Italiana La Metallurgia
International Journal of the Italian Association for Metallurgy
n. 05 maggio 2024
Organo ufficiale dell’Associazione Italiana di Metallurgia. Rivista fondata nel 1909


The whole network implements a Quality Management System which meets ISO 9001 and other specific international standards.
corporate social responsibility
givagroup.it
info@givagroup.it
SKILLED ENGINEERS
WELL EQUIPPED LABS
INTEGRATED IT | OT


CUTTING EDGE TECHNOLOGIES
ADVANCED SIMULATION SOFTWARES
CONSOLIDATED EXPERTISE
VALVES & ACTUATORS

n.05 maggio 2024 Anno 115 - ISSN 0026-0843
Editoriale / Editorial A cura di Gabriele Rampinini . pag.05
Memorie scientifiche / Scientific papers Forgiatura / Forging
The 3D model in manufacturing process of the forging products M. Iwaizumi ........................................................................................................................................................
Evaluation of deoxidation state in molten steel using image recognition technique of reduction slag by machine learning
T. Sowa, Y. Seki, T. Suzuki, S. Tanaka .................................................................................................................. pag.14
Additive billet and FGS forging for large forgings
B. Wang, D. Zhao, Y. Liu, Y. Nie, X. Zhang, R. Wen ............................................................................ .. pag.21
An innovation forging technology for the world's largest austenitic stainless steel ring
F. Wang, W. Yin, Y. Niu, X. Ren, M. Sun, B. Xu, L. Zhao .......................................................................
Smart Forging – Processing ingots by autonomic forging and sustainable heat treatment processes to premium bars F. Hippenstiel, W. Janz, M. Mueller ...................................................................................................................................... pag.34
Scenari
Acciaio e metalli: dinamiche, cicli e tendenza di mercato / Steel and metals: market dynamics, cycles and trends A. Fornasini pag.46
Atti e notizie / AIM news
Italiana La Metallurgia di Metallurgia. Rivista fondata nel 1909 International Journal of the Italian Association for Metallurgy
pag.08
pag.28
Eventi AIM
AIM events .......................................................................................................... pag.48 Comitati tecnici / Study groups ........................................................................................... pag.50 Normativa / Standards ......................................................................................................... pag.53 i nd i ce
/
La Metallurgia Italiana
International Journal of the Italian Association for Metallurgy
Organo ufficiale dell’Associazione Italiana di Metallurgia. HouseorganofAIMItalianAssociationforMetallurgy. Rivista fondata nel 1909
Direttore responsabile/Chiefeditor: Mario Cusolito
Direttore vicario/Deputydirector: Gianangelo Camona
Comitato scientifico/Editorialpanel: Marco Actis Grande, Silvia Barella, Paola Bassani, Christian Bernhard, Massimiliano Bestetti, Wolfgang Bleck, Franco Bonollo, Irene Calliari, Mariano Enrique Castrodeza, Emanuela Cerri, Vlatislav Deev, Andrea Di Schino, Donato Firrao, Bernd Kleimt, Carlo Mapelli, Denis Jean Mithieux, Roberto Montanari, Marco Ormellese, Mariapia Pedeferri, Massimo Pellizzari, Barbara Previtali, Evgeny S. Prusov, Dario Ripamonti, Dieter Senk
Segreteria di redazione/Editorialsecretary: Marta Verderi
Comitato di redazione/Editorialcommittee: Federica Bassani, Gianangelo Camona, Mario Cusolito, Carlo Mapelli, Federico Mazzolari, Marta Verderi, Silvano Panza
Direzione e redazione/Editorialandexecutiveoffice: AIM - Via F. Turati 8 - 20121 Milano tel. 02 76 02 11 32 - fax 02 76 02 05 51 met@aimnet.it - www.aimnet.it
Reg. Trib. Milano n. 499 del 18/9/1948. Sped. in abb. Post. - D.L.353/2003 (conv. L. 27/02/2004 n. 46) art. 1, comma 1, DCB UD
Immagine in copertina: Forgiatura A. Vienna – GIVA Group

Gestione editoriale e pubblicità
Publisher and marketing office: siderweb spa sb
Via Don Milani, 5 - 25020 Flero (BS) tel. 030 25 400 06 - fax 030 25 400 41 commerciale@siderweb.com - www.siderweb.com
La riproduzione degli articoli e delle illustrazioni è permessa solo citando la fonte e previa autorizzazione della Direzione della rivista. Reproduction in whole or in part of articles and images is permitted only upon receipt of required permission and provided that the source is cited.
siderweb spa sb è iscritta al Roc con il num. 26116
"L'abilità artigianale e l'esperienza accumulata nel corso dei secoli restano pilastri fondamentali su cui si basa l'intero settore."
“The craftsmanship and theexperiencegained over centuries remain fundamental pillars on whichtheentireindustry is based.”

FORGIARE IL FUTURO
Nel mondo della produzione industriale, la forgia è più di una semplice tecnica: è un'arte intrisa di storia e innovazione. Con ogni pressata, si plasmano non solo i metalli, ma anche il destino di intere industrie. In questo contesto, la tecnologia ha sempre giocato un ruolo cruciale, trasformando e ridefinendo costantemente i limiti di ciò che è possibile realizzare.
Oggi, ci troviamo di fronte a una nuova era di sfide e opportunità nel settore della forgia, e la chiave per affrontarle con successo risiede nella fusione armoniosa tra tradizione e innovazione tecnologica.
Le tecnologie digitali stanno rivoluzionando ogni aspetto della produzione industriale, e la forgia non fa eccezione. Dall'intelligenza artificiale che ottimizza i processi di produzione alla stampa 3D che apre nuove possibilità di design, le innovazioni tecnologiche stanno ridefinendo i confini della forgia moderna.
L'implementazione di sistemi di monitoraggio in tempo reale consente un controllo più preciso dei processi di produzione, garantendo una maggiore qualità e ridu-
FORGING THE FUTURE
In the world of industrial production, forging is more than just a technique: it is an art full of history and innovation. With each press, not only metals are shaped but also the fate of entire industries. In this context technology has always played a crucial role, constantly transforming and redefining the limits of what can be achieved.
Today, we are facing a new era of challenges and opportunities in the forging industry and the key to successfully addressing them lies in the harmonious fusion of tradition and technological innovation.
Digital technologies are revolutionizing every aspect of industrial production and forging in no exception. Starting from artificial intelligence that optimizes production processes to 3D printing that opens up new design possibilities, technological innovations are redefining the boundaries of modern forging.
The implementation of real time monitoring systems enables more precise control of production processes, ensuring higher quality and reducing waste.
La Metallurgia Italiana - May 2024 pagina 5 editoriale - editorial
Ing. Gabriele Rampinini Forgiatura A. Vienna
“
cendo gli sprechi. I robot collaborativi, o cobot, lavorano fianco a fianco con gli artigiani, aumentando l'efficienza e migliorando le condizioni di lavoro.
Ma l'innovazione non riguarda solo la produzione. La digitalizzazione dei processi di progettazione e simulazione consente una progettazione più rapida e precisa, riducendo i tempi di sviluppo e consentendo la creazione di componenti sempre più complessi e performanti.
Tuttavia, mentre abbracciamo queste nuove tecnologie, è fondamentale non perdere di vista l'essenza stessa della forgia. L'abilità artigianale e l'esperienza accumulata nel corso dei secoli restano pilastri fondamentali su cui si basa l'intero settore. La tecnologia dovrebbe essere uno strumento per potenziare queste competenze, non sostituirle.
Inoltre, non possiamo trascurare l'impatto ambientale della nostra industria. La sostenibilità deve diventare un imperativo, e la tecnologia può giocare un ruolo cruciale in questo processo. Dall'ottimizzazione dei consumi energetici alla riduzione dei rifiuti, dobbiamo lavorare per rendere la nostra produzione più eco-sostenibile.
Infine, dobbiamo guardare al futuro con fiducia e determinazione. Le sfide possono essere grandi, ma anche le opportunità. Con una visione lungimirante e un impegno costante verso l'innovazione responsabile, possiamo forgiare un futuro in cui la tecnologia e l'arte si fondono armoniosamente per creare qualcosa di veramente straordinario.
La forgia non è solo una tecnica di produzione: è un simbolo di resilienza, storia, creatività e progresso. Con una mente aperta e con il coraggio degli imprenditori che anche in Italia hanno creato eccellenze in questo campo, possiamo continuare a forgiare il nostro destino, plasmando un futuro luminoso per l'intera industria.
Collaborativerobotsalsoknownascobots,worksideby side with craftsman, increasing efficiency and improving working conditions.
Innovation is not just about production. Digitalization of design and simulation processes enables faster and more accurate design, reducing development time and ensuring the creation of more complex and up to date performing components.
However, as we embrace these new technologies, it is vital not to lose sight of the very essence of the forge. The craftsmanship and the experience gained over centuries remain fundamental pillars on which the entire industry is based. Technology should be a tool for enhancing these skills not replacing them.
Furthermore, we cannot overlook the environmental impact of our industry. Sustainability must become imperative and technology can play a crucial role in this process. Starting from an optimising energy consumption to reducing waste, we must ensure that our production is also a more eco- sustainable.
Hence, we must look to the future with confidence and determination. The challenges can be great so the opportunities. With a forward-looking vision and a constant commitment to responsible innovation, we can forge a future where technology and art blend harmoniously to create something truly extraordinary.
Forging is beyond a production technique, it is a symbol of resilience, history creativity and progress. With an open mind and the courage of the entrepreneurs who also in Italy have created excellences in this field we can continue to forge our destiny, shaping a bright future for the entire industry.
La Metallurgia Italiana - Maggio 2024 pagina 6
editoriale - editorial
NAPOLI 11 . 13 SETTEMBRE 2024
AIM è lieta di annunciare la 40a edizione del proprio Convegno Nazionale che si terrà dall’11 al 13 settembre 2024 a Napoli.
Il Convegno Nazionale AIM è un appuntamento irrinunciabile per le Aziende ed i ricercatori che, a vario titolo, sono coinvolti nell’utilizzo e lo studio dei metalli. L’obiettivo dell’iniziativa è fare il punto su materiali, prodotti, processi e tecnologie nei vari settori produttivi e proporre attività innovative. A completamento delle sessioni tecniche, sarà organizzato uno spazio espositivo in cui le aziende dei diversi settori rappresentati nel Convegno potranno far conoscere i loro prodotti e le ultime novità.
La bellissima città di Napoli sarà la sede ideale per ospitare il Convegno, che non solo è un’occasione unica di confronto e di aggiornamento professionale, ma anche un’imperdibile opportunità di incontro, di scambio di idee e di esperienze tra vecchi e nuovi amici.
PRESIDENTE DEL CONVEGNO
Tullio Monetta - Università degli Studi di Napoli Federico II
comitato scientifIco
Paola Bassani - Metallurgia Fisica e Scienza dei Materiali
Giovanni Bolelli - Rivestimenti e Tribologia
Fabio Bolzoni - Corrosione
Franco Bonollo - Coord. Univ. per la Didattica e la Ricerca in Metallurgia
Ettote Bordon - Ambiente e Sicurezza
Giovanni Caironi - Fonderia AIM/Assofond
Guido Capoferri - Lavorazioni Plastiche dei Metalli
Vincenzo Loconsolo - Metalli e Tecnologie Applicative
Gian Luca Garagnani - Storia della Metallurgia
Giorgio Gavelli - Materiali per l’Energia
Igor Giroletti - Controllo e Caratterizzazione dei Prodotti
Carlo Mapelli - Acciaieria
Enrico Morgano - Trattamenti Termici e Metallografia
Piero Parona - Pressocolata
Ilaria Rampin - Metallurgia delle Polveri e Tecnologie Additive
Gabriele Rampinini - Forgiatura
Giulio Timelli - Metalli Leggeri
Spazio aziende e sponsorizzazione
È previsto uno spazio per l’esposizione di apparecchiature, per la presentazione dei servizi e per la distribuzione di materiale promozionale. Le numerose proposte ideate per le aziende sono disponibili online sul sito dell’evento. Per maggiori informazioni e adesioni contattare la Segreteria organizzativa.
www.aimnet.it/nazionaleaim

Organizzato da
Sponsorizzato da


Patrocinato da
0
CONVEGNO AIM
ecoils.it
The 3D Model in the Manufacturing Process of Forged Products
M. Iwaizumi
In order to assess their dimensions early, forgings have previously been sized after heat treatment with a measuring string in the heat treatment shop. The forgings have then been transported to the machining shop followed by accurate remeasurement for marking, making the original measure pointless. To improve on this inefficient process, we have installed a three-dimensional (3D) laser scanner (Leica Absolute Tracker ATS600) which enables us to measure products quickly and accurately.
Marking and reporting with the ATS600 are essential. Firstly, the data acquired by ATS600 is polygonally-transformed using a computer. Next, the amount of excess material of the forgings is assessed by comparing the polygonal data with the computer-aided design (CAD) model of the product. Finally, according to the optimized dimension data, the product can be marked anywhere using a laser on the surface of the product. Furthermore, the marking instantly provides a paper reporting the maximum and minimum of the excess material at arbitrary points on the product. Consequently, using this device for measurement and ruling has successfully lessened operation time, resulting in shortening lead times.
KEYWORDS: ATS600, 3D MEASUREMENT, RULED LINE WORK, DIMENSIONAL MEASUREMENT, WFD TECHNOLOGY, THE SURFACE DEVIATION, DIRECT SCANNING CAPABILITY
INTRODUCTION
We manufacture forgings used in thermal power generation and industrial machinery. The production of steel forgings basically proceeds in the following order: casting, forging, heat treatment, and machining. In the past, steel forgings were measured on the dirt floor of the heat treatment shop after the heat treatment process. This was done to improve forging procedures for subsequent products through early dimensional confirmation. After that, the forged products were placed on a surface plate at the machine shop to take accurate dimensional measurements for ruled line work prior to machining. In other words, dimensional measurements were performed on the same product at both the heat treatment shop and the machine shop, wasting time and effort.
To solve this problem, Tokyo Boeki Techno Systems Ltd. introduced the Leica Laser Tracker ATS600 (hereafter ATS600), a three-dimensional measuring machine manufactured by Leica Geosystems. This paper reports on a case in which the ATS600 was applied to dimensional measurement, ruled line work, and grading of wrought steel products.
La Metallurgia Italiana - Maggio 2024 pagina 8 Memorie scientifiche - Forgiatura
Masahiro Iwaizumi
Japan Steel Works M&E, Inc., Muroran Plant, Japan
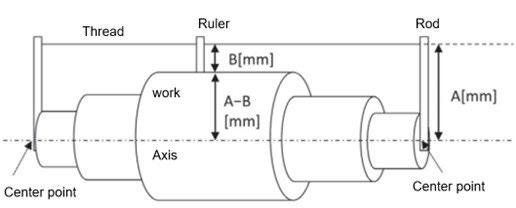
MEASURING METHOD BY THREAD STRETCHING
In the heat treatment shop, the dimensions of steel forgings after heat treatment were measured by thread stretching. Figure 1 shows the procedure for thread tensioning a shaft-shaped product. First, a temporary center position is determined at both ends. A thread tension rod is applied to the center position on both ends, and the thread is stretched to the same distance A [mm]. Then, the distance B [mm] between the thread and the
product is measured with a ruler at each position, and the distance A-B [mm] from the shaft center of the product can be calculated. This is done at 8 equally spaced positions. However, the measurement method using threads is not accurate enough to replace the ruled line work in the next process. Therefore, in order to confirm the center of the axis, another measurement is made in the next process, and the ruled line work is performed, which duplicates the previous work.
DIMENSIONAL MEASUREMENT WITH ATS600
The ATS600 is characterized by its direct scanning capability, which enables non-contact, non-marking measurement of a wide area up to 60 m from the tracker body in a single scan. This scanning allows taking the coordinates and performing polygonization of the
product's surface topography even in areas that cannot be touched by humans. Direct scanning is based on WaveForm Digitizer (WFD) technology, which, when combined with reflector measurement, enables measurement work on large products.
La Metallurgia Italiana - May 2024 pagina 9 Scientific papers - Forging
Fig.1 - The procedure for thread tensioning.
Fig.2 - ATS 600 Main unit.
Tab.1 - Chemical composition (%wt) of the A357 and C355 alloy.
Specifications of ATS 600
Absolute accuracy
Reflector measurement (radius)
Non-contact measurement Measuring range(radius)
Ambient operating temperature
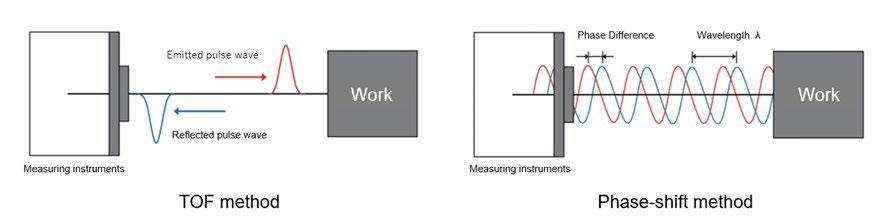
WFD TECHNOLOGY
WFD technology combines the short measurement time of the Time of Flight (ToF) method and the high accuracy of the Phase Shift method to enable quick and highly accurate 3D measurements. The ToF method measures three-dimensional information from the time taken for a light pulse emitted by the measuring machine to
< ±300 μm
0.8 - 80m
1.5 - 60m
0 to 40 degrees Celsius
return after being reflected by the product. The phaseshift method measures distance from the phase shift between the emitted and reflected light and from the wavenumber, or frequency, of the light. The combination of these two techniques enables quick and highly accurate measurement of even large products.
MEASUREMENT METHOD IN ACTUAL OPERATION
As shown in Figure 4, a target is mounted and reflectors are read before the 3D measurement. The target can be mounted on a location other than the product as long as the positional relationship with the product is aligned. In
this case, it is desirable to install many targets because it is necessary to read the coordinates of the reflectors on at least three locations. By overlaying the data measured at multiple locations, data for the entire product shape can be obtained as shown in Figure 5.
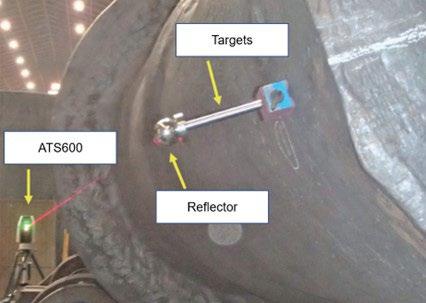
Fig.4 - Work to read reflector position.
La Metallurgia Italiana - Maggio 2024 pagina 10 Memorie scientifiche - Forgiatura
Fig.3 - Illustration of ToF and phase shift methods.
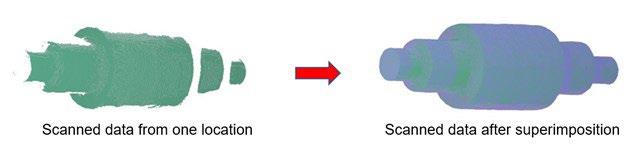
Fig.5 - Overlaying scanned data.
Next, the measured data is compared with the CAD model of the product shape to determine the amount of excess wall thickness. The measured data can be processed using PolyWorks|Inspector™ software. By converting the measurement data into polygons and comparing it with the CAD model, the surface deviation is automatically calculated and output as a color map as shown in Figure
6. The alignment of the measurement data and the CAD model can be adjusted manually. The alignment can be adjusted by translating or changing the angle. This allows the user to set the optimum center in consideration of machining and quality in the next process during the product centering operation.
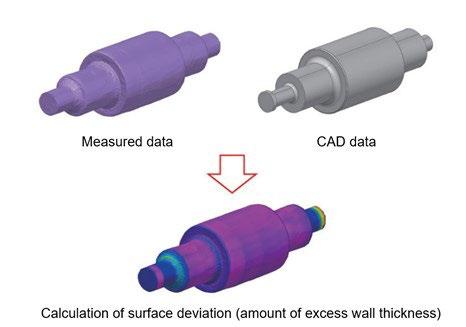
Fig.6 - Matching of measurement data with CAD data.
APPLICATION TO PRE-MACHINING RULED WORK
The ATS600 can direct the laser to any location on the product. This makes it possible to apply the ATS600 to pre-machining creasing work. Figure 7 shows the flow of creasing work using the ATS600. By selecting a face of the CAD model on the PC, the laser can be directed to the end face position of the CAD model on the product. By repeating this process and connecting three or more targeted
points with a line, it is possible to create a ruled line. In the creation of the center position, the laser can be directed to the center position by creating a line passing through the axis center of the CAD model. The above operations have greatly improved the efficiency of ruled line work, which was conventionally performed on a surface plate.
La Metallurgia Italiana - May 2024 pagina 11 Scientific papers - Forging
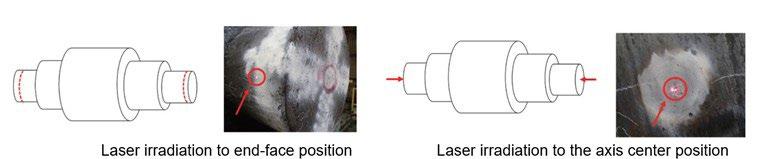
Fig.7 - Ruled writing work using ATS600.
EFFECTS OF ATS600 APPLICATION
At present, 3D measurement is applied to almost all products for large forgings such as shaft shapes and cylindrical shapes, and dimensional measurement and ruled line work are being performed. Therefore, we calculated the work time for each product to investigate the improvement effect of ATS600. Figure 8 shows the average time required for dimensional measurement and creasing work per product (products of all shapes, including shaft-shaped products and cylindrical products).
If the time required for conventional thread tensioning in the heat treatment shop and surface plate ruled lines in the machine shop is considered to be 100%, the application of the ATS600 eliminates double work and reduces work time by about 65%. In addition, while at least three people were required for each measurement in the conventional yarn tensioning operation, the ATS600 enables measurement and creasing by one person, thus saving manpower in the measurement process.

