Italiana La Metallurgia
International Journal of the Italian Association for Metallurgy
n. 11/12 novembre/dicembre 2024
Organo ufficiale dell’Associazione Italiana di Metallurgia. Rivista fondata nel 1909


International Journal of the Italian Association for Metallurgy
n. 11/12 novembre/dicembre 2024
Organo ufficiale dell’Associazione Italiana di Metallurgia. Rivista fondata nel 1909
International Journal of the Italian Association for Metallurgy
Organo ufficiale dell’Associazione Italiana di Metallurgia. HouseorganofAIMItalianAssociationforMetallurgy. Rivista fondata nel 1909
Direttore responsabile/Chiefeditor: Mario Cusolito
Direttore vicario/Deputydirector: Gianangelo Camona
Comitato scientifico/Editorialpanel: Marco Actis Grande, Silvia Barella, Paola Bassani, Christian Bernhard, Massimiliano Bestetti, Wolfgang Bleck, Franco Bonollo, Irene Calliari, Mariano Enrique Castrodeza, Emanuela Cerri, Vlatislav Deev, Andrea Di Schino, Donato Firrao, Bernd Kleimt, Carlo Mapelli, Denis Jean Mithieux, Roberto Montanari, Marco Ormellese, Mariapia Pedeferri, Massimo Pellizzari, Barbara Previtali, Evgeny S. Prusov, Dario Ripamonti, Dieter Senk
Segreteria di redazione/Editorialsecretary: Marta Verderi
Comitato di redazione/Editorialcommittee: Federica Bassani, Gianangelo Camona, Mario Cusolito, Carlo Mapelli, Federico Mazzolari, Marta Verderi, Silvano Panza
Direzione e redazione/Editorialandexecutiveoffice: AIM - Via F. Turati 8 - 20121 Milano tel. 02 76 02 11 32 - fax 02 76 02 05 51 met@aimnet.it - www.aimnet.it
Reg. Trib. Milano n. 499 del 18/9/1948. Sped. in abb. Post. - D.L.353/2003 (conv. L. 27/02/2004 n. 46) art. 1, comma 1, DCB UD
Immagine in copertina: Shutterstock

Gestione editoriale e pubblicità Publisher and marketing office: siderweb spa sb
Via Don Milani, 5 - 25020 Flero (BS) tel. 030 25 400 06 - fax 030 25 400 41 commerciale@siderweb.com - www.siderweb.com
La riproduzione degli articoli e delle illustrazioni è permessa solo citando la fonte e previa autorizzazione della Direzione della rivista. Reproduction in whole or in part of articles and images is permitted only upon receipt of required permission and provided that the source is cited.
siderweb spa sb è iscritta al Roc con il num. 26116

n.11/12 novembre/dicembre 2024
Anno 115 - ISSN 0026-0843
Editoriale / Editorial
edited by Johannes Schenk and Carlo Mapelli . pag.05
Memorie scientifiche / Scientific papers
Coke e riduzione del minerale di ferro/ Coke and ironmaking
CO2 reduction technology through COG injection and low-reduced iron charging to the blast furnace
J-O. Park, W-J. Lee, G-H. La, Y-S. Lee, S-H. Yi .................................................................................................... pag.06
Start-up and usage of coke oven gas at HKM on our mission to green steel and CO2 reduction
F. Perret, F. Demirci, A. Janz, R. Peter, T. Semleit, S. Schulte .............................................................................. pag.11
Insights into the segregation in the blast furnace charging system: from the stockhouse to top hoppers
A. Hadi, Y. Pang, D. Schott, A. Adema, J. van der Stel ........................................................................
EMF-timeseries analysis implemented as predictive tool in BF-tapping control
S. Moll, J. Eisbacher–Lubensky, C. Weiß, J. Felser, G. Lengauer
Off topic – Storia della metallurgia/ History of metallurgy
A critical mineral through ages: traces of modernity in late bronze age cypriot copper
A.Cremona, R. Psaro .............................................................................................................................................................
Attualità industriale / Industry news
Campaign life extension of COREX furnaces
edited by: W.L. Ying, A. Sadri, Y. Gordon............................................................................................................ pag.38
A soft measurement model construction method based on machine learning and CFD
edited by: Y. Wang, S. Li, J. Zhang, Z. Liu ............................................................................................................ pag.43
Integrated steel plants challenges during transition to green steel - a holistic quantitative evaluation of CO2 reduction potentials using digital twins in m.simtop edited by: B. Weiss, R. Millner, H. Völkl, B. Hiebl ........................................................................... .. pag.47
The green transformation in the Chinese ironmaking Industryl edited by: J. Zhang, K. Li, Z. Liu, T. Yang pag.52
Scenari / Experts' Corner
Acciaio e metalli: dinamiche, cicli e tendenza di mercato / Steel and metals: market dynamics, cycles and trends
A. Fornasini ................................................................................................................. pag.57
Atti e notizie / AIM news
Eventi AIM / AIM events ...................................................................................................... pag.66
Innovazione digitale e sostenibilità nell’industria metallurgica ............................ pag.68
Comitati tecnici / Technical Committees ......................................................................... pag.70 Normativa / Standards .................................................................................................... pag.73
Indice analitico 2024 / 2024 analytic index ...................................................................... pag.77
Indice autori 2024 / 2024 author index ............................................................................. pag.81
“It
isanacknowledgement ofthegrowingwillingness around the world to take onthechallengeofmaking theironandsteelindustry carbon neutral.”


Dear Readers
The 9th European Coke and Ironmaking Congress ECIC 2024 took place in Bardolino from October 16 to 18, 2024. It brought together 242 experts representing plant operators, plant and equipment suppliers, and research institutions. They discussed and shared the newest achievements and knowledge in cokemaking, sintering, pelletising, pyrolyses of biomasses, and ironmaking technologies, including blast furnaces, direct reduction, and carbon-based smelting processes. In this issue of the La Metallurgia Italiana, four selected scientific papers and four industrial news presented as contributions of ECIC 2024 will be published.
The European Union has set itself the ambitious goal of achieving carbon neutrality by 2050, and the interim target of 2030 is fast approaching. The steel industry, responsible for more than 7% of global CO2 emissions, has a great opportunity to lead the way by innovating and investing in sustainable technologies.
This year's ECIC 2024 theme went beyond technological advancement. It looked broadly at how the steel industry is positioning itself for a sustainable future.
As Congress Chairmen, we are delighted to have organised this event in the unique setting of Bardolino on the Garda Lake. We felt that the conference was characterised by a stimulating and dynamic atmosphere, which provided the conditions for effective dialogue and exchange of ideas and insights. Many topics were covered and the speakers did an excellent job in sharing their expertise.
We are very pleased that the conference attracted many authors and delegates from 27 countries from all continents. It confirmed the growing global willingness to take on the challenges of making the iron and steel industry carbon-neutral. We want to thank all the speakers, chairs and participants of ECIC 2024.

