z Eficiencia en industria láctea z Declaración de FEPALE z z Interpack z Yogur funcional z Yogur con frutas z
www.publitec.com
1966 - 2023 ANIVERSARIO
Año XXVII
ISSN 0328-4158 121












Cámara de Industria y Comercio Argentino-Alemana Avenida Corrientes 327 AR _ C1043AAD Buenos Aires Tel.: (+54 11) 5219-4042 _ Móvil: (+54 9 11) 5829-9285 ferias@ahkargentina.com.ar www.ahkargentina.com.ar
SOLUCIONES ALIMENTARIAS
6
Optimizando la productividad en la industria láctea
A medida que aumentan los costos y suben los precios, los productores lácteos se enfrentan al reto de obtener más con menos.
INSTITUCIONES
12
¡Si a la verdadera leche! Declaración de FEPALE
30
Con asistencia del INTI, quesos tandilenses logran ingresar a EE. UU.
La empresa exportadora también contó con el apoyo de la Secretaría de Industria y Desarrollo Productivo del Ministerio de Economía
EMPRESAS
16
Ingredients Solutions S.A.
Dos décadas desarrollando ideas creativas y soluciones innovadoras para la industria alimentaria de la Argentina y el mundo.
19
BiA Consult
Alginatos Binder 1.0, primero en su especie
20
EPSON
Soluciones innovadoras en tecnología de impresión para la industria alimentaria
22
DSI
Sales fundentes para quesos
ALIMENTOS FUNCIONALES
32
14 FERIAS
interpack 2023

Ya no quedan espacios libres para la próxima edición en el mes de mayo
Desarrollo de un yogur firme y funcional con agregado de frutas a partir de leche caprina
Francisco Possemato; Gabriel S. Ortiz Miranda*; M. Alejandra Pereyra; Lorena Mignino*

SUMARIO AÑO XXVII - Nº 121 / MARZO 2023
SUSTENTABILIDAD
24
Sistemas de refrigeración
Consideraciones sobre calentamiento global, contaminación y energía Departamento técnico de VMC

ALIMENTOS FUNCIONALES
42
Evaluación de la incorporación de Omega-3 libre y nanoencapsulado en el desarrollo de un yogur

Diaz Gabriela E.(1,2,3); Pega Juan F.(2,5); Perez Carolina D.(1,2,4,5); Ambrosi Vanina A.(1,2,3,4); Guidi Silvina M.(1,2,4); Nanni Mariana S.(6)
STAFF ÍNDICE DE ANUNCIANTES
DIRECTOR
Néstor E. Galibert
DIRECTORA EDITORIAL: Prof. Ana María Galibert

RELAC. INTERNAC.: M. Cristina Galibert
DIRECCIÓN TÉCNICA:
M.V. Néstor Galibert (h)
DIRECCIÓN, REDACCIÓN Y ADM. Av. Honorio Pueyrredón 550 - Piso 1 (1405) CABA - ARGENTINA Tel.: 54-11-6009-3067 info@publitec.com.ar http://www.publitec.com.ar
C.U.I.T. N° 30-51955403-4
ESTA REVISTA ES PROPIEDAD DE PUBLITEC S.A.E.C.Y.M.
PROPIEDAD INTELECTUAL: 104936403
IMPRESIÓN
GRÁFICA PINTER S.A.
Diógenes Taborda 48/50 (C1437EFB)
C.A.B.A. / Tel./Fax: (54-11) 4911-1661 graficapinter@graficapinter.com.ar
VISITE NUESTRAS REVISTAS ON-LINE: WWW.PUBLITEC.COM.AR
MIEMBRO DE: MARZO 2023 ASEMA 5 BUSCH 5 CHR. HANSEN R.C.T. DESINMEC 46 FITHEP CENTRO 2023 C.T. FRÍO RAF 4 INGREDIENTS SOLUTIONS 11 ING. LÓPEZ T. KUAL 35 MEDIGLOVE 23 REVISTAS ONLINE R.T. / 4 SIMES 29 TESTO 13 VMC 29
PUBLITEC ES


TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 4


TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 5
Optimizando la productividad en la industria láctea
A medida que aumentan los costos y suben los precios, los productores lácteos se enfrentan al reto de obtener más con menos.
Los tiempos difíciles exigen soluciones innovadoras. En todo el mundo en el último año los precios han aumentado, desde las materias primas hasta la energía, mientras la inflación sigue subiendo. Como resultado, los productores de alimentos se centran cada vez más en aprovechar al máximo sus recursos. Muchos de los retos globales de la industria láctea pueden resolverse con las soluciones microbianas de Chr. Hansen. Estos productos aprovechan el poder de las bacterias buenas para optimizar los procesos de producción, ayudando a los clientes a mantener sus alimentos frescos durante más tiempo, evitando el desperdicio y mejorando la eficiencia.
Las industrias lácteas de todo el mundo se enfrentan a una presión creciente, ya que luchan por mantener los precios bajos a pesar del aumento de los costos de los insumos. Factores externos como el aumento de la inflación, los mayores costos del gas y la electricidad y el alza en los precios de los materiales están presionando a la industria para que reduzca los costos a fin de seguir siendo competitiva. Aunque hay muchas formas de reducir costos, comprometer la calidad no es un tema negociable. Ajustes simples en la receta y el proceso pueden conducir a mejoras de valor significativas y, a menudo, el cambio sólo
representa el 1-2 % de los costos directos para producir los bienes vendidos por una empresa (COGS) y no tiene un impacto negativo sobre la calidad.
Optimizar la productividad mejora la eficiencia, eliminando los excesos de producción y reduciendo el desperdicio a lo largo de la cadena de valor. Los cultivos que mantienen los alimentos frescos durante más tiempo, los coagulantes que aumentan el rendimiento y las lactasas que reducen la necesidad de añadir ingredientes, no sólo son soluciones eficientes, sino también sostenibles. En los ejemplos que se detallan a continuación aparecen algunos casos en los que las

SOLUCIONES ALIMENTARIAS TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 6
soluciones únicas de Chr. Hansen ayudan a sortear el desafiante entorno actual al optimizar la productividad y disminuir los costos en una forma sustentable.
AUMENTO DE PRODUCTIVIDAD EN YOGURES
Caso 1: la lactasa NOLA® Fit ahorró a un productor latinoamericano de yogur batido € 300.000/año

Siguiendo la nueva legislación de etiquetado frontal en la región, el cliente de Chr. Hansen decidió reducir el contenido de azúcar en sus yogures batidos para evitar la presencia del sello de “alto en azúcar”.
Antecedentes:
-Producción: 41.500 tn/año
-Composición de la base láctea: proteínas: 9%; grasas: 4.8%; hidratos de carbono: 7,3%.
-Solución anterior: lactasa neutra.
Se sugirió al cliente añadir los cultivos iniciadores
YoFlex® Premium 1.0 junto con la lactasa NOLA® Fit, cuya dosificación se vió facilitada por el uso de LactoSens®, un kit de ensayo de biosensor para la determinación de lactosa en una amplia gama de productos lácteos sin lactosa y bajos en lactosa, que permite una medición precisa. Como resultado, se obtuvo una reducción del 66% en la dosis de lactasa
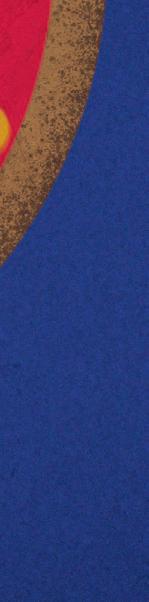
(de 0,03% a 0,01%), logrando un ahorro en costos de €300.000/año. El ahorro de costos se calculó como la diferencia entre la aplicación de la lactasa de levadura tradicional y NOLA® Fit, que permite una dosis hasta un 50% menos de lactasa en comparación con las lactasas de levadura tradicionales, debido a una mayor actividad a niveles bajos de pH, como se observa en el Gráfico 1.
TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 7
Gráfico 1 - Actividad relativa de NOLA Fit vs. lactasa de levadura tradicional
SOLUCIONES ALIMENTARIAS
Caso 2: un productor europeo de yogur batido está en proceso de ahorrar €3 millones/año con los cultivos YoFlex® Premium

Este productor buscaba mejorar la textura y la preferencia general del consumidor de su yogur batido para elaborar un producto similar al líder del mercado, con la menor cantidad de proteína posible.
Antecedentes:
-Producción: 30.000 tn/año
-Composición de la base láctea: proteínas: 5%; grasas: 1,5%; hidratos de carbono: 3,5%
Al convertir la lactosa en glucosa y galactosa, la lactasa NOLA® Fit logra un aumento en la percepción del dulzor mientras se reduce la dosis de lactasa. En este caso, su aplicación no sólo le permitió al productor reducir sus costos de elaboración sino también evitar el sello de advertencia de “alto en azúcar” en sus yogures batidos.
-Solución anterior: cultivo starter de mercado. La solución propuesta fue aplicar el cultivo YoFlex® Premium 11 para lograr una mayor textura. Este cultivo ofrece una textura indulgente, combinando un alto espesor en boca y gran firmeza del gel, lo que permite a los fabricantes mejorar los márgenes al reducir la dependencia de los costosos texturizantes y de la leche descremada en polvo, tal como se observa en la Tabla 1.
Estos cálculos supusieron los siguientes precios: 3.830 €/t de leche descremada en polvo y 485 €/t de leche descremada.
La alta textura obtenida de forma natural por el cultivo YoFlex® Premium 11 permitió una reducción de proteínas del 20% (de 5% a 4%) comparada con el

TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 8
Tabla 1 - Reducción de costos de una receta mejorada con YoFlex® Premium 11 vs. receta estándar.
producto líder del mercado. Por otra parte, pruebas realizadas por un instituto independiente mostraron una mayor preferencia del consumidor frente a su propio producto y una equivalencia con el producto líder del mercado. Como resultado, el productor ya ha logrado una reducción de costos de € 300.000, con un potencial de ahorro de € 3.000.000/año. El cálculo se realizó utilizando leche descremada en polvo (LDP) con un 34% de contenido de proteínas, reduciendo aproximadamente 30 kg de LPD por tonelada de yogur por un punto de proteína, tomando como base el precio del ahorro de la leche descremada de 3.800 euros/tn y de la leche adicional descremada de 485 euros/tn. Como beneficio adicional, la solución propuesta permitió una reducción potencial en ahorro de emisiones de carbono de 11.500 tn. de CO2 al año. Este ahorro potencial se calculó suponiendo 13,9 kg de CO2 por kg de leche descremada en polvo y 1.89 kg de CO2 por kg de leche.1
AUMENTO DE PRODUCTIVIDAD EN QUESOS
Caso 3: un fabricante sudamericano de queso de pasta hilada aumentó su productividad en € 1.754.000 al usar los cultivos DVS® Sinergia junto con el coagulante CHY-MAX® Supreme el productor de Brasil buscaba aumentar el rendimiento, la productividad y la robustez fágica en su producción de pasta hilada.

Antecedentes:
-Producción: 12.000 tn/año
-Maduración: una semana como máximo
-Composición de la base láctea: proteínas: 3,1%; grasas: 2,8%
-Solución anterior: cultivo starter y coagulante de 2° generación de Chr. Hansen.
La solución sugerida para lograr el objetivo fue cambiar al cultivo DVS® Sinergia utilizando una dosis de cultivo más alta junto con el coagulante de 3° generación CHY-MAX® Supreme para mejorar la coagulación, optimizando a su vez el tiempo de corte mediante la utilización de CoaguSens™.
- DVS® Sinergia es un cultivo multicepa que permite lograr un aumento del rendimiento a través de una mayor retención de humedad, una producción más
rápida (en este caso entre 12 y 15 minutos menos que el cultivo que usaba anteriormente a pH 5.20 durante 180 minutos) y todo ello manteniendo la misma funcionalidad.
- CHY-MAX® Supreme es el coagulante más específico del mercado que permite lograr un mayor rendimiento del queso por una mayor relación C/P, es decir, una red de caseína más fuerte que une más proteínas y grasas; funcionalidad superior por menos pérdidas durante la conversión, mayor velocidad de corte y extensión de la vida útil gracias a la reducción de la proteólisis que mantiene más proteínas intactas, así como un aumento del valor del suero y una producción más rápida.
- CoaguSens™ es una solución tecnológica de Chr. Hansen disponible para entornos de producción y para laboratorios que utiliza datos de producción recopilados en tiempo real, para ayudar a los queseros a identificar el momento óptimo para cortar la cuajada. De esa forma no hay necesidad de confiar en la observación visual o en percepciones subjetivas durante lo que solía ser el paso menos controlado del proceso de elaboración del queso. Al aplicar un enfoque basado en datos a este paso del proceso se reduce la desviación estándar, ayudando a los productores a obtener más queso de su leche. En el gráfico 2 se puede observar la firmeza en el corte de los quesos medida en pascales antes y después de la optimización.
A través de estas modificaciones en su receta y proceso, el productor logró un aumento del rendimiento de queso del 2.1%, mayor eficiencia del proceso y menor tiempo de fermentación, logrando una ganancia de 40 minutos por cada tn de queso fabri-
TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 9
SOLUCIONES ALIMENTARIAS
cado y un ahorro de costos total de € 1.754.000/año, valor calculado teniendo en cuenta un precio del queso de 7.000 US/tonelada o 6.774 EU/tn (el valor añadido se calcula con los costos de los insumos del año calendario 2021/2022). En forma adicional, el cliente obtuvo una reducción potencial de emisiones de carbono de 3.900 tn de CO2 al año. Este cálculo se realizó teniendo en cuenta una conversión de 9,5 litros de leche en 1 kg de queso y suponiendo 1,89 kg de CO2 por litro de leche.2
Caso 4: un productor de quesos continentales del centro de Europa logró un ahorro de € 1.200.000 con los cultivos EASY-SET® FLORA™ el productor europeo deseaba reducir sus costos de producción de quesos Edam y Grana y contribuir al mismo tiempo a la reducción de emisiones de carbono en su proceso de elaboración.
Antecedentes:
-Producción: 32.000 tn/año
-Maduración: 3 a 6 semanas
-Composición de la base láctea: Edam: proteínas 3,75%; grasa 2,75%