Fig.8 - Change in dimensional measurement and ruled work time.
SUMMARY
The application of the ATS600 to forging eliminated the duplication of conventional work. The results are summarized below. The accuracy of the ATS600 was verified, and it was confirmed that there were no problems in its operation. The application of 3D measurement to dimensional measurement and ruled line work eliminated the conventional duplication of work, resulting in a 65% reduction in work time.
La Metallurgia Italiana - Maggio 2024 pagina 12 Memorie scientifiche - Forgiatura
The company plans to improve the processing capacity of 3D measurement for further expansion to applicable products in the future. The introduction of the ATS600 has also made it possible to see parts that were previously invisible, such as the amount of deformation caused by the heat treatment process. The company plans to use the ATS600 in a wide range of applications to further reduce costs and shorten working times.
REFERENCES
[1] Hannes Maar and Hans-Martin Zogg: “WFD Wave Form Digitizer Technology”, White Paper, Leica Geosystems AG, Heinrich-WildStrasse CH-9435 Heerbrugg, (2014).
La Metallurgia Italiana - May 2024 pagina 13 Scientific papers
- Forging
TORNA ALL'INDICE >
Evaluation of deoxidation state in molten steel using image recognition technique of reduction slag by machine learning
T. Sowa, Y. Seki, T. Suzuki, S. Tanaka
Recently, Digital Transformation (DX), promoted by machine learning, Artificial Intelligence (AI), and the Internet of Things (IoT), has been disseminated in various industrial fields. Steelmaking in Japan Steel Works M&E, Inc., however, still depends on man-powered work and adept persons. One of the processes that require high proficiency is the projection of progress in deoxidation during secondary refining from the appearance of the reduction slag (hereinafter, referred to as slag) in a ladle furnace. Although up to now, the work has been done visually by operators, the image recognition technology with machine learning was employed to remove the variability attributed to differences in the operators’ ability. The technology enabled us to evaluate the state of deoxidation in molten steel during ladle-refining with a consistent accuracy, -implying that some parts of the steelmaking process can possibly be automated, as well as reducing refining time.
KEYWORDS: SECONDARY REFINING, REDUCTION SLAG, MACHINE LEARNING, COLOR, IMAGE RECOGNITION
INTRODUCTION
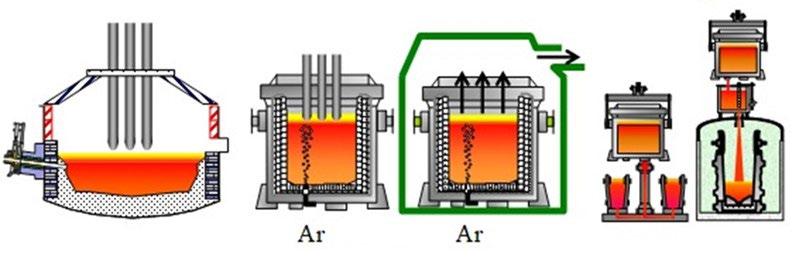
Our company manufactures forged steel products of various steel grades in small lots by ingot casting (IC). In our steel making shop, steel ingots required for these products are manufactured in a process that consists of an electric furnace, secondary refining (LF: Ladle Furnace), vacuum casting for steel ingots over 75 tons, and bottom casting for steel ingots of 60 tons or less. In our LF process, reduction refining (hereinafter referred to as "refining"), vacuum degassing (VD), and composition adjustment are performed using a ladle-refining method. Slag containing CaO, CaF2 , and SiO2 is used for refining, and slag deoxidation and desulfurization are carried out by the redox reaction between the slag and molten steel. The slag is a mixture of colors of low-grade oxides such as CaO, CaF2 , and SiO2 , and the operator can visually and empirically judge the deoxidation state from aspects of its appearance such as color, gloss, and surface roughness. However, using visual judgment, problems such as poor deoxidation and component defects have occurred due to variations in skill among operators and errors in judgment. Therefore, we attempted to improve DX in the steelmaking process by using image recognition technology, which is used in various fields, to mechanically judge the deoxidation status of slag through machine learning of its image.
La Metallurgia Italiana - Maggio 2024 pagina 14 Memorie scientifiche - Forgiatura
Takashi Sowa, Yuta Seki, Tadashi Suzuki, Shinji Tanaka Muroran Plant, Japan Steel Works M&E, Inc., Japan
SLAG AND REFINING:
Deoxidation in our refining is classified into two types, Al deoxidation using Al as the deoxidant and Si deoxidation using Si, and the slag composition differs for each deoxidation method (Table. 1-1, Table. 1-2). Slag is mainly composed of CaO and CaF2 derived from tailings materials, SiO2 derived from deoxidizers, Al2O3, FeO, MnO, Cr2O3 derived from molten steel elements and MgO derived from refractory materials. The addition of deoxidizers during refining causes equilibrium reactions at the slag-metal interface, reduc-ing the oxygen concentration in the mol-
ten steel and reducing lower oxides such as FeO, MnO, and Cr2O3. The color of the slag is a mixture of the colors of the lower oxides, and the approximate composition of the slag can be estimated from the color (Table. 2). When the oxygen concentration at the end of primary melt-ing in an electric arc furnace is approximately 800-1000 ppm, the slag is black in color, mainly FeO, but as deoxidation progresses and reduction of FeO, MnO, and Cr2O3 proceeds, it becomes green to white in color (Fig. 2). Therefore, it is possible to visually determine the deoxidation status of molten steel to some ex-tent.


La Metallurgia Italiana - May 2024 pagina 15 Scientific papers - Forging
Fig.1 - Summary of our steel making shop.
Table 1-1 - Composition of slag (Si killed steel).
Table 1-2 -Composition of slag (Al killed steel)
Table 2 - Color of slag
Electro furnace (EF) Secondary refining (LF) Ingot casting (IC)

- Condition of slag and oxygen concentration.
One of the roles of the refining process is to deoxidize molten steel. The purpose of deoxidation is to prevent the formation of oxidized inclusions such as Al2O3, SiO2, and MnO, which are types of sand defects in steel ingots. For this reason, deoxidation is essential for highly cleanliness steel ingots. Therefore, a cer-tain amount of slag deoxidation is necessary before VD to prevent deoxidation failure in the VD conducted in the refining process. For general forgings such as reinforcing rolls, the deoxidation status is determined visually by the refiner. On the other hand, in the case of rotor shafts made of NiCrMoV steel, which are used for power generation, our main product, control values are set for the oxygen concentration before and after VD because poor deoxidation and desulfurization after VD can cause the formation of inclusions such as deoxidation products and MnS. The oxygen concentration
in molten steel is measured by a 3 mm x 60 mm dia. quartz tube and measuring it with a gas analysis instrument (Fig. 3). It takes 15 minutes to ana-lyze the collected sample, during which time the refiner stands by and compensates for the temperature drop by energized heating. Sample defects, such as minute cracks or pinholes in the sample, occur with some frequency, causing errors in the gas analysis equipment.
As described above, immediate analysis of the deoxidation state of slag during refining by its color is im-portant, but since judgment based on slag color depends on the skills of experienced workers, it is neces-sary to develop a method that does not do so. Therefore, we attempted to use machine learning by image recognition as an alternative method to visual judgment.

IMAGE RECOGNITION AND MACHINE LEARNING:
Image recognition is a technique that allows a computer to recognize objects in an image. (1) However, a computer reads an image as a collection of pixel data, and to recognize "objects" in an image, it needs to learn the characteristics of the surrounding pixel data. Image data is stored per pixel in the three primary colors (Red, Green, and Blue) or the HSV (Hue, Saturation, and Value) color space as numerical values. Machine learning is an iterative learning using large amounts of data to find patterns
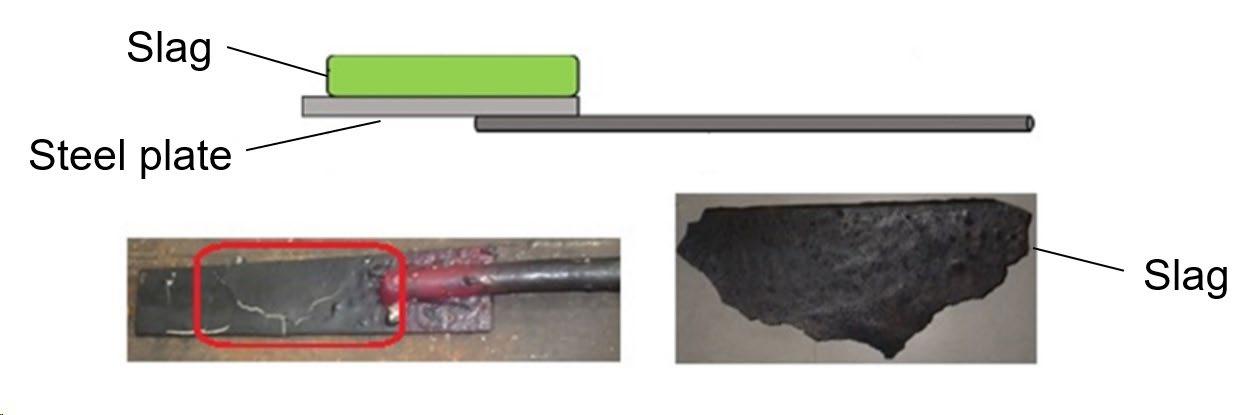
hidden in them. Machine learning can be used for images by converting data into numeric values, and methods such as convolutional neural networks have been proposed to better capture features. The Python language was used for training, image processing with OpenCV, and machine learning with Keras. The slag for the machine learning was collected by immersing a steel plate welded to the end of a round bar into molten steel which then adhered to it (Fig. 4). The slag was collected immediately before and after VD of NiCrMoV steel refining and again at the end of refining.
La Metallurgia Italiana - Maggio 2024 pagina 16 Memorie scientifiche - Forgiatura
Fig.2
Fig.3 - Sampling instrument of oxygen analysis sample.
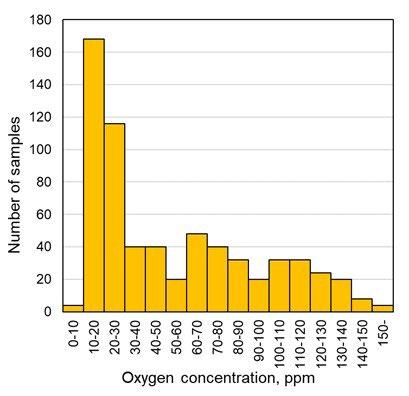
Images were cropped to 256 pixels x 256 pixels to remove the background. The color of the slag varies from black to green to white depending on the oxygen concentration, but the RGB system may be strongly affected by the green color, so the color was preprocessed to be converted to
the HSV system. The number of samples used as input for machine learning and the distribution of oxygen concentration are shown below (Table.3, Fig.5).
Tab.3 - Number of samples.

RESULT OF MACHINE LEARNING FOR OXYGEN CONCENTRATION PREDICTION:
The oxygen concentration in molten steel was predicted from slag images converted to HSV system using two types of models: regression and binary classification (hereinafter referred to as classification). Of the teaching data, 5% was used as test data and the remainder as training data. In the regression, the oxygen concentration
in the test data was predicted quantitatively, and in the classification, two threshold values were set: 85 ppm, which is the control value for whether VD can proceed, and 30 ppm, which is the control value for judging whether the deoxidation status in VD is good or bad.
Comparing the predicted and measured oxygen concentrations during refining by regression, the difference between the predicted and measured values
La Metallurgia Italiana - May 2024 pagina 17 Scientific papers -
Forging
Fig.4 - Sampling instrument of slag.
Fig.5 - Oxygen concentration of samples.
was less than 10 ppm, which is lower than the analysis error of the gas analysis equipment, and there were also data exceeding 80 ppm. The standard deviation of the
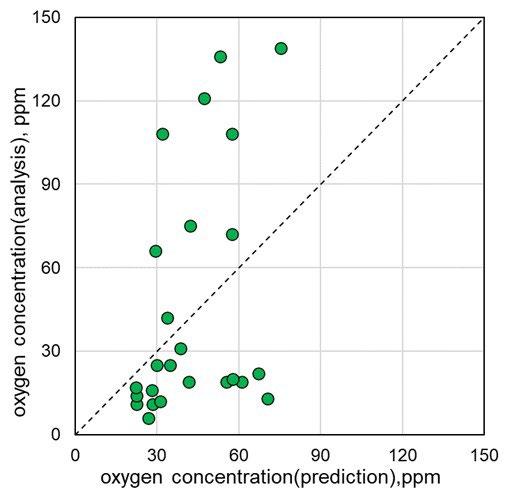
Fig.6-1 - Relationship between analysis and prediction.
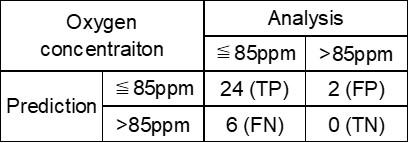
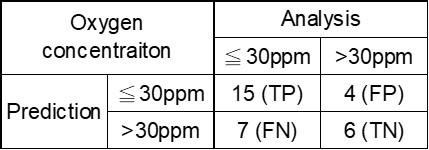
The predicted results of the classification are generally evaluated in a confusion matrix (2) (Table.4-1,4-2). For oxygen concentrations during refining, each region has the following meaning.
difference between the predicted and measured values was 40.13 (Fig.6-1,6-2).
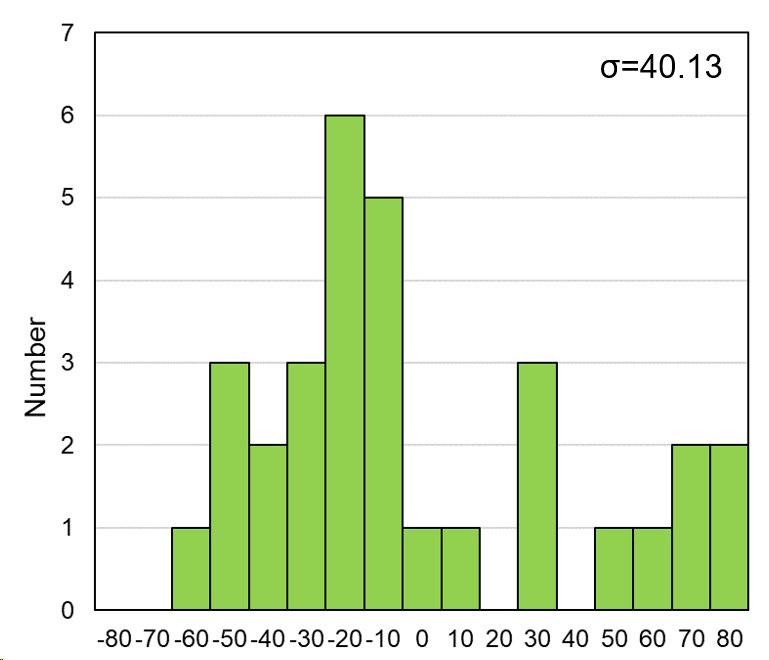
Fig.6-2 - Error between analysis and prediction.
TP (True Positive): Oxygen concentration prediction result is below the threshold value and the actual measured value is also below the threshold value.
FP (False Positive): Oxygen concentration prediction result is below the threshold value, but the measured value is higher than the threshold value.
FN (False Negative): Oxygen concentration prediction result is higher than the threshold value, but the actual measured value is below the threshold value.
TN (True Negative): Oxygen concentration prediction result is higher than the threshold value, but the actual measured value is also higher than the threshold value.
The oxygen concentration prediction results of machine learning by classification are shown (Table. 4-1,4-2). In machine learning by classification, it is common to
express the results in terms of correctness rate, fit rate, reproducibility rate, and F value as evaluation indices. The values calculated from the oxygen concentration prediction results of this machine learning were more accurate with the threshold value of 85 ppm than with 30 ppm (Table.5). This suggests that black to green before VD is easier to discriminate by machine learning than light green to white after VD. White tends to reflect light, so variations in the image are thought to be responsible for the lower accuracy.
La Metallurgia Italiana - Maggio 2024 pagina 18 Memorie scientifiche - Forgiatura
USING IN ACTUAL OPERATION:
The following is a discussion of the Process in actual operation. The results of oxygen concentration prediction by regression have a standard deviation of σ = 40.13, which is a 47% variation from the control value of 85ppm for VD progression, and thus have low reliability. For FN and TN, deoxidation is continued in refining and the possibility of VD progress is checked again by oxygen concentration analysis, thus avoiding deoxidation failure. Deoxidation failure can be avoided. Therefore, FN is acceptable from the viewpoint of preventing quality defects in terms of oxygen concentration prediction classification, and evaluation by the compliance rate is suitable for predicting oxygen concentration during refining. The accuracy of the prediction of oxygen concentration in the classification is 0.79 at the oxygen concentration threshold of 30ppm and 0.92 at the oxygen concentration threshold of 85ppm, the latter of which can be said to be accurate enough to be utilized in actual operations. In addition, by utilizing machine learning in actual operations, data will be accumulated as actual results, which will lead to improved accuracy in the future.
REFERENCES
[1] K. He, X. Zhang, S. Ren, J. Sun. CVPR (2016) 770-778.
COST REDUCTION EFFECT:
Using this machine learning model is expected to result in an 8.3% reduction in electricity consumption rate and an improvement in ladle refractory material consumption rate by omitting the waiting time for oxygen concentration analysis before VD, resulting in a 10% improvement in productivity.
CONCLUSION:
We created a model to determine the deoxidation state by machine learning the color information using data from images of slag in the refining process. We obtained the following findings.
1) By machine learning the slag image and outputting it as oxygen concentration, it is now possible to mechanize the determination of the deoxidation state of molten steel, which until now has depended on human skills.
2) The model for predicting oxygen concentrations from slag images was more accurate in predicting oxygen concentrations by binary classification than by regression, which outputs quantitative prediction results.
[2] A. Luque, A. Carrasco, A. Martin, A. Heras. Pattern Recognition 91 (2019) 216-231.
La Metallurgia Italiana - May 2024 pagina 19 Scientific papers - Forging
Tab. 4-1 - Confusion matrix (85 ppm).
Tab. 4-2 - Confusion matrix (30 ppm).
Tab. 5 - Result of prediction.
TORNA ALL'INDICE >




9th European Coke and Ironmaking Congress
COAL, COKE, BIOCOAL, BIOCOKE, BIOCHAR AND IRON REDUCTION
Bardolino . Italy . 16-18 October 2024
AIM is glad to announce the 9th European Coke and Ironmaking Congress (ECIC) to be held in Bardolino, Italy, on 16-18 October 2024.
2024
SCOPE AND TOPICS
Cokemaking
Production of Biocoal/biochar
. Industry 4.0 in ironmaking
Sintering, pelletising, briquette production
. Direct reduction and Smelting reduction
9th ECIC European Coke and Ironmaking Congress
ECIC 2024 will focus on the newest technologies in coke making, sintering, pelletizing, pyrolizing the biomasses and ironmaking (blast furnaces, direct reduction and carbon-based smelting processes).
The 2025 goal of carbon neutrality and the related intensive efforts of the steel industry will significantly affect the technologies for iron ore reduction. In this perspective, the shortage of iron ores matching the requirement for direct reduction by gas and for melting in electric arc furnace makes important proposal of new technologies and devices that can ensure the carbon neutrality even for the coal based routes.
Bardolino . Italy
16 - 18 October 2024
This Congress will focus on technologies that can achieve such a goal improving the efficiency of the existing process, applying the devices that avoid a net emission of green house gases and to point out new routes based on exploitation of biomasses whose net emission is intrinsically neutral.
The 9th ECIC will address both fundamental research work and evaluation and plant operational results and plant construction. The Congress will bring together a wide range of experts, coming from plant operation, plant suppliers, universities and research institutes, who share expertise in:
Blast furnace ironmaking
Blast Furnace muds
. CCS/CCUS (Carbon Capture, Use and Storage)
Impact of Carbon Border Adjustment Mechanism (CBAM)
. H2 and Syngas exploitation
The event will provide a forum for best practise and state-of-the-art technology, new developments, new ideas and research results.
BACKGROUND
The Coke and Ironmaking events started separately as the European Ironmaking Congress (EIC) in 1986 in Aachen, Germany, and in 1991 in Glasgow, Scotland, and as the International Cokemaking Congress (ICMC) in 1987 in Essen, Germany, and in 1992 in London, England.
The merger of these two events took place in 1996 as the European Coke and Ironmaking Congress (ECIC) in Gent, Belgium.
1st EIC - Aachen, 1986
1st ICMC - Essen, 1987
2nd EIC - Glasgow ,1991
2nd ICMC - London, 1992
3rd ECIC - Gent, 1996
ORGANIZING SECRETARIAT
4th ECIC - Paris, 2000
5th ECIC - Stockholm, 2005
6th ECIC - Düsseldorf, 2011
7th ECIC - Linz, 2016
8th ECIC - Bremen, 2022
Via Filippo Turati 8 - 20121 Milano MI - Italy
tel. +39 02 76021132
aim@aimnet.it . www.aimnet.it