J-O. Park, W-J. Lee, G-H. La, Y-S. Lee, S-H. Yi
To meet the demand for CO2 reduction, in Korea, the COOLSTAR project has been promoting the development of technologies to reduce CO2 emissions based on the blast furnace. The purpose of the project is to directly reduce CO2 emissions by injecting by-product gas (COG) into tuyeres and charging low reduced iron (LRI) into the blast furnace, which is partially reduced in a fluidized bed reactor using reduction gas converted from by-product gas. To verify the CO2 reduction effect of the blast furnace-based hybrid technology, partially reduced iron (LRI) was produced by a pilot-scale fluidized bed reactor, an appropriate blast furnace operation condition was derived by a mathematical blast furnace balance model, and the reaction characteristics at the shaft were investigated by a blast furnace reaction simulator test. Finally, the CO2 reduction effect when 150 kg/t-p of LRI is charged into the blast furnace together with COG injection (H2 250 Nm3/t-p) was estimated. It was found that CO2 emissions could be reduced by 7.7% through LRI charging and COG injection.
KEYWORDS: BLAST FURNACE, COG INJECTION, HYDROGEN REDUCTION, LOW REDUCED IRON, FLUIDIZED BED REACTOR
As the demand for decarbonization increases in response to climate change, South Korea has declared carbon neutrality by 2050 and set a national greenhouse gas reduction target (NDC) of a 40% reduction by 2030 compared to 2018 levels in order to participate in climate crisis response. The Korean steel industry, which accounts for more than 14% of domestic CO2 emissions, is developing various technologies to respond to this decarbonization demand. However, achieving net-zero through 100% hydrogen reduction in the steel industry requires time to establish infrastructure for hydrogen production and transportation. Therefore, there is a need for CO2 reduction technologies based on existing blast furnace processes, so called bridge technology between conventional blast furnace and hydrogenbased ironmaking. In this regard, the Japanese steel industry has made significant efforts through the national project, focusing on introducing hydrogen gas into the blast furnace shaft, CO2 separation, and improving raw materials. In Korea, the COOLSTAR project has been promoting the development of technologies to reduce CO2 emissions based on the blast furnace. As part of this research, the possibility of reducing CO2 emissions
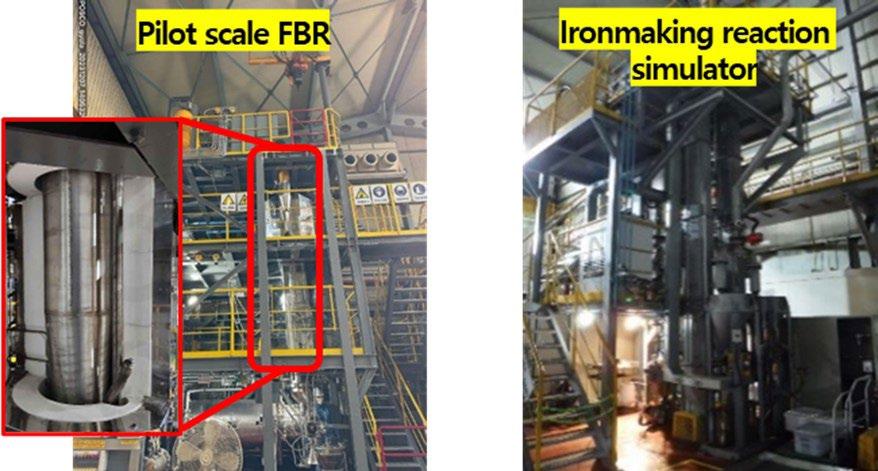
in the blast furnace process through the introduction of hydrogen gas into the furnace shaft and the use of low reduced iron (LRI) as a low-carbon alternative iron source was examined. The CO2 reduction effect was evaluated using a thermochemical equilibrium model and a blast furnace shaft reaction simulator. The objective of this study is to produce LRI with reduction degree over 65% with fluidized bed reactor and to predict the CO2 reduction effect when 150kg/t-p of LRI is charged into blast furnace together with COG injection(H2 250Nm3/t-p). The research methodology is as follows. First, develop a model capable of calculating the heat & mass balance of the blast furnace depending on Air/O2/COG blowing conditions and design optimum blowing condition using the model. However, since the reaction efficiency (gas utilization ratio) under the target conditions is unknown, it is necessary to evaluate the reaction efficiency through blast furnace simulation test. For the blast furnace simulation tests, LRI with a reduction degree of 65% was produced using a 50kg/batch pilot scale fluidized bed reactor. Based on the produced LRI and the operational conditions derived from the model, a blast furnace simulation test was conducted. Gas utilization efficiency derived from this, the final balance was calculated, and the CO2 reduction effect was derived.
LRI(Low reduced iron) production by fluidized bed reactor
In this study, a fluidized bed reactor was used for the production of LRI. The 50kg/batch fluidized bed reactor has a reactor height of approximately 2.7 meters and consists of an electric preheater for preheating the reaction gas, a reactor (including a dispersion plate), a cyclone/bag filter for dust collection, and a reaction gas cooling and combustion part. The reactor can inject reaction gases such as H2/H2O/CO/CO2/N2, and the interior of the reactor can be heated up to about 1000 degrees. Based on the expected thermal material balance of the 4-stage fluidized bed reactor under reformed COG-based reaction gas conditions, four fluidized reduction tests simulating each stage were sequentially conducted. Although the actual process involves four reactors connected in series for continuous reactions, we simulated each stage's reaction in batches. The tests confirmed the stable fluidization of Australian goethite ore under 5mm, and after the completion of the 4-stage reaction, LRI with a reduction degree of about 65% was produced. The produced LRI was introduced into a blast furnace reaction simulation apparatus along with sinter.
Blast furnace reaction simulator experiment
To verify the effect of H2-containing gas injection and LRI charging on blast furnace, the gas utilization efficiency for various operating cases was evaluated using a labscale ironmaking reaction simulator. The test apparatus can simulate the endothermic/exothermic characteristics according to the reactions between charged materials. It
allows monitoring of changes in gas utilization efficiency, internal temperature caused by reactions between the continuously charged materials from the top, and the rising hot gas from the bottom. LRI (RD ~65%) produced in the pilot fluidized bed reactor was continuously fed into the reaction device along with sinter/coke, and the composition of the exhaust gas was measured while
injecting preheated gas, which has the expected gas composition when H2-containing gas is injected (H2 250Nm3/t-p). The gas utilization efficiency was calculated from the H2/H2O/CO/CO2 content in the exhaust gas and was finally used to calculate the balance of the blast furnace and the CO2 reduction effect for each case.
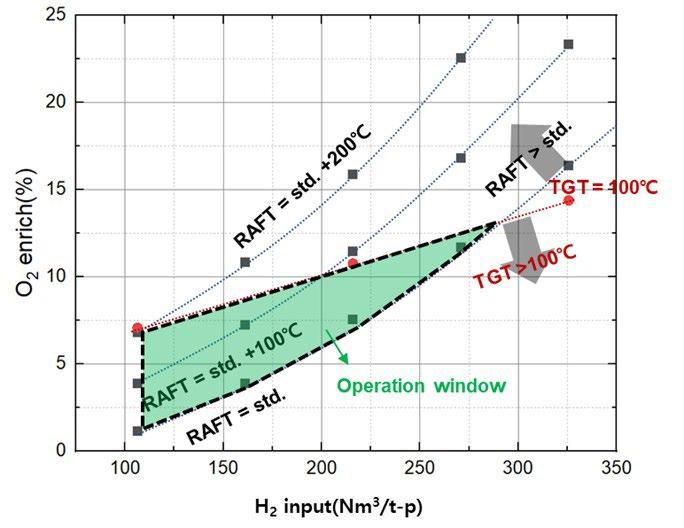
By utilizing the blast furnace balance model, we derived the appropriate blowing conditions that satisfy the blast furnace limit conditions such as tuyere frame temperature, top gas temperature, and volume of bosh gas, for the case of LRI 150kg/t-p and H2 250Nm3/t-p. The injection of COG causes a decrease in Tf due to the heat of decomposition, but Tf can be maintained constant by increasing the oxygen enrichment. However, if the oxygen enrichment becomes
too high, the top gas temperature decreases, so there are upper and lower limits of the oxygen enrichment rate that satisfy the limit conditions according to the hydrogen containing gas injection rate. Therefore, the oxygen enrichment ratio that satisfies the top gas temperature and Tf limit conditions can be represented as shown in the figure below, and the appropriate operation window can be set through this. When using LRI, it was generally confirmed that the operation window widens due to the effect of increasing the top gas temperature under the same H2 containing gas injection conditions. Considering the results of the blast furnace reaction simulation test, it was found that the appropriate oxygen enrichment ratio when 150kg/t-p of LRI is charged into blast furnace together with COG injection(H2 250Nm3/t-p) is around 1013%.
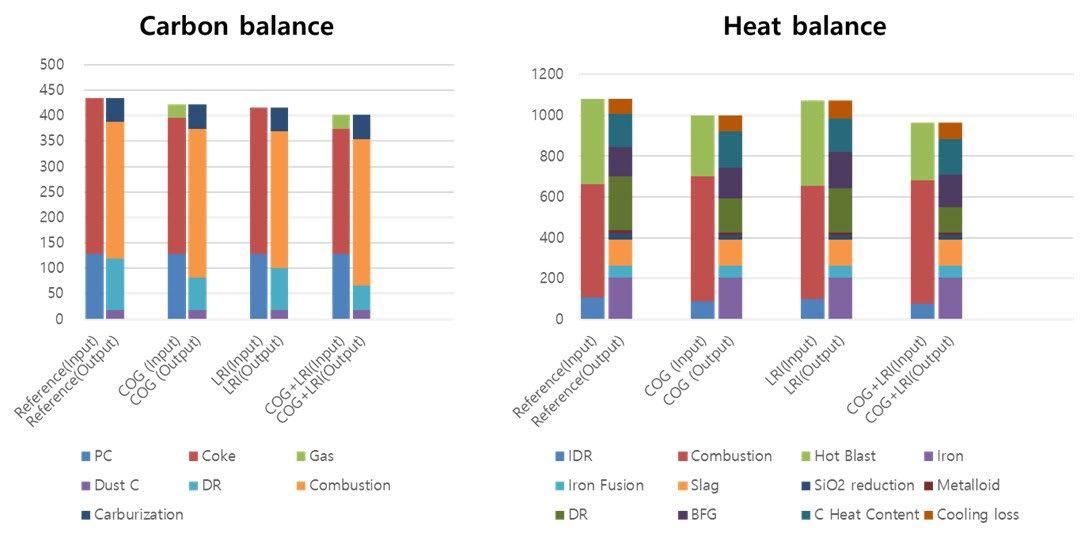
Based on the above operation window and the results(shaft efficiency) of blast furnace shaft reaction simulation test, the carbon & heat balance and direct/indirect reduction ratio in the blast furnace for each case(LRI, COG, LRI+COG) were calculated as shown in the figure below. In all cases, the carbon consumption decreased compared to the standard case. The main reason for the reduction in carbon consumption is the increase in hydrogen gas, which leads to a decrease in direct reduction, and this is believed to be due to not only the replacement of existing carbon reduction by hydrogen reduction but also the fast reaction rate of hydrogen reduction itself. In the case of COG injection, additional tuyere combustion is required to compensate for the furnace top gas temperature, whereas in the case of LRI charging, the need for
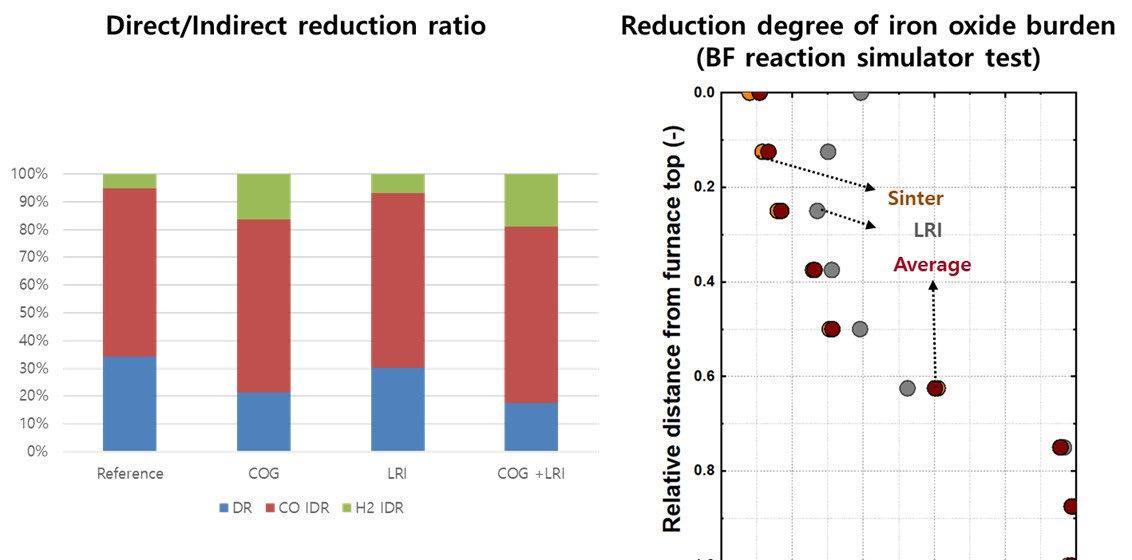
such additional tuyere combustion is unnecessary, so the simultaneous use of COG and LRI can efficiently reduce carbon consumption. Comparing the cases of using COG and LRI, it can be seen that the effect of reducing the direct reduction rate by using COG is relatively greater than that of LRI. This is because, as can be seen from the results of the blast furnace shaft simulation test, in the case of LRI, temporary reoxidation occurs in the upper part of the blast furnace rather than reduction, so the advantage of pre-reduction when entering the lower part of the blast furnace is not fully realized.
Based on the tests of the pilot-scale fluidized reactor and blast furnace reaction simulator, the changes in the reducing agent ratio and CO2 emissions were calculated for each case of blast furnace hydrogen-containing gas injection (H2 250 Nm3/t-p) and LRI charging (150 kg/t-p). The calculation results showed that in case of COG injection alone, the coke replacement ratio by COG was less than 1, leading to an overall increase in the consumption of the reducing agent ratio. However, due to the abundant hydrogen in COG, the net carbon consumption was expected to decrease by about 3%. When using LRI, the portion of direct reduction within
the blast furnace decreases, leading to a carbon reduction of about 4.3%. Under the condition of COG injection together with LRI charging, a CO2 reduction effect of about 7.7%, higher than the simple sum of the individual cases, was confirmed. Detailed balance analysis results suggest that this is because the heat deficiency in the furnace caused by COG injection was partially resolved by the use of LRI.
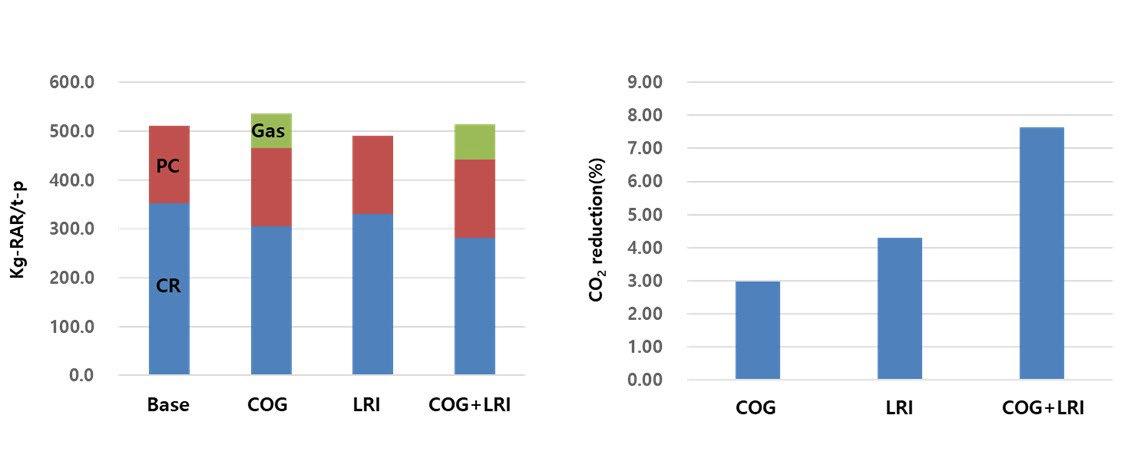
Fig.5 - Calculated reducing agent ratio and CO2 reduction in each case.
To verify the CO2 reduction effect by the blast furnace based hybrid technology, partially reduced iron(LRI) was produced by pilot scale fluidized bed reactor, appropriate blast furnace operation condition was derived by blast furnace heat and mass balance model and the reaction characteristics at shaft were investigated by blast furnace reaction simulator test. CO2 reduction when 150kg/t-p of LRI is charged into blast furnace together with COG
injection(H2 250Nm3/t-p) was estimated as 7.7%.
This work was supported by the Korea Institute of Energy Technology Evaluation and Planning(KETEP) and the Ministry of Trade, Industry & Energy(MOTIE) of the Republic of Korea. (No. 20212010100040).
F. Perret, F. Demirci, A. Janz, R. Peter, T. Semleit, S. Schulte
By developing decarbonisation plans, the European steel industry shows its commitment to the European climate change targets. The main element in these plans is a transformation step involving a transition from carbon-based blast furnaces to green hydrogen-based direct reduction processes. This will take place around 2030 and will result in significant CO2 reductions. Hüttenwerke Krupp Mannesmann (HKM) has committed itself to the European climate change targets and has already started to take actions to significantly reduce CO2 emissions under the brand H2KM. As presented at the 8th ECIC in Bremen, HKM has upgraded its installation to inject compressed coke oven gas (COG) at the two blast furnaces "A" and "B". Since the injection station was commissioned and started in June 2023, HKM has been able to consistently inject up to of 45 kg/tHM of COG per month replacing PCI. This article discusses the usage of COG injection as an additional reducing agent for the blast furnace and presents results from start-up and data analyses on the injection, showing how it affects the blast furnace process and helps to reduce the carbon footprint of HKM's crude steel significantly.
KEYWORDS: CO2 REDUCTION, BLAST FURNACE, COKE OVEN GAS, GREEN STEEL, HYDROGEN CONTAINING INJECTANTS
The production of steel is one of the large emitters globally and responsible for 7% of global CO2 emissions and around 5% of CO2 emissions in the EU [1]. For every ton of steel produced in 2020, an average of 1.89 tons of carbon dioxide was emitted into the atmosphere [2]. At the UN Climate Action Summit 2019, more than 60 countries, including the EU, committed to full carbon neutrality by 2050 [3].
To understand and overcome the challenges faced by the European steel industry, it is first important to understand how steel is currently being made. In Europe, just over half of all steel is made by the primary route, where steel is being produced from iron ore in a process that centers on the use of carbon in the blast furnace.
Hüttenwerke Krupp Mannesmann GmbH (HKM) is an integrated steel mill in Duisburg, with the setup of coking plant, sinter plant, two blast furnaces (BF) and steel plant with Linz-Donawitz-converter (LD) operation. To achieve the climate goals assigned by the EU, HKM started the H2KM sustainability project, which consists of two phases. In the first phase CO2-emissions are reduced within the
F. Perret, F. Demirci, A. Janz, R. Peter
Hüttenwerke Krupp Mannesmann GmbH, Germany
T. Semleit, S. Schulte
thyssenkrupp Steel Europe AG, Germany
current plant set up. Besides increasing recycling rates by installing ladle furnaces in the melt shop, utilizing COG injection is one of the major measures. This paper discusses the usage of COG injection as an additional reducing agent for the blast furnace.
As already reported at the 8th ECIC & 9th ICSTI 2022 in Bremen [4], the main contract for the construction of the coke oven gas injection system for blast furnaces A and B was awarded to Paul Wurth S.A. in July 2020. The contract included the compressor building with the gear compressors, the drive technology, the EMSR
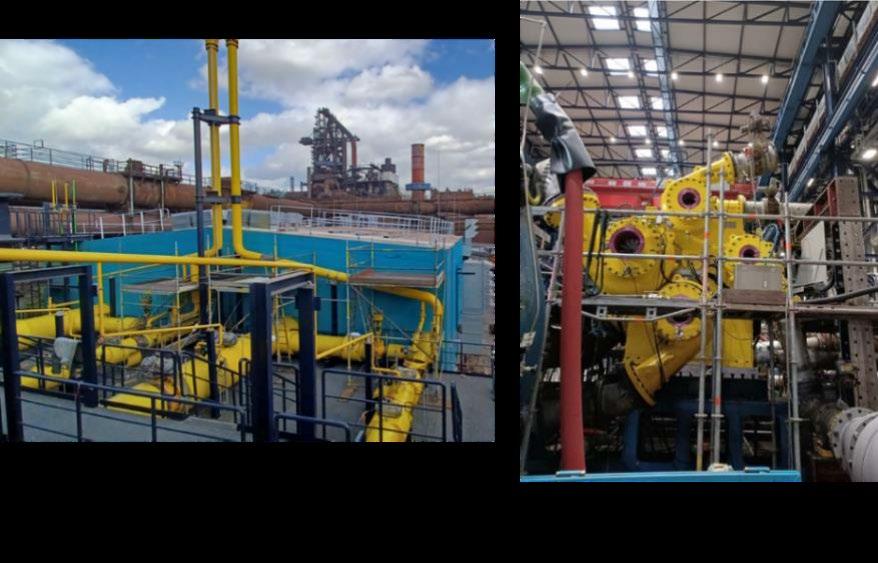
technology, the modification of the furnace stations of the blast furnaces and the engineering services. The solid construction and infrastructure services were handled by HKM. This should allow HKM to inject up to 45 kg/tHM of COG per month continuously as a replacement for PCI. The injection station was commissioned and started up in June 2023. Figure 1 (a) shows the compressor station building and (b) one of the installed gear compressors. The existing natural gas injection plant had to be modified to allow the additional use of coke oven gas in both blast furnaces. With an annual hot metal production of around 4 million tonnes, a coke oven gas supply of 30,000-45,000 Nm³/h could be realised for both blast furnaces.
The start-up phase of the COG system was carried out in collaboration with Paul Wurth S.A. and HKM. The gas injection was started slowly: The COG was fed into the compressor and the gas flow was gradually increased over a period of several weeks to ramp up to nominal operation. This also provided an insight into the reaction of the blast furnaces to the gas in order to set the optimum blast furnace parameters. Lastly, all relevant process parameters were set to the COG target values (45 kg/tHM) to ensure stable operating conditions in COG injection
mode.
In order to replace coal and coke with other fuels to reduce CO2 emissions, alternative reducing agents to coal can be used in BFs, such as hydrogen and hydrogen-bearing gases, such as - COG. In particular, COG is a by-product of the coke plant process and is considered to be a viable alternative to pulverised coal (PC) in the BF. The COG has a high calorific value, a high hydrogen concentration
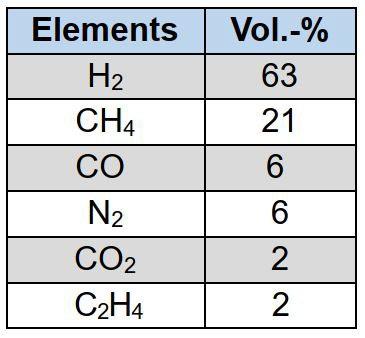
(see Table 1) and a fast combustion rate. After cracking the CH4 in the blast furnace raceway, this results in a total
hydrogen content of over 70 Vol.-%.
Tab.1 - Chemical composition COG HKM.
However, the use of COG and other hydrogen-bearing fuels affects blast furnace process characteristics such as the Raceway Adiabatic Flame Temperature (RAFT), gas utilization (ηCO, ηH2), indirect and direct reduction, heat losses, and especially gas distribution and therefore the stability of the BF operation [5]. An online tool was developed for this purpose as part of the RFCS project H2TransBF2030 [6].
For a better visualisation of the influence of COG on the blast furnace process, an overview of selected process parameters (hot wind, pressure, stock line, top gas temperature, gas utilization, coke and COG amount, and heat loss) are shown in Figure 2 over a longer and stable production period of time (June 2024 to July 2024).
One of the first effects of COG on the blast furnace process is a change in the use of reducing agents. By using COG, the coal injection rate can be decreased. However, the amount of coke remains constant to ensure stable operation of the blast furnace process in terms of drainage, etc..
Besides the effect of the COG on the reducing agent consumption, the gas also has an impact on the RAFT. To keep the RAFT at a good level, the specific oxygen injection rate and therefore the productivity will be increased. It can be expected that the blast furnace top gas volume flow will be reduced by almost 8% and its gas composition will be changed towards a higher hydrogen content, increasing the calorific value by about 15%.
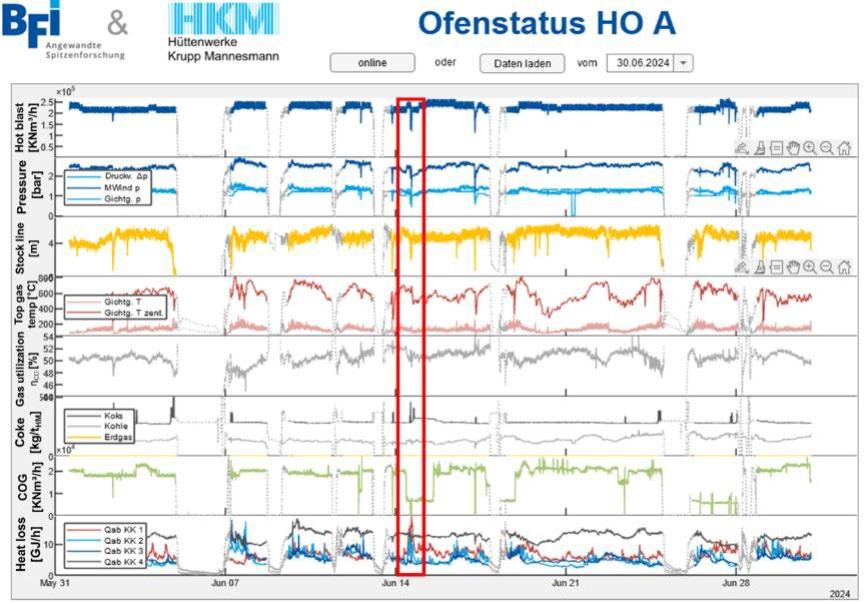
Fig.2 - Effect of COG on blast furnace process parameters.
When using COG at HKM, it can also be observed that the gas has a particular influence on the heat losses of the blast furnaces. This influence on the heat losses is shown in more detail and is highlighted by the red box. The more detailed COG curve is shown in Figure 3. When the full amount of COG injection is turned off and changed with PCI, there is an increase in the heat losses of blast furnace A, while the gas utilization (ηCO) decreases. This behaviour can be explained by taking into account the water gas shift reaction (WGSR) and the influence of hydrogen on both the direct and indirect reduction. Particularly in the lower area of the furnace (bosh region), where a large part of the direct reduction work takes place, the processes and reduction procedures change enormously due to the altered composition of the reduction gas.
With regard to the gas utilization η CO, it becomes clear that the mathematical ratio of CO2 to CO changes here. In the normal blast furnace process with a low proportion of hydrogen-containing reducing gas, ηCO can be used as a measure of gas utilization for reduction. If a larger amount of hydrogen-containing reducing gas is used, the significance of ηCO decreases significantly, as the watergas shift reaction turns the CO gas into CO2 without having removed oxygen from the iron ore. The informative value of ηCO as a measure of the reduction work in the blast furnace is therefore reduced. For an operating mode with reducing gases containing high hydrogen content, η H2 must also become more important. The high hydrogen content in coke oven gas favours the indirect reduction of iron oxides, as hydrogen (H2) is a more reactive reducing agent than carbon monoxide (CO), resulting in an increased rate of indirect reduction when hydrogenous gases are injected [6].
Another effect of coke gas is a change in the temperature profiles (isotherms) of the blast furnace due to the change in RAFT, mainly the indirect and cohesive zone. The indirect reduction zone increases, while the cohesive zone moves upwards, resulting in a much more efficient use of the furnace volume.
As a result, the size of the indirect reduction zone expands while the amount of unreduced FeO reaching the lower part of the blast furnace decreases. This results in more efficient operation of the lower furnace as the majority
of the FeO has already been converted by the indirect reduction. Hence the proportion of direct reduction is reduced, leading to better slag discharge and fuel consumption. Another major advantage of coke gas injection is that there is no need to burn a solid material (PC) with residues. In classic PC-injection, the injection coal is not burnt without residue, but leaves behind char and coke ash in the combustion process, which mainly has to be processed in the hearth. With gas injection, there is residue-free combustion, which is good for the health of the hearth and the purity of the dead man. The result is increased permeability in the lower, with clear advantages for process stability.
Once the cohesive zone and the lower furnace have adjusted to a reducing gas composition (here, with coke gas and PCI), the processes run in equilibrium. When the coke gas injection is switched off and the switch is made to pure PCI, the following picture is shown in Figure 3. The pressure increases slightly throughout the furnace process. The processes in the lower furnace are no longer in equilibrium. Due to the now significantly lower proportion of H2-containing reducing gas, which was available for direct reduction in particular, the COcontaining gas or coke must now perform the direct reduction work. A large amount of coke from the cohesive zone is consumed for this purpose. As a result, the gas flow in the area of the dead man, the cohesive zone and the external coke windows deteriorates. This leads to heat losses in the lower furnace, which causes the furnace process to become unstable. A stabilization of the furnace can only be seen after the coke rate has been increased and a period of approx. 2-3 furnace throughputs. After this, the processes in the lower furnace are back in equilibrium and have adapted to the reduction gas (pure PCI operation).
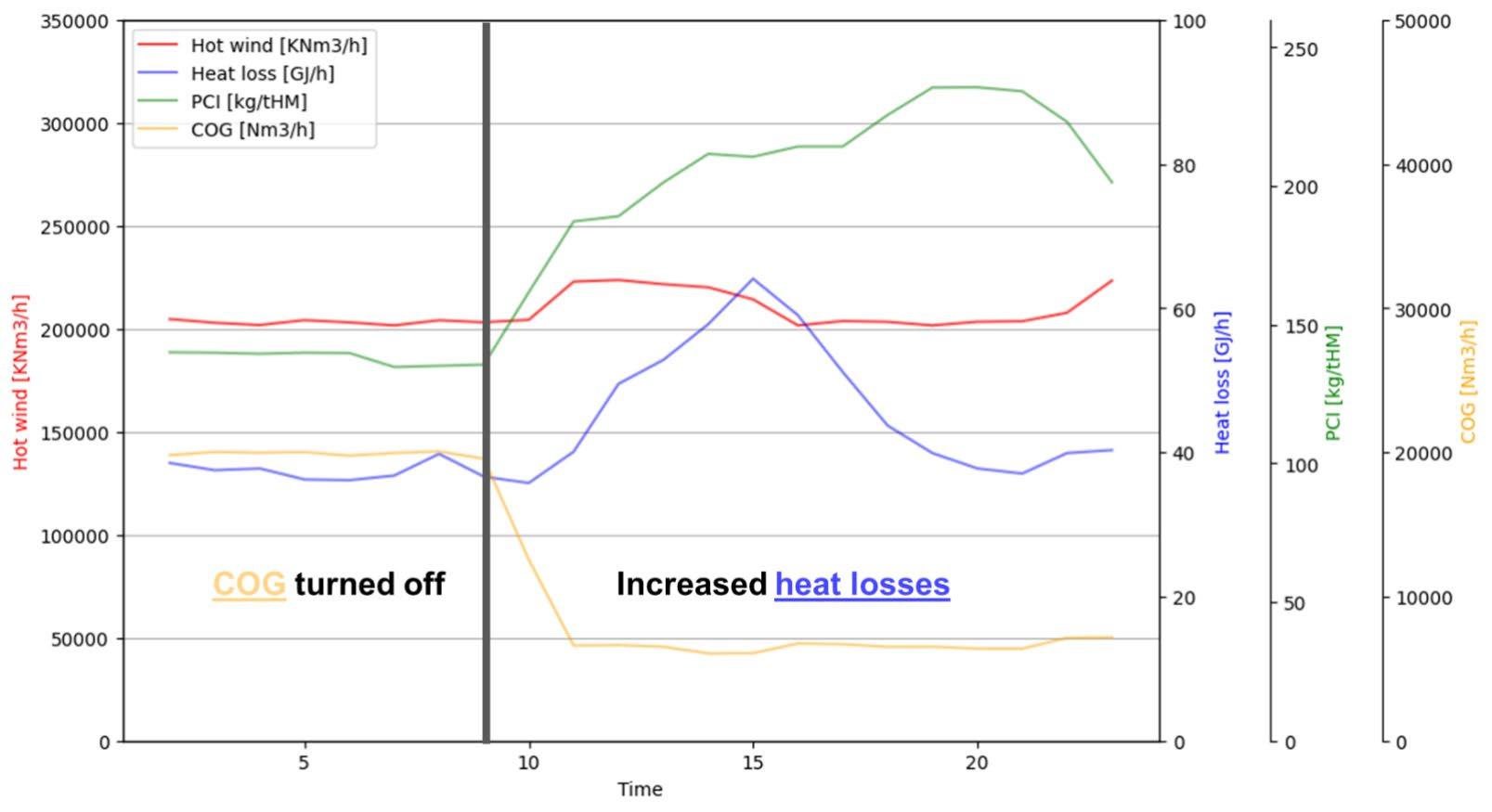
Fig.3 - Effect of COG reduction on blast furnace process parameters.
Overall, coke gas injection can contribute as a successful measure to the partial decarbonisation of hot metal production and serve as a bridge technology to CO2-free steel production.
Coke gas injection has no negative impact on the blast furnace process, but increases both the efficiency and productivity of the blast furnace. The process itself is
more stable, as hydrogen as a reducing gas supports and accelerates the existing CO reduction. The only factor that should not be underestimated in the design is the increased use of oxygen to set a usable flame temperature and the associated increase in output.
[1] IEA (2020), Iron and Steel Technology Roadmap, IEA, Paris, https://www.iea.org/reports/iron-and-steel-technology-roadmap
[2] World Steel Association (2021), Sustainability Indicators 2021 and our sustainability journey, https://worldsteel.org/wp-content/ uploads/Sustainability-Indicators-2021-and-our-sustainability-journey.pdf
[3] UN Climate Action Summit (2019), Report of the secretary-general on the 2019 climate action summit and the way forward in 2020, https://www.un.org/sites/un2.un.org/files/cas_report_11_dec_0.pdf
[4] M. Efetürk, A. Janz, R. Peter, M. Sprecher (2022), On the mission to “green” steel - CO2 reduction steps at HKM, Proc. 8th ECIC 2022 & 9th ICSTI.
[5] F. Meier, A. Janz, A. Babich, D. Senk, M. Efetürk and R. Peter (2023), Effect of the co-injection of PC and coke oven gas on the raceway and shaft phenomena in a blast furnace, Proc. METEC & 6th ESTAD.
[6] H. Bartusch, T. Hauck, F. Demirci, A. Janz (2024). Influence of a higher hydrogen based reduction share from coke oven gas injection on the blast furnace process, Proc. 9th ECIC 2024.
A. Hadi, Y. Pang, A. Adema, J. van der Stel, D. Schott
Segregation in the blast furnace (BF) charging system is a significant challenge, as it can negatively affect the burden permeability and reduce BF efficiency. The discrete element method (DEM) is a valuable tool to gain insights into segregation dynamics in the BF. While previous DEM studies have extensively investigated segregation in the BF, the majority of them used the top hoppers as the starting point and assumed a pre-determined iron ore mixture composition (usually fully mixed state) within the top hopper. Considering the fact that the final segregation on the BF burden is significantly influenced by the degree of the segregation within the top hopper, it is crucial to precisely determine the degree of mixing of iron ore pellets and sinter within the hopper. In this study, we model the BF charging process from the stockhouse (i.e. weighing bunkers) until the top hopper at the industrial scale, aiming to elucidate how previous handling steps can affect the mixture composition within the hopper. Our findings reveal that the degree of mixing of pellets and sinter within the weighing bunkers (WBs) significantly influences the quality of mixing within the top hopper. Under the current practice where each materials are charged into separate WB, they are significantly segregated in the top hopper. We also demonstrated that mixing pellets and sinter before charging them into the WBs, can significantly reduce segregation within the hopper. The results of this study enhance our understanding of the segregation phenomenon in the BF charging system, providing insights that can be used for optimising the charging process.
KEYWORDS: SEGREGATION, BLAST FURNACE, DEM, GRANULAR MATERIALS, DEM UPSCALING, PELLETS AND SINTER
Segregation of granular materials is often viewed as an undesirable occurrence that should be controlled or minimised due to its negative impact on processes and/or products [1]. In blast furnace, segregation can adversely affect the distribution of materials on the burden surface, which in turn has a detrimental effect on bed permeability [2]. This affected permeability leads to inconsistencies in pressure drop, causing inefficient use of reductant gas and resulting in both economic and environmental consequences [3]. Therefore, it is crucial to investigate and understand segregation within the blast furnace processes. Conducting experiments or in-situ measurements of segregation in the blast furnace charging system is costly and/or impractical due to the large-scale equipment and harsh environment. Alternatively, the discrete element method (DEM), a helpful tool for modelling granular materials, can be employed to gain insight into segregation in blast furnace.
Delft University of Technology, the Netherlands
Allert
Tata Steel Europe, the Netherlands
Many DEM studies have recently investigated blast furnace segregation [4,5]. However, the majority of these studies have focussed on segregation happening after the top hopper, i.e. on the chute and the blast furnace burden [6,7]. Additionally, they have mostly studied the size segregation of individual materials such as pellets, sinter or coke, with only a few addressing the segregation of multiple materials, referred to as component segregation [1]. Furthermore, most of these studies employed downscaled dimensions of the blast furnace geometry to reduce DEM computational time. In this study, we address these shortcomings by modelling the real-scale blast furnace charging process from the stockhouse to the top hopper. We mainly focus on the pellets and sinter as two main ore materials and study their mixing/segregation behaviour.
Discrete element method (DEM)
We used DEM with Hertz-Mindlin (no-slip) [8] contact model with an elastic-plastic spring-dashpot rolling
friction model (referred to as type C in Ai et al. [9]). This contact model has been successfully employed for modelling iron ore pellets and sinter in past studies [10,11]. Detailed information and equations of the contact model can be found in the relevant literature [8,9,12]. We employed the commercial software EDEM V2022.3 for DEM simulations, which were conducted on the DelftBlue supercomputers [13].
We modelled iron ore pellets and sinter as two main components of ore mixtures charged into the blast furnace.
To reduce the computational time, we used spheres to model the particle shape of both pellets and sinter. The size distribution of pellets and sinter, measured using sieves, is provided in Tab. 1. A comprehensive list of all DEM parameters used is mentioned in our previous study [14].
Tab. 1 – Size distribution of pellets and sinter used in this study.
Geometries and the charging process
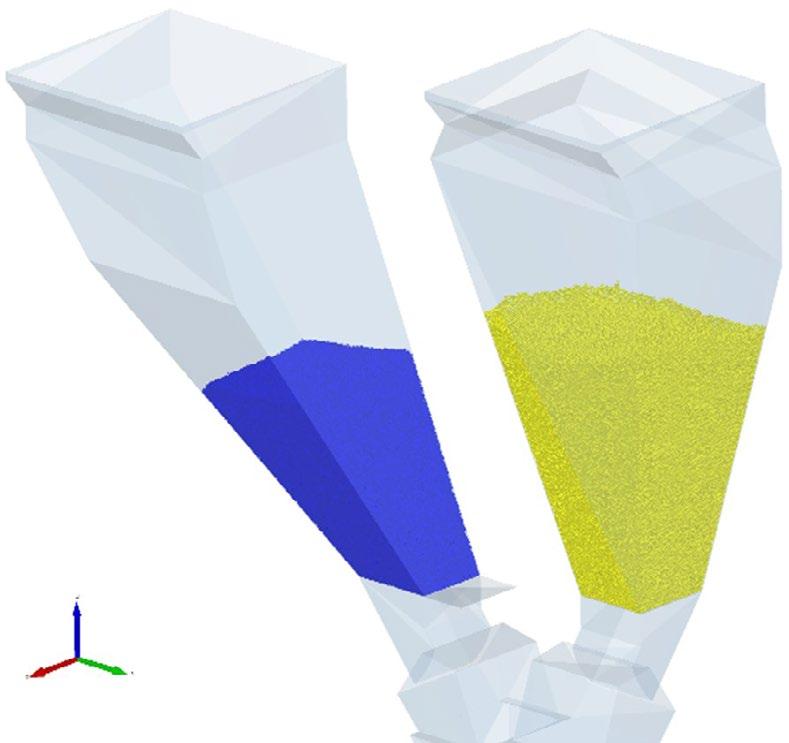
Fig. 1 shows the geometries used in this study to simulate the charging system of the blast furnace at Tata Steel. The system consists of two weighing bunkers (WBs) for storing pellets and sinter. During the charging process, approximately 20 tons of pellets and 12 tons of sinter are loaded into the weighing bunkers. The outlets of these WBs are opened simultaneously, in a controlled way to ensure that both are emptied at the same time. In the actual
process, the filled skip car then moves up an inclined rail. Since we anticipate negligible segregation during this step, we omitted the simulation of the skip car moving up and positioned it directly at the top location where it starts to tilt. The skip car is then tilted and the mixture of pellets and sinter are charged into the top funnel. The mixture passes through a series of equipment, including a semicylinder chute, and finally into one of the top hoppers. This entire process is repeated for the second skip car.
We used relative standard deviation (RSD), a griddependent segregation index, to quantify segregation. First, the whole domain of the mixture is divided into a number of bins, denoted as ‘m’. Then, the mass ratio of one of the components (e.g. pellets) is measured within each bin (CPm). Next, the mean ( μ ) and the standard deviation ( σ ) of CPms are calculated. Finally, RSD is computed as: (1)
A lower RSD value indicates better mixing, with an RSD close to zero showing negligible segregation.
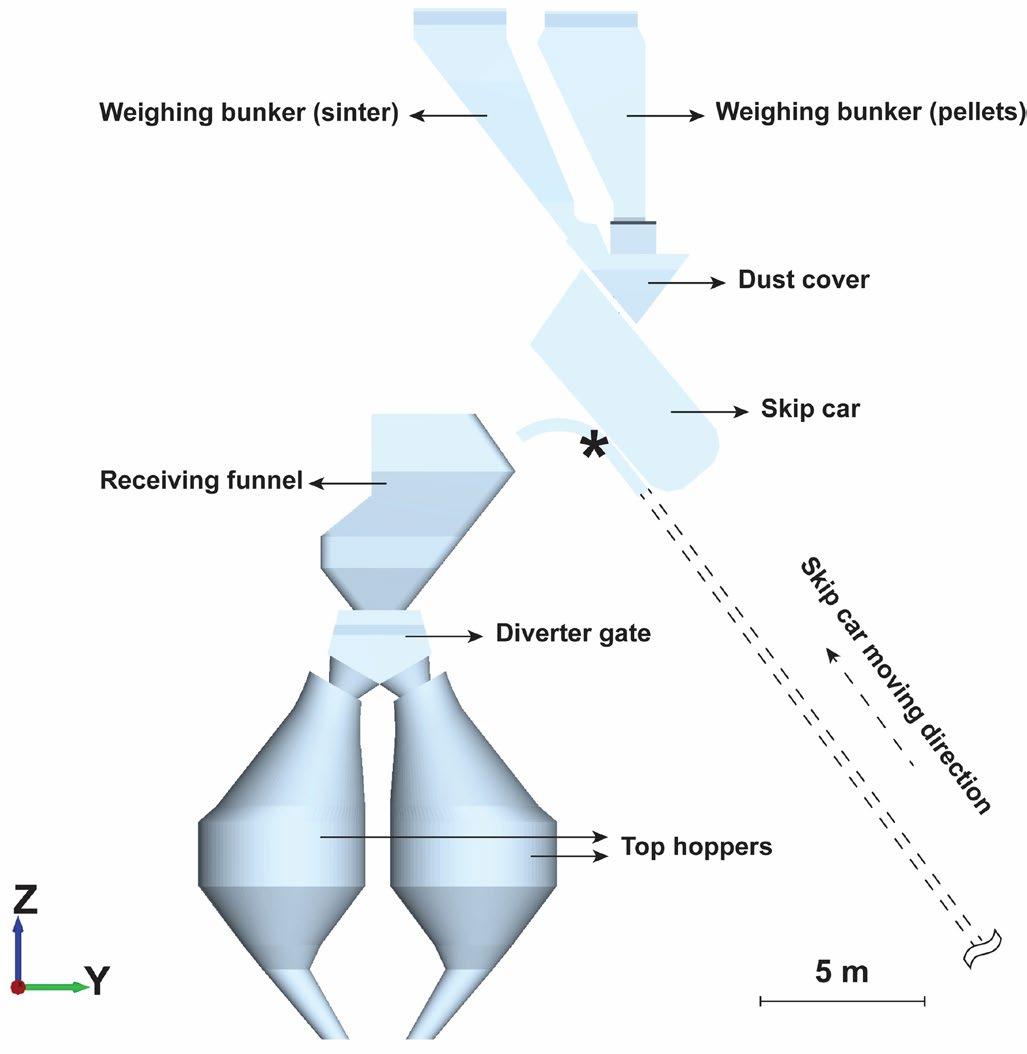
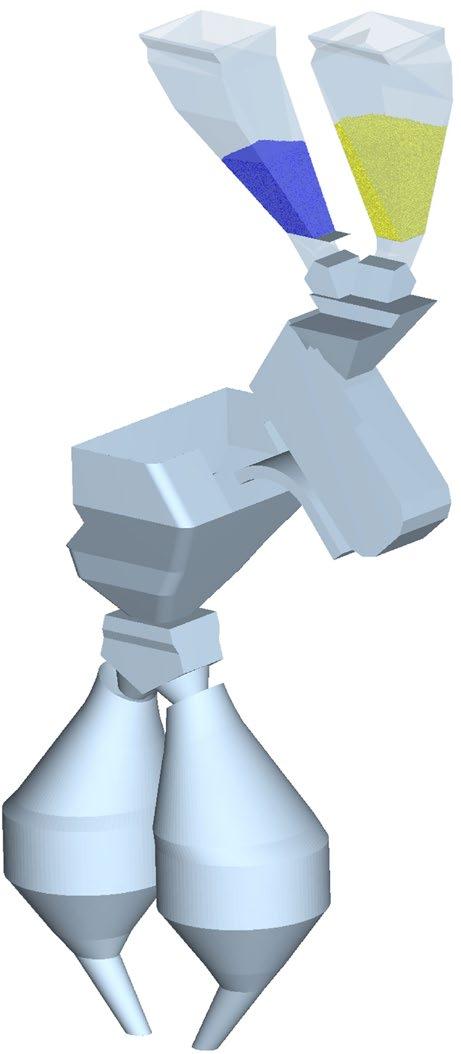
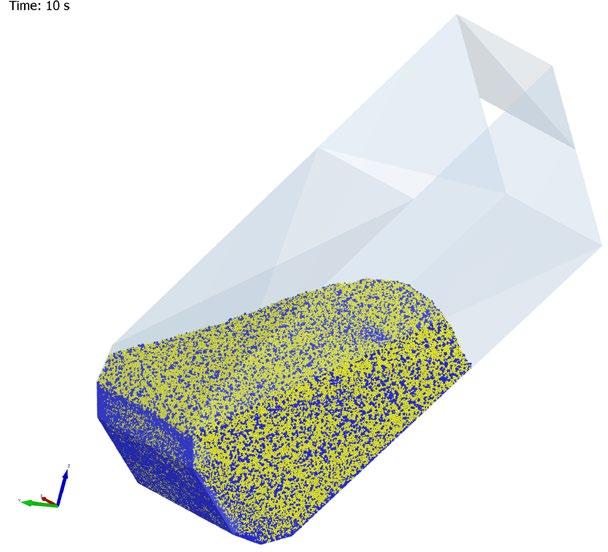
Fig.1 -a) The geometry model used in this study. For practical reasons, the WBs and the skip car are placed at the location (*), while in practice they are located at the bottom, and the skip car moves up in the mentioned direction. b) 3-D view of the geometries. Yellow and blue particles represent pellets and sinter, respectively.
Scaling up the particle size
Considering the dimensions of blast furnace equipment and the large number of particles involved, DEM simulations can be computationally expensive. To reduce computational time, we upscaled the particle size by a scaling factor (SF) of two. To ensure that this scaling does not affect the segregation results, we modelled the first charging step (i.e. from weighing bunkers to the skip car) using both original and upscaled particle sizes. As shown
in Fig. 2, the comparison reveals that there is no significant difference in the degree of mixing between the two from both qualitative and quantitative perspectives, with only ~3.7% change in RSD. However, the computational time for modelling only this charging step was decreased from 25 hr to 1.5 hr. Therefore, we proceeded with the upscaled particles for the current study.
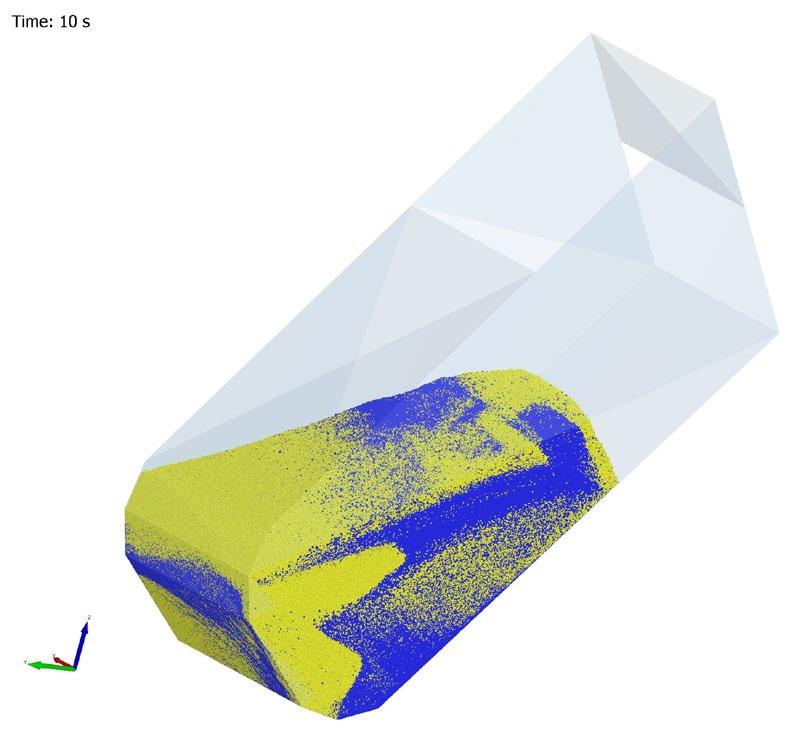
a) RSD = 0.557
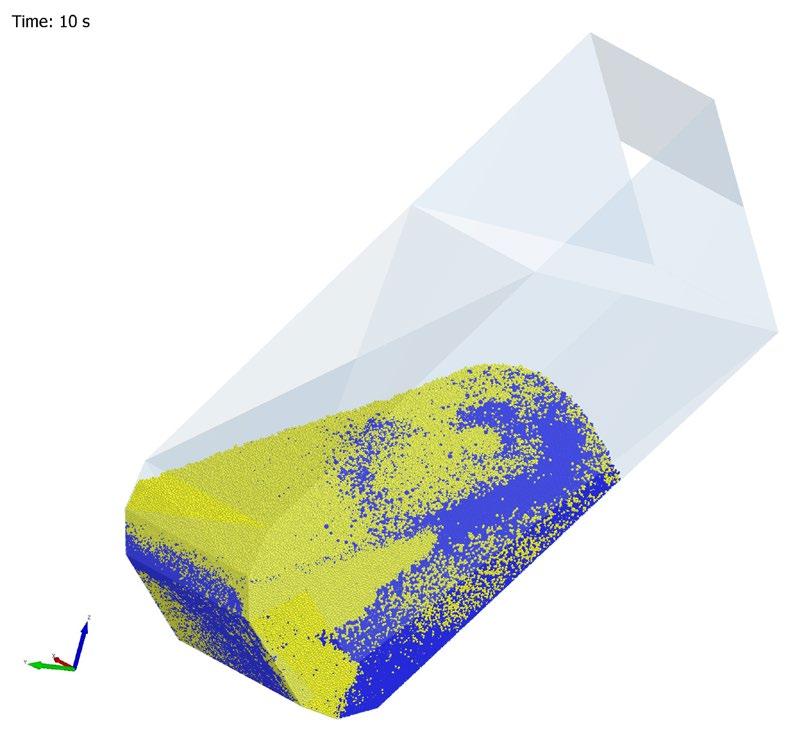
b) RSD = 0.578
Fig.2 - Qualitative comparison of the degree of mixing within the skip car between a) original size, and b) upscaled particles with SF of 2.0. Yellow and blue particles represent pellets and sinter, respectively.
Scenario 1: Current practice
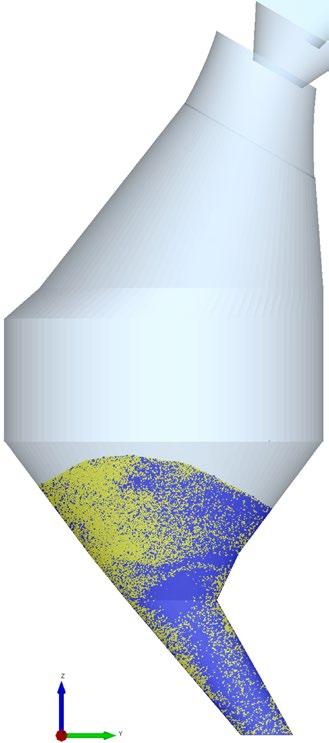
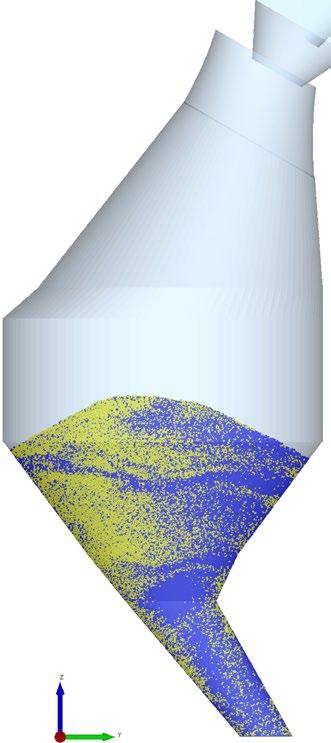
In the current practice at Tata Steel, individual components —pellets and sinter— are charged separately into weighing bunkers (WBs), as shown in Fig. 3a. During the simultaneous discharging of these bunkers, pellets and sinter are mixed to some extent. However, Fig. 2b illustrates that the majority of the materials within the skip car remain segregated, resulting in a high RSD of 0.578. Upon emptying the skip car into the receiving funnel and then the top hopper, the materials are expected to become more mixed. Fig. 3b and 3c show the materials
within the hopper after charging the first and second skip cars, respectively. A reduced RSD for the mixture within the top hopper indicates that pellets and sinter become more mixed as they are charged from the skip car into the hopper. Nevertheless, it can be observed that materials are still segregated, with more sinter accumulating on the right side of the hopper. This indicates that the assumption of pellets and sinter having a good degree of mixing within the top hopper is incorrect. Although the current practice assumes that pellets and sinter mix through the charging process, the materials mostly remain segregated.
b) RSD = 0.415
c) RSD = 0.393
Fig.3 - a) Weighing bunkers filled with pellets (yellow particles) and sinter (blue particles) under the current practice. Materials within the hopper after b) the first and c) the second skip car charged in.
We demonstrated in our previous study that negligible segregation occurs downstream if pellets and sinter are perfectly mixed upstream [15]. Therefore, we conclude that maximising the mixing of pellets and sinter in the upstream locations (e.g., within the WBs) results in minimal segregation throughout the charging process. A potential strategy is to mix the materials before charging them into the skip car. To investigate and confirm this, we started from a perfect mixing of pellets and sinter within the WBs and subsequently, simulated the entire charging process. Fig. 4b and 4c present the quality of mixing within the skip car and the top hopper, confirming that minimal segregation occurs when materials are perfectly mixed, and they mostly remain mixed within the top hopper.
This study investigated the mixing/segregation dynamics of pellets and sinter within the blast furnace charging system, focussing on the charging steps from the stockhou-
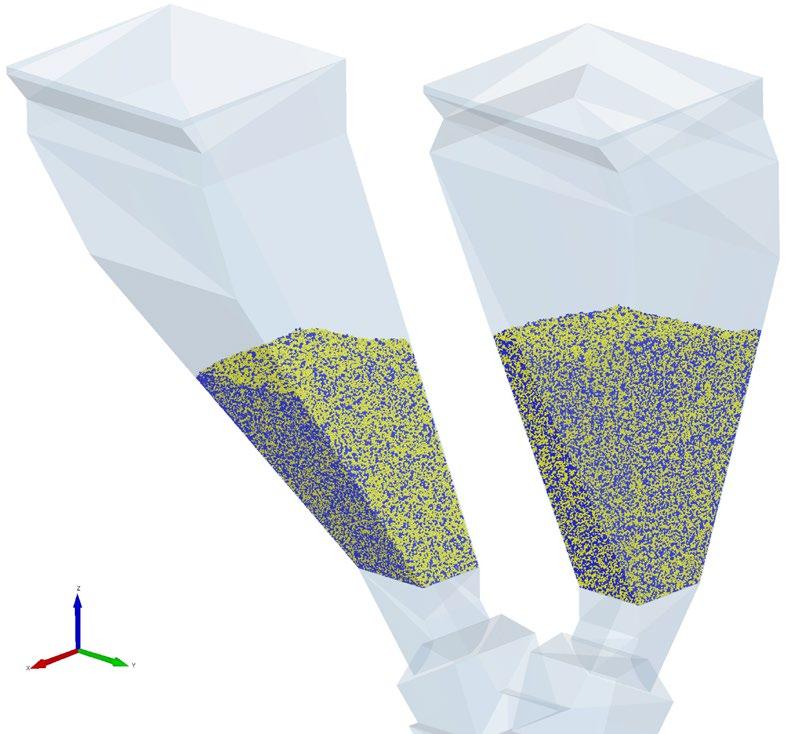
a) RSD = 0.029
se to the top hopper. Our findings reveal that under the current practice at Tata Steel, pellets and sinter tend to mostly remain segregated within the top hopper due to insufficient mixing of materials during discharging from the weighing bunkers into the skip car. To address this issue, we explored an alternative scenario where pellets and sinter were perfectly mixed within the skip car. Remarkably, this approach virtually eliminated the segregation during the charging process. This underscores the critical need for strategies aimed at improving the initial degree of mixing of pellets and sinter to maintain a wellmixed mixture throughout the charging process. Further research could focus on simulating and exploring various strategies for mixing the materials within the weighing bunkers. Implementing these strategies can potentially optimise the blast furnace operations and achieve a higher efficiency of the process.
b) RSD = 0.071

