ON FOOD SAFETY, RECALLS, AND AUTOMATION TRENDS
























October 2023 Upcycling Tackles Food Waste in Manufacturing Pioneering IIoT Applications in Liquid Sugar Production How to Assimilate Acquisitions
LABOR’S IMPACT
GUARANTEED SOLUTIONS
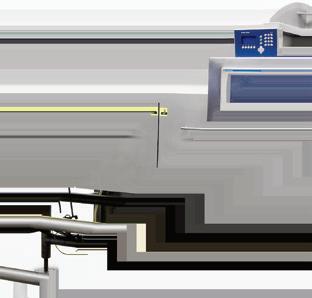
To Your Specific Bulk Material Conveying Problem
•Convey free-flowing and difficult-to-handle materials that pack, cake, seize or smear
•Prevent separation of blends
•Convey short to medium distances
•Conveyor routing at any angle, through small holes in walls or ceilings
•Only one moving part contacts material
•Fast disassembly, thorough cleaning
•Stationary or mobile units, including tilt-down models
•Economical to purchase, install, operate and maintain
•Single or multiple discharge points
•Minimal power usage
•3-A and USDA compliant or industrial models


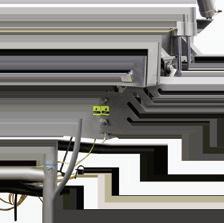
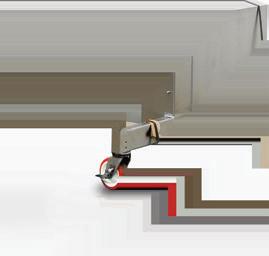
•Slide fragile materials gently through smooth stainless steel tubing using low-friction polymer discs attached to stainless or polymer-coated stainless cable
•Prevent separation of blends
•Short to long distances
•Durable discs in 4 and 6 in. (100 and 150 mm) diameters
•Available CIP accessories
•Single or multiple inlets/outlets can be removed/relocated and the cable-disc circuit lengthened/shortened/re-routed
•Minimal power usage
•Evacuates material, minimizing waste and cleaning time
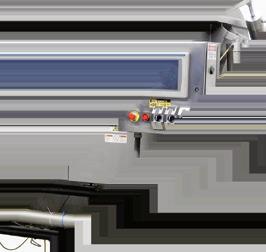
•Single-point “up-and-in” installations to crossplant systems with multiple pick-up and discharge points and automated controls
•Positive pressure and vacuum dilute phase systems complete with blowers, rotary airlock valves, pick-up adapters, filter receivers, cyclones, fill/pass valves, wands and weigh batching controls
•Short to long distances
•Wide capacity range—feed small packaging lines to silos and railcars




•Single or multiple inlet and discharge points
•Total evacuation of supply vessel and the conveyor line for accurate weighments, minimal waste and easy cleaning
Stand-alone units to weigh batching configurations to automated plant-wide systems backed by Flexicon’s Lifetime Performance Guarantee*
See the full range of fast-payback equipment at flexicon.com: Flexible Screw Conveyors, Tubular Cable Conveyors, Pneumatic Conveying Systems, Bulk Bag Unloaders, Bulk Bag Conditioners, Bulk Bag Fillers, Bag Dump Stations, Drum/Box/Container Dumpers, Weigh Batching and Blending Systems, and Automated Plant-Wide Bulk Handling Systems LL-0755
USA sales@flexicon.com 1 888 FLEXICON ©2023 Flexicon Corporation. Flexicon Corporation has registrations and pending applications for the trademark FLEXICON throughout the world. *See complete Guarantee for details. UK AUSTRALIA SOUTH AFRICA SPAIN FRANCE GERMANY SINGAPORE INDONESIA MALAYSIA +44 (0)1227 374710 +61 (0)7 3879 4180 +27 (0)41 453 1871 +34 930 020 509 +33 (0)7 61 36 56 12 +49 173 900 78 76 +65 6778 9225 +62 81 1103 2400 +60 10 282 2400 FLEXICON® Flexible
FLEXI-DISC® Tubular Cable Conveyors PNEUMATI-CON® Pneumatic Conveying Systems
Screw Conveyors
Convey free- and non-free-flowing bulk materials at low cost
Convey fragile bulk foods and non-foods gently
Convey free-flowing materials short to long distances
Automating Deli Processing from Start to Finish


For high volume deli products, our fully automated One Line concept provides all the capacity and productivity you need in a relatively small footprint. It starts with our OptiSlicer which seamlessly connects to a scanner, loader and thermoformer. Designed to provide high levels of hygiene, the complete GEA line is easy to clean and maintain.

Our One Line concept adapts to each type of deli product processed, so each and every result is optimized. Contact us to learn more.
GEA North America gea.com/unitedstates sales.northamerica@gea.com
Leading-edge technology trusted worldwide for superior product inspection and contaminant detection.

Your brand is on the line, so you need equipment that’s better than good. Anritsu systems deliver performance, reliability and low total cost of ownership Plus, we back our long-lasting equipment with unparalleled service and support.
Discover what you’ve been missing. Learn how to advance your product quality and operational efficiency at anritsu.com/infivis.
M6 METAL DETECTOR
XR75 X-RAY SSV CHECKWEIGHER
SEE OUR EQUIPMENT IN THE PET TREAT PRODUCTION LINE OR AT BOOTH 2548
ON THE COVER
Labor’s Long Reach Creates Challenges Beyond Processing
Many significant hurdles facing food and beverage processors in 2023 can be linked to the ongoing labor crunch, while inflation continues to drive several industry trends.


FEATURES
16 OpX Intel: How to Assimilate Acquisitions
As CPGs continue a pattern of growth through acquisition, it’s important to keep in mind how the two companies will come together. Conagra shares some lessons learned.

32 Tech Today: Upcycling Tackles Food Waste in Manufacturing
Concern about food waste continues to grow in importance globally. With so much of the waste happening before the food reaches the consumer, producers are finding new ways to make use of what previously went to landfills.
DRY PROCESSING SOLUTIONS


39 Back to Basics: The Flow of Powders and Bulk Solids
Knowing how materials discharge from hoppers, and what the catalysts are for causing jams, is essential education in working with powders and bulk solids for food production. 43
CONTENTS www.profoodworld.com | October 2023 | PROFOOD WORLD 3
New Products OCTOBER 2023 DEPARTMENTS
From the Editor Technology’s Not Worth Much If They Can’t Use It 9 In the News Co-Manufacturers Provide Insight to Emerging Brands Food Security Challenged as Innovation Tries to Keep Pace Record-Breaking PACK EXPO Las Vegas Exceeds Expectations 19 Packaging Technology Distillery 98 Brings Paper Bottle Stateside for Spirits Mono-PP Pasta Pack First to Use Advanced Recycled PCR Paperboard Can Handles Use Automated Applicator 47 Plant Floor Products 54 Case Study: Sucroliq Pioneering IIoT Applications in Liquid Sugar Production 58 Case Study: Emsland Frischgeflügel Digital Services Save Time, Cost for Chicken Producer 32 19
6
24
CONTENT
EDITOR-IN-CHIEF AARON HAND 312/488-3392
ahand@pmmimediagroup.com
SENIOR EDITOR MICHAEL COSTA mcosta@pmmimediagroup.com
NEW PRODUCTS EDITOR MORGAN SMITH msmith@pmmimediagroup.com
CONTRIBUTING EDITORS
JEANNE SCHWEDER, STEPHEN PERRY, STEPHEN SCHLEGEL, JEFFREY BARACH
ART DIRECTOR KATHY TRAVIS
CREATIVE DIRECTOR DAVID BACHO
ADVERTISING
VICE PRESIDENT, SALES JOHN SCHREI jschrei@pmmimediagroup.com • 248/613-8672
PUBLISHER PATRICK YOUNG pyoung@pmmimediagroup.com • 610/251-2579
ACCOUNT EXECUTIVE BRIAN J. GRONOWSKI bgronowski@pmmimediagroup.com • 440/564-5920
SENIOR MANAGER, PRINT OPERATIONS LARA KRIEGER lkrieger@pmmimediagroup.com
FINANCIAL SERVICES MANAGER JANET FABIANO jfabiano@pmmimediagroup.com
PMMI MEDIA GROUP

PRESIDENT DAVID NEWCORN
VICE PRESIDENT, DIGITAL ELIZABETH KACHORIS
SENIOR DIRECTOR, CLIENT SUCCESS & MEDIA OPERATIONS KELLY GREEBY
DIRECTOR, DIGITAL MEDIA JEN KREPELKA
SENIOR DIRECTOR, EVENTS TREY SMITH
DIRECTOR, MARKETING SHARON TAYLOR
CONNECT WITH US
@ProFoodWorld
@ProFoodWorld
www.linkedin.com/ showcase/profoodworld
FOUNDING PARTNER AND EXECUTIVE VICE PRESIDENT, INDUSTRY OUTREACH, PMMI JOSEPH ANGEL
FOUNDING PARTNER LLOYD FERGUSON
ProFood World • PMMI Media Group 401 N. Michigan Ave., Suite 1700, Chicago, IL 60611 Phone: 312/222-1010
• Fax: 312/222-1310
Email: info@pmmimediagroup.com
• Web: www.profoodworld.com
PMMI, The Association for Packaging and Processing Technologies 12930 Worldgate Drive, Suite 200, Herndon, VA 20170 Phone: 571/612-3200
• Fax: 703/243-8556
• Web: www.pmmi.org
Staff at PMMI Media Group can be contacted at info@pmmimediagroup.com.
ProFood World ISSN 2476-0676
@ ProFoodWorld
4 PROFOOD WORLD | October 2023 | www.profoodworld.com
A New Sphere of Service and Support







The Linde ACCU-CHILL® LXC cryogen injection system provides precise temperature regulation for your mixing or blending process. Linde service experts help support your process to benefit from our technologies. We will help evaluate needs, design the injection scheme and integrate the components to allow peak efficiency and optimal results.
Our newest innovations for injection and cryogen conditioning allow for precise temperature control while also reducing cross-contamination and temperature checks. Enter a new realm of performance. Learn more at lindefood.com/innovations

Making our world more productive The Linde logo, the Linde wordmark, and ACCU-CHILL are trademarks or registered trademarks of Linde plc or its affiliates. Copyright © 2023, Linde plc. 8/2023
Technology’s Not Worth Much If They Can’t Use It
Lots of innovative technologies were launched at PACK EXPO Las Vegas in September. Perhaps most impressive were the technologies that were easy to use.
As we go to press, we are freshly back from PACK EXPO Las Vegas—although “fresh” is probably not the right word for what we’re feeling after a week at a record-breaking trade show in a city where there’s no shortage of things to do after hours.
The show was abuzz with new product launches for the food and beverage industry—new inspection systems, new sorters, new conveyors, motors, robotic systems… As editors, we not only write up these individual news items (and shoot videos), but we also try to keep an eye out for trends among all those one-off releases.
If there’s one trend that really caught my attention at this year’s event, it was the latest efforts to make the new technologies not only advanced in capabilities, but easier to access and to use.
The fact that manufacturing faces a major labor shortage— one that is not likely to end any time soon, if ever—is not lost on anybody. Check out this issue’s cover story (“Labor’s Long Reach Creates Challenges Beyond Processing,” page 24) for our annual global food and beverage industry report, where Senior Editor Michael Costa details the many ways that the ongoing labor crunch is affecting the industry.
The machine builders are keenly aware of this trend and know that the user interfaces of old might not work so well going forward. It does no good releasing the latest and greatest technology if an employee is heading out the door by the time they’ve finally learned how to use it. Suppliers are realizing, instead, if the machine cannot be learned easily, in a short amount of time, then it’s impossible to deliver on the automation promise. Simplifying the machine is often an incredibly complex undertaking. But OEMs know that they’d better do it or risk becoming obsolete.
Looking for our coverage from the show? Check out www.profoodworld.com/PACKEXPO.
EDITORIAL ADVISORY BOARD
CHRISTINE BENSE
CHIEF SUPPLY CHAIN OFFICER
Turkey Hill
GREG FLICKINGER
CHIEF OPERATING OFFICER
Nobell Foods
JOHN HILKER

SENIOR VP, OPERATIONS
Kite Hill
VINCE NASTI
VP, OPERATIONS
Nation Pizza & Foods
JIM PRUNESTI
VP, ENGINEERING
Conagra Brands
LISA RATHBURN
VP, ENGINEERING
T. Marzetti
MARK SHAYE
VP, ENGINEERING
Ken’s Foods
TONY VANDENOEVER
CONSULTANT, FOOD MANUFACTURING ENGINEERING
Waterfall Ventures
DIANE WOLF
FORMER VP, ENGINEERING AND OPERATIONS
Kraft Foods
BROOKE WYNN
SENIOR DIRECTOR, SUSTAINABILITY
Smithfield Foods
ahand@pmmimediagroup.com
AARON HAND | EDITOR-IN-CHIEF FROM THE EDITOR
6 PROFOOD WORLD | October 2023 | www.profoodworld.com
RIBBON/PADDLE/PLOW BLENDERS HANDLE POWDERS TO PASTES

Agitators forced through stationary materials impart shear needed to reduce agglomerates and blend pastes and slurries. Basic industrial units to state-of-the-art sanitary designs with heating/cooling jackets, liquid spray additions, and high-speed choppers/intensifiers. Capacities from 1 to 1,150 cu ft (.03 to 32 m3).
VEE-CONE BLENDERS SANITIZE ULTRA-FAST, THOROUGHLY
Smooth internal surfaces free of baffles, shafts and bearings allow unobstructed material flow, plus complete discharge through a gate valve for rapid cleaning or sanitizing of the easy-access interior. Uniform blends are typically achieved in as little as 15 minutes with equal efficiency at fill volumes from 100% to 25% of capacity. Ideal for dry and granular materials.
WORLD’S FASTEST BLENDING AND CLEAN UP
No other bulk solids mixer offers these benefits:

n 100% Uniform blending and/or liquid additions in one to 2–1/2 minutes
n Total discharge with no segregation
n Ultra-gentle tumbling action (versus blades forced through batch)
n Ultra-low energy usage
n Equal efficiency from 100% to 15% of capacity
n No internal shaft or seals contacting material unlike other rotary mixers
FLUIDIZED BED MIXERS BLEND ULTRA-FAST, GENTLY
MUNSON® Fluidized Bed Mixers feature two shafts with paddles that counter-rotate at high speeds to fluidize material, achieving homogeneous blends in 10 seconds to 2 minutes. Low shear forces minimize friction with little or no degradation and insignificant heat generation. Drop-bottom gates provide rapid discharge. Capacities from 0.21 to 283 cu ft (6 L to 8 m3).
LUMP BREAKERS REDUCE AGGLOMERATES, FRIABLE MATERIALS
Remove lumps and agglomerates from bulk foods. Dual rotors with three-point, singlepiece breaking heads rotate with minimum clearance inside a curved, perforated bedscreen. On-size material exits through bedscreen apertures from 1/32 to 2–1/2 in. (0.8 to 63.5 mm) in diameter. Fits tight spaces between upstream and downstream process equipment.


+1-315-797-0090 | USA: 1-800-944-6644
INFO@MUNSONMACHINERY.COM MUNSONMACHINERY.COM

PIN MILLS REDUCE FRIABLE SOLIDS IN CONTROLLED SIZE RANGES
Coarse to fine grinding of friable powders, flakes and granules into controlled particle sizes at high rates per HP/kW. High-speed rotation of the inner disc creates centrifugal force that accelerates bulk material entering the central inlet of the opposing stationary disc through five intermeshing rows of pins. Desired tight particle size distribution obtained by controlling the rotor speed.
ROTARY BATCH MIXER
Fast yet gentle 4-way mixing action: fold/tumble/cut/turn
©2023 Munson Machinery Co., Inc. MUNSON® is a registered trademark of Munson Machinery Co., Inc. LL-0554 DETAILS & VIDEOS







c l D y bl Fl l N l E W l ff c L l M ll O k R c l c l W l X Handles Bulk material 5944 East N Avenue Kalamazoo, Michigan 49048 (800) 427-6260 www.hapman.com 75+ YEARS OF EXPERIENCE | 7,300+ MATERIALS TESTED | 2,700+ MATERIALS HANDLED Convey Unload process
Co-Manufacturers and Co-Packers
Provide Insight on Growth for Emerging Brands
AARON HAND | EDITOR-IN-CHIEF
IN THE DAY LEADING UP TO PACK EXPO Las Vegas, the Emerging
Brands Summit was the place for fast-growing emerging brands to learn more about how to scale their operations. Many of those emerging brands will rely on co-manufacturers and co-packers to help them meet growth demands. Co-mans will be invaluable in helping them understand what they need to scale up faster. More partners than suppliers, they will look for emerging brands that they can grow with, perhaps taking advantage of new opportunities in their own businesses.
“It’s a very dynamic, fast-growing industry,” says Ron Puvak, executive director of the Contract Packaging Association (CPA), which serves both co-packers and co-manufacturers. Like the emerging CPG brands themselves, several of the co-mans are developing brands themselves, he adds. “That’s a positive thing. We’re going to talk about that and their strategies behind that and how it works successfully.”
Puvak moderated a panel discussion at the Emerging Brands Summit as a group of co-manufacturers and co-packers shared valuable insights into how best to navigate key growth stages in the life of an emerging brand. Their insights reached into finding a good fit, co-man turn-o s, communication best practices, and more. But above all, they stressed the importance of making the relationship more of a partnership than a transaction.
“These folks are entrepreneurs, they’re innovators, they’re collaborators,” Puvak says of the co-mans. “They want to have somebody walk in the door and be successful; that’s in their best interest.”
How do you know whether a co-man is a good t for you?
Once you’ve done your due diligence, you’ve taken your product to market, and you’re ready to scale up, you’ve got some important decisions to make about how you might do that. Co-manufacturers are available to partner with, and you’ll likely have options.
“You need to make sure that you get your questions answered, and your needs are clearly understood. And we’re here to ask the same of you. We’re going to come to you with a number of questions, and we’re going to make sure that our needs are met by you coming to the table prepared,” says DeAnn DeVenney, director of sales and marketing for Maverick Packaging. “It’s important for that fi rst initial approach that you’re organized, you have your ducks in a row. We welcome being there for you as an advisor if you need that; we appreciate the opportunity to help you along the way.”
Bazooka Candy Brands Sold for $700 Million

Apax Partners is paying $700 million to Tornante, former Disney CEO Michael Eisner’s private equity firm, to acquire Bazooka Candy Brands.
Kraft Heinz Names Carlos Abrams-Rivera as Incoming CEO Carlos AbramsRivera, executive vice president and president of the North America Zone at Kraft Heinz, will become the company’s CEO, e ective January 2024.

