TOTHEHUB

WhattoExpectatFormnext2023
by IndustrialPrintStaff
Self proclaimed as the "hub for additive manufacturing (AM);' Formnext takes place from November 7 to 10, 2023 with more than 800 exhibitors planning to attend. Held by event organizer Mesago Messe Frankfurt Group at Messe Frankfurtin FrankfurtamMain, Germany, the globaltrade fair isdedicatedto AM and industrial three-dimensional (3D) printing.

Known in the industry as a launching point fornewproducts, solutions, andservices, Formnext is more than a trade fair, as it holds conferences throughout the event. This year, the conferences are re-organized to run across three differentstagesintheexhibitionhalls-industry, application, and technology.
The industry stage focuses on sustainability and digitization, as well as other topical issues. There are plans to include discussions on new 1 business opportunities like start ups and funding. The application stage showcases applications from mechanical, automotive, aerospace, medical, electrical, andother industries. Finally, the technology stage allows Formnext exhibitors to showcase their innovations.
Hallto Hall
In the exhibit halls, companies display solutions from the entire process chain of AM and industrial 3D printing. Here we include information from vendors planning to attend.

3DCeram, hall 11.1, booth C33, unveils the C3600 ULTIMATE and Cl000 FLEXMATIC printers, featuring CPS 2.0. CPS 2.0, the new-generation exclusive printing software for 3DCeram'sCeramakerprinterline, aligns seamlessly withthe goalofautomatedlinedevelopment,echoingthephilosophyof transitioning from laboratory to production reality. INFO#140
ADDIBLAST by FerroECOBlast, hall 12.0, booth C42, showcases three machines-MARS 03 with a new, swivel arm for improved automated de-powdering, designed specifically for metal3Dprintedparts.Itcleanspartsthoroughlyandefficiently, while also ensuring that the powder is collected and can
be recycled for future use. It guarantees an accurate, reliable, and repeatable de-powdering process. MARS 01 is a manual versionof MARS 03, suitableforde-powderingandremovalof supportstructures. BAM 03 is an ergonomic and user-friendly blasting solution for surface treatment of 3D printed parts, which ensures the surface is flawless.INFO# 141
Eplus3D, hall 12.0, booth D41, provides professional applicationsolutionsforthefieldsofaerospaceandaviation;energy, oil, and gas; automotive; tooling; healthcare; consumer goods; andprecisionmanufacturing.Itisengagedintheresearchand development of industrial-grade AM systems and application technologies with metal powder bed fusion and polymer powder bed fusion 3D printing technology. INFO# 142
lncus GmbH, hall11.1,boothD42,providesaninnovativesolutionforAMof high-performancemetalsandoffersa novel3D printing process to thegrowing marketof metal injection molding(MIM). Thelithography-basedmetal manufacturing process
industrialprtntmagazine.com SHOWTIME
October 2023 [IndustrialPrintMagazineJ 7
1. Lubrizol3D Printing Solutions, hall12.1,boothE30, features itsportfolioofESTANE3D TPU, whichcanbeusedinpowderbedfusionorfusedfilamentfabrication3Dprinters. PictureCourtesyofThe LubrizolCorporation.
developed by Incus offers an economic method for prototyping and the small- to mid-scale production of components in MIM quality. The system can be integrated into existing MIM production lines or research and development departments, since the same post-processing equipment can be used.
INFO# 143
JEOL USA, hall12.0,booth E59, exhibitsseveralpartstodemonstratethecapabilities of itsJEOL E-Beam Powder Bed Fusion 3D Metal Printer, theJAM-5200EBM. TheJEOL E-Beam PBF 3D Metal Printer improves quality and manufacturing time to produce stronger and lighter parts. It optimizes series production of high-quality, reproducible metal parts for aerospace, medical, and energy fields. Key benefits of the JEOL 3D printer include a longlife cathode-greater than 1,500 hours, helium- and smoke-free manufacturing, and JEOL USA'.s renowned service network. INFO# 144
Lithoz, hall 11.1, booth D48, showcases its multi-material 3D printer, CeraFab Multi 2M30. This lithographybased ceramics manufacturing or LCM 3D printer features two vats and is able to flexibly combine two materials in one
2. Roboze, hall11.1, booth C21, unveilsits next generationof3Dprinters.3. lncusGmbH,hall11.1,booth D42, provides a solution for the AM of high-performancemetalsandoffersanovel3Dprintingprocess tothegrowingmarketofMIM.


3D printed component and layer. Such previously unachievable combinations of ceramic-metal and ceramic-polymer but also highly fascinating functionallygraded ceramic parts with different porosities, chemical properties, structures, or densities are displayed. INFO# 145
Lubrizol 3D Printing Solutions, hall 12.1, booth E30, combines its comprehensive knowledge and AM capabilities. Serving as an end-to-end solutions provider from prototyping to mass production, Lubrizol is equipped to be a collaborative partner to businesses looking for a 3D printing solution. It features an extensive portfolio of materials for 3D printing, including its portfolio of ESTANE 3D TPU, which can be used in powder bed fusion or fused filament fabrication 3D printers. Engineered to meet strict market requirements for 3D printed parts, ESTANE 3D TPU is aversatile elastomer with unique properties that can go from as soft as rubber to being as rigid as hard plastics. The latest development, ESTANE 3D TPU M88A, is a soft and flexible polymer designed and certified for HP's Jet Fusion 5200 series, offering a friendly unpacking process. INFO# 146
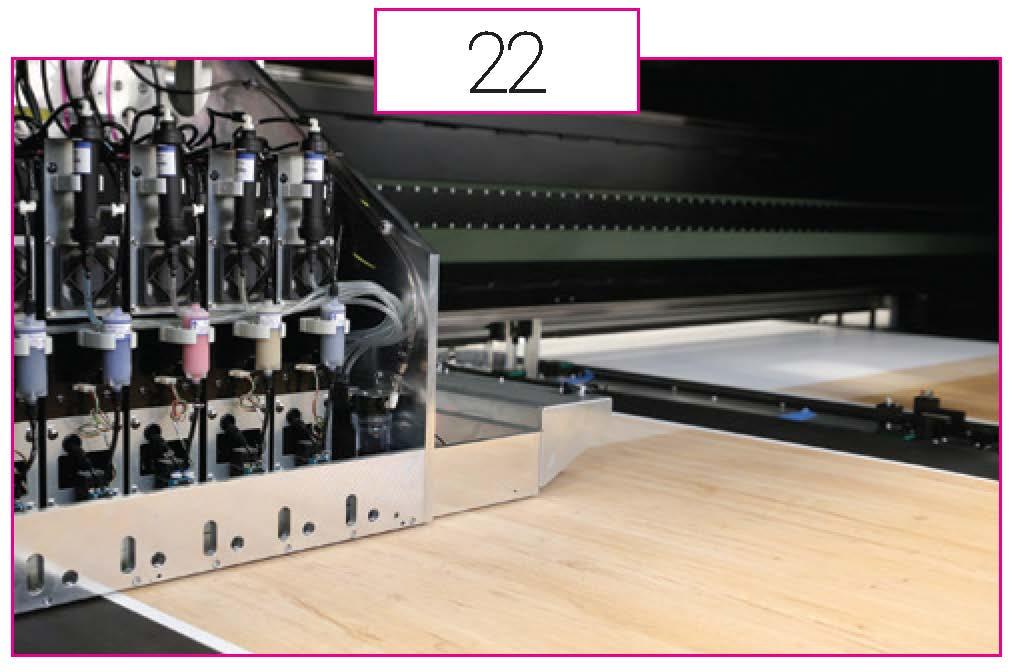
Meteor Inkjet Ltd, hall 12.0, booth B102, is an independent supplier of electronics, software, tools, and services for industrial inkjet. Expanding 3D printing

