INTO HEAVY- DUTY CRUSHING


PREMIER INFORMATION HUB FOR THE SUB-SAHARAN AFRICAN QUARRYING SECTOR Blueprint for success in aggregates reselling Boosting efficiency and productivity Screening across applications 10 32 40 JULY/AUGUST 2023 VOL. 2 ISSUE 4 JULY/AUGUST 2023
PREMIER INFORMATION HUB FOR THE SUB-SAHARAN AFRICAN QUARRYING SECTOR

‘GROW YOUR OWN TIMBER’
The need for technical skills in the local quarrying sector, and the extractive industry at large, cannot be stated enough. In the face of an ageing workforce and the massive brain drain, the industry needs to ‘grow its own timber’ to plug the broad skills gap. In recent years, local technical skills have been migrating faster than the local industry can retain them.
A key takeaway from my recent conversations with two industry executives is that the development of high-end technical skills is a critical factor for the advancement and sustainability of the industry. It plays a key role in improving safety and productivity, as well as providing opportunities for personal development, which in turn impacts economic growth.
One of the challenges hindering the development of skills is the fact that training is not cheap – it takes time and money. However, investing in skills development can save a lot of money in the long term. These words, which are so true, are often quoted, and have been attributed to several different people: “If you think training is expensive, try ignorance.”
The skills challenge is likely to increase in the coming years due to the advent of the Fourth Industrial Revolution – characterised by fastpaced technological progress, which will further transform the labour market.
breed the new skills the workforce requires. The Future of Jobs study highlights that skills demand will change significantly over the next five years, pointing at the importance of aligning education with skills needed in the labour force.
The same view is shared by Professor Brian Armstrong, BCX chair in digital business at Wits Business School, who is worried that a lot of skills development initiatives being pushed at this stage are about the transfer of specific knowledge. He reasons that what is more important now is helping people help themselves to learn. There is need to harness the ability to reinvent ourselves over and over, thereby staying relevant in this fast-changing world.
MUNESU SHOKO
Publishing Editor
Email:
munesu@quarryingafrica.com
LinkedIn:
Munesu Shoko
Quarrying Africa
According to the World Economic Forum’s Future of Jobs Report 2023, the result could be a net loss of over five million jobs in 15 major developed and emerging economies –including South Africa. These patterns may even be more intensified in other African economies unless all key stakeholders start pulling together as a matter of urgency.
While government, business and labour are starting to collaborate in tackling skills shortages, there is also a need for a balance between honing attributes that have always been valued in the workplace and learning to
The skills development initiatives of the day seem to be bred with an industrial economy in mind, but we have since moved into an information economy, and it is definitely time for a change. It is difficult to predict whether, or when, these traditional skills will become obsolete, but I agree with Alvin Toffler’s viewpoint that the “illiterate of the 21st century will not be those who cannot read and write, but those who cannot learn, unlearn and relearn”. At the height of the current technological revolution, the skills world is changing rapidly; technical skill and content are no longer enough. Both schools and skills development focused initiatives should be able to develop individuals who are comfortable with complexity and not having the answers. The vast majority of what we now call knowledge work – routine, methodological and fact-based – will be done by computers, not primarily because they are cheaper, but because they are faster, make fewer mistakes and scale more quickly.
In a world where repetitive tasks are handled by technology and artificial intelligence, our skills development strategies should aim to develop creative thinkers, innovators, risk-takers and problem solvers. Emphasising these attributes will help create a skills pool that is less vulnerable to automation. a

1 JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com | COMMENT






| JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com 2 CONTENTS 10 16 18 24 28 32 2 BLUEPRINT FOR SUCCESS IN AGGREGATES RESELLING MEETING HIGH-PRODUCTION REQUIREMENTS DRIVING THE ADVANCEMENT OF WOMEN IN MINING TAKING THE LEAD IN SKILLS DEVELOPMENT BOOSTING EFFICIENCY AND PRODUCTIVITY DELIVERING ON ALL FRONTS
EXPANDING SUPPORT FOOTPRINT
SCREENING ACROSS APPLICATIONS
THE ROLE OF SCREEN MEDIA IN AGGREGATES PRODUCTION


TOP TIPS FOR BUYING A WHEEL LOADER

TOWARDS ELECTRONIC BLASTING SYSTEMS
HIGHLIGHTING SAFE CONVEYOR EQUIPMENT DESIGN
DIAGNOSING SCREEN MEDIA PROBLEMS
Publishing Editor: Munesu Shoko
Sub Editor: Glynnis Koch
Business Development Manager: Elmarie Stonell

Admin: Linda T. Chisi
Design: Kudzo Mzire Maputire
Web Manager: Thina Bhebhe
Quarrying Africa is the information hub for the sub-Saharan African quarrying sector. It is a valued reference tool positioned as a must-read for the broader spectrum of the aggregates value chain, from quarry operators and aggregate retailers, to concrete and cement producers, mining contractors, aggregate haulage companies and the supply chain at large.
© Quarrying Africa
Quarrying Africa, published by DueNorth Media Africa, makes constant effort to ensure that content is accurate before publication. The views expressed in the articles reflect the source(s) opinions and are not necessarily the views of the publisher and editor.
The opinions, beliefs and viewpoints expressed by the various thought leaders and contributors do not necessarily reflect the opinions, beliefs and viewpoints of the Quarrying Africa team.
Quarrying Africa prides itself on the educational content published via www.quarryingafrica.com and in Quarrying Africa magazine in print. We believe knowledge is power, which is why we strive to cover topics that affect the quarrying value chain at large.
Printed by:
Contact Information
Email: munesu@quarryingafrica.com
Cell: +27 (0)73 052 4335
3 JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com | LEAD STORY INTO HEAVY-DUTY CRUSHING 06 36
52 56 60
40 44 48
Fuel switching in the cement sector
Cement & Concrete SA (CCSA), the consolidated body taking the lead on all matters relating to cement and concrete in South Africa and its members recognise that achieving the nationally determined commitments (NDC) in terms of the country climate change response would require both political will and investments supported by enabling government policies.
Furthermore, it is evident that the SD goals are all interrelated and hence will depend on a multidisciplinary approach. In terms of major country challenges, South Africa is a water scarce country, coal-based energy reliant, high unemployment rates and lagging behind waste management practices with regards to implementing the hierarchy of waste principles. However, everything from reducing the clinker factor, use of supplementary cementitious materials, to use of industrial wastes as fuels have been implemented by CCSA members to date in various degrees.
Both government and industry have recognised that policy certainty and regulatory / financial support is required to ensure economic growth, job creation and decarbonisation outcomes to further the objectives of a just transition towards a greener economy.
CCSA Industry Development executive Dr Dhiraj Rama will present about enhancing a just transition to a greener economy by increasing the utilisation of AFRs in the cement sector at the upcoming CarbonZero Global Conference and Exhibition (Lyon, France, October 26-27). He will outline some of the developments with regards to policy and law reform related to waste management to enable the cement sector to improve its uptake on alternate fuels and resources in the context of the circular economy.
Dr Rama is active in championing sustainable development
in the cement sector and plays a key role in informing climate change as well as environment policies and legislations related to the cement sector. He is a PhD graduate in Biochemistry from Wits University, Johannesburg. a
Afrisam Slagment Operation achieves 1,75-million LTI free hours
Leading construction material supplier, AfriSam, celebrated a significant milestone at the company’s Vanderbijlpark Slagment Operation when it achieved 1,75-million Lost Time Injury (LTI) Free hours earlier this year, demonstrating the high safety standards upheld at this plant.

As one of the leading players in the supply of aggregates, cement and concrete readymix, AfriSam is committed to safe operation at all its facilities. A strong commitment to ongoing training of its people as well as visible felt leadership underpins the company’s approach to safety and has clearly borne fruit at the Slagment Operation.
The origin of this operation, situated in the industrial area on the outskirts of Vanderbijlpark, dates back to the 1950s when Dr Niko Stutterheim thoroughly researched the suitability of South African slag for manufacturing cement and for use in concrete. His conclusion that the slag was eminently suitable led to the establishment of the company Building Binders Ltd, which was subsequently registered as Slagment Limited in 1960. Today, this operation still produces slagment and supplies the product to operations within AfriSam as well as to other customers for the manufacture of blended cementitious products.a
| JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com 4 INDUSTRY NEWS
CCSA is championing the enhancement of a just transition to a greener economy by increasing the utilisation of AFRs in the cement sector.
Scan QR Code for more on this story.
Scan QR code to read more.
AfriSam’s Vanderbijlpark Slagment Operation recently achieved 1,75-million hours without a Lost Time Injury.
Afrimat to acquire Lafarge South Africa
Leading mid-tier mining and materials company, Afrimat, has today announced the acquisition of Lafarge South Africa Holdings (Pty) Ltd (LSA), including all its subsidiaries (LSA Group), subject to the fulfilment of conditions precedent relating to the receipt of customary regulatory approvals.
LSA Group, a member of the Holcim Group, is a provider of construction materials in South Africa, offering an extensive range of products to the construction and infrastructure industry, including aggregates, concrete, cement, and fly-ash.
The acquisition will be housed in Afrimat’s Construction Materials division, which together with its subsidiaries (the Afrimat Group) supply a wide variety of aggregates and concrete-based products to the market, and the Afrimat Group, in response to
market and product development within this segment.
Speaking on the acquisition, Andries van Heerden, CEO of Afrimat says, “A key focus of Afrimat is our conscious operational efficiency initiatives, which are aimed at expanding volumes, reducing costs, and developing the required skill levels across all staffing categories. This exciting deal forms part of the Afrimat Group’s ongoing diversification strategy and will increase Afrimat’s offering in the construction industry, by expanding our quarry and readymix operations nationally and allowing for Afrimat to enter the cement value chain competitively.”
Afrimat is highly cash-generative and effectively debt free, allowing this acquisition to be financed largely in cash. “We are confident that this acquisition is a good use of our cash
the Afrimat Group’s balance sheet will remain healthy with debt levels well within our target range.”
Core assets acquired consist of aggregate quarries, readymix batching plants, an integrated cement plant, cement grinding plants, cement depots and highquality fly-ash sources. The lime and aggregate sources are long-life assets, well-designed and all with good-quality plants and infrastructure characterising the entire portfolio being acquired.
The purchase price for the acquisition of the equity in the LSA Group is USD6-million, with an additional amount of R900-million towards repayment by or on behalf of LSA of an amount owing by LSA to the Holcim Group. The effective date of the acquisition is 10 business days after all the conditions precedent have
5 JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com |
The J6 is an exciting addition to our jaw crushing product range in the local market. By introducing this machine, we have answered our customers’ call for a heavyduty mining machine. It is a significant leap, in terms of size, compared with the J45.
17,96 m
Despite its large size, the J6 does not compromise on portability for transport purposes. With a transport length of 17,96 m, the machine has a transport height and width of just 3,9 m
KEY FEATURES
• Optional extended warranty available
• Onboard side conveyor as standard

• 1 400 mm wide discharge belt
• Heavy duty bolted track frame
• Feeder removable for transport
• On-board rock breaker as standard
KEY POINTS
Kemach Equipment, recently acquired by Kanu Equipment, used a customer open day to introduce its latest offering, the McCloskey J6 jaw crusher – the largest in its stable to date

Attended by the local crushing and screening community, largely crushing contractors, the event was held at the company’s Jet Park, Gauteng headquarters on July 7

With a 1 200 mm x 864 mm jaw opening, the J6 accommodates large feed size of 700-800 mm

| JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com 6 LEAD STORY
“
The McCloskey J6 jaw crusher gives Kemach Equipment a tool to compete at the heavy-duty end of the mobile crushing market.
The new crusher is fitted with a telematics modem for the new 365SiteConnex, a connectivity solution for the monitoring of McCloskey products
Bradley Karolus, sales specialist at Kemach Equipment
Kemach Equipment has made a significant investment in its aftermarket support capabilities.
75-t
The new 75-t J6 jaw crusher gives Kemach Equipment a tool to compete at the heavy-duty end of the mobile crushing market
5,13 m
The J6 comes with a 1 400 mm-wide, angleadjustable main conveyor with a discharge height of 5,13 m
6 000 m2
At the centre of Kemach Equipment’s aftermarket regime is a new 6 000 m² parts warehouse in Pomona, which carries millions of rands worth of OEM spare parts at any given time
800 mm
While a side conveyor remains an option for many jaw crushers in its class, the J6’s folding conveyor is standard and has an 800 mm adjustable speed belt with a stockpile height of 3,99 m
INTO HEAVY- DUTY CRUSHING
Amid increased demand for larger mobile crushing units, Kemach Equipment has launched the McCloskey J6 jaw crusher, which closes a crucial gap in the company’s offering and thus gives it a much-needed footprint into the heavy-duty crushing market.
By Munesu Shoko.
Kemach Equipment, recently acquired by Kanu Equipment, used a customer open day to introduce its latest offering, the McCloskey J6 jaw crusher – the largest in its stable to date. Attended by the local crushing and screening community, largely crushing contractors, the event was held at the company’s Jet Park, Gauteng headquarters on July 7.
At the time of writing, the first machine was due to be deployed at a customer site on a trial-to-purchase basis. Bradley Karolus, sales specialist at Kemach Equipment, says the new 75-tonne (t) machine gives the company a tool to compete at the heavy-duty end of the mobile crushing market.