Gouda: proteínas 3,75%; grasa 3,65%

-Solución anterior: cultivo lactofermentador y coagulante microbiano de mercado.
Para este cliente, Chr. Hansen sugirió cambiar el cultivo lactofermentador que utilizaba por los cultivos EASY-SET® FLORA™ para una producción más consistente y un mayor rendimiento. Estos cultivos se basan en un concepto revolucionario llamado "Componentes únicos" (SICO) y están construidos con múltiples cepas para una mayor robustez frente a fagos y para la formación de aromas complejos. Entre sus principales beneficios se destacan el aumento del rendimiento del queso, la reducción de desperdicios y de pérdidas de calidad, y una mayor eficiencia del proceso de producción.
TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 10
Gráfico 2 - Firmeza en el corte de los quesos antes y después de la optimización con el uso de CoaguSens™.
Con esta solución, el cliente logró una mejora en el rendimiento de 1.2% a través de una mayor recuperación de proteínas y de grasa, y un 28% de reducción de la desviación estándar en la curva de pH (desde 0,157 con lactofermentador hasta 0,112 con el cultivo EASY-SET® FLORA™). Esto permitió un ahorro en costos de € 1.200.000/año-calculado con los costos de entrada del año calendario 2021/2022-, y una reducción potencial de emisiones de carbono de 5.300 tn de CO2/año, este último teniendo en cuenta una conversión de 8,5 litros de leche en 1 kg de queso con cultivo lactofermentador y 8,4 litros de leche con el nuevo cultivo, suponiendo 1,89 kg de CO2 por litro de leche.2

CONCLUSIONES
Aumentar la productividad de los clientes es algo que Chr. Hansen busca a diario. Sus soluciones pueden añadir un valor significativo a sus productos y el servicio técnico de la empresa ayuda a sacar el máximo partido de las soluciones ofrecidas. Chr. Hansen está segura de que sus soluciones cumplen un rol único para ayudar a los productores a sortear el de- safiante entorno actual, al ayudarlos a optimizar la productividad y disminuir sus costos en una forma sustentable, reduciendo los desperdicios y la huella de carbono.
REFERENCIAS:

1Ecoinvent & Agri-footprint
2Agri-footprint
TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 11
¡Si a la verdadera leche!
Declaración de FEPALE

Además la norma general del Codex dice lo siguiente: “Respecto de los productos que no sean leche, producto lácteo o producto lácteo compuesto, no podrán utilizarse etiquetas, documentos comerciales, material publicitario ni cualquier otra forma de propaganda o de presentación en el establecimiento de venta, que declare, implique o sugiera que dichos productos son leche, un producto lácteo o un producto lácteo compuesto, o que aluda a uno o más productos del mismo tipo”.
La Administración de Drogas y Alimentos de EE.UU. publicó el 22 de febrero pasado un borrador de guía sobre el etiquetado de bebidas de origen vegetal, pudiendo éstas utilizar la denominación “leche”. La propuesta alienta a los fabricantes de bebidas a base de plantas que optan por usar términos lácteos a revelar voluntariamente sus diferencias nutricionales con la leche real. Con todo el respeto que nos merece la FDA, en esta ocasión nos vemos obligados a dejar clara nuestra más firme discrepancia con este borrador de guía debido a los siguientes fundamentos:
El Codex Alimentarius de la FAO/OMS establece la legislación a la cual deben sujetarse los países en el intercambio de productos según lo prescribe la Organización Mundial de Comercio.
En ese sentido, la Norma General del Codex para el “Uso de Términos Lecheros” (CODEX STAN 2061999) define a la leche como “la secreción mamaria normal de animales lecheros obtenida mediante uno o más ordeños sin ningún tipo de adición o extracción, destinada al consumo en forma de leche líquida o a elaboración ulterior”.
Sin embargo, proliferan en el mercado de muchos países de las Américas, productos que pretenden imitar a la leche e indebidamente ser sustitutivos de ella, siendo que se trata de alimentos de origen vegetal y no animal, convirtiéndose en productos que confunden, debido a su inapropiada identificación, al utilizar el término “leche” y emplear imágenes alusivas al sector lácteo en sus empaques, y muy especialmente no contienen, ni cerca, los aportes nutricionales de la leche.
La leche es el alimento más completo para el ser humano, contiene proteínas de alto valor biológico, diversas vitaminas y minerales imprescindibles para la nutrición humana, y es la fuente por excelencia del calcio dietario.
La leche y sus derivados presentan trascendentales bondades para la salud humana:
- Son fuente de nutrientes fundamentales para el crecimiento y desarrollo de nuestros niños, como proteínas, calcio, cinc, magnesio, potasio, fósforo, vitamina D, vitaminas del complejo B, entre otros, por lo que son imprescindibles en el combate a la desnutrición infantil.
- Son esenciales para la formación y mantenimiento de los huesos, por ser fuente por excelencia de calcio, contienen también potasio, vitamina D, fósforo y magnesio, necesarios para la obtención de una adecuada salud ósea.
- Presentan una estrecha relación con la prevención y tratamiento de diversas patologías metabólicas, como las denominadas enfermedades crónicas no
TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 12 INSTITUCIONES
transmisibles (ECNT), como obesidad, hipertensión arterial, diabetes, dislipemias, síndrome metabólico y osteoporosis, así como algunas formas de cánceres como el de colon y el de mama.
- Son alimentos adecuados para lograr una buena rehidratación y reposición de los depósitos musculares de proteína luego de realizar actividades deportivas. Contribuyen a la prevención de las caries dentales. Varios de ellos poseen características funcionales como fortificadores del sistema inmune, contrarrestan la acción de las bacterias patógenas y además contribuyen a normalizar el tránsito intestinal.
El excelente equilibrio de estos nutrientes y sus características funcionales están dados gracias a la matriz alimentaria en la que se encuentran: la matriz láctea. Esta brinda una calidad nutricional y biodisponibildad de nutrientes necesaria para una adecuada alimentación, características que no están presentes en las bebidas de origen vegetal.
Por estas razones, la leche es un alimento insustituible en la alimentación de las personas. Permitir denominar “leche” a productos que no lo son ni tienen los mismos valores nutricionales genera, además de confusión, un posible perjuicio en la salud pública y afecta las recomendaciones de alimentación saludable establecidas en las guías alimentarias basadas en alimentos (GABA) de cada país.

El nombre de los productos alimenticios debe servir para informar y no para confundir o inducir al error, velando de esta manera la transparencia hacia el consumidor, proporcionando cada vez más información veraz, concreta y fiable hacia los consumidores.
Marzo 2023
Federación Panamericana de Lechería – FEPALE
TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 13
interpack 2023
Ya no quedan espacios libres para la próxima edición en el mes de mayo
Tras seis años y una pausa a consecuencia de la pandemia, la mayor feria del mundo dedicada al sector de los envases y los embalajes y a la industria de procesamiento relacionada está lista para dar el pistoletazo de salida. Entre el 4 y el 10 de mayo de 2023, Dusseldorf se transformará de nuevo en una plataforma para los negocios y en el taller en que se moldea el futuro del sector. Los stands de la interpack están ya completamente reservados.
En mayo de 2023 podremos disfrutar de nuevo de la atmósfera única que se respira en los pabellones de la Feria de Dusseldorf, que durante la interpack se transforma en una plataforma de la industria internacional del envasado y el embalaje. Con los 18

pabellones, las zonas de exposición temáticas, las nuevas exposiciones especiales y los foros, el sector mostrará su capacidad de innovación. Unos 2700 expositores del mundo entero presentarán las tecnologías más avanzadas y los envases y embalajes que serán tendencia a lo largo de toda la cadena de valor. Tras seis años y una pausa a consecuencia de la pandemia, el mercado está cargado de novedades.
GRANDES MOVIMIENTOS
La interpack demuestra de qué manera las megatendencias como la conectividad, la seguridad y la sostenibilidad influyen en el futuro de la industria de los envases y los embalajes, que está en continuo desarrollo. "Las condiciones macro, como la escasez de materias primas y los problemas en las cadenas de suministro, constituyen grandes retos para la industria, que tiene al mismo tiempo la oportunidad de lograr grandes cosas en un contexto de demanda cre-
TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 14
FERIAS
ciente, nuevas tecnologías y una cada vez mayor sensibilización sobre la necesidad de trabajar de modo sostenible", afirma Thomas Dohse, jefe de proyectos del evento ferial. "La interpack es el lugar en el que los representantes del sector a nivel global dan forma al futuro".
PLANIFICACIÓN EFICAZ
Los integrantes del sector de la alimentación encontrarán en la interpack 2023 todo lo que buscan. Y lo mismo se puede afirmar de los visitantes procedentes de los sectores de las bebidas, los dulces y los productos de panificación y pastelería, de la industria farmacéutica y cosmética y del ramo de los productos no alimentarios y de los bienes industriales. Todo ello gracias al nuevo concepto de pabellones que se aplicará por primera vez en esta edición. También se concentrarán en pabellones independientes los demás temas destacados de la exposición: materiales y medios de embalaje y envasado, máquinas de etiquetado y marcado, producción de material de embalaje y envasado e impresión integrada de envases. E incluso los expositores de la feria satélite de proveedores "Components" contarán con su propio pabellón. Así, los visitantes podrán orientarse perfectamente y planificar con eficacia su visita a la feria.
FUENTE DE INSPIRACIÓN
La interpack es todo un catalizador de conceptos innovadores y visionarios y, por eso, amplía continuamente su programa marco. En estos momentos se están preparando distintas exposiciones especiales y foros. Por ejemplo, los visitantes podrán obtener información sobre aspectos específicos a lo

largo de jornadas temáticas. La interpack dará respuesta a los retos a los que se enfrenta hoy el sector de los envases y los embalajes. En la edición se prestará una atención especial a temas como economía circular, protección de los recursos, tecnologías digitales y seguridad de los productos. Afuera de las fechas de la feria, la interpack también está pendiente de la actualidad a través de su plataforma digital de comunicación TightlyPacked, en la que se informa continuamente sobre nuevos avances, prácticas recomendadas y tendencias. Está disponible para todos los interesados información actualizada sobre la feria en www.interpack.com
Para más información, consultas de participación como expositor o para visitar la feria, las personas interesadas puede contactarse con la AHK Argentina a través del contacto:

Erika Enrietti - Cámara de Industria y Comercio Argentino-Alemana - Ferias & Exposiciones
Tel.: (+54 11) 5219-4000
eenrietti@ahkargentina.com.ar
http://www.ahkargentina.com.ar
TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 15
Ingredients Solutions S.A.


Dos décadas desarrollando ideas creativas y soluciones innovadoras para la industria alimentaria de la Argentina y el mundo.
Las exigencias de los consumidores obligan a la industria alimentaria a crecer y desarrollarse en forma permanente. En esa línea, Ingredients Solutions S.A. trabaja para ofrecer a sus clientes un servicio de alta calidad sobre la base de una innovación constante. Día a día, pone a disposición de cada proyecto toda la experiencia de sus profesionales y el know how construido a lo largo de dos décadas en el mercado. Cuenta para ello con un importante staff de técnicos en los distintos rubros de la alimentación.

Las operaciones diarias se llevan a cabo en su planta industrial de 2400 m2 inaugurada en 2012, ubicada dentro del SIP (Sector Industrial
Ingredients Solutions S.A. celebra sus 20 años en el mercado creando productos de excelencia, a precios competitivos y brindando de manera proactiva un servicio de atención y asesoramiento de primera calidad.
Planificado) de la localidad de General Rodriguez (Provincia de Buenos Aires), que está equipada con la tecnología más avanzada y certificada bajo las más estrictas Normas de Calidad e Inocuidad FSSC 22000. Sus instalaciones cuentan con todos los registros de planta y productos y otras certificaciones, como planta libre de gluten. Asimismo, cuenta con oficinas en Palermo, CABA, donde se llevan adelante los procesos de administración general y comercio exterior.
Sus procesos industriales abarcan desde premezclas de polvos hasta premezclas líquidas, sistemas de emulsiones, secado de productos y elaboración de aromas, cada uno de ellos en salas individuales
TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 16
EMPRESAS
con sus respectivas garitas sanitarias. Con el objetivo de brindar un servicio de excelencia, el equipo de profesionales posee certificaciones de BPM y realiza en forma permanente capacitaciones y cursos intensivos para mantenerse actualizados con las últimas tendencias y novedades.
PRINCIPALES LÍNEAS DE PRODUCTOS Y SERVICIOS

el ingrediente natural y le brinda alta capacidad de dispersión y buena homogeneidad, permitiendo su aplicación en productos como panificados, barras de cereal, golosinas, helados, postres en polvo, snacks, salsas, sopas, bebidas y muchos más, aportando un gran valor agregado al producto final.
Deshidratados naturales por sistema Spray-Dry Ideales para rellenos y coberturas dulces o saladas. La tendencia actual hacia productos naturales puede ser satisfecha gracias a la alta tecnología de Ingredients Solutions S.A. en procesos de deshidratación, dado que en su forma tradicional -como en el caso del yogurt, la miel, el dulce de leche, el queso y otros similares- no podrían tener una vida útil comercial por su alta humedad y su tendencia a sufrir el proceso de deterioro. El sistema de secado por toberas de alta presión con lecho fluido y aglomeración permite obtener polvos de características óptimas para los procesos industriales, con alta persistencia de sabor y con un buen tamaño de partícula, evitando el “lumping” de polvos. Esta tecnología presenta una alta performance para preservar y no deteriorar
Spong Solutions y AriGel Solutions
Estas líneas de sistemas de emulsionantes (en polvo y en pasta) para horneados permiten una elaboración simple y eficiente, disminuyendo la pérdida de humedad durante el horneado y logrando una estructura homogénea del producto, incluso en los elaborados a base de premezclas. Se destacan también por el aumento de la viscosidad en el batido previo, el control del tamaño de los cristales de hielo en panificados congelados y sus propiedades de reemplazo de grasa.
Resaltan el pardeamiento y presentan una óptima interacción con el huevo y las proteínas lácteas, además de que poseen una alta funcionalidad y capacidad aireante, logrando estabilidad en la incorporación de aire durante el batido. Ambas versiones (polvo y pasta) tienen la versatilidad de performar perfectamente en productos tradicionales a base de harina de trigo, así como en productos libres

de gluten y reducidos en azúcar. Estas líneas son ideales para bizcochuelos, muffins, budines, donas y otros horneados, tanto en el caso de productos listos para consumir (Airgel Solutions) como en las premezclas en polvo (Spong Solutions) para uso industrial, gastronómico y hogareño.

