HÉT MAGAZINE VOOR DE BUIS- EN
In deze editie:

HÉT MAGAZINE VOOR DE BUIS- EN
In deze editie:
Maakt automatisering het oog van de vakman overbodig? – Goma koploper met AGV’s – Veilig handlaserlassen –Voortman versterkt buisbewerking - Nieuw softwareplatform geeft SafanDarley sterke basis - Productiviteit met 40% omhoog - Mazak let op CO2-uitstoot lasersnijmachines - Alle beweging in één compacte lijn - Automatische laslijn voor seriegrootte 1 - Makkelijk buigen - Flexibel persen door innovatieve extra’s - Gevouwen als origami
Bent u ook op zoek naar een 2D-plaatlasersnijmachine?

Informeer bij Mazak naar de OPTIPLEX 3015 NEO. Bij dit nieuwe type is veel aandacht besteedt aan de verbeterde bediening van de CNC-besturing. De roterende besturing geeft operators de mogelijkheid om aan de voor- of zijkant van de machine te werken. Het scherm is kantelbaar, wat een comfortabele werkhouding biedt voor gebruikers. Dankzij het touchscreen is het bedienen en controleren van de lasersnijmachine nog intuïtiever geworden.


Heeft u advies nodig of wilt u graag een demo zien op de OPTIPLEX 3015 NEO?
Neem snel contact op om een afspraak te maken.
‘Wat is volgens jou nou het belangrijkste thema hier op de beurs?’ De vraag werd mij gesteld door een van de exposanten op de Nederlandse Metaaldagen in Den Bosch.
Ik moest even nadenken over een goed antwoord. Dat er zo veel automatiseringsoplossingen waren te zien in de Brabanthallen, was natuurlijk te makkelijk. Dat was geen antwoord dat veel indruk zou maken, want automatisering is tegenwoordig het centrale thema op zo ongeveer iedere beurs, congres of huisshow. Dus zei ik maar dat er steeds meer complete productielijnen ontstaan waarin alle bewerkingen in één systeem naadloos op elkaar aansluiten. Ik zei erbij dat in het verlengde daarvan de maintenance aspecten nog wel een dingetje gaan worden. Want een volledig geïntegreerd productieproces is zo sterk als de zwakste schakel. En je kunt het niet hebben dat alles plat komt te liggen door gebrekkig onderhoud aan één onderdeel.
Maar het antwoord was volgens de exposant veel simpeler: vergrijzing. Dat is momenteel hét thema in de metaalbewerking. En eigenlijk had hij helemaal gelijk. De uitstroom die iedereen al vele jaren geleden zag aankomen, is volop gaande; steeds meer vakmensen gaan van hun pensioen genieten. De instroom van mensen die hun werk moeten overnemen is veel kleiner.
Dat is momenteel misschien wel de belangrijkste drijfveer voor automatisering, robotisering en digitalisering. Robots moeten het handwerk van de uittredende generatie overnemen, software hun vakkennis.
Iedereen gaat hier op alle fronten in mee. De grote OEM’ers maar even goed de kleinere MKB-toeleveranciers. In deze PlaatBewerkingsNieuws staan tal van voorbeelden. Bij Goma vervoeren twee AGV’s al zo’n 40 tot 60 orders per dag. Ze nemen steeds meer werk van de heftruckchauffeurs over. Bij Suplacon is de productiviteit dankzij een automatische opslagen behandelingsoplossing met 40 procent omhoog gegaan. De extra personeelsinspanning die voorheen nodig was voor de verwerking van restplaten is daarmee verdwenen. Machinefabrikanten doen natuurlijk ook mee. SafanDarley heeft ruimte vrijgemaakt om de vraag naar robotkantcellen aan te kunnen. Q-Fin automatiseert het ontbraamproces. BLM Group introduceert nieuwe software die het programmeren van buisen draadbuigmachines kinderspel maakt. Wat nou vergrijzing? Er zijn opties genoeg om de maakindustrie productiever en tegelijk aantrekkelijker voor de nieuwe generaties te maken.
Eric Weustink e.weustink@54umedia.nl
PlaatBewerkingsNieuws, jaargang 14, editie 2, juni 2023
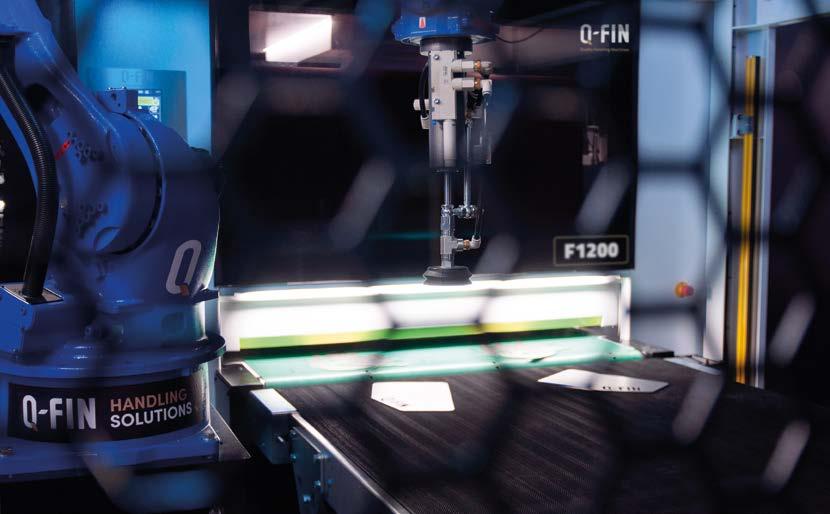
De machines van Q-Fin zijn er helemaal klaar voor om de handling rondom het machinaal ontbramen, afronden en finishen van plaatdelen te automatiseren. Dat gaat nu dan ook gebeuren vanuit de afdeling Q-Fin Handling Solutions. 3D-vision speelt hierbij een cruciale rol. Lees het artikel op pagina 10

Abonnementen
Opgeven nieuwe abonnementen:
T: +31 (0)55 360 10 60
E: info@54umedia.nl
PlaatBewerkingsNieuws is een onafhankelijk technisch en business vakblad voor plaatbewerkende ondernemingen, die niet-verspanende technieken (scheiden, omvormen, verbinden en oppervlaktebehandelingen) in hun productieprocessen toepassen of kunnen toepassen. Het biedt op journalistieke wijze zicht op ontwikkelingen in alle aspecten van de plaatbewerkingstechnieken en besteedt daarbij aandacht aan nieuws van en voor producenten van plaatmateriaal, service- handels- en distributiecentra, machine- en gereedschapleveranciers, toeleveranciers, OEM-ers, ingenieurs- en technisch adviesbureaus, onderwijs- en onderzoeksinstellingen. Elke uitgave bevat het speciale katern LaserNieuws, waarin voor de plaatbewerking relevante aspecten van lasertechnologie aan bod komen. De lezerskring wordt gevormd door eigenaren, directeuren of leidinggevende functionarissen van bedrijven en organisaties die in de plaatketen actief zijn. Afhankelijk van evenementen en diverse vakbeurzen bedraagt de minimale oplage per editie 5.000 exemplaren.
Uitgeverij/redactie-adres
54U Media BV
Tweelingenlaan 51
7324 AP Apeldoorn
T: +31 (0) 55 360 10 60
E: info@54umedia.nl
I: www.54umedia.nl
Redactie
Eric Weustink (hoofdredacteur)
T: +31 (0)55 360 16 33
M: +31 (0)6 13 62 86 89
E: e.weustink@54umedia.nl
Advertentie-exploitatie
Vincent Span
T: +31 (0)55 360 62 27
M: +31 (0)6 511 93 408
E: v.span@54umedia.nl
Harold Draaijer
T: +31 (0)55 360 64 20
M: +31 (0)6 51 19 31 32
E: h.draaijer@54umedia.nl
Alle advertentiecontracten worden afgesloten conform de Regelen voor het Advertentiewezen, gedeponeerd bij de rechtbanken in Nederland (exemplaar op aanvraag kosteloos verkrijgbaar).
Vormgeving en opmaak
Rijnier van Kesteren
Drukkerij
Senefelder Misset, Doetinchem
Materiaal
Aanleveren materiaal volgende editie: uiterlijk 5 oktober 2023. Editie 3, jaargang 14 van PlaatBewerkingsNieuws verschijnt in oktober 2023.
Copyright Niets van deze uitgave mag worden overgenomen, tenzij met uitdrukkelijke schriftelijke toestemming van de uitgever.
ISSN: 1875-1628
www.plaatbewerkinsnieuws.nl
SafanDarley presenteerde tijdens de E-volutiedagen nieuwe machinebesturingssoftware, de CNC-buighulp I-Mate én de mogelijkheid om 3D-modellen op het bedieningspaneel van een kantbank te kunnen simuleren/bewerken. Allemaal het resultaat van een duidelijke focus.



6 Maakt automatisering het oog van de vakman overbodig?
10 3D-vision cruciaal bij automatisch ontbramen, afronden en finishen
14 Perfect afgelakt
16 Nieuw softwareplatform geeft SafanDarley sterke basis
20 Kort nieuws
22 Robotkanten in een stroomversnelling
24 Productiviteit met 40% omhoog
30 Mazak let op CO2-uitstoot lasersnijmachines
32 Alle beweging in één compacte lijn
27-30 juni
Laser World of Photonics
Vakbeurs voor lasertechnologie Messe München world-of-photonics.com
27-30 juni
Automatica
Vakbeurs voor automatisering en robotisering Messe München automatica-munich.com

29 juni
Bevel snijden en lasnaadvoorbereiding Webinar voortman.net
11-15 september
Schweissen & Schneiden
Vakbeurs voor verbindings- en scheidingstechniek Messe Essen (D) schweissen-schneiden.com
11-14 september
Fabtech
Vakbeurs voor plaatbewerking, lassen en finishen Chicago fabtechexpo.com
3 oktober
Lijmen Benelux
Vakbeurs en congres Koningshof, Veldhoven mikrocentrum.nl
46
10-12 oktober
METAVAK
Vakevent voor de metaalbewerkende industrie Evenementenhal Gorinchem metavak.nl
10-12 oktober
Deburring Expo
Vakbeurs ontbraamtechniek en precisie oppervlakken Messe Karlsruhe deburring-expo.de
7-10 november
Blechexpo/Schweisstec
Vakbeurzen voor plaatbewerking en verbindingstechniek
Messe Stuttgart (D) blechexpo-messe.de
Voortman versterkt buisbewerking
Met de overname van Müller Opladen, beschikt Voortman Steel Machinery in één klap over een portfolio buisbewerkingsmachines.
15, 16 november
Precisiesbeurs
Vakbeurs en congres voor precisietechnologie Brabanthallen, Den Bosch precisiebeurs.nl
Het is dé kwestie die vrijwel altijd ter sprake komt als het gaat over automatisering in de maakindustrie: zal de vakman uiteindelijk overbodig worden door alle robots en software-oplossingen inclusief kunstmatige intelligentie, die nu in vliegende vaart op ons af komen? Ook op het kennisevenement Tuwi Next was het deze vraag, die de tongen het meest losmaakte.

Bij de tweede editie van Tuwi Next op de hoofdvestiging van machineleverancier Tuwi in Winterswijk stond het thema automatisering centraal. In een aantal uren werden de bezoekers van dit event op de hoogte gebracht van de laatste ontwikkelingen op het gebied van automatisering bij metaalbedrijven. Zo gaf Tuwi een inspirerend inkijkje in het metaalbedrijf van de toekomst. Dat gebeurde samen met een aantal sprekers, die op uitnodiging van dagvoorzitter Marelle van Beerschoten, zelf ondernemer in de digitale wereld, het podium beklommen.
Interessant was vooral de bijdrage van Luke van Enkhuizen, eigenaar van Sheet Metal Connect. Hij heeft de afgelopen jaren al zo’n 30 bedrijven in vier verschillende Europese landen geholpen met digitaliseren en is vooral gespecialiseerd in plaatbewerking. In zijn presentatie tijdens Tuwi Next ging hij vooral in op de softwarekant van het hele verhaal en het omgaan met je eigen data. Van Enkhuizen presenteerde een beknopt plan met zeven stappen die plaatbewerkers moeten zetten om te komen van een achterhaalde werkwijze naar een fabriek van de toekomst. “Dit is een stappenplan dat in de elk bedrijf in de maakindustrie kan worden toegepast. Het einddoel is een fabriek met een hoge mate van kunstmatige intelligentie, van deep learning. Die digitale fabriek bereik je niet zo maar met een druk op de knop. Daar gaan stappen aan vooraf, die in juiste volgorde moeten worden doorlopen, zodat je als bedrijf snel kunt digitaliseren en geen onnodige kosten maakt.”
Met alles wat Industrie 4.0 te bieden heeft, zijn er volgens Van Enkhuizen heel veel mogelijkheden om de productiviteit nog verder te verbeteren. Maar volgens hem begint alles met ‘weten wat je wilt’. “Stel jezelf de vraag wie je wilt zijn en voor wie. Als je een fabrikant wilt zijn waar alles automatisch is, moet je een aantal stappen doorlopen.” De eerste stap is organiseren; simpele, voor de hand liggende dingen in orde maken en troep opruimen. En: zorgen dat je over machines beschikt die verbonden kunnen worden. De meeste bedrijven die bezig zijn met automatisering zitten volgens Van Enkhuizen nu in fase 3 van zijn stappenplan: het verbinden van systemen. Hierin zit de meeste uitdaging en het is één van de belangrijkste stappen om verder te kunnen. Alle informatie vanaf het binnenkomen van een offerteaanvraag tot en met de verzending en facturering van een product moet probleemloos omhoog en omlaag kunnen stromen door de hele organisatie. Vervolgens ga je volgens Van Enkhuizen steeds verder. Alle data die dit oplevert kan worden vertaald in informatie op grond waarvan gefundeerd beslissingen kunnen worden genomen. Data levert bedrijfsbrede kennis op, die kan worden gebruikt om voorspellend te gaan analyseren (stap 6). “Dit is de heilige graal”, zegt van Enkhuizen. “Als je dit hebt bereikt, heb je volledige controle over je fabriek. Dan kun je alles wat je in het verleden hebt gedaan gebruiken voor de toekomst.” De zevende en laatste stap is dan de zelfsturende fabriek, waar alles automatisch gaat.
Wat is in zo’n zelfsturende fabriek dan nog de rol van vakmensen?
Een mooi voorbeeld van wat Tuwi op het gebied van automatisering van een plaatwerkbedrijf kan betekenen, is Ter Horst Metaaltechniek in Varsseveld. Voorafgaand aan Tuwi Next bracht een aantal klanten van Tuwi een bezoek aan dit bedrijf.
Ruim drie jaar geleden was metaalbewerking een vrij onbeduidend onderdeel van de Ter Horst Groep. Nu is het een volwaardig metaalbedrijf, dat grotendeels is ingericht met machines, automatiseringsoplossingen en softwaresystemen, die zijn geleverd door Tuwi en de fabrikanten die de Winterswijkse machineleverancier vertegenwoordigt. Production manager Guido Wensink van Ter Horst Metaaltechniek: “Een belangrijke voorwaarde die we hebben gesteld is dat we één aanspreekpunt zouden hebben, waar we met al onze zaken terecht kunnen. Zo is het gebeurd en we zijn supertevreden over het resultaat.”
In de fabriek werken zo’n twintig mensen. De blikvanger op de productievloer is een groot volautomatisch platenmagazijn van Baumalog. Hieraan staat een 6x2m fiberlaser van Durma met automatische belading en ontlading. Een tweede Durma laser (3x1,5m) is er net bij geplaatst. Verder staan er ook twee kantbanken van Durma, een ontbraammachine van Costa en een tapmachine van CMA. Softwarematig levert AESC, waarmee Tuwi nauw samenwerkt, een flinke bijdrage. “Een belangrijk uitgangspunt is bij ons dat we alle informatie die we digitaal van onze klanten ontvangen, maximaal benutten bij onze werkzaamheden”, aldus Wensink.
Deze vraag kwam aan de orde in de groepssessie met enkele metaalondernemers, die hun kennis en ervaringen over automatisering deelden. Toen bij deze podiumdiscussie de stelling op het beeldscherm verscheen ‘Het oog van de vakman zal altijd de onderscheidende factor blijven’, gaven verreweg de meeste aanwezigen in de zaal aan het daarmee mee eens te zijn. Maar Luke van Enkhuizen had een andere mening: “Mijn probleem bij deze stelling zit in het woordje ‘altijd’. De vakman zal voorlopig zeker nodig blijven, maar de ontwikkelingen in kunstmatige intelligentie gaan zo hard dat het zeer de vraag is of dat altijd zo zal blijven.”

GOED GEREEDSCHAP IS HET HALVE WERK



Amsterdamsestraatweg 33 Naarden 035-539 90 90 info@hptooling.nl


















TRANSFORMEER UW WAARDEKETEN MET AUTOMATISERING EN DIGITALISERING VAN
Voortman is uw one-stop-shop voor het transformeren van uw waardeketen door automatisering en digitalisering. Volg met ons de route van ordermanagement tot eindproduct en vertrouw op onze betrouwbare oplossingen die u bij elke stap ondersteunen. Profiteer van realtime bedrijfsoverstijgende gegevens die met elkaar verbonden zijn, zodat u krachtige beslissingen kunt nemen die uw bedrijf met vertrouwen vooruithelpen. Ontdek wat we te bieden hebben door vandaag nog onze gloednieuwe brochure te bekijken!


En daar waren de drie sprekers op het podium het eigenlijk wel mee eens. Het meest uitgesproken was Guido Wensink, production manager bij Ter Horst Metaaltechniek in Varsseveld: “De vakman zal zeker nog een tijdje blijven. Maar als alles een keer is uitgezocht en vastgelegd, is zijn oog niet meer nodig. Uiteindelijk zullen we beschikken over bakken vol met algoritmes, waarmee we alles kunnen maken.” Wensink is van mening dat de vakmannen die exact weten hoe ze metaal moeten bewerken, aan het uitsterven zijn. “Het is nu zaak om alle kennis die bij hun aanwezig is te bundelen en vast te leggen.”
Koos Schep, mede-eigenaar van Hieselaar in Schoonhoven was wat minder stellig: “De automatisering gaat veel verder dan we nu denken of ons kunnen voorstellen. Het belang van mensen zal afnemen, hun aantal ook. Maar helemaal verdwijnen zal de vakman niet.”
Corné van Opdorp, managing director van BOZ Group in Bergen op Zoom, is het grotendeels eens met Van Enkhuizen: “Het belang van vakmanschap neemt af. De eerste kentering is al ingezet met de komst van machines, die zo eenvoudig zijn te bedienen, dat je er ook iemand aan kunt zetten, die niks van metaalbewerking snapt.”


