
In deze editie o.a.:
• High-end verspanen krijgt boost bij Kuyer Metaal
• Mate van digitalisering nog onder de maat. AMB geeft oplossingen.
• Niche al 50 jaar succesformule voor Kusters Goumans
• De constante zoektocht naar de perfecte spaan

• High-end verspanen krijgt boost bij Kuyer Metaal
• Mate van digitalisering nog onder de maat. AMB geeft oplossingen.
• Niche al 50 jaar succesformule voor Kusters Goumans
• De constante zoektocht naar de perfecte spaan

HEEFT U EEN UITDAGING?
Wij hebben een alles in 1 oplossing voor uw project.

Wij ontwikkelen samen met HORN speciaal gereedschap.
met uw specifieke behoeften en eisen, gereedschap op maat.
uw werktekeningen kijken en wij zoeken voor u naar de beste oplossing.

Optimalisatie leidt tot kortere bewerkingstijden, waardoor meer werkstukken in minder tijd kunnen worden geproduceerd.
Nauwkeurigere bewerkingen resulteren in betere productkwaliteiten en verminderen de behoefte aan nabewerkingen.
Het verminderen van uitval, gereedschapsslijtage en energieverbruik draagt bij aan kostenbesparingen.
Het verbeteren van het productieproces kan uw bedrijf onderscheiden in een competitieve markt.
Vraag nu onze specialisten naar HORN Specials en verbeter uw project met maatwerk gereedschap van topkwaliteit!

Sportliefhebbers konden afgelopen zomer hun geluk niet op met het WK-voetbal, de Tour de France en de Olympische Spelen. Wereldrecords werden verbroken en atleten stegen boven hun persoonlijke prestaties uit. Het was ontzettend mooi om naar te kijken, maar het valt allemaal in het niet bij de prestaties die ons in week 36 staan te wachten. Dan bezoek ik namelijk de AMB in Stuttgart, waar ik tien hallen met een bruto beursoppervlak van 120.000 m2 zal doorkruisen op zoek naar de nieuwste noviteiten tussen de meer dan 1.200 exposanten. En dat in slechts twee dagen! Over een topprestatie gesproken…
Van 10 t/m 14 september wordt de vakbeurs AMB in Stuttgart weer het epicentrum van de metaalbewerking. Dit jaar draait alles om de nieuwste ontwikkelingen op het gebied van gereedschapsmachines, productiesystemen, automatiserings- en digitaliseringsoplossingen. In deze editie van VerspaningsNieuws hebben we al een behoorlijk aantal AMB-highlights benoemd, die zeker de moeite waard zijn om op de beurs te bekijken. En dit is slechts een fractie van wat er allemaal te zien zal zijn. Er staan dit jaar namelijk veel (wereld) primeurs op ons te wachten. Daarmee lijkt het alsof de AMB meer nieuws heeft te melden dan de EMO in Hannover vorig jaar, die puur kijkend naar het aantal
innovaties stiekem een beetje tegenviel. Technische innovaties, dat willen we natuurlijk zien.
Naast nieuwe machines en gereedschappen zijn er ook een aantal thema’s die interessant zijn op de AMB. Zo hoor en lees je veel over kunstmatige intelligentie in de maakindustrie. Veel van deze informatie is vooral door marketing gedreven omdat het een hot topic is, maar toch is het een onderwerp dat in de toekomst een belangrijke rol kan gaan spelen in de productietechnologie. Hoe dit er uit gaat zien en welke ontwikkelingen en oplossingen er tegenwoordig al zijn, probeer ik op de AMB te ontdekken. Meer hierover in de volgende editie van VerspaningsNieuws.
Hoe dan ook wordt de AMB weer de moeite waard om te bezoeken. En lukt het niet om helemaal naar Stuttgart af te reizen? Dan doet de Metavak het in oktober nog eens dunnetjes over. En uiteraard zijn we ook in november van de partij tijdens de Precisiebeurs. Genoeg prestaties te leveren dus dit najaar!
Tim Wentink t.wentink@54umedia.nl
VerspaningsNieuws, jaargang 4, editie 3, augustus 2024
VerspaningsNieuws is een onafhankelijk technisch en business vakblad voor ondernemers in de maakindustrie die verspanende technieken in hun productieprocessen toepassen of kunnen toepassen. Het biedt op journalistieke wijze zicht op ontwikkelingen in de wereld van verspaning waarbij ook hedendaagse thema’s zoals digitalisering, automatisering en robotisering natuurlijk niet zullen ontbreken. VerspaningsNieuws besteedt aandacht aan nieuws van en voor machine- en gereedschapleveranciers, toeleveranciers, OEMers, ingenieurs, technisch adviesbureaus en onderwijs- en onderzoeksinstellingen.
De lezerskring wordt gevormd door eigenaren, directeuren of leidinggevende functionarissen van bedrijven en organisaties die in de verspaning actief zijn. Afhankelijk van evenementen en diverse vakbeurzen zal de minimale oplage per editie 7.000 gedrukte exemplaren bedragen, aangevuld met een digitale oplage.
Abonnementen
Opgeven nieuwe abonnementen:
T: +31 (0)55 360 10 60
E: info@54umedia.nl
Uitgeverij/redactie-adres
54U Media BV
Tweelingenlaan 51
7324 AP APELDOORN
T: +31 (0) 55 360 10 60
E: info@54umedia.nl
I: www.54umedia.nl
Redactie
Tim Wentink
E: t.wentink@54umedia.nl
Advertentie-exploitatie
Vincent Span
T: +31 (0)55 360 62 27
M: +31 (0)6 511 93 408 E: v.span@54umedia.nl
Harold Draaijer
T: +31 (0)55 360 64 20
M: +31 (0)6 51 19 31 32
E: h.draaijer@54umedia.nl
Alle advertentiecontracten worden afgesloten conform de Regelen voor het Advertentiewezen, gedeponeerd bij de rechtbanken in Nederland (exemplaar op aanvraag kosteloos verkrijgbaar).
Vormgeving en opmaak
Rijnier van Kesteren
Drukkerij
Senefelder Misset, Doetinchem
Materiaal
Aanleveren materiaal volgende editie: uiterlijk 21 oktober 2024. Editie 4, jaargang 4 van VerspaningsNieuws verschijnt in november 2024.
Copyright
Niets van deze uitgave mag worden overgenomen, tenzij met uitdrukkelijke schriftelijke toestemming van de uitgever.
VerspaningsNieuws.nl

Dit zijn de slijpinnovaties van 2024
Kort Nieuws 39 Column Jan Willem Mollema

‘Snuffelmultitasker’ van DN Solutions maakt zijn opwachting op AMB 28 Niche al 50 jaar succesformule voor Kusters Goumans
Futuretec coöperatie brengt slimme fabriek in de praktijk
Schets gereedschapspaden met behulp van VR en AI
Hoe kan de EU de kracht van industriële automatisering benutten?
YG1 introduceert nieuw vlakfreesgereedschapssysteem
De constante zoektocht naar de perfecte spaan

59 Test hyperMILL 2024 op AMB 2024
60 Automatisering begint bij een betrouwbaar proces
63 Mazak legt nadruk op productiviteit en duurzaamheid
64 Exakt Fijnmechanika focust op complex fijnmechanisch langdraaiwerk
68 Verspanende gereedschappen worden duurzaam en 3D-geprint
71 Grob breidt uit in het grote segment
73 Een duurzaam proces begint al bij de gereedschapshouder 76 Nieuwe generatie Hermle’s klaar voor de toekomst
78 Fastems richt volledige Automation Hub in op AMB
79 Laserprecisie in texturering en gravering 80 Productnieuws
82 FenS focust op toekomstbestendige koelsmeermiddelen








Lees verder op pagina 56.

De AMB is na de EMO één van de belangrijkste beurzen voor de verspanende maakindustrie. Veel primeurs op het gebied van machinetechnologie, automatiseringsoplossingen en software-innovaties worden hier gepresenteerd.
De zomervakantie is ten einde. Een mooi moment om vooruit te blikken op de komende maanden. Met verschillende belangrijke beurzen in het vooruitzicht, hebben verspaners veel om naar uit te kijken. Van 10 tot en met 14 september vindt de AMB in Stuttgart plaats. Aansluitend volgt de METAVAK in Gorinchem van 1 tot en met 3 oktober. Tot slot kunnen we op 13 en 14 november de Precisiebeurs bezoeken.
We trappen het najaar af met de AMB in Stuttgart. Deze beurs is uitgegroeid tot misschien wel een van de belangrijkste beurzen in Europa voor verspaning. Met een breed scala aan exposanten en bezoekers uit de hele wereld, biedt deze beurs een uitstekende gelegenheid om in contact te komen met pioniers binnen de industrie.
Automatisering en digitalisering zijn een van de belangrijkste thema’s deze editie. Dit wordt nog altijd gedreven door het overkoepelende thema ‘Industrie 4.0’, waarbij slimme fabrieken als het nieuwe ideaal worden gezien. De focus tijdens de beurs ligt op het verbeteren van productie-efficiëntie. Veel exposanten zullen automatiseringsoplossingen, geavanceerde CNC-machines en volledige productielijnen demonstreren die gelinkt zijn aan industriële IoT-platforms. Dit betekent voor bezoekers dat ze kunnen ervaren hoe processen beter gestroomlijnd kunnen worden, met als doel een hogere productiviteit zonder concessies te doen aan de kwaliteit. Op de AMB kunnen we ook zien hoe digital twins, augmented reality en data-analyse tools productieprocessen kunnen optimaliseren. Dit helpt niet alleen om concurrerender te worden, maar ook om nauwkeuriger te voorspellen en te plannen, waardoor er beter ingespeeld kan worden op het complete proces.
Duurzaamheid is een ander hoofdpunt van de beurs. Energie-efficiënte machines en milieuvriendelijke productieprocessen worden steeds belangrijker. Diverse lezingen en workshops bieden inzicht in hoe maakbedrijven hun ecologische voetafdruk kunnen verkleinen door middel van nieuwe technologieën.
Laagdrempelig netwerken
Van 1 tot en met 3 oktober vindt de METAVAK plaats in Gorinchem. Deze laagdrempelige netwerkbeurs biedt een uitstekende gelegenheid voor fabrikanten en leveranciers om elkaar te ontmoeten, kennis uit te wisselen en nieuwe zakelijke relaties op te bouwen. Een van de

sterke punten van de METAVAK is de informele en toegankelijke sfeer. Dit maakt het makkelijker om nieuwe contacten te leggen en bestaande relaties te versterken. Hoewel de METAVAK minder grootschalig is dan de AMB, biedt het nog steeds een goed overzicht van recente innovaties. Hier zien we bijvoorbeeld verspanende gereedschappen en toebehoren, laagdrempelige automatiseringsoplossingen, de laatste trends in koelsmeermiddelen en softwareoplossingen voor productieoptimalisatie.
Het Summum van Hightech
De Precisiebeurs, op 13 en 14 november, is een begrip binnen de hightech industrie.
Deze beurs staat bekend om zijn focus op precisietechnologieën en biedt een podium aan bedrijven die zich specialiseren in extreem nauwkeurige bewerkingen en productieprocessen. Tijdens de Kickoff van de Precisiebeurs medio juni werd duidelijk dat de beurs er zoals gewoonlijk weer uitstekend voor staat. Met zo’n 350 exposanten is de beurs volledig volgeboekt en hiermee verwacht precisiebeurs zo’n 5.500 vakspecialisten uit de hightech metaalsector aan te trekken. Speciale aandacht dit jaar gaat uit naar de internationale bezoeker.
Tijdens de vorige editie in 2023 werd al duidelijk dat de interesse in de Precisiebeurs niet beperkt blijft tot de Nederlandse grenzen, maar




















































Schijndel dr aadrolspecialist
Reinders Schijndel is expert in hoogwaardig draadrollen. Door ons veelzijdig machinepark zijn we in staat snel en flexibel in te spelen op uw wensen.
Wij richten ons op kleine tot middelgrote series (tot ca. 5000 stuks). Daarbij verzorgen we het complete traject van materiaal leveren, desgewenst met materiaal certificaat, verspanen, draadrollen, harden en conservering, tot en met meetrapportage op maat.









Edisonweg 2 | 5482 TJ Schijndel, Nederland | 073 - 549 3593 | www.reindersschijndel.nl
internationaal wordt gedragen. De beurs mocht professionals uit Japan, Hongarije, Zwitserland en de Verenigde Staten begroeten. Dit jaar gaat Mikrocentrum, de organisator van Precisiebeurs, de beurs internationaal nog meer onder de aandacht brengen. Bart Kooijmans van Mikrocentrum vertelt: “Wat de Nederlandse fijnmechanische industrie voor onder andere ASML doet, kunnen ze natuurlijk ook voor internationale hightech bedrijven. Daarom zetten we de Precisiebeurs dit jaar met het thema ‘International Cooperation’ internationaal op de kaart. Naast een uitgebreide marketingcampagne zullen we gedurende de beurs diverse interessante activiteiten organiseren om bezoekers te trekken.”
Hoewel de verschillende activiteiten nog niet helemaal zijn vastgelegd zijn er al wel een aantal interessante ideeën concreet. Zo staat er een internationale ‘Meet & Match’ op de planning, kunnen we een International ‘Collectives Area’ verwachten, worden er ‘Crossover Presentations’ gehouden én zal er een ‘International Precision Conference’ worden georganiseerd. “Onze exposanten en alle (internationale) bezoekers krijgen een heel mooi programma voorgeschoteld”, aldus Kooijmans.
De Precisiebeurs zal verschillende stappen zetten om de hightechsector, die van cruciaal belang is voor zowel de Nederlandse industrie als de economie, verder te versterken. Het tweedaagse event, gehouden in de Brabanthallen in Den Bosch, zal zich richten op kennisdeling, het verbinden van de gehele keten, betrokkenheid vanuit het onderwijs en het aangaan van nieuwe
samenwerkingen. Bezoekers krijgen de kans om experts te ontmoeten en oplossingen te ontdekken op het gebied van onder andere mechatronic engineering & systems, metrologie, vacuüm- en reinigingstechnieken, microverwerking & beweging, laser- & fotonicatechnologie en productie voor hoge precisie. Zo speelt de beurs in op de meest relevante thema’s binnen de precisietechnologie, waarbij alle essentiële aspecten samenkomen. Kooijmans: “De kracht van Precisiebeurs is het gespecialiseerde aanbod. Exposanten moeten echt iets laten zien wat gerelateerd is aan precisietechnologie. Bedrijven in de hightechsector kopen uiteraard ook poetsdoeken, maar die willen we niet op de beurs hebben. Daar komen bezoekers niet voor. Exposanten moet echt toegevoegde waarde bieden.”
Netwerkarena, kennisprogramma en Precision Conference Ook dit jaar zal er een Netwerkarena zijn op de Precisiebeurs. Tijdens dit initiatief kunnen experts van onder andere educatie, brancheverenigingen en andere kennisinstellingen met elkaar in gesprek over de diverse toepassingen van precisietechnologie. De Netwerkarena wordt aangevuld met een uitgebreid kennisprogramma om kennisdeling in de breedste zin van het woord te faciliteren. Het kennisprogramma zal een scala aan keynotes en lezingen bevatten met onderwerpen die aansluiten bij de precisietechnologie waardeketen. Daarnaast wordt dit jaar de Precisiebeurs uitgebreid met de International Precision Conference op 12 november bij Mikrocentrum in Veldhoven. Deze conference fungeert als opmaat naar de Precisiebeurs om internationale samenwerking en kennisdeling te bevorderen.

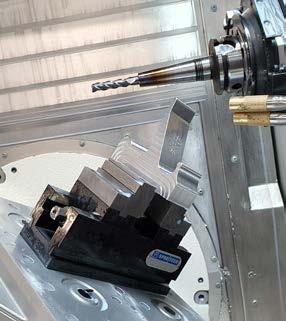
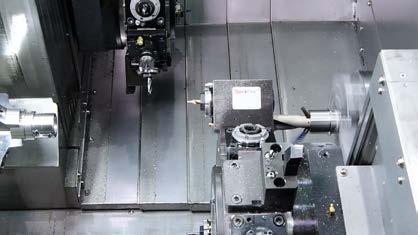
Kuyer Metaal in Nijkerk heeft nog niet zo lang geleden een grote stap voorwaarts gezet door de aanschaf van hun eerste vijfassige freesmachine, de Matec 30HV. Met deze machine die over een grote Z-as beschikt wil Kuyer Metaal het verspaningsproces naar een hoger niveau tillen en daarmee de nauwkeurigheid en productiviteit verbeteren.
Kuyer Metaal is een veelzijdig metaalbewerkingsbedrijf dat zich gespecialiseerd heeft in verschillende disciplines. Hun expertise strekt zich uit van plaatbewerking, gecertificeerd laswerk, constructiewerk tot aan gespecialiseerde verspaningsopdrachten. De toeleverancier werkt daardoor voor veel verschillende sectoren en industrieën. Het merendeel (60%) van hun productie is gericht op de defensie-industrie die de laatste jaren een sterke opmars heeft gemaakt. Daarnaast is de bouwsector (10%) en de productie van onderdelen voor trams, treinen, en metro’s (10%) een belangrijke afzetmarkt voor Kuyer Metaal.
High-end verspaning
Het bedrijf heeft een sterke reputatie opgebouwd in zwaar gecertificeerd laswerk, wat vijf jaar geleden nog hun kernactiviteit vormde. Door een nieuwe strategische doelstelling is Kuyer
Metaal gestart met het moderniseren van de productiefaciliteit, zodat het ook op het gebied van verspaning een grotere rol kan gaan spelen. “We positioneren ons als een producent van producten met toegevoegde waarde in plaats van als een low-budget producent met hoge omzetten. We zijn gespecialiseerd in kleine series van gemiddeld 25 stuks, vaak met lange contracten en terugkomende orders. Om ook op het gebied van verspaning kwalitatieve high-end werkstukken te kunnen leveren die voldoen aan hoge nauwkeurigheden en krappe toleranties, zijn we gestart met het moderniseren van de verspaningsafdeling. Het gevolg is dat we hebben geïnvesteerd in een hoogwaardige vijfassige Matec 30HV”, vertelt directeur Arnoud Aalten.
De eerste vijfasser
Met de introductie van de Matec 30HV, de eerste vijfassige freesmachine binnen het bedrijf, is Kuyer
Metaal nu in staat om efficiënter en nauwkeuriger te werken. "We hadden voorheen alleen drieassige freesmachines in gebruik. Hoewel onze ervaren verspaningsspecialisten hier hele mooie resultaten mee wisten te behalen, was er op het gebied van efficiëntie en nauwkeurigheid nog veel te winnen. Met een drie-asser moet je immers vaker omspannen om een werkstuk compleet te kunnen bewerken. Dit is niet alleen tijdrovend, je verliest bij elke omspanning ook een beetje nauwkeurigheid. Vandaar dat een vijfasser hoog op de wensenlijst stond", vertelt Marcel Koopman, Operations Manager bij Kuyer Metaal.
Grote Z-as
Omdat Kuyer Metaal nog geen ervaring had met vijfassig frezen, hebben ze uitgebreid onderzoek gedaan en verschillende machinemerken met elkaar vergeleken. Uiteindelijk is de keuze gevallen op de Matec 30HV. Volgens Koopman

heeft deze vijfasser enkele specifieke kenmerken die hem onderscheiden van de concurrentie. Zo beschikt de machine over een Y-as van 825 mm en een grote Z-as met een bereik van 1.100 mm. “De andere merken die we in de vergelijking hebben meegenomen hadden een kleinere bewerkingsruimte in de Z-as. Hierdoor zouden we te weinig ruimte hebben tussen het bed en de spil om onze werkstukken in één opspanning vijfassig te kunnen bewerken”, zegt Aalten.
Hans Blomen, directeur van Limas en leverancier van Matec, vult aan: “Bij vijfassig verspanen moet je rekening houden met de minimale horizontale afstand van de hartspil boven de tafel. Om een werkstuk vijfassig te kunnen bewerken moet je het werkstuk al minimaal met deze afstand ophogen om het werkstuk volledig rondom te kunnen bewerken. Je levert daardoor in de Z-richting al veel bewerkingsruimte in.” Met een
bereik van 1.100 mm in de Z-as biedt de Matec 30 HV dus meer ruimte om grotere werkstukken vijfassig te verspanen. Deze ruimte wordt nog eens vergroot door de afstand van slechts 175 mm tussen de hartspil en de tafel.
Om over het volledige bereik van de Z-as een hoge nauwkeurigheid te kunnen realiseren, heeft Matec de machine uiterst stabiel ontwikkeld. Voor Kuyer Metaal was dit een belangrijk voordeel. Koopman: “Een bewerking die we regelmatig uitvoeren is het horizontaal boren met een 60 mm boor. Dit doen we ook in roestvast staal en pantserstaal. In deze situatie komt er enorm veel kracht op de constructie te staan. De Matec is zo stabiel gebouwd dat we zelfs in dit soort situaties een hoge nauwkeurigheid kunnen waarborgen.”
Aalten voegt toe. “Je ziet ook gewoon aan alles dat de machine constructief degelijk gebouwd
is. Het machineframe is robuust, het heeft een breed onderstel met drie zware geleidingen in de X-as, de Z-slede is over gedimensioneerd met drie loopschoenen per zijde en de uitlading is door de open constructie zo kort mogelijk gehouden. Dit alles draagt bij aan de zeer hoge stabiliteit.”
Kuyer Metaal heeft gekozen voor een spindel met een vermogen van 52 kW en een draaimoment van 230 Nm. Het machineconcept is echter stabiel genoeg om ook uitgerust te kunnen worden met spindelvermogens tot 120 kW. Matec bouwt dit machinetype met een y-as bereik tot 1.630 mm. “Veel machinebouwers ontwikkelen hun machines zo dat ze eenvoudiger te transporteren zijn. Matec doet dat niet. Zij ontwikkelen de machine juist op basis van prestaties. Voor ons als leverancier brengt dat voor het vervoer soms wat uitdagingen met zich mee, maar de klant profiteert van een hele stabiele machine”, zegt Blomen.




















































De Matec 30 HV wordt standaard al heel compleet geleverd. Kuyer Metaal heeft de machine verder uit laten rusten met een 3D-meettaster, een Blumlaser voor breukdetectie, een luchtfiltersysteem, hogedrukkoeling en een bandfiltersysteem. Met deze systemen kan er proceszeker geproduceerd worden, ook in de onbemande uren.
Werkvreugde en kwaliteit
Hoewel de verspaanspecialisten van Kuyer Metaal nog geen ervaring hadden met vijfassig frezen en met de Heidenhain besturing, was de nieuwe Matec 30HV toch binnen drie dagen naar installatie operationeel. Na een maand hadden ze zelfs de machine volledig onder de knie. “De installatie verliep vlekkeloos en de werkvreugde onder het personeel is ontzettend gestegen door de besturingsefficiëntie, de mogelijkheden van vijfassig verspanen en de manier waarop de spanen worden afgevoerd. Dit is bij Matec veel beter ontwikkeld dan we gewend waren”, zegt Aalten. Ook Koopman is enthousiast over de machine en dan met name op het gebied van nauwkeurigheid. “We hebben al diverse werkstukken gemaakt die qua nauwkeurigheid aan best strenge eisen moesten voldoen. Over een afstand van twee meter behalen we gemakkelijk een nauwkeurigheid van een honderdste. Dat geeft de mogelijkheid om in de toekomst nog meer high-end verspaanwerk aan te nemen.”
Volgens Blomen wordt de nauwkeurigheid verkregen door enerzijds de genoemde stabiliteit van de machine en anderzijds door de perfecte haaksheid van de assen. “Matec besteedt veel tijd en energie om de basis van de machine perfect uit te lijnen. Dat betekent dat de machines minimaal met software wordt gecompenseerd. Hierdoor is een repeteernauwkeurigheid van ongeveer 3 micrometer op een afstand van twee meter realiseerbaar.”
De komende jaren zal Kuyer Metaal hun verspanende afdeling nog verder moderniseren. De volgende vijfasser zit al deels in de pijplijn.


