
Italiana
International Journal of the Italian Association for Metallurgy

n.03 marzo 2023
Organo ufficiale dell’Associazione Italiana di Metallurgia.
Rivista fondata nel 1909
La Metallurgia Italiana
International Journal of the Italian Association for Metallurgy
Organo ufficiale dell’Associazione Italiana di Metallurgia. HouseorganofAIMItalianAssociationforMetallurgy. Rivista fondata nel 1909
Direttore responsabile/Chiefeditor: Mario Cusolito
Direttore vicario/Deputydirector: Gianangelo Camona
Comitato scientifico/Editorialpanel:
Marco Actis Grande, Silvia Barella, Paola Bassani, Christian Bernhard, Massimiliano Bestetti, Wolfgang Bleck, Franco Bonollo, Irene Calliari, Mariano Enrique Castrodeza, Emanuela Cerri, Vlatislav Deev, Andrea Di Schino, Donato Firrao, Bernd Kleimt, Carlo Mapelli, Denis Jean Mithieux, Roberto Montanari, Marco Ormellese, Mariapia Pedeferri, Massimo Pellizzari, Barbara Previtali, Evgeny S. Prusov, Dario Ripamonti, Dieter Senk
Segreteria di redazione/Editorialsecretary: Marta Verderi
Comitato di redazione/Editorialcommittee: Federica Bassani, Gianangelo Camona, Mario Cusolito, Carlo Mapelli, Federico Mazzolari, Marta Verderi, Silvano Panza
Direzione e redazione/Editorialandexecutiveoffice: AIM - Via F. Turati 8 - 20121 Milano tel. 02 76 02 11 32 - fax 02 76 02 05 51 met@aimnet.it - www.aimnet.it
Reg. Trib. Milano n. 499 del 18/9/1948. Sped. in abb. Post. - D.L.353/2003 (conv. L. 27/02/2004 n. 46) art. 1, comma 1, DCB UD
Immagine in copertina: Shutterstock
Gestione editoriale e pubblicità Publisher and marketing office: siderweb spa

Via Don Milani, 5 - 25020 Flero (BS) tel. 030 25 400 06 - fax 030 25 400 41 commerciale@siderweb.com - www.siderweb.com
La riproduzione degli articoli e delle illustrazioni è permessa solo citando la fonte e previa autorizzazione della Direzione della rivista. Reproduction in whole or in part of articles and images is permitted only upon receipt of required permission and provided that the source is cited.
siderweb spa è iscritta al Roc con il num. 26116
i nd i ce
Editoriale / Editorial
Memorie scientifiche / Scientific papers
Acciaieria/ Steelmaking

Machine Learning applicato alla predizione di difetti di forma nella laminazione di barre a sezione circolare
V. Colla, M. Vannucci, C. Mocci, A. Giacomini, F. Forno, E. Paluzzano ......................................................... pag.09
Influenza dell’invecchiamento sulla deformabilità di vergella laminata a caldo
B. Rivolta, R. Gerosa, D. Panzeri, L. Piazza, L. Angelini, M. Bersani, N. Bolognani, A. Panzeri, A. Parimbelli, C. Sala .................................................................................................................................................................... pag.18
L’arte involontaria / Unintentional art . pag.25
Attualità industriale / Industry news
Sviluppo di modelli previsionali e delle loro applicazioni on-line con un approccio through process come supporto per mantenere le appropriate condizioni delle scorie sia per la gestione della produzione di acciaio che per la valorizzazione delle scorie a cura di: P. Frittella ....................................................................................................... pag.26
CyberMan4.0: Manutenzione avanzata nella torneria cilindri di laminazione a caldo a cura di: C. Trevisan, G. Bavestrelli, A. Ventura, F. Sanfilippo, A. Rizzi, A. Dester ......................................... pag.37
Un approccio basato sui sistemi cyber-fisici per una manutenzione intelligente nella laminazione tramite l'utilizzo di dati di processo a cura di: V. Colla, M. Vannucci, C. Mocci, A. Giacomini, F. Forno, E. Paluzzano,J. Bernard, J. Borst, H. Bolt, A. Ventura, F. Sanfilippo, A. Rizzi, A. Dester , C. Trevisan, G. Bavestrelli, A. Catalano, F. Nkwitchoua, K. Seidenstücker, P. Scheffer .............................................................................................................................................................................. pag.48
Improved performance monitoring and maintenance processes using new data systems, sensors and digital modelling in cold mill roll shop at Tata steel Ijmuiden
edited by: J. Bernard, H. Bolt, M. Heijne, M. Kamper, J. Teerenstra, M. Geers, M. Bons, T. Mentink .......................... pag.57
Integration of a new smart sensor in a steel plant to improve the warning time of anomalies in the drive train
edited by: R.C.J. Speets, R.W.G. Keijsers, K.C.J. Schutte, R.A. van Dok, J.S. Mosk, R.D.M. Mestrom, M. Bsibsi...... pag.67
The review of whole production cycle from thermomechanical treatment and wire rods calibration, to application of 4.0 strategies for process controlt
edited by: L. Angelini, A. Landini, C. Di Cecca, P. Frittella, A. Milan, S. Salvagno, E. Simonato, F. Morandini, G. Politanò, G. Foglio,M. Tellaroli, B. Cinquegrana, S. Leali, V. Valotti, D. Conforti, P. Giacomuzzi, F. Verlezza, A. Ventura, D. Ressegottit........................................................................................................................................................................ pag.74
Le aziende di AIM/AIM's companies
Sostenibilità: dall'UE, le nuove regole per la rendicontazione
n.03 marzo 2023
114 - ISSN 0026-0843 Italiana La Metallurgia Organo ufficiale Italian Association for Metallurgy
Anno
A cura di Carlo Mapelli....................................................................................................................................... pag.05
Atti e notizie / AIM
Eventi AIM / AIM events ...................................................................................................... pag.91 Comitati tecnici / Study groups ......................................................................................... pag.93 Normativa / Standards .................................................................................................... pag.96 Pubbliredazionale pag.98
M. Pesce .................................................................................................................................................................................. pag.89
news
HIGH STRENGTH STEELS

Bergamo . Italy, 26-27 October 2023
Increasing demand from the structural, energy, vehicles applications as well as oil & gas sector has boosted the rapid growth of the market for High Strength Steels. Steel manufacturers are constantly seeking the possibility of increasing strength, maintaining good toughness and weldability. Such a goal can be achieved by several routes: micro-alloying, advanced thermal treatment (i.e. intercritical quenching, bainitic quenching, quench and partitioning procedure etc.), high alligation by Mn and Al, thermo-mechanical processing. The scope of the workshop is to bring together the international community to highlight state-of-theart research and development of such steel grades.
MAIN TOPICS
Both fundamental and applied aspects will be covered concerning:
- Alloying design - HSLA steels


- Advanced heat treatment - Thermo-mechanical processing
- AHSS
The workshop will be performed through presentations both invited and selected on the basis of the submitted abstracts. The event will be a suitable meeting place for those involved in research, development and applications of HSS, interested to share recent advances on metallurgical design, set-up of production routes, paying attention to surface and inner quality, properties of HSS products. The deadline for abstract submission is June 30 in order to fulfil the selection for the final program.
WORKSHOP CHAIRPERSON
Ettore Anelli – Franchini Acciai
ORGANISING COMMITTEE (to be completed)
Silvia Barella – Politecnico di Milano
Federica Bassani – Associazione Italiana di Metallurgia
Manuele Dabalà – Università di Padova
Carlos Garcia-Mateo - CENIM-CSIC
CALL FOR PAPERS
Carlo Mapelli – Politecnico di Milano
Marina Polyakova - Nosov Magnitogorsk University
Ilchat Sabirov – Arcelormittal
The deadline for abstract submission is June 30 in order to fulfil the selection for the final program. Prospective speakers wishing to present are invited to submit a tentative title and an abstract of about 400 words (in English) to the Organising Secretariat (met@aimnet.it). The abstract should provide sufficient information for a fair assessment. To submit the abstract, fill in the form on the Workshop website at http://www.aimnet.it.
ORGANISING SECRETARIAT
INTERNATIONAL WORKSHOP
Via F. Turati 8 - Milano t. +39027639770 | t. +390276021132 met@aimnet.it | www.aimnet.it
Questo numero della Metallurgia Italiana è stato dedicato al controllo delle operazioni di processo e di manutenzione in acciaieria e nella sua articolazione si può scorgere come l’attività siderurgica sia interessata dalla crescente e pervasiva presenza dell’automazione, dell’intelligenza artificiale e dei sofisticati algoritmi di supporto all’azione delle persone. È innegabile che si tratti di una tendenza inarrestabile, che ha il potenziale di migliorare l’efficienza dei sistemi produttivi, la loro integrazione e la produttività dei cicli di lavorazione con benefiche conseguenze sui margini economici. È altrettanto vero che in alcuni ambiti ed in diverse situazioni questa evoluzione è ormai guardata con il sospetto che nasce dall’angoscia sociale, provocata dalla diminuzione della forza lavoro e alle conseguenti tensioni sociali che ne possono sorgere, prima di tutto nelle relazioni tra gli imprenditori e la forza lavoro ed in una prospettiva più ampia sull’intero corpo sociale, che
This issue of Metallurgia Italiana was dedicated to the control of process and maintenance operations in steel millsandwecanperceivehowtheironandsteelbusiness is affected by the growing and pervasive presence of automation, artificial intelligence and sophisticated algorithms support for people's actions. It is undeniable that this is an unstoppable trend, which has the potential to improve the efficiency of production systems, their integration and the productivity of processing cycles withbeneficialconsequencesoneconomicmargins.Itis equally true that in some areas and in different situations this evolution is now viewed with the suspicion that it arisesfromsocialanguish,causedbythedecreaseinthe workforce and the consequent social tensions that can arise, first of all in the relations between entrepreneurs and the workforce and in a broader perspective on the entire social body, which cannot be isolated from the dynamics that originate in the productive world.