Overrun Solutions
Los emulsionantes para cremas heladas, chantilly, mousses y diversas preparaciones en frío aumentan la incorporación de aire en sistemas líquidos durante el batido y contribuyen a su retención posterior. Proveen un alto rendimiento en overrun y permiten sostener la estructura luego del batido. Evitan la separación de suero (sinéresis), brindando alta estabilidad, al mismo tiempo que confieren gran resistencia a la temperatura y oxidación. Su formato en polvo los convierten en un producto de amplio uso, pudiendo hidratarse tanto con agua como con leche. Esta línea es ideal para crema tipo chantilly, cremas aireadas o mousses listos para consumir o en polvo para preparar en el hogar. También para cremas o postres congelados, helados tipo soft (o sus bases en polvo), rellenos aireados, cremas para decoración de postres u horneados, y muchas aplicaciones más.
Línea de agentes de textura y estabilización de alimentos
Ingredients Solutions ofrece todos los insumos para optimizar textura de uso habitual en alimentos, ensamblando también soluciones “Tailor Made” para las necesidades del cliente. Las áreas de I+D+I y Calidad cuentan con equipamiento para reproducir efectos de textura en alimentos a través de mediciones precisas, así como equipos de evaluación en planta para modelización de productos.
Soluciones en agentes endulzantes no calóricos
Ofrece un amplio abanico de edulcorantes y soluciones a medida para distintos alimentos, teniendo en cuenta su tecnología de elaboración.
Soluciones para la preservación de alimentos y enzimas
Líder en antioxidantes naturales, Ingredients
Solutions S.A. ofrece soluciones en antioxidantes, preservación bacteriana y preservantes biológicos derivados de fermentación de amplio espectro.
MÁS INFORMACIÓN:
info@ingredients-solutions.com
www.ingredients-solutions.com
Linkedin/Facebook/Instagram:
@ingredientssolutions

TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 18 EMPRESAS
BiA Consult
Alginatos Binder 1.0, primero en su especie
Alimentación e Ingredientes. Esto significa que este producto se alza como el aditivo y agente gelificante más importante de la industria, siendo un referente en desarrollo e innovación.
Los productos de la serie Binder de BDF Natural Ingredients son formulaciones funcionales a base de alginatos y calcio. El alginato es uno de los biopolimeros más versátiles que se puede encontrar en la naturaleza. Se extrae de las paredes celulares de las algas marrones y se utiliza de forma generalizada en los sectores alimentario y farmacéutico. La Serie Binder está diseñada par a dar estructura a productos de distinta naturaleza. Es un agente gelificante que ayuda a mejorar la textura y apariencia general de la carne, pescado, verduras y frutas, entre otros alimentos.
Durante cinco semanas seguidas, el producto a base de alginatos Binder 1.0 se ha mantenido en la primera posición en Prospector, el motor de búsqueda más poderoso de ingredientes para la industria alimentaria y nutrición
Prospector, con más de 22 años de presencia en la red, está consolidado como el servicio de intercambio y búsqueda especializada de la industria alimentaria. BDF Natural Ingredients forma parte de esta plataforma que representa a más de 25.000 compañías industriales a nivel mundial, presentando sus productos en un escaparate incomparable. Con tal de mantener la competencia activa, la plataforma realiza un ranking semanal en el cual se catalogan los productos top en cada categoría según el volumen de búsqueda. Ya son cinco la semanas en las que Alginatos Binder 1.0 ocupa el puesto de cabeza en la categoría de

El hecho de tener un producto de origen natural como Binder 1.0, catalogado como el más importante del sector, incrementa el prestigio de BDF Natural Ingredients y aumenta su exigencia para el desarrollo de nuevas formulas y productos. BDF Natural Ingredients está representado en la Argentina por BiAConsult S.R.L.

MÁS INFORMACIÓN:
Tel.: (+54 3534) 523878 info@biaconsult.com.ar
TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 19 TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 19
EMPRESAS
EPSON
Soluciones innovadoras en tecnología de impresión para la industria alimentaria
Incorporar innovaciones tecnológicas en la industria de alimentos permite prolongar el tiempo de conservación y obtener un producto de mayor calidad, ajustándose a las necesidades y exigencias del consumidor. En esta industria se requiere un etiquetado que cumpla con exactitud las normativas establecidas, dado que este elemento no sólo ayuda a conocer las características más importantes del producto, sino que corrobora su inocuidad alimentaria.
Epson, marca líder en impresión e imagen digital, ofrece a la industria de producción de alimentos su familia de impresoras ColorWorks, especialmente desarrolladas para la impresión de múltiples formatos de etiquetas sin desatender el ahorro de costos y la facilidad de mantenimiento.“La alimentación es un sector muy amplio, de manera que cada tipo de producto requiere características determinadas a la
hora del etiquetado” , explica Micaela Celestino, Associate Product Manager de Epson Argentina, Paraguay y Uruguay, y agrega: “Brindamos impresión de máxima definición, precisión y calidad, ajustada a la demanda que sea necesaria y sin desperdicios” Esta línea de equipos de impresión está integrado por los modelos C4000, C6000, C6500 y C7500 que poseen las siguientes características:

TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 20 EMPRESAS
COLORWORKS C4000.
Cuenta con tecnología PrecisionCore® que permite producir rápidamente la primera etiqueta y ofrece velocidades de hasta 4 pulgadas por segundo, eliminando la necesidad de etiquetas preimpresas. De fácil uso y administración, el nuevo modelo tiene conectividad Wi-Fi opcional para imprimir desde dispositivos móviles compatibles y administración remota de impresoras a través de Epson Device Admin para administrar grandes flotas mediante la red.
COLORWORKS C6000/C6500.
Diseñadas para ofrecer soluciones ideales para el etiquetado a color y monocromático. Poseen un diseño compacto y un panel de control fácil de navegar. Además, permiten imprimir en una amplia variedad de sustratos y tamaños, aportando nuevas oportunidades para empresas que gestionan múltiples códigos de parte y requieren etiquetas bajo demanda en muy poco tiempo. La C6000 permite imprimir en hasta 4 pulgadas de ancho de impresión mientras que la C6500 permite imprimir en hasta 8 pulgadas.
COLORWORKS C7500.
Presenta lo último de impresión para bajos lotes de etiquetas en color. Permite la impresión de las mismas en una sola etapa, reduciendo los costos de pre-impresión y almacenamiento. Tiene una alta velocidad de impresión, tecnología PrecisionCore, cabezal de impresión permanente y un nuevo lenguaje de programación ESC/Label para una fácil integración con sistemas operativos.
ACERCA DE EPSON



Epson es líder mundial en tecnología, con una filosofía de innovación eficiente, compacta y precisa que enriquece vidas y ayuda a crear un mundo mejor. La empresa tiene como objetivo solucionar los problemas de la sociedad mediante innovaciones en el ámbito de la impresión para el hogar y la oficina, la impresión comercial e industrial, la fabricación, la comunicación visual y el estilo de vida. Epson se
convertirá en carbono negativo y eliminará el uso de recursos agotables del subsuelo -tales como el aceite y el metal- para el año 2050. Liderada por Seiko Epson Corporation con sede en Japón, el Grupo Epson genera, a nivel mundial, ventas anuales con un valor superior a JPY 1 trillion.
MÁS INFORMACIÓN global.epson.com/
TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 21
DSI

Sales fundentes para quesos
Las sales del ácido fosfórico, cítrico y tartárico son sales fundentes bien conocidas en la producción de quesos fundidos. Sin embargo, las distintas combinaciones de sales del ácido fosfórico y del ácido cítrico son las más efectivas en las aplicaciones industriales.
El objetivo de la fusión es lograr productos de estructura uniforme a partir de uno o varios tipos de quesos. Es ahí donde toman una importancia relevante las sales fundentes, ya que su aplicación produce un intercambio del calcio (que mantiene unida la red proteica del paracaseinato de calcio) por sodio en el queso y así éste se vuelve fácilmente dispersable.
Las sales fundentes derivadas del ácido cítrico tienen una capacidad de intercambio de calcio por sodio moderada, por lo que se prefiere el uso de fosfatos y polifosfatos, o una mezcla de estos, que posean una gran capacidad de intercambio iónico.
El poder de intercambio iónico no es la única propiedad de las sales fundentes, también es importante su capacidad para modificar y regular el pH, como así también su capacidad de mantener el sabor. Las sales fundentes pueden ser utilizadas solas o en una combinación de dos o más sales, de acuerdo con el tipo de queso y el criterio del maestro quesero para obtener la calidad deseada.
El pH tiene influencia sobre la consistencia del queso fundido: con un pH cercano a 5 se obtienen quesos más duros, mientras que con pH cercano a



6,5 se obtienen quesos excesivamente blandos. Entre estos rangos se hallan las variantes conocidas. Los fosfatos tienen un buen poder de dispersión, de tal manera que los procesos de hidratación se desarrollan con relativa rapidez y uniformidad. A diferencia de los citratos, los fosfatos poseen propiedades bacteriostáticas, siendo capaces de reducir considerablemente el crecimiento de microorganismos en el queso procesado, alargando así su vida útil.
FOSFATOS
Son sales del ácido fosfórico. Sus sales sódicas y potásicas se dividen en ortofosfatos y polifosfatos, los cuales pueden ser utilizados solos o en combinación de varios de ellos para la formulación de las distintas mezclas.
CITRATOS
Son sales del ácido cítrico. Dependiendo del nivel de disociación el ácido cítrico, se forman citratos hidrogenados y dihidrogenados, pero la sal que interesa es la dihidrogenada.
TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 22
EMPRESAS
Ortofosfatos Polifosfatos Citratos
Poder de intercambio iónico Moderado Alto Moderado
Poder para modificar pH Alto Moderado Alto
Efecto de cremado Ninguno Grande Ninguno
Influencia en el sabor Moderado Ninguno Alto



Influencia en la conservación Ninguno Grande Ninguno
Influencia en el color Ninguno Ninguno Ninguno
Para ayudar a los productores a satisfacer la demanda de los consumidores que buscan algo diferente, DSI cuenta con una amplia gama de sales fundentes a medida que permiten a los maestros queseros personalizar sus productos para todo tipo de exigencias. También se cuenta con sales estabilizantes para la producción de leches UHT.

MÁS INFORMACIÓN:
Tel.: (54 11) 4556 6900
Whatsapp: (54 11) 3699 0252 ventas@dsi-arg.com.ar https://dsiargentina.com
TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 23
Sistemas de refrigeración
Consideraciones sobre calentamiento global, contaminación y energía Departamento técnico de VMC
Los sistemas de refrigeración, en todas sus aplicaciones, consumen una porción substancial de la energía generada en el mundo. Gran parte de esta energía es subutilizada por malas prácticas, tecnologías desactualizadas o por aplicaciones técnicas ineficientes. Es preciso desarrollar estrategias que hagan estos procesos más eficientes y sustentables para reducir los costos de energía y las emisiones de gases invernadero.
Una parte importante de los esfuerzos necesarios para mejorar esta situación se vincula a la utilización de gases refrigerantes adecuados para los sistemas de refrigeración en todas sus aplicaciones. Los compromisos contraídos por los países en el Protocolo de Montreal, en la conferencia de París y su posterior enmienda de Kigali, cumplen un rol fundamental en la obtención de estos objetivos. Si estos protocolos se implementaran adecuadamente, se podría reducir notablemente el calentamiento global. La adenda Kigali entró en vigor en enero de 2019 (febrero de 2020 en nuestro país) y es un paso importante en los esfuerzos para reducir drásticamente los gases de efecto invernadero y limitar el calentamiento global. La misma, ha sido ratificada por la mayoría de los

TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 24 SUSTENTABILIDAD
Equipo compacto cabinado para refrigeración de bebidas. Sistema con “carga justa” diseñado, fabricado e instalado por VMC.
países (más de 200), aunque algunos con cierta demora o reticencia. La enmienda reducirá la producción y el consumo proyectados de hidrofluorocarbonos (HFC) en más del 80% durante los próximos 30 años. Estos gases no afectan la capa de ozono, pero tienen un efecto invernadero con un potencial de calentamiento global ampliamente superior al dióxido de carbono. La reducción favorecería además el desarrollo de equipos más eficientes energéticamente.
LOS GASES REFRIGERANTES
Uno de los puntos claves normados en los protocolos ha sido la consideración y evaluación de los gases refrigerantes utilizados en los procesos de refrigeración y climatización. La influencia de los mismos en la problemática ambiental hace que la elección del gas refrigerante adecuado para cada aplicación sea una cuestión conflictiva en muchos aspectos. Desde el inicio del proceso de selección o definición del gas a utilizar, surge la división entre los “Refrigerantes naturales”, que existen naturalmente en el medio ambiente, y los “No naturales” o “sintéticos”, producidos químicamente.

Existen factores y condiciones que influyen y complican la definición, así como intereses o tecnologías divergentes de grupos industriales, de compañías químicas productoras, de fabricantes de equipos, empresas distribuidoras, organizaciones de protección ambiental, usuarios, organizaciones políticas y público en general. Para algunos sectores, los refrigerantes sintéticos mejorados/neutralizados parcialmente pueden ser una solución. Sin embargo, otros sectores evalúan que sólo representan una atenuación, postergación o extensión en los plazos del daño que causan este tipo de gases.
A pesar de los intentos y desarrollos de refrigerantes sintéticos mejorados, se verifica una tendencia global a intensificar el uso de refrigerantes naturales, sobre todo en los países más desarrollados y con mayor compromiso con el medio ambiente. Hay señales positivas en este sentido con el uso extensivo de amoníaco y CO2, en su condición de refrigerantes más antiguos, eficientes, respetuosos del ambiente, económicos, probados y con gran experiencia de aplicación. Además, actualmente se
incorporan los hidrocarburos en forma gradual y consistente para aplicaciones específicas.
Retornando a los refrigerantes sintéticos, se debe observar que -si bien se han atenuado sus efectos negativos- siguen constituyendo la mayor amenaza para el calentamiento global. Se debe considerar que por efectos del cambio de condiciones climáticas y de la evolución económica mundial, se incorporarán millones de usuarios de aire acondicionado doméstico. El consumo de energía de equipos de climatización alcanza un valor importante de la demanda mundial, además se estima que si persiste la tendencia actual de su utilización, el consumo de energía inherente se incrementará más del triple para el 2050 y el número de equipos alcanzará a casi 4.000 millones de unidades. La producción de los mismos estará condicionada por razones de economía en su costo de fabricación, con consecuentes tecnologías de bajo precio, con servicio y mantenimiento precarios o inexistentes, pérdidas inevitables, etc., lo que se traducirá en formidables valores de contaminación.
Se debe mencionar, además, que esta incorporación se produciría en su mayor parte en países productores y exportadores de gases sintéticos que ya son, o serán en el corto plazo, inaceptables en la mayor parte del planeta. La conclusión es que la solución para el problema de contaminación por gases refrigerantes pasa por la utilización intensiva y excluyente de refrigerantes naturales.
TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 25
Equipamiento VMC para planta industrial con certificación LEED
LOS SISTEMAS DE REFRIGERACIÓN
Los gases refrigerantes adecuados son un factor fundamental en la sustentabilidad de la refrigeración en todas sus aplicaciones. Para mitigar los perjuicios y el aporte al calentamiento global, además de la utilización de refrigerantes naturales se deben perfeccionar el diseño y fabricación de los sistemas de refrigeración. La refrigeración debe ser optimizada en su inocuidad sobre el medio ambiente, pero además debe ser lograda en condiciones de seguridad, eficiencia y operatividad.
Estos condicionamientos requieren que las plantas industriales generen cada vez menores emisiones, con mínimos valores de potencial de calentamiento global, menor impacto en la capa de ozono, menor impacto equivalente total de calentamiento y menor potencial negativo total a lo largo de la vida útil de los sistemas. Uno de los objetivos principales en el diseño y fabricación de equipos y componentes es obtener los resultados deseados utilizando el menor volumen posible de refrigerante, independientemente del tipo de los mismos. El segundo aspecto es construir con el objetivo de que los sistemas tengan pérdidas o fugas cercanas a cero.

