WORDS: LAURA GRIFFITHS
intelligence (AI), and as a former professor of machine learning, Schrauwen describes how Oqton is using AI to free up engineers from repetitive tasks like stacking builds plates and generating supports, and has developed a core set of vertical specific AI solutions that “work out of the box.” For Schrauwen, these are no longer future technologies. In fact, today, customers expect them.
“Machine efficiency 10 years ago was 30% - this industry is not going to grow up with machines that only are operating 30% of the time,” Schrauwen said. “The goal is 90-plus percent, similar to






other manufacturing equipment and people really start paying attention. If you buy a machine, by default, they want to have internet connected IoT so they are able to remotely monitor that everything is still operating. The same with the cloud. When Oqton started, people were very nervous about the cloud. Now it's become the norm, even some of the largest automotive OEMs, if you want to work with them, if it's not the cloud, it's an exception. So there's been a total shift in the last five years since I started, and it's great that we were on the right side.”

31.1 / www.tctmagazine.com / 023 software
Stereolithography
Selective Laser Sintering
Vacuum Casting
Two
and Over-moulding
Silicone Components
Silicone Tooling
Reaction Injection Moulding
Water Clear Lenses
Traditional Model Making
Model Finishing
PROTOTYPING
info@amtech-rp.co.uk
454 1900 3D Prints - SLA 3D Prints - Carbon 3D Vacuum casting Production ready assemblies Two shot and over-moulding CNC machining Finishing Low volume production Water clear parts CAD design for prototypes Prototype packaging Digital and screen printing 01223 836837 info@compfab.co.uk w ww.compfab.co.uk We o er a full range of prototyping services. Whether you need best resolution 3D prints, industry leading quality presentation models or a low volume production run, we have it covered. Highest Quality 3D Prints To Fully Finished Product
We are dedicated to providing an excellent service – from rapid quote to on-time delivery – producing high-quality components at the right price. ·
·
·
·
Shot
·
·
·
·
·
·
RAPID
www.amtech-rp.co.uk
(0191)
SHOWN: 3D PRINTED HEATSINK
“This is something that, five years ago, everybody was still dreaming of.”
Second to none.
Designed by engineers, for engineers. The reliable and proven Neo series of 3D p r i n t e r s b u i l d h i g h - q u a l i t y p a r t s w i t h superior surface quality, accuracy and detail.
Open resin system
An open material system means users are not restricted by the usual parameter constraints, this offers the ability to utilize any 355 nm hybrid resin chemistry




Proven reliability and quality assurance

D e s i g n e d b y e n g i n e e r s f o r e n g i n e e r s , t h e N e o i s c a r e f u l l y engineered throughout using state-of-the-art technology, proven components and aesthetic finishes.
Reduce finishing time by up to 50%
The Neo produces highly accurate parts with unparalleled industry quality Optimising the machine design and utilising the latest cuttingedge technology available for laser and scanners, our beam delivery system produces exceptional layer-to-layer alignment repeatability
The printed parts are dimensionally accurate, with exceptional sidewalls and crisp feature resolution.

Over 30 years helping companies reduce manufacturing and development costs.