“La Metallurgia Italiana - March 2023 pagina 5 editoriale - editorial
"Il supporto delle macchine, grazie alla loro elevata capacità di acquisire dati e lavorarli è sempre utile, ma è frutto solo dell’esistente, quindi caratterizzata da uno scarso grado di innovazione ed incertezza a rispondere a situazioni inedite. Questo è lo spazio fondamentale ed incomprimibile che rimane per le persone."Prof. Carlo Mapelli Politecnico di Milano
“The support of machines, thankstotheirhighcapacity to acquire data and process them,isalwaysuseful,but itisjusttheresultofthe existingone,therefore characterizedbyalow degreeofinnovationand uncertainty in answering to unprecedented situations. This is the fundamental and incompressible space that remains for people.”
non si può isolare dalle dinamiche che si originano nel mondo produttivo. Prima di lasciarsi sopraffare dai timori, vale la pena svolgere una riflessione più ampia che parte dall’assunto che quando un’attività è così vile da poter essere svolta da una macchina è un bene per le persone che se ne possano liberare. Oggi, però, l’inquietudine nasce dal fatto che le macchine sembrano potersi sostituire all’uomo anche in quelle attività preminentemente intellettuali e ritenute più nobili, che fino a qualche tempo fa si pensava non fossero sostituibili dalle macchine. Viene da chiedersi quale contributo possano ancora dare le persone all’attività produttiva dal quale traggono di che vivere. In realtà, rimane molto, solo che richiede sempre più competenza, capacità di continuare ad aggiornarsi per saper trovare soluzioni originali. Le macchine raccolgono una quantità di dati che nessun uomo potrebbe gestire, li trattano con tecniche numeriche e statistiche e ci offrono il risultato del loro calcolo, ma il risultato che ci offrono è un’utile organizzazione dell’esistente priva di un’autonoma elaborazione delle priorità che vanno perseguite. Va ricordato che quando una macchina propone delle scelte e discrimina tra esse, non è essa a offrircele ma chi l’ha programmata e ha strutturato gli algoritmi in base alla quale la macchina lavora. Quindi, la macchina porta con sé i limiti ed i pregiudizi di chi l’ha programmata. Il supporto delle macchine, grazie alla loro elevata capacità di acquisire dati e lavorarli è sempre utile, ma è frutto solo dell’esistente, quindi caratterizzata da uno scarso grado di innovazione ed incertezza a rispondere a situazioni inedite. Questo è lo spazio fondamentale ed incomprimibile che rimane per le persone, ma per essere mantenuto e sfruttato al meglio, anche per il bene delle imprese, esso va occupato da personale sempre più qualificato ed aggiornato, che abbia capacità di visione, competenza e solide basi di conoscenza per affrontare la complessità dei problemi. E’ anche la sfida che ha sempre raccolto (e non c’è dubbio che continuerà a farlo) la nostra associazione nel favorire lo scambio
Before letting yourself be overwhelmed by fears, it is worth carrying out a broader reflection that starts from the assumption that when an activity is so vile that it can be performed by a machine, it is good for people who cangetridofit.Today,however,theconcernarisesfrom the fact that machines seem to be able to replace man eveninthoseactivitiesthatarepreeminentlyintellectual and considered more noble, which until recently it was thought that machines could not replace them. One wonders what contribution people can still make to productiveactivityandhowtheireconomicsourcecould become. There is really a lot left, but it requires more and more competence, the ability to keep updating to be able to find original solutions. The machines collect a quantity of data that no man could manage, treat them with numerical and statistical techniques and offer us the result of their calculation, but the result they offer us is a useful organization of the existing without an autonomous elaboration of the priorities that must be pursued. It should be remembered that when a machine offers choices and discriminates between them, it is not itthatoffersthemtousbutthepersonwhoprogrammed it and structured the algorithms ruling the machine. Therefore, the machine brings with it the limitations and prejudices of those who programmed it. The support of machines, thanks to their high capacity to acquire data and process them, is always useful, but it is just the result of the existing one, therefore characterized by a low degree of innovation and uncertainty in answering to unprecedented situations. This is the fundamental and incompressible space that remains for people, but to be maintained and exploited to the fullest, also for the good of companies, it must be occupied by increasingly qualified and up-to-date personnel, who have vision, competence and reliable foundations of knowledge to address the complexity of problems. It is also the challenge that our association has always taken up (and there is no doubt that it will continue to do so) in promoting the exchange of ideas and quality training, the result of a healthy dialectic between the academic
La Metallurgia Italiana - Marzo 2023 pagina 6
editoriale - editorial
di idee ed una formazione di qualità, frutto di una sana dialettica tra mondo accademico ed industriale che permetta di sfruttare al meglio gli strumenti tecnologici nella consapevolezza dei vantaggi e dei limiti che li caratterizzano.
andindustrialworldwhichallowsthebesttechnological tools in the awareness of the advantages and limitations that characterize them.

La Metallurgia Italiana - March 2023 pagina 7 editoriale - editorial
The Bright World of Metals


Evviva la metallurgia!
The Bright World of Metals è l’evento più importante per il settore della fonderia, dei processi termici, della produzione e della lavorazione dei metalli. Troverete tutte le nuove tecnologie per un’industria metallurgica sempre più sostenibile, di successo e soprattutto rispettosa dell’ambiente. Scoprirete nuovi percorsi di decarbonizzazione ed economia circolare con ecoMetals e ecoMetals Trails.

SINERGIA COMPOSTA: grazie al quartetto di fiere del metallo GIFA, METEC, THERMPROCESS e NEWCAST potrete arricchire il vostro know-how tecnologico!
Ci vediamo a Düsseldorf!
www.tbwom.com
2023 12 – 16 Giugno Düsseldorf Germania HONEGGER GASPARE S.r.l. Via F. Carlini, 1 – 20146 Milano Tel. +39 (02)47 79 141 – Fax +39 (02)48 95 37 48 contact@honegger.it www.honegger.it
Tecnologie Processi Applicazioni Prodotti worldwide gif_2302_TBWOM_2023_210x279+3_IT.indd 1 03.03.23 17:41
Machine Learning applicato alla predizione di difetti di forma nella laminazione di barre a sezione circolare
V. Colla, M. Vannucci, C. Mocci, A. Giacomini, L. Cestari, E. PaluzzanoNella laminazione di barre a sezione circolare, è fondamentale monitorare in maniera continuativa lo stato dei componenti principali del laminatoio e rivelare il prima possibile malfunzionamenti che possono degradare la qualità e la forma del prodotto, in maniera da poter programmare efficacemente interventi di manutenzione tempestivi. La presente memoria riguarda la prevenzione dell’ovalità, un difetto di forma che si manifesta quando la sezione della barra non è perfettamente circolare. A tale scopo è stato progettato un sistema per la raccolta e la gestione dei dati di processo che si avvale di una architettura hardware e software in grado di elaborare in maniera real-time una grande quantità di dati. Tecniche di machine learning sono state applicate alla predizione dell’ovalità sulla base della misura delle vibrazioni dell’impianto misurate da una serie di accelerometri montati in posizioni accuratamente scelte sul laminatoio. Tale analisi ha permesso di individuare le condizioni di processo più critiche e l’ottimizzazione della architettura HW/SW.
PAROLE CHIAVE: PRODUZIONE BARRE, MANUTENZIONE PREDITTIVA, INTELLIGENZA ARTIFICIALE
INTRODUZIONE
La produzione di barre a sezione circolare è estremamente sfidante poiché sono richiesti standard di qualità molto elevati. Tale qualità riguarda la forma, la presenza di difetti superficiali e le proprietà meccaniche dei prodotti. Mantenere alti standard qualitativi può ridurre la produttività. In questo contesto, il monitoraggio realtime delle condizioni delle macchine può giocare un ruolo importante per mantenere al tempo stesso alti gli standard qualitativi ed evitare fermi macchina. Nella produzione di barre tale compito risulta complesso poiché l’invecchiamento dei rulli dovuto all’uso può causare vibrazioni che portano a problemi di forma (ovalità) nel prodotto finale. Questo lavoro mira alla pronta identificazione di situazioni che possano portare a problemi di ovalità nelle barre prodotte dall’osservazione delle vibrazioni dei rulli.
La soluzione industriale sviluppata si è focalizzata sull’acquisizione e archiviazione dei dati relativi ad un equipaggiamento ed un sistema di controllo specifici per gli impianti Special Bar Quality (SBQ) sviluppato da Danieli ed installato presso il nuovo laminatoio di
La Metallurgia Italiana - March 2023 pagina 9 Scientific papers - Steelmaking
V. Colla, M. Vannucci, C. Mocci Scuola Superiore Sant’Anna Istituto TeCIP
A. Giacomini, L. Cestari, E. Paluzzano Danieli Automation S.p.A
Acciaierie Venete a Padova. L'equipaggiamento in esame è il cosiddetto Draw Sizing Danieli (DSD). Esso è un blocco trafilatore ad alta precisione progettato, dimensionato e ingegnerizzato per prodotti lunghi laminati a caldo di alta qualità. Questa macchina è completamente allestita e controllata attraverso un'automazione moderna e i più recenti sistemi di controllo. Per implementare funzioni predittive per quanto riguarda la qualità dei prodotti e lo stato di funzionamento della macchina, è dotato di un'ampia serie di sensori che possono raccogliere continuamente le informazioni sui prodotti laminati e sui principali parametri di processo che vengono memorizzati in un database dedicato. Inoltre il DSD è integrato in un impianto caratterizzato da un moderno design e da un sistema di automazione in grado di fornire informazioni provenienti da diversi processi e livelli in modo da implementare un efficiente sistema di manutenzione ottimizzata. Il sistema di acquisizione dati è parte di un framework più ampio sviluppato da Danieli Automation per l’ingestion, il processamento dei dati, lo sviluppo e la distribuzione di software basato su modelli di machine learning.
In letteratura si possono trovare vari esempi dell’uso del segnale di vibrazione per valutare lo stato di salute di motori o, più in generale, di elementi rotanti in un impianto [1]. In alcuni di questi casi non si usa il segnale grezzo ma lo spettro delle frequenze di vibrazione al fine di trovare relazioni fra tali frequenze e l’insorgere di problematiche sul prodotto o sulle macchine [2]. Nell’ultima decade inoltre, sono state utilizzate tecnologie legate all’intelligenza artificiale per esaminare tali segnali e metterli in relazione con l’insorgere delle suddette problematiche. Fra tali strumenti si annoverano le reti neurali artificiali (Artificial Neural Networks – ANN) [3] e le più recenti tecniche di Deep Learning (DL) [4]. Nel campo siderurgico è possibile trovare lavori in cui tecniche standard sono utilizzate per monitorare lo stato dei laminatoi sulla base delle analisi delle vibrazioni registrate a livello delle singole gabbie [5, 6].
CONTESTO INDUSTRIALE
Caso d’uso. Acciaierie Venete SpA inizia a produrre acciaio a Padova alla fine degli anni ’50 e da allora ha sperimentato una crescita costante fino a diventare uno dei leader europei nel mercato delle barre di alta qualità,
tondoni da colata continua, vergelle e billette. Impiega 1400 persone ed ha una produzione annuale di 1.800.000 tonnellate di acciaio prevalentemente utilizzato nel settore dell’automotive, dei mezzi agricoli e per movimentazione terra, dell’energia e delle costruzioni. La recente messa in servizio da parte di Danieli di un nuovo laminatoio di tipo Special Bar Quality (SBQ) sottolinea la continua attenzione per il controllo della qualità. L’impianto è progettato per la produzione di barre caratterizzate da un diametro da 18.0 a 82.5 mm, che verrà estesa nel futuro a sezioni piatte ed esagonali. E’ costituito da una gabbia di tipo reversibile e un treno continuo orizzontale/verticale dotato di gruppi di laminazione "heavy duty" di ultima generazione e un blocco trafilatore denominato Draw Sizing Danieli (DSD) che permette di raggiungere elevate tolleranze dimensionali, fino a 1/8 EN 10060:2003, tenute sotto controllo da due misuratori: all’ingresso e all’uscita del DSD. Da un punto di vista metallurgico, la laminazione a caldo convenzionale è completata da apparecchiature e controlli di processi per la laminazione termomeccanica, al fine di ottenere elevate proprietà meccaniche per un’ampia varietà di marche di acciaio grazie alla microstruttura fine. L’impianto è dotato di tutte le ultime soluzioni di Danieli Automation per avvantaggiarsi di tutti i benefici dell’applicazione dei concetti dell’Industria 4.0.
Piattaforma IoT. Per realizzare appieno i concetti della digitalizzazione e dell’industria 4.0, il settore dell’acciaio deve affrontare la necessità di armonizzare l’alto grado di variabilità e complessità dei diversi sistemi di controllo di processo, poiché essi acquisiscono, archiviano e trasformano i dati in modo indipendente l’uno dall’altro. Danieli Automation DIGI&MET ha specificatamente progettato e sviluppato una piattaforma IoT industriale, denominata Q3-Platform schematizzata in figura 1, in grado di normalizzare la raccolta dei flussi di dati da ogni applicazione e dispositivo sul campo e unificarla in un unico strumento scalabile di elaborazione e archiviazione dei dati. La soluzione integra funzionalità di analisi del flusso in modo da operare il filtraggio e l'arricchimento dei dati, nonché connettori di campo che forniscono un'integrazione nativa con svariati protocolli IT e di automazione, sia proprietari di Danieli sia di terze parti. Q3-Platform presenta componenti tecnologici consolidati e leader di mercato che garantiscono ottime prestazioni di
La Metallurgia Italiana - Marzo 2023 pagina 10 Memorie scientifiche - Acciaieria
Scientific papers - Steelmaking
calcolo e standard di sicurezza elevati. Tutto il software è organizzato in microservizi in esecuzione in forma di container gestiti da Kubernetes, il quale è il sistema di orchestrazione open source alla base della piattaforma, che facilita un'installazione unificata di tutte le applicazioni. Essendo in esecuzione su diversi nodi, è altamente scalabile consentendo di soddisfare le crescenti richieste di elaborazione del sistema e ottimizzare le risorse utilizzate da ogni singolo microservizio. Le procedure di streaming e batch ETL sono fornite da Kafka, una struttura di acquisizione in grado di offrire un throughput elevato, che consente l'elaborazione simultanea del flusso di dati partizionato e l'archiviazione dei dati nativi in varie tecnologie di database.