2024
www.aimnet.it/ecic
SPONSORED BY CONFERENCE WEBSITE
Additive billet and FGS forging for large forgings
B. Wang, D. Zhao, Y. Liu, Y. Nie, X. Zhang, R. Wen
This paper introduces a series of transformative innovation in blank preparation, forming method and facilities development of large forgings carried out by China First Heavy Industries (CFHI) since the Austria Annual Meeting in 2017. In order to promote the high quality development of large forgings, CFHI has set up a research team for transformative innovation in manufacturing technology of heavy and high--end complex forgings, and innovatively proposed new concepts such as additive billet, effective substrate and FGS forging. Through the basic theory research and engineering practice verification, the paper discusses in detail the additive billet which systematically solves the problems of segregation, inclusion and harmful phase and the FGS forging which systematically solves the problems of low material utilization rate, mixed crystal and crack caused by tensile stress. In addition, double super round billet vertical semi-continuous casting machine, innovative application of casting billet and super large multifunctional hydraulic press which are closely related to the full implementation of the two original technological routes of additive billet and FGS forging are described.
KEYWORDS: ADDITIVE BILLET, EFFECTIVE SUBSTRATE, DOUBLE SUPER ROUND BILLET, FGS FORGING, SUPER LARGE MULTIFUNCTIONAL HYDRAULIC PRESS
INTRODUCTION
With the continuous development of major equipment, higher requirements have put forward for large forgings. Not only are the specifications and sections getting bigger and the internal qualities are improving. For example, the development trend of nuclear power forgings is largescale and integrated[1]. The traditional manufacturing method of large forgings is different meet the above requirements. It is well known, that there are serious problems of segregation, inclusion and harmful phase in the traditional preparation of large ingot. In the traditional plastic forming process of large forgings, there are same problems such as low material utilization rate, mixed crystal and crack caused by tensile stress[2]. In order to systematically solve the above problems, CFHI has set up a research team for transformative innovation in manufacturing technology of heavy and high-end complex forgings and innovatively proposed new concepts such as additive billet[3], effective substrate and FGS forging[4]. Through in-depth basic theoretical research and a lot of engineering practice, the connotation and extension of additive billet and FGS forging are expounded. In order to better implement additive billet
9th ECIC European and Ironmaking Bardolino Italy
La Metallurgia Italiana - May 2024 pagina 21 Scientific papers - Forging
Wang Baozhong, Zhao Deli, Liu Ying, Nie Yihong, Zhang Xinjin, Wen Ruijie
China First Heavy Industries, Qiqihaer, Heilongjiang, China
and FGS forging, a vertical semi-continuous casting machine with double super round billet for preparing the effective substrate was developed, an innovative idea of preparing super long casting billet into forging billet then applying it in different sections was put forward, and various preparatory works such as structure selection, technology and construction design, manufacturing process of key parts and installation process of super large multifunctional hydraulic press were completed.
ADDITIVE BILLET
Additive billet is an original large forging billet preparation technology that uses additive manufacturing model to cover the effective substrate with liquid steel or to compound the effective substrate with each other, and makes binding interface healing and microstructure homogenization of composite billet. The pictures explanation of additive billet is shown in Fig.1.
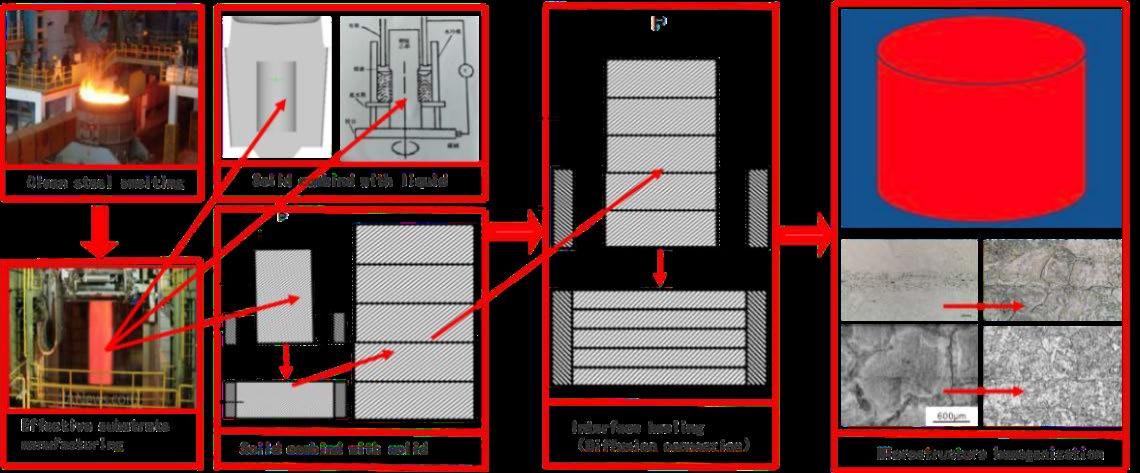
As we all know, different material, different preparation methods of ingot or billet, all correspond to an optimal solidification cross-section. We refer to the ingot or billet that has no unacceptable casting defects and can obtain maximum solidification cross-section as the effective substrate. Fig.2 to Fig.4 are typical cases of basic theoretical research and experimental verification of additive billet.
Fig.2 shows the scale experiment of additive billet for back-up roll. In order to fully cover the round billet (similar to the effective substrate) with liquid steel, a low melting point support is welded to the round billet (see Figure2a) and the round billet is suspended in the ingot mold (see Figure2b). The low melting point support material is completely melted during the solidification process of the molten steel, which can effectively avoid the oxidation
of the composite interface during the heating process before healing. Due to the “liquid-solid” composite under vacuum, and the composite interface is isolated from the atmosphere after pouring, the composite effect is good, and there are no visible defects (see Figure2d). After the healing of the composite interface and the microstructure homogenization of the composite billet (see Figure2e), the metallographic microstructure test result (see Figure2f) can fully meet the conditions for manufacturing the billet required for back-up rolls.
La Metallurgia Italiana - Maggio 2024 pagina 22 Memorie scientifiche - Forgiatura
Fig.1 - The pictures explanation of additive billet.

Fig.2 - The scale experiment of additive billet for back-up roll.
Fig.3 shows the engineering practice of increasing the diameter of back-up roll by means of additive billet making. Multiple electrodes are distributed in rings around the effective substrate, as shown in Figure3a. The diameter of back-up roll billet was increased by ESR, as shown in Figure3b. In the process of ESR, not only the electroslag
steel melt the surface of effective substrate (the melting layer is generally controlled by 3~5mm), but most of the melted surface oxides can also be eliminated with the slag. The compound effect after increased diameter is very ideal, as shown in Figure3c

FGS FORGING
FGS forging is an original forging technology which combines forming, grain and stress organically in the visual state at the same time, and uses a combination die to make the forging billet near net shape forming under multidirectional compressive stress, so that the forging can obtain uniform and fine grain. Table1 shows the research content of FGS forging. Visualization in FGS forging includes changes in the external shape and internal structure of the forgings. Visualization technology in FGS forging is under development. The external shape change of forgings can be displayed by the signal collected by several sensors mounted on the hydraulic press and the die. The internal structure change model of forgings is established based on the numerical simulation of structure evolution repeatedly optimized by the results of forgings anatomical inspection.
Fig.4 shows the engineering experiment of FGS forging for cold rolling work roll made of continuous casting billet with diameter of 600mm. The goal is to replace the free forging of ESR ingot. There are crack, shrinkage hole and network carbide in the core of continuous casting billet, as shown in Figure4a to 4c. After FGS forging, the continuous casting billet containing almost all casting defects obtained grade 8 grain and carbide dispersed in both the roll neck with large extrusion ratio and the roll body with small extrusion ratio , as shown in Figure4d to 4g. Therefore, the cold rolling work roll passes the rigorous surface wave detection very smoothly. This FGS forging method for shaft forging has also achieved very good results in the application of large section Ni-based alloy rotor[5] and super-alloy fine grained bar, as shown in Fig.5.
La Metallurgia Italiana - May 2024 pagina 23 Scientific papers - Forging
Fig.3 - The engineering practice of increasing the diameter of back-up roll.
Research content
Research approach
Development target
Shaft forging extrusion forming
Tab.1 - the research content of FGS forging.
THE RESEARCH CONTENT OF FGS FORGING
Forging with nozzle head integrated forming Integrated forming of cylinder forging with nozzle
Rotor roll
Other forging integrated forming
Numerical simulation;scale test;Industrialization
Channel head
Mono bloc up Head with quick lock
Integrated nozzle shell
Pump shell Main pipe
Lightweight and easy to assemble and disassemble combination mold Visualization
Numerical simulation;
Anatomical verification
The inner mold is divided;the outer mold is universal;easy to assemble and disassemble
Guide production and lay the foundation for intelligence


- The engineering experiment of FGS forging for IN617mod1 and IN718.
La Metallurgia Italiana - Maggio 2024 pagina 24 Memorie scientifiche - Forgiatura
Fig.4 - The engineering experiment of FGS forging for cold rolling work roll.
Fig.5
Fig.6 shows the combination die used for FGS forging and the forgings after removing the combination die. Figure 6a is the CAP1000 stainless steel forged pump shell; Figure
6b is the nozzle of CPR100 main pump; Figure 6c is the trouser shaped tee for the 600MW fast reactor pressure pipe.

NEW FACILITIES
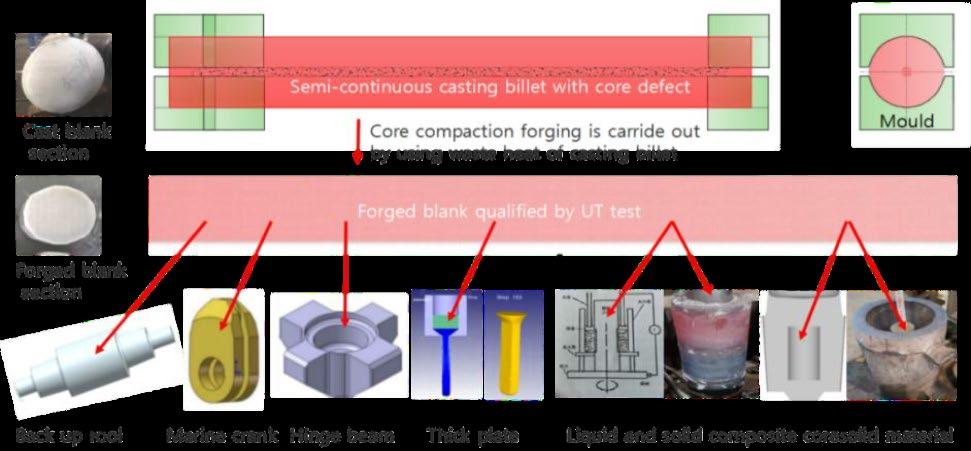
In order to popularize the original technology of additive billet, CFHI led to development a double super round billet vertical semi-continuous casting machine. Double super means that the diameter of 1600mm vertical semi-continuous casting machine exceeds the largest continuous casting or semi-continuous casting machine diameter in the world, and the length greater than 12500mm exceeds the maximum cutting length of the continuous casting machine. The application of double
super round billet is shown in Fig. 7. Because the surface quality of double super round billet is better than that of die cast ingot, the problem of inclusions being exposed on the surface of back-up rolls or rotors can be completely solved.
La Metallurgia Italiana - May 2024 pagina 25 Scientific papers - Forging
Fig.6 - The combination die used for FGS forging.
Fig.7 - The application of double super round billet.
In order to promote the application of the original FGS forging, CFHI intends to build a super large multifunctional hydraulic press[6]. After more than five years of in-depth research, has completed the structure selection, technology and construction design, 38 key parts of the casting, forging, machining and welding process preparation, developed the installation process and commissioning program.
CONCLUSION
(1) Additive billet is an effective way to systematically solve the serious segregation, inclusion and harmful phase of large ingot with hard to deform metal.
REFERENCES
(2) FGS forging is an effective way to systematically solve the problems of low material utilization rate, mixed crystal and cracks caused by tensile stress in the plastic forming process of hard to deform metal.
(3) The semi-continuous casting machine and super large multifunctional hydraulic press are a favorable guarantee for better implementation of the two original technologies of additive billet and FGS forging.
[1] Wang Baozhong, et al. Green Manufacturing Technology and Practice of Super Large Nuclear Power Forgings [M]. Beijing: China Electric Power Press, 2017:12.
[2] Wang Baozhong, Manufacturing defects and countermeasures of large forgings [M]. Beijing: China Machine Press, 2019:1.
[3] Wang Baozhong, et al. Additive Billet for Large Forgings [M]. Beijing: China Machine Press, 2023:1.
[4] Wang Baozhong, et al. FGS Forging for Large Forgings [M]. Beijing: China Machine Press, 2023:1.
[5] Nie Yihong, Zhu Huaishen, Bai Yaguan, Cao Zhiyuan, Xu Shihai, Wang Baozhong, Development of 617 alloy forging for 700°C advanced USC powder plant, 20th international forgemasters Meeting, 2017, 134-141.
[6] Wang Baozhong, et al. Super Large Multifunctional Hydraulic Press [M]. Beijing: China Machine Press, 2023:1.
La Metallurgia Italiana - Maggio 2024 pagina 26 Memorie scientifiche - Forgiatura
TORNA ALL'INDICE >



Bando Premio Carlo Longaretti - ed. 2024
L’ing. Carlo Longaretti è nato il 17 novembre 1924 e la sua vita professionale rappresenta un’esperienza emblematica di interazione tra mondo della ricerca e produzione industriale. E’ stato ricercatore universitario, rappresentante italiano presso la Comunità Europea del Carbone e dell’Acciaio per la gestione dei progetti di ricerca, fu il primo ad introdurre in Italia la produzione e l’utilizzo delle ghise sferoidali e nel 1952 con il cugino Amanzio è stato fondatore della FGS, la fonderia di acciai e ghise speciali sita in Treviglio, tuttora attiva, che ha amministrato sino alla morte avvenuta il 29 marzo 2019.
Carlo Longaretti è stata una persona determinata e geniale, in grado di integrare nel proprio lavoro le competenze elettrotecniche, strutturali e metallurgiche attraverso le quali ha sviluppato impianti fusori, tecnologie di solidificazione e nuove leghe per la resistenza alle alte temperature.
Grazie alla sua generosità e a quella della famiglia, per ricordare una delle più insigni figure che si sono stagliate nel panorama dell’industria metallurgica italiana del XX e XXI secolo, l’AIM istituisce il Premio Carlo Longaretti. Il Premio, nella sua seconda edizione, verrà conferito l’11 settembre 2024 a Napoli, in occasione dell’apertura del 40° Convegno Nazionale AIM ed include un contributo di €50.000 per sostenere il vincitore nello sviluppo della propria innovazione.
L’oggetto dell’innovazione proposta per il concorso può essere un nuovo materiale di natura metallica, oppure un nuovo materiale anche non metallico che abbia un impatto positivo nella produzione o nell’applicazione delle leghe metalliche oppure una nuova tecnologia metallurgica o a servizio del settore metallurgico.
PREMIO



• curriculum vitae;
Il concorso per il premio è rivolto ai soci AIM (a titolo personale o aziendale), l’iscrizione ad AIM può essere fatta contestualmente alla presentazione della propria candidatura al premio) e aperto a diplomati che abbiano frequentato o stiano frequentando un Istituto Tecnico Superiore, studenti di corsi di laurea, laureati, laureati magistrali, dottori di ricerca che dovranno presentare in lingua italiana o inglese:
• una descrizione dettagliata dal punto di vista tecnico e scientifico dell’innovazione proposta (massimo 15 pagine), che includa:
- elementi che validino l’innovazione e che escludano che si tratti di un’idea di carattere teorico senza prospettive concrete di sviluppo (es. dati sperimentali anche su scala ridotta, immagini, filmati ecc.).
- elementi che comprovino l’originalità dell’innovazione proposta; - elementi che indichino quali esigenze intenda soddisfare la propria innovazione e quale è l’impatto atteso; lista delle proprie pubblicazioni, in particolare di quelle relative all’innovazione proposta.
Il termine di presentazione delle domande, da trasmettersi per email a info@aimnet.it, è fissato al 31 luglio 2024.
Via F. Turati 8 . Milano t. +39 0276397770 / +39 0276021132 info@aimnet.it www.aimnet.it
PREMIO
An innovation forging technology for the world's largest austenitic stainless steel ring
F. Wang, W. Yin, Y. Niu, X. Ren, M. Sun, B. Xu, L. Zhao
One world record breaking——the world's largest austenitic stainless steel forging ring with a diameter of 15m was successfully forged in China. It have be used as a part of critical support devices for a new generation power plants of China. In order to meet the strict requirements of raw materials and specifications for new energy power equipment, ultra large rings were forged by an innovation process, which combined the metal construction forming technology with the forging & rolling technology. In this paper, based on describing the technical scheme and forging process in details, we analyzed the difficulties and advantages of forging technology of the ultra large austenitic stainless steel ring. Finally, the testing results of the ring indicated that, comparing to traditional ingot forging process, the combination of metal construction forming technology and forging & rolling technology has satisfactory advantages in terms of external dimension control and material performance. This study has created a new forging technology for high-quality and ultra large rings, which is of great significance for the high-quality development of large-scale mechanical equipment in future.
KEYWORDS: 316H, AUSTENITIC STAINLESS STEEL, LARGE FORGING RING, METAL CONSTRUCTION FORMING, FORGING & ROLLING
INTRODUCTION
Ring is generally used in the key parts of mechanical and engineering equipment of power, chemical industry and other fields[1]. With development of industrial, the ring with larger size and less welded ring are required by customers. Although the diameter of forging ring has reached 12m, it still cannot meet the growing needs of customers[2], that an 316H steel forging ring with a diameter of 15m is required[3,4]. However, there are two problems for production. The first is the manufacturing of stainless steel billet. During the solidification process of large ingot, especially for austenitic stainless steel, will form macro segregation, the center loose and hollow[5-10], which will cause crack and quality risk of forging[11-13]. The second is the forming of large ring. If free forging is used, with diameter of ring increasing, which means not only more forging time and risk increasing, but also need to increase 30% weight of the billet. So the difficulty and risk of ingot supply are further increased[14].
1. Iraeta Energy Equipment Co., Ltd, Jinan 250217, China
2. Shenyang National Laboratory for Materials Science, Institute of Metal Research, Chinese Academy of Sciences, Shenyang 110016, China
La Metallurgia Italiana - Maggio 2024 pagina 28 Memorie scientifiche - Forgiatura
Fei Wang1, Wei Yin1, Yugang Niu1 , Xiufeng Ren1, Mingyue Sun2, Bin Xu2, Longzhe Zhao2

According with problems mentioned above, we developed the metal construction forming technology to solve the metallurgical quality problems of large billet[15]. meanwhile a forging-rolling technology of 15m-level ring was developed[16]. In May 2022, based on the innovation technology and process, we made the world's largest 316H steel forging ring with diameter of 15m, as shown in Fig.1. It was not only reduces the weight of billet, but also decreasing the manufacturing time. Most important, it could greatly improve the uniform and service safety of the ring, which is the innovation solution for the highquality development of large-scale mechanical equipment in future.
MANUFACTURING PROCESS
Manufacturing of billet
Metal construction forming technology (so called MCF) is a type of additive manufacturing with continuous casting slab as the construction units. For one billet, multi-layer slabs are interface diffused and integrated by stack-up, vacuum-package, high temperature, high pressure and large deformation, as shown in Fig.2. Compared with traditional casting ingot, MCF billet is with no obvious solidification problems such as macro segregation and loose in center area, attributing to the purity and uniformity of continuous casting slab[15]. Moreover, MCF could save 30% raw material for forging, that MCF billet is without bottom and riser, however ingot have to cut them.

For this work, 250 tons MCF billet was made by 200mm thick continuous casting slab of 316H steel, which was produced through EAF+AOF+LF+CC process with 3 heats.
The chemical composition of continuous casting slab as shown in Tab.1 and MCF billet forming process as shown in Fig.3.
La Metallurgia Italiana - May 2024 pagina 29 Scientific papers - Forging
Fig.1 - World's largest forging ring.
Fig.2 - Technical process of metal construction and forming.