beyond prototyping and into the manufacturing space, inkjet technology enables two of the most flexible AM processes, binder jetting and materials deposition. Meteor shows a full range of solutions for 3D and AM print systems including the world's largest selection of electronics to drive industrial inkjet printheads; ready-to-use digital front ends that integrate with commercially available 3D build tools; software development kits allowing custom printers to be built from the ground up; and a complete suite of tools and services to support the design and optimization of print systems. INFO# 147
Prima Additive, hall 12.0, booth E81, presents its highly customized metal AM solutions equipped with innovative laser configurations. For powder bed fusion technology, the Print Genius 150 Double Wavelength is on display-a unique solution on the market, equipped with an infrared laser and a green laser for maximum versatility on any material. All Prima Additive solutions are open parameters and can be configured with infrared or green lasers according to production needs. Regarding direct energy deposition technology, Prima Additive exhibits the IANUS robotic cell equipped with a blue laser-a solution particularly suited to the processing of highly reflective materials. The IANUS cell can also be equipped with other advanced laser processes such as hardening or welding, as well as supplied with two different laser sources in double wavelength configuration or with two processes in the same system. INFO# 148
QuintusTechnologies, hall 11.0, booth Al1, developed a toolbox making it possible to get unoxidized component surfaces after hot isostatic pressing (HIP), eliminating the need for difficult, costly, or hazardous pre- and post-processing.
8 [lndustfia/PrintMagazineJ October2023
industrialprintmagazine.com
Using the Quintus Purus toolbox, consisting of best practice in HIP operation, new HIP equipment hardware and software capabilities, and bespoke oxygen getter cassettes, most of these issues can be avoided or substantially reduced. This gives rise to design advantages and substantially reduces the cost and environmental impact of manufacturing components. INFO# 149
Roboze, hall 11.1, booth C21, showcases unparalleled advancements in high-performance materials, precision engineering, and industrial-grade solutions. Attendees can expect to witness the unveiling of next-generation 3D printers that push the boundaries of
speed, accuracy, and advanced material diversity. Roboze’s presence at Formnext promises to inspire manufacturers, engineers, and designers by highlighting the potential of AM for end-use production in sectors like aerospace, automotive, and energy. INFO# 150

Solukon, hall 12.0, booth D42, presents new key features for the SFMAT350 de-powdering system for medium-sized parts. From now on, the latest models of SFM-AT350 are compatible
with SPR-Pathfinder software, which automatically calculates the ideal motion sequence to free the component from powder. In addition, the SFMAT350 is available with piezoelectric excitation. With this type of excitation, the most complex geometries of parts made of tough-to-handle material is very gently and easily cleaned. In addition, Solukon presents the SFM-PCU, an automated station for a safe and easy powder handling. With a volume of more than 100

industrialprintmagazine.com October 2023 [ Industrial Print Magazine ] 9
3
#2
eral system for large powder quantities, e.g. when depowdering large components or in serial cleaning. INFO# 151
displays a variety of tools and parts made on its large scale additive systems (LSAM). It shows a tool printed at a 45 degree angle, a variety of chairs printed from SABIC’s LNP ELCRIN WF006NiQ resin, a 30 percent glass-fiber PBT material that contains a 25 percent loading


of chemically upcycled post-consumer polyethylene terephthalate water bottles, and a variety of other LSAM printed tools and parts. INFO# 152
TRUMPF, hall 12.0, booth D81, presents new technologies for more productivity and automation in 3D printing. From the dental industry to tool and mold to aerospace—3D printers from TRUMPF are used in many industries. One highlight at the show is the new TruPrint 2000. This 3D printer is ideal to produce removable partial dentures. Customers can also print other medical products such as spine cages and knee implants with the machine. INFO# 153
Xact Metal, hall 12.0, booth D98, showcases its XM200G2 metal 3D printer. This printer is capable of printing with single or dual lasers. It also prints at varying power wattages— 100W, 200W, or 400W. Available in the Xact Metal stand are parts printed on the XM200G of varying materials, written information about various applications the printer is being used for currently, and experts from Xact Metal to answer all your questions. INFO# 154
Get Ready to Jet
If you’re in the U.S. and planning a trip across the pond, there will be plenty to see in Germany come November. Check back with Industrial Print magazine as we post information on new product announcements during the event. IPM
10 [ Industrial Print Magazine ] October 2023 industrialprintmagazine.com
4 5
4. TRUMPF, hall 12.0, booth D81, highlights the new TruPrint 2000, ideal to produce removable partial dentures. 5. Thermwood, hall 11.1, booth B66, displays a variety of tools and parts made on its LSAM.
AFTER THE PRINT
Post-Processing Considerations for AM
by Industrial Print Staff
Often a three-dimensional (3D) printed piece isn’t completely finished right off the printer. Various technologies are employed to create a final product that is acceptable to the end user. Post processing of a 3D printed piece means many things from removing the support structure to achieving the desired look and feel of the finished surface through technologies like sanding, polishing, or de-powdering.
“Post processing is a crucial step in the additive manufacturing (AM) workflow, where 3D printed parts undergo various finishing processes to achieve customer-ready quality,” states Marc Farfaglia, head of technical services and application development, PostProcess Technologies.