“Zoals de zaken er nu voorstaan, is de mate van digitalisering bij verspanende bedrijven nog steeds extreem laag en wordt deze al dan niet gekenmerkt door geïsoleerde oplossingen.” Deze verklaring van een deelnemer aan een enquête onder exposanten op de AMB van dit jaar toont de perceptie van de fundamentele mate van digitale volwassenheid in de metaalverwerkende industrie. Omdat digitalisering een cruciale rol speelt voor de toekomstbestendigheid van maakbedrijven, zet AMB van 10 tot 14 september het thema nogmaals in de schijnwerpers.
Ondanks de duidelijke voorzichtigheid van veel gebruikers en mislukte pogingen om digitale platforms te creëren, zijn de onderwerpen Industrie 4.0 en Ilot anno 2024 geen onbekende onderwerpen in de machinebouw- en metaalverwerkende industrie. Alles wat nodig is om moderne concepten aan te pakken is beschikbaar. OPC UA of Umati bestaat al jaren als aangepaste, universele werktuigmachine-interface. En er is ook voldoende knowhow beschikbaar. Leveranciers van besturingstechnologie zoals Fanuc, Heidenhain en Siemens laten door dagelijks gebruik in aanverwante productieindustrieën al lang zien welke voordelen er mogelijk zijn met digitalisering. Tijdens de AMB in Stuttgart laten veel exposanten zien dat het omarmen van integrale digitaliseringsbenaderingen nu echt een must is.
Veerkrachtiger met digitale bedrijfsmodellen
Het in 2015 opgerichte bedrijf Evomecs Maschinen koppelt nu systemen en processen merkloos aan elkaar. Het in München gevestigde bedrijf beschouwt zichzelf als een drijvende kracht achter de digitalisering om het groeiende tekort aan geschoolde arbeidskrachten en de intensieve internationale concurrentie het hoofd te bieden. Bedrijven die er al in zijn geslaagd de juiste maatregelen te nemen zijn in de toekomst succesvoller en veerkrachtiger, omdat ze hun toegevoegde waarde kunnen uitbreiden naar digitale bedrijfsmodellen.
De Evomecs software suite integreert alle relevante elementen van een metaalbewerkingsbedrijf, bijvoorbeeld ERP-systemen, CAM-systemen, gereedschapsvoorinstelsystemen, gereedschappen, werkstukken, magazijnsystemen, CNC-machines en handmatige werkstations. Het ecosysteem wat hierdoor ontstaat genereert een grote hoeveelheid hoogwaardige data. Volgens Evomecs kan deze data worden gebruikt om het hele productieproces te optimaliseren en ook om datagebaseerde of datagestuurde bedrijfsmodellen te ontwikkelen. Evomecs is ervan overtuigd dat bedrijven moeten optimaliseren, automatiseren en dus ook digitaliseren, zeker met het oog op het toenemende tekort aan geschoolde arbeidskrachten. Met de software die Evomec op de AMB presenteert kan een waardevolle dataopslag worden gecreëerd die in principe de basis kan vormen voor een breed scala aan toepassingen, zoals kunstmatige intelligentie. De medewerkers van Evomecs in München werken momenteel aan concepten die data-analyses, procesoptimalisaties en planningsprognoses mogelijk maken, maar bijvoorbeeld ook spraakgestuurde aansturing van de productie faciliteert.
In het midden van een machine, in het verspaningsproces zelf, schuilt ook een groot optimalisatiepotentieel met digitale oplossingen. Modelleringen en simulaties optimaliseren de functionaliteit, maken hogere snijsnelheden en voedingen mogelijk en zorgen voor een langere standtijd van het gereedschap. De CAE (Computer Aided Engineering) specialist Third Wave Systems zorgt voor virtuele testomgevingen die tot minder downtime leiden en ‘trial & error’ testen overbodig maken. Tijdens AMB zal het bedrijf technische innovaties presenteren die de marktintroductietijden aanzienlijk verkorten. Bezoekers kunnen ervaren hoe een virtuele iteratie,

vergeleken met tests op de machine, zowel het aantal tests als het aantal fouten aanzienlijk vermindert. Dit leidt tot een gedegen ontwerp van het productieproces met de nadruk op ‘first time right’. Volgens het bedrijf zorgt de lagere hoeveelheid werk die nodig is voor handmatige nabewerking ervoor dat de looptijden van machines met 50 procent kunnen worden verminderd. Het Amerikaanse bedrijf krijgt deze feedback nu al uit de luchten ruimtevaart-, de auto- en de medische-industrie.
Machinebouwers zetten in op digitalisering
Ook bij Grob-Werke maakt digitalisering deel uit van de dagelijkse werkzaamheden. Volgens het bedrijf zal dit jaar tijdens de AMB de digitale gereedschapscyclus centraal staan. Dit is volgens Grob relevant om de stijgende productiekosten zinvol aan te pakken. De verantwoordelijke afdeling van het familiebedrijf uit Mindelheim (D) richt zich dit jaar daarom op de automatisering van gereedschapsgerelateerde processen. Dankzij een groot aantal samenwerkingsovereenkomsten met fabrikanten van gereedschapsmanagementsystemen en presetters biedt Grob gebruikers de mogelijkheid om substantiële kostenbesparingen te realiseren op het gebied van verspaningsgereedschappen. De onderliggende oplossing heet GRB4TDX en maakt digitalisering van de gereedschapscyclus gedurende de hele productie mogelijk, ongeacht de machinefabrikant. Volgens het bedrijf























is dit een essentiële stap in de richting van een efficiëntere productie.
Een andere machinebouwer legt naast hardware ook de nadruk op digitale innovaties. MTE, producent van onder andere bedfreesmachines, presenteert de SBM 8000-freesmachine op de beurs. Hoewel de machine een interessante verschijning is, gaat de aandacht juist uit naar de nieuwste Heidenhain TNC 7-besturingseenheid. Deze besturing beschikt over functies die zowel de efficiëntie als de productiviteit bij CNCbewerkingen kan verhogen. Omdat CAD/CAMgegevens soepel worden geïntegreerd, wordt het programmeren van werkstukken sneller en nauwkeuriger. Intuïtieve multi-touch bediening en de grafische gebruikersinterface maken het bedienen van de machine eenvoudiger en verbeteren de gebruikerservaring aanzienlijk.
Daarnaast beschikt de TNC 7-besturingseenheid over een aantal slimme functies, zoals bijvoorbeeld het automatisch aftasten van werkstukken en grafische ondersteuning bij het afstellen van opspaninrichtingen. Deze functies vereenvoudigen het instelproces en optimaliseren de werkprocessen. Het resultaat is volgens de leverancier een hogere efficiëntie en meer precisie.
De Siemens Groep richt zijn pijlers tijdens de AMB op de presentatie van de offline programmeertool SinuTrain. Deze virtuele CNC gedraagt zich precies zoals de echte CNC-machine. Volgens Siemens is dit interessant bij het vernieuwen en moderniseren van productiehallen. Het vervangen van oudere machines tijdens de productie kan bij een goede bezettingsgraad immers leiden tot knelpunten en vertragingen in het proces. In veel gevallen is er zo snel mogelijk een nieuwe machine nodig met een grotere capaciteit en hogere prestaties, maar is er feitelijk geen tijd om deze te vervangen. Dat komt omdat er vaak honderden CNC-programma's moeten worden overgezet van oude naar nieuwe besturingen. Met SinuTrain heeft Siemens een oplossing ontwikkeld waarmee de productie kan worden voortgezet als een bestaande machine wordt vervangen, in sommige gevallen zelfs zonder het productieproces te onderbreken. SinuTrain maakt gebruik van dezelfde Sinumerik Operateversie en dezelfde machinegegevens als in de overeenkomstige toekomstige machine. Hier

spreken we dus van een Digital Twin. Dankzij de Digital Twin kunnen de CNC-programma's vooraf zo goed mogelijk worden getest. De SinuTraingebruiker beschikt bovendien over exact dezelfde CNC-editors als in de machine. De bedieningsen programmeerkennis van de specialisten op de werkvloer kan daarom worden ingezet voor de werkvoorbereiding. Hierdoor komt de nieuwe machine vanaf de eerste dag exact overeen met het gedrag van de virtueel voorbereide machine. Een oplossing die niet mogelijk zou zijn zonder de Digital Twin.
Digitale concepten op AMB
De voorbeelden in dit artikel zijn slechts een paar benaderingen van digitaliseringsmogelijkheden in de metaalverwerkende industrie. Tijdens de AMB zullen exposanten veel meer voorbeelden presenteren. Digitale concepten zullen een terugkerend thema zijn op de beurs. Digitalisering in combinatie met werktuigmachines, besturingen en automatiseringsoplossingen drijven de industrie vooruit op de weg naar duurzamer en efficiënter produceren.

✓ DUURZAAM: IMPLEMENTATIE NIEUWSTE BESTURING ALTIJD MOGELIJK HOOGSTNAUWKEURIG

✓ STABIEL EN ONBEMAND 3- EN 5-ASSIG FREZEN ZELFS BIJ NAUWKEURIGE ONDERDELEN
✓ FREZEN, SLIJPEN ÉN METEN IN DE MACHINE

Zoller - Marktleider in het meten en voorinstellen van gereedschap
Zoller Tool Management Solutions voor compleet gereedschapbeheer



De laatste versie van Okuma’s CNCbesturing, gelanceerd in juni 2023, biedt een hoog gebruiksgemak, klimaatvriendelijkere mogelijkheden en betrouwbare bescherming tegen cyberaanvallen. Om deze reden rust Okuma steeds meer machineseries standaard uit met de OSP-P500 CNC-besturing. Tijdens de AMB in Stuttgart kunnen bezoekers deze besturing van dichtbij ervaren.
Met de recente ontwikkeling in de OSP-P500 CNC-besturing kan Okuma klanten ondersteunen met hun dagelijkse uitdagingen die voortkomen uit het groeiende tekort aan geschoolde arbeidskrachten en de toenemende vraag naar duurzame, energiezuinige productie. De CNCbesturing beschikt over een gebruiksvriendelijke interface en een reeks intelligente functies die zijn ontworpen om de cyclustijden te verkorten en het energieverbruik te minimaliseren. Bovendien zorgt de CNC-besturing voor een continue, veilige productie door middel van geavanceerde beveiligingsmaatregelen. Inmiddels worden veel machineseries van Okuma standaard al voorzien van de OSP-P500 CNC-besturing.
Van verticale tot horizontale vijfasser Bewerkingscentra die al enige tijd worden uitgerust met de OSP-P500 CNC-besturing behoren tot de vijfassige verticale GENOS M-5AXserie. Met een optimale prijs-prestatieverhouding, compacte footprint en bedieningsgemak dankzij de OSP-P500 is deze serie het ideale instapmodel voor het bewerken van een breed scala aan materialen.
Voor zeer complexe bewerkingen heeft Okuma nu de MU-VIII-serie uitgerust met de nieuwste besturing. Deze vijfassige bewerkingscentra zijn voorzien van een groot werkoppervlak dat ervoor zorgt dat zelfs zeer complexe werkstukken tot een diameter van 700 mm efficiënt kunnen worden bewerkt. Als onderdeel van de Green Smart Machines zijn deze bewerkingscentra ontworpen voor een emissiearme en energiebesparende werking en voorzien van ECO Suite Plus. Bovendien worden de beproefde

intelligente technologieën van Okuma, zoals het Thermo-Friendly Concept, gebruikt om maximale nauwkeurigheid en procesefficiëntie te garanderen.
Ook het horizontale MA-600HIII bewerkingscentrum is nu standaard voorzien van de OSP-P500 CNC-besturing. De combinatie biedt maximale snijprestaties, maatvastheid en nauwkeurigheid voor de productie van componenten voor spoorwegen, bouwmachines, de auto-industrie of de landbouwsector. Een duurzame en krachtige spil ondersteunt een
breed scala aan toepassingen. Dit is ook het geval bij het verticale MB-80V bewerkingscentrum. Deze machine is speciaal ontworpen om te voldoen aan de eisen van zware bewerkingen in combinatie met hele nauwkeurige bewerkingen. Dankzij de nieuwe versie van de CNC-besturing biedt de machine aanzienlijke productiviteitswinst bij het bewerken van middelgrote tot grote onderdelen.
Tot slot hebben de bewerkingscentra MB-46VII, MB-56VII en MB-4000H nu standaard beschikking over de nieuwe machinebesturing, terwijl andere machineseries later dit jaar zullen volgen.

De ontwikkelingen bij machinebouwer Hyundai Wia gaan onverminderd door. Dit zien we terug in diverse nieuwe machines, waaronder het LM2200TTSYY multi-assige draaicentrum en de XM3100 Series multitasking machines. Hyundai Wia presenteert medio september de nieuwste highlights op de AMB in Stuttgart.
Hyundai Wia heeft met de LM2200TTSYY een multi-assig draaicentrum gelanceerd. De machine is uitgerust met dubbele spindels, revolvers en Y-assen. Dit maakt het draaicentrum bijzonder geschikt voor de compleetbewerking van werkstukken met complexe vormen. “Met de introductie van de Hyundai Wia LM2200TTSYY kunnen bedrijven zowel draaien als frezen combineren in één enkele opspanning. Dit zorgt voor een korter en efficiënter proces dat minder inbreng van de operator vergt. Daarmee is het draaicentrum zeer interessant voor de Nederlandse maakindustrie”, vertelt Werner Meijer, directeur van Dymato die de machines van Hyundai Wia in Nederland vertegenwoordigt.
Optimale productiviteit
Een uniek kenmerk van de LM2200TTSYY is de wigvormige Y-as constructie. Deze robuuste constructie zorgt voor een uitstekende stijfheid tijdens zware bewerkingen. De 45° schuine bedstructuur zorgt tevens voor verbeterde trillingsabsorptie en thermische stabiliteit. Dit maakt het mogelijk om stabiele en nauwkeurige bewerkingen uit te voeren. In tegenstelling tot eerdere machines met alleen een bovenste Y-as, is de LM2200TTSYY ook uitgerust met een laag gelegen Y-as, waardoor de mogelijkheden voor complexe Y-as bewerkingen aanzienlijk worden verbeterd. Zo is het mogelijk om dezelfde bewerkingen aan beide zijden van het werkstuk uit te voeren, wat resulteert in een aanzienlijke verkorting van de bewerkingstijd. De boven- en onder revolvers van het draaicentrum zijn uitgerust met krachtige
servomotoren en BMT-houders voor een hoge nauwkeurigheid. De revolvers bieden allebei plaats aan maximaal 24 gereedschappen, waarmee de veelzijdigheid voor het bewerken van complexe producten in één enkele opstelling wordt vergroot. Verder zijn de hoogwaardige spindels van de LM2200TTSYY uitgerust met een combinatie van dubbele kogellagers en hoekcontactlagers, wat zorgt voor optimale stijfheid. Om de productiviteit nog verder te verhogen kan het draaicentrum worden uitgerust met een stafaanvoer- en een productafvoersysteem, wat onbemand werken mogelijk maakt en leidt tot verbeterde efficiëntie.
Naast de LM2200TTSYY, heeft Hyundai Wia ook de XM3100 Series met 6, 7 en 9-assige multitasking machines geïntroduceerd. Deze machines zijn ontworpen om de productiviteit te maximaliseren door het gebruik van een freeskop en een laag geplaatste revolver. Dankzij deze combinatie kan de 3100 complexe werkstukken met hoge snelheid en nauwkeurigheid bewerken in slechts een opspanning. Het bed van de machine is ontworpen met behulp van de FEMmethode om thermische vervorming en trillingen te minimaliseren, wat resulteert in een hoge stabiliteit. Ook de compacte freeskop van de 3100 Series is een belangrijk kenmerk. De B-as is uitgerust met een hoge resolutie encoder, builtin spindel en een maximaal toerental van 12.000 min-1
Naast de freeskop is de 3100 serie uitgerust met een hoofd- en subspindel. Deze zijn tevens
voorzien van een built-in motor om trillingen en hitteproductie te minimaliseren tijdens hoge snelheidsbewerkingen. Beide spindels zijn voorzien van koelunits als standaardfunctie, wat zorgt voor een constante temperatuur en nauwkeurigheid. Een ander opvallend kenmerk is de mogelijkheid van een optionele revolver voor freesbewerkingen. Dankzij de laag gelegen revolver kan de productiviteit alsmede het aantal verschillende bewerkingen verder worden uitgebreid. Speciaal voor de stabiele en trillingsvrije bewerking van lange werkstukken, kan de 3100-serie ook nog eens uitgebreid worden met een NC-gestuurde bril voor de ondersteuning van het werkstuk. De 3100 serie is geschikt voor werkstuklengtes tot 1.540 mm en een maximale diameter van 660 mm.
Onbemand produceren
Net als de LM2200TTSYY kan de 3100-serie worden voorzien van diverse automatiseringsoplossingen. Om de onbemande uren in een geautomatiseerde productie optimaal te benutten, kan de machine worden voorzien van een extra gereedschapsmagazijn. Het ketting aangedreven systeem biedt plaats aan 40 tot 80 gereedschappen, wat de veelzijdigheid van de machine aanzienlijk verhoogt. Om de efficiëntie verder te verbeteren biedt Hyundai Wia het Machine Monitoring System (MMS). MMS is een cloud gebaseerd systeem voor het monitoren van machines en het verzamelen en analyseren van operationele gegevens. Met deze gegevens kunnen gebruikers het proces stapsgewijs optimaliseren.
“De nieuwe generatie van multitaskingmachines van Hyundai Wia sluit perfect aan bij onze slogan ‘Next Generation’ in de verspaning, zegt Meijer. Met Dymato richten we ons volledig op het totaalproces en multitasking vult daar een belangrijk deel van in.”
High Performance Frezen – maar wel duurzaam graag!
Sterke prestaties met de nieuwe
ProACT-Mill van CERATIZIT uit 99% secundaire grondstoffen


cts.ceratizit.com/nl/proact-mill
CERATIZIT is een groep van hightech bedrijven gespecialiseerd in gereedschappen voor de verspaningstechniek en hardmetaal toepassingen.

CERATIZIT is een groep van hightech bedrijven gespecialiseerd in gereedschappen voor de verspaningstechniek en hardmetaal toepassingen.
ceratizit.com
ceratizit.com
CERATIZIT Nederland B.V. Vijfhuizenberg 54 \ 4708 AL Roosendaal T. +31 165 52 3440 E. info-nl@ceratizit.com
Ontwikkeling en productie in Duitsland


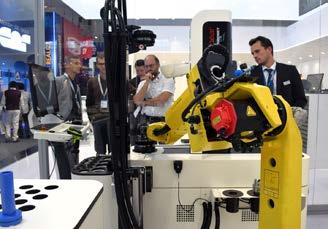
Begin dit jaar verhuisde RoboJob naar een nieuw gebouw, waarmee het volop inzet op verdere groei. Medio juni kwamen tijdens de ‘Grand Opening’ meer dan 500 gasten uit binnen- en buitenland het nieuwe gebouw bewonderen. Voor de automatiseringsspecialist was dit een uitgelezen kans om een blik op de toekomst te geven met de onthulling van de RoboJob ‘Wall’.
RoboJob werd in 2007 opgericht door Helmut De Roovere en Luc De Ceuster. Sindsdien is het bedrijf snel gegroeid. Sinds 2010 installeerde de automatiseringsspecialist meer dan 1.700 robots in meer dan 30 landen. Om de verwachte toekomstige groei het hoofd te bieden, is RoboJob verhuisd naar een groter hoofdkantoor. Met het nieuwe gebouw – dat 5000 m² nuttige oppervlakte heeft – verdrievoudigt het bedrijf haar productiecapaciteit. “Dit nieuwe gebouw is er niet vanzelf gekomen. We hebben het voor een groot deel te danken aan onze klanten,” vindt De Roovere. “Er zijn heel wat klanten bij wie er al meer dan tien jaar een automatisering van RoboJob machines draaiende houdt. Het is dankzij het vertrouwen van deze bedrijven dat wij zover gekomen zijn en deze mijlpaal kunnen vieren.”
De RoboJob ‘Wall’
Hoewel het nieuwe gebouw natuurlijk het belangrijkste onderwerp van gesprek was tijdens de Grand Opening, ging de aandacht tijdens het event ook uit naar een compleet nieuwe oplossing van RoboJob. Met de gloednieuwe ‘Wall’ toonde het bedrijf welke visie het heeft op de Fabriek van de Toekomst. In
de showroom werd een muur opgetrokken van maar liefst zes meter hoog. Die muur werd opgebouwd uit modules van elk een meter breed. In elke module worden trays voorzien die gevuld kunnen worden met werkstukken, opspanmiddelen en gereedschappen. Een takelsysteem brengt deze trays naar laadstations, van waar robots de CNC-machine kunnen voorzien van de nodige opspanmiddelen, gereedschappen en grondstoffen.
De Wall is modulair opgebouwd, wat betekent dat ze kan variëren in hoogte en breedte. Op die manier kan de beschikbare ruimte op de werkvloer optimaal benut worden en kan de Wall functioneren als een centraal magazijn voor één of meerdere CNC-machines. De Wall kan manueel worden bevoorraad en ontladen, maar ook AMR’s (Autonoom Mobiele Robots) kunnen voor de bevoorrading zorgen.
Van de toekomst naar het heden
“Met de ‘Wall’ tonen we onze visie op de toekomst,” verduidelijkt De Roovere. “We zijn ons er echter heel bewust van dat niet alle bedrijven al zo ver zijn. Heel wat bedrijven hebben amper ervaring met automatisering, en dan is dit niet de oplossing die het meest voor de hand ligt.” Tijdens de AMB in Stuttgart, waar RoboJob medio september voor de zesde keer aan deelneemt, legt de specialist om die reden de focus op het heden. “Met Coby, Pallet-Load en onze Turn- en Mill-Assist Series beschikken we over betrouwbare, doorontwikkelde oplossingen die meteen inzetbaar zijn én die meteen ook impact hebben. Voor bedrijven die toch al een stap verder willen, kan je met de Tower al een pak meer autonomie creëren. Welke oplossing het meest geschikt is, hangt onder meer af van je werkstukken, machine en de ruimte op de werkvloer.”

