TECHNICKÁ UNIVERZITA VO ZVOLENE DREVÁRSKA FAKULTA ACTA FACULTATIS XYLOLOGIAE ZVOLEN 64 2/2022 VEDECKÝ ČASOPIS SCIENTIFIC JOURNAL
Vedecký časopis Acta Facultatis Xylologiae Zvolen uverejňuje pôvodné recenzované vedecké práce z oblastí: štruktúra a vlastnosti dreva, procesy spracovania, obrábania, sušenia, modifikácie a ochrany dreva, termickej stability, horenia a protipožiarnej ochrany lignocelu-lózových materiálov, konštrukcie a dizajnu nábytku, drevených stavebných konštrukcií, ekonomiky a manažmentu drevospracujúceho priemyslu. Poskytuje priestor aj na prezentáciu názorov formou správ a recenzií kníh domácich a zahraničných autorov.
Scientific journal Acta Facultatis Xylologiae Zvolen publishes peer-reviewed scientific papers covering the fields of wood: structure and properties, wood processing, machining and drying, wood modification and preservation, thermal stability, burning and fire protection of lignocellulosic materials, furniture design and construction, wooden constructions, economics and management in wood processing industry. The journal is a platform for presenting reports and reviews of books of domestic and foreign authors.
VEDECKÝ ČASOPIS DREVÁRSKEJ FAKULTY, TECHNICKEJ UNIVERZITY
VO ZVOLENE 64 1/2022
SCIENTIFIC JOURNAL OF THE FACULTY OF WOOD SCIENCES AND TECHNOLOGY, TECHNICAL UNIVERSITY IN ZVOLEN 64 1/2022
Redakcia (Publisher and Editor’s Office): Technická univerzity vo Zvolene (Technical university in Zvolen); TUZVO Drevárska fakulta (Faculty of Wood Sciences and Technology) T. G. Masaryka 2117/24, SK-960 01 Zvolen, Slovakia
Redakčná rada (Editorial Board): Predseda (Chairman): prof. Ing. Ján Sedliačik, PhD., TUZVO (SK) Vedecký redaktor (Editor-in-Chief): prof. Ing. Ladislav Dzurenda, PhD., TUZVO (SK) Členovia (Members): prof. RNDr. František Kačík, DrSc., TUZVO (SK) prof. RNDr. Danica Kačíková, MSc. PhD., TUZVO (SK) prof. Ing. Jozef Kúdela, CSc., TUZVO (SK) prof. Ing. Ladislav Reinprecht, CSc., TUZVO (SK) prof. Ing. Mariana Sedliačiková, PhD., TUZVO (SK) prof. Ing. Jozef Štefko. CSc., TUZVO (SK) doc. Ing. Hubert Paluš, PhD., TUZVO (SK) Jazykový editor (Proofreader): Mgr. Žaneta Balážová, PhD. Technický redaktor (Production Editor): Ing. Michal Dudiak, PhD.
Medzinárodný poradný zbor (International Advisory Editorial Board): Bekhta Pavlo (Ukrainian Natl Forestry Univ, Ukraine), Deliiski Nencho (University of Forestry, Bulgaria), Jelačić Denis (Univ Zagreb, Croatia), Kasal Bohumi (Tech Univ Carolo Wilhelmina Braunschweig, Germany), Marchal Remy (Arts & Metiers ParisTech, France), Németh Róbert (Univ Sopron, Hungary), Niemz Peter (Bern Univ Appl Sci, Architecture Wood & Civil Engn, Switzerland), Orlowski Kazimierz A. (Gdansk Univ Technol, Poland), Pohleven Franc (Univ Ljubljana, Slovenia), Potůček František † (Univ Pardubice, Czech Republic), Teischinger Alfréd (Univ Nat Resources & Life Sci, BOKU, Austria), Smardzewski Jerzy (Poznan Univ Life Sci, Poland), Šupín Mikuláš (Technical University Zvolen, Slovakia), Vlosky Richard P. (Louisiana State Univ, USA), Wimmer Rupert (Univ Nat Resources & Life Sci, Austria).
Vydala (Published by): Technická univerzita vo Zvolene, T. G. Masaryka 2117/24, 960 01 Zvolen, IČO 00397440, 2022
Náklad (Circulation) 150 výtlačkov, Rozsah (Pages) 146 strán, 12,12 AH, 12,25 VH Tlač (Printed by): Vydavateľstvo Technickej univerzity vo Zvolene
Vydanie I. – december 2022
Periodikum s periodicitou dvakrát ročne
Evidenčné číslo: 3860/09
Acta Facultatis Xylologiae Zvolen je registrovaný v databázach (Indexed in): Web of Science, SCOPUS, ProQuest, AGRICOLA, Scientific Electronic Library (Russian Federation), China National Knowledge Infrastructure (CNKI)
Za vedeckú úroveň tejto publikácie zodpovedajú autori a recenzenti. Rukopis neprešiel jazykovou úpravou
Všetky práva vyhradené. Nijaká časť textu ani ilustrácie nemôžu byť použité na ďalšie šírenie akoukoľvek formou bez predchádzajúceho súhlasu autorov alebo vydavateľa.
© Copyright by Technical University in Zvolen, Slovak Republic.
ISSN 1336–3824
CONTENTS
01. VIKTÓRIA SATINOVÁ – PAVOL HLAVÁČ – JÁN IŽDINSKÝ –LADISLAV REINPRECHT: ROT EVALUATION IN SPRUCE LOGS AND ROT REFLECTION INTO DIMENSIONS OF CHIPS FOR PARTICLEBOARDS 5
02. ZUZANA VIDHOLDOVÁ – GABRIELA SLABEJOVÁ: THE DECAY RESISTANCE OF FOUR HYDROTHERMALLY TREATED HARDWOOD SPECIES ................................................................................ 17
03. ELENA KMEŤOVÁ – MARTIN ZACHAR – DANICA KAČÍKOVÁ: THE PROGRESSIVE TEST METHOD FOR ASSESSING THE THERMAL RESISTANCE OF SPRUCE WOOD ........................................ 29
04. SVYATOSLAV GOMON – PETRO GOMON – OLEKSANDR KORNIYCHUCK – SVIATOSLAV HOMON – TETIANA DOVBENKO – LEONID KULAKOVSKYI – INNA BOYARSKA: FUNDAMENTALS OF CALCULATION OF ELEMENTS FROM SOLID AND GLUED TIMBER WITH REPEATED OBLIQUE TRANSVERSE BENDING, TAKING INTO ACCOUNT THE CRITERION OF DEFORMATION ........................................................................................... 37
05. ROMAN NÔTA: ANALYSIS OF THE THERMAL BRIDGE OF WOOD WINDOW INSTALLATION POSITION....................................................... 49
06. LUKÁŠ ADAMČÍK – RICHARD KMINIAK – ADRIÁN BANSKI: THE EFFECT OF THERMAL MODIFICATION OF BEECH WOOD ON THE QUALITY OF MILLED SURFACE ..................................................... 57
07. KAZIMIERZA.ORLOWSKI–DANIELCHUCHALA–DAWID STENKA–TOMASZPRZYBYLINSKI:ASSESSMENTOFWEAROF THEBANDSAWTEETHININDUSTRIALCONDITIONS 69 08. ZHIVKO GOCHEV – PAVLIN VITCHEV: COLOUR MODIFICATIONS IN PLYWOOD BY DIFFERENT MODES OF CO2 LASER ENGRAVING ................................................................................... 77 09. MIKHAIL CHERNYKH - MARIA ZYKOVA - VLADIMIR STOLLMANN - MAXIM GILFANOV: INFLUENCE EFFECT OF WOOD LASER ENGRAVING MODE ON AESTHETIC PERCEPTION OF IMAGES 87 10. ZUZANATONČÍKOVÁ–KATARÍNACSÚZOVÁ:THEEMULATION OFBIOMIMETICPROPERTIESOFWOODBYCREATINGA DATABASEOFABSTRACTEDDESIGNPRINCIPLES................................ 97 11. MIROSLAVA MELICHOVÁ – MARIANA SEDLIAČIKOVÁ –ANNA KOCIANOVÁ – JARMILA SCHMIDTOVÁ: WHAT IS THE APPLICATION OF SELECTED GREEN GROWTH INDICATORS IN WOOD-PROCESSING ENTERPRISES IN SLOVAKIA? 109
12. MÁRIA MORESOVÁ – MARIANA SEDLIAČIKOVÁ – JOSEF DRÁBEK – ANNA KOCIANOVÁ: SUCCESSION – A PREREQUISITE FOR SUSTAINABILITY AND DEVELOPMENT OF SLOVAK WOODPROCESSING FAMILY BUSINESSES 121
13. ANNA KOCIANOVÁ – MARIANA SEDLIAČIKOVÁ – JARMILA SCHMIDTOVÁ – MIROSLAVA MELICHOVÁ – LESIA HOGHOVÁ: PREREQUISITES FOR THE DEVELOPMENT OF THE WOOD-PROCESSING FAMILY ENTERPRISES 133
ACTA FACULTATIS XYLOLOGIAE ZVOLEN, 64(2): 5 16, 2022
Zvolen, Technická univerzita vo Zvolene DOI: 10.17423/afx.2022.64.2.01
ROT EVALUATION IN SPRUCE LOGS AND ROT REFLECTION INTO DIMENSIONS OF CHIPS FOR PARTICLEBOARDS
Viktória Satinová – Pavol Hlaváč – Ján Iždinský – Ladislav Reinprecht
ABSTRACT
Chips for particleboards (PBs) can be obtained from different tree species or other lignin-saccharide sources. In this work, the following factors are analysed: (1) the degree and type of fungal rot in the Norway spruce (Picea abies) logs using the drill-resistance device“Resistograph”andtheacousticdevices“Sylvatest-Duo”,“Fakopp”and“Arbotom”, and (2) following the reflection of wood-rot into dimensions of chips prepared for PBs. Using the devices, milder damage of logs caused by the white-rot Dark honey fungus (Armillaria ostoyae) was not detectable, but on the contrary, more serious damage of logs with the brown-rot Red banded polypore fungus (Fomitopsis pinicola) was clearly detectable. Wood chips prepared from the rotten logs had smaller dimensions compared to chips from the sound logs. By the sieve analysis, using the mesh diameters from 80 mm to 0.125 mm, the total percentage fractions marked as 7, 4, 2, 1, 0.5, 0.25, 0.125 and 0 were 31.1% for chips from the sound logs, 41.89% forchips from logs attacked by white rot, and 71.13% for chips from log attacked by brown rot.
Key words: spruce logs, rot, Resistograph, acoustic devices, chips, dimensions
INTRODUCTION
Particleboards(PB)areproducedfrom:(1)differentwoodsources–lowerqualitylogs and trunks of conifers and broadleaves; – recycled furniture, trusses and other aged wood materials;–wastecreatedattheproductionofnewwoodmaterials,e.g.,carpentryproducts, PBs, plywood or glulam, (2) agricultural lignin-saccharide bio-polymers, derived from straw,stalk,bagasse,seed/fruit,leaf,grass,andpalms;(3)textilesandpapersproducedfrom natural and synthetic fibers (ODOZI et al. 1986, ALWANI et al. 2014, IŽDINSKÝ et al. 2020, LEE et al. 2022).
The lower quality of logs is often given by their biological damage caused by wooddecaying fungi and wood-damaging insects. Chips prepared from bio-damaged wood sources may not have always acquire suitableyields, dimensions orother characteristics for the production technology of PBs and their properties required by valid standards, e.g., strength, elasticity, thickness swelling, fungal resistance, may not be achieved.
The rotten or otherwise bio-damaged wood logs most often come from accidental harvests (GÁPER 2003). For example, in 2020, the volume of accidental harvesting of tree wood material caused by the action of phytopathogenic organisms was 154 544 m3. Of the reported volume, trees attacked by the white-rot Dark honey fungus (Armillaria ostoyae
5
/Romang./ Herink) accounted for 81 854 m3 and by the brown-rot Red banded polypore fungus (Fomitopsis pinicola /Sw./ P. Karst.) for 754 m3 (LEONTOVYČ et al. 2021).
Armillaria ostoyae is one of the significant parasites of spruce and other coniferous plants.Itinfectsthematallstagesofgrowth,i.e.,fromseedlingstoadulttrees.Theinfection is caused by the mycelium, which penetrates the wood mainly with the vascular rays. The external symptom of spruce damage is resin discharge or bottle shaping of the basal part of the stem. The fungus causes intense and rapid spreading of white wood rot. The genus Armillaria representativesofmediumtolargefruitingbodies,usuallygrowninclumps.The fruitingbodyismadeupofapileusandastalk(GÁPER andPIŠÚT 2003).Duetothedrought, an increasein fungal pathogens is also foreseen for thefuture. The current drought has been identified as the main factor in the death of spruce in the lowlands of the Czech Republic. The trees thus weakened were subsequently attacked by the Dark honey fungus. For example, Holuša et al. (2018) indicate that up to 50% of the trees studied have long-term drought with inducing activity of this fungus.
Fomitopsis pinicola is a common species of the genus Fomitopsis. It is mainly a saprophyticfungus infecting living and healthytrees. It causes red rot prism likedecay with whitemyceliuminthecracks(ČERNÝ 1986).Thefruitingbodyishoof-shapedortriangular, and sometimes shelflike with orange-yellow margin. F. pinicola conks may grow for many years, each season adding a new layer of tubes. It is an important destroyer of conifer wood species, including the Norway spruce.
The type, degree and range of rot in the standing trees, harvested logs and wooden productscanbedeterminedvisuallyaswiththehelpofseveralinstrumentalmethods(WANG et al. 2007, RINN 2009, REINPRECHT and HRIVNÁK 2012, REINPRECHT and PÁNEK 2012, ROHANOVÁ andNUNEZ 2012, HRIVNÁK et al. 2013, REINPRECHT 2016, GERGEĽ et al. 2022, HOVDE et al. 2022).
The chips and particles prepared from chips must have suitable dimensions – for example, exactly determined dimensions for the core layer and the surface layers at the production of the tree-layer PBs.
It is ideal if the chips for the PBs production have the following dimensions: length 20-50 mm; width 20-40 mm and thickness 3-5 mm. For the following prepared fine surface particles is recommended a thickness of around 0.2 mm, at which this dimension is determined directly by the condition and preparation process of particles. The width of particles for the surface layer of PBs should not exceed 2 mm and the length should not exceed 5 mm. The thickness of large particles for the core layer of PBs is generally recommendedbetween0.4to0.7mm.Thelengthandwidthofparticlesinthecorelayer are allowed to be relatively variable, but with the largest slenderness ratio, i.e., the ratio of the length to the thickness of the particle (DEPPE andERNST 2000, IRLE andBARBU 2010).
The dimension of particle with the thickness under 0.125 mm or 0.08 mm, which was created either by processing (MARKOVÁ et al. 2016, OČKAJOVÁ et al. 2020, DEMBIŃSKI et al. 2022) or it was sorted, is regarded as dust not suitable to produce PB, due to a negative reduction in its properties, especially bending strength. In practice, there are these small particles – dust used for energy purposes, e.g., in the production of heat (KMINIAK et al. 2020).
The aim of this work was to analyse the influence of the white and brown rots in harvested Norway spruce logs on the dimensions of chips prepared for production of particleboards.
6
MATERIALS AND METHODS
Logs
From five Norway spruce (Picea abies Karst. L.) standing trees growing in the Central Slovakia, Forest region Budča, part No. 589 – two sound, two attacked by the white-rot fungus “Dark honey fungus” (Armillaria ostoyae /Romang./ Herink), and one attacked by the brown-rot fungus “Red banded polypore” (Fomitopsis pinicola /Sw./ P. Karst.) – were prepared 4 m long logs with diameters at the ends from 0.3 m to 0.45 m (Figures 1).

(a) (b)
Fig. 1. The Norway spruce standingtrees - attacked by the white-rot fungus Armillaria ostoyae with atypical pear-shaped trunk in the territorial part (a); - attacked by the brown-rot fungus Fomitopsis pinicola with presence of fruiting bodies andvisually detectable rot (b).
Rot evaluation in logs
Presence and degree of rot in the Norway spruce logs was evaluated by four instrumental methods (Figure. 2):

- drill-resistance measurement – performed in the radial direction of log; the device Resistograph IML-RESI F400 (Instrumenta Mechanik Labor GmbH, Wiesloch, Germany), equipped with 400 mm-long and 3 mm-thick steel drill, was used; log quality is presented in a form of graphical report, where on the y-axis the none or minimal resistance-peak indicates a significant damage of wood, e.g., due to rot or crack,whilethelocally-lowerresistance-peakinthedefinedannualcirclebelongsto the sap-wood and the locally-higher one belongs to the late-wood; a total of 25 boreholes were drilled into five logs (Figures 2a, 2b),
- 1-D ultrasonic measurement – performed in the longitudinal direction of log with a length of (LL) in /m/, with an accuracy of 0.01 m; the device Sylvatest-Duo (CBSCBT, Paris, France),equipped with 22 kHz conical transducers,which measures the transmission timeofan ultrasonicwave(TUW)(μs)through two conical transducers, one emitter and the other receiver located on the opposite sides of log, was used; a total of 20 TUW values were determined for five logs (Figures 2a, 2c); following the transmission velocity (vL) in /m.s-1/ was calculated, using the equation (1):
vL=LL/TUW (1)
7
- 1-D ultrasonic measurement – performed in the radial direction of log with a length in the defined diameter of (LD) in /m/, with an accuracy of 0.01 m; the device FAKOPPMicrosecondTimer(FakoppEnterpristeBt.,Ágfalva,Hungary),equipped with two 45 kHzultrasonictransducers US 2, which measures thetransmission time of an ultrasonic wave (TUW) in /μs/ between the transducers, was used; a total of 50 TUW values were determined for five logs (Figures 2a, 2d); following the transmission velocity (vR) in /m.s-1/ was calculated using the equation (2):
vR = LD/TUW (2)
- 2-D ultrasonic measurement – performed in the transversal area of log; the device Impulse Tomograph ARBOTOM Professional Pack 2D (Rinntech, Heidelberg, Germany), with a color graphical report of the sound zones and the less or more damaged zones in the log (RINN 2009), was used; a total of 15 measurements were performed for five logs (Figures 2a, 2e).
(a)
Fig. 2. Evaluation of rot in the Norway spruce logs in the defined places (a) – by the Resistograph /R/ (b), and by three acoustic devices, i.e., Sylvatest-Duo /S/ (c), Fakopp /FB and FA/ (d), and Arbotom /A/ (e).


Chips preparation and sieve analysis
The chips were prepared from the Norway spruce logs of three groups – sound, damaged by white rot, and damaged by brown rot. Firstly, from the logs were sawn boards with the thicknesses from 25 mm to 50 mm. The boards were then chipped on chips in the
8
230H drum mower (Klöckner KG, Hirtscheid Erbach, Westerwald, Germany). For the wooden chips – which in a practice are further milled to particles used for PBs preparation – their basic macrostructural characteristics, i.e., dimensions, were determined by the sieve analysis.
A representative sample with a weight of 750-1200 g was selected from chips of a given log-group. The sample of chips was divided into 5-8 homogeneous chip sets with a weight of 150 g and undergo to the sieve analysis. During sieving, individual fractions of chips were captured on sieves arranged one above the other from the largest mesh diameter to the smallest mesh diameter. The set of sieves is finished with a solid bottom, into which the finest dust fraction of chips falls. Individual chip fractions captured on sieves with the mesh diameters from 80 mm to 0.125 mm – chip fractions marked as 80, 50, 40, 25, 20, 15, 12, 11, 7, 4, 2, 1, 0.5, 0.25, 0.125 and 0 (a solid bottom) – were weighed with an accuracy of 0.01 g, with following calculation of their percentage amounts.
The sifting procedure was following: (1) the weighed chips were poured onto the top sieve; (2)theset ofsieves was closed with alid; (3)theactual sieving process in thesieving device lasted 10 minutes. The set of sieves was divided into two parts, i.e., first, the chips with a weight of 150 g were sieved through a set of sieves with the mesh diameters of 80, 50, 40, 25, 20.15, 12, 11 mm and bottom, and subsequently, the fraction of chips caught at the bottom was sieved in the second step through a system of sieves 7, 4, 2, 1, 0.5, 0.25, 0.125 mm and bottom.
RESULTS AND DISCUSSION
Rotpresenceinlogs
Drill-resistance analysis
The drill-resistance semi-destructive analysis of the Norway spruce logs with the IML RESI 400 Resistograph evidently documented the visually ascertained damage of wood caused by the brown-rot fungus F. pinicola (Figure 1b), when the rotten log No 1 gave in all five measurements 1/0 - 1/4 almost no resistance to the drill needle penetration – which indirectly showed the presence of extensive and intense rot (Figure3).
Onthecontrary,thevisuallytraceableattacksoflogsbythewhite-rotfungus A. ostoyae (Figure1a)werenot moreclearly detectableby theResistograph, becausedrill-resistances of these logs to the drill needle penetration were comparable with drill-resistances of the sound logs (Figure 3 – see results for logs No 1). Larger densities at the individual curves and the end of the measurement are result of the increased growth of the wood around the circumferenceofthetrunk.Theanalysisoflogsattackedbywhiterotcausedbytheparasitic wood-decaying fungus A. ostoyae detects the presence of the developing so-called mixedcombined rot (ORŁOŚ 1955). More pronounced physical changes in the output curves are noticeable at measurements 1/0 and 1/1 (Figure 3), which represent the lower (basal) parts ofthetrunk-log.Thiscanalsobeexplainedbythefactthatsprucerootrotismainlycaused by a root parasitic fungus and the infection in the tree gradually progresses from the roots upwards to the trunk. Even the external symptoms of the disease, i.e., the significant bottlelike thickening of the basal part of the trunk – log points to the reported process of rotting.
Generally,thedrill-resistanceofwoodsubstanceinlogswithamilderwhiterotdamage was comparable with the sound wood substance, while the wood substance having a higher damage by brown rot was evidently more accessible for the penetration of the drill. Similar results achievedREINPRECHT and HRIVNÁK (2012)for logs of five tree species.
9
Fig.3.Woodquality“rotpresence”oftheNorway spruce logsevaluatedbytheResistograph

10
Acoustic analyses
Thespeedofultrasonicwavesinthelongitudinaldirection(vL)andintheradialdirection (vR) were very similar in the sections of sound logs and logs attacked by white rot. It was confirmed by several different acoustic measurements – using Sylvatest-Duo, Fakopp, and Arbotom. In the longitudinal direction measurements performed with the Sylvatest-Duo, the average velocity of ultrasonic waves (vL) in the sound logs was 6271 m.s-1 and in the logs attackedbywhiterotevenhigher6383m.s-1.Inalogattackedbybrownrottheaveragevalue of ultrasonic waves (vL) was smaller only 5588 m.s-1. Similar values of vL for the Norway spruce logs having different stages of rot, in average namely 5076 m.s-1, determined REINPRECHTandHRIVNÁK (2012)usingtheacousticdevicePunditPlus. While the measured data in the longitudinal direction of individual logs did not show largerdifferences,thespeedsofultrasonicwavesmeasuredintheradialdirection(vR)differed more from each other. The individual values of ultrasonic waves (vR) determined by Fakopp Microsecond Timber showed in some cases the II. medium degree of damage characterized by values approaching to 920 m.s-1. However, the average values for two sound logs (1187 m.s-1)andtwologsattackedbywhiterot(1249m.s-1)wereverysimilar,withoutasignificance difference. The greatest IV. degree of spruce wood damage, which is characterized by vR ≤ 750m.s-1,wasdeterminedinalogattacked bybrownrot, with an averagevalueof622m.s-1 .
Tab. 1. Woodqualityofthe Norwayspruce logsevaluatedbytheacoustic devices Sylvatest and Fakopp. NORWAY SPRUCE LOG SYLVATEST
Longitudinal direction vL (m.s-1)
FAKOPP
Radial direction – A and B vR (m.s-1)
Place in log S1 S2 S3 S4 F1 0.2 m F2 1 m F3 2 m F4 3 m F5 3.8 m
Sound log No 1 6284 6145 6545 6601 A B 1192 1072 1263 1230 1308 1147 1228 1021 1250 1024
Sound log No 2 6128 5982 6261 6224 A B 1125 1250 1235 1272 1183 1242 1145 1213 1111 1226
White rot log No 1 6742 6567 6540 6540 A B 1085 1123 1269 1133 1137 1220 1264 1263 1366 1263
White rot log No 2 6164 6224 6224 6063 A B 1299 1240 1339 1330 1341 1328 1279 1100 1409 1235
Brown rot log No 1 5532 5423 5641 5754 A B 641 375 927 633 611 483 510 413 1032 590
Notes: 1) Places of the ultrasound measurements in the logs are schematically shown in Figure 1. 2) The averagemoisture contents(w)of spruce logsduringultrasound measurementswereas follows:18% for sound logs; 21.8% for logs with white rot; 29.3% for log with brown rot.
Results obtained by the Impulse Tomograph ARBOTOM Professional Pack 2D device, evaluatimg damages in the 2-D area of logs (Figure 2e), were in good agreement withresultsobtainedintheradialdirectionoflogsachievedbytheResistograph(Figures2b and 3) and the Fakopp (Figure 2d, Table 1, Figure 4). For example, from 15 measurements with the Tomograph, there in this work are visually presented the sound (green) and rotten (orange) zones in a one section of log attacked by white rot and in a one section of log attacked by brown rot (Figure 5). In the case of log-section damaged with white rot, the rot gradually developed in its central part, as it was confirmed by yellow-orange stains (Figure 5a). In thecaseofthesamples attacked with thebrown-rot fungus F. pinicola, an extensive rot on the entire cross-section of a log was confirmed (Figure 5b).
11
Fig. 4. Average speeds of ultrasonic waves in the longitudinal direction (vL) and the radial direction (vR) through the Norway spruce logs (see tab. 1).



(a) (b)
Fig. 5. The Norway spruce logs evaluated by the Arbotom – log-section with white rot (a), log-section with brown rot (b).
Effect of rot on the production of wood chips
The dimensional characteristics of wood chips prepared by the same standard technologydependonthewoodspecies,moisturecontentofwood,androtorotherdamages in thewood structure. Thetype and degreeofrot largely affects the size of woodchips. It is a consequence of the easer breakdown of the wood morphological elements, e.g., fibres, in which are depolymerized polysaccharides and overall is disturbed the lignin-saccharide matrix.
The sieve analysis showed that from logs attacked by white rot and mainly by brown rot were prepared chips with smaller dimensions (Table 2). Any chips affected by rot were caught on sieves with sizes 80 and 50. For chips from the sound-healthy logs, on the sieve of 80-size was 0.32% chips of their total amount, and on the sieve of 50-size was 0.57% chips. Chips from sound logs were in the largest amount chaptered on the sieves with sizes from20to4,atwhichtheirlargestpercentagewas onthe12-sizewhichrepresented21.93% of their total amount.
12
Thelargestamountofchipsfromlogsattackedby whiterotwascaughtonsieveswith sizes from 20 to 4 (84.10%), i.e., similarly to chips from sound logs (87.91%). The largest percentage amount of chips from white rot logs and sound logs was caught on the 12-size (19.93% vs. 21.93%). On the other hand, the largest percentage of chips attacked by brown rot was caught on the 4-size, which represented 23.92% of their total amount. The dust content of wood chips from sound logs was 0.03%, 0.06% from white rot logs, and even to 0.99% from brown rot log.



Tab. 2. Fractions of chips prepared from the Norway spruce logs. MESH SIZE [mm] CHIPS FRACTIONS [%] Sound log White rot in log Brown rot in log 80 0.32 0 0 50 0.57 0 0 40 0.58 0.38 0 25 4.30 4.10 1.20 20 9.92 9.45 3.90 15 21.71 17.12 7.26 12 21.93 19.52 9.02 11 8.59 7.37 7.33 7 15.53 17.18 13.24 4 9.93 13.46 23.92 2 3.92 7 14.01 1 1.19 2.62 9.28 0.5 0.40 0.90 5.08 0.25 0.14 0.35 2.98 0.125 0.15 0.32 1.63 0 [Bottom] 0.03 0.06 0.99 (a) (b) (c)
Figure 6. Fractions of the Norway spruce chips obtained at the sieve analysis – sound (a), white rot (b), brown rot (c).
CONCLUSION
• IntheNorwaysprucelogsthedrill-resistanceandacousticmethodsclearlyidentified the brown rot caused by the fungus Fomitopsis pinicola, however, the white rot causedbythefungus Armillaria ostoyae wasonlybarelyidentifiablebythem.These results came out from different type and degree of rotting in searched logs.
13
• The dimensions of wood chips, which have been prepared by the same technology fromtheindividualsprucelogs,dependedonthetypeanddegreeofrotinlogs–i.e., the fractions of chips having relatively smaller dimensions, intercepted between a mesh diameter of 7 mm and a bottom of 0 mm, were obtained in the lowest amount of31.1%fromsoundlogs,inahigheramountof41.89%fromlogsattackedbywhite rot, and in the highest amount of 71.13% from log attacked by brown rot.
• Theexperimentsshowed thattheprocessofwoodchippinginthetechnologyofPBs preparation should be appropriately adjusted – optimized with regard to the quality oftheinputwoodmaterial,specificallyinourcasewithregardtothetypeanddegree of wood rot in the logs in order to achieve high-quality PBs.
REFERENCES
ALWANI,M.S.,KHALIL,H.P.S.A.,ASNIZA,M.,SUHAILY,S.S.,AMIRANAJWA,A.S.N.,JAWAID, M. 2014. Agricultural Biomass Raw Materials: The Current State and Future Potentialities. In BiomassandBioenergy. (Hakeem,K.,Jawaid,M.,Rashid,U. -Eds),Springer,Cham.77-100.DOI: 10.1007/978-3-319-07641-6_5
ČERNÝ, A. 1986. Parasitic decay mushrooms. SZN, Praha, Czechoslovakia, pp. 32-33, ISBN 80209-0090-X.
DEMBIŃSKI,C.,POTOK,Z.,KUČERKA,M.,KMINIAK,R.,OČKAJOVÁ,A.,ROGOZIŃSKI,T.2022.The Dust Separation Efficiency of Filter Bags Used in the Wood-Based Panels Furniture Factory. In Materials 15(9), 3232. DOI: 10.3390/ma15093232
DEPPE, H.J., ERNST, K. 2000. Taschenbuch der Spanplattentechnik. 4th ed., DRW: LeinfeldenEchterdingen, Germany, p. 552. ISBN 3-87181-349-4.
GÁPER, J., PIŠÚT, I. 2003. Mycology - The mushroom taxonomy system, evolution and ecology. Matej Bel University, Banská Bystrica, Slovakia, 319 p., ISBN 80-8055-863-9.
GERGEĽ,T.,BUCHA,T.,GRACOVSKÝ,R.,CHAMULA,M.,GEJDOŠ,M.,VEVERKA,P.2022.Computed tomography as a tool for quantification and classification of roundwood - case study. In Forests 13, 1042, 17 p. DOI: 10.3390/f13071042
HOLUŠA, J., LUBOJACKÝ, J., ČURN, V., TONKA, T., LUKÁŠOVÁ, K., HORÁK, J. 2018. Combined effects of drought stress and Armillaria infection on tree mortality in Norway spruce plantations. In For. Ecol. Manage 427, 434-445. DOI: 10.1016/j.foreco.2018.01.031
HOVDE, T. J., FORSMAN, J., ROSS, R. J., RUDNICK, M., XIE, X., WANG, X., DICK-SON, Y. L. 2022. Sight versus sound: do visual assessments of dead standing trees reflect acoustic nondestructive evaluations of wood quality? In Forests 13, 1680, 13 p. DOI: 10.3390/f13101680
HRIVNÁK, J., KLOIBER, M., REINPRECHT, L., TIPPNER, J. 2013. Skúmanie kvality a poškodenia ihličnatého dreva akustickými a mechanicko-odporovými metodami. (Searching of quality and damageofconiferouswoodwithacousticandmechanical-resistancemethods).TechnicalUniversity in Zvolen, Slovakia, 78 p. ISBN 978-80-228-2552-8
IML RESI F300, F400, F500 - 2006. Mess- und Prüfgerät Bäume und Holzkonstruktionen (Bohrwiderstandsmessung). Bedienungsanleitung. Wiesloch: IML – Instrumenta Mechanik Labor GmbH, Stand 02/20026, 20 p.
IRLE, M.; BARBU, M.C. 2010. Wood-based panel technology. In Wood-Based Panels An Introduction for Specialists. (Thoemen, H., Irle, M., Sernek, M. – Eds), Brunel University Press: London, UK, Volume 1, pp. 1–90. ISBN 978-1-902316-82-6
IŽDINSKÝ,J.,VIDHOLDOVÁ,Z.,REINPRECHT,L.2020.Particleboardsfromrecycledwood.InForests 11(11), 1166. 16 p. DOI:10.3390/f11111166
KMINIAK,R.,ORLOWSKI,K.A.,DZURENDA,L.,CHUCHALA,D., BANSKI,A.2020.Effectofthermal treatmentofbirchwoodbysaturatedwatervaporongranulometriccompositionofchipsfromsawing and milling processes from the point of view of its processing to composites. In Applied Sciences 10(21), 7545. DOI: 10.3390/app10217545
LEE,S.H.,S.H.,LUM,W.CH.,BOON,J.G.,KRISTAK,L.,ANTOV,P.,PĘDZIK,M.,ROGOZIŃSKI,T., TAGHIYARI,H.R.,LUBIS,M.A.R.,FATRIASARI,W.,YADAV,S.M.,CHOTIKHUN,A.,PIZZI,A.2022.
14
Particleboard from agricultural biomass and recycled wood waste: a review. In Journal of Material Research and Technology 20, 4630-4658. DOI: 10.1016/j.jmrt.2022.08.166
LEONTOVYČ, R., KUNCA, A., LONGAUEROVÁ, V. 2021. Fytopatogénne organizmy v lesoch Slovenska v roku 2020. (Phytopathogenic organisms in the forests of Slovakia in 2020). In APOL –aktuálne problémy v ochrane lesa - Časopis lesníckej ochranárskej služby 2, 230-237. ISSN 26446308.
MARKOVÁ, I., MRAČKOVÁ, E., OČKAJOVÁ, A., LADOMERSKÝ, J. 2016. Granulometry of selected wood dust species of dust from orbital sanders. In Wood Research 61(6), 983-992.
OČKAJOVÁ, A., KUČERKA, M., KMINIAK, R., ROGOZIŃSKI, T. 2020. Granulometric composition of chips and dust produced from the process of working thermally modified wood. In Acta Facultatis Xylologiae Zvolen 62(1), 103–111. DOI: 10.17423/afx.2020.62.1.09
ODOZI, T. O., AKARANTA, O., EJIKE, P. N. 1986. Particle boards from agricultural wastes. In Agricultural Wastes 16, 237-240.
ORŁOŚ, H. 1955. Lesnícka fytopatológia. SVPL, Bratislava, Czechoslovakia, pp. 166-170, ISBN 301-04-40.
REINPRECHT, L., HRIVNÁK, J. 2012. Ultrazvuková a vŕtaniu odporová defektoskopia ihličnatej a listnatej guľatiny.(Ultrasonic and drillresistance defectoscopy of coniferous and broadleaved logs). In Acta Facultatis Xylologiae Zvolen 54(1), 43-54.
REINPRECHT,L.,PÁNEK,M. 2012. Ultrasonic technique for evaluationofbiodefectsin wood: Part 1 – Influence of the position, extent and degree of internal artificial rots. In International Wood Products Journal 3(2), 107-115.
REINPRECHT, L. 2016. Diagnosis, sterilization and restoration of damaged timber structures. Technical University in Zvolen, Slovakia, 69 p. ISBN978-80-228-2921-2.
RINN, F. 2009. Arbotom 3-D Tree Impulse Tomograph. User Manual. Heidelberg: Rinntech, 57 p. ROHANOVÁ, A., NUNEZ, E. 2012. Prediction models of structural timber. In Annals of Warsaw University of Life Sciences-SGGW, Forestry and Wood Technology (79), 210-213.
WANG,X.,CARTER,P.,ROSS,R.J.,BRASHAW,BK. 2007. Acoustic assessment of wood quality of raw forest materials - A path to increased profitability. In Forest Products Journal 57(5), 6-14.
ACKNOWLEDGMENTS
This work was supported by the Scientific Grant Agency of the Ministry of Education of Slovak Republic Grant No. VEGA 1/0665/22.
ADRESSES OF AUTHORS
Viktória Satinová (satinova@tuzvo.sk)
Technical University in Zvolen Faculty of Wood Sciences and Technology Department of Wood Technologies T. G. Masaryka 24 960 01 Zvolen Slovak Republic
Pavol Hlaváč (hlavac@tuzvo.sk)
Technical University in Zvolen Faculty of Forestry Department of Integrated Forest and Landscape Protection T. G. Masaryka 24 960 01 Zvolen Slovak Republic
15
Ján Iždinský (izdinsky@tuzvo.sk)
Technical University in Zvolen
Faculty of Wood Sciences and Technology Department of Wood Technologies
T. G. Masaryka 24 960 01 Zvolen Slovak Republic
Ladislav Reinprecht (reinprecht@tuzvo.sk)
Technical University in Zvolen
Faculty of Wood Sciences and Technology Department of Wood Technologies
T. G. Masaryka 24 960 01 Zvolen Slovak Republic
16
ACTA FACULTATIS XYLOLOGIAE ZVOLEN, 64(2): 17 27, 2022 Zvolen, Technická univerzita vo Zvolene DOI: 10.17423/afx.2022.64.2.02
THE DECAY RESISTANCE OF FOUR HYDROTHERMALLY TREATED HARDWOOD SPECIES
Zuzana Vidholdová – Gabriela Slabejová
ABSTRACT
StudiesonthedurabilityofEuropeanbeech(Fagus sylvatica),alder(Alnus glutinosa), paper birch (Betula papyrifera), and Norway maple wood (Acer pseudoplatanus) after hydrothermal treatment in saturated water were carried out. Treatment of hardwoods was performed at two temperatures of 105 and 135°C for 6 hours. Fungal resistance was tested in the laboratory conditions with brown rot fungi Serpula lacrymans, Gloeophyllum trabeum and white-rot fungus Trametes versicolor. Half-specimens from each species were leachedinaccordancewithSTNEN84priortothetest.Theresultsofdecayresistancetests showedstrongsusceptibilityofhydrothermallytreatedhardwoodspeciestobrownandwhite rotcausedbybasidiomycetefungi. Inallcases,themasslosswasgreaterthan20%,andthe moisture content significantly exceeded the fibre saturation point, above the level required forafungalattack.Leachinghadaninsignificant effecton fungal resistance.Allhardwoods were classified as non-durable species.
Keywords: alder, beech, birch, durability, Gloeophyllum trabeum, maple, saturated water steam, Serpula lacrymans, thermal treatment, Trametes versicolor
INTRODUCTION
Wood is an organic material that is sensitive to environmental conditions and microorganisms. In principle, wood with higher moisture content – usually more than 20% - may be damaged by biological degradation processes in the presence of wood-destroying fungi, staining fungi, moulds, or bacteria (REINPRECHT 2008). Wood-decaying fungi recognise wood cell polymers as a food source and have specific enzymatic systems capable of metabolisingthemintosimpledigestibleunits(SMIDTH 2006;GOODELL 2020).Somewooddestroying fungi can penetrate even masonry and can transfer water and nutrition over long distances to timber. However, when the wood is not adequately protected, wood degrading fungi such as the dry rot fungus (Serpula lacrymans), the cellar fungus (Coniophora puteana), Rhodonia spp. and other wood-destroying fungi can cause severe damage to buildings and the greatest structural changes in wood and potentially cause human injuries (HAAS et al. 2019)
S. lacrymans is a well-known fungus that causes dry decay of wood. It is regarded as themost damaging destroyerofinteriorwooden building materials also in Slovakia (GÁPER et al. 2018). It grows and spreads quickly. It has low wood moisture requirements. It can produce substantial quantities of water by breaking down the wood polysaccharide. The woodrapidlylosesitsstrengthafterbeingattackedbythisfungus(REINPRECHT et al. 2007)
17
Therefore,itisoneofthetestorganismsthatcomplywiththestandardSTNEN113-1(2021) used to test the resistance of softwoods and hardwoods.
Gloeophyllum trabeum is a representative of the brown rot fungus, which is characterized by a special pattern of brown cubic rot of hardwoods and softwoods during which they oxidatively break down the components of the wood cell wall, causing a rapid loss of wood strength (TIRALOVÁ and REINPRECHT 2000,DANIEL et al. 2007). It is common in poorly stored wood and in wood exposed to the weather. Especially wooden footbridges and bridges may be encountered by these rot fungi families attacking hardwoods in Central Europe (IRBE et al. 2012; FOJTÍK and DĚDKOVÁ 2016).
Trametes versicolor is a well-known white-rot fungal species. It produces decay in hardwoods with simultaneous reduced lignin and carbohydrate nearly at the same rate, with a slight preference for lignin (KARIM et al. 2017). Although white-rot is less frequent in wooden construction, as it occurs most often in standing and felled many deciduous trees and some conifers, white-rot fungus is selected to compare it with brown rot. The wood progressively loses its strength after being attacked by a fungus, and as WITOMSKI et al. (2016) stated, the flexural strength and compressive strength of Scots pine wood can decrease by up to 50% with 20% mass loss, respectively with 30 % mass loss.
At the present time, the selection of naturally resistant wood species or the improvement of the less durable by means of modification processes is a common solution to minimize fungal degradation of the wood in use (HILL 2011; STN EN 350: 2017; REINPRECHT andVIDHOLDOVÁ 2019). Woodmodificationprocesses areinterestingbecause theyareimplementedto improvetheproperties of wood including thefungal resistance and to producenewmaterials, and this is agood base for producing an environmentally friendly product (SANDBERG et al. 2021)
The hydrothermal modification of wood is one of the most important methods among methods of heat treatment. The notion of hydrothermal modification can be largely defined on the basis of a variety of temperatures and pressures. In addition, it can be performed in the presence of steam or liquid water under pressure or vacuum at different temperature levels,anditcan affectthedifferentcharacteristicsofwood(Aliet al.,2021).Thetreatment softens the wooden material, releases internal stress, chemically changes some components of the wood, changes can occur in the microstructure of the cell wall, as well as changes colour ofthewood(SOLÁR, 1997; TOLVAJ et al. 2009; TIMAR et al 2016; DZURENDA 2018; SHI et al. 2018; WANG et al. 2019; GEFFERT et al. 2020; SANDBERG et al. 2021). This treatmentistraditionallyusedinthewoodworkingindustry,forexample,inthemanufacture offurniturecomponentswithsolidwoodbending,fortheproductionoffloorsandpanelling for the interior.
The aim of this paper is to determine the decay resistance of four native and hydrothermally treated hardwood species (European beech (Fagus sylvatica), alder (Alnus glutinosa), Paper birch (Betula papyrifera) and Norway maple wood (Acer pseudoplatanus)) to brown or white rot fungi and to state the influence of pre-treatment of thespecimensbyleachingontheirdurability.Basedontheexperimentaldata,thedurability class will be assessed for the hydrothermally treated hardwood species.
MATERIALS AND METHODS
Wood specimens
Industrially hydrothermally treated heartwood planks of four hardwood species – European beech(F. sylvatica L.),alder(A. glutinosa L.Gaertn),Paperbirch(B. papyrifera Marsh)and Norway maple wood (A pseudoplatanus L.) were used There were 3 to 8 growth rings per
18
cm in each specimens and they were free from defects, The parameters of the treatment process were temperature of 105 and 135 ± 2.5 °C for 6 hours. The process is described in the works of DZURENDA (2018, 2019), DZURENDA and DUDIAK (2020) and DUDIAK and DZURENDA (2021) in more detail. Specimens were cut into 25 × 15 × 50 (axial) mm specimens. In total 32 specimens per wood species and hydrothermal treatments were used. Half of the specimens were leached, and the second half stayed without pre-treatment Further 6 specimens from Scots pine sapwood (Pinus sylvestris L.) and beech (F. sylvatica L.) were used as controls of virulence of the fungus strain.
Leaching test
Native and hydrothermally treated specimens were leached in demineralized water according to the procedure described in STN EN 84 (2021) by some modifications. After impregnation with water (30 min at 0.8 MPa), specimens were kept submerged at room temperature. Water (5 volumes of water for 1 volume of wood) was exchanged 9 times during 14 days of test duration
Durability test
The durability of wood was evaluated under laboratory conditions according to STN EN 113-1 (2021) and CEN/TS 15083-1 (2005)
Thefollowing fungal strains were used forthetests: thebrown-rot fungi S lacrymans (strain BAM 87), G. trabeum (Pers.) Murrill (strain BAM 115), and the white-rot fungus T. versicolor (Linnaeus ex Fries) Pilat (strain BAM 116).
After steam sterilization of specimens in an autoclave at 120°C for 30 min, they were soaked in demineralized water for 240 min to achieve a moisture content of 25 to 30%. Finally, sets of two (four in case fungus G. trabeum) specimens of the same species were deposited on stainless steel grids under which a fungal mycelium had already been grown on a sterilized 4.5 weight% malt agar medium (HiMedia, Ltd., Mumbai, India) with a thickness from 3 to 4 mm in Kolle flasks. All specimens were incubated for 16 weeks at 22 ± 2°C and 70 ± 5% RH in a culture chamber
After fungal exposure (Fig. 1), specimens were cleaned from adhering fungal mycelium. Their moisture content (MCF) and mass loss by fungal decay (MLF) were calculated in percentages using the following equations:
where: mw decayed is the moisture mass after fungal exposure [g], m0 is the initial oven-dry massbeforefungalexposure[g]and m0 decayed istheoven-drymassafterfungalexposure[g]. Specimens were oven-dried at 103°C until constant mass.
19
������ = ������������������ ��0�������������� ��
������ = ��
��
��
0�������������� 100 (1)
0
0��������������
0 ∙100 (2)
(a) (b) (c)
Fig. 1. The specimens with the mycelium grown on the end of decay resistance test (after 16 weeks) –brown-rot fungi Serpula lacrymans (a) and Gloeophyllum trabeum (b), and white-rot fungus Trametes versicolor (c).

(Note: left specimen - specimen without leaching, right specimen - specimen with leaching)

Classification of durability
Durability classes (DC) were derived from median MLF according to CEN/TS 15083-1 (2005) and STN EN 350 (2017), as shown in Tab 1.
Tab. 1. Durability classes (DC) based on median mass loss (MLF, med) (according to CEN/TS 15083-1: 2005 and STN EN 350:2017).
Durability class (DC) Description MLF, med [%] 1 Very durable <5 2 Durable 5 < MLF ≤ 10 3 Moderately durable 10 < MLF ≤15 4 Less durable 15 < MLF ≤30 5 Non-durable >30
Statistical evaluation
The data are presented as the median value and the standard deviation (SD). Statistical significance of the differences in the weight loss in the leached and u leached wood was tested by the nonparametric Kruskal-Wallis median ANOVA test at an 0.05 significance level was used.
RESULTS AND DISCUSSION
Durability against brown rot causing basidiomycetes
The mass loss (MLF) of tested specimens against brown-rot fungi S lacrymans and G. trabeum is given in Tab. 2. Following the SMITH and ORSLER (1994) and STIRLING et al. (2016) studies and with the standard STN EN 350 (2017) it is proposed, that the median (centraltrend)canbebetterdeterminedthantheaverage.Theimpactofcertainaberrantdata with extreme value deviations was eliminated by the use of the median value.