Een andere interessante stelling was ‘Zonder automatisering bestaat mijn bedrijf over tien jaar niet meer’. Hier nam Michel Ruesink, CEO van Arendsen Plaatwerk in Ulft, vanuit de zaal een voorschotje op. Hij zei: “Als je niet automatiseert, loop je achteraan en ben je niet meer interessant voor klanten, doordat je hogere kosten hebt en niet snel kunt reageren.” Corné van Opdorp is het daar volmondig mee eens. “Het gaat steeds meer om de snelheid van handelen.”
Guido Wensink gaf aan dat hij Ter Horst Metaaltechniek zonder automatisering niet eens van de grond zou hebben gekregen. Hij kreeg ruim drie jaar geleden het verzoek en de kans om binnen de Ter Horst Groep een volwaardig metaalbedrijf op te zetten. “Goed personeel is waardevol, maar tegelijk ook de hoogste kostenpost. Maar vooral: er was bijna geen personeel. Wij hadden software en automatisering gewoon nodig om met zo weinig mogelijk mensen toch te kunnen starten.” Wensink wil zo min mogelijk afhankelijk zijn van mensen. “Als je zaken kunt oplossen met software en automatisering, heeft dat de voorkeur.”
De steeds minder wordende beschikbaarheid van mensen is een enorme aanjager voor de automatiseringsslag die nu in de maakindustrie gaande is. Van Opdorp: “Ons bedrijf is al heel lang aan het automatiseren om efficiënter, nauwkeuriger en sneller te kunnen produceren. Tegenwoordig is automatisering vooral urgent om manarm te kunnen produceren; vanwege het personeelstekort.”
De metaalondernemers op het podium toonden zich allemaal positief over de toekomst de metaalindustrie in Nederland. Guido Wensink: “Er is heel veel toekomst voor de metaalindustrie. Als je ziet wat er allemaal ontwikkeld wordt in bijvoorbeeld de machinebouw. Dat is geweldig. En we hebben er in de metaalbewerking zoveel technieken bij gekregen, dat we werkelijk alles kunnen maken.”
Achter de vestiging van Q-Fin is de nieuwbouw voor de nieuwe afdeling
Q-Fin Handling Solutions in volle gang. Als dit pand in september gereed is, zullen hier diverse werkende opstellingen worden gepresenteerd, die de handling rondom het machinaal ontbramen, afronden en finishen van plaatdelen automatiseren. De machines van Q-Fin zijn daar al helemaal klaar voor. Ze zijn softwarematig zover gevorderd dat alle stations op afstand kunnen worden beheerst; eigenlijk kan alleen slijtage van de schuurband nog niet worden gemeten. Nu is het aan de eindgebruikers om deze oplossingen te integreren in hun productieprocessen. Inno Metaal, een van de launching customers, is ervan overtuigd dat dit gaat lukken.
Q-Fin Handling Solutions is in het leven geroepen met het doel de gebruikers van de Q-Fin machines te ontzorgen. De machinebouwer in Bergeijk wil complete oplossingen leveren voor het oppakken van de plaatdelen, het bewerken daarvan in de machine en daarna het afleggen.
Er wordt samengewerkt met diverse partners om dat voor elkaar te krijgen. Want behalve voorzieningen als robots, omkeerstations, terugvoerbanden en tilhulpen, moeten het ontbraamproces én de handling softwarematig worden geïntegreerd in het productieproces van de klant. Een eerste voorwaarde hiervoor is dat de ontbraammachines softwarematig helemaal kunnen worden ingesteld. Dat is bij de Q-Fin machines het geval; ze zijn ‘Industry 4.0 ready’, zoals dat heet. Samen met Motivate uit Tilburg is het Qonnect+ platform ontwikkeld. Dit koppelt de machines met alle gangbare ERP pakketten, zodat ze vanuit ERP kunnen worden aangestuurd. Ook kan Qonnect+ koppelen met alle andere software- en hardwaresystemen in de productie. Bijvoorbeeld met AGV’s die de plaatdelen aanvoeren en weer afvoeren. Q-Fin eigenaar Anton Bax: “Onze oplossingen gaan werken. Dat weten we nu al. Nu is het aan de klanten om in hun ERP-systeem de programma’s te definiëren die onze machines moeten uitvoeren.”
Een essentieel onderdeel in de automatisering van het handlingproces is de toepassing van 3D-vision. 3D-vision camera’s herkennen de producten die worden aangeboden en zorgen zo voor de informatie die nodig is om het hele proces te sturen. Op dit gebied werkt Q-Fin

nauw samen met Affix Engineering uit Best, dat robotintegrators en machinebouwers ondersteunt met robot programmering en machine vision. “We zijn eigenlijk de specialisten die de specialisten ondersteunen”, zegt Danny de Greef, CEO en oprichter van Affix. Hij heeft veel ervaring opgedaan bij gerenommeerde autofabrikanten en is een aantal jaren geleden gestart met Affix, na een onderzoek in de regio Eindhoven wat daar nu eigenlijk speelde qua robotica en machine vision. “Het bleek dat alle robotintegrators daarmee aan het stoeien waren en het waren vaak hoofdpijndossiers. We hoorden ze zelfs zeggen ‘de beste vision is géén vision’.”

De ervaring van De Greef in de automotive was echter totaal anders. Hij weet wat je kunt bereiken met 3D-vision en zag een kans om daarmee het verschil te maken.
Dat doet Affix nu bij Q-Fin. Begin dit jaar is Affix distributeur voor de Benelux geworden van de 3D-vision systemen van Mech-Mind. Deze lenen zich perfect voor toepassing bij de automatisering van ontbraammachines. Allereerst komt dat doordat de Mech-Mind systemen werken met de nieuwste technieken. De combinatie van projectie en laser met ingenieuze software resulteert in een razendsnelle verwerking van de camerabeelden. Daardoor kan een hele pallet worden gescand met de nauwkeurigheid die nodig is om dunne plaatdelen te herkennen.
Bovendien kan Mech-Mind volgens De Greef veel meer dan andere 3D-vision systemen, die veelal niet verder gaan dan het picken van een object. “Dit systeem stopt niet na dat picken. Daarvoor moesten we wel het nodige aanpassen. We hebben een code kunnen toevoegen en functies geschreven, waardoor we het hele plaatje kunnen maken vanaf
het oppakken van de delen door de robot en het zo effectief mogelijk vullen van de band tot en met verwerking na bewerking in de machine.” Danny de Greef durft wel te stellen dat 3D-vision essentieel is voor de automatisering van het ontbraamproces zoals Q-Fin dat voor ogen staat. Want hiermee kunnen plaatdelen snel en nauwkeurig worden herkend en opgepakt: ook als ze complexe contouren en/of veel gaten hebben, groot of klein, dik of dun zijn. Op de vraag of een MechMind systeem alle plaatdelen kan herkennen en het dankzij 3D-vision in principe dus mogelijk is om 100 procent van alle delen automatisch te finishen, zegt De Greef: “Dat gaan we zien. Tot nu toe hebben we nog geen onderdelen gehad die we niet aan konden, waarbij een plaatdikte van 1 mm wel een ondergrens is. Het is nu een kwestie van doorontwikkelen en de systemen steeds klantspecifieker maken.
Dat gebeurt in eerste instantie met de launching customers van Q-Fin Handling Solutions. Eén daarvan is Inno Metaal. Al voordat dit Eindhovense bedrijf er echt mee aan de slag gaat, heeft Affix reeds een eerste succesje geboekt: “Inno Metaal wil alle producten in de lengterichting hebben liggen”, zegt De Greef. “Het was ons al gelukt om de band met een nieuw stukje software helemaal vol te leggen met een Tetris-achtig stukje software. Dat zijn geen lange trajecten, we kunnen echt vaart maken.”
Vaart maken is een aspect dat Gertjan van den Hazelkamp, directeur en mede-eigenaar van Inno Metaal wel aanspreekt. Hij fungeert met zijn bedrijf graag als launching customer en is zelfs een van de aanjagers van de inspanningen om het ontbraamproces te automatiseren. Inno Metaal maakt specialistisch fijn plaat- en laswerk en complete assemblages inclusief besturingen, aandrijvingen en geavanceerde



Frimach is gespecialiseerd in de in- en verkoop van nieuwe en gebruikte machines voor de metaalbewerking, zowel in Nederland als in het buitenland. In onze gezamenlijke 4000 m² grote showroom te Drachten treft u een grote verscheidenheid verspanende en plaatbewerkingsmachines aan.



■ Specialist in- en verkoop
■ Groot afwisselend aanbod
■ Transport en plaatsing

■ Alles wordt geserviced
■ Marktconforme prijzen

software. Bij het bedrijf zijn meerdere ontbraammachines operationeel, waaronder twee van Q-Fin. Hier worden de plaatdelen die van de lasersnijmachine en de ponslasercombinatie komen, gestapeld aangeleverd. Vervolgens worden ze handmatig doorgevoerd. De voornaamste reden om deze handling te automatiseren is het structurele personeelstekort. Van den Hazelkamp: “Het is heel moeilijk mensen te vinden voor dit type werk. Het is saai en eentonig, zeker bij grote series.”
Inno Metaal is over de hele linie bezig om meer te doen met minder mensen. Daarom is het bedrijf de automatiseringsgraad aan het opvoeren en hiervoor wordt ieder proces onder de loep genomen. Een vision expert heeft al eens een automatiseringscan in de hele fabriek gedaan met als centrale vraag: waar kunnen we arbeid wegnemen? Alle processen zijn bekeken en het ontbraamproces kwam daar sterk uit. Dat was voor Van den Hazelkamp reden om Q-Fin te benaderen met de vraag om samen het avontuur aan te gaan. Samen hebben ze een eenvoudige pilot gedraaid met een robot en een 3D-vision camera. De resultaten waren zo veelbelovend, dat ze besloten door te pakken. Te meer omdat Q-Fin ook steeds meer verzoeken kreeg van andere klanten.
Inmiddels is bij Inno Metaal een nieuwe F1200 XL machine geplaatst
met vier werkstations die allemaal aan te sturen zijn, inclusief automatische hoogteverstelling op de borstelmotoren en slijpbanden. Hier wordt nu binnenkort een handlingoplossing aan gekoppeld. Daarmee gaat de engineering-afdeling van Inno Metaal samen met de mensen van Affix en Q-Fin aan de slag. Van den Hazelkamp verwacht vooral tegen wat uitdagingen voor de grippers aan te lopen. “We denken een bibliotheek van zo’n twintig grippers op te moeten bouwen, waarmee we ons hele producten assortiment kunnen oppakken. Daarom hebben we al een snelwisselsysteem voor die grippers aangeschaft.”
Q-Fin heeft de doelstelling om zeker 80 procent van het ontbraamwerk bij de klanten te automatiseren. Van den Hazelkamp noemt dat een reëel perspectief, in ieder geval voor zijn bedrijf. “Of zo’n percentage haalbaar is, hangt natuurlijk af van de specifieke bedrijfssituatie. Maar wij hebben veel herhaalwerk en relatief grote series. Bovendien worden de delen al gestapeld aangeleverd vanuit onze laser en ponslaser. Daarom denk ik dat we met het opbouwen van een gripperbibliotheek al heel snel uit de voeten zullen kunnen.”
Naast Inno-Metaal is ook VDL Technics in Boxtel een launching customer voor de wat grotere plaatdelen. Anton Bax zal de vorderingen bij beide bedrijven met interesse volgen. Want hij proeft een grote behoefte voor dit soort oplossingen in de markt. “We hebben zo drie á vier klanten die zeggen dat ze het ook willen hebben als het werkt. En het werkt. Daar zijn we van overtuigd!”

De BMW fabriek in Regensburg (D) gebruikt een volledig gedigitaliseerd en geautomatiseerd proces voor het inspecteren, verwerken en markeren van gelakte voertuigoppervlakken in serieproductie.

De nieuwigheid: AI-gestuurde robots verwerken elk voertuig afzonderlijk volgens objectieve kwaliteitsnormen. Resultaat: stabielere processen, kortere doorlooptijden en een constant hoog kwaliteitsniveau.
De scène lijkt een goed ingestudeerd toneelstuk: vier robots staan in de verwerkingscabine, met in het midden een vers geverfd carrosserie. Als op commando beginnen ze met hun werk: ze schuren, brengen polijstpasta aan, polijsten, wisselen de opzetstukken en vernieuwen het schuurpapier. Camera's volgen het scenario. “Het bijzondere is dat de robots op elk carrosserie precies daar werken waar het nodig is. Want de kleine insluitsels of oneffenheden die kunnen ontstaan na het aflakproces en die we willen verwijderen, bevinden zich op elk voertuig op een andere plek”, legt een woordvoerder van BMW uit. “Normaal programmeer je robots zo dat ze altijd hetzelfde patroon doorlopen, totdat ze opnieuw worden geprogrammeerd. Dankzij de inzet van kunstmatige intelligentie werken de robots nu op maat. Met wel 1.000 voertuigen die we per dag finishen, zijn dat ook 1.000 unieke processen.”
Om ervoor te zorgen dat het op AI gebaseerde proces probleemloos werkt, wordt een ander geautomatiseerd proces gebruikt: geautomatiseerde oppervlakte-inspectie (AOI) identificeert en registreert eerst de kenmerken die moeten worden verwerkt nadat de toplaag is aangebracht. De nieuwe methode heeft nog meer voordelen dan de betrouwbare detectie van alle kenmerken en de kortere doorlooptijd in het proces: de geautomatiseerde oppervlaktebewerking verwerkt niet alleen alle geregistreerde kenmerken in de optimale volgorde en snelheid, maar - stabiel en herhaalbaar - altijd met dezelfde verwerkingskwaliteit.
Maar zelfs het gebruik van robots heeft zijn grenzen. Zo kunnen ze bijvoorbeeld niet werken aan de randen van de carrosserie of de laatste millimeters naast deur- en andere voegen. Ook de tankvulklep is te kwetsbaar. En zo zijn het in de finale de getrainde medewerkers die de puntjes op de i zetten en de carrosserie verwijderen. De eerder geregistreerde gegevens van de kenmerken ondersteunen het werk hier nogmaals, omdat een laserprojector de respectieve punten op het carrosserieoppervlak digitaal markeert en er zo voor zorgt dat niets over het hoofd wordt gezien. Deze zogenaamde geautomatiseerde oppervlaktemarkering (AOM) is hiermee de laatste stap in de geautomatiseerde afwerking tot nu toe.
 Vier robots staan rondom een vers geverfd carrosserie. Ze schuren, brengen polijstpasta aan, polijsten, wisselen de opzetstukken en vernieuwen het schuurpapier. Camera's volgen het scenario.
Vier robots staan rondom een vers geverfd carrosserie. Ze schuren, brengen polijstpasta aan, polijsten, wisselen de opzetstukken en vernieuwen het schuurpapier. Camera's volgen het scenario.
De presentatie van de machinebesturingssoftware ASC-Control was het voornaamste wapenfeit van SafanDarley tijdens de E-volutiedagen op de thuisbasis in Lochem. Want met dit nieuwe softwareplatform kan SafanDarley een robotkantcel nu echt zelfstandig laten werken, aldus CEO Gert Dekker. De machinefabrikant introduceerde daarnaast ook de CNCbuighulp I-Mate én de mogelijkheid om 3D-modellen op het bedieningspaneel van een kantbank te kunnen simuleren/ bewerken. Het zijn allemaal concrete producten, die het resultaat zijn van een duidelijke focus.

SafanDarley, dat dit jaar het 90-jarig jubileum viert, is een van de marktleiders op het gebied van kantbanken. Dat betekent dat de klanten naast topkwaliteit producten ook de nodige resultaten op het gebied van innovatie verwachten.
Ze worden op hun wenken bediend met onder meer de nieuwe
CNC buighulp I-Mate, die tijdens de huisshow samen met een dichtdrukstempel werd gedemonstreerd op de E-Brake 230T Ultra. Het is een mooie kleine flexibele buighulp, volledig geïntegreerd in de software. De buighulp is in juni in productie genomen en de eerste serie is al helemaal verkocht.
De voltooiing van het I-Mate project is mede het resultaat van gerichte investeringen die SafanDarley de afgelopen tijd heeft gedaan.
Dekker: “We hebben veel geïnvesteerd in jonge mensen. Vooral onze
R&D afdeling is fors uitgebreid.” Daarnaast is de robotisering in de eigen productiefaciliteiten opgevoerd. En er wordt nadrukkelijker samengewerkt met partners om ontwikkelingen te versnellen. Op softwaregebied gebeurde dit natuurlijk al langer met AutoPOL. Maar ook de automatische gereedschapswisselaar Tool Mate, die vorig jaar is geïntroduceerd, is het resultaat van samenwerking met partners. Op het gebied van manloos vervoer in de productielogistiek wordt tegenwoordig nauw samengewerkt met AGV-producent Kumatech.

