M H Media Global Ltd. 18/20 Newington Road, Ramsgate Kent, CT12 6EE Tel 01304 806039 www.fdpp.co.uk
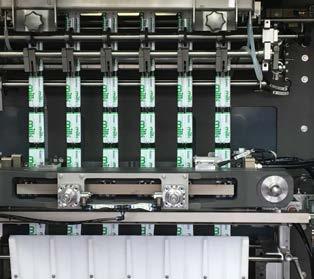
Non-Invasive Sanitation with PEF & IPL:
Dual Pulsed Electrical Fields Pilot to sanitize juices or to soften organics
Processing Hardware:
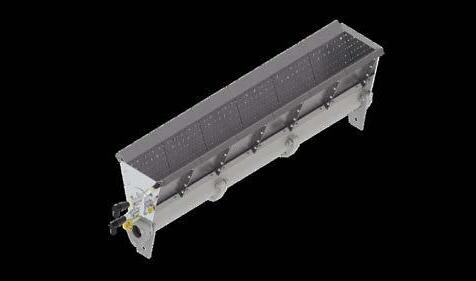
• coaxial PEF chamber for liquids with replaceable central electrodes for 3-, 4- and 5-mm gaps.
• colinear PEF chamber to replace a coaxial chamber to form volume discharges in juices.
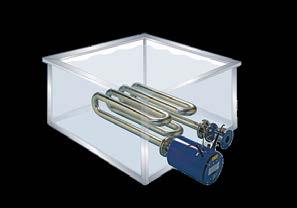
• 12L batch volume with controlled juice heating, a circulation pump, valves to switch between direct and circulation flows.
• flat PEF chamber with 14cm round ground and HV electrodes and a variable gap between both of 0.5-3cm. Its electrical connection can be in a minute switched from a coaxial chamber. The flat chamber is for PEF assisted juice extraction from leaves, roots or for softening hard roots or meats.
Broad fixed & gradually changed parameters:
Pulse shapes:
• positive rectangular,
• fronts/tails ~1 µs;
• ~10% flat at 50µs
ThisPEFpilotisNOW atthe35%discount!
PEF sterilizes juices by 1 of 2 very different processes:
• Pulse rates: 4-500Hz at pulse widths: 2,5-50µs;
• el. fields 5-65kV/cm by our 25kV 2kW pulser;
• pulsing time 1s-1h,
• convenient LED lighted control panel.
Dimensions, materials, electrical:
W-79cm, H-100cm, B-59cm; food grade st. steel, Electrical: 1 phase 230VAC, 12A, 2kW, EU plug
Controls:
• flow-rate, pH, T°C, TDS (in ppm) and conductivity in mS with LCD displays.
• Digital scope to control pulse shapes.
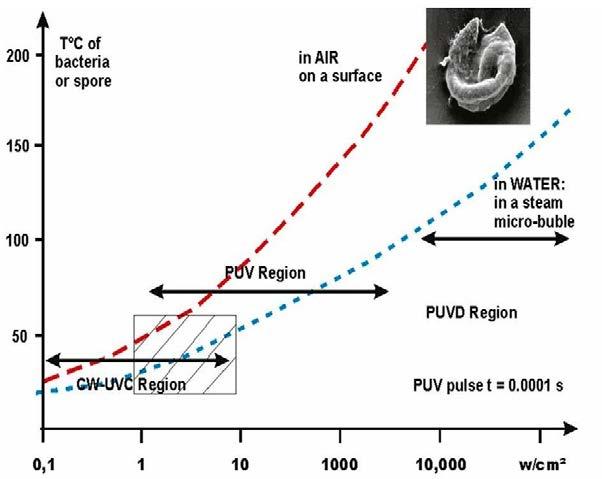
1: by stretching bacteria only up to its ruptures by 20-40kV/cm electrical fields generated by short pulses in coaxial chambers;
2: by creating volume electrical discharges in a co-liner chamber so its discharge electrons collide with both bacteria and spores till its full deactivation. It requires increasing juices conductivity e.g. by a controlled preheating of juices. Details.
This versatile PEF Pilot system is available for our in-house development work on a customer order or for sale at our discount price of just under 38,000€ plus shipping.
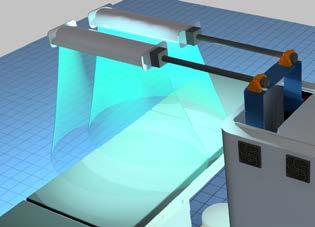
Intense PL (UV) pulses fully sterilize transparent liquids and open surfaces
R&D Vortex to modify by UV organic powders. Example: D2 vitamin enriching in mushroom powders with its partial sanitation by moving treated powders around a UV or PUV lamp by an air flow enriched with the Nitrogen gas to exclude oxidation.
The effectiveness of IPL increases with its pulse power & its UV content to the point where bacteria & spores are fully physically disintegrated.
IPL fully sterilises clear liquids in transparent packs as it was proven on our IPL system by the Baxter Corp. (US) with UV resistant spores of B. Pumilos.
Our proven PUV R&D systems: < the automatic & analogue > now are sharp discounted along with spare UV flash lamps.
Our PL pilot systems were used at many R&D labs and cited in various industrial and peer-reviewed publications.
More discount offers
We offer to sell all know-how information on our PEF and PUV pilots plus on already sold or just developed UV tunnels.
Please click on images to find more or inquire at https://www.wek-tec.de
This Vortex batch pilot is now for sale at just €3700. Results from this Vortex can be used to construct ours already designed flow- through system for photochemical processing of up to 100kg/ hour powder.
Wek-tec e. K. looks for an industrial partner to mutually benefit from our IP and suppliers.
wek-tec systems have benefits of the German manufacturing
The 2024 PPMA Show is fast approaching
For over 35 years the annual PPMA Show has been a highlight of the processing and packaging industry’s calendar. This event, between 24-26 September at the NEC in Birmingham, is renowned for bringing together thousands of visitors and exhibitors from the FMCG sector. It is anticipated that hall 5 will once again be filled with excitement and anticipation, providing visitors with a perfect platform to network with wellknown exhibitors and learn about their latest state-of-the-art technologies and solutions.
Owned and organised by Automate UK, the PPMA Show is recognised as the industry leading event. It brings together the very best suppliers of processing and packaging machinery, robotics and industrial vision systems with the capability to deliver significant benefits to a wide range of businesses. These
include cost reductions, increased efficiency, quality improvements, and reduced downtime and turnaround, all of which can deliver a healthy return on the investment in these technologies.
The show provides a unique opportunity for visitors to experience a complete production line with every aspect of it being represented, from labelling, filling and packaging to processing, robotics, automation and industrial vision systems.
Visitors will be able to see the latest innovations from an impressive line-up of over 350 exhibitors, comprising over 1,500 brands. These exhibiting companies will be showcasing their latest cuttingedge solutions for the full spectrum of the manufacturing industry, including pharmaceuticals, food and beverages, building materials
and suppliers, pet care, and microbrewers and distillers.
The show floor is expected to be vibrant with live demonstrations and product launches, along with experts on hand to help the visitors find the right solutions for their needs. It is anticipated that the show will deliver impressive results with many business transactions taking place during the three-day show.
Aaron Moore, Asset Maintenance Manager, Nestle, said this about the 2023 PPMA Show: “Fantastic day here at the PPMA Show, lots of suppliers that we work with. Some really innovative solutions, and a lot of relatable things for us, so we are taking lots of lessons home.”
Here are just some of the hundreds of exhibitors taking part in the show:
Visitors will be able to see the latest innovations from an impressive line-up of over 350 exhibitors, comprising over 1,500 brands.
Reiser (D110) has been a leading supplier of processing and packaging equipment for the meat, food, pet food, bakery, and cheese industries for over 60 years. From single machines to complete process-to-packaging production lines, their solutions combine specialised equipment, custom engineering, and in-depth expertise to meet customer challenges. Videojet (E30) is one of the world-leading manufacturers of coding and marking systems. The company’s portfolio includes its full end-to-end suite of primary, secondary and tertiary equipment, including printing date or batch codes onto a food package and labelling full traceability information on a pallet.
ULMA (B20) provides the most extensive selection of packaging machinery and applications on the market. ULMA’s product range also includes fully automated solutions encompassing crate/case loading, product handling, pick and place, palletizing, end-of-line, and comprehensive turnkey project management.
Ishida (B50) is a world leader in the design, manufacture and installation of end-to-end weighing, packing and safety solutions for the food industry. The company helps manufacturers increase automation and compliance, reduce cost and downtime, increase operational efficiencies and brand protection, and maximise profits.
The comprehensive exhibitor listing is available online to help visitors plan their visit: https://www.ppmashow.co.uk/ exhibitors-2024#/exhibitors/
One of the show highlights is its informative and inspiring expert talks which provide visitors with a wealth of knowledge to take with them to consider how they can apply this to improve their businesses. This year’s keynote speakers are:
Jessica Sansom, Huel: The manifestations of climate change - rising to the challenge and adapting to a new normal
The food industry is responsible for more than a quarter of all global greenhouse gas emissions. Without significant change in this industry, it will be impossible to limit global warming to under 2 degrees.
134 countries at COP 28 signed a declaration on sustainable food systems, meaning that they must now include food in their national climate action plans, including a
commitment to shift from higher greenhouse gas-emitting practices to more sustainable production and consumption approaches.
Jessica’s presentation explores what needs to happen in the processing equipment and packaging machinery sector in order to meet those targets.
Stefan Casey, Nestlé: The digital transformation of FMCG industry: How digital technology is bringing both challenges and opportunities in packaging across the whole value chain
Stefan’s talk will focus on affordable personalisation and customisation in packaging design through to production. His presentation will cover points such as the needs for more flexible packaging production solutions, cost effective solutions by optimising end-to-end from design through to manufacturing, and quality control and safety.
Visitors will also have an opportunity to hear from leading industry speakers including Matt Androsiuk - Cobots and Machinery Safety Ltd, Dr Martin Kidman – SICK UK Ltd, Adam DickinsAD Frameworks Ltd, and Chris Whyborn - Thornton Tomasetti. The seminars provide a wealth of valuable insights covering a wide range of topics, such as industry standards, CE and UKCA marking, automation to reduce carbon footprint, and many more inspiring subjects.
In addition to the seminars UK Automation Forum will be hosting a panel discussion on ‘What would make UK food businesses adopt more robots?’. The panel is hosted and facilitated by Gail Hunt from Automate UK, who will be joined by industry experts including Mike Loughran - Rockwell Automation, Chris Rooum - MTC - Manufacturing Technology Centre (MTC), Mike Wilson - Manufacturing Technology Centre (MTC), Prof Phil WebbCranfield University, and Oliver Selby - FANUC UK. The discussion will focus on the positive impact that adopting automation can have on the sector as well as sharing advice and learnings that can help to deliver successful outcomes.
In addition to discovering and exploring various innovations and solutions, experiencing live demonstrations, seeing product
launches first-hand and learning at seminars, visitors will have plenty of opportunities to make new business connections and network with industry peers.
Automate UK wants to ensure that visitors have a standout show experience; one of the new features at this year’s show is the free PPMA Show app. This will allow visitors to plan their day, have easy access to their entry ticket and discover all aspects of the show, from exhibitors and products through to a complete list of seminars and speakers.
Scott McKenna, Chief Operating Officer at Automate UK, said: “We’ve been working hard to ensure that the PPMA Show continues to live up to its reputation as the UK’s largest event showcasing innovative technology from the processing and packaging industry. Our aim is to ensure that the show continues to evolve and as such we’ll be introducing new features to enhance the show experience for both visitors and exhibitors.”
For more information, please visit: www.ppmashow.co.uk
Industrial Processing
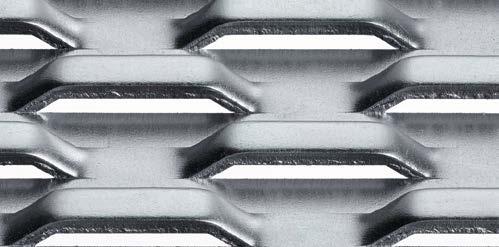
Industrial Processing includes a vast range of potential applications for perforated products. RMIG Solutions has extensive experience in the chemical, pharmaceutical, paper, and offshore industries, to name a few. From small, high precision perforation in thin materials to large holes in thick sheets used in the mining industry, RMIG Solutions has the knowledge, versatility, and tooling to deliver products according to customers’ requirements.
One particular area of Industrial Processing is dealing with waste water. The water industry presents a number of unique challenges in the use of perforated products. A key consideration here is the aggressive nature of the water towards the materials being used. RMIG Solutions has vast experience in servicing the waste water industry, and produces high flow, burr-free perforated waste water screens, offering accurate screen tolerances and effective separation.
Another area of Industrial Processing is medical and pharmaceutical, where RMIG Solutions’ perforated materials are able to give firm tolerances during their manufacture, and are well suited for use in sterile environments.
RMIG Solutions’ perforated products also have numerous uses in the petrochemical sector, from industry specific applications such as filtration, to oil and gas exploration, as well as more general applications such as walkways in processing plants.
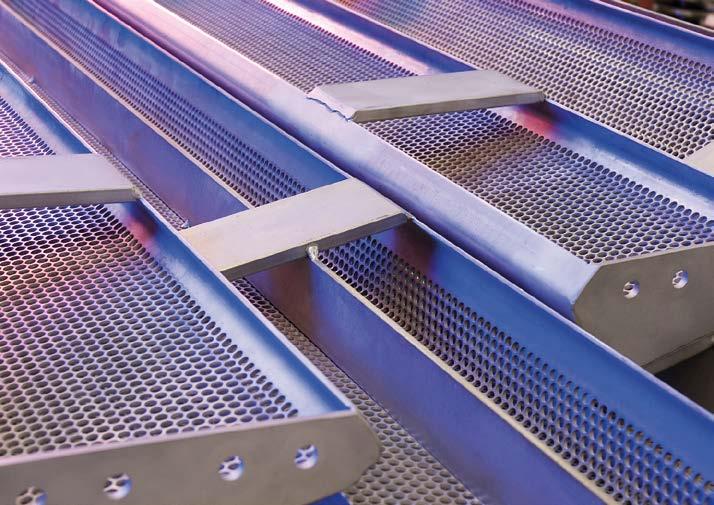
Bridge Slot
The Bridge Slot sheet from RMIG Solutions play an essential role when it comes to the design and manufacture of biomass drying floors. The combination of sheet thickness and opening size allows RMIG Solutions’ sheets to be used either as a suspended floor in wood chip drying containers and trailers, or as drive-on drying floors in outdoor buildings.
The bridge slot opening size determines the products that can be dried, which range from fine oilseed rape through to larger grains and cereals, as well as logs and wood chip drying.
Food Processing
RMIG Solutions’ food processing market sector meets the high levels of hygiene demanded by the food processing industry. Perforated screens are also strong with important thermal capabilities, making them useful for a wide range of food processing applications. RMIG Solutions’ tailor made perforated solutions are ideal for cleaning, heating and steaming in food production environments. Whether it’s baking trays, cereal cleaning or ingredient conveyors, all of RMIG Solutions’ perforated materials can be customised for each application.
How Quantex pumps manage the high viscosity of chocolate solutions
Product viscosity is a very important consideration for any manufacturer or flow-control engineer who manages the dispense of thick, highly viscous liquids, but especially for those working with chocolate or confectionery-related products due to the unique and variable viscosity of chocolate.
The pressure and flow rate needed to propel the produce out of its primary container and into its intended location will differ depending on the viscosity of the liquid. In the case of melted chocolate, however, the final viscosity can vary greatly depending on the differences in production, composites, temperature and other factors. Examples of different chocolate-related food and beverage items and their approximate viscosities are noted in the below table: (Note pure water is 1.0cP).
Chocolate starts its life from the Cacao tree. This plant will produce the cocoa beans/seeds which are then roasted and ground into a paste. The paste is then mixed with ingredients that may include milk, sugar, emulsifiers and other flavourings depending on what type of chocolate is being manufactured. The final viscosity of the chocolate depends on how the chocolate is treated, its additional ingredients and how it gets manufactured.
Multiple factors can alter the viscosity of chocolate products, these include:
Fat content – the higher the fat content, the more viscous a product tends to be e.g it’s considered that
Product (at room temperature unless specified) Viscosity (centipoise cP)
Caramel
Chocolate
Fudge (hot)
Toffee
Milk
Corn Oil
Corn Syrup 41 Be
400 @ 140°F
17,000 @ 120°F
36,000
87,000
1.2 @ 60°F
30
15,000 @ 60°F
Glucose 10,000 @ 100°F
Honey 1,500 @ 100°F
‘the higher the percentage of cocoa butter, the more viscous the chocolate will be’. If the first ingredient listed on a product label is cocoa butter, then the chocolate is considered more viscous as it indicates that it has a higher quantity of cocoa butter than its other ingredients. This would indicate that dark chocolate (which has a higher level of cocoa butter) is more viscous than milk chocolate or white chocolate.
Added ingredients (flavours) – In order to make chocolate, the cocoa nibs and cocoa butter need to be mixed with other ingredients that hold their own viscosity levels, therefore altering the product’s final viscosity level.
Emulsifiers – products with more emulsifiers tend to be less viscous as the emulsifier will aid the smoothening of chocolate.
Degree of temper – this is the temperature needed at various stages to keep the liquid chocolate melted and at it’s best condition. If chocolate is not tempered properly, the cocoa butter crystallisation is uneven
and uncontrolled, resulting in an unattractive dull looking chocolate with white streaks throughout it. If allowed to cool enough, it would harden becoming more viscous during manufacture.
Temperature – a colder temperature significantly increases the viscosity of a product making it more solid and less smooth/runny.
Conching time – this entails the continuous movement and displacement of the product over a prolonged period. The longer the conching process, the more viscous the chocolate will be.
How conching affects the viscosity of chocolate
When we talk about the conching process of chocolate, we’re referencing the continuous grinding, mixing, and kneading of the chocolate solution over time. During this process, the chocolate will undergo mechanical shear forces, be heated and be distributed to multiple destinations. It’s in this process that the tiny particles of solids (often cocoa, sugar, and milk) acquire a more uniform and consistent shape allowing them to be evenly coated with cocoa butter. This process will determine the viscosity of chocolate, how it flows, its textural properties and determines how the finished product will melt smoothly in the mouth.
This conching process achieves several essential objectives which can affect the viscosity of chocolate solutions.:
Texture change – the more the chocolate solution is worked and moved, the smoother the texture. The agitation and kneading action reduce the particle size of cocoa solids and sugar, resulting in a fine, homogeneous mixture
Evaporation – any residual moisture in the chocolate can be programmed and designed to evaporate during the conching process. This can help enhance the shelf life and stability of the final product but can make a product more viscous
Enhanced flavour – moving the chocolate solution around allows more volatile flavours (often short-chained fatty acids and aldehydes) to evaporate whilst providing a time for the interaction between cocoa solids and cocoa butter, leading to the release of flavour compounds and the formation of desirable aromatic notes
Physical changes – through the conching of a chocolate product, you’re promoting chemical reactions, such as acid-base reactions, oxidation, and reduction processes, which can further refine the flavour, viscosity and colour of the chocolate
Acidity removal – by altering the chocolate through the conching process, you’re reducing the acidity of cocoa and improving its pH
Normally milk chocolate on a pure chocolate solution (e.g. a chocolate bar) is conched at around 50°C to
prevent the caramelisation of the product. Should the temperature be any higher, this can cause lumps and sandiness in the mouth when eating the final product.
How Quantex pumps uniquely dispense chocolate
Quantex pumps plowrate from 24uL to 75ml/s for How Quantex pumps manage the high viscosity of chocolate solutions
By using Quantex pumps, the high-level viscosity of chocolate is no longer a problem due to the advanced transfer capabilities of the pumps. They use a positive displacement rotary action, with high vacuum and high pressure capability, so the dispense or transfer of chocolate solutions can be carried out at lower temperatures than with other pump technologies. Quantex pumps are powerful enough to dispense viscous fluids across distances, including cooling areas, without damaging or curing the chocolate solution. They can even pump particulates if the chocolate has small caramel pieces or salt/ sugar crystals, fruit or nut pieces.
With the Quantex pump range, the liquid chocolate can be sealed aseptically within the pack as the pump is either secured directly onto the liquid pack (see our Bag-in-Box pumps) or is attached to the primary container in-line and the pack and pump
are disposed of or placed into a recycling stream at the end of the pack-life. The pump simply clips into a standard motor-drive in the fixed equipment which means that product changeovers are rapid and there is no risk of cross contamination because the product stays contained within the primary container and pump head.
This game-changing technology is perfect where chocolate or highly viscous food and beverage products need to be dispensed within a retail or food service environment. This is because it keeps the product free from air and contamination, prolonging its shelf-life and eliminates cleaning – reducing costly maintenance regimes. Having the ability to swap products in and out in seconds, without cross-contamination makes the technology ideal for reducing manufacturing downtime.
Each pump type has a range of pump configurations available, including High Pressure, In-Pump Dilution, and High-Speed, as well as a range of fittings, valves and mixers for the outlets available. Our High-Speed Eco Pumps use air pressure to activate the diaphragm and seal the pumps instead of a silicone spring, so they can run almost three times as fast as our standard or high-pressure pumps (as well as being easier to recycle).
With Quantex integrated into your primary packaging, the system deters operator from using other similar brands in your dispense equipment as the pumps hold over 100 global granted patents.
You can learn more about the Quantex pump range here:
Microdosing Pump
Low Flow Pump Range
Bag-In-Box Pump Range
High Flow Pump Range
If you’d like to learn more or discuss how a Quantex pump could work for you, please email quantex-info@psgdover.com or call +49 (2065) 89205-0.
www.quantex-arc.com
Liquids and bulk solids remote inventory
IIoT radar level sensors you can stick with!
It’s no secret. The bulk logistics and purchasing sectors are always looking for simple, streamlined ways of remote monitoring of their stocks.
Get it right first time
VEGAPULS Air is the first IIoT radar level sensor range of its kind - designed and manufactured for all types of vessels storing or transporting bulk liquids and solids; from waste water to chemicals, fine powders to plastic pellets, animal feeds to aggregates. It has wireless communication, stand-alone battery power for up to 10 years, vessel measurement ranges up to 30m, as well as being ready to locate via GPS, communicate and provide your data – all in one compact sensing device. Simple to install, easy to set up and quick to deliver stock management information in the format you need.
Advantages include:
• One single device, simpler to implement – a simple scalable solution in a single, battery powered wireless level sensor.
• Fast payback – capability to give
an effective stock management overview
Stick with it
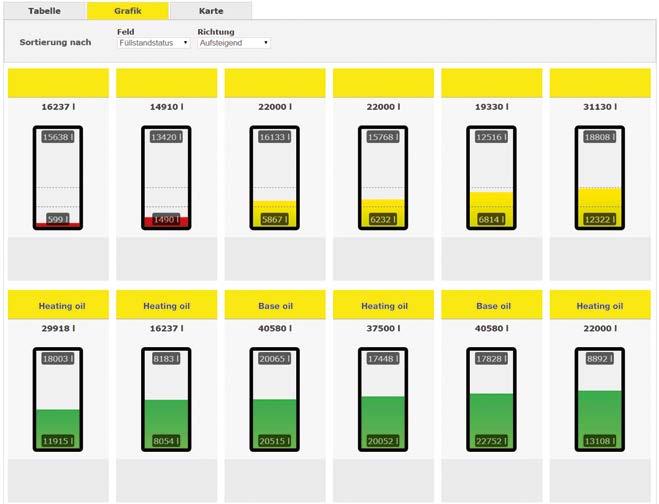
Combined with VEGA Inventory System (VIS), to install it can be as simple as sticking it to an IBC, or fix onto a tank or silo, activate at the press of a button –all you need is a login to access your data - either on the desktop or mobile App - using VIS to access tables, maps and predicted usage tools.
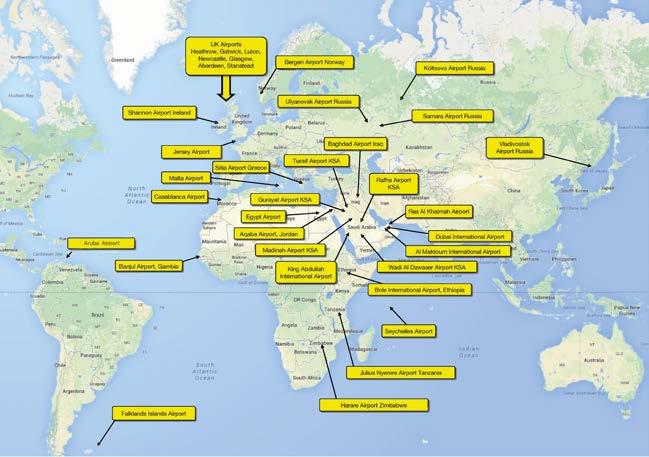
VEGA offer truly visible, global inventory management, connecting you to the finished product tank outside your door, the grain distribution depot in your city, international milk powder suppliers, or a sugar silo on the other side of the world. From Sensor to Server, and to your Screen, VEGA take care, service and responsibility, for it all. To discuss your requirements, ideas and explore solutions, or arrange a test to see its capabilities, please contact VEGA Controls Ltd.
www.vega.com
No cables, wires or boxes, capable of battery power for 10 years: level sensors for remote inventory, waste or environmental monitoring that can literally be stuck onto a vessel to measure the level
Compact pressure sensors and switches with 360° custom-colour status display
Individually selectable: 256 colours
Measurement in progress
Sensor switching
Process malfunction
Manufacturing plastic boxes in the UK could cut distribution emissions by up to 2,500KgCO2e per delivery
In December 2023 alone, £45 billion worth of goods were imported to the UK by road and sea freight[1]. Manufacturing overseas is commonly seen as a less expensive approach. However, localising production in the UK permits quality control, safeguards against exchange rate volatility, and significantly reduces a company’s carbon footprint.
From June, Palletower, the UK’s leading manufacturer, stockist and supplier of storage and logistics equipment have transitioned the production of their plastic box pallets and other plastic storage products such as collars and foldable boxes to the UK. In the past, these have been manufactured in Spain, Germany and China and a significant number are currently being moulded and imported from Istanbul. At present, a fully lorry load of plastic boxes weighing 4.6 tonnes distributed from Istanbul to the UK generates almost 2.6 tonnes of carbon emissions. Therefore by manufacturing in the UK, Palletower will reduce their emissions dramatically.
This move will maximise operational efficiencies and significantly improve product and material handling. Moreover, the manufacturing shift will allow Palletower’s customers to benefit from increased cost savings.
The UK manufactured plastic boxes are an impressive 3kg lighter than any other competitor boxes. This reduces the amount of plastic and energy used to mould the box. Despite this, they retain the same strength and are available in a range of colours, with the option of adding company branding (e.g. a logo) for versatile use in numerous industries.
The
shift in production not only allows Palletower to have more control over materials, but means that the company can offer the environmental and cost benefits to its wide customer base.
The shift in production not only allows Palletower to have more control over materials, but means that the company can offer the environmental and cost benefits to its wide customer base. Furthermore, it has improved Palletower’s own sustainability efforts.
Through this CO2 review exercise, Palletower has looked at the impact that the distribution of goods is having towards today’s climate crisis, and ways in which its own changes to the supply chain are a microcosm of potential change the industry could make.
The impact that overseas distribution has on your carbon footprint
If companies manufacture products outside the UK, regardless of the location, distribution will most likely be a business’s biggest contributor to annual carbon emissions.
The average small to medium sized company in the UK generates around 15 tonnes of carbon emissions annually, making up 44% of the UK’s non-household emissions[2].
Palletower has partnered with Positive Planet, a sustainability business advisory, revealing the carbon impact of distribution to the UK and how carbon emissions differ depending on location. Birmingham was chosen as the distribution centre of choice as it is a central UK distribution location.
At present, as the majority of boxes are being manufactured in Istanbul, by transporting just 607 plastic boxes to the UK, this generates the same amount of
carbon emissions as an average SME. However, with the exclusive mould allowing manufacturing of Palletower plastic boxes in the UK, they will be saving up to 2,569.7 KgCO2e per 104 boxes produced, as distribution emissions will be eliminated.
Road freight produces 10 times more emissions than sea freight While businesses may opt to source products from Europe rather than Asia in an effort to become more environmentally conscious, the research has revealed that transporting primarily by road, over a much shorter distance can produce significantly more emissions than transporting by sea from further afield.
In fact, road freight produces nearly 10 times (9.7) the amount of emissions as sea freight. For example, a lorry travelling 1995km from Rome to Birmingham produces 1,586KgCO2e compared to Shanghai which produces
1580KgCO2e over 19,374km distance.