c) RSD = 0.094
Fig.4 - a) Weighing bunkers filled with a perfect mixture of pellets (yellow particles) and sinter (blue particles), b) mixture within the skip car, and c) materials within the hopper after the second skip car charged in.
ACKNOWLEDGEMENT
This research was carried out under project number T18019 in the framework of the Research Program of the
Materials innovation institute (M2i) (www.m2i.nl) supported by the Dutch government.
[1] A. Hadi, R. Roeplal, Y. Pang, D.L. Schott, DEM Modelling of Segregation in Granular Materials: A Review, KONA Powder Part. J. (2023). https://doi.org/10.14356/kona.2024017
[2] Y. Yu, H. Saxén, Experimental and DEM study of segregation of ternary size particles in a blast furnace top bunker model, Chem. Eng. Sci. 65 (2010) 5237–5250. https://doi.org/10.1016/j.ces.2010.06.025.
[3] T. Bhattacharya, J.J. McCarthy, Chute flow as a means of segregation characterization, Powder Technol. 256 (2014) 126–139. https:// doi.org/10.1016/j.powtec.2014.01.092
[4] R. Roeplal, Y. Pang, A. Adema, J. van der Stel, D. Schott, Modelling of phenomena affecting blast furnace burden permeability using the Discrete Element Method (DEM) – A review, Powder Technol. 415 (2023). https://doi.org/10.1016/j.powtec.2022.118161.
[5] J. Chen, H. Zuo, Q. Xue, J. Wang, A review of burden distribution models of blast furnace, Powder Technol. 398 (2022). https://doi. org/10.1016/j.powtec.2021.117055
[6] S. Wu, M. Kou, J. Xu, X. Guo, K. Du, W. Shen, J. Sun, DEM simulation of particle size segregation behavior during charging into and discharging from a Paul-Wurth type hopper, Chem. Eng. Sci. 99 (2013) 314–323. https://doi.org/10.1016/j.ces.2013.06.018.
[7] L. He, X. Jiang, H. An, H. Zheng, Q. Gao, F. Shen, Effects of pellet ratio on the burden movement and distribution characteristics in the BF throat, Powder Technol. 432 (2024). https://doi.org/10.1016/j.powtec.2023.119130
[8] H.P. Zhu, Z.Y. Zhou, R.Y. Yang, A.B. Yu, Discrete particle simulation of particulate systems: Theoretical developments, Chem. Eng. Sci. 62 (2007) 3378–3396. https://doi.org/10.1016/j.ces.2006.12.089.
[9] J. Ai, J.F. Chen, J.M. Rotter, J.Y. Ooi, Assessment of rolling resistance models in discrete element simulations, Powder Technol. 206 (2011) 269–282. https://doi.org/10.1016/j.powtec.2010.09.030
[10] A. Tripathi, V. Kumar, A. Agarwal, A. Tripathi, S. Basu, A. Chakrabarty, S. Nag, Quantitative DEM simulation of pellet and sinter particles using rolling friction estimated from image analysis, Powder Technol. 380 (2021) 288–302. https://doi.org/10.1016/j. powtec.2020.11.024
[11] A. Chakrabarty, R. Biswas, S. Basu, S. Nag, Characterisation of binary mixtures of pellets and sinter for DEM simulations, Adv. Powder Technol. 33 (2022). https://doi.org/10.1016/j.apt.2021.11.010.
[12] C.M. Wensrich, A. Katterfeld, Rolling friction as a technique for modelling particle shape in DEM, Powder Technol. 217 (2012) 409–417. https://doi.org/10.1016/j.powtec.2011.10.057
[13] L.F. Viera Valencia, D. Garcia Giraldo,済無No Title No Title No Title, Angew. Chemie Int. Ed. 6(11), 951–952. 2 (2019). https://www. tudelft.nl/dhpc/ark:/44463/DelftBluePhase1.
[14] A.H. Hadi, Y. Pang, D.L. Schott, Calibration of DEM Parameters for Multi-Component Segregation, in: ICBMH 2023 14th Int. Conf. Bulk Mater. Storage, Handl. Transp., 2023.
[15] A. Hadi, H. Shi, Y. Pang, D. Schott, Identification of dominant DEM parameters for multi-component segregation during heap formation, hopper discharge and chute flow, Powder Technol. (2024) 119985.
S. Moll, J. Eisbacher–Lubensky, C. Weiß, J. Felser, G. Lengauer
Thermo- and electrochemical processes acting as a source of electromotive forces (EMF) in the lower part of the blast furnace (BF) have been recognized for a long time. Based on voltage acquisition at the outer furnace shell, prior research proposed the use of the EMF-transient to indirectly monitor the liquid phase content in the furnace hearth. In our investigation the amplitude and shape of the EMF signal during the tapping cycle turns out to be strongly dependent on furnace operation. Oxide melt experiments and electric potential measurements are performed in lab-scale crucibles and used together with the furnace derived EMF transients to clarify the source of the EMF signal. A model for the charge separation is developed, based on the electronic and ionic conductors involved in the redox reactions near the interfaces between hot metal, slag, solid carbon and gas phase. For model verification, the resulting resistivity network model is compared to the measured voltage response of a high temperature model cell. EMF signals at the BF are monitored at several circumferential positions on the outer steel shell and the signal-based model prediction is implemented in the process control as a melt level indicator. During tapping the drop of the melt level typically declines with increasing distance from the tap hole. The fine-structure of the EMF signal during the tapping cycle provides detailed insight into the drainage behavior and dead man dynamics.
KEYWORDS BLAST FURNACE, TAPPING CYCLES, ELECTROMOTIVE FORCE, TIMESERIES, INSTRUMENTATION, SENSOR POSITIONS
Observations on the existence of electric currents in the BF system date back to the early 20th century. Ruff reported that a compass needle is being deflected in the vicinity of a BF. The accountable magnetic field arises from a direct current according to Biot-Savart law. Already in this early stage, scientists attributed the current source to a galvanic element inside the BF with the governing equations (I) and (II) [1].
Coke acts as the anode, iron as the cathode and the slag with varying amounts of iron oxides as the electrolyte. In addition to these theoretical considerations, Ruff reported experimental evidence regarding the validity of a galvanic cell acting as a current source. To prove this concept, an oxygen sparged fayalite melt was contacted with a carbon rod and an iron wire, which resulted in a potential difference between the electrodes. The same experiment without sparging did not exhibit a measurable voltage [1]. The signal pick-up, which is conveniently performed at the outside of the steel shell, is significantly influenced by the internal resistance network, which partially short-circuits
S. Moll, J. Eisbacher-Lubensky, C. Weiß
Montanuniversität Leoben, Austria
J. Felser
voestalpine Metal Engineering GmbH, Austria
G. Lengauer
voestalpine Stahl GmbH, Austria
the galvanic element. This resistance network reflects the operating state of the BF [1].
Dorofeev et. al. distinguish between different contributions to the overall electromotive force [2].
• Oxidation reactions of pre-reduced iron oxide and carbon in the raceway
• Direct reduction of iron oxide in the heterogeneous slag/ coke layer below the tuyeres
• Oxidation of dissolved iron in the hot metal by iron oxides at the hot metal/slag interface
• Thermoelectric voltages caused by the furnace lining and steel shell
Neglecting thermoelectric effects, the net reaction from equation (I) can be split into the anodic and cathodic partial reactions (III), (IV) and (V). At this point it should be noted that the Boudouard equilibrium, which is important for the indirect (gas) reduction with CO, also represents an electron transfer reaction at the coke surface. The according electrochemical cell diagram is given in equation (VI). It is assumed that this reaction system (VI) gives rise to the majority of the net electromotive force that leads to the observed electric effects.
Anode: (O2-) + C {CO} + 2e(O2-) + {CO} {CO2} + 2e-
Cathode: (Fe2+) + 2e- [Fe] Fe[C] | (Fe2+) | | (O2-),{CO/CO2} | C (VI)
To test the validity of this working hypothesis, an experiment was carried out in which the cell was simulated. For this purpose, a graphite crucible was filled with pig iron and iron oxide-enriched blast furnace slag (BFS) and heated to 1450 °C in a radiation furnace in an inert atmosphere. In the molten state, a graphite electrode and a pure iron electrode were lowered into the melt. Care was taken to ensure that the graphite electrode contacted the slag and the pure iron electrode contacted the pig iron. In
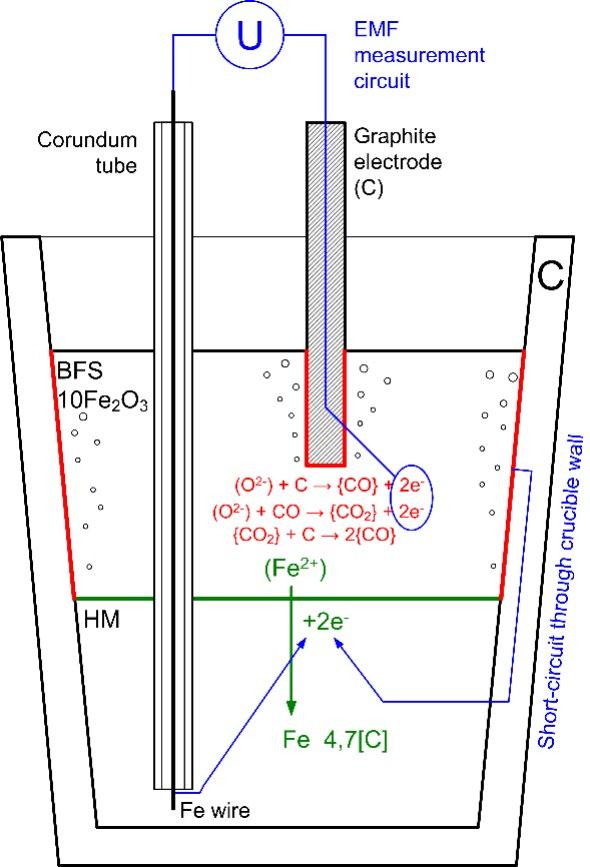
order to prevent electrical contact between iron wire and slag, the wire was guided through the slag in a corundum tube. This cell configuration is illustrated in the left part of Fig. 1. Measurements of the cell voltage range between approximately 100 – 300 mV (see result image on right side of Fig. 1). To investigate the effect of an increased reduction potential in the gas phase, CO was fed into the furnace chamber.
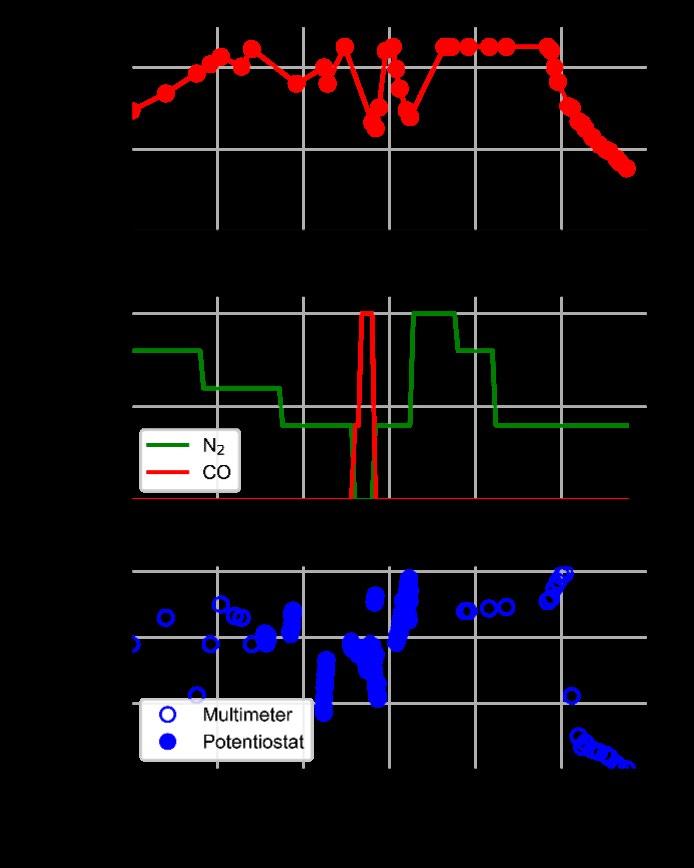
Fig.1 - left: Schematic representation of the experimental setup to confirm the existence of a measurable EMF due to the reduction reaction of iron from an iron enriched BFS into hot metal (HM). Right: Measurement results from the illustrated cell configuration; the cell is heated in a MoSi2 type, vacuum ready furnace with a free volume of approximately 30 L.
Considering anodic reaction (III) and the cathodic reaction (V), which results in the sum reaction (I), the Gibbs reaction enthalpy is ΔrG° = -112.2 kJ/mol. For reversible reactions this free enthalpy gives rise to a cell voltage of E°, according to equation (VII), involving the transfer of n = 2 electrons (F is the Faraday constant).
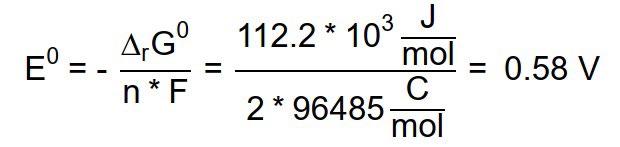
The measured voltage, however does not reflect the true EMF because of partial short-circuiting of the cell due to parasitic currents through the crucible wall, as illustrated in Fig. 1. A similar case applies this EMF measurement at the BF, where the short circuit is additionally enhanced by the coke layer (which forms a sponge-like network in the slag as well as in the pig iron across the furnace crosssection) and by the multi-layered wall of refractory lining plus steel shell.
Measurements of the potential differences on the BF
shell have a history as a predictive tool for the hearth’s liquid level [3, 4]. Taking into account the resistivities of the characteristic zone of the furnace hearth (coke, slag, combustion space, refractory materials, and hot metal), Gomes et. al. [4] derived a lumped circuit element model for the electric network (Fig. 2a). However, it shall be noted that the EMF source as a simplification is localized explicitly at the hot metal / slag interface in the idealized layered illustration by Gomes et. al. (see definition of the half-cells). Contrary, in the BF a distributed EMF source may be assumed more realistically, as the coke bed penetrates the melt pool at least partially. In a different approach, Ito et.al. [3] describe a method for the hearth level prediction by application of an external electric field onto the furnace shell and measurement of potential difference (which is influenced by the inner constitution of the BF) in the sense of a 4-point (Kelvin) probing as illustrated in Fig. 2b. The Ito-approach comes with the advantage, that the signal is less affected by the thermal influence of the furnace.
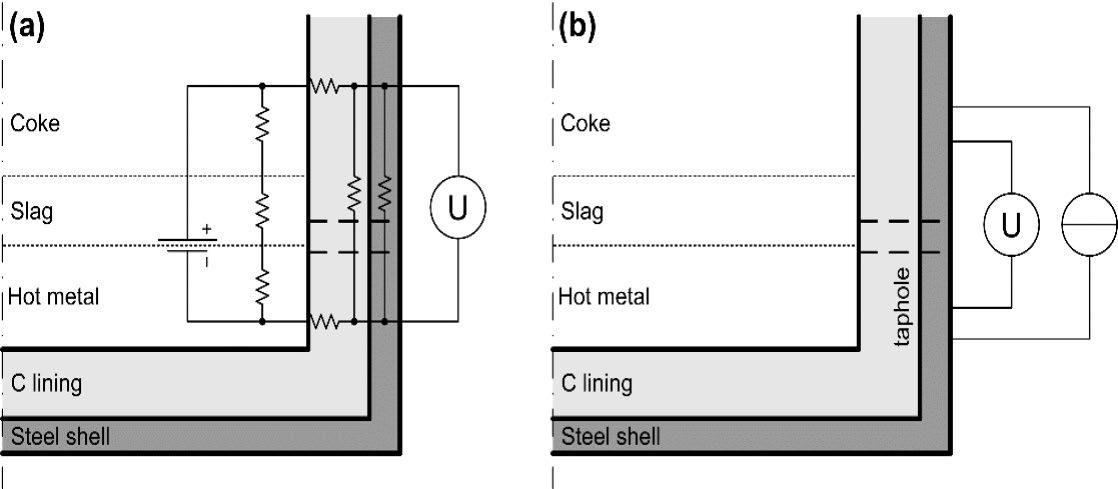
-
of the two alternative approaches for the model circuit by Gomes et. al. (a) and Ito et. al. (b) for the evaluation of the internal electrical network.
DIAGNOSTIC APPLICATION
Observation of the EMF signal time series allows correlation with specific events during the operation of a BF, which will be described in this section. The measurement of the vertical potential difference is
realized by pick-up wires made of low carbon steel, that are welded onto the furnace shell. Vertically, the welds are located below the tuyeres and at the height of the hearth floor. Laterally, four positions have been chosen in angles 9°, 63°, 171° and 297° to the tap hole (clockwise; φ 1, φ 2, φ 3 and φ 4; see insert in Fig. 3a). The signals are digitized using
voltage transmitters with a measurement range of ±1.25 mV and a resolution of 16 bit. These values are recorded in the process control system, making it possible to correlate them with all other measured variables recorded there, thus enabling anomalies to be interpreted. Fig. 3
illustrates the EMF time series for four operation states. Subfigure shows the standard condition (a) as a baseline to compare with the cases of high FeO content in the slag (b), redrilling (c) and a blow-in procedure during BFstartup (d, e).
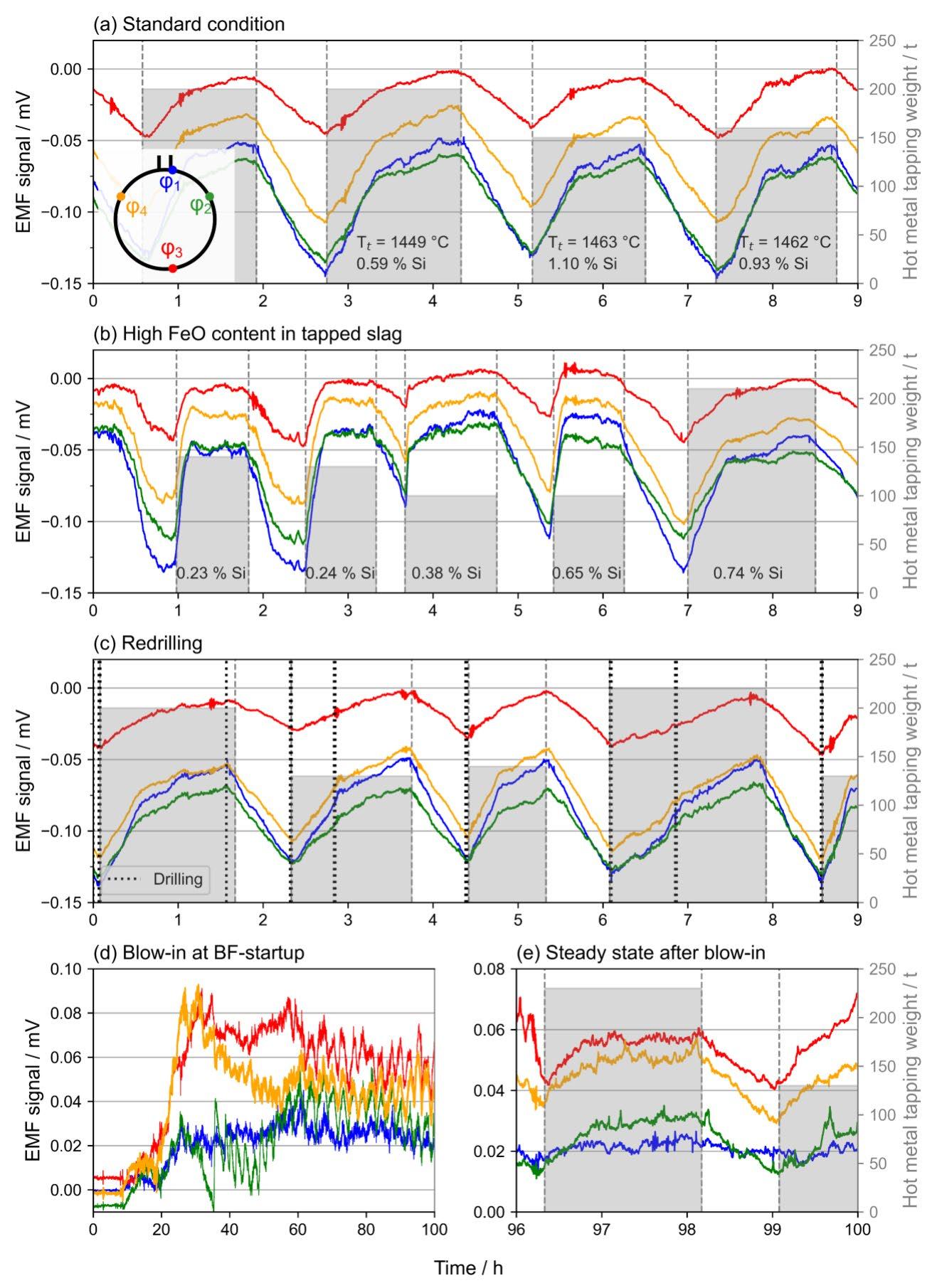
Fig.3 - EMF signal measurements on the blast furnace shell for four exemplary operating conditions at four sensors located at φ 1 = 9°, φ 2 = 63°, φ 3 = 171°, and φ 4 = 297° circumferentially from the tap hole. The grey fields mark the tapping periods and their heights indicate hot metal tapping weights. Trough temperatures Tt; hot metal silicon content in wt.-%.
A phenomenological as well as, in a first attempt, a mechanistic description of the four operation states shall be given in the following.
a) Standard condition:
During the hearth filling phase, a continuous increase in the signal’s absolute value is observed. During tapping (grey fields) a two-phase outflow is indicated by the time-gradient of the signal. These phases are attributed to the outflow of hot metal and subsequently slag, respectively. However, the transition between these phases can be faded.
b) High FeO content in tapped slag:
A decrease in silicon content in the hot metal suggests that the reduction potential in the furnace is lowered.
This results in an increased iron oxide content of the slag and therefore reduced yield. The considerably lower viscosity of the FeOx-containing slag strongly affects drainage behavior. The EMF signal reflects this condition by steeper gradients during tapping followed by a saturation both during hearth filling and tapping.
c) Redrilling:
Due to tap-hole blockages (for example by coke pieces), a re-drilling can be necessary after the initial tapping start. The decision-making in this regard is currently based on the experience of a trained employee. However, a comparison of the EMF signal from a redrilled tap (at 2.8 h and 6.8 h in Fig. 3c) with a standard case shows that signal gradient during hot metal tapping is lower than during an unobstructed tapping. Including the signal in the decision-making process can therefore increase productivity.
d) Blow-in after relining:
After the heating of the hearth, iron production is started by feeding of ore. The discontinuity at 35 h is repeatedly observed during the blow-in of the BF and marks the establishment of the electrochemical redox system during the time-instant of first slag formation. The system settles into the standard condition after multiple tapping cycles.
Concluding, it can be stated that electrical measurement techniques can be beneficially applied in the blast furnace process for process control. Our studies suggest further research in the direction of impedance tomography application and fundamental research on the electrochemistry of the relevant metal/slag-reactions, as they might provide a physico-chemical basis for future smelter design.
The authors gratefully acknowledge the funding support of K1-MET GmbH, metallurgical competence center. The research program of the K1-MET competence center is supported by COMET, the Austrian program for competence centers. COMET is funded by the Federal Ministry for Climate Action, Environment, Energy, Mobility, Innovation and Technology, the Federal Ministry for Labour and Economy, the Federal States of Upper Austria, Tyrol and Styria as well as the Styrian Business Promotion Agency (SFG) and the Standortagentur Tyrol. Furthermore, Upper Austrian Research GmbH continuously supports K1-MET. Beside the public funding from COMET, this research project is partially financed by the scientific partner Montanuniversität Leoben and the industrial partners Primetals Technologies Austria GmbH, RHI Magnesita GmbH, voestalpine Stahl GmbH, and voestalpine Stahl Donawitz GmbH.
[1] W. Ruff, Elektrizität an Hochöfen. Stahl und Eisen 47 (1927), 37, pp. 1543–1545.
[2] V.N. Dorofeev and A.M. Novokhatskii, Origin of difference in electric potentials on blast furnace shell. Steel in the USSR (1984), 14, pp. 10–12.
[3] T. Ito, J. Yotsuji and A. Nagamune, Development of Pig Iron and Molten Slag Level Measurement Technique for Blast Furnace. ISIJ Int. 54 (2014), 11, pp. 2618–2622. doi:10.2355/isijinternational.54.2618 [4] F.S.V. Gomes, J.L.F. Salles and L.A. Wasem, A new prediction model for liquid level in blast furnaces based on time series analysis. 2011 9th IEEE International Conference on Control and Automation (ICCA), pp. 772–777, Santiago, Chile (12/19/2011 - 12/21/2011), IEEE.
A.Cremona, R. Psaro
Copper influenced the history of civilization and nowadays is playing a growing role in the transition to a climate neutral economy. Its ability to signal turning points in economy is long-standing: in the past, physical and chemical properties promoted the technical revolution of Copper Age and the article shows that the value chain of copper in Late Bronze Age (LBA) Cyprus anticipates traits of modernity: several parallelisms are found with Chile, the major copper producing country today. A description of copper extraction in LBA Cyprus is reported highlighting type of ores, smelting process, social and commercial development, importance of oxhide ingots, and final transition to the Iron Age.
KEYWORDS:COPPER,CYPRUS,OXHIDEINGOTS,LATEBRONZEAGE,ARCHAEOMETALLURGY
Navigare necesse est, vivere non necesse
INTRODUCTION
The red metal, one of the first known elements with a unique reputation as economic indicator, strongly influenced the history of civilization. In the year 1800, the breakthrough invention of the battery by Volta inaugurated the age of the electricity and nowadays copper is playing a growing role in the transition to a climate neutral economy: the new energy sector accounts for a minor share but in the future around three-quarters of demand will come from solar photovoltaics, electric vehicles, wind turbines, and batteries (1). Its ability to signal turning points in economy is long-standing: in the past, physical and chemical properties (color, ductility, corrosion resistance, alloying properties) promoted the technical revolution of Copper Age and these notes evidence that the value chain of copper in Late Bronze Age Cyprus anticipates traits of modernity. The island lent the metal its name: the Italian word “rame” derives from the late Latin “aeramen”, which in turn is an evolution from the classical “aes” (bronze), but in several European languages the word for copper is derived from the Latin “cuprum” from Aes Cyprium (Cypriot copper), used by Pliny the Elder
Alberto Cremona
Clariant Prodotti (Italia) S.p.A., Novara, Italy
Rinaldo Psaro
CNR SCITEC, Istituto di Scienze e Tecnologie Chimiche "Giulio Natta", Milano, Italy alberto.cremona@clariant.com; rinaldo.psaro@scitec.cnr.it
to describe the pure metal (2). Until the Byzantine era, the mines of the island were the main producer in the Mediterranean area and the eponym “cuprum” eventually signified copper (3). Natural resources, technical skills, commercial entrepreneurship, and the location between three continents explain sectorial predominance for centuries, and recent archaeological studies supported by experimental archaeometallurgy and spectroscopic techniques shed light on its role (4-6).
Despite several advantages Cyprus was a relatively late player on the scene. Pliny’s statement that copper was discovered there was unfounded, but the celebrity of the island’s deposits predated by over a millennium the time of the naturalist. The cradle of copper metallurgy began to swing in the Near East around 10,000 years ago and by 7000 BC there is evidence for the annealing of native copper, successively leading to the discovery that the metal could be melted and poured into molds at its fusion temperature of 1,084ºC (7). The scarcity of native copper in the Near East led from the late 5th millennium BC to exploitation by smelting of secondary minerals such as the hydro-carbonates. Since the fabrication of bronze by alloying copper with tin around 3000 BC, technical and commercial exchanges of metals contributed to shape the Mediterranean communities (8).
Earliest small-scale copper production on Cyprus dates from the late 4th to mid-3rd millennia BC and concerned native copper and oxide ores. Mining took place in the 3rd millennium BC, probably following contacts with tradesmen and metalworkers from Anatolia, the Levant, and the Aegean islands where copper metallurgy was already established: even in the case of Chile, major copper producer with around 25% of global output, foreign influence led to the first large-scale copper mining projects at the beginning of the 20th century, before a lengthy nationalization process (9). Besides other industrial minerals, the Mediterranean island still hosts some of the richest copper ores per surface area in the world and several million tons of slag (the by-product of an estimated 200,000 tons of copper metal produced during antiquity) spot the landscape at the foothills of the Troodos Mountains, the mining basin occupying the
southwestern part of the island (10) (Fig.1).The lower slopes are ringed by so-called pillow lavas, which hold copperdepositsranginginsizefromlessthan50,000tons to more than 20 million tons with metal content between 0.3-4.5 wt%: mined deposits today have lower grade (0.3-1.0 wt% copper) and larger tonnage (often greater than 1 billion tons). Copper is geochemically scarce: it stands for around 0.006% of the earth's continental crust and, as a typical chalcophilic element, sulfides are the main natural occurrence and the dominant ore (11). Also Cypriot deposits are in this form and extraction from their minerals (e.g., chalcopyrite CuFeS2, covellite CuS, chalcocite CuS2) was developed later than the technology from the hydro-carbonates such as malachite [Cu2CO3(OH)2]orazurite[Cu3(CO3)2(OH)2]duetocomplex treatmentfirstinvolvingroastingtoconvertthesulfidesto oxides,andthenmultiplemeltingstagestoobtainrefined copper metal. The genesis of Cypriot deposits occurred by a complicated geological process: primary minerals mostly including pyrite (FeS2), chalcopyrite (CuFeS2) and sphalerite (ZnS) reacted with rainwater, forming a sulfuric acid solution with various amounts of sulphates of iron, copper,andzinc.Asaresultofsuccessivedissolutionand precipitation processes caused by weathering, an “iron hat”(gossan)ofredandyellowironoxidesandhydroxides was formed above zones of copper enrichment, where contentmayreach25wt%(12).
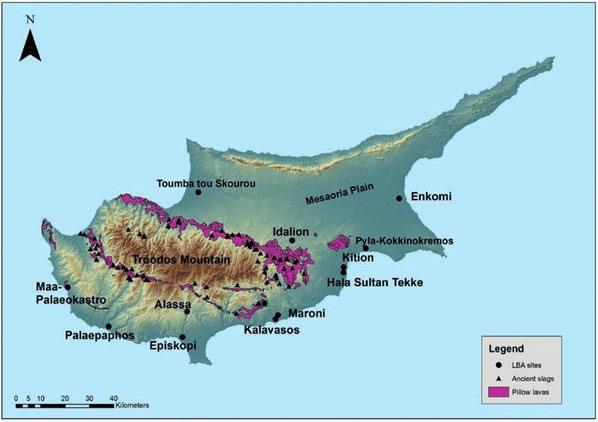
Fig.1 - Map of Cyprus indicating LBA cities, ancient slags and pillow lavas sites / Mappa di Cipro con le città nella tarda Età del Bronzo, siti di antiche scorie e lave a cuscino
Courtesy by Artemis Georgiou (2017) with digital data of Cyprus Geological Survey Department https://www.moa.gov.cy/moa/gsd/gsd.nsf/dmlIndex_en/dmlIndex_en?opendocument
After roasting the copper-rich sulfide under oxidizing conditions, early in the 2 nd millennium BC Cypriot metalworkers succeeded to smelt the pyritic ore by burning the local timber for the roasting process and the production of charcoal, used as reducing fuel. Partial details of the process are inferred by the residual findings of mining and smelting operations. In summary, copper smelting was executed in a cylindrical furnace capable to reach a temperature sufficient to melt the ore and separate the metal from the slag, exploiting the different densities of copper and slag. The goal was to oxidize with air sulfur and iron from the mineral to produce a copper-enriched molten sulfide phase, the matte, with successive thermal treatments for conversion into black copper, an iron and sulfur rich metallic copper, and final refining of copper metal. During the Middle Bronze Age (MBA, 2000-1650 BC) the Cypriots laid the ground for dominance in copper supply by advancements in smelting technology and manufacturing innovative ceramics with improved heat and thermal shock resistance (13,14).At the beginning of the Late Bronze Age (LBA, 1650-1050 BC), the adoption of bellows and tuyères (nozzles) in clay furnaces allowed to achieve higher temperatures with an efficient fluxing for
separation of the slag without significant metal losses (15).
A reliable energy supply is an asset of the Chilean mining industry: also contemporary technology employs a pyrometallurgical route for copper metal production from sulfides, with tuyères essential to regulate temperature and atmosphere. The matte smelting process involves the fusion of sulfide minerals concentrate with a flux resulting in the production of the sulfide melt, the matte, while the gangue associated with the starting sources passes into the slag.
The reaction can be sketched as:
sulfidic source concentrate + flux = matte + slag + gases
Operatively, sulfide ore concentrate is roasted in air at 1,200-1,300°C to give the matte with a copper content of about 50–70% and the matte is oxidized by dry air flowing above the melt. Iron sulfide is transformed into iron oxide and combines with the slag, while copper sulfide gives molten copper (99% purity) called blister, due to evolution of sulfur dioxide producing blisters on the surface. Successive melting and casting into anodes of rectangular shapes takes place before final electrorefining
to high purity metal (16).
Little is known about the internal social and political organization due to the lack of readable indigenous sources. Cyprus importance peaked during the LBA, when economic and cultural prosperity originating from copper trade promoted evolution of considerable centers: the cities of Enkomi, Kition, and Hala Sultan Tekke developed great commercial ports to support commercial activities (17). Similarly, copper made an impressive contribution to the Chilean economy via export income during the past century and in the early ‘90s the country witnessed a period of growth, in which the mining sector played a significant role as a result of trade agreements with major economies. The main port of Enkomi, located in the gulf of Famagusta on the East coast, served as an export hub and an emporium of luxury goods and specialized products (e.g., metals, ivory, jewelry, and pottery) imported from the commercial city of Ugarit, an “international” trade center at one day’s sail on the Syrian coast (18,19). In Enkomi several metal working quarters were excavated and a building, the so-called “Fortress”, was operative during the 17th-12th centuries BC with its western part occupied by metallurgical workshops. The coastal centers of the island show evidence of metallic copper re-smelting and refinement activities: bronze, the most important copper alloy, was vital for manufacturing weapons, tools, and luxury items, and ruling classes of exporting and importing countries exercised control on its bulk circulation. Due to the market leadership of an indispensable strategic metal, Cyprus established par relations with the powers of the time, turning mineral wealth into an instrument of policymaking.
Cultural changes went with the economic progress: a still undeciphered writing system appeared for the first time on the island (20,21). It was called by early epigraphers "Cypro-Minoan" due to similarity to Linear A of Crete, and its signs were identified on trade items such as Cypriot and Mycenaean pottery and ingots. Textual and iconographic evidence from neighboring regions such as the Aegean palaces at Knossos (Crete) and Pylos (Messenia), the Syro-Canaanite cities of Ugarit and Alalakh, tablets from Ebla in Syria, the Amarna letters as well several temples’ representations in Egypt describe
a palatial control of bronze production and the existence of interrelated networks for transport and commerce over long distances. Most of metals distribution was conducted by sea with bulk cargoes: Chile owes its leading position not only to its vast mining resources but also to an efficient domestic and export-oriented transport infrastructure: copper transfer takes place by sea routes and, due to port locations, meteorological conditions can occasionally limit shipments with disruptions in delivery (22,23). The discovery in modern times of shipwrecks off the Turkish coast along old seaways elucidated the Cypriot origin of the past copper traffics with the decisive support of spectroscopic techniques, in particular trace elements and lead isotope analyses (LIA) connecting the mineralization to finished metal products (24). The Uluburun vessel, detected in 1982 after sinking in the late 14th century BC, held exotic goods including ivory, ebony, amber, one ton of tin ingots, and almost ten tons of copper ingots, mostly oxhide-shaped. LIA allowed to confirm the copper provenance from Cyprus, thus proving that local workshops could supply a single cargo potentially capable to yield 11 tons of bronze, a scale sufficient to provide weapons for an entire army (25).
If information concerning the organization of copper production and trade remain scarce, oxhide ingots constitute an interesting investigation object of Cypriot copper technology and distribution during 1400-1100 BC, standing for a sort of standardized commodity brand in the period of their production. Metal purity was over 99% and the shape was not of Cypriot origin: first examples appeared in Crete during the Late Minoan I period (16 th15th centuries BC) with some ingots made of copper extracted from still unidentified mines (26-28). Slightly changed over time, oxhide ingots are rectangular plates (usual length 60 cm, width 40 cm and thickness 4 cm) with extremities at each corner probably for transport necessities: the name is due to resemblance of the shape to the stretched leather of an ox and weight is generally 25-30 kg (Fig.2). Also known are the plano-convex, or bun, ingots with a typical mass of a few kilograms each. Oxhide ingots are like blister copper: the top surface is roughened, while the bottom surface shows cavities owing to gas evolution.
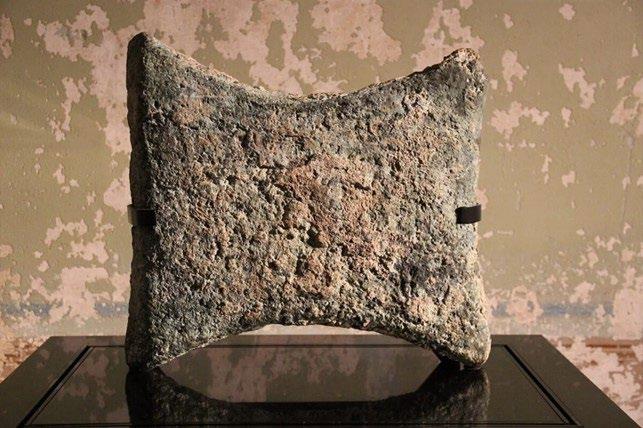
Courtesy of Neues Museum, Berlin (Germany), https://www.smb.museum/en/museums-institutions/neues-museum/home/ photograph by G.L. Todd distributed under a CC-BY 3.0 license
The first specimen was found in Sardinia in the nineteenth century and LIA determined that the overwhelming majority of oxhide ingots found across the Mediterranean area was made of Cypriot copper: for example, export to Crete took place as early as the 16th century BC contemporarily to its appearance in Scandinavian rock art, although no ingot has been found on Cyprus at a stage when copper production was directed towards foreign consumption (29). Also in the case of Chile today, nearly all of the copper production is destined for export and the purity issue is strategic: Chile’s copper exports mainly relate to refined copper, which consists of cathodes of 99.99% purity, and to concentrates containing just under 30% copper, to be melted and refined elsewhere. The export proportion is balanced today but increasing share of concentrates raises concerns due to missing contact with end customers and lower added value of the product (30). In the 14th century, both production and export intensified as attested by archaeological discoveries and textual evidence, such as the letters from Alashiya (a name referring to the island of Cyprus) found in the archive of the Egyptian city of Tel el Amarna, where shipment was recorded of a total of 897 ingots of copper, corresponding
to nearly 30 tons of pure metal in a time span around two decades (31).
The preparation of oxhide ingots was executed by pouring several batches of fused metal into a mold at a temperature above its melting point. It is possible that sand casting methods were used: only one limestone oxhide ingot mold was discovered at one of Ugarit’s ports, but its use for the specific purpose is questioned (32). The similar weight, shape, and purity of the oxhide ingots suggest a metallurgical chain organized according to the principles of competence subdivision under control of a central authority. Following the extraction and primary smelting phases conducted on-site inland by mining workers, secondary smelting and refining processes probably took place on the coast, where standardized oxhide ingots were ready for distribution and shipment. Incised and impressed marks appear on the surface and the same impressed signs also appear on ingots of other metals, a proof of the advanced technical level of the commercial organization (33,34). Production and export peaked in the 13th century BC when oxhide-shaped ingots were present throughout the Mediterranean and central Europe: to the period date both the only primary smelting site of Politiko
Phorades so far known (discovered in 1996) as well as the mining settlement of Apliki, found in 1938 before destruction by modern mining operations. The importance of copper for the society is stressed by the presence of oxhide ingots on different objects setting a relationship between metalwork and cult. Among the most symbolic, the statuettes of the Ingot God and the “Bomford” Goddess, bronze four-sided stands (Fig.3), miniature copper ingots, and stone seals with inscriptions in Cypro-Minoan interpreted as votive offerings (35,36).
The association of metallurgy and religion established by the elites as an instrument of authority was not unprecedented, but at the same time the specific shape was transformed into an icon with identifying and cognitive reference to the place of origin, thus explaining the findings of miniature ingots in Egypt, the Levant and Anatolia (37). A collection of oxhide ingots of the period
was retrieved from the shipment in the wreck of Cape Gelydonia discovered in 1960 in southwest coast of Turkey. The ship carried 34 intact oxhide ingots, 20 planoconvex ingots, copper fragments, and a large amount of bronze scrap. LIA indicates that the mentioned oxhide shaped ingots were probably made of copper from the Apliki mine: although many of the contemporary copper objects found on the island came from other sites, this origin might show that the productive control for export was still supervised by a central authority (38). Still today, an important share of copper production in Chile is controlled by a state-owned company and a specific legislation sets the rules for profits re-distribution, stressing the importance that mineral wealth plays for the national economy: for the last two decades, around 10% of national GDP came from copper mining (39).