Massive upgrade
Previously, the McCloskey J45, with a 250-300 tph production capacity, was Kemach’s largest jaw available for the local market. With a much larger capacity of 600-700 tph, the J6 is a massive upgrade from the J45.
With a 1 200 mm x 864 mm jaw opening, the J6 accommodates large feed size of 700-800 mm. In addition, the machine is said to deliver high tonnes per hour due to its innovative jaw chamber design and enhanced material flow.
The material path is enhanced with the adjustable 1 204 mm x 2 360 mm
7 JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com |
The J6 made its grand debut at an open day held on July 7, 2023.
double-deck grizzly pre-screen under the hopper that, along with the variable speed pan feeder, allows for better sizing of material with a variety of mesh options.
“The J6 is an exciting addition to our jaw crushing product range in the local market. By introducing this machine, we have answered our customers’ call for a heavy-duty mining machine. It is a significant leap, in terms of size, compared with the J45,” says Karolus.
More features
With a minimum closed side setting of 70 mm, the J6 comes with a 1 400 mm-wide, angle-adjustable main conveyor with a discharge height of 5,13 m. According to Karolus, a quick release and ground-level access makes the belt easy to maintain and service, thus enhancing machine uptime. In fact, the whole machine is designed with service in mind, with ample space around all the key service points.
“In addition, while a side conveyor remains an option for many jaw crushers in its class, the J6’s folding conveyor is standard and has an 800 mm adjustable speed belt with a stockpile height of 3,99 m. We also offer the machine with an on-board rock breaker as standard,” says Karolus. “Another key talking point is that the J6 is equipped with wellknown hydraulic and electrical components such as Danfoss, Eaton and Kawasaki pumps.
Despite its large size, the J6 does not compromise on portability for transport purposes. With a transport length of 17,96 m, the machine has a transport height and width of just 3,9 m.
McCloskey, adds Karolus, placed technological advancements at the centre of the development of the J6. For example, the standard 12” control panel provides push button control of the jaw, track and feeder functions.
Furthermore, the new crusher is fitted with a telematics modem for the new 365SiteConnex, a connectivity solution for the monitoring of McCloskey products. 365SiteConnex is based on the latest leadingedge communication technologies to collect, analyse and deliver machine information which customers rely on to optimise production and increase efficiency.
Also contributing to the efficiency of the J6, particularly in remote locations, is the high-volume fuel tank, said to be sufficient to run the machine for approximately 20 hours.
As with all McCloskey equipment, safety is paramount, and the J6 is equipped with a number of features to ensure workplace and operator safety. For example, engine safety shutdown systems, start-up alarms, full safety guarding, external maintenance access and a tagout capability on the isolator, all contribute to the safe operation and maintenance of the machine. Ground level access also promotes safety, and allows for quick service and maintenance, reducing downtime for customers.
Competitive edge
Based on interactions with customers during the open day, Karolus is confident that the J6 will find quick traction in the market, with several customers expressing interest in the new jaw crusher. “One of key competitive edges is that we are price-competitive, not only on the capital outlay, but also on our parts and the cost of service at large,” he says. “This is key to reducing the total cost of ownership for our customers.”
Stock availability, he says, is another key competitive edge. Under the ownership of Kanu Equipment, the company has invested significantly in its stock to eliminate waiting times for customers. To provide context, Kemach Equipment has 40 stock machines (McCloskey) on order.

“Following the takeover by Kanu Equipment, we have made significant investments in not only machine inventory, but also in our aftermarket support capabilities. At the centre of our aftermarket regime is a new 6 000 m² parts warehouse in Pomona, which carries millions of rands worth of OEM spare parts at any given time,” he says.
Karolus says the Kanu Equipment takeover has brought with it a positive change in the business. Under the leadership of GM Twan Bell and CEO Stephen Smithyman, the company has not only invested in expanded machine and parts inventory, but also in the right skills to ensure high levels of customer service.
“We have beefed up our McCloskey team with four highly-skilled individuals with a deep understanding of the crushing and screening business. This will be key to enhancing customer experience, in line with our ‘Experience the Support mantra,” concludes Karolus. a
| JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com 8
LEAD STORY
Under the ownership of Kanu Equipment, Kemach Equipment has invested significantly in its machine inventory to eliminate long lead times for customers.
BLUEPRINT FOR SUCCESS IN AGGREGATES RESELLING
Cloete Sand & Stone, South Africa’s leading aggregates reseller, has expanded its footprint with a new branch in Cape Town. This is the first time the company has operated outside its traditional Gauteng market, marking a significant growth trajectory in its 41-year history. In a one-on-one with Quarrying Africa, MD Wesley Cloete discusses the company’s blueprint for success in what is known to be a cut-throat and low-margin business environment. By Munesu Shoko.

From humble beginnings with a single lorry some 40 years ago, Cloete Sand & Stone has over the years transformed its business to become one of the premium aggregate resellers in South Africa. Founded by Brian Cloete in 1982, the company initially subcontracted transportation services to quarries, before moving into the aggregate reselling market, explains MD Wesley
Cloete, who joined the family business in 2008 and took over the reins in 2017.
The migration from basic transportation services to aggregate reselling was informed by the need for better service in the industry at the time, the business having been founded on this from its onset.
“My father started the business as a lorry owner/ driver, before he switched to aggregate reselling,”
| JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com 10 FROM THE MD’S DESK
As a fleet-driven business, Cloete Sand & Stone places value on premium trucks, which are primarily its main tool of trade. In this picture, MD Wesley Cloete (left) takes delivery of two Scania units from John Nelson, sales executive at Scania South Africa.
The company has grown its fleet from 17 trucks in 2008 to 72 to date

KEY POINTS
Cloete Sand & Stone has expanded its footprint with a new branch in Cape Town
By injecting a new level of service excellence – going beyond customer expectations and delivering an industry-leading experience – Cloete Sand & Stone has grown its business significantly over the years

One of the key factors to this growth has been the focus on efficiency, which is instilled in all aspects of the business
As a fleet-driven business, the business places value on premium trucks, which are primarily its main tool of trade
says Cloete. “At the time, we were supplying dry sand to contractors who specialised in gunite pools. Their business was extremely time-sensitive – they needed the material at specific times – yet the demand for sand outstripped supply. However, service excellence was key to meeting these specific customer needs, and this was instrumental in the growth of the business.”
By 2008, the business was operating five tipper trucks and 12 concrete mixers. The same year, Wesley Cloete joined and together with Brian Cloete mapped a new growth trajectory in a rapidly changing business environment. By injecting a new level of service excellence – going beyond customer expectations and delivering an industry-leading experience – Cloete has grown the business significantly over the years.
Key to the growth has also been his insatiable appetite for new technologies to drive higher levels of efficiency. This, he says, is important, especially given the rate at which technology is evolving and also the fact that aggregate reselling is a high-volume, lowmargin business.
“We have managed to grow the business from 17 trucks in 2008 to 72 to date,” he says. “We have also managed to expand our footprint with a new branch in Cape Town this year. The expansion was largely driven by some of our Gauteng customers who have opened new operations in Cape Town. We determined that there was a need for us to set up a base in Cape Town in order to provide them with the service to which they
11 JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com | 40
72
From humble beginnings with a single lorry some 40 years ago, Cloete Sand & Stone has over the years transformed its business to become one of the premium aggregate resellers in South Africa
11
Brian Cloete started the business in 1982 as a lorry owner/driver, before he switched to aggregate reselling.
have become accustomed. Our business is built on service and bending backwards for our customers.”
Focus on the fleet
One of the key factors to this growth has been the focus on efficiency, which is instilled in all aspects of the business. As a fleet-driven business, the company places value on premium trucks, which are primarily its main tool of trade. Therefore, says Cloete, the company does not leave anything to chance when it comes to procurement time.
Cloete Sand & Stone runs a multi-brand fleet of tried and tested offerings – Volvo Trucks, Scania and Mercedes-Benz. “Leveraging our 40 years’ experience, we believe that these are the best products on the market for our line of work,” says Cloete. “By investing in new technologies, these OEMs continue to set the bar high in terms of fuel efficiency, reliability and productivity.”
To drive efficiencies within its business, the company investigates new trends in the market to inform some of its procurement decisions. For example, Cloete tells Quarrying Africa that, in direct contrast with some of the local norms where the 440 to 460 hp trucks are the standard in this line of business, the company places value on highhorsepower vehicles in the 520 to 560 hp range for its larger tippers. The same approach is applicable to its smaller rigid trucks, which are generally highhorsepower units in the 310 to 360 hp region.

“We are always on the lookout for new ideas. The reason behind our preference for high-horsepower vehicles is that these tools do not work as hard as smaller horsepower vehicles, which impacts on our operational efficiency. If driven correctly, they actually offer better fuel savings,” he says. “The capital outlay is obviously a lot higher, but our calculations tell us that there are major savings in terms of total cost of ownership over the lifetime of the asset.”
For its truck fleet, Cloete Sand & Stone maintains a 50% gearing ratio, which means 50% of the assets are at any given time paid off, while the other 50% consists of fairly new units still on vehicle finance. This move is informed by the need for balance in terms of reliability and economics. The older, paid off fleet, says Cloete, helps pay for the newer trucks, which in turn guarantee high levels of efficiency and reliability.

“In a perfect world, it would be ideal to run a completely new fleet, but the low-margin nature of the business cannot sustain it. A newer fleet keeps service costs down because the older the fleet gets, the higher the cost of maintenance. However, given the cyclical nature of the business, we cannot afford it, hence the need to maintain a balance between paid-off and newer trucks.”
Given the experience of running its preferred brands, the company has qualified mechanics to look after its older, out-of-warranty trucks. With its new vehicles, the company generally takes a five-year maintenance contract with the OEM, which provides peace of mind
| JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com 12
FROM THE MD’S DESK
As part of its focus on premium truck brands, Cloete Sand & Stone runs Volvo units in its fleet.
One of the critical parameters the company monitors is standing time, whether at the loading point or at the point of delivery.

that the assets are maintained according to OEM specifications with “no surprise costs”.
Driving efficiency
To further drive efficiencies, Cloete Sand & Stone has put several other initiatives in place. One of the key areas of focus is time management. “One of the critical parameters we monitor is standing time, whether at the loading point or at the point of delivery,” he says.
“To improve time management, we also ensure effective route planning using truck telematics and other freely available digital applications. We would rather choose to take a longer route to save time. Therefore, route planning for us is critical to achieving efficiencies.”
To further improve its operational efficiencies, the company insists on reducing what Cloete terms “dead leg” – trips where trucks travel empty. This is achieved by mapping and locating various quarries where material can be sourced within the delivery network to limit unladen travel.

Technology matters
That the local quarrying value chain has traditionally been stubborn in its reluctance to adopt new technologies is no overstatement. Against this background, Cloete Sand & Stone has over time quietly gone about its digital transformation to become a modern-day business.
A big proponent of new technology, Cloete says this approach has allowed for new, more flexible ways of carrying out the job. To work out the best technologies for the business, the company assessed its existing needs against its requirements, carefully considering the right technologies to drive efficiencies.
“My interest in new technologies – be it the vehicles we purchase or the systems we use internally – has paid dividends for the business,” he says. “One of our earliest technologies in our digital transformation journey was the adoption of a software system called
BiBi, a centralised digital system that enabled us to do quotations, delivery notes and invoices more efficiently than our conventional hand-written and typed documentation.”
However, the downside to this system was the need to have to continue to print out documents. During those days, Cloete recalls that he would work until 8 or 9 pm, printing out and despatching delivery notes for the day. This necessitated a significant capital investment in a paperless system called StratoPod, an ultimate delivery documentation solution.
“We worked together with the Strato IT Group to develop a solution that spoke directly to our needs, replacing all the manual processes and tasks associated with paper workflows. With the new system we can now, for example, assign and change loads on the fly without any need to phone drivers. It has also empowered us to endorse delivery documentation electronically at customer sites accurately, efficiently and safely. StratoPod has definitely been a game changer for us,” he says.
Family culture
As a family business, Cloete Sand & Stone places value on its family culture, which has always been cultivated across the business, resulting in employee loyalty –an extent to which employees are committed and involved with the business. To provide context, some of the current staff have been with the business for 30 to 32 years, helping the business build and keep an effective workforce that has allowed it to develop, grow and perform efficiently.
“Without our loyal staff who, in fact, have become family, we would not be where we are today. I am grateful for their loyalty and dedication to the business. Speaking of loyalty, our success as a company also hinges on our loyal customers who value our work ethic and service as a business. These customers have identified with our brand as a representation of themselves and trust our abilities to meet their material needs above all others,” concludes Cloete. a
| JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com 14
FROM THE MD’S DESK
Mercedes-Benz trucks form part of Cloete Sand & Stone’s fleet.