En muchas regiones ya han sido legislados claramente los porcentajes máximos aceptables de fugas de refrigerante de los sistemas, ya sean sintéticos o naturales, estableciendo formas de medición, escalas y eventuales penalizaciones a los excesos. Estas normativas o exigencias deberían extenderse para su aplicación universal. Ambos aspectos, carga mínima y estanqueidad máxima, son conceptos preliminares para el diseño y fabricación correctos de equipos y sistemas.
EL DISEÑO
En la medida de lo posible, se deberían diseñar sistemas con el concepto de “carga mínima o justa”. La optimización de la carga de refrigerante reduce el riesgo de fugas importantes y es, por lo tanto, beneficiosa para la reducción de las emisiones de gases de efecto invernadero y para la seguridad de las plantas e instalaciones.
El requisito principal para los sistemas de carga reducida es una elevada estanqueidad de la unidad, de manera que las fugas estén cercanas a cero. Se deben considerar como principios fundamentales:
- Que la reducción de la carga no puede lograrse a expensas de la eficiencia de la unidad,
- Que los sistemas puedan operar en condición estable.
TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 26 SUSTENTABILIDAD
Equipamiento VMC - Ciclo de refrigeración con propano
- Que todos sus componentes reciban el volumen de refrigerante correcto.
Una unidad de baja carga pero que sacrifica su eficiencia con mayor consumo de energía implica que en la realidad se emitirán mayores emisiones indirectas de carbono negativas. Por lo tanto, es necesaria una optimización y compatibilización entre el diseño del equipo, su eficiencia energética, sus condiciones de seguridad para los bienes y personas, y la minimización de la carga de refrigerante.
Se debe asumir que el criterio de baja carga de amoníaco es aplicable a los sistemas de refrigeración de todas las capacidades y dedicados a las industrias de todo tipo, incluyendo aplicaciones de aire acondicionado, tratamiento de aire de procesos, etc. Los refrigerantes naturales disponibles en uso actualmente para su aplicación normal y sus características distintivas son:
- Amoníaco: R 717, NH3, el más utilizado.
- Dióxido de carbono: R 722 CO2, alta presión.
- Propano: R290 C3H8, inflamable.
- Butano: R600 C4H12, inflamable.
SOLUCIONES CON AMONÍACO
Este gas es el refrigerante más utilizado en la industria (y actualmente con aplicaciones en tratamiento de aire, climatización, etc.). Admite en todas sus aplicaciones, en mayor o menor grado, diseñar sus sistemas con el concepto de “carga justa”, o al menos minimizada. Puede ser utilizado en sistemas con diferentes ciclos de trabajo:
- Sistemas de expansión directa.
- Sistemas de recirculado.
- Sistemas inundados.
- Sistemas distribuidos.
- Sistemas con refrigerantes secundarios indirectos.
- Sistemas combinados con otros refrigerantes naturales (CO2).
En los sistemas cuyo refrigerante utilizado es el amoníaco, las exigencias actuales son satisfechas ampliamente y los procesos se adaptan a las más diversas aplicaciones con las máximas condiciones de eficiencia y seguridad.
SOLUCIONES COMBINADAS AMONÍACO-CO2
Estos sistemas combinados pueden ser:
- Con amoníaco como refrigerante primario y con CO2 como refrigerante secundario.
- Con amoníaco en etapa de alta temperatura (A.T.) y CO2 en etapa de baja temperatura (B.T.) en sistemas en cascada.
En plantas industriales de gran capacidad a menudo los sistemas centralizados son la opción excluyente. En estos casos, la combinación de R717 y R744 constituye una solución que satisface los requerimientos actuales en todo sentido. El sistema resultante es de bajo riesgo y amplia aplicabilidad, ya que son dos refrigerantes naturales, aptos para operación en todos los rangos de temperaturas normalmente requeridos en los procesos que implican refrigeración. El amoníaco con concepto de baja carga opera confinado en las salas de máquinas, y el CO2 como agente distribuidor seguro y no tóxico llega a todos los espacios refrigerados servidos por el sistema, operando con presiones que en la actualidad son normales y con tuberías de dimensiones reducidas. En instalaciones de muy baja temperatura para congelación con compresores de R717 en la etapa A.T. y de CO2 en la B.T., los compresores, tuberías, controles y accesorios resultan de menores dimensiones, con la consiguiente optimización de costos. Estos sistemas consumen menos energía, reducen tiempos de congelación y se obtienen aumentos en las capacidades de producción.

LAS SOLUCIONES CON CO2
El CO2 (R744) ha sido utilizado como refrigerante desde los primeros tiempos de la refrigeración mecánica, ya que sus múltiples ventajas lo hacen apto para
TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 27
Equipamiento VMC para planta industrial con certificación LEED
aplicaciones frigoríficas. Sin embargo, la aparición de los refrigerantes sintéticos supuestamente “seguros” y con rangos de presiones moderadas -como los CFCs y HCFCs- ocasionó una disminución en el uso de CO2 a partir de la década de 1930. En la actualidad las consideraciones ambientales negativas de los sintéticos y las condiciones positivas del CO2, hacen que vuelva a ser una opción muy atractiva en múltiples aplicaciones. Sus parámetros operativos son estándar en la industria: compresores, intercambiadores, válvulas y accesorios son suministrados normalmente por los fabricantes para operar en forma satisfactoria y con seguridad en los rangos de presiones que requiere este refrigerante. Los requerimientos de control, seguridad, detección, etc., son los normales en las aplicaciones actuales, y el grado de entrenamiento del personal operativo no excede a lo requerido por otros refrigerantes. Sus ventajas son evidentes para aplicaciones de refrigeración comercial, en cualquier capacidad y rango de aplicación. Asimismo, en instalaciones de climatización proporcionan favorables condiciones de eficiencia y economicidad para sistemas con “recuperación de calor”, incluyendo su aplicación en “bombas de calor”
LAS SOLUCIONES CON HIDROCARBUROS
Estos gases tienen aplicación en el sector de climatización y refrigeración convencional. La aplicación del propano (R290) como refrigerante en equipos de climatización individuales puede atenuar el aumento de la temperatura global en mayor medida que los refrigerantes sintéticos utilizados actualmente. Inclusive comparando contra el propuesto refrigerante sustituto alternativo R32, el propano constituye una solución superior, ya que brinda menores perspectivas de calentamiento global y mejores condiciones de eficiencia energética y de sustentabilidad. Grandes países consumidores, como China e India, producen equipos de climatización con propano, y también aumenta su aplicación en la industria del transporte. Por sus características el R 290 está siendo utilizado en equipos de refrigeración comerciales de bajas capacidades, como expendedoras, vitrinas, gabinetes y cámaras frigoríficas pequeñas. Su utilización en muchas regiones está aún condicionada por los códigos de construcción, normativas y estándares
particulares que limitan su aplicación. Las limitaciones se basan en su mayor parte en su característica de inflamabilidad. Además su popularización demandará el aumento de personal técnico calificado entrenado en sus características tecnológicas. A pesar de esas consideraciones adversas, el endurecimiento a las aplicaciones de refrigerantes halogenados de GWP (Global Warming Potential) superiores a 150 en los países industrializados permitiría el uso de propano en equipos split o bombas de calor y chillers. En el caso de estos últimos, ya se está utilizando en plantas de mediana y gran potencia específica.
Estas consideraciones permiten inferir que los refrigerantes HC constituirán en un futuro próximo una solución para los equipos domésticos individuales, que representan una masa importantísima y de gran consumo de energía mundial y en otras aplicaciones de climatización y refrigeración en el sector del transporte. En resumen, sus aplicaciones alcanzan a los siguientes equipos:
- Heladeras y congeladores hogareños.
- Enfriadoras de botellas.
- Gabinetes comerciales de baja temperatura.
- Gabinetes comerciales refrigerados.
- Enfriadoras de cervezas.
- Expendedoras de bebidas.
- Equipos deshumidificadores.
- Bombas de calor.
- Refrigeradores en comercios.
- Equipos de aire acondicionado.
- Chillers de agua y glicoles, en especial para instalaciones exteriores.

TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 28 SUSTENTABILIDAD
Equipamiento VMC - Ciclo de refrigeración con propano
Cadena de frío, cadena de valor.
Cuidamos la calidad de los alimentos, desde el comienzo.
Desde hace 70 años, proveemos sistemas de refrigeración industrial para salas de procesamiento, túneles de congelamiento y cámaras de conservación según los más altos estándares de seguridad y calidad, priorizando refrigerantes amigables con el medio ambiente.





TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 29
www.vmc.com.ar Representante y montador exclusivo para Latinoamérica International Institute of Ammonia Refrigeration
Rafaela, Santa Fe
Con asistencia del INTI, quesos tandilenses logran ingresar a EE. UU.
La empresa exportadora también contó con el apoyo de la Secretaría de Industria y Desarrollo Productivo del Ministerio de Economía
Con apoyo de la Secretaría de Industria y Desarrollo Productivo del Ministerio de Economía y la asistencia del Instituto Nacional de Tecnología Industrial (INTI), la empresa tandilense Quesos Don Atilio logró exportar a EE. UU. 1.000 kilos de productos lácteos. La empresa continuará con el proceso de exportación para 14 productos seleccionados.
Para el ingreso al mercado norteamericano, la empresa láctea Don Atilio contó con la asistencia técnica del INTI para la implementación de planes de inocuidad alimentaria, según la Ley de Modernización de Seguridad Alimentaria (FSMA) de Estados Unidos, que establece la obligatoriedad de llevar a cabo una serie de controles preventivos dentro de la industria agroalimentaria. “El INTI cuenta
con instalaciones, equipamiento y capacidades técnicas en todas las provincias del país, que permiten impulsar la productividad, la generación de empleo y, en casos como este, el incremento de exportaciones”, destacó la presidente del organismo, Sandra Mayol. Además, reforzó el compromiso que el instituto tecnológico presta a las pymes con un servicio clave para el desarrollo productivo del país.

TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 30 INSTITUCIONES
El INTI cuenta con 20 profesionales especializados en PCQI (Persona Calificada en Controles Preventivos) que asesoran y capacitan empresas de todo el país para facilitar la adecuación a lo que exigen los mercados internacionales. Actualmente, Don Atilio tiene su propio PCQI tras la capacitación impartida por el organismo al responsable de calidad de la empresa, lo que favoreció la articulación entre la empresa y el organismo para implementar el plan de inocuidad. En este sentido, la asesora técnica del Departamento de Alimentos de la Región Pampeana del INTI, Mariana Cinalli señaló: “El objetivo del INTI es promover, divulgar y formar capital humano en temáticas que resguarden la integridad de la producción de alimentos y respondan a requisitos legales, nutricionales, sensoriales, de calidad y de valor agregado”.
La implementación de este tipo de procedimientos le permite al INTI responder a las necesidades que tienen las empresas y que aún no cuentan con profesionales especializados en la materia. El objetivo es ayudar a las pymes productoras de alimentos a cumplir con la regulación que establece la Administración de Alimentos y Medicamentos (FDA) de los Estados Unidos.
El socio gerente de Quesos Don Atilio, Juan Magnasco, reconoció la importancia de la complementación público-privada: “Cuando comenzamos a explorar las habilitaciones que hacían falta para volver a exportar, pensamos en el INTI. Es fundamental que el sector privado y el público trabajemos juntos porque nos ayuda a seguir evolucionando y ser más productivos desde la generación de valor. Esta sinergia beneficia a la economía del país y posibilita que nuestros productos sean cada vez más conocidos en el exterior”, afirmó.
La empresa logró exportar 1.000 kilos de provoleta parrillera en cilindros de 3,5 kilogramos por unidad y provoleta condimentada en porciones de 300 gramos cada una. Prevé realizar un segundo envío de 1.200 kilos de queso reggianito, provoleta parrillera y provoleta condimentada en porciones y no descartan continuar en un futuro próximo con el proceso de exportación para sus otros 14 productos seleccionados.

