Italiana La Metallurgia
International Journal of the Italian Association for Metallurgy
n. 02 febbraio 2025
Organo ufficiale dell’Associazione Italiana di Metallurgia. Rivista fondata nel 1909


International Journal of the Italian Association for Metallurgy
n. 02 febbraio 2025
Organo ufficiale dell’Associazione Italiana di Metallurgia. Rivista fondata nel 1909
International Journal of the Italian Association for Metallurgy
Organo ufficiale dell’Associazione Italiana di Metallurgia. HouseorganofAIMItalianAssociationforMetallurgy. Rivista fondata nel 1909
Direttore responsabile/Chiefeditor: Mario Cusolito
Direttore vicario/Deputydirector: Gianangelo Camona
Comitato scientifico/Editorialpanel: Marco Actis Grande, Silvia Barella, Paola Bassani, Christian Bernhard, Massimiliano Bestetti, Wolfgang Bleck, Franco Bonollo, Irene Calliari, Mariano Enrique Castrodeza, Emanuela Cerri, Vlatislav Deev, Andrea Di Schino, Donato Firrao, Bernd Kleimt, Carlo Mapelli, Denis Jean Mithieux, Roberto Montanari, Marco Ormellese, Mariapia Pedeferri, Massimo Pellizzari, Barbara Previtali, Evgeny S. Prusov, Dario Ripamonti, Dieter Senk
Segreteria di redazione/Editorialsecretary: Marta Verderi
Comitato di redazione/Editorialcommittee: Federica Bassani, Gianangelo Camona, Mario Cusolito, Carlo Mapelli, Federico Mazzolari, Marta Verderi, Silvano Panza
Direzione e redazione/Editorialandexecutiveoffice: AIM - Via F. Turati 8 - 20121 Milano tel. 02 76 02 11 32 - fax 02 76 02 05 51 met@aimnet.it - www.aimnet.it
Reg. Trib. Milano n. 499 del 18/9/1948. Sped. in abb. Post. - D.L.353/2003 (conv. L. 27/02/2004 n. 46) art. 1, comma 1, DCB UD
Immagine in copertina: Shutterstock

Gestione editoriale e pubblicità Publisher and marketing office: siderweb spa sb Via Don Milani, 5 - 25020 Flero (BS) tel. 030 25 400 06 commerciale@siderweb.com - www.siderweb.com
La riproduzione degli articoli e delle illustrazioni è permessa solo citando la fonte e previa autorizzazione della Direzione della rivista. Reproduction in whole or in part of articles and images is permitted only upon receipt of required permission and provided that the source is cited.
siderweb spa sb è iscritta al Roc con il num. 26116

n. 02 febbraio 2025 Anno 116 - ISSN 0026-0843
Editoriale / Editorial a
Memorie scientifiche / Scientific papers Corrosione / Corrosion
Corrosion behaviour in acidic environments of alloy 625 produced by Material Extrusion: effect of the process-generated microstructure and defects
T. Persico, S. Lorenzi, M. Cabrini, L. Nani, T. Pastore, G. Barbieri, F. Cognini ....................................................... pag.08
Monitoraggio tramite emissione acustica dei meccanismi di cracking assistiti da idrogeno durante prove di trazione a bassa velocità di deformazione in atmosfera di idrogeno puro e miscelato
S. Rahimi, G. Scionti, E. Piperopoulos, M. F. Milazzo, E. Proverbio ...................................................................... pag.16
Effect of natural inhibitors on the corrosion properties of titanium and magnesium alloys
M. Faraji, L. Pezzato, A. Yazdanpanah, I. Calliari, M. Esmailzadeh ........................................................... pag.27
La valutazione della velocità di corrosione nei cavi post-tesi delle strutture in calcestruzzo armato precompresso
E. Proverbio, M. Giglio, A. Gennari Santori ................................................................................... pag.36
Attualità industriale / Industry news Celestial and earthly origins of platinum edited by: A. Cremona ......................................................................................................... pag.42
Atti e notizie / AIM news Concorso “Metallurgia a fumetti” pag.51 Eventi AIM / AIM





The knowledge and the development of the new ideas enhance progress. With the 7th European Steel Technology and Application Days 2025 (7th ESTAD 2025) AIM offers attendants and visitors the opportunity to meet, exchange their ideas, perform fruitful discussion and create new professional relationships involving technology providers, suppliers, producers and customers.
The meeting will be focused on the technological advances, changes of the supply chain involving the raw materials and energy sources, transformation of the production processes and plants to accomplish the twin transition (ecological and digital) and the new perspective of steel applications.
Scientific international experts in all fields of iron and steelmaking processes, steel materials and steel application will review the proposed papers.
IRONMAKING
STEELMAKING
ROLLING OF FLAT AND LONG PRODUCTS, FORGING
STEEL MATERIALS AND THEIR APPLICATION, ADDITIVE MANUFACTURING, SURFACE TECHNOLOGIES
HYDROGEN-BASED STEELMAKING, CO2-MITIGATION, TRANSFORMATION ENVIRONMENT /ENERGY
DIGITAL TRANSFORMATION
All paper proposals must be submitted online. Please visit: www.aimnet.it/estad2025 and go to the Call for Papers section. Your abstract can be a maximum of 300 words.
To submit an abstract, please proceed as follows:
1) Write your abstract (max. 300 words)
2) Submit your abstract online at: www.aimnet.it/estad2025/ > Call for Papers section
3) Papers must be submitted in English
4) All papers must focus on best practices
Please submit your abstracts by 28 February 2025. All abstracts will be refereed by the scientific international experts. In the case of too many submissions, abstracts of equal quality will be accepted on a first come, first serve basis.
Via Filippo Turati 8 | 20121 Milano MI | Italy
Email: estad2025@aimnet.it
Phone: +39 02 76021132 www.aimnet.it/estad2025 Sisters societies
“"L’utilizzo di nuovi materiali e di nuove tecnologie di produzione, così come la necessaria transizione ecologica, pongono continue sfide nel campo della corrosione con la necessità di comprendere l’affidabilità e le caratteristiche chimico/ fisiche dei nuovi materiali/ prodotti."
“The use of new materials and new production technologies,aswellas thenecessaryecological transition, pose continuous challengesinthefieldof corrosion with the need to understandthereliability andchemical/physical propertiesofnewmaterials/ products.”
In questo numero de “La Metallurgia Italiana” vengono proposti alcuni articoli presentati nella sessione di “Corrosione” della 40° edizione del Convegno Nazionale dell’Associazione Italiana di Metallurgia, tenutosi a Napoli dall’11 al 13 Settembre 2024.
L’utilizzo di nuovi materiali e di nuove tecnologie di produzione, così come la necessaria transizione ecologica, pongono continue sfide nel campo della corrosione con la necessità di comprendere l’affidabilità e le caratteristiche chimico/fisiche dei nuovi materiali/ prodotti.
In questo numero sono stati selezionati interessanti studi relativi all’utilizzo di Inconel, acciai inossidabili e di nuova generazione, titanio e leghe di magnesio, per diversi campi di applicazione: energia, Oil&Gas, costruzioni marine e automotive.
Grazie alla capacità di produrre parti complesse e di

Annalisa Acquesta Università degli Studi di Napoli Federico II
This issue of “La Metallurgia Italiana” features some of the papers presented in the “Corrosion” session of the 40th National Conference of the Italian Metallurgical Association, held in Naples from 11 to 13 September 2024.
The use of new materials and new production technologies, as well as the necessary ecological transition, pose continuous challenges in the field of corrosion with the need to understand the reliability and chemical/physical properties of new materials/ products.
In this issue, we have selected interesting studies on the use of Inconel, stainless and new-generation steels, titanium and magnesium alloys for various application fields: energy, Oil&Gas, marine construction and automotive sectors.
Thanks to its ability to produce complex, close-to-
forma prossima a quella finale di componenti metallici, la produzione additiva o additive manufacturing (AM), nota anche come stampa 3D, ha suscitato un crescente interesse in un'ampia gamma di settori industriali e di ricerca, specialmente nei casi in cui la lavorazione del metallo richieda elevati costi, come nel caso delle leghe a base di Nichel. Tuttavia, è noto che la microstruttura prodotta dalle tecnologie AM è completamente differente da quella ottenuta quando vengono utilizzate tecnologie convenzionali, e questo può avere ripercussioni sulle proprietà meccaniche e di resistenza alla corrosione. Piccole variazioni nei parametri di processo possono alterare notevolmente la microstruttura. Persico e colleghi hanno confrontato il comportamento a corrosione della lega 625 prodotta mediante la più recente tecnologia additiva, Material Extrusion (MEX), con quello mostrato da una tecnologia convenzionale. La MEX, pur mostrando vantaggi rispetto alle altre tecniche AM, tra cui l’elevata velocità di deposizione e la semplicità nella gestione della materia prima, presenta numerose macro-porosità endogene che possono influire sulla resistenza alla corrosione. I risultati mostrati pongono le basi per ulteriori approfondimenti volti allo studio della relazione fra microstruttura e comportamento a corrosione della lega 625 prodotta mediante altre tecnologie AM.
L’adozione dell’idrogeno come vettore energetico per la transizione ecologica pone numerosi problemi da affrontare e risolvere, come lo stoccaggio in grandi quantità, il trasporto su lunghe distanze a costi contenuti, nonché il possibile utilizzo di infrastrutture esistenti. Pertanto, vi è un crescente interesse nello studio dei meccanismi di corrosione che possono generarsi a seguito della reazione dell’idrogeno con i componenti metallici con cui verrà a contatto, in particolare degli acciai usati per la rete gas. Importanti diventeranno anche le tecniche con cui tali problematiche potranno essere evidenziate, come mostrato dallo studio di Proverbio e colleghi, che mostrano la possibilità di distinguere, me-
final-shaped parts of metal components, additive manufacturing (AM), also known as 3D printing, has attracted growing interest in a wide range of industries and research sectors, especially in cases where metal processing requires high costs, as in the case of nickel-based alloys. However, it is known that the microstructure produced by AM technologies is completely different from that obtained when conventional technologies are used, and this can affect the mechanical and corrosion resistance properties. Small variations in process parameters can significantly alter the microstructure. Persico and colleagues compared the corrosion behaviour of alloy 625 produced by the latest additive technology, Material Extrusion (MEX), with that exhibited by conventional technology. Although MEX shows advantages over other AM techniques, including high deposition speed and simplicity in raw material handling, it has numerous endogenous macro-porosities that can affect corrosion resistance. The results shown lay the groundwork for further investigations to study the relationship between microstructure and corrosion behaviour of Alloy 625 produced by other AM technologies.
The adoption of hydrogen as an energy carrier for the ecological transition poses numerous problems that need to be addressed and resolved, such as storage in large quantities, cost-effective transport over long distances,andthepossibleuseofexistinginfrastructure. Therefore, there is growing interest in the study of the corrosion mechanisms that can be generated as a result of the reaction of hydrogen with the metal components with which it will come into contact, particularly the steels used for the gas network. Also important will be thetechniquesbywhichtheseissuescanbehighlighted, as shown by the study by Proverbio and colleagues, who demonstrate the possibility of distinguishing, by means of acoustic emission techniques, the different hydrogen-assisted cracking mechanisms of a new generation API 5L X65Q steel.
diante tecniche di emissione acustica, i diversi meccanismi di cracking assistiti dall'idrogeno di un acciaio API 5L X65Q di nuova generazione.
Gli acciai inossidabili duplex combinano molte delle caratteristiche ottimali degli acciai inossidabili ferritici e austenitici. Tuttavia, l'alterazione termica derivante dai processi di saldatura di questi acciai è la causa di potenziali precipitazioni di fase indesiderate e della mancanza di equilibrio microstrutturale tra i due principali componenti strutturali: ferrite e austenite. Pigato e colleghi hanno dimostrato che l'aggiunta di cobalto, mediante trattamento di elettrodeposizione, è un metodo efficace per ottenere l'equilibrio di fase nelle saldature di testa, una volta ottimizzato lo spessore della placcatura.
L'integrazione degli inibitori green, come materiali eco-compatibili, nelle strategie di prevenzione della corrosione dei metalli è auspicata come un approccio responsabile, economico ed ecologico. Farij e colleghi hanno mostrano gli effetti di alcuni inibitori naturali, a base di succo di melograno e pomodoro ed estratto di alghe, sulla resistenza alla corrosione del titanio (grado 2) e della lega di magnesio AZ31.
Duplex stainless steels combine many of the optimal characteristics of ferritic and austenitic stainless steels. However, thermal alteration resulting from the welding processes of these steels is the cause of potential unwanted phase precipitation and lack of microstructural balance between the two main structural components: ferrite and austenite. Pigato and colleagues demonstrated that the addition of cobalt, by means of electrodeposition treatment, is an effective method to achieve phase balance in butt welds, once the plating thickness has been optimised.
The integration of green inhibitors, as eco-friendly materials, into metal corrosion prevention strategies is advocated as a responsible, economic and ecological approach. Farij and colleagues showed the effects of some natural inhibitors, based on pomegranate and tomato juice and algae extract, on the corrosion resistance of titanium (grade 2) and AZ31 magnesium alloy.