DRIVING THE ADVANCEMENT OF WOMEN IN MINING
Through a multi-faceted approach, surface mining association, ASPASA, has put the advancement of women firmly on the agenda. Speaking exclusively to Quarrying Africa, ASPASA director Letisha van den Berg says the future of mining hinges on its commitment to build an industry that is truly inclusive and draws on the talents of women. By Munesu Shoko.
The representation of women in the global mining sector remains low. According to a recent report by the World Bank, women make up only 15% of the global mining workforce, with even lower representation in specific regions and subsectors. Additionally, this underrepresentation extends to leadership and management positions,
where women hold just 16,9% of board seats in the top 500 mining companies globally.
“Women are underrepresented in all levels of the mining sector, but mostly so in senior management positions. We need to promote individuals based on skill and not just on gender – there are highly skilled women out there,” says Van den Berg. “Lower levels are understandable,

| JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com 16
16
WOMEN IN MINING
Letisha van den Berg, director of ASPASA.
15%
A
A commitment to furthering the involvement of women in all aspects of the mining sector should take priority.
because generally mining is a harsh environment to work in and not all women want to be exposed to such conditions. One either falls in love with the environment immediately or totally hates it.”
Front and centre
A commitment to furthering the involvement of women in all aspects of the sector is thus something that should be ‘front and centre’ for all stakeholders concerned. Setting up platforms to address gender issues, says Van den Berg, should be regarded as a positive step towards improving the workplace.
16,9% The
KEY POINTS
The representation of women in the global mining sector remains low

Women are underrepresented in all levels of the mining sector, but mostly so in senior management positions
Setting up platforms to address gender issues should be regarded as a positive step towards improving the workplace
Through a multi-faceted approach, surface mining association, ASPASA, has put the advancement of women firmly on the agenda
well represented in the regional women in mining forums. Most of our members are committee members of the regional women in mining forums. By just opening these platforms to women, it assists with advancement because they see the progress of other women,” says Van den Berg.
To track the progress made, ASPASA will look at the Minerals Council system and suggest a way its members can report on the Minerals Council South Africa platform. The association’s members all have their programmes in place to make a difference.
“Some of our members have excellent programmes which we will share after we have set up all our leading practices,” she says.
72 000
Surface mining industry association, ASPASA, drives the agenda through the Mining Charter processes, the Gender Justice Committee and its recent memorandum of understanding with Women in Mining Business (WimBiz) to advance women in mining supply chain opportunities.
“ASPASA supports the Minerals Council South Africa and The Mine Health and Safety Council programmes for women in mining as well. ASPASA members are
Successes gained
Van den Berg notes that there are already 72 000 women in the South African mining sector and the number will continue to rise as several industry initiatives come to the fore.
“We have come a long way and one must not forget the successes gained in the years gone by. The mining industry was never really ready for women, but there are now many guidelines and learnings available.
To achieve our targets, it is important that we do not isolate men from the women in mining forums. I also urge the media and all other platforms supporting women to engage with men to see how they experience women in the workplace. The challenge is not just one-sided,” she concludes. a
17 JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com |
recent report by the World Bank notes that women make up only 15% of the global mining workforce, with even lower representation in specific regions and subsectors
underrepresentation extends to leadership and management positions, where women hold just 16,9% of board seats in the top 500 mining companies globally
17
The are already 72 000 women in the South African mining sector and the number will continue to rise as several industry initiatives come to the fore
DELIVERING ON ALL FRONTS
To execute a complex stockpile recycling project at an old iron ore mine, Gravmax Africa has deployed a bespoke two-stage crushing and screening plant supplied by Weir Minerals Africa. Leveraging combined experience in applications engineering, process engineering and mechanical design, Weir Minerals’ Comminution team delivered on the client’s need for a technically sound and cost-effective plant that meets site-specific requirements on all fronts.
 By Munesu Shoko
By Munesu Shoko
ecovering saleable material from legacy mining dumps is one of the emerging paradigms across various commodity areas in the South African mining industry. Central to this growing trend is the availability of methods and technologies which offer better recoveries than in the past, allowing for the recovery of valuable material from previously discarded waste.
A case in point is a stockpile recovery project at the old Thabazimbi Iron Ore Mine in Limpopo, South Africa. Owned by a leading steel producer, the project is contracted to United States-based Phoenix Global on a build-ownoperate-transfer (BOOT) basis. Phoenix’s strong materials handling skills, its ability to finance and a joint track record and relationship built on trust with Gravmax Africa, made this project possible.
Gravmax Africa, a specialist in minerals processing and metal recovery plant design, construction and operating services, was subcontracted by Phoenix Global to design,
| JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com 18 18
SITE VISIT
The Weir Minerals plant is the first step in the beneficiation process.
5 mm
The crushing and screening plant is deployed to liberate iron ore from gangue material by crushing it all down to smaller than 5 mm, before processing it through the dense media separation process
7,5 – 36 m
The different components of the two-stage crushing and screening plant are interconnected by means of a modular Trio conveyor system, with widths ranging from 600 mm to 900 mm wide and lengths from 7,5 m to 36 m
KEY POINTS
Gravmax Africa recently opted for a bespoke twostage crushing and screening plant supplied by Weir Minerals Africa
This direct feed configuration was one of the key factors in the company’s buying decision
Due to the fast-tracking requirement of this project, Gravmax Africa preferred to deal with a ‘one-stop’ supplier that could provide all the equipment in a modular format

The plant is unique in the sense that it crushes the ore down to a -5 mm size using a dry process
Our comminution team combined its experience in applications engineering, process engineering and mechanical design into one packaged offer to ensure that we ticked all the boxes for the client on a technical level – and that put us in the running as a legitimate contender for the project.
build and operate the process plant for this particular project. The project comprised a two-stage crushing and screening plant supplied by Weir Minerals Africa, as well as a separate dense media separation (DMS) plant.
Dieter Nebbe, plant manager at Gravmax Africa, explains that the Weir Minerals plant is the first step in the beneficiation process – liberating the desired iron ore from the unwanted gangue minerals. This project is focused on the production of fine, saleable iron ore from a banded iron stone formation. The hematite occurs in thin layers in between layers of gangue minerals.
Nebbe explains that the Weir Minerals crushing and screening plant is deployed to liberate the iron ore from the gangue material by crushing it all down to

19 JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com | 19
“
Tiisetso Masekwameng, GM – Comminution Equipment at Weir Minerals Africa
smaller than 5 mm, before processing it through the dense media separation process, where the liberated hematite and gangue minerals are separated to produce a high quality, fine iron ore product.
Why Weir Minerals?
Key to the decision to opt for the two-stage crushing plant from Weir Minerals Africa was the configuration, explains Corné Boshoff, director at Gravmax Africa. The Comminution team was able to present a solution that met Gravmax Africa’s needs, particularly with regards to effective choke feeding conditions for the cone crushers.
Karabo Moalamedi, advanced comminution specialist at Weir Minerals Africa, explains that the two cone crushers in the plant are coupled with a surge bin tower and a Trio EF pan feeder to guarantee enough surge capacity right in front of the cone crusher to ensure adequate choke feeding conditions at all times. This also protects the crusher from intermittent feeding which reduces equipment reliability.
“This direct feed configuration was one of the key factors in our buying decision,” explains Boshoff. “Having a surge bin directly before each crusher, coupled with a pan feeder that feeds material out of the bin straight into the crusher, means that there is no delay time, and it is easy to control the level of material in the crusher. This ensures good interparticle crushing due to the choke feed conditions, which in turn results in preferential breaking at the grain boundaries, which ultimately allows for better grades and iron recovery.”
Due to the fast-tracking requirement of this project, Gravmax Africa preferred to deal with a ‘one-stop’ supplier that could provide all the equipment in a modular format. Renowned for its Trio jaw and cone crushers, Trio feeders and Enduron screens, Weir Minerals Africa was in a position to put all these together in a complete plant within a short lead time.
According to Boshoff, Gravmax Africa also wanted a
dry process that could crush down to the required -5 mm fine size. Through simulation, Weir Minerals was able to prove the ability to produce this required very fine specification using its two-stage crushing and screening plant.
“The plant is unique in the sense that we crush the ore down to a -5 mm, using a dry process. Due to the liberation characteristics of this iron ore, we needed to crush it that fine to be able to upgrade it to saleable quality,” says Boshoff.
Plant in detail
Phoenix is responsible for all materials handling on the plant, which includes in-field mobile primary crushing and screening to supply a pre-crushed and screened ore stockpile. Ore is fed into a 15 m³ live volume capacity feed bin using front-end loaders. The bin was supplied with a static grizzly with a fixed 130 mm aperture. Ore is extracted from the bin at a controlled rate by means of a Trio EF3606 pan feeder.

From here, material is fed into an Enduron DHG24/48 double deck horizontal secondary screen with 20 mm top deck and 7 mm bottom deck apertures. The undersize product is taken directly to the final product radial stockpile.
The oversize material from the screen is redirected to the secondary crushing station, consisting of a Trio TC51 live-shaft cone crusher fed by a 16 m³ surge bin tower coupled with a Trio EF3606 pan feeder. Crusher product recirculates back to the DHG 24/48 screen to form the first closed loop of the crushing circuit.
Mid-size material from the DHG 24/48 screen (-20 mm +7 mm) is sent to the tertiary screen, an Enduron DHG21/54 double deck horizontal screen. This screen has 20 mm aperture on the top deck and 7 mm on the bottom deck. The oversize and mid-size materials are mixed and sent to the tertiary crushing station, another 16 m³ surge bin tower feeding a Trio TP350 pedestal (or fixed-shaft) crusher by means of an EF3606 pan feeder. The undersize product is again
| JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com 20 20
SITE VISIT
Weir Minerals was in a position to offer Gravmax Africa a one-stop solution for the two-stage crushing plant.
sent to the final product radial stockpile.
Product from the tertiary crusher is recirculated back to the DHG 21/54 tertiary screen, the second closed loop of the circuit. Final product is loaded to the radial stockpile by means of a 24 m Trio radial stockpile conveyor.
The different components of the two-stage crushing and screening plant are interconnected by means of a modular Trio conveyor system, with widths ranging from 600 to 900 mm wide and lengths from 7,5 to 36 m.

Chosen equipment
Commenting on why the various pieces of equipment, in particular, were chosen, Moalamedi says for the secondary crushing, the team went for a Trio TC51 cone crusher which is based on a reliable proven design and ideally suited for demanding applications. This is a low maintenance unit which helps ensure operating costs are kept low, a key parameter in the client’s buying decision.
“On the tertiary crusher, we needed a machine that would produce a high fraction of fine material (-5 mm) for feed to the next stage of the process. The crusher would also need to cope with a high recirculating load. The chosen TP350 cone crusher offers just that as it is a high-speed machine with a high pivot point and larger throw which translates into high capacity crushing and a high reduction ratio,” explains Moalamedi.
The vibrating screens offered are heavy duty and are designed for material with a high bulk density. These also produce a high acceleration (G force), which ensures maximum efficiency even at high load conditions.
Design challenges
While the plant has met all the operational expectations, the design was not without its challenges. Jaco Kotzé, senior engineer – team leader Comminution Design at Weir Minerals Africa, explains that the plant is located on the side of the mountain, which posed some limitations on the plant layout area.

On the tertiary crusher, we needed a machine that would produce a high fraction of fine material (-5 mm) for feed to the next stage of the process. The crusher would also need to cope with a high recirculating load.
“Gravmax Africa also requested that we optimise the layout to make the most efficient use of the natural slope of the ground in order to minimise the amount of filling and earthworks required. We achieved this by having the two closed crushing loops in a counter flow layout, and by positioning the crushers outside of the layout to allow for easy maintenance access by means of a mobile crane for liner changes and general
21 JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com | 21
“
Karabo Moalamedi, Advanced Comminution Specialist at Weir Minerals Africa
The two cone crushers in the plant are coupled with a surge bin tower and a Trio EF pan feeder to guarantee enough surge capacity right in front of the cone crusher to ensure adequate choke feeding conditions at all times.
Gravmax Africa required a solution that made use of the natural slope of the ground to minimise filling and earthworks.
maintenance,” explains Kotzé.
The ore at the Thabazimbi mine is very abrasive and very difficult to handle due to the high moisture content as a result of the naturally weathered state of the dumps. Weir Minerals used a combination of material-on-material ledged chutes for the oversized screened material transfers as well as specialised low friction liners in chutes/underpans for handling the sticky fines and to prevent any unwanted fines buildup in these areas.
“The high efficiency and G force of the Enduron screens allowed us to keep this a completely dry processing plant, which significantly reduces the operational cost and complexity compared with a wet processing option,” says Kotzé.
Talking points
Commenting on some of the key talking points of the plant, Kotzé highlights the Weir Minerals modular plant design, which allows for easy interfacing of the various modular stations. Each station is designed as a completely stand-alone system and design verification is done accordingly.
All equipment is mounted on self-contained skid structures, which require only basic civil raft foundations, instead of traditional individual plinths. This reduces the cost of civil works for the client and allows for more flexibility during installation.
“The Weir Minerals modular conveyor system is designed with minimal foundation requirements – standard conveyors only have three low ground pressure support footings; this drastically reduces the civil costs and allows for a very clean plant with easy access into the plant area,” says Kotzé.

The conveyors are modular, allowing for walkways on either side and for different standard installation angles without having to change the standard design. In addition, the conveyors head ends are self-supporting and do not need to be supported by the equipment skid structure which the conveyor is feeding, thus allowing completely modular interfacing between the different stations. By having the conveyors decoupled from the structures,
Value proposition
Tiisetso Masekwameng, GM – Comminution Equipment at Weir Minerals Africa, says the Gravmax project speaks volumes about Weir Minerals’ value proposition.
The concept of order qualifiers and order winners explains best how the comminution team works, she says. Order qualifiers are necessary attributes that a product must possess for it to be considered in the running for a client purchase, while order winners are the ‘winning’ attributes that lead to customers buying a product.
“Our comminution team combined their experience in applications engineering, process engineering and mechanical design into one packaged offer to ensure that we ticked all the boxes for the client on a technical level – and that put us in the running as a legitimate contender for the project,” says Masekwameng.
Weir Minerals, however, set itself apart through an iterative listening process with the clients’ team, being quick and nimble in its responses to meet their needs while using its experience to ensure the delivered solution was going to be efficient and technically sound. This is particularly evident in the conveyor designs, for example, which were a direct output of combined efforts between Weir Minerals and the Gravmax team. The client was strict about access – and Weir Minerals responded by allowing for walkways on either side, while maintaining its design nuances such as conveyors that are decoupled from structures to avoid vibration transfer.
“At the end of the day, Phoenix Global, through Gravmax Africa, had clearly articulated needs and we simply listened and worked tirelessly to deliver. They did not want an off-the-shelf solution; we provided a bespoke crushing and screening solution by using our modular plant design while mitigating the various project design constraints of the project. We aimed to provide and succeeded in providing, a safe, easy-tooperate and cost-effective plant to satisfy our client’s specific project needs,” concludes Masekwameng. a
| JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com 22
vibration transfers between the various structures are eliminated.
SITE VISIT

5-year/ 10 000-hour
MEETING HIGH-PRODUCTION REQUIREMENTS
To meet high-production requirements for one of its strategic mining contracts in Steelpoort, Limpopo, Zizwe Opencast Mining has deployed a train of Metso mobiles with remarkable success. The leading mining contractor has been particularly impressed by its newly acquired Lokotrack LT200HPS which is essentially a cone crusher and a screen on one tracked chassis, thus reducing double handling on site. By Munesu Shoko.