PERSONA CALIFICADA EN CONTROLES PREVENTIVOS
A raíz de la regulación que establece la Administración de Alimentos y Medicamentos (FDA) con respecto a las buenas prácticas de manufactura vigentes, análisis de peligros y controles preventivos basados en el riesgo para alimentos de consumo humano, el INTI tomó la decisión de capacitar a profesionales del organismo en la aplicación de esta normativa. El objetivo es asesorar a las empresas argentinas que exportan al mercado norteamericano y así cumplir con el requerimiento que establece que ciertas actividades deben ser realizadas por una “persona calificada en controles preventivos” (PCQI Human Food) que haya “completado exitosamente la capacitación con un currículum estandarizado y reconocido por la Food and Drug Administration (FDA)”. El organismo cuenta así con personal calificado para implementar un plan de inocuidad alimentaria, lo cual significa identificar controles preventivos, diseñar nuevos procedimientos y registros y prevenir riesgos asociados a alérgenos alimentarios. También se tiene en cuenta el saneamiento y la operación de la cadena de suministros y de los procesos.
TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 31
Desarrollo de un yogur firme y funcional con agregado de frutas a partir de leche caprina
Francisco Possemato; Gabriel S. Ortiz Miranda*; M. Alejandra Pereyra; Lorena Mignino*
Grupo Innovación y Desarrollo de Alimentos Regionales - Facultad de Ciencias AgrariasUniversidad Nacional de Mar del Plata. Balcarce, Buenos Aires, Argentina.
*lmignino@mdp.edu.ar, gortizmiranda@mdp.edu.ar
RESUMEN
La leche de cabra posee excelentes características nutricionales y es considerada un alimento funcional por la presencia de factores bioactivos. Los yogures elaborados a partir de esta leche aportan gran concentración de bacterias lácticas, posicionándolos como probióticos. Esta combinación de propiedades convierte al yogur de leche caprina en una excelente alternativa para un mercado que cuenta con un elevado número de consumidores enfocados al consumo de alimentos saludables, nutritivos, funcionales, diferenciados y con compromiso ambiental. El presente trabajo surge de la articulación de un trabajo final de carrera y la necesidad de la empresa Itaupé de desarrollar un producto lácteo. La producción caprina de este establecimiento está orientada hacia la agroecología. En este contexto, la inquietud de la empresa fue aumentar la firmeza del yogur ya existente, para luego obtener un producto que en la base de su pote tuviera un “colchón de frutas de estación” de producción agroecológica. El objetivo del presente trabajo fue obtener un yogur de leche caprina firme, con colchón de frutas y con buena aceptación por los consumidores. Para ello se ajustaron las variables del proceso de elaboración utilizadas por la empresa Itaupé S.A., se trabajó en el desarrollo de un colchón de higos de estación con consistencia adecuada, para finalmente ajustar las proporciones de ambos productos. Se realizaron análisis fisicoquímicos y microbiológicos para evaluar la aptitud y caracterizar el prototipo final. Se realizó análisis proximal y se determinó la acidez, paralelamente se realizaron recuentos microbiológi-
cos de aerobios mesófilos (AM), Escherichia coli y Staphylococcus aureus en función del tiempo: 14, 21 y 30 días. Para evaluar la aceptabilidad del producto, se realizó un análisis sensorial en un total de 117 consumidores mediante una prueba hedónica con escala de nueve puntos. El yogur obtenido presentó la siguiente composición: humedad 76,12%, proteína 2,84%, grasa 2,79%, fibra bruta 1,39%, cenizas 0,86%, extracto libre de nitrógeno 16,01% y acidez 0,72%. El valor energético en 100 g fue de 100,5 Kcal. Los recuentos de AM resultaron relativamente bajos: 6000 UFC/g, 5300 UFC/g y 2100 UFC/g a los 14, 21 y 30 días de almacenamiento, respectivamente. Independientemente del tiempo de almacenamiento, los recuentos de E. coli y S. aureus fueron menores a 10 UFC/g. Estos recuentos reflejaron las buenas condiciones de manufactura del producto, por otro lado, los valores decrecientes de AM se asociaron al aumento de bacterias lácticas y disminución del pH. Estos análisis permitieron asegurar su inocuidad y aptitud para el consumo según la legislación vigente. Los consumidores evaluaron acidez, dulzor y textura y se solicitó un puntaje global del producto, este último fue de 8,30 sobre 10. El análisis estadístico evidenció diferencias significativas en función de las edades, siendo los mayores de 20 años los que presentaron una mayor aceptación del producto. Como resultado, se obtuvo un yogur que representa una excelente alternativa nutritiva y saludable para la demanda del mercado actual, apto microbiológicamente para su consumo y con una amplia aceptación por parte de los consumidores.
TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 32 ALIMENTOS FUNCIONALES
Palabras clave: leche de cabra fermentada, alimento funcional, probióticos, colchón de frutas
INTRODUCCIÓN
La leche de cabra constituye una alternativa más saludable al consumo de leche de vaca, gracias a la potencialidad de sus beneficios. Su alto contenido en ácidos grasos mono y poliinsaturados (algunos esenciales) y su aporte de 18 de los 20 aminoácidos la convierten en un alimento muy nutritivo y saludable (Alimentos Argentinos, 2015). Este lácteo presenta además otras características importantes. Su materia grasa no contiene aglutinina, por lo que sus glóbulos grasos no se agrupan (se encuentran dispersos) y resultan de menor tamaño que los de la leche de vaca. A esto se suma su alto contenido en ácidos grasos de cadena corta y media, que son fácilmente metabolizables por el ser humano. Ambas características le proporcionan a la leche de cabra una mayor digestibilidad (Chacón Villalobos, 2005; Chávez, 2011; Ocampo et al., 2016). Entre los ácidos grasos mencionados se destaca la presencia de los ácidos cáprico, caproico y caprílico (Ocampo et al., 2016). Estos proporcionan energía sin contribuir a la formación de tejido adiposo y son capaces de limitar y disolver los depósitos de colesterol sérico, lo que se relaciona con una disminución en la incidencia de enfermedades coronarias, fibrosis quística y cálculos biliares (Park et al., 2007).
También es importante destacar su carácter hipoalergénico, que se atribuye, no sólo a su bajo contenido en lactosa (aproximadamente de 1% a 13% menos que la leche de vaca), sino también a una diferencia en el tamaño y la estructura molecular de algunas de sus proteínas (caseínas y lactoalbúmina) en comparación con la leche de vaca. Estas características se reflejan en una mejor respuesta de pacientes con alergias asociadas a la leche de vaca (Chacón Villalobos, 2005; WAO, 2010). Así, la leche de cabra es considerada un alimento funcional (Chacón Villalobos, 2005) capaz de aportar sustancias con funciones fisiológicas definidas, brindando beneficios para la salud de quien los consume (ANMAT, 2002).
La demanda de leche de cabra ha aumentado debido al crecimiento poblacional y al especial interés de los consumidores de países desarrollados
hacia los productos derivados de la misma (Bidot Fernández, 2017). Tal es el caso del yogur que, además de brindar los beneficios propios de la leche, contiene una gran concentración de microorganismos que funcionan como probióticos, los cuales pueden ser definidos como microorganismos vivos que afectan benéficamente al huésped al potenciar el balance microbiano intestinal (Cortés et al., 2005). El yogur es un tipo de leche fermentada por la acción simbiótica de dos bacterias termofílicas, Streptococcus salivarius subsp. thermophilus y Lactobacillus delbrueckii subsp. bulgaricus, las que deben encontrarse en el producto final en 1x107 UFC/g (Rodríguez-Hernández y Chávez-Martínez, 2018; CAA, 2022).
El consumidor actual busca alimentos de alta calidad, considerando al momento de adquirirlos las propiedades nutricionales y funcionales del producto. Aquí es donde el yogur de leche de cabra representa, no sólo una alternativa interesante, sino un producto superior al yogur de leche de vaca (Vásquez Villalobos et al., 2015).
En el mercado mundial, la demanda de productos fermentados presenta buenas perspectivas como resultado de la tendencia hacia el consumo de alimentos naturales, frescos y sanos. El mercado de yogur es uno de los más dinámicos del sector lácteo. Su estrategia es la diferenciación constante y el lanzamiento de nuevos productos a través de la incorporación de agregados, de la variación e innovación de los envases y de la adaptación a las nuevas demandas del consumidor. Los productos de este tipo se diferencian por su consistencia (firme, batido y bebible), por su contenido graso (enteros o descremados) y por su sabor (naturales o saborizados). A estas presentaciones hay que sumar una diversa gama de agregados: vitaminas A y D, calcio, sulfato ferroso, organismos probióticos, cereales, crema, miel y pulpa o trozos de fruta (Schaller, 2008).
El presente trabajo surgió de la demanda planteada por la PyME familiar láctea caprina Itaupé S.A. “Granja La Piedra”, ubicada en el Partido de Gral. Pueyrredón y tuvo como principal objetivo el agregado de valor al producto yogur natural formulado con leche de cabra elaborado por la empresa. El objetivo fue mejorar el proceso de elaboración
TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 33
para obtener un yogur espeso y la incorporación de frutas en la base del envase. Los insumos de base son de elaboración propia de la empresa e implican la producción agroecológica. Se apuntó a crear un producto saludable, natural y funcional que cumpla con las normas establecidas por el Código Alimentario Argentino y que sea capaz de satisfacer la creciente demanda de este tipo de alimentos en el mercado.
MATERIALES Y MÉTODOS Obtención de la leche caprina
El yogur se elaboró con leche caprina provista por el establecimiento Granja La Piedra, obtenida a partir del rodeo de cabras de raza Saanen. Dicho establecimiento contaba con la habilitación para tal fin y la leche de estas cabras cumplía con las condiciones higiénico-sanitarias. Previo a su uso, la leche se mantuvo almacenada en un tanque refrigerado a 5°C, con agitación constante, hasta el momento de su utilización.
Puesta a punto del proceso de elaboración del yogur firme con agregado de frutas
Se llevó a cabo en dos etapas: a) observación del procedimiento de elaboración de yogur que llevaba a cabo la empresa, a fin de conocer la dinámica de trabajo aplicada, que permitiera realizar el diagnóstico y la adecuación del proceso. b) Determinación de las variables de control de los procedimientos de obtención del yogur firme, del colchón de frutas y del producto final (yogur firme con agregado de frutas).
- Elaboración de la mezcla láctea inoculada La leche de cabra recién ordeñada y refrigerada fue transportada a la planta de procesado mediante un sistema de tuberías con bomba de presión y depositada en la tina destinada a la elaboración de yogur. Allí se adicionó azúcar en una concentración de 0,5 g/L y la mezcla de estabilizantes, los que se incorporaron a la leche agitando con la pala mezcladora, hasta lograr una mezcla homogénea. La mezcla se pasteurizó a una temperatura de 85°C durante 30 minutos, bajo agitación constante. Luego se enfrío hasta alcanzar los 43°C y se adicionaron 33,1 mg/L del inóculo de bacterias lácticas. La mezcla inocula-
da se mantuvo a la temperatura mencionada hasta el momento de la combinación de subproductos.
- Elaboración del colchón de frutas. El colchón de frutas se elaboró con higos maduros Ficus carica, “Tipo Común”, pertenecientes a los cultivos agroecológicos de Granja La Piedra. Se seleccionaron frutos libres de pudriciones y magulladuras que posteriormente se lavaron y escurrieron, se retiraron los pedúnculos y se refrigeraron a 5 °C hasta el momento de su utilización. Los higos refrigerados se cortaron en trozos de aproximadamente 1 cm de lado y se pesaron en balanza granataria. En base al dato de peso obtenido se prepararon los demás ingredientes en las siguientes proporciones: 2:1 (m/m) de fruta troceada y azúcar blanca refinada, 2:1 (m/v) de fruta troceada y agua potable, 4:1 (m/v) de fruta troceada y solución de ácido cítrico al 1%. En una olla de aluminio se colocaron los trozos de higo junto con el agua y la solución de ácido cítrico. Se cocinó a fuego mínimo en cocina a gas, hasta que la mezcla se redujo a aproximadamente 1/3 de su volumen inicial. Se adicionó el azúcar y se mezcló con cuchara de madera hasta su disolución total. Se continuó la cocción a fuego máximo, con agitación constante, y se controló la concentración de sólidos solubles (con refractómetro manual) con el objetivo de alcanzar los 65 °Brix finales, según lo establecido en el Código Alimentario Argentino (CAA) (artículo 810). Finalmente se envasó a 85 °C, en frascos de vidrio con tapa, previamente esterilizados. Se almacenó en un lugar seco y a temperatura ambiente hasta su uso.
- Obtención de yogur con colchón de frutas. La mermelada se calentó a una temperatura de 43°C en baño termostático y se vertió en el fondo del envase definitivo en una proporción de 30% (m/m). Seguidamente se completó el llenado del envase con la mezcla láctea inoculada (43°C), el producto final se tapó y se incubó en baño termostático a la misma temperatura, hasta alcanzar un pH de 4,9, según los requerimientos de la empresa. El producto obtenido se llevó a cámara de refrigeración a 5°C para su enfriamiento y maduración por 24 horas.
TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 34 ALIMENTOS FUNCIONALES
Determinación de la calidad fisicoquímica del producto final para la confección del rótulo nutricional.
Determinación de humedad: por secado en estufa (método 934.01-AOAC, 2000). Determinación de proteína bruta: por determinación del nitrógeno total de la muestra mediante el método de Micro-Kjeldahl de acuerdo a la norma de la Federación Internacional de Lechería (Norma 20B, Fil-IDF 1993). Determinación de grasa bruta; por el método de Rose Gottlieb (Norma A.O.A.C 905.02). Determinación de fibra bruta: por digestión húmeda por el método de Weende (Norma AOAC 985.29). Determinación de cenizas: por digestión seca según el método de la AOAC 940.26. Los carbohidratos digeribles se calcularon por diferencia, tras realizar la sumatoria de los componentes detallados previamente. Determinación de la acidez: se expresó como porcentaje de ácido láctico (AFNOR, 1980). Paralelamente, y a fines comparativos, se realizaron los análisis mencionados en yogur natural de leche de cabra, el cual fue elaborado bajo las condiciones descriptas anteriormente, obviando el agregado de fruta.
Determinación de la calidad microbiológica
A los 14, 21 y 30 días posteriores a la elaboración se realizaron los siguientes análisis: recuento de aerobios mesófilos (RAM): método ISO 4833-1, recuento de E. coli: método ISO / TS 16649-2, recuento de S. aureus: método ISO 6888-1.
ANÁLISIS SENSORIAL
Para evaluar el nivel de aceptabilidad se realizó un análisis sensorial en un total de 117 consumidores. Para ello se utilizó una prueba hedónica con escala de nueve puntos, tomando como base la metodología descripta por Watts et al. (1989).
ANÁLISIS ESTADÍSTICO
Los datos obtenidos en el análisis sensorial fueron sometidos a un análisis de varianza (ANOVA) y al test de Tukey, con una significancia del 5%, mediante el programa estadístico InfoStat (versión 2018).
RESULTADOS Y DISCUSIÓN Elaboración del yogur firme
El protocolo de elaboración empleado por la empresa se adecuaba a la elaboración de yogur de leche de vaca, pero no al de leche de cabra, el que presentaba una consistencia líquida, similar a la de un yogur bebible, poco cremosa y con presencia de sinéresis y no cumplía con las expectativas sensoriales requeridas. En la Tabla 1 se presentan los ajustes realizados en el proceso, que permitieron la obtención de un yogur firme con las características óptimas. Si bien los ajustes en su conjunto permitieron lograr las características mencionadas, los aplicados en la etapa de pasteurización fueron fundamentales. Esto se debió a que, al pasteurizar a 85 °C durante 30 minutos, se lograron obtener las propiedades hidrofílicas óptimas de las proteínas y las ideales para la coagulación, tal como señaló Quintana López (2011). Bajo estas condiciones ocurren los procesos de desnaturalización y coagulación de las proteínas del lactosuero, lo cual aumenta la viscosidad y mejora la capacidad de formación de gel de la mezcla, resultando en un producto final más firme y cremoso, con disminución de sinéresis durante su almacenamiento.