Determining if Necessary
Many factors help determine whether and which post-processing technique is necessary. This includes the type of material and end use of the part, as well as the 3D print method employed.
According to Farfaglia, the intended purpose or end use of 3D printed parts influences the need for post processing. “If the parts require additional steps such as painting or plating, postprocessing becomes crucial to prepare the surface for subsequent treatments.” One example is before painting, a part might require surface finishing to achieve a smooth, uniform texture. This ensures better paint adhesion and a visually appealing final result.
The part itself, and how complex it may
Post-processing is a crucial step in the AM workflow...
be, is another reason to consider post processing like sanding or polishing. “Intricate geometries, fine details, or delicate features may require additional post-processing steps to refine the part’s appearance and functionality,” explains Farfaglia.
Achieving highquality surface finishes is possible with the
— Marc Farfaglia, head of technical services and application development, PostProcess Technologies
1. Since 2015, Solukon has established automated systems for powder removal.
AM
industrialprintmagazine.com October 2023 [ Industrial Print Magazine ] 13
1
PostProcess Technologies RADOR solution. This advanced system employs software-driven algorithms to achieve the desired roughness average on a 3D printed part. The RADOR solution
reduces manual finishing and delivers consistent results.
More often than not, post processing is necessary. “While each technology requires different post processing, almost all
will require at least one, if not more, postprocessing steps to make their 3D printed part customer ready,” shares Farfaglia.
Andreas Hartmann, CEO/CTO, Solukon, states that for the industrial use of 3D printed parts via laser powder bed fusion (PBF) technology adequate post processing “is always required to ensure smooth performance of the part and to meet safety and occupational health requirements.”

Post-processing parts manufactured from PBF involves de-powdering or removing powder from complex parts. Solukon offers automatic de-powdering solutions that utilize programmable (two-axis) rotation and targeted vibration, which allows the cleaning units to remove excess powder even from the finest internal channels of the component. All Solukon de-powdering systems are based on Solukon Smart Powder Recuperation technology (SPR).
Fused deposition modeling (FDM) is an AM method that requires post processing to remove support structures. While the support structures are essential during the build process, once printing is complete they must be discarded.
“Post-processing steps, such as support structure removal, are typically required to achieve the desired part geometry and surface finish for FDM printed components,” states Farfaglia.
For efficient support structure removal in FDM parts, PostProcess Technologies offers two solutions—the BASE and the VORSA 500. These intelligent spray systems leverage cutting-edge software algorithms to automate the support removal process, eliminating the need for time-consuming manual labor.
Stereolithography (SLA) also benefits from post processing, especially with resin printed parts. After printing, residual resin may remain on the parts and “postprocessing techniques are employed to remove and clean the excess resin, ensuring the final parts meet the desired specifications,” explains Farfaglia.

COMPANIES MENTIONED INFO#Company Website 117 PostProcess Technologies postprocess.com 118Solukon solukon.de See page 16 for more information. 2 14 [ Industrial Print Magazine ] October 2023 industrialprintmagazine.com AM 3
2. PostProcess Technologies developed an approach that combines hardware, software, and chemistry to revolutionize post processing. The solutions aim to eliminate the labor-intensive manual processing involved, to improve efficiency and throughput. 3. Solukon offers automatic depowdering solutions that utilize programmable (two-axis) rotation and targeted vibration, which allows the cleaning units to remove excess powder even from the finest internal channels of the component 4. Solukon is a pioneer and market leader for automated depowdering solutions in AM.
PostProcess Technologies' DEMI family of solutions is designed to address the post-processing needs of both resin-based and PolyJet materials. With proprietary chemistry and software intelligence, the DEMI series ensures efficient and effective removal of residual resin and support materials, resulting in clean and customerready parts.

When to Invest
When a 3D printer is purchased, it might be advantageous to purchase post-processing equipment at the same timehowever there could be cost restraints or even a lack of staff to help facilitate the process successfully.

Hartmann believes it is better to consider post processing when buying a 3D printer for two reasons, higher cost
transparency, as you will know exactly what the AM line will cost in total; and better connection of the individual process steps. "Digital networking of prints and post-processing equipment in particular can be considered right at the start if everything is acquired at the same time."
Solukon considers the digital integration of the equip-
4 ment in its solutions. Its de-powdering software, the SPR-Pathfinder, uses the build job's CAD file to automatically
calculate the motion sequence for the Solukon system to remove excess powder. The Digital Factory Tool-a


industrialprtntmagazine.com
October2023 [IndustrialPrintMagazineJ 15
sensor and interface kit-enables process tracking, quality assurance, and automation integration.
"It is crucial to establish a well-coordinated process workflow from the outset, ensuring seamless integration betweentheprinterandthepost-processing equipment. InAM, printers and postprocessing solutionsplayinterconnected roles in achieving the desired end result for3D printedparts," agrees Farfaglia.
It is important to approach the printer and post-printing solutions as connectedelementsthat work together, continues Farfaglia. The best results equal a seamless integration. "This integrationenables data transfer, process automation, and real-time monitor-
maximizes efficiency and productivity. This proactive approach saves time, resources, and reduces the likelihood of costlyrework,"addsFarfaglia.