Laser Lines Ltd., OX16 1TH 01295 672500 3dworld@laserlines.co.uk n n n www.3dprinting.co.uk
LET’S TALK AB UT STANDARDS
Standardisation, certification, and qualification can pose significant challenges for additive manufacturing. But, as Amanda Allison, Senior Technical Project Leader at TWI tells TCT, they’re also vital to ramping up adoption for critical enduse parts.
As a leading independent research and technology organisation that has been providing knowledge and safety assurance in engineering, materials and joining technologies since 1946 - and the first organisation in the UK to achieve a signed AM facility qualification from Lloyd's Register for the 3D printing of stainless steel parts by powder bed fusion laser beam - TWI perhaps knows better than most the hurdles around AM qualification processes.
“Ten years ago, the development of certification, qualification and standardization frameworks was minimal because of the low readiness of both technology and industry. There was also no priority placed on their development,” Allison said, reflecting on the changing AM standards landscape. “However, as the technology develops and more parts are being manufactured and put into service, there is an increasing pressure to focus and develop these frameworks to ensure the quality and safety of AM products.”
In 2015, TWI embarked on a joint industry project with Lloyd’s Register to explore the certification of metal AM components for adoption in the energy and offshore sectors. As part of the collaboration, TWI worked with a number of Industrial Member organisations to test and certify demonstrator parts for AM production. From this, a set of industry relevant AM certification guidance notes for AM processes (powder bed fusion by laser, electron beam, directed energy deposition by laser, and Wire + Arcbased AM) were created.
“The development of standards is making it easier for industry to look to adopt the technology, but I think there is still a lack of confidence in some quarters because AM can be very disruptive and is moving rapidly. It also does not have a strong timeline of certified parts,” Allison said. “With a strong catalogue of standards, it does help give industry confidence in the use of the technology, and importantly, it standardises the approach to the processes and procedures for implementation, regardless of who is using the AM technology.”
different AM systems; or the implementation of digital qualification and certification.
“AM part certification can be quite costly and it can also be a difficult journey, particularly when trying to navigate the AM standards and certification landscape alongside trying to link up with existing industrial sector standards,” Allison explained. “I also think, for facility qualification, the development and use of digital workflows is paramount in order to reliably track all process steps that parts undertake, and to monitor and control progress to ensure alignment with procedures.”
While awareness around AM frameworks is growing, an understanding of the various steps and considerations along the AM value chain takes time and education. According to Allison, "when it comes to investing in AM, certification can often fall last on the list of priorities.”
Allison continued: “We also see a lot more examples of international standards committees collaborating together, which helps eliminate duplication and maximise resources. This is particularly important because the landscape is so huge, involving a vast number of stakeholders across multiple industrial sectors. Bringing expertise and knowledge together to harmonise the approach is something that I've seen develop quite rapidly in more recent years, and something I encourage.”
Allison points to the work of ASTM (which published the first AM standard in 2009) and the ISO committees which have been instrumental in the development of standards for AM processes. However, barriers and gaps remain: the need to avoid repeat testing for parts that might only have small design differences; standards that can support qualifying
“This can lead to problems further down the line,” Allison said. “For me, certification starts at the design stage. Organisations need to be looking into the requirements for certification at the beginning because it can have strong implications on the AM process chain.”
As AM adoption accelerates, part volumes increase, and the promise of distributed manufacturing materialises, frameworks must be in place to support such ambitions.
“The key is dissecting requirements in a methodical manner and understanding how you work through all the process steps to achieve part certification,” Allision added. “At the moment, the certification journey is part-focused, and it is challenging to certify a family of similar parts. Having a means to standardise the process more rapidly, whilst providing confidence in the quality, safety and performance of parts, would help to advance the uptake of AM for industry.”
31.1 / www.tctmagazine.com / 025
Standards and Certification
Laura Griffiths speaks to Amanda Allison at TWI on the progress being made in AM standardisation and certification.
“Standards give industry confidence in the technology.”
BUFFALO
Oli Johnson speaks to Peter Cooperman of Black Buffalo 3D about the company’s internationally coded construction 3D printing solution.
The ICC Evaluation Service is a body that has been present in performing technical evaluations of building products, materials, and systems for code compliance for close to 100 years. In October 2022, it issued the first ICC-ES AC509 report to the New Yorkbased Black Buffalo 3D for its NEXCON 3D printer and Planitop 3D ink, making it the first internationally coded solution for 3D printing in construction.
Evaluation reports from ICC-ES are used worldwide in over 50 countries by officials to verify that new and innovative building products comply with code requirements. The report stated that Black Buffalo 3D construction technology meets the requirements of AC509, “3D Automated Construction Technology for 3D Concrete Walls.” The technology meets the requirements of 3D printed bearing, nonbearing, and shear walls up to 40ft in height.
A key to gaining the approval for the construction method was getting the concrete ink right. Peter Cooperman, interim CMO of Big Sun Holdings Group, Inc., of which Black Buffalo 3D is a subsidiary, told TCT: “We realised that the only way to get standardisation approval is really with a set mix that can be consistently reproduced anywhere. So, we had a really good concrete ink formula, we partnered with Mapei Corporation and went through over 60 different formulas improving on it to meet all of the requirements relating to shrinkage, sheer testing, layer adhesion and strength of the wall to get that formula right.”
Becoming a globally accepted standard solution for 3D construction printing was a goal from very early on, according to Cooperman. The team identified that ICC-ES AC509 was the standard that had to be achieved.

Black Buffalo worked closely with the ICC during this period. Cooperman said: “The first call with the ICC-ES was asking them what kind of tests there were, what the specifics were. We had a printer at the time that could print up to four storeys tall, but we actually lowered that after talking to a lot of builders in the industry to three storeys tall for our commercial model. But the ICC standard was only up to eight feet or around three metres. So, we worked for a year alone with just the ICC and all the members to actually rewrite the standard code for multi-storey buildings and multi-storey walls.”
The entire process to achieve the certification took over two years in total. According to Cooperman, the process is extremely difficult, and there are some companies that have been trying for five or six years to get the
SHOWN: BLACK BUFFALO 3D’S NEXCON
1G PRINTER CAN BE RENTED, FINANCED, OR PURCHASED
026 / www.tctmagazine.com / 31.1
BUILDS
approval. Customers of Black Buffalo 3D can now use an internationally coded solution for their projects, or, as Cooperman explained, can deviate from the report and create their own designs as it gives enough information for engineers and building code officials to see that it is a proven method.

The standard not only recognises the technology and ink created by Black Buffalo 3D as a viable method of construction, but allows users of the printers to be creative with their projects now that the method is internationally certified. Cooperman explained how using the NEXCON printer, it is possible to print curved or patterned walls, and modify features of the wall itself such as structural features. This is done by adjusting the programming,
the speed of the machine and the layer height.
Speaking about what gaining this certification means for the industry, Cooperman said: “It’s a really big step for the industry because almost everything you see out there to this point is a one-off exception to a local building code. Out of the 3D printed buildings that we’ve seen, they’re all using post and beam, which is the traditional method for structural integrity. This means the 3D printed walls are basically windbreaks, which is cool, but it would be a lot nicer if you could print any shape you want, and now you can.”
SHOWN: THE NEXCON PRINTERS UTILISE BB3D’S PROPRIETARY PLANITOP CONCRETE 3D INK

31.1 / www.tctmagazine.com / 027
Standards and Certification
“We worked for a year alone with just the ICC and all the members to actually rewrite the code.”
WORTH ITS
How Diamond Centre Wales is incorporating 3D printing into its jewellery manufacture operations.