Cargill’s Method to Measure Cows’ Methane Emissions

The methodology defines parameters that beef producers can adopt to quantify reductions in methane emissions derived from the digestion process in cattle through burping, as well as from manure handling.
Campbell Buying Sovos Brands for $2.7 Billion
Campbell’s acquisition of Sovos—a premium Italian sauce producer—will help Campbell with its goal of building a more diversified, stronger meals and beverages division.

NEWS IN THE www.profoodworld.com | October 2023 | PROFOOD WORLD 9
It’s also important that you’re willing to share your vision for your brand and your product, adds Dillon Vincent, director of quality assurance for Crystal Packaging. “You need to be willing to work with your co-man as a partner so that we can better understand what the goals are,” he says. “Is it going to be a rapid growth into a lot of volume? Or are you going to grow with multiple SKUs? Just being upfront and transparent from the get-go is extremely helpful. That way, we as a co-man are not any kind of a bottleneck to your operation or holding anything up.”
Vincent also recommends getting boots on the ground and visiting your co-man’s site in person.
“It probably can’t be stressed enough that your contract manufacturer or contract packager is your partner, not your vendor,” adds Paul Shrater, president of Minimus Products. The first several minutes of a meeting can really set the stage for how that relationship is going to go, he adds. “When you’re putting your baby in the hands of another company, you want to have that kind of relationship where they are your partner and you both treat each other that way.”
Beyond the relationship, the co-mans will be assessing whether or not they can properly support your product, DeVenney says, commenting about the importance of giving them a clear understanding of your product. “If I can have a sample of your product so that I can hold it and make sure that I have an appreciation for how you’re packaging,” she says. “Maybe you’re having some challenges. I want to understand what those challenges are because there’s something behind it. Maybe your closure doesn’t properly marry to your bottle.
There are things that we can help you with. We always want to have those conversations. But my first step is understanding whether we can provide you the service that you’re looking for, based on our current capabilities.”
The first step is to make sure that capabilities line up, Vincent agrees. “Once we have found that it’s going to work, we’ll see if you have worked with a co-man in the past and learn what worked and what didn’t work so that we can make sure that our relationship and our partnership is going to be positive moving forward,” he adds.
It basically comes down to transparency on both sides, Shrater says. “Having a brand say, ‘Here’s what I’m worried about’ or ‘Here’s issues I’ve seen before, here’s what I want to accomplish. And then us as co-packers say, ‘Well, here’s what we can do, here’s what we have, where we see issues,’” he says.
“Or we may say, ‘You know what, it’s not the right fit for us.’”
Some co-manufacturers might have certain things they specialize in, or they might not be interested in taking on up-and-coming brands.

“If there’s not a good fit, by the way, ask the person you’re talking to to give a recommendation,” Shrater urges. “This industry is very much about wanting to help the customer. We can help make a good, vetted recommendation to another packager that could be helpful for the customer, whether we end up working with them or not.”
What would be a turn-off for a co-manufacturer?
Turning to the negative, Puvak sought out turnoffs from a co-man’s perspective—what NOT to
IN THE NEWS 10 PROFOOD WORLD | October 2023 | www.profoodworld.com
Co-manufacturers and co-packers provide insight to emerging brands about how to grow their business. From left to right: Ron Puvak, Contract Packaging Association; DeAnn DeVenney, Maverick Packaging; Dillon Vincent, Crystal Packaging; and Paul Shrater, Minimus Products.
s
PHOTO BY AARON HAND
do when you go out looking for some help in your expansion efforts.
If you go into shopping mode (“You’re the fourth person I’ve met this week. What do you have for me?”), the co-man knows right away it will not be a partnership. “That’s something that can be a setup for failure—if that’s the approach, if it’s interchangeable and you’re treating your contract manufacturer like a commodity. It really is a partnership,” Shrater says. “It’s not just about price. It’s about many other factors.”
Vincent agrees, also bringing flexibility into the discussion. “If a brand comes in and they’re not willing to be flexible, to try to make the relationship work with our company, it can be very difficult to work with them in the long term because it can just turn into miscommunications or things getting out of line,” he says. “When it comes to working with us as a contract manufacturer, we’re trying to get the product out the door. But when there’s no real flexibility or willingness to work with your partner, that sort of thing can be a little tricky.”
What are best practices for ongoing communication?
Communication is key when it comes to those initial meetings with your co-manufacturer, but how about moving forward? Puvak asked the panelists for examples of best practices.
“You can never, ever over-communicate with your co-man or co-pack. If you have issues, especially with the supply chain being as fun as it was a few years ago, we can never over-communicate,” Vincent emphasizes. “Get the plan in place. Let us know if there’s any headaches and hiccups coming along the way. When it comes to a bottle of laundry detergent, there’s 40, 50 components all said and done that come together to make that. So that’s all got to be timed very well and very consistently to match up with our production schedules.”
Continued communication is important when glitches arise, in particular, Shrater notes. “Having those kinds of communications, sometimes there’s a lot of entrepreneurial kind of problemsolving options that can happen, that you may not know you have the opportunity to ask that question,” he says.
Often, the nature of the communication changes as the trust builds, the purchase order is in hand, and the co-man sets to work to getting the job done. “That communication sometimes changes to something more formal,” DeVenney says. “Now it’s not necessarily all email; sometimes we’ve got a form that we want you to fill out so
that there’s a clear understanding of every part of your bill of materials.”
DeVenney urges brand owners to be accepting of that change in the relationship. “There’s a reason why those procedures are put in place,” she says. “It changes from where it begins to manufacturing.”
How do I know when I’m ready for a co-man?
If you’re having trouble filling orders from your own operation, it might be time to get help from a co-manufacturer. But it might not be. “It depends on the product,” Shrater says. “Sometimes people go to a commercial kitchen; we get a lot of graduates from commercial kitchens into our business. Sometimes people like to figure it out at home and come up with a recipe. We might even send them to a food scientist to make sure everything they’re doing is proper and preserved properly and all that. So it really depends on the situation.”
It’s never too early to have that initial conversation with a co-manufacturer, though, Shrater adds. “Oftentimes, the earlier, the better,” he says. “We’ll have people come in who are like, ‘I’m not ready. I’m six months out, a year out. But I need to know what I’m looking at, I need to know what my options are, I need to know how this is going to play out in production so I can plan accordingly.’ We welcome that early conversation.”
Vincent agrees. “I don’t think it’s ever too early,” he says. “If you’re thinking about it, start doing some research and set a phone call, set a meeting to discuss with a co-man. Because during those conversations, you may figure out you are ready or you’re not ready. Even if you’re doing your own manufacturing and production now, once that scales up to a certain point, obviously there’s an easy answer there. But if you’re even considering doing co-man vs. doing your own production, at that time, it’s a good opportunity to go and talk to a co-man.”
Ultimately, nobody knows better than you do about when you’re ready for a co-man, DeVenney says. Maverick is working with a customer now who came and said they just couldn’t keep up; they had to stop all marketing because they were just trying to fulfill existing orders. “OK, so the timing is right,” she says. “If you’ve got to stop selling because all you’re focused on is manufacturing, then it’s time.”
www.profoodworld.com | October 2023 | PROFOOD WORLD 11
Contract Packaging Association www.contractpackaging.org Crystal Packaging www.crystalpackaging.com Maverick Packaging www.maverickpackaging.com Minimus Products www.minimusproducts.biz
Global Food Security Challenged as Industry Innovation Tries to Keep Pace
MICHAEL COSTA | SENIOR EDITOR
THREE KEYS TO GLOBAL FOOD SECURITY, according to Vivien Sheehan from the Kerry Group, are regenerative agriculture, eliminating food waste, and sustainable protein. Sheehan presented her path to overcoming challenges in maintaining a secure food supply during her keynote address at the recent Global Midwest Alliance conference in Chicago, which focused on novel ways to enhance the safety, quality, and nutritional value of food.
“Food security means that all people at all times have physical, social, and economic access to sufficient, safe, and nutritious foods that meet their dietary needs,” Sheehan says.

Sheehan, global vice president, R&D, applied health & nutrition at Kerry, says this path is currently faced with global crises, including the war in Ukraine and climate change. Here, in her own words, are some of Sheehan’s key takeaways for how to address the hurdles facing global food security now and in the future.
The significance of 2050
Sheehan: The global pursuit of net zero emissions by 2050 is a huge undertaking. By 2050, the global population is expected to swell from
7.9 billion people to almost 10 billion people. With this, we will require 50% more food and 70% more animal protein to feed everyone. That means we would need the resources of three to four planets to accommodate our dietary needs. Complex problems require holistic solutions and collaboration among policymakers, farmers, food manufacturers, and the food and beverage industry. Innovation and government regulations will not be enough to meet our targets, and as an industry, we need to instill responsible culture changes in our businesses and to consumers. We need to make smart decisions to deliver radical improvements to ensure that future generations have a food system that meets their needs with the available resources.
Regenerative agriculture
Sheehan: Soil quality is the beginning of a stable food system, and our industry depends on it. When soil is damaged, carbon goes back to the atmosphere, drying out that soil and turning it to dust—this is a process called desertification. It’s estimated that by 2050, 1 billion people will be refugees to soil desertification. Since chemical agriculture accelerated in the 1970s, we’ve lost a third of the world’s topsoil, and if we don’t take steps to reverse this trend, we’ll increase our emissions and reduce the soil base carbon sinks, which will result in us exceeding the global warming limit of 1.5°C.
A healthy soil achieved from regenerative farming practices can bring our carbon down, capture it and put it in the ground. Soil microorganisms have this unique ability to capture the carbon and make it carbon blue. So, ensuring mass adoption by incentivizing farmers, offering education programs, and facilitating a move to renewables is fundamental in the transition to sustainable agriculture. If we accelerate the shift to regenerative agriculture, it will make an enormous contribution to futureproofing our food system.
IN THE NEWS 12 PROFOOD WORLD | October 2023 | www.profoodworld.com
Vivian Sheehan, global vice president, R&D, applied health & nutrition at Kerry Group, speaks to attendees at the Global Midwest Alliance Conference in Chicago in August.
PHOTO BY MICHAEL COSTA
Now That’s Brilliant!
The Ross HSM 100LCI-t Laboratory Mixer delivers POWER, PRECISION and VERSATILITY. Variable speed up to 10,000 rpm, constant torque operation and HMI touchscreen controls ensure optimal results in critical formulations. Record information in 20-second increments with an optional Data Station. Take on virtually any mixing challenge with interchangeable High Shear Rotor/Stator, Disperser, Inline and Micro mixing assemblies.


Batch volumes from 50mL to 15L. Call or buy online. Ask about our Trial/Rental Program








HMI Touch Control
Inline
www.mixers.com • 1-800-243-ROSS Try our free online Knowledge Base & Product Selector web app at mixers.com/web-app.
Disperser
Micro
Eliminating food waste
Sheehan: If food waste were a country, it would be the third largest contributor to global greenhouse gases. Addressing food waste hinges on leveraging preservation solutions that we have today to extend the shelf life of the food we have, and then working to positively impact consumer behavior. Meat, for example, is the most carbonintensive category of all food waste offenders, and each year 73 billion kg (161 billion lb) of meat is wasted annually. That’s the equivalent of 2 billion portions a day.
Looking at the bakery industry, this represents the largest volume of global food waste with nearly 12 billion loaves wasted annually. That’s the equivalent of 630 million slices every day. So, tackling the shelf life of bread in a holistic manner is critical. Preservation ingredients with a lower environmental impact will unlock huge value in this area. However, while we scale innovation solutions, the existing conventional and clean label preservation ingredients to reduce food waste now is key. Our ambition is ultimately to achieve a fully circular economy, whereby we’re designing waste upfront, or converting waste into
revenue-generating waste streams, like taking stale bread and using it in the brewing industry as a fermentation substrate.
Sustainable protein
Sheehan: Over the last 50 years, meat production has more than tripled. However, based on the calories obtained from animal products, it’s difficult to support the carbon footprint and resources required to produce them. So, protein transition technologies like biotechnology, protein derived from fermentation, and precision fermentation, are all new technologies that allow us to be more sustainable and innovative in our ways to feed the planet. Biotechnology coupled with fermentation provides a powerful process in an efficient, sustainable way to produce alternative proteins. It offers us the opportunity to take readily abundant substrates, such as low-cost waste streams, and convert them into high-value products.
We can leverage advances in biotechnology to nourish growing populations sustainably, reducing our dependence on chemicals, and enhance efficiency with respect to raw materials while reducing carbon dioxide emissions.
WD2010 mixes steam and water to provide instant hot water on demand.
HCMX mixes hot and cold water. Temperature controlled units provide constant temperature water.








Washdown hose cut to required length and �ed with NPT ends. Manual and Spring rewind hose reels.


ARCHON spray nozzles are built, assembled and tested in our Suffern, NY facility.


IN THE NEWS
Providing Quality Processing Equipment Since 1993 The only mixing unit in the industry rated for 200 psig of steam (800) 554‐1394 www.ARCHONind.com 357 Spook Rock Road, Suffern, NY 10901 orders@ARCHONind.com Model HCMX Hot & Cold water mixing sta�on Model HCMX‐TC Temperature Controlled Hot & Cold water mixing sta�on
valve
sta�on
Model WDB Single
hose
Complete line of hose reels Hose
Swivel op�ons Model AKRHP01‐R‐L40 Spray Lance Front Trigger FT18 Rear Trigger RT12 Mini Rear Trigger RTB16 ARCHON Industries,
available in black, white & red with brass or stainless steel ends
Inc.
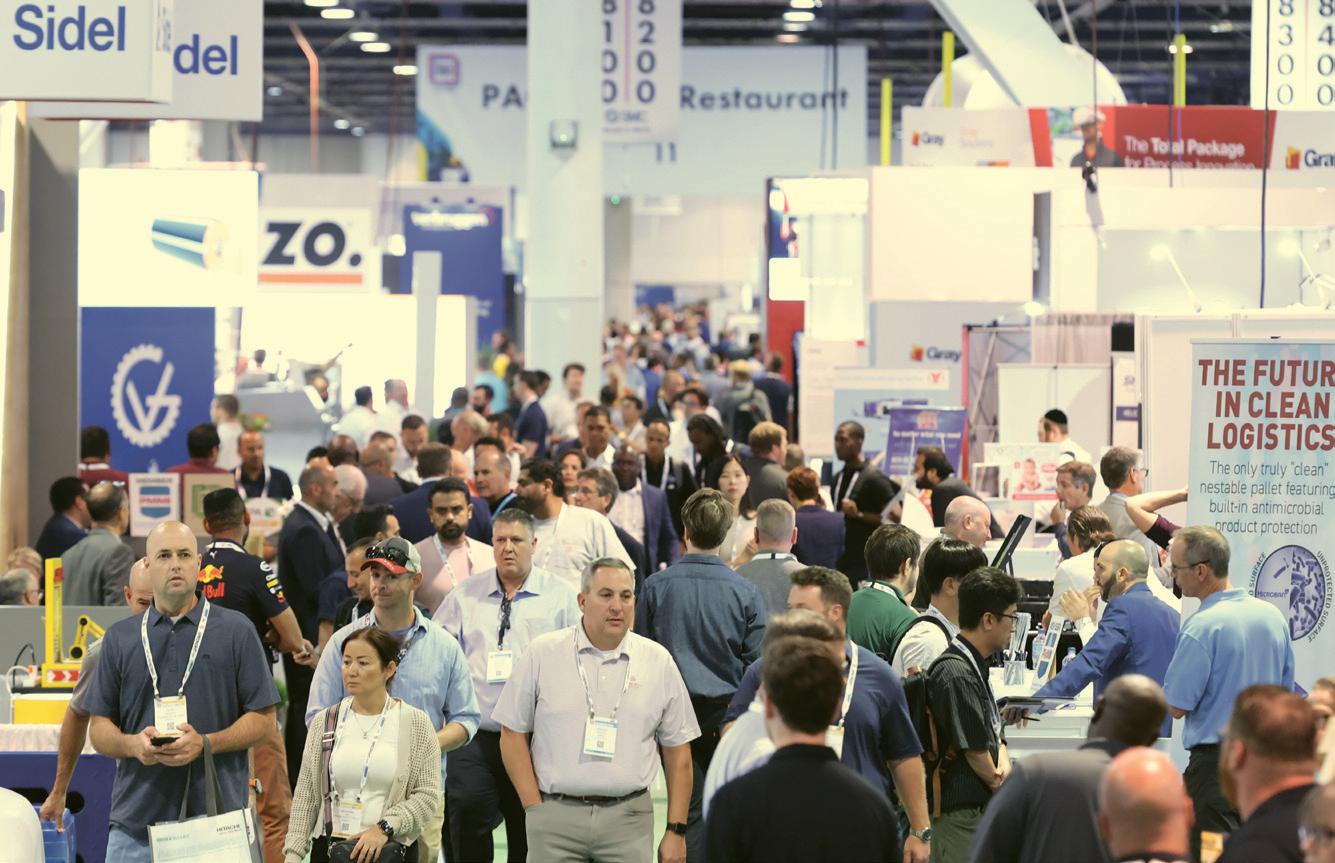
Record-Breaking PACK EXPO Las Vegas Exceeds Expectations
THE PACKAGING AND PROCESSING community came together last month for perhaps the most important PACK EXPO Las Vegas in its history, according to show producer PMMI, The Association for Packaging and Processing Technologies.
Nearly 32,000 attendees, the most in the show’s history, actively engaged with more than 2,300 exhibitors across 1 million net sq ft of exhibit space at the Las Vegas Convention Center. This event not only stands as the largest packaging and processing trade show in North America this year but as the largest PACK EXPO Las Vegas in the show’s history.
“PACK EXPO Las Vegas was a huge win for the packaging and processing industry,” says Jim Pittas, president and CEO of PMMI. “From attendance to exhibition space to educational sessions, the show surpassed expectations to provide our largest, most comprehensive show to date. This is proof that the industry continues to thrive and show up to provide the most innovative, sustainable, effective solutions the world has to offer.”
As PMMI’s State of the Industry report highlights, industry growth remains steady at a healthy 3.4%, with the total size of the market in the U.S. reaching $10.2 billion.
Looking to capitalize on this growth, more than 2,300 exhibitors displayed and promoted their latest innovations to make connections with decision-makers in packaging and processing.
“The show has been fantastic for us, and being in the Processing Zone was perfect,” says Mark Padly, account manager, Provisur Technologies. “The traffic has been excellent, and we’re having quality conversations with key decision-makers about their processing needs.”
Both first-time and long-time exhibitors made new connections, unveiled new solutions and found exceptional value at this year’s PACK EXPO Las Vegas. “We didn’t quite know what to expect our first time at PACK EXPO Las Vegas, but we found the experience to be effective. We connected with value chain members that we normally don’t have a chance to connect with and discovered innovations, especially in sustainability, that we didn’t know existed,” says Jon Timbers, chief sustainability officer for Epsilyte.
A highlight of the show’s second day came early
when 750 industry professionals gathered for the Packaging and Processing Women’s Leadership Network (PPWLN) breakfast. Keynote speaker Manjit Minhas, renowned Canadian entrepreneur, beer baroness, and television personality, covered mentorship, being a working mom, starting her business, the importance of being fearless, and constant learning.
“It takes coordination and participation from all parts of our industry to pull together an event of this size and caliber,” says Laura Thompson, vice president, trade shows at PMMI. “We’re extremely grateful to all involved in making this show a recordbreaking success.”
PMMI heads east next year with registration officially open for PACK EXPO East (March 18-20, 2024; Pennsylvania Convention Center). For more information and to register, visit www.packexpoeast.com.
PACK EXPO East is followed by EXPO PACK México (June 4-7, 2024; Mexico City), PACK EXPO International (November 3-6, 2024; Chicago), and the newest addition to the PACK EXPO portfolio of trade shows, PACK EXPO Southeast (March 10-12, 2025; Atlanta). For all show-related information, visit www.packexpo.com.
www.profoodworld.com | October 2023 | PROFOOD WORLD 15
PACK EXPO Las Vegas 2023 drew nearly 32,000 attendees and more than 2,300 exhibitors representing 40 vertical markets over three days, breaking all previous attendance records for the show.
PHOTO COURTESY OF PMMI
































































































































































