I dati vengono archiviati attraverso un’infrastruttura Data Lake gestita da Object Storage, che garantisce una capacità scalabile di archiviazione per un'ampia varietà di dati semistrutturati e non strutturati (ad es. file IBA, JSON e CSV, nonché contenuti multimediali). Inoltre, Object Storage migliora la sicurezza dei dati attraverso la crittografia dei file SSE. La piattaforma si basa su una strategia di persistenza poliglotta per l'integrazione nativa di varie tecnologie di archiviazione dati, consentendo
agli utenti di sfruttare i propri punti di forza. Per i diversi compiti sono state scelte le tecnologie più adatte e tutte fanno parte dello stack tecnologico della piattaforma, quali database relazionali di tipo SQL od ottimizzati per serie temporali (InfluxDB), sistemi per l’archiviazione di dati flessibili basati su documenti (MongoDB) e strumenti per accessi rapidi in lettura e scrittura in-memory (Redis). È stato inoltre sviluppato un modulo dedicato alle operazioni MLOps che permette di gestire tutto il ciclo di vita dei progetti di machine learning. Esso è completamento integrato nella Q3-Platform, condividendo flusso di dati e user-experience con tutti gli altri moduli, in modo che l'intera pipeline di un progetto di machine learning può essere gestita lavorando sempre all'interno della piattaforma. Ogni componente tecnologico della Q3Platform può essere mantenuto on-site o collocato nel cloud e nella maggior parte dei casi la soluzione che garantisce le prestazioni più efficienti è l'approccio ibrido, bilanciando a seconda dei casi connessioni più veloci e con bassa latenza, flessibilità, sicurezza, ridondanza ed investimento economico.
Descrizione del processo. Il DSD è costituito da un singolo modulo che include 4 gabbie compatte di laminazione: due gabbie ad alta riduzione a due rulli e due gabbie a bassa riduzione a 4 rulli per un dimensionamento preciso, come schematizzato in figura 2. La presenza delle prime due gabbie permette di mantenere una singola sequenza di laminazione fino al DSD per
tutto il mix di produzione, mentre le due gabbie finali consentono di ottenere un prodotto con le caratteristiche di tolleranza geometrica richieste, al contrario degli impianti SBQ convenzionali in cui la sequenza di passaggi multipli prima delle gabbie di calibrazione richiede diversi cambi di configurazione per ottenere la tolleranza geometrica richiesta.
La Metallurgia Italiana - March 2023 pagina 11
Fig.1 - Moduli e architettura della Q3-Platform / Q3-Platform architecture and modules.
Le dimensioni nominali e le tolleranze su dimensioni e forma delle barre tonde d’acciaio sono indicate nelle norme internazionali. A titolo di esempio e per gli scopi della presente pubblicazione, lo scostamento dal diametro nominale secondo la norma EN 10060:2003 è riportato in tabella 1. Come si nota, la norma definisce sia la
tolleranza ammessa sul diametro che sull’ovalità, definita come la differenza tra il diametro massimo e il diametro minimo nella stessa sezione della barra, considerata ortogonalmente all’asse principale. L’ovalità non deve eccedere il 75% dell’intervallo di tolleranza considerato per il diametro.
Sempre più spesso, il soddisfacimento del requisito di base della norma non è considerato sufficiente e si richiede che le tolleranze dimensionali siano una frazione, da 1/4 a 1/8, delle gamme ammissibili secondo lo standard. Acquisizione dati. I dati utilizzati per l’analisi sono raccolti da tre fonti principali:
• Il Condition Monitoring System (CMS);

• Il Programmable Logic Controller (PLC) utilizzato per l’automazione di Livello 1 del DSD;
• Il Data Base Management System (DBMS) del Livello 2.
Il CMS fornisce dati di accelerazione misurati da circa 50 sensori di vibrazione installati sul DSD. I dati vengono prima raccolti da un sistema commerciale di analisi dati vibrazionali, che li elabora estraendo i dati sintetici tipici di un sistema di analisi delle vibrazioni. I dati di accelerazione non elaborati vengono quindi richiesti dal sistema di acquisizione al fine di processarli secondo un
nuovo approccio descritto nelle sezioni seguenti. I sensori del CMS sono generalmente installati in prossimità di un dispositivo rotante, quale un albero di trasmissione per aumentare la sensibilità alle vibrazioni. Proprio nella prima gabbia del DSD, considerata in questa analisi, è installato un sensore sul lato di uscita del motore elettrico e altri tre sensori sui riduttori posti tra il motore e i rulli.
Dal PLC vengono raccolti diversi dati che vengono acquisiti dai sensori e dai dispositivi utilizzati per azionare il DSD e verificare il funzionamento dello stesso. In particolare, i dati presi in considerazione nella presente analisi riguardano il diametro e l’ovalità della barra restituiti dal misuratore HiProfile. Quest’ultimo è uno strumento basato su sensori laser sviluppato da Danieli Automation per la valutazione della geometria della barra e misura il diametro del prodotto in varie posizioni angolari nella stessa sezione ortogonale all’asse longitudinale della
La Metallurgia Italiana - Marzo 2023 pagina 12 Memorie scientifiche - Acciaieria
Diametro nominale Deviazione massima diametro Deviazione massima ovalità 36 - 50 mm ± 0.8 mm ± 0.6 mm 52 - 80 mm ± 1.0 mm ± 0.75 mm
Tab.1 - Deviazioni massime dell’ovalità e del diametro nominale secondo lo Standard EN10060:2003 [7].
Fig.2 - Sequenza dei passi di laminazione del DSD / DSD roll pass design.
barra.
La terza sorgente dati fornisce varie informazioni riguardanti la produzione e il processo utilizzato; in particolare contiene alcune caratteristiche distintive di ciascuna barra prodotta, quali il tipo di acciaio, le dimensioni di partenza e attese, la configurazione delle varie gabbie di laminazione.
STIMA DELL’OVALITÁ DAI SEGNALI DI VIBRAZIONE
L’architettura HW/SW descritta nella sezione precedente ha lo scopo di favorire lo sviluppo di un sistema per la early detection di problemi di ovalità nelle barre prodotte nel DSD utilizzando i segnali di vibrazione misurati durante la lavorazione. Tali segnali caratterizzano le condizioni di processo e in particolare l’invecchiamento dei rulli presenti nelle gabbie di laminazione del DSD; aspetto quest’ultimo legato all’insorgenza di ovalità. In Figura 3.a è mostrato un segnale di vibrazione grezzo che ne mette in evidenza la bassa durata (frazioni di millisecondi) e la presenza di rumore. Il rumore è
probabilmente la causa dell’insuccesso dei primi tentativi di correlare tale segnale con la presenza di problemi di forma. Tali approcci si basavano sull’estrazione di alcune features quantitative dal segnale grezzo che risultavano affette dal rumore. Inoltre, non si evidenziano differenze apprezzabili fra i segnali relativi a barre diverse, rendendo di fatto impossibile la caratterizzazione di barre affette da problemi di forma. Al fine di superare tale criticità, viene utilizzato lo spettro delle frequenze di tale segnale ottenuto mediante la trasformata di Fourier. e scalato rispetto alla velocità di rotazione del motore al fine di garantire una equa comparazione fra i vari pattern ottenuti in diverse condizioni operative. Tale spettro sarà successivamente utilizzato per trovare correlazioni con fenomeni di ovalità attraverso un processo articolato in alcune fasi interconnesse che include una riduzione della dimensionalità del problema e lo sviluppo di un classificatore mediante tecniche avanzate di Machine Learning (ML).
Estrazione dello spettro di vibrazione. La prima delle fasi precedentemente menzionate riguarda l’estrazione dello spettro delle frequenze di vibrazione attraverso la trasformata di Fourier. Tale operazione è applicata a ciascuna delle barre prodotte dal DSD. In Figura 3.b sono riportati gli spettri della frequenza di vibrazione associati a due diverse barre. Dall’immagine emerge che, a differenza del segnale grezzo, tali spettri presentano differenze significative che possono essere utilizzate


