
Italiana
International Journal of the Italian Association for Metallurgy

n.0 1 gennaio 2023
Organo ufficiale dell’Associazione Italiana di Metallurgia.
Rivista fondata nel 1909
La Metallurgia Italiana
International Journal of the Italian Association for Metallurgy
Organo ufficiale dell’Associazione Italiana di Metallurgia. HouseorganofAIMItalianAssociationforMetallurgy. Rivista fondata nel 1909
Direttore responsabile/Chiefeditor: Mario Cusolito
Direttore vicario/Deputydirector: Gianangelo Camona
Comitato scientifico/Editorialpanel: Marco Actis Grande, Silvia Barella, Paola Bassani, Christian Bernhard, Massimiliano Bestetti, Wolfgang Bleck, Franco Bonollo, Irene Calliari, Mariano Enrique Castrodeza, Emanuela Cerri, Vlatislav Deev, Andrea Di Schino, Donato Firrao, Bernd Kleimt, Carlo Mapelli, Denis Jean Mithieux, Roberto Montanari, Marco Ormellese, Mariapia Pedeferri, Massimo Pellizzari, Barbara Previtali, Evgeny S. Prusov, Dario Ripamonti, Dieter Senk
Segreteria di redazione/Editorialsecretary: Marta Verderi
Comitato di redazione/Editorialcommittee: Federica Bassani, Gianangelo Camona, Mario Cusolito, Carlo Mapelli, Federico Mazzolari, Marta Verderi, Silvano Panza
Direzione e redazione/Editorialandexecutiveoffice: AIM - Via F. Turati 8 - 20121 Milano tel. 02 76 02 11 32 - fax 02 76 02 05 51 met@aimnet.it - www.aimnet.it
Reg. Trib. Milano n. 499 del 18/9/1948. Sped. in abb. Post. - D.L.353/2003 (conv. L. 27/02/2004 n. 46) art. 1, comma 1, DCB UD
Immagine in copertina: Shutterstock
Gestione editoriale e pubblicità Publisher and marketing office: siderweb spa

Via Don Milani, 5 - 25020 Flero (BS) tel. 030 25 400 06 - fax 030 25 400 41 commerciale@siderweb.com - www.siderweb.com
La riproduzione degli articoli e delle illustrazioni è permessa solo citando la fonte e previa autorizzazione della Direzione della rivista. Reproduction in whole or in part of articles and images is permitted only upon receipt of required permission and provided that the source is cited.
siderweb spa è iscritta al Roc con il num. 26116
Editoriale / Editorial
Editoriale
A cura di Silvano Panza...... . pag.05
Memorie scientifiche / Scientific papers Laminazione/ Rolling
Design of graphitic lubrication processes for mandrels intended to produce seamless tubes A. Tavasci, F. Arizzi ................................................................................................................................................. pag.08
Pioneering cold rolling of AHSS and electrical steel K. Krimpelstaetter, R. Kellermayr, M. Bergmann ................................................................................................ pag.14
Metallurgical design of X60 – X70ME steels for gas and hydrogen transport pipes M. Guagnelli, G. Malatesta .................................................................................................... pag.24
Effect of Si-Cr-Mo element addition on oxidation characteristics and surface quality of cold rolled duplex steel C. Wang, Y. Yu, K. Liu, L. Wang, Z. Guo, T. Niu ............................................................................... pag.30
Attualità industriale / Industry news ABS QWR 4.0 quality from the start: new rolling mill concept and scale free furnace enhanced operational performance, sustainability and product quality edited by: M. Cimolino, F. Rocchetti, E. Salamone................................................................................................. pag.42
Intelligent guides and BMS for bar mills edited by: S. Capra, E. Galeazzo .............................................................................................. pag.48
4th PQF® generation – New horizons for seamless tube production edited by: M. Leferink........................................................................................................ pag.53
New autonomous mechanical system for trimming and sampling wire rod coils edited by: J. Nylander, G. Muscarà............................................................................................ pag.58
Finishing/Sizing Group with AGC system edited by: A. Nardini, D. Biagini, J.C. Timoteo Da Silva .......................................................................................... pag.63
The revolutionary MIDA Hybrid Minimill for a competitive green steel production edited by: J. Shuli, V. Collini....................................................................................................................................... pag.75
Abrasive Cut-Off Machines in modern rolling mills edited by: N. Asamer, S. Purrer ............................................................................................... pag.81
Le aziende di AIM/AIM's companies
Le politiche commerciali e industriali nella siderurgia tra Europa e Stati Uniti / Trade and industrial policies in steel industry between Europe and the United States

P. Cattaneo.................................................................................................................... pag.91
Scenari / Experts' Corner
Il principio di materialità nel reporting di sostenibilità
L. Mion pag.96
Rolling-12 - Interview with Danieli's CEO and Danieli Group's CTO pag.98
Atti e notizie / AIM news
Rolling-12 summary - Berger pag.100
Eventi AIM / AIM events pag.101 Comitati tecnici / Study groups pag.103 Normativa / Standards ............................................................................................... pag.106
Italiana La
n.0 gennaio 2023 Organo ufficiale Italian Association for Metallurgy
n.01 gennaio 2023 Anno 114 - ISSN 0026-0843
Metallurgia
i
nd i ce
TECNICHE SPERIMENTALI PER LA CARATTERIZZAZIONE DEI MATERIALI
Le PROGRAMMA
tecniche sperimentali (raggi X, microscopia elettronica, analisi di superficie, ecc.) impiegate per lo studio e la caratterizzazione dei materiali d’impiego ingegneristico, risultano in continua evoluzione. Negli ultimi anni, gli aspetti innovativi hanno consentito di estendere l’impiego di tecniche tradizionalmente confinate al laboratorio anche all’ambito industriale grazie alla realizzazione di strumentazioni e software più versatili ed economici.

La giornata di studio intende presentare, a partire dagli aspetti di base, i più recenti sviluppi riguardanti: tecniche di raggi X, spettroscopia meccanica, microscopia elettronica in scansione e trasmissione, analisi di superficie, analisi termica e nanoindentazione, ponendo l’attenzione alle loro potenzialità per applicazioni di interesse industriale.
La giornata è rivolta non solo a chi utilizza quotidianamente queste tecniche in laboratorio, ma anche a tecnici industriali per le possibilità di applicazione alla produzione.
Coordinatori:

Alessandra Varone
Università di Roma TorVergata
Riccardo Donnini
Consiglio Nazionale delle Ricerche (CNR) - ICMATE, Milano
9.00 Registrazione dei partecipanti
9.15 Saluti ed apertura lavori R. Montanari - Università di Roma Tor Vergata
9.30 Impiego dei raggi X in diffrazione e trasmissione: studi di base sui metalli e applicazioni industriali A. Varone - Università di Roma Tor Vergata
10.10 Tecniche di prelievo e campionamento di provini metallografici I. Giroletti - Omeco, Monza
10.40 Pausa
11.00 Microscopia elettronica in scansione (SEM) G. Angella - CNR ICMATE, Milano
11.40 Principi ed applicazioni della tecnica EBSD R. Donnini - CNR ICMATE, Milano
12.20 Microscopia elettronica in trasmissione (TEM) A. Fabrizi - Università di Padova – DTG, Vicenza
13.00 Pranzo
14.30 Spettroscopia meccanica R. Montanari – Università di Roma Tor Vergata
15.00 Nanoindentazione G. Maizza - Politecnico di Torino
15.30 Spettroscopie per l’analisi delle superfici: XPS, AES, UPS, SPEM A. Mezzi - CNR ISMN, Roma
16.30 Analisi termica A. Castellero - Università di Torino
Per informazioni e iscrizioni:
Via F. Turati, 8 20121 Milano Tel. +39 0276397770 e-mail: info@aimnet.it www.aimnet.it
17.00 Chiusura lavori
GIORNATA DI STUDIO Centro di Studio METALLURGIA FISICA E SCIENZA DEI MATERIALI
UNIVERSITÀ DEGLI STUDI DI PADOVA, SEDE DI VICENZA 23 FEBBRAIO 2023
Silvano Panza PRESIDENTE AIM
EDITORIALE EDITORIAL

Cari Associati, si è da poco concluso un anno molto intenso di attività, il primo della mia presidenza e già siamo ad affrontarne uno nuovo che confido possa essere di successo, come lo è stato il precedente. Non sto qui a descrivere le numerose giornate di studio fatte, i convegni e la grande partecipazione che ho potuto verificare personalmente, informazioni queste che potete trovare visitando il sito. Desidero invece porgervi i miei più sinceri ringraziamenti, perché questi importanti risultati sono stati raggiunti grazie alla vostra partecipazione e al lavoro attento e puntuale svolto da ciascun collaboratore dell’Associazione, sotto l’attenta guida della dottoressa Bassani.
Vorrei invece condividere con voi alcune considerazioni, che mettono in relazione la mia vita privata con quella nostra di associati.
Esse prendono spunto da un libro che ho letto recentemente dal titolo: “La curva perfetta”, scritto da due biker come me.
Se per curiosità lo leggerete, troverete nei prossimi argomenti alcuni passaggi del suo contenuto, ma son certo che per questo mi perdonerete.
L’autore del libro trae spunto dalle lezioni americane (cinque più una incompiuta) che Italo Calvino doveva
Dear Associates,
A very busy year of activity has just ended, and the first of my presidency, and now we are already facing a new one that I trust will be as successful as the previous one was. I am not going to describe here the many “Study Days” done, the conferences and the great participation that I was able to personally verify (information that you can find by visiting the website.)
However, Instead, I would like to offer my sincere thanks, because these important results were achieved thanks to your participation and the careful and punctual work done by each of the Association's collaborators under the careful guidance of Dr. Bassani.
Instead, I would like to share with you some considerations, which relate my personal life to our life as associates.
They take their cue from a book I have read recently entitled, "The Perfect Curve", written by two bikers like me.
Ifoutofcuriosityyoureadit,youwillfindsomepassages from its content in the next topics, but I am sure you will forgive me for this.
The author of the book takes his cue from the American Lectures (five plus one unfinished) that Italo Calvino was to deliver at Harvard in the 1985/1986 academic year and which dealt with the qualities necessary for writing in the
La Metallurgia Italiana - January 2023 pagina 5
editoriale - editorial
tenere a Harvard nell’anno accademico 1985/1986 e che trattavano delle qualità necessarie alla scrittura del terzo millennio.
Le prime cinque parlano di: Leggerezza, Rapidità, Esattezza, Visibilità, Molteplicità e quella mancante, la sesta, di Coerenza.
Per noi motociclisti questi sono i pilastri fattuali, morali e se volete spirituali per la guida della motocicletta e questi sostantivi rappresentano cinque virtù, ognuna delle quali risiede durante la guida nelle azioni di ogni dito della nostra mano.
Per me, in veste di presidente di AIM e per tutti i miei collaboratori, queste virtù risiedono nella mano che guida l’Associazione e rappresentano il nostro stile di lavoro, che di seguito cercherò puntualmente di dettagliare.
Leggerezza: è fondamentale per una bella guida della moto, ma è altrettanto importante per la gestione dell’AIM. È il fattore distintivo del nostro modo di interagire con voi associati, con tutte le persone e gli enti che si interfacciano con noi, ma puntualizziamo però che leggerezza non vuol dire superficialità.
Rapidità: è il risultato naturale della guida dinamica in sicurezza. Così come nella pianificazione strategica delle attività dei nostri quattordici Centri di Studio, che cogliendo al meglio il concetto, individuano con rapidità i bisogni emergenti di conoscenza, li analizzano e poi li traducono in efficaci giornate di studio.
Esattezza: la precisione del mettere le ruote dove dobbiamo non, più o meno. Occorre esattezza nell’affrontare le tematiche scientifiche e padroneggiare le nuove tecnologie, ma anche nell’organizzare le giornate di studio, i convegni, i congressi. Tanta consapevolezza per ottenere il massimo non, più o meno.
third millennium.
The first five speak of: Lightness, Rapidity, Accuracy, Visibility, Multiplicity and the missing one, the sixth, Consistency.
For us motorcyclists these are the factual, moral and if you will “spiritual” pillars for motorcycle riding and thesenounsrepresentfivevirtues,eachofwhichresides while riding in the actions of each finger of our hand.
For me, as president of AIM and all my staff, these virtues reside in the hand that drives the Association and represent our style of work, which I will attempt to detail below.
Lightness: it is essential for a good motorcycle ride, but it is equally important for the management of AIM. It is the distinguishing factor in the way we interact with you as members, with all the people and entities that interface with us, but we point out, however, that lightness does not mean superficiality.
Rapidity: it is the natural outcome of a safe dynamic ride. It’s like ---- strategic planning of the activities in our fourteen Study Centers, which grasp the concept to the fullest, quickly identify emerging knowledge needs, analyze them and then translate them into effective study days.
Exactness: the precision of placing the wheels where we need, nothing more and nothing less. We need precision in addressing scientific issues and mastering new technologies, but also in organizing Study Days, Conferences, and Congresses. Lots of awareness to achieve the maximum, and not to an undetermined extent or degree.
Visibility: looking beyond the curve. It is the quality of seeing, being seen, and imagining what is not seen. So, it is for us every day. We do culture, training, engage in the various areas of developing and implementing
La Metallurgia Italiana - Gennaio 2023 pagina 6
editoriale - editorial
Visibilità: guardare oltre la curva. È la qualità di vedere, essere veduti, e immaginare ciò che non si vede. Così è per noi ogni giorno. Facciamo cultura, formazione, ci impegniamo nei vari ambiti di sviluppo e implementazione di nuove tecnologie. Guardiamo avanti, oltre la curva, per confermare la nostra leadership all’interno del mondo della metallurgia.
Molteplicità: perché l’andare in moto è un piacere quando condiviso. È quello che facciamo condividendo obiettivi di studio con altre associazioni nazionali ed estere e con ogni singola persona, anche nei momenti di convivialità. Ma nel 2023 lo faremo ancor meglio rinnovando e arricchendo la nostra rivista, facendo in modo che accompagni l’evoluzione dei bisogni di una molteplicità di lettori.
C’ è poi una virtù in più, quella che Calvino non poté descrivere, perché morì prima: la Coerenza, ma io aggiungerei anche Condivisione. Per i motociclisti è quello di essere imprenditori di sé stessi, in grado di padroneggiare forze fisiche e meccaniche con lucidità per trarre la massima gioia e il massimo risultato.
La gioia noi la cogliamo con questa bellissima motocicletta che insieme condividiamo da moltissimi anni: l’Associazione Italiana di Metallurgia. Le virtù sono quelle a cui ci atteniamo quotidianamente nel nostro lavoro e sono quelle che con Coerenza condividiamo con i nostri collaboratori e con voi tutti.
In conclusione, posso garantire che anche quest’anno il mio impegno sarà al massimo delle mie capacità e delle mie forze, al pari di quello dei miei collaboratori, ma voi non fateci mancare il vostro.
Auguro di cuore a Voi tutti un felice Anno Nuovo.
Silvano Panza
new technologies. We look ahead, beyond the curve, to confirm our leadership within the world of metallurgy.
Multiplicity: because riding a motorbike is a pleasure when shared. That's what we do by sharing study goals with other domestic and foreign associations and with every single person, even in moments of conviviality. But in 2023 we will do it even better by renewing and enrichingourmagazine,makingsurethatitaccompanies the evolving needs of a multiplicity of readers.
Then there is one more virtue, the one that Calvino could not describe because he died first: Consistently, but I would also add Sharing. For bikers, it is to be entrepreneurs of oneself, able to master physical and mechanical forces with lucidity in order to derive maximum joy and maximum results.
We seize the joy with this beautiful motorcycle that we have shared together for many, many years: the Italian Metallurgy Association.
The virtues are those to which we adhere to daily in our work, and they are those that we Consistently share with our collaborators and with all of you.
In conclusion, I can guarantee that my commitment this year once again will be to the utmost of my ability and strength, as well as that of my collaborators, but ----but it is asked to not let there be a shortage in yours.
I sincerely wish you all a happy New Year.
Silvano Panza
La Metallurgia Italiana - January 2023 pagina 7
editoriale - editorial
Design of graphitic lubrication processes for mandrels intended to produce seamless tubes
F. Arizzi, A. TavasciIn the production of seamless pipes, hollows from steel billets are elongated through multi-stand mills using mandrels. During rolling, mandrels undergo severe thermo-mechanical working conditions which requires the application of lubricants, generally graphite-based. Next to the possibility of improving the performance in terms of inner surface quality, a proper lubrication process between mandrel and pipe allows to reduce the level of frictional stresses and to extend the life span of the tool, with better operational efficiency and reduction in costs due to failures.
Aiming to optimize the mandrel-pipe lubrication process, a test bench was developed in a lab environment to assess spray atomization features and final characteristics of the deposited graphite layer under controlled testing parameters (such as atomization geometries, pressure and deposition surface temperature). In parallel, lubricant rheological properties were characterized with the purpose of relating them to the specific application conditions and requirements. In the present work, a testing methodology was thus set-up at a laboratory scale, reproducing as much as possible the actual industrial process conditions occurring in lubricant application. The results of this activity allowed defining guidelines and criteria for both the choice of the most suitable product for the specific intended application and the target application conditions, depending on the specific hot rolling mill technology. According to the same guidelines and criteria, mandrel lubrication processes and circuits can be finally designed to ensure the optimization of the graphite layer features and to achieve the most of the lubrication effectiveness.
INTRODUCTION: HEADING
In lubricant formulation for hot rolling application, graphite is typically the main lubricant agent due to its lattice crystal structure (layers can easily slide over each other) and resistance to high temperatures [1].
For industrial application, graphite particles are often dispersed in water; however, even though they are intrinsically hydrophilic, graphitic surfaces adsorb hydrocarbon contaminants from the ambient, which renders them hydrophobic [2]. Therefore, graphite powder alone could neither be dispersed in water, nor remain in suspension. Moreover, graphite has a lack of polarity leading to poor adhesion to metal surfaces [3]. So, in order to use graphite as a lubricant in hot rolling process, it is necessary to mix the graphite powder with specific additives capable of improving the characteristics of wettability and adherence to metal surfaces. The types and the quantities of additives added to the
TenarisDalmineLa Metallurgia Italiana - Gennaio 2023 pagina 8 Memorie scientifiche - Laminazione
KEYWORDS: HOT ROLLING , MANDREL LUBRICATION, GRAPHITE, SPRAY
Fabio Arizzi, Adriano Tavasci
mixture are responsible for the final rheological behavior, i.e. the viscosity of the product that is the fluid resistance to deformation at a given shear rate. The lubricant rheology behavior is of fundamental importance during Mixing step (to ensure the homogeneity of the mixture and the floating of the graphite particles), Spraying step (to ensure adequate atomization of the lubricating fluid) and Adhesion/Drying step (to ensure uniform coverage of the mandrel surface and adequate adhesion of the graphite layer on the mandrel surface). Basically, the lubricant must behave like a paint [4]. Spraying is the process through which the graphite is applied to the surface of a hot mandrel. A spray is a collection of droplets resulting by an atomization process which are moving in a controlled way [5]. A droplet is a small particle of liquid characterized by spherical shape due to the surface tension of the liquid itself. Achieving the desired level of atomization requires maintaining a balance of the fluid viscosity, surface tension and flow rate on one side with atomization energy on the other. Once the droplets of lubricant approach the surface to be lubricated, they must adhere properly and dry rapidly to form a uniform layer of graphite. For a solid lubricant, in order to provide an effective lubrication, it is essential that the adhesion layer have a greater binding strength than the shear strength of the lubricant itself [6]. Under a stable lubricant layer, friction coefficient stays flat and does
not break during hot deformation process. Therefore, it is essential to define the proper spray configuration and surface temperature in such a way as to ensure the formation of a well-adhering and dry lubricating layer.

EXPERIMENTAL PROCEDURES
In the present work, a testing methodology was set-up to reproduce in laboratory the actual industrial process conditions occurring in lubricant application. A test bench was indeed developed in a lab environment to assess spray atomization features and final characteristics of the deposited graphite layer under controlled testing parameters (such as atomization geometries, pressure and deposition surface temperature).
The device, with the proposed assembling of Fig.1, is composed by a high pressure pump for the lubricant (up to 100 bar), a frame for holding the spraying nozzle (with adjustable vertical distance from the tip of the nozzle to the deposition surface of the sample up to 400mm), a motorized device for the horizontal movement of the spraying nozzle along the frame during the lubricant application (linear speed up to 2m/s and constant for all spray time long), an electrical heating unit (to heat the deposition surface up to 160°C) and a precision weighing scale (to assess the lubricant drying time). The test is managed in fully automatic mode.

La Metallurgia Italiana - January 2023 pagina 9 Scientific papers - Rolling
Fig.1 - Diagram and operation of the lab device.
By means of this device, the drying time is assessed in real time by detecting the change in weight of the lubricated hot surface, placed on the precision scale.


On the other hand, the graphite flowrate distribution with the jet angle is evaluated by assessing in a second step the applied quantity at various distances from the center of


the spray jet (according to the most convenient method for collecting the fluid - see Fig.2 left side). Furthermore, at the end of the drying process the level of the adhesion between the graphite layer and the sample surface is qualitatively evaluated by cross-cut test (as shown in Fig.2 right side).
Fig.2 - Jet angle with applied quantity assessment (left) and outcome of a cross-cut test (right).
In parallel, lubricant rheological properties were characterized with the purpose of correlating them to the specific application conditions and to the results of the spray characterization. Being a graphite-based lubricant a non-Newtonian fluid, the important characteristics are the dynamic viscosity both at low shear rate (for mixture stability) and high shear rate (for adequate sprayability), as
well as the thixotropy (response to a sudden change in the shear rate).
In our case, a Brookfield Rheometer RST with Coaxial Cylinder - Double Gap spindle was therefore used (see Fig.3) in place of a standard viscometer to correlate shear stress and shear rate.

Fig.3 - Brookfield Rheometer RST with Coaxial Cylinder - Double Gap and testing conditions.
Specifically, lubricant dynamic viscosity was assessed superimposing three different steps of shear rate (SR), as shown in Fig. 3 (chart on the right side): a first one
for initial fluid “adjustment”, a second one in order to evaluate the thixotropic recovery of the fluid and a third one to evaluate the shear thinning of the fluid.
La Metallurgia Italiana - Gennaio 2023 pagina 10
Memorie scientifiche - Laminazione
RESULTS AND DISCUSSION
Lubricant rheology
Dynamic viscosity for the products characterized was ranging in 400 ÷ 2000 cPs at SR 13 s-1, 40 ÷ 140 cPs at SR 1200 s-1 and 2 ÷ 20 s for its recovery from high SR to low SR.
Impact of the spraying pressure
For brand new nozzles under characterization, graphite flowrate distribution was at first evaluated: a “bell-shape” type is maintained in the investigated range (typical of the industrial field), see Fig.4. Total flowrate increases clearly with the working pressure.
Fig.4 - Graphite flowrate distribution at different pressure.
Impact of the nozzle wear
During operation, nozzles undergo important wear. For this reason, graphite flowrate distribution for brand new nozzles was compared to that of a nozzle whose orifice has increased about 8% in area (Fig.5).



Fig.5 - New (left) and worn (right) nozzle orifice.
The wear of the nozzle not only reduces the spray angle more than the pressure does in the investigated range of working conditions, but also changes the graphite flowrate distribution by flattening it (see Fig.6).
Fig.6 - Comparison between the characteristics of the spray jet generated by a brand new and used nozzle.

La Metallurgia Italiana - January 2023 pagina 11 Scientific papers - Rolling
Impact of the application temperature

Drying times were assessed both at different application temperatures and at different deposited quantities, showing
important variability especially in relation to mill operating conditions. The results are shown in the graph of Fig.7:
Fig.7 - Drying times for different application conditions.
Verification of the adhesion properties
The adhesion of the graphite layer to the metallic surface is qualitatively put in correlation with both the application temperature and the layer thickness itself through the cross-cut test.
Too high temperatures of the surface tend to cause boiling phenomena that hinder the adhesion of graphite, while too low temperatures excessively lengthen the drying times,
leading to a poorly compact layer. Similarly, high quantities of graphite corresponding to thick layer increase the drying time and negatively affect the layer compactness. The scenario is even worse when high quantity is sprayed in combination with surface temperature too low. However, it is important to point out that each product behaves differently according to its formulation and to the application conditions.

In conclusion, the applied quantity and the application temperature, which can vary depending on the lubricant choice, must fall in a specific range of values. This let to combine the best of the lubrication effectiveness with the mill constraints of cycle time and mandrel handling.
FURTHER DEVELOPMENT
Aside from the graphite-based product choice and tailoring, the most effective lubrication process requires dedicated process control systems to ensure the lubricant
application within established operative windows. Limits shall be defined according to simplified protocols of field assessment, which allow migrating laboratory results to the field.
SUMMARY AND CONCLUSIONS
In the present work, a lab methodology and testing protocol to characterize mandrel lubricant features with respect to spray application conditions was established. The main results can be thus summarized as follows:
La Metallurgia Italiana - Gennaio 2023 pagina 12
Memorie scientifiche - Laminazione
Fig.8 - Cross-cut test results for different application conditions.
• A test bench was set-up to replicate field application condition of graphite-based mandrel lubricants.
• Spraying nozzles and deposited graphite layer characteristics were characterized as a function of industrial application parameters.
• Rheological properties of the lubricants under analysis were on parallel assessed through a tailored testing protocol.
REFERENCES
• Mandrel lubrication shall be optimized taking into account the mill characteristics.
ACKNOWLEDGEMENTS
This paper is published under permission of Antonio Caprera, Chief Industrial Officer of Tenaris, who is kindly acknowledged.
[1] Chung DDL. Review Graphite. Journal of Materials Science 2002;127:1465–1489. Available from: https://doi. org/10.1023/A:1014915307738
[2] Kozbial A.; Zhou F.; Li Z.; Liu H, Li L.: Are graphitic surfaces hydrophobic? ; Accounts of Chemical Research 2019; 49(12): 2765-2773. Available from: https://doi.org/10.1021/acs.accounts.6b00447
[3] Pierson HO. Handbook of Carbon, Graphite, Diamonds and Fullerenes - Properties, Processing and Applications; First edition. Amsterdam: Noyes Pubblication;1994.
[4] Kazuo T; Shizuo, M., Sumio, I.; Nippon Steel & Sumitomo Metal Corporation. Lubricant composition for seamless steel pipe working, European Patent EP 1 666 576 B1. 2005 Mar 17.
[5] Lefebvre AH, Mcdonell V. Atomization and Sprays; Second edition, Boca Raton: CRC Press; 2017.
[6] Iwama T, Morimoto Y. Die life and lubrication in warm forging. Journal of Materials Processing Technology 1997; 71: 43-48. Available from: https://doi.org/10.1016/S0924-0136(97)00141-6
TORNA ALL'INDICE >La Metallurgia Italiana - January 2023 pagina 13 Scientific papers - Rolling
Pioneering Cold Rolling of AHSS and Electrical Steel
K. Krimpelstaetter, R. Kellermayr, M. Bergmann
Decarbonization activities are important to act effectively and sustainably against climate change. Especially the automobile industry triggers the development of Electrified Vehicles with light-weight design to reduce greenhouse gas emissions and carbon footprint over the vehicle’s entire life cycle. This in turn raises the demand for development of new steel grades with improved strength, like 3rd generation AHSS (Advanced High-Strength Steels), press hardened steels, martensitic steels and also thin-gauge high-permeability NGO (Non-Grain Oriented) electrical steels to improve the energy conversion efficiency of electrical motors.
While new high-end cold rolling mills meet the process requirements to produce these advanced steel grades, existing rolling facilities are predominantly not capable to introduce and provide these grades to the market.
Primetals Technologies is continuously developing and supporting its customers by offering innovative products and technologies to meet the high and quickly changing demands of the metals industry and its end customers. This paper introduces selected cold rolling innovation highlights, which are significantly contributing to a successful production of AHSS and electrical steel, while keeping quality and environmental standards high and operation costs on a competitive, low level.
The “HYPER UC-MILL®” is a new generation of 6-high cold mill with reduced work roll diameters, work roll drive and still high torque transmission capability. This technology is not only today’s role model for new tandem and reversing mills, but also an affordable solution for mill revamps. Its excellent reduction and shape control capability combined with reduced edge loads and straight roll inventory make the HYPER UC-MILL the perfect solution to produce highstrength steels and thin-gauge cold rolled products. Additional new features like strip temperature guidance (STG), edge-drop control (EDC) and Minimum Quantity Lubrication (MQL®) support a stable and reliable production of highgrade electrical steels with low waste and high yield.
STG ensures that the strip temperature during rolling is kept in a required operation window to improve formability and avoid strip overheating. MQL represents a new roll-gap lubrication technology with many advantages for rolling AHSS and electrical steel. In case of high-grade electrical steel or hard and brittle strip materials, MQL prevents a cool down of strip temperature, which may positively influence the formability and improve the rolling stability. EDC is a further beneficial technology to improve strip edge profile and consequently to reduce downstream trimming losses to get optimum lamination factors with low core loss of electrical steel.
KEYWORDS: COLD ROLLING, AHSS, NGO-EV, HYPER UC-MILL, MINIMUM QUANTITY LUBRICATION MQL, STRIP TEMPERATURE GUIDANCE STG, EDGE-DROP CONTROL EDC
INTRODUCTION
Carmakers are developing and producing Electrified Vehicles (EV) with light steel body structure, optimized designs and excellent crash behavior that reduce mass and therefore greenhouse gas emissions over the vehicle’s entire life cycle. This calls for new generations of advanced high-strength steels (AHSS) with high deformation resistance and
Primetals Technologies Austria GmbH, Austria - konrad. krimpelstaetter@primetals.com
La Metallurgia Italiana - Gennaio 2023 pagina 14 Memorie scientifiche - Laminazione
Konrad Krimpelstaetter, Roland Kellermayr, Martin Bergmann
thinner product thicknesses. Additionally, there is a sustainable demand from carmakers for ultra-thin non-grain oriented electrical steels with 3.2 to 3.4% silicon and in a thickness range of 0.2 mm to 0.3 mm. These grades are frequently called NGO-EV and have demanding requirements concerning geometrical tolerances, surface quality, material strength, texture evolution as well as magnetic properties.
Electric traction motors consist of copper coils, permanent magnets, and steel core laminations. Steel core laminations are a stack of isotropic magnetic steel sheets, which are separated by a lacquer coat to achieve a high permeability and high magnetic induction.
A high-efficient energy conversion requires low core losses and high magnetization. Accordingly, future passenger cars exchange the combustion engine by highly efficient electric motors resulting in at least doubling the weight of silicon steel per car to approx. 60 – 90 kg / car (considering NGO-EV only, cf. [7]).
The trend to use more silicon steels in electrical appliances in the automotive industries motivates steel producers to invest in rolling mill equipment and automation solutions to modernize their existing production facilities.
In order to meet or even surpass today’s product quality levels, knowledge of the processes as well as the devices, machines and plants comprising these processes is essential.
In the past, cold rolling of silicon steel and special steel grades was mainly done in cold reversing mills because they offer high flexibility in terms of pass-schedule design. Nowadays, with increasing demand on higher volumes of AHSS and electrical steels, (continuous) tandem cold rolling mills are more and more used, because they offer higher productivity, higher yield and lower operating costs per produced ton of electrical steel. Cold rolling of high-silicon electrical steel is characterized by an increased risk for strip breaks. The main reason is due to the high brittleness of high-silicon steels at typical cold rolling temperatures. The high room temperature brittleness of the strip material in combination with high rolling loads (strip tension, contact pressure and shear stresses in the roll bite) during cold rolling can lead to generation and growth of edge cracks, which can lead to strip breaks, equipment damages and significant
production downtimes and delays. Additional to the challenging production conditions, product quality (thickness, flatness and surface) is still of paramount importance. Tolerances for these criteria are constantly tightening, especially as the target delivery thicknesses dive to 0.2 mm and even below. Maximization of yield must go hand-in-hand with efficient use of process consumables. These requirements affect the mechanical, electrical and process design of the mills.
The mechanical rolling capability of an operating rolling mill is primarily determined by:
• Power of the main motors and tension levels (main drive, reels, bridle rolls)
• Available roll separating force (RSF)
• Mill stand stiffness
• Shape control capability
• Work roll diameter
• Roll-gap lubrication efficiency
INFLUENCE OF WORK ROLL DIAMETER
The effect of the work roll diameter can be demonstrated schematically in the gaugemeter diagram (also known as roll force/strip thickness diagram, cf. [3] or [5]) in Fig.1. Fig.1 shows the plastic characteristic (red solid line) and the minimum achievable exit thickness hout,min in case of a large work roll diameter and for an incoming strip thickness hin. Here the absolute strip thickness reduction is limited for the considered product in the specific pass. The rapid increase of rolling force at thinner exit thickness results from severe work roll flattening. The additional required energy transferred via the roll load cylinders is mainly wasted into elastic deformation of the work rolls. A reduction of work roll diameter shifts the plastic characteristic curve to the left side in Fig.1. As can be seen from this graph, reducing the work roll diameter (i.e. switching from red solid to red dashed curve in Fig.1) decreases the minimum achievable exit thickness h’out,min, mainly as a result of lower rolling forces and consequently reduced roll flattening. This allows for the production of lower strip exit thickness at comparable rolling force levels.
This phenomenon has been successfully utilized in cluster mills, as 20-high mills or Z-mills, to be able to
La Metallurgia Italiana - January 2023 pagina 15
Scientific papers - Rolling
produce stainless steel and special grades for many years. However, for the sake of completeness it needs to be
stated that a further limitation of final gauge can arise due to kissing rolls outside the strip width.
Fig.1 - Gaugemeter diagram and the influence of reduced work roll diameter on rolling capability.