Thoughts to Note
In PostProcess Technologies' 4th Annual Post-Process Survey, the company found thatamajorityofusersare investing in material extrusion, VAT photopolymerization, and PBF technologies. While these methods offer versatility, application range, and reliability advantages, they do present unique post-processing requirements.
"One of the key findings of the survey is that respondents frequently face challenges related to the time required ing, ensuring a smooth transition from to finish parts during post processing. printing to post processing."
This is achieved by PostProcess Technologies' CONNECT3D software platform, enabling streamlined and completely connected workflows that helpmaximize thepotentialofAM.
"By considering the entire process upfront, manufacturers identify potential bottlenecks, anticipate challenges, and design an optimized workflow that
This struggle is prevalent in material extrusionprocesses, whichofteninvolve manual support removal. The manual nature of this step can create bottlenecks in the additive workflow, resulting in slower overall production rates for manufacturers. Recognizing this issue, manufacturers seeksolutionsto streamlineandacceleratetheir post-processing operations," states Farfaglia.
Copper-based 3D printed parts are also challenging to post process, according to Hartmann, and increasing in usage as the material of choice for aerospace companies and rocket manufacturers. "Copper is an exceptional de-powdering challenge because powder residues on the inside of the part's channels show sticky behavior and powder tends to clog in cavities," he states. To loosen these powder bulks Solukon offers an additional knocking system for its de-powdering solutions.
Another issue to keep aware of as technology advances-larger manufactured parts. "This means outstanding challenges for post processing and automatedpowderremoval,"addsHartmann.
Finishing Up
A pivotal piece of the AM workflow, post-processing technologies range from removing support structures to de-powdering depending on the 3D print process used. As more materials become applicable for use in 3D printing, the post processing of the same materials will be an interesting area to watch. /PM
•P(Uldirectl Get more information from vendors appearing in this issue! Visit IPMagdirect. com. With just a few clicks, order FREE information from dozens of companies covered in this issue. AD INDEX .....�, ,. 1 CanonSolutionsAmerica 2 MeteorlnkietLtd. 3 MimakiUSA, Inc. 4 Siqns365 COMPANIES MENTIONED ,. ·.,- I 27 csa.canon.com 9 meteorinkiet.com 15 mimakiusa.com 28 siqns365.com ,. ,. 7 TRUMPF 5 Wibu-S stemsUSA ZundAmerica, Inc. ,. A fa 130 AutodeskInc. 122 Industrial lnk·etLtd. ------------+--AIphaSTARTechnolog Solutions,LLC 120 Enercon IndustriesCor 131 Koeni &BauerUS Authentise 121 H mmenGmbH 132 PostProcessTechnolo ies 16 [lndustfia/PrintMagazineJ October2023 . .. ., . 21 trum I.com 19 wibuusa.com 2 zund.com ,. 133 Solukon 134 Wibu-S stemsUSA 117 118 123 industrialprintmagazine.com


inspection," says Ed Tlegenov, senior manager, researchscience,AutodeskInc.
Use It
AIisusedinAMfrom designiterationsto final results.
"Manufacturers are beginning to integrate various AI and machine learning (ML)-based algorithms into their 3D printing process in order to exploit the full potential of the technology. Applications ofAI and ML can be found in prefabrication design, quality assurance and defect detection, material usage control, and predictive maintenance," says Marcellus Buchheit, president/ CEO, Wibu-Systems USA.
ML is a subset of AL As Tlegenov explains it, "ML is where algorithms are designed to automatically learn and improve from experience without being explicitly programmed."
If we look at how a part is manufactured via 3D printing, AI as well as ML is being used from end to end.
In the design phase, stable diffusiontype AI is leveraged for generating conceptual shapes and aiding in ideation, according Tlegenov. "This technology enables engineers to explore ideas before modeling, facilitating conceptual shape generation, and optimization specifically tailored for AM. Designers can explore a wider range of ideas with
higher efficiency, making what was once impossible now within reach."
''AI is used in optimization efforts relatedtocomponentdesignandimproved component performance. It is also used in the development of surrogate models to accurately predict complex AM build outcomes in near real time," adds Dr. Rashid Miraj, director of technical operations, AlphaSTAR Technology Solutions, LLC.
Additionally, AI is leveraged in the simulation of AM parts. "Deep learning algorithms are deployed to enhance the simulation of AM parts. The application of neural networks to these graphicsheavy computations accelerates the process and significantly improves accuracy. It's not just about quicker simulations; it's about making them more reflective ofreal-world conditions," explains Tlegenov.
During the actual printing process, AI is utilized. "From image recognition to real-time analysis ofsensor data such as vibration, temperature, and acoustic emission, AI systems are actively engaged. They make on-the-fly adjustments, reduce errors, and enhance the quality of the build. It's a dynamic system that adapts and corrects as it creates," comments Tlegenov.
During the final stages of AM, specifically scanning of the parts, Tlegenov also saysAI is used. "When 3D scanning of AM parts hits hardware limitations, AI algorithms fill the gaps, enhancing resolution. The application of AI in this area ensures that even the minutest details are captured and analyzed."
1. Design and engineering consultancy Dar created a five-meter smart bridge using 3D printing, robots, generative design, and Al with the help of Autodesk. 2. Authentise experimented with Al by providing free-to-use additive centric data on top of ChatGPT 3. Located at One Market in San Francisco, CA, the Autodesk Gallery showcases technology driven design and engineering innovations via interactive exhibits and events. Lightning Motorcycles manufactures some of the highest performingandmostadvanced electricmotorcyclesin the world. The Lightning Motorcycles team optimized its motorcycles swingarm using Autodesk generative design technology and AM.

2 You •WhatoretherecommeodedworkflowstepsforTi647 3DGPT:ThecootextdoesnotprOVideinformationabouttherecommendedworkflowstepsforTi54 However,itmentionsthatTi64ismainlyfabricatedb-Jconventiorialmanufacturing((M)processes suchascasting,forg,ng.injectionmolding,thermoformingblowmoldingrolling,etc followedbya secondaryprocesslikemachining.Additionally,itdiscussesthesensitivityofthemechanical l)JopertiesofT164tothemicrostructureandcrystallographictextureoflheo:·phase.Thereforelhe reco11YT1endedwor�llowstepsforTi64mayinvoh!Eselectingtheappropriatemano.,factl.Jringprocess toachievethedesiredmicrostruct\Jreandcrystallographictexture.follo\.vedbymachiningtoachieve ttle'inalpartgeometryThe
andthede5iredpropertiesolthefinalpart
Title:Microstructl.JresandMechancalPropertiesofTi6Al4VPartsFabricatedbySelectiveLaser MeltingandElectronBeamMelting AuthorsH.K.Rafi,N.VKarthik.Ha1unGoog.ThomasLStarr,BrentE.Stucker
DO110.1007/s11665-013-065B-O
• -18 [lndustfia/PrintMagazineJ October2023
specil\cworkflowstepsmayvarydeperidirigontheapplication requiremeots
Re'erences
Year.2013.0
Sendame-:�age
industrialprintmagazine.com
“The most obvious application in AM is process parameter optimization and anomaly detection. Here, AI and ML can supplement data analysis and, more significantly, data mining,” shares Miraj.
Concerning Things
While AI and its involvement in AM presents advantages, there are also challenges.