successivamente per caratterizzare le barre con problemi di ovalità.
Tali spettri di frequenza necessitano comunque di pre-processing per favorire l’estrazione di features significative per lo scopo del lavoro. Questa operazione si basa sull’esperienza del personale operante sull’impianto.
Lo spettro grezzo, infatti, include alte frequenze (>= 5 MHz) che non sono riconducibili alla lavorazione delle barre ma che sono piuttosto dovute a rumore e, per tale
La Metallurgia Italiana - March 2023 pagina 13 Scientific papers - Steelmaking
Fig.3 - (a) Segnale di vibrazione grezzo registrato durante la lavorazione di una barra; (b) Spettro delle frequenze corrispondenti alla lavorazione di due barre distinte / (a) Vibration signal as recorded during the manufacturing of a bar, (b) Frequency spectra corresponding to the manufacturing of two different bars
(a) (b)
motivo, vengono tagliate dallo spettro da utilizzare nelle fasi successive. Inoltre, l’iniziale granularità dello spettro, composto da più di 20000 frequenze diverse, è stata ridotta per limitare il carico computazionale richiesto nelle fasi seguenti selezionando un sottoinsieme significativo di tali frequenze sulla base delle indicazioni del personale esperto e considerando la sua distribuzione così da mantenere più frequenze provenienti dalle zone più dense dello spettro e da quelle caratterizzate da maggiore variabilità. Questa operazione porta alla selezione di 40 frequenze che caratterizzano lo spettro. Al termine di questa fase di data preparation che include l’utilizzo di un algoritmo per il filtraggio degli outliers [8], si ottiene il dataset che sarà utilizzato per lo sviluppo di un classificatore in grado di predire eventuali problemi di ovalità dalle frequenze selezionate dello spettro delle vibrazioni. Il dataset è composto da più di 1000 samples, ciascuno relativo a una barra prodotta e associato all’ovalità misurata.
Sviluppo del classificatore. La quantità di samples disponibili per l’addestramento e la validazione del modello è piuttosto limitata, anche alla luce della dimensione abbastanza elevata del suo dominio di input (40 frequenze). Questa situazione può portare allo
sviluppo di modelli complessi in termini di parametri liberi, soggetti dunque al problema dell’overfitting. Al fine di evitare questa problematica che porterebbe a un forte degrado delle prestazioni del modello una volta online, è stata applicata una metodologia di dimensionality reduction che ha lo scopo di ridurre la dimensione del dominio preservandone al contempo il contenuto informativo rimuovendo o compattando all’interno del dataset le informazioni ridondanti e rendendo possibile lo sviluppo successivo di modelli con un numero inferiore di parametri liberi. In questo lavoro per tale scopo è stato utilizzato il metodo t-SNE (t-Distributed Stochastic Neighbor Embedding), un algoritmo che effettua un mappaggio non-lineare dei dati originali proiettandoli in uno spazio la cui dimensione è inferiore (solitamente 2 o 3) mantenendo la relazione geometrica fra i punti originali. Nella pratica t-SNE preserva a livello globale e locale le relazioni di vicinanza fra i punti. L’applicazione di t_SNE al dataset disponibile è mostrata in Figura 4 in cui i dati originali in dimensione 40 sono stati proiettati in 2 dimensioni e colorati in relazione all’ovalità della barra associata. La figura mette in evidenza come le frequenze selezionate combinate all’applicazione di t-SNE riescano a partizionare in maniera adeguata il dataset rispetto all’ovalità delle barre.

Fig.4
corrisponde a una barra il cui colore è associato alla sua ovalità / Mapping into 2–dimensions domain of the original data by using the t-SNE method. Each data points refers to a bar whose color is associated to its ovality.
Definito un target di ovalità pari a 0.375mm, inferiore ai limiti indicati dallo Standard EN10060:2003, all’interno del dataset solo il 14% dei samples sono relativi a barre con valori di ovalità superiori, che costituisce l’evento di interesse nel presente lavoro. Questa situazione può
degradare fortemente le prestazioni di un classificatore il cui scopo è proprio identificare tali eventi: i classificatori standard, infatti, essendo progettati per massimizzare globalmente le proprie prestazioni, possono trascurare le classi minoritarie [9]. Per ovviare a questo inconveniente
La Metallurgia Italiana - Marzo 2023 pagina 14 Memorie scientifiche - Acciaieria
- (Proiezione in 2 dimensioni dell’input originale utilizzando il metodo t-SNE. Ogni punto
Scientific papers - Steelmaking
in questa applicazione è stato usato l’algoritmo di oversampling SMOTE che mitiga lo sbilanciamento fra le due classi generando samples sintetici appartenenti alla classe di minoranza. Il classificatore utilizzato è un Decision Tree (DT) addestrato utilizzando il popolare algoritmo C4.5. Il DT è una tipologia di classificatore adatto a trattare problemi non lineari e presenta alcuni vantaggi in applicazioni industriali quali l’interpretabilità e la velocità di training che permette di ottimizzarne in tempi ragionevoli gli iperparametri in questo contesto applicativo.
RISULTATI
Set-up sperimentale. Nel presente lavoro tutte le componenti del sistema descritto (riduzione della dimensione, oversampling, DT) sono state ottimizzate determinando opportunamente e globalmente i loro iperparametri sulla base delle prestazioni del classificatore a valle della pipeline. Nel dettaglio: nel contesto dell’algoritmo di riduzione della dimensione t-SNE due diverse dimensioni sono state testate per il mappaggio dei dati originali: 2 e 3. Per il ribilanciamento del dataset tramite il metodo SMO-
TE sono state testate 3 diverse percentuali (a = 25%, 33%, 50%) di samples di minoranza rispetto alla totalità delle osservazioni. Per il DT due diversi iperparametri sono stati oggetto di ottimizzazione: il primo riguarda la profondità (D = 3 - 8) dell’albero mentre l’altro è il costo della mancata identificazione di una barra affetta da ovalità (falso negativo) rispetto all’errore inverso (falso positivo). I valori testati per questo iperparametro sono w = (1, 1.5, 2, 2.5, 3). Per ciascuna combinazione dei valori degli iperparametri elencati sono state valutate le performance dell’intero sistema attraverso il meccanismo della 10-fold cross-validation che permette di valutare in maniera affidabile i risultati ottenuti.
Risultati. I risultati più significativi ottenuti nella campagna di test descritta sono riportati in tabella 2 in termini di rate di veri positivi (TPR), falsi positivi (FPR) e accuratezza globale (ACC) ottenuti sui dati di validazione (mediati nel contesto della 10-fold cross validation)) e associati alla configurazione di iperparametri utilizzati nel test.
Tali risultati sono valutati alla luce del contesto industriale in cui è fondamentale l’identificazione delle situazioni correlate a situazioni critiche di ovalità che permette la tempestiva applicazione di contromisure per evitare la riduzione della qualità del prodotto e potenziali fermi macchina. In base a tali considerazioni i risultati ottenuti dal sistema sviluppato sono ampiamente soddisfacenti poiché permettono la corretta individuazione dell’80% delle situazioni critiche pur mantenendo basso il numero dei falsi allarmi sollevato. La campagna di test ha inoltre portato all’individuazione della combinazione di valori degli iperparametri più performante che associa un peso doppio (w) alla mancata detezione di problemi di ovalità e utilizza un limitato (33%) resampling dei dati tramite l’utilizzo dell’algoritmo
SMOTE. Dai risultati emerge il vantaggio nell’utilizzo di queste tecniche che ha portato a un sensibile incremento delle performance rispetto alla situazione base.
CONCLUSIONI E SVILUPPI FUTURI
In questo lavoro viene presentato un sistema per l’identificazione real-time di problemi di forma durante la produzione di barre a sezione circolare utilizzando i segnali di vibrazione registrati durante la lavorazione. La metodologia include l’utilizzo di approcci standard per l’analisi del segnale di vibrazione (FFT) e tecniche di intelligenza artificiale per l’identificazione dei pattern corrispondenti a problemi di forma. I risultati ottenuti durante la validazione del sistema sono incoraggianti con un grado di detezione
La Metallurgia Italiana - March 2023 pagina 15
Dim D W a TPR FPR ACC 2 6 2 33 0.79 0.07 0.90 2 8 3 50 0.78 0.08 0.88 2 8 1 50 0.74 0.09 0.86 2 8 3 25 0.74 0.09 0.86 2 8 2.5 25 0.67 0.10 0.86
Tab.2 - Risultati ottenuti dalle migliori configurazioni di iperparametri.
dell’80% delle situazioni problematiche e un basso numero di falsi allarmi che rende possibile una sostanziale diminuzione di fermi macchina e il miglioramento della qualità del prodotto e della produttività. In futuro, al fine di migliorare le prestazioni dell’intero sistema, si prevede di estendere il monitoraggio a un maggior numero di gabbie del DSD e includere informazioni provenienti da diverse fasi della catena di produzione. Inoltre, sarà valutata la possibilità di usare differenti tecniche di intelligenza artificiale che permettano, fra l’altro, la selezione automatica delle frequenze di vibrazione da utilizzare come input per i classificatori.
BIBLIOGRAFIA
RINGRAZIAMENTI
Il lavoro descritto nel presente lavoro è stato sviluppato nell'ambito del progetto dal titolo " Cyber-Physical System-based approach for intelligent data-driven maintenance operations applied to the rolling area" (CyberMan4.0 GA 800657), finanziato dall’Unione Europea tramite il “Research Fund for Coal and Steel (RFCS)”, che gli Autori ringraziano. La responsabilità esclusiva delle questioni trattate nel presente lavoro è degli autori; l'Unione non è responsabile per l'uso che può essere fatto delle informazioni ivi contenute.
[1] C. SCHEFFER, P. GIRDHAR, Practical machinery vibration analysis and predictive maintenance. Elsevier (2004).
[2] F. AL-BADOIR, M. SUNAR, L. CHEDED, Vibration analysis of rotating machinery using time–frequency analysis and wavelet techniques, Mechanical Systems and Signal Processing, vol. 25, no. 6, pp. 2083–2101 (2011).
[3] N. ZUBER, R. BAJIRI’C, R. SOSTAKOV, Gearbox faults identification using vibration signal analysis and artificial intelligence methods, Eksploatacja i Niezawodno´s´c, vol. 16, no. 1 (2014).
[4] H.-Y. CHEN, C.-H. LEE, Vibration signals analysis by explainable artificial intelligence (xai) approach: Application on bearing faults diagnosis, IEEE Access, vol. 8, pp. 134 246–134 256 (2020).
[5] D. C. MAZUR, J. A. KAY, K. D. MAZUR, Advancements in vibration monitoring for the mining industry, IEEE Transactions on Industry Applications, vol. 51, no. 5, pp. 4321–4328 (2015).
[6] Y. HORI, H. ISEKI, K. SUGIURA, Basic consideration of vibration suppression and disturbance rejection control of multi-inertia system usingsflac (state feedback and load acceleration control), IEEE Transactions on Industry Applications, vol. 30, no. 4, pp. 889–896 (1994).
[7] Hot rolled round steel bars for general purposes, Dimensions and tolerances on shape and dimensions EN 10060, DIN Std. (2004).
[8] S. CATENI, V. COLLA, M. VANNUCCI, A fuzzy system for combining different outliers detection methods, in Proceedings of the IASTED International Conference on Artificial Intelligence and Applications, AIA, pp. 87–93 (2009).
[9] M. VANNUCCI , V. COLLA, Novel classification method for sensitive problems and uneven datasets based on neural networks and fuzzy logic, Applied Soft Computing, vol. 11, no. 2, pp. 2383–2390 (2011).
Machine Learning applied to prediction of shape defects in round cross section rolled bars
During the rolling of round bars, monitoring status of main mill components is fundamental to detect in advance eventual malfunctions that could lead to product shape and quality problems and to allow the implementation of suitable and immediate countermeasures. In this work, the problem of ovality, that occurs when the section of the bar is not perfectly circular, is addressed. To this aim, a system for the collection and the management of plant data was set up based on a hardware and software architecture capable of managing in real time a large amount of information. Further, advanced machine learning techniques are used to predict ovality from vibration signals measured by a set of sensors installed in suitable positions throughout the rolling mill. The resulting analysis allowed the identification of the most critical conditions for ovality occurrence and the optimization of the mentioned HW/SW architecture.
KEYWORDS: STEEL BARS MANUFACTURING, PREDICTIVE MAINTENANCE, ARTIFICIAL INTELLIGENCE
La Metallurgia Italiana - Marzo 2023 pagina 16 Memorie scientifiche - Acciaieria
TORNA ALL'INDICE >