UCM-MILL AND STRIP EDGE PROFILE CONTROL

The work roll diameter of a 6-high Universal Crown Mill (UCM, cf. Fig.2) in range of 385 to 425 mm is widely used for AHSS and electrical steel production in tandem cold mill configuration. It is characterized by driven work rolls and an axially shiftable intermediate roll according to the actual strip width, together with the installed work roll and intermediate roll bending system. It is possible to utilize a
cylindrical work roll shape to achieve a stable strip shape, which meets highest strip flatness requirements.
Fig.2 exhibits the advantages of a UC-Mill by eliminating the undesired contact area thanks to the tapered work roll design and the smart edge-oriented roll shifting, which also allows to achieve excellent shape controllability.
Fig.2 - Core design of Universal Crown Mill.
La Metallurgia Italiana - Gennaio 2023 pagina 16
Memorie scientifiche - Laminazione
For cold rolling of hard material, the strip thickness profile decreases sharply at the edge area. This is called edge drop and is caused by longitudinal deviation of the work roll flattening. Especially for the production of electrical steel, less edge drop is essential to achieve high lamination factors and consequently low core losses.
To reduce the edge drop, a UCM-W Mill (cf. Fig.3), which has additionally a work roll shift mechanism, can be applied to a UCM-Mill.
Work rolls with a special chamfer are shifted by means of hydraulic cylinders provided in each shifting block at the drive side. Optimum roll gap profile with reduced edge drop is achieved by combining work roll shifting, intermediate roll shifting, work roll bending and intermediate roll bending. The work rolls with their chamfers are shifted in a way to ensure a pre-defined edge-up control. Edge drop control (EDC) is most efficient in the first stands of a tandem cold rolling mill.
Fig.3 - Core design of Universal Crown Mill.
HYPER UC-MILL
The most beneficial mill stand technology for producing the upper range of AHSS and high-grade NGO electrical steel represents the 6-high Hyper Universal Crown Control Mill (HYPER UC-Mill), which is a further development of the well-established UCM technology.
Although the UCM-mill is capable of processing lower range AHSS and middle grade electrical steel in a 5-stand configuration, the growing demand for harder AHSS and thinner electrical steels with high silicon content led to the development of the HYPER UC-Mill (cf. also [2]). In order to apply smaller diameter work rolls to a TCM,
a comprehensive study of the influence of work roll diameter on the shape control capability, Hertzian Stress between rolls and the reduction ratio was carried out. The study focused on the reduction capacity of the tandem mill. Rolling loads can be reduced and higher reduction ratios can be obtained by using work rolls with smaller diameters. This study showed that the highest reduction ratio is achieved with work rolls having a diameter app. 20-40% smaller than those of the standard UC-Mill.
Under the above-described limitations, the optimum work roll diameter was found in a range of 230 mm to 290 mm for a HYPER UC-Mill with a maximum width of app.

La Metallurgia Italiana - January 2023 pagina 17 Scientific papers - Rolling
1300 mm (4 feet).
While decreasing the work roll diameter, it was necessary to increase the intermediate roll diameter to ensure mill stability for highest shape controllability.
A new gear-type spindle capable of transmitting higher
torque with small diameter work rolls was also developed. This technology called “New MH-Spindle” can transmit 2.7 times the torque of a conventional Universal Joint (UJ)type spindle (cf. Fig.4).
Fig.4 - New MH-Spindle of HYPER UC-Mill.


As a result, the HYPER UC-Mill was introduced as a new rolling mill type, which uses smaller work rolls and high strength spindles to enable rolling of high-strength materials and high-grade electrical steels.
Fig.5 shows a visual comparison of roll arrangements between standard UC-Mill and HYPER UC-Mill. To keep the highest shape controllability also in case of reduced work roll diameter for the HYPER UC-Mill, the intermediate roll diameter is increased accordingly.
One of the latest references of a HYPER UC-MILL is shown in Fig.6, which was especially designed to produce high-
permeability non-grain oriented (NGO) electrical steel and advanced high-strength steels (AHSS). The reversing mill features a twin-stand 6-high HYPER UC-MILL with driven work rolls and new MH-spindles for highest torque transmission. The mill is equipped with Minimum Quantity Lubrication MQL® and an inductive strip heating system.
La Metallurgia Italiana - Gennaio 2023 pagina 18 Memorie scientifiche - Laminazione
Fig.5 -Roll arrangement of Standard UCM and HYPER UCM.

Fig.6 - 2-stand HYPER UCM-Mill for the production of HNGO and AHSS.

WORK ROLL DIAMETER EVOLUTION
Fig. 7 shows a comparison of mill stand technologies with different ratios of work roll diameter to maximum strip width. While for a classical 4-high mill, this ratio is typically around 30% to 40%, a 6-high UC-Mill shows a ratio of around 25%. The HYPER UC-Mill utilizes even
smaller diameter work rolls and shows a ratio of about 20% keeping the benefits of the standard UC-Mill mill including work roll drive and is therefore ideally suited for rolling AHSS and high-Si NGO electrical steel. Primetals Technologies’ convertible mill Flex-HI® with its 18high mode and a ratio of about 10% offers an extended

La Metallurgia Italiana - January 2023 pagina 19 Scientific papers - Rolling
reduction capability to produce high-strength steels down to ultra-low gauge, while keeping the high productivity in its classical 4-high mode (cf. [6]). On the very right in
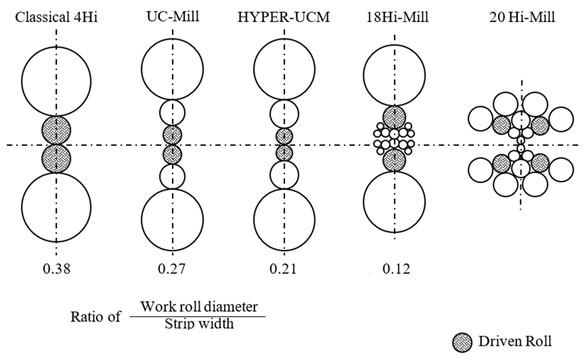
Fig. 7, 20 Hi-Mills (e.g. HZ-mills) utilize a minimum work roll diameter to offer rolling capability to produce GO electrical steels and ultra-thin and hard products.
Fig.7 - Comparison of different mill types and work roll diameters.
TANDEM COLD ROLLING MILL CONFIGURATION
A typical configuration for continuous tandem cold mill for rolling AHSS and high-grade non-grain-oriented electrical steel sheets is depicted in Fig. 8.
Fig.8 - Typical configuration of tandem cold mill for high productivity AHSS and electrical steel production.

This mill configuration utilizes a strip induction heater in front of the tandem mill and an additional bridle roll unit between tandem mill and tension reel, which allows to increase strip tension in later stands.
Benefits of continuous rolling operation compared to batch operation:
• Productivity increase
• Yield increase
• Product quality improvement
• Reduction of production costs (electricity, roll
consumption, oil consumption, maintenance costs, etc.)
• Personal costs
• Reduced production time
STRIP HEATING PRIOR TO COLD ROLLING
Cold rolling of high-silicon electrical steel (Si ≥ 2.5%) is characterized by an increased risk of strip breaks. The main reason is due to the high brittleness of high-Si steels at typical cold rolling temperatures. The high brittleness of the strip material in combination with high rolling loads
La Metallurgia Italiana - Gennaio 2023 pagina 20
Laminazione
Memorie scientifiche -
(strip tension, contact pressure and shear stresses in the roll bite) during cold rolling can lead to generation and growth of edge cracks which can lead to strip breaks and significant production downtimes and delays.
It is known that the strip material brittleness can be significantly reduced by increasing the strip temperature before cold rolling (cf. e.g. [1]). The strip temperature at the entry of a tandem mill is typically at room temperature (e.g. 20 to 30°C). The room temperature brittleness also depends on the silicon and aluminum content of the strip material. Higher Si-content (≥ 2.5%) and Al-content (≥ 0.5%) can lead to increased room temperature brittleness and consequently reduced ductility and formability during cold rolling. The reason for generated edge cracks is a prevented dislocation sliding, which leads under applied rolling loads to an unwanted twinning effect of the metal structure.
Fig.9 shows a ductile-to-brittle transition temperature diagram (DBTT), which was determined by a servohydraulic high speed testing machine (cf. [1]). The depicted DBTT is for 3.4% Si non-grain oriented (NGO) electrical steel considering different deformation (strain) rates. At typically high deformation rates (cf. blue curve at 100 s-1 in Fig.9) for cold rolling, the ductile-to-brittle transition temperature occurs in this case approximately at room temperature (here 22°C).
This means that cold rolling at room temperature represents a significant risk for strip breaks, because of the reduced fracture elongation and high brittleness of the strip material. Reducing the deformation rate, i.e. reducing the strip speed and/or reduction, or increasing the strip temperature improves the ductility, formability and hence reduces the risk for edge crack propagation and strip breaks significantly.
Fig.9 - Ductile-to-brittle transition temperature (DBTT) for a 3.4% Si steel (source: [1]).

STRIP TEMPERATURE GUIDANCE
As explained above the strip temperature plays an important role for a stable and successful production of high-permeability electrical steels, especially during threading and first pass rolling. An increased strip temperature may in this regard also be beneficial for the second and later rolling passes. This can be accomplished by a controlled strip temperature guidance through the whole tandem mill resp. reversing pass journey. If the strip temperature gets too low, a distinctive brittleness of the material together with actual applied rolling loads may result in edge cracks and strip breaks. On the other hand, a
too high strip temperature can lead to increased work roll temperatures and reduced hardness of the work roll shell material, which can lead for examples to heat streaks or other surface defects.
Therefore, a product-based guidance of the strip temperature may be beneficial. Actuators to influence and control strip temperatures are strip cooling, work roll cooling, strip speed, rolling pass distribution, induction heating and others.
An advanced strip temperature model significantly improves the setup and control of the strip temperature guidance (STG) and considers the special and difficult
La Metallurgia Italiana - January 2023 pagina 21 Scientific
papers - Rolling
deformation behavior of high-Si electrical steels. Fig.10 shows an example of strip temperature evolution in a 5-stand tandem mill with prior inductive strip heating. As one can see, the emulsion lubrication on entry side of stand 1 decreases the prior heated-up strip undesirably, leading to energy waste and costly processing of electrical steels.
Minimum Quantity Lubrication (MQL, cf. [4]) can avoid the undesired strip temperature drop before the first pass, because entry side lubrication is done with pure rolling oil atomized with air and sprayed directly onto the surface of the work rolls. This ensures that the strip temperature is not affected by the roll-gap lubrication as it is the case for conventional recirculation emulsion lubrication.
Fig.10 - Example of strip temperature evolution in a tandem mill with prior strip heating.

CONCLUSION
This paper describes latest mill stand technologies and innovations to support a successful and stable production of AHSS and thin-gauge high-grade NGO electrical steels.
Classical 4-high cold rolling mills have known technical limitations in terms of reduction capability to roll hard and thin materials, due to its large contact length between work roll and strip caused by large work roll diameters and excessive work roll flattening under the high rolling forces involved.
The “HYPER UC-MILL®” is a new generation of 6-high cold mill with reduced work roll diameters, work roll drive and still high torque transmission capability. This technology is not only today’s role model for new tandem and reversing mills, but also an affordable solution for mill revamps. Its excellent reduction and shape control capability combined with reduced edge loads and straight roll inventory make the HYPER UC-MILL the perfect
solution to produce high-strength steels and thin-gauge cold rolled products.
Additional new features like strip temperature guidance (STG) and edge-drop control (EDC) support a stable and reliable production of high-grade electrical steels with low waste and high yield.
La Metallurgia Italiana - Gennaio 2023 pagina 22
Laminazione
Memorie scientifiche -
REFERENCES
[1] J. Kwon, H. Huh, and J. Kim (2017), ‘Evaluation of the Ductile-to-Brittle Transition Temperature of a Silicon Steel Under Various Strain Rate Conditions With a Servo-Hydraulic High Speed Testing Machine’, Met. Mater. Int., vol. 23, no. 4, pp. 736–744
[2] D. Hikino, Y. Nakajima, I. Nakayama, S. Yasunari (2017), Newly developed universal crown control mill “HYPER UCM” for rolling of high-hardness and thinner steel, 3rd European Steel and Technology and Application Days, Vienna, Austria, June 26-29, 2017
[3] R. Kopp, H. Wiegels (1998), Einführung in die Umformtechnik, Verlag der Augustinusbuchhandlung Aachen
[4] M. Bergmann, K. Krimpelstaetter, B. Nilsson, S. Karakavaf, R. Leffers (2019), Intelligent roll-gap lubrication improves strip surface cleanliness in thyssenkrupp steel’s tandem cold rolling mill, 4th European steel technology and application days ESTAD 2019, Duesseldorf, Germany, June 24-28, 2019
[5] V. Ginzburg (1989), Steel-Rolling Technology: Theory and Practice, Taylor & Francis Inc
[6] K. Krimpelstaetter, S. Angerer, B. Schinagl (2022), Flexible cassette makes traditional cold mills fit for future steel grades, 12th International Rolling Conference, Trieste, Italy, October 26-28, 2022
[7] A. Böttcher (2022), Electrical steel becoming short in the future, IESSS 2022, Aachen, Germany, April 26-27, 2022
TORNA ALL'INDICE >
La Metallurgia Italiana - January 2023 pagina 23 Scientific papers - Rolling
Metallurgical design of x60 steels for gas and hydrogen transport pipes
M. Guagnelli, G. Malatesta, Piero Carone, V. Ruggiero, A. CurciMost of the actual natural gas infrastructure and next generation hydrogen infrastructure consists of pipelines with small diameters. Therefore, to make the energy transition a reality, the steel industry must respond to the demand for increasingly high-performance materials. The purpose of this article is to show the process of design, development, and production of steels for gas and hydrogen transport pipes. In particular, the present work is focused on the development of grade X60 on typical formats for gas pipeline applications, for which Annex M ISO3183 requires a yield strength to ultimate tensile strength ratio (Y/T) lower than 0.85. In order to achieve an adequate Y/T ratio and toughness on the final product, i.e., the pipe, it is necessary to properly design the chemical composition and final microstructure, and therefore rolling and pipe forming processes. The metallurgical design of these steel grades and their subsequent production were realised thanks to the collaboration between Acciaierie d'Italia (AdI) and the RINA-CSM Rina Consulting - Centro Sviluppo Materiali (CSM). Statistical analysis and metallurgical simulations of mechanical properties evolution were conducted to define the suitable chemical composition, with lower Carbon content, able to satisfy all standard constraints. Industrial tests were conducted by AdI to validate the new alloy design by producing a X60 20’’x12 mm pipe by electrical resistance welding (ERW).
INTRODUCTION
Acciaierie d'Italia is working on enhancing the gas transport pipe market. Concerning current energy needs, is under consideration the possibility of using pipes manufactured not only for the transportation of natural gas, but also for mixtures of natural gas and hydrogen. In this context, a preliminary analysis revealed that pipes with X60-X70 grades and relatively low thickness are the most critical products. In fact, AdI's traditional approach for these products was to take advantage of a waiver from the maximum permissible C content for welded tubes, by the standard after agreement with the customer (note j of table A.1 of ISO 3183: 2019) [1].
Considering the possibility of using such pipes for gas transport, although the current standards in this regard do not give specific indications on the permissible carbon content, it was considered appropriate to stick strictly to the limitations indicated in ISO 3183 (Table A.1) [1].
Working in co-operation with RINA Consulting Centro Sviluppo Materiali, a new chemical composition to produce ERW X60ME pipes was designed with the objective of respecting the limitations on carbon content
La Metallurgia Italiana - Gennaio 2023 pagina 24 Memorie scientifiche - Laminazione
KEYWORDS: ALLOY DESIGN, PIPE PRODUCTION, X60ME, GAS AND HYDROGEN TRANSPORTATION, MICROSTRUCTURE
Mauro Guagnelli, Giuliano Malatesta, Piero Carone, Valeria Ruggiero, Antonio Curci
CSM, AdI, Italy
and guaranteeing Y/T values in compliance with the European market requirements.
The approach used to achieve this goal and the results obtained after the first year of operation are the subject of this article.
METALLURGICAL DESIGN APPROACH
The typical CSM approach to the metallurgical design of structural steels, schematically described in the Fig.1, was used, and followed in its general lines.
In summary, this approach consists of four successive steps:
- Definition of the target properties on strip from the
specified properties on pipe and knowledge of the effect that the pipe forming processes has on the properties;
- Definition of target microstructure from the target properties identified in the previous step and knowledge of the relationship between microstructure and steel properties;

- Definition (or verification) of the rolling and cooling operating practices to be applied to the steel to obtain the microstructure and properties identified in the previous steps;
- Verification by industrial testing of the accuracy of the settings and definition of possible corrective actions.
Fig.1 - Typical CSM approach to the metallurgical design of structural steels.
Definition of the strip target properties
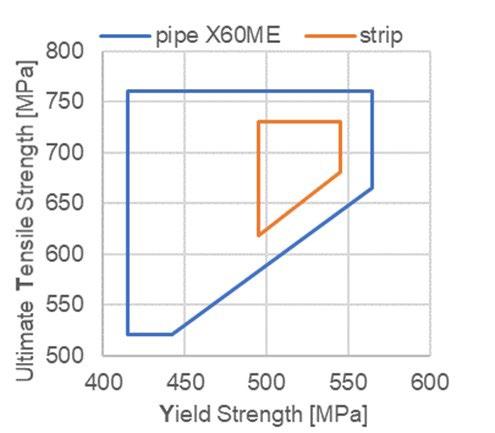
The target properties of the pipe, taken from the standard, are summarised in the Tab.1 and Fig.2. Fig.2 also shows the restriction of the target property win-
Tab.1 - Target properties of pipe and strip.
TARGET PROPERTIES
dow of the strip necessary to account for the loss of mechanical properties when forming the pipe and to compensate the variability due to rolling.
Fig.2 - Target properties windows of pipe and strip.
La Metallurgia Italiana - January 2023 pagina 25 Scientific papers - Rolling
Pipe Strip
MPa 415 ÷ 565 495 ÷ 545 T MPa 520 ÷ 760 590 ÷ 730
- ≤ 0.85 ≤ 0.80
Property Unit
Y
Y/T
The effect of the pipe forming processes on the mechanical properties was evaluated by analysing historical data and consists in a reduction of about 30 MPa on the average yield strength values (Y) and about 20 MPa on the average ultimate tensile strength values (T). The average Y/T ratio values remain substantially unchanged, as well as the impact toughness values. Regarding the strip properties, a dispersion of ±50 MPa for Y and T and ±0.05 for the Y/T ratio were retrieved from the historical data. Taking these data into account, target properties were defined on strip, summarised in the Tab.1 and Fig.2. Subsequently, it was necessary to define both the
microstructure capable of guaranteeing the properties and the rolling and cooling operating practices required to produce the identified microstructure.
Definition of the target microstructure
This step was achieved using semi-empirical relationships linking microstructure and chemical composition to strip properties.
It is known that for carbon steels with a ferrite-pearlite microstructure and limited carbon content (< 0.2% approx.), the mechanical properties can be described by the Hall-Petch equation:
where Y and T represent the yield strength and ultimate tensile strength respectively and d is the ferritic grain size characterising the microstructure; the others are coefficients to be derived empirically. Several such equations can be found in the literature where the known term is expressed as a function of the chemical
Based on these expressions, considering a value of C ≤ 0.1 and typical values for the other alloying elements and grain size, it was found from initial analysis that the required values of Y/T could not be guaranteed with the ferrite-pearlite structure alone.
where (PF%), (B%), (MA%) denote the percentages of polygonal ferrite, bainite and martensite, respectively, while the constants a to f were derived by linear regression
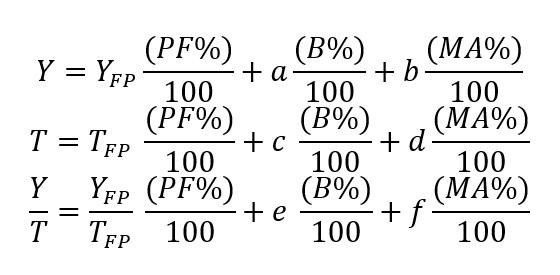
composition through linear relationships, using coefficients derived by linear regression of experimental data, as well as coefficients describing the influence of grain size. Merging these literature expressions [2 – 4], in the past CSM has developed its own equations, which for micro-alloyed structural steels take the form:
The possibility of exploiting the presence of constituents, such as bainite or martensite, by evaluating their effect on properties through relationships of the type was then assessed:
(1) (2) (3) (4) (5) (6)
of CSM historical experimental data, the values of which are shown in Tab.2.


La Metallurgia Italiana - Gennaio 2023 pagina 26
scientifiche - Laminazione
Memorie
Tab.2 - Values of the constants in equations 4 - 6. CONSTANTS a b c d e f MPa MPa MPa MPa -1066 -409 1483 922 0.52 -0.84
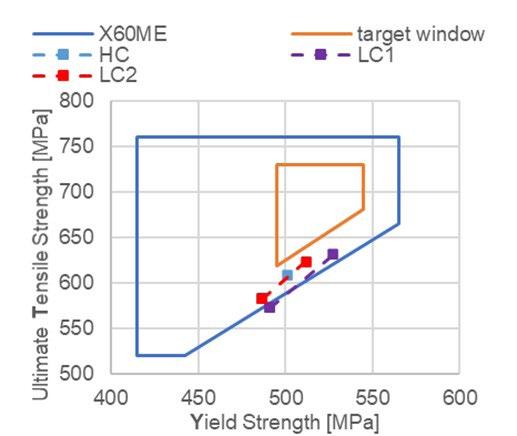
Fig.3 (a) shows the results obtained by applying equations (4) – (6) to the steel grade LC1, used in the past to produce ERW X65ME pipes; in particular, the optimal microstructure should contain between 6 and 12% bainite (B) and between 3 and 5% MA. A new steel grade (LC2) was therefore defined to improve
the Y/T value by increasing the Mn and Si content compared to LC1 and reducing the Cr content. With this alternative composition, the optimal microstructure is characterised by a Bainite content between 6 and 12 per cent and a Martensite content between 2 and 4 per cent (see Fig.3 (b)).


(b) (a)
Fig.3 - Mechanical properties of steel as the microstructural composition changes for steel grades: (a) LC1 e (b) LC2.
Verification of Operating Practices
Once the target microstructures were defined, depending also on the chemical composition, it is necessary to verify that the rolling and cooling operating practices can achieve them. This is usually done by calculating microstructural evolution (recrystallisation during hot rolling and phase transformation during cooling on the ROT). In the present case, a simplified approach was adopted to define the austenite condition at the end of rolling. The simplified approach is based on the following hypothesis: complete recrystallization and neglectable grain grow during roughing, complete strain accumulation in finishing. The austenite condition resulted is a microstructure with a grain size of 25 microns and an accumulated strain of 1.5. The effect of cooling has been calculated by a statistical physical model based on the concepts of nucleation and
growth capable of calculating the volume fraction of the different micro-constituents (Ferrite, Perlite, Bainite and Martensite) as well as calculating the ferritic grain size. The cooling rate under the ROT showers was assessed to be 5 °C/s and the coiling temperature was varied between 600 °C (typical value adopted in the past for the steels of interest) and 560 °C (limit value of the system under current conditions).
Different steel grades were considered for these conditions:
- The grade with relatively high C (HC) limited to standard cooling conditions;
- The low-carbon grade already used in the past, but not entirely satisfactory (LC1);
- The optimised steel grade (LC2)
La Metallurgia Italiana - January 2023 pagina 27 Scientific papers - Rolling
Tab.3 - Results of the microstructural calculation.
TARGET PROPERTIES
Dpf μm B % M % Y MPa T MPa Y/T -
HC 5-600 4.7 0.7 0 501 609 0.82
LC1 5-600 5.5 0 0 491 573 0.86
LC1 5-580 5.5 0 0 491 573 0.86
LC1 5-560 5.5 6.4 0 527 631 0.84
LC2 5-600 5.5 0 0 487 583 0.84
LC2 5-580 5.5 0 0 487 583 0.84
LC2 5-560 5.5 4.5 0 512 623 0.82
Fig.2 - Microstructural target obtained from simulation with AdI standard operating practices.
Industrial tests
To reduce the Y/T ratio, an industrial casting with LC2 steel grade was produced by AdI and a slab was rolled in the hot mill strip. Subsequently, a sample of the coil was taken at 5.5 m from the tail to evaluate microstructure and properties of this. Eleven pipes were obtained from the coil, and they were qualified by the product quality laboratories in Taranto and by the CSM laboratories in Rome.
Fig.5 (a) summarises the obtained results and the Fig.5 (b) shows the microstructure; this clearly consists of a mixture of Polygonal Ferrite and Bainite and possible presence of Martensite, although the content of the different constituents was not estimated. Considering mechanical properties, it appears that the objective has been substantially achieved (Fig.5 (a)) but there is scope for improvement.

