www.bakingbiscuit.com 05 22 Buns and rolls Efficient systems are a must Resource scarcity Alternatives for bakeries Production Trays with a mission






















The Scottish Bakers association warned the country’s politicians that the industry was “facing an existential threat” because of rising costs, asking the UK government for urgent action to support, and provide relief to the trade. French associations FEB and ANIA issued a joint statement of their own, over the availability and soaring prices of energy in the context of an impending winter without gas being sourced from Russia. In Italy, retail and foodservice businesses are putting their bills on display, showing that energy costs are now three times higher than last year.

Your commments or suggestions are always appreciated: e-mail: mihu@foodmultimedia.de
Bakeries in Germany are probably among the businesses that have felt the impact of the energy crisis the most, as they fight for survival amid exploding costs, staff shortages and cracks in the supply chain. The Association of German Plant Bakeries called for bakeries to be prioritized in the event of bottlenecks in energy supply, to ensure uninterrupted bread supply throughout the country. Governments have been asked to step in with a safety net to stop the bakeries’ freefall, before even considering the when and how of a bounce back. And to add insult to injury, Russia smuggles Ukrainian grain to finance Putin’s war, an Associated Press/FRONTLINE inves tigation revealed.
How to survive the week, the month and then the winter? How might winter be turned into summer’s glory again? Conversations are burning around possible answers. One thing is for sure, they are not to be found back in the coal mine, looking at the long-term sustainability of the industry and all future generations of bakeries. In the short term, switching to any other energy sources than those already existing in the baking facilities is technically out of the question. Yes, phasing to more sustainable energy sources is the direction, but this is a radical move that cannot be made overnight. To support this search for answers, we recently organized a panel discussion at IBIE, looking into efficiency and sustainability in Germany and the US. My guests were Daniel Schneider, Secretary General of the German Bakers’ Confederation, and Rasma Zvaners, VP of Regulatory and Technical Services at the American Bakers Association. While Germany suffers from losing 50% of its gas supply, which used to come from Russia, labor disruptions top concerns in the US. My guests see promising advancements in sustainability, with everything it entails, from transparency to efficiency and people and business resilience, on both sides of the ocean.
Struggling bakeries are not just waiting for a lifeline to be extended to them; in the meantime, some creative ideas have already hit the shelves. For example, I recently read about the ‘inflation bread’ as an answer to ingredient and energy costs not being passed on to the customer. Following a simple recipe, Mario Fritzen’s bakery is now selling this bread for EUR 2.50 at 750 grams in his shop in Kürten, east of Cologne – significantly less than his other varieties. Although it is sold at no profit, customers should like the idea and support the bakery with loyalty. I know that I would.
While it might seem like this ‘perfect storm’ will make future prosperous summers forgotten, there is strength in community – that of the industry, to pool together resources, and that which is built with loyal customers. Spring will come.
One characteristic shared by different types of bakeware, from trays to pans or cake molds, is their shared mission to make the baker’s life easier.

Juri Winkler was recently appoint ed Sales and Marketing Director of DIOSNA, a LINXIS Group company. He shared with us his views on the current and future direction of the company, the ‘dough experts’, based in Germany, and its latest developments, including a new IoT solution.

To manufacture rolls and buns with consistent quality for the lowest possible costs, efficient systems are a must, to produce the required volumes and varieties and provide solutions to any number of production challenges.

FROZEN IN TIME, EFFICIENTLY Formulating and perfecting the recipe is only the start to having great-tasting, crunchy or soft bakery products. The freezing process is essential to how their properties will be captured and preserved.


The name is well chosen. ‘Helden brot’ (Hero Bread) is the label under which the start-up Kultimativ gives leftover bread a second chance by processing it into cookies or other products. And the consumer also feels good from being a ‘food savior’.





Food2Multimedia is a publishing house operating at an international level and specializing in researching and editing technical information for the baking sector.

Our specialist journal concentra ting on production professionals in large companies in the industrial and chain-store sectors. Published six times a year in the English language. Our Review series provides in-depth analysis of clearly defined issues. This involves market analyses and is a comprehensive, informative presen tation of the state of the art in process engineering.
The f2m dictionary translates bakery terms into a mulitude of different languages.
Juri Winkler was recently appointed Sales and Marketing Director of DIOSNA, a LINXIS Group company. He shared with us his views on the current and future direction of the company, the ‘dough experts’, based in Germany, and its latest developments, including a new IoT solution.
+Catalina Mihu: Can you give us an overview of DIOSNA’s current work, from working with customers to R&D and consultancy?
Juri Winkler: Our to-do lists are built around serving our customers with our applications and solutions, as well as always keeping an eye on the market, to see what the customers need, not just today and in the near future, but also in the long term. Day-to-day customer work means not only providing technical solutions but also it is much more about being closely involved with routine service require ments. We have recently set up our IoT platform to support our daily work with bakeries. Our mission is to make our customers happy, and we need to ensure we invest in additional customer touchpoints to do this effectively. One of our newest developments to support R&D is our DIOlab, a technological center being built here at our Osnabrück headquarters. It is aimed at providing a platform for technological R&D, to develop together with our customers the products of tomorrow.
Mihu: The IoT solution features a cross-machine recipe editor and integrated account management for transparent process control. Are bakeries already using it? And if so, what feed back are you receiving?
Winkler: We have already started working with some bakers and have just concluded the Beta testing stage, which provided a great opportunity to ask existing and potential customers to join and pool together our expertise. Anyone who is interested in it and its features is warmly welcome to contact me, as development advancements are according to everyone’s needs and input.

Mihu: What can it be currently used for? What goals did the R&D team have for this platform?
Winkler: We are setting it up in different subsequential phases, or packages. With the basic package, a user gains
access to the platform, where they can see the machine KPIs as well as process parameters, anything from mixing times to energy consumption and batch information, for example, to give a clear overview of all the operations the equipment is performing. This transparency allows the customer to recognize deviations from the standard values, so that we can be notified whenever an event occurs that requires our attention. The solution is intended as a tool for troubleshooting various issues, not only technical but espe cially technological, knowledge-related questions, such as mixing times and how they are influenced by different in gredients. This can include how to adapt the process when a new flour delivery arrives with slightly different properties to the one previously used. The IoT platform is the best way to have transparent information exchanges with our cus tomers.
Furthermore, another package will include a tool for main tenance planning. The IoT platform is able to notify in advance whenever a maintenance procedure is necessary. This means that the customer can plan for the long term to maximize the availability of the machine for production and minimize downtimes.
The maintenance itself is performed through our experts regardless of whether it’s an industrial or artisan-capacity machine. We can intervene on technical issues worldwide because we have invested in a decentralized service network to bring us much closer to our customers and literally speak their language anywhere in the world, from Spain to China, the US, UK and LATAM, or the Czech Republic. In combination with the IoT packages, we are also offering different service packages including 24/7 first level support and remote online service.
Mihu: With the Beta version finalized, is the IoT solution now complete? Or is it meant to be under continuous up dating and upgrading?
Winkler: There is no limit to further improvements to the IoT platform for the future. This is precisely what makes it so interesting. We are now able to provide the basic package. It is ready to be used now.
Mihu: You mentioned training. Who can enroll for seminars/ webinars, and what specializations are available? What is the structure of these training programs?
Winkler: Maintenance teams and operators can enroll for technical training, which can be done on-site. The main focus is on performing first-level, support maintenance and troubleshooting. For technologists and R&D employees, we provide training on technological matters, for example recipe formulations, or using pre-dough technology in com bination with our starter cultures to reach the best possible end product. The program in this case is flexible and can be done either on-site or at our headquarters. The structure of the training sessions is determined on a case-by-case basis; this gives a good example of the customizations that we provide. A training program is always oriented toward the customer’s needs and focuses on maximizing their pro cess efficiency (and can be independent of the equipment we provide). For example, over the past few months, there have been several requests for training sessions for R&D and product management teams from regions where predough is not largely used or even well-known, outside of Europe. We provided them with introductory training on pre-dough technology and the opportunities of working with it and the benefits to their products. Other markets are very familiar with this technology and training sessions are more focused on specific tasks that need to be solved. We take on the challenge! Unique situations we come across are also opportunities for us to advance with our own R&D and develop new solutions, in a partnership approach.
Mihu: What strategies, practices and concepts are being revised for the future, and how?
Winkler: Our creed is to be the market leader in innovative equipment and value-added services by enabling our customers worldwide to provide healthier food. This is our mission. We are known in the market as an equipment provider. But, we are much more than that. We are under taking a major transformation to expand the conversation from equipment to also include solutions and technology – the customer’s process and products, all rounded up with top-level service. When we think of services, we do not only refer to spare parts servicing, but to what we call ‘valueadded’ services. As an integral part of customer retention, it also covers the technological side, anything from recipe formulation to raw material analysis. We have invested in equipment and manpower to be able to make analyses, for example of flour, and provide consultancy to our cus tomers based on the results regarding setting the right process parameters for dough preparation. Along with our
machines and pre-dough and sourdough technology, testing is also an important component here; we visit our customers with our demo machines to conduct on-site tests and we are also hosting sessions in our technological center in Osnabrück.
“Looking at the entire process, DIOSNA stands out by providing pre-dough solutions, which greatly contribute to the overall efficiency of the complete line.”
Juri Winkler, Sales and Marketing Director, DIOSNA
Mihu: How does DIOSNA work on a project to provide consultancy regarding process optimization?
Winkler: Many things can be done from the beginning of a project that will significantly influence its later stages. A universal problem, for example, is the acute labor shortage in the industry; it’s not just about finding the right people with the right expertise, it is about finding any people willing to join the industry. This scenario brings with it two major tasks: securing the know-how within the process and the equipment, and advancing the degree of automatization. We have learned that automatization does not always imply big investments, despite what many bakeries might fear. It can also be incorporated into existing equipment, such as in the case of RFID control systems. Entry-level automatization can help streamline manual operations, while at the end level, operator intervention is not needed at all. Incorporating robotics and self-driving devices are currently part of our major R&D projects. This enables customers with existing equipment to invest in automatization without having to replace the entire line.
Mihu: What concept and practice-related changes can bakers expect going forward, starting from these new goals?
Winkler: Our aim is that customers see us as a partner in their new product development, going beyond being an equipment provider. We are focusing on understanding their processes, keeping in mind the end product and consumer. With quality being an integral part of the cus tomer’s product, we want to ensure that they can make a good product. We can then look at the process and the ways of optimizing it, which can always be found: reusing by-products and minimizing waste, for example, will also count towards the bakery’s sustainability efforts. Only after this analysis, we can start talking about the equipment itself.
Mihu: How does DIOSNA develop customized solutions?
Winkler: A custom-made solution needs to match the bakery’s unique needs with a direct link to the end product. It also indicates a certain level of flexibility and automati zation in the equipment that we provide in each case. At DIOSNA, we have a portfolio of approved principles and products; the right combination between them represents a custom solution that we develop. One case can be that of customers who are looking to expand existing plants and want to include the latest available technology while doing so. Trending products imply long dough resting times, for example. Solutions catering to them can be further customized by deploying self-driving devices for product handling in the factory.
Mihu: Looking at the technology itself, what are some of the latest equipment upgrades and what are DIOSNA’s unique offerings?
Winkler: The most important is the hygienic design of the Wendel Mixer. The revised design has an open structure
with access to the body of the machine, to easily allow the highest possible level of sanitation. The staff can clean the Wendel Mixer in a very short time and even while using low-pressure water, without having to disassemble the machine. The design itself is very lean in order to minimize the surfaces that need cleaning.
Looking at the entire process, DIOSNA stands out by pro viding pre-dough solutions, which greatly contribute to the overall efficiency of the complete line. Pre-dough is essential to a wide range of applications. Here, we not only provide the pre-dough equipment, but also the biotechnology – the starter cultures in the DIOStart range, which help achieve different effects. Just to give an example, they can help modify the taste, while also extending the product’s shelf life. Pre-dough also helps to optimize the mixing process. We offer solutions to combine the two. Moreover, another aspect of working with pre-dough is reusing leftover dough, which is gaining more and more interest and is providing answers to both costs and sustainability concerns.
Furthermore, within the LINXIS Group, we can provide solu tions for bakeries beyond pre-dough and mixing solutions. Our partners at Shick Esteve provide support with raw material handling, for example, which also allows us to synchronize interfaces and optimize the efficiency of the systems we provide together.

Mihu: How are the DIOStart cultures developed and how should they be used with the pre-dough and sourdough systems? Can you give us the benefits of this range?
Winkler: They are based on biological strains that we have developed. Some of them have decades-long history, and are multiplied to create new DIOStart cultures. DIOStart can be supplied on a subscription-based program. The starter cultures were developed to answer various customer challenges, such as salt or sugar reduction, lowering the amount of yeast used, or replacing the functionality of improvers for the sought-after 100% clean label products. Digestibility is also a considered aspect. We can easily combine DIOStarters with the equipment we provide, since the technology was built with settings based on the starters.
Mihu: What are advances towards sustainability at DIOSNA? How can they help optimize production?
Winkler: Our fully-automated systems liquify leftover dough, or even baked products that reenter the production cycle in a controlled way. This also has the advantage of bringing the product’s aroma and flavors into the mix. Alternatively, thanks to using the liquified dough/bread, the water ratio in the product can be increased even more –because part of the water is already bound in the liquified mix giving great results regarding the freshness of the end product. With the current prices of flour, it helps save on ingredient use.
Mihu: Thank you for our interesting conversation! +++


Invest in bakeware that has proven its value in bakeries around the world for over 40 years. Achieve maximum product quality and consistency while minimizing your cost per bake by partnering with us to select the right design, coating, and pan refurbishment schedule for your tins and trays.