Construction
FORGING & ROLLING OF RING
It was first time to make so large a forging ring. Considering about disadvantage factors of characteristics of austenitic stainless steel for forging, we specially designed a large
ring forming process as shown in Fig.4. First of all, the free forging was used for upsetting and punching with 13,500 tons forging press, then rolling ring.
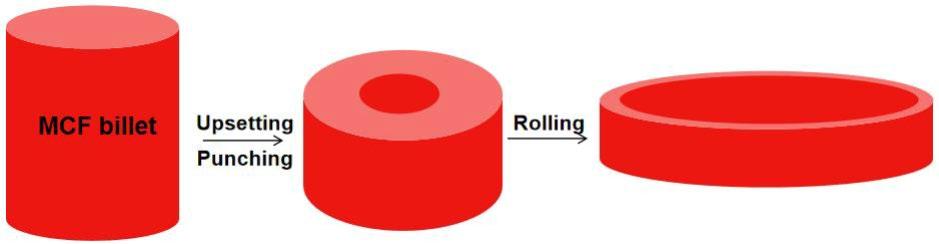
- Forging-rolling process of ring.
It should be point that the rolling process is in two steps by ring rolling mill. On the first step, the axial rolling force reached 100%, the growth rate was about 10mm/s, and the outer diameter was controlled to 7.5m. On the second step, for steady growth, the maximum growth rate of
ring reached 20mm/s and the growth rate was gradually reduced to 0.8mm/s. After rolling, the ring was taken to water cooling immediately.
La Metallurgia Italiana - Maggio 2024 pagina 30 Memorie scientifiche - Forgiatura
C Si Mn Cr Ni Mo 1# heat 0.042 0.43 1.63 17.46 11.80 2.52 2# heat 0.043 0.44 1.69 17.32 12.25 2.52
heat 0.040 0.47 1.65 17.27 11.80 2.54
Fig.3 -
forming process of 316H steel slab.
3#
Tab.1 - Chemical composition of 316H steel slab.
Fig.4
The scratch failure mode of the AlCrN film can be described, first, as the chipping off the side of the scratch track of the outer part of the coating. The spalled areas became progressively larger with increasing the load, until they extended across the entire width of the track. Then, at the delamination load, the entire coating was spalled off and the substrate was detected. Actually, the initial chipping failure never occurred at the coating/substrate interface. Infact, cracks proceeded transversely along the columnar grain boundaries, crossing part of the coating thickness and were deflected along a longitudinal path

PERFORMANCE ANALYSIS
UT testing
According to the NB/T20003.2-2010 standard, an A-type pulse reflection UT detector was used. That the top and bottom sides, outer circle and the inner hole were tested by straight probe, double crystal probe and oblique probe along circumferential and axial direction of the ring, repeatedly. UT test result demonstrated that, there was no abnormal defect in the ring, and no information of construction interface of slabs was found, which certainly proved that the MCF billet had reached the goal of integration.
Chemical composition, hardness and micro-structure
Chemical composition, hardness and micro-structure along heights of the ring, as shown in Fig.6. In Fig.6a, composition of the ring was consistent with the continuous
above the substrate interface. This means that the layer also possessed rather good adhesion to the substrate, so that initial failure is of a cohesive nature, and complete coating removal occurs only at a later stage.
Thus, it is concluded that, using the L-PBF Ti6Al4V substrates (especially when subjected to the lowertemperature heat-treatment at 740 °C), the adhesion strength is comparable to or significantly competitive with the adhesion of conventionally manufactured substrates.

casting slabs, and the element contents varied in smallscale along the height. Similarly, the hardness at different heights also fluctuated vary small. It indicated MCF billet had achieved the result of high-level homogenization. In Fig.6b, all the micro-structure at different heights of the ring were equiaxed grain, the grain size of the top and bottom of the ring were 4 grade, and the middle height is 3 grade. Which implied the forging-rolling process achieved the structure controlling target.
La Metallurgia Italiana - May 2024 pagina 31 Scientific papers - Forging
Fig.5 - Two steps rolling process of ring.
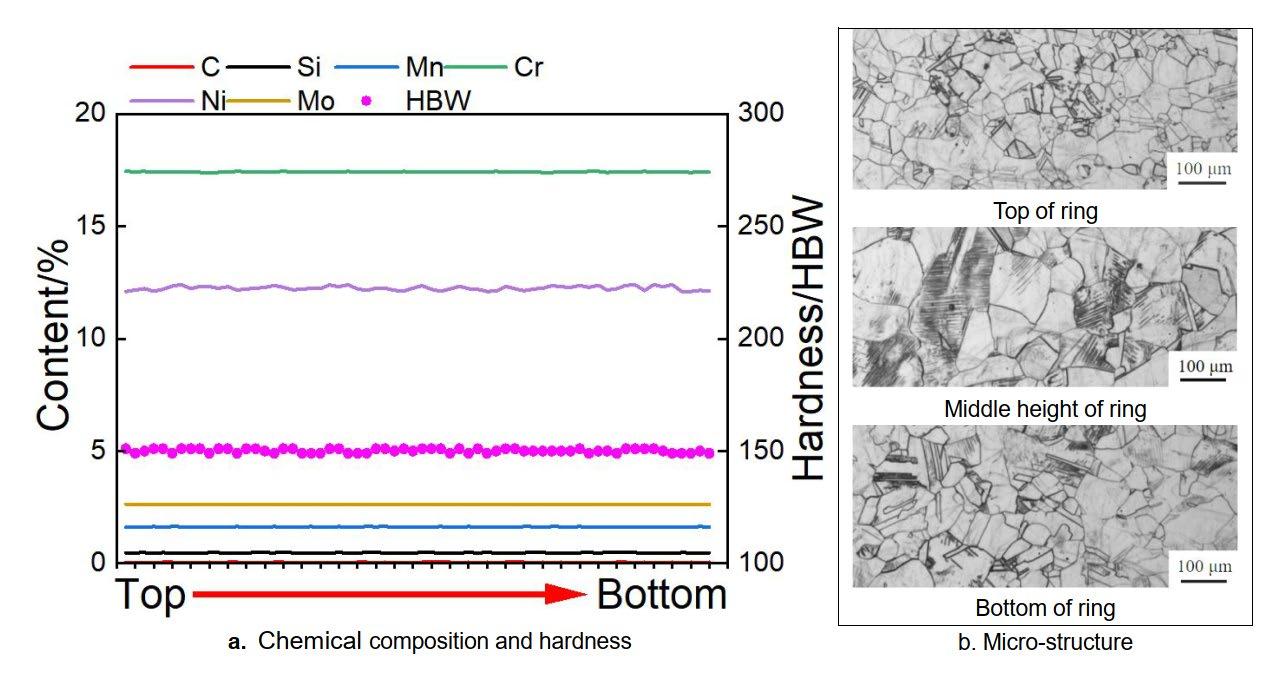
Fig.6 - Chemical composition, hardness and micro-structure along height of the ring.
Mechanical properties
Mechanical strength data and impact data along the height in different directions were shown in Fig.7. Fig.7a and b showed the tensile and yield strength data were relatively stable along the heights, and there is no
obvious distinction between the mechanical strength data of different directions. In Fig.7c, the impact results suggested the similar situation, that impact data was with less fluctuation, relatively stable and no obvious differences in different directions.
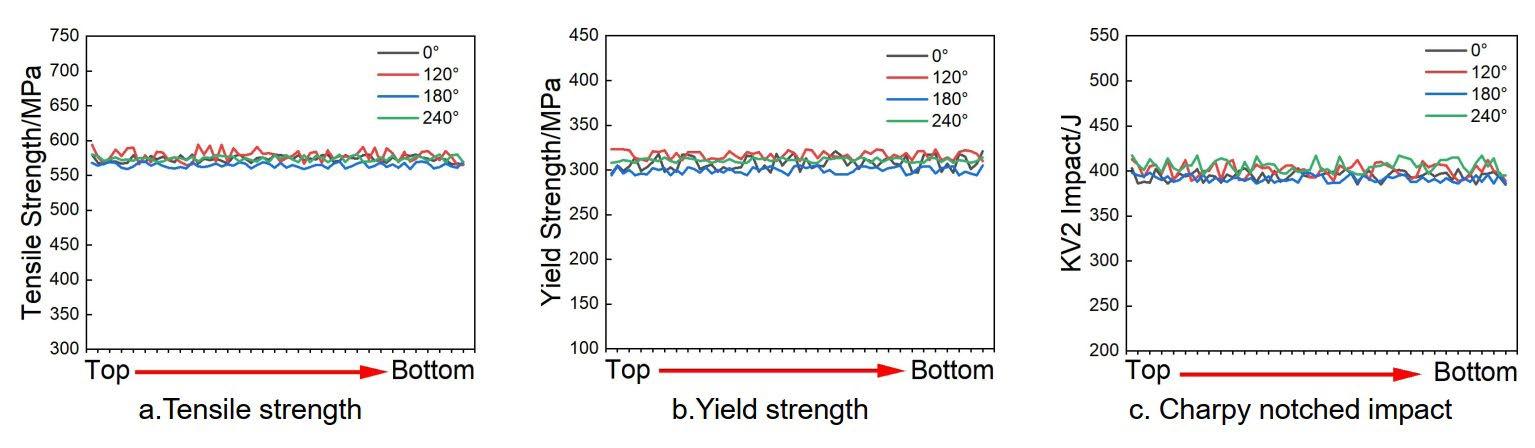
Fig.7 - The tensile, yield strength and impact of different directions along height of the ring.
Based on the analysis above, it showed that the process of MCF technology and forging-rolling technology had greatly improved the performances of austenitic stainless steel forging ring. Meanwhile the performances satisfied the requirements of customer very well.
SUMMARY
A 316H steel super-large forging ring was manufactured
La Metallurgia Italiana - Maggio 2024 pagina 32 Memorie scientifiche - Forgiatura
by a innovation forming process, which was combined with metal construction forming and forging-rolling technologies. It successfully challenged the traditional process of the large forging ring, which broke the world record of diameter of the large forging ring:
1. Compared with the traditional steel ingot, weight of the MCF billet manufacturing was reduced by nearly 30%. And the homogenization of matrix of MCF billet was revolutionized obviously.
REFERENCES
2. The forging-rolling technology had realized fast manufacturing of super-large forging ring, and shortened the manufacturing time by more than 40%.
3. The test results showed that, performance of the superlarge forging ring manufactured by the new process, was gratifying on integration, homogenization, stabilization.
[1] Sun MY, Lu SP, Li DZ, Li YY, Lang XG, Wang SQ. Three-dimensional finite element method simulation and optimization of shrink fitting process for a large marine crankshaft. Mater. Des.; 2010; 31: 4155.
[2] Pan Y, Qian DS, Hua L, Wu JS, Cui Y, Pan ZH. Simulation and experimental research on the radial- axial rolling of 9 m diameter ultralarge ring. Journal of Plasticity Engineering; 2012; 19: 19-24, 53.
[3] Jin HH, Ryu IS, Kim J, Lim A, Kwon J, Kim S, et al. Investigating helium ion irradiation resistance in additively manufactured austenitic stainless steels. J. Nucl. Mater.; 2024; 588: 154773.
[4] Ziętala M, Durejko T, Polański M, Kunce I, Plocinski T, Zielinski W, et al. The microstructure, mechanical properties and corrosion resistance of 316H stainless steel fabricated using laser engineered net shaping. Mater. Sci. Eng. A; 2016; 677: 1-10.
[5] Mehrabian R, Keane MA, Flemings MC. Experiments on macrosegregation and freckle formation. Metall. Trans.; 1970; 1: 3238–3241.
[6] Kerr RC, Woods AW, Worster MG, Huppert HE. Disequilibrium and macrosegregation during solidification of a binary melt. Nature; 1989; 340: 357-362.
[7] Beckermann C. Modeling of macrosegregation: Applications and future needs. Int. Mater. Rev.; 2002; 47: 243–261.
[8] Flemings MC. Our understanding of macrosegregation: past and present. ISIJ Int.; 2000; 40: 833– 841.
[9] Li DZ, Chen XQ, Fu PX, Ma XP, Liu HW, Chen Y, et al. Inclusion flotation-driven channel segregation in solidifying steels. Nat. Commun.; 2014; 5572: 1-8.
[10] Pickering EJ. Macrosegregation in steel ingots: the applicability of modellingand characterisation techniques. ISIJ Int.; 2013; 53: 935–949.
[11] Li SJ, Sun MY, Liu HW, Li DZ. Study on void healing behavior during forging process for 25Cr2Ni4MoV steel. Acta Metall. Sin.; 2011; 47(7): 946.
[12] Xu B, Sun MY, Li DZ. The void close behavior of large ingots during hot forging. Acta Metall. Sin.; 2012; 48: 1194.
[13] Feng C, Cui ZS, Liu MX, Shang XQ, Sui DS, Liu J. Investigation on the void closure efficiency in cogging processes of the large ingot by using a 3-D void evolution model. J. Mater. Process Technol.; 2016; 237: 371.
[14] Mi GF, Zhang JQ, Xu B, Sun MY. Physical simulation of internal crack healing in a heavy-forged billet. Chin. J. Eng.; 2017; 39: 16741683.
[15] Sun MY, Xu B, Xie BJ, Li DZ, Li YY. Leading manufacture of the large-scale weldless stainless steel forging ring: Innovative approach by the multilayer hot-compression bonding technology. J. Mater. Sci. Technol.; 2021; 71: 84-86.
[16] Luo SY, Hua L, Qian DS. Evolution behavior of sunking defect in forging rolling process of bearing ring. J. Mech. Technol.; 2014; 50: 118-121.
La Metallurgia Italiana - May 2024 pagina 33 Scientific papers
- Forging
TORNA ALL'INDICE
>
Smart Forging – Processing ingots by autonomic forging and sustainable heat treatment processes to premium bars
F. Hippenstiel, W. Janz, M. Mueller
The paper provides an overview of the revamping steps to install an autonomous ingot forging process at BGH Edelstahl Siegen. Further the optimization of the complete production process chain from an ingot to a heat-treated bar is shown.
KEYWORDS: FORGING PRESS, AUTOMATIZED FORGING LINE, REPEATABILITY, ENERGY EFFICIENCY, MAINTAINABILITY
INTRODUCTION
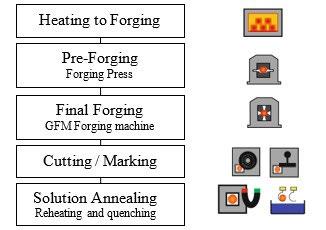
BGH Edelstahl GmbH has a history of forging steel of different grades for more than 550 years. Long products in different dimensions are manufactured at different locations in Germany and Poland, with each factory having its own dimensional range. The Plant in Weidenau of BGH Edelstahl Siegen produces bars with a diameter of 120 – 400 mm. The smart forging line consist of an 20MN open die forging press followed by an GFM forging machine and an in-line heat treatment facility. This setup allows optimal temperature control through the entire process to ensure highest product quality for the widespread material portfolio, which ranges from low-alloy structural steels, tool steels, duplex and austenitic steels to nickel-based alloys. Monitoring and documentation of all relevant parameters during forging (e.g., dimensions and temperatures) and heat treatment (temperature and times) guaranty conformity with the most demanding requirements of BGH customers. Furthermore, all products in the production line are marked with an individual stamping to ensure traceability for every single bar.
The foundation stone for the smart forging line was laid in 2002 with the installation of the GFM RF45 radial forging machine. In the following years, the smart forging line was continually expanded to respond to increasing demands on products, for example the installation of the inductive reheating installation in 2016 [1]. While the final forging process line is fully automatized with including
F. Hippenstiel, W. Janz, M. Mueller
BGH Edelstahl Siegen GmbH, Germany
La Metallurgia Italiana - Maggio 2024 pagina 34 Memorie scientifiche - Forgiatura
process steps of forging, cropping, marking, inductive rehearing and quenching, therefore, extending automation to pre-forging was the logical consequence for the entire forming process. With the last revamp of the key components of the pre-forging unit autonomous forging was implemented also. Now the complete smart forging line, starting with the pre-forging of the ingot and the final forging of the billet and ending with the heat-treatment of the produced bar is 100 percent automated.
Besides new software solutions the hardware of the 20 MN open die forging press had to be updated. A new forging manipulator and a turntable for ingots were installed. The electrical and hydraulically control system was also partially replaced. In addition, the material transfer to the forging machine was optimized by a second ingot wagon. With this major upgrade, the pre-forging process of ingots can be further optimized based on data mining and analysis. In addition, a more repeatable processes guarantees improved product quality in closing porosity of ingot, avoidance of segregations and establish a uniform microstructure with fine grain size. Also, energy
Press Type
consumption and CO2 emissions could be significantly reduced. The Smart Forcing Line combines the repeatability and process stability of a rolling mill with the advantage of being able to produce flexible diameters.
DESCRIPTION OF THE FORGING PRESS
The components of the 20 MN open die forging press are the press, Manipulator, Turning table and Ingot waggon. The Press is a two-column push-down open die forging press with a force of 20 MN. The max. speed of the crosshead is 300 mm/s.
Push down – 2 columns
Max force 20MN
Drive Oil hydraulic, 2x 800kW
Nominal pressure
320/160 bar
Height of press stroke 800 mm
Working modus automatically / manually
Max. forging length
7,5 - 10,5 m
Crosshead speed 300/240/100 mm/s
The rail bound Manipulator has a maximum load of 10 t and the normal usual possibilities of movement: X-, Y-,
Z-Directions, turning and tipping.
La Metallurgia Italiana - May 2024 pagina 35 Scientific papers
- Forging
Fig.1 - Process steps of smart forging line.
Tab.1 - Parameters of Press.
Tab.2 - Parameters of Manipulator.
With the turntable the ingots could be turned. Because only one manipulator is available and the gripping end of the Ingot has been forged also, the ingots should be turned during forging. Due to the limited space, the turntable cannot move in sideways, so it moves in a vertical direction to move out of the manipulator's travel range.
The new ingot wagon transports the billets after preforging to the GFM forging line using additional existing transportation table. To keep the ingot waggon simple and without an additional movement in high, the manipulator
should be able for a movement in vertical direction very low above the ground, to reach the given height of the roller tables from the GFM forging machine.
PROCESS DESCRIPTION
The Ingots from in house steel mill, which has been heated to forging temperature should be pre-forged at the open die forging press followed by the final forging at the GFM RF 45 forging machine.