Naast het verbeteren van de efficiëntie van bewerkingsmachines, proberen machinebouwers deze ook gebruiksvriendelijker te maken. Een van de manieren waarop dit gebeurt, is door dialoog gestuurde bedieningstechnologie, die de operator ondersteunt bij het uitvoeren van complexere taken. DMG Mori heeft om deze reden de Celos besturing uitgerust met Technology Cycles die specifieke programmeertaken vereenvoudigt.
Onlangs presenteerde DMG Mori tijdens een open huis in Veenendaal de voordelen van enkele Technology Cycles. Op een CLX 450 TC met Robo2Go automatisering werd onder andere de Multi Threading en Keyway Broaching Cycles gepresenteerd. Zoals alle Techology Cycles van DMG Mori, zijn deze bedoeld om geavanceerde programmering te vereenvoudigen. Het stelt gebruikers in staat om complexe programmeercycli direct aan de machine te programmeren. Ze stellen operators ook in staat om ter plekke aanpassingen aan programma's door te voeren. De Technology Cycles zijn geïntegreerd in de Celos-besturing van DMG Mori, waardoor gebruikers profiteren van een herkenbare en gebruiksvriendelijke interface.
Contourdraad in vijf stappen
Tijdens het open huis kwam de Multi Threading Cycle aan bod, waarmee in enkele stappen schroefdraad kan worden geprogrammeerd. De demonstratie liet zien hoe eenvoudig het is om unieke en complexe schroefdraadpatronen te creëren. De eenvoudige dialoog gestuurde interface leidt de operator stapsgewijs door het Multi Threading programmeerproces. Op basis van een vrij eenvoudige parameterinput, zoals draadvorm, grootte, spoed en het aantal draadgangen, realiseert de software de meest complexe draadcontouren. Aangezien een programma zonder speciale vaardigheden in
slechts vijf stappen kan worden aangemaakt, kan de programmeertijd aanzienlijk worden verkort. Volgens DMG Mori kan een programmering aan de machine (dus zonder CAD/CAM) die vroeger ongeveer drie dagen duurde, nu in 10 minuten worden voltooid. Een bijkomend voordeel is dat gebruikers aanzienlijk kunnen besparen
op gereedschap. Omdat met Multi Threading een contourdraad wordt gemaakt, voldoet een algemene rechte wisselplaat. Er zijn dus geen dure speciaal gereedschappen nodig.
Vereenvoudigde spiebanen
Naast Multi Threading werd tijdens het open



huis ook Keyway Broaching (spiebaansteken) gepresenteerd als Technology Cycle. Deze bewerking, die in de praktijk vaak als lastig wordt ervaren en daardoor veel tijd kost om te programmeren, wordt met behulp van de Technology Cycle aanzienlijk vereenvoudigd. Net als bij Multi Threading loodst de software de gebruiker in enkele stappen door het programmeerproces. Een bijkomend voordeel is dat de bewerkingstechnologie op de meeste universele machines van DMG Mori met een C-as ingezet kan worden.
“Deze Technology Cycles zijn erg interessant voor situaties waarbij er even snel een paar
eenvoudige delen gedraaid of gefreesd moeten worden,” merkt John Kooning, directeur van DMG Mori Nederland op. "Door features zoals speciale schroefdraad of een spiebaan, worden dit soort delen toch vaak eerst door een CAD/ CAM-programmeur geprogrammeerd. Dat kost extra tijd en is minder flexibel. Met de Technology Cycles kunnen dit soort onderdelen snel aan de machine geprogrammeerd worden en snel even tussendoor bewerkt worden. Dat is in sommige situaties echt een voordeel.”
Naast Multi Threading en Keyway Broaching biedt
Medio juni heeft DMG Mori tijdens een open huis in Bielefeld (D) twee primeurs voorgesteld die van 10 t/m 14 september als highlight worden gepresenteerd tijdens de AMB in Stuttgart. Het betreft hier de universele CTX 750|2000 draaibank en de Lasertec 30 SLM 3rd Generation metaalprinter.
De eerste primeur die op de AMB in de spotlights zal staan is de CTX 750|2000. Deze universele draaibank is ontworpen voor de zeszijdige volledige bewerking van werkstukken tot een lengte van 2.040 mm. Met zowel twee spillen en een Y-as van 170 mm voor excentrisch frezen biedt de machine maximale flexibiliteit. Het werkgebied biedt plaats aan werkstukken met een diameter van 700 mm en een lengte van 2.040 mm. De draaibank is daarmee ideaal voor de productie van grote componenten en lange assen. De CTX 750|2000 kan eenvoudig worden geautomatiseerd, bijvoorbeeld met de Robo2Go Max, en kan naadloos worden geïntegreerd met het appgebaseerde Celos X-besturingssysteem met een 24-inch multi-touch display om de digitalisering te stimuleren. Op prestatievlak bereikt de hoofdspil snelheden tot 3.250 min-1 met een koppel van 1.975 Nm, terwijl de subspil snelheden tot 4.000 min-1 en 770 Nm haalt. De machine beschikt over het turnMASTER-spindelconcept met vier lagers, wat zorgt voor maximale stabiliteit en nauwkeurigheid. Geavanceerde

DMG Mori nog meer Technology Cycles aan. Maar liefst 28 cycles om precies te zijn. Een aantal interessante voorbeelden zijn Measuring Pro voor het programmeren van metingen op de machine, Chip Breaking voor het programmeren van een optimale spaanbreuk, Polygon Cutting voor het bewerken van polygonale vormen, Excentric Machining voor excentrische werkstukken en Interpolation Turning voor interpolatie draaien. Al deze Technology Cycles kunnen uitgevoerd worden op nagenoeg alle draaicentra en multitaskmachines van DMG Mori, zoals de CLX-, NTX- en NLX-serie.

Als grootste model uit de CTX-serie biedt de nieuwe CTX 750|2000 ruimte voor werkstukken tot 2.040 mm lang.
koelopties en een VDI 50-revolver met directe aandrijving zijn ook beschikbaar, waardoor de freesmogelijkheden voor veeleisende toepassingen worden verbeterd.
Derde generatie metaalprinter
Op de AMB zal DMG Mori ook de nieuwe Lasertec 30 SLM 3rd Gen presenteren. Deze nieuwe metaalprinter heeft een bouwvolume van 325 mm x 325 mm x 400 mm en een quad-laser werkgebied met volledige overlap. Hiermee wordt een hoge productiviteit behaald. Innovatief is de zogenaamde ‘drijvende proceskamer’, die vrij kan uitzetten zonder de optiek te beïnvloeden. Het geheel is gemonteerd op een stijf portaalframe. De afstand tussen de optiek en het poederbed is gekalibreerd ten opzichte van een referentieoppervlak, waardoor een constante afstand in de Z-as wordt gegarandeerd. Continue camerabewaking van het poederbedoppervlak minimaliseert verstoring en een optimaal smeltbad. De geoptimaliseerde gasstroom zorgt voor een consistente werking.
Verder zijn de rePLUG-units een interessant kenmerk van de Lasertec 30 SLM 3rd Gen. Deze maken snelle materiaalwissels mogelijk terwijl oxidatie en vochtophoping worden geminimaliseerd. Het gesloten systeem hergebruikt overtollig poeder in een inerte gasatmosfeer, waardoor de veiligheid en kwaliteit worden gegarandeerd. De bouwcontainer kan ook snel worden verwisseld, waardoor de efficiëntie wordt verbeterd.
In juni werd een bijzondere mijlpaal bereikt in Beek en Donk: Kusters Goumans vierde samen met medewerkers, klanten en leveranciers haar 50-jarig jubileum. De viering werd aangevuld met een kijkje achter de schermen. Grondleggers Henk Kusters en Rob Goumans, evenals de huidige directrice Birgit Goumans, waren aanwezig om het geheim achter hun succesformule te onthullen. Specialisatie in een aantal niches bleek hierbij de rode draad.
Kusters Goumans heeft haar wortels diep in de geschiedenis van de fijnmechanische industrie. Het bedrijf begon in 1970 toen Henk Kusters, gebruikmakend van de laatste spaarcenten, een draaibank aanschafte en in de schuur achter het huis startte met de productie van fijnmechanische onderdelen voor kleine bedrijven. In 1974 volgde de officiële inschrijving bij de Kamer van Koophandel. Rob Goumans, toen nog student aan de Technische Hogeschool, voegde zich in de weekenden bij Henk om te helpen. Zijn interesse in programmeren bleek cruciaal toen de eerste CNC-machine

werd aangeschaft; binnen korte tijd werd hij bedreven in het programmeren en bedienen ervan. Deze samenwerking leidde uiteindelijk in 1987 tot de oprichting van Kusters Goumans, welke sindsdien een gestage groei heeft doorgemaakt.
Een belangrijke specialisatie voor Kusters Goumans was en is nog altijd de bewerking van lood. Dit begon bescheiden met een pannetje op het vuur, totdat in 2010 een nieuw strategisch plan werd opgesteld dat nog meer gericht was op niches. Toen werd de productie van loodcomponenten voor medische en analytische apparaten verder geprofessionaliseerd. Tegenwoordig weet Kusters Goumans een nauwkeurigheidsniveau te bereiken in lood dat vrij uniek is in de markt. Met name de medische en optische industrie weten de toeleverancier daardoor goed te vinden. De loodcomponenten die Kusters Goumans produceert worden toegepast om straling af te schermen. In sommige gevallen gebeurt dit in vacuümomgevingen, wat technische uitdagingen met zich meebrengt vanwege de poreusheid van lood. Door nog altijd het lood in eigen huis te gieten in combinatie met de expertise op het vlak van loodbewerking en loodreiniging, heeft Kusters Goumans het proces zo ingericht dat de onderdelen ook in vacuüm toegepast kunnen worden.
Het jaar 2010 markeerde tevens een nieuwe focus op de productie van fijnmechanische onderdelen voor de lucht- en ruimtevaart, halfgeleideren optische industrie. Om aan de hoge eisen van deze sectoren te kunnen blijven voldoen, werd er de afgelopen drie jaar geïnvesteerd in drie precisiedraaimachines van Benzinger. De eerste Benzinger van het GOFuture type B4, vervangt een oude draaimachine die niet meer aan de huidige eisen kon voldoen. Omdat deze machine was voorzien van een automatisch center, is de GOFuture B4 uitgerust met een manuele losse kop. Andere kenmerkende eigenschappen zijn de doorlaat van 33 mm, een twaalfvoudige revolver

Kusters Goumans zet drie precisiedraaimachines van Benzinger in voor de productie van fijnmechanische componenten. Op de foto v.l.n.r.: Calvin (CNC draaier), Birgit (directeur) en Bart (marketingmanager bij Oude Reimer).
met op alle posities aangedreven gereedschappen, een korte stafaanvoer en een geïntegreerd product lossysteem. “De keuze voor Benzinger was weloverwogen. We hebben meerdere machines met elkaar vergeleken, maar uiteindelijk gaven de hoge nauwkeurigheid en de service vanuit Oude Reimer de doorslag”, vertelt Birgit.
Tantaalbewerking
Naast lood heeft Kusters Goumans ook een niche gevonden in de hoognauwkeurige bewerking van tantaal. Door de eigenschappen van het materiaal en de eisen die worden gesteld op het gebied van nauwkeurigheid, is dit volgens Birgit een lastig materiaal om te bewerken. “In eerste instantie dachten we dat dit materiaal wel op een normale CNC-draaibank bewerkt kon worden, maar niets bleek minder waar. De bewerking van tantaal is complex vanwege de vreemde combinatie van taaiheid, stroperigheid en de kans op uitbreken. Gereedschappen gingen op de gewone draaibank binnen notime kapot en ook de gewenste kwaliteit van het werkstuk was ver te zoeken. Toen hebben we meer kennis ingewonnen over dit materiaal. Dankzij de samenwerking met Oude Reimer, de klant en relaties hebben we specifieke gereedschappen, snijoliën en bewerkingsstrategieën getest, wat uiteindelijk tot een geslaagde uitkomst leidde.”
Voor de bewerking van tantaal heeft Kusters Goumans speciaal een tweeassige Benzinger TCM B4-machine aangeschaft. De machine is uitgevoerd met een zestienvoudige gereedschapsrevolver in combinatie met een Y-as. Birgit: “Leuk om te vermelden is dat deze machine eerst productie heeft gedraaid in de fabriek van Rolex. De onderdelen die we produceren zijn qua nauwkeurigheidseisen vergelijkbaar met die van de horlogemaker. De gaatjes die we boren moeten bijvoorbeeld heel nauwkeurig zijn. Het gaat om toleranties van een paar duizendste.” De tantaal-producten worden gebruikt in de kern van geavanceerde microscopen. Omdat de vraag toeneemt werkt Kusters Goumans nu aan de optimalisatie van het productieproces, waarbij
het doel is om het proces nog stabieler te maken en de standtijd van het gereedschap te verlengen. “We lopen met deze machine nu tegen de grens van de capaciteit aan dus we kunnen nog veel winnen met procesoptimalisatie”, zegt Birgit.
In het kader van procesoptimalisatie zoekt Kusters Goumans naar manieren om de productiviteit en efficiëntie te verhogen. Omdat de vraag naar





nauwkeurige fijnmechanische draaidelen sinds de ingebruikname van de Benzinger GOFuture B4 alleen maar is toegenomen, heeft de toeleverancier recent een derde Benzinger aan het machinepark toegevoegd. Bij deze machine, de GOFuture B3, is er bewust gekozen voor een hoofden subspil om complexe precisiedelen compleet en onbemand te produceren. Net als de GOFuture B4 heeft de nieuwe machine een doorlaat van 33 mm, een stafaanvoer en een product lossysteem. Daarnaast is de machine uitgerust met een C-as op beide spillen, een zestienvoudige revolver met hoognauwkeurigheidspakket en precisieopnames, een y-as van 80 mm op de revolver en een hogedrukkoeling. Birgit: “De nieuwe Benzinger stelt ons in staat om langdurig onbemand compleet te bewerken. Hierdoor kunnen onze specialisten hun tijd beter invullen, terwijl de machine productie draait. In de toekomst verwachten we dat het tekort aan vakmensen alleen maar verder zal oplopen. We kunnen dus niet om automatisering heen. Dat wil niet zeggen dat we alleen kunnen vertrouwen op technologische innovatie. We moeten investeren in het behouden van vakmanschap en betrokkenheid, de kernwaarden

van het familiebedrijf. Het opleiden van nieuw talent en het overdragen van de traditionele kennis zijn essentieel om de continuïteit en kwaliteit van de productie te waarborgen.”
Birgit heeft in 2021 het stokje overgenomen. In de afgelopen jaren is het machinepark uitgebreid en is het personeelsbestand gegroeid naar bijna 70 medewerkers. Omdat Kusters Goumans
daardoor uit haar jasje groeit, zijn de plannen voor toekomstige uitbreiding volop in gang gezet. Een belangrijke stap is de geplande uitbreiding op aangrenzend terrein. De uitbreiding zal ruimte bieden voor een grotere cleanroom, extra machines en een aparte ruimte voor de gieterij. “We hebben mooie plannen om Kusters Goumans ook de komende 50 jaar succesvol te laten zijn. De focus houden we ook in de toekomst op nichemarkten.”

Het is alweer een tijdje geleden, maar daardoor niet minder interessant: De nieuwste slijptrends die medio mei gepresenteerd zijn op de GrindingHub in Stuttgart. Ongeveer 500 fabrikanten presenteerden op de beurs talrijke innovaties in de gehele procesketen van slijptechnologie. Hier werd duidelijk dat een capabele slijpmachine niet de enige beslissende factor is bij de productie van hoogwaardige werkstukken. Het ontwerp van een efficiënt en geoptimaliseerd slijpproces vereist een holistische kijk op de slijpmachine in combinatie met zijn randapparatuur.
Een belangrijke component in slijpmachines is de spindel. GMN Paul Müller Industrie uit Neurenberg, fabrikant van uiterst nauwkeurige kogellagers, machinespindels en elektrische aandrijvingen, presenteerde haar nieuwe UH-spindelserie voor in- en uitwendige rondslijpprocessen. Voor het eerst gebruikt GMN synchrone motoren met een maximaal vermogen van 32 kW en snelheden tot 120.000 min-1 in een seriespindel. Vanwege het hogere koppel gebruiken synchrone motoren in de meeste toepassingen een derde minder vermogen in vergelijking met asynchrone motoren. Dit resulteert in een betere benutting van het beschikbare vermogensbereik en een grotere efficiëntie. De verhoogde vermogensdichtheid, gecombineerd met een lager energieverbruik, resulteert ook in verschillende voordelen bij het ontwerp van de spil. Grotere asgaten, kogellagers en asdiameters in combinatie met kortere assen zorgen voor een soepelere loop. Bovendien kan het potentieel dat voortvloeit uit de verbeterde dynamische stijfheid en laadcapaciteit worden benut, hetzij via grotere gereedschapsinterfaces of hogere maximumsnelheden. Omdat de rotor minder opwarmt, is er minder thermische verplaatsing van de

as en is er minder koeling nodig. Dit vermindert de hoeveelheid lucht en olie die de spil nodig heeft.
Naast de nieuwe spindelserie presenteerde GMN ook haar nieuwe Prelub GPi Plus smeerunit voor het smeren van de spindel. Net als de spil zelf is deze voorzien van de IloT-technologie ‘Integrated Data Evaluation and Acquisition for Spindles’, kortweg IDEA-4S. Tijdens het proces levert de spil gegevens zoals lager- en koelmiddeltemperatuur, toerental, maar ook gegevens over trillingen

GrindingHub was dit jaar opnieuw de verzamelplaats voor slijptechnologie en innovatie. De volgende editie wordt van 5 t/m 8 mei 2026 wederom georganiseerd in Messe Stuttgart (foto: Liebherr-Verzahntechnik) VDW/Nicholas Det)
en eventuele uitlijnfouten. De machinebesturing identificeert de spil aan de hand van het digitale typeplaatje, leest de voor de smering relevante gegevens uit en geeft deze door aan de smeerunit. Hierdoor kan de smering van de spil worden geautomatiseerd en naar behoefte worden geregeld volgens vooraf ingestelde smeerparameters. Hierdoor kan de smeercyclus worden onderbroken, wat smeermiddel bespaart bij stilstand van de spil. Daarnaast wordt de beschikbare informatie gebruikt om de ontluchting automatisch te regelen en de olietoevoer te monitoren.
De onderliggende IloT-technologie is een embedded systeem ontwikkeld door GMN. Het sensorsysteem in de spil bepaalt continu de belangrijkste procesparameters, die via IO-Link continu bi-directioneel en realtime naar het machinebesturingssysteem en de productienetwerken worden verzonden. Hierdoor kan er snel worden gereageerd op ongewenste ontwikkelingen. Het maakt ook de uitgebreide optimalisatie van alle processen mogelijk, wat op zijn beurt de efficiëntie van componenten verbetert en het verbruik van hulpbronnen minimaliseert.

Naast nieuwe spindelconcepten waren er veel bedrijven die ontwikkelingen met betrekking tot de slijpschijf presenteerden. De slijpschijf staat in direct contact met het werkstuk en heeft een grote invloed op het bewerkingsresultaat en de productiviteit. Om deze reden staan de ontwikkelingen op het gebied van slijpstenen nog lang niet stil. Additive Manufacturing (AM) van slijpgereedschap is momenteel een hot topic. Het basislichaam van het gereedschap, de slijpschijf of beide kunnen worden geproduceerd met behulp van additieve productieprocessen. Vergeleken met conventionele productieprocessen maken additieve productieprocessen een aanzienlijk grotere ontwerpvrijheid mogelijk. Hierdoor kan bijvoorbeeld de interne koelsmeermiddeltoevoer in slijpschijfsystemen worden verbeterd.
3M was een van de exposanten die een 3D-geprint slijpgereedschap presenteerde. De zogenaamde 1PVP gestructureerde keramische CBN-slijpschijven voor interne cilindrische slijpprocessen is dankzij AM voorzien van een geoptimaliseerd ontwerp voor een grotere efficiëntie. Ook Riegger Diamantwerkzeuge presenteerde een voorbeeld van AM als productiemethode voor slijpschijven. Als onderdeel van een project gefinancierd door een innovatieprogramma van het Duitse federale ministerie van Economische Zaken, ontwikkelt de fabrikant manieren om slijpcoatings voor CBNen diamantschijven te produceren met behulp van kunsthars en het DLP-proces (Digital Light Processing). Op basis van dit proces kunnen individuele slijpschijfprofielen worden gemaakt, die qua afmetingen alleen beperkt zijn door de mogelijkheden van de 3D-printer. De voordelen hiervan zijn dat er geen machinale onderdelen, handmatige montage of het vullen van de
slijpschijfvorm nodig zijn. Dit biedt mogelijkheden voor kostenbesparingen. De huidige uitdagingen zijn onder meer de productie van homogene, geconcentreerde slijpcoatings en de toevoeging van additieven om de hechting te optimaliseren.
Slijpschijf
Naast nieuwe concepten voor de productie van slijpschijven is de voorbereiding van de slijpschijven een belangrijke factor. Door het dressen van de slijpschijf krijgt de slijpschijf zijn definitieve contour, terwijl het losmaken van de slijpkorrels uit het bindmiddel nieuwe slijpdeeltjes
blootlegt en daarmee de basis voor de topografie van de slijpschijf vormt. Op GrindingHub presenteerden talrijke fabrikanten zoals Cleveland en GWD Industrial conventionele benaderingen voor het dressen van slijpschijven, bijvoorbeeld met behulp van SiC- of diamantgereedschappen. Een andere benadering voor de voorbereiding van slijpschijven is gebaseerd op vonkerosie. Bij slijpcoatings met een geleidende bindingscomponent wordt de binding door de vonk verwijderd zonder de niet-geleidende schurende deeltjes aan te tasten. Zo ontstaan de profielgeometrie en oppervlaktetopografie van de slijpstenen contactloos. De voordelen van dit proces omvatten onder meer de mogelijkheid om geometrieën te produceren die niet kunnen worden geproduceerd met conventionele dressingprocessen, evenals het genereren van een aanzienlijk grotere korrel. Dit resulteert in een betere topografie, waardoor een hoger verspaningsvermogen en een langere levensduur van de slijpschijf mogelijk zijn. Op GrindingHub exposeerden zowel de Japanse fabrikant


Automatisering speelt een belangrijke rol bij het opvangen van het huidige tekort aan geschoolde arbeidskrachten en tegelijkertijd bij het verhogen van de productiviteit. United Grinding heeft een uitgebreid portfolio met automatiseringsoplossingen.
Mitsubishi Electric als de firma Häberle draadvonkmachines voor het dressen van slijpschijven.
Onbemand slijpen
Een breed scala aan fabrikanten presenteerde tal van automatiseringsoplossingen voor een grote verscheidenheid aan processen. Deze automatiseringsoplossingen zijn een manier om het tekort aan geschoolde arbeidskrachten tegen te gaan en tegelijkertijd de productiviteit te verhogen. Op de stand van de United Grinding Group werd de ‘ATP –Automated Tool Production’ – een automatiseringsoplossing voor cilindrische precisiegereedschappen van Walter Maschinenbau gepresenteerd. Deze bestaat uit minimaal één robotcel voor het automatisch beladen en ontladen van de machines en minimaal één autonome, mobiele robot voor het transporteren van de gereedschappallets of losse onderdelen tussen de bewerkings- en opslagstations. Het systeem kan in bestaande systeemindelingen worden geïntegreerd en is geschikt voor alle slijp-, meeten erodeermachines van Walter. Het kan ook dienen als interface voor machines van andere fabrikanten. De transportrobot verwijdert de pallet of het afzonderlijke onderdeel van het overslagstation van de betreffende machine en transporteert deze naar de bijbehorende bestemming. Hiervoor wordt gebruik gemaakt van een besturingssysteem voor dataen procescontrole op een hoger niveau, evenals een gestandaardiseerd communicatiemodel.
Een thema dat ook in de slijpwereld leeft is meettechnologie om bewerkingsresultaten vast te leggen en te evalueren. Naast meettechnologie voor het registreren van proceskrachten of procesgedrag, worden meetsystemen vooral gebruikt voor het bepalen van afmetingen, positie en vorm, maar ook voor het analyseren van oppervlakte-eigenschappen. Op de GrindingHub stonden twee meettechnologieën centraal: in-proces meten op de machine en post-proces meten met externe meetapparatuur. Externe meetsystemen bieden verschillende voordelen ten opzichte van interne machinemeetsystemen. Extern meten heeft geen negatieve invloed op de spindeltijd en gecontroleerde meetomstandigheden kunnen eenvoudiger
worden geïmplementeerd.
Bruker Alicona was een van de exposanten die een extern meetsysteem onder de aandacht bracht. Het bedrijf presenteerde het nieuwe FocusX optische meetapparaat. FocusX maakt gebruik van de Advanced Focus Variation, die voor het eerst werd geïntroduceerd met het µCMM optische meetapparaat. Dit is niet alleen sneller dan de voorgaande Focus Variationtechnologie, maar is ook geschikt voor het meten van gladde oppervlakken, complexe vormen, kleine radiussen, scherpe hoeken, steile flanken en boringen met een diameter-diepteverhouding van 1:3 tot 1:10. Dankzij de roterende en kantelbare assen kunnen componenten vanuit verschillende hoeken worden gemeten en met behulp van de juiste software-integratie tot een 3D-beeld worden samengevoegd. Ook kunnen ISO-conforme ruwheidsmetingen worden uitgevoerd. Het contactloze meetapparaat is interessant voor het analyseren van gevoelige componenten, die je bijvoorbeeld in de medische- of halfgeleiderindustrie tegenkomt. Bij dit soort componenten moet elk risico worden uitgesloten dat invloed heeft op de status van het oppervlak. Dit kan bij een tactiel meetapparaat een risico zijn.
In veel gevallen kan meten op de bewerkingsmachine echter ook een effectieve aanpak zijn. Een voorbeeld hiervan is de Laser Contour Check, die Walter integreert in zijn slijp- en erodeermachines. Hierdoor kunnen verschillende gereedschapsparameters aan cilindrische gereedschappen contactloos worden gemeten en kan indien nodig een automatische correctie van de gereedschapsdiameter en het gereedschapsprofiel in het proces worden geïmplementeerd.