Influenza dell’invecchiamento sulla deformabilità di vergella laminata a caldo
B. Rivolta, R. Gerosa, D. Panzeri, L. Piazza, L. Angelini, M. Bersani, N. Bolognani, A. Panzeri, A. Parimbelli, C. SalaNella pratica industriale è noto che la deformabilità a freddo di alcuni acciai laminati a caldo in forma di vergella mostra valori crescenti se lavorati alcuni giorni dopo la laminazione. Si è inoltre osservato che questa variazione dipende dalla composizione chimica e dal diametro della vergella. A temperatura ambiente, i diametri maggiori possono richiedere anche tempi considerevoli (10-15 giorni) per raggiungere una condizione stabile, mentre il tempo si accorcia notevolmente se i campioni vengono mantenuti a temperature tra 100°C e 250°C. La conoscenza della velocità e dell’entità del recupero assume quindi un ruolo importante non solo dal punto di vista della qualità del prodotto, ma anche da quello del rapporto col cliente finale a cui è possibile fornire indicazioni personalizzate per sfruttare il campo di massima deformabilità del materiale. Nella letteratura scientifica, questo fenomeno è associato alla diffusione di idrogeno dalla vergella verso l’ambiente, giustificando gli elevati tempi di regime a temperatura ambiente e l’accelerazione osservata a temperature superiori. Nel presente lavoro sperimentale, l’influenza del trattamento di invecchiamento al variare del tempo è stata investigata su vergella laminata a caldo con diverse composizioni chimiche, mediante prove di trazione a temperatura ambiente. Oltre alle caratteristiche tensili, è stata monitorata la deformabilità, ed in particolare la strizione percentuale, al variare del tempo trascorso dal termine della laminazione. I risultati mostrano una chiara risalita della deformabilità nel tempo, mantenendo però inalterata la resistenza meccanica. Analisi microstrutturali e osservazioni delle superfici di frattura sono infine state effettuate a completamento della campagna sperimentale.
PAROLE CHIAVE: IDROGENO, DEFORMABILITÀ, INVECCHIAMENTO
INTRODUZIONE
La deformabilità a freddo è un parametro di grande importanza specialmente per prodotti ed acciai che non possono essere impiegati dopo la sola deformazione plastica a caldo. Nella pratica industriale è noto che alcuni acciai devono essere sottoposti a deformazione a freddo solo alcuni giorni dopo la lavorazione a caldo, poiché la loro deformabilità subisce un aumento significativo che facilità le operazioni di formatura a freddo. La letteratura tecnica [1, 2, 3] associa tale incremento della deformabilità alla diffusione dell’idrogeno presente nel materiale che nel tempo lascia la matrice metallica grazie all’elevato coefficiente di diffusione ed alla limitata solubilità specialmente nella fase α . La mobilità dell’idrogeno, tuttavia, è fortemente influenzata dal numero di trappole presenti, come ad esempio i bordi
La Metallurgia Italiana - Marzo 2023 pagina 18 Memorie scientifiche - Acciaieria
B. Rivolta, R. Gerosa, D. Panzeri, L. Piazza Politecnico di Milano, Dipartimento di meccanica
L. Angelini, M. Bersani, N. Bolognani, A. Panzeri, A. Parimbelli, C. Sala Caleotto S.p.A.
di grano, seconde fasi, inclusioni non metalliche, difetti reticolari e le interfacce tra carburi e matrice o tra le lamelle in strutture perlitiche [4, 5]. Questo fenomeno è chiamato “reverse aging” ed è classificato come danno da idrogeno reversibile [6]. Tale danneggiamento è considerato tale se non si ha formazione di micro cricche prima che una sufficiente quantità di idrogeno abbia lasciato il materiale. La necessità di lasciare il materiale in magazzino per un certo tempo prima di poter essere lavorato, riduce di conseguenza la produttività. È quindi importante studiare con attenzione il recupero della deformabilità nel tempo al fine di minimizzare gli effetti negativi sul ciclo produttivo. Nel presente lavoro sperimentale sono stati considerati
tre materiali in forma di vergella laminata a caldo, due acciai da bulloneria C-Mn-B ed un acciaio ad alto carbonio, ed è stata studiata l’evoluzione della deformabilità monitorando il coefficiente di strizione al variare del tempo intercorso tra la laminazione e l’esecuzione delle prove di trazione fino ad un massimo di 21 giorni.
MATERIALI E METODI
I materiali studiati in questa attività sperimentale sono due acciai da bulloneria C-Mn-B ed uno ad alto carbonio. I diametri delle vergelle e le composizioni chimiche nominali sono riportati in Tabella 1.
Gli acciai sono stati laminati a caldo e quindi raffreddati su tappeto Stelmor secondo due modalità: coibentata per gli acciai da bulloneria e mediante aria forzata per quanto riguarda il materiale ad alto carbonio. Quest’ultimo tipo di raffreddamento avviene mediante ventilatori posti al di sotto del tappeto Stelmor dove si trovano anche speciali deviatori che permettono di differenziare il flusso d’aria che giunge nella parte centrale e in quella laterale del tappeto. È infatti noto che la deposizione delle spire al termine della laminazione a caldo implica una diversa distribuzione di massa trasversalmente al tappeto di raffreddamento, con una maggiore densità di materiale ai lati e inferiore al centro. Per ottenere caratteristiche meccaniche omogenee sull’intera spira, è quindi necessario convogliare una diversa quantità di aria ai lati rispetto a quella che giunge nella zona centrale. Le prove di trazione (in accordo alla normativa ISO 68921:2019) sono state effettuate su spezzoni di vergella di lun-
ghezza pari a 300mm dopo circa 60 minuti dalla laminazione a caldo (il tempo necessario per la movimentazione del coil ed il raffreddamento degli spezzoni prelevati per i test meccanici) e dopo un invecchiamento naturale con durate differenti fino ad un massimo di 21 giorni. L’aumento della deformabilità del materiale è stato monitorato mediante la misura della strizione percentuale, parametro considerato più rappresentativo del comportamento del materiale durante la formatura a freddo. Le superfici di frattura dei campioni di trazione sono state infine osservate mediante microscopia elettronica, cercando di associare le caratteristiche microscopiche al recupero di deformabilità.
RISULTATI E DISCUSSIONE
Mediante la consueta tecnica metallografica sono state osservate le microstrutture dei materiali in esame, come visibile in Figura 1.
La Metallurgia Italiana - March 2023 pagina 19
Scientific papers - Steelmaking
Acciaio Diametro della vergella (mm) %C %Mn %Si %P %S %Cr %V %B 23MnB4 12.5 0.20 0.25 0.9 1.2 ≤0.3 ≤0.025 ≤0.025 ≤0.3 / 0.0008 0.005 30MnB4 15 0.27 0.32 0.8 1.1 ≤0.3 ≤0.025 ≤0.025 ≤0.3 / 0.0008 0.005 C82D2* 15 0.80 0.84 0.60 0.75 0.1 0.3 ≤0.020 ≤0.020 0.15 0.20 0.05 0.07 /
Tab.1 - Composizione chimica degli acciai analizzati / Chemical composition of the studied steels.
*Rispetto alla composizione riportata nella EN 16120-4 c’è l’aggiunta di V e una quantità leggermente superiore di Cr.
La percentuale di ferrite e di perlite negli acciai da bulloneria è stata valutata mediante analisi dell’immagine e sono rispettivamente pari a 59% e 41% per il 23MnB4, 48% e 52% per il 30MnB4. L’acciaio ad alto carbonio è invece caratte-



rizzato da una struttura completamente perlitica. L’evoluzione del coefficiente di strizione e del carico di rottura al variare del tempo di invecchiamento naturale sono riportati in Figura 2.
necking coefficient (a) and UTS (b) varying the aging time.

La deformabilità degli acciai 30MnB4 e C82D2 mostra un aumento significativo, mentre per il 23MnB4 la variazione è molto limitata. Dopo circa 5 giorni il 30MnB4 ha mostrato un recupero di 8.7% pari a circa il 16% del valore iniziale della strizione, mentre il C82D2 ha mostrato un incremento di strizione di 11.2% dopo 10 giorni, pari a circa il 65% del valore iniziale. Per tutti i materiali, il carico di rottura non ha invece mostrato variazioni apprezzabili. Come descritto nella letteratura, il recupero della defor-
mabilità è legato al rilascio di idrogeno grazie al fenomeno della diffusione. La mobilità di questo elemento è tuttavia limitata dalla presenza di trappole che possono trattenerlo più facilmente all’interno della matrice. Gli spazi tra le lamelle di perlite possono fungere da trappole e per questo il recupero della deformabilità è stato confrontato con la quantità di perlite presente nella microstruttura come visibile in Figura 3.

La Metallurgia Italiana - Marzo 2023 pagina 20 Memorie scientifiche - Acciaieria
Fig. 2 - Coefficiente di strizione percentuale (a) e carico di rottura (b) al variare del tempo di invecchiamento. / Percentage
Fig.1 - Struttura ferritico-perlitica nei materiali 23MnB4 (a) e 30MnB4 (b) e completamente perlitica nell’acciaio C82D2 (c). / Ferrite and pearlite microstructure in 23MnB4 (a) and 30MnB4 (b) and pearlite in steel C82D2 (c).
(a) (b)
(c)
(a) (b)
Fig.3 - Confronto tra la quantità di perlite presente nella microstruttura e il recupero di deformabilità. / Comparison among the pearlite amount and the deformability recovery.