Halfway through an undergraduate degree at the Birmingham School of Jewellery, a future additive manufacturing lead at Cooksongold and an associate of Innovate UK’s Knowledge Transfer Partnership (KTP) programme, comes to a realisation.
“I was a terrible jeweller and I needed to do it all in CAD and print it,” Maria Paparozzi-Shipman modestly tells TCT.
From that point until the end of her degree, Paparozzi-Shipman proceeded to make her collections without touching a single piece of jewellery: Designed in CAD, the pieces would then be printed, polished through a third party, and stones set by someone else.
“I’m a bit of a magpie and then the science comes afterwards,” PaparozziShipman says of her penchant for jewellery aesthetics, and less so the technical aspects of jewellery manufacture. “It’s like, ‘let’s create the Mona Lisa.’ – ‘Okay, well how are we going to do it?’ It’s more about the design aesthetic for me and then the engineering comes in afterwards, and
we’ll solve the problems in how to get there.”
This has been her vocation ever since – first at Cooksongold, and now Diamond Centre Wales (DCW), as she implements 3D printing technology within the bespoke jewellery manufacturer through an initial 24-month contract.
“We want to create a really immersive way of designing jewellery that’s completely bespoke,” she tells TCT of her aims at DCW. “It can be made quite simply, we know how sustainable the manufacturing is, we can do it all in house, and we have a massive team of traditional jewellers behind us that then make sure it has the integrity of a traditional piece of jewellery.”
028 / www.tctmagazine.com / 31.1
SHOWN: DIAMOND RING INSPECTION
SHOWN: DCW CREATES OVER 1,000 BESPOKE JEWELLERY PIECES A YEAR
WORDS: SAM DAVIES
ITS WEIGHT

She is now three-quarters of the way through that contract, with the development of printer parameters for the production of white gold parts on an Alpha Laser AL3D-METAL 200 selective laser melting (SLM) machine well underway. Alpha Laser is dubbed by Paparozzi-Shipman as the ‘ones to look out for’ in the jewellery space, owed primarily to the use of a cartridge system to load materials into the system that reduces powder handling. A 600 x 600 mm footprint, 50µm laser spot and 200W fibre laser only help to facilitate the printing of fine details in an office-sized space. DCW also considered Binder Jet technologies, but were put off by the uncertain shrinkage rates during sintering.
As the company moves forward with SLM, which will supplement existing casting methods, training has been given to five employees as part of Paparozzi-Shipman’s
knowledge transfer endeavours. Slowly, as they inch closer to the end of the partnership, production of very bespoke parts is expected to commence, with a target of two-thirds of the 25-40 rings that are produced per week at DCW to be transitioned to additive manufacturing.

“It’s about slowly embedding [3D printing] and making the business strategy really strong,” PaparozziShipman explains. “I’d say a large proportion of this role is checking that there is an appetite for it in the market and what we need to do to make sure that the return on investment, and it’s a big investment still for any company, is attractive to the managing directors.”
To ensure the investment in 3D printing technology is value for money, DCW will not only look to leverage the technology’s personalisation capabilities, but also tackle ‘articulated and moving pieces’ such as hinges and springs, which ‘have more of a story to them.’ Progress will be made here before the contract is up in the summer, while white

gold parameters on the Alpha Laser machine are expected to be finalised and a service bureau, which is intended to act as the manufacturing method for jewellers like DCW, will be soft launched to a select few customers too.
Greater detail of the work Paparozzi-Shipman has carried out with DCW will be available come the contract’s end, with the business case for the continued use of 3D printing at the company needing to be proved out. The sense is, though, that 3D printing has found a new home in the Welsh Valleys that DCW resides.
“The jewellers prefer a printed part over a cast part, just purely because of the time it takes to fill in a pore,” Paparozzi-Shipman says. “It is going to take some time [on the CAD side]. The CAD team are really on board with it, but for the design rules that are completely different to the casting design rules, it takes some time to get those things in place to be the best designs for the process.”
31.1 / www.tctmagazine.com / 029
creative
“The jewellers prefer a printed part over a cast part.”
SHOWN: EARLY STAGE DESIGNS OF DCW JEWELLERY PIECES
Formify, a start-up based out of the tech scene in Toronto, Canada, is attempting to change the future of esports through 3D printing. Formify offers parametrically designed 3D printed gaming mice that are designed specifically for each user, with the customer simply sending over a photo of their hand, which Formify then uses to analyse and collect measurements, before printing the bespoke product.