With productivity high on the agenda, Zizwe Opencast Mining does not leave anything to chance when it comes to the selection of its equipment for its mining projects. It is for this reason that the company has opted to deploy a fleet of three Metso mobile machines supplied by Pilot Crushtec International at one of its chrome processing contracts in Steelpoort. The train comprises a Lokotrack LT120 jaw crusher, a Nordtrack S2.11 scalping screen and a Lokotrack LT200HPS cone crusher.
As part of the production process, -450 mm run of mine (ROM) material is fed into the Lokotrack LT120 jaw crusher, which crushes it down to a -80 mm, which is in turn fed into the Nordtrack S2.11 scalping screen for further processing. At the scalping screen, the production team takes out sellable -15 mm product.
Any oversize material from the scalping screen is
fed into the Lokotrack LT200HPS cone crusher, which crushes it down to the desired -15 mm product. Anything above the -15 mm spec is passed onto the LT200HPS’s on-board return conveyor, which recirculates it back to the crushing chamber for a second or even third crush.
With the high production nature of the Metso machines, coupled with their reliability and ultimately high availability, Zizwe is meeting its production target of 200 tonnes per hour (tph), confirms Rayno Combrick, crushing and screening foreman at Zizwe. “We are very happy with the performance of the Metso machines we have deployed on this particular project,” says Combrick.
Two in one
While all the three machines have proven their mettle, Joe de Beer, crushing and screening plant manager at Zizwe, is particularly impressed by the newly acquired LT200HPS cone crusher. By featuring
| JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com 24
SITE VISIT
Zizwe Opencast Mining’s processing plant operating in Steelport.
Zizwe places value on the industry first, standard 5-year/ 10 000-hour warranty offered by Pilot Crushtec on all Metso crushers and screens months
9
Zizwe currently has a total of nine Metso units in its fleet – six jaw crushers, two cone crushers and one scalping screen
30 000
Zizwe’s first Metso machine, a Lokotrack LT105 jaw crusher purchased in 2012, has clocked over 30 000 hours and counting
KEY POINTS
Zizwe Opencast Mining has deployed a fleet of three Metso mobile machines supplied by Pilot Crushtec International at one of its chrome processing contracts in Steelpoort


The train comprises a Lokotrack LT120 jaw crusher, a Nordtrack S2.11 scalping screen and a Lokotrack LT200HPS cone crusher

Zizwe is particularly impressed by the newly acquired LT200HPS cone crusher, which features a detachable screen and return conveyor on one tracked chassis
The fact that the LT200HPS does the job for two machines was central to Zizwe’s purchasing decision
The fact that the LT200HPS does the job for two machines was central to our purchasing decision. It features a detachable screen and return conveyor which guides screened oversize material back to the cone crusher. It is essentially a cone crusher, a screen and a conveyor on one tracked chassis.
25 JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com |
“
Joe de Beer, crushing and screening plant manager at Zizwe.
Pilot Crushtec is committed to its clients, offering 24/7 aftermarket support to ensure minimum downtime.
Watch: The Metso fleet of mobiles is winning the day for Zizwe.
a detachable screen and return conveyor on one tracked chassis, he says, the LT200HPS is basically two machines in one, which eliminates double handling on site.
“The fact that the LT200HPS does the job for two machines was central to our purchasing decision. It features a detachable screen and return conveyor which guides screened oversize material back to the cone crusher. It is essentially a cone crusher, a screen and a conveyor on one tracked chassis,” says De Beer.
Francois Marais, sales and marketing director at Pilot Crushtec, tells Quarrying Africa that this is the first ever LT200HPS with an overhanging screen to be supplied in the local market by Pilot Crushtec. In fact, the Lokotrack LT200HP now comes in three different configurations, depending on individual customer needs. Apart from the standard cone crusher configuration, he explains, it is also available with a pre-screen called the HPX, which is placed just before the crushing chamber, or alternatively with an overhanging screen called the HPS, located post the crushing chamber.
“In traditional operations, you would need two machines – a cone crusher and a screen – to do the same job done by this machine on its own. In addition, you would probably have to deploy a minimum of two or three conveyor belts to recirculate oversize

material from the screen back to the cone crusher,” says Marais.
Yeshen Achary, sales engineer at Pilot Crushtec, explains that Zizwe was looking for a single machine that could do the job of two machines. “Traditionally, we have always supplied the LT200HP in a standard configuration. Because cone crushers by their nature are not 100% efficient, the added benefit of having a screen post the crushing chamber is that it allows for recirculation of any oversize material back to the cone crusher,” he says.
This, explains Achary, eliminates the need for another machine to work in closed circuit with the cone crusher. Having a single machine doing the job of two machines offers significant cost benefits for the customer. Apart from the obvious capital cost benefit, having the cone and screen on one single chassis means that the machine is powered by a single engine, thus one less machine to maintain. Having a closed loop on a single chassis also makes it easy to transport the machine to site.
Why Metso?
Zizwe currently boasts a mobile fleet of 24 crushers and 15 screens, comprising various brands. Of the 35 machines, nine are Metso units – six jaw crushers, two cone crushers and one scalping screen. The

| JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com 26 26
SITE VISIT
Pilot Crushtec offers an industry first – the standard 5 year/10 000-hour EPS warranty on all Metso crushers and screens.
The Zizwe Opencast Mining processing plant consisting of a Nordtrack S2.11 scalping screen and Lokotrack LT200HPS cone crusher.
company generally replaces its crushing equipment at 15 000 hours. In future, confirms De Beer, Zizwe is looking at standardising its whole fleet with Metso equipment.
Why Metso? Several factors, he says, are central to the decision, but more importantly it is the proven reliability of Metso machines. To provide context, Zizwe’s first Metso machine, a Lokotrack LT105 jaw crusher purchased in 2012, has clocked over 30 000 hours and is still going strong at one of the company’s crushing sites.
“The main reason behind our preference for Metso is the durability and performance of the machines,” says De Beer. “Added to that is the unparalleled aftermarket support we get from Pilot Crushtec. Worth mentioning is the parts availability, which is key to our machine uptime. Downtime is the enemy of success in our line of business. We therefore value a partner that we can trust for the long haul, while offering the best deal possible.”
De Beer makes special mention of Pilot Crushtec’s SupportLink service offering, which provides equipped, qualified and experienced personnel to professionally service and repair all the equipment supplied by Pilot Crushtec.
According to Marais, Pilot Crushtec has, over many years, reiterated its commitment to customer service by investing heavily and continuously in service infrastructure, spares and wear parts as well as in the continuous training of its people.
“We train, develop and retain the skills necessary to keep customers’ equipment up and running – to avoid costly downtime that could threaten their contracts and reputations,” says Marais. “This includes our 15 full-time service technicians, who travel over a million kilometres a year to see customers and deliver quality support.”
Underpinning these levels of service – which are available 24/7, 365 days a year – is the company’s parts and aftermarket infrastructure, which is similarly always open for business. This starts with a large stockholding of around 93 000 individual items, including about 2 500 wear parts alone. There are 20 dedicated parts personnel to efficiently manage this valuable resource, dispatching on average about 6 800 parts every month.
Peace of mind
Zizwe also places value on the industry first, standard 5-year/ 10 000-hour EPS warranty offered on all Metso crushers and screens. De Beer says the extended warranty is a true reflection of Metso’s confidence in its product and Pilot Crushtec’s service commitment to the brand.
“Warranty is a valuable component of any capital equipment purchase, especially mission-critical equipment such as crushers and screens. A long product warranty gives us some extra coverage for our big-ticket assets, along with a little more peace of mind,” concludes De Beer. a
We are very happy with the performance of the Metso machines we have deployed on this particular project.
Traditionally, we have always supplied the LT200HP in a standard configuration. Because cone crushers by their nature are not 100% efficient, the added benefit of having a screen post the crushing chamber is that it allows for recirculation of any oversize material back to the cone crusher.”
27 JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com | 27
“ “
Rayno Combrick, crushing and screening foreman at Zizwe
Yeshen Achary, sales engineer at Pilot Crushtec
TAKING THE LEAD IN SKILLS DEVELOPMENT
In an environment where the dearth of technical skills continues to pose a huge challenge for the industry, leading construction materials supplier, AfriSam, continues to take the lead in skills development. Over the years, AfriSam has continuously invested in training programmes that have not only benefitted the company, but the industry at large.
 By Munesu Shoko.
By Munesu Shoko.
Technical skills are in high demand in the quarrying industry as companies seek to maintain their competitive advantage and develop a track record of success through innovation. Given the dynamics, Glenn Johnson, GM Construction Materials at AfriSam, stresses that it is vital for companies to commit to the development of their people.
“I am a firm believer that our industry needs strong technical skills at the core
of our operational excellence – that is fundamental,” Johnson emphasises.
AfriSam’s ongoing commitment to skills development hinges on two main elements. Firstly, the company understands that it has a duty to the country to develop people. Johnson believes that there is a strong correlation between a skilled society and a country’s sustainable economic growth, and the absence of the former inhibits the possibilities of the latter.
“The second element, and probably the most important one, is that as
| JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com 28
SKILLS DEVELOPMENT
AfriSam, as a leading construction materials supplier, continues to take the lead in skills development.
83
Out of the 113 development positions since 2012, a total of 83 artisans – both 18.1 and 18.2 learners – came through the Artisan Learnership programme
30
Of the 113 development positions created since 2012, 30 were Engineers-in-Training and internships
““Despite the recent challenges brought about by the Covid-19 pandemic and the continued downturn in the construction sector, which have put pressure on our development programmes, we continue to show the resolve to develop people. I also urge other industry players to play their part in developing skills the industry needs, now and well into the future.”
a business we ought to have better traction with the people that we develop ourselves,” he says. “By investing in our own talent pool, we are, from the onset, able to better equip our people to deal with the nuances of the organisation.”
Johnson stresses that discipline and standards are critical in the mining environment, and these are key focal points in AfriSam’s people development processes. Those who come through AfriSam’s skills development programmes have demonstrated a strong understanding of what it means to be part of the company – the value system, performance criteria and expectations of operational excellence. This helps employees to perform their roles more effectively and efficiently, leading to improved job performance and ultimately the success of the organisation.

Training programmes
As part of its skills development portfolio, AfriSam offers several internal training programmes for its aggregates business. These include Trainee Works Manager programmes, Engineer-In-Training, Artisan Learnerships and general operational training. This

KEY POINTS
As part of its skills development portfolio, AfriSam offers several internal training programmes for its aggregates business
The Engineer-in-Training is a structured training programme for young graduates who have come through AfriSam’s bursary pipeline
The Trainee Works Manager programme exposes candidates to all the critical aspects of works management on aggregate operations
The Trainee Operations Manager programme follows pretty much the same pattern, but with a specific focus on readymix concrete production, including technical specifications, product application and customer interface
29 JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com |
Glenn Johnson, GM Construction Materials at AfriSam
Structured training programmes not only assist individuals in attaining their professional status but also ensure technical skills are retained in the industry.
has recently been expanded with the introduction of the Trainee Operational Managers programme for the readymix business unit.
The Engineer-In-Training is a structured training programme for young graduates who have come through AfriSam’s bursary pipeline. Selected individuals – those who have shown the best aptitude for the aggregates and readymix businesses – are integrated into the programme. The programme seeks to develop a strong pipeline of electrical, mechanical, civil and mining engineers.
“Engineers in training have to undergo a structured training programme with the aim of, first of all, getting them to attain their professional status. I am of the firm opinion that one only becomes an engineer once one has been registered as a professional engineer. We therefore encourage our young engineering graduates to formalise their education by acquiring their professional status. This opens new doors for them as they can be professionally recognised in their chosen engineering discipline,” he says.
Very often, notes Johnson, candidates who go through a trainee programme of this nature get lost along the way because they do not feel significant. Fundamentally, AfriSam affords its engineers in training a sense of significance by assigning them to drive projects that have a significant impact on a quarry operation or the AfriSam business at large.
“At the end of the day, it fulfils two purposes – it makes trainees feel significant because they have contributed to a meaningful cause, but more importantly it gives them the correct exposure in their journey to become professional engineers,” explains Johnson.
As part of their development, trainees are afforded the opportunity to tap into a network of engineers within the AfriSam environment and also contacts that the company has made externally, for example, providers of engineering solutions to AfriSam.
Development path
AfriSam has a two-pronged approach to further developing its Engineer-In-Training graduates. They are either afforded the opportunity to move into line management or to stay in their chosen technical discipline, be it mechanical or electrical engineering, or a multifunction of the two disciplines.