En nu is er dan het volledig in eigen huis ontwikkelde softwareplatform ASC-Control (Automated Solution Cell). Hiermee beschikt SafanDarley over een stabiel softwareplatform, dat voor alle verdere ontwikkelingen met en rondom de elektrische E-Brakes en de hydraulische H-Brakes hetzelfde vertrekpunt biedt. ASC-control stelt SafanDarley in staat om samen met AutoPOL en RoboBend (offline software) een totaalpakket te bieden voor alle geautomatiseerde oplossingen. De klanten zijn hierdoor niet meer afhankelijk van derden en hebben voor het gehele










pakket slechts één aanspreekpunt.
Bij de ontwikkeling van het nieuwe softwareplatform is hoog ingezet op gebruiksgemak. Een uitgebreid trainingsprogramma is voor de operator dan ook niet nodig. Nadat een opdracht naar de ASC-Control is verstuurd, kan hij op een eenvoudige manier de machine bedienen en de opdracht uitvoeren. Zo kan de operator efficiënt werken en gaat de productiviteit van de geautomatiseerde cel omhoog. Hoe dat werkt werd tijdens de E-volutiedagen getoond aan de hand van een E-Brake 35T Premium Mini Cell met palletiser en AGV. Dit is een cel voor de volautomatische productie van kleine complexe producten. Ook is het mogelijk om zonder tussentijdse programmering achtereenvolgens verschillende producten te buigen. De cel is modulair gebouwd en mede daardoor helemaal naar klantwens te configureren, waardoor een optimale efficiëntie en hogere productiviteit te realiseren is.
Basis om door te ontwikkelen
“Nu ASC-Control verkrijgbaar is, zorgt het voor een enorme stap vooruit op het gebied van gebruiksgemak, efficiency en productiviteit. En het legt voor SafanDarley een mooie basis om op door te ontwikkelen”, zegt Dekker.
In feite is pas fase 1 van ASC-Control afgerond, met als belangrijkste uitkomst dat een klant zijn robotkantcel nu zelfstandig kan laten werken. “In de volgende fases gaan we telkens een stapje verder”, licht Dekker toe. “We denken daarbij aan het werken met meerdere robots in de cel, andere merken robots en diverse oplossingen voor de aan- en afvoer van materialen en producten. Verder zijn we bijvoorbeeld ook bezig met Artificial Intelligence. Hiermee denken we binnen 2 à 2,5 jaar mooie dingen te kunnen laten zien.”
De uitgebreide mogelijkheden van ASC-Control werden ook gedemonstreerd op de R-Brake 130T Ultra. De R-Brake is een geautomatiseerde oplossing van SafanDarley waarbij een kantbank en een robot in één systeem zijn geïntegreerd. De robot is horizontaal verrijdbaar langs een traverse aan de bovenzijde van de kantbank. Hierbij blijft de vloer voor de machine volledig vrij voor aan- en afvoer van
materiaal. Op dit moment werkt SafanDarley volop aan de ontwikkeling van de Gantry, een vrijstaand portaal dat voor de kantbank kan worden geplaatst en waarlangs een robot kan bewegen. Deze nieuwe gantry-oplossing biedt grote mogelijkheden. De robot kan meerdere kantbanken – ook E-Brakes – bedienen. Het portaal kan worden verlengd om veel aflegplekken te creëren en/of om racks met grippers voor de robot bereikbaar te maken. Zo kan maximale productiviteit met veel flexibiliteit worden gerealiseerd.
In de Nederlandse plaatwerkindustrie is er een onmiskenbare tendens richting het offline programmeren van kantbanken vanaf de werkvoorbereiding. Maar in de Verenigde Staten – een uiterst belangrijke markt voor SafanDarley - is er ook een andere behoefte. Hier zijn veel plaatwerkondernemers, die hun 3D modellen op de kantbank zelf willen kunnen simuleren/bewerken. Een oplossing hiervoor presenteerde SafanDarley op de distributeursdagen, die aan de E-volutiedagen vooraf gingen. Hier bleek dat er ook in Europese landen –en zelfs in Nederland – belangstelling voor is.
Meer ruimte voor bouw robotcellen
Volgens Dekker loopt de plaatwerkindustrie in de Verenigde Staten voor op Europa qua investeringen in robotkantcellen. SafanDarley ziet de vraag vanuit de VS dan ook sterk groeien en verwacht dat Europa snel zal volgen. In Lochem is daarom nu een hal leeg gemaakt voor de bouw van de robotcellen. De testruimte voor R&D en service zijn verhuisd naar een nabij gelegen locatie. Voor de wat langere termijn is SafanDarley een masterplan voor onroerend goed aan het opzetten. Want er zal meer ruimte nodig zijn om de geautomatiseerde kantoplossingen te kunnen produceren. Ook voert Dekker gesprekken met een producent van lasersnijmachines om nauw te gaan samenwerken en complete oplossingen voor snijden en kanten uit één hand te kunnen aanbieden.
Zo is SafanDarley op alle gebieden bezig zich klaar te maken voor de groeiende vraag vanuit de mondiale plaatwerkindustrie naar state-ofthe-art productie-oplossingen, waarbij robotisering, automatisering en digitalisering de dominante factoren zijn. Op de E-volutiedagen demonstreerde de machinebouwer dat hiervoor een gezonde basis is gelegd.
De nieuwe CNC buighulp I-Mate werd tijdens de huisshow samen met een dichtdrukstempel gedemonstreerd op de E-Brake 230T Ultra. Het is een mooie kleine flexibele buighulp, volledig geïntegreerd in de software.

LVD bouwt bij Mubo Metaal in Staphorst een hoogbouwmagazijn met 300 palletplaatsen bij de onlangs geplaatste fiberlaser. Nog voor de bouwvak zal het systeem in gebruik worden genomen.
Door deze investering kan Mubo Metaal, specialist in RVS en aluminium, meer en efficiënter snijden om zo verder te kunnen groeien en de klanten nog beter van dienst te zijn. Vlak voor de start van de bouw kreeg het Staphorster metaalbedrijf bezoek van gedelegeerd bestuurder Francis van Neste van LVD om de laatste details te bespreken. Hij kreeg een presentje uit de eigen productie van Mubo Metaal overhandigd: de letters LVD op een ovaal gesneden plaatdeel met de tekst: ‘Maak er wat moois van’.
Driessen in Eersel heeft per 1 mei de industriële activiteiten overgenomen van Mantz Graveertechniek in Eindhoven.
Sales manager Stefan Driessen ziet deze stap als een mooie aanvulling op het specialisme waarop Driessen focust: precisieplaatwerk: “Door een steeds grotere vraag naar gravures van hoge kwaliteit op mechanische onderdelen in de Brainport regio spelen we met deze investering in op de toekomst.”

Mantz Graveertechniek beheerst diverse graveertechnieken, zoals markeren & coderen van producten, cilindrisch graveren, lasergraveren op geanodiseerd aluminium en RVS, machineplaatjes zeefdrukken/graveren/sublimeren en tekstplaten. Hiervoor wordt gebruik gemaakt van de modernste computergestuurde apparatuur; CNC graveermachines en CO2- en fiberlaser graveermachines staan garant voor kwaliteit, precisie en betrouwbaarheid.
SMI Dokkum, SMI Plaatwerk en SMI Van der Ploeg hebben hun krachten gebundeld in het nieuwe merk SMI Manufacturing. Hiermee kan de groep complete samenstellingen in eigen huis maken waarbij alle specialismen op gebied van verspaning, plaatwerk, frame- & constructiebouw en assemblage optimaal worden benut. De introductie van SMI Manufacturing ging medio mei gepaard met een open dag, waar belangstellenden konden zien wat de bedrijven allemaal kunnen doen en maken.
Nardo Machines en Services heeft zijn eigen fiberlasermerk gelanceerd, de Benchmark Fiberlaser.

Dit is een compacte machine met hoogwaardige onderdelen en voorzien van een IPG bron. Deze is verkrijgbaar in verschillende formaten. De machine heeft geen wisseltafel, maar een schuiftafel. Hierdoor is de prijsstelling aantrekkelijk.
Voor de educatieve markt is samenwerking gezocht met WIA Educational, dat de Benchmark Fiberlaser verkoopt in het onderwijs. Daar zijn de machines meestal van een wat kleiner formaat, maar er volledig op gericht om leerlingen bekend te maken met de technologie en ook les te kunnen geven in de technologie die bij steeds meer bedrijven ‘gewoon’ wordt. Inmiddels zijn de eerste machines al geleverd. Medio mei was de eerste open dag voor leraren. Gedurende de dag was er aanloop en interesse in de fiberlasertechnologie en hoe deze toegepast kan worden op school. Nardo is van origine sterk in de HVAC markt. Daarnaast is het bedrijf van eigenaar Peter Plomp ook sterk gericht op plaatbewerking met Yawei ponsnibbel en fiberlasermachines. Ook voor onderhoud en gebruikte ponsnibbel- en plasmamachines is Nardo de juiste partij. Ruim een jaar geleden is het bedrijf verhuisd van Ridderkerk naar een nieuw en groter bedrijfspand met showroom in Hendrik-Ido-Ambacht.
Smolenaers Constructie en Plaatwerk uit Nederweert heeft twee kunstwerken geproduceerd voor de tentoonstelling ‘EscherAndere wereld’, die nog tot en met 10 september is te zien in Kunstmuseum Den Haag.


Iedere zaal van deze expositie heeft een thema dat bezoekers uitdaagt om op een andere manier te kijken naar de prenten van de wereldberoemde Nederlandse graficus Escher. Twee zalen bevatten installaties die door team Smolenaers vorm hebben gekregen. Ze zijn ontworpen door het Belgische kunstenaarsduo Gijs Van Vaerenbergh. In de zaal van het werk ‘Twee gebogen Spiegels’ wandel je tussen de eindeloze reflecties van de spiegels in de ruimte. “Met het materiaal van de spiegelplaten hadden we nog nooit gewerkt. En ze moesten natuurlijk zonder krassen perfect gewalst worden. Dat is gelukt, evenals het feilloze laswerk dat hier natuurlijk volledig in het zicht is”, zegt Harm Vlassak, manager Bedrijfsbureau Smolenaers. Het werk ‘Eindeloze Lijn’ bestaat uit een grote eindeloze
Green Buffers uit Zweden heeft de internationale Swedish Steel Prize gewonnen voor het geavanceerd gebruik van energieabsorberend hoogwaardig staal om treinen veiliger te maken voor passagiers en zuiniger voor operators.
Bestaande crashmanagementsystemen voor treinen zijn primitief. Zelfs kleine ongelukken leiden tot ontsporingen. Hier zag Green Buffers ruimte voor verbetering. Geïnspireerd door de autoindustrie heeft het bedrijf een energiedissipatiesysteem ontwikkeld op basis van hoogwaardig staal. Dit systeem bestaat uit twaalf vervormbare eenheden die in de koppelingsinterfaces door het hele treinstel zijn gemonteerd. Bij een botsing vouwen de Strenx 700 MC staalprofielen van staalproducent SSAB in de units als een accordeon, waardoor de impact van de schok in minder dan een seconde wordt geabsorbeerd. Door de initiële piekkracht af te wenden en alle andere piekkrachten te minimaliseren, wordt de energie van een botsing op een gecontroleerde manier verdeeld.
ringvormige figuur die alle muren van de zaal aandoet en waar je als bezoeker over en onder moet wandelen. Smolenaers was zeer vereerd met deze opdracht. Manager Henk Moonen: “Dergelijke projecten houden ons scherp. We moeten op zoek naar oplossingen voor uitdagingen die we niet eerder hadden. Dat is voor ons team zo nu en dan een fijne oefening. Het houdt je scherp in je vakmanschap en het stretcht weer even je creatieve brein.”
Wila, de producent van kantpersgereedschappen uit Lochem, verhuist zijn Noord-Amerikaanse vestiging naar Louisville (Kentucky). Ook worden hier productiefaciliteiten gevestigd.
De nieuwe faciliteit zal net als in Lochem beschikken over ultramoderne productietechnologieën, waardoor het bedrijf geavanceerde oplossingen kan leveren in een breed scala van industrieën. De beslissing om het hoofdkantoor te verplaatsen en productiefaciliteiten in Louisville te vestigen, werd ingegeven door verschillende belangrijke factoren. De centrale ligging van Louisville in de Verenigde Staten biedt gemakkelijke toegang tot grote transportnetwerken, waardoor een efficiënte distributie van Wila’s producten door heel Noord-Amerika mogelijk wordt. Bovendien sluiten de levendige maakindustrie, het geschoolde personeel en de bedrijfsvriendelijke omgeving van de stad perfect aan bij de groeistrategie van het bedrijf.
De investering in Louisville heeft tot doel de klantenservice te verbeteren en de relaties met bestaande en potentiële klanten in Noord-Amerika te versterken. Door lokale productieactiviteiten op te zetten, kan Wila doorlooptijden verkorten, de flexibiliteit vergroten en op maat gemaakte oplossingen leveren om te voldoen aan de specifieke behoeften van de productiesector in de regio. Hans Willemsen, CEO van Wila, zegt hierover: “Deze strategische stap stelt ons in staat om onze aanwezigheid op de markt te versterken. We zijn ervan overtuigd dat onze investering in Louisville onze groei zal versnellen en ons in staat zal stellen beter te voldoen aan de veranderende behoeften van onze klanten.”
LVD is haar assortiment standaard oplossingen voor robotkanten gestaag aan het uitbreiden. Na Dyna-Cell en Ulti-Form is onlangs D-Cell geïntroduceerd. Dit is LVD’s meest competitief geprijsde robotkantcel tot nu toe. En er zit nog veel meer in de pijplijn.
Het robotkanten is in ons land in een stroomversnelling gekomen. “Van de tien gesprekken die ik voer, gaan er zes over robots”, zegt sales manager Mathijs Wijn. “Er is echt wel iets aan de hand. Er is geen volk meer. Iedereen praat over robotkanten, ook bedrijven met twee of drie kantbanken. Ze kijken naar oplossingen waarbij één operator handmatig één kantbank kan bedienen en ondertussen ook een robotcel aan het werk houdt.”
De nieuwe D-Cell is een mooie toevoeging aan het assortiment. Het hart van deze cel is de hydraulische PPED-afkantpers, die met zijn eenvoudige, kostenefficiënte ontwerp gebruiksvriendelijk en geschikt is voor verschillende kanttoepassingen. De machine met 50 ton drukkracht, 2000 mm werklengte en een vierassige achteraanslag buigt stukken van 35 x 100 mm tot 400 x 600 mm, met een gewicht tot 4 kg. D-Cell beschikt over dezelfde krachtige automatische programmeersoftware als Dyna-Cell en Ulti-Form. Dankzij de CADMAN software versnelt ook D-Cell het proces van tekening naar gekant stuk naar minder dan 20 minuten. Het inleren van de robot is niet nodig, waardoor D-Cell eenvoudig te programmeren is, ongeacht het niveau van de gebruiker. Wat de bediening ook gemakkelijker maakt: Het systeem gebruikt één interface, één besturing voor zowel afkantpers als robot. Een door LVD ontworpen grijper hanteert moeiteloos verschillende stukafmetingen, voert drie buigingen uit zonder het stuk te hernemen en beweegt vlot tussen gereedschapsstations.
Ondanks al deze pluspunten verwacht Wijn niet dat dit instapmodel op de Nederlandse markt de boventoon zal gaan voeren. De voornaamste reden hiervoor: de optie van een hoekmeetsysteem ontbreekt. De sales manager van LVD legt uit: “Hier kijken plaatwerkbedrijven niet in eerste instantie naar de kosten van de investering, maar veel meer naar de beheersing van het proces. Als wij demo’s geven, zegt 90 procent van de ondernemers: doe mij maar een cel met hoekmeetsysteem want dan heb ik mijn proces onder controle.”
Het hart van de nieuwe D-Cell is de hydraulische PPEDafkantpers, die met zijn eenvoudige, kostenefficiënte ontwerp gebruiksvriendelijk en geschikt is voor verschillende kanttoepassingen.
LVD introduceerde de eerste standaard cel Dyna-Cell in 2018 op de Euroblech. Dit systeem bestaat uit een elektrisch aangedreven Dyna-Press Pro 40/15 afkantpers met 40 ton drukkracht en 1500 mm werklengte, die kant met snelheden tot 25 mm per seconde, en een lichte industriële Kuka robot. Dyna-Cell verwerkt eenvoudige tot complexe stukken met afmetingen van 35 x 100 mm tot 400 x 600 mm en een gewicht tot 4 kg. Van deze cel zijn er nu een kleine twintig in Nederland operationeel, en ze zijn allemaal voorzien van een Easy-Form Laser hoekmeetsysteem. De kracht van deze cel is dat de klant er na een week opbouwen en een korte training, direct mee kan produceren. “We hebben klanten die binnen een week producten met 14 zettingen in de cel produceerden”, zegt Wijn. Wat hem ook opvalt: hoewel de compacte cel zo is geconcipieerd dat de kantbank ook handmatig kan worden bediend, gebeurt dat nergens. “Overal is de robot aan het werk en we kennen voorbeelden waar de cel tot de nok toe vol zit.”

In 2020 volgde Ulti-Form. Deze cel is uitgerust met een UltiForm afkantpers met geïntegreerde gereedschapswisselaar en gereedschapsmagazijn, afgeleid van de ToolCell. Met 135 ton en een werklengte van 3 meter kant dit systeem stukken van 50 x 100 mm tot 1200 x 800 mm, met inbegrip van lange en complexe vormen. De robot kan een maximaal stukgewicht van 25 kilo tillen. Binnenkort komt er ook een versie met 220 ton en een werklengte van 4 meter en een robot met een capaciteit van 75 kilo op de markt. Verder is LVD bij een klant aan het testen met het nieuwe model Easy-Cell met een kantbank van 80 ton en 2,5 meter.
“En er komt nog meer”, zegt Wijn, die er op wijst dat LVD naast de standaard cellen ook diverse speciale oplossingen levert. Sinds de oprichting van LVD Robotic Solutions, gestart na de overname van de Solutions Unit van Kuka Automation + Robotics in HouthalenHelchteren (B), is de Belgische machinebouwer met heel veel klanten in gesprek. “Dan praat je bijvoorbeeld over systemen met aanvoerstations voor hele speciale producten en toepassingen waarbij profielen rechtop moeten worden vastgepakt, er twee kanten aan worden gezet, waarna ze doorgaan voor de volgende bewerkingen.”


LVD werkt veel samen met gebruikers van Dyna-Cell en Ulti-Form systemen om het robotkanten door te ontwikkelen. Bij een klant met een Ulti-Form bleek bijvoorbeeld dat het omkeerstation hoger moest zitten omdat diverse producten de grond raakten. Dat station staat nu op een sokkel.
Er is nog heel veel te verbeteren aan de robotcellen. “De aan- en afvoer van materiaal en producten moet beter”, zegt Wijn zonder
aarzeling op de vraag waar nog veel valt te winnen. “Dan heb ik het niet over het functioneren van AGV’s maar over stapelfuncties, over het in elkaar leggen van schuine delen. Dat zijn nu nog teachfuncties. LVD is volop bezig met de KU Leuven om hier algoritmes voor te krijgen om ook dit te automatiseren. We komen nu nog zwakke stapels tegen, waarvoor je de cel in moet om er een spanbandje omheen te leggen omdat de stapel anders later tijdens het vervoer omvalt.”
Ook het ontwikkelen van 3D-vision op de robot is een ontwikkeling. Hiermee is LVD aan het testen. Maar hier speelt wel het kostenaspect een rol, waarschuwt Wijn. Want het geld mag voor de Nederlandse plaatbewerker dan niet het belangrijkste argument zijn, gerobotiseerd kanten moet wel betaalbaar zijn en rendement opleveren.
 "Het automatisch aanvullen van restplaten was voor ons erg belangrijk", zegt Antijn Koers, operationeel directeur bij Suplacon.
"Het automatisch aanvullen van restplaten was voor ons erg belangrijk", zegt Antijn Koers, operationeel directeur bij Suplacon.
Automatisering en productiviteit zijn voor loonproducent Suplacon in Emmeloord nauw met elkaar verbonden. Met een automatische opslagen behandelingsoplossing van Remmert heeft het familiebedrijf de output van twee Trumpf lasers met 40 procent kunnen verhogen.
"Wij zien onszelf als pionier op het gebied van loonproductie van plaatwerkproducten en metaalconstructies in Nederland", zegt Antijn Koers, operationeel directeur bij Suplacon, over het bedrijf dat ruim 45 jaar geleden door zijn familie in Emmeloord werd opgericht. Het dienstenpakket omvat het hele spectrum van metaalbewerkingsprocessen. Naast lasersnijden, ponsen, kanten, buigen, lassen en diverse oppervlaktebehandelingen is Suplacon gespecialiseerd in CNC-frezen met de hoogste precisie. Suplacon levert aan meer dan 400 klanten uit onder andere de machinebouw, automotive en elektronica onderdelen van voornamelijk roestvast staal en dun plaatwerk. "We hebben momenteel meer dan 1.000, soms zeer uiteenlopende, producten die we voor onze klanten ontwerpen en produceren", beschrijft Koers het spectrum.
Met Plaatwerk 365 biedt Suplacon sinds 2015 een end-to-end geautomatiseerd bestelproces. Klanten uploaden hun tekening naar het online bestelplatform en bepalen de hoeveelheid, materiaalkeuze, levertijd en andere parameters. De software berekent onmiddellijk de offerte. Dit kan 24 uur per dag, 365 dagen per jaar. De bestelling wordt met een druk op de knop bevestigd. "Goed georganiseerde processen zijn voor ons erg belangrijk. Dat begint al bij de bestelling en komt ook tot uiting in de materiaalstroom in het bedrijf. We weten altijd waar elke productieorder zich op een bepaald moment bevindt", aldus Koers.
In het kader van de groei en de bijbehorende capaciteitsuitbreiding heeft Suplacon in 2019 haar machinepark gemoderniseerd met onder andere twee nieuwe 10 kW fiberlasersnijmachines van Trumpf. Om een zo hoog mogelijke output uit de machines te halen, streefde Suplacon naar een optimale materiaalstroom rondom de lasersnijprocessen. Het gebruik van geautomatiseerde processen was ook bedoeld om het heersende tekort aan geschoolde werknemers tegen te gaan. "We kozen voor de LaserFLEX automatisering van Remmert. Enerzijds konden we hiermee beide Trumpf-lasers zeer compact aansluiten op een automatiseringslijn met een opslagtoren. Anderzijds is de oplossing zeer flexibel wat betreft veranderingen of uitbreidingen. Een andere doorslaggevende factor voor ons was de geautomatiseerde verwerking van restplaten, aangezien we niet altijd 100% van de platen in elk snijplan verwerken. Dit biedt ons een hoge mate van flexibiliteit in de productieorders. Tegelijkertijd wordt ons de extra personeelsinspanning bespaard die voorheen nodig was voor de verwerking van restplaten", licht Antjin Koers de beslissing toe.