Of the five cities that research was conducted on, only Munich which is located 1,305km from Birmingham produces close to one tonne (1.04) of carbon emissions when transporting 104 plastic boxes between the two cities.
The multi-purpose use of Palletower’s plastic boxes make them widely used in an array of industries to distribute products locally and globally. While Palletower’s customers might focus on their individual sustainability goals, the climate impact and change that Palletower has made by moving their production to the UK benefits the industry as a whole.
Therefore, by shifting manufacturing to the UK, businesses could reduce distribution emissions by 1000-2,600KgCO2e per shipment.
Matthew Palmer, Managing Director at Palletower says, “By shifting the
manufacturing of our plastic box pallets from overseas to the UK, we will not only gain more control over the production process but will drastically reduce the carbon emissions we emit as a business annually.
In an industry which is typically known as having its environmental challenges, we are keen to lead the way and spread awareness to our customers about the importance of investing in sustainable practices from the ground up, starting with the equipment they use to transport their goods. By purchasing plastic boxes from Palletower, your company will be significantly reducing its carbon footprint and helping improve the environment as whole.”
For more information on Palletower’s production move to the UK, visit https://palletower. com/blog/cutting-distributionwith-uk-plastic-manufacturing/
This is NOT Scaffolding: A platform for the 21st century
As a business owner, you’re likely aware that labour costs can be one of the most significant expenses. That’s why it’s worth considering products that can reduce these costs while providing a safer and more flexible work environment.
While scaffolding may not sound exciting, data analysis suggests that the LOBO Work Platform System deserves closer attention. And let me assure you, this is not your typical scaffolding. Instead, the differences between scaffolding and the Lobo system are technical and commercial, which is why it’s so exciting.
Forget what you know about traditional scaffolding with its heavy tubes and timber planks. The LOBO System is more like an industrial version of Meccano or an Erector set that can be assembled without tools. Companies use this system to safely access heights for routine and unscheduled maintenance and production tasks so you won’t see it on a typical building site.
Instead of focusing solely on the product, let’s examine the cost benefits that LOBO claims can save your company significant money. The manufacturer has provided numerous examples of companies that have chosen LOBO over expensive and inflexible scaffolding contractors. In addition, it is important to note that while the system may not be the solution for every access requirement, it is a viable option for internal facilities, plant, or machinery applications.
Case Examples:
When analysing the data, it is evident that there are varying interpretations based on how it is presented. However, upon closer inspection, the figures seem to add up. Numerous case studies have demonstrated the costsaving benefits of utilizing LOBO’s product, with remarkable results achieved with minimal investment. These studies encompass a variety of industries, from double-glazing installers to large multinational manufacturers, all of whom share similar cost concerns.
LOBO has an impressive list of clients, including Airbus, Amazon, Anheuser Busch, Federal Express, Harbor Freight, Miller Brewing, Samsung & Tesla. While the product’s actual use may differ, its cost-saving benefits apply to all. These companies, along with many others, require the services of external scaffolding contractors and must adhere to working-atheight regulations, even for simple maintenance tasks. Erecting scaffolding is timeconsuming and labour-intensive, resulting in high costs. Moreover, scaffolding must remain in place for an agreed minimum rental period, ranging from a week to several weeks, with penalties for exceeding the rental period. However, LOBO asserts that their system can be quickly and easily assembled by anyone who has received training and disassembled immediately when not required. With the LOBO system, businesses can benefit from its availability seven days a week. It can be deployed promptly, providing a quicker alternative to traditional scaffolding, resulting in greater production uptime and noticeable cost savings. Based on my research, case studies
have shown that businesses can recoup their investment within one to nine months, with capital
spending ranging from 10% to 40% of their existing scaffolding budget. This cost applies only in the first year, as after investing, the LOBO System is free to use whenever and wherever providing long-term cost savings.
Chemical Plant
Annual spend on scaffolding services
Total purchase price of a system
The ongoing annual cost of the system
£35,000 £12,000 £1,000 £22,000
International Brewer
Annual spend on scaffolding services (1 site)
Total purchase price of a system – over 5 years
The ongoing annual cost of the system –over 5 years
When considering the expenses involved, it’s important to remember the ongoing yearly operational costs and the need for training, replacements, spares, and additional components. However, the potential cost savings are truly impressive in the bigger picture. LOBO claims that its system could potentially cut scaffolding costs in half or even eliminate them. Companies with big budgets, such as those in the oil and chemical industries, often spend millions annually on scaffolding contractors without considering alternatives. However, finding a cost-effective solution that ensures safety and reduces reliance on contractors is possible.
www.lobosystems.com
..clean room & wash down applications
Cat lift trucks quality - for even the smallest jobs
Cat® Lift Trucks quality is now within reach of more users and applications, thanks to the new entry-level EQ line.
Introducing our latest line of warehouse trucks, designed for lighter duties and smaller jobs, yet packed with all the essentials for reliable materials handling. Built with sturdy construction, our trucks offer robust performance, energy efficiency, and a userfriendly design that ensures both simplicity and safety in every operation.
Our EQ series features eight distinct warehouse product ranges, each leveraging the cutting-edge advantages of lithium-ion (Liion) battery technology. With higher and more consistent power levels, extended runtimes, and the elimination of battery maintenance, these trucks deliver unmatched productivity and
efficiency. Plus, the convenience of opportunity charging keeps operations running smoothly without the need for battery changes, maximizing uptime and reducing long-term costs.
POWER PALLET TRUCKS
Kicking off the EQ line are the NPP15-20QBL mini power pallet trucks—true all-rounders that pack a punch. Despite their compact size, these trucks are built to handle loads of up to 2.0 tonnes with remarkable strength and durability. Their small
footprint makes them perfect for navigating tight spaces, from narrow aisles and containers to goods vehicles and compact buildings.
For those seeking a more traditional design, our pedestrian power pallet trucks are available in capacities of 1.8 tonnes (NPP18QL) and 2.0 tonnes (NPP20QL). These models are not only compact and easy to manoeuvre but also come equipped with an ergonomic tiller arm, high-quality forks, and a smoothly controlled AC drive motor. Their robust construction ensures years of reliable, troublefree service.
The NPV20QL platform power pallet truck, with a 2.0-tonne capacity, builds on the same features and capabilities. Its foldable platform allows for pedestrian use in the tightest of spaces, while the ride-on mode
enables quicker travel over longer distances, reducing operator fatigue. This versatile model is ideal for vehicle loading and unloading, as well as efficient transport across various environments.
COMPACT STACKERS
For those seeking exceptional versatility in a compact form, the EQ line presents a selection of pedestrian stackers designed to deliver maximum efficiency in tight spaces. These are even small enough to take into vans and elevators.
The 1.2-tonne mono mast model, NSP12QLMI, offers stacking and retrieval capabilities at heights up to 1.95 meters. For greater reach, the 1.2-tonne duplex mast version, NSP12QLDI, extends to an impressive 3.3 meters. Beyond stacking, these versatile machines are ideal for short shuttle runs and order picking, making them an allin-one solution perfect for smaller warehouses and supermarkets.
SIT-ON TOW TRUCKS
The EQ line’s sit-on tow trucks, NTS30-60Q, are engineered for heavy-duty transport, offering capacities of 3.0 or 6.0 tonnes. These trucks excel at moving large loads across both rough and smooth surfaces, whether indoors or outdoors. With high ground clearance, they easily navigate bumps and gradients, ensuring a smooth ride. Built to endure the demands of a busy workplace, these tow trucks keep operators comfortably seated and productive mile after mile.
A product line for light applications. Bringing you all the right qualities to do the job quickly and simply, making your life easier.
MINI ORDER PICKER
One of the standout products in the EQ line is the innovative mini order picker, MNO1.5Q1. More than just an order picker, this versatile machine doubles as a safer, more efficient alternative to a ladder. With builtin safety features, the mini order picker only operates when the user’s hands and feet are correctly positioned, and the safety gates are securely closed.
Its stable mast and chassis allow the platform to be safely lifted to 3 meters, enabling operators to reach items up to 5 meters high. Ideal for
picking at racking levels 1, 2, and 3, it’s also perfect for inspection and maintenance tasks at height, such as changing light bulbs or repairing ceiling fixtures. Additionally, it can optionally tow trailers, further enhancing its utility in various applications.
MAKE YOUR LIFE EASIER – AND SAVE MONEY TOO
For less intensive applications, the EQ line is your ideal solution. These products deliver everything you need to get the job done efficiently, while making your workday simpler. Not only do they boost productivity, but they also help reduce your overall costs. Thanks to their durability, minimal maintenance requirements, and low energy consumption, the EQ line offers a cost-effective approach to materials handling, ensuring you get the most out of your investment.
www.impact-handling.com
Do you need to upgrade your factory ethernet network?
With bandwidth needs constantly rising and a growing number of connected devices on the network, customers need solutions that can maximize performance and security – even while taking up less space and operating reliably under harsh conditions.
With the advent of High-resolution Camera technology for automatic product checking and verification the need for high bandwidth capacity and High Power PoE (Power over Ethernet) is ever growing.
Hirschmann (a brand of Belden Inc) have a complete range of Industrial Networking products including Industrial Ethernet switches, Firewalls and Network Management software to meet the growing needs of your Factory Network.
Future-Proof Industrial Networks with Advanced Security and Redundancy features
Hirschmann have designed their BOBCAT and RSP (DIN-Rail) and GREYHOUND (19” Rackmount) ranges of Industrial Ethernet switches to give customers more flexibility and interoperability, with the goal of simplifying maintenance and future-proofing their network operations.”
Key benefits of Hirschmann Industrial Ethernet products:
• High-port density for connecting a growing number of networked devices.
• Time-sensitive networking (TSN) technology to simultaneously support multiple services on the network while ensuring deterministic communication.
• Future-proofed design to support increased bandwidth and speed capabilities for continued network growth.
• Advanced security features, including wire-speed access control lists and automatic denial-ofservice prevention.
• Maximum power output through Power over Ethernet (PoE/PoE+) ports that don’t require load sharing.
With advanced security and realtime communication features, the BOBCAT, RSP and GREYHOUND switches are essential appliances relevant to the food and beverage processing industries.
Network Security today is of paramount importance to guarantee product conformance and validation. Hirschmann has products such as their EAGLE Firewall and Tofino Network Appliances to protect your factory network from current and future Cyber security challenges.
In addition, Hirschmann (a brand of Belden Inc) offers Networking Design and Consulting Services to help you update your Factory Network to meet the challenges of today and the future.
Network Training services are also offered, so your Staff can be trained to understand the latest network technology and improve the security and operational efficiency of your factory.
In partnership with Belden, companies can optimize, modernize, automate and secure their industrial networks.
With a portfolio of standardized, multi-functional products, customers can reduce their total cost of ownership, while enabling sensor-to-cloud connectivity and gaining network-wide visibility.
Belden also ensures seamless integration of future-proofed technologies into existing infrastructures for increased bandwidth, efficiency, security and network availability.
IndustrialComms as Hirschmann’s leading UK Industrial Networking partner, with over 20 years experience in industrial networking, can provide a complete package of Hirschmann products and services to End Users.
www.industrialcomms.com/pages/ hirschmann
www.ndc.com/food-bulk-materials-processing/
Farason Corporation Application Spotlight: Small Package Container
Farason Corporation Application Spotlight: Small Package Container
The Challenge
Farason faced a challenge when a prominent American snack food company needed a custom solution to address small package collecting and transport for their cheeseball products, when all conventional solutions had already been considered and rejected. The heart of the challenge are the products themselves: “the nature of the bags, with static, non-uniform edges, and low mass,” Design Support Engineer, Christian Weder said. “It’s hard to get all these pieces into a box.”
For over thirty years, Farason Corporation has designed and delivered custom automation and robotics systems to manufacturers, shipping over 900 machines to North America, Asia, South America and Europe. The Farason team added Markforged 3D printers to boost design and production opportunities, aligned with Farason’s commitment to delivering one-of-a-kind solutions that are closely tailored to specific challenges their customers face. The Farason Coporation designed custom 3D Printed small package containers used to collect and transport products.
The Challenge
The Farason Corporation team came up with an unusual idea, one that inverts the packing process, one that the team affectionately calls the “stein” project because it involves a robot lifting a tall container, and pushing out the items with a movement that looks like someone pouring out a beer stein.
Farason faced a challenge when a prominent American snack food company needed a custom solution to address small package collecting and transport for their cheeseball products, when all conventional solutions had already been considered and rejected. The heart of the challenge are the products themselves: “the nature of the bags, with static, non-uniform edges, and low mass,” Design Support Engineer, Christian Weder said. “It’s hard to get all these pieces into a box.”
But with the idea in hand, the novelty of their solution was where they hit the first difficulty. As Engineer Richard Cook described, “the designers couldn’t get anybody to buy into it.” It was an unusual approach that led some of the team to quickly dismiss it as crazy. “They said ‘Why don’t you just do X’,” Richard remembers. “But, well, X is what the customer didn’t want us to do, because they had already tried it and they knew it didn’t work. I looked at the idea and thought, ‘Wow, that’s kind of novel. I think I could probably make that work.’” Proving this was the best idea to advance to the customer would come down to the R&D team fully concepting the idea to demonstrate that this approach might win the contract.
But before they tackled the concepts, they had to address
for shipping the solution to the customer.
According to Christian Weder, “Weight savings and cost, obviously, are becoming more of a consideration for our main engineering design team. I think 3D printing fits so well with Farason just because of the way that we design. We tend to use a lot of really complicated machined parts, and that’s exactly the part that 3D printing replaces really well because it saves a lot of cost from setup time, machining time, and all that.”
a second difficulty. The idea proposed would require a set of custom containers to collect the small products, unusual designs with very specific requirements. No existing on-hand container would do for testing how the robot would handle the object, and if the issue with the very light packages would be resolved.
The Farason Corporation team came up with an unusual idea, one that inverts the packing process, one that the team affectionately calls the “stein” project because it involves a robot lifting a tall container, and pushing out the items with a movement that looks like someone pouring out a beer stein.
But with the idea in hand, the novelty of their solution was where they hit the first difficulty. As Engineer Richard Cook described, “the designers couldn’t get
The only way to know for sure would be to prototype creating these original designs in-house. According to Farason, custom containers and transport solutions tend to be expensive, far more than the tight $500 fabrication budget per container in the manufacturer’s requirements. The idea could work in principle and fail when evaluated for costs.
The Solution
The Farason Corporation team quickly hit on the best way to resolve both difficulties at the same time: they would design the containers to be fabricated via 3D printing with their Markforged X7 using Markforged Onyx industrial 3D printing material. The same material and approach would also be the target production material
Committing to additive manufacturing allowed the team to source an affordable PVC tube part for the walls of the container instead of a conventional cast PC part that exceeded the entire percontainer budget. A series of 3D printed parts clamp the container assembly together and house all of the critical features for interfacing with other machines. This includes the positions for the magnets in the base to locate and hold onto the transport mechanism as well as the mounting position for the “handle” component the robot grabs onto in order to lift, swing, and dispense the items. An aluminum tie rod inserted through these parts links the printed components of the container column, running the entire length from the top to the bottom.
After proving the concept, the Farason Corporation team won the bid, and produced over 80 Small Package Containers. Their approach to design for additive manufacturing and “printability,” ensures that they can maintain and even continue to optimize them deployed in the field.
https://markforged.com/
Stein Part printed in Onyx®
T. Freemantle Can Cartoner sparkles at Belvoir
T. Freemantle’s Automatic Beverage Multipack Machine has played a pivotal role in Belvoir Farm’s move into canning, which has seen the soft drinks manufacturer invest £2m in a state-of-the-art canning line at its Leicestershire on-farm factory. Thanks to the machine’s unrivalled ability to carton virtually any can size into any multipack configuration, the fast and flexible system has enabled Belvoir to embark on an innovation drive that has sent sales of its canned drinks on an upwards trajectory.
Can culture
The popularity of the canned RTD (Ready To Drink) format has surged in recent years, on the back of changes in market culture and the rise of conscious consumerism. Light and convenient, cans are perfect for outdoor occasions, which
have become a way of life since the pandemic. They are also one of the most sustainable forms of packaging as they can be recycled time and time again.
Whilst the canned RTD market is dominated by alcoholic offerings, there is huge demand for more sophisticated soft options, such as mocktails and botanical sodas. Premium soft drink producer Belvoir Farm had been servicing this market with a range of cans produced by a co-packer. However, by 2022, the company recognised it needed to bring can production in-house to fully capitalise on the canned RTD opportunity.
“Our canned portfolio was growing at such a pace that we needed to invest in in-house production. Up until that point, we hadn’t
truly committed to the category,” says Martin Reynolds, head of engineering & project leader at Belvoir.
Ready to innovate
Belvoir wanted to roll out a number of new lines in canned format to drive the growth of its brand. It had plans to launch its RTD mocktails in 250ml cans alongside a new range of light soft drinks in 330ml slim cans and botanicals in 150ml cans. It also wanted to move into the multipack space, with fridge-friendly four packs (4 x 330ml slim cans) and sixpacks (6 x 150ml mixer cans).
“We started looking at equipment for the canning line and when it came to the cartoning machine, the same name kept cropping up in conversation: T. Freemantle,” recalls Martin.
Having this capacity will allow the producer to ramp up its output to keep pace with demand.
Belvoir invited T. Freemantle to its facility to discuss whether the packaging machinery manufacturer could meet its brief for a format-flexible cartoning machine that could be delivered within a six month timeframe.
A tall order?
“T. Freemantle confirmed everything we were hoping to hear - that their machine could handle all of the can formats we were hoping to run as well as those we might want to introduce in the future, such as 10 or 24 can multipacks for export markets,” says Martin.
“We did look at other machinery manufacturers but they couldn’t compete on timeframe, price, format flexibility, fast and simple cleandown or parts/service
availability. We were quoted lead times of up to 12 months and the quotes were much higher as they said they would need to build bespoke systems to accommodate the different formats we wanted to run. T. Freemantle were very confident that a six month lead time from order to delivery was possible,” he adds.
Open or closed carton?
At this stage in the project, Belvoir hadn’t quite finalised what form the multipacks would take. Therefore, it tapped into T. Freemantle’s design studio service, which marries engineering expertise with knowledge of pack styles, materials, glues etc to come up with a design that would be line-compatible, practical and aesthetically appealing.
“Initially we were thinking we wanted an open-sided pack, but T. Freemantle’s advice was that a FEC (Fully Enclosed Carton) would be more viable. They gave us a good steer on what cartonboard would
be suitable and pointed us in the direction of Graphic Packaging for designing and printing the cartons. They also recommended a really good glue supplier,” says Martin.
Performing under pressure
Belvoir placed its order in January and - true to its word - T. Freemantle installed the Automatic Beverage Multipack Machine six months later.
“Time was of the essence as we had already closed the contract with our co-packer so there was massive pressure on the factory to get can production moving again,” recalls Martin.
To ensure the project was delivered within the timescales, T. Freemantle took the unusual step of carrying out the FAT (Factory Acceptance Testing) as part of the installation - demonstrating not only its commitment to the customer but also complete confidence in its technology.
“T. Freemantle were fully aware of the importance of starting can production on the specified date and they pulled out all the stops to make that happen,” says Martin.
Rising to the challenge
High speed packing of beverage cans into smaller cartons is an application that few engineering firms have mastered. It is possible to run four-packs on a machine designed for producing 12 or 24 can multipacks from thicker corrugated board, but the line speeds tend to be unfeasibly slow, which is why many beverage manufacturers resort to handpacking smaller cartons.
T. Freemantle has come at this challenge from a different angle, drawing on its expertise in high speed food production lines. Instead of wrapping a blank around a collation of cans and then gluing it, the Automatic Beverage Multipack Machine uses pre-glued cartons, which are picked one at a time from a magazine holder, erected and presented to the can collation. This continuous motion process speeds up the cartoning process considerably.
A gem of a solution T. Freemantle’s can collation solution is another unique design feature that sets the Automatic Beverage Multipack Machine apart from the competition and supports high speed performance. An infeed gate system facilitates the efficient release of cans into the machine, where they are guided into a diamond shape that is maintained along the length of the machine until they have been deposited in the open cartons.
“The diamond formation makes it much easier to insert the cans into the cartons than if they were presented square on. It also reduces the risk of snagging on the edges of the cartons,” explains Simon Holt, head of sales (UK & Ireland) at T. Freemantle.
The company’s engineers have also put a lot of thought into the safe passage of cans through the machine - a particular challenge for taller cans and larger collations. The cans are supported throughout the insertion process to ensure can stability is maintained. They have also focused on keeping downtime for cleaning and changeovers to a minimum; can size changeover is simple and easy to perform with no change parts - format changeovers can be executed in as little as 15 minutes.
Fast and flexible
All of these features combine to make the Automatic Beverage
Multipack Machine the fastest flexible can cartoning solution on the market today. Belvoir’s minimum line speed requirement - set by the filler - was 12,500 cans per hour, which equates to 50 cartons per minute. Martin reports that the line “easily and consistently” runs at 55 cartons per minute and could potentially reach 70 cartons per minute.
Having this capacity will allow the producer to ramp up its output to keep pace with demand.
In the first six months of operation (June to December 2023), Belvoir produced 1.5 million cans - more than a year’s worth of production under the co-packer arrangement.
“When the figures were presented to our executive board they were really impressed,” says Martin.
2025 target: up to ten million cans
For 2025, Belvoir is targeting between five and ten million cans, produced across several canning campaigns.
“As our canning line currently shares some equipment with our bottling line, we don’t can all the time. We plan a two or three week ‘canning campaign’, usually every other month, based on forecasts,” explains Martin.
The entire project was structured with short term sales targets and a long term goal of achieving payback within five years. To this end, in 2025, the company will invest £2m in new pasteurising and palletising equipment to allow the canning line to run independently, thereby further increasing capacity.
As to whether the project is delivering on its objectives Martin says: “It’s early days, but already we have secured new distribution for our RTD canned launches and are seeing growth from export markets, in particular the US, Australia, Canada, Japan and China. The flexibility afforded by the Automatic Beverage Multipack Machine is invaluable in helping us to adapt to market demands, whether that is producing an extra 10,000 cans or a 10-can pack for a US retailer.”
www.tfreemantle.com
Where ENGINEERING Meets OPPORTUNITY
We specialise in CONNECTING skilled contractors with manufacturing businesses
Our platform seamlessly BRIDGES THE GAP, facilitating collaborations that enhance project efficiency and quality.
With a focus on streamlining communication and fostering valuable partnerships, CONTRACTORS 4 INDUSTRY LTD is the go-to hub for engineering professionals and manufacturing enterprises seeking successful collaborations.
ADVANTAGES FOR INDUSTRIAL ENGINEERING CONTRACTORS:
• High quality leads targeted audiences
• Data-driven insights efficiency
• Enhanced reputation cost-effective marketing
ADVANTAGES FOR INDUSTRIAL PROJECT/ENGINEERING MANAGERS:
• Verified expertise enhanced productivity
• Cost-efficiency flexibility
• Specialised network streamlined process
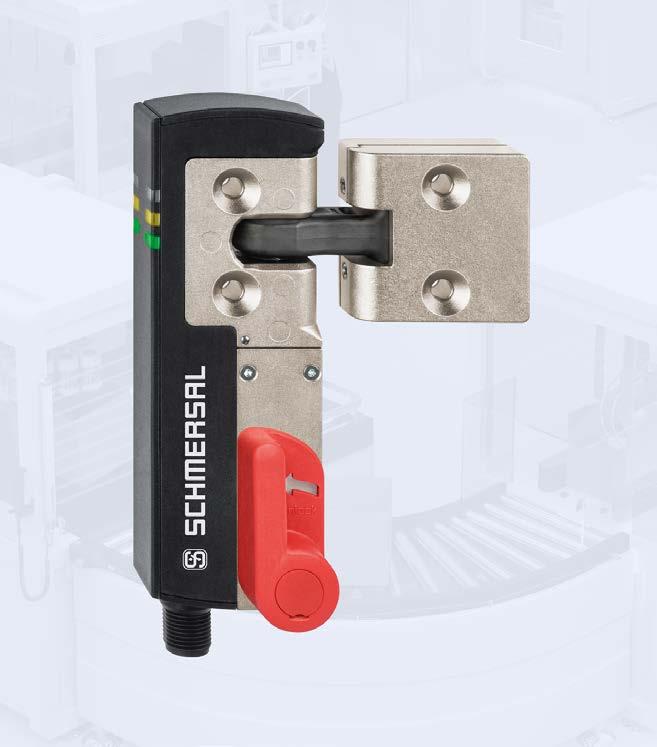
One AZM40 for all situations
It couldn’t be more flexible: solenoid interlock now with new functions
The world’s smallest electronic solenoid interlock AZM40 now offers even more versatile application options with new accessories and new features. With dimensions of 119.5 x 40 x 20 mm, it is particularly suitable for small safety gates or maintenance hatches and confined installation spaces. Despite its compact design, the AZM40 achieves a remarkable locking force of 2,000 N.
With the new lockout tag, the AZM40 can now also be used for larger, accessible machines and systems. Service staff can attach a lock to the lockout tag when entering the danger zone. This means that the door of the safety guard cannot be closed, and unintentional start-up of the machine is prevented.
In addition, the new versions of the AZM40 solenoid interlock can be extended with an emergency exit or emergency release. Two different versions - with lever or push-button - are available. The lever is available both as an emergency exit and as an emergency release and can be mounted directly on the AZM40. The push button is also available as an escape release or emergency release. Its similarity to an emergency stop button makes it intuitive to operate. The emergency exit ensures that any trapped persons can free themselves from the machine area. The emergency release is used to ensure that the danger zone in a machine can be reached quickly in an emergency - e.g. in the event of a fire.
The new “inner values” of the AZM include the addition of the high degree of protection IP69 and the temperature range of -20 °C to +55 °C, which open up additional application possibilities.
Another advantage is the long service life with now 500,000
The new versions of the AZM40 solenoid interlock can be extended with an emergency exit or emergency release.
switching cycles (actuator cycles) and 1,000,000 switching cycles (locking cycles).
The bistable interlock principle of the AZM40 is also sustainable, with the advantage of permanently lower power consumption. Compared to monostable solenoid interlocks, more than 50% of the power consumption can be saved. A further advantage is the added safety: even in the event of a power failure, the safety door remains securely closed during hazardous run-on movements.
Thanks to the 180-degree angle flexibility, the actuator can approach the AZM40 continuously so that the interlock
can also be used on flaps that do not close at a 90 degree angle or that open upwards at a 45 degree angle. The angle flexibility ensures that the interlock can be easily installed even in confined and difficult-to-access locations.
The AZM40 can be easily mounted on standard 40mm profiles with no overhang. For other profile system widths (20 mm, 30 mm, 45 mm, 50 mm and 60 mm), a set of two universal mounting plates can be used for the AZM40 and actuator. This ensures quick and cost effective installation for a wide range of profile system widths.
www.schmersal.com www.tecnicum.com
ALS-VIS Fiber Lasers & Amplifiers
High-Performance Solutions for Demanding Applications
• Power Output: Up to 10 W
• Noise Levels: Ultra-low intensity noise
• Stability: Excellent pointing and beam quality stability
• System Design: Turnkey, maintenance-free systems tailored for industrial use
Industries such as semiconductor metrology and quantum computing demand laser sources that are exceptionally stable, reliable, and powerful. The ALS-VIS series meets these needs with its innovative fiber technology, marking a significant advancement in the laser market, particularly when compared to traditional solid-state technologies.
The ALS-VIS series offers a blend of the highest fiber laser standards: high power, single mode, single frequency, and ultra-low noise, making it ideal for the most exacting applications.
Connected to our ALS-IR product line through single pass second harmonic
generation (SHG), ALS-VIS laser heads are designed to be coolerless. This design choice enhances beam pointing stability and ensures consistent beam quality.
The unique all-fiber architecture and the elimination of complex cooling systems contribute to the reliability,
ASA Food Test Half Page (174 x 130).qxp_Layout 1 11/01/2024 08:21 Page 1
robustness, and efficient integration of these lasers into both industrial and academic setups.