T. Persico, S.
Lorenzi, M. Cabrini, L. Nani, T. Pastore, G. Barbieri, F. Cognini
Additive manufacturing (AM) is gaining increasing interest in various strategic industrial sectors such as Oil & Gas, aerospace, and chemical industries. This group of technologies includes both innovative yet well-established techniques and more recent methods like Material Extrusion (MEX). This technique shows several advantages over other AM techniques, including high deposition rates and simplicity in feedstock material handling; however, it presents numerous endogenous macro-defects that can affect the corrosion resistance. The relationship between the defects of this technology and its corrosion behaviour still needs to be thoroughly investigated. This work studies the relationship between microstructure, internal defects, and corrosion behaviour in reducing acidic environments of alloy 625 obtained through MEX, compared to the same alloy obtained with traditional technology. The results lay the groundwork for further studies aimed to study the relationship between microstructure and corrosion behaviour of alloy 625 obtained with other AM technologies.
KEYWORDS: ADDITIVE MANUFACTURING, CORROSION, NICKEL SUPERALLOY, MICROSTRUCTURE, DEFECTS
Alloy 625 (UNS N06625) is a highly alloyed nickel-base alloy that presents good mechanical strength, high corrosion resistance in several environments, creep resistance and weldability. Because of this attractive combination of properties, alloy 625 has found widespread applications in sectors such as nuclear, Oil&Gas, energy, chemical and aerospace [1], [2], [3]. The high levels of Cr, Mo and Nb provide good corrosion resistance, especially for localized corrosion, increasing the pitting resistance equivalent number (PREN) [4]. Furthermore, Nb reduces the deleterious effect of Mo and Cr precipitates at the grain boundary on the resistance to intergranular corrosion [5]. The Al and Ti additions are primarily for refining purposes, while Fe provides further solid solution strengthening [3]. Alloy 625 is typically used for the production of fluid-dynamic parts and valves components for the energy and Oil&Gas sectors and is commonly manufactured by plastic deformation processes and subsequent machining. Concerning the machinability, alloy 625 usually leads to excessive tool wear and high material removal rates. Consequently, the
T. Persico, S. Lorenzi, M. Cabrini, L. Nani, T. Pastore
Department of Engineering and Applied Sciences, Università degli studi di Bergamo, Italy
G. Barbieri, F. Cognini
Department for Sustainability - Research Centre of Casaccia, ENEA, Rome, Italy
cost of the manufactured part can significantly increase with the complexity of the final geometry. [6], [7].
Additive Manufacturing (AM) technologies can be successful for nickel alloys because they achieve high material utilization efficiencies, do not cause tool wear and can manufacture complex geometries without a substantial increase of the cost [8], [9].
Additive manufacturing is a family of technologies that deposits materials layer by layer to create geometric 3D components. The most common technologies utilize metal powder or wire as feedstock. These techniques melt the metallic material in the printing process, so the product is ready for the usage [1], [10]. The high cooling speed provides completely different microstructures with respect the traditional worked alloys, generally with higher mechanical properties. Despite, the main disadvantages of AM technologies are speed and production costs. To overcome these difficulties, new techniques have been developed to require a much simpler and cheaper printing equipment with much higher production speeds [11]. This is achieved by using an auxiliary polymer as in material extrusion (MEX) technology. The printing process involves the deposition of a polymer filament filled with metal powders. Conversely traditional additive technologies, there is not the melting of the metal powder during the deposition. Post-deposition treatments are mandatory: debinding to remove the polymer and sintering to consolidate the metal powders [12], [13]. Previous studies have shown that MEX technology
presents elongated and interconnected macro-defects with periodic distribution within the material, depending on the adopted deposition strategy [13]. The aim of this work is to investigate the relationship between corrosion behaviour, microstructure and defects of an alloy 625 obtained by MEX and to compare it with the results obtained by the same alloy produced by hot working (HW) by means of corrosion tests in sulfuric acid at different temperatures.
Materials
MEX-processed specimens were made with a MetalXMarkforged System using commercial alloy 625 powder-filled polymer filament of approximately 1.8 mm in diameter as feedstock material. Following the sintering process, the material has a composition reported in Tab. 1. The specimens consist of 5 mm x Ø 15 mm cylinders composed of two zones with different scanning strategies. The outer area, named contour, is filled with 4 stripe-thick with parallel direction between successive layers. The core, defined as the inner zone, is realized with layers with deposition directions alternately oriented at +45° and -45°. The HW material consisted in hot-rolled bar with a diameter of 16 mm (chemical composition reported in Table 1) that was heat treated and then mechanically cut to get 5 mm thick specimens. The performed heat treatment is a "Grade 1" following ASTM B446: solubilization at 980 °C for 32 minutes and quenching in water.
Microstructural investigation and defects
characterization
The specimens were analyzed after grinding with silicon carbide emery papers up to 4000 grit and subsequently polishing with 1 µm diamond suspension. The specimens have been investigated with a digital-optical microscope
(OM) Keyence VHX-7100 and a field emission scanning electron microscope (FESEM) Zeiss Sigma 300 equipped with an Oxford x-Act probe for energy dispersive X-ray spectroscopy (EDS). For metallographic analysis, the etching solution 15-10-10 (HCl, HNO3, CH3COOH) was used.
Corrosion immersion test in sulfuric acid
Immersion corrosion tests were carried out according to ASTM G31 in a 50% (wt.%) H2SO4 solution at 50°C, 80°C and boiling temperature. The specimens were placed in a 1 L Erlenmeyer flask with a reflux condenser to avoid the evaporation of the test solution. At the bottom of the flask, a thin layer of boiling chips was spread in order to promote the boiling and avoid the contact between the specimens and the flask background. The cell was heated by a thermostatic bath and the test solution temperature was monitored by internal thermometer. Before the tests, all the specimens underwent mechanically grinding using SiC emery papers up to 4000 grit and then polishing with 1 µm diamond suspension. Then, they were weighted 3 times before the immersion. After 24 hours of immersion,
the specimens were extracted from the solution, washed with distilled water and rinsed in acetone, then weighted again to establish the weight loss. All the corroded specimens were further analysed (OM/SEM/EDS).
Microstructural investigation and defects characterization
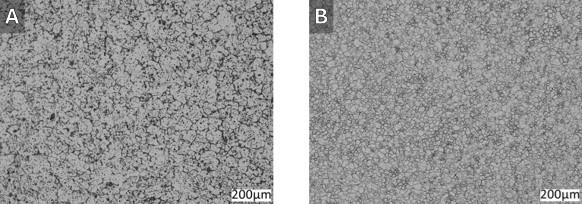
The MEX-fabricated specimens showed a microstructure with equiaxed austenitic grains and several precipitates, as visible in Figure 1A. Moreover, typical macro-defects of MEX technology were also visible under digital optical microscope. Hot worked specimens were characterized as well by austenitic equiaxed grains with characteristic twins as shown in Fig. 1B, with finer grains with respect to MEX specimens.
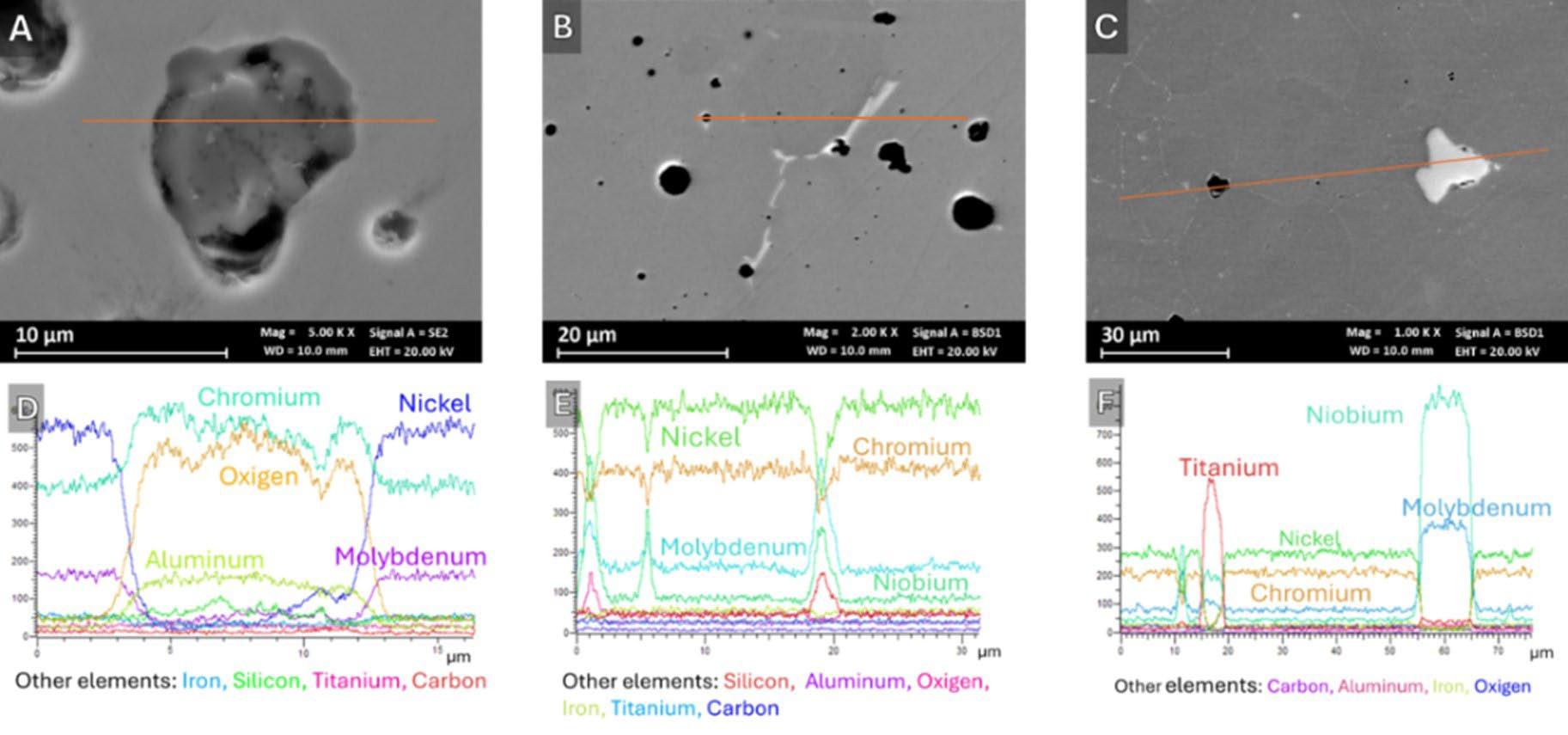
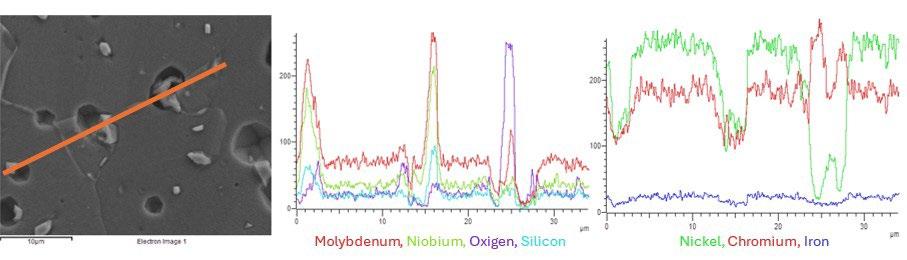
EDS analysis detected carbides of Ni e Mo in alloy 625 manufactured via MEX, as shown in Fig. 2A. It is focal to specify that such carbides are homogeneously arranged and in block shapes in the core, while they are elongated and primarily arranged along the grain boundaries in the contour. Furthermore, inclusions of oxides rich in Al, Si, and Cr and surrounded by a secondary phase were discovered (Fig. 2B). In literature, it has been proposed that oxides and carbides form during debinding and
sintering by the capture of impurities [14], [15]. The reference HW material is characterised by the presence of carbides, both in blocks and elongated along the grain boundary forming semi-continuous chains, as visible in Fig. C. Second phases rich of titanium were also detected in HW specimens.
Corrosion tests in sulfuric acid
The weight losses in 50% sulfuric acid solution showed an exponential trend depending on the temperature of the solution, as seen in Fig. 3. At higher temperatures, there is an increase of the movement of ions and reduction of oxygen concentration all contributing to higher corrosion rates [16], [17].
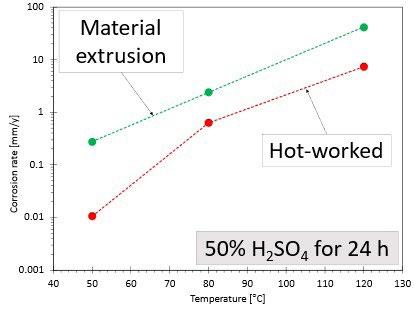
Fig.3 - Velocità di corrosione della lega 625 in 50% H2SO4 in funzione della temperatura della soluzione / Corrosion rates vs solution temperature of alloy 625 in 50% H2SO4
The corrosion rate of alloy 625 HW is comparable with the values already reported in the literature [18], [19].
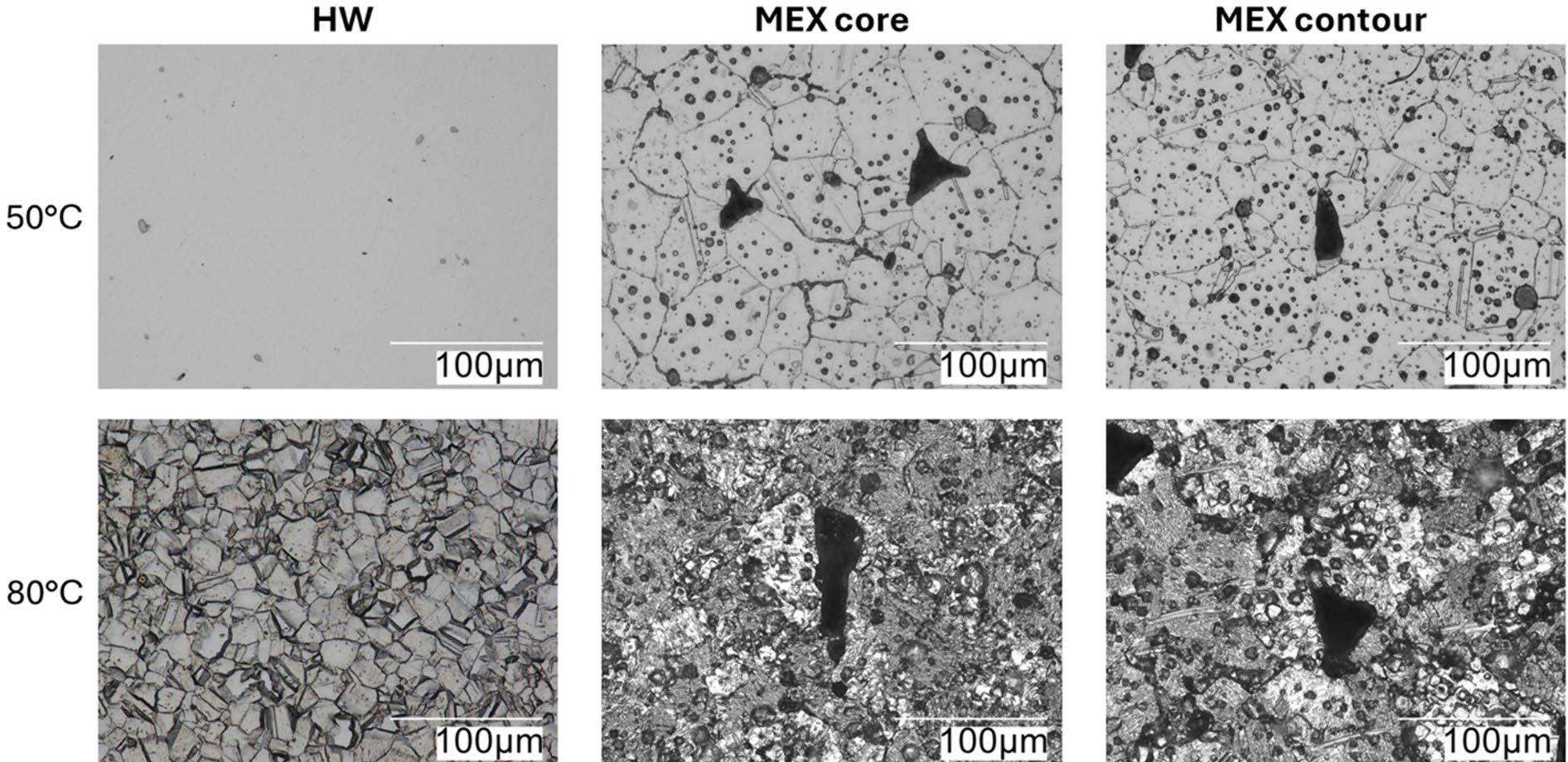
Conversely, MEX exhibited corrosion rates an order of magnitude higher than those of the alloy obtained through traditional technology. Furthermore, MEX showed high corrosion rates already at 50 ºC, while HW displayed significantly lower corrosion rates at that temperature. Digital optical microscope analysis of the exposed surfaces proved that the corrosion attacks morphology
in both MEX and HW preferentially follows the grain boundaries, as shown in Fig. 4.
EDS of alloy 625 after the immersion test demonstrated that the interface between carbides/Ni-grain and oxides/ Ni-grain is the predominant site where the corrosion occurs (Fig. 5). Therefore, it is plausible that the intergranular corrosion behaviour of Alloy 625 in both HW and MEX is highly affected by the presence of carbides with adjacent Ni and Cr depleted zones, distributed along the grain boundaries [20].
During immersion test, macro-defects of alloy 625 MEX increased in size because of severe corrosion occurring. The defect size increased greatly with the aggressiveness of the solution, as visible in Fig. 6. The enlargement of defects leads to an expansion of surface exposed to the corrosive environment, contributing to the higher corrosion rates observed in MEX specimens if compared to the HW benchmark.
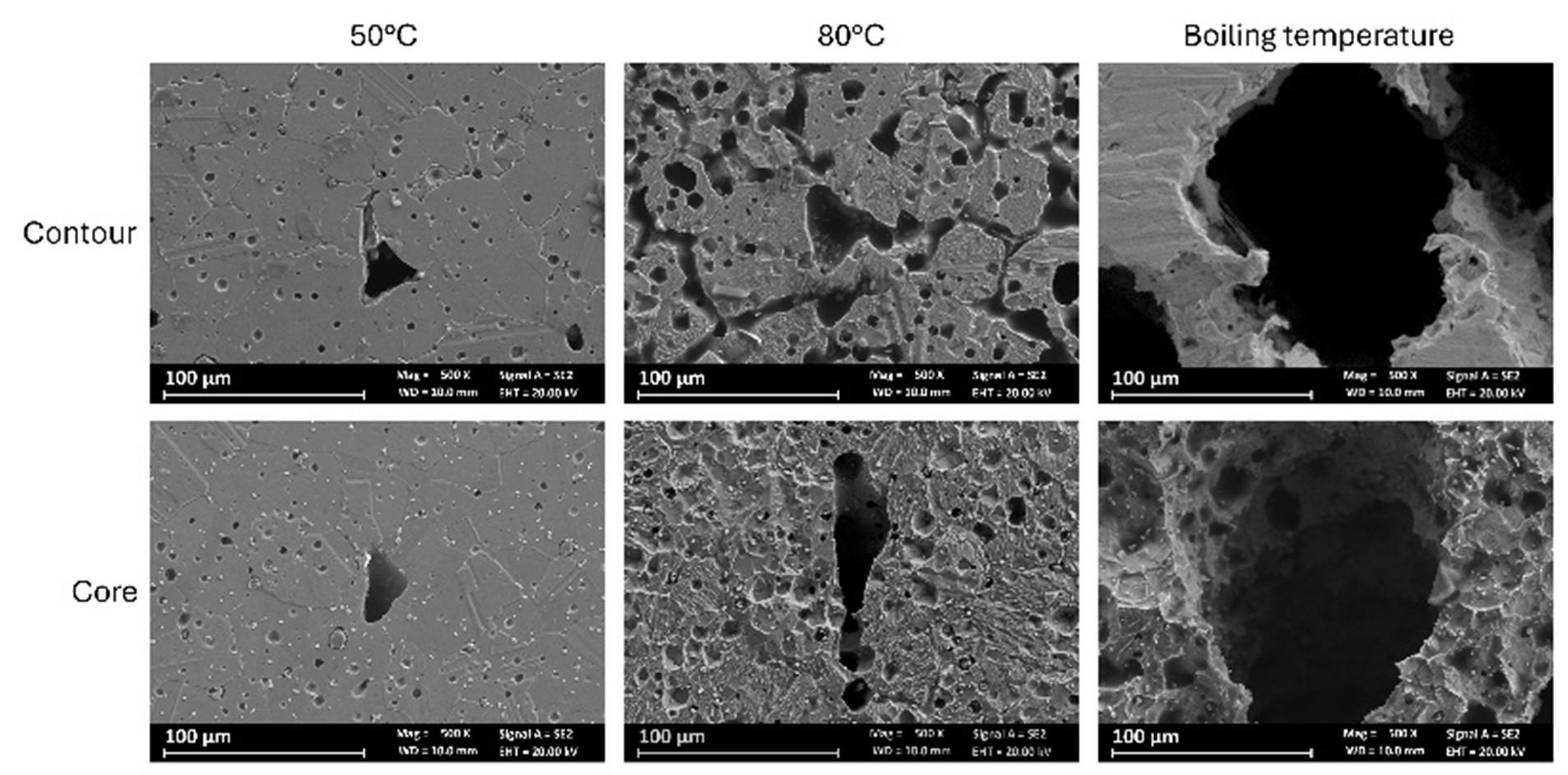
6 - Macro-difetti dei provini MEX post immersione in H2SO4 a differenti temperature / MEX macro-defects after immersion test in H2SO4 at different temperature.
At all test temperatures, there was a distinct difference of corrosion morphology between core and contour in the MEX samples. In both regions, it is evident that the corrosive attack initiates at the interface between the carbides and the base material. In the contour, the corrosion is strictly intergranular, while the core showed a more homogeneous morphology. This observation is consistent with the different carbide arrangements and shapes in the core and contour.
This study investigated the alloy 625 produced via Material Extrusion in terms of internal defects, microstructure and corrosion behaviour. The research aimed to understand how the material obtained through MEX may exhibit different corrosion behaviour compared to the same material produced traditionally. This work lays the foundation to characterize the corrosion behaviour of further additive manufacturing technologies. The main highlighted findings are as follows:
• Both technologies provide austenitic equiaxed grains. MEX specimens showed homogeneously distributed carbides with block shapes within the
core, while in the contour they were elongated and primarily aligned along grain boundaries. HW material is also characterised by carbides, both in blocks and elongated along the grain edge forming semicontinuous chains.
• Corrosion immersion tests in sulfuric acid demonstrated that Alloy 625 produced by MEX exhibited corrosion rates significantly higher than those produced by HW. Intergranular corrosion mechanism occurs in both HW and MEX specimens, predominantly in the contour region.
• During the corrosion test, the macro-defects widened significantly. This indicates that in areas where the material exhibits active behaviour, the macro-defects characteristic of MEX technology have a deleterious effect.
This research was funded by the European Union, NextGenerationEU program: MICS – Made in Italy circolare e sostenibile, spoke 6.04 Development of new alloys with improved properties and decreased environmental impact for AM powder production.
[1] M. Karmuhilan and S. Kumanan, “A Review on Additive Manufacturing Processes of Inconel 625,” J Mater Eng Perform, vol. 31, no. 4, pp. 2583–2592, Apr. 2022, doi: 10.1007/S11665-021-06427-3/TABLES/5.
[2] V. Shankar, K. Bhanu Sankara Rao, and S. L. Mannan, “Microstructure and mechanical properties of Inconel 625 superalloy,” Journal of Nuclear Materials, vol. 288, no. 2–3, pp. 222–232, Feb. 2001, doi: 10.1016/S0022-3115(00)00723-6.
[3] S. Floreen, G. E. Fuchs, and W. J. Yang, “The Metallurgy of Alloy 625,” Superalloys 718, 625, 706 and Various Derivatives (1994), pp. 13–37, Aug. 1994, doi: 10.7449/1994/SUPERALLOYS_1994_13_37.
[4] E. L. Hibner, “CORROSION/86,” NACE International, vol. paper no. 181, 1986.
[5] GD. E. NC. Smith, “The effect of niobium on the corrosion resistance of nickel-base alloys,” Proc Int Symp Niobium High Temp Appl, 2004.
[6] Y. L. Hu, X. Lin, X. B. Yu, J. J. Xu, M. Lei, and W. D. Huang, “Effect of Ti addition on cracking and microhardness of Inconel 625 during the laser solid forming processing,” J Alloys Compd, vol. 711, pp. 267–277, Jul. 2017, doi: 10.1016/J.JALLCOM.2017.03.355.
[7] Y. AbouelNour and N. Gupta, “In-situ monitoring of sub-surface and internal defects in additive manufacturing: A review,” Mater Des, vol. 222, Oct. 2022, doi: 10.1016/J.MATDES.2022.111063.
[8] G. Sander et al., “Corrosion of Additively Manufactured Alloys: A Review,” Corrosion, vol. 74, no. 12, pp. 1318–1350, Dec. 2018, doi: 10.5006/2926.
[9] W. E. Frazier, “Metal additive manufacturing: A review,” J Mater Eng Perform, vol. 23, no. 6, pp. 1917–1928, Apr. 2014, doi: 10.1007/ S11665-014-0958-Z/FIGURES/9.
[10] M. Cabrini et al., “Stress corrosion cracking of additively manufactured alloy 625,” Materials, vol. 14, no. 20, p. 6115, Oct. 2021, doi: 10.3390/MA14206115/S1.
[11] J. M. Costa, E. W. Sequeiros, M. T. Vieira, and M. F. Vieira, “Additive Manufacturing: Material Extrusion of Metallic Parts,” U.Porto Journal of Engineering, vol. 7, no. 3, pp. 53–69, Apr. 2021, doi: 10.24840/2183-6493_007.003_0005.
[12] Y. Thompson, J. Gonzalez-Gutierrez, C. Kukla, and P. Felfer, “Fused filament fabrication, debinding and sintering as a low cost additive manufacturing method of 316L stainless steel,” Addit Manuf, vol. 30, p. 100861, Dec. 2019, doi: 10.1016/J.ADDMA.2019.100861.
[13] A. Carrozza et al., “A comparative analysis between material extrusion and other additive manufacturing techniques: Defects, microstructure and corrosion behavior in nickel alloy 625,” Mater Des, vol. 225, p. 111545, Jan. 2023, doi: 10.1016/J. MATDES.2022.111545.
[14] K. Horke, A. Meyer, and R. F. Singer, “Metal injection molding (MIM) of nickel-base superalloys,” Handbook of Metal Injection Molding, pp. 575–608, Jan. 2019, doi: 10.1016/B978-0-08-102152-1.00028-3.
[15] Y. Thompson et al., “Metal fused filament fabrication of the nickel-base superalloy IN 718,” J Mater Sci, vol. 57, no. 21, pp. 9541–9555, Jun. 2022, doi: 10.1007/S10853-022-06937-Y/FIGURES/8.
[16] A. Mishra, “Performance of corrosion-resistant alloys in concentrated acids,” Acta Metallurgica Sinica (English Letters), vol. 30, no. 4, pp. 306–318, Apr. 2017, doi: 10.1007/S40195-017-0538-Y/TABLES/3.
[17] P. Pedeferri, “Uniform Corrosion in Acidic and Aerated Solutions,” Engineering Materials, pp. 145–167, 2018, doi: 10.1007/978-3-31997625-9_8.
[18] ASM, “ASM Handbook Volume 13: Corrosion,” ASM Metals Handbook, pp. 1–1135, 2003, Accessed: Jul. 20, 2023.
[19] “HAYNES® 625 alloy - Haynes International.” Accessed: Jul. 16, 2024. [Online]. Available: https://haynesintl.com/en/datasheet/ haynes-625-alloy/#iso-corrosion-diagrams
[20] A. K. Jena and M. C. Chaturvedi, “The role of alloying elements in the design of nickel-base superalloys,” J Mater Sci, vol. 19, no. 10, pp. 3121–3139, Oct. 1984, doi: 10.1007/BF00549796/METRICS.
La manifattura additiva (AM) sta acquistando sempre maggiore interesse in diversi settori industriali come quelli dell’Oil&Gas, aerospaziale e chimico. Questo gruppo di tecnologie comprende tecniche innovative ma ben consolidate, nonché metodi più recenti come la Material Extrusion (MEX). Questa tecnica mostra vantaggi rispetto alle altre tecniche AM, tra cui l’elevata velocità di deposizione e la semplicità nella gestione della materia prima; tuttavia, presenta numerose macro-porosità endogene che possono influenzare la resistenza alla corrosione. La relazione fra i difetti di questa tecnologia e il suo comportamento a corrosione è ancora da approfondire. Questo lavoro studia la relazione fra la microstruttura, i difetti interni e il comportamento a corrosione in ambiente acido riducente della lega 625 ottenuta tramite MEX, rispetto alla lega ottenuta con tecnologia tradizionale. I risultati pongono le basi per ulteriori approfondimenti volti allo studio della relazione fra microstruttura e comportamento a corrosione della lega 625 prodotta mediante altre tecnologie AM.
S.
Rahimi, G. Scionti, E. Piperopoulos, M. F. Milazzo, E. Proverbio
L’idrogeno sta diventando il vettore energetico più importante nel processo di transizione energetica in particolare per il trasporto e lo stoccaggio dell’energia. Vi è quindi un crescente interesse nell’utilizzo di miscele di idrogeno e gas naturale per ridurre le emissioni di carbonio. Comunque, il dibattito sulla compatibilità dell’attuale rete del gas naturale con l’idrogeno è ancora aperto e non esiste un’armonizzazione sul valore della concentrazione ammissibile di idrogeno nel gas naturale. In effetti le leggi nazionali e le direttive UE stabiliscono differenti limiti per l’iniezione di idrogeno nella rete gas. La tecnica dell'emissione acustica è stata utilizzata con successo per studiare i meccanismi di cracking assistiti dall'idrogeno nelle leghe metalliche. La tecnica è stata utilizzata in questo caso per monitorare i meccanismi di cracking durante prove di velocità a deformazione lenta su campioni tubolari di acciaio al carbonio pressurizzati con idrogeno puro e gas idrogeno miscelato con metano. L'analisi meccanica e morfologica delle superfici di frattura ha evidenziato l'influenza della pressione parziale sui meccanismi di fessurazione. L'emissione acustica (EA) ha consentito l'identificazione di diversi cluster di dati correlati alle specifiche modalità di cracking osservate.
INTRODUZIONE
La miscelazione dell'idrogeno nelle esistenti reti di gas naturale è uno degli approcci primari utili alla decarbonizzazione delle reti di distribuzione, alla riduzione delle emissioni di gas serra e alla promozione dello sviluppo di un'economia dell'idrogeno. Tale approccio è anche alla base della procedura Power-to-Gas (P2G) per prevede l’utilizzo dell'elettricità rinnovabile in eccesso per produrre idrogeno da iniettare nella rete gas. Utilizzare le infrastrutture esistenti per il gas naturale per passare all'uso dell'idrogeno verde può inoltre evitare investimenti significativi e ritardi temporali associati alla costruzione di una nuova rete di distribuzione per il trasporto dell'idrogeno. Questo approccio ha peraltro il potenziale di favorire l’incremento della produzione di impianti di energia rinnovabile, aumentare la quota di idrogeno verde nelle forniture energetiche e garantire i mezzi per la fornitura
Sina Rahimi, Giuseppe Scionti, Elpida Piperopoulos, Maria Francesca Milazzo, Edoardo Proverbio Università degli Studi di Messina
di idrogeno per applicazioni nel settore di produzione primaria di energia e dei trasporti [1].
L’impiego di idrogeno all'interno delle infrastrutture esistenti deve essere accompagnato da una attenta valutazione dell’eventuale impatto sull'integrità, sulla durata e la sicurezza dell'intera infrastruttura man mano che la percentuale di idrogeno nella miscela aumenta. Concentrazioni differenti di idrogeno possono avere implicazioni differenti sulle linee di trasmissione, distribuzione e servizio, sugli impianti di stoccaggio e sulle apparecchiature per l'uso finale [2]. Concentrazioni di idrogeno relativamente basse (1-5% in volume) sono considerate ammissibili senza che queste comportino un aumento significativo dei fattori di rischio nello stoccaggio, nella trasmissione e nell'utilizzo di miscele di idrogeno. Miscele di idrogeno fino al 20% sono in fase di valutazione, al momento senza la registrazione di incidenti significativi [3] [4]. È da evidenziare tuttavia che, ad oggi, si riscontra nei paesi europei una varietà di limiti per l’utilizzo di idrogeno in miscela con valori che vanno dallo 0,1% al 12% in volume e che caratterizzano il diverso approccio utilizzato in ogni paese [5]. Questa mancanza di armonia tra le normative indica lacune tuttora esistenti sulla conoscenza dell’interazione dell’idrogeno con i materiali e le strutture.
La concentrazione specifica nella miscela per una particolare rete gas deve essere studiata attentamente in funzione delle differenti tipologie di acciai utilizzati nelle condotte d'epoca, della composizione del gas naturale e delle condizioni operative specifiche di ciascuna sezione della rete di gas naturale (trasmissione, distribuzione, linee di servizio). L'iniezione e la miscelazione dell'idrogeno richiedono lo studio delle modifiche necessarie al monitoraggio, alla manutenzione e alla sostituzione delle reti di condotte esistenti, per mantenere la sicurezza e la consegna dei prodotti del gas agli utilizzatori finali.
In effetti la maggior preoccupazione resta la valutazione dell’effetto dell’idrogeno sul comportamento dei materiali ed in particolare degli acciai usati per la rete gas [6] [2]. È stato osservato che piccole quantità di idrogeno possono avere un effetto sostanziale sulla fatica e sulla frattura degli acciai [7]. Inoltre, la composizione e la microstruttura degli acciai hanno una notevole influenza sulla suscettibilità all’infragilimento da idrogeno. Gli acciai API 5L X52 sono stati utilizzati per il trasporto di gas naturale fin
dai primi anni '50, il contenuto di carbonio di tali acciai era circa quasi tre volte superiore a quello attualmente presente nei moderni acciai della stessa classe di resistenza. Nel processo di produzione moderni sono state inoltre introdotti trattamenti termici e processi termomeccanici che hanno modificato sostanzialmente la microstruttura e le proprietà degli acciai originali [6]. Lo scopo di questa ricerca è quello di valutare gli effetti della composizione dell’atmosfera di lavoro sul comportamento di un acciaio API 5L X65Q di nuova generazione durante prove a velocità deformazione lenta (SSR). Il contemporaneo utilizzo di tecniche di monitoraggio di Emissione Acustica (EA), come applicato anche in letteratura [8] e di tecniche di clustering [9] dei dati di EA ha permesso l'identificazione di diverse popolazioni di eventi di EA correlabili con le specifiche modalità di fratturazione osservate. Tuttavia, in letteratura sono stati riportati risultati contraddittori riguardo la correlazione tra infragilimento da idrogeno e segnali di EA in funzione della tipologia di materiale e delle condizioni sperimentali adottate. Sebbene esistano prove convincenti che segnali di EA di elevata energia ed ampiezza siano riconducibili all'avanzamento di cricche negli acciai infragiliti da idrogeno [8] [10], alcuni autori riportano l‘assenza di alterazioni dell'ampiezza e dell'attività di EA in acciai dopo la carica di idrogeno, nonostante la modalità di frattura sia cambiata da duttile a fragile con riduzione della duttilità [11].
Per le prove sono stati utilizzati dei provini cavi (diametro della sezione di misura 10 mm, diametro del foro interno 4 mm), appositamente disegnati [12] e ottenuti a partire da barre estratte da una tubazione senza saldatura da 12 pollici di diametro e 17 mm di spessore di parete in acciaio al carbonio API 5L X65Q (acciaio temprato e rinvenuto) fornita dalla Nippon Steel Corporation. La composizione dell’acciaio è riportata in Tab. 1
Tab. 1 - Composizione dell’acciaio utilizzato per la produzione del tubo API 5L X65Q, % in peso / Composition of steel used for the production of API 5L X65Q pipe, % by weight.
La tubazione è stata prodotta con processo di termo-formatura e trattamento di tempra e rinvenimento e la microstruttura risultate è costituita da ferrite (ferrite aciculare e poligonale) e bainite (Fig. 1). La caratterizzazione meccanica è stata effettuata con prove di trazione a velocità di deformazione lenta (SSR) con una velocità di deformazione (ϵ ˙) pari a 10-6 s-1. Le caratterizzazioni meccaniche eseguite come meglio descritto in [13] sono state eseguite pressurizzando il circuito di prova con gas idrogeno puro (purezza del gas 99,999%) a 10 MPa (100 bar) e 1 MPa (10 bar) o miscele di idrogeno – metano al 15% alle pressioni indicate nella Tabella 1. I test, condotti tutti in triplice ripetizione, sono stati eseguiti dopo un tempo prefissato di
“precarica” (mantenimento del sistema in pressione senza applicazione del carico), variabile da 24 h a una settimana. Le prove in atmosfera di idrogeno miscelato sono state condotte a 75 bar per avvicinarsi ad un valore compatibile con le massime pressioni di esercizio riscontrabili nelle condotte gas. La frazione di idrogeno impiegata è stata variata dal 5% al 15%. In questo lavoro sono riportati solo i risultati ottenuti al 15% di frazione molare. In queste condizioni la pressione parziale di idrogeno è di 11.25 bar prossima al valore di 10 bar utilizzato per i test in idrogeno puro a bassa pressione.
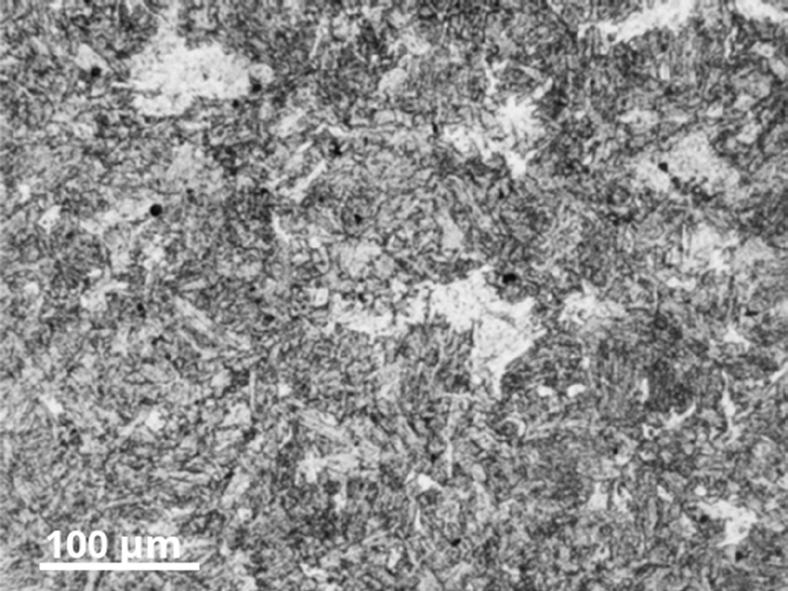
Fig.1 -Micrografia ottica dell’acciaio API 5L X65Q utilizzato per i test. Sezione longitudinale. Attacco Nital 2% / Optical micrography of API 5L X65Q steel used for test. Longitudinal cross section. Nital etching, 2%
Tab.2 - Condizioni di prova e identificazione dei campioni - Test conditions and sample identification.
Pressione
Due sensori piezoelettrici di EA a banda larga (Vallen VS 150-MS) sono stati fissati sia al supporto inferiore che al superiore dei campioni. Un terzo sensore, utilizzato come sensore di guardia, è stato posizionato vicino al dispositivo di serraggio superiore. La soglia per l'ampiezza (A) e il tempo di discriminazione della durata del segnale (DDT) è stata impostata rispettivamente a 30,2 dB e 0,4 ms. La rimozione del rumore tramite sensore di guardia e il filtraggio parametrico sono stati effettuati sui dati grezzi. Il filtraggio parametrico è stato basato sull’utilizzo dei conteggi (CNTS) e dei parametri durata (D) e frequenza media (AF), impiegati come indici utili alla discriminazione della modalità di propagazione delle cricche ad alta e bassa frequenza [14], gli eventi AE sono stati successivamente clusterizzati mediante un algoritmo di miscela gaussiana [15].
RISULTATI E DISCUSSIONE
In assenza di idrogeno (test N100) il comportamento meccanico e la modalità di frattura dell’acciaio sono tipicamente duttili. Si tenga presente la forma tubolare influisce in parte sul comportamento del materiale soprattutto in termini di riduzione di sezione. La superficie di frattura è duttile con una morfologia fibrosa e caratterizzata da numerose porosità e dai tipici dimples. Si evidenza la presenza di numerose inclusioni non metalliche. Passando ad una atmosfera di idrogeno puro alla stessa pressione (test H100), il comportamento cambia drasticamente, anche se non si apprezza un’alterazione del carico di snervamento o del carico di rottura, la deformazione a rottura crolla significativamente passando da 17.7% ± 1.3 a 10.4% ± 1.7, rispettivamente (Fig. 2). La superficie di frattura è netta con una microstruttura tipica di un meccanismo di clivaggio o quasi-clivaggio evidenziata delle numerose faccette di clivaggio che interessano i grani bainitici e di ferrite aciculare che caratterizzano la microstruttura di questo acciaio. Notabile la presenza di cricche lenticolari ortogonali alla superficie e riconducibile a meccanismi di decoesione assistita da idrogeno (HEDE) a bordo grano [16]. Un comportamento a frattura duttile è individuabile solo in una porzione ridotta di superficie in prossimità del bordo esterno e riconducibile alla superficie di strappo (Fig. 3).
Nel caso dei test condotti a pressione ridotta (1 MPa [10 bar]), la superficie di frattura è caratterizzata da una su-
perficie anulare interna piana di circa 400-500 µ m di spessore con morfologia “fragile” e da una superficie a taglio orientata a circa 45° con progressiva transizione verso una frattura completamente duttile. La frattura per clivaggio o quasi-clivaggio è limitata a ridotte porzioni di superficie in prossimità della cavità interna. Sulla superficie a frattura “fragile”, ad alto ingrandimento, sono evidenti creste di strappo (tearing) e altre caratteristiche tipiche di un comportamento di micro-plasticità locale assistita da idrogeno [17] [8] (Fig. 4). Sorprendentemente passando dal test in idrogeno puro a 10 bar a quelli in miscela di idrogeno al 15% e 75 bar di pressione assoluta, benché le curve di sforzo-deformazione in condizioni di SSR si differenzino di poco e comunque in maniera non statisticamente significativa, è interessante notare che le superfici di frattura si distinguono in maniera abbastanza netta da quelle osservate in idrogeno puro a 10 bar.
La superficie di frattura è in effetti più complessa. La porzione più interna (in prossima alla cavità centrale) per uno spessore di circa 600 - 800 µm mostra meccanismi di frattura misti con aree di clivaggio ridotte, frammiste a zone a comportamento parzialmente-duttile (non sono però presenti dimples) e caratterizzate da numerose fratture ortogonali alla superficie riconducibili a meccanismi di decoesione assistita da idrogeno. In prossimità della cavità interna sono individuabili limitate aree con frattura a clivaggio simili a quelle osservate per l’idrogeno puro ad alta pressione (Fig. 5). Nella superficie restante il meccanismo degrada verso l’esterno in una frattura prevalentemente duttile. È interessante notare che modificando il tempo di precarica, benché macroscopicamente la morfologia della superficie di fattura non si modifichi sostanzialmente, a livello microstrutturale si apprezzano alterazioni sia dell’estensione che della distanza delle cricche ortogonali alla superficie. Più fitte e di ridotta dimensione per tempi di precarica brevi (24 ore) più marcate ed estese per tempi di precarica lunghi (Fig. 6). Dati di letteratura e modelli di diffusione per l’idrogeno nell’acciaio X65 [18] [19] supportano l’ipotesi che i processi diffusivi e di cattura giochino un ruolo predominante durante la fase di precarica.
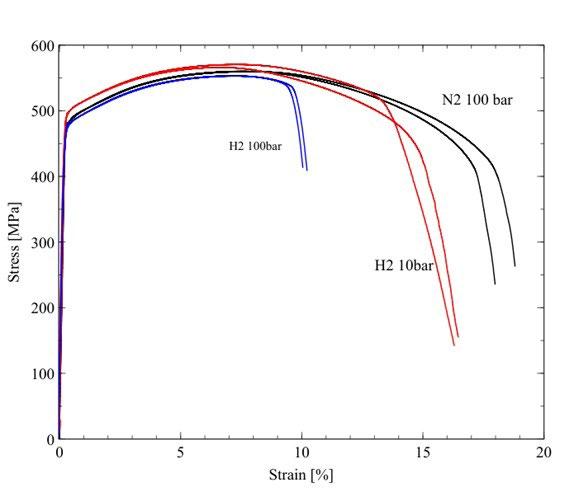
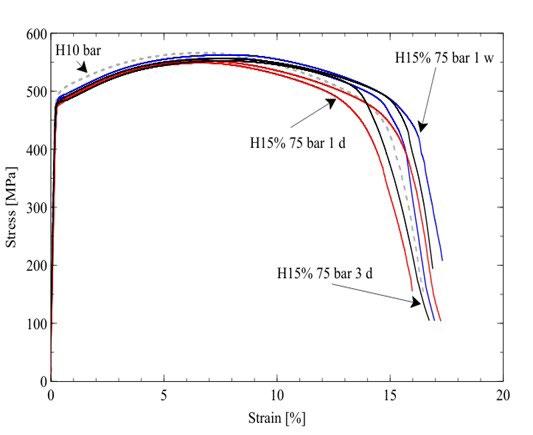
Fig.2 - Curve sforzo deformazione ottenute durante le prove di SSR nei diversi ambienti gassosi: a) gas puri, b) miscela di idrogeno-metano a 75 bar con tempi di pre-carica variabili - Stress-strain curves obtained during SSR tests in different gaseous environments: a) pure gases, b) hydrogen-methane mixture at 75 bar with variable precharging times. (a) (b)
Il monitoraggio con tecniche di Emissione Acustica effettuato durante le prove di SSR ha permesso di mettere in evidenza i diversi comportamenti in campo plastico (zona di incrudimento) e in zona post-strizione prima della frattura finale dell’acciaio. Gli eventi di EA sono stati clusterizzati sulla base dei parametri di forma d’onda in
due popolazioni in cui un ruolo predominante è stato determinato dal rapporto tra il risetime (R, tempo di salita dell’impulso sino al valore massimo) e la frequenza media (AF, rapporto tra il numero di conteggi per impulso e la durata D dell’impulso stesso).
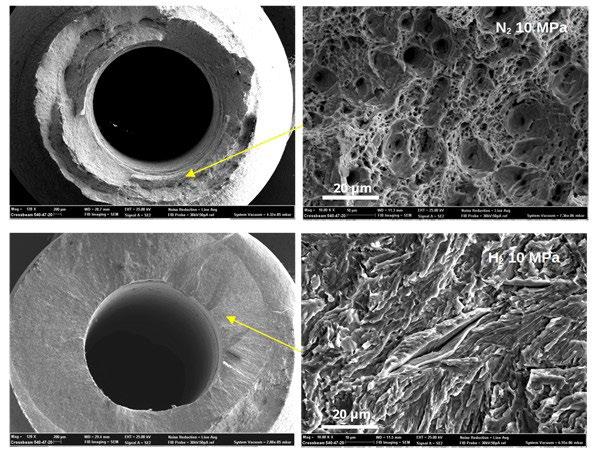
Fig.3 - Superficie di frattura dei provini testati in azoto e idrogeno puri a 10 MPa (100 bar). / Fracture surface of specimens tested in pure nitrogen and hydrogen at 10 MPa (100 bar).
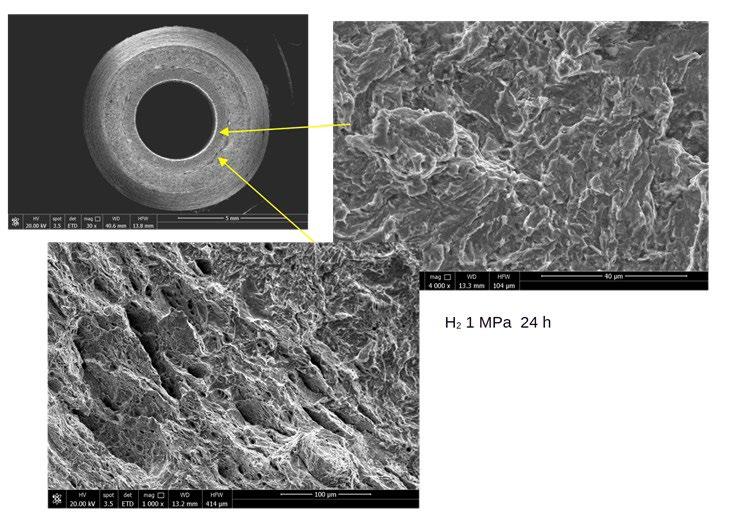
Fig.4 - Superficie di frattura dei provini testati in idrogeno puro a 1 MPa (10 bar) / Fracture surface of specimens tested in pure hydrogen at 1 MPa (10 bar).
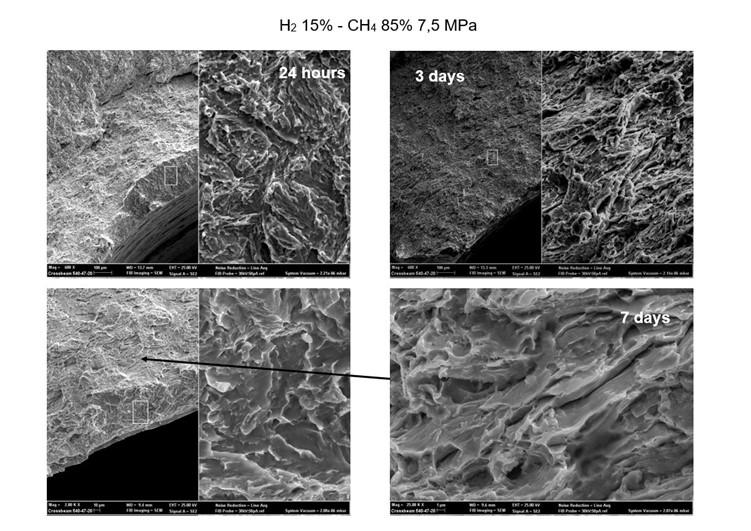
Fig.5 - Superficie di frattura dei provini testati in miscela di idrogeno-metano al 15% a 7.5 MPa (75 bar) per diversi tempi di pre-carica / Fracture surface of the specimens tested in 15% hydrogen-methane mixture at 7.5 MPa (75 bar) for different pre-charging times.
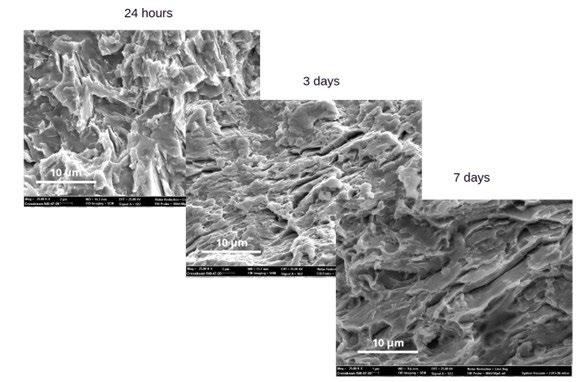
Fig.6 - Dettagli microstrutturali della superficie di frattura dei provini testati in miscela di idrogeno-metano al 15% a 7.5 MPa (75 bar) per diversi tempi di pre-carica / Microstructural details of the fracture surface of the specimens tested in 15% hydrogen-methane mixture at 7.5 MPa (75 bar) for different pre-charging times.
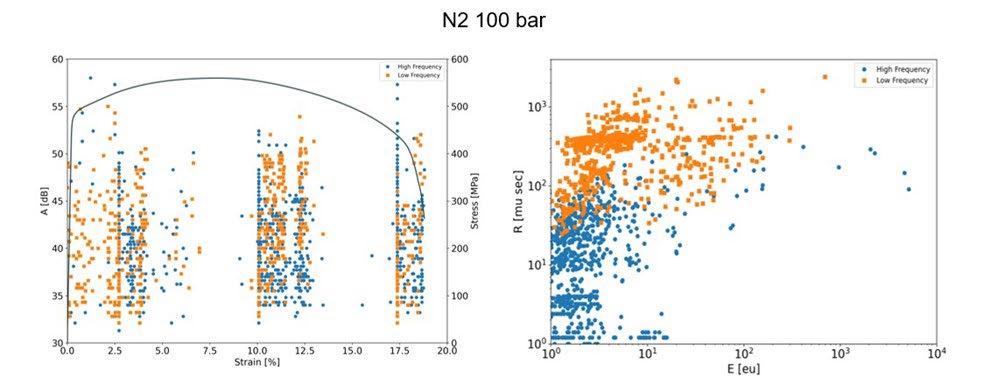
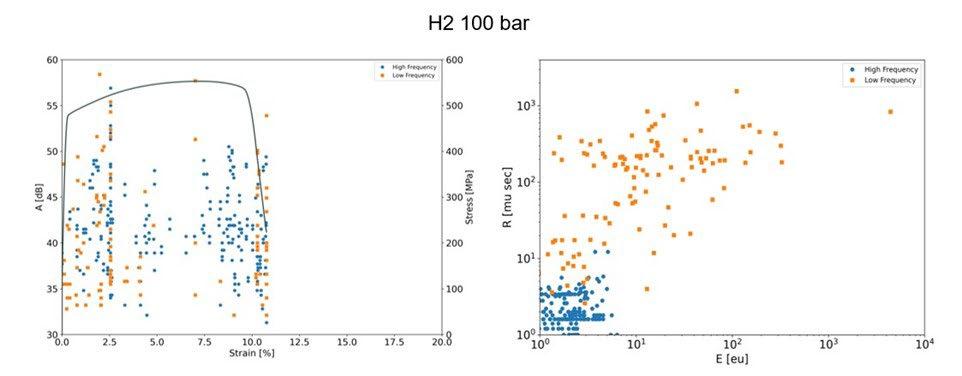
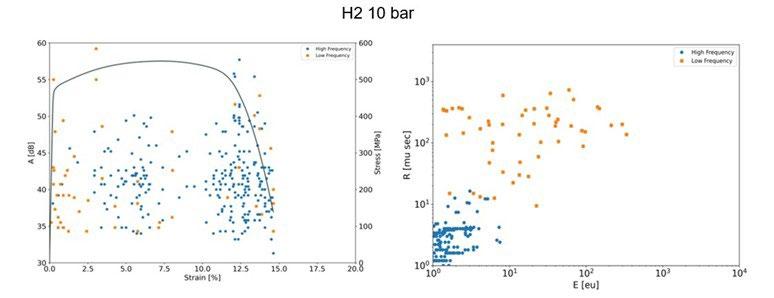
Fig.7 - Prove di trazione in atmosfera di gasi puri e ampiezza A [dB] degli eventi di EA durante le prove di SSR (curva superiore). Correlazione tra risetime (R) e Energia in eu (1 eu corresponde a 10-9 V s) degli impulsi di EA nelle due popolazioni di eventi (eventi ad alta frequenza, simboli blu, eventi a bassa frequenza simboli arancioni), curve inferiori / Tensile tests in pure gas atmosphere. Amplitude [dB] of EA events during SSR tests (upper curve). Correlation between risetime (R) and Energy [eu, 1 eu corresponds to 10-9 V s] of EA pulses in the two event populations (high frequency events, blue symbols, low frequency events orange symbols), lower curves.
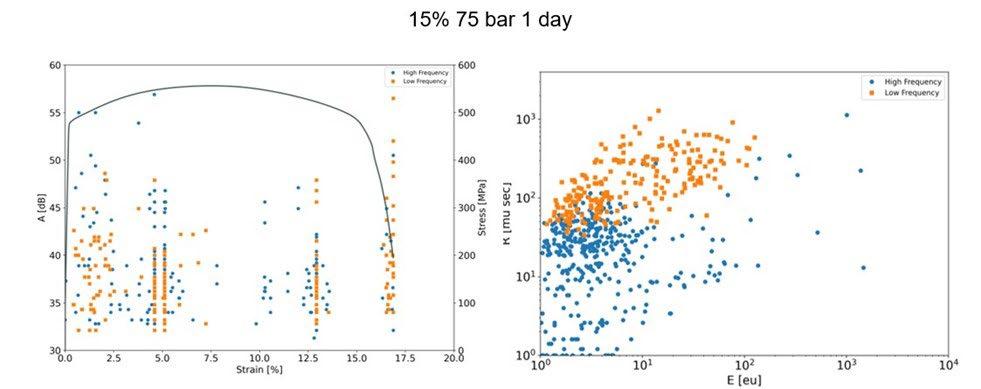
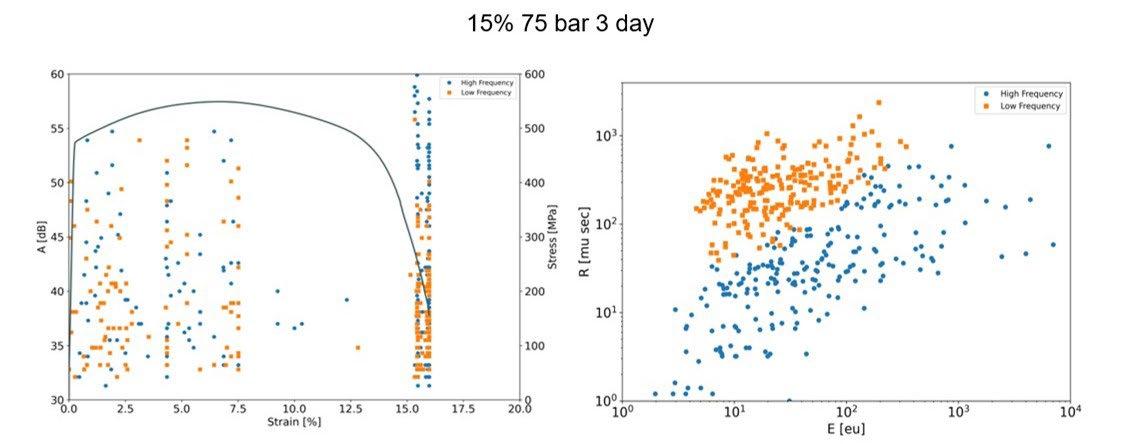
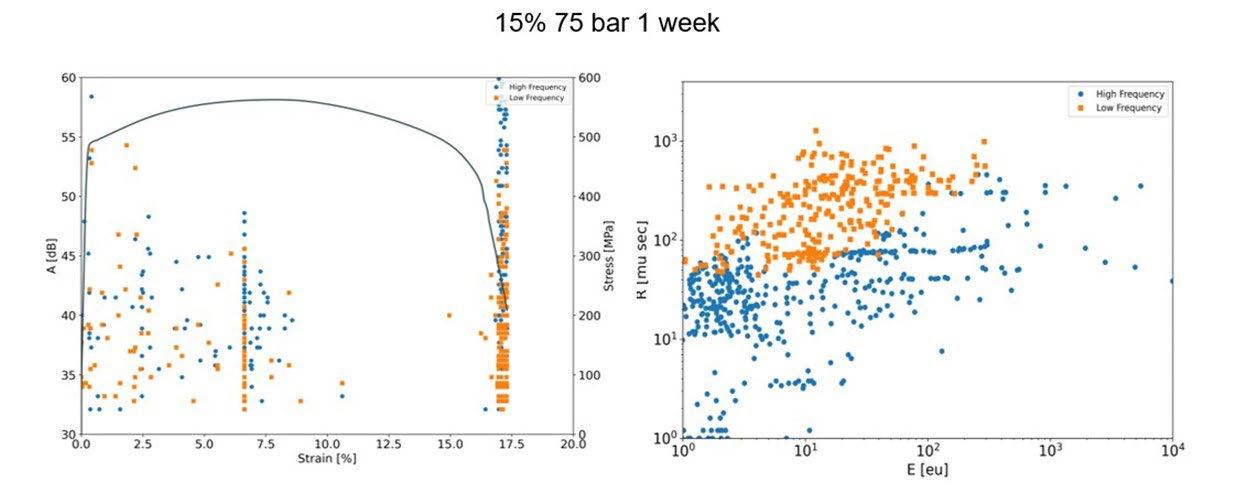
Fig.8 - Prove di trazione in idrogeno miscelato a differenti tempi di precarica. Ampiezza [dB] degli eventi di EA durante le prove di SSR (curva superiore). Correlazione tra risetime (R) e Energia [eu, 1 eu corresponde a 10-9 V s] degli impulsi di EA nelle due popolazioni di eventi (eventi ad alta frequenza, simboli blu, eventi a bassa frequenza simboli arancioni), curve inferiori / Tensile tests in blended hydrogen at different charging times. Amplitude [dB] of EA events during SSR tests (upper curve). Correlation between risetime (R) and Energy [eu, 1 eu corresponds to 10-9 V s] of EA pulses in the two event populations (high frequency events, blue symbols, low frequency events orange symbols), lower curves.
È importante ricordare che durante un test di deformazione meccanica le sorgenti di emissione acustica possono essere molteplici, dallo scorrimento delle dislocazioni, ai meccanismi di decoesione delle inclusioni, di nucleazione delle cricche, di coalescenza dei microvuoti, di frattura delle inclusioni non metalliche o delle lamelle di cementite, o di avanzamento delle cricche, etc. Il comportamento di AE durante le prove di trazione dei campioni testati in azoto è quello tipico degli acciai a basso tenore di carbonio (Fig. 7). Il tasso più elevato di emissione di eventi si osserva durante la fase di incrudimento con netta prevalenza di eventi a media energia ed elevata durata (simboli in arancio in figura). Successivamente l’emissione riprende subito dopo l’innesco della strizione con una popolazione mista di eventi, ad indicare l’insorgenza di meccanismi aggiuntivi con emissioni brevi e a ridotta energia. La fase successiva di riduzione della sezione diventa generalmente silente sino all’approssimarsi della frattura finale ove riscontriamo gli eventi più energetici. Secondo la letteratura l’evento energetico di EA impulsivo di tipo burst è spesso associato alla frattura di inclusioni non metalliche o lamelle di cementite [8]. Il comportamento dei provini in atmosfera di idrogeno puro è invece caratterizzato da una ridotta emissività e da una popolazione di eventi ad alta frequenza con risetime estremamente brevi e impulsi di ridotta energia. Questi eventi sono preponderanti nella fase di frattura finale, che si estende con gradualità a partire dal raggiungimento del carico massimo e associabili all’avanzamento delle cricche con meccanismi di strappo (tearing), cracking e fessurazione per clivaggio osservati sulla superficie di frattura. La popolazione di eventi a bassa frequenza è sostanzialmente limitata alla fase di incrudimento. Viceversa, la fase di frattura finale è ben limitata e distinta nei provini testati in miscela di idrogeno, con una significativa presenza di eventi ad alta energia e bassa frequenza riconducibili a meccanismi di lacerazione per scorrimento plastico (shearing). Contrariamente ai provini testati in idrogeno puro il cluster di eventi ad alta frequenza (simboli blu) include anche eventi ad alta energia (Fig. 8). Notabile l’assenza di eventi acustici nella fase di post strizione, se si esclude una ridotta emissività riscontrata solo per i provini pre-caricati per 24 ore. Sebbene la correlazione diretta sia difficile questa differenziazione funzione del tempo di pre-carica è supportata dalla differente
morfologia microstrutturale riscontrata sulle superficie di frattura (Fig. 6).
Pur risultando evidente che il quadro dei meccanismi di frattura sia abbastanza complesso, in funzione anche della microstruttura iniziale di questo acciaio, risulta parimenti chiaro che un approfondimento dei meccanismi emissivi supportato anche da indagini e osservazioni in condizioni di prova parziale (test interrotti a diversi valori di deformazione) potrebbe fornire informazioni interessanti sugli effetti dell’idrogeno in presenza ed in assenza di gas di miscela, anche ai fini di una eventuale applicazione per il monitoraggio in campo.
L’esecuzione di prove di trazione a bassa velocità di deformazione di provini cavi in acciaio API 5L X65Q in atmosfera di idrogeno e miscela di idrogeno-metano ha permesso di evidenziare come la presenza di idrogeno anche a bassa pressione o in frazione relativamente ridotta (15% in miscela di metano) possa influire in maniera significativa sul comportamento dell’acciaio.
L’utilizzo di idrogeno in miscela con il metano pur non modificando sostanzialmente l’allungamento a rottura rispetto a quello osservato in atmosfera di idrogeno puro a bassa pressione (10 bar) promuove l’evoluzione di meccanismi di frattura significativamente differenti. Gli effetti dell’idrogeno sul movimento delle dislocazioni e i relativi meccanismi di danno associati quali coalescenza dei microvuoti (MVC), plasticità localizzata favorita dall'idrogeno (HELP), emissione di dislocazioni indotta dall'adsorbimento (AIDE) e la nucleazione e coalescenza di nanovuoti indotta da vacanze (NVC), risultano qui preponderanti rispetto a meccanismi di frattura per clivaggio o quasi-clivaggio riscontrati in idrogeno puro.
L’utilizzo della tecnica di emissione acustica ha permesso di mettere in luce le differenze nelle modalità di frattura nelle diverse condizioni di prova sebbene un’analisi dei dati più approfondita sia necessaria per associare con certezza gli specifici meccanismi di danno con i cluster di eventi di EA e rimuovere eventuali eventi spuri. Notabile ad ogni modo il fatto che il cluster predominante in presenza di idrogeno puro è quello riconducibile ad eventi ad alta frequenza e ridotta energia (burst di ridotta durata),
di contro in presenza di idrogeno blended il contributo di eventi ad alta energia e lunga durata (meccanismi di
shearing) è significativo soprattutto nella fase finale della frattura.
[1] Topolski K, Reznicek EP, Erdener BC, San Marchi CW, Ronevich JA, Fring L, et al. Hydrogen Blending into Natural Gas Pipeline Infrastructure: Review of the State of Technology. National Renewable Energy Laboratory (NREL). 2022; (October). Available from: https://www.nrel.gov/docs/fy23osti/81704.pdf
[2] Somerday, B.P. & San Marchi, Chris, Effects of Hydrogen Gas on Steel Vessels and Pipelines. Materials for the Hydrogen Economy. 2007, Report n. SAND2006-1526P. https://doi.org/10.1201/9781420006070.ch7
[3] Melaina MW, Antonia O, Penev M. Blending Hydrogen into Natural Gas Pipeline Networks: A Review of Key Issues [Internet]. Golden, CO (United States); 2013 Mar. Available from: http://www.osti.gov/servlets/purl/1068610/
[4] Krosch D, O’Shea B. Hydrogen in the Gas Distribution Networks. Clean Energy Transition - Department for Energy and Mining. 2020;149.
[5] Ronevich J, Marchi CS. Hydrogen Effects on Pipeline Steels and Blending into Natural Gas influence of stress in hydrogen environments Hydrogen Materials Mechanics. 2019;
[6] Belato Rosado D, De Waele W, Vanderschueren D, Hertelé S. Latest developments in mechanical properties and metallurgical features of high strength line pipe steels. International Journal Sustainable Construction & Design. 2013;4(1).
[7] Meng B, Gu C, Zhang L, Zhou C, Li X, Zhao Y, et al. Hydrogen effects on X80 pipeline steel in high-pressure natural gas/hydrogen mixtures. Int J Hydrogen Energy [Internet]. 2017;42(11):7404–12. Available from: http://dx.doi.org/10.1016/j.ijhydene.2016.05.145
[8] Merson ED, Myagkikh PN, Klevtsov G V., Merson DL, Vinogradov A. Effect of fracture mode on acoustic emission behavior in the hydrogen embrittled low-alloy steel. Eng Fract Mech. 2019 Apr 1;210:342–57.
[9] Qiu F, Shen Z, Bai Y, Shan G, Qu D, Chen W. Hydrogen defect acoustic emission recognition by deep learning neural network. Int J Hydrogen Energy. 2024 Feb 7;54:878–93.
[10] Bhattacharya AK, Parida N, Gope PC. Monitoring hydrogen embrittlement cracking using acoustic emission technique. J Mater Sci [Internet]. 1992 Mar 1;27(6):1421–7. Available from: http://link.springer.com/10.1007/BF00542897
[11] You Y, Teng Q, Zhang Z, Zhong Q. The effect of hydrogen on the deformation mechanisms of 2.25Cr–1Mo low alloy steel revealed by acoustic emission. Materials Science and Engineering: A. 2016 Feb;655:277–82.
[12] Piperopoulos E, Milazzo MF, Rahimi S, Bruzzaniti P, Proverbio E. Definition of an Experimental Set-up for Studying the Safety of Hydrogen Transport Systems. Chem Eng Trans [Internet]. 2023;105:109–14. Available from: www.cetjournal.it
[13] Rahimi, S., Scionti, G., Piperopoulos, E., & Proverbio, E. (2024). Coupled slow strain rate and acoustic emission tests for gaseous hydrogen embrittlement assessment of API X65 pipeline steel. Materials Letters, 367. https://doi.org/10.1016/j.matlet.2024.136598
[14] Du K, Li X, Tao M, Wang S. Experimental study on acoustic emission (AE) characteristics and crack classification during rock fracture in several basic lab tests. International Journal of Rock Mechanics and Mining Sciences. 2020 Sep 1;133:104411.
[15] Calabrese L, Galeano M, Proverbio E, Di Pietro D, Donato A, Cappuccini F. Advanced signal analysis of acoustic emission data to discrimination of different corrosion forms. International Journal of Microstructure and Materials Properties. 2017;12(3–4).
[16] Djukic MB, Bakic GM, Sijacki Zeravcic V, Sedmak A, Rajicic B. The synergistic action and interplay of hydrogen embrittlement mechanisms in steels and iron: Localized plasticity and decohesion. Vol. 216, Engineering Fracture Mechanics. Elsevier Ltd; 2019.
[17] Martin ML, Fenske JA, Liu GS, Sofronis P, Robertson IM. On the formation and nature of quasi-cleavage fracture surfaces in hydrogen embrittled steels. Acta Mater. 2011 Feb;59(4):1601–6.
[18] Fallahmohammadi, E., Bolzoni, F., Fumagalli, G., Re, G., Benassi, G. Lazzari, L., Hydrogen diffusion into three metallurgical microstructures of a C–Mn X65 and low alloy F22 sour service steel pipelines. 2014, International Journal of Hydrogen Energy. 39. 13300–13313. https://doi.org10.1016/j.ijhydene.2014.06.122 .
[19] Jemblie L, Hagen AB, Hagen CHM, Nyhus B, Alvaro A, Wang D, et al. Safe pipelines for hydrogen transport. Int J Hydrogen Energy. 2024; https://doi.org/10.1016/j.ijhydene.2024.06.309
Hydrogen is becoming the most important energetic vector in the energetic transition process in particular energy transport and energy storage. There is therefore a growing interest in using hydrogen blends in natural gas to reduce carbon emissions. However, the debate on the compatibility of the current natural gas network with hydrogen gas is still open, and there is no harmonization of allowable hydrogen concentration in natural gas. Indeed, national laws and EU Directives set different limits for hydrogen injection into the Gas Grid.
The Acoustic Emission technique has been successfully used to study hydrogen-assisted cracking mechanisms in metal alloys. The technique was used here to monitor the cracking mechanisms during slow strain rate tests on tubular carbon steel specimens pressurized with pure hydrogen and methane blended hydrogen gas. Mechanical as well as morphological analysis of fracture surfaces evidenced the influence of partial pressure on cracking mechanisms. Acoustic Emission allowed the identification of different data clusters correlated with the specific observed cracking modes.
KEYWORDS: STEEL, HYDROGEN, HYDROGEN ASSISTED CRACKING, ACOUSTIC EMISSION
M.Faraji, L. Pezzato, A. Yazdanpanah, I. Calliari, M. Esmailzadeh
This study investigates the effects of natural inhibitors (pomegranate juice, algae extract and tomato juice) on the corrosion resistance of titanium (grade 2) and magnesium alloys (AZ31). After sample preparation, corrosion tests were conducted using a potentiostat, employing Electrochemical Impedance Spectroscopy (EIS), and Potentiodynamic Polarization (PDP) tests. Two electrolytes were tested: a solution 3.5% NaCl and a solution 0.5M NaOH. All the tests were performed with 5% of inhibitor and with the reference solution. Also, inhibition efficiency was calculated on the base of PDP tests. The study found that pomegranate juice can act as good corrosion inhibitor for titanium and magnesium alloys in aqueous solutions 0.5M NaOH. This was demonstrated by the increase in the corrosion potential and impedance modulus and decrease in the corrosion current density after the addition of pomegranate juice to the solution. However, in a 3.5% NaCl solution, the efficacy of pomegranate juice was less pronounced, probably due to the high aggressivity of the electrolyte. Tomato juice and algae extract have instead shown very low inhibition effect in all the tested conditions.
KEYWORDS: NATURAL INHIBITOR, CORROSION, POMEGRANATE JUICE, TITANIUM, MAGNESIUM
Corrosion is one of the most destructive phenomena that affects many industrial sectors, such as the marine construction, oil and gas and automotive. Numerous studies have been conducted via different inhibitors to prevent harmful effects of corrosive processes [14]. In particular the interest on green inhibitors as ecofriendly materials is currently grown to address corrosion problems [5]. In recent years, several research have been conducted on employing plant and fruit extracts as natural inhibitors, highlighting them as environmentally friendly alternatives to traditional inhibitors for preventing metal corrosion. The advantages of using these green inhibitors are manifold. Firstly, they effectively safeguard metals from corrosion while preserving ecological equilibrium. Secondly, being derived from renewable, biodegradable, and eco-friendly resources, they contribute to minimizing environmental contamination. Compared to traditional inhibitors, they are not only more economical but also several are capable of being recycled. Therefore, integrating green inhibitors into metal corrosion prevention strategies is advocated as a responsible, affordable, and eco-conscious approach [6-8]. The mature section of the pomegranate fruit is rich in
sugars, acids, vitamins, polyphenols, polysaccharides, and crucial nutrients [9]. It is recognized for its medicinal benefits, including antioxidant, antibacterial, and inhibitory effects, which are attributed to its content of anthocyanins like pelargonidin, delphinidin, and cyaniding, along with other phenolic compounds such as hydrolysable tannins including punicalin, punicalagin, gallagic, pedunculagin, ellagic acid and organic acids [10-17]. This paper aims to investigate how the use of pomegranate juice as a natural inhibitor influence the corrosion of Titanium (grade 2) and Magnesium (AZ31) alloys, tested in two different aqueous solutions: 3.5% NaCl and 0.5M NaOH. Also, other two natural inhibitors (tomato juice and algae extract) were preliminary tested but the results were not satisfactory.
An initial ingot of grade 2 titanium alloy and of AZ31 magnesium alloy was cut transversally with a disc cutter, under the jet of a cooling fluid, in order to avoid thermal alterations and lubricate the blade. As a result, square samples with a side of 15 mm and a thickness of no more than 3-4 mm were obtained. After cutting, the samples were grinded and polished using a series of silicon carbide (SiC) abrasive papers (160, 320, 800, 1000 and 1200 grit) to provide smooth surfaces. Then the samples were washed with ultrasound to obtain an optimal surface finish free of impurities. Both potentiodynamic polarization (PDP) and electrochemical impedance spectroscopy (EIS) tests were
conducted using a Gamry Interface 1010E potentiostat in a three-electrode configuration using a Platinum electrode as counter electrode a calomel electrode as reference and the tested sample (1 cm2) as working electrode. PDP tests were conducted between -2V and +3V with a scan rate of 1 mV/s. EIS tests were conducted with a sinusoidal perturbation of 10 mV over the frequency range of 100 kHz to 0.1 Hz. All the electrochemical tests were conducted after 30 min of OCP stabilization in two different electrolytes 0.5 M NaOH and 3.5% NaCl aqueous solutions. The tests were firstly conducted in the solution without the inhibitor, as reference, and after the addition of 5% of corrosion inhibitor (pomegranate juice, tomato juice and algae extract). Results of the EIS were after fitted with proper equivalent circuit using Z-View software and the equivalent circuit is presented in the section of the results. Corrosion potential and corrosion current density were graphically extrapolated from PDP tests using the Tafel law and then the data were employed to calculate the inhibition efficiency.
Electrochemical Impedance Spectroscopy (EIS)
Fig. 1-2 show the Nyquist plots of the grade 2 titanium samples in 0.5 M NaOH and 3.5% NaCl solution with or without the natural inhibitors. In these figures, the experimental and fitting data can be observed by the scattered dots and straight line respectively.
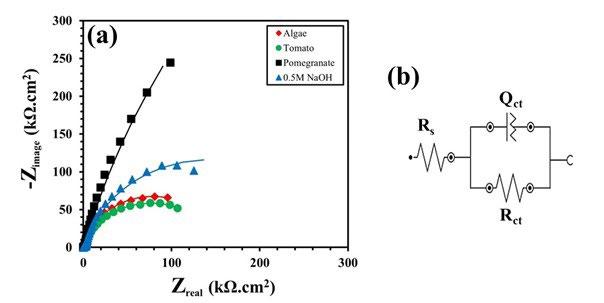
Fig.1 - a) Nyquist plots of the Ti samples in 0.5M NaOH solution with/without inhibitors b) Schematic of the equivalent electrical circuit on the electrode surface / a) Diagramma di Nyquist relativo ai test su Ti grado 2 in soluzione 0.5M NaOH b) Circuito equivalente utilizzato per il fitting dei dati sperimentali
Tab.1 - EIS parameters of the equivalent circuit for grade 2 Ti in 0.5 M NaOH with/without inhibitor / Valori ottenuti dal fitting dei dati EIS sperimentali relativi ai test su campioni in Ti grado 2 in soluzione 0.5M NaOH con e senza inibitore.
According to Fig. 1a, the impedance at lower frequencies serves as an indicative measure of both the polarization resistance and the corrosion resistance. Therefore, the corrosion resistance values of the specimens are in the order of pomegranate > 0.5 NaOH (reference) > tomato > Algae. Fig. 1b displays the equivalent electrical circuit employed to fit the experimental data obtained by EIS test. The circuit includes a solution resistance (Rs) in series with a parallel capacitive loop charge transfer resistance and constant phase element (CPE) of the oxide layer formed on the surface (Rct/Qct). The CPE is inserted into the circuit to serve as an alternative to the capacitor, aiming for a closer fitting under conditions where the frequency exponent is below 1.0. [18-20]. The charge transfer resistance (Rct) of the double layer is inversely proportional to the corrosion rate. According to Tab. 1, the Rct value of the Ti sample in 0.5 M NaOH solution without any inhibitors is 2.82 × 105 Ω .cm-2 By adding the pomegranate extract as an inhibitor, the Rct value was increased to 2.01 × 106 Ω .cm-2. In other cases, it
was observed that tomato juice and algae have a negative effect on the corrosion resistance of Ti samples in NaOH solution, so that the Rct values is decreased to 1.52 × 105 and 1.56 × 105 Ω .cm-2, respectively.
Fig. 2a displays the results of the EIS tests carried out on a grade 2 Ti sample in 3.5% NaCl solution. In this case it does not evidence a significant increase in corrosion resistance using natural inhibitors. It can be observed that the use of pomegranate juice produces only a slight inhibition effect, especially in comparison with the results obtained in 0.5 M NaOH solution. According to the equivalent electrical circuit (Fig. 2b) and EIS parameters given in Tab. 2, the Rct value of the Ti sample in 3.5% NaCl solution without any inhibitors, was increased from 8.14 × 105 Ω .cm-2 to 1.53 × 106 Ω .cm-2 by adding pomegranate juice. Inversely the addition of tomato and algae decreased the corrosion resistance of the Ti alloy, so that the value of Rct significantly decreased to 92413 and 39450 Ω .cm-2, respectively.
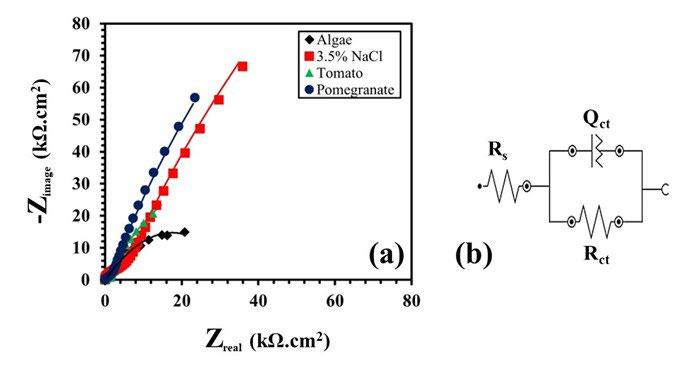
Fig.2 - a) Nyquist plots of the grade 2 Ti samples in 3.5% NaCl solution with different inhibitors. b) Schematic of the equivalent electrical circuit on the electrode surface / a) Diagramma di Nyquist relativo ai test su Ti grado 2 in soluzione 3.5% NaCl b) Circuito equivalente utilizzato per il fitting dei dati sperimentali
Tab.2 - EIS parameters of the equivalent circuit for grade 2 Ti in 3.5% NaCl solution with/without / Valori ottenuti dal fitting dei dati EIS sperimentali relativi ai test su campioni in Ti grado 2 in soluzione 3.5% NaCl con e senza inibitore inhibitor.
Fig. 3a reports the results of the EIS tests carried out on AZ31 samples in 0.5M NaOH solution. In the case of AZ31 alloy, it can be observed that the use of natural inhibitors does not change the impedance and corrosion resistance values; this means that the natural inhibitors studied in this work have no significant effects on the corrosion properties of magnesium in these conditions. Fig. 3b illustrates the equivalent electrical circuit employed to fit the experimental data obtained by EIS test. As shown in Tab. 3, by addition of pomegranate juice and algae into 0.5M NaOH solution, the Rct value of the AZ31 alloy sample was decreased from 70506 Ω .cm-2 to 50825 and 43920 Ω .cm-2, respectively, thus indicating negative effect of these natural compounds on the corrosion properties of AZ31 alloy.
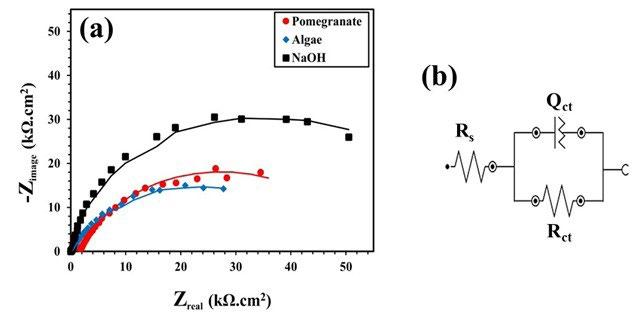
Fig.3 - a) Nyquist plots of the AZ31 samples in 0.5M NaOH solution with different inhibitors b) Schematic of the equivalent electrical circuit on the electrode surface / a) Diagramma di Nyquist relative ai test su lega di magnesio AZ31 in soluzione 0.5M NaOH b) Circuito equivalente utilizzato per il fitting dei dati sperimentali
Tab.3 - EIS parameters of the equivalent circuit for AZ31 magnesium alloy in 0.5 M NaOH with/without inhibitor / Valori ottenuti dal fitting dei dati EIS sperimentali relativi ai test su lega di magnesio AZ31 in soluzione 0.5M NaOH con e senza inibitore
Potentiodynamic polarization (PDP)
Fig. 4 and 5 show the potentiodynamic polarization curves of grade 2 Ti and AZ31 samples in 2 different solutions (0.5 M NaOH and 3.5% NaCl). Corrosion parameters were determined by applying the Tafel extrapolation method. Linear regression was performed on the linear portions of both the anodic and cathodic branches of the
polarization curves [21, 22]. For active–passive materials such as titanium, careful selection of the linear region was essential to avoid the transition region where passive film formation or breakdown occurs. In instances where a sharp increase in current density was observed (indicative of passive film breakdown or localized corrosion initiation) those data points were excluded from the linear fit.
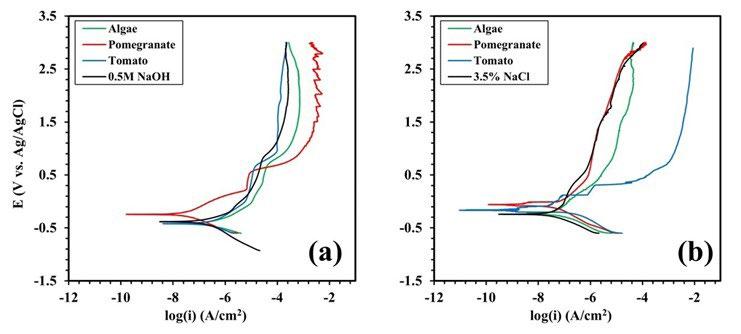
Fig.4 -PDP curves of the Ti samples in a) 0.5M NaOH and b) 3.5% NaCl solution with different inhibitors. / Risultati delle prove potenziodinamiche su Ti grado 2 in a) 0.5 M NaOH e b) 3.5% NaCl in soluzioni con diversi inibitori.
Fig. 4a shows the trends of the polarization curves in the case of titanium immersed in an aqueous solution 0.5M NaOH + natural inhibitors. By considering the graph, it can be observed that the only curve that deviates from the solution without inhibitors (reference solution) is the curve of the pomegranate juice. Tab. 6 shows the corrosion parameters of the grade 2 Ti samples graphically extrapolated from PDP curves in 0.5M NaOH, particularly the i corr and Ecorr. The presence of pomegranate juice obviously causes a shift in the E corr of NaOH from -384 to -244 mV. Also, a remarkable decrease in the icorr value of the sample tested in solution containing pomegranate juice can be observed, indicating high inhibition effect. According to the figure, the addition of pomegranate extract results in a pronounced increase in anodic current density at potentials above 0.5 V vs. Ag/AgCl. The anodic current for the pomegranate-treated sample is approximately one order of magnitude higher compared to the material in NaOH without inhibitors. This behavior suggests that rather than simply reducing the corrosion rate, pomegranate extract may be influencing the
passivation process, potentially modifying the stability of the surface oxide layer. The increased anodic current in this range indicates that the inhibitor may be facilitating localized dissolution or altering the electrochemical properties of the protective film. In contrast, the algae and tomato extracts in NaOH do not exhibit the same extent of anodic current enhancement, indicating a different mode of interaction with the oxide layer. The fact that the anodic current density increases significantly in the presence of pomegranate extract implies that a simple Tafel extrapolation approach would be insufficient to accurately determine the corrosion rate, as it does not account for changes in passivation and trans passive behavior at higher potentials.
Fig. 4b illustrates the behavior of a grade 2 Ti sample in 3.5% NaCl solution. From the graph it can be observed that the natural inhibitors under consideration do not significantly increase the resistance of the material as comparing the anodic branch of the different curves it is evident that there is no improvement. Considering the corrosion potential there is a slight increase in this
parameter in the presence of tomato juice and a more significant increase in the presence of pomegranate juice. Globally, however, it can be stated that from PDP tests the inhibitors do not produce significant positive effects to the corrosion properties 3.5% NaCl solution. Unlike the pomegranate extract in NaOH, the presence of tomato extract does not result in a significant overall improvement in corrosion resistance. The increased anodic current density suggests that the extract may be destabilizing the passive oxide film, potentially making the material more vulnerable to localized corrosion in chloride-rich environments. The algae and pomegranatetreated samples in NaCl exhibit relatively lower anodic current densities, suggesting that these extracts provide better surface protection under chloride exposure. Tab. 5 displays the corrosion parameters of the grade 2 Ti samples graphically extrapolated from PDP curves in 3.5% NaCl. The presence of pomegranate juice causes a shift in
the E corr of NaCl solution from -255 to -82 mV. The i corr value of pomegranate juice in NaCl solution is 9.67 × 10-7 mA/ mm2, which has the best corrosion resistance among the inhibitors, but the differences are very small in comparison to the other tested samples.
Finally, in Fig. 5 the trends of the polarization curves of the AZ31 in 0.5M of NaOH solution are shown. From this graph it is first noted that the only significant improvement is at the level of corrosion potential in the case of the solution with the addition of pomegranate juice, as the corrosion potential is significantly higher than the one in other curves. Looking at the anodic branch, however, we note that the pomegranate juice does not bring particular improvements to the resistance of the material.
From the polarization curves it was possible to calculate the efficiency of the single inhibitors inserted in the different solutions. The efficiencies reported in Tables 3 to 5 have been calculated using the following formula:
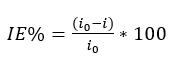
where IE% is the inhibitors percentage efficiency, i0 is the current density in the case of the solution without inhibitors and i is the current density in the solution with the inhibitor of which the efficiency is to be calculated.
From the tables, it is possible to note that pomegranate juice has good efficiency in all three different tested solutions whereas the effect if tomato juice and algae extract is controversial and, in any case, lower than the one of pomegranate juice.
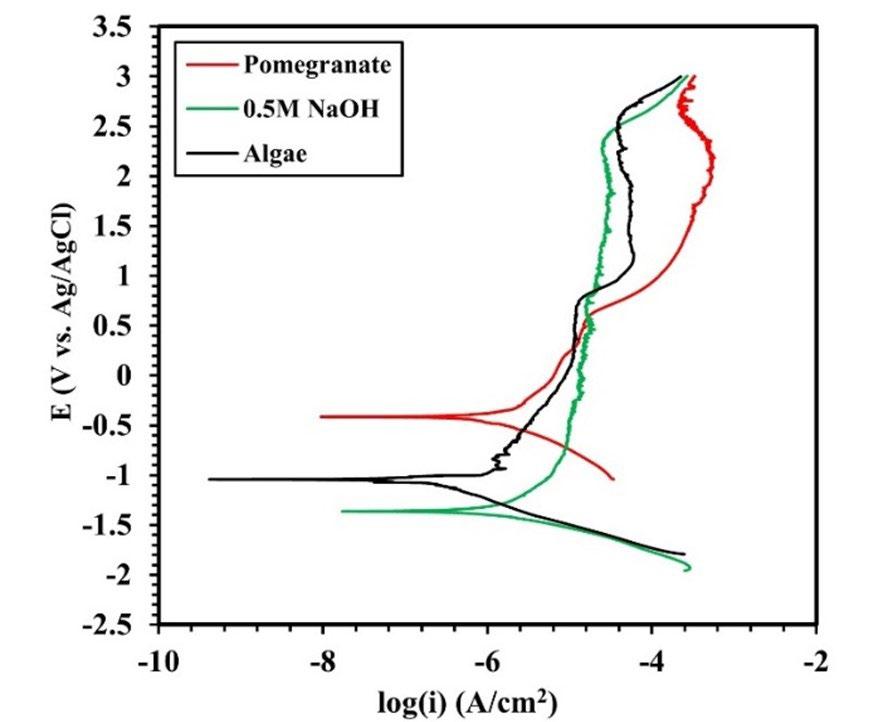
Fig.5 - PDP curves of the AZ31 alloy samples in 0.5M NaOH solution with different inhibitors / Risultati delle prove potenziodinamiche su lega AZ31 in 0.5 M NaOH con diversi inibitori.
Tab.4 - The corrosion parameters and IE% inhibitors of AZ31 alloy samples in 0.5M NaOH / Dati estrapolati dalle prove potenziodinamiche e efficienza di inibizione per i campioni di lega AZ31 in soluzione 0.5M NaO
Tab.5 - The corrosion parameters and IE% inhibitors of Ti samples in 3.5% NaCl / Dati estrapolati dalle prove potenziodinamiche e efficienza di inibizione per i campioni di Ti grado 2 in soluzione 3.5% NaCl
Tab.6 - The corrosion parameters and IE% inhibitors of grade 2 Ti samples in 0.5M NaOH / Dati estrapolati dalle prove potenziodinamiche e efficienza di inibizione per i campioni di titanio grado 2 in soluzione 0.5M NaOH
In this study the effect of 3 natural inhibitors (pomegranate and tomato juice and algae extract) on the corrosion behavior of grade 2 Ti and AZ31 Mg in two different environments (0.5M NaOH and 3.5% NaCl) was investigated. It was observed that the only substance that give significant effect in terms of corrosion inhibition is pomegranate juice. In fact, this substance has shown to produce a remarkable increase of the corrosion potential in the case of grade 2 titanium inserted in an aqueous solution with 0.5M of NaOH and a remarkable improvement of the corrosion potential also for AZ31 magnesium alloy inserted in the same solution. In the case of aqueous solution with 3.5% NaCl, however, the inhibitors were found to be less effective, even though, pomegranate juice is still the best of the three. In the EIS tests, pomegranate was found to produce a remarkable increase in the polarization resistance in the case of titanium inserted in aqueous solution with 0.5M of NaOH. Interestingly, pomegranate exhibits inhibitory effects; however, these effects are less pronounced under PD polarization. In conclusion, it is advisable to choose pomegranate juice as a possible natural inhibitor to conduct further investigations in order to clarify better the mechanism of corrosion inhibition. Algae and tomato juice instead did not give positive results in this study.
[1] O. Fayomi, I. Akande, S. Odigie, Economic impact of corrosion in oil sectors and prevention: An overview, Journal of Physics: Conference Series, IOP Publishing, 2019, p. 022037.
[2] J. Panchal, D. Shah, R. Patel, S. Shah, M. Prajapati, M. Shah, Comprehensive review and critical data analysis on corrosion and emphasizing on green eco-friendly corrosion inhibitors for oil and gas industries, Journal of Bio-and Tribo-Corrosion 7(3) (2021) 107.
[3] M. Faraji, S. Karimi, M. Esmailzadeh, L. Pezzato, I. Calliari, H. Eskandari, The electrochemical and microstructure effects of TiB2 and SiC addition to AA5052/Al2O3 surface composite coatings in 0.5 M H2SO4 solution, Journal of Bio-and Tribo-Corrosion 8(4) (2022) 117.
[4] S. Karimi, N. Fakhar, M. Faraji, F. Fereshteh-Saniee, Simultaneous improvement of mechanical strength and corrosion resistance in aluminum alloy 5083 via severe plastic deformation, Materials Chemistry and Physics 313 (2024) 128755.
[5] N.O. Eddy, U.J. Ibok, R. Garg, R. Garg, A. Iqbal, M. Amin, F. Mustafa, M. Egilmez, A.M. Galal, A brief review on fruit and vegetable extracts as corrosion inhibitors in acidic environments, Molecules 27(9) (2022) 2991.
[6] N. Hossain, M. Asaduzzaman Chowdhury, M. Kchaou, An overview of green corrosion inhibitors for sustainable and environment friendly industrial development, Journal of Adhesion Science and Technology 35(7) (2021) 673-690.
[7] B.A. Rani, B.B.J. Basu, Green inhibitors for corrosion protection of metals and alloys: an overview, International Journal of corrosion 2012(1) (2012) 380217.
[8] C. Verma, E.E. Ebenso, I. Bahadur, M. Quraishi, An overview on plant extracts as environmental sustainable and green corrosion inhibitors for metals and alloys in aggressive corrosive media, Journal of molecular liquids 266 (2018) 577-590.
[9] H. Ashassi-Sorkhabi, S. Mirzaee, T. Rostamikia, R. Bagheri, Pomegranate (Punica granatum) peel extract as a green corrosion inhibitor for mild steel in hydrochloric acid solution, International Journal of Corrosion 2015(1) (2015) 197587.
[10] Y. Abboud, O. Tanane, A.E. Bouari, R. Salghi, B. Hammouti, A. Chetouani, S. Jodeh, Corrosion inhibition of carbon steel in hydrochloric acid solution using pomegranate leave extracts, Corrosion Engineering, Science and Technology 51(8) (2016) 557-565.
[11] A. Fouda, M. Eissa, M. Fakih, Pomegranate aqueous extract (PAE) as an eco-friendly inhibitor for carbon steel used in sanitation plants: kinetics and bacteria effect, Journal of Bio-and Tribo-Corrosion 5(1) (2019) 5.
[12] Y. Abboud, A. Chagraoui, O. Tanane, A. El Bouari, H. Hannache, Punica granatum leave extract as green corrosion inhibitor for mild steel in Hydrochloric acid, MATEC Web of Conferences, EDP Sciences, 2013, p. 04029.
[13] M.S. Cheyad, T.A. Salman, Characterization and study the inhibition activity of pomegranate peel extract for α-brass corrosion in H2SO4 solution, Oriental Journal of Chemistry 33(3) (2017) 1241.
[14] G. Chen, M. Zhang, M. Pang, X.-q. Hou, H. Su, J. Zhang, Extracts of Punica granatum Linne husk as green and eco-friendly corrosion inhibitors for mild steel in oil fields, Research on Chemical Intermediates 39 (2013) 3545-3552.
[15] M.A. Chidiebere, C.E. Ogukwe, K.L. Oguzie, C.N. Eneh, E.E. Oguzie, Corrosion inhibition and adsorption behavior of Punica granatum extract on mild steel in acidic environments: Experimental and theoretical studies, Industrial & Engineering Chemistry Research 51(2) (2012) 668-677.
[16] M. Quraishi, I. Farooqi, P. Saini, Investigation of some green compounds as corrosion and scale inhibitors for cooling systems, Corrosion 55(05) (1999).
[17] M. Behpour, S. Ghoreishi, M. Khayatkashani, N. Soltani, Green approach to corrosion inhibition of mild steel in two acidic solutions by the extract of Punica granatum peel and main constituents, Materials Chemistry and Physics 131(3) (2012) 621-633.
[18] M. Faraji, S. Karimi, M. Esmailzadeh, L. Pezzato, Investigation of the Microstructure and Corrosion Behaviors of Composite HardFaced Layers on Al5052 Using SiC and TiB2 in 3.5% NaCl and 0.5 M H2SO4 Solutions, Journal of Materials Engineering and Performance 32(21) (2023) 9711-9724.
[19] M. Faraji, S. Shabestari, S. Razavi, The effects of cold rolling and stabilization treatment on the improvement of microstructure, mechanical properties, and corrosion behavior of AA5083 sheet, Journal of Materials Engineering and Performance 32(5) (2023) 20972108.
[20] V. Torres, V. Rayol, M. Magalhães, G. Viana, L. Aguiar, S. Machado, H. Orofino, E. D’elia, Study of thioureas derivatives synthesized from a green route as corrosion inhibitors for mild steel in HCl solution, Corrosion Science 79 (2014) 108-118.
[21] C. Gasparrini, J. Douglas, A. Yazdanpanah, R. Stroud, G. Divitini, M. Dabalà, G. Scatigno, S. Pedrazzini, M. Wenman, D. Badocco, Corrosion of 316L exposed to highly concentrated borated water used as shield in nuclear fusion experimental reactors cooling circuits, Corrosion Science 230 (2024) 111902.
[22] A. Yazdanpanah, N. Capuzzo, M. Khodabakhshi, M. Dabala, Evaluation of stress-assisted corrosion performance of L-PBF processed Ti6Al4V: A microcapillary electrochemical approach, Engineering Failure Analysis 166 (2024) 108891.
Il presente studio indaga gli effetti di alcuni inibitori naturali (succo di melograno e pomodoro e estratto di alghe) sulla resistenza alla corrosione del titanio (grado 2) e della lega di magnesio AZ31. Dopo la preparazione del campione,la resistenza a corrosione è stata valutata mediante spettroscopia di impedenza elettrochimica (EIS) e test di polarizzazione potenziodinamica (PDP) mendiante l’ausilio di un potenziostato. Sono stati testati due differenti elettroliti: una soluzione 3,5% NaCl e una soluzione 0,5 M NaOH. Tutti i test sono stati eseguiti con il 5% di inibitore e con la soluzione di riferimento priva di inibitore. Inoltre, è stata calcolata l'efficienza di inibizione sulla base dei risultati delle prove potenziodinamiche. Lo studio ha permesso di evidenziare che il succo di melograno può agire come un buon inibitore della corrosione per le leghe di titanio e magnesio in soluzioni acquose con 0,5 M NaOH. Ciò è stato dimostrato dall'aumento del potenziale di corrosione e del modulo di impedenza e dalla diminuzione della densità di corrente di corrosion dopo l'aggiunta di succo di melograno alla soluzione. Tuttavia, in una soluzione 3,5% NaCl, l’efficacia del succo di melograno è stata meno pronunciata, probabilmente a causa dell’elevata aggressività della soluzione. Il succo di pomodoro e l’estratto di alghe hanno invece evidenziato scarsa capacità di inibizione in tutte le condizioni testate.
E.
Proverbio, M. Giglio, A. Gennari Santori
La precompressione a cavi post-tesi è ampiamente utilizzata per la costruzione di ponti e viadotti grazie all'opportunità di maggiori scelte progettuali offerte dalla tecnologia di costruzione. La protezione della corrosione dei fili o trefoli inseriti all’interno di guaine metalliche o polimeriche è affidata alla malta da iniezione. I difetti di intasamento portano spesso all’innesco di fenomeni corrosivi. La presenza di una guaina metallica e la difficoltà di accesso ai fili o ai trefoli di acciaio all'interno del condotto riduce notevolmente la possibilità di utilizzare le procedure standard comunemente adottate per la valutazione della velocità di corrosione nelle strutture in calcestruzzo armato ordinario. Di particolare interesse le problematiche legate ad ambienti completamente saturi d’acqua in totale assenza di malta di intasamento. I risultati preliminari di alcune indagini volte ad utilizzare l’uso combinato di indagini analitiche e misure elettrochimiche vengono qui riportati al fine di ottenere una stima delle condizioni di stato limite ultimo dell’elemento teso.
CHIAVE:
I sistemi di post-tensione (PT) sono ampiamente utilizzati per la costruzione di ponti e viadotti grazie all'opportunità di maggiori scelte progettuali offerte dalla tecnologia di costruzione e alla capacità di costruire strutture efficienti con luci libere più lunghe. La protezione dalla corrosione dei fili o trefoli inseriti all'interno di una guaina metallica o polimerica è affidata alla malta da iniezione (impasto cementizio con specifiche proprietà reologiche e bassissimo ritiro). La presenza di difetti di intasamento porta spesso all'innesco di fenomeni corrosiv i [1]. La corrosione è favorita dall’ingresso di acqua che può accedere a causa di perdite nei condotti, discontinuità nei condotti o difetti di sigillatura nelle testate di ancoraggio [2]. L'acqua può essere già presente nei condotti dei cavi di post-tensione prima dell'iniezione o originata dai processi di segregazione della boiacca [3].
La difficoltà di accesso ai fili o ai trefoli di acciaio all'interno del condotto riduce notevolmente la possibilità di utilizzare le procedure standard comunemente adottate per la valutazione della velocità di corrosione nelle ordinarie strutture in cemento armato. Tali difficoltà si riflettono in una difficile previsione della vita utile delle condizioni che portano la struttura agli stati limite ultimi
E. Proverbio, M. Giglio
Università degli Studi di Messina
A. Gennari Santori
AGS ING Srl, Roma
[4]. Molte delle tecniche di indagine impiegate per il controllo delle strutture non sono in grado di fornire indicazioni sull’effettivo stato di corrosione dei cavi, sebbene la tecnica della dispersione del flusso magnetico possa dare informazioni sull’area della sezione trasversale dell'acciaio è limitata ai casi in cui sia presente una guaina metallica [5]. Solo le tecniche elettrochimiche possono fornire una corretta indicazione della velocità di corrosione effettiva. Recentemente è stato proposto l'uso di misure di impedenza indiretta per rilevare la corrosione di trefoli di acciaio all'interno di condotti in materiale polimerico [5]. Se è possibile accedere e rimuovere il condotto metallico è possibile utilizzare molti metodi per la stima della velocità di corrosione utilizzati per il calcestruzzo armato [6]. La più interessante di queste tecniche è quella della misura della resistenza alla polarizzazione lineare (LPR) [7], sebbene restino aperte tutta una serie di problematiche legate all’interazione guaina cavo e alla definizione dell’area di misura. Lo scopo del lavoro è quello di valutare una procedura per stimare la velocità di corrosione dei cavi post-tesi e tentare un'estrapolazione provvisoria della vita utile dell'elemento strutturale partendo dalla combinazione di informazioni ottenute sul campo, tecniche di analisi standardizzate e test elettrochimici modificati eseguiti in laboratorio.
SPERIMENTAZIONE
L’utilizzo di geometrie di ancoraggio complesse, andamenti dei condotti non lineari ed un eccessivo