“Candidates for our Trainee Works Manager and Trainee Operational Manager structured programmes are chosen from our Engineer-In-Training pool. They can further their career by going into works management at our aggregates operations or become operational managers on our readymix plants. It generally takes up two years for candidates to complete these programmes,” says Johnson.
The Trainee Works Manager programme exposes candidates to all the critical aspects of works management on aggregate operations, including legal training, blasting certificates, financial management and, more importantly, people management, amongst others.
The Trainee Operations Manager programme follows pretty much the same pattern, but with a specific focus on readymix concrete production, including technical specifications, product application and customer interface, amongst others. Candidates are also exposed to the financial and operational aspects of the readymix business.
Artisan Learnership
For AfriSam’s Artisan Learnership Programme, prospective candidates are generally people who have completed their National Qualification Framework (NQF) courses, be it internal employees (18.1 learners) or external candidates (18.2 learners).
According to Johnson, AfriSam plays an active role in the development of artisans because the company believes it is an important skills-set that has been lost in the country. A functional economy, he says, must have a sufficient number of artisans if it is to fulfil its
| JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com 30
30 SKILLS DEVELOPMENT
AfriSam’s investment in skills development has not only paid dividends for the company, but the industry at large.
potential. The same goes for a technical industry such as quarrying – artisans are the lifeblood of a functional industry and “are the tool that keeps operations going”, says Johnson.
“In my view, it is a bit challenging to train artisans at the moment, largely because the quality of trade schools has deteriorated alarmingly compared to the years gone by. The quality of artisans today is not what it used to be decades ago when we still had functional trade schools. We need that same passion back in the country and therefore encourage young people to be tradesmen,” he says.
With that said, AfriSam has recorded massive success with its Artisan Learnership programme over the years. Several young people have qualified through this programme. To provide context, out of the 113 development positions since 2012, a total of 83 artisans – both 18.1 and 18.2 learners – came through the system.
Key successes
Over the years, AfriSam has also achieved enormous success with its Engineer-in-Training and Trainee Works Manager programmes. For example, of the 113 development positions created since 2012, 30 were engineers in training and internships.
Flagship milestones attained over the years are also testimony to the success of these development programmes. For example, Isaac Mabalane, who now works for a different organisation, was the first black certified (GCC) engineer to come through AfriSam’s engineering graduate programme. Gao Sebego, the first black female works manager at AfriSam, is also a product of the Trainee Works Manager programme.
Several other works managers have also come through the programme. For example, every single works manager at all AfriSam aggregates operations in Gauteng has come through the company’s training programme. Some of the names that come

to mind include Louis Sterley (Rooikraal and Sub Nigel), Mohammed Docrat (Jukskei), Chris Yedwa Mgxekwa (Eikenhof) and Moses Nkuna (Ferro). In KwaZulu-Natal, Ernest Sebeelo (Petermaritzburg Quarry) and Llyod Maringa (Coedmore Quarry) are also products of AfriSam’s various development programmes.
High up the ladder, several line managers in the business have also gone through the training programmes. For example, Zielas du Preez, regional manager, Construction Materials Gauteng and Cape Operations, and Theolan Govender, former engineering manager and now regional manager, Construction Materials KZN, are products of the company’s training programme. Other high-profile executives who have their roots firmly rooted in these development programmes include Avi Bhoora, construction materials executive at AfriSam, and Glenn Johnson, General Manager Construction Materials. AfriSam’s investment in skills development has not only paid dividends for the company, but the industry at large. A case in point is the large number of ex-AfriSam employees in high-profile positions at competitor organisations and industry bodies. Letisha van den Berg, the now director of industry association, ASPASA, is one of the flagship names that springs to mind. Having started out her stellar 17-year AfriSam career as an admin clerk at the AfriSam Newcastle Quarry in KwaZulu Natal, she rose through the ranks to become Construction Materials Health and Safety Manager in 2015.
“Despite the recent challenges brought about by the Covid-19 pandemic and the continued downturn in the construction sector, which have put pressure on our development programmes, we continue to show the resolve to develop people. I also urge other industry players to play their part in developing skills the industry needs, now and well into the future,” concludes Johnson. a
31 JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com |
AfriSam believes that strong technical skills are at the core of the company’s operational excellence.
BOOSTING EFFICIENCY AND PRODUCTIVITY
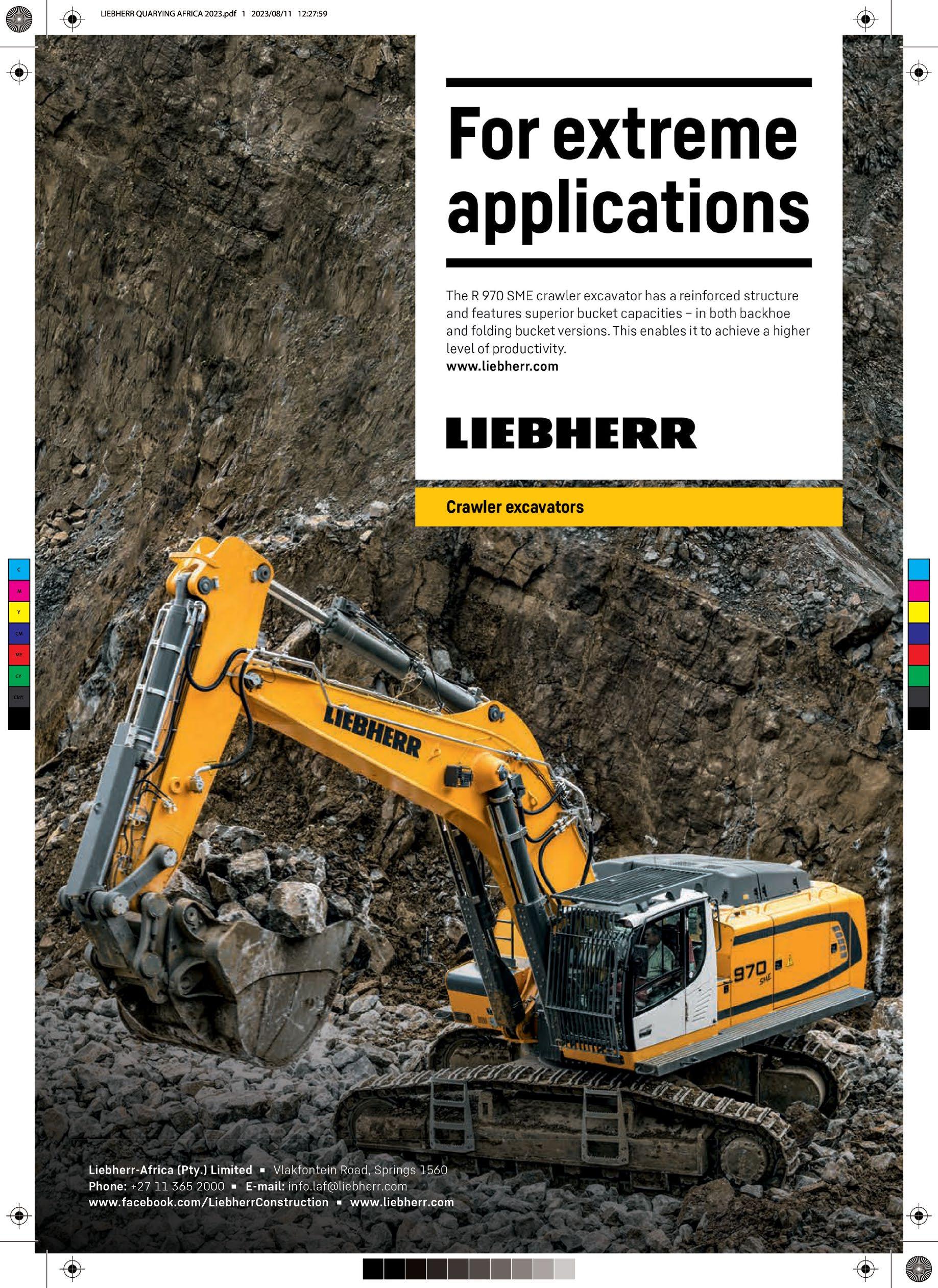
Ideal for high-production quarries, Liebherr’s 80-tonne (t) R 970 SME crawler excavator places value on increased safety, productivity and efficiency. As the industry grapples with long lead times due to global supply chain issues, LiebherrAfrica has enough inventory to eliminate waiting times for customers in southern Africa. By
 Munesu Shoko.
Munesu Shoko.
| JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com 32
EXCAVATORS
The 80-t Liebherr R 970 SME crawler excavator is suited for high-production quarries.
14,5 t
A 14,5-t counterweight further increases the stability of the machine, allowing it to be equipped with a 5,2 m HD backhoe bucket
80 t
With an 80-t operating weight, the machine is ideally suited for loading 40-t dump trucks
KEY POINTS
With that in mind, Liebherr’s R 970 SME (Super Mass Excavation) crawler excavator has a special design focus on both productivity and efficiency – the key parameters for every quarry owner

Special hydraulic cylinders give the machine outstanding digging and breakout forces in arduous mining and quarrying applications
With efficiency in mind, the machine benefits from a complete range of Liebherr components, all the way from the engine to hydraulic pumps and electric systems
Maintenance work is also made easier by the large maintenance access with the easy-to-open engine hood, thus maximising both safety and machine uptime
7 m
The machine’s boom has a length of 7 m, with a 2,6-m-long stick
600 mm
The machine comes with a heavy D9G undercarriage equipped with 600 mm wide, two-bar track pads of the next size up machine, the 90-t R976 model, for greater rigidity and the much-needed machine stability to carry a larger bucket
The importance of an efficient load and haul system in achieving quarry productivity cannot be emphasised enough. Increasing productivity is one of the key drivers to counter diminishing profit margins as it effectively reduces operating costs. With that in mind, Liebherr’s R 970 SME (Super Mass Excavation) crawler excavator has a special design focus on both productivity and efficiency – the key parameters for every quarry owner.
In an environment characterised by long lead times for new machines, Tendayi Kudumba, GM –Earthmoving Technology at Liebherr-Africa, says local customers can take advantage of Liebherr-Africa’s readily available stock for the R 970 SME crawler excavator.
Productivity and efficiency
The R 970 SME is equipped with an array of features that speak directly to increased productivity. Central to this feat is the heavy D9G undercarriage equipped with 600 mm wide, two-bar track pads of the next size up machine, the 90-t R976 model, for greater rigidity and the much-needed machine stability to carry a larger bucket. The boom has a length of 7 m, with a 2,6-m-long stick. A 14,5-t counterweight further increases the stability of the machine, allowing it to be equipped with a 5,2 m HD backhoe bucket. “Some larger competitor offerings in the 90-t class actually come with 4,5 m³ buckets,” says Kudumba. “The Liebherr R 970 SME therefore punches well above its weight with a larger bucket, allowing customers to improve their productivity.”
33 JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com | 33
EXCAVATORS
With an 80-t operating weight, the machine is ideally suited for loading 40-t dump trucks. Traditionally, a key parameter in achieving the optimal match factor is the number of scoops a loading tool takes to fill the truck. The rule of thumb, says Kudumba, is four to five scoops for a high production site where quicker cycle times are required. The R 970 SME fills a 40-t truck with four scoops.

Lavell Ruthman, head of sales – Earthmoving Technology at Liebherr-Africa, adds that special hydraulic cylinders give the machine outstanding digging and breakout forces in arduous mining and quarrying applications. In fact, digging and breakout forces have been increased to over 15% higher than the predecessor model. All-in-all, these measures ensure good performance and economy of the excavator.
The cast sprocket wheel with double tooth segment for longer life is another talking point, comments Kudumba, who says most competitor offerings in this range come with single tooth sprockets, resulting in high wear and ultimately reduced life of the component. Available for Liebherr’s 50-t and larger machines, the double tooth sprocket means that the machine is able to withstand higher operational forces, even in arduous mining and quarrying applications.
With efficiency in mind, the machine benefits from a complete range of Liebherr components, all the way from the engine to hydraulic pumps and electric systems. This is in line with Liebherr’s international strategy to install in-house

components in its own equipment.
“Critically, we use our own components which are purpose- built for the machine. These components are made in house by Liebherr and are carefully designed to match each other to maximise machine performance and efficiency,” says Kudumba. Effectively, this one-stop shop approach means that the complete machine – from bucket to counterweight – carries Liebherr components, giving the customer the assurance of the Liebherr quality across the whole machine.
Safe operation
New features added to the uppercarriage of the R 970 SME increase safety for the excavator operator and also make it easier to service the machine. Platforms with galvanised surface protection located on both sides of the uppercarriage make the environment safer for the operator when cleaning and servicing the machine. Maintenance work is also made easier by the large maintenance access with the easy-to-open engine hood, thus maximising both safety and machine uptime.
Based on Liebherr’s understanding that a safe and comfortable operator is a productive one, the machine places value on ergonomics. According to Ruthman, the R 970 SME has the largest and quietest cab in this class size. “The cab has impact-resistant glass in the windscreen and skylight, which offers a much safer environment in which to work during quarrying,” concludes Ruthman. a
| JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com 34
The R 970 SME is equipped with an array of features that speak directly to increased productivity.
The R 970 SME is equipped with an array of features that speak directly to increased productivity.
EXPANDING SUPPORT FOOTPRINT
As part of its aftermarket support expansion strategy, SANY Southern Africa has invested in a new branch in Rustenburg, North West Province, South Africa. Officially opened on June 29, the new branch is aimed at supporting the growing installed base of machines in the mining area. By Munesu Shoko.

100
R300-million
o support the growing complement of its machines operating in the mining area of Rustenburg, SANY Southern Africa has officially commissioned a fully fledged branch that will provide field service and parts support to customers operating in the area.
98%
With
The new branch forms part of SANY’s newly adopted strategy to go to market directly, confirms Thabile Dube, key accounts executive at SANY South Africa. The opening of the Rustenburg facility follows hard on the heels of the commissioning of the Middleburg branch late last year.
Samuel Zhang, GM of SANY Southern Africa, tells Quarrying Africa that the decision to invest in a new branch in Rustenburg was necessitated by the growing
population of SANY machines in the area. “Rustenburg is such a strategic market for us with close to 100 SANY machines actively operating in the area. The new branch allows us to respond to service requirements timeously,” says Zhang.
More investments
As part of its strategy to further grow its aftermarket capacity, SANY will open branches in all major cities across South Africa. Dube confirms that the company has a target to open two more branches, in Richards Bay and Durban, in a year’s time. In total, SANY envisages a network of nine branches in South Africa within the next few years.
Apart from branches, SANY has committed a big investment in a new 12 000 m² parts warehouse. Strategically located along the R21 highway in Boksburg, the new worldclass facility will triple SANY’s current parts stockholding.
| JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com 36
SANY has opened a new branch in Rustenburg.
The new Rustenburg branch will support the nearly 100 SANY machines actively operating in the area
The new parts warehouse will allow SANY to triple the value of its spare parts stockholding to about R300-million
AFTERMARKET SUPPORT
the new parts warehouse, SANY will achieve a 98% local parts availability
“We currently hold R90-million worth of spare parts in our existing facility. With the new warehouse, our target is to expand the value of our spare parts stockholding to about R300-million within a year,” says Dube.
“We understand the importance of parts availability for our customers, which is why we are committing to this big investment,” says Zhang. “With this new facility, we will be able to achieve a 98% local parts availability.”
In addition, SANY has committed a further R300million to the development of its new regional headquarters in Boksburg. Construction will start in the third quarter of this year, with completion expected by the end of 2024.
“These investments are informed by our drive for customer satisfaction and to advance the reputation of the brand in southern Africa, which is important for us. The huge capital investments also exhibit our long-term commitment to the local market,” says Zhang.
Why aftermarket?
Over the years, SANY has become a force to be reckoned with in the global construction and mining equipment market. To provide context,
KEY POINTS
To support the growing complement of its machines operating in the mining area of Rustenburg, SANY Southern Africa has officially commissioned a fullyfledged branch that will provide field service and parts support to customers operating in the area
As part of its strategy to further grow its aftermarket capacity, SANY will open branches in all major cities across South Africa

37 JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com |
The company plans to open two new branches in Richards Bay and Durban in a year’s time
Apart from branches, SANY has invested in a new 12 000 m² parts warehouse in Boksburg
the company ranks among the top five largest construction equipment manufacturers in the world, according to KHL Group’s Yellow Table 2023. In addition, the company held a sizeable 16% of the global excavator market in 2020/21.