Even the sustainability issues were well known by a society who understood the impact of mining on labor, energy, and transport: the issue of recycling was relevant and scrap metal use is attested in hoards findings (40). Cypriots were also active in trading other metals associated with the bronze business, thus integrating the commercial offer: by the Middle Bronze Age tin superseded arsenic as the preferred alloying metal to produce bronze and,
although the silvery-white metal had to be imported from distant continental places, several tin ingots carried by the Uluburun and Cape Gelydonia ships were inscribed with symbols identified as Cypro-Minoan (41).
In the 12th century BC, the complex commercial network of the Late Bronze Age began to collapse, as urban
centers in the Aegean, Anatolia, Syria, and Palestine were destroyed. This period, corresponding with the transition to the Iron Age, is generally termed the "Crisis Years": whether climate changes, warfare, or plagues, the exact causes remain uncertain (42). In Cyprus, several important settlements were abandoned, albeit production and trade of copper in the form of oxhide ingots continued through the century (43). Cypriot trade turned westward in search of new markets and suppliers: around 40 oxhide ingots found in Sardinia confirm exchanges with the Nuragic culture both in term of products (e.g., ceramic wares) and metallurgical know-how: the Italian island was rich in silver and tin, two metals whose traditional Cypriot supply had been disrupted (44,45). The passage to the Iron Age was accompanied by political and cultural changes, including the migration of Aegean populations, which introduced Greek language in Cyprus. Kition (today’s Larnaca) enjoyed a further period of prosperity in the South coast, linked to the establishment of the first Phoenician trading post with an eye to the local mining capabilities. The Cypro-Minoic script evolved into the
[1] BirdD,ThePathwayforCopperto2030,RFCAmbrian,2022.
Cypriot syllabary, which already since the 11th century BC was used to express the Greek language. The advent of the Iron Age didn’t preclude the use of copper, particularly for manufacturing weapons and armors: the contemporary technologies could not reach the melting temperature of iron and therefore iron objects were made by forging, limiting the range of feasible products. The local smiths were among the first in in the Eastern Mediterranean to develop iron processing, but a large demand for copper persisted and Cyprus, which owned the largest deposits in the Eastern Mediterranean as well as the specialized workforce, continued production and export although abandoning the oxhide ingot that constituted its trademark of origin. The geopolitical center of history had shifted and, under the spell of “the paradox of plenty”, local elites progressively lost the strength of unity, leaving traces for posterity.
[2] PlinytheElder,NaturalisHistoria,LiberXXXIV,2(Ed.:K.F.T.Mayhoff),Teubner,1906.
[3] O’BrienW,PrehistoricCopperMininginEurope,OxfordUniversityPress,2014,58.
[4] KassianidouVinBeyondCyprus:InvestigatingCypriotConnectivityintheMediterraneanfromtheLateBronzeAgetotheendofthe Classicalperiod(Ed.:BourogiannisG.),AuraSupplement9,2022,73-88.
[5] ParpasAP,TheMaritimeEconomicsofAncientCyprusintermsoftheNewInstitutionalEconomics,Archaeopress,2022,14.
[6] CharalambousA,KassianidouV,PapasavvasG,inProceedingsofthe6thSymposiumoftheHellenicSocietyforArchaeometry(Eds.: Photos-JonesE,BassiakosY,FilippakiE,HeinA,KaratasiosI,KilikoglouV,KouloumpiE),BritishArchaeologicalReports,2016,9599.
[7] TylecoteRF,AHistoryofMetallurgy,2ndedition,Maney,1992,7.
[8] RenfrewC,TheEmergenceofCivilisation,Oxbow,1972.
[9] Mamalakis M, The American Copper Companies and the Chilean Government, 1920-1967: Profile of an Export Sector, Center DiscussionPaper,No.37,YaleUniversity,1967.
[10] CopperandCopperMinesinCyprus,CyprusGeologicalSurvey,2017.
[11] HabashiF,Handbookofextractivemetallurgy,vol.2,Wiley-VCH,1997,497.
[12] CostantinouG,EasternMediterraneanMetallurgyandMetalworkintheSecondMillenniumBC(Eds.:KassianidouVandPapasavvas G),Oxbow,2012,4-13.
[13] HeinA,KilikoglouV,KassianidouV,JournalofArchaeologicalScience2007,34,141-154.
[14] VanBremptL,KassianidouV,JournalofArchaeologicalScience:Reports2016,7,539-553.
[15] KassianidouVinAegeanMetallurgyintheBronzeAge(Ed.:I.Tzachili),TaPragmata,2008,249.
[16] M.E.SchlesingerME,KingMJ,SoleKC,DavenportWG,ExtractiveMetallurgyofCopper,5thedition,Elsevier,2011,4.
[17] AntoniadouS,TheImpactofTradeontheSocietyofCyprusduringtheLatebronzeAge:Settlements,ArtefactsandSocialChange, UniversityofEdinburgh,UK,2003,Website:https://era.ed.ac.uk/handle/1842/24642.
[18] MuhlyJD,KassianidouV,inParallellives(Eds.:CadoganG,IacovouM,KopakaK,WhitleyJ),BritishSchoolatAthens,2012,119-140.
[19] Bell C, in Eastern Mediterranean Metallurgy and Metalwork in the Second Millennium BC (Eds.: Kassianidou V and Papasavvas G), Oxbow,2012,180-187.
[20] OlivierJP,inSyllabicWritingonCyprusanditsContext(Ed.:P.M.Steele),Cambridge,2013,7-26.
[21] FerraraS,BellC,Antiquity2016,90,1009-1021.
[22] KnappAB,SeafaringandSeafarersintheBronzeAgeEasternMediterranean,Sidestone,2018,139.
[23] SturlaG,FigueroaE,SturlaZM.,SSRNElectronicJournal,March2018,1-26.
[24] GaleNH,Stos-GaleZA,Science1982,216,11-19.
[25] HauptmannA,MaddinR,PrangeM,BulletinoftheAmericanSchoolsofOrientalResearch2002,328,1-30.
[26] SabatiniS,inLocalandGlobalPerspectivesonMobilityintheEasternMediterranean(Ed.:AslaksenOC),TheNorwegianInstituteat Athens,2016,pp.15-62.
[27] LoSchiavoF,inBronzeAgeMetallurgyonMediterraneanIslands(Eds.:GiumliaMairA,LoSchiavoF),Mergoil,2018,13-55.
[28] JonesMR,Oxhideingots,copperproduction,andtheMediterraneantradeincopperandothermetalsintheBronzeAge,University ofTexas,USA,2007,Website:https://oaktrust.library.tamu.edu/handle/1969.1/5957.
[29] CucuzzaN,GaleNH,Stos-GaleZA,CretaAntica2004,5,137-153.
[30] LagosG.,ValenzuelaI,ParraR,ValdésM,JaraJJ,SalasJC,RayoJ,VoisinL,RefinedCopper,CESCO,2020.
[31] KnappAB,KassianidouV,inAnatolianMetalIV(Ed.:U.Yalcin),DeutschesBergbau-Museum,2008,pp.135-147.
[32] HauptmannA,LaschimkeR,BurgerM,ArchaeologicalandAnthropologicalScience2016,8,751-761.
[33] Kaiser AM, Copper oxide ingot marks: a database and comparative analysis, Cornell University, USA, 2013, Website: https:// ecommons.cornell.edu/server/api/core/bitstreams/7dff847b-ce64-41f6-ab6d-36d46d320ea4/content.
[34] WengrowD,CurrentAnthropology2008,49,7-34.
[35] Giumlia Mair A, Kassianidou V, Papasavvas G, in Metallurgy: Understanding How, Learning whY (Eds.: Betancourt PP and Ferrence SC),INSTAP,2011,pp.11-19.
[36] PapasavvasG,inOxhideingotsintheCentralMediterranean(Eds.:LoSchiavoF,MuhlyJD,MaddinR,GiumliaMairA),A.G.Leventis Foundation–CNRIstitutodiStudisulleCiviltàdell’EgeoedelVicinoOriente,2009,83-132.
[37] SpigelmanMD,inCyprus-anIslandCulture(Ed.:A.Georgiou),Oxbow,2012,pp.133-176.
[38] HirschfeldN,BassG,Pasiphae2013,7,99-104.
[39] ArellanoJP,RevistaIntegración&Comercio(IntegrationandTradeJournal)2012,35,45-57.
[40] SherrattS,inDynamicsofProductionintheAncientNearEast(Ed.:J.C.M.García),Oxbow,2016,289-301.
[41] KassianidouV,inLeproblèmedel'étainàl'originedelamétallurgie(Eds.:GiumliaMairA,LoSchiavoF),Bar,2003,109-119.
[42] KnappAB,Scienzedell’antichità2010,15,219-239.
[43] SmithJS,ArtandSocietyinCyprusfromtheBronzeAgeintotheIronAge,CambridgeUniversityPress,2009,3.
[44] GradoliMG,P.Waiman-BarakP,T.BürgeT,Z.C.DunsethZC,J.H.SterbaJH,F.LoSchiavoF,M.PerraM,S.SabatiniS,P.M.Fischer PM,JournalofArchaeologicalScience:Reports2020,33,102479-102494.
[45] RussellA,KnappAB,PapersoftheBritishSchoolatRome2017,1-35.
Il rame ha influenzato la storia della civiltà e oggi svolge un ruolo crescente nella transizione verso un'economia neutrale dal punto di vista climatico. La sua capacità di segnalare punti di svolta nell'economia è di lunga data: in passato, le proprietà fisiche e chimiche hanno promosso la rivoluzione tecnica dell'Età del Rame e l'articolo mostra che la catena di valore del rame nella Cipro della tarda Età del Bronzo anticipa i tratti della modernità: si trovano diversi parallelismi con il Cile, il principale paese produttore di rame oggi. Viene riportata una descrizione dell'estrazione del rame nella Cipro della tarda Età del Bronzo, evidenziando il tipo di minerali, il processo di fusione, lo sviluppo sociale e commerciale, l'importanza dei lingotti oxhide e la transizione finale all'Età del Ferro.
KEYWORDS: RAME, CIPRO, LINGOTTI OXHIDE, TARDA ETÀ



ESTAD will take place for the seventh time after Paris 2014, Düsseldorf 2015, Vienna 2017, Düsseldorf 2019, Stockholm 2021 and Düsseldorf 2023.
ESTAD 2025 will be hosted by AIM, the Italian Association for Metallurgy, in Verona – Italy on 6-9 October 2025.
The knowledge and the development of the new ideas enhance progress. With the 7th European Steel Technology and Application Days 2025 (7th ESTAD 2025) AIM offers attendants and visitors the opportunity to meet, exchange their ideas, perform fruitful discussion and create new professional relationships involving technology providers, suppliers, producers and customers.
The meeting will be focused on the technological advances, changes of the supply chain involving the raw materials and energy sources, transformation of the production processes and plants to accomplish the twin transition (ecological and digital) and the new perspective of steel applications.

Scientific international experts in all fields of iron and steelmaking processes, steel materials and steel application will review the proposed papers.
IRONMAKING
Cokemaking
Sintering and pelletising
Blast furnace ironmaking
Direct reduction and smelting reduction
STEELMAKING
Oxygen steelmaking
Electric steelmaking
Continuous casting, near-net shape casting and ingot casting
ROLLING OF FLAT AND LONG PRODUCTS, FORGING
Rolling of long and flat products
Forging
STEEL MATERIALS AND THEIR APPLICATION, ADDITIVE MANUFACTURING, SURFACE TECHNOLOGIES
HYDROGEN-BASED STEELMAKING, CO2-MITIGATION, TRANSFORMATION / ENVIRONMENT /ENERGY
CO2 mitigation in iron and steelmaking
Environmental and energy aspects in iron and steelmaking
DIGITAL TRANSFORMATION
CHAIRPERSONS



Ing. Giacomo Mareschi Danieli
Danieli
Prof. Christian Bernhard
Montanuniversität Leoben
All paper proposals must be submitted online. Please visit: www.aimnet.it/estad2025 and go to the Call for Papers section. Your abstract can be a maximum of 300 words.
To submit an abstract, please proceed as follows:
1) Write your abstract (max. 300 words)
2) Submit your abstract online at: www.aimnet.it/estad2025/ > Call for Papers section (please completely fill out all fields)
3) Papers must be submitted in English
4) All papers must focus on best practices
The conference language is English.
Please submit your abstracts by 28 February 2025. All abstracts will be refereed by the scientific international experts. In the case of too many submissions, abstracts of equal quality will be accepted on a first come, first serve basis.
Palaexpo Veronafiere
Viale del Lavoro | 37135 Verona VR | Italy
Phone: +39 045 8298151
Verona is easily reachable by plane, train and car. Full information at: https://veronacongressi.it
AIM and all cooperating organizations are committed to adhering strictly to all applicable antitrust laws. Within the context of 7th ESTAD 2025 it is strictly prohibited to discuss competitively sensitive subjects such as pricefixing agreements or agreements on quantities.
The detailed exhibiting and sponsorship packages will be available on the ESTAD website in the following months. In the meantime, companies interested in taking part in the Exhibition or sponsoring the event may contact:

tel. +39 030 2540006 commerciale@siderweb.com
Prof. Carlo Mapelli
Politecnico di Milano
Via Filippo Turati 8 | 20121 Milano MI | Italy
Email: estad2025@aimnet.it Phone: +39 02 76021132 www.aimnet.it/estad2025
edited by: W.L. Ying, A. Sadri, Y. Gordon
Refractory materials or heat resistance complex ceramics are designed to protect the structural integrity of metallurgical furnaces and process vessels from extreme thermochemical and thermomechanical changes. These refractories typically come as prismatic blocks like masonry bricks, coarse-grained and heterogeneous. During the smelting process, the hot face of the refractory lining faces abrasive turbulence and extreme temperatures over 1500°C.
The patented Acousto Ultrasonic-Echo (AU-E) technique has been developed to non-destructively inspect metallurgical furnaces and process vessels. This technique detects changes or chemical alterations in the refractory lining and measures the remaining refractory thickness. AU-E has been successfully applied to blast furnaces and electrical smelting furnaces. Recently, AU-E has been used on COREX furnaces to determine the remaining refractory thickness and estimate the remaining campaign life. This paper showcases this application, benchmarking the results with other furnaces globally. Comparisons can also be made for different sections of the furnace and with previous campaign lives, providing insights into furnace operation parameters.
KEYWORDS: ACOUSTO ULTRASONIC-ECHO (AU-E), REFRACTORY MONITORING, CAMPAIGN LIFE EXTENTSION, REMAINING CAMPAIGN LIFE
Refractory linings in COREX furnaces deteriorate over time due to thermo-mechanical conditions, similar to blast furnaces. Common issues include cracking, chemical degradation, and loss of heat transfer capability. Traditionally, thermocouples and heat transfer analysis have been used to determine refractory wear. However, there is a need for non-destructive testing (NDT) and monitoring techniques to assess COREX lining conditions. NDT results aid in safe operation, production optimization, campaign life extension, and better maintenance scheduling.
Hatch developed an NDT technique known as the Acousto Ultrasonic-Echo (AU-E) (1, 2). It has been used for the determination of remaining refractory thickness, build-up thickness and location of cracks and chemical alterations in electrical furnaces, smelting furnaces and blast furnaces. In recent years AU-E has also been applied to COREXES for lining condition monitoring.
AU-E is a stress wave propagation technique that uses time and frequency data analysis to determine refractory thickness (3), and detect anomalies such as cracks, gaps metal penetration within the refractory lining. During an AU-E inspection, a mechanical impact on the surface of the vessel shell generates a stress pulse which propagates into the refractory layers. Once there is a change in acoustic impedance due to material change, the AU-E stress waves reflect. The degree of energy reflection
where ρ is the density and Vp is the P-wave velocity.
When the AU-E signals travel from less density, softer and lower stress wave velocity of material 1 to denser, harder and higher stress wave velocity of material 2, the acoustic impedance relationship between the two layers is described as Z1<Z2. When the two materials have similar acoustic impedance, i.e. Z1=Z2, no signal reflections will be observed at the material interface. Finally, when the
depends on the acoustic impedance between the two materials (4). The acoustic impedance, Z, is defined by equation 1. The changes in material properties along the wave path may include gaps, cracks, and chemically altered refractory and build-up interfaces. Most of the wave energy propagates through the full lining thickness. The reflected compressive waves are then received by the receiver and the signals are analyzed for refractory quality and thickness assessment. (1)
relationship between the two layers is described by Z1>Z2, a total signal reflection will be observed at the material interface. This often happens at refractory and buildup interface, good refractory and impregnated/altered refractory interface, or refractory and air/fluid interface.
The stress wave velocity is governed by equation 2: (2)
where Ed is the dynamic Young’s modulus of elasticity, V p is the P-wave velocity, ρ is the density, and υ is the Poisson’s ratio.
Based on the two equations, we can conclude that the AU-E waveforms are sensitive to material changes within the refractory. When refractory is exposed to an intense thermal and chemical environment, the chemical and physical properties of the refractory may be altered. Since the AU-E waveform is sensitive to material changes, the refractory lining areas that are affected by chemical changes can be identified and mapped by the AU-E inspections. However, the reflected AU-E signals from the brittle zone may be misinterpreted as the full remaining lining thickness. This error can be eliminated when both thermal analysis and AU-E thickness measurement data are used for the interpretation of the remaining lining thickness and lining condition. In the case that both the AU-E and thermal analysis indicated similar results, the
confidence level of the assessment increases. However, if the results of the two assessment methods showed significant differences, then it may suggest that the lining has undergone severe chemical alteration, and further analysis will be required.
The monitoring of the condition of a COREX hearth was made available by doing regular AU-E measurements on the furnace. The studied furnace was divided into sections and each section consists of a line of measurement points. The furnace can be divided into tuyere level, cast level and lower hearth level. An example of the remaining thickness profile is shown in Fig. 1. In the example, the cross-section showed the current measurement worn profile in blue. The accretion in front of the remaining refractory was shown as green triangles, while the location of anomalies was shown by red squares, which can be interpreted as gaps, cracks or chemical attacks within the refractory.
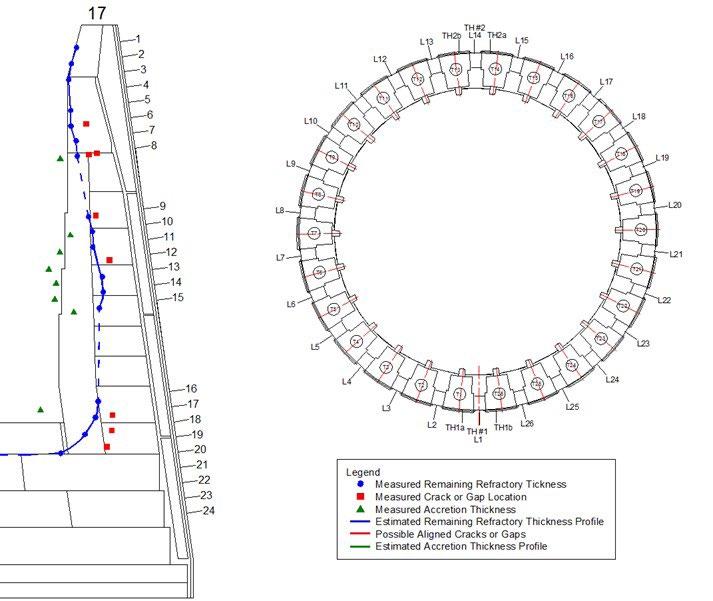
Fig.1 - Typical Remaining Refractory Profile at Different Elevations of a COREX.
The overall average thickness profile was also plotted by averaging the AU-E results of the 26 sections at each elevation (Fig. 2). The wear is also illustrated by a contour plot illustrated in Fig. 2. This analysis is particularly useful for identifying weak regions such as the formation and severity of elephant foot. AU-E data can also be grouped and analyzed as taphole and non-taphole regions, or at different elevation ranges, such as bosh, tuyere and lower hearth regions to provide further insight into the furnace conditions and weak spots.
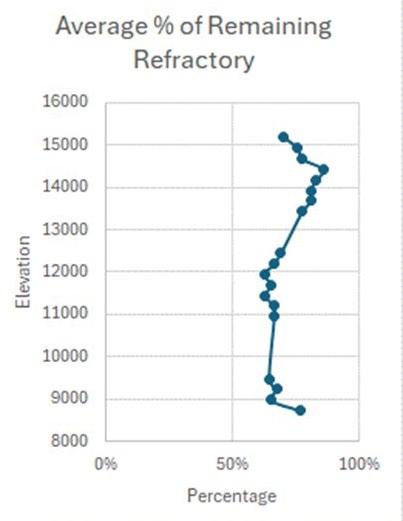
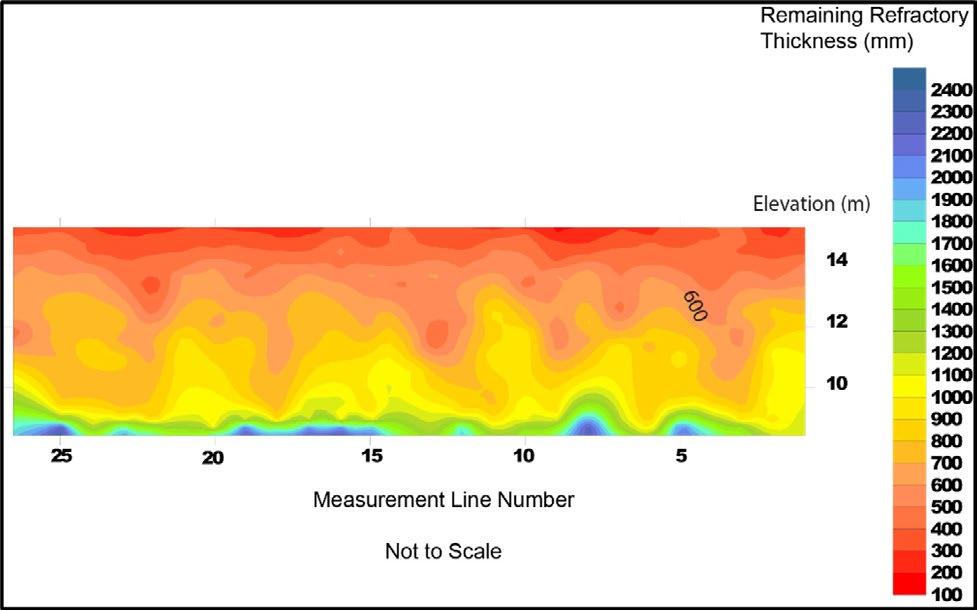
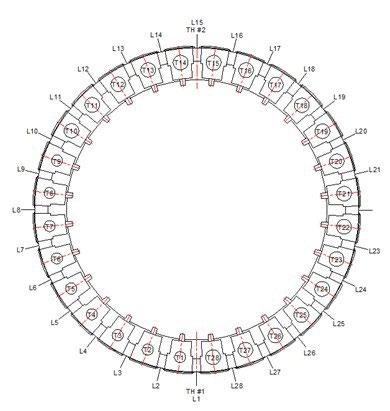
Depending on the age and operation history of the furnace, more frequent AU-E inspections may be required. For a furnace that is in fair to good condition, an annual AU-E inspection is recommended. This allows the development of refractory deterioration trends and warnings for refractory lining maintenance or repair. For a furnace that has been inspected several times, a wear trend can be developed. This is illustrated by a blast furnace inspection example in Fig. 3. Assuming the furnace would be operated similarly, and that no intervention was introduced, the estimated average percentage of remaining refractory will reach a threshold of 25% remaining refractory by
November 2028. However, this ideal situation may not happen. It is more likely that the variation in operation including ore materials, operation intensity, maintenance plans, shutdown periods, and ramp-up-ramp-down rates will all contribute to the variation in refractory wear. Thus, the wear trend must be updated based on further AU-E inspection results, and the frequency of the inspection may be increased toward the end of the furnace campaign life. Furthermore, the minimum remaining refractory thickness regions often dictate when the furnace needs to be relined and so the wear trend and location of the minimum refractory was also studied.
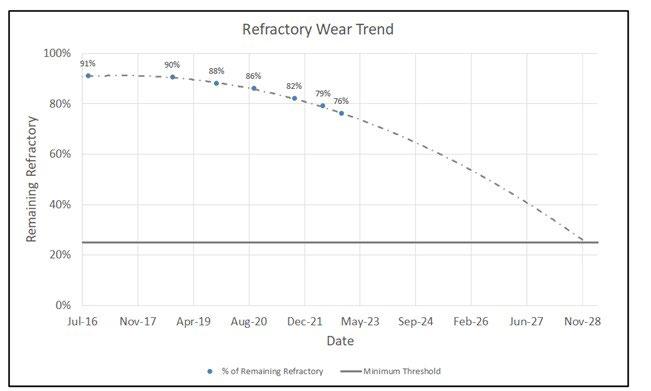
The AU-E inspection has been done for over a hundred vessels including blast furnaces and COREXES. Our catalogue information can be used to benchmark the performance of each furnace against some similar type and size furnaces worldwide, compare with the previous furnace campaigns, or compare with various furnaces within the same plant (Fig. 4). The AU-E results essentially provide a means for measuring the vessel’s performance and can be a good indicator of any changes in operation parameters.
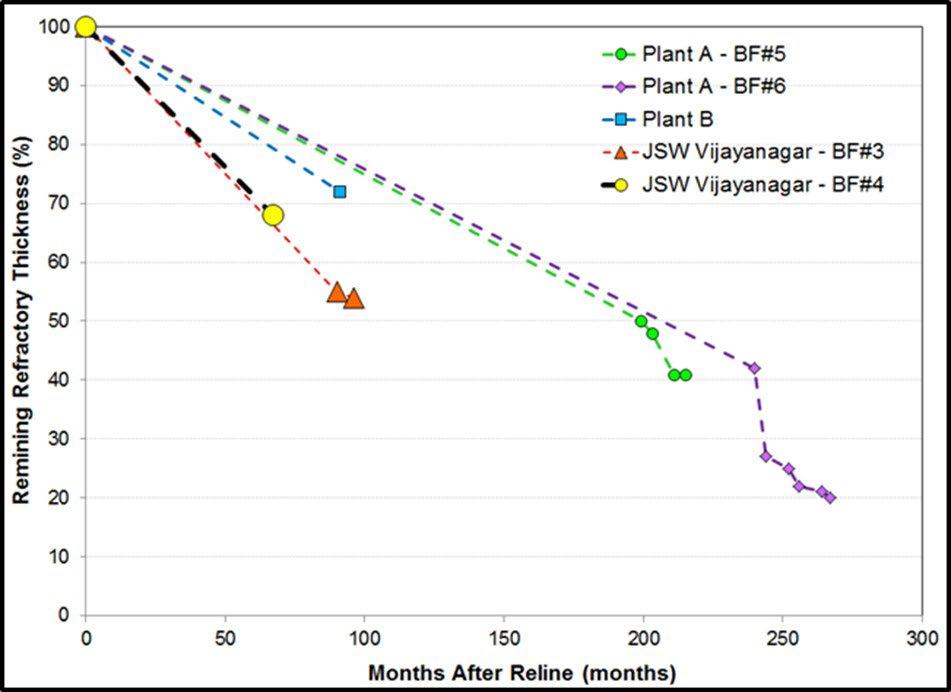
Iron-making vessels including blast furnaces and COREXES require regular inspection to determine the state of the vessel condition. This can optimize furnace campaign life, ensure safety, reduce the cost of maintenance, reduce furnace downtime; and hence, maximize production time. Regular AU-E inspection of the furnace not only provides a snapshot of the furnace condition but also
the wear trend and end of campaign life estimates. Based on the results, plant managers can have better planning of relines and maintenance. Furthermore, the furnace campaign life performance can be benchmarked with other similar vessels or previous campaigns. This allows the study of the effect of operational parameter changes on the refractory lining.
[1] Sadri A. Condition Monitoring of Metallurgical Furnace Refractory Lining. MTI Global Solutions Symposium 2024.
[2] Sadri A, Cramer M and Ying W. Predictive furnace refractory Maintenance Procedures to Extend Campaign Life and Reduce Waste. 61st Annual Conference of Metallurgists. 2022.
[3] Filatov SV, Kurunov IF, Gordon Y, Sadri A and Ying W. Careful Control of Refractory Lining Conditions Ensures Intensive Operation and Long Campaign of Blast Furnace. AISTech Proceedings, Volume 1, 2016.
[4] Sadri A, Ying W, Chataway D and Gordon Y. Principles for Blast Furnace Refractory Lining Inspection and Monitoring using Acoustic and Ultrasonic Technologies, Association for Iron and Steel Technology Conference (AISTech 2016) Proceedings. May 16-19, 2016, Pittsburgh, Pennsylvania, USA.
edited by: Y. Wang, S. Li, J. Zhang, Z. Liu
The computational fluid dynamics (CFD) of traditional metallurgical numerical simulation is generally a large amount of time cost consumption, which cannot be real-time response and poor traceability. In contrast, the data-driven soft measurement-based model can effectively solve the problem of time response during CFD simulation and achieve real-time prediction and optimization of metallurgical production processes. Therefore, this study proposes an AIbased prediction and optimization method to accelerate CFD simulation and assist in constructing a soft measurement model for metallurgical processes. This method combines machine learning and CFD simulation techniques to achieve real-time prediction and optimization of metallurgical processes by learning and analyzing offline collected data. At present, the method has been successfully used in metallurgical processes such as rotary kiln and shaft furnace, and through the AI analysis of the collected temperature field and flow rate field data, it effectively optimizes the quality of the products during the operation of the rotary kiln and shaft furnace. And the method is expandable, not only limited to specific special and field information, so it has a broad development and application prospects. By introducing soft measurement technology and artificial intelligence methods, the efficiency and quality of metallurgical production can be further improved, and the metallurgical industry can be promoted to develop in the direction of digitalization and intelligence.
The rotary kiln, as an important industrial equipment [1], are widely used in industries such as metallurgy and mining [2]. However, it represents a nonlinear, multivariable, strongly coupled system, typical of a "black-box" reactor [3]. The temperature field within the kiln is easily influenced by various factors such as material reaction thermodynamics, heat transfer, mass transfer, and material movement states[4], leading to the occurrence of ring formation, resulting in increased energy consumption and decreased product quality [5]. Therefore, there is an urgent need to explore advanced temperature sensing and optimization technologies to extend the operational lifespan of rotary kilns and enhance product quality [6,7].
Regarding temperature sensing technology, scholars have conducted a large amount of research. Currently, temperature sensing technology can be primarily classified into two categories: 1) Instrumentation-based hard measurement methods; 2) Modeling [8], simulation [9], and algorithm-based [10] soft measurement
School of Intelligence Science and Technology, University of Science and Technology Beijing, China
Sida Li
School of Metallurgical and Ecological Engineering, University of Science and Technology Beijing, China
methods. In the realm of traditional hard measurement methods, in traditional hard measurement, manual timing measurement of the rotary kiln shell temperature is one of the main methods for detecting the kiln temperature. This study proposes an integrated predictive and optimization system for monitoring the temperature of rotary kilns. This method combines the precision of CFD [11] with the speed of machine learning and optimization algorithms, providing guidance for frontline workers in optimizing the temperature field of rotary kilns in industrial settings. By expanding the dataset, the accuracy of predictions can be improved. this paper utilized 625 sets of case generated by the design of experiments (DoE) for database storage in the data preparation stage, ensuring the accuracy of subsequent prediction and optimization models. Initially, structural parameters for temperature field optimization were determined. Subsequently, the data in the database were standardized, and four different ML models were trained. The best-performing random forest (RF) model was ultimately selected as the model for predicting the overall temperature field of the rotary kiln. In the optimization part, the RF was reused to construct two objective function models (calcination zone width and maximum temperature in the region). These models were then used as inputs for the R-NSGA-II to obtain parameter optimization solutions. Then verification was conducted using CFD models, followed by Pareto solution set evaluation based on the TOPSIS to select the optimal solution. This study provides DMs in industrial settings with a solid theoretical foundation and important reference. It is important to note that the optimization method is scalable and not limited to temperature field optimization of rotary kiln equipment. By collecting data from different CFD models, it is also possible to estimate different parameters of various equipment such as flow fields in vertical furnaces. Exploring these applications is a direction for future research.
To reduce labor costs and save time in optimization, this study has established an integrated system combining CFD, ML, NSGA-II, and TOPSIS. This predictive optimization system consists of four modules: (1) the CFD model, (2) the machine learning prediction module, (3) the R-NSGAII optimization module, and (4) the TOPSIS module. Each
of these modules will be detailed subsequently. In this study, under pre-defined conditions, Design of Experiments (DoE) was used to design the experimental variables, and Computational Fluid Dynamics (CFD) simulations were conducted for 625 cases to establish a database of the temperature field distribution throughout the rotary kiln. The rotary kiln model developed in this article comprehensively considers the complex combustion processes within the kiln, such as turbulent particle flow and mass and momentum equations. Therefore, the CFD model has high reliability and can be used for subsequent research work. Below is a detailed description of the dataset and modeling process.
To simulate the temperature field distribution throughout an industrial-scale rotary kiln, a model was developed in ANSYS Fluent. First, a two-dimensional planar model file was created for a rotary kiln that is 40 meters long and has a cylinder diameter of 6 meters. This model was determined on a 1:1 scale according to specifications from a steel company, and actual values will be compared with simulation results to ensure the authenticity of the simulation outcomes. Following this, the prepared model file was imported into the ANSYS meshing software for grid generation. To accelerate the convergence of the model, hexahedral grids were used instead of tetrahedral grids. Due to intense turbulence and flow fluctuations near the burner, the surrounding region was subjected to grid refinement.
To validate the reliability of the CFD simulations, this study compared them with measurements obtained from thermocouples in the actual plant. Due to equipment limitations during real-world temperature measurements, only the temperatures at the kiln head and kiln tail could be measured. Therefore, these temperatures served as the baseline values for error comparison. Some of the measured values are shown in Table 1. From Table 5, it can be seen that the CFD simulation results have good consistency with the experimental data, with the maximum error between the experimental values and the CFD simulation values not exceeding 10°C. This indicates that using these CFD datasets for ML prediction and optimization decision-making in subsequent studies is reasonable.
Tab.1 - Rotary kiln true value and simulation value error table.
The initial parameters for four ML methods were set. The selection and range of hyperparameters were determined based on a combination of grid search and experience. It can be seen that after optimization, the R 2 values of the models have improved, with all four algorithms achieving an R2 of 0.90 or higher, indicating a high level of fit accuracy. Among them, the RF model performed the best, reaching an optimized R2 of 0.999. Therefore, the RF model was selected as the predictive model for the temperature field of the rotary kiln. According to the method outlined in Section 2, the analysis and validation of the ML models were conducted, resulting in the actual versus predicted values of the coupled CFD-ML surrogate model. All four ML models were relatively accurate in predicting the temperature field distribution of the rotary kiln, with the error in each grid point inside the kiln not exceeding 5°C, indicating high predictive accuracy. However, the CNN model had slightly higher error values. The RF model
had the best predictive performance among the four models, ensuring good prediction accuracy even in hightemperature regions.
Table 2 provides a quantitative analysis of the four models, showing the MSE, MAPE, and R2 values of the prediction results. The accuracy of the models depends to some extent on the distribution of the dataset. In the dataset distribution of this study, the RF model has the lowest values for MSE, MAPE, and the highest R2. This indicates that for predicting the temperature in the rotary kiln, using the Random Forest model for feature extraction in this dataset is more effective and can achieve precise measurements with more stable numerical performance. Considering the stability and precision of the predictive capabilities for subsequent use, the RF model was chosen as the predictive model for the temperature field of the rotary kiln.
This paper proposes a predictive model for the temperature field in rotary kilns based on machine learning coupled with Computational Fluid Dynamics (CFD) and a multiobjective optimization method based on an improved NSGA-II algorithm. This approach optimizes the width of the calcining zone and the highest temperature within the
region to improve the overall temperature distribution in the rotary kiln. The study first screens and preprocesses data and key variables, then uses a series of machine learning methods to predict the performance of the temperature field. Finally, the optimization algorithm is applied to optimize the temperature field across the entire domain of the rotary kiln, and the Technique for Order of
Preference by Similarity to Ideal Solution (TOPSIS) is used to evaluate and select the best solution from the Pareto front. The accuracy of the optimization is validated using a CFD model. The main conclusions are as follows:
(1) Factors influencing the distribution of the temperature field inside the rotary kiln were identified. An analysis was conducted on the effects of four variables—volatile matter content, secondary air temperature, secondary air velocity, and coal injection rate—on two objective functions: the width of the calcining zone and the highest temperature in the region. A full factorial analysis of experiments (DoE) was then used to generate combinations of these
five variables for CFD simulations, which served as a real baseline for subsequent studies.
(2) A prediction of the temperature field across the entire domain of the rotary kiln was performed. Four ML models were used to predict the temperature field, and the results showed that the Random Forest (RF) model was considered the most suitable machine learning model for this dataset, with evaluation metrics of MSE = 0.023, MAPE = 0.003, and R² = 0.999, indicating a reasonably good prediction performance.
[1] J. Bojanovský, V. Máša, I. Hudák, P. Skryja, J. Hopjan, Rotary Kiln, a Unit on the Border of the Process and Energy Industry—Current State and Perspectives, Sustain. 14 (2022).
[2] M. Saruwatari, H. Nakamura, Coarse-grained discrete element method of particle behavior and heat transfer in a rotary kiln, Chem. Eng. J. 428 (2022) 130969.
[3] N. Soltani, A. Bahrami, M.I. Pech-Canul, L.A. González, Review on the physicochemical treatments of rice husk for production of advanced materials, Chem. Eng. J. 264 (2015) 899–935.
[4] H. Han, W. Buss, Y. Zheng, P. Song, M. Khalid Rafiq, P. Liu, O. Mašek, X. Li, Contaminants in biochar and suggested mitigation measures – a review, Chem. Eng. J. 429 (2022).
[5] P.J. Witt, J. Johnson, M.P. Schwarz, An efficient method for computational flow-based simulation of heat transfer in a rotary kiln with pilot scale validation, Appl. Therm. Eng. 214 (2022) 118894.
[6] P.M. coch V. Kurka, P. Jonšta, O. Kotásek, Reducing the content of zinc in metallurgical waste in a rotary kiln, Electron. Peer-Reviewed J. All Top. Indurstrial Munic. Ecol. (2016) 49–114.
[7] J. Xiao, K. Zou, W. Ding, Y. Peng, T. Chen, Extraction of lead and zinc from a rotary kiln oxidizing roasting cinder, Metals (Basel). 10 (2020).
[8] C. Fan, H. Jin, A zero-dimensional model of porous char gasification in supercritical water: Experiments and mathematical modeling, Chem. Eng. J. 440 (2022) 135954.
[9] M. Baniadam, J. Fathikalajahi, M.R. Rahimpour, Incorporation of Eulerian-Eulerian CFD framework in mathematical modeling of chemical absorption of acid gases into methyl diethanol amine on sieve trays, Chem. Eng. J. 151 (2009) 286–294.
[10] L. He, L. Bai, D.D. Dionysiou, Z. Wei, R. Spinney, C. Chu, Z. Lin, R. Xiao, Applications of computational chemistry, artificial intelligence, and machine learning in aquatic chemistry research, Chem. Eng. J. 426 (2021) 131810.
[11] Y. Wang, Y. Xu, X. Song, Q. Sun, J. Zhang, Z. Liu, Novel method for temperature prediction in rotary kiln process through machine learning and CFD, Powder Technol. (2024) 119649.
edited by: B. Weiss, R. Millner, H. Völkl, B. Hiebl
Production of steel via the well-established fossil-based integrated route involves numerous operation facilities and energy intensive process steps. To reach high-quality steel products at a competitive price requires a wide range of raw materials as well as in-process recycles and systems integration. To meet the increased demands for CO2 emission reduction, many options ranging from state-of-the-art plant modifications up to the switch to fully new production processes are available. However, finding the optimum transition path for an existing integrated operation site is challenging due to the significant amount of boundary conditions to be considered. During the last decades process simulation has gained ground in the metallurgic industries, aiding decision-makers in strategic planning. In this elaboration, selected options for CO2 emission reduction will be applied in a case study starting from a base case of an integrated steel plant facility. Cases will cover the implementation of various waste heat recovery and recycle steps across the production chain up to the substitution of core processes as eg. blast furnace replacements. Results in terms of CO2 reduction, material streams as well as gas network changes and energy demand are given quantitatively.
KEYWORDS: DECARBONIZATION – GREEN STEEL – DIGITAL TWIN – CO2 REDUCTION – HYDROGEN –M.SIMTOP – WASTE HEAT RECOVERY – DRI – SMELTER – PROCESS SIMULATION
INTRODUCTION: GREEN STEEL – A STEPWISE TRANSITION
The steel industry is a core supplier for infrastructure, mobility, mechanical engineering and numerous industries, thus essential for our societies daily life. However, it is also one of the largest industrial sources of carbon dioxide (CO2) emissions, contributing significantly to global climate change (1). As environmental concerns intensify and regulatory pressures increase, the imperative for steel producers to reduce carbon emissions has never been more critical. While European steelmakers are setting benchmarks with their ambitious commitments to significantly reduce CO2 emissions by 2030 and reach carbon neutrality by 2050 (2), approximately 90 percent of the global steel industry have also declared carbonneutral targets (3).
The decarburization of the iron and steel industry will be a gradual process lasting several decades. An optimization of the blast furnace-basic oxygen furnace (BF-BOF)
Primetals Technologies Austria GmbH, Austria bernd.weiss@primetals.com
route, which currently accounts for ~70% of global crude steel production (4), and increased scrap usage are logical first steps.
However, scrap availability is limited and to reach carbonneutral targets, optimization of the coal-based BFBOF route alone will not be sufficient. A switch of large capacities to more sustainable steel production, such as the direct reduction-electric arc furnace (DR-EAF) route is required. While natural gas (NG)-based direct reduction, emits the least CO2 among available ironmaking technologies, innovative processes like MIDREX Flex™ also enable transition between NG and hydrogen (H2) as fuel without major equipment change, further lowering emissions (5). Facing a multitude of technical options, strategic planning is crucial to navigate and achieve sustainability goals while maintaining competitiveness. Process simulation has emerged as a powerful tool in this context, enabling steel plants to optimize operations, enhance efficiency and reduce environmental impact. By simulating production routes and creating digital twins of steel plants, simulation technology allows for the analysis and prediction of performance under various scenarios, facilitating informed decision-making.
This paper explores a step-by-step strategy for decarbonizing an integrated steel plant in a comprehensive case study using Primetals m.simtop simulation platform. It covers optimization measures like waste gas recycling and injection of blast furnace gas in the sinter plant, utilizing hot briquetted iron (HBI) in the blast furnace and additional waste heat recovery options as well as major changes like replacement of a BF by a DR plant and an electric smelting unit. The case study results include the various impacts on emissions, material streams, gas network changes and energy demand. The goal is to demonstrate that with strategic planning and investment, the steel industry can achieve significant reductions in CO2 emissions by a stepwise approach, aligning with global efforts to combat climate change and promote a greener future.
M.SIMTOP: AN ADVANCED METALLURGICAL MODEL LIBRARY
Over recent years, Primetals Technologies Austria, combined modeling expertise, operational knowledge, process and equipment know-how to develop the
comprehensive metallurgical model library m.simtop (6,7) with partners voestalpine and TU Wien. Its flexible, equation-oriented flow sheeting environment covers a wide range of metallurgical processes and auxiliary units, enabling it to perform feed-forward and -backward calculations as well as complex optimization routines. m.simtop can be used to simulate individual equipment as well as complete steel plants and production routes from ore to steel. Applications of m.simtop are (7):
• Assessment of CO2 and other emissions, process and production route optimization
• Strategic operation planning including calculation of consumption and production figures
• Conceptual operation and investment planning, trace material investigations
To achieve a most representative and realistic impression with this case study, the operation of a European integrated steel plant was chosen as basis. Respective raw materials, the plant set ups and partly operation data are available to the authors and will serve as a benchmark to demonstrate the applicability of m.simtop in the calculation of CO2 emissions and conceptual operation and investment planning. Thus, a digital twin of the integrated steel plant from ore to crude steel liquid phase (BOF) was set up and selected sub plants operation data compared with m.simtop models results. Subsequently selected operational and plant changes were applied to digital twins in the case study and ensuring highest flexibility for evaluations. Figure 1 gives an overview on the integrated steel plant set up implemented as digital twin in m.simtop.
Operation of the integrated steel plant is typical for central Europe: a wide mixture of raw materials is charged to the sinter and coking plant, including a significant amount of recycle streams. Blast furnace operation is based on a majority of sinter with additionally including pellets, lump ore and PCI injection apart from coke as a fuel. Detailed operation data was available for sinter plant and blast furnace and used for model validation. Quality of operation data is key to achieve later robust and professional results from digital twins. The operation data was investigated in a standardized procedure on plausibility
and conservation of mass balance. From experience in checking mass balance it is known, that operation data is always affected by uncertainties and incomplete figures, demanding pragmatic procedures in later modelling steps of combining operation data, technological knowledge and other sources of information such as literature. Figure 2 combines resulting comparisons of selected process parameters for sinter plant and blast furnace. Available operation data contained a significant amount of deviations in the conservation of mass, such as iron,
carbon, calcium and magnesia elements for sinter plant as well as carbon, nitrogen and iron elements for the blast furnace, which result in figure 2 shown deviations. Due to closed mass balances in m.simtop incorrect or missing process values can easily be highlighted. As Figure 2 right hand side shows, for closing the mass balance at the blast furnace in m.simtop a significantly lower lump ore rate would apply, which shows that somewhere in the real plant material handling of ferrous burden materials most likely improvements are required.
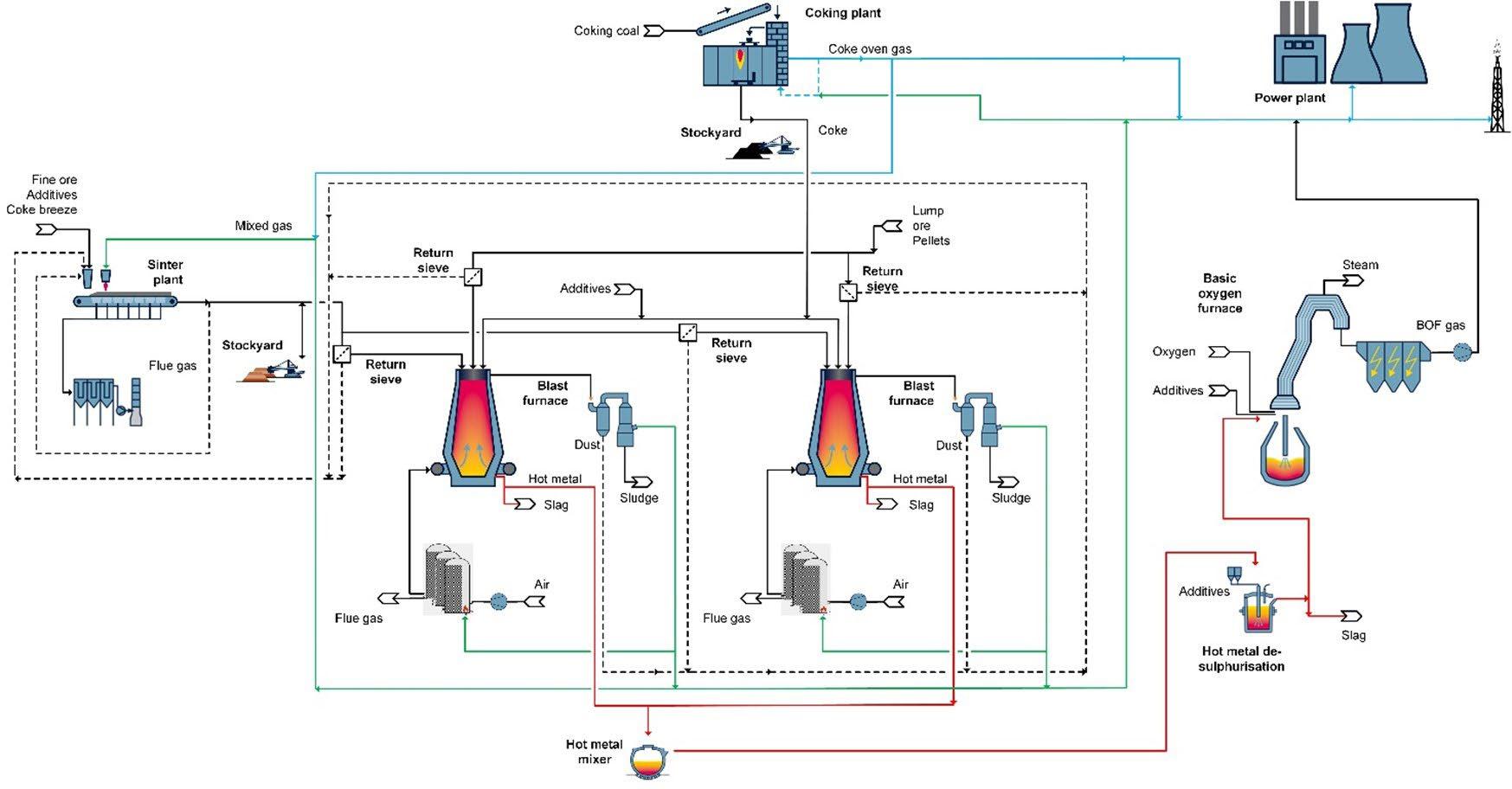
- Depiction of the integrated steel plant setup and implementation in m.simtop.
As no official CO2 production figures of the various sub plants of the integrated steel plant were available to
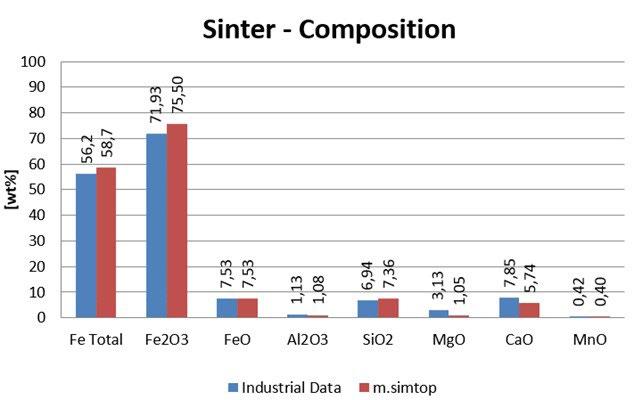
the authors, the available flue gas measurements CO2 contents indicated respective CO2 emissions.
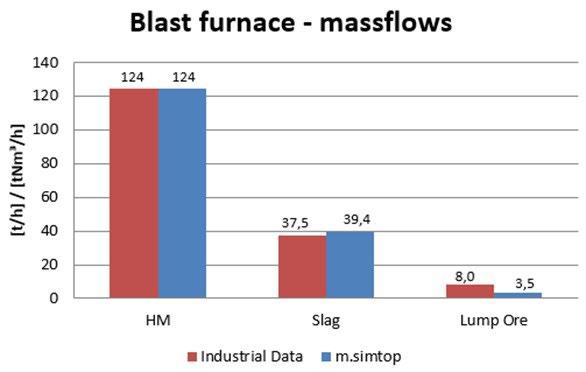
- Comparison of selected process figures and simulation results in m.simtop.
Left: sinter analysis, right: selected mass flows at blast furnace.
Based on this operation data the total CO2 generated for crude steel production was obtained in m.simtop (scope 1 only) and was found to be in good accordance to values from literature (9). From this starting point subsequently step wise emission reductions and investigations on resulting effects were derived in a case study.
Considering that decarbonization of steel industry will follow a step-by-step approach, different possible steps for CO2 reduction were investigated. In the first step of the case study focus was laid to a selection of currently available and proven in use operation practices and technologies for reduction of CO2 emissions focusing on the sinter and blast furnace facilities. To reach a finally significant reduction of CO2 emissions for a long-term prospect profound structural changes were applied and incorporated as digital twins. This embraces the substitution of one blast furnace by a direct reduction (DR) plant along with a smelter while still maintaining the BOF shop. For final minimization of CO2 emissions a process route consisting of two DR plants with respective melt shops was applied. In detail the following cases were investigated:
• Case 1: Waste gas recycling at sinter plant (WGR)
• Case 2: WGR and blast furnace gas injection to recirculation gas at sinter plant (BFGI)
• Case 3: WGR + BFGI and charging of HBI to blast furnaces (HBIC)
• Case 4: WGR + BFGI + HBIC and waste heat recovery at hot blast stoves (HB-WHR)
• Case 5: substitution of one blast furnace by a natural gas-based (NG) DR plant and smelter unit
• Case 6: switch of the DR plant from natural gas to hydrogen (H2) operation
• Case 7: only two DR plants with hydrogen operation including smelter with BOF shop
During the case study numerous frame conditions were held, in the following the most important are described:
• All simulations were done in m.simtop, thus full comparability of the cases is ensured
• A constant production of 2,5 Mtpa crude steel production for all cases was applied
• Focus was laid to scope 1 CO2 emissions
• For cases 1 to 4 a reduction in sinter and coke demand results, it was assumed that the respective production will be reduced accordingly – resulting in a reduction of coke oven gas (COG production) as well as of CO2 emissions
• For cases 5 and 6, in the remaining sinter and blast furnace facilities applied measures from cases 1 – 4 were kept active
• For the DR plant was assumed, that a flexible switch from natural gas to hydrogen operation is possible
• Residual gases from coke ovens, blast furnace and BOF were converted in a power plant model to generate a figure for CO2 emissions of residual gases and to depict conversion to electric energy
The applied changes gradually cause severe changes in the single plant operations, by-products as well as in the interconnected gas network, power generation and usage of recycle materials. Due to the high amount of data made available by the case study and the limited frame of this publication, only selected core figures such as overall CO2 emissions, total amount of residual gas as well as electric energy output are discussed in detail (see Figure 3).
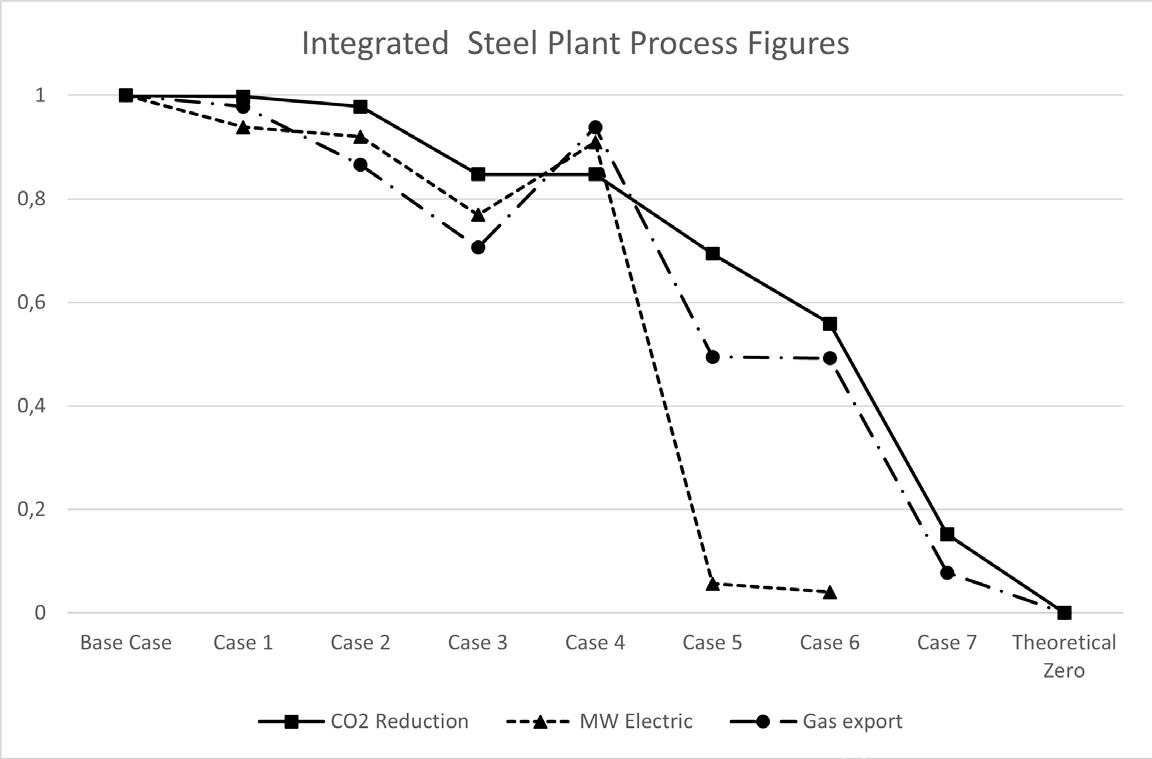
Initial measures at the sinter plant (case 1 + 2) such as WGR and BFGI (1% of CO in recirculated gas) have only limited effect on the overall figures of CO2 emissions, residual gases and electricity balance. Additional measures such as application of BFG at the ignition hood and sinter cooler are available, are both already implemented. Case 4 –charging of HBI (200 kg/t hot metal) to the BFs as a wellknown practice (8) – shows a significant reduction in the overall CO2 emission, as it directly results in lower sinter and coke demand which reduces in the frame conditions of this investigation emissions at all involved facilities. Along with this measure, residual gas production and the electrical energy demand also decreases. Implementing HB-WHR again makes more residual gas available, as the consumption at the stoves for heating is cut down – but does not reduce CO2 emissions as the available BFG is later converted in the power plant. Further measures such as substitute reducing agents injection to the tuyeres, installation of a top gas recovery turbine or even more rigorous technologies such as top gas recycling apart from others could be investigated in the future. With the substitution of one BF with a NG DR plant (case 5) a significant reduction of CO2 is possible, while having the chance to keep the same raw material basis and BOF shop setup due to the use of a smelter unit. Removing one BF goes along with significant drop of residual gas as well as a drop in electric energy provision – also caused due to the electrical energy demand of the smelter unit. Case 6 again
shows a significant reduction in CO2 emissions with the switch to a H2 based DR plant. Finally, a radical reduction of CO2 emissions is reached with the switch to H2 based DR plants only (case 7). Nevertheless, input of carbon to the process is necessary for operation of the smelter unit, and at least at this stage external supply of electrical energy will be necessary.
In the scope of this work digital twins were used to investigate CO2 reduction measures in an integrated steel plant. The basis was given by a central European integrated production site, with step wise application of selected state of the art measures first and finally disruptive changes in the production routes. Based on the available operation data, benchmarking was successfully performed. Beside lowering CO2 emissions, the CO2 reduction measures also lead to a decrease in the total amount of residual gases as well as decreased electric power output at the power plant. It can be seen, that measures to reduce CO 2 result directly in a reduced input of carbon, thus lowering the formation of residual gases. By using a smelter unit, the electricity demand is significantly increased and would even require external supply of energy. During this case study it was proven, that process simulation can successfully aid operation controlling and investment planning.
[1] IEA, Iron and Steel Technology Roadmap, International Energy Agency Technology Perspectives, 2020
[2] IEA (2023), Breakthrough Agenda Report 2023, IEA, Paris https://www.iea.org/reports/breakthrough-agenda-report-2023/steel, License: CC BY 4.0
[3] https://worldsteel.org/wp-content/uploads/Fact-sheet-energy-in-the-steel-industry-2021-1.pdf. [Accessed April 2023]
[4] Bolotova J., European green steel market: Methodology, premiums, market challenges and opportunities [Conference presentation], Fastmarkets International Iron Ore & Green Steel Summit (2024)
[5] Chevrier, V., Lauren, L., & Michishita, H. (2021). MIDREX® Process: Bridge to Ultra-low CO2 Ironmaking. Kobelco Technol. Rev, 39, 33-40.
[6] Tjaden, S., Weiss, B., Rummer, B., Harris, C., Spanlang, A., & Wukovits, W., Evaluation of carbon dioxide emission reduction potential of voestalpine Stahl Linz by Transitioning to DR-EAF steel production with a m. simtop digital twin. METEC 2023
[7] Weiss, B., Haiböck, F., Spanlang, A., Wukovits, W., Chemical Engineering Transactions, 817-822 (2018), 70
[8] Griesser A., Buergler T., Use of HBI in blast furnace, Berg Huettenmaennische Monatshefte, 267-273 (2019), 164(7) https://doi. org/10.1007/s00501-019-0865-6
[9] European Commission, JRC Technical Report, Greenhouse Gas Intensities of the EU Steel Industry and its trading partners, Derck Koolen, Danko Vidovic (2022) doi:10.2760/170198
edited by: J. Zhang, K. Li, Z. Liu, T. Yang
China's iron and steel industry has advanced significantly, becoming the world's largest iron producer through technological innovations and industrial upgrades. To address economic complexities and meet new low-carbon requirements, technological innovation is essential for cost reduction, efficiency improvement, and developing a sustainable, green industry. The improvements in traditional blast furnace technology and various low-carbon, high-efficiency technologies are introduced to address energy consumption in ironmaking. Key areas such as raw material preparation, blast furnace operation, fuel ratio reduction, environmental protection, and secondary resource utilization are discussed to minimize environmental impact. New iron smelting processes are explored, including global advancements in low-carbon and hydrogen metallurgy, and China's progress in hydrogen-rich blast furnaces and hydrogen-based direct reduction. These innovations are proposed as crucial for the future, demonstrating China's commitment to cutting-edge, sustainable solutions. The future development of China's ironmaking processes emphasizes technological innovation and carbon-neutral technologies for green and sustainable steel production. The industry's efforts towards a green transformation are showcased, highlighting current advancements and future prospects.
KEYWORDS: GREEN TRANSFORMATION, IRONMAKING, BLAST FURNACE, HYDROGEN METALLURGY EFFICIENCY
The ironmaking industry in China has undergone significant growth and development, evolving from a small and weak sector to becoming the world's largest producer of pig iron. This transformation is closely linked to technological innovations, industrial upgrades, and policy support within the Chinese ironmaking industry. Steel production accounts for 7% to 11% of global CO2 emissions, with more than 70% of these emissions originating from the ironmaking process. Therefore, reducing CO2 emissions in ironmaking process is crucial. Among the various low-carbon ironmaking processes, hydrogen metallurgy, represented by hydrogen-rich blast furnaces and hydrogen-based direct reduction, has emerged as the most promising short-term pathway for large-scale production with reduced carbon emissions. Additionally, ironmaking processes based on renewable energy electrolysis hold potential for future success. However, evaluating the industrial viability of these processes requires considering numerous complex factors, such as energy consumption intensity, carbon
School of Metallurgical and Ecological Engineering, University of Science and Technology Beijing, China; School of Chemical Engineering, The University of Queensland, Australia
School of Metallurgical and Ecological Engineering, University of Science and Technology Beijing, China
jl.zhang@ustb.edu.cn
emission intensity, investment and production costs, and technological maturity. These considerations lead to varying assessments of different processes from different perspectives.
This paper provides an overview of the main lowcarbon ironmaking pathways, with a particular focus on innovations in blast furnace technology and the development of hydrogen metallurgy. By exploring these issues, the paper aims to offer valuable insights for the steel industry as it progresses towards the goal of "carbon neutrality."
In 1995, China's pig iron production surpassed 100 million tons, accounting for 20% of the world's total pig iron output. This milestone marked a historic transition for China's steel industry from being "small and scattered" to "large and centralized." Entering the new century, the scale of China's iron smelting industry continued to expand, gradually moving into a phase of independent development. By 2019, China achieved a pig iron
production milestone of 800 million tons, representing approximately 64% of the global total (1). In 2023, the Chinese steel industry faced numerous challenges but continued to demonstrate strong resilience. The pig iron production reached 871.01 million tons, marking a 0.7% year-over-year increase. Simultaneously, the annual crude steel production reached 1019.08 million tons, remaining almost flat compared to the previous year (2). These figures reflect the stable production levels of China's steel industry despite a complex and volatile economic environment, showcasing the industry's robust development trend. It is evident from Fig 1 that from 2000 to 2023, the crude steel production in Canada, Europe, Japan, and the United States collectively decreased by 19%, while global production increased by 140%. During this period, China experienced an astounding 722% growth, contributing 81% of the global increase in crude steel production. This shift highlights the significant transition of global production from developed countries to China. By 2023, China accounted for 54% of the world's crude steel production.
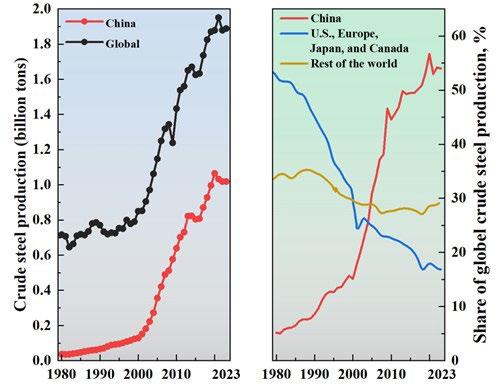
Due to differences in processing routes, raw material acquisition, and available technologies, the crude steel production capacities and associated carbon intensities vary across different plants. China, Japan, and India primarily use the blast furnace-basic oxygen furnace (BFBOF) route for ironmaking, accounting for 54%, 6.6%, and
4.7% of the world's crude steel production, respectively (3). The Chinese steel industry remains heavily reliant on blast furnaces, and it is projected that by 2050, 50% of steel production in Asia will still use the blast furnace process. BF Low-carbon ironmaking and efficiency improvement technologies are summarized as Fig. 2 (4), include High Proportion Pellet Technology, Super
Thick Layer Sintering Tech-nology, Ultra-High Oxygen Enrichment and Full Pulverized Coal Injection, Coke quality evaluation technolo-gy, etc. Those technologies have been successfully promoted and applied in China and achieved particular-ly good results. Thick bed sintering technology is a goal pursued by major steel enterprises to enhance the sintering process. Increasing the thickness of the sintering machine bed effectively improves the quality of sinter, re-duces fuel consumption, and lowers pollutant emissions. For instance, Ansteel Bayuquan increased the bed thickness from 750mm to 900mm, resulting in a 13.3% increase in output, a 1.4% increase in sinter yield, a reduction of solid fuel consumption by 3kg/t, and a reduction in electricity consumption by 3.6 kWh/t.
Pellets, with their high grade, good strength, and uniform size, are advantageous for ironmaking. Adopt-ing a high-quality pellet-based burden structure is crucial for narrowing the fuel consumption gap between Chinese blast furnaces and the world’s advanced levels. It is also a key measure for transitioning Chinese blast furnace ironmaking to green and low-carbon practices. Basicity pellet preparation technology is fun-damental for highratio pellet ironmaking in blast furnaces. Steel companies like Shougang, Baosteel Zhan-jiang, Hebei Iron and Steel Group, Baotou Steel, and Taiyuan Iron and Steel Group have actively explored basicity pellet preparation and
high-pellet ratio ironmaking technologies, achieving significant results. For example, Shougang successfully produced pellets with a basicity of 1.1, TFe of 65.79, and SiO2 content of 2.2, maintaining a furnace burden ratio of 55%.
Using renewable, carbon-neutral biomass instead of coal for metallurgical production is vital for reducing global carbon consumption. In December 2023, Shougang Group conducted a biomass injection trial in a 2650 m³ blast furnace, achieving a maximum injection capacity of 2.4 tons per hour and a total injection volume of 100 tons. Shougang Group also completed full-cycle production verification of the new “bottom-blown CO2-O2 steelmaking technology,” which increased dephosphorization efficiency by 6.99% and re-duced CO2 emissions by 0.75%.
Additionally, the rapid development of technologies like computer simulation, artificial intelligence, and big data has greatly benefited the steel industry. Advanced steel enterprises increasingly use big data and intelligent operation technologies, with intelligent ironmaking representing the future direction of the indus-try. By integrating cutting-edge interdisciplinary technologies and practical applications, establishing big da-ta cloud platforms for blast furnaces, and applying data mining and intelligent analysis, the automation and intelligence of blast furnace ironmaking can be significantly enhanced.
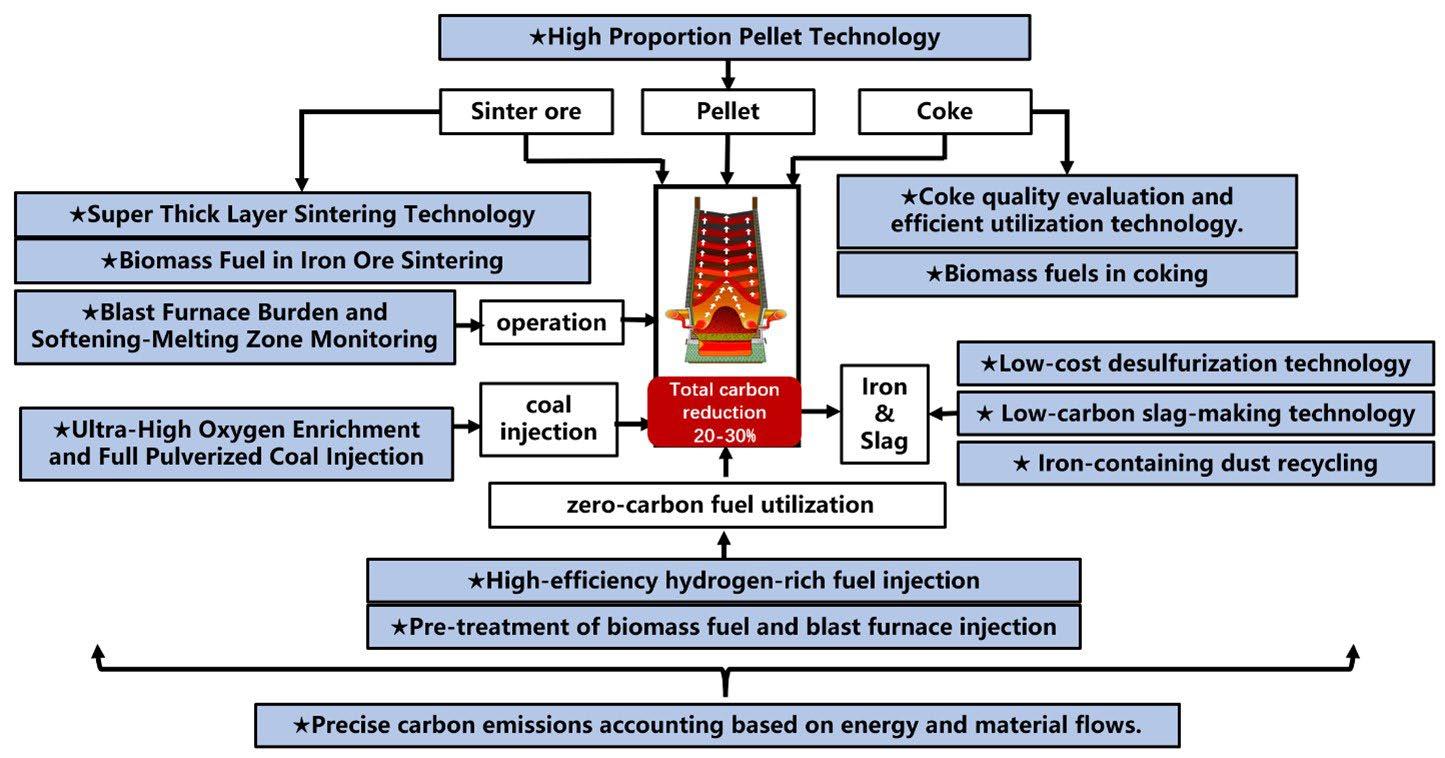
The future development of global hydrogen metallurgy technology is expected to follow two main paths: modernizing traditional long process smelting with hydrogen upgrades and advancing hydrogen-based direct reduction methods. Fig. 3 (5)(6) outlines the two main China’s Hydrogen-based ironmaking processes. Hydrogen-rich low-carbon blast furnaces are a key pathway for achieving large-scale low-carbon steel production in China. Baowu Steel's Hydrogen Carbon Recycling Oxygen Blast Furnace (HyCROF, Fig.3 (a)(5)) is a technology that separates CO2 from blast furnace top gas, recycles the high-reduction potential byproduct gas (CO), and injects green hydrogen into the furnace. This approach maximizes the use of car-bon chemical energy and substitutes green electricity for fossil fuels in heating, further reducing fossil fuel consumption in the blast furnace process. In 2022, Baowu operated a 400-cubicmeter HyCROF, achieving low-carbon operation with significant reductions in carbon emissions (over 20%) and reaching a maximum utilization factor of 5.0 t/m³/d, validating the technical and economic feasibility of the HyCROF process. As of October 26, 2023, Baosteel has initiated the trial operation of a 2500-cubic-meter HyCROF commercial demonstration project. Additionally, Jinnan Steel has reduced fuel consumption, production costs,
and CO2 emissions by injecting hydrogen-rich gas into the blast furnace with minimal modifications.
Chinese steel companies, including HBIS, Baowu, and Zhongjin, are also exploring and experimenting with hydrogen-based direct reduction processes. These new applications and innovative technologies are expected to drive the development of hydrogen metallurgy in China. In December 2020, Zhongjin commis-sioned China's first hydrogen-based vertical direct reduction plant, similar to the PERED process, which uses hydrogen extracted from coke oven gas (COG) with an annual capacity of 300,000 tons of direct re-duced iron (DRI). In May 2023, the world's first “coke oven gas zero-reforming vertical direct reduction” plant, similar to the Energiron process (Fig.3 (b) (6)), began operation at HBIS with an annual capacity of 600,000 tons of DRI. Compared to traditional blast furnace-basic oxygen furnace processes, HBIS's hydro-gen metallurgy demonstration project is expected to reduce CO2 emissions by over 70% annually, SO2 emissions by 30%, NOx emissions by 70%, and particulate matter emissions by over 80%. On December 23, 2023, Baosteel’s Zhanjiang hydrogen-based vertical furnace was ignited and put into production, mark-ing the start of China's first million-ton-level hydrogen-based vertical furnace in industrial operation. Baowu Steel is also exploring the direct reduction-electric furnace-basic oxygen furnace/electric arc furnace pro-cess.
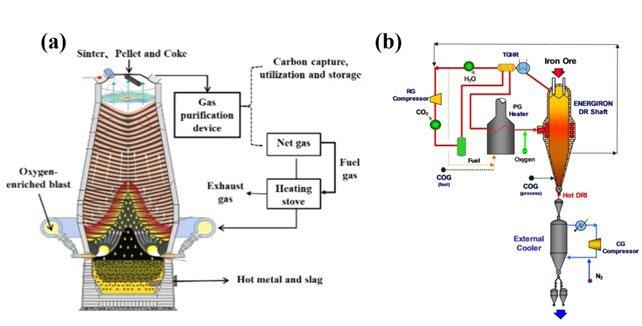
[1] Yang, T., Zhang, J., Liu, Z., Li, K. Low-carbon Ironmaking: An Imperative[J]. Ironmaking, 40 (2021), 1-11.
[2] National Bureau of Statistics of China. (n.d.). Pig iron production and crude steel production data set. Retrieved [2024-07-24], from https://www.stats.gov.cn/
[3] Lei T, Wang D, Yu X, et al. Global iron and steel plant CO2 emissions and carbon-neutrality pathways[J]. Nature, 2023: 1-7.
[4] Zhang J, Li K, Liu Z, Yang T. THE GREEN TRANSFORMATION IN THE CHINESE IRONMAKING INDUSTRY [J]. The 16th Japan-China Symposium On Science and Technology Of Iron and Steel. 2024:3-4.
[5] Li H, Guo C, Wang X, et al. Technical path analysis and development suggestion of low carbon iron making in blast furnace[J], Iron and steel. 2024: 1-18.
[6] Wang H, Li Y, Qin K, et al. Innovation and practice of direct reduction process of zero reforming coke oven gas in Zhangxuan High tech Technology. Iron and steel,2024:1-9.
Steel and metals: market dynamics, cycles and trends
Ha insegnato all’Università Bocconi di Milano, all’Università di Venezia e all’Università di Brescia, dove è responsabile del Laboratorio per lo studio delle Dinamiche dei Sistemi e dei Mercati finanziari. Coordina l’osservatorio congiunturale di Confindustria Brescia e di ANIMA Confindustria. Partner di Sidewerb, da vent’anni cura rubriche dedicate ai mercati siderurgici e metallurgici. È autore di libri e centinaia di saggi, editoriali e articoli su temi economico-finanziari.
Approssimandosi la fine del 2024, con questo contributo aggiornato a fine novembre analizzo gli effetti sui mercati derivanti dalla situazione ansiogena venutasi a determinare con l’elezione di Trump alla Casa Bianca in uno scenario dominato dalle crescenti tensioni geopolitiche e caratterizzato da uno sviluppo globale che si mantiene a livelli inferiori rispetto alle medie storiche. Pur in presenza di un contesto economico debole e travagliato lo straordinario flusso di liquidità immesso nel sistema finanziario mondiale nel periodo post-Covid alimenta incongrui rialzi dei mercati azionari: lo attesta il +19,7% dell’indice azionario globale Msci World, trainato da Wall Street a sua volta sospinto dai giganti del web. Le incertezze sul futuro spiegano d’altra parte i massimi storici dell’oro (+28,2%), mentre da quando Trump ha dichiarato che farà dell’America la cripto capitale del pianeta, il Bitcoin ha aggiornato i suoi record storici: +131,6% quest’anno e +486,7% negli ultimi due anni! Gli indici azionari europei continuano invece a rappresentare un’economia fortemente indebolita dalla crisi del comparto automobilistico, dalla burocrazia soffocante e dai costi energetici troppo elevati. Visto il buon andamento dell’economia USA la Federal Reserve si sta facendo attendista, mentre in Europa la BCE lascia presagire nuovi tagli dei tassi, con la conseguenza di alimentare le attese di un ampliamento del differenziale tra i rendimenti dei titoli espressi in dollari e i titoli denominati in altre valute: fenomeno che

