

FOOD & DRINK PROCESSING & PACKAGING
CONVEYORS




BS Handling Systems delivers automated palletisation cells for Mindful Chef
Automatically stacking 12,000 boxes a day on pallets



BS Handling Systems delivers automated palletisation cells for Mindful Chef
Automatically stacking 12,000 boxes a day on pallets
Schmersal’s innovative DHS door handle system combines the functions of a robust door handle with the signalling of machine status via illuminated handle or push-button.
The door handle system is designed for use with the AZM40 solenoid interlock or with safety sensors from the RSS36 and RSS260 series or as a stand-alone solution. The illuminating handle signals various machine conditions over its area using seven different colours, enabling the user to control the colours individually to signal the machine status.
In addition, a push button is available, which can be individually adapted to customer requirements using the coloured push button caps. The pushbutton can be used for tasks such as a reset function or a request to open the guard door.
SCHMERSAL | Enigma Business Park Malvern, Worcestershire, WR14 1GL
www.schmersal.co.uk
uksupport@schmersal.com



Editor Amanda Buckingham editor@fdpp.co.uk
Business Manager Josh Holmes josh@mhmagazine.co.uk
Publishing
Digital Sales Manager
Jessica Bennett T: 01227 936971
Sales Manager Jamie Bullock jamie@mhmagazine.co.uk Tel: 01227 936971
Martin Holmes martin@fdpp.co.uk Studio Designer Leila Schmitz leila@mhmagazine.co.uk
M H Media Global Ltd. 18/20 Newington Road, Ramsgate Kent, CT12 6EE Tel 01304 806039 www.fdpp.co.uk



We were first to publish in 1991-2001 on mechanisms of PL sterilization/purification and as proven experts offer to develop your IPL applications with ready to ship systems as below:

IPL effectiveness increases proportionally its pulse power w/cm² & its UV content to the point where bacteria & spores are fully disintegrated.
now are discounted & spare UV flash lamps. info@wek-tec.de < automatic & analogue >
Our PL bench-top systems were used at many R&D labs and cited in various industrial and peer-reviewed publications.


IPL fully sterilises clear liquids in transparent packs as it was proven on our IPL system by Baxter Corp. (USA) with UV resistant spores of B. Pumilos.

Dual PEF Pilot to sanitize juices or to extract juices or colours from hard vegetative cells of grass, roots, etc.
The PEF pilot on the left provides a high-indemand dual capability by 3 sets of processing chambers
• coaxial PEF chamber for liquids with changeable gaps,
• colinear PEF chamber to form volume discharges in juices.
• 12L batch volume with controlled juice heating/cooling,
• flat PEF chamber with 14cm round ground and HV electrodes and a variable gap between both of 0.5-3cm.
and broad fixed & gradually changed pulsing:
• positive rectangular pulses 2,5-50µs at 4Hz to 500Hz;
• el. fields 5-65kV/cm by our 25kV 2kW pulser;
• pulsing time 1s-1h,
• convenient LED lighted control panel.
Please click on its photo to get its pdf brochure.
The brochure of its small table-top version is here.
PEF sterilizes juices by 1 of 2 different processes: 1: by electrical stretching bacteria only up to its ruptures or 2: by creating volume el. discharges in a co-liner chamber where free electrons destroy both bacteria and spores.
Details:
wek-tec systems have benefits of the German manufacturing

In today’s fast-paced landscape, packaging automation has become a cornerstone of efficiency and sustainability. Companies are increasingly adopting automated systems to streamline operations, reduce costs, and minimize environmental impact. Among the leaders in this field, NPP stands out with its comprehensive range of case handling and pallet wrapping solutions.
NPP are a proud Sales Partner for Lantech in the UK and Ireland. Partnering with leading suppliers like Lantech allows NPP to provide a range of packaging systems that can help businesses boost efficiency, improve load security, and achieve long-term cost savings.
Packing lines can be a bottleneck, but with Lantech’s advanced case handling solutions, businesses can automate their process for faster, more reliable results. NPP supplies a full range of Lantech case erectors and sealers, designed to handle various box sizes with precision and speed. By reducing manual labour and minimizing errors, these machines enhance productivity while maintaining flexibility to adapt to changing packaging needs.
NPP offers a range of stretch wrappers, from semi-automatic to fully automatic models, catering to the diverse needs of different industries. These machines ensure that pallets are wrapped securely, protecting goods during transit and reducing the risk of damage. Lantech’s patented features, such as the Load Guardian and LeanWrap technology, provide enhanced load containment and reduce film usage. This not only improves operational efficiency but also contributes to sustainability by minimizing waste. While the XT Cut and Clamp can save about two minutes of labour



per load by keeping drivers on their forklifts, thus enhancing productivity as well as safety.
A crucial aspect of NPP’s value proposition is their comprehensive service and parts support. Understanding that downtime can be costly, NPP offers a robust after-sales service to ensure their machines operate smoothly and efficiently. Their team of engineers in the UK are available to provide prompt assistance, minimizing disruptions to production.
With over 40 years of industry experience, NPP is a trusted packaging partner for businesses across food & beverage, agriculture, industrial, and pharmaceutical sectors. From advanced case handling equipment to innovative stretch wrappers and pallet wraps, NPP provides the complete package for businesses looking to optimize their packaging operations.
For further information visit www.nppgroup.co.uk or email sales@nppgroup.co.uk
Liverpool is a city that’s world famous for many things. Its music for a start (it’s the birthplace of The Beatles, of course, and many other great bands and artists), as well as its world-class football team, Liverpool FC.


But travel a few miles north of the city to Aintree, not far from the home of the Grand National, which attracts more attention globally than any other horse race, and you’ll find Food Test Lab, a truly world-class Liverpool business.
“Food Test Lab is an independent, UKASaccredited microbiological testing and chemical analysis laboratory,” explains Laboratory Manager, Cameron Finlay.
“Working for a wide range of customers, we provide ISO 17025-accredited microbiological, chemistry and nutritional testing and food analysis of a diverse list of foodstuffs and feeds.”
World-class laboratory
Food Test Lab’s accredited food testing and food analysis services enable its customers to meet safety regulations, achieve best practice and satisfy consumer needs. Microbiological Manager Jennifer Smith says: “Our highly qualified and experienced team of microbiologists uses the latest technologies and methods to provide accredited microbiological testing of foods, beverages, animal feeds and environmental samples.”

Food Test Lab’s purpose-built testing laboratory in Aintree, which opened in 2016, was designed to process a large volume of microbiological samples every day and results are delivered on time according to customer needs, no matter how demanding.
“We’ll always try to tailor our services to meet specific customer needs” Cameron smiles.
Chemical and nutritional analysis
“In addition to UKAS-accredited microbiological analysis, our food testing laboratories can provide detailed chemical analysis and nutritional analysis for food labelling,” Cameron adds. “Our nutritional analysis and chemical analysis services include moisture, fats and oils, proteins, sugars, sodium, fibre, ash, salt, carbohydrates, fatty acid profile, dietary fibre, energy value and Group I and II nutritional analysis.”
Cameron and his colleagues can provide fast turnaround times for groceries, cooked and raw meats, dairy products, processed foods and exports such as meat, fish, honey, milk, coffee, cocoa and beverages. “Our other food lab testing services include heavy
further information telephone Cameron Finlay or Jennifer Smith on +44 (0)151 525 1488 or email laboratory@alexstewartagriculture.com

metals – mercury, lead, cadmium and arsenic – as well as hydroxyproline, peroxide value, pH, Omega 3, 6, 9, trans fatty acids.”
International customer base
Food Test Lab is the trading name of the UKAS-accredited company Huson and Hardwick, which became part of the Alex Stewart Agriculture Group in 2004. Huson and Hardwick has an enviable reputation as a leading provider of ultra-reliable GAFTA and FOSFA-certified laboratory analysis. Almost 180 years since its formation in Liverpool, Huson and Hardwick continues to innovate and provide exceptional analytical and certification services via Food Test Lab.
Food Test lab also offers fully accredited test services to makers of pet food. As Jennifer explains: “Makers of dog and cat food are under pressure to ensure increasingly higher quality, so that they meet stringent safety and pet-owner requirements. We’re fully equipped to analyse a wide range of manufactured pet foods and our great technical expertise enables us to choose the right sample preparation method to ensure reliable results.”
AS FAR AS YOUR EYES CAN SEE: INFINITE OPTIONS FOR PACKAGING FOOD. BROUGHT TO LIFE WITH SCHUBERT.

Being flexible is good, being fast and flexible is even better. Schubert packaging machines are leading the way. Intelligent control and precise robotics can now replace complex mechanics to ensure maximum flexibility in all packaging processes. In fact, 80% of the leading FMCG companies count on us and our flawless packaging combined with the lowest possible consumption. In line with our Mission Blue Sustainability Initiative: A winning proposition – for our planet and for you. www.schubert.group/en/food.html

The best way to keep your forklift fleet in optimal condition and to ensure maximum efficiency and productivity is by maintaining a strict regime of maintenance and repair. This regime must start with you and your operators!
Over and above any planned routine maintenance and thorough examinations you may have in place with a supplier, it is vital that a documented pre-shift check is done daily. It is just as important to have a system of reporting any defects and a process to ensuring the faults are fixed in a timely manner.
This will ensure the safety of your operators and make sure you get the very best out of your truck.
(Provision and Use of Work Equipment Regulations 1998 (PUWER) Regulation 5 applies to all work equipment.)
1. Every employer shall ensure that work equipment is maintained in an efficient state, in efficient working order and in good repair.
2. Every employer shall ensure that where any machinery has a maintenance log, the log is kept up to date.
So, what should you be checking?
Following the manufacturer’s instructions, the following checks should typically be carried out:
1. Wheels and Tyres - Check if there is any damage to the tyres - Nails and other embedded material, cuts and bubbles (pay attention to the side walls)
- Check the tyre pressures on pneumatic tyres and the thread depth, they should not be excessively worn - Check the condition of the wheels, particularly the flanges on rims fitted with pneumatic tyres and the tightness and security of wheel nuts.
2. Brakes - Like all other vehicles it is important to check and test the brakes - parking brake, service brakes and steering gear to ensure they are working efficiently.
3. Internal combustion trucks - check the fluid levels - fuel, water, engine and transmission oils.
4. Electric trucks - check that the battery is adequately charged and leak free, the charger is switched off and the charge lead disconnected and properly stored, and the battery retention device is in place.
5. Forks: Check the forks for cracks particularly on the heels and mounting hooks, check that they aren’t bent or have damaged fork tips and missing or damaged fork positioning locks and that the forks are lifting and tilting properly. Don’t forget to ensure attachments are working properly (if you have any).
6. Forklift Chains & Fixing Bolts play a crucial role in lifting heavy loads, and even minor damage can compromise their strength. Are the chain links in good condition? Any signs of wear, stretching, or cracks could indicate weakness. Is there excessive rust? While some surface rust is normal, deep corrosion can weaken the chain. Are the chains well-lubricated? Proper lubrication reduces friction and extends the lifespan of the chain.
7. Hydraulic cylinders, valves and seals, are vulnerable to the ingress of dirt. This dirt can cause components to deteriorate and fail. It is therefore important to inspect hydraulic systems for
obvious leaks, and make sure hydraulic fluid levels are correct when the forks are in the parked position.
8. Load Backrest ExtensionProtects You and Your Load. The load backrest extension is designed to prevent materials from falling backward onto the driver. However, a damaged or obstructed backrest can create serious hazards. Check for structural integrity: Is it bent, cracked, or lose? Even minor deformities can affect its ability to support loads. Obstructions: Are there foreign objects such as bricks, blocks, or debris caught in the structure? These can interfere with safe lifting and loading.
9. Inspecting the Cabin & Overhead Guard - The cabin is the operator’s workspace, and its condition directly impacts safety and comfort. A thorough check should include: Overhead Guard Stability: Ensure the guard is securely attached with no loose bolts, cracks, or dents. This guard is essential for protecting the driver from falling objects. Seat Condition & Restraints: Look for any damage to the seat, seatbelt, or adjustment mechanisms to ensure proper support and restraint in case of sudden stops. Pedals & Controls: Confirm that pedals, levers, and control buttons move smoothly without excessive wear or obstruction. Flooring & Footwell: Check for loose debris, oil spills, or wornout mats that could lead to

slips or hinder safe operation. Visibility from the Cabin: Ensure the windscreen (if applicable) is clean and free from cracks that could obstruct the operator’s view.
Warning Systems. Warning signals and visibility aids are crucial for alerting pedestrians, co-workers, and other drivers to the forklift’s movements. Make sure to inspect: Horn & Audible Signals: Press the horn to confirm it works clearly and loudly. If the forklift has reversing alarms or other audible alerts, test them too. Lights: Check headlights, brake lights, indicators, and hazard lights to ensure they function properly, especially in lowlight or indoor environments. Mirrors & Visibility Aids: If fitted, inspect all mirrors for cracks or misalignment and make necessary adjustments for maximum visibility. Additional visibility aids, such as cameras, sensors, or warning beacons, should also be tested.
“Remember, regular daily forklift checks help catch minor issues before they become serious hazards, but only a LOLER inspection can certify that your equipment meets legal safety standards. For expert advice on daily checks or to book your LOLER inspection, contact Impact Handling today at www.impacthandling.com.”

Ensuring the production process meets all the current hygienic and food safety regulations is one of the main challenges facing any wholesale bakery business, when the budget is simply not there to have a fully automated food production system, handling different products in a safe sanitary manner can prove quite difficult. The North Ridge bespoke food grade pump kits are the solution to this.
A traditional family run bakery established for over 50 years required a fully hygienic, easy to clean mobile pump to transfer Fruit Jams, Toffee Sauce, Fruit curds and Whipped cream. The variety of products posed a real challenge to ensure components did not wear prematurely, that damage could not be easily performed to the pump and that the customer had a low maintenance solution.
Some of the products are directly dispensed from a cooking kettle into the pump at an average temperature of 100 - 110 °C whilst others are incredibly viscous as they are stored in a fridge before being used. The customer needed a bespoke multipurpose solution for their processes, which was sanitary grade, capable of handling all the products in question, suitable for high viscosities and temperatures up to 120 °C. It also had to have a very gentle pumping action due to the shear sensitivity of the whipped cream. High temperature liquids can have a negative impact on seals, NPSH and the overall pump lifespan so careful consideration must be taken during pump selection.
Their current procedure involved manually transferring sauces via totes and buckets, however the customer wanted to improve their process to automate food
transfer, reduce the likelihood of burns or accidents, and eliminate manual lifting and tipping of containers. They needed a custom cost-effective unit that operates similar to a semi-automatic liquid filling machine.
We supplied a completely bespoke pump system consisting of one DX hygienic progressing cavity pump, mounted on a mobile trolley, with an integrated control panel. The pump is 3A sanitary certified, which means it is suitable for CIP (cleaning-inplace) and SIP (sterilization-inplace) furthermore, is specifically designed without dead zones or areas where product can build up ensuring the internal components are fully clean after operation and guaranteeing zero cross contamination when handling different liquids. We also ensured the exterior of the unit was easy to clean by fitting a stainless-
At North Ridge Pumps, we’re not limited to choosing just one pump design.
steel shroud that covers both the motor and the gearbox.
Besides having an integrated inverter, the control panel has several other safety and operation features, such as start/ stop switch, reverse (clockwise/ anti-clockwise) switch, emergency stop, alarm for motor overload protection and temperature control sensor, with alarm to prevent damage (dry running protection).
There is also the added feature of controlling the inverter via the panel or by the use of an App through Bluetooth where operators can also view the status of the pump. This feature is extremely beneficial for the customer as the pump has to operate at a slow speed when handling whipped cream.
We are proud to say that thanks to our pump kit the customer improved their production efficiency dramatically, which in the food industry translates as an increase in profitability. The layout enabled users to operate the unit with very little training due to the simplicity of design but also built-in protection ensures the unit cannot be damaged easily.

If you have an upcoming requirement and are unsure of the correct solution, speak to North Ridge Pumps to see how we can help.





Optimise performance with specialist support



Whether you’re dealing with clogging, separation, downtime, or other issueit’s costly. Time wasted troubleshooting and lower production mean missed targets and less profit. A sanitary pump is the solution but choosing the right one feels like stepping into a minefield. You know what you need it to do but with so many options, it’s difficult to know which is best for your process and parameters.
+ Accelerated stator wear
+ Clogging
+ Changes to fluid consistency
+ Clean-in-place and sterilise-in-place hygiene issues
+ Crushing of sensitive products
+ Inconsistency in finished product
+ Inaccurate transfer of flavourings or ingredients
+ Liquid separation
+ Seal wear or failure
We’ve been engineering sanitary pumps for sectors such as distilling, brewing, food manufacturing/processing, and more, for 20+ years. We understand industry-specific processes and know what it takes to optimise performance through better-suited pump design - giving you complete peace of mind.
Our expert engineers understand your process and guide you through the options, so you can confidently select the most suitable sanitary pump.

EXAMPLE PRODUCTS:
+ Abrasive mixtures
+ Creams, milk & ice cream
+ Edible oils & fats
+ Fish & meat
+ Fruits eg. cooked apples, plums, berries, grapes
+ Grains & seeds
+ Pastes & purees
+ Syrups, juices & alcohols
+ Vegetables & peelings
+ Waste eg. trimmings, packaging & offcuts
+ Sheer sensitive liquids
+ Solid laden or viscous mixtures

In environments where cleanliness and precision are crucial, it’s essential to follow strict hygiene requirements. Luckly, there are devices that make meeting those requirements much easier, like the new DataMan 290 from Cognex.
The DataMan 290 barcode reader sets a new standard for the food, pharmaceutical, and medical industries. This AI-powered device supports a wide range of applications, providing reliable, accurate, and efficient code reading in environments where purity and precision are key.
The DataMan 290 is designed for easy use, setup, and maintenance, ensuring it meets the most demanding production requirements with advanced technologies.
In the food and beverage industry, tracking is key to ensuring product safety and quality. DataMan 290’s advanced decoding capabilities enable manufacturers to track products throughout the production process, from raw materials to
finished products. This level of tracking supports hazard analysis and critical control point (HACCP) systems, helping to identify and minimise potential hazards.
The pharmaceutical and medical industries also benefit from the precision and reliability of the DataMan 290. The ability to read direct part markings (DPM) on small, complex components ensures traceability, so every part is accurately tracked and documented. This is essential for compliance with regulatory standards and maintaining supply chain integrity.
The DataMan 290 uses advanced technologies to meet the most demanding production requirements. Its AI decoding algorithms and powerful illumination ensure high read rates even in harsh environments. The DataMan 290 also supports CleanIn-Place (CIP) and Sterilise-In-Place (SIP) processes, which are essential to prevent contamination.
Designed for hygienic production environments like clean rooms, the DataMan 290 is made from materials resistant to contamination and easy to clean. Its compact size and flexible mounting options suit confined spaces where cleanliness is key. The barcode reader ensures accurate readings even in challenging conditions, reducing errors and increasing efficiency.
The DataMan 290 barcode reader from Cognex is a breakthrough solution for the food, pharmaceutical, and medical industries. Its advanced technology, robust design, and seamless integration with automation solutions make it an invaluable tool for maintaining high standards of cleanliness and precision. Supporting hygienic production practices, HACCP systems and CIP/ SIP processes, the DataMan 290 ensures that manufacturers can meet the stringent requirements of these key industries while optimising their operations for efficiency and accuracy.
www.cognex.com

Unmatched reliability, ease of use, and end-to-end support
Are you handling or transferring a shear sensitive fluid? Does your manufacturing process involve a liquid that alters when heavy force like stirring is applied? This article from Castle Pumps Ltd will give you more of an insight into exactly what a shear sensitive product is and how this impacts pump selection. So, let’s start with a deeper look at the characteristics of a shear sensitive liquid…
Shear sensitive liquids are those that become altered or even damaged when force is applied. In the most simplistic of terms, they are delicate fluids that change viscosity when “messed with” like shampoo turning into foam, or that contains solids that can be crushed but for the purpose of their use should not be, like fruit pieces in a yoghurt.
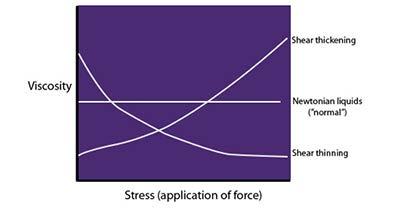
In more scientific of explanations, all liquids can be categorised into either Newtonian or nonNewtonian. Newtonian fluids are those that remain at a constant viscosity no matter the amount of shear applied (providing temperature remains the same). These include water, alcohol and mineral oil.
With non-Newtonian fluids, how thick or thin the liquid is can alter depending on the composition of the product and how it reacts to shear being applied. The way the liquid reacts can be identified in four ways - Dilatant (Shear Thickening), Pseudoplastic (Shear Thinning), Rheopectic and Thixotropic.
• Dilant - become much thicker when force is applied - think of a cornflour and water mixture or pancake batter.
• Pseudoplastic - are the exact opposite, with them become less viscous with increased stressjust like tomato sauce!
• Rheopectric – become more viscous as more stress is applied over time – if you whip cream for long enough, it becomes much thicker.
• Thixotropic – becomes less viscous as more stress is applied over time – if you stir honey over a period of time it becomes much more fluid.
But why does this impact pump selection and what exactly is a shear sensitive pump?
Whilst certain pumping technologies such as centrifugal pumps apply high shear in operation, shear sensitive pump designs are able to keep such fluids intact due to their low internal velocity, gentle pumping mechanism and the wider tolerances between their pump casing and internal components. Failing to select a low shear pump when handling a shear sensitive liquid can result in product inconsistencies, damaged solids that need to be intact and costly waste.
Typical low shear pump types are typically positive displacement pumps and include peristaltic pumps, progressive cavity pumps, flexible impeller pumps and AODD pumps.
Does your process involve the handling of a shear sensitive fluid that you cannot risk altering or damaging? Contact the pump experts at Castle Pumps Ltd for help specifying the right pumping solution. www.castlepumps.com

Pump smarter, not harder. Use our 15 years’ experience to save excessive wear, process failures, product waste & operator time.
✓ FDA & 3A hygienic solutions for food and drink
✓ Highly accurate dosing of ingredients & additives
✓ Delicate fluids sensitive to consistency changes
✓ Solid-laden products without crushing or clogging
✓ 99.98% barrel emptying to prevent product waste
✓ Models for the safe handling of cleaning chemicals
Contact our technical sales engineers now!