affollamento dei condotti ha portato con una certa frequenza, in particolar modo nelle strutture più vecchie ad una difficoltà di intasamento con il risultato di lasciare interi tratti di condotti primi di malta. Pur tuttavia le condizioni di isolamento dei condotti, la ridotta umidità relativa portano, in alcuni casi, i fili a lavorare in un contesto di “corrosione” atmosferica in ambiente blandamente aggressivo. Una volta individuate con tecniche di tomografia acustica la presenza di cavità non intasate, l’accesso ai condotti attraverso microfori e l’utilizzo endoscopie a fibra ottiche ha permesso di osservare lo stato di conservazione dei cavi che in taluni casi si mostra sorprendentemente buono dopo quasi 50 anni di vita. (Fig. 1). La stima della velocità di corrosione in questo contesto non è facile e richiede una conoscenza adeguata delle condizioni effettive in cui si trovano i cavi che sono rapidamente modificate nel momento stesso in cui viene effettuato l’accesso al condotto. È comunque la possibilità di formare acqua condensata che promuove in maniera significativa l’innesco e la propagazione della corrosione [8].
In assenza di tale condizione anche dopo tempi di esposizione relativamente lunghi (sebbene sempre compatibili con una sperimentazione in laboratorio) non sono stati osservati attacchi corrosivi significativi e il comportamento meccanico dei trefoli oggetto di indagine è risultato immutato [9].