tende a rafforzare la divisa americana. Una ricaduta che preoccupa gli europei per il possibile rialzo dei prezzi al consumo, ma inquieta anche Trump che aspira ad un dollaro debole per favorire le esportazioni americane e per evitare il sostanziale svuotamento delle già annunciate politiche protezionistiche: dazi “amichevoli” (10-20%) che rischiano di abbattersi sull’export europeo diretto verso gli USA e dazi “pesanti” (fino al 60%) prospettati alla Cina.
In un tale quadro di incertezze e preoccupazioni persiste la crisi dei mercati logistici con l’impennata dei noli marittimi per le rotte che prevedono il passaggio dal Canale di Suez presidiato dai ribelli filoiraniani Houthi. Come si può osservare nella figura 1, il World Container Indexparametro che sintetizza i costi di trasporto di container di misura standard applicati alle principali rotte marittime rilevati dall’agenzia Drewry - esprime due ampie ondate rialziste (novembre 2023-gennaio 2024 e aprile-luglio 2024): dall’avvio degli agguati sullo Stretto di Mab-elMandeb il livello medio generale è aumentato nel suo complesso (+148,2%), ma sono incrementati soprattutto gli oneri sulle rotte Asia-Europa: Shanghai-Genova +234%, Shanghai-Rotterdam +298%. L’avvio in ottobre di quella che appare come un nuovo rialzo prefigura una sorta di consolidamento laterale poco sostenuto dall’attuale stato della domanda internazionale di trasporto marittimo.
Acciaio e metalli: dinamiche, cicli e tendenza di mercato
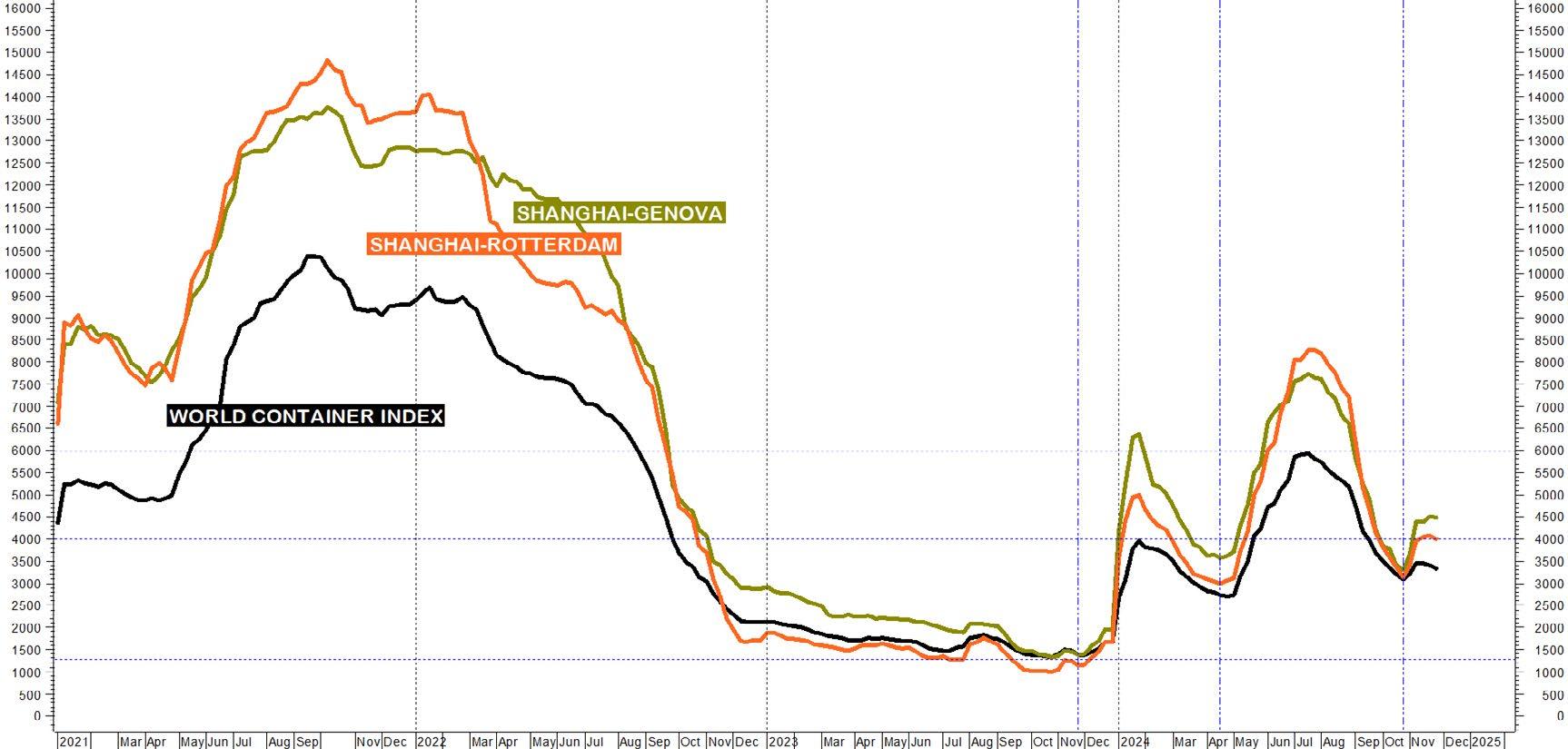
Guardando alle materie prime, i panieri generali evidenziano la sostanziale stabilità dei prezzi per effetto di una debole domanda mondiale di commodity, la cui ripresa si intravvede nel 2025 a seguito dell’auspicato allentamento generalizzato delle politiche monetarie da parte delle banche centrali. A livello merceologico (figura 2), nel 2024 l’insieme dei prezzi dei metalli registra un aumento del 6,3% sospinto in particolare dai metalli preziosi, mentre il paniere degli elementi che formano la componente energetica esprime un calo moderato (-1,8%) come diretta conseguenza della diminuzione
della domanda cinese di petrolio e dei suoi derivati. La dichiarata volontà di Trump di potenziare l’industria petrolifera USA, con il conseguente aumento dell’offerta, lascia presagire prezzi energetici in ulteriore discesa: un ridimensionamento che potrebbe ripercuotersi sulla filiera petrolchimica dove da oltre un anno a questa parte prevalgono tendenze stazionarie e ribassiste dovute alla latitanza della domanda di polimeri in Europa, negli Stati Uniti e in Cina. In forte ascesa, invece, i beni agro-alimentari (+39,4%), che stanno ancora frenando la discesa dell’inflazione.

L’andamento nel 2024 della siderurgia a ciclo integrale è ben rappresentato dai significativi cali di prezzo del minerale di ferro, del carbone metallurgico e dei prodotti piani internazionali. Da ormai due anni prevale l'eccesso di offerta da parte della Cina, che continua a produrre più acciaio di quanto i mercati interni della manifattura e delle costruzioni possano assorbire. La figura 3 mostra non solo gli andamenti dei prezzi medi settimanali in US$/ton. del minerale di ferro (scala di destra) e del coke (scala di sinistra), ma anche la loro “sintesi”, che rappresenta l’evoluzione del valore di carica d’altoforno “core”, ovvero limitato al solo contributo complessivo dei due elementi fondamentali del ciclo integrale dell’acciaio. Come di può osservare, il prezzo del minerale inizia la
sua caduta in gennaio per proseguire fino alla terza settimana di settembre (-35,9%), dopodiché prende corpo un rimbalzo (+18,3%) seguito da una fase oscillatoria moderatamente declinante che completa la performance riferita ai primi 11 mesi dell’anno: -27%.
Le quotazioni del carbon coke seguono una traiettoria analoga: cali fino a settembre (-43,75%) e breve risalita (+10,8%) per un esito annuale molto negativo (-39%). L’andamento del valore di carica dell’altoforno segue ovviamente, per effetto dell’opportuna ponderazione, gli stessi orientamenti dei due elementi fondamentali: -38,7% nel periodo gennaio-settembre, recupero successivo (+14,3%) per un risultato complessivo pari a -31,8%.

Fig. 3 – Gli elementi basilari del ciclo integrale dell’acciaio.
La performance negativa dei materiali basilari trova riscontro nelle evoluzioni dei mercati delle principali produzioni a ciclo integrale: si consideri al riguardo la figura 4, che comprende le curve di prezzo in US$/ton. dei coils a caldo per le rese FOB Shanghai, FOB Black Sea e CIF Houston. La dinamica negativa dei tre benchmark internazionali, sintetizzata nelle performance comprese nella tabella 1, è orientata dalla depressione dei prezzi dei coils cinesi per effetto dell'ormai conclamato eccesso di offerta, che tende a propagarsi in tutto il mondo. Le esportazioni di acciaio del Dragone hanno sempre compensato, infatti, la carenza di domanda interna. Ma dato che le barriere commerciali sono previste in aumento, probabilmente a un ritmo ancor più veloce con
la presidenza Trump, è plausibile ritenere che le correnti evoluzioni negative siano destinate a continuare. È peraltro possibile che la Cina svaluti lo yuan per sterilizzare parzialmente l’effetto dei dazi in arrivo: è probabile, insomma, che quanto più elevati saranno i balzelli, tanto maggiore sarà la svalutazione della valuta cinese contro dollaro.
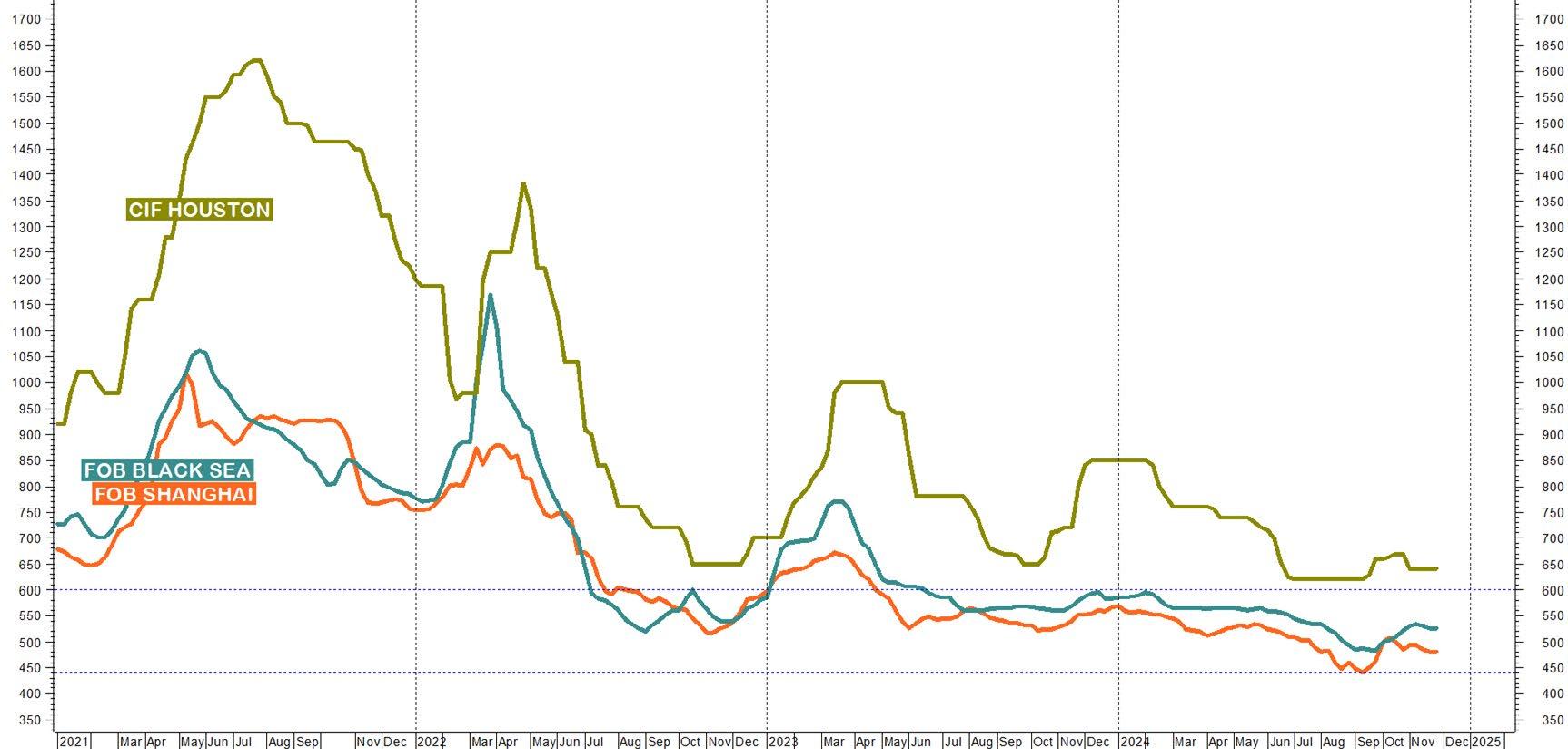
4 – I mercati internazionali dei coils.
COILS A CALDO INTERNAZIONALI PERFORMANCE 1/1-29/11/2024
FOB Shanghai -15,3%
FOB Black Sea -9,8%
CIF Houston -24,7%
Gli stessi effetti, stante la domanda fiacca dell’industria dell’auto e dell’elettrodomestico, investono anche le produzioni nazionali di prodotti piani (figura 5), le cui performance sono sintetizzate nella tabella 2. I cali persistenti dei prezzi hanno ormai raggiunto livelli tali da determinare un differenziale tra costi di produzione e
prezzi di vendita difficilmente comprimibile. Nei prossimi trimestri, pertanto, è probabile si assista a modesti rialzi delle quotazioni anche in caso di domanda stabilmente fiacca. Come anticipato nel procedente appuntamento di questa rubrica, si conferma il crollo della volatilità complessiva dei mercati dei piani.
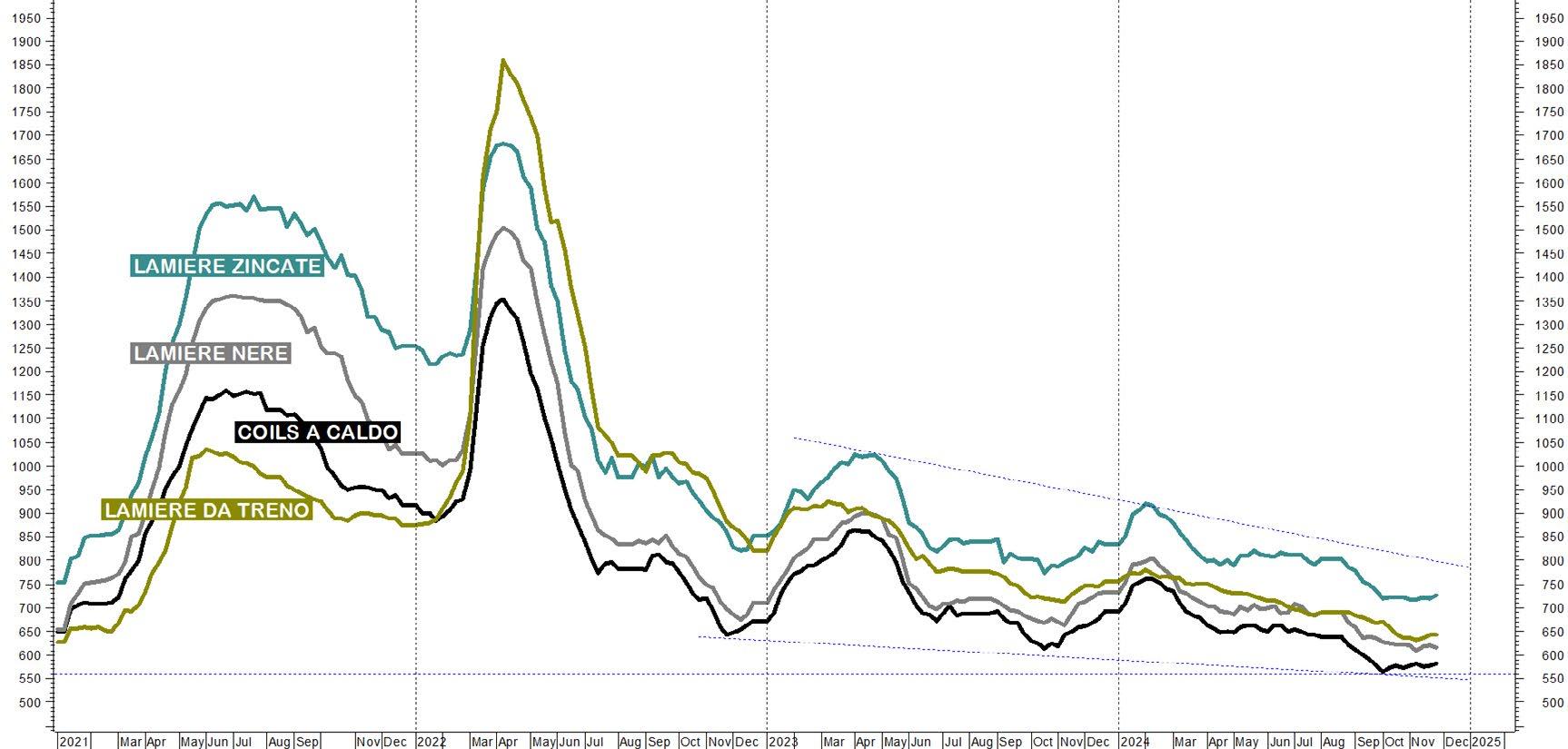
Fig. 5 – Il mercato nazionale dei prodotti piani.
Steel and metals: market dynamics, cycles and trends
PRODOTTI PIANI NAZIONALI PERFORMANCE 1/1-29/11/2024
Coils a caldo
Lamiere nere
Lamiere zincate
Lamiere da treno
La figura 6 propone le dinamiche in Euro/ton. dei prezzi del rottame ferroso per resa CFR Turkey e della media delle quotazioni di varie tipologie di rottame - frantumato, da demolizioni, torniture e lamierino - rilevate da Siderweb a livello nazionale. Mentre l’andamento del
-15,7%
-15,8%
-12,9%
-14,9%
mercato turco si mantiene orientato al ribasso (-13,6% nel 2024), con dinamica compresa in un ideale corridoio laterale compreso tra i massimi d’inizio anno e i minimi di agosto, la curva sintetica dei prezzi nazionali tende a fluttuare tra il top di maggio e il minimo di ottobre.
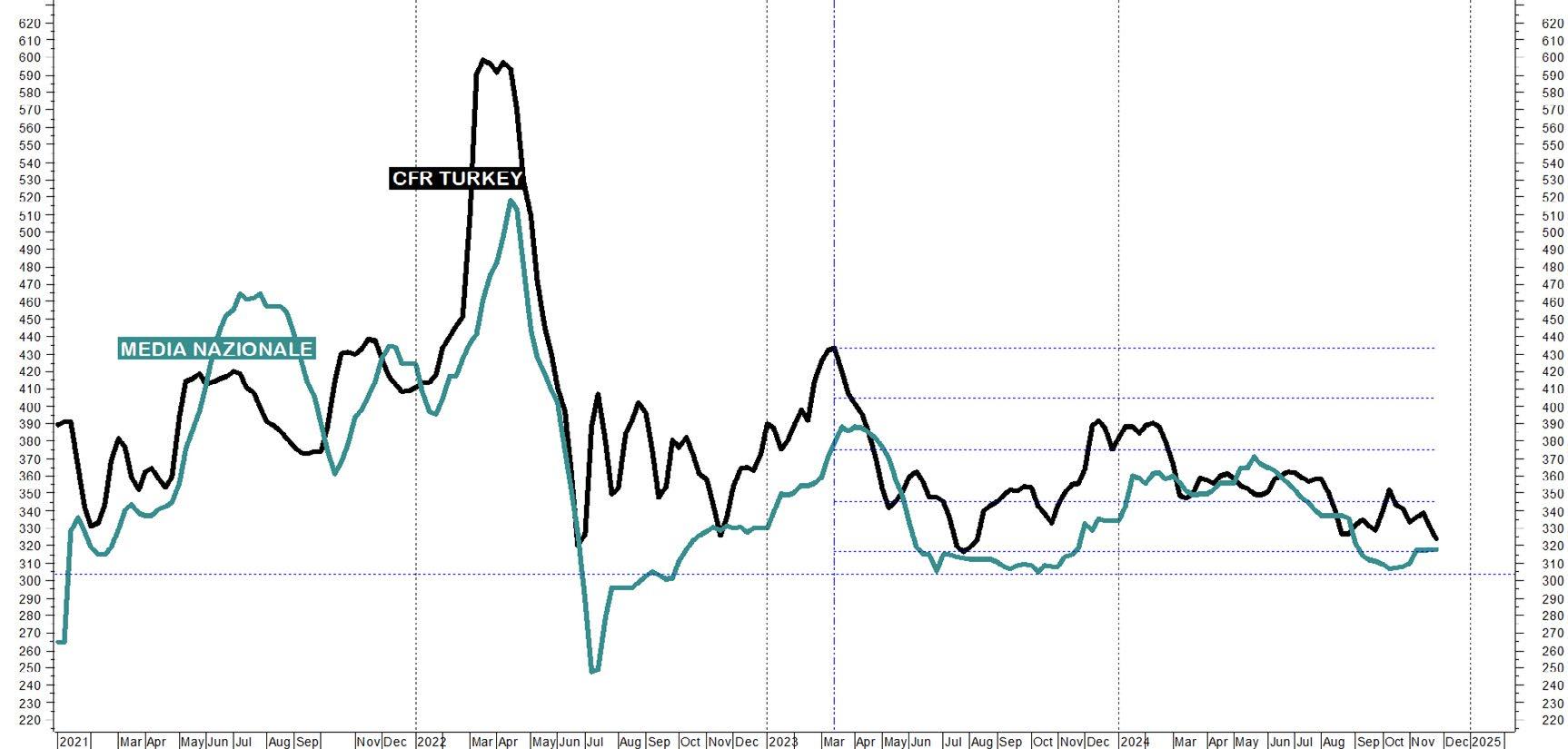
Fig. 6 – Le quotazioni dei rottami ferrosi.
La discesa del prezzo medio del rottame nazionale (-4,9% a fine novembre) accompagna i ribassi ei prezzi dei prodotti lunghi, che evidenziano complessivamente
un andamento scarsamente direzionale e poco volatile (figura 7) connotato dalle performance racchiuse nella tabella 3.
PRODOTTI LUNGHI NAZIONALI PERFORMANCE 1/1-29/11/2024
Tondo per cemento armato
-14%
Vergella da rete -4,9%
Vergella da trafila
Laminati mercantili
Travi
Acciaio e metalli: dinamiche, cicli e tendenza di mercato
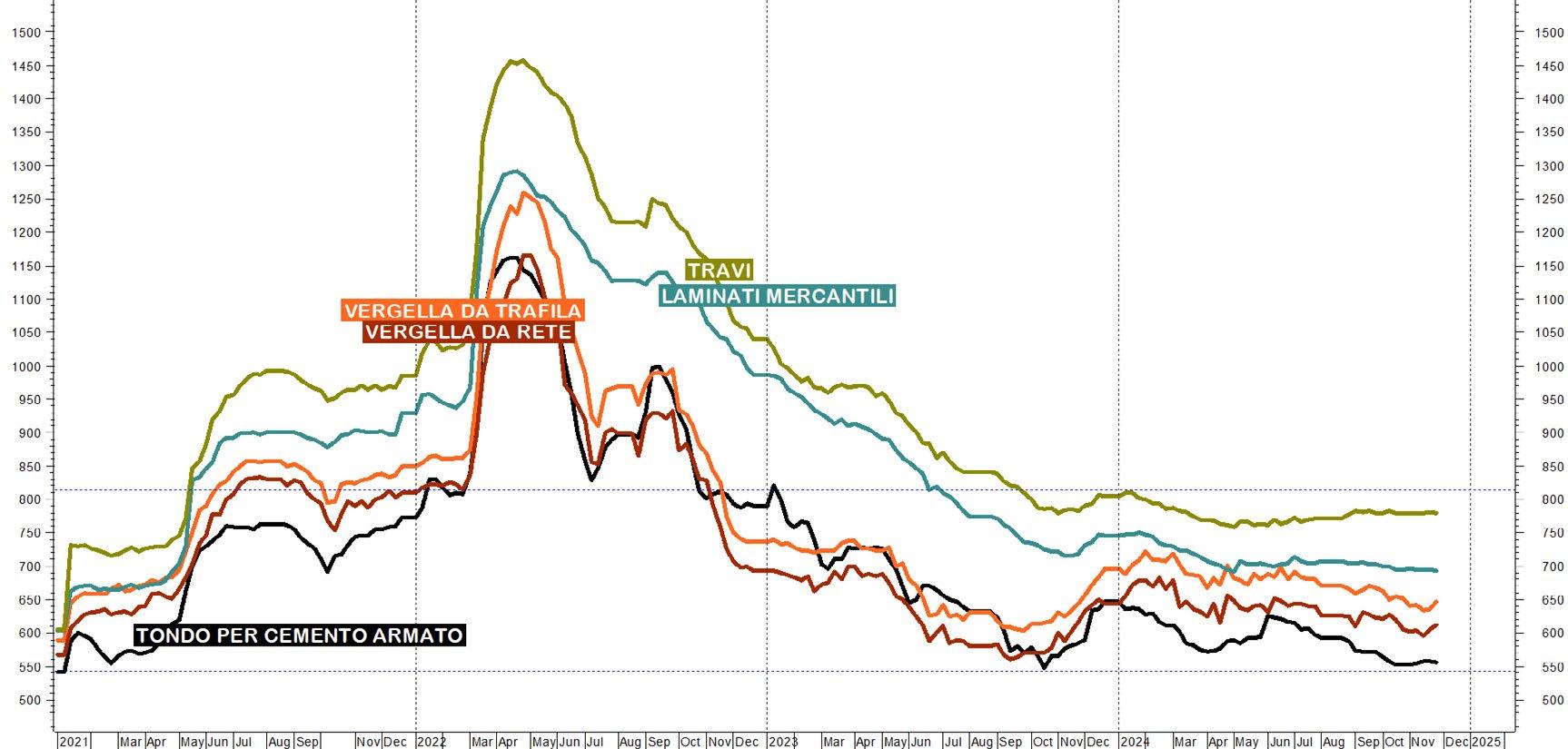
7 – Il mercato nazionale dei prodotti lunghi.
La figura 8 presenta la dinamica dei metalli non ferrosi - riassunta dalla media aritmetica semplice delle quotazioni medie settimanali dei prezzi in US$/ton. dell’Alluminio, del Rame, del Nickel, dello Zinco, del Piombo e dello Stagno quotati al London Metal Exchange (scala di destra) - abbinata all’istogramma della contestuale evoluzione delle scorte fisiche complessive detenute presso i magazzini ufficiali (scala di sinistra). La curva di sintesi si impenna all’inizio dell’anno per proseguire al rialzo, violando le resistenze opposte dai massimi risalenti al mese di aprile 2023, fino alla metà del mese di maggio
(+27,5%). Segue una flessione che si esaurisce a fine agosto (-16%) e un nuovo recupero che si arresta nella prima settimana di ottobre (+12,7%), quando prende corpo la caduta innescata dal contemporaneo apprezzamento del dollaro: una fase valutaria che accompagna al ribasso la media dei prezzi (-12%) per ridimensionare la performance complessiva annuale (+6,3%). Parallelamente, nei primi undici mesi dell’anno l’entità delle giacenze presso i magazzini ufficiali del mercato londinese esprime un sistematico incremento (+47,7%), che conferma la significativa prevalenza dell’offerta.