Today’s global food production system faces significant challenges that must be addressed to sustain our planet’s growing population. It is estimated that food production needs to increase by up to 70% to meet the rising demand. Sustainable farming practices are also more critical than ever, as agriculture contributes to approximately 24% of global greenhouse gas emissions and plays a significant role in water usage and habitat loss.
These environmental implications conflict with the European Union’s sustainability goals for a climateneutral continent by 2050. Climate change exacerbates the challenges in the agri-food sector, increasing crops’ vulnerability to pests, diseases, and extreme weather events. Additionally, around onethird of all food produced for human consumption is lost or wasted, necessitating innovative approaches to balance increased food production sustainably.
Photonics and imaging technology are vital in overcoming these challenges by transforming the agrifood tech sector. Photonics-based instruments emit light that interacts with materials according to their composition and structure. The light may be absorbed, reflected, transmitted, or cause fluorescence. Advanced sensors capture these interactions, yielding detailed information about the target’s chemical, physical, and biological characteristics.
The primary benefits of photonic solutions include their noncontact, quick, and primarily non-destructive testing nature. This non-invasive approach facilitates real-time monitoring and inspection of agricultural products, enabling the detection of diseases, nutritional content, moisture levels, and other critical parameters without compromising sample integrity.
By leveraging light-matter interactions, photonic technologies support precise, efficient, and sustainable management practices in the agri-food sector, promoting higher yields, reduced waste, and enhanced food safety.
1. Colorimetry & Visible
Colorimetry and visible imaging provide non-destructive means of assessing food quality and characteristics by measuring the intensity of light reflected from an object in the visible spectrum (400-700 nm). Advances in sensor technology have allowed a shift from human evaluation to precise measurements in the CIELAB color space, offering consistent results. RGB sensors that measure colors in a 2-D area have made colorimetry more straightforward and cost-effective. In applications like fruit and vegetable sorting,
these techniques enable automated classification based on ripeness and defects. For instance, colorimetry helps identify the optimal harvest time in apple orchards, enhancing quality while reducing waste through accurate maturity assessment.
2. Visible & Near-Infrared (VNIR) Spectroscopy:
VNIR spectroscopy offers deeper analytical capabilities by assessing the near-infrared range (400-2500 nm) and how materials interact with light. This technique exploits molecular vibrations and overtones, which absorb NIR light, allowing comprehensive insights into the chemical composition of agricultural products. This method enhances the rapid detection of parameters such as moisture content, sugar levels, nitrogen levels, and overall quality used in real-time monitoring for crop optimization and quality control.
In food quality assessment, VNIR spectroscopy is used to quantify the sweetness of fruits by measuring sugar content directly through their skin, allowing for sorting into quality grading without damaging the produce.
3. Fluorescence Imaging:
Fluorescence imaging is a powerful technique used to identify specific biological compounds and pathogens in agricultural products. By illuminating samples with specific wavelengths, substances that fluoresce can be detected, providing insights into the health and quality of crops. This method is valuable for monitoring stress in plants and assessing the presence of contaminants or toxins.
4. Hyperspectral Imaging:
With modern sensors, it is now possible to combine the aforementioned techniques and collect a complete continuous spectrum for each pixel. Hyperspectral imaging captures this spectral data of light, providing comprehensive chemical and physical assessments and improving quality control processes. Hyperspectral imaging is particularly useful in detecting
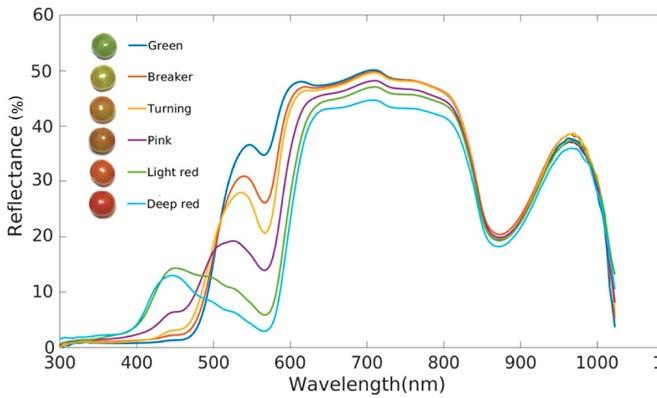
progressive change of reflectance spectra at different ripening stages of tomato

Hyperspectral imaging assessment of different coffee bean types
diseases, assessing ripeness, and identifying contaminants with high precision.
Multispectral imaging’s balance between spectral detail and operational simplicity makes it an invaluable tool in agri-food technology. Its focused, rapid analysis capabilities facilitate sustainable farming practices and enhance food quality.
Imaging tools are critical for a sustainable agri-food tech sector
As global demand for food intensifies, precision photonicbased techniques and imaging
tools are essential for advancing sustainability in the agri-food sector. By enabling real-time monitoring and non-destructive testing, these technologies support efficient management and contribute to meeting the growing food demand without compromising environmental goals. Adopting such imaging solutions can drive the agri-food industry toward a more sustainable future, ensuring food quality and safety while paving the way for future advancements.
References
For detailed references, please view the full article.
Silverson high shear mixers are engineered to deliver exceptional mixing performance, combining advanced rotor/stator technology with robust construction and scalable designs. In this article, we’ll explore the laboratory and benchtop mixers available in the Silverson product range. Silverson laboratoryscale mixers are engineered to the same fine tolerances as productionscale machines, making scale-up an easier process, ideal for those working in R&D and small-scale manufacturing.
Silverson Laboratory in-tank mixer
The L5 Series Laboratory Mixer is suitable for the widest range of applications – mixing, emulsifying, homogenising, disintegrating and dissolving – with an efficiency and flexibility unmatched by other machines. It has a capacity from 1ml up to 12 litres and the ability to mix in-line with flow rates up to 20 litres/ minute. The model is compatible with over 40 interchangeable mixing assemblies, making it even more versatile.
Silverson Verso – benchtop In-Line mixer
The Silverson Verso is a bench top In-Line mixer ideal for laboratory or pilot scale applications. The unit offers excellent reproducibility when scaling up and provides an accurate and easy means of forecasting the performance of larger In-Line mixers under full-scale working conditions.
The Verso is equipped with a digital tachometer, ammeter and programmable timer, invaluable for applications where process validation and reproducibility are required. It is also compatible with the Silverson “DataLogger” program.
In addition to the standard model, the Verso range includes two additional models:
Verso UHS: An Ultra-Hygienic version of the standard model, the Verso UHS is designed for stringent

applications in the Pharmaceutical and Biotechnology industries as well as Food, Cosmetics and other clean industries.
Verso-UHS-HV: The Verso-UHSHV is designed for mixing high viscosity products. It incorporates the same unique and innovative ‘pumping rotor’ design as the production scale UHS-HV In-Line mixers. This substantially increases its self-pumping capacity, allowing it to process products such as gels, creams, sauces and gum solutions on a laboratory scale.
The FMX5 provides a simple, effective and hygienic means of powder/liquid mixing at laboratoryscale. The unit is suitable for small scale manufacturing and R&D work with a typical batch size of up to 10 litres, depending on viscosity. The mixer can rapidly and effectively disperse powders into liquids, creating uniform mixtures and streamlining formulation development.
If you’d be interested in trialling a laboratory mixer for your application, or you’d like more information, get in touch with Silverson today.



When it comes to process control equipment, accuracy, reliability and a long service life are all key attributes. Food and drink production lines rely on precision manufacturing processes to deliver uniform, high-quality products while maintaining a hygienic environment. Bürkert’s Element control valve system offers 99.9% accuracy and a service life beyond seven million cycles - three times that of conventional designs.
The key to delivering all these benefits is expert design that incorporates features that promote efficiency, reliability and durability. Compressed air is conserved thanks to the intelligent internal design that ensures consumption is up to 40% lower in comparison with conventional process valve systems. Moreover, the Element system is sealed and prevents ingress of moist, contaminated air, stopping corrosion of the actuator spring and removing humidity build-up inside the actuator.
The use of high-quality stainless steel offers long-term advantages in resistance to chemicals and heat, which means the control valve can easily withstand regular washdown processes. The internal components are sealed against dirt and water ingress, with an integrated, contactless stroke position feedback transducer that never wears out or blocks, retaining accuracy over extended periods.
The compact design of the Element range also helps to reduce air consumption. Across a manufacturing plant, this benefit multiplies – on average, using 50 valves per site will result in a saving of £2,500 per year. Furthermore, the lightweight design makes for easier maintenance and the pipework does not need any reinforcement either for new or retrofit installations.
Element valves are easy to install and include a modern operator concept that is both intuitive and user-friendly. The seamless configuration process for
positioners and process controllers is easy to follow. The range is designed for communication with all common protocols including Profibus DPV1, ASI and Device NET. In operation, the valve’s status is conveyed at a glance by a high-performance, clearly visible multicoloured LED display, helping site operators to quickly identify any issues.
Bürkert is leading the field in advances in fluid process control, transforming the food and beverage industry, driving improvements in precision, automation, safety, quality, and sustainability. The Element range of process controllers is just one example. Bürkert’s experienced designers and industry experts can support manufacturing plants with detailed plans for optimised performance that will deliver process reliability, precision control and an extended service life.
For more information, visit our website.

Completely hygienic process control valves for food and beverage applications
• Up to 3 times longer life-span than competitors
• Smart use of stainless steel – reduced weight, robust and strong
• Up to 7 million cycles
• Easy to install and can be fully automated
We make ideas flow.
www.burkert.co.uk/en/type/8802 sales.uk@burkert.com +44 1285 648720

Over the past two decades, plant-based protein ingredients used in the food and beverage industry have evolved and grown significantly.
While soya protein initially dominated the market, consumer demand for clean-label, allergenfriendly, and sustainable alternatives has ushered in a new era for protein alternatives. Today, in addition to pea protein, wheat protein and plant-based protein concentrates (a combination of ingredients such as fava bean and yellow pea) are popular.
With continuous advancements in extraction methods, formulation
techniques, and new recipes, plant proteins will continue their steady upswing, offering more functionality for food manufacturers, and a better taste and sensory experience for consumers – significantly impacting innovations for plantbased product solutions in the food industry.
Driving the shift in plant-based innovation
The rise in plant-based products high in protein is driven by the consumer’s desire to be healthier, take care of the environment, and critically, behave ethically towards domestic animals reared for eating.
These requirements led to a burst of new product development including dairy alternatives, high-protein plant-based snacks, meat substitutes such as nuggets, burgers, and sausages, and readyto-drink beverages and functional shakes in the sports nutrition category.
To meet demand, brands are constantly investigating fresh solutions in high-protein plantbased ingredients that not only offer optimal nutrition, but solutions to common product development challenges.
Historically, high protein plantbased products struggled to meet

the stringent taste demands of consumers, particularly around organoleptic and sensory attributes such as texture and mouthfeel, in combination with formulation challenges such as shelf life and stability.
While a small segment of consumers might compromise taste and texture for health benefits, the majority will not. This makes the development of high-protein plant-based products that can overcome these barriers a challenging and exciting area of discovery and innovation for the industry.
An important source of nutritional components and rich in protein, starch, and fibre, pea protein is considered a high-quality protein and functional ingredient due to its low allergenicity, availability, affordability, ease of use, and sustainability credentials.
Pea protein is also widely considered as one of the lowest carbon proteins. According to an article on BBC Future, producing 100g of protein from peas emits just 0.4kg of CO2e. This is almost 90 times less than getting the same amount of protein from beef. In addition, pea protein offers excellent functional properties that make it a promising ingredient in processing, offering great solubility, water and oil holding capacity, emulsion ability, gelation, and viscosity.
Although traditionally used as a substitute for cereal flour, fats, and animal proteins, the functional properties of pea protein and its fractions offer exciting potential in the development of a wide range of products.
In meat alternatives, pea protein can provide structure and texture in meat analogues, mimicking the fibrous structure of meat, and assisting with binding and water retention while improving juiciness. It can also contribute a creamy mouthfeel to dairy alternatives such as yoghurt, cheese, and high-protein dairy drinks.
In terms of the growing sports nutrition category, pea protein with its high branched-chain amino acid content makes it an appealing ingredient for products targeting muscle recovery, while assisting with moisture retention and the replacement of binding agents in snacks.
However, formulating with pea protein is not without its challenges, particularly regarding taste and flavour, mouthfeel and texture, and functionality in highmoisture foods. These are not insurmountable.
By adapting formulation strategies, it is possible to enhance performance across a wide range of food and beverage products. Blending with other plant proteins, for instance, can improve smoothness while adopting high processing methods, including high moisture extrusion and shear cell technology can assist in improving the texture of meat products. When it comes to weighing up the benefits of using pea protein in new product formulations, the positives far outweigh the negatives!
Wheat protein for select applications
But pea protein is not the only high protein plant-based ingredient that offers excellent functionality. The use of wheat protein in the food industry, primarily as wheat gluten or textured wheat protein has been a key component in plant-based product development for years. Wheat protein is highly regarded for its unique elasticity and binding properties and for its ability to create meat-like textures. This makes it a staple ingredient in numerous food applications.
In plant-based meat substitutes, wheat protein can contribute a chewy, fibrous, and meat-like texture without the need for extensive processing. It also pairs well with other plant proteins and is frequently blended with pea or soy protein to enhance the nutritional value and mouthfeel.
In baked goods and snacks, wheat protein can contribute to dough
elasticity, structure, and moisture retention, while improving rise and crumb texture.5 Wheat protein is often blended with oil, pea protein, and other starches to create a more holistic mouthfeel with great functionality as a binding and texturising agent in bars and extruded snacks.
The primary challenge around wheat protein is that it is not suitable for gluten-free or celiacfriendly products. Processing with wheat protein can also throw up challenges around the texture of products, but processes such as high moisture extrusion, particularly in premium meat alternatives can limit these challenges.
Wheat protein remains a versatile, functional, and cost-effective ingredient in plant-based product development. While it offers excellent texture and binding properties, further innovations in blending, processing, and formulation will optimise its role as a next-generation ingredient for the food and beverage industry.
Unpacking the benefits of soy protein
Soy proteins have a long history of use in the food and beverage industry, with innovations driving improvements in taste, by offering blander profiles, and less viscosity that enable formulators to up the soy content of a product without impacting its texture. It is a brilliantly functional ingredient too, with great dispersibility, flowability, and solubility. These are significant benefits when formulating highprotein nutritional beverages, nutrition bars, and meat and dairy alternatives.
What sets soy protein apart from other plant-based products is its ability to form a gel after heating. Heat gelation can positively impact the texture and shape of a product, bind or immobilise fat and water, and improve sensory and organoleptic properties. In addition, it can also extend shelf life and regulate viscosity while modifying the gel structure of a product.
With continued improvements in taste, texture, and functionality, more consumers will opt for products containing soy protein, and the opportunities for its use across many food categories will expand and grow. Soy proteins will continue to be a popular choice in new formulations - offering stellar protein quality and impactful functional properties. it is also a nutritional powerhouse, providing all nine essential amino acids required by the human body.
The future of plant-based protein innovation
The food and beverage industry is witnessing a remarkable shift as plant-based proteins continue to drive new product development. Pea, soy, and wheat proteins, in addition to new and innovative blends in plant-based concentrates, are revolutionising formulationsenhancing texture, nutritional value, and functionality across a wide range of applications.
While challenges such as taste, texture, and processing complexities remain, advancements in ingredient science and processing technologies mean that the industry is slowly overcoming these hurdles.
The increasing demand for sustainable, allergen-friendly, and high-performance plant proteins will continue to propel the industry forward, opening the door to even more sophisticated, consumercentric innovations.
By leveraging cutting-edge formulation techniques and strategic ingredient combinations, manufacturers can create nextgeneration plant-based products that meet evolving consumer tastes, nutrition, and sustainability expectations.
For information on the ACI Group’s range of alternative proteins, please visit www.acigroup.com for more insights.

Jack Helm, Account Manager - Food, ACI Group
The rise in plant-based products high in protein is driven by the consumer’s desire to be healthier, take care of the environment, and critically, behave ethically towards domestic animals reared for eating. These requirements led to a burst of new product development including dairy alternatives, high-protein plant-based snacks, meat substitutes such as nuggets, burgers, and sausages, and ready-to-drink beverages and functional shakes in the sports nutrition category.



In today’s competitive market, companies in the food and drink industry are under constant pressure to reduce costs while maintaining high standards of quality and sustainability. One area where significant savings can be achieved is in energy consumption, particularly in the charging of batteries for electric forklifts and other material handling equipment. This is where Fronius comes into play with its innovative battery charging solutions.
Fronius Perfect Charging has established itself as a leader in the field of battery charging technology, offering solutions that are not only efficient but also sustainable. Their advanced Selectiva 4.0 chargers are designed to optimise the charging process, ensuring that batteries are charged quickly and efficiently while minimising energy consumption by up to 30%. This is particularly
important for companies in the food and drink industry, where energy costs can be a significant portion of operational expenses.
One of the key features of Fronius battery charging solutions is their ability to reduce total cost of ownership (TCO). By using their patented Ri intelligent charging technology, these systems can extend the lifespan of batteries, reducing the need for frequent replacements. This not only saves money but also reduces waste, contributing to a more sustainable operation. Additionally, Fronius chargers are equipped with advanced monitoring and control systems that provide real-time data on energy usage and battery status. This allows companies to optimise their charging processes and identify inefficiencies or potential issues before they become costly problems.
When maintaining a consistent and reliable supply chain is crucial, the reliability of Fronius charging solutions is a major advantage. The chargers are designed to operate in demanding environments, such as cold stores, ensuring that MHE is always ready for use. This reliability helps to prevent costly downtime and ensures that operations run smoothly.
Fronius are committed to green logistics and offer a comprehensive energy consultation service to help companies achieve maximum efficiency. Their experts work closely with customers to analyse energy usage and develop tailored solutions that meet specific needs. This holistic approach ensures that companies can achieve their sustainability goals while reducing energy costs.
Fronius is revolutionising the way companies manage their energy consumption and reduce the environmental impact of intralogistics processes. By providing innovative, efficient, and sustainable battery charging solutions, Fronius helps companies reduce their operational costs whilst also contributing to a greener future. With their commitment to excellence and customer support, Fronius is undoubtedly a valuable partner for any company looking to improve its energy efficiency and sustainability.
For your free consultation, contact the Fronius UK team on +44(0)1908 512 300, email charger-sales-uk@fronius.com or visit www.fronius.co.uk/perfectcharging



Increase your efficiency and reduce your energy costs and CO 2 emissions with a full portfolio of hardware and software solutions for a holistic approach to MHE battery charging. Full
through the analysis, planning and realisation stages with ongoing support from our UK based team.
on +44 (0)1908 512 300 to find out more.