Select from our stock bakeware or create a custom pan designed for your bakery’s exact needs and specifications to maximize throughput and increase efficiency.

Work with our experienced team to select the optimal silicone or long-life coating to reduce the use of oil and provide clean release from your bakeware.


Maximize pan life and product consistency with a refurbishment program personalized for your bakery’s product, pan usage, and production requirements.

Jesper Albertsen | EUROPEAN SALES DIRECTOR Tel: +45 23 68 51 85 | jalbertsen@americanpan.com
ROMANIA | SPAIN | SWEDEN | UK
I
One characteristic shared by different types of bakeware, from trays to pans or cake molds is their mission to make the baker’s life easier.

Traditional cake pans, bundt cake pans, cupcake or mini cake pans, springform pans, silicone cake molds, and sheet cake pans – bakeware for cakes is as diverse as the delicious products that are their guests while baking or even afterward. Correctly caring for their delicate visitors is what makes all types of trays essential in supporting bakers. They can be sponge cake trays that carry the cake from the workshop to the store and also make product presentation literally ‘a piece of cake’. Or, molded trays for industrial use, where imprints ensure that every product produced has the same shape to ease packaging and match customer expectations. Non-stick coatings suited to the requirements of individual products are also part of the same conversation, Marc Schulze, Key Account Manager Export, Anneliese, says.
However, for more complex shapes, such as bundt cakes, alusteel is the better option, as it can be pressed into shape easier and can be molded into various shapes, while aluminum would not stand the pressure of stamping, he adds.
That’s not all, production volumes are also a part of the equation when choosing a pan for cakes. Anneliese differ entiates between three levels of operations: “First, we have bakers who are happy with individual molds or trays because their production volume does not require a convection wagon oven or a different type of an equivalent baking area. As the business grows and such means of production become interesting, we can work with the baker to design their individual equipment. For example, we could put several cake molds on a strap to be inserted on a rack. This makes handling efficient, as the baker can use their hands to handle three-four cakes instead of only one, in a single mold. Finally, the third level concerns the industrial
The shape, size and material of the pan directly influence the baking process. Pan selection depends on the cake’s shape and size. For ‘easy’ shapes such as rectangular or round, one can choose between aluminum and alusteel. “While aluminum heats up quickly and is very lightweight, alusteel can store heat for longer compared to aluminum, which gives a different baking result,” Schulze explains.

“Most bakers ask for our patented F-profile system to remove the crossbar for display, because it offers the easiest handling and is more robust than other options”Marc Schulze, Key Account Manager Export, Anneliese © Anneliese
producers. Of course, pan straps and trays can be customized to fit any industrial bakery line. Those would have a (rein forced) frame and edge bumpers. Moreover, solutions for automated stacking or handling are requested frequently at the moment,” Schulze shares.
Ingredients in cake formulations pose no particular chal lenges when it comes to pan selection, with the notable special care for free-from products. One consideration that should be kept in mind, however, is that, even if the pan can have relatively complex shapes, e.g. animals, or cars, the cake made with that mold usually lacks details and can look very different from the original concept. “For example, while the eyes of the teddy bear might have irises in the pan, the resulting cake will not have a visible iris. Sharp and small outlines usually don’t work very well,” Anne liese outlines. The company can provide 3D-printed pans at a relatively low cost for testing.
Coatings, however, are an important factor. Cakes usually contain fat, sugar and egg; more often than not, all three. Even a single one of these ingredients can kill most non-stick coatings. Anneliese recommends sharing information about the ingredients in advance with their experts, for appropriate pan recommendations. “However, only real-life tests over several months, or an equivalent number of baking cycles, will tell the whole truth about the suitability or failure of the coating,” Schulze adds. Looking at these difficulties, it becomes apparent why many bakers, regardless of their size and daily production output, do not choose a non-stick coating but use release agents instead. “However, the Anneliese team is convinced that non-stick coatings save work, time, and resources in the long run.”
The most requested type from Anneliese is the simple sponge cake tray still, which can be customized in any size – to fit anything from window displays to ovens and transportation boxes. “Most bakers ask for our patented F-profile system to remove the crossbar for display, because it offers the easiest handling and is more robust than other options. Especially in Germany, people love sponge cakes with different fillings, toppings and icings. Plus, we’re always happy to see people get creative and reinvent the way to use them,” the specialist explains.
The depanning method will also depend on the type of cake and production requirements of the line. Sponge cakes can be simply removed from the tray in front of the customer with a cake shovel, for example. Individual pieces are cut either in the factory or at the point of sale, but the cakes stay inside the trays and are also presented inside the tray. This supersedes some production steps and pack aging, while also giving the customer a feeling of freshness and proximity to the workshop where the cake was made.
For cleaning any cake trays or molds of any shape and size, Anneliese lists the following rules:
+ Cleaning them regularly – depending on how dirty they are and/or the frequency of baking
+ Avoiding moisture
+ Avoiding lye or acid
+ Selecting an appropriate, ph-neutral cleaning agent with a soft water jet, and using a soft cloth or brushes to clean them
+ Taking pastries out of molds immediately after baking (to avoid moisture as they cool down)
+ If the pans are not coated, greasing them for an anticorrosion effect. If they are coated, greasing must be avoided, as it will reduce the coating’s lifetime.
+ Ensuring the trays and pans are dry before storing them
Spanish specialist Coatresa provides custom-made tins for bread, which it has been devel oping in partnership with baker ies for over 40 years. “Our Kaizen philosophy has allowed us to develop changes both in bakeware design and coatings. For example, we developed the Lock Pan patented design for one of our clients to optimize their crustless bread production, reducing their product waste by up to 30%,” says Eduard Castaño, Vice President of Marketing and Business Development.
New products are developed, either from scratch or by adapting an existing line. Castaño shared an example: “One of our main clients had problems regarding the stacking of their baguette trays. We developed a specific system that allowed them to increase storage capacity in existing pallets. In this way, they have been able to reduce their storage space more safely (the stacking does not twist when pan-straps are added). This system has since been provided to other clients as well.”
Quality-brand and freshness with long tradition
Hazelnut- and Peanut-Products, roasted, sliced, diced and slivered. Hazelnutfilling and Multi-Crunch. Please ask for products meeting your specifications.

The company also notably developed a patented system called ‘TheSquarestBread’ (TSB), which was first developed to produce crustless bread in a regular form as well as a bigger slice size, using less dough and reducing as much waste as possible. The TSB is a mold with a lock system and a lid. “It has patented features that make the bread grow in a regular and controlled way inside the mold’s enclosure. The lid also has special features that achieve this perfect fit in the mold, while obtaining a completely regular shape of the production with a perfect square. Naturally, this mold incorporates all the improvements that we have made, such as vertical corrugation, an edge designed to give the mold more resistance, etc.,” explains Castaño. Currently, the TSB system is also used for ‘regular’ sliced bread, to improve the way it fits the packaging, and for catering manufacturers.
Another improvement, introduced by Coatresa’s founder Tomas Marin, was the change from a lateral corrugation system of 45° to a vertical one, to eliminate the use of release agents, with only the aid of its Testrong ® range of non-stick coatings for the job. For sliced bread, Coatresa developed the Testrong ® Pyros segment. The Testrong ® ROC was de signed for the production of glazed burger buns, Testrong ® Terracota – for cake trays, and Testrong ® Red Metallic, for baguette trays. To match the best coating to each product, the company conducts tests to develop new Testrong ® Systems that answer each requirement that comes from the final product, considering the characteristics of the dough.


The way the pans and trays are used plays a determining role in preventing the product from sticking. To get the best use out of the coating’s benefits, both the cleaning and the depending processes are key. Sticking issues are usually caused by the deterioration of the coating. “Besides, we have specific technical equipment in our R&D department. There, we constantly trace both the non-stick properties and the interlayer fusion of our coatings in a controlled en vironment,” Castaño explains. Coatresa provides guide lines regarding the use and care of the coatings to ensure optimal performance of Testrong ® Coatings, which include:

+ The safest cleaning process is by using pressurized air; it is recommended to avoid the use of brushes
+ Using a soft stacking system, either automatic or manual
+ Avoid having empty molds or trays should in the oven at temperatures over 200°C
“We developed the Lock Pan patented design for one of our clients to optimize their crustless bread production, reducing their product waste by up to 30%.”
Eduard Castaño, Vice President of Marketing and Business Development, Coatresa© Coatresa



Bread and bun production is challenging with variables like temperature, environment, recipe accuracy, fl our quality, and operator errors affecting the fi nished product. Exact Mixing’s automated Continuous Mixing technology eliminates these variables and makes fl awless buns at rates exceeding 15,000 pounds per hour.


Choose Exact Mixing to perfect your process and your product.
• Automated system operation and controls
• Just in time dough means less waste from line stoppages

• Less labor and energy usage vs. batch mixing

• Eliminates variables due to batch process






• Consistent bun size and color
• Excellent dough temperature control

























Markel Food Group Company
in improving your mixing process?
us
Maintenance and recoating also ensure product will not stick to pans. In addition, recoating and refurbishing old sets can save up to 50% of the investment in new bakeware, while also making production more sustainable.
Coatresa focuses its R&D improvements on those elements that are more susceptible to suffering damage due to line automation, related to the pan and their use. On the lines where it is possible, for example, the tin is a little bit elevated from the frame to expand pan life by minimizing friction with the line which may cause abrasion.
Austrian company Precisma focuses on custom-made clean ing machines for baking trays, release agent applicators, aside from predusters and conveyor and handling systems. Virtually every machine is configured to customer require ments, in its 600-sqm production area. “This means that every customer will receive their orders from a single source, including budgeting, planning, specifications and
design, and down to manufacturing, commissioning and maintenance of the machines,” Precisma explains.
“Feeding is done with brush rollers, which helps prolong their life compared with conventional transport systems used by tray cleaning equipment.”
 Precisma specialists
Precisma specialists
The company recently started offering its Kobra cleaning technology internationally, which is said to be a nearly maintenance-free machine that is designed to prioritize hygiene, of the equipment and of the trays throughout their daily cleaning processes.

This cleaning system is available for double-rimmed trays measuring 580, 780 and 980 mm. “The trays enter with the baking side facing upwards; feeding is done with brush rollers, which helps prolong their life compared with conven tional transport systems used by tray cleaning equipment,” according to the company. The integrated disk brushes automatically change their rotating direction during the cleaning process. The inner rim is also targeted for cleaning.
The machine has a toothed belt drive to virtually eliminate the need for maintenance. Kobra is made of stainless steel to allow high-pressure cleaning without dismantling the brushes. In addition, individually adjustable disk brushes ensure optimum contact between the brush and tray. Its quick-change system allows the round brushes to be removed by hand for cleaning, with no additional tools. +++
Part II will be published in the next issue of Baking+Biscuit International, with insights from American Pan and KEMPF.
Exports of bread and bakery goods from Germany continued to increase in the first half of 2022, data from the Association of German Plant Bakeries shows. Almost 753,100 tons of bread and baked goods were exported in the first half of 2022, around 30% of which was bread. By comparison, non-EU countries accounted for just 36,000 tons. The rest was made up of fine and long-life baked goods. The vast majority (594,000 tons) was exported to countries in the European Union. The biggest share of the exports goes to the Netherlands (20%), Poland (19%), France (13%), Italy (11%) and Belgium (9%).

“The figures for the first half of 2022 for the export of bread and baked goods from Germany once again show the
great popularity of our products,” Armin Juncker, General Manager of the Association of German Plant Bakeries commented on the published foreign trade figures. He added that the large branches and delivery bakeries, in particular, have a dominant share of bread exports and contribute to “strengthening the image of German bread abroad”. +++
Food packaging is an art. And we’ve been honing our craft for 150 years and counting.



Whether you are looking for a stand-alone machine or a complete system solution, we will support you with our long-standing expertise. With our proven technologies, your bakery products will live up to your customer’s expectations and have an overall improved quality with a fresher taste and aroma.
Scan QR code for further information

Formulating and perfecting the recipe is only the start to having great-tasting, crunchy or soft bakery products. The freezing process is essential to how their properties will be captured and preserved.