Fig. 8 – I metalli non ferrosi quotati al London Metal Exchange.
Passando all’analisi dei prezzi dei singoli metalli non ferrosi, la tabella 4 ne riassume le performance distinte nei periodi che hanno connotato l’anno in corso: nei primi mesi dell’anno i fondi di investimento hanno orientato al rialzo tutti i metalli nell’attesa di una ripresa economica favorita dal rapido allentamento delle politiche monetarie e dalle conseguenti opportunità di ricostituire scorte da parte delle imprese. Poiché al giro di boa dell’anno i tassi
d’interesse si sono mantenuti elevati e la crisi manifatturiera in Europa persiste, i mercati dei metalli hanno iniziato a deprimersi con dinamiche peraltro differenziate: mentre i prezzi del Nickel e del Piombo si sono riportati sui minimi d’inizio anno, le quotazioni dell’Alluminio e dello Zinco si sono orientate verso i massimi. In tutti i casi si registra un moderato declino degli stock, che lascia presagire un timido ritorno della domanda.
La dinamica delle quotazioni del rottame inox rappresenta un ottimo indicatore sulle prospettive del mercato dell’acciaio inossidabile: si veda dunque la figura 9, che ne illustra l’evoluzione nel corso dell’anno. Anche in questo caso si osservano aumenti dei prezzi nella prima parte dell’anno (+19,4%) trainati dalla domanda proveniente in prevalenza dai settori alimentare e chimico,
mentre da giugno a ottobre prende il sopravvento l’ampia flessione del mercato (-23,8%) dovuta alla crisi che ha investito le industrie dell’elettrodomestico e dell’automobile. Segue il corrente consolidamento laterale sui minimi dell’anno accompagnato da volatilità in contrazione, che conferma la poca partecipazione al mercato: -6,4% la performance da inizio anno.

Acciaio e metalli: dinamiche, cicli e tendenza di mercato
Per completare il quadro di riferimento, si consideri la figura 10 dedicata ai prezzi medi settimanali in euro/tonnellata del Ferro-Cromo (scala di destra) e del Ferro-Molibdeno (scala di sinistra), ovvero le principali ferroleghe che, unitamente al Nickel di cui si è già accennato, sono utilizzate nella produzione di prodotti lunghi e di laminati inox. Come si può osservare, il Ferro-Cromo evidenzia un blando rialzo nel primo quadrimestre (+6,6%) seguito da un’ampia flessione che si conclude a metà novembre (-23%). Il rimbalzo successivo perfeziona la performance annuale a -16,6%. Il Ferro-Molibdeno evolve in modo parzialmente contro-tendenziale, risalendo da inizio
anno fino a giugno (+18,7%) per poi flettere (-13,5%), rimbalzare (+6,7%) e chiudere i primi 11 mesi dell’anno a +9%. Gli effetti delle dinamiche dei componenti più rilevanti delle produzioni in acciaio inossidabile si rintracciano nella tabella 5, dedicata alle lamiere inox riferite alle tipologie di acciaio AISI (American Iron & Steel Institute). Giova rammentare, a tale proposito, che le lamiere di natura austenitica sono guidate, oltre che dal prezzo del rottame e del Nickel, dal Cromo (AISI 304) e dal Molibdeno (AISI 316). Le lamiere di natura ferritica, come la categoria AISI 430, sono prevalentemente influenzate dalla dinamica del Ferro-Cromo.
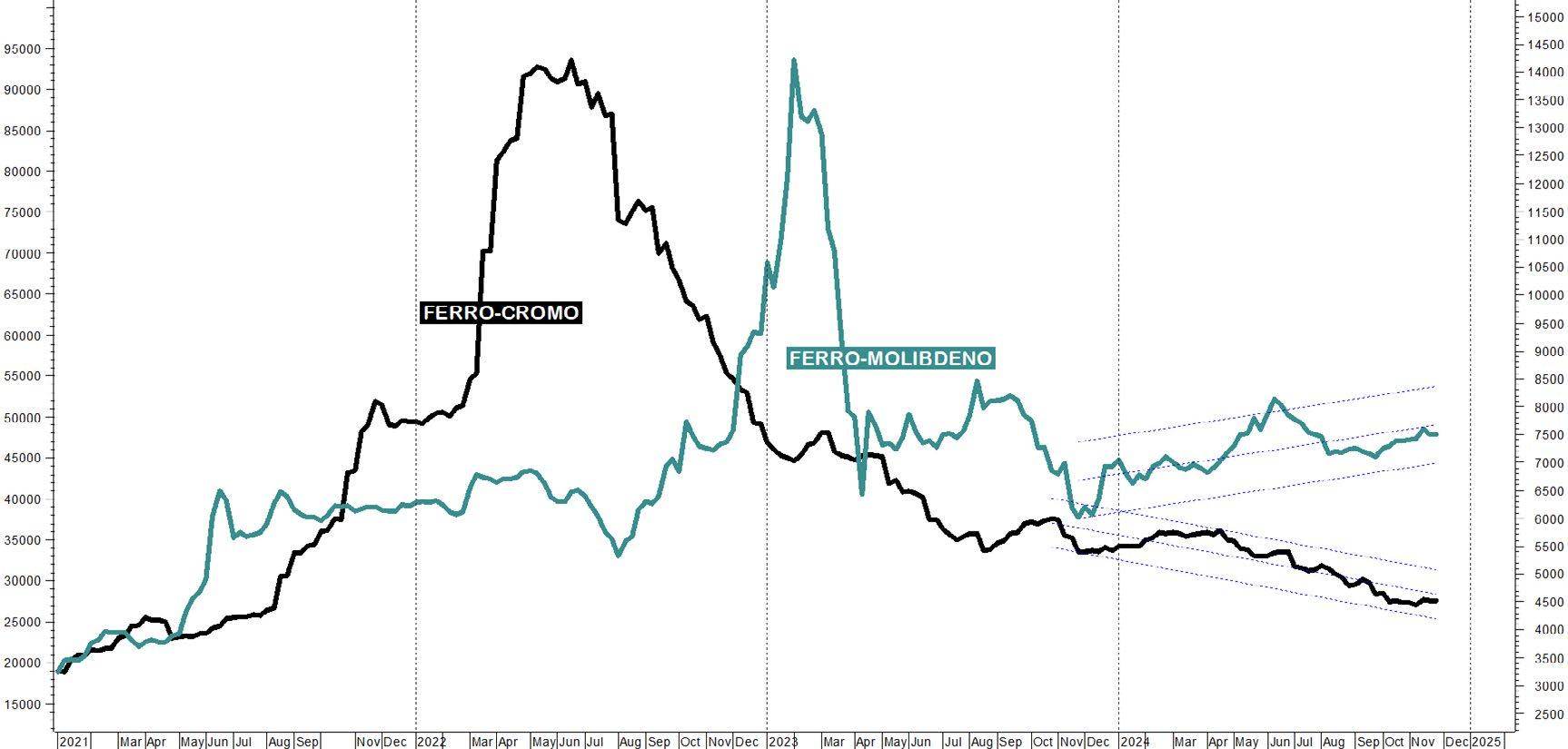
Fig. 10 – I prezzi delle principali ferroleghe.
Il mercato dei laminati inox soffre l'offerta eccessiva per buona parte del 2024, come dimostrano le performance segnalate nella tabella 5, dove si rilevano peraltro esiti generati da andamenti diversificati: i prezzi delle lamiere
304 e 316 salgono fino al mese di maggio per poi declinare e chiudere l’anno sui minimi mentre quelli delle lamiere 430 si mantengono costantemente al ribasso da febbraio a novembre.
INOX A FREDDO PERFORMANCE 1/1-29/11/2024
CONCLUSIONI
Lo scenario per i prossimi mesi resta denso di incognite. E’ infatti legittima l’attesa di nuove distorsioni a carico dei mercati delle materie prime già colpiti dalle ripercussioni del conflitto russo-ucraino e delle tensioni mediorientali, compreso il blocco del Canale di Suez. Le ricadute sui mercati fisici dell’elezione di Trump non sono al momento decifrabili, ma è altamente probabile che un
aumento medio significativo dei dazi americani implichi un effetto depressivo sui prezzi delle commodity come conseguenza della possibile contrazione della domanda negli Stati Uniti e del contestuale aumento dell'offerta nel resto del mondo. Uno scenario che vedrà la Cina comunque protagonista: il suo eccesso cronico di capacità produttiva non è infatti limitato al solo campo dell’acciaio, ma riferito anche ad un’infinità di beni di consumo e
industriali. Con la fiducia dei consumatori cinesi ai minimi storici, e con la conseguente diminuzione della domanda interna, l’economia del Dragone tenterà di risollevarsi, come di consueto, attraverso l’intensificazione delle esportazioni. Ma le politiche protezionistiche incombenti determineranno probabilmente crescenti pressioni deflazionistiche.
Per le domande e i sempre graditi confronti: : achille.fornasini@unibs.it
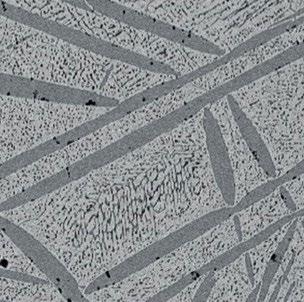
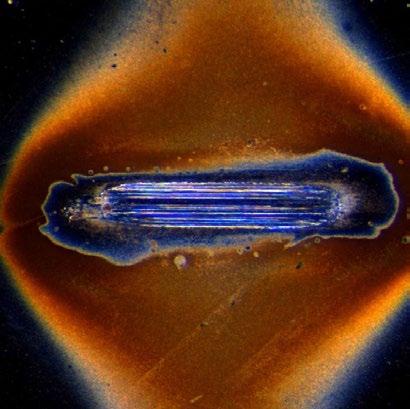




Corso di base
LA SOLIDIFICAZIONE
Vicenza - 29-30 gennaio 2025
>> SCOPRI DI PIÙ
Giornata di Studio
TRIBOCORROSIONE
Modena c/o Università degli Studi di Modena e Reggio
Emilia – 4 febbraio 2025
>> SCOPRI DI PIÙ
Giornata di Studio
ADDITIVE MANUFACTURING E MATERIALI PER APPLICAZIONI BIOMEDICALI
Lecco c/o Politecnico di Milano - campus di Lecco6 febbraio 2025
>> SCOPRI DI PIÙ
Scuola
TECNICHE ELETTROCHIMICHE PER LA CORROSIONE II edizione
Ferrara - 11-13 febbraio 2025
>> SCOPRI DI PIÙ
Giornata di Studio
TRATTAMENTI TERMICI E FORMAZIONE METALLURGICA
NEL MONDO DELLO STAMPAGGIO DEGLI ACCIAI
Ivrea c/o Confindustria Canavese - FEBBRAIO/MARZO 2025
>> SCOPRI DI PIÙ
Corso
GLI ACCIAI INOSSIDABILI
Milano, 5-6-12-13-19-20 marzo 2025