Offer consistent product quality at the point of use for a wide range of applications, guide rails position the IBC and the mixer is raise and lowered into the IBC with a push button operated electrical actuator.
Fixed or mobile mixing stations are supplied complete with a control panel and safety interlocks.
Standard IBC mixing stations can be adapted to integrate with systems on site including pumps, valves, weighing and measuring instrumentation and controls to meet specific site requirements.






Instrument Hire
We offer a wide range of the latest test equipment complete with certification. Competitive prices and discount structure with full technical support included.
Calibration
Providing a calibration and repair service with traceable certification for electric, electronic and pneumatic equipment. This is backed up by an annual re- calibration reminder via email.
01928 589600
info@aughton.co.uk www.aughtonhire.co.uk


Calibration
Providing a calibration repair service with certification for electric, and pneumatic equipment. is backed up by an calibration reminder
MENZEL was asked to manufacture a custom 6600V electric motor to drive a multistage condensate water pump in a thermal power station. The existing motor needed to be replaced quickly. In just four weeks MENZEL planned, built and delivered a three-phase squirrel cage motor with IC 616 cooling and IP 55 protection.
The Requirements: Precision and Speed
The customer not only wanted a motor that could be seamlessly integrated into the existing system via plug-and-play, but also one that could be implemented quickly. MENZEL was able to complete the motor in just four weeks.
One of our stock motors in the required size formed the basis. However, the following adjustments still had to be made:
• Precision work on the rotor shaft: conversion to shaft nuts with lefthand thread and laser welding of the keyway
• Changing the cooling system: Conversion from IC81W to the IC616 system
• Adaptation of the direction of rotation: including different inner fan wheel Accompanying tests: Extensive tests in the load test field to ensure the highest standards
• Adapterplate and different mechanical modification: for a plug and play type fixing between the motor and the pump
The Implementation: Precision meets Efficiency
During the planning phase, we went through several changes and special requirements. Thanks to the close cooperation between the customer, our project engineers and our production department, we were able to develop and agree

the technical solution quickly. Our ability to meet technical requirements and commercial details in record time was particularly praised. In addition, the motor was extensively tested in our load test field. Where MENZEL successfully met all customer requirements.
Type: MEBKSLF 500-04-011 AC-Motor
• Motor application: Condensate water pump in a thermal power station
• Rated power: 970 kW
• Rated voltage: 6600 V
• Rated speed: 1487 min-1
• Type of construction: IM V1
• Protection class: IP 55
• Cooling type: IC 616
• Weight: 7160 kg
The Delivery: Precisely to the Destination
The finished squirrel cage motor was transported to Japan by plane in order to meet the critical deadline. Installation and commissioning took place at the thermal power plant, where the motor now reliably drives the multistage condensate water pump.
This project is a prime example of our strengths:
• Custom solutions in the shortest possible time
• Efficient communication and close coordination
Highest technical precision, made in Germany
www.menzel-motors.com

....
to a fresh and innovative approach to turnkey solutions









In 2022, BS Handling Systems completed the design, manufacture and installation of pick-to-light conveyor lines at Mindful Chef’s distribution hub in Redditch. The success of the project led Mindful Chef to commission BS Handling Systems to deliver phase two of its development plans, an automated palletisation solution at the end of the pick-to-light lines.
“Phase one was designed to increase throughput performance and reduce error rates in the picking process,” explains Matthew Maxwell, head of operations at Mindful Chef. He continues, “With phase two, the key objectives were to reduce or remove manual handling operations at the end of the lines and further increase throughput speeds.”
Minimising manual handling
Before phase one was completed, Mindful Chef had already started thinking about adding more
automation to the end of the pickto-light lines. With phase one the company achieved a throughput increase of around 30 percent. To cope with this increase it required two operators at the end of each line to manually lift the boxes off and palletise them prior to loading into a trailer for despatch.
Removing these manual handling elements at the end of each line would have several benefits:
i. Reduce the number of operators required to meet increased throughput
ii. Eliminate the health and safety risks to operators
iii. Run continuously and accurately without the need for breaks
iv. Improve the mental health of operators by giving them less repetitive tasks
Matthew Maxwell again, “As part of our due diligence we visited other sites within the Nestlé group to evaluate their palletising operations. The benefits of automating the palletisation became obvious and so we pushed ahead with phase two of the project.”
“BS Handling Systems are really good to work with, they’re extremely knowledgeable and accommodating. They’ve worked with many companies developing warehouse and distribution facilities, so they have a wealth of experience. This is a huge benefit when it comes to designing a system and finding the best way of configuring it.
“Initially, we looked at two possible solutions; one loading pallets directly into the lorry trailers themselves, the other automating the palletisation. After careful consideration, we decided that loading directly into the trailers wouldn’t give us the flexibility we needed, so we opted for palletisation automation.
“The first design concepts had just one palletising cell. This had two robots inside the cell with both pick-to-light lines feeding the cell. After the order was placed for the conveyors to feed the cell, we had second thoughts. The space where we were going to locate the cell was very tight and the design had the potential to cause issues for our operators. So, at the eleventh hour, we decided to look at a different approach.
“A major advantage of working with BS Handing Systems is their flexibility. Even though
we’d already committed to the order, they were open to change throughout the process. Following further analysis we decided to have two automated palletisation cells, one for each pick-to-light line.
“To fit them into the available space Phil Taylor and the team designed the feed conveyors to run from the exit of the box closing machine via a 180 degree bend to come back up parallel to the line before taking a 90 degree turn into the palletisation cell.
“We have three box sizes in the operation, small, large, and extralarge. The conveyor indexes boxes which are presented to the robot in pairs if they are small or large, or one extra-large box. The robot picks up two boxes at a time unless they are extra-large (these are picked up one at a time). The robot continues picking up the boxes and stacking them on the pallet using a preprogrammed pallet configuration with eight boxes on each layer.
“It continues back and forth stacking the boxes until the pallet is full. It is very quick, extremely accurate and consistent. There are two pallet positions in each cell for the robot to load. The idea being that once a pallet is full, that pallet can make its way out of the palletiser via a powered pallet conveyor and the robot doesn’t have to stop, as it moves immediately onto loading the second pallet position.”
20 percent improvement in throughput
“In terms throughput we’ve seen around a 20 percent improvement with the automated palletisation. On the weekends; we’ve gone from 400 boxes an hour to nearly 500 an hour. Not only this, but we’ve also reduced operators at the end of the line from two on the weekend down to zero and midweek from one to zero. The removal of this manual handling element has boosted the team’s moral, they are happier and healthier thanks to the change.
“The peak period for Mindful Chef is in the January window. During this period, when many people
start New Year’s resolutions regarding improving their health, healthy eating is an important element. So when gyms are busy, we’re typically busy. The automated palletisation copes with these peak demand periods effortlessly, removing the stress of manual handling from our team.”
Fully operational from the outset
“The installation of these automated palletisation cells was probably one of my most nervous times. We were expecting to have a period of at least two or three weeks of teething issues which could impact our throughput performance. In reality, however, everything ran smoothly. During peak the cells worked like a dream, stacking up to 12,000 boxes a day on pallets.
“The pick-to-light system in phase one and the automated palletiser in phase two have not only allowed us to become more efficient, but also enabled us to gather more tracking data on customer orders around the site.
“We can now track a customer’s box from the point of order through its journey on our production floor; we know who packed the items in the box and when that box was shipped. Soon we’ll be installing a camera system that will take a photograph of each box prior to it being sealed. This will give us the evidence that what we’ve sent is what was ordered by the customer.”
“The work BS Handling Systems has done for Mindful Chef has delivered savings in the region of hundreds of thousands of pounds. As a consequence, we expect the automation project payback period to be within three years.
“Rob, Phil and the BS Handling team have been superb partners over the last four years. They’re thoroughly professional, flexible and yet fun to work with. They listen to our ideas and are quick to react with solutions. The projects they have worked on have generally been completed in under
nine months which is testament to their proactive, friendly approach.
“The last two or three years have seen a huge change in the way we process orders. This transition could have been an incredibly stressful time. The way BS Handling Systems has managed the process, however, has removed a great deal of this pressure giving us peace of mind and total confidence in their abilities to get the job done.
“Now, it’s hard for our team to imagine the way we used to process orders. The pick-to-light and automated palletisation have been game changers for the business. With all the data that we’re getting from these improvements the future for Mindful Chef is looking extremely rosy,” concludes Maxwell.
2025 looks to be an exciting year for BS Handling, as they begin work on a series of large projects with Oakland International. They also recently partnered with EAE Solutions to become the exclusive UK agent for the “new-to-UK market” E-Cross Belt Sorter.
www.bshandlngsystems.co.uk



The Food Processing Industry is one of the most demanding sectors when it comes to equipment reliability, hygiene and efficiency. Every component plays a crucial role in maintaining production flow, and chain is no exception.
With the need for maximum working life and reduced maintenance downtime, food processors are turning to Donghua Limited for their chain requirements.
Donghua Limited is the UK arm of one of the world’s largest chain manufacturers. The company has established itself as the go-to supplier for the Food and Drink Processing Industry offering an extensive range of high quality chains compatible with leading food equipment manufacturers. Operating from its headquarters in the West Midlands, it boasts a 25,000 sq ft warehouse, chain workshop, and a laboratory.
Hygiene and safety are paramount in food processing environments, which is why Donghua’s chains are available with H1 food grade lubrication. This specialist lubrication is essential in areas where incidental food contact is possible. Unlike standard lubrication methods, Donghua’s
chains undergo a hot-dip process, ensuring the lubricant penetrates deep into bearing areas that conventional lubricants might not reach. As the chain cools, any surplus lubricant drains away, leaving an internal oil deposit that significantly extends wear life.
In addition, Donghua’s special alloy coating provides superior protection against corrosion caused by frequent washdowns, ensuring longevity and reliability in harsh processing conditions.
Donghua’s commitment to durability is evident in its preloading and matching processes. Chain that lacks proper preloading experiences significant elongation during initial use, leading to premature wear and replacement. By applying precise pre-load forces, Donghua ensures reduced fatigue and an extended working life.
Chain matching is another critical aspect, particularly when two chains are used in parallel. Donghua’s manufacturing precision allows for close tolerance matching, maintaining high length accuracy along the entire chain. With production tolerances averaging within 1/3rd of DIN standards, Donghua’s in-house chain length measuring machine further enhances a perfect fit for food processing applications.
Donghua offers a range of chain solutions specifically designed for Food and Drink Processing, including:
Polymer Chain – a plastic conveyor chain engineered to prevent foreign matter ingress while minimising maintenance costs and downtime. With fewer moving parts and no rollers to wear down, this chain significantly reduces maintenance.
Maintenance-free Stainless
Chain (including Drytec Chain) –designed with engineering plastic sleeves (improved mechanical and thermal properties compared to standard plastic), Drytec chain offers increased wear life and exceptional corrosion resistance, making it suitable for use in temperatures of -40° to +60°.
Bespoke Chain – custom-designed attachment chains tailored to meet specific customer requirements for specialised applications.
– a ‘one chain fits all’ solution that replaces 99% of other manufacturers’ attachment chains. Available in standard, nickelplated, zinc-coated, self-lubricating and stainless steel finishes.
Donghua’s Food Processing chain solutions are available through its expanding network of Product Partners, Stockists and Distributors, ensuring food and drink manufacturers have access to the highest quality chain when they need it most.
For more information on how Donghua can enhance your food processing operations, visit: www.donghua.co.uk/food-industry





This rapid roll door is robust, requires low maintenance and delivers exceptional wind resistance in exposed areas

Hart Door Systems, the original British manufacturer of the highspeed door concept, is confident that there are considerable prospects for another successful year for its Speedor and Typhoon brands.
“Despite global uncertainties on the political front and the ever present debate on climate change I believe our leading Speedor and Typhoon brands will continue to be in demand,” says Doug Hart, Hart’s chairman.
“We have had many successes at home and abroad during 2024 not just through our Speedor range of high-speed doors but through our range of high quality shutters too. Both these leading brands offer industry a choice of solutions for industry and commerce. The fundamentals delivered by Hart are quality throughout manufacture to installation as well as service back-up to comply with changing national and international safety standards.
“We are cognisant of Climate Change issues and the need to keep both Hart’s and our clients’ carbon footprints to a minimum by using the latest manufacturing technology to streamline the manufacturing process. Where possible we would use recyclable materials.”
“Looking more closely at the Speedor brand, as Britain’s original manufacturer of the automatic high speed door, Hart has always led the way with developments in commercial door technology by being aware of issues facing industry. The Speedor high speed door is a good example of a robustly engineered door system for frequent use in high-traffic situations.
“This rapid roll door is robust, requires low maintenance and delivers exceptional wind resistance in exposed areas. While its high-speed opening and closing action improve efficiency, the energy-saving potential of this rapid roll door is high, controlling internal temperatures, escaping dirt, odours and noise.
“Special features include; moisturecontrolled electrics, mechanical components shielded from dust and dirt, and a unique guide system offering exceptional wind resistance up to class 5 as defined by DIN EN 12424. There are several options with the Speedor brand namely ECO, Storm, Mini, Conveyor and Cleanroom which together strengthen Hart’s overall high-speed door offer.
“Speedor Storm is our bestselling door, ideal for challenging
applications where reliability is essential. Its increasing success is based on its improved, rugged, design predominately for external use up to 8m x 6m/6m x 8m) often in robust operating conditions with high wind loads.
“We have always had quality as our prime driver and our success with new variants, not just in high-speed doors but shutters such as our new Typhoon range, the fundamentals are quality throughout manufacture to installation and service to comply with changing national and international safety standards.”
“Hart Door Systems is now in its 75th year. It is a global business supplying a range of door and shutter systems to sectors such as automotive, agriculture, communications, consumer foods, energy, environment, exports, food, logistics, manufacturing, power, sport, transport and utilities. To underline our global success Hart’s doors can found in nearly 40 international airports, from Newcastle upon Tyne to the Falklands, from Aruba to Vladivostok. This is a remarkable achievement.”
www.hartdoors.com









Food and beverage packaging has been the subject of scrutiny for several years now. Recycling and sustainability are high on the agenda of end-consumers - and various organisations, such as big retail players, are increasingly looking for packaging solutions that
fulfil those preferences. At a global level, this has resulted in a tangible change in the way food and beverage packaging is presented and marketed. For example, with data on the level of recycled materials now being included on labels.
One material which has been under the spotlight as part of these conversations is polyethylene terephthalate, a form of polyester better known as PET. Used across the industry in the form of trays, films, and bottles, PET is the most recyclable plastic in the world and is used widely in global plastic bottle manufacturing.
Industrial Physics’ 2024 research of packaging professionals in the food and beverage industry shows that almost half (49%) of those working with plastic packaging agreed their company’s top goal
is to meet consumer preferences. Reactions to brand choices are loud and prominent in 2025, particularly with the dominance of social media platforms. Therefore, packaging professionals are evolving their products to address these requests and maintain relationships with their own audience - the brands and retailers.
This has led to innovation across food and beverage packaging, with manufacturers seeking to balance sustainability with quality by utilising a variety of techniques and materials.
Sustainability in structure
Brands that have pushed to innovate off the back of consumer feedback are already seeing positive results. 59% of plastic packaging professionals agree that innovations within their
organisation have been well received by customers.
Even the more radical design changes are accepted if they have a sustainable purpose: tethered caps on plastic bottles, for instance, are broadly or strongly supported by 53% of the UK despite the initial debate.
Another design change that has proven popular with PET bottle manufacturers is lightweighting, which involves reducing the material used for each bottle whilst retaining its strength and durability. This technique is playing a critical role in achieving sustainability goals. Bottles made with less material have lower carbon footprints from the point of production, with fewer resources required for manufacture.
The challenge of lightweighting is retaining the integrity of bottled products, which are filled at rapid rates on production lines and must retain enough structural resilience so they do not “fail while filling” (as this causes lengthy downtime).
Appropriate testing procedures are vital for lightweighting to determine whether thinner bottles are durable enough for filling and distribution. Burst testing, for instance,
informs packagers whether a bottle is capable of withstanding pressure (particularly in the case of carbonated drinks) and if this lighter material has the required resilience.
Testing is also used to analyse the material thickness distribution around the entire geometry of a bottle. Measurement data from equipment like a semi-automatic thickness gauge offers essential feedback to fine-tune the blow moulding process and ensure that product integrity is maintained while aligning with lightweighting objectives.
Packaging manufacturers are increasingly meeting consumer demand for sustainability by incorporating recycled PET, or rPET, into their products. While virgin plastic is made from natural gas or crude oil, blending a targeted percentage of rPET into packaging helps lower the carbon footprint. Using measurement data, manufacturers can adjust the amount of rPET based on the required quality and strength of the final product.
Inspecting key dimensional features of the bottle, such as thread design, is essential for producing ecofriendly packaging. This ensures proper interaction with the bottle cap, maintains seal integrity, and improves the overall customer experience.
Testing new innovations in plastic
Producing PET bottles allows for a lower carbon footprint than some alternative packaging methods. However, constantly evolving sustainability goals, consumer expectations, and the increasing link between packaging design and brand identity mean that companies must keep innovating. And for innovation to thrive, this must be supported by advanced test and measurement solutions.
The most effective testing technology empowers plastic packaging manufacturers to implement the upgrades consumers demand while ensuring high-quality standards are consistently met.
Learn more about how packaging professionals are navigating external factors in Industrial Physics’ latest research here.

Panduit’s VeriSafe 2.0 AVT (absence of voltage test) system eliminates the risk of arc flash by confirming any electrical cabinet is de-energized before allowing access. The surface mounted module indicates when it is safe to access a panel, a green indicator is shown, and when it is unsafe to access a panel, by a red light indicator appears, prior to accessing the panel, eliminating risk to plant operators, machine builders and onsite engineers and electricians. The VeriSafe AVT system can be combined with a door interlock system so that the panel doors cannot be opened unless the test has been carried out and “green light status” achieved.
The traditional method for testing for presence of voltage is to, dress in correct PPE, turn off the panel, open the panel, verify the portable tester is operational, test the panel for voltage, re-verify the tester, then, if safe, perform necessary work within the cabinet. This process has two major setbacks. Firstly, this entire process can take around 10 minutes to perform and secondly, a number
of the steps take place after the panel is opened.
VeriSafe AVT ensures the absence of voltage by using the following process:
• Turn off the panel
• Push the button on the VeriSafe Indicator Module, located on the outside of the panel
• When the green light indicates, open the panel, it is now safe.
This method has two of major benefits, the panel is not opened until after it is confirmed that the panel is de-energized, which eliminates risk and improves safety. The entire process takes approximately 10 seconds, compared to the traditional 10 minutes, and so increases productivity.
Moreover, the Verisafe AVT performs a number of complex tasks, which include, confirms power is available to perform the test, checks health of key circuit elements, verifies
threshold circuits in tolerance, checks on known voltage source, verifies connectivity and verifies voltage is under 3V threshold.
As well as eliminating risk and improving productivity Panduit’s AVT meets various standards, its safety functions meet SIL 3 (IEC 61508-1), as well as redundant channels for measurement and detection. The system also satisfies the criteria in NFPA 70E 120.5(7) Exception 1 & CSA Z462 4.2.5 (g) Exception 2, and UL 1436 listing.
VeriSafe 2.0, automatically ensures that the entire test process is followed for every single test. With a push of a button, users can achieve tested safety in both 3-phase and single-phase applications in the extended voltage range up to 1000V for AC and DC applications.
www.panduit.com







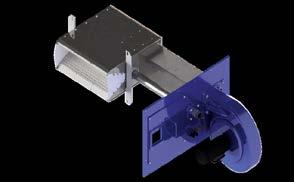
Our gas burner systems offer users reliable, high efficiency, process heating solutions.
From design, manufacturing and supply to installation, commissioning and ongoing support, we fulfill process liquid, oven and air heating needs for both new-build and conversion projects.