Automation technology from trusted brands for your food and beverage applications automation24.com Complete automation solutions for the FOOD & BEVERAGE INDUSTRY 2 YEAR ONEY BACK 1 0 0 % GUARANTEE 90 DAYS EXCEPTIONAL PRICING $ SUPPORT FREEAPPLICATION RODUC INDIVIDUAL CONFIGURATIONS Y RODUC HIG LI 2 YEAR 01 0 % MONEY BACK 1 0 0 % GUARANTEE 90 DAYS EXCEPTIONA PRICING $ SUPPO FREEAPPLI HIGH QUALITY IN STOCK PRODUCTS INDIVIDUAL CONFIGURATIONS I L C NFIGURATI NS 2 YEAR 01 0 % MONEY BACK 1 0 0 % GUARANTEE 90 DAYS EXCEPTIONAL PRICING $ S PPO FREE HIGH QUALITY IN STOCK PRODUCTS INDIVIDUAL CONFIGURATIONS EXC AL PRICING $ YEAR 01 0 % MONEY BAC GUARANTEE 90 DAYS EXCEPTIONAL PRICING $ PPO FREEAPPLICATION HIGH QUALITY IN STOCK PRODUCTS INDIVIDUAL CONFIGURATIONS PP FREEAP ICATION 2 YEAR 01 0 % MONEY BAC GUARANTEE DAYS EXCEPTIONAL PRICING $ SUPPORT FREEAPPLICATION HIGH QUALITY IN STOCK PRODUCTS INDIVIDUAL CONFIGURATIONS 2 YEAR 2 YEAR 01 0 % MONEY BACK 1 0 0 % GUARANTEE 90 DAYS EXCEPTIONAL PRICING $ SUPPORT FREEAPPLICATION HIGH QUALITY IN STOCK PRODUCTS INDIVIDUAL CONFIGURATIONS 01 0 % MO CK 1 0 0 % GUARANTEE 90 DAYS
FOOD & BEVERAGE AUTOMATION


Complete solutions at automation24.com














Featured Products
High protection ratings | High temperature resistance and durability of materials | Stainless steel or plastic PEEK | Long service life
POSITION SENSORS
Robust stainless-steel sensors for reliable position detection
Î Inductive sensors
Î Photoelectric sensors
Î Point-level sensors
PROCESS INSTRUMENTATION
Reliably measure and regulate pressure, temperature and fill level
Î Pressure sensors
Î Flow meters
Î Data managers/data loggers
Î Industrial thermometers
CONNECTION TECHNOLOGY
Safe and durable sealing in a washdown environment



Î Sensor cables



Î Hygienic connectors/field wireables

INDUSTRIAL LIGHTING
Durable lighting solutions for use in wet areas
Î Surface mount lights
CONTROL & SIGNALING DEVICES
Robust switches and signaling devices with protection ratings up to IP69K NEMA 4X









Î Switches & signaling devices
PROCESS ANALYTICS

















Precise analytic measurement in hygienic applications















Î Conductivity sensors
Î pH sensors
Î Analytical transmitters

Î Redox sensors
In the food industry ...
…it is essential to guarantee compliance with hygienic regulations, equipment reliability, and minimal process downtime. Regardless of the end product being made, an optimized process is only achievable with the help of high-quality automation technology.




We are happy to partner with you in selecting the best automation equipment for your application!



Cory
Application Engineer 800-250-6772 mail@automation24.com
Engel
Configurable measuring points for optimized process efficiency
Conductivity sensor ifm efector LDL


� Conductivity and concentration detection of different liquids
� Compact sensor design mitigates failures and unplanned downtime
Compact and durable design ideal for sanitary conditions
Vibrating level switches
Endress+Hauser Liquiphant FTL33
� Compact level detector for liquids in processes with very strict hygienic requirements


� Overfill and pump protection in tank applications
� Equipped with IO-Link technology
Reliable capacitive limit switch for water-based liquids
Point level sensors
VEGA VEGAPOINT 24
� Tank application safeguards for overfill and pump protection
� Consistently detects level regardless of the mounting position
Comprehensive recording of process data
Paperless data loggers
Endress+Hauser Ecograph

� Securely and completely record and visualize all process sequences


� Functions to save costs and simplify data acquisition


Reliable lighting in washdown applications
LED Machine Lighting
LED2WORK INROLED_50 Ecolab




� Designed for effective use in sanitary and washdown applications

� Resistant to harsh environments
� Long service life with Ecolab certification


Secure and durable connection
M12 sensor cables ifm efector EVF
� Seals directly at the cable entry to protect against contamination
� Ideal for hygienic applications



� High protection ratings up to IP69K
















FOOD & BEVERAGE SOLUTIONS at automation24.com
One stop. Smart shop. Comprehensive solutions at automation



� Large selection of products from leading brands
















� Free technical application support available by phone, chat, or email



























� Same day shipping on all in-stock products

� Product configurator available for select items












24.com Sensor Systems | Process Instrumentation | Control Systems | Safety Technology | Industrial Communication Technology Measurement & Regulation Technology | Switching and Signaling Devices | Industrial Controls| Circuit Protection | Drive Technology Enclosures/Control Cabinets | Industrial Lighting | Connection Technology | Power Supply | Work Tools All standard products 800-250-6772 mail@automation24.com automation24.com Automation24 – Your online shop for top brands in automation technology Factory automation Process instrumentation Safety technology
OPX INTEL MERGERS AND ACQUISITIONS
STEVE SCHLEGEL | CO-FOUNDER AND MANAGING PARTNER, FSO INSTITUTE
CONTRIBUTOR:
Mark Cacciatore, Former Senior Vice President of Operations, Conagra
How to Assimilate Acquisitions Into Strategies, Processes, Culture, Manufacturing Operations
As CPGs continue a pattern of growth through acquisition, it’s important to keep in mind how the two companies will come together. Conagra shares some lessons learned.
IN THE SECOND QUARTER OF 2023, the consumer goods sector witnessed merger and acquisition deals worth $43 billion—a growth of 45% over the previous quarter and 7.9% over Q2 of 2022, according to a recent report from Global Data. In terms of volume, there were 537 M&A deals recorded in Q2 2023.
The CPG industry continues its pattern of growth through acquisition, some very notable. In August, for example, Campbell’s announced its acquisition of Sovos Brands. Last year, Hershey acquired Dots Pretzels and Pretzels Inc.
Deals are not always this sizeable. But large or small, all must address the assimilation of the acquisition into the company’s strategies, processes, culture, and manufacturing operations.
A major deal took place in 2018 as Conagra acquired Pinnacle Foods. It was significant in many ways—ranging from the number of plants to the thousands of people involved to the strategic impact on product offerings.
FSO Institute asked Mark Cacciatore, former senior vice president of operations at Conagra, to share his insights and lessons learned about Conagra’s acquisition of Pinnacle Foods. Cacciatore had an active role on the company’s senior leadership team to guide the assimilation of Pinnacle into its desired goals.
FSO INSTITUTE: Mark, would you please provide some context on the scale of Conagra’s acquisition of Pinnacle so that the reader will have some appreciation of the magnitude of this effort?
MARK CACCIATORE: Conagra’s major acquisition of Pinnacle Foods occurred in October 2018 and was widely reported in the industry and business press. Strategically, Conagra assessed several opportunities that would add value to our business and shareholder value.
First were the significant opportunities presented by acquiring well-known brands that in our view needed revitalization. Pinnacle’s frozen meal brands, such as Birds Eye and Hungry-Man, aligned well with Conagra’s Healthy Choice, Marie Callender’s, and Banquet brands. The Birdseye agribusiness was also complementary.
Secondly, the process technologies aligned well with ours. The combined Conagra and Pinnacle frozen brand enabled Conagra to become the No. 1 in sales volume in the frozen meal category. Finally, this multibillion-dollar acquisition resulted in a net gain of 10 plants (after consolidations) and a greatly expanded co-manufacturers’ network (+80%).
FSO INSTITUTE: Conagra, as a major presence in the consumer products industry, certainly had definitive goals and expectations from this acquisition. What would be some of your key objectives?
CACCIATORE: As many know, Conagra has been on a journey of driving integrated work systems (IWS) throughout the organization. This has had very positive results and, as such, a key goal was to focus those efforts on the Pinnacle plants to deliver faster and higher results. In addition, our
16 PROFOOD WORLD | October 2023 | www.profoodworld.com
expectations were to achieve synergy savings ($220 million) in the first 30 months.
The goal of reinvesting these well-established but underperforming brands, by modernizing offerings and integrating production into our supply chain, was challenging as it became obvious that more capital than anticipated was required.
FSO INSTITUTE: Given those expectations, it is probably safe to say that there were some challenges faced by the leadership team. How did the team overcome the more significant challenges?
CACCIATORE: One of the key challenges was assessing and determining the talent—identifying and recruiting key players that needed to be retained because of their tribal knowledge or expertise. A valuable internal discussion ensued, such as the impact of policy changes needed to occur. This manifested itself in several ways: differences between Conagra’s Midwest-centric and Pinnacle’s New Jersey-headquartered organizations, pay and benefit differences, remote work (pre-pandemic) policies, and other policy changes could impact keeping the “must haves” talent. Another key challenge recognized soon after the acquisition was completed was the need for unforeseen and incremental capital. Gaps relative to Conagra standards in key areas of compliance and risk management areas that were not uncovered during due diligence required urgent attention and both financial and human capital to address. In some of the acquired facilities, deferment of asset care, potentially due to Pinnacle’s prior history of private equity investments, led to further unforeseen capital expenditures.
FSO INSTITUTE: Mark, I am sure the readers would be most interested in learning of the lessons learned. What guidance would you want to leave with the audience?
CACCIATORE: Reflecting on our lessons learned has been healthy for the Conagra team. I hope this is helpful for providing insights to any contemplating acquisition or divestiture.
1. Be Nimble: Critically evaluate where you can get your first synergies or wins. This required setting aside the original game plans
for organizational design and timelines to respond to the urgencies identified during implementation. For example, we had to modify the focus and pace to which we drove the Conagra manufacturing systems into the Pinnacle plants. Moving fast when necessary enabled the organization to achieve all its synergy targets in the planned timeline.
2. Leadership Teamwork: Conagra’s Supply Chain leadership team committed to incredible teamwork that delivered the needed results that helped overcome some shortcomings in the acquisition.
3. Due Diligence: The magnitude of this acquisition necessitated a more comprehensive and transparent evaluation. The organizational structure (old and new) and its impact on all associates. What really are the conditions and processes in place for environmental, food safety, and risk management (particularly ammonia).
With all the upside excitement presented by M&As, it is valuable to remember some key guidelines when your company is involved—direction clarity, remembering the purpose of this action and how it aligns with your company’s long-term goals; and role clarity among the senior leaders on the team to affect the integration. Due diligence efforts can often be sidestepped given the time pressures of the deal. It would be beneficial to redouble efforts to “look under the hood,” particularly with supply chain and manufacturing operations.
www.profoodworld.com | October 2023 | PROFOOD WORLD 17









Our unique self-scouring cartridge design allows for quick, sweat-free maintenance, reduces mineral build-up, and ensures extended operation. Learn more at www.ThermOmegaTech.com/LinesMoving or call (866) 659-6652 Keep Production Lines Moving and Sanitized With high-temperature steam & water mixing washdown stations
ANNE MARIE MOHAN | SENIOR EDITOR, PACKAGING
Distillery 98 Brings Paper Bottle Stateside for Spirits

The Florida-based micro-distillery has opted for sustainable packaging for its Half Shell Vodka.
THE PACE OF WINE AND SPIRITS packaged in paper bottles is picking up, in particular those using Frugal Bottle sustainable packaging from U.K.-based Frugalpac. Italian vineyard Cantina Goccia became the first brand to use the bottle in a commercial application in 2020, and since then, the package has been used for both wine and spirits in France, the U.K., and Canada. Now, with Florida Panhandle-based Distillery 98 adopting the format this year, the Frugal Bottle has made its way to the U.S. as well.
Distillery 98 is a micro-distillery founded with the mission of making craft spirits in a way that reflects and helps protect the country’s ecology. Its flagship, grain-to-glass product, Half Shell Vodka, is made by hand in small batches from locally sourced, wild ingredients and family-farmed crops. According to co-founder and CEO Harrison Holditch, Distillery 98 has always used local Florida corn in its spirits. For Half Shell Vodka, it is also using water from local aquifers, coconuts from Florida farmers, and oysters sourced regionally.
Distillery 98’s mission to support and protect the local environment includes not only its choice of ingredients, but also its selection of packaging. For its Half Shell Vodka, the brand considered several alternatives to the glass bottle it was using for its other spirits, including those more commonly used in the wine industry—bag-in-box and aluminum bottles, among them. However, “the lower carbon footprint of the Frugal Bottle just made sense,” says Holditch. “When we found the Frugalpac bottle, we knew this was the future for
The 750-mL Frugal Bottle weighs about 83 g, which is five times lighter than a 750-mL glass bottle and creates six times less carbon emissions during production and shipping.
Distillery 98, and hopefully for our industry as a whole.”
The Frugal Bottle comprises two components: a paper bottle that begins as a die-cut and creased paperboard blank and a food-grade metallized PET pouch that resides inside. To create the bottle, the paperboard blank is molded around a hollow, mandrel-shaped mold into which the pouch has already been inserted, and is then glued at the edges with a water-based adhesive. Frugalpac produces the bottle for Distillery 98 on its custom-engineered equipment at its facility in the U.K. Bottle production and filling are also available from Canadian packaging company KinsBrae and U.S.-based contract packaging company Monterey Wine.
Regarding its eco-friendly features, the bottle is made from 94% recycled paperboard and is preprinted with branding information, which negates the need for an additional bottle label. The components can be separated after use, with the paperboard widely recycled, and the multilayer pouch recyclable in some regions. Its most notable sustainability benefit, however, is its lighter weight when compared with glass. The 750-mL Frugal Bottle weighs about 83 g, which Frugalpac says is five times lighter than a 750-mL glass bottle and creates six times less carbon emissions during production and shipping—even when transported long distances.
PACKAGING TECHNOLOGY www.profoodworld.com | October 2023 | PROFOOD WORLD 19
WORLD
PHOTO COURTESY OF DISTILLERY 98
s
First Monomaterial Polypropylene Pasta Pack to Use 30% Advanced Recycled PCR
MATT REYNOLDS | CHIEF EDITOR, PACKAGING WORLD
ITALIAN PASTA MANUFACTURER GAROFALO

introduced a novel new package with a film made by GT Polifilm and Polivouga that uses certified circular polypropylene (PP) from Sabic, part of its Trucircle program to accelerate a circular plastic economy. The sustainable material is derived from advanced recycling and converted into a biaxially oriented polypropylene (BOPP) film for this application, which is the first mono-PP pasta packaging material in the market containing 30% of post-consumer recycled (PCR) content. Garofalo introduced the first pasta bags made from the new packaging to Italian stores in March.
The PCR content in the bags is based on post-consumer used plastics, which is turned into pyrolysis oil in an advanced recycling process. At Sabic, the pyoil is used in the production of new polymers with the same specifications as virgin plastics from conventional feedstock. Polivouga, a vertically integrated Portuguese manufacturer of flexible films for packaging products, uses a Sabic PP 525PC grade from Sabic’s Trucircle portfolio of certified circular polymers to produce the basic BOPP film for the new pasta packaging solution. GT Polifilm, a specialist in the production of flexible polypropylene products for automated packaging in the food industry, adds a cast PP film to the BOPP film to create a monomaterial structure, which is then converted to tailor-made pasta bags. Once used, the mono-PP bags can easily be recycled again in existing PP waste streams.
Sabic’s circular materials are produced using a mass balance accounting scheme according to the International Sustainability & Carbon Certification (ISCC) Plus program, which follows a set of predefined and transparent rules for tracking the material flow across complex supply chains from the feedstock to the final application.
Though flexible plastic packaging is often the
The 30% PCR content in the Garofalo bags is based on post-consumer used plastics, which is turned into pyrolysis oil in an advanced recycling process, and remade into virgin quality polypropylene.
more sustainable alternative, a lot of food is packaged in paper/plastic combinations or laminates, which are difficult to recycle and may have a bigger carbon footprint due to higher resource consumption. As a more responsible solution, flexible monomaterial with PCR content is potentially the preferred packaging route for a growing number of brand owners and retailers, while it is also supported by EU authorities and NGOs.
“The development and manufacture of sustainable and economically viable packaging solutions to help reduce food and plastic waste is firmly rooted in our DNA. The incorporation of recycled content has been a key area of focus for us,” says Ragionier Talamo, sole director at GT Polifilm. “We hope to make a significant contribution to solving the enormous challenge of improving recycling rates and minimizing plastic waste.”
Sabic’s certified circular polymers are only part of its Trucircle portfolio and services for circular solutions. The program also includes design for recyclability, mechanically recycled products, certified renewable polymers from bio-based feedstock and closed-loop initiatives to recycle plastic back into high-quality applications and help prevent valuable used plastics from becoming waste.
PACKAGING TECHNOLOGY 20 PROFOOD WORLD | October 2023 | www.profoodworld.com
PHOTO COURTESY OF GAROFALO

Ska Brewing’s Paperboard Can Handles Use Automated Applicator
 MATT REYNOLDS CHIEF EDITOR, PACKAGING WORLD
MATT REYNOLDS CHIEF EDITOR, PACKAGING WORLD
SKA BREWING IS THE FIRST CRAFT BREWERY in North America to implement an automated applicator process, which will enable the company’s transition from plastic rings to a fiber-based solution for its multipack product wraps.