- Stato di conservazione dei cavi post-tesi in condotti non intasati. Rilievo effettuato su alcune strutture della metà degli anni ‘70. / Surface condition of post-tensioned wires in ungrouted ducts. Observations carried out on structures built in the half of the ‘70s.
In presenza di una malta di intasamento ancorché poco protettiva è viceversa ipotizzabile l’utilizzo adattato di alcune tecniche di indagine elettrochimica. A tal proposito sono stati impiegati alcuni spezzoni di un condotto estratti da una trave PT parte del viadotto “Ritiro”, un'infrastruttura dell'autostrada A20 Messina-Palermo originariamente realizzata alla fine degli anni '60. La trave, alta 2,70 m e lunga 43 m, era compressa da 6 cavi con 40 fili di 7 mm di diametro, racchiusi in un tubo di acciaio corrugato di 70 mm di spessore 0,8 mm. Precedenti ispezioni in loco hanno evidenziato danni da corrosione limitati o quasi assenti sui fili di acciaio, senza perdita di forza di precompressione [10] . Dopo la demolizione, gli elementi sono stati stoccati in pellicola HDPE in ambiente asciutto. Per stimare la probabilità di corrosione subito dopo l'apertura di finestre 60x60 mm sul condotto in acciaio, sono stati valutati il contenuto d'acqua, la composizione
mediante XRF e XRD e il pH della malta [11]. Su una finestra a parte dopo aver valutato mediante verifica sulla sezione trasversale alle estremità del provino che fosse presente una quantità significativa di boiacca, sono state impiegate tecniche elettrochimiche. Prima dell'impiego è stato effettuato un controllo di un eventuale cortocircuito tra il filo d'acciaio e il condotto d'acciaio. Il potenziale di corrosione è stato valutato mediante Ag/AgCl (soluzione satura di KCl), mentre la velocità corrosione è stata stimata mediante il metodo LPR [7] e la tecnica dell'impulso galvanostatico (GPT) [12] (Fig. 2). In entrambi i casi è stata utilizzata come controelettrodo una piastra curva in acciaio inossidabile da 50 x 50 mm. Il contatto elettrochimico è stato assicurato da una spugna bagnata. La procedura è stata precedentemente testata e calibrata su piccoli campioni di calcestruzzo tipo lollipop realizzati nell'ambito di un precedente progetto di ricerca.