20
Tab. 2. Mass loss due to fungal decay (MLF) in durability tests against basidiomycetes.
Wood species Treatment Leaching S. lacrymans
G. trabeum T. versicolor Med. [%] Avg. [%] SD [%] DC Med. [%] Avg. [%] SD [%] DC Med. [%] Avg. [%] SD [%] DC
European beech
None No 30.22 d 30.85 3.25 5 42.85 d 42.03 3.07 5 29.95 d 29.16 5.82 4-5 Yes 24.30 24.24 4.18 4 38.16 38.39 7.14 5 28.65 28.74 3.90 4-5
HTT-105°C No 41.72 d 40.51 5.03 5 44.65 d 45.52 2.79 5 28.41 d 27.58 3.39 4-5 Yes 37.05 35.98 4.02 5 38.56 36.96 5.24 5 31.46 30.43 3.19 5
HTT-135°C No 41.94 d 41.21 5.56 5 48.85 d 47.02 4.92 5 31.48 d 31.88 2.04 5 Yes 39.36 36.63 8.15 5 42.23 42.60 4.39 5 29.65 29.50 1.95 4-5
Alder
None No 36.08 d 36.17 4.69 5 31.07 d 31.80 3.20 5 35.27 d 35.45 6.18 5
Yes 30.28 31.55 3.89 5 37.82 36.99 4.22 5 33.28 29.83 7.73 5
HTT-105°C No 36.20 d 37.15 5.37 5 32.74 d 33.16 5.56 5 35.87 d 37.03 3.99 5 Yes 34.58 34.02 2.41 5 31.52 32.40 4.33 5 32.66 33.25 3.15 5
HTT-135°C No 40.29 d 41.25 5.97 5 35.05 d 35.07 4.73 5 37.58 d 37.37 4.40 5 Yes 40.01 38.77 4.48 5 34.90 35.76 3.22 5 32.01 31.80 3.14 5
Paper birch
None No 32.12 d 32.77 5.51 5 30.96 d 31.07 1.93 5 35.54 d 34.29 3.46 5
Yes 32.50 32.59 0.83 5 30.85 31.17 3.31 5 32.68 33.35 2.81 5
HTT-105°C No 33.63 d 32.63 4.61 5 31.37 d 30.87 3.94 5 33.13 d 32.93 3.58 5
Yes 29.65 28.78 4.22 4-5 29.15 29.08 2.22 4-5 31.12 29.71 3.10 5
HTT-135°C No 34.61 d 35.40 7.52 5 34.09 d 33.92 8.21 5 36.58 d 37.47 5.16 5 Yes 24.57 24.25 2.98 5 33.07 34.10 6.06 5 31.36 32.01 4.34 5
Norway maple
None No 31.36 d 29.50 6.53 5 36.32 d 36.43 0.53 5 35.93 d 36.54 3.59 5 Yes 32.20 32.41 4.64 5 32.58 33.13 2.79 5 32.87 33.41 5.86 5
HTT-105°C No 36.16 d 35.65 1.83 5 35.35 d 35.53 2.86 5 30.87 d 31.28 2.47 5
Yes 30.22 29.09 4.99 5 30.52 30.84 2.10 5 35.06 34.84 5.53 5
HTT-135°C No 27.05 d 26.93 2.77 4-5 44.92 d 45.34 3.33 5 32.28 d 35.02 8.51 5 Yes 23.99 24.00 4.36 4 39.37 39.82 3.31 5 23.52 25.06 6.16 5
NOTE: Med. =Median, Avg.= Average, SD = Standard deviation, DC = Durability class d = No significant effect of theleaching procedure (Kruskal-Wallis test, p >0.05)
Thevalidityofthetestwasconfirmedbythesatisfactoryvirulenceofthefungusstrain, which in the specimens of P. sylvestris sapwood caused a mass loss of 23.28% by S. lacrymans and 26.90%, by G. trabeum – i.e.,morethanthelevel of20% required forthis reference wood species, according to STN EN 113-1 (2021), although it was very close to threshold (more than the level of 30%) according to CEN/TS 15083-1 (2005).
All native (untreated) hardwoods – European beech, alder, Paper birch, and Norway maple – showed a mass loss of over 30% against two brown-rot fungi tested. The highest mass lossvalue was obtained with G. trabeum on beech wood. Higher mean mass loss of birch wood with C. puteana was observed in a study by KLARSSON et al. (2011).
The durability of all hardwood species against brown rot causing basidiomycetes slightly decreased after hydrothermal modification at 105 °C and 125 °C. The difference between the median mass losses of the treatment varies is insignificant for almost every species. This result is in accordance with the work of OHNESORGE et al. (2009), by which theresistanceof hardwood species exposed to the brown-rot fungus S lacrymans wherethe medium treatment level (160 °C) showed higher weight losses thantheuntreated ones. This could be explained by the degradation of hemicelluloses due to dehydration reactions that took place during the hydrothermal process (GEFFERT et al. 2020; DUDIAK and DZURENDA, 2021). At low hydrothermal temperatures (60–80 °C), there are negligible chemical and structural changes in the basic wood components. Increasing the temperature of the hydrothermal reaction from 100 °C to 150 °C deepens the chemical and physicochemical changes of all components of the wood substance (SOLÁR 1997). The durability of wood against decaying fungi could be improved due to thermal modification methods, mainly at
21
temperatures higher than 180 °C depending on wood species, process conditions such as duration, oxygen or inert atmosphere, and others as was documented in many studies, for example, SAILER et al. 2000; SCHWARZE and SPYCHER 2005; METSÄ-KORTELAINEN and VIITANEN 2009; KLARSSON et al. 2011; WANG et al. 2019, BAAR et al. 2021; REINPRECHT and REPÁK 2019 and 2022; VIDHOLDOVÁ et al. 2022 and other.
On the other hand, pre-treatment with leaching has led to a slight decrease in mass loss. No significant effect of the leaching procedure on mass loss was confirmed by the medianKruskal-Wallistestwith p-valuewaslowerthan0.05(Tab.2).Similarresultsrelated to the effect of the leaching procedure on mass loss of native both hardwoods (European beech, English oak, Common juniper, Black cherry, Black locust, Rowan) and softwoods (Scots pine sapwood, English yew) were obtained in studies BRISCHKE et al. (2014, 2018) They observed no overall effect of leaching on the decay test results.
Durability against white rot causing basidiomycetes
The mass loss in the white-rot test with T. versicolor is presented in Tab. 2. The validity of the test was again confirmed by the satisfactory virulence of the fungus strain, which in the specimens of F. sylvatica sapwood caused a mass loss of 36.32% – i.e., more than the level of 20% required for this reference wood species according to STN EN 113-1 (2021) and CEN/TS 15083-1 (2005). Native alder, Paper birch, and Norway maple showed higher than 30% mass loss (MLF) against tested fungus. The durability of these hardwoods slightly changed after hydrothermal modification however it was still lower. It might be explained by the creation of easily accessible simple hemicelluloses due to the hydrothermal process (GEFFERT et al. 2020). In the case of beech wood, the mass loss closed to 30 % illustrates thevariationsintheirdecaycapabilities. T. versicolor wasassociatedwiththehighestweight losses, which tends to be more aggressive on hardwoods such as beech (BARI et al. 2021).
SALIMAN et al. (2017)studiedtheeffectsofhydrothermaltreatmentparametersonthedecay resistance of oil palm wood. They found that the weight loss of the treated wood caused by white-rot fungus reduced as the temperature and time increased. However, the influence of treatment time on decay resistance enhancement was less than treatment temperature. For example, specimens treated at 110 °C for 147 min showed higher weight loss compared to specimens treated at 160 °C for 80 min (18.24% versus 9.00%). The improvement in decay resistance could be attributed to the reduction of equilibrium moisture content in treated specimens. The reduction of equilibrium moisture content is directly proportional to the increase in temperature and time (ČERMÁK et al. 2022).
Similar results were obtained regarding the effect of pre-treatment by leaching on the loss of mass, as in the case of the action of brown-rot fungi. No significant effect of the leaching procedureon mass loss was confirmedby Kruskal-Wallis median test which the pvalue was lower than 0.05 (Tab. 2).
Moisture content after durability tests
After the decay resistance test, all native and hydrothermally treated hardwoods reached a moisturecontent considerably exceeding thefibre saturation point depending on thespecies of the tested fungus (Tab. 3)
The average wood moisture after the tests ranged from 49 to 103% for S. lacrymans. Itwashigherfor G. trabeum from102to169%.Aswasbeexpected,thesefungishowedthe ability to produce considerable amounts of free water by decomposing native and hydrothermally treated wood polysaccharide components The increased moisture content of degraded hydrothermally treated wood was also due to structural changes created during hydrothermal treatment, which increase a water absorption and migration. WANG et al. (2019) treated the Chinese sweetgum wood specimens in water bath with temperatures of
22
60, 80, and 100°C for 4 hours and investigated the increase in water absorption and the changes in microstructure, mainly pit membrane was ruptured after treatment. Also, in the study REZAYATI et al. (2007), a better anti-swelling efficiency value of beech wood was achieved at a higher temperature of 170°C
Tab. 3. Moisture content (MCF) after durability tests against basidiomycetes.
Wood species Treatment Leaching
European beech
Paper birch
Norway maple
S. lacrymans G. trabeum
T. versicolor Avg.[%] SD [%] Avg. [%] SD [%] Avg. [%] SD [%]
None No 79.12 27.71 151.06 9.75 65.87 17.17 Yes 79.06 16.34 138.92 30.23 55.17 9.71
HTT-105°C No 58.60 11.21 155.37 25.77 100.49 59.51 Yes 54.78 11.44 119.77 50.60 81.97 71.70
HTT-135°C No 74.00 19.77 164.66 15.72 58.99 18.31 Yes 81.94 19.55 148.44 19.31 80.48 13.71 Alder
None No 116.04 64.14 104.38 30.42 105.49 34.79 Yes 81.17 36.07 133.75 52.04 88.02 27.71
HTT-105°C No 84.13 35.94 133.48 23.99 138.67 28.67 Yes 75.56 23.15 119.41 10.70 113.97 23.68
HTT-135°C No 81.22 32.35 160.54 27.72 152.64 33.85 Yes 83.25 30.71 148.87 10.32 124.58 36.36
None No 58.61 24.38 104.54 44.88 97.76 58.37 Yes 82.14 60.91 123.14 14.89 68.76 10.36
HTT-105°C No 49.37 7.69 113.02 7.57 73.78 17.80 Yes 60.45 19.60 111.37 9.94 66.19 13.98
HTT-135°C No 59.28 17.91 126.29 24.68 91.18 23.90 Yes 60.29 11.71 136.80 17.68 103.46 8.28
None No 56.98 11.31 124.25 13.27 99.78 60.06 Yes 56.80 3.18 113.31 13.53 88.24 43.93
HTT-105°C No 52.28 5.89 127.97 11.54 49.86 3.53 Yes 58.04 12.83 106.83 10.68 60.51 17.38
HTT-135°C No 51.47 21.91 168.71 12.84 96.78 67.11 Yes 55.90 53.06 130.30 6.64 54.56 11.13
NOTE: Avg.= Average, SD =Standard deviation
The average moisture content of the wood (MCF) at the end of the white-rot fungus exposure period ranged from 50% to 153% and was above the levels required for fungal attack (Tab. 3). This fungus typically forms a compact mycelial film on the specimens in decay tests, which helps to increase the moisture level in the wood (BARI et al. 2021).
Some cell wall damage was observed for heat treated black alder at exposed to a temperature of 190 °C for 6 hours (SALCA and HIZIROGLU 2014). Slight deformations of scalariform perforation plates of the vessel such are axial cracks and the separation of S3 layer of the secondary wall were observed after processing at 100 °C and 4 MPa (BEKHTA et al. 2016).Cracksincreaseintheproportionofintercellularspacesofwoodcausedbyheat treatment, which may increase the capillary water flow along the longitudinal direction (ZAUER et al. 2014). LIN et al. (2016) found that the removals of extractives which was situated on the cell wall would block the pits of alder birch wood played an important roles in improving the permeability of wood after heat treatment. As noted above, the pit membrane, which was ruptured after treatment, can influence moisture migration and wood permeability (WANG et al. 2019).
Durability classification
The results from resistance tests against individual brown and white rot causing basidiomycetes were used to classify the four wood species according to their durability according to EN 350 (2016) as shown in Tab. 2.
23
As expected from the high mass loss determined for native alder (A. glutinosa), Paper birch (B. papyrifera) and Norway maple wood (A. pseudoplatanus) were classified as nondurable. In thecaseofnativebeechwood thepotentially high variation inthemass loss in T. versicolor on beech and its value which was very close to 30%, led to the determination of DC 5.
Inaddition,onthebaseofthehighmasslossdeterminedforallhydrothermallytreated hardwoodsattemperaturesof105and135 ±2.5°C,itwasclassifiedasnon-durablematerial (Durability class DC 5).
However,therewasnouniformleachingeffect,i.e.inonecaseimproving,intwocases decreasing the durability class. Consequently, in summary, no significant effect of the leaching procedureaccording toSTNEN84 (2021)on thedurability classification could be established. Similar findings were noted by BRISCHKE et al. (2014, 2018) and OHNESORGE et al. (2009).
CONCLUSION
The results of this laboratory study on decay resistance were as follows:
• Native and hydrothermally treated European beech (F. sylvatica), alder (A. glutinosa), Paper birch (B. papyrifera) and Norway maple wood (A. pseudoplatanus) were highly susceptible to brown and white rot causing basidiomycetes (S. lacrymans, G. trabeum and T. versicolor) – in all cases the mass loss was higher than the 20% and the moisture content considerably exceeded the fibre saturation point, so it was above the level required for a fungal attack;
• Leaching pre-treatment had a negligible impact on decay resistance;
• Native and hydrothermally treated hardwood species have been classified as nondurable species (Durability class DC 5).
REFERENCES
ALI, M.R., ABDULLAH, U.H., ASHAARI, Z., HAMID, N.H., HUA, L. S. 2021. Hydrothermal Modification of Wood: AReview. In Polymers 13(16), 2612. DOI: 10.3390/polym13162612
BAAR, J., BRABEC, M., SLÁVIK, R., ČERMÁK, P.2021.Effectofhemp oilimpregnation andthermal modificationonEuropeanbeechwoodproperties. InEuropeanJournalofWoodandWoodProducts 79(1), 161–175. DOI: 10.1007/s00107-020-01615-9
BARI,E.,OHNO,K.,YILGOR,N.,SINGH,A.P.,MORRELL,J.J.,PIZZI,A.,TAJICKGHANBARY,M.A., RIBERA, J. 2021. Characterizing fungal decay of beech wood: Potential for biotechnological applications. In Microorganisms 9(2), 247.DOI: 10.3390/microorganisms9020247
BEKHTA, P., MAMOŇOVÁ, M., SEDLIAČIK, J., NOVÁK, I. 2016. Anatomical study of short-term thermo-mechanically densified alder wood veneer with low moisture content. In European Journal of Wood and Wood Products, 74(5), 643-652. DOI: 10.1007/s00107-016-1033-2
BRISCHKE, C., WELZBACHER, C.R., GELLERICH, A., BOLLMUS, S., HUMAR, M., PLASCHKIES, K., SCHEIDING, W., ALFREDSEN, G., VAN ACKER, J., DE WINDT, I. 2014. Wood natural durability testing under laboratory conditions: results from a round-robin test. In European Journal of Wood and Wood Products 72(1), 129–133. DOI: 10.1007/s00107-013-0764-6
BRISCHKE,C.,HESSE,C.,MEYER-VELTRUP,L.,HUMAR,M.2018.Studiesonthematerialresistance and moisture dynamics of Common juniper, English yew, Black cherry, and Rowan. In Wood Material Science & Engineering 13(4), 222–230. DOI: 10.1080/17480272.2017.1356371
CEN/TS 15083-1 (2005). Durability of Wood and Wood-based Products – Determination of the Natural Durability of Solid Wood against Wood-destroying Fungi, Test Methods – Part 1: Basidiomycetes. EuropeanCommittee for Standardisation: Brussels, Belgium, 2005.
24
ČERMÁK, P., BAAR, J., DÖMÉNY, J., VÝBOHOVÁ, E., ROUSEK, R., PAŘIL, P., OBERLE, A., ČABALOVÁ, I., HESS, D., VODÁK, M., BRABEC, M. 2022. Wood-water interactions of thermally modified, acetylated and melamine formaldehyde resin impregnated beech wood. In Holzforschung 76(5), 437–450. DOI: 10.1515/hf-2021-0164
DANIEL,G.,VOLC,J.,FILONOVÁ,L.,PLÍHAL,O.,KUBÁTOVÁ,E.,HALADA,P.2007.Characteristics of Gloeophyllum trabeum alcohol oxidase, an extracellular source of H2O2 in brown rot decay of wood. In Applied and environmental microbiology 73(19), 6241–6253. DOI: 10.1128/AEM.00977-07
DUDIAK,M.,DZURENDA, L.2021.ChangesinthePhysicalandChemicalPropertiesofAlderWood in the Process of Thermal Treatment with Saturated Water Steam. In Coatings 11(898), pp. 1–12. DOI: 10.3390/coatings11080898
DZURENDA,L.2018.Huesof Acer platanoides L.resultingfromprocessesofthermaltreatmentwith saturated steam. In Drewno61(202), 165–176. DOI: 10.12841/wood.1644-3985.241.11
DZURENDA, L. 2019. Technical-technological characteristics of the thermal process of color modification of birch woodwith saturated water steam. In Acta Facultatis Technicae 2, 61–73.
DZURENDA, L., DUDIAK, M. 2020. Changes in wood tree species Fagus sylvatica L. and characteristicsofthethermalprocessofmodifyingitscolorwithsaturatedwatersteam. InAdvances in Ecological and Environmental Research 5(4), 142–156.
FOJTÍK, R., DĚDKOVÁ, K. 2016. Analysis of diagnostic methods for detecting the presence of Gloeophyllum spp. Wood research 61(4), 479–486.
GÁPER, J., GÁPEROVÁ, S., GAŠPARCOVÁ, T., KVASNOVÁ, S., PRISTAŠ, P., NÁPLAVOVÁ, K. 2018. Indoor fungal destroyers of wooden materials Their identification in present review. In Wood Research 63(2), 203–214. https://hdl.handle.net/1822/55192
GEFFERT, A., GEFFERTOVÁ, J., VÝBOHOVÁ, E., DUDIAK, M. 2020. Impact of Steaming Mode on Chemical Characteristics and Color of BirchWood. InForests 11(4),478. DOI: 10.3390/f11040478
GOODELL B. 2020. Fungi Involved in the Biodeterioration and Bioconversion of Lignocellulose Substrates. In Benz J.P., Schipper K. (eds) Genetics and Biotechnology. The Mycota 2. Springer. DOI: 10.1007/978-3-030-49924-2_15
HAAS, D., MAYRHOFER, H., HABIB, J., GALLER, H., REINTHALER, F.F., FUXJÄGER, M.L., BUZINA, W. 2019. Distribution of building-associated wood-destroying fungi in the federal state of Styria, Austria. In European Journal of Wood and Wood Products 77(4), 527–537. DOI: 10.1007/s00107-019-01407-w
HILL, C. 2011. An Introduction to Sustainable Resource Use (1st ed.). Routledge. DOI: 10.4324/9781849775304
IRBE, I., KARADELEV, M., ANDERSONE, I., ANDERSONS, B. 2012. Biodeterioration of external woodenstructuresoftheLatvianculturalheritage.InJournalofCulturalHeritage13(3),79–84.DOI: 10.1016/j.culher.2012.01.016
KARIM,M.,DARYAEI,M.G.,TORKAMAN,J.,OLADI,R.,GHANBARY,M.A.T.,BARI,E.,YILGOR,N. 2017. Natural decomposition of hornbeam wood decayed by the white rot fungus Trametes versicolor. In Anais da Academia Brasileira de Ciências 89 (4), 2647–2655. DOI: 10.1590/00013765201720160714
KARLSSON, O., SIDOROVA, E., MORÉN, T. 2011. Influence of heat transferring media on durability of thermally modified wood. In BioResources 6(1), 356–372. DOI: 10.15376/biores.6.1.356-372 LIN, L., YANG, Y., QIU, J., Luo, B., QIN, L., 2017. Effects of thermo-vacuum treatment on the anatomical structures of szemao pine wood and alder birch wood. In Wood research, 62(5), pp.673682.
METSÄ-KORTELAINEN, S., VIITANEN, H. 2009. Decay resistance of sapwood and heartwood of untreated and thermally modified Scots pine and Norway spruce compared with some other wood species. In Wood Material Science and Engineering 4(3-4), 105–114. DOI: 10.1080/17480270903326140
OHNESORGE,D.,TAUSCH,A.,KROWAS,I.,HUBER,C.,BECKER,G.,FINK,S.2009.Laboratorytests on the natural durability of six different wood species after hygrothermal treatment. Proceedings of the Fourth European Conference on Wood Modification, Stockholm, Sweden, April 27–29, 159–164.
REINPRECHT, L. 2008.Wood protection. Technical University. Zvolen, 453 p.
25
REINPRECHT, L., NOVOTNÁ, H., ŠTEFKA, V. 2007. Density profiles of spruce wood changed by brown-rot and white-rot fungi. In Wood Research 52(4), 17–28.
REINPRECHT, L., REPÁK, M. 2019. The impact of paraffin-thermal modification of beech wood on itsbiological,physicalandmechanicalproperties.InForests10(12),1102.DOI:10.3390/f10121102
REINPRECHT, L., REPÁK, M. 2022. Beech Wood Thermally Modified in the Melt of Polyethylene Glycol. In BioResources 17(1), 652–672. DOI: 10.15376/biores.17.1.652-672
REINPRECHT, L., VIDHOLDOVÁ, Z. 2019. Rot resistance of tropical wood species affected by water leaching. In BioResources 14(4), 8664–8677. DOI: 10.15376/biores.14.4.8664-8677
REZAYATI, C.P., MOHAMMADI, R.J., MOHEBI, B., RAMEZANI, O. 2007. Influence of hydrothermal treatmentonthedimensionalstabilityofbeechwood.InCaspianJournalofEnvironmentalSciences 5(2), 125–131.
SAILER, M., RAPP, A.O., LEITHOFF, H. PEEK, R.D. 2000. Vergütung von Holz durch Anwendung einer Öl-Hitzebehandlung. In Holz als Roh-und Werkstoff 58(1), 15–22. DOI: 10.1007/s001070050379
SALCA, E.A., HIZIROGLU, S. 2014. Evaluation of hardness and surface quality of different wood species as function of heat treatment. In Materials & Design (1980-2015), 62, 416-423. DOI: 10.1016/j.matdes.2014.05.029
SALIMAN,M.A.R.,ZAIDON,A.,BAKAR,E.S.,LEE,S.H.,TAHIR,P.M.,LEEMON,N.F.,KAIPIN,M.F., JULIANA, A.H. 2017. Response surface methodology model of hydrothermal treatment parameters on decay resistance of oil palm wood. In Journal of Tropical Forest Science 29(3), 318–324. DOI: 10.26525/jtfs2017.29.3.318324
SANDBERG, D., KUTNAR, A., KARLSSON, O., JONES, D. 2021. Wood Modification Technologies: Principles, Sustainability, and the Need for Innovation, 1st ed., CRC Press, Taylor and Francis Ltd.: Abingdon, 450p.
SHI, J., LU, Y., ZHANG, Y., CAI, L., SHI, S.Q. 2018. Effect of thermal treatment with water, H2SO4 and NaOH aqueous solution on color, cell wall and chemical structure of poplar wood. In Scientific Reports 8(1), 1–9.DOI: 10.1038/s41598-018-36086-9
SCHWARZE, F.W.M.R., SPYCHER, M. 2005. Resistance of thermo-hygro-mechanically densified wood to colonization and degradation by brown rot fungi. In Holzforschung 59, 358–363. DOI: 10.1515/HF.2005.059
SOLÁR, R. 1997. Lignin Changes in Hydrothermal Wood Treatment Processes, 1st ed., Technical University in Zvolen: Zvolen, Slovakia, 57 p.
SMITH, G.A., ORSLER, R.J. 1994. The biological natural durability of timber in ground contact. Document No. IRG/WP 94-20051. In 25th Annual Meeting of the International Research Group on Wood Protection (IRG25), May 29-June 3, Nusa Dua,Bali, Indonesia.
STIRLING, R., ALFREDSEN, G., BRISCHKE, C., DE WINDT, I., FRANCIS, L.P., FRÜHWALD HANSSON, E.,HUMAR,M.,JERMER,J.,KLAMER,M.,KUTNIK,M.LAKS,P.E.2016.Globalsurveyondurability variation–on the effect of the reference species. Document No. IRG/WP/16-20573. In 47th Annual Meeting of the International Research Group on Wood Protection (IRG47), May 15-19, Lisbon, Portugal.
STNEN 84(2021).Durabilityofwoodandwood-basedproducts-Acceleratedageingoftreatedwood priortobiologicaltesting-Leachingprocedure.SlovakOfficeofStandards,MetrologyandTesting: Bratislava, Slovakia, 2021.
STN EN 113-1 (2021). Durability of wood and wood-based products - Test method against wood destroying basidiomycetes - Part 1: Assessment of biocidal efficacy of wood preservatives. Slovak Office of Standards, Metrology and Testing, Bratislava, Slovakia, 2021.
STN EN 350 (2017). Durability of wood and wood-based products - Testing and classification of the durability to biological agents of wood and wood-based materials. Slovak Office of Standards, Metrology and Testing, Bratislava, Slovakia, 2017.
TOLVAJ, L.,NEMETH, R.,VARGA, D., MOLNAR, S.2009. Colour homogenisation of beech wood by steam treatment. In Drewno52, 5–17.
TIMAR,M.C.,VARODI,A.M.,HACIBEKTASOGLU,M.,CAMPEAN,M.2016.ColorandFT-IRanalysis of chemical changes in beech wood (Fagus sylvatica L.) after light steaming and heat treatment in two different environments. In BioResources 11(4), 8325–8343. DOI: 1010.15376/biores.11.4.8325-8343
26
TIRALOVÁ, Z., REINPRECHT, L. 2000. Beech wood decay due to individual and combined action of selected brown-rot fungi. In Acta Facultatis Xylologiae Zvolen res publica Slovaca 42(2), 139–146.
VIDHOLDOVÁ, Z., KAČÍK, F., REINPRECHT, L., KUČEROVÁ, V., LUPTÁKOVá, J. 2022. Changes in chemical structure of thermally modified spruce wood due to decaying fungi. In Journal of fungi 8(7), 739 DOI: 10.3390/jof8070739
WANG, C., LI, R., LIU, C., WANG, X. 2019. Effects of medium-low temperature hydrothermal treatmentonmicrostructureanddimensionalstabilityofChinesesweetgumwood.InWoodResearch 64, 97-104.
WITOMSKI, P., OLEK, W., BONARSKI, J.T. 2016. Changes in strength of Scots pine wood (Pinus silvestris L.) decayed by brown rot (Coniophora puteana) and white rot (Trametes versicolor). In Construction and Building Materials 102(1), 162–166. DOI: 10.1016/j.conbuildmat.2015.10.109
ZAUER, M., HEMPEL, S., PFRIEM, A., MECHTCHERINE,V., WAGENFÜHR, A. 2014. Investigations of the pore-size distribution of wood in the dry and wet state by means of mercury intrusion porosimetry. In Wood science and technology 48(6), 1229-1240. DOI: 10.1007/s00226-014-0671-y
ACKNOWLEDGMENTS
This work was supported by the Slovak Research and Development Agency under contract No. APVV-17-0456, the Scientific Grant Agency of the Ministry of Education SR Grant No. 1/0665/22 and Progressive research of performance properties of wood-based materials and products (LignoPro), ITMS 313011T720 supported by the Operational Programme Integrated Infrastructure (OPII) funded by the ERDF.
AUTHORS’ ADDRESSES
Zuzana Vidholdová (zuzana.vidholdova@tuzvo.sk)
Technical University in Zvolen Faculty of Wood Sciences and Technology Department of Wood Technology T.G. Masaryka 24 960 01 Zvolen Slovakia
Gabriela Slabejová (slabejova@tuzvo.sk)
Technical University in Zvolen Faculty of Wood Sciences and Technology Department of Furniture and Wood Products T.G. Masaryka 24 960 01 Zvolen Slovakia
27
28
ACTA FACULTATIS XYLOLOGIAE ZVOLEN, 64(2): 29 36, 2022
Zvolen, Technical University in Zvolen
DOI: 10.17423/afx.2022.64.2.03
MATERIAL AND METHODS
The selected type of lignocellulosic material was spruce wood (Picea abies L ), commonly used as a building material. For the experiment, carried out in laboratory conditions, we subjected samples of spruce originating from a 120-year-old stand at an altitude of 800 m above sea level. For the purposes of the test method 30 pieces of the test specimens were handled from logs with dimensions of 250 mm × 90 mm × 10 mm.
In creating the methodology, we also relied on standards that relate to the evaluation of materials in terms of reaction to fire. The standard test method for the flammability of construction products exposed to direct flame is the method according to STN EN ISO 11925-2 (2020), which evaluates the flammability of products when exposed to a small, directed flame with the placement of samples in a vertical orientation.
Whentestingsamplesoflignocellulosicmaterial, weused aprogressivetestmethod –modification of the flammability test, the procedure of which is specified in utility model application PUV 160-2021 (2021). This method assesses the flame spread over the surface ofthelignocellulosicmaterial undertheloadoftheflamesource, depending on theangleof inclinationofthesampleaswellasthemasslossofthesamples.Thedevicefordetermining the speed of flame propagation on the surface is shown in Figure 2
When providing the progressive test method, the samples are mounted in the device holder at three different angles. The required flame height is set with the propane burner valve and the flame is applied to the test sample for a specified time (10 min). The mass of the tested samples is also recorded at regular 10-s intervals using the KERN PES 6200-2M electronic scales and the KERN Balance Connection program. Subsequently, we calculated the relative mass loss from the measured values according to equation (1) for each sample (KAČÍKOVÁ et al. 2008).

����(��)= ��(��0) ��(��) ��(��0) ∙100 (%) (1)
Where: ����(��)–relativemasslossovertime(τ); ��(��0)–sampleoriginalweight(g);��(��) – sample weight at time (τ) (g).
The experiments were performed at three different angles of inclination of the sample (0°,45 °,90 °tothetestflame).Weperformed10 experimentsforeachangleofinclination of the sample, which represents 30 experiments at 3 angles of inclination of the sample.
2.
.
31
Fig.
Device for determining the speed of flame propagation on the surface
RESULTS AND DISCUSSIONS
Flame propagation is a fire property that affects the entire combustion process. Based on testing of different materials by other authors i.e., HUANG et al. (2015), who also investigated flame propagation over the sample surface, we selected a progressive test method.
Using the test method described in the material and methodology section, a series of experiments were performed to study the flame spread over the surface of spruce wood and the mass loss of the test samples after exposure to the test flame. The results of the studied evaluation criteria are shown in Figures 3 to 5.
Accordingtotheobtainedresults(Fig.3)wecansaythatthereisahigherriskofflame propagation with the test flame at 0 ° angle of inclination of the sample. When the samples werethermallyloadedat0°,theirburningwassignificantlymoreintense,theflamenotonly spread along the front side of the samples, but also spread to the back side of the sample. Also, depending on the angle of inclination of the sample, we see an observable difference (in terms of burn-in), the observable difference was also in the charred layer. While at 90 ° theflamepenetratedtheirinnerlayers,at45°itremainedonthesurfaceandspreadupwards. Fromtheresultingsampleswecanstatethatthesamplesat45°and90°angleofinclination showed more positive results compared to the samples at 0 ° angle of inclination compared totheactionoftheflame.Itfollowsthattheflamepropagatesoverthesurfaceofthematerial usually immediately after ignition, but the flame propagation is faster when there is an ascending flame propagation on the vertically oriented fuel surface. The cause is a change in the physical interaction between the flame and the unburned fuel when the orientation of thefuelchangesi.e.,achangeinthedirectionofpropagationofthereleasedflammablegases (ascending) with respect to the direction of flame propagation.

32
Fig. 3. Photo documentation of samples after the experiment.
Fig. 4. Relative mass loss of tested samples in 600 s (average ± SE).
0 ° 45 ° 90 °
0 1 2 3 4 5 6 7 8 9 relative mass loss (%) time (s)
Fig. 5. Relative mass loss of tested samples (average values).
The relative mass loss course (Fig. 5) was similar for the 45 °and 90 ° sample angles. We noticed a more significant difference at the 0 ° angle of inclination of the samples, in which a more significant mass loss occurred later, compared to the other two angles of inclinationofthesamples.Atthesametime,wecanstatethatallwoodyplantslostlessthan 9%oftheiroriginalweightin600seconds(Fig.4).Werecordedtheworstresultsforsamples at a 0 ° angle of inclination, which lost up to 8.18% of their weight, which we attribute to the faster spread of the flame. As we expected, even in the case of mass loss, the influence of the angle of inclination of the sample on the thermal degradation of wood was significantly manifested. This claim was confirmed as it was clear from the weight loss comparison that the samples at 90 ° tilt showed the lowest mass loss. If we compare the