en
de GrindingHub stonden twee meettechnologieën
in-proces
op de

Cecimo, de European Association of Manufacturing Technologies, rapporteerde tijdens een recente ledenvergadering een sterke prestatie van de Europese werktuigmachine-industrie in 2023. Ondanks politieke en economische onzekerheden aan het einde van het jaar, die een tijdelijke daling van de orderinname in 2024 veroorzaakten, verwachten verbeterde economische indicatoren en een dalende inflatie dat orders in de tweede helft van het jaar zullen toenemen.
In 2023 verhoogden Europese machinebouwers hun productieniveaus met 7% ten opzichte van 2022, wat leidde tot een totale productie van € 27,2 miljard, goed voor 33% van de wereldwijde output. De export steeg met 23% in het laatste kwartaal van 2023, terwijl de import met 5% toenam. De VS en China bleven de belangrijkste exportbestemmingen, terwijl Japan, China en Taiwan de grootste toeleveranciers van machinerieën bleven. Een uitdaging was echter de daling van het consumptieniveau in Cecimo-landen met 1,8% gedurende 2023 en een daling van nieuwe orders in Q4 2023 met 16% ten opzichte van het jaar ervoor. Desondanks zijn er optimistische tekenen voor Q4 2024 en 2025, zoals afnemende aanboddruk, verbeterde economische factoren en lagere inflatie.
De Global Purchase Manager's Index ligt sinds januari 2024 boven de 50 indexpunten en de Europese Centrale Bank wordt verwacht de rentetarieven verder te verlagen. In 2025 wordt een groei van 6,3% in consumptieniveaus in Cecimo-landen verwacht en een wereldwijde toename van 8,6%, wat kansen opent voor Europese machinebouwers. Marcus Burton, voorzitter van het Economisch Comité vertelt: "Ondanks de voorziene daling van de nieuwe orders gedurende de eerste periode van 2024, is er een overheersende verwachting van een robuuste groei van de orders in het vierde kwartaal van 2024. Dit herstel zal naar verwachting worden aangestuurd door betere economische omstandigheden en door een opleving van de consumptieniveaus".
Vorig jaar leverde de Duitse werktuigmachine-industrie ongeveer 27 procent van haar productie aan de auto-industrie en haar toeleveranciers, volgens het laatste onderzoek dat de VDW (Duitse vereniging van gereedschapsmachinebouwers) onder haar leden uitvoerde. Dat is een daling van ongeveer 16 procentpunten in slechts vier jaar.
"De auto-industrie blijft een van de belangrijkste klantsectoren voor de Duitse gereedschapsmachine-industrie", zegt Franz-Xaver Bernhard, voorzitter van de VDW. "Het resultaat weerspiegelt echter twee ontwikkelingen. Ten eerste betekent de transformatie naar elektrische aandrijvingen dat de autosector aanzienlijk minder investeert in verspaning. Tegelijkertijd diversifiëren fabrikanten van gereedschapsmachines echter ook hun klantenportefeuille." Dr. Torsten Schmidt, CEO van de in Nürtingen gevestigde Heller Group, heeft de drastische vermindering van het aandeel leveringen aan de automobielindustrie aan den lijve ondervonden. Hij legt uit: "In 2017 kwam 80 procent van onze omzet nog uit de automobielindustrie. In 2022 was dit echter gedaald tot 50 procent. Vorig jaar was de verbrandingsmotor goed voor slechts 6 procent van de binnenkomende orders. Toch blijven de vrachtwagen- en landbouwsectoren voor ons van groot belang. We produceren nu frees-/

draaicentra en 4- en 5-assige bewerkingscentra voor de gereedschaps- en matrijzenbouw, de lucht- en ruimtevaartindustrie, algemene machinebouw en vele andere sectoren."
Engineering en subsectoren groeien
Engineering en haar verschillende subsectoren waren in 2023 met een aandeel van ongeveer 30 procent behoorde engineering en haar verschillende subsectoren voor het eerst de belangrijkste afnemers van gereedschapsmachines. Dit aandeel is sinds
MKG Metaal Kennis Groep Nederland, ERP-leverancier voor de metaal uit Hengelo (O), is overgenomen door de Duitse branchegenoot proALPHA. Henk Abbring, CEO van MKG, ziet een groot groeipotentieel voor MKG samen met proALPHA, dat zich richt op klanten in Duitsland, Oostenrijk en Zwitserland (DACH-regio).
”We hebben de juiste partner gevonden om onze internationaliseringsstrategie in de DACH-landen te versnellen en samen te werken op het gebied
van innovatie en technologie”, aldus Abbring.
De overname levert op meer gebieden een winwinsituatie op: MKG blijft opereren onder het huidige management in zijn bestaande markten en breidt tegelijkertijd zijn succesverhaal uit naar de DACH-regio, waar proALPHA al een sterke aanwezigheid heeft. Voor proALPHA markeert dit de eerste stap buiten de DACHregio en het begin van een lange termijn internationaliseringsstrategie. Door de overname van MKG versterkt proALPHA zijn productportfolio voor MKB-bedrijven in de metaalverwerkende industrie en vergroot het
2019 met 6 procentpunten gestegen. De belangrijkste subsectoren zijn de gereedschapsen matrijzenbouw, de gereedschapsmachineindustrie zelf, landbouwmachines en componenten zoals hydrauliek, pneumatiek en aandrijftechniek. Andere belangrijke industrieën zijn onder meer fijnmechanica, spoorvoertuigbouw, energietechniek en medische technologie. Deze hebben allemaal hun aandeel vergroot. Dit weerspiegelt belangrijke trends zoals digitalisering, de energietransitie, klimaatbescherming, modernisering van de
zijn marktpositie in de Benelux. proALPHA en MKG hebben een complementair portfolio waarmee ze verschillende klantgroottes binnen de metaalverwerkende industrie kunnen bedienen: MKG richt zich voornamelijk op bedrijven met minder dan honderd medewerkers, terwijl proALPHA boven die drempel opereert.
“We zijn perfect gepositioneerd om MKG’s internationaliseringsstrategie naar de DACHlanden te versnellen en hen daar net zo succesvol te maken als in Nederland”, aldus Eric Verniaut, CEO van de proALPHA Group.

Dormac CNC Solutions heeft zijn productportfolio uitgebreid met de high-precision CNC-draaibanken van Gurutzpe. Deze samenwerking stelt Dormac in staat om klanten in sectoren als de luchtvaart, olie en gas, en spoorwegen te voorzien van een nog breder scala aan hoogwaardige oplossingen.
Volgens Joost Verschure, directeur van Dormac CNC Solutions, versterken de machines van Gurutzpe - bekend om hun precisie en veelzijdigheid - het bestaande aanbod dat al merken als DN Solutions, Nicolás Correa en Bost Machine Tools omvat.
Gurutzpe, gespecialiseerd in heavy-duty horizontale CNC-draaibanken, biedt naast zijn standaardmachines ook maatwerkoplossingen met functies zoals slijpen, frezen, boren en polijsten. Deze technologieën verbeteren de
hydrostatische en turn-mill CNC-machines.
specialisatie en operationele efficiëntie van gebruikers. Dormac is met deze toevoeging beter gepositioneerd om aan de specifieke behoeften van de maakindustrie te voldoen. De expertise van Dormac in de verkoop en ondersteuning van grote machines, en hun ervaring met merken als het Italiaanse Est Ticino, maakt hen tot een vertrouwde partner in de productie van grote en complexe assen, waaronder hydraulische cilinders en turbineassen.
Verschure vertelt: “Wij zijn zeer verheugd Gurutzpe te verwelkomen in ons productportfolio. Door de toevoeging van Gurutzpe aan ons aanbod, kunnen wij onze klanten voorzien van machines die hun specialisatie verhogen en hun operationele efficiëntie verbeteren. Dit past perfect binnen onze filosofie om totaaloplossingen te bieden die zijn afgestemd op de specifieke behoeften van elke klant.
EMO 2025, ’s werelds toonaangevende vakbeurs voor productietechnologie viert haar 50-jarig jubileum tijdens het volgende evenement, dat gepland staat voor 22 t/m 26 september 2025 in Hannover.
“EMO brengt al een halve eeuw de juiste mensen op de juiste plaats en op het juiste moment samen. Het wordt het nummer één
evenement in 2025 voor de internationale metaalbewerkingsgemeenschap”, aldus EMOcommissaris-generaal Carl Martin Welcker. De EMO presenteert metaalbewerkingsmachines, producten, diensten en oplossingen onder de EMO-vlag van ‘Innovate Manufacturing’. “EMO is en blijft het industriële platform waar bedrijven klanten kunnen inspireren, hun netwerk kunnen uitbreiden en natuurlijk zaken kunnen doen”, aldus Welcker.
9 t/m 14 september
IMTS 2024
Internationale vakbeurs over productietechnologie
Chicago (VS) www.imts.com
10 t/m 14 september
AMB 2024
Internationale vakbeurs over productietechnologie
Stuttgart (D) messe-stuttgart.de
18 – 19 september
Kunststoffenbeurs 2024
Ontdek de laatste ontwikkelingen uit de kunststof- en rubberbranche ’s-Hertogenbosch kunststoffenbeurs.nl
1 t/m 3 oktober
METAVAK
Vakevent voor de metaalbewerkende maakindustrie
Gorinchem www.metavak.nl
Medio november
VerspaningsNieuws 4 2024
Nabeschouwing AMB
Deadline 21 oktober
VerspaningsNieuws.nl
13 – 14 november
Precisiebeurs
Vakbeurs voor de gehele precisietechnologie waardeketen ’s-Hertogenbosch precisiebeurs.nl
21 t/m 23 mei 2025
De Nederlandse Metaal Dagen
Beurs met als hoofdthema Smart Manufacturing ’s-Hertogenbosch denederlandsemetaaldagen.nl
22 t/m 26 september 2025
EMO Hannover 2025
De grootste internationale vakbeurs voor productietechniek Hannover (D) emo-hannover.com
7 t/m 9 oktober 2025
parts2clean
Internationale vakbeurs voor industriële onderdelen en oppervlaktereiniging
Stuttgart (D) parts2clean.de
8 t/m 15 oktober 2025
K 2025
Internationale beurs voor innovaties in de kunststof en rubber industrie Düsseldorf (D) www.k-online.com
Zelf kom ik ook nog maar net kijken natuurlijk, maar toch heb ik nog net een staartje meegekregen zodat ik kan zeggen ‘vroeger…’. Misschien komt het omdat ik best wat in het onvergeeflijke hardmetaal heb gefreesd, opzoek ben geweest naar optische sporen in het freesoppervlak of micronnetjes bij elkaar heb gestoft. Door deze ervaring ben ik tot de conclusie gekomen dan een machine niet heilig is. De machine is niet haaks, repeteert beperkt, beweegt een beetje zoals het uitkomt. Kortom: Eigenlijk is er niet zoveel veranderd sinds de conventionele machine waarvan je de omkeerspeling ook moest leren kennen. Alleen is het effect nu zoveel kleiner.
Tegenwoordig vertelt het meetrapport het verhaal van het gefreesde slobgat waarvan de zijden niet recht zijn. Natuurlijk is het hele verhaal complexer geworden maar de nadruk ligt nu zo ontzettend op CAM. Alsof CAM het hele verhaal van het frezen is, alsof de complexiteit van meerassig bewerken vooral in CAM zit. Nee, wil je meerassig kunnen bewerken, of echte precisie halen, dan zul je de machine moeten begrijpen. Je moet begrijpen dat als het even niet hoeft, die machine zich niet aan het NC-programma houdt. Je moet begrijpen dat de assen niet haaks op elkaar staan. En je moet al helemaal niet op de leverancier vertrouwen dat de rotatieassen goed staan gedefinieerd.
Even een onderdeel in CAM stoppen, mooie baantjes programmeren en dan in de machine steken, dat is wel hoe het tegenwoordig steeds meer gaat. En de problemen die ik oplos… Die gaan zelden over CAM. Het gaat over geometrie, vrijheidsgraden, in welke opspanning welke referenties zijn aangebracht. En daar is kennis van de sturing, geometrie en vrijheidsgraden onontbeerlijk. Ook hoe je met alle beperkingen een combinatie van machine, software en gereedschap gebruikt in een groter geheel, daar kom je niet weg als je de systemen leidend laat zijn.
Draai aan de knoppen om de complexiteit en de flexibiliteit op de juiste plek in het geheel te laten komen. Een complexe ontstabiele opspanning is prima, als je daarmee opspanningen kunt besparen. Tienmaal langer over een gat doen is prima, als je daarmee geen gereedschap samen hoeft te stellen. Maar vooral, begrijp de dynamiek van de machine en hoe je, op de juiste momenten, de machine wél aan het programma laat houden. Investeer
in kennis over kinematiek en maak van het instellen of controleren een routine. Begrijp de afwijking in gereedschapslengte tussen voorinsteller en de machine zelf. Eis bij het aanschaffen van een machine een mechanische haaksheid en wees kritisch op softwarecompensatie. En vooral… Stel een eis op voor vijf assen samen en neem niet de specificatie van de leverancier per as als maat voor de nauwkeurigheid van de machine.

Jan Willem Mollema FreelanceManufacturingSpecialist
Futuretec, een gezamenlijk initiatief van Ertec, Grob, Heidenhain, Iscar, MKG, Open Mind, Renishaw, SupplyDrive en het Summa College, is na jaren van voorbereiden nu echt van start gegaan. In de Brainport Industry Campus in Eindhoven heeft het gezelschap een werkende Smart Industry fabriek opgezet. Zowel studenten als het bedrijfsleven die zoeken naar slimme oplossingen voor het digitaliseren van hun productieprocessen kunnen gebruik maken van de faciliteit.

FutureTec is een aantal jaren geleden gestart met als doel om invulling te geven aan innovatief technisch onderwijs in de Brainport regio door middel van een vergaande samenwerking tussen onderwijsinstellingen, bedrijven, leveranciers en overheidsinstellingen. Door gebruik te maken van hightech technologie wil Futuretec jongeren enthousiast maken voor een opleiding in de metaalbewerking. Daarnaast richt het initiatief zich op ‘Leven Lang Ontwikkelen’, wat wil zeggen dat het bedrijfsleven de middelen van de slimme fabriek op projectbasis kan gebruiken.
“Door allerlei factoren heeft het even geduurd voordat het Futuretec initiatief echt van de grond kwam. We zijn nu inmiddels zo ver dat we een werkende Smart Factory kunnen laten zien”, vertelt Stefan van Aalst, directeur van Open Mind, enthousiast aan het eind van een drukbezochte seminardag. Ook Rob Rebel, Directeur van Ertec is positief over de stand van zaken: “We kunnen nu een volledig gedigitaliseerd productieproces laten zien, vanaf de orderintake tot de verzending van het eindproduct. Alle verschillende bouwstenen om zo’n proces te realiseren zijn inzichtelijk gemaakt. Die praktische inzichten met betrekking tot Industry 4.0 is echt iets waar de verspanende maakindustrie om vraagt.”
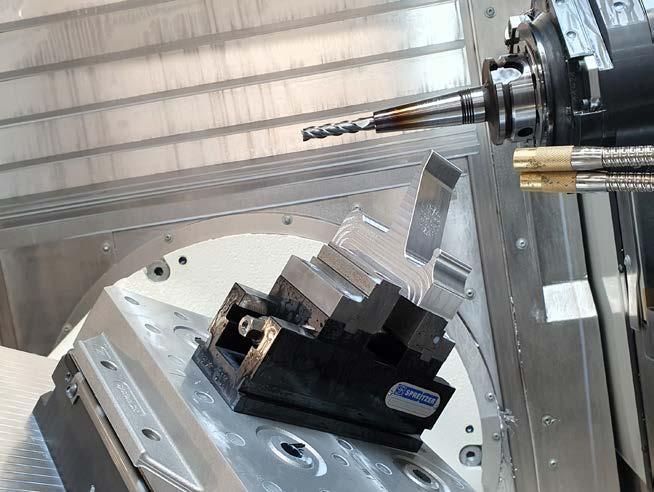
Naast het demonstreren van de slimme fabriek gaat Futuretec ook met regelmaat seminars organiseren. Volgens de organisatoren is er veel interesse in het Smart Manufacturing thema. Zij zien dat een groot gedeelte van de mkb bedrijven in de maakindustrie door een gebrek aan kennis en inzichten nog in de kinderschoenen staan als het op Industry 4.0 aankomt. “Een aantal klanten zijn er wel mee bezig, maar dan zijn het allemaal kleine elementen die toevallig onder de noemer Industry 4.0 vallen. Het gros denkt wel na over het thema, maar komt niet veel verder in het proces. Ook tijdens de seminars komt dit naar voren. Het percentage dat bijvoorbeeld de spindeluren bijhoudt is al schrikbarend laag. Laat staan het percentage dat daadwerkelijk met dit soort data aan de slag gaat. Met Futuretec willen we die bedrijven handvatten geven om snel stappen in de goede richting te
maken. Digitalisering is echt niet meer te stoppen in de metaalbewerking”, aldus Van Aalst en Rebel.
De slimme fabriek van Futuretec bestaat uit alle facetten die bij een moderne verspaning horen, zoals ERP-software, CAD/CAM technologie, opspanmiddelen, verspanende gereedschappen en toebehoren, automatisering, meettechnologie, procesbewaking en natuurlijk een bewerkingscentrum. Interessant is dat de partners alle verschillende elementen hebben gekoppeld. Hierdoor is een volledig papierloze fabriek gerealiseerd. Tijdens het seminar lieten de partners de werking van de digitale fabriek zien aan de hand van een demowerkstuk. Bezoekers konden zo het hele proces volgen, van de orderintake in het ERP-pakket tot aan de
controle van het eindproduct.
De eerst stap in het proces is het inschieten van een order in het ERP-pakket van MKG. Het ERP-pakket maakt meteen een productieorder aan en stuurt een bevestiging met een factuur naar de klant. Vervolgens gaat de order naar het hyperMILL CAD/CAM pakket van Open Mind. Elke productie-order krijgt op deze manier dus zijn eigen NC-programma. Dankzij de koppeling met tool-management en het gereedschapuitgiftesysteem van Iscar, kan hyperMILL snel een programma samenstellen met de meest actuele gereedschapsdata. Met behulp van Virtual Machining, die gebruik maakt van een digital twin van zowel de machine, het gereedschap, de opspanmiddelen als het werkstuk, wordt een volledige simulatie uitgevoerd.

































Vervolgens wordt de order naar de WorkPartner beladingscel van System 3R gestuurd. Deze is leidend in het productieproces. De cel wijst een pallet met RFID-chip toe aan de order. Zodra de robot de pallet naar het bewerkingscentrum van Grob brengt, worden de benodigde gegevens zoals het NC-programma ingeladen. Omdat System 3R de pallet koppelt met de desbetreffende order, kunnen jobs heel eenvoudig en flexibel door elkaar heen worden bewerkt. Zo is het mogelijk om pallets toe te voegen, weg te halen of om het proces te onderbreken voor een spoedopdracht. Hierdoor is er een flexibele geautomatiseerde productie mogelijk.
Na het verspanen wordt het onderdeel automatisch gemeten dankzij de koppeling met een Equator meetsysteem van Renishaw. Door
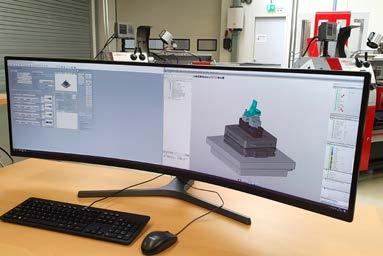
de meetwaardes terug te koppelen kan er direct ingegrepen worden zodra de maatvoering ook maar iets buiten de toleranties dreigt te vallen. Zo wordt afkeur voorkomen. Ook is het mogelijk om een meetrapport op te stellen. Ondertussen heeft het systeem al een gereed melding gedaan in het ERP-pakket en wordt de pakbon uitgedraaid.
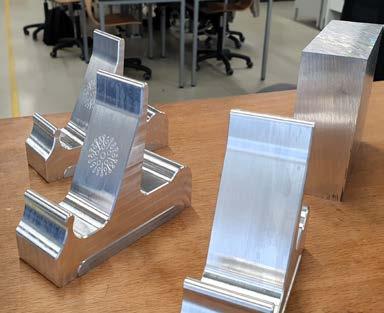
Angst voor dure software integratie “Het klinkt allemaal zo gemakkelijk en dat is het eigenlijk ook wel”, zegt Eric Bakker, directeur van Supplydrive. Supplydrive is verantwoordelijk voor de softwarekoppeling van alle systemen binnen de slimme fabriek van Futuretec. “Vaak hebben maakbedrijven alle apparatuur al in huis om een dergelijke verbonden fabriek te realiseren. Het koppelen van alle systemen en de angst voor hoge IT-kosten of productiestilstand is vaak de drempel. Dit is helemaal niet nodig, want de kosten zijn extreem laag en het is ook nog eens heel snel in te regelen”, aldus Bakker.
De Futuretec fabriek wordt inzichtelijk gemaakt door de StateMonitor software van Heidenhain. Door een koppeling met het netwerk is het mogelijk om de actuele status van de machine te monitoren. In de Futuretec fabriek wordt dit duidelijk gepresenteerd. Kwesties zoals machinestatus, meldingen van de machine en looptijden van programma’s kunnen met een druk op de knop inzichtelijk worden gemaakt. Het uiteindelijke doel is natuurlijk om aan de hand van deze informatie de productiviteit te verbeteren. “StateMonitor is een laagdrempelige manier om inzicht te krijgen in het productieproces. Er komt geen maatwerk aan te pas waardoor de kosten laag zijn”, vertelt Paul Venema van Heidenhain. Rebel vult aan: “Wat we met deze digitale fabriek willen laten zien is dat software steeds opener en laagdrempeliger wordt. Vroeger ging het koppelen van verschillende bedrijfsprocessen gepaard met zeer hoge kosten. Tegenwoordig is dat al lang niet meer het geval.
Als er een instituut is waar met regelmaat innovatieve productietechnologie wordt ontwikkeld, dan is het wel bij Fraunhofer. Hoewel dergelijke projecten niet altijd direct hun weg vinden naar de praktijk, leveren ze vaak waardevolle inzichten en nieuwe technologieën op. Het Fraunhofer Instituut voor Productietechnologie IPT uit Aken heeft nu samen met verschillende partners een oplossing ontwikkeld om het plannen en optimaliseren van gereedschapspaden in CAM-systemen aanzienlijk te versnellen. Hiervoor is er een AI-ondersteunde virtual reality-omgeving voor gebareninvoer gecreëerd waarin de gereedschapspaden intuïtief op het werkstukoppervlak kunnen worden geschetst.
Gereedschapspaden voor CNCbewerkingsmachines worden nu geprogrammeerd met behulp van CAM-software die rekening houdt met een verscheidenheid aan CAMparameters. Deze parameters vertellen het CAM-systeem hoe het exacte gereedschapspad moet worden gegenereerd voordat het wordt doorgegeven aan de machinebesturing. Hoe complexer een component is, des te uitgebreider en foutgevoeliger de beschrijving van het gereedschapspad is. Daarom vereist een goede CAM-programmering een hoog expertiseniveau, omdat alleen bekwame en ervaren werknemers het resultaat snel en zonder talloze tijdrovende iteraties correct kunnen inschatten. Vaak moeten veel verschillende parameters in verschillende passages worden uitgeprobeerd totdat het gereedschap het optimale pad volgt. Deze tijdrovende taak kan eenvoudiger en sneller volgens Fraunhofer IPT en de industriële partners ModuleWorks, Schneider Digital en WBA Aachener Werkzeugbauakademie.
CAMStylus-project
Het ‘CAMStylus’-project, dat door het Fraunhofer IPT wordt geleid, richt zich op het transformeren van de manier waarop gereedschapspaden worden gepland binnen CAM-systemen. Door gebruik te maken van een virtual reality-applicatie
(VR) en speciaal ontwikkelde hardware, wordt de intuïtiviteit van het proces naar een hoger niveau gebracht. Deze VR-applicatie in combinatie met gebarenbediening stelt gebruikers in staat om gereedschapspaden driedimensionaal te beschrijven. De geregistreerde gebaren worden vervolgens door een AI-systeem verwerkt om de bijbehorende CAM-parameters af te leiden, die vervolgens worden gebruikt om gereedschapspaden te berekenen.
Markeer het pad handmatig
Een van de belangrijke innovatiepunten van dit project is het handmatig kunnen markeren van gereedschapspaden. In de eerste fase van het project ontwikkelden de onderzoekers van Fraunhofer IPT de nodige VR-omgeving en programmeerden ze passende software voor het volgen van gebaren die padbewegingen beschrijven. De combinatie van hardware en software maakt het mogelijk om de bewegingen van trackingpennen, die speciaal in dit project zijn ontwikkeld, nauwkeurig vast te leggen. Om uit de bewegingsgegevens de juiste informatie voor het beoogde gereedschapspad te extraheren, vertrouwt het onderzoeksteam op een AItoepassing gebaseerd op neurale netwerken. Deze netwerken zijn specifiek getraind voor deze taak met behulp van geometrische lichamen, waardoor