(b) (a)
Fig.5 - (a) Illustration of the target mechanical properties window with tensile stress and yield stress detected on the strip and on the pipe by laboratory tests and (b) obtained microstructure.

La Metallurgia Italiana - Gennaio 2023 pagina 28 Memorie scientifiche - Laminazione
CONCLUSIONS
Acciaierie d'Italia and Rina Consulting Centro Sviluppo Materiali are collaborating on the development of natural gas and hydrogen transport steels. CSM's typical approach for metallurgical design of pipe steels was adapted to the case of interest and used to define chemical composition and operating practices that allow to manufacture ERW pipes of grade X60ME, without exceeding 0.12% of the carbon.
Concerning to it, the results of the industrial test are sati-
REFERENCES
[1] ISO 3183:2019 p. 8;
[2] Hodgson Gibbs, ISIJ Int. 32-12, 1329-1338;
sfying for the validation of methodology and the pipes are in compliance with the ISO3183. However, in the future it might be interesting to further investigate the system to: - reduce material yield strength, which is considered high even if in line with standard requirements; - keep, or improve, Y/T values; - contain the mechanical properties dispersion to avoid the risk of non-conformity; - and test the material in hydrogen atmosphere.
[3] European Commission, Directorate-General for Research and Innovation, Gutiérrez, I., Parker, S., Wadsworth, J., Property models for mixed microstructures: final report, Publications Office, 2003;
[4] Pokutylowicz, Collins, Baragar, Yue: Properties-Prediction Model for the Hot Rolling of Long Products, 37th MWSP Conf. Proc., ISS, 1996, Vol. 33, pp427-431.
ALL'INDICE >La Metallurgia Italiana - January 2023 pagina 29 Scientific papers - Rolling
TORNA
Effect of si-cr-mo on oxidation behavior of duplex steel and strip surface quality
C. Wang, Y. Yu, K. Liu, L. Wang, Z. Guo, T. NiuThe interactive effects of Si-Cr-Mo alloy elements on oxidation behavior at scale/metal interface in dual-phase steel are studied in present paper, through thermal simulation, scanning electron microscopy (SEM) and electron probe analysis. The influence of alloy elements on hot coil surface quality under industrial production conditions are also discussed. Results show that the oxidation resistance of Si-Cr steel is stronger than that of Si-Cr-Mo steel, because of Cr-rich protective oxide film at scale/metal interface under elevated temperature. Comparing with steel alloyed by Si, the primary scale of the Si-Cr and Si-Cr-Mo steel are easier to be removed, owing to the reduction of anchor structure at scale/metal interface. However, Si and Cr element will form dense oxide film under 1,100°C and above, which increases the difficulty of finishing descaling. Owing to the accumulation of Mo on the scale surface, the diffusion channel of Si and Cr elements is blocked, resulating in the increase of oxidation resistance and the decrease of SiCr oxide film at scale/metal interface. Therefore the surface quality of Si-Cr-Mo steel is significantly improved under industrial production. Suggestions conclued from present study can provide useful guidance for production of cold rolled dual-phase steel.
KEYWORDS: OXIDATION BEHAVIOR, ELEMENT ENRICHMENT, INTERACTIVE EFFECT, SCALE, DESCALING
INTRODUCTION
Basing on the phase transformation strengthening mechanism, the dual-phase steel composed of ferrite and martensite has been developed as advanced highstrength stamping steel for automobile. The cold rolled dual-phase steel are mainly classsfied by C-Si-Mn steel and C-Mn-Cr steel [1,2], which sometimes is micro-alloyed with Nb, Mo and B elements. In the widely used C-SiMn dual-phase steel, the mass percent of Si element is controlled between 0.2% and1.5%, which can improve the austenitic harden ability and improve the purity of the ferrite. However, when the mass percent of Si is more than 0.2% ,the red scale defect are easily generated during hot rolling process resultiing in surface color difference defect on the finished product[3,4]. According to the high surface quality standards, the Si is replaced by Cr or CrMo as an option to produce C-Mn-Cr/C-Mn-Cr-Mo dual phase steel.
The effect of Si on oxidation resistance at high temperature has been adequately studied by predecessors.The Si element exists as hydrothermal Fe2SiO4 phase at scale/ metal interface at elevated temperatures above 1,173°C. When the temperature drops to 1173°C and below, the
Shougang Research Institute of Technology China - Beijing Key Laboratory of Green Recyclable Process for Iron & Steel Production Techology, China
La Metallurgia Italiana - Gennaio 2023 pagina 30 Memorie scientifiche - Laminazione
C. Wang, Y. Yu, K. Liu, L. Wang, Z. Guo, T. Niu
scale will tranformed to eutectoid structure in which FeO grains will be surrounded by Fe2SiO4. The FeO particles could be tightly sticked on the slab surface by the solidified eutectoid structure, which is difficult to be removed by descaling. The residual FeO will be squashed by following hot rolling process, leading to the increase of contact area with oxygen and giving rise to the red Fe2O3 phase[5, 6]. In the range of 700~1,000°C [7], with higher Si content, oxidation mass gain and scale thickness of the steel with high Si content are both reduced because of improved oxidation resistance. At present, some papers focusing on oxidation behavior of Cr-Mo in stainless steel and heat-resistant steel at elevated temperatures. Chen WY found that Cr2O3 protective oxide film accumulated at the strip surface of 3Cr13 stainless steel, in which the Cr content is about 13.46%, significantly improveing antioxidation properties[8]. Zhao Q H concluded that the SiO2 and MnCr2O4 oxide film was formed under 1100°C and SiO2 oxide film adjacent to metal matrix can obviously decrease the oxidation mass gain rate basing on one kind of ferritic heat resistant steel[9]. However, few reports have been publised focusing oxidation behavior of the coldrolled dual-phase steel at elevated temperature, basing on C-Mn-Cr/C-Mn-Cr-Mo system. For the oxidation behvior of Mo element, it is reported that Mo element is easy to be oxidized in air when the temperature is heated up to 300°C. When the temperature increases up t0 600°C
and above, Mo will be oxidized to volatile oxides with dark green color. Xie Hong-bo studied the influence of Mo on oxidation behvior of high-entropy alloy at elevated temperature and found that the oxidation resistance was seriously deteriorated because of volatile Mo oxide[10]. In the referenced papers listed above, the content of Cr/Mo in mass percent is around 10-20%, the scale of given steel grade mainly consists of compact single-layer oxidation film. However, the Si/Cr/Mo content in cold rolled dualphase steel range from 0.2~1.15%, the interreaction of SiCr-Mo on oxidation behavior should be interesting and not be neglected.
In present work, the interreaction of Si-Cr-Mo elements on oxidation characteristics at scale/metal interfacei of dual-phase steel are studied. In addition, the effect of alloyed elements on coil surface quality under industrial production condition is also discussed, which can provide useful guidance for production of dual-phase steel.
EXPERIMENT METHOD
Three types of composition are designed for present study. The first sample contains1.15%Si without Cr-Mo; the second sample contains 0.55% Cr and 0.2% Si without Mo; and the third sample contains 0.2%Si in combination with 0.2% Cr and 0.25%Mo (as shown in Tab. 1).
Tab.1 - Designed omposition of high strength DP steel with different alloyed element (wt. %).
NO. C Si Mn P≤ S≤ Alt [N]≤ Cr Mo
Steel 1 0.76 1.15 1.7 0.015 0.005 0.035 0.0030
Steel 2 0.12 0.20 1.6 0.015 0.005 0.035 0.0030 0.55
Steel 3 0.10 0.20 1.5 0.015 0.005 0.035 0.003 0.20 0.25
The oxidation behavior of given three steels are studied under two different temperature ranges by STA449C type thermo gravimetric analyzer. To simulate the oxidation behavior in reheating furnace, the samples were heated up to 1250°C in the atmosphere contains 10% CO 2,5% O2 and other argon gas. The samples were heated under given heating rate of 10°C/min and were kept for minutes under aimed temperature. Secondly, we simulated the oxidation during hot rolling process in the temperature
range of 900-1150°C. In order to oxidation behavior during hot rolling process, the samples were heated up to 1150°C, 1100°C. 1050°C, 1000°C, 950°C and 900°C, respectively, in protective argon gas with the heating rate of 10°C / min. Then, the samples were kept in the air at the target temperature for 1 min. Finally, the samples will be put into the protective atmosphere again and be cooled to room temperature at the cooling rate of 10°C / min. The surface topography, scale/metal interface topography
La Metallurgia Italiana - January 2023 pagina 31 Scientific papers - Rolling
and energy spectrum, were investigated with the scanning electron microscopy (SEM). The elements distribution quantitative analysis at scale/metal interface was detected by EPMA-1720 electronic probe analysis .
The surface quality difference between differernt dual phase steels under industrial production condition was studied in a domestic hot rolling production line by Parsytec surface inspection equipment adopting CCD scanning digital camera with the resolution ratio of 500µm*1000µms. One of the key equipment for the surface quality control is high pressure descaling system, of which the pressure could achieve 20-22MPa. For the three designed steels, the rolling process parameters is the same in order to investigate the effects of alloyed elements on coil surface quality.

RESULTS
Oxide film morphology under heating furnace conditon
As shown in Fig. 1, the oxide film micromorphology of thres different steels under 1250°C are given. The oxidation film of steel No.1 at scale/metal interface shows typical anchor pinning morphology of Si alloyed steel, in which the ferrous oxide (FeO) is surrounded by Fe2SiO4.


The anchor made by theFe2SiO4 is nailed into the metal matrix with a depth of 50 µ m. Because of the anchor structure,the inner layer of scale has good adhesive force. In addition, the oxide particle layer under interface is about 50 µ m. The anchor pinning morphology is originated from the melt behavior of Fe2SiO4 at the preset temperature and the molten Fe2SiO4 will infiltrate into the grain boundary of scale and the steel substrate. Steel No.2 contains 0.2%Si and 0.55% Cr element. The mesh scale morphology and anchor pinning morphology in oxide film are significantly reduced. Compared with steel 1, the depth of the liquid Fe2SiO4 infiltrated into the matrix decreased to about 20 µ m. During the samples’ preparation process, due to the weakened anchor pinning structure, the scale is easy to crack and peel off. Cr content of steel No.3 is reduced to 0.2% on the basis of steel No.2 with an addition of 0.25% Mo. The mesh scale morphology and anchor pinning morphology is not obvious, but large oxide particle with a particle-layer thickness of 50 µ m present at sacle/metal interface. The outermost layer scale of steel No.3 was also easy to peel off during sample preparation process.
(b) Steel 2
(a) Steel 1 (c) Steel 3
Fig.1 - Scale/interface morphology of given three steels under heating furnace condition.
The distribution of Cr–Si element at scale/metal interface of steel No.2 is shown in Fig. 2 in detail. Si enrichment taking place in the mesh scale structure, anchor pinning structure and small oxide particles. The content of Si element in the mesh structure is highest illustrated as red color. Si-rich in the oxide particles originated from the internal oxidation of alloying element and the Si content in oxide particles is lower than that in the mesh scale. Cr element accumulates greater in the scale than that in metal matrix. In the oxide particles, Cr element enrichment
could also be found. Complementary relationship between the distribution of Cr and Si is found in the scale. In the region of the mesh structure where the Si element is rich, the Cr element is poor. Because the content of Cr element in scale is higher than Si element, the anchor pinning morphology formed by Fe2SiO4 nearly disappeared.
La Metallurgia Italiana - Gennaio 2023 pagina 32
Memorie scientifiche - Laminazione
(b) Si distribution (a) scale morphology (c) Cr distribution
Fig.2 - The element distribution of Cr – Si in oxidation film of steel 2.
Oxidation scale morphology of steel 3 is given in Fig. 3. The mesh structure in the scale of steel No.3 is significantly weakened compared with steel 2, especially in the inner oxidation layer adjacement to matrix. The mesh scale almost disappeared. Complementary relationship between content of Cr and that of Si element in oxidation scale. In steel 3, the content of Cr and Si element are
both about 0.2%. According to the free energy rule, Si is oxidized earlier than Cr, inducing Si-rich in oxide particles. Mo-rich layer distributed in the metal matrix around scale/metal interface, the depth of which is the same with internal oxidation zone. Mo is not involved in the formation of the internal oxide particles.


(b) Si element distribution (a) scale (c) Cr element distribution (d) Mo element distribution


Fig.3 - The Cr-Si-Mo element distribution at the interface in oxidation film of steel 3.


As shown in Fig. 4, energy spectrum analysis of the oxidation particles was applied at the interface of steel No.1 and steel No.2. The Si content in the band of molten Fe2SiO4 is as high as 10-13%. Meanwhile, with the internal oxidation of Mn, a series of oxides of low melting point
are formed. With increase of Cr content and decrease of Si content, the width of the molten band decreases. It is inferred by the energy spectrum analysis that competition oxidation mechanism resuts in the complementary relationship between Si content and Cr content in scale.
(a) Steel No.1
(b) Steel No.2
Fig.4 - Energy spectrum analysis of scale/metal interface in steel 1 and steel 2.

La Metallurgia Italiana - January 2023 pagina 33 Scientific papers - Rolling
Oxide morphology under hot rolling condition
The surface morphology of oxidation scale of given three types of dual phase steel under different temperature was simulated by thermo gravimetric analyzer. The scale morphology transformation patterns of the three given steels under different temperature is consistent. Fig. 5 illustrates the oxide film morphology of steel No.2 at different temperatures. Under tested condition, the scale is thin and smooth at 900°C and becomes rough and
uneven when the temperature heated up to 950°C. The scale surface looks like tumor morphology at 1050°C. When the temperature rises to 1100°C, preferential growth of oxide particles is found on the surface and the scale mainly consists of coarse particles. Under the condition of 1150°C, oxide particles present obvious granular structure with a grain size of 50 μ m.



More and more cracks can be observed on the scale surface as the test achieved higher and higher aimed temperature because thermal expansion coefficient difference between scale and matrix becomes larger

and larger, inducing internal stress growth at scale/ metal interface and surface scale spalling during sample preparation, as shown in Fig. 6[11] .


Fig.6
Element enrichment in oxidation film under hot rolling condition
SEM was applied to determine scale thickness under different test temperature. Results is given in Fig. 7. steel No.1 alloyed with Si content of 1.15 mass% possesses the best oxidation resistance and thinnest scale thickness at 1150°C among the three predesigned steels. Benifit from
the dense Si - Cr composite oxide film at scale/metal interface, steel No.2 alloyed with Si- Cr has better oxidation resistance than that of steel No.3 alloyed with Si-Cr-Mo. The scale thickness of steel No.3 is the thickest. The scale thickness of steel No.3 is about 20 µ m thicker than that of steel No.1 at 1150°C.

La Metallurgia Italiana - Gennaio 2023 pagina 34
Memorie scientifiche - Laminazione
Fig.5 - Oxide film morphology under different temperature (1:900°C, 2:950°C, 3:1050°C, 4:1100°C, 5:1150°C).
-Oxide film peeling morphology at 1050°C.
(1: broken and peeling of the outer oxide film, 2: internal compact oxide film)
Fig.7 - Scale thickness of three given steels under different temperature.

The cross section morphology and energy spectrum results upon oxidation particles of steel No.1 under 105°C is illustrated in Fig. 8. The inner oxidation particles in metal matrix beneath the scale/metal interface are made of Si-Mn compound oxide, labeled as spectrum 1 to 3. The oxidation film of Fe-Si-O thickness is about 7-8 µ m and consists of small dense particles resulting in good oxidation resistance. Compared with the mesh scale and
anchor pinning morphology under 1250°C as shown in Fig.1, under the tested condition of 1050°C, Fe-Si-O composite oxide located between outermost scale and metal matrix remains solid state without infiltration into metal matrix or outermost scale, in which the enriched Si content reaches up to 9%. The enriched Si content in the mesh scale is about 12% on average under 1250°C.
(a) Cross-section morphology
(b) Energy spectrum
Fig.8 - Cross section analysis of steel 1 (high Si steel) at a simulated temperature of 1050°C.
The element distribution at scale/metal interface of the steel No.2 under 1050°C was detected by electron microprobe analysis, as shown in Fig. 9. A clear dense alloyed elements enrichment zone located at the inner side of oxidation film, in which enriched Cr content reaches up to 13% and enriched Si content is only 3%. Higher content of Cr in the dense alloy element enrichment layer than

that of Si originates from the different content of Cr and Si in metal matrix inducing better oxidation kinetics for Cr than that of Si.

La Metallurgia Italiana - January 2023 pagina 35 Scientific papers - Rolling
(b) Si
(a) Scale morphology (c) Cr
Fig.9 - Map scanning elements analysis of steel2 at 1050 °C.
The element distribution at scale/metal interface of the steel No.3 alloyed with Si-Cr-Mo under 1050 °C is detected by electron microprobe analysis, as shown in Fig. 10. All of these three kinds of alloy element enrich at the inner side of oxidation film. As element diffusion distance order is Si > Cr > Mo, Mo-rich layer at the scale/






metal interface located nearby the matrix. Because of higher oxidation free energy of Mo than that of metal matrix, the presentation of Mo-rich layer in the inner layer of oxidation scale break the continuity of Si-Cr oxide film, resulting in the decrease of oxidation resistance and the increase of scale thickness.
(b) Si (a) Scale morphology (c) Cr (d) Mo
Fig.10 - Map scanning elements analysis of steel3 at 1050 °C.
Surface quality of duplex steel in practice
Influenced by the formation of fayalite phase and strong adhesion force of primary scale under high Si content condition, it is difficult to remove this kind of scale by present roughing and finish descaling system. Severe red scale defects distrubution is found on the hot rolling coil surface of steel No.1 in industrial produciton practice, the area ratio of which reaches up to 70~90%, as shown in Fig.11. In the produciton of steel No.2, the pattern of red scale defects tranformed as bands like, the pitch of which matched with spacing of finishing descaling nozzles very well. The descaling difficulty for steel No.2 upon the temperaure range of 1000-1100°C originates from the dense Si - Cr composite oxide layer at scale/metal interface, as shown in Fig. 6. Basing on present finishing descaling
system, as illustrated in Fig. 12, the spacings and angles of descaling nozzles should be meticulously designed to gurrantee constant impact force upon the interact area of neighbouring nozzles. Otherwise, the impact forces sharply decreases upon the overlapping area of descaling water, leading to residual banded red scale. The area ratio of banded red scale decreases to 5~10% while applying the Si-Cr alloying pattern for duplex steel. While applying the Si-Cr-Mo alloying receipt, the dense oxidation film in the inner side of scale is broken by the presence of Morich layer. Under the same production parameters, the proportion of red scale area on hot rolling coil surface is significantly decreased to less than 5% for Steel No.3 and good surface quality of duplex steel is achieved.
La Metallurgia Italiana - Gennaio 2023 pagina 36 Memorie scientifiche - Laminazione
(a) Steel 1 (Si)
(b) Steel 2 (Si-Cr)

(c) Steel 3 (Si-Cr-Mo)
Fig.11 - Surface quality of hot rolling coil with different alloy systems.



Fig.12 - Schematic diagram of the descaling nozzle.
DISCUSSION
As typical alloyed elements in metal matrix, such as Cr, Al, Si, have strong cohesive force with oxygen. From the thermodynamic side, the diffusion coefficient of metal ions in these oxide films is limited,stable Cr, Al, Si et al. oxide could be formed during oxidation process, covering the strip surface as compact and uniform oxidation film, acting as protective film[12]. In present study, the conclusion was proved that the scale thickness decreased with the addition of Si and Cr elements. The dense oxide film can inhibit the process of steel oxidation and reduce
scale thickness.
According to the thermodynamic calculation with the equation listed in Tab.2[13], the Gibbs free energy of oxidation reaction between alloyed elements or ferrus and oxygen is ranked as: Δ G (SiO 2) < ΔG (MnO) < Δ G (Cr 2O3) < Δ G (Mn3O4)< Δ G (FeO) < Δ G (Fe3O4) < Δ G (Fe2O3) < Δ G (MoO). The oxidation serial of typical alloy elements (Si, Cr, Mo, and Mn) in steel and ferrus under elevated temperature is Si, Mn, Cr, Fe, and Mo.
La Metallurgia Italiana - January 2023 pagina 37 Scientific papers - Rolling
Tab.2 - Relationship between ΔG of oxidation reaction and temperature for different alloy elements.

As the generation of SiO2 andCr2O3 will reduce the oxygen partial pressure at the scale/metal interface. The "oxygen absorption effect" effectively inhibits the oxygen atom diffusing into the substrate, prevents internal oxidation and promotes the formation of compound oxidation film of SiO2 and Cr2O3. According to present study, at the temperature ranged from 900 to 1150°C, Fe 2SiO4 and Fe2SiO4-FeCr2O4 spinel at scale/metal interface in steel 1 and 2 enhance the compactness of oxide film and perform excellent oxidation resistance, slowing down the growth of scale. In steel No.2, because of higher content of Cr is designed, the activity of Si is obviously decreased, Cr is prior to be oxidized first, reducing the generation of Si oxide. Thus, the anchoring morphology in scale of steel No.1 at 1250°C is eliminated by modifying the alloyed
receipt by addtion of Cr and preventing the generation of eutectoid product of Fe2SiO4.
At the initial stage of oxidation, the sufficient oxide film on the surface has not been established, and the oxidation rate is governed by the interface reaction between atomsphere and substrate. Along with time extension, the oxidation film gets denser and denser acting a barrier layer to protect the substrate from being oxidized. The further growth of the oxide film depends on the diffusion of alloyed elements. In solid state, diffusion is the only mode of mass transport. Fick studied this The diffusion phenomenon in solid state was studied by Fick and described as first Fick law, listed as follows:
In which, J is the diffusion flux, D is the diffusion coefficient, dc/dx is the mass concentration gradient along the x direction and D s is the self-diffusion coefficient.It can be seen from the above formula that the self-diffusion coefficient of a certain element in the alloy is the diffusion coefficient when its mass concentration gradient goes to zero.Diffusion rate depends on the diffusivity of alloyed elments in oxidation film at elevated temperature[14, 15] The diffusion coefficient of the oxide film reflects the difficulty of the alloying element and oxygen passing through the oxide film. The smaller the diffusion coefficient is ,the more obvious barrier effect of oxide
film on element diffusion is, and the better protection of the film is. The diffusion coefficients of various ions in typical oxides are given in Tab. 3. It can be found that the self-diffusion coefficient of SiO2 is the smallest, followed by Cr2O3 and α -Fe2O3. According to the thermodynamic calculation results, the oxidation particles generated from typical alloyed elements are very stable. Combined with the extremely low self-diffusion coefficient, all of these oxides can act as protective oxide film.

La Metallurgia Italiana - Gennaio 2023 pagina 38 Memorie scientifiche - Laminazione
Eq. (1)
Tab.3 - Self-diffusion coefficients of different oxide.
Oxide Self-diffusion coefficients
FeO 9×10-8
Fe3O4 2×10-9
Fe2O3 2×10-15
Cr2O3 1×10-14
SiO2 1.3×10-18
MnO 1×10-10
Based on the relevant experimental results and the above thermodynamic and kinetic analysis, steel No.1 has the best oxidation resistance because of Si-Mn-Fe oxidation film at scale/metal interface during oxidation process. The Si-Mn-Fe oxidation film acting as best protection barrier with smallest self-diffusion coefficient. The formation mechanism of the anchor morphology can be summarized as followiig. Firstly, Si element is enriched at the scale/ metal interface. When the temperature is below 1170°C, a layer made of oxide particles is formed at the interface. When the temperature is heated up to 1170°C or above,the particles made of FeO-SiO2 transform from solid to liquid, and then the molten Fe2SiO4 phase penetrated into the matrix along the grain boundary or defects in the matrix and finally forms the typical anchor morphology. In the oxidation process of steel No.2, the major oxides in scale are Cr2O3, MnO, SiO2 and Fe x Oy. Basing on the thermodynaic of Cr oxidation reaction and higher Cr content in steel No.2, Cr is prior to be oxidized first and tranforms as protective Cr2O3, reducing the generation of Si oxide. Since the content of Si in steel No.2 is decreased
and Si4+ has the smallest diffusion coefficient in the oxide film, Si element could only be oxidized at the Cr2O3 film/metal interface. The oxidation film of Si element distribution is illustratd in Fig. 12. Owing to the stronger cohesive force between Cr and O than that between Fe and O, Cr-rich oxidation film is first formed on the surface, acting as protective film at scale/metal interface, just like Si oxidation behavior. Under actual production condition, at the elevated temperature in the heating furnace, the interfacial oxidation of Cr weakens the enrichment of Si element at the interface, decreases the anchor depth of Fe2SiO4 and makes the primary scale easy to be removed by descaling, combined with the preset temperature below the melting point of FeCr2O4 phase. As the compact Si-Cr composite oxide layer at the interface has a strong adhesive ability to resist descaling impact, the spacings and angles of descaling nozzles should be meticulously designed to gurrantee constant impact force upon the interact area of neighbouring nozzles and to eliminate the banded like secondary scale.