33
samples based on their angle of inclination, we can rank them in the order from the best results to the worst as follows: 90 °, 45 °, 0 °.
KMEŤOVÁ et al. (2020b)inastudyaimedatcomparingthethermalresistanceofScotchpine andSessileoakforfireprotectionpurposes,usingthestandardtestmethodaccordingtoSTN EN ISO 11925-2 found that there is a higher risk of ignition when the test flame acts on the edge of the tested sample compared with the action of the flame on the main surface. When the samples were thermally loaded at the edge, their burning was a bit more intense, the flame spread in the samples not only in the vertical direction, but also along the edge of the sample.
ZACHAR et al. (2012) in a study aimed at determination of selected fire properties of spruce wood, also used the standard test method according to STN EN ISO 11925-2. Their results confirmed the higher ignitability of edges of samples.
MITTEROVÁ et al. (2021), using a flammability test, investigated the spread of flame over the surface of untreated and retardation-treated spruce wood and, assessed its contribution to the development of the fire to which it was exposed. The results of the tests of the investigated material indicate that after treatment with flame retarding substances, its resistancetotheflametowhichitwasexposedduringthetestincreased,itdidnotigniteand thus did not spread the flame.The effectiveness of flame retardants on wood samples, has also been demonstrated by KAČÍKOVÁ et al. (2021). In their research, they dealt with the influenceofnanoparticles TiO2, SiO2, ZnOand waterglass on thethermal resistance ofoak wood.
GAŠPERCOVÁ and MAKOVICKÁ-OSVALDOVÁ (2017) also studied and compared the flame length and mass loss of spruce and beech wood, which are often used in construction. The experiment was focus on testing the reaction to fire on two different types of surfaces, namely treated and untreated surfaces. The treated surface was sanded with sandpaper and the rough surface was only cut wood. The spruce wood was also studied on the cone calorimeter (MARTINKA et al. 2018; MARTINKA et al. 2016). With the help of this device, we can determine several characteristics, for example charring rate or heat release rate, which is a key parameter for the calculation of fire resistance of timber structures and for fire investigation. Many other authors are studying the flame spread of various materials. ZHANG et al. (2020) also investigated the effects of electric current and sample orientation on flame propagation over electric wires. GOLLNER et al. (2017), also addressed the effect of sample flow and inclination on flame propagation across solid fuels. Upward flame spreads are perhaps best studied,withvarioustheoriesavailabletodescribemanyaspectsoftheflamespreadprocess. But even in this well-studied configuration, work is still needed to refine these results.
CONCLUSION
The aim of the paper was an experimental comparison of the thermal resistance of a selectedlignocellulosic material – sprucewood, undertheloadofaflamesourcedepending on the angle of inclination of the sample. For this purpose, a progressive test method was used - modification of the flammability test. In the evaluation, we focused on the effect of theangleofinclinationofthesampleagainstthetestflameandthemasslossofthesamples. Fromtheresultswecanstatethatthebestresultsintermsofmasslosscomparedtotheangle ofinclination 0 ° and 45 °, recorded samples with anangle ofinclination of 90 °. Regarding the flame spread over the surface of the samples, it should be noted that the flame spread is fasterifthereisan ascendingflamespreadonthe verticallyorientedsurfaceofthefuel.The obtained original experimental results and their interpretation are a contribution to the
34
creation of adatabase of fire and material properties of wood forthe needs ofmodelling the spreadoffireintermsoffireprotection.Anewprogressivetestmethodhas alsobeentested for the benefit of this research.
REFERENCES
DIETENBERGER, M. 2002. Update for combustion properties of wood components. In Fire and Materials 26, 255-267. DOI: 10.1002/fam.807
DIETENBERGER,M.,HASBURGH,L.2016.Woodproductsthermaldegradationandfire.InReference module in materials science and materials engineering, 1-8. DOI: 10.1016/b978-0-12-803581-8.03338-5
DRYSDALE, D., 1999. An Introduction to Fire Dynamics, 2nd edn. John Wiley & Sons, UK.
GAŠPERCOVÁ, S., MAKOVICKÁ-OSVALDOVÁ, L. 2017. Influence of Surface Treatment of Wood to the Flame Length and Weight Loss under Load Single-Flame Source. In Key Engineering Materials 755, 353-359. DOI: 10.4028/www.scientific.net/KEM.755.353
GOLLNER, M. J., MILLER,C. H., TANG, W., SINGH, A. V. 2017. The effectofflowand geometry on concurrent flame spread. Fire Safety Journal 91, 68-78. DOI: 10.1016/j.firesaf.2017.05.007
HUANG, X , LIU, W , ZHAO, J , ZHANG, Y , SUN, J. 2015. Experimental study of altitude and orientation effects on heat transfer over polystyrene insulation material. In Journal of Thermal Analysis and Calorimetry 122, 281–293. DOI: 10.1007/s10973-015-4667-0
KAČÍKOVÁ, D., KUBOVSKÝ, I., EŠTOKOVÁ, A., KAČÍK, F.,KMEŤOVÁ, E.,KOVÁČ,J., ĎURKOVIČ, J. 2021. The influence of nanoparticles on fire retardancy of pedunculate oak wood. In Nanomaterials 11, 3405. DOI: 10.3390/nano11123405
KAČÍKOVÁ, D., OSVALD, A., MAKOVICKÁ-OSVALDOVÁ, L., VACEK, V. 2008. Hodnotenie vplyvu druhu dreva vybraných ihličnatých drevín na rozvoj lesného požiaru. Technická univerzita vo Zvolene
KADLICOVÁ, P , GAŠPERCOVÁ, S , MAKOVICKÁ OSVALDOVÁ, L. 2017.Monitoring of Weight Loss of Fibreboard During Influence of Flame. In Procedia Engineering, 192, 393-398. DOI: 10.1016/j.proeng.2017.06.068
KMEŤOVÁ, E., MITTEROVÁ, I., KAČÍKOVÁ, D. 2020b. Hodnotenie borovicového a dubového dreva z hľadiska reakcie na oheň. (Evaluation of pine and oak wood in terms of reaction to fire.) Pokrok v požiarnom a bezpečnostnom inžinierstve 2020: recenzovaný zborník pôvodných vedeckých prác z IX. ročníka medzinárodnej vedeckej konferencie Advances in fire and safety engineering 2020 a sprievodných medzinárodných vedeckých konferencií, 111-118.
MARTINKA, J., BALOG, K. 2014. Požiarne inžinierstvo. (Fire engineering.) AlumniPress, Trnava. MARTINKA, J., KAČÍKOVÁ, D., RANTUCH, P., BALOG, K. 2016. Investigation of the influence of spruce and oak wood heattreatment upon heatreleaserate and propensityforfirepropagationin the flashover phase. In Acta Facultatis Xylologiae Zvolen58(1), 5-14. DOI: 10.17423/afx.2016.58.1.01
MARTINKA, J., RANTUCH, P., Liner, M. 2018. Calculation of charring rate and char depth of spruce and pine wood from mass loss. In Journal of Thermal Analysis and Calorimetry 132, 1105–1113. DOI: 10.1007/s10973-018-7039-8
MITTEROVÁ, I., KMEŤOVÁ E., KAČÍKOVÁ, D. 2021. Posúdenie šírenia plameňa po retardačne upravenom dreve. (Assessment of flame spread over retardant treated wood.) Advances in fire & safety engineering 2021. In Zborník príspevkov z X.medzinárodnej vedeckej konferencie. 73-84. PUV 160-2021 Zariadenie na stanovenie rýchlosti šírenie plameňa po povrchu polymérnych materiálov a spôsob natotostanovenie (Apparatus fordeterminingthe rate offlame propagation on the surface of polymeric materials and a method for this determination) https://wbr.indprop.gov.sk/WebRegistre/UzitkovyVzor/Detail/160-2021
QUINTIERE, J. G. 2017. Principles of Fire Behaviour, 2nd edn. CRC Press, Boca Raton. DOI:10.1201/9781315369655
STN EN 13501-1 + A1/Z1: 2017: Klasifikácia požiarnych charakteristík stavebných výrobkov a prvkovstavieb. Časť 1: Klasifikáciavyužívajúca údajezo skúšokreakcie naoheň. (Classificationof fire characteristics of construction products and building elements. Part 1: Classification using data from reaction to fire tests).
35
EN ISO 11925-2: 2020: Skúšky reakcie na oheň. Zapáliteľnosť stavebných výrobkov vystavených priamemu pôsobeniu plameňového horenia. Časť 2: Skúška jednoplameňovým zdrojom. (Test to fire reaction. Flammability of construction products exposed to direct flame combustion. Part 2: Single flame source test)
TISCHLER, P., MAJLINGOVÁ, A. 2018. Progresívne metódy stanovenia požiarnotechnických a termických vlastností materiálov pre účely modelovania správania sa požiarov v uzavretých priestoroch. (Progressive methods of determining the fire, flammability and thermal properties of materials to be used in modelling the behaviour of enclosed space fires.) Advances in fire & safety engineering 2018. In Zborník príspevkov z VII. medzinárodnej vedeckej konferencie. 345-357.
ZACHAR, M., MITTEROVÁ, I., XU, Q., MALINGOVÁ, A., CONG, J., GALLA, Š. 2012. Determination of fire and burning properties of spruce wood. Drvna industrija 63, 3, 217-223. DOI:10.5552/drind.2012.1141
ZHAO, L., ZHANG, Q., TU, R., FANG, J., WANG, J., ZHANG, Y. 2020. Effects of electric current and sample orientation on flame spread over electrical wires. Fire Safety Journal 112, 102967 DOI: 10.1016/j.firesaf.2020.102967
ACKNOWLEDGEMENT
This work was supported by the Slovak Research and Development Agency under the contracts No. APVV-17-0005 (40 %), No. APVV-16-0326 (20 %) and and by the VEGA Agency of Ministry of Education, Science, Research and Sport of the Slovak Republic No. 1/0115/22 (40 %).
AUTHORS´ ADDRESSES
Ing. Elena Kmeťová doc. Ing. Martin Zachar, PhD. prof. RNDr. Danica Kačíková, MSc., PhD. Technical University in Zvolen Faculty of Wood Sciences and Technology Department of Fire Protection T. G. Masaryka 24 960 01 Zvolen, Slovakia xkmetovae@is.tuzvo.sk zachar@tuzvo.sk kacikova@tuzvo.sk
36 STN
ACTA FACULTATIS XYLOLOGIAE ZVOLEN, 64(2): 37 47, 2022
Zvolen, Technická univerzita vo Zvolene DOI: 10.17423/afx.2022.64.2.04
FUNDAMENTALS OF CALCULATION OF ELEMENTS FROM SOLID AND GLUED TIMBER WITH REPEATED OBLIQUE TRANSVERSE BENDING, TAKING INTO ACCOUNT THE CRITERION OF DEFORMATION
ABSTRACT
Theactualuseofsolidorgluedtimberelementsthatareindirectorobliquetransverse bending under single or repeated loads is not considered in the current standards. In particular, the formation of folds in the compressed zone of pure bending and obtained a significantmarginofsafety.Therefore,theconceptof"calculatedcross-section"isproposed in the article. It describes the distribution of deformations in the height of the cross-section and, also, the layer-by-layer connection between deformations and stresses in a section of bendingtimberelementsbyconsideringtheformationoffoldsinthecompressedzoneunder one-timeshort-term or repeatedloads. Therefore, themethod forcalculating wooden beams from solid and glued timber using a deformation model was developed. The formation of folds in the compressed zone is predicted by the method of the pure bending zone by analyzing the distribution ofstresses on height in thecompressed and stretched zones ofthe calculated cross-section.
Key words: solid and glued timber, rigidity, bearing capacity
INTRODUCTION
Timberisusedinmanysectorsoftheworldeconomy,includingconstructionandcivil engineering (PINCHEVSKA et al. 2019; HOMON et al. 2022; SUBRAMMANIAN 2010; YASNIY et al. 2022;WDOWIAK-POSTULAK 2020).Thisarticleconsiderstheoperationofload-bearing elements and structures from timber. The most common for timber elements is its bending load (ANSHARI et al. 2017; GOMON et al. 2022; DE LA ROSA GARSIA et al. 2019; BETTS et al. 2010;VAHEDIAN et al. 2019).Alotofworkisdevotedtosolvingtheproblemofbending a wooden element, because from the point of view of a practicing engineer, this work is the most interesting. Especially this is important for solid and glued timber (DONADON et al. 2020; GOMON et al. 2020; SOBCZAK-PIASTKA et al. 2020; SORIANO et al. 2016). Since even whenworkingwithabeamwithazoneofpurebending,therearetwotypesoflayers(fibers): some of which work at compressive stresses of different intensities, and others – at tensile stresses.
Inthecalculatedcross-sectionalmodel,whendeterminingthebearingcapacityofsolid andgluedtimberstructures,atriangularstressdiagramincompressedandstretchedareasof timberundertheactionofsingleloadsisadopted.Insuchplots,theheightofthecompressed
37
Svyatoslav Gomon – Petro Gomon – Oleksandr Korniychuck – Sviatoslav Homon –Tetiana Dovbenko – Leonid Kulakovskyi – Inna Boyarska
zone of timber and the position of the neutral plane (neutral line) does not change during increasing loads
The solution of problems to determine the bearing capacity of timber elements in normal sections is based on the concept of strength criteria. Currently, in the norms (EUROCODE 5: 1995; DBN B.2.6-161: 2017) there is only one criterion, when in the normal cross-section of the stress across the entire cross-section or at the farthest point of the compressed or stretched zone of timber d m d m f , , = . The expression for the criterion of strength can be represented for force effects in general dependence ����,�� =����,�� =����������
(1) Normal stresses σm,d determined by the known formula of resistance of materials ����,�� = ����
The neutral plane between the compressed and stretched zones (neutral line in the calculated cross-section) already at the initial stages of loading with increasing bending moment begins to gradually shift towards the stretched zone (GOMON and PAVLUK 2017), and with oblique bending – with a slight turn to one side. In the ultimate state, the compressed zone of the bending element of timber occupies about 60% of the calculated cross-section, or, stretched about 40% due to the anisotropy of timber because the strength oftimberincompressionalongthefibersistwotimeslessthanthetensilestrengthoftimber But in Formula 2 uses the moment of resistance of the cross-section, for example for a rectangular cross-section in the form ���� = ��ℎ2 6 (3) which in this form is determined by the location of the position of the neutral line passing through thecenterofgravity ofthecross-section at aheight h/2 and isunchanged from boot to crash. This leads to the fact that in experimental studies in the compressed zone of the bending element of solid or glued timber, we obtain false values of ultimate strength for the most distant fibers, which exceeds 1.5 times the actual values of timber strength to central compressionandaccordinglyunderestimatedstrengthvaluesofthemostremotewoodfibers in the stretched zone, which reach only 70-75% of the values of ultimate tensile strength. Withanincreaseinthebendingmomentintheelementoftimberintheextremefibersofthe compressed zonein thepre-destructivestateofdeformation reaches critical values (GOMON et al. 2019),beginstoformandspreaddeepintothefoldedelement,whichisdifficulttosee and this leads to redistribution ofinternal stresses in thecalculated cross-section and almost instantaneous destruction of the most stressed fibers of the stretched zone.
When calculating the structures of timber for oblique transverse bending according to the current rules (EUROCODE 5: 1995; DBN B.2.6-161: 2017) does not provide for the operation of such elements with variable low-cycle re-loads (GOMON and PAVLUK 2017; GOMON et al. 2019)(usingacross-sectionofdensesolidwood).Forthedevelopedtechnique the concept of “calculated cross-section” is used (GOMON et al. 2019), which provides for the formation of folds in the pre-destructive state and four stages of stress-strain state of a wooden element (GOMON and PAVLUK 2017; GOMON et al. 2019) working on direct or oblique transverse bending.
The aim was to investigate the operation of glued timber beams under the action of repeated loads with oblique transverse pure bending and to develop a deformation method for their calculation.
38
���� (2)
RESULTS AND DISCUSSION
The developed method of calculation of wooden beams of the rectangular section according to the deformation model is based on the following preconditions:
1. the normal section of a longitudinal axis of an element in the centre of the span is calculate;
2. stresses in the normal cross-section were calculated using two functions σ t,d and σ c,d: а) the first function is rectilinear and describes the stress in the stretched zone of the wooden element and operates within 0 and ty d t d t u E u f , 0,05 1 , ) ( = = , (4)
Where: 0,05E -modulusofelasticityoftimberundertensileaction; d tu , -relativedeformations under the action of tensile wood; b) the second function describes the stresses that occur in two parts of the compressed zone of the wooden element within 0 and cy 2 , , 1 2 , ) ( d c c d c d c u k u k u f + = = , (5) Where: 1()fu - the stress distribution function of the stretched zone; 2()fu - the stress distribution function of the compressed zone; d с u , - relative deformations during compression of timber in the calculated cross-section; c k k ,1 - the coefficients of the polynomial are proposed to be determined by expressions: ; 2 , ,
d o c u f k = , 2 , ,
, , 1 d fin c
d o c c u f k = (6)
, , d fin c
Where: d cf ,0, the estimated value of compression along the fibers; d fin c u , , - relative complete deformations during timber compression.
3. elements are considered in which the influence of the transverse force on the deflections is not significant; 4. average values of temporary resistance of wooden elements are accepted as calculated; 5. deformations of the compressed zone are accepted with a minus sign, stretched - with a plus sign.
The criterion for loss of load-bearing capacity of the section is taken (GOMON and PAVLUK 2017; GOMON et al. 2019): - destruction of the stretched zone of timber at achievement by the most stretched layer of limit values of deformations; - loss of balance between internal and external efforts - an extreme criterion.
For direct and oblique bending under repeated loads, the calculated diagram of the physical state of timber for the compressed zone in the calculated cross-section of the element of solid and glued timber is taken as curvilinear, which corresponds more to the actual work of timber cross-sections for work, both compression and transverse bend. This diagram is described by a polynomial of the second degree (5) taking into account the descending branch, and the stress distribution along the height of the stretched zone on the n-th cycle of load application is assumed to be linear (Fig. 1).
39
Fig.1. Distribution of the greatest stresses and deformations in the normal section of a beam for works on a pure oblique bend:
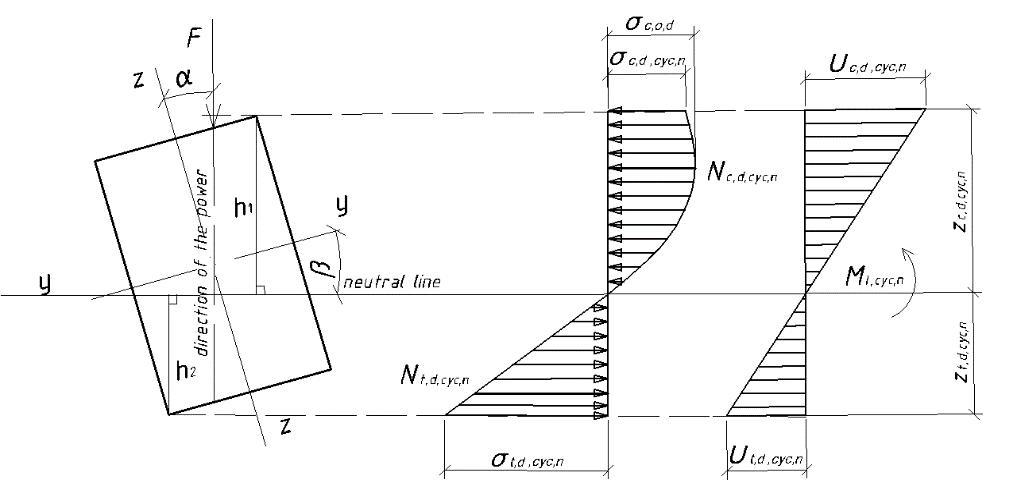
n cyc d с u , , , - relative compression deformations in theextreme timberfiberofthe element zone on the n - cycle; n cyc d tu , , , - relative tensile deformations in the extreme timber fiber of the element zone on the n - cycle; d сf ,0, - calculated stresses of the fiber of the compressed zone oftheelementonthen-cycle; n cyc d с , , , -thestressofthemostdistantfiberofthecompressed zoneoftheelementonthen-cycle; n cyc d t , , , -tensilestressintheextremetimberfiberofthe stretched zone of the element on the n - cycle; y-y, z-z - the main axes of the cross-section oftheelement; theangleoftheexternalload Fon theelement relativetothemain axiszz; tz - height of the stretched cross-sectional area; n cyc d с z , , , - the height of the compressed cross-sectional area; n cyc M , 1, - bending moment from external load; n cyc d c N , , , - equivalent of internalforcesincompressedtimberofnormaldesigncross-section; n cyc d tN , , , -theequivalent of internal forces in stretched timber of normal design cross-section Deformations in the calculated cross-section are determined through the curvature at any point of the section and taking into account the smallness of their values. Then the deformation on n-th load application cycles is calculated by expressions as follows ��с,��,������,�� =���� 1 �������� ; ����,��,������,�� =���� 1 �������� (7) Where: cyc 1 - the curvature of the element on the n-th cycle of repeated loads; с z the distance from the neutral line to the point of determination of relative compression strains; tz the distance from the neutral line to the point of determination of relative tensile deformations.
Stresses in the normal cross section of the beam were calculated using functions σ t,d and σ c,d, taking into account certain transformations: the first function that describes the stresses that occur in two sections of the compressed.
Zone of normal section of a wooden element with oblique bending in the range from 0 to the n-th cycle of loading is expressed by a polynomial of the second degree in the form ����,��,������,�� =��1(��)=��1����,��,������,�� +��������,��,������,�� 2 =��1 1 �������� ����,������,�� +��2( 1 �������� )2����,������,�� (8)
40
Where: n cyc с u , , -relativedeformationsoftimbercompressionintheelementundertheaction ofloadingonthen-thcycle; cyc 1 -thecurvatureoftheelementonthen-thcycleofrepeated loads. ����,��,������,�� =��2(��)=��⋅����,��,������,�� =��( 1 �������� )����,������,�� (9)
Where: E - modulus of elasticity of timber under tensile action; - relative tensile deformations of the timber in the element under the action of applying a load on the n-th cycle; cyc 1 curvature of the element on the n─ th cycle of repeated loads.
Equilibrium equations for the cross-section (Fig. 1) have the form = 0 , , , n cyc л н M ;��������,�� =����,��,������,�� +����,��,������,�� (10) = 0 ,n cyc N ; n cyc d t n cyc d c N N , , , , , , = (11)
Where: n cyc M , , n cyc d c M , , , and n cyc d tM , , , –bendingmomentsaccordingtoexternalload,forces in compressed and stretched timber on the n-th loading cycle; n cyc d c N , , , and n cyc d tN , , ,equivalent internal forces in compressed and stretched timber of normal design crosssection, respectively.
Basedonthedeformations(Fig.1),thestressinthenormalsectionisdescribedbytwo functions n cyc d c , , , and n cyc d t , , , inthreedifferentsections:thefirstsectionisthetensilesection from the bottom of the element to the neutral line; the second section - from the neutral line tothemaximumvoltageinthecompressedzone;thethirdsection-fromthemaximumstress in thecompressedzoneto thetop oftheelement. Taking into account functions n cyc d c , , , and n cyc d t , , , , the coefficients of polynomials 1k and c k , as well as the equilibrium equations n cyc M , and n cyc d c N , , , of the compressive force in the normally calculated cross-section of the bending element are defined as the sum of forces arising in the compressed zone crosssection, which consists of two sections: the first in the form of a parallelogram; the second in the form of a triangle n cyc d c n cyc d с n cyc d c N N N , , , 2 , , , 1 , , , + = , (12) Where: n cyc d c n cyc d с N N , , , 2 , , , 1 , –compressionforcesinthebendingelementwithobliquebending in different sections on the n-th cycle of the application of repeated loads equal to: on the first section
41
1
+ = = + = = = n
cyc
cyc z
z
z
z
z
, 3 ) 1 ( 2 ) 1 ( ) 1 ( ) 1 ( ) ( ) ( 3 , , 1 2 2 , , 1 1 0 2 , , 1 2 , , 1 1 0 , , , 1 0 , , , 1 , , , 1
1 1
cyc c
c n cyc c
n cyc c cyc c n cyc c cyc
n cyc d c
n cyc d c n cyc d с
k
k b dz z k z k b dz u f b dA u f N n cyc c n cyc c n cyc c
(13)
z z
z z n cyc d t n cyc d t z a E z a E
2 1
n cyc t n cyc
z z n cyc d t
2 1
+ = + =
z z n cyc t n сyc t cyc t
n cyc t n cyc
2 1 n cyc t cyc t n cyc t cyc t
n cyc n cyc t
= + = = = (19)
2 ) 1 ( 3 ) 1 ( ) ) 1 ( ) 1 ( (
z a E z a E dz z a E z a E
3 , , 2 1 , , 2 2 , , 1
dz a z a z E dz b f u f dA u f N n cyc t n cyc
2 , , 2 1 , , 2 , , , 2 , , , 2 , , , 2 2 , , 1
3 , 1, 1
2 , , 2 2
n cyc t cyc t n cyc t cyc t n cyc t cyc t n cyc t cyc t
) ( ) 1 ( ) ( ) ( ) ( 2 , 1, 2
3 , , 2 1
z a E z a E z b E N
2 , , 2 2
n cyc t cyc t n cyc t cyc t n cyc t cyc t n cyc d t z a E z a E
2 , , 1 , , , n cyc t cyc t n cyc t cyc t
+ + = (20)
3 , , 1 1
2 ) 1 ( 3 ) 1 ( 2 ) 1 ( 2 , , 1 2
Substituting expressions n cyc d с N , , , 1 and n cyc d c N , , , 2 in n cyc d c N , , , we obtain the force perceived by the stretched zone of the element by oblique bending . 2 ) 1 ( 3 ) 1 (
The bending moment from the neutral line for the compressed zone in the normal calculated cross-section is equal to n cyc d c n cyc d с n cyc d c M M M , , , 2 , , , 1 , , , + = , (21) Where: n cyc d c n cyc d с M M , , , 2 , , , 1 , – the moment of the compressed zone of the element of timber in different parts of the calculated cross-section with oblique bending on the n─ th cycle of application of few cyclic reloads.
bdz u f dA z u f M n cyc c
z n cyc c n cyc d c n cyc d с z k z k b dz z k z k b
z n cyc d c
0 , , , 1 0 , , , , , 1 , , , 1 , , 1
The cross-sectional area of the compressed zone of the element of timber in the form of a parallelogram will perceive the component of the bending moment ). 4 ) 1 ( 3 ) 1 ( ( ) 1 ( ) 1 (
n cyc c n cyc c + = + =
z n cyc c cyc c n cyc c cyc
= = = (22)
3 , , 2 2 , , 1
, 1 , , 1 n cyc c cyc c n cyc c cyc
) ( ) ( 4 , , 1 2 3 , , 1 1 0
The cross-sectional area of the compressed zone of the element of timber in the form of a triangle will perceive the component of the bending moment
43
on the second section 2 ) 1 ( 3 ) 1 (
n cyc t n cyc t n cyc t n cuc d t
, , 2 , , 1 , , , , , 2
, , 2 , , 1
n cyc t n cyc t n cyc t cyc t n cyc t cyc t
n cyc t n cyc t n cyc d t n cyc d t z a E z a E z a E
= = = (27)
+
, , 2 , , 1 , , , 2 , , , 2 n cyc t cyc t n cyc t cyc t n cyc t cyc t
4 ) 1 ( ) ) 1 ( ) 1 ( (
2 , , 2 3 , , 1
z a E dz z a E z a E
4 , , 2 1
n cyc t cyc t
+ = + =
3 , , 2 2
) ( ) ( ) ( 3 , , 1 2
dz b f z u f dA u f M
3 ) 1 ( 4 ) 1 ( 3 ) 1 (
4 , , 1 1
+
4 , , 2 1
z a E z b E M
n cyc t cyc t n cyc t cyc t n cyc d t z a E z a E z a E
3 , , 2 2
4 ) 1 ( 3 ) 1 ( 3 , , 1 2
Substituting formulas n cyc d с M , , , 1 and n cyc d c M , , , 2 in n cyc d tM , , , we obtain the moment that the stretched area of the calculated cross-section of the element of timber with oblique bending will perceive . 3 ) 1 ( 4 ) 1 ( 3 ) 1 (
3 , , 1 , , , n cyc t cyc t n cyc t cyc t n cyc t cyc t
+ + = (28) To determine the ultimate bending moment by formula n cyc d tM , , , , which can be perceivedbythebeam,youneedthevalueoftherelativedeformationsatwhichthecondition of equilibrium of forces n cyc d t n cyc d c N N , , , , , , = substitute in the formula n cyc d с M , , , , n cyc d tM , , , .
4 , , 1 1
CONCLUSIONS
Based on the analysis of the elements of timber, working under the action of repeated oblique transverse bending, the following conclusions can be drawn:
1. The current calculation norms of solid or glued timber elements that are in direct or obliquetransversebendingundersingleorrepeatedloadsdonottakeintoaccounttheactual operation of such elements, in particular the formation of folds in the compressed zone of pure bending, and give a significant margin of safety.
2. The accepted concept of "calculated cross-section" allows using the accepted law of distribution of deformations on the height of cross-section and layer-by-layer connection between deformations and stresses operating in a section of a bending element from timber taking into account the formation of folds in a compressed zone loads.
3. A method for calculating wooden beams from solid and glued wood using a deformation model, which takes into account the distribution of stresses in height in the compressed and stretched zones of the calculated cross-section and provides for the formation of folds in the compressed zone of the pure bending zone.
4. It is urgent to continue systematic studies of the complete physical diagram of the work of wood of different grades and strength class in compression and tensile strength to complete destruction under the action of static, low- and multi-cycle external loads; obtaining statistically reliable data to establish the functional relationship between stresses and strains under different temperature and humidity operating conditions.
REFERENCES
ANSHARI, B., GUAN, Z. W., WANG, Q. Y. 2017. Modelling of glulam beams pre-stressed by compressed wood. In Composite Structures 165: 160–170.
45
BETTS, S.C., MLLER, T. H., CUPTA, B. 2010. Location of the neutral axis in wood beams: A preliminary study. In Material Science and Engineering 5: 173-180.
DBN B.2.6-161:2017. Constructions of houses and buildings. Wooden constructions. Main provisions. Kyiv: Ukrarchbudinform, 2017. (In Ukrainian).
DE LA ROSA GARSIA, P., ESCAMILLA, A.C., GONZALEZ-GARSIA, M.N. 2013. Bending reinforcement of wood beams withcomposite carbonfiberandbasalt fibermaterials. In Composites Part B: Engineering 55: 528-536.
DONADON, B.F., MASCIA, N.T., VILELA, R., TRAUTWEIN, L.M., 2020. Experimental investigation of Glued-Laminated wood beams with Vectran-FRP reinforcement. In Engineering Structures 202: 109818.
EN 380: 2008. Wood is constructional. General guidelines for static load test methods.
EUROCODE 5: 1995. Design of wood structures. Part 1.1. General rules and rules for buildings.
GOMON, S.S., GOMON, P., HOMON, S., POLISHCHUK, M., DOVBENKO, T., KULAKOVSKYI, L. 2022. Improvingthestrengthofbendingelementsofgluedwood.InProcediaStructuralIntegrity,36:217222. ISSN: 2452-3216 Available from: https://www.sciencedirect.com/journal/procedia-structuralintegrity/vol/36/suppl/C
GOMON, S., PAVLUK, A. 2017. Study on working peculiarities of glue laminated beams under conditions of slanting bending. In Underwater Technologies 7: 42-48.
GOMON, S., PAVLUK, A , GOMON, P., SOBCZAK-PIASTKA, J. 2019. Complete deflections of glued beams in the conditions of oblique bend for the effects of low cycle loads. In AIP Conference Proceedings 2077: 020021.
GOMON, S.S., POLISHCHUK, M., HOMON, S., GOMON, P., VERESHKO, O., MELNYK, Yu., BOYARSKA, I. 2020. Rigidness of combined reinforced glued wood beams. In AD ALTA: Journal of Interdisciplinary Research 11(1): 131-133. HOMON, S., GOMON, P., GOMON, S., DOVBENKO, T., SAVITSKIY, V., MATVIIUK, O., KULAKOVSKYI, L., BRONYTSKYI, V., BOSAK, B., CHORNOMAZ, N. 2022. Experimental andstatisticalstudiesoftheinitialmoduleofelasticityandthemoduleofdeformationsofcontinuous wood at different ages and moisture content. In AD ALTA: Journal of Interdisciplinary Research 12(01-XXV): 321-326. (Online). Available from: http://www.magnanimitas.cz/12-01-xxv.
PINCHEVSKA, O., SEDLIACIK, J., HORBACHOVA, O., SPIROCHKIN, A., ROHOVSKYI, I. 2019. Propertiesofhornbeam(Carpinusbetulus)woodthermallytreatedunderdifferentconditions.InActa Facultatis Xylologiae Zvolen 61(2): 25 39.
SOBCZAK-PIASTKA, J., GOMON, S.S., POLISHCHUK, M., HOMON, S., GOMON, P., KARAVAN, V. 2020.Deformabilityofgluedlaminatedbeamswithcombinedreinforcement.InBuildings10(5):92.
SORIANO, J., PELLS, B.P., MASCIA, N.T. 2016. Mechanical performance of glued-laminated wood beams symmetrically reinforced with steel bars. In Composite Structures 150: 200-207.
SUBRAMMANIAN, N. 2010. Sustainability of RCC structures using basalt composite rebars. In The Master Builder 12(9): 156-164.
VAHEDIAN,A.,SHRESTHA,R.,CREWS,K.2019.ExperimentalandanalyticalinvestigationonCFRP strengthened glulam laminated wood beams: full-scale experiments. In Composites Part B: Engineering 164: 377–389.
WDOWIAK-POSTULAK, A. 2020. Natural fibre as reinforcement for vintage wood. In Materials 13(21): 4799.
YASNIY, P., HOMON, S., IASNII, V, GOMON, S.S., GOMON, P., SAVITSKIY, V. 2022. Strength properties of chemically modified solid woods. In Procedia Structural Integrity 36: 211-216. ISSN: 2452-3216 Available from: https://www.sciencedirect.com/journal/procedia-structuralintegrity/vol/36/suppl/C
AUTHORS’ ADDRESSES
Prof. Svyatoslav Gomon, DrSc. Assoc. Prof. Petro Gomon, PhD. Assoc. Prof. Oleksandr Korniychuck, PhD Prof. Sviatoslav Homon, DrSc.
46
Assoc. Prof. Tetiana Dovbenko, PhD. National University of Water and Environmental Engineering Soborna Street 11 33000 Rivne, Ukraine homonsviatoslav@ukr.net
Assoc. Prof. Leonid Kulakovskyi, PhD National Technical University of Ukraine "Igor Sikorsky Kyiv Polytechnic Institute" 03056 Kyiv Prosp. Peremohy 37, Ukraine kulakovskiyl@ukr.net
Assoc. Prof. Inna Boyarska, PhD Lutsk National Technical University Lvivska Street 75 43018 Lutsk, Ukraine boiarska_inna@ukr.net
47
48
ACTA FACULTATIS XYLOLOGIAE ZVOLEN, 64(2): 49 56, 2022
Zvolen, Technická univerzita vo Zvolene DOI: 10.17423/afx.2022.64.2.05
ANALYSIS OF THE THERMAL BRIDGE OF WOOD WINDOW INSTALLATION POSITION
Roman Nôta
ABSTRACT
The paper is focused on assessing the impact of wood window installation position in terms of wall thickness. The thermal bridge created this way is defined as a linear thermal transmittance[Ψ]oftheconstruction.Inthisparticularcase,thethermalbridgeiscreatedby the wall and window constructions. For the purpose of this study, one wood window constructionwasusedandcomparedwheninstalledinvariouswallconstructions.Emphasis was placed mainly on composed walls, which are used mostly in wood panel constructions. Model walls ofvarious compositions, however,having thesamethermal performance were evaluated in the study. In order to achieve the same values of thermal resistance of walls,varioustheoreticalmaterialswereused.Followingtheperformedanalyses,thecourse of the dependence between the development of wall temperatures was evaluated. Reference values were represented by a temperature of 0°C and window positions where the system window-wall reaches the minimum value of the linear thermal transmittance of the window installation Ψi,min.
The hypothesis that the position of Ψi,min depends on the steepness of the temperature gradient (represented by the temperature curve direction) was not confirmed. Results presentedinthisstudycanbeusedforestimatingthewindowpositionwith Ψi,min atthelevel of 7 – 11 % of the wall thickness measured from the place in the construction with a temperature of 0°C.
Key words: thermal bridges, linear thermal transmittance, window, wood panel structures
INTRODUCTION
Thermal bridge can be defined as a place where a decrease in the construction surface temperatureoccurs. It occursin places where thethermal transmittancediffersfrom therest of the construction (HALAHYJA et al. 1985). One such place is an opening in the building envelope with installed e.g., window.
Previousstudiesfocusedonthermalperformanceofwindowinstallationcomparedthe impact of installation position of a wood-aluminium window on the deformation of the thermal field in the place of installation. These analyses worked with the hypothesis that there is a dependence between the magnitude of the temperature gradient, deformation of the 2D thermal field and the best position of window installation, i.e. the place where the values of the linear thermal transmittance of window installation is the lowest Ψi,min (NÔTA andDANIHELOVÁ 2021).
49
The development of the values of linear thermal transmittance of the window installation(Ψi)dependingonthepositionofthewindowinthewallisparabolic(MISIOPECKI et al,2017;HØYDAL 2019)anddependsprimarilyonthethermalperformanceofwindow,wall andtheinstallationdetails(MISIOPECKI et al 2017;HØYDAL 2019).Thisisalsoreflectedinthe respectiveequationforcalculatingthelinearthermaltransmittanceofthewindowinstallation (Ψi):
Ψi = L2D - Uwall bwall - Uw.bw (1)
L2D - two-dimensionalthermalconductance[W/(m.K)];
Uwall - thermaltransmittanceofwallaccordingtoENISO6946[W/(m2.K)]; bwall -projectedwidthofthewallelement[m]; Uw - thermaltransmittanceofthewindowaccordingtoENISO10077-1[W/(m2.K)]; b - projectedwidthoftheelementanalysed[m]
Thepositionwiththeminimumvalueof Ψi isindividualforeverybuilding,thusforevery wallorwindowconstruction,aswellasforcarryingouttheinstallation.Therefore,itisimportant to consider all of these factors prior to installation and subsequently select the most suitable position In practice it would mean to make a series of calculations for every window, considering various window positions and corresponding installation detail, and subsequently determinethepositionwiththeminimumvalue Ψi.However,thisisdemandingandcomplicated duetotimeandeconomicreasons.
MATERIALS AND METHODS
We decided to compare the development of Ψi for the model wall construction with the thermalresistanceofthewallconstruction(Rwall)atthelevelof3.67(m2.K)/Wcorrespondingto the heat transfer coefficient (Uwall)0.27W/(m2.K), and the equivalent thermal conductivity coefficient is ca. 0.1W/(m.K). Fiveexperimental wall constructions with thewidthof0.350 m were studied, whereas one of them was homogenous (HW) and four were inhomogeneous –compositewalls(IHW).
Tab. 1. Number of layers and thermophysical properties of the experimental walls.
Markingofwalls HW IHW1 IHW2 IHW4 IHW4 Numberoflayers ofthewalls 1 2 3 4 7
Rwall resp.Uwall 367(m2 K)/Wresp.0272W/(m2 K) λeq,wall 01W/(mK)
For individual wall variants, theoretical materials with the following values of the linear thermal transmittance were considered.
50
Tab. 2. Linear thermal transmittance for the theoretical materials and equivalent materials. Theoretical Materials λ [W/(m.K)] Similar to the Materials λ*[W/(m.K)]
Material No. 01 0.0462 Stone Wool (85 kg/m3) 0 046
Material No. 02 0.0668
Mineral Wool Boards 0.06 – 0.07 Material No. 03 0.0727
Material No. 04 0.1000 Aerated Concrete 0 096 – 0 204 Material No. 05 0.2000 Plasterboard 0 220 Material No. 06 0.2930 Slightly Ventilated Air Cavity 0 220 – 0 320 Material No. 07 0.3050
Ceramsite Concrete 0.28 – 0.70 Material No. 08 0.4500 Material No. 09 0.5000 Brick Concrete 0 52 – 0 89 Material No. 10 0.6000 Material No. 11 0.8000 Lime Plaster 0.880
* By STN 73 05040-3/2012
Individual wall compositions are provided in Table 3.
Tab. 3. The composition of the model walls introduced into the interior to the exterior.
Model Wall Materials (from interior to exterior) Thickness [m]
HW Material No 04 0 350
IHW1 Material No 11 0 200 Material No 01 0 150
IHW2 Material No . 05 0.100 Material No 03 0 200 Material No 05 0 050
IHW3 Material No 05 0 025 Material No . 10 0.075 Material No 03 0 225 Material No 05 0 025
IHW4
Material No 08 0 0125 Material No . 06 0.050 Material No 08 0 0125 Material No 02 0 205 Material No 08 0 015 Material No . 07 0.050 Material No 09 0 005
For carrying out the calculation, an insulated triple pane wood window designated for energy passive houses with construction depth of 125 mm was used. The thermal performance of the window and its parts was as follows: thermal transmittance of window frame Uf = 0.784 W/(m2.K); thermal transmittance of glassing Ug = 0.600 W/( m2.K); linear thermal transmittance of glassing Ψg = 0 033 W/(m K) and thermal transmittance of window Uw = 0.659 W/(m2.K).
Calculation of Ψi-value was carried out according to the methodology B.C. Reference Procedure for Using THERM to Determine Window Performance Values for Use with the Passive House Planning Package. The “BC Reference Procedure” published in September 2019 is the first methodology using LBL THERM software to be recognized by the Passive House Institute for use in certifying Passive Houses to the International Passive House Standard” (FENESTRATION ASSOCIATION OF BC,2019).
51
ItwasconductedbymodellingincomputerprogrammeTHERM7.8(HUIZENGA et al. 2017).BoundaryconditionsforthecalculationwereaccordingtothestandardSTN730540.
Reference temperature: internal θi = 20.0 °C (293.15 K), external θe = -12.0 °C (261.15 K).







Reference surface resistance: internal Rsi = 0.13 (m2 K)/W, external Rse = 0.040 (m2.K)/W.
Calculationswerecarriedoutusingdatafromvariouspositionsofwindowinstallation within the window opening in the wall, and the positions were gradually moved by 5 mm. The first extreme position was in the place where the window was aligned with the exterior surface and the other extreme position was aligned with the interior surface. The first extreme position was determined by the window frame axis being in the distance of 62.75 mm from the exterior surface (Fig. 1 – A); in the other extreme position the window frame axis was 287.75 mm from the exterior surface (Fig. 1 – B).
52
Fig. 1. Representation of the extreme positions of the window in the structure A) exterior position – 62.75 mm, B) interior position – 287.75 mm.
Fig. 2. Temperature field 2D model (HW) A) exterior position – 62.75 mm, B) interior position – 287.75 mm.
A
B
A) B) C
exterior exterior interior interior
)
)
RESULTS AND DISCUSSION
Individual models of window installation position in the wall construction were used to create a graphic illustration of the course of linear thermal transmittance of window installation. The graphic illustration of the Ψi development also includes the temperature development in the construction. This enables us to compare the window position with the minimum value Ψi,min and the position with the temperature 0°C.
Fig. 3. Course of temperature and linear thermal transmittance for HW construction.
Fig. 4. Course of temperature and linear thermal transmittance for IHW1 and IHW2 constructions.




Fig. 5. Course of temperature and linear thermal transmittance for IHW1 and IHW2 constructions.

53
Fig. 6. Course of linear thermal transmittance for modelled constructions.

Afterestablishingtheequationfortrendlineofthe Ψi values,thevaluesof Ψi,min were calculated, and the line position (d Ψi,min) in individual wall constructions was established. Subsequently, the curve direction (m) of the temperature development was calculated in these construction parts. For a precise comparison the position of 0°C isotherm (d θ0) was determined in the wall construction, as well as the curve direction of the temperature development at that point (m θ0). See Tab. 4.

Tab. 4. Values of minimal linear thermal transmittance, position of Ψi,min, and temperature 0°C, and curve direction (m) of temperature distribution at Ψi,min, and 0°C place.

Experintal wall Ψi-min [W/m.K] d (Ψi,min) [mm] (from exterior side)
d (θ0) [mm] (from exterior side) m (Ψi,min) [-] m (θ0) [-]
HW 0.0585 173.22 133.63 87.19 87.19 IHW1 0.0507 91.90 61.67 188.92 188.92 IHW2 0.0526 155.80 129.00 119.89 119.89 IHW3 0.0543 139.68 112.21 121.10 121.10 IHW4 0.0510 171.41 145.47 130.43 130.43
C
A) B) C) D) E)
Fig. 7. Course of Temperature field 2D models, position of Ψi,min A) HW, B) IHW1, C) IHW2, D) IHW3, E) IHW4.
54
When comparing the zero temperatures and the position of the Ψi,min value, it can be seen that they are placed in the same segment of the construction temperature development. This segment can be, with all constructions, characterised by the steepest course of the temperature change. This implies that the construction parts have the biggest thermal resistance, i.e., it is the location of the main thermo-insulation component of the composition.Whencomparingthepositionsof dΨi,min and dθ0,theirdependencerepresented by the linear correlation coefficient (r = 0.986) can be seen. This can lead to a conclusion that the position of Ψi,min shows almost perfect direct proportion relative to the position of thezerotemperaturein thewall construction. Their positionsvaryin therange between of7 – 12 % when the temperature gradient is 32°C, whereas a composite wall has slighter difference, and a homogeneous wall shows a more prominent difference. See Tab. 5
Tab. 5. Distance between temperature 0°C and minimum linear thermal transmittance, and curve direction of temperature distribution at place 0°C
Experintal wall Δd (θ0 -Ψmin) [mm] Δd (θ0 -Ψmin) [%] m (θ0) [-]
HW 39.60 11.31 87.19
IHW1 30.22 8.64 188.92
IHW2 26.80 7.66 119.89 IHW3 27.47 7.85 121.10 IHW4 25.93 7.41 130.43
When comparing only composite walls, the position of the minimum value Ψi,min and thecurvedirectionofthetemperaturedevelopment inthepositionofthisvalueshowslinear correlationatthelevelofr=0.89.Thisindicatesagreatdirectproportionofthetemperature change and linear thermal transmittance. However, the higher the number of layers is the less accurate the correlation is. In addition, when adding the homogeneous wall, the linear correlation indicates a mean inverse proportion of the values (r = -4.415).
CONCLUSIONS
The hypothesis that the position of Ψi,min depends on the steepness and the course of temperature development in the construction, which was set in the study of NÔTA and DANIHELOVÁ (2021) cannot be confirmed, based on these data. On the contrary, the direct proportion can be rejected. Nevertheless, it can be concluded that with the steady-state border conditions and overall temperature gradient of 32°C, the best place for window installationislocatedat7–12%oftheoverallwallthicknesstowardstheinterior,measured from the position of the 0°C temperature in the studied construction. The data are conditioned by the fact that the window installation detail is not modified in any way, e.g., by overlying the window frame by exterior insulation. Such modifications change the conditions and must be assessed individually.
REFERENCES
ZÁKLADNÉŠTATISTICKÉMETÓDY 2022 AMOSProjektelektronickéhovzdelávanianaUKF,202206-04, on line: <https://amos.ukf.sk/mod/book/view.php?id=8452&chapterid =3191>, Univerzita Konštantína Filozofa v Nitre BARNES, B., PAGÁN-VÁZQUEZ, A., LIESEN, R., YU, J., ALEXANDER, N. 2013 Window related thermal bridges. In Thermal Performance of the Exterior Envelopes of Whole Buildings XII International Conference, Proceedings of a meeting held 1-5 December 2013, Clearwater, Florida, USA, ISBN 9781510827837.
55
BUNDESVERBANDFLACHGLASE.V.2018.DatasheetPsivaluesforwindows,basedondetermination of the equivalent thermal conductivity of spacers by measurement, for the Chromatech ultra F (Nr W 16 3-10/2018C, 2019, B.C. Reference Procedure for Using THERM to Determine Window Performance Values for Use with the Passive House Planning Package. 2022-06-04, On-line: <https://www.fen-bc.org/resource_details.php?id_resource=3>, Fenestration Association of BC, 2019.
HALAHYJA,M,ETAL ,1985 Stavebátepelnátechnika,akustikaa osvetlenie,ALFA–vydavateľstvo technickej a ekonomickej literatúry, Bratislava, 1985
HØYDAL, G. H., AURLIEN, T., ZAMRZYCKI, T. 2019 Kuldebroer ved vindusinnsetting - Termal BridgesforWindow-to-WallConnections,Masteroppgave,NorwegianUniversityofLifeSciencest.
HUIZENGA, CH., ARASTECH, D., CURCIJA, CH., MITCHEL, R., KOHLER, CH., FINLAYSON, E., et al. 2021.THERMFineElementSimulatorv7.8.16.0:Programdescription.APCprogramforanalyzing the two-dimensional heat transfer through building products. Berkeley. California: University of California 2021.
MISIOPECKY, C., BOUQUIN, M., GUSTAVSEN, A., JELLE, B.P. 2017. Thermal modeling and investigation of the most energy-efficient window position, in: Energy & Buildings, vol. 158, pp. 1079-1086, Elsevier B.V. DOI: 10.1016/j.enbuild.2017.10.021
NÔTA, R., DANIHELOVÁ, Z. 2021. Analysis of the thermal bridge of wood-aluminum window installation position. In Acta Facultatis Xylologiae Zvolen, 63(2): 93 102 ISSN 1336-3824. DOI: 10.17423/afx.2021.63.2.08
O´GRADY, M., LECHOWSKA, A. A., HARTE, A. M. 2018. Application of infrared thermography technique to the thermal assessment of multiple thermal bridges and windows. In Energy & Buildings, vol. 168, pp. 347-362, Elsevier B.V, 2018, ISSN 0378-7788, DOI: 10.1016/j.enbuild.2018.03.034
STN 73 0540-2/2012, Thermal protection of buildings. Thermal performance of buildings and components. Part 2: Functional requirements, ÚNMS SR, 2012
STN 730540-3/2012,Thermal protection of buildings. Thermal performance of buildings and components. Part 3: Properties of environments and building products, ÚNMS SR, 2012.
STN EN ISO 10077-1/2019, Thermal performance of windows, doors and shutters – Calculation of thermal transmittance – Part 1: General, ÚNMS SR, 2019.
TERENTJEVAS, J., ŠADAUSKAITE, M., ŠADAUSKIENE 2021 Numerical investigation of buildings point thermal bridges observed on window-thermal insulation interface. In Case Studies in Construction Materials, vol. 15, e00768, Elsevier B.V, 2021, ISSN 2214-5095, DOI: 10.1016/j.cscm.2021.e00768
AUTHOR ADDRESS
Ing. Roman Nôta, PhD. Technical University in Zvolen Department of Furniture and Interior Design T.G. Masaryka 24 960 53 Zvolen nota@tuzvo.sk
56
ACTA FACULTATIS XYLOLOGIAE ZVOLEN, 64(2): 57 67, 2022
Zvolen, Technical University in Zvolen DOI: 10.17423/afx.2022.64.2.06
THE EFFECT OF THERMAL MODIFICATION OF BEECH WOOD ON THE QUALITY OF MILLED SURFACE
Lukáš Adamčík – Richard Kminiak – Adrián Banski
ABSTRACT
Steamed wood is currently increasingly used in the woodworking industry. Wood treated in this way eliminates growth stresses, offers higher resistance to weathering and partially better machinability resulting from its more increased fragility The article quantifies the influence of the degree of thermal treatment on the quality of the created surface on beech wood (Fagus sylvatica L.). The samples were created by milling technology with a shank positive spiral milling cutter on a CNC machining center at specified values ofcut depth and feed rate. The basic task of the experiment is to verify that thermally modified wood shows a higher surface quality compared to thermally untreated wood, which the authors defined through the values of the arithmetical mean deviation of theroughnessprofile– Ra andthearithmeticalmeandeviationofthewavinessprofile –Wa Both parameters were measured using a laser profilometer LPM-4. The evaluated samples partiallypointedtotheassumptionoftheliteratureresearchintoadecreaseinroughnessand waviness (due to the effect of thermal modification) and, thus also to the assumption of improved surface quality. In the case of roughness, there was an increase in surface quality at a steaming temperature of 105 °C (by 9.78 %) and 125 °C (by 22.80 %). In the case of waviness,anincreasedsurfacequalitywasfoundatawoodsteamingtemperatureof105 °C (by 43.12 %). In both cases, already higher temperatures of thermal modification caused a re-increase in roughness and waviness. The stated results mean a specific progress in understanding the role of thermal modification by steaming, as it can, in addition to improved physical, mechanical and chemical properties, fundamentally influence the future quality of the surface of the semi-finished or finished product.
Key words: surface roughness, surface waviness, steamed beech wood, laser profilometry, CNC machining
INTRODUCTION
The quality of the surface of wood products is one of the most important factors affecting their sales after the pricing (ZHONG et al. 2013). Therefore, this area is currently receiving increased attention. KMINIAK (2014) understands the quality of the machined surface as the occurrence of characteristic microscopic changes such as roughness and waviness and macroscopic changes represented by torn fibers, scratches, or pits. These are generally considered as unevenness and the result of technological parameters in which the integrityofthewoodisviolatedduetoprocessing.SANDAK andNEGRI(2005)inturndefine surface quality as a set of specific surface properties defined by peaks and pits. These
57
features can also be named as surfacetopography. Until now,thecharacter ofthesurfaceof materials was defined by the standard STN EN ISO 4287 (1999), which, compared to the previous standard, precisely defined the difference between surface unevenness (evaluated from the primary profile), roughness (evaluated from the roughness profile) and waviness (evaluated from the waviness profile). Referring to its wording, we can define the real surface (skin model) of wood as the model of the physical interface of the workpiece with its environment. In practice, the arithmetical mean deviation of roughness - Ra and the arithmeticalmeandeviationofwaviness-Wa aremostoftenusedtodefinethequalityofthe surface. According to KVIETKOVÁ et al. (2015 a,b), GAFF and KAPLAN (2016), KUBŠ et al. (2016) the waviness is a consequence of kinematic causes caused by the cycloidal shape of the relative movement of the cutting edge of the knife in wood. This shape is caused by the slidingmovementoftheworkpieceandatthesametimetherotationalmovementofthetool itself, which take place linearly (KAPLAN et al. 2018 a,b). At the same time, the waviness can be considered as an unevenness of the 3rd order. By roughness we mean unevenness of the 4th and 5th order, arising mostly because of technological reasons (for example, cutting ofvessels,fibers,annualringsorasaresultofhigherhumidityortypeofwood)ortechnical reasons(vibrationofthetool,wearofthecuttingedge).Inadditiontothementionedfactors, the roughness and waviness are largely influenced by the feed rate and depth of cut. From theliteraturesearch, it follows that inmostcases, with increasing feed rate and depth ofcut, the values of roughness and waviness also increase. Thus, we can claim that the quality of the surface deteriorates. For the needs of the given article, we will follow the theory of chip formation and the theory of phenomena during wood cutting. According to them, with increasing depth of cut, the thickness of the cut chip also increases. There are greater force ratios in the cut and more damage occurs below the parting plane. For the feed rate, we will base it on the theory that with its increase, the feed per tooth will also increase and the thickness of the cut layer will increase again. This article investigates the influence of the mode of wood steaming (as a type of thermal treatment) of beech on the value of roughness Ra and waviness Wa. It is a technological operation, during which a change in the physical, mechanical,andchemicalpropertiesofwoodisassumed.Thesechangescanbedividedinto two groups: permanent (irreversible) and reversible (reversible). Permanent chemical changes occur when heat is applied to wet wood. REPELLIN and GUYONNET (2007), KUČERKA and OČKAJOVÁ (2018) report that these changes increase with increasing temperatureandincreasingtime.Thefirstchemicalchangeinsidethewoodistheextraction of water-soluble substances, the partial hydrolysis of hemicelluloses and the formation of hydrolysisproducts(aceticacid,formicacid)(AHO et al. 2022), whichsubsequentlyinitiate thedegradation ofpolysaccharides in thewood. Thepremiseof this experiment is theclaim that by changing the chemical structure of wood as a result of thermal treatment, the wood becomes more fragile, and during its processing, the more fragile wooden elements are separated more easily, while the damage below the division plane is milder (there are no deeper pits below the manufacturing plane). At the same time, DUDIAK and DZURENDA (2021) state that due to the steaming of beech wood, the density slightly decreases. The decrease in density depending on the increase in temperature can also be observed at higher temperatures of heat treatment (OČKAJOVÁ et al. 2019). With an increase in temperatures and the time of operation of the wood steaming mode, this decrease increases.
The aim of the article is to determine the influence of wood steaming modes on the resulting quality of the created surface (roughness Ra and waviness Wa) under specified cutting conditions (feed rate and depth of cut).
58
MATERIALS AND METHODS
Tangential sections of European beech (Fagus sylvatica L.) with dimensions: thickness h = 40 mm × width w = 80 mm × length l = 600 mm. 180 samples, were divided into 4 groups and each group consisted of 45 samples. The initial moisture content of the givensampleswasintherangefromw=54.7%tow=58.2%.Thesamplesinthe1st group were not heat-treated (0). The samples in the 2nd group were heat-treated with the steaming mode I., the samples in the 3rd group were heat-treated with the steaming mode II. and the samples in the 4th group were heat-treated with the III steaming mode. The heat treatment ofblankswascarriedoutinindustrialconditionsinthecompanySundermanns.r.o.,Banská Štiavnica, Slovak republic. Steaming was performed with saturated steam in the pressure autoclave APDZ 240 from the manufacturer Himmasch AD, Bulgaria. Fig. 1 shows the process of thermal treatment of samples with saturated steam, and the technical parameters of individual modes are listed in Table 1
Fig. 1. Temperature diagram of the steaming process in the pressure autoclave.