+Freezing baked products or dough requires special care, to ensure their structure is not damaged in the process and shelf-life is optimized. They can be frozen for longer storage or shipment; in both cases, shock freezing has its benefits, with the products reaching the correct cold temperature very fast, which ensures their properties will keep. The lower the required temperature, the bigger the refrigeration unit will be, comprising one or two-stage compressing units, Peter De Naeghel – Managing Director, iceCool, explains.
The icePower shock freezing equipment developed by iceCool can reach temperatures as low as -35°C. Pastries, as an example of notoriously delicate products, are best frozen at temperatures between -25°C and -35°C. Shock freezing timings are set according to the product's weight; when the process is complete, most products will do best if stored at -18°C.
The freezing speed has a direct influence on the kind of ice crystals that are formed when the moisture freezes inside the product. Fast freezing creates numerous small ice crystals, leaving the cell wall of the products intact. This means that, after defrosting, products will have the original cell structure and retain the original tenderness and aroma. Alternatively, slow freezing creates large ice crystals destroying the product’s cell walls, as the ice expands. In this case, after defrosting, considerable moisture, including important nutrients, will leak from the product, which also loses its
firmness. Through a proprietary process, “iceCool installa tions are designed to guarantee the principle of small ice crystals retaining the fine cell structure and moisture, thus resulting in very good quality and freshness of the product,” De Naeghel details. Custom designs include various tunnel versions, a choice between ceiling or standing evaporators, and countdown systems for each trolley – among others that can be identified on a case-by-case basis.
Shock freezing with the icePower equipment can be moni tored and closely controlled via its switch box and control panel. “All the electrical switching components are placed neatly and clearly above the entrance door, for easy access for service and operating,” iceCool’s managing director explains. The company uses this control panel and stand ardized interface for every type of installation, including its freezers, or retarders/proofers. The icePower comes with new smart features, including:
+ Network, backup, remote controlling
Product menus and weekly schedules can be saved and backed up using download/upload functions. iceCool installations can be connected via the four-port Ethernet switch to the local data network, to control installations remotely from the office or via WiFi, from mobile devices.
“If you have an Internet connection on your network, then you can control your installations worldwide, via the Internet,” De Naeghel highlights.
If the installations are connected to the Internet, possible errors will be reported via e-mail.
The standard integrated HACCP log table and graphics help with regulation compliance, for the mandatory tem perature registration. “The stored data will be kept for more than one year in the control panel and it can be accessed directly for quick analyses – in table or graphic form. The data can also be extracted and saved on USB or via PC-network, directly onto computers,” the specialist details.
All iceCool installations, including icePower, feature an industrial magnetic door-closing system – the iMagnet, which automatically closes (almost shut) behind the operator, to keep the warm and moist air out of the freezer. “This innovative and robust door-closing system is the newest form of hygienic mechanisms on modern cooling and freezing compartments. It eliminates moving parts that can break or impede the smooth movement of the racks,” he details. Also, there are no obstacles or frames in the way, for easy door cleaning.
The energy improvements help achieve savings for a twoand-a-half-year ROI, iceCool calculates. When an additional swing door is used, there is less ice in the freezer and evaporator, which means that fewer and shorter defrosting sequences are needed. There are multiple additional advantages: improved hygiene while less frequent cleaning is required, shorter running times for compressor and fans are achieved, and the properties of the dough are improved, the company says.
In addition, iceCool is also prepared to offer regulationcompliant refrigerant solutions. Since 2020, refrigerants with a so-called GWP value (‘Global Warming Potential’)
higher than 2,500 may no longer be used. Further steps will be introduced by 2030, as part of the EU’s initiative to phase them out. “iceCool has long been using the green house gas-reduced refrigerant R448A, which has a GWP of 1,380 – well below the limit value. Since further steps by the EU are foreseeable, we offer two future-proof alternatives, namely the natural refrigerant R744, known as CO 2 (GWP=1) and the future refrigerant R455A (GWP=146),” De Naeghel explains. Depending on the application, both alternatives have their strengths and the company provides consultancy on choosing the correct version.
iceCool systems are built to run all year long, in summer just as in winter, which is made possible by the generously dimensioned design of their cooling components. “The pressure build-up is significantly lower than in standard sys tems. The compressors, including the weightlifter, have to do less mechanical work, which reduces CO2 emissions and saves considerable energy and money over its lifetime,” adds De Naeghel.
The equipment also features the iSave HeatRecovery system, which manages the heat generated during refrigeration. With iSave, this heat can be used in various areas including rinsing or heating water. Thawing and fermentation are among the processes with high energy-saving opportunities.
De Naeghel points out that, “The iceCool heat recovery systems iSaveHeatRecovery can be quoted and supplied by iceCool. In this way, iceCool refrigeration concepts achieve eligibility for state subsidies in Germany when selecting eligible refrigerants and if the requirements for waste heat utilization are still met.”


Cold-generating equipment is continuously improved for optimized process efficiency. For Heinen, this means their active spiral cooler – acticool®, the proofline® spiral proofer and their spiral freezer, called arctic. The company places emphasis on precision in the coiling process to meet pro cess demands from bakeries. There are numerous cooling applications in the bakery industry and not all require precision, such as in the case of precooling products for
freezing them at a later time. However, in certain areas (for example, freshly sliced bread), “Absolute temperature accuracy is necessary,” says Jochen Hottinger, Managing Director, Heinen Freezing GmbH & Co. KG. If the product is too hot, then the slicing machines tend to smear and destroy the product. If the product is too cold, the slicing process shatters the crust, causing both unnecessary product loss and the unappealing appearance of the cut product. To this, he adds: “Therefore, we thought about how we could improve the accuracy of our temperature control system. We have changed the number and position of sensors in our system, the control systems (by improving our in-house built PID software controllers) and the airflow through the system – here, our aim was to avoid all unnec essary air baffling plates and air resistance in the system.”
The airflow in Heinen cooling and freezing equipment is generated by frequency-controlled fans that blow the air horizontally through the system. An open airflow through the system ensures that the product comes into contact with the cold air from all sides. “An open and product-oriented



air flow is the basic concept of the acticool,” he illustrates. To avoid too sharp and fast airflows, Heinen uses frequency-controlled fans, with a unique wing design. The company’s managing director details: “It is a bionic wing design based on the wings of owls; they are designed this way to save energy and make less noise.” Airflow intensity is among the parameters included in the product recipes saved into the machine. The acticool normally operates with temperatures around +20°C. Lower temperatures can dry out the product and the system tends to produce condensation if it is too warm.
HeinenSpiral coolers require specific cooling and heating media. For cooling, this medium can be any kind of refrigerant, glycol, or cold water, depending on immediate availability. A closed airflow system and a heating medium are also needed. The specialist goes on to elaborate that, “In a closed system, we also have to eliminate the humidity leaving the product. We control the condensation at the air cooler and reheat afterward as needed.” Energy consump tion can be lowered by using outside air for eliminating humidity instead of the condensation principle and by reducing the pressure loss of all involved components. This means wide fin spacing at the air cooler and baffling plates with little or no air, as well as well-synchronized components,” Hottinger adds.
There are two reasons behind the design of Heinen spiral coolers without air guide elements. First of all, slow air movement in the system is the better alternative for treating the products as gently as possible, as it uses no direct, forced-air stream. “It should be more like a light breeze touching the product from everywhere. If you have air baffling
plates, the air speeds up and aggressively engulfs the product, which can dry out the surface,” explains Hottinger. Secondly, forcing air to go in a certain direction leads to higher energy consumption, because of air pressure loss as it is forced along the baffling plates.
At the core of any spiral system is its belt. Heinen’s spiral coolers use modular plastic belts with their inherent advantages in the process: they are lighter, help save energy, are easy to repair and are more reliable. Since they weigh less, they are also less prone to friction. “As machine builders, we prefer light, plastic belts as they require less force to run in the system which adds up to smaller drives and lower energy consumption, respec tively,” Hottinger shares. Spirals are also known for their flexibility in layout options. Heinen customizes them, especially for bakeries, with designs that match the factory or process layout. “If a double drum twin belt system is needed, Heinen can do this as well. We will recommend the one that best fits the customer's layout because it will benefit them the most,” he explains.
On all Heinen spiral systems, from active spiral coolers, or spiral proofers to spiral freezers, all fans are run via frequency converters, which means that they can be ad justed according to the individual needs of every product. Some of the latest features that Heinen has brought to its spirals include options to enhance the cleaning process. “We have redesigned major parts of the machine so that they are self-draining, easy to access and can be disas sembled without tools,” Heinen’s specialist highlights. For example, the newly-launched freezerfoamer PRO series is a pump unit connected to Heinen’s integrated cleaning system, which saves water and detergents during the cleaning process. The freezerfoamer PRO, in combination with the cleaning system, adjusts water pressure, detergent concentration and foam consistency on each nozzle head and nozzle bar. The investment is amortized by the savings made over time in water and detergents. A complete record of the entire cleaning process is also available with this system.
One of the mottos of Heinen’s design team is that ‘the best spiral freezer has not been built yet’, and that they are continuously under development. This is something the company has learned in over 40 years of working on proofers, coolers and freezers: there is always room for improvement and always a next step. It will be interesting to learn what the future will bring in the world of cooling and freezing. Heinen anticipates that the next generation of proofers, coolers and freezers will precisely and con tinuously adjust to the actual demands of the processed product and point out further optimization and efficiency opportunities. The future sounds ‘cool’. +++
With König vacuum technology, breads, cookies and pastries (e.g. Danish pastry) can be cooled and stabilized for further use in just a few minutes. This enables enormously improved product quality in terms of freshness, crispness, volume and stability, im mediate further processing of the further processing of the past ry and optimization of your operating processes.


Austria

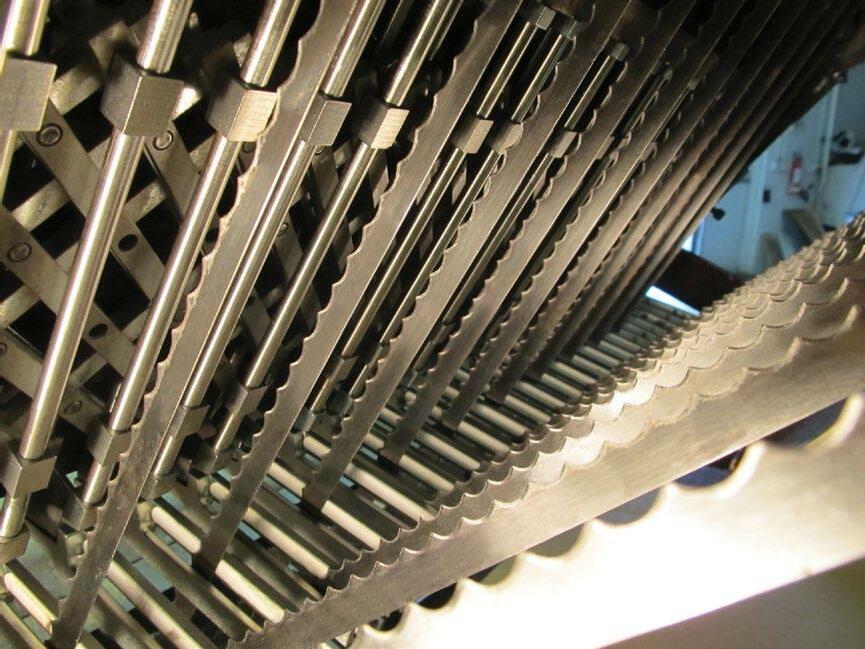
To manufacture rolls and buns with consistent quality for the lowest possible costs, efficient systems are a must, to produce the required volumes and varieties and provide solutions to any number of production challenges.
By Catalina Mihu+While manufacturing buns and rolls in high volumes is in itself a challenge, having the product variety to meet changing consumer trends takes challenges to the next level, in everything from mastering production scaling to the equipment itself. Operator skill is also essential to maintaining efficiency, and especially so when experi enced bakers and operators are hard to come by. To sustain high-volume production, absolute control over each step of the process is a must. Automated equipment is essential for this. Bruce Campbell , Vice President – Global Product Technology at AMF Bakery Systems, illustrates: “When bakers run a 96,000 buns/hour line, that means about 27 pieces are made every second. At such a produc tion rate, the system must be well balanced and must react to variable operating conditions.” To support this kind of system, the company recently developed the AMFConnect data management system, which provides live reports about Key Performance Indicators (KPIs) and Diagnostics. The line also includes a newly-redesigned make-up system, which is now easier to clean and comes with additional food and operator safety features, based on EHEDG guidelines.
The line can manufacture soft hamburger buns, assorted rolls and hot dog buns.
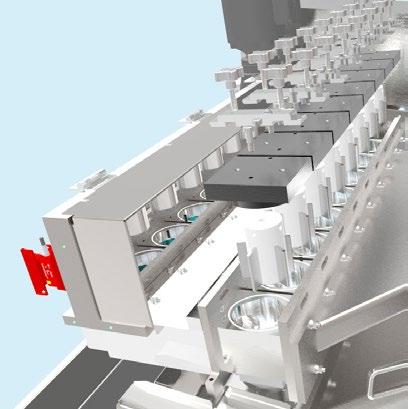
AMF designed its high-speed systems for buns and rolls with these challenges in mind, with input from bakers. The line of Accupan Make-Up systems focuses on maintaining constant product quality and safety during production. It can produce rolls ranging from 25 grams to 150 grams. For the production of hot dog rolls, the size range is from 3” (mini hots) to ‘foot longs’ (approx. 300 mm). Special options can also be produced with Twin Roll Splitters at up to 120,000 units per hour.
In addition to the Accupan, AMF also offers the ComboMat, a make-up system for buns, rolls and bread, which allows bakeries with lower production volumes, operating with one mixing system, proofer and oven, to use a single make-up system.