Elaboración del colchón de fruta
El producto obtenido presentó repetibilidad en las características sensoriales en los distintos lotes elaborados, por lo que no fue necesario realizar ajustes.
TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 35
ALIMENTOS FUNCIONALES
Se realizó el seguimiento de la concentración de sólidos solubles a lo largo de todo el proceso. Se obtuvo una mermelada de consistencia adecuada para su fin, con trozos de fruta visibles y una concentración de sólidos solubles de 65 °Brix, cumpliendo las exigencias del CAA. Durante la cocción a fuego máximo, el control de la concentración de sólidos solubles debe realizarse hasta alcanzar los 75 °Brix y en este punto debe darse por finalizada esta etapa. Esto se debe a que, durante el enfriamiento hasta la temperatura de envasado (85 °C), se produce una concentración adicional de 10 °Brix a causa de la pérdida de masa por evaporación. En cuanto a su apariencia visual, presentó un color ámbar claro y un aspecto brillante y traslúcido. Dichas características se atribuyeron a la aplicación de ácido cítrico, el cual redu-
jo el pardeamiento no enzimático de la fruta durante su cocción y evitó la cristalización del azúcar. La cocción previa al agregado del azúcar impidió su caramelización excesiva, contribuyendo también al aspecto final de la mermelada.
Obtención del yogur firme con colchón de frutas
La incorporación del colchón de frutas implicó una modificación del proceso de envasado del yogur, el que se realizó en estadios tempranos de la etapa de fermentación con el fin de obtener un yogur firme en su envase definitivo. La experiencia demostró que cuando se hacía en estadios posteriores, la estructura del yogur se rompía al envasar y el producto final no cumplía con las características requeridas por la empresa. Dado que la leche inoculada se encuentra
Tabla 1. Ajustes realizados en el proceso de elaboración de la empresapara obtener yogur de cabra firme
Etapa
Llenado de la tina de elaboración
ObservacionesAcciones correctivasResultados
Presencia de contaminantes físicos en la leche
Mejorar higiene del material utilizado Utilizar filtro al verter en la tina
Pasteurización
Pérdida de volumen y calor durante el proceso
Realizar el proceso con la tina parcialmente tapada
Ausencia de contaminantes físicos en el producto final
Disminución de pérdidas de volumen Aumento de la eficiencia energética del proceso
Enfriamiento
Tiempo y temperatura de pasteurización sin estandarizar
Estandarización del proceso a 85ºC durante 30 minutos
Mayor firmeza en el producto final
Disminución de sinéresis durante el almacenado
Inoculación
El sistema de enfriamiento provoca un descenso adicional de la temperatura
Temperatura de inoculación inadecuada
Excesivo tiempo de permanencia a temperatura ambiente
Desacoplar el suministro de agua fría unos grados antes de la tempreatura objetivo y finalizar el descenso con agitación
Ajustar la temeratura a 43 ºC
Posponer la limpieza de la tina
Descenso de la temperatura controlado
Temperatura objetivo constante hasta la siguiente etapa
Condiciones óptimas para el desarrollo del inóculo
Reducción del tiempo de la etapa
TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 36
a 43°C, el colchón de frutas también se calentó a esa temperatura antes de ponerlos en contacto. Este paso adicional incrementó su fluidez y facilitó consecuentemente el llenado de los envases. No debe transcurrir más de una hora entre el llenado de los envases definitivos y la inmersión en el baño termostático para su incubación. Esto se debe a que, transcurrido este tiempo bajo las condiciones óptimas, el descenso del pH por acción del inóculo láctico es suficiente para iniciar la coagulación del yogur. Este fenómeno debe ocurrir con la mezcla en estado estacionario, por ello es necesario finalizar la etapa en el tiempo establecido. Una vez alcanzado el pH final, los envases se llevaron a cámara de refrigeración a 5°C para su enfriamiento y maduración por 24 horas. El producto final obtenido combinó las características de ambos componentes, observándose ambas capas perfectamente definidas y sin percibirse alteraciones de ningún tipo (Foto 1). En base a los ajustes realizados, se confeccionó el diagrama de flujo presentado en la Figura 1.
nutricional del producto. Para determinar el aporte energético (energía metabolizable) de los macrocomponentes del alimento se utilizaron los factores de Atwater (USDA, 1973). Para completar el rótulo se agregó la composición del producto. Ingredientes: leche entera de cabra, preparado de higos (trozos de higo, azúcar y ácido cítrico), azúcar, cultivos lácticos (S. thermophilus y L. bulgaricus), estabilizantes: almidón modificado (INS 1422), gelatina (INS 428) y pectina (INS 440). CONTIENE: LECHE. Mantener en frío (1 – 8 °C).
ANÁLISIS MICROBIOLÓGICO
Los resultados se presentan en la tabla 4. Los datos muestran que el recuento de aerobios mesófilos (RAM) fue relativamente bajo, lo que reflejó la buena calidad sanitaria del producto y las buenas condiciones higiénicas de la materia prima, además de una buena manipulación durante su elaboración. El decreciente valor del RAM en relación al avance del tiempo de vida del producto fue un indicio del control microbiológico ejercido por el aumento de la población de bacterias lácticas y la disminución del pH que éstas provocaron. En cuanto a E. coli y S. aureus, se observaron números de UFC/g despreciables, que se mantuvieron constantes con el paso del tiempo. Esto indicó la escasa presencia o total ausencia de contaminación fecal y de contaminación por manipulación humana, respectivamente. Se concluyó que el producto obtenido resultó microbiológicamente apto para su consumo y para proseguir con el análisis sensorial en consumidores. Adicionalmente se obtuvieron datos de la vida útil del mismo, siendo este apto para consumo hasta al menos 30 días luego de su elaboración. Finalmente, fue acompañado por un análisis organoléptico, no encontrándose alteraciones en su aspecto, aroma o sabor.
ANÁLISIS SENSORIAL
Análisis fisicoquímico
Los resultados obtenidos del análisis fisicoquímico se muestran en la tabla 2. Del análisis de estos datos se desprende que el yogur utilizado para la elaboración del producto cumple con los parámetros que establece el CAA. Los resultados obtenidos en la tabla 3 se utilizaron para confeccionar el rótulo
Los datos recolectados durante el análisis sensorial incluyeron, en primera instancia, edad, hábito de consumo de yogur y experiencia anterior con productos elaborados con leche de cabra. En las distintas secciones de la Figura 2 se muestra la caracterización de la población analizada según los criterios mostrados en ellas. Posteriormente, los consumidores procedieron a la evaluación sensorial del producto, cada uno de ellos le otorgó a cada atributo de
 Foto 1 - Yogur con colchón de frutas
Foto 1 - Yogur con colchón de frutas
TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 37

TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 38
ALIMENTOS FUNCIONALES
Figura 1 - Diagrama de flujo de la combinación de subproductos para la obtención de yogur de leche de cabra con colchón de frutas.
Yogur natural de leche de cabra Yogur de leche de cabra con colchón de frutas
Tabla
Información nutricional del yogur de leche de cabra con colchón de frutas
1, 2 y 3 Valores obtenidos a partir de datos teóricos. 2 No aporta cantidades significativas de grasas trans. (*) % Valores Diarios con base a una dieta de 2.000 kcal u 8.400 kJ. Sus valores diarios pueden ser mayores o menores dependiendo de sus necesidades energéticas.
interés (Acidez, Dulzor y Textura) un puntaje basado en su gusto personal, utilizando una escala hedónica de 9 puntos, donde 1 es “me disgusta mucho” y 9 “me gusta mucho”. De la misma manera, pero en una escala del 1 al 10, se recolectó un puntaje global del producto. En la Tabla 5 se muestran los puntajes promedio obtenidos. De la información obtenida se pudo estimar que el producto generó una buena respuesta en el consumidor, reflejada en su Puntaje Global. En cuanto a los atributos de interés, en líneas generales se pudo apreciar que el puntaje promedio de Textura resultó más bajo que los de Acidez y Dulzor. Sin embargo, se consideró relativamente elevado, considerando los valores límite de la escala utilizada. Esta diferencia pudo deberse a la ruptura de la estructura del yogur durante su manipulación para presentar las muestras, es decir, la textura de
las muestras no fue totalmente representativa de la lograda en el producto final en su envase definitivo.
ANÁLISIS ESTADÍSTICO
Finalmente se realizó un análisis estadístico sobre el puntaje global, de los promedios obtenidos de aquellos consumidores con frecuencia alta en sus hábitos de consumo de yogur, es decir, aquéllos que consumen yogur todos los días y los que lo hacen una o dos veces por semana. Dichos consumidores brindaron un mejor análisis del producto al estar habituados al consumo frecuente de yogur. Como variable dependiente se tomó el rango etario, ya que la experiencia anterior con productos elaborados con leche de cabra no arrojó diferencias significativas. En la Figura 3 se presentan los resultados del análisis estadístico para el puntaje global. Como se
TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 39
Tabla 2 - Resultados del análisis fisicoquímico
Humedad 86,30% 76,12% Proteína Bruta 3,11% 2,84% Grasa Bruta 3,86% 2,79% Fibra Bruta - 1,39% Ceniza 0,75% 0,86% Carbohidratos digeribles 5,98% 16,01% Acidez (g de ác. láctico/100 g) 0,88 g 0,72 g
Cantidad por porción (200g) Cantidad cada 100 g VD% (*) Valor energético 201 kcal = 841 kJ 100,5 kcal = 420,5 kJ 10 Carbohidratos 32 g 16 g 11 Proteínas 5,7 g 2,8 g 7,6 Grasas totales 5,6 g 2,8 g 10 Grasas saturadas1 3,6 g 1,8 g 16 Grasas trans2 0 g 0 gFibra alimentaria 2,8 g 1,4 g 11 Sodio3 100 mg 50 mg 4,2
3 -
Tabla 4 - Resultados del análisis microbiológico



(UFC/g)
6000 < 10 < 10
< 10 < 10
2100 < 10 < 10
Figura 2 - Caracterización de la población analizada según el rango de edad, el hábito de consumo de yogur y la experiencia con productos elaborados con leche de cabra de los consumidores.
Rango de edad Hábitos de consumo Experiencia con productos de leche de cabra
Adolescentes (> 20 años)
Jóvenes (entre 20 y 35 años)
Tabla 5 - Puntajes promedio obtenidos del ensayo de aceptación en consumidores
Figura 3 - Valores promedio para Puntaje Global en función del rango de edad de los consumidores. Letras minúsculas distintas indican diferencias significativas (p<0,05) entre edades.