Temperatures tmin and tmax are the intervals between which saturated water vapor is supplied to the autoclave for the implementation of the technological process (Fig. 1). The temperature t4 in the figure is the saturated steam pressure parameter in the autoclave for whichthesteampressureintheautoclavemustbereducedbeforethepressuredevicecanbe safely opened.
Tab. 1. Modes of modification of blanks saturated with water vapor.
Modes Saturated steam temperature [°C] Duration of steaming [h] tmin tmax t4 τ1 - phase I τ2 - phase II Total time
Mode I. 102 5 107 5 100 9 0 1 5 10 5 Mode II. 122 5 127 5 100
Mode III. 132 5 137 5 100
Non-thermally treated, but also thermally treated blanks were dried in a lowtemperature mode without affecting the color change of the wood to a moisture content of w=12±0.5%inaconventionalhotairdryerfromthemanufacturerSUZARs.r.o.,Slovakia (SUZAR KC 1/50) (DZURENDA 2022).
For the purposes of the experiment, we milled the modified blanks on a CNC 5-axis center SCM TECH Z5 from the manufacturer SCM Group, Italy. For milling, we used the spiral milling cutterF193 – 16061 from themanufacturer IGM tools and machines from the CzechRepublic.Itisatoolwiththreecuttingedgeswiththediameteroftheworkingsurface
59
D=16mm,withthelengthoftheworkingsurfaceB=55mm,thediameteroftheclamping surface d = 16 mm and the total length L = 110 mm. We installed the mentioned cutter in a SOBO 302680291 GM 300 HSK 63F hydraulic clamp, manufactured by Gühring KG, Germany.WeorientedthesamplesintheCNCmachiningcenter:inthedirectionofthe"X" axis - length, in the direction of the "Y" axis - width and in the direction of the "Z" axisthickness. The feed velocity vector coincided with the “X” axis and the removal was within the“Y”axis. High-speed milling process was carried out using thetechnological conditions in Tab. 2.
Tab. 2 Milling process parameters
Parameter Value
Feed rate (vf)
2 m·min-1 4 m·min-1 6 m·min-1
Depth of cut (e) 1 mm 3 mm 5 mm
Tool rotates (n) 18 000 rpm
We carried out non-contact measurement of surface unevenness on processed test samples using the laser profilometer LPM – 4, which was constructed in the company KVANT s.r.o. in cooperation with the Department of Woodworking (Faculty of Wood Sciences and Technology, Technical University in Zvolen). TheLPM-4 profilometerworks on the principle of triangulation laser profilometry. The Marlin F131B digital camera captures an image of the laser line at a certain angle, and based on the captured image, the cross-sectionalprofileoftheobjectissubsequentlyevaluated.Theroughnessmeterconsists of an aluminum structure, which is also the supporting part and is fitted with powerful profilometer components. A horizontal beam is placed on the structure, which enables the positioningofthemeasuringhead,whichinturnenablestheheightadjustmentandfocusing of the camera (Fig. 2) (ŠUSTEK 2010)
Fig. 2. Operating principle of the LPM – 4 (adapted from SIKLIENKA et al. 2008). 1 – camera, 2 – laser, 3 – sample, 4 – distance between LPM – 4 and measured object

We processed the measured data in the STATISTICA program and determined the individual significance of the factors using a multi-factor analysis of variance ANOVA.
RESULTS AND DISCUSSION
Thearithmeticalmeandeviationoftheroughnessprofile(Ra)andwaviness(Wa)were measured, and their values were affected by the thermal modification modes, feed rate and depth of cut in the CNC machining center. We proved that the influence of all three
60
investigated factors is significant. For the arithmetical mean deviation of the roughness Ra, the following order of importance of the factors follows from the analysis: 1. depth of cut, 2. feed rate, 3. modification mode. For the arithmetical mean deviation of the waviness Wa, the following order of importance of the factors follows from the analysis: 1. feed rate, 2. depth of cut, 3. modification mode.
We determined the average values of roughness Ra and waviness Wa for untreated beech wood as well as for all three modes of thermal modification (Tab. 3) or different cutting conditions (feed rate, depth of cut) (Tab. 4). It follows from the measured data that non-thermally treated wood has an average roughness of Ra = 7.874 µm. After thermal modification with the first mode (105 °C), the measured roughness was 9.87 % lower compared to untreated native wood. In the second mode of thermal modification (125 °C), the measured roughness values were lower by 22.80 % and in the third mode of thermal modification(135°C)by15.39%lesscomparedtountreatedwood.Inthecaseofwaviness, the average value Wa = 71.98 µm was measured for untreated wood. After thermal modificationwiththefirstmode,thewavinessdecreasedby43.12%.Afterthesecondmode of modification, the measured value was 28.84 % lower than in the case of untreated wood, and after the third stage of modification it was even higher by 5.35 % (Tab. 3).
Tab. 3. Roughness and waviness values for thermally treated and untreated beech wood (n=45).
Modification Ra Average [µm]
Ra Standard deviation [µm]
Ra -95,00 %
Ra +95,00 %
Wa Average [µm]
Wa Standard deviation [µm]
Wa -95,00 %
Wa +95,00 %
1 0 7.874 0.172 7.534 8.215 71.98 1.854 68.32 75.65 2 I 7.097 0.172 6.756 7.438 40.94 1.854 37.27 44.60 3 II 6 079 0 172 5 738 6 420 51 22 1 854 47 56 54 89 4 III 6 662 0 172 6 322 7 003 75 83 1 854 72 16 79 49
Tab. 4. Roughness and waviness values for different values of clearance and feed rate (n=20).
Depth of cut [mm]
Feed rate [m·min-1]
Ra Average [µm]
Ra Standard deviation [µm]
Ra -95,00 %
Ra +95,00 %
Wa Average [µm]
Wa Standard deviation [µm]
Wa +95,00 % 1 1 2 7 024 0 259 6 513 7 535 49 9 2 782 44 4 55 4 2 1 4 6.320 0.259 5.809 6.831 88.7 2.782 83.2 94.2 3 1 6 5 732 0 259 5 221 6 243 31 2 2 782 25 7 36 7 4 3 2 6 604 0 259 6 093 7 115 38 9 2 782 33 4 44 4 5 3 4 7 491 0 259 6 980 8 002 44 3 2 782 38 8 49 8 6 3 6 5 176 0 259 4 665 5 687 53 5 2 782 48 0 59 0 7 5 2 8 189 0 259 7 678 8 700 62 7 2 782 57 2 68 2 8 5 4 8 440 0 259 7 929 8 951 105 6 2 782 100 1 111 1 9 5 6 7.377 0.259 6.866 7.888 65.2 2.782 59.7 70.7
Wa -95,00 %
The process of thermal modification influenced the values of the arithmetical mean deviation of the roughness profile Ra. We measured its decrease up to the wood steaming temperature of 125 °C (Fig. 3). As the wood undergoes a reduction in density during the steaming process (DUDIAK and DZURENDA 2021), the wood becomes more brittle and the output may chip after milling during the cycloidal movement of the tool in the machining
61
process, which may cause less roughness. When wood is thermally modified, its chemical structure changes, and thus it can be concluded that wood becomes more fragile not only as a whole, but also at the level of anatomical elements. Given that, in general, we can define theprocess of cutting wood as aprocess ofbreaking connections between material particles (disruptionofthemutual bondofwoodfibers), thefibrousstructureshould alsobeassumed to be more fragile and to decrease to a smaller depth below the dividing plane ("fibers are lesstornout")aswell as forbetterseparationofthegradefromtheworkpiece. VANČO et al. (2017) that the roughness of wood Ra at 160 °C is lower than in the case of native untreated wood and subsequently increases again from 160 °C. KORČOK et al. (2019) also observed the effect of a decrease in roughness up to 160 degrees, while above this temperature the roughness started to increase again. At a temperature of 210 °C and above, the roughness is even higher than with non-thermally treated wood. At the same time, these results are modified by the fact that the average surface roughness of beech wood decreased by 22.80 % during the second mode of wood steaming and then starts to increase again at a temperature of 135 °C, but it is still lower than the roughness of untreated native wood. While the roughness can be explained by the brittleness of the wood due to the loss of amorphous shrinkage (ISPAS et al. 2016), the increase in roughness at higher carbohydrates of the term modification can be justified by the degradation of the wood associated with the increaseinitsporosity(VANČO et al. 2017).Fromthementionedpublicationsandthevalues measured by us, it can be concluded that although at low temperatures of thermal treatment up to 160 °C the roughness decreases, paradoxically it increases again at higher temperatures.
Fig. 3. Effect of thermal modification modes on roughness.
Thermalmodificationhasasignificanteffectonthewavinessofbeechwood.Itsvalue after the first regime of thermal modification was lower by up to 43.12 % (Fig. 4) and thus wecanconcludethatthequalityofthewoodsurfacehasimproved.Inpart,thisphenomenon can be explained by the decrease in the density of beech wood in the process of thermal modification. Changes in mechanical properties are taking place in wood, which will ultimately affect the machining processes in the tool-workpiece system. By changing the mechanical properties in the process of thermal treatment, the wood becomes more brittle, whichenablesabetterseparationofthechipsfromtheprocessedmaterial.However,because of higher temperatures in the second and third mode of thermal modification, the waviness values increased again. A re-increase in waviness may have been due to evaporation of the lignin at higher temperatures and opening of macrostructures of the wood (KORČOK et al. 2019).Thus,themeasuredresultsdidnotconfirmtheclaimsthatthermaltreatmentimproves

62
surfacequality in ourcase(Korkut a Guller2008). Wethencompared the changein surface quality from temperatures of heat treatment with heat treatment regimes above 135°C. Dependencies partially supporting the measured results were found. KVIETKOVÁ et al. (2015a), in turn, reports an improvement in surface quality (lower waviness values) up to a thermal modification temperature of 210 °C. Above this temperature, the quality continues to deteriorate. Similar results were also measured by KUČERKA et al. (2022), where at a temperatureof160°Ctherewasadecreaseinwaviness,butsubsequently,inthetemperature range of 160-200 °C, it gradually increased, and above the level of 210 °C, a sharp increase in waviness occurred. KAPLAN et al (2018b) also provided an insight into the issue, who in the results reports an increase in the waviness values at a temperature of 160 °C compared tothermallyuntreatedwoodandasubsequentincreaseandthusadeteriorationofthesurface quality in the temperature range of 160-210 °C. The team of authors measured these results using a laser profilometer. In the case of measuring waviness with a contact profilometer, KAPLAN et al. (2018a)atatemperatureof160 °C,areductioninwavinesscomparedtononthermally treated wood and a subsequent linear growth in the range of 160 – 210 °C. From the mentioned scientific publications, it can be concluded that the waviness of thermally treated wood above 200 to 210 °C is higher than that untreated native wood and, in most cases, increases from the level of 160 °C. At a temperature of 160 °C, in most cases, the waviness was smaller than with non-thermally treated wood. The article, on the other hand, examines the effects of wood steaming modes on waviness values below temperatures of 160 °C, thereby supplementing the often-missing information on thermal modification processesatlowertemperatures.Therefore,ifweweretotakeintoaccountonlythewaviness values of thermally treated wood in our case, the increase in waviness as a result of increasingtemperaturesisalmostlinear,andatatemperatureof135°Cthewavinessiseven higher than in non-thermally treated wood.
Inadditiontothermalmodification,thearithmeticalmeandeviationoftheroughness and waviness profile was also influenced by the cutting conditions – feed rate and depth of cut. For a deeper analysis of the issue of the presented article, we have always analyzed the most significant factors that affect roughness and waviness. The most significant factor affecting waviness is the feed rate (Fig. 5). While at a depth of cut of 3 mm, the increase in waviness with increasing feed rate is in accordance with the literature (KAPLAN et al. 2018a,b). In the case of depth of cut of 1 mm and 5 mm, the highest waviness value was reached at a feed rate of 4 m·min-1, which does not confirm the claims of the literature. As the feed rate increases, the feed per tooth should also increase, which will cause an increase

63
Fig. 4. Effect of thermal modification modes on waviness.
in the thickness of the cut layer (chip). The greater the thickness of the cut chip, the worse the strength ratios in the cutting zone, which results in greater damage below the parting plane (SMAJIC et al. 2020).

Fig. 5 Effect of cutting conditions on waviness
For roughness, the most significant influencing factor was depth of cut (Fig. 6). The measured values confirm the literature, according to which increasing the depth of cut has a negative effect on the surface roughness. During the formation of the cut layer, its dimensions and shape are affected by the cutting speed, the feed rate, and the depth of cut. The larger the cut chip, the lower the quality of the wood surface. This phenomenon is explainedbythetransformationofthechipformationprocess.Whenincreasingthedepthof cut value, the thickness of the cut layer gradually increases. Within the transition plane (the plane between the old and new surface), there is a significant change in the cutting angle of the fibers φ2. At the beginning, the resultant vector of the cutting speed is similar to the inclinationofthewoodfibers,butattheenditisupto90°.Thelargerthisangleis,themore the wood structure is broken below the parting plane (the fibers are "pulled out"). A larger depthofcutalsomeansalargerpathofthetoolinthecut.Thelongerthispathis,thegreater theforceratiosareinthesection.MeasurementsbyZHU et al. (2022),however,showedthat the amount of depth of cut can also reduce the roughness. The feed rate also affected the roughness Ra, but again the measured results do not confirm the literature. In most cases, they deal with tools with a larger diameter and slower revolutions, while in our case it was a small diameter tool with significantly higher revolutions.
Fig. 6. Effect of cutting conditions on roughness.

64
CONCLUSIONS
The article proved the effects of thermal modification and cutting conditions on the values of arithmetical mean deviation of roughness Ra and waviness Wa. The following can be concluded from the results:
1. The thermal treatment of beech wood by steaming caused a significant decrease in the roughness values Ra from the original average value of untreated beech wood Ra = 7.874 µm to the value Ra = 6.079 µm (in II. mode of wood steaming with the temperature of saturated steam 125 °C) and a subsequent slight increase in roughness to Ra = 6.662 µm (in III. mode of wood steaming with the temperature ofsaturatedsteam135°C).Itcanbeconcludedthattheroughnessdecreaseddueto the loss of amorphous polysaccharides, which ultimately affects the mechanical properties of the wood. The process of thermal modification of wood by steaming actually caused an increasein thequality ofthesurfaceofthematerial, but only up to a temperature of 135 °C. Above this temperature, the roughness begins to increase again
2. The arithmetical mean deviation of waviness Wa was also significantly affected. Fromtheoriginalaveragewavinessvalueofuntreatedbeechwood,Wa =71.98µm, after the 1st mode of wood steaming, the waviness decreased to an average value of Wa = 40.94 µm. Subsequently after II. and III. steaming mode, the average waviness increased again, up to the value of Wa = 75.83 µm, which is higher than in the case of non-thermally treated wood. It can be concluded that the process of thermal modification of wood by steaming improved the quality of thesurface, but onlyuptoatemperatureof105°C.Athighertemperatures,thequalitydeteriorated again.
3. Bothparametersevaluatingsurfacequalityweresignificantlyinfluencedbycutting conditions. In the case of waviness, the most significant factor was the feed rate. When depth of cut of 3 mm, we also measured an increase in the waviness value with increasing feed rate, which is in line with the works of other authors. In the caseofdepthofcutof1mmand5mm,thehighestvalueofwavinesswasmeasured atthefeed rateof4m·min-1,whichdoesnotconfirmthetheoryaccordingtowhich the waviness increases with increasing feed rate and thus the quality of the surface decreases.
4. When measuring the roughness Ra, the most important factor was the depth of cut. The measured data really confirmed the theory from the literature that with increasing depth of cut, there is also an increase in the roughness values and thus alsoadeteriorationofthesurfacequality.Wemeasuredthelowestroughnessvalues at thedepth ofcut of1 mm, namely Ra =5.732 µm, whilewemeasured thehighest roughness value at a depth of cut of 5 mm, namely Ra = 8.44 µm.
The article is a contribution to the field of research on thermal modification of wood. It evaluates the lower temperatures of wood modification by steaming already at temperatures of 105 °C, 125 °C and 135 °C, thereby contributing to knowledge about the quality of the wood surface created due to thermal treatment even below the temperature range of 160-210 °C, which are commonly studied. At the same time, it discusses the two most measured parameters, namely roughness Ra and waviness Wa
65
REFERENCES
AHO, A., ALVEAR, M., AHOLA, J., KANGAS, J., TANSKANEN, J., SIMAKOVA, I., SANTOS,L.,J., ERÄNEN, K., SALMI, T., MURZIN, D., GRÉNMAN, H. 2022. Aqueous phase reforming of birch and pine hemicellulose hydrolysates. In BioResource Technology, 348 (2022), 126809. DOI: 10.1016/j.biortech.2022.126809
DUDIAK, M. and DZURENDA, L. 2021. Changes in the Physical and Chemical Properties of Alder Wood in the Process of Thermal Treatment with Saturated Water Steam. In Coatings, 11, 898-910. DOI: 10.3390/coatings11080898
DZURENDA, L. 2022. Mode for hot air drying of steamed beech blanks while keeping the colours acquired in the steaming process. In Acta Facultatis Xylologiae Zvolen. Zvolen, 64(1), 81-88. DOI: 10.17423/afx.2022.64.1.07
GAFF, M. and KAPLAN, L. 2016. The influence of feed and cutting speed on machining quality. Drevársky magazín. Banská Bystrica: Trendwood – twd, s.r.o., 16(3), 3-4. ISSN 1338-3701. ISPAS, M. 2016. Milling of Heat-Treated Beech Wood (Fagus sylvatica L.) and Analysis of Surface Quality. In BioResources. 11(4), 9095-9111. DOI: 10.15376/biores.11.4.9095-9111 Forestry and wood technology, 130−136. ISSN 1898-5912.
KAPLAN, L., SEDLECKÝ, M., KVIETKOVÁ, M., SIKORA, A. 2018a. The Effect of Thermal Modification of Oak Wood on Waviness Values in the Planar Milling Process, Monitored with a Contact Method. In BioResources. 13 (1), 1591-1604.DOI: 10.15376/biores.13.1.1591-1604
KAPLAN, L., KVIETKOVÁ, M., SIKORA, A., SEDLECKÝ, M. 2018b. Evaluation of the effect of individual paramaters of oak wood machining and their impact on the values of waviness measured by a laser profilometer. In Wood Research. 63 (1), 127-140. ISSN 2729-8906.
KMINIAK, R. 2014. Effect of the saw blade construction on the surface quality when transverse sawing spruce lumber on crosscut miter saw. In Acta Facultatis Xylologiae Zvolen, 56 (2), 87-96. ISSN 1336-3824.
KORČOK, M., KOLEDA, P., BARCÍK, Š., OČKAJOVÁ, A., and KUČERKA, M. 2019. Effect of technological and material parameters on final surface quality of machining when milling thermally treated spruce wood. In BioResources. 14(4), 10004-10013. DOI: 10.15376/biores.14.4.10004-10013
KORKUT, D. S. and GULLER, B., 2008. The effects of heat treatment on physical properties and surface roughness of red-bud maple (Acer trautvetteri Medw.) wood. In BioResource Technology 99(8), 2846-2851. DOI: 10.1016/j.biortech.2007.06.043
KUBŠ, J., GAFF, M., BARCÍK, Š. 2016. Factors affecting the consumption of energy during the of thermally modified and unmodified beech wood. In BioResources. 11(1), 736-747. DOI: 10.15376/biores.11.1.736-747
KUČERKA, M., KMINIAK, R., KRISTAK, L., ROGOZINSKI, T., PĘDZIK, M. 2022. The influence of thermal modification of oak, spruce and meranti blanks onsurface roughness during sanding. In InnovationsinforestindustryandengineeringdesignINNO2022.Sofia:FacultyofForestIndustryUniversity of Forestry, 113-122. ISBN 978-619-7703-01-6. Kučerka, M. and Očkajová, A. 2018. Thermowood and granularity of abrasive wood dust. In Acta Facultatis Xylologiae Zvolen, 60 (2), 43-51. DOI: 10.17423/afx.2018.60.2.04
KVIETKOVÁ,M.,GAFF,M.,GAŠPARÍK,M.,KAPLAN,L.,BARCÍK,Š.2015a.Surfacequalityofmilled birch wood after thermal treatment at various temperatures. In BioResources. 10(4), 6512-6521. DOI: 10.15376/biores.10.4.6512-6521
KVIETKOVÁ, M.,GAŠPARÍK,M.,GAFF,M. 2015b. Effect of thermal treatment on surface quality of beech wood after plane milling. In BioResources. 10(3), 4226-4238. DOI: 10.15376/biores.10.3.4226-4238
OČKAJOVÁ, A., BARCÍK, Š., KUČERKA, M., KOLEDA, P., KORČOK, M., VYHNÁLIKOVÁ, Z. 2019. Wood dust granular analysis in the sanding process of thermally modified wood versus its density. In BioResources. 14(4), 8559-8572. DOI: 10.15376/biores.14.4.8559-8572
REPELLIN, V. and GUYONNET, R. 2007. Evaluation of heat treated wood swelling by differential scanning calorimetry in Relation with Chemical Composition. In Holzforschung. 59, 28-34. DOI: 10.1515/HF.2004.131
SANDAK,J.and NEGRI,M., 2005. Wood surface roughness- What is it?. In Proceedings of the 17th
66
International Wood Machining Seminar (IWMS 17). Rosenheim. 242-250.
SIKLIENKA, M., ŠUSTEK, J., HAJNÍK, I. 2008. Quantification of surface unevenness using a laser profilometer during sawingon a horizontal band saw In Chip and chipless woodworking processes Zvolen: Technická univerzita vo Zvolene, 207-212. ISSN 1339-8350.
SMAJIC,S.,LUČIĆ,R.,JOVANOVIC,J.2020.EffectofDifferentProcessingontheRoughnessofOak and Beech Wood. In DAAAM International Scientific Book 2020. 18, 217-226. DOI: 10.2507/daaam.scibook.2020.18
STN EN ISO 4287, 1999. Geometrical Product Specifications (GPS). Surface texture: Profile method - Terms, definitions and surface texture parameters
ŠUSTEK, J. 2010. LPM laser profilometer with horizontal displacement for tracking surface unevenness In Chip and chipless woodworking processes. Zvolen: Technical university in Zvolen, 187-192. ISSN 1339-8350.
VANČO, M., MAZÁŇ, A., BARCÍK, Š., RAJKO, Ľ., KOLEDA, P., VYHNÁLIKOVÁ, Z., SAFIN., R. 2017. Impact of Selected Technological, Technical, and Material Factors on the Quality of Machined Surface at Face Milling of Thermally Modified Pine Wood. In BioResources. 12(3), 5140-5154. DOI: 10.15376/biores.12.3.5140-5154
ZHONG,Z.W.,HIZIROGLU,S.,CHAN,C.2013.Measurementofthesurfaceroughnessofwoodbased materials used in furniture manufacture. In Measurement. 46, 1482–1487. DOI: 10.1016/j.measurement.2012.11.041
ZHU, Z., JIN, D., WU, Z., XU, W., YU, Y., GUO, X., WANG, A.X. 2022. Assessment of Surface Roughness in Milling of Beech Using a Response Surface Methodology and an Adaptive NetworkBased Fuzzy Inference System. In Machines. 10(567),567. DOI: 10.3390/machines10070567
ACKNOWLEDGMENT
This experimental research was prepared within the grant project: APVV-17-0456 “Thermal modification of wood with saturated water steam for the purpose of a targeted and stable change in the color of wood” as the result of work of author and the considerable assistance of the APVV agency(50%)andprojectsbytheSlovakResearchandDevelopmentAgencyundercontractsVEGA 1/0324/21 „Analysis of the risks of changes in the material composition and technological background on the quality of the working environment in small and medium-sized wood processing companies“ (50 %).
AUTHORS’ ADDRESSES
Ing. Lukáš Adamčík doc. Ing. Richard Kminiak, PhD. Ing. Adrián Banski, PhD. Technical University in Zvolen Faculty of Wood Sciences and Technology Department of Woodworking T. G. Masaryka 24, 960 01 Zvolen, Slovakia mail: xadamcikl@tuzvo.sk mail: richard.kminiak@tuzvo.sk mail: banski@tuzvo.sk
67
68
ACTA FACULTATIS XYLOLOGIAE ZVOLEN, 64(2): 69 76, 2022
Zvolen, Technical University in Zvolen
DOI: 10.17423/afx.2022.64.2.07
ASSESSMENT OF WEAR OF THE BANDSAW TEETH IN INDUSTRIAL CONDITIONS
Kazimierz A. Orlowski – Daniel Chuchala – Dawid Stenka – Tomasz Przybylinski
ABSTRACT
Amethodologyformeasuringbandsawtoothwearispresentedinthispaper.Thistype of measurement is proposed as an alternative way of determining tooth wear in industrial conditions.ThemethodisbasedondeterminingtheKEvalue,i.e.,thedistanceoftheradius of the rounded cutting edge of the tooth and the intersection of the surface of the back and the surface of the face of the cutting wedge of the bandsaw tooth. The rate of wear of bandsaw teeth is determined by comparing the measured value with the KE values given in the literature. During the development of the methodology, experimental cutting tests were performed at a sawmill that specializes in the production of floors from multi-layer glued laminated wooden boards. The investigated band saw was applied in the sawing process of oak (Quercus L.)boards. Theaveragemoisturecontent ofthewoodwas MC =32.9%when using the "wet" technology of lamella production. Since the monitored wear values are not very high, the use of certified measuring instruments is strongly recommended.
Key words: bandsaw, oak wood, wear, sawmill conditions, digital caliper
INTRODUCTION
All cutting tools wear during machining either metal or wood and continue to do so until they come to the end of their tool life. In general, wear is defined as loss of material, which usually progresses continuously, on an asperity or micro-contact, or in smaller scale, down to molecular or atomic removal mechanisms (GRZESIK 2017). In practice, some directly measured dimensional characteristics of typical wear patterns, while metal cutting (i.e., crater and flank wear, and notch wear at the depth-of-cut extremities) for high speed steel HSS, cemented carbide and ceramics tools are standardized in ISO 3685 (1982). The latter does not valid for cutting tools in case of wood machining.
For many years, research on woodworking tools has focused on the issue of cutting edge wear KLAMECKI (1979) has stated that: “The change in the cutting tool with use has generally been monitored in two ways, by observing the change in the edge geometry, and by observing changes in the forces acting during cutting”. The accuracy of cutting, especially with narrow-kerf saw blades of low initial stiffness, depends mainly on the state of the cutting edges. It was found that the values of feed forces, occurring during wood cutting on sash gang saws, depend not only on cutting parameters but mainly on the stereometric features of the teeth and the accuracy of their manufacture (PROKOFIEV et al. 2020).Anincreaseinfeedforcesmaycauseareductionofinitialstiffnessvaluestooperating
69
stiffness values (ORLOWSKI et al. 2022). The quality of sawn surfaces could depend also on geometry of the bandsaw teeth (ORLOWSKI et al. 2020; CSANDADY and MAGOSS 2020), terms and conditions ofuse (GLIGORAŞ and BORZ 2015; IŠTVANIĆ et al. 2009),and thestate ofcuttingedgesaftergrinding(ORLOWSKI andWASIELEWSKI 2006;ORLOWSKI et al. 2021). Moreover, the surface roughness of the saw wood was investigated in case of the use of circularsawblades(KMINIAK et al. 2015;ĐUKIĆ et al. 2022) ŠUSTEK andSIKLIENKA (2012) examined the effect of the saw blade overlap setting on the cutting wedge wear, whereas KMINIAK et al. (2016) inspected tool wear during milling of medium density fibres boards MDF. The state of machine tool can also affect tool life and the results of cutting (GOCHEV and VUKOV 2017).
CRISTÓVÃO et al. (2011) investigated the relationship between tool wear and some chemical and physical properties for four different Mozambican lesser-known tropical species: Pseudolachnostylis maprounaefolia (ntholo), Sterculia appendiculata (metil), Acacia nigrescens (namuno) and Pericopsis angolensis (muanga). The experiments were conducted in laboratory conditions, and the wear mechanism was investigated using a scanning electron microscope. OKAI et al. (2006) proved that silica accumulation species could haveasignificant effect on thetool wearof high-speed steels. Stelliteinserts havethe lowest cutting tool edge recession when machining wood samples of Oil palm (Elais guineensis). On the other hand, they were characterized by the largest recession when machining Afina (Strombosia glaucescens). ŠUSTEK and SIKLIENKA (2012) measured the wearofcircularsawbladeteethwiththeportablemicroscope,andtheimagesobservedwere recorded with adigital camera. Thesamemeasurement equipment was appliedby KMINIAK et al. (2015, 2016). The tool wear degree can be assessed according to the tool force data, vibration data, acoustic emission signal (SVOREŇ et al. 2016), temperature data (IGAZ et al. 2019), and other multi-sensor data, which were analysed with the Elman_Adaboost strong predictor(LIU et al. 2020) Othermethodsofwear assessmentcould baseon visiontechnics (PALUBICKI et al. 2014; WASIELEWSKI and ORLOWSKI 2005).
Knowledge about the state of the cutting edge is important, since the cutting forces during sawing can be used as a basis for determining raw material properties such as shear yield stresses in the cutting zone and fracture toughness (SINN et al. 2020). Nevertheless, a prerequisite is the sharpness of the cutting blades, otherwise the fracture toughness results may be overestimated (BLACKMAN et al. 2013) Moreover, the state of cutting edges, both the main cutting edge and minor cutting edges, might affect cutting forces while sawing wood (MEULENBERG et al. 2022a, 2022b).
Themostofpresentedmethodsforwearmeasurements,bothdirectandindirectways, are good under laboratory conditions, nevertheless, are of limited use in industrial practice. Forexample, when studying thewearofcircularsaw bladeteeth in theindustrial conditions of the door manufacturing process, the evaluation of the degree of teeth wear was carried out on equipment underlaboratory conditions (WILKOWSKI et al. 2022). Therefore, the goal of this work was to develop methodology of wear measurements which could providing informationaboutthestateofthebandsawandatthesimultaneouslyappropriateinindustrial practice.
THEORETICAL BACKGROUND
Stellite-tipped teeth of narrow kerf saw blades sharpened under industrial conditions were examined (ORLOWSKI et al. 2021). The same methodology for bandsaw teeth with the use of a NIKON ECLIPSE Ti-S microscope equipped with a NIKON DS-Fi2 recording camera was used to take pictures of teeth (Fig. 1a, b), which were analyzed in a graphical
70
software to measure the radii of the main cutting edges. The high-quality images obtained were used to determine the values of the rounding radii of the cutting edges, and an exemplary tooth of the bandsaw is shown in Fig. 1c. a) b) c)
Fig. 1 NIKON ECLIPSE Ti-S microscope, where: general view of the laboratory stand (a), a special system for clamping of the band saw (b), and an exemplary dull cutting tooth edge (c), where: γf tool side rake angle; αf tool side clearance angle; βf tool side wedge angle; ρ – radius of the cutting edge (ρ = 34.4 m).


CSANADY and MAGOSS (2020) proposed a relationship for determining the cutting edge radius based on the value of the wedge angle and the measured value of the radial displacement of the tool corner KE. This relationship is right for the symmetrical shape of the worn edge. After transformation, this relationship can take the form of Equation (1) and basedonthemeasuredvaluesofthecuttingedgeradii ,canbeusedtodeterminetheradial displacement of the tool corner KE

(1)
In order to create a simplified model of the saw tooth, it was rotated by the rake angle γf = 20° and a half of the edge angle βf/2 = 30° in the counterclockwise direction. It should be emphasized that the subscripts f of the angles indicate the geometry of the teeth is consideredintheassumedworkingplanePf,containingtheassumeddirectionoffeedmotion (ISO 3002:1, 1982). The tooth simplified model ofthe bandsaw is presented in Fig. 2.
71
= 2 sin 2 sin 1 f f KE
a) b)
Fig. 2. A simplified model of the bandsaw tooth, where: a) – 3D general view and a view in direction of feeding; b) detail A; St – overall set (theoretical kerf); KE – radial displacement of the tool corner (tool cutting edge); St/2 – side displacement of the tool corner; ’ – minor flank clearance angle.

As a result of wear, its main cutting edge shifted by the value of KE, and thus, it shortened per side by the value of ΔSt/2: ' tan 2 = KE St (2)
Hereafter, the overall set of the tooth could be calculated as follows: ' tan 2 ' = = KE S S S S t t t t (3)
If the overall set of the worn tooth S’t is measured it possible in rough estimation to calculatearadialdisplacementofthetoolcorner(toolcuttingedge) KE.Inthenextstep,the estimated values of KE might be compared with the values of KE in the book by CSANADY and MAGOSS (2020) and could allow the user to assess the state of the cutting edges.
MATERIAL AND METHODS
ExperimentalcuttingtestswerecarriedoutattheŁąccy-KołczygłowySp.zo.o.plant in Barnowo (Pomerania Region, PL), which specializes in production of engineered floorings composed of multi-layer glue-laminated wooden boards. The examined bandsaw was applied in re-sawing process of oak (Quercus L.) boards of average dimensions 221 2450 mm2 (width × length, respectively). The nominal thickness was 10 mm. The average moisture content of wood was MC = 32.9% (standard deviation of MC 2.1%) as a “wet” technology of the lamellae production applied on the bandsawing machine.
The bandsaw had 220 teeth, each with the overall set St = 1.20 0.001 mm (size distribution at the significancelevel of 0.05 (t-Student)), and sawbladethickness was equal to 0.8 mm, pitch was equal to P =25 mm. Each tooth was stellitetipped with therake angle γf = 20° and clearance angle f = 10°. The applied bandsaw type PRIME ST 0.8/1.2 (Wintersteiger, Austria) was manufactured with a special design to reduce saw dust accumulation and had scraper teeth on the saw blade back (Fig. 1a, b), pitch equal to Ps = 50 mm.
The examined bandsaw ran during one shift on the band sawing machine DSB SingleheadNGXM(Fig.3)byWintersteiger(Austria)(DSBSinglehead,2022)withcutting speed vc = 28 ms-1 and feed speed in average vf = 8 mmin-1 .
72
Fig. 3. Cutting zone of the band sawing machine DSB Singlehead NG XM (DSB Singlehead, 2022).
Everytooth overall set, as avalueofblunting, was manually measured twofold with a digital caliper (type Gedore No. 711, 0–150 mm, UK).
RESULTS AND DISCUSSION
Theoverallsets(kerf)oftheexaminedbandsawPRIMEST0.8/1.2measuredtwofold with a digital caliper are shown in Fig. 4.
The average value of the overall set (kerf) S’t of dull teeth was determined from two series of caliper measurements and it was equal to S’t = 1.189 mm and obtained standard deviation was s(x) = 0.0172 mm.
1.22
1.21
1.2
1.19
1.18
1.17
1.16
1.15
1.23 0 50 100 150 200
Overall set, mm Toothnumber Serie1 Serie2
1.14
Fig. 4. Overall sets (kerf) of the examined bandsaw PRIME ST 0.8/1.2 measured twofold with a digital caliper.

The dispersion of averages DAv S’t can be calculated from the equation: ( ) x
cr t n x s t S = ' DAv (4)
Where: tcr is a critical value of the t Student test (t STUDENT 2022), s(x) is a coefficient of variation, nx is a number of degrees of freedom.
73
In the case under consideration, the value of the dispersion of averages DAv S’t have been computed with Equation (4), for a number of degrees of freedom nx = 439, and tcr a critical value of the t Student test tcr = 1.9659 (for a significance level = 0.05) (t Student, 2022). The obtained value of the dispersion of averages DAv S’t c= 0.002 mm, thus, the average overall set of the worn teeth is S’t = 1.189 0.002 mm.
The obtained result confirms the correctness of such an approach when used in the evaluation of saw blades wear in industrial conditions with the use of simple measurement tools.
It was proved that saw blades after re-sharpening have larger values of cutting edge radii ρ than new saw blades (ORLOWSKI et al. 2021). Similar phenomenon was observed by JAWORSKI et al. (2016), who also stated that as the number of sharpenings increases, the mean value of the pull broach tooth wear on the clearance face also increases, which has an impact on the quality of the machining process. Hence, in the case of sharpened bandsaw blades,itwillbenecessarytochoosecuttingparametersforthesawingprocessthatwilltake into account the possibility of generating higher values of cutting forces during the sawing processwiththissawblade.Thesemoreimportantcuttingparameterswillbethefeedspeed, and the height of the material being cut.
CONCLUSIONS
The analysis carried out to develop methodology of wear measurements which could provide information about the state of the bandsaw allowed the following conclusions:
• the overall sets of the worn teeth S’t measured with the digital caliper might be used in rough estimation the state of wear in industrial conditions;
• since the wear values are not very impressive, the use of certified measuring tools is toughly recommended;
• theoretically,itispossibletoroughlyestimatearadialdisplacementofthetoolcorner (toolcuttingedge) KE,whichvaluesmightbecomparedwiththevaluesof KE given in the literature.
REFERENCES
BLACKMAN, B.R.K., HOULT, T.R., PATEL, Y., WILLIAMS, J.G. 2013. Tool sharpness as a factor in machining tests to determine toughness. In Eng. Fract. Mech. , 101, 47–58. DOI: 10.1016/j.engfracmech.2012.09.020
CRISTÓVÃO, L., LHATE, I., GRÖNLUND, A., EKEVAD, M., SITOE, R. 2011. Tool wear for lesser known tropical wood species. In Wood Mater. Sci. Eng., 6: 155–161. DOI: 10.1080/17480272.2011.566355
CSANADY, E., MAGOSS, E. 2020. Mechanics of Wood Machining. 3rd ed.; Springer: Cham, Switzerland.
ĐUKIĆ, I., MERHAR, M., JOVANOVIĆ, J., HERCEG, D. 2022. Analysis of circular saw tooth marks profile on material machined surface after filtering with Fast Fourier Transform (FFT). In Drvna Industrija, 73(2): 151-162. DOI: 10.5552/drvind.2022.0011
DSB Singlehead NG XM Thin-cutting band saw. Wintersteiger AG, https://www.wintersteiger.com/pl/Woodtech/Parkiety-meble-i-p%C5%82yty/Gamaprodukt%C3%B3w/Pilarki-cienkotn%C4%85ce/262-DSB-Singlehead-NG-XM(Accessed:June18, 2022).
74
GLIGORAŞ, D., BORZ, S.A. 2015. Factors affecting the effective time consumption, wood recovery and feeding speed when manufacturing lumber using a Fbo-02 cut mobile bandsaw. In Wood Research, 60 (2): 329-338
GOCHEV,Z.,VUKOV,G.2017.Influenceofthewearingofthesawunitelementsofthewoodshaper on the system vibration. In Acta Facultatis Xylologiae Zvolen, 59(2): 147−153.
GRZESIK, W. 2017. Advanced Machining Processes of Metallic Materials: Theory, Modelling and Applications, 2nd ed.; Elsevier: Oxford, UK.
IGAZ, R., KMINIAK, R., KRIŠŤÁK, Ľ., NĚMEC, M., GERGEĽ, T. 2019. methodology of temperature monitoring in the process of CNC machining of solid wood. Sustainability, 11, 95. DOI: 10.3390/su11010095
ISO 3002:1, 1982. Basic quantities in cutting and grinding part 1: geometry of the active part of cutting tools general terms, reference systems, tool and working angles, chip breakers. Standard, ISO, Geneva, CH.
IŠTVANIĆ, J., BELJO LUČIĆ, R., JUG, M., KARAN, R. 2009. Analysis of factors affecting log band saw capacity. In Croat. j. for. eng., 30, No 1: 27-35.
JAWORSKI, J., KLUZ, K., TRZEPIECIŃSKI, T. 2016. Wpływ ostrzenia na efektywność pracy przeciągacza (The effect of sharpening on efficiency of a pull broach operation). In Mechanik, 89: 1514–1515. DOI: 10.17814/mechanik.2016.10.437
KLAMECKI,B.E.1979.Areviewofwoodcuttingtoolwearliterature.InHolzRohWerkst.,37:265–276. DOI: 10.1007/BF02607429
KMINIAK,R.,GAŠPARÍK,M.,KVIETKOVÁ,M.2015.Thedependenceofsurfacequalityontoolwear of circular saw blades during transversal sawing of beech wood. In BioResources, 10: 7123–7135. DOI: 10.15376/biores.10.4.7123-7135
KMINIAK, R., SIKLIENKA, M., ŠUSTEK, J. 2016. Impact of tool wear on the quality of the surface in routing of mdf boardsby millingmachines with reversible blades. DOI: 10.17423/afx.2016.58.2.10
LIU, Y., WANG, F., LV, J., WANG, X. A. 2020. Novel method for tool identification and wear condition assessment based on multi-sensor data. In Appl. Sci., 10, 2746. DOI: 10.3390/app10082746
MEULENBERG, V., EKEVAD, M., SVENSSON, M. 2022a. Minor cutting edge angles of sawing teeth: effect on cutting forces in wood. In Eur. J. Wood Prod. DOI: 10.1007/s00107-022-01833-3
MEULENBERG, V., EKEVAD, M., SVENSSON, M., Broman, O. 2022b. Minor cutting edge force contribution in wood bandsawing. In J Wood Sci 68:18. DOI: 10.1186/s10086-022-02023-8
OKAI, R., TANAKA, C., IWASAKI, Y. 2006. Influence of mechanical properties and mineral salts in wood speciesontool wearof high-speedsteels and stellite-tippedtools Considerationoftool wear of the newly developed tip-inserted band saw. In Holz Roh Werkst., 64: 45–52 DOI: 10.1007/s00107-005-0015-6
ORLOWSKI, K.A., CHUCHALA, D., PRZYBYLINSKI, T., LEGUTKO, S. 2021. Recovering evaluation of narrow-kerf teeth of mini sash gang saws. In Materials. 14, 7459. DOI: 10.3390/ma14237459
ORLOWSKI, K.A.; DOBRZYNSKI, M.; GAJOWIEC, G.; LACKOWSKI, M.; OCHRYMIUK, T. 2020. A critical reanalysis of uncontrollable washboarding phenomenon in metal band sawing In Materials, 13, 4472. DOI: 10.3390/ma13204472
ORLOWSKI, K.A., CHUCHALA, D., SZCZEPANSKI, M., MIGDA, W., WOJNICZ, W.,SANDAK, J. 2022. Lateral forces determine dimensional accuracy of the narrow-kerf sawing of wood. In Sci Rep 12, 86 DOI: 10.1038/s41598-021-04129-3
ORLOWSKI, K., WASIELEWSKI, R. 2006. Study washboarding phenomenon in frame sawing machines. In Holz Roh Werkst 64: 37–44. DOI: 10.1007/s00107-005-0037-0
PALUBICKI,B.SZULC,M.,SANDAK,J.,SINN,G.,ORLOWSKI,K.A.2014.Methodanddevicefor3D recognition of cutting edge micro geometry. In Drvna Ind., 65: 11–19. DOI: 10.5552/drind.2014.1255
PROKOFIEV, G.F.,TYURIN,A.M., KABAKOVA, M.Y.,KOVALENKO, O.I. 2020. Determination ofthe initialstiffnessofunstretchedrolledstripsaws.IzvestiâVysšihUčebnyhZavedenij.InLesnojŽurnal Russ. For. J.: 143–150. DOI: 10.37482/0536-1036-2020-3-143-150
SINN, G., CHUCHALA, D., ORLOWSKI, K.A., TAUBE, P.2020. Cutting model parameters from frame sawingofnaturalandimpregnatedScotspine(Pinus sylvestris L.).InEur.J.WoodWoodProd.,78: 777–784. DOI: 10.1007/s00107-020-01562-5
75
ŠUSTEK, J., SIKLIENKA, M. 2012. Effect of saw blade overlap setting on the cutting wedge wear. In Acta Facultatis Xylologiae Zvolen, 54(1): 73−79.
SVOREŇ, J.; NAŠČÁK, L.; KOLEDA, P.; BARCÍK, Š.; NĚMEC, M. 2021. The circular saw blade body modification by elastic material layer effecting circular saws sound pressure level when idling and cutting. In Appl. Acoust. 2021, 179, 108028. DOI: 10.1016/j.apacoust.2021.108028
WASIELEWSKI,R.,ORLOWSKI,K.2005.Inspectionofcircularsawteethquality.WoodRes.-Slovak. 50: 43–50.
WILKOWSKI, J.; BARLAK, M.; KWIDZIŃSKI, Z.; WILCZYŃSKI, A.; FILIPCZUK, P.; PĘDZIK, M.; DREWCZYŃSKI, M.; ZAGÓRSKI, J.; STASZKIEWICZ, B.; ROGOZIŃSKI, T. 2022. Influence of ion implantationonthewearandlifetimeofcircularsawbladesinindustrialproductionofwoodendoor frames. In Appl. Sci., 12, 10211. DOI: 10.3390/app122010211
t STUDENT, 2022 https://www.naukowiec.org/tablice/statystyka/rozklad-t-studenta_248.html (accessed on June 28, 2022)
ACKNOWLEDGEMENT
Financial support of these studies from Gdańsk University of Technology by the DEC –4/2022/IDUB/III.4.1/Tc grant under the Technetium Talent Management Grants - ‘Excellence Initiative - Research University’program is gratefully acknowledged. Authors would like to acknowledge the sawmill Łąccy - Kołczygłowy spółka z o.o. for its support of the experiment.
AUTHORS’ ADDRESSES
Professor Dr. Sc. Eng. Kazimierz A. Orlowski https://orcid.org/0000-0003-1998-521X Gdansk University of Technology Faculty of Mechanical Engineering and Ship Technology and EkoTech Center 11/12 Narutowicza Street, 80-233 Gdansk, Poland
Dr. Eng. Daniel Chuchala https://orcid.org/0000-0001-6368-6810 Gdansk University of Technology Faculty of Mechanical Engineering and Ship Technology and EkoTech Center 11/12 Narutowicza Street, 80-233 Gdansk, Poland
Eng. Dawid Stenka
Gdansk University of Technology Faculty of Mechanical Engineering and Ship Technology and EkoTech Center 11/12 Narutowicza Street, 80-233 Gdansk, Poland
Dr. Eng. Tomasz Przybylinski https://orcid.org/0000-0001-6045-7430 Institute of Fluid Flow Machinery Polish Academy of Sciences Fiszera 14 St., Gdańsk 80-231, Poland
76
ACTA FACULTATIS XYLOLOGIAE ZVOLEN, 64(2): 77 86, 2022
Zvolen, Technical University in Zvolen
DOI: 10.17423/afx.2022.64.2.08
COLOUR MODIFICATIONS IN PLYWOOD BY DIFFERENT MODES OF CO2 LASER ENGRAVING
Zhivko Gochev – Pavlin Vitchev
ABSTRACT
The results of a study on the processes of laser surface treatment of plywood samples are presented in the paper. The change in colour when exposed to CO2 laser beam under different exposure modes, was studied with an SC-30 calorimeter. The difference in colour shades of plywood samples was measured in the colour space L*, a* and b*. The results allowresearcherstooffermodesforsurfacetreatmentwiththelaserbeamintheconstruction of complex graphic images on plywood products.
Key words: CO2 laser beam, calorimeter, colour space, plywood, surface treatment
INTRODUCTION
CNC machines for CO2 laser cutting and engraving are becoming more and more popular not only among companies from the woodworking and furniture industry (WWFI), but also among individual and small producers of wood products and wood-based materials (WBM).
CO2 laser devices with low power, up to 80 W, are compact and can be placed and usedinsmallworkshops,evenathome.Themodernmarketgivesawidechoiceofmachines with an affordable price, which is influenced by many factors, but there are Chinese machinesonthemarketwithapowerof40Wto150W,withapriceof1000to6000EUR.
The electromagnetic radiation of the CO2 laser beam, with a wavelength of 10.6 μm, isabsorbedbythewoodandWBMfrom80%to90%andistransformedintothermalenergy capable of instantly heating and vaporizing the surface layer of the material (in the case of an unfocused laser beam) or cut it (with a focused laser beam) (GOCHEV 1996).
Laser engraving is a process in which, as a result of the carbonization of wood, a part of the surface layer is removed, at a certain width and depth. By controlled variation of the parameters of the laser radiation, even very small images and inscriptions can be engraved, but with great precision in detail, and amazing results can be achieved with exceptional levels of contrast, creating an almost three-dimensional effect.
The literature provides different information on engraving or decorating with a CO2 laser beam, as well as with semiconductor lasers and it changes in the color of wood from maple, beech, oak, ash, linden, spruce, lime, etc. tree species (KUBOVSKÝ et al. 2009; PETUTSCHNIGG et al. 2013; GURAU et al. 2017; VIDHOLDOVÁ et al. 2017; KUBOVSKÝ et al. 2018; SIKORA et al. 2018; JUREK et al. 2021 and others).
77
A number of publications have investigated the effect of laser power intensity on the resulting modification of the engraved material (PAGANO et al. 2009; ELTAWAHNI et al. 2013; HERNÁNDEZ-CASTAÑEDA et al. 2011; MARTINEZ-CONDE et al. 2017; KÚDELA et al. 2020). However, the color change created by the impact of the laser beam does not depend onlyontheintensity(power)andprofile(cross-section)ofthelaserbeam.Theimpactofthe environment (air) also has an influence on the colour shades of the material. Therefore, the type of wood, its temperature (and the ambient temperature), its humidity (and the ambient humidity), the hardness and the current chemical composition of the engraved layers (the age of the wood and its surface treatment) are also important for colour change.
TheaimofthepresentworkistostudytheinfluenceoftheCO2laserbeamparameters, power and scanning speed, on the changes in the colour of birch plywood samples and its use in the engraving of complex graphic images, based on which to formulate the relevant conclusions and recommendations.
MATERIALS AND METHODS
Theexperimental studies werecarried out with aFormaTecCO2lasermachine,model K40 (China) (Fig. 1).
Fig. 1. CO2 laser machine for engraving and cutting.

The changes that occur in the colour of the surface layer of the material were studied on plywood samples – common birch (Betula pendula Roth.) with dimensions 200 x 200 x 3 mm, density ρ = 400 kg/m3 and humidity W = 6%.
The selection of initial parameters and levels of the variable factors influencing the changes in the colour of the surface layer of the studied material is based on the analysis of literaturestudiesandpreliminaryexperimentalstudies.Thedispersionanalysismethodology was used to evaluate the results of the two-factor experiment (VUCHKOV at. al. 1986). The regression equation for two variation factors is of the form (1)
������ �� =���� +��1��1 +��2��2 +��11��1 2 +��22��2 2+��12��1��2 (1)
Where: ypr.v is the predicted value of the output quantity; bo – coefficient before the free member; b1 and b2 – coefficients before the linear member; b11 and b22 – coefficients before the non-linear members of the equation.
The values of the variable factors – power of the laser beam (P, W) and speed of scanning (feed) of the laser beam (Vf, mm/s) in explicit and coded form are given in table 1.
78
Tab. 1. Variable factor values.