Per comprendere più approfonditamente i meccanismi legati al recupero della deformabilità nel tempo, sono state osservate alcune delle superfici di frattura dei campioni di trazione mediante microscopia elettronica.

Nelle figure 4, 5 e 6, sono confrontate le superfici di frattura per diversi tempi di invecchiamento. Tutte le immagini sono riferite a zone centrali delle superfici.
Fig.4 - Superfici di frattura del materiale C82D2. Laminato – Rottura prevalentemente fragile con piccole zone duttili (a); invecchiamento 21 giorni – Rottura con caratteristiche fragili, ma con zone duttili più ampie (b) / Fracture surfaces of C82D2. As-rolled – Prevalently brittle fracture, with small ductile regions (a); 21 days aged – Fracture with brittle features, but with wider ductile zones (b)
Fig.5 - Superfici di frattura del materiale 30MnB4. Laminato – Rottura prevalentemente Duttile con piccole zone fragili (a); invecchiamento 21 giorni – Rottura con caratteristiche completamente duttili (b) / Fracture surfaces of 30MnB4. As-rolled – Prevalently ductile fracture, with small brittle regions (a); 21 days aged – Completely ductile fracture (b).
La Metallurgia Italiana - March 2023 pagina 21 Scientific papers - Steelmaking
(a) (b)
(a) (b)
CONCLUSIONI
Nel presente lavoro sperimentale viene investigata la deformabilità di tre acciai al variare del tempo di mantenimento a temperatura ambiente. L’acciaio ad alto carbonio ha mostrato un forte recupero del valore di strizione, ottenendo un incremento di circa il 65% rispetto al valore iniziale. Anche la deformabilità dell’acciaio 30MnB4 ha subito un aumento apprezzabile, valutato intorno al 16%. Poco significativa, invece, è stata la variazione di deformabilità del 23MnB4. Poiché la formatura a freddo della vergella deve essere effettuata dopo il recupero della deformabilità, è importante determinare il tempo di immagazzinamento minimo affinchè tale modifica sia arrivata a regime. Per il C82D2 sono stati necessari 10 giorni, mentre per il 30MnB4 il tempo limite è risultato pari a 5 giorni. La resistenza meccanica non ha invece subito variazioni di rilievo. È stata osservata una dipendenza tra la quantità di perlite presente ed il recupero di strizione mostrato dal materiale. Questo potrebbe essere dovuto al fatto che gli spazi inter-lamellari possono fungere da
trappole e quindi rallentare la diffusione dell’idrogeno. Anche il tempo necessario per raggiungere il massimo della deformabilità è infatti superiore nel materiale ad alto carbonio. La relazione tra perlite, incremento della strizione percentuale e la variazione del tempo minimo di recupero verranno ulteriormente indagate su materiali diversi aventi condizioni microstrutturali intermedie rispetto a quelle studiate finora.
L’osservazione delle superfici di frattura ha mostrato un cambiamento dei meccanismi microscopici associato alla variazione di deformabilità: all’aumentare del valore della strizione, la frazione di area caratterizzata da rottura duttile aumenta. Questo è particolarmente evidente sull’acciaio ad alto carbonio.
Sono infine previste ulteriori prove per indagare il fenomeno del “reverse aging” su acciai diversi da quelli presentati in questo lavoro e per valutare l’influenza del diametro sul recupero della deformabilità e sul tempo limite affinché questo avvenga in maniera completa.
BIBLIOGRAFIA
[1] C.J. Carneiro Filho, M.B. Mansur, P.J. Modenesi, B.M. Gonzalez, The effect of hydrogen release at room temperature on the ductility of steel wire rods for pre-stressed concrete, Materials Science and Engineering A 527 (2010) 4947–4952.
[2] T. Chanda, Reverse ageing in hot-rolled high-carbon steel wire rod, J Mater Sci (2010) 45:6068–6074, DOI 10.1007/s10853-010-4692-0.

[3] Qian Liu, Andrej Atrens, A critical review of the influence of hydrogen on the mechanical properties of medium-strength steels, Corros Rev 2013; 31(3-6): 85–103, DOI 10.1515/corrrev-2013-0023.
[4] W.Y. CHOO and JAI YOUNG LEE, Thermal Analysis of Trapped Hydrogen in Pure Iron, METALLURGICAL TRANSACTIONS A, VOLUME 13A, JANUARY 1982—135.
[5] Hideki Hagi, Effect of Interface between Cementite and Ferrite on Diffusion of Hydrogen in Carbon Steels, Materials Transactions, JIM, vol. 35, No. 3 (1994), pp 168-173, https://doi.org/10.2320/matertrans1989.35.168.
[6] VV.AA., ASM Handbook, Volume 11, Failure Analysis and Prevention, Hydrogen Damage and Embrittlement, DOI 10.31399/asm. hb.v11.a0006784.
La Metallurgia Italiana - Marzo 2023 pagina 22 Memorie scientifiche - Acciaieria
Fig.6 - Superficie di frattura del materiale 23MnB4. Laminato – Rottura completamente duttile / Fracture surface of 23MnB4. As-rolled – Completely ductile fracture.
Effect of aging on the deformability of hot rolled wire rod
In the industrial practice, it is known that the cold deformability of hot rolled wire rod increases after a storage of some days. Such modification depends on the steel grade and on the wire rod diameter. At room temperature, the regime condition requires long time, whereas at temperature included among 100°C and 250°C it reduces to few hours. The knowledge of the deformation recovery rate and the amount of such improvement is basic for the product quality and for the final customer, who it’s possible to give information about the optimal deformability. In the technical literature, such phenomenon is addressed to the presence of hydrogen that limits the as-rolled deformability. Because of the low solubility at room temperature and because of its fast kinetics, hydrogen leaves the wire rod quite easily and the deformability increases correspondingly. Both the deformability, represented by the necking coefficient, both the mechanical properties were determined by tensile tests on 300mm long wire rod specimens. The fracture surfaces were studied by SEM and finally the microstructural features were studied to complete the materials characterization.
KEYWORDS: HYDROGEN, DEFORMABILITY, AGING
TORNA ALL'INDICE >
La Metallurgia Italiana - March 2023 pagina 23 Scientific papers - Steelmaking
DUPLEX E SUPERDUPLEX: FILIERA DI PRODUZIONE E NETWORKING

ESPERIENZE NELLA PRODUZIONE, TRASFORMAZIONE ED UTILIZZO DEGLI ACCIAI INOSSIDABILI BIFASICI
Filiera, networking ed esperienza: sono tre concetti molto importanti in qualsiasi ambito produttivo.

L’Associazione Italiana di Metallurgia ha cercato di concentrare questi tre aspetti in due incontri dedicati alla produzione di acciai Duplex e Superduplex.

Entrambe le Giornate di Studio, dedicate agli acciai inossidabili bifasici, ospiteranno professionisti altamente qualificati nel settore metallurgico, che descriveranno la propria esperienza sul campo, partendo dalla produzione in acciaieria, ai processi di deformazione plastica a caldo, alle normative e collaudi ed impiego finale.
Si parlerà di casi concreti, lasciando ampio spazio anche a dibattiti, domande e confronti tecnici.
Questa iniziativa, inoltre, permetterà ai partecipanti di condividere informazioni ed accrescere le proprie relazioni con altri professionisti del settore.
Le due giornate sono dedicate ai tecnici, ricercatori, professionisti e in generale agli operatori del settore che abbiano voglia di ascoltare e condividere le esperienze lavorative svolte ad un miglioramento individuale ed aziendale.
Segreteria organizzativa
Via F. Turati, 8
20121 Milano
Tel. +39 0276397770
e-mail: info@aimnet.it
www.aimnet.it

GIORNATE DI STUDIO Centro di Studio FORGIATURA
CENTRO CONGRESSI PIO NONO - ERBUSCO (BS)
18-19 MAGGIO 2023
CoordinatorI:
Alessandra Lissignoli
Marco Marino Cogne Acciai Speciali
Gabriele Rampinini Forgiatura A.Vienna
Programma completo e iscrizioni su www.aimnet.it DEADLINE QUOTE AGEVOLATE: 28 APRILE 2023
L'arte involontaria
Cari lettori, abbiamo ricevuto dal sig. Guido Capoferri, Presidente del nostro Centro di Studio LPM - Lavorazioni Plastiche del Metalli - la foto di un incaglio durante l’operazione di scordonatura (eliminazione del residuo del cordone di saldatura) all’interno di un tubo saldato. Si tratta di un’opera d’arte unica e irripetibile, generata da una macchina e non da un essere umano.

Dati tecnici reperiti: tubo diametro esterno mm 273 - spessore 6,35 mm, acciaio S235, formatura a freddo con 25 gabbie, saldatura ad induzione continua. Scordonatura interna ed esterna in continuo a 750-850 °C con utensili in metallo duro.
Chiediamo a tutti voi di sottoporci altre foto curiose, artistiche, storiche… insomma qualcosa che contribuisca a rendere più piacevole sfogliare le nostre pagine.
Restiamo in attesa sperando che questa ulteriore iniziativa possa essere di vostro gradimento.
Mario Cusolito Direttore de La Rivista di MetallurgiaLa Metallurgia Italiana - March 2023 pagina 25
Development of prediction models and their on-line applications with through process approach as support to maintain proper slag conditions for steelmaking management and slag valorization
edited
by: M. Bersani, C. Senes,F. Guerra, G. Miglietta, Duro, L. Angelini, P. Frittella, C. Di Cecca, F. Fredi, G. Tsymokh, G. Foglio, M. Tellaroli, B. Cinquegrana, F. Morandini, A. Ventura, D. Ressegotti, S. Iavarone
In modern steel productions, the necessity of a better knowledge and control of the process became more important in order to improve production performances, to maintain repeatability on the product quality and to support the necessary process flexibility due to frequent changes in production programs.
For this reason the capability to better understand the phenomena in the different process phases of the steelmaking process including scrap melting, steel treatments in ladle and solidification process in continuous casting is important to optimize operating practices. A through process view is necessary to respect the process/quality constrains aiming at improvement of performances and productivity.
Based on the off line approach also the on-line installation of mathematical simulators has been realized in order to gain on-line process monitoring, and real time digital twins to be used to support online decision support systems with a through process approach for whole steelmaking area.
In particular these systems can be used in order to generate capabilities to define new operating practices, to assess online guidelines for process corrections and making available alerts in case of deviations respect aimed conditions on slag properties necessary to have correct steelmaking process and for subsequent valorization.
Acciaierie di Calvisano and Feralpi Siderurgica strongly address its productions developments to improvement of production plants with adoption of new technologies and solutions Industry 4.0 for data analysis and process control also supported by RFCS funding scheme in the funding R&D projects. With the contribution of the R&D department, process technology, production areas and research partners, in Feralpi predictive mathematical models have been created for production phases and whole steelmaking process. This has been done internally in order to be able to better setup the optimal operating practices for each process phases as EAF, Ladle Furnace, and Continuous Casting also as a way to capitalize the knowledge and competences of steelmaking and metallurgy gained in process management
KEYWORDS: STEELMAKING. PROCESS, SIMULATION, ON-LINE CONTROL, EAF, LF SOLIDIFICATION
INTRODUCTION
For a steel production company as Feralpi the necessity to continuously improve the capability to manage the production process run in parallel with necessity to continuously develop production plants, internal management practices and skills. The activity described is included in the RFCS funded project iSlag to gain support both from knowledge from other research partners and with economical support to
L. Angelini, P. Frittella, C. Di Cecca, F. Fredi, G. Tsymokh, G. Foglio, M. Tellaroli, B. Cinquegrana, F. Morandini Feralpi Siderurgica
A. Ventura, D. Ressegotti, S. Iavarone Rina CSM
La Metallurgia Italiana - Marzo 2023 pagina 26 Attualità industriale - Industry news
M. Bersani, C. Senes, F. Guerra, G. Miglietta, Duro Acciaierie di Calvisano
the research realized.
In particular the activity is devoted to develop control strategies to combine both necessities:
- To enable optimal liquid steel treatment to support metallurgical process for final product
- To enable to maintain optimal slag condition for subsequent reuse avoiding improper conditions