A distinct focus on quality improvement has over the years yielded massive growth for the brand in southern Africa. To support the growing number of machines in the market, the company continues to invest in its aftermarket support.

“Over the years, we have focused our efforts on the quality of the product, which has improved immensely. In order to compete with other established names, we see the need to provide comparable service and support, and that starts with investments in branch and parts infrastructure,” says Zhang.
Zhang says that service ahead of product is not a new concept, but as the industry continues to develop and customers become more sophisticated, aftermarket support is gaining more focus and importance.
Zhang adds that the support for mission-critical equipment has never been more important as
customers seek to maximise availability and ultimately productivity. Efficiency, he says, is of paramount importance, and this requires the right support at the right time and with a realistic value.
“SANY’s continued investments in aftermarket support are informed by our understanding that customers place so much emphasis on speed of service and machine uptime. A short reaction time for service support is key to minimising downtime. It is important to have the correct parts or components available to ensure machine repairs are executed timeously,” says Zhang.
A machine sale, says Dube, is one thing, and being able to provide support after the sale, is quite another. Based on this understanding, Dube says SANY does not leave anything to chance as far as its aftermarket capabilities are concerned.
“To be able to execute a proper aftermarket strategy, a fundamental pre-requisite is to have the infrastructure that allows us to respond to any service needs timeously, hence our focus on new branches and the new parts warehouse,” concludes Dube. a
| JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com 38
AFTERMARKET SUPPORT
The ribboncutting event marked the official opening of the branch.
Customers checking out a SANY excavator during the official opening event.
®





SCREENING ACROSS APPLICATIONS
Amid a growing uptake of scalping screens, Wirtgen Group South Africa recently launched its new generation Kleemann MSS 802 EVO scalping screen in southern Africa. The machine impresses with its ability to be deployed in coarse and fine screening applications. By Munesu Shoko.
Having traditionally partnered another manufacturer for its screening range, Kleemann commenced the production of its in-house designed and built range of screens some four years ago. The first screens to roll off the company’s production line as part of this strategy were the MOBISCREEN MSC 702 and 703 EVO, as well as the MOBISCREEN MSC 952 and 953 EVO classifying screens.
The next natural step, explains Waylon Kukard, sales manager at Wirtgen Group South Africa, was the development of scalping screens, which resulted in the global launch of the Kleemann MSS 802 EVO some two years ago, before the local introduction early this year.

“One of the notable trends in the mobile screening market is the growing popularity of scalping screens, largely due to their versatility compared to classifying screens,” says Kukard. “Because of their ability to be deployed in both heavy duty scalping and fine screening applications, scalping screens have become market favourites, which is why the Kleemann MSS 802 EVO is a big focus for us.”
Apart from the versatility, another big benefit of the machine is its ability to take larger feed sizes than classifying screens. With a feed capacity of 500 tonnes per hour, the Kleemann MSS 802 EVO can take feed sizes of up 500 mm, compared to the 160 mm maximum feed size of a comparable classifying screen.
| JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com 40 SCREENING
With the MSS 802 EVO, Kleemann placed efficiency at the core of the design, with several features that speak directly to this important parameter.
500 tph
KEY POINTS
The machine scores with its ability to be deployed in both heavy duty scalping and fine screening applications
All key functions of the machine can be operated from a safe distance using a wired remote-control system, which offers high work safety
One of the key features of this machine is the simple conversion from three to two final grain sizes
Efficiency to the fore
With the MSS 802 EVO, Kleemann placed efficiency at the core of the design, with several features that speak directly to this important parameter. The new generation Kleemann machines are now powered with John Deere engines. Given that John Deere now owns the Wirtgen Group, the manufacturer of the Kleemann crushing and screening range, the engines are designed and specified for the application at hand.
“The engines we have on these machines are not mass produced, as was previously the case. They are therefore mapped specifically for the
500 mm
application. Having the right engine for the right application eliminates a common industry problem of overpowered or underpowered machines, thus maximising efficiency,” says Kukard.
Those who have run John Deere construction engines, adds Kukard, are well aware of their high efficiency. A customer running the first MSS 802 EVO screen in South Africa – which has been deployed in a coal processing application – has already placed a repeat order, citing efficiency as one of the key drivers behind the decision.
One of the key design features with a significant impact on efficiency is the screen box, says Lantie van der Merwe, sales consultant Mineral Technology at Wirtgen Group South Africa. The bottom deck’s tip angle, for example, is designed to allow for optimal material flow, which translates into screening efficiency.
“The large material transfer system to the screen deck allows for optimum utilisation of the screening surfaces. The high discharge heights of up to 4,05 m translate into higher stockpiles,” explains Van der Merwe.

Other key features
The Kleemann MSS 802 EVO’s design places focus on several other aspects such as safety, ease of operation and maintenance, as well as uptime. With safety in mind, the intuitive plant control with automatic start reduces the risk of operating
41 JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com | 41
The Kleemann MSS 802 EVO has a feed capacity of 500 tonnes per hour
The scalping screen can take feed sizes of up 500 mm, compared to the 160 mm maximum feed size of a comparable classifying screen
Wirtgen Group South Africa has introduced the new generation Kleemann MSS 802 EVO scalping screen in southern Africa
The large material transfer system to the screen deck allows for optimum utilisation of the screening surfaces.
The intuitive plant control with automatic start reduces the risk of operating errors.
errors. At the push of a button, the machine starts up and also switches off all the components in the right sequence.
All key functions of the machine can be operated from a safe distance using a wired remotecontrol system, which offers high work safety. “All components on the Kleemann MSS 802 EVO screen are operated via remote control, keeping the operator out of harm’s way with a good view of all the conveyor belts from a distance,” explains Kukard.
and costs. The screen casing angle with a wide adjustment range from 15,4 - 20° makes optimisation of the screening capacity possible.
15,4 - 20°
One of the key features of this machine is the simple conversion from three to two final grain sizes. With this feature, explains Kukard, operators have the ability to remove the medium size grain conveyor and then combine the fine grain conveyor with the discharge conveyor for oversize grain.
“The conversion from three to two-way grit is a major talking point,” says Van der Merwe. “The MSS 802 EVO can therefore be used to produce and discharge two or three final grain sizes, and the conversion is simple and fast. This means one can go from a double deck to a single deck screen by just removing one of the side conveyors.”

With ease of mobility in mind, the new MSS 802 EVO is designed to fold the side discharge conveyors without the need for disassembly, which reduces setup times. Increased application variability is provided by a hopper rear wall that can be folded to three heights, thus permitting the feeding of crushing plants which have a lower discharge height.
The large offer of screen surfaces and simple adjustment of the screen parameters, both of which make rapid adaptation of the MSS 802 EVO to a very wide range of feed materials possible, also reduce set-up times and thus personnel requirements
“With operator friendliness and uptime in mind, the screen box can be lifted horizontally, allowing for quick and easy screen mesh changes,” says Kukard. “It is also important to note that locally we offer the MSS 802 EVO with an apron feeder as standard and a belt feeder as an option. Unlike the belt feeder which is only suited for light material such as coal, the apron feeder allows for the flexibility of deploying the machine in both hard and soft applications.”
State of market
Commenting on the state of the crushing and screening market, Kukard says that, despite the depressed nature of the South African construction industry, the market is somehow “turning over”. While sales volumes remain depressed in South Africa, the Kleemann range has in recent years enjoyed tremendous success in cross border countries, particularly in Zimbabwe, where infrastructure development has taken centre stage in the past few years.
“On the back of a strong road infrastructure projects rollout, the Zimbabwean market has done well for us in the past three years. Customers operating in the country have taken note of the Kleemann product and its array of benefits. We have sold a record number of units in the country in the past few years and continue to deliver more units. To provide context, we will be delivering three more crushing trains in the country this year,” concludes Kukard. a
| JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com 42 42
SCREENING
The screen casing angle with a wide adjustment range from 15,4 - 20° makes optimisation of the screening capacity possible

THE ROLE OF SCREEN MEDIA IN AGGREGATES PRODUCTION

While often considered an afterthought, screen media plays a significant role in productivity, efficiency and overall product quality in aggregates production. Quarrying Africa looks at the importance of proper screen media selection and some of the emerging trends in this market. By Munesu Shoko.
While often overlooked, proper screen media selection is critical to maximising overall screening performance.
Lais Andrade, Screen Media Sales and Application Manager at Haver & Boecker Niagara, states that improving screening productivity starts with analysing the operation, consulting with an expert, learning proper installation and maintenance techniques as well as trying new solutions.
“Rather than sticking to woven wire or
polyurethane media throughout the screen deck, some operation managers find that they can reduce wear, minimise screen change-outs and increase open area by choosing strategic combinations of screen media,” says Andrade. “The difference between using one type of screen media versus the optimal blend of screen media can add up to thousands of dollars in downtime and expense in a year.”
The same view is shared by John Pelser, MAJOR Territory Manager – Africa, Australia and New Zealand, who says screen media
| JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com 44 SCREEN MEDIA
Rather than sticking to woven wire or polyurethane media throughout the screen deck, operation managers can reduce wear, minimise screen change-outs and increase open area by choosing strategic combinations of screen media.
6 000-10 000 rpm
MAJOR’s FLEX-MAT wire screens facilitate a stratification process with an rpm between 6 000 and 10 000, resulting in more precise and cleaner products, reduced downtime, increased production and better wear life
50%
With a 50% longer wear life than the original Ty-Deck, Haver & Boecker Niagara’s Ty-Deck Ultra screen media panels are an ideal choice for screening ores, especially on a vibrating screen’s second deck

KEY POINTS
While often overlooked, proper screen media selection is critical to maximising overall screening performance.
Screen media plays a critical role in optimising productivity and material quality in various industries such as mining and quarrying.
Sustainability has become a major talking point, especially with the industry being faced with increased water restrictions and bans encouraging manufacturers like Haver & Boecker Niagara to provide screening solutions that eliminate water use.
In response to industry demand, MAJOR has made significant improvements to its modular panels with a focus on increased wear life.
MAJOR’s modular series of frames now offer the option to use high-definition frames specifically targeting high-impact and abrasive conditions, and the company has also developed even stronger wires with the OPTIMUMWIRE PLUS series, providing more open area and boosting production efficiency.
The difference between using one type of screen media versus the optimal blend of screen media can add up to thousands of dollars in downtime and expense in a year.
plays a critical role in optimising productivity and material quality in various industries such as mining and quarrying. MAJOR recognises the uniqueness of each operation and always seeks to address the specific requirements for improvement.

“Several factors influence screening efficiency, including material type and density, weather conditions, wet or dry screening, feed rate and the condition of the vibrating machine and deck. Our FLEX-MAT screen media stands out as a highvibration wire screen, engineered differently from traditional woven mesh or polyurethane modular panels,” says Pelser.

FLEX-MAT wire screens, he adds, facilitate a stratification process with an rpm between 6 000 and 10 000, resulting in more precise and cleaner products, reduced downtime, increased production and better wear life.
New trends
Commenting on new industry trends in the screen media market, Andrade says sustainability has become a major discussion point, especially with the industry being faced with increased water
45 JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com |
restrictions and bans. Products such as Haver & Boecker Niagara’s signature Ty-Deck Ultra screen media directly support these regulations by providing a positive environmental impact by virtually eliminating the use of water during screening.

“As producers are increasingly facing water restrictions or bans, we want to ensure that we offer operations sustainable screening solutions so that they can maintain production while abiding by regulations within their regions. A factor that always drives us is the optimisation and efficiency of production as well as the safety of the team,” says Andrade.
Ty-Deck Ultra screens feature H-shaped openings made up of individual strips of polyurethane. Each opening is separated by two independent extensions parallel to each other. The strips vibrate independently to increase material acceleration, improving material separation and cleanliness. The rapid movement of the strips also virtually eliminates pegging and blinding,” explains Andrade.
Ty-Deck Ultra’s accelerated screening action cleans material without the use of water, therefore reducing the need for tailing dams. With a 50% longer wear-life than the original Ty-Deck, the screen media panels are an ideal choice for screening ores, especially on a vibrating screen’s second deck.
In response to industry demand, MAJOR has made significant improvements to its modular panels with a focus on increased wear life. Its frames now offer the option to use high-definition frames, and the company has developed even stronger wires with the OPTIMUMWIRE® PLUS series, providing more open area and boosting production efficiency.
“Most mining operations seek products that demonstrate exceptional durability, lasting a minimum of eight weeks in line with planned shutdowns for tasks, including screen panel maintenance or replacement,” says Pelser. “By incorporating MAJOR’s advanced screen media solutions, such as FLEX-MAT with OPTIMUMWIRE PLUS and our HD frames, mining operations can often meet or exceed these wear-life goals while increasing production by 10-15% — depending on
the application — reducing or eliminating carry-over percentages, while potentially increasing the feed rate and achieving overall productivity goals.”
Screen media solutions
In addition to its advanced screen media options, MAJOR now offers vibration analysis technology to its dealer market salesforce with its FLEX-MAT Sensor tool. The sensor helps monitor the screen box’s vibrations and measures G -force, stroke, rpm and orbit, including lateral movement, thus enabling better maintenance practices, and can provide detailed analytics within minutes.
The company has also introduced the FLEX-MAT ID Enabled microchip, which utilizes advanced RFID technology to incorporate screen media data, such as panel dimensions and customer-defined details into the screen media section. This simplifies re-ordering and inventory management and limits the need to physically measure screen media.
“We are actively seeking potential dealer partners interested in selling our high-performance screen media products and associated offerings in Africa, Australia, New Zealand and Asia. We are therefore open to discussing partnership opportunities with any company operating in the industry and are interested in becoming part of the family,” says Pelser.
Another innovation from Haver & Boecker Niagara is Ty-Deck Twist, which uses a screw to secure the screen media and aims to improve the operator’s ergonomics as well as to speed up installation and removal. The screw is installed with the help of an electric screwdriver and is protected with a cap to facilitate removal.
“The risk of hammer riveting during screening installation is high. Haver & Boecker Niagara developed Ty-Deck Twist as a safer, risk-free screen installation method. Ty-Deck Twist not only offers health and safety benefits but also leads to significant cost reduction due to the elimination of channels and reduced maintenance downtime for screen installation/uninstallation and release,” concludes Andrade. a
| JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com 46 46
SCREEN MEDIA
The FLEX-MAT Sensor helps monitor the screen box’s vibrations and measures G -force, stroke, rpm and orbit, including lateral movement, enabling better maintenance practices.
