ze in staat zijn om de essentiële kenmerken van de bewegingen te herkennen en te vertalen naar bruikbare CAM-gegevens. Een bijzonder uitdagend aspect tijdens de softwareontwikkeling was het herhaaldelijk vergelijken van de CAM-gegevens met de gegevens die door het volgsysteem zijn geregistreerd, om zo een betrouwbare database te kunnen opbouwen voor latere berekeningen.
Gebaren beschrijven
De VR-applicatie maakt gebruik van een stereoscherm om het 3D-effect te creëren,

waardoor gebruikers een realistische weergave van het werkstuk en de gereedschapspaden krijgen. Gebaren kunnen worden ingevoerd met behulp van de trackingstylus, waarvan de posities en oriëntaties real-time worden weergegeven in de VR-applicatie.
Deze feedback in real-time is essentieel omdat het gebruikers onmiddellijk laat zien of hun ingevoerde gebaren correct worden geregistreerd en geïnterpreteerd. Het systeem zet de gegevens vervolgens om in een voxelweergave, waardoor de AI de belangrijkste kenmerken van het gebaar kan herkennen. Op basis van deze kenmerken berekent de software vervolgens het gereedschapspad. Net als bij conventionele CAMsystemen biedt dit systeem de mogelijkheid om het proces te simuleren, te onderzoeken en uit te voeren.
Het Fraunhofer IPT-team heeft het systeem met succes gebruikt om een nabewerking te programmeren op een testgeometrie van de WBA Aachener Werkzeugbauakademie. Deze succesvolle testen zijn een belangrijke stap voorwaarts en wijzen de weg naar verdere onderzoeks- en ontwikkelingsprojecten met industriële partners. Door de mogelijkheden van AI en VR te combineren, wordt de weg geplaveid voor nieuwe methoden om gereedschapspaden te programmeren die zowel tijd als kosten kunnen besparen. Om de resultaten van dit project te delen, zal binnenkort een eerste publicatie verschijnen onder de titel ‘Intuitive toolpath planning in computer-aided manufacturing systems using artificial intelligence in a virtual reality environment’.

Industriële automatisering heeft de afgelopen jaren productieprocessen wereldwijd getransformeerd en Europese industrieën effectief geholpen om hun bedrijfsvoering te stroomlijnen en innovatie te bevorderen. Ondanks aanzienlijke vooruitgang blijft er echter nog veel onbenut potentieel. Tijdens een recent webinar, georganiseerd door Cecimo, de European Association of Manufacturing Technologies, werden de bestaande barrières en mogelijkheden van industriële automatisering uitgebreid besproken.
“Automatisering is omarmd door veel industrieën, maar er blijven belangrijke kansen onbenut. Cecimo pleit sterk voor de wijdverbreide implementatie van automatiseringsoplossingen binnen het productielandschap”, zegt Filip Geerts, directeur-generaal bij Cecimo in zijn welkomstwoord. Hoewel automatisering nog steeds evolueert, zijn de potentiële voordelen enorm. Tegenwoordig stellen ontwikkelingen in hardware, software en besturingen de maakindustrie in staat om taken uit te voeren met minimale menselijke tussenkomst. Automatisering van repetitieve of gevaarlijke taken vermindert
niet alleen het risico op menselijke fouten, maar verbetert ook aanzienlijk de kwaliteit en efficiëntie. Automatisering leidt tot kostenbesparingen, verkort de productietijd, verhoogt de veiligheid en verbetert de algehele precisie in het productieproces, waardoor werknemers zich kunnen richten op meer gespecialiseerde en strategische taken.
Geerts: “Recente verstoringen van de toeleveringsketen en uitdagingen op de arbeidsmarkt hebben het cruciale belang van automatisering onderstreept. Desalniettemin vereist het implementeren van automatiseringsoplossingen
aanzienlijke financiële middelen, geschoolde arbeidskrachten, technische infrastructuur en sterke samenwerking en partnerschappen. Een aanzienlijk deel van de beroepsbevolking mist de benodigde training en opleiding voor functies in geautomatiseerde industrieën, een probleem dat wordt verergerd door gepensioneerde werknemers en de terughoudendheid van jongere generaties om een carrière in deze sectoren na te streven. Om bestaande barrières te overwinnen, is een beter begrip van het potentieel van industriële automatisering voor zowel de industrie als werknemers essentieel. Er zijn discussies nodig om de complexiteit en het potentieel van industriële automatisering aan te pakken en te onderzoeken hoe beleid, vaardighedeninitiatieven en investeringen de acceptatie ervan kunnen versnellen en tegelijkertijd zorgen over de overgang van de beroepsbevolking kunnen aanpakken.”
Kirill Safronov, hoofd van het Technology and Innovation Center bij Kuka, geeft aan dat Kuka vijf trends heeft geïdentificeerd die van cruciaal belang zijn voor de toekomst van robotica. Deze trends zijn: AI en Machine Learning, Collaboratieve Robots (Cobots), Mobiele Manipulatoren, Digital Twin Technologie en Humanoïden. “Alle ontwikkeling van Kuka zijn gebaseerd op deze trends. Hoewel sommige van deze trends niet geheel nieuw zijn, hebben recente ontwikkelingen hun potentieel aanzienlijk vergroot.” Als voorbeeld noemt Safronov de standaardtoepassing bin-picking die dankzij de nieuwste AI- en machine learningtechnologieën aanzienlijk kan worden verbeterd.
AI-gebaseerde perceptie versnelt bijvoorbeeld het objectdetectieproces, terwijl AI-gebaseerde grijpers de kans op succesvolle objectmanipulatie verhogen. Ook voorspellend onderhoud is een belangrijk gebied dat de productiekosten kan verlagen door stilstandtijden te minimaliseren. Safronov: “Nieuwe technologieën veranderen het automatiseringsparadigma. Concepten zoals ‘learning from demonstration’ en generatieve AI maken intuïtieve robotprogrammering mogelijk. Gebruikers kunnen bijvoorbeeld natuurlijke taal gebruiken om robots te programmeren, waardoor de behoefte aan robotexperts verdwijnt en de inbedrijfstellingstijd wordt verkort. AI is dus cruciaal voor de vooruitgang in automatisering, maar heeft uitdagingen zoals de behoefte aan aanzienlijke rekenkracht en betrouwbare resultaten. De effectiviteit van AI-toepassingen hangt sterk af van de kwaliteit en omvang van trainingsdatasets. Ingenieurs spelen daarom een belangrijke rol
bij het toezicht houden op AI-systemen om hun betrouwbaarheid en effectiviteit te waarborgen.”
Kuka ziet daarnaast ook een belangrijk rol weggelegd voor cobots. Deze robots zijn ontworpen om niet alleen veilig naast mensen te werken, maar ook om hen actief te ondersteunen. Ze kunnen zich aanpassen aan veranderende omgevingen en taken, waardoor hun nut in dynamische omgevingen toeneemt. Ze kunnen daarom ook goed toegepast worden als mobiele robot om de interne logistiek te automatiseren. Kuka behoudt zijn focus momenteel op de ontwikkeling van mobiele platforms en tweearmige manipulatoren. In de toekomst zou dit kunnen evalueren naar humanoïde robots.
Volgens Javier Arenas, Director of the Technical Research Centre at Fagor Automation, zijn er drie essentiële strategieën voor het effectief benutten van industriële automatisering: Strategische planning en prioritering, collaboratieve ecosystemen opbouwen en maatwerk en flexibiliteit.
“Bedrijven moeten een duidelijke routekaart voor automatiseringsprojecten definiëren. Succes vereist meer dan alleen automatisering omwille van de technologie; het omvat het identificeren van sleutelprocessen en het prioriteren van waar automatisering het meeste voordeel kan opleveren. Beginnen met kleine, beheersbare
projecten terwijl je een langetermijnvisie behoudt, is cruciaal”, aldus Arenas. Ook omvat moderne automatisering volgens hem doorgaans diverse technologische ontwikkelingen die vaak buiten de kerncompetenties van een bedrijf vallen. “Samenwerkende ecosystemen, waarbij universiteiten, onderzoekscentra en technologische partners betrokken zijn, zijn essentieel voor het adopteren van nieuwe technologieën. Dit bevordert snellere innovatie en helpt bij het aanpakken van complexe automatiseringstrends.” Dit resulteert vaak ook in een hoge mate van maatwerk. “Bedrijven moeten hun automatiseringsoplossingen aanpassen om te voldoen aan specifieke klantbehoeften en marktvraag. Dit omvat het integreren van connectiviteit en flexibiliteit in hun technologieën om een concurrentievoordeel te behouden.”
Hoewel de voordelen van automatisering op papier vaak helder zijn, zijn er toch uitdagingen die de adoptie van automatisering in de weg staan. Zo zijn mensen bang voor verandering, waardoor ze vaak aarzelen om gevestigde processen en technologieën te veranderen. Het overwinnen van deze weerstand is essentieel voor vooruitgang. Ook hoge automatiseringskosten schrikken bedrijven af, terwijl de ROI juist heel interessant kan zijn. Tot slot vereist de complexiteit van moderne automatisering gespecialiseerde kennis, wat vaak bij bedrijven ontbreekt. Hierbij spelen partnerschappen met onderzoeksinstellingen en het bijscholen van werknemers een belangrijke

Ontdek de voordelen van hyperMILL en schakel over op de beste CAM-software voor al uw 2.5D-, 3D-, 5-assige, frees-draai-, HSC en HPC-bewerkingen.

www.openmind-tech.com

rol. “Het is essentieel om de organisatiecultuur te veranderen om continue innovatie en ontwikkeling van werknemers te omarmen”, aldus Arenas.
François Duval, President van CECIMO en Managing Director bij GF Machining Solutions, beschreef tijdens het webinar de cruciale rol van industriële automatisering. Hij gaf aan dat automatisering schaalbaar moet zijn, waardoor maakbedrijven kunnen beginnen met de automatisering van één enkele machine en deze uiteindelijk kunnen uitbreiden naar een volledig geautomatiseerde productielijn.
Duval benadrukte dat het hierbij niet alleen draait om de hardware: “Robuuste softwareoplossingen die taken voorbereiden, uitvoeren en bewaken zijn essentieel om ervoor te zorgen dat automatisering de uptime van machines maximaliseert en productieverliezen minimaliseert, waardoor de algehele efficiëntie wordt bevorderd. Het doel van automatisering is om de productieve tijd te maximaliseren. Daarvoor moet je de Overall Equipment Effectiveness (OEE) bewaken om zwakke punten in het proces te identificeren. Op basis van die kennis kunnen bedrijven corrigerende maatregelen nemen, de productiviteit verbeteren en groenere productieprocessen realiseren.”
De verschuiving naar automatisering vereist volgens Duval een transformatie in de rollen van het personeel. Aan de kant van de leverancier zullen salesteams overstappen van het verkopen van apparatuur naar het aanbieden van geïntegreerde oplossingen. Service engineers hebben niet alleen training nodig in hardware, maar ook in software. Aan de kant van de gebruiker gaan machine-operators steeds meer over op toezichthoudende rollen, waarbij ze zich richten op het analyseren van knelpunten en het optimaliseren van processen. Deze verschuiving vereist uitgebreide training voor zowel operators als onderhoudstechnici.
De Europese Commissie werkt er actief aan om Europa voorop te laten lopen op het gebied van industriële automatisering en AI. Door middel van
strategische regelgeving, innovatieve kaders en samenwerkingsinitiatieven wil de Commissie een omgeving creëren waarin de Europese productie kan innoveren. Yves Paindaveine, Senior Expert voor communicatienetwerken, content en technologie bij de Europese Commissie, schetste verschillende initiatieven tijdens zijn presentatie, waarbij hij de strategische aandachtsgebieden van de Commissie benadrukte. “Europa heeft twee miljoen productiebedrijven. Recente rapporten benadrukken de dringende noodzaak voor Europa om zijn concurrentievoordeel te vergroten door innovatie en verbeteringen van de kapitaalmarkt. De Europese Commissie werkt daarom aan een collaboratieve omgeving waarbij machinefabrikanten en andere belanghebbenden betrokken zijn om innovatie te stimuleren.”
In een ingrijpende herstructurering werd op 16 juni het Europees AI-bureau opgericht, waar Paindaveines eenheid nu actief is, met een focus op AIinnovatie en beleidscoördinatie. Deze ontwikkeling markeert een belangrijke stap in het consolideren van AI-expertise binnen de Commissie. De Commissie heeft meerdere regelgevingen ingevoerd die gericht zijn op het verbeteren van de veiligheid, beveiliging en het gebruik van gegevens, terwijl er gelijke speelvelden worden gecreëerd in alle sectoren.
Even belangrijk is het benutten van het potentieel van generatieve AI, met name voor de productiesector. Paindaveine benadrukte de noodzaak voor Europa om zijn productiecapaciteiten te benutten om geavanceerde AImodellen te ontwikkelen. Het AI Innovation Package, ter waarde van vier miljard euro van 2024 tot 2027, is een cruciaal initiatief in dit opzicht. Het initiatief werkt samen met organisaties zoals de European Factories of the Future Research Association en het AI, Data, and Robotics Partnership (ADRA). Paindaveine drong er ook bij machinefabrikanten op aan om zich aan te sluiten bij het netwerk van Europese Digital Innovation Hubs (EDIH's), die een belangrijke rol spelen bij de ondersteuning van de digitale transformatie. Deze hubs spelen een cruciale rol bij omscholings- en bijscholingsinspanningen, en zorgen ervoor dat de beroepsbevolking bedreven blijft in het navigeren door het veranderende technologische landschap.






Tijdens een recent VIPseminar in Europa heeft gereedschapsfabrikant YG-1 een nieuw vlakfreesgereedschapssysteem onthuld, onder de naam FM10 PNMU 1206. Dit systeem is bedoeld als een belangrijke uitbreiding van hun bestaande assortiment freesplatforms.
Na de succesvolle lancering van het ENMX high feed platform, dat gebruikmaakt van 06 en 09 mm wisselplaten, breidt YG-1 nu hun aanbod uit met het PNMU-vlakfreesprogramma. Dankzij voortdurende ontwikkelingen streeft YG-1 ernaar de mogelijkheden van freesgereedschappen verder te vergroten. Het PNMU-vlakfreesplatform introduceert diverse nieuwe functies en combineert de voordelen van een conventioneel vlakfreesgereedschap met de kenmerken van een hogevoedingsfrees. Deze samenvoeging resulteert in aanzienlijke verbeteringen van de algehele freesprestaties.
Drie kenmerkende
Een van de opvallende kenmerken is de instaphoek van 36o. Deze hoek maakt het mogelijk om hogere voedingssnelheden te bereiken, wat de algehele efficiëntie van het bewerkingsproces aanzienlijk kan verbeteren. Daarnaast draagt deze hoek bij aan een kleinere gemiddelde spaandikte. Dit vermindert de spanningen die op het gereedschap en het werkstuk werken, wat resulteert in een soepeler bewerkingsproces en een langere levensduur van het gereedschap.

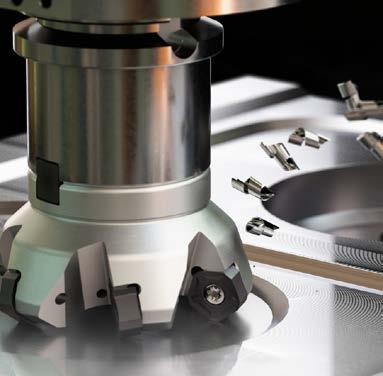
verlaagd. Dit resulteert in een economische oplossing zonder concessies te doen aan de prestaties en kwaliteit.
Een ander kenmerk van de nieuwe PNMUvlakfrezen is het gebruik van gebogen snijkanten in combinatie met een wiper. De gebogen snijkanten helpen om snijkrachten te verlagen. Dit heeft niet alleen een positief effect op de levensduur van het gereedschap, maar vermindert ook de belasting op machines en werkstukken. De ingebouwde wiper draagt verder bij aan een verbeterde oppervlakteruwheid, wat de kwaliteit van het eindproduct verhoogt.
Tot slot is het PNMU-platform uitgerust met tien snijkanten, wat een aanzienlijke mate van kostenefficiëntie biedt. Door het grotere aantal snijkanten kunnen de kosten per snijpunt worden
“Het nieuwe gereedschap is uit te rusten met verschillende type wisselplaten, waardoor het geschikt is voor de bewerking van gietijzer, roestvast staal, universele ISO metalen en hardmetaal (40-54 HRc). Tijdens een interne test met het materiaal 42 CrMo 4 – 4140 waren de prestaties indrukwekkend”, vertelt René van Ommen van YounG Cutting Tools.
Van 10 t/m 14 september kunnen bezoekers op de AMB alles te weten komen over de nieuwe gereedschappen van YG-1.

Van 10 t/m 14 september 2024 presenteren gereedschapsfabrikanten op de AMB hun oplossingen voor uitdagingen die voortkomen uit hedendaagse trends in de verspaning. (foto’s: Landesmesse Stuttgart GmbH)
Nieuwe materialen, de trend naar kleinere en nauwkeurigere producten, concurrentiedruk, digitalisering en duurzaam ondernemen zijn slechts enkele van de uitdagingen waarmee productiebedrijven te maken krijgen. Omdat verspanende gereedschappen een belangrijk onderdeel zijn van het productieproces, zijn gereedschapsspecialisten vaak het eerste aanspreekpunt voor vragen over hoe complexe metaalbewerkingsprocessen kunnen worden geoptimaliseerd. Hoe fabrikanten van moderne gereedschappen omgaan met de verschillende uitdagingen, blijkt uit een overzicht van de innovaties van de AMB-exposanten die hun nieuwe producten zullen presenteren in de volledig bezette hallen van Messe Stuttgart van 10 t/m 14 september 2024.
De ontwikkeling van nieuwe substraten en coatings is een belangrijk element in de verbetering van precisiegereedschappen. Ontwikkelingen in hardmetaalsoorten en keramiek- en diamantcoatings verlengen de levensduur van het gereedschap en verhogen de productiviteit. Bij Iscar heeft ook een ander element positieve effecten op de productiviteit, zoals Icar tijdens de AMB laat zien. Interne koelkanalen werden geïntegreerd in de volhardmetalen vlakboren voor verbeterde bewerkingsprestaties. De drie koelmiddel nozzles verlengen de levensduur van het gereedschap en verbeteren de spaanafvoer. Volgens het bedrijf is de vlakboorproductlijn van Iscar de eerste op de markt die op deze manier vlakke bodemgaten bewerkt. De drie snijkanten van de boor verbeteren de kwaliteit van de gaten, vooral wanneer er sprake is van onderbroken snijomstandigheden. Deze omstandigheden kunnen bijvoorbeeld kruisende gaten of hellende oppervlakken omvatten.
De geometrie van de boren zorgt voor een hoge productiviteit, vooral bij het bewerken van staal en gegoten materialen. De diameter van deze serie varieert van 4 mm tot 12 mm met stappen van 0,1 mm en een verhouding van lengte tot diameter van 3xD en 5xD. De kleine punt verbetert de penetratie en de nauwkeurigheid van het bewerkingsgat, terwijl de gegolfde snijkanten zorgen voor een goede spaanbeheersing. Smalle schrapers verminderen de wrijving en zorgen voor een perfecte oppervlaktekwaliteit. De hooggepolijste spaangroeven voeren ook spaanders schoon af, terwijl een geoptimaliseerde kerndiameter de stijfheid van het gereedschap vergroot.
Composiet en nieuwe legeringen
Composietmaterialen of titaniumlegeringen vereisen ook speciale gereedschappen die bestand zijn tegen extreme belastingen. Naarmate de vraag naar deze lichtere maar robuuste materialen stijgt, stijgt ook de vraag naar gereedschappen die deze materialen kunnen

verwerken. Vooral in de automobielindustrie, de lucht- en ruimtevaartindustrie, de gereedschapsbouw, de matrijzenbouwindustrie en de medische industrie eisen gebruikers een lange levensduur en procesbetrouwbaarheid. De onderzoeks- en ontwikkelingsactiviteiten van veel gereedschapsproducenten richten zich daarom op de productie van deze gereedschappen, waarbij de nadruk ligt op hun coatings.
Mapal is een van die bedrijven die veel tijd en energie steekt in de ontwikkeling van nieuwe coatings, waaronder extreem harde en slijtvaste diamantcoatings. Deze coatings zijn interessant bij de bewerking van koolstofvezelmaterialen, keramiek, grafiet en sandwichpanelen met verschillende materialen. Om zijn gereedschappen te coaten maakt Mapal gebruik van een geoptimaliseerd HF-CVD-proces. Dit proces zorgt voor een vrijwel homogene dikte. "De afgelopen jaren hebben we intensief gewerkt aan de verbetering van het diamantcoatingproces en hebben we nieuwe mogelijkheden geopend in de gereedschapsproductie", aldus Dr. Martin Kommer, Team Director voor R&D Cutting Material / Coating bij Mapal.
Op de AMB presenteert Mapal als voorbeeld de OptiMill-Composite-Speed-Plus, een volhardmetalen frees voor koolstofvezelversterkte (CFR) materialen.
Naast Mapal presenteert ook Emuge Franken op de AMB gereedschappen die geschikt zijn voor de bewerking van composietmaterialen. Volgens Emuge Franken lopen veel producenten uit de lucht- en ruimtevaarttechniek, de automobielindustrie, de energiesector, sport en geneeskunde tegen problemen aan bij de bewerking van dit materiaal. Denk aan gescheurde vezels, uitstekende vezels en lelijke bramen. Het bedrijf ontwikkelde zijn vezelfreesgereedschappen als antwoord op deze veelvoorkomende problemen. Deze ZRgecoate gereedschappen die in verschillende uitvoeringen verkrijgbaar zijn, zijn geschikt voor de bewerking van koolstofvezelversterkte kunststoffen, glasvezelversterkte kunststoffen en aramidevezelversterkte kunststoffen. Een speciale vertanding zorgt voor het schoon en betrouwbaar snijden van de vezels, een hoog spaanvolume en optimale spaanafvoer.
Een andere trend in de industrie heeft betrekking op de grootte van de te produceren onderdelen. Onderdelen worden steeds kleiner en de benodigde vormen en geometrieën worden daardoor steeds complexer. De miniaturisering van onderdelen vraagt om gereedschappen met kleinere afmetingen. Zo zijn gereedschappen met microscopisch kleine structuren erg gewild in de elektronica en medische technologie.