Based on extrusion technology, the HBDFlex and RollFlex Dividers use patented auger technology and precise pressure feedback control loops to process the dough with a minimum of work. “The FLEX pumps, that are at the heart of these dividers, are controlled by servo drives to maintain excellent scaling accuracy, which can be documented and maintained through the use of the new ‘Gram-Saver’ integrated checkweigher,” Campbell explains, which auto matically weighs every fifth row of dough balls and records the weights. High-speed processors analyze the scaling trends and make small adjustments as needed to the divider parameters to ensure scaling accuracy.
The recipe management system in the Accupan allows all parameters to be automatically set, based on the values selected during the initial setup or by using the successful parameters from the previous day’s production. Change overs can be made in a matter of seconds, by selecting the desired recipe via the HMI. “There are no change parts needed for different sizes or rates of products. Even the swap of molder boards and imprinters can be automated in certain configurations,” Campbell explains. Options that can be set on the HBDFlex Accupan include the auger pressure set point, the UltraFLow RPM, metering pump speed, knife and intermediate proofer speed synch, rounder belt speed, servo gate controls, the speed of the sheeter roller and the molder belt, pan pre-indexing speed and magnetic pan indexer settings, pan shaker settings, and the flour reclaim sequence. All these automated operations contribute to the system’s high manufacturing speeds of up to 72,000 buns per hour per make-up system. The system only requires minimal intervention from operators to run.
The system also features the AMF Fusion Dough System, which mixes and delivers dough at constant rates and tem peratures to the AMF Flex divider – this ensures the pieces of dough accurately match the required weights and shapes. The AMF Convay system then transports pans and
products, working with smooth transitions through process steps, to protect product integrity.
The AMF BakeTech proofing and baking technologies are also incorporated into the system, and contribute to product consistency by keeping processes under control. The AMF Workhorse system is responsible for the high-speed handling of pans. “This is a key process for balancing the exact pan rate with the production needs,” Bobby Martin, Global Product Systems Leader at AMF, also explains. The buns and rolls are then cooled through an AMF Vesta Spiral Cooler and brought to the AMF PackTech packaging station. At the end of the line, AMF Workhorse and AMF Convay

will then team up for handling and loading: plastic baskets and cardboard boxes, which can also run simultaneously, are placed onto the shipping docks via palletizing systems.
There are two basic AMF Flex dividers available for buns, rolls and English Muffins, with design differences that enhance their efficiency and flexibility based on the types of roll and speeds.
Providing high quality blades for 85+ years. Partner with our experience to optimize your slicing.
sales@hansaloy.com
1. The HBDFlex divider is available in 4, 6, 8 and now 10 pockets; Campbell recommends this equipment for high-speed bun production: “The servo knife can run up to 155 cuts per minute. Scaling accuracy is typically a standard deviation within 1% of the target weight. For a 60-gram dough ball, the STDEV is 0.6 grams.”
2. The RollFlex, available in 4, 6 and now 8 pockets uses a single auger pump with built-in dough developer. This is excellent for a bun and roll line that has more changeo vers and has products with inclusions like fruits. The Roll Flex has two options for augers, 6” and 8” depending on speed and dough types.
The MuffinFlex is a version of the RollFlex, but with a smaller auger, which is specifically designed for the slack English Muffin dough on a raised frame, to feed into a Sugden Proofer and Griddle.
The FLEX pumps on AMF’s dividers use a simple sliding vane technology that can manage the flow of dough from each port with accuracy and low pressure. “The flow is au tomatically balanced across the ports and using recipe control can be reliably repeated every day. Each pump has its own servo control, which also allows the speeds to be adjusted individually if needed,” Campbell details. Moreover, if a port or two needs to be blocked off (e.g., when a 6-across pan runs on an 8-across bun system), this is done automatically via the recipe management system, by simply setting the speed of that port to zero.
The UltraFlow Dough Developer is critical to achieving consistent dough quality. It is based on the popular DoFlow system, which has been used in the production of buns for almost 40 years. The UltraFlow has received improvements

for higher capacity than its predecessor and can run over 15,000 pounds per hour. This production rate means it can even be used on some bread lines. Campbell explains: “The theory has always been to use vacuum to degas the dough just before dividing. This was originally invented for use on Volumetric Dividers, where significant gas built up in the dough over the 15-minute batch cycle. This improves scaling accuracy and also eliminates defects due to large holes from gas.” Additionally, the action of the developer paddle ensures the dough is consistent from the start to the end of the dough batch as it enters the divider, a critical feature for the ultra-high accuracy and volumes needed in today’s QSR market.
AMF has an optional UltraFlow Bypass hopper, which allows the unit to be rolled back and the dough will skip this step in the process. This bypass benefits stiffer doughs and products that need the Accupan to make a more ‘open’ grain look.
The S-Series Conveyor keeps products on the move along the bun line, bringing an upgraded sanitary design. “The AMF Convay engineering team was inspired by the highest food industry sanitary design standards, reviewing the design with bakers and continuously making sanitary design assessments. Hollow structures, sandwich catch points and flat surfaces have been eliminated from the design, reducing the sanitation time requirements,” Martin adds. Moreover, the S-Series is configurable based on unique preferences, to comply with specifications for controllers, panel views, motors, bearings, type of levelers, type of carrying belts and type of sprockets. All AMF Convay systems are de signed for the application, so trays of any size can be used.
“Application engineers will select the proper widths and belt types for conveying dough balls, pans, lids, baked


products, packaged products, plastic baskets, basket stacks, cardboard boxes, pallets and pallet stacks. AMF Convay is the brand connecting all AMF family of brands technologies into one complete system,” he explains.
This bun and roll line also caters to the QSR manufacturer's needs by incorporating a pan shaker, which centers the buns with a simple, linear shaking motion, to eliminate the risk of defects in the products’ shape. “The AMF Pan Shaker design is unique as it allows up to 10 shakes for each pan, while also never stopping the pan. The high-frequency shaking action can also eliminate doubles if one dough piece is overlapping another when they initially reach the pan,” Campbell explains.
Time is money, especially so in high-speed bakery produc tion. All process steps, and the connections in between, run at a similarly fast pace on AMF’s bun and roll line. This includes pan and product cooling. For pans, cooling allows them to reenter a new production cycle faster, saving time, and money. The line specialist incorporated the AMF Bake Tech pan coolers to help here. The system, on the one hand, protects the fresh and cool dough pieces from the heat of the pans by either allowing the pans more time to cool at ambient temperature or by speeding up their cooling process with controlled airflow in a tunnel. Cooling products, on the other hand, takes into consideration the bakery’s location and environment; some can constantly cool buns and rolls, throughout the year, with an AMF Vesta Spiral Cooler running at ambient temperature and humidity. But, for bakeries where the ambient conditions within the production area change with the seasons, a fully controlled environment is key; here, the AMF Vesta Spiral Cooler Enclosed option helps control both humidity and temperature, maintaining values within the same range all year long, regardless of weather changes.
Once cooled, the buns and rolls are ready for their last stop: packaging. Products are automatically brought to the packaging machine with another conveyor system, which offers several handling choices. Martin explains: “AMF Convay has developed many different solutions for handling individual products with round, square or oblong shapes, as well as for clustered products of many cluster configura tions. Once products are delivered to the infeed of AMF PackTech packaging machines, the products are accumu lated making sure the packages are filled with the exact number of products, and then automatically released to the continuous sequence of slicing, bagging and tying machines.” AMF PackTech technologies automatically deliver packaged products at a constant rate downstream to the AMF Workhorse product loading station.
Over the past decades, existing technologies have been constantly challenged by high consumer demand. That has put pressure on engineering teams to develop faster units and more reliable equipment, running at more than 99.5% run rate, Martin points out. Higher production speeds brought about new challenges, as the impact of food waste impact grew simultaneously. “The oven is often declared as the heart of the bakery, and rightfully so; but, industrial bakers recognize the importance of the whole system running at cruising speed,” he says, acknowledging the importance of having automated, continuous operations and keeping up with consistent quality, with the support of data collection and machine learning capabilities.
For fully-automated bakeries, the AMF LineGuardianTM brings a network connection, providing real-time dashboards from all AMF NexGen equipment built on AMF Connect specifi cations. Martin: “The interconnectivity of all the units reporting real-time status is the future of industrial bakers, helping them make decisions based on data and trends.” +++
Ashworth Bros., Inc. has revolutionized the future of conveyor belts since 1946 by leading the market with the most conveyor belt patents in the food processing, and baking industry. Companies around the world depend on Ashworth’s quality products, reliable customer service, innovative solutions, and experienced AshPro team.

Maintains consistent belt tensions between sanitation cycles.

Remotely monitor multiple spirals at different plants in real time.
An affordable solution for standard and wide belt stackers.
+König has developed two new turnkey solutions that are specifically tailored to manufacturing flatbreads: the cross-sheeted pizza line and the new Pinsa Romana line are aimed at condensing its bakery equipment knowl edge in tailored industrial lines for special products.

König Technology Projektmanagement GmbH was set up within the König group a few years ago to delve into the design and building of special projects. Nicola Perbellini Head of König Technology Projektmanagement Italy says, “In some cases, like these two lines, the focus has been on the peculiarity of the product and the need to compose a specific line that is able to offer an industrial approach to a specific artisan recipe”.
The pizza market has continuously grown over the last 30 years. Besides traditional recipes, numerous variations and hybrid concepts have appeared on the market. The Cross Sheeted Pizza Line proposed by König respects the initial preparation of a traditional Italian pizza. It was designed to accurately support artisan recipes, with no dough scrapes in the process and with a hygienic design.
The line comprises the following types of equipment for the main process steps: dough mixer, divider and rounder, proofer, cross-sheeting section, sauce depositor, oven, topping station and freezing spiral.


The well-known REX Dividing & Rounding machine can be found in this line’s setup, which “has been recognized over the last 30 years as the reference machine for this job and creates the right starting point for a top product, both in terms of quality and weight precision,” says König. After the dough proofing module, a cross-sheeting section handles the make-up part of the line, where the target thickness with the desired dough structure is reached. “Here, a slight irregularity factor in the circular shape will even add an artisan touch to the product,” König highlights.
The SDD EOS oven is König’s solution for the baking needs of these kinds of products, to help the products measure up to the artisan quality of an Italian pizza. It can be set to run at very high temperatures of up to 900°C on the radiant surface, which are key to baking pizza and flatbreads, along with the corresponding energy flux. The tomato sauce depositor and topping equipment are provided in cooper ation with a partner supplier and a freezing spiral com pletes the line. This turnkey solution can come in different layouts and sizes.
Pinsa Romana is an example of an artisan bakery product using a dough made with a combination of soy, rice and wheat flour, a healthy alternative to traditional pizza. It is expanding its market from its origins in Rome thanks to its lightness and organoleptic characteristics. Transferring this traditional recipe and the experience of a master baker’s hand in curing the dough, while avoiding addi tives to industrial volumes is a challenge for industrial baking technology. König says that Roman bakers approved the solution developed by the Austrian company.

The line features solutions for dough mixing, dough resting, dividing and rounding, board handling, proofing, manual make-up and oil spraying, baking, spiral freezing and conveying. CERES is the machine used for dividing, as it is suitable for all doughs, including those typically artisan products with extremely high-water content and long resting times. The CERES protects the dough structure and has a high level of accuracy in dividing pieces of the required weight. “The way the dough is handled from hopper to weighing and cutting unit is unique. For a product like Pinsa Romana, this is the key to getting the correct production process,” König explains. Pinsa Romana is another hightemperature baking product, which is why the SDD EOS oven is also included in this line. A freezing spiral and a buffering conveyor complete the Pinsa Romana line.



It was designed to provide similar product and processrelated advantages to the cross-sheeted pizza line, focusing on custom-made solutions that help automate the production of artisan recipes, with a hygienic design and no wasted dough. +++






 König
König
König
König
Reliable product transfer between processes is essential to maintaining the rhythm in production sequences, with continuous, automated adjuste ments. To optimize efficiency in industrial baking, everything is riding on conveyor systems.
+As products move along the production cycle, their charac teristics evolve to the next desired stage. Conveying systems need to be mindful of that, especially for the belts that o perate on them. What is the cor rect belt for each process step? To identify the right type for each convey ing job in a bakery, the first step is having a clear understanding of the product and the application, as each can greatly vary compared to its down- or upstream counterparts, from proofing and cooling to baking and packaging or general conveying.
Ashworth provides a comprehensive range of conveyor belts and provides us with a ‘guided tour’ of the various types of belts that are the best match for each process in a bakery. How is the right type of belt for each conveying job in a bakery deter mined? What are the criteria to match the best option for belt materials and construction with the process stage?
Understanding the application (gen eral conveying, proofing, cooling, bak ing, packaging, etc.) and the product is the first step. There are numerous factors that play a role in this pairing endeavor, including the application temperature, the product support re quirements and even cleaning proto cols, for example. “Once these condi tions are known, we frequently talk to users to understand any past chal lenges or concerns before we recom mend any particular belting,” Ash worth says about the thought process. Challenges in finding the optimum choice in belts, and then working with it over time, are often product related. When handling bakery goods that are sticky, soft, oily, or sugary, products can easily get damaged or be left with unwanted markings as they
advance along conveyor belts. These products can also be challenging to remove as they are transferred along the line. Here, experience is an inval uable asset in making an informed se lection of the best belting solution for each segment of the processing line. Ashworth illustrates: “For baking, a close or tight mesh may be best. How ever, after baking, a more open mesh may be necessary to facilitate cooling prior to packing. For applications requiring short transfers, a sprocketdriven belt is a better choice than a friction drive because the sprockets aid in tracking these short belts.”
In bakeries, products start off as pliable pieces of dough that require more support at this stage, compared to their characteristics after baking, then through the cooling and packaging segments of the process. Ashworth can offer different belts to best accommo date the product as it travels through each processing step, among them plastic and metal spirals, high-density mesh, and woven belts, flat wire belts, and belt and sprocket systems.
“Material choices can also be evalu ated to offer the best options for the process such as salting, freezing, or baking,” Ashworth explains.