FIG.13 - Interface oxidation mechanism of Cr-Si element in steel No.2.
Because of higher Gibbs free energy of Mo oxidation reaction, Mo is the last element in the given threee steels to be oxidized during hot rolling process. Mo-rich laye locates at the inner side of oxidation film, reduces the activity of Si and Cr and prevent the formation of dense
Si-Cr oxide film and Fe2SiO4 at scale/metal interface. Therefore, the scale adhesion of steel No.3 is reduced, and the surface quality of hot rolling coil of steel No.3 is obviously improved.
La Metallurgia Italiana - January 2023 pagina 39 Scientific papers - Rolling
CONCLUSION
1) Steel No.1 alloyed with Si content of 1.15 mass% possesses the best oxidation resistance and thinnest scale thickness among the three predesigned steels. Benifit from the dense Si - Cr composite oxide film at scale/metal interface, steel No.2 alloyed with Si- Cr has better oxidation resistance than that of steel No.3 alloyed with Si-Cr-Mo. The scale thickness of steel No.3 is the thickest.
2) Influenced by the formation of fayalite phase and strong adhesion force of primary scale under high Si content condition, it is difficult to remove this kind of scale by present roughing and finish descaling system. Severe red scale defects distrubution is found on the hot rolling coil surface of steel No.1 in industrial produciton practice, the area ratio of which reaches up to 70~90%.
3) In the produciton of steel No.2, the pattern of red scale defects tranformed as bands like. The area ratio of banded red scale decreases to 5~10% while applying the Si-Cr alloying pattern for duplex steel. The descaling difficulty for steel No.2 originates from the dense Si - Cr composite oxide layer at scale/metal interface. The spacings and angles of descaling nozzles should be meticulously designed to gurrantee constant impact force upon the interact area of neighbouring nozzles
4) While applying the Si-Cr-Mo alloying receipt, the dense oxidation film in the inner side of scale is broken by the presence of Mo-rich layer. Under the same production parameters, the proportion of red scale area on hot rolling coil surface is significantly decreased to less than 5% for Steel No.3 and good surface quality of duplex steel is achieved.
REFERENCES
[1] Song S, Yan C, Jiang J, Li Z. Application of QP980 in lightweight development of body in white. Modern Manufacturing Engineering. 2017.
[2]. Basabe VV, Szpunar JA. Growth Rate and Phase Composition of Oxide Scales during Hot Rolling of Low Carbon Steel. ISIJ International. 2004;44(9):1554-9.
[3]. Okada H, Fukagawa T, Ishihara H, Okamoto A, Azuma M, Matsuda Y. Prevention of Red Scale Formation during Hot Rolling of Steels. ISIJ International. 1995;35(7):886-91.
[4]. Fukagawa T, Okada H, Maehara Y. Mechanism of Red Scale Defect Formation in Si-added Hot-rolled Steel Sheets. ISIJ International 1994;34(11):906-11.
[5]. Zhang M, Shao G. Characterization and properties of oxide scales on hot-rolled strips. Materials Science and Engineering A, Structural Materials: Properties, Microstructure and Processing. 2007;A452/53(Apr):p.189-93.
[6]. Kizu T, Nagataki Y, Inazumi T, Hosoya Y. Effects of Chemical Composition and Oxidation Tempera-ture on the Adhesion of Scale in Plain Carbon Steels. ISIJ International. 2001;41(12):1494-501.
[7]. Yang Y-L, Yang C-H, Lin S-N, Chen C-H, Tsai W-T. Effects of Si and its content on the scale for-mation on hot-rolled steel strips. Materials Chemistry and Physics - MATER CHEM PHYS. 2008;112:566-71.
[8]. Chen WY, Wang SQ, Wei MX, Feng N. Study on high temperature oxidation resistance of 3Cr13 steel. Foundary. 2012;61(03):296-9.
[9]. Zhao QH, Liu JY, Liu J. Research on anti-oxidation properies of Cr13Si5 ferritic heat resistant steel under 1100°C. Foundary Technology. 2011;32(02):179-83.
[10]. Xie HB, Liu GZ, Guo JJ. Effects of Mn, V, Mo, Ti, Zr elements on microstructure and high temperature oxidation performance of AlFe-C-rCo-Cu-X high-entropy alloys. Zhongguo Youse Jinshu Xuebao/Chinese Journal of Nonferrous Metals. 2015;25:103-10.
[11]. Min K, Kim K, Kim SK, Lee D-J. Effects of oxide layers on surface defects during hot rolling processes. Metals and Materials International. 2012;18(2):341-8.
[12]. Chatterjee-Fischer R. Internal oxidation during carburizing and heat treating. Metallurgical Transactions A. 1978;9(11):1553-60
[13]. Takada J, Yamamoto S, Kikuchi S, Adachi M. Determination of diffusion coefficient of oxy-gen in γ-iron from measurements of internal oxidation in Fe-Al alloys. Metallurgical Transactions A. 1986;17(2):221-9.
[14]. Carl, E., Lowell, Charles, A., Barrett, et al. COSP: A computer model of cyclic oxidation. Oxidation of Metals. 1991.
[15]. Auping J. COSP for windows—Strategies for rapid analyses of cyclic-oxidation behavior. Oxidation of Metals. 2002.
La Metallurgia Italiana - Gennaio 2023 pagina 40 Memorie scientifiche - Laminazione
TORNA ALL'INDICE >
Diario di un corrosionista
Diario di un corrosionista
Luciano Lazzari Vol. I

a distanza
DIARIO DI UN CORROSIONISTA APPUNTI,
Diario di un corrosionista
RICORDI, POLEMICHE A DISTANZA
Appunti, ricordi, polemiche a distanza
di Luciano Lazzari
ed. AIM - 2022 ISBN: 978-88-98990-30-6
Formato cartaceo Prezzo di copertina: Euro 14,00
Vol. I
Il testo è la raccolta di riflessioni maturate dall’autore durante l’attività più che quarantennale di ricercatore e di ingegnere della corrosione, allo scopo da una parte di testimoniare l’esperienza maturata e dall’altra esternare le considerazioni critiche su molti aspetti pratici e teorici della disciplina. Sono anche descritte le tappe percorse dall’autore per giungere a risultati che ritiene originali nell’ambito dell’ingegneria della corrosione.
Luciano Lazzari

si è laureato con lode in Ingegneria Chimica al Politecnico di Milano dove ha insegnato Scienza e Tecnologia dei Materiali e Corrosione e Protezione dei Materiali fino al 2015. Svolge attività professionale presso Cescor srl di cui è Presidente.
Oltre che autore di numerosi articoli in riviste scientifiche ha pubblicato tra gli altri Engineering Tools for Corrosion (2017) e con Pietro Pedeferri il libro Cathodic Protection (2006). Ha ricevuto due onorificenze: la Medaglia di titanio AIM (2017) e la Medaglia Cavallaro EFC (2022).
Narrativa Tecnica
Luciano Lazzari
Luciano Lazzari
Vol. I Appunti, ricordi, polemiche
Narrativa Tecnica
Abs qwr 4.0 quality from the start: new rolling mill concept and free furnace enhanced operational performance, sustainability and product quality
edited by: by: M. Cimolino, F. Rocchetti, E. SalamoneToday, success in the wire rod market can be achieved only by combining high plant productivity, efficiency, superiorquality finished products and plant flexibility. These requirements, in addition to Danieli’s latest research efforts and industrial setup activities, point the way to environmental sustainability, true green-steel production and the adoption of a circular economy model, as seen in the tangible results achieved by the ABS QWR 4.0 project, which rolled the first billet on November 27th, 2020, and now is considered a word leader and benchmark between the wire rod suppliers.
INTRODUCTION
With a 190-million-euro investment, the plant in Cargnacco (Udine, Italy) produces 500,000 tpy of special steel and automotive application wire rod, from 5.0 to 25 mm dia., at a finishing speed of 430 km/h. Actually, the final product is equally shared between the Italian and European markets. The high plant productivity and flexibility are guaranteed not only by the up-to-130-tph capacity, but also by both the 170–230-mm round blooms and the 150–180-mm square billets, to be used as starting material, which come only from ABS (IT) or Sisak (HR) facilities.
LAYOUT
The whole layout was developed following the principle by which the entire rolling mill production area is intended more as a mechanical workshop, like those used for numerical control machines, rather than a conventional rolling mill. The building structure is a clear expression of this concept: a low roof height with a short-span shed, with the individual machines used only when needed, optimizing spaces, process flexibility and equipment readiness. The workshop area is located behind the shutter doors, and all installed equipment can
M. Cimolino, F. Rocchetti & C. Officine Meccaniche, Italy E. Salamone Centro Combustion, ItalyLa Metallurgia Italiana - Gennaio 2023 pagina 42 Attualità industriale - Industry news
KEYWORDS: QUALITY WIRE ROD MILL, DIGITALIZATION, GREEN STEEL
Danieli
Danieli
be automatically moved there to be prepared or changed due to wear.
This integrated approach embraces the design of long-life, easily refurbished equipment, with resources and energy consumption optimization in favor of renewable sources.
The 10,000 tons of Ecogravel® (EAF slag recovery) used for paving is a virtuous example of environmental care but also a profitable investment.
To maximize the product size change, Danieli customdesigned three routes for specific dimensions and steel grades—ABS has more than 1,000 steel grades in its portfolio—which play a fundamental role in the changing sequences.

Three specific rolling lines are installed to optimize both the process and machine utilization and availability. The straight roll pass line is adopted for 5.0-to-11.5-mm final diameters; the second one allows bypassing the semimulti-drive Fast Finishing Block eight passes, and is adopted for 12.0–23.0-mm final dimensions. The third line is used for final sizes ranging from 23.5 to 25 mm and also permits bypassing the six-pass multi-drive Pre-Finishing

Block, guiding the feeder material into the sizing Twin Module Block, operated by a multi-drive system. Respecting the “any size, any grade, at any time” motto, this concept optimizes process flexibility in terms of steel grades to be produced, rolling strategies to be applied, and quick size changes, including for small-scale orders. This plant makes 35 automatic changes on rolling stands, blocks, water boxes, high-speed shears, HiProfile devices, loop laying head and Hi-Profile guide channels. Everything that is required to change a section is fully automatic and automated.
It is required only eight minutes to change the entire mill—and, generally, no more than 15 minutes in particular circumstances—to which should be add three minutes between one billet’s end and a new section’s beginning. To further confirm the flexibility of the plant, it is possible to adopt different routes to cool down the material also on roller conveyor (air cooling, slow cooling under the hoods, fast cooling with fans or by the EDC), and there is the possibility to collect the material in two different positions, using the hot or cold pit.
Fig.1 - General Layout from re-heating furnace to Pre-Finishing-Block.
EQUIPMENT
Re-Heating Furnace
Danieli Centro Combustion installed the first walkingbeam furnace designed to minimize oxidation phenomena through the combination of a highly accurate combustion control in sub-stoichiometric conditions and a tightly sealed furnace chamber.
Preface to this technological advancement, scale formation is affected by long residence times of steel at high temperatures in combination with oxygen presence. For this reason, the patent-pending furnace chamber has been separated into several “micro-chambers” using walls, noses and diaphragms in order to control individual volumes with a different air-gas ratio. By controlling
La Metallurgia Italiana - January 2023 pagina 43 Industry news - Attualità industriale
Fig.2 - General Layout from Pre-Finishing-Block to Cooling Conveyor.
such parameters, it is possible to actively intervene on oxidation kinetics to inhibit scale formation. Enhanced combustion control was developed through higher pressure-drop flow transmitters for gas, and flow straighteners for air. Furthermore, the reducing atmosphere generated in the hottest zones is compensated with post-combustion air injected into the furnace by nozzles arranged on the roof and side walls. A laser spectrometer continuously detects oxygen percentage in the recuperative zone before the waste gases leave the furnace, and this parameter is inserted in a safety control loop that acts on post-combustion air in order to have the desired oxygen at fumes exit. Then, the oxygen presence in the furnace is reduced thanks to new mechanical and customized solutions to guarantee the chamber tightness.
Rolling Mill Equipment
All SHS 4.0 housingless stands are fully electrified to comply with the “green mill” concept. Replacing hydraulic controls with electrical ones ensures multiple advantages, from eliminating oil and oil leaks to cutting off the central hydraulic unit’s electrical consumption, as well as savings in civil works and erection time.
The 3-MW Danieli Automation induction heating technology is installed between the free roughing stands and the continuous mill: it represents a most environmentally friendly solution for reheating steel and reducing scale formation. Its environmental advantages include reduced consumption when efficiently transferring energy to the material, no gas emissions, while required electrical energy can come from renewable sources by green energy production systems. The already-discussed complete automation includes the high-speed shear, which avoids manual operation of head and tail trimming and, therefore the need for a dedicated workforce. It can trim rolled material with high accuracy and repeatability at 430 Km/h speeds and beyond, synchronizing the laying head to ensure proper coil laying on the cooling conveyor. One additional benefit from this equipment is that it increases the safety of operators in the area.
The Easy Drawing Continuous system—EDC for short— can be applied as an alternative to traditional cooling
fans to achieve in-line-patenting of high-carbon grades using boiling water. For maximum flexibility, the system has been designed to shift sideways from in- to offline position in order to treat suitable steel grades and dimensions through a process water tank. Compared to other methods, the EDC process provides a sorbitic microstructure, in terms of uniformity and controlling grain growth and scale formation, enhancing cold drawability.
On-Line Sensors
The most recent iteration of automatic, motorized smart guides is installed in both the stands and the wire rod blocks and will receive real-time feedback from each billet, adjusting the guide force acting on the bars as well as rollers position, and monitoring bearing status. Several pyrometers and thermal imaging cameras are placed along the entire line: these tools continuously monitor and record material temperature, and fineadjustments to the reheating furnace, on-line induction heating and all in-line water box treatment status are made possible thanks to sophisticated automation systems. In addition, Hi-Section (eddy-current mass flow meters), and Hi-Profile (laser-based measurement instrumentation) solutions continuously control material dimension, offering live feedback to automatically regulate workflow, ensuring bar optimization in terms of size tolerance, cobble reduction and rolling guide wear. Furthermore, special cameras installed between the stands check material tension, for a looper-less mill layout. Thanks to the equipment reliability and process toughness on September 17th, 2021, has been set a rolling mill speed record, of 132.4 m/s, equal to 476.6 Km/h rolling 5.5-mmdia wire rod. Until now, this record remains unbeaten for other special steel producers.
PRODUCT TRACEABILITY
Danieli believes maintenance is paramount to ensure high plant availability and reliability. That is why all key equipment includes an ID tag with a barcode to identify device information, such as storage operations and remaining tons/hours before refurbishment. Many devices, such as cartridges, cylinders and guides are equipped with radio-frequency identification tags. A
La Metallurgia Italiana - Gennaio 2023 pagina 44
news
Attualità
industriale - Industry
workshop management system supervises equipment preparation and organization, checking and providing continuous grooves and guides status updates. An advanced, integrated laboratory located next to the coils finishing facilities is used for instant feedback on the rolled products’ final mechanical and metallurgical properties; additionally, it allows final product certification before shipping, with real-time product traceability, closing the circle on a fundamental requisite for a modern plant,
tracking the product from melting to customer delivery. Finally, coils are stored in a fully automated warehouse designed to safeguard the products’ surface quality, while ensuring a high degree of process flexibility with short lead-times on orders. It can hold more than 11,000 tons of wire rod coils. After being automatically tagged and stored, the material can be organized in relation to incoming orders and production requirements.
Fig.3 - Fully automated warehouse.
A new-generation pulpit with 3Q technologies is fundamental to support advanced technologies such as artificial intelligence, augmented and mixed reality, empowering the operators’ perception and helping them to both identify and predict anomalous process behaviors. An additional advantage of this pulpit is that all mill
function and process parameters are supervised by two operators only—one for the mill process itself and the other for on-line heat treatments—who monitor the main plant KPIs and process parameters.

Fig.4 - Overview of the latest-generation, highly automated pulpit.
PROCESS SOLUTION
The development of all these concepts is guided by the new QWR process solution and production approach: this is the one and only wire rod mill in the world today where mill management is remotely controlled, based on the zero-man-on-the-floor approach during production and size changes. All mill activities are performed
automatically thanks to the strong automation control, so that there are no operators on the field. Benefits from this method are manifold: it preserves operators’ safety, significantly improving working conditions; only fourteen highly qualified operators are required per shift, compared to a traditionally operated rolling mill with a similar product portfolio, thanks to the

La Metallurgia Italiana - January 2023 pagina 45 Industry news - Attualità industriale
strong emphasis on automation control. Indeed, advanced automation plays a fundamental role throughout the plant, especially with the “first coil in quality” concept (i.e. without trial losses), which is achieved thanks to on-line sensors and measuring instruments working in a closed-loop control managing metallurgical, dimensional, and quality aspects. The process efficiency is directly related to the ability of managing the process: that is why the rolling line is controlled via an innovative monitoring system with more than 2,000 data acquisition sensors, and over 15,000 continuously recorded parameters. Sensors provide continuous real-time process and plant data, whether directly measuring physical values or applying process models. Digitalization helps the operators to avoid mistakes, increasing workplace safety and, as an added benefit, product quality.
Thermo-Mechanical Rolling
The in-line heat treatments need mentioning, thanks to their ability to control steel by applying ThermoMechanical Rolling, ensuring appropriate final wire rod metallurgical and mechanical properties to improve steel strength, toughness and ductility. That is why grain refinement may be considered the most-effective way to deal with these demands without increasing alloying elements, thanks to the several controlled cooling stages along the mill and roller conveyor.
The thermomechanical rolling process is characterized by deformation in the non-recrystallization region of austenite, usually in the range from 750 °C to 850 °C, where it may be carried up to a specific area of reduction to obtain the desired grain refinement and microstructure modification.
For the medium-carbon, micro-alloyed steels for cold forming, the reduced prior-austenite grain size (PAGS) achieved by means of thermomechanically controlled processes avoids hardness hot spots that would have required annealing treatments before cold forming. Also, improvements in cold drawability can be achieved by controlling the scale layer, which is thinner and uniformly distributed.
The mechanical strength of high-carbon steel is related to interlamellar pearlite spacing and can be enhanced
through control of continuous cooling on roller conveyor. Thanks to this, variation in the mechanical properties along the coil and ring can be reduced. Benefits can be achieved also for the bearing grades where deformation at a non-recrystallization region of austenite may permit enhanced carbide distribution and dimension.
QUALITY FROM THE START
Flexibility in configuration, speed in set-up changes, notrial billets, and first coil produced in full quality (both for dimensions and metallurgical characteristics) cannot be achieved by neither overwhelming operators nor stressing equipment.
The QWR approach is to have the operator supervising and controlling all changes and mill preparation activities with limited-to-null manual intervention, enhancing equipment robotization, extensively using on-line instruments and sensors for quality and product checkup in a closed-loop control, and multi-route layout for different steel grades and product dimensions. The automatic setup for heat treatments is an example of this, where the process control system automatically loads the proper setup table from the database and sends it to the equipment control, without manual intervention. The equipment has been changed from traditional maintenance management and condition-monitoring systems to real-time support and diagnostics. The process has been developed so that models and monitoring are widely deployed to manage all parameters along the mill and, consequently, optimize final product quality and mill performance. Additionally, predictability is now possible, to understand a phenomenon before it manifests. The implementation of the “Danieli Intelligent Plant” philosophy is a revolution for plant management and post-processing analysis.
CONCLUSION
ABS QWR 4.0 is the latest wire rod mill reference for Danieli and features the most advanced technical solutions. This is a concrete example of the proactive approach which has always made our activities and values stand out. ABS and Danieli put words into action, showing that we walk the talk as undisputed leaders in the rolling mill field. This means investing to ensure our customers stay ahead
La Metallurgia Italiana - Gennaio 2023 pagina 46
news
Attualità
industriale - Industry
of the field in the future, too: ABS Quality Wire rod 4.0 is today the realization of the rolling mill of the future in terms of technological innovation, digitalization, safety and a green steel approach.
ABS QWR 4.0 qualità sin dall'inizio: nuovo concetto di laminatorio e forno senza scaglia per migliorare le prestazioni, la sostenibilità e la qualità del prodotto
ABS QWR 4.0 ha laminato la prima billetta il 27 novembre 2020. Lo stabilimento situato a Cargnacco (Udine) produce 500.000 t/a di vergella per acciai speciali e applicazioni automotive, da 5,0 a 25 mm dia. a velocità di finitura massime di 430 km/h. Il riscaldo ad induzione della Danieli Automation rappresenta una soluzione per il riscaldo dell'acciaio riducendo la formazione di scaglia. Inoltre, l'energia proviene da fonti rinnovabili e ciò rappresenta una soluzione che rispetta l'ambiente. Un pulpito di nuova generazione con tecnologie 3Q è fondamentale per supportare tecnologie avanzate come l'intelligenza artificiale e la realtà aumentata, potenziando la percezione degli operatori e aiutandoli ad identificare e prevedere comportamenti anomali del processo. Lo sviluppo di tutti questi concetti è guidato dal nuovo approccio al processo e alla produzione del QWR: questo è oggi l'unico laminatoio per vergella al mondo in cui la gestione del laminatoio è controllata a distanza, basata sull'approccio zero-man-on-the-floor durante la produzione e cambi di prodotto/acciaio. Inoltre, la prevedibilità è ora possibile, per comprendere un fenomeno prima che si manifesti. L'implementazione della filosofia “Danieli intelligent plant” è una rivoluzione per la gestione degli impianti e l'analisi a valle del processo. Danieli Centro Combustion ha avviato con successo il primo forno a trave mobile “senza scaglia”, progettato per minimizzare i fenomeni di ossidazione attraverso la combinazione di un controllo della combustione estremamente accurato in condizioni sub stechiometriche e una perfetta tenuta della camera del forno, riducendo quindi l'Opex. La formazione di scaglia è influenzata dal lungo tempo di permanenza dell'acciaio alle alte temperature, combinato alla presenza di ossigeno. Per questo motivo la camera del forno è stata suddivisa in più “microcamere” da pareti, nasi e diaframma in modo da poter controllare singoli volumi con diverso rapporto aria-gas. Controllando tale parametro è stato possibile lavorare attivamente sulla cinetica di ossidazione inibendo la formazione di scaglia. Tutte le suddette soluzioni hanno permesso anche di ottenere ottimi risultati in termini di consumo specifico. La presenza di ossigeno nel forno viene poi ridotta lavorando in condizioni di assoluta sicurezza, grazie a nuove soluzioni meccaniche atte a garantire la tenuta della camera e personalizzate per questo progetto, come la macchina di kick-off a tenuta d'acqua, la porta di scarico con barriera all'azoto, il tetto chiuso coibentato con fibra ceramica, e tutte le visiere di ispezione a perfetta tenuta. ABS Quality Wirerod 4.0 è la realizzazione del laminatoio del futuro per innovazione tecnologica, digitalizzazione, sicurezza e approccio green steel.
La Metallurgia Italiana - January 2023 pagina 47 Industry news - Attualità industriale
TORNA ALL'INDICE >
Intelligent guides and bms for bar mills
 edited by: E. Galeazzo, S. Capra
edited by: E. Galeazzo, S. Capra
Intelligent guides may be considered the greatest example of Industry 4.0 applied to rolling mills. The Morgårdshammar brand is ready to launch patented packages on the market: RollX and Wide Smart Guides (WSG): automatic, motorized guides for any bar and wire rod rolling mill. MH is ready to supply a complete series of motorized guides for rolling mills to make them “Smart, digital and safe” (operators are not necessary on the floor).
Bearing Monitoring System (BMS) for guides. To detect the speed of guide rollers thanks to sensors mounted on the roller holder, so that the condition and performance of bearings and rollers can be controlled during the production process. The BMS can be applied to all standard MH guides, new and used, and on the new series of motorized guides.
KEYWORDS:ROLLX, WSG, INTELLIGENT GUIDES, BMS, INDUSTRY 4.0, HMI
INTELLIGENT GUIDES FOR THE INDUSTRY
4.0
The technological development that has pervaded the market over recent years has contributed to renew the rolling guides concept.
Through the introduction of sensors and actuators, roller guides have been transformed from a mere mechanical device to guide the rolled section into a feedback system on the rolling process of the plant.
Intelligent Guide should be considered the greatest example of Industry 4.0 applied in a rolling mill.
CONVENTIONAL GUIDES
In conventional roller guides all adjustments are manual. Moreover, they have a strong design with oversized components to resist to high forces and increase their lifetime, while also resisting in case of wrong settings.

Fig.1 - “Conventional guide” for the rolling mill.
Fig.2 - “Conventional guide” for FFB.
The main drawback of manually setting the roller guides is that the operator can occur in potentially dangerous operation that can cause issues on either the roller guides or the rolling process.
La Metallurgia Italiana - Gennaio 2023 pagina 48
- Industry news
Attualità industriale
Enrico Galeazzo, Salvatore Capra Danieli & C. Officine Meccaniche, Italy
Roller guide too tight → Increasing forces on both the body with possible bushing deformation and the bearing with possible breakage; Roller guide too loose → The bar is neither correctly guided nor free to move without homogeneous roller wear and roll wear. This wrong setting can affect the final bar quality and tolerance.

safer work environment for all operators along the rolling mill. Intelligent Guides control material size, wear, speed and alignment by means of constant force control that is maintained throughout rolling. This means less roller wear, longer bearing service life, reduced maintenance and longer service life in the mill.
These guides can provide more than 23 hours of continuous rolling, with constant monitoring of the following parameters:

— rolled section size where an Intelligent Guide is installed;
— detection of groove wear to ensure quality and tolerance of the final product; — tensile stress in the mill.
Fig.3 - Single-point adjustment to manually set the gap.
Roller guide misaligned with the groove → This can happen on the rolling mill finishing stands, especially on vertical ones where the alignment is made in an horizontal configuration before tilting. In operation on the blocks due to shaft elongation the guide remains in the same position while the grooves move with the shaft. These misalignment also causes roller and rolls bad wears.
On the finishing stands and on the fast finishing blocks it is very important to ensure the perfect alignment between the roller guide rollers and the groove in order to achieve a good final bar quality and very close tolerances.
Year 2020 we don’t have enough instruments to control the rolling process. For instance, on the blocks ‘’we know what is entering and exit but we don’t know what is happening inside the black box’’ this is what one the main customer’s operators said.
We must consider also that the rolling mills are the most dangerous place for workers and the roller guides sometimes need operators on the mill, who also need to be very close to the hot-rolled stock to check and adjust them.
INTELLIGENT GUIDES – ROLLING MILL REVOLUTION
Intelligent guide packages are a manufacturing revolution. By receiving real feedback on each billet, managers can act in a predictive way and reconsider standard rolling mill production. The guide system can be equipped with HMI to provide a

The Intelligent Guides can be set up in less than one second, significantly improving overall equipment efficiency. The high flexibility of these intelligent guides makes it possible to roll different products without guide changes or rolling line stoppages, this is one of the major benefits of this solution. Also, return on investment is very fast: roughly one year for each plant. Additionally, the auto-setting function reduces the risk of cobbles and the reduction wear in the consumable parts will cut warehouse costs, making the product advantageous in terms of maintenance.
Last, just one click on the control-desk to completely setup a rolling mill. This is the concept of Danieli Intelligent Guides.
With the Intelligent guide we can avoid the abovementioned risky operation, and we can achieve:
— Better roller guide setting and adjustment; — Misalignment problems resolution; — Rolling process control; — Safe working conditions; — Conversion of the rolling mill to Industry 4.0.
Fig.4 - RX motorized guide for Rolling mill. Fig.5 - WSG - motorized guide for blocks and finishing stands.
La Metallurgia Italiana - January 2023 pagina 49 Industry news - Attualità industriale
The main features of the Intelligent guide are:
— Automatic force and position control of rollers during guiding;
— Measurement of dimension, force and vibrations etc.;
— Bearing monitor system;
— Stand-alone automation system as well as possibility of fully integrated system;
— Increased plant flexibility;
— Minimized risk for cobbles;
— Cost-efficient wear parts;
— No man on the floor – safety first.
Fig.6 - Motor in the RX.
We are taking the one single point to the extreme and now have one setting point for the complete mill, with a simple click.
Process Optimization: If guide settings can be changed really quickly and the guide is located at a fixed position in the mill, then you could side shift the stands to another

RollX – Intelligent guide for rolling mill
A key component in the design of the guide is of course the servo motor that is controlling the gap between the roller holders by means of force and position control. It can calculate the position and give feedback on the dimension of the stock. The roller holders adapt to continuous change in the dimension. Thus, the guide can handle variations of the stock and automatically change dimensions inbetween billets.

Fig.7 - HMI (nuovo HMI di DA).
groove in the rolling stand and be ready to roll a new dimension. In that case you would be able to roll everything, from 22 to 26, finishing in one stand with one guide setting. Traditionally you must change entry guide halves when making big changes in dimension, but with this concept you don’t have to do that.
Fig.8 - Pass schedule example.

Energy savings and optimization: If you have a traditional rolling schedule, heating is done in steps for each dimension, which means that waiting time is pretty heavy when changing in the furnace temperature multiple times for each dimension. With the RX planning concept multiple dimensions are loaded in the furnace for one temperature at
the same time. By doing so, you can save a lot of setup time for temperature in the furnace. And of course you also save energy because you will reduce the total time needed for production. But the big gain is in the time saved in waiting while the furnace is heated to the right temperature.
La Metallurgia Italiana - Gennaio 2023 pagina 50
news
Attualità industriale -
Industry
Fig.9 - Traditional rolling schedule.

WSG – Intelligent guide for the FFB

As per the RX on the rolling mill, the setting can be set up automatically also in the WSG thanks to two servo motors. Due to the maximum precision requested in the FFB we
Fig.10 - RX rolling schedule.

decided to use two motors in order to control and move independently the position of the left or right roller holders.
Two force sensors measure the value of pressure from the bar and the possible misalignment with respect to the groove (detecting the force each side).
Fig.12
We can define different bar’s pressure according to steel grade, and control the forces in order to avoid problems on the roller guide.

Fig.13 - Block elongation.