Similar to other verticals, AI brings up concerns, although Andre Wegner, CEO, Authentise, believes that “since the AM industry is a laggard in adopting the technology, these issues will be solved by more advanced industries before we’ve even managed to establish our use cases.”
For Miraj, the old refrain “garbage in, garbage out” still holds. “Good analysis and decision making is based on reliable data and accurate descriptions of experience to augment learning.”
“While AI’s integration with AM offers vast potential, current closed and rigid data formats pose challenges in
terms of collaboration, efficiency, transparency, and accuracy. The adoption of open data formats and cloud solutions
industrialprintmagazine.com October 2023 [ Industrial Print Magazine ] 19 #5 3
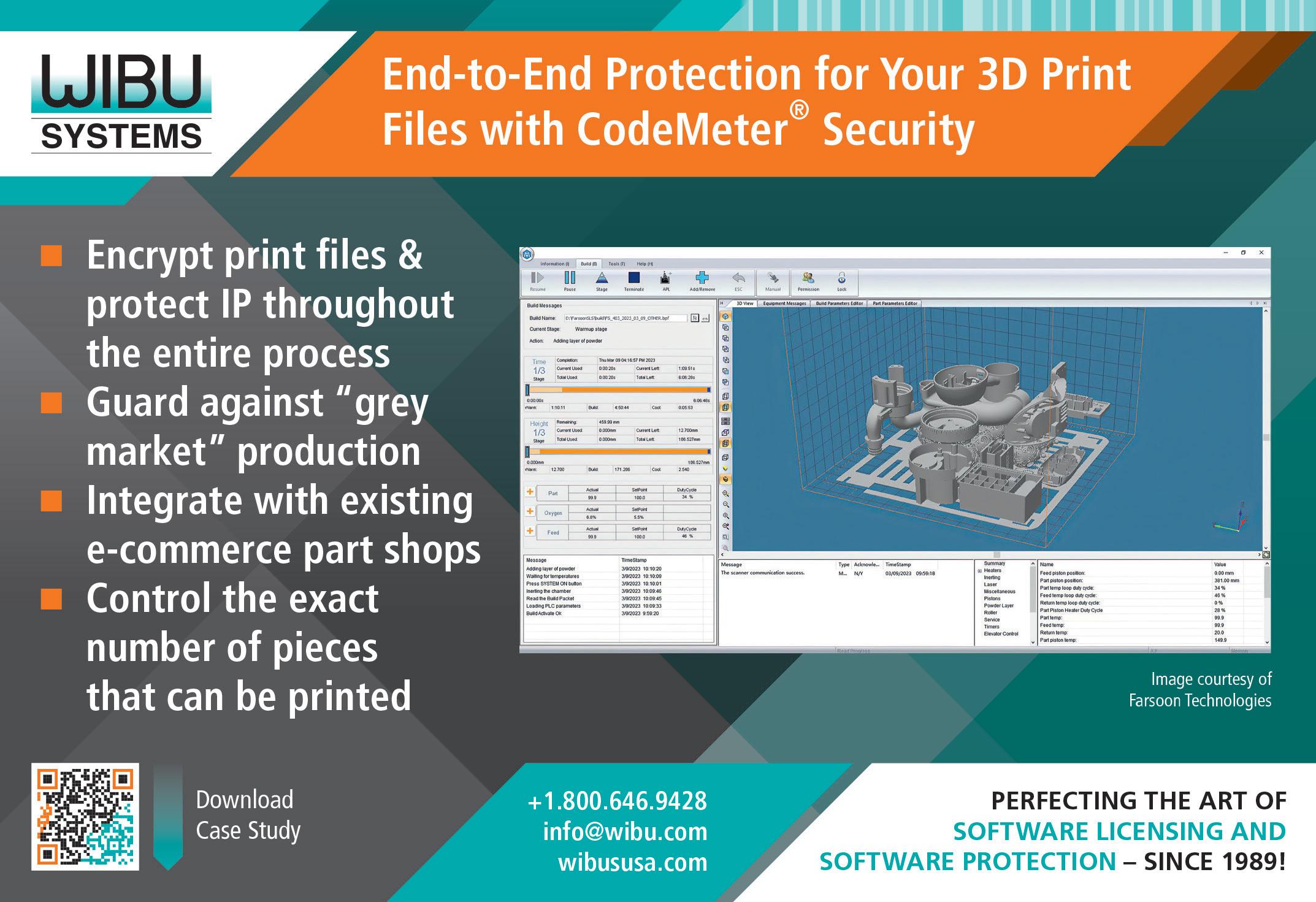
PROTECTING IP IN AM
Additive manufacturing (AM) and its relationship with artificial intelligence (AI) and subsequently machine learning (ML) is in transition. Much has already occurred in terms of the design process, printing of a part, and even final inspection. As such, security is something to think about, more importantly intellectual property (IP).
Marcellus Buchheit, president/CEO, Wibu-Systems USA, explains that the trained printing model that is generated from the ML process becomes the IP of the manufacturer. As such, it must be protected from inadvertent modifications or even intentional attacks. Counterfeiters could attempt to build similar systems by illegally copying the property of the original maker or others may plot to manipulate the entire system and its purpose.
“The IP comes in multiple forms. It is the data collected and used originally to train the model, the training setup itself, and the eventual trained model. At each step in this process, the IP needs to be protected against theft and piracy, but still be available for legitimate stakeholders to use, process, and reprocess,” explains Buchheit.
To protect the IP throughout the entire process, manufacturers consider security technologies like Wibu-Systems’ CodeMeter. The solution encrypts and signs the data to protect the IP from unauthorized access, copying, or espionage. CodeMeter is also used to authentic users and their assigned roles when using a model generated from the ML process.
can play a pivotal role in addressing these issues,” admits Tlegenov.
According to Tlegenov, “open data formats encourage interoperability, allowing different systems to work together seamlessly, while cloud solutions offer scalability, real-time collaboration, and centralized control. Together, they present a pathway to a more cohesive, transparent, and efficient use of AI in AM, empowering industries to fully leverage the transformative potential of these technologies.”
AI and AM in the Future
We are at the beginning of how AI and AM work together. The future is bright.
“The level of sophistication depends on the application. Automation, interactive user interfaces, design optimization,
and defect detection are just starting points. At some point, AI will address the entire process including justification for production and finished part material handling,” foresees Miraj.
Tlegenov details how AI will impact AM throughout the various stages of the process. For example, in design, intelligent design systems, material optimization, and generative design are all possible with AI.
“AI will likely develop systems that collaborate with human designers more intuitively; understanding the designer’s intent, requirements, and goals; then suggesting optimized designs based on real-world constraints,” comments Tlegenov.
Wegner agrees that the future includes more true AI approaches to
See page 16 for more information.
design. “The fastest development in AI currently is around large language models, which are especially powerful in processing text prompts. Therefore, we’re going to see more true AI approaches to design, especially around the nexus of communicating intent into designs using natural language.”
During the 3D print process, AI will be used in smart factories, quality control automation, and sustainability. “AI could enable fully automated smart factories where entire AM processes are monitored, controlled, and optimized by intelligent systems. Advanced image recognition and real-time adjustment algorithms may completely automate quality control, ensuring higher consistency. AI may drive improvements in energy efficiency and recycling within the AM process, contributing to more sustainable manufacturing practices,” suggests Tlegenov.
“From design to production to inspection, AI technologies will likely drive significant advancements in efficiency, quality, complexity, and sustainability. The convergence of these technologies points to a future where the boundaries of what can be designed and manufactured continue to expand, fueling innovation across industries,” explains Tlegenov.
Paradigm Shift
As AM continues its infiltration of manufacturing, AI isn’t far behind. Both technologies are a powerhouse combination.
“The convergence of AI and AM is not just an advancement; it’s a paradigm shift. From design conceptualization to the final product inspection, AI is proving to be an invaluable asset, enriching every facet of the process. The alliance of these two technologies illustrates the future of manufacturing a future characterized by efficiency, precision, adaptability, and endless potential,” states Tlegenov.
At industrialprintmagazine.com learn more about AI and AM by viewing an archived webinar. IPM
COMPANIES
INFO# Company Website 120 AlphaSTAR Technology Solutions, LLC alphastarcorp.com 121 Authentise authentise.com 122 Autodesk Inc. autodesk.com 123 Wibu-Systems USA wibuusa.com
20 [ Industrial Print Magazine ] October 2023 industrialprintmagazine.com
MENTIONED
Additive Manufacturing with 3D Printers