“The installation of the CanCollar Corsair is one of Ska’s ongoing, never-finished efforts to build a more sustainable future,” says co-founder and CEO Dave Thibodeau. “We saw the opportunity to implement this fiberbased CanCollar and we’re jumping on it. We hope it will become the industry standard moving forward.”
Ska has never been keen on plastic packaging, but identified WestRock’s CanCollar as an alternative that supports its sustainability goals. The company’s CanCollar Corsair machine automatically applies various CanCollar paperboard-based multipack formats to 24-pack trays of product, which gives Ska the ability to package all canned brand offerings—including four-packs and six-packs—using a solution that reduces plastic consumption by up to 95% when compared to alternative plastic multipack options.
“The CanCollar, which promotes circularity, will immediately reduce the amount of plastic Ska contributes to the environment by approximately four tons per year,” says Ska Brewing COO Steve Breezley. “This contributes to a reduction in overall waste and the carbon footprint associated with the shipping and storage of our products. The innovation, ethos, and ethics behind this solution are what we’re all about.”
PACKAGING TECHNOLOGY 22 PROFOOD WORLD | October 2023 | www.profoodworld.com
Consumers can find all of Ska’s canned brand offerings to feature recyclable fiber collars on store shelves today. s
PHOTO COURTESY OF SKA BREWING
 MICHAEL COSTA | SENIOR EDITOR
MICHAEL COSTA | SENIOR EDITOR
LABOR’S LONG REACH

Creates Challenges Beyond Processing
Many significant hurdles facing food processors in 2023 can be linked to the ongoing labor crunch, while inflation continues to drive several industry trends.

RECORD INFLATION AND SUPPLY CHAIN
chaos defined 2022 for food processors and the overall food and beverage industry. While inflation isn’t as high as last year, it’s still lingering, most notably at the grocery store and in foodservice, where year-over-year inflation was 4.9% in July, according to the U.S. Department of Agriculture (USDA) Consumer Price Index.
Ingredient and material availability for manufacturers remains inconsistent too, but processors have had a year to develop alternative supplier contacts and contingency plans when their prima-

ry sources can’t deliver, softening supply disruption a bit better than last year.
When it comes to labor and all its connected facets—an ever-dwindling pool of talent, unpredictable turnover rates, inexperienced sta , and more—not much has improved from last year despite a robust job market in manufacturing. Processors are more frequently turning to automation to help ease labor struggles, but the technology hasn’t arrived yet for a manufacturer to become fully automated overnight, no matter what a company’s capex budget is.
24 PROFOOD WORLD | October 2023 | www.profoodworld.com
The ongoing labor crunch has manufacturers investing more in automation than ever before, as well as purchasing equipment that measures and improves efficiencies, helping to improve the overall bottom line.
The labor gap in food manufacturing could have contributed to some food recalls in 2023, as newer workers with little experience executing crucial food safety protocols might be overlooking key steps before a product leaves a facility.


Staff shortages and inexperienced labor might also have its fingerprints on a number of troubling elements in the food industry, most notably, several high-profile food recalls over the past year. Consumers experience the front-facing aspect of recalls, but on the manufacturing side, some of these recalls could be rooted in an unstable processing workforce, where experienced employees who understand the importance of hazard analysis and critical control point (HACCP) rules, inspection, and sanitation may not be as plentiful today, and as a result, staff new to the field could
be overlooking key steps that result in products going out the door that should not.
Outside of processing plants, construction firms all over the country are in dire need of labor, while the trucking industry has a huge deficit of drivers. That can all add up to delayed deliveries and stalled projects because there aren’t enough bodies to fill open jobs, especially as older workers continue to retire. Wherever there is a shortage of supplier and logistics staff outside the four walls of a plant, it can impact what happens inside a facility.
www.profoodworld.com | October 2023 | PROFOOD WORLD 25
s
Another side e ect of workforce availability and a shortage of experience is that some companies—particularly in the di cult-to-sta meat industry—might have not done due diligence in hiring and training themselves, or might have used contract labor services that are not entirely in line with U.S. labor laws. Some of the consequences of those oversights have resulted in even more government and public scrutiny of the food and beverage manufacturing industry.
While these are some of the macro e ects of the ongoing labor shortage, sta ng is just one
Workforce shortages outside of food facilities in the logistics and trucking industries can contribute to inconsistent ingredient supplies and on-time delivery to meet production schedules. The problem has been exacerbated by the war in Ukraine and climate change.



element impacting the food and beverage processing industry. Here, we’ll drill down into other key areas, and how they a ect operations through to consumers at the end.
































In ation’s continued impact






Last year at this time, our cover story highlighted inflation, due to rates not seen since the late 1970s/early 1980s. As mentioned earlier, consumers in 2023 are dealing with lower inflation at 4.9%, and the good news is the USDA predicts it to fall further in 2024 to 2.8%. In the meantime, food manufacturers are still dealing with price spikes and unpredictability for ingredients in the global supply chain, due in part to the war in Ukraine and climate change.
Several food companies are seeing excellent top-line revenues in 2023—helped in part by continued high prices for groceries—but are not seeing their bottom lines measure up. This can be due to the cost of labor, and also production ine ciencies that can add additional expense to produce a product. Many manufacturers are turning to new equipment and the measurable data those machines generate to address their challenges. Some companies are also closing plants to centralize their supply chain and consolidate their workforce in an e ort to shore up the bottom line.
An example of new equipment created to maximize savings in the overlooked areas of a production line is an adhesive melter on display at PACK EXPO Las Vegas, used to glue cases of yogurt or other items before being shipped. In the past, an operator might not have kept tabs on how much adhesive they were using, or how much of it got overcooked and thrown out over the course of a year.
26 PROFOOD WORLD | October 2023 | www.profoodworld.com
▲
9% 6% 3% 0% -3% -6% -9% -12% -15% GROCERY INFLATION Year-over-year July 2022 to July 2023 ALL FOOD MEATS Poultry MEATS Fish and Seafood Dairy Products MEATS Beef and Veal MEATS Pork Eggs Processed Fruits and Vegetables Sugars
Cereals
General inflation for proteins and commodities remain elevated in 2023, while pork, poultry, seafood, and eggs are seeing a drop in prices. Fats and Oils
STATISTICS COURTESY OF USDA CONSUMER PRICE INDEX
and Sweets
and Bakery Products

























Cold, chilled or frozen. It's a packaged deal. F fi Packaged Systems • L w 5 5 fl • L w 3 1 5 SST • P / Sy Aquilon Chill™ Aquilon DS™ Aquilon Industrial™ F fi L w L w Pure Chill™ Pure Cold™ Pure Freeze™ Packaged Systems • T 5 5 fl • T 1 85 SST • T 5 5 SST 5 fl mmcarnot.com • 410-754-8005 C fi 2023
However, through today’s cost-control lens, even adhesive is a budgetary item to scrutinize, so the new machine keeps track of the amount of glue used down to the gram, and only works on demand, saving materials and energy.


One area that was booming during the pandemic and had a long tail of success afterwards is food and beverage e-commerce. However, as consumers seek bargains and reduce their spending on services this year, e-commerce grocery sales are down 7%, according to Brick Meets Click, from $7.8 billion to $7.2 billion yearover-year (YOY). “July’s [YOY] results refl ect the growing fi nancial challenges many consumers are facing today,” says David Bishop, partner at Brick Meets Click.
Another impact from infl ation this year is the rapid rise of organized theft across all retail venues, including grocery stores, far beyond anything that was defi ned as shoplifting in recent years. Grocery stores have started locking up high-target items like ice cream and detergent behind glass cases, opening them only upon customer request. Circling back to this story’s labor theme, high-volume theft means stores not only need additional employees to oversee/ open those glass cases, but also must hire extra security to protect the building and its assets. Infl ation might be the excuse for retail theft, but
the irony is inventory loss will be passed on to shoppers, keeping those prices high even when infl ation subsides.
Plant-based food sales drop
Along with e-commerce grocery sales, another area hit by less consumer spending is the plant-based meat segment, which hasn’t reached price parity with traditional meat. As a result, consumers are currently bypassing the higher prices of plant-based meat. Some grocery stores have reacted to their slow-moving inventory by o ering buy-one-get-onefree on plant-based meat products, which would have been unheard of in recent years.
“Through June 2023, Circana notes the average price per pound of refrigerated plant-based meats was $8.40, up 2.7% from the year-earlier period,” says Billy Roberts, senior economist, food and beverage at CoBank, in a plant-based meat report CoBank released in August. “For animal proteins, USDA expects for all of 2023 prices of beef and veal to increase 0.7%, poultry to grow 3.1%, and pork actually to drop 2.5%.” Circana also reported in July that plant-based meat sales had dropped 7.3% since the beginning of the year.



One person I spoke to recently in the alternative meat industry mentioned o the record that if they received government subsidies like the traditional meat sector, plant-based meats would be able to reach price parity sooner and sales would be steadier, and that it’s not entirely true that consumers are suddenly uninterested in alternative meat as a food source.
Cultivated meat gains approval
California-based cultivated meat brands Upside Foods and Good Meat were granted the final step of USDA approval in June to sell their chicken products commercially in restaurants and retail, and are the first two in the U.S. with that regulatory clearance. The companies had already received approval from the Food and Drug Administration (FDA), as both USDA and FDA approval are needed in the U.S. to sell cultivated meat. Good Meat previously received approval to sell its chicken in Singapore in 2020, the only other country until now to do so.
While the expense of producing cultivated meat currently keeps it from reaching price parity with meat harvested from live animals—particularly the cost and availability of media to feed animal cells while they grow in tanks—two high-profile restaurateurs have partnered with the companies to sell cultivated chicken on their menus. Chef Dominique Crenn will serve Upside’s chicken at her Bar Crenn in San Francisco, and Chef José
28 PROFOOD WORLD | October 2023 | www.profoodworld.com
2019 33.4 (+38.7%) Millions of Pounds 58.8 (+76.2%) 59 (+0.4%) 51 (-13.6%) 43.6 (-20.9%) 2020 2021 2022 52 weeks ending July 2, 2023 YEAR-OVER-YEAR
U.S. PLANT-BASED MEAT SALES
The past two years have seen a drop in volume sales of refrigerated alternative meat products.
STATISTICS COURTESY OF CIRCANA AND COBANK
Andrés will serve Good Meat’s chicken at his China Chilcano restaurant in Washington, D.C.
Generally speaking, cultivated meat is grown from primary animal cells in cultivators similar to fermentation tanks for breweries, with some companies using edible scaffolding made of substances like soy or algae, for cells to latch onto and grow into an undefined piece of meat. Because cultivated meat doesn’t grow into specific animal parts, like chicken legs or thighs, for example, the finished mass of meat is formed later into whatever the company wants to sell, like nuggets, tenders, or even whole-muscle slabs.

Watch for more USDA/FDA approval in this space over the next year, particularly in the cultivated seafood segment.
Investment in emerging brands wanes
Plant-based brand Tattooed Chef, which started in 2017 and had reached wide distribution across grocery and wholesale outlets, including Costco, filed for bankruptcy this year as sales of plantbased foods dropped, cost of materials rose, and investors pulled away from funding the company. Tattooed Chef is an example of a newer brand— plant-based or otherwise—that relies on investors to get through financial rough patches like 2023, and this year, investment across the industry in startup and emerging brands has fallen.
Prices for food and beverage at grocery stores and in foodservice combined were at 4.9% as of July this year. The USDA Consumer Price Index is forecasting some relief for 2024, with inflation expected around 2.8%.

At the September Global Midwest Alliance conference in Chicago, Shayna Harris, co-founder and managing partner at Supply Change Capital, explained the market conditions for startups and emerging CPG brands, how she approaches this segment of the industry as an investor, and also how she knows when it’s time to stop funding a company.
“We do initial checks at pre-seed and seed stage, and then in select instances, we’ll follow with capital,” she explains. “We’re not set up to write the first check all the way to the last check as a $40 million fund. So, we’ve got a diversified portfolio strategy, and with each check, we’re evaluating as if it was a new investment opportunity. Initially, that’s the fear to make an investment today vs. making a new investment in a totally fresh company with a different business plan. Obviously, the comparative set shifts year to year based on what companies you’re evaluating, market dynamics, and pricing for early-stage companies. We’re evaluating each time and it’s delicate and challenging, because when you’re investing early stage in food and food technology, what you need is a combination of equity and debt. And that can be difficult unless you already have equipment to finance or other assets that you can either finance or borrow against.”
Harris mentioned one company in her portfolio that didn’t succeed very early on. “It was really frustrating,” she says. “It was at a time where they were about to close their Series A funding and then the market turned. So, had that been a different market environment or a year or two earlier, we think the outcome would have been different.”
Environmental goals
While global brands like PepsiCo, General Mills, Cargill, Kraft Heinz, JBS, and others publicized their corporate sustainability initiatives this year in areas like recycling, the circular economy, energy-efficient factories, methane gas conversion, reducing beef emissions, phasing out plastic use, moving to paperboard packaging, and more, 2023 has been the year where some sustainability goals set years prior and earmarked for completion timelines like 2025 may have been overestimated, and might serve as a lesson for current and future sustainability goal setting.
www.profoodworld.com | October 2023 | PROFOOD WORLD 29
s
High prices have hit the still-nascent plant-based food industry in 2023, with consumers shopping for bargains instead. This has had a ripple effect on the investment community for startups and emerging brands, as funding for those companies has waned.
At the interpack show earlier this year in Düsseldorf, Germany, a panel of global sustainability experts unanimously agreed that global recycling initiatives for CPG packaging were nowhere close to meeting a previously set 2025 goal, and doubted those goals would be accomplished on time. Those on the panel also mentioned that a combination of wildly different rules and guidelines from state to state in the U.S., coupled with general consumer indifference to do the work it takes to recycle properly (like separating materials into different bins), and the overall lack of a proven business model to invest in recycling infrastructure and make it profitable, means it’s unlikely some near-term recycling goals will be met.

The panel concluded that broadly defined sustainability goals—which look good on paper—are not as effective as working within a “silo of sus-
tainability” with a clear focus on one objective to help achieve those ambitious goals on time.











From a consumer standpoint, consulting firm Kearney reported the emerging awareness of “climavorism,” which can be defined as shoppers making conscious choices about what food and beverage they buy based on climate impacts in producing/distributing those products, with the overall intent of benefitting the planet through their purchases. Kearney mentioned that inflation has slowed down the adoption of climavorism this year, but predicts it will gain momentum again when prices return to normal.
Plant construction pipeline
Several food and beverage plants are slated to begin construction or expansion this year, including:

• JBS is building its first commercial-scale cultivated meat plant in San Sebastian, Spain, for $41 million. The plant—expected to open in 2024—will have the capability of producing 1,000 metric tons of cultivated meat per year, with room to expand to 4,000 metric tons.

• Upside Foods is building a $140 million, 187,000-sq-ft cultivated meat plant in Glen-

















π COMPLETE CATALOG 1-800-295-5510 uline.com COLOR CODING –A BRIGHT IDEA ORDER B M FOR SAME DA SHIPPING
Check out PMMI’s 2023 State of the Industry U.S. Packaging Machinery Report, released in September at PACK EXPO Las Vegas.
view, Ill. It’s Upside’s first commercial facility since gaining USDA approval to sell cultivated meat in the U.S. No timetable has been announced for construction.












• Campbell Soup is investing $160 million at its Richmond, Utah, plant to expand production of Goldfish snack crackers by 5 million per hour and double the bakery’s output by 50%. The project is expected to be completed in 2024.






Mergers and acquisitions
















Among the biggest announcements at the corporate level of food and beverage manufacturing was Kellogg splitting its business into two separate entities: a snacking brand called Kellanova, and a cereal brand called WK Kellogg.









Kellogg was a rare example of a company expanding internally, while much of the industry was growing through mergers and acquisitions. Here are some of the most prominent M&As in 2023 so far:
• Campbell Soup purchased Sovos Brands, maker of Rao’s pasta sauces, for $2.7 billion.
























• Anheuser-Busch sold eight beer and beverage









































































The USDA granted approval this year allowing two U.S. cultivated meat companies to sell their products to the public. This regulatory breakthrough means other cultivated protein products like seafood could also gain approval in the near future.

brands to cannabis company Tilray Brands for an undisclosed amount, including Shock Top, Breckenridge Brewery, and Redhook Brewery.





• Keurig Dr Pepper paid $300 million to acquire 33% of La Colombe Coffee Roasters.



























• Molson Coors acquired Blue Run Spirits for an undisclosed sum.



• In the grocery industry, Aldi acquired 400 Winn-Dixie and Harveys Supermarket locations in the southeast U.S. for an undisclosed amount.
• In foodservice, Subway was sold to Roark Capital for just over $9 billion.




































• Marie’s and Dean’s dips—both part of Ventura Foods—were sold to Brynwood Partners for an undisclosed price. The brands will become part of Brynwood’s West Madison Foods.