Beyond material selection, there are several customization options to meet the processing conditions in each case. Ashworth can provide flights or lifts for inclining systems, side guards for product retention, or belts with added chains for precise timing, for example.
Once the best choice of belts for the process is found, optimizing that pro cess can begin. Ashworth offers instal lation support in this regard, through
its Factory Services. “We believe our precision, custommanufactured belts will perform and last longest when installed and tracked properly. Should an issue arise, our Factory Service Technicians will assist the user with troubleshooting and training,” the company shares.
Processing conditions are constantly changing in any system, which is why frequent inspections for proper belt operation are critical to belt operation. Ashworth: “We are releasing our SmartOven ™ system, which monitors key operating parameters of the oven. This data is relayed to your smart device, offering real-time monitoring.” Through this app, alarms can be set to send notifications to smart devices about deviations from standard or baseline operating conditions.


As different as the belts throughout processing stages may be (and should be), monitoring does not need to share this variety. On the contrary, there are advantages to align not just belts, but all types of equipment to a standardized ‘language’. For belts, monitoring is made even easier to achieve as they operate essentially the same, regardless of their construction differences. “Consideration is necessary when choosing a specific sensor that is dependent on belting material, open area, or edge construction,” Ashworth recommends.





Ashworth launched the SmartOven ™ Monitoring System at IBIE this year, joining the SmartSpiral ™ in this range. It monitors critical oven operating parameters and pro vides real-time feedback to Maintenance, Engineering and Plant management, compiling graphical representa tions of the collected data, to show past and current operating trends that can be analyzed to anticipate the system’s future performance, including potential failures before they happen. Maintenance work can be planned when convenient and prevents failures – and the down times they would bring – from occurring altogether. The SmartSpiral ™ Monitoring System provides real-time monitoring of multiple spirals, even over different facilities, and manages maintenance as well.

“Our SmartSpiral ™ and now our SmartOven ™ technology notifies the user of trending data from the system. By monitoring collected trend data, they can observe changes in the system. This can indicate potential belt or component failure. Being able to ‘fix’ problems before they become catastrophic means the belt and system remain in operation. Predictive maintenance can be performed during off hours or down time instead of during a crash mid-production run,” the company highlights.



Opportunities to have belts throughout the processing plant that work smarter, not harder, are here. The key is in the choice and operation setup. +++



Several methods can be used for depanning baked products safely. Automation provides the next-level tools for maximum flexibility and reliability. The good news is that it does not require replacing a whole line to incorporate.

+Depanning is traditionally performed with methods including inline conveyorized solutions and gantry systems. These depanning stations can be retrofitted with robotics, which comes with multiple benefits.
While they have some limitations, inline depanning systems are effective in performing a basic continuous movement, lifting the product with the vacuum heads of the conveyor and depositing it onto another conveyor. They do so by using a vacuum belt that runs atop the pan conveyors, in the direction of travel. As trays pass underneath the vacuum conveyor, suction is engaged, drawing the product out of the pan and adhering it to the vacuum belt. While it is very efficient in terms of space utilization and overall line design, this method can only be used for a limited variety of prod ucts that match the positioning of the vacuum cups and can be easily lifted from their pans, such as baguettes in perforated fluted pans. In addition, inline systems can only be adopted where the layout allows for the product to continue straight on after depanning.
In addition, gantry depanning systems are typically used for products that are not easily handled by the more traditional inline systems. The suction cups are arranged to match the
layout of the pan. “For example, muffins that are baked in individual cavities of a large pan will have fixed spacing and require an individualized picking and handling approach for optimal placement following depanning,” ABI Ltd illus trates. The gantry moves the product from the pan to the product conveyor. The pick-up location, movement path, and drop-off location are dependent on the bakery layout and are fixed, once determined. “However, gantry systems offer the additional flexibility of providing three planes of movement - X, Y and Z axis (forward/back, side to side and up and down), where Inline systems are limited to running with the existing direction of pan and product travel. They can also be set up in parallel with the pan conveyor and can use a broader range of tooling, including suction or needles.
Needle tools are frequently used for products that are heavily seeded, to mitigate the risk of removing the seeds, which is an inherent risk with vacuum tooling. They can also be used for depanning sweet goods like pound cakes, as they provide a means to establish a much firmer grip on the product during depanning and flight. Using tool changers, operators can efficiently swap tools to match a variety of products and pans.
Robotics can be installed on existing lines, used for a diverse range of products (including loaf breads, buns, cakes, cup cakes, or muffins) and replacing a depanning system is not required. ABI states that it can create custom tools and solutions for a large range of bakery products, with both conventional and robotic solutions.

Robots bring the maximum degree of flexibility to the table, regarding possible movements and tooling options. An automatic tool changer allows the depanning system to switch between a wide variety of different end-of-arm tools (EOATs), safely and efficiently.
Robots bring added benefits in addition to conventional depanning solutions in several key areas, starting with their location and orientation. ABI explains: “There is such a broad selection of robots to choose from that you can hang Delta robots over a line, place a six-axis robotic arm atop and parallel to the product travel for expanded reach and diverse approach paths, or place SCARA robots adjacent to the line for high speed, repetitive picks and places… The variations are endless.”
In addition, robots can perform complex movements, beyond the capabilities of gantry and inline systems – especially robots operating on a six-axis movement. For example, if products need to be depanned into a container, these robots can approach the container at an entirely different angle and orientation than the one used to pick the product.
Robots are also consistently accurate, compared with tradi tional systems. They can run at varying speeds, depending on their type and the way they are mounted. Moreover, they tend to require less maintenance than any other type of automation. “If the right type and number of robots are deployed and the load is managed correctly, robots have an extremely long life, with very wide Mean Time Between Failures (MTBF) windows.
Different options that can be used for tooling include suction, needles, soft or hard mechanically-actuated gripping tools, soft or hard air-actuated gripping tools, or scoops of varying configurations. ABI details: + Suction cups use vacuum to lift the product from the pan.
Depending on the type, size and weight of the product, various styles are used. Products can be lifted with a single cup, or by combining several cups into a particular pattern. Releasing the product into the downstream process involves either a quick vacuum release mechanism or supplying low-pressure compressed air into the suction cup.
+ Needle grippers are a set of thin needles that are inserted into a product to form an ‘X’. The robotic arm lifts the
product out of the pan and moves it to the desired loca tion. Then, the needles retract and release the product.
+ The grippers are similar to the touch of human fingers: during the pick, the dual durometer ‘finger’ is inflated, causing the finger to curl around the product with a pre determined pressure. Strategically positioned fingers, in a pattern best suited to the product, allow for gentle but firm handling of the product. For product release, the air is extracted from the finger cavity, causing the finger to flex outwards.
In addition, scoop tools with shapes (such as spatulas, or spoons) can be used to take the products out of a range of different types of pans. In this case, the release is typically carried out by flipping or quickly pulling away, which causes the product to drop. This method is not very precise, which is why it is not widely adopted.
The Canadian company has recently developed several upgrades for its robotics-automated depanning systems. ABI has shortened changeover times down to seconds, while manual switchovers may take several minutes. This is done through the use of interchangeable tool mountings and automated tool-changing setups. “With automated tool changing in particular, the robotic arm automatically goes into its changeover position and releases the attached tool. It then moves to a secondary position, attaches to a tool in waiting and travels to its home or cycle start position, ready to begin operation,” ABI explains. These changeovers are entirely automated, without the need for an operator.
ABI’s robotics-powered depanning technology also features an enhanced vision system, which accurately locates the product being manipulated. Robots use vision systems to guide their operation – from locating and correctly identi fying the products, to performing QA by comparing them to predefined parameters. “Previously, a pan and all the product in or on it would need to be perfectly positioned for depanning, but with our improved vision system, we can accommodate variability in pan positioning and still depan the product with precision,” ABI LTD elaborates.
The company has also built a broader range of custom EOATs that support unique requirements for products with different densities, textures and surfaces. The variety of pans that bakeries use was also taken into consideration when developing these tools.
With the new vision system, some configurations allow the use of a quality control function: sub-standard products can be automatically rejected by programming robots to only pick out the products that passed inspection. “This type of feature can be used as a means to gather important performance data and also to improve overall process efficiency at the line,” ABI specialists explain. Robots programmed this way will not waste cycles and resources on products that will be discarded.
The robotic systems, together with the vision platform, can collect a vast array of data on productivity for analytics. They can provide insights into the depanned and rejected products, production rate statistics and other KPIs.
To optimize efficiency when using a depanning system by ABI, a good release from the pan is at the core of the priorities and the appropriate method for the type of product. The technology specialist also recommends the optimum placement of the system relative to the production line and the bakery’s layout. Pans should also be in a good condition, to support efficient depanning. “Configurations are largely dependent on a customer’s needs, the type of product, and the existing layout. We custom design our systems to ensure depanning is done with optimum effi ciently,” ABI explains.
Options can include parallel, perpendicular, or inline con veyors – with one conveyor above another. They can travel
in the same direction or opposite directions. Other features can include full pan depanning, single cavity depanning, or multiple cavity depanning.
Different types of pans can be used with these depanning systems and, respectively, various product ranges and pro duction volumes. The selection of the robotic depanning process will be designed according to the product and the desired processes downstream (e.g., depositing on a cooling conveyor or a packaging container). Multiple products can be picked with a single moving sequence. ABI adds: “Product volume capacity is generally just a factor of limitation per robot; solutions can be scaled accordingly to meet throughput requirements.” Multi-pick tooling helps to keep the number of robots lower, while providing higher overall throughput capability.
To ensure product integrity through the depanning process, testing is a vital step in ABI LTD’s installation work, to ensure the goods remain intact. “Each product requires an individual approach,” the technology specialist explains. “Choosing the depanning method and designing the EOAT to the product specifically allows us to make considerations about the product’s unique traits. For example, when choosing the vacuum depanning method, air volume and pressure are customized for the product. For needle depanning, the number of needles, entry points and angles of penetration can be customized to match the product. With grippers, the number of contact points and their configuration are among the factors that contribute to optimizing hold and stability.
The range of depanning speeds vary significantly and are dependent on many conditions, including the layout, type of product and the type of pans. The ABI team works with bakeries to identify suitable production rates for their needs.


Energy consumption tops the list of concerns for bakeries. The first place to start looking into potential savings is, of course, the big spender – the oven. Here, steel belts can go a long and hygienic way toward baking efficiency. Keeping them in a straight line is key.

+Energy efficiency may be just part of the equation when selecting a type of belt, but it is an increasingly important one given the dramatic rise in energy costs that the world is currently experiencing. Either solid or perforated, steel belts come with several advantages in this regard.
It’s a straightforward equation: a belt begins to cool down as soon as it exits the baking chamber, and energy goes into heating it again, for the next round. “The amount of heat required depends on the amount of metal in the belt: the lighter the belt, the less energy it needs to spend. The same goes for the energy needed to ‘drive’ the belt through the oven. Solid and perforated bake oven belts weigh significantly less than mesh belts,” Marko Leber, General Product Manager, Food, IPCO, explains. The larger the oven, the greater the savings in energy; since they can account for up to 45% of a bakery’s overall energy consumption, as much as 25% of it goes into heating the conveyor belt. Besides that, “Solid steel belts are inherently lighter than mesh belts – perforated belts even more so – and this can translate into energy savings as high as 30% compared with ovens that use mesh belts,” Leber illustrates.
Another aspect that contributes to the overall sustainability is the belt’s lifespan: for solid and perforated steel belts, a working timeline upwards of 20 years is not unusual –considerably longer than that of a mesh belt. “Some IPCO belts have remained in use for more than twice this length of time. It is virtually unheard of for a steel bake oven belt to reach the ‘end of life’ due to fatigue stress,” Leber highlights.
“At IPCO, we have worked in partnership with laser specialists to develop a self-contained bake oven belt cleaning system that can be used at a customer’s site with minimal disruption to other lines.”