Paul Horn presenteert op de AMB diverse gereedschappen voor microbewerkingen. Hierbij wil de gereedschapsfabrikant duidelijk maken wat er allemaal komt kijken bij het verspanen van kleine onderdelen met microgereedschappen. Zeer kleine snededieptes vragen om zeer scherpe snijkanten om de snijdruk te minimaliseren. De abrasieve snijkanten vergroten echter het gevaar van microscheuren. Zelfs een kleine scheur in het bereik van enkele micrometers op de snijkant heeft een negatief effect op het bewerkte oppervlak van het werkstuk. Ook de afwerkingskwaliteit van het snijvlak speelt een belangrijke rol. Om opgebouwde randen tegen te gaan, wordt het snijvlak bij Paul Horn vóór gebruik zeer fijn geschuurd of gepolijst. Om gebruikers in staat te stellen schroeven voor hoortoestellen, balanceergewichten voor horlogeproductie of gedraaide microonderdelen voor medische componenten te produceren, ontwikkelde Horn het μ-Finishsysteem voor microsnijden. De indexeerbare wisselplaten het μ-Finish-systeem hebben een positioneernauwkeurigheid van +/- 0,0025 mm. Zo kan de gebruiker de wisselplaat draaien zonder de punthoogte opnieuw te hoeven instellen.
LMT Tools presenteert op de AMB ook voorbeelden van de trend naar steeds kleinere onderdelen. LMT levert verschillende microfrezen in een tolerantiebereik tot 0,007 mm voor uiterst nauwkeurige freesbewerkingen met kleine gereedschapsdiameters. De precisieschachten van 3, 4 en 6 mm met h5-tolerantie en een diameterbereik van 0,3 tot 3,0 mm zijn verkrijgbaar in twee geometrievarianten: een uitvoering voor nauwkeurige contouren en een uitvoering met een bolvormige kop. De laatste uitvoering zorgt voor een hogere flexibiliteit bij het bewerken van complexe 3D-vormen. Dankzij de bolvorm van de frees kunnen rondingen

en onregelmatige oppervlakken nauwkeurig worden bewerkt. Een van de belangrijkste toepassingsgebieden is de bewerking van bijvoorbeeld complexe 3D-matrijsoppervlakken, diepe holtes, boorgaten of geribbelde structuren. Om hoge temperaturen te weerstaan zijn de gereedschappen voorzien van een slijtvast laagsubstraatsysteem. De gereedschappen worden daardoor oxidatie- en diffusiebestendig en hebben een hoge hardheid.
Nauwkeurige opspanmiddelen
Naargelang de toleranties kleiner worden, wordt het des te belangrijker om het complete productieproces te beheersen. Naast het verspanende gereedschap vervult ook het opspangereedschap hierin een belangrijke taak. Emuge presenteert op de AMB nieuwe standaard opspanmiddelen voor nauwkeurige vijfassige bewerkingen. De EvoGrip centreerklem is een handbediend opspansysteem dat het werkstuk centrisch opspant. Het compacte ontwerp maakt meerzijdige bewerking met vijf assen mogelijk. Het modulaire en slanke ontwerp bereikt een maximale klemkracht tot 75 kN. De perfecte aanvulling op de EvoGrip is het EvoPoint nulpuntspansysteem. De EvoPoint kan dankzij het modulaire ontwerp worden gecombineerd met het centreerklemsysteem. Volgens de fabrikant kunnen de insteltijden tot 80% worden verkort in combinatie met de EvoPoint. Zoals op de AMB te zien zal zijn is de klem voor diverse toepassingen uit te rusten met verschillende klembekken.
Dit artikel geeft slechts een klein overzicht van de vele gereedschapsinnovaties die van 10 t/m 14 september te zien zullen zijn op de AMB in Stuttgart.

DN Solutions pakt dit jaar stevig uit op de AMB. Naast de tweede generatie van de vijfassige DVF 5000 en de uitgebreide mogelijkheden van het SMX2100S multitasking bewerkingscentrum, presenteert de machinebouwer een nieuwe instap multitaskingmachine die als wereldprimeur wordt voorgesteld.
De wereldprimeur die DN Solutions introduceert op de AMB is een instap multitaskingmachine die is afgeleid van de SMX. De SMX is een high-end machine die standaard heel compleet is uitgerust. Daarmee is de SMX voor veel bedrijven die willen starten met multitasking soms net te veel van het goede. Voor die bedrijven heeft DN Solutions nu de DNX ontwikkeld. Omdat de DNX op de AMB echt als wereldprimeur wordt voorgesteld, wil DN Solutions vooraf nog geen informatie prijsgeven. Wat al wel duidelijk is, is dat de DNX een laagdrempelige multitaskingmachine wordt, die ten opzichte van de SMX net een slag kleiner zal zijn en minder functionaliteiten heeft. Waar de SMX bijvoorbeeld geschikt is voor vijfassig simultaan bewerken, is de DNX ontwikkeld voor vijfvlaks (4+1) verspanen.
“Met de DNX wil DN Solutions zich gaan richten op het middensegment van de markt. Het is een ideale instapmachine voor bedrijven die willen snuffelen aan multitasking. Daar is in Nederland best veel vraag naar en we zijn met Dormac daarom ook verheugd dat we na de AMB zo’n machine kunnen aanbieden. En ondanks dat het een instapmachine betreft, is de DNX toch compleet genoeg voor zo’n 70% van de multitaskingbewerkingen. Dat is meer dan genoeg voor veel bedrijven. Wil je meer, dan kom je uit bij de SMX”, vertelt Bas Wijnhoven, Technical Sales Engineer bij Dormac CNC Solutions. De DNX zal voorzien zijn van diverse snufjes die het gebruiksgemak verbeteren. Zo heeft de machine een groot gereedschapsmagazijn en kunnen gereedschappen aan de voorzijde van de machine worden beladen. Verdere details over de DNX zullen tijdens de AMB bekend worden gemaakt.
Veilig compleetbewerken
DN Solutions zet tijdens de AMB ook de spotlights op het SMX2100S draaifeescentrum. Deze high-end machine is dankzij een turret met aangedreven gereedschappen en een hoofd-, sub- en freespil uitermate goed geschikt voor de compleetbewerking van complexe en nauwkeurige werkstukken. “Wat bezoekers op de AMB kunnen zien is dat je met de SMX2100S zowel
kan draaien als vijfassig simultaan kan frezen. Deze combinatie en het stabiele en nauwkeurige karakter van de machine, maken het ideaal voor de bewerking van veeleisende componenten”, zegt Wijnhoven. “Naast de machine zal de focus ook liggen op de Qufos-besturing.” Qufos is een schil om de Fanuc-besturing, waarmee DN Solutions meer functionaliteiten toevoegt en de gebruiksvriendelijkheid heeft verbeterd. Zo is het mogelijk om verschillende apps toe te voegen om bijvoorbeeld een koppeling te maken met het ERP-pakket. “Wat ook interessant is, is de CPS botsingsbeveiliging. Deze functie voorziet dat er een botsing staat te gebeuren en stopt de machine op het juiste moment. Zeker bij handbediening is dit een optimale beveiliging, maar ook in het geval dat de data voor de CAD/ CAM simulatie niet klopt, wordt de machine, het gereedschap en het werkstuk met CPS beschermd.”
Tweede generatie vijfasser
Naast de wereldprimeur en de SMX2100S kunnen bezoekers op de stand van DN Solutions de tweede generatie van de DVF 5000 aanschouwen. Dit verticale bewerkingscentrum is het vlaggenschip van DN Solutions op het gebied van vijfassig simultaan bewerken. In vergelijking met zijn voorganger, is de DVF 5000 Second Generation op verschillende vlakken verder geoptimaliseerd.
Dat begint bij de constructie die symmetrisch is opgebouwd, waardoor vervorming wordt voorkomen. Om warmteontwikkeling in de machine te beperken, integreert het meerdere koeleenheden die strategisch zijn gepositioneerd op belangrijke aandrijflocaties, waaronder de spindel, geleidingen en draaitafel. Bovendien bewaken actieve sensoren die in de spindelkop, kolom en het bed zijn ingebouwd, nauwgezet de thermische verplaatsing tijdens het bewerkingsproces. Met behulp van een thermische verplaatsingscompensatiefunctie kan de thermische verplaatsing worden gecompenseerd en wordt het mogelijk om nog nauwkeuriger te verspanen.
De tweede generatie heeft ook een groter werkbereik gekregen. Het tafelformaat van Ø630 x 450 is 26% gegroeid en het bewerkingsgebied is met 32% toegenomen. Opvallend is dat je dit niet terugziet in het vloeroppervlak dat de machine inneemt. Die is namelijk is afgenomen. “De machine heeft voornamelijk in de Z-as een groter bereik gekregen”, aldus Wijnhoven. Het robuuste machinebed kan een maximale belasting van 400 kg verwerken. Met de integratie van een ingebouwde Auto Workpiece Changer (AWC) en een rond gereedschapsmagazijn met ruimte voor 40 gereedschappen is de 2nd Generation klaar voor een onbemande productie.

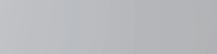












Open Mind presenteert tijdens de AMB in Stuttgart de 2024-versie van de CAD/CAM-software hyperMILL. In de nieuwe versie zijn de mogelijkheden van frezen, draaien en CAD-functies verder uitgebreid, wat zorgt voor een hogere efficiëntie binnen de digitale procesketen. Bezoekers kunnen tijdens de beurs de nieuwe functionaliteiten van hyperMILL 2024 live ervaren.
Een belangrijke uitbreiding in hyperMILL 2024 is de ondersteuning van revolvers voor draaimachines. Dit is een voorbeeld van hoe Open Mind de integratie van digitale twins van bewerkingscentra bevordert. "Met de nieuwste uitbreidingen van hyperMILL TURNING Solutions brengen we de werkelijke en digitale wereld nog dichter bij elkaar," zegt Stefan van Aalst, directeur van Open Mind Nederland. "Deze innovatie zorgt ervoor dat draaibanken met een hoofdspindel, een revolver en Siemens-controller gedetailleerd worden weergegeven met alle gereedschappen."
Daarnaast kunnen gebruikers nu meetpunten teruglezen met behulp van de Virtual Machining-technologie. Het 3D-model van het component laat in één oogopslag zien welke meetpunten buiten het tolerantieveld vallen. Dit maakt het eenvoudiger om onnauwkeurigheden en gereedschapsslijtage te analyseren en eventueel te compenseren.
Vernieuwde CAD-functionaliteiten
Op het gebied van 'CAD for CAM' heeft hyperMILL 2024 nieuwe mogelijkheden. De software ondersteunt de import van PMI- (Product Manufacturing Information) en MBD-gegevens (Model Based Definition) in diverse formaten zoals STEP, CATIA V5, Solidworks, Creo en Siemens.
Tijdens de AMB kunnen bezoekers op de stad van OPEN MIND de nieuwste hyperMILL CAD/CAM functionaliteiten ontdekken, zoals de import van MBD-gegevens.
Daarnaast zijn de functies voor het modelleren van vlakken verbeterd, waardoor vlakken nu ook uit een groot aantal rastercurven kunnen worden gegenereerd. Een andere significante CAD-innovatie betreft de ondersteuning voor driedimensionaal eroderen bij het maken van elektroden. "Met deze nieuwe CAD-functionaliteiten kunnen we de kloof tussen ontwerp en fabricage nog meer verkleinen," zegt Van Aalst. "Onze gebruikers profiteren van een volledig geïntegreerde workflow, die tijd en kosten bespaart in de voorbereidingsfase."
Verbeterde bewerkingsstrategieën
Een andere handige toevoeging in hyperMILL 2024 die in september op de AMB te zien zal zijn, is de mogelijkheid tot vijfassige baancorrectie, aanvankelijk beschikbaar voor Heidenhain-controllers. Van Aalst vertelt: “Bij vijfassige baancorrectie worden vectoren weggeschreven naar het freescontactpunt in het NC-programma voor fijne correcties. Daarnaast zorgen verbeterde algoritmen voor restmateriaaldetectie en baanberekening voor een efficiëntere bewerking.”
Het aspect van veiligheid tijdens onbemande producties krijgt ook aandacht in hyperMILL 2024. Het controleren van gereedschapsbreuk kan nu worden geactiveerd in de gereedschapsbibliotheek en geïntegreerd in het bewerkingsprogramma. Deze informatie wordt verwerkt tijdens het genereren van de NC-code met de virtuele machine, wat bijdraagt aan een veiligere productieomgeving.
Een andere handige innovatie is de gereedschapssynchronisatie met het Hummingbird-MES. Met één druk op de knop kunnen gereedschappen uit de hyperMILL-gereedschapsbibliotheek worden gesynchroniseerd met het Hummingbird-gereedschapsbeheer, wat zorgt voor een consistente informatie-uitwisseling en optimalisatie binnen de productieprocessen. Van Aalst: “Geïnteresseerden kunnen de nieuwe hyperMILL 2024 live in actie zien tijdens de AMB in Stuttgart. Met behulp van diverse demonstraties bieden we een uitstekende gelegenheid om de verbeteringen en nieuwe functionaliteiten uit eerste hand te ervaren en te ontdekken hoe deze kunnen bijdragen aan de optimalisatie van bewerkingsprocessen.”

Automatisering is de sleutel tot productief en kosteneffectief produceren. Om het productiepotentieel van de machine ten volle te benutten, is het essentieel om betrouwbaarheid en snelheid te garanderen, zelfs tijdens het beladen en ontladen. Op de AMB toont Schunk verschillende oplossingen voor het realiseren van een betrouwbaar, geautomatiseerd proces.
Welke automatisering de juiste is, hangt af van verschillende variabele: procesketens, ruimtecondities, batchgroottes en productvariaties spelen bijvoorbeeld een doorslaggevende rol. Schunk presenteert op de AMB een groot aantal mogelijkheden van geautomatiseerde machinebelading, van eenvoudige instapoplossingen tot high-end oplossingen. Bovendien zullen de bezoekers voorbeelden zien van geautomatiseerde werkstukhandling met innovatieve handling oplossingen. De 2D Grasping Kit bijvoorbeeld, die de HERMES Award 2024 won, biedt een snelle en eenvoudige introductie tot de betrouwbare
geautomatiseerde handling van ongesorteerde onderdelen. Gloednieuw is de mechatronische EZU centrische grijper. De robuuste en resistente grijper is geschikt voor zware werkomstandigheden en verwerkt cilindrisch of excentrisch geplaatste werkstukken van verschillende afmetingen zonder verlies van grijpkracht. Een groot aantal communicatie-interfaces, PLC functiemodules en plug-ins voor bekende robotfabrikanten zorgen voor een eenvoudige integratie.
Schunk biedt in zijn assortiment voor werkstukspantechniek handbediende, automatische en intelligente spanoplossingen voor bijna elke toepassing. Het bestaande productassortiment wordt continu uitgebreid en aangepast aan de wensen van de klant. Met de flexibele, handbediende Rota-ML flex 2+2 klauwplaat kan bijvoorbeeld elke werkstukgeometrie worden opgespannen. Met de revisie vanaf diameter 500 mm zijn de klauwplaathoogtes tot 30 procent gereduceerd, waardoor de massa van de klauwplaat tot 40 procent daalt. Dit geeft gebruikers aanzienlijk meer vrijheid met betrekking tot de
grootte en het gewicht van de te bewerken werkstukken.
Met de Kontec KS-H-LH introduceert Schunk een compacte en krachtige hydraulische klem met een totale spankracht van 80 kN. Dit maakt een klembereik mogelijk van 20 tot 345 mm met een hydraulische klemslag van 110 mm. Bovendien kunnen gegevens zoals slagmeting of dynamische druk via IO-Link worden doorgegeven aan de machinebesturing.
Er zijn ook innovaties op het gebied van magnetische klemming. Schunk heeft de beproefde magnetische klauwplaten Magnos MFRS herzien en uitgerust met een extra digitale functie. In de toekomst zal een nieuw ePaper statusdisplay de gebruiker informatie geven over de klemtoestanden "MAG AAN" en "MAG UIT" om een betrouwbare klemming en maximale proceszekerheid te garanderen.
Intelligente procesbewaking
Er zijn tijdens de AMB ook innovaties te zien op het gebied van intelligente procesbewaking met iTendo², waarvan Schunk de toepassingsmogelijkheden aanzienlijk uitbreidt. Met de magnetische houder iTendo² kunnen gebruikers het intelligente real-time sensorsysteem nu overal in de machinekamer plaatsen en gebruiken voor testen en procesoptimalisatie. Een andere hydraulische expansiegereedschapshouder maakt nu ook deel uit van de iTendo² familie: de slanke iTendo² Slim 4ax in een gestandaardiseerde krimpcontour biedt nu ook de mogelijkheden voor procesbewaking in de fijnbewerking. Beide modules kunnen naadloos aangesloten worden op de basisversie voor het analyseren van trillingsgegevens.
"Vooral kleine en middelgrote industriële bedrijven bereiken een productiviteitsstijging met automatisering, die tekorten aan geschoolde arbeidskrachten compenseert en hun wereldwijde concurrentiepositie veilig stelt. Op AMB zullen we niet alleen kant-en-klare oplossingen laten zien, maar ook hoe we bij Schunk kunstmatige intelligentie gebruiken om de efficiëntie van processen te verhogen en de productiviteit van onze klanten te verhogen”, vertelt Timo Gessmann, CTO van Schunk.


Mikrocentrum is het verbindende platform voor de hightech- en maakindustrie. We hebben een fascinatie met technologie. En als onafhankelijke stichting kunnen wij als geen ander de juiste verbinding leggen om die fascinatie door te vertalen naar alle lagen van de waardenketen. Dit doen we door kennis te maken, delen en te versnellen door de gehele waardenketen van de hightech- en maakindustrie, met opleidingen, evenementen en het High Tech Platform. Want met kennis, talent, skills en connecties als brandstof, maken we de wereld van morgen vandaag al een beetje beter.
BEKIJK ONZE CURSUSSEN
• Design for Manufacturing Techniques
• Design Principles
• Tolerance Analysis
• Geometrical Dymensioning and Tolerancing
• Systems Engineering
• Machine Safety
• Laser Safety
• Manufacturing Excellence Course
• En veel meer…….
ONZE EVENTS IN 2024
18 & 19 SEPTEMBER | KUNSTSTOFFENBEURS 02 OKTOBER | AM FOR PRODUCTION 17 OKTOBER | MATERIALS ENGINEERING
12 NOVEMBER | THE INTERNATIONAL PRECISION CONFERENCE 13 & 14 NOVEMBER | PRECISIEBEURS 27 NOVEMBER | LIJM EVENT 03 DECEMBER | MBD SOLUTIONS EVENT

Mazak zal medio september zeven machines presenteren op de AMB in Stuttgart. De tentoongestelde modellen, waaronder een wereldprimeur, belichten onder andere multitasking-capaciteiten, geavanceerde automatisering, innovatieve ‘auto gear’-technologie en diverse digitale diensten. De nadruk ligt tijdens de beurs op productiviteit in combinatie met duurzaamheid.
Een van de zeven oplossingen die Mazak op de beurs presenteert, betreft een wereldprimeur: een draaicentrum uit een nieuwe serie, ontworpen om de productiviteit en efficiëntie van klanten aanzienlijk te verhogen. Meer informatie over deze machine zal Mazak op de beurs bekendmaken. Mazak introduceert daarnaast de nieuwe Variaxis i-700 NEO, een robuust vijfassig bewerkingscentrum van de volgende generatie. Deze machine, voorzien van de SmoothAi CNCbesturing, biedt een groot bereik met een draaizwenktafel, wat ideaal is voor de bewerking van zowel grote werkstukken als nauwkeurige en complexe onderdelen.
De HCN-4000 NEO, ook behorend tot de volgende generatie bewerkingscentra,
tandwielbewerkingen op een Integrex i-250H ST AG.
wordt tentoongesteld met een 20.000 min-1 hogesnelheidsspil. Deze machine is uitgerust met een wisselaar voor twee pallets, wat mogelijk maakt dat werkstukken op de ene pallet worden bewerkt terwijl de andere wordt voorbereid. De NEO-machines zijn ontworpen met technologische innovaties die tot 30% energiebesparing realiseren ten opzichte van de originele modellen. Dit is in lijn met Mazak's "Go Green"-initiatief, dat streeft naar een duurzamere en productievere toekomst.
Tandwielbewerkingen
Efficiëntie in tandwielbewerking vormt een belangrijk aandachtspunt op de stand van Mazak. De Integrex i-250H ST AG combineert multitasking met tandwielbewerking en in-proces meten. Op de beursstand zullen verschillende tandwielbewerkingen te zien zijn zoals skiving, hobbing en frezen. Een Quick Turn 250 MSY zal op de AMB ook uitgerust zijn voor skivingtoepassingen. De CNC-draaimachine beschikt over een freesfunctie, tweede spil, Y-as en een toerental van 5.000 min-1 (optioneel 10.000 min-1). De toevoeging van een TA-robot maakt het geschikt voor onbemande productie.
Freesmachines
Mazak toont op de AMB ook twee Variaxis
C-600 machines. Een van de machines op de stand zal voorzien zijn van een geautomatiseerd laad- en lossysteem, terwijl de andere machine wordt gepresenteerd op de stand van partner Avantec. Daarnaast wordt het vijfassige CV5-500 bewerkingscentrum getoond, waarbij een live demonstratie van een Digital Twin wordt gegeven. Deze Digital Twin bespaart de operator tijd bij het instellen en bewerken, en verbetert de proces- en kwaliteitscontrole.
Bezoekers kunnen verder kennismaken met Mazak iConnect, een digitale dienst voor bestaande klanten die toegang biedt tot producthandleidingen en e-learningopties. Een nieuw onderdeel van iConnect is Mazatrol DX, een productiviteitssoftware die snelle en automatische offertes, geautomatiseerde onderdeelprogrammering en virtuele machinesimulatie mogelijk maakt. Verder introduceert Mazak de Machine-2-Mazak (M2M) dienst. Deze abonnementsdienst biedt real-time machinemonitoring op afstand voor proactief onderhoud, inclusief ondersteuning op afstand en toegang tot Mazak-applicaties, projectingenieurs en serviceoperators.
Maar liefst acht langdraaimachines van Tornos produceren tegenwoordig non-stop bij Exakt Fijnmechanika in Drachten. De fabriek, die meer weg heeft van een cleanroom, is volledig gericht op de stabiele productie van hoognauwkeurige draaidelen voor onder meer de medische industrie.
Exakt Fijnmechanika nam in 2010 de allereerste langdraaimachine in gebruik, een Tornos Micro 7. De machine werd aangeschaft om jaarlijks 500.000 zogenaamde Canula’s te produceren voor de oogheelkunde. Dit is een hol buisje dat qua formaat lijkt op een naald. Deze wordt in de oogheelkunde gebruikt om het oog binnen te dringen voor het afnemen van vocht of om aandoeningen te behandelen. “Dit soort producten moeten voldoen aan de hoogste eisen qua maatvoering en oppervlakteruwheid. Het falen van zo’n product resulteert namelijk in niet repareerbare schade. Daarom stellen we hele hoge eisen aan ons machinepark en Tornos bewijst al sinds 2010 hier ruimschoots aan te kunnen voldoen”, vertelt directeur Arnold Douma enthousiast.
Zwitserse kwaliteit
De reden dat Exakt Fijnmechanika voor Tornos heeft gekozen heeft alles te maken met de kwaliteit en nauwkeurigheid van de machine. Bij het langdraaien is het essentieel dat het proces stabiel verloopt om een hoge nauwkeurigheid en repeteerbaarheid te waarborgen. “Tornos was destijds één van de weinige machinebouwers die kon voldoen aan onze eisen. De Micro 7 was perfect voor ons uitgangsmateriaal met een diameter van 4 mm en de machine was ook nog eens in samenwerking met Rolex ontwikkeld. Aangezien de horloge-industrie vergelijkbare onderdelen maakt, en we gewoon gecharmeerd waren van de Zwitserse precisie, was Tornos de logische keuze.”