De kern van Remmert's automatiserings- en opslagoplossing bestaat uit de LaserFLEX automatisering en een dubbele
opslagtoren voor de opslag van de ruwe en restplaten. De laserautomatisering werkt met twee onafhankelijk beweegbare manipulatoren. Een afzuigunit plaatst nieuwe platen op de wisseltafels of brengt de resterende platen terug naar de opslagruimte. Een rekeneenheid neemt de gesneden plaatdelen en restrasters op van de wisseltafels.
De gesneden metalen platen worden direct na het lasersnijden met de hand gesorteerd. Voor de ergonomische ondersteuning liet Suplacon Remmert twee transportbanden in de automatiseringslijn integreren. Hierbij worden de platen op een van de transportbanden door de verwerkingsunit geplaatst. Om het materiaal tegen krassen te beschermen zijn de vingers van de harken voorzien van riemaandrijvingen. De transportband transporteert de metalen platen stuk voor stuk door het beschermende hek naar de sorteerposities; dit bespaart lange loopafstanden en ook de werkhoogte is ideaal. Op elk van de twee transportbanden is plaats voor twee metalen platen voor en twee achter het beschermhek. Extra metalen platen kunnen op een andere sorteertafel worden gestapeld, bijvoorbeeld tijdens nachtdiensten wanneer er weinig personeel is.
Antijn Koers is zeer tevreden over het lasersnijcentrum bestaande uit Trumpf laser plus Remmert automatisering en magazijn. "De lasers kunnen effectief werken in beide dagdiensten zonder lange stilstandtijden en desgewenst in een nachtdienst met weinig personeel. In vergelijking met vroeger ligt de productiviteit met automatisering ongeveer 40% hoger."
Zelfs het terugbrengen van restplaat naar het magazijn gaat nu volledig automatisch. Het WMS van Remmert is gekoppeld aan de WiCAM CAM-software en het ERP, zodat zowel ruwe platen als restplaten kunnen worden genest en als geautomatiseerde werkorders naar de lasers kunnen worden overgebracht. Dit geeft Suplacon een hoge mate van flexibiliteit bij het lasersnijden: Werkorders kunnen ook voor kleine en middelgrote hoeveelheden op afroep en tijdig worden verwerkt, wat vooral handig is gebleken voor bestellingen via Suplacon's Plaatwerk 365 bestelplatform.
De twee Tractor Tom AGV’s die Kumatech heeft geleverd aan Goma, hebben zichzelf in korte tijd al praktisch onmisbaar gemaakt. Ze vervoeren dagelijks zo’n 40 tot 60 orders door de productieruimten van de specialist in hoogwaardige plaatwerkproducten in Hengelo (G). En dan worden ze nog niet eens maximaal benut. Volgens Tom Kreunen, operational manager bij Goma, zit er nog genoeg rek in voor verbetering. “AGV’s? Je moet er gewoon mee beginnen en dan komen de ideeën om te optimaliseren vanzelf.”

Goma zet sterk in op automatisering. Zo is een kleine 80 procent van het kantwerk al gerobotiseerd en er wordt continu gekeken hoe dat percentage verder kan worden verhoogd. De populariteit van het robotkanten groeit momenteel sterk in de Nederlandse plaatwerkindustrie, maar er zijn maar weinig toeleveranciers die hiermee al zo ver zijn gevorderd als Goma. “Wij hebben een eigen technische dienst met veel mechatronische kennis”, luidt de verklaring van Tom Kreunen hiervoor. “Veel kantbanken hebben we zelf gerobotiseerd.”
Dit gebeurt allemaal vanuit de overtuiging bij de bedrijfsleiding dat het werk in de toekomst met minder mensen moet worden gedaan, omdat deze mensen er niet meer gaan zijn. De automatisering wordt dan ook doorgetrokken in alle bedrijfsprocessen, inclusief de interne logistiek. Een externe consultant die helpt met het optimaliseren van de processen opperde hiervoor Kumatech, producent van AGV voertuigen voor het automatiseren van interne logistieke handelingen; robuuste AGV’s voor een betaalbare prijs, die de hele dag inzetbaar zijn en lang mee gaan. Dat zijn allemaal aspecten die Kreunen wel aanspraken en hij besloot met de Brabantse fabrikant in gesprek te gaan over de vraag of de productielogistiek van Goma zich leende voor automatisering.
Goma is enkele jaren geleden overgestapt van een voorraad gestuurde op een klantorder gestuurde productie. Om dat optimaal te faciliteren zijn de lay-out en de routing in de productieruimten aangepast. Tal van machines zijn daarbij verhuisd. De productie van plaat tot eindproduct gebeurt nu in een U-vorm: de grondstoffen komen aan het begin van de eerste U-poot binnen, ondergaan in één lijn de verschillende bewerkingen en gaan aan het einde van de tweede U-poot het bedrijf weer uit. Dit concept betekent dat er veel transportbewegingen zijn tussen de diverse bewerkingen. Deze werden voornamelijk uitgevoerd met heftrucks, bestuurd door dedicated chauffeurs. “Het vervoer met heftrucks is een voorbeeld van indirecte werkzaamheden waarvoor klanten eigenlijk niet willen betalen”, zegt Kreunen. “Daarom willen we het indirecte werk beperken en dat wat overblijft automatiseren.” De veiligheid was ook een aspect. Ondanks de op zich logische routing kwamen de heftrucks nog steeds overal; ook in de werkgebieden en dat leverde soms best gevaarlijke situaties op. Goma wil toe naar een situatie waarin heftrucks – en dan het liefst AGV’s - alleen nog maar rijden op de hoofdroute, die voorzichtig al de naam Varsselring heeft gekregen, naar het bekende motorcircuit in Hengelo. Kreunen: “We willen geen transport meer in de werkgebieden en zijn daarvoor de voorwaarden aan het creëren.”
Hierbij is dus Kumatech ingeschakeld. Volgens Kreunen was er van meet af aan sprake van een fijne, heel praktische samenwerking. “We zijn samen met John Jaspers van Kumatech gewoon de vloer op
gegaan en hebben leuke gesprekken gevoerd over wat er allemaal zou kunnen. De mensen van Kumatech zijn toegankelijk en kunnen snel schakelen. En vooral: ze snappen gewoon wat hier speelt.”
Dat resulteerde in de komst van de eerste Tractor Tom in maart 2022 voor het manloos transporteren van materialen op europallets en de Goma bokjes. “Hiermee is Goma meteen volle bak aan de slag gegaan”, zegt John Jaspers. “Dat vonden we mooi om te zien. Nu zijn ze een van de koplopers in het gebruik van onze AGV’s.”
Dat is echter niet vanzelf gegaan. Met de komst van AGV’s verandert er volgens Kreunen echt wat in een bedrijf. Het moet echt van de grond komen en acceptatie door de medewerkers is daarbij cruciaal. “Ook hier hoorden we aanvankelijk de klacht dat de AGV’s te langzaam waren en dat operators moesten wachten op hun materialen. Daarover zijn we het gesprek aangegaan. Een operator kan ook wat anders doen als de AGV onderweg is, bijvoorbeeld een kantbank afstellen en ander werk voorbereiden. Door te blijven vertellen waarom we dit doen, zie je de acceptatie en de adoptatie groeien.” Goma bedenkt ook ludieke acties om de gewenning aan AGV’s te bevorderen. Ze zijn bijvoorbeeld betrokken bij de aflevering van de kerstpakketten en in de zomermaanden brengen ze ijsjes rond.
Potentieel maximaal benutten
Tegelijkertijd wordt er voortdurend nagedacht over de vraag hoe het potentieel van de AGV’s maximaal kan worden benut. “Je stuit op vraagstukken als: hoe doen we de retourstroom en hoe voeren we de pallets aan naar de AGV-stations?”, vertelt Kreunen. “Je ziet bottlenecks ontstaan en vraagt je af of de stations waar de AGV’s laden en lossen wel op de goede plek staan. Zodra je aan de slag gaat met AGV’s, ga je zien wat je er mee kunt doen en hoe je kunt verbeteren.”
Zo is er reeds een voorziening ontwikkeld waardoor de AGV materiaal direct onder de robot in een kantcel plaatst. Er wordt gewerkt aan de verbetering van de stations. De standaard stations hebben twee plekken naast elkaar. De AGV zet zijn lading af op de ene plek en moet daar daarna uitrijden om vervolgens opnieuw de naastgelegen plek in te steken om nieuwe lading op te pikken. Dat kost natuurlijk tijd. In een project met mechatronica-studenten van het Graafschapcollege uit Doetinchem is onderzocht hoe dat beter kan. Dat resulteerde in een doorrijlocatie met plekken direct achter elkaar voor het afzetten en oppikken van lading. Ook hier prijst Kreunen het meedenken en het laagdrempelige karakter van Kumatech: “Zo’n oplossing moet worden geïntegreerd in de software en daarvoor moet er worden getest. Dat doen we liever niet hier, want we willen de AGV’s eigenlijk geen dag













missen. Daarom hebben de studenten getest bij Kumatech.” John Jaspers vindt het alleen maar mooi om op zo’n manier samen te werken met de klant: “Want daar worden we allebei wijzer van.”
Tractor Tom 01 en Tractor Tom 02
Bij Goma heeft Tractor Tom 01 al snel gezelschap gekregen van collega 02. Kreunen en zijn collega’s zagen de potentie van verder automatiseren en stelden tegelijk vast dat de actieradius van één AGV te beperkt was om de logistieke automatisering door te trekken van het begin van de U tot aan de lakkerij. Want er gaan veel producten van de kant- en lasafdelingen naar de lakkerij en door de afstand kan
een AGV best lang onderweg zijn voor één opdracht. Daarom zijn er nu twee AGV’s die in het grootste deel van de U-route opereren. Kort voor de lakkerij is er een ontkoppelpunt. Daar achter worden alle te lakken producten verzameld. In de lakkerij zijn nog geen AGV’s actief, maar ook daar wordt bekeken wat er logistiek te automatiseren is.
Wellicht betekent dat de komst van een derde AGV. Maar zover is het nog niet. Want de twee beschikbare AGV’s worden zeker nog niet maximaal benut. Kreunen: “We vervoeren er nu Europallets en Goma bokjes mee, die vormen het grootste deel van onze logistieke stroom. Maar Tractor Tom kan ook karren trekken, waarmee we andere onderdelen kunnen vervoeren.”

Goma wil de AGV’s zo slim mogelijk gebruiken en verkent daarvoor alle mogelijkheden, waarbij niks is uitgesloten. “Wellicht kunnen we ze in zones laten werken”, denkt Kreunen hardop. “We werken veel met centrale voorraden op afdelingen maar misschien moeten we wel naar meer decentrale voorraden en die laten uitrijden op karren. Dat kan prima. Een Milkrun opzetten is ook een idee. Dan laat je een AGV een vaste route rijden en kan iedereen afnemen wat hij nodig heeft. Voor nu is het vooral belangrijk dat we goed onderweg zijn met onze AGV’s. Het voelt goed en het gaat goed. Dit is de kant die we op willen.”

In 2019 presenteerde Mazak een aantal hoog gegrepen duurzaamheidsdoelstellingen om te anticiperen op de ambities van het klimaatakkoord van Parijs. Het doel om de CO2voetafdruk met 50% te verkleinen ten opzichte van 2010 is nog altijd ongewijzigd, zo bleek recent tijdens een persconferentie bij het Europese hoofdkantoor van Mazak in Worcester (VK). De strategie van de machinebouwer is om het grootste verschil te maken bij de eindgebruiker door middel van energiezuinige machines.
“Het klimaatakkoord geeft op dit moment nog geen exacte richtlijnen specifiek voor de werktuigmachine industrie. Daarom hebben we een eigen plan van aanpak opgesteld dat de ambities van het klimaatakkoord op de voet volgt. Als familiebedrijf met een blik op de toekomst zien we het voorkomen van klimaatverandering als een morele verplichting. Bovendien zit zuinig omgaan met energie
ingebakken in de Japanse cultuur, omdat ze in Japan weinig eigen energie-resources hebben. De duurzaamheidsdoelstellingen en -oplossingen heeft Mazak ondergebracht in het ‘Go Green’ initiatief”, zegt Richard Smith, European Group Managing Director bij Mazak.
Zoals gezegd wil Mazak de CO2-voetafdruk de komende zeven jaar drastisch reduceren. Om te bepalen hoeveel CO2 er gereduceerd moet worden, gaat de machinefabrikant uit van het Greenhouse Gas Protocol. Dit model is onderverdeeld in drie Scopes. Scope 1 gaat over het gebruik van fossiele brandstoffen om te voorzien in de eigen behoefte. Dit is vrij eenvoudig in kaart te brengen en aan te passen. Scope 3 houdt rekening met de complete toeleveringsketen, van transport tot recycling. Mazak focust zich met Go Green op dit moment voornamelijk op Scope 2. Deze Scope gaat over wat een onderneming veroorzaakt bij anderen.
Om de CO2-uitstoot in Scope 2 terug te dringen in de eigen onderneming, heeft Mazak wereldwijd verschillende aanpassingen
Anticiperend op het klimaatakkoord van Parijs heeft Mazak een uitgebreide duurzaamheidsdoelstelling opgesteld. Het doel is om de CO2-uitstoot met 50% te verminderen. De Optiplex 3015 NEO vlakbedlaser is bijvoorbeeld al met energiezuinige technologieën uitgerust.
doorgevoerd. Zo zijn kantoren en productielocaties voorzien van zonnepanelen voor energieopwekking en zijn productieprocessen aangepast om efficiënter met energie om te gaan. Alleen al in de fabriek in Worcester heeft dit het energieverbruik met 43% teruggebracht. “Het zijn hele kleine aanpassingen waar je voorheen niet over nadacht”, zegt een productiemanager tijdens een rondleiding door de fabriek in Worcester. “Nieuwe machines worden voordat ze op transport gaan eerst 24 uur getest om te controleren of de assemblage helemaal foutloos is verlopen. Vroeger bleef zo’n machine in het weekend na een test-run standby staan. Tegenwoordig zorgt een timer dat de machine na 24 uur uitgeschakeld wordt. Dankzij kleine aanpassingen, zoals de compressor uitschakelen wanneer die niet wordt gebruikt, zijn er over de complete linie grote besparingen mogelijk.”
Smith: “De Europese productie-industrie verbruikt jaarlijks zo’n 1524 TWh aan energie. Om de bijbehorende CO2-uitstoot te compenseren zijn maar liefst 15,7 miljoen bomen nodig. We kunnen als sector dus een groot verschil maken als we het energieverbruik kunnen reduceren. Daarin is een belangrijke rol weggelegd voor machinebouwers. We kunnen namelijk onze eigen fabrieken verduurzamen, maar de grootste impact kunnen we realiseren als we met zuinige en efficiënte machines het energieverbruik bij al onze klanten naar beneden brengen. Daarmee helpen we direct de klant om in Scope 2 de uitstoot te reduceren.” Inmiddels heeft Mazak meerdere ontwikkelingen doorgevoerd om machines energiezuiniger te maken. Zo zijn energievretende onderdelen zoals transformatoren en hydraulische en pneumatische systemen vervangen of aangepast voor zuinigere oplossingen.
De nieuwe generatie van de FG-400 NEO buislasersnijmachine en de Optiplex 3015 NEO vlakbedlaser zijn bijvoorbeeld al volgens de Go Green-visie ontworpen. Dankzij energiebesparende technologieën stoten deze machines minder CO2 uit dan de vorige generaties. Een grote rol hierin is weggelegd voor de ‘Laser Beam Shaping’- en Fibertechnologieën. De snijkwaliteit wordt bereikt door de concentratie van de vermogensdichtheid van de laserstraal te regelen, terwijl een groot aantal verschillende materialen en diktes kan worden gesneden door de diameter en vorm van de straal aan te passen. De fibertechnologie kan aanzienlijke kostenbesparingen en energiebesparingen opleveren (tot 60% in vergelijking met eerdere modellen), terwijl een hoge snijsnelheid en kwaliteit wordt geboden voor zowel dikke als dunne materialen.

“Voor lange tijd was het energieverbruik niet echt een topic in de maakindustrie, maar dat is tegenwoordig wel anders. De prijs van energie is enorm toegenomen en daarnaast moeten maakbedrijven straks vastleggen hoeveel energie er bij de bewerking van een werkstuk is verbruikt. Met Go Green heeft Mazak nu al een oplossing om niet alleen het energieverbruik en de CO2uitstoot terug te dringen, maar ook om klanten te helpen bij het registreren, analyseren en optimaliseren van hun energieverbruik. Het uiteindelijke doel van Mazak is dat machines in 2030 een vier keer grotere milieu-efficiëntie hebben dan de benchmark van 2010. Al met al zijn we op de goede weg om de maakindustrie te verduurzamen”, vertelt Job van Berkel, directeur van Mazak Benelux.
Bystronic levert geautomatiseerd lasersnijsysteem aan
Van de Brande Metaal
Van de Brande Metaal beschikt sinds een aantal maanden over een nieuw geautomatiseerd lasersnijsysteem. Eind vorig jaar
heeft Bystronic een BySmart fiberlaser met geïntegreerd ByTrans
Extended be- en ontlaadsysteem in de productieruimte in het Brabantse Bladel geïnstalleerd. Vooral het compacte karakter van de hele installatie en de flexibiliteit rond de wisseltafel bevallen Toon en Robin van de Brande uitstekend.