GPS-NTP Server
Expandable I/O ARINC429


Third-party logistics provider Kammac has reported a significant surge in wellness-related business this January, driven by health-conscious consumer trends such as Dry January and Veganuary.
The company has seen notable increases in orders across key categories, including alcohol-free beverages, wellness drinks, plant-based snacks, and even weighing scales, underscoring a strong shift toward healthier lifestyles in the New Year.
As Kammac continues to grow its network of wellness clients, the company is set to expand its capabilities further to meet the rising demand for high-quality, health-conscious products. With more clients expected to join the ranks of Kammac’s trusted partners, the surge in wellness-related orders demonstrates the impact of consumer health trends on supply chain needs. streamlined and professional logistics solutions oduct basis, which was crucial for ensuring we stayed within our budget.” www.kammac.com

Processes that involve grinding, drying, conveying and storing grain pose some of the biggest risks for combustible dust explosions.
While we’re not so far advanced to ignore combustible dust altogether, innovative technology has made grain milling much safer than it was a century ago. With the right equipment and engineering controls in place, facilities can reduce the risk of devastating explosions.
Explosion venting panels and flameless vents
Explosion venting panels (or rupture panels) are designed to relieve pressure and gases from an explosion within a contained area, such as a dust collector or silo. They work by opening rapidly during an explosion, allowing the release of pressure in a controlled manner. Flameless vents
vent panels along with a system of layered mesh that quenches flames following an explosion, allowing indoor vessels to vent without causing injury or damage to personnel or property.
Passive explosion isolation system
Passive explosion isolation equipment, like Boss Products UK’s, Vigiflap, is designed to isolate explosions happening within equipment enclosures, preventing the hazardous spread of fire and reducing the chance of a secondary explosion. Passive systems are generally more straightforward in design and operation compared to active systems, have a lower one-time cost and are easier to maintain. In fact, facility personnel can do inspections themselves.
Spark detection systems and monitoring systems
Spark detection systems detect

airstreams to prevent ignition sources from reaching equipment enclosures where devastating explosions can happen. On the other hand, monitoring systems are particularly useful in grain facilities for equipment like bucket elevators and conveyors. Unlike spark detectors, which work by identifying live embers, monitoring systems detect potential ignition sources such as hot bearings, belt misalignment and choked chutes.
Boss Products UK offers complete safety solutions for combustible dust collection and control to manage fire and explosion risk in grain facilities. To learn more about how our equipment can protect your investment and your workers, contact Boss Products UK today.
Boss Products UK www.bossproducts.co.uk
Boss Products UK’s, Vigiflap, is designed to isolate explosions happening within equipment enclosures

• Explosion Isolation
• Flameless Venting
• Spark Detection & Extinguishing
• NFPA Compliant & ATEX Certified Rotary Valves


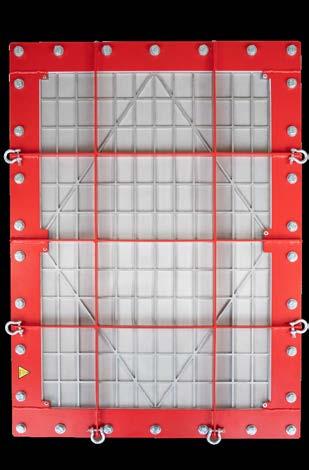


Manual boot wash stations, like the ones we supply at Stainless Steel Manufacturing & Equipment, are great for small to mediumsized processing areas and plants.
handheld boot brush that enables you to clean the top and sides of your boots and shoes. How to use the Manual Boot Washer:
How to use the Manual Boot Washer:
To activate the manual boot washer, you simply place your foot on the base brushes within the trough, which actuates a valve mounted on the underside of the boot washer.
Our manual boot washer can be used for all types of footwear worn in production areas and is often used on entry and exit to prevent employees from walking debris into changing rooms and corridors.

Manual boot wash stations, like the ones we supply at Stainless Steel Manufacturing & Equipment, are great for small to mediumsized processing areas and plants.
Manual boot wash stations, like the ones we supply at Stainless Steel Manufacturing & Equipment, are great for small to mediumsized processing areas and plants.
To activate the manual boot washer, you simply place your foot on the base brushes within the trough, which actuates a valve mounted on the underside of the boot washer. Water the flows through the hose brush and enables you to effectively clean the boot from all angles– ensuring all dirt is removed.
304/316 stainless steel, providing you with the reassurance that it’s up to standard. What’s more, we aim to accommodate the requirements of all our customers, ensuring that you find a suitable boot cleaning station for your hygienic setting.
Manual boot wash stations, like the ones we supply at Stainless Steel Manufacturing & Equipment, are great for small to mediumsized processing areas and plants.
Water the flows through the hose brush and enables you to effectively clean the boot from all angles–ensuring all dirt is removed.
Available in 1-4 stations, the manual boot washer comes with a high-density nylon base brush for scrubbing the soles of shoes and includes a convenient, water-fed, handheld boot brush that enables you to clean the top and sides of your boots and shoes.
Our manual boot washer can be used for all types of footwear worn in production areas and is often used on entry and exit to prevent employees from walking debris into changing rooms and corridors.
Our manual boot washer can be used for all types of footwear worn in production areas and is often used on entry and exit to prevent employees from walking debris into changing rooms and corridors.
• Automatic & Semi-Automatic Boot washer.
How to use the Manual Boot Washer:
• Automatic Sensor Operated or Semi-Automatic button operated.
Investing in a manual boot wash station will ensure your employees perform the necessary washing and disinfecting steps required for hygiene regulations.
Investing in a manual boot wash station will ensure your employees perform the necessary washing and disinfecting steps required for hygiene regulations.
Manual boot wash stations, like the ones we supply at Stainless Steel Manufacturing & Equipment, are great for small to mediumsized processing areas and plants.
Our manual boot washer can be used for all types of footwear worn in production areas and is often used on entry and exit to prevent employees from walking debris into changing rooms and corridors.
How to use the Manual Boot Washer: To activate the manual boot washer, you simply place your foot on the base brushes within the trough, which actuates a valve mounted on the underside of the boot washer. Water the flows through the hose brush and enables you to effectively clean the boot from all angles– ensuring all dirt is removed.
To activate the manual boot washer, you simply place your foot on the base brushes within the trough, which actuates a valve mounted on the underside of the boot washer. Water the flows through the hose brush and enables you to effectively clean the boot from all angles– ensuring all dirt is removed.
Our manual boot washer can be used for all types of footwear worn in production areas and is often used on entry and exit to prevent employees from walking debris into changing
• Cleaning boots by the action of rotating brushes.
• Automatic dosing of water and detergent.
How to use the Manual Boot Washer:
Investing in a manual boot wash station will ensure your employees perform the necessary washing and disinfecting steps required for hygiene regulations. MANUAL BOOT WASHER

• Removal of the brush is done without the need for tools and makes cleaning the brush and the brush housing simple.
Available in 1-4 stations, the manual boot washer comes with a high-density nylon base brush for scrubbing the soles of shoes and includes a convenient, water-fed,

Our automatic stations provide continual performance but are easy to dismantle, requiring no extra tools. In turn, the automatic boot washer is easy to clean, and the rotating tray and brushes can be cleaned individually, allowing you to clean your equipment thoroughly.
Available in 1-4 stations, the manual boot washer comes with a high-density nylon base brush for scrubbing the soles of shoes and includes a convenient, water-fed, handheld boot brush that enables you to clean the top and sides of your boots and shoes.
To activate the manual boot washer, you simply place your foot on the base brushes within the trough, which actuates a valve mounted on the underside of the boot washer. Water the flows through the hose brush and enables you to effectively clean the boot from all angles– ensuring all dirt is removed.
Available in 1-4 stations, the manual boot washer comes with a high-density nylon base brush for scrubbing the soles of shoes and includes a convenient, water-fed, handheld boot brush that enables you to clean the top and sides of your boots and shoes.
Available in 1-4 stations, the manual boot washer comes with a high-density nylon base brush for scrubbing the soles of shoes and includes a convenient, water-fed, handheld boot brush that enables you to clean the top and sides of your boots and shoes.

Investing in a manual boot wash station will ensure your employees perform the necessary washing and disinfecting steps required for hygiene regulations.
Investing in a manual boot wash station will ensure your employees perform the necessary washing and disinfecting steps required for hygiene regulations.
Here at Stainless Steel Manufacturing & Equipment Ltd, we can supply a boot washer that is made from Grade

We supply the Lazy Susan Turntable, which is a Stainless Steel Turntable, to meet and exceed the requirements of all industries. We aim to satisfy even the most diverse demands, including those based in the food, drink, pharmaceuticals, packaging and production industry, ensuring that all equipment is manufactured to the highest quality and made to last.
• Supplied with a venture metering system for accurate dosing of the detergent
A turntable that’s made from stainless steel is a cost-efficient investment to make, especially if you’re looking to maximise the efficiency of production.

The Stainless Steel Turntable is just one of the products that we are proud to supply at SSME and is available in various sizes.

products through inclined as well as horizontal and helical paths.
We supply the Lazy Susan Turntable, which is a Stainless Steel Turntable, to meet and exceed the requirements of all industries. We aim to satisfy even the most diverse demands, including those based in the food, drink, pharmaceuticals, packaging and production industry, ensuring that all equipment is manufactured to the highest quality and made to last.
We supply the Lazy Susan Turntable, which is a Stainless Steel Turntable, to meet and exceed the requirements of all industries. We aim to satisfy even the most diverse demands, including those based in the food, drink, pharmaceuticals, packaging and production industry, ensuring that all equipment is manufactured to the highest quality and made to last.
We supply the Lazy Susan Turntable, which is a Stainless Steel Turntable, to meet and exceed the requirements of all industries. We aim to satisfy even the most diverse demands, including those based in the food, drink, pharmaceuticals, packaging and production industry, ensuring that all equipment is manufactured to the highest quality and made to last.
We supply the Stainless Steel Turntable in a range of sizes to make it easier for you to find products that will fit perfectly within your industrial setting. When it comes to accumulating products evenly, you cannot go wrong with the Stainless Steel Turntable- it’s specifically designed to bring work closer to the user.
We supply the Lazy Susan Turntable, which is a Stainless Steel Turntable, to meet and exceed the requirements of all industries. We aim to satisfy even the most diverse demands, including those based in the food, drink, pharmaceuticals, packaging and production industry, ensuring that all equipment is manufactured to the highest quality and made to last.
A turntable that’s made from stainless steel is a cost-efficient investment make, especially if you’re looking to maximise the efficiency of production.
A turntable that’s made from stainless steel is a cost-efficient investment to make, especially if you’re looking to maximise the efficiency of production.
A turntable that’s made from stainless steel is a cost-efficient investment to make, especially if you’re looking to maximise the efficiency of production.
A turntable that’s made from stainless steel is a cost-efficient investment to make, especially if you’re looking to maximise the efficiency of production.
We supply the Stainless Steel Turntable in a range of sizes to make it easier for you to find products that will fit perfectly within your industrial setting. When it
The Stainless Steel Turntable is just one of the products that we are proud to supply at SSME and is available in various sizes.
Space and loads permitting, 90 and 180 degree turns enable products to be conveyed on winding routes through production areas.
The Stainless Steel Turntable is just one of the products that we are proud to supply at SSME and is available in various sizes.
The Stainless Steel Turntable is just one of the products that we are proud to supply at SSME and is available in various sizes.
The Stainless Steel Turntable is just one of the products that we are proud to supply at SSME and is available in various sizes.
We supply the Stainless Steel Turntable in a range of sizes to make it easier for you to find products that will fit perfectly within your industrial setting. When it comes to accumulating products evenly, you cannot go wrong with the Stainless Steel Turntable- it’s specifically designed to bring work closer to the user.
We supply the Stainless Steel Turntable in a range of sizes to make it easier for you to find products that will fit perfectly within your industrial setting. When it comes to accumulating products evenly, you cannot go wrong with the Stainless Steel Turntable- it’s specifically designed to bring work closer to the user.
We supply the Stainless Steel Turntable in a range of sizes to make it easier for you to find products that will fit perfectly within your industrial setting. When it comes to accumulating products evenly, you cannot go wrong with the Stainless Steel Turntable- it’s specifically designed to bring work closer to the user.
Steel Turntable- it’s specifically designed


The modular belt conveyor offers a reliable versatile solution to many conveying applications.
The modular belt conveyor offers a reliable versatile solution to many conveying applications.
The modular belt conveyor introduces a flexible conveying solution that can, due to the nature of the belt itself, convey
The modular belt conveyor introduces a flexible conveying solution that can, due to the nature of the belt itself, convey
2 FDPP - www.fdpp.co.uk
sizes.
products through inclined as well as horizontal and helical paths.
products through inclined as well as horizontal and helical paths.
Space and loads permitting, 90 and 180 degree turns enable products to be conveyed on winding routes through production areas.
Space and loads permitting, 90 and 180 degree turns enable products to be conveyed on winding routes through production areas.
Stainless steel mixer tumblers are available in three sizes, including 300 Litre, 450 Litre and 600 Litre. They are perfect for mixing dry and wet ingredients.
A mixer tumbler for food can effectively save on labour costs and increase production efficiency. Instead of mixing ingredients in smaller batches by hand, the mixer tumbler will automatically rotate a larger quantity of products at a faster rate.
Features
• 304 stainless steel construction
• Open frame to aid cleaning & maintenance
• Direct shaft drive operation
• Available with stainless steel lid if required
• Variable speed controls
• Mobile or free standing

Description:
• Tip height to customer specification
Our Atomiser Sanitising Conveyors have been designed for the sanitization of the outer surfaces of various products being transferred between low and high care areas.
Operation:
Though stainless steel mixers are designed to boost productivity in the food processing industry, they come with variable speeds – allowing you to choose how quickly the drum rotates. With the addition of a timer control panel you can also program the tumbler to shut off after a specific number of revolutions, saving time and effort.


As well as conveniently marinading ingredients, a stainless steel mixer tumbler enhances the safety of your food processing plant by ensuring no food ends up on the floor.
A huge variety of products can be transported through the Sanitising Conveyor, such as boxed or bagged food ingredients like vegetables, sauces, coatings, blocks of cheese, the list is endless
The drum can also be tilted to make it easier to unload food goods. This not only helps to keep
The solution tank is automatically filled with a pre-dosed mixture of water and sanitiser using a Dosatron water powered dosing pump. When a product is placed on the in-feed roller conveyor a sensor gives a signal to the control panel and the conveyor belt will start. Then using compressed air the mixture is then supplied to five atomiser nozzles which are positioned above and below the conveyor belt. These produce a mist within the tunnel giving total coverage of all surfaces of the products that are
product wastage to an absolute minimum but it makes it easier to clean too.
To prevent cross-contamination, you must give the drum a quick wipe-down inside between uses. Then, at the end of the day, it will need to be thoroughly cleaned, ready for the next day. As a result of being made from grade 304 stainless steel (a material that’s resistant to both corrosion and oxidation), all you need is warm water, a mild soap or detergent, and a soft cloth or sponge to gently wipe the surface clean.
conveyed through the tunnel. The control panel has a built in inverter which allows you to control the speed of the belt and ensures that a wide range of products can be safely passed through the system ensuring that hygiene routines can be carried out quickly and reliably. Atomising sanitization is very efficient as each nozzle only uses .8 litres of solution per hour and with the integral gravity recirculation system the use of solution is kept to a minimum and your products will not come out of the tunnel dripping with water.
At stainless steel Manufacturing & Equipment ltd, design and manufacture a wide range of stainless steel equipment for the food and pharmaceutical industries. Our design team have over 25 years of experience and have worked on projects for many of the major food and pharmaceutical manufacturers. We are based in the West Midlands, just 3 minutes form Junction 10 of the M6. All our products are manufactured in house and we are the UK agent for the SCM boot washer and hygiene station range. We pride ourselves in manufacturing good quality products at competitive prices and as well as our standard range
At stainless steel Manufacturing & Equipment ltd, design and manufacture a wide range of stainless steel equipment for the food and pharmaceutical industries. Our design team have over 25 years of experience and have worked on projects for many of the major food and pharmaceutical manufacturers. We are based in the West Midlands, just 3 minutes form Junction 10 of the M6. All our products are manufactured in house and we are the UK agent for the SCM boot washer and hygiene station range. We pride ourselves in manufacturing good quality products at competitive prices and as well as our standard range
We will manufacture items to meet customer specific requirements.
We will manufacture items to meet customer specific requirements.
For more information or the place an order
Please Call: 0121-661-6346 or Email: sales@ssmeltd.co.uk
For more information or the place an order
Please Call: 0121-661-6346 or Email: sales@ssmeltd.co.uk
New SR-12iA/C with 12kg payload is ideal in food and cleanroom applications.
With attributes that include an ISO Class 5 cleanroom rating, IP65 protection rating, food-grade lubricant and anti-rust bolts, the new FANUC SR-12iA/C is the perfect solution for food plants and cleanrooms. In fact, any material handling, assembly, inspection or picking/packaging application that requires a cleaning procedure will benefit from this strong food-grade SCARA robot.
Alongside its robust construction, corrosion resistance, ease of cleaning and compliance with food safety regulations, the FANUC SR12iA/C offers ultra-fast operation in all four controlled axes to provide a reliable and efficient solution for food companies. Notably, the SR-12iA/C features a market-
differentiating bellow to protect the Z-axis spindle during washdown procedures. Those operating cleanrooms in sectors such as advanced engineering, optics, laser and pharmaceuticals, can also tap into the robot’s many advantages.
Another key feature of the robot is its white epoxy coating for extra durability in extreme environments, while its IP65 rating guarantees protection against contaminants such as water spray and certain quantities of dust and other particles. NSF-H1 food-grade lubricant in all axes and anti-rust bolts further support its use food handling applications.
The FANUC SR-12iA/C features a strong arm, offering 12 kg maximum payload at the wrist (twice that of the company’s existing food-grade SCARA robot) and 900 mm of reach, all available at a highly competitive

price-to-performance ratio. Fast cycle times arrive courtesy of highspeed motion in all axes: 440°/s and 510°/s respectively in the rotary J1 and J2 axes; 2800mm/s in the linear J3 axis; and 2500°/s in J4 (wrist rotation).
But none of this comes at the expense of precision. In fact, the floor- or wall-mountable FANUC SR-12iA/C SCARA robot delivers repeatability of ±0.01mm in J1, J2 and J3, with J4 offering ±0.005° for next-level accuracy. Moreover, the wrist offers ±720° of motion as standard, with continuous rotation available as an option.
Fully integrated services are yet another benefit. I/O, 24VDC supply, solenoid valves and air lines all run internally, reducing costs and simplifying integration. Furthermore, an ultra-compact footprint and robot design minimise potential interference with peripheral devices, allowing factories and system integrators to construct smaller automated cells.
A web-based user interface (iRProgrammer) provides users with fast, intuitive, platformindependent set-up, jogging, teaching and programming via a tablet or PC. This cost-effective and simple approach negates the need for an iPendant touch teach pendant or any software downloads.
For more information, please contact:
FANUC UK Ltd, Sapphire Way, Ansty Park, COVENTRY, CV7 9DR Phone: +44 (0) 24 7605 3130 www.fanuc.eu/uk/en
The new FANUC Scara SR-12iA/C robot with 12kg payload is ideal in food and cleanroom applications.











Foenix Coding has redefined carton coding and marking with the FX ONE printer, a revolutionary leap that leaves outdated technology in the dust. For too long, the industry has clung to aging, inefficient solutions—complex machines that burden businesses with hidden costs and operational headaches. The FX ONE changes everything. Built on the “Keep It Simple and Stupid” (KISS) philosophy, it proves that true simplicity is the ultimate sophistication—and the hardest to achieve. With the FX ONE, Foenix Coding takes coding and marking to new heights, delivering a printer that’s not just better, but smarter.
“Only True Carton coder since the late 1900’s”
Overlooked Costs and Outdated Standards
In coding and marking, the biggest mistake businesses make is ignoring
the true cost of ownership and daily cost per print. Whilst everyone acknowledges that cost per print is critical, yet few can pinpoint how much it costs to code each carton. Twenty years ago, speed trumped cost—efficiency wasn’t the goal, and budgets were an afterthought. Today, those oversight end. The FX ONE printer doesn’t just promise low costs—it reveals them. With its unique real cost per print feature, you can see exactly what each code costs and edit messages to hit budget targets. No more guesswork. No more surprises.
Traditional printers drag businesses down with constant ink changes, messy leaks, and/or reliance on expensive labels. The FX ONE flips the script, asking: What if these weren’t the market standard anymore? The answer is a game-changer.
“This the 21st century we need to embrace it”
The FX ONE printer isn’t just ahead of the pack—it’s in a league of its own. Here’s why it’s the ultimate choice for carton printing:
Long-Lasting Ink Cartridge: Forget frequent replacements. The FX ONE’s efficient ink management keeps your production humming, slashing downtime and maintenance costs. Not only you can change ink without stopping production but you also truly mind your carbon foot print.
Leak-Proof Design: Leaking printers? That should be a relic of the past. The FX ONE ensures a spotless production floor, enhancing safety and cleanliness.
Clean, Stylish Printing: High Resolution Piezo (PIJ) printing meets elegance. The FX ONE delivers crisp, professional codes that elevate your cartons’ look—no smudges, no mess.
Label-Free Future: Why rely on costly, wasteful labels? The FX ONE prints directly onto cartons, cutting expenses and simplifying your process.
“Ousting continuous nasty solvent smells”
Compact and Versatile: Tight on space? No problem. The sleek design fits on any production line and can be moved within minutes—just unplug and go.
High-Resolution QR Codes: QR codes are the future, and the FX ONE is their master. Print them in high resolution with unmatched clarity for perfect readability every time.