Giornata di Studio SOSTENIBILITA’ DELLE LEGHE DI ALLUMINIO
Bergamo c/o Kilometro Rosso, 12 marzo 2025
13th International Tooling Conference TOOLING 2025
Trento, 24-27 March 2025
>> SCOPRI DI PIÙ
Giornate Nazionali
CORROSIONE E PROTEZIONE - XVI ed. Ancona, 25-27 giugno 2025
>> SCOPRI DI PIÙ
7th European Steel Technology and Application Days 2025
7th ESTAD 2025
Verona - Palaexpo VeronaFiere - 6-9 October 2025
>> SCOPRI DI PIÙ
Corso modulare
Metallografia
Milano - maggio-giugno-settembre
>> SCOPRI DI PIÙ
PUBBLIREDAZIONALE
A CURA DI DASSAULT SYSTÈMES
Nel panorama globale, il settore metallurgico affronta sfide senza precedenti: dalla riduzione delle emissioni di CO2 all’ottimizzazione dei processi produttivi per limitare lo spreco di risorse. Con un impegno sempre più pressante verso la sostenibilità, le aziende devono trovare soluzioni innovative per produrre acciaio, alluminio,rame e altri metalli in modo sostenibile.
Dassault Systèmes, leader mondiale nelle soluzioni per l’industria basate sul gemello virtuale, riconosce l'importanza cruciale della sostenibilità nella produzione dei metalli impegnandosi attivamente ad accompagnare l'industria nella transizione verso pratiche più sostenibili ed ecologiche.
Una piattaforma digitale per una produzione sostenibile
Il cuore della proposta di Dassault Systèmes è la piattaforma 3DEXPERIENCE, che integra strumenti di simulazione, monitoraggio e gestione dei processi, consentendo alle aziende di creare un "gemello virtuale" dei loro impianti, processi e prodotti grazie al quale è possibile simulare, analizzare e testare ogni fase del ciclo di produzione in tempo reale. Il gemello virtuale permette di individuare le aree di miglioramento per ridurre emissioni, consumi energetici e sprechi e prendere decisioni informate per incrementare l'efficienza e ridurre l'impatto ambientale. Attraverso la piattaforma 3DEXPERIENCE, Dassault Systèmes offre soluzioni digitali avanzate che facilitano la produzione di "green metal", con particolare attenzione all'acciaio verde, ottenuto utilizzando fonti di energia a basse emissioni di carbonio, come l'idrogeno, al posto dei combustibili fossili tradizionali, richiede la sostituzione degli altiforni convenzionali con nuovi impianti progettati per la produzione basata sull'idrogeno. In questo contesto, la piattaforma 3DEXPERIENCE consente alle aziende di simulare e ottimizzare questi nuovi processi produttivi, garantendo una transizione efficace verso metodi più sostenibili.
Soluzioni mirate: DELMIA e DELMIA Quintiq di Dassault Systèmes
Inoltre la suite DELMIA e la piattaforma 3DEXPERIENCE, svolgono un ruolo fondamentale nell'ambito del "green metal" per materiali come acciaio, alluminio e rame. DELMIA offre strumenti specifici per l'ottimizzazione della produzione e della supply chain. In particolare, aiuta le aziende metallurgiche a pianificare e gestire in modo efficiente le operazioni, dall’approvvigionamento delle materie prime fino alla distribuzione del prodotto finito. Attraverso un approccio integrato, DELMIA collega tutte le fasi del processo produttivo, garantendo che ogni passaggio sia ottimizzato per ridurre al minimo l’impatto ambientale. Le soluzioni offerte includono la pianificazione e l'ottimizzazione della supply chain, la schedulazione multimodale, la gestione delle operazioni di produzione e
la simulazione delle operazioni in 3D. Questi strumenti aiutano le aziende a trasformare le sfide in opportunità di crescita, aumentando la redditività, migliorando la sicurezza e rafforzando la fidelizzazione dei clienti.
La soluzione DELMIA Quintiq di Dassault Systèmes, componente chiave della suite, è progettata per supportare la pianificazione avanzata e la gestione delle risorse lungo tutta la catena del valore. Grazie a tecnologie come l’intelligenza artificiale e l’apprendimento automatico, DELMIA Quintiq fornisce visibilità in tempo reale e sincronizzazione collaborativa tra tutti gli stakeholder, sia all'interno dell'organizzazione che nella rete estesa del valore, permettendo alle aziende di migliorare l’efficienza operativa, ridurre gli sprechi e ottimizzare l'uso delle risorse. Questo si traduce in una produzione di metalli più sostenibile ed una supply chain resiliente, in linea con i principi del green metal.
Innovazione nell’acciaio verde e oltre
L’impegno di Dassault Systèmes per il green metal si riflette anche nelle sue soluzioni per la produzione dell’acciaio verde, un acciaio prodotto riducendo l'uso di combustibili fossili e impiegando invece fonti energetiche rinnovabili come l'idrogeno. La piattaforma 3DEXPERIENCE consente alle aziende di simulare l’impiego di idrogeno nei forni, analizzando l’efficacia di questo processo innovativo e garantendo così una transizione graduale e sostenibile.
Un futuro digitale e sostenibile per il settore metallurgico
Dassault Systèmes si posiziona come un partner strategico per le aziende del settore metallurgico impegnate nella transizione verso la sostenibilità. La combinazione di strumenti avanzati di simulazione, gestione e ottimizzazione, offerti dalla piattaforma 3DEXPERIENCE e dalle soluzioni DELMIA, offre alle aziende un vantaggio competitivo per rispondere alla domanda di metalli più sostenibili, contribuendo a un futuro più verde per l’intero settore.
PER ULTERIORI INFORMAZIONI: www.3ds.com/it/industries/infrastructure-energy-materials
ACCIAIERIA
Fondato nel 1947
Presidente: Carlo Mapelli - Politecnico di Milano
Vicepresidente: Gianpaolo Foglio - Feralpi Siderurgica SpA
Segretario: Silvia Barella - Politecnico di Milano
AMBIENTE E SICUREZZA
Fondato nel 1999
Presidente: Ettore Bordon - Cogne Acciai Speciali SpA
Vicepresidenti: Eric Filippini - Gruppo Feralpi; Giovan Battista Landra - AFV Acciaierie Beltrame
Segretario: Claudia Sacchetto - Cogne Acciai Speciali SpA
CONTROLLO E CARATTERIZZAZIONE DEI PRODOTTI
Fondato nel 1947
Presidente: Igor Giroletti - Omeco Srl
Vicepresidente: Luca Bertolini - Libero Professionista
Segretario: Francesca Bisaglia - RTM Breda Srl
CORROSIONE
Fondato nel 1955
Presidente: Fabio Bolzoni - Politecnico di Milano
Vicepresidente: Marina Cabrini - Università di Bergamo
Segretario: Tiziano Bellezze - Università Politecnica delle Marche
FONDERIA
Fondato nel 1947
Presidente: Giovanni Caironi – FIAS Srl
FORGIATURA
Fondato nel 2011
Presidente: Gabriele Rampinini - Forgiatura A. Vienna
Vicepresidente: Michele Formentelli - Forge Monchieri
Segretario: Cristian Viscardi - Ecotre Valente
LAVORAZIONI PLASTICHE METALLI
Fondato nel 1956
Presidente: Guido Capoferri - Consulente
Vicepresidente: Estore Donini - Consulente
Segretario: Enrico Mariani - Consulente
MATERIALI PER L'ENERGIA
Fondato nel 1959
Presidente: Giorgio Gavelli - Consulente
Vicepresidente: Augusto Di Gianfrancesco - CompuSystem
Segretario: Cristina Guardamagna - RSE SpA
METALLI E TECNOLOGIE APPLICATIVE
Fondato nel 1986
Presidente: Vincenzo Loconsolo - UNIMET
Segretario: Riccardo Gerosa - Politecnico di Milano, Lecco
METALLI LEGGERI
Fondato nel 1954
Presidente: Giulio Timelli - Università di Padova, Vicenza
Vicepresidente: Amelia Montedoro - Tubiflex SpA
Segretario: Elisa Fracchia - Politecnico Di Torino, Alessandria
METALLURGIA DELLE POLVERI E TECNOLOGIE ADDITIVE
Fondato nel 1949
Presidente: Ilaria Rampin - Pometon SpA
Vicepresidente: Riccardo Casati - Politecnico di Milano
Segretario: Lisa Biasetto - Università di Padova
METALLURGIA FISICA E SCIENZA DEI MATERIALI
Fondato nel 1991
Presidente: Paola Bassani - CNR ICMATE
Vicepresidente: Riccardo Donnini - CNR IENI
Segretario: Alberto Castellero - Università di Torino
PRESSOCOLATA
Fondato nel 2001
Presidente: Piero Parona - Baraldi Srl
Vicepresidente: Giulio Timelli - Università di Padova, Vicenza
Segretario: Roberto Martina - Diecasting Service
RIVESTIMENTI E TRIBOLOGIA
Fondato nel 2006
Presidente: Giovanni Bolelli - Università di Modena e Reggio Emilia
Vicepresidente: Denis Romagnoli - STS Group
Segretario: Lorenzo Montesano - Università di Brescia
STORIA DELLA METALLURGIA
Fondato nel 1953
Presidente: Gian Luca Garagnani - Università di Ferrara
Vicepresidente: Alessandro Ervas - Fucina Ervas
SVILUPPO TRATTAMENTI TERMICI
Fondato nel 2011
Presidente: Marco Trevisan - Trevisan Srl
Vicepresidente: Alessandro Crema - Cullati Trattamenti Termici Srl
Segretario: Karim Mattea - S.T.T. srl
TRATTAMENTI TERMICI E METALLOGRAFIA
Fondato nel 1948
Presidente: Enrico Morgano - SILCO Srl
Vicepresidente: Massimo Pellizzari - Università di Trento
Segretario: Antonio De Sario - Vimi Fasteners SpA
Normativa / Standards
Norme pubblicate e progetti in inchiesta (aggiornamento al 30 novembre 2024)
Norme UNSIDER pubblicate da UNI nei mesi di ottobre e novembre 2024
UNI EN 10088-2:2024
Acciai inossidabili - Parte 2: Condizioni tecniche di fornitura delle lamiere, dei fogli e dei nastri di acciaio resistente alla corrosione per impieghi generali
UNI EN 1591-1:2024
Flange e loro giunzioni - Regole di progettazione delle giunzioni con flange circolari con guarnizioni - Parte 1: Metodo di calcolo
UNI EN ISO 29001:2020+A1:2024
Industrie del petrolio, della petrolchimica e del gas naturale - Sistemi di gestione per la qualità specifici del settoreRequisiti per le organizzazioni fornitrici di prodotti e servizi
UNI EN ISO 10427-1:2024
Industrie del petrolio e del gas, compresa l'energia a basse emissioni di CO2Apparecchiatura per la cementazione dei pozzi - Parte 1: Centralizzatori per tubi di rivestimento con molle a balestra
UNI EN ISO 21809-5:2024
Industrie del petrolio e del gas naturale - Rivestimenti esterni per tubazioni interrate o sommerse utilizzate in sistemi di tubazioni per il trasporto - Parte 5: Rivestimenti esterni in calcestruzzo
EC 1-2024 UNI EN 10348:2024
Acciaio per calcestruzzo armato
- Prodotti in acciaio zincato per calcestruzzo armato
UNI EN ISO 683-7:2024
Acciai per trattamento termico, acciai legati e acciai automatici - Parte 7: Prodotti finiti a freddo in acciaio non legato e legato
UNI EN 14585:2024
Tubazioni metalliche ondulate per applicazioni a pressione
Norme UNSIDER ritirate con sostituzione da UNI nei mesi di ottobre e novembre 2024
UNI EN 10088-2:2014
Acciai inossidabili - Parte 2: Condizioni tecniche di fornitura delle lamiere, dei fogli e dei nastri di acciaio resistente alla corrosione per impieghi generali
UNI EN 1591-1:2014
Flange e loro giunzioni - Regole di progettazione delle giunzioni con flange circolari con guarnizioni - Parte 1: Metodo di calcolo
UNI EN ISO 21809-5:2010
Industrie del petrolio e del gas naturale - Rivestimenti esterni per tubazioni interrate o sommerse utilizzate in sistemi di tubazioni per il trasporto - Parte 5: Rivestimenti esterni in calcestruzzo
UNI EN ISO 10427-1:2003
Industrie del petrolio e del gas naturale - Centralizzatori per tubi di rivestimento - Centralizzatori per tubi di rivestimento con molle a balestra
UNI EN ISO 29001:2020
Industrie del petrolio, della petrolchimica e del gas naturale - Sistemi di gestione
per la qualità specifici del settoreRequisiti per le organizzazioni fornitrici di prodotti e servizi
UNI EN 10277:2018
Prodotti di acciaio finiti a freddoCondizioni tecniche di fornitura
UNI CEN/TR 14585-2:2006
Tubazioni metalliche ondulate per applicazioni a pressione - Parte 2: Guida all'utilizzo delle procedure di valutazione della conformità
UNI EN 14585-1:2006
Tubazioni metalliche ondulate per applicazioni a pressione - Parte 1: Requisiti
UNI 10622:1997
Barre e vergella (rotoli) di acciaio d'armatura per cemento armato, zincati a caldo.
Norme UNSIDER pubblicate da CEN e ISO nei mesi di ottobre e novembre 2024
EN ISO 10426-5:2024
Oil and gas industries including lower carbon energy - Cements and materials for well cementing - Part 5: Determination of shrinkage and expansion of well cement formulations (ISO 10426-5:2024)
EN 1591-1:2024
Flanges and their joints - Design rules for gasketed circular flange connectionsPart 1: Calculation
EN ISO 20182:2024
Refractory test-piece preparation
- Gunning refractory panels by the pneumatic-nozzle mixing type guns (ISO 20182:2024)
EN 14585:2024
Corrugated metal hose assemblies for pressure applications
EN ISO 683-7:2024
Heat-treatable steels, alloy steels and free-cutting steels - Part 7: Bright products of non-alloy and alloy steels (ISO 683-7:2023)
ISO/TS 20790:2024
Oil and gas industries including lower carbon energy — Guidelines for green manufacturing and lower carbon emission of oil and gas-field equipment and materials
ISO 5124:2024
Loading and unloading of liquefied natural gas (LNG) tank wagons and containers
EN ISO 10855-1:2024
Offshore containers and associated lifting sets - Part 1: Design, manufacture and marking of offshore containers (ISO 10855-1:2024)
EN ISO 10855-2:2024
Offshore containers and associated lifting sets - Part 2: Design, manufacture and marking of lifting sets (ISO 10855-2:2024)
EN ISO 10855-3:2024
Offshore containers and associated lifting sets - Part 3: Periodic inspection, examination and testing (ISO 108553:2024)
CEN/TS 17889:2024
District heating pipes - Factory made flexible pipe systems - Classification, requirements and test methods for bonded or non-bonded system with thermoplastic reinforced service pipes (TRSP)
EN 10265:2024
Magnetics materials - Specification for electrical steel strip and sheet with specified mechanical properties and magnetic polarisation
EN 10333:2024
Steel for packaging - Flat steel products intended for use in contact with foodstuffs, products and beverages for human and animal consumption - Tin coated steel (tinplate)
EN 10334:2024
Steel for packaging - Flat steel products intended for use in contact with foodstuffs, products and beverages for human and animal consumption - Noncoated steel (blackplate)
EN 10335:2024
Steel for packaging - Flat steel products intended for use in contact with foodstuffs, products or beverages for human and animal consumption - Non alloyed electrolytic chromium/chromium oxide coated steel
EN 10205:2024
Cold reduced tinmill productsBlackplate
EN 10216-2:2024
Seamless steel tubes for pressure purposes - Technical delivery conditions - Part 2: Non-alloy and alloy steel tubes with specified elevated temperature properties
ISO 10855-1:2024
Offshore containers and associated lifting sets — Part 1: Design, manufacture and marking of offshore containers
ISO 10855-2:2024
Offshore containers and associated lifting sets — Part 2: Design, manufacture and marking of lifting sets
ISO 10855-3:2024
Offshore containers and associated lifting sets — Part 3: Periodic inspection, examination and testing
ISO 10803:2024
Design method for ductile iron pipes
ISO 6331:2024
Chromium ores and concentrates — Determination of chromium content — Titrimetric method
Progetti UNSIDER messi allo studio dal CEN (Stage 10.99) – novembre e dicembre 2024
prEN ISO 16708 rev
Petroleum and natural gas industries – Pipeline transportation systems –Reliability-based limit state methods
prEN ISO 2477
Shaped insulating refractory products –Determination of permanent change in dimensions on heating
prEN ISO 1927-4 rev
Monolithic (unshaped) refractory products — Part 4: Determination of consistency of castables
prEN ISO 1927-5 rev
Monolithic (unshaped) refractory products — Part 5: Preparation and treatment of test pieces
prEN 15189 rev
Ductile iron pipes, fittings and accessories - External polyurethane coating for pipes - Requirements and test
methods
prEN 10160 rev
Ultrasonic testing of steel flat product of thickness equal or greater than 6 mm (reflection method)
prEN 10307 rev
Non-destructive testing - Ultrasonic testing of austenitic and austenitic-ferritic stainless steels flat products of thickness equal to or greater than 6 mm (reflection method)
Progetti UNSIDER in inchiesta prEN e ISO/DIS – novembre e dicembre 2024
prEN – progetti di norma europei
prEN ISO 19901-7
Oil and gas industries including lower carbon energy - Specific requirements for offshore structures - Part 7: Stationkeeping systems for floating offshore structures and mobile offshore units (ISO/DIS 19901-7:2024)
prEN ISO 9556
Steel and iron - Determination of total carbon content - Infrared absorption method after combustion in an induction furnace (ISO/DIS 9556:2024)
prEN 10342
Magnetic materials - Classification of surface insulations of electrical steel sheet, strip and laminations
prEN ISO 19901-2
Oil and gas industries including lower carbon energy - Specific requirements for offshore structures - Part 2: Seismic design procedures and criteria (ISO/DIS 19901-2:2024)
EN ISO 377:2017/prA1
Steel and steel products - Location and preparation of samples and test pieces for mechanical testing - Amendment 1 (ISO 377:2017/DAM 1:2024)
ISO/DIS – progetti di norma internazionali
ISO/DIS 19901-7
Oil and gas industries including lower carbon energy — Specific requirements for offshore structures — Part 7: Stationkeeping systems for floating offshore structures and mobile offshore units
ISO/DIS 9556
Steel and iron — Determination of total carbon content — Infrared absorption method after combustion in an induction furnace
ISO/DIS 19901-2
Oil and gas industries including lower carbon energy — Specific requirements for offshore structures — Part 2: Seismic design procedures and criteria
ISO/DIS 16650 Bead wire
ISO 377:2017/DAmd 1
Steel and steel products — Location and preparation of samples and test pieces for mechanical testing — Amendment 1
Progetti UNSIDER al voto FprEN e ISO/FDIS – novembre e dicembre 2024
FprEN – progetti di norma europei
FprEN 488-1
District heating pipes - Bonded single pipe systems for directly buried hot water networks - Part 1: Factory made steel shut-off valve assembly for steel service pipes, polyurethane thermal insulation
and a casing of polyethylene
FprEN 448
District heating pipes - Bonded single pipe systems for directly buried hot water networks - Factory made fitting assemblies of steel service pipes, polyurethane thermal insulation and a casing of polyethylene
FprEN 488-2
District heating and district cooling pipes - Bonded pipe systems for directly buried hot and cold water networks - Part 2: Factory made steel service valve assembly for steel service pipes, polyurethane thermal insulation and a casing of polyethylene
FprEN 15698-2
District heating pipes - Bonded twin pipe systems for directly buried hot water networks - Part 2: Factory made fitting and valve assemblies of steel service pipes, polyurethane thermal insulation and one casing of polyethylene
FprEN 15698-1
District heating pipes - Bonded twin pipe systems for directly buried hot water networks - Part 1: Factory made twin pipe assembly of steel service pipes, polyurethane thermal insulation and one casing of polyethylene
FprCEN ISO/TS 6892-5
Metallic materials - Tensile testing - Part 5: Specification for testing miniaturised test pieces (ISO/DTS 6892-5:2024)
FprEN ISO 19901-4
Oil and gas industries including lower carbon energy - Specific requirements for offshore structures - Part 4: Geotechnical design considerations (ISO/FDIS 199014:2024)
ISO/FDIS – progetti di norma internazionali
ISO/DTS 21343
Oil and gas industries including lower carbon energy — Fuel ammonia — Requirements and guidance for boilers for power generation
ISO/FDIS 7692
Ferrotitanium — Determination of titanium content — Titrimetric method
ISO/DTS 6892-5.2
Metallic materials — Tensile testing — Part 5: Specification for testing miniaturised test pieces
ISO/FDIS 24204
Oil and gas industries including lower carbon energy — Bulk material for offshore projects — Design for architectural supports
ISO/FDIS 19901-4
Oil and gas industries including lower carbon energy — Specific requirements for offshore structures — Part 4: Geotechnical design considerations
ALTO RESISTENZIALI / HIGH STRENGHT STEELS
On the discussion of the classification of High-Strength coldResistant steels n.2 pag.8
M. Polyakova, O. Kupriyanova
CO2reductiontechnologythroughCOGinjectionandlowreducedironchargingtotheblastfurnacen.11/12pag.6
J-O.Park,W-J.Lee,G-H.La,Y-S.Lee,S-H.Yi
Start-upandusageofcokeovengasatHKMonourmissionto greensteelandCO2reductionn.11/12pag.11
F.Perret,F.Demirci,A.Janz,R.Peter,T.Semleit,S.Schulte
Insightsintothesegregationintheblastfurnacecharging system:fromthestockhousetotophoppersn.11/12pag.16
A.Hadi,Y.Pang,D.Schott,A.Adema,J.vanderStel
EMF-timeseriesanalysisimplementedaspredictivetoolin BF-tappingcontroln.11/12pag.22
S.Moll,J.Eisbacher–Lubensky,C.Weiß,J.Felser,G.Lengauer
CampaignlifeextensionofCOREXfurnacesn.11/12pag.38
editedby:W.L.Ying,A.Sadri,Y.Gordon
Asoftmeasurementmodelconstructionmethodbasedon machinelearningandCFDn.11/12pag.43
editedby:Y.Wang,S.Li,J.Zhang,Z.Liu
Integratedsteelplantschallengesduringtransitiontogreen steel-aholisticquantitativeevaluationofCO2reduction potentialsusingdigitaltwinsinm.simtopn.11/12pag.47
editedby:B.Weiss,R.Millner,H.Völkl,B.Hiebl
ThegreentransformationintheChineseironmakingIndustry n.11/12pag.52
editedby:J.Zhang,K.Li,Z.Liu,T.Yang
CORROSIONE / CORROSION
Procedura per la conduzione dell’esame di strutture sviluppate in altezza con l’uso di Unmanned Aerial Vehicles (UAVs) n.1 pag.10
F. Giacobbe, G. Asaro, R. Balistreri, G. Augugliaro, E. Artenio, O. Zirilli, A. Berton, T. Mullano, A. Gabbia
Compatibilità dei materiali metallici in contatto con idrogeno
gassoso ad alta pressione: normative vigenti e prove non standardizzate n.1 pag.16
L. Paterlini, L. Casanova, F.M. Bolzoni, M. Ormellese, G. Re
Prove meccaniche su materiale API 5L Gr. X52 in ambiente H2 in condizioni di carica elettrochimica ed in ambiente gassoso n.1 pag.23
M. Palombo, M. De Marco, M. Mortello, D. Morando, C. Artini, R. Spotorno, F. Recanzone, F. Scaglione, M. Baricco
Verifica della passività su acciaio in protezione catodica mediante tecniche elettrochimiche e spettroscopiche in-situ n.1 pag.30
L. Casanova, M. Menegazzo, G. Bussetti, A. Brenna, M. Ormellese, F. Di Franco, M. Santamaria
Protezione catodica nell’eolico offshore: corrente impressa vs anodi galvanici n.1 pag.37
B. Refraschini, T. Caglioni, P. Marcassoli
Simulazione di fenomeni corrosivi in componenti automotive n.1 pag.45
A. Ferrarotti, R. Rocca, M. Baricco, R. Costa, C. Errigo, G. Marchiaro
Modello Tafel-Piontelli per la previsione della velocità di corrosione in ambiente acido: sviluppo teorico ed esempi di applicazione ingegneristica n.1 pag.53
E. Messinese, M. Ormellese, A. Brenna
Effetto della microstruttura sul comportamento elettrochimico di acciaio 42CrMo4 QT n.1 pag.61
M. Zanocco, F. Andreatta, A. Lanzutti, L. Fedrizzi, S. Virgilio, P. Machetta, A. Silvonen
Preparation methods and tests of SLIPS against drag n.1 pag.66
M. Delucchi, A. Lagazzo, J. E. Guerrero Rivas, A. Bottaro, F. De Luca, C. Pensa
Corrosione in acqua di mare in spazi confinati n.1 pag.73
S. Chiaroni, V. Colombo, B. Bazzoni
Studio della resistenza a corrosione di leghe di alluminio in sudore sintetico mediante tecniche di scansione di potenziale e corrosione libera n.1 pag.81
S. Caporali
Nuovo criterio di valutazione dei risultati delle prove
di tensocorrosione in presenza di H2S: un esempio di applicazione pratica su un tubo forgiato di alto spessore n.6 pag.59
F. Cena, G. Cumino, A. Ghielmetti, L. Torri, P. Policarpo, S. Franci
Study of microparticles incorporation in coatings on titanium produced by plasma electrolytic oxidation (PEO) / Studio dell’incorporazione di microparticelle in rivestimenti su titanio prodotti mediante ossidazione elettrolitica al plasma (PEO) n.6 pag.66
F. Ceriani, L. Casanova, M.V. Diamanti, M. Ormellese, M. Pedeferri
Caratterizzazione della resistenza meccanica e della resistenza a corrosione di funi ibride acciaio inossidabile/fibra di carbonio n.9 pag.50
A. Meleddu, J. Ferino, S. Hecht, W. Frick, M.N. Amin, M. Meleddu, E. Kraemer, L. Pezzato, M. Ricotta, M. Dabalà, K. Brunelli
FABBRICAZIONE ADDITIVA / ADDITIVE MANUFACTURING
Characterization of T5 and T6 heat treatment on high end-oflife-scrap secondary aluminium alloy for High-Pressure-DieCasting automotive structural compo-nent n.4 pag.38
E. Ferrari, S. Gaiani, M. Gozzi, M. T. Di Giovanni, M. Lassinantti
Gualtieri, F. Mantovani, G. Ponzoni, P. Veronesi
Trattamento termico su componenti magnetici prodotti attraverso manifattura additiva n.9 pag.8
A. Di Schino, G. Stornelli, B.R. Rodriguez Vargas, R. Montanari, A. Varone, M. Sgambetterra, G. Zucca
Influenza di un trattamento superficiale duplex sulla resistenza ad impatto e a fatica di un acciaio 18Ni300 prodotto per L-PBF n.10 pag.7
T. Tekin, L. Maines, G. Ischia, F. Naclerio, R. Ipek, A. Molinari
Strutture TPMS in Inconel 718: analisi della fabbricabilità tramite L-PBF e caratterizzazione microstrutturale n.10 pag.15
A. Santoni, M. Cabibbo, M. L. Gatto, G. Grima, E. Santecchia, K. Sleem, S. Spigarelli, M. Palladino
A tribological assessment of 17-4PH stainless steel manufactured by binder jetting n.10 pag.26
L. Fabiocchi, M. Mariani, A. Lucchini Huspek, M. Pozzi, M. Bestetti, S. Graziosi, N. Lecis
Finitura green di componenti in rame ottenuti tramite tecnologia additive manufacturing n.10 pag.35
A. Acquesta, M. Smet, B. Van Hooreweder, T. Monetta
FORGIATURA / FORGING
The 3D model in manufacturing process of the forging products n.5 pag.8
M. Iwaizumi
Evaluation of deoxidation state in molten steel using image recognition technique of reduction slag by machine learning n.5 pag.14
T. Sowa, Y. Seki, T. Suzuki, S. Tanaka
Additive billet and FGS forging for large forgings n.5 pag.21
B. Wang, D. Zhao, Y. Liu, Y. Nie, X. Zhang, R. Wen
An innovation forging technology for the world's largest austenitic stainless steel ring n.5 pag.28
F. Wang, W. Yin, Y. Niu, X. Ren, M. Sun, B. Xu, L. Zhao
Smart Forging – Processing ingots by autonomic forging and sustainable heat treatment processes to premium bars n.5 pag.34
F. Hippenstiel, W. Janz, M. Mueller
Hot deformation characteristics and dynamic recrystallization behaviors of adamite cast steel for work rolls in hot rolling n.7/8 pag.6
Y-J. An, K-T. Cho, J-Y. Jeon, S-E. Shin, D-G. Kim
Effect of 600°C reversion treatment to reabsorb α ’ forged components made of F51 DSS n.7/8 pag.12
S. Barella, A. Gruttadauria, C. Mapelli, P. Cetto, M. Mogliazzi
Best practice analysis of an industrial cogging process for a tool steel ingot n.7/8 pag.19
K. Van Putten, G. Winning
Heat-treatment analysis considering transformation plasticity and creep deformation for large forged steel n.7/8 pag.25
Y. Yanagisawa, Y. Kishi, M. Minamiya, K. Saitoh
Optimization of pre-forging heating procedures: an approach based on finite element modeling n.7/8 pag.31
J. Ferino, A. Meleddu, M. Longin, G. Camicia
Effects of thermo-mechanical treatments on mechanical properties of seamless rolled rings in 5083 aluminium alloy for wind turbine application n.7/8 pag.38
V. Mahesh, D. Busato, K. Saravanan, R. Meenakshi Sundara
Flessibilità, qualità e tolleranze: i risultati dopo quattro anni di attività nel laminatoio di Caleotto n.2 pag.32
a cura di: L. Angelini, N. Bolognani, A. Parimbelli, A. Taurino, F.
Coppola, F. Paternoster
Flexibility, quality and tolerances: results after four years of activity in the Caleotto rolling mill n.2 pag.42
edited by: L. Angelini, N. Bolognani, A. Parimbelli, A. Taurino, F. Coppola, F. Paternoster
LEGHE NON FERROSE / NON-FERROUS ALLOYS
Comparison of recycled High Pressure Die Casting AlSi10MnMg alloys for automotive structural components produced in laboratory and industrial environment n.10 pag.42
A. Bongiovanni, A. Castellero
A comparative study on Aluminum-Silicon coatings fabricated by ElectroSpark Deposition n.4 pag.8
G. Renna, P. Leo
Comparison of recycled High Pressure Die Casting AlSi10MnMg alloys for automotive structural components produced in laboratory and industrial environment n.10 pag.42
A. Bongiovanni, A. Castellero
METALLURGIA FISICA E SCIENZA DEI MATERIALI / PHYSICAL METALLURGY AND MATERIAL SCIENCE
Trattamento termico su componenti magnetici prodotti attraverso manifattura additiva n.9 pag.8
A. Di Schino, G. Stornelli, B.R. Rodriguez Vargas, R. Montanari, A. Varone, M. Sgambetterra, G. Zucca
Influenza dei difetti di solidificazione e della grafite degenerata sulle proprietà meccaniche statiche di getti di grande spessore in ghisa sferoidale ferritica EN-GJS-400-15 n.9 pag.16
G. Di Egidio, A. Morri, P. Ferro
Ottimizzazione del ciclo di produzione di alette corrugate brasate su piastre clad in lega EN AW 3003: l’effetto della dimensione dei grani n.9 pag.25 F. Bravaccino, A.W. Ipock, C. Sinagra
Effetto della densità di energia e della direzione di costruzione sulla microstruttura di campioni in lega Al-Si10Mg processati per Selective Laser Melting n.9 pag.32
P. Leo, G. Renna, A.A. De Luca, N. Soni, R. Nobile, C. Mele, S. Bagheri
Leghe ad alta entropia per Thermomagntic Energy Harvesters: sintesi e caratterizzazione n.9 pag.40
E. Colombini, E. Lassinantti Gualtieri, P. Veronesi, F. Cugini, G. Garulli, M. Solzi, L. Gallo, F. Albertini, G.Trevisi
Caratterizzazione della resistenza meccanica e della resistenza a corrosione di funi ibride acciaio inossidabile/fibra di carbonio n.9 pag.50
A. Meleddu, J. Ferino, S. Hecht, W. Frick, M.N. Amin, M. Meleddu, E. Kraemer, L. Pezzato, M. Ricotta, M. Dabalà, K. Brunelli
PRODUZIONE ACCIAIO / STEELMAKING
EIT Raw Materials RIS-DUSTREC: investigation and selection of furnace dust samples for valuable metals recovery n.3 pag.8
D. Mombelli, C. Mapelli, G. Dall’Osto, G. Tavčar, R. Kocjančič, D. Radulović, I. Ristović, M. Ciszewski, J. Kastivnik, A. Mladenovič, A. Mauko Pranjić, M. Košir
Esplorare l’uso di fonti alternative e non fossili di carbonio nelle acciaierie elettri-che attraverso un modello flowsheet dedicato n.3 pag.24
I. Matino, V. Colla, O. Toscanelli, A. Soto
Research and practice on improving the oxygen content of welding steel wire rod ER70S-6 n.3 pag.35
T. Chen, J. Yang, J. Zhou, M. Yi, Y. Liu
Application of different tools to improve process control in the electric ARC furnace n.3 pag.44
edited by: J. Gaspari, L. Waridel, S. Goya, S. Ferro, C. Cicutti
Energy-efficient and hydrogen-ready technologies for EAF steelmaking n.3 pag.52
edited by: J. von Schéele, H. Alshawarghi, P. Kwaschny, H. Groiss, J. van Lingen, D. Razzari
SwingDoorTM – immediate mean to reduce CO2 emissions in EAF operation and future improvement by hydrogen burners n.3 pag.64
edited by: M. Leber, C. Buchmaier, C. Redl, A. Valoppi
Prediction of end-point RH refining furnace based on improved whale optimization algorithm and stochastic configuration network n.2 pag.18
C. Shi, P. Sun, T. Zhou, B. Wang, Y. Wang, L. Zhang
Multi-scale modeling of aging of Waspaloy superalloy: prediction of microstructure evolution and coupling with mechanical properties n.6 pag.40
B. Gövercin, C. Şimşir
Physical modelling of additives dissolution features in the bath of an induction furnace crucible n.2 pag.52
edited by: M. Lavr, G. Tetiana, K. Ganna, K. Andrii, K. Tetiana
Acriticalmineralthroughages:tracesofmodernityinlate bronzeagecypriotcoppern.11/12pag.27
A.Cremona,R.Psaro
A comparative study on Aluminum-Silicon coatings fabricated by ElectroSpark Deposition n.4 pag.8
G. Renna, P. Leo
Nanocomposite Cr2N-Ag thin films for tribological applications at elevated temperatures n.4 pag.19
P. Jurci
3D-printed 316 L stainless steel: optimization of low temperature plasma assisted carburizing n.4 pag.25
A. Palombi, R. Montanari, A. Varone, C. Verona, E. Bolli, S. Kaciulis, A. Mezzi, A. Lanzutti, F. Sordetti, E. Vaglio
Characterization of AlCrN films deposited onto Selective Laser Melted Ti6Al4V substrates n.4 pag.32
E. Cerri, E. Ghio, G. Bolelli, A. Bertè, P. Colombi
Characterization of T5 and T6 heat treatment on high end-oflife-scrap secondary aluminum alloy for High-Pressure-DieCasting automotive structural component n.4 pag.38
E. Ferrari, S. Gaiani, M. Gozzi, M. T. Di Giovanni, M. Lassinantti
Gualtieri, F. Mantovani, G. Ponzoni, P. Veronesi
Comparison of As Cast and T6 heat treatment on high end-oflife-scrap secondary aluminum alloy for High-Pressure Die Casting automotive structural components n.4 pag.50
A. Bongiovanni, A. Castellero, M. Da Silva
Recent progress in advanced plasma-assisted thermochemical treatments of steels n.6 pag.8
S. M. Jafarpour, A. Dalke, H. Biermann
Strategic approaches to enhance quenching and partitioning applicability: optimizing mechanical properties and microstructure of commercial low-silicon 20MnB5 steel n.6 pag.16
M. Belfi, T. Carrara, S. Barella, A. Gruttadauria, P. Cetto
Innovative coating for Electroplated Hard Chromium replacement in severe environments n.6 pag.24
L. Fabiocchi, N. Lecis, K. Mounir
Heterogeneous intragranular nucleation of ferrite in high strength low alloy steels n.6 pag.33
V. Colla, R. Valentini, M. De Sanctis, R. A. Ishak Nakhla, M. Castagnini
Kinetics of strain aging in grade EN 1.4003 ferritic stainless steel n.6 pag.51
T. Manninen, P. Peura
Heat-treatment analysis considering transformation plasticity and creep deformation for large forged steel n.7/8 pag.25
Y. Yanagisawa, Y. Kishi, M. Minamiya, K. Saitoh
Effect of 600°C reversion treatment to reabsorb α ’ forged components made of F51 DSS n.7/8 pag.12
S. Barella, A. Gruttadauria, C. Mapelli, P. Cetto, M. Mogliazzi
Acquesta, A. n.10 pag.35
Adema, A. n.10/11 pag.16
Albertini, F. n.9 pag.40
Alshawarghi, H. n.3 pag.52
Amin, M.N. n.9 pag.50
An, Y-J. n.7/8 pag.06
Andreatta, F. n.1 pag.61
Andrii, K. n.2. pag.52
Angelini, L. n.2 pag.32
Angelini, L. n.2 pag.42
Artenio, E. n.1 pag.10
Artini, C. n.1 pag.23
Asaro, G. n.1 pag.10
Augugliaro, G. n.1 pag.10
Bagheri, S. n.9 pag.32
Balistreri, R. n.1 pag.10
Barella, S. n.6 pag.16
Barella, S. n.7/8 pag.12
Baricco, M. n.1 pag.23, n.1 pag.45
Bazzoni, B. n.1 pag.73
Belfi, M. n.6 pag.16
Bertè, A. n.4 pag.32
Berton, A. n.1 pag.10
Bestetti, M. n.10 pag.26
Biermann, H. n.6 pag.08
Bolelli, G. n.4 pag.32
Bolli, E. n.4 pag.25
Bolognani, N. n.2 pag.32
Bolognani, N. n.2 pag.42
Bolzoni, F.M. n.1 pag.16
Bongiovanni, A. n.10 pag.42
Bongiovanni, A. n.4 pag.50
Bottaro, A. n.1 pag.66
Bravaccino, F. n.9 pag.25
Brenna, A. n.1 pag.30
Brenna, A. n.1 pag.53
Brunelli, K. n.9 pag.50
Buchmaier, C. n.3 pag.64
Busato, D. n.7/8 pag.38
Bussetti, G. n.1 pag.30
Cabibbo, M. n.10 pag.15
Caglioni, T. n.1 pag.37
Camicia, G. n.7/8 pag.31
Caporali, S. n.1 pag.81
Carrara, T. n.6 pag.16
Casanova, L. n.1 pag.16
Casanova, L. n.1 pag.30
Casanova, L. n.6 pag.66
Castagnini, M. n.6 pag.33
Castellero, A. n.10 pag.42
Castellero, A. n.4 pag.50
Cena, F. n.6 pag.59
Ceriani, F. n.6 pag.66
Cerri, E. n.4 pag.32
Cetto, P. n.6 pag.16
Cetto, P. n.7/8 pag.12
Chen, T. n.3 pag.35
Chiaroni, S. n.1 pag.73
Cho, K-T. n.7/8 pag.06
Cicutti, C. n.3 pag.44
Ciszewski, M. n.3 pag.08
Colla, V. n.3 pag.24
Colla, V. n.6 pag.33
Colombi, P. n.4 pag.32
Colombini, E. n.9 pag.40
Colombo, V. n.1 pag.73
Coppola, F. n.2 pag.32
Coppola, F. n.2 pag.42
Costa, R. n.1 pag.45
Cremona, A. n.10/11 pag.27
Cugini, F. n.9 pag.40
Cumino, G. n.6 pag.59
Da Silva, M. n.4 pag.50
Dabalà, M. n.9 pag.50
Dalke, A. n.6 pag.08
Dall’Osto, G. n.3 pag.08
De Luca, A.A. n.9 pag.32
De Luca, F. n.1 pag.66
De Marco, M. n.1 pag.23
De Sanctis, M. n.6 pag.33
Delucchi, M. n.1 pag.66
Demirci, F. n.10/11 pag.11
Di Egidio, G. n.9 pag.16
Di Franco, F. n.1 pag.30
Di Giovanni, M. T. n.4 pag.38
Di Schino, A. n.9 pag.08
Diamanti, M.V. n.6 pag.66
Eisbacher–Lubensky, J. n.10/11 pag.22
Errigo, C. n.1 pag.45
Fabiocchi, L. n.10 pag.26
Fabiocchi, L. n.6 pag.24
Fedrizzi, L. n.1 pag.61
Felser, J. n.10/11 pag.22
Ferino, J. n.7/8 pag.31
Ferino, J. n.9 pag.50
Ferrari, E. n.4 pag.38
Ferrarotti, A. n.1 pag.45
Ferro, P. n.9 pag.16
Ferro, S. n.3 pag.44
Franci, S. n.6 pag.59
Frick, W. n.9 pag.50
Gabbia, A. n.1 pag.10
Gaiani, S. n.4 pag.38
Gallo, L. n.9 pag.40
Ganna, K. n.2. pag.52
Garulli, G. n.9 pag.40
Gaspari, J. n.3 pag.44
Gatto, M. L. n.10 pag.15
Ghielmetti, A. n.6 pag.59
Ghio, E. n.4 pag.32
Giacobbe, F. n.1 pag.10
Gordon, Y. n.10/11 pag.38
Gövercin, B. n.6 pag.40
Goya, S. n.3 pag.44
Gozzi, M. n.4 pag.38
Graziosi, S. n.10 pag.26
Grima, G. n.10 pag.15
Groiss, H. n.3 pag.52
Gruttadauria, A. n.6 pag.16
Gruttadauria, A. n.7/8 pag.12
Guerrero Rivas, J. E. n.1 pag.66
Hadi, A. n.10/11 pag.16
Hecht, S. n.9 pag.50
Hiebl, B. n.10/11 pag.47
Hippenstiel, F. n.5 pag.34
Ipek, R. n.10 pag.07
Ipock, A.W. n.9 pag.25
Ischia, G. n.10 pag.07
Ishak Nakhla, R. A. n.6 pag.33
Iwaizumi, M. n.5 pag.08
Jafarpour, S. M. n.6 pag.08
Janz, A. n.10/11 pag.11
Janz, W. n.5 pag.34
Jeon, J-Y. n.7/8 pag.06
Jurci, P. n.4 pag.19
Kaciulis, S. n.4 pag.25
Kastivnik, J. n.3 pag.08
Kim, D-G. n.7/8 pag.06
Kishi, Y. n.7/8 pag.25
Kocjančič, R. n.3 pag.08
Košir, M. n.3 pag.08
Kraemer, E. n.9 pag.50
Kupriyanova, O. n.2 pag.08
Kwaschny, P. n.3 pag.52
La, G-H. n.10/11 pag.8
Lagazzo, A. n.1 pag.66
Lanzutti, A. n.1 pag.61
Lanzutti, A. n.4 pag.25
Lassinantti Gualtieri, E. n.9 pag.40
Lassinantti Gualtieri, M. n.4 pag.38
Lavr, M. n.2. pag.52
Leber, M. n.3 pag.64
Lecis, N. n.10 pag.26
Lecis, N. n.6 pag.24
Lee, W-J. n.10/11 pag.8
Lee, Y-S. n.10/11 pag.8
Lengauer, G. n.10/11 pag.22
Leo, P. n.4 pag.08
Leo, P. n.9 pag.32
Li, K. n.10/11 pag.52
Li, S. n.10/11 pag.43
Liu Z. n.10/11 pag.43
Liu, Y. n.3 pag.35
Liu, Y. n.5 pag.21
Liu, Z. n.10/11 pag.52
Longin, M. n.7/8 pag.31
Lucchini Huspek A. n.10 pag.26
Machetta, P. n.1 pag.61
Mahesh, V. n.7/8 pag.38
Maines, L. n.10 pag.07
Manninen, T. n.6 pag.51
Mantovani, F. n.4 pag.38
Mapelli, C. n.3 pag.08
Mapelli, C. n.7/8 pag.12
Marcassoli, P. n.1 pag.37
Marchiaro, G. n.1 pag.45
Mariani, M. n.10 pag.26
Matino, I. n.3 pag.24
Mauko Pranjić, A. n.3 pag.08
Meenakshi Sundara, R. n.7/8 pag.38
Mele, C. n.9 pag.32
Meleddu, A. n.7/8 pag.31
Meleddu, A. n.9 pag.50
Meleddu, M. n.9 pag.50
Menegazzo, M. n.1 pag.30
Messinese, E. n.1 pag.53
Mezzi, A. n.4 pag.25
Millner, R. n.10/11 pag.47
Minamiya, M. n.7/8 pag.25
Mladenovič, A. n.3 pag.08
Mogliazzi, M. n.7/8 pag.12
Molinari, A. n.10 pag.07
Moll, S. n.10/11 pag.22
Mombelli, D. n.3 pag.08
Monetta, T. n.10 pag.35
Montanari, R. n.4 pag.25
Montanari, R. n.9 pag.08
Morando, D. n.1 pag.23
Morri, A. n.9 pag.16
Mortello, M. n.1 pag.23
Mounir, K. n.6 pag.24
Mueller, M. n.5 pag.34
Mullano, T. n.1 pag.10
Naclerio, F. n.10 pag.07
Nie, Y. n.5 pag.21
Niu, Y. n.5 pag.28
Nobile, R. n.9 pag.32
Ormellese, M. n.1 pag.16
Ormellese, M. n.1 pag.30
Ormellese, M. n.1 pag.53
Ormellese, M. n.6 pag.66
Palladino, M. n.10 pag.15
Palombi, A. n.4 pag.25
Palombo, M. n.1 pag.23
Pang, Y. n.10/11 pag.16
Parimbelli, A. n.2 pag.32
Parimbelli, A. n.2 pag.42
Park, J-O. n.10/11 pag.8
Paterlini, L. n.1 pag.16
Paternoster, F. n.2 pag.32
Paternoster, F. n.2 pag.42
Pedeferri, M. n.6 pag.66
Pensa, C. n.1 pag.66
Perret, F. n.10/11 pag.11
Peter, R. n.10/11 pag.11
Peura, P. n.6 pag.51
Pezzato, L. n.9 pag.50
Policarpo, P. n.6 pag.59
Polyakova, M. n.2 pag.08
Ponzoni, G. n.4 pag.38
Pozzi, M. n.10 pag.26
Psaro, R. n.10/11 pag.27
Radulović, D. n.3 pag.08
Razzari, D. n.3 pag.52
Re, G. n.1 pag.16
Recanzone, F. n.1 pag.23
Redl, C. n.3 pag.64
Refraschini, B. n.1 pag.37
Ren, X. n.5 pag.28
Renna, G. n.4 pag.08
Renna, G. n.9 pag.32
Ricotta, M. n.9 pag.50
Ristović, I. n.3 pag.08
Rocca, R. n.1 pag.45
Rodriguez Vargas, B.R. n.9 pag.08
Sadri, A. n.10/11 pag.38
Saitoh, K. n.7/8 pag.25
Santamaria, M. n.1 pag.30
Santecchia, E. n.10 pag.15
Santoni, A. n.10 pag.15
Saravanan, K. n.7/8 pag.38
Scaglione, F. n.1 pag.23
Schott, D. n.10/11 pag.16
Schulte, S. n.10/11 pag.11
Seki, Y. n.5 pag.14
Semleit, T. n.10/11 pag.11
Sgambetterra, M. n.9 pag.08
Shi, C. n.2 pag.18
Shin, S-E. n.7/8 pag.06
Silvonen, A. n.1 pag.61
Şimşir, C. n.6 pag.40
Sinagra, C. n.9 pag.25
Sleem, K. n.10 pag.15
Smet, M. n.10 pag.35
Solzi, M. n.9 pag.40
Soni, N. n.9 pag.32
Sordetti, F. n.4 pag.25
Soto, A. n.3 pag.24
Sowa, T. n.5 pag.14
Spigarelli, S. n.10 pag.15
Spotorno, R. n.1 pag.23
Stornelli, G. n.9 pag.08
Sun, M. n.5 pag.28
Sun, P. n.2 pag.18
Suzuki, T. n.5 pag.14
Tanaka, S. n.5 pag.14
Taurino, A. n.2 pag.32
Taurino, A. n.2 pag.42
Tavčar, G. n.3 pag.08
Tekin, T. n.10 pag.07
Tetiana, G. n.2. pag.52
Tetiana, K. n.2. pag.52
Torri, L. n.6 pag.59
Toscanelli, O. n.3 pag.24
Trevisi, G. n.9 pag.40
Vaglio, E. n.4 pag.25
Valentini, R. n.6 pag.33
Valoppi, A. n.3 pag.64
van der Stel, J. n.10/11 pag.16
Van Hooreweder, B. n.10 pag.35
Van Lingen, J. n.3 pag.52
Van Putten, K. n.7/8 pag.19
Varone, A. n.4 pag.25
Varone, A. n.9 pag.08
Verona, C. n.4 pag.25
Veronesi, P. n.4 pag.38
Veronesi, P. n.9 pag.40
Virgilio, S. n.1 pag.61
Völkl, H. n.10/11 pag.47
Von Schéele, J. n.3 pag.52
Wang, B. n.2 pag.18
Wang, B. n.5 pag.21
Wang, F. n.5 pag.28
Wang, Y. n.10/11 pag.43
Wang, Y. n.2 pag.18
Waridel, L. n.3 pag.44
Weiss, B. n.10/11 pag.47
Weiß, C. n.10/11 pag.22
Wen, R. n.5 pag.21
Winning, G. n.7/8 pag.19
Xu, B. n.5 pag.28
Yanagisawa, Y. n.7/8 pag.25
Yang, J. n.3 pag.35
Yang, T. n.10/11 pag.52
Yi, M. n.3 pag.35
Yi, S-H. n.10/11 pag.8
Yin, W. n.5 pag.28
Ying, W.L. n.10/11 pag.38
Zanocco, M. n.1 pag.61
Zhang, J. n.10/11 pag.43
Zhang, J. n.10/11 pag.52
Zhang, L. n.2 pag.18
Zhang, X. n.5 pag.21
Zhao, D. n.5 pag.21
Zhao, L. n.5 pag.28
Zhou, J. n.3 pag.35
Zhou, T. n.2 pag.18
Zirilli, O. n.1 pag.10
Zucca, G. n.9 pag.08