RISULTATI
Non sono state osservate differenze tra la composizione della malta esterna e quella interna. La malta era piuttosto asciutta e di colore grigio chiaro. Sono state osservate alcune tracce di prodotti di corrosione sulla malta a contatto con il condotto in acciaio. La quantità totale di ione solfato (come SO4 ) è risultata inferiore al 2% in peso e al di sotto della quantità massima consentita per la malta per intasamento. Il contenuto di cloruro (da XRF) era tra 0,090-0,095% in peso. Gli spettri XRD hanno mostrato la presenza di composti tipici dell'idratazione del cemento Portland (non sono state rilevate fasi estranee). Il pH della boiacca è risultato di circa 12,7 in prossimità della superficie (quasi a contatto con il condotto in acciaio) e di circa
13,3 a 2 cm di profondità. I fili erano posizionati eccentricamente e l'elevato numero di fili rispetto al diametro del condotto impediva il completo riempimento dell'intero volume libero. Sono stati osservati alcuni piccoli vuoti tra i fili interni. Una volta rimossa la malta, sul filo d'acciaio sono stati rilevati lievi attacchi di corrosione per lo più concentrati lungo la linea di contatto tra i fili (Fig. 3). Il potenziale di corrosione, misurato (cinque ripetizioni) su due siti diversi, a causa della posizione disomogenea del filo e dello spessore della malta, era leggermente diverso. Il basso contenuto di umidità nella malta ha comportato un'elevata influenza della caduta ohmica (maggiore per il metodo LPR). L'area di riferimento dell'elettrodo di lavoro (fili di acciaio) è stata calcolata dall'inviluppo
- Corrosion
della superficie dei fili direttamente esposta alla “vista” del controelettrodo per una lunghezza di 50 mm (il lato del controelettrodo). I risultati sono riportati nella Tabella 1. La malta liquida era probabilmente originariamente contaminata da cloruro durante la miscelazione in loco (il sale antigelo non è mai stato utilizzato sul viadotto e la contaminazione da cloruro da aerosol marino attraverso il copriferro di calcestruzzo e il condotto in acciaio è altamente improbabile). Tuttavia, le buone proprietà passivanti e il contenuto di cloruri relativamente basso, nonché l'ambiente secco, hanno contribuito a limitare gli attacchi
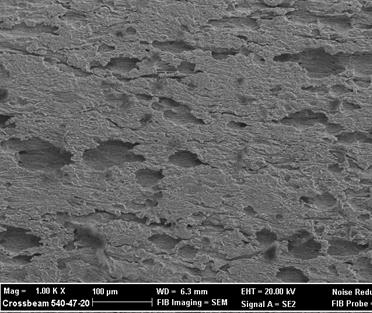
di corrosione sui fili di acciaio, nonostante la scarsa capacità di intasamento. Sulla superficie dei fili di acciaio sono stati osservati solo pochi punti di corrosione di profondità limitata, essendo la maggior parte dell'attacco corrosivo (sebbene limitato in profondità) ristretto all'area di contatto tra filo e filo. Tale situazione si rifletteva sulle misurazioni elettrochimiche, nonostante il potenziale di corrosione relativamente basso (inferiore a -0,350 V vs Cu/CuSO4) la velocità di corrosione media era piuttosto bassa.
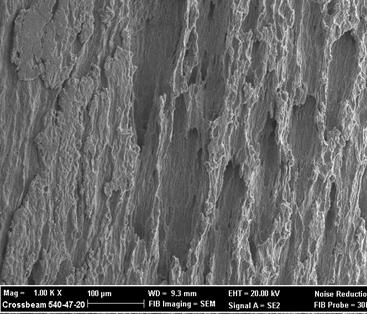
Fig.3 - Attacchi corrosivi osservati sulla superficie dei fili estratti dal condotto di una trave del viadotto Ritiro (A20). / Corrosion attacks observed on steel wire extracted from a beam of the Ritiro viaduct (A20 highway).
Tab.1 - Valori medi delle determinazioni elettrochimiche effettuate sullo spezzone di cavo estratto dal viadotto Ritiro. / Mean values of the electrochemical measurements carried out on the tendon duct extracted from the Ritiro viaduct.
Le misure sono state inoltre influenzate dal basso contenuto di acqua nella boiacca (in particolare per LPR, in misura minore per GPT). La riduzione della sezione trasversale per corrosione omogenea su tutta la superficie del filo è cautamente stimata in circa 8 µ m/anno (cioè circa 160 µ m in 20 anni); tuttavia, se limitiamo, come osservato, l'attacco corrosivo alla piccola porzione di superficie del filo nel punto di contatto con altri fili, stimato sulla base
dell'osservazione visiva in circa 1/10 dell'intera superficie laterale, la riduzione del diametro lungo la linea di contatto filo-filo arriverebbe a circa 1,6 mm in 20 anni.
È chiaro che l'applicazione di tecniche elettrochimiche per valutare la velocità di corrosione e la perdita di massa sui cavi nelle strutture PT potrebbe essere di grande interesse nella stima della vita utile residua; tuttavia, diverse
questioni ne limitano in alcuni casi l'applicabilità. È fondamentale accedere ai cavi all'interno del condotto in acciaio e mentre il cortocircuito con il condotto in acciaio (o condotto in acciaio zincato) potrebbe essere un problema per una corretta distribuzione del flusso di corrente (e misura del potenziale di corrosione), la presenza di un adeguato spessore di malta è obbligatoria per la corretta applicazione dei metodi elettrochimici. La discontinuità nella malta, così come la perdita di contatto su fili o trefoli di acciaio o il vuoto interno influenzano notevolmente le misure e il loro significato. D'altra parte, la conoscenza della superficie reale coinvolta nelle misure elettrochimiche nonché la presenza di aree di corrosione localizzate devono essere prese in considerazione nella stima della vita utile residua della struttura.
La previsione della vita utile delle strutture post-tese non può prescindere dalla conoscenza dello stato di corrosione dei cavi in acciaio. I condotti in acciaio limitano l'applicazione di tecniche non distruttive nella stima della riduzione della sezione trasversale dovuta alla corrosione. Solo le tecniche elettrochimiche possono permettere di stimare la velocità di corrosione effettiva; tuttavia, diversi problemi ne limitano ancora l'applicazione, come la necessità di un accesso diretto all'ambiente e una corretta conoscenza della reale superficie di acciaio in esame. La valutazione delle caratteristiche fisiche e compositive della malta può, invece, fornire un ulteriore supporto nella previsione della corrosione e nella proiezione del cedimento dei cavi PT.
[1] Lau K, Lasa I, Paredes M. Corrosion failure of post-Tensioned tendons in presence of deficient grout. NACE Corros. 2013, 2013.
[2] Menga A, Kanstad T, Cantero D, Bathen L, Hornbostel K, Klausen A. Corrosion-induced damages and failures of posttensioned bridges: A literature review. Struct Concr 2022. doi:10.1002/suco.202200297.
[3] Permeh S, Vigneshwaran KKK, Echeverría M, Lau K, Lasa I. Corrosion of post-tensioned tendons with deficient grout, part 2: Segregated grout with elevated sulfate content. Corrosion 2018;74:457–67. doi:10.5006/2568.
[4] Hartt WH, Lee SK. Modeling and projecting the onset and subsequent failure rate of corroding bridge post-tension tendons arising from deficient grout. Corrosion 2018;74:241–8. doi:10.5006/2465.
[5] Azari H, Lee S-K. Magnetic flux methods detecting corrosion in post-tensioned bridges. Public Roads 2021;85:25–7.
[6] Permeh S, Lau K. Review of Electrochemical Testing to Assess Corrosion of Post-Tensioned Tendons with Segregated Grout. Constr Mater 2022;2:70–84. doi:10.3390/constrmater2020006.
[7] Andrade C, Alonso C. Test methods for on-site corrosion rate measurement of steel reinforcement in concrete by means of the polarization resistance method. Mater Struct 2004 379 2004;37:623–43. doi:10.1007/BF02483292.
[8] Ponechal R, Koteš P, Michálková D, Kraľovanec J, Bahleda F. Effect of Water Condensate on Corrosion of Wires in Ungrouted Ducts. Materials (Basel) 2021;14:7765. doi:10.3390/ma14247765.
[9] Lau K, Karins FC, Sagues AA. Corrosion Characteristics of Post-Tensioning Strands in Ungrouted Ducts. Tampa, Florida: 2011.
[10] Proverbio E, Recupero A, Venturi V. Integrating destructive and non-destructive inspection techniques in evaluating tendon corrosion in post-tensioned concrete beams. fib Symp., 2021, p. 263–6.
[11] Behnood A, Van Tittelboom K, De Belie N. Methods for measuring pH in concrete: A review. Constr Build Mater 2016;105:176–88. doi:10.1016/J.CONBUILDMAT.2015.12.032.
[12] Elsener B, Klinghoffer O, Frolund T, Rislund E, Schiegg Y, Böhni H. Assessment of reinforcement corrosion by means of galvanostatic pulse technique. Repair Concr Struct 1997.
Prestressing by post tensioned tendons is widely used to build bridges and viaducts due to the opportunity for greater design choices offered by the construction technology. The corrosion protection of wires or strands inserted inside metal or polymeric sheaths is entrusted to injection mortar. Grouting defects often lead to the triggering of corrosive phenomena. The presence of a metal duct and the difficulty of accessing the steel wires or strands considerably reduces the possibility of using the standard procedures commonly adopted for the evaluation of the corrosion rate in ordinary reinforced concrete structures Of particular interest the problems related to environments completely saturated with water in the total absence of grouting mortar. The preliminary results of some investigations aimed at using the combined use of analytical investigations and electrochemical measurements are reported here and aimed to obtain an estimate of tendon ultimate limit state conditions.
KEYWORDS: PRESTRESSED CONCRETE, CORROSION, TENDON, INSPECTION TECHNIQUES, CORROSION RATE
edited by: A. Cremona
The importance of platinum group metals (ruthenium, rhodium, palladium, osmium, iridium and platinum) in modern industrial chemistry is well known: they constitute, individually and in alloys, the major catalytic systems for oxidation, hydrogenation, petrochemical, environmental reactions, and the global market for noble metal catalysts was valued nearly US$ 19 billion in 2023 [1]. It might be surprising that in the sixteenth century, at the beginning of the exploitation of the Colombian gold deposits by the Spanish conquistadores in South America, platinum was thrown overboard to prevent its fraudulent use. Today as in antiquity, jewelry has always been of great relevance for this element, characterized by a whitish grey metallic color and rather malleable in the pure state, although hardened by addition of other metals of the group, such as rhodium and iridium: its name is a diminutive since it was initially mistaken for a "minor" silver (plata = silver, platina = little silver) [2].
Platinum Group Elements (PGE) can be present both as inclusions and in solid solution in ancient gold objects. Since their association with gold is rare in primary deposits (the former are found almost exclusively in ultrabasic rocks, while the latter is found in acidic rocks), the presence of PGE is an indication that gold came from alluvial deposits in which gold and platinum-bearing grains accumulated due to river transport [3]. Therefore, although the world’s largest PGE deposits in Russia and South Africa are linked to ores of copper-nickel sulphides and chromitites in which the noble metal cannot be separated by physical methods, native platinum may be present in alluvial beds mixed with auriferous grains [4].
Pliny the Elder in his Naturalis Historia, probably referring to a river in Northwestern Spain, describes a white lead "recognized only by weight; there are also small pieces, especially in dry streams. Miners wash these sands and cook in the furnaces what is deposited. It is also found in gold mines, those called "alutiae" with water washing the black pebbles spotted a little of white, for which there is the same weight of gold, and thereafter in the basins, with which the gold is collected, remain with this; afterwards they separate into the chimneys and are melted into white lead" [5]. Pliny’s words correspond with the description of a modern placer deposit in which "eluvial platinum occurs as blackish, small grains showing mamillary surfaces and lined with limonitic cavities, and with no apparent crystal form. They look like metal droplets" [6] (Fig.1). Therefore, in ancient times it was known that similar densities of noble metals prevent their removal from gold during normal washing and separation procedures.