• Plant-based company Livekindly Collective acquired plant-based brand Alpha Foods. Financial terms were not announced.




































































PROCESSING MACHINERY READY IN AS LITTLE AS 48 HOURS




























s
Upcycling Tackles Food Waste in Manufacturing
Concern about food waste continues to grow in importance globally. With so much of the waste happening before the food reaches the consumer, producers are finding new ways to make use of what previously went to landfills.
SURE, “UPCYCLING” IS ONE OF the latest buzzwords in the food and beverage industry. But it’s also a growing movement that is finding itself increasingly popular as the world—not least of all the manufacturing world—figures out how to curb the copious amounts of food waste that ends up in landfills.
Worldwide, about $1 trillion of food is wasted each year, and more than a third of that food waste happens before the food reaches the consumer—whether on the farm or during the manufacturing process. “Food waste is also the No. 1 contributor to landfills in the U.S., and the disposal of food waste and organic material to landfills is one of the leading causes of global methane emissions, which is the second highest contributor to global warming after carbon dioxide,” says Magenna Brink, membership manager for the Upcycled Food Association (UFA).
There is much that can be done by the manufacturing community to address food waste at the source, optimizing systems and processes so that less is lost along the way. But the upcycling movement has grown largely out of natural byproducts of food and beverage processes—finding ways to take what had previously been considered byproduct waste and make use of it as an ingredient in other foods.
There are strong environmental arguments to be made, of course, for upcycling. Project Drawdown maintains that preventing food waste
is the single most effective solution to reducing global warming.
But there’s also a considerable economic argument to be made. Through upcycling, food and beverage companies are turning what used to be waste into revenue streams. Instead of paying somebody to haul away whey, spent grains, subpar produce, and other waste, you could be getting paid for those ingredients to be in somebody else’s products.
A matter of perspective
Your perspective on upcycling might differ considerably depending on what sector of the industry you’re coming from. If you make apple juice, for example, you might be asking, “What’s this ‘upcycling’ you’re talking about? We’ve always used as much of the apple as possible.”
From the point of view of Jon Kingston, food and beverage industry manager for Flottweg, upcycling is nothing more than the product reclamation that the juice industry has always practiced. The first time the fruit goes through the system, they get non-concentrated juice. The second process adds water back to the remaining pomace, which still has quite a bit of sugar in it, and that goes to juice concentrate. Only dry cake pomace, stripped of its sugar, is then sent off for animal feed, he says.
For some products, upcycling might not make sense as the primary goal. At Bob’s Red Mill, for example, where a lot of their products are closer to their original ingredients—grains, oats, beans,
AARON HAND | EDITOR-IN-CHIEF TECH TODAY UPCYCLING 32 PROFOOD WORLD | October 2023 | www.profoodworld.com
DESIGN-BUILD SOLUTIONS
FEATURED TOPIC DESIGNING TOMORROW’S FACILITY TODAY
Anew report1 highlights that food processors are not just responsible for processing food. Today’s facility owners are now tasked with following stricter food safety requirements, employee welfare, and environmental operations— all of which will drive future facility design.

ESI Group USA is playing a vital role in that process. “While it is impossible to design for every possible future need, we typically design building layouts to accommodate future expansions based on 10-, 15-, and 20-year plans for a facility,” explains Brett Sullivan, senior project manager at ESI Group. “This includes proper site selection, employee welfare, future expansion, and environmental concerns.”
Site Selection With an Eye on Expansion
ESI Group will perform a fact-finding stage to determine the best site suited for a project. Designers will ensure a sufficient supply of off-site utility capacity such as sewer, water, gas, and electrical. Additionally, the team aims to understand new or special processes, current and future throughput, raw material storage and labor requirements, and if the operation will be single- or multi-shift.
“Once this information is obtained, the process engineer designs the production lines for current and future capacities,” he says. “A schematic or conceptual floor plan is created to account for current needs and future expansions to achieve the best site location and configuration.”
ESI Group can also efficiently upgrade an existing site, depending on a client’s current and future needs. “But, if in the end, the facility will be too expensive to retrofit

or upgrade in its current condition and location, or has entitlement restraints, we will make a determination and recommendation to make a greenfield investment in the company’s future,” he says.
Balancing Employee Welfare and Costs
Designing the facility of tomorrow must allow for ease of expansion of employee welfare areas. Sullivan says owners are focusing on welfare design to help with overall retention. Current designs that ESI Group performs have components specifically dedicated to overall employee welfare in the facility with a focus on distancing, traffic flow, and ergonomics. This includes personalized locker rooms, in-house daycare, more training space, upgraded employee rest and eating areas, adjustable height work areas, and mechanical assisted lifting devices.
Depending on clients’ budgets, ESI Group can design in as much or as little automation to improve employee welfare, while leaving room for future upgrades. “While owners are willing to invest in these technologies for improved ergonomic design and employee welfare, we are
food processing plants in America The
20-30 years QUICK FACTS 36,000 There are
average electric driving system is responsible for 15%-20% of energy loss compared to 64%-75% in gasoline engines
The lifespan of newly built food processing plants averages
Future processing facilities focus on distancing and ergonomics. ( Shutterstock©)
careful to work through process and equipment requirements so as to not grow the footprint too large or put a financial burden on the project,” says Dan Rousseau, senior project engineer at ESI Group. “It is a fine balance.”
In addition to employee welfare, ESI Group must focus on facility safety and compliance with the Safe Quality Food (SQF) Code. Rousseau says: “All ESI Group’s facilities are built to code, accounting for proper materials for good sanitation practices, proper floor drainage, no voids within wall spaces, and accurate temperatures.”
Plan for Environmental Design
Sullivan says facility designs today and for the future should conserve energy and natural resources. This could include solar panels on rooftops, and, states like California, are enforcing EV adoption for future developments. ESI Group designs facilities with charging stations for forklifts
PROJECT FEATURE
and, more recently, for delivery vehicles. “Our electrical engineers perform the design work and feasibility studies to ensure we comply with local jurisdictions,” he says.
Almost all facilities are now designed with temporary backup power generation, to maintain temperature in storage coolers and freezers. “These generators do not accommodate Class 7 or 8 vehicle charging, and some existing buildings may require a complete electrical upgrade with new primary power.” He adds that greenfield projects with charging stations for Class 7 and 8 delivery vehicles will require exponentially more primary power to the site.
Whether retrofitting an existing site or building a greenfield location, Sullivan says today’s sites must have the future in mind. “Through continuous feedback, we learn everything about a customer’s needs to develop current and future designs and upgrades.”
WALMART’S CASE-READY SITE TARGETS FUTURE THROUGHPUT
ESI Group’s design division, ESI Design Services is partnering with McCownGordon to design and build a 330,000-sq. ft., high-volume, case-ready beef facility in Olathe, KS, for Walmart. David Baskin, senior vice president of deli, meat, and seafood at Walmart, says the $275 million facility, due to be completed in 2025, is the next step in the company’s journey to create an end-toend supply chain, ensuring customers have access to high-quality meats.1

Don Olsen, vice president, Design Operations at ESI Group, says ESI Design Services works to maximize efficiency in the layout and operation of the building, and will enable the production of approximately 215,000 pounds per day for an impressive 55,000,000 pounds per year.
The Olathe facility will package Angus beef products, like steaks and roasts, from Sustainable Cuts LLC in North Platte, Nebraska, and will distribute to Walmart
locations across the Midwest. The new facility will take over production of Choice Beef cuts for Walmart stores in Missouri, Arkansas, Iowa, Nebraska, Colorado, Montana, Wyoming, North Dakota, Oklahoma, Minnesota and Wisconsin.
Reference: 1. Food Processing Market: Technological Advancement and Opportunities: 2031, Industry Research Co., July 31, 2023.
Reference: 1. Walmart Announces New Case-Ready Beef Facility in Olathe, Kansas, By David Basksin, June 13, 2023
Find us at an event: esigroupusa.com/about-esi/events Talk to us: esigroupusa.com/contact-us or call (866) 369-3535 CONTACT ESI Group:
Walmart’s new beef facility aims to overcome supply chain obstacles. ( ESI Design Services)
etc.—the end game is focused much more on reduced food waste, though upcycling still plays its part.
“For the big picture, of course, we want to be as close to zero waste as possible. So prevention is a big focus of that,” says Julia Person, sustainability manager for Bob’s Red Mill. “If it can’t be prevented, then we want it to go to its highest and best use. So that’s where upcycling comes in.”
Down on the farm
Inevitably, though, not everything makes it into a packaged, saleable product—whether there are packaging issues, or even just milling byproduct that goes into a large dust collection system, notes Kyle Greber, QA material handler for Bob’s Red Mill, where he also focuses on outgoing large format recycling. “Everything that gets sucked up out of the machines ends up going to our feed,” he says. “If there’s damage, anything that would otherwise go to the trash, when it comes to food product that doesn’t end up in a package, we send it off to a farm.”
EnviroFeeds is a national company that works with food manufacturers to keep food waste out of the landfill and turn it into high-quality cattle feed
for local farms. In the case of Bob’s Red Mill, in Milwaukie, Ore., workers from an Oregon dairy farm come pick up a full trailer of byproduct two or three times a week, Greber says, saving 50 to 60 tons of waste a week from the landfill.
“For them, it’s highly nutritious feed,” Person notes. Gerber adds, “They’re really satisfied with us because we deal with so many different products, so they get a really complex nutrition profile for their cows.”
Upcycling is not particularly new to brewers and distillers, who have been passing their spent grains—full of proteins and nutrients—along to local farmers as animal feed. Decanter technology has been important here to dewater the grain as much as possible to decrease the volume and lower the cost of transport.
Fit for human consumption
But several food companies are moving that spent grain beyond the animal feed level and into what UFA considers its higher purpose, ingredients for human consumption.
EverGrain, for example, focuses on transforming barley used in the brewing process into high-quality, nutritious, and sustainable protein ingredients for use in other food and beverage products. “We started our journey in 2013, long


www.profoodworld.com | October 2023 | PROFOOD WORLD 33
Seven Sundays recently developed its oat protein cereal using OatGold, a nutrient-rich oat protein powder upcycled from SunOpta’s oat milk production.
PHOTOS COURTESY OF SEVEN SUNDAYS AND SUNOPTA s
before upcycling was a trend, with the goal of unlocking every grain of potential in our barley to have a positive impact on people and the planet,” said Gregory Belt, EverGrain CEO, in a press release related to the company’s new large-scale plant-based protein facility in St. Louis.
SunOpta, one of the largest producers of plant-based foods and beverages, was also an early adopter of upcycling and was involved in the early days of UFA’s development. “Upcycling has just become a lot more of an issue and a challenge that manufacturers are trying to tackle,” says Lauren McNamara, vice president and assistant general manager for SunOpta.

Some products might lend themselves more to upcycling, but other products are not as easily transformed. “With soy, we had to figure out how to take those waste products, how to capture
Rescuing Outcasts From Demise
Loop Mission has as its founding mission to save the outcasts of the food industry—particularly fruits and vegetables—and repurpose them. The Canadian company started with cold pressed juices but has since realized that it can find new life for all kinds of foods that would otherwise be tossed. Its product line now includes beer brewed with day-old bread, gin distilled using potato cuttings from a potato chip factory, and soaps made with rejected cooking oil.
Read online about how high pressure processing (HPP) fits in with this circular economy production model at pfwgo.to/loop.
them in a food-safe way, then how to transport them and how to dry them, and package them in a way that can be resold or reused,” McNamara says. “The waste product would be a lot easier to get rid of, frankly, than preserving the waste and transforming it into something usable.”
Though SunOpta has been upcycling soy pulp for many years, the company also more recently figured out how to upcycle its oat milk byproduct into a nutrient-rich oat protein powder it calls OatGold, which was Upcycled Certified early last year. Until then, the oat milk byproduct was being land applied by farmers onto their fields.
The process of making oat milk begins with whole rolled oats, which get cooked with enzymes and water. The solubles go in one direction and the insolubles get filtered out so that the final milk product is smooth and creamy. “The stuff that gets filtered out is actually quite nutritious,” McNamara says. “It has a more concentrated protein, it has more fiber in it.”
SunOpta started collecting the OatGold, as it’s now branded. And in June this year, SunOpta announced a partnership with Seven Sundays, which has launched an oat protein cereal made with OatGold.
Besides the environmental incentive to reduce food waste, McNamara notes, it helps that the market is beginning to be more receptive to upcycled ingredients. “Manufacturers are more conscious about sourcing ingredients that are upcycled vs. buying other ingredients that are not,” she says. “And I think consumers are more interested in reducing food waste and looking for products that use upcycled ingredients.”
Not so spent grain
ReGrained received the first UFA certification in 2021 for its SuperGrain+ flour, also made from brewers’ spent grain. Using technology the company co-developed with the U.S. Department of Agriculture (USDA), SuperGrain+ delivers at least 3.5x the fiber and 2x the protein of whole grain flour.
The company is now called Upcycled Foods Inc., and ReGrained is the brand of products based on SuperGrain+, including baking mixes, pasta (co-branded with Semolina Artisanal Pasta), puffs, and bars. As an early member of UFA, ReGrained saw the value in bringing together like-minded people and companies to help further the goals of upcycling. “The vision was to create a center of gravity for what had the makings of being a movement but didn’t have the coordination of a movement,” says Dan Kurzrock, CEO and co-founder of ReGrained/Upcycled Foods.
34 PROFOOD WORLD | October 2023 | www.profoodworld.com TECH TODAY UPCYCLING
Kurzrock and company co-founder Jordan
PHOTO COURTESY OF UPCYCLED FOOD ASSOCIATION
The Upcycled Certified mark can be found now on more than 480 products and ingredients.






































































® Comitrol, Urschel, Urschel logo symbol, and The Global Leader in Food Cutting Technology are registered trademarks of Urschel Laboratories, Inc. U.S.A. #1 Best selling provider of industrial cutting machinery throughout the world. The Global Leader in Food Cutting Technology Set up a free test-cut of your product. www.urschel.com NEW As the Global Leader in Food Cutting Technology, successful processors depend on Urschel’s expertise to deliver optimal cutting solutions for all types of fruits and vegetables. Urschel cutting equipment delivers a full spectrum of size reduction capabilities. Explore dicing, slicing, or pureeing to achieve your processing goals. Less Waste, Increased Profit
Schwartz were undergrads when they started brewing beer, hauling the spent grain out to the dumpster. After a while, they began making bread with that grain rather than throwing it away, and soon realized that it was an idea worth commercializing.

“When we came up with the idea for turning the grain that’s been used to make beer into a food ingredient, we needed some language for how to talk about what we were doing,” Kurzrock says. “The term upcycling really struck a chord because it suggests quite clearly that it is about up-leveling something, creating something of higher value.”
From UFA’s perspective, the goal of upcycling is to create ingredients that are used for human consumption. “About 80% of the grain in the U.S. from breweries goes to animal feed destinations—that is business as usual,” Kurzrock says. “That’s better than it going to landfill, but that is not an upcycle; that’s actually a recycle. It’s not a full downcycle to landfill, but it’s certainly not putting the full value of this raw material to its highest and best use, which is what upcycling is all about.”
New opportunities in upcycling
Distilleries have had many of the same opportunities as breweries to divert their waste streams to local farms as animal feed. Flottweg was working with a major distillery in Tennessee several years ago to help dry what had been thousands of gallons a day going out in a very liquid form. “We ran it through a centrifuge and it went out in 255-gal drums after that,” says Rob Rhea, general manager for Flottweg. “It was one of those things where farmers were more interested in taking this and adding it as a supplement because it still had a good nutrient value.”
But Rhea sees a new movement afoot, coming from the business that Flottweg does in ethanol plants, which are producing corn oil as a valuable byproduct of the process. He sees a similar opportunity for large distilleries. “Essentially, a distillery is an ethanol plant—it’s just that instead of creating ethanol, you’re creating a drinking alcohol,” he says. “Some of these distilleries are large enough now that they’re realizing how much money they’re
letting go out in distiller’s dried grains. Now, some of the larger distilleries are moving toward corn oil production. That, to me, is another great opportunity to take what would have been waste, and they’re able to get a value for it.”
There is often going to be a divide between whether upcycling should be destined for human or animal consumption, says Flottweg’s Bill Griffiths, who points out that perhaps it doesn’t need to be for consumption at all (or ingestion, at least).
“Anything we can do to keep something out of a landfill or out of a municipal wastewater process is a positive, and then at that point are we calling that material to its highest-value purpose? That’s the kicker,” he says.
Griffiths is in the edible fats and oils group at Flottweg, focused on dewatering waste streams from industrial food processors such as slaughter facilities. “Places that would aggregate grease trap waste or brown grease and try to purify and upcycle it so that it can be sold for its highest possible purpose at that point, which lately has been renewable diesel.”
For a long time, the main job of a wastewater employee at a slaughterhouse was to not get the facility fined by the Environmental Protection Agency (EPA) or local water municipality, Griffiths says. “But with fat prices going up, thanks in large part to the renewable diesel boom going on, now they’re being tasked with: ‘Don’t get us fined, but also get us all that oil.’”
A vision to the future
UFA tends to see more adoption of upcycled ingredients from smaller startups, but that’s starting to change, according to Brink. “The company type that is adopting an upcycling mindset is a lot of times smaller CPG brands and startups, spaces where there are a lot of people really thinking about how to innovate, how to get ahead, and people that are starting a business with upcycling already as part of their core business model,” she says. “But there are a lot of larger companies and brands that are getting excited about the possibilities of upcycling.”
36 PROFOOD WORLD | October 2023 | www.profoodworld.com TECH TODAY UPCYCLING
Workers cut ReGrained upcycled snack bar prototypes for a brand partner.
PHOTO COURTESY OF UPCYCLED FOODS INC.
s
256 colors

Individually selectable:
Measurement in progress
Sensor switching

Process malfunction
▪ Completely flush sensing element
▪ Works on pastes and viscous media
▪ No spray cleaning shadows
▪ Very small installation dimensions
Adjustment via smartphone $484 VEGAPOINT 24 G½"
system
Hygienic adapter
We bring color into view! Compact capacitive level switches
360° custom-color
display www.vega.com/vegapoint
with
status
MICHAEL COSTA | SENIOR EDITOR
Understanding the Flow of Powders and Bulk Solids
Knowing how materials discharge from hoppers, and what the catalysts are for causing jams, is essential education in working with powders and bulk solids for food production.
PROCESSING PROFESSIONALS KNOW it’s a lifelong lesson about how best to store and move powders and bulk solids through hoppers and funnels, and how elements like shape, weight, humidity, and other conditions can dictate whether those materials are transferred as intended or become stuck and block production.
Eric Maynard, vice president at Jenike & Johanson, has been working with bulk powders and solids for more than 30 years, and at the 2023 Powder Show, Maynard gave those new to the industry a crash course on the basics, along with essential terminology to understanding this ever-challenging segment of processing.
Liquid vs. solid
The first area Maynard covered was to understand the fundamental difference between liquid handling and solids handling. “Liquids have no internal friction—it’s incompressible and it can’t form a pile. That makes it fantastic for us to move,” he says. “Solids have internal friction and can form piles, so that boundary friction has a big effect on why solids are different from liquids.”
Funnel flow and mass flow
There are two main forms of flow with powders and bulk solids: funnel flow and mass flow. Of the two, mass flow is generally the preferred discharge, Maynard says, since mass flow is a true first-in/firstout method, leaving nothing behind in the hopper.
Funnel flow is where “you look from the top [of the hopper] and the material is funneling down through itself, rather than flowing along the walls of the hopper,” says Maynard. “Easily 90% of hoppers in our industry are funnel flowing.”
Funnel flow is where many problems with storing and discharging solids become evident, Maynard explains. It’s often at the mercy of the environment—humidity and heat, in particular—which caus-
es solids and powders to stick together, cling to the walls of the hopper, and stop discharging.
“I was at a pet food plant in Brazil, and [the workers] got frustrated with the dog food not coming out of the hopper. Can you imagine dog food in Brazil, where it’s extremely hot and humid?” Maynard says. “The dog food is coated with flavored fat, so when that fat heats up on the surface of the kibble, it tends to stick together and bridge. So, the operators there beat the sides of this hopper with a sledgehammer to try and get it to flow again.”
The persuader
Speaking of sledgehammers, Maynard says it’s far too common in plants all over the world to have what he calls “the persuader” nearby to dislodge blocked hoppers, which not only damages the hopper over time, but it also puts worker safety at risk.
Arching/bridging
Not all powder and bulk solid jams are created equal, so Maynard detailed the most common obstacles in a hopper that everyone in the industry should be able to identify, and why that material
Powders, like this flour, are susceptible to environmental conditions like heat and humidity that can slow the flow of product through hoppers and silos during processing.