The main principle driving this developments are:
- Necessity to support the Steelmaking treatments with knowledge about real status of slag conditions as parameter to evaluate the real effectiveness of the process targets
- To combine the evaluations about slag conditions as waste for their reuse with the steelmaking treatment necessary for steel production in a single evaluation making evidence to their interdependency
- The necessity to support the knowledge of the status of the process with mathematical modelling as necessary to predict the parameters describing phenomena occurring on the process when not measured.
- The necessity to maintain internally the knowhow about mathematical modelling in order to gain deeper process knowledge and maintain capability of continuous applications functions and their use on the production practices.
Taking into account these development needs long time having as preconditions the development of internal skills and structures and the application both on conventional steel for civil construction and special steel for automotive.
DESCRIPTION
General approach / Scheme
Following the general scheme of the systems developed are described (Figure 1), in particular the main scope is to describe in a same view the 2 route of steel treatment in different positions of the ladle and for subsequent yard disposal.
In particular the steel tratment in ladle is followed along the production route from the EAF process including following steps :
- EAF scrap Charge
- EAF melting and refining process
- Steel taping in ladle and ladle positions
- LF treatment and additions
- Steel in tundish till casting
The evolution of steel conditions in different ladle positions are followed in order to estimate and detect the slag conditions during interaction with steel and the conditions when taken for yard disposal.
La Metallurgia Italiana - March 2023 pagina 27 Industry news - Attualità industriale
Fig.1 - General scheme of the parallel view of metallurgical treatment and slag conditions for reuse.
Off-Line modelling for prediction of EAF process
The application of mathematical simulation of the EAF and LF process have been started with Matlab/Simulink code
as following described and the main input/output for EAF are described in table 1:
Tab.1 - Main input and output data for EAF Process simulator.
Scraps weight charged in basket
Steel/slags/Off Gas compositions
Dynamic electrical parameters adopted Steel/Slag/Off Gas temperatures
Chemical injections O2, Gas, C, CaO Electrical/material consumptions, Power On, Losses
The input data about charge mix and operating practice adopted can be flexibly managed describing time evolution of practice in off-line mode as in figure 2 for Oxi-
gen and gas Flow rates, Coal and Lime injected, electrical power input.
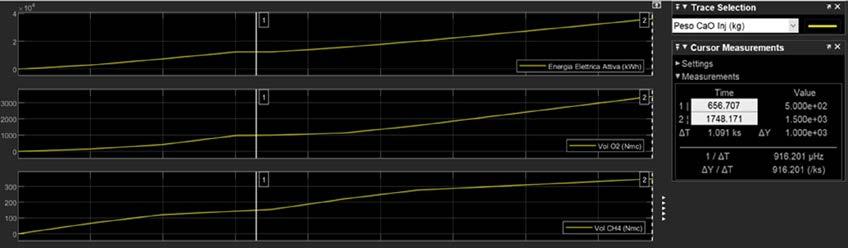

Looking at output data the evolution of the consumption of the different sources (electrical, Oxygen, Gas and solid materials) can be estimated dynamically and time
dependent till to determine the EAF process performances obtained at the end of the process (Figure 3).
Final results in terms of Steel and slag masses formed, their compositions and temperature is also estimated
dynamically showing their evolution during the process (Figure 4).
La Metallurgia Italiana - Marzo 2023 pagina 28 Attualità industriale - Industry news
Input
Output
Fig.2 - Terms of the operating practice evolution described as input.
Fig.3 - Simulation results in terms of electrical and main chemical consumptions.
Thanks to this system the prediction of final results and performances of EAF process can be predicted taking into account the charge mix and operating practice adopted in order to evaluate efectivene of operating practice setting choices.
This approach is presently used to evaluate comparison between effectiveness of different practices and as base to optimization of the on-line EAFProcess control system that is based on EAF process simulation and for this reason external off-line calibration of calculation is needed.


Off-Line modelling for prediction of LF treatment
The simulator is focusing on the treatment of the secondary metallurgy of the steel, staring from tapping in EAF and finish in tundish of continuous casting. The practical use of the simulator is to find out the best operative practice to treat the steel in terms of time of treatment and the optimal amount of ferro-alloys to add to steel.
In this way, thanks to the software is possible to have an
improved view of the process and act on different input data, is possible to have different operative practice to treat the steel.
Model Architecture
The main input data for liquid steel treatment include (Figure 5) condition of steel coming from EAF Tapping, Tapping and ladle additions, dynamical input as ferroalloy additions, electrical power used and stirring gases adopted. The model is able to simulate the treatment of secondary metallurgy over time in particular to obtain:
1. Estimation of the temperature trend over time
2. Estimation of the trend over time of the level of Sulfur (Desulphurization Process)
3. Estimation of the trend over time of the oxygen level (Deoxidation Process)
4. Estimation of the trend over time of the main elements of steel
5. Estimation of the trend over time of the main elements of the slag
La Metallurgia Italiana - March 2023 pagina 29 Industry news - Attualità industriale
Fig.4 - Simulation heat results in terms of steel temperatures and compositions evolutions.
Fig.5 - General architecture of LF process simulatore and input / output data adopted.
As it is said above the model takes into account different input to obtain a real representation of the steel treatment. It’s important to say that those data are time-dipendent data.
In fact, the only way to obtain a process based on kinetics
of the reaction is to have a time – depenedent data input that reflect the steel plant treatment.


The input data are described dynamically in order to enable a time dependent prediction (Figure 6).
Oxygen balance
The simulation model also includes as example the calculation of the oxygen balance. This calculation requires that at each iterations the oxygen level is updated
by subtracting the oxygen reacted with the deoxidizing elements. This calculation is carried out by considering: Si, Mn and Al.

La Metallurgia Italiana - Marzo 2023 pagina 30 Attualità industriale - Industry news
Fig.6 - View of dynamic input data adopted in LF simulator.
[Eq.1]
The graph below shows oxygen activity in steel bath during ladle treatment, starting from tapping.
Fig.7 - Off –line oxygen activity estimation during ladle treatment since EAF tapping till tundish.
Following the curves of estimation of different steel temperature along the steel treatments in ladels are shown In particular also comparison with real steel temperature


detection is reported in order to evaluate and improve estimation of steel temperature
Tuning of the LF simulator and sesitivity analysis has been ealize in order to evaluate and improve continuously its accuracy in determination Steel and slag composition in LF exit (Figure 9, 10) and to evaluate the effectiveness on prediction of results for tratment management variations.

La Metallurgia Italiana - March 2023 pagina 31 Industry news
- Attualità industriale
Fig.8 - Exemplary curves of prediction of EAF performances.
Fig.9 - Comparison of estimations and samplings for steel composition.
Fig.10 - Comparison of estimations and samplings for slag composition.
On-line simulation for process control
The on-line application of the system is aimed to reach the scheme described (Figure 11). In particular following main items are aimed to be included:
- Process data acquired in real time from EAF and LF process
- Data from ladle position are acquired to couple steel slag conditions with their position
- Data acquisition from specific sensor for:
• Slag foaming detection from acoustic signal
• Detection of carryover of slag during EAF tapping
• Real time steel temperature detection in tundish
- Module 1 of Mass and energy balance to predict steel and slag conditions
- Module 2 – For use of thermodynamic analysis of steel and slag interaction as support to adapt steel and slag conditions under thermodynamic laws.
- Module 3 – For online Decision Support System for both EAF and LF process adaptation s and additions.

Whole this system is applied ladle by ladle in order to combine a full monitoring of EAF and LF process and along the process route to estimate all condition of steel and slag in terms of masses, compositions, temperatures.
At the moment whole this scheme has to be completed while part of it is yet on-line available.
For EAF Process Feralpi the on-line system EAFPro developed with Rina CSM has been implemented in both steelmaking plants of Feralpi Siderurgica and Acciaierie di Calvisano. The EAFPro system is able to follow on-line the EAF process in order to:
- Collect all data of the EAF
- simulate process conditions
- give indication as support to process control
- Summarize process relevant KPI’s
La Metallurgia Italiana - Marzo 2023 pagina 32 Attualità industriale - Industry news
Fig.11 - Comparison of estimations and samplings for slag composition.
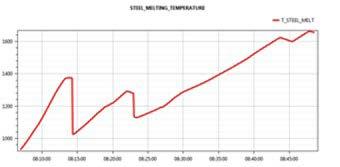
Result of dynamic mass and energy balance in EAF:
- Steel and slag masses
- Evolution of %C and steel composition during the process
- Steel temperature evolution
On-line simulation application for LF process

The on-line ladle treatment is followed ladle by ladle and represented in site views.
In particular following steel temperature are estimated depending by steel treatment followed including: treatment time, ladle position, electrical energy provided, stirring gas activation, ladle additions real temperature detection.
In this way the main functions on-line available are:
- Temperature estimation on-line for each ladle
- Auto tuning depending by real temperature samplings
- Prediction of temperature estimated at ladle arrival to further process phases

- Alerts function in case of abnormal temperature predicted

La Metallurgia Italiana - March 2023 pagina 33 Industry news - Attualità industriale
Fig.12 - Main view on-line available for monitoring of EAF process and heat summary results.
Fig.13 - Steel composition and temperature on-line by dynamic mass and energy balance.