Co-Founders Will MacLaughlin, Alexander Chapman, Luke Morabito, Kenny MacLaughlin and Gianpaolo Pittis, each with their own expertise in different areas, started the company during the Covid-19 pandemic. They spotted a gap in the market for custom gaming peripherals.
Speaking to TCT, MacLaughlin said: “We were getting pretty into gaming at that time, and were looking at a lot of the different peripheral options that were available. One of the items we saw was the Azeron game pad, which was actually a 3D printed game pad. We thought, why aren’t they doing it parametric and making it bespoke for everyone? If you’re 3D printing it, mass customisation is super easy, there’s just a really hard software problem. That’s the problem we set out to solve.”
MacLaughlin gave TCT the elevator pitch for the product, which included the line: “We think it’s ridiculous that in something as competitive as gaming, that everyone is using the same size chunk of plastic.”
Gamers in esports competitions are now often competing for millions in prize money, and Formify thinks that in such a competitive setting, they should have custom peripherals to give them the chance to perform at the highest level. The software platform developed by
Formify works by taking an image of the customer’s hand against an 11 by 8.5 inch piece of paper, which it analyses to get the dimensions of the hand, the details of the bone structure and joint structure. This information is then put into a tech stack, which gives them a clean data set of the hand with a masking image.
The next step involves putting the data into an automation software which builds the full custom mesh of the mouse and adapts the parametric mechanical aspects that are needed to make it work. From that point, the design is exported in an STL file which can be sliced, and 3D printed. Formify uses Multi-Jet Fusion (MJF) technology to print its products, which MacLaughlin said is the most compatible method to use with the file type. The final products can weigh as little as 55 grams depending on hand size, without sacrificing strength.
MacLaughlin told TCT about the process of deciding on the correct 3D printing technology to use for the Formify products: “We tried about every single one, and none of them went well. We do still use FDM for shape samples and optimisation, we’ll use it to try out how different shapes feel. But FDM didn’t have the quality that we were looking for, even at really low layer heights. Then we tried SLA, but with SLA there is a bit of a balancing scale
030 / www.tctmagazine.com / 31.1
Oli Johnson speaks to Formify Co-Founder Will MacLaughlin about the start-up’s custom 3D printed mice for esports.
SHOWN: PARAMETRICALLY DESIGNED GAMING MOUSE FROM FORMIFY
where if you need complete biocompatibility, you have to sacrifice some mechanical qualities, and if you need really good mechanical qualities then you sacrifice some biocompatibility, then you need to try and get the surface finish which can turn into a whole mess.
“So we made some failed prototypes with SLA, and eventually we tried SLS which we were quite happy with, especially with a vapour finish, but we found in the end it was more cost effective and even gave a less porous finish when using MJF, so that’s what we settled on.”
Formify typically uses 3D printing company Hubs to manufacture the products. The relationship began when Formify was using Hubs for one-off manufacturing, and one of the production managers at the company reached out about the idea.

“They’ve been really helpful with design, they’ve given us design tips and feedback. And it’s a really great automated
software. So you can upload an STL and that’s pretty much it. You click one button and it’s at your house in a couple of weeks, which is pretty powerful,” added MacLaughlin.
Speaking about what the future holds for Formify, MacLaughlin said that the company hopes to launch its crowdfunding campaign at some point in 2023, as well as looking into developing other types of gaming peripherals, such as custom keyboards.

MacLaughlin said: “We’ve taken a look at some other products. We’ve talked about keyboards, but there’s a different set of challenges that come with keyboards, as the switch location would essentially need to be wired as typically keyboards are just one PCB, and its very hard to parametrically design PCBs.”
The main focus for the company for the time being is the gaming mice, with MacLaughlin saying that the team is working on optimising to get the best performance and cutting down ‘target acquisition time’ for gamers, as well as increasing their comfort. MacLaughlin said that the company has made leaps in the past few months with the lightweighting aspect of the Formify products.

MacLaughlin, who oversees Management and Software Development for Formify, has a background in Aerospace Engineering, studying at Ryerson University. Alexander Chapman is the head of Operations and Business Development, with a bachelor’s degree in commerce, specialsing in Global Management, also from Ryerson University. Fellow co-founder Luke Morabito heads up the Technical Development and Marketing and has an Honours Mechatronics Engineering qualification from the University of Waterloo, with previous product development experience at Waterloo Formula Electric and Tesla.

Kenny MacLaughlin is responsible for Marketing and Design at Formify and received a bachelor’s degree in Film and Media from Humber College. He has previously worked for the Toronto Raptors. Gianpaolo Pittis works in Technical and Software Development at the company and has an Honours Mechanical Engineering from the University of Waterloo, and previously worked in Data and Failure Analysis at Apple.
Formify says that when competitors in esports are using the same size mouse, they are leaving performance and comfort on the table, and that’s where its product comes in.
31.1 / www.tctmagazine.com / 031 creative
“We think it’s ridiculous that in something as competitive as gaming, everyone is using the same size chunk of plastic.”
SHOWN: THE MESH DESIGN IN CAD
SHOWN: FORMIFY CO-FOUNDER WILL MACLAUGHLIN
WORDS: SAM DAVIES
MASTERS
Astory about puppets, acted by puppets. You don’t have to believe they are real people –you have to believe in them as characters.”
These words, posted on the Mackinnon & Saunders Instagram page in January 2023, only fell out of Guillermo del Toro's mouth on the promo trail ahead of the release of the Oscar-winning director's Pinocchio movie late last year, but it serves as both the organisation's brief for the project and the reason it does what it does.
Based in Manchester, UK, Mackinnon & Saunders is renowned for its puppet-making prowess. But over its 30-year lifespan, it has had to overcome a scepticism for the longevity of stop motion. At the turn of the century, advancements in computergenerated imagery (CGI) threatened to diminish its popularity. But two decades on, Mackinnon & Saunders’ role in the making of a certified box office hit that has won Best Animated Feature at the Golden Globes and received a nomination in the same category at the Academy Awards speaks for itself.
Not only has CGI progressed, but so too have the techniques behind stop-motion animation films like Pinocchio. Indeed, the same Instagram post that referenced del Toro’s pointed assessment of stop motion also eulogised about the ‘first stop motion puppet to be animated in a major movie with an armature created almost entirely with metal 3D printing technology.’
BUILDING THE BOY
Guillermo del Toro was holding conversations with the likes of Mackinnon and Saunders as early as 2008, 15 years before the movie’s release, 10 years before Netflix would commit to the work, and even before the Manchester-based firm had started to utilise 3D printing.
“If we’d tackled the film 15 years ago, we wouldn’t be able to do half of what we can do now,” co-founder Ian Mackinnon tells TCT.
“It would have been a different film,” Richard Pickersgill, Workshop Supervisor
& Puppet Maker, agrees. “All the characters would have been designed differently.”
While del Toro chased a career-long dream, discussions commenced on how to bring Pinocchio to life – in a more sophisticated way than the drunken Geppetto manages in the movie, but with the same heart.
Once the design brief had been outlined and the scales of characters and sets aligned, Mackinnon & Saunders knew they were looking at the creation of a small puppet with extremely thin limbs. This presented a challenge.

