8 minute read
IN FULL FLOW


WORDS: SAM DAVIES
IN FULL FLOW
As a 100+-year-old company with more than 5,000 employees, John Crane operates 200 global facilities. But there is one unlike any other.
While there are multiple facilities running 3D printing technology within the company’s footprint, its site in Berkshire, UK is the one that is pushing the envelope in terms of additive production. At least that was the case towards the end of 2021 – John Crane’s utilization of the technology continues to gather pace.
A manufacturer of mechanical seals, power transmission couplings, filtration systems and more, John Crane was increasingly hearing demands from customers that lend themselves well to additive manufacturing technology, encouraging the company to purchase a Stratasys Fortus 450mc.
“A lot of our RFQs are coming through with increasingly shorter, tighter demands around lead time,” Liam Johnston, John Crane AM Program Manager, told TCT. “Cost as well is a big area, being able to drive cost not just out of our products but also out of production processes. Being able to consolidate certain processes, consolidate part assemblies, that’s a big demand for us. Another big one that’s become a focus recently is environmental impact and footprint. A lot of customers are starting to see that, in some cases, they wouldn’t mind paying a little bit more for a product if we can show that it’s
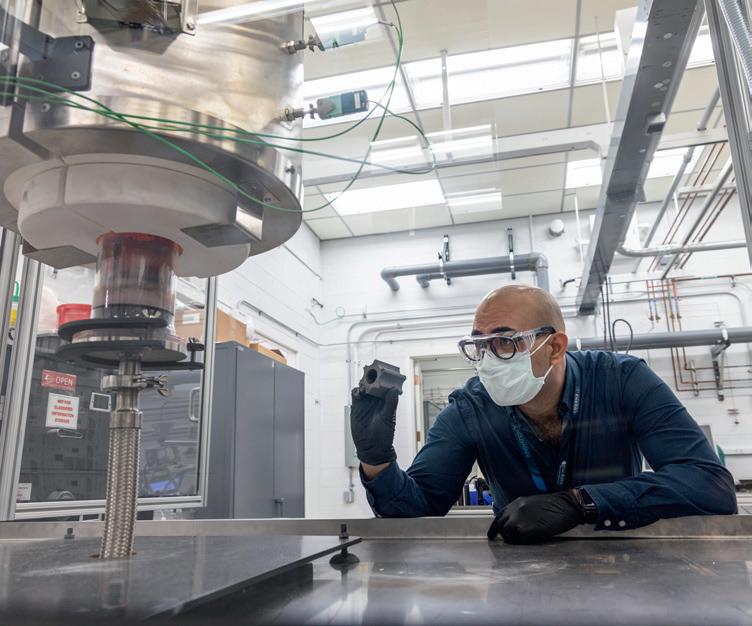
SHOWN:
IMPELLER CASING PRODUCED WITH 3D PRINTING
having a positive impact on footprint and carbon emissions with production.”
As a company with such legacy in its areas of expertise, it has developed deep manufacturing competency over the last century. It has enabled the firm to become a leader in its field, serving users in oil and gas, power generation, chemical, pharmaceutical, mining, food and beverages, and more. But it has also brought John Crane to a point where, when customers asked for parts that could run without fresh water supply or needed a reduced footprint or required an improved strength to weight ratio, a change in approach was needed.
“I think we’re starting to reach that point where we squeezed as much as we can out of our conventional manufacturing processes and design methodologies, so I think additive opens up a whole new raft of opportunities for how we can approach these types of problems,” Johnston noted.
In bringing AM into the Berkshire facility, John Crane had to contend with the apprehension that comes with enacting change. This internal hesitancy has been overcome with an education and risk management process, with John Crane first deploying the technology on tooling, jigs and fixture applications – parts in which the company has complete control over the design, implementation and monitoring – before stepping things up.
One of the key points of contention for engineers was placing confidence in a polymer material, for example, when a metal had previously been used. The responsibility of the team leading the AM charge within John Crane was to prove additive manufacturing’s capacity to deliver the performance requirements engineers were used to.
“Naturally, people hear the term polymer material and they think it’s a downgrade [on metal],” Johnston said, “but they don’t understand that with 3D printing, you can design with the function of the purpose in mind, so you can reinforce the part, you can design with lattice structures, use different geometries, different ways of design that can redefine how you solve a problem. People were naturally apprehensive to some of those changes, some of which were coming from an industry perspective, thinking there might be certain standards that specify it has to be a certain grade of stainless steel or whatever it is.”
“I think we’ve educated the workforce to think much more scientifically in such as this part was made of metal, the part has to have a tensile strength of whatever, polymers, composites can now achieve this,” Matthew Bourner, John Crane Advanced Manufacturing Engineer, added. “I’d say the skill set is often the hardest part. As a business, you can always buy machines, you can buy people if you want to, but if you want to grow the skill set organically, that takes a bit of time. But with engineering, some of our commercial teams, they [have] come around to the idea of utilizing the technology for what it has to offer.”
John Crane thus has an increasing number of success stories. As it progressed from tooling components to end consumer products, the company threw polymer 3D printing at some installation and transportation components for seals – chosen because of their low performance requirements, simple geometry and high level of design variation – of which 6,000 devices were produced annually at around 70% cheaper than their metal counterparts.