Exakt Fijnmechanika heeft acht langdraaimachines van Tornos in gebruik. De toeleverancier zet de machines in om kleine, hoognauwkeurige onderdelen te produceren.
De grenzen opzoeken
Vandaag de dag produceert Exakt Fijnmechanika nog altijd Canula’s in grote series. Echter is daar de laatste tien jaar wel ander langdraaiwerk bijgekomen. Voor de medische industrie produceren ze bijvoorbeeld ook kleine onderdelen voor insulinepompen of scherpe naalden met een radius van minder dan 5 micrometer. Voor de defensie industrie worden er componenten met hele lage Rz-waardes gedraaid die in nachtkijkers

worden gebruikt. “Dit zijn zomaar een paar voorbeelden”, zegt Douma, terwijl hij een heel assortiment met fijnmechanische draaidelen tevoorschijn haalt. “We zijn echt gespecialiseerd in hightech draaiwerk. Zo lastig dat Tornos wel eens heeft gezegd dat het niet realiseerbaar is. Uiteindelijk krijgen we het dan toch voor elkaar. Als je op de grens van het maakbare zit, moet je bereid zijn om fouten te maken. Daar leer je van en alleen zo kom je verder.”

Door de toenemende vraag en de goede ervaringen met Tornos en leverancier Gibas, heeft Exakt Fijnmechanika in 2015 een Swiss Nano 4 van het merk in gebruik genomen. Dit was de opvolger van de Micro 7 die zich kenmerkt door een verbeterde gebruiksvriendelijkheid op zowel het gebied van besturing als toegankelijkheid tot de bewerkingsruimte. “We programmeren aan de machine, omdat je dan optimale controle hebt over het proces. Met de Swiss Nano 4 is dit door de gebruiksvriendelijke besturing veel gemakkelijker geworden. En wat heel fijn is, is de bouwwijze van de machine. Door de glazen koepel die volledig geopend kan worden, heb je volledig toegang tot de bewerkingsruimte. Overigens zie je weinig verschil in performance, nauwkeurigheid en cyclustijd tussen de inmiddels veertien jaar oude machine en de nieuwe modellen. Dat geeft ook wel de kwaliteit weer van Tornos”, zegt Douma.
Tussen 2015 en nu werden er nog eens zes Swiss Nano 4 langdraaimachines aan het machinepark van Exakt Fijnmechanika toegevoegd, waardoor het totaal op acht komt. Alle machines hebben een maximale doorlaat van 4 mm. Dat is in de meeste gevallen ook de diameter van het uitgangsmateriaal. Toch bewerkt Exakt ook kleinere diameters vanaf 1 mm. De compacte langdraaimachines beschikken over zes lineaire assen, twee C-assen en dertien gereedschappen,

waarvan vier aangedreven. Verder vinden we op zowel de hoofd- als subspil een HF-spindel met een maximaal toerental van 16.000 min-1. Douma: “We boren wel eens gaatjes van 0,2 mm. Eigenlijk heb je dan aan 16.000 toeren niet voldoende. Je moet dus wel een beetje een magiër zijn om dit soort bewerkingen tot een succes te brengen. Alles moet dan kloppen, van de uitlijning van de machine tot aan de olie, de temperatuurhuishouding en de kwaliteit van het gereedschap. Zeker als je ook onbemand produceert.”
Betrouwbaar en onbemand produceren
Omdat Exakt Fijnmechanika grotere series produceert van 1.000 tot een miljoen stuks, zijn alle Tornos langdraaimachines uitgerust met een LNS Tryton stangenlader. Deze stangenlader leent zich volgens Douma uitstekend voor het geautomatiseerd produceren van werkstukken met kleine diameters. “Zelfs bij kleine diameters ontstaan er geen trillingen. Zo kunnen we proceszeker de hele nacht door produceren.” Hoewel Tornos over systemen beschikt die zorgen voor een hoge thermische stabiliteit van de machine, laat Exakt Fijnmechanika niets aan het toeval over. Dat bewijzen alleen al de zeven werknemers in de kwaliteitscontrole. Voor een optimale procesbetrouwbaarheid zijn de langdraaimachines in een geacclimatiseerde ruimte geplaatst. “Bij een constante temperatuur

De compacte Swiss Nano 4 is voorzien van een glazen koepel die volledig geopend kan worden. Hierdoor heb je volledig toegang tot de bewerkingsruimte. Daarnaast is de machine voorzien van een gebruiksvriendelijke besturing.
hoeft er niet gecompenseerd te worden. Dat is voor de stabiliteit van het proces veel beter.” Verder heeft Gibas een aantal machines voorzien van een papierbandfilter om de kwaliteit van de snijolie in optimale conditie te houden. Zo wordt voorkomen dat kleine spaantjes het gereedschap of het werkstuk beschadigen. “Al met al zijn we zeer tevreden over de langdraaimachines van Tornos én de service en ondersteuning van Gibas. We hebben nog wat ruimte beschikbaar in onze langdraaiafdeling en dit gaan we ongetwijfeld invullen met machines van Tornos”, blikt Douma vooruit.


Van 10 tot 14 september 2024 presenteert Ceratizit diverse nieuw ontwikkelde gereedschapsoplossingen op de AMB in Stuttgart. Bezoekers kunnen zich verheugen op innovaties zoals de duurzame, krachtige ProAct-Millfrees, live bewerkingsdemonstraties met onder andere 3D-geprinte gereedschappen en digitale diensten voor de slimme productiefabriek.
Staal, roestvast staal of gietmaterialen: iedereen die ze moet bewerken, heeft frezen nodig die zo universeel mogelijk inzetbaar zijn voor een optimaal rendement. Ceratizit heeft om die reden de volhardmetalen frees ProACT-Mill aan zijn portfolio toegevoegd. Deze nieuwe, universele frees is voorzien van geoptimaliseerde geometrieën en een nieuw ontwikkelde coating voor het bereiken van een hoge standtijd en maximale prestaties in zoveel mogelijk materialen. Uit de testresultaten van de nieuwe serie blijkt volgens Ceratizit dat de frezen tot 30% hogere prestaties realiseren ten opzichte van andere universele gereedschappen.
Naast de geoptimaliseerde geometrieën en de nieuw ontwikkelde coating van de ProACT-Mill valt er nog iets op aan de nieuwe frees. Het gereedschap is namelijk gemaakt van het duurzame hardmetaal upGrade. Dit hardmetaal bestaat uit enkel gerecyclede grondstoffen, waardoor de gereedschappen een lage koolstofvoetafdruk hebben. Om de kwaliteit van de upGradegereedschappen te waarborgen, gebruikt Ceratizit uitsluitend hoogwaardig, zorgvuldig geselecteerd hardmetaal voor het recyclingproces. Tijdens het recyclen blijft de carbidestructuur onveranderd, wat betekent dat de kwaliteit van het ingebrachte schroot gelijk is aan de kwaliteit van het eindproduct. Dit resulteert in upGrade hardmetaalsoorten die niet alleen een uitzonderlijk lage koolstofvoetafdruk hebben, maar ook de hoge prestaties leveren die kenmerkend zijn voor premium hardmetaal.
De nieuwe ProACT-Mill combineert dus de prestaties van een allround high-performance frees met het meest duurzame hardmetaalsubstraat dat momenteel verkrijgbaar is bij Ceratizit. Daarmee biedt de fabrikant van verspanende gereedschappen zijn klanten dus een economisch en
ecologisch voordeel in de vorm van een lage koolstofvoetafdruk.
Live-ervaring
AMB-bezoekers kunnen tijdens de beurs de ProAct-Mill live in actie zien. Op de stand van Ceratizit zal een vijfassig bewerkingscentrum van Grob worden ingezet om het nieuwe gereedschap te demonstreren. Ter gelegenheid van het 30-jarig jubileum van de populaire EcoCutlijn van Ceratizit zullen extra grote wisselplaten van aluminium worden vervaardigd, waarbij niet alleen de ProAct-Mill wordt ingezet, maar ook andere gereedschappen, zoals de KUB Pentron wisselplaatboor, de ALuLine CCR en het 3D-geprinte MaxiMill - 211-DC wisselplaatfreessysteem.
3D-geprint gereedschap
Het MaxiMill - 211-DC wisselplaatfrees-systeem is een interessante oplossing van Ceratizit. De additief vervaardigde freesbody van de MaxiMill 211-DC maakt het mogelijk om de vereiste complexiteit van de vrijloopvlakkoeling te realiseren. Dit resulteert in een perfecte combinatie van geometrische en functionele
eigenschappen. De ideale koelpositie, gecombineerd met een op de koeling afgestemde wisselplaatgeometrie, zorgt voor een constante koelmiddeltoevoer op het snijvlak van de wisselplaat. Het systeem biedt daardoor een maximale proceszekerheid bij hoge snijsnelheden. Tijdens de AMB wordt het MaxiMill 211-DC gereedschap ingezet voor de productie van aluminium, maar het is eveneens uitstekend geschikt de bewerking van hittebestendige materialen zoals titanium. De talrijke koelkanalen in de freesbody zijn compatibel met standaard gereedschapsopnames met interne koelmiddeltoevoer.
Naast verspanende gereedschappen gaan we medio september ook diverse digitale diensten en automatiseringsoplossingen vinden op de stand van Ceratizit. Het monitoring- en controlesysteem CERAsmart ToolScope bijvoorbeeld, is een oplossing die continu de signalen die de bewerkingsmachine tijdens het productieproces genereert registreert en visualiseert voor procesbesturing, machinebescherming en documentatie. Om tijdens het proces de
gegenereerde data op een betekenisvolle manier beschikbaar te maken voor de operator, worden deze eerst in ToolScope geanalyseerd, verwerkt en beschikbaar gesteld aan de gebruiker. Zij kunnen de relevante gegevens in de CERAsmart Cockpit bekijken en gebruiken om hun processen te optimaliseren.
Verder demonstreert Ceratizit hoe geavanceerde automatiseringsoplossingen eruit kunnen zien met de R-C2-werkstukautomatisering als oplossing tussen palletautomatisering en directe robotbelading. Dit betekent minder instelwerk en een aanzienlijke toename van de flexibiliteit. De Ceratizit-experts zullen op de beursstand ook de andere voordelen van het systeem onthullen en hoe het effectief kan worden gebruikt.
Een echte publiekstrekker op de stand van Ceratizit wordt de custom motorfiets van SBAY Motor Company uit San Roque in Spanje. Met de motor laten de twee partners zien dat machinale bewerking ook gemotoriseerde kunstwerken kan opleveren. Veel van de componenten zijn speciaal ontworpen en vervaardigd met behulp van de gereedschappen van Ceratizit.















Onder het motto ‘Focused on Strength, Precision and Innovation’ presenteert Grob-Werke op de AMB 2024 een breed scala aan innovatieve technologieën en oplossingen. Interessant is de compleet nieuwe G920F5, waarmee Grob de G900-serie met grote bewerkingscentra naar boven uitbreidt.
Grob gebruikt de AMB om een ware primeur te presenteren. Voor de allereerste keer zal het G920F5 bewerkingscentrum aanwezig zijn op een beurs. De G920F5 is de nieuwste telg in de G900serie die bestaat uit machines voor de bewerking van automobiel en luchtvaart gerelateerde werkstukken die de afgelopen jaren steeds groter zijn geworden. Dat er vraag is in de markt naar bewerkingsmachines voor grote delen blijkt uit het feit dat Grob sinds de marktintroductie in de zomer van 2023 al talloze bestellingen voor de G900-serie heeft binnengehaald. Als je de machines in detail bekijkt, zie je snel wat belangrijk was bij de ontwikkeling van de afzonderlijke machines. De nadruk lag vooral op de grootte van het werkgebied in combinatie met een zo klein mogelijke footprint. De machines worden verder gekenmerkt door een stijve constructie en een machineontwerp dat perfect is aangepast aan MQL-bewerkingen dankzij een werkruimte met een optimale spaanafvoer. De
serie legt ook nadruk op de kortst mogelijke spaan-tot-spaan tijden en een hoge dynamiek.
De G920X is samen met de G920F4 een van de eerste modellen in de serie. De G920X is interessant voor het efficiënt en nauwkeurig bewerken van geëxtrudeerde profielen. De G920X heeft twee boven elkaar geplaatste spindels en bruggen. Hierdoor kunnen twee werkstukken met een lengte van meer dan 2,5 meter worden bewerkt. De G920F4 is daarentegen interessant voor het bewerken van batterijbehuizingen en hun componenten. De machine is modulair opgebouwd en kan daardoor optimaal worden afgestemd op de toepassing van de klant. Zo is het bijvoorbeeld mogelijk de twee spindels naast elkaar of boven elkaar op te stellen. Zoals de F4 in de machinenaam doet vermoeden, is dit machineconcept gebaseerd op vier bewegingsassen. Het bewerkingscentrum is een slag groter dan de G920X en kan werkstukken met een lengte tot 2.900 mm bewerken.
Het G900-platform wordt gecompleteerd door de G920F5. De F5 in de machinenaam staat voor vijfassige bewerking. De G920F5 is ontworpen voor de bewerking van voor- en achtercarrosserieën, ook wel ‘giga castings’ of ‘underbodies’ genoemd. De robuuste constructie zorgt voor betrouwbare bewerking onder veeleisende omstandigheden, terwijl de flexibele
configuratie een breed scala aan bewerkingsopties mogelijk maakt voor de meest uiteenlopende componenten. Tijdens de AMB worden alle details van de G920F5 bekend gemaakt. Ook zal de machine hier live gedemonstreerd worden met de gesimuleerde bewerking van een groot gietonderdeel.

Tijdens de AMB presenteert Grob diverse universele bewerkingsmachines en een grote diversiteit aan automatiseringsoplossingen.

Duurzaamheid is een onderwerp dat terecht steeds belangrijker wordt in de maakindustrie. Hulpbronnen zijn beperkt en energie wordt steeds duurder. In het productieproces kunnen bedrijven het energieverbruik aanzienlijk verlagen door aandacht te besteden aan energiebesparende componenten, zoals bijvoorbeeld gereedschapshouders.
Metaalbewerking heeft vele facetten. Afhankelijk van het materiaal, de geometrie van de onderdelen en de hoeveelheden wordt een grote verscheidenheid aan machines, gereedschappen en opspanmiddelen gebruikt die allemaal invloed hebben op het verbruik van energie en materialen. Ook moet er rekening worden gehouden met externe omstandigheden zoals de productielocatie, de kwalificaties van de werknemers en mogelijke automatisering. Bij het beoordelen van duurzaamheid is het belangrijk om niet te veel naar een product te kijken, maar ook naar het milieu - de levenscyclus van het product en het hele proces waarin het product is geïntegreerd.
Bewerkingsmachine biedt besparingsmogelijkheden Naast de gebruikte materialen is energie-efficiëntie waarschijnlijk de belangrijkste factor die een duurzaam proces bepaalt. Bij machinale bewerking is het ongetwijfeld de bewerkingsmachine, die het grootste deel van de gebruikte energie verbruikt met haar spindel- en asaandrijvingen, randapparatuur en hulpeenheden zoals koeling, smering of persluchttoevoer. Bij de aanschaf van nieuwe machines kan de gebruiker het verbruik aanzienlijk verlagen door aandacht te besteden aan energiebesparende componenten. Andreas Haimer, directeur en president van de Haimer Group legt uit: "In onze eigen productie hebben we geleerd dat het een nieuw bewerkingscentrum ongeveer 30 procent minder energie verbruikt dan een oud model."Uiteraard zullen verspaners niet zomaar elke bewerkingsmachine vervangen door een nieuwe om alleen het energieverbruik terug te dringen. Dat is wel een hele kostbare ingreep in het kader van duurzaamheid. Daarom is het interessant om het hele proces onder de loep te nemen. Overal kan er bespaard worden op het energieverbruik, bijvoorbeeld door CAD/CAM-geoptimaliseerde bewerkingsstrategieën te gebruiken, zoals trochoïdaal frezen.
Andreas Haimer heeft een concreet voorbeeld: "Een klant gaf ons gegevens over hoe hij de bewerkingstijd met 75 procent kon terugbrengen van 71 minuten naar 18 minuten per onderdeel door trochoïdaal te frezen met onze Haimer Power krimphouders en frezen in vergelijking met het frezen met een vlakfrees. Terwijl de spindelbelasting 80-85% was voor tien onderdelen bij conventionele bewerking met een vlakfrees, resulterend in totale energiekosten van ongeveer 150 Euro, reduceerde de trochoïdale freesstrategie met een spindelbelasting van 8-10% en een aanzienlijk kortere machinetijd de energiekosten tot een totaal van 5 Euro voor tien onderdelen. Dit betekent op zijn beurt een hogere output met een lager energieverbruik per geproduceerd onderdeel. Dat noem ik nog eens duurzaam en efficiënt."
Kijk naar de complete productlevenscyclus
Als je naar de hele procesketen kijkt, heb je er dan wel eens over nagedacht hoe een gereedschapshouder kan bijdragen aan duurzaamheid? Bij een bewerkingsproces waarbij de freesmachine gemiddeld zo'n 30 kW verbruikt, plus het vermogen van hydraulische en pneumatische apparaten, automatiseringsapparatuur en robots, speelt de gereedschapshouder slechts een ondergeschikte rol. Dit komt omdat de gereedschapshouder een relatief klein detail is, zelfs als het klemproces doormiddel van krimptechnologie een marginale hoeveelheid energie verbruikt.
Als we kijken naar andere klemsystemen, dan is het energieverbruik van een krimphouder hoger bij operationeel gebruik dan bij een hydraulische of een mechanische houder. Als je kijkt naar de gehele productlevenscyclus van een gereedschapshouder, die productie, onderhoud en afvoer omvat, ontstaat een heel ander beeld.
De productie van een hydraulische gereedschapshouder vergt aanzienlijk meer inspanning en energie vanwege de gecompliceerdere opbouw.
Naast de uiterst precieze bewerking van de afzonderlijke onderdelen is er ook nog het solderen van de expansiehuls, de extra warmtebehandeling om te voorkomen dat de soldeerverbinding breekt en de inspanning die nodig is voor het reinigen, monteren en vullen met olie. "Uit onze ervaring blijkt dat de energie die nodig is voor de productie van een hydraulische gereedschapshouder ongeveer drie keer zo hoog is als voor een krimphouder," legt Andreas Haimer uit. "Naast krimphouders hebben we ook hydraulische houders in ons portfolio. Hoewel hun catalogusprijzen twee tot drie keer hoger liggen dan die van krimphouders vanwege het complexe productieproces, zijn ze voor sommige toepassingen de juiste oplossing. Ze zijn echter niet duurzamer. Onze analyses hebben aangetoond dat de productie van een hydraulische houder ongeveer 25 kWh meer energie vergt dan die van een krimphouder. Omgekeerd betekent dit voor de levenscyclus van het product dat een krimphouder met een energiebehoefte van 0,026 kWh per krimpen koelcyclus bijna 1.000 keer gekrompen