True Cost Transparency: Knowledge is power. The FX ONE’s real cost per print feature puts you in control, letting you optimize every code to your budget.
Affordable Investment: High performance doesn’t mean high price. The FX ONE’s low equipment cost barely dents your Capex budget, making it accessible to all.
The FX ONE Difference: PPMA 2024 Innovation award FinalistSimplicity That Delivers
Simplicity isn’t just a buzzword with the FX ONE—it’s the foundation of its brilliance. While competitors pile on complexity, the FX ONE strips it away, offering a printer that’s easy to use, maintain, and affordable. But don’t mistake simple for basic. This is cuttingedge technology designed to solve real-world problems:
Eliminate Waste: No labels, no leaks, no frequent cartridge swaps— every feature cut costs and boosts efficiency.
Future-Proof Flexibility: Highresolution printing supports barcodes, lot numbers, and logos in any style or language.
Budget Mastery: With cost per print transparency, you’re no longer
blind to expenses—you’re ahead of them.
For years, cost per print was overlooked. The FX ONE brings it front and centre, proving that what you don’t know can hurt you—and what you do know can save you.
The FX ONE printer isn’t just a tool—it’s a transformation. It’s time to leave behind the headaches of outdated coding technology and embrace a solution that’s simple, cost-effective, and superior. Whether you’re coding cartons, trays, or sacks, the FX ONE delivers unmatched value and performance.
They claim within 3 minutes, you can find out how our UKengineered solutions can optimize your printing costs. Calling today will start your journey to the future of efficient printing!
Don’t settle for the old standard— set a new one.
Contact Foenix Coding today to discover how the FX ONE can revolutionise your carton printing.
Foenix Coding Ltd +44 1932 701 449 Chertsey Surrey email – sales@foenixcoding.com


As part of any Food processors HACCP program validation of cook and chill processes is a critical and significant task taking time, effort, and resources.
PhoenixTM have developed a thruprocess temperature monitoring technology specifically for this task designed to meet the challenges of the food processing market. Ideal for the validation process for any new cook regime, new product, or annual process certification. Whether performing an oven survey “oven mapping to identify cold spots” or validating the cook under production conditions, the thru-process profiling solution gives you the accuracy, efficiency, and reliability you need to satisfy your HACCP demands.
As its name suggests thruprocess profiling is the method by which product and or process temperature is monitored throughout the complete cook / chill process.
Monitoring of continuous conveyorised linear and spiral ovens and semi-continuous or rotational batch cooks is feasible where the use of external recorders with trailing thermocouples is tedious, impractical, and unsafe. Employing the thru-process principal process monitoring can be performed under true production conditions without compromising line productivity.
At the heart of the thruprocess monitoring system is the PhoenixTM data logger. The PhoenixTM NT data logger range has been designed specifically for the challenges of monitoring food processing applications with an IP67 case design protecting from moisture. Type K or Type T data logger options allow accurate measurement of both cook and chill processes. The data logger itself can operate between -40 °C to

80 °C with a data logger accuracy of ±0.3 °C operating below +50 °C. Data logger and thermocouple correction factors can be further applied to maximise measurement accuracy.
PhoenixTM offer a family of thermal barriers to suit the process type, duration, and temperatures of a wide range of cook regimes.
An extensive range of different thermocouple types is also available to suit different product types , sizes and monitoring demands.
The PhoenixTM Thermal View Food Software provides a comprehensive suite of analysis tools to convert the raw profile temperature data into useful process information. The analysis tools include the ability to calculate Fo/Pu values for the
The PhoenixTM NT data logger range has been designed specifically for the challenges of monitoring food processing applications
process against target microorganisms.
The information gathered, further to process validation, can be used to allow informed process problem solving and optimisation to maximise product quality, yield, process productivity and efficiency.
Contact PhoenixTM to help Find, Fix and Forget your Food Cook Problems!


Product Safety
Process Efficiency
Improved Product Yields
Rapid Fault Finding
Full HACCP Certification
Thru-process temperature monitoring solutions for all your cook applications
PhoenixTM Technology
• Accurate IP67 data logger (Type K or T)
• 10 Measurement Points for full oven mapping
• Thermal barrier options to suit cook regime
• Comprehensive thermocouple range
• Standard miniature thermocouple plugs
• Calibrated thermocouple options
• Food trays and thermocouple jig options
• Full lethality (Fo/Pu) and reporting
• Real Time RF Telemetry options
• Local efficient calibration and service support
Phoenix Temperature Measurement
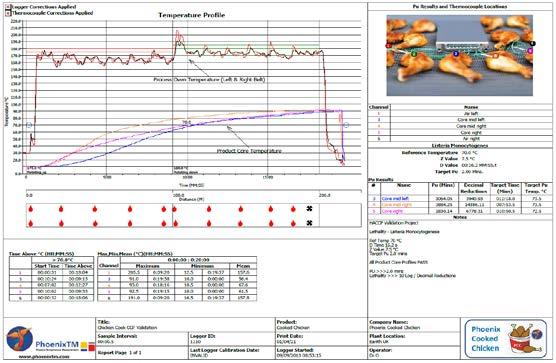
The standard of low and no alcohol drinks is getting better all the time, and it has become part of many consumers’ repertoires, whether they abstain from alcohol completely, or are choosing to moderate for health or other reasons. The choice, availability, and standard of no and low is now excellent, and whether in on or off trade, almost all venues have
multiple quality offerings. The rise in duty has ensured it’s in everyone’s best interests to bed in low and no alcohol brands for the long term. It’s good news for the industry, who have responded with a wave of innovation that excites consumers. Importantly, this segment is getting better all the time. In the last 12 months we’ve seen wine and spirits producers up their game and elevate the taste the credentials of the liquid.
This sector is set to soar, as lower and no abv wines and spirits earn their place on fixtures and consumers respond by integrating into their shop. However, quality will be key and it is important style, substance and price work hard together to nurture growth in this segment and ensure it reaches its potential.
We have been aware of the moderation and abstention trend


for a number of years and our offering in these areas has developed significantly, to ensure we stay ahead of the game.
We started packing non-alcoholic spirits in 2019 and we are now responsible for production of some of the market’s leading sparkling wine and spirits brands. We currently blend and bottle non-alcoholic gin, rum, whisky and tequila and sparkling wine using world class technology and controls to ensure the highest possible quality assurance standards.
We have worked with wineries across the world to develop 8 to 11% wines, that are naturally lower in alcohol and therefore have the same great taste and mouthfeel. These
wines feature across our portfolio and are supplied to both retailer partners, our own brands and in our on-trade offering.
We also have an on-site NPD lab that is best in class at developing no and low spirits and made wine –our technical teams work alongside brand owners and customers to develop their non-alcoholic offering.
We’re expecting to see more premium bottled-in-market wines land on shelves in the coming years. Already, most of the large wellknown brands in the UK, which are established consumer favourites, are bottle here in the UK. This is proof that bottling in market is not an
issue for consumers. We anticipate a significant shift whereby many brands and producers will be more vocal in the public domain on the benefits of shipping wine in bulk, not least sustainability benefits and making wines as affordable to as many consumers as possible. By doing so, everyone benefits.
We’re optimistic about the market for wine bottled in market and we predict that the sector will go through some major developments in the coming five years. If consumers can be given all the positive messages around bulk shipping and the environmental, cost and quality benefits, along with great tasting, quality wines, then the UK consumer will demand more wines be bottled in market. As a
result, the association of bulk equals cheap will diminish and the positive messages will lead the narrative.
This year, we have started bottling popular Australian wine brand Hidden Sea’s Sauvignon Blanc here in the UK. The move to a bottling in market model will result in a 42 percent reduction in global transportation requirements for the white wine, and will prevent around 70 tonnes of glass being shipped from Australia to the UK. Hidden Sea is known for being a trailblazer in sustainability and is constantly looking at ways to become more efficient, cut carbon emissions, use less fuel and reduce haulage.
The conditions for the still-emerging bag in box format are ripe for success, with wine producers, brand owners and retailers investing in quality of liquid, innovative packaging and campaigns that educate the shopper on the format’s virtues. However, there is still some way to go and we’ll see the industry invest more in communicating the quality and longer shelf life of bag in box wines, their value to cash conscious shoppers and how
they meet the needs of those moderating alcohol consumption. The industry, brands, press and influencers are waxing lyrical about bag in box wines, and slowly but surely the format is shaking off its reputation as a ‘cheap’ alternative.
Data shows that consumers are switching on to wines in this format, so we must embrace what they offer; recyclability, affordability, and longer lasting wine. New consumers to the bag-in-box category realise the benefits in terms of convenience, freshness, quality and some environmental benefits to glass, such as lower CO2 emissions.
We expanded our Campaneo range with the addition of new, convenient 2.25L Bag in Box (BiB) format recently, which extends our offering into new parts of the market. In anticipation of demand, we upgraded our overall filling capacity to 180 million litres on production lines, spanning various sizes from 187ml up to 3L, formats such as bottles, cans and boxed wines, and liquids ranging from no and low, spirits, and red, white, rosé and sparkling wines.
The full-service drinks company creates, imports, packs and distributes several wine and spirits brands and no and low alcohol products for global and UK premium brands. With world class facilities on site at its HQ in Irlam, Greater Manchester, it offers a complete category solution to the UK drinks industry, offering end-to-end solutions for companies covering the full production process.
Services include liquid development across several categories including; mixed alcoholic drinks, RTD spirit mixers, flavoured spirits, wines and low alcohol and nonalcoholic spirit alternatives, plus sourcing, buying, branding and design, production, distribution and warehousing, filling, blending bottling and canning, carbonation, as well as flavour development with our onsite flavour lab and NPD team. It can also offer design and artwork services, as well as world class technical expertise in liquid handling, treatment and recovery.
For further details, contact info@kingsland-drinks.com or visit the website: www.kingsland-drinks.com



























































United Air Power Ltd (UAP) were established 26 years ago, specialising in Compressed Air, Nitrogen Generation and Process Cooling. Working within a wide range of industries UAP offers bespoke, reliable solutions.
Nitrogen gas plays an important role in the food industry from process to packaging. By replacing the oxygen with nitrogen, food will have a longer shelf life and the ‘just-made’ flavour and appearance can be maintained.
When tasked to provide a reliable source of Food Grade Nitrogen Gas for food production, reliability of supply can create logistical difficulties along with procedures that must be established to monitor and manage the utility. Additionally, safety and handling concerns need to be considered. The cost of addressing these issues can be high and difficult to budget for, while the market price of Nitrogen gas and supplier rates change continually. The environmental impact of truckbased deliveries is another important consideration for carbon footprint reduction.
The ideal solution lies in a range of UAP on-site gas generation systems which UAP can design, supply and install, to meet the customer’s specific needs. This enables users to produce their Food Grade Nitrogen gas on demand on the premises, under their complete control. As a result, companies can generate as much or as little nitrogen as needed, at a fraction of the cost, thereby profitably and sustainably supporting all of the production requirements.
On-site nitrogen generation separates nitrogen from compressed air for use directly at the user’s location. Our on-site nitrogen generation system being modular in design, offers a range of output flows from a few litres per minute to in excess of 130 m3/h from a single module!

The UAP integrated nitrogen generation system pre-treats the air from a standard industrial compressor which is then essentially “sieved” so that oxygen and other trace gases are removed, while nitrogen is allowed to pass through to the application as the product gas. Air separation is not a new idea, but the radical Pressure Swing Adsorption (PSA) design and control systems employed on the Parker NITROSource Plus nitrogen
Nitrogen gas plays an important role in the food industry from process to packaging.
generator range has maximised Nitrogen output and reduced compressed air consumption to achieve even higher levels of efficiency than before.
The sector leading Parker NITROSource nitrogen generation system can reduce costs by up to 90% when compared to traditional methods of supply with a payback period on capital investment typically being achieved within 12- 24 months. Any safety concerns associated with bulk liquid storage or manual handling and changing of heavy high-pressure cylinders are also eliminated.
Using the latest Parker nitrogen generation technology, UAP can design, install and maintain tailor-made solutions to meet the customers nitrogen gas demands. The NITROSource Plus equipment at the heart of our on-site generation systems carry full third-party validation ensuring the generated nitrogen gas not only meets the food grade standards, but in fact exceeds the quality required. These fully scalable systems provide a low cost, safe and efficient continuous source of N2 food grade gas on demand.
For further information and a free no obligation gas survey contact UAP for details.

For nearly 20 years, Titan Enterprises’ trusted North American distribution has been expertly handled by its long-term partner, JLC International. This successful collaboration has laid a strong foundation for further growth in the region.
A UK-based manufacturer of small-bore liquid flowmeters, Titan Enterprises has built a robust global network of partners and distributors in Europe, the Americas, Australia, and East Asia. This strong international presence enables its flow measuring products to reach markets that might otherwise be restricted, easing import access and providing local support and technical expertise.
“The US and Canadian flow measurement market presents exciting opportunities, especially in key industries such as fluid power, oil and gas, chemicals, and food and beverage,” says Jeremy Thorne, Operations Manager for Titan Enterprises. “Market growth projections highlight the expanding adoption of flow meters in these sectors, underscoring their critical role in ensuring accurate flow measurement and control in industrial processes.”
When Basecamp Process Components (BPC Valves) approached Titan and showed strong interest in becoming a key distributor for the USA and Canada, discussions began. With a rich legacy itself as a leading provider of industrial valves, BPC not only understand the process and flow measurement industries, but their long-established market also provides a clear synergy with Titan’s flow meters and flow measuring instruments.
“In 2023, the flowmeter market was valued at approximately USD 9.9 billion and is projected to

reach around USD 17.1 billion by 2033,” states Kate Thomas, Titan’s Company and Finance Director. “In the 2023/2024 fiscal year, America contributed 16% of our gross sales, showcasing a solid base with tremendous potential for expansion.”
“With the global flow meter market experiencing significant growth, we are excited to partner with Titan as we enter 2025,” Scott Will, Owner of BPC, says. “Customers here in the USA and Canada will benefit from Titan’s industry proven products and the added distribution and support we can offer through BPC.”
Titan’s dependable flowmeter technologies play a vital role in the development of innovative products aimed at promoting sustainability, reducing waste, supporting alternative energy use, and driving both environmental and financial savings. The versatile range of Titan flowmeters offers advanced features such as chemical resistance, long lifespan, clean bore design, and precise low-flow measurement.
“North America also opens opportunities for us with OEM (Original Equipment Manufacturer) customers,” says Neil Hannay, Senior Development Engineer with Titan Enterprises. Titan has the experience and engineering skills to develop and manufacture tailored flowmeter solutions, from research and test through to prototypes and full production.
“Having BPC as an additional trusted and knowledgeable partner alongside JLC in the US will help to extend and deliver these projects more efficiently,” continues Neil.
Over the next few years, Titan will be seeking established international distributors in the Middle East / UAE and Southern African regions to develop a more coordinated approach to these markets.
Customers in the US and Canada can find our Global Partners through Titan’s website or via email sales@flowmeters.co.uk.



Features & Benefits of the MaxiPrime Stainless Steel Pump:
• Handles pastes up to 10,000 poise viscosity ‘COLD’
• Transfer products cleanly, quietly and efficiently
• Eliminates Product Waste
• Simple and Safe Operation
Pastes and high viscosity products pose a challenge as they do not flow easily, preventing the pump from priming properly and causing cavitation, which results in pumping air instead of the product.
The solution is to use a Kecol Maxiprime twin cylinder pressure priming system in conjunction with a Kecol stubby pump, maintaining a positive prime on the pump and thus ensuring that it does not cavitate. As the product level falls, the sides of the drum are wiped clean by the follower plate on the priming system.
• Polished Stainless-Steel pumps or Painted Steel Construction pumps

Cloud migration, the future of warehousing and the latest trends in packaging are just a few of the topics in the spotlight at this year’s Foodex Manufacturing Solutions show.
Taking place at the NEC Birmingham from Monday 7 to Wednesday 9 April, Foodex Manufacturing Solutions is the UK’s leading trade show for the food and drink processing, packaging and logistics industries.
The event is part of the UK Food & Drink Shows that brings together four shows under one roof, enabling businesses from across the grocery, hospitality, specialist retail and manufacturing sectors to network, see the latest innovations and gain invaluable insights.
The shows taking place alongside Foodex Manufacturing Solutions are:
• Food & Drink Expo, which provides buyers from retail,

hospitality, wholesale, foodservice and manufacturing with information and product sourcing opportunities.
• Farm Shop & Deli Show, which brings together hundreds of suppliers to showcase the best of local and speciality produce to retailers and buyers.
• National Convenience Show, which provides a platform for the convenience retailing sector to come together, from suppliers and wholesalers through to retailers.
• With around 1,500 businesses exhibiting across the four shows, visitors will have the chance to sample the latest food and drink creations and examine business solutions including services and equipment.
One focus for 2025 is the women shaping the food and drink industry, with individual discussion panels featuring female leaders in hospitality, convenience, manufacturing and grocery. Panellists scheduled to appear on the Women in Manufacturing session include Donna Fordyce, chief Executive of Seafood Scotland; Ramona Hazan, founder of houmous and falafel brand Ramona’s; and Francesca White, managing director of Porky Whites.

A separate panel will look at the Future of Manufacturing, with the challenges and opportunities faced by food suppliers due to be discussed by Fran Ball, VP for UK production at Arla Foods, and Nigel Paine, supply chain director at Britvic.
New themed areas are being introduced this year, including the Packaging Zone, the Future Food Zone, the Coffee Zone and the Business Advice Hub, which will provide access to free business advice and services.
And, to ensure visitors make the most of their visit, an online digital event companion will offer an event guide, interactive floorplan, indoor navigation and real-time notifications.
To find out more and register for free tickets visit foodex.co.uk
AT A GLANCE:
UK Food & Drink Shows
Comprising: Food & Drink Expo, Farm Shop & Deli Show, National Convenience Show, Foodex Manufacturing Solutions
Monday 7 to Wednesday 9 April 2025, NEC Birmingham
www.ukfoodanddrinkshows.co.uk


Make sure you come along to the UK’s premier trade event for food and drink manufacturing, processing, packaging and logistics at the NEC, Birmingham from 7-9 April 2025 where you can:
• Connect with innovative suppliers, meet with peers and make valuable contacts
• Discover cutting-edge products and technology all in one place
• Gain valuable market insights from industry experts and have your say on hot-topic debates




Established in 1912, Invicta has been a cornerstone of British manufacturing for over a century, renowned for its exceptional expertise in the food processing industry. With a proud heritage of quality craftsmanship and an industry know-how that is second to none, Invicta combines traditional values with cutting edge technology to meet the evolving needs of its customers.
Equipped with state-of-the-art manufacturing facilities, Invicta offers one of the largest ranges of metalware and plastic products in the industry, including dispense containers, racks, trays, dollies and custom-built work tables and benches. Products are designed to withstand the demands of modern food processing environments while delivering excellent value for money.
However, what truly sets Invicta apart is its ability to deliver bespoke solutions tailored to the unique requirements of each client. The company collaborates closely with customers at the design stage, ensuring their exact specifications are met. From concept to completion, Invicta’s team is committed to delivering projects on time and within budget, providing dependable solutions to even the most complex challenges.
As an employee-owned company, Invicta is committed to delivering outstanding customer service. In a recent
survey, 98% of customers rated its workmanship as excellent or good, and 100% agreed that Invicta’s products offer exceptional value for the price paid.
For high-quality, custom-made or off-the-shelf solutions that you can depend on, try Invicta – where expertise meets innovation.
Visit invictabakeware.co.uk to learn more or contact our sales team on 01751 473483 or email: sales@invictabakeware.co.uk





40 Years of Expertise in Reverse Engineering: Delivering High-Quality, Long-Lasting Machine Knives & Wear Parts



• Reverse Engineering: Providing reverse-engineered parts that meet the exact form and quality of OEM components.
• Design and Innovation: Offering bespoke, tailored modifications to existing OEM components, utilising our expertise to meet your individual requirements.
• Performance and durability: Frictec's bespoke components consistently outperform OEM components, leading to reduced downtime and extended lifespan at a competitive price.
• Client Focused: Collaborating closely with our customers to fully understand their needs and ensure that all timescales are met.
• Quality Assurance: Our ISO 9001 accreditation reflects our commitment to quality management and continuous improvement.