The parts are now printed on-demand, reducing the need to hold large amounts of inventory on site and indicating the technology’s potential application for spare parts.
“The oil and gas sector, that’s a massive area for them,” Johnston said of spare parts. “Every hour of downtime on your refi nery is X many millions of pounds lost, and they’re distributed all over the place in some of the most arid, out of the way areas. So, ensuring that we can get parts to customers quickly, having spare parts on-demand, is something that we think additive will hugely benefi t us on.”
To create the infrastructure that will facilitate the distribution of spare parts on-demand from a digital warehouse will take time, but the confi dence in AM is now comprehensive. So much so, John Crane has also widened its adoption of the technology to include metal processes.
As it stepped into metal 3D printing, the company targeted its fi ltration system products. Here, internal fl ow vortices can reintroduce contaminants that reduce system effi ciency, impacting the life of the seal or rotating equipment and costing the end user maintenance and repair expenses. But with AM, John Crane has sought to address those challenges by developing a bespoke fl ow straightener which is installed in front of the fi ltration element and removes vortexes from the gas fl ow.
This fl ow straightener is an integral part of John Crane’s Indufi l FCF Series Seal Gas Filtration System that removes liquid and particle contamination for reliable dry gas seal operation, complies with international pressure vessel and design codes, and is designed in alignment with the API614 and API692 standards. It has been designed with a honeycomb lattice structure to have minimal wall thickness while maintaining part strength, is scalable for diff erent fi lter sizes and helps to achieve a 50% lower loss of pressure and up to 60% improved fl ow capacity. Able to be additively manufactured in Inconel 625 and Ti64, John Crane expects to produce hundreds of fi lter parts per year using AM, and also wants to explore how the straightener’s lattice structure can be adapted to meet the properties of the customer’s gas fl ow by varying the unit cell size across diameter of the element. “I asked the engineering team afterwards,” Johnston recalled, “why is that honeycomb lattice uniform throughout? Your fl ow is not uniform throughout, so why have you kept a uniform lattice? Why don’t you look at considering the varying unit cell size as we get towards the edge of the fl ow? That’s surely where you’ll get more disturbance, friction and drag as you get to the edge. Because that was something they couldn’t ever do using conventional manufacturing, they were used to buying the off the shelf standard honeycomb media.” The learning process continues and John Crane’s appetite for AM technology intensifi es. Johnston and Bourner confi rmed the company is exploring other 3D printing processes, with wire arc suggested as a technology that could facilitate spare parts and binder jetting touted as one that could enable more applications like the lattice fl ow straightener in its fi ltration systems. The technology is changing the way John Crane produces parts, from production line tools through to the systems in its extensive product portfolio. And starting in Berkshire, the hope is that these gains will gradually be attributed across its global footprint.

SHOWN:
A 3D PRINTED JAW ACCESSORY PRODUCED IN FDM NYLON 12CF – THESE PARTS SAVE UP TO 80% OF MACHINE SETUP TIME “We’ve always had some level of 3D printing across the business, largely for rapid prototypes, jigs and fi xtures on the relatively small scale, but the UK was the fi rst site where we pushed production levels,” Johnston fi nished. “We see that as our primary site where will try new processes, not just specifi cally for printing but the whole process chain, quality management systems, workfl ow management systems, the skill and design tools, and then replicate and expand those out to some of our other sites.”
SHOWN:
THE STRATASYS FORTUS 450MC INSTALLED AT JOHN CRANE’S BERKSHIRE SITE

INDUSTRIAL 3D SCANNING & 3D PRINTING
Additive Manufacuting & Reverse Engineering Solutions





EXCEPTIONAL TURNAROUND FROM A PROVEN PARTNER IN AM MATERIALS TESTING



Get accurate CAD models from existing parts to fit any application. Produce prototypes to end-use parts on high-quality industrial 3D Printers! Visit neometrixtech.com today Phone: (888) 696-7226 Email: info@neometrixtech.com