3D Printing in premium quality: highlyproductive and compact

PrintS harp150
PrintGree n150
PrintGe nius l50
PrintS ha rp300
PrintGenius 300
Print
With the next generationof theTruPrint 1000 wearecontinuingour success story. This metal 3D printerfitsperfectly on any shopfloor, and optimizes your part creation processwithcost savingfeatures.
More informationatwww/trumpf.com/s/truprint-1000


----------rr, ---------"[] r ---------c _________ [n
meta OPT ONS
OPTIONS 1m DMGMOO Lasertec 30 DUAL SLM SLM 11.8xll.8xll.8 0.02✓✓✓✓ ✓✓✓ SLM 4.9x4.9x7.9 0.02✓✓✓✓ ✓✓✓ DED 40.9x24xl53.1 0.1 usdm grmlcoovirodtKls/marla�se� rt� ec l2 �SL M=�--l-'-'c---+-�==-c+--�=r'-+'-+'-+� chirl"/addilill'-m a nufactunng Lase tec 6600 DEDHybrid lase tec 3000OEDHybrid lase tec l25 DEDHybrid lasertec 65 DEDHybrid Lase tec 65 DED 102 EOS EOS M290 na e s.info EOS M300 -4 EOS M400 EOS M400 103 EpluslD EPM1250 eplusld.c om EPM650 EPM450H EPM450 EP-M400 EP-M300 EP-M260 EP-MlSO EP-MlSO
EP-MlSO
l 104 Ma ntle P200 m a ntleld.com 105 Mellin Me
M450 m elt iold.c om 106 Prim a
itive JANU
prim a addit
Pro
De nta
ltio
Add
S Ce ll
ive c om LAS ERDYNE811 LAS ERDYNE795 Lase rNext2141
Brillia nce 300
e nius400 PrintGe nius400Xl 107 Ra pid� Co nfluxl a pidia c om 108 shareb ts rl m e talONE share bo t.us 109 !RUMPF TruPrint1000 Ba s c Editio n lrumpf.CITTl TruPrintlOOO TruPrint2000 TruPrintlOOO TruPrint5000 -200°C TruPrint5000 -600°C TruPrint5000 -G ee n 110 UltiMa e UltiMake Me thodX ultim a e c om UltiMake Me thodXCa rbo nFibe umMakerS5 Ill Xac tMe ta l XM200G xa ctm eta l.c om 112 Xie t Carm el1400M Meta lAM System xje tld.c om industrialprtntmagazine.com ✓✓✓✓✓✓✓✓ DED 26.6xll.8x61.5 0.1 ✓✓✓✓✓✓✓✓ DED 52.6x49.2x35.4 0.1 ✓✓✓✓✓✓✓✓ DED 28.9x25.6x22 0.1 ✓✓✓✓✓✓✓✓ DED 28.9x25.6x22.0 0.1 ✓✓✓✓✓✓✓✓ CM DMLS 9.85x9.85x12.8 CM✓✓✓✓ ✓✓✓✓ CM DMLS 11.Bxll.Bx15.8 CM✓ ✓ ✓✓✓ CM DMLS 15.8x15.Bx15.8 CM✓ ✓✓ ✓✓ CM DMLS 15.Bx15.Bx15.8 CM✓ ✓ ✓✓✓ CM SLM 49.21x49.21x53.15 0.02✓✓✓✓ ✓✓✓ CM SLM 25.59x25.59x31.49 0.02✓✓✓✓ ✓✓✓ CM SLM 17.72x17.72x42.52 0.02✓✓✓✓ ✓✓✓ CM SLM 17.72xl7.72x21.65 0.02✓✓✓✓ ✓✓✓ CM SLM 15.75x15.75x17.72 0.02✓✓✓✓ ✓✓✓ CM SLM 1181xl181xl772 0.02✓✓✓✓ ✓✓✓ CM SLM I0.24xl0.24xl5.35 0.02✓✓✓✓ ✓✓✓✓ CM SLM CM 0.02✓✓✓✓ ✓✓✓✓ CM SLM CM 0.02✓✓✓✓ ✓✓✓✓ CM SLM CM 0.02 ✓ ✓ CM TrueS ha pe 7.9x7.9x5.9 CM ✓✓ $230,000 DED 145x168xl90mm CM ✓✓✓✓✓✓ CM Fi:J..vrH&WireffD 56.7xl3.5x21.3 0.5 ✓✓✓✓✓✓✓✓ CM Powde rDED 43.5xll.5x24 0.5 ✓✓✓✓✓✓✓✓ CM Powde rDED 80x40x40 0.5 ✓✓✓✓✓✓✓✓ CM Powde rDED 16lx82.7x40.2 0.5 ✓✓✓✓✓✓✓✓ CM LPBF CM 0.02✓✓✓✓✓✓✓✓✓ CM LPBF CM 0.02✓✓✓✓✓✓✓✓✓ CM LPBF CM 0.02✓✓✓✓✓✓✓✓✓ CM LPBF llxllx15.75 0.02✓✓✓✓✓✓✓✓✓ CM LPBF llxllx15.75 0.02✓✓✓✓✓✓✓✓✓ CM LPBF llxllx15.75 0.02✓✓✓✓✓✓✓✓✓ CM LPBF 16.9x16.9x2l.6 0.02✓✓✓✓✓✓✓✓✓ CM LPBF 16.9xl6.9xl9.4 0.02✓✓✓✓✓✓✓✓✓ CM FDM 7.9x9.5x5.9 0.2 ✓✓ ✓✓ ✓ $99,000 DMLS 2.5x2.5xl.9 0.05✓✓✓✓✓✓✓✓✓ $90,000 SLM 98xl00mm 0.01✓✓ ✓ ✓✓✓✓ CM SLM 98xl00mm 0.02✓✓ ✓ ✓✓✓✓ CM SLM 200x200mm 0.02✓✓ ✓ ✓✓✓✓ CM SLM 300x400mm 0.02✓✓ ✓ ✓✓✓ CM SLM 98xl00mm 0.03✓✓ ✓ ✓✓✓ CM SLM 98xl00mm 0.03✓✓ ✓ ✓✓✓ CM SLM 98xl00mm 0.03✓✓✓✓✓✓✓✓ CM FFF 7.5x7.5x7.75 CM ✓ CM FFF 7.5x7.5x7.75 CM ✓ CM FFF llx9.4xll.8 CM ✓ CM DMLS 5.9x5.9x5.9 CM✓✓✓✓ ✓ ✓ CM NPJ 19.72xll.02x7.87 0.01 ✓ CM KEY CM= Contact Manufacturer LPBF= LaserPowderBed Fusion DED= Directed EnergyDepos1t1on mm =m1lhmeter DMlS = Direct MetallaserSmtering NPJ = Nan0Part1cleJetting FDM = Fused Depos1t1onModeling SLM= SelectiveLaser Melting FFF= FusedFilament Fabrication ·unles OtherwiseNoted