Variable factors
Minimum value Average value Maximum value open form coded form open form coded form open form coded form
x1 = P, W 4,0 -1 5,6 0 7,2 +1
X2 = Vf, mm/s 250 -1 260 0 270 +1
The matrix of the planned two-factor experiment is shown in Table 2.
Tab. 2. The matrix of the planned two-factor experiment. № of the experiment
Variable factors
x1 = P, W
X2 = Vf, mm/s
1. -1 4.0 -1 250 2. +1 7.2 -1 250 3. -1 4.0 +1 270 4. +1 7.2 +1 270 5. -1 4.0 0 260 6. +1 7.2 0 260 7. 0 5.6 -1 250 8. 0 5.6 +1 270 9. 0 5.6 0 260 Experiments in the middle of the factor space 10. 0 5.6 0 260 11. 0 5.6 0 260 12. 0 5.6 0 260
Tomeasurethedifferenceincoloursofastandardsample(withoutlaserexposure)and on the examined sample (after exposure to a laser beam) a portable colorimeter for colour difference, model SC-30 (China) was used, shown in Fig. 2A. The device allows measurements in two colour spaces L*a*b* and L*c*h* . To measure the temperature in the scanning area of the laser beam, an IR-thermometer, model KIRAY for non-contact measurement of surface temperature, shown in fig. 2B.
RESULTS AND DISCUSSION
The results of the research, according to the matrix of the planned two-factor experiment, are shown in fig. 3.
A B
Fig. 2. A – Colorimeter, model SC-30; B – IR thermometer, model KIRAY 200.

79
A system of isolated zones with different colours from dark brown to light, approaching the natural colour of birch plywood, is engraved on the surface of the samples. Specialized software "Inkscape" was used to conduct this research (https://wikibgbg.top/wiki/Inkscape; https://paradacreativa.es/bg/que-es-inkscape-y-comofunciona/).


Toestimatethedifferencebetweentwocolours,thetotalcolordifferenceΔE*isused, which is estimated according to BDS EN ISO 11664-6:2016) and is calculated by the formula
∆��∗ =√(∆��∗)2 +(∆��∗)2 +(∆��∗)2 (2)
Where: ΔL*, Δa* and Δb* are differences in individual axes (difference between values measured after laser exposure and reference sample).
Basedontheconductedexperimentalstudiesandaftermathematicalprocessingofthe data, with the help of specialized software Q-StatLab, the regression equation was derived
Y1 = 70,004-5,600X1+1,617X2+1,837X1 2+1,188X2 2-1,450X1.X2 (3)
Where:Y1 is the expected variation in the color shade of the surface of the machined parts, L* in coded form;
X1 – the power of the laser beam (P) in coded form;
X2 – feed rate (Vf) in coded form.
Thisequationcanbeusedtopredictthevariationinsurfacecolour,relativetothebase colour (standard), as a function of variation in laser beam power (P) and scan speed (Vf).
Table 3 presents the coefficients of the regression equation. From the values of the regression coefficients, it is clear that the power of the laser radiation (b1 = 5.056) has a greater influence than the two investigated factors, and the second most important factor is the scanning speed factor (b2 = 2.594).
Figure 4 graphically presents the variation of the value of the L* axis (illuminance) depending on the power of the laser beam (P) at three different scanning speeds (Vf), and in Fig. 5 – depending on Vf, at different laser beam powers.
As a result of the experimental studies, a regression equation (4) was derived, on the basis of which the total colour difference ΔE* can be estimated depending on the change in the power of the laser beam (P) and the feed rate (Vf).
80
Fig. 3. Results of an engraving test and changes in the colourof birch plywood.
Fig. 4. Results after measurement with colorimeter SC-30.
Y2 =23.196+6.317X1-1.750X2-2.688X1 2-1.288X2 2+1.450X1.X2 (4)
Where: Y2 is the expected change in the indicator E* in coded form; X1 – the power of the laser beam (P) in coded form; X2 – feed rate (Vf) in coded form.
Table 3 presents the coefficients of the regression equation.
Tab. 3. Regression coefficients. Coefficient Coded value Coefficient Coded value b1 5.056 b22 6.597 b2 2.594 b12 3.734 b11 1.487

Fig. 5. Graphic representation of L* axis values as a function of laser beam power (P) at different feed rates (Vf)

81
Fig. 6. Graphical representation of L* axis values as a function of scan speed (Vf) at different laser beam powers (P)
The values of the regression coefficients confirm the greater influence of the laser radiation power (b1 = 6.317) compared to the scanning speed (b2 = 1.750).
Figure 6 graphically presents the variation of ΔE* values depending on the power of the laser beam (P) at the three different scanning speeds (Vf), and in Fig. 7 – depending on Vf at different laser beam powers.
Tab. 4. Regression coefficients.
Coefficient Coded value
Coefficient Coded value b1 6.317 b22 1.288 b2 1.750 b12 1.450 b11 2.688
The measured value of the L* axis (luminance) of the standard (reference) sample is 87.4%, the difference to absolute white (100%) is 12.6%.
The L* axis values (74.2%; 82.1% and 78.4%) are very close to that of the standard sample of 87.4% (№ of the experiment 1; 2 and 3, Fig. 3), i.e., changes in shades when building complex graphic images, photography type will not be well noticeable.
The total colour difference ΔE* varies significantly with increasing laser beam power with maximum values at № of the experiment 2; 4 and 6 (Fig. 3).
Fig. 7. Graphical presentation of ∆E* values as a functionof laser beam power (P) at different feed rates (Vf)


82
Fig. 8. Graphic representation of the dependence of ∆E* values depending on the scanning speed (Vf) at different laser beam powers (P)
It is known that wood is composed of cellulose, lignin, hemicellulose and extractive substances, which arethermally unstable. Thecellulose content in woodreaches up to 50%, and lignin and hemicellulose from 20 to 30%.
Heat transfer in the horizontal direction is carried out by thermal radiation (TR) from the laser beam. The investigated material – ordinary birch plywood – receives the heat in a thin surface layer (1 m ~ 1 mm) and begins to heat up. Depending on the heat dissipation and the specific heat capacity of the material, the temperature starts to rise, being highest in the surface layer receiving the radiation. Deep in the body, heat spreads through thermal conduction.
Between 120 and 200 °C, in addition to dehydration, the release of non-combustible gases -CO2,formicacid, acetic acid and watervapour begins. At atemperaturehigherthan 120°C,structuralchangesbeginwiththemaincomponentofwood-cellulose-destruction, which is accompanied by the formation and release of volatile substances. Above 200 °C, therateofpyrolysisincreases,withhemicellulose(200-260°C)decomposingfirst,followed by cellulose (240-300 °C) and finally lignin (280-500 °C) (POLETTO et al. 2013).
At the focus point, the laser beam has the greatest density and falling as a TR, the greatest accumulation of heat is concentrated perpendicular to the processed material and, accordingly, the fastest rise in temperature. It is in the area of this point that the processes related to heating the material and the structural changes that occur in it, related to a change in the colour of the surface layers and pyrolysis processes take place first.
The measured temperatures in the scanning area of the laser beam using an IRthermometer (Fig. 2B) were in the range of 210 to 290 oC. This interval corresponds to the thermal decomposition of hemicellulose and cellulose and the initial stage of lignin decomposition.

The change in colour of the surface layers of the plywood, resulting from the degree of their carbonization, is also influenced by the contact with air and the O2 content.
Figure 8 shows variants of complex graphic images, type of photography at different power and scanning speed of the laser beam.
83
A B
Fig. 9. Variants in building a complex graphic image, type of photography: A – P = 5.6 W and Vf = 260 mm/s; B – P = 7.2 W and Vf = 270 mm/s.
CONCLUSION
As a result of the conducted research and analysis, the following more important conclusions and recommendations can be drawn:
1. CIE L*a*b* colour analyses show a gradual darkening of the laser-treated samples withincreasinglaserbeampower,theinfluenceofwhichismorepronouncedthanthe scanning speed.
2. The L* axis values, at laser beam power ≤ 4 W and scan speeds of ≥ 250 mm/s, are veryclosetothatofthestandardsampleof87.4%,i.e.changesinshadeswhenbuilding complex graphic images, photography type, will not be well noticeable.
3. The L* (illuminance) axis values show the most significant variation at laser beam power P = 7.2 W and scan speeds from 250 to 270 mm/s, which correspond to dark brown.
4. Largervaluesoflaserbeampowerproduceagreaterdegreeofcarbonationandcolour saturation, while smaller values produce a lighter shade in the graphic layout of complex photographic images.

5. The measured temperatures in the scanning area of the laser beam are in the range of 210to290°C Thisintervalcorrespondstothethermaldecompositionofhemicellulose and cellulose and the initial stage of lignin decomposition.
6. According to the specifics of the material, the engraved image becomes more pronouncedanddetailed,orinothercasesfainter.Dependingonthedesiredeffectand contrast, the operating modes of the machine are selected.
7. The colour change created by the effect of the laser beam on the wood also depends on the effect of the environment (air and O2 content), which is recommended to be investigated.
8. The focal distance of the focusing lens and the position of the focal plane of the focusing lens relative to the surface will have an influence, from here and on raster density. They will be the subject of further research.

84
REFERENCES
BDS EN ISO 11664-6:2016 (in Bulgarian).
GOCHEV Zh. 1996. Investigation of the laser cutting process of furniture details from wood particle boards, Ph.Dthesis for awarding an educational and scientific degree „Doctor“, LTU Printing Base, Sofia, p. 200 (in Bulgarian).
GURAU L., PETRU, A., VARODI, A., TIMAR, M. 2017. The Influence of CO2 Laser Beam Power Output and Scanning Speedon Surface RoughnessandColour Changes of Beech (Fagus sylvatica).
In BioResources 12(4):7395-7412. DOI: 10.15376/biores.12.4.7395-7412
ELTAWAHNI H.,ROSSINI,N.,DASSISTI,M.,ALRASHED,K.,ALDAHAM,T.,BENYOUNIS,K.,OLABI, A. 2013. Evaluation and optimization of laser cutting parameters for plywood materials. In Opt. Lasers Eng., 51(9):1029-1043. DOI: 10.1 016/j.optlaseng.2013.02.019
HERNÁNDEZ-CASTAÑEDA J., KURSAD, H., LI, L. 2011. The effect of moisture content in fibre laser cutting of pine wood. In Opt. Lasers Eng., 49(9-10):1139–1152. DOI: 10.1016/j. optlaseng. 2011.05.008
JUREK M., WAGNEROVÁ, R. 2021. Laser beam calibration for wood surface colour treatment. In European Journal of Wood and Wood Products, 79, 1097–1107. DOI:10.1007/s00107-021-01704-3
KUBOVSKÝ I., BABIAK, M. 2009. Color changes induced by CO2 laser irradiation of wood surface In Wood research, Vol. 54, Issue 3, pp. 61-66, ISSN: 1336-4561
KUBOVSKÝ I., KAČÍK, F. 2013. Changes of the wood surface color induced by CO2 laser and its durability after the Xenon lamp exposure. In Wood research, Vol. 58, Issue 4, pp. 581-590, ISSN: 1336-4561
KUBOVSKÝ I., KAČÍK, F., VEĽKOVÁ, V. 2018. The effects of CO2 laser irradiation on color and majorchemicalcomponentchangesinhardwoods.InBioResourcesVol.13,Issue2,pp.2515-2529, ISSN: 1930-2126.
KÚDELA J.,KUBOVSKÝ,I.,ANDREJKO,M.2020.SurfacePropertiesofBeechWoodafterCO2Laser Engraving In Coatings, Vol. 10. Issue 1, 77 DOI:10.3390/coatings10010078
MARTINEZ-CONDE A.,KRENKE,T.,FRYBORT,S.,MÜLLER,U.2017.Review:Comparativeanalysis ofCO2 laserandconventionalsawingforcuttingoflumberandwood-basedmaterials.InWoodSci. Technol., 51:943–966. DOI:10. 1007/s00226-017-0914-9
PAGANO N., GENNA, S., LEONE, C., LOPRESTO, V.2009. Wood Laser machining using CO2 30W laserinCWandpulseregime,Inbook:Innovativeproductionmachinesandsystems.LAPT,Napoli, pp. 145-150, ISBN-10:1849950067.
PETUTSCHNIGG A., STÖCKLER, M., STEINWENDNER, F., SCHNEPPS, J., GÜTLER, H., BLINZER, J., HOLZER, H., SCHNABEL, Th. 2013. Laser Treatment of Wood Surfaces for Ski Cores: An Experimental Parameter Study In Advances in Materials Science and Engineering, Volume 2013(11), Article ID 123085, pp 1-7, ISSN: 1687-8434 (Print), ISSN: 1687-8442 (Online), DOI: 10.1155/3013/123085
POLETTO M., PISTOR, V., ZATTERA, A. 2013. Structural Characteristics and Thermal Properties of Native Celluloseр - Cellulose - Fundamental Aspects (Edited by Theo van de Ven and Louis Godbout). In InTech, p. 378, ISBN 978-953-51-1183-2.
SIKORA A., KAČÍK, F., GAFF, M., VONDROVÁ, V., BUBENÍKOVÁ, T., KUBOVSKÝ, I. 2018. Impact of thermalmodificationon colorand chemicalchangesof spruceand oakwood.InJournalofWood Science, Volume 64, pp. 406-416. DOI:10.1007/s10086-018-1721-0
VIDHOLDOVÁ Z., REINPRECHT, L., IGAZ, R. 2017. The Impact of Laser Surface Modification of Beech Wood on its Color and Occurrence of Molds, 12(2):7395-7412. DOI: 10.15376/biores.12.2.4177-4186
VUCHKOV I., STOYANOV, S. 1986. Mathematical modeling and optimization of technological objects, SPH Tehnika, Sofia, p. 341 (in Bulgarian).
85
ACKNOWLEDGEMENTS:
This paper is supported by the Scientific Research Sector at the University of Forestry – Sofia, Bulgaria, under contract № НИС-Б-1046/05.04.2021.
AUTHORS’ ADDRESSES
Zhivko Gochev Associate Professor Ph.D., Pavlin Vitchev PhD Lecturer University of Forestry Department of Woodworking Machines 10 Kl. Ohridski Blvd., 1797 Sofia e-mail zhivkog@ltu.bg vitchev@ltu.bg
86
ACTA FACULTATIS XYLOLOGIAE ZVOLEN, 64(2): 87 96, 2022
Zvolen, Technická univerzita vo Zvolene DOI: 10.17423/afx.2022.64.2.09
INFLUENCE EFFECT OF WOOD LASER ENGRAVING MODE ON AESTHETIC PERCEPTION OF IMAGES
Chernykh - Maria Zykova - Vladimir Stollmann - Maxim Gilfanov
ABSTRACT
The effect of laser machine resolution, image format, and way of template processing on the aesthetic value of engravings made on birch wood are mentioned in the paper using an expert evaluation method. It is proposed to point out the following components of the aesthetic value of engravings to analyze the effect of factors: contrast, detailing, and perception integrity of the image. It is demonstrated that the weight coefficients of the aestheticvaluecomponentscanbeconsideredthesame.Theresolution,aswellasengraving power and speed, considerably influence the quality of the engraved images. It is demonstratedthatitisreasonabletosetthelasermachineresolutionintherangeof300-850 dpitoengravetoneimagesonbirchwood.Whentheresolutionisbelow300dpi,theenergy absorbedbythewoodsurfaceappearedtobeinsufficientforheatingupthesurfaceuptothe pyrolysis temperature and reproducing light-and-shade gradations on the light image regions. These regions are perceived as solid. Recommendations for selecting the laser machine resolution and image format can be useful for designers of charred materials to increase the competitiveness of their products.
Key words: laser engraving, computer template, wood, hue, birch, perception
INTRODUCTION
In the decorative art, photography, movies, and television products the threedimensionalityofflatimagesisachievedwiththehelpoflight-and-shade.Onwood,leather, plastics,andothercharredmaterialsthelight-and-shadeeffectisproducedduetothechange inthematerialcolorwhenheatingit.Laserengravingissuccessfullyusedforit (CHERNYKH et al. 2018).ThecharringspotАisformedintheareaoflaserbeamexposurewhenthewood pyrolysis temperature Тр is reached (Figure 1)
In the scheme, axis X corresponds to the wood surface. In the areas located to the left and right of the charring spot A the surface temperature smoothly increases in the spot direction from the initial workpiece temperature up to the wood pyrolysis temperature Тр (line1),andtheopticaldensityremainsconstantandequalsthenaturalopticaldensityofthe initial workpiece Df, i.e., the optical density of the engraved image hue (line 2).
87
Mikhail
Fig. 1. Scheme of heating temperature Т and optical density D distribution in the area of laser radiation pulse outside and inside the charring spot А: 1 – character of heating temperature distribution on the workpiece surface, 2 - character of optical density distribution.

In the charring spot the wood heating temperature increases from the periphery to the center (continuation of line 1). Due to the heating nonuniformity the spot is lighter at the edge and darker in the middle. With the increasing heating temperature, the same way as duringthermalmodification(BARCIKOWSKI et al. 2006,CHERNYKH et al. 2013,2014,2018), theopticaldensityincreases(continuationofline2)uptosomemaximumvalueDmaxlimited by the hue limit of thermally processed wood (YAKIMOVICH et al. 2016, ZYKOVA et al. 2021). The hue limit has different values for different species, it does not reach 100% - the maximumpossiblesaturationofblackcolorinCMYKsystem,i.e.0%ofbrightnessinLAB system The wood heating temperature and, consequently, its hue saturation during laser engraving depend on the absorbed density of energy Wp found with the following formula: Wp= Рс *�� ��*(1-K0), J/cm2 (1)
Where: Рс – average density of the pulse radiation, W; t – radiation time, s; S – radiation area, cm2; К0 – coefficient of the laser pulse reflection by the wood
At the wavelength of 10 6 µm used in laser machines for wood engraving, the reflection coefficient for different wood species is from 0.2 up to 0.8-0.9. Measuring devices of pulse lasers show the value not of the average but of pulse power Pi, by which it is possible to find the average power Рс = Рi*τ*f, (2)
Where: τ – duration of radiation pulse, s; f – frequency of pulse repetition, Hz.
The laser machine operator controls the heating temperature and, consequently, the hueinthecharringspotareabysettingdefinitevaluesofthepulsepowerPi(inpercentfrom the maximum power Pmax of the machine) and charring time t, moreover, the time is set indirectly via the speed of the laser head movement V. The values of Pi and V are selected in compliance with the known recommendations (PHOTOGRAPHV, PLATON, YSTO GROUP) and due to the work experience.
Laser wood processing is successfully applied to complete a lot of production tasks –ablation of wood surface and wood materials of biological protection, cutting, marking and engraving (BARCIKOWSKI et al. 2006, ELTAWAHNI et al. 2013, HERNANDES-CASTAFIEDA et. al. 2011,HILL 2006,CHITU et. al. 2003,MARTINEZ-CONDE et. al. 2017,VIDHOLDOVA et. al.
88
2017). When engraving, theaesthetic effect is produced dueto color change in theradiation regions and emergence of contrast between the hue and image. This phenomenon was studiedbyBARCIKOWSKI et al. 2006,CHERNYKH et al. 2013,2014,2018,GURAU et al. 2017, JUREK et al. 2021, KUKOVSKÝ et al. 2009, 2016, LIN et al. 2008, PETRU et al. 2015, PETUTSCHNIGG et al. 2013, SIKORA et al. 2018, VIDHOLDOVA et. al. 2017, YAKIMOVICH et al. 2016, ZYKOVA et al. 2021. In the abovementioned papers the processes taking place in woodunderthelaseraction and influencing its color, characteristics of wood modified with laser in LAB and CMYK coordinates are mainly studied, the influence of engraving power P and speed V on color change of different wood species is demonstrated, the engraving depth and roughness of the engraved surface are investigated. Consumers of engraved products are interested in different issues: aesthetic value, faximility of the engraved image (usuallyphotographs)on theselectedproductformat,which arestudiedinsufficientlyinthe indicatedpapers.Theaspectsfocusedonthesatisfactionofconsumers’needsareconsidered in this paper.
MATERIALS AND METHODS
The aesthetic value of the engravings was investigated using the help of expert evaluationmethodoffiveseriesofimagesobtainedbyengravingonthesamplesofthebirch woodwith12%humiditywiththesizesof23х210х315mm Theaestheticvalueisacomplex notion consisting of several components. Its three components are highlighted in the paper, which can be controlled when processing the template and selecting the elements of the engraving mode.They comprisedtheengraved imagecontrast in respect to thebackground, visibility of the image small elements (detailing) and perception integrity of the image.
Therefore, apart from the aesthetic value (aesthetic perception), the research parameters included contrast, detailing and perception integrity, characterizing in complex, in our opinion, the aesthetic value of the engravings.
As the research variable factors, the change in which results in the change in the studied parameters, the following formats of the engravings were selected: А6, А7, А8, А9 and А10; resolution R of the laser machine – 300, 500, 600, 760 and 1000 dpi – and the template preparation method, i.e. creation of light-and-shade gradations on the template,raster (samples 1.1, 1.2 and 1.3) and contour filling (samples 3.2 and 3.3).
Fig. 2 Images on sample 1.3

89
The factors influencing aesthetic perception and contrast were accepted as constant (YAKIMOVICH et al. 2016) – power Pi (10 W), engraving speed (1000 mm/s) and template resolution (300 ppi) because their influence is known.
All samples were obtained from one workpiece (edged board). It was planed off and groundontwosidesonplaningandgrindingmachines,respectively.Thentheboardwascut intofivesamples.Fiveimagesofdifferentformats(А6–А10)(seeFigure2)wereengraved on each of the samples with laser engraver Mercury III (USA) with the constant resolution R, particular for each of five samples. Sample 1.1 was engraved with R = 300 dpi, samples 1.2 and 3.2 – with R = 500 dpi, and samples 1.3 and 3.3 – with R = 600 dpi. On sample 1.3 shown in Fig. 2 (its scan is demonstrated in the figure) not five but seven images were engraved: five similar to other samples of the images of different formats from A10 to A6 (at the bottom in Fig. 2) and two additional (at the top in Fig. 2). Five lower images were engraved with the same resolution R equal to 600 dpi. And left upper one was engraved the resolution of1000 dpi, right upperone – 760 dpi. Additional images were obtained to study the influence of large values of resolution R onto the research parameters at similar engravingconditions–ononeandthesameworkpiece,i.e.withunchangedwoodproperties, unchanged format (A7), as well as P and V to improve the experiment accuracy.
Thefigurealsodemonstratesthesamplenumberandengravingmode,commonforall images on all 5 samples, as mentioned before – Р=10 W and V=1000 m/sec
The original peculiarity (Figure 3) is the big number of details, the picture is placed atan angleandis completelyasymmetrical, thereisthemainobject – thefacelocatedin the right upper corner; thus, the visual center is shifted up. An additional object is used for harmonic perception – the branch with flowers placed at the body level – of rather light region, there are also many light elements smoothly shading both into the grass background and light background of the sky.
The original is characterized by a wide range of grey color gradations, from white to saturated black, the availability of light-and-shade transitions, diagonal location of the portrait and big namber of small elements similar in size (single-sized) – buds and petals.
The required details need to be set to engrave on wood, therefore, the following parameters of brightness/contrast were set up in Photoshop: brightness was minus 52, contrast – minus 26.
To transform the original into the rasterized template the image was converted into a 1-bit one, the hue was formed due to the change in the concentration of pixels. The way of data presentation – half-tone raster, ruling of 30 lpi, angle of raster location – 45 degrees, since the image on the original was located at an angle, and shape of raster point – a circle, were set up.
CorelDRAW and the operation “fast trace” were used for the image obtained by filling.
The engraving by both variants of the template was performed in raster graphics.
90
Fig. 3 Image original
23 experts took part in the survey. The weight coefficients of the aesthetic value componentsoftheengravings–contrast,detailingandintegrity–weredefinedaccordingto Table 1 by the methodology given in the paper (CHERNYKH et al. 2013). The weight coefficients were evaluated by sample 1.3 with the format А6, the aesthetic value of which obtained the high appraisal. The investigation parameters were evaluated in the 5-point system:
Criteria of contrast evaluation: 5 – contrast image; 4 – average contrast of the image; 3 – insufficient contrast of the image; 2 – contrastless image.
Criteriaofdetailing evaluation: 5 – highdegreeofdetail transference; 4 – high degree of detail transference but there are insignificant shortcomings; 3 – average degree of detail transference; 2 – low degree of detail transference
Criteria of image perception integrity evaluation: 5 – image is perceived as integral, without distortions; 4 – image is perceived as integral but there are insignificant deviations; 3 – image is not perceived as integral and is split into separate pictures; 2 – image is not integral and has considerable distortions.
Criteriaofaestheticperceptionevaluationintotal: 5–imagehasthehighestdegreeof aesthetic attractiveness; 4 – image looks beautiful but has insignificant shortcomings; 3 –level of image aesthetic attractiveness is average with shortcomings; 2 – image is not attractive aesthetically; it has considerable shortcomings negatively influencing the perception.

RESULTS AND DISCUSSION
The average values of the research parameters for the group of experts were found based on the interrogation. The results are shown in graphs (Figures 4-7).
It was found that the weight coefficients of the aesthetic value components have similarvalues(seeTable1),therefore,thecontributionofcontrast,detailingandintegrityof the image to the formation of the engraving aesthetic value can be considered the same.
91
Table 1. Weight coefficients of the aesthetic perception components of the engravings.

No Criterion name Criterion description
1 Contrast
2 Image integrity
Weight coefficient
The contrast is expressed between the background, light and dark elements of the engraving 0 34
The image is perceived as integral without splitting into separate parts and distortions in comparison with the original 0 33
3 Visibility of small elements Small elements of the image are distinctive, they do not blend with each other and larger elements 0 33
With the increased resolution R ofthe laser machine, i.e., the number of pulses on the area unit, the amount of energy Wp absorbed by wood increased proportionally and, consequently, the heating temperature of the radiation areas as well as their contrast, which is confirmed by the graph (Figure 4, line 1). With the increased contrast the small elements became more distinctive, therefore, the detailing also improved (line 2). The perception integrity (line 3) at first started increasing and then practically did not change. Despite the increase in all highlighted components, aesthetic value of the engraving –contrast, detailing and integrity of the image, especially contrast, the aesthetic value at high resolutionRdidnotincreasebut even somewhatdecreased (inourcase,basedonthegraph, approximately at R≥ 850 dpi, line 4).
scores
Fig. 4 Dependence (in scores) of the contrast (1), detailing (2), perception integrity (3) and aesthetic value (4) of the engravings on resolution R (dpi) of the laser machine; image format А7 (in Figure 2)
The abovementioned can be explained by the fact that at high R values in particular areas of the engraving, namely, in the left eye area of the portrait, the wood hue limit was reached, and the considerable part of the marked area is perceived as solid and separate elementsoftheimagebecomeinvisible.Asaresult,thehuecorrelationsbetweenitsseparate parts, peculiar for the original, disrupt decreasing the engraving aesthetic perception. It follows from the foregoing that the components of the aesthetic value of the engravings selectedbyus–contrast,detailingandperceptionintegrity –donotcompletelycharacterize the aesthetic value of the engravings at high resolutions R. Then all dark parts of the engraving, in which the hue limit is reached, are perceived as solid by a human despite the difference in the hue of dark parts of the original and template. This conclusion dovetails with the results of the paper (ZYKOVA et al. 2021, CHERNYKH et al. 2014). Based on the results of these works it can be assumed that even at low values of resolution R when the valueoftheabsorbed energyWр isinsufficienttoobtainthepyrolysistemperatureTp onthe
92
woodsurface,theimagelightareaswillbealsoperceivedassolid.Thehuerelationsofthese areas will differ from the hue relations of the original and template, the engraving aesthetic value will decrease.
IntherangeofaveragevaluesofresolutionRfrom 300upto600dpitheimprovement oftheaestheticvalueanditscomponentsproportionallytotheresolutionvaluewasobserved (Figure 5), moreover, the engravings whose templates were made by filling, received a somewhat higher score of the experts than those whose templates were made by the halftone raster.
Fig. 5 Dependence of the contrast (1) and aesthetic value (2) of the engravings on resolution R; image format А6; template preparation by raster (solid lines) and filling (dotted lines)
The image format sizes significantly influence the research parameters. With the increased area S of the format, small elements became larger visually and more distinctive, thepicturedetailingimproved(line3inFigure6),theimagewasperceivedasmoreintegral (line1),theaestheticvaluealsoincreased(line2).Thenonuniformchangeintheparameters with the increased format area was observed. The most intensive growth of the parameters, especially detailing, was observed in thetransition area from format А9 to format А8, when small details oftheimage (buds and petals)becamevisiblewith ahumaneye, thus resulting in the qualitative change in the picture perception, its integrity and aesthetic value.


scores scores format
Fig. 6 Dependence of the integrity (1), aesthetic value (2) and detailing (3) of the image on the engraved surface area; sample 1.3
Furtherincreaseintheformatareadidnot resultinthesharpgrowthoftheparameters asthetransitionfromtheareaamountincreasetonewperceptionqualityalreadytookplace, previously invisible and poorly visible details of the image became visually distinctive.
93
Thiseffectwasalsoobservedonothersamples(Figure6).Theabovementionedallows makingthepracticalconclusionontheproductionfeasibilityofengravingsfrombirchwood with the format not less than А8. Smaller engravings will have significantly lower aesthetic value. For wood of other species, for instance, beechwood and (or) images with not great numberofsmallelementstheboundaryofquantitytransition(formatareaS)toqualitatively new perception can shift to the format with smaller area. Nevertheless, the availability of such boundary will always take place. Its determination for images having different saturation with small elements and (or) made on other wood spices can be the subject of further research.
scores format
Fig. 7 Dependence (in scores) of the integrity (1), aesthetic value (2) and detailing (3) of the image on the engraved surface area; sample 3.3

CONCLUSION
Technologically controllable components of the aesthetic value of the engravings made with laser on wood – contrast, detailing and integrity of the image are proposed.
The character of their dependencies on the laser machine resolution and area of the images,ingeneral,coincideswiththeaestheticvaluedependenceonthesamefactors,which allows judging oftheadequatepresentation oftheaesthetic valueoftheengravings with the proposed parameters. The exceptions are both the high resolution values (over approximately 850 dpi for birch wood) and low resolution values. The restrictions are connected, on the one hand, with reaching the hue limit at high resolution values and excessiveabsorbeddensityofenergy,and,ontheotherhand,atlowresolutionvalues–with the insufficient heating of the wood surface for the pyrolysis beginning.
Thesizes ofimages significantly influencethe aestheticvalueof engravings, which is connected with thevisibility oftiny details by the human eye. With manysmall elements of the image, its format A8 and the larger in area are recommended for birch wood.
Thewayoftemplateprocessing(byrasterandfilling)didnotdemonstrateasignificant influence on the aesthetic value of the engravings in the investigated range of values of the factors.
94
REFERENCES
BARCIKOWSKI, S., KOCH, G., ODERMANTT, J. 2006. Charakterisation and Modification of the heat affected zone during laser material processing of wood composites. In HolzalsRoh und Werkstoff, 64: 94-103.
CHERNYKH, M., KARGASHINA, E., STOLLMANN, V. 2013. Assessing the impact of aesyhetic properties characteristics on wooddecorativeness. In Acta Facultatis Xylologiae Zvolen. 55(1):1326.
CHERNYKH, M., CHURAKOV,I., DRYKOVA, A., 2014. Preparation of images for Laser engraving on wood. In Design. Materials. Technology.2014.№4(34), 57-59.
CHERNYKH, M., KARGASHINA, E., STOLLMANN, V. 2018. The use of wood veneer for Laser engraving production. In Acta Facultatis Xylologiae Zvolen, 60(1); 121-128. DOI: 10.17423/afx.2018. 60.1.13
CHITU L., CERNAT, R., BUCATICA, I., PUIU, A., DUMITRAS, D.C. 2003. Improved technologies for marking of different materials. In Laser Physik 13(8), 1108-1111.
ELTAWAHNI,H.,ROSSINI,N.,DASSISTI,M.,ALRASHED,K.,ALDAHAM,T.,BENYOUNIS,K.,OLABI, A., 2013. Evaluation and optimization of laser cutting parameters for plywood materials. In Opt. Lasers Eng., 51(9):1029-1043, ISSN: 0143-8166, DOI: 10.1016/j.optlaseng.2013.02.019
GURAU L., PETRU, A., VARODI, A., TIMAR, M. 2017. The Influence of CO2 Laser Beam Power Output and Scanning Speedon Surface Roughness andColour Changes of Beech (Fagus sylvatica), In BioResources 12(4):7395-7412, ISSN: 1930-2126, DOI: 10.15376/biores. 12.4.7395-7412
HERNANDEZ-CASTAFIEDA J., KURSAD, H., LI, L. 2011. The effect of moisture content in fibrelaser cutting of pine wood. In Opt. Lasers Eng., 49(9-10):1139-1152, DOI: 10.1016/j.optlaseng. 2011.05.008
HILL, C. A. S. 2006. Wood Modification: Chemical, Thermal and Other Processes. In John Boe Wiley &Sons, Lid, Chichester, UK. DOI: 10.1002/0470021748
JUREK M., WAGNEROVA, R 2021 Laser beam calibration for wood surface colour treatment. In European Journal of Wood and Wood Products 79(5):1097-1107. DOI: 10.1007/s00107-021-01704-3
KUBOVSKY, I., BABIAK, M. 2009. Color changes iadided by CO2 laser irradiation of wood surface In Wood Research 54(3), 61-66.
KUBOVSKY,I.,KAČIK,F.,REINPRECHT,L.2016.TheimpactofUVradiationonthe changeofcolor and composition of the surface of lime wood treated with a CO2 laser. In Journal of Photochemistry and Photobiology A: Chemistry 322, 60-66. DOI: 10.1016/j,jphotochem.2016.02.022
LIN, C.J., WANG, Y. C., LIN, L. D., CHIOU, C. R, WANG, Y. N., TSAI, M. J. 2008. Effects of feed speed ratio and laser power on engraved depth and color difference of Moso bamboo lamina. In Journal of Materials Processing Technology 198(1-3), 419-425. DOI: 10.1016/ jmatprotec.2007.07.020
MARTINEZ-CONDE A., T. KRENKE, S. FRYBORT, U. MIILLER, 2017. Review: Comparative analysis of CO laser and conventional sawing for cutting of lumber and wood-based materials. In Wood Sci. Technol., 51: 943-966. DOI:10.1007/s00226-017-0914-9
PETRU, A., LUNGULEASA, A. 2015. Effects of the laser power on wood coloration In International Conference of Scientific Paper AFASES, Brasov, Romania (http://www.afahc.ro/ro/afases/2015/afases_2015/mediu/Petru_Lunguleasa.pdf).
PETUTSCHNIGG, A., STÉCKLER, M., STEINWENDNER, F., SCHNEPPS, J., GIITLER, H., BLINZER, J. HOLZER, H., SCHNABEL, T. 2013. Laser treatment of wood surfaces for ski cores:An experimental parameterstudy.InAdvancesinMaterialsScienceandEngineering1-7.DOI:10.1155/2013/123085
PHOTOGRAV.TheLaserEngravingPowerTool[online].DocumentVersion2021/10/04T:15:40:00z 2021 [cit.2021-10-04]. Available online: http://www.photograv.com/aspent2/ipsAnd1ricks.aspx/
PLATON: Might of a portrait. How To Creat Strong High Key Portraits Inspired by Platon`s Portrait Photography Style[online]. Document Version 2021/10/04T:15:40:00z 2021 [cit.2021-10-04]. Available online: http://www.newsinphoto.ru/iskusstvp/pleton-mogushestvo-portreta/.
95
SIKORA A., KATIK, F., GAFF, M., VONDROVA, V., BUBENIKOVA, T., KUBOVSKY, I. 2018. Impact: ofthermalmodificationoncolor andchemicalchangesofspruceandoakwood.In Journal ofWood Science, Volume 64, pp. 406-416 DOI: 10.1007/s10086-018-1721-0
VIDHOLDOVA Z.,REINPRECHT, L.,IGAZ, R. 2017.TheImpactofLaser SurfaceModification49.hm of Beech Wood on its ie and Occurrence of Molds, 12(2):7395-7412 DOI: 10.15376/biores.12.2.4177-4186
YAKIMOVICH B. 2016. Influence ar selected laser parameters on quality of images engraved on the wood. In Acta Facultatis Xylologiae Zvolen, 2016, 58(2): 45-50. DOI: 10.17423/afx.2016. 58.2.05
YSTO GROUP. Laser Cut 5.0/5.1/5.3 [online]. Document Version 2021/10/04T:15:40:00z 2021 [cit.2021-10-04]. Available online: http://www. ysto.ru/articles/56-software-for-tools/16-lasercut-rusifikator/. NEWS IN PHOTO. ZYKOVA M., KASIMOVA V., CHERNYKH M., STOLLMANN V., EVSTAFIEVA G. 2021. Method of computertemplateadjustmentforwoodLaserengraving.InActaFacultatisXylologiaeZvolen,63(2); 85-92. DOI: 10.17423/afx.2021. 63.2.07
ACKNOWLEDGMENTS
Thispublicationistheresultoftheprojectimplementation.Thecomprehensiveresearchofmitigatim and adaptation measures to diminish the negative impacts of climate changes on forest ecosystems in Slovakia (FORRES), IIMS. 3130//T678(100%) supported by the Operational Programme Integrated Infrastructure (OPII) funded by the ERDF.
AUTHORS’ ADDRESS
MikhailChernykh,Prof.,DSc,KalashnikovIzhevskStateTechnicalUniversity,Department of Industrial and Artistic Processing of Materials Izhevsk, 426069, Studenchaskaya, 7, email: rid@istu.ru
Maria Zykova, student, Kalashnikov Izhevsk State Technical University, Department of Industrial and Artistic Processing of Materials Izhevsk, 426069, Studenchaskaya, 7, email: frau.zyckowa2017@yandex.ru
Vladimir Stollmann, Assoc. Prof., Technical University in Zvolen, Faculty of Forestry, Department of Forest Harvesting, Logistics and Amelioration T.G. Masaryka 24, 960 53 Zvolen, Slovak Republic, email: stollmannv@tuzvo.sk
Maxim Gilfanov, Director of LLC “Synergy”, Izhevsk, 426063, Ordzhonekidze Drive, 2, email: gravirovkarf@ya.ru
96
ACTA FACULTATIS XYLOLOGIAE ZVOLEN, 64(2): 97 108, 2022
Zvolen, Technical University in Zvolen
DOI: 10.17423/afx.2022.64.2.10
THE EMULATION OF BIOMIMETIC PROPERTIES OF WOOD BY CREATING A DATABASE OF ABSTRACTED DESIGN PRINCIPLES
Zuzana Tončíková – Katarína Csúzová
ABSTRACT
The paper is focused on the methods for the emulation of biomimetic properties of wood by creating a database of abstracted design principles into a form understandable for designers The database was created according to the proposed procedure. It can serve as a tool for introducing the nature as a model, a mentor, a pattern, and as a measure for the development of innovative sustainable solutions in different areas of design. Designers will be able to use the database in a visually understandable and graphically elaborated form of insights into nature and instructions on how to use its perfectly functional creations, like reference models of what works and what can be applicable to their solutions.
Key words: bioinspiration, wood, design, biomimetics, biomimicry.
INTRODUCTION
Theresearchisfocusedontheuseofthebiomimeticproperties ofwood(in livingand non-livingform)andextendtheapplicationsofvisual,physical,mechanical,biological,and functional parameters to a new form of design. The principles for functional and aesthetic properties of products created by this method will be abstracted from anatomic elements, morphology, the microscopic and submicroscopic structure of wood, and other wood elements.
The new perception of utilization concerning biomimetic properties of wood stimulates a new scientific investigation of ways how to apply them in practice from the perspective of experts from art and design, wood science, phytology, biology, and woodprocessing technologies. Efforts were undertaken to use the underlying principles for the design of new optimized synthetic materials and/or structures or to use natural materials as prototypes and models themselves (STANZL-TSCHEGG 2011). One of the special features of wood, which contribute to its manifold optimized properties, is its hierarchical architecture (FRATZL andWEINKAMER2007).Thebasicstructuralunitsofthisarchitectureareelongated cells, which form layers, which finally result in a complex anisotropic construction. Wood is the prototype of the “matter” but does not have the attributes of passivity that one usually confers to materials. The plant is adaptive to the environment and synthesizes cell wall structuresthatconferactivitytowoodmaterialsevenwhenthecorrespondingplantcellsare not anymore living. This activity subsists when wood materials are collected for technical use (EDER et al 2021). Wood provides patterns for the development of optimized growth and exceptional functional properties including the ability to move without muscles in specific directions (ELBAUM et al. 2007; DAWSON et al. 1997; BASKIN et al. 2006). In
97
general, wood is structured hierarchically, and it has different attributes and specific characteristics in many dimensions. In its very essence, it is the entire interaction of characteristicsineachscale,whichgivesabasetomaterialproperty.Thestructuralhierarchy ofwoodincombinationwiththeprinciplesofabiomimeticdesign,butalsothephysicaland chemical properties of wood including the strategy of the functioning living tree as an organism are the key reasons why materials and subsequent designs inspired in this way would have their interesting abilities and properties (BURGERT and FRATZL 2009). For example, persistence, self-correction, movement, releasing a scent, processing of sonic waves, air humidity, etc. Such products could integrate comprehensively a sensor, a switch, andaregulator,aswell.Thesimulatingoftheselivingandnon-livingplantsystemsprovides theuncommonconceptualandpracticalframeworkfortheirapplicationintoanewformthat reacts to their environment (ALAM 2015). The primary tool of a design becomes a parametrical projection. Possibilities and the accuracy provided by 3D printing will influence the development of future ways of design significantly, as well as the art in future decades. In some sense, the printing process is comparable to plant growth processes and living wood has recently been considered additively manufactured by cell division and expansion (THIBAUT 2019). The 4D print structures which perform consecutive motions, inspired by the Bhutan pinecone scales were created (CORREA et al. 2015; CORREA et al. 2020). The different approach was evaluated with 3D wood printing (MARKSTEDT et al. 2019). Inspired by wood being grown into the shape of chairs, which is a slow natural process,theyspedupthemanufacturingprocessby3Dprintingtofabricateartificialcellular wood-likestructures that mimicbiogenesis. Ourpossibilities ofapplied research in the field of bio-inspired innovations are exponentially growing and designers play a key role in finding ways to implement these discoveries into usable solutions (GOSS 2010). New methods of biomimicry (BENYUS 1997, GULMANELLI 2008) have been successfully applied in many projects related to applied research when scientists conducted applied research related to bio-inspired innovations in one team with artists and designers (BAUMEISTER et al. 2013). These methods proved to be highly effective in speeding up and clarifying the entire process of biological mechanisms transfer from biology to design. The biomimicry practice follows a well-organized but flexible transdisciplinary team-based design process applicable to any kind of tangible or intangible design challenge (ROWLAND 2017). The emulation of natural systems into the design is proving to be highly effective for the emergence of sustainable innovations in the future (TONN 2007). However, analyses show thatthereiscurrentlyonlya12%ofsimilaritybetweenbiologyandcurrenttechnologiesthat are available on the market (VINCENT et al. 2006).
Theuniquenessofourresearchinthefieldofbiomimeticsisinfocusingonaparticular group of data and inspiration sources based on wood, as well as targeting the application in thefieldoffurniture,interior,andhousingbyusinganadaptedbiomimicryapproachfocused on wood as a source of biological mechanisms, strategies, and sustainable biological Life´s principles to set the bridge from biology to design (Tab. 1) This path is most appropriate when the design process initiates with an inspirational biological insight (including a biological Life’sPrinciple / strategies / mechanisms).Thediscovered biological strategies might inform new innovations in ways that generate interest from non-biologists. This will also consider the context of assumed creative activities, the individuality of interpretation, and the artistic expression of involved investigators. As the research focuses on the biomimeticpropertiesofwood–asaformofalivingorganismaswellasanaturalmaterial, one of the first innovative outputs will be a database that aims to present nature as a model, mentor,andmeasureforinnovativeandsustainablesolutionsofdiversedesignaspects inan understandable form for designers.
98
Tab. 1. "Biologyto Design isaspecific path through BiomimicryThinking." (“DesignLens: Biomimicry Thinking - Biomimicry 3.8”) Source: Biomimicry.net, adapted from (BAUMEISTER et al. 2013, Rowland 2017).
BIOLOGY TO DESIGN
1. Discover natural models
Find an inspiring organism or ecosystem and learn about itsuniquestrategies for survival.
2. Abstract biological strategies
Determinethemechanismbehindtheorganism’sorecosystem’sstrategyandtranslatethatintoa designprinciple by removing biological terminology.
3. Identify function
Using the strategy and your design principle as a guide, define what functional need is being met. The function should be the same for both.
4. Define context
Brainstorm applications where this function is needed. Who needs to do what your biological example is doing?
5. Brainstorm bio-inspired ideas
Think of ideas for how to combine the context, function, and design principle(s) to solve a challenge.
6. Integrate Life’s Principles
As you consider your ideas, makesure you incorporate Life’s Principles into the solution.
7. Emulatedesign principles
Focusonthebestideasfromyourbrainstormanddevelopadesignconcept.Consideraspectsofscale,andwhether you can go beyond emulating form and emulate process and ecosystem
8. Measure using Life’s Principles
Assess your design using Life’s Principles as a reference.
EXPERIMENTAL PART
Bioinspiration and its methods such as Biomimetics and Biomimicry represent one of thepromisingstrategiesforthechangeofthecurrentparadigmofcreationtowardsasystem approach of hybrid thinking in design. Emulating nature's strategy into a human design requiresadeepunderstandingofbiologyandliterallytranslatingthatstrategyintoalanguage understandable by designers, engineers, and architects. The ability of this interpretation requires a considerable amount of knowledge from various disciplines, creativity, and a lot of experience. We call this method of "translation" or "interpretation" into a form comprehensible to the designer the abstraction of design principles. Design principles are something like instructions on how to emulate biological mechanisms in our "artificial" humandesigns. Itmustbetaken asafactthatreadingascientificpublicationaboutacertain organism does not always automatically motivate a designer to pick up a sketchbook and come up with the application of a given strategy to breakthrough innovation (BAUMEISTER et al. 2013).Therefore,thederivationorabstractionofdesignprinciplesfromnaturalmodels proved to be a practical aid for the designer.
This abstraction is one of the most difficult steps and the most critical part of BiomimeticsandBiomimicry.Themomentofinterpretingthemechanismofhowthenatural world works so that it is simply understandable to a designer, inventor, artist, or innovator is a process that can only be learned through repeated practice and repetition. This process islargelyinterdisciplinary. Itisnecessaryto fully understandhownatureachievesthegiven functions.
The abstracted principle of design must be defined in a neutral language that is "unbiologized" and comprehensible to both worlds - biology and design (HELMS et al. 2009).
Thedesign principleshould capturetheessential essenceofthebiological mechanism and translate it in a way that is biologically accurate, but devoid of biological "vocabulary", with no obvious connection to nature. For our applied research, it is necessary to create a database of design principles abstracted in this way. The proposed methodology assumes thatthegreaterthenumberofabstracteddesignprinciplesavailabletodesigners,thegreater
99
the chance that one of them will be applied to the design of a radical sustainable innovation within the creative process. For clarity of the creative process, it is convenient to sort the abstracted principles into so-called "function cards". Function cards in the case of our research represent a database of instructions for applying bio-inspired properties derived fromwood,whichcontainasuccinctlyexplainedstrategyanddescribedmechanismofwhat we are looking for and derived "un-biologized" design principle. An example of a function card created in this way is shown in Tab. 2. The first step in abstracting is rather technical. At this point, the biological mechanism behind the function must be understood in as much detail as possible. The mechanism describes exactly how the strategy works. And the strategy explains how the function is achieved. Function names what nature does. A mechanism can work at the level of shape, form, processes, or interactions with the environment.Thelevelofprecisionanddetailrequiredtocorrectlyabstractdesignprinciples vary depending on the application. The mechanism must also include a simplified infographicthatexplainshowthemechanismworks.Theessentialactivitiesofthefirststage will enable the establishment of a database of procedures in a form of function cards as it is described in Tab. 2.
Tab. 2 Function card – Bordered pits of conifers; (part of the database of biomimetic design principles taken from wood).
FUNCTION CARD - Bordered Pits of Conifers
Function 1 capturing and filtration of gases, microbes, solid microparticles
2 closureof the pit under the action of physical laws
Biomimetic function taxonomy Distribution, moving Strategy Closure of thepit under the action of physical laws (natural forces - without the useof mechanical) Mechanism The pits consist of openings in the cell walls of two adjacent tracheids, which ensure the water flow in a tangential direction and prevent thetransition of air embolisms and microbes through the wood. The mechanism lies in the shape of the pit itself. Between the mentioned holes is a freely movable membraneconsistingofatorusandamargo,whichresembleacirculartrampoline.Theimpermeable torus serves as a support and thepermeable margo represents the supporting springs in the formof a membrane which hold the torus in place. The bottom line, however, is that this construction makes the pits able to move and close. Under normal conditions, the torus is in the centre of the chamber andwaterflowsthroughthelargeporesofthemargo.Anopenpitisroughly100-500nmindiameter, which is small enough to prevent the transition of unwanted microbes, but large enough to allow water to flow.