Clariant Prodotti (Italia) S.p.A., Novara, Italy alberto.cremona@clariant.com
Metallurgical processes of the auriferous mineral were practiced in Egypt since the fourth millennium BCE [7]: jewelers produced an alloy of great value with variable content of gold-silver, known to Homer under the name of ἤλεκτρον [8] later latinized to electrum, terms that in both languages also designate amber. Pliny states that "in every gold there is silver in various quantities" [9] and defines the electrum as an alloy containing about 20% by weight of silver occurring both at the native state and synthetically: starting from these concentrations, electrum is visually very similar to silver. Unlike many binary metal systems, gold and silver are mutually soluble in all proportions and the alloy color varies significantly from pale yellow to brilliant white, with the characteristic of "shining more clearly than silver in the light of the lamps". Modern gold essays show that electrum of natural origin is still found in Egypt [10, 11] and there is no evidence that gold and silver (known by the term "white gold") were refined or
fused deliberately at the time of the pharaohs [12, 13]. In material selection, color had higher priority than other characteristics and this explains the addition of copper to gold and silver for the synthesis of ternary alloys, since its presence improves both hardness and polychromy. Unlike silver, whose metallurgy was known, platinum could not be separated from gold during the refining phase by available technologies and therefore remained incorporated as impurity during the process. Traces of metallic platinum were frequently found in gold jewels since the Old Kingdom (c. 2700–2200 BCE) and are visible both to the naked eye and by microscopic examination [14]. On the other hand, native platinum as the main element of a jewel is rare and a unique example is a lead casket of the seventh century BCE discovered in Thebes (current Luxor): conserved at the Louvre Museum, it is considered the first artifact ever made by this metal (Figs. 2 and 3).
Fig. 2 – Shepenwepet’s casket, front. Paris, Louvre Museum, E 10814 (© 2003 Musée du Louvre Département des Antiquités Égyptiennes / Christian Décamps) https://collections.louvre.fr/ark:/53355/cl010007395
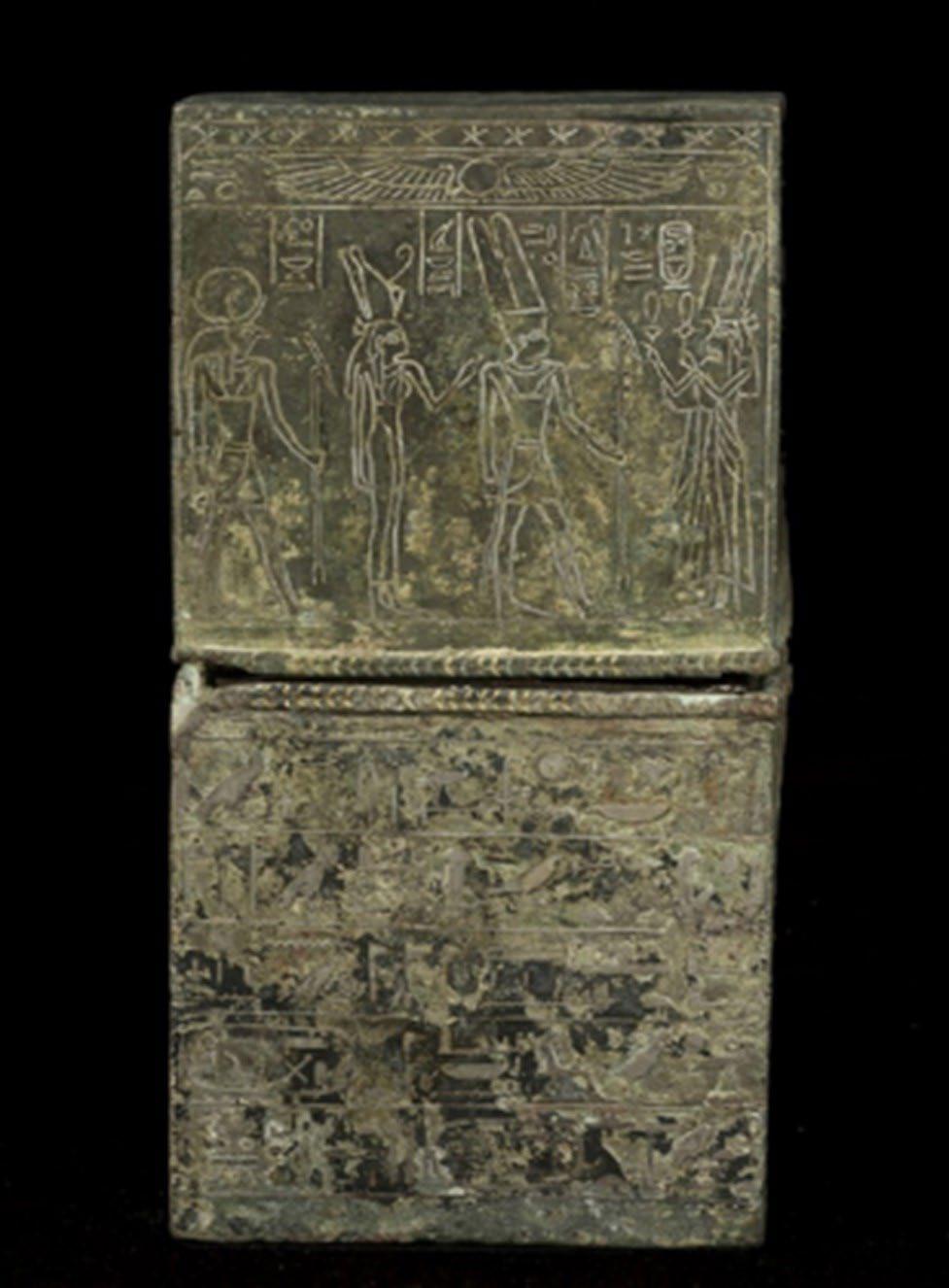
Fig. 3 – Shepenwepet’s casket, back. Paris, Louvre Museum, E 10814 (© 2003 Musée du Louvre Département des Antiquités Égyptiennes / Christian Décamps) https://collections.louvre.fr/ark:/53355/cl010007395
Inside the box an ivory tablet is no longer removable for its adhesion to the metal walls. The outer body shows metal hieroglyphs with gold characters on the front and silver on the back side: one of these last characters was made of platinum with impurities of gold and iridium. On the back wall of the lid, the scene of a priestess worshipping the Theban divine triad is represented: Amun, Mut his bride, and their son Khonsu appear in a row from right. The outer body contains a prayer to Khonsu, while silver stars representing the sky are located on the top of the lid. The choice of gold and silver is due to theological reasons: gold corresponds to the sun and silver to the moon, according to astrological and alchemical notations [15].
The ritual case, 142 mm high and 76 mm wide, can be precisely dated because it bears the name of a princess of the Twenty-fifth dynasty, Shepenwepet II (around 679-639 BCE), the powerful daughter of Piankhy, first Egyptian king of Nubian origin, and great priestess of Amun in Thebes. Advanced studies reveal that during that period ancient
Egypt reached the peak of its intellectual development and Thebes was the center of this process. Prominent religious and political power was exercised by the Divine Adorers of Amun, assisted by officials leaving testimony with portraits and monuments of their elegant world.
Frenchman Marcelin Berthelot (1827-1907) studied the artifact and reported his experimentation in several works in 1901 [16-18]. The great chemist described that he had been able to examine the object on behalf of the curator of Egyptian Antiquities and had discovered the presence of platinum in one of the hieroglyphic characters submitted to analysis. It was initially mistaken for silver because of its color, but its chemical properties were very different, especially concerning acid resistance. In fact, aqua regia dissolved, in small quantities, yellow platinum chloride that, after mixing with a solution of potassium chloride, showed red crystalline grains under the microscope, but the body of the lamina had resisted, such as is typical of certain platinum minerals rich in iridium and other
elements of the group. Therefore, the resistance to chemical attacks exceeded not only that of gold, but also that of pure platinum, proving the existence of a complex alloy containing different elements of the platinum group.
He concluded that it was prepared with an alluvial mineral, probably occurring with native gold, and that it could have been mistaken for silver even by the ancient Egyptians, as it had been hammered into regular sheets, such as the ones accompanying gold nuggets. There is no doubt that the jewelers would have put aside and subjected to a special treatment a metal with exceptional characteristics: if they had found it frequently, they would have distinguished its infusibility and inalterability with respect to silver. In order to find out if drawings and inscriptions contained other precious metals, it would have been necessary to dissolve another part, but a detached metallic star was made of pure silver and, in view of the uniqueness of the casket, it was considered inappropriate to continue testing. Finally, the chemist concluded that he did not believe that platinum had ever been observed among metals from Egypt: it was not reported in Africa or Arabia in its time, although there were probably examples in the alluvial deposits of Nubia or in the upper regions of the Nile valleys and its tributaries. It was an enigma that could only be solved by the discovery of other Egyptian samples of the kind and the presence of platinum and silver was demonstrated in 1904 in gold nuggets of the Blue Nile, originating from the Ethiopian Plateau [19].
Due to the close relationship between royal families and priests, chemical practice in Egypt (the ancient Kemet) was carried out in workshops associated with temples. The main sectors over which the Divine Adorer of Amun exercised her dominion in Thebes included economic activities, such as crafts, goldsmithing and treasury management, which was typically connected to divine temples in classical antiquity [20]. Religious mysticism extended to precious metals and the specific use to which the different types of gold were destined (from alluvial to mining) was determined by royal decree [21]. Mining and working processes of this metal were delegated by the king to officials with specific titles for the multiple activities related, such as for example the "scribe gold assayer" [22]. From a theological point of view, at the time of the Nubian kings gold was identified with the sun god Amun, with dedications on ritual objects affirming the relationship between the earthly material and the divine
sphere. Mining activities received a successful institutional support also in metallurgical development: around 95 ancient gold deposits scattered throughout the Egyptian East desert are known.
The family origins of princess Shepenwepet, combined with the simultaneous southward shift of Egyptian power, strengthen a link with the deposits of Nubia (today’s Sudan), already exploited for the presence of gold in previous periods [23]. The ancient region of Kush (called Nubia by the ancient Egyptian name of gold), accessible by Nile navigation, was under full Egyptian control. Given the wealth of its deposits, since the Fourth dynasty (2500 BCE) the pharaoh entrusted the management of quarries and mines to senior officials. Therefore, the precise location of mining sites was a foremost necessity: the only map of topographical interest of Ancient Egypt and one of the oldest in the world, held in the Museo Egizio in Turin, represents on a papyrus a plan of gold mines datable around 1150 BCE (Fig.4). Legends in hieratic, the cursive of time, explain that "the mountains where gold is worked are colored in red" and the term "gold mountains" is repeated several times, as well as the phrase "mountains of silver and gold”. A shrine of Amun is also reported at the entrance to the mining area. According to the most accredited interpretation, supported by the presence of a special metagraywacke stone quarry, the analysis of the texts and the orography indicate that the area is located near Thebes in the Wadi Hammamat along the natural path from Coptos (Kuft) on the Nile to the port of Duau (Quseir) on the Red Sea, used since ancient times for commercial expeditions [24]. According to another interpretation, successive to the discovery of the town of Berenice Panchrysos in Nubia, a remarkable correspondence is shown between the topography of the papyrus and that of the satellite image of the archaeological site, in particular with the course of Wadi Allaqi, the extant red auriferous hills, miners houses, roads, paths, and a well [25].