The correct installation and alignment of the belt is essential to the process, which goes for all baking oven belts. In the case of solid and perforated belts, IPCO manages this with tracking devices ranging from simple spring-loaded guide rollers to integrated active tracking solutions that angle the drive drum (via the bearing housings) to create the desired
belt tracking motion. The latter is generally only used on new conveyors or as an upgrade where an end station is being replaced or can be rebuilt, IPCO’s specialist ex plains. When rebuilding is not an option and active track ing is needed on a conveyor, a Compact Belt Tracker (CBT) system can be installed. In this case, tracking is achieved utilizing a tilt roller, which causes the belt to move laterally as needed, to maintain smooth, straight running. These units can be mounted in a variety of positions to an existing conveyor and therefore usually require little modification to accommodate them, he explains.
Correct maintenance is key to maximizing the working life of steel baking oven belts. One of the most important tasks in this respect is to regularly apply a suitable lubricant. As well as its obvious role – reducing friction – this helps elim inate the risk of rust caused by condensation, reduces wear and vibration, prevents belt distortion, and ultimately leads to longer belt life. Leber recommends the easiest way to apply a lubricant: via graphite skid bars, which allow the graphite to be gradually deposited on the inside of the belt. “IPCO graphite skid bars are available for all stand ard belt widths,” he highlights.
A ‘raw’ steel belt will initially have some unwanted charac teristics; to some extent, it may be somewhat arched, or display other minor defects. All of these must be removed for the belt to run straight and true through the oven. “A multi-roller leveling unit is used to remove flatness and straightness defects under tension. This is a critical stage in the production of a steel bake oven belt and must meet extremely tight tolerances: any ‘waviness’ left in the belt will make the belt more susceptible to cracking and adversely affect its working life,” Leber stresses.
It is therefore important that this ‘flatness’ is maintained once the belt is in operation. Heat and scratches that can occur on the belt due to external factors can create stress patterns, causing the belt to acquire a concave or convex shape over time. These deformations can be rectified via a method known as ‘shotpeening’ – small metal balls are blasted at high pressure across the width of the belt, returning it to its original flat condition. IPCO’s most recent development for this process is the Shotpeener Pro. “This incorporates a number of technical advances that deliver significantly enhanced performance for faster results and 30% greater flattening capacity,” Leber shares the company’s














BAKON designs and manufactures complete production lines to the needs, desires and circumstances of customers all over the world. Together with you we will look at the requirements and present you your customized solution.









research. Using this solution, it is even possible to restore oven belts that were previously so deformed that they were considered beyond repair, the specialist adds.
Cleaning and lubrication can be routinely done in-house, but it is recommended that maintenance and service be carried out by specialists. IPCO supports its customers through Preventative Maintenance Agreements (PMAs), to help identify risks of failure before causing any disruptions in production. Leber provides details of what the PMA can entail: “This type of agreement goes beyond simple belt inspections. All major system components will be checked and terminal drums, rollers and skid bars assessed to ensure that they are in good condition and performing as they should. Engineers will also make sure that terminal drums and rollers are rotating freely, and that tension and tracking devices are functioning as they should.”
The flat, smooth surface of a bake oven belt helps make cleaning easier than with other types of conveyor belts. Many ovens use rotating brushes to keep the belt clean during production; however, a gradual build-up of deposits on the baking side is still likely and will eventually need to be addressed, as it will negatively impact the products. “A range of factors including end product, oven type and personal preference will determine the most effective approach to the removal of carbon deposits and will usually involve the application of chemicals, dry ice, baking release agents or detergents and a great deal of manual input. At IPCO, we have worked in partnership with laser specialists to develop a self-contained bake oven belt cleaning system that can be used at a customer’s site with minimal disruption to other lines,” Leber explains. This service was set up to be fast and convenient: depending on its size and the level of build-up, a typical oven belt can be cleaned in one day. By comparison, cleaning the same belt by hand or using dry ice can take two or more days. What’s more, with the
self-contained cleaning system, production can resume right away, with no wasted batches, and product discharge is noticeably improved, Leber points out. “The other major benefit is that this is a much cleaner process than other technologies and, in most cases, will not require adjacent lines to be closed down,” he adds.
The company looks beyond the belts to ensure they run smoothly over time. It also provides auxiliary parts and a comprehensive range of conveyor components, covering all aspects of a conveying system, from tensioning and drive stations, to tracking systems, break points and graphite stations. “Our experience in producing, installing, main taining and servicing bake oven belts means we also understand how the system works as a whole and this is reflected in our ability to supply a complete range of con veyor components and to support OEMs and bakeries through a global service network,” Leber says.
From the perspective of the entire conveying system, the belt serves as a window into its performance. The system’s efficiency is maximized when all the parts of the conveyor work together as intended. Any issues in the system are likely to impact the condition of the belt. IPCO can help identify such issues, as it recently did for one of its customers that was experiencing a belt tracking problem, for example. IPCO’s engineers determined the problem did not come from the belt itself, but several components were not performing correctly. “Our solution was to retrofit new components, including inlet and outlet drums, tracking devices and a graphite station. This gave the customer an upgraded conveyor system with immediate gains in productivity, without having to replace the belt,” Leber said. “The im provement in efficiency meant the additional cost of the upgrade was recouped in less than a year.”
A reliable, efficient conveyor system can contribute signifi cantly to long-term sustainability. +++


FRITSCH is part of the MULTIVAC group
Did you know that operating our lines is just as easy as building a paper plane?
We look forward to welcoming you our booth no. B37/hall7
Thanks to our easy operating system everyone can produce tasteable quality.Ben Baker
Syntegon has developed a new solution for the handling and portioning of cookies and crackers. The compact, smart machine ensures gentle processing as well as flexibility.

+Syntegon’s new handling and portioning equipment features Intelligent Direct Handling (IDH), a solution based on a recently developed picker technology that uses linear motors. The IDH station or leg can be integrated into conventional flat handling systems for distribution, portioning, or on-edge and flat loading into trays or flow-wrapping machine infeeds.
Its pick-and-place system is designed for gentle product handling and has a high output, with the option of loading different products both flat and on-edge. The IDH can be equipped with up to 40 vacuum pickers, which are all attached to a picker bar. Each picker is controlled by a linear motor, ensuring that each product is picked from the process belt and placed into a flow-wrapper infeed or trays. “Thanks to the controlled movement of the motors, the picker’s movements are slow and smooth. In combination with low vacuum suction, the IDH ensures gentle handling with minimal mechanical stress and break age,” Syntegon tells us. The IDH picks the cookies directly from the process belt to keep the transport distances between the oven and the packaged product as short as possible, thereby reducing abrasion.

Linear motor technology is one of the key efficiency features of the IDH. Philipp Kathan, Lead Engineer IDH at Syntegon, explains: “Thanks to the slow and smooth move ments of the linear motor movers, the cookies and crackers are handled with
minimal mechanical stress and vacuum application –preventing breakage or damage to the product surface and ensuring optimal production efficiency.”
The picker’s smooth and controlled movements are possible due to an integrated camera-based vision system. It even detects the position and shape of cookies and crackers that are randomly placed on the infeed belt: “The system transmits this information to the picker control system so that the linear motor is able to align each picker correctly with the incoming product. Moreover, an integrated mini buffer automatically fills incomplete product rows, thus increasing system efficiency,“ Syntegon explains.
The IDH is flexible in terms of production volumes, product shapes and pack styles. In case of an increase in product
output, for example, up to 40 vacuum pickers can be added to the picker bar. When inte grated into horizontal packaging lines, the IDH can package cook ies, biscuits or crackers of any shape, as piles and slugs, in trays or flow wraps.

In addition, the IDH makes the packaging process less com plex: its design not only mini mizes conveying distances but also allows for new system layouts tradi tionally used in bar production. Despite its compact size, the IDH achieves a maximum output rate of up to 800 products per minute. In combination with low reject rates and short downtimes, the high output contributes to the equipment's overall effectiveness (OEE). “Cookies and crackers are picked directly from the process belt and placed into trays or the infeed of the downstream flow wrapping machine either on-edge or flat. This allowed us to omit long belts with chicanes and make the system design even more flexible,” explains Daniel Bossel, Product Manager at Syntegon.
The IDH system simplifies the packaging process in several other ways as well: its compact layout means that there are fewer wear parts, sensors and actuators, and shorter buff ers are required. “The use of pickers further enables soft ware-based format changes that only require a couple of clicks. Operators can easily switch from pile to slug and
change the product count of any given configuration. The IDH’s hygienic design also simplifies production.“
“The Syntegon IDH complements the Syntegon RPP pickand-place platform launched in 2021 perfectly,” Bossel explains. “While the RPP's delta robots pick up to 120 prod ucts per minute from a narrow belt, the IDH is ideal for higher volumes and particularly wide process belts. With our comprehensive portfolio for the cookie and cracker industry, we are able to offer our customers tailored system solutions with a low TCO from a single source.” The IDH system makes its debut at this year's Pack Expo, held in Chicago from October 23 to 26. +++


Multifunctional: baking, cooking, regenerating Now with high-performance steamingfor particularly gentle baking
DECON: Now with highperformance steaming
Compact, powerful Ideal for long-term processed dough in stores
Stop by for a visit! Hall 10 / Booth B31www.debag.com
Resource scarcity is affecting nearly all sectors of the economy worldwide, with the baking industry being no exception. The massively increased energy prices are currently the main concern for bakeries, but recurring shortages of raw materials and personnel are making the situation worse. This article aims at describing the current issues of resource scarcity and proposes solutions – mainly in the technical field – to tackle the crisis.
By Dr. Julien Huen, ttz Bremerhaven+It is very legitimate to expect political solutions from governments, yet companies must also check what they can do to adapt their business models to the new con ditions. The current megatrends in consumer demand should not be put out of sight.
The COVID pandemic, the war in Ukraine and climate change are global events with massive consequences on the availability of resources, especially in the agricultural and food sectors. Bakery companies are facing a series of acute challenges that need to be addressed rapidly. Ideal ly, the adaptations performed should not only consider the short-term situation but rather be part of a strategy that places the companies in a favorable situation for the fu ture.
The production of baked goods is a very energy-intensive activity that implies especially mechanical and thermal processing steps.

The most common energy sources in the bakery industry are electricity for mechanical processes and cooling, and gas for heating. Both energy sources are currently going through dramatic price increases (figure 1). In addition, shortages of both energy sources are not excluded in the coming winter.

How high is energy consumption actually in the baking business? It has been estimated that bread-making compa nies spend between 1,5 and 6 kWh for the transformation of 1 kg of wheat flour (so-called ‘specific energy consump tion’), with a strong dependency on the size of the company: production sites processing higher amounts of flour have, on average, much better energy efficiency.

It is interesting to compare these figures with the enthalpy of some basic physical phenomena taking place during bakery processes: the gelatinization of starch contained in 1 kg of wheat flour consumes 0,002 kWh, the denaturation of protein contained in 1 kg of wheat flour consumes 0,00015 kWh, the evaporation of 200 g of water (typical bake loss in relation to 1 kg of flour) 0,12 kWh. Heating 1,65 kg of dough (typical dough quantity obtained from 1 kg of flour) from 25 to 100°C needs 0,1 kWh, and freezing 1,65 kg of bread dough from 25 to -20°C consumes 0,12 kWh. This makes it clear that the main part of energy spent in bakeries does not actually reach the product, but rather is lost in the process or used in the concomitant activities.
Figure 2 shows that heating and cooling are the main pro cesses consuming energy. During baking, it is estimated that only 36% of the energy reaches the product (Figure 3). Therefore, addressing energy scarcity will include reflect ing on which energy sources are being used, where energy losses can be reduced and whether product/process concepts can be rethought, to minimize energy consump tion.

The shortage of raw materials may have different causes, including (1) actual reduction of the quantities available on the market (nearly non-existent export of wheat and sunflower from Ukraine, of palm oil from Indonesia; reduced harvests following extreme weather conditions), (2) logistic difficulties in global supply chains, (3) ‘panic buying’ from some market stakeholders (as recently in the case of dry yeast) and (4) competition with non-food applications like biofuel production.
Figure 4 shows the price evolution of foodstuff on the global market: since the beginning of 2020, high volatility with a clear upwards trend is observed with about +50% for cereals and +80% for vegetable oils.
It is to be noted that, from a global point of view, there has been no significant change in the balance between production and consumption since 2020, as FAO data show (figure 5). Local shortages are, therefore, mainly a problem of distribution. Consequently, price increases are mainly related to local shortages, increasing energy costs and speculation.
In the case of wheat, the EU is in a favorable situation with an annual production (approx. 125 million tons) clearly exceeding its consumption (approx. 100 million tons). In contrast, countries that are net importers and with low capita income experience strong difficulties: Lebanon is currently not able to satisfy its domestic market demand and Egypt has decided to increase the amount of bran in refined wheat flour to 6% to compensate for the price increases.