La Metallurgia Italiana - Maggio 2024 pagina 36 Memorie scientifiche - Forgiatura Number 1 Nominal capacity 10 t Drive 12 m Clamping with diameters 230 - 950 Weight 48,5 t Working modus automatically / manually in combination with the press
Fig. 2 - Picture of pre-forging complex.
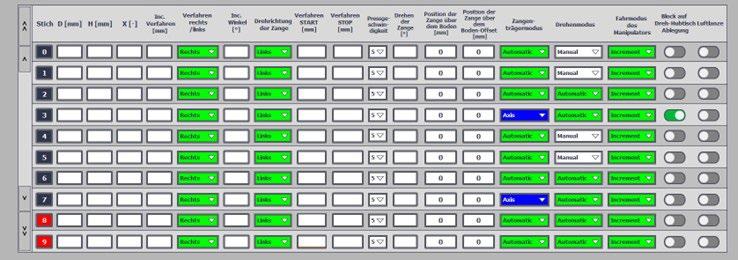
For each Ingot size, output diameter and forming group exists a fixed program. A program includes all required information for the forging process: For the Manipular are the required parameter the total ways, step size and directions in X-axis as well as turning angle and direction around X-axis. The intermediate and final diameters of the billet, speed, and oscillation path of the cross head of the press is also necessary parameters of the press (see Figure 3). The programs are based on the theoretical dimension,
the weight of the ingots and the principle of conservation of mass. Therefore, it is imperative that these parameters are adhered to, which is achieved with defined and fixed ingot sizes from in-house steel mill. Therefore, automatic forging works completely without any additional measuring equipment. Omitting such sensors is cheaper and less prone to failure.
The pre-forging process starts with picking the ingots from the forging furnace with a crane and take them with the manipulator. This should be done manually, because the operator must ensure that the ingot is completely in the tongs of the manipulator. The stop of the tongs is the necessary fixed point. Then the operator could start the programme and the automatic forging starts with processing the steps of the program. When one side is forged the manipulator places the billet automatically on the upcoming turning table. After turning the billet should be picked up from the table manually by the operator to ensure a fixed position of the billet in the tongs. Afterwards the automatic programme could be continued. After the pre forging is finalised, the billet is placed either at the ingot waggon or stays in the tongs of the manipulator, depending on if the material getting directly to the GFM forging line or should be re-heated in a forging furnace. Process steps times and temperatures are automatically locked and transferred to the ERP system, so that the important parameter could be checked if an issue appears [2].
At each time at the automatic forging process the operator has the possibility to make small corrections without interrupting the automatic forging process. So, after the correction the program is continued and should not be restarted again which is very user friendly. If there is a main issue, the operator has every time the possibility to interrupt the automatic forging by lifting the crosshead. After solving the issue, the automatic can be restated again by choosing the correct program step.
Before the revamping the crane had to place the billet it on the GFM transportation table first. Only afterwards the crane has the capacity to pick up and the next ingot from the forging furnace and transfer this ingot to pre forging press. With the new ingot waggon, transferring the billet to the forging line and picking up the following ingot from the forging furnace could be done at the same time. This ensures a minimum of off-peak times and a high output. The press is connected to the internal ERP-System. The program will be chosen by the internal system, dependent
La Metallurgia Italiana - May 2024 pagina 37 Scientific papers - Forging
Fig. 3 - Forging Parameters.
from the ingot size, required pre-forged diameter and the material specific forming group. The press records important parameters like time, temperature and
intermediate diameter and transfer it to internal system, so everything is traced.
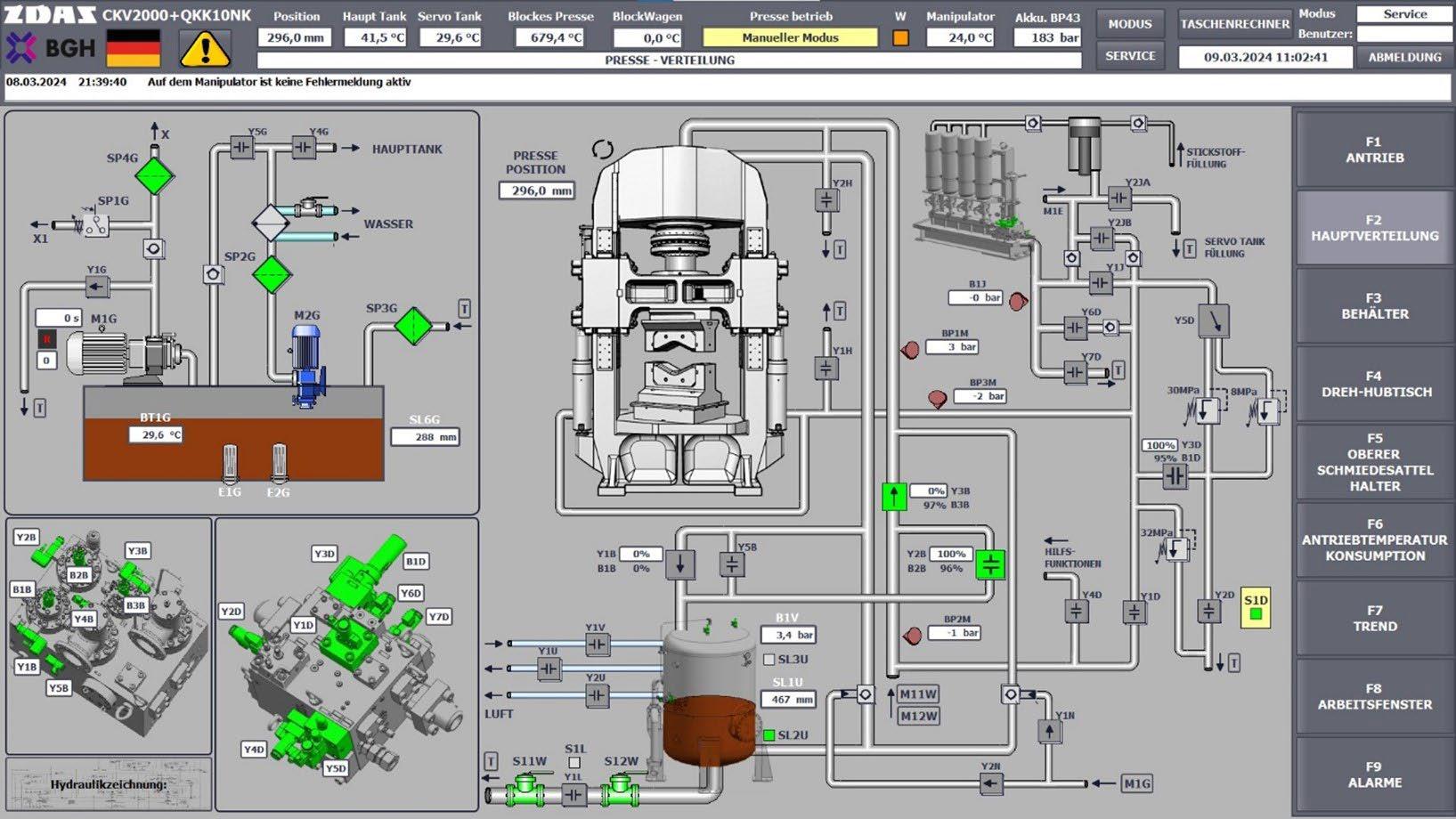
The visualization of the complex is very maintenance friendly because the status of all valves, pumps and engines are animated and could easily change with a click on the symbol. Also, the connections between them are shown and work over several pages of the visualization with Hyperlinks. The valve blocks are shown as a 3D clone like they are in the reality (see Figure 4). This ensures that the maintenance staff could find the parts easily without spending unnecessary time to search for the component based on the designation. This leads to a quick troubleshooting and short downtime. Also, the important parameters of the different tool-sizes could also be easily chosen by one click.
Due to short off-peak times and quick repair times the average output is 23 t per hour, including off-peak times and maintenance breaks.
BENEFITS
Before the revamping the Ingots has been forged
manually. Because each operator has made different intermediate diameter, steps in x-Axis and turning angle. Also, the starting point for each forging step is different, the process has had high variations. It was not guaranteed that the forging crosses of the forging steps had the necessary offset. Therefore, areas were the porosity isn´t closed while pre-forging could occur and leads to indications during ultrasonic testing.
The new technology assists the operator so that he can focus on monitoring functions. Due to the wide range of materials with a wide variety of forming properties, a lot of experience is required to be able to accurately assess the material behaviour during forging. It is important to find the optimal path between high productivity and good temperature control on the one hand and an optimal bite ratio and stitch removal on the other hand. Such parameters are stipulated in the programs so that forging can be carried out with the correct parameters even for non-common materials.
La Metallurgia Italiana - Maggio 2024 pagina 38 Memorie scientifiche - Forgiatura
Fig. 4 - Visualisation of Press.
In relation to the workforce, the advantage arises that even untrained newcomers can quickly gain the necessary experience without the risk of producing material of poor quality or, worst case scenario, complete scrap material. The required number of highly specialized stuff can be significantly reduced. This is a clear advantage, especially given the shortage of skilled workers. The benefit of the automatized process with the programmes is the defined forging operations and parameters which ensures a repeatable process, independent of operator. The clear parameter could also use to simulate the process (e.g. with QForm) and the porosity of the forged billet to find systematic issue where the offset of the forging crosses is not optimal. With the simulation a solution could be found and being transferred to optimise the programme of autonomous forging. This results in a homogenization of the structure and the grain size and other quality-relevant properties. By recording the process-relevant parameters, every forging can be traced.
REFERENCES
There are also advantages of the revamping to reducing greenhouse gases. On the one hand, increasing quality and minimizing the failure rate always saves energy. At the other hand, the specific electricity consumption for the entire system was reduced by 14% as a result of revamping the system components.
CONCLUSIONS
By revamping the system technology of an open die forging press and the associated components, forging can be carried out autonomous in a user-controlled mode. Previously pre-forging was the only manual process step in the fully automated Smart Forging Line. With the closure of the gap, the process of forming an ingot into the finished heat-treated bar steel for certain materials is completely automated. The quality-relevant parameters of the forged material and the documentation of the process could be improved and there are further advantages for personnel availability, maintenance of the system and energy consumption.
[1] HIPPENSTIEL, F., JANZ, W., & MÜLLER, M. (2017). 20TH INTERNATIONAL FORGEMASTERS MEETING - IFM 2017. DIRECT QUENCHING AFTER FORGING AND INDUCTIVE REHEATING, (P. 246 - 253). GRAZ, AUSTRIA.
[2] Grosse, A., Schoß, H., Weyl, A., & Klaas, P. (2018). Ingot Casting Rolling Forging. Process Integration of a New 20MN Forging Press at BGH Edelstahl Freital, (P. 407-417). Stockholm.
La Metallurgia Italiana - May 2024 pagina 39 Scientific papers - Forging
TORNA ALL'INDICE >
Acciaio e metalli: dinamiche, cicli e tendenza di mercato
Acciaio e metalli: dinamiche, cicli e tendenze di mercato
Rubrica trimestrale a cura di Achille Fornasini
Ha insegnato all’Università Bocconi di Milano, all’Università di Venezia e all’Università di Brescia, dove è responsabile del Laboratorio per lo studio delle Dinamiche dei Sistemi e dei Mercati finanziari. Coordina l’osservatorio congiunturale di Confindustria Brescia e di ANIMA Confindustria. Partner di Sidewerb, da vent’anni cura rubriche dedicate ai mercati siderurgici e metallurgici. È autore di libri e centinaia di saggi, editoriali e articoli su temi economico-finanziari.
Agli inizi del mese di maggio persistono gli effetti di eventi che non giovano né alla crescita economica, né alla tranquilla ed equilibrata gestione delle imprese manifatturiere. Mentre si assiste alla cronicizzazione del conflitto russo-ucraino, che mantiene alta la tensione in Europa, si aggrava e rischia l’escalation lo scontro in Medio Oriente. Uno dei sintomi del disordine è colto dalla figura 1, che aggiorna la dinamica del World Container Index: sintesi dei costi del trasporto marittimo di container sulle principali rotte mondiali rilevati dall’agenzia internazionale Drewry. Come si può osservare, dopo gli aumenti straordinari realizzatisi a seguito degli attacchi portati dagli yemeniti Houthi al traffico diretto al Canale di Suez, e con i conseguenti maggiori costi legati alla circumnavigazione dell’Africa, la curva evidenzia una significativa flessione: -31,7% rispetto ai massimi di fine gennaio l’indice generale, che incorpora i cali,