La Metallurgia Italiana - January 2023 pagina 51 Industry news - Attualità industriale
Fig.11 - Motors and sensors on WSG.
- HMI control.
Moreover, due to the increasing of the temperature inside the FFB, during rolling the shafts can elongate up to 0.5 mm: this means that the guide remains in the starting position while the rings (and the groove) move. The WSG is able to detect also this misalignment thanks to the force sensor, and adjust itself with the motors. The guide is always set up correctly.
Now we’re able to know what is happening inside the block! This isn’t only a guide but a useful instrument to control the process.
NEW BMS SYSTEM
Another tool to drive the rolling mill in the Industry 4.0 is the BMS. We applied two inductive sensors (one on each roller holder), and thanks to these devices we are able to detect the slot on the rollers and count the revolutions per minute (rpm).
If the rpm is not compatible with the bar speed or it isn’t
balanced between the two rollers, an alarm indicates a bearing problem.
— Detect vibrations and tension for each pass;
— Bearing control and warning; — Stand-alone automation system as well as possibility of fully integrated system;
— Minimized risk for cobbles; — Cost-efficient wear parts; — Bearing monitoring system to check the bearing status and avoid mill problems (cobbles) due to bearing breakages;
— Reusing the bearings in good condition and consequent cost savings;

— Possibility to know how much time the roller takes to reach the maximum speed (bar speed) when the head comes and stop; — the rotation when the tail leaves the guide during interbillet;
Fig.15 - Deceleration detection.
All the Intelligent Guides described above are natively equipped with the BMS, but this system can be applied to all standard Danieli/MH guides new and existing on site.
With the Intelligent Guides and the BMS system, the future is now.
La Metallurgia Italiana - Gennaio 2023 pagina 52
news
Attualità industriale - Industry
TORNA ALL'INDICE >
4th PQF® generation – New horizons in seamless tube production
edited by: M. LeferinkOver the last two decades, SMS has commissioned 21 PQF® plants featuring three-roll retained mandrel mill technology for all leading companies in the seamless tube industry. These producers have recognized that this technology is opening up new possibilities for rolling tubes and pipes with better, tighter tolerances as well as steel grades with higher alloy content and material yields, and offers operating personnel far greater flexibility.
In this paper, SMS describes the fourth and latest generation of PQF® plants. This patent-pending solution will be yet another milestone in the PQF® success story and represents a quantum leap in productivity in seamless tube production. SMS experts have improved the original solution by aiming to increase output by up to 30% with this fourth generation of PQF® plant. This gain is not only possible with new plants; existing PQF® plants can also fully benefit from this with a low-investment upgrade.
INTRODUCTION: HISTORY OF PQF® DEVELOPMENT
SMS group is renowned worldwide for its future-oriented technologies and outstanding service for the metals industry. The company applies its 150 years of experience and its digital know-how to provide the industry continuously with innovative products and processes –even beyond its core business – and generates worldwide sales of around 2.6 billion euros. As a global player with German roots, SMS takes responsibility for its 14,500 employees. SMS is the right partner for challenging projects and supports its customers throughout the lifecycle of their plants, enabling profitable and resourceefficient value creation chains. Paving the way to a carbonneutral and sustainable metals industry is the company’s stated goal.
In 2003, SMS opened a new chapter in seamless tube production with the first PQF® installation. Now, SMS has commissioned the 21st PQF® with the third generation of BCO design (Table 1).
In 2021, SMS developed the fourth and latest generation of PQF® (Premium Quality Finishing) plant. Looking ahead, this new, high-speed generation is on course to set benchmarks in terms of quality, energy efficiency, and above all productivity and profitability.
Manfred Leferink SMS group GmbH, GermanyLa Metallurgia Italiana - January 2023 pagina 53 Industry news - Attualità industriale
KEYWORDS: PQF®, PREMIUM QUALITY FINISHING, SEAMLESS TUBE & PIPE, THREE-ROLL MANDREL MILL, COST REDUCTION, INCREASED PRODUCTIVITY, FOURTH GENERATION
Tab.1 - Evolution of PQF® design development.
Evolution of PQF® design development
Type of PQF® design Year of introduction Generation No. of references
ACO – Axial Change Over 2003 1st 8
LCO – Lateral Change Over 2005 2nd 11
BCO – Bilateral Change Over 2015 3rd 3
BCO – High speed 2021 4th -
7-inch BCO-type PQF® at Jiangsu Changbao Precision Steel Tube Co, Ltd.
In spite of the difficult circumstances during the pandemic in China and around the world, Jiangsu Changbao and SMS successfully commissioned the latest 7-inch BCO-type
PQF® mill (see Fig. 1) on time as per the original project schedule. With six rolling stand positions in the PQF®, it meets the growing demand for precise, high-strength seamless tubes.
Fig.1 - Advanced third PQF® generation with six rolling stands.
Fourth generation of PQF® tube mill
Back in the early eighties, SMS commissioned a 7-inch freefloating mandrel mill at Baowu, Baoshan works, which is still the world’s most productive tube mill, manufacturing more than 800,000 tons of quality tubes in rolling cycles of 13.3 seconds and up to 270 pieces per hour. Now, SMS has combined the high-capacity version of


earlier free-floating and semi-floating mandrel mills with the high-quality PQF® BCO-type mill and developed a new process for the fast inlet side of the mandrel mill.
To achieve higher piece rates of up to 200 pieces per hours and corresponding cycle times of only 18 seconds, the conventional process on the inlet side of the PQF® had to be modified, as shown in Figure 2.
Fig.2 - Necessary modification of PQF® inlet side for rapid mandrel handling.
La Metallurgia Italiana - Gennaio 2023 pagina 54
- Industry news
Attualità industriale
A second, rack-type pre-inserter was introduced, which inserts the mandrel bar into the hollow bloom in front of the PQF® at a much higher speed compared to the retainers available on the market today. This reduces the operating time dramatically. Due to the offside arrangement of the new retainer design, you also have the

option of transferring the mandrel bar earlier out of the rolling line. This also reduces the operating time of one rolling cycle.
All in all, the new design solutions reduce the cycle time by approx. six seconds compared to the three-roll retained mandrel mills currently in operation worldwide.

Fig.3 - Plant view with cone-type piercing mill, PQF®, and fast inlet side for rapid mandrel handling.
The functionality and process of the fast inlet side of the PQF® can be briefly described as follows: The hollow bloom coming from the piercing mill is picked up by a manipulator from the deoxidation position and lowered directly onto the rolling line in front of the PQF®. The pre-inserter inserts the mandrel bar, which is already prepositioned, at high speed.
The head of the off-site retainer accelerates and, at a welldefined point, the so-called “hand-over” from the preinserter to the retainer is executed. As soon as rolling is completed, the mandrel bar is
transferred to the cooling line. The high-speed inlet side is combined here with a modern PQF® mill in the size range up to 7 inches.
This patent-pending solution will be yet another milestone in the PQF® success story and represents a quantum leap in productivity in seamless tube production.
SMS experts have improved the original solution by aiming to increase output by up to 30% with this fourth generation of PQF® plants.
Fig.4 - PQF® rolling process with fast inlet side for rapid mandrel handling.
This gain is not only possible with new plants; existing PQF® plants or two-roll mandrel mills can also fully benefit from this with a low-investment upgrade.
Digitalization and “The Learning Tube Plant”
There are different digital solutions on the market, but the SMS approach of “The Learning Tube Plant” goes beyond individual solutions. Four pillars (see Figure 5) have been
La Metallurgia Italiana - January 2023 pagina 55 Industry news -
Attualità industriale
identified for boosting the efficiency and sustainability of a seamless tube plant:
1. Predictive Production Planning to achieve the shortest lead times and minimal downtimes

2. Predictive Product Quality for “first class” tubes on the cooling bed and in the dispatch area
3. Predictive Energy Management

4. Predictive Asset Optimization.
Fig.5 - The Learning (Tube) Plant – four pillars for boosting efficiency and sustainability.
AI-fueled production optimization process
Artificial intelligence is consistently applied throughout the whole seamless tube production process, improving both the process and production.
The four pillars, combined with the digital AI concept of a DATA FACTORY, provide the foundation for the holistic
approach to optimizing product quality and equipment conditions along the entire process route. Starting with the EAF (electric arc furnace) and continuous casting machine, the main rolling units of the hot mill area include the cone-type piercing mill, PQF® mill, sizing/stretchreducing mill, and of course the adjacent finishing lines and dispatch area.
Fig.6 - Artificial intelligence applied in seamless tube manufacturing.
CONCLUSION
PQF® – The standard of the future
Around 40 million tons of seamless tubes are produced worldwide every year, around half of these in highgrade PQF® quality. The main customer is the oil and gas industry, which uses OCTG tubes that are preferably made using the PQF® process. The reason is this: As
the conditions for extracting fossil energy deposits become more and more extreme, the tubes must meet correspondingly high quality and load requirements. Existing obsolete equipment for seamless tubes can also be replaced by state-of-the-art, digitalized PQF® plants of the fourth generation, as shown in Figure 7.
La Metallurgia Italiana - Gennaio 2023 pagina 56
Industry news
Attualità industriale -
Fig.7 - Side view with PQF® rolling stands for change-over operation.
Conventional seamless tube lines cannot viably compete either with the quality or enhanced future productivity of highprecision PQF® plants.
REFERENCES
[1] Wilms M. Steel+Technology. 3(2021), 46-48 p.
[2] Leferink M. RusNITI Conference 2021, Chelyabinsk, Russia
[3] Kirchner W, Marin P, Rinaldi P. Device and method for handling mandrel rods in a tube rolling mill - Patent pending
La Metallurgia Italiana - January 2023 pagina 57 Industry news - Attualità industriale
TORNA ALL'INDICE >
New autonomous mechanical system for trimming and sampling wire rod coils
edited by: J. Nylander, G. MuscaràThis paper presents a novel, patent pending, Autonomous Trimming & Sampling Station which is introduced on the market as the TRIMBOT.
INTRODUCTION: BACKGROUND
In a typical long product rolling mill, during the process of transforming a billet into a small diameter wire, the head and tail is normally of inferior quality compared with the main part of the coiled wire. There are several processrelated reasons for this such as the inability to properly cool the front-ends and uneven cooling of the wire on the cooling conveyor after the loop laying head. Regardless of the reason for this lesser quality, these parts of the wire must be removed in a process referred to as static coil trimming, followed by collecting a sample which is analysed in order to verify the intended properties of the finished product. Trimming can be performed anywhere in the rolling mill as long as it is located after the forming of the final wire. For this reason, static conventional trimming and sampling stations are typically located within the confines of the coil handling system, but there are instances where it is performed at the end of the cooling conveyor. It’s a predominantly a manual activity where at least one operator counts rings to identify, separate, cut and remove anything ranging from a short piece of a loop to several loops from the exposed end of a wire rod coil based on static instructions specifying how much to remove from each coil. This manual activity offers a very poor work-environment and is a frequent source of injuries to the operator. The actual method of counting rings also impacts negatively on both yield and product quality.
J. Nylander, G. Muscarà
La Metallurgia Italiana - Gennaio 2023 pagina 58 Attualità industriale - Industry news
KEYWORDS: AUTOMATION, COIL HANDLING, COIL TRIMMING, SAFETY, ROBOTICS, VISION SYSTEM, ROLLING MILL, YIELD
Automazioni Industriali Capitanio, Odolo, Italy
Conventional trimming is always expensive to operate, without adding any particular value to the finished product. Together, the cost of manual labour, the cost associated with a reduction in yield and the cost associated with increased scrap, is significant to any long product rolling mill.
To address this, we are introducing a new, patent-pending robotic system on the market intended to completely eliminate the above-mentioned manual trimming activity
based on counting rings. The new process is able to cut the wire with extreme accuracy and repeatability which reduces the amount of waste and increases the overall yield of the rolling mill. The autonomous system is also able to communicate with the rolling mill in real-time, making it possible to dynamically adjust the trimming and sampling process on each individual coil depending on the actual rolling parameters for each individual billet.

Fig.1 - Illustration of a typical TRIMBOT installation.
A NEW PROCESS
As explained previously, the dominating manual trimming method using a manual ring counting process based on static instructions has inherent problems with flexibility, precision and uniformity.
Therefore, rather than calculating an approximate number of rings based on static instructions on a C-Hook, or a tilted pallet, and cutting at an approximate location along the selected loop, a more accurate method must involve actually measuring the distance along the wire. This approach provides an opportunity to measure and locate the optimal location of where to make a trim-cut with extreme accuracy and to constantly adjust this location based on the actual production parameters.
Such accurate and dynamic functionality requires a new process. Before it is possible to measure the distance with some level of accuracy, the actual end of the wire must be located.
When the end of the wire is located, the system must be able to measure along the wire until it has reached the
exact position along the length of the wire where the prime quality product begins. Once the exact position is reached, the system must also be able to cut the wire at this exact position, regardless of where it occurs to be along the length of the wire. After the completed trim-cut, the same system must be able to measure, cut and remove a suitable sample of the prime quality wire.
Any optimal trimming process must therefore include the following steps:
• Locate the end of the wire.
• Measure from the end of the wire to the exact position along the wire to make the cut.
• Making a cut at the exact location.
• Measuring, cutting and collecting a sample of the wire.
In any existing straight bar rolling mill anywhere in the world, this process is very common. However, on the finished coiled wire, it has never been applied which is why the novel process is both old and tested as well as completely novel.
La Metallurgia Italiana - January 2023 pagina 59 Industry news - Attualità industriale
Fig.2 - Illustration of the principle of moving the cutting tool along the circular shaped helical wire-loop.

A NEW TYPE OF MACHINE
As established, on a straight wire, the activity of locating the end of a wire and from there measuring along the wire to find the trimming position is quite straightforward. However, in a coil, where the wire has the shape of a continuous helical multitude of wire loops, it is more challenging.
Any solution must also preserve the orderliness of the wire loops within the coil and be gentle and not scratch or damage the actual wire rod. This led to the realization that since the product that is to be processed has a circular shape, then the machine that performs the process must
have the same shape and be able to move in a circular manner that follows the helical shape of the continuous coiled wire and all the vital functions and features must then be distributed along the circular shaped machine.
This resulted in a completely new machine referred to as the Ring Processing Turret (RPT).
The Ring Processing Turret is essentially a circular guide with a shape that follows the circular shape of the coiled wire. Distributed along the circular guide is an advanced pinch-roll assembly, a significant number of sensors, several guide segments and a cutting device.

Fig.3 - Illustration of the Ring Processing Turret.
Pinch-roll assembly contains the wire receiving guide system, pinch & drive-roll, position encoder, and wire end detection sensors. The transfer guide leads the wire frontend to the cutter unit. The cutter unit cuts the wire and the sample guide retains the sample piece. The transition guide and the scrap ejector guide lead the scrap rings out
to be removed after completed trimming.
Because the Ring Processing Turret performs its process relative to the exposed end of the coiled wire, and not relative to the system carrying the coil, it can perform its different process-steps regardless of how the coil
La Metallurgia Italiana - Gennaio 2023 pagina 60 Attualità industriale - Industry news
is oriented. This makes it possible, for the first time to perform trimming and sampling on a vertical coil.
ROBOTIC ARM & VISION SYSTEM
To support the interaction between the coil and the Ring Processing Turret, we have designed a ring transfer and separation system, as illustrated in Fig. 4, which pulls the forwardmost rings from the exposed end of the C-hook towards the turret while also spreading them to create additional separation. An advanced vision system, as illustrated in Fig. 5 takes a snap-shot of the wire loops and makes a selection based on an advanced image analysis
algorithm of which one of these wires is to be picked.

Once the selection is made, a robotic arm moves to collect the selected wire and to subsequent place the loop segment into the extended receiving guide of the ring processing turret. After the ring processing turret has performed its trimming and sampling sequence, the robotic arm moves into position to collect and discharge the trimmed rings. If a sample is required, it is collected in a separate sample guide which extends and exposes the sample to the robotic arm, which then collects the sample and places it in the sample tray, as illustrated in Fig. 6.
Fig.4 - Illustration of rings being transferred from the C-hook toward the turret.
Fig.5 - Photo of separated rings & the vision system interpretation of the same.
Fig.6 - Illustration of the robotic arm collecting a sample.


La Metallurgia Italiana - January 2023 pagina 61
news
Industry
- Attualità industriale
BENEFITS HIGHLIGHTS
The TRIMBOT is intentionally designed to be reasonably priced and inexpensive to install and operate. The ambition is to make the machine suitable for every existing as well as any future wire rod rolling mill in the world and also to make the machine affordable to every potential customer.
To make this possible, the TRIMBOT is designed to be installed directly in front of any existing C-hook on any existing mill floor without excavation or pouring of the new foundation. The system is very compact and while the actual TRIMBOT equipment only requires approximately 10 m2 of floor space, a safe work area with both sample and scrap collection, will require 25 to 30 m2 depending on the final configuration. It is also completely electrical, which eliminates any risk of hydraulic oil contamination from leaking hoses, pipes or connections.

The design is also such that parts that are subject to wear are easy to access and simple to replace. The entire system is also designed to fit into a standard 20” covered shipping container and the weight is less than 5 tons which makes it easy to handle on most sites with existing cranes.
The system is meticulously tested under realistic conditions prior to being prepared for shipping to its final
destination. Upon arrival at the site, it can be installed and commissioned within hours and reach full capacity within a few days.
The ambition has been to create a system that can pay for itself in 12 to 24 months depending on production rate and product mix. The savings would in part originate from the reduction in wages and benefits, but the most significant savings will originate from increased yield and the reduction of scrap produced. For any normal rolling mill, the yield will increase between 0,15 and 0,30 % and the scrap will be reduced by the same amount.
The TRIMBOT process also makes it possible to perform dynamic trimming. This means that the actual trimming location is allowed to change from one coil to the next, depending on the actual rolling conditions for each coil.
CONCLUSIONS
The completely electrical TRIMBOT is designed to fit and operate in almost any existing coil handling system with minimum disturbance to the existing site. It is primarily designed to replace any existing manual ring counting trimming activity, but its value to the rolling mill extends beyond only replacing the human operators in this area.
It offers a level of trimming accuracy that isn’t possible with a manual trimming method. A manual “ring counting” trimming has an accuracy of +/- one or two rings while the TRIMBOT makes it possible to reach a trimming accuracy of +/- 5 mm under certain conditions. This represents an
incredible improvement in accuracy, and with this level of accuracy, it becomes relevant to adjust the actual trimming position based on the dynamic variations in the rolling process for each individual coil.
La Metallurgia Italiana - Gennaio 2023 pagina 62
- Industry news
Attualità industriale
Fig.7 - Illustration of the full TrimBot station.
>
TORNA ALL'INDICE
Finishing/sizing group with agc system
edited
by: A. Nardini, E. Colombo, D. Biagini, J. T. Da SilvaThe uses of long quality products (SBQ) increasingly require high metallurgical properties and excellent tolerances. Their rolling is therefore a fast process that requires high speed control and communication capabilities, with fast response electromechanical-hydraulic control systems. To offer high process stability, POMINI Long Rolling Mills has developed a finishing/sizing unit equipped with an AGC (Automatic Gap Control) system for the automatic control of the gap between the rolls, able to dynamically maintain the required dimensional tolerances. The finishing/sizing unit is placed at the end of the continuous train and consists of two vertical and horizontal two-roll stands. To control the size of the bar, the AGC system manages the dynamic positioning of the rolls, whose light variation is applied by means of synchronous screws operated by a hydraulic servomotor with proportional valve. With the finishing/sizing unit enslaved to the AGC system, a minimum tolerance of 1/5 DIN for round bars can be obtained. The same system is applicable, with the applicable changes in the product characterization, even with flat bars, for which a minimum tolerance of 1/4 DIN can be obtained.
KEYWORDS:
INTRODUCTION
HYDRAULIC POSITION CONTROL, AUTOMATIC GAP CONTROL, FINISHING SIZING STAND GROUP, AGC CONTROL
In the steel industry, the production of a SBQ rolling mill, for smooth bar and flat profile, calls for high accuracy in the product specification and high stability of the process. The bar rolling is a fast process which requires high-speed control and communication capabilities, thus the control objects are electromechanical and hydraulic systems with fast response. With the technological and industrial development, the requirements for high-quality profiles in terms of tight tolerances and metallurgical properties are becoming critical. A finishing sizing group composed by 2-rolls finishing stands (Vertical + Horizontal) is considered.

La Metallurgia Italiana - January 2023 pagina 63 Industry news - Attualità industriale
Alberto Nardini, Ezio Colombo, Daniele Biagini, Jobson Timoteo Da Silva
POMINI Long Rolling Mills, Italy
Fig.1 - Arrangement of sizing mill.
This technology is the most important mechanism for dynamic thickness control in conventional rolling mills. Since the AGC system is responsible for maintaining the dynamic performance of predicted quality dimensional tolerances, it is designed to suppress the disturbances during the rolling process such as hardness and temperature fluctuation of the bar typically during head/tail passing through.
The extremely sophisticated algorithms are developed to fulfill the task of dynamic thickness and width for a flat or ovality control for a round section, however, the philosophy and the principles for tuning AGC control gains become very complicated and difficult to the operators in the case of improving the quality for specific product and process.
The schematic arrangement of the sizing mill is shown in Figure 1. The mill stand consists of a housing-less stands containing two cylindrical work rolls, which perform the reduction in the two directions vertical and horizontal consecutively. Gap control includes the control for the top and bottom mounted rolls by servo hydraulic motor driven through synchronous screw-downs and manage

with a proportional valve. These actuators are controlled as required to support roll change, bar rolling and mill testing. The stand can be also unlocked from the left to the right side in order to be able to control independently the two sides.
The size of the steel is controlled by dynamic roll positioning. Because the reduction of hot steel in the roll bite is sensitive to mill speed changes as well as temperature and hardness changes in bar entry, the gauge control must be able to control to the desired bar size in the face of these disturbances. This control involves the careful coordination of a number of strategies. The rolls are positioned prior to entry bar of the mill in base a fixed receipt saved in level 2. It involves predictive models of the steel- rolling process, which will give accurate rollposition settings. To produce output bar of the desired dimensions, the roll position is then altered during rolling of the bar. This dynamic roll positioning during rolling is referred to as automatic gauge control (AGC). The results of rolling each bar are further analyzed and used as adaptive corrections to the predictive models.

The success of the sizes control depends on the ability of these various facets of the control to blend in a cohesive system. This blending is particularly evident in the successful development of the absolute, or predicted, mode of automatic gauge control. This mode of control
involves an intimate connection between the traditional mill setup and AGC functions. Here it can be seen that a structured system design approach is necessary to ensure the proper integration of the various components of the dimensions control.
La Metallurgia Italiana - Gennaio 2023 pagina 64
news
Attualità industriale - Industry
Fig.2 - Schematic diagram of the sizing mill and example of installation.
ARCHITECTURE OF AUTOMATIC GAP CONTROL SYSTEM
The sizing stands group is also composed with the presence of two profile measurement gauges. One of these devices, located at the exit of the final stand, accurately measures the size dimension in a distance from the mill and therefore gives a delayed measurement of the bar sizes. Feedforward AGC is provided to help compensation

for known incoming product variations. To upgrade the feedforward AGC functionality, another measurement device is being added in the entry position of sizing group in order to correlate the final exit dimension to the entry feedstock. The measurement gauges assist the AGC algorithm as it, cannot completely correct gauge due to factors such as different material spread due to different rolling temperature and tension control along bar.
Fig.3 -Concept control of measurement gauge.
THE MEASUREMENT TECHNIQUE
The moving bar passes through the gauge head. Four independent optical modules allow for a continuous line of laser light to be projected around the section being measured. The camera, mounted at an oblique angle to the
laser constantly see the complete profile illuminated by the laser line, enabling full dimensioning of the product. The system is based on optical triangulation principle and structured light.
Fig.4 - Measurement gauge.
The gauge head is the working heart of the system. It is a unique combination of state-of-the-art precision optoelectronics and rugged engineering. This measurement data is transferred from the optical assemblies by a fiber
optic link and fed into the operator workstation by a dedicated network. The product temperature is measured by an infrared scanning pyrometer, and the system processor computes the cold size. To protect the opto-

La Metallurgia Italiana - January 2023 pagina 65 Industry news - Attualità industriale
electronic system from its harsh working environment, the gauge head is both water cooled and air purged, and speedy off-line maintenance is achieved by incorporating a trolley into the main gauge body allowing the gauge to be removed from the line. In case of twisting, the measuring gauge can evaluate the twist angel (α).
Since final dimensions are the result of two rolling, the installation of an additional measuring gauge between the two stands or the implementation of a virtual sensor for groove wearing would be useful to get in time the real
value of spread due to first sizing stand. AGC can adjust the stands even without this equipment, but they can be useful to change the gap of first sizing stand, avoiding any not necessary correction on last one.
MODEL OF AUTOMATIC GAP CONTROL SYSTEM
Core of the AGC is the algorithm which ensure to foresee the dimension at the exit of both sizing stand, thus is necessary to know exactly the lateral flow of the metal in the roll gap (called spread). Starting model is the HenselSpittel equation

(Eq.01)
The original formula has been modified by POMINI Long Rolling Mills thanks to know how gain with several decades of experimental parameters. The final version of algorithm collects many added variables in a formula that can be summarized in the following form: (Eq.02)


In order to predict the dynamic variation of delivery dimensions under the correction of roll gap from AGC system, a control model is utilized to calculate the consequent effects of roll gap variation on the profiles. In this section, firstly, equation and its linearized model are introduced. And then, for the purpose to simplify the structure of the simulation system, two main control algorithms of the AGC control system are taken into account, and the corresponding mathematical models are also introduced. The gaugemeter equation (h = S0 + P/M,
see Figure 5) uses gap position and rolling force to estimate exit sizes of each stand. In Figure 3, before metal enters the roll bite the effective roll gap is equal to the setup gap position, S0. When metal enters the roll bite, force builds up and the mill stretches causing the effective roll gap to open. In the gaugemeter equation P/M is the amount of the mill stretch when a roll separating force is applied. Exit thickness is therefore equal to the unloaded gap position plus the stretch.
Fig.5 - Geometrical Rolling parameter.
La Metallurgia Italiana - Gennaio 2023 pagina 66
news
Attualità industriale - Industry
The amount that the mill stretches is not actually linear as suggested in the above gaugemeter equation. The amount of stretch is a combination of stretch in the mill housing and deflection in the roll barrel. The mill housing stretch is typically non-linear at low forces and becomes nearly linear with force at high forces. Roll deflection is typically linear with force but varies significantly as the bar section changes.
Figure 6 show the relationships between gap position, mill stretch and section sizes considering both the variation due to bearings settlement and the stand spring load.
To also validate the behavior of each side if single stand is installed an electric transducer to check the real correlation between encoder gap for screw and capsule position.

Fig.6 - Gap variation vs rolling load and bearing settlement.

Fig.7 - Shape defects.
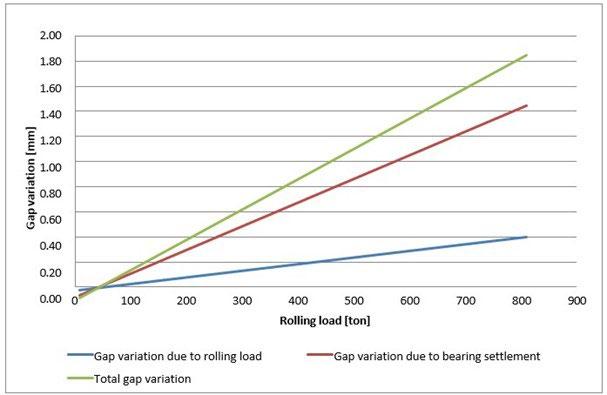
La Metallurgia Italiana - January 2023 pagina 67 Industry news -
Attualità industriale
If measured exit profile needs a light correction, the easiest and fastest way is the hydraulic pre-set adjustment, looking for the optimum value in a predefined range that is charged in the AGC database recipes. Hydraulic unit main purpose is to increase stand stiffness, avoiding that rolling loads may relax the whole structure, ensuring a minimum clearance according to the aim of 1/5 DIN for rounds and 1/4 DIN for flats. Stands mechanical characterization (as a
unique body composed by rolls, bearings, shafts, screws, …) has been developed not only with a dedicated structural Finite Element Model but also with several calibration tests: the results of these tests allowed to foresee the effect of hydraulic adjustment on the stiffness. The mathematical model to evaluate the rolling loads has been carried out on the base of Hensel-Spittel equation of stress (Eq.03)
as for the spread equation, POMINI Long Rolling Mills developed the original model modifying the experimental parameters. As for POMINI Sizing Group stand version, the hydraulic pre-load adjustment is allowed during rolling if software receive an alert signal from the electric transducers installed in each side of single stand. Both for rounds and flat the analysis requested as main input the steel grade, the entry speed and temperature conditions, the draught. Even if each steel family has an

own pressure setup, the equations used to describe the correlation among characteristic dimension of incoming bar, rolling loads, hydraulic pressure and shape deformation can mainly be considered similar. Representing on a chart the link between the diameter of bars and the hydraulic pressure required, it appears that the behavior derived can be generally described with a linear equation: the graph below (referred to a spring steel) shows an example.
Fig.8 - Pressure Hydraulic setting, example for Round family Ø 47-95 mm.
While the “characteristic dimension” used to build the mathematical expressions for round is obviously the diameter, for flats a such easy approach was not possible and then they required a further development, looking for the best combination among the variables (steel family, width, height) and using a different approach between first and second sizing stand. As is shown by the following
two charts, the equations for first and second stands have a different rank and even the “characteristic dimensions” used to approximate in the best way the behavior are not the same.

La Metallurgia Italiana - Gennaio 2023 pagina 68
Industry news
Attualità industriale -
Fig.9 - Characteristic dimensions setting, example for Flat range family.

Another action to get the correct exit dimension is the tension control between the two sizing stands: usually, in a continuous mill the rolling material must be flow among the stands in such a way that no deformation take place due to tension introduced by “not properly managed” rolling speed. Under specific conditions, AGC can define for the first sizing stand a different rolling speed respect the nominal value, managing correctly in the upstream continuous mill but not changing anything for the second stand. This not-adaptation is required to get a very small deformation that cannot be obtained by modifying the hydraulic settings, because it involved the whole section and not only one axis. A dedicated Finite Element Model has been developed to estimate the roll / bar contact
footprint and identify the relationship between the inter stand tension and bar shape variation after the first stand of sizing group. The input width changes approximately linearly until the yield strength limit of the material is reached, but if this limit is exceeded the evolution of the width changes quickly because rolling becomes unstable. Rounds did not require any analysis on “characteristic dimensions” (the diameter), meanwhile it became essential for flats.



La Metallurgia Italiana - January 2023 pagina 69 Industry news - Attualità industriale
Fig.10 - Tension control effect.
If both mentioned actions (hydraulic pre-set adjustment and tension control) does not allow to obtain a finite profile within the requested ultra-precise tolerances (it may happen if the variations from the nominal parameters or groove wear conditions are considerable), also a gap correction may be requested during rolling.
If the feeding conditions are out of defined limits (either for dimensions or/and temperature), an alert appears on the dedicated pulpit screen and the AGC will be put out of order to avoid any improper series of (too) heavy corrections. It has to be intended that sizing stands will continue to roll ensuring the best tolerance according with the feeding boundary conditions, but there will not be any type of automatic setup adjustment because these wrong conditions could not lead to a uniformity in the exit sizes of the bar (thus, the system switch on manual mode).
CONTROL AND ADJUSTMENT FLOW CHART
AGC main way of working is represented in the following flow chart. If the feeding conditions (dimension and temperature) are within the defined limit, starting from
the output measured by the gauge installed upstream, an algorithm gives the foreseen dimension at the exit of last sizing stand: if the deviation between forecast and real dimension is beyond a set limit, AGC starts an auto- tuning (this information will be stored for use it when a similar condition will occur).
If one or both electric transducers installed in each side of single stand detect an excessive strain of the structure, pre-setting working pressure would be auto adjusted on real time under rolling.
If width or height (or diameters) dimension at the exit are out of tolerances, the system introduces a gap adjustment, thus stretching arrangement will be issued if ovality were beyond the allowable limits.
Each time that the measured dimensions (width; height; diameters) are out of tolerances and a gap adjustment is required, AGC develop a series of iterative steps and at the end of each the result is compared with allowable tolerances in a close loop analysis: only the best adjustment will be tested on rolled bar.