Puntaje global
Adolescentes Jóvenes Adultos Mayores
puede observar en los gráficos expuestos, se encontraron diferencias significativas entre los distintos rangos de edad (p<0,05), siendo el grupo de adolescentes quienes marcaron esta diferencia frente al resto de los grupos. Estos consumidores menores de 20 años otorgaron los puntajes promedio más bajos, tanto en Textura y Acidez como en Puntaje Global, mientras que el atributo Dulzor fue la excepción, no presentándose diferencia significativa (p>0,05). Sin embargo, los puntajes promedio obtenidos de este grupo no se consideraron desfavorables, teniendo en cuenta los valores límite de las escalas utilizadas. Finalmente, no se encontraron diferencias significativas entre consumidores de distinto sexo para ninguno de los atributos analizados. En líneas generales se puede decir que la población analizada mostró una alta aceptación del producto, aunque esta aceptación resultó mayor en consumidores mayores de 20 años
CONCLUSIONES
- El trabajo realizado permitió conocer la dinámica de trabajo aplicada en la empresa y, en base a
deman-
la
TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 40 ALIMENTOS FUNCIONALES
Días Microorganismos aerobios Escherichia coli Staphylococcus aureus mesófilos (UFC/g) (UFC/g)
14
21 5300
30
Consume yogur todos los días Probó algún...
Acidez Dulzor Textura Puntaje Global Puntaje promedio 7,01 7,30 6,65 8,30
Puntaje 12 10 8 6 4 2 0
de la misma, formular un nuevo producto cuyo proceso de elaboración fue adaptado tanto a los niveles de producción como a la infraestructura.
- El diagnóstico realizado sobre el proceso aplicado por la PyME para la elaboración de yogur de leche de cabra permitió implementar los ajustes necesarios para obtener el producto con las características demandadas.
- La mermelada formulada derivó en la obtención de un preparado que cumplió con los parámetros establecidos por el CAA y cuyos atributos resultaron adecuados para su utilización como colchón de frutas en el nuevo producto.
- La combinación de ambos componentes resultó en un producto final satisfactorio para la empresa y que también cumplió con lo estipulado en el CAA. en cuanto a su formulación.
- Los análisis fisicoquímicos realizados permitieron asegurar que el yogur de leche de cabra se encontraba dentro de los parámetros establecidos por la normativa, que aseguran la calidad físico-química y brindaron la información necesaria para la confección del rótulo nutricional del producto final.
- Los resultados del análisis microbiológico reflejaron la aptitud del producto para su consumo y estimaron su vida útil, siendo este durable hasta al menos 30 días luego de su elaboración.
- El análisis sensorial permitió valorar la aceptación del producto por parte de los consumidores, que resultó ser favorable. El análisis estadístico de los datos obtenidos dio a conocer la existencia de diferencias significativas entre consumidores de distintas edades, siendo los mayores de 20 años de edad los que mayor aceptación tuvieron hacia el nuevo producto.
BIBLIOGRAFÍA
AFNOR. 1980. Laits et produits latiers: methodes d´analyse. Association francaise de Normalisation (Vol. I) Paris, France. pp. 345-359.
ALIMENTOS ARGENTINOS. 2015. Leche de cabra: propiedades y beneficios [en línea] Nutrición y educación alimentaria: Ficha N° 45. <http://www.alimentosargentinos.gob.ar/HomeAlimentos/Nutri cion/fichaspdf/Ficha_45_Leche_de_Cabra.pdf> [Consulta: 10 mayo 2019]
ANMAT. 2002. Los Alimentos Funcionales: ¿Comida que Cura? [en línea] Salud para todos 10(110) <http://www.anmat.gov.ar/Alimentos/alimentos_funcionales.as p> [Consulta: 15 mayo 2019]
AOAC 940.26. Official Methods of Analysis 940.26 Ash of fruits and fruit products.
AOAC. 2000. Official Methods of Analysis (17th Ed.) Official method 905.02 Fat in milk. Association of Official Analytical Chemist. Washington, EU.
BIDOT FERNANDEZ, A. 2017. Composición, cualidades y beneficios de la leche de cabra: revisión bibliográfica [en línea] Revista de Producción Animal 29(2) <http://scielo.sld.cu/scielo.php?script=sci_arttext&pid=S222479202017000200005> [Consulta: 17 mayo 2019]
CHACÓN VILLALOBOS, A. 2005. Aspectos nutricionales de la leche de cabra (Capra hircus) y sus variaciones en el proceso agroindustrial. Agronomía mesoamericana. 16(2): 239-252. CHAVEZ, M.S. 2011. Leche de cabra: aporte nutricional y beneficios para la salud [en línea] INTA. <https://inta.gob.ar/documentos/leche-de-cabra-aporte-nutricional-y-beneficios-para-lasalud> [Consulta: 10 mayo 2019]
CODEX ALIMENTARIUS. 2011. Norma del Codex para leches fermentadas. En: Organización Mundial de la Salud; Organización de las Naciones Unidas para la Alimentación y la Agricultura (eds.) Leche y productos lácteos (segunda edición). Roma, Italia. pp. 6-16
CORTÉS, M.; CHIRALT, A.; PUENTE, L. 2005. Alimentos funcionales: una historia con mucho presente y futuro. Revista Vitae. 12(1): 5-14.
Fil-IDF. 1993. Determinazione del tenore in azoto. Metodo di riferimento. N° 20B. International Dairy Federation. Bruselas, Bélgica. pp 74-107.
INFOSTAT. (2018). Di Rienzo, J. A., Casanoves, F., Balzarini, M. G., Gonzalez, L., Tablada, M. & Robledo, C. W. Infostat. Centro de transferencia InfoStat, FCA, Universidad Nacional de Córdoba, Argentina. URL. http://www.infostat.com.ar.
ISO 16649-2. 2001. Microbiology of food and animal feeding stuffs: Horizontal method for the enumeration of beta-glucuronidase-positive Escherichia coli. Part 2: Colony-count technique at 44 degrees C using 5-bromo-4-chloro-3-indolyl beta-D-glucuronide (1st Ed.) International Organization for Standardization. Geneva, Switzerland. 8 p.
ISO 4833-1. 2013. Microbiology of the food chain: Horizontal method for the enumeration of microorganisms. Part 1: Colony count at 30 degrees C by the pour plate technique (1st Ed.) International Organization for Standardization. Geneva, Switzerland. 9 p.
ISO 6888-1. 1999. Microbiology of food and animal feeding stuffs: Horizontal method for the enumeration of coagulasepositive staphylococci (Staphylococcus aureus and other species). Part 1: Technique using Baird-Parker agar medium (1st Ed.) International Organization for Standardization. Geneva, Switzerland. 11 p.KALAB, M. 2010. The beauty of Milk at high magnification. Infocus Magazine. 18: 4-36.
OCAMPO, G.R.; GOMEZ, A.C.; RESTREPO, V.D.; CARDONA, C.H. 2016. Estudio comparativo de parámetros composicionales y nutricionales en leche de vaca, cabra y búfala, Antioquia, Colombia. Revista Colombiana de Ciencia Animal. 8(2): 177-186. PARK, Y.W. 2007. Rheological characteristics of goat and sheep milk. Small Ruminant Research. 68(1-2): 73-87.
RODRÍGUEZ HERNÁNDEZ, G.; CHÁVEZ MARTÍNEZ, A. 2018. Actividad proteolítica y concentración peptídica en yogur de leche de cabra adicionado con probióticos. Revista Interciencia. 43(1): 50-54.
SCHALLER, A. 2008. Yogur y leche fermentada. Revista Alimentos Argentinos. 41: 37-43.
VÁSQUEZ VILLALOBOS, V.; AREDO, V.; VELÁSQUEZ, L.; LÁZARO, M. 2015. Propiedades fisicoquímicas y aceptabilidad sensorial de yogur de leche descremada de cabra frutado con mango y plátano en pruebas aceleradas [en línea] Scientia Agropecuaria 6(3) <http://dx.doi.org/10.17268/sci.agropecu.2015.03.04> [Consulta: 17 mayo 2019]
WAO. 2010. World Allergy Organization (WAO) Diagnosis and Rationale for Action against Cow's Milk Allergy (DRACMA) Guidelines. Pediatr Allergy Immunol. 21(21): 1-125
WATTS, B.M.; YLIMAKI, G.L.; JEFFERY, L.E.; ELIAS, L.G. 1989. Basic sensory methods for food evaluation. Ottawa, Ontario, Canada: International Development Research Centre. 170 p.
da
TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 41
Evaluación de la incorporación de Omega-3 libre y nanoencapsulado en el desarrollo de un yogur

1Instituto de Alimentos - CIA - INTA. Hurlingham, Buenos Aires, Argentina.
2ICyTESAS (UEDD INTA-CONICET). Hurlingham, Buenos Aires, Argentina.
3FFyB - UBA. CABA, Argentina.
4ESIIyCA - UM. Morón, Buenos Aires, Argentina.
5CONICET. CABA, Argentina
6CIA - INTA. Hurlingham, Buenos Aires, Argentina diaz.gabriela@inta.gob.ar
funcionales. Por lo tanto, el presente trabajo plantea la nanoencapsulación de aceite marino (rico en EPA y DHA) como estrategia para mantener su estabilidad oxidativa hasta el final de la vida útil en un yogur a escala laboratorio. Este trabajo refleja el efecto positivo que proveen las nanocápsulas como protección del EPA y DHA, además de que su utilización no evidenció diferencias en los parámetros fisicoquímicos y microbiológicos entre los yogures enriquecidos con EPA+DHA (libre o nanocápsulas) y controles.
INTRODUCCIÓN
RESUMEN
Los beneficios sobre la salud derivados del consumo de ácidos grasos omega-3 eicosapentaenoico (EPA) y docosahexaenoico (DHA) están fuertemente demostrados en la literatura científica, siendo su consumo recomendado por las autoridades sanitarias en todo el mundo por su influencia en la prevención de enfermedades crónicas no transmibles. Sin embargo, la naturaleza altamente reactiva del EPA y DHA puede comprometer su integridad cuando se los utiliza como bioactivos en el diseño de alimentos
Los beneficios de salud y nutricionales derivados del consumo de ácidos grasos poliinsaturados omega-3 de cadena larga (��3 PUFA) de origen marino están ampliamente demostrados en la literatura científica y su consumo es muy recomendado (Tabla 1) por las autoridades de salud y nutrición en todo el mundo (OMS, OPS, FAO) (Akabas, 2006). El beneficio del consumo del ácido eicosapentaenoico (EPA, 202:5 n-3) y el ácido docosahexaenoico (DHA, 22:6 n-3) se asocia a salud cardiovascular por su efecto sobre triglicéridos y colesterol, efectos antitrombóticos y antiinflamatorios (Yanai, 2018; Calder, 2020; Djuricic, 2021).
Los tres principales ��3 PUFA son el ácido alfalinolénico (ALA, 18:3 n-3), el EPA y el DHA. El ALA se encuentra principalmente en aceites vegetales como el de lino, soja y canola; mientras que el DHA y
TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 42 ALIMENTOS FUNCIONALES
Diaz Gabriela E.(1,2,3); Pega Juan F.(2,5); Perez Carolina D.(1,2,4,5); Ambrosi Vanina A.(1,2,3,4); Guidi Silvina M.(1,2,4); Nanni Mariana S.(6)
el EPA se encuentran principalmente en peces y mariscos. El ALA es un ácido graso esencial, lo que significa que el cuerpo no lo sintetiza, por lo que debe ser obtenido de los alimentos que se consumen. Es posible, a partir del ALA, sintetizar EPA y DHA. Sin embargo, la tasa de conversión en el organismo es baja. Por lo tanto, la única manera de aumentar la concentración de los mismos en el cuerpo es través de los alimentos (Takahashi, 2000; Misra, 2008; NIH, 2021).
Hoy en día la dieta occidental posee una ingesta de EPA y DHA muy por debajo de lo recomendado (250500 mg/día según FAO- OMS) (Tabla 1). No obstante, la conciencia del consumidor sobre los beneficios para la salud de los ácidos EPA y DHA ha aumentado la búsqueda de nuevos alimentos que contribuyan a la incorporación de los omega-3 de manera natural o incorporados a través del desarrollo de alimentos funcionales.
Tabla 1 - Recomendación de consumo de EPA y DHA para diferentes rangos etarios
Lactantes de 1-2% de
20-50 mg/100 kcal en 0 a 6 meses energía diaria de energía diaria
preparados para lactantes y preparados de continuación sin necesidad de ARA y con EPA≤DHA
100 DHA 100 DHA 20-50 mg/100 kcal en preparados de 6 a 12 meses energía diaria mg/d/kg peso mg/día mg/día para lactantes y preparados de continuación sin necesidad de ARA y con EPA≤DHA
Lactantes 1-2% de DHA 10-12
EFSA: European Food Safety Authority - FAO: Organización de las Naciones Unidas para la Alimentación y la Agricultura. NA: No aplicable. Fuente: Fundación Iberoamericana de Nutrición (FINUT) y la Fundación Española de Nutrición (FEN).
Los alimentos funcionales (aquellos alimentos que contienen un nivel significativo de componentes activos biológicamente que proveen beneficios deseables para la salud más allá de la nutrición básica- FAO) son herramientas valiosas para aportar nutrientes y compuestos bioactivos de interés, pero su producción constituye un desafío tecnológico en la adición de estos compuestos (Pega J. P., 2017).
Los lácteos son una mezcla compleja de diversos nutrientes y de otros componentes que, juntos, forman la «matriz de los alimentos». En el caso de una matriz semisólida como el yogur (Fardet, 2019), el valor nutricional de éste depende tanto de los nutrientes que contiene como de su estructura. Por su estabilidad oxidativa, el yogur constituye una de las matrices alimenticias más convenientes para
TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 43
Población
OMS FAO/FINUT EFSA EFSA EFSA (2003) (2008) (2010) (2013) (2014)
DHA
DHA
DHA
DHA 0,1-0,18%
100
100
mg/día mg/día
Niños de 1-2% de EPA+DHA EPA+DHA DHA 100 NA 2-4 años energía diaria 100-150 mg/día 250 mg/día mg/día hasta los dos años Niños de 1-2% de EPA+DHA EPA+DHA NA NA 4-6 años energía diaria 150-200 mg/día 250 mg/día Niños de 1-2% de EPA+DHA EPA+DHA NA NA 6-10 años energía diaria 200-250 mg/día 250 mg/día Niños de 1-2% de EPA+DHA EPA+DHA NA NA 10-18 años energía diaria 250 mg/día 250
DHA
mg/día
EPA+DHA EPA+DHA NA NA
Adultos 1-2% de
energía diaria 250 mg/día 250 mg/día
EPA+DHA DHA
NA NA
Embarazo y 1-2% de
adicional
lactancia energía diaria 300 mg/día de 100/200 100-200 mg/día los que DHA≥200 mg/día mg/día
vehiculizar ácidos grasos poliinsaturados lábiles a la oxidación (Farvin K. S., 2010a).
En este sentido, si bien la nanotecnología ha sido utilizada para prevenir la oxidación de compuestos bioactivos, los datos experimentales sobre su aplicación en alimentos, con relación a aspectos tecnológicos, son escasos. (Gumus, 2021; Gökmen, 2011; Ojha, 2017)
Bajo este contexto, en el Área de Bioquímica y Nutrición del Instituto Tecnología de Alimentos (ITA) de INTA Castelar se realizó la evaluación de un yogur y su competencia como un buen vehículo para aportar cantidades recomendadas de �� 3 PUFA y establecer si la nanoencapsulación de los ��3 PUFA, respecto a su forma no encapsulada, confiere una estabilidad mayor a los mencionados ácidos grasos. De este modo, se podría brindar una alternativa factible para paliar la deficiencia de ��3 PUFA, la cual se encuentra extendida a nivel mundial.

MATERIALES Y MÉTODOS
Se planteó el desarrollo de un yogur funcional con dosis preventivas de Omega-3 marino. Para ello, se efectuaron elaboraciones de yogur (Figura 1) utilizando a escala laboratorio leche parcialmente descremada ultrapasteurizada (2% grasa total), cultivo starter comercial de Streptococcus thermophilus y Lactobacillus delbrueckii subsp. bulgaricus (YG-X16 CHR Hansen) y aceite marino con EPA+DHA (DSM Nutritional Products). Las formulaciones de yogur se desarrollaron para contener una concentración final del aceite libre o nanoencapsulado entre 100125; 200-250 y 450-500 mg/200 ml de yogur (fórmulas bajo protección), o sin aceite adicionado (control).
Los nanoencapsulados, nanoliposomas en base a lecitina de soja, se realizaron bajo el marco de un acuerdo entre el Instituto Tecnología de Alimentos del INTA y una empresa privada (desarrollo protegido). Se tomaron muestras a los 0, 14, y 28 días, las cuales fueron almacenadas a 4°C. Se realizaron análisis de: pH, sinéresis (reorganización de la red del gel del yogur que resulta en la separación de suero de leche) y microbiológicos, mediante recuento en
placa con medio de cultivo selectivo (MRS para S. thermophilus y M17 para L. delbrueckii). A su vez, se amplificó el ARN específico de los microorganismos starter mediante la técnica de reacción en cadena de la polimerasa cuantitativa con transcriptasa reversa (RT-qPCR), como herramienta de determinación y cuantificación de la viabilidad de los microorganismos fermentadores con capacidad probiótica y se cuantificó el perfil de ácidos grasos mediante cromatografía gaseosa (CG).
RESULTADOS Y DISCUSIÓN
Los resultados indicaron que el pH y la sinéresis del yogur durante la producción y almacenamiento no se vieron afectados por ningún tratamiento de adición de aceite. En esta misma línea, la presencia de los microorganismos S. thermophilus y L. delbrueckii, evaluados tanto por métodos de cultivo en placa como moleculares (RT-PCR), no se vio afectada por ningún tratamiento de adición de aceite durante y hasta el final de la vida útil del yogur (28 días a 4ºC) (Figura 2).
Asimismo, de acuerdo a los datos obtenidos por CG, las formulaciones de yogur con aceite libre (sin nanoencapsular) presentaron una drástica pérdida de estos ácidos grasos a los 28 días de almacenamiento a 4ºC, mientras que no se registró tal caída en ninguno de los yogures desarrollados que contenían Omega-3 nanoencapsulados, evaluados hasta los 28 días de almacenamiento (Tabla 2).
TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 44 ALIMENTOS FUNCIONALES
Figura 1 - Producción de yogur a escala laboratorio
Los resultados se expresan como porcentajes con respecto a las cantidades de EPA+DHA detectadas al día 0 de elaboración.
Estos resultados indican que el yogur constituye una matriz apta para ser utilizada como vehículo para incorporar �� 3 PUFA, y que si estos últimos se encuentran nanoencapsulados, la estabilidad de los mismos está preservada o se mantiene estable, asegurando así la cantidad del bioactivo hasta el final de la vida útil del alimento. De esta manera, el consumo de yogur con los compuestos bioactivos ayudaría a fortalecer el sistema inmune y la prevención de las diversas enfermedades no transmisibles
CONCLUSIONES
El presente trabajo provee evidencia de una genuina protección del EPA y DHA conferida por las nanocápsulas, a lo que se suma que no se encontraron diferencias en los parámetros fisicoquímicos y microbiológicos entre los yogures enriquecidos con EPA+DHA (libre o nanocápsulas) y el control. De este modo, se pudieron establecer bases en cuanto a conocimiento científico de relevancia para el diseño de alimentos lácteos fermentados potencialmente benéficos para la salud humana.

TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 45
Figura 2 - Dinámica de microorganismos iniciadores evaluados por métodos moleculares (RT-PCR) durante el almacenamiento refrigerado (F: free-libre - N: Nanoencapsulado).
EPA+DHA Control 100-150 200-250 450-500 F 0% 16,6±% 16,6±% 24,3±% N 0% 135,2±% 105,6±% 112,7±%
Tabla 2 - Cuantificación de EPA+DHA en yogur a 28 días de almacenamiento refrigerado por cromatografía gaseosa.
BIBLIOGRAFÍA

Akabas, S. R. (2006). Summary of a workshop on n− 3 fatty acids: current status of recommendations and future directions. . The American journal of clinical nutrition, 83(6), 1536S-1538S.
Calder, P. C. (2020). Eicosapentaenoic and docosahexaenoic acid derived specialised pro-resolving mediators: Concentrations in humans and the effects of age, sex, disease and increased omega-3 fatty acid intake. Biochimie, 178, 105-123.
Djuricic, I. &. (2021). Beneficial outcomes of omega-6 and omega-3 polyunsaturated fatty acids on human health: An update for 2021. Nutrients, 13(7), 2421. Fardet, A. D. (2019). Influence of food structure on dairy protein, lipid and calcium bioavailability: A narrative review of evidence. . Critical reviews in food science and nutrition, , 59(13), 1987-2010.
Farvin, K. S. (2010a). Antioxidant activity of yoghurt peptides: Part 1-in vitro assays and evaluation in ω-3 enriched milk. Food Chemistry, 123(4), 1081-1089.
Gökmen, V. M. (2011). Development of functional bread containing nanoencapsulated omega-3 fatty acids. . Journal of Food Engineering, 105(4), 585-591.
Gumus, C. E. (2021). Yogurts supplemented with lipid emulsions rich in omega-3 fatty acids: New insights into the fortification, microencapsulation, quality proper-
ties, and health-promoting effects. . Trends in Food Science & Technology, 110, 267-279.
Misra, A. &. (2008). Obesity and the metabolic syndrome in developing countries. . The Journal of Clinical Endocrinology & Metabolism, 93, , (11_supplement_1), s9-s30.
NIH, N. I. (2021). National Institutes of Health. Retrieved from National Institutes of Health: https://ods.od.nih.gov/
Ojha, K. S. (2017). Ultrasonic-assisted incorporation of nano-encapsulated omega-3 fatty acids to enhance the fatty acid profile of pork meat. . Meat science, 132, 99106.
Pega, J. P. (2017). The incorporation of alpha-tocopherol and functional doses of phytosterol esters during cheesemaking does not affect DNA or mRNA dynamics of Streptococcus thermophilus and Lactococcus lactis throughout and after the end of ripening. . LWT, 84, 838-841.
Takahashi, Y. &. (2000). Dietary n-3 fatty acids affect mRNA level of brown adipose tissue uncoupling protein 1, and white adipose tissue leptin and glucose transporter 4 in the rat. . British Journal of Nutrition, 84(2), 175-184.
Yanai, H. M. (2018). An improvement of cardiovascular risk factors by omega-3 polyunsaturated fatty acids. Journal of clinical medicine research, 10(4), 281.
TECNOLOGÍA LÁCTEA LATINOAMERICANA Nº 121 46
ALIMENTOS FUNCIONALES
GUÍA DE PROVEEDORES ANUNCIANTES
AERCOM SA
Casa Central: Cullen 1744 (S2009IAD) Rosario – Santa Fe –Argentina
Tel.: +54 341 742-7296 info@aercom.com.ar www.aercom.com.ar
Grupos electrógenos. Compresores de aire. Equipos de tratamiento de aire.
ALPHA QUIMICA SRL
Independencia 734
(5900) Villa María – Prov. Córdoba –Argentina
Tel.: +54 353 452-2715 info@alphaquimicasrl.com.ar www.alphaquimicasrl.com.ar Bienes y Servicios destinados a diferentes tipos de industrias. Productos para limpieza y desinfección industrial. Coberturas y recubrimientos para quesos. Artículos para laboratorios.
ASEMA S.A.
Ruta Provincial Nº 2 al 3900 (Km 13) (3014)
Monte Vera - Santa Fe – Argentina
Tel.: (54 342) 490-4600 LR
Fax: (54 342) 490-4600 asema@asema.com.ar www.asema.com.ar
Asesoramiento, diseño y fabricación de equipos para la industria alimentaria, transportes sala de despostes y empaque. Tanques sanitarios.
Intercambiadores de calor. Tecnología en concentración y secado. Túneles de congelado I.Q.F.
BIA CONSULT SRL
Oficina Buenos Aires: Av. Pueyrredón 2488 PB “B”
(C1119) CABA – Argentina
Tel.: (54 11) 4801-0202
Oficina Villa María: Buenos Aires 365
(5900) Villa María – Córdoba –Argentina
Tel.: (54 353) 452-3878
info@biaconsult.com.ar www.biaconsult.com.ar BIAConsult se especializa en promover soluciones productivas e innovación para la industria de los alimentos y bebidas con los más altos estándares internacionales. Proveemos equipos unitarios, líneas de proceso, finales de línea, insumos, aditivos e ingredientes, ingeniería para nuevos productos, asistencia técnica y servicio de post venta.
BUSCH ARGENTINA
Sto. Domingo 3078 - CABA - Arg.
Tel.: (54 11) 4302-8183
Fax: (54 11) 4301-0896 info@busch.com.ar / www.busch.com.ar
Bombas y sistemas de vacío para envasado.
CHR HANSEN ARGENTINA SAIC
Cecilia Grierson 422, 4° piso
(1107) Buenos Aires – Argentina
Tel: +54 11 5070-7700
arinfo@chr-hansen.com www.chr-hansen.com
Cultivos y enzimas que mejoran la calidad de los alimentos y la salud de las personas en todo el mundo.
DESINMEC INGENIERIA S.A.
Ruta Nº 6 KM 27,7 (3017)
San Carlos Sud - Santa Fe - Arg.
Tel.: (54 3404) 420785-423185 desinmec@scarlos.com.ar; www.desinmec.com.ar
Asesoramiento y desarrollo de máquinas especiales a medida para envasado y empaque en industria alimentaria, láctea, frigorífica, laboratorios y agroquímica.


DIVERSEY DE ARGENTINA SA
Av. Bernabé Márquez 970 (B1682BAQ)
Villa Bosch - Buenos Aires - Arg.
Tel.: (+54 11) 7079-4363
consultas@diversey.com
https://diversey.com.ar/es-AR
Fabricantes de tecnología de limpieza e higiene profesional para la industria de alimentos y bebidas, y segmento institucional.
EPSON
San Martín 344, Piso 4 (1004) CABA
Tel.: (54 11) 5167-0400

marketing.arg@epson.com.ar
www.epson.com.ar
Colorworks, las impresoras Epson creadas para imprimir etiquetas a color a demanda, brindan soluciones de calidad a emprendedores y empresas que buscan satisfacer la demanda de etiquetas a color sin depender de terceros, otorgando flexibilidad, productividad y eliminando los costos imprevistos. Conoce más de esta línea y sus modelos en: https://epson.com.ar/label-printers
FRIO RAF S.A.
Lisandro de la Torre 958 (S2300DAT)
Rafaela - Santa Fe - Argentina
Tel. (54 3492) 432174 -
Fax. (54 3492) 432160
info@frioraf.com / www.frioraf.com
Refrigeración Industrial, experiencia como mayor capital. Tecnología en equipamiento y capacitación. Servicio como fuerza de ventas, calidad como síntesis absoluta.
HIDROBIOT
Hernandarias 1777 (S3016)
Santo Tomé –Santa Fe – Argentina
Tel.: (54 342) 474-7000
Buenos Aires:
Suipacha 211 7°C (C1008)
47
Tel.: (54 11) 4328-2713
info@hidrobiot.com
www.hidrobiot.com
Productos y tecnologías para procesos de separación. Sistemas de membranas de microfiltración, ultrafiltración, nanofiltracion y ósmosis inversa.
INGENIERO LÓPEZ Y ASOCIADOS S.R.L.
Lote 178 Pque Ind. Sauce Viejo (3017) Santa Fe - Argentina
Tel./Fax: (54 342) 4995535/4995666 ventas@ilasrl.com.ar ww.ilasrl.com.ar Asesoramiento para la ind. láctea. Representante en Argentina: SALES FUNDENTES JOHA, Alemania; CUAJOS MILAR. Recubrimientos para quesos con y sin funguicida Domca, España, DANISCO, PREMA, Venta de insumos en general.
INGREDIENTS SOLUTIONS
Administración: Cabrera 3568 Piso 1 (C1186AAP) CABA - ARGENTINA
Tel.: (54 11) 4861-6603
Planta Industrial: Int. Lumbreras 1800 (ex Ruta 24), parcela 13
SIP Gral. Rodríguez – Argentina
Tel.: (54 237) 4654-617 /634 / 635 / 636 info@ingredients-solutions.com www.ingredients-solutions.com www.sensoris-solutions.com
Desarrollo de soluciones para la industria láctea: Conservantes, estabilizantes para yogurt, crema, dulce de leche. Agente reductor de colesterol. Lactasa. Antioxidantes a base de tocoferoles. Vitaminas y minerales Tailor Made. Colorantes. Aromas. Edulcorantes y azúcares especiales. Lecitina especial para leche en polvo, entre otros ingredientes.
IONICS
José Ingenieros 2475 (B1610ESC)
Bº Ricardo Rojas - Tigre - Arg.
Tel.: (54 11) 2150-6670 al 74 comercial@ionics.com.ar www.ionics.com.ar
Ionización gamma de: Alimentos
Agronómicos - NutracéuticosFarmacéuticos - CosméticosDispositivos médicos - VeterinariosDomisanitarios.
IP INSUMOS PATAGONIA SRL
Av. Argentina 6625
(C1439HRG) CABA
Tel.: (54 11) 2104-8523/ 2104-3055/ 2105-6473/ 2105-9812/ 4686-5299 info@insumospatagonia.com.ar www.insumospatagonia.com.ar Proteínas. Carrageninas. Fosfatos. Conservantes. Sistemas Funcionales.
KUAL SA
Ageo Culzoni 2097
(S2300) Rafaela – Prov. Santa Fe –Argentina
Tel.: +54 3492 50-4060 info@kualsa.com www.kualsa.com
Moldes y multimoldes microperforados para elaboración de quesos de pasta semidura y dura. Faceras de acidificación. Columnas de moldeo. Moldes y multimoldes para la elaboración de quesos de pasta blanda y fundido.
MEDIGLOVE SRL
Pedro Mendoza 1883 (Cp. 1686) Hurlingham – Pcia. Bs. As. –Argentina
Tel.: (54 11) 3199 0590 tel y WhatsApp empresa. Skype: leonardo.menconi 115301-5394 ventas@mediglove.com.ar Web: www.mediglove.com.ar Guantes de látex, nitrilo, vinilo, polietileno y domésticos.
MERCOFRÍO SA
Av. Roque Sáenz Peña 719
(S2300) Rafaela – Santa Fe – Arg. Tel.: (54 3492) 452191 / 433162/ 503162 http://www.mercofrio.com.ar Servicio post venta, mantenimiento, puesta en servicio, ingeniería y supervisión de obras de equipos frigoríficos.
PETROPACK S.A.
Valentín Torra y Gdor. Mihura
Parque Industrial Gral. Belgrano
Paraná – Entre Ríos – Argentina
Tel.: 00 54 343 4362502 info@petropack.com www.petropack.com
Envases flexibles diseñados
especialmente para garantizar la protección y la conservación de los más diversos contenidos: alimentos, bebidas, limpieza e higiene, pet food, agro.
SIMES S.A.
Ruta Provincial N°2 altura 3800
(3014) MONTE VERA – SANTA FE
Tel.: (54 342) 412-5308 / 412-6073 ventas@simes-sa.com.ar info@simes-sa.com.ar Calidad y tecnología argentina para la industria de proceso. Equipos de mezclado. Bombas inox sanitarias.www.simes-sa.com.ar
STAINLESS STEEL MANUFACTURERS S.R.L.
Ministro José Ber Gelbard 338
Parque Industrial Villa María.
Villa María – Córdoba – Argentina
Tel.: (+549 353) 4018082 ssm@ssm.com.ar www.ssm.com.ar
Especialistas en el desarrollo y fabricación de Sistemas de Manejo de Polvo, Envasado y Embalaje para la industria alimentaria.
TESTO ARGENTINA SA
Yerbal 5266 4º Piso
(C1407EBN) CABA - Argentina
Tel.: (54 11) 4683 -5050
Fax: (54 11) 4683-2020 info@testo.com.ar, www.testo.com.ar Instrumentos de medición para la verificación y monitoreo de calidad de los alimentos.
VMC REFRIGERACIÓN S.A.
Av. Roque Sáenz Peña 729 (2300) Rafaela
Santa Fe – Argentina
Tel.: (54 3492) 43-2277 / 87 ventas@vmc.com.arwww.vmc.com.ar
Soluciones en refrigeración industrial. Instalación de proyectos frigoríficos “llave en mano”.
4 Guía de Proveedores
® 48
Anunciantes
Obtenga más con Chr. Hansen, su socio en productividad


Asóciese con nosotros para experimentar cómo el poder de los microbios puede convertir los retos globales en oportunidades para obtener más con menos. Nuestros cultivos y enzimas de nueva generación pueden ayudarle a mejorar la eficiencia y reducir costos, preservando al mismo tiempo el sabor, la textura y la calidad que sus consumidores adoran.