However,ifairentersoneofthetracheid,apressuredifferentialiscreatedbetweentheair-embolized and water-filled trachea, which deflects the torus across the chamber and occludes the porus - hole, preventing air from moving into the water-filled trachea. The torus is then said to be sucked in and sealing the embolized trachea from the adjacent ones. Because tracheids in conifers are relatively short, air does not enter the tree before the pits are closed.
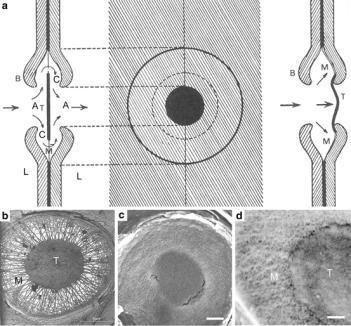
Design principle
A product (object), which we want to be able to close or open without the use of mechanical forces, using only the laws of nature (air pressure, water pressure, heat pressure), must be designed so that the formation resembles a circular trampoline placed in the centre of an open circular chamber, and which would consist of a fixed impermeable circular form on a movable permeable membrane. In the case that a compressive force was applied to such a formation from one side, the inner movable part would line the edge of the hole, obstructing it and thereby preventing the passage of certain elements through theobject.
References: Pictures: left - (DUTE 2015), right 3D model - (SCHULTE and HACKE 2021)
100
Table 2 represents an example of a function card created for the needs of explanation of the methodology. Function cards simplify the process of transfer of information concerningtheknowledgeaboutthefunctionalpropertiesofwoodentissuesandwoodfrom biology to design in the form of the design principle that is understandable for material engineers, technologists, and designers, as well. The database is proposed as a tool for designers to find feasible bioinspired ideas and solutions. The sources of data related to biomimeticmechanismsrepresentedbyspecificfunctionsinlivingtreetissuesandwoodare represented by images obtained by various types of microscopy (light, fluorescence, confocal,3Dscanning,microscopyofatomicforces)andvideosobtainedbyscanningonan X-ray microcomputer tomography and spectra from infrared spectroscopy or GC-MS spectrometry and science books describing the structure and properties of wood, wood mechanics from the nano level to the level of wood as construction material and the design of wooden products (POŽGAJ et al. 1997; MADSEN 1992).
Toensureboththetransparencyandcategorizationofaproposeddatabaseofthistype, its establishment is based on the methodology of a biomimicry taxonomy as it is explained by (BAUMEISTER et al. 2013). This functional taxonomy has been selected due to its simple categorization fully understandable for a design. A function expressed in the form of a verb can denote the ability of an organism or wood, as well as the property of a product. Biomimetic mechanisms must be divided into two basic categories. The first category consists of mechanisms specific only for living organisms like growing tree species and the second category concludes mechanisms that can be observed only in wood in its lifeless form, as a material. Then the mechanisms will be split into groups according to their functions – what atreespecies do, sub-group– inwhat way it fulfils agivenfunction and to what extent it approaches a given property. The following division in both categories continues according to whether the observed property results from mechanisms on macro, micro,ornanolevels.Eachmechanismfortreespecieswillberecordedandexplainedwithin its more detailed description and specification. The description of each mechanism on a structural level will include the physical and chemical principles of its explanation and geometricalproportionsincludingitsscaleanddimensions.Thedescriptionalsowillcontain anunderstandabledrawing,ofhownatureachievesgivenfunctionsintheformofdescriptive infographics. The processing of visually understandable infographics will be conducted within the mutual collaboration of designers and scientists with the objective to approach a rounded-offqualitygraphicalelaboration.Thekeypartofthe processwillbetoderivefrom each selected mechanism as real data and procedures as possible for the assumed synthetisation of a given property in the form of biomimetic material, a construction principle, or simply a principle for a design.
RESULTS AND DISCUSSION
Forabetterunderstandingofhowthedatabaseofbiomimeticdesignprinciplescanbe effectively used, there were selected two case studies. One very well-known and prominent example is the HYGROSKIN
– METEOROSENSITIVE PAVILION
(MENGES and REICHERT2015), whereis shown howcan be used biomimeticprincipleabstractedfrom the pineconeasanexampleofbioinspirationtakenfromtheabilitytoopenscaleswhentheyare dried and close when humidity is above a certain level. For the case study, was created a reversefunction card.Thedesign principleabstractedofthehygroscopecan becomepart of the design principles database. The second quite different example is the conceptual art designstudyfocusedontheemulationandabstractionofthebeautyofnaturalgeometryand
101
functions occurring in the wood. The design study was inspired on a micro-level and transformed the design principles into organic and innovative concepts of light objects
As design falls into the realm of art, these case studies were also chosen since they show two different application positions or so-called emulating abstracted biological strategiesfromwood.Literalandmetaphorical.Animportantconsiderationwhenemulating abstracted biological strategies, as was mentioned in the previous section, is a base understanding of how literal or metaphorical the application of abstracted design principle is. While there are different pros and cons in generating literal and metaphorical design principles, there are also pros and cons in emulating those principles. The designer is an artist, who often works in interdisciplinary teams. There exists a gradient of abstraction between literal to metaphorical, and as such, the following summary of pros and cons is illustrative rather than prescriptive. The pros of literal abstraction are greater confidence in the design/concept as a well-executed emulation. It is easier to identify and mimic one-toone correlations of strategies and when this approach is applied it results in more concrete innovations and it is easier to convince others of its feasibility. As cons of literal emulation aremarked following facts: Team often requires specificknowledge, technology, and tools; Specificsofthebiologicalmechanismsarenotalwaysknown.Innovatorsanddesignersmay be limited by scale (or other laws of physics). Metaphorical emulation is of course easier to understand and conceptualize the principles. It seldom requires specific technologies, knowledge, or tools. The designer has more freedom in emulation “fidelity.” The cons and risksofthismethodarethatsubjectstodesignerbiasestowardpreconceivedideas,andhence emulationmaybeweak. Solutionsmaybemoregenericandless ground-breakingandmore variable outcomes may occur.
HYGROSKIN – METEOROSENSITIVE PAVILION
Permanent Collection, FRAC Centre Orleans, France, 2011-13
Achim Menges in collaboration with Oliver David Krieg and Steffen Reichert
A common example of a robust natural hygromorph is the pinecone, famous for the static phyllotactic patterns of its scales. While tree-bound cones are closed, fallen cones are invariably open. But when dead fallen dry cones are moved into a humid environment, they close and open again when dried (REYSSAT and MAHADEVAN 2009, QUAN et al. 2021). The movementsofthepineconescalesarepresentedduetotheinteractionoftwotissuelayersin the scale: An upper, rigid layer that absorbs no or little water, and a lower layer that swells andelongatesduetomoisture.Inthisprocess,itpushesthescaleupwardandtheconecloses. If the lower layer dries and shrinks, it pulls the scale down again and the cone opens (RÜHE and SEIDLER 2022).
Hygroskin (Fig. 1 a) has a form of a climate-responsive kinetic sculpture It is a climate-responsive architecture whose modular wooden skin autonomously acknowledges weather changes by contracting and expanding its built-in apertures. Hygroskin was developedatICD,InstituteforComputationalDesignattheUniversityofStuttgart(CORREA et al. 2015; CORREA et al. 2013; REICHERT and MENGES 2010). The wood-composite’s undulating concave panels incorporate clusters of intricate, floral-shaped outlets. In Hygroskin, the geometry and assembly of the triangular elements play a crucial role in the reversible movement of the wooden elements. These channels are in conversation with the surrounding environment, adjusting to changes in relative humidity. The climatic shifts trigger a silent, material-innate movement translated through the porosity of the medium, resulting in continual fluctuations of enclosure and illumination of the internal space. The project behaves with the capacity of the material’s elasticity, neither requiring the supply of operational energy nor any mechanical or electronic control. The material structure itself is the machine. Its self-sufficient behaviour opens the possibility for ecologically embedded
102
architecture that could be in constant communication with its surroundings. It consists of thousands of surface responsive wood veneer elements (Fig. 1 b)


Sincetheprocessofunderstandingthebiologicalmechanismthatishiddenbehindthe pinecone and the creation of the Hygroskin-meteosensitive pavilion, the authors have come a long way.

For this case study, a function card with an abstracted design principle was created reverse according to analyses and available information about the existing bioinspired solution (Tab. 3).
Fig. 1 a Fig. 1 b
Fig. 1. a, b: The transfer of the biological principle of shape change triggered by hygroscopically induced dimensional change to humidity responsive, veneer-composite elements.

Fordesigners,thismeansthatbyusingsuchabstractedinstructions-designprinciples, theycan createmanydiversesolutionsin whichthefunctionof"movement",orreactionsto changes in the external environment will be achieved biomimetically. We assume that each such design will have its unique utility value, expression, material composition, size, and artistic and aesthetic character. It can incorporate the given biomimetic feature only in a small detail or on a large scale based on the creativity of the designer.
Biomimetic function taxonomy Move
Strategy
Arrangement of thick-walled scales on the outside of the cone and thin-walled scales on the inside in a phyllotaxy/Fibonacci sequence


Mechanism Sinceconesarecomposedofdeadcellslikewood,thesemovementsareprimarilyamechanical(passive)hygroscopic reaction and depend on the chemical composition (ROWELL 2005) and the structural arrangement or functional morphologyofthecones(DAWSON et al 1997;HARLOW et al. 1964) Anexampleisapineconeconsistingofdozens of seed scalesof varied sizes and wall thicknesses arranged in Fibonacci sequence (KILMER 1971). The thick-walled scales are on the outside of the cone, while the thin-walled ones are on the inside. “Under moist conditions, when a wind dispersal of seeds is not favourable, the scales curve upwards, the cone closes and the winged, airborne seeds are protected. Ontheotherhand, indry conditionstheybend downwardsand release the seeds, whichthen fly away" (POPPINGA et al. 2017) The mechanism, however, is that moisture or water falls primarily only on the outer scales, which move it towards the inner layers of the cone. Here, with the help of hemicellulose and amorphous cellulose, water is bound in the cell walls (POPPINGA et al. 2017) and a subsequent hygroscopic reaction - swelling occurs. In this process, it pushes the scale upward and the cone closes. If the lower layer dries and shrinks, it pulls the scale down again and the cone opens. (RÜHE and SEIDLER 2022)
Design principle
Thedesign,whichwewanttobeabletoopenandclosewithchanginghumiditywithouttheuseofmechanicalforces, mustbedesignedtoconsistofasetofthick-walledscalesdepositedontheoutsideoftheobjectandthin-walledscales deposited on the inside of the object. The movements would appear due to the interaction of two tissue layers in the scale ofour design: An upper, rigid layer that absorbs no or extraordinarily little water, and a lower layerthat swells and elongates due to moisture. The material to use must also be hygroscopic or capable of accepting moisture from the environment.
103
Tab.3Functioncard–pinecone(partofthedatabaseofbiomimeticdesignprinciplestakenfromwood). FUNCTION CARD – Pinecone
picture credit:(QUAN et.al. 2021)
Function hygroscopic |hydraulic motion
BIOINSPIRED LAMP – Bordered pits of conifers
The concept study of the geometry of natural shapes and their applications in the design 2019/ inspired by microstructure of wood.
The second quite different example is the conceptual design study focused on the emulating and abstraction of the beauty of natural geometry and functions occurring in the wood. The goal of the study was to introduce designers to the topic of geometric principles in nature, their rules, possibilities of construction, and utilization in the work of art and design. Bioinspiration was taken from the microstructure of wood and selected elements related to wood. The design study showed the procedure when theoretical research and familiarizationwiththebiologicalmechanismsbehindfunctionandgeometrywerefollowed by practical application of the acquired knowledge in the art design of a specific object - a lighting device using the methods of biomimicry. The created object was inspired by geometricrelationsbasedonthemicroworldofnature,andthemetaphoricaltransformation of shapes and their function in nature into the design concept. The outputs of the design studywerethescalemodels,sketches,geometricalanalyses,andminimumviableprototype. The first steps of the creation of the study were aimed at the acquaintance of the theoretical basics of wood anatomy on a micro-level, biomimicry and biomimetic methods, and the basicgeometricdesignprinciplesthatoccurinthewoodonmicroandmacrolevel(Lizoňová and Tončíková 2019). Then the selected structures and mechanisms were studied from a natural and geometric point of view and function cards for selected elements and mechanisms were created. Geometric elements and basic natural shapes have become the basis for designing new products.
The presented example of design study was in the frame of biomimicry inspired by bordered pits of conifers. In addition to the functional card (Tab 1) for understanding the biological mechanism of the bordered pits of conifers, the designers had at their disposal severalmicrophotosinvariouspositions.Thepresenceofthegoldenratio,curves,andradial symmetry in sections and images was observed and analysed during the design process. Subsequently drawing studies (Fig. 2c) in which the flow of light metaphorically replaced the flow of liquid through the bordered pits of conifers were created. Figure 2a shows an analysis of geometric relations that were simplified into a drawing study. Figure 2b shows thecreatedworkingmodel.Theprototypeandapplicationsofthedesignedlampininteriors are presented in Figure 2d. The goal of this study was not to create a perfect emulation of the biomimetic principles that work in wood in the form of a functional design but to show the way and methodology of how design can be inspired by nature at various levels - literal and metaphorical.
104
CONCLUSION




Nature-inspired innovations are unique in many aspects. They are ideally suited for their function and elegance, and we often see beauty in these solutions. Biomimetics and biomimicry as methods for applied research in design and art will undoubtedly play a significant role in the bio(r)evolution of design in the following decades. The research is focused on wood as a "living matter" and material. The wood, in its complexity, represents asourceof bioinspiration on manylevels. This research was launched in thefirst stagewith the set of methodology based on the creation of a database of as many so-called biomimetic function cards as possible to ensure maximization of utilizing many biological mechanisms observed in wood. The aim is to give designers, architects, and innovators instructions on how to mimic functions and shapes in their own designs. The most exciting perspective of bioinspiration is that material microstructure may be considered materially programmed information. In wood, the cellulose architecture encodes a complex set of movements triggered by humidity changes. Wood and most biological materials are active by hosting the information required in a particular architecture of fibre and by directly using environmental gradients as energy sources. The long-term objective of this project is to provideinstructionintheformoffunctioncards,andinthefollowingstages,developmodels andprototypesofinteriorelements,materials,orfurniturewhichwillachievethedemanded function and visual and aesthetical properties based on thetransferofbiomimeticproperties ofwood.Theapplicationofnaturalmaterialswithinfurnituredesignandinteriorarchitecture isconventionallyconnectedwithahealthymicro-environmentandtheapplicationofnatural materials with unique properties. The intention of the proposed project is not to replace natural materials in an interior dominated by wood with their synthetic variants. The vision is just to emulate these properties with the objective to develop and simulate their unique parameters artificially and to scale them in a new sustainable form for the 21st century that enablesthedevelopment ofanewgenerationofnature-inspiredproducts.Naturewillnotbe




105
Fig. 2: 2a – geometric analyses and technical drawing of proposed bioinspired concept; 2b - working modeloftheproposeddesignconcept;2c-drawingsinspiredbyborderedpits;2d–lampprototypeand application in interior design. Design: Vrábelová Marianna, Vrábľová Natália
2 a 2 b 2 c 2 d
used as a primary source of material but as a model, mentor, and measure for the applied research.
REFERENCES
ALAM, P.2015. Biomimetic compositematerialsinspired by wood. In Wood Composites, 357–394. DOI: 1016/B978-1-78242-454-3.00014-7
BASKIN, J.M., BASKIN, C.C., DIXON, K.W. 2006. Physical dormancy in the endemic Australian genus Stylobasium, a first report for the family Surianaceae (Fabales). In Seed Science Research 16(3), 229–232. DOI: 10.1079/SSR2006248229
BAUMEISTER, D., TOCKE, R., DWYER, J., RITTER, S., BENYUS, J. 2013. Biomimicry Resource Handbook: a seed bank of knowledge and best practices. In Missoula: Biomimicry, 3. 8
BENYUS, J.M. 2021. Biomimicry: innovation inspired by nature., New York: William Morrow
BURGERT, I., FRATZL, P. 2009. Actuation systems in plants as prototypes for bioinspired devices. PhilosophicalTransactionsoftheRoyalSocietyA:Mathematical,PhysicalandEngineering Sciences, 367(1893), pp.1541-1557. DOI: 10.1098/rsta.2009.0003
CORREA,D.,PAPADOPOULOU,A.,GUBERAN,C.,JHAVERI,N.,REICHERT,S.,MENGES,A.,TIBBITS, S. 2015. 3D-printed wood: programming hygroscopic material transformations. In 3D Printing and Additive Manufacturing, 2(3), pp.106-116. DOI: 10.1089/3dp.2015.0022
CORREA, D., POPPINGA, S., MYLO, M.D., WESTERMEIER, A.S., BRUCHMANN, B., MENGES, A., SPECK, T.2020.4Dpinescale: biomimetic 4Dprintedautonomousscaleandflapstructures capable of multi-phase movement. In Philosophical Transactions of the Royal Society A, 378(2167), p.20190445. DOI: 10.1098/rsta.2019.0445
CORREA, D., David KRIEG, O., MENGES, A., REICHERT, S., RINDERSPACHER, K. 2013. HygroSkin: A prototype project for the development of a constructional and climate responsive architectural system based on the elastic and hygroscopic properties of wood.
DAWSON, C., VINCENT, J.F., ROCCA, A.M. 1997. How pine cones open. In Nature, 390(6661), pp.668-668. DOI: 10.1038/37745
DUTE, R.R. 2015. Development, structure, and function of torus–margo pits in conifers, ginkgo and dicots. In Functional and ecological xylem anatomy (pp. 77-102). In Springer, Cham. DOI: 10.1007/978-3-319-15783-2_3
EDER, M., SCHÄFFNER, W., BURGERT, I., FRATZL, P., 2021. Wood and the activity of dead tissue.In Advanced Materials, 33(28), p. 2001412.DOI: 10.1002/adma.202001412
ELBAUM, R., ZALTZMAN, L., BURGERT, I., FRATZL, P., 2007. The role of wheat awns in the seed dispersal unit. Science, 316(5826), pp.884-886. DOI: 10.1126/science.1140097
FRATZL, P., WEINKAMER, R. 2007. Nature’s hierarchical materials. In Progress in materials Science, 52(8), pp.1263-1334. DOI: 10.1016/j.pmatsci.2007.06.001
GOSS, J. 2010, Biomimicry – Looking to nature for design solutions, UMI dissertation publishing 2010, UMI 1476728.
GULMANELLI, S. 2008 “Biomimicry.” Special Issue, Domus (February 2008): p. 32-37
HARLOW, W.M., CÔTÉ, W.A., DAY, A.C. 1964. The opening mechanism of pine cone scales. In Journal of Forestry, 62(8), pp.538-540. DOI: 10.1093/jof/62.8.538
HELMS,M.,VATTAM,S.S.,GOEL,A.K.2009.Biologicallyinspireddesign:processandproducts. In Design studies, 30(5), pp. 606-622. DOI: 10.1016/j.destud.2009.04.003
KILMER, W.L. 1971. On growing pine cones and other Fibonacci fruits McCulloch's localized algorithm. In Mathematical Biosciences, 11(1-2), pp.53-57. DOI: 10.1016/0025-5564(71)90007-1
LIZOŇOVÁ, D., TONČÍKOVÁ, Z. 2019. Exploring the application of nature-inspired geometric principleswhendesigningfurnitureandinteriorequipment. InActaFacultatisXylologiaeZvolenres Publica Slovaca, 61(1), pp.131-145. DOI: 10.17423/afx.2019.61.1.13
MADSEN, B. 1992. Structural behaviour of timber. Timber Engineering LTDNorth Vancouver. 405 p.
MARKSTEDT, K., HÅKANSSON, K., TORIZ, G., GATENHOLM, P., 2019. Materials from trees assembled by 3D printing–Wood tissue beyond nature limits. In Applied Materials Today, 15, pp.280-285. DOI: 10.1016/j.apmt.2019.02.005
106
MENGES, A., REICHERT, S. 2015. Performative wood: physically programming the responsive architecture of the HygroScope and HygroSkin projects. In Architectural Design, 85(5), pp.66-73. DOI: 10.1002/ad.1956
POPPINGA, S., NESTLE, N., ŠANDOR, A., REIBLE, B., MASSELTER, T., BRUCHMANN, B., SPECK, T. 2017. Hygroscopic motions of fossil conifer cones. In Scientific reports, 7(1), pp.1-4. DOI: 10.1038/srep40302
POŽGAJ, A., CHOVANEC, D., KURJATKO, S.,BABIAK, M. 1997. Štruktúraa vlastnosti dreva. Príroda a. s., Bratislava. 485 p.
REYSSAT, E., MAHADEVAN, L. 2009. Hygromorphs: from pine cones to biomimetic bilayers. In Journal of the Royal Society Interface, 6(39), pp.951-957. DOI: 10.1098/rsif.2009.0184
REICHERT,S.,MENGES,A.2010.Responsivesurfacestructures. Bionikpat.aus.der.natur.Bremen: Bionik-Innovations-Centrum (BI-C) Bremen, pp.28-34.
ROWELL, R.M. 2005. Handbook of wood chemistry and wood composites. CRC press.
ROWLAND,R.2017.Biomimicrystep-by-step.Bioinspired,BiomimeticandNanobiomaterials,6(2), pp.102-112. DOI: 10.1680/jbibn.16.00019
RÜHE,J.,SEIDLER,S.2022 Newinsightsintothemovementofpinecone scales,[online]31.5.2022, Electronic Resource: Officeof University and ScienceCommunications Albert-Ludwigs-Uni ersität Freiburg, [cit.20.06.2022], https://kommunikation.uni-freiburg.de/pm-en/press-releases-2022/newinsights-into-the-movement-of-pine-cone-scales?set_language=en
QUAN, H., PIROSA, A., YANG, W., RITCHIE, R.O., MEYERS, M.A. 2021. Hydration-induced reversible deformation of the pine cone. In Acta Biomaterialia, 128, pp.370-383. DOI: 10.1016/j.actbio.2021.04.049
SCHULTE, P.J., HACKE, U.G. 2021. Solid mechanics of the torus–margo in conifer intertracheid bordered pits. New Phytologist, 229(3), pp.1431-1439. https://doi.org/10.1111/nph.16949
STANZL-TSCHEGG, S.E. 2011. Wood as a bioinspiring material. In Materials Science and Engineering: C, 31(6), pp.1174-1183. DOI: 10.1016/j.msec.2010.12.001
THIBAUT, B. 2019. Three-dimensional printing, muscles, and skeleton: mechanical functions of living wood. In Journal of Experimental Botany, 70(14), pp.3453-3466. DOI: 10.1093/jxb/erz153
TONN, B.E. 2007. Futures sustainability. In Futures, 39(9), pp.1097-1116. DOI: 10.1016/j.futures.2007.03.018
VINCENT, J.F., BOGATYREVA, O.A., BOGATYREV, N.R., BOWYER, A. and PAHL, A.K. 2006. Biomimetics: its practice and theory. In Journal of the Royal Society Interface, 3(9), pp.471-482. DOI: 10.1098/rsif.2006.0127
ACKNOWLEDGEMENT:
This work was supported by the Slovak Research and Development Agency under the Contract no. APVV-21-0015.
AUTHORS’ ADDRESSES:
Assoc. prof. Zuzana Tončíková, ArtD.
Technical University in Zvolen Faculty of Wood Sciences and Technology Department of Furniture and Interior Design T. G. Masaryka 24 960 01 Zvolen, Slovakia
Mgr. Art. Katarína Csúzová Technical University in Zvolen Faculty of Wood Sciences and Technology Department of Furniture and Interior Design T. G. Masaryka 24 960 01 Zvolen, Slovakia
107
108
ACTA FACULTATIS XYLOLOGIAE ZVOLEN, 64(2): 109 119, 2022
Zvolen, Technical University in Zvolen DOI: 10.17423/afx.2022.64.2.11
WHAT IS THE APPLICATION OF SELECTED GREEN GROWTH INDICATORS IN WOOD-PROCESSING ENTERPRISES IN SLOVAKIA?
Miroslava Melichová – Mariana Sedliačiková – Anna Kocianová – Jarmila Schmidtová
ABSTRACT
The aim of this paper was to identify the application of selected green growth indicators, specifically voluntary environmental policy instruments of in wood-processing enterprises in Slovakia. The mapping of the researched issue was carried out in the form of questionnaire. The evaluation of the questionnaire was performed by the single-proportion hypothesis test. Pearson's Chi-square test was used to verify the representativeness of the examined sample and the consistency of the questionnaire was confirmed using Cronbach's alpha. Based on the achieved results, it can be stated that at least half of the enterprises do not use green procurement and do not label their products with an eco-label. These companies have neither implemented an Environmental Management System nor an Environmental Management and Audit Scheme. The achieved results show that enterprises in the wood-processing industry in Slovakia mostly do not apply green growth indicators voluntary instruments of environmental policy.
Key words: green growth, green growth indicators, enterprises, wood-processing industry
INTRODUCTION
Mankind is currently facing the challenge of managing large environmental changes, such as climate change and its effects, rapid change in land use, biodiversity loss and much more. Even though the impact of systematic management of carried out behavior through politics is impossible to incite, the urgency of many future challenges requires the identification of further options for a rapid and far-reaching transformation to secure key planetary processes (ABSON et al. 2017; FOLKE 2019; MINÁROVÁ et al. 2020). For this reason,countriesaroundtheworldseektotransformtheirindustrialandeconomicstructures with the goal to promote green growth (WANG et al. 2021). There are several definitions of green growth, but themost commonly used is theformulation oftheOECD(CAPASSO et al. 2019). OECD (2011) defines green growth as an effort of the process of economic growth and development under the conditions of sustainable use of natural resources to ensure the continued provision of resources and environmental services on which our well-being depends.Greengrowthisasubsetthatdefinesstrategiesanddevelopsmeasurableindicators tomonitorprogresstowardssustainabledevelopment(PAN et al. 2018).Sustainabilityisone of the most important contributions of the wood processing industry (WPI) to green growth
109
ULYOVÁ and KOCÁK 2020). The current situation in environmental policy and its partial strategies requires the application of voluntary instruments in the form of green growth indicators,namelyEMAS,EMS,greenprocurementandenvironmentallabelling.Voluntary instruments,complementedbyappropriateinnovativeenvironmentalmanagementmethods, are expected to become key environmental product policy instruments aimed at promoting sustainable production and consumption through eco-innovation of production and service processesandtheopenprovisionofenvironmentalinformationtotheconsumerpublic(MAY et al. 2017).Voluntaryinstrumentsofenvironmentalpolicyareagreementsbetweenindustry and public programs that enterprises can use on a voluntary basis. Authors (MALÁ et al. 2019; BLASER 2021) see such agreements as opportunities to address environmental issues, in a flexible, low-cost way, building consensus between different stakeholders. On the contrary, others (STAHL 2014; LIANG et al. 2018; WIEGAND et al. 2022) believe that such agreements provide few environmental approaches. Wood is a renewable material that contributestotheincomeofthenationaleconomyandcanbecompetitiveinforeignmarkets, even though most wood-processing enterprises currently use outdated technologies (ARMIR et al. 2020;BLASER 2021).WPIinSlovakiaconsistsofthewoodworking,furnitureandpulp and paper industries. It has enormous potential in terms of ecological orientation and it is necessaryto useit as much as possible(MORESOVÁ et al. 2019; SEDLIAČIKOVÁ et al 2021). Slovakia is relatively independent concerning imports of inputs from natural sources, it is built on adomesticresourcebaseofasustainablecharacter. WPIpresents an important area of industry for the Slovak national economy (SEDLIAČIKOVÁ et al. 2020; KRIŠTOFÍK and MEDZIHORSKÝ 2022; MALÁ et al. 2019). WPI has a long tradition in Slovakia and is one of the most important traditional industries (PALATOVÁ et al. 2019).
This paper aims to identify the application of selected green growth indicators, specifically voluntary instruments of environmental policy in wood-processing enterprises in Slovakia.
METHODOLOGY
The methodology of the paper was divided into three stages. The first stage was focusedontheanalysisofsecondarysourcesontheissueofgreengrowthindicatorsandthe wood-processing industry in Slovakia. At this stage, the scientific work methods of summarization, knowledge synthesis, analogy and deduction were used.
In the second stage, the primary data in the practice of WPIenterprise were analyzed, for which a survey method in the form of a questionnaire was used (TOMŠÍK 2017; PACÁKOVÁ 2009; RIMANČÍK 2007). Subsequently, the achieved results were evaluated by selected mathematical-statistical methods.
In the third stage, the results were evaluated through analogy, deduction, and summarization of the acquired knowledge.
Thequestionnairecontainedatotalof20questions,whichwereclosedandsemi-closed, with the answer option “other”. According to FINSTAT (2022) and SK NACE classification of economic activities, a total of 3807 enterprises operate in the WPI sector, which forms the scope of the basic population. This was corrected to 472 WPI enterprises due to the exclusion of the micro-enterprise segment. The questionnaire was sent to these enterprises. According to the recommendation of the European Commission no. 2003/361/EC, a microenterpriseconsistsof1to9employeesandtheannualturnoverdoesnotexceed€2,000,000. According to FINSTAT (2022), micro-enterprises present 87.60% of the wood processing industry. Due to the impact of the Covid-19 pandemic and the consequences of the ongoing
110
(Š
war in Ukraine, micro-enterprises challenge existential problems. For this reason, this segment of enterprises has only limited opportunities to introduce sustainable technologies, innovations, and green growth indicators. In the context of these facts, micro-enterprises were excluded from the survey.
The internal consistency of the questionnaire was verified by the Cronbach's alpha coefficient (α), where k is the number of items tested, si2 is the sum of the variance items, and s2 is the total variance. The Cronbach's alpha coefficient was determined by the following formula (CRONBACH 1951; MARKO 2016): (1)
According to RIMANČÍK (2007), Cronbach's alpha values of 0.7 and higher mean sufficient internal consistency.