tra gli altri, delle tariffe per le rotte Shanghai-Rotterdam (-40%), Shanghai-Genova (-43,8%) e Shanghai-New York (-30,3%).
Quei ridimensionamenti dimostrano come l’impennata dei costi sia stata inizialmente orientata dall’ansia e dalla speculazione. Il brusco rialzo di dicembre e il drastico calo successivo non hanno tuttavia concorso alla stabilizzazione dei nuovi livelli di costo conseguenti all’allungamento delle rotte. Nelle prime settimane di maggio, infatti, come conseguenza della forte ripresa della domanda di spedizioni dalla Cina, le tariffe sono tornate a correre: +16,7% l’indice generale in scia ai rincari, tra gli altri, per la rotta Shanghai-Rotterdam (+24%), per la rotta Shanghai-Genova (+20%) e per la rotta Shanghai-New York (+16,4%). Incrementi destinati a proseguire come lascia presagire la difficoltà di trovare spazi in stiva anche per chi dispone di contratti già sottoscritti con i vettori.
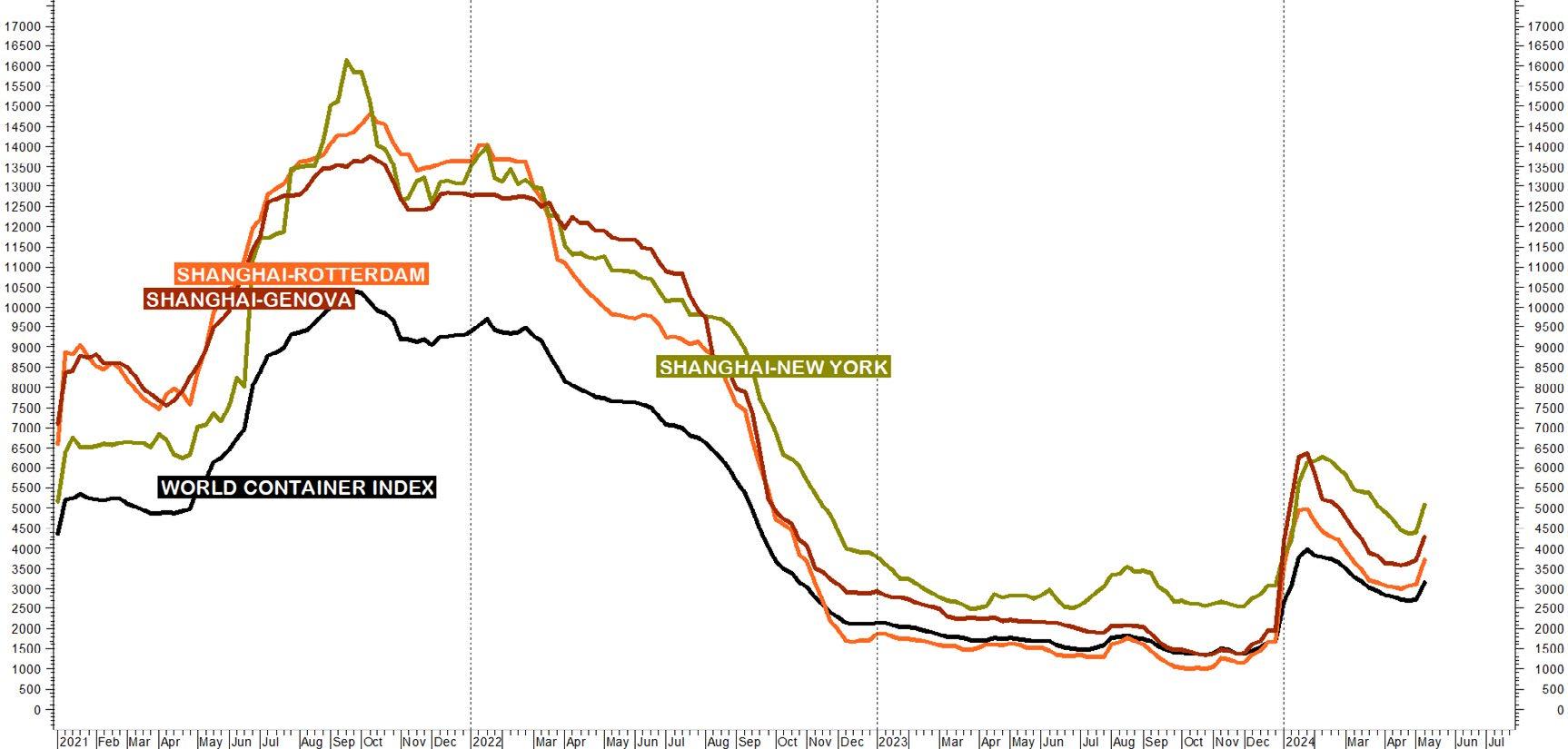
Fig. 1 - Le dinamiche dei noli mercantili.
La Metallurgia Italiana - Maggio 2024 pagina 40
Steel and metals: market dynamics, cycles and trends
Accanto agli incerti sviluppi geopolitici, pesano anche gli alti livelli di inflazione che impediscono il tanto atteso ribasso dei tassi d’interesse, i cui livelli correnti seguitano a frenare investimenti e consumi. Il Fondo Monetario Internazionale ha sintetizzato nel suo rapporto di aprile la situazione generale, prospettando per il 2024 e per il 2025 una crescita del PIL globale al 3,2%: una performance che si pone al disotto della media annua storica del 3,8%. Per quanto riguarda il nostro Paese, il FMI stima una crescita dello 0,7% per il prossimo biennio, limando al ribasso le proiezioni precedenti, a differenza delle attese dell’Ocse poco più ottimistiche: +1,2% nel 2025. Più
in generale si profila una volatilità crescente dei prezzi delle materie prime ed una maggiore opacità dei mercati conseguente all’affermarsi di cluster commerciali e all’incertezza sulla tenuta delle catene di approvvigionamento globali.
Come si evince dalla figura 2 - dedicata agli andamenti dei principali sottoinsiemi di materie prime - da inizio anno si nota un significativo cambio di direzione delle commodities: al recupero delle Hard Commodities - metalli +13,9% e fonti energetiche +15,3% - si affianca infatti l’ascesa del paniere delle Soft Commodities iniziata peraltro già nell’ottobre 2022.
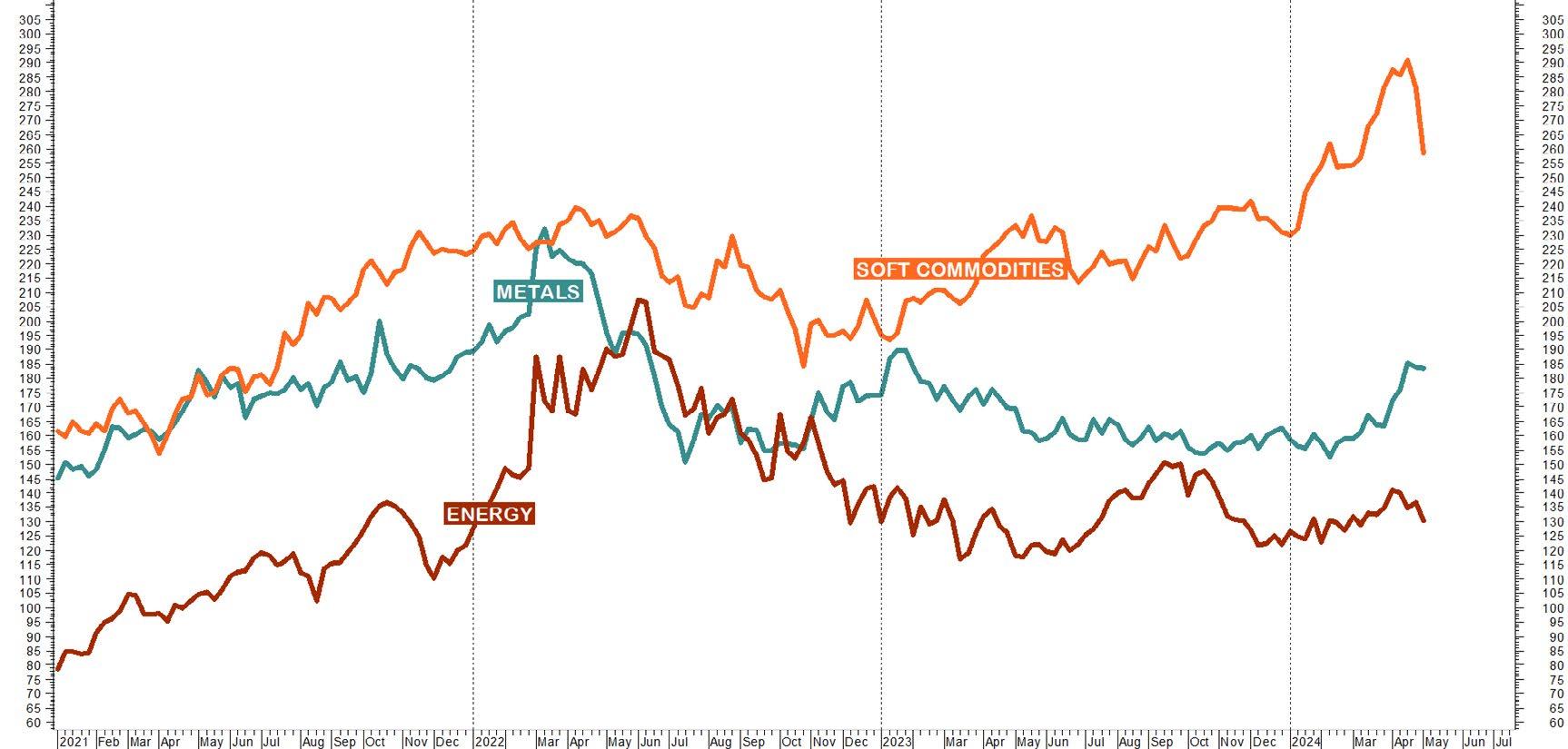
2 - L’evoluzione generale delle materie prime.
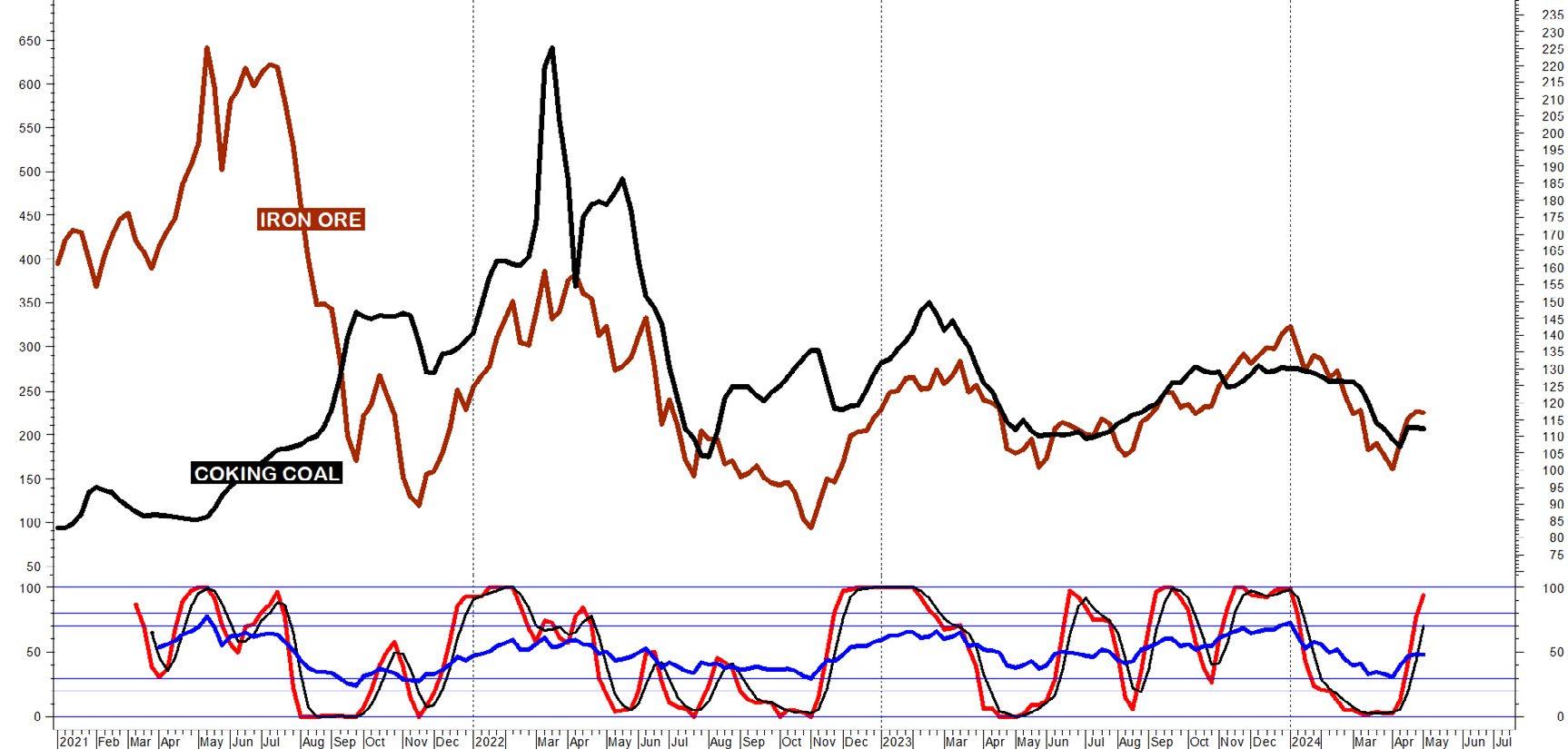
- Gli elementi basilari del ciclo integrale dell’acciaio.
La Metallurgia Italiana - May 2024 pagina 41
Fig.
Fig.3
LE PRODUZIONI DI ACCIAIO A CICLO INTEGRALE
La figura 3 illustra gli andamenti dei prezzi medi settimanali in dollari/tonnellata del minerale di ferro (scala di destra) e del carbone metallurgico (scala di sinistra): all’inizio di quest’anno, i prezzi del minerale hanno raggiunto il picco di 143,50 dollari/tonnellata per flettere durante l’intero primo trimestre (-29,8%) e chiudere con un rimbalzo il mese di aprile (+17%). Mentre il calo è da ascrivere alla crisi immobiliare cinese, il recente recupero appare motivato dall’avvento di nuova domanda, che non prospetta peraltro la prosecuzione immediata della fase ascendente. I prezzi del carbone metallurgico si muovono in alta concordanza con quelli del minerale: dopo il ribasso iniziale (-32,5%), si orientano in direzione
opposta (+11,5%) frenando la loro ascesa a fine quadrimestre. La dinamica del valore “core” della carica d’altoforno, cioè limitato ai soli contributi ponderati dei due elementi basilari del ciclo integrale dell’acciaio, intercetta le inclinazioni ribassiste, esprimendo dapprima un corposo un cedimento (-29%) e successivamente un recupero (+12,4%) in via di affievolimento. Dopo il raggiungimento dei minimi fissati nel 2022 e nel 2023, la frenata degli aumenti registrata a fine aprile lascia presagire il consolidamento laterale dei prezzi relativi agli ingredienti basilari dell’acciaio prima di un’eventuale ripresa nella seconda parte dell’anno.
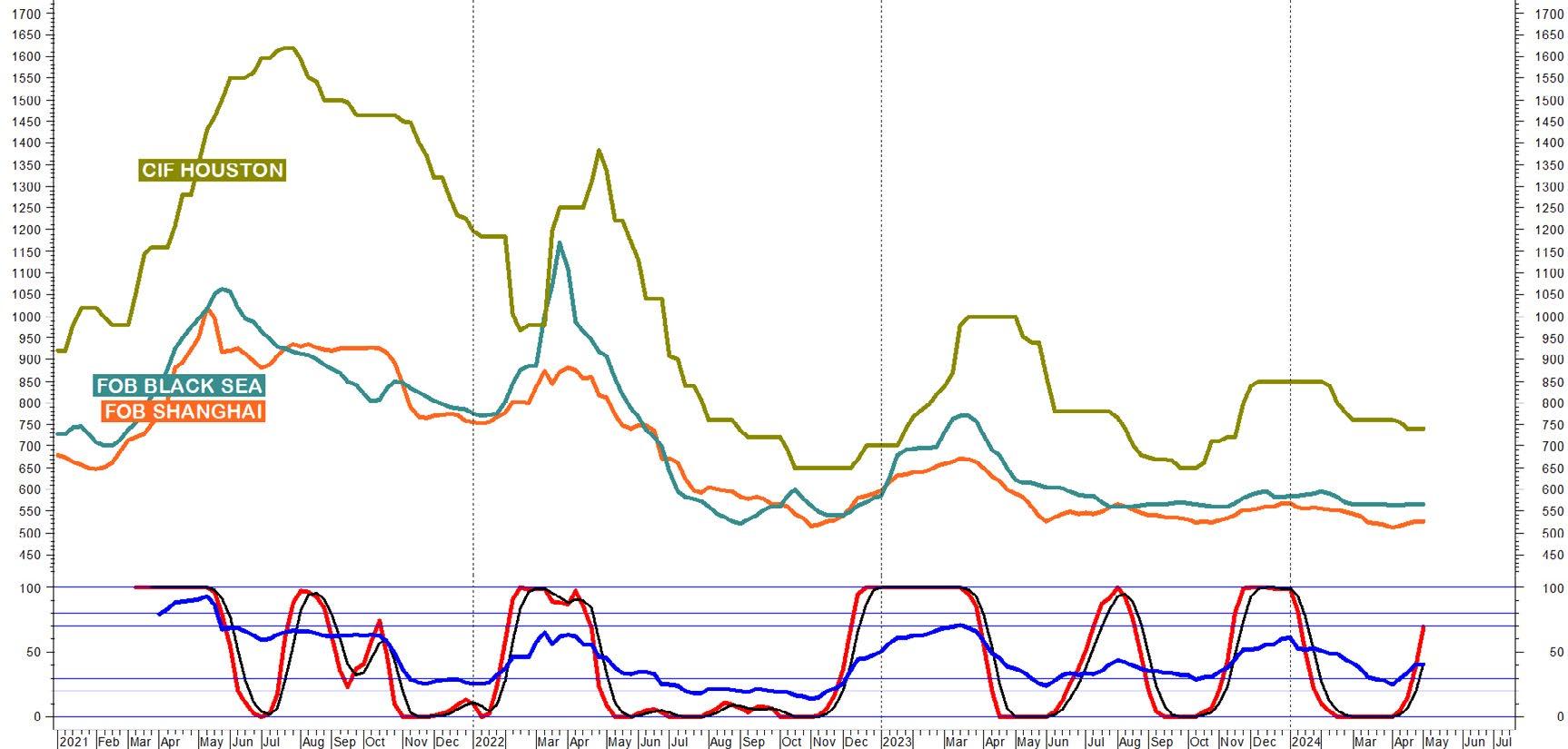
4 - I mercati internazionali dei coils.
Nell’ambito delle produzioni a ciclo integrale, si consideri la figura 4, comprendente le curve di prezzo in dollari/tonnellata dei coils a caldo per rese FOB Shanghai, FOB Black Sea e CIF Houston: il benchmark cinese registra il suo minimo nella prima settimana di aprile, cedendo il 10% dai livelli di inizio anno. Coerentemente con la contestuale evoluzione del minerale di ferro, segue una reazione (+3%), che tende tuttavia a rallentare. Il riferimento europeo cede posizioni per l’intero primo bimestre, per poi stabilizzarsi e chiudere il primo terzo dell’anno a -3%. Il mercato nordamericano, infine, si mantiene costantemente al ribasso, archiviando il quadrimestre a -12,9%. In linea generale, le tre curve di prezzo riflettono una condizione di domanda asfittica, che profila la prosecuzione della fase stazionaria.
Le evoluzioni dei principali prodotti piani nazionali rilevati settimanalmente da Siderweb in euro/tonnellata sono illustrate nella figura 5: qui si osservano gli andamenti altamente concordanti di tutte le produzioni, che proseguono al ribasso fino alla conclusione del quadrimestre per poi consolidarsi sui minimi: -15% i coils, -14,7% le lamiere nere, -14,3% le lamiere zincate, -6,5% le lamiere da treno. Persiste dunque la depressione dei mercati conseguente al protrarsi della debole domanda proveniente dai comparti degli elettrodomestici e dell’Automotive: fluttuazioni destinate a proseguire nell’attuale orientamento laterale fino a quando non miglioreranno le condizioni finanziarie di contesto.
La Metallurgia Italiana - Maggio 2024 pagina 42
Acciaio e metalli: dinamiche, cicli e tendenza di mercato
Fig.
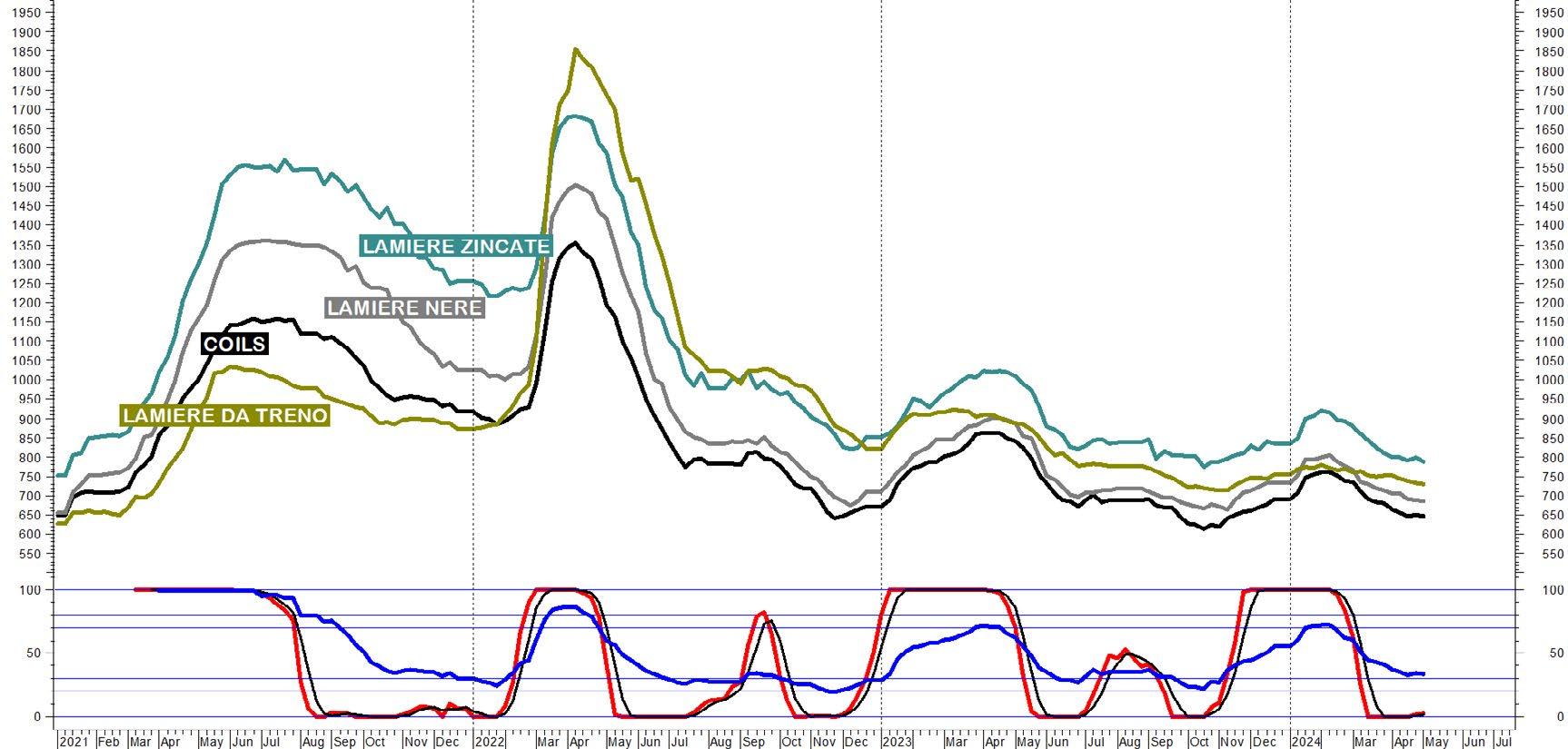
5 - Il mercato nazionale dei prodotti piani.
LE PRODUZIONI A FORNO ELETTRICO
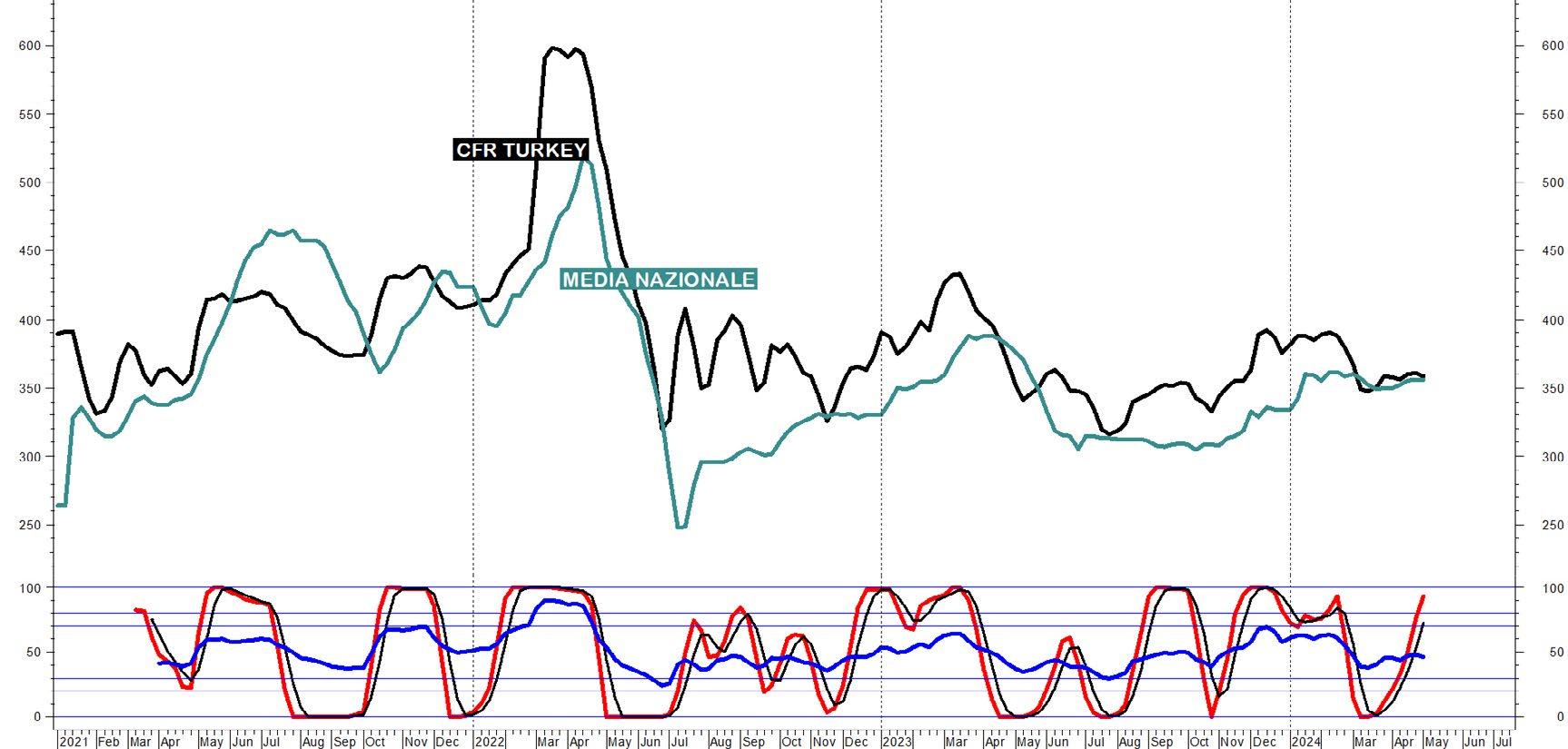
Fig. 6 - Le quotazioni dei rottami ferrosi.
In campo elettro-siderurgico l’analisi non può che iniziare dal mercato del rottame ferroso il cui andamento orienta tradizionalmente l’intera filiera. Si consideri al riguardo la figura 6, che propone le dinamiche in euro/ tonnellata del rottame per resa CFR Turkey e della media delle quotazioni di varie tipologie di rottame - frantumato, da demolizioni, torniture e lamierino - rilevate da Siderweb a livello nazionale: dopo aver fissato un massimo in febbraio (+4% da inizio anno), i prezzi del materiale turco stornano fino a metà marzo (-11%) per
poi risollevarsi (+4%). Ancorché sfasati temporalmente di una settimana, i prezzi dei rottami nazionali seguono le medesime traiettorie: all’iniziale recupero (+8,2%), seguono un contenuto ritracciamento (-3,6%) e un successivo rialzo (+2%). Si coglie un calo della volatilità di entrambi mercati, che evidenziano inoltre una direzionalità poco spiccata come conseguenza di una domanda ancora debole generata dal comparto dei prodotti lunghi (figura 7): il grafico - dedicato alle dinamiche dei prezzi in euro/tonnellata delle principali produzioni rilevate da
La Metallurgia Italiana - May 2024 pagina 43
and metals: market
trends
Steel
dynamics, cycles and
Fig.
Siderweb - evidenzia dinamiche differenziate. Alla fine del primo trimestre si esauriscono i ridimensionamenti del tondo per cemento armato (-11,7%), della vergella da rete (-9,8%) e della vergella da trafila (-7,3%), che nel mese di aprile recuperano rispettivamente il 3,1%, il 6,7% e il 5%: rialzi che lasciano peraltro presagire un consolidamento laterale delle quotazioni anziché l’avvio di trend ascendenti. Si confermano dunque quei sintomi di debolezza già segnalati nella puntata precedente di questa rubrica. Ne è prova la persistenza dei ribassi dei
prezzi dei laminati mercantili e delle travi, che per l’intero primo quadrimestre si mantengono al ribasso: -7,7% i primi, -6,4% le seconde. Tenuto conto degli andamenti dei prezzi del rottame ferroso e dei prodotti lunghi si può cogliere la progressiva erosione dei margini industriali delle acciaierie a forno elettrico: una situazione che non può reggere a lungo ed è dunque destinata ad essere corretta dai mercati, iniziando proprio dalle quotazioni di travi e laminati mercantili.
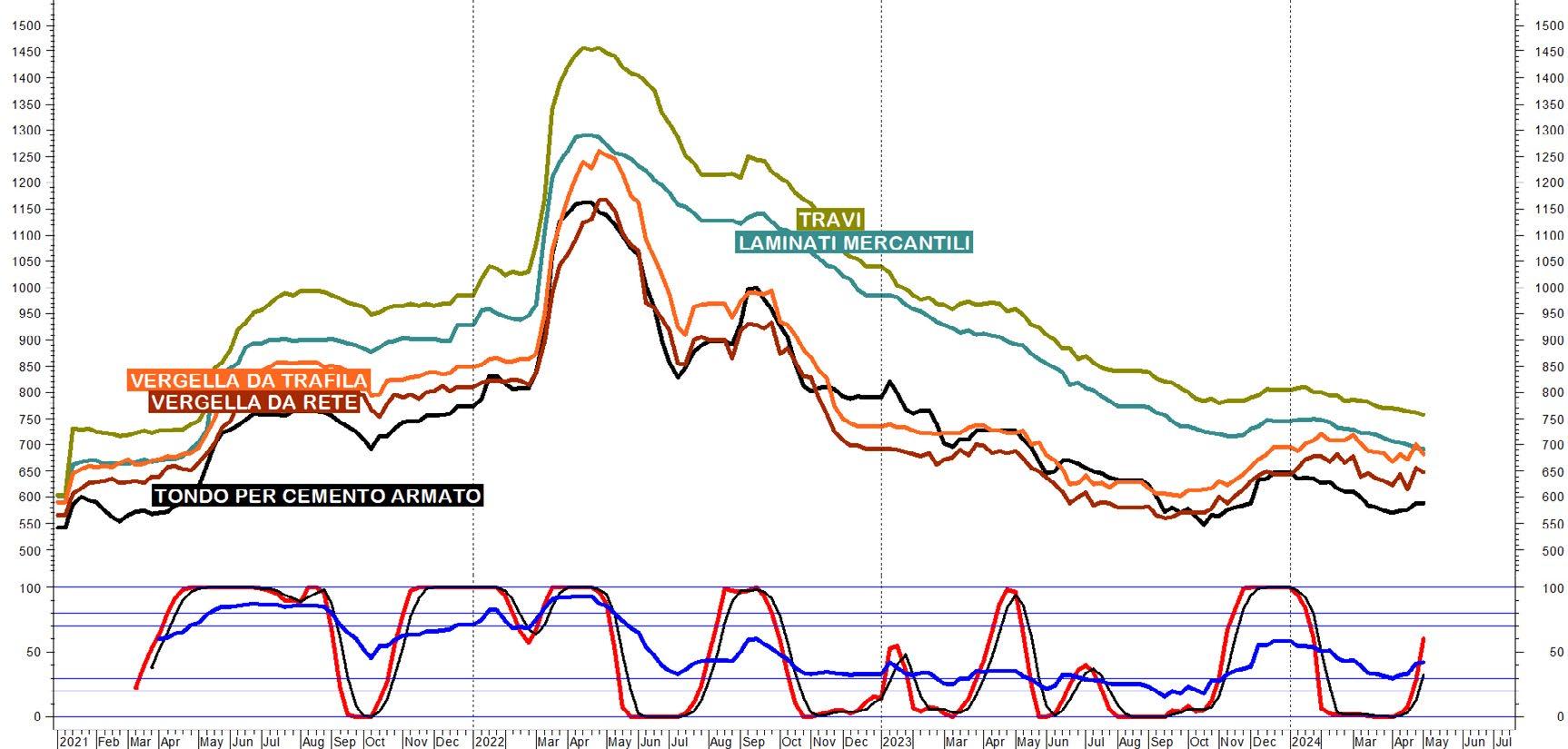
7 - Il mercato nazionale dei prodotti lunghi.
METALLI NON FERROSI
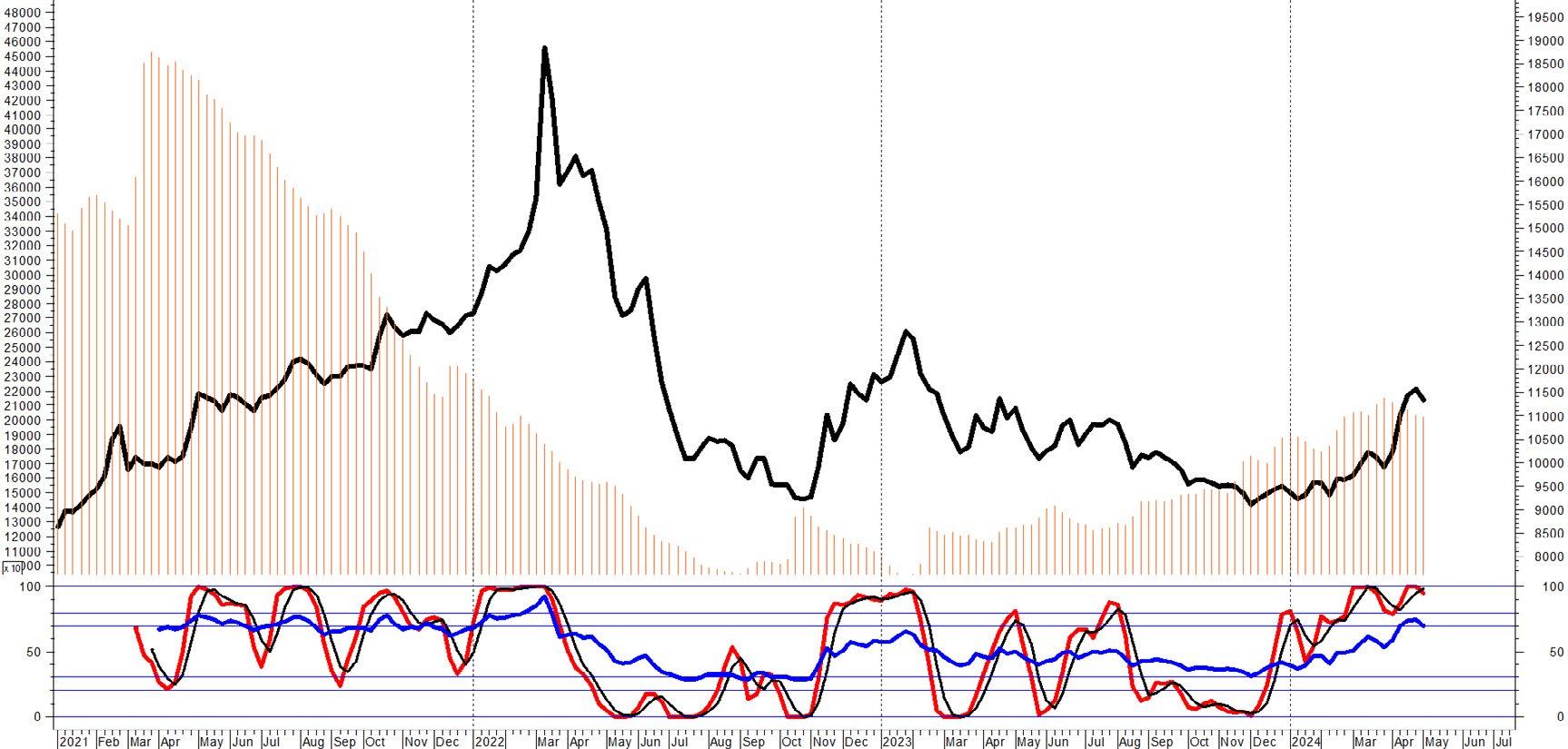
Fig. 8 - I metalli non ferrosi quotati al London Metal Exchange.
La Metallurgia Italiana - Maggio 2024 pagina 44
Acciaio e metalli: dinamiche, cicli e tendenza di mercato
Fig.
Steel and metals: market dynamics, cycles and trends
Il primo quadrimestre dell’anno si chiude in deciso rialzo per tutti i metalli non ferrosi come conseguenza della progressiva contrazione dell’offerta da parte di diversi Paesi produttori, ma anche per effetto di sanzioni e di vischiosità logistiche internazionali. Si veda al riguardo la figura 8, che presenta l’andamento della media delle quotazioni medie settimanali dei prezzi in dollari/tonnellata dei principali metalli non ferrosi - Alluminio, Rame, Nickel, Zinco, Piombo e Stagno - quotati al London Metal Exchange (scala di destra) e la contestuale evoluzione delle loro scorte fisiche detenute presso i magazzini ufficiali dello stesso mercato (scala di sinistra). La curva sintetica dei prezzi si impenna all’inizio dell’anno per proseguire al rialzo, violando le resistenze opposte dai massimi risalenti a un anno fa, fino a metà aprile (+21,6%) sull’onda dell’accumulazione iniziata nel 2023 per poi stornare (-1,8%). Nel contempo, l’entità degli stock sale per l’intero primo trimestre (+14%) per poi diminuire nell’ultimo mese (-5,9%).
Tra i metalli non ferrosi, peraltro, si distinguono evoluzioni differenziate: nei primi quattro mesi dell’anno il Rame ha registrato un rialzo repentino (+15,4%), sfondando quota 10.000 dollari/tonnellata e avvicinando i
record del biennio 2021-2022 sull’onda di previsioni di un’offerta insufficiente, nel prossimo futuro, a far fronte alle necessità legate allo sviluppo della decarbonizzazione e delle infrastrutture elettriche ed elettroniche. L’aumento dell’Alluminio, pur approssimandosi ai massimi del 2023, è meno vistoso (+12%) e tende a indebolirsi nella seconda metà di aprile (-2,3%). Recupera anche il Nickel (+16%) che rientra tra gli elementi chiave delle batterie di nuova generazione per i veicoli elettrici. Dopo i massimi storici del 2022, il calo dei costi energetici ha accompagnato la discesa dei prezzi dello Zinco culminato a febbraio. Il successivo aumento (+24,7%), pur zavorrato dall’incremento degli stock, prefigura ulteriori rialzi. L’incremento del Piombo è stato il più lento (+5,7%) per effetto di un’offerta più che sufficiente per far fronte alle richieste generate dal comparto Automotive. Straordinario, infine, il balzo dello Stagno (+33%), che risale oltre i massimi dello scorso anno a causa della contrazione dell’offerta da parte di Congo e Myanmar: una crisi che appare rientrata, considerando che i prezzi iniziano a flettere già nella seconda metà di aprile (-4,7%).
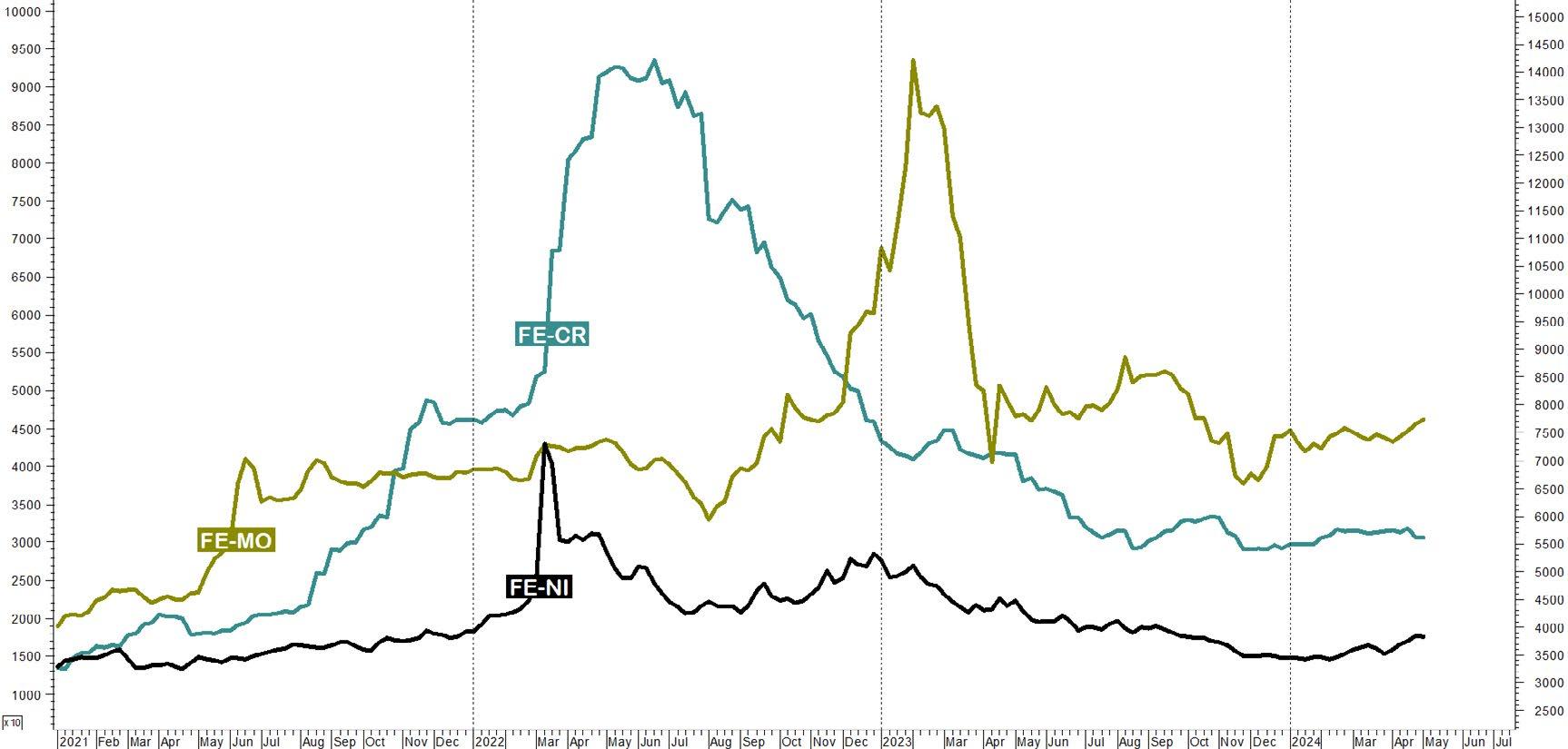
Fig. 9 - I prezzi delle principali ferroleghe.
In continuità con la descrizione dei mercati delle ferroleghe, l’aggiornamento sugli elementi basilari della colata inox è favorito dall’analisi della figura 9 dove se ne osservano le evoluzioni dei prezzi medi settimanali in euro/ tonnellata. Dopo gli eccessi rialzisti e ribassisti degli scorsi anni, il primo quadrimestre 2024 vede i timidi rialzi del Ferro-Cromo (+3,3%) e del Ferro-Molibdeno (+5%), mentre il Nickel segna un aumento più deciso (+18,6%). Gli andamenti delle ferroleghe accompagnano le evoluzioni dei prezzi delle lamiere inox riferite alle tipologie di
La Metallurgia Italiana - May 2024 pagina 45
COMPARTO INOX
acciaio AISI (American Iron & Steel Institute) specificate nella figura 10. Per comprenderne appieno i movimenti, si consideri innanzitutto che le lamiere di natura austenitica come le categorie 304 e 316 sono guidate dai mercati del Nickel e del Molibdeno, mentre le lamiere di natura ferritica come la categoria 430 sono influenzate dalla dinamica del Ferro-Cromo.
Il grafico evidenzia evoluzioni differenziate nel quadro di un mercato inox particolarmente depresso fino a febbraio e in moderata ripresa nei due mesi successivi. I moderati rialzi, peraltro, hanno riguardato solo le lamiere AISI 304 (+7,7%) e AISI 316 (+3,1%), sostenute anche dall’aumento del prezzo del rottame e da una domanda in leggero miglioramento. Ancora in flessione, invece, il mercato delle lamiere AISI 430 (-1,8%) a causa di una
domanda specifica in persistente contrazione. Le prospettive dei tre mercati sono legate anche alle crescenti difficoltà logistiche determinate dalle tensioni sul Mar Rosso, che stanno provocando la rimodulazione delle consegne e conseguenti maggiori oneri che si faranno presumibilmente sentire sui prezzi finali dei laminati inox nei prossimi mesi.
Lo scenario congiunturale in chiusura del primo quadrimestre conferma le avvisaglie di ripresa registrate già all’inizio dell’anno sull’onda di un cauto ottimismo: timidi segnali positivi, che sono peraltro tuttora deboli ed eterogenei. Continueremo dunque a monitorare la situazione dei mercati metallurgici e siderurgici, che aggiorneremo nel numero di agosto.
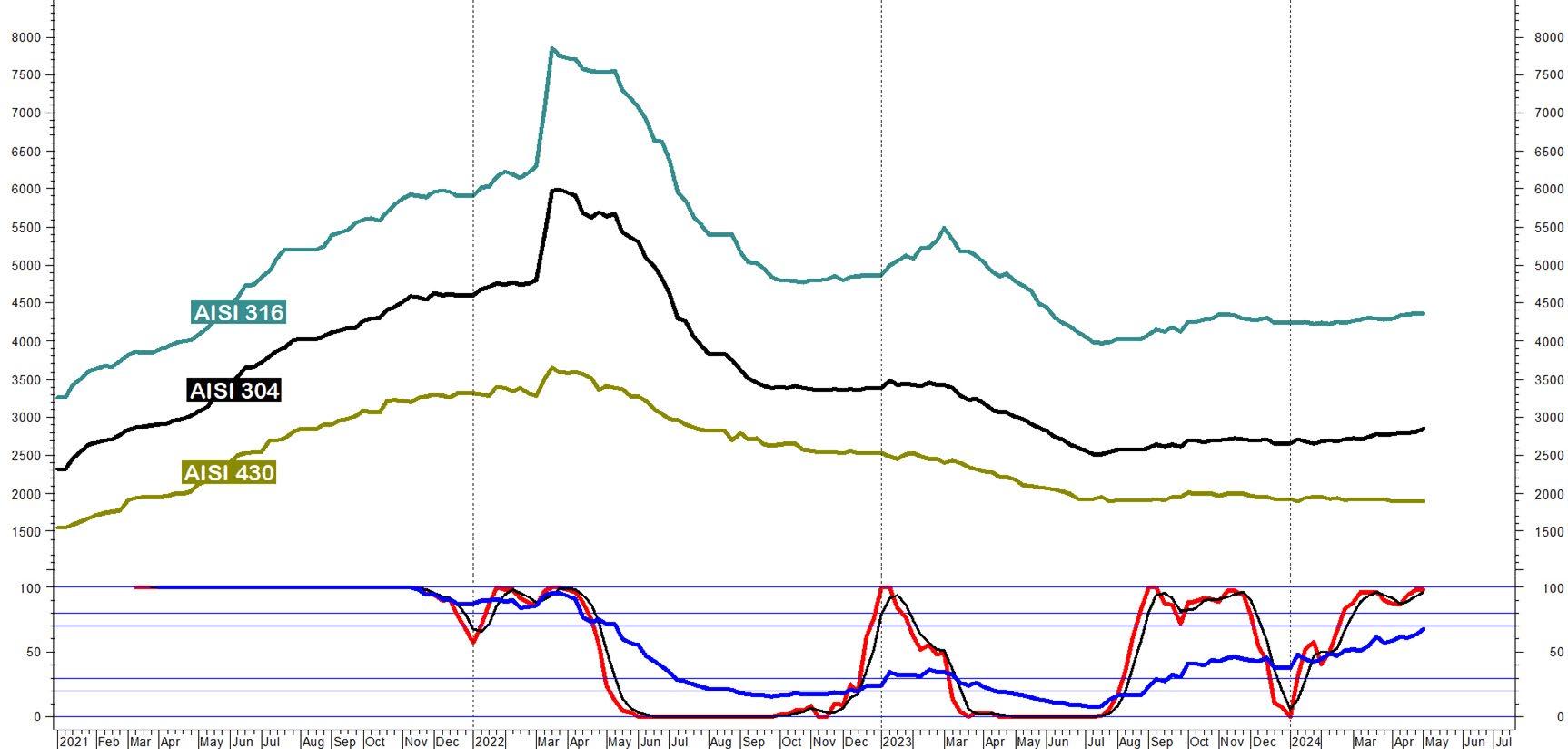
Fig. 10 - L’evoluzione dei prezzi delle lamiere inox.
La mia rubrica proseguirà anche nel 2024, mantenendo la medesima cadenza temporale - febbraio, maggio, luglio-agosto, dicembre - per aggiornare di volta in volta l’attualità e le immediate prospettive dei mercati metallurgici e siderurgici in continuità con l’ultimo intervento proposto lo scorso anno (Dicembre 2023; pagg. 69-76).
Per le domande e i sempre graditi confronti: achille.fornasini@unibs.it