47 JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com | THE REAL DEAL With an operating weight of 23 800kg, JCB’s 467ZX Wheel Loader is the ideal loading tool for mining, quarrying, and large construction projects. It ticks all the boxes by providing class-leading productivity and fuel consumption while keeping the operator comfortable in the spacious cab. Even better, it’s sold and supported by Bell Equipment South Africa with its strong network of branches across the country. CONTACT YOUR NEAREST BELL CUSTOMER SERVICE CENTRE TODAY TO FIND OUT MORE. 467ZX WHEEL LOADER Tel: +27 (0)11 928 9700 • E-mail: sales@bellequipment.com • Web: www.bellequipment.com
TOP TIPS FOR BUYING A WHEEL LOADER
Given the significance of a wheel loader on a typical quarry site in executing duties such as stockpiling and loading customer trucks, it is important to choose the right one for the task at hand. Anteneh Gebremeskel, product manager GPE, Volvo Construction Equipment, unpacks some of the key considerations when buying a wheel loader. By Munesu Shoko.
Buying a wheel loader is a big decision. Quarry owners want to invest in a machine that suits their operational needs. It is therefore important to know what to consider when making this big-ticket purchase.
According to Gebremeskel, a wheel loader plays a crucial role in the operations of a quarry site and the

importance of choosing the right machine cannot be overstated.
“Volvo dealers work closely with customers as business partners and consultants to advise on the optimum wheel loader specification and fleet configuration, as well as the site setup and driving routes, to meet their targets for tonnes per hour production, cost per tonne and CO2 emissions per tonne. With the right wheel loader, quarry operators
| JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com 48 48 WHEEL LOADERS
Volvo CE offers GPE wheel loader models to meet various size requirements.
L5
For rock handling or face loading applications in quarries, Volvo CE offers specific rock buckets and heavy-duty L5 tyres to minimise the risk of tyre cuts
12-35 t
Volvo CE offers GPE wheel loader models to meet various size requirements, ranging from the L60F, which has a 7-t tipping capacity at full turn, to the L350H, which has a 35-t capacity
CO2
Volvo dealers work closely with customers as business partners and consultants to advise on the optimum wheel loader specification and fleet configuration, as well as the site setup and driving routes, to meet their targets for tonnes per hour production, cost per tonne and CO2 emissions per tonne


In general, quarry operators should look for wheel loaders with high uptime, optimal bucket capacity, fast cycle times and an ergonomic operator environment to increase their productivity and move more tonnes per hour.”
KEY POINTS
A wheel loader plays a crucial role in the operations of a quarry site and the importance of choosing the right machine cannot be overstated
Quarry operators should consider their production targets. This will determine the size of the wheel loader
Selecting the right size and specification for the targets and application will help quarry operators to get the most value and effectiveness from their wheel loaders
Operators in machines fitted with Volvo Co-Pilot Load Assist also benefit from real-time tips to improve their technique via the Operator Coaching app

49 JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com |
Volvo provides an On-Board Weighing feature in Volvo Co-Pilot with Load Assist in selected African markets.
“
Anteneh Gebremeskel, product manager GPE, Volvo Construction Equipment
WHEEL LOADERS
can increase their output, increase revenues and profits, and decrease their environmental impact,” says Gebremeskel.
Key factors
First of all, he says, quarry operators should consider their production target. In other words, what is the hourly production they expect the wheel loader to contribute to the production network? This will determine the size of the wheel loader. Selecting the right size and specification for the targets and application will help quarry operators to get the most value and effectiveness from their wheel loaders.
Gebremeskel points out that quarries should also consider the application to ensure the correct configuration of the machine. For example, face extraction and rehandling in quarries present different challenges that the machine must be ready to handle.
“For rock handling or face loading applications in quarries, where the wheel loader is working on the face after blasting, there are high demands on machine availability, utilisation and operator skill. A high dump clearance is also needed to load rigid trucks and there is a high risk of tyre cuts,” says Gebremeskel.
For rehandling, meanwhile, where the wheel loader is working after the crusher or sorter, there are also high demands on high production and the wheel loader should be equipped for handling loose material in load and carry applications.
“In general, quarry operators should also look for wheel loaders with high uptime, optimal bucket capacity, fast cycle times and an ergonomic operator environment to increase their productivity and move more tonnes per hour,” adds Gebremeskel.
Low total cost of ownership, meanwhile, can be ensured by machine durability, minimal maintenance requirements, high fuel efficiency and a proactive dealer that looks to meet customer needs through a combination of machines and services, as a long-term business partner, he adds.
“By choosing the right wheel loader for the job, quarry operators can optimise their production rate, lower
production cost, increase product quality, improve health and safety, and lower environmental impact,” he says.
Volvo offering
Volvo CE offers GPE wheel loader models to meet various size requirements, ranging from the L60F, which has a 7-t tipping capacity at full turn, to the L350H, which has a 35-t capacity.

For rock handling or face loading applications in quarries, Volvo CE offers specific rock buckets and heavy-duty L5 tyres to minimise the risk of tyre cuts. To excel in rehandling, meanwhile, Volvo CE provides dedicated rehandling buckets, L3 or L4 tyres, a rehandling counterweight, a lock-up torque converter (standard on H-Series), and a limited slip differential lock on the rear axle, as an option.
To ensure machines are ready to work when needed, Volvo wheel loaders are built for durability and quick serviceability. The new Collision Mitigation System launched in early 2023 further contributes to machine uptime and productivity, as well as safety, by avoiding bumps and scrapes that can damage machines and temporarily pause operations.
Volvo wheel loader buckets have also been designed for optimum fill and retention. This is then enhanced by the boom suspension system and (in selected African markets) the On-Board Weighing feature in Volvo CoPilot with Load Assist.
The comfortable cab and work environment likewise promote high productivity. Air pre-cleaners and effective air-conditioning keep the air inside the cab cool and clean. All controls are ergonomically laid out and shortcuts such as Return to Dig and Comfort Drive Control keep operator movements to a minimum for less fatigue over a long shift.
“Operators in machines fitted with Volvo Co-Pilot Load Assist also benefit from real-time tips to improve their technique via the Operator Coaching app. Given that operator skill has a significant impact on productivity, efficiency and machine health, this app can help quarry owners to get a lot more out of their fleet,” says Gebremeskel.
“Besides the inherently efficient Volvo engine, efficiency and fuel economy is improved by features such as auto engine shutdown,” he concludes. a
| JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com 50
A Volvo L350H wheel loader loading a rigid dump truck.

TOWARDS ELECTRONIC BLASTING SYSTEMS
In their quest to improve productivity, safety and efficiency, local quarries are fast turning to electronic detonation systems, moving away from the traditional pyrotechnic methods. Leading mining explosive and blasting technology supplier, BME, reports increased uptake of electronic detonators in the South African quarrying sector, with an annual conversion rate of 12-14%. By Munesu Shoko.

| JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com 52
ELECTRONIC BLASTING
BME’s AXXIS Silver system offers a dual basis of safety through the innovative use of both dual capacitors and dual voltage.
12-14%
BME has seen a conversion rate of 12-14% each year, as more quarries move toward electronic detonators
KEY POINTS
BME reports an acceleration in the uptake of electronic detonation systems in the South African quarrying sector
The increased uptake is supported by the rising demand for quarry products such as aggregate stone, for example, as road maintenance contracts start picking up again after a long period of stagnancy
Where there was some resistance due to pricing, operators are realising that electronic detonators can allow greater burden and spacing – which outweighs the higher per unit cost
Another key driver of the trend towards electronic detonators is the bottom-line value that they bring to quarries. The accuracy and reliability of these detonators brings more energy to the rock and delivers better fragmentation
Traditionally, the take-up of electronic detonation technology has been high in the mainstream mining industry. While the quarrying industry has been exposed to electronic blasting systems, the uptake over the years has been generally modest, with the perceived high cost of the technology presenting the major hurdle in the quarry operator’s mind. However, this is changing, as quarry managers start understanding the benefits of the technology better.
Hennie Du Preez, manager for AXXIS Support at BME, tells Quarrying Africa that the company has seen an acceleration in the uptake of electronic detonation systems in the South African quarrying sector, with the industry fast moving away from conventional pyrotechnic methods.


“There has been a steady shift in approach among quarry management and operators as they witness the benefits of electronic technology at competitor operations and start applying it themselves,” he says.
Du Preez adds that there is always some inertia when transitioning from a well-known traditional way of doing things, but the sector is now actively embracing the value and ease-of-use of electronic detonation systems.
“Where there was some resistance due to pricing, operators are realising that electronic detonators can allow greater burden and spacing – which outweighs the higher per unit cost. This is complemented by a range of other benefits such as higher safety levels, more blast control and better fragmentation, which
GPS
There
53 JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com | 53
is GPS capability when logging electronic detonators, so that users can track exactly where each unit is located
“ “
Where there was some resistance due to pricing, operators are realising that electronic detonators can allow greater burden and spacing – which outweighs the higher per unit cost.
Many quarries now need to raise their production rates, and using electronic detonators is an important part of this effort – as it helps quarries to become more efficient.
Hennie Du Preez, manager for AXXIS Support at BME
Tinus Brits, global product manager for AXXIS at BME
deliver much more downstream value to the whole operation,” says Du Preez.

Tinus Brits, global product manager for AXXIS at BME, says the company has seen a conversion rate of 12-14% each year, as more quarries move toward electronic detonators. This conversion rate, he says, is supported by the increased demand for quarry products such as aggregate stone, for example, as road maintenance contracts start picking up again after a long period of stagnancy.
“Many quarries now need to raise their production rates, and using electronic detonators is an important part of this effort – as it helps quarries to become more efficient,” says Brits.
Key drivers
Commenting on some key drivers behind the increased uptake of electronic detonation systems, Du Preez says, from a regulatory perspective, the regulator, the Department of Mineral Resources and Energy (DMRE), is pushing quarries to adopt technologies that make operations safer.
“These systems allow safer blasting for a few reasons. Firstly, there is little risk of unintended detonation, as the blast command is encrypted. With our AXXIS Silver system, we even have a dual basis of safety through our innovative use of both dual capacitors and dual voltage. Secondly, the blasts can be better controlled, which means less risk of flyrock or vibration damage; this is becoming more important for quarries as urban settlements expand and encroach on quarry boundaries,” explains Du Preez.
A further safety benefit, he adds, relates to risks outside of the quarry itself. While pyrotechnic detonators have been used for criminal purposes,
electronic detonators are unlikely to be used in this way as they require a whole detonation system to make them work. In addition, electronic detonators can be readily tracked from source to site, ensuring that every detonator that is manufactured can be closely monitored until it is initiated in the blasthole.
“Another key driver of the trend towards electronic detonators is the bottom-line value that they bring to quarries. The accuracy and reliability of these detonators brings more energy to the rock and delivers better fragmentation. This in turn means a smoother process with less time spent breaking oversized material. It improves the loading and hauling efficiency, while reducing the energy required in the crushing and screening process,” says Du Preez.
The power of digital technology, he adds, also means that every blast can be carefully planned and tested before being fired. This means that the risk of a misfire is eliminated, making the most of every resource and ensuring a quality blast every time.
Key benefits
It is a known fact within the industry that electronic detonators deliver an array of benefits. Brits explains that, with the accuracy of its delays, the technology allows quarries to optimise their rock fragmentation. This in turn eases the duty that crushers must perform in getting the blasted material to its required sizes. This factor is significant for quarries, which tend to use smaller jaw crushers than mines –so they need material to be well fragmented.
The enhancement of safety levels with the AXXIS Silver generation includes using both a dual voltage and dual capacitor to eliminate the risk of unintended detonation. Its Swiss-designed
| JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com 54
ELECTRONIC BLASTING
Quarry operators can use BME’s digital suite of solutions to get full value from the company’s electronic detonators.
application-specific integrated circuit (ASIC) chip gives the system even more internal safety gates – including against stray current and lightning. Electronic detonators can only be initiated by a robust, encrypted blast command.
AXXIS to the fore
BME has made the most of these benefits with its AXXIS Titanium system. The company has however slimmed this down to the AXXIS Silver system for quarries to have all the state-of-the-art advantages in a more cost-effective package for smaller operations.
“Quarry operators can use our digital suite of solutions to get full value from our electronic detonators. This includes using our BlastMap planning software to plan and simulate each blast – and we see that most quarry operators are now going this route,” says Du Preez.
In fact, BME can integrate with any third-party blast design software; the design of the blast can be done by a third party anywhere in the world – and they can send it for BME to simulate the blast. Once the design is finalised, BME can transfer the data to a logger, which programmes all the detonator’s timing.
“There is also GPS capability when logging the detonators, so that users can track exactly where each unit is located. The beauty of electronics is that you can change the parameters during the design phase as often as you like, and then simulate it to test the results,” he says.
Large footprint
BME has a large footprint of quarrying customers around South Africa, and the company has noted a
steady conversion to electronic detonation systems. “We are also getting daily enquiries from other quarries that have heard about the improved results being achieved elsewhere by using the AXXIS Silver. Operators have also found the cable to be easy to lower into the blasthole, and they do not have the problem of boosters floating on the water,” says Du Preez.
The support that is provided to implement electronic systems is also important to quarry operators, who need to know that their supply partner will be there to assist if and when challenges arise – as well as to train operators to master the new systems.
According to Brits, BME is well known for the reliability and security of its supply chain. “We have localised our supply chain, with only a small portion of imported raw materials – reducing the risk of disruption. Quarrying, like mining, is a production-driven business that needs to blast regularly and often; for companies like BME, this leaves no room for error, so we are proud of the fact that we can deliver the goods whatever the conditions,” he says.
As a leader in electronic detonation systems, BME is constantly driving this technology forward using the latest developments available. “Our AXXIS Titanium and AXXIS Silver brands are our third-generation products and we are already working on what we want the fourth-generation equipment to embrace. We know the features that customers want us to develop further, and are working on aspects such as communication, even longer blast windows and robust wire technology,” concludes Du Preez. a

55 JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com |
55
BME’s AXXIS Silver system for quarries has all the state-of-the-art advantages of the company’s AXXIS Titanium system in a more cost-effective package for smaller operations.
Getting the better of dust emissions with CHRYSO’s Eco Dust
An innovative range of dust suppressants available from CHRYSO Southern Africa provides substantial benefits and enhancing operational efficiency. CHRYSO Eco Dust has a proven track record as an indispensable tool for industries operating in dusty environments.