Want het is voor Van de Brande niet zo zeer de snijsnelheid die van belang is, al is de productiviteit op het gebied van lasersnijden door de komst van de nieuwe fiberlaser met 6 kW vermogen wel omhoog geschoten. “Bij het uitrapen hou je deze machine niet bij, maar in principe komt het bij ons niet aan op paar seconden meer of minder”, zegt Robin van de Brande. Veel meer tellen de snijkwaliteit en de flexibiliteit. Want het Brabantse metaalbedrijf mag dan vooral heel veel onderdelen voor de machinebouw produceren, particulieren die net wat materialen hebben gekocht bij de bouwmarkt honderd meter verderop, worden met even veel plezier geholpen. Vaak komen ze binnen met een schetsje op de achterkant van een sigarendoosje of een stuk karton op ware grootte van de plaatuitslag, die ze nodig hebben. “Dergelijke spoedjes kunnen we er gewoon op leggen”, zegt Toon. “Even snel een plaatje snijden is echt een kracht van dit snijsysteem”, vult Joris Meesters van Bystronic Benelux aan. “Daar is het ook op gebouwd.”

Van de Brande is een totaalleverancier van plaatwerk en verspaning, die kleine constructies, onderdelen voor de machinebouw, halffabricaten, lasersnij- en zetwerk, draai- en freeswerk en ook complete eindproducten produceert. Hiervoor beschikt het bedrijf over een flink machinepark met onder meer twee lasersnijmachines, waarvan de oudste moest worden vervangen. Hij bracht steeds meer kosten met zich mee en de leverancier kon geen monteurs meer sturen voor onderhoud en reparaties. Toon van de Brande had nog geen relatie met Bystronic maar hij zag wel dat er bij collega’s in de buurt steeds vaker Bystronic lasers verschenen en hoorde daar goede verhalen over. Vooral de service werd geroemd en daarom nam hij contact op met de Benelux-vestiging van Bystronic.
Toon van de Brande (65) en zijn vrouw Wilma hebben de aandelen van hun bedrijf onlangs overgedragen aan hun zoons Robin en Nicky. Dit betekent echter niet dat toon afscheid heeft genomen en hij is ook niet van plan om dat op korte termijn te doen: “Ik vind het werk nog steeds leuk en blijf ook de financiën voorlopig nog doen. Totdat het zover is dat Robin en Nicky dat zelf willen doen.”
Toon is in 2002 voor zichzelf begonnen toen hij een bestaand plaatbewerkingsbedrijf met het machinepark en een aantal personeelsleden kon overnemen. Eerst produceerde hij vooral kachels - iets dat nog steeds deel uitmaakt van de werkzaamheden - maar de klantenkring werd steeds verder uitgebreid. Zoon Robin kwam zijn vader al gauw gezelschap houden. Toen Van de Brande in 2006 het bedrijfspand op de huidige locatie aan de Nijverheidsstraat in Bladel betrok, kon ook de eerste lasersnijmachine worden aangeschaft.
De eerste jaren draaide alles om plaatbewerking. In 2014 werd er echter een bedrijf in draaien en frezen bij gekocht. Dat was ook het moment waarop Nicky toetrad. Ook deze verspanende activiteit is sterk uitgebreid; van één geleasde machine naar een machinepark
met zes machines.
Van de Brande bestaat dan ook uit twee onderdelen: Van de Brande Metaal en Van de Brande Techniek, met allebei hun eigen klantenkring. Samen vullen ze elkaar goed aan, zeker in de machinebouw waaraan zowel plaatwerk als draai- en freesdelen worden toegeleverd. Robin bekommert zich vooral om de plaatbewerking, Nicky om de verspaning. In totaal telt Van de Brande zo’n twintig vaste medewerkers.



Dat resulteerde uiteindelijk in de aankoop van een BySmart Fiber met ByTrans Extended installatie. Hierbij hebben vader en zoon Van de Brande zich echter niet alleen laten leiden door de verhalen van collega’s over de goede service. Het snijsysteem van Bystronic beviel hen van meet af aan. Ze zijn onder meer gecharmeerd van de compactheid van de installatie en van het feit dat alle onderdelen van het systeem in één lijn staan: de vlakbedlaser, daarachter de wisseltafel en daar weer achter de be- en ontlaadinstallatie. Van de Brande heeft zelf een zolder boven de lasersnijmachine gebouwd, waar alle apparatuur op is geplaatst. Zo vormt alles een mooi compact geïntegreerd geheel in de bedrijfshal met veel ruimte rondom. “Dit systeem is heel betrouwbaar en proceszeker”,, zegt Toon. “Niet alleen door de kwaliteit van alle onderdelen maar ook omdat alle beweging in één lijn gaat. Deze installatie laat niet veel vallen.”
De BySmart Fiber is het instapmodel van Bystronic. Dankzij hoogstaande technologie en uitstekende snijprestaties van deze machine kan de gebruiker ongecompliceerd aan de slag met het snijden van metaal. De Zwitserse machinebouwer kan deze BySmart leveren in versies van 3 x 1.5 m en 4 x 2 m en met laserbronnen tot 12 kW. Van de Brande heeft gekozen voor een werkbereik van 3 x 1,5 m en een bron van 6 kW. Snijsnelheid is immers geen topprioriteit en dit vermogen is ruim voldoende om tot zeker 25 mm dik staal te snijden. Van de Brande snijdt vooral staal op de machine.
Het beladingssysteem dat bij de machine is geleverd, is de Bytrans Extended. Dat is de versie met twee cassettes, die ervoor zorgen
dat het machinesysteem nog autonomer werkt en de processen nog flexibeler worden. Want in de tweede cassette kunnen kunststof platen worden opgeslagen, die automatisch over de bewerkte plaat worden gelegd. Dat vergemakkelijk het stapelproces en beschermt de kwaliteit van de delen. De tweede cassette ondersteunt ook de bewerking van grote delen. Grote delen die zijn gesneden, worden automatisch verwijderd en tijdelijk opgeslagen in de tweede cassette. Het restraster wordt eveneens automatisch op de aflegplaats verzorgd.
Robin van de Brande is uitstekend te spreken over gebruiksvriendelijkheid van de installatie. Hij is een ervaren snijder met veel verstand van zaken en had maar heel weinig instructie nodig om met de nieuwe machine overweg te kunnen. Maar volgens Joris Meesters kunnen ook onervaren mensen vlot met deze installatie uit de voeten. En dat is prettig, nu steeds meer zijinstromers werk in de metaal vinden. “We trainen best wat exbakkers en ex-slagers. Binnen twee à drie dagen zijn ze opgeleid tot laseroperator. Dan snijden ze nog geen exotische materialen, maar ze hebben dan wel de kennis om te snijden en zijn vertrokken om het lasersnijden verder te leren.”
Toon en Robin hebben tijdens het aankoopproces samen met Joris de hoofdvestiging van Bystronic in Zwitserland bezocht. Behalve dat daar al hun vragen werden beantwoord, hebben ze ook het hele bedrijf inclusief de productie van de lasersnijmachines gezien. “Daar zit echt kwaliteit achter”, weet Toon. De kans is dan ook groot dat er nog een machine zal volgen, zeker nu de eerste ervaringen met de vlakbedlaser zo goed zijn.

We-Metal in Renswoude is onlangs gestart met handlaserlassen en heeft daarom een nieuwe lascabine van Lascabine.nl in gebruik genomen om het proces veiliger in te richten. De toeleverancier gebruikt het handlaserlassen om complexere lassamenstellingen te lassen.

“We zijn in 2019 gestart met laserlassen middels een lasrobot van Trumpf. Tijdens het oriënteren zijn we destijds ook in aanraking gekomen met het handlaserlassen. Dit bleek voor veel toepassingen een interessant alternatief te zijn voor TIG-lassen. De grootste drempel toen waren de veiligheidsissues en dan met name de risico’s van laserstralen en strooilicht. Dankzij de nieuwe oplossing van Lascabine. nl zijn die issues opgelost en passen we sinds kort het handlaserlassen toe in onze productie”, vertelt directeur Johan Rigters.
We-Metal is in 2001 gestart als loonsnijder en sindsdien heeft het bedrijf steeds meer activiteiten toegevoegd, waaronder het seriematig buigen en lassen van onderdelen voor onder andere hijskranen en de automotive sector. Hoewel de productie op veel fronten geautomatiseerd is, worden sommige lassamenstellingen nog wel met de hand gelast. Om het handlassen efficiënter te maken is We-Metal gestart met handlaserlassen. “Dat is een vrij eenvoudige en snelle verbindingstechniek vergeleken met MIG- of TIG-lassen. Daardoor is het erg interessant om toe te passen en zie je de techniek steeds vaker in de praktijk. Echter moeten we als werkgever voor een veilige situatie zorgen en dat was nog wel een uitdaging. Er waren namelijk weinig oplossingen op de markt, waarmee je handlaserlassen veilig kan integreren in de fabriek. De nieuwe lascabine bood echt een uitkomst.”
De lascabine van Lascabine.nl is een nieuwe oplossing op de markt. Hij is ontworpen door lasspecialisten die in de praktijk geen degelijke oplossing konden vinden om de veiligheid van werknemers te waarborgen. Omdat de eerste reacties positief waren en er veel interesse kwam vanuit lasbedrijven, is de modulaire lascabine nu op de markt gebracht. Gert van Wakeren, één van de drijvende krachten achter Lascabine.nl vertelt: “De laatste paar jaar heeft het handlaserlassen snel aan populariteit gewonnen. En dat is natuurlijk niet zo vreemd. Het is een efficiënte verbindingstechniek. Als je het vergelijkt met MIG- of TIG-lassen, dan vergt het handlaserlassen minder expertise, waardoor het toegankelijk wordt voor mensen met minder laservaring. Het nadeel is echter, en dat zie je vaker bij nieuwe technologieën, dat gebruikers uit onwetendheid niet goed met de veiligheid omgaan. Daarbij komt dat er nog weinig goede veiligheidsvoorzieningen op de markt beschikbaar zijn. Je ziet daardoor veel beelden online van mensen die zonder essentiële beschermingsmiddelen aan het laserlassen zijn. Om de veiligheid te vergroten hebben we een lascabine ontwikkeld die zowel de lasser als andere medewerkers in de omgeving beschermt tegen rookontwikkeling en schadelijke straling.”

Het ontwerp van de cabine is modulair en kan dankzij losse wandelementen in allerlei variaties worden uitgebreid. Het ontwerp
zorgt er voor dat de lascabine binnen een dag operationeel is. Rigters: “Wat voor ons echt het verschil maakte is de certificering van de lascabine. Deze garandeert dat de beveiligde cabine op een veilige manier gebruikt kan worden tot een laservermogen van 2 kW. Dit is dus perfect voor het handlaserlassen.” De lascabine voorkomt dat strooilicht en laserlicht naar de omgeving wordt verspreid, terwijl de afgesloten ruimte wel kan worden voorzien van verse lucht. Om dit te realiseren hebben de specialisten een slim labyrint in de vloerplaat bedacht, waardoor schone lucht met een hoge verversingssnelheid kan worden aangevoerd. Tegelijkertijd kunnen laserstralen geen weg naar buiten vinden. Voor de afzuiging is een blinde plaat constructie met randafzuiging ontwikkeld waarmee hetzelfde resultaat wordt bereikt.
Prettige werkplek
Naast veiligheid was ook het creëren van een prettige werkplek belangrijk voor We-Metal. Naast de aanvoer van verse lucht, zijn de wanden voorzien van geperforeerde sandwichpanelen met een steenwol kern voor een optimale akoestiek. Verder is er ledverlichting aangebracht, waardoor er in combinatie met de witte binnenkant een prettige en lichte ruimte ontstaat. “De werkplek bevalt ondertussen zo goed dat iedereen er graag in wil werken. In de toekomst zullen we waarschijnlijk een MIG/MAG cobot in de lascabine zetten vanwege de goede afzuiging”, aldus Rigters.
VDL Mast Solutions besloot de snelgroeiende productie van telecommasten te automatiseren middels een automatische laslijn. De producent stelde vooraf wel een voorwaarde: het hele systeem moest eenvoudig te bedienen zijn.
Concreet betekende dat: geen ombouwtijden tussendoor en de robot moet zelf de onderdelen kunnen pakken en lassen. Dit terwijl de seriegrootte van sommige producten slechts 1 exemplaar betreft. “Lasrobotspecialist RobWelding bood hiervoor de beste oplossing”, stelt VDL-process engineer Stan Vissers.

Robot herkent elke staander
De productie bij de mastenfabrikant in Oss betreft het lassen van staanders voor 5G-masten. Deze vakwerkmasten variëren in lengte van 5 meter tot 12 meter. Het complexe schuilt in het feit dat de staanders als productenfamilie weliswaar veel op elkaar lijken, maar individueel verschillend zijn. Seriegrootte 1 dus. Hier lag een heuse uitdaging voor de engineers van RobWelding. “Om dit op te lossen, ontwikkelden zij een parameterprogramma, zodat de robot elke staander herkent en vervolgens weet wat hij moet gaan doen. Daardoor hoeven onze operators tussendoor geen malwissels toe
te passen bij de komst van een nieuwe staander”, legt Vissers uit.
Jan van de Haar, technisch directeur bij RobWelding, licht de laslijn meer in detail toe. “Het eerste station van de automatische laslijn betreft een hechtstation, waar de operator de flenzen aan de buis hecht. Ook wordt hier de hoofdmaatvoering van de voet- en topflens binnen de toleranties vastgelegd. Voor de operator is hier alles heel gebruiksvriendelijk: met een handscanner kan hij de buis, flens en producttekening scannen. De machine controleert vervolgens alle relevante maatvoeringen en pas wanneer alles in orde is wordt de buis in de buffer opgenomen.”
Van de Haar vervolgt: “De diverse aanlasdelen liggen ondertussen in de magazijnen en kunnen tijdens het produceren gevuld worden. Aan het einde van de buffer neemt een adaptieve carrier de buis over. Deze is adaptief, wat betekent dat de supports automatisch op de juiste positie staan voor de te lassen staander. Op de laspositie wordt de staander stevig gefixeerd. Deze fixering is weer geschikt voor de hele diameter-range. De maatafwijkingen van de buis worden volautomatisch gemeten en on the fly meegenomen in de
robotbewegingen. Zowel voor het positioneren als voor het lassen. Nadat alle delen aan de staander zijn gelast, met soms lassen van A=3 tot A=10, hier en daar meerlaags en allemaal binnen strakke toleranties, legt de robot de staander op de uitvoerbuffer.”
De laslijn heeft VDL verlost van een capaciteitsprobleem. Daarnaast is de maatvoering zekerder dan bij het handlassen. Vissers: “De laslijn is zo ontwikkeld dat deze op termijn 8 uur per 24 uur onbemand kan draaien, en dus 16 uur bemand.”
En hoewel deze volledig op maat ontwikkelde robotlijn er niet zonder slag of stoot stond, zijn Vissers en zijn VDL-collega’s nu zeer tevreden. “We hebben de machine echt samen met RobWelding gebouwd, via een intensieve samenwerking. Daardoor hebben we nu ook een oplossing gevonden waar we allebei echt achterstaan. Zeker voor bedrijven die specifieke robotoplossingen zoeken, zoals VDL, is RobWelding een goede partner, omdat ze goed meedenken, hierin flexibel zijn en het dusdanig simpel houden dat het werkbaar blijft”, looft hij. “Ondertussen zijn we samen met hen alweer bezig aan andere projecten. Dat zegt wel wat.”


VGPNext is de nieuwe CAD/CAM programmeersoftware voor de buis- en draadbuigmachines van BLM Group. De Italiaanse machinebouwer noemt vooral de grafische interface baanbrekend; de vele met een klik toegankelijke functies zijn voor de operator gebruiksvriendelijk en maken het programmeren van de buigmachines praktischer en eenvoudiger.
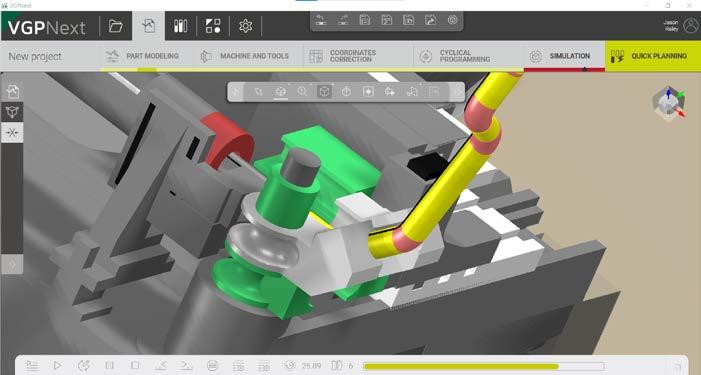
VGPNext optimaliseert de synergie tussen machine en software, doordat bepaalde functies vereenvoudigd zijn om de programmeerfase nog intuïtiever te laten verlopen. VGPNext vindt het stukprogramma meteen; een paar keer klikken en de bewerking wordt gesimuleerd en de productie kan worden gestart.
VGPNext kiest het programma in de bibliotheek in een archief met beelden en technische gegevens. De bibliotheek verzamelt alle op de server aanwezige programma's op één plaats en biedt een overzichtelijk beeld en talrijke zoekfilters, zodat deze fase makkelijker en sneller verloopt. Er kunnen gepersonaliseerde tags worden toegekend aan de verschillende stukprogramma's en zoekfilters worden ingesteld, maar ook op sectie, materiaal, datum, machine en nog veel meer.
In VGPNext kan met de module B-import een buis of een structuur met meerdere buizen worden opgeroepen in formaat STEP of IGES, zodat de theoretische coördinaten automatisch beschikbaar zijn. Deze oplossing betekent een enorme besparing van tijd en de minder ervaren operator raakt op deze manier sneller met het programma vertrouwd.
De volledige programmeerstroom wordt intuïtief middels de ribbon bar die operator bijstaat en wijst op de ontbrekende passages, de verkeerd ingetoetste gegevens, de standaard- en de door de gebruiker gewijzigde gegevens. Op deze manier houdt VGPNext rekening met alle mogelijke variabelen, theoretische coördinaten, terugvering, materiaalrek, haalbaarheid van de curve, keuze van de uitrusting en dergelijke en geeft aan waar ingrijpen nodig is. De operator kan zo stap voor stap verder gaan zonder dat kostbare gegevens verloren gaan. Nadat het stuk geprogrammeerd is en de geometrische vervormingen gecorrigeerd zijn kan de haalbaarheid gesimuleerd worden met de in VGPNext ingebouwde 3D-simulator.
VGPNext is uitgerust met een realistische simulator die eventuele botsingen tussen bewerkt stuk en machine anticipeert, zodat
De volledige programmeerstroom wordt intuïtief middels de ribbon bar die operator bijstaat en wijst op de ontbrekende passages, de verkeerd ingetoetste gegevens, de standaard- en de door de gebruiker gewijzigde gegevens.
contact voorkomen wordt en de productie veilig verloopt. Elke machine is voorzien van een serienummer waardoor de software precies op de hoogte is van machineconfiguratie en de gemonteerde accessoires. Hierdoor kan VGPNext twee machines van dezelfde familie herkennen waarvan de configuratie verschilt: De simulatie geeft de exacte machinesituatie weer met mogelijk nog nauwkeurigere gegevens omtrent de cyclustijd.
VGPNext bevat een correctiecatalogus voor de defecten waar de operator handig de meest geschikte correctie kan kiezen zonder het volledige stukprogramma opnieuw te maken. Het is dus de machine die aangeeft welke correctie nodig is en de parameters ervan instelt.
De functie Monitoring geeft een globaal overzicht van de efficiëntie van de machine in de loop van de dag. Hiermee is de dagproductie van de installatie altijd onder controle en worden onder andere de cyclustijd van het stuk in bewerking, de voltooide jobs en het totaal aantal bewerkingsresten gecontroleerd.
Het plug-in scherm dient voor het beheer van de extra functies en simulatie van variaties in de productiviteit van de installatie met en zonder bepaalde functies, om ze eventueel in de toekomst aan te schaffen.
VGPNext maakt deel uit van BLMelements: een compleet softwarepakket voor het beheer van de procestechnologieën van BLM Group.
ArTube is de CAD/CAM software voor de programmering van de buislasersnijmachines. Hiermee kan de operator aparte stukken of complexe buisvormige units met iedere willekeurige sectie tekenen, manipuleren en ontwerpen. Artube kan worden toegesneden op de specifieke behoeften van de klant.