In February 2025, the German biogas specialist WELTEC
handover of a dairy RNG
In February 2025, the German biogas specialist WELTEC BIOPOWER has successfully completed the commissioning and handover of a dairy RNG (Renewable Natural Gas / biomethane) plant in Barron County, Wisconsin. After just four months of construction, the dairy farm produces 2.36 million standard cubic meters of RNG/biomethane annually (86,600 MMBTU per year). This RNG, above gas grid specifications, is processed using advanced membrane-based gas upgrading technology to deliver 272 standard cubic meters per hour (159 SCFM), which is compressed, bottled and transported to a gas grid injection point. This strongly carbon-negative RNG is drawn off the gas grid elsewhere, significantly enhancing the sustainability of the transportation fleets of the buyers.
The farm currently has a herd of 3,400 cattle, primarily Holsteins along with a select number of Swiss cows. The owners previously operated an AD plant producing electricity for on-site use, so the concept was not new for them. “For years, we have been utilizing cattle manure to generate biogas, meeting our farm’s electricity and heating needs while also fertilizing our fields with digestate,” said the owner. “With the new RNG facility, we have expanded our digestate utilization on a larger scale and now store it in our dedicated lagoon for optimal land application.”
Four months construction time thanks to modular design
WELTEC BIOPOWER constructed three 6850 cubic meter (1.8m USG) duplex stainless steel digesters for the new biomethane plant near Rice Lake: “We constructed the tanks using a ring-by-ring assembly approach, with the final step involving the installation of a gas-tight membrane storage roof,” explains responsible WELTEC BIOPOWER North America COO Carsten Hesselfeld. With a diameter of 31.48 meters, the 8.8 meter high, insulated stainless steel tanks each have a gas storage volume of 3320 cubic meters. “Our modular construction method, tried and tested worldwide over the past 20+ years, contributed significantly to the short construction time of the plant,” emphasizes Hesselfeld. The plant is designed to process 207,000 metric tonnes of cattle manure
annually (150,000 USG per day), with some flexibility to incorporate future increases in herd size.
The facility employs a streamlined process flow, with manure fed from the barns into a 1,543 cubic meter (408,000 USG) stainless steel pre-storage tank before being pumped into the digesters. The digestion system has a retention time of 34 days, before the biogas is upgraded in a membrane-based system (specified, purchased and integrated into the central SCADA system under WELTEC BIOPOWER contract) into high-quality RNG at gas grid specifications. Digestate is pumped from the RNG plant to the existing lagoons. WELTEC BIOPOWER designed and supplied key components for the project, including digesters, a prefabricated containerised pump-block system, heating and boiler containers and a prefabricated factory-tested control container to simplify works on site, enhance the fast construction time and ensure optimal operational efficiency.
Savings through CO2 equivalents and tax benefits
By utilizing biomethane as a fuel source, the dairy achieves substantial environmental benefits, reducing carbon emissions by approximately 11,200 tonnes of CO2 equivalents annually. Additionally, the plant owners capitalize on financial incentives such as RNG tax credits and fuel tax allowances. This project (particularly the strongly negative RNG, the fast construction time and the relatively low CAPEX for such a project) is a great example of the huge potential that still exists for biogas/RNG development at some of the smaller dairy farms in the USA. Projects like this have a key part to play in de-carbonising North American agriculture, and de-carbonising US truck fleets. With the successful implementation of this dairy RNG project, WELTEC BIOPOWER continues to drive innovation, quality and costeffective solutions for dairy RNG developers, as well as continuously developing market-leading expertise in the co-digestion market.
You can also see this video about the biomethane plant in Barron County, Wisconsin:
https://www.youtube.com/ watch?v=NquqS1CxceU
Since its foundation in 2001, the WELTEC Group from Vechta in Lower Saxony, Germany, has been contributing to the success of the energy transition. The specialist has developed into one of the world‘s leading providers for the construction and operation of biogas and biomethane plants. The group covers the entire biogas value chain, including the design, planning and setup of energy plants, services, sustainable utilization concepts for the output flows and ongoing or temporary plant operation – an area in which it has more than 15 years of experience.
The establishment of individual, technically mature solutions with custom-tailored processes is one of the strengths of WELTEC BIOPOWER. Moreover, the use of stainless-steel technologies ensures flexible substrate input, quick and inexpensive assembly and a consistently high quality standard, regardless of the location. Following the go-live, WELTEC can take care of the mechanical and biological service in order to ensure efficiency of the plants.
For WELTEC, proximity to customers and investors is very important.

Temperature and humidity monitoring and control is critical in the UK food manufacturing sector to ensure compliance to strict regulatory requirements for food safety and maintaining high levels of product quality. Inadequate temperature monitoring can lead to spoilage, contamination, and non-compliance can have legal consequences which can result in financial losses, reputational damage, and potential health risks for consumers.
Why Temperature Monitoring is Essential in UK Food Manufacturing
1. Regulatory Compliance: UK food manufacturers must adhere to strict guidelines set by the Food Standards Agency (FSA) and Hazard Analysis and Critical Control Points (HACCP) regulations. Temperature monitoring ensures compliance with food safety laws, preventing costly fines and legal action.
2. Product Quality & Safety: Many food products, especially dairy, meat, and frozen goods, must be stored and processed at specific temperatures to prevent bacterial growth and spoilage. Accurate monitoring helps maintain product integrity and consumer trust.
3. Energy Efficiency & Cost Reduction: Poor temperature control can lead to excessive energy use in refrigeration and heating systems. Monitoring allows businesses to optimise energy consumption, reducing operational costs while ensuring critical temperatures are maintained.


4. Early Fault Detection & Risk Mitigation: Equipment failures, such as malfunctioning refrigerators or ovens, can lead to severe losses. A robust monitoring system provides early alerts to temperature deviations, allowing quick corrective action to prevent spoilage and waste.
How Elcomponent Deploys Temperature Monitoring
Elcomponent provides advanced temperature and humidity monitoring solutions that help UK food manufacturers keep control over their processes. Key benefits include:
• Wireless LoRaWAN technology ensures the minimum disruption to site, whilst maintaining high quality and complete data. A range of sensors for different applications can be easily fitted and automatically read (typically 5- or 10-minute intervals). Careful design ensures complete
sensor coverage and high system resilience.
• Other Measurements include humidity, energy, air quality, occupancy, water, gas etc.
• Real-Time Data & Remote Access: Wireless sensors provide continuous, real-time temperature data, accessible remotely for instant visibility across multiple sites.
• Automated Alerts & Reporting: The system detects temperature fluctuations and sends instant alerts, enabling quick responses to prevent spoilage or regulatory breaches.
• Seamless Integration & Scalability: Elcomponent’s solutions integrate easily with existing facility management systems, making it simple to expand monitoring across production lines and storage facilities. Data can be made available to cloud platforms, client’s server, and API.
• Enhance energy efficiency: Combining temperature with other measured data from energy, water meters etc, can help sites identify waste and therefore reduce energy and carbon consumption.
By implementing Elcomponent’s technology, UK food manufacturers can enhance food safety, meet regulatory requirements, improve energy efficiency, and reduce operational risks, ensuring long-term business success.




IFE Manufacturing 2025, part of Food, Drink & Hospitality Week, is the UK’s leading event connecting food & drink manufacturers and brands with the latest ingredients, packaging solutions, and processing technologies.
Taking place on 17-19 March at Excel London, the event will provide a comprehensive platform for industry professionals to explore cutting-edge innovations, connect with suppliers, and gain critical insights from thought leaders.
This year’s edition of IFE Manufacturing will welcome a wide range of companies specialising in food and beverage processing, ingredients, and packaging. Exhibitors such as Adpak
Machinery Systems, Weightpack, and Kecol Pumping Systems Ltd will showcase state-of-the-art machinery designed to streamline production and improve efficiency. Berlin Packaging and Glassworks International will highlight innovative packaging solutions that align with sustainability goals, while Swiss Pack Europe and VPac Packaging Leicester Limited will present flexible packaging options catering to modern consumer demands.
On the ingredient side, exhibitors such as Angel Yeast, Lallemand BioIngredients, and Ebro Ingredients will demonstrate the latest advancements in fermentation, functional food components, and clean-label solutions. Sustainability
and food safety remain a priority, with Safe Spice A.S. leading discussions on ingredient sterilisation and Plant Lipids UK Ltd showcasing natural extracts and essential oils.
Alongside its wide range of innovative exhibiting brands, IFE Manufacturing will feature a dynamic seminar programme on the Trends & Innovation Platform, tackling crucial industry topics such as artificial intelligence, sustainability, allergen management, and supply chain resilience.
One of the standout sessions, ‘AI in Manufacturing: Driving Innovation, Efficiency, and Resilience’, will explore how artificial intelligence is

revolutionising the food and drink industry. Moderated by Bertrand Emond of Campden BRI, the panel will include Paul Wilson of Scorpion Vision and Simon Brentnall of BFFF, providing insights into how AI is enhancing decision-making and streamlining operations.
A key discussion on food safety, ‘Allergens: Avoiding Contamination and Recall – A Case Study’, will feature insights from industry experts including Gill Dando of RQA Group, Ian Thomas of Gouch Square Chambers, and Tina Potter from the Food Standards Agency. Moderated by Rachel Ward of Exponent, the session will be anchored by a case study from Jatin Patel of FGS Ingredients, discussing a voluntary recall of 70 products due to potential peanut contamination in 2024.
Supply chain challenges will take centre stage in ‘Strengthening the Links: Building a Resilient Food & Drink Supply Chain’, led by Peter Wortsman of European Food and Farming Partnerships. Panellists Duncan Rawson of EFFP, Francisco Martin-Rayo of Helios, and Tom Maidment of Hilton Foods will discuss how businesses can future-
proof their supply chains against global disruptions.
The importance of branding in driving new product development will be covered in ‘Using Branding to Supercharge Your Innovation’, a fast-paced session from Bob Bayman and Danielle Horsley of Elephants Can’t Jump.
Bayman comments: “As the world of food and drink looks to the next wave of innovation, there has never been a more important time to ensure that strong branding is being used to help drive innovation’s success.”
Sustainability will also be a focal point in ‘Driving Sustainability: Transitioning to Net Zero in Food Systems’, featuring insights from Jason Danciger of Hana Group, Kate Cawley of Future Food Movement, and Sarah Wakefield of Eating Better. Moderated by Isabel DiVanna of the Carbon Trust, the panel will discuss strategies to help businesses transition towards netzero food production.
IFE Manufacturing 2025 will also host two prestigious awards ceremonies: the World Food
Innovation Awards, in association with FoodBev Media, and the IFE Manufacturing Ingredients Awards, in association with the Institute of Food Science & Technology. These awards will celebrate the companies and individuals driving innovation and excellence in the food and drink manufacturing sector.
IFE Manufacturing takes place alongside IFE, The Pub Show, HRC, and International Salon Culinaire from 17-19 March at Excel London. Learn more about everything happening as part of this year’s event, and register for your complimentary trade ticket, at ifemanufacturing.co.uk.

Titan Enterprises shares key insights to help engineers and operators navigate challenges of precision batching to ensure accurate measurements and smooth process operations.
Metering batches of liquids may seem straightforward at first glance - install a flowmeter in the product line, connect it to an instrument, control the measurement with on-board software, wire in a valve, enter your required volume, press a button and the right amount of liquid is dispensed into your vessel. However, real-world applications reveal a host of complexities.
Today’s advanced process and liquid handling systems demand highly precise flow measurement. From adding water to food production mixers, dispensing flavourings to beer or cider at point of sale, to handling aggressive chemicals, even slight inconsistencies in system design can lead to inaccuracies, wasted product, or disrupted processes.
For batching systems, the critical factor is repeatability. To achieve this, ideally the system should maintain consistent process conditions, however, this is not always feasible. For instance, temperature fluctuations throughout the day can alter fluid viscosity and volumetric flow measurements. Similarly, a decrease in the feed liquid tank level supplying the process pump can reduce the dispensing rate, impacting the accuracy of the flow meter and the flow control valve. Therefore, as a starting point, batching system designs should aim to minimise as many variables as possible within a reasonable cost. Once this foundation is established, equipment such as flow meters, pumps, and valves can be selected
to effectively compensate for any parameter variations.
Titan’s NSF-Approved Beverage Flowmeter is designed specifically as a flow measurement solution for the drink dispensing market. With its exceptional repeatability, this low-cost device is installed around the world enabling industries to unlock higher yields, whether in beverage processing equipment or a bar tap wall in a restaurant.
Critical Considerations for Liquid Batching Systems
1. System Repeatability:
Air pockets in the line can lead to dynamic flow situations, causing volumetric errors in delivery. Ensuring a hydraulically locked system eliminates such variability and enhances repeatability.
2. Stable Process Conditions:
Changes in pressure, temperature, or flow rate can push flowmeters into unpredictable operational zones, affecting calibration and accuracy. Maintaining consistent conditions is vital for reliable performance.
3. Pulsating Flow Management:
Selection of the pump type is important to avoid pulsating flow. Pulsation from certain pumps can disrupt flow rates, especially in aggressive chemical applications. Pressure regulators and pulsation dampers should be incorporated into flow systems to achieve a smooth and constant flow.
4. Strategic Placement of Flowmeters:
Positioning the flowmeter just before the dispense valve

minimises fluid inertia and improves measurement accuracy.
5. Understanding Flowmeter Resolution:
Low-resolution meters, such as those with one pulse per litre, may lack precision in small batch applications. However, going too high in resolution is an unnecessary expense when choosing equipment. Selecting the appropriate resolution for the task is critical for reliable performance.
6. Valve Selection and Calibration:
The type of shut-off valve used can impact delivery accuracy. Fast-acting solenoids are ideal for smaller pipelines, while larger setups benefit from solutions like multi-stage shut-off systems programming to fine-tune results.
7. Optimising Electronic Flowmeters:
High-performance batching meters (such as Titan’s ultrasonic Atrato® flowmeter) can predict stop signals in advance, ensuring consistent delivery even at high speeds.
By accounting for these factors during system design and commissioning, engineers can eliminate common pitfalls in liquid metering and achieve extremely good accuracy. And investing in the appropriate flow measurement technology that suits the application requirements will ensure that the batching system performs with precision and consistency.
For further information on advanced flow measurement solutions for batch processes and control, visit www.flowmeters.co.uk or email sales@flowmeters.co.uk.


Leading third-party logistics provider Kammac, has announced a new partnership with the UK’s number one ultra-premium vodka brand, Au Vodka, to support the company’s ambitious expansion both domestically and internationally.
Au Vodka, known for its premium flavoured vodkas, has seen remarkable success since its founding in 2015, growing annually at over 457%! Driven by a surge in consumer interest in premium spirits during the Covid-19 pandemic and its recent entry into eight U.S states, has seen Au Vodka earn the top spot in the prestigious ‘For Entrepreneurs, By Entrepreneurs’ (FEBE) Growth 100 list.
Such significant progress has seen Au Vodka outgrow its warehouse in Swansea, with the business recognising a need for more scalable storage and distribution solutions. Following a review of third-party logistics providers, the brand chose Kammac as its first industry partner, a decision driven by Kammac’s flexibility in working with scaling brands, and the strong rapport established between the two companies.
Through this partnership, Kammac is overseeing a comprehensive range of logistics operations for Au Vodka, managing the transportation and storage of its diverse lineup of flavoured vodkas, premixed cocktails, and slushies. This includes handling full-loads
and UPN pallet network loads, as well as managing B2B deliveries directly to retailers.
The operations span across two of Kammac’s key facilities. At the Manchester 208 site, Kammac manages 44 SKUs with a current storage capacity of 3,958 pallets, which is projected to exceed 5,000 pallets, and handle an average of five containers per week. Meanwhile, at the Skelmersdale M58 365 site, the company oversees approximately 60 SKUs with 675 racking spaces, ensuring efficient storage and distribution of Au Vodka’s products across the UK and internationally.
“As Au Vodka continues to expand at a rapid pace, Kammac’s logistical


expertise and ability to scale with our operations are crucial. Their support will be instrumental in maintaining our growth momentum and achieving our objectives,” said Chris Polding, Chief Operating Officer at Au Vodka.
As a member of the Elanders Group, Kammac is well-positioned to leverage its extensive network to support Au Vodka’s global logistics needs effectively, including its entry into the U.S. and other global markets.
Ged Carabini, CEO at Kammac, said, “We are delighted to partner with the UK’s number one premium vodka brand and support its continued growth. With a 35-year track record in managing complex
logistics for a range of drinks clients, our expertise is second to none. We look forward to driving their continued success, ensuring their logistics operations are as on brand as their premium spirits.”
www.kammac.com
“At the Manchester 208 site, Kammac manages 44 SKUs with a current storage capacity of 3,958 pallets, which is projected to exceed 5,000 pallets, and handle an average of five containers per week.”

Every year, an estimated 1.3 billion tons of food are wasted globally, with a significant portion lost during manufacturing, processing, and distribution.
As food manufacturers face mounting pressure to reduce waste, adopting sustainable strategies offers a solution to this crisis, driving innovation and profitability.
Food waste can arise in many places throughout manufacturing processes. Inefficiencies in production, outdated equipment, and errors in packaging are just a few of the factors that can lead to food being discarded.
Quality control challenges and supply chain disruptions can also add to waste issues. Products that fail to meet standards are often discarded, and delays in transportation or improper storage can cause spoilage.
Ultimately, these inefficiencies drive up costs and have wider environmental implications.
A strategy that covers all food production stages is needed to minimise food waste effectively.
Evaluating the entire lifecycle of the food chain can offer valuable insights into where waste can be minimised. This involves carefully examining each production stage, from sourcing raw materials to the
final disposal of waste. Common sources of food waste, for example, include inaccurate forecasting, spillage, spoilage, and discrepancies in product weights.
A circular economy in food production seeks to eliminate waste by ensuring that by-products are reused or recycled so a more sustainable cycle is created.
These principles enable food manufacturers to reuse and recycle materials, significantly reducing waste generated during production, leading to greater efficiency and profitability.
Digital tools such as Waste Mission’s customer portal can enable the automation of food waste monitoring, allowing businesses to track waste levels and enhance operational performance efficiently. Such technologies are vital in reducing food waste by providing innovative solutions that improve efficiency throughout the supply chain.
Waste Mission worked with Inspired Pet Nutrition (IPN) in 2024 to successfully divert 100% of food waste from landfill – not only bringing an innovative solution to their waste but also profitable.
IPN faced various waste management challenges, including:
1. Meat and fish juice on packaging: These materials were hard to handle.
2. Raw Meat Waste: Inefficient and environmentally unfriendly disposal methods require a modern solution.
3. General Waste Management: Disruptions caused by waste accumulation necessitate an intuitive waste management approach.
Waste Mission implemented a tailored waste management solution for IPN, including:
1. Recycling meat and fish juice –impacted packaging: Specialised processes were introduced to recycle these materials, diverting them from landfills.
2. Recycling Raw Meat Waste: Innovative recycling methods ensured 100% recycling of raw meat waste.
3. 24-Hour Service Level Agreement (SLA): A 24-hour SLA was established to ensure efficient waste collection and management, prevent operational disruptions, and simplify daily communications.
The collaboration yielded outstanding results:
1. 100% Landfill Diversion: All waste, including complex materials, is now diverted from landfills.
2. 100% Recycling Rate: All waste collected from IPN is recycled, aligning with their sustainability goals.
3. Uninterrupted Operations: The 24-hour SLA has ensured zero disruptions in IPN’s operations due to waste management issues.
Reducing food waste leads to immediate cost savings by lowering the expenditure on ingredients and waste disposal and opens up new sources of profit by recycling waste streams.
Waste Mission provides practical solutions that focus on reducing environmental impact building a future that’s a few shades greener.
Book a waste review today, or visit the team at stand P90 at FoodEx 2025.