Alex Stewart Food Test Lab is a fully UKAS accredited laboratory and is part of Alex Stewart Agriculture. We provide a complete range of food testing and microbiological analysis including food and dairy products, water and beverages, seeds, cereals, oils & fats, raw & refined sugar and other consumable products.
n Fats, salt & sugars n Cereals, oils & seeds n Food & dairy products n Water & beverages
Your global network of inspection and analytical services www.foodtestlab.co.uk
21 Sefton Business Park, Olympic Way, Aintree, Liverpool, Merseyside L30 1RD UK T: +44 (0) 151 525 1488 E: laboratory@alexstewartagriculture.com
Full flavor at full speed
Rootree automates coffee degassing valve application with Syntegon equipment
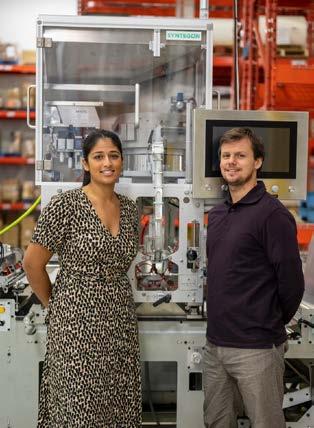
The smell of a freshly opened pack of coffee is hard to beat. Crucial for preserving the delicious aroma on the way from the roaster to the consumer: the degassing valve. Canadian packaging company Rootree recently found their mostly manual degassing valve application process was creating a bottleneck and compromising lead times for their customers. Syntegon was here to help and automated Rootree’s process with a valve applicator that increased output significantly and upheld the company’s high sustainability standards at the same time.
From laundry beads to dog treats, Canadian company Rootree packages almost anything that fits in bags or pouches – which are either conventional, recyclable, or even compostable. More and more of Rootree’s customers, mostly
Rootree uses conventional, recyclable, and even compostable materials for their coffee bags. The CVA 2000 VIS Internal Valve Applicator is able to process all three.
small to mid-sized companies, are choosing one of the latter two options – a trend that delights everyone at Rootree. “For us, sustainability is a core value that guides every new development,” says Pia Simran, Vice President of Product and Business Development.
Some two years ago, Rootree found itself in the middle of another emerging trend that was, in theory, cause for joy: a slew of small, Canadian coffee roasters coming to market, looking to package their goods in Rootree’s bags. In practice, this posed a challenge for the company. The at the time mostly manual process of applying degassing valves to coffee bags created a bottleneck and lengthened lead times. A new solution for degassing valve application had to be found.
Degassing valves in coffee packaging
During roasting, the complex carbohydrates in the coffee beans are broken down, releasing gases from the beans. This release takes multiple weeks and is still ongoing when roasters need to pack and ship their product.
The CVA applies the degassing valves with ultrasonic sealing.
We are currently the only Canadian company offering in-line valve application combined with digital printing for flexible packaging,
Coffee packaging needs to vent these gases to prevent pressure build-up and ultimately bursting of the bag. At the same time, non-gas-proof packaging is not an option, because roasted coffee oxidizes upon contact with oxygen, causing staleness and loss of aroma. Airtight bags equipped with degassing valves solve this problem and ensure a significantly extended shelf life of the packaged coffee of up to 30 months. This enables roasters to sell their product not only locally and within a short time after roasting but also ship it without worrying about loss of quality.
Matching sustainability standards
For Rootree, the search for a new valve application system and a supplier started at the beginning of 2022. Naturally, Rootree was looking for a higher output than the previous solution could deliver, but there were other boxes to tick, as well. Pia Simran
Marco
Weritz , Sales Engineer for Valve Applicators and Valves
remembers: “Our sustainability standards ruled many companies out. In fact, Syntegon was the only company we came across that had a clear roadmap towards even more sustainable valve solutions.” The CVA 2000 VIS Internal Valve Applicator that Rootree chose for their production applies valves using ultrasonic sealing. This technology enables the machine to process the more environmentally friendly monomaterials of Rootree’s recyclable and compostable product lines. In contrast, traditional methods of sealing, such as heat sealing, are not possible with mono-materials.
Quick results and seamless integration
While Syntegon also offers complete production lines including valve application, the CVA 2000 VIS “retrofit” valve applicator was the best fit in Rootree’s case. It can be seamlessly integrated in Syntegon’s lines as well as existing equipment from other manufacturers – making for a more cost-effective solution. In September 2022, the installation process at Rootree’s production site went fast and smoothly. Syntegon had custom-engineered a solution to integrate and mount the CVA 2000 VIS valve applicator on the existing pouch making machine. This turned the formerly semiautomated line into a much more efficient, fully automated one. Now, the stand-up or pillow pouches and the 3-side or quad-seal bags
For Pia Simran, Vice President of Product and Business Development and Phil St-Cyr, President & CEO of Rootree, the choice for Syntegon equipment proved the right one.
Rootree produces are automatically fed into the valve applicator, requiring no more manual labor. Installation was followed by calibration of the machine and operator training, executed by highly qualified Syntegon specialists. The Rootree staff was able to put the updated production line back to work after only two days of production stop.
Streamlining production
Since then, the line has been producing valved bags reliably and much faster than before: 50 to 60 bags per minute, whereas Rootree’s semi-automated line used to yield six to ten ready-to-fill coffee bags per minute. The removal of the former bottleneck in the production process allows a unique combination of Rootree’s portfolio to shine. “We are currently the only Canadian company offering in-line valve application combined with digital printing for flexible packaging,” Pia Simran explains. Digital printing requires much less time-consuming preparation than other printing methods. “This makes it both really fast and ideally suited to smaller batch sizes. In combination with our new, automated valve application solution, we can now offer our customers very competitive lead times.”
www.syntegon.com
Thanks to operator training from Syntegon specialists, operators at Rootree were able to perform a smooth start-up of the new, userfriendly CVA Valve Applicator.
Weetabix opts for best of British with high-speed door installations by Union Industries
Union Industries, the UK’s leading manufacturer of bespoke highspeed doors, is helping one of Britain’s most iconic cereal brands maintain its high standard of hygiene with the installation of more Bulldoors and Matadoors.
Weetabix initially approached Union Industries in 2023 to maintain and elevate hygiene standards at its site at Burton Latimer near Kettering. Recognising the superior quality and reliability of Union’s Bulldoors, it expanded its partnership by installing a further six doors around its facilities, including Burton Latimer and Corby, making eleven Union doors across the two sites in total to date.
The bespoke doors, tailored to fit each individual opening, address specific challenges such as tight spaces and sloping floors, ensuring a perfect seal and optimal functionality.
In addition to maintaining hygiene standards, some entries and exits in Weetabix’s production and warehouse areas utilise a two-door solution of airlocks. This system interlinks the doors electronically to allow only one door at a time to be open, effectively preventing the ingress of insects, dust, and other foreign bodies, further safeguarding product integrity.
Union’s Bulldoors are regarded as the ‘reliable workhorse’ of rapid roll doors and are known to perform more than 1.4 million cycles per year, making it a popular choice across multiple sectors. They feature specialist ‘Crash-Out’ and ‘Auto-Reset’ damage protection facilities, and offer control outputs for options such as airlocks, traffic control systems and remote monitoring,
Our rapid roll doors are renowned for their reliability and performance, making them the ideal choice for Weetabix’s production environments.
whilst aiding temperature control for ambient and chilled environments.
The market-leading, bespoke, high-speed roller doors help to prevent the severe drop of ambient temperature in buildings, especially evident in the winter months, eliminating any potential impact on production environments.
Alan Hirst, Sales Director at Union Industries, said: “We are delighted to continue our partnership with Weetabix in enhancing their operational efficiency and hygiene control. Our rapid roll doors are renowned for their reliability
and performance, making them the ideal choice for Weetabix’s production environments.”
Anthony Brawn, Facilities Contracts Manager at Weetabix, said: “We are proud to partner with Union Industries in maintaining the highest standards of hygiene and operational efficiency across our facilities. The installation of Union’s high-speed doors ensures a seamless flow of operations
“With Union Industries, we are confident in achieving our longterm goals of reduced downtime, enhanced productivity, and minimised costs.”
www.unionindustries.co.uk
IBC & Drum Mixing stations
Offer consistent product quality at the point of use for a wide range of applications, guide rails position the IBC and the mixer is raise and lowered into the IBC with a push button operated electrical actuator.
Fixed or mobile mixing stations are supplied complete with a control panel and safety interlocks.
Standard IBC mixing stations can be adapted to integrate with systems on site including pumps, valves, weighing and measuring instrumentation and controls to meet specific site requirements.
Plastics and paper in contact with foodstuffs 2024
-
Europe’s leading food contact industry event
The vast amount of legislation on the safety of food packaging can be baffling and navigating through constant amendments to national and European regulations, plus changes in guidance documents relating to food contact materials is increasingly challenging for the packaging industry. In Vienna, on the 10-11 December 2024 the Plastics and Paper in Contact with Foodstuffs (P&P) 2024 conference will return. Over 150 food contact professionals are expected to attend at the Arcotel Wimberger hotel to address all topical concerns in the food contact industry.
The sessions will cover current and future regulatory considerations for the FCM industry, PFAS - evaluating end user responsibility and alternative material considerations, extending food contact regulations to other materials, the supply chain communication and FCM
compliance, recycled materials and what PPWR means for FCM, toxicology and NIAS plus testing and analytics.
Extended Producer Responsibility (EPR) laws for packaging are growing increasingly popular amongst policymakers as a perceived solution to better manage the lifecycle of consumer product packaging. Delegates have the option to attend a preconference workshop in person on the 9th of December. This workshop will begin with an overview of how EPR laws for packaging work, and how key differences amongst EPR laws can impact compliance obligations for different parties in the packaging value chain. The workshop also will provide an in-depth overview of packaging EPR laws in the USA, including the laws already adopted in California, Colorado, Maine, Minnesota, and Oregon. .
www.food-contact.com
Plastics & Paper
in Contact with
Foodstuffs 9-11 December 2024 | Vienna, Austria
P&P is a gathering of likeminded professionals looking to address all topical concerns in the food contact industry and develop their knowledge on how to best comply with the latest regulations.
SPEAKERS INCLUDE...
Tripled crop yield, decreased costs, and improved ROI
Vertical Farming with UniCloud
Food & Beverage
Jones Food Company—one of Europe’s largest operating vertical farms—drives precision agriculture with Unitronics UniCloud and PLC Controllers. UniCloud enables JFC to triple its crop yield and save costs via intelligent energy resource management.
The Company
Jones Food Company (JFC) designs, builds, and operates some of the largest vertical farms in the world, supplying huge quantities of fresh, local food 365 days a year. Their indoor hydroponic farms grow fresh produce in a completely controlled internal environment on layers stacked from floor to ceiling.
The goal of JFC vertical farming is to grow the best local fresh produce for their customers all year round sustainably, and affordably, while reducing the need for harmful chemicals—and with the highest possible yield. Vertical farms can out-produce traditional farms by as much as 100x per square meter.
Jones Food Company, Britain’s most successful vertical farming business, opened its second vertical farm, JFC2, near Lydney, Gloucestershire. 11 January 2024.
The Challenge
JFC’s vertical farms require full automation for the delivery
of water and nutrients—and strict monitoring and control of the environmental factors critical to growing plants such as temperature, humidity, CO2 levels, light intensity, and soil/growthmedium moisture. They wanted to optimize productivity and identify areas where it was possible to lower operating costs.
To achieve their goals JFC had to be able to monitor growing crop conditions at all times and in real-time, and needed one central platform that would always be accessible to JFC operators and management.
They made the decision to modernize their systems and
The seamless integration of UniCloud and Unitronics controllers enables real-time monitoring and datadriven decision-making, fostering agile and adaptive development.
adopt the benefits of IoT Cloud technology. After testing and considering the functionality and cost of different platforms, they selected Unitronics’ UniStream PLC + HMI controllers and UniCloud, Unitronics’ end-to-end complete IIoT platform.
The results
Using powerful UniStream PLC + HMI controllers to tightly control environment together with the UniCloud IIoT platform enables JFC to attain true data visibility and boost productivity— increasing their crop yield, while substantially reducing operating costs via:
Precision agriculture: JFC uses UniStream PLCs to automate their vertical farms, and UniCloud dashboards to monitor and view machine data. They use that data to precisely control and modify environmental factors in realtime–something they could not do without UniCloud.
Sensors placed throughout the farm collect data on environmental factors, all KPIs such as temperature, humidity, CO2 levels, light intensity, and soil moisture and transmit them directly to the cloud. JFC can then remotely adjust parameters to optimize plant growth.
For example, JFC uses UniCloud’s embedded BI tools, dashboard functionality and built-in drag & drop Table, Line Chart, and Gauge widgets to accurately track and display VPD (Vapor Pressure Deficit) and evaluate the impact of humidity on plant growth and development; staff can then balance humidity in real-time via UniCloud.
Resource Management: Growing plants require CO2 for photosynthesis, but then release it during respiration. By retaining the CO2 naturally emitted from the plants, and injecting it all back into the system, JFC cuts energy costs for heat and CO2 production. They use UniCloud to monitor levels of heat, humidity, and energy use and communicate the real-time data to Unitronics PLCs that automatically control and adjust these parameters to optimize growing conditions. With UniCloud they can also track and calculate their energy cost saving from recycling CO2.
Efficient water management is another important aspect of the company’s value–their unique water system allows each liter of water to be re-used up to 30x, reducing water usage by 90% when compared to an outdoor farm. UniCloud’s IIoT technology enables the monitoring of water levels, leak detection, and automates irrigation systems that help conserve water and prevent over or under-watering of crops.
Data Visibility and Accessibility throughout the organization: engineers, growers, operators, and management, are fully informed of all indicators at all times. The centralization of all data in a single platform, coupled with the ability to display that data on customized dashboards, enables JFC to make and implement appropriate decisions based on real-time data.
Preventive Maintenance: JFC
uses
UniCloud’s secure Remote Access to service and maintain its vertical farms. By continuously monitoring equipment and sensors, they can detect anomalies or signs of malfunction early. If data begins to vary from set parameters, UniCloud immediately notifies relevant team members, who can remotely access the PLC to prevent potential issues from growing into real problems. Remote Access also ensures smooth operation; for example, if nutrition irrigation is failing, technicians are notified in real-time and can intervene immediately.
Report Generation is another UniCloud feature that JFC uses to good advantage for legal purposes and record keeping. JFC records and backs up all application data, then selects which application data to include; UniCloud generates detailed reports according to schedule or event and sends it to selected staff via email or text.
Controller to Cloud: Plug & Play Integration
Integrating the hardware elements of an application can be timeconsuming and linking it to the Cloud is highly complex—but in this case, it was hassle-free.
By using Unitronics PLCs and the UniCloud IIoT platform together, to control their farms, JFC benefits from powerful, multifunction controllers that can instantly connect to the Cloud. Communication between PLC and UniCloud is plug-and-play; data is transported transparently, requiring no configuration or programming. The programmer simply authorizes which PLC tags are accessible to UniCloud for their data to be securely harvested and utilized by UniCloud in real time.
Summary
By leveraging IIoT technology with UniCloud, the Jones Food Company has enhanced their operations, optimized resource utilization, and has increased its contribution to sustainable and efficient food production.
The seamless integration of UniCloud and Unitronics controllers enables real-time monitoring and data-driven decision-making, fostering agile and adaptive development.
“With UniCloud and Unitronics controllers, we’ve made a strong choice. We are able to produce more than before at lower cost, greater efficiency, and with a smaller environmental footprint.”
James Lloyd-Jones, JCF CEO & founder
www.i4automation.co.uk
Maximising efficiency in food processing with Donghua’s chain solutions
The food processing industry thrives on efficiency, reliability, and minimal downtime. Disruptions in the production schedule can lead to significant productivity losses and increased operational costs.
Recognising these challenges, Donghua Limited, the UK arm of the Hangzhou Donghua Chain Group, offers chain solutions tailored to meet the rigorous demands of food processing operations.
Robust Chain Solutions
Unexpected maintenance is a wellknown disruptor of productivity. It disrupts production schedules, increases downtime, and drives up costs. Donghua’s Food Chains are engineered to counter these issues, providing unmatched performance even under the most demanding conditions. Their robust design ensures food processing operations run smoothly.
Comprehensive Product Range
Operating from a 25,000 sq ft warehouse in the West Midlands, Donghua Limited boasts an extensive inventory of Conveyor Chains, Roller Chains, and Attachment Chains. These products come in a variety of materials and finishes, designed to meet the diverse needs of the food processing industry.
Special Coatings for Durability
Donghua chains are available with special alloy coatings that provide superior protection against corrosion caused by aggressive wash-down procedures. These coatings ensure longevity and reliability, even in the harshest environments.
Advanced Lubrication Techniques
H1 food-grade lubrication is applied through a hot-dipping process in their UK Chain Workshop. This method ensures lubricant
penetrates all parts of the chain, providing superior protection and extending the chain’s life. The technique ensures the chain maintains optimal performance, reducing the frequency of maintenance and replacement.
Pre-loading for Extended Wear Life
All Attachment Chains from Donghua are pre-loaded, significantly reducing fatigue and extending wear life. Chains that lack sufficient pre-load can elongate during initial use, requiring early replacement. Donghua’s pre-loading process mitigates this issue, ensuring the chains remain durable and reliable over extended periods.
Precision Matching
Donghua ensures that Attachment Chains are matched to very close tolerances. This precision allows attachment links to engage with sprockets simultaneously, eliminating undue stress – a major cause of fatigue failure in attachments. This matching process enhances the overall reliability and performance of the chains.
Innovative Chain Solutions
Donghua offers specialised chains designed to meet the needs of the food processing industry:
Polymer Conveyor Chain: prevents the ingress of foreign matter and reduces maintenance costs and downtime. Made from food-grade engineering plastic, this lube-free chain is ideal for maintaining cleanliness and efficiency.
Universal Attachment Chain: a versatile solution that can replace 99% of other manufacturers’ chains. Built in the UK, it caters specifically for chain distributors.
Drytec Chain: custom-built to customer specifications and manufactured to the highest standards with bespoke attachments.
Produced to narrow tolerances, chains from the same production batches consistently meet or exceed 1/3 DIN standards, ensuring consistent quality and performance.
Availability and Distribution
Donghua’s Food Industry chains are supplied through a growing UK and Ireland network of product partners, stockists and distributors, making it easier than ever for businesses to access these high quality chain solutions.
For more information on how Donghua can enhance your food processing operations, visit: www.donghua.co.uk/food-industry
Applications for portable NIR spectroscopy in food analysis
Near-infrared spectroscopy (NIR) is the study of the interaction between matter and light within the nearinfrared spectrum, ranging from 750 to 2500 nm.
NIR spectroscopy is commonly used to measure and quantify a sample’s composition, such as protein, moisture, dry matter, fat, and starch. Additionally, the NIR spectrum reflects its physical properties or characteristics. As a result, when applied to food, the NIR spectra of samples can provide information not only about the food’s chemical composition but also about its functionality via a non-destructive, rapid, and clean approach that does not require any reagents.
Only recently has NIR technology evolved towards miniaturized devices, moving NIR analysis from lab to field. Portable NIR spectroscopy is an excellent tool for monitoring crop quality and determining optimal cultivation conditions and harvesting time. The importance of controlling food quality cannot be overstated given the high vulnerability of
Hamamatsu’s FTIR Engine delivers highsensitivity, highresolution, and highspeed measurements comparable to larger and more expensive benchtop devices.
foods to variation, the need to maintain freshness to prevent quality loss, and the possibility of illegal adulteration. Moreover, the complex nature of the food production, delivery chain and the need to reduce analysis time to a minimum has made portable spectrometers a revolutionary step forward in this field.
Portable NIR analyzers have been utilized for on-farm monitoring of feed and forages to assess their quality. In this process, a sample of the feed is placed in front of a scanner that analyzes it, providing results to the farmer or nutritionist. This allows them to make prompt management decisions regarding the feed, significantly reducing the
time required for obtaining results from a few days to a few seconds. By adjusting on the spot, cows receive a more consistent ration leading to an improvement in the general health of the herd. This is observed through changes in blood parameters and a reduction in mastitis, resulting in increased milk production. Moreover, this technology can potentially decrease feed wastage, thereby reducing costs and increasing revenue.
Another valuable application for portable NIR spectrometry is the on-field evaluation of crops in all phases of produce growth. Scientists have studied the absorption wavelength of 160 individual grapevine leaves from eight different varieties grown under various environmental conditions, specifically targeting water content assessment to identify an optimization strategy for irrigation in the wine industry. During harvest season, NIR spectroscopy has been used to assess the on-tree ripeness of olive fruits, grapes, and tomatoes
enabling harvest time optimization and even automated fruit picking using agricultural robots. Following harvest, spectroscopy techniques in the NIR range could be helpful to farmers, consumers, and quality control officers to conduct a rapid nondestructive examination of produce quality. This technique also allows for the detection of pineapple fraud, preventing the mislabeling of conventionally produced fruits as organic fruits.
There are two main methods for analyzing the absorption spectrum of organic materials in the NIR spectrum. The first is diode-arraybased spectroscopy. This uses dispersive grating to separate the light reflected or transmitted from the sample into its wavelength components. Each component is then focused on a different pixel of a linear detector array. This method is considerably fast and can be used for real-time measurements. However, the light throughput of the diode-array spectrometer is inversely proportional to its spectral resolution, which limits its effectiveness. Additionally, the high cost of linear arrays sensitive in the near-infrared region may limit their adoption for certain applications, especially in agriculture and food.
The second method for obtaining an absorption spectrum is Fourier transform interferometry. In this method, the incoming light is split into two paths, with one directed toward a fixed mirror and the other toward a movable mirror.
When these paths are recombined, an interferogram is obtained.
By performing a Fourier transform of this interferogram, the spectrum of the incoming light can be obtained, and with proper calibration, the absorption spectrum of the sample can be determined. In this technique, only a single NIR photodetector is used instead of an array, keeping the cost low.
Hamamatsu’s FTIR engine C1551101 is a compact Fourier transform infrared spectroscopic module with sensitivity to near-infrared light in the range of 1.1 µm to 2.5 µm and features USB connectivity. The advent of portable instruments like this is now moving analysis from lab to field.
To compensate for the light loss due
to miniaturization, the FTIR engine has a special design which neutralizes the influence of external vibration and stray light reflections inside the device. The device has continuous internal monitoring using a dedicated laser system to guarantee the highest wavelength reproducibility.
Hamamatsu’s FTIR Engine delivers high-sensitivity, high-resolution, and high-speed measurements comparable to larger and more expensive benchtop devices.
Contact us to test our FTIR Engine or visit our product page to learn more about this technology, its applications, and all the other spectroscopy solutions offered by Hamamatsu Photonics.
www.hamamatsu.com/eu/en.html
Container Emptying Pumps
Get the Flavour for Productivity!
A manufacturer of vape liquids and flavours contacted Castle Pumps looking to upscale their production. Part of this involved improving the efficiency of transferring the concentrated flavours from the IBCs where they are stored.
They were looking for a number of container emptying solutions for fitting onto the IBCs and dispensing the favours without manually handling the fluid that takes up more operator time, is less accurate and is more likely to result in waste and spills. They wanted to be able to remove these when not in use and store them away, and needed them to be food grade due to the final product being for human consumption.
Flux F430: A Solution That Fits
When it comes to container emptying, Castle Pumps’ first port of call is to consider a Flux barrel pump. All Flux drum pumps benefit from being lightweight and easily fitted to a container and removed just as easily. With various immersion tube lengths available to suit the container size, a 1200mm downtube would be able to be selected for use on their IBCs.
The good news was that this customer already had Flux pumps on site for another process, which meant they were a natural option as they were already familiar with their maintenance and operation.
Given the low viscosity, clean nature of the product, Castle Pumps knew that the Flux F400 impeller style pumps were suitable as they can handle up to 1200cP. The F430 model with mechanical seal was specified to protect the pump’s inner tube from the fluid and prevent cross contamination between flavours. The ensure that they last with the aggressive nature of the concentrated
flavours, the seals were upgraded to FFKM to prevent them from being eaten away.
The Flux F430 selected was ATEX approved, fully food grade, constructed of stainless steel and supplied with tri-clamp fittings for a hygienic connection. We supplied a full solution for dispensing the vape flavours from their IBCs including motor, pump with 1200mm immersion tube, screw cap, compression gland, earthing wire and clip, trigger nozzle, hose and swaged fittings.
The customer ordered three of these food grade pumps for use and one to hold on site as a spare to prevent any risk in
production downtime when maintenance is required! These solutions have been in use for several months now and are successfully delivering the customer’s process.
Getting the wrong pump for your process can result in inconsistency in the finished product, crushed solids, clogging, excessive wear, loss of productivity, waste of costly product or at worst, contamination. Always trust technical experts to specify the right pump for your application.
www.castlepumps.com
Reducing food waste is good for profits, too, say sustainable waste management experts
A leading sustainable waste management company says manufacturers who take action to reduce their food waste can also boost their bottom line.
Nicola Guest, Group Marketing Manager for Waste Mission
Pressure is mounting from customers, investors and regulatory bodies for businesses to become more sustainable – with cutting food waste high on their list of green demands.
Waste management specialist Waste Mission urges businesses to rethink their food waste, seeing it as an opportunity rather than a challenge.
By recycling, redistributing, or reprocessing food rather than paying to send it to landfills, businesses can create additional revenue streams, reduce waste management costs, and boost their green credentials.
Nicola Guest, Group Marketing Manager for Waste Mission, points out that the estimated monetary value of the UK’s annual food waste is £21.8 billion.
‘We talk to many businesses across the UK for whom food waste is a major headache, not least for health and disposal,’ she says. ‘But in fact, there’s no such thing as food “waste”: it’s a valuable commodity we’re just throwing away, with all the risks that poses for people and planet.’
Among the food waste management services that Waste Mission provides nationally from its Hertfordshire HQ is anaerobic digestion. This process converts food waste into biogas, a renewable energy source: one tonne of food waste can generate about 300 kWh
– enough to power a fridge for four months.
Similarly, rendering is a process which recycles food waste (including bones) into fats, oils and protein meals used as the basis for animal feed.
The issue of food waste has become more acute amid a costof-living crisis, rising food poverty, and the climate crisis. Thirty percent of consumers surveyed by Deloitte last year say they have stopped buying products due to ethical or sustainability-related concerns.
The UK alone produces more than 10 million tonnes of food waste a year (WRAP, 2023), most of which ends up in landfill. Of this, 6.4 million tonnes are edible.
In landfill, decomposing food produces methane, a powerful greenhouse gas. Food production, processing and packaging accounts for more than a third of global greenhouse gas emissions.
The regulatory environment around food waste is tightening. From March 2025, all UK businesses will be required to separate food waste from other types of waste and arrange separate collections from designated containers.
This March, six major supermarkets were among signatories to an open letter to the government calling for mandatory food waste reporting for large firms.
The Courtauld Commitment sets the UK the target of halving food waste (post-farm gate) by 2030 (compared to 2007 levels).
‘The time to act on food waste is now because businesses are going to have to do more and soon,’ says Nicola Guest of Waste Mission.
Waste Mission offers comprehensive waste management solutions – from waste collection to strategic sustainability planning – for all types of waste streams. It helps businesses transform waste into revenue, comply with industry standards, and strengthen their green credentials, while at the same time often streamlining processes. All its waste processing takes place in the UK.
Book a waste review at www.wastemission.com
KADANT PAAL LIMITED
LYDFORD ROAD, MEADOW LANE INDUSTRIAL ESTATE, ALFRETON, DERBYSHIRE. DE55 7RQ
Rising costs drive demand for water recovery systems
In today’s manufacturing landscape, water supply limitations, an increase in water charges, and stringent environmental regulations are pressing concerns for industries worldwide. These challenges are driving the adoption of sustainable practices, including exploration into new, more environmentally friendly wastewater treatment solutions.
With water shortage fears growing across the UK, companies are reexamining their production processes with a view to reduce the waste of this valuable global resource.
“Without a rapid, effective treatment option, liquid effluent can become a costly issue to tackle,” says Jamie George, Projects & Business Development Director at Axium Process.
While effluent composition varies with the industry, it is usually composed of microplastics, fats, oils, grease and many other unsavoury particulates. Membrane filtration is able to selectively separate these suspended
solids, leaving behind high-quality water that is immediately available for reuse in upstream or downstream processes.
Eliminating the need for damaging chemical flocculants, membrane filtration reduces the risk of damage to our rivers and waterways and could potentially reveal the presence of valuable materials that would otherwise be destroyed using alternative methods.
Jamie George states “Initial pilot trials on the feed material are carried out, either at our Swansea test facility, or at the manufacturer’s premises. These are instrumental in how we identify and
adjust process parameters for optimal filtration results.”