“As much as possible, we want to maintain that vision of the director,” Pickersgill says, “so, we knew quite early on with Pinocchio that, with traditional techniques, we’d struggle to create a strong enough puppet to withstand two years of animation. [Traditionally], you would make the armature and the skeleton underneath and then cast parts over it. If we did that at the scale Pinocchio was at, it would have unlikely been able to self-support and hold its own weight. So, it would mean it would have to be rigged, and that would have added cost, time, and post-production.”
While design deliberation continued, a maquette form of the Pinocchio puppet was worked up in plasticine over a wire framework. At this early stage, Pickersgill would also often lean on in-house Formlabs Form 2 machines to prototype the puppet’s armature. As designers, directors and puppetmakers went back and forth, the decision was made to separate the head, separate the arms, and deconstruct the hands. In other instances, there might have been scope to produce a mould and put an armature inside to build the puppet, but for Pinocchio, a predominantly 3D printed armature was the way to go.
Made up of more than 100 components and hinges, metal 3D printing was leveraged for the main spine, rear torso shell, hip clamps, hip joints, feet, ankle clamps, lower legs, knees, thighs, lower arms, upper arms, and shoulder clamps.
Belfast service bureau LPE was called upon to harness its Concept Laser MLab
capabilities to prototype the armature components in stainless steel. Smaller armature parts were printed in builds of around four hours, while the rear torso shell took up to 30 hours. This part, the most challenging per LPE, required some in-house R&D to create custom supports to keep the support material from colliding with the wood effect surface. To ensure consistency, the same team member would be in charge of printing the same components. A team of five were then responsible for finishing the parts, with holes and linkages needing to be as precise as possible to enable optimal movement – some printed holes were as fine as 1mm.
Meanwhile, the head and external torso elements of the plasticine sculpt were 3D scanned, with the data being used to model parts that would then be printed in full colour with a Stratasys J750 by manufacturing bureau FATHOM. With this data uploaded to a CAD platform, the torso shell was hollowed out to allow the inner technical workings to be placed, and a split was implemented across the head to allow the mask to come away from the back of the head as a replacement, enabling different facial expressions to be shot without too much clean up required in post-production.
FATHOM ended up producing thousands
SHOWN:
FINAL PUPPET DESIGN, LEFT, AND METAL PRINTED ARMATURE, RIGHT
032 / www.tctmagazine.com / 31.1
How 3D printing helped to create the Oscar-nominated and Golden Globe winning Guillermo del Toro’s Pinocchio.
of iterations of the face, its features, and the torso. Using digital sculpting and painting software, the company provided requirements for the translation of a digital sculpture into a 3D printable object with texture mapping to accurately represent the intended shape and colors. For quality control, FATHOM calibrated and validated the driver settings of a single machine and took steps to control material batches, while a lighting rig was installed to measure prints against the ‘gold standard’ set out by the animation team.

Despite all that, Pinocchio’s dishonesty would still cause challenges.

“The branch noses were incredibly challenging, because you have to clean them and rinse off the support structures,” FATHOM CCO Rich Stump notes. “You can’t have any chips, damage, or warping. As [the] nose grew, that became more of a challenge because it can be more delicate. These challenges, you have to design around.”
BREAK A LEG
Once the puppets were assembled, a sculptor would apply any organic detailing that was still required, and painters would ensure the printing and paint job matched the preordained colour scheme. Small costume elements – the bandages around Pinocchio’s legs – were also added at this stage.
By the end of the process, the collaborators had landed on a puppet equipped to give a show-stopping performance. In the movie’s plot, he would go on to star centre stage in Count Volpe’s circus, singing, dancing, and provoking the movie’s fascist antagonists, while an animator changed his positioning at 12 frames per second. Thanks to a deconstructed design and magnetised elements, Pinocchio could be moved with ease, and so could his audience.
Around 25 versions of the Pinocchio puppet survived being handled by 40 animators across 1,000 days of production. A bunch of nails hammered into the back of Pinocchio’s head, a design element incorporated to demonstrate Gellepo’s imperfect work, was part of the reason why.