IMA CORAZZA FF100BP, dosing and wrapping machine for processed cheese in line with CS300 FJ, cartoning machine

Adaptable, user-friendly concept
The FF100 machine series ensures hot and cold fill applications for processed cheese. Engineered in three different executions, each solution is based on a modular concept allowing maximum flexibility and simplicity in shapes and sizes changeover.
According to customer requirements, the FF100 Series of dosing and wrapping equipment covers a wide spectrum of cold and hot fill applications:
• The FF100 (hot fill) handles various formats - from 50 up to 250g - at speeds ranging from 70 to 100 ppm.
• The FF100BP (hot fill) handles large portions - from 250 up to 500g - at speeds between 40 and 70 ppm.
• The FF100K (cold fill) processes various formats - from 50 up to 250g - at speeds up to 80 ppm and is designed for portfolio style wrapping.
The modular concept behind each model allows an easy conversion from one shape to the next and can be implemented without excessive downtime for machine set-up.
Each version of FF100 series can be paired with IMA Corazza dedicated automatic secondary packaging machines, meeting products specifications and weights from standard wraparound to display trays.
In case producing cheese blocks from 250 to 500g through FF100 BP the perfect match would be the CS300 FJ with maximum productivity of 65 boxes per minute.
Since 1954 IMA Corazza, headquartered in Bologna (Italy), is the world leading name for dairy and convenience food packaging equipment, offering complete solutions to dose, wrap and box processed & cream cheese, butter,
yeast, paste & pressed bouillon cube.
IMA Corazza is part of IMA Group. Taking advantage of synergies and integrations with the Group companies, IMA Corazza offers fully engineered turn-key solutions delivering highly efficient packaging lines.
Further information at www.ima.it/foodanddairydairyfood@ima.it
Main photo shows the FF100 BP in line with IMA CORAZZA CS300 FJ, cartoning machine.


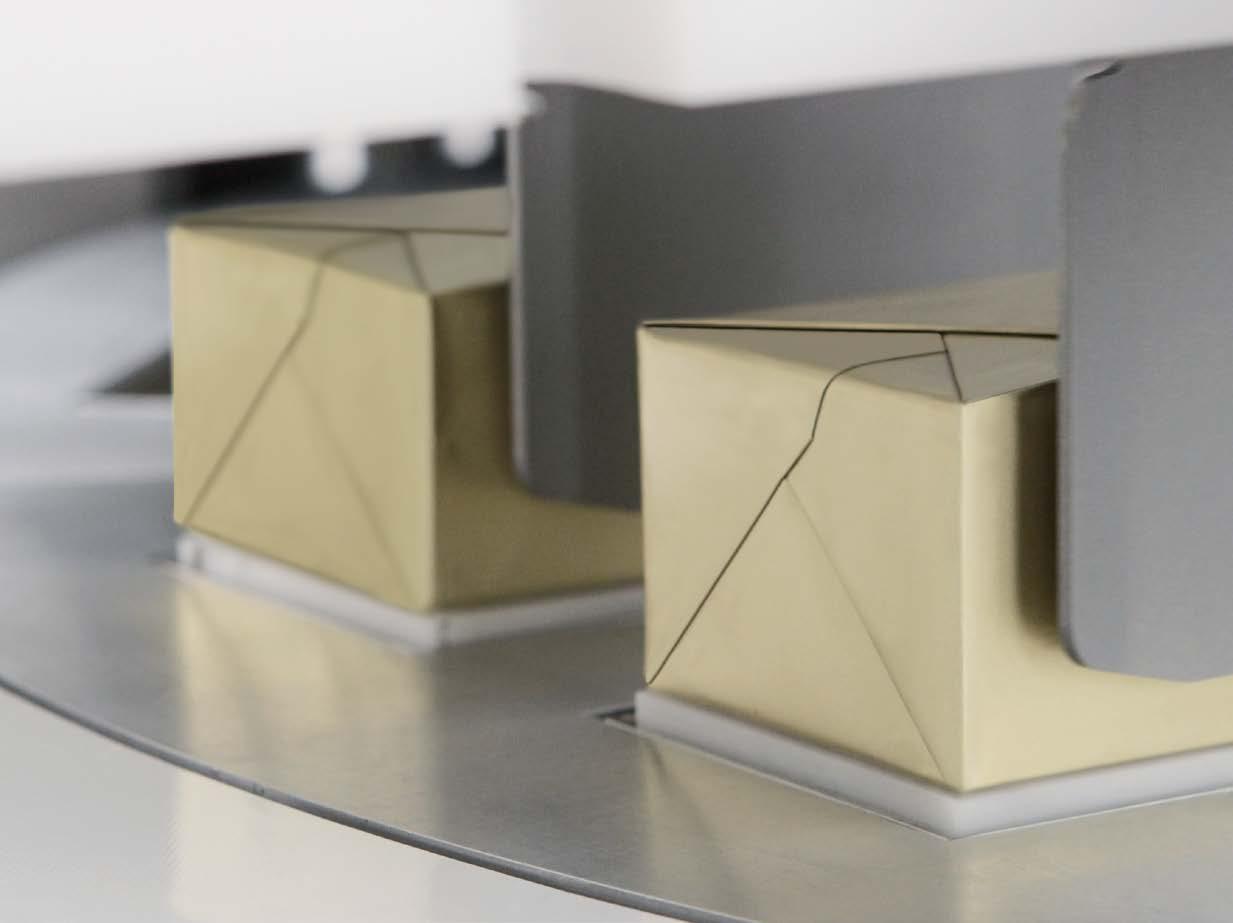



IMA serves the international dairy and dairy alternative industries with the best platforms and machines, consistently providing tailored technologies for the packaging of cheese, butter, margarine, yoghurt, desserts, UHT milk and more.
From stand-alone machines to fully-integrated solutions, our advanced technologies and expert consultancy ensure tailored support for every need, from primary to end of line packaging solutions.
Make the most, with us.

Food safety specialist Fortress Technology examines why working smarter not harder is critical to safeguarding the future of global food security, naming performance, product, people, process and profit as the top 5 productivity priorities in UK food manufacturing.
The food chain plays a significant part in our economy. In 2022, it accounted for approximately eight percent of the Gross Value Added of the UK non-financial business economy. Although productivity may have long eluded the other sectors in UK manufacturing, the Office of National Statistics reports that in 2022 three of the four
food chain sectors had a higher productivity than in 2021, with UK food and drink manufacturing rising by 2.7 percent .
Maintaining this upward productivity curve will be reliant on the sector continually innovating and adapting to production and sustainability trends as they emerge, reports Phil Brown, Sales Director at Fortress Technology Europe.
Balancing all aspects of food security – now and in the future – is intrinsically linked to productivity. The United Nations projects that
food production from plants and animals will need to increase 70% by 2050 to compensate for rapid population growth and food demand. Industrial food production will need to adapt to keep pace.
Considerable advances in food manufacturing technology have made it possible to produce higher volumes of safe food produce, despite the decline in available land for agriculture and manufacturing facilities. However, the present state of the food industry will be insufficient to maintain or exceed the current levels of food quality and
With a diameter of 31.48 meters, the 8.8 meter high, insulated stainless steel tanks each have a gas storage volume of 3320 cubic meters.


availability required for future food security. Automated technologies, optimised production systems and stricter food safety standards must be adopted by the global food industry to ensure food products remain safe and in sufficient supply.
Globalised trade is set to increase alongside population growth. If not managed correctly, this could potentially result in unsafe food products entering the global marketplace. Utilising smart inspection equipment in tandem with automatic testing and digital data reporting can boost transparency throughout the supply chain, build trust between suppliers and consumers, and ensure each
stage of production is performing its due diligence to comply with international food safety protocols.
“Technological advancements and advanced food safety equipment will be crucial in the pursuit to feed the entire world population by 2050,” states Phil Brown.
To gain a competitive advantage as a food manufacturer in this turbulent market requires the ability to predict, plan, adapt and adopt new processing methods. One of the most valuable ways to contribute to a safer, more secure and sustainable food supply chain, as well as gain a
competitive edge in the industry, is through process, performance and operational optimisation.
This can be accomplished by adopting lean manufacturing principles that focus on maximising value and minimising food and packaging waste. For example, streamlining processes can reduce the risk of contamination and ensure consistent quality. Additionally, implementing automated technology and digital tools can aid in identifying inefficiencies and increase responsiveness.
Dispelling people productivity myths
The most common fear when approaching food factory optimisation and productivity is exploitation. Workers may fear they’ll be overworked and underpaid to achieve greater output or lose their jobs to automated processes. However, when productivity is done right, these apprehensions rarely materialise.
Automation and digital tools which assist boosting productivity rely on human-machine interactions to function and evolve. Predictive analytics and AI tools rely on feedback from humans to generate valuable data sets and information. In other words, optimisation cannot exist without human input.
In fact, a food factory focused on operational efficiency can actually experience greater employee engagement, championing further process improvements.
5 productivity-boosting benefits
Productivity establishes the important correlation between effort, efficiency, effectiveness and profit. By boosting efficiency of processes using productivityenhancing tools, less effort, money, labour, time and materials can go into producing higher output yields and increasing operational profits.
Here are several aspects of productivity that can benefit food manufacturers:
1. Process optimisation plays a crucial role in minimising resource consumption, reducing food and packaging waste and lowering the environment impact of business operations. This is achieved by identifying and eliminating unnecessary steps and streamlining operations. For example, utilising automated food inspection technology, integrating equipment into a smallerfootprint single system, and introducing automatic testing.
2. A connected, streamlined factory plays a huge role in increasing traceability and recall responsiveness. Additionally, process integration and networked communications provide seamless connectivity,
The food chain plays a significant part in our economy. In 2022, it accounted for approximately eight percent of the Gross Value Added of the UK non-financial business economy.
which can help to immediately highlight inefficiencies and potential bottlenecks in processes upstream, as well as minimising production line downtime. Here reliability more often than not requires simplicity.
3. Implementing lean manufacturing principles has a significant impact on food safety, quality and competitiveness. By reducing complexity, there is less chance of errors or contaminants entering the production line; an important consideration given that production and energy costs are still rising, while the prices paid by retailers and wholesalers for food are generally the same or falling. As there is no value in downtime, automating processes like product learning and machine recalibrations can save significant time, energy and product waste.
4. Most people prefer to be productive with their time. However, more often than not it can be inefficient processes that compromise productivity. Research indicates that the average company loses more than 20% of its productive capacity – more than a day each week – to organisational drag . However, employees report feeling more empowered and less overwhelmed when companies invest in well-considered tools and technologies that support processes that remove repetition and stress. The added benefit is a productive workplace fosters a positive work culture, innovation and continuous learning.
5. Increased productivity encourages an innovative environment, with potential ideas transforming food safety and
supporting the pursuit of food security. Productive employees have more time and mental capacity to explore new ideas and solutions, cultivating creativity when faced with challenges and inefficiencies.
“Ultimately, the future of our food systems will be dependent on food companies finding innovative ways to tackle sustainability, while simultaneously generating greater output. Choosing reliable, productivity-enhancing equipment and systems is the first step,” concludes Phil.
Fortress Technology (Europe) Ltd based in Oxfordshire is a wholly owned subsidiary of the privatelyowned Toronto based Fortress Technology Inc. Putting consumer safety first we’re trusted by thousands of domestic and global manufacturers to design, build, install and maintain inspection equipment that deliver exactly what they promise. From food to FMCG; pharmaceutical to bulk; SMEs to listed companies; metal detectors to checkweighers; x-ray to combination systems; Fortress inspection systems are renowned for their speed, accuracy and simple operation. All designed to catch contaminants, slash waste, spot product defects, comply with weights legislation and reduce production downtime.
Fully customisable, for 20+ years we have offered the Fortress Never Obsolete guarantee. Ensuring future sustainability and compliance with HACCP and Codes of Practice. This guarantee now extends across all our new combination, x-ray and checkweighing systems. Fortress has manufacturing facilities in the UK, Canada and Brazil. Sales and service support is available globally both direct and through trusted distributors.
Technological advancements and advanced food safety equipment will be crucial in the pursuit to feed the entire world population by 2050.
www.skidweigh.com
sales@skidweigh.com



For years finding affordable solution to capture load weight on an electric pallet truck has been an industry challenge.
Utilizing a hydraulic pressure transducer technology with proprietary software the IVDT specifically developed easy to retrofit load check weighing solution for system used on any kind of electric pallet truck.


Food and beverage manufacturers face unique challenges in ensuring precision, hygiene, and reliability in their equipment. Ruland’s shaft collars and rigid couplings are engineered and manufactured to meet the demanding needs of food processing, packaging, and handling systems, offering solutions that enhance efficiency and reduce downtime.
Rigid couplings from Ruland are available in a wide variety of sizes and styles to suit the needs of food packaging applications such as case erectors, cartoners, and form, fill, seal equipment. These couplings are ideal for shaft-toshaft connections and precise servo driven applications as they do not introduce misalignment, vibration, or bearing noise into the system. They have precision honed bores, anti-vibration hardware, and opposing hardware on twopiece styles to ensure superior fit, alignment and holding power. Ruland offers 303 stainless steel couplings with hardware of like material as standard stock items. Proprietary Nypatch® anti-vibration hardware is used to prevent galling, provide event seating of the screw, and allow
for repeated screw installations. Rigid couplings are offered in one- and two-piece clamp styles with or without keyways in bore sizes ranging from 3 mm to 50 mm. Custom dimensions, inch to metric step bore combinations, and 316 stainless steel are available by request.
Clamp style shaft collars in food processing, packaging, and handling equipment are commonly used for guiding, spacing, stopping, mounting and component alignment. Food equipment manufacturers benefit from the tightly controlled face to bore perpendicularity of Ruland shaft collars (TIR of ≤ 0.05mm) which is critical when they are used as a load bearing face or for aligning components such as bearings or gears. All Ruland shaft collars are machined to a fine burr free finish that reduces the likelihood of metallic system contamination and complements or enhances the appearance of food processing equipment. Shaft collars made from 303 and 316 stainless steel utilize hardware of like material for consistent corrosion resistance and to meet regulatory standards.

Plastic shaft collars can be used as a cost effective alternative to stainless steel at the expense of performance. They are supplied with stainless steel hardware for corrosion resistance. Ruland also offers anodized aluminium shaft collars with stainless steel hardware for areas of the system where stainless steel or plastic is not required. Shaft collars are manufactured in bore sizes from 3 mm to 150 mm.
Ruland shaft collars and rigid couplings are RoHS3, REACH, and Conflict Minerals compliant. They are made from bar stock sourced from select North American mills and carefully manufactured in our Marlborough, Massachusetts, USA, advanced manufacturing facility under strict controls using proprietary processes.
Explore how Ruland’s shaft collars and rigid couplings can improve the efficiency of your food processing systems. Visit www.ruland.com for product specifications, CAD files, and to request custom solutions designed to fit your exact needs.

• Jaw, bellows, and disc style available.
• Torque up to 300 Nm.
• Flexibility to use the right coupling for the application with three styles offered.
• Bore sizes up to 45mm.


• Selection in under 5 minutes with pre-designed systems
• Conveyor mounts fit most standard UHMW and PTFE conveyor rails
• Sensor mounts fit 8mm or 12mm round sensors.
• Save assembly time with pre-assembled systems.
• More convolutions allow for increased misalignment.
• Torque equivalent to similarly sized high-stiffness bellows couplings.
• Misalignment up to double the high-stiffness type.
• Bore sizes from 4mm to 20mm.


• Drilled face holes for mounting flexibility.
• Threaded face holes for the most secure connection.
• Superior fit, finish, & holding power due to proprietary processes developed over 85 years.
• Bore sizes from 10mm to 50mm.

Arla Foods Ingredients has taken another major step on its CO2 reduction journey with the installation of an electric boiler at its largest production site.
The new e-boiler is the company’s largest and the first at the Danmark Protein whey processing facility in Videbaek. It will cut annual CO2e (CO2 equivalent) emissions by an estimated 3,500 tonnes – a figure that will rise when it is fully operational.
A shift away from gas towards electricity from renewables is at the heart of Arla Foods Ingredients’ ambitious carbon reduction strategy. Last year, it announced a €32 million investment in an electric heat pump facility which is scheduled to be operational this year. By the end of 2025, all Arla Foods Ingredients plants in Europe are on target to run on electricity from 100% renewable sources.
Installed in a building that previously housed a gas turbine,
the new e-boiler will be able to deliver 16-megawatts of capacity – equivalent to 8,000 household kettles – and take on the work of two gas boilers. It will produce steam for the high-temperature needs of the facility’s spray-drying towers, which are used to create powdered whey ingredients.
Arla Foods Ingredients’ overall target is to reduce Scope 1 and 2 greenhouse gas emissions* from its operations by 42% between 2015 and 2030, although when
anticipated growth is factored in, the figure it will need to achieve is closer to 80%. The reductions resulting from the new boiler will account for around 5% of these efforts.
The measures being taken Arla Foods Ingredients will contribute significantly to the climate goals set by its parent company, the Arla Foods Group. It is working to cut its Scope 1 and 2 emissions* by 63% between 2015 and 2030 – a target that has been approved by the Science Based Targets initiative as consistent with the reductions required to keep global warming to 1.5°C.
Thomas Lauritsen, Global Sustainability Manager at Arla Foods Ingredients, said: “The electrification of energy-intensive processes is essential to achieve our ambitious climate targets while also meeting the growing demand for high-quality whey ingredients.
This is the latest initiative in our drive towards a carbon net zero future, and a key element of our commitment to phase out our use of natural gas for energy production. It’s unlikely to be our last electric boiler – we see major potential for this technology at other powderproducing sites.”
*Scope 1 emissions relate to activities under the company’s direct control, including emissions from production facilities. Scope 2 emissions are indirect emissions caused by the energy that the company uses.
For more information contact: Steve Harman, Ingredient Communications
Tel: +44 (0)7538 118079 Email: steve@ ingredientcommunications.com
Arla Foods Ingredients is a global
leader in improving premium nutrition. Together with our customers, research partners, suppliers, NGOs and others, we discover and deliver documented ingredients and products that can advance lifelong nutrition for the benefit of consumers around the world.
We serve leading global brands in early life nutrition, medical nutrition, sports nutrition, health foods, and other foods and beverages.
· We’re passionate about improving nutrition
· We innovate by connecting the best
· We master both discovery and delivery
· We build strong, long-lasting partnerships
· We are committed to sustainability
www.arlafoodsingredients.com

GreCon Limited has a long track record as part of the Fagus-GreCon group and is celebrating the 50th anniversary of the GreCon brand, which is synonymous with Fire Prevention and Measuring Technology in many markets.
Maximum protection with minimum disruption
GreCon’s fire prevention technology protects industrial premises, processes and people, detecting and extinguishing ignition sources in mechanical and pneumatic conveying systems, filters, dryers, silos and other production areas, making workplaces safer and enabling uninterrupted production.
The food industry production processes involve combustible raw materials, such as coffee, cocoa, flour, milk powder and sugar, which are processed in large quantities. The production or transformation of these materials into fine grains or powders poses a high fire risk. As a result, sparks, embers or hot spots can be generated in production areas, igniting the highly combustible dry material and triggering fires or explosions that can have serious consequences.
Our solutions can detect machine failure, glowing foreign bodies or abnormally high temperatures. At any time, these can produce heat, sparks or hot spots which, through mechanical or pneumatic transport, can reach filters or silos and cause fires or dust explosions.
Delivering powerful insights to create clarity
A comprehensive range of industrial process measurement solutions equips the ‘smart factory’, helping customers improve product quality in their production processes, using proven German engineering to reduce raw material and energy costs, ultimately maximising operational efficiency.