Able to provide a reliable, cost-effective solution to reducing discharge volumes with the potential to recovering up to 90% of wastewater, membrane filtration is a tried-and-true solution for water recovery needs. Plants can be constructed in a variety of set-ups, from containerised units to small, compact systems that can be moved to other areas as needed and can also be designed with future expansion in mind.
Axium’s extensive expertise allows for the design and manufacture of crossflow membrane filtration solutions tailored for diverse applications, all while adhering to international regulations and maintaining the highest of hygienic standards.
www.axiumprocess.com
Experience Scalable Reliability with Gellert Freeze Dryers for Regulated Food Production!
Gellert freeze dryers are the perfect solution for manufacturers looking for a reliable and scalable option for regulated food production. With a notable shift towards the freezedried product market, manufacturers and consumers alike are recognizing the benefits of this process. By reducing, or removing, the need for cold chain handling, manufacturers can reduce transportation and storage costs, and as freeze-dried material is much lighter than frozen or refrigerated product, this further lowers costs. Additionally, freeze dried products not only take less energy and cost to store, but they also maintain the biological benefits and flavours of the raw product whilst extending shelf life.
Gellert freeze dryers offer a controlled and repeatable manner for in-situ freeze drying directly on the shelves, ensuring the product maintains its shape, structure, and nutritional value. Gellert has developed a range of freeze dryers with ease of scale-up, user requirements, and operation in mind, making them versatile and popular in the industry.
Some of the beneficial features of Gellert equipment include AutoDry, an intuitive feature that allows users to input their desired temperature differential between the product, sample, and shelves, ensuring the sample can be dried using the AutoDry feedback mechanism,
freeze
dried products not only take less energy and cost to store, but they also maintain the biological benefits and flavours of the raw product whilst extending shelf life.
optimizing drying cycles. The chamber, condenser, shelves, and shelf stack can all be constructed from 316L stainless steel for product contact, and a hybrid cooling system is also available on larger equipment, to utilize defrost water by re-heating via the freeze dryer compressors, saving energy and costs.
The most common applications that Gellert’s freeze dryers are used for include: -
• smart foods e.g., supplements and nutraceuticals
• food and beverages
• dairy products
• fruits and vegetables
• pet food and pet treats
All Gellert systems are manufactured in Europe and strictly adhere to compliance regulations such as F-gas.
Biopharma Group is the exclusive distributor of Gellert freeze dryers across the UK, Ireland, and France. Both Biopharma Group and Gellert are well respected and renowned companies, combining years of lyo industry experience. This winning combination allows the Biopharma Group team to help you select the best freeze dryer to meet your specific need and Gellert has accrued a high level of practical experience and in-house expertise, developing an array of different models and configurations to satisfy a broad range of food production purposes.
Contact Biopharma Group’s product specialists to discuss your requirements or request more information.
www.biopharma.co.uk
Products From Stainless Steel Manufacturing & Equipment Ltd.
Products From Stainless Steel Manufacturing & Equipment Ltd.
Products From Stainless Steel Manufacturing & Equipment Ltd.
Products From Stainless Steel Manufacturing & Equipment Ltd.
Products From Stainless Steel Manufacturing & Equipment Ltd.
MANUAL BOOT WASHER
MANUAL BOOT WASHER
How to use the Manual Boot Washer:
MANUAL BOOT WASHER
MANUAL BOOT WASHER
MANUAL BOOT WASHER
MANUAL BOOT WASHER
Manual boot wash stations, like the ones we supply at Stainless Steel Manufacturing & Equipment, are great for small to mediumsized processing areas and plants.
Manual boot wash stations, like the ones we supply at Stainless Steel Manufacturing & Equipment, are great for small to mediumsized processing areas and plants.
How to use the Manual Boot Washer:
Manual boot wash stations, like the ones we supply at Stainless Steel Manufacturing & Equipment, are great for small to mediumsized processing areas and plants.
Manual boot wash stations, like the ones we supply at Stainless Steel Manufacturing & Equipment, are great for small to mediumsized processing areas and plants.
Manual boot wash stations, like the ones we supply at Stainless Steel Manufacturing & Equipment, are great for small to mediumsized processing areas and plants.
Manual boot wash stations, like the ones we supply at Stainless Steel Manufacturing & Equipment, are great for small to mediumsized processing areas and plants.
Our manual boot washer can be used for all types of footwear worn in production areas and is often used on entry and exit to prevent employees from walking debris into changing rooms and corridors.
Our manual boot washer can be used for all types of footwear worn in production areas and is often used on entry and exit to prevent employees from walking debris into changing rooms and corridors.
How to use the Manual Boot Washer:
Our manual boot washer can be used for all types of footwear worn in production areas and is often used on entry and exit to prevent employees from walking debris into changing rooms and corridors.
Our manual boot washer can be used for all types of footwear worn in production areas and is often used on entry and exit to prevent employees from walking debris into changing rooms and corridors.
Our manual boot washer can be used for all types of footwear worn in production areas and is often used on entry and exit to prevent employees from walking debris into changing rooms and corridors.
Our manual boot washer can be used for all types of footwear worn in production areas and is often used on entry and exit to prevent employees from walking debris into changing rooms and corridors.
you to clean the top and sides of your boots and shoes. How to use the Manual Boot Washer: To activate the manual boot washer, you simply place your foot on the base brushes within the trough, which actuates a valve mounted on the underside of the boot washer. Water the flows through the hose brush and enables you to effectively clean the boot from all angles– ensuring all dirt is removed.
To activate the manual boot washer, you simply place your foot on the base brushes within the trough, which actuates a valve mounted on the underside of the boot washer. Water the flows through the hose brush and enables you to effectively clean the boot from all angles– ensuring all dirt is removed.
Available in 1-4 stations, the manual boot washer comes with a high-density nylon base brush for scrubbing the soles of shoes and includes a convenient, water-fed, handheld boot brush that enables you to clean the top and sides of your boots and shoes.
Available in 1-4 stations, the manual boot washer comes with a high-density nylon base brush for scrubbing the soles of shoes and includes a convenient, water-fed, handheld boot brush that enables
To activate the manual boot washer, you simply place your foot on the base brushes within the trough, which actuates a valve mounted on the underside of the boot washer. Water the flows through the hose brush and enables you to effectively clean the boot from all angles– ensuring all dirt is removed.
To activate the manual boot washer, you simply place your foot on the base brushes within the trough, which actuates a valve mounted on the underside of the boot washer. Water the flows through the hose brush and enables you to effectively clean the boot from all angles– ensuring all dirt is removed.
How to use the Manual Boot Washer: To activate the manual boot washer, you simply place your foot on the base brushes within the trough, which actuates a valve mounted on the underside of the boot washer. Water the flows through the hose brush and enables you to effectively clean the boot from all angles– ensuring all dirt is removed.
How to use the Manual Boot Washer: To activate the manual boot washer, you simply place your foot on the base brushes within the trough, which actuates a valve mounted on the underside of the boot washer. Water the flows through the hose brush and enables you to effectively clean the boot from all angles– ensuring all dirt is removed.
Available in 1-4 stations, the manual boot washer comes with a high-density nylon base brush for scrubbing the soles of shoes and includes a convenient, water-fed, handheld boot brush that enables you to clean the top and sides of your boots and shoes.
Available in 1-4 stations, the manual boot washer comes with a high-density nylon base brush for scrubbing the soles of shoes and includes a convenient, water-fed, handheld boot brush that enables you to clean the top and sides of your boots and shoes.
Available in 1-4 stations, the manual boot washer comes with a high-density nylon base brush for scrubbing the soles of shoes and includes a convenient, water-fed, handheld boot brush that enables you to clean the top and sides of your boots and shoes.
Available in 1-4 stations, the manual boot washer comes with a high-density nylon base brush for scrubbing the soles of shoes and includes a convenient, water-fed, handheld boot brush that enables you to clean the top and sides of your boots and shoes.
Investing in a manual boot wash station will ensure your employees perform the necessary washing and disinfecting steps required for hygiene regulations.
Investing in a manual boot wash station will ensure your employees perform the necessary washing and disinfecting steps required for hygiene regulations.
Investing in a manual boot wash station will ensure your employees perform the necessary washing and disinfecting steps required for hygiene regulations.
Investing in a manual boot wash station will ensure your employees perform the necessary washing and disinfecting steps required for hygiene regulations.
Investing in a manual boot wash station will ensure your employees perform the necessary washing and disinfecting steps required for hygiene regulations.
Investing in a manual boot wash station will ensure your employees perform the necessary washing and disinfecting steps required for hygiene regulations.
MODULAR BELT CONVEYORS
MODULAR BELT CONVEYORS
MODULAR BELT CONVEYORS
MODULAR BELT CONVEYORS
MODULAR BELT CONVEYORS
The modular belt conveyor offers a reliable versatile solution to many conveying applications.
The modular belt conveyor offers a reliable versatile solution to many conveying applications.
The modular belt conveyor offers a reliable versatile solution to many conveying applications.
The modular belt conveyor offers a reliable versatile solution to many conveying applications.
The modular belt conveyor offers a reliable versatile solution to many conveying applications.
MODULAR BELT CONVEYORS
The modular belt conveyor offers a reliable versatile solution to many conveying applications.
The modular belt conveyor introduces a flexible conveying solution that can, due to the nature of the belt itself, convey
The modular belt conveyor introduces a flexible conveying solution that can, due to the nature of the belt itself, convey
The modular belt conveyor introduces a flexible conveying solution that can, due to the nature of the belt itself, convey
The modular belt conveyor introduces a flexible conveying solution that can, due to the nature of the belt itself, convey
The modular belt conveyor introduces a flexible conveying solution that can, due to the nature of the belt itself, convey
The modular belt conveyor introduces a flexible conveying solution that can, due to the nature of the belt itself, convey
STAINLESS STEEL LAZY SUZY ROTARY TURNTABLE
STAINLESS STEEL LAZY SUZY ROTARY TURNTABLE
STAINLESS STEEL LAZY SUZY ROTARY TURNTABLE
STAINLESS STEEL LAZY SUZY ROTARY TURNTABLE
STAINLESS STEEL LAZY SUZY ROTARY TURNTABLE
STAINLESS STEEL LAZY SUZY ROTARY TURNTABLE
We supply the Lazy Susan Turntable, which is a Stainless Steel Turntable, to meet and exceed the requirements of all industries. We aim to satisfy even the most diverse demands, including those based in the food, drink, pharmaceuticals, packaging and production industry, ensuring that all equipment is manufactured to the highest quality and made to last.
We supply the Lazy Susan Turntable, which is a Stainless Steel Turntable, to meet and exceed the requirements of all industries. We aim to satisfy even the most diverse demands, including those based in the food, drink, pharmaceuticals, packaging and production industry, ensuring that all equipment is manufactured to the highest quality and made to last.
We supply the Lazy Susan Turntable, which is a Stainless Steel Turntable, to meet and exceed the requirements of all industries. We aim to satisfy even the most diverse demands, including those based in the food, drink, pharmaceuticals, packaging and production industry, ensuring that all equipment is manufactured to the highest quality and made to last.
We supply the Lazy Susan Turntable, which is a Stainless Steel Turntable, to meet and exceed the requirements of all industries. We aim to satisfy even the most diverse demands, including those based in the food, drink, pharmaceuticals, packaging and production industry, ensuring that all equipment is manufactured to the highest quality and made to last.
We supply the Lazy Susan Turntable, which is a Stainless Steel Turntable, to meet and exceed the requirements of all industries. We aim to satisfy even the most diverse demands, including those based in the food, drink, pharmaceuticals, packaging and production industry, ensuring that all equipment is manufactured to the highest quality and made to last.
We supply the Lazy Susan Turntable, which is a Stainless Steel Turntable, to meet and exceed the requirements of all industries. We aim to satisfy even the most diverse demands, including those based in the food, drink, pharmaceuticals, packaging and production industry, ensuring that all equipment is manufactured to the highest quality and made to last.
The Stainless Steel Turntable is just one of the products that we are proud to supply at SSME and is available in various sizes.
The Stainless Steel Turntable is just one of the products that we are proud to supply at SSME and is available in various sizes.
The Stainless Steel Turntable is just one of the products that we are proud to supply at SSME and is available in various sizes.
The Stainless Steel Turntable is just one of the products that we are proud to supply at SSME and is available in various sizes.
The Stainless Steel Turntable is just one of the products that we are proud to supply at SSME and is available in various sizes.
A turntable that’s made from stainless steel is a cost-efficient investment to make, especially if you’re looking to maximise the efficiency of production.
A turntable that’s made from stainless steel is a cost-efficient investment to make, especially if you’re looking to maximise the efficiency of production.
A turntable that’s made from stainless steel is a cost-efficient investment to make, especially if you’re looking to maximise the efficiency of production.
A turntable that’s made from stainless steel is a cost-efficient investment to make, especially if you’re looking to maximise the efficiency of production.
A turntable that’s made from stainless steel is a cost-efficient investment make, especially if you’re looking to maximise the efficiency of production.
A turntable that’s made from stainless steel is a cost-efficient investment to make, especially if you’re looking to maximise the efficiency of production.
The Stainless Steel Turntable is just one of the products that we are proud to supply at SSME and is available in various sizes.
We supply the Stainless Steel Turntable in a range of sizes to make it easier for you to find products that will fit perfectly within your industrial setting. When it comes to accumulating products evenly, you cannot go wrong with the Stainless Steel Turntable- it’s specifically designed to bring work closer to the user.
We supply the Stainless Steel Turntable in a range of sizes to make it easier for you to find products that will fit perfectly within your industrial setting. When it comes to accumulating products evenly, you cannot go wrong with the Stainless Steel Turntable- it’s specifically designed to bring work closer to the user.
We supply the Stainless Steel Turntable in a range of sizes to make it easier for you to find products that will fit perfectly within your industrial setting. When it comes to accumulating products evenly, you cannot go wrong with the Stainless Steel Turntable- it’s specifically designed to bring work closer to the user.
We supply the Stainless Steel Turntable in a range of sizes to make it easier for you to find products that will fit perfectly within your industrial setting. When it comes to accumulating products evenly, you cannot go wrong with the Stainless Steel Turntable- it’s specifically designed to bring work closer to the user.
We supply the Stainless Steel Turntable in a range of sizes to make it easier for you to find products that will fit perfectly within your industrial setting. When it comes to accumulating products evenly, you cannot go wrong with the Stainless Steel Turntable- it’s specifically designed to bring work closer to the user.
We supply the Stainless Steel Turntable in a range of sizes to make it easier for you to find products that will fit perfectly within your industrial setting. When it comes to accumulating products evenly, you cannot go wrong with the Stainless Steel Turntable- it’s specifically designed to bring work closer to the user.
products through inclined as well as horizontal and helical paths.
products through inclined as well as horizontal and helical paths.
products through inclined as well as horizontal and helical paths.
products through inclined as well as horizontal and helical paths.
products through inclined as well as horizontal and helical paths.
Space and loads permitting, 90 and 180 degree turns enable products to be conveyed on winding routes through production areas.
products through inclined as well as horizontal and helical paths.
Space and loads permitting, 90 and 180 degree turns enable products to be conveyed on winding routes through production areas.
Space and loads permitting, 90 and 180 degree turns enable products to be conveyed on winding routes through production areas.
Space and loads permitting, 90 and 180 degree turns enable products to be conveyed on winding routes through production areas.
Space and loads permitting, 90 and 180 degree turns enable products to be conveyed on winding routes through production areas.
Space and loads permitting, 90 and 180 degree turns enable products to be conveyed on winding routes through production areas.
SANITISING CONVEYORS
SANITISING CONVEYORS
SANITISING CONVEYORS
SANITISING CONVEYORS
SANITISING CONVEYORS
SANITISING CONVEYORS
Description:
Description:
Description:
Description:
Description:
Description:
Operation:
Operation:
Operation:
Operation:
Operation:
Operation:
Our Atomiser Sanitising Conveyors have been designed for the sanitization of the outer surfaces of various products being transferred between low and high care areas.
Our Atomiser Sanitising Conveyors have been designed for the sanitization of the outer surfaces of various products being transferred between low and high care areas.
Our Atomiser Sanitising Conveyors have been designed for the sanitization of the outer surfaces of various products being transferred between low and high care areas.
Our Atomiser Sanitising Conveyors have been designed for the sanitization of the outer surfaces of various products being transferred between low and high care areas.
Our Atomiser Sanitising Conveyors have been designed for the sanitization of the outer surfaces of various products being transferred between low and high care areas.
Our Atomiser Sanitising Conveyors have been designed for the sanitization of the outer surfaces of various products being transferred between low and high care areas.
A huge variety of products can be transported through the Sanitising Conveyor, such as boxed or bagged food ingredients like vegetables, sauces, coatings, blocks of cheese, the list is endless
A huge variety of products can be transported through the Sanitising Conveyor, such as boxed or bagged food ingredients like vegetables, sauces, coatings, blocks of cheese, the list is endless
A huge variety of products can be transported through the Sanitising Conveyor, such as boxed or bagged food ingredients like vegetables, sauces, coatings, blocks of cheese, the list is endless
A huge variety of products can be transported through the Sanitising Conveyor, such as boxed or bagged food ingredients like vegetables, sauces, coatings, blocks of cheese, the list is endless
A huge variety of products can be transported through the Sanitising Conveyor, such as boxed or bagged food ingredients like vegetables, sauces, coatings, blocks of cheese, the list is endless
A huge variety of products can be transported through the Sanitising Conveyor, such as boxed or bagged food ingredients like vegetables, sauces, coatings, blocks of cheese, the list is endless
ABOUT US
About Us
About Us
About Us
About Us
About Us
The solution tank is automatically filled with a pre-dosed mixture of water and sanitiser using a Dosatron water powered dosing pump. When a product is placed on the in-feed roller conveyor a sensor gives a signal to the control panel and the conveyor belt will start. Then using compressed air the mixture is then supplied to five atomiser nozzles which are positioned above and below the conveyor belt. These produce a mist within the tunnel giving total coverage of all surfaces of the products that are conveyed
The solution tank is automatically filled with a pre-dosed mixture of water and sanitiser using a Dosatron water powered dosing pump. When a product is placed on the in-feed roller conveyor a sensor gives a signal to the control panel and the conveyor belt will start. Then using compressed air the mixture is then supplied to five atomiser nozzles which are positioned above and below the conveyor belt. These produce a mist within the tunnel giving total coverage of all surfaces of the products that are
The solution tank is automatically filled with a pre-dosed mixture of water and sanitiser using a Dosatron water powered dosing pump. When a product is placed on the in-feed roller conveyor a sensor gives a signal to the control panel and the conveyor belt will start. Then using compressed air the mixture is then supplied to five atomiser nozzles which are positioned above and below the conveyor belt. These produce a mist within the tunnel giving total coverage of all surfaces of the products that are
The solution tank is automatically filled with a pre-dosed mixture of water and sanitiser using a Dosatron water powered dosing pump. When a product is placed on the in-feed roller conveyor a sensor gives a signal to the control panel and the conveyor belt will start. Then using compressed air the mixture is then supplied to five atomiser nozzles which are positioned above and below the conveyor belt. These produce a mist within the tunnel giving total coverage of all surfaces of the products that are
The solution tank is automatically filled with a pre-dosed mixture of water and sanitiser using a Dosatron water powered dosing pump. When a product is placed on the in-feed roller conveyor a sensor gives a signal to the control panel and the conveyor belt will start. Then using compressed air the mixture is then supplied to five atomiser nozzles which are positioned above and below the conveyor belt. These produce a mist within the tunnel giving total coverage of all surfaces of the products that are
The solution tank is automatically filled with a pre-dosed mixture of water and sanitiser using a Dosatron water powered dosing pump. When a product is placed on the in-feed roller conveyor a sensor gives a signal to the control panel and the conveyor belt will start. Then using compressed air the mixture is then supplied to five atomiser nozzles which are positioned above and below the conveyor belt. These produce a mist within the tunnel giving total coverage of all surfaces of the products that are
through the tunnel. The control panel has a built in inverter which allows you to control the speed of the belt and ensures that a wide range of products can be safely passed through the system ensuring that hygiene routines can be carried out quickly and reliably. Atomising sanitization is very efficient as each nozzle only uses .8 litres of solution per hour and with the integral gravity recirculation system the use of solution is kept to a minimum and your products will not come out of the tunnel dripping with water.
conveyed through the tunnel. The control panel has a built in inverter which allows you to control the speed of the belt and ensures that a wide range of products can be safely passed through the system ensuring that hygiene routines can be carried out quickly and reliably. Atomising sanitization is very efficient as each nozzle only uses .8 litres of solution per hour and with the integral gravity recirculation system the use of solution is kept to a minimum and your products will not come out of the tunnel dripping with water.
conveyed through the tunnel. The control panel has a built in inverter which allows you to control the speed of the belt and ensures that a wide range of products can be safely passed through the system ensuring that hygiene routines can be carried out quickly and reliably. Atomising sanitization is very efficient as each nozzle only uses .8 litres of solution per hour and with the integral gravity recirculation system the use of solution is kept to a minimum and your products will not come out of the tunnel dripping with water.
conveyed through the tunnel. The control panel has a built in inverter which allows you to control the speed of the belt and ensures that a wide range of products can be safely passed through the system ensuring that hygiene routines can be carried out quickly and reliably. Atomising sanitization is very efficient as each nozzle only uses .8 litres of solution per hour and with the integral gravity recirculation system the use of solution is kept to a minimum and your products will not come out of the tunnel dripping with water.
conveyed through the tunnel. The control panel has a built in inverter which allows you to control the speed of the belt and ensures that a wide range of products can be safely passed through the system ensuring that hygiene routines can be carried out quickly and reliably. Atomising sanitization is very efficient as each nozzle only uses .8 litres of solution per hour and with the integral gravity recirculation system the use of solution is kept to a minimum and your products will not come out of the tunnel dripping with water.
conveyed through the tunnel. panel has a built in inverter you to control the speed of ensures that a wide range of can be safely passed through ensuring that hygiene routines carried out quickly and reliably. sanitization is very efficient nozzle only uses .8 litres of per hour and with the integral recirculation system the use is kept to a minimum and your will not come out of the tunnel with water.
At stainless steel Manufacturing & Equipment ltd, design and manufacture a wide range of stainless steel equipment for the food and pharmaceutical industries. Our design team have over 25 years of experience and have worked on projects for many of the major food and pharmaceutical manufacturers. We are based in the West Midlands, just 3 minutes form Junction 10 of the M6. All our products are manufactured in house and we are the UK agent for the SCM boot washer and hygiene station range. We pride ourselves in manufacturing good quality products at competitive prices and as well as our standard range
At stainless steel Manufacturing & Equipment ltd, design and manufacture a wide range of stainless steel equipment for the food and pharmaceutical industries. Our design team have over 25 years of experience and have worked on projects for many of the major food and pharmaceutical manufacturers. We are based in the West Midlands, just 3 minutes form Junction 10 of the M6. All our products are manufactured in house and we are the UK agent for the SCM boot washer and hygiene station range. We pride ourselves in manufacturing good quality products at competitive prices and as well as our standard range
At stainless steel Manufacturing & Equipment ltd, design and manufacture a wide range of stainless steel equipment for the food and pharmaceutical industries. Our design team have over 25 years of experience and have worked on projects for many of the major food and pharmaceutical manufacturers. We are based in the West Midlands, just 3 minutes form Junction 10 of the M6. All our products are manufactured in house and we are the UK agent for the SCM boot washer and hygiene station range. We pride ourselves in manufacturing good quality products at competitive prices and as well as our standard range
At stainless steel Manufacturing & Equipment ltd, design and manufacture a wide range of stainless steel equipment for the food and pharmaceutical industries. Our design team have over 25 years of experience and have worked on projects for many of the major food and pharmaceutical manufacturers. We are based in the West Midlands, just 3 minutes form Junction 10 of the M6. All our products are manufactured in house and we are the UK agent for the SCM boot washer and hygiene station range. We pride ourselves in manufacturing good quality products at competitive prices and as well as our standard range
At stainless steel Manufacturing & Equipment ltd, design and manufacture a wide range of stainless steel equipment for the food and pharmaceutical industries. Our design team have over 25 years of experience and have worked on projects for many of the major food and pharmaceutical manufacturers. We are based in the West Midlands, just 3 minutes form Junction 10 of the M6. All our products are manufactured in house and we are the UK agent for the SCM boot washer and hygiene station range. We pride ourselves in manufacturing good quality products at competitive prices and as well as our standard range
We will manufacture items to meet customer specific requirements.
We will manufacture items to meet customer specific requirements.
We will manufacture items to meet customer specific requirements.
We will manufacture items to meet customer specific requirements.
At stainless steel Manufacturing & Equipment ltd, design and manufacture a wide range of stainless steel equipment the food and pharmaceutical industries. Our design team have over 25 years of experience and have worked on projects for many of the major food and pharmaceutical manufacturers. We are based in the West Midlands, just 3 minutes Junction 10 of the M6. All our products are manufactured in house and we are the UK agent for the SCM boot washer hygiene station range. We pride ourselves in manufacturing good quality products at competitive prices and as well standard range
For more information or the place an order
We will manufacture items to meet customer specific requirements.
Please Call: 0121-661-6346 or Email: sales@ssmeltd.co.uk
We will manufacture items to meet customer specific requirements.
For more information or the place an order
For more information or the place an order
For more information or the place an order
For more information or the place an order
Please Call: 0121-661-6346 or Email: sales@ssmeltd.co.uk
Please Call: 0121-661-6346 or Email: sales@ssmeltd.co.uk
Please Call: 0121-661-6346 or Email: sales@ssmeltd.co.uk
Please Call: 0121-661-6346 or Email: sales@ssmeltd.co.uk
Packaging solutions for food, beverage, dairy products, and dairy alternatives
Packaging plays a crucial role in the food and dairy industry, ensuring product freshness, safety, and consumer appeal. As consumer preferences shift towards sustainability and user-experience, there is a growing demand for innovative packaging solutions. Producers are seeking eco-friendly materials, extended shelf-life options, and captivating designs that enhance brand visibility.
IMA specializes in developing tailored packaging solutions that address these evolving needs, empowering brands to stand out in a competitive market.
Considering the extensive requirements of the food and dairy industry and thanks to decades of specific experience, IMA stands out as a key technological partner and business advisor. Alongside the world’s most comprehensive range of packaging equipment, tailor-made solutions are developed to respond to the market’s fast-evolving needs.
The broad knowledge gained globally enables IMA specialists to optimize customers’ investments and ensure ongoing assistance and technological developments to maintain their competitive advantage.
IMA gathers within the IMA FOOD entity, an impressive number of brands offering technologies for the food, dairy, and beverage industry, as well for alternative dairy products and grants proven expertise and know-how thanks to the following brands:
IMA Erca (France), IMA Fillshape (Italy), IMA Gasti (Germany), IMA Hassia (Germany), IMA Intecma (Spain).
Our team of specialists in the above IMA FOOD companies possess deep sector-specific knowledge and robust technical expertise in processing and packaging. They are ready to deliver precise solutions, from filling and sealing as well as forming, filling and sealing of cups, stand-up pouches and stick pack and sachet form fill and
seal, to cartoning, and beyond, encompassing secondary and end-of-line equipment. At every stage of the process, IMA provides the most adaptable solutions, ensuring customer success in today’s dynamic marketplace.
IMA Group companies stand out not only for their manufacturing capabilities but also for the competence in supporting customers in the research and development of new sustainable packaging styles and materials as well as Smart Manufacturing products and services.
More information: https://ima.it/foodanddairy/
Packaging solutions for food, beverage, dairy products, and dairy alternatives
IMA serves the international industries with the best platforms and machines, consistently providing tailored technologies for the packaging of cheese, butter, margarine, dressings & sauces, sweet spreads, yoghurt, desserts, UHT milk and more. From stand-alone machines to fully-integrated solutions, our advanced technologies and expert consultancy ensure tailored support for every need, from primary to end of line packaging solutions.
Make the most, with us.
IMA Dairy & Food UK Ltd • ben.todd@ima.it ima.it/foodanddairy
Excellence in machined components for demanding applications
It’s never easy to find a reliable manufacturing company, but if you are dealing with a supplier that is trusted by the likes of Ocado, Ford and BAE Systems you know you are in good hands.
With a 50-year anniversary in its sights, South Wales based DJJ Precision Engineering works closely with all these companies and many more blue-chip manufacturers across industries that demand the highest levels of quality, reliability, and service. These include key sectors such as food & drink processing and packaging, aerospace, automotive, medical, defence, security, and energy.
In more recent years DJJ has experienced considerable growth working with food producers and distributors looking to reduce the financial exposure and risk of shipping delays that come from using overseas suppliers. Projects from fruit picking robotics through to bottling plants and complex grocery picking grid bots have become the norm.