ArtCut is de CAM-software voor het programmeren van de 3D-lasersnijcellen waarmee offline het nieuwe werkstuk geprogrammeerd kan worden om eenvoudig en snel in productie te gaan. Met de intuïtieve grafische 3D-elementen vereenvoudigt ArtCut de programmering van elk willekeurig, driedimensionaal stuk zonder kans op botsingen en wordt het snijprogramma realistisch gesimuleerd.
PartViewer voert de grafische simulatie van de snijprogramma's voor de buislasersnijmachines uit, plus de kostprijsberekening.
ProTube is het productie-MES, waarmee op één enkele interface de werkprogramma's van de hoofdmachines van BLM Group eenvoudig en op een transparante manier beheerd kunnen worden. Met Protube is het volgende mogelijk: op kantoor de technologisch nauwkeurige werkorders voorbereiden, de productie doeltreffend plannen, de productieopdrachten naar de gekoppelde installaties verzenden en alle bewerkingen en bedrijfsmodi van de machine te traceren. Met toepassing van AI-strategieën en gegevensconnectie met de bedrijfs-ERP van de klant. Voor BLM Group is Protube de toegangssleutel tot de evolutie van de smartapps van Industrie 4.0.
Nadat het stuk geprogrammeerd is en de geometrische vervormingen gecorrigeerd zijn kan de haalbaarheid gesimuleerd worden met de in VGPNext ingebouwde 3D-simulator.

In het verleden was een robot alleen interessant voor grote volumes. De systemen waren duur en om de robot alle bewegingen aan te leren, was een hoogopgeleide programmeur nodig.
Tijden veranderen, zeker bij LVD! Uw operator kan voortaan elke opdracht uitvoeren met onze robotkantcellen. De CADMAN®-software maakt automatisch het kant- en robotprogramma aan en het aanleren van de robot hoeft niet meer.
De robotcellen van LVD verminderen de uitval- en insteltijd. Het resultaat? Snellere flows, zelfs bij het kanten van kleine series met een hoge productmix. Gemakkelijk en voordelig.
Shape your flows with LVD.

Lees meer over de robotkantcellen van LVD.

Voor het eerst in vele jaren (de laatste keer was in 2017) vormt Messe Essen van 11 tot 15 september weer het decor voor Schweissen & Schneiden. Alle industriereuzen hebben hun stand geboekt voor ‘s werelds toonaangevende vakbeurs voor verbinden, snijden en coaten.
Naast Lincoln zullen ook ESAB, Microstep, Abicor Binzel, EWM, Fronius, Messer Cutting, voestalpine en vele andere bedrijven hun producten en diensten presenteren aan het internationale handelspubliek. Bovendien zullen tal van nichespelers, hidden champions, startups, verenigingen en onderzoeksinstellingen deelnemen. Christina Kleinpaß, projectmanager van Schweissen & Schneiden, ziet dit als een sterk signaal: “We voelen de inhaalvraag in de branche, iedereen kan bijna niet wachten om elkaar eindelijk weer te ontmoeten. In dit opzicht is Schweissen & Schneiden, als evenement nummer één, het platform voor innovaties en netwerken.”


Dit wordt ook bevestigd door Emil Schubert, CTO van Abicor Binzel: “Deze beurs is het hoogtepunt in de branche en biedt de geweldige mogelijkheid om innovaties van het eigen bedrijf te presenteren en ook om te observeren wat de concurrenten op de markt vertonen op het gebied van nieuwe producten. Het belangrijkste voor ons is uiteindelijk echter de directe en persoonlijke uitwisseling met lassers om hun behoeften te kunnen herkennen en eraan te voldoen. Ik ben ervan overtuigd dat de hele branche uitkijkt naar de editie van 2023.”
De beurshallen 1 t/m 5 zijn gereserveerd voor bedrijven uit de lassector. In de hallen 6 t/m 8 presenteren bedrijven hun snijproducten en -diensten. De bijbehorende apparatuur, vulmaterialen, oppervlaktetechnologie, services en digitaliseringsaanbiedingen zijn direct beschikbaar in de respectievelijke tentoonstellingsruimtes.
Een bijzondere meerwaarde bieden de thematische expositieruimtes. Zo zal onderwatertechniek centraal staan in beurshal 7. Een speciale duikcontainer geeft bedrijven de mogelijkheid om hun producten live te demonstreren aan vakbezoekers. De vraag is groot. Onderwatertechnologie is immers al lang van cruciaal belang voor energieopwekking of zelfs grondstofwinning in kustgebieden en op open zee.
Daarnaast zijn er talrijke evenementen. Christina Kleinpaß onthult: “We zullen we ons vooral concentreren op het thema digitalisering. Samen met DVS (Deutscher Verband für Schweißen und verwandte Verfahren) werken we voor het eerst samen met de Industry Fusion Foundation IFF.” De focus van deze stichting ligt op de ontwikkeling van een fabrikantoverkoepelende open-source netwerkoplossing voor de maakindustrie. De IFF, de DVS en Messe Essen organiseren bij de beurs een digitale rally waarin vakbezoekers op een onderhoudende manier meer te weten komen over concrete toepassingen en hun voordelen.
Knowhow en kennisoverdracht staan ook centraal op het DVS Congres, dat plaatsvindt in het nabijgelegen congrescentrum ten westen van Messe Essen. Hier kunnen de deelnemers zich informeren in lezingen uit de operationele praktijk en over de nieuwste bevindingen van lopende onderzoeksprojecten.
Vakbezoekers die kennis willen maken met de producten en diensten van een bepaald land, kunnen bij de internationale gezamenlijke stands terecht. Daar presenteren bedrijven samen met andere exposanten uit hun land hun producten en diensten. Dit jaar zijn er zulke nationale stands uit China, Frankrijk, Japan, Korea, Taiwan en de VS.
De nieuwe Welducation Simulator tilt virtuele lasopleidingen naar een nieuw niveau: De realistische presentatie met augmented reality (AR), echte lasbranders en een perfecte mix van theorie, praktische taken en kennistoetsen leidt de cursisten op een leuke manier door de kwaliteitsopleiding.

Fronius breidt zijn lasportfolio uit met verschillende oplossingen om het tekort aan vakmensen een halt toe te roepen. De mens, met al zijn capaciteiten en vaardigheden, staat centraal in alle oplossingen die de Oostenrijkse fabrikant op Schweissen & Schneiden (11-15 september in Essen) tentoonstelt.
De high-end lasapparaten van Fronius hebben in principe alles wat nodig is voor perfecte lasnaden. Toch garandeert alleen een goede opleiding dat de lassers kwalitatief goed leren lassen, zelden nabewerking nodig is en er weinig afgekeurd hoeft te worden. Hier ligt volgens Fronius het grootste besparingspotentieel qua tijd en waardevolle hulpbronnen zoals vulstoffen, gas en energie. Dit geldt zowel voor handmatig lassen als voor automatisch intern geproduceerde onderdelen.
De virtuele lasopleiding wordt naar een nieuw niveau getild met de Fronius Welducation Simulator. Verpakt in de behuizing van een standaard lasapparaat wordt gewerkt met echte lasbranders en een bijzonder realistische weergave in augmented reality (AR). Het Welducation Campus-platform, dat deel uitmaakt van de simulator, maakt een volledig verzorgde kwalitatieve lasopleiding mogelijk met theorie, lastaken en kennistoetsen. Deze opleidingsvorm doet het geheel zonder gas, materiaal en extra draad - goed voor de portemonnee en het milieu.
Ook demonstreert Fronius een nieuwe Fronius TIG-oplossing. De
iWave inclusief kouddraadtoevoer en het laspakket TIG DynamicWire helpt alle TIG-beginners of mensen met weinig ervaring om perfecte TIG-lasnaden te maken. De dynamische draadregeling past de draadtoevoersnelheid actief aan het lasgedrag, de lasbranderpositie en de actuele omstandigheden aan. Hierdoor kunnen gebruikers zich volledig concentreren op de lichtboog. “Het proces past zich aan de mens aan, niet andersom”, aldus Fronius.
Naast een goede opleiding kan standaardisatie ook helpen om de kwaliteit van het eerste tot het laatste onderdeel te waarborgen. Met de WeldCube Navigator lanceert Fronius een digitale tool die werkinstructies standaardiseert en kennisoverdracht vereenvoudigt. Op een scherm worden de lasspecialisten stap voor stap bij hun taken geleid. Dit verhoogt de laskwaliteit en vergemakkelijkt of versnelt het inwerken en de opleiding.

Goed opgeleide medewerkers bevrijden van routinetaken en hen optimaal inzetten voor zwaardere taken is een andere optie in de strijd tegen het tekort aan geschoolde vakmensen. Met de Cobot-lascel CWC-S van Fronius kan eenvoudig de eerste stap naar automatisering worden gezet. Deze lascel is compact en nauwkeurig en intuïtief te bedienen en levert 24 uur per dag een reproduceerbare laskwaliteit. De CWC-S loont meestal zelfs voor kleine en middelgrote bedrijven. Tot de standaarduitrusting behoren een Fanuc Cobot CX10 iA met een reikwijdte van 1.249 mm, een laadvermogen van 10 kilogram en een lastafel met een werkgebied van 1.500 x 1.000 x 700 mm. Deze standaarduitrusting kan naar wens worden aangevuld.
De WeldCube Navigator leidt lassers met stapsgewijze instructies door de taken voor het betreffende onderdeel. Dit vergemakkelijkt het inwerken en garandeert een hoge kwaliteit.
Met de overname van Müller Opladen, de Duitse fabrikant van buisbewerkingsmachines, heeft Voortman Steel Machinery een belangrijke stap voorwaarts gezet in haar streven een compleet productportfolio voor profiel-, plaat- en buisbewerking aan te bieden.
De overname kwam niet als een verrassing. Eerder dit voorjaar maakte de Voortman Steel Group namelijk al bekend dat de divisie Voortman Steel Construction was overgenomen door het beursgenoteerde Britse staalbedrijf Severfield. De verkoop van deze divisie kwam voort uit het besluit van CEO Mark Voortman van het Rijssense familiebedrijf om zich in de toekomst te focussen op de divisie Steel Machinery Holding.
Voortman Steel Machinery is een bekende speler in de machinebouw voor de staalverwerkende en plaatverwerkende industrie en internationaal actief. De machines worden ontwikkeld

en gebouwd in Rijssen en gaan de hele wereld over, met een gedegen service apparaat om klanten te ondersteunen. Daarnaast levert het bedrijf geïntegreerde software oplossingen. Zo wordt de klant een totaaloplossing geboden. Het hoofdkantoor bevindt zich in Rijssen, hier vindt de ontwikkeling en productie plaats. Daarnaast heeft Voortman Steel Machinery Holding diverse Sales en Service kantoren in Europa, de Verenigde Staten en Australië en een softwarebedrijf in het verenigd Koninkrijk.
Groei faciliteren
De afgelopen jaren is Voortman Steel Machinery flink gegroeid. Bovendien vraagt de internationalisering en digitalisering steeds meer aandacht. Door de verkoop van de divisie Steel Construction heeft de machinebouwer nu de handen vrij om alle mogelijkheden te kunnen invullen en om de gestage groei, zowel autonoom als middels acquisities in machines, services als software, goed te kunnen blijven faciliteren. Automatisering, kwaliteit en service zijn de primaire waarden in het familiebedrijf, dat vastbesloten is succesvolle, oplossingsgerichte producten te creëren voor verschillende staalverwerkende industrieën.
De overname van Müller Opladen betekent dat het productportfolio van Voortman met ingang van 1 januari is uitgebreid met buissnijmachines voor stalen buizen, drukvaten en constructiestaal. Müller Opladen is wereldwijd toonaangevend in 3D-buizensnijmachines voor kleine, middelgrote en grote profielen, met een distributienetwerk dat zich uitstrekt over ongeveer 70 landen en de installatie van ongeveer 1.000 machines. Deze machines zijn operationeel bij gerenommeerde klanten in diverse industrieën.

Voortman wil groeien door uitbreiding naar nieuwe markten zoals offshore en energie en procesapparatuur, en meer waarde bieden door haar assortiment uit te breiden. De overname van Müller Opladen stelt Voortman in staat het productportfolio aan te vullen met buisbewerkingstechnologie. Bovendien zal alle kennis en ervaring van de Duitse machinefabrikant van onschatbare waarde zijn voor Voortmans groeiperspectieven in de toekomst. ”De integratie van Müller Opladen is een belangrijke stap voorwaarts in het voldoen aan de behoeften van onze huidige en potentiële klanten en het aanbieden van een compleet productportfolio voor profiel-, plaat- en buisbewerking”, zegt Mark Voortman. ”We kijken ernaar uit om gezamenlijk nieuwe zakelijke kansen te creëren en toekomstige groei te stimuleren.”
De integratie van Müller Opladen – dat overigens operationeel blijft in Duitsland – betekent voor Voortman een flinke uitbreiding van het aanbod voor buisbewerking. Dat bestond tot dusverre uit de Voortman Pipe Cutting Unit. Dit is een unit die eenvoudig kan worden toegevoegd aan de plaatbewerkingsmachines V303, V310 of V304. Hier zijn nu aan toegevoegd de Voortman MO Compact series, de Voortman MO Classic series en de Voortman MO Heavy-Duty series. De Compact is het instapmodel voor complex zeer nauwkeurig buizen snijden tot een diameter van 900 mm en een buisgewicht van maximaal 4 ton. Deze machine is uitgerust met 6 CNCgestuurde assen en is geschikt voor het 3D snijden met plasma en autogeen.
De Classic is een veelzijdige en zeer nauwkeurige buizensnijmachine voor complexe vormen tot 2000 mm en een buisgewicht van 30 ton. Deze machine 6-assige machine is voornamelijk geschikt voor ronde buizen, maar optioneel (door toevoeging van een 7e CNCas) ook geschikt voor vierkante en rechthoekige buizen en schuine uiteinden.
De Heavy-Duty is een buissnijder voor het complex snijden van buizen met een grote diameter, drukvaten, warmtewisselaars, ketels en tanks. Deze machine – met een extreem solide ontwerp - snijdt ronde buizen en/of schuine uiteinden met een maximale diameter tot 4000 mm en een buisgewicht tot 45 ton.

lassen, lasersnijden, kanten, walsen, engineering, framebouw, constructie, industriële behuizingen, machine- en apparatenbouw
Wilt u meer weten over Assink en Schipholt? Kijk dan op www.assinkschipholt.nl
Al 35 jaar dé specialist in slimme metaaloplossingen
Vul de benodigde gegevens in Ontvang binnen twee minuten uw offerte
lasersnijden cnc-zagen
walsen cnc-(vloei)boren
Ontdek ons op baas-metaal.nl
kanten glasparel-stralen
engineering (robot)lassen


Maak nu gratis een account aan op plaatweb.nl
draai- en freeswerk
Betaalbare en gebruiksvriendelijke CNC-machines voor metaalbewerking aanbieden; kwalitatief goede eenvoudige machines en niet te groot. Dat is de doelstelling van de jonge machinefabrikant Pritec Automation in Aalten.
Het bedrijf van Peter Prinsen is begonnen met CNC-plasmasnijmachines. Ideeën voor andere machines heeft hij ook, die volgen mogelijk later. Hij is twee jaar geleden met Pritec begonnen en heeft sindsdien al zo’n tachtig machines verkocht. De meeste zijn ongezien online besteld. “Dat is inderdaad wel bijzonder”, beaamt de jonge ondernemer. “Doorsnee CNC-machines zijn vrij groot maar veel van mijn klanten hoeven geen grote machine. Voor de prijs die ze voor mijn eenvoudige kleine machines moeten betalen, willen ze de stap wel zetten.”
Er blijkt een brede markt voor deze machines te zijn. Gebruikers zijn onder andere reparatie- en onderhoudswerkplaatsen, productiebedrijven met een technische dienst met eigen werkplaats, constructiebedrijven, loodgieters die dak-doorvoeren moeten snijden, kunstenaars en hobbyisten. Prinsen verkoopt zijn machines ook in Scandinavië en zelfs in Canada. Dat zijn landen met uitgestrekte gebieden, waar je meestal niet even snel je snijdelen kunt bestellen en laten bezorgen. Dat maakt het hebben van een eigen, eenvoudige snijvoorziening aantrekkelijk.
Ook diverse scholen hebben een snijtafel van Pritec. “Dit soort machines spreekt de jonge generatie aan”, zegt Peter. “Die wil geen honderd gaatjes boren, maar wel een machine programmeren zodat die honderd gaatjes boort.” De jeugd kan met dit soort machines heel snel uit de voeten. Peter ziet het aan de stagiairs die bij hem komen werken en leren: binnen de kortste keren hebben ze de machines goed aan het snijden.
En dat is ook precies wat hem voor ogen stond bij het ontwerpen van zijn machine. Daarbij liet hij zich inspireren door de eenvoud van de 3D-printer die hij reeds gebruikte. Daarmee een productje maken was simpel een kwestie van 3D-tekenen, programmeren en printen. Zo wilde Peter ook kunnen snijden; met een CNC-plasmasnijder, een tafel met een X- en een Y-as en een laptop met een CADCAM-programma. Zo ontstonden de Pritec Acros 150S en de Pritec Acros 80 CNC plasma snijtafels. Deze werken snel, nauwkeurig en krachtig. “Ze zijn net als 3D-printers ideaal voor het snel maken van prototypes”, legt Peter uit. “Zodra je een tekening hebt, kun je snijden. Je kunt de tekening ook eenvoudig aanpassen en het product opnieuw snijden.”
Pritec levert complete snijsystemen. Prinsen laat de delen en de componenten toeleveren en assembleert de machines tot aan de bekabeling van de besturingskast toe. De koper hoeft slechts te zorgen voor de lucht- en stroomaansluiting en hij kan aan de slag. De machines worden geleverd met de eenvoudige en gebruiksvriendelijke Mach3 besturingssoftware, die g-code gestuurd is. En met de Fusion360 post processor, CADCAM software waarmee men makkelijk een tekening kan maken en uitwerken tot g-code. Voor wie al een CAD-programma heeft, is SheetCam een goed universeel programma om een kant-enklare DXF in te laden en deze vervolgens te verwerken tot een g-code. Dit kan allemaal worden gedownload vanaf de Pritec-website, waarop ook instructievideo’s staan over hoe alles werkt. Wie al een eigen CADCAMprogramma heeft, kan dat natuurlijk ook gebruiken.
Peter is naast de twee bestaande snijtafels in het Pritec-programma bezig met de ontwikkeling van een snijtafel van 1x2 meter voor kleine series productiewerk. “Dit soort machines zijn nog niet veel op de markt, maar ze hebben zeker toekomst. De prijs maakt het aantrekkelijk om zelf een snijtafel te hebben. Ook 3D-tekenprogramma’s zijn tegenwoordig heel betaalbaar, wat de drempel verder verlaagt.”