It is difficult to predict the impact of climate change on future global harvest quantities and quality. Studies suggest that, in some places, a warmer climate may lead to higher yields. Alternatively, climate change will also result in more

frequent drought episodes and other extreme weather conditions that compromise harvests. In addition, increasing land degradation leads to a decrease in the total amount of cultivable surfaces. It is reasonable to expect at least an increasing variability of the raw material quality due to changing climatic conditions.
While the bakery business has been suffering from difficulties in attracting qualified staff for years, the situation has further worsened since the beginning of the COVID pandemic. Difficult working times, low wages, physically demanding working conditions and an image of backwardness are reasons for employees increasingly turning to other business fields in a tight job market.

fao.org, reference period 100 = 2014-2016
While the availability of resources is decreasing, the consumers’ expectations do not stop evolving. Therefore, adaptation strategies should take both the resource and the customer side into account. Current changes in consumer demand target the use of ingredients from local farming and processing, nutritional/health quality, plant-based, clean label and low environmental impact. In addition, in the context of global inflation and decreasing spending capacity, some consumers may look increasingly for products in the low-price segment.
Due to such dramatic changes in market conditions, bakery companies can hardly continue running their business in the way they used to: either the resources or the customer demand would be missing. In this context, we would like to propose some approaches for tackling the described challenges (see table 1). Our focus lies on solutions that may be implemented by the companies themselves. Political interventions that aim at regulating energy prices, preventing insolvency of businesses and supporting consumption, are not being considered.
Of course, each business situation is unique. Choosing the appropriate combination of measures is a highly strategic decision and should reflect the genuine identity of the com pany. Some of the described solutions address specifically one resource, whereas others target improving the overall resource efficiency. Some solutions consider only the resource side, while others also involve the modified consumer demand.
The simplification approach is based on the general assump tion that complex processes lead to a decrease in efficiency and a waste of resources. How can this be applied to bakery production? It can easily be conceived that automated
industrial continuous lines on which one single product is running for several days without interruption allow for very high efficiency in terms of personnel, raw material and energy resources. Switching from one product to the next always implies downtimes, material losses and workload. In artisan bakeries, the daily production of a high number of fresh products with batch processes is essentially less efficient (see figure 6). At the same time, this means that artisan bakeries have the highest potential for improvement in resource usage.



Applied to the product range, the simplification approach implies finding out which core products are mainly respon sible for the success of the company and represent its identity best. Eliminating products that do not match these criteria will improve overall productivity. If needed, complementary products may be sourced externally.



A further step concerns the recipes, following the trend of clean labels and striving for a reduction of the total number of ingredients and additives in use. This will decrease the dependence upon specific raw materials and lower the resources needed for sourcing and storing the ingredients. Some functionalities may be replaced by the development of process know-how, like the use of sourdough. Removing raw materials with stabilizing functionality may reduce the degree of standardization of the products. It must be evaluated whether consumers are ready to accept this higher variability, which may be the case if the clean label concept is well communicated.

Unsold products represent a waste of resources
A high number of products (broad range) lead to losses of efficiency in production and sales
Anticipate the quantities actually needed by customers based on historical (and weather) data Rework unsold products.
Reduce the number of products to a core range that is well aligned with market expectations and company identity
If needed buy complementary products from other manufacturers
Potentially better prices
Risk of reduced availability
Potentially better quality of products
Potentially better prices
The identity and values of the company is more clearly defined, addressing the wish for “authen tic products”
Reduced product range, less choice
A high number of raw materials implies a high amount of effort for sourcing and storing as well as a higher risk of shortage
Bakery products with poor nutriti onal value (high fat content, high SAFA content, high salt content, low fiber content) represent a bad utilization of resources in regard of the nutritional benefit
Products from the current range may not fit well with the new resource and market demand situation
Suboptimal loading of machinery leads to a waste of energy
Reduce the number of raw materials, thereby focusing on ingredients from local farming and processing.
Try to eliminate functional additives, deve lop process know-how instead
Focus on ingredients and recipes with high nutritional value (e.g. products based on whole grain flour)
Develop creative recipes to ensure sensory acceptance of the products
Develop new products that are well com patible with the new situation, rather than sticking to the old ones
Decomplexify processes and re-schedule
Addresses the demand for clean label, local production and authentic products
Risk of higher variability of product quality
Addresses the demand for healthy products
Risk of low sensory acceptance
Most of the energy consumed does not reach the product but is lost in the process Energy consumption can only be optimized if it is known which processes consume the highest amount of energy
Product-specific process parame ters have seldom been deter mined with a view to reducing energy consumption
Implement an appropriate energy monito ring for determining the energy consumpti on of the single processes Investigate the energy efficiency of the most critical processes and take single optimization measures (e.g. heat recovery systems)
Check whether cooling/freezing tempera tures can be increased, heating tempera tures can be decreased; check the effects on product quality, energy consumption and process times
Old machinery has a lower ener gy efficiency Invest in new machinery
Some products require a lot of energy due to a succession of cooling and heating steps, as well as a succession of hydrating followed by water evaporation steps
Suboptimal maintenance of equip ment (especially burners) lead to energy losses
Dependency on electricity reduces margins in case of price increases and the ability to manu facture in case of shortage
Dependency on one combusti ble (e.g. gas) reduces margins in case of price increases and ability to manufacture in case of shortage
Assess energy consumption of single products
Check whether the whole manufacturing process may be redesigned so as to use less energy
Optimize maintenance plans.
Use of photovoltaic panels for own electri city production
In future: Use of photovoltaic panels for own hydrogen production
Invest in several types of burners or use hy brid burners to be able to switch between combustibles (this can be best achieved with a thermal oil system)
In future: Hydrogen may be one com bustible, which can be sourced externally (preferentially from a green source) or produced on own photovoltaic panels
Addresses the new customer wishes
Acceptance of new products by consumers is not guaranteed
Addresses the demand for products with low environmental impact
Potentially better prices
Ensures ability to supply
Dependency on single suppliers increases the risk of shortage and reduces the ability for price negotiations
Quality variations of raw materi als may increase in the future due to the effects of climate change and the instability of supply chains
Assess relevant raw material properties (specification) and identify alternative suppliers
Develop process know-how (adaptation of process parameters to the quality of raw materials)
Difficulty to attract qualified personnel
Invest in the qualification of existing personnel
Repetitive, physically demanding tasks Invest in automation of single processes

Night work
Image of backwardness
Lower wages compared to other industries
Reduce night work by changing processes (e.g. use of retarded fermentation)
Develop know-how on ingredients, process and nutrition and communicate it appropri ately to staff and customers
Increase wages as far as the economic situation allows for it.
Increase involvement of personnel by other measures (culture of trust, training, flexible working times, other advantages and compensations)
Ensures ability to supply Potentially better prices
Process know-how addresses the demand for “authentic” products.
Risk of low acceptance of remaining product quality variations by consumers.
A positive image as an employer also improves perception by customers

As an additional measure, manufacturing can be reorganized to reduce downtimes, the partial load of equipment, raw material waste as well as staff-intensive manufacturing steps.
An important source of resource wasting may lie in unsold product quantities. Reducing them implies better anticipating sales based on historical data (and possibly weather) and producing only the quantity actually needed. The remaining quantity of unsold products may be reworked, i.e. by the use of a bread syrup.
As it may be difficult to further manufacture the current product range under the new resource conditions, and as customers may not want to accept changes to existing products, developing and launching new products can represent a good solution.

Especially the trends of local ingredients, clean label, plant-based (e.g. egg replacement), high nutritional/health quality and low environmental impact should be taken into consideration. In this context, whole grain flour (high nutritional value, no side-stream during milling) and pulse flours like fava bean flour (local farming, functional proteins) may be of particular interest.
Dealing with energy shortage may include different strate gies. Reducing energy consumption implies first quantifying energy demand, the energy efficiency of the single processes in the company, and then implementing single measures such as waste heat recovery, swath reduction, the use of aerosol technology instead of steam in proofing, mainte nance and equipment loading optimization, minimizing downtimes, implementing low-energy lighting, and replacing old equipment with low energy efficiency provided by state-of-the-art machinery.
Reducing the dependency on an external electricity supply can be achieved by installing photovoltaic panels for the in-house production of electrical energy or thermal energy. Minimizing the dependency on a single energy source can be achieved by investing in equipment able to deal with different kinds of combustibles. For example, a small combined heat and power plant (CHP) produces electrical energy and thermal energy at the same time, thanks to fuel combustion. In a CHP, both fossil fuels (e.g. natural gas or heating oil) and also renewable raw materials (e.g. biogas, biodiesel and wood pellets) can be used.
Another alternative is the use of hydrogen as an energy carrier, especially green hydrogen, with vast opportunities for a regenerative energy industry. ttz Bremerhaven currently works on a project on the use of hydrogen as a direct com bustible in a bakery oven. The study aims to examine its general feasibility by using a demonstration object for the use of hydrogen as an energy carrier in the bakery. It was shown that the direct combustion of hydrogen in the oven is possible, safe and allows for the manufacturing of high-quality baked goods. The vision is the use of ‘green hydrogen’ produced via electrolysis and renewable energy sources such as wind or solar power. Hydrogen serves as an intermediate storage medium of energy and its direct combustion is emission-free and only releases heat and water vapor; both resulting products are directly usable in the baking process. Bakery companies could either source hydrogen from industrial green production, or produce it by themselves using photovoltaic panels in combination with an electrolyzer (a combination of both sources also being possible).
One consequence of raw material shortage can be the necessity to accept a higher variability of the quality of raw materials: it may be necessary to switch between suppliers, or a given supplier may deliver a varying quality because
“Increase your focus, cultivate your raw material and process expertise, strengthen the identity of your bakery.”
Julien Huen, Area Manager – Analytics for Process Optimization, ttz Bremerhaven© Sergii Mostovyi –stock.adobe.com
of its own sourcing difficulties. Different strategies may be used to cope with this increasing variability: (1) accept an increasing quality variation of the final product (the trend of ‘over-specification’ of food products has been regularly criticized in the last years), (2) use sensors for live quality monitoring in production and implement control loops to adapt the process conditions in real-time; (3) use ingredients and additives with a stabilizing function and adapt their dosage to the actual quality of the raw materials. The latter strategy, however, should be applied with care considering the risk of shortage of those ingredients and additives as well as their acceptance by the customers.
As mentioned above, simplifying recipes and moving to raw materials from local production may help ensure the continuity of supply. Having long-term direct contracts with local farmers increases the safety of supply even more, but also creates a higher dependency on the quality of the local harvest.


Increasing the attractivity of the company as an employer may include decreasing the amount of night work by the use of fermentation interruption techniques or by rationalizing the product portfolio; further developing the internal process and product know-how and disseminating the knowledge on a wide basis via on-the-job training activities; automating repetitive and fastidious tasks; increasing wages, provided that the market success allows for it.
It can also make sense to externalize tasks of low strategic importance and to use external training/consulting services to develop the skills of the existing staff.
At the level of professional organizations, improving the image of careers in bakery production would imply integrating more technological and scientific content into the apprentice curricula, especially in the fields of nutrition, biochemistry, biotechnology and process engi neering.
With the availability of resources decreasing, it becomes vital to make the best possible use of them and to avoid waste wherever possible. This can be best achieved by focusing on a limited number of products made from a limited number of well-chosen raw materials, with production processes that are very well under control under the action of qualified and motivated employees. The concept of the final products must address the actual consumer needs and demands, especially from the nutritional, sensory and environmental point of view.
Having a clear view of what makes a company unique in terms of products and manufacturing, and appropriately communicating this will increase the market value of its products, and increase customer and staff loyalty.



The current global conditions are extremely challenging and require cool-headed management. Bakeries profit from satisfying a fundamental need of human beings, with cereals products representing 50% of the total calories supply (wheat: 20%) and being an essential source of carbohydrates, proteins, fibers and minerals. Companies should capitalize on these fundamental demands and develop business models that address them in the most efficient and transparent way possible. +++
to the










Mirror
delivered to your inbox every other Wednesday. www.bakingbiscuit.com

The name is well chosen. ‘Heldenbrot’ (Hero Bread) is the label under which the start-up Kultimativ gives leftover bread a second chance by processing it into cookies or other products. And the consumer also feels good from being a ‘food savior’.
 By Helga Baumfalk
By Helga Baumfalk
+Janine Trappe and Felix Pfeffer founded their com pany based in Constance in 2017. Since then, they have been, in their own words on a ‘bread-saving mission’. Since then, 180,000 kg of leftover bread have been saved from destruction and instead turned into bread dumplings, noodles, bread crunchies, bread balls* and, more recently, cookies. ‘Food upcycling’ is the name they have given to what they do.

Distribution is primarily done through the company’s own online store, but also through delis and food stores selling unpackaged items, grocery retailers and more than 150 bakery outlets. The cookies – chocolate and lemon – are made with breadcrumbs from rescued bread. “They give the cookies that special crunch and a slightly salty note that harmonizes with the typical sweetness of cookies,” explains Janine Trappe. Both varieties are listed with the German retail companies, Bünting and Rewe.
Selling upcycled food has to come with explanations. “Con sumers still need to learn why food upcycling is good. And that it doesn’t mean sacrificing taste,” she says. Janine’s company and all of her other startup colleagues certainly
The sales and application activities of Müller’s Mühle Business Solution will be run by GoodMills Innovation in Hamburg, from October. Although both companies are already under the same corporate umbrella, the merger and implementation of the B2B sales division ‘PlantBased Proteins’ means existing synergies can be exploit ed, along with the pooling of expertise in European sales, application technology and product development. The merger aims to further develop the plant-based protein
business and establish the product range in the European market as functional ingredients for plant-based alternatives, snacks and baked goods. Dr. Gregor Peter, Chairman & Man aging Director GoodMills Innovation GmbH, commented: “We will further expand the segment for innovative legume flours in close cooperation with Müller’s Mühle. Both product lines also complement each other perfectly.” Going forward, Müller’s Mühle will focus on sourcing, raw material supply, manufacturing and quality management. +++
“Consumers still have to learn why food upcycling is good. And that it doesn’t mean sacrificing taste. ”Janine Trappe, co-founder and managing director, Kultimativ
GoodMills takes over Müller’s Mühle sales, application
have some educating to do. “When consumers think of rescued food, it’s not uncommon for them to have images in their heads of people digging through supermarket containers.” She is very aware of this. “That has nothing at all to do with what we do,“ Janine adds.