The company offers a complete 24/7 manufacturing service for turned and machined components, producing components in everything from steels, complex metals, and exotics to a wide range of engineering plastics and machined castings.
This is complemented by all the added value processes that allow it to offer a truly one-stop-shop. These services include finishing, laser marking, grinding, surface treatments, assembly, inspection certification and delivery. Everything is manufactured in conformance with industry requirements and certified to the highest global standards. DJJ has embraced the opportunities that have come from advances in robotics and CNC machining and made significant investments in cutting edge manufacturing technology to meet industry’s evolving needs.
During the pandemic DJJ invested in automating manufacturing processes for customers such as Ocado. It
introduced unique robotic machining cells to meet production requirements in both Europe and the USA, alongside full five-axis machining and highend turning centres from the world’s leading manufacturers.
By utilising state-of-the-art technology, it has been able to enhance its capabilities, optimise production processes and deliver excellent results whilst also offering unprecedented flexibility.
The investments have allowed DJJ to extend capacity for automated roundthe-clock operations, whilst achieving production efficiencies that ensure fast turnarounds, consistent quality, minimised energy consumption, reduced carbon footprint and, more importantly, a genuine competitive advantage on costs for both DJJ and its customers.
DJJ Precision Engineering Ltd
The high level of service provided by DJJ is underlined by supplier awards from Ford Motors Global, quality accreditations and the membership of leading industry bodies including Make UK Defence, ADS, the SMMT and the MTA. All manufacturing operations are covered by the highly regarded TUVRheinland ISO 9001:2015 QMS quality assurance accreditation.
In March this year DJJ was supplier certified by the highly prestigious JOSCAR register. This is a list of accredited suppliers to leading industry organisations and is by invitation only. Once invited companies must pass a series of stringent audits before they are accepted. As a member of JOSCAR, DJJ is now an accredited supplier to organisations such as BAE Systems, the MoD, Rolls-Royce,
Boeing and Raytheon. DJJ was also a recent winner of the BAE Systems International Chairman’s Award for providing design support and final production on a project that has been submitted for worldwide patent.
In the automotive sector DJJ is a Ford Motors Global Tier 1 Supplier for deliveries direct to vehicle, and in the food, sector has been successfully supplying Ocado with components for grocery picking grid robots. Other projects include medical diagnostic equipment, widgets for Cola cans, agricultural robotics, airport radar and mining equipment.
Managing Director Dennis Jones said: “There is also an exciting future ahead, with the development of a new energy efficient manufacturing facility, so far 3 years in design. The extension is set to increase production surface areas and provide additional clean room extensions, whilst also providing unique training facilities for engineering skills development.
“With the substantial labour challenges faced by manufacturing businesses every day, DJJ has decided it’s time to grow its own! The expansion will provide real handson skills experiences and encourage interest in manufacturing and the inevitable robotisation of CNC machining.”
He concluded: “We can help you with all your machined component requirements and are always looking forward to building new partnerships, helping customers solve their problems and ensuring that they can compete in today’s tough markets. Our investments in high accuracy machinery allows us to remain competitive during constantly evolving industry challenges and make a difference to our customers. Please get in touch to discuss how we can work together.”
Shirley Jones
Email: mail@djjengineering.com
Contact: 01495 760561
Precision Engineering Ltd DJJ
Winners of the BAE International Chairmans Award
Precision Engineering Ltd DJJ
CNC Turning up to bar fed sliding heads, CNC Milling up to 5 axis, Automated production machinery, Broaching, Honing, Grinding, CNC CMM, Laser & ID brand marking, Prototypes through to low and high volume production, Conformance certification PPAP, IMDS, ISIR, wide range of surface and heat treatments, assemblies, customs control and global delivery, Tier 1 Ford Motors global supplier, JOSCAR Accredited and winners of the BAE Systems International Chairmans Award. TUV Rheinland QMS. 24/7 production
Oil analysis services
Operating a business is always a challenge, especially so now, with inflation, disruption in supplies and increased energy prices. Therefore, asset reliability and maintenance efficiency are as important as they’ve ever been.
You want to reduce maintenance costs, cope with disrupted supplies of lubricants and spares, and maintain operations without doing long-term harm to your assets.
How? Through ConditionBased Maintenance (CBM) and Reliability-Centred Maintenance (RCM) strategies.
Oil Analysis can supply the data you need to:
• Prioritise maintenance for the critical plant that needs it most.
• Rectify issues relating to lubricant condition, contamination and quality (poor lubrication is one of the primary causes of machine wear).
• Extend service intervals for plant that does not need servicing.
• Identify root causes of contamination and wear and take steps to eliminate them.
• Greatly extend the useful life of your machinery.
• Maximise reliability and availability of your critical assets.
• Rationalise oil stocks and reduce spares inventory.
Talk to us about how Oil Analysis can help you reduce cost, improve reliability and take control of your resources and machinery. Whether it is lubricating and hydraulic oil, or electrical insulating oil, coolant, or fuel or even grease, you can rely on us.
We will provide prompt and clear oil analysis reports with comments and recommendations, with further advice only a phone call or an email away.
We will provide prompt and clear oil analysis reports with comments and recommendations, with further advice only a phone call or an email away. Our online results portal is easy to use and gives access to all of your data in one place, with great tools for monitoring trends and leaving feedback. We use intuitive images to relay cleanliness levels, so you will never be left confused by raw data from particle counts and ISO Codes.
Oil Analysis does not require any up front capital investment and is easily scalable with your needs.
Don’t delay, get in touch to see how you can improve reliability and save money with our Oil Analysis Services.
What’s in your oil?!
Get in touch within a month of publication to take advantage of our offer! Quote “FDPP” to request a free oil sample or get 30% off your first order!
Integrated automation systems are redefining the art of precision in packaging
In the fast-paced world of packaging, precision and speed are not just desirable attributes – they’re essential. Managing the complexities of packaging operations while maintaining top-notch performance can be a daunting challenge. However, a comprehensive automation system can transform the way packaging processes are handled. Here Stephen Hayes, managing director at automation and control specialist, Beckhoff, explores the benefits of using an integrated automation system to manage critical elements.
Automation solutions for packaging are already being integrated into a range of industries, including cosmetics, pharmaceuticals, medical technology and food and beverage. But which critical elements can benefit from automation?
Energy supply and fuse protection
Efficient energy supply and fuse protection are the backbone of any manufacturing process, and packaging is no different. These systems ensure that the machinery runs consistently, avoiding sudden
shutdowns and production disruptions. When energy supply is stable and well-managed, the packaging process can proceed smoothly, meeting production targets and maintaining product quality.
Moreover, effective fuse protection is critical for ensuring the safety and reliability of the entire system. In the event of electrical faults, fuse protection mechanisms prevent electrical hazards and costly downtime, safeguarding both the equipment and staff.
Power
distribution and voltage management
Proper management of power distribution and generation of auxiliary voltages helps reduce the complexity packaging line design. Proper voltage management ensures that each component receives the right amount of power, improving performance and reducing energy waste.
Additionally, flexibility in power distribution allows for dynamic adjustments during various production phases. This optimises energy usage, extends the lifespan of electrical components and lowers maintenance costs. A well-designed system will automatically allocate more power to components that require it, reducing wear and tear and ensuring that systems continue to run efficiently.
Precision timing and control: sequence control:
In the packaging industry, timing is vital. Beckhoff’s
integrated automation systems offer state-of-the-art sequence control capabilities, ensuring the synchronisation of tasks. Beckhoff’s MX-System offers a completely control cabinet-free automation solution for this. It can also be coupled with the XPlanar, which improves packaging operations with flying motion for product transportation. With XPlanar, packaging machines can be designed in entirely new ways. Filling, sealing, labeling, or sorting - each step is carried out with precision and accuracy, resulting in higher-quality products and reduced waste.
The ability to easily reprogram and modify processes is crucial in an industry where product types and packaging requirements change frequently. This flexibility minimises downtime and allows for quick adaptation to new products or packaging designs, ultimately maintaining production lines that are agile and cost-effective.
Enhancing the heart of packaging machines: motor and actuator control:
The core of any packaging machine lies in its motors and actuators. To ensure smooth and efficient operation, precise control is essential. Integrated automation systems offer advanced motor and actuator control, enabling onthe-fly adjustments to speed and torque. This reduces wear and tear, extending the lifespan of crucial components.
Real-time condition monitoring through integrated diagnostics is another invaluable feature. Predictive maintenance can address potential issues before they lead to costly breakdowns, significantly reducing unplanned downtime and enhancing overall equipment efficiency.
Seamless interaction with field devices:
Effective communication and interaction with field devices are essential for optimal packaging operations. Systems with standardised connection levels enable seamless integration with various sensors, cameras and other
field devices. This ensures accurate data capture, leading to improved product quality and more efficient troubleshooting.
The open architecture of modern automation systems allows for easy integration with various communication protocols, making them compatible with a wide range of field devices. This versatility ensures that packaging lines can adapt to the evolving needs of the industry and remain competitive.
Streamlined operations, reduced downtime and improved productivity:
By integrating all these critical components into a unified system, modern automation systems simplify the management of complexity in packaging operations. The result is a wellorchestrated packaging line with minimal downtime and exceptional productivity. The ability to gather and analyse real-time data empowers packaging companies to make informed decisions, optimise processes and identify areas for improvement, ultimately enhancing overall productivity. Beckhoff’s PC-based control system, TwinCAT, is a cornerstone in this transformation, capable of automating individual packaging machines or orchestrating the entire process chain of complete packaging lines under a singular software platform, ensuring streamlined control and efficiency throughout.
The packaging industry’s path to streamlined automation is marked by the adoption of comprehensive and integrated solutions like those offered by Beckhoff. These systems not only simplify complexity but also optimise performance, reduce downtime and significantly improve overall productivity. With precision, speed and reliability at the forefront, packaging companies can meet the ever-increasing demands of their customers while staying competitive in a dynamic market.
To learn more about Beckhoff’s automation systems for the packaging industry, visit our website www.beckhoff.co.uk.
BVC Industrial Vacuum Cleaners
BVC Industrial Vacuum Cleaners and Central Vacuum Cleaning Systems manufactured by Quirepace, are used by many of the UKs leading food and drink manufacturers and processors. The reasons why BVC equipment is chosen are many, and in this article, we will focus on some of the principal benefits of the equipment.
Industry demands robust equipment that can be relied upon to perform day after day, week after week, and when service is required expects efficient backup from the factory and easy access to spare parts. This is where BVC equipment excels; since the equipment is manufactured in the UK, spare parts are held at Quirepace’s Fareham warehouse, and because Quirepace supports customers with local area account managers, customers can rely on BVC Industrial Vacuum Equipment to clean up wherever and whenever required without significant interruption and downtime.
The food industry places particular demands on equipment, not least because in many cases the environment is rated as an ATEX zone due to the organic nature of the products. Dusts from flour, cereals, sugar, etc. can all be potentially explosive if the conditions are right, and hence machines intended to be used within ATEX rated areas must be constructed to minimise the risks of inadvertent ignition.
Similarly, many dusts are also potentially hazardous to health when inhaled, and hence appropriate levels of filtration must be incorporated in to any vacuum cleaner designed to recover potentially hazardous dusts.
The range of BVC Industrial Vacuum Cleaners suitable for the Food and Drinks industry extends from the 1kW IV40, which is available in several different versions including M & H Class and ATEX rated, to the 15kW Ti80 designed for fast recovery of bulk products. All machines can be used with intermediate
interceptors to increase the volume of material that can be collected.
In addition to portable equipment, BVC also supply and install fixed pipework systems. In smaller installations this may just be a small quantity of fixed pipework which can be connected to a portable vacuum cleaner. For example, this allows for easy cleaning of mezzanine and upper floors using short and therefore lightweight hoses, whilst the main vacuum unit remains on the ground level.
In larger Central Vacuum Cleaning Systems, not only the pipework, but also the plant is fixed. The plant itself usually including a cyclonic separator combined with various types of discharge arrangement –for example direct discharge in to FIBCs. The installation is carefully designed around the installation parameters and number of operators.
Hoses and tools form an essential part of the system, and again Quirepace offer a very wide range of options for their BVC Industrial Vacuum Cleaners. Hoses come in different diameters for use with different density products, and also offer choices such as anti-static and conductive, heat resistant, and very heavy duty. Likewise, tools to use with the machines must be selected for the most efficient material recovery, whether that is a robust floor tool or an aerating bulk handling tool which helps to aerate
the product being recovered and keep it moving in the vacuum hose.
One of the most popular tool ranges is the high-reach equipment. These are very lightweight carbon fibre poles which can be extended up to 15m high, combined with various end-tools and brushes – for example shaped brushes for cleaning pipework.
The latest innovation in the BVC range of Industrial Vacuum Cleaners is the new Honda eGX powered version of the mid-range IV60. This revolutionary power unit is a battery-electric engine with a quickly changeable battery (just like any cordless tool), and which delivers up to 1.5kW of power. This unique configuration means a powerful and truly cordless solution for industrial cleaning is now available, which with a spare battery enables continuous run time. Eliminating trailing leads means that cleaning jobs can be carried out without considering the trip hazard caused by trailing leads.
Quirepace’s knowledgeable area sales team is available to carry out on-site demonstrations of equipment. Site visits enable the job to be assessed and appropriate recommendations made to ensure that the BVC machine supplied is always the right machine for the job.
This Hertfordshire-based company urges businesses to see food waste as an opportunity, not a challenge. By recycling, redistributing, or reprocessing food rather than paying to send it to landfills, businesses can create new revenue streams, reduce their waste management costs, and build a future a few shades greener.
‘There’s no such thing as food “waste”,’ says Waste Mission’s Group Marketing Manager, Nicola Guest. ‘Instead of food waste being a health and safety concern or a big chunk of a business’s waste disposal costs, we need to start seeing it as a valuable commodity which we can repurpose.’
She points out that the UK currently produces more than 10 million tonnes of food waste a year (WRAP, 2023), which is estimated to be worth £21.8 billion. While households are responsible for almost twothirds of this waste, manufacturing is accountable for 13 percent.
The food waste management services that Waste Mission offers include:
Anaerobic digestion which breaks down organic material without oxygen, to produce biogas – a renewable energy source – and a nutrient-rich biofertiliser called digestate.
Rendering which recycles food waste into valuable commodities such as fats, oils and protein meals which are used as the basis for animal feed.
Composting by which food waste decomposes into a valuable compost to improve soil’s productivity under controlled conditions.
All the waste it manages is processed in the UK, further reducing its carbon footprint.
Tackling food waste is good for the planet, good for business
Action on food waste in the UK is gathering momentum – and manufacturing and businesses are increasingly under scrutiny.
The good news is that rethinking food waste is both good for the planet and good for business, says Waste Mission, one of the UK’s leading sustainable waste management specialists.
The regulatory environment on food waste is tightening now amid concerns about growing food poverty and the climate crisis. Most of the UK’s food waste goes to landfill where it releases methane, a powerful greenhouse gas.
In March 2025, all UK businesses will be required to separate food waste from other types of waste and arrange separate collections from designated containers. To reach the UK target of halving its food waste (post-farm gate) by 2030, policymakers will likely at least consider steps such as mandatory food waste reporting.
Waste Mission, which has four decades’ worth of experience in sustainable waste management, is urging businesses to get ahead of the curve and start rethinking their food waste now.
Its involvement begins with a waste review to help businesses identify the types and quantities of food waste generated and the areas where waste can be reduced and recycled.
Waste Mission offers a full range of food waste management services – from waste collection to performance assessments to sustainability strategies. Its aim is always to reduce costs for the client, streamline processes, ensure compliance, and optimise reuse opportunities.
‘Waste Mission becomes an extension of your business, working closely with you to understand your unique waste requirements and deliver bespoke solutions, so you can get on with running your business,’ says Guest.
Outsourcing’s vital role for brands and retailers
The BCMPA – the Association for Contract Manufacturing, Packing, Fulfilment & Logistics, will be showcasing the many advantages of third-party outsourcing at two prominent industry exhibitions this September: London Packaging Week and eCommerce Expo, both taking place at London’s ExCel.
Representing over 200 member companies, the BCMPA’s participation in these events offers a valuable opportunity for brands and retailers to identify potential third-party outsourcers. Strong working partnerships can help alleviate existing production or packing pressures, support fulfilment services, and facilitate the launch of new products across a wide variety of sectors.
During London Packaging Week on 11th and 12th September, visitors will find the BCMPA at stand A42, where they can discuss their specific outsourcing needs with the team. As a key event in the packaging industry’s calendar, this show provides the ideal occasion to explore solutions in contract manufacturing, packing, and fulfilment, as well as logistics support. From providing gift packing and subscription services to the development and manufacturing of food and drink, nutraceutical or personal care products, the BCMPA can help identify a range of suitable outsourcing partners.
In addition, four BCMPA members – Charles Kendall, Lyte Packaging, PHL Fulfilment, and Poppypac – will be present on their own stands at the show to discuss face to face their specific outsourcing services that help get products to market.
At the eCommerce Expo on 18th and 19th September, the BCMPA will be at stand S36, alongside member Active Ants.
Representing over 200 member companies, the BCMPA’s participation in these events offers a valuable opportunity for brands and retailers to identify potential thirdparty outsourcers.
This well-respected event is a prime platform for promoting BCMPA members specialising in eCommerce and fulfilment services, with 300 eCommerce solution providers and over 12,000 visitors anticipated across the two days.
With over 60 BCMPA members offering a range of eCommerce and fulfilment services including storage and distribution, pick n pack, personalisation, subscription packages and returns handling, the BCMPA helps brands and
start-ups to find companies who can get their products directly to the customer.
BCMPA CEO Emma Verkaik views these autumn events as a perfect opportunity to emphasise the expanding role of the Association’s members in both traditional retail and eCommerce sectors.
“From innovative manufacturing and packing for brands and retailers to fast and efficient eCommerce and fulfilment services, our members provide essential third-party outsourcing solutions that allow brand owners and retailers to focus on product development and sales,” she said.
“These industry-leading shows will enable us to showcase our members’ agility and expertise across the many vital outsourced manufacturing, packing and fulfilment services they offer.”
www.bcmpa.org.uk
ViSWIR Hyper APO Features:
• Capable of fully corrected focus shift in visible and SWIR range (400nm - 1700nm)
• Achieves spectral imaging with a single sensor camera by simply syncing the lighting
Floating design adjusts focus for different wavelengths 8mm, 12mm, 16mm, 25mm, 35mm* and 50mm* (*2023)
ViSWIR Lite Features:
High transmittance at whole wavelength of 400nm - 1700nm by adopting hyper wideband AR coat
Outstanding cost-performance for single-wavelength lighting & narrow-band imaging
Babcock Wanson launches new electric thermal fluid heaters
Industrial process heating equipment and solutions
specialist Babcock Wanson has launched the EPC EL range of electric thermal fluid heaters, providing customers with an effective low carbon process heater with no direct emissions. The key functionality required by thermal fluid heaters are high turndown, low heat flux, accurate temperature control and high safety level which is incorporated in the design.
A multi-tubular type thermal fluid heater, with a series of flanged electrical heating elements inserted within the carbon steel exchange tubes where the thermal fluid circulates at high velocity, the EPC EL ensures a precise forecast of the fluid temperature at each point of the thermal fluid internal path, with no internal significant recirculation. The 1-D fluid arrangement allows for a more compact volume and greater protection of the thermal fluid when compared to a single vessel design, for improved fluid longevity.
Modular in design, EPC EL electric thermal fluid heaters can be configured in series and parallel to meet different applications and site requirements. The single functional unit is composed of two thermal heater elements, each with a maximum power of 60kW. In the event of a thermal heater failure, the EPC EL can continue to operate at reduced power, excluding only the faulty element. A single 100 A thyristor controls the power, for flexibility and modulation.
For temperature limitation the heating elements are equipped with temperature sensors, connected directly to the surfaces of the heating elements.
The EPC EL is supplied with a separate power and control panel housed in a standard cabinet for ease of access. The panel is fitted with PLC with HMI for simple and clear operator interface.
For more information, please contact Babcock Wanson on 020 8953 7111 or info@babcock-wanson.com or go to www.babcock-wanson.com
Incorporate automation into the design of the product, whether that’s by giving the part a feature that allows it to be picked up by a robot, located or inspected by a vision system.
Prepare to automate
6 design tips to futureproof your production
Manufacturing has been one of the UK’s success stories, with an output valued at £217bn. But with Make UK revealing that we’ve dropped out of the top 10 manufacturing nations for the first time (down to 12th), our position is vulnerable unless we significantly increase our level of automation.
Helping manufacturers to increase their productivity, reduce waste, improve product quality and alleviate labour shortages, the benefits of automation are myriad. And as the only G7 country to sit outside the top 20 in terms of robot density (we are actually 25th in the IFR global robot league table), accelerating our automation uptake is essential if we are to retain our place as a leading manufacturing nation.
It is therefore important that when designing a new product, planning a new production line or upgrading your existing facility, automation is factored in from the very start of the process, not just as an afterthought. Not only does this keep down costs, it also ensures that any automation will be right first time, minimising downtime, boosting productivity and resulting in a solution that is fit for purpose.
Here, Oliver Selby, Head of Sales for FANUC UK, outlines six key design considerations for seamless automation integration…
1. Embrace the automation process
It may sound obvious, but keep front of mind the fact that your product’s manufacturing process will need to benefit from automation. This can generally only be done by incorporating automation into the design of the product, whether that’s by giving the part a feature that allows it to be picked up by a robot, located or inspected by a vision system, or allowing access for a welding torch or fixturing, for example.
This mindset also translates to the wider production line. We see products designed using multiple
Concentrating on the wrong drivers for automation is a major error but one that we sadly see all too frequently.
materials, joining techniques and production methods which won’t all necessarily work together to produce something that is easily automated, but which designers are reluctant to give up. However, it can be better to take a hit on one material or process to make things easier to automate, thereby reducing overall production costs.
2. Prioritise parts
Focus on part delivery methods within the complete solution. Often, customers will come to us looking for an automated solution, but with their component parts delivered in no ordered way. As much as 20-30% of the cost of the project can be spent on getting those parts located or fixtured and ready to process before the real automation process can actually begin. It makes more commercial sense to keep parts in order, whether that’s in a nested box, on a conveyor or in a stack.
Also think about part handling and fixturing. Significant costs could end up being channelled into part fixturing – even more so if you are working with a range of parts due to multiple fixtures. A good example of best practice here is to focus on one-way assembly; for example, where parts stack on top of each other to create the complete product or common part features that allow common fixturing.
3. Consider TCO
Concentrating on the wrong drivers for automation is a major error but one that we sadly see all too frequently. Some customers are more focused on fitting an automation solution into a defined payback period (often under two years) instead of looking at the value it will bring to the business over its lifetime. A total cost of ownership model is a far better measure. Purchase price only
accounts for between 15-25% of the total cost of ownership; the remainder is made up of factors such as maintenance, energy usage, repairs, and even end of life. Measuring TCO rather than ROI will ensure you get the right automation solution for your business, resulting in real longterm value.
4. Remember the process, not just the consumer
It can be tempting when developing a new product to prioritise what’s easiest for the consumer, without realising that this may negatively impact the automation process. A prime example of this is shelf-ready packaging. The current trend within food manufacturing for front-facing packaging with tearoff flaps or loose fitting lids allows retailers quick and easy restocking of shelves. However, this seemingly simple change in packaging design has made it extremely difficult for automation to be exploited for end-of-line palletising, as the loose fitting lid or tear-off flap is not conducive to staying in place. Therefore, before making any packaging changes – no matter how seemingly minor – think carefully about how they may impact your ability to automate, and the effect this will have on production efficiency and labour demand.
5. Talk to automation suppliers
Engage with automation suppliers as early as possible. At FANUC, we are more than happy to support designers that are beginning their
journey towards automation and will readily provide guidance on what the process is going to involve. We’ve done this countless times throughout the years as different sectors have started to embrace automation – from manufacturers of low-cost products to high-value goods; companies in the food industry; and more recently, with EV battery manufacturing for the automotive sector. We have rounded experience across lots of different applications within a wide range of industries that we are happy to share, and which designers can learn from.
6. Try before you buy
Finally, as in many industries, some automation suppliers are now starting to offer low-cost/ low-risk routes into automation for companies taking their first steps into automation. Robots as a Service (RaaS) is a subscriptionbased option that enables manufacturers to pay a set fee over a specified period of time, and effectively lease a robot to use in their facility. The limitation of this offering is that it will only suit certain simple applications, for example, palletising, or particular welding options. The upside is that the robot can be repurposed for multiple product types – palletising a box of cakes is effectively the same process as palletising a box of dishwasher tables, for instance. Talk to your automation supplier to determine if RaaS could be right for your needs in the short-term – by allowing firms to test the water and experience the benefits before making their own investment, it can represent an affordable route into automation for some firsttime users.
In conclusion, when designing or upgrading any production line, make sure to consider automation as one of the cornerstones of your project from the outset. By working with a reputable automation supplier, you can ensure your manufacturing facility is optimised for success, not just for today, but for years to come.
www.fanuc.eu/uk/en
Industrial Physics
Paving the way for packaging
As a test and measurement partner, the team at Industrial Physics exists to protect the integrity of metal packaging for food and drink packaging manufacturers across the globe. And in order to fulfil this purpose, bringing innovative solutions to the market is paramount.
In 2024, food and beverage products are packaged up in so many different ways. But whether you’re dealing with PET pouches, corrugated boxes, aluminum cans, or plastic bottles, testing is key.
For food and drink brands across the globe, there’s a whole host of solutions needed to protect the integrity of your finished package. From burst testing, to seam inspection, to headspace analysis, and so much more, Industrial Physics is here to help.
Learn more about the food and beverage testing solutions here!
Game-changing solutions
As a global test and measurement
For food and drink brands across the globe, there’s a whole host of solutions needed to protect the integrity of your finished package.
partner with an array of specialisms, Industrial Physics’ solutions span a wealth of applications.
This includes solutions like the CMC-KUHNKE AUTO XTS – a fully-automated, on-line, or standalone measurement that offers non-destructive, complete double seam inspection for beverage fillers and metal cans. The tool allows you to test all seam dimensions, including tightness and wrinkle rating.
The CMC-KUHNKE AUTO XTS has been in operation since 2011. Right now, this is the third generation of technology – and while the tool is consistently
evolving and improving, make no mistake that the instrument is highly established across the industry.
So, why is the tool so unique? One reason is that the instrument offers the only objective way to measure wrinkles. And in addition to this, the tool uses radial measurement as opposed to tangential measurement. By using a single point of measurement, it ensures there are no focus issues and offers a more accurate result.
You can learn more about the testing tool here!
Your test and measurement partner
As industry leaders and experts within the market, Industrial Physics have a wealth of package and material test and measurement solutions available. Want to find out more?
Speak directly with the team at Industrial Physics!
Get the green light
Keep your machines and consumers safe with Ambersil Hydropower, the new water-based degreaser from CRC Industries
CRC Industries introduces Ambersil Hydropower a powerful new industrial water-based degreaser, as part of Green Force®, its new eco-friendly product platform. This platform targets industrial users who aim to reduce their environmental impact while maintaining product efficiency.
The new Ambersil Hydropower degreaser is a water-based, NSF approved, neutral pH solution, that excels with its professional formula, proving as effective as conventional solvent-based cleaners. It quickly and safely removes, grease, oil, lubricants, grime, and other tough contaminants from mechanical parts and surfaces.
Introducing a new biodegradable formula
Hydropower is an eco-friendly degreaser with a waterbased formula that is easily biodegradable (≥ 60% according to OECD 301). It contains no harmful volatile organic compounds (VOCs) or hydrocarbon solvents and is non-flammable. Its aerosol is free of hazard symbols, ensuring it protects both the environment and user health, making it a reliable alternative to conventional solvent-based cleaners. Using this degreaser supports the broader initiative of reducing the environmental impact.
The new Hydropower degreaser is part of the NSF certified - ‘Food Processing safe’ (FPS) range of products that have been specifically developed to meet the strict requirements of the food, beverage and packaging Industry on easy maintenance and safe protection of machines and consumers.
Its aerosol is free of hazard symbols, ensuring it protects both the environment and user health, making it a reliable alternative to conventional solventbased cleaners.
Featured under the Green Force® platform
The new Hydropower cleaner is featured under CRC Industries’ new sustainable Green Force® platform, ensuring compliance with current environmental regulations.