“[Traditionally], there are mechanics going on inside of the torso, and this will be quite a thin shell that will be resin and these nails would be glued on, so they will be prone to breaking,” Pickersgill explains. “To be able to 3D print that torso, have those as part of the shell, I'd challenge you to break it, it made that much of a difference. With the delicacy of the hinges, to cast parts over the top of this, they would have bulked out, and would be more prone to breakage. 3D metal printing allowed us to make a puppet that was much stronger. I don't think we could have done that with a traditionally made puppet.” Similarly, FATHOM had designed the facial elements with enough wall thickness to ensure the head wouldn’t degrade and the puppet could withstand a three-year production cycle. This resilience, teamed with the full-colour aesthetics and dynamic design of Pinocchio, has facilitated
a movie that has so far generated 108 million USD in income. A story so often told, yet this modern approach to the manufacture of its main character has still captured the imagination.
“The animators, particularly with Pinocchio, they've been very complimentary about working with that particular character,” Mackinnon says. “The ease that they found working with that character and what they get out of it. Pinocchio is in every scene and so it's a very energetic performance. They've put that puppet through the mill, and they hardly broke, which is unusual, but all that engineering and all the skill and the thought process was a big part of that.”
31.1 / www.tctmagazine.com / 033 creative
SHOWN: WITH THE HELP OF 3D PRINTING, PINOCCHIO WAS A BOX OFFICE HIT
“3D metal printing allowed us to make a puppet that was much stronger.”
SHOWN: 3D PRINTED ARMATURE
SHOWN: PINOCCHIO'S 3D PRINTED TOE
15 YEARS OF
TCT: Can you recall what the technology landscape was like when you founded Artec 3D?

AY: Artec began as a typical start-up in San Diego, California in 2007. The impetus for the company was simple - we wanted to make 3D scanning technology as accessible and easy-to-use as a home video camera or a smartphone.
Everything on the market at that time was bulky and involved multiple cameras, various moving lasers, intricate magnetic fields, or other complex setups. We wanted to deliver simplicity and ease, without sacrificing precision. We created the first-ever handheld 3D scanner that worked as a standalone device. By the end of 2008, we already had a working prototype and immediately began sales. The first Artec device broke even almost immediately and within less than a year, we had 1M USD in sales. Our success story is an unusual one without a venture capitalist backing us. But our business model worked which is not typical for a hardware company. We were able to manufacture the product as well as write the software and run R&D as we went.
TCT: How has it changed in that time?
AY: The last 15 years have given us opportunities to solve a lot of technological challenges. We’ve introduced new business models, made a lot of breakthroughs, and invested in a lot of R&D.
When we launched the Artec Leo in 2019, we felt we’d finally achieved our initial goal of creating a handheld scanner that was as user-friendly as a smartphone – a device anyone could pick it up and put to use without complex training. One of the biggest success points with the launch of Artec Leo [in 2019] was its ability to process everything in real time. Leo has a feedback loop in the form of a touchscreen integrated into the scanner itself. That was ground-breaking at the time. Previously, scanners behaved like film cameras; you captured an object blindly and had to wait until the frames were processed in the lab to see if the scan was successful. Introducing Leo to the world of 3D scanners felt a lot like introducing the first digital
camera in a world of film cameras, and it revolutionised the industry.
TCT: Artec 3D’s technology has seen a lot of success in conservation. Can you talk about the impact 3D scanning has had on how we protect and analyse age-old artefacts?

AY: One example is the analysation of inscriptions made on ancient bones originating in China and East Asia. These ‘oracle bones’ have a history of more than 3,000 years and hold key insights about the development of various disciplines such as linguistics, history, astronomy, agriculture, and medicine from centuries past. Previous methods required 'rubbing’ impressions of the inscriptions from the bone surfaces using water, paper and ink, and were damaging and painstaking. But using the Artec Spider handheld scanner, researchers achieved high-precision digital archives of oracle bone surface details for further analysis – and got the added benefit of sharing the 3D models with colleagues and other organisations. The Yorkshire Museum is another case study: after acquiring an extremely rare collection of four 1,800-year-old artefacts from Roman Britain, the museum needed a way to quickly and non-destructively create historically accurate 3D digital twins of the irreplaceable objects in order to share them with historians and visitors across the globe. Thanks to Artec’s Spider scanner, each of the four Ryedale Hoard artifacts was safely scanned in under five minutes, and digitally processed in less than an hour – a process that would have taken days or weeks with the traditional method of photogrammetry.
TCT: 3D scanning of course isn’t just about digitising physical products. Can you talk about the importance of embedding 3D scanning technologies into end-to-end manufacturing processes?
AY: There are crucial applications of 3D scanning technology within manufacturing processes. One example is additive manufacturing. You scan an object being built and use those scans to 3D print parts that fit seamlessly into the base structure.
034 / www.tctmagazine.com / 31.1
SHOWN: ARTYOM YUKHIN
SHOWN: 3D SCANNING HISTORICAL ARTEFACTS
CEO Artyom Yukhin on capturing the past and creating the future.
OF ARTEC 3D
For damaged parts or products, applying the 3D-scan-and-print method means you only need to reproduce the damaged area rather than replace the entire part and waste the functional parts of it. This process is much more sustainable than traditional methods which involve conveyors, an overproduction of spare parts, and unnecessary waste due to trimmings or material excess. This enables completely new workflows that are economically and environmentally sustainable. Another application is quality control. 3D scanning provides a faster, more accurate method of ensuring products are up to par throughout every stage of the manufacturing process. Accurately identifying imperfections via 3D scanning early on saves time
and costs further along the processing supply chain.
TCT: With that in mind, you recently introduced the Artec 3D Metrology Kit, which is being shown in some huge, heavy industry projects. Where’s the sweet spot for this technology?
AY: Our Metrology Kit is essentially a hightech measuring system for high-precision industrial applications. The applications include anything from deformation analysis to testing to inspection. The Kit is flexible enough to integrate into a user’s workflow, delivers perfect results both in you’re a workshop and outdoors, and is compatible with major software like Control X and PolyWorks.
It can operate as a standalone optical measurement solution, or as a referencing tool for even higher 3D scanning accuracy over distance. Using the Metrology Kit plugin, you get the entire 3D scanning and photogrammetry workflow right inside Artec Studio. This is an excellent solution for scanning large objects – say, a helicopter or a car – when you need to accelerate the process without sacrificing quality or precision. That’s really the sweet spot for this technology: as a complementary tool for the Leo or other
scanners, helping users make digital twins of big objects much faster than either tool alone.