Dry Processing SOLUTIONS
BACK TO BASICS MATERIAL FLOW www.profoodworld.com | October 2023 | PROFOOD WORLD 39
ends up blocking the discharge of product.
“Some materials don’t like to flow, they don’t like pressure, and they tend to interlock,” Maynard says. “We call this arching or bridging. Big rocks or material of different sizes literally form an obstruction over an outlet, and they lock together. The Roman aqueducts, for example, use bridging to hold those arches in place.”
Maynard says applying a sledgehammer or having a vibrating hopper to shake the material loose doesn’t work when bridging occurs. “If you shake it, guess what happens? Even less chance of flow because you’re just packing the material in tighter with nowhere to go,” he says, adding that an easy way to see bridging in action is at a hotel breakfast buffet, where the cereal dispensers stop working because flakes or puffs, for example, are interlocking and bridging together over the discharge area.
Ratholing
Ratholing—named because the vertical tunnels that form within stagnant material resemble rat burrows—happen when powder sticks together because of environmental humidity or moisture being present, and on an industrial scale can be a costly problem. Ratholing doesn’t happen with mass flow—only funnel flow, according to Maynard.
“Ratholing is fundamentally due to the particles not flowing along the walls of the hopper and being stagnant. It can only flow down through itself in narrow tunnels, overcoming its own cohesion to open up this vertical channel. I don’t care how much you hit the side of a hopper
with a sledgehammer, you’re not going to break a rathole—that material is stuck and stagnant,” says Maynard. “An operator can only realize about 10 to 20% of a hopper’s capacity if there is ratholing.”

In industrial-sized hoppers, there can be two or more ratholes surrounded by stagnant material. In some plants Maynard has visited, workers are directed to stand on top of the stuck powders and attack the rathole with a pole or air hose to loosen the jam. “Do you think that’s safe?” Maynard asks.
“If the worker falls in, it’s game over, right? I was at a plant in South America where I saw this happening, and the plant manager said it was OK because the worker had a hose wrapped around his waist so they can pull themselves out or be retrieved if they fall through. That is a horrible job for anyone, and you never want your personnel in that situation.”
Caking
Caking is similar to what happens with ratholing, except there are no tunnels or holes—all the material clings together because of high humidity and clogs the entire discharge. Flour, Maynard notes, is a prime candidate for caking, and if left stagnant for a certain amount of time, will have to be disposed.
“I worked on a project recently with a flour recall because flour beetles grew in that caked, stagnant flour inside a silo,” Maynard remembers. “That’s why [processors] heat-treat or cold-freeze flour before they process it into something like a cookie dough, as a precaution against something like this.”
Powder separation
One of the fastest-growing segments of powder processing is packeted drink mixes, where different types of powder are mixed—sweetener, flavoring, nutritional/functional granules, etc.—and dispensed into packets through a hopper. But those drink mixes, along with other products that start as mixed powders, like vitamins, will only discharge fully mixed if the hopper is working in mass flow. Separation will occur if there is funnel flow.
“The powders can separate by size, shape, or density. So, when [an operator] goes to fill this mix into packets, some of the packets get a lot of sugar, some get a lot of citric acid, some get a lot of vitamins because of particle separation,” Maynard explains. “The finer powders move to the center in a vessel, and the course powders roll off to the periphery. So how you discharge from a vessel is important. If you have a silo that predominantly discharges from the center, you’ll get the fine powder first, then the course material, and the blend is lost. But when you come down in mass flow, the fine and the course particles meet at the outlet and they re-blend.”
40 PROFOOD WORLD | October 2023 | www.profoodworld.com
Dry Processing SOLUTIONS BACK TO BASICS MATERIAL FLOW
Poor powder and bulk solids handling—which includes environmental factors in a processing facility—can affect production costs, time to market, and worker safety, says Eric Maynard, vice president at Jenike & Johanson.
PHOTO BY MICHAEL COSTA






























LEARN MORE Industrial Magnetics Inc. imi@magnetics.com PHONE: 888.582.0821 magnetics.com HACCP International Certified and USDA AMS Accepted Equipment. The best part of waking up, is no metal in your cup! REMOVE UNWANTED METAL FROM COFFEE BEANS, TEA, AND SO MUCH MORE!
Dry Processing SOLUTIONS
SANITARY WEIGH BELT
The Vibra Screw sanitary weigh belt is built for sensitive and delicate materials that require strict adherence to sanitary standards. It features a stainless-steel construction with smooth surfaces and an open frame. Equipped with load cell and belt tensioning mechanisms, the WT-100 weigh belt handles materials at a variety of flow rates. Its user-friendly interface enables operators to monitor and adjust process parameters.
Vibra Screw | vibrascrew.com
BAG BREAK STATION
The AFC bag break station incorporates an integrated fan and filter system that continuously draws fine particles inside the unit. As bags, sacks, or other containers are emptied, the material passes through the loading grate and into the hopper for transfer via a flexible screw conveyor or other conveying system.
The hygienic Dump Clean bag break station features stainlesssteel construction and continuous, full-penetration interior welds with a polished finish to meet cGMP requirements. Automated Flexible Conveyor afcspiralfeeder.com

ROUND SPOUT SEPARATORS
s
Eriez round spout magnetic separators feature a lower profile, eliminating the need for square-to-round adapters on the inlet and outlet ports. The separators are available with manual or automatic functionality. The manual design provides for a push/ pull operation to strip accumulated tramp metal from the grates without physically handling the magnet. The automatic version uses a set of pneumatic cylinders to clean the magnetic grates automatically at the touch of a pushbutton or timer control.
Eriez | eriez.com
ROUND SEPARATOR
The Sweco round separator features a top and bottom “no-tools” weight system that offers proportional motion adjustment, which enables users to move a single weight set radially to dial in on the optimal horizonal and vertical amplitude and force. CE Standards compliant, the HX Series separator has a lower-weight guard to enclose the motor and a lower-weight assembly. An optional non-vibrating spring skirt helps prevent foreign material and washdown water from entering the base.


Sweco | sweco.com

www.profoodworld.com | October 2023 | PROFOOD WORLD 43 s
NEW
PRODUCTS
s
BULK MATERIAL FEEDER
The Gericke bulk material feeder is suitable for installation in processing lines that require the cleaning in place of equipment. Developed for food and dairy operations, the Feedos S-H/P CIP feeder integrates a series of spray nozzles within the hopper and downspout in a 360-degree spray pattern to automatically remove material from inside the unit. The stainlesssteel construction is compatible with a range of detergents, disinfectants, and chemical cleaning agents, as well as hot water and steam.


Gericke USA | gerickegroup.com




SCREENING MACHINE
Engineered for the handling of screening-sensitive and complex products, the Daxner control screening machine has a large infeed opening and screening area to process larger quantities of material. The replaceable discharge cone has a hygienic design that facilitates cleaning after sieving, while the round design prevents material residues from sticking. The Vib & Press control screening machine comes in a standard design or can be tailored to meet individual requirements.
Daxner USA | daxner.com




NEW PRODUCTS Dry Processing SOLUTIONS ����� ����� ����� ������ ��������� ��� �� �������� ��
��
��������
����� ��
PUMP DRUM UNLOADER
Completely CIPable, the Axiflow twin screw pump drum unloader features discharge pressures up to 375 psi and a 50+ gpm unloading capability. It can handle product viscosities of more than 500,000 cPs and transfer soft solids up to ¾ in. in size. Variable plate sizes pump out 75-, 55-, 30-, 20-, and 16-gal plastic, metal, and fiber drums. Custom plates for mix kettles and pots, as well as a removable plate for totes and tanks, are available.
Axiflow Technologies | axiflowtechnologies.com

VIBRATORY TUBE CONVEYORS
Operating in a range of 60 to 75 dBA, Powder Process-Solutions vibratory tube conveyors transport fragile, agglomerated, or instantized powders horizontally in a totally enclosed environment. The units can be mounted on isolation spring support bases or suspended with overhead cables. The tube can be cleaned through removable inspection covers or with clean-inplace spray balls. Vibrating pan style designs, with radius inside corners and hinged top covers, along with custom designs, are available.

Powder Process-Solutions | powder-solutions.com

Time to Revolutionize Plant Efficiency
Maximize your Palletizing, Packaging and Tray Handling efficiency with collaborative robotics from Apex Motion Control, makers of



Primary and secondary packaging. Tray loading and unloading. EOL Palletizing and Depanning. Payloads up to 40lbs. Increased reach of 67″. Pallet height capability of 89″. WE’VE GOT YOUR BOT COVERED apexmotion.com | 1-778-298-8292 info@apexmotion.com
FLEXI-BOT MAX shown here with dual grippers for palletizing 2 boxes or trays at the same time.
TM The
the Baker-Bot.
FLEXI-BOT and FLEXI-BOT MAX
s s











































www.schenckprocess.com americas@schenckprocess.com 816-891-9300 » Pneumatic Conveying » Dust Collection » Depositing » Extruding » Weighing » Feeding » Milling » Sifting System Solutions in Bulk Material Handling More Information
OPTICAL SORTER

The Key Technology optical sorter identifies and separates plastic, glass, paper, and other organic and inorganic foreign material from a line and sorts specified product defects in processed, frozen, and pre-processed vegetables and fruits, nuts, leafy greens, potato chips, confections, and other food products. The Compass optical sorter has an intuitive user interface that mimics the navigation of smart device apps and features data analytics and reporting software that turns it into an IIoT-connected device. It can be installed in-line at the start of a process to sort incoming product, after critical transformational processes on a line, or at the end of the food processing line.

Key Technology | key.net
INDUSTRIAL BOWL CUTTERS
Available with 200-, 330-, 550-, and 750-L capacities, Nowicki industrial bowl cutters feature a smooth, stainless-steel construction that meets hygienic requirements. They process a variety of meat products, including crumbles and fine-grain fat emulsions, even from raw skins. The cutters can be specified with a cooking option to produce both raw and steamed meat emulsions and meat stuffing products. The cooking feature employs a double-bowl heating system with bowl jacket heating and steam injection into the knife chamber.
Bak Food Equipment | bakfoodequipment.com
SLOW-SPEED AGITATORS
Designed for hygienic applications, Admix slow-speed agitators have a modular design that allows for multiple impeller, shaft diameter, gear ratio, and motor horsepower combinations. The Rotomaxx III and Rotomaxx III CX agitators can handle tank volumes up to about 100,000 gal.

Admix | admix.com
HYGIENIC FLEX CONNECTORS
Atkore-Calbrite hygienic flex connectors are used to connect stainless hygienic flex conduit to other fittings, boxes, and enclosures. Manufactured of Type 316 stainless steel, the flex straight and hygienic flex 90-degree connectors are UL 514B listed, CSA certified, NEMA 4X approved, NSF-ANSI 169 certified, and IP69 rated. Their components include an FDA-grade polyamide 6 plastic conduit seal and insulated throat, and an FDA-grade thermoplastic co-polyester face and nut seal. The connectors have an operating temperature range of -58 to 275°F.
Atkore | atkore.com

PLANT FLOOR NEW PRODUCTS www.profoodworld.com | October 2023 | PROFOOD WORLD 47
s s s
HOW SAFE AND CLEAN IS YOUR PROCESS AIR REALLY?




DISPERSER





The Ross disperser mixes powders into liquids and breaks down particle agglomerates to generate fine, stable dispersions. It features an air/ oil hydraulic lift that allows the mixing of different batch sizes and prevents stratification. The HSD-15 disperser has a telescoping cover with a 1/3 hinged port for the addition of powders into the 150-gal stainless-steel mix vessel, while the 12-in. disperser blade operates up to 1,590 rpm, creating a vortex into which dry ingredients can be poured for wetting. Operated from a 7-in. HMI display, the disperser includes programmable logic controllers that allow operators to program and run recipes based on speed, time, and hydraulic lift raise/ lower cycles.



 Charles Ross & Son | mixers.com
Charles Ross & Son | mixers.com

LET’S TALK
PCB RELAYS
With an extensive portfolio of pneumatic conveying solutions, AERZEN offers you 100% oil-free process air for various applications in food technology.


For 100% product purity and safety solutions visit:




www.aerzen.com/en-us



Engineered to mount directly to a printed circuit board (PCB) using through-holes, IDEC PCB relays can be wave-, dip-, robotically, or hand-soldered. The RC Series relays have a profile height of 16.5 mm or less, with high voltage and current ratings in relation to their size and weight. Coil voltages are available in a range of 5/12/24/48/110 VDC, and contacts are rated at 24 VDC and 250 VAC. The relays have an impulse withstand voltage of 10,000 V and cUL, VDE, CQC, and CE certification.
IDEC | idec.com












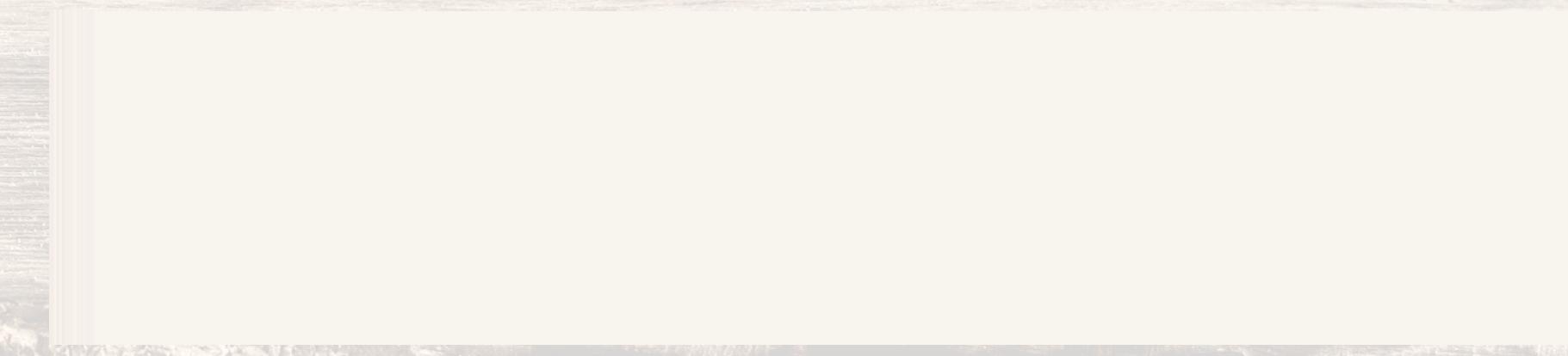

PLANT FLOOR NEW PRODUCTS
48 PROFOOD WORLD | October 2023 | www.profoodworld.com
Darrel Hill, Director of Industrial Sales +1 610-470-3492 darrel.hill@aerzen.com
s
CAPACITANCE LEVEL SWITCH
The Krohne capacitance level switch provides a minimally invasive solution for the point level detection of liquids, liquid-liquid interfaces, and solids. Available with a variety of hygienic process connections, the Optiswitch 6500 unit is unaffected by foam, condensate, or buildup, and is resistant to CIP and SIP agents. Fully compliant with FDA requirements and EC Regulation 1935/2004, the EHEDGand 3A-certified switch can be installed in any position. Typical applications range from small tanks in hygienic applications to tanks with tough, pasty, or strongly adhesive media.

Krohne us.krohne.com

X-RAY INSPECTION MACHINE
Built for boneless poultry processing operations, the Eagle X-ray inspection machine combines an X-ray inspection machine with an automated reject management system. Dual lanes enable running up to 120 pieces per minute, per lane. The Maximizer RMI machine has a small footprint and is both hygienic and ergonomic.

Eagle Product Inspection | eaglepi.com

Long Overhang, High Capacity
Vibratory Feeders

With 100% more capacity (45 tph) and twice the available tray size/mass than our next largest feeder, Eriez high capacity 76 Series Electromagnetic Vibratory Feeders are designed for packaging applications with high head loads or needing exceptionally long overhang.
•Handles high head loads
•Exceptionally long overhang

•Up to 45 tph
•High speed and high deflection drives
Vibratory Feeders, Conveyors & Screeners | Eriez.com | 814.835.6000 ERIEZ_ VibAd_HalfPg_ProFood_8_23.qxp_Layout 1 6/21/23 7:37 PM Page 1
IO-LINK MASTER
The Emerson IO-Link master provides pneumatic valve control through direct digital data communication with the machine controller to offer eventbased and I/O mapped diagnostics. The unit has eight Class A ports per module to support multiple IO-Link smart and standard analog sensors. Together with the 20-m IO-Link cable length, the sensors can be located up to 50 m in total from a G3 Fieldbus platform. Compatible with the full G3 range of valve interfaces, the G3 IO-Link master can be used with EtherNet/IP DLR and Profinet protocols. Additional protocols are available.

 Emerson | emerson.com
Emerson | emerson.com
CHECKWEIGHER




Compliant with global net weight regulations for packaged and premium foods, the Fortress Technology checkweigher comes in 100-, 200-, 300-, and 400-mm belt widths. The Raptor checkweigher verifies the weight of each product up to 17 lb and rejects non-conforming packs. Defined product application tolerance tables are integrated into the software, while modular electronics facilitate full integration with upstream and downstream equipment. A conveyor run only (CRO) mode provides an override option to remove the checkweigher control and run the unit as a conveyor.