Moderne lichtgewicht constructies helpen in de automobiel- en de ruimtevaartindustrie al heel lang brandstof en materialen te besparen en de impact op het milieu te verminderen. Onderzoekers van het Fraunhofer Instituut voor Materiaal- en Straaltechnologie IWS presenteerden op de Hannover Messe een methode om zulke bewezen ontwerpprincipes over te dragen op andere industrieën. Met behulp van lasers lassen ze filigrane hollekamer structuren met dekplaten tot lichtgewicht sandwichpanelen.
Deze metalen constructies kunnen efficiënt worden geproduceerd in het roll-to-roll walsproces van Fraunhofer IWS. De nieuwe technologie zorgt voor hogere productiesnelheden en een breder toepassingsgebied voor lichtgewicht panelen. Dit opent nieuwe perspectieven voor lichtgewicht constructies, zoals bij de constructie van de bovenbouwen van schepen, treinwagons en fabriekshallen.
De nieuwe ‘sandwichplating’ met lasers, biedt volgens Andrea Berger, onderzoeker bij Fraunhofer IWS, veel technologisch, economisch en ook ecologisch potentieel voor de industrie: “Met deze technologie kunnen lichtgewicht panelen en profielen sneller en kostenefficiënter worden geproduceerd dan met conventionele methoden zoals extruderen. Bovendien elimineert het nieuwe proces de behoefte aan lijmen en andere aanvullende materialen. Dit vergemakkelijkt de recycling van de daarmee geproduceerde lichtgewicht constructies.”
In plaats van centimeter dikke zware staalplaten gebruiken veel lichtgewicht bouwers vaak sandwichplaten. Ondanks hun aanzienlijk lagere gewicht in vergelijking met massief staal, zijn ze sterk genoeg voor scheidingswanden en plafonds in voertuigen, vliegtuigen of hallen. Deze sandwichpanelen en profielen bestaan uit honingraat-, trapezium-, web- of bolvormige hollekamer structuren. Typische uitgangsmaterialen zijn dun staal, aluminium, kunststoffen of andere materialen. Op deze binnenstructuren lassen of lijmen fabrikanten aan beide zijden dunne platen.
Het nieuwe laserwalsproces begon met een uitdaging waarmee een grote wagonfabrikant Fraunhofer IWS benaderde. Deze fabrikant gebruikte al lichtgewicht aluminium profielen voor zijn voertuigtechniek. Het toegepaste extrusieproces liet echter geen willekeurig dunne binnenbanen toe. Ongeveer 1,5 mm vormde de technologische ondergrens. Daar tegenover stond de wens om zo veel mogelijk materiaal en gewicht te besparen c.q. filigrane interne structuren te gebruiken. De onderzoekers van Fraunhofer IWS losten dit dilemma op met een laserlas-walssysteem. Door dit systeem geleiden ze een flexibele kernlaag van lichte interne structuren tussen twee walsrollen, waarover zowel boven als onder een dekplaat afrolt. Daarbij richten scannergestuurde lasers schuin van beide kanten precies in de dunne spleet tussen de kernlaag en de dekplaat. Daar verhitten ze de metalen oppervlakken met uiterste nauwkeurigheid. Afhankelijk van het gekozen plaatmateriaal ontstaan er plaatselijk temperaturen tussen de 660 en meer dan 1400 graden. De walsrollen drukken vervolgens de licht gesmolten oppervlakken van de kernlaag en de dekplaat zo stevig tegen elkaar dat ze permanent hechten.
Dergelijke lichte platen kunnen in één keer worden geproduceerd door middel van een walsproces. Vergeleken met conventionele methoden zoals extrusie bij hoge temperaturen, bespaart laserlassen veel energie omdat het energierijke licht de metaaloppervlakken slechts plaatselijk hoeft te smelten tot een flinterdunne dikte. Het is ook geschikt voor goedkope massaproductie. Het laboratoriumprototype bereikt al een hoge productiesnelheid. Dergelijke systemen, ontwikkeld op industriële schaal, zouden meer dan 10 meter lichtgewicht plaat per minuut kunnen produceren, schat Andrea Berger. Bovendien kunnen dergelijke machines snel worden omgebouwd naar nieuwe profielof plaatconstructies. Extrusiepersen hebben daarentegen voor elke toepassing een ander gereedschap nodig wanneer de klant een nieuw plaatmodel bestelt.
Met lasersandwichplaten kunnen ook stabiele constructies worden gemaakt die slechts enkele tienden van een millimeter dik zijn. Dit
verlicht bijvoorbeeld het bovengenoemde dilemma in de productie van treinwagons. Aangezien het laserlas-walsproces goedkope lichtgewicht constructieoplossingen van puur, hittebestendig staal mogelijk maakt, kunnen dergelijke panelen om brandbeveiligingsredenen ook worden geïnstalleerd op plaatsen die traditioneel verboden terrein zijn voor veel conventionele lichtgewicht constructies - bijvoorbeeld in bepaalde delen van de scheepsbouw. Een dergelijke bredere toepassing van lichtgewicht constructies vermindert op zijn beurt het materiaalverbruik in de toeleveringsindustrie, kan het gewicht van voertuigen, vliegtuigen en schepen verlagen en zo fossiele brandstoffen of elektriciteit besparen. Een ander ecologisch voordeel ontstaat aan het einde van de levenscyclus van de componenten: lasergelaste sandwich platen bevatten noch lijm, noch soldeer of andere vreemde stoffen, die later in recyclingprocessen weer gescheiden moeten worden.
Marko Seifert, hoofd van de afdeling Heat Treatment and Cladding bij Fraunhofer IWS, ziet potentiële early adopters van het nieuwe proces in toeleveranciers voor onder andere scheepswerven en voertuigfabrikanten. Eerste toepassingsscenario's zijn bijvoorbeeld lichtgewicht trappen of scheepstussenwanden, waarin stroomkabels onzichtbaar kunnen worden gelegd dankzij de holle binnenstructuren van de platen. Ook voor vrachtwagenaanhangers en de hallenbouw zou de nieuwe technologie snel ingeburgerd kunnen raken. Om de volgende stappen te zetten, willen de Fraunhofer-onderzoekers samen met partners het idee omzetten in praktische toepassingen.
Zo werkt het maken van sandwichplaten middels laserlassen en walsen: het systeem transporteert een flexibel web van holle metalen binnenstructuren tussen twee rollen en rolt zowel de onderste als de bovenste deklaag af. Twee lasers richten zich op de ultradunne opening tussen het binnenste structuurweb en het dekblad en smelten de oppervlakken van de metaallagen. De rollen drukken de platen en binnenstructuren samen, het gesmolten metaal stolt en fixeert de twee permanent aan elkaar.
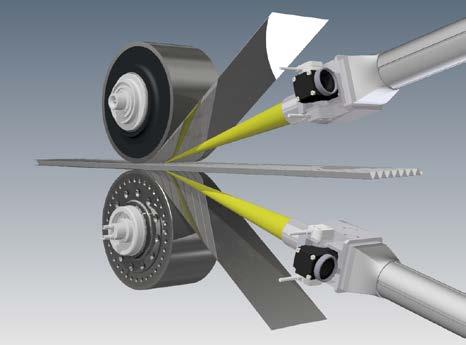
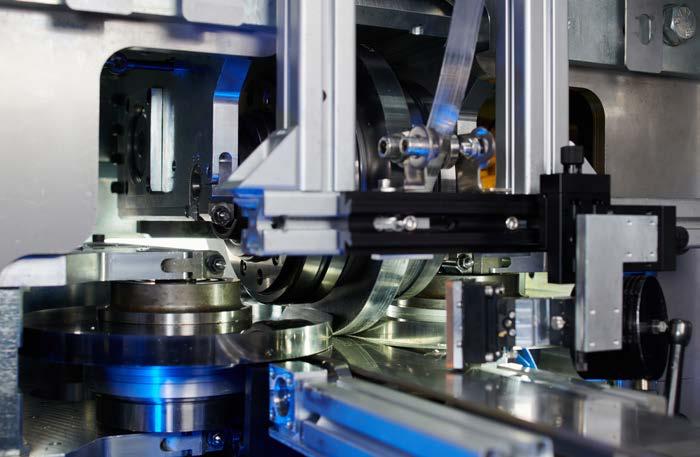
HOE JE HET OOK WENDT OF KEERT – DUBBELZIJDIG IN ÉÉN DOORGANG
KOMT VAN ONS
Oxide verwijderen
Kanten afronden
Ontbramen Slak verwijderen
Finishen
Ontbramen van kleine delen
www.wortelboer.ws



Laskanten frezen met automatische voeding van de plaat of langs de plaat.
Max. afschuinlengte van 60 mm.
Plaatdikten van 10 - 70 / 100 mm.
Hoekstand 15° tot 70° instelbaar.
Werkhoogte 750 - 950 mm.
Freest met hardmetalen wisselplaten

Verkoop.
Verhuur.
DEMONSTRATIES MOGELIJK!
Th. Wortelboer B.V. - Heumen

Tel. 024 358 65 14
LISSMAC Maschinenbau GmbH
w w w. lis smac . com
Fax 024 358 70 79
info@wortelboer.ws

Alle bedrijven in de auto-industrie ondergaan momenteel een transformatie. Iedereen kijkt vooruit, maar niemand weet zeker welke producten er komen. Daarom hebben automotive toeleveranciers grote behoefte aan flexibiliteit. De 1.000 ton wegende servopers met tal van innovatieve extra’s die Schuler onlangs heeft geleverd bij autotoeleverancier Wöhrle, biedt deze flexibiliteit.
Op de productielocatie van Wöhrle in Krautheim bij Heilbronn heeft Schuler het veelzijdige systeem van het type MSD 1000 met een tafelafmeting van 4.000 x 1.800 mm geplaatst. Speciale functies zijn een rolbreedte tot 1.300 mm met zigzagtoevoer en restbandverwerking, een richtmachine met verwisselbare richtcassettes en een gereedschapswisselwagen voor de pers om de insteltijden te minimaliseren. Dat alles biedt Wöhrle de nodige flexibiliteit om succesvol te zijn op de markt.


Groot bereik
Want hoe flexibeler een systeem, hoe lager het risico. “Dankzij de maximale bandbreedte van 1.300 mm kunnen we een enorm groot bereik bestrijken”, zegt algemeen directeur Michael Fahrenbach van
Het perssysteem
MSD 1000 heeft een rolbreedte tot 1.300 mm met zigzagtoevoer en restbandverwerking, een richtmachine met verwisselbare richtcassettes en een gereedschapswisselwagen voor de pers om de insteltijden te minimaliseren.
Wöhrle. Dat is geen overbodige luxe want de toeleverancier produceert een breed spectrum producten: van componenten voor transmissies, batterijsystemen, assen, geluiddempers en schokdempers tot airconditioningtechnologie en vermogenselektronica. De breedte van de onderdelen begint bij 300 mm, het langste tot nu toe ontwikkelde onderdeel meet 1.900 mm.
Met het richtsysteem met zeventien in plaats van de standaard negen richtrollen kan zelfs veeleisend materiaal zo worden voorbereid dat de resulterende producten voldoen aan de hoogste eisen op het gebied van geometrie en kwaliteit. Of het nu van staal, aluminium, roestvrij staal of koper is, de enige eis is dat het geleverde plaatwerk tussen de 0,9 en 6 mm dik moet zijn. Het zigzagtransport van Schuler zorgt voor een hoge materiaalbenutting.
Dankzij een speciale overbrenging kunnen ook de laatste 2 tot 3 meter van een rol worden gebruikt, die normaal gesproken verloren gaan in conventionele systemen. “Dit minimaliseert de hoeveelheid afval”, legt fabrieksmanager Ulrich Reustlen uit. Voor een dergelijke restbandverwerking was geen kant-en-klare oplossing op de markt, daarom ontwikkelde Schuler deze zelf samen met Wöhrle. Het schroot dat zich nog ophoopt, wordt gesorteerd in drie bakken, wat latere recycling vergemakkelijkt. Ook het minimale smeersysteem, waardoor er minder olie nodig is voor het omvormingsproces, draagt bij aan de duurzaamheid.
Onder andere met behulp van de gereedschapswisselwagen kan het hele systeem in slechts een half uur worden omgebouwd en de tryoutfunctie ondersteunt het instellen en inlopen van nieuw gereedschap. Om mogelijke botsingen vooraf te identificeren en de doorvoer van onderdelen te optimaliseren, heeft Wöhrle ook geïnvesteerd in de simulatiesoftware DigiSim van Schuler en de bijbehorende training voor operators en gereedschapsontwerpers. Effectieve geluidsisolatie garandeert aangename werkomstandigheden, zelfs direct bij de pers.
Overigens duwt het transportsysteem het plaatmateriaal niet alleen naar voren, maar kan het indien nodig ook een stukje naar achteren trekken. Dit opent de mogelijkheid om de perskracht gerichter in te zetten in het vormproces en bijvoorbeeld onderdelen te produceren die anders alleen op een machine van 1.250 ton zouden kunnen draaien.
 De Stilfold-technologie die is gebruikt om het chassis van de Stilride 1 te creëren, verlegt volgens Stilride de grenzen van hoe duurzaam staalconstructie kan zijn.
De Stilfold-technologie die is gebruikt om het chassis van de Stilride 1 te creëren, verlegt volgens Stilride de grenzen van hoe duurzaam staalconstructie kan zijn.
Stilride is een Zweedse startup, die elektrische scooters ontwerpt en produceert. Aan de basis hiervan staat de gepatenteerde ontwerp- en productietechniek Stilfold, die gebruik maakt van een soortgelijk concept als modulaire origami, waarbij plaatwerk met superieure sterkte in rondingen en driedimensionale vormen wordt gebogen.
Stilfold bouwt hierop voort door robots te gebruiken om het vouwen en buigen van plaatwerk tot complexe componenten nauwkeurig te controleren. Dit zorgt voor een opvallend ontwerp van het chassis, dat structurele ondersteuning combineert met CO2-reductie, aangezien er in wezen geen afval is.
Het ontwerpen gebeurt met de intelligente software Stilware, dat effectieve en efficiënte geometrieën definieert en creëert voor het vouwen langs complexe en gebogen lijnen. De essentie is dat hiermee het volledige potentieel van vlakke staalplaten wordt benut. Stiltool transformeert vervolgens de CAD data in CAM-instructies voor het automatisch vouwen en vormen met een robot.
Dankzij de ontwerpvrijheid van de Stilfold technologie, kan het materiaalgebruik worden geoptimaliseerd. Hoogsterkte staal kan worden gevormd in complexe vormen, die een buitengewone stijfheid genereren. Stilride
claimt een gewichtsreductie van 40%, 70% minder componentengebruik, 20% minder materiaalkosten en 25% lagere arbeidskosten.
“Onze manieren om rondingen te gebruiken om kracht een schoonheid te combineren in een lager gewicht en een aanzienlijk lagere klimaatimpact gaan veel verder dan alleen een scooter”, zegt Stilride-oprichter en CEO Jonas Nyvang. “Door de structurele sterkte en het aanpassingsvermogen van de technologie kan deze voor veel meer worden gebruikt dan alleen lichte mobiliteitsapparaten. We zien een groot potentieel om het te gebruiken voor toepassingen in de luchten ruimtevaart, de auto-industrie en zwaar transport.”
Voorlopig beperkt de startup zich evenwel tot scooters met een topsnelheid van 100 km/u en een bereik van 120 km. Stilride maakte onlangs bekend dat de eerste honderd reserveringen binnen zijn voor de Stilride 1 Limited Founders Edition. Dit zijn individueel genummerde en gesigneerde scooters. Er wordt nu een technisch team samengesteld en gestart met de geautomatiseerde vouw- en vormrobots om de scooters gereed te maken voor verzending in het najaar van 2024. Op dit moment wordt alles met de hand geassembleerd op het hoofdkantoor van Stilride in Stockholm. “De uitdaging die wij zien is om de productie op te kunnen schalen”, zegt Nyvang. “We streven er naar dit te doen door microfabrieken op te zetten in de buurt van de eindklanten, aangezien onze Stilfold-technologie overal en bij lokale staalfabrikanten kan worden toegepast.”

247TailorSteel heeft medio juni zijn nieuwste fabriek in Oud Gastel feestelijk geopend. Deze tweede Nederlandse vestiging – de vijfde in totaal - is op een locatieoppervlak van 40.000 m² de grootste vestiging van de ‘intelligente’ fabrikant van metaalplaten, buizen en kantdelen op maat.


In negen maanden tijd is het bestaande logistieke pand aan de Rietschotten verbouwd tot een innovatieve 247TailorSteel fabriek. Op 3 april konden de eerste machines in gebruik genomen worden. Op 14 juni is de nieuwe vestiging nu ook officieel en op feestelijke wijze geopend. “We zijn blij dat we dit heuglijke feit samen met onze klanten, leveranciers en partners kunnen vieren en met deze vestiging onze positie in Nederland en Noord-België kunnen versterken”, sprak Carl Berlo, CEO van 247TailorSteel, bij die gelegenheid.
De opening werd bijgewoond door onder andere gedeputeerde van de provincie Martijn van Gruijthuijsen, burgemeester Bernd Roks, klanten en leveranciers en het voltallige management van 247TailorSteel. “Met de opening van de vestiging in Oud Gastel komen er 250 nieuwe arbeidsplaatsen in de regio, met name in productie. Dit is een mooie aanwinst voor de gemeente Halderberge. We zijn erg blij met zo’n technologische pionier als 247TailorSteel”, aldus burgemeester Bernd Roks.
247TailorSteel werkt met een volledig eigen machinepark. Met de komst van deze vijfde vestiging staan er meer dan 50 lasersnijmachines, 40 kantbanken en 20 buislasermachines voor
CEO Carl Berlo van 247TailorSteel leidt zijn gasten rond door de nieuwe fabriek.de klanten (dat zijn er inmiddels meer dan 35.000) klaar. Ook zorgen de 12 randafwerkingsmachines voor het optimale resultaat. De fabriek in Oud Gastel wordt om te beginnen uitgerust met zes lasersnijmachines, vier kantbanken, vier buislasers en twee machines voor het afronden van plaatwerk. Met de bouw van de nieuwe productielocatie worden in eerste instantie 100 nieuwe arbeidsplaatsen gecreëerd, op de middellange termijn worden dat er naar verwachting circa 270.