Gereedschapsvoorinstelapparaten verkorten de insteltijden en verminderen zo de stilstandtijd van de bewerkingsmachine. Ze zorgen ook voor minder afval en verhogen de standtijd van het gereedschap en de procesbetrouwbaarheid. Daarmee dragen ze bij aan een duurzamer proces.
kan worden voordat hij meer energie heeft verbruikt dan een hydraulische houder." Hetzelfde geldt voor mechanische houders, die veel gecompliceerder zijn en meer onderdelen bevatten, evenals vet en smeermiddelen.
Procesbetrouwbaarheid is cruciaal Naast de hogere productiekosten is er ook het verschil in onderhoud. Terwijl Haimerkrimphouders onderhoudsvrij zijn door de hoge kwaliteit van het warmte behandelde gereedschapsstaal en, in combinatie met de gepatenteerde Haimer krimp- en balanceertechnologie, een onbeperkt aantal keren in- en uit elkaar gekrompen kunnen
worden, moeten hydraulische houders en mechanische houders uiterlijk om de twee á drie jaar terug naar de fabrikant om de klemkracht te controleren, de klemschroef te smeren of het systeem in te vetten en regelmatig onderhoud aan de houder uit te voeren vanwege slijtage. De hydraulische vloeistof of het vet in de houder maakt milieuvriendelijk afvoeren ook moeilijker dan bij krimphouders, die geen extra componenten bevatten. Naast de levensduur zijn er ook significante verschillen op het gebied van procesbetrouwbaarheid: bij droge bewerking of onvoldoende koeling tijdens het bewerkingsproces bestaat bij hydraulische houders het risico dat de spankamers barsten
Op de AMB in Stuttgart laat Haimer van 10 tot 14 september zien hoe modern gereedschapsbeheer werkt. Opvallende hoogtepunten op de stand zijn de volledig gedigitaliseerde Tool Room op 30 m2 en de marktklare versie van de volledig geautomatiseerde gereedschapsvoorbereidingscel Haimer Automation Cube One, die een jaar geleden voor het eerst werd gepresenteerd.
De WinTool-datahub, die het beheer van gereedschappen, bedrijfsmiddelen, machineprogramma's en processen mogelijk maakt, speelt een centrale rol in de Tool Room. Om ervoor te zorgen dat de digitale processen in het gereedschapsbeheer betrouwbaar werken, moeten de gereedschappen en hun houders zo uniek mogelijk worden geïdentificeerd. Haimer levert daarom alle gereedschapshouders met een ID - in de vorm van een lasergegraveerde, unieke datamatrixcode die verwisselingen voorkomt. Bovendien kan voor elk gereedschap een breed scala aan (set-up) informatie worden opgeslagen in de Haimer Tool Room Manager (TRM)-database en indien nodig worden opgehaald.
Naast alle digitale ontwikkelingen presenteert de specialist op het gebied van krimp- en balanceertechnologie ook talrijke innovaties en verbeteringen aan de basiscomponenten, waaronder de Haimer Hybrid Chuck met gepatenteerde
hybride spantechnologie, leverbaar vanaf het vierde kwartaal van 2024. Deze gereedschapshouder combineert de voordelen van twee werelden: de trillingsdempende eigenschappen van een hydraulische houder met die van een uiterst nauwkeurige en krachtige krimphouder. Uit testes blijkt dat de Hybrid Chuck kortere bewerkingstijden en langer standtijden realiseert.
Tot slot is de Automation Cube One, het geauto-matiseerde alles-in-één gereedschapscentrum voor 24/7 gereedschapsvoorziening een hoogtepunt op de Haimer AMB-stand. Terwijl de tot nu toe genoemde innovaties het productieproces voor elk verspanend bedrijf gemakkelijker maken en daarom ook door kleine en middelgrote bedrijven kunnen worden gebruikt om de efficiëntie te verhogen, is de Automation Cube One meer gericht op bedrijven met de hoogste mate van automatisering en een groot aantal gereedschapswisselingen per dag.
De Haimer Automation Cube One is een robotcel die wordt aangestuurd door de nieuwste Siemens Sinumerik One CNC. De Cube verwerkt het krimpen en het meten van complete gereedschappen automatisch en kan tegelijkertijd maximaal drie verschillende gereedschapsinterfaces beheren. Er zijn maximaal elf assen beschikbaar voor de verwerking van onderdelen. Ten opzichte van het vorig jaar gepresenteerde prototype is de Automation Cube uitgerust met meetapparatuur en sensoren, waardoor het systeem geschikt is voor extra meettaken.
door de hoge warmteontwikkeling, met als gevolg dat het snijgereedschap uit de houder getrokken kan worden. Krimphouders zijn in dit opzicht robuuster en duurzamer. Zeker met het Haimer Safe-Lock systeem is het risico dat het snijgereedschap uit de houder getrokken kan worden uitgesloten.
Energieverbruik in perspectief
Maar hoe wordt het energieverbruik tijdens het krimpproces eigenlijk berekend? Het opwarmen van een krimphouder duurt ongeveer 5 seconden met een huidige Haimer krimpmachine. Ervaren gebruikers krimpen een versleten snijgereedschap en krimpen een nieuw snijgereedschap in één handeling. De gereedschaphouder wordt dus maar één keer verwarmd en gekoeld. Het maximale vermogen van een Haimer Power Clamp krimpmachine met de gepatenteerde NG-spoel is 13 kW, maar het gemiddelde is 8 kW. Dit betekent dat één volledig krimpproces ongeveer 0,011 kWh verbruikt. Daarbovenop verbruikt het koelen ongeveer 0,015 kWh. In het slechtste geval resulteert dit in een totaal van 0,026 kWh voor het hele proces. Als een kilowattuur 20 cent kost, kost het krimpen en koelen van een gereedschap slechts 0,5 cent.
En hoe moet het energieverbruik worden geclassificeerd als we kijken naar het bewerkingsproces, waarbij het stroomverbruik van een freesmachine met alle hulpaandrijvingen rond de 30 kW ligt? Ervan uitgaande dat een gereedschap ongeveer 1 uur in gebruik is en dat zelfs maar één procent van de bewerkingstijd kan worden bespaard dankzij de hoge rondloopnauwkeurigheid en stijfheid of de verbeterde freesstrategieën dankzij de slanke contour, zou dat 0,3 kWh bespaarde energie zijn. Dit is ongeveer 11 keer de hoeveelheid energie die gebruikt wordt voor het krimpen.
Andreas Haimer vat samen: "Het energieverbruik per spanproces speelt een verwaarloosbare rol in vergelijking met de levenscyclus, procesbetrouwbaarheid en bewerkingsstrategie. Moderne CAD/CAMgeoptimaliseerde freesstrategieën kunnen 75 procent van de bewerkingstijd besparen. Verspaners moeten zich richten op dergelijke verbeterde processen als ze duurzaam en productief willen zijn. En als tweede stap moeten ze de meest geschikte en procesbetrouwbare gereedschapshouder voor deze strategieën kiezen.


Dit voorjaar heeft Hermle de eerste drie nieuwe ‘Generation 2’ modellen gepresenteerd. Kenmerkende vernieuwingen voor de GEN2modellen zijn voornamelijk intern te vinden. Zo is de gehele elektrische architectuur vernieuwd, zijn sensoren geconverteerd naar de internationale standaard IO-Link en is de energie-efficiëntie van de gehele machine verder verbeterd. Medio september zal Hermle één van de GEN2-modellen, de C 42 GEN2, als highlight presenteren op de AMB in Stuttgart.
Vanwege hun afmeting en werkbereik in het middelgrote bewerkingssegment heeft Hermle gekozen om als eerst de C 650, C 32 en C 42 om te zetten naar de GEN2 structuur. De komende achttien maanden zullen alle machinemodellen worden omgezet naar de GEN2-architectuur. Met GEN2 stapt Hermle in de machinegeneratie van de toekomst. Talrijke software- en hardwarecomponenten zijn voorzien van de allernieuwste technologie. Zo is de gehele elektrische architectuur vernieuwd om ProfiNet te integreren, terwijl een aanzienlijk aantal sensoren is omgezet naar IO Link. Verder is het gehele aandrijfnetwerk van Heidenhain machines vernieuwd en voorzien van de nieuwste generatie omvormers. Het zijn allemaal componenten die de machines nog efficiënter maken. Het hele platform introduceert nieuwe technologieën en functies, waaronder geavanceerde interfacetechnologie en evaluatie-/diagnostische mogelijkheden voor verbeterde serviceanalyse in geval van fouten.
De GEN2-modellen hebben slechts kleine visuele aanpassingen ondergaan, voornamelijk aan de twee frontpanelen en de machinebelettering, die nu standaard op alle modellen worden geïmplementeerd. Tijdens het ontwikkelingsproces werd de mechanica, die fundamenteel is voor de precisie en nauwkeurigheid op lange termijn, niet gewijzigd. Wel heeft Hermle de nieuwste technologie
toegepast om de GEN2-machines efficiënter te maken. Zo is de energie-efficiëntie van de koelunits, de spindel en de hogedruksystemen verder verbeterd. In de toekomst zullen veel van de hulpaggregaten overgaan op frequentiegeregelde aandrijvingen, waardoor vraaggestuurde en dus energie-efficiëntere regeling mogelijk wordt. Naast de financiële voordelen voor gebruikers leveren de machines zo ook een bijdrage aan de bescherming van het klimaat. In de toekomst zullen GEN2-machines beschikbaar zijn met zowel Heidenhain TNC7- als Siemens Sinumerik ONE-besturingen.
Speciaal voor de GEN2-machines heeft Hermle een nieuw bijpassend gereedschapsmagazijn ontwikkeld. Het Compact ZM 30 magazijn breidt de gereedschapscapaciteit uit met 30 gereedschappen en neemt volgens Hermle bijna 50% minder ruimte in beslag dan conventionele magazijnen. Het magazijn wordt eenvoudig gekoppeld aan het bestaande laadstation aan de achterkant van de machines. Het integreert naadloos in de machinebehuizing en garandeert volledige toegankelijkheid voor onderhoud, ondanks de compacte afmetingen. Het Hermle
gereedschapmanagementsysteem kan worden opgeroepen en bediend via het bedieningsstation op het magazijn of via de besturing.
Hermle presenteert dit jaar op de AMB in Stuttgart vijf bewerkingscentra uit de serie Performance Line en High Performance Line. Uiteraard is de vijfassige C 42 GEN 2 met een HS flex handling systeem een absolute highlight. Daarnaast wordt er op de beurs een interessante demonstratie gegeven op een C 42 U MT draaifreescentrum. Op één enkel werkstuk worden maar liefst dertien verschillende bewerkingen gepresenteerd. Hiermee wil Hermle laten zien wat er allemaal mogelijk is met een modern draaifreescentrum. Verder zet Hermle automatisering in de spotlights. Naast de C 42 GEN 2 met een HS flex handling systeem, zal er op de AMB ook een C 32 met het RS 1 robotsysteem te zien zijn. Het robotsysteem kan één of twee machines bedienen. Interessant bij de RS 1 is de integratie van dubbele hybride grijpers, de mogelijkheid om kleminrichtingen en grijpers te wisselen, een uitgebreide opslagcapaciteit in de verschillende opslagmodules en de flexibele handling van pallets, matrijzen en werkstukken.

Van 10 tot en met 14 september vind je alles wat met automatisering te maken heeft terug op de AMB-stand van Fastems. De stand wordt omgetoverd tot een ‘Automation Hub’ waar de nieuwste ontwikkelingen worden getoond voor verspaners die de kostenefficiëntie, doorlooptijden en productkwaliteit willen verbeteren. Highlights zijn onder meer het Flexible Pallet System (FPS), de nieuwste MMS Version 8.2 software en een gloednieuwe Turret Tool Changer.
Het Flexible Pallet System is de automatiseringsoplossing waar Fastems om bekend staat. Het systeem is ontwikkeld om horizontale en verticale vier- en vijfassige frees- en freesdraaimachines te automatiseren. Flexibiliteit staat hierbij voorop, zodat ‘high mix low volume’ productie tot de mogelijkheden
behoort. Door gebruik te maken van een modulair ontwerp dat geschikt is voor pallets van 300 mm tot 630 mm of nulpuntspansystemen, kan het FPS naadloos worden geïntegreerd met de meest voorkomende bewerkingscentra. Om het FPS en eigenlijk het complete productieproces volledig te optimaliseren heeft Fastems de MMS software ontwikkeld. Op de AMB wordt de nieuwe 8.2 versie gepresenteerd.
MMS voor duurzame productie
De MMS besturingssoftware van Fastems helpt gebruikers om de duurzaamheid van hun productie te meten, rapporteren samen te stellen en productieprocessen te optimaliseren. De nieuwe MMS 8.2 versie speelt in op de toenemende wereldwijde vraag naar duurzame productie. Vooruitlopend op regelgeving zoals de Corporate Sustainability Reporting Directive (CSRD) van de Europese Unie, biedt MMS 8.2 bruikbare inzichten in energieverbruik en duurzaamheidsprestaties. Het bevat functies
voor het meten, rapporteren optimaliseren van het energieverbruik per NC-programma. Hierdoor biedt MMS 8.2 de mogelijkheid om de CO2-voetafdruk van afzonderlijke onderdelen te meten. Daarnaast minimaliseert de ‘Auto-Power On/Off’ functionaliteit onnodig energieverbruik door machines automatisch uit te schakelen tijdens stilstand en ervoor te zorgen dat ze klaar zijn voor het volgende geplande programma.
Op de AMB onthult Fastems ook de Turret Tool Changer, een nieuwe geautomatiseerde oplossing voor het wisselen van gereedschap op draaibankrevolvers. Dit gerobotiseerde systeem, ontworpen om flexibele gereedschapshouders te gebruiken, ondersteunt offline gereedschap instellen, reduceert de kosten voor gereedschapshouders, verhoogt het aantal spindeluren en verlengt de onbemande bewerkingstijden - waardoor de operationele efficiëntie verder toeneemt.

Geïnspireerd door 70 jaar innovatie in de machinebouwindustrie, introduceert GF Machining Solutions de Laser S 500 (U) voor microbewerkingen en 3D-oppervlaktebewerkingen. Op de AMB in Stuttgart kunnen bezoekers de nieuwe laserbewerkingsmachine live in actie zien. Interessant is de combinatie van een hoge nauwkeurigheid met een hoge productiesnelheid.
In een breed scala aan industriële segmenten, van elektronische componenten tot medische technologie en horlogemakerij, biedt de Laser S 500 (U) fabrikanten van precisieonderdelen de kans om los te breken van conventionele bewerkingstechnieken en de vele voordelen van lasertechnologie te ervaren, inclusief de prestaties en energie-efficiëntie.
Laserbewerking leent zich uitstekend voor harde en brosse materialen, zoals siliciumcarbide, siliciumnitride, aluminiumoxide en wolfraamcarbide. Daarmee is de machine erg geschikt voor de bewerking van elektronische componenten. Daarnaast komt de machine
ook goed tot zijn recht in de gereedschapsen matrijzenbouw voor bewerkingen zoals bijvoorbeeld micro-graveren en het aanbrengen van oppervlaktetexturen en structurering. Dit is ook geval voor medische toepassingen, waarbij de laser ingezet kan worden voor het textureren van orthopedische implantaten en medische instrumenten. En in de horlogemakerij voegt het waarde toe aan de productie van precisieonderdelen, waardoor gebruikers een snel en nauwkeurig proces krijgen voor bijvoorbeeld decoratie, markering, kleuring en microgravering.
Consistente kwaliteit
De Laser S 500 (U) is ontworpen om te voldoen aan de specifieke behoeften van klanten. De machine is daarom verkrijgbaar in verschillende configuraties met drie of vijf assen en met verschillende laserbronnen van nanoseconde tot femtoseconde laser. Verder is de machine volledig thermoregulerend. Belangrijke machinecomponenten zijn watergekoeld om de nauwkeurigheid en herhaalbaarheid van de bewerkingscyclus te garanderen. Als gevolg hiervan behouden gebruikers een consistente kwaliteit tijdens lange bewerkingscycli. Een vormnauwkeurigheid van ±5 micrometer en oppervlakteafwerkingen zo fijn als Ra 0,1
micrometer in zowel zachte als harde materialen behoren volgens GF Machining Solutions tot de mogelijkheden. Interessant is dat deze nauwkeurigheid wordt gecombineerd met een hoge machinedynamiek en daarmee met een hoge productiviteit. Een snelle 3D-scanner in combinatie met de lineaire en koppelmotoren zorgen voor deze dynamische eigenschappen.

De NeoMill-Alu-QBig wisselplaatfrees van Mapal is ontwikkeld voor de efficiënte bewerking van aluminiumlegeringen. Het gereedschap maakt optimaal gebruik van de prestaties van de snelste machines op de markt en kan volgens Mapal zo een materiaalafname van meer dan 18 liter per minuut bereiken.
Om een zo groot mogelijke materiaalafname te bereiken, is de nieuwe aluminium volumefrees ontworpen voor gebruik bij spindeltoerentallen tot 35.000 min-1 (met een diameter van 50 mm). Voor een strakke pasvorm ondanks hoge centrifugaalkrachten worden schroeven met verhoogde treksterkte gebruikt om de wisselplaten stevig in de prismatische zitting te houden. Bovendien zorgen verzinkingen op de wisselplaat voor gewichtsbesparing. Mapal heeft het gereedschapslichaam uitgerust met een fijnbalanssysteem. Vier schroefdraadboringen maken een nauwkeurige afstelling mogelijk om de machinespindel bij hoge snelheden te beschermen en de hoogst mogelijke oppervlakteafwerkingen te realiseren. Voor de hoofdtoepassing, het bewerken van bewerkte aluminiumlegeringen, gebruikt Mapal ongecoate snijkanten met een zeer positieve

De NeoMill-Alu-QBig van MAPAL bereikt een materiaalafname van 18 liter per minuut in aluminium.
spaanhoek en gepolijst spaanvlak voor een lage wrijvingsweerstand. Dit vermindert de hoeveelheid gegenereerde warmte. Hiervoor zijn PVD-gecoate wisselplaten voor de bewerking van AlSi-legeringen en CVD-diamantgecoate wisselplaten voor de automobielindustrie en algemene bewerking beschikbaar in het portfolio. De maximale materiaalafname bedraagt 13 mm. Interne koeling en grote spaanruimtes zorgen voor een optimale warmte- en spaanafvoer. Mapal produceert de gereedschappen in een diameterbereik van 32 tot 80 mm.

De volhardmetalen Nanojet ruimers van Seco verbeteren de spaanbeheersing dankzij een innovatief doorlopende koelmiddelkanaal voor optimale spaanafvoer. Het gereedschap voorkomt vastlopen en randbeschadigingen, verbetert de kwaliteit van het werkstuk en vergroot de standtijd van het gereedschap.
Dankzij het interne koelmiddelkanaal van de Nanojet ruimers wordt koelsmeermiddel krachtig en nauwkeurig rechtstreeks naar de snijzone geleid. Daarmee is het gereedschap geschikt voor het bewerken van zowel doorlopende als van blinde boringen. Het veelzijdige assortiment van ruimers is verkrijgbaar in acht kwaliteiten en meer dan tien geometrieën, samen met aangepaste maten en toleranties. De gereedschappen werken met elke precisiegereedschapshouder. Ze hebben toleranties van 10 µm - 15 µm en produceren oppervlakteafwerkingen van Ra 0,2 µm-Ra 1,2 µm.
BIG Kaiser kondigt twee nieuwe lichtgewicht hoekkoppen aan: een versie met een kleine boring die geschikt is voor gereedschappen met een diameter tussen 0,25 mm en 6 mm, en een andere die is geoptimaliseerd voor tappen met een hoog koppel.
Door een BIG Kaiser hoekkop toe te voegen, kunnen gebruikers de mogelijkheden van hun bestaande machine uitbreiden zonder de kosten van nieuwe apparatuur. Deze koppen maken verticale, horizontale en hoekige bewerkingen mogelijk zonder dat het werkstuk opnieuw hoeft te worden gepositioneerd, waardoor de nauwkeurigheid en productiviteit toenemen. Met een massa van minder dan 2 kg maken de nieuwe hoekkoppen deel uit van de compacte serie van BIG Kaiser. De lage massa maakt ze compatibel met de automatische gereedschapswisselaars van kleine, dynamische machines, waardoor de machines nog veelzijdiger worden. De nieuwe hoekkoppen zijn ontworpen voor de BBT30-machinespindel en bevatten een nauwkeurige BBT 30-interface.
De hoekkoppen hebben een compact ontwerp dat de overhang minimaliseert, wat zowel de stijfheid als de sterkte verbetert. Een geavanceerde contactloze afdichting biedt optimale bescherming tegen koelmiddel- en deeltjesverontreiniging in vergelijking met traditionele
Mastercam heeft de release van Mastercam 2025 aangekondigd. Deze nieuwe versie introduceert geavanceerde functies en verbeteringen die zijn ontworpen om snelheid, efficiëntie en precisie bij bewerkingen te maximaliseren.
Een nieuwe add-on is Mastercam Deburr die het ontbraamproces voor Mastercam Mill, Mastercam Mill 3D, Mastercam Router en Mastercam Mill-Turn optimaliseert. Deze add-on vereenvoudigt het ontbramen door automatische randdetectie. Met Mastercam Deburr kunnen gebruikers de

De lichtgewicht hoekkoppen zijn gemaakt van hoogwaardige componenten.
afdichtingsmethoden. Bovendien leidt een koelmantel koelmiddel effectief naar de snijkant terwijl de hoekkop wordt gekoeld, wat helpt om geluid en trillingen te verminderen.
gestroomlijnde ontbraamcyclus in een drie-assige omgeving benutten zonder dat Mastercam Multiaxis nodig is, wat zorgt voor sneller en nauwkeuriger ontbramen met minder handmatige inspanning. Ook nieuwe in Mastercam 2025 is finish passes voor 2D Dynamic Mill en Area Mill-gereedschapspaden. De nieuwe Finish Passes-pagina stelt gebruikers in staat om high-speed finishing passes toe te voegen langs de geselecteerde gereedschapspaden, wat zorgt voor een gladde en nauwkeurige afwerking. Verder is mill-turnondersteuning voor Y-as draaien een belangrijke toevoeging in Mastercam 2025, Speed/Feed Override voor Lead In/Out, die betere controle biedt tijdens in-/uitgaande bewegingen en draadfreesbewerkingen.
Sandvik Coromant heeft twee nieuwe PVD soorten geïntroduceerd: GC1205 en GC1210. Beide soorten zijn ontwikkeld voor het draaien van HRSA op nikkelbasis en samen beslaan ze een groot toepassingsgebied.
De gereedschappen bestaan uit een hard, fijnkorrelig nieuw basismateriaal, de nieuwste PVD coatingtechnologie en een geoptimaliseerde snijkantintegriteit. Dit biedt een verhoogde bestendigheid tegen slijtage waarborgt het een consistente en voorspelbare standtijd.
De gereedschappen komen volgens Sandvik goed tot zijn recht bij de bewerking van typische vliegtuigmotorcomponenten, zoals gasturbineschijven, behuizingen, blisks, assen en bladen. Ook zijn ze interessant voor het bewerken van turbines voor elektriciteitsopwekking en medische impantaten gemaakt van kobalt-chroom.

FenS, gevestigd in het Zeeuwse Goes, is al meer dan tien jaar geautoriseerd distributeur van Carl Bechem speciale smeermiddelen. Ze zijn actief in de voeding-, farmacieen automobielindustrie in zowel Nederland als België. Sinds 2020 is FenS ook geautoriseerd distributeur voor Carl Bechem metaalbewerkingsvloeistoffen. Met de productlijn Avantin 400 van Bechem speelt FenS in op de nieuwe wetgeving omtrent boorzuur.
De Bechem Avantin 400 serie is vrij van boorzuur en formaldehyde en mengbaar met water. Klanten van FenS ervaren de Avantin 400 serie als huidvriendelijk en besparend. Dankzij de lagere navulconcentratie en de langere standtijd is het mogelijk om het verbruik met minimaal 30% te reduceren. Daarnaast biedt de Avantin 400 serie een uitstekende bescherming tegen corrosie, een goede bio-stabiliteit, een betere spoelwerking en tot slot een optimale schuimbeheersing. Dankzij al deze voordelen zijn de koeloliën goed geschikt voor slijpen, draaien, frezen, honen, zagen, brootsen, boren en diepgatboren.
Een interessant product in de Bechem Avantin 400 serie is Avantin 451. Dit koelsmeermiddel heeft het Omneo certificaat voor ASML Grade 2 behaald. Dit betekent dat Avantin 451 gebruikt mag worden op werkstukken die aan ASML Grade 2 reinheid moeten voldoen. Het koelsmeermiddel is geschikt voor de bewerking van aluminium, gietijzer, non-ferrometalen, staal en titanium. Deze combinatie van veelzijdigheid en Omneo-certificering maakt het koelsmeermiddel geschikt voor de toeleverketen van ASML.
Naast koelsmeermiddelen levert FenS een compleet productgamma voor alle processtappen in de metaalbewerkingsindustrie, ook wel de 'totaaloplossing van Bechem' genoemd. Dit omvat alle benodigde producten, van algemene smering en koelen tot reinigen en corrosiebescherming. De voordelen van deze totaaloplossing zijn: één aanspreekpunt voor al je producten en persoonlijke service. Deze service bestaat onder andere uit analyse en ondersteuning bij implementatie, evenals regelmatige controle na implementatie van je koelsmeermiddelen.














• Buizen, stafmateriaal en profielen makkelijker terugvinden
• Restmateriaal efficiënter opbergen
• Gemiddelde terugverdientijd 3 jaar
• Veiliger voor personeel


• Maximaal rendement op de m2




























Bezoek onze website en vraag een vrijblijvende offerte aan!






geautomatiseerde opslagsystemen voor langgoed

Ervaar de power van Laser nauwkeurigheid en snelheid !
Ontgrendel precisie met de LASER S 500 (U)! Deze vooruitstrevende lasermachine herdefinieert microbewerking, van elektronische componenten tot medische technologie en uurwerken Ervaar ongeëvenaarde nauwkeurigheid, snelheid en de nieuwe ablatie tool met een gebruiksvriendelijke
over een breed gebied en scala aan materialen. www.gfms.com