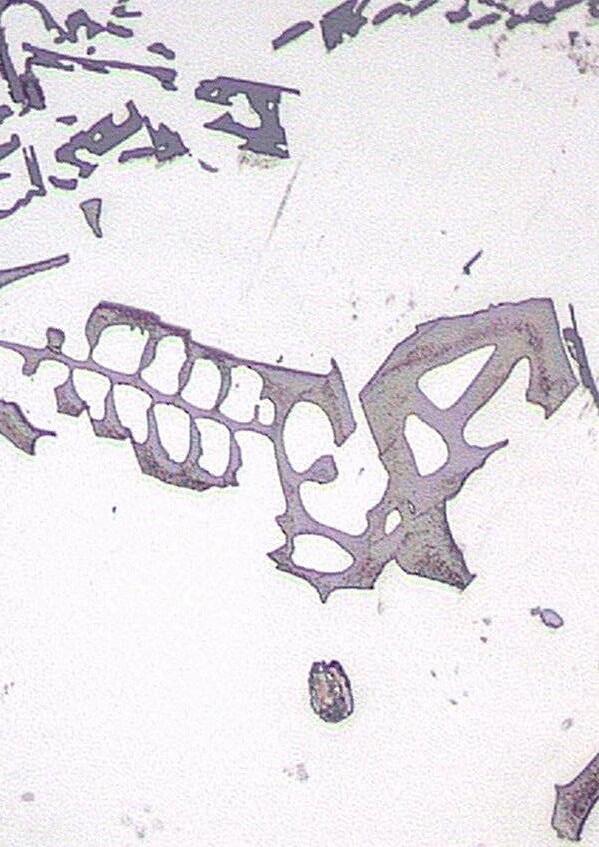
La Metallurgia Italiana - Maggio 2024 pagina 46
Acciaio e metalli: dinamiche, cicli e tendenza di mercato
TORNA ALL'INDICE >
Andrea Manente, Annalisa Fortini, Marialaura Tocci
Principi teorici e pratici
dell’analisi termica applicata alle leghe di alluminio

Principles and applications of thermal analysis for aluminium alloys

Indice
› INTRODUZIONE
› SCHEDE TECNICHE
› Leghe da fonderia e esempi di modifica
› Esempi di affinazione
› Leghe speciali
› Leghe madri
› Leghe da deformazione plastica
› CASI DI STUDIO
› Effetto della variazione del Si sulla solidificazione
di leghe Al-Si e Al-Mg
› Effetto della modifica con Sr e Ca della lega AlSi10Cu1Mg
› Effetto della modifica con Na su leghe Al-Si all’aumentare
del tenore di Si
› Segregazioni di fase eutettica in getti ottenuti mediante
colata in bassa pressione o pressocolata
› Segregazioni di fase eutettica in componenti
realizzati in lega AlCu4
› Confronto tra una lega EN AB 42100 ottenuta da riciclo
e la corrispondente lega primaria
› Applicazione dell’analisi termica per valutare l’efficacia
di maniche esotermiche e isotermiche
› Valutazione dell’umidità di stampi in terra
› Cricche a caldo su getti fusi in conchiglia
› Esempi di affinazione di leghe Al-Mg e Al-Zn
› Effetto di una affinazione non ottimale su getti ottenuti
con lega Duralite
Un manuale che offre una panoramica su aspetti teorici e pratici dell’analisi termica delle leghe di alluminio, attraverso schede tecniche e casi di studio reali.
Il volume è destinato a ingegneri, tecnici di fonderia, ricercatori e studenti che desiderano comprendere e sfruttare appieno le potenzialità dell’analisi termica per ottimizzare la qualità e le prestazioni delle leghe di alluminio nella pratica industriale.
Caratteristiche dell’opera
Anno di pubblicazione: 2024
ISBN: 9788898990368
Formato: A4
Foliazione indicativa: 300 pagina circa Lingua: Italiano/Inglese
Rilegatura: brossura cucita filo refe
Prezzo di copertina: Euro 100,00
pre-ordina la tua copia