TCT: Where does 3D scanning go next?


AY: One area we see the industry leaning more into is artificial intelligence. Applying AI is key in processing and interpreting the data a scanner collects, and Artec is fortunate to have had a very strong AI team from the beginning. We helped Apple to create their proprietary Face ID technology, so we’ve been on the turning point of AI technology from the get-go.
Artec 3D is committed to making its technology ever-more pervasive in fields that can benefit from reliable, easyto-use, yet still ultra-precise scanning. We collaborate with organisations that use our scanners to help people – whether that be in the form of lifechanging prosthetics, crime reduction and prevention, or accessible education. We look forward to continuing this work and seeing how 3D scanning continues to open up endless opportunities in the realms of science, history, medicine, archaeology, and sustainability.
31.1 / www.tctmagazine.com / 035 EXECUTIVE Q&A
“We've been on the turning point of artificial inteliigence from the get-go.”
SHOWN: ANCIENT NEPAL BONES SIDE-BY-SIDE













Want to reach TCT’s independently verified audience of AM and 3D printing professionals? GET IN TOUCH Carol Cooper | Carol@rapidnews.com MAG e | adam@agprototypes.com w | www.agprototypes.com t | 01707 391 120 WWW.APEX.TECH LPBF Consultancy & Digital Manufacturing Services DOTS.pdf 1 25/05/2022 16:58 3D printing and post-processing for prototyping and low volume parts Using HP MJF Printer and DyeMansion VaporFuse 07507 670195 info@all3dlabs.com www.all3dlabs.com Sintratec S2 SLS 3D Printer System now only £42,000 Showroom demo unit - used for demonstrations and sampling purposes only. Visit https://youtu.be/8FRprn5IHtk for demo video. Collection: Free collection in person from Hemel Hempstead, United Kingdom. Returns: 30 days refund | Buyer pays for return shipping ATA Engineering Products Ltd t: 01442 264411 e: sales@ataeng.com www.ataeng.com SAVE 30% TO ADVERTISE HERE CONTACT CAROL COOPER ON + 44 1244 952 386 OR EMAIL CAROL@RAPIDNEWS.COM THE DIRECTORY
THE DIRECTORY

FDM Digital Solutions Ltd. Lancashire Digital Technology Park Bancroft Rd, Burnley, Lancashire, BB10 2TP t: +44 (0) 1282 872 370 w: www.fdmdigitalsolutions.co.uk



3D Printing production specialists with large format & large volume capabilities. High performance polymer materials certified for use in F1, Automotive & Aerospace. In house Jig & tool design with large hybrid tooling assembly capability.















Find out more by scanning our QR code The Future of Making is Here FDM MJF CONSULTANCY 3D SCANNING Specialists in 3D Prototypes Design for Additive Production Parts 3D PRINTING SERVICES For Businesses www.printpool.co.uk 01865 546430 enquiries@printpool.co.uk Oxford, UK
www mamsolutions uk tel +44 (0)7923 475565 Gain the best results with expert advice and guidance TO ADVERTISE HERE CONTACT CAROL COOPER ON + 44 1244 952 386 OR EMAIL CAROL@RAPIDNEWS.COM
THE DIRECTORY
A REAL GEM
Additive Manufacturing Users Group President Mark Abshire on what makes the AMUG Conference unique.
TCT: AMUG is all about sharing knowledge. What is the best piece of advice you’ve ever been given at the event?
MA: I've gotten so many. I guess one of the things that I really enjoyed the most was when the manufacturers used to have a hands-on workshop, they had their machines and we'd have a class on how to maintain it, how to keep it clean, how to adjust, cleaning mirrors, if you're using a system that has lasers or mirrors, print heads, things like that. These are the things that give you the best quality parts, and at the same time, reduces your downtime, and reduces your maintenance costs. So, to me, that is the number one nugget, how to keep my machines running well. So, we try to encourage our exhibitors that are OEMs and have machines, to share that with our users because these are people that have already made the investment in that technology.
TCT: What makes AMUG so special?
MA: AMUG is a jewel of the additive manufacturing community, and when I say the word jewel, I think of the many facets on a jewel. So, there's lots of things that make it special and make it unique. We have a technical exchange of knowledge, we do presentations, and we do hands on training. The hands-on training, it's not just maintenance of machines but it's also a hands-on training for applications. I don't know of many other shows and places you can go and pour a casting that was made from a 3D printed mould.
The other part of that facet is the networking and the camaraderie. Once you network and you start meeting people with [like-minded] interests, then you're going to find a common ground, people that you can go back to and look for solutions when you have problems. And a very good example of that camaraderie is going to be a keynote speaker on Tuesday. One of the keynote speakers is an animator and an architect and another is a surgeon. They met up at AMUG in 2019 and they combined their skills to come up with some unique applications for the medical industry. That is the kind of networking that is really an important
facet of our gemstone. The other part here that I'm most proud of is the army of volunteers. It's unbelievable. It's unique to find a situation where people have that much passion, that much willingness to give out of their own pocket, their time and expense, to dedicate to this. It really is a community of people that care about this industry and love this industry.
TCT: What are you looking forward to most at this year’s conference?
MA: The Innovators Showcase with Diana Kalisz. I personally have worked with Diana. She was instrumental in the beginning of the User Group. She was one of the OEMs who would stand up there and talk about a wish list. What do you need as far as a machine? What do you need as far as materials? What do you need in software? And she managed a lot of that and gave that to the people. I think one of the misnomers and what we've had in the past with our Innovator Showcase, is we've had the inventors. Well, inventing and innovator are not necessarily the same thing. So, she has been an innovator in the sense of giving us, the user community, what they asked for and sometimes she would actually tell us, that's not practical, that's not going to happen, that's not reasonable. She has a history of, 30 years ago, getting started and getting the industry going in the right direction for users.
Hear the full interview covering Keynote co-presenters
Robert Ducey of LAIKA Studios and Nicholas Jacobson of the University of Colorado’s Anschutz Medical Campus, and Max Haot, founder and CEO of Launcher, and more AMUG activities on the Additive Insight podcast from February 13th: mytct.co/AMUGpod.