La Metallurgia Italiana - Gennaio 2023 pagina 70 Attualità industriale - Industry news
Fig.11 - AGC Logic diagram.
APPLICATION
The most important design objectives were high availability, efficient installation, optimum delivery, and ease of maintenance. A flexible modular approach was chosen to enhance these design objectives. This approach was further enhanced with the extensive use of structured design techniques.
Structured design techniques were used throughout both the hardware and software parts. The essential nature of structured design involves breaking down the complex requirements into small modules which are then easily managed. The main design effort is involved in the process of building each module and assembling them together to form the complex set of automation functions. Well structured design promotes the flexible modular approach which is significant both during the design phase and for the long-term maintenance of the system. The overall AGC software is divided into a number of individual control units, actions, and communication
modules. Many of them are managed as a coordinated group of AGC functions while other functions are performed as more individual modules separate from this group.

Product data: Product dimension: Flat 60x40 mm
Rolling speed: 2.4m/s
Vertical Rolls diameter Stand 16: 477,0mm
Horizontal Rolls diameter Stand 17: 504,8mm
Steel grade: 11MnS30
Temperature: 980°C Bar length: 58 m
La Metallurgia Italiana - January 2023 pagina 71 Industry news - Attualità industriale
Fig.12 - AGC OFF Tolerance Dimension Results.
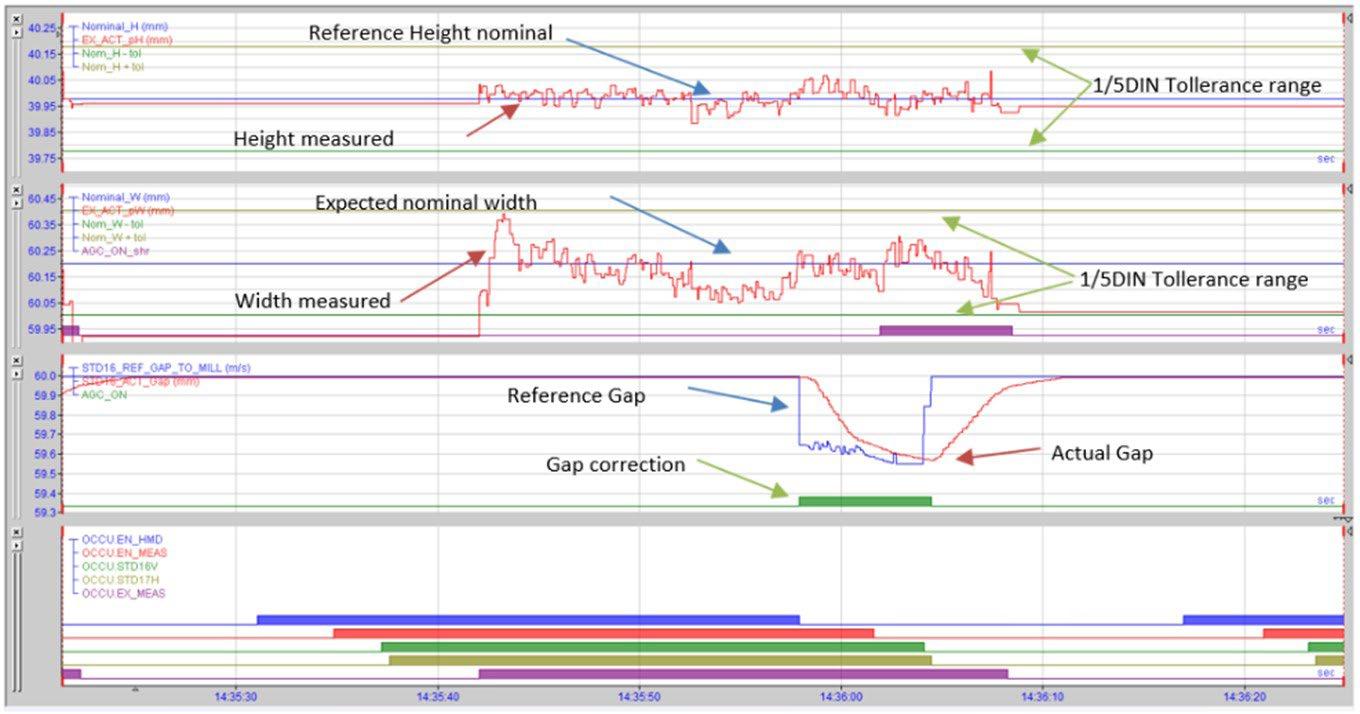

Fig.13 - AGC ON Tolerance Dimension Results.
HMI SCREEN
The interface on pulpit screen has a light-weight layout because the system is working automatically, using the recipes archived and then recalled by operators from the library simply by entering the profile. The data shown on screen regards mainly the stand setting (gap reference and
present, hydraulic pressure setup and loads on both sides), plus several icons that allow to know if each of general conditions are satisfied or not.
La Metallurgia Italiana - Gennaio 2023 pagina 72
industriale - Industry news
Attualità
Fig.14 - Main HMI overview.
Operators can open the dedicated HMI window to check the status of AGC sequence as it follows:


INIT
WAIT
Initial phase: AGC is not working because is switched off
AGC is waiting for the first billet (rolled in the upstream stands)
FIRST PHASE Sizing group is rolling: AGC starts to fit the matrix of parameters get while the first bar is passing through (no adaptation during the rolling)
SECOND BILLET
FIRST AGC
Since the entry/ exit conditions and the stands setup are known by measuring systems and Level2, AGC checks if the Algorithm can be validated or a further modification of parameters is needed (if the system is confident of algorithm evaluation, automatically dummies this additional control)
The system is ready to start the correction on the incoming bar AGC System continuous running with AGC active
Fig.15 - AGC sequence detail.
La Metallurgia Italiana - January 2023 pagina 73 Industry news - Attualità industriale
Another user-friendly interface contains the setting values to be entering by operators to record the recipe. Those values are related on rolling datasheet, hydraulic and interstand setup developed by POMINI Long Rolling Mills during project analysis.


An input that will be necessary insert manually each time is the original gap when the stand assembly is completed in the workshop: the system will archive in the PLC that value, linked with the stand to be properly recalled when the stand will be inserted on mill.
Fig.16 - HMI parameter setting for AGC.
The initial settings must be adjusted not only during the hot commissioning tests, but also in the first campaign of a new profile or steel grade. If may be done updating similar recipes, operators can recall the correspondent one and easily change the parameters in the table: this procedure it’s the same used to adapt a product schedule to current
conditions, and the tracking of each modification is used to record the setting change.
On HMI screen are designed the buttons and the arrows that can guide the operator to the modification and save of a recipe.
Fig.17 - HMI Recipes handling page.
La Metallurgia Italiana - Gennaio 2023 pagina 74
Industry news
Attualità industriale -
ALL'INDICE
TORNA
>
The Revolutionary MIDA Hybrid Minimill for a competitive green steel production
edited by: J. Shuli, V. ColliniAfter more than 20 years in research, development and consolidation of the endless casting and rolling process, Danieli has set new standards in long steel production as the most efficient and cost-effective way to produce it with the socalled MIDA—Minimill Danieli—Plant.
The first pillar of the whole technology is Danieli’s Octocaster, with its unique capability to cast billets at speeds up to 10 mpm and 99% plant yield, making up-to-250-tph productivities possible, with one single casting and rolling strand. Second pillar of the technology is the Automation system which, thanks to the most advanced process control solution and technological packages, ensures the proper synchronization in casting and rolling.
Third is reduced Carbon footprint, obtained thanks to several unique technologies such as Q-HEAT electric induction heating, Q-ONE, the digital power feeder of the Electrical Arc and Q-JENIUS, which enables a controlled routing of “green” energies which, together with Danieli Digimelter, maximizes the productivity with minimum OpEx and environmental impact.
Moreover, Danieli adds clean energy to the MIDA, finding a perfect synergy that enhances competitiveness and production sustainability named MIDA Hybrid, using the most modern and reliable solutions for the production of environmentally clean and cost-effective steel products.
INTRODUCTION
In the early 2000s, Danieli industrially developed the concept of MIDA QLP® (Minimill Danieli for quality long products, featuring Endless Casting and Rolling technology), the extremely compact minimill for long products with a single casting strand directly connected to the rolling mill. This eliminates the need for billets to be cut, then cooled and stored in a billet yard, and then reheated in a gas-fired reheating furnace prior to rolling. Just a single-strand, high-speed caster producing an endless billet that is immediately hot-rolled, in a continuous process for hours and hours.
In 2007, Sovel Sidenor was the first steelmaker to operate Endless Casting and rolling, revamping one conventional caster strand. Since 2009, CMC has been the pioneer, developer and advanced user of end-less casting and rolling technology with three Danieli MIDA QLP® minimills, breaking production records, and producing straight rebar, spooled rebar-in-coil and in the future merchant bars too.
La Metallurgia Italiana - January 2023 pagina 75 Industry news - Attualità industriale
KEYWORDS: MIDA, HYBRID, OCTOCASTER, QONE, DIGIMELTER, ENDLESS, ENVIRONMENTALLY FRIENDLY
Jozi Shuli, Valeria Collini
Danieli & C. Officine Meccaniche S.p.A., Italy
Fig.1 - Evolution of MIDA product Mix capabilities over the years.

To come, in 2023 Bashundhara will produce on a single casting strand at 150 tph by operating the first MIDA JUMBO QLP®, adding low- and high-carbon smooth wire rod products to their straight rebars production.
Available in four configurations—Nano, Regional, Jumbo, Twin—MIDA plants can produce straight, coiled, spooled and merchant bars with capacities from 100,000 to 2,000,000 tpy.
Each configuration offers the most competitive CapEx and OpEx, giving tangible advantages over traditional minimill users: it comprises a steelmaking section, featuring Endless Scrap Charging System, a heating station with a ladle refining furnace; a FastCast Plus single-strand Octocaster (Octagonal outfit section) with a direct link to the rolling mill and an induction heater for billet temperature equalization; 16 to 20-stands, an ultra-compact rolling mill, made up of cantilever, and eventually housingless stands
when slitting technology is required; and the innovative DRB-Direct Rolling & Bundling system, for the production of superior quality bar bundles without using a traditional, long cooling bed for multiple bars, setting a new standard in the marketplace.
OCTOCASTER: THE FIRST PILLAR OF ENDLESS CASTING AND ROLLING TECHNOLOGY
Benefits of Endless casting and rolling Since its introduction, the Endless casting and rolling process has given impressive results in terms of operating costs (OpEx), reporting about 20% OpEx savings, for any plant size, when producing high quality straight rebar.
The factors that most influence the transformation cost savings (in certain cases even up to 80% of the benefits) are the overall high mill yield, up to 99%, and the absence of gas reheating furnaces, because of no cold-billet production.
Fig.2 - OpEx composition (reheating, yield and others) presenting savings comparison for conventional and Danieli Endless Casting and rolling processes.

La Metallurgia Italiana - Gennaio 2023 pagina 76 Attualità industriale - Industry news
OCTOCASTER®, INCREASING THE EFFICIENCY AT THE HIGHEST LEVEL POSSIBLE
As explained, energy saving is one of the major targets for today’s and tomorrow’s steel industry, due to its impact on the reduction of operational expenditures and carbon dioxide emissions. In direct casting and rolling the higher the casting speed, the lower the thermal energy lost from the caster to the rolling mill, and the lower the energy required to roll the steel into the final product.

To match the above requests, Danieli proposed the Octocaster®, which is the name of the CCM based on the octagonal casting shape, which is the preferred shape for high-speed casting application. This new concept, which Danieli has been following since 2014, helps to minimize bulging phenomena happening when the solidified shell is so thin that bends out because of the ferrostatic pressure.
The OctoCaster® implementation enhances the casting and rolling from 7 m/m with the original square section mold design (Power Mold and ECO-Power mold) up to 10 m/m, which means 40% additional production. Basically, with the octagonal section, our intention was to use one hybrid shape that incorporates the best attitudes of both round and square billet shapes, such as section self-containing and temperature distribution typical of round sections, and section guiding along the tube, which is typical of square sections.
THE AUTOMATION SYSTEM: THE BRAIN OF THE WHOLE PROCESS
The synchronization between caster and mill, the core of the endless process, is ensured by a control algorithm that allows smooth and reliable production flows in all operating conditions.
In recent years, automation has been implemented at all process stages by transforming a conventional plant into an Intelligent Plant, as a safe, efficient and environmentally friendly manufacturing location, thanks to the extensive digitalization of process and a strong interconnection
between humans and intelligent systems. The Endless casting and rolling system are controlled from a single pulpit, having a common platform where all data and events, Points of Interest, both human-driven and automatically recorded, are made available for further analysis (the time machine), empowering process analysis and improvement.
CARBON FOOTPRINT REDUCTION: LEADING TO A NET-ZERO STEEL MAKING FACILITY
The Endless casting and Rolling system, an environmentally friendly production equal-ized by Q-Heat induction heaters
Liquid steel is transformed into finished product in less than 15 minutes: the process is continuous and stable, and the never-ending billet is rolled for hours and hours, achieving high efficiency in terms of yield, energy savings and environmental sustainability.
A gas reheating furnace isn’t needed to connect the casting and rolling processes anymore, since there is only an Induction heating system called Q-Heat to ensure billet equalization during a very short and transient period for proper billet rolling, especially at the start of the casting
La Metallurgia Italiana - January 2023 pagina 77 Industry news - Attualità industriale
Fig.3 - Casting and Rolling electrical energy consumption based on the casting speed.
sequence. After few minutes, when the casting speed reaches the desired “cruise level”, Induction Heaters can be flexibly switched off. The benefits of this include flexible heating with zero CO2 emissions and accurate temperature control across the transfer bar length.
Digimelter and Digirefiner, the new generation of Electric Arc furnaces and Ladle furnaces powered by Q-One system
To cope with the new zero-CO2 requirements of modern steelmaking, Danieli has developed the Digimelter, the evolution of the traditional EAF into the new green era, with a new power system and new process optimizations.
The Digimelter has three main components:
— The intelligence of the system, provided by Q-Melt; this is an automated power and chemical energy input program, using off-gas analysis installed just off the furnace elbow, allowing the furnace to operate in autopilot mode optimizing energy input accordingly the real-time process parameter;
— The power system is provided by the revolutionary Q-One digital power feeding system, to optimize power feeding and management, reducing overall consumptions;

— The whole power management system across the plant is managed by what we call Q-Jenius, and this allows the steelmaker, if green energy is available, to link the energy directly to the EAF.
Q-One: new digital power system
The power feeding system is provided by the innovative Danieli Q-One, which is the latest Danieli patented technology for EAF power feeding and management.
Q-One digitally controls both arc current and voltage, independently for each electrode to optimize the melting process, with the possibility to operate at different frequency, with positive impact on process and consumption and, moreover, is providing the highest power factor and lowest disturbances, so it does not require any electric disturbance compensation systems like SVC.
The benefits are the ability to connect directly with Green energy, less network disturbances, high power factor, easy maintenance, improved electrical energy and electrode consumption and, most importantly, reduced overall carbon footprint, thanks to optimized energy consumption.
Q-Jenius: New digital power system
Q-Jenius is Danieli’s proprietary solution based on DC technology and state-of-the-art power electronics that enables controlled routing of “green” energies produced
in-house, and their direct and efficient usage for the main plant’s electrical loads, like EAF, LF and induction heating, reducing the energy acquired from the power grid. To avoid any waste of “green” energy produced during a
La Metallurgia Italiana - Gennaio 2023 pagina 78
news
Attualità
industriale - Industry
Fig.4 - Q-ONE installation.
plant’s poweroff or downtimes, Q-Jenius also supports the use of energy-storing devices, like Battery Energy Storage systems, where unused energy can be accumulated for use at a later time. Thanks to its modular design, Q-Jenius is highly scalable.
Its modularity and scalability meet the challenges of modern energy management, even in case of individual modules’ failure. Furthermore, being based on a limited number of component types - all of small size - it implies a low investment in spares.

Q3-Jenius dynamic energy management automatically exploits available energy storage systems, recharging them whenever convenient and dynamically using the accumulated energy for best load management (“peak shaving” and other energy cost optimization strategies). Finally, based on the accurate tracking of the mix of energies used (auto-produced “green” energy portion vs. power grid portion), Q3-Jenius also generates “carbon footprint” reports, quantifying and certifying the reduced CO2 emission for the steel produced.
Fig.5 - Casting and Rolling electrical energy consumption based on the casting speed.
CONCLUSIONS
The revolutionary MIDA Hybrid minimill for a competitive Green Steel production Danieli adds clean energy to the MIDA, finding a perfect synergy that enhances competitiveness and production sustainability named MIDA Hybrid (H-MIDA), using the most modern and reliable solution for the production of quality long steel products in a competitive, flexible and environmentally clean way, thanks to several patented technologies.
Danieli minimill technologies and related services lead to the widest application of circular economy concepts, where metallics are not only transformed into steel with the most efficient energy-saving processes, but also make use of renewable energies, without disturbances to the electric networks.
In summary, H-MIDA answers the challenges faced by the
new green steel era.
We are producing with the highest productivity, with the lowest transformation costs, respecting the environment, and making a significant contribution to CO2 reduction in the steel industry.
As conclusion, the graph below perfectly shows the trend on CO2 emission reduction (Scope 1 and 2) related to the technology improvements made over the years.
La Metallurgia Italiana - January 2023 pagina 79 Industry news - Attualità industriale
Fig.6 - Minimills CO2 emission comparison (Scope 1 + 2) based on the conversion factor of 350 gr of CO2/Kwh.

REFERENCES
[1] Shuli J., Tortul F. MIDA QLP and Wirerod: A winning combination to enhance rolling speed, stability and tolerance AISTech Proceedings 2022
[2] De Luca A.: The Danieli Octocaster®: Latest Development in High-speed Casting, DaNews 186, 2021 [3] Danieli: Danieli QLP—Quality Long Products. Featuring Danieli Universal Direct Rolling Technology, 2021 [4] Danieli: Danieli MIDA—Universal Direct Rolling Minimills. Featuring Digimelter Hybrid, Octocaster and Dysencaster, 2021 TORNA ALL'INDICE >
La Metallurgia Italiana - Gennaio 2023 pagina 80 Attualità industriale - Industry news
Abrasive cut-off machines in modern rolling mills
edited by: N. Asamer, S. PurrerAbrasive cutting is the ideal cutting technology to increase the throughput capacity as well as the flexibility of hot rolling mills, mainly for long but also for flat products. The highest degree of automation reduced overall running costs and in particular an improved quality of the rolled products are as well substantial advantages of abrasive cutoff machines compared to conventional cutting techniques. For that reason, modern rolling mills, for SBQ products, are equipped with abrasive cut-off machines. During recent years, also numerous existing rolling mills have been upgraded by retrofitting abrasive cut-off machines. To achieve best possible results, however, it is essential that the abrasive cut-off machines used are specifically designed and perfectly tuned to the individual application. Taking largescale projects recently executed by BRAUN as examples, the concepts how the requirements of rolling mill equipment and rolled product are met are described.
REQUIREMENTS FOR CUTTING OF SBQ PRODUCTS
To respond to the increasingly demanding requirements of their customers and to remain competitive on the market, the steel mills have been facing pressure to adapt their operation procedures and production facilities to meet the most stringent criteria regarding product costs (to be as low as possible), production flexibility (as high as possible) and especially product quality (as high and reliable as possible). This also concerns the rolling operations as one of the main processes in the steel industry.
Apart from other specific requirements, such as e.g., a homogeneous material structure, uniform mechani-cal properties and a perfectly shaped cross section of the rolled product, etc., accurately cut bar ends are essential for the production of value-added products, such as SBQ (special bar quality) which are more and more demanded by the market, especially by the automotive industry as one of the steel industry’s most important customer groups.
Friction saws (with metallic saw blades), shears and torches are conventional techniques to perform the cutting jobs in rolling mills. Considering the aforementioned demands from the market, however, the disad-vantages associated with these cutting methods – poor cutting
La Metallurgia Italiana - January 2023 pagina 81 Industry news - Attualità industriale
KEYWORDS: LONG PRODUCTS, FLAT PRODUCTS, SBQ PRODUCTS, ROLLING MILL, RESOURCE, EFFIZIENT PRODUCTION TECHNIQUES
Norbert Asamer, Stefan Purrer
BRAUN Maschinenfabrik, Austria
quality that requires deburring or even addi-tional cutting afterwards, need for extensive maintenance, high energy consumption, noise, low flexibility regarding changes in the product mix of the mill, etc. – have become less and less tolerable. To produce SBQ, these conventional cutting techniques are not suitable at all.
KEY FEATURES AND ADVANTAGES OF THE ABRASIVE CUTTING TECHNOLOGY

In contrast to that, abrasive cutting has become the state-of-the-art cutting technology for the production
of top-quality, value-added bar products. It meets the requirements of the market and the needs of the steel industry to the largest extent. In particular, abrasive cutting features the following substantial advantages: An excellent quality of the cut surface can be reliably achieved (thanks to the consistent self-sharpening of the cutting wheel): the cuts are straight, precise, and bright, without hardening of the cut surface. Thus, subsequent machining processes to adjust the material ends (e.g., deburring, edge trimming, etc.) can be eliminated.
Fig.1 - Hot abrasive cutting.
All other cutting methods result in a more or less bad cutting surface - partly with brisk, adhering burr (friction saw), partly with distorted, uneven surfaces (torch cutting) or with deformation of the material ends (shear). That either requires additional refining of the cut product (such as deburring) or otherwise com-promises the quality of the rolled product. That, however, means - in the first case - additional costs or - in the other case - a devaluation of the product. Furthermore, with increasing wear of the saw blade or the shear knife, the quality of the cut gets even worse, whereas abrasive cutting ensures a
consistently good cutting quality over the whole service life of the cutting wheel.
Abrasive cutting is suitable for an extremely wide range of different kinds and grades of materials - not only for high-alloyed steels, special alloys or nickel-base metals. Also, carbon steels and low-alloyed structural steels can be perfectly cut with an abrasive cut-off machine and can then be used for special purposes and sold as value-added products, e. g. as automotive steels or engineering steels.


La Metallurgia
2023 pagina 82
Italiana -
Gennaio
Attualità industriale - Industry
news
Fig.2 - bar ends cut with friction saw.
Fig.3 - abrasive cut bar ends.
Whereas a friction saw has its limitations at higher material temperatures and at higher alloyed, harder materials, a shear is of no use for cutting of cooled down materials or for cutting of bigger material cross sections. Abrasive cutting, however, is equally suitable for cutting cold, warm or hot materials and repre-sents a real universal cutting process. This is of special importance for hot rolling mills where interruptions in the operation of the mill with the rolled products cooling down are likely to happen.
Abrasive cutting is a high-performance stock removal process. Thanks to a high abrasion rate, abrasive cutting enables rapid cutting times. Only shearing is faster - but has
significant disadvantages indicated above.
Unlike friction sawing, abrasive cutting is a dry cutting process. No liquid coolant needs to be applied. Thus, wastewater recycling or cleaning of polluted coolant is not necessary.
Furthermore, abrasive cutting is equally suitable for cutting cold, warm, or hot materials. Therefore, it rep-resents a real universal cutting process. This is of special importance for hot rolling mills where interrup-tions of the mill operation causing the rolled products cooling down are likely to happen.
Fig.4 - Efficient cutting rates in relation to material temperature and dimension.

For cutting layers of bars right after the cooling bed, the material temperature lays usually in the range between abt. 100 and 500 °C, i.e., cold or warm cutting, depending on the diameters of the rolled bars and on the actual rolling operation. As shown in Fig. 4, cutting at higher material temperatures is of advantage (even faster cutting - but also increased service life of the cutting wheel).

Since well-designed abrasive cut-off machines allow changing worn cutting wheels against new ones within shortest times (depending on the wheel size within 3 to 5 minutes), they are ideal cutting facilities for continuous production processes and are operated fullyautomatically. The proper cutting program can be selected automatically according to the actual product data and cutting requirements out of cut-off ma-chine’s PLC.
BASIC TECHNOLOGICAL CONCEPT AND MACHINE DESIGN
Depending on the cutting application in the rolling mill, the following cutting principles are typically applied:
Chop stroke cutting
The cutting wheel is moved to the material in a chopping motion with a radial infeed into the workpiece. Generally, this principle is used for cutting of single round, squared or nearly squared cross sections. With a properly designed cut-off machine, also rectangular parts or narrow layers of workpieces can be cut.
Traverse cutting
The cutting wheel is moved horizontally across the material, in a single cutting stroke. This principle is used for cutting wider layers of round, squared, and nearly squared cross sections, ingots, billets, but also flat products such as rectangular slabs, plates, or sheets.
La Metallurgia Italiana - January 2023 pagina 83 Industry news - Attualità
industriale
Fig.5 - Chop-stroke cutting principle.
The cutting principle applied for a certain application is also reflected in the basic design of the abrasive cut-off machine. Altogether, BRAUN has developed five different basic machine designs. Four of them are widely used in rolling mills, for the major applications described in the following.
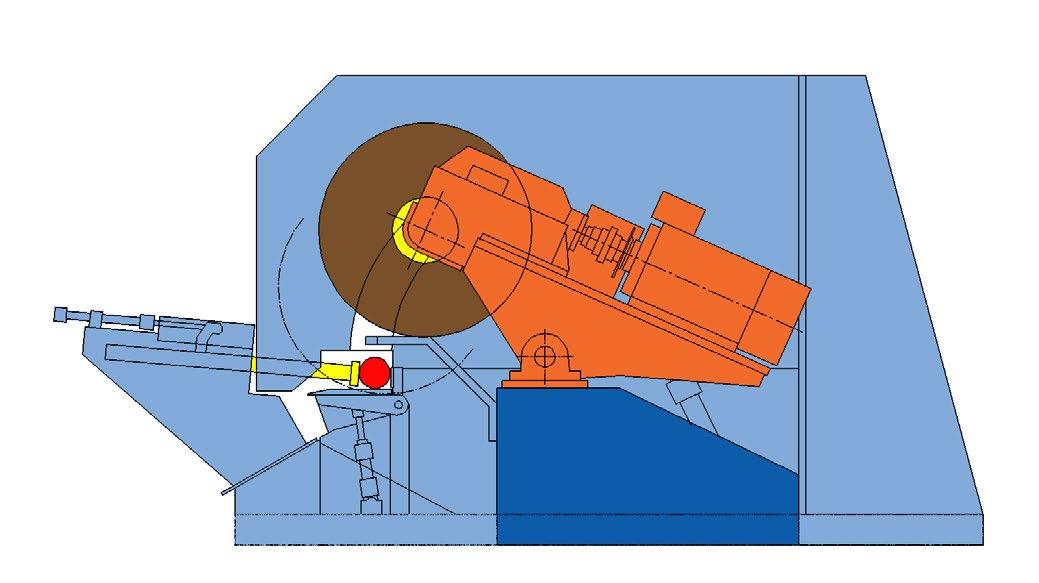

Fig.6 - Traverse cutting principle.

ABRASIVE CUTTING OF SLABS, BLOOMS, BILLETS OR HEAVY BARS
In primary rolling mills, the heavy bars, billets, blooms - or sometimes also slabs - are cut in hot condition. Predominantly, the cross sections of the work pieces are still quite large. Therefore, chop-stroke cutting is the preferred method for cutting these materials as single pieces. Due to the material sizes to be cut, cut-ting wheel diameters typically range from 1 250 to 1 800 mm.
Ideally, the abrasive cut-off machine is equipped with a horizontal rocker, like machine type W. The infeed motion of the cutting wheel goes downwards which has the significant advantage that also rectangular work pieces can be cut with an optimum utilization of the cutting wheel. Somewhat smaller billets can be cut as narrow layers of 2 or 3 pieces. This allows to keep the throughput capacity
at a high level also for smaller cross sections. To prevent round work pieces from overlapping, vertical top clamps are added to the material clamping system.
La Metallurgia Italiana - Gennaio 2023 pagina 84 Attualità industriale - Industry news
Fig.7 - Principle of a chop-stroke cut-off machine, type W (with horizontal rocker).
Fig.8 - Abrasive cut-off machine, type TS 16 W, for hot cutting of heavy bars (Acciaierie Valbruna Bolzano, Italy)
For downstream processes, abrasive cutting of the hot materials provide clear advantages. Thanks to the smooth, clean cutting surface, stamping, marking, or labelling of the material faces are eased. Also billet grinding can be done with less problems since abrasive cutting avoids the thick burrs resulting from saw-ing or flame cutting, as well as the deformations of the material ends (“noses”) resulting from shearing.
ABRASIVE CUTTING OF RAILS AND SECTIONS


Compared to the type W, machine type L has the advantage of a somewhat higher accuracy for the cutting process due to linear cutting motion and a very stable and rigid base frame of special vibration-damping design.
Fig.9 - Abrasive cut-off machine, type TS 16 W, for hot cutting of heavy bars (Acciaierie Valbruna Bolzano, Italy).
Fig.10 - Abrasive cut-off machine, type TS 16 L, for hot cutting of rails in rail rolling mill, for crop cutting of rails (voestalpine Rail Technology, Donawitz, Austria).