PrintG
TRUMPF
TruPrint 1000
■ TruPrintlOOO
October2023 [IndustrialPrintMagazineJ 21 •••


prints to manufacturers that have not yet invested in digital. So there is a big overlap in favor for digital."
Stephen Sanker, manager, digital printing products, Koenig & Bauer US, also sees growth in digital adoption for decorapplicationson anindustriallevel. In Europe, he says decor printing is very robust and other markets are becoming more aware of the advantages digital technology brings to this segment.
IncreaseAwareness,HeightenGrowth
As awareness for industrial printing capabilities grows, so does its projected use in decor, and as an extension-flooring.
Horsten predicts a growth of 12 to 15 percent in the next five years per annum. "This seems big but it's only a fraction of the decor market," he offers.

"Direct-to-product printing is increasing; so I would expect the same adoption in the flooring industry as well. There are many advantages to printing directly to a product, including versatility, cost, and consistency," shares Wilson Lee, director of business development, and Tom Gilbertson, VP of application engineering, Enercon Industries Corp.

Dr. Anke Pankake, head of marketing/PR, Hymmen GmbH, admits that while it took the market time to adopt to the technology, once one big player of the regional industry decided to invest into that new, innovative way of producing flooring, other market players followed very quickly. "This was the case in Europe, and it will be similar in the U.S. where the flooring industry around Atlanta/Dalton, GA is highly into digital
printing by now. In the last 18 months alone, we have sold seven new flooring lines with our Digital Lacquer Embossing technology by Hymmen."
Sanker says growth in North American depend on substrates and digital capabilities to adapt to synthetic materials.
''As with most markets, in flooring digital printing will see widespread adoption only when the economics work," offersJohn Corrall, chairman, Industrial Inkjet Ltd. He says there are always niches within markets where print runs are short and a lot of variation is required-usually at the top ofthe quality scale. ''Any segment ofthe decor market will have 'designer' product that is
industrialprtntmagazine.com
October 2023 [IndustrialPrintMagazineJ 23
1. Agfa offers three primers, which are designed for different technologies.
sold in small volume at high prices, and this is where digital print first becomes profitable. However the real interest for manufacturers is the mass production volume product.”
The drivers for digital print are zero setup time, no tooling, and vastly reduced waste. “The break on adoption is always running cost, which is mainly ink or toner cost—or click charge. There is always a Catch 22 here, if the production volumes can be higher, the ink manufacturing cost will fall. But no ink manufacturer is going to sell at a loss for years in the hope of future sales. The result is usually a gradually increasing production volume and a gradually decreasing cost per print. The slow trend continues until someone realizes that the economics have bettered conventional or analog print processes. At which point the digital process suddenly becomes compulsory for everyone,” shares Corrall.