038 / www.tctmagazine.com / 31.1
AMUG
“AMUG is a jewel of the AM community.”

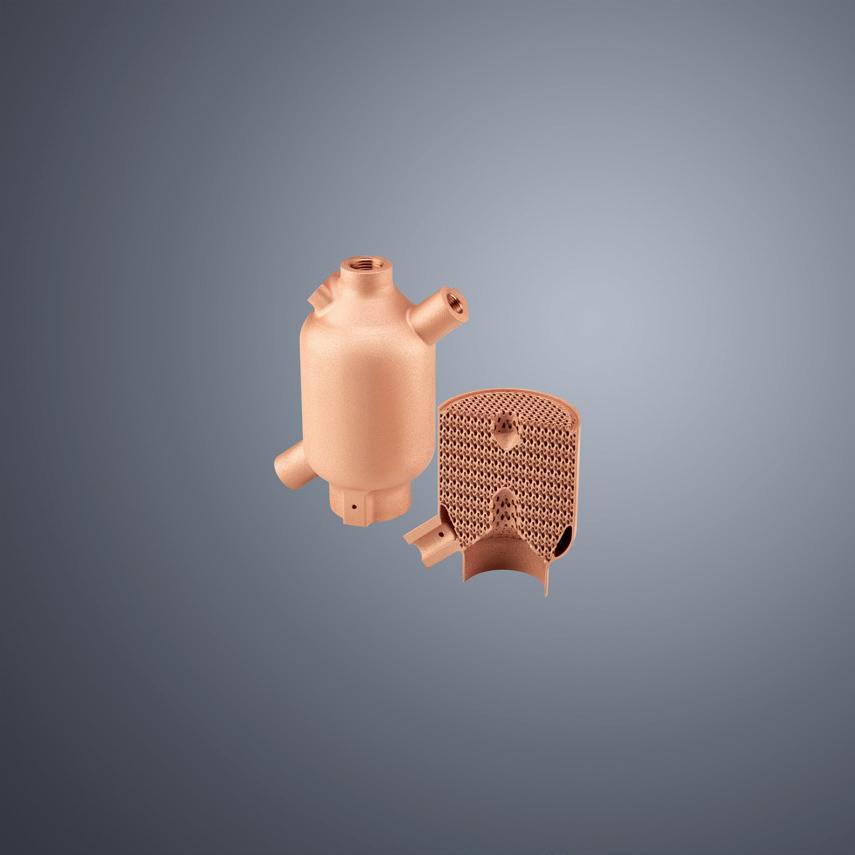
TruPrint 5000 Green Edition: The unique combination of our green laser and additive manufacturing system - now available for large 3D printed parts. Benefit from outstanding thermal properties and electrical conductivity ( >100 %IACS) as well as the highest quality and productivity of printed pure copper and copper alloys. More information www.trumpf.com/s/truprint-5000-green-edition 3D printing of large pure copper parts with the TruPrint 5000 Green Edition
DISCOVER WHY RAPID + TCT IS THE NEXT LEVEL OF ADDITIVE MANUFACTURING!
TOP 5 REASONS TO ATTEND:
• Discover Hundreds of Innovative New Products
• Come With Manufacturing Challenges, Leave With AM Solutions
• Gain Expert Knowledge Through our Technical Conference

• Get Inspired at Industry Keynotes and Thought Leadership Panels
• Expand Your Circle at AM Industry Networking Events
MAY 2-4, 2023
McCormick Place - West Building | Chicago
SAVE $100 Claim Your Free Expo Pass & Save 25% on Conference Passes
Register by March 15
With Code: RPGUEST
North America’s largest and most influential Additive Manufacturing event.
www.rapid3devent.com