La Metallurgia Italiana - January 2023 pagina 85 Industry news - Attualità industriale
Traditionally, friction saws have been used for the hot cutting of rails in rolling mills. voestalpine Rail Technology, however, a technology leader in rail production, decided to try abrasive cutting instead and - at firstprovisionally modified their saw into an abrasive cut off machine themselves. The cutting results with an abrasive wheel were much better compared to a metallic friction saw blade - but not as high as expected. The advantages of
abrasive cutting, however, were recognized. Meanwhile, this cut-off machine has been in operation for more than one year and the customer is highly satisfied. With one cutting wheel having a starting diameter of 1 600 mm, 2 500 – 3 000 cuts can be reached – a drastic reduction of cutting costs compared to before.
ABRASIVE CUTTING OF BARS OR SECTIONS IN LAYERS
Fig.11 - Abrasive cut-off machine, type TS 16 W, for hot cutting of heavy bars (Acciaierie Valbruna Bolzano, Italy). .

After the last rolling pass, the rolled bars or sections already have the final shape. The work pieces are usually still quite long when they are transferred onto the cooling bed. All what has been left after passing the cooling bed is to cut the bars or sections in warm condition to their final lengths before bundling. To meet the throughput requirements of the mill - despite the already relatively small material cross sections -, the products are cut in wider layers by means of traverse cutting. Depending on the actual sizes of the work pieces, typical cutting wheel diameters are between 800 and 1 600 mm.
For the horizontal cutting motion, the traverse cut-off machine comprises a linear-guided travel slide. On this slide, the cutting rocker is mounted. The actual cutting infeed is performed by the horizontal slide. The purpose of the rocker is the adjustment of its tilting angle in accordance with the diameter of the cutting wheel getting smaller after each cut, as well as the upswing of the cutting wheel once the traverse cut has been completed so that the travel slide can return to its starting position without blocking the layer of bars or sections on the roller table. Machine type F represents the typical design of a traverse abrasive cut-off machine. It allows the cutting of up to abt. 1 300 mm wide
layers of bars or sections.
Especially for this application, it is imperative to achieve a good quality of the cut surface. If the cutting quality is insufficient, as it is mostly the case with a shear, the bar ends must be trimmed or cut once again with a separate cutting facility (a band saw for commercial material grades or an abrasive cut-off machine for more special materials, respectively for a wide range of material grades) at a later stage - either by the steel mill or by its customers.
Due to this fact, more and more steel mills have chosen to install traverse abrasive cut-off machines even in existing rolling mills - either in addition to an existing shear or to replace a shear

La Metallurgia Italiana - Gennaio 2023 pagina 86
Industry news
Attualità industriale -
Fig.12 - Traverse cut-off machine, type TS 16 F for warm cutting of bars in layers (SIDENOR Basauri, Spain).
ABRASIVE CUTTING OF EXTRA WIDE LAYERS OF BARS OR SECTIONS (AS WELL AS WIDE SLABS, PLATES OR SHEETS)
For cutting extra wide layers of bars or sections (over abt. 1 300 mm), a gantry-type traverse abrasive cut-off machine, type FP is the right solution. The horizontal travel slide with




the rocker is moved overhead, in linear guides mounted onto a sturdy gantry structure. This design avoids that the rocker protrudes too wide (as it would be the case with the “standard” traverse abrasive cut-off machine, type F, if the layer with exceeded abt. 1 300 mm) and ensures a stable, accurate horizontal cut.
Fig.14 - Gantry-type traverse abrasive cut-off machines, type TS 12 FP, for warm cutting of up to 1600 mm wide layers of bars (SHIGANG, Shijiazhuang, China).
La Metallurgia Italiana - January 2023 pagina 87 Industry news - Attualità industriale
Fig.13 - Principle of BRAUN gantry-type traverse abrasive cut-off machine, type FP.
The same machine type FP can also be used for cutting wide slabs, plates or sheets. The first installation of this kind was done at BÖHLER Bleche, Austria. As part of an overall modernization project of their plate mill, they were searching for a cutting technology that should replace the existing shear. This shear was causing problems and was also not able any more to meet the increased quality requirements. Already cut ends had to be trim cut again in cold condition by means of bandsaws in the plate conditioning shop. The task was to eliminate this additional manipulation of the plates and to cut the overall production costs. After a comparison of all viable cutting methods,
they decided in favour of the abrasive cutting technology. The gantry-type traverse abrasive cut-off machine, type TS 12 FP supplied by BRAUN is designed for the cutting of up to 2 300 mm wide hot-rolled plates and sheets in hot condition. Additionally, cold slabs are also cut with this machine into shorter pieces – for this purpose, the cut-off machine had to be equipped with a specifically designed material clamping device with individually actuated, selfadjusting clamping elements, for safely clamping the slabs despite their slightly rounded surfaces.

Fig.15 - Gantry-type traverse abrasive cut-off machine, type TS 12 FP, for hot cutting of plates and sheets as well as cold cutting of slabs (BÖHLER Bleche, Austria).
SPECIAL REQUIREMENTS ON MACHINE DESIGN

As described above, abrasive cutting is the state-of-theart technology for a wide range of cutting applica-tions in hot rolling mills, both for cutting of long and flat products. Abrasive cut-off machines are also an ideal tool to upgrade
existing rolling mills and to improve product quality and mill performance.
To achieve optimum results, however, it is essential that the abrasive cut-off machine utilized for a specific application is properly designed.
Fig.16 -The “cutting system” (courtesy of Tyrolit).
La Metallurgia Italiana - Gennaio 2023 pagina 88
Industry news
Attualità industriale -
The abrasive cut-off machine is one of BRAUN’s main products. Therefore, it enjoys an extremely high priority within BRAUN’s company policy. Thanks to more than 55 years’ experience, ongoing research, and development, as well as a close collaboration with the leading of cutting wheel manufacturers, BRAUN has been able to establish an extensive know how for being in the position to offer stateof-the-art machine designs to the customers, perfectly tuned to their specific applications.
CONCLUSION AND OUTLOOK
Due to the increasingly competitive market environment, the steel mills will remain under consistent pres-sure to further improve their production facilities. Even though the various cutting processes at different stages during rolling operations are still widely regarded as minor processes, it has become evident that cutting does indeed have a substantial impact on the performance of the mill, on the quality of the final products and on the overall production costs.
Fig.17 -Pre-assembly and functional test of cut-off machines prior to shipment.
Nowadays, most of the modern hot rolling mills are equipped with abrasive cut-off machines from the very beginning. During recent years, more and more abrasive cut-off machines have also been retrofitted to existing rolling mills. Due to the many advantages of the abrasive cutting technology versus other, conven-tional cutting
methods (as described in the above paper), this trend will continue. In particular the imple-mentation of an abrasive cut-off machine in an existing mill, however, does require specialist know how.

La Metallurgia Italiana - January 2023 pagina 89 Industry news - Attualità industriale
TORNA ALL'INDICE >
MILANO 27-30 MAY 2024

International ForgeMasters Meeting
Call for papers
Prospective authors wishing to present papers are invited to submit a tentative title and an abstract of about 400 words (in English), specifying a maximum of two topics for each proposal, to the Organising Secretariat.
Visit website www.ifm2024.org to submit your abstract.
Deadline
Submission of abstracts: 30 June 2023
Information on acceptance: 13 October 2023
Submission of full papers and speakers registration: 15 December 2023
Exhibition & sponsorship opportunities
Save the date!
The appointment will be in Milan on 27-30 May 2024.
All involved in and interested in the area of open die forging are warmly invited to attend.

At IFM 2024 the most important and current issues affecting the sector will be discussed. Experts in the fields of greatest interest will be attending and addressing such issues.
IFM is a unique forum to meet researchers, skilled technicians and decision makers; in other words IFM 2024 is an unmissable event for the forging industry!
The Conference will be enhanced by an Exhibition at which companies will have the opportunity to inform all delegates of their latest developments. The detailed exhibiting and sponsorship packages will be available on the IFM 2024 website in the following months. In the meantime, companies interested in taking part in the Exhibition or sponsoring the event may contact: e-mail: commerciale@siderweb.com tel. +39 030 2540006
Organising secretariat
Via Filippo Turati 8 - Milan - Italy t. +39 0276021132 or +39 0276397770 aim@aimnet.it - www.aimnet.it
Organised by
AIM and Federacciai proudly announce that the 22nd International ForgeMasters Meeting will be held in Italy in 2024.
Le aziende di AIM
Cari Associati,
Il nostro sforzo di migliorare la Rivista ci porterà nel 2023 alcune sorprese, di cui la prima già nel numero di gennaio. D’intesa con il Presidente AIM Silvano Panza diamo oggi il via ad una nuova rubrica scritta a rotazione dai Soci Benemeriti AIM.
I Soci benemeriti sono una ventina, e ne potete trovare la lista aggiornata sul sito web dell’associazione ( https://www.aimnet.it/soci-benemeriti.
php): si tratta di aziende particolarmente sensibili alle tematiche metallurgiche, disposte a sostenere i principi dell’Associazione italiana di Metallurgia, ente culturale senza fini di lucro "mirato alla diffusione della scienza e della tecnologia dei materiali metallici ed altri materiali per l' ingegneria”.
Si tratta di aziende di primario livello che hanno al loro interno le più svariate competenze. Abbiamo pertanto richiesto loro di scrivere qualche pagina lasciando la più ampia scelta circa le tematiche da trattare (situazione aziendale, argomenti del momento, criticità, sviluppi, unicità delle aziende, impianti innovativi ecc...) per avere il loro parere sul tema scelto o per consentire di mettere in evidenza temi che possono risultare utili anche ad altre realtà aziendali. Cominciamo su questo numero con un interessante articolo di Tenaris Dalmine che tratta del sempre complesso tema degli scambi di prodotti siderurgici tra Europa e USA.
Buona lettura
La Metallurgia Italiana - January 2023 pagina 91 AIM's companies - Le aziende di AIM
Il direttore de La Metallurgia Italiana Mario Cusolito
Paolo CATTANEO
Tenaris Dalmine
Competition and access to markets Senior Manager – Europe
Le politiche commerciali e industriali nella siderurgia tra Europa e Stati Uniti
Introduzione
Per tutto il XX secolo – e in particolare a partire dalla fine della Seconda Guerra Mondiale - il Commercio Internazionale è stato un motore fondamentale di sviluppo dell’economia e di prosperità per tutti i Paesi che hanno adottato questa politica, registrando un sensibile aumento del proprio reddito. Per decenni la comunità internazionale ha ritenuto che l’integrazione di un numero sempre più elevato di Paesi nell’economia mondiale costituisse un potente sistema di redistribuzione della ricchezza. Dal 1950 il ad oggi, il Commercio Internazionale è cresciuto circa 3 volte in più rispetto al PIL mondiale.
La siderurgia, fin dalla sua repentina crescita a dimensione industriale, avvenuta nel XVIII secolo in Inghilterra e Germania (Prussia), è da tutti gli studiosi indicata come uno dei principali – se non il principale - pilastri della crescita economica in Occidente. La combinazione di Commercio Internazionale e siderurgia ha inevitabilmente portato i due elementi ad essere al centro di dispute internazionali e transnazionali a partire dagli anni ’70 fino ai giorni nostri. Nonostante il ruolo sempre più
preponderante nello sviluppo del PIL mondiale degli ultimi 20 anni di settori quali l’energia, l’elettronica e i servizi, la siderurgia costituisce ancora oggi un elemento rilevante dell’agenda politica nazionale e internazionale, che, attraverso le sue scelte, oscillanti tra libero mercato e protezionismo, è in grado di produrre ricadute rilevanti nelle economie nazionali.
In questo articolo vogliamo dare uno sguardo agli elementi che hanno caratterizzato la relazione tra Europa e Stati Uniti nell’ambito delle politiche commerciali ed industriali nella siderurgia. A tal proposito è utile una breve contestualizzazione storica, per capire con quali tempi e modalità, sin dal secondo dopoguerra, le Nazioni abbiano cercato di dotarsi di strumenti comuni, regole e sanzioni, per gestire il Commercio Internazionale.
General Agreement on Tariffs and Trade (GATT)
Nel 1947 fu stipulato a Ginevra il General Agreement on Tariffs and Trade (GATT) da 23 Nazioni, fra cui Stati Uniti, Cina, UK, Francia, Australia, Brasile ma non Germania, Italia e Unione Sovietica. La Cina lascerà il
GATT nel 1949, mentre Italia e Germania Occidentale aderirono al GATT rispettivamente nel 1950 e 1951. Lo scopo era di dotare la Comunità Internazionale di una base giuridica su cui operare per promuovere il Commercio Internazionale, attraverso la riduzione o l’eliminazione di tariffe/dazi e delle altre barriere non tariffarie (standard di prodotto, certificazioni, “made in”, ecc.), che ne ostacolavano la crescita.
World Trade Organization (WTO)
Il GATT rimase in vigore sino al 1995, quando nacque il suo successore, il World Trade Organization (WTO) siglato a Marrakesh da 123 Nazioni, sempre con lo scopo di promuovere il commercio attraverso l’abbattimento delle barriere. Per dare un ordine di grandezza, nel 1947 livello medio di tariffe (dazi che gravavano sull’importatore dei beni provenienti dall’estero) imposte tra i 23 Paesi che aderivano al GATT era del 22%, mentre nel 1999 crolla al 5% tra ben 123 Nazioni.
L’industria siderurgica americana e le barriere anti-dumping L’industria siderurgica U.S.A. è strutturalmente debole perché non ha mai investito sull’export: non a caso
La Metallurgia Italiana - Gennaio 2023 pagina 92
Le
di AIM
AIM's companies -
aziende
si fa fatica a ricordare aziende americane in grado di competere su scala globale. L’acciaio U.S.A. sopravvive grazie al mercato locale, l’export non è significativo e la politica ne difende l’esistenza. Al contrario, i produttori europei, pur passando attraverso drammatiche ristrutturazioni, continuano ad investire e ad espandersi, individuando anche nel mercato U.S.A. uno sbocco importante della propria produzione.
Sin dagli anni ’80, l’industria siderurgica U.S.A. è sopravvissuta grazie alla dimensione e alla ricchezza del mercato interno, combinata con strumenti di protezione che limitavano l’accesso al mercato locale ai produttori stranieri. Lo strumento più noto è il dazio anti-dumping, che punisce produttori che praticano politiche di esportazione molto aggressive, per ottenere quote di mercato grazie a prezzi molto bassi. L’anti-dumping è riconosciuto dal WTO, ma negli U.S.A. la sua legittima applicazione è stata probabilmente abusata: da sempre infatti negli U.S.A. vengono imposti dazi molto più elevati rispetto ad altre aree omogenee, quali Unione Europea o Giappone, arrivando a fare dello strumento un elemento di vero protezionismo e non di difesa.
A partire dai primi anni 2000, il concetto di free trade inizia a vacillare e, mentre l’Unione Europea rimane coerente agli obiettivi del WTO, gli U.S.A., fronteggiando una delle numerose crisi del settore siderurgico, ritengono necessario un intervento politico per proteggere l’industria
locale, attaccata e indebolita dall’import indiscriminato. Già nel 1983, il presidente Reagan aveva introdotto tariffe sui prodotti siderurgici che restarono in vigore per 4 anni. L’assenza di strumenti forti nel GATT e il peso egemonico degli U.S.A. in quegli anni impedirono ogni reazione a livello internazionale.
Ma fu un altro presidente Repubblicano, George Bush, che introdusse nel marzo del 2002 delle tariffe che si applicavano indiscriminatamente a tutti i prodotti siderurgici importati da tutti i Paesi ad eccezione di Messico e Canada, membri del NAFTA (North American Free Trade Agreement). La fiducia dell’Unione Europea nell’Organo Internazionale (WTO) deputato a risolvere le dispute in ambito commerciale porta gli stati membri a valutare misure ritorsive nei confronti degli Stati Uniti che mai vengono poste realmente in essere, per ragioni di puro calcolo di convenienza. Infatti, nonostante l’export di acciaio in U.S.A. abbia un peso rilevante per il settore siderurgico europeo (tra il 5% e il 7%), la sua incidenza sul volume complessivo di esportazioni verso gli U.S.A. è molto limitata (circa l’1%): una guerra commerciale non conviene alla UE. Ciononostante, la decisione di Bush di imporre dazi fino al 30% sull’import di acciaio ha vita breve. La presa di posizione del WTO, chiamato a legittimare la decisione U.S.A. è chiara: non sussistono i presupposti per tale decisione, quindi i dazi sono in violazione delle regole internazionali. Le diverse posizioni interne allo stesso partito Repubblicano, così
come quelle di numerosi economisti e studiosi, tutti critici per la violazione rispetto al principio del libero mercato, fanno il resto e così Bush, nel dicembre del 2003, ritira la legge. Il dibattito in U.S.A. non è di poco conto: i sostenitori della linea protezionistica non mancano, soprattutto in Stati chiave come Pennsylvania, Ohio and West Virginia e, come vedremo, qualche anno dopo torneranno a farsi sentire.
Il percorso di consolidamento al ribasso dell’industria siderurgica U.S.A. prosegue dopo il 2003: alle varie crisi che si susseguono, corrispondono chiusure di aziende e quelle che sopravvivono ne escono indebolite. Il mercato U.S.A. richiede prodotti, in quantità e qualità, che i produttori locali non sono in grado di fornire; l’import è sempre più indispensabile e ne traggono vantaggio non solo Paesi di consolidata esperienza siderurgica come Germania, Italia, Spagna, Francia, Giappone e Corea del Sud, ma altri nuovi attori del mercato internazionale quali Cina, Brasile, Indonesia e Vietnam trovano negli U.S.A. spazi di crescita importanti.
Nel 2018 il Presidente Trump, autodefinendosi più protezionistico di Reagan e Bush, in linea con uno dei suo slogan “America first”, proclama l’introduzione di tariffe del 25% per l’importazione di acciaio da tutte le provenienze, escluse ovviamente Canada e Messico, a protezione dell’industria locale. L’obiettivo di Trump è che l’industria americana recuperi competitività grazie alle
La Metallurgia Italiana - January 2023 pagina 93
AIM's companies - Le aziende di AIM
tariffe protezionistiche imposte ai produttori stranieri e in parte questo avviene: a fronte della garanzia politica che le misure rimarranno in vigore per anni, le aziende U.S.A. lanciano imponenti piani di investimenti per rinnovare gli impianti e non raramente installando nuove capacità.
Per evitare il rischio che il WTO si esprima nuovamente contro questa decisione, Trump si appella alla Sezione 232 del Trade Expansion Act del 1964, che consente di imporre dazi sulle merci importate in quantità tali da compromettere la sicurezza nazionale. Si tratta chiaramente di una forzatura legale, che però spiazza tutti: è l’inizio di una vera e propria guerra commerciale, che Trump scatena contro tutti i Paesi “antagonisti” ma anche contro quelli politicamente vicini. Il vero obiettivo è la Cina (non solo per la siderurgia), ma la difesa a oltranza dell’industria siderurgica locale rimane un obiettivo fondante della legge.
L’Europa, ritenendo ingiustificata e unilaterale la decisione di Trump, questa volta reagisce rapidamente, sia pure con un’azione non così impattante, e rifiuta di sedersi al tavolo per negoziare condizioni speciali, quali quote di esportazioni esenti oppure un dazio ridotto, ma valuta una serie di azioni ritorsive contro gli U.S.A. su altri prodotti e un’azione specifica per difendere il proprio mercato e l’Industria europea dell’acciaio. Le tariffe del 25% creano infatti forti distorsioni nel Commercio Internazionale siderurgico e gli effetti determinano danni
diretti e indiretti all’industria europea e ai lavoratori del settore. Non solo per la siderurgia europea sarà più difficile esportare in U.S.A., ma altri Paesi esportatori, perdendo volumi di export verso gli U.S.A., saranno interessati a deviare le proprie esportazioni verso il mercato aperto ed attrattivo dell’Europa che rischia di essere “sommersa” dall’acciaio proveniente dall’estero. Nell’arco di circa 6 mesi, L’UE propone e approva uno strumento definito di “Salvaguardia”, che dal gennaio 2019 assegna delle quote massime di prodotti che ciascun Paese potrà importare in UE senza alcun vincolo. Una volta raggiunto il massimale scatta una tariffa del 25%. Si tratta di una misura molto più sfumata di quella U.S.A. (che applica indiscriminatamente una tariffa del 25%) e che permette quindi a ciascun Paese esportatore di mantenere una quota di export gratuita pari alla media degli ultimi anni. Una decisione di compromesso che cerca di mantenere fede al principio del libero mercato, ma che non può fare a meno di prendere atto della mossa protezionistica degli U.S.A.. Complessivamente l’impatto per il settore siderurgico Europeo non è drammatico, in quanto il mercato U.S.A. continua a dipendere dalle importazioni di acciaio, sia pure a prezzi più elevati e in volumi più contenuti. Contestualmente la “Salvaguardia” impedisce che il mercato Europeo venga invaso dall’ export dei Paesi terzi che non può accedere al mercato U.S.A..
Nei tre anni successivi a questa legge, gli U.S.A. negoziano soluzioni
“one to one” con Argentina, Brasile e Corea del Sud, ma sostanzialmente la situazione rimane cristallizzata fino alla fine del 2021. Il cambio di Amministrazione in U.S.A. apre qualche spiraglio politico e quindi negoziale che, verso fine 2021, si concretizza in un accordo tra U.S.A. e UE che rende esenti circa 3,3 milioni di tonnellate di export UE verso gli U.S.A.. L’accordo è sostanzialmente identico a quello che 3 anni prima la UE aveva rifiutato di discutere con l’Amministrazione Trump. Dal punto di vista commerciale non è un grande successo, in quanto le 3,3 milioni di tonnellate costituiscono poco più del 70% di quanto la UE esportava prima del 2018. Il significato politico è certamente più rilevante: l’Europa torna a trattare con gli U.S.A. e per il futuro si auspicano decisioni più concordate e meno aggressive verso la UE, non solo nel settore Siderurgico.
Sviluppi delle ultime settimane del 2022
1. Il WTO ha finalmente deliberato in merito alla decisione di Trump del 2018 di avvalersi della clausola di sicurezza nazionale per introdurre tariffe del 25%: la decisione non era legittima in quanto mancavano i presupposti (il WTO afferma che la sicurezza nazionale può essere invocata solo in caso di guerra). Gli U.S.A., per ora, non accettano il giudizio e non intendono rispettare il suggerimento del WTO che prevede l’eliminazione immediata delle tariffe del 25%.
2. La UE ha approvato la cosiddetta Carbon Tax Europea (CBAM) che sarà applicata a partire dal 2026. Si tratta
La Metallurgia Italiana - Gennaio 2023 pagina 94
AIM's companies - Le aziende di AIM
di un’imposta concepita per proteggere l’industria Europea (acciaio, alluminio, cemento, fertilizzanti) in fase di decarbonizzazione da quei competitor esterni che non sono soggetti ai rigidi e onerosi obiettivi climatici dell’Unione Europea. La tassa graverà quindi su tutti i prodotti importati dai Paesi terzi che non si saranno dotati di una politica simile a quella Europea.
3. L’amministrazione Biden ha approvato un imponente piano di investimenti, il cosiddetto Inflation Reduction Act (IRA). Si tratta di un pacchetto di 391 miliardi di dollari che, da gennaio 2023, agevolerà imprese e famiglie nella transizione green. Un volume di sussidi senza precedenti per convincere le imprese a tornare a investire negli Stati Uniti e a “comprare americano”.
Questa decisione sta allarmando l’Europa e richiederà una complessa discussione con gli U.S.A. per evitare che un flusso gigantesco di investimenti, anche di aziende Europee, si trasferisca nel medio termine in U.S.A. rallentando inevitabilmente la transizione energetica nel Vecchio Continente e spostando da Europa a U.S.A. la produzione di beni e servizi collegati.
La transizione energetica collegata alla siderurgia è entrata nella discussione del Commercio Internazionale

U.S.A. e UE stanno discutendo di una partnership (probabilmente insieme a Canada, Giappone e pochi altri) dedicata alla riduzione della CO2 nel settore dell’acciaio. Gli obiettivi sono l’azzeramento delle tariffe nel com-
mercio dei prodotti siderurgici tra le Nazioni aderenti e il coordinamento delle azioni di difesa commerciale verso quei Paesi che non implementano, con tempistiche urgenti, gli interventi volti alla decarbonizzazione, in primis Cina ed India. Un percorso complesso e dall’esito incerto, che dovrà conciliare le diverse tecnologie con cui si produce l’acciaio e le diverse tempistiche con cui i singoli Stati avanzano nel processo di decarbonizzazione. Certamente un tentativo di trovare comportamenti comuni e riconoscersi come Paesi partner e non come concorrenti, quantomeno nell’ambito della transizione energetica del settore siderurgico.
La Metallurgia Italiana - January 2023 pagina 95
AIM's companies - Le aziende di AIM
Il principio di materialità nel reporting di sostenibilità
La crescente richiesta di informazioni legate alle tematiche sociali ed ambientali, in aggiunta ai dati economico finanziari contenuti nei bilanci di esercizio, pone le aziende di fronte alla necessità di comprendere quali siano gli aspetti da comunicare. Infatti, al fine di rendere ciò che si comunica credibile e di valore, la predisposizione del reporting ESG (ambientale, sociale e di governance) dovrà includere i temi che sono rilevanti o “materiali” per l’organizzazione e non ci si potrà limitare ad un mero e semplice elenco dei dati ESG storici presenti in azienda.
È proprio in questo contesto che si inserisce il principio di materialità che, nella sua definizione più semplice, è il principio secondo il quale il reporting di sostenibilità dovrà contenere tutte le informazioni che possano influenzare i processi e le decisioni degli stakeholder di un’organizzazione.

Storicamente il concetto di materialità è stato strettamente connesso ai soli dati economico finanziari e considerando solo gli interessi degli investitori di un’azienda (shareholder). In tal contesto,
la materialità è stata quasi sempre interpretata come una soglia numerica, molto spesso calcolata come percentuale sui ricavi, per comprendere se un errore o un’omissione nei dati di bilancio avrebbe potuto influenzare la decisione di un investitore. Questo approccio alla materialità ha ora bisogno di aggiornarsi in quanto il panorama generale si sta modificando. Negli ultimi anni la maturata consapevolezza che gli aspetti ambientali e sociali influenzano il valore e la capacità presente e futura di un’organizzazione di creare valore per sé stessa, le sue persone, i suoi clienti, fornitori e la società in generale ha portato un crescente interesse nel comprendere come le aziende si comportano in riferimento a tutti i temi ESG. Questo interesse è stato accompagnato da una forte richiesta per la comunicazione di risultati non-finanziari che vadano ad intercettare tutti i temi che potrebbero avere un impatto significativo per una serie di diversi stakeholder aziendali. Per rispondere a queste esigenze di comunicazione sono stati sviluppati diversi framework di riferimento che le aziende utilizzano per comprendere le questioni
La Metallurgia Italiana - Gennaio 2023 pagina 96 Scenari - Expert's Corner
chiave su cui impostare l’analisi di materialità. Va però detto che ciascuno di questi framework ha un suo scopo, una sua platea e conseguentemente un’articolazione del concetto di materialità differente.
Il Global Reporting Initiative (GRI) ad oggi considerato come il principale e più diffuso standard per la comunicazione integrata di dati economici, sociali ed ambientali afferma che il report deve includere tutte le “tematiche economiche, sociali ed ambientali che significativamente impattano o che influenzano il giudizio e le decisioni di uno stakeholder”.
Differente definizione viene invece data dall’ International Integrated Reporting Council (IIRC), che definisce un problema rilevante se questo può influire in modo sostanziale sulla capacità dell’organizzazione di creare valore nel breve, medio e lungo termine. Infine, l’AA1000, che sancisce gli Accountability Principles Standards stabilendo degli standard specifici del settore per la divulgazione della sostenibilità aziendale, definisce come materiale un tema che può influenzare decisioni, azioni e performance di un’organizzazione o dei suoi stakeholder.
In ogni approccio il primo passo per condurre un’analisi di materialità è quello di identificare gli stakeholders che si vogliono coinvolgere e suddividere questi in interni ed esterni. Va specificato che non esiste alcuna regola che indica chi sono gli stakeholder da coinvolgere, ma è la stessa organizzazione che dovrà comprendere quali sono i soggetti da includere.
Il passo successivo è quello dello “stakeholder engagement” ossia il coinvolgimento degli stakeholder nell’identificazione e nel prioritizzare le tematiche materiali per l’organizzazione. Il loro coinvolgimento può avvenire attraverso interviste dirette, sondaggi e questionari o altre forme. Alcune organizzazioni per identificare i temi materiali combinano il risultato dello stakeholder engagement con le tematiche materiali suggerite all’interno del settore in cui operano e dai rilevanti framework di riferimento come il sopracitato GRI o i 17 Sustainable Development Goals definiti dall’ONU.
La lista di tematiche emersa deve poi essere rifinita, valorizzata e valutata per identificarne la significatività per l’organizzazione sia in termini di importanza sia in termini di probabilità di accadimento.
L'autore, Luca Mion, presenterà i contenuti dell'articolo il 23 febbraio dalle ore 14:30 alle 15:30 in occasione di un webinar aperto a tutti, previa registrazione. Per partecipare: www.aimnet.it
Come appena visto le definizioni di materialità, soprattutto quando si parla di temi di sostenibilità, sono differenti tra loro pur assomigliandosi per molti aspetti, ma il vero e concreto problema per un’organizzazione è quello di capire come identificare i temi materiali.
Per rispondere a questo quesito va dapprima chiarito come non esista un modello scientifico o matematico per identificare i temi materiali e come questi non siano costanti ma possano variare nel tempo. Proprio per quest’ultima ragione il processo scelto andrà comunque ripetuto nel tempo per verificarne i risultati.
Molto spesso per rappresentare i risultati del processo di analisi della materialità si fa affidamento ad una matrice di materialità su cui rappresentare le tematiche emerse utilizzando come assi “importanza per gli stakeholder” e “significatività del loro impatto” oppure rifacendosi a quali sono i temi “material” tra i 17 temi elencati dal sustainable development goal definiti prioritari per l’organizzazione. I temi emersi dall’analisi di materialità e rappresentati nel reporting integrato saranno quelli prioritari per l’organizzazione su cui ci si aspetta un costante monitoraggio e controllo dell’azienda.
Osservare il principio della materialità è quindi fondamentale, in quanto il suo scopo principale è proprio quello di fornire un’immagine completa all’interno e all’esterno dell’azienda di quali sono gli impatti che l’organizzazione esercita sull’ambiente e sulla società.
La Metallurgia Italiana - January 2023 pagina 97 Experts’ Corner - Scenari
Luca Mion
12th International Rolling Conference Trieste, Italy
Interview
with Rolando Paolone, CEO Danieli & CTO DanieliGroup
After almost 10 years the International Rolling Conference returned to Italy, where Danieli is based and from which it started a global crusade to provide technology and machinery for steel and nonferrous metal producing.
So, it is not surprising that Danieli chose to be the primary sponsor of the Rolling-12 and to support us in sharing knowledge and perspectives on the rolling process and technologies.
And who would be better to discuss technology than Rolando Paolone, the CEO of Danieli and CTO of Danieli Group?