Dankzij de nieuwe productielocatie profiteren de klanten in ZuidNederland en België van nog betere service en snellere levering. Sophia - de online software van 247TailorSteel – is 24 uur per dag, 7 dagen per week beschikbaar voor klanten om een bestelling te plaatsen. Deze wordt vervolgens binnen 48 uur of op het gewenste
tijdstip geleverd. “We willen in Europa graag de toonaangevende fabrikant worden van metaalplaten, buizen en kantdelen op maat. Ons doel is om onze klanten een online bestelmogelijkheid te bieden die ze dag en nacht kunnen gebruiken. Met deze nieuwe vestiging willen we onze marktleiderspositie in Nederland versterken om zo de verdere Europese expansie te kunnen voortzetten”, aldus Berlo.
247TailorSteel beschikt nu over vijf vestigingen. Naast Oud Gastel zijn dat Varsseveld (Nederland), Oyten (Duitsland, bij Bremen), Hilden (Duitsland, bij Düsseldorf) en Langenau (Duitsland, tussen Stuttgart en München). Als komend najaar ook de zesde fabriek in Hooglede (België) - die nu in aanbouw is - wordt geopend, bedraagt de totale locatieoppervlakte 185.000 m².
In negen maanden tijd is het bestaande logistieke pand aan de Rietschotten in Oud Gastel verbouwd tot een innovatieve 247TailorSteel fabriek.Trumpf heeft een Kunstmatige Intelligentie toepassing voor lasers ontwikkeld die de productie efficiënter maakt. Fabrikanten van elektrische auto's kunnen er bijvoorbeeld gebruik van maken om in kortere tijd meer elektromotoren te produceren. Bovendien is er minder nabewerking en uitval.
“In de toekomst willen we AI gebruiken om het totale systeem van laser, optica, sensoren en software naar een nieuw prestatieniveau te tillen. Daarom stimuleren we de ontwikkeling van verdere AIoplossingen die bedoeld zijn om laserprocessen in de industrie nog krachtiger en zuiniger te maken”, zegt Christian Schmitz, CEO Lasertechnik Trumpf. Het AI-proces heeft zich in de praktijk al
bewezen in serieproductie voor e-mobiliteit en kan worden gebruikt in verschillende laserlastoepassingen.
Op de vakbeurs Laser - World of Photonics (27-30 juni in München) zal Trumpf voor het eerst aan het publiek demonstreren hoe AI laserlassen ondersteunt: het hightechbedrijf presenteert zijn AIoplossingen EasyModel AI voor het maken van een algoritme en het AI-filter voor VisionLine Detect voor het toepassen van het algoritme. Om ervoor te zorgen dat de lasnaad altijd op de juiste plaats zit, moeten de sensoren van de laser de lasgeometrie precies op het onderdeel positioneren - anders bestaat het risico van uitval. Vuil of krassen op het onderdeel, slechte lichtomstandigheden in het werkgebied of sterk reflecterende materialen zoals koper maken positionering moeilijk. De AI-oplossing van Trumpf ondersteunt beeldverwerking en vermindert zo dergelijke interferentie.


De gebruiker moet de kunstmatige intelligentie trainen voordat hij deze gebruikt. De machine-operator markeert de relevante componentgebieden in het overeenkomstige beeldmateriaal. Hiervoor is geen programmeerkennis vereist. Het gebruik van het systeem is volgens Trumpf net zo eenvoudig en intuïtief als het gebruik van schilder- en tekenprogramma's die iedereen kent van smartphones of computers. Het AI-model dat door de training is gemaakt, wordt vervolgens gebruikt in het AI-filter voor de beeldverwerking van VisionLine Detect.
In de auto-industrie wordt de lat steeds hoger gelegd wat betreft ontwerp, veiligheid bij ongelukken en constructie met zo min mogelijk gewicht. Hierdoor verandert ook de technologie van het weerstandspuntlassen.

Een grote verscheidenheid aan materialen en verschillende oppervlakken, vormen en diktes moeten snel en nauwkeurig worden verbonden. De steeds complexere lastaken en moeilijk bereikbare lasplaatsen leiden ertoe dat er meer lasspatten optreden. Bosch Rexroth biedt een oplossing voor dit probleem: Adaptive Spatter Reduction. Met deze nieuwe functie kunnen lasspatten met tot wel 90 procent automatisch worden verminderd, en behoren de hoge kosten van handmatig nabewerken tot het verleden. De toenemende hoeveelheid spatten bij complexe puntlasverbindingen, zoals bij warmgevormde staalsoorten, wordt alleen maar verergerd door kortere cyclustijden, die bedoeld zijn om de productiviteit te verhogen, en door nieuwe benaderingen zoals het lassen met korte pulsen. Spatten veroorzaken niet alleen vervuiling en aanslag, maar betekenen ook een duurdere nabewerking. Dit is vooral nadelig bij de serieproductie van bijvoorbeeld chassis van voertuigen. Met Adaptive Spatter Reduction kunnen de lasspatten die tijdens het lasproces optreden, automatisch worden gedetecteerd en geminimaliseerd binnen een vooraf gedefinieerd tolerantiebereik. De toepassing kan
de hoeveelheid nabewerking aanzienlijk verminderen en reinigingscycli in lassystemen flink verkorten. De functie is standaard geïntegreerd in het PRC7000 lasbesturingssysteem van Bosch Rexroth. Het werkt volledig onafhankelijk op het lasbesturingssysteem. Het kan worden gekocht als softwarelicentie of worden besteld als dienst. Adaptive Spatter Reduction wordt onder andere gebruikt voor weerstandspuntlassen in de productie van chassis. Hier helpt het om lasparameters automatisch te optimaliseren met betrekking tot kwaliteit, spatvrij lassen, energie-efficiëntie en drempelwaarden. De toepassing wordt al met succes gebruikt door een vooraanstaande Duitse autofabrikant.
Met de compacte pomp GCPi presenteert Schmalz een krachtige vacuümgenerator met een puur elektrische zuig- en afblaasfunctie. Aangevuld met het elektrische compacte ventiel LQE, krijgt de gebruiker een persluchtvrij vacuümsysteem met de prestaties van conventionele ejectoroplossingen.
Overal waar geen perslucht beschikbaar is en efficiëntie centraal staat, zijn volledig elektrische vacuümsystemen in trek. Dit kan zijn in de fabricage en assemblage, maar ook binnen autonome transportsystemen en bij robottoepassingen. De nieuwe CompactPump GCPI wekt met behulp van een efficiënte dubbelkops membraampomp het vacuüm op dat nodig is voor de betreffende taak. In plaats van perslucht heeft hij alleen een 24 volt voeding nodig, bijvoorbeeld van een accu. Dankzij de geïntegreerde energiebesparende functie wordt de snelheid van de pomp naar behoefte geregeld en geoptimaliseerd voor het betreffende werkstuk. De GCPi is IoT-ready: procesparameters worden ingevoerd via de geïntegreerde IO-Link-interface of via digitale stuursignalen. Bovendien is het mogelijk om parameters in te voeren via het LCDtouchscreen dat gekoppeld is aan het apparaat. De gebruiker leest informatie over het proces uit via de geïntegreerde NFCinterface. De GCPi is voorzien van extra aansluitingen waarmee ook het nieuwe LQE compacte ventiel kan worden bediend: het
volledig elektrische 3/2-weg ventiel kan direct op de grijper worden gemonteerd. Dit versnelt de evacuatie en ventilatie van het vacuümsysteem aanzienlijk. Een in de LQE geïntegreerde sensor die het vacuüm bewaakt, zorgt voor een nog grotere proceszekerheid. Als onafhankelijke zones in het vacuümsysteem moeten worden geïmplementeerd, worden meerdere LQE-compactventielen gebruikt voor decentrale besturing. Het vacuüm hiervoor wordt - centraalgegenereerd door de GCPi.


















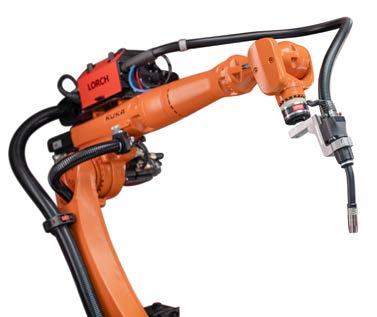
Met de nieuwe laspistolengeneratie LMR 2, die voor alle gangbare robottypes beschikbaar is, biedt Lorch Schweißtechnik een lassysteem dat voor de hoogste kwaliteit en reproduceerbaarheid staat.
Dankzij een aantal innovaties die reeds in het nieuwe LMS-systeem voor manuele laspistolen zijn doorgevoerd, biedt het LMR-laspistool uitstekende prestaties en productiviteit. De reden daarvoor is het speciaal ontworpen binnenwerk van het laspistool: De afgestemde vormgeving tussen contacttip en contacttipopname zorgt voor een laminaire gasstroom, waardoor een perfecte gasdekking wordt gegarandeerd. De over de doorn getrokken contacttips gaan de vorming van microbogen in het binnenwerk tegen en het speciale ontwerp zorgt ook voor een draadrichteffect en een optimale stroomoverdracht naar de draad. Door de stabielere vlamboog en verbeterde werkstofovergang krijgt men nauwkeuriger lasnaden. Bovendien worden bij het lassen van RVS de aanloopkleuren geminimaliseerd en bij het aluminiumlassen de roetaanslag verminderd. De LMR 2-laspistolen zijn in twee varianten verkrijgbaar - TN 3 en TN 6. Het TN 3-laspistool is met een lange pistoolhals uitgerust en is vooral geschikt voor productieprocessen waarbij een goede bereikbaarheid van de lasnaden belangrijk is, zoals bij het lassen van dunne platen in de automobielindustrie. Het vermogensbereik bij de TN 3 reikt al naargelang de koelen (water, gas) van 300 tot 450 ampère. Het highend-laspistool TN 6 met het korte laspistool is voor hogere stoomsterktes van 300 tot 500 ampère geschikt. In totaal kunnen naargelang het robotconcept, draadtransportoptie, koelprocedé en laspistoolvariant 16 verschillende vermogenspakketten als totaaloplossing worden geselecteerd.
Bij het lasersnijden van platen vallen de delen er niet altijd zeker uit. Trumpf lost dit probleem op met de onderdelenscheider TruTool PS 100. Dit gereedschap verwijdert kleine onderdelen snel en eenvoudig uit de schrootskeletten.
Zodra kleine onderdelen zijn uitgesneden, blijven ze verbonden met het schrootskelet door middel van kleine joints. Om de componenten los te maken, gebruiken operators vaak een hamer of vergelijkbaar gereedschap. Deze methode kan tijdrovend en vervelend zijn en kan leiden tot letsel van de gebruiker en mogelijke schade aan de onderdelen. Met de nieuwe, pneumatisch aangedreven TruTool PS 100 kan deze taak voorzichtiger, veiliger en ook sneller worden uitgevoerd. De TruTool PS 100 scheidt onderdelen met nanojointen microjoint-verbindingen in materiaaldiktes tot 12 mm - of het nu om staal, chroomstaal, aluminium of speciaal staal gaat. Zoals bij alle TruTool elektrische gereedschappen van Trumpf, stond ergonomie centraal bij de creatie van de nieuwe onderdelenscheider. Het ontwerp van het gereedschap voorkomt vermoeidheid van de gebruiker. De handgreep dempt de resulterende trillingen met 20 procent en maakt het mogelijk de TruTool PS 100 in verschillende posities te geleiden. De bediener kan de TruTool PS 100 gemakkelijk hanteren, waardoor hij deze met de linker- of rechterhand en met één of beide handen kan bedienen. Dit ergonomische ontwerp zorgt voor een langdurig hoge efficiëntie en ontlasting voor de operator. Om schade aan onderdelen bij het verwijderen te voorkomen, kunnen de met rubber beklede hamerpunten van de TruTool PS 100 worden aangepast aan verschillende eisen. Standaard wordt
een middelharde hamerpunt gebruikt. Het is vooral geschikt voor zacht staal en medium plaatdiktes. De optionele zachte hamerpunt zorgt voor een zorgvuldige behandeling van aluminium en non-ferro metalen onderdelen. Een derde optie, de harde hamerpunt, verhoogt de impactintensiteit en creëert voordelen in dikker plaatstaal en materialen met een hoge sterkte.

Hypertherm Associates, fabrikant van industriële snijsystemen en software, stelt ProNest LT 2023 versie 15.1 nestingsoftware beschikbaar voor de waterstraalsnijmarkt op basis van een abonnement.

“Nu de prijs van grondstoffen stijgt, gebruikt ProNest LT geavanceerde True Shape-nestalgoritmen om fabrikanten en producenten van waterjets te helpen de efficiëntie te verbeteren, het meeste uit hun materiaal te halen en de kosten te verlagen”, legt Tom Stillwell van de Hypertherm Associates Software Group uit. “Bovendien maakt software die gebaseerd is op een abonnementsmodel het makkelijker om automatisering in bestaande workflows in te passen. Het is eenvoudig schaalbaar, waardoor gebruikers functionaliteiten kunnen toevoegen in overeenstemming met hun zakelijke vereisten.” ProNest LTabonnementen voor waterstraalgebruik ondersteunen vrijwel elk merk of model waterstraalmachine, waardoor gebruikers de nestingcomponent eenvoudig in hun bestaande werkstroom kunnen invoegen. Er zijn twee abonnementsniveaus voor waterstraalmachines om uit te kiezen: ProNest LT OMAX is speciaal ontworpen voor OMAX-waterstraalmachines. Omdat zowel ProNest LT als OMAX deel uitmaken van de Hypertherm Associates-merkenfamilie, is dit niveau in nauwe samenwerking met OMAX-ingenieurs gecreëerd om optimale resultaten te garanderen. ProNest LT Waterjet Plus is een uitgebreider abonnementsniveau. Het ondersteunt conventioneel en recht snijden voor vrijwel elk merk waterstraalmachine en ook snijden met plasma en zuurstofgas, alles in één pakket.
HyperthermAssociates.com
ProNest LT-abonnementen
De hoogvacuümafzuiging VacuFil Compact van Kemper is W3-gecertificeerd door het Instituut voor Arbeidsveiligheid en Gezondheid van de Duitse Sociale Ongevallenverzekering (IFA). Het keurmerk bewijst een hoge kwaliteitsstandaard – ook op de internationale markt.
VacuFil Compact van Kemper.
Dankzij de certificering kunnen gebruikers in Duitsland met de VacuFil Compact zelfs de gefilterde lucht terugvoeren in de werkruimte. Het apparaat is ook geschikt voor werkplekken waar lasrook van chroomnikkelstaal wordt geproduceerd. Met een afzuigcapaciteit tot 170 m³/h en een onderdruk tot 30 kPa scheidt het mobiele systeem minimaal 99 procent van de lasrook af. In de IFA-test werd zelfs 99,9 procent behaald. VacuFil Compact is compatibel met alle gangbare afzuigtoortsen en daardoor flexibel inzetbaar. Een belangrijk kenmerk van het apparaat is de mogelijkheid om te kiezen tussen handmatige en optioneel automatische aanpassing van de vooraf geselecteerde volumestroom. Dit is met name van belang bij de afzuiging aan de lastoorts, om enerzijds de lasrook optimaal op te vangen en anderzijds de beschermkap van het gas niet te vernielen. Dit voorkomt poriën in de las. kemper.eu
Kemppi introduceert nieuwe draagbare en veelzijdige lasapparatuur voor MIG/MAG-lassen: de Master M 205 en Master M 323.


De Master M 205 is speciaal ontwikkeld voor laswerkzaamheden waarvoor een lichtgewicht, eenvoudig te verplaatsen lasapparaat nodig is, maar waar ook lasnaden van hoge kwaliteit vereist zijn. Master M 205 is een draagbaar maar krachtig MIG/MAGlasapparaat voor manueel, auto en puls-MIG/MAG-lassen van roestvast staal, koolstof staal en aluminium. De stroombron van 200 A werkt met een inschakelduur van 40 procent. Verder wordt de Master M 205 geleverd met 17 lasprogramma's voor pulsMIG en 20 lasprogramma's voor automatisch lassen.De Master M 323 is geschikt voor het lassen van plaatwerk, en dankzij de lange tussenkabels en veelzijdige accessoires voor lasomgevingen met uitdagende werkplekken. De Master M 323 is een draagbare krachtpatser voor manueel en automatisch MIG/MAG-lassen. De stroombron van 320 A werkt met een inschakelduur van 40 procent. Bovendien is de Master M 323 voorzien van 28 lasprogramma's voor Fe, Ss, AIMg5, AISi5, CuSi3, CuAI8 en FC-CrNiMo toevoegmaterialen en vier lasprogramma's voor het MAX Cool-booglasproces.
De Master M 205 is ontwikkeld voor laswerkzaamheden waarvoor een lichtgewicht, eenvoudig te verplaatsen lasapparaat nodig is. De Master M 323 is geschikt voor het lassen van plaatwerk en voor lasomgevingen met uitdagende werkplekken.
• 64% meer opslagruimte dan alle andere automatische platenmagazijnen



• bijna 200 m2 opslagbesparing door gebruik platenmagazijn
• 80% reductie handling tijden





• zeer gebruiksvriendelijk besturingssysteem inclusief reststukregistratie
• koppelen aan ERP-systemen mogelijk
platenmagazijn: minder heftruckbewegingen, snel de juiste plaat
FOTO De nieuwe besturing met het kleurendisplay van 7" van de Tetrix XQ 230 is overzichtelijk en intuïtief te bedienen. KOPDe software waar elke klant voordeel uit haalt! Speciaal gericht op de individuele behoeftes van onze klanten heeft TRUMPF 3 pakketten ontwikkeld; Oseon Go, Oseon Grow en Oseon Flow. Zo kunt u als plaatverwerker, afhankelijk van uw wensen, stap voor stap groeien in digitalisering en automatisering. In de laatste stap, Oseon Flow, groeit uw productiesysteem naar volledig geautomatiseerd. Zelfs in het eerste oplossingspakket Go zijn er veel mogelijkheden om de productie te optimaliseren door digitalisering.
Meer informatie op www.trumpf.com