CHRYSO Eco Dust has a proven track record as an indispensable tool for industries operating in dusty environments. Michelle Fick, BU Development manager: Concrete Aesthetics and Key Accounts, at CHRYSO Southern Africa, says this range of dust suppressants offers a comprehensive approach to sealing and maintaining dirt roads, gravel pathways, and other dusty surfaces.
“One of the major advantages of CHRYSO Eco Dust is its cost effectiveness,” Fick says. “Compared to alternatives such as paving or tarred roads, implementing the CHRYSO Eco Dust solution leads to significant cost savings. This is particularly important for operations facing challenging economic times as there is immense value in reducing maintenance expenses while achieving optimal dust control.”
She explains that CHRYSO Eco Dust provides long lasting effects, ensuring
that roads and surfaces remain dust-free for extended periods. This characteristic is crucial in industries where regular maintenance and constant dust suppression efforts are time consuming and costly. By reducing the frequency of reapplication, CHRYSO Eco Dust streamlines operations and minimises disruption to daily activities.
Another major advantage offered by CHRYSO Eco Dust is its eco-friendly nature. The product is designed to be environmentally sustainable, with low volatile organic compound (VOC) emissions and UV resistance. Industries, especially those subject to stringent health, safety, and environmental regulations, have welcomed CHRYSO Eco Dust as a viable solution to ensure compliance while minimising their ecological footprint.
Fick is quick to point out that CHRYSO Eco Dust has gained traction in mining and quarrying operations. “These industries, which are often located in environmentally sensitive areas, face increasing pressure to minimise dust emissions and their impact on surrounding communities. CHRYSO Eco Dust not only helps meet regulatory requirements but also significantly reduces fuel and water consumption and
Bell provides PDS/CAS flexibility and options
South African equipment manufacturer, Bell Equipment, reports an influx of enquiries from local mining customers wanting articulated dump trucks (ADTs) that can be fitted with proximity detection systems (PDS) and collision avoidance systems (CAS) following new mining regulations that came into effect in December 2022.
In terms of the regulations, dieselpowered, trackless mobile machines must be able to automatically detect the presence of pedestrians and other diesel-powered, trackless mobile machines in the vicinity, and provide an effective warning. Where no action is taken to prevent a potential collision, the machine must be able to “fail to safe” without human intervention by means of a system that has the
means to retard the machine to a safe speed whereafter the brakes are autonomically applied.
Bell Equipment OEM product manager, Jeremiah Mokhomo, says: “Our Pin 3 E-series ADTs, introduced towards the end of 2020, are built ready to integrate with a wide range of proximity detection systems (PDS) or collision avoidance systems (CAS) up to level 9. This was a natural progression for Bell because our earlier E-series trucks introduced huge advances in automation to offer industryleading levels of driver and machine protection,” says Mokhomo.
“Standard features such as starting, daily checks, bin tipping, and switch off/turn spin down have been automated, and the horn is automated to sound upon vehicle start-up and
carbon dioxide emissions associated with traditional dust control methods, such as water tanker spraying. The result is a greener and more sustainable approach to dust suppression.” a
when selecting forward or reverse. In addition to automatic speed control and retardation, the ADTs are fitted with automatic traction control,” he adds.
Explaining the difference between PDS and CAS, and how a Bell ADT integrates with a third-party system, he says: “PDS improves the operator’s awareness by detecting potential collision threats and warning the operator visually and audibly, whereas CAS intervenes by either slowing the vehicle down or stopping it to prevent or at least reduce the severity of collisions between equipped vehicles and equipped pedestrians.
“Bell provides a PDS gateway controller (ISO 21815-2) for a PDS/CAS to connect to a Bell ADT. The thirdparty PDS/CAS then does the detection
| JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com 56
SUPPLY CHAIN NEWS
An innovative range of dust suppressants available from CHRYSO Southern Africa continues to be a gamechanger in the mining and quarrying sectors.
Scan QR Code to learn more about CHYRSO Eco Dust.
Sandvik builds on Africa footprint for screen business
Proximity to customers is a cornerstone of Sandvik’s global support strategy, and Sandvik Rock Processing is leveraging this footprint in Africa to support the crushing and screening market. Lifecyle Service manager Gavin McLaggan says this includes Sandvik, Kwatani and Schenck screening products, which are now all supported by Sandvik Rock Processing.
According to McLaggan, customers in the crushing and screening markets can now have quicker access to support within the region or country. This allows the same high standard of support for all its products, including the Sandvik, Kwatani and Schenck screening products – which are all now supported by Sandvik Rock Processing.
“We recognise the importance of being close to our customers and aim to establish long term relationships with them,” says McLaggan. “Having facilities that are close to our customers throughout Africa is crucial for our support-driven strategy, and we believe this differentiates us significantly from competitors.”
For instance, he explains there are regional Sandvik offices in South Africa for the southern African area, in Zambia for Central Africa and in Ghana for West Africa – as well as country offices in nine other countries. The presence of existing workshop facilities and spares warehousing is a real gamechanger for growing Sandvik Rock Processing’s screening business.
“As Sandvik rock Processing, we are prioritising the presence of our teams on the ground in countries where our screening equipment is already working,” he says. “By leveraging Sandvik’s strong presence in most countries, we can react rapidly and provide

backup support whenever and wherever it is needed.”
Many customers will have the benefit of in-country refurbishment opportunities, for instance, instead of having to send equipment cross-border for mechanical attention. The local support means lower transport costs, faster turnaround times and less operational downtime. This includes the availability of technicians and specialists to give customers optimal assistance throughout the lifecycle of their screens.
“Closer proximity to customers also allows them to have their equipment serviced more regularly – and to OEM standards,” he explains. “By focusing on the entire lifecycle and reducing the total cost of ownership, Sandvik Rock Processing aims to provide customers with enhanced value and improved outcomes.”a
and gives commands while the execution of these commands and the control of the truck is Bell Equipment’s responsibility.”
According to Mokhomo, because Bell Equipment’s ADT innovation has been steadily moving towards PDS/CAS, older trucks from the D-series Pin 4 can be retrofitted with a PDS aftermarket kit. This enables customers to fit a PDS or CAS into an existing truck at a fraction of the cost of a new PDS/CAS-ready machine. a

57 JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com |
A double deck vibrating screen in a coal application.
HIGHLIGHTING SAFE CONVEYOR EQUIPMENT DESIGN
Conveyors are among the most dynamic and potentially dangerous equipment in bulk handling. The operational basics of belt conveyor systems regarding the hardware installed and the performance required from the components are too often a mystery to many employees.

This knowledge gap also creates a safety gap. Since personnel are the single most valuable resource of any industrial operation, to meet workplace safety standards, the consensus among safety professionals is to design the hazard out of the component or system, which historically yields more cost-effective and durable results.
Designs should be forward-thinking. This means exceeding compliance standards and enhancing operators’ ability to incorporate future upgrades cost-effectively by taking a modular approach. This method alleviates several workplace hazards,
minimises cleanup and maintenance, reduces unscheduled downtime and extends the life of the belt and the system.
Before the drafting phase, designers should establish the goals of reducing injuries and exposure to hazards (dust, spillage); increase conveyor uptime and productivity; and seek more effective approaches to ongoing operating and maintenance challenges.
Combining safety and productivity
To meet the demands for greater safety and improved production, some manufacturers have introduced equipment designs that are not only
| JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com 58
INSIGHT – CONVEYORS
The CleanScrape forms a 3-D curve beneath the discharge that conforms to the pulley’s shape.
engineered for safer operation and servicing but also reduced maintenance time. An example is the Martin QC1 Cleaner HD/XHD STS (Safe-toService) primary cleaner and the Martin SQC2S STS secondary cleaner, designed so the blade cartridge can be pulled away from the belt for safe access and replacement by a single worker.
The same slide-out technology has been applied to impact cradle designs. Systems like the Martin Slider Cradle are engineered so operators can work on the equipment safely, without breaking the plane of motion. External servicing reduces confined space entry and eliminates reach-in maintenance while facilitating faster replacement. The result is greater safety and efficiency, with less downtime.

An example of a safer belt cleaner is the CleanScrape, which received the Australian Bulk Handling Award in the “Innovative Technology” category for its design and potential benefits. The patented design reduces the need for bulky urethane blades altogether. It delivers extended service life, low belt wear, and significantly reduced maintenance, which improves safety and lowers the cost of ownership.
Unlike conventional belt cleaners that are mounted at an angle to the belt, the CleanScrape is installed diagonally across the discharge pulley, forming a three-dimensional curve beneath the discharge area that conforms to the pulley’s shape. The novel approach has been so effective that in many operations, previously crucial secondary belt cleaners have become unnecessary, saving further on belt cleaning costs and service time.
Low-bid process and life cycle cost
Although the policy is generally not explicitly stated by companies, the “Low-Bid Process” is usually an implied rule that is baked into a company’s culture. It encourages bidders to follow a belt conveyor design methodology that gets the maximum load on the conveyor belt with the minimum compliance to regulations using the lowest price materials, components and manufacturing processes available.
When companies buy on price, the benefits are often short-lived, and costs increase over time, eventually resulting in losses. In contrast, when purchases are made based on the lowest long-term cost (life-cycle cost), benefits usually continue to accrue and costs are lower, resulting in a net savings over time.
Conclusion
Engineering safer conveyors is a long-term strategy. Although design absorbs less than 10% of the total budget of a project, Engineering / Procurement / Construction Management (EPCM) services can be as much a 15% of the installed cost of a major project, additional upfront engineering and applying a life cycle-cost methodology to the selection and purchase of conveyor components proves beneficial.
Safety-minded design at the planning stage reduces injuries by engineering hazards out of the system. The system will likely meet or exceed the demands of modern production and safety regulations, with a longer operational life, fewer stoppages and a lower cost of operation. a
59 JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com |
15%
Although design absorbs less than 10% of the total budget of a project, EPCM services can be as much a 15% of the installed cost of a major project
This Martin SQC2S STS secondary cleaner allows for safe external maintenance by a single worker.
DIAGNOSING SCREEN MEDIA PROBLEMS



Persistent problems with downtime and production quality can be frustrating. Aggregates and mining operations must work as quickly as they can to resolve issues and minimise losses from downtime and repairs. Knowing how to diagnose problems and find the best fix can expedite the process.
By Serge Raymond, MAJOR product specialist.





Here are some things to consider when it comes to common mineral processing challenges.


Pegging, blinding and carryover: It is no secret that operations regularly face issues with near- or odd-size material pegging screens, or fine, sticky material blinding openings. The depleted open area can ultimately result in carryover or contamination of the screened product, making this a costly problem.
The primary solution for these issues is often the choice of screen media. If using woven wire, consider high-vibration screen media that bond the wires with polyurethane strips. This setup allows wires to move independently, effectively dislodging pegged or blinded openings, such as when screening material with heavy clay deposits. The extra vibration amplifies overall stratification.
Too much wear and early breakage: If the scrap pile is growing too quickly, it may be time to consider a new screen media configuration. Ideally, the screen media should complement the three main phases of screening: the feed end, the middle of the deck and the discharge end. Many operations use mixed screen media for optimal results.
Another thing to consider is whether the problems are caused by damaged equipment or improper installation. Proper tension is key for both the performance and the longevity of the screen media. Check screen tension weekly to ensure it is correct. Improper tensioning leads to early breakage.
It can be overwhelming to diagnose screening problems but partnering with an OEM or local dealer to find the right screening solution can help. After all, careful thought and selection can improve the bottom line and reduce headaches associated with downtime and lost profit.a

| JULY/AUGUST 2023 | Vol. 2 ISSUE 4 | www.quarryingafrica.com 60 INSIGHT
Knowing how to diagnose problems and find the best fix can expedite the process. CORPORATE PARTNERS www.ergindustrial.com www.booyco-electronics.co.za www.vermeersouthafrica.com www.kemach.co.za www.loadtech.co.za www.global.weir www.scania.com/za www.babcock.co.za www.sanysouthafrica.com www.pilotcrushtec.com www.afrisam.co.za www.rocktechnology.sandvik/en