For instance, quality control is paramount in sugar production. Seasonal production can lead to undesirable contamination from dissolvable deposits. Conversely, in the pelleting of sugar beet pulp, the emphasis is on managing and minimising moisture levels. Our foreign object detection and moisture measurement solutions assist customers to tackle these challenges.
Customers depend on engineeringled interactions
Customers across the UK and Ireland enjoy engineering-led interactions with our sales team, which has expanded due to growing customer demand.
Customers depend on GreCon for consultative and problem-solving sales engagement, alongside exceptional customer service. This expanded team enables the company to develop sustainable customer relationships as a strategic partner. Furthermore, prompt deliveries are facilitated through extensive local stockholding, while a larger team supports turnkey projects.
Innovation pioneer and trailblazer for new industry standards
Many customers know of our motto, “Innovation is our tradition”. The Fagus-GreCon group is renowned for setting standards with pioneering inventions and developments, focusing on anticipating customer requirements in a technology roadmap, and has a proven track record of bringing innovative new products to market.
Contact GreCon Today
We’re available for exploratory discussions to help customers tackle their current challenges.
Call us on 0191 414 7200, email sales@fagus-grecon.co.uk or visit our website: https://www.fagusgrecon.com/en/company/contact/ office-uk/



Leading industrial automation specialist FANUC UK is continuing its commitment to inspire the next generation of engineers by supporting a search to find the UK’s best young robotics talent. For the fifth year in succession, the company is partnering with WorldSkills UK for the annual Industrial Robotics competition, aimed at giving young people the opportunity to learn how to programme a robot, enhance their engineering prowess, develop valuable workplace skills such as timekeeping and teamwork – and even earn the chance to represent Squad UK at the international finals in Tokyo.
The competition is open to teams of two young people, who must be within a year of completing a relevant Level 3 Apprenticeship and/or hold qualifications in an engineering-based subject (to a minimum Level 3 or equivalent). The contest has been designed to accommodate participants with different abilities and is accessible to those with little to no knowledge of robotic systems, as well as those with a robotics background.
The first stage of the competition takes place online from 22-25 April 2025 and will comprise a virtual task using FANUC’s Robot Simulation Software. Successful competitors will then be invited to take part in the live Qualifiers Round, where they will complete a timed robot task at the Smart Factory Expo at the NEC, Birmingham on 4-5 June.

FANUC’s team of robotics experts will provide hands-on training to participants ahead of the National Finals, to be held in Coventry on 11-13 November 2025 at FANUC UK’s Open House event. Eligible competitors will then have the chance to represent Squad UK at the International Finals in Tokyo.
The current UK champions are Aled Gore and Morgan Leyson, both aged 21 and studying Mechanical Engineering at Bridgend College, in conjunction with Renishaw. When asked about the value of competing in the WorldSkills UK competition, Aled said: “FANUC is the number one company in the automation industry. Competing with their support enabled me to get a head start in learning about robotics and has boosted my CV.”
Morgan added: “I entered in the hope that the contest would help me to grow as a person, and hopefully provide me with opportunities to get into programming in the future.”
For FANUC, the WorldSkills UK competition has become an annual fixture and forms an integral part of the company’s commitment to inspiring the next generation of engineers and plugging the skills gap. “Year-on-year, we’ve seen the quality of participants improve and I’m sure that 2025 will be no different,” says Paul Coombes, competition organiser and Head of Technical for FANUC UK.
“There are so many benefits to taking part in the WorldSkills UK Industrial Robotics competition – not least the chance to learn
from real automation experts how to programme actual robots, hopefully kickstarting a love of robotics that could lead to a future career in the industry. But also, soft skills such as teamwork, record keeping and presenting. And of course, the chance to boost your CV and stand out from the crowd when applying for jobs and apprenticeships in the future. I’d encourage anyone with an interest in engineering to give it a try – you really do have nothing to lose!”
How to apply:
Register in teams of two via the WorldSkills UK website from 3-28 March 2025: www.worldskillsuk.org/competitions/industrial-robotics/
There are so many benefits to taking part in the WorldSkills UK Industrial Robotics competition – not least the chance to learn from real automation experts how to programme actual robots, hopefully kickstarting a love of robotics that could lead to a future career in the industry. The first stage of the competition takes place online from 22-25 April 2025 and will comprise a virtual task using FANUC’s Robot Simulation Software.

Gellert freeze dryers are the perfect solution for manufacturers looking for a reliable and scalable option for regulated food production. With a notable shift towards the freeze-dried product market, manufacturers and consumers alike are recognizing the benefits of this process. By reducing, or removing, the need for cold chain handling, manufacturers can reduce transportation and storage costs, and as freeze-dried material is much lighter than frozen or refrigerated product, this further lowers costs. Additionally, freeze dried products not only take less energy and cost to store, but they also maintain the biological benefits and flavours of the raw product whilst extending shelf life.
Gellert freeze dryers offer a controlled and repeatable manner for in-situ freeze drying directly on the shelves, ensuring the product maintains its shape, structure, and nutritional value. Gellert has developed a range of freeze dryers with ease of scale-up, user requirements, and operation in mind, making them versatile and popular in the industry.
Some of the beneficial features of Gellert equipment include AutoDry, an intuitive feature that allows users to input their desired temperature differential between the product, sample, and shelves, ensuring the sample can be dried using the AutoDry feedback mechanism, optimizing drying cycles.

The chamber, condenser, shelves, and shelf stack can all be constructed from 316L stainless steel for product contact, and a hybrid cooling system is also available on larger equipment, to utilize defrost water by re-heating via the freeze dryer compressors, saving energy and costs.
The most common applications that Gellert’s freeze dryers are used for include: -


• dairy products • fruits and vegetables
• pet food and pet treats
All Gellert systems are manufactured in Europe and strictly adhere to compliance regulations such as F-gas.
Biopharma Group is the exclusive distributor of Gellert freeze dryers across the UK, Ireland, and France. Both Biopharma Group and Gellert well respected and renowned companies, combining years of lyo industry experience. This winning combination allows the Biopharma group team to help you select the best freeze dryer to meet your specific need and Gellert has accrued a high level of practical experience and in-house expertise, developing an array of different models and configurations to satisfy a broad range of food production purposes.
Contact Biopharma Group’s product specialists to discuss your requirements or request more information.
www.biopharma.co.uk







• Replicable batches


• Replicable batches




Ulvila, Finland – 11.02.2025 – 2025 marks the 50-year anniversary of Cimcorp’s first commercial robot sale. Thanks to its commitment to innovation, the company that started life as Rosenlew Automation has grown into a global market leader in intralogistics automation.
“As we celebrate 50 years of innovation, we are reminded that success comes from staying curious, embracing change and learning from the challenges of the past,” says Veli-Matti Hakala, CEO of Cimcorp. “These values will guide us into the future.”
Over the years, Cimcorp has been agile in applying its evolving technologies to new industries. From its early success in the picture tube (cathode-ray tube) and paint-tinting sectors to major projects in warehousing and tyre manufacturing, Cimcorp has never shied away from breaking into growing industries and adapting to the evolving world of business.
While Cimcorp has covered diverse areas during its five decades, having a sharp focus on selected industries
has allowed the company to dive deep into the needs and challenges of each one, ensuring its solutions and services are developed with the client and their business in mind.
“We have the humility to approach the client with open eyes and ears,” says Tero Peltomäki, former CEO, who led Cimcorp from 2021 to 2024. “This is something that customers really appreciate.”
Global growth was the only option for Cimcorp. The company’s history is one of steady growth in its product portfolio and expansion into international markets. “Our strategic starting point has always been that whatever we do with automation, the domestic market is too small,” explains Kari Ollila, former CEO (1987-2007).
“If we wish to grow, we need to pick a clear focus and take it abroad.”
Cimcorp has been present in North America since the Rosenlew days. Today, the group has subsidiaries in both Canada and the USA, as well as in Germany (opened in 1990 and reopened in 2021 after a few years’ break), India (since 2019), Spain (2020) and the UK (2024). Further supported by representatives in Australia, China, France, Israel, Japan, South Korea, Taiwan and Turkey, Cimcorp has supplied automation solutions for production and distribution environments in over 40 countries across six continents.
The Cimcorp name was adopted in 1986, when the company was bought by the Finnish company, Wärtsilä. A decade later, Cimcorp was acquired by Swisslog and its name was then changed to Swisslog Oy in 2002. However, a management buyout in 2003 meant that the Cimcorp name was reinstated. The organisation was acquired by Murata Machinery Ltd., one of the world’s top ten material handling system suppliers, in 2014. Although the company name has changed
several times over its 50-year life, the fact that many people at Cimcorp are long-serving members of the team has provided continuity. Tero Peltomäki, for example, joined Rosenlew in 1983 and now serves on the Board of Directors.
In the 1980s and 90s, Cimcorp was the leading automation provider for the cathode-ray tube industry. Automation in this sector proved highly profitable for Cimcorp, as did its machines for tinting paint.
Acquisition by Swisslog in 1996 gave Cimcorp greater resources and a broader market reach. The company focused, in particular, on order-picking systems for the food and beverage industry. By the new millennium, Cimcorp had solidified its position as a global leader in automation. Its ability to diversify saved the business when the cathode-ray tube industry collapsed virtually overnight.
The 2000s saw Cimcorp also become a leader in intralogistics automation for tyre manufacturing, where its modular robotic systems offered much-needed flexibility and scalability. By 2008, the tyre
industry had become the company’s most important sector and Cimcorp has completed projects for all of the world’s top ten tyre manufacturers. Business in the warehouse and distribution sector has continued to grow, however, with Cimcorp’s automation revolutionising the speed and accuracy of storage and fulfilment operations.
“Gaining a strong foothold in our chosen industries has probably involved some luck,” says Kari Ollila, “but, at the end of the day, it’s the result of persistent effort, learning and hard work.”
Cimcorp has continued to enjoy success since it became a member of the Japanese, family-owned Murata Machinery in 2014. As it looks ahead to its next 50 years, Cimcorp retains its focus on innovation and global growth. “To foresee and prepare for the future, we must understand the past,” says Veli-Matti Hakala, CEO. “It is through reflecting on our journey that we find the tools to shape tomorrow.”
www.cimcorp.com

In the dynamic landscape of the food and beverage industry, where safety, efficiency, and customization are paramount, Ami Polymer stands out as a leader in providing tailored silicone solutions that meet the rigorous demands of various applications. This article explores the diverse range of Ami Polymer’s customizable products, focusing on their impact in coffee vending machines, bakeries, and the dairy sector, bolstered by our comprehensive certifications ensuring top-tier quality and safety.
The modern coffee vending machine not only needs to deliver aromatic and flavorful coffee but also ensure that all components in contact with the beverage are safe and non-reactive. Ami Polymer’s platinum-cured silicone tubing offers the perfect solution for these requirements. Made from high-purity silicone that is biocompatible and inert, our tubing ensures that there is no compromise on taste or safety. The non-stick properties and resistance to extreme temperatures make these tubes ideal for coffee machines, preventing bacterial growth and ensuring easy maintenance. Our tubing meets stringent FDA standards, ensuring that every sip delivered is not only delicious but also adheres to the highest safety regulations.
Bakeries face unique challenges such as handling delicate baked goods without damaging them while ensuring a fast production line. Ami Polymer’s silicone depanner cups and retainer clips are designed for high performance in pick-and-place systems. The silicone material provides a gentle but firm grip on the products, significantly reducing the risk of damage to soft bread and pastries during the depanning process. Additionally, our ability to customize these components allows bakeries to optimize their machinery for various shapes and sizes of baked goods, enhancing efficiency and reducing downtime. Our products are compliant with European Regulation (EC) No. 1935/2004, ensuring that they meet all necessary food contact material standards.
In food processing, preventing contamination is crucial. Ami Polymer’s metal detectable silicone gaskets offer a dual advantage. These gaskets not only provide a secure seal to prevent leaks and maintain hygiene but are also detectable by metal detection systems commonly used in food processing lines. This feature greatly reduces the risk of gasket
fragments entering the food chain, thus ensuring compliance with food safety regulations. Similarly, our silicone depanner cups can be infused with metal detectable properties, offering an additional layer of safety and peace of mind. These products are designed to be FDA compliant and can also be produced to meet the rigorous BfR recommendations, which further ensures food safety in high-stake environments.
Dairy processing requires materials that can handle fatty acids and cleaning chemicals without degrading. Ami Polymer’s silicone tubing, specially designed for the dairy industry, stands up to the challenge. Our tubes are resistant to the harsh environment of dairy processing, including frequent washdowns with hot water and sanitizing agents. The smooth inner surface of the tubing prevents the buildup of milk residues and bacterial growth, ensuring the purity of the dairy products. Furthermore, our customizable solutions allow for tubing to be tailored to different diameters and lengths, accommodating the specific needs of dairy processing plants. Ami Polymer’s dairy tubing adheres to the NSF/ANSI 51 standards for food equipment materials, providing an additional layer of trust and safety.

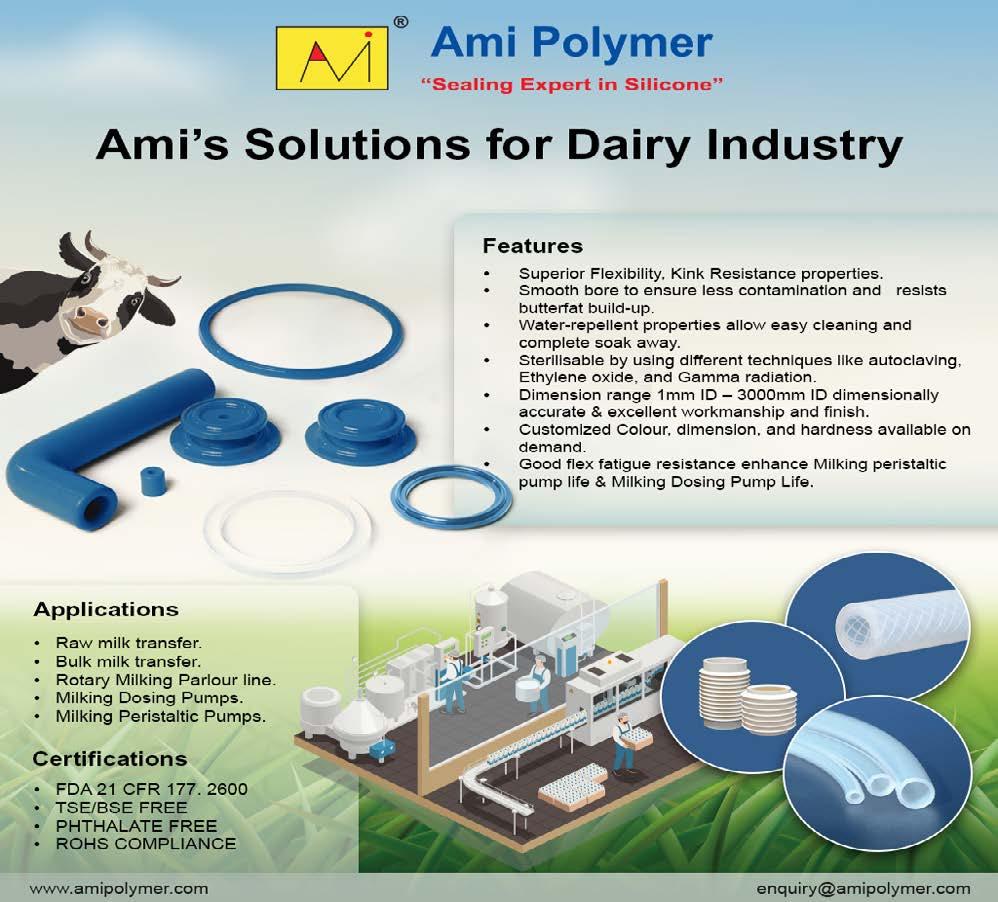
What sets Ami Polymer apart in the food processing and machinery industry is our commitment to customization and certification. We understand that each segment of the food industry has unique needs based on the products they handle and the processes they employ. Our team works closely with clients to design and manufacture silicone products that are not just off-the-shelf but are specifically engineered to enhance their operational efficiency and product quality.
From altering the hardness of silicone for different grips in bakery depanner cups to adjusting the size and shape of tubing for fitting into specific machinery, our customization capabilities allow us
to provide solutions that precisely fit the needs of our clients. This collaborative approach ensures that the solutions we provide are not only effective but also innovative, pushing the boundaries of what is possible in food and beverage processing.
Ami Polymer’s dedication to developing safe, efficient, and customized silicone solutions makes it a preferred partner in the food and beverage industry. Whether it’s enhancing the flavor integrity in coffee vending machines, ensuring gentle handling in bakeries, or maintaining hygiene in dairy processing, our products are designed to meet the challenges of modern food processes. As we continue to innovate and tailor our offerings, Ami Polymer remains at the forefront of supporting the industry’s evolving needs with
solutions that are as flexible and reliable as the silicone we mold. With a foundation built on certified excellence, Ami Polymer is your trusted partner in food safety and efficiency.
Ready to elevate your operations? www.amipolymer.com or contact us at Khushi.g@amipolymer.com
Khushi Gandhi
Senior Executive
International Marketing Khushi.g@amipolymer.com


Motor and drives specialist returns to leading food processing exhibition
Global leader in motors and drives, WEG is set to return to CFIA Rennes 2025. Taking place from March 18 to 20, 2025 at Rennes Parc Expo, this premier exhibition for the food processing industry will showcase the latest advancements in industrial equipment. WEG will exhibit at stand 3-A20, presenting its latest innovations in motors, drives and digital solutions.
The team will showcase the CFW900 VSD, a high-performance VSD offering advanced energysaving features, simplified configuration and increased productivity, making it ideal for conveyor and process applications. Accompanying this drive, visitors can find the W23Sync+, a permanent magnet/reluctance
hybrid motor designed for superior energy performance in challenging environments. Engineered to surpass current standards with the CFW900 VSD, this motor offers an unprecedented level of energy efficiency, with an IE5 rating.
At the heart of WEG’s display will be the WG20 geared motor, a versatile solution engineered for maximum reliability. Available in various gear designs — including helical, parallel shaft and helical bevel — this motor is adaptable to diverse applications, including hazardous environments, thanks to its ATEX certification. Additionally, the new WG20S helical worm geared motor, offering torque capabilities of up to 1600 Nm, will be featured in the latest WG20 brochure.
Also featured will be the WEGscan, an innovative digital monitoring solution that provides real-time insights into motor performance. By collecting data on key parameters
like temperature, vibration in three axes and magnetic field, this sensor helps optimise operations, minimise downtime and streamline maintenance for food processing facilities.
Finally, the CFW500 IP66 will be demonstrated, an advanced technology device that offers excellent performance for applications requiring speed and torque control, in three phase induction motors and permanent magnet motors. The new washdown version with NEMA4X/IP66 protection rating increases the product’s robustness, ensuring protection against the ingress of dust and water jets from any direction, making it perfect to fit the hygiene requirements of the food industry.
“Our showcase at CFIA 2025 reflects the breadth and versatility of WEG’s portfolio and reaffirms our commitment to supporting the food industry with energy-efficient solutions,” said Loic Kentrotis, marketing manager at WEG France.
“From the WG20 geared motor’s adaptability to the intelligence of WEGscan and the robust design of the CFW500, our products empower the food industry to meet their operational goals while aligning with sustainability targets.”
Visitors are invited to meet the WEG team at stand 3-A20 to explore the technologies, gain insights into their applications and discuss how these solutions can transform operations.
For more information about WEG’s participation at CFIA Rennes 2025, contact the team directly at contact@wegfrance.news






















MORE THAN 20.000 MOTORS AVAILABLE FROM STOCK!
Motors up to 25 MW and 13.8 kV
• Low voltage slip-ring and squirrel cage motors up to 3,000 kW
• Medium voltage slip-ring and squirrel cage motors up to 15,000 kW
• Direct current motors up to 2,000 kW
• Frequency converter-proof drives
• In-house load test facility up to 13.800 V, 2.300 kVA, 120 Hz
Customized special designs
• Custom designs for special applications and operating conditions
• Optimized motor design for higher efficiency
• Mechanically and electrically interchangeable motors
• Commissioning worldwide
MENZEL Great Britain Ltd. | UK Branch Office
27 Hunt Drive | Melton Mowbray | Leicestershire LE13 1PB
Martin Rooney | Tel.: +44 1664 500 844 | Mobil: +44 7957 618046 martin.rooney@menzelgb.co.uk NEW ELECTRIC MOTOR PLANT FROM JANUARY 2024
MENZEL Elektromotoren GmbH
German Headquarters
Am Alten Walzwerk 2 | 16761 Hennigsdorf | Germany
menzel-motors.com info@menzel-motors.com
24,000 m 2