Fig. 4 – Close-up of fragment of the Turin Papyrus map (© Cat. 1879 + Cat.1969 + Cat.1899 + Cat.2083/182 + Cat.2082/174) photograph: Federico Taverni / Museo Egizio of Turin
It would be interesting to hypothesize the origin of the metallic platinum of alluvial nature present in Shepenwepet’s box. As mentioned, the presence of platinum group metals indicates deposits of alluvial rather than venous nature since PGE hardly associate with gold in the veins but, due to their high density and their non-combination with other substances during erosion, they join gold in river sands and gravels. According to archaeometallurgy principles, the specific chemical composition could also help to identify the area of origin and the mine [26], especially when the noble metal is the primary element of chemical composition. Several works are available on mines exploited in the Pharaonic age: particularly, a study about the ancient gold mines of the Egyptian and Sudanese desert describes around 250
gold production sites in their geological environment and does not indicate the presence of platinoids in the examined samples [27]. Only few and scarce deposits of copper-nickel sulphides and chromites containing noble metals are known in Egypt (mainly osmium, ruthenium and iridium, which were not exploitable due to modernity of the extractive techniques required) and the situation is not different in Sudan and across the crust of the ArabNubian shield [28-33].
An attempt could be made to connect the inclusion of the platinum nugget of alluvial origin to a mine or a batch of silver, an element that, due to its scarcity in the Old and Middle Kingdom of Egypt, was considered even more valuable than gold and lacks direct references to local
sources in the old documents [34-36]. Although it might be possible that silver-gold alloy deposits were exploited until vein exhaustion, native silver finds are mineralogically rare. Vague, different and well dispersed are sources of silver import to Egypt in the relatively late era of interest of the seventh century BCE: for our purposes, the proximity of silver and platinum deposits would be important, but in the Mediterranean basin alluvial deposits of the latter are unknown. The Near East is generally mentioned as an area rich in galena (lead sulphide, PbS) and cerussite (lead carbonate, PbCO3) [37], minerals from which silver was extracted by the cupellation process. However, in the Eastern Mediterranean area only gold and electrum of alluvial origin from the valley of the river Pactolus in Anatolia are noted, providing king Croesus’ mint with legendary wealth and containing impurities of other noble metals such as osmium and iridium [38]. Further chromitite deposits exist in Western Turkey as well as alluvial deposits in the Ortakale River in Eastern Anatolia, but in every case they contain PGE with prevalence of iridium, osmium, and ruthenium [39]. A study [40] reveals that already in the Tenth dynasty (2175-2135 BCE) Egyptian objects were manufactured with silver from the Attic mines of Laurion but, although deposits of Euboea, Siphnos, Thasos, Thrace and Macedonia [41, 42] further testify to the richness of Greek resources, only rare finds of PGE are encountered today by contemporary prospecting techniques [43, 44]. Other sources indicate that Spain was the largest supplier of silver to Egypt [45], but the Andalusian mines of Rio Tinto, a primary source under Phoenician control in the contemporary era, are devoid of noble metals in their composition, and the relatively recent PGE deposits in the Sierra of Ronda are attributable to chromitite seams [46].
Therefore, new hypotheses should be taken into consideration. The Palermo Stone is one of the most well-known historical documents of Ancient Egypt and reports on a block of black basalt the annals of the first pharaohs and the main events during their kingdoms [47, 48]. It indicates that already since the Fifth dynasty (around 2450 BCE) commercial expeditions were carried out in the land of Punt (identifiable between Northern Ethiopia and the Somali-Eritrean coastal strip), which
was rich in luxury goods such as incense, ivory, myrrh and electrum (designated by the specific term ḏʿm) [49, 50]. In 1495 BCE, an expedition of Queen Hatshepsut was well documented in the inscriptions and bas-reliefs of her temple to the god Amun in Thebes and gold and electrum were among the imported goods. The expeditions were organized with flotillas for goods transport, initially proceeding up the high Nile and its tributaries and later following the coastal way of Red Sea. In the vast territory of the Nilotic basin, the presence of different platinum minerals is only ascertained in the alluvial deposits of Yubdo in Northern Ethiopia, where in 1924 platinum was officially "discovered" by Italian geologists who organized extraction on an industrial scale. Both the deposit and nearby areas, including the valley of the Birbir River, were worked for gold by the local population since time immemorial, but platinum was discarded with processing residues since its collection was severely punished by law in order to counter fraud [51, 52]. Presence on the spot of excavations due to gold mining activities, even of considerable proportions, was locally attributed to the "Egyptians". The area of Yubdo is located on the right bank of the Birbir River, with strong seasonal flow changes and tributary of the only Ethiopian river navigable even in modern times, the Baro, an affluent of the White Nile. In Ethiopia, platinum reports outside the territory of Yubdo lack credibility [53] and also recent mineralogical surveys locate in the area possible findings of platinum of alluvial origin [54], reaching in 1940 the peak extraction of 8,230 troy ounces (around 255 kg), among the world’s largest productions [55] (Fig.5).
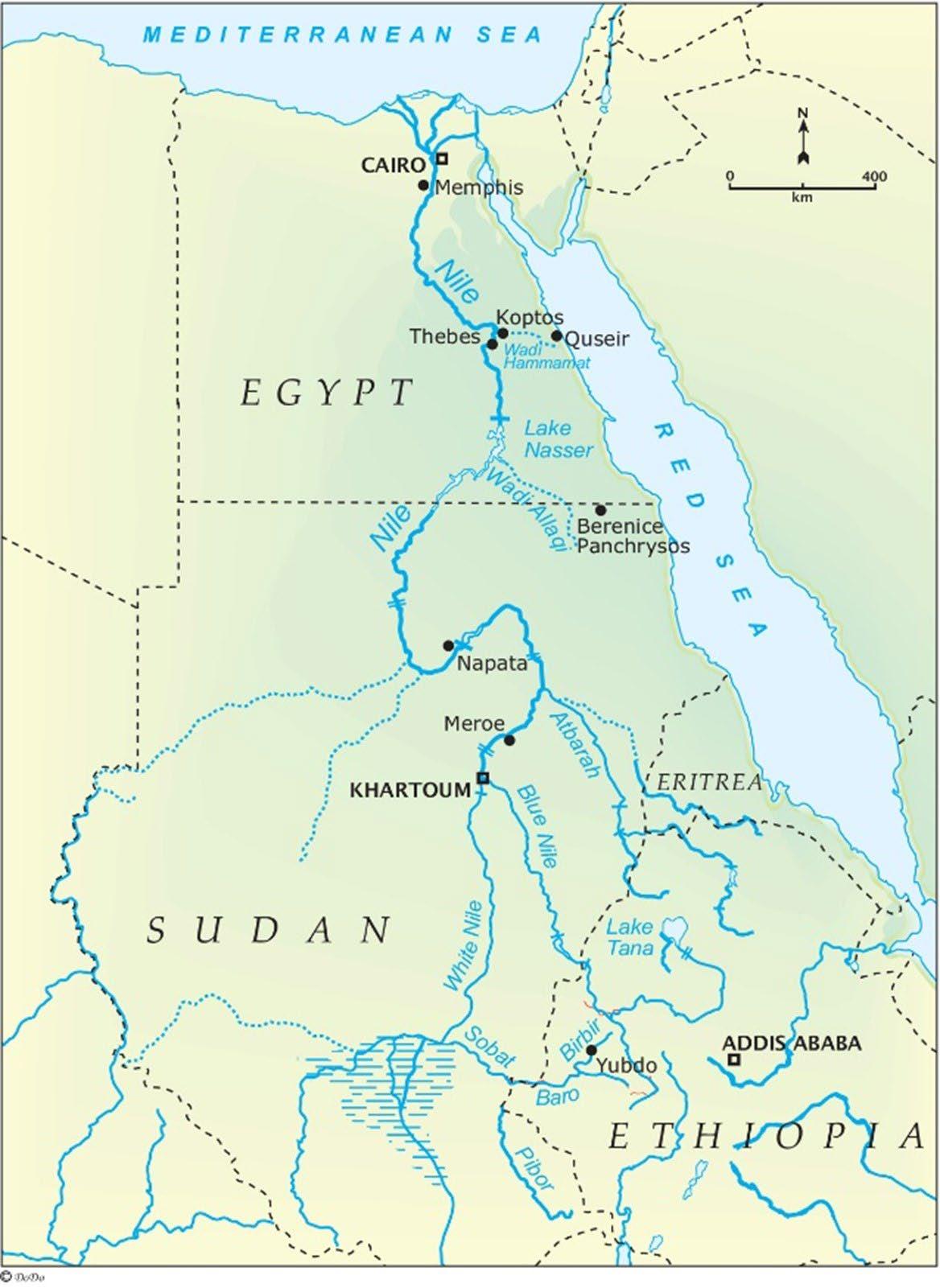
5 – Partial map of the Nile River Basin (© Dorino Varalli)
Chemical analysis on samples of crude platinum nuggets [56-58], separated with the lens from free gold generally present in the pan concentrates, ascertained that alluvial platinum is predominantly isoferroplatinum Pt3Fe with certain grains of tetraferroplatinum PtFe. The typical composition is the following: platinum around 79-90% by weight, iron between 8-11%, and various PGE inclusions such as an alloy of osmium and iridium (1.41%), iridium (0.82%), rhodium (0.75%), palladium (0.49%), and gold
(0.49%). The mineral composition seems sufficiently composite to allow an identification of the metal origin, although alluvial samples variability could create difficulties. However, recent investigations by the Centre de Recherche des Musées de France with non-destructive spectroscopic techniques, e.g. XRF, SEM-EDS, or even more advanced technologies such as Particle Induced X-ray Emission -PIXE- [59, 60] for the analysis of any extant platinum-bearing material, confirmed the absence
of other particles of the same metal on the casket of the princess.
Lots of Nile water passed since the journey of the chiseled grain: meanwhile new “conquistadores” are taking over the unrestful Punt region, and the mystery of its origin is destined to remain unsolved.
[1] https://www.maximizemarketresearch.com/market-report/global-precious-metal-catalysts-market/24675/ [2] J. Wisniak, Indian Journal of Chemical Technology, 2005, 12, 601 [3] N.D. Meeks., M.S. Tite, Journal of Archaeological Science, 1980, 7, 267 [4] L. Duparc, Le Platine et les gites platinifères de l’Oural et du monde, Genève, 1920, 471 [5] Pliny the Elder, Naturalis Historia, Liber XXXIV, 157 [6] E.W. Molly, Economic Geology, 1959, 54, 467
[7] A. Lucas, Ancient Egyptian materials and industries, London, 1959, 257 [8] Homer, The Odyssey, Book IV, 73 [9] Pliny the Elder, Naturalis Historia, Liber XXXIII, 80-81 [10] K.A. Bard, voce “Natural resources” in “Encyclopedia of Archaeology of Ancient Egypt”, Routledge, 1999 [11] N.H. Gale, Z.A. Stos-Gale, The Journal of Egyptian Archaeology, 1981, 67, 103 [12] D. Schorsch, The Journal of Egyptian Archaeology, 2001, 87, 55 [13] T.G.H. James, Gold bulletin, 1972, 5, 38 [14] J.M. Ogden, The Journal of Egyptian Archaeology, 1976, 62, 138 [15] S.H. Aufrère, Archéo-Nil, 1997, 7, 113
[16] M. Berthelot, Monuments et mémoires de la Fondation Eugène Piot, 1900, 7, 121 [17] M. Berthelot, Annales de Chimie et de Physique, 1901, XXIII, 5 [18] M. Berthelot, Comptes Rendus, 1901, 132, 729 [19] G. Maspero, The dawn of civilization, London, 1910, 493 [20] L. Coulon, “Autour de l’adoratrice du dieu: l’administration de son domaine et le harem d’Amon” in “Servir les dieux d’Égypte”, a cura di F.Gombert-Meurice e F.Payraudeau, Grenoble, 2018, 320 [21] J.H.F. Notton, Gold bulletin, 1974, 7, 50 [22] Y.J. Markowitz, P. Lacovara, voce Gold in The Oxford Encyclopedia of Ancient Egypt, vol. 2, Oxford, 2001, 35 [23] D. Klemm et al., African Earth Sciences, 2001, 33, 643
[24] J.A. Harrell, V. Max Brown, Journal of the American Research Center in Egypt, 1992, 29, 81 [25] G.Negro in A. Castiglioni, A. Castiglioni, J. Vercoutter, L’Eldorado dei Faraoni, De Agostini, Novara, 1995, 152 [26] L.G. Troalen et al., Archeosciences, 2009, 33, 111
[27] R. Klemm, D. Klemm, Gold and Gold Mining in Ancient Egypt and Nubia, Springer, 2013 [28] R. Said, The geology of Egypt, Balkema, Rotterdam, 1990, 543 [29] Z. Hamimi et al., The Geology of Egypt, Springer, 2020, 543-556
[30] A.H. Ahmed, Ore geology reviews, 2007, 32, 1
[31] A.A. Yassin et al., Explanatory note to the geological map of Sudan, 1984
[32] P.R. Johnson et al., Journal of African Earth Sciences, 2011, 61, 167 [33] N.S. Botros, Ore geology reviews, 2015, 67, 189
[34] P. Lacovara, Y.J. Markowitz, voce Silver in The Oxford Encyclopedia of Ancient Egypt, vol. 3, Oxford, 2001, 286 [35] A. Lucas, The Journal of Egyptian Archaeology, 1928, 14, 313
[36] R.J. Forbes, Metallurgy in antiquity, Brill, Leiden, 1950, 185
[37] P.R.S. Moorey, Ancient Mesopotamian materials and industries, Clarendon, Oxford, 1994, 232
[38] A. Ramage, P. Craddock, King Croesus Gold, Harvard University, 2000, 238
[39] L.J. Cabri et al., Mineralogy and Distribution of Platinum-group Mineral (PGM) Placer Deposits of the World, Exploration and Mining Geology, 1996, 5, 73
[40] N.H. Gale, Z.A. Stos-Gale, Scientific American, 1981, 344, 176
[41] W. Gentner et al., Die Naturwissenschaften, 1978, 65, 273
[42] R.W. Boyle, The geochemistry of Silver and its deposits, Ottawa, 1968
[43] A. Tsirambides, A. Filippidis, Central European Journal of Geosciences, 2012, 4, 641
[44] V. Melfos, P.C. Voudouris, Minerals, 2012, 2, 300
[45] M. Gadalla, La culture de l’Égypte ancienne révélée, Tehuti Foundation, Greensboro, 2018, 164
[46] L.U. Salkield, A technical history of the Rio Tinto mines: some notes on exploitation from pre-Phoenician time to the 1950s, The Institution of Mining and Metallurgy, London, 1987
[47] R. Pankhurst, An introduction to the economic history of Ethiopia, Lalibela House, 1961, 4
[48] M. Nuzzolo, Bulletin de la Société française d’égyptologie, 2019-2020, 202, 55
[49] T.A.H. Wilkinson, Royal annals of Ancient Egypt, Kegan Paul, London, 2000, 170 [50] J. Phillips, Journal of African History, 1997, 38, 423 [51] A. Prasso, Raccolta di scritti e documenti relativi ad Alberto Prasso, Industrie Grafiche Abete, Roma, 1939 [52] F. Granitzio, Tulu Kapi: storia di una miniera d’oro “italiana” in Etiopia, Bollettino dell’Associazione Mineraria Sarda, 2018 [53] L. Usoni, Risorse minerarie dell’Africa Orientale, Jandi Sapi Editori, Roma, 1952
[54] G. Assefa, Journal of African Earth Sciences, 1985, 3, 331 [55] J.B. Mertie, Economic Geology of the Platinum Metals, Washington, 1969, 49 [56] J. Ottemann, S.S. Augustithis, Mineralium Deposita, 1967, 1, 269
[57] K.H. Belete et al., Journal of African Earth Sciences, 2000, 30(4), 10 [58] S. Tadesse et al., Journal of African Earth Sciences, 2003, 36, 273 [59] Q. Lemasson et al., Talanta, 2015, 143, 279 [60] I. Tissot et al., Spectrochimica Acta B, 2015, 108, 75
“METALLURGIA A FUMETTI”
Al fine di premiare la creatività e il talento al servizio della divulgazione tecnico-scientifica, l’Associazione Italiana di Metallurgia propone il Premio METALLURGIA A FUMETTI concorso per la realizzazione di tavole/strisce a fumetti, legato alla metallurgia ed in particolare alla produzione, trasformazione e applicazione dei materiali metallici
REQUISITI
La partecipazione è GRATUITA. È possibile iscriversi singolarmente o come gruppo. Sono ammesse anche opere proposte da organizzazioni (case editrici, scuole di fumetto…) o già finanziate, premiate ecc.
TEMA
METALLURGIA #metalli #scienza dei materiali metallici #siderurgia #forgiatura #corrosione #trattamenti termici #rivestimenti e ingegneria delle superfici #saldatura #ambiente e sicurezza #manutenzione #pressocolata #fonderia #lavorazione plastica dei metalli #additive manufacturing
SPECIFICHE TECNICHE
Per partecipare al concorso sarà necessario realizzare una storia a fumetti di minimo 1 tavola legata al tema del concorso. Le tavole dovranno essere in formato ISO A3 (297x420 mm) o A4 (210x297 mm), con il lato più lungo come altezza, con risoluzione 300 dpi in formato CMYK, e dovranno essere inviate in formato PDF con una DIMENSIONE MASSIMA dei Files di 10 MB ciascuno.
Potranno essere eseguite con qualsiasi tecnica, in b/n o a colori, a mano o digitale. Il lettering dev’essere in lingua italiana e/o inglese. Le opere dovranno essere completamente inedite e personaggi e universo narrativo non dovranno essere coperti da diritto d’autore.
ISCRIZIONE E SCADENZA
Per partecipare al concorso è necessario inviare le tavole unicamente utilizzando un servizio di file sharing gratuito (es. wetransfer), entro il 30 giugno 2025, all’indirizzo di posta met@aimnet.it
DOCUMENTAZIONE
Assieme alle tavole è necessario inviare:
1) Scheda di partecipazione compilata in ogni sua parte e firmata QUA, da allegare in formato .pdf
2) Breve biografia dell’autore (o del gruppo) e sinossi dell’opera di max 1000 battute, da inviare in formato .doc o .pdf
GIURIA
La commissione che valuterà le opere sarà composta dal comitato di redazione de La Metallurgia Italiana: provvederà a selezionare dieci opere finaliste. Il giudizio espresso sarà insindacabile.
Le opere vincitrici e selezionate verranno inoltre pubblicate sulla rivista dell’Associazione Italiana di Metallurgia La Metallurgia Italiana ed esposte presso la sede dell’Associazione.
PREMI
1° Classificato: 1.500 euro lordi
2° Classificato: 1.000 euro lord i
3° Classificato: 500 euro lordi