Materials
A variety of surfaces and materials are printed on for digitally printed flooring.
Lee and Gilbertson point to PVC, vinyl, foam, and laminated structures of various composition as popular material. “We work mostly with plastics and other man-made materials. We also work with a variety of metals, but not for this application,” they comment.
Horsten says most of the prints are on paper with special inks for décor. “Think high-pressure laminate (HPL) and continuous pressed laminates. There is little luxury vinyl tile (LVT) at the moment but this will grow slower than HPL. Not because of technology but because of the post-treatment equipment they already have.”
“Most often the board materials are stone polymer composite, or LVT, as well as wood-based panels such as high density fiberboard,” shares Pankoke. “As for décors, wood and wood interpretations
are the most common in the digital printing of flooring. But we also often see different variances of stone and concrete décors in the décor design departments of our customers.”
Surface Considerations
Certain surfaces require pretreatment. “Pretreatment is necessitated by image and print quality in combination with the type of substrate,” says Sanker. “Some of these substrates are very specific and have exceptionally consistent surfaces. In most cases the nature of the quality and color requirements for décor will require pretreatment to ensure color accuracy and color consistency. Brand managers and specifiers will not compromise in these areas,” he offers.
24 [ Industrial Print Magazine ] October 2023 industrialprintmagazine.com 2
2. Enercon offers corona treaters for digital printing. 3. Since the introduction of its digital printing technology into the flooring market, Hymmen has sold more than 55 digital printing lines overall.
Horsten says papers often need to be a primed to accept the inks. “As the melamine penetrates the paper the inks need to be binder free. This way the melamine can fill the paper and make it ready to be used in the normal industrial way.”

Lee and Gilbertson point out that most of the flooring materials that you would print on are low surface energy products. “This means that in order for the print to stick to the surface, you need a pretreatment of some kind. Plasma allows you to treat inline, generally right before the print step. This allows for the best adhesion of the print on the surface and increases the durability of the print long term.”
The need and type of pretreatment is determined by the absorbency or surface energy. If the surface is absorbent—e.g. some natural woods—then to get a high color density means a lot of pigment and therefore a lot of expensive ink. “It can make excellent economic sense to first print a primer that acts as a sealer and simply stops the ink penetrating too far. The cost of the primer is likely to be a small fraction of the cost of the ink saved,” notes Corrall.
When printing to non-absorbent surfaces, like plastics, Corrall stresses that the media surface energy is critical. “If the plastic has a low surface energy— for example, polypropylene or polyethylene—then typical UV inks will simply ‘reticulate’ or ‘bead-up’ on the surface. Getting a smooth, consistent ink layer that the ink needs to ‘wet’ to the surface requires a higher surface energy. Various techniques are used such as corona, plasma, or flame treatment. If none of these work, a primer might be the only solution,” explains Corrall.
Application Considerations
Depending on the specifics of a job as well as the materials and equipment used to produce it, primers/pretreatments are applied in many ways.
3
The primer might be sprayed, applied by flexography, or even inkjet printed. “Note that inkjet is more demanding on material surface energy than conventional contact printing methods. A dyne level of say 36 might be fine for flexographic print, but 44 or 48 might be needed for inkjet inks,” says Corrall.
In Corrall’s experience, pretreatment is done all inline. “In the case of primers, customers are often keen that the pretreatment is applied digitally. This might be to save money by not applying primer where there is no inkjet, but it can also be because the primer itself might change the ‘look’ of the flooring. It industrialprintmagazine.com October 2023 [ Industrial Print Magazine ] 25
certainly-the more machines you include in your line the more expensive the technology," says Pankake.
She adds that in her experience, post treatment is always applied inline because it is the only way to control the production process.
Lee and Gilbertson say application really depends on the exact details of the product being made. "Speaking generally, inline treatment is the best as it reduces additional steps in the manufacturing process," they comment.
"Today we see that post coat is often might cause a color shift or more usually applies the primer to the paper, which is applied as a separate process, probably a change in the gloss level. Customers later printed." because the coating equipment already don't like that so you want to restrict the primer so that it is only underneath the color print," he recommends.
Lee and Gilbertson note that priming is often performed inline right before printing.
With the Hymmen digital printing technology, Pankake confirms the pretreatments are applied inline.
Koenig & Bauer and the RotaJET also integrate priming inline. "Our customers are looking for industrial output-24/5 or 24/7-in most cases, which means in this case the nature of inline configurations are the most desirable and the most successful.This is what we are seeing in terms of adoption for decor applications overall," shares Sanker.
Post-Treatment Options
Post treatment is also a consideration when it comes to digitally printed flooring. Often post-treatment options come from the print specifier, says Sanker.
"The post treatment is usually a varnish. Typically it is applied by flexography, spray, or digital print. It may be UV cured or water based," offers Corrall.
With Hymmen, Pankake says operators can put on one or more layers of top lacquer on the digitally printed surface, or go in with digital structuring that needs several pretreatment layers again, then digital structure printing,and in the end the final finishing process steps.
existed.Pallets offloorboardsare moved from the inkjet station to a separate coating station. Longer term we would expect new flooring lines to install the post-coat inline with the digital print. This becomes more necessary if the post-coat is also used as a texture-Le. the top coat is applied with varying thickness to highlight the grain of the wooden image, which can look very realistic. It's much easier to match varnish print to color print if they are both in the same line," explains Corrall.
On theotherhand,Horsten sees many
She points out that the more process steps you take, the thinner each primersappliedoffline withagravure sys- layer can be and the higher the flex-

tern that has a blanket as a cylinder. "It ibility and, in the end, also the quality
Sanker feels the advantages of post treatmentfordigitally printedflooring are clear in that they compress the production workflow for printing and eliminate steps in the process. "Other than cost, they have few drawbacks;' he admits.
Expanded Opportunity
of the outcome e.g., in terms of gloss Digital print technologies continue to 4. The Agfa lnterioJet 3300 is used forflooring. grades and depth of structure. "But-

penetrate more industrial markets as they advance. Flooring is one area expected to see increased adoption of digital technologies. Depending on the material used and the specifics of the job, pre- and post-treatment options may be necessary.
For more on the discussion, check out our complementary web series online atindustrialprintmagazine.com. 1PM
COMPANIES MENTIONED p�seepage16formoreinformation. INFO# Company Website 130 Agfa agfa.com 131 Enercon Industries Corp. enerconind.com 132 Hvmmen GmbH hvmmen.com/en 133 Industrial Inkjet Ltd. industrialij.com 134 Koenig & Bauer US koenig·bauer.com 26 [lndustfiafPrintMagazineJ October2023
industrialprintmagazine.com

#1
#4