Additional bread is supplied by bakeries in southern Germany, with which Heldenbrot has agreed partner ships. The bread comes from overproduction, is dam aged goods with blemishes, and is largely returned to stores. Trappe: “We only use previously agreed types of bread with ingredient composition that matches our products. At present, it’s mainly light-colored bread types such as rolls, white bread or baguettes. Recently, we also integrated pretzel pastries.” Other bread varieties are to follow. Janine Trappe explains further, “We require specifications of the breads and conclude a supplier agreement with the bakers, in which it is regulated, among other things, that we only purchase saved bread and that the bakers cannot go into overproduction for us. We buy the bread from the bakers at a fair price per kilogram. Of course, it goes without saying that it must be perfectly hygienic and must not have left the food cycle.” +++
*Bread balls are of fered as a dry mix that consumers can shape into a type of ‘patty’ by adding water and then frying.
Puratos UK strengthens its foothold into locally-sourced fruit fillings. Fourayes’ range of fruit fillings, industrial jams and mincemeat is manufactured at its 100-acre orchard in Kent. It will add to the portfolio of local fillings capabilities Puratos has in Simonswood. The Fourayes farm and factory are surrounded by English Bramley apple orchards, with fellow prestigious Red Tractor suppliers of British-grown fruits in close proximity. +++

One of the popular uses of vacuum cooling is for laminated pastry products. Campden BRI carried out a research project on vacuum cooling for bakery products to investigate the scientific issues that arise when cooling bakery products including laminated pastries, sandwich bread and cake.
By Gary Tucker, Fellow, Campden BRI+Vacuum cooling is a rapid evaporative technique that can be used for various foods and vegetables, including bakery products (Bradshaw, 1976). The major characteristic of vacuum cooling is that products are cooled extremely fast by evaporation of water under vacuum. The theory is that pure water boils at 100°C at 1-atmosphere pressure but a reduction in pressure causes water to boil at a lower temperature. In practice, it works by placing hot baked products into a vacuum chamber and evacuating the air with a vacuum pump. The chamber pressure falls to the point where the water starts to evaporate or flash off.
Large quantities of energy are involved with this phase change resulting in a rapid decrease in the product tem perature. The water vapor is condensed back to water for discharge through a drain.
The major advantage of vacuum cooling over conventional cooling is the shorter time required to cool a product to a given temperature. This can reduce cooling times for bakery products by around 90%. Benefits are a reduction in equip ment footprint and decreased production costs through increased throughput. Energy savings are also claimed, which are achieved by reducing the baking
time and allowing the vacuum cooling process to ‘finish off’ the bake in the cooler. This will be discussed.

One of the popular uses of vacuum cooling is for laminated pastry products where the sudden conversion of water into steam helps with separating the pastry layers. By placing the vacuum cooler immediately after the oven, it is possible to shorten the bake time and allow layer separation to occur at lower temperatures. As well as saving oven time and energy, improved layer separation increases the product volume.
Vacuum cooling is suited to products with a large surface area and a structure that allows the steam to escape quickly. Products with a close porous structure such as sandwich bread present challenges. Sandwich bread is designed with a network of small bubbles that are important to confer softness and increase the whiteness of the slice. Towards the end of baking, all the intact gas bubbles must break from the gradually increasing internal pressure. Steam finds its way out of the crumb through the interconnected pathways between the gas cells. With vacuum cooling, water turns suddenly to steam, and there is a much more rapid increase in gas volume than with conven tional baking. The steam must escape other wise the volume increase damages the soft and delicate bread structure by creating large holes at weak points in the structure.
Vacuum cooling schedules must be designed specifically for these products and are not easily transferable to other products.
Soft bread-like goods such as malt loaves can be included in other products suited to vacuum cooling. They tend to collapse during conventional cooling as the large gas cells contract. Vacuum cooling causes the water to leave the product so rapidly that the product structure is effectively frozen in time. The crust goes hard through water loss, and this keeps the product shape similar to that at the end of baking. There will be some crust contraction but not as much as with a slower cooling rate.
Campden BRI carried out a research project funded by Innovate UK on vacuum cooling for bakery products (Tucker et al., 2021). It used a purpose-built vacuum cooler devel oped by C-Tech (Figure 1) with a 50-liter vacuum chamber. It was used to investigate the scientific issues that arise when cooling bakery products including laminated pastries, sandwich bread and cake. The experimental work plans included the extent to which starch was fully gelatinized, whether residual enzyme activity remained, the uniformity of the moisture distribution, and various crust and crumb textural properties.
The results reported here are for bread products. The ex periments used a control baking time of 25 minutes at 220°C for 800g sandwich bread. Samples cooled at ambient temperature were compared with those using reduced bake times followed by vacuum cooling.
Baking for a reduced time needs to be done with food safety in mind. Microbiological safety is not likely to be an issue until core temperatures approach as low as 75°C. This is required to kill pathogens such as Salmonella, Listeria and E. coli. Starch gelatinization and residual enzyme activity both require a few minutes at around 85°C to ensure completion of either process. Bread structure will break down over the shelf life if temperatures do not reach this value in baking. Previous work (Tucker, 2013) showed that core temperatures of 85°C in white sandwich bread were sufficient to gelatinize wheat starch and inactivate amylases present in flour or improvers. This is similar to core temper ature targets used for part-baked bread and should be considered the minimum values that must be achieved.
At the end of baking and cooling, all the starch in bakery products needs to be gelatinized. Ungelatinized wheat starch has a characteristic peak on a differential scanning calorimeter (DSC), with the area under the peak giving a measure of the extent by which the starch is gelatinized.

This is known as the enthalpy of gelatinization for amylopectin in wheat starch.
For the full baking times, the analysis by DSC showed the starch to be fully gelatinized. Samples baked for much reduced times of 12 and 14 minutes showed starch gelati nization to be incomplete. With low bake times, there was insufficient heat to gelatinize the starch and it did not matter if cooling was slow or fast. As the bake time increased to 16 minutes and more, the temperature gradients within the bread enabled starch gelatinization to start during baking and continue during cooling. Vacuum cooling suddenly stopped this happening as the heat was removed quickly from the bread.
Melting temperatures for amylopectin were found to be lower in vacuum-cooled bread than in ambient-cooled bread. This suggested the reaction involved with starch gelatinization had changed because of the vacuum cooling effect. This could be related to the lower amount of water present with vacuum-cooled bread.
A normal baking time for 800g malted grain sandwich bread (25 min at 220°C) completely inactivated the enzyme activity. This was evaluated using Rapid Visco Analysis (RVA) on diluted bread samples baked at different times and against a control starch paste. Differences in the final viscosity
between ambient-cooled and vacuum-cooled products were small when products were fully-baked for 25 minutes. When the baking time was very short (e.g., 12 minutes), enzyme activity remained, but when products were baked for 14 or 16 minutes, the ambient-cooled breads showed less enzyme activity than when vacuum-cooled. This sug gested the vacuum cooling effect of lowering the water boiling point did not have a significant effect on enzyme activity. However, cooling at ambient allowed the core temperatures to continue rising slowly after the breads were removed from the oven. More heat was retained within the ambient-cooled bread than with the sudden temperature drop associated with vacuum cooling, and this continued inactivating enzymes such as amylase.
Issues with residual enzyme activity are not found with all vacuum-cooled products. Bakery products such as laminated pastries are successfully vacuum cooled and do not expe rience a structural breakdown of starches from residual amylase activity. The main reason for this is the higher product temperatures during baking, which inactivate enzymes before vacuum cooling starts. Typical core tem peratures of 100°C are required to generate steam to force apart the laminated pastry layers. By comparison, bread and cake products tend to operate with a target tempera ture of 94-96°C. It is also likely that the lower water content of laminated pastries slows enzyme activity to the extent that it would not happen within the short shelf life of these products. Packaged sandwich bread has a water content of around 40 to 43% and a five to seven-day shelf life, whereas unpackaged pastries tend to contain only 20-23% water with a one-day shelf life. After one day, the pastries will lose a substantial amount of water but the packaged bread will be close to its original water content. Enzymes are more active in high water systems.
Measurements on crust hardness and moisture levels were made using white Bloomer loaves because this is a product in which the crust properties are important. Vacuum cooling was shown to increase the hardness of the crust compared to ambient cooling (Figure 2). This was partly because the moisture in the crust was lower than with conventional cooling (Figure 3). Using a shorter baking time helped to decrease the hardness of the crust and increase the moisture, however, the crusts were still hard compared to ambient cooled products.
An alternative solution to overcome the increased dryness with vacuum-cooled bakery products could be to spray a fine mist of water onto the products, either before or after vacuum cooling. This is a similar approach to that used with conventional cooling technology deploying humidified air to reduce water loss. This was investigated in the project as a ‘look-see’ trial but not through detailed
Figure 2. Crust hardness of ambient cooled and vacuum cooled products with different baking times. The error bar shows standard error (n=48)
© Campden BRIFigure 3. Moisture content of crusts of ambient-cooled and vacuum-cooled white sandwich bread with different baking times. Data were mean values from 12 samples


experiments. There was an increase in the moisture content of the crust and a decrease in the firmness (data not presented).
Vacuum cooling is a commercially successful technology for laminated bakery products that relies on steam generation to help separate the pastry layers. It offers the economic benefits of reducing the baking time and quality improve ments by separating the pastry layers during cooling. With these products, there are no issues with residual enzyme activity or incomplete starch gelatinization.
With larger products, vacuum cooling causes the crusts to dry out more than with conventional cooling. It is possible to counteract this drying effect by reducing the time the products spend in the oven. This is where the claims for
© Campden BRIWhen Intralox invented the original low-tension spiral conveyor solution in 2012, it raised the bar for spiral technology beyond the reach of other belting manufacturers.

Scan
to see

energy saving come from with vacuum cooling. The chal lenges to overcome with this approach are the effects of a lower core temperature on factors including structural stability (e.g. starch gelatinization), enzyme inactivation (e.g. amylase) and microbiological kill (e.g. Listeria and molds). The technology needs to be operated differently because of the product requirements.
One of the major technology challenges is to invent and commercialize a continuous vacuum cooling process. This will open up opportunities for the adoption of vacuum cooling in large-scale bakeries that use continuous ovens linked to continuous coolers. The challenge is in the transfer systems between the oven and cooler and the cooler and packaging. Other food sectors have overcome similar problems. For example, the canning industry has used continuous cookercoolers for over 50 years. The technology that seems most suitable is the use of rotational transfer values to move products between two environments operating at different pressures. Maintaining high pressure within a rotary transfer valve is considerably easier than maintaining a high vacuum. However, advances in materials technology and control systems are likely to provide the tools for a solution. When
this is available to plant bakeries it is expected that the uptake of vacuum cooling will leap forwards.
Work reported here was part of the Innovate UK project, ‘Innovative heat management system for more sustainable baking (INNOVBAKE)’, 2012-16. Thanks go to the partners of the project: C-Tech Innovation Ltd (project manager), Campden Technology Ltd, Jackson’s Bakery Ltd, Greggs plc, Park Cakes, Frank Roberts and Sons Ltd. +++
American Pan 9 AMF Bakery Systems 2 Ashworth 25 Bakon
DEBAG
FRITSCH
Hansaloy 21 Intralox
Koenig, Werl
Koenig
Kwik Lok 23 Mecatherm
Precisma
Rademaker
Reading Bakery Systems

Royal Kaak
Syntegon
VMI
Kempf 29
baking+biscuit international is published six times a year.
Single copies may be purchased for EUR 15. Subscription rates are EUR 75 per annum. Students (with valid certification of student status): EUR 40. (All rates include postage and handling, but not VAT).
Cancellation of subscription must be presented three months prior to the end of the subscription period in writing to the publishing company. Address subscriptions to the above stated distribution department.
Claims will not be accepted for any copies not received or lost copies due to reasons being outside the responsibility of the publishing company. This magazine, including all articles and illustrations, is copyright protected. Any utilization beyond the tight limit set by the copyright act is subject to the publisher’s approval.
Online dispute resolution in accordance with Article 14 Para. 1 of the ODR-VO (European Online Dispute Resolution Regulation): The European Commission provides a platform for Online Dispute Resolution (OS), which you can find at http://ec.europa.eu/consumers/odr
Valid advertising price list: 2022
27
Radbruch, Germany
4178 244 9797
EDITOR EMERITUS Hildegard M. Keil hildegard_keil@t-online.de
PUBLISHER James Dirk Dixon dixon@foodmultimedia.de
EDITOR-IN-CHIEF Catalina Mihu mihu@foodmultimedia.de
EDITOR Helga Baumfalk baumfalk@foodmultimedia.de
COPY EDITOR Annie Dixon annie.dixon@foodmultimedia.de
Viktoria Usanova usanova@foodmultimedia.de
DISTRIBUTION vertrieb@foodmultimedia.de
ADVERTISING Dirk Dixon dixon@foodmultimedia.de
Annie Dixon annie.dixon@foodmultimedia.de
LANDMAGD Design aus der Heide Linda Langhagen, design@landmagd.de
Leinebergland Druck GmbH & Co. KG Industriestr. 2a, 31061 Alfeld (Leine), Germany