Ambersil has set out to meet these objectives with its new Green Force® eco-platform: a suite of degreaser, lubricant, and speciality formulations which have been analysed against specific scientific criteria matched to user ESG demands.
For instance, the products are readily biodegradable, independently verified, feature low (<10%) or no VOCs, and no nasty or environmental health warnings. In fact, these products only tend to carry one standard warning symbol, which relates to flammability, typical of many aerosol products.
As a mandatory requirement Green Force products must be readily biodegradable according to test OECD A-F (>60%). To provide some perspective: if the substance drips on ground >60% must disappear within 28 days. The products must also meet one or more of the following three general criteria: low (<10%) or no VOC formula; >50% renewable material or bio-based product; >50% water-based formula.
All Green Force products must also meet a further five criteria, which are expandable in line with the introduction of new legislation. Products that meet the criteria will carry the Green Force logo on their label artwork with support provided by a certificate of conformity for use during auditing. Detailed criteria and their explanations are available at crcind.info/CRC_ GreenForce 1
Key Features Hydropower Degreaser:
• High Output for additional mechanical force, that flushes away the dirt.
• Food processing Safe/ NSF registered.
• No harmful Volatile Organic Components (VOCs).
• Readily Biodegradable formula (≥ 60% by OECD 301)
• Non-flammable.
Food and drink companies improve safety with projected signage
Businesses in the food and drink sector are replacing printed and painted signs with projected alternatives which improve food hygiene and safety. That’s according to Projected Image, who have worked with companies including Coca-Cola and Dunbia.
Projected Image supplies LED gobo projectors that shine bright safety signs onto surfaces, including floors, walls and doors. The image is provided by a glass ‘gobo’ which can be customised for specific health and safety signage needs.
“Projected signage tackles many challenges faced by the food and drink industry. Unlike painted signage and safety markings, projected signs don’t risk producing contaminants, such as paint chips, when cleaned regularly or subjected to heavy foot and forklift traffic. They don’t fade or harbour bacteria either” says Ian Spoors, MD of Projected Image.
The experts say LED projected signs are clearer, brighter and more consistent than traditional signage, reducing ‘sign blindness’ for a safer, more hygienic workplace.
“For Dunbia, we produced projected signage for handwashing stations and they’ve reported an increase in sign visibility throughout their factory. Many companies are finding that projected safety signs are the long-term, low-maintenance solution for safer, cleaner workspaces” says Ian.
Projected Image is the UK’s only dedicated provider of LED projectors and custom-made gobos. The low-energy projectors can be installed by qualified electricians in any commercial or industrial environment.
For more information: www.projectedimage.com/
Improving
food safety and hygiene with projected signs
The never-fade, never-wear alternative to traditional signs
Our LED projected safety signs are harder to ignore, longer lasting & more cost-effective than painted & printed signage.
No contamination
Consistent and never-fade
Adaptable and versatile
Reduce sign blindness
Completely customisable
Find out more or book a site visit at projectedimage.com
Packaging solutions your products deserve
Reading-based wholesale packaging supplier Swiftpak has always been driven by a passion for creating a positive impact. Joining the global movement of using business as a force for good was a natural step for the company. The B Impact Certification not only documented what Swiftpak was already doing but also elevated corporate social responsibility within its agenda.
Head of Marketing, Ethan PorterBlake, highlights, “At Swiftpak, we view our role as more than just supplying packaging. Our mission is to positively influence our team members, the environment, the community, and our customers. This holistic approach is central to what we call the Swiftpak Impact, and it’s a promise we’re dedicated to upholding.”
The company’s B Corporation certification reflects its commitment to making a difference. Initiatives like partnering with Ecologi allow customers to offset their paper waste and reduce their carbon footprint through tree planting. These efforts contribute to a climate-positive workforce and showcase the company’s dedication to sustainability.
Where we’re going:
Looking ahead, the future of packaging will be shaped by increased sustainability and technological advancements. The industry is expected to embrace more eco-friendly materials, such as biodegradable options, and smart packaging technologies that offer real-time tracking. Circular economy practices will gain prominence, with a focus on designing packaging for recycling and reuse. As these trends emerge, Swiftpak is well-positioned to lead the way with solutions that address both current and future needs.
Looking ahead, the future of packaging will be shaped by increased sustainability and technological advancements.
On the verge of launching a new range of sustainable packaging products for the food and drink industry, Swiftpak is set to help businesses reduce their environmental impact while maintaining high safety and quality standards. The company’s dedication to operational efficiency is evident in its sustainable packaging solutions, which are designed to integrate seamlessly into existing processes, minimising disruptions and enhancing supply chain operations. Customers can soon expect to see sustainable solutions for temperature control and innovative approaches to tackling the staggering amount of plastic wrap that ends up as waste.
Customer-centric service is reflected in an impressive 4.9 TrustPilot score. By continuously
seeking feedback and making improvements, the company aims to provide exceptional service and inspire other businesses to join the B Corporation community in making a positive impact.
As a proud B Corp, Swiftpak is committed to leading by example, embracing the future of packaging, and driving innovation in an evolving market.
www.swiftpak.co.uk
HOWTIAN unveils SoPureTM Dorado
A pure, unrefined golden stevia extract just as nature intended
HOWTIAN proudly announces the launch of SoPureTM Dorado, the latest innovation in natural sweeteners designed to meet the rising demand for minimally processed, plant-based products. SoPureTM Dorado is an unrefined golden stevia extract, offering the least processed, plant-based, zerocalorie sweetener.
The company’s newest product was designed for modern food & beverage consumers who are increasingly seeking out products that are honest, simple, and as close to their natural state as
possible. In many parts of the world, a significant and growing percentage of the population identifies as “Natural Seekers.”
A 2024 Innova Trends Survey revealed 67% of consumers chose to reduce their consumption of over-processed foods to lead a healthier lifestyle, claiming the #1 most important value to them in their diets is transparency. Today’s Natural Seekers are not only seeking natural ingredients for the nutritional value, but increasingly rejecting industrialized food products in favor of those that are “clean and simple.”
In many cultures, golden foods symbolize purity, quality, and natural goodness. Dorado’s naturally retained golden color resonates with these cultural values, adding an extra layer of appeal to an already unique product.
Tom Fuzer, Vice President of Market Strategy at HOWTIAN, elaborates, “Many consumers believe that stevia, despite being a natural sweetener, undergoes extensive processing that strips it of its natural benefits. With SoPureTM Dorado, we aim to change that narrative. Our innovative product retains its natural golden color and delivers outstanding solubility, making it the ideal choice for products appealing to healthconscious consumers seeking minimally processed alternatives.”
The misconception that stevia is inherently overprocessed stems in part from the proliferation of alternative stevia processing
technologies in recent years. Many of these differing methods don’t require stevia leaves as raw material and blur the lines of what can or should be considered natural sweetener products. However, SoPureTM Dorado stands out with its naturally high concentration of the most desired sweet molecules –the steviol glycoside compounds of the stevia leaves. This allows for a reduction in the extraction process to just one simple step using pure water, maintaining the integrity and naturalness of the sweetener.
Moreover, the cultural significance of golden hues in food is integral to what sets SoPure™ Dorado apart from other sweeteners. In many cultures, golden foods symbolize purity, quality, and natural goodness. Dorado’s naturally retained golden color resonates with these cultural values, adding an extra layer of appeal to an already unique product.
“In fact, SoPureTM Dorado was successfully tested with food and beverage manufacturing customers around the world. We saw not only strong interest in the product’s unique benefits in the market, but
also received loads of valuable feedback about the range of opportunities our partners see with it,” Fuzer notes.
Key Benefits of SoPureTM Dorado include:
• Outstanding Solubility
• Minimally Processed
• Naturally Retained, Golden Color
• Non-GMO
• Zero Calorie
• Clean Label
SoPureTM Dorado opens up new opportunities particularly in the sugar and sweetener sector where other stevia products might face challenges. The product is especially suitable for tabletop sweeteners, liquid sweeteners, low glycemic index sugar blends, sweetener portion packs, syrups, and sauces.
For more information, please visit: howtiangroup.com
Innovia, Checkpoint Systems and CCL Label join forces at Fachpack 2024 to showcase smart pouches of the future
CCL Industries, a world leader in specialty label, security and packaging solutions, announces that its three divisions Innovia, Checkpoint Systems and CCL Label will be present at a joint booth at Fachpack 2024 in Nuremberg, Germany from September 24 to 26.
The goal is to showcase the latest solutions regarding materials that enable monomaterial flexible packaging constructions as well as printed premium pouch solutions that are recyclable. In addition to that, Checkpoint will present RFID UHF and NFC solutions that can be combined with packaging to enable better logistic chains and improve sustainability.
Innovia Films: Packaging materials developed in line with PPWR
The material science experts from Innovia will be presenting films that help packaging companies and brands comply with PPWR.
“We will showcase film solutions with built-in functionalities that enable the switch from multimaterial to monomaterial structures to make flexible packaging recyclable”, says Alasdair McEwen who leads the packaging division of Innovia in Europe.
“One big cornerstone of the Packaging and Packaging Waste Regulation (PPWR) is the integration of a certain percentage of recycled post-consumer content into plastic packaging. The inclusion of recycled content in new films is top of the list for much of the industry – moving from a linear to a more circular system”, McEwen adds.
A key focus is the Encore portfolio that includes films with recycled content from three different sources. From post-consumer mechanically recycled content to chemically recycled food grade
options; and recycled content that stems from prevented ocean plastics which can be now incorporated into the packaging and label films.
CCL Specialty Pouches: Premium monomaterial pouches for liquid filling goods
Pouches have several advantages over rigid packaging solutions – they are lightweight, very materialefficient and durable.
“Especially pouches for liquid filling goods have been made from multi-material constructions which are very hard to recycle. Now we have created new monomaterial constructions that have the same barrier properties and functionalities – offered both in polypropylene (PP) and polyethylene (PE) versions depending on the requirements and filling goods”, explains Marco Lazzaroni, Sales & Business Development Director at CCL Specialty Pouches, located in Brunello, Italy.
“We are looking forward to discussing these new constructions at Fachpack 2024 and show how these new pouches can help brands make their packaging bullet-proof for the future and new PPWR legislation.”
Checkpoint Systems: Experts on RFID solutions
As one of the largest suppliers of RFID inlays globally, Checkpoint reinforces its commitment with innovation providing a huge range of smart packaging solutions tailored
to various industries, like retail, fashion, supply chain and logistics, food and beverage, among others.
- Maximizing efficiency in the Supply Chain: by integrating RFID technology into packaging solutions, companies can improve productivity thanks to better inventory visibility and real-time traceability data, guaranteeing transparency at every stage of the supply chain
- Boosting sustainability efforts: the integration of RFID tags into packaging enables brands and consumers to retrieve comprehensive details from products at item level, helping to control quality processes, whilst promoting circular economy on reusable packaging
- Advancing food safety and minimizing waste: having the right RFID label for food packaging enhances food safety and enables precise traceability by providing real-time data on product handling and expiration dates
The booth will be located at stand 5-125 in hall 5.
www.innoviafilms.com
Fi Europe Startup Challenge: Time to take centre stage
Entries for the Fi Europe Startup Challenge are
now open with a submission deadline of 6 September
Now in its ninth year, the Fi Europe Startup Challenge 2024 – a unique competition for young companies championing ingredient innovations – is encouraging industry entrepreneurs to submit their applications. This year’s challenge will feature four exciting categories, including the new Most Innovative Foodtech Solution plus a special Jurys Choice award for the Most Innovative Sustainable Solution.
The awards recognise innovative products and ideas for the food and beverage ingredients sector, and inspirational young companies that are driving positive changes in the industry. The Fi Europe Startup Challenge also offers a unique platform for startups to gain exposure to a global audience, expand their networks and attract investment. Just by entering the challenge, participants are guaranteed to catch the eye of the advisory board, who will be compiling the shortlist of entrants. All shortlisted startups will not only have the opportunity to pitch to an influential judging panel, but also showcase their innovation to more than 25,000 visitors who attend Fi Europe. Entries are open to startups active for 5 years or less, with innovations focusing on groundbreaking additives and ingredients, technologies and digital solutions.
This year’s categories are as follows:
• Most Innovative Food or Beverage Ingredient
• Most Innovative Plant-based or Alternative Ingredient
• Most Innovative Foodtech Solution (NEW)
• Most Innovative Service or Digital Solution Supporting the F&B industry
Additionally, there will be a Jury’s Choice award for Most Innovative Sustainable Solution chosen from the finalists across all categories.
The winning startups in each category will be able to choose one prize from a selection up for grabs, including a free stand at next year’s Fi Europe, a digital marketing package for Ingredients Network and Fi Global Insights, or mentorship and support from one of the jury members. This year’s panel and supporting companies include Michael Dovbish, Executive Director, Nutrition Capital Network; Kevin Camphuis, Co-Founder, ShakeUpFactory; Itziar Ortega, Senior VP Global Operations, Eatable Adventures; Thomas van den Boezem, Principal, PeakBridge; Albrecht Wolfmeyer, International Director of ProVeg Incubator; Sonia Huppert, Global Innovation Marketing Leader, IFF; and Nutrition Consultant Sandra Einerhand, Founder of Einerhand Science & Innovation and Cofounder of the Fi Europe Startup Challenge.
“Startups are defining and designing the innovative food ingredients of tomorrow, but often lack the scale and funds to bring their solutions to market,” says Yannick Verry, Brand Director, Food ingredients Europe & Americas. “Connecting with the right partners is therefore a fundamental part of any startup’s journey, and the Fi Europe Startup Challenge is the ideal place to do so.”
“Participating in an event like this is always positive, as other companies, potential clients and investors get to know you, thus reinforcing the brand,” adds David Ciudad Rodriguez, CEO and Co-founder of Deep Detection, one of the 2023 award-winning companies.
For more information on the Fi Europe Startup Challenge 2024, which will take place in Frankfurt at the Fi Europe Innovation Hub on 19 November, please visit https://insights.figlobal.com/fieurope-startup-challenge
Adhesive specialists in a broad range of markets
The growth of e-commerce in the UK has been nothing short of transformative, reshaping the retail landscape and driving business innovation at unprecedented speeds. As e-commerce continues to expand, the pressure to increase automation and production efficiency becomes even more critical.
Direct Adhesives are well-positioned to assist companies in navigating this evolving landscape. We are Premium Partners of Henkel, a leader in adhesive technologies, providing innovative solutions that enhance manufacturing processes. By leveraging these advanced adhesive products, Direct Adhesives can help businesses optimise their production lines, ensuring faster, more reliable, and cost-effective manufacturing.
One key area where Direct Adhesives can make a significant impact as an automating packaging processes.
Efficient adhesive solutions are crucial for high-speed, automated packaging systems, which are essential in meeting the rapid order fulfillment demands of e-commerce. By integrating innovative adhesives, companies can achieve seamless, high-performance carton sealing, reducing downtime and increasing throughput.
Direct Adhesives can support businesses in adopting smart manufacturing practices. Henkel’s adhesive technologies are approved and fully compatible with automated systems, allowing precise application and consistency. This integration can streamline operations, reduce material waste, and improve overall product quality, which is vital in maintaining competitive advantage in the fast-paced e-commerce environment. This has resulted in a unique, tailored product range of adhesives for the e-commerce sector, Technomelt E-COM. The range of products allows customers
to select products with confidence and for the particular requirements that they have. An especially novel and sustainable product is the world’s first carbon negative hot melt, meaning that users are reducing their carbon footprint simply by using this adhesive. Customers are also supported by Direct Adhesives and their experienced team, offering advice and on-site support to ensure that you are delivering the best to your customer, in the most efficient and sustainable way.
Direct Adhesives are adhesive experts and work with our customers to understand and improve their e-commerce packaging process. As a Henkel Premium Partner, we can bring you innovative products that can improve production speed and increase quality in a sustainable way. Get in touch by calling 01525 381111 or email us at info@directadhesives.co.uk
www.directadhesives.co.uk
Digestate Transfer Pump for AD plant reduces fertiliser use
An anaerobic digestion plant operator contacted North Ridge Pumps who were looking to reduce fertiliser use, and utilise digestate throughout their farm.
Digestate is an excellent fertiliser containing all the nutrients and micronutrients required for successful modern farming, including nitrogen, potassium and phosphorus. What’s more, none of these nutrients are lost during anaerobic digestion, so farmers can close what’s called the nutrient cycle and reuse these essential minerals.
What our client wanted
They wanted to improve the transfer rates from their digestate pond to a nursing tank at their anaerobic digestion plant.
The liquid being transferred was mechanically-separated anaerobic digestate which contained screed at less than 1mm and only 5% solids. The mixture also contained a small amount of sand.
They were struggling to achieve a flow rate of 100m³h, and wanted to double this up to 200m³h. The digestate transfer pipeline was 300m long and fed into a nursing tank, as well as into digestate tanks as a feedstock or seed for future batches.
They were extracting the digestate liquid from a lagoon 4m in height and 18m away. Their objective was to double their existing flow rate and hydraulically mix their lagoon, they were looking for a heavy duty transfer pump to achieve this.
What was our specification?
Here at North Ridge Pumps, our wide-ranging expertise means we can specify from a wide range of pumps for a variety of industrial and commercial applications.
Moreover, we’re not limited to a single pump technology. Our knowhow enables us to offer a bespoke
Our XR pump series has design features including oversized inspection ports, and no internal screws in the pump unit.
solution, not something just picked off the shelf. This means we can select the most appropriate pump for any application at the lowest lifetime cost.
For this demanding application, we specified our XR625, and built and supplied it in just over 6 weeks. This is a 6” self-priming pump manufactured from ductile iron and hard faced seal unsusceptible to solids such as sand for this application.
Our pump is designed to deliver a digestate transfer flow rate of 200m³h with only an 18.5Kw motor. To maximise output flow, we advised the client to run the pump at 60Hz via a frequency inverter to achieve the required flow and pressure.
Our XR pump range
These are heavy-duty self-priming pumps which are solid handling, efficient and extremely durable. This is thanks to the armoured volute which surrounds the impeller, improving pump efficiency and protecting the pump casing from wear.
What’s more, the XR’s double curved impeller helps improve pump efficiency. For example, in this particular application, the existing
pump achieved a flow rate of just 100m³h with a 25kw motor. Our new pump delivered 200m³h with a motor power of only 18.5Kw.
Protected against corrosion
Another important consideration was the properties of the digestate itself. It can vary in quality and be very corrosive. So when selecting a pump type, we had to make sure that all internal parts were easily accessible and aren’t held in place by screws which can corrode over time.
Our XR pump series has design features including oversized inspection ports, and no internal screws in the pump unit.
Another clear advantage of our XR range is that traditionally self priming pumps have a wear plate covering the impeller which is replaced as it wears.
The issue with this design is that when the wear plate is replaced pump performance is not restored to that of the original design as the casing has worn. Our range features an armoured volute covering the impeller which when replaced ensures the pump works to the original performances.
If you have an application needing smooth transfer of fluids, viscous liquids or solids and don’t know which pump is best for you, talk to North Ridge Pumps and get expert help and advice.
www.northridgepumps.com
We’re pump specialists, so you don’t need to be Chemical Pumps
Engineered for Your Process
Optimise performance with specialist support
Industry knowledge and application expertise across dispensing, dosing, full containment, gentle handling, blending and transfer, means whatever the problem, it’s likely we’ve seen it before. So we can help you solve it sooner.
+ Accelerated stator wear
+ Clogging
+ Changes to fluid consistency
+ Flow Reduction
+ Inconsistency in finished product
+ Inaccurate transfer of chemicals
+ Leakage | Liquid separation
+ Product Wastage
+ Seal wear or failure
+ Valve Blockage or unintended Opening
We’ve been engineering sanitary pumps for sectors such as distilling, brewing, food manufacturing/processing, and more, for 20+ years. We understand industryspecific processes and know what it takes to optimise performance through bettersuited pump design - giving you complete peace of mind.
EXPERT GUIDANCE:
Our expert engineers understand your process and guide you through the options, so you can confidently select the most suitable chemically resistant pump.
EXAMPLE PRODUCTS:
+ Acids
+ Alkalis
+ Coagulants
+ Corrosive
+ Chemical Sludge
+ CO2
+ Flammable
+ Flocculants
+ Oxidisers
+ Pyrophoric
+ Refrigerants
+ Solvents
+ VOC with low NPSH
+ Water Reactives
Thinner, recycling-friendly and floatable
Innovia to showcase functional label materials at Labelexpo
Innovia Films, a material science pioneer and major producer of BOPP films, has announced that they will be showcasing their latest portfolio for the labels, packaging and graphics industries at Labelexpo Americas in Chicago.
Some of the highlights are sustainable and functional BOPP label materials for Pressure Sensitive, Wrap Around and In Mold Labels along with Rayofloat shrink sleeve film specifically developed to support the
recycling of PET, HDPE and PP bottles and containers.
“As the industry leading filmic label solution provider for all major decorations technologies, we have been working on materials that not only follow the principle of reduce, re-use and recycle but also support recycling of the finished package, while at the same time providingthe right barrier functions needed to prevent food waste”, explains Jon
Knight, Vice President & General Manager – Americas.
Thinner films that support material efficiency and have a lower carbon footprint
“With continued capital investment in the pressure sensitive label segment including top coating and extrusion we have new technologies that offer unparalleled performance while improving sustainability”, says Knight.
With continued capital investment in the pressure sensitive label segment including top coating and extrusion we have new technologies that offer unparalleled performance while improving sustainability
Innovia will be presenting their newest innovations in the market with our Rayoface™ CPE and WPE, thinner printable label films with reduced carbon footprint and Rayoface™ JBD, a semi-solid film has an enhanced yield and opacity compared with solid white films.
Sustainable shrink sleeve film that has been endorsed by APR Innovia recently announced the extension of its award-winning low density, floatable polyolefin (PO) RayoFloat shrink sleeve that is a sustainable alternative for existing materials that are detrimental to recycling. The RayoFloat material has been endorsed by APR (Association of Plastic Recyclers) as being compatible with existing waste streams in the United States.
“We are proud to share our extended range of floatable shrink sleeves that work in established PET, HDPE and PP waste streams,” says Knight. “We can now offer several options –from a high shrink version to a thinner version to a white version that is ideal for light-sensitive products like dairy, vitamins and supplements.”
PVC-free graphics films that are a sustainable alternative Rayoart™ PVC-Free Graphic Films significantly lower the environmental impact of selfadhesive graphics. They are based on biaxially-oriented polypropylene (BOPP), a type of plastic with clear sustainability advantages that is inherently more recyclable compared to
PVC. These innovative graphic films are suitable for most short and intermediate indoor and outdoor applications and offer a product performance comparable to PVC-based graphic films.
“We are excited to showcase these innovations to our customers and other visitors at the Labelexpo Americas and discuss how these filmic materials can help deliver a better future for our industry and facilitate our stakeholders goals of re-designing packaging to become more circular”, concludes Knight.
Labelexpo Americas will take place from September 10 to 12 in Chicago. Innovia will be exhibiting in Hall A, Booth 1221.
https://www.innoviafilms.com/
Welcome to Pro-Handling Ltd!
Pro-Handling offers end to end design, manufacture and equipment supply to solve Materials Handling and Process Challenges in Food and other Manufacturing environments
Pro-Handling Ltd Sales Director Roy Fincham has 30 years experience of selling materials handling equipment to process manufacturing industries globally including food and drink, packaging, pharmaceutical and general industry. The company offers a consultancy and design service to ensure that the most effective solution is provided for every bespoke manufacturing environment. As well as off the shelf solutions Pro-Handling is part of a group with three fabrication facilities who manufacture any required part or assembly to any customers individual requirement.
Working with innovative partners selected to meet clients requirements with the latest technology, Pro-Handling offers the following;
Vacuum tube lifters and other ergonomic lifting aids for for the ergonomic transport of heavy and bulky loads such as sacks, boxes, drums and reels.
Vacuum Tube Lifters - UK Stockist of Suction Lifters for Boxes, Crates, Sacks & More (pro-handling.com)
Mixing machines, granulators, handling systems, storage, washing stations, mills, components and accessories intended to cover most of the production cycle of the food chemical and pharmaceutical industry.
Pro-Handling Ltd - GMP Materials Handling
A driverless truck (AGV) automates simple pallet movements from A to B. It ensures the pallets are in the right place at the right time, eliminating bottlenecks and production stops, and freeing up
Design and manufacture of pneumatic and vacuum conveying systems and support equipment for conveying, mixing, weighing, and batching of dry materials.
Powder processing solutions | Gericke AG (gerickegroup.com)
Vacuum cleaning local and centralised and off the shelf powder transfer solutions
VAC-U-MAX
Certified IBC’s in stainless steel that guarantee safety and hygiene for pharmaceutical, food or dry powder products. All of these reusable containers are suitable for production, transport, storage and in-line processing of dry powder.
First class and innovative technologies for contained powder transfer technology, safety for the protection of people, environment and the product.
Pro-Handling Ltd - Containment, Valves
Turnkey projects for powder handling and processing incorporating planning, manufacturing, installing, and commissioning. All these solutions are customised to meet the specific requirements of your industry and application. From food to chemical, environmental, animal nutrition and mineral industries to continuous manufacturing in the pharmaceutical industry.
Recent Projects
• Supply of 4 x vacuum tube lifters for a food additive manufacturer
• Design and supply of 2 x vacuum
tube lifters for food grade inks
• Design and supply of a 3 x vacuum tube lifters for an overseas Vegan Burger Manufacturer
• Supply of 2 x self-charging AGV to remove palletised baked goods from production line and place in warehouse
• Supply of 2 x AGV to move palletised boxed and sacked potatoes from robotic filling station to pallet wrapper
• Supply of 4 x vacuum tube lifters to prestige medical grade door manufacturer
• Consultancy for implementation of AI within powder blending and granulation at major Pharma company
• Design with intent to supply for pure metal powder processing plant. Scope includes IBC containers, FIBC feeding, filling and discharging, IBC blending and discharge valve solution for high temperatures and pressure differential
• Drum lifting and positioning for ergonomic safe contained dispensing of potent chemical
• Pharmaceutical / Biopharma CDMO single use containment valve supply for highly toxic API, multiple campaigns
• Vacuum cleaning of dust in food manufacturing such as bakery to meet Atex requirements
• Lifting trolley to remove mezzanine mounted parts for maintenance for a leading university in a lab continuous manufacturing environment training and testing centre
• Supply of 1 x auto sack opener / 1 x vacuum tube lifter and sieving solution for spent coffee re-processing to make into sustainable briquette for wood burners
Commitment to Quality
At Pro-Handling Ltd, we are committed to delivering the highest quality industrial equipment to our clients. We only work with the top manufacturers who pass our quality checks to ensure that our products meet the highest standards of excellence.
Team of experts
From start to finish, we can assist you throughout the entire process of upgrading or updating your material
Our experts are on hand to answer any of your questions
Speedy Turnaround Time
Some of our handling solutions can be delivered in as little as a 3 week turnaround time! This exceeds many of our competitors and gives you the opportunity to transform your operations quickly!
Ultra-rugged AC/DC UPS optimised for 24V long-term bridging
The newly introduced AC/DC UPS solution UPSI-2406IP-38AC from Bicker Elektronik, Donauwoerth/ Germany, ensures uninterruptible power supply of safety-relevant 24VDC applications, such as control and regulation modules, embedded box IPCs, drives, actuators, sensors, lighting and safety technology in case of AC mains failure and voltage dips. The particularly safe and long-life LiFePO4 battery technology is used as energy storage and enables up to 100h long-term bridging. The intelligent DC emergency power supply with AC wide-range input thus reliably avoids system failures, downtimes and data loss. The particularly robust design with IP65 protection makes the new UPSI-2406IP-38AC the ideal choice for demanding environmental conditions. Typical applications include heavy industry, petrochemicals, tunneling and mining, security and building services, energy, infrastructure, environmental technology, communications, lighting technology, commercial and special vehicles, food industry, chemicals and agriculture.
Robust aluminium housing with protection class IP65
The high-quality aluminium housing protects all components of the emergency power supply from mechanical impact: Both the intelligent DC UPS control and charging electronics (24V/6A) with upstream AC/DC converter and the integrated lithium iron phosphate battery pack. The sealed housing elements and connections are resistant to water, ice, oil and dust in accordance with protection class IP65. An integrated pressure compensation element with membrane prevents condensation inside the unit. The operating temperature range of the UPSI-2406IP-38AC extends from -20 to +50°C. The high-quality ÖLFLEX® input and output cables are permanently installed on the
housing. Four slotted holes allow safe and flexible wall or pole mounting of the AC/DC UPS. A pole-mounting kit is available as an option.