Fortress Technology | fortresstechnology.com





DRUM MOTOR



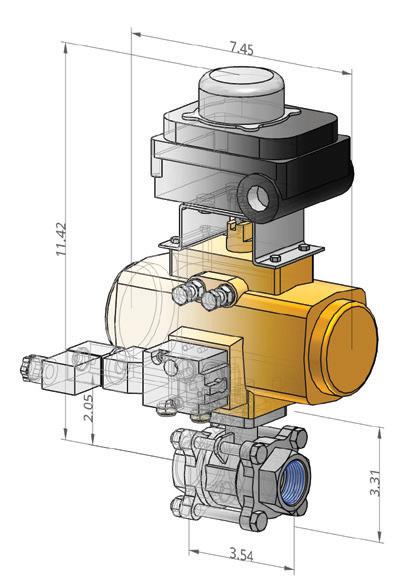
The VDG drum motor drives modular, wire mesh, and monolithic thermoplastic conveyor belts without using sprockets. The SSV-XP drum motor features an interchangeable machined profiled sleeve that enables different styles of modular belts to be used with the same drum motor. The all-316-stainless steel motor withstands washdown pressures up to 3,000 psi and comes in a range of diameter sizes, belt speeds, horsepower, and industry-specific options for a variety of food processing and packaging belt conveyor applications.
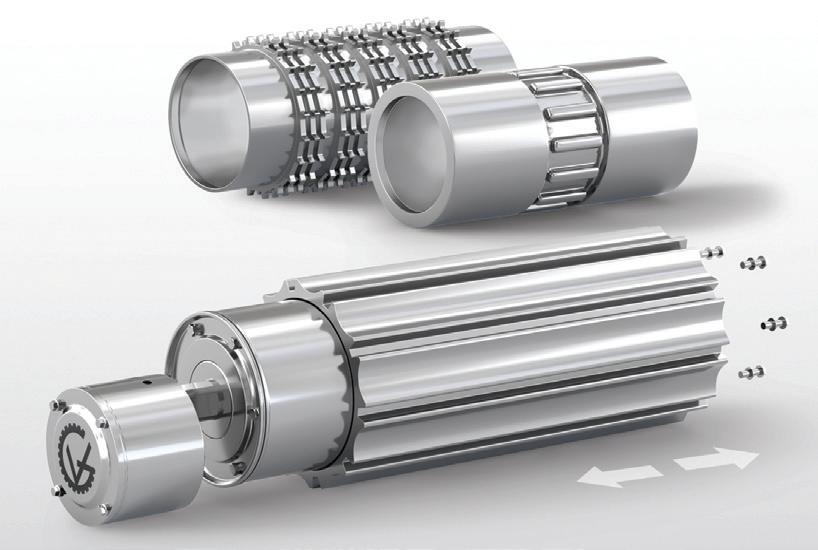

VDG (Van der Graaf) | vandergraaf.com

PLANT FLOOR NEW PRODUCTS We Make Valve Automation Easy! 1-800-899-0553
Sanitary
s
STAINLESS DOME DRAIN
Made of 316 stainless steel, the ABB dome drain encourages water run-o and prevents pooling in electrical enclosures. UL Type 4X and IP56 listed, the all-rounded T&B Fittings NSF-certified dome drain has slotted threads and locknut irrigation spaces to allow rapid drainage, regardless of the water level. An optional screen prevents contaminant clogs from forming.

ABB | new.abb.com/us
AUTONOMOUS MOBILE ROBOT
The Signode autonomous mobile robot automates full-load and material transportation tasks traditionally performed by forklifts. The Simplimatic robot docks to end-of-line roller or drag chain transfer conveyors, facilitating the integration of autonomous transfer pallets and gaylords in an existing facility. The robot navigates without the aid of lines or magnetic strips, rerouting to avoid obstructions in its path.

Signode | signode.com
INFEED/OUTFEED CONVEYOR
The Dorner infeed and outfeed conveyor is designed for accumulation-type applications to prevent bottlenecks. Suitable for operating in environments that require wipe down or occasional washdown cleanings, the AquaGard GT conveyor includes powered transfer units, flush side tails, and pre-engineered transfer modules. All the components (except the motors) are constructed of stainless steel or FDA-approved plastics.
 Dorner | dornerconveyors.com
Dorner | dornerconveyors.com


▲
TANKS AND VESSELS
Spokane Stainless Technologies stainless-steel tanks and vessels are custom-engineered, built to process/packaging requirements, and manufactured to sanitary standards. The company is accredited to manufacture ASME pressure vessels; ASME U, U/M, and H stamped vessels; and UL 142 explosion-resistant tanks. Sizes range from 300 to 50,000 gal. Options include mixers, heated/cooled jackets, and other tank features.
Spokane Stainless Technologies | spokanestainless.com
HYGIENIC ROBOT
The Stäubli Robotics robot facilitates automation in aseptic environments. It has a hygienic design that features a fully enclosed structure with special seals to minimize airborne particles, a smooth surface with no retention areas, and a high-resistance coating. The TS2-60 HE robot can withstand rigorous washdown procedures.


Stäubli Robotics | staubli.com/robotics
The 2023 RETA National Conference will cover a wide array of topics for professional development of industrial refrigeration Operators and Technicians. RETA provides extensive education and training opportunities.



Who should attend?
All professionals working in the Industrial Refrigeration Industry, seeking continued education should attend our conference. Your Operators and Technicians will gain valuable insight, training, and earn PDH (Professional Development Hours) credits needed to maintain their certification designation.
PLANT FLOOR NEW PRODUCTS
Are Your Refrigeration Technicians Prepared for Tomorrow’s Needs? Refrigerating Engineers & Technicians Association 844.801.3711 • 1725 Ferry St. SW, Albany, OR 97322 Making The Cold World Safe. 2023 RETA National Conference November 14-17, 2023 Hyatt Regency Jacksonville Riverfront, Jacksonville FL 23-0043_RETA_ProFood_World_HalfPg_ad_REV.pdf 1 9/6/23 1:35 PM
s s
POWER SUPPLY
The Wago power supply includes push-in technology with intuitive levers, marking options, LED indications, DC O.K. contacts, and adjustable output voltage. The slim-style, 50-mm, 240-W, Eco 2 power supply comes with an efficiency rating of up to 93% and an operating temperature range of -13 to 158°F, as well as a one-phase, 100 to 240 VAC, 50/60 Hz input. It is equipped for 24 VDC, 10 A, and 240 W output.

Wago | wago.com
DRY VACUUM PUMP
The Busch dry vacuum pump includes settings controlled via an integrated touchpad, an integrated variable-speed drive with different operating modes, and state-of-the-art screw vacuum technology. Available in two sizes, the Cobra DX pump achieves pumping speeds up to 950 m3/hr and an ultimate pressure up to 0.01 hPa (mbar). All operating data is continuously recorded and saved. Typical applications include thermoforming, packaging machines, tray sealers, and modified atmosphere packaging (MAP).

Busch Vacuum Solutions | buschvacuum.com
No other company combines the knowledge and experience in cold storage construction and warehousing that Tippmann Group offers. As owners & operators of more than 115,000,000 cubic feet of temperature-controlled space, Tippmann Group is your single source for cold storage excellence. Family




Cold Storage Warehousing Design/Build Construction QFR Zone® Blast Freezing tippmanngroup.com 9009 Coldwater Road Fort Wayne, IN 46825 (260) 490-3000
owned & operated since 1968
s s
Sucroliq Pioneers IIoT Applications in Its Liquid Sugar Production
Advanced digitalization technologies help to make the Mexican company a strategic technological partner for its customers, innovating customized flavor formulations.
THE DIFFICULTIES IN HANDLING and processing granulated sugar—because of its physical and chemical characteristics—were a decisive motivator for Sucroliq to develop liquid sugar back in 2008. This homogeneous product meets the specifications required by large consumers and is ready to be used efficiently in food and beverage as well as pharmaceutical production lines.

After some years of research in collaboration with the Center for Research and Assistance in Technology and Design of the State of Jalisco (CIATEJ), Sucroliq patented its development and today is a leading supplier in Mexico and around the world. “Initially, we achieved development in the laboratory. By scaling it to an industrial level we were able to make the product work, so we decided to patent the process globally,” says Enrique Bojórquez, president and CEO of Sucroliq. Today, the producer has several plants through-
out Mexico—in Amecameca, Apodaca, Irapuato, and Mexicali. Nearly 200 employees work to produce about 800 tons of liquid sugar a day, meeting the demands of the market, including household food and beverage names such as Kellogg’s, Nestlé, Danone, and Constellation Brands, in addition to companies specialized in flavorings. Sucroliq has established itself as a reliable and high-quality supplier in these sectors and has achieved a solid presence in the U.S. and other countries.
An innovative and sustainable product
The impact of liquid sugar use on food companies has been significant, including production costs reduced by as much as 15% because of better handling of raw materials. Liquid sugar also enables the elimination of additional process steps, simplifying operation and reducing production times, resulting in greater efficiency and responsiveness to market demand.
The process of developing liquid sugar was not without difficulties. The homogenization of the product faced the enormous challenge of responding to the differences in taste of the waters in different facility locations. Initially, for example, the liquid sugar changed the flavor of products because of the large amount of salts and minerals found in the water.
This is where the research work came in with CIATEJ. “We began to demineralize the mixture of water and sugar to achieve the quality necessary to meet the demands of customers such as CocaCola and Pepsi,” Bojórquez recalls.
In addition to liquid sugar, Sucroliq offers customized formulations that integrate flavors, to access market segments with greater added value. “We would like to reach 100%—or at least more than half—of our products sold through specific formulations as a way to distinguish ourselves and
54 PROFOOD WORLD | October 2023 | www.profoodworld.com LILIÁN ROBAYO | EDITOR, MUNDO PMMI CASE STUDY SUCROLIQ
The process of converting to a liquid product begins with the discharge of the large bags of granulated sugar.
make us different for our customers,” says Eduardo Partida, managing director of Sucroliq.
Fluid processes
Manufacturing processes have been designed to better adapt to the specific requirements of each customer. Through a model of sustainability and continuous improvement, Sucroliq has maximized operational efficiency and minimized environmental impact. Operations have optimized factors such as electricity and gas consumption, especially in steam generation processes, seeking to improve efficiency.
The process begins with the automated emptying of large bags. Granulated sugar is taken to a dissolving unit and mixed with water to achieve the desired concentration, a critical step that determines the quality and consistency of the final product. To ensure a clean and high-quality liquid sugar, the syrup is filtered in tanks equipped with auxiliary filters that effectively remove impurities. The filtered liquid is temporarily stored in balance tanks to preserve quality until it is ready for distribution.
Process monitoring is a top priority for Sucroliq, advanced in real time through 257 devices and from a dedicated control center that acts as the nerve center of operations. Operators closely monitor tank operation, fluid levels, valve operation, and truck movements, ensuring a seamless production process.

In the hygienic process, crucial for maintaining the quality and safety of liquid sugar, Sucroliq applies regular cleaning procedures using hot water and steam clean-in-process (CIP) techniques, as well as chemicals supplied through a dedicated pipe.
Digital transformation
Sucroliq’s commitment to precision, automation, digitalization of its processes, and quality has strengthened its position as a leader in liquid sugar production. In the consolidation of these capabilities, collaboration with Siemens and other suppliers such as Alfa Laval, Endress+Hauser, Della Toffola, and JD Edwards ERP has been fundamental, in alliances that allow the company to guarantee today a reliable and efficient operation. “We use the most advanced automation technology from Siemens, supported by specialized equipment from other manufacturers, which differentiate us from other
plants with similar objectives,” Partida says.
An essential motivator for the digitalization of Sucroliq plants was to respond to specific market demands. “We try to do something tailored to the particular needs of customers, through fully automated micro plants, under a model similar to what Tetra Pak does,” Bojórquez explains. “We are waiting for the technology to continue evolving and to be able to continue developing the model to make the processes more compact and to be able to access solutions more tailored to customers.”
Sucroliq began its automation journey when it launched its plant in Irapuato in 2015. During conception, key Industry 4.0 technologies were considered throughout the plant’s conception, including Big Data, cloud computing, Industrial Internet of Things (IIoT) and cybersecurity. This technological configuration distinguishes the Irapuato plant, integrated with Danone’s production facilities, from other similar companies worldwide.
The modern automation technology, developed in collaboration with Siemens, includes the Siimatic PCS-7 system, which allows complete automation of processes, from dissolving sugar to filling finished product tanks. Automatic process management includes tasks such as impurity removal, clarification, filtration, temperature control, and concentration monitoring, leaving human intervention only in sporadic cases, such as deep filter cleaning and overall process monitoring.
To handle Big Data, Sucroliq implemented solutions such as Siemens’ MindConnect hardware for
www.profoodworld.com | October 2023 | PROFOOD WORLD 55
From a control center in the Irapuato plant, all the steps of the liquid sugar production process are monitored in real time.
collecting data from programmable logic controllers (PLCs), as well as Siemens’ WinCC Unified and Endress+Hauser Netilion systems for information management. Cloud computing has also played a crucial role, with tools such as MindConnect, Netilion, and JD Edwards ERP facilitating efficient data storage and analysis. Cybersecurity has also been a priority in this implementation, with platforms such as Siemens MindSphere, Oracle Cloud, and KIO Admin, in addition to security management services that ensure the safe operation of the plant and the protection of sensitive data.
The strategic alliance between Sucroliq and Siemens—along with the collaboration with Danone—has been fundamental for the successful implementation of the IIoT model at the Irapuato plant. These joint efforts have provided Sucroliq with operational assurance, industrial safety, access to cutting-edge technology and an average 13% reduction in digital transformation costs.
“The reliability of a globally renowned brand like Siemens has been vital,” Bojórquez says. “We needed to partner with someone who could give us security, while constantly focused on innovation and technological change.”
The investment to fully automate the Sucroliq plant in Irapuato was significant but has been considered by its managers as indispensable to improve the efficiency and quality of processes. From the perspective of digitalization, Sucroliq has a clear vision of its future approach. First, it aims to achieve perfect integration with Sucroliq’s enterprise resource planning (ERP) system for more efficient management and smooth data

exchange between all departments, optimizing real-time decision-making.
Another crucial objective is to further integrate the inventory system and the implementation of RFID technology, which will provide greater control and precison in managing products and raw materials, improving traceability, and reducing the possibility of errors.
In addition, Sucroliq will focus on optimizing control panels using the MindSphere platform, a tool that will enable advanced monitoring and analysis of data collected at the plant, providing valuable information for strategic decision-making and identifying opportunities for improvement.
A smart approach
Faced with the unstoppable rise of digital transformation, Sucroliq recognizes the disruptive impact of artificial intelligence (AI) and its potential to transform the management of administrative and production operations. The company is taking the first steps in an AI project for its plants, with a gradual implementation perspective.
“It is a very interesting time for digitization, as we are experiencing a new boom,” Bojórquez says. “A paradigm shift is coming with the issue of artificial intelligence, which is still incipient, but it is developing more and more quickly and will allow us to have tools more quickly and access to technologies that we did not even imagine before.”
Initially, the objective will be to incorporate AI to each team separately, improving its performance through algorithms that allow the automated modification of the operating code based on the results of previous cycles. “Once the main teams and processes are able to carry out their own improvement, we will continue with the overall process of the plant, sharing data between the teams,” Bojórquez says. “This project will surely take a few years.”
The visit to Sucroliq’s Irapuato plant makes it clear that digital transformation in manufacturing operations is not only inescapable, it is affordable in Latin America. “It is very interesting that this process shows small and medium-sized companies like ours that Industry 4.0 is something possible, and it invites them to believe that it is key to invest, as a way to stay ahead, get out of the comfort zone, and differentiate from the competition,” Bojórquez says.
Alfa Laval www.alfalaval.com
Della Toffola www.dellatoffola.com Endress+Hauser www.endress.com
JD Edwards ERP www.jdedwardserp.com
56 PROFOOD WORLD | October 2023 | www.profoodworld.com CASE STUDY SUCROLIQ
Oracle www.oracle.com Siemens www.siemens.com
Advanced IIoT devices collect and process information from nearly 700 valves and sensors.

Digital Services Save Maintenance Time and Cost for Chicken Producer
With connected information from its new Busch Vacuum Solutions system, Emsland Frischgeflügel is saving 70% on maintenance costs.