Giornata di Studio
TRATTAMENTI TERMICI E FORMAZIONE METALLURGICA
NEL MONDO DELLO STAMPAGGIO DEGLI ACCIAI
Ivrea c/o Confindustria Canavese - 6 MARZO 2025
>> SCOPRI DI PIÙ
Giornata di Studio SOSTENIBILITA’ DELLE LEGHE DI ALLUMINIO
Bergamo c/o Kilometro Rosso, 12 marzo 2025
>> SCOPRI DI PIÙ
13th International Tooling Conference TOOLING 2025
Trento, 24-27 March 2025
>> SCOPRI DI PIÙ
Giornata di Studio
ADDITIVE MANUFACTURING: IL GIOIELLO NASCOSTO DEL SETTORE DELLA MODA E DEL LUSSO
Padova presso Palazzo della Salute, 10 aprile 2025
>> SCOPRI DI PIÙ
Giornata di Studio
IL MAGNESIO DA FONDERIA
LEGHE, PROCESSI E CARATTERISTICHE
Torino, 14-15 maggio 2025
>> SCOPRI DI PIÙ
Corso modulare Metallografia
Milano, 15-21-22-28-29 maggio - 5 giugno - settembre
>> SCOPRI DI PIÙ



Giornata di Studio
TITANIO: PRODUZIONE, TECNOLOGIE E MERCATO Aggiornamento alla luce dell'attuale situazione politico- economica mondiale
Milano - 20 maggio 2025
>> SCOPRI DI PIÙ
Corso
ANALISI CHIMICHE - VI EDIZIONE
Milano c/o Fast - 17-18 giugno 2025
>> SCOPRI DI PIù
Giornate Nazionali
CORROSIONE E PROTEZIONE - XVI ed. Ancona, 25-27 giugno 2025
>> SCOPRI DI PIÙ
7th European Steel Technology and Application Days 2025
7th ESTAD 2025
Verona - Palaexpo VeronaFiere - 6-9 October 2025
>> SCOPRI DI PIÙ
DTMI 2025 - International Workshop ing. Carlo Longaretti on Digital Tools for the Metallurgical Industry Bergamo - 27-28 November 2025
>> SCOPRI DI PIÙ
Fondato nel 1999, il Comitato Tecnico Ambiente e Sicurezza è Costituito da rappresentanti:
- Aziende di produzione e commercializzazione di prodotti in Acciaio
- Aziende di produzione e commercializzazione di prodotti in Alluminio
- Fornitori dei succitati settori industriali, sia di materiali, sia di componenti e impianti
- Centri di ricerca, consulenti tecnici, legali esperti in materia di ambiente, salute e sicurezza sul lavoro.
L’obiettivo principale del Comitato è quello di condividere esperienze e mettere a fuoco approfondimenti sui temi rilevanti, per le aziende del settore metallurgico, per i pilastri Environment e Social delle tematiche ESG, in particolare in relazione a salute e sicurezza sul lavoro e analisi dei principali temi correlati alla mitigazione dell’impatto ambientale.
Un particolare focus è quello di diffondere la cultura della sicurezza sulla base delle esperienze maturate, facendo della condivisione lo strumento più importante delle attività condotte dal Comitato. Sulle tematiche relative all’ambiente e alla salute e sicurezza sul lavoro non esistono competitor. Tutte le aziende hanno la stessa mission: diminuire quanto più possibile gli impatti sull’ambiente ospite e fare in modo che ogni loro lavoratore torni a casa a fine turno nelle stesse condizioni in cui è si è presentato ad inizio turno: sano e in salute




Presidente:
Ettore Bordon
Cogne Acciai Speciali SpA
Vicepresidente:
Eric Filippini
Gruppo Feralpi
Vicepresidente:
Giovan Battista Landra
AFV Acciaierie Beltrame
Segretario:
Claudia Sacchetto
Cogne Acciai Speciali SpA
Gli incontri del comitato tecnico sono incentrati su questi aspetti
- Condivisione di incidenti ed infortuni nell’ottica di aiutarsi vicendevolmente nel miglioramento continuo
- Analisi dell’evoluzione normativa in materia ambientale e di salute e sicurezza per condividerne rischi, opportunità e modalità di azione a fronte di cambiamenti dello scenario normativo
- Organizzazione di giornate di studio per affrontare gli argomenti che risultano essere meritevoli di approfondimenti
- Coinvolgimento di associazioni di settore ed Enti nelle attività di analisi dell’evoluzione del contesto e nell’attività divulgativa
Una formula molto apprezzata è quella del “Corso Itinerante di Metallurgia Sicura”
Questo Corso si sviluppa tipicamente in 3 giornate che si svolgono in 3 diversi impianti produttivi ospitanti, a distanza di una settimana.
Il corso si articola secondo la consolidata formula che
prevede l’integrazione tra la presentazione di alcune tematiche da un punto di vista tecnico e normativo, la visita agli impianti produttivi e il confronto con i tecnici che li gestiscono attraverso casi concreti di applicazione.
Questa impostazione consente ai partecipanti di aggiornare le proprie conoscenze teoriche e nello stesso tempo di osservare soluzioni implementate da alcune aziende operanti nel settore metallurgico.
Tutti i corsi e le giornate studio organizzate dal CT AS permettono di ottenere crediti formativi per tutti i settori Ateco ex art. 32 D,lgs 81/08
Nelle giornate organizzate dal CTAS, la compartecipazione di Consulenti, Legali, Associazioni di Settore, Enti, consente di portare a condivisione i temi più critici e più attuali secondo diverse ottiche con l’obiettivo che ciascun partecipante agli eventi acquisisca conoscenze utili in relazione al proprio specifico interesse o posizione professionale.
Per l’ambito “Sicurezza”, nel 2025 verrà organizzato
(settembre/ottobre) il corso itinerante di metallurgia Sicura
Le aziende che si sono candidate ad ospitare sono: ABS, Beltrame, Cogne Acciai Speciali, Feralpi, Fomas. Gli argomenti che potrebbero essere trattati in tali giornate sono:
a) Confronto su infortuni ed incidenti
b) Idrogeno e aspetti legati alla sicurezza (Atex-e Seveso)
c) La “La nebulosa” del Titolo IV –sentenze
d) Sicurezza nelle operazioni di manutenzione
e) Nuovo accordo stato/regioni sulla formazione
Mentre per il settore “Ambiente”, si stanno organizzando Giornate di Studio i cui argomenti potrebbero essere:
a) Waterfootprint
b) BAT industrie di trasformazione dei metalli
c) Scorie bianche

Fondato nel 1947 promuove l'aggiornamento tecnico e la formazione del personale specialistico di fonderia mediante corsi, seminari ed altre manifestazioni culturali. Il centro si occupa, in occasione del Congresso Assofond (Associazione Italiana Fonderie), che si svolge ogni due anni, dell'organizzazione del Congresso Tecnico di Fonderia.

Al Centro fanno parte circa 20 membri provenienti dal settore delle fonderie e dal mondo dei docenti universitari. Negli ultimi anni le riunioni si svolgono principalmente in modalità telematica con cadenza ogni due mesi circa.
Per quanto riguarda le attività recenti, il CT AIM Assofond per la fonderia nel 2022 ha organizzato il corso " Fonderia per non Fonditori ", articolato su 7 giornate, per un totale di 28 ore.
Il Corso è stato dedicato alla conoscenza delle principali famiglie di leghe ferrose e non ferrose e alle loro proprietà, ai criteri di selezione e di progettazione in funzione degli impieghi, affrontando gli aspetti che riguardano la metallurgia, le caratteristiche chimiche, fisiche e meccaniche, i trattamenti termici, la resistenza alla corrosione, la solidificazione, le tecnologie di produzione, i controlli, i difetti, la saldatura, l’impatto ambientale dei processi produttivi, il mercato italiano e mondiale.
Il corso è stato rivolto ai “non addetti ai lavori”, ossia ai progettisti, ai potenziali committenti/utilizzatori di getti, in modo che avessero l’opportunità di approfondire le proprie conoscenze sul settore per poter favorire i rapporti tecnico-commerciali, nel contempo un'azione formativa nel settore alle nuove leve operative. Il Centro si è occupato nel 2024, dell’organizzazione della 37esima edizione del Congresso Nazionale di Fonderia - Congresso Tecnico che si è svolto nell’arco di quattro giornate in modalità telematica ed in una giornata in presenza presso Villa Fenaroli, nel comune di Rezzato (BS).
Il Centro, in concomitanza con il congresso nazionale di cui sopra, svolto ogni due anni, valuta ed assegna cin-

Presidente: Giovanni Caironi
Segretario: Roberto Lanzani
que premi studio (Premi Studio Assofond) ad altrettanti studenti che si sono distinti con progetti di tesi di laurea magistrale aventi per oggetto il settore delle fonderie.
Le attività in programma a breve sono, oltre ad una nuova edizione del corso "Fonderia per non Fonditori" in programma per il 2025, la edizione del corso di "Metallografia delle Ghise" presso l'Università di Vicenza, l’organizzazione dei corsi Pillole di fonderia “Conduzione dei forni ad induzione”, Pillole di fonderia “Il processo di scorifica delle leghe ferrose”. Nel corso del 2025 si terrà una giornata di studio sui "Materiali Refrattari utilizzati in Fonderia".
Il Centro sta valutando la possibilità di collaborare con le Università per la produzione di materiali alternativi alla Ghisa in pani a causa delle restrizioni imposte alle importazioni dalla Russia.
Continua inoltre la collaborazione con Unsider per la stesura e correzione delle norme EN-UNI legate al settore della Fonderia.
Il settore della fonderia italiana è caratterizzato dalla presenza di oltre 1000 imprese, ripartite per specializzazione di produzione (176 fonderie di metalli ferrosi e 843 fonderie di metalli non ferrosi) e si posiziona al 12° posto del ranking mondiale con una produzione di 1,6 milioni di tonnellate di getti di cui circa 900.000 tonnellate ferrosi e circa 660.000 tonnellate non ferrosi.
Mediante il processo attuato nella fonderia è possibile realizzare una serie di prodotti finiti (getti), con caratteristiche fisiche, metallurgiche e dimensionali ben definite, colando direttamente il metallo allo stato liquido in una opportuna forma che riproduce, in negativo, la geometria esterna del pezzo da ottenere, lasciandovelo poi solidificare e raffreddare.
La possibilità di utilizzare una vasta gamma di leghe ferrose e non ferrose, con caratteristiche chimico fisiche e tecnologiche tali da consentire la piena libertà progettuale nella realizzazione dei getti, in ogni forma e dimensione, pongono la tecnologia della fusione tra le soluzioni costruttive più convenienti per realizzare pezzi da pochi grammi ad oltre 100 tonnellate di peso unitario, con caratteristiche meccaniche e tecnologiche ai più elevati standard dei materiali da costruzione.
Grazie alle notevoli capacità di innovazione, sviluppate
in questi anni dalle Imprese del Settore, produzione di semilavorati e/o prodotti finiti per la gran parte dei Settori industriali, il processo fusorio rappresenta oggi una tecnologia insostituibile per soddisfare le esigenze delle industrie Committenti.
La Fonderia, tra l'altro permette il riciclo di beni a fine vita secondo un modello di economia circolare, riutilizzando Metalli Ferrosi e Non Ferrosi per realizzare nuovi prodotti.
Norme pubblicate e progetti in inchiesta (aggiornamento al 31 gennaio 2025)
Norme UNSIDER pubblicate da UNI nel mese di gennaio 2025
UNI EN 16482:2025
Fonderia – Barre di ghisa da colata continua
Norme UNSIDER ritirate con sostituzione da UNI nel mese di gennaio 2025
UNI EN 16482:2014
Fonderia – Barre di ghisa da colata continua
Norme UNSIDER pubblicate da CEN e ISO nel mese di gennaio 2025
CEN/TR 1591-6:2025
Flanges and their joints - Design rules for gasketed circular flange connectionsPart 6: Background information
ISO 7692:2025
Ferrotitanium — Determination of titanium content — Titrimetric method
Progetti UNSIDER messi allo studio dal CEN (Stage 10.99) – febbraio 2025
prEN 13941-2 rev
District heating pipes - Design and installation of thermal insulated bonded single and twin pipe systems for directly buried hot water networks - Part 2: Installation
prEN 13941-1 rev
District heating pipes - Design and
installation of thermal insulated bonded single and twin pipe systems for directly buried hot water networks - Part 1: Design
Progetti UNSIDER in inchiesta prEN e ISO/DIS – febbraio 2025
prEN – progetti di norma europei
prEN ISO 2477
Shaped insulating refractory productsDetermination of permanent change in dimensions on heating (ISO 2477:2005)
prEN ISO 6892-2
Metallic materials - Tensile testing - Part 2: Method of test at elevated temperature (ISO/DIS 6892-2:2025)
prEN 10253-1
Butt-welding pipe fittings - Part 1: Wrought carbon steel for general use and without specific inspection requirements
prEN 10253-3
Butt-welding pipe fittings - Part 3: Wrought austenitic and austenitic-ferritic (duplex) stainless steels without specific inspection requirements
prEN ISO 21809-5
Oil and gas industries including lower carbon energy - External coatings for buried or submerged pipelines used in pipeline transportation systems - Part 5: External concrete coatings (ISO/DIS 21809-5:2025)
ISO/DIS – progetti di norma internazionali
ISO/DIS 23475-2
Testing method for steel tyre cord — Part 2: Adhesion test
ISO/DIS 21809-5
Oil and gas industries including lower carbon energy — External coatings for buried or submerged pipelines used in pipeline transportation systems — Part 5: External concrete coatings
ISO/DIS 6892-2
Metallic materials — Tensile testing — Part 2: Method of test at elevated temperature
Progetti UNSIDER al voto FprEN e ISO/FDIS – febbraio 2025
ISO/FDIS – progetti di norma internazionali
ISO/PRF 14811
Ultra-low carbon high boron steel wire rod for copper cladded wire