24VDC long-term bridging up to 100 hours
Uninterruptible power supply (UPS) of sensitive or safety-related 24VDC systems supplied from the AC mains is particularly important in case of blackouts, brownouts or flicker. For international use, the UPSI-2406IP-38AC has a wide-range AC input from 90 to 264 VAC with active PFC and high-efficiency AC/ DC converter topology. In AC mains operation, which is automatically set after the input voltage is applied, the 24VDC output is activated and the integrated LiFePO4 energy storage is charged at the same time. In case of a voltage drop of the input voltage below the smallest nominal value, the UPS is switched to battery operation with regulated DC output voltage within fractions of a second and enables backup times of up to 100h. When the AC input voltage returns, the UPS is automatically switched back to regular mains operation and charging of the energy storage continues.
Integrated LiFePO4 highperformance battery pack
The LiFePO4 energy storage (lithium iron phosphate) with 330Wh convinces in safety-relevant applications with a particularly stable battery chemistry, a long service life of at least 10 years and more than 6000 full charge
and discharge cycles. Bicker Elektronik deliberately uses the particularly safe lithium iron phosphate chemistry for all highperformance battery packs, which makes thermal runaway almost impossible. The UPSI-2406IP-38AC also meets the safety requirements of the IEC/EN 62040-1 standard. The battery management system (BMS) monitors and controls the complete charging and discharging process of each battery cell of the energy storage unit. The integrated cell balancing ensures a balanced and even charge of all cells so that the full capacity of the lithium iron phosphate battery pack remains permanently usable. In addition, the UPSI-2406IP-38AC offers a battery start function, which makes it possible to start a 24V application from the battery by pressing a button on the UPS (up to 6 A max. load current), without the AC voltage supply being present.
All product advantages at a glance
• Outdoor AC/DC UPS for extreme environments
• Robust aluminium housing with IP65 protection
• Wide AC input range 90...264V with active PFC
• Intelligent input current detection
• Regulated DC output 24V/6A in battery mode
• Input and output cables permanently installed
• Temperature range -20...+50°C
• Integrated LiFePO4 energy storage (330Wh)
• Battery start function via pushbutton
• IEC/EN 62040-1 approval
• Pressure compensation element to prevent condensation in the housing
• Optionally available: Mounting set for masts
www.bicker.de
3 top tips for manufacturing THICK high viscosity food & beverage products
Whether you’re producing thick sauces, nut butters, chutneys or more, quality and consistency is paramount. To provide you with the best guidance, using insights gained from valued customers, we’ve enlisted the expertise of Dean Willis (Adelphi Manufacturing), who has over 30 years’ industry experience.
1. Invest in High-Quality Equipment:
Selecting the right equipment first time is crucial. Dean recommends investing in robust mixers, pumps and filling equipment which are proven to work with thick substances. Cheaper options are likely to be a false economy in the long run.
Ask potential suppliers for case studies of their equipment working with products like yours, or to demo their equipment using your product. Some suppliers will even take you to see the equipment in-action at another customers’ site.
2. Optimise Your Mixing Techniques:
Proper mixing is the key to achieving uniform viscosity and product quality. Inconsistent mixing could lead to quality compliance issues and negative customer experiences of your product.
Your mixing equipment supplier will be able to recommend the ideal type of mixing to best suit your product.
3. Maintain Consistent Temperatures:
Viscosity is highly temperaturedependent, and thicker products often mix or fill better when heated. For example, jacketed mixing vessels use hot water flowing around the vessel ‘jacket’ to regulate temperatures during mixing. Ideally, finding one single supplier who can offer both mixing and filling equipment can ensure a smoother production process. For example, Adelphi’s Response Benchtop Filler can be supplied with a water jacketed hopper where the product waits to be filled.
By following these tips, you can streamline your food and beverage manufacturing processes, enhance product quality, and ensure the efficient production of thick, high-viscosity products. Count on Dean’s extensive experience and Adelphi Manufacturing’s range of solutions to support your manufacturing endeavours.
info@adelphi.uk.com
Award-winning finishing technology
Since 1986, Vivid’s aim has always been the same, to empower our customers to produce enviable finishes and deliver bespoke projects at a fraction of the price of outsourcing. We achieve this by thinking outside the box to create cutting-edge technology of the highest quality. Our commitment to innovation and excellence drives us to continuously enhance our offerings and support our customers in achieving their goals.
Our highly motivated team works closely with our customers and partners, ensuring that everything we develop not only advances their current capabilities but also makes their lives easier and their businesses better. This collaborative approach allows us to understand the unique challenges and requirements of each client, enabling us to tailor our solutions to meet their specific needs effectively.
The VeloBlade digital die-cutting systems are built for purpose and can be adapted to any required size, ensuring they meet the specific needs of each customer. Our systems operate seamlessly with substrates such as carbon fibre, structural foam, honeycomb, prepreg, aramid fibre, and glass fibre. This versatility opens up a vast array of markets for your business to operate in and enables you to create an endless variety of products with exciting materials. Whether you are in the automotive, aerospace, or consumer goods industry, the VeloBlade systems offer the flexibility and precision needed to produce highquality results consistently.
With in-house research and development, our advances include the 2024 launch of Veloton, a patented interchangeable system that allows you to turbocharge your cutting speed by 10 times with multiple aligned cutting heads, available in a variety of
The VeloBlade digital die-cutting systems are built for purpose and can be adapted to any required size, ensuring they meet the specific needs of each customer.
sizes to suit your needs. This advancement extends the digital cutting capabilities of both roll and cut sheet, making it even more efficient and productive for businesses of all scales. The Veloton system represents a significant leap forward in digital diecutting technology, providing our customers with a competitive edge in their respective industries.
Another fantastic feature of the VeloBlade is its automatic cut depth setting. This drastically increases setup and operating speed, making the operator’s job easier and more efficient. Efficiency was a key consideration in the design of this
system. Contributing to an efficient workplace is the rotating bed, which enables both roll and sheetfed production. These features not only enhance productivity but also ensure precision and consistency in every cut, thereby reducing material waste and operational costs.
All VeloBlade systems include builtin, user-friendly ZipCore Software, which is feature-rich and gives you complete control over your system, down to specifying 0.01mm cut depth alterations. This level of control ensures that even the most intricate designs can be executed with impeccable accuracy. You can rest assured that your VeloBlade Nexus will operate seamlessly, integrating smoothly with your existing workflows and enhancing overall operational efficiency.
Let us guide you in finding the right solution for you and your business. Get in touch with us and visit our showroom in Ashby de la Zouch, Leicestershire, to see our range of equipment and test your files and materials. Call +44 (0) 1530 510946 or email vivid@vivid-online.com. Our team is ready to assist you in exploring the full potential of our cutting-edge technology and discovering how it can transform your business operations.
www.vivid-online.com
Edge trends defining operational technology, OT
Edge network architectures move compute, storage and analytics near the point of data generation allowing reduced latency, improved performance and optimised transmission costs. Transitioning to Edge creates its own set of challenges, sites can be remote or geographically distributed, which can mean a lack of dedicated onsite IT personnel and OT spaces may have limited environmental controls.
Whether the location is environmentally protected or not, there will be characteristics that define the type of technology infrastructure required to achieve a secure and high functioning OT resource. Specific capabilities are required to match the physical attributes of chosen OTE (operational technology equipment), include
Security – Physical - users must control the physical access in non-traditional IT spaces, ensuring that data (GDPR compliance) and equipment are protected. Locks, keypads, secure housing and video are essential for off-site or open site equipment.
Data – transmission and processing of sensitive industrial data must be secure and appropriate levels of access and encryption implemented to reduce the vulnerability to cyberattacks as hackers target possibly less secure industrial networks. Cybersecurity systems that protect industrial embedded devices and data from malicious updates during regular software, firmware and configuration updates are increasingly available.
Power – technology requires more monitoring and protection of power sources and delivery. It is essential that OT can be remotely monitored, and the power delivery managed within the specific requirements of the equipment as power surges
AI drives predictive maintenance and swarm intelligence, and with cognitive and contextaware computing manufacturing is becoming more efficient and effective.
can disrupt, and even destroy sensitive circuit boards. PDU (power distribution units) within OT cabinets/enclosures will ensure power is constantly monitored and alerts can be set in situations where a service visit is required. Power ratings for edge computing application like retail stores are typically ranging from 5kVA to 10kVA.
Environmental – Sensors around sensitive technology help monitor and respond to extreme temperatures, humidity and other environmental conditions that can impact network performance.
System Software – Increasing processing power is allowing OT to collect, filter and process realtime data from Edge deployments, meaning better understanding of the operation of the equipment.
Hardware - The Edge environment and equipment needed will dictate the enclosure required for any deployment. In highly protected areas, standard ITE
cabinets maybe suitable, while in harsh environments specific rated enclosures will be required to ensure protection and security.
Increasing trends toward preconfigured and populated intelligent enclosures make installation fast, and consistent. A trend is to have identical BOM, ensuring identical Infrastructure components are installed globally. This is becoming a key advantage when deployment is across multiple locations that must communicate, but where dedicated on-site IT staff are not available.
Cabling and Connectivity in a mixed IT/OT environment means standards-based cabling and connectivity solutions guarantee a robust deployment operates as specified and to the highest level of equipment and data performance.
Artificial Intelligence (AI)
Factory data silos are being replaced as their data lakes offer the capability for AI and machine learning to drive innovations in OT and factories are beginning to integrate AI across production systems. AI drives predictive maintenance and swarm intelligence, and with cognitive and context-aware computing manufacturing is becoming more efficient and effective. Power rating, per cabinet housing AI installations, is on average 50kVA today. With 100kVA predicted for future installations.
Industry 4.0 may finally be with us, as network and connectivity developments, such as edgeto-cloud, low-power wide-area networks (LPWAN), gigabit ethernet, unified IoT frameworks and others become critical to the success of industrial networks and the organisations that deploy and rely on them.
www.panduit.com/edge
Next-generation cabinet with custom configurations to meet your network needs.
Next-generation cabinet with custom configurations to meet your network needs.
Next-generation cabinet with custom configurations to meet your network needs.
Scalability
Scalability
Configuration platform to create cabinet to meet your specification and requirements
Configuration platform to create cabinet to meet your specification and requirements
Scalability
Configuration platform to create cabinet to meet your specification and requirements
Ease of Use
Ease of Use
Easy to adjust E-rails, PDU installation and accessories to reduce installation time
Ease of Use
Easy to adjust E-rails, PDU installation and accessories to reduce installation time
Easy to adjust E-rails, PDU installation and accessories to reduce
Maximum Cooling 80% perforated doors for increasing power density in newer deployments
Maximum Cooling 80% perforated doors for increasing power density in newer deployments
Maximum Cooling 80% perforated doors for increasing power density in newer deployments
Universal design for server or network applications
Flexibility
Universal design for server or network applications
Flexibility
Universal design for server or network applications
Integrated Intelligence Turnkey deployment with pre-configured PDU, access control and environmental monitoring
Integrated Intelligence Turnkey deployment with pre-configured PDU, access control and environmental monitoring
Integrated Intelligence Turnkey deployment with pre-configured PDU, access control and environmental monitoring
www.panduit.com
Robust
Robust
Solid construction with Best-in-Class load rating for secure installation
Robust
Solid construction with Best-in-Class load rating for secure installation
Solid construction with Best-in-Class load rating for secure installation
Security
Choice of key lock, 3-digit combo or HID electronic and/or keypad lock.
Security
Security
Choice of key lock, 3-digit combo or HID electronic and/or keypad lock.
Choice of key lock, 3-digit combo or HID electronic and/or keypad lock.
Enhanced Cable Management
Choice of tool-less fingers, vertical cable manager and front-to-back cable manager
Enhanced Cable Management
Enhanced Cable Management
Choice of tool-less fingers, vertical cable manager and front-to-back cable manager
Choice of tool-less fingers, vertical cable manager and front-to-back cable manager
Advancing Sustainable Packaging Solutions
Wipak to Showcase Award-Winning GreenChoice Innovations at Fachpack 2024
Wipak is participating at Fachpack 2024, Europe’s premier packaging trade fair held in Nuremberg from September 24th to 26th, 2024. Wipak will be located at Hall 4, Booth Number 4-322, where it will showcase its innovative GreenChoice by Wipak solutions.
Wipak, recently awarded the prestigious German Packaging Award in the Sustainability category for its FlexPod™ solution, will be taking the stage at Fachpack’s Innovation Box Forum to present this revolutionary alternative to traditional cups, suitable for dairy products like yoghurt. Designed with over 95% PE (polyethylene), FlexPod™ changes the packaging of perishable
goods by eliminating the need for consumers to separate components, simplifying sorting and recycling. With its reduced packaging weight and convenient features like easy handling and laser perforation for simple opening, FlexPod™ offers both convenience and optimization for recycling.
Also, Wipak UK’s innovative packaging solution for the SMUG grated cheese has been shortlisted for the prestigious UK Packaging Awards. The 160g easy-open monomaterial doypack, reduces the carbon footprint by 20% compared to typical market standards for grated cheese. The packaging incorporates a gas barrier,
ensuring extended shelf life and preserving the product’s quality. The solution’s duplex structure eliminates unnecessary plastic from the supply chain, making it a more sustainable solution against market standards. The pack is easy to open and can be resealed for product freshness using a convenient zipper. Furthermore, the solution is fully recyclable through the UK’s OPRL’s return-tostore scheme.
Wipak’s GreenChoice solutions have been recognized and awarded in recent years, for example the recyclable packaging flow pack for grated cheese, awarded at the French Packaging Oscars (Oscardel’Emballage)
Regulatory compliance, particularly with regards to the Packaging and Packaging Waste Regulation (PPWR), is a top concern in the packaging industry
in 2022. GreenChoice by Wipak solutions are designed to seamlessly integrate into existing packaging lines, requiring no major machinery investment. This allows customers to transition to sustainable packaging smoothly and efficiently, without disruptions to their operations.
As a key player in the flexible packaging industry, Wipak recognizes the significance of Fachpack as a meeting point for the industry in Germany, where packaging trends, sustainability, technology, and processes take center stage. Wipak’s commitment to advancing sustainable packaging solutions and driving the future of the industry is underscored by its presence at the event.
Regulatory compliance, particularly with regards to the Packaging and Packaging Waste Regulation (PPWR), is a top concern in the packaging industry. Wipak understands these worries and provides expert guidance and tailored solutions to its customers.
“Our teams of specialists work
closely with our customers to deliver compliant packaging solutions that not only reduce environmental impact but also optimize and minimize the use of packaging materials. Over 60 percent of our standard portfolio is already replaceable by our sustainable alternatives. Moreover, our GreenChoice solutions from the so-called recyclable category, are designed according to latest design for recycling guidelines,” explains Susan Janssen, Manager Sustainability and Sustainable Products at Wipak.
In addition to its commitment to sustainable packaging, Wipak is at the forefront of driving innovation in Digital Watermarks technology. Through strategic collaboration with Digimarc Corporation, Wipak possesses the market’s leading expertise in seamlessly connecting physical and digital assets, revolutionizing brand-consumer interactions. This technology has proven to be highly effective in deterring counterfeiting, promoting circularity, enhancing recyclability, and minimizing plastic waste. Wipak works on the future of
full digitalisation regarding documentation along all stages of the value chain.
Wipak’s customers can now validate their recyclability rates at scale, ensuring environmental sustainability while embracing the opportunities of digitalisation.
Wipak is proud to collaborate in advancing the circular economy with partners such as HolyGrail 2.0, R-Cycle and Ceflex. Visitors to Wipak’s booth at Fachpack 2024 in Hall 4, Booth Number 4-322, are invited to learn more about these collaborative initiatives, and experience first-hand the innovative GreenChoice by Wipak solutions and digitally watermarked enhancements.
www.wipak.com
Why are food products with mislabelled allergens still on the shelf?
Visit Harford Control on Stand B46 at PPMA
Food recalls due to allergen mislabelling are still very common in the UK. Food Standard Agency data shows that 314 allergy alerts were issued in the reporting period for 2022/23.
The consequence of food recalls not only leads to tragic loss of life, but also causes serious damage to the brand’s financial health. Pret a Manger set aside £10m to cover legal costs after Natasha EdnanLaperouse died from consuming mislabelled baguettes in 2016 and Celia Marsh suffered from a fatal reaction to a ‘vegan’ wrap in 2017.
Whilst efforts are made to ensure allergens are properly labelled, some food and drink manufacturers are not fully aware of the allergen labelling guidance. Some choose not to invest further and instead opt to ‘hope for the best’. Others have integrated ineffective solutions, such as print rooms.
Print rooms cannot be solely responsible for ensuring that products are accurately labelled (that the right label goes on the right product), as workers may overlook allergens or ingredients. Besides, the print rooms may not have access to all the necessary information.
How to Ensure Accurate Allergen Control?
From raw materials to finished products, it’s the manufacturers’ responsibility to ensure allergen control and provide clear and safe products to retailers and consumers. Allergen control must include, but is not restricted to:
• Supplier verification: Verify that suppliers provide accurate
information about allergens present in their ingredients and adhere to appropriate safety standards.
• Allergen testing: Implement regular testing of both ingredients and finished products to verify the absence of allergens and detect any contamination. This can include laboratory testing as well as on-site testing methods such as swabbing for the presence of allergens.
• Accurate labelling: Review and improve their labelling and inspection procedures regarding allergen declarations to ensure clear and accurate labelling of all known allergen ingredients.
Harford Autocoding: 100% Verification of Packaging Accuracy
Harford Autocoding Solutions help manufacturers ensure 100% verification of packaging accuracy, to avoid inaccurate label information and unnecessary wastage. The solutions can be integrated into production lines to send real-time actionable data directly to those who need it. At the start of each production run, the system will ensure that label printers are set up accurately and in-line barcode scanners
are configured to check that the correct packaging materials and labels are used – on each individual product, case or pallet. In some instances, on-line integrated cameras may also be required to ensure that the pre-printed packaging displays the correctly highlighted allergens.
Though this is a huge, essential step towards ensuring compliance, it must also be said that no automated system can ever guarantee total compliance, and full training and operator engagement are also essential to provide world class due diligence.
Harford have enormous experience in helping food and drink manufacturers ensure greater accuracy of labelling for control of allergens, date coding, quality and much more. If you are ready to eliminate risk and improve labelling accuracy using Harford Autocoding, please reach out to us at info@harfordcontrol.com or give us a call on +44 (0)1225 764461.
*Harford Control announced a solution range update earlier this year and we will showcase our latest end-to-end MIS/MES system on Stand B46 at PPMA.
When we help, the Harford system is built to scale across each factory, from goods-in to despatch. With Harford's MIS/MES solutions, all production-related information is available within a single system. All collected data is analysed, prioritised & distributed to networked factory screens, PCs, laptops, tablets and mobile phones, in real time, so that operators can make immediate adjustments to improve performance.
Hart’s airports mapped out
Hart’s map of its international airports’ contracts has been upgraded to include its most recent one at Aruba, the island nation in the southern Caribbean Sea just north of the coast of Venezuela.
“It is an impressive display of our global reach,” says Doug Hart, chairman and founder of Hart Door Systems. “And it underlines the value of our broad range of industrial doors enabling us to deliver solutions through our Speedor range of highspeed doors and our specialist shutters which includes our Conveyor door which is designed to integrate with thirdparty baggage handling systems.”
Mr Hart adds: “I think it is a fair comment to say that 24 hours a day somewhere in the World there is a Hart door in operation at an international airport. As the map shows we range from the Falklands in the south, to Vladivostok in the east, Bergen to the north, Aruba in the west and a lot between.
“This is a tremendous accolade for the entire team at Hart. Our product specialism for airports is second to none and comes from our policy to drive airport door systems development and product testing that ensures the systems produced by Hart are reliable and work as specified.
“Airport doors play a huge role in the safety and security within airports, and specialist door systems play an integral part in controlling key areas. Our doors aid the management of security and fire risks by securing zones from the public or intruders and by providing a physical barrier from attack or reducing fire spread.
“The Hart Speedor Conveyor door is designed to integrate with thirdparty baggage handling systems. It is supplied as a built unit with easy ‘plug and play’ installation.
I
think it is a fair comment to say that 24 hours a day somewhere in the World there is a Hart door in operation at an international airport.
Hart has the airport experience to deliver the required solutions in exceptionally busy environments.
“For automated security and fire separation, individually or collectively, Hart developed operating systems to be able to consider integration of doors into the building security and management systems along with standards compliance.
“For high wind resistance Typhoon roller shutters resist wind up to 3000 pascals and high
security to BRE standards SR4 Terror Screen is your answer.
“Using these systems allows zones to be secured from intruders, delivering attack, threat and fire/ smoke-spread prevention as well as safety for the public. We are even contributing to an airport’s environmental strategy through the doors’ energy saving qualities.
“All in all our considerable investment in product development that conform with relevant standards across the Globe has been very worthwhile not just for us but for our many clients.”
www.hartdoors.com
Doug Hart, chairman and founder of Hart Door Systems
Correct extraction system modifications reap benefits
Paramount extracts waste that includes physical waste, dust, fumes and heat. Changes in plant layouts, additions and removals of machinery calls for modifications to extraction systems. Whilst small unqualified modifications can be undertaken with little influence on a well designed, balanced system, further changes over time can affect performance and efficiency.
A recent enquiry and subsequent successful order was secured for the relocation and reduction of a waste extraction system at a high-quality, London printers. An initial survey, prior to order placement, confirmed all was not well with the system, but also with the redesign and rebalancing, savings were likely.
Paramount’s Service Engineers worked through the weekend to install the redesigned system based on the new data and calculations. The Customer ended up with a tidier roof space, made savings that would pay for the work in 2 ½ months and reduced ongoing fan running costs by half.
Could your extraction system be costing you more than necessary ? Contact Paramount Waste, currently celebrating 25 years in business.
Rotech End of Shaft or belt driven units are used for monitoring: - Stop/slip - Underspeed/overspeed - Interlocking/sequencing
Menzel Elektromotoren has found a suitable location for a new factory building with state-ofthe-art equipment in Hennigsdorf, just outside Berlin
Menzel opens new headquarters and motor plant
Menzel Elektromotoren has celebrated the opening of its new headquarters near Berlin with a grand inauguration party. In honor of company founder Kurt Menzel, the date was set for his 120th birthday on 14 May 2024. With increasing numbers year on year, the German manufacturer successfully markets its industrial motors and tailor-made drive systems worldwide. This continued success, now required more space with modern production facilities designed for efficient processes, and larger, heavier machines. In addition to state-of-the-art machinery, efficient paint shops and test fields that can accommodate even the largest motor configurations, the new plant is prepared for further growth. In coming years, the workforce at this site can be expanded from around 100 to 150, allowing the manufacturer to meet all customer requests.
Menzel manufactures its own motor series and also specializes in custom models and exact replicas of existing machines. Menzel builds
new motors with outputs up to and beyond 25 MW from scratch, stocks a large range of motor variants up to 15 MW and adapts them at short notice for various drive tasks. The company also offers testing of motors, generators and rotary converter sets. Since the official factory commissioning on 2 January 2024, the quality management system has already been certified according to DIN EN ISO 9001:2015.
More information: www.menzel-motors.com/article/ moving-to-new-motor-plant/
Dates and figures on the construction of the new plant:
- Foundation stone laying: 11 June 2022 at > 30 °C
- Topping out ceremony: 16 December 2022 at -10 °C
- Construction period: 17 months, completion on schedule
- Official commissioning: 02 January 2024
- Hall floor space: 6416 m²
- Office floor space: 2096 m²
- Plot size: 22928 m²
- Earmarked expansion area: ~ 4000 m²
- Modules and material:
o 96 windows
o ~ 300 steel sandwich panels
o ~ 36 km low voltage cables
o ~ 24 km communication lines
o ~ 1,3 km building management system cables
o ~ 500 sockets
o ~ 600 data ports
o ~ 500 lighting, inside and outside
- Staff at headquarters:
o Currently almost 100 employees from over 20 nations with a combined 933 years of work experience at MENZEL
o Capacity for 150 employees
- Relocation cargo:
o ~ 300 truckloads
o ~ 2000 moving boxes
- Broken tethers: ~ 10000
- Satisfaction barometer from handover to today, 5 months after commissioning (mean value): 100 %
NEW ELECTRIC MOTOR PLANT FROM JANUARY 2024
24,000 m 2
MORE THAN 20.000 MOTORS AVAILABLE FROM STOCK!
Motors up to 25 MW and 13.8 kV
• Low voltage slip-ring and squirrel cage motors up to 3,000 kW
• Medium voltage slip-ring and squirrel cage motors up to 15,000 kW
• Direct current motors up to 2,000 kW
• Frequency converter-proof drives
• In-house load test facility up to 13.800 V, 2.300 kVA, 120 Hz
Customized special designs
• Custom designs for special applications and operating conditions
• Optimized motor design for higher efficiency
• Mechanically and electrically interchangeable motors
Knowles revolutionises warehousing operations with cutting-edge drone technology
End-to-end supply chain solutions specialist Knowles Logistics has invested in state-of-the-art drone and robotics technology to revolutionise its warehousing and inventory management operations.
The drone, known as inventAIRy XL, is supplied by industrial automation technology experts, RAWview and has been specifically designed for the logistics sector to drive efficiencies across warehousing operations, offering unparalleled accuracy and traceability in inventory management.
This innovative technology can fly to designated racked pallet locations, scan barcodes, and cross-reference the data with the company’s Warehouse Management System, all without human supervision.
In the initial integration process, RAWview generated a digital 2D map of Knowles’ 90,000 pallet capacity Wisbech based site, including specific rack layouts, which the drone and ground robot will use to navigate and assign barcode data to the corresponding pallet locations.
The innovative solution also ensures that the drone can autonomously navigate warehouse environments, even in low-light or even complete darkness.
The fully autonomous drone is able to operate for up to 5.5 hours continuously, during which time it can visit and scan between 2,500 to 3,000 individual pallet locations.
In contrast to manual operations, which are widely estimated to handle 40-60 locations per hour, the drone system can scan between 400-500 locations in the same time
period, all without the need for material handling equipment (MHE) or human labour.
With a capability to support GS1 barcode types, inventAIRy XL is well-suited for managing inventory that requires detailed tracking, such as foodstuffs – a key feature for Knowles which specialises in the storage and distribution of ambient products.
GS1 barcodes include crucial information such as product expiry dates, which the Knowles’ new drone system can decode and relay to the warehouse management team, allowing them to prioritise the picking of products nearing their sell-by dates, ensuring optimal stock rotation and minimising any unnecessary waste.
Alex Knowles, Managing Director of Knowles Logistics commented: “As a business we pride ourselves in carrying out our work with precision and accuracy, therefore finding new and innovative ways to improve our processes, efficiencies and increase transparency is something we are continuously mindful.
“RAWview and their capabilities in streamlining inventory auditing has enabled us to integrate this cutting-edge technology into our operations.
“It has been a game-changer for our perpetual inventory (PI) teams and
customer offering. By automating our inventory management process, we can now guarantee total accuracy and traceability from the moment products enter our facility to the point they leave – in turn providing our customers with a much better view of their stock in real time compared to manual PI teams in scissor lifts.
“The speed of our scanning time has improved well over 100%. It’s these kind of efficiency improvements that we feel is vital to future proofing our operation and ensure that we continuously meet the demands of our customers by staying ahead of the curve.”
Joe Waldron RAWview Director of Integrations commented: “We were delighted to have been awarded with the opportunity to work with Knowles to deliver this innovative project.
“Their commitment to enhancing operational excellence and embracing change has been clear to see. Working with a team who share our vision to solve some of the logistics industry’s most complex challenges with innovation has been a major contributor to the project’s success.
“The implementation of the inventAIRy XL autonomous drone solution is a testament to what can be achieved with a forward-thinking approach. At RAWview, we take great pride in delivering cuttingedge automation technologies and enjoy working with partners who are eager to push boundaries. We look forward to continuing our successful collaboration with Knowles.”
With the rapid increase of energy costs, businesses are looking at reducing their electricity usage while maintaining comfortable and compliant conditions for products and staff. EcoCooling offers a costeffective cooling solution for food storage and processing facilities. With blanket or spot cooling options available, evaporative cooling offers a flexible approach to process or people cooling that can be easily retrofitted to the majority of buildings.
Key Benefits:
Evaporative cooling adds humidity to the air, which can be beneficial to some food storage environments such as bakeries, wine and chocolate producers, cereal manufacturers and more, with some of the leading UK brands utilising our equipment for the processing or packing facilities, including Subway, Hotel Chocolate, Premier Foods, Greggs.