We interviewed Mr. Paolone at the Stazione Marittima in Trieste, where our conference was held, and here’s what he told us.
1. What prompted Danieli to sponsor the 12th International ROLLING Conference?
The Rolling conference is organized to draw attendees from around the world, to involve all stakeholders in the sector.
Also, the organizer of the event is AIM, the Italian Association of Metallurgy, and so it is a source of pride for Danieli to support this year’s edition of the conference.
2. What technologies and innovations did Danieli present during this conference?
This event is organized as a “vertical” discussion, in the sense that we are talking specifically about rolling, and therefore we have presented the audience with everything Danieli offers in the field of long and flat products rolling.
3. What are the conventional technologies in the rolling process, and what are the new trends that are conquering the market?
As regards long products, large amounts of rebars are produced across the world, and this is done by using conventional technologies, which means a rolling mill where billets are rolled after being reheated in a reheating furnace.
La Metallurgia Italiana - Gennaio 2023 pagina 98 Scenari - Expert's Corner
Compared to this technology, which has been used over the last decade and more, Danieli is proposing a new technology that is entirely innovative and, besides being excellent from the point of view of production costcompetitiveness, it is also very good with regard to green production.
We are talking, for example, about the MIDA endless casting-rolling process.
This is one of those technologies, let's say a rolling line, that may be defined as traditional b that, however, brings amazing advantages for productivity.
Also, the Q-ONE system, which you will surely have heard of recently, completes this line and therefore, let’s say turns the installation into a rolling mill complete with entry section.

The use of Q-ONE, from the point of view of emission reduction, absolutely improves the plant performance compared to a conventional rolling mill.
4. What are the main challenges in steel rolling now, and how can Danieli help plant operators to overcome these challenges?
Our customers feel the need to advance their products according to market requirements, and this is true for both long and flat products.
While the rebar product maintains its features that just need to conform to specific requirements, the steel section market is changing and there are different standards to follow: the European market differs from Asia or America, etc.
How do we help our customers as their needs evolve?
The great support we can provide today is digital
predictability, which means digitalizing the steelmaking operations. Therefore, ‘virtual’ rolling, to simplify the process planning and anticipate shape characteristics in case of long products, or mechanical properties of flat products.
Basically, the steel sheet remains a steel sheet, but with different mechanical properties according to different applications.
5. What answers is Danieli providing to customers transitioning to sustainable rolling?
It’s necessary to guarantee profitability to our customers, and so we introduce them to the solutions that improve competitiveness, which ultimately means reducing production costs -especially production costs! - while maintaining a high level of profitability.
And if these technologies are also green, well, bingo! We’ve come full circle!
I’d say that, for various reasons, Danieli started many years ago to try to evolve towards precisely a reduction in production costs and today this evolution is considered an advantage in terms of sustainability, in the sense that consuming less resources and energy, also results in less emissions.
And so, this is an interesting subject to propose to our customers. Moreover, during this event, moving away a little from the verticality of the event itself, we have presented the Danieli green technologies and the green approach, a model for the steelmaking sector.
And I’d add that I saw here a very attentive audience who seemed very interested in the subjects we discussed.
La Metallurgia Italiana - January 2023 pagina 99
Experts’ Corner - Scenari
12th International ROLLING Conference
La dodicesima conferenza internazionale IRC 12 si è tenuta a Trieste dal 26 al 28 ottobre 2022.
Hanno partecipato 375 persone dei quali circa 30 hanno assistito in videoconferenza. Sono stati presentati 115 lavori. Vale la pena ricordare che le nuove tecnologie, come l’endless rolling (Arvedi ESP in collaborazione con Primetals), arrivano ad avere uno spessore minimo in cui i prodotti raggiungono le aree dei laminati a freddo (BQ di 0,6 mm di spessore del coil, in larghezza standard).
L'attenzione è stata rivolta anche ai modelli matematici e alle simulazioni di processo.
Il tempo di presentazione è stato limitato a 20 minuti per ciascun relatore, in modo da poter accogliere le numerose relazioni in due sole sessioni, fatta eccezione per il pomeriggio del giorno centrale che ha visto una terza sessione parallela. Lavorare in solo due sessioni ha consentito ai relatori di presentare il proprio lavoro davanti a un pubblico sempre molto nutrito.
Uno degli highlight delle sessioni tecniche è stata la presentazione da remoto di Vladimir Ginzburg - uno dei pionieri della tecnologia di laminazione e della letteratura - che ha già 87 anni.
Trieste, uno dei porti asburgici (fino al 1914), ha mostrato il suo lato migliore, con edifici e siti di interesse culturale riportati al loro splendore originale. Il fascino delle strade e delle piazze, l'eleganza delle vetrine dei negozi, i ristoranti hanno offerto un’ottima cornice al Rolling-12.
Apice del Convegno è stata la serata di gala organizzata da AIM e dal main sponsor Danieli al Teatro Giuseppe Verdi, dove i partecipanti hanno assistito a un’emozionate concerto proposto da un'orchestra sinfonica e un coro al completo e a seguire un cocktail offerto nei bellissimi spazi del teatro.
Il prossimo evento, l'IRC 13, si terrà negli Stati Uniti nel 2025

La Metallurgia Italiana - Gennaio 2023 pagina 100 Atti e notizie - AIM news
Eventi AIM / AIM events
CONVEGNI
ECHT 2023 EUROPEAN CONFERENCE HEAT TREATMENT & SURFACE ENGINEERING – Genova, 29-31 maggio 2023
XV GIORNATE NAZIONALI CORROSIONE E PROTEZIONE - Torino, 5-7 luglio 2023 http://www.aimnet.it/gncorrosione/
S2P 2023 INTERNATIONAL CONFERENCE ON SEMISOLID PROCESSING OF ALLOYS AND COMPOSITES –Brescia, 6-8 settembre 2023 http://www.aimnet.it/s2p/
International Meeting EAF: PRODUCTIVITY, ENERGY EFFICIENCY, RAW MATERIALS AND DECARBONIZATION – 16-17 novembre
International Workshop on HIGH STRENGTH STEELS – Bergamo, 30 novembre-1 dicembre
CORSI E GIORNATE DI STUDIO
Corso CREEP – Milano, 17-18 gennaio e 15 marzo
Giornata di Studio I METALLI E LO SCAMBIO TERMICO: NUOVI TREND E APPROCCI INNOVATIVI PER SCAMBIATORI DI CALORE E GESTIONE DEL CALORE – Milano, 24 gennaio
Scuola di TECNICHE ELETTROCHIMICHE PER LO STUDIO DELLA CORROSIONE “CECILIA MONTICELLI” –Ferrara, 7-8-9 febbraio
Giornata di Studio ASPETTI E GESTIONE DELLA NORMATIVA NEL CAMPO DEI TRATTAMENTI TERMICI –Webinar FaReTra, 9 febbraio
Giornata di Studio TECNICHE DI CARATTERIZZAZIONE DEI MATERIALI – Vicenza, 23 febbraio
Giornata di Studio EMERGENZA COSTI ENERGETICI: CHE FARE IN FONDERIA? – Webinar FaReTra, 24 febbraio
Corso METALLURGIA DI BASE PROPEDEUTICO AI TRATTAMENTI TERMICI (TTM) – Milano, 7-8 - Webinar FaReTra, 16-17 marzo
Giornata di Studio VERIFICA E MANUTENZIONE DI STRUTTURE METALLICHE STORICHE – Milano, 9 marzo Corso CREEP – Modulo AVANZATO – Milano, 15 marzo
Giornata di Studio PROCESSI POST STAMPA ADDITIVA: DAL DESIGN DEL CICLO DI PRODUZIONE AL MANUFATTO – Bergamo, 19-20 aprile
Corso FAILURE ANALYSIS – ibrido, 20-21-27 aprile
Giornata di Studio DUPLEX E SUPERDUPLEX: FILIERA DI PRODUZIONE E NETWORKING – 18-19 maggio
Giornata di Studio SVILUPPI NELLA LAMINAZIONE DI ALLUMINIO E RELATIVE APPLICAZIONI – c/o Laminazione sottile, 19 maggio
Corso RIVESTIMENTI – I MODULO RIVESTIMENTI SOTTILI – 14-15 giugno
Giornata di Studio SOSTENIBILITÀ NELLA PRODUZIONE DI COMPONENTI MECCANICI – 21 giugno
Per ulteriori informazioni rivolgersi alla Segreteria AIM, e-mail: info@aimnet.it, oppure visitare il sito internet www.aimnet. it
La Metallurgia Italiana - January 2023 pagina 101 Atti e notizie - AIM news
Giornata di Studio METALLO DURO – Macugnaga, 13-15 settembre
Giornata di Studio SALDATURA DELLE LEGHE LEGGERE – settembre
Giornata di Studio CARATTERIZZAZIONE FUNZIONALE DI SUPERFICI MODIFICATE - novembre
Giornata di Studio PALLINATURA E DIFFRATTOMETRIA RX – Agrate Conturbia (NO) c/o GNR, novembre
FaReTra (Fair Remote Training) - FORMAZIONE E AGGIORNAMENTO
Modalità Asincrona (registrazioni)
Corso PROVE NON DISTRUTTIVE
A DISTANZA
Giornata di Studio TRATTAMENTI SUPERFICIALI SU ALLUMINIO, A SCOPO DECORATIVO E PROTETTIVO
Corso Modulare METALLOGRAFIA – I MODULO, II MODULO “METALLI NON FERROSI”
Corso modulare FONDERIA PER NON FONDITORI
Corso TRIBOLOGIA INDUSTRIALE – I MODULO
Giornate di Studio GETTI PRESSOCOLATI PER APPLICAZIONI STRUTTURALI
Corso DIFETTOLOGIA NEI GETTI PRESSOCOLATI: METALLIZZAZIONI
Corso ADDITIVE METALLURGY
Corso METALLURGIA PER NON METALLURGISTI
Giornata di Studio PRESSOCOLATA IN ZAMA
Giornata di Studio LA SFIDA DELLA NEUTRALITÀ CARBONICA
Corso itinerante METALLURGIA SICURA
Corso modulare TRATTAMENTI TERMICI
Corso modulare I REFRATTARI E LE LORO APPLICAZIONI
Corso GLI ACCIAI INOSSIDABILI 11ª edizione
Corso FAILURE ANALYSIS 11a edizione
Giornata di Studio PERFORMANCE E DEGRADO DEI MATERIALI METALLICI UTILIZZATI IN CAMPO EOLICO: CAPIRE PER PREVENIRE
L’elenco completo delle iniziative è disponibile sul sito: www.aimnet.it (*) In caso non sia possibile svolgere la manifestazione in presenza, la stessa verrà erogata a distanza in modalità webinar
www.aimnet.it
La Metallurgia Italiana - Gennaio 2023 pagina 102 Atti e notizie - AIM news
Comitati tecnici / Study groups
CT CONTROLLO E CARATTERIZZAZIONE PRODOTTI
(CCP) (riunione telematica del 13 dicembre 2022)
Consuntivo di attività svolte
• GdS sulla “Microscopia elettronica applicata alla failure analysis” (Padova, 23 settembre 2022): nella precedente riunione si era constatata la buona riuscita della manifestazione. Ora sono stati esaminate le schede di valutazione compilate dai partecipanti, che confermano la buona impressione che la GdS ha lasciato.
• Corso PdD (16 e 17 novembre 2022 in modalità mista: in presenza e da remoto sincrona e asincrona con registrazioni): il corso ha avuto 23 iscritti (6 in presenza, 17 online). I questionari di valutazione ricevuti dimostrano un generale apprezzamento per il corso, ma evidenziano le difficoltà di dialogo con i docenti, soprattutto per le persone non presenti in aula. Il coordinatore Trentini ha rilevato questo disagio che bisogna cercare di limitare nel futuro coinvolgendo di più coloro che seguono online. Trentini rileva anche che nessuno dei partecipanti è venuto a sapere del corso dai social: si decide di mettere sui social un estratto del corso per favorire la partecipazione.
Manifestazioni in corso di organizzazione
• Il corso di Failure Analysis (coordinatrice Valentina Ferrari) sarà strutturato presumibilmente in 4 mezze giornate (20-21- 27-28 aprile). Era prevista una giornata in RTM Breda a Cormano con lezioni al mattino e visita al pomeriggio, ma non si potranno tenere le lezioni: si cercheranno soluzioni alternative per massimizzare le presenze alla visita.
• GdS sullo stato di servizio degli impianti: viene mostrata una bozza del programma, che cerca di evitare di focalizzarsi su una sola tipologia di impianto per trovare piuttosto punti in comune tra diverse tipologie. Sono stati individuati campi trasversali (impianti a creep, trattamento acque e trasporto di gas, impianti di sollevamento, conversione delle condizioni di esercizio del piping da metano a metano+idrogeno) dei quali si approfondiranno aspetti normativi, questioni tecniche, progettazione e tecniche di controllo in campo. Viene nominato un comitato ristretto che si riunirà in gennaio, coinvolgendo anche il Comitato Materiali per l’Energia. Devono anche essere definiti i docenti.
Iniziative future
• È in programma il corso Analisi Chimiche.
CT PRESSOCOLATA (P) (riunione telematica dell’11 ottobre 2022)
Notizie dal Comitato
• Francesco Tonolli di FL Lab chiede di entrare a far parte del Comitato Tecnico Pressocolata; i presenti approvano.
Manifestazioni in corso di organizzazione
• GdS Emergenza costi energetici: il coordinatore Parona presenta la locandina per il webinar dedicato ai costi energetici, con cinque interventi più la tavola rotonda finale. La data proposta per febbraio è ancora da confermare. Si cerca qualche imprenditore che possa partecipare alla tavola rotonda portando anche esperienze dirette sul tema.
Iniziative future
• GdS sulla sostenibilità nelle fonderie HPDC: il presidente Parona ha preso contatto con Timelli, presidente del CT Metalli Leggeri per organizzare congiuntamente questa manifestazione.
• GdS su getti strutturali legati al settore della mobilità elettrica. Parona ha avuto alcuni contatti con esito al momento negativo. Cercherà ulteriori strade per ottenere maggiore disponibilità.
• Master itinerante di “Progettazione Stampi”: una indagine conoscitiva lanciata da AIM per sondare l’interesse per questa manifestazione ha avuto scarso successo e sarà ripetuta.
• Si pensa di organizzare una GdS dei nuovi prodotti per l’elettrico (EM Housing, Junctionbox, Battery Box, ecc.)
La Metallurgia Italiana - January 2023 pagina 103 Atti e notizie - AIM news
CT AMBIENTE E SICUREZZA (AS)
(riunione ibrida del 15 dicembre 2022)
Notizie dal Comitato
• La riunione si svolge prevalentemente attorno al tema della transizione ecologica ed energetica vista dai diversi punti di vista delle aziende presenti. In particolare
• Feralpi segnala che è stata istituita una nuova unità “Transizione ecologica ed energetica” che utilizza un approccio diverso dal passato. Non si tratta più di mera rendicontazione dei progetti ma di pianificazione di attività e target, condivisione con CDA e integrazione con il piano industriale. Il progetto coinvolge tutto il gruppo Feralpi, ma si concentra sulle sedi che hanno lavorazioni a caldo. Vengono esposti i 7 indicatori strategici.
• Tenaris presenta il suo approccio agli obiettivi, a cominciare dalla riduzione di CO2 complessivo. Si sottolinea l’importanza di avere dati paragonabili con quelli provenienti dall’estero.
• Tenova: si mettono a confronto diversi tool per valutare il “carbon footprint”. Con metodi diversi i risultati non sono gli stessi. Ci sono ancora molti dubbi su come procedere.
Iniziative future Sicurezza
• Nel 2023 si organizzerà il corso itinerante sulla sicurezza e si cercheranno argomenti suggeriti da partecipanti ai corsi precedenti. Ambiente
• Nel 2023 si organizzerà una giornata ambientale.
CT TRATTAMENTI TERMICI E METALLOGRAFIA (TTM) (riunione ibrida del 19 dicembre 2022)
Notizie dal Comitato
• Alla riunione sono presenti quattro ospiti che si presentano: Alessandro Torboli di GNR; Ivan Zorzi di Quaker Houghton (responsabile della pianificazione e organizzazione vendite), che sostituisce Daniele Piccardo che ha cambiato azienda; Alessio Musetti di Piaggio (laboratorio materiali), che affianca Valentina Sbrana, già membro del CT; Marco Belfi dottorando del dipartimento di Ingegneria Meccanica del Politecnico di Milano. Il Comitato dà parere positivo per il loro ingresso come membri permanenti.
Consuntivo di attività svolte
• Corso di metallografia – secondo modulo (Ferrara, ottobre 2022): si è avuta una importante partecipazione e l’indice di gradimento è stato alto come si evince anche dai questionari ricevuti. Pellizzari aggiunge che sia la sessione in presenza (propedeutica) che quella on-line sono state seguite con attenzione. Il corso si ripeterà alla sua naturale scadenza tra tre anni.
• GdS “Cementazione e nitrurazione”, tenuta in presenza presso Gefran il 6 ottobre 2022: il presidente Morgano evidenzia la location eccezionale, la elevata partecipazione, molto costruttiva dal punto di vista delle memorie e della tavola rotonda finale. Davvero strategica e risolutrice la scelta di utilizzare il vicino monastero per lo svolgimento della giornata, pur garantendo un accurato tour in fabbrica. De Sario mette in evidenza i buoni risultati anche dal punto di vista organizzativo e pone l’attenzione sulla presenza della direzione di GEFRAN nel momento inaugurale della giornata, segno evidente dell’impegno che l’azienda ha profuso per la buona riuscita dell’evento. Buon feedback dei questionari di gradimento.
• GdS "Dalla scelta alla realizzazione di componenti trattati termicamente: come evitare problemi tecnici e contrattuali" (30 novembre 2022 in presenza presso l’Università di Brescia): buon numero degli iscritti presenti e partecipazione attiva. Il tema trattato e gli argomenti interessanti hanno reso la tavola rotonda molto animata. La panoramica degli interventi è stata ampia e ha dato tanti spunti. Vengono esaminati i questionari di gradimento: ci sono molte proposte che il comitato si occuperà di approfondire.
Manifestazioni in corso di organizzazione
• GdS “Il Mondo Industrial - aspetti metallurgici e metodologie di controllo”: dopo parecchi rinvii per motivi pandemici la GdS comincia a prendere forma. La manifestazione è prevista tra il 17 e il 20 ottobre 2023.
• Seminario sulle normative: questa seconda edizione tratterà di aggiornamento ed evoluzione delle norme. La data prevista è il 9 febbraio al mattino in modalità webinar. I dettagli saranno messi a punto nei prossimi giorni.
La Metallurgia Italiana -
2023 pagina 104 Atti e notizie - AIM news
Gennaio
Iniziative future
• GdS presso Piaggio di Pontedera: a distanza di quattro anni dalla precedente manifestazione, la Piaggio di Pontedera è disponibile ad ospitare un’altra GdS con visita al museo. Sono ancora da definire i temi e i relatori (cementazione, trattamenti preliminari ecc.). La manifestazione si terrà nella primavera del 2023.
• GdS su sostenibilità: Costanza Colombo di AGRATI sta organizzando questa manifestazione che avrà per tema economia sostenibile e circolare, inquinamento, valutazione di impatto degli attuali impianti, possibili modifiche, ecc. Una possibile data è quella del 21 Giugno; la sede potrebbe essere Agrati.
• Corso di metallurgia di base per i trattamenti termici: questo corso viene effettuato a rotazione ogni 3 anni, e nel 2023 sarà proposto a inizio primavera. Un comitato ristretto provvederà a preparare il programma e contattare i relatori.
CENTRO RIVESTIMENTI E TRIBOLOGIA (R)
(riunione del 22 settembre 2022)
Notizie dal Comitato
• Viene presentata Chiara Soffritti, ricercatrice presso l’Università di Ferrara. I presenti accettano la sua domanda di partecipare al CT.
Consuntivo di attività svolte
• La GdS “Sfide tecnologiche nella modifica superficiale di manufatti additive” si è svolta a Milano il 22 novembre 2022. Vengono esaminati i questionari di gradimento raccolti: il corso è stato gradito dai partecipanti, con valutazioni prevalentemente tra buono e ottimo. Sono stati segnalate alcune possibilità di miglioramento che il comitato cercherà di prendere in considerazione per quanto di sua competenza.
Manifestazioni in corso di organizzazione
• Corso rivestimenti: si discute di organizzare il corso a cominciare dal primo modulo “film sottili”, mantenendo lo schema delle due giornate per processi di base e applicazioni. Vengono quindi riletti i commenti dei partecipanti alla precedente edizione, che chiedevano di ampliare la parte relativa ai processi CVD e PVD. Le altre presentazioni vengono confermate, aggiungendo un paio di presentazioni nella seconda giornata. Il corso potrebbe tenersi il 14 e 15 giugno 2023.
• Il presidente Bolelli propone una GdS sulla rugosità, visto che è stata modificata la normativa per la misurazione. coinvolgendo i produttori degli strumenti. Si propone anche di inserire altri argomenti, sulla falsariga della GdS organizzata nel 2016 sulla caratterizzazione delle superfici. Questa GdS si potrebbe organizzare per novembre 2023, focalizzandola sulle superfici e non solo sui rivestimenti, in modo da poter parlare della rugosità. Il titolo potrebbe essere “Caratterizzazione funzionale di superfici modificate”. Si discute della possibile scaletta di interventi, eventualmente coinvolgendo il CT Controllo e Caratterizzazione dei Prodotti.
La Metallurgia Italiana - January 2023 pagina 105 Atti e notizie - AIM news
Normativa / Standards
Norme pubblicate e progetti in inchiesta (aggiornamento 13 gennaio 2023)
Norme UNSIDER pubblicate da UNI nel mese di dicembre 2022
UNI CEN/TR 10345:2022
Guida per il trattamento statistico dei dati derivanti da prove interlaboratorio per la validazione dei metodi di analisi
UNI EN ISO 14284:2022
Acciaio e ghisa - Campionamento e preparazione dei campioni per la determinazione della composizione chimica
UNI EN 14525:2022
Manicotti e adattatori di flange a larga tolleranza in ghisa sferoidale e in acciaio da utilizzare con tubazioni di materiali differenti: ghisa sferoidale, ghisa grigia, acciaio, PVC-U, PVC-O, PE, fibrocemento
Norme UNSIDER ritirate da UNI nel mese di dicembre 2022
UNI EN ISO 14284:2004
Acciaio e ghisa - Campionamento e preparazione dei campioni per la determinazione della composizione chimica
UNI CEN/TR 10345:2008
Guida per il trattamento statistico dei dati derivanti da prove interlaboratorio per la validazione dei metodi di analisi
UNI EN 14525:2005
Adattatori di flange e manicotti a larga tolleranza da utilizzare con tubazioni di materiali differenti: ghisa duttile, ghisa grigia, acciaio, PVC-U PE, fibrocemento
Norme UNSIDER pubblicate da CEN e ISO nel mese di dicembre 2022
EN ISO 23062:2022
Foundry machinery - Safety requirements for molding and coremaking machinery and associated equipment (ISO 23062:2022)
EN 17800:2022
Life cycle cost (LCC) and life cycle assessment (LCA) for CO2 emissions in ductile iron pipe systems
EN 13480-3:2017/A5:2022
Metallic industrial piping - Part 3: Design and calculation
EN 10025-4:2019+A1:2022
Hot rolled products of structural steelsPart 4: Technical delivery conditions for thermomechanical rolled weldable fine grain structural steels
ISO/TS 16901:2022
Guidance on performing risk assessment in the design of onshore LNG installations including the ship/shore interface
ISO 5451:2022
Ferrovanadium — Specification and conditions of delivery
Progetti UNSIDER messi allo studio dal CEN (Stage 10.99) – gennaio 2023
prCEN ISO/TR 19905-2 rev
Petroleum and natural gas industries - Sitespecific assessment of mobile offshore units - Part 2: Jack-ups commentary and detailed sample calculation
Progetti UNSIDER in inchiesta prEN e ISO/DIS – gennaio 2023
prEN – progetti di norma europei
prEN ISO19901-5
Petroleum and natural gas industries - Specific requirements for offshore structures - Part 3: Topsides structure (ISO/DIS 19901-3:2022)
prEN ISO 25457
Petroleum, petrochemical and natural gas industries - Flare details for general refinery and petrochemical service (ISO/ DIS 25457:2022)
prEN ISO 6508-2
Metallic materials - Rockwell hardness test - Part 2: Verification and calibration of testing machines and indenters (ISO/DIS 6508-2:2022)
prEN ISO 6508-3
Metallic materials - Rockwell hardness test - Part 3: Calibration of reference blocks (ISO/DIS 6508-3:2022)
prEN ISO 6508-1
Metallic materials - Rockwell hardness test - Part 1: Test method (ISO/DIS 65081:2022)
La Metallurgia
pagina 106 Atti e notizie - AIM news
Italiana - Gennaio 2023
prEN ISO 13520
Determination of ferrite content in austenitic stainless steel castings (ISO/DIS 13520:2022)
ISO/DIS – progetti di norma internazionali
ISO/DIS 25457
Petroleum, petrochemical and natural gas industries — Flare details for general refinery and petrochemical service
ISO/DIS 13702
Petroleum and natural gas industries — Control and mitigation of fires and explosions on offshore production installations — Requirements and guidelines
ISO/DIS 6819
Steel wire rod for bridge cable wire
ISO/DIS 6508-1
Metallic materials — Rockwell hardness test — Part 1: Test method
ISO/DIS 6508-2
Metallic materials — Rockwell hardness test — Part 2: Verification and calibration of testing machines and indenters
ISO/DIS 6508-3
Metallic materials — Rockwell hardness test — Part 3: Calibration of reference blocks
ISO/DIS 3845
Oil and gas industries including lower carbon energy — Full ring ovalization test method for the evaluation of the cracking resistance of steel line pipe in sour service
Progetti UNSIDER al voto FprEN e ISO/FDIS – gennaio 2023
FprEN – progetti di norma europei
FprEN ISO 10113
Metallic materials - Sheet and stripDetermination of plastic strain ratio (ISO/ FDIS 10113:2019)
ISO/FDIS – progetti di norma internazionali
ISO/FDIS 13521 Austenitic manganese steel castings
ISO/FDIS 13520
Determination of ferrite content in austenitic stainless steel castings
ISO/DTR 10809-1
Cast irons — Part 1: Materials and properties for design
La Metallurgia Italiana - January 2023 pagina 107 Atti e notizie - AIM news



vision GREEN market PRICES work SPONSORED BY HOSTED BY POWERED BY Made in Steel, la Conference & Exhibition internazionale dedicata alla filiera dell’acciaio. TI ASPETTIAMO! 09-10-11 Maggio 2023 | fieramilano Rho