To meet the condition for generalizing the measured data and obtained results to all WPI enterprises, it is necessary to fulfil the minimum research sample size (n) determined by the following relation to the calculation under the conditions of an acceptable margin of error of 5% (e = 0.05) and a confidence level of 95% (z = 1.95) at known basic population (N = 472) and at p level (p=0.05) (FAERON 2017; LOUNGRATH 2017): �� ≥ ��×(1 ��) ��2 ��2+��×(1 ��) �� (2)
ThequestionnairewassenttoWPIenterprisesthroughtheire-mailcontactsintheperiod from 01. 02. 2021 to 31. 01. 2022. The results of the questionnaire were processed in the Statistica program and a single-proportion hypothesis test was used to verify the assumed hypotheses, which is used to test the statistical hypothesis that the proportion of a certain value of a variable in the population equals a given constant. The test criterion is as follows (PACÁKOVÁ 2009; SODOMOVÁ 2000): ��= �� ��0 √��×(1 ��) ��
(3)
Theresearchsampleshouldberepresentativeofthepopulation;therefore,itwasverified usingPearson'sChi-squaregoodness-of-fittestbasedontwofeatures,namelythesizeofthe enterprise and the self-governing region in which the enterprise is located. Pearson's Chisquare test is one of the most known goodness-of-fit tests, which is based on the difference betweenobserved(Xi)andexpected(Npi)frequencies.AsreportedbyLYÓCSA et al. (2013), the test characteristic for the Chi-square test (where k is the number of addends) is: ��2 =∑ (���� ������) ������ �� ��=1 (4)
The following hypotheses are assumed: H1: It is assumed that at least half ofSlovakWPIenterprises do not usegreen procurement. Green procurement is a voluntary instrument that enterprises do not use effectively. The identified barriers to its use include financial constraints of contracting authorities, insufficient administration and fear of discrimination in the incorporation of environmental criteria into tender documents (MALATINEC 2021; SONNICHSEN et al. 2020).
111
H2: It is assumed that at least half of WPI enterprises in Slovakia do not use the Environmental Management System (EMS).
According to KRÁLIKOVÁ and RUSKO (2013), the EMS system is a more suitable tool for larger companies. Many small and medium-sized enterprises in Slovakia criticize it for its complexity, high implementation costs and lack of qualified employees to work with it (RUSKO et al. 2007; FUZI et al. 2020).
H3: It is assumed that at least half of WPI enterprises in Slovakia are not involved in the Environmental Management and Audit Scheme (EMAS).
70 enterprises in Slovakia have the EMAS designation, most of which operate in the construction sector (SAŽP 2022; MAJERNÍK et al. 2013). EMAS positively motivates companies to take a responsible approach and to improve environmental performance, nevertheless, the number of registrations has decreased (NOVELLI et al. 2020).
H4:ItisassumedthatatleasthalfofSlovakWPIenterprisesdonotlabeltheirproductswith an eco-label.
ThesurveyoftheauthorsGUŠTAFÍKOVÁ (2014)showedthattherehasbeenadeclining trend of a number of products with an environmental label since 2009. WPI enterprises do not see a relationship between rising demand and eco-labelling of products (MARKO 2019).
RESULTS AND DISCUSSION
The calculated level of Cronbach's alpha coefficient (α) was 0.77, which means that the questionnaire is acceptable in terms of consistency. Using the above formula, it was possibleto calculatetheminimumsamplesizeforthesurvey. Thesamplemust consistofat least212WPIenterprises.221WPIcompaniestookpartinthesurvey,whichshowsthatthe results can be generalized to all WPI enterprises in Slovakia. Using Pearson's Chi-square goodness-of-fit test based on two features, it can be stated that the p-value is higher than α (α=0.05),andthustheresearchsampleisrepresentativeaccordingtotheexaminedfeatures (Tab. 1).
Tab. 1 Results of Chi-square test. Chi-square 0 15 sv 7 p-level 0 988
In terms of enterprise size, the structure of the research sample consisted mainly of small enterprises (80.91%), medium-sized enterprises accounted for 17.89% and the least represented 4.20% were the large ones. According to the classification of economic activities, the research sample contained the most companies from the woodworking industry sector (44.98%), followed by furniture companies (18.44%) and the lowest share was represented by pulp and paper companies (8.09%).
To verify the validity of hypothesis H1 that at least half of Slovak WPIenterprises do not apply green procurement, a statistical verification was performed by the singleproportion hypothesis test with a result of p = 0.000 (Tab. 3). From the authors' statements (JANSSEN and JAGER 2002; BLASCO et al. 2021) it can be deduced that WPI enterprises do not apply green procurement sufficiently, thus not supporting the sustainable use of natural
112
resources leading to a sustainable transformation process and especially innovation. Although green procurement contributes to nature protection and the fight against climate change, upto62.90%ofSlovakWPIenterprises donotuseit(Table2).HypothesisH1was confirmed with 95% confidence and it can be stated that WPI enterprises in Slovakia, not using green procurement, have a majority share
Tab. 2. Frequency table of the sample.
Green procurement Absolute frequency Cumulative absolute frequency Relative frequency (%)
Cumulative relative frequency(%)
Yes 82 82 37.10 37.10 No 139 221 62.90 100.00 Total 221 100
Tab. 3. Hypothesis H1 test on the relative frequency. Hypothesis Research area Alternative hypothesis p n u p-level H1 Non-green WPI enterprises π > 50% 62.90% 221 4.00 0 000
A question arises from the above facts, how often do WPI enterprises innovate their technologies,whereitisassumedthattheenterprisesinquestioninnovatetheirtechnologies only once a year. The percentages of individual time intervals are shown in Figure 1, and according to the results, most WPI enterprises innovate only once a year. 51.58% 34.84%
13.58% once a year 2 - 4 times peryear 5 timesand more
Fig. 1 Time interval of innovations per year in the enterprises. Source: authors
In the second hypothesis H2, it was assumed that at least half of WPI enterprises in Slovakia do not use EMS. Regarding the formulation of hypothesis H2, it was verified by the single-proportion hypothesis test. Based on the p-level result (p = 0.000) (Table 5), hypothesis H2was confirmed.In thesurvey, more than90%ofWPIenterprises in Slovakia do not use EMS (Tab. 4).
Tab. 4. Frequency table of the sample.
EMS Absolute frequency Cumulative absolute frequency
Relative frequency (%)
Cumulative relative frequency (%)
Yes 22 22 9.95 9.95 No 199 221 90.05 100.00
Total 221 100
113
Tab. 5. Hypothesis H2 test on the relative frequency
Hypothesis Research area Alternative hypothesis p n u p-level
H2 EMS π > 50% 90.05% 221 19.89 0.000
In connectionwiththeindicatorofvoluntaryinstrumentsofenvironmental policy,the Environmental Management and Audit Scheme is also interconnected, which motivates enterprises to take a responsible approach and to improve environmental performance. The available data for this green growth indicator showed that up to 92.31% of WPI enterprises do not use EMAS (Table 6). Based on the single-proportion hypothesis test results with a result of p = 0.000 (Table 7), hypothesis H3 was confirmed. It can be deduced that there is a majority of WPIenterprises not using the EMAS.
Tab. 6. Frequency table of the sample.
EMAS
Cumulative relative frequency (%) Yes 17 17 7.69 7.69 No 204 221 92.31 100.00
Absolute frequency Cumulative absolute frequency Relative frequency (%)
Total 221 100
Tab. 7 Hypothesis H3 test on the relative frequency
Hypothesis Research area Alternative hypothesis p n u p-level H3 EMAS π > 50% 92.31% 221 23.61 0.000
The last surveyed area was the labelling of products with an environmental label. The eco-label takes into account the whole transformation process of the product up to its disposal orrecycling Based on theresults ofthe single-proportion hypothesis test, in which thefrequency wasset at 50%andthep-level (p=0.000)ishigherthanα(α=0.05),thusH4 was confirmed (Tab. 8 and Tab. 9). It can be stated that at least half of WPI enterprises in Slovakia do not label their products environmentally.
Tab. 8. Frequency table of the research sample.
Environmental labelling
Absolute frequency Cumulative absolute frequency Relative frequency (%)
Cumulative relative frequency(%)
Yes 51 51 23.08 23.08 No 170 221 76.92 100.00 Total 221 100
Tab. 9. Hypothesis H4 test on the relative frequency
Hypothesis Research area Alternative hypothesis p n u p-level H4 Environmental labelling π > 50% 76.92 221 9.50 0.000
Theanalysisoftheobtainedresultsshowed(Table3)thatWPIenterprisesin Slovakia do not procure inputs and products into the transformation process through green procurement. The information on theimplementation ofthe National Action Planfor Green Procurement, where green contracts accounted for only 3.5% of the total number of
114
contracts, also corresponds to the above facts (MINZP, 2018). According to MALATINEC (2021) and the OECD (2022), green procurement also contributes to energy savings and helps companies to reducecosts and thussavemoney.Anexampleofthisis thepurchaseof energy-saving products and technologies that significantly reduce expenses on electricity andgas,whichconstantlygrowduetothecrisisinUkraine.Inthecontextofthis,thesurvey examinedtheintervalofinnovationinWPIenterprises.TheauthorsLORINCOVÁ et al.(2020) and ALNUAIMI et al. (2021) point out that innovation activities are one of the basic preconditions for the success of WPI enterprises based on sustainable development in the market economy. On the contrary, WPI enterprises reported in the survey the innovation of technologies only once a year. The findings do not correspond to the survey KOCIANOVÁ et al. (2022), where up to 67.52% of Slovak WPI enterprises were interested in the development of production technologies. In recent years, attention and support for environmental protection, which is also associated with certification, has been growing (DARDANONI and GUERRIERO 2021). The importance of wood and paper products from certified sustainablesources has been increasing in thelast two decades, which is in parallel withtheoverallinterestinglobalsustainabilityissues.Theassociationofcertifiedwoodand paper products with legality issues, monitoring the source of origin of supplies, and prevention of illegal logging has been proven (DE PELSMACKER et al. 2005; FISCHER et al. 2005). The most well-known voluntary certifications include EMAS and EMS, while the authors MAJERNÍK et al. (2013) and BARÓN et al. (2020) point out their significance for the management and protection of the environment by enterprises. For this reason, hypotheses H2 and H3 were verified by the single-proportion hypothesis test, which predicted that at least half of WPI enterprises in Slovakia do not use EMS and EMAS. After performing a statistical verification with a p-level result (p = 0.000) for both hypotheses, they were both confirmed. Rates of up to 92% for WPI enterprises were demonstrated for EMAS and 90% for EMS. The last hypothesis, H4, examined whether WPI enterprises label products with aneco-label,whichisimportantforsustainability.LARSON et al.(2011)agreeandclaimthat eco-labels provide manufacturers with an economic incentive to create products that reduce negative environmental impacts. Despite this mentioned advantage, the single-proportion hypothesistestwitharesultofp=0.000confirmedtheassumptionthatthenon-eco-labelled WPI enterprises present the majority share. This paper aimed to identify the application of selectedgreengrowthindicators,specificallyvoluntaryinstrumentsofenvironmentalpolicy in WPI enterprises in Slovakia. Based on the results of the survey, it can be stated that the majority of WPI enterprises in Slovakia do not apply the indicator of voluntary instruments of environmental policy. As previous surveys show (MELICHOVÁ and SEDLIAČIKOVÁ 2021; MELICHOVÁ et al. 2021a; MELICHOVÁ et al. 2021b; MELICHOVÁ et al. 2021c), WPI enterprises consider the orientation of producers in the context of environmental pollution to output control as the biggest internal barrier to non-application of the green growth indicatorsinquestion,andthelackoffinancialsupportfromthestateastheexternalbarrier.
CONCLUSION
The paper aimed to identify the application of selected green growth indicators, specifically voluntary instruments of environmental policy in wood-processing enterprises in Slovakia. 221 Slovakenterprises in the wood processing industry took part in the survey. The results clearly showed the non-application of green procurement in wood processing enterprises in Slovakia. Small, medium, and large wood processing enterprises in Slovakia innovate their technologies only once a year, which is insufficient from thepoint of view of
115
sustainability. Also, over half of the companies have not implemented an Environmental Management System or an Environmental Management and Audit Scheme. The aim of the contribution was met and based on the results; it can be stated that Slovak wood processing enterprises do not apply the indicator of voluntary instruments of environmental policy in theirenterprises.Theresultsoftheresearchcanserveasabasisforthedevelopmentofwood processing enterprises in the context of sustainability. For the success of wood processing enterprises, it is vital to invest and apply thevoluntary instruments ofenvironmental policy, which will help increase their performance and competitiveness. The presented findings in the research issue are an incentive for a further detailed examination of the reasons for the lack of interest in green growth indicators.
REFERENCES
ABSON, DJ., FISCHER, J., LEVENTON, J., NEWIG, J., SCHOMERUS, T., VILSMAIER, U., HENRIK, W., ABERNETHY, P., IVES, CH., JAGER, N., LANG., D., 2017. Leverage points for sustainability transformation. In Ambio 46, 30-39.
ALNUAIMI, BK., SINGH, SK., HARNEY, B., 2021. Unpacking the role of innovation capability: Exploring the impact of leadership style on green procurement via a natural resource-based perspective. In Journal of business research 134, 78-88, DOI: 10.1016/j.jbusres.2021.05.026.
ARMIR, NAZ., ZAKARIA, S., BEGUM, RA., CHAMHURI, N., ARIFF, NM., HARUN, J., TALIB, NM., KADIR, MA., 2020. The Readiness of Peninsular Malaysia Wood-based Industries for Achieving Sustainability. In BioResources 15, 2971-2993, ISSN 1930-2126.
BARÓN,A.,CASTRO,R.,GIMÉNEZ,G., 2020. Circular Economy Practices among Industrial EMASRegistered SMEs in Spain. In Sustainability 12, DOI: 10.3390/su12219011.
BLASER, J., 2021. [WWW Document]. URL https://www.un.org/esa/forests/wpcontent/uploads/2021/01/Covid-19-SFM-impact-Eastern-Europe.pdf
CAPASSO,M.,HANSEN,T.,HEIBERG,J.,KLITKOU,A.,STEEN,M.,2019.GreenGrowth–a synthesis of scientific findings. In Technology Forecasting and Social Change 146. 390-402.
CRONBACH,LJ.,1951.Coefficientalphaandtheinternalstructureoftest.InPsychometrika16,297334.
DARDANONI, V., GUERRIERO, C., 2021. Young people´s willingness to pay for environmental protection. In Ecological Economics 179, DOI: 10.1016/j.ecolecon.2020.106853.
DE PELSMACKER,P.,DRIESEN,L.,RAYP,G., 2005. Do consumers care about ethics? In TheJournal of consumer affairs 39, 363-385, DOI: 10.1111/j.1745-6606.2005.00019.x.
EUROPSKA KOMISIA., 2005. [WWW Document]. URL odporucanie_komisie_zo_6_maja_2003_ktore_sa_tyka_definicie_mikro_malych_a_strednych_pod nikov_2003_361_es_.pdf
FAERON,E.,2017.SampleSizeCalculationsforPopulationSizeEstimationStudiesUsingMultiplier Methods with Respondent-Driven Sampling Surveys. Journal Public Health and Surveillance 3, 59.
FINSTAT., 2022. [WWW Document]. URL https://finstat.sk/databaza-firiem-organizacii
FISCHER, C., PARRY, I., AGUILAR, F., JAWAHAR, P., 2005. [WWW Document]. URL www.rff.org/files/sharepoint/WorkImages/ Download/RFFDP-05-09
FOLKE, C., 2019. Collaborative Approaches to Biospher eStewardship. Island: Island Press, 2019. ISBN 1-64283-003-8.
FUZI, NM., HABIDIN, NF.,JANUDIN, SE., ONG, SYY., 2020. Environmental management accounting practices, management system and performance SEM approach. In International Journal of Quality & Reliability Management 9-10, 1165-1182. DOI: 10.1108/IJQRM-12-2018-0325
GUŠTAFÍKOVÁ,T.,2014.SelectedGreenGrowthIndicatorsintheSlovakRepublic.BanskáBystrica: PRO s. r. o., 2014. 48 s. ISBN 978-80-89503-35-3.
KRIŠTOFÍK, P., MEDZIHORSKÝ, J., 2022. Capital structure determinants of wood-processing enterprises in Slovakia. In Acta Facultatis Xylologiae Zvolen 64, 135-146. DOI: 10.17423/afx.2022.64.1.12
116
KOCIANOVÁ,A.,SEDLIAČIKOVÁ,M.,SSCHMIDTOVÁ,J.,MORESOVÁ,M., 2022. Specifics of family business in the woodworking and furniture industry in Slovakia. In Acta Facultatis Xylologiae Zvolen 64, 123-133. DOI: 10.17423/afx.2022.64.1.11
KRÁLIKOVÁ, R., RUSKO, M., 2013. The implementation of environmental management systems in small and medium-sized enterprises. In Proceedings of the International Conference. November 19, 2013, Bratislava, Slovakia.
LARSON,J.,FARKAS,D.,2011.Indicatingimpact:TheEnvironmentalLife-CycleRatingLabel.2011 IEEEInternationalProfessionalCommunicationConference,October17-18,2011,Cincinnati,USA.
LIANG, ZF., ZHANG, ML., MAO, QD., YU, BX., MA, B., 2018. Improvement of Eco-Efficiency in China: A Comparison of Mandatory and Hybrid Environmental Policy Instruments. In International Journal of Environmental Research and Public Health 15. DOI: 10.3390/ijerph15071473
LORINCOVÁ, S., BAJZÍKOVÁ, Ľ., OBORILOVÁ, I., HITKA, M., 2020. Corporate culture in small and medium-sized enterprises of forestry and forest-based industry is different. In Acta Facultatis Xylologiae Zvolen 62, 121-136. DOI: 10.17423/afx.2020.62.2.12
LOUNGRATH, P., 2017. Minimum Sample Size Method Based on Survey Scales. In International Journal of Research & Methodology in Social Science3, 44.
LYÓCSA,Š.,BAUMOHL,E.,VÝROST,T., 2013. Kvantitatívne metódy v ekonómii II. Košice: ELFA, 2013. 460 p. ISBN 978-80-8086-210-7.
MAJERNÍK, M., SZARYSZOVÁ, P., ŠTOFOVÁ, L., 2013. Environmental Management according to Emas and international standards ISO 14001 in European area – status and perspective. In ACTA UNIVERSITATIS MATTHIAE BEL II. 15, 14-25.
MALATINEC, T., 2021. Local barriers in the efficient use of Green Public Procurement – case of Slovakia. In Juridical Tribune 11, 524-5334. DOI: 10.24818/TBJ/2021/11/3.07
MALÁ, D., SEDLIAČIKOVÁ, M., DRÁBEK, J., JELAĆIC, D., MINÁROVÁ, M., 2019. Consumer Perception of Environmentally Sustainable Products of Slovak Wood Processing Enterprises. In Drvna Industrija 70, 407-418. DOI: 10.5552/drvind.2019.1922
MARKO, M., 2016. Využitie a zneužitie Cronbachovej alfy pri hodnotení psychodiagnostických nástrojov. Testfórum 7, 99-107.
MARKO,J., 2019. Odhalenie postojov lesníkov a drevárov k certifikácií. Lesokruhy 7-8, 4-5.
MAY, N., GUENTHER, E.,HALLER, P., 2017. Environmental Indicators for the Evaluation of Wood Products in Consideration of Site-Dependent Aspects: A Review and Integrated Approach. In Sustainability 9. DOI: 10.3390/su9101897
MELICHOVÁ, M., SEDLIAČIKOVÁ, M., 2021. Záujem drevospracujúcich podnikov o problematiku zeleného rastu. Zvolen: Technická univerzita vo Zvolene. 2021. ISBN 978-80-228-3308-0.
MELICHOVÁ, M., SEDLIAČIKOVÁ, M., KOCIANOVÁ, A., POLÁKOVÁ, N., 2021a. Environmentálne správanie sa drevospracujúcich podnikov a jeho mapovanie cez indikátory zeleného rastu. Banská Bystrica: Belianum. 2021. ISBN 978-80-557-1926-9.
MELICHOVÁ, M., SEDLIAČIKOVÁ, M., KOCIANOVÁ, A., POLÁKOVÁ, N., 2021b. Aký je záujem drevospracujúcich podnikov o zelený rast. Zvolen: Technická univerzita vo Zvolene. 2021. ISBN 978-80-228-3302-8.
MELICHOVÁ,M.,POLÁKOVÁ,N.,MORESOVÁ,M.,KOCIANOVÁ,A.,2021c.Determinantspreventing theimplementationofgreen growthandsustainabledevelopmentinenterprisesinthe Slovak woodprocessing industry. The 21st International scientific conference Globalization and its socioeconomic consequence 2021, October 13-14, 2021, Žilina, Slovak Republic.
MINÁROVÁ, M., MALÁ, D., SMUTNÝ, F. 2020. Emotional intelligence of managers in family businesses in Slovakia. In Administrative science 10, 1-15, DOI: 10.3390/admsci10040084 MINZP., 2018. [WWW Document]. URL 2018_01_zelene_verejne_obstaravanie.pdf
MORESOVÁ, M., SEDLIAČIKOVÁ, M., ŠTEFKO, J., BENČIKOVÁ, D., 2019. Perception of Wooden Houses in the Slovak Republic. In Acta Facultatis Xylologiae Zvolen 61, 121-135. DOI: 10.17423/afx.2019.61.2.12
NOVELLI, V., GEATTI, P., BIANCO, F., CECCON, L., DEL FRATE, S., BADIN, P., 2020. The EMAS Registration of the Livenza Furniture District in the Province of Pordenone (Italy). In Sustainability 12, DOI: 103390/su12030898
117
OECD., 2011. [WWW Document]. URL 48012345.pdf
OECD.,2022.OECDEconomicOutlook,InterimReportMarch2022:EconomicandSocialImpacts and Policy Implications of the War in Ukraine, OECD Publishing, Paris, DOI: 10.1787/4181d61b-en.
PACÁKOVÁ, V., 2009. Štatistické metódy pre ekonómov. Bratislava: Wolters Kluwer, 2009. 411 p ISBN 978-80-8078-284-9.
PALÁTOVÁ,P.,DUDÍK,R., 2019. Selected economic indicators of sawmilling and paper production industryintheCzechRepublic.IncreasingtheUseofWoodintheGlobalBio-Economy,September 26-28, 2018, Belgrade, Serbia.
PAN, SA., GAO, M., KIM, H., SHAH, KJ., PEI, SL., CHIANG, P., 2018. Advances and challenges in sustainabletourismtowarda green economy.Scienceof the Total Environment635, 452-469, ISSN 1879-1026.
RIMANČÍK,M., 2007. Štatistika preprax. Bratislava: Marián Rimančík,2007. 200s. ISBN80-9698131-1.
RUSKO, M., CHOVANCOVÁ, J., DUCHOŇ, M., 2007. Spectrum of voluntary instruments used in applicationofenvironmentalpolicyinorganization´spractice.Machines,Technologies,materials67, 28-31.
SAŽP. 2022. [WWW Document]. URL https://www.sazp.sk/zivotne-prostredie/environmentalnemanazerstvo/schema-pre-environmentalne-manazerstvo-a-audit-emas/co-je-emas.html
SEDLIAČIKOVÁ, M., MORESOVÁ, M., ALÁČ, P., MALÁ, D., 2021. What Is the Supply and Demand for Coloured Wood Products? An Empirical Study in Slovakian Practice. In Forests 12, 1-18. DOI: 10.3390/f12050530
SEDLIAČIKOVÁ, M., STROKOVÁ, Z., MALÁ, D., BENČIKOVÁ, D., BEHÚN, M., 2020. Psychological aspectsandemotionsevokedbyimplementingthecontrollingsysteminwoodprocessingenterprises in Slovakia. In Acta Facultatis Xylologiae Zvolen 62, 137-148. DOI: 10.17423/afx.2020.62.2.13
SODOMOVÁ, E., 2000. Štatistika (modul A). Bratislava: Ekonóm, 2000. 246 s. ISBN 80-225-12702.
SONNISCHSEN, SD., CLEMENT, J., 2020. Review of green and sustainable public procurement In Towards circular public procurement 245, DOI: 10.1016/j.jclepro.2019.118901.
STAHL, KM., 2014. Environmental Policy Instruments (Direct Regulation, Market-Based Instruments, and Voluntary Programs): Better Together. Project: Environmental Sustainability & Policy. DOI: 10.13140/rg.2.2.23240.83202.
ŠULYOVÁ, D., KOCÁK, G., 2020. The Significance of IoT Technology in Improving Logistical Processes and Enhancing Competitiveness: A Case Study on the World´s and Slovakia´s WoodProcessing Enterprises. In Sustainability 12. DOI: 10.3390/su12187804.
TOMŠÍK, R., 2017. Kvantitatívny výskum v pedagogických vedách. Nitra: Univerzita Konštantína Filozofa v Nitre, 2017. 208 s. ISBN 978-80-558-1206-9.
WANG, KH., UMAR, M., AKRAM, R., CAGLAR, E., 2021. Is technological innovation making world Greener? An evidence from changing growth story of China. In Technological Forecasting and Social Change165,DOI:10.1016/J TECHFORE.2020.120516.
WIEGAND, E.,RAMAGE, M., 2022. The impact of policy instruments on the first generation of Tall Wood Buildings. In Building research and information 50, 255-275, DOI: 10.1080/09613218.2021.1905501
ACKNOWLEDGEMENT
The authors are grateful for the support of the Slovak Research and Development Agency, grants numberAPVV-18-0378,APVV-18-0520,APVV-20-0004andAPVV-21-0051andprojectIPANo. 10/2022. This publication is also the result of the project implementation: Progressive research of performance properties of wood-based materials and products (LignoPro), ITMS: 313011T720 (10%) supported by the Operational Programme Integrated Infrastructure (OPII) funded by the ERDF.
118
AUTHORS’ ADDRESSES
Ing. Miroslava Melichová (ORCID: 0000-0003-2485-1961) prof. Ing. Mariana Sedliačiková, PhD. (ORCID: 0000-0002-4460-2818) Ing. Anna Kocianová (ORCID: 0000-0001-6169-8578) Technical University in Zvolen Faculty of Wood Sciences and Technology, Department of Business Economics T. G. Masaryka 24, 960 01 Zvolen, Slovakia xvetrakova@is.tuzvo.sk sedliacikova@tuzvo.sk xkocianovaa@is.tuzvo.sk
Mgr. Jarmila Schmidtová, PhD. (ORCID: 0000-0003-3985-9616) Technical University in Zvolen Faculty of Wood Science and Technology, Department of Mathematics and Descriptive Geometry T.G. Masaryka 24, 960 01 Zvolen, Slovakia jarmila.schmidtova@tuzvo.sk
119
120
ACTA FACULTATIS XYLOLOGIAE ZVOLEN, 64(2): 121 132, 2022
Zvolen, Technická univerzita vo Zvolene DOI: 10.17423/afx.2022.64.2.12
SUCCESSION – A PREREQUISITE FOR SUSTAINABILITY AND DEVELOPMENT OF SLOVAK WOOD-PROCESSING FAMILY BUSINESSES
Mária Moresová – Mariana Sedliačiková – Josef Drábek – Anna Kocianová
ABSTRACT
The aim of the paper is to map the current state of succession as a critical prerequisite for the sustainability and development of Slovak wood-processing family businesses. The questionnairesurveywasevaluatedusingstatisticalmethods(Cronbachalpha,binomialtest, interval estimate, Pearson´s test, and the Wilcoxon test). The results showed that Slovak wood-processing family enterprises do not have experience implementing the succession process. They do not plan to sell their business to strategic investors. The main reason for succession planning is the age of the founder of the enterprise. The key factors that threaten a successful succession process include a lack of a qualified workforce, a lack of interest in offspring in the business, and a lack of legislation in the field of the family business. The research provides a comprehensive view of succession in Slovak wood-processing family businesses and points to critical issues that need to be addressed.
Key words: family business, succession, wood-processing industry, wood-processing enterprises, sustainability.
INTRODUCTION
Family businesses are classified as a form of entrepreneurship. KOCIANOVÁ et al. (2022), PERÁČEK et al. (2020), EVERT et al. (2016) and MACHEK et al. (2013) present that more than two-thirds of all businesses in the world are considered family-owned. Family businesses have specific characteristics that distinguish them from non-family businesses. One of these basic features is succession or generational change. This process is a fundamental prerequisite for maintaining the tradition of the family business.
In Slovakia, the family business has not received sufficient attention for a long time. One of the reasons for this is the fact that the development of the market economy started only after 1989. As PERÁČEK et al. (2020) state, there is no generally binding definition of thefamilybusinessinthelegislationoftheSlovakRepublic Manyresearchers(MORESOVÁ et al., 2021; PERÁČEK et al., 2020; MACHEK et al., 2013) have confirmed, that the majority of Slovak enterprises meet the characteristics of the family business and thus family businesses form the basis of the Slovak business environment. As KOCIANOVÁ et al. (2021) claim, in total, between 55.13% to 68.31% of wood-processing enterprises in Slovakia are considered to be family-owned The authors KRIŠŤÁKOVÁ et al. (2021), VANOVA et al. (2021), DUDIAK et al. (2021), DZURENDA et al. (2021), HAJDÚCHOVÁ et al. (2019) and MACHOVÁ et al. (2019) point to the importance of the wood-processing industry for the
121
national economy as well as for employment in the regions. Despite their importance, they have been undervalued in recent years. According to the above-mentioned authors, it is necessarytobringthisindustrytothecentreofsocialperception,asinneighbouringAustria, for example. The wood-processing industry is significantly represented in the regions, especiallyinsmallandmedium-sizedenterprises. Smallandmedium-sized enterprises area typical segment of a successful economy in developed countries. In recent years, the woodprocessing sector has been fundamentally affected by globalisation and world trade opportunities.
As the authors PERÁČEK et al. (2020) and MACHEK et al. (2013) emphasize, the development and sustainability of the wood-processing industry in Slovakia should become one of the priorities for the Slovak industry To achieve this goal, it is necessary to pay special attention to the issue of succession of Slovak wood-processing family businesses (SWPFBs). As WANG et al. (2017) state, generational change in family businesses takes place in about each 30 years, which clearly shows that Slovak wood-processing enterprises are currently in this critical period. GHEEL et al. (2015) point to problems related to generational change. International statistics indicate (GHEEL et al., 2015; MURZINA, et al. 2016), that only athirdofthem will survive to the second generation, and ofthat third, only half will pass intothehands ofthethirdgeneration. In this respect, it is important to address this issue systematically and comprehensively. The present paper aims to map the current state of the succession issue as a key prerequisite for the sustainability and development of Slovak wood-processing family businesses.
THEORETICAL BACKGROUND
KARLSSON (2018) and LORINCOVÁ et al. (2018) claims that human capital employees, staff and managers are essential for successful businesses. Human resource is the creative element in any organization. In general, as stated by GAGANIS et al. (2019), WANG et al. (2017) and CHANG et al. (2011), succession in management is the process of substitution or replacement of one manager by another. On the one hand, such a process is political; on the other hand, it is associated with the transfer of execution to proceed with significant changes in the organization and its strategy. Thus, the main objective of succession is to achieve organisational and strategic renewal. Besides this, GAGANIS et al. (2019), MURZINA et al. (2016) and CHEEL et al (2015) found out that the average recovery time is roughly five years. On the contrary, succession management in family businesses is associated with the retirement of the founder. In this case, the founder selects a successor mainly to continue the family business. For this reason, succession management in nonfamily businesses differs significantly from succession management in family businesses. One important difference is the link between ownership and management of family businesses,whichleadstoadifferentlogicregardingpriorities.Thesuccessorofthefounder often becomes at the same time the owner of the business, or this exchange is very closely linked to proprietary relations.
According to HNÁTEK (2013) and GHEEL et al. (2015), succession is a lengthy and complexprocessoftransferringthemanagementofanenterprisetothenextgeneration.The amount of time required for the whole process depends on the type of family and the nature of the business It is recommended to draw up a clearly formulated succession plan consisting of 4 phases (initiation of the process, selection of the successor, education and intergenerational transfer).
Theinitiationoftheprocess,asreportedbyMURZINA et al. (2016)and PORFIRIO et al. (2020),isthetimeduringwhichanewgenerationlearnsaboutthefamilybusiness.Children
122
encounter the business on a daily basis, learning about the values and culture established in their parents' business. Parents hope that their children will choose to work in the family business on theirown.Thesecond phaseis theprocess ofselecting asuccessor from among all the children Owners can choose different criteria based on age, gender, qualifications and ability. It is difficult for parents to choose just one child to succeed them. Mostly they choose based on age the oldest child. It is not always the eldest child who has the best capabilities and qualifications needed to manage the family business. When choosing a suitablesuccessor,itisessentialtodetachoneselffromtheemotionalaspect.Thethirdphase iseducation,whichisachallengingprocess.AsSOLOMON (2015)and STANLEY et al. (2019) state, it is often the case that parents find that training their own child for a job position is moredemandingthantheyexpectedandplanned Analternativesolutionisthereforetogain work experienceoutside thefamily business, e.g., with acompetitor.Anotherway to train a potential successor is training by objectives. Within this concept, according to CHANG et al. (2011) and PORFIRIO et al. (2020), they work both – founder (senior) as well as potential successor (junior), to find out what abilities the potential successor has. To be evaluated objectively, the successor needs to be given real responsibility for some tasks. The appropriate way to assess and improve his or her skills is to involve him or her in the dayto-day running of the business. The last phase is the intergenerational transition itself. The previousentrepreneur-founderretiresandhispositionistakenoverbyhissuccessor,usually from the lineof descendants. Thefounder no longerintervenes in the day-to-day running of thebusiness butmayparticipatein major orstrategicinvestment decisions on aconsultative basis
However, it may happen that the children are not interested in being involved in the running of the family business, or they may be afraid of such a big responsibility. Some offspring are satisfied with working in managerial positions but do not want to assume the positionofmanagingdirector.Theyrealisethatthesurroundingenvironmentwillconstantly comparethemtothefounderandalsojudgethemmorecritically.Somewanttogotheirown way or simply find the family business sector inconvenient. They want to work in trend industries or large foreign corporations (EVERT et al. 2016; CHANG et al. 2011).
If the founder does not have a successor to take over the business, there are several options. The first option is to sell the business. If the sale of the business is carried out without haste and after careful consideration of all offers, the founder may receive a much larger amount for the enterprise than under the other procedure (WANG et al. 2017; PORFIRRIO et al. 2020). The second option that the founder may choose is to appoint a temporary administrator of the family business. If the succession of generations in the management of the enterprise is prevented by circumstances that may change over time (if the descendants are too young or too inexperienced to succeed the founder in the management of the enterprise), there is the possibility of appointing a manager to act as a managing director until the situation arises where the successor can take over the managementoftheenterprisehimselforherself.Thistemporarysuccessormayalsobecome the teacher of the next generation (HNÁTEK 2013; MURZITA et al 2016). The third option is professional business management. This means that managers who do not belong to the board of directors will join the company. These professionals will take up their respective positions in the business during the founder's lifetime so that by the time he or she retires, the management of the business will be entirely professional. Of course, in this case, there willalsobeindependenceofthehithertoundividedownershipandmanagementunits.There will be a situation where the management of the company will be in the hands of managers whoarenotpartofthefamilyandthereforenotowners.Onthecontrary,ownershipremains with the heirs. In this way, professional managers are given the opportunity to successfully carry out the main operational tasks within the company (SOLOMON 2015).
123
In addition to the above three basic approaches if there is no successor to take over the business, according to WANG et al. (2017), there may be a merger of the family business withanothercompany,astockmarketlisting,theentryofastrategicinvestor,orsomeother options.
METHODOLOGY
Themethodology ofthepaperis divided into several logical units. In thefirst phase, a literature review was carried out by analysing secondary sources. Based on the available information, a definition of the family enterprise was determined and the objective, hypotheses as well as methodology of the primary research were identified.
SincenounifiedconceptofFBhasbeendefined,andatthesametimefamilybusiness, as such is not defined in Slovak legislation, the authors have adopted a definition of FB as proposed by the EU. This means that FB is a such enterprise that can be characterized by at least one of the following elements (EVERT et al. 2016; CASILLAS et al 2019; STANLEY et al. 2019): one or more family members have established (acquired) the enterprise, and are themajority(orfull)decision-makers;theenterpriseisownedbyaspouse,parents,children, or direct descendants of the owners; at least one of the family members (or relatives) participates in the management and administration of the enterprise; while in listed enterprises, one family owns at least 25 % of the voting rights.
Primary data were obtained by conducting a questionnaire survey among family businesses operating in the wood-processing industry in Slovakia. A total of 5,343 woodprocessing enterprises operating in Slovakia were addressed. A database of contacts was created using data reported by FINSTAT (2022).
The inner consistency of a questionnaire was evaluated by the Cronbach alpha coefficient (CRONBACH 1951):
where:k–isthenumberoftestitems; –isthesumoftheitemvariance;s2 –isthevariance ofthetotalscore.ThelevelofCronbachalphais0 77,whichmeansourquestionnairecould be accepted from the point of view of consistency (CRONBACH 1951).
The questionnaire was sent out to 5,343 enterprises operating in the wood-processing industry. The questionnaires were distributed via an electronic form - online. From the total numberofcompletedquestionnaires,whichwas404,enterprisesthatdidnotmeettheabove definition of a family business were excluded, i.e., only the responses from the FBs were taken into account in the processing of the results. The questionnaire survey identified 388 Slovak wood-processing family businesses (SWPFBs). The questionnaire was divided into two parts. Thefirst part contained basic identification questions such as identification ofthe FB, number of employees, legal form, length and scope of business. The second part of the questionnaire contained questions that were directly aimed at examining succession issues in Slovak wood-processing FBs (key succession factors, experience with the succession process, divestment of the business, advice, and succession plan).
124
(1)
s s 1k-1 k 2 k 1 i 2 i = = s 2 i
The size of the examined sample was determined according to the following mathematical relation, which is intended for the calculation of the minimum number of respondents (HONG,2017):
��= ��(1 ��) ��2 ��2+��(1 ��) �� (2) where: n – minimum number of respondents; z – reliability coefficient (at confidence level of 95% the variable z = 1.96); p – the proportion of the character (for unknown values it is substituted for p = 0.5); e – acceptable margin of error (significance level was set at 5%), N – size of the basic set (N=5343).
The calculation of the minimum sample size implies that it is necessary to ensure answers to the questionnaire questions from at least 359 respondents. As 388 Slovak FBs participatedinthesurvey,theminimumsizeconditionwasmetandtheresultsofthesurvey can be generalized to the entire population.
Based on the available literary sources, four basic hypotheses were formulated as follows: H1: It is assumed that most Slovak wood-processing family businesses have not dealt with the succession process yet.
The current insufficient development of family business in Slovakia has its justification in its historical development on our territory. As WANG et al. (2017) and GAGANIS et al. (2019)pointout,arealchangeofgenerationsoccursinafamilybusiness approximately every 30 years, which means just in this period for Slovak conditions. H2: It is assumed that most SWPFBs are not considering selling the enterprise to any strategic investor.
If the founder does not have a successor or the successor is not interested in taking overthebusiness,theenterprisecanbesold.Ifthesaleoftheenterpriseiscarriedoutwithout hasteandaftercarefulconsiderationofalloffers,thefoundermayreceiveamuchlargersum fortheenterprisethanunderanyotherprocedure(WANG et al. 2017;PORFIRRIO et al.2020).
H3: It is assumed that the main factor that influenced succession planning in SWPFBs is the age of the founder of the enterprise
Insufficient preparation for generational change can cause many complications in accidental situations that are not anticipated. It often happens that enterprises only start to address the question of who the new director will be when an unexpected departure of the current FB owneroccurs, such as age, illness ordeath. This means thattheoriginal owneris no longer able to continue to run the business and his successor, who is inexperienced and has so far not taken much interest in the running of the FB, has to take his place urgently (CHANG et al. 2011; KARLSSON 2018).
H4: It is assumed that most SWPFBs have a succession plan.
If the owner has already chosen an adequate successor to run the FB, he/she should graduallybegintohandoverhispowerstohischosensuccessorand,ofcourse,decidewhen hewilltakeoverfullmanagement.Entrustingthebusinesstoasuccessoris notjustamatter ofdiscussion,itmustbefollowedpreciselyaccordingtoasetplantoavoidchaoticdecisions (SOLOMON 2015; VAZQUES et al. 2018).
H5: It is assumed that the main barrier to the SWPFBs succession process is the lack of family business legislation
125
Family businesses are one of the key components of the economies of most countries in the world, and it is, therefore, essential to pay special attention to them. According to CASILLAS et al. (2019), family businesses present several specific features that distinguish them from non-family businesses. As MACHEK et al. (2013) and PERÁČEK et al. (2020), emphasize, there is currently no separate legislation for family businesses in Slovakia.
We used the statistical software IBM SPSS to verify the hypotheses. All hypotheses were tested at a significance level of 5% (α = 0.05). To evaluate the stated hypotheses, the selected mathematic-statistical methods were used, such as the binomial test, interval estimate, Friedman test and Wilcoxon test. The results of the research indicate the current situation in the field of succession in the SWPFBs. In current conditions, it is one of the decisive factors for the sustainability and development of the wood-processing industry in Slovakia. In this phase, several scientific methods were used, such as summarization, deduction, comparison, analysis and synthesis
RESULTS AND DISCUSSION
The following section presents the results of the questionnaire survey aimed at mapping the current state of succession in Slovak wood-processing enterprises. In the first part of the questionnaire survey, respondents answered basic identification questions about the wood-processing family enterprises. These results are presented in Table 1
Tab. 1. Basic characteristics of the SWPFB.
Questions Answers
Number of employees 1-9 employees (micro-enterprise) 10-49 employees (small enterprise) 50 - 249 employees (medium-sized enterprise) 50 or more employees (large enterprise) 77% 19% 2% 1%
Legal form self-employment Ltd joint stock other 33% 63% 4% 0%
Length of business maximum 5 years 6 -15 years 16 - 25 years 26 and over 23% 33% 24% 20%
Scope of business district regional nationwide international 26% 14% 38% 23%
The second part of the survey focused on issues directly related to succession in the SWPFBs. One of the main priorities was to identify whether SWPFBs had their own experiencewiththesuccessionprocess.HypothesisH1wasalsolinkedtothisquestion: H1: It is assumed that most Slovak wood-processing family businesses have not yet dealt with the succession process. In total, up to 71% of SWPFBs reported that they had not yet dealt with the succession process in practice. Only 29% of respondents had their own experience with the succession process. The results were evaluated through the binomial test. As presented in Table 2, the p-value (0.000) is lower than the selected significance level of 5% (α = 0.05). Thus, the results show that the assumption made in hypothesis H1 is confirmed, i.e.,themajorityofSlovakwood-processingFBsdonothaveexperiencewiththeprocessof generational change
126
Tab. 2. Binomial test for hypothesis H1.
Binomial Test
Experience with the succession process Category N
Observed Prop. Test Prop. p-value
Group 1 1 274 0 7062 0 6 0 000 Group 2 0 114 0 2938
Total 388 1
Throughthesecondquestionofthissectionofthesurvey,itwaspossibletodetermine whether SWPFBs are interested in addressing the generational change process at all. As many as almost 31% of the respondents do not plan to implement the issue of succession in their enterprise. They decided that they would rather sell their family business to a strategic investor.Onthecontrary, 69%ofSWPFBs would not considerselling theirfamily business to a strategic investor. Hypothesis H2 is also related to this question, where it was assumed that the majority of SWPFBs are not considering selling the business to a strategic investor Using the binomial test (Table 3), the validity of the hypothesis was proven (Table 3) (pvalue = 0.000 < α = 0.05).
Tab. 3. Binomial test to hypothesis H2.
Binomial Test
Sale of family business Category N Observed Prop. Test Prop. p-value Group 1 1 268 0.6907 0.6 0.000 Group 2 0 120 0 3093 Total 388 1
The age of the founder of the business (35%) was identified as the main factor influencing the initiation of generational change planning in SWPFBs. This is followed by factors such as health and retirement. Both of these were identified by 20% of respondents. 16% of business founders desired to retire and this triggered them to plan the succession of their SWPFBs. The remaining respondents indicated the option “other” (9%). These data wereused to test hypothesis H3,whereit was suggested that the main factor that influenced succession planning in SWPFBs was the age of the founder of the business The validity of thehypothesiswastestedusinganintervalestimateatthe5%significancelevel.Theresults obtained (Table 4) show that 47.87% to 57.81% of all SWPFBs started succession planning due to the age of the founder of the business. Hypothesis H3 was confirmed
Tab. 4. Interval estimate to hypothesis H3.
Hypothesis Area of research n
95%-interval estimate H3
Reason for succession planning - age of FB founder 388
Lower level Upper level 47.87% 57.81%
The objective of the following question was to determine whether SWPFBs have an established succession plan. 54% of respondents have such a plan, while 46% of SWPFBs do not haveasuccession planforgenerational change. Theaboveinformation served to test the validity of hypothesis H4. The validity of the hypothesis was verified using a binomial test. As shown in Table 5, the p-value (0.000) was lower than the chosen significance level of 5% (α = 0.05). The achieved results confirm the validity of hypothesis H4, i.e., that the majority of SWPFBs have a succession plan.
127
Tab. 5. Binomial test to hypothesis H4.
Binomial Test
Possession of a succession plan Category N
Observed Prop. Test Prop. p-value
Group 1 0 180 0.4639 0.7 0.000 Group 2 1 208 0.5361 Total 388 1
Thelast question examined themain barriers SWPFBs face in thesuccession process. In this question, respondents were asked to indicate three responses. The top four problems that complicate the succession process are lack of skilled labour (23%), lack of interest of offspring in the business (21%), lack of legislation within the FB (20%) and administrative burden(19%) Amongthelesscommonproblemsinthisarea,respondentsreportedpressure fromotherfamilymembers(8%).Theoptionof“other”wasindicatedby9%ofrespondents, where the most common answers were unsuitable offspring for business in the sector and uncertainty and chaos in the business environment. Using the presented results, the validity of hypothesis H5 was tested, where it was assumed that the main barrier to the SWPFBs succession process is the lack of family business legislation Friedman test and Wilcoxon test were used to verify the hypothesis. The results of the Friedman test, presented in Table 6, confirmed that the different options that the respondents could indicate were not equally significant (p-value=0.000). Using theWilcoxon test (Table6),it was possibleto determine the order of the respondents' individual response options. The obtained results justify the conclusionthathypothesisH5waspartiallyconfirmed.Theresponseoptions,lackofskilled workforce, offspring not interested in business and lack of legislation in the field of FB are equally significant Administrative burdens come second and obstacles such as pressure from other family members or others come third. This ranking of the options reflects the currentconditionsinthebusinessenvironment,whichisaffectedbytheconsequencesofthe pandemic, economic or energy crisis
Tab. 6. Friedman and Wilcoxon test for hypothesis H5. Friedman Test Wilcoxon Test N 388 C5f-C5a C5e-C5b C5d-C5c C5e-C5d C5fC5e C5dC5f Chi-Square 62.389 Z -19.683b -18.974b -18.472b -5.432b -0.304b -0.421b
df 4 p-value 0.000 0.000 0.000 0.008 0.758 0.732 p-value 0.000 b. Based on positive ranks.
Legend: C5a: Lack of legislation within family business; C5b: Lack of skilled labour; C5c: Pressure from other family members; C5d: Administrative burden; C5e: Lack of interest of offspring in the business; C5f: Other
The following conclusions were drawn by summarizing the results of this research obtained from the questionnaire survey. The research sample consisted of Slovak woodprocessing family enterprises that are active in the business environment. Through relationship (1), the validity of the minimum sample size was verified and confirmed. Out of a total of 404 respondents who actively participated in the survey, up to 388 of them belong to SWPFBs These facts confirm the dominant position of family businesses in the wood-processing industry in Slovakia. Similar results were obtained by KOCIANOVÁ et al. (2021), PERÁČEK et al. (2020) and MACHEK et al. (2013), who confirm the statement that family businesses have a key position among business entities across industries As the
128
survey results showed, up to 71% of SWPFBs have no experience in implementing a succession planning process. These results confirmed the validity of hypothesis H1. As the authors GAGANIS et al. (2019) and WANG et al. (2017) claim, limited experience with the generational change process exists in all countries where the development of a market economy has been delayed compared to advanced Western countries such as Germany, France and others. pointed out the rising trend of family businesses being divested to avoid having to deal with theprocess ofgenerational change. Theresults obtained did not observe a similar trend among SWPFBs. On the contrary, the majority of SWPFBs (up to almost 70%)donotconsidersellingthebusinesstoastrategicinvestor.Theseresultsconfirmedthe validity of hypothesis H2. As HNÁTEK (2013) state, the issue of succession is very complex and requires long and thorough preparation if it is to be handled properly. It was for this reason that the issue was further researched, which encouraged SWPFBs to plan the succession planning process. In this area, the results confirmed the expressed assumption in hypothesis H3. The main factor that influenced succession planning in SWPFBs is the age of the founder of the business. The authors CHANG et al. (2011), EVERT et al. (2016), KARLSSON (2018) agree that the key factor for a successful succession is long-term succession planning, i.e., it may betoo late to start dealing with the succession process only when the founderreaches a certain age. In this case, SWPFBs could help each other as 29% of them have already mastered the succession process. The Slovak Business Agency could help them with the mediation itself. Through hypothesis H4, it was found that the majority of SWPFBs have a developed succession plan. On the other hand, 46% of SWPFBs do not have any According to the findings of GHEEL et al. (2015) and MURZINA et al. (2016), the introduction of the successor into the family business should occur several years before the takeover. In this way, the young successor gains irreplaceable experience and has the opportunity to learn from the founder as well as to get acquainted with the business. This method of transferring the business to the next generation can be used without drawing up formal succession plans In the last hypothesis, it was assumed that the main obstacle in the succession process of SWPFBs is the lack of legislation in the area of the family business. However, the results showed that three factors are perceived equally strongly by SWPFBs, namely the lack of skilled labour, offspring not showing interest in business and lack of FB legislation. MORESOVÁ et al. (2021), PERÁČEK et al. (2020), LORINCOVÁ et al. (2020) and MACHEK et al. (2013) also pointed out the problem of fluctuation of the skilled labour force. Their research has shown that employees who are not part of the founder's family leave the family enterprise. For the existence, sustainability and development of the woodprocessing industry, it is necessary to train new qualified employees who will at the same time perceive the specificities of family-owned wood-processing enterprises. At the same time, following the example of the Western countries of the European Union, it would be suitabletocreaterepresentativeorganisationsthatcouldrepresentSlovakFBsatthenational level.Itisessentialtoraiseawarenessandprovidetechnicalassistancetothealreadyexisting SWPFBs. This can support their sustainability and help them overcome the barriers associated with generational change in their enterprises. The succession process is not easy, butitisessentialforthelong-termsustainabilityoffamilybusinesses.Ifgenerationalchange isdonecomprehensively,systematicallyandwithprecision,itwillprovidefamilybusinesses with a unique opportunity to fulfil their great potential even more effectively than before.
CONCLUSION
Intheempiricalsurvey,theresearchsampleconsistedof388Slovakwood-processing familyenterprises.Theresultsshowedthatitisnecessarytopayspecialattentiontotheissue
129
of succession, mainly because most SWPFBs still need to experience the process of generational change. This fact was also influenced by the historical development of the formationofSlovakiaitself.Itwasfoundthatinthistraditionalsector,thefoundersofwoodprocessingfamilybusinessesdonotintendtoselltheenterprisetoastrategicinvestor.Their primary objective is to pass on the business to their descendants, who will continue the tradition. The main reason why Slovak wood-processing family businesses have proceeded to plan the process of generational change is mainly the age of the current entrepreneur (founder). The finding that the analysed enterprises mostly have a succession plan can be considered positive. It is planning that is considered to be the decisive factor for successful succession. It is also true that if the succession process aligns with the family's values, it is more likely to be successful. Engaging children in the family business earlier is also considered to beverybeneficial. It increases the probability that thesuccession process will be problem-free. The research paper also highlights critical areas that need to be addressed. The three factors that most negatively affect the succession process in Slovak woodprocessing family businesses are the lack of skilled labour, lack of interest in offspring in the business, and lack of legislation in the field of the family business in Slovakia. The aim of the presented paper was to map the current state of the succession issue as a critical assumption of the sustainability and development of Slovak wood-processing family enterprises. Due to the fact that the majority of wood-processing enterprises in Slovakia are consideredtobefamily-owned,itisnecessarytoimplementmeasuresfortheirsustainability andfurtherdevelopment.Theauthorsconsiderthemainlimitationsofthepresentedresearch thattheresearchwasconductedbeforetheenergycrisis.Intheevaluationofthehypotheses, alltheresponsesofSWPFBswereanalysed,regardlessofthelengthoftime,theyhavebeen active on the market or their legal form. Individual sole entrepreneurs – natural persons –are not included in the research, as a trade licence cannot be transferred to a descendant in terms of the current Slovak legislation.