Evaporative cooling pad, using water to cool the air
The most energy efficient cooling system for large spaces
Even on the hottest days, a standard unit covering a 250m2 area or spot cooling a 15m diameter zone can operate at a cost less than 13p in electricity and 1p in water per hour, based on service costs of £0.12/kWhr and £1.20/cum respectively (2021 figures). This gives an energy saving of 90% on an equivalent refrigeration-based system with a 35kW cooling load.
Case Study – Premier Foods
Evaporative cooling is extremely beneficial in a bakery environment. The humidity levels keep the bread fresh and don’t dry it out, unlike traditional air conditioning which is extremely dry and can often shorten the lifecycle of fresh produce, so it is highly effective for bakery cooling.
Premier foods were looking for a cost-effective bakery cooling strategy for their Barnsley site. Evaporative cooling can guarantee cool supply air of below 25°C all year round in the UK, making it the perfect solution for those wanting to reduce temperatures in their bakeries. 12 down discharge EcoCoolers were supplied and fitted to 12 existing Air Handling Units (AHU’s) on the roof of Manor Bakeries, Barnsley to provide
cooling for the bakery. The existing refrigeration based cooling system has been decommissioned and the packaging area is now solely cooled using the EcoCooling Evaporative cooling system.
Following commissioning the system was tested and monitored, the following performance figures were recorded for the facility:
EXTERNAL AMBIENT = 23°C (WARM SUNNY CLEAR DAY)
AIR TEMP OFF COOLER = 16.6°C
AIR VOLUME THROUGH COOLER = 4.47M3/S
PRESENT COOLING CAPACITY = 34KW PER COOLER
TOTAL SYSTEM CAPACITY = 12
COOLERS X 34KW = 408 KW
www.ecocooling.co.uk
Bakery
Sugar Factory
Food Packing Facility
External EcoCooler
Minebea Intec presents NEW BLUE HMI
Minebea Intec, one of the world’s leading manufacturers of weighing and inspection technology, will be presenting new products at PPMA 2024 in Birmingham from 24-26th September. The focus will be the latest innovation, the “Blue HMI” user in-terface for checkweighers. The interface enables intuitive opera-tion and thus offers maximum userfriendliness.
NEW BLUE HMI
Minebea Intec offers a broad portfolio of high-precision checkweighers and, with the new Blue HMI, has further devel-oped the user interface for the entire product range with a view to the future.
Whether you need to introduce a new product, adjust line parameters or define a batch report: The new Blue HMI user inter-face makes working with checkweighers easier and more efficient. Thorsten Vollborn, Head of Product Management Inspection & Digital Services at Minebea Intec, emphasises the advantages of this technology: “The design concept of Blue HMI is based on what we know from our daily work with high-tech devices. The user-friendly menu navigation and new workflows simplify operation considerably and shorten the familiarisation period.
In addition to user-friendliness, data security and flexibility also take centre stage. For administrators, Blue HMI offers new and extensive setting options for user and group management. To en-able ergonomic working on the system, all checkweighers - includ-ing the Synus®, Flexus® and EWK product series - are now also available with a movable display variant.
Maximum control
Blue HMI enables advanced monitoring and analysis functions for checkweighers for better quality
control and process optimisa-tion.
“The operating unit displays the overall system effectiveness and other statistics based on the current weighing results. It also has various logging functions that make it ideal for audits,” says Dr Thorsten Vollborn. As checkweighers are often located at the end of a production line, the integrated overall equipment effective-ness provides a clear overview of the efficiency of the production line. All of this is displayed in a new dashboard or “control centre” via new widgets and diagrams.
Versatile interfaces enable optimum integration into the line
With the new user interface, Minebea Intec fulfils the needs
integrated in accordance with specification 40200 (Companion Specification Weighing) and is optionally on board. The interface can also be expanded to in-clude the PackML specification 30050 (Companion Specification PackML according to OMAC). “The new ‘Browser Remote View’ function particularly demonstrates the advanced technology of the Blue HMI,” says Thorsten Vollborn. “Similar to an internet router at home, the interface can be loaded like a website in a browser on an authorised client.” The technology used is plat-form-independent and can therefore be used from any device with a browser, be it a PC, a mobile phone, a tablet or a TV in the meeting room.
Minebea Intec at PPMA 2024
Want to find out more about the numerous innovations from Minebea Intec and benefit from meeting specialists? Then we would be delighted to welcome you to Minebea Intec’s exhibi-tion stand B52 in Hall 5.
www.minebea-intec.com
The new product VisioPointer® is one of ree new Vision Inspection products from Minebea Intec and fur er enhances e already popular inspection portfolio. It is also one of e key products at helps drive automation wi in food production and manufacturing. Combined wi e Automatic Weigh Price Labeller WPL-A customers can automate eir entire end of production line where labelling plays a significant part of e manufacturing.
The new product VisioPointer® is one of ree new Vision Inspection products from Minebea Intec and fur er enhances e already popular inspection portfolio. It is also one of e key products at helps drive automation wi in food production and manufacturing. Combined wi e Automatic Weigh Price Labeller WPL-A customers can automate eir entire end of production line where labelling plays a significant part of e manufacturing.
HPC: Supplying the food packaging & processing industry with air for the past 40 years
HPC is a core supplier in the oil-free (dry screw) compressor and on-site nitrogen gas generation market. Due to its decades-long partnerships with KAESER Kompressoren and Parker Hannifin, HPC has been able to serve the food processing and packaging industry for over 40 years with the most reliable and energyefficient compressed air and nitrogen generation equipment.
Meeting the strictest air quality standards, HPC offers the full range of independently certified Class 0 oil-free compressors to meet all the critical demands of the food and beverage industries. The compressed air and nitrogen gas generated can safely be used in processes where the air or nitrogen is in ‘Direct Contact’ with the food product, ensuring both product quality and safety.
With their “built for a lifetime engineering”, HPC’s 2-stage oil-free rotary screw compressors deliver the best combination of efficiency and reliability. Designed for lower service costs, with tailored customer maintenance packages, HPC offers a range of energy-efficient fixed or variable speed models in an array of power sizes (2.2kW up to 355kW) and pressure options. With either integrated refrigerated or heat-ofcompression dryer options and advanced control and monitoring, HPC oil-free compressors comprise tried and tested components that deliver the durability and compressed air availability to meet the toughest demands.
HPC’s range of reliable, energyefficient, and independently certified ISO8573-1 Class 0 oil-free compressors also offer a unique heat recovery system, making it the first choice for reducing energy costs and carbon footprints.
HPC’s leading range of cost-effective nitrogen gas generation systems
With
their
“built for a
lifetime engineering”, HPC’s 2-stage oilfree rotary screw compressors deliver the best combination of efficiency and reliability.
enable food and beverage producers to satisfy their total demand for foodgrade nitrogen gas on their premises – and under their complete control. This enables them to significantly reduce operational costs as well as their carbon footprint. Moreover, they are fully compliant with the relevant statute for food grade nitrogen EU231/2012, and third party validated for scrutiny under any audit requirements.
Using HPC’s nitrogen gas generators for Modified Atmosphere Packaging (MAP), can extend shelf life, preserve flavour and nutritional value, drive sales and increase export opportunities.
Nitrogen generators can be integrated into new and existing HPC air compression systems. HPC’s oil-free compressors and nitrogen generators are backed up by HPC’s 5-year No Quibble Warranty and are supported by over 100 highly qualified engineers from HPC centres and HPC’s nationwide Authorised Distributor Network.
Speak to an HPC specialist about the needs of your operation on 0845 4300 472.
Industry leader Jenny Stanley launches comprehensive book on connected packaging
Creative technology studio Appetite Creative has announced the launch of a brand-new book, ‘Connected Packaging: The GameChanging Marketing Tool’ authored by its Managing Director, Jenny Stanley. A pioneer in the connected packaging industry, Stanley’s comprehensive guide offers fresh perspectives on this rapidly evolving field.
The book provides an extensive exploration of connected packaging that bridges the gap between physical products and digital experiences. Spanning nine chapters, the book covers everything from the historical evolution of connected packaging and future trends to regulatory and ethical considerations. Packaging legislation, especially in the European Union, has been
reformed substantially since 2018, and this is the first comprehensive book on the topic to include insights and advice for those navigating this recent wave of change.
“Connected Packaging is not just a trend; it’s the future of brandconsumer relationships,” said author Jenny Stanley. “This book aims to demystify the technology and showcase its immense potential for marketers and brands alike.”
Drawing from her extensive experience and Appetite Creative’s position as a global leader in the sector, Stanley offers readers a unique blend of practical insights, case studies, and future projections. The book also includes a glossary
of terms and a comprehensive list of resources for further reading, making it an essential reference for professionals in marketing, packaging, and brand management.
The book features contributions from industry leaders, including executives from AIPIA, Domino, GS1, Digimarc, PolyTag, Avery Dennison, Koenig & Bauer, Laava, Amazon and Packaging Europe providing a comprehensive view of the Connected Packaging landscape. These expert insights offer readers a well-rounded understanding of the technology’s applications across various sectors.
“Jenny Stanley’s book is a mustread for anyone in marketing or packaging innovation,” said Ali Azar, Global Product Manager at
Tetra Pak. “It offers a clear roadmap for brands looking to stay ahead in the digital age.”
“Jenny is a powerhouse in the world of connected packaging – super knowledgeable, always curious and a keen collaborator. Her energy is infectious and she has regularly brought the industry together to extend the limits of what can be achieved with next generation solutions,” said Alice Rackley, CEO and co-founder at Polytag Limited.
“This book is a game-changer for the packaging industry. It provides invaluable insights into how connected packaging can revolutionise supply chain management and enhance consumer engagement,” said Rachel Sheldon, Sustainability and Innovation Manager at Greiner Packaging.
Key topics covered in the book include:
1. The Evolution of Connected Packaging: A chronological journey from barcodes to advanced technologies like NFC and AR.
2. Technology Behind Connected Packaging: In-depth explanations of QR codes, NFC, Bluetooth beacons, and digital watermarking.
3. Business Case for Connected Packaging: Insights into marketing, supply chain management, and
This book aims to demystify the technology and showcase its immense potential for marketers and brands alike.
sustainability benefits.
4. Case Studies and Industry Examples: Analysis of successful campaigns and lessons learned.
5. Consumer Experience: Understanding interactive engagement and leveraging behavioural insights.
6. Designing and Implementing Connected Packaging: Strategic planning and implementation strategies.
7. Future Trends: Emerging technologies, market predictions, and potential challenges.
8. Regulatory and Ethical Considerations: Compliance, privacy, and ethical marketing practices.
9. Conclusions and final summary.
‘Connected Packaging: The GameChanging Marketing Tool’ is now available to buy from Amazon.
www.appetitecreative.com
Drive systems from NORD for all packaging process stages
Drive specialist NORD DRIVESYSTEMS will present its comprehensive product portfolio and its packaging industry expertise from 24 to 26 September 2024 at Fachpack in Nuremberg. In Halle 3C, Stand 440, the company will present tailormade, economical and sustainable drive solutions for all stages in the packaging process – primary, secondary or end-of-line packaging. They are optimally tailored to the specific requirements of all types of packaging, strapping and palletising machines and contribute to a significant reduction in the Total Cost of Ownership (TCO).
With the compact drive systems, machine operators benefit from reduced maintenance effort (“plug-andplay”), more space in the control cabinet, less wiring effort and simplified maintenance. Fachpack visitors can experience the benefits that can be achieved for their own applications at first hand. These trade fair highlights await visitors at the stand of drive specialist NORD:
End-of-line packaging – less effort, maximum process stability
End-of-line packaging is characterised by heavy loads, high forces and long travel distances. For these applications, NORD developed efficient decentralised drive solutions with frequency inverters that ensure safe (motion) control for heavy loads. The lean, reliable systems allow a great level of freedom in system design and reduce installation effort. Overall, users benefit from a wide product range as well as low procurement costs and faster commissioning compared to solutions with servo drives.
NORDAC ON/ON+ – compact solution
In the area of infeed and handling
With extensive digital and analogue inputs and outputs as well as optional In/Out extension, it offers high compatibility with common PLC controls.
of packaging machines, the decentralised NORDAC ON/ON+ frequency inverters convince with their compact design and high reliability. They are characterised by PLC functionality for functions close to the drive unit (PLC onboard) and an integrated Ethernet interface. ProfiNET, EtherNET
IP and EtherCAT can be set via parameters. Compared to conventional centralised frequency inverters, they significantly reduce the wiring effort. They are available in two variants: NORDAC ON has been designed for use with asynchronous motors whereas NORDAC ON+ is intended for the combination with high-efficiency
IE5+ synchronous motors. With their plug-and-play function, the smart inverters provide a compact and economical solution for modern production environments.
NORDAC FLEX SK 200E –compact and flexible
The NORDAC FLEX SK 200E frequency inverter is the most flexible of its kind from NORD.
Thanks to its scalable functions, it can be optimally adapted to the requirements of customers in the packaging industry.
With extensive digital and analogue inputs and outputs as well as optional In/Out extension, it offers high compatibility with common PLC controls. It features an expandable Ethernet interface and is compatible with all common higher-level PLC controls and NORD frequency inverters.
NORDAC
LINK – easy to install
The NORDAC LINK allows to implement flexible decentralised drive solutions. Available as a frequency inverter and motor starter, it provides simple installation and maintenance. It is flexible to configure and easy to operate, facilitates the integration into all common bus systems and reduces the wiring effort.
Servo adapter for precise packaging processes
NORD’s servo adapter solutions offer seamless integration for NEMA and IEC flange motors. The adapters enable reliable connections that withstand the demanding conditions in the packaging industry. They consist of robust, durable materials and feature simple installation and maintenance. All in all, they maximise the performance of the motors and improve the productivity and quality of the packaging processes. The servo adapter solutions can also be adapted to individual customer requirements.
NORD DRIVESYSTEMS will present these and more drive solutions from 24 to 26 September 2024 at Fachpack in Nuremberg. You will find the company at Stand 440 in Hall 3C.
www.nord.com
Alesayi expands packaging and product portfolio with state-of-the art BIB packaging system from SIG
Alesayi Beverage Corporation, a leading beverage manufacturer in Saudi Arabia since 1959 with 60% market share in the energy drinks’ category, is partnering with SIG to expand its product and packaging portfolio. Using a state-of-the-art SIG SureFill 42 Aseptic BIB filling system, Alesayi will launch exciting new products in hotels, restaurants and cafes (HoReCa).
For Alesayi Beverages this is a completely new entry into the business with products in bagin-box packaging, relying on the expertise of SIG who is the global leader in BIB packaging. SIG will initially supply Alesayi Beverages with its SIG SureFill 42 Aseptic filling line, as well as 10L SIG bags using the SIG 2Pure Film, a onelayer film specifically developed for water and ideal for BIB applications, retaining a high water
quality for up to a year without affecting taste. The 10L bags come with SIG OptiTap 2300 fitment, a self-closing thumb toggle valve for simple, intuitive and consistent dispensing of water and other beverages, offering convenience to consumers.
Mohammed Ali Alesayi,
Chief Board of Directors and CEO
at
Alesayi
Beverage Corporation: “This is just the beginning of our long-term strategic partnership with SIG, as we continue our ambition to become the number one food and beverage copacker in the MEA region. We’re committed to offering our customers SIG’s unique portfolio of sustainable packaging solutions, including aseptic carton, bag-inbox and spouted pouch, as well as accelerating our sustainability roadmap.”
This is just the beginning of our long-term strategic partnership with SIG, as we continue our ambition to become the number one food and beverage co-packer in the MEA region.
The new BIB system will be located at Alesayi Beverages new state-ofthe-art production facility in Jeddah, which covers more than 98,000 square meters built up area.
Abdelghany Eladib, President & General Manager India, Middle East and Africa at SIG: “By operating our bag-in-box packaging system, Alesayi Beverages will benefit from the system’s flexibility and high performance, enabling product diversification using a number of bag shapes, sizes and fitments. Alesayi will be able to cater to the different business needs of the HoReCa market, starting with water and then moving on to juices and condiment sauces. We look forward to developing our strong partnership and helping Alesayi to launch novel products in our highly convenient packaging solutions.”
Alesayi strives to be a leader in the beverage business and to offer its co-packing customers additional solutions such as juice dispensers as well as coffee and CSD post mixes. More information at: https://alesayibeverage.com/
Parker Bioscience Filtration launches innovative new filter for sterile gas filtration
Parker Bioscience Filtration, part of Parker Hannifin, the global leader in motion and control technologies, has introduced a new range of sterilizing grade gas filters which have been designed to increase microbial security and reduce operational costs in the food and beverage industry.
The company’s new ASEPT-X2 filters, which feature a hydrophobic and hydrophilic construction, have been developed and validated to withstand elevated temperatures without the need for condensate management. This enables the filters to work effectively for long periods when exposed to harsh processes such as tank venting and Steam In Place (SIP) sterilization, which are common in aseptic processing and packaging operations.
The combination of hydrophobic and hydrophilic properties in the sterile gas filter enables the ASEPT-X2 to handle bulk condensate by allowing aqueous flow through the hydrophilic membrane. This limits the effects of hydrophobic membrane blinding which is a significant issue for traditional hydrophobic PTFE membrane filters which come into contact with condensate.
This improved resistance to liquid blinding allows the ASEPT-X2 to operate within exposure to bulk condensate, which is common in complex piping and large automated systems.
As ASEPT-X2 can operate effectively when it is exposed to gas and air with a high vapour content, it has applications as an off-gas sterilization filter in industrial fermentation processes, and in other conditions where filters are exposed to high levels of condensate, such as during SIP cycles.
With its sites in Birtley (UK) Oxnard (US) and Jangangongdan (South Korea), Parker Bioscience Filtration
The risk of contamination due to filter failure is reduced, as the integrity of ASEPT-X2 filters can be maintained under harsh conditions.
supports customers both locally and globally in improving process control, efficiency and supply chain security throughout their production and packaging processes.
The ASEPT-X2 filters have been validated to withstand 150 SIP cycles in forward and reverse directions. They have a maximum continuous operating temperature of 70°C and are capable of withstanding aggressive differential pressures of up to 1.5barg at 140°C.
The filters are also fully validated for bacterial, spore and bacteriophage retention.
The extended service life offered by the ASEPT-X2 filter range can help food and beverage manufacturers and processing and packaging operations reduce consumable spend and improve efficiency, as filters will be replaced less frequently.
In addition, the risk of contamination due to filter failure is reduced, as the integrity of ASEPT-X2 filters can be maintained under harsh conditions.
ASEPT-X2 is an enhanced version of Parker’s ASEPT-X filter, which was first introduced in 2018.
ASEPT-X2 joins a range of Parker solutions which are used in the Hazard Analysis and Critical Control Points (HAACP) regimes of food and beverage manufacturing and processing facilities. These include HIGH FLOW BIO-X sterile gas filters and HIGH FLOW TETPOR II sterilizing grade filters, which are used in applications such as tank filtration and product purge, and VALAIRDATA 4, a fully automated aerosol challenge integrity test unit, which has been designed to test the integrity of sterile gas filters quickly and easily.
Mark Richardson, processing product manager at Parker Bioscience Filtration, said:
“At Parker, we have a deep understanding of the challenges end-users face, so we were aware that when traditional sterile air and gas filters are used in harsh process environments, they could be prone to failure due to their inability to pass bulk condensate under high pressure steam cycles.
“ASEPT-X, which addressed these issues, was a major leap forward in sterile air and gas filter technology, and with further performance enhancements and an even more robust design, ASEPT-X2 will help the food and beverage industry achieve greater efficiencies and cost reductions, while protecting products and consumers from contamination risks.
“The launch of the ASEPT-X2 range demonstrates Parker Bioscience Filtration’s commitment to product development, to support the evolving demands of the food and beverage industry.”
Parker Bioscience has five decades of experience in working with the international food and beverage sector and offers a wide range of filtration solutions.
For more information, visit www.parker.com/bioscience
Symington’s first in UK to choose recyclable K3® r100 from Greiner Packaging
Symington’s has been using Greiner Packaging’s K3® cardboard-plastic packaging solution for its Naked brand instant noodles since 2021 and is now the first UK food producer to move its Oatburst instant porridge brand to Greiner’s award winning K3® r100 self-separating variant.
“The K3® r100 product innovation has made the impossible possible,” says Greiner Packaging UK & Ireland Sustainability and Innovation Manager Rachel Sheldon. “The cardboard wrap and plastic packaging separate from each other without human intervention during the waste disposal process.”
“This means that achieving a high recyclability rate (up to 98%) does not depend on proper separation by the end consumer – which was the case with all previous K3® packaging – as it now happens completely independently before the used packaging reaches the recycling facility.”
K3® r100’s sustainability credentials are a perfect match
“Oatburst is ideal for people on the go, so we are delighted that however consumers dispose of the empty container when they have finished enjoying their instant porridge snack, the two packaging materials will selfseparate to enable recycling during the waste disposal process,” says
The K3® r100 product innovation has made the impossible possible.
Symington’s Finance Director Julian Wetton.
“We were already fans of the original K3® packaging solution from Greiner Packaging, but this new K3® r100 development is really exciting as we can be confident that we have put a perfectly recyclable product into the market.”
Award winning K3® r100
Invented by Greiner Packaging over 40 years ago, and designed for recycling, the K3® cardboard-
plastic cup is not only convenient and features an appealing look – its sustainability characteristics are extremely attractive, too. It features a unique tear-tab so that consumers can intuitively separate the cardboard outer wrap from the lightweight plastic cup to enable recycling.
With the latest development, K3® r100, the materials separate themselves before they reach the near-infrared detection (NIR) system at the recycling facility, leading to proper detection, sorting and recycling. K3® r100 therefore enables cardboard and plastic to be assigned to the correct material streams during the initial sorting process, before being recycled.
In January, K3® r100 received the World Star Packaging Awards, and last October, Greiner Packaging received the Green Packaging Star Award, from the Austrian magazine KOMPACK, for Berglandmilch being the first company in the country to use the self-separating K3® r100 packaging.
As demand and reliance on plastic injection moulding rises, so are concerns about its environmental impact and energy consumption.
Here, Nigel Smith, managing director at TM Robotics, the official distribution partner of Shibaura Machine injection moulding machines in the UK and Ireland, highlights the role of all-electric moulding machines in advancing sustainability in UK manufacturing.
According to Grand View Research, forecasts suggest that the compound annual growth rate (CAGR) for the injection moulded plastics market will rise by 4.6 per cent through 2028. The anticipated growth is being driven by the growing demand for plastic components across various industries including automotive, packaging, home appliances, electrical and electronics and medical devices.
The market growth will be especially fuelled by rising investments in the packaging and automotive sectors, with automotive companies increasing their production capacities and prioritising weight reduction to enhance fuel efficiency. For instance, the increasing use of plastics to replace metals and alloys in automotive components is predicted to drive product demand among end users — and will offer significant opportunities for injection-moulded plastics to enter the market.
But, as demand and reliance on injection moulding rises, so too are concerns about its environmental impact and the energy consumption of moulding processes. Combining high temperatures, pressures, cooling requirements and equipment operation, injection moulding can be a very energy-intensive manufacturing process.
Fortunately, all-electric injection moulding machines are offering an alternative to more energyintensive hydraulic models. Let’s look at how all-electric machines can support the rise of injection moulding, while addressing environmental concerns.
Eco-friendly packaging
One company that is embracing the advantages of all-electric injection moulding machines is Lotan, a UK-based manufacturer. The manufacturer specialises in sustainable packaging solutions for various industries including food and beverage, cosmetics, pharmaceuticals and retail. Lotan wanted to achieve a balance between functionality, costeffectiveness and eco-friendliness in its packaging solutions.
The company turned to Shibaura Machine all-electric injection moulding machines, supplied by TM Robotics. Performance benefits of the machines include a range of clamping force from 50 to 2,500 tons, which can be calibrated by a digital direct screw transfer (DST) control for added production flexibility. Other advantages included faster injection speeds and improved cycle times. In addition, the machines’ userfriendly interface and Internet of Things (IoT) integration could help to simplify Lotan’s operations and support its preventive maintenance.
Performance tests
Performance tests conducted by Shibaura Machine ensure the energy efficiency of all-electric
injection moulding machines. In one instance, the performance of an all-electric Shibaura Machine’s EC650SX-61B IMM, which boasts a clamping force of 650 tons, was evaluated against hydraulic servo alternatives. The EC650SX61B IMM showcased a notable 51 per cent reduction in energy consumption.
In another test, Shibaura Machine’s 1,800 ton EC1800SX155B model was put against a rival all-electric injection moulding machine. Both machines exhibited similar energy consumption levels — but Shibaura Machine’s EC1800SX-155B showcased a superior cycle time and an impressive 30 per cent overall energy efficiency gain.
Lotan’s use of Shibaura Machine all-electric injection moulding machines has yielded substantial energy savings of up to 40 per cent compared with traditional hydraulic counterparts. The company has also reported significant improvements in performance, and costeffectiveness, and ordered several more Shibaura Machine injection moulding machines from TM Robotics — specifically its newest SXIII range.
As the demand for plastic components continues to grow, so too is the imperative to adopt sustainable manufacturing practices. Fortunately, all-electric injection moulding machines have a significant role to play in industry’s ambitions for better sustainability and operational efficiency.
To learn more about how Shibaura Machine’s all-electric injection moulding machines support sustainable manufacturing, visit TM Robotics’ website.
www.tmrobotics.com
The whole range of packaging solutions at PPMA
Shrink wrapping, ecommerce bagging and packaging materials will all be represented at the Yorkshire Packaging Systems (YPS) stand at this year’s PPMA Show.
Stand E20 will be displaying two very different shrink-wrapping machine options. Both achieve impressive production speeds resulting in high throughput.
For display applications, an automatic l-sealer will be presented, which produces glossy, wrinkle-free, shelfready packaging. The model displayed features a
servo-driven sealing jaw for precise movement which increases line speed whilst achieving an excellent aesthetic finish.
A side-feed sleeve wrapper, ideal for transit wrapping applications, will also be on show. The ultimate in flexibility, it can wrap multipacks or singles, trayed or trayless collations, with minimal disruption when changing between pack types.
Joining the two shrink wrappers will be two vertical bagging machines, which can maximise throughput for operations preparing products for mailing. They feature advanced technology including integrated data banks, labellers, scanners, and printers (including direct on-bag printing) for a secure all-in-one solution.
On show side by side, one will be running paper and the other polybags, demonstrating the different material options available. The stand will also feature YPS’ new materials display, showing a selection of the huge range of films and ecommerce bagging options that the company holds in its extensive warehousing facility. The company is expecting that the new display will be a talking point for those interested in exploring their packaging material options in tandem with their machinery requirements.
www.yps.co.uk
Two contrasting shrink wrappers will be on display at YPS’ stand
Product Safety
Process Efficiency
Improved Product Yields
Rapid Fault Finding
Full HACCP Certification
PhoenixTM Technology
Technology
• Accurate IP67 data logger (Type K or T)
• Accurate IP67 data logger (Type K or T)
• 10 Measurement Points for full oven mapping
• 10 Measurement Points for full oven mapping
• Thermal barrier options to suit cook regime
• Thermal barrier options to suit cook regime
• Comprehensive thermocouple range
• Comprehensive thermocouple range
• Standard miniature thermocouple plugs
• Standard miniature thermocouple plugs
• Calibrated thermocouple options
• Calibrated thermocouple options
• Food trays and thermocouple jig options
• Food trays and thermocouple jig options
• Full lethality (Fo/Pu) and reporting
• Full lethality (Fo/Pu) and reporting
• Real Time RF Telemetry options
• Real Time RF Telemetry options
• Local efficient calibration and service support
ATEX CERTIFIED SAFETY LIGHT CURTAINS FOR EXPLOSION PROTECTION
Production areas of the chemical industry, refineries, paint shops, bulk material processing, sawmills and grain processing companies have increased risk of explosion. For these applications, Schmersal has developed the ATEX certified SLC/SLG440 safety light curtains and grids.
The Ex-SLC440 for finger, hand and body detection are available in variants with a resolution of 14 and 30mm and ranges from 0.3 to 20m. The Ex-SLG440 safety light curtains are suitable for access control in hazardous areas. The waterproof and dustproof devices achieve IP66 and IP67 protection and can also be used outdoors.
The devices can be installed in potentially explosive gas and dust atmospheres, they are used to protect hazardous areas and access points for machinery. If one or more beams are interrupted, the dangerous movement is brought to a standstill.