Eventi AIM / AIM events
CONVEGNI
IFM 2024 - INTERNATIONAL FORGEMASTERS MEETING – Milano, 27-30 maggio 2024
ESOMAT 2024 - 12th European Symposium on Martensitic Transformations – Lecco, 26-30 agosto 2024
40° CONVEGNO NAZIONALE AIM – Napoli, 11-13 settembre 2024
ECIC 2024 - 9TH EUROPEAN COKE AND IRONMAKING CONGRESS – Bardolino, 16-18 ottobre 2024
International Meeting on CIRCULAR METALLURGY - Raw Materials, By-products & Recycling – Bergamo, 2829 novembre 2024
CORSI E GIORNATE DI STUDIO
Corso modulare TRATTAMENTI TERMICI – Milano, 8-9-15-16 maggio, Avigliana TO c/o Motivexlab, 22-23 maggio, Campogalliano MO c/o Tec Eurolab, 5-6 giugno 2024
Corso itinerante METALLURGIA FUORI FORNO – 22-23 maggio, 12-13 giugno 2024
Giornata di Studio ESG: sostenibilità, carbon footprint, energia green per il settore trattamenti termici – Brescia c/o Blu Brixia Hotel e via zoom - 6 giugno 2024
Giornata di Studio SBM – Smart Bean Manufacturing: NUOVO LAMINATOIO PER TRAVI – San Zeno sul Naviglio c/o Duferco, 7 giugno 2024
Corso PROVE MECCANICHE - 12-13-19-20 giugno 2024
Giornata di Studio FUTURO SOSTENIBILE E COMPETITIVO DELLA METALLURGIA DELLE POLVERI – Maerne c/o Pometon, 13 giugno 2024
Corso MICROSCOPIA ELETTRONICA IN SCANSIONE – Milano, 18-19 giugno 2024
Corso RIVESTIMENTI – II MODULO: RIVESTIMENTI SPESSI – Milano, 19-20 giugno 2024 METALLURGY SUMMER SCHOOL ON ADDITIVE METALLURGY – Bertinoro, 30 giugno - 1,2,3 luglio 2024
Corso METALLURGIA PER NON METALLURGISTI – Milano, 15-16-22-23-29-30 ottobre 2024
Giornata di Studio MICROSCOPIA ELETTRONICA APPLICATA ALLA FAILURE ANALYSIS – Milano, 7 novembre 2024
Corso PROVE NON DISTRUTTIVE – Milano, novembre 2024
Giornata di Studio RAGGI X – Milano, 3 dicembre 2024
Giornata di Studio NUOVI SVILUPPI ADDITIVE MANUFACTURING PER BIOMEDICALE – Milano c/o PoliMi, 5 dicembre 2024
La Metallurgia Italiana - Maggio 2024 pagina 48 Atti e notizie - AIM news
Per ulteriori informazioni rivolgersi alla Segreteria AIM, e-mail: info@aimnet.it, oppure visitare il sito internet www.aimnet. it
FaReTra (Fair Remote Training) - FORMAZIONE E AGGIORNAMENTO A DISTANZA
Modalità Asincrona (registrazioni)
Webinar NORMATIVA NEL CAMPO DEI TRATTAMENTI TERMICI
Giornata di Studio STATO DI SERVIZIO DEGLI IMPIANTI, CON PARTICOLARE ATTENZIONE ALLA METALLURGIA E AGLI ESAMI UTILIZZATI
Giornata di Studio LA NORMATIVA: GLI ACCIAI E I TRATTAMENTI TERMICI NELL'INDUSTRIA AUTOMOTIVE
Corso PROVE NON DISTRUTTIVE
Giornata di Studio TRATTAMENTI SUPERFICIALI DELL’ALLUMINIO A SCOPO DECORATIVO E PROTETTIVO
Corso Modulare METALLOGRAFIA – I MODULO, II MODULO “METALLI NON FERROSI”
Corso modulare FONDERIA PER NON FONDITORI
Corso DIFETTOLOGIA NEI GETTI PRESSOCOLATI: METALLIZZAZIONI
Corso ADDITIVE METALLURGY
Corso METALLURGIA PER NON METALLURGISTI
Giornata di Studio PRESSOCOLATA DELLE LEGHE DI ZINCO
Giornata di Studio LA SFIDA DELLA NEUTRALITÀ CARBONICA
Corso modulare TRATTAMENTI TERMICI
Corso modulare I REFRATTARI SIDERURGICI E LE LORO APPLICAZIONI
Corso GLI ACCIAI INOSSIDABILI 11ª edizione
Corso FAILURE ANALYSIS 11a edizione
L’elenco completo delle iniziative è disponibile sul sito: www.aimnet.it
www.aimnet.it
La Metallurgia Italiana - May 2024 pagina 49 Atti e notizie - AIM news
Comitati tecnici / Study groups
CT MATERIALI PER L’ENERGIA (ME)
(riunione del 11 aprile 2024)
Consuntivo di attività svolte
• La GdS “Stesura specifiche dei materiali” (coordinatore Pinciroli) si è tenuta il 25 gennaio scorso con la partecipazione di oltre 50 iscritti. A parte la tempistica che non è stata rispettata (le sessioni si sono dilungate oltre quanto programmato), i giudizi sono stati positivi, con apprezzamenti alle aziende che hanno partecipato e contribuito. Nel complesso dal questionario di valutazione finale sono emerse osservazioni interessanti circa la necessità di approfondimenti in particolare per il settore oil and gas ma anche su idrogeno e riduzione CO2. È stata evidenziata la mancanza di esempi pratici circa le richieste restrittive da parte del cliente: l’Azienda che doveva affrontare queste tematiche ha fatto invece una presentazione molto generica. I partecipanti hanno chiesto inoltre come valutare la carbon footprint e gli aspetti ambientali, ma si deve pensare a giornata ad hoc per trattare l’aspetto in termini quantitativi e non solo qualitativi. Sono stati inoltre richiesti un focus sul settore ferroviario e approfondimenti sui rivestimenti anticorrosivi.
• GdS “Superleghe base nichel: metallurgia, fabbricazione ed utilizzi del prodotto forgiato” si è svolta il 22 febbraio 2024 presso il Museo della Scienza e della Tecnologia a Milano. Ripamonti, tra i coordinatori, riferisce che la giornata ha avuto molto successo, la location scelta è stata molto d’effetto; vi sono stati circa 200 partecipanti. Dai questionari sono stati raccolti giudizi positivi, e sono stati richiesti approfondimenti su temi quali ad esempio: forgiature e trattamenti termici, ricristallizzazione, deformazione a caldo, forgiatura/laminazione delle leghe di titanio e rame, aspetti microstrutturali, proprietà meccaniche in relazione al campo di applicazione. La possibilità di interazione, anche extra evento ufficiale, ha soddisfatto i presenti. La parte della forgiatura è stata preponderante, ma la collaborazione ha dato buoni frutti, l’esperienza è da ripetere.
Iniziative future
• Si discute della possibile manifestazione su “Materiali per il settore energetico/cicli combinati a supporto della transizione ecologica”. I coordinatori saranno Di Gianfrancesco, Merckling e Pinciroli. Viene evidenziata la difficoltà a contattare chi opera sugli impianti e che possa presentare soluzioni tecniche e tecnologiche per materiali e impianti a causa di problemi di riservatezza dei dati. Vengono fatti nominativi di aziende che potrebbero essere interpellate per la partecipazione. La giornata è da pensare focalizzata sui materiali per i diversi impianti (cicli combinati, idrogeno o altro tipo) accomunati dalle alte temperature e dalle possibili problematiche ambientali. Si potrebbero coinvolgere altri CT interessati alla stessa tematica.
CT TRATTAMENTI TERMICI E METALLOGRAFIA (TTM)
(riunione del 14 marzo 2024)
Notizie dal Comitato
• Partecipa come ospite Daniele Piccardo di Q8, che lavora nel settore dei fluidi di tempra. In effetti si tratta di un rientro nel comitato dopo alcuni anni di assenza. Il Presidente e il CT lo accettano come membro effettivo.
Manifestazioni in corso di organizzazione
• Il seminario webinar “Normativa nel campo dei trattamenti termici”, ormai diventato un appuntamento annuale ricorrente, si svolgerà online nella mattinata del 15 marzo, con una trentina di partecipanti. L’obiettivo dell’evento è quello di monitorare e stimolare l’aggiornamento continuo dei vari standard, in concerto tra clienti e fornitori.
• GdS “Evoluzione degli acciai nella storia dell'automobile” (Università di Ferrara, 22 marzo 2024, coordinatori Merlin e Garagnani, in compartecipazione con il CT Storia della Metallurgia): si tratta del terzo appuntamento su questo argomento; ci sarà anche una esposizione di vetture storiche. Il programma prevede un excursus storico, in particolare sulla carrozzeria, sino ad arrivare all’auto elettrica, trattando aspetti di sostenibilità e corrosione. Al momento ci sono circa 50 iscritti.
• Il Corso Modulare Trattamenti Termici si svolgerà tra l’8 maggio e il 6 giugno suddiviso in sei moduli oltre al modulo introduttivo. Le giornate dei moduli 3 e 4 si svolgeranno presso Motivexlab di Avigliana (TO), quelle dei moduli 5 e 6 invece presso Tec Eurolab di Cam-
La Metallurgia Italiana - Maggio 2024 pagina 50 Atti e notizie - AIM news
pogalliano (MO): in entrambi i casi sono previste visite ai laboratori. I contenuti delle lezioni sono quelli classici potenziati sulla parte applicativa, anche in funzione dell’esito dei vari sondaggi degli ultimi anni.
Iniziative future
• La GdS per stampatori e forgiatori, storicamente organizzata presso Confindustria Canavese, si svolgerà tra ottobre e novembre 2024 con coordinatore Trombetta. Saranno coinvolti stampatori e trattamentisti, con l’appoggio dell’UNISA che rappresenta gli stampatori.
• Vicario, sulla base di discussioni sorte nel CT Sviluppo Trattamenti Termici, propone la tematica relativa alle certificazioni ISO 50001, carbon-free, bilancio energetico ecc. I CT Fonderia e Pressocolata e tutte le aziende energivore sarebbero certamente interessate ad una giornata trasversale. Il CT STT spinge per fissare una data entro giugno, visto l’alto interesse per il tema.
• La GdS sullo stato dell’arte ed evoluzione dei trattamenti termici (coordinatore Prof. Valentini), già prevista per luglio 2023 in Piaggio, è stata più volte rimandata per indisponibilità dell’azienda. Si decide di tenere vivo l’argomento ma di rimandare la manifestazione alla primavera 2025.
CENTRO RIVESTIMENTI E TRIBOLOGIA (R)
(riunione del 11 aprile 2024)
Notizie dal Comitato
• Il presidente comunica che è presente come ospite Alex Lanzutti (Università di Udine), che ha chiesto di far parte del CT Rivestimenti. I partecipanti al CT accolgono la sua domanda di partecipazione.
Manifestazioni in corso di organizzazione
• Corso “Rivestimenti” – 2° modulo: “Rivestimenti spessi”: il corso è stato fissato per il 19 e 20 giugno al Politecnico di Milano. Ci sono ancora alcuni dettagli da definire, soprattutto per la prima giornata, quando alcuni oratori non sono stati trovati o non sono disponibili nelle date richieste. Per la seconda giornata mancano solo due conferme da parte degli oratori.
Iniziative future
• GdS sulla Tribocorrosione: al momento la scaletta prevede un intervento di introduzione generale e uno sulla tribocorrosione di film sottili in ambiente marino e/o biologico. Occorre ora trovare altri interventi e oratori: durante la discussione vengono fatti diversi nomi da contattare per verifiche. La segreteria manderà il link ad un foglio Excel condiviso per fare proposte e condividere considerazioni sul programma.
La Metallurgia Italiana - May 2024 pagina 51 Atti e notizie - AIM news
Corso di base
Microscopia elettronica in scansione per metallurgisti
MILANO | 18-19 GIUGNO 2024
La microscopia elettronica in scansione, oltre ad essere una tecnica di microscopia con elevato potere risolutivo, fornisce un’ampia gamma di possibili informazioni microanalitiche grazie all’accoppiamento della colonna elettronica del microscopio elettronico in scansione (Scanning Electron Microscope – SEM) con rilevatori di vari segnali che emergono dall’interazione del fascio elettronico con la materia. È così possibile indagare la morfologia nella micro- e nano-scala di superfici piane o variamente strutturate di campioni massivi, e valutarne qualitativamente la composizione chimica mediante il segnale degli elettroni retrodiffusi (BackScattered Electrons – BSE) o quantitativamente mediante la spettroscopia a dispersione di energia (Energy Dispersion Spectroscopy - EDS) e di lunghezza d’onda (Wavelength Dispersion Energy - WDS), ed anche analizzare la struttura cristallografica superficiale di campioni massivi con l’analisi della diffrazione da elettroni retrodiffusi (Electron Back-Scattered Diffraction - EBSD).
Inoltre, l’evoluzione tecnologica ha ampliato la gamma delle soluzioni operative, rendendo possibile l’osservazione di campioni sottili in trasmissione in scansione (Scanning Transmission Electron Microscopy - STEM), o l’osservazione di campioni non conduttivi a pressioni prossime a quelle ambiente o in atmosfere controllate. Tuttavia, le potenzialità di un SEM possono non essere sfruttate pienamente, qualora non si abbia una adeguata conoscenza della struttura di questo strumento, dei fenomeni di interazione degli elettroni primari con la materia, e dei limiti delle varie tecniche di osservazione. Di fatto, la mancanza di conoscenza dei fondamenti della fisica dell’interazione degli elettroni con la materia e delle tecniche di acquisizione dei vari segnali può portare ad una errata interpretazione dei risultati, o limitare la piena fruizione delle potenzialità dello strumento, mentre l’importanza di un corretto allineamento dello strumento che non è avulsa dalla conoscenza della struttura del SEM, è spesso sottovalutata.
Giunto alla quarta edizione, il corso “Microscopia elettronica in scansione per metallurgisti”, vuole riconfermare i contenuti che hanno caratterizzato le precedenti edizioni. Il Comitato Tecnico di Metallurgia Fisica e Scienza dei Materiali dell’AIM organizza un Corso in cui si forniscono le basi teoriche e pratiche di un corretto utilizzo del SEM, e l’introduzione alle molteplici tecniche microanalitiche ad esso integrate. L’iniziativa si rivolge a quanti, nel mondo industriale e nella ricerca, vogliono affrontare la microscopia elettronica in scansione con maggior consapevolezza, in quanto operatori del SEM, oppure perché fruitori dei risultati da esso prodotti. Il Corso si svolgerà in due giornate dove verranno affrontati gli aspetti teorici dello strumento SEM e delle varie tecniche microanalitiche, e le applicazioni pratiche a casi studio affrontati con differenti tipologie di strumenti. L’elemento caratterizzante del corso, ovvero la parte pratica, è stato confermato, ma con una veste del tutto nuova e speriamo gradita ai partecipanti: alle lezioni teoriche e alle dimostrazioni sui SEM da banco presenti all’evento, saranno infatti affiancate dimostrazioni in collegamento da laboratori all’avanguardia, grazie alla disponibilità di primarie aziende. Una tavola rotonda tenuta da rappresentanti delle principali case costruttrici di SEM a termine del Corso permetterà di individuare le novità nella futura diffusione commerciale del SEM e di nuove tendenze microanalitiche ad esso correlate.
Programma completo e iscrizioni su
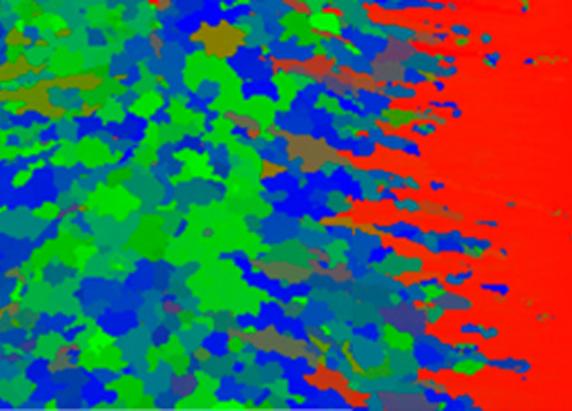
Organizzato dal Centro di Studio
Metallurgia Fisica e Scienza dei Materiali della
con la collaborazione di
Sponsor dell’evento



Coordinatori del Corso


Giuliano Angella
CNR ICMATE, Milano
Paola Bassani
CNR ICMATE, Lecco

CS2417
IV edizione
www.aimnet.it
Normativa / Standards
Norme pubblicate e progetti in inchiesta (aggiornamento al 30 aprile 2024)
Norme UNSIDER pubblicate da UNI nel mese di aprile 2024
UNI EN 10348:2024
Acciaio per calcestruzzo armato - Prodotti in acciaio zincato per calcestruzzo armato
Norme UNSIDER ritirate con sostituzione da UNI nel mese di aprile 2024
UNI EN 10348-2:2019
Acciaio per calcestruzzo armato - Acciaio per calcestruzzo armato zincato - Parte 2: Prodotti in acciaio zincato per calcestruzzo armato
Norme UNSIDER pubblicate da CEN e ISO nel mese di aprile 2024
EN 10051:2024
Continuously hot-rolled strip and plate/ sheet cut from wide strip of non-alloy and alloy steels - Tolerances on dimensions and shape
ISO 24476:2024
Steel — Determination of oxygen — Infrared absorption method after fusion under inert gas (Routine method)
ISO 9042:2024
Steels — Point counting method for statistically estimating the volume fraction of a constituent with a point grid
ISO 6435:2024
Stainless steel bars for the reinforcement of concrete
Progetti UNSIDER messi allo studio dal CEN (Stage 10.99) – maggio 2024
prEN ISO 14720-2 rev
Testing of ceramic materials - Determination of sulfur in non-oxidic ceramic raw materials and ceramic materials ” Part 2: inductively coupled plasma optical emission spectrometry (ICP-OES) or iron chromatography (IC) after burning in the oxygen flow
prEN ISO 14720-1 rev
Testing of ceramic materials - Determination of sulfur in non-oxidic ceramic raw materials and ceramic materials ” Part 1: Infrared measurement methods
EN ISO 377:2017/prA1
Steel and steel products - Location and preparation of samples and test pieces for mechanical testing - Amendment 1
Progetti UNSIDER in inchiesta prEN e ISO/DIS – maggio 2024
prEN – progetti di norma europei
prEN ISO19901-5
Petroleum and natural gas industries - Specific requirements for offshore structures - Part 3: Topsides structure (ISO/DIS 19901-3:2022)
ISO/DIS – progetti di norma internazionali
ISO/DIS 24204
Oil and gas industries including lower carbon energy — Bulk material for offshore projects — Design for architectural supports
ISO/DIS 15589-1
Oil and gas industries including lower
carbon energy — Cathodic protection of pipeline systems — Part 1: On-land pipelines
ISO/DIS 13503-2
Oil and gas industries including lower carbon energy — Completion fluids and materials — Part 2: Measurement of properties of proppants used in hydraulic fracturing and gravel-packing operations
ISO/DIS 5002
Hot-rolled and cold-reduced electrolytic zinc-coated carbon steel sheet of commercial and drawing qualities
ISO/DIS 4997
Cold-reduced carbon steel sheet of structural quality
ISO/DIS 3575
Continuous hot-dip zinc-coated and zinc-iron alloy-coated carbon steel sheet of commercial and drawing qualities
Progetti UNSIDER al voto FprEN e ISO/FDIS – maggio 2024
ISO/FDIS – progetti di norma internazionali
ISO/FDIS 15590-1
Oil and gas industries including lower carbon energy — Factory bends, fittings and flanges for pipeline transportation systems — Part 1: Induction bends
ISO/FDIS 10714
Steel and iron — Determination of phosphorus content — Phosphovanadomolybdate spectrophotometric method
ISO/FDIS 4954-1
Steels for cold heading and cold extruding — Technical delivery conditions —
La Metallurgia Italiana - May 2024 pagina 53 Atti e notizie - AIM news
Part 1: Non-alloy and alloy steels
ISO/FDIS 4954-2
Steels for cold heading and cold extruding — Technical delivery conditions —
Part 2: Stainless steels
La Metallurgia Italiana - Maggio 2024 pagina 54 Atti e notizie - AIM news


CIRCULAR METALLURGY meeting international

MATERIALS, BY-PRODUCTS & RECYCLING
BERGAMO 28-29 NOVEMBER 2024
Prospective authors wishing to present are invited to submit a tentative title and an abstract of about 400 words (in English) to the Organising Secretariat. The abstract should provide sufficient information for a fair assessment.
Two ways to submit papers will be available:
• to fill in the form on the International Meeting website at www.aimnet.it
• to send the title and the abstract, together with the requested information (Name and Surname, Affiliation, Mailing Address, Phone and e-mail) by e-mail to: aim@aimnet.it
ORGANISED BY WITH THE SUPPORT OF
CIRCMET
RAW
FOR PAPERS
CALL