REFERENCES
CASILLAS, J. C., MORENO-MENENDEZ, A. M., BARBERO, J. L., CLINTON, E. 2019. Retrenchment strategies and family involvement: the role of survival risk. In Family Business Review, vol. 32, 1.
CRONBACH,L.J.1951.Coefficientalphaandtheinternalstructureoftests. Psychometrika,16,297334. DOI: 10.1007/BF02310555
DZURENDA, L., BANSKI, A. 2021. Model oft he balance of fuel wood consumption and emissions production during building heating depending on the climatic conditions of Slovakia. In Advances in Thermal Processes and Energy Transformation Journal, vol. 4(2), 20-245.
DUDIAK, M., DZURENDA, L. 2021. Changes in the physical and chemical properties of alder wood in the process of thermal treatment with saturated water steam. In Coatings, 11(8), 898. DOI:10.3390/coatings11080898
EVERT, R., MARTIN, J. A., MCLEOD, M. S. et al. 2016. Empirics in family business research: progress, challenges, and the path ahead. In Family Business Review, 2016, vol. 29(1). DOI: 10.1177/0894486515593869
FINSTAT 2022. Databáza všetkých slovenských firiem a organizácií. https://finstat.sk/databazafiriem-organizacii
GAGANIS, CH., PASIOURAS, F., VOULGARI, F. 2019. Culture, business environments and SMEs' profitability: evidence from European countries. In Economic Modelling, vol. 78, 275-292.
GHEEL, W. Y.; IBRAHIM, M. D.; ABDUL-HALIM, H. 2015. Family business succession planning: unleashingthekeyfactorsofbusinessperformance.InAsianAcademyofManagementJournal,vol. 20(2), 103-126.
HAJDÚCHOVÁ,I.,HLAVÁČKOVÁ,P.2019.Vplyvglobálnejekonomikynalesnícko-drevárskysector v Českej a Slovenskej republike. In Acta Facultatis Xylologiae Zvolen, 560, 135-146.
130
HNÁTEK, M. 2013. Succession problems n family-owned businesses: an example from the Czech Republic. In The Business& Management Review,vol. 3(3), 33-40.
HONG, Y. 2017. Probability and Statistics for Economists. Singapore: World Scientific Publishing Company. DOI: 10.1142/10675
CHANG,H.,LIN,S.2011. Astudy on the succession model of family business. In Australian Journal of Business and Management Research, vol. 1, 62-71.
KARLSSON,J.2018.Doesregionalcontextmatterforfamilyfirmemploymentgrowth?InJournalof Family Business Strategy, vol. 9, 4.
KOCIANOVÁ, A., SEDLIAČIKOVÁ, M., SCHMIDTOVÁ, J., MORESOVÁ, M. 2022. Specifics of family businesses in the woodworking and furniture industry in Slovakia. In Acta Facultatis Xylologiae Zvolen, 64(1), 123-133.
KOCIANOVÁ, A., SCHMIDTOVÁ, J., MORESOVÁ, M., MELICHOVÁ, M. 2021. Barriers and specifics preventing the global development of Slovak family enterprises in wood-working and furniture industry. In SHS Web Conf. 129, 09009. DOI: 10.1051/shsconf/202112909009
KRIŠŤÁKOVÁ, S.; NEYKOV, N.; ANTOV, P.; SEDLIAČIKOVÁ, M.; et al. 2021. Efficiency of woodprocessing enterprises – Evaluation based on DEA and MPI: A comparison between Slovakia and Bulgaria for the period 2014-2018. In Forests, vol. 12. DOI: 10.3390/f12081026
LORINCOVÁ, S., BAJZÍKOVÁ, Ľ., OBORILOVÁ, I., HITKA, M. 2020. Corporate culture in small and medium-sized enterprises of forestry and forest-based industry is different. In Acta Facultatis Xylologiae Zvolen, vol. 2, 121-136.
LORINCOVÁ,S.,SCHMIDTOVÁ,J.,JAVORČÍKOVÁJ. 2018. Theimpact ofthe working position onthe level of employee motivation in Slovak furniture companies. In Acta Facultatis Xylologiae Zvolen, vol. 2, 211-223.
MACHEK, O., HNILICA, J., BRABEC, M. 2013. Characteristic of family businesses in the Czech Republic. In European Scientific Journal, vol. 4, 66-72.
MACHOVÁ,D;BAAR,J.;PASCHOVÁ,Z.;PAŘIL,P. et al.2019. Colorchangesand accelerated ageing in oak wood treated with ammonia gas and iron nanoparticles. In European Journal of Wood and Wood Products, vol. 77, 705-716.
MINÁROVÁ, M., MALÁ, D., SMUTNÝ, F. 2020. Emotional intelligence of managers in family businesses in Slovakia. In Administrative science 10, 1-15, DOI: 10.3390/admsci10040084
MORESOVÁ,M.,SEDLIAČIKOVÁ,M.,DRÁBEK,J. etal.2021.Theimpactofinternaldeterminantson management of family business in Slovakia. In Polish Journal of Management Studies, vol. 3(2), 307-320.
MURZINA, J. S.; TONYSHEVA, L. L. 2016. Succession of business in Russia: motives for owners` business transfer under the conditions of economic instability. In Indian Journal of Science and Technology, vol. 9(27), 1-16.
PERÁČEK, T., VILČEKOÁ, L., STRÁŽOVSKÁ, Ľ. 2020. Selected problems of family business: a case study from Slovakia. In Acta Polytechnica Hungarica, vol. 17(7), 145-162.
PORFIRIO, J. A., FELÍCIO, J. A., CARRILHO, T. 2020. Family business succession: Analysis of the driversofsuccessbased onentrepreneurshiptheory. InJournal of Business Research, vol. 115,250257. DOI: 10.1016/j.jbusres.2019.11.054
SOLOMON,G.2015.Entrepreneurshipinfamilyfirms,businessfamilies,andfamilybusinessgroups. In Journal of Small Business Management, vol. 54, 1.
STANLEY, L. J., HERMANDEZ-LINARES, R., LOPEZ-FERNANDEZ, M. C. et al. 2019. A typology of family firms: an investigation of entrepreneurial orientation and performance. In Family Business Review, vol. 32(2).
VAŇOVA, R., ŠTEFKO, J. 2021. Assessment of selected types of the structural engineered wood production from the environmental point of view. In Acta Facultatis Xylologiae Zvolen, vol.63(2), 117-130.
VAZQUEZ,P.,ROCHA,H. 2018. On the goals of familyfirms: a reviewand integration. In Journal of Family Business Strategy, vol. 9, 2.
WANG, Y., DELGADO, M. S., MARSHALL, M., DOBBINS, C. 2017. Generational shadow in farming business: how does it affect the succession process? In Economics. DOI: 10.22004/AG.ECON.252967
131
ACKNOWLEDGEMENT
The authors are grateful for the support of the Slovak Research and Development Agency, grants numberAPVV-18-0378,APVV-18-0520,APVV-20-0004andAPVV-21-0051andprojectIPANo. 10/2022. This publication is also the result of the project implementation: Progressive research of performance properties of wood-based materials and products (LignoPro), ITMS: 313011T720 (10%) supported by the Operational Programme Integrated Infrastructure (OPII) funded by the ERDF.
AUTHORS’ ADDRESSES
Ing. Mária Moresová, PhD. et PhD. prof. Ing. Mariana Sedliačiková, PhD. doc. Ing. Josef Drábek, CSc. Ing. Anna Kocianová, PhD. Technical University in Zvolen Faculty of Wood Sciences and Technology Department of Business Economics T. G Masaryka 24 960 01 Zvolen Slovakia maria.moresova@tuzvo.sk sedliacikova@tuzvo.sk drabek@tuzvo.sk kocianovaa@tuzvo.sk
132
ACTA FACULTATIS XYLOLOGIAE ZVOLEN, 64(2): 133 146, 2022
Zvolen, Technical University in Zvolen
DOI: 10.17423/afx.2022.64.2.13
PREREQUISITESFOR THEDEVELOPMENT OF THEWOODPROCESSING FAMILY ENTERPRISES
Anna Kocianová – Mariana Sedliačiková – Jarmila Schmidtová – Miroslava Melichová – Lesia Hoghová
ABSTRACT
The aim of the paper is to determine the prerequisites for the future sustainable economic development of the wood-processing family enterprises in Slovakia focusing on ecological mobility, certification, and strategic management. 3,500 wood-processing enterprises in Slovakia were addressed with a questionnaire. The validity of three assumed hypotheses were evaluated by applying the relevant statistical methods. The prerequisites for the development of the wood-processing family enterprises consist of removing the barrier of undervalued strategicplanning and management, as well as the entirebranch, and focusingontheneedsofthefamilybusinessasthemostrepresentedsegment.Itisnecessary to support the communication of beneficial attributes and advantages of the industry in question. At the same time, space is being created for more detailed research in the field of certification and its impact on the growth of consumer demand.
Key words: wood-processing enterprises, family business, strategic management, sustainability
INTRODUCTION
Almost 70,000 people work directly or indirectly in the forest-based industries in Slovakia (KOLESÁROVÁ et al. 2021). Renewable natural raw material – wood is considered to be its ecological and environmental pillar, which is used in its activities and on which it depends (DUDIAK and DZURENDA 2021). The stock of wood in the forests of the Slovak Republic has an increasing tendency. The growth of wood in the forests of the Slovak Republic continuously exceeds the logging amounts, therefore forest management is sustainable. Forestry fulfils its ecological objective, while more than 70% of forests are certified (KOVALČÍK 2017). According to the authors ŠMÍDA and DUDÍK (2014), the most vulnerable link in the chain is considered to be the wood-processing enterprises, which is why they were given more detailed attention.
The woodworking and furniture industry, together with the pulp and paper industry, form a uniform sector of thewood-processing industry (WPI) in Slovakia, which has a long tradition and has hitherto unused potential (MORESOVÁ et al 2021; MALÁ et al. 2019). The richdomesticbaseofrawmaterial,processingcapacities(especiallyinthecaseofconiferous log processing), a stable share of the industry in the field of industrial diversification (approximately 2.5% over a decade) are some of the many predispositions. Long-term problems of the industry are the lack of support and development strategy, lack of targeted
133
modernization of technology and machinery, low attractiveness of the industry from the point of view of investors and entrepreneurs themselves, insufficient product finalization, WPIenterprisesactassubcontractorsofsemi-finishedproductsforforeigncompanies,slow growth of competitiveness (MALÁ et al. 2019; KRIŠŤÁKOVÁ et al. 2021). At present, more than5,300businessentitiesareoperatinginthissegment,whichfollowsthetraditionofWPI in Slovakia, compared to the European average, which is more than 397 thousand business units (19.6% of all businesses) (KRIŠŤÁKOVÁ et al. 2021). The level of forest cover in Slovakia, which reaches 41.2% and has been growing exponentially over the years, also contributes to their prosperity (MORAVČÍK et al. 2021).
Wood-processing enterprises are sensitive to changes in demand, subject to market fluctuationsandalsolowcapitalreadiness(PALÁTOVÁ andDUDÍK 2018).Thebiggestbarrier is considered to be the low level of the added value of the final outputs (VETRÁKOVÁ and SEDLIAČIKOVÁ 2021). A comprehensive strategy for the development of wood-processing industry (WPI) as part of the strategic policy of the state is absent (MORAVČÍK et al. 2021). According to a study carried out by the SLOVAK BUSINESS AGENCY (2020), the share of family businesses (FBs) in all industries in Slovakia is estimated to be between 60% and 80%. The segment of family businesses has a majority representation and is characterized by several specific features that, depending on the point of view, can be perceived as both positive and negative (RAMADANI and HOY 2015). FBs in Slovakia produce 30 to 40% of GDP and provide 40% of employment (PERÁČEK et al. 2020). The data presented by the European National Association representing FBs in the EU are even more favourable. GDP indicator is estimated at 40% and the employment rate at up to 60% (SHARMA and JOSHI 2017). The professional public has long drawn attention to the need for the identification of FBsandtheirsubsequentregistry.Forthebranchofthewoodworkingandfurnitureindustry, it can be stated that the awareness of the contribution of the definition itselfis not sufficient (KOCIANOVÁ et al. 2022). Therefore, it is important to emphasise the issue offamily business support. Its global importance is evidenced by its share in the creation of GDP (more than 70%) and employment (50% to 80%). The absence of a legal definition of a family business in the legislation of the Slovak Republic is still a topical issue, as shown by studies conducted under the auspices of the Slovak Association of Small and Medium-Sized Enterprises and Self-EmployedPersons,SlovakBusinessAgencyandNationalBusinessCentre.Neglecting the essence of family businesses occurs despite current findings that they can respond more flexibly to crises and incoming changes and restrictions (AMORE et al. 2022). Savings and low indebtedness (financial flexibility) were one of the main points that were in favour of FBs situation (FAHLENBRACH et al. 2021; MINÁROVÁ et al. 2020). Authors ALBUQUERQUE et al. (2020) agree that FBs engaging in environmental and social activities perform better during crises due to their more loyal customer base. As relatively stable employers, FBs achieve more favourable results also due to loyal employees who, in connection with their families, better withstand stress, accept alternative ways of working and thereby maintain higher efficiency and productivity (AMORE et al. 2022; SHAN and TANG 2022; MINÁROVÁ et al 2021). The available data of domestic studies carried out under the auspices of the SlovakBusinessAgencyshowthemajorityrepresentationoffamilybusinessesinallsectors of the economy of the Slovak Republic according to the definition, which was also used in this survey. Even in Slovakia, FBs play a significant role in the development of regions and increasing employment, especially in the areas with a lack of foreign investments. It can be emphasized that WPI plays the same role in Slovakia (SEDLIAČIKOVÁ et al. 2021; KRIŠŤÁKOVÁ et al. 2021). It also belongs to traditional industries with long-standing enterprises, uses renewable natural raw material, its products often meet many strict certification conditions (MELICHOVÁ et al. 2022; SEDLIAČIKOVÁ et al 2021; MYSKOVA and
134
HAJEK 2020). This leads to a high contribution of wood-processing FBs to the national economy (MELICHOVÁ et al. 2022). As it results from domestic research (MORESOVÁ et al. 2021),itisnecessarytosupportthegrowthofFBsinSlovakia,whichwillleadtoanincrease in the efficiency and productivity of the global economy. The potential of the WPI is wide and has not yet been fully used in Slovakia. As the authors AMORE et al. (2022), SHAN and TANG (2022) claim, family businesses are a stabilizing element of the economy even in times of crisis, as they can withstand them easier.IntheperiodoftheculminatingglobalpandemicofCOVID-19,supportforWPIwas recorded in terms of increased demand for its products. The changes included the increased demand for furniture (wardrobes, beds and tables), office furniture, paper (packaging, office),personal hygiene products based on paper and also biomass (CHEN and YANG 2021; BARČIĆ et al. 2021; HAYES and MORGAN 2020; KRIŠTOFÍK and MEDZIHORSKÝ 2022).
The aim of the presented paper is based on a comprehensive survey of woodprocessing enterprises in Slovakia using the questionnaire with a focus on family business, ecological mobility, certification and strategic management, to determine the prerequisites for the future development of wood-processing family enterprises in Slovakia considering theabsenceofastrategyforthedevelopmentofthesectorwithintheindustrialpolicyofthe Slovak Republic.
METHODOLOGY
The methodological procedure of the paper was divided into five phases. The first of them was providing the theoretical framework based on the available secondary sources using the methods of analysis, description, comparison, analogy, summarization, synthesis, deduction and induction. Based on thepublished outputs oftheauthors on thesubject ofthe WPI and family businesses, the following hypotheses were formulated:
H1: The majority of wood-processing enterprises in Slovakia perceive themselves as more environmentally friendly than enterprises from other industries
According to the statements of the authors VIDOVIC and SOLAR (2018), KRIŠŤÁKOVÁ et al. (2021), GRZEGORZEWSKA and SEDLIAČIKOVÁ (2021) and MELICHOVÁ et al. (2022), the use of renewable natural raw materials helps to fulfill ambitions in the direction of environmental management sustainability, which corresponds to the EU goals of the share of renewable natural resources (at least 20%) as inputs into the production process. The forestry and forest-based industries arebased on theuseofrenewablenatural rawmaterials, which assumes that Slovak wood-processing enterprises perceive their contribution to the ecological progress of the country and the economy in connection with the goal of business sustainability. The situation regarding ecological progress and support for environmental protection has been notable in recent years. This provides a space for the conditions of the WPIto use its ecological potential.
H2: The rate of certified enterprises in the WPI in Slovakia reaches the majority share. Theforestryand forest-basedindustriesusedataonthestockofwoodintheforestsof the Slovak Republic, which has an increasing tendency. According to KOVALČÍK (2017), forest management is sustainable. Forestry fulfils its ecological purpose, while more than 70% of forests are certified. For the second part of the industry, which covers the woodprocessing enterprises, there is no information on the degree of certification. According to the authors GEJDOŠ and DANIHELOVÁ (2015), SHARMA and JOSHI (2017) and SACHDEVA et al. (2015),manywood-processingenterprisesmeetseveralstrictcertificationconditions,but
135
their exact number is not available. For this reason, the examination of the issue is the key in finding another pillar of the development of the wood-processing family enterprises.
H3: The enterprises of the WPI in Slovakia have and implement development strategies in their business activities.
There is a significant prerequisite that any strategy in the company would have an impact on development and growth (TAPERA 2014; YULIANSYAH et al. 2017). A certain advantage provided by any strategy in the company is readiness, growth of business performance and thus gaining a competitive advantage over companies without a specific strategy(ITTNER et al. 2003). Itisnecessarytoverifythevalidityoftheconditionsofwoodprocessing enterprises. Theabsence of a comprehensive strategy forthe development ofthe sector within the economic policy of the state plays an important role (MORAVČÍK et al. 2021).
The research questioning method in the form of an electronic questionnaire has been chosen to fulfil the condition of the implementation of a comprehensive survey of woodprocessing enterprises in Slovakia (KOZEL 2006). In the second phase, a questionnaire was compiled based on the acquired theoretical knowledge. The final form of the questionnaire contained 29 questions and resulted in the implementation of a pre-test on a sample of 30 respondents (BAČÍKOVÁ and JANOVSKÁ 2019). The structure of the questionnaire consisted of 5 sections (identification questions, family businesses, non-family businesses, WPI in Slovakia, and industry development). When a respondent on behalf of the company confirmed the validity of any of the characteristics of a family business (share of stocks of the family at least 50%, ownership share of the family, confirmation of the influence of the family on management and control functions),itwas evaluated as FB. When therespondent statedfortheenterprisethatitdoesnotmeetanyofthelistedcharacteristics,itwasidentified as non-family and the respondent was redirected to the non-family enterprises section. The survey was carried out in two phases from September 2020 to November 2021. The questionnaire was placed on the Google forms domain and its distribution was directed to theemailcontactsofwood-processingenterprises,whichwereobtainedthroughthebusiness contacts database. This is managed by FINSTAT (2022) and in the surveyed period, 5,343 wood-processing enterprises were active in the sector. Within the third phase (survey implementation), 3,900 enterprises were addressed with a return rate of 14.85%. The addressed enterprises were included in the research sample based on a random regional selection according to the division of the SK NACE classification of economic activities (C16, C17 a 31) (PACÁKOVÁ 2009). The output of the fourth phase was the processing of data and results obtained by conducting the survey. Firstly, the data matrix was compiled in the Microsoft Excel program to obtain summary outputs, which were subsequently mathematically and statistically tested in the Statistica 12 program. Before the verification ofthevalidity ofthe assumedhypotheses, averification ofthe requirement oftheminimum sizeofthesampleset(n) wascarriedout.Thisisaconditionforthepossibilitytogeneralize theobtained datatotheentirepopulationofwood-processing enterprises. It wasdetermined by the following relationship for calculation under conditions of an acceptable margin of error of 5% (e=0.05) and confidence level of 95% (z=1.96) with a known size of the basic set (N=5343) and parameter p=0.5 (FAERON 2017):
The value corresponds to the number of 359 received questionnaires or addressed companies,whichwasfulfilled.Thenumberofaddressedenterpriseswas579,ofwhich404 were family businesses. The representativeness of the sample set was verified through the Chi-squaretest (Goodness-of-fit test) according to two characteristics of the base set. These
136
�� ≥ ��×(1 ��) ��2 ��2+��×(1 ��) ��
(1)
werethecategorizationinthedivisionaccordingtotheSKNACEclassificationandtheselfgoverning region in which the company is located. The goodness-of-fit test serves to verify the fit of the empirical distribution, while the test characteristic is as follows (PACÁKOVÁ 2009; KOZEL 2006): ��2 =∑ (���� ������) ������ �� ��=1 (2)
The Cronbach's alpha coefficient (CRONBACH, 1951) is used to verify the internal consistency of the questionnaire (reliability), as an applied tool of the scientific survey questioningmethod.Thethresholdvalueofthecoefficient αisrecommendedata minimum level of 0.7 so that it is possible to claim that it makes sense to work with the obtained data and that the respondents understood the questions. The test characteristic is given below: (3)
Afterverificationoftheminimumsamplesize,itsrepresentativenessandtherelevance of the research tools, the validity of the assumed hypotheses was carried out, based on the Relative Frequency Hypothesis Test with the following test criterion, while testing at a significance level (α) of 5%, i.e., the above is claimed with a confidence of 95% (ALI and BHASKAR 2016; PACÁKOVÁ 2009): ��= �� ��0 √��×(1 ��) ��
(4)
In connection with each of the assumed hypotheses, a two-sided Interval estimate of relative frequency was also applied to obtain more detailed analyzes (PACÁKOVÁ 2009; ALI and BHASKAR 2016). The test criterion is as follows: �� ��α 2√��(1 ��) �� <��<��+��α 2√��(1 ��) �� (5)
Thedetailedresults ofthesurvey wereprocessed in thefurtherpart ofthepaperusing descriptivestatisticsand, inthelastfifthphase,theywerecomparedinadiscussionwiththe previous findings ofotherauthors. Forrelativesimplicity and clarity, frequency tables were used.
RESULTS AND DISCUSSION
A total of 404 family businesses in the WPI category according to the SK NACE classification of economic activities (code C16, C17 and C31) participated into the survey ofwood-processingenterprisesinSlovakia.Enterprisesfromallself-governingregionswere equally represented in the research sample. They belong to the categories of the micro (62.13%) and small (27.48%) enterprises. They mostly operate for a long-term period (6 or more years 94.56%). They include mainly limited liability companies (60.15%) or trading licenses(32.18%).They performtheiractivitiesat thenational(43.07%)to theinternational level(40.35%).Afterperformingthegoodness-of-fittest,itcanbeconcludedthatthesample set is representative according to the two observed characteristics (division of SK NACE classificationp=0.117;self-governingregionp=1.000).Thedistributionofenterprisesinthe sample corresponds to the distribution of the population of wood-processing enterprises in Slovakia. Based on the results of the Cronbach's alpha (α) coefficient for determining the reliabilitylimitofthequestionnaire,itsconsistencywasconfirmedattheα=0.73levelbased on the values of Items Variances (18.29) and Variances of Total Score (49.29). First of all, it is necessary to emphasize that the majority of the addressed wood-processing enterprises
137
in Slovakia are family-owned (according to the authoritative definition given by the Slovak BusinessAgency),asshowninTab.1.Sofar,nostudyofthewood-processingindustrywith a connection to family business has been published in Slovakia (KOCIANOVÁ et al. 2021). The percentage of FBs in the research sample reached the level of 69.8%. On this basis, a one-sided relative frequency hypothesis test (Tab. 2) and an Interval estimate of the relative frequency (Tab. 3) were performed.
Tab. 1. The share evaluation of wood-processing FBs in the research sample.
FB share in the research sample Absolute frequency Cumulative absolute frequency Relative frequency (%) Cumulative relative frequency (%) Family businesses 404 404 69.8 69.8 Non-family businesses 175 579 30.2 100 Total 579 100
Tab. 2. Relative frequency test of wood-processing FBs in Slovakia.
Researched area Alternative hypothesis p (%) n u p-level
Share of wood-processing FBs in Slovakia π > 50% 69.8 579 10.37 0.000
Tab. 3. Interval estimate of the share of wood-processing FBs in Slovakia.
Researched area p (%) n Lover estimate level (%) Upper estimate level (%)
Share of wood-processing FBs in Slovakia 69.8 579 66 74
The detailed analyzes according to the applied mathematical and statistical methods show that the share of FB in the WPI in Slovakia is the majority with a reliability of 95%. The above corresponds to the estimate of the share of FBs in all industries in Slovakia according to the Slovak Business Agency from 60% to 80% (SBA, 2020). The estimate of EUROPEAN FAMILY BUSINESS (2016) gives also up to 90%. These findings are the key concerning the introduction of the prerequisites for the development of the woo-processing family enterprises in Slovakia. Family businesses have many specifics and require an individual approach, as confirmed by the authors MORESOVÁ et al. (2021), MACHEK and HNILICA (2013), SZABÓ (2012), WRÓBLEWSKA-KAZAKIN (2012). The results presented in the next part refer to a selected group of wood-processing family enterprises in Slovakia. Same way as the share of FBs in the WPI in Slovakia with a connection to the prerequisites of the development of the WPI, there is a substantial insight into the potential of this sector concerning the creation of GDP. The surveyed enterprises perceive their potential to become a backbone of the economy (Tab. 4) at the level of more than 50% of affirmative answers. For a correct evaluation, the relative frequency hypothesis test was applied, confirming the validity of the statement that wood-processing enterprises in Slovakia have the potential to become a backbone of the economy. According to the enterprises in association with the forestry sector, the potential is obvious, and the authors MELICHOVÁ et al. (2022) also confirm this based on their own study. The results of the Interval Estimate show their range at the level of 52% to 63%.
Tab. 4. Relative frequency test on the potential of the wood-processing FBs in Slovakia.
Researched area Alternative hypothesis p (%) n u p-level Potential of the WP FBs in Slovakia as the backbone of the economy π > 50% 57.18 404 2.57 0.005
138
The interviewed businesses further responded on the ecological aspect of the WPI in Slovakiaas aprerequisite fordevelopment and sustainability. With regardto theenterprises from other sectors, wood-processing enterprises are considered to be more ecological (Tab. 5)andatthesametimewithalowernegativeimpactontheenvironment,whichpredisposes them to the very premise of the future backbone of the national economy of the Slovak Republic (QUAYE and MENSAH 2018). The current orientation is one-sided in favor of the automotive industry (TÖRÖK 2022). For the entire WPI, the Interval Estimate predicts a range of 55% to 65% of businesses that are considered more environmentally friendly.
Tab. 5. Relative frequency hypothesis test about the ecological perception of wood-processing enterprises. Hypothesi s Researched area Alternative hypothesis p (%) n u p-level H1 The environmental friendliness of the WPI π > 50% 59.93 404 4.0 7 0.000
Based on the above, it can be concluded that the validity of hypothesis H1 has been confirmed. According to the result of the Relative frequency hypothesis test with the value ofp-level(0.000),itwas confirmedthatwood-processingenterprisesinSlovakiaaremostly perceived as more environmentally friendly compared to companies from other industries. Certification in the industry does not reach a level higherthan 30%, neither according to the results of the Relative frequency hypothesis test nor the Interval Estimate. This was set in the range of 15% to 22% of certified wood-processing enterprises in Slovakia. Based onthesampleaverage,thep-levelreached18.56%,whichwasahighervaluethanthecritical limit α (α=0.05) (Tab. 6). It follows from the above that most wood-processing enterprises in Slovakia are not certified and hypothesis H2 was not confirmed.
Tab. 6. Relative frequency hypothesis test about the certification level in the WPI. Hypothesi s Researched area Alternative hypothesis p (%) n u p-level
H2 Certification level in WPI π > 50% 18.56 40416.25 1.000
In absolute terms, 75 of the 404 questioned wood-processing family businesses stated that they have a certificate related to ecology. Out of this number, up to 78.95% emphasize the certificates when communicating with the community. According to the results of the Interval Estimate, the range of such enterprises is from 70% to 88%. Due to the low frequency of the sample average, the interval is defined in the broader sense. At the same time, those wood-processing enterprises that hold the certificate were asked whether they hadnoticedacausalincreaseinthedemandfortheirownproductsbasedonthecertification (MARKO 2019). 56% of the questioned enterprises responded negatively. Through the Interval Estimate, it was possible to predict that the range of certified wood-processing enterprises in Slovakia, which did not experience an increase in demand for their own products thanks to the certificates, is from 45% to 67%.
In addition to the various determinants that wood-processing enterprises in Slovakia face (KOCIANOVÁ et al. 2022), whether from the internal or external environment, they challenge a central problem in the sense of underestimating the importance of strategic planning and management. According to the results of the survey (Tab. 7), Slovak woodprocessing enterprises do not apply a strategy which would bring a competitive advantage besides other benefits (TAPERA 2014; YULIANSYAH et al. 2017). Applying the Interval Estimate, it is predicted that the total range of the companies in question is from 24% to
139
35%, which is insufficient. According to these findings, it can be concluded that hypothesis H3 was not confirmed (p-level=1.000). It is considered beneficial that from 50% to 71% of the enterprises that have implemented the strategy perceive its benefit in the form of competitive advantage. Considering the low number of companies with the strategy, the interval is broadly defined and there is a wider space for future research in the area.
Tab. 7. Relative frequency hypothesis test about strategy in the wood-processing enterprises. Hypothesis Researched area Alternative hypothesis p (%) n u plevel H3 Strategy in the woodprocessing enterprises π > 50% 29.79 404 -8.88 1.000
Based on the results shown in Tab. 3, 66% to 74% of wood-processing enterprises in Slovakia are family-owned. They were questioned about the succession strategy in their businesses. The succession strategy will guarantee the successful future transfer of the business into the hands of the next generation and thus support the sustainability of woodprocessing enterprises (PORFÍRIO et al., 2020). The finding (Tab. 8) that the majority of wood-processing family businesses in Slovakia do not have such a strategy is problematic. For the entire population of wood-processing FBs, the estimate is predicted at 76% to 85%.
Tab. 8. Relative frequency hypothesis test for succession strategy in the wood-processing enterprises. Researched area Alternative hypothesis p (%) n u p-level Succession strategy in the wood-processing FBs π > 50% 80.85 404 15.75 0.000
The participants of the survey were wood-processing enterprises across all regions of Slovakia.Accordingtotheresultsofthesurvey,itwaspossibletoidentifythemajorityshare of family businesses in this industry sector, as expected based on studies published by the SLOVAK BUSINESS AGENCY (2020) and EUROPEAN FAMILY BUSINESS (2016). It results that more attention should be paid to the issue of the family business and the specifics related to it as suggested by the authors MORESOVÁ et al. (2021), WANG et al. (2017) and BELANOVÁ (2014). Without adopting a specific definition of a family business, the permanent and sustainable development of family wood-processing businesses in Slovakia, of which there areamajority, cannot be ensured, which corresponds to thefindings oftheauthors BEKERIS (2012)andPARADA andGIMENO (2016).ThedevelopmentoftheWPIinSlovakiaisclosely linked to the development of the entire forestry and forest-based industry. The percentage shares for individual figures indicate that the segment of family businesses is economically significant and stable even in times of crisis (LAM and LEE 2012; SAN MARTIN-REYNA and DURAN-ENCALADA 2012; GONZÁLEZ and PEREZ-URIBE 2021). Over the last period, due to thecoronaviruspandemic,manycompanieshavegonebankruptandGDPhasfallensharply in countries all over theworld (JACKSON et al. 2021; KUBENKA and MYSKOVA 2019; MUSA et al. 2022). However, in hindsight, FBs appear to be more capable of responding flexibly tochanges andrestrictionsbroughtaboutbycrises andarealsomoreresilient(AMORE et al. 2022). The pandemic brought undoubtedly a disruption to their harmony and forced FBs to create, reduce, search and change resources and capabilities to survive and become more sustainable (GONZÁLEZ and PEREZ-URIBE 2021; DONTHU and GUSTAFSSON 2020; CHRISMAN and PATEL 2012; BREWTON et al. 2010). The family itself and its cohesion are a prerequisite for a source of competitive advantage. The interaction between the family and the business creates value (RAU et al. 2019; LI 2022). Among other things, a competitive advantage is also provided by the implementation of strategies in the company, as stated by
140
the authors TAPERA (2014) and ITTNER et al. (2003). Strategic planning and management offerbenefitssuchasreadinessoroverallgrowthofbusinessperformance(CENAMOR 2021). Therefore, having a strategy is considered a certain prerequisite for the development of wood-processing enterprises in Slovakia, which was not confirmed in the results of the survey (hypothesis H3 rejected). The percentage of businesses with a strategy is estimated at 24% to 35%, which is insufficient all the more because its contribution in the form of competitive advantage is significant (declared by more than 50% of enterprises). Also, during crises, it is very important that all businesses thoroughly consider the creation and implementation of the proper strategy and pay sufficient attention to this process (ALI and ANWAR 2021; BREGE et al. 2021; VRABCOVÁ and URBANCOVÁ 2021). Considering the familynatureofwood-processingenterprisesinSlovakia,itisveryimportanttoensuretheir continuity in the form of a succession process. As the authors CHANG and LIN (2011) state, succession planning is a milestone for FBs and only 30% of companies can successfully handle it. The majority of family wood-processing businesses in Slovakia do not have a succession strategy, as shown by the results of the survey (76% to 85%), which corresponds to the statements of the authors CARR and HMIELESKI (2015). The issue of succession has been underestimated and neglected for a long time, even though strategic thinkingisatoolforsurvivalanddevelopment(PORFÍRIO et al. 2020;CHANG andLIN 2011). Support for environmental protection has increased in recent years, and wide space and attentionaredevotedtoit(DARDANONI and GUERRIERO 2021;VALE et al. 2021). Inrelation to the environmental direction, support for the use of renewable natural resources and sustainability, all this is considered to be anotherprerequisite forthe development of family wood-processing businesses in Slovakia. According to the results of the survey, woodprocessingenterpriseshaveproventheirecologicalperception,whichledtotheconfirmation of hypothesis H1. Wood-processing enterprises in Slovakia are considered more environmental-friendly, estimated at 55% to 65% of the entire population. An important factor in the development of the industry is also the change in the hitherto one-sided orientation of the SR industry (TÖRÖK 2022). Enterprises also demonstrated their potential to become a backbone of the national economy (52% to 63%), which corresponds to the findingsoftheauthors(MELICHOVÁ et al. 2022;QUAYE andMENSAH 2018).Anotheraspect that needs to beconsidered in thedevelopment of thefamily wood-processing businesses in Slovakia is certification. The role of certification is mainly to support sustainable management, while it serves to satisfy the needs of customers and is one of the basic tools of marketing (AULD et al. 2008). According to the results of the survey, the level of certification does not exceed the limit of 30% of certified wood-processing enterprises in Slovakia, which led to the rejection of hypothesis H2. The estimate for the entire industry ranges from 15% to 22%. What is compromising is the finding that most of the certified businesses do pay importance to their presentation in communication in the form of growth in demand for their own products (MUSOVÁ et al. 2017), which was also the subject of the publication by the author MARKO (2019). In communication with the public, the majority emphasize their presentation. Despite this, the growing demand for ecological products is considered to be the backbone of the development of wood-processing enterprises in Slovakia,asstatedbytheauthorsBALLEW et al. (2019)andCANIËLS et al. (2021).Apositive ecological perception of the enterprises compared to companies from other sectors of industry was demonstrated. For the area of growth in demand for products based on certification, there is space for more detailed research.
141
Theeliminationofbarrierstostrategicplanningandmanagementandthecreationand implementation of complex strategies are considered to be a central prerequisite for developing family wood-processing businesses in Slovakia. In connection with the family business, the form of succession strategies is also essential, as shown by the results of the survey. It is considered crucial that wood-processing enterprises perceive their potential to becomethebackboneofthenationaleconomy.Theevaluationofthevalidityoftheassumed hypothesesshowedthatmostwood-processingenterprisesinSlovakiahaveyettocreatenor implement a comprehensive strategy, which hinders the development of the sector as a whole. Orientation to enhancethe environmental direction oftheindustry and sustainability in terms of the use of renewable natural raw materials is also necessary within the national policy. As for the certification area, its low rate in the researched industry was determined, which rejected theassumption about themajorityofcertified enterprises. Concerning this, a wider space is created for comprehensive research on the impact of certification on the growth in demand for products, as the number of certified enterprises limited the research. Since family businesses dominate the wood-processing industry in Slovakia, it is necessary to remove the barrier to the development of family businesses in Slovakia by introducing a uniform definition of a family business. It prevents obtaining accurate statistical characteristics about the segment of family businesses in the researched industry. Among other things, it was proven that family businesses show higher resilience and sustainability not only in times of crisis. By removing the barriers to the family business in Slovakia, significant progress will occur in the development of family wood-processing businesses and the WPI sector, as the share of family businesses, according to statistical estimates, ranges from 66%to 74%. Themain limitationoftheresearch is that theachieved results are presentedinsummaryforallfamilybusinessesthatoperateintheWPIinSlovakia.Thesize ofthefamilybusinessandthelengthofitsoperationwerenotspecificallytakenintoaccount. Similarly, it is necessary to examine whether the problems of family businesses differ from those of non-family businesses in the WPI in Slovakia. The stated limits also represent the potential and the need to address the issue in future research.
REFERENCES
ALBUQUERQUE, R., KOSKINEN, Y., YANG, S., ZHANG, C. 2020. Resiliency of Environmental and SocialStocks:AnAnalysisoftheExogenousCOVID-19MarketCrash.InTheReviewofCorporate Finance Studies 9, 593-621. DOI: 10.1093/rcfs/cfaa011
ALI, B.J., ANWAR, G. 2021. Business Strategy: The Influence of Strategic Competitiveness on Competitive Advantage. In International Journal of Electrical, Electronics and Computers 6, 1-10. DOI: 10.22161/eec.62.1
ALI,Z.,BHASKAR,S.B.2016.Basicstatisticaltoolsinresearchanddataanalysis.InIndianJAnaesth 60, 662-669. DOI: 10.4103/0019-5049.190623
AMORE,M.D.,PELUCCO,V.,QUARATO,F. 2022. Family ownership during the Covid-19 pandemic. In Journal of Banking & Finance 135. DOI: 10.1016/j.jbankfin.2021.106385
AULD, G., GULBRANDSEN, L.H., MCDERMOTT, C.L. 2008. Certification Schemes and the Impacts on Forest and Forestry. In Annual Review of Environment and Resources 33, 187-211. DOI: 10.1146/annurev.environ.33.013007.103754
BAČÍKOVÁ,M.,JANOVSKÁ,A.2019.Základymetodológiepedagogicko-psychologickéhovýskumu. Košice: P.J.Safarik University in Kosice. ISBN 978-80-8152-805-7.
BALLEW, M.T., GOLDBERG, M.H., ROSENTHAL, S.A., GUSTAFSON, A., LEISEROWITZ, A. 2019. Systems thinking as a pathway to global warming beliefs and attitudes through an ecological worldview. In PNAS 116,8214-8219. DOI: 10.1073/pnas.1819310116
142
CONCLUSION
BARČIĆ, A.P., KUZMAN, M.K., VERGOT, T., GROŠELJ, P. 2021. Monitoring Consumer Purchasing Behavior for Wood Furniture before and during the COVID-19 Pandemic. In Forests 12, 873. DOI: 10.3390/f12070873
BEKERIS,R.2012.TheimpactofmacroeconomicindicatorsuponSME´sprofitability.InEkonomika 9, 117-128. DOI: 10.15388/ekon.2012.0.883
BELANOVÁ, K. 2014. Overview of family business relevant issues. In Ekonomické spektrum 9, 410.
BREGE, S., NORD, T., BREGE, H., HOLTSTRÖM, J., SJÖSTRÖM, R. 2021. The Swedish furniture industry – a study of strategic groups and performance. In Wood Material Science & Engineering 14. DOI: 10.1080/17480272.2021.1892823
BREWTON,K.E.,DANES,S.M.,STAFFORD,K.,HAYNES,G.W.2010.Determinantsofruralandurban family firm resilience. In Journal of Family Business Strategy 1, 155-166. DOI: 10.1016/j.jfs.2010.08.003
CARR, J.C., HMIELESKI, K.M. 2015. Differences in the Outcomes of Work and Family Conflict between Family – and Nonfamily Business: An Examination of Business Founders. In Entrepreneurship Theory and Practice 39. DOI: 10.1111/etap.12174
CANIËLS, M.C.J., LAMBRECHTS, W., PLATJE, J.J., MOTYLSKA-KUŹMA, A., FORTUŃSKI, B. 2021. Impressingmyfriends:Theroleofsocialvalueingreenpurchasingattitudeforyouthfulconsumers. In Journal of Cleaner Production 303, 126993. DOI: 10.1016/j.jclepro.2021.126993
CENAMOR,J. 2021. Complementor competitive advantage: A frameworki for strategic decisions. In Journal of Business Research 122, 335-343. DOI: 10.1016/j.jbusres.2020.09.016
CHANG,H.,LIN,S. 2011. A study on thesuccessionmodel offamily business. In Australian Journal of Business and Management Research 1, 62-71.
CHEN, J., YANG, C. 2021. The Impact of the COVID-19 Pandemic on Consumers’ Preferences for Wood Furniture: An Accounting Perspective. In Forests 12, 1637. DOI: 10.3390/f12121637
CHRISMAN, J.J.,PATEL,P.C. 2012. Variations in R&D investments of family and nonfamily firms: behavioral agency and myopic loss aversion perspectives. In The Academy of Management Journal 55, 976-997. http://www.jstor.og/stable/23317622.
CRONBACH, L.J. 1951. Coefficient alpha and the internal structure of tests. In Psychometrika 16, 297-334. DOI: 10.1007/BF02310555
DARDANONI, V., GUERRIERO, C. 2021. Young people's willingness to pay for envrionmental protection. In Ecological Economics 179. DOI: 10.1016/j.ecolecon.2020.106853
DONTHU, N., GUSTAFSSON, A. 2020. Effects of COVID-19 on business and research. In Journal of Business Research 117, 284-289. DOI: 10.1016/j.jbusres.2020.06.008
DUDIAK,M.,DZURENDA,L.2021.Changesinthephysicalandchemicalpropertiesofalderwoodin the process of thermal treatment with saturated water steam. In Coatings 11, 898. DOI: 10.3390/coatings11080898
EUROPEAN FAMILY BUSINESS 2016. Fact & Figures. http://www.europeanfamilybusinesses.eu/family-businesses/facts-figures.
FAERON,E.2017. Sample Size Calculations for Popultion Size Estimation Studies Using Multiplier Methods With Respondent-Driven Sampling Surveys. In JMIR Public Health Surveillance 3, 59. DOI: 10.2196/publichealth.7909
FAHLENBRACH, R., RAGETH, K., STULZ, R. 2021. How Valuable Is Financial Flexibility when RevenueStops?Evidencefromthe COVID-19 Crisis.In TheReviewofFinancialStudies 34,54745521. DOI: 10.1093/rfs/hhaa134
FINSTAT 2022. Databáza všetkých slovenských firiem a organizácií. https://finstat.sk/databazafiriem-organizacii.
GEJDOŠ, M., DANIHELOVÁ, Z. 2015. Valuation and Timber Market in the Slovak Republic. In Procedia Economics and Finance 34, 697-703. DOI: 10.1016/S2212-5671(15)01688-3
GONZÁLEZ, A.C., PEREZ-URIBE, M.A. 2021. Family business resilience under the COVID-19: A comparative study in the furniture industry in the United States of America and Colombia. In Estudios Gerenciales 37, 122-135. DOI: 10.18046/j.estger.2021.158.4423
143
GRZEGORZEWSKA, E., SEDLIAČIKOVÁ, M. 2021. Labour Productivity in the Sustainable Development of Wood-based Industry: A Case for the European Union Countries. In BioResources 16, 3643-3661. DOI: 10.15376/biores.16.2.3643-3661
HAYES,S.,MORGAN,T.A. 2020. Forest Products: Montana Wood Products in the Time of COVID19. In Montana Business Quarterly 58, 35-37.
ITTNER, C.D., LARCKER, D.F., RANDALL, T. 2003. Performance implications of strategic performance measurementin financialservices firms. In Accounting, Organizations and Society 28, 715-741. DOI: 10.1016/S0361-3682(03)00033-3
JACKSON,J.K.,WEISS,M.A.,SCHWARZENBERG,A.B.,NELSON,R.M.,SUTTER,K.M.,SUTHERLAND, M.D. 2021. Global Economic Effects of COVID-19. In Congresional Research Service. 110 p. https://sgp.fas.org/crs/row/R46270.pdf.
KOCIANOVÁ, A., SCHMIDTOVÁ, J., MORESOVÁ, M., MELICHOVÁ, M. 2021. Barriers and specifics preventing the global development of Slovak family enterprises in wood-working and furniture industry. In Proceedings of Conference: The 21st International scientific conference Globalization and its socio-economic consequences. At: Zilina, 129 DOI: 10.1051/shsconf/202112909009
KOCIANOVÁ, A., SEDLIAČIKOVÁ, M., SCHMIDTOVÁ, J., MORESOVÁ, M. 2022. Specifics of family businesses in the woodworking and furniture industry in Slovakia. In Acta Facultatis Xylologiae Zvolen 64, 123-133. DOI: 10.17423/afx.2022.64.1.11
KOLESÁROVÁ,L. et al. 2021. Yearbook of industry of the SR 2021. 134 p. ISBN 978-80-8121-8330 (online).
KOVALČÍK, M. 2017. Ekonomické výsledky lesného hospodárstva SR za rok 2016. In Proceedings of Conference: Aktuálne otázky ekonomiky a politiky lesného hospodárstva. At: Zvolen, pp. 5-16, ISBN 978-80-8093-237-4.
KOZEL,R. 2006. Moderní marketingový výzkum. Praha: Grada. ISBN 802470966X.
KRIŠTOFÍK, P., MEDZIHORSKÝ, J. 2022. Capital structure determinants of wood-processing enterprises in Slovakia. In Acta Facultatis Xylologiae Zvolen 64, 135-146. DOI: 10.17423/afx.2022.64.1.12
KRIŠŤÁKOVÁ, S., NEYKOV, N., ANTOV, P., SEDLIAČIKOVÁ, M., REH, R., HALALISAN, A., HAJDÚCHOVÁ, I. 2021. Efficiency of Wood-Processing Enterprises-Evaluation Based on DEA and MPI: A Comparison between Slovakia and Bulgaria for the Period 2014-2018. In Forests 12, 1026. DOI: 10.3390/f12081026
KUBENKA,M.,MYSKOVA,R. 2019. Obvious and hidden features of corporate default in bankrupcy models. In Journal of Business Economics and Management 20, 368-383. DOI: 10.3846/jbem.2019.9612
LAM, T.,LEE,S. 2012. Family ownership, board committees and firm performance: evidence from Hong Kong. In Corporate Governanc 12, 353-366. DOI: 10.1108/14720701211234609
LI,Y.2022.TheInfluenceofFamilyGovernanceontheValueofChineseFamilyBusinesses:Signal Transmission Effect of Financial Performance. In Economies 10, 63. DOI: 10.3390/economies10030063
MACHEK, O., HNILICA, J. 2013. On the Performance Gaps between Family and Non-Family Firms in the Czech Repulic. In Central European Business Review 2, 54-55. DOI: 10.18267/j.cebr.65
MALÁ,D.,SEDLIAČIKOVÁ,M.,DRÁBEK,J.,JELAČIĆ,D.,MINÁROVÁ,M.2019.Consumerperception of environmentally sustainable products of Slovak wood processing enterprises. In Drvna industrija 70, 407-418. DOI: 10.5552/drvind.2019.1922
MARKO, J. 2019. Odhalenie postojov lesníkov a drevárov k certifikácii. In LES & Letokruhy, 4-5. http://www.zvsaslbbk.sk/wp-content/uploads/2018/06/N%C3%A1zory-na-certifik%C3%A1ciu.pdf
MELICHOVÁ,M.,KOCIANOVÁ,A.,POLÁKOVÁ,N.,SCHMIDTOVÁ,J.,SEDLIAČIKOVÁ,M. 2022. The wood-processing sector and its potential to became the pillar of national economy of Slovak Republic. In Science. Business. Society. 7, 11-14.
MINÁROVÁ, M., MALÁ, D., SMUTNÝ, F. 2020. Emotional intelligence of managers in family businesses in Slovakia. In Administrative Sciences 10, 1-15. DOI: 10.3390/admsci10040084
MINÁROVÁ, M., MURA, L., MALÁ, D. 2021. Corporate volunteering and creating a quality culture. In Quality - Access to Success 22, 1-8. DOI: 10.47750/QAS/22.185.01
144
MORAVČÍK,M.,KOVALČÍK,M.,KUNCA,A.,BEDNAROVA,D.,LONGAUEROVA,V.,SARVASOVA,Z., ORAVEC,M.,SCHWARZ,M.,ŠEBEŇ,V.2021.Správao lesnomhospodárstvev Slovenskejrepublike za rok 2020. 69 p. ISBN 978-80-8093-328-9.
MORESOVÁ, M.,SEDLIAČIKOVÁ, M., DRÁBEK, J., ŠULEŘ, P.,MELICHOVÁ,M. 2021. The impact of internal determinants on management of family business in Slovakia. In Polish journal of management studies 2, 307-320.
MUSA, H., RECH, F., YAN, C., MUSOVA, Z. 2022. The deterioration of financial ratios during the Covid-19 pandemic: Does corporate governance matter? In Folia Oeconomica Stetinensia 22, 219242. DOI: 10.2478/foli-2022-0011
MUSOVÁ,Z.,MINÁROVÁ,M.,POLIAČIKOVÁ,E.2017.Consumerbehaviorandinternet.InMarketing identity: online rules, conference proceedings from international scientific conference. At: Smolenice, pp. 172-183, ISSN 1339-5726.
MYSKOVA, R., HAJEK, P. 2020. Mining risk-related sentiment in corporate annual reports and its effect on financial performance. In Technological and Economic Development of Economy 26, 1422-1443. DOI: 10.3846/tede.2020.13758
PACÁKOVÁ,V. 2009. Štatistické metódy pre ekonómov. Bratislava: Wolters Kluwer. ISBN 978-808078-284-9.
PALÁTOVÁ, P., DUDÍK, R. 2018. Selected ecoomic indicators of sawmilling and paper production industry in the Czech Republic. In Proceeding of Conference: Increasing the Use of Wood in the Global Bio-Economy. At: Serbia, pp. 155-169, ISBN 978-86-7299-277-9.
PARADA, M.J., GIMENO, A. 2016. Understanding Characteristics of Long-Term Value Creating Family Businesses. In Effective Executive 19, 43-54.
PERÁČEK,T.,VILČEKOVÁ,L.,STRÁŽOVSKÁ,Ľ.2020.SelectedProblemsofFamilyBusiness:ACase Study from Slovakia. In Acta Polytechnica Hungarica 1, 145-162.
PORFÍRIO, J.A., FELÍCIO, J.A., CARRILHO, T. 2020. Family business succession: Analysis of the drivers of success based on entrepreneurship theory. In Journal of Business Research 115, 250-257. DOI: 10.1016/j.jbusres.2019.11.054
RAMADANI,V.,HOY,F. 2015. Context and Uniqueness of Family Businesses. Family Businesses in Transition Economies, Springer Cham. DOI: 10.1007/978-3-319-14209-8_2
RAU,S.B.,SCHNEIDER-SIEBKE,V.,GÜNTHER,C.2019.FamilyFirmValuesExplainingFamilyFirm Heterogenity. In Family Business Review 32, 195-215. DOI: 10.1177/0894486519846670
SACHDEVA, S., JORDAN, J., MAZAR, N. 2015. Green consumerism: moral motivations to a sustainablefuture.InCurrentOpinioninPsychology6,60-65.DOI:10.1016/j.copsyc.2015.03.029
SANMARTIN-REYNA,J.M.,DURAN-ENCALADA,J.A.2012.Therelationshipamongfamilybusiness, corporategovernanceandfirmperformance:EvidencefromtheMexicanstockexchange. InJournal of Family Business Strategy 3, 106-117. DOI: 10.1016/j.jfbs.2012.03.001
SEDLIAČIKOVÁ,M.,MORESOVÁ,M.,ALÁČ,P.,MALÁ,D. 2021. What is the supply and demand for coloured wood products? An empirical study in Slovakian practice. In Forests 12, 1-18. DOI: 10.3390/f12050530
SHAN, C., TANG, D.Y. 2022. The Value of Employees Satisfaction in Disastrous Times: Evidence from COVID-19. In SSRN Electronic Journal. DOI: 10.2139/ssrn.3560919
SHARMA, A., JOSHI, S. 2017. Green consumerism: Overview and further research directions. In International Journal of Process Management and Benchmarking 7, 206-223. DOI: 10.1504/IJPMB.2017.083106
SLOVAK BUSINESS AGENCY 2020. Bariéry rodinného podnikania. http://monitoringmsp.sk/wpcontent/uploads/2020/07/Bariery-rodinneho-podnikania-na-Slovensku_0422020.pdf.
SZABÓ, A. 2012. Family Business in Hungary. In Proceedings of Conference: 10th International Conference on Management, Enterprise and Benchmarking. At Budapest, pp. 79-96.
ŠMÍDA, Z., DUDÍK, R. 2014. An Analysis of Forestry Businesses in the Czech Republic Based on Publicly Available Financial Information from Selected Individual Business. In Zprávy lesnického výzkumu 59, 55-65. ISSN 0322-9688.
TAPERA,J. 2014. The Importance of Strategic Management to Business Organizations. In Research Journal of Social Science & Management 3, 122-131.
145
TÖRÖK,L. 2022. The contribution of the Visegrad four automotive industry to economic growth. In Journal of International Studies 15, 90-103. DOI: 10.14254/2071-8330.2022/15-1/6
VALE,M.M.,BERENGUER,E.,MENEZES,M.A.,VIVEIROSDECASTRO,E.B.,PUGLIESADESIGUEAR, L., PORTELA, R. 2021. The COVID-19 pandemic as an opportunity to weaken environmental protection in Brazil. In Biological Conservation 255, 1-5. DOI: 10.1016/j.biocon.2021.108994
VETRÁKOVÁ, M., SEDLIAČIKOVÁ, M. 2021. Theoretical-methodological framework of green economicsandofgreengrowthinSlovakRepublic. InProceedingsofConference:61st international student scientific conference. At: Zvolen, pp. 85-98, ISBN 978-80-228-3268-7.
VIDOVIC,J.,SOLAR,S. 2018. Recent developmentsinRawMaterials Policyin theEuropean Union: Perspective of EuroGeoSurveys as a data supplier. In Biuletyn Panstwowego Instytutu Geologicznego 472, 11-20. DOI: 10.5604/01.3001.0012.6902
VRABCOVÁ, P., URBANCOVÁ, H. 2021. Implementation of Voluntary Instruments by Czech Enterprises to Meet Sustainability and Competitive Growth. In Journal of Competitiveness 13, 165184. DOI: 10.7441/joc.2021.03.10
WANG, Y., DELGADO, M.S., MARSHALL, M., DOBBINS, C. 2017. Generational Shadow in Farming Business: How Does It Affect the Succession Process? In Economics. DOI: 10.22004/AG.ECON.252967
WRÓBLEWSKA-KAZAKIN, A. 2012. Problemy decyzyjne w firmach rodzinnych na przykladzie sŕedniego przedsiebiorstwa. In Przedsiębiorczość i Zarządzanie 13, 129-142.
QUAYE, D., MENSAH, I. 2018. Marketing innovation and sustainable competitive advantage of manufacturing SMEs in Ghana. In Management Decision 56, 1535-1553. DOI: 10.1108/MD-08-2017-0784
YULIANSYAH,Y.,GURD,B.,MOHAMED,N. 2017. The significant of business strategy in improving organizational performance. In Humanomics 33, 56-74. DOI: 10.1108/H-06-2016-0049
ACKNOWLEDGEMENTS
Theauthors are gratefulfor thesupport ofthe SlovakResearchand DevelopmentAgency [contracts no. APVV-18-0520, APVV-18-0378, APVV-20-0004, APVV-21-0051].
AUTHORS’ ADDRESSES
Ing. Anna Kocianová, PhD. (ORCID: 0000-0001-6169-8578) prof. Ing. Mariana Sedliačiková, PhD. (ORCID: 0000-0002-4460-2818) Ing. Miroslava Melichová (ORCID: 0000-0003-2485-1961) Bc. Lesia Hoghová
Technical University in Zvolen Faculty of Wood Sciences and Technology, Department of Business Economics T. G. Masaryka 24, 960 01 Zvolen, Slovakia anna.kocianova@tuzvo.sk sedliacikova@tuzvo.sk xvetrakova@is.tuzvo.sk xhoghova@is.tuzvo.sk
Mgr. Jarmila Schmidtová, PhD. (ORCID: 0000-0003-3985-9616) Technical University in Zvolen Faculty of Wood Science and Technology, Department of Mathematics and Descriptive Geometry T.G. Masaryka 24, 960 01 Zvolen, Slovakia jarmila.schmidtova@tuzvo.sk
146