EMSLAND FRISCHGEFLÜGEL (Fresh Poultry) keeps a close eye on its chicken operation— from feed to meat processing—to ensure a high quality standard. “We don’t throw away anything,” notes Johannes Kohne, technical manager for the Emsland Frischgeflügel production facility in Haren, Emsland, Germany. “Everything is processed—for human consumption or as high-quality animal feed.”
The Rothkötter group has three compound feed plants, as well as a hatchery and two chicken slaughtering and cutting plants. Franz Rothkötter laid the foundation for the compound feed plant in 1959. In 2003, Franz-Josef Rothkötter built the production facility in Haren. About 2,500 employees process chicken pieces from blade to fillet for food retail and further processing in various weight and packaging units.
The process relies heavily on a vacuum pump
system that enables the site’s transport system to move waste from meat production, as well as ready-to-eat products, from point to point by pneumatic suction conveyance. Emsland Frischgeflügel had been using the same vacuum system with oil-lubricated rotary vane vacuum pumps since the facility opened in 2003. The maintenance cost was more than 2,000 euros a year per pump, plus repairs. The pumps had an output of 17.5 kW, an inefficient drive, and the hot exhaust gases created a very high fire hazard.
But in early 2022, Emsland Frischgeflügel made the switch to 36 new Mink vacuum pumps from Busch Vacuum Solutions. The advantages of the new Busch claw vacuum pumps were obvious to Kohne: Because of their dry operating principle, they do not require operating fluids in the compression chamber and operate nearly maintenance-free. “Not only have we saved an unbelievable amount of time tending to the systems, but we have also saved 70% on maintenance costs,” he says. “Specialists spending hours cleaning pumps and changing oil on the weekend is now a thing of the past.”
Because of the state-of-the-art IE4 motors that drive the Mink vacuum pumps, the chicken processor is saving about 274,500 kWh of energy in one year. Moving from outdated pumps to state-ofthe-art, energy-efficient technologies also enabled Emsland Frischgeflügel to qualify for a refund from Germany’s Federal Office for Economic Affairs and Export Control (BAFA). Busch experts helped Emsland apply for the reimbursement, which amounted to 30% of the purchase cost.
Bringing maintenance into the digital age
Perhaps most advantageous for the new vacuum pump technology is the ability for technicians to keep an eye on performance data from wherever they are. Not only is data viewed from large control screens,
58 PROFOOD WORLD | October 2023 | www.profoodworld.com AARON HAND | EDITOR-IN-CHIEF CASE STUDY EMSLAND FRISCHGEFLÜGEL
Johannes Kohne, technical manager for Emsland Frischgeflügel, keeps an eye on the performance data of all vacuum pumps from the large screen in his office.
PHOTO COURTESY OF EMSLAND FRISCHGEFLÜGEL
information for each pump is available in real time on the tablets of all 60 company technicians—making it easy for them to know the system’s current condition and intervene if something goes wrong.
“Everything is running smoothly,” says Kohne, as he looks at the large screens in his office. Just a few rooms down, the Mink pumps are purring away, supplying the site’s transport system with vacuum.
All 36 Mink pumps are fitted with Otto, Busch’s digital service system. They continually send performance data such as pump temperature, vibrations, and inlet pressure to the cloud, which can then be accessed via PC, tablet, or smartphone.
“How high the transmission oil temperature is, whether the inlet pressure is constant, how high the exhaust air temperature is—we didn’t know all that before. And now, thanks to Otto, we even have it on our tablet via the app,” Kohne says, adding that the tablets are also used for a ticket system for service tasks. That’s a far cry from how the company was operating with its old pumps. “In principle, we had no information at all about the condition of the pumps—at best, via analog pointer instruments.”
Cooperation between Emsland’s IT department and Busch experts has meant a smooth and reliable installation of the vacuum pump system, according to Kohne. Emsland Frischgeflügel has also signed an active service contract for maintenance with Busch and entrusts the vacuum specialists from Maulburg with maintenance services. Through targeted, predictive maintenance, excessive wear and premature failure can be prevented. And in the event of a problem, Busch technicians can also connect to the system remotely.
A reliable and fail-safe future
Reliable and fail-safe operations are crucial for Emsland Frischgeflügel. The company cannot afford for manufacturing to come to a standstill—in a worstcase scenario allowing food to spoil. On the processing lines, all cut chicken pieces fall through collection hoppers into dedicated vessels. A ball valve opens every six minutes, and the contents are extracted. Busch Mink claw vacuum pumps provide the vacuum required for extraction, transport and the cleaning process at the end of the production shift.
Based on the data that is continually sent to the cloud, standard cycles are calculated and aligned with the actual pressure profile to detect deviations in advance, allowing company technicians to act ahead of time. “We want to fix the problems before they actually arise,” Kohne explains. The data collected will also be used to optimize pump equipment in the future via KPI analysis.
Emsland Frischgeflügel’s facility in Haren also uses other central vacuum systems from Busch, providing additional transport systems with vacuum. The operation uses 25 special oxygenated versions of the Mink vacuum pumps for packaging under protective gas with an elevated oxygen level (MAP). All 135 existing pumps will be retrofitted with the digital kit in the near future.
A sister company in Wietze, Lower Saxony, Germany already has all its pumps fitted with Busch’s Otto system. “Then our vacuum supply is state-of-the-art and we are fully digital,” Kohne says. “It was the right decision to modernize and digitalize our plants together with Busch. For us, Otto is both convenient and profitable.”

Busch Vacuum Solutions www.buschvacuum.com

www.profoodworld.com | October 2023 | PROFOOD WORLD 59
Emsland Frischgeflügel processes chicken pieces from the wing to the fillet for food retail and further industrial processing.
PHOTO COURTESY OF EMSLAND FRISCHGEFLÜGEL
Otto, digital services from Busch, completely networks the vacuum pump system.
PHOTO COURTESY OF BUSCH VACUUM SOLUTIONS
Want to connect to customers?
PMMI connects members to customers and provides the insights needed for customers and suppliers to solve problems together, for example:.

• PMMI’s ProSource is where customers go find solutions. Offered exclusively— and free—to PMMI members, ProSource is the premier online directory of technology suppliers. Learn more pmmi.org/prosource
• PMMI’s Custom Research gives members a competitive edge with personalized, proprietary insights that make clear what customers are looking for, and where you fit in the solution.
PMMI is your answer. Learn more pmmi.org/join

JOIN TODAY!
PMMI is your answer, connecting you to customers 365 days a year.
ProFood World® (ISSN 2476-06760, USPS 22310) is a registered trademark of PMMI, The Association for Packaging and Processing Technologies. ProFood World® is published 6x a year (February, April, June, August, October, December) by PMMI Media Group, 401 North Michigan Avenue Suite 300, Chicago, IL 60611; 312.222.1010; Fax: 312.222.1310. Periodical postage paid at Chicago, IL, and additional mailing offices. Copyright 2021 by PMMI. All rights reserved. Materials in this publication must not be reproduced in any form without written permission of the publisher. Applications for a free subscription may be made online at www. profoodworld.com. Paid subscription rates per year are $55 in the U.S., $80 Canada and Mexico by surface mail; $130 Europe and South America. $200 in all other areas. To subscribe or manage your subscription to ProFood World, visit ProFoodWorld.com/subscribe. Free digital edition available to qualified individuals. POSTMASTER: Send address corrections to: ProFood World, 401 North Michigan Avenue, Suite 300, Chicago, IL 60611. PRINTED IN USA by Quad Graphics. The opinions expressed in articles are those of the authors and not necessarily those of PMMI. Comments, questions and letters to the editor are welcome and can be sent to: jfassl@pmmimediagroup.com. We make a portion of our mailing list available to reputable firms. If you would prefer that we don’t include your name, please write us at the Chicago, IL address. Volume 5, Number 2.
ProFood World® (ISSN 2476-06760, USPS 22310) is a registered trademark of PMMI, The Association for Packaging and Processing Technologies. ProFood World® is published 7x a year (February, April, June, August, September, October, December) by PMMI Media Group, 401 North Michigan Avenue Suite 1700, Chicago, IL 60611; 312.222.1010; Fax: 312.222.1310. Periodical postage paid at Chicago, IL, and additional mailing offices. Copyright 2023 by PMMI. All rights reserved. Materials in this publication must not be reproduced in any form without written permission of the publisher. Applications for a free subscription may be made online at www.profoodworld.com. Paid subscription rates per year are $55 in the U.S., $80 Canada and Mexico by surface mail; $130 Europe and South America. $200 in all other areas. To subscribe or manage your subscription to ProFood World, visit ProFoodWorld.com/subscribe. Free digital edition available to qualified individuals. POSTMASTER: Send address corrections to: ProFood World, 401 North Michigan Avenue, Suite 1700, Chicago, IL 60611. PRINTED IN USA by Quad Graphics. The opinions expressed in articles are those of the authors and not necessarily those of PMMI. Comments, questions and letters to the editor are welcome and can be sent to: ahand@pmmimediagroup.com. We make a portion of our mailing list available to reputable firms. If you would prefer that we don’t include your name, please write us at the Chicago, IL address. Volume 7, Number 6.
COMPANY / WEBSITE PAGE COMPANY / WEBSITE PAGE
www.profoodworld.com | October 2023 | PROFOOD WORLD 61 AD INDEX Aerzen USA, Inc 48 www.aerzen.com ANRITSU INFIVIS INC 2 www.anritsu.com/infivis Apex Motion Control, Inc. 45 www.apexmotion.com Archon Industries 14 www.archonind.com Assured Automation 50 www.assuredautomation.com Automation24 Inc. 16a www.automation24.com Big-D Construction 37 www.big-d.com Cleveland Gear Company 22 www.clevelandgear.com Eriez Magnetics 49 www.eriez.com ESI Group USA 32a www.esigroupusa.com Flexicon Corporation IFC www.flexicon.com Frain Industries 31 www.fraingroup.com GEA 01 www.gea.com Graphite Metallizing Corp 51 www.graphalloy.com Hapman Conveyors 8 www.hapman.com Industrial Magnetics, Inc. 42 www.magnetics.com Linde 5 www.praxair.com Lubriplate Lubricants Company 57 www.lubriplate.com M&M Carnot 27 www.mmrefrigeration.com Mettler Toledo North America 41 www.mt.com/pi Munson Machinery Co. Inc. 7 www.munsonmachinery.com PMMI 60, 62, IBC www.pmmi.org Powder Solutions, Inc. 44 www.powder-solutions.com Refrigerating Engineers & Technicians Association 52 www.reta.com Ross Mixers 13 www.mixers.com Schenck Process 46 www.schenckprocess.com SEW Eurodrive, Inc. OBC www.seweurodrive.com ThermOmegaTech, Inc. 18 www.thermomegatech.com Tippmann Group 53 www.tippmanngroup.com Uline 30 www.uline.com Urschel Laboratories, Inc. 35 www.urschel.com VDG (Van der Graaf) C-1 www.vandergraaf.com VEGA Americas 38 www.vega.com Vibra Screw Inc. 21 www.vibrascrew.com Wire Belt Company of America 23 www.wirebelt.com
Thank You to Our 2023 Annual Meeting Sponsors
Your sponsorship assists us in delivering a valuable program for all PMMI members. The speakers, networking at meals and breaks, plus technology such as Dynamic Disco contributed to a great event.

PLATINUM SPONSOR
SILVER SPONSORS
For more information on PMMI programs and services visit pmmi.org
On-Site CO2 Production Helps Food and Bev Producers Control Supply
A fuel cell technology can take the methane-rich stream from your natural gas use and turn it into a value stream for your plant, creating CO2 , power, heat, and more.
CAUSED BY REDUCED gas production, as well as decarbonization, government incentives for sequestration, and a list of other issues, the food and beverage industry has been dealing with a shortage in the carbon dioxide supply. There have been times when manufacturers have not been able to get their hands on needed CO2—or it comes at an exorbitant price.
Though certainly made worse by COVID-19, the CO2 shortage is not a problem that will fade away. Many of the issues that got us to this place will continue, including the global need to minimize carbon footprints. A number of companies, universities, and other organizations are working on new technologies to ease CO2 supply.
FuelCell Energy is one such company—developing a range of platforms to help organizations decarbonize power and produce hydrogen. The company also has a technology called CO2 Recovery, designed to help manufacturers produce their own on-site CO2 to be used in production. The ability for food and beverage manufacturers to self-supply CO2 ensures not only availability, but also consistent pricing and quality.
Lindsey Cole, sales director for food and beverage, joined the team at FuelCell Energy to combine her passions in food and beverage with renewable energies. She helps us make that connection, explaining why her company’s technology makes sense for a range of food and beverage producers.

PFW: Give us an overview of the CO2 situation in food and beverage manufacturing and where FuelCell Energy saw an opportunity to address that.
Cole: As the market has shifted with COVID, ethanol plants shutting down, less people traveling, we’re moving towards electric vehicles—all of that
has impacted and started to shrink the CO2 market. You fold in here that the IRS incentives are saying, ‘Hey, we’ll pay you more to sequester and to bury this CO2, and to not sell it to outside customers,’ you again just see that shrink. There’s been contaminations in natural sources of CO2, so just another hit.
And there’s not really a good alternative for food and beverage to use today that is plentiful or easy to access. So they’ve seen a lot of price hits, force majeures from their current providers, and again, there’s just not a great replacement for what goes into your beer at the end of the day. And making sure that that’s consistent and that taste is there is a really key piece of this.
Lindsey Cole, FuelCell Energy
So where FuelCell saw the opportunity was ‘Hey, we can produce CO2 for you on site. We have the ability to create resiliency in your key ingredient and supply chain.’
PFW: The issue with the CO2 shortage seems to be getting a fair bit of attention right now. For our industry, is it all about getting bubbles in our drink?
Cole: There are three sectors that we’re focusing on primarily—the beverage and bottling industry, flash freezing, and meat processing. It’s a huge part of what goes into that industry of stunning animals humanely, how they flash freeze the meat, how they chill the meat, how it’s ground—that all includes CO2 in different capacities.
TECH PERSPECTIVE AARON HAND | EDITOR-IN-CHIEF
www.profoodworld.com | October 2023 | PROFOOD WORLD 63
OF
PHOTO COURTESY
FUELCELL ENERGY
PFW: Help us understand how FuelCell Energy’s technology is being used within a beverage facility.
Cole: We use our current technology, which is the molten carbonate fuel cell. In that process, it’s powered by natural gas or biogas or the combination of those two. We need essentially a methane-rich stream that’s coming into the fuel cells so that we can separate out those CO2 molecules.
We’re not using combustion in this process. This is a chemical process that happens as just part of how the fuel cell creates electricity, CO2, and heat. We can tap into that stream of CO2 that’s coming out of the methane molecules, we purify that to beverage grade, liquefy it, and then it can be stored on site to be used in their process.
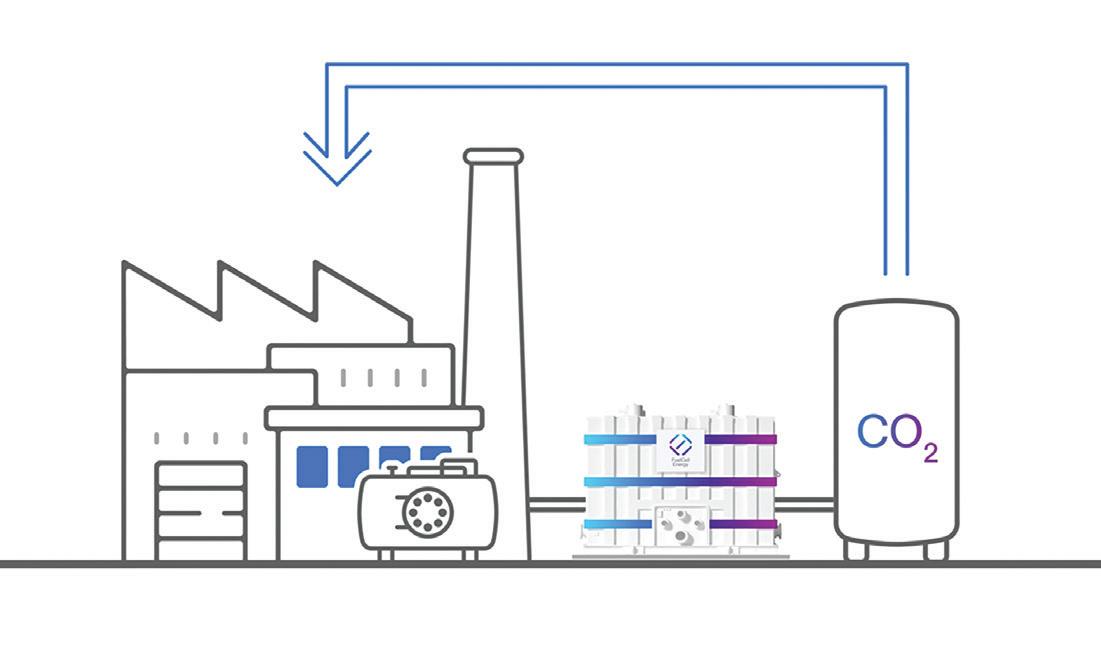
PFW: How does this process look for other types of food companies that need CO2?
Cole: It looks very similar to what we’re doing with breweries or bottlers. They use CO2 in their process, they use a lot of boilers in their process, in the production of meat and harvesting, water and washing things down, and a lot of power, those plants take a lot of power.
We have the ability to be their baseload electricity, so that they’re getting sometimes greener electricity and power from us vs. off of the grid. We create that resiliency in the power, and then, again, that CO2 on site for them. But it works essentially the same—that we’ll have storage tanks on site where they have immediate access to the CO2.
PFW: Take us a little deeper into how the technology works. Can you walk us through the process?
Cole: We call our product CO2 Recovery because we’re recovering those methane molecules to create the CO2. We can become even greener if we’re operating off of biogas vs. natural gas, but it has to be a methane-rich stream so that we can pull out those CO2 molecules.
PFW: What’s involved in the purification process?
Cole: We get it up to beverage-grade quality, and we follow ISBT [International Society of Beverage Technologists] standards to make sure that it’s there. We have partnerships with ISBT and outside parties to make sure that it’s audited and where the standards need to be. Our anode gas—the gas that’s coming off of the fuel cell to begin with—that CO2 stream is super, super pure, so it doesn’t take us very much to get it up to that beverage-grade level vs. other sources that you look at that are combustion-based. There are benzenes and things that have to be removed from other sources that aren’t in the fuel cell itself.
We have a purification skid that removes anything that is additionally in there. If there were to be anything like a benzene we pull all those things out to make sure they are matching the standards. We make sure that we’re within the range of the ISBT specs on our product.
[Fuel cells electrochemically react fuel and air to create power.] There’s no combustion—it is a chemical process that happens within the fuel cell itself within the anode and the cathode. We have heat also coming off of these, and they operate at very, very high temperatures. So what’s great is it is another value stream. You’ve got the CO2, the power for the plant, as well as heat, so we could put this heat as hot water back into the boilers.
The power production is a big piece of this because the plants do take up so much power. Typically, we’re looking at plants that are using no less than a megawatt of power. Our smaller unit is the 1.4 MW, and that gets downgraded a little bit to offset for the production of the CO2 itself. We’re baseload power, so they’ll use that to power the plants. They’re typically running 24/7, and we’re making CO2 in that process. Our 1.4 MW makes about 10 tons of CO2 a day. Our larger unit, the 2.8 MW, is making 20 tons a day.
PFW: How much CO2 would a typical bottler need? Is that plenty for their production?
Cole: For a small bottler, 10 tons is plenty. If you’re looking at a larger meat processing plant, they’re using 30 to 50 tons a day.
FuelCell Energy www.fuelcellenergy.com
TECH PERSPECTIVE 64 PROFOOD WORLD | October 2023 | www.profoodworld.com
CO2 recovered from fuel cells can be used directly on site.
PHOTO COURTESY OF FUELCELL ENERGY
































Register now for just $30 at packexpoeast.com Find Food Processing and Packaging Solutions, All in One Place Explore New Technology for Packaged Foods See materials and full-scale equipment in action from 400+ top suppliers. Make Connections Meet industry peers at networking events and on the show floor. Discover the right solutions, make the right connections—in one convenient location! Your East Coast Connection for Packaging and Processing Problem-Solve with Experts Discuss solutions to enhance everything from food safety to packaging sustainability. Get up to Speed Gain valuable perspective on industry advances in free sessions on the show floor.
Clean. Reliable. Precise.
Stainless steel servo motors from SEW-EURODRIVE
Stainless steel servo motors from SEW-EURODRIVE keep things moving wherever machines and systems are subject to particularly intensive cleaning. With an IP69 protection rating, their hygienic properties, long operating life, and maintenance friendliness make them optimally suited in permanently wet environments like food and beverage and pharmaceutical industries.
www.seweurodrive.com
Visit our stainless servos on the web