La Metallurgia Italiana - Marzo 2023 pagina 34 Attualità industriale - Industry news
Fig.14 - Page views of temperature estimation on-line for different ladles.
Fig.15 - Page views of On – line monitoring of LF practices adopted for each ladle.
AVG Err. Dev STD Err. % Err <10°C % Case Out of tolerance °C °C % % I T in LF 8.5 4.9 60 57 Last T in Lf 8.5 7.5 67 23
Following some view of temperature accuracy estimation for each ladle in inlet to LF and in outlet to LF
Tab.2 - Summary view of EAFPRo accuracy in steel temperature in Ladle determination .
Based on steel temperature predicted alert functions are active to support the operators to evaluate if uncorrect steel temperatures are coming for subsequent process steps in LF from EAF and in continuous casting from LF (Figure 16) In particular depending by actual temperature estimated and production cicle conditions are predicted:

- Time remining to reach the next process step (to LF from EAF, To CC from LF)
- Temperature predicted of arrival to next process step (To LF, To CC)

- Indications in terms of alerts for abnormal temperature or heating necessity are shown
CONCLUSIONS
The status of process study and meathematical representation in EAF and LF process prediction became now a relevant task in Feralpi and this enable the Feralpi technical group to support internal automation developer and as in this case also external software developers as Rina CSM expert in on-line control rules and mathematical codes implementation.
This is a first step for EAF and LF process on-line representation and will be the basis for future completion and application for time by time deeper support in process development.
ACKNOLEDGEMENTS
Da completare
The research leading to these results has received funding
La Metallurgia Italiana - March 2023 pagina 35 Industry news - Attualità industriale
Fig.16 - On-line accuracy monitoring of steel temperature estimation for different positions.
Fig.17 - Steel temperature prediction for next process steps and alerts available on-line.
from the European Union's Research Fund for Coal and Steel research program for the project iSlag Optimising slag reuse and recycling in electric steelmaking at optimum metallurgical performance through on-line characterization devices and intelligent decision support systemsunder grant agreement number 899164.
The information and views set out in this website are those of the author(s) and do not necessarily reflect the official opinion of the European Union. Neither the European Union institutions and bodies nor any person acting on their behalf may be held responsible for the use which may be made of the information contained therein.
La Metallurgia Italiana - Marzo 2023 pagina 36 Attualità industriale - Industry news
CyberMan4.0: Manutenzione avanzata nella torneria cilindri di laminazione a caldo
a cura di: C. Trevisan, G. Bavestrelli, A. Ventura, F. Sanfilippo, A. Rizzi, A. Dester"Cosa stiamo perdendo non raccogliendo i dati dei segnali della macchina?"
Vale la pena porsi questa domanda se si vogliono valutare attentamente i vantaggi derivanti dalle tecnologie IIOT. Il progetto CyberMan4.0 è un tentativo di rispondere a questa domanda mettendo in evidenza i vantaggi di questo approccio che non sono solo economici.
La sfida più comune, di fronte a un guasto di una macchina, è risalire alle cause e trovare un rimedio sia per il problema presente, sia per prevenire che si ripresenti. Ciò è più facile da raggiungere quando sono disponibili i dati raccolti dalla macchina prima e durante il momento del guasto: l'analisi di tali dati può fornire infatti informazioni molto significative. Questo processo coinvolge diverse figure professionali quali l'operatore della macchina, i tecnici della manutenzione e il costruttore.
In questo progetto si è esplorato un "cambiamento di paradigma" esaminando non solo i dati del prodotto ma anche i dati della macchina e del processo di lavorazione, passando da un tradizionale sistema di gestione della manutenzione basato sul conteggio delle ore di funzionamento ad un sistema predittivo basato sull'effettivo “stato di salute” dei componenti.
PAROLE CHIAVE: PREDICTIVE MAINTENANCE, CLOUD NETWORK, ARTIFICIAL INTELLIGENCE, MACCHINA UTENSILE, TORNERIA CILINDRI
INTRODUZIONE
Le attività svolte nell’ambito di questo progetto di ricerca “CyberMan4.0” e realizzate anche grazie al cofinanziamento dell’Unione Europea, sono state appliccate in diversi settori dell’industria e in particolare quelli per la produzione acciaio; il caso di studio “HSM Roll Shop” relativo a questo documento si riferisce ad una torneria cilindri di un impianto di laminazione a caldo. Le macchine utensili esaminate sono quindi rettificatrici, in grado di operare in ciclo continuo, per ripristinare la superficie dei cilindri di lavoro e di appoggio (WR / BUR), ciclicamente usurata dalla lavorazione, in un laminatoio piano. Nel caso in esame il peso dei cilindri rettificati è di circa 10 Ton per i WR e 20 Ton per i BUR e le dimensioni caratteristiche delle macchine sono collegate a questi valori. Questa analisi si può applicare comunque indipendente-
La Metallurgia Italiana - March 2023 pagina 37 Industry news - Attualità industriale
Claudio Trevisan, Giovanni Bavestrelli TENOVA S.p.A.
Alessio Ventura, Fabio Sanfilippo RINA CSM
Alessandro Rizzi, Alessandro Dester ARVEDI
mente dalle dimensioni delle macchine.
Già nel 2015 TENOVA Pomini stava elaborando un progetto di rete tra le macchine, il nome assegnato al progetto era “Tolking Machines” per indicare la possibilità di scambiare informazioni tra le macchine, collegate in un network, non solo all’interno dell’impianto ma anche all’esterno per sfruttare l’utilità di un’informazione anche per altre macchine della stessa famiglia prodotte da TENOVA Pomini.
Quando si presenta un’anomalia, non necessariamente grave, è importante registrare l’evento e avere a disposizione i segnali correlati utili a individuarne la ragione. Dall’analisi delle anomalie è poi possibile intervenire sulla macchina per perfezionare l’elemento debole che ha generato la criticità. La quantità di informazione poi migliora se le macchine sono collegate e possono trasmettere le indicazioni aumentando la quantità di dati disponibile e quindi l’efficacia della soluzione [1]. Questo ragionamento è stato alla base dell’idea delle “Tolking Machines” e della tecnologia IOT poi diventata Industrial IOT: IIOT.
La possibilità di raccogliere dati è tecnologicamente semplice in una macchina utensile dove è presente un PLC che aggiorna lo stato dei segnali di ingresso e uscita (I/O) con una cadenza nell’ordine dei centesimi di secondo. La soluzione sembra a portata di mano ma ci sono, tra gli altri, due aspetti fondamentali da verificare:
a. Disporre della sensoristica adeguata
b. La velocità di campionamento
Non ci soffermiamo ora ad approfondire questi punti ma è utile almeno ricordare che non si possono sempre installare i sensori che ci servirebbero (ad esempio per le dimensioni o perché l’oggetto è in movimento) e che i dati occupano spazio (la capacità di memoria, pur essendo sempre più elevata, è limitata ed è associata a costi). Di conseguenza serve una strategia che consenta di identificare i segnali significativi e di archiviarli in modo ottimale per ridurre al minimo lo spazio di memoria necessario.
È importante chiarire bene che lo strumento realizzato non consente di svolgere analisi ad alta frequenza: non
è uno “SCADA SYSTEM”, infatti il campionamento realizzabile è nell’ordine di 0,5Hz e non si può pensare di intercettare disturbi a frequenze alte. Invece lo scopo di questo strumento è di lavorare su segnali che derivano in tempi più lunghi rispetto il tempo ciclo PLC e intercettare questi andamenti che spesso non si riescono a percepire attraverso i classici indicatori dell’interfaccia uomo macchina HMI anche a causa della loro lentezza.
Un ulteriore aspetto da considerare è che sempre più spesso, per migliorare le condizioni di sicurezza dell’operatore, le macchine operano in modalità “non presidiata” e l’operatore si trova distante dall’asset e quindi non in grado di percepire condizioni di criticità solitamente evidenziate da fenomeni come ad esempio un rumore anomalo, vibrazioni o il surriscaldamenti di alcune parti in movimento.
Dunque la scelta della sensoristica adeguata non ha solo lo scopo di migliorare il monitoring della macchina ma anche di fornire un set di informazioni necessarie per operare da remoto ricevendo dalla sensoristica le informazioni aggiuntive come se l’operatore fosse nelle vicinanze del punto di lavorazione.
Nel complesso queste attività possono dare benefici anche in termini di riduzione dell’impatto ambientale riducendo le quantità di scarti (regrind) [2], un utilizzo ottimizzato delle risorse e dei consumi energetici [3].
SCELTA DELLE VARIABILI, TEMPI DI CAMPIONAMENTO E PIATTAFORMA OPERATIVA
Queste scelte iniziali sono fondamentali e specifiche di ciascuna tipologia di macchina e delle sue caratteristiche. Ad esempio, una macchina che utilizza cuscinetti e guide idrostatiche richiede sensori e misure diverse da una che utilizza sistemi idrodinamici.
L’analisi di una macchina è stata svolta dall’ufficio tecnico di Tenova Pomini identificando la componentistica meccanica elettrica ed elettronica soggetta ad usura o guasto ed è stata verificata l’esistenza di un segnale di feedback e, in caso negativo è stata studiata la predisposizione di un nuovo sensore.
La Metallurgia Italiana - Marzo 2023 pagina 38 Attualità industriale - Industry news
La tabella riportata nell’esempio qui sopra è relativa ad una prima indagine effettuata e che ha portato a definire circa 100 sensori e relativi segnali di componenti meccanici importanti della rettificatrice. A questi vanno aggiunti altri dati relativi ai componenti elettrici ed elettronici, questi dati provengono sia dai sensori di campo sia dagli azionamenti e dai motori stessi. Considerando ad esempio una macchina con 8 assi controllati, ci sono mediamente 6 parametri di controllo del motore (posizione, coppia, temperatura, corrente ecc.) e quindi altri 50 parametri circa a cui si aggiungono parametri di controllo legati al processo di lavorazione e derivati da variabili interne al sistema di controllo CNC/PC, ad esempio la quantità di usura utensile.
Al termine dell’analisi siamo arrivati a circa 200 parametri (variabili) da monitorare su cui calibrare le dimensioni dell’Hardware e del Cloud [6]. Bisogna dire che alcuni dati sono solo bit e occupano meno spazio. E’ molto importante anche la scelta del metodo di memorizzazione, ad esempio conviene memorizzare il dato solo quando cambia. La scelta del protocollo OPC-UA o di un altro protocollo adeguato è un passaggio da non sottovalutare per ottimizzare sia lo spazio che l’utilizzo dei dati. Per avere un’idea delle dimensioni relative a questa applicazione, abbiamo rilevato un utilizzo giornaliero medio di

• 32Mb per sistemi installati su macchine con tecnologie HW/SW non di ultima generazione
• 53Mb per macchine dotate di un sistema HW/SW completo di ultima generazione
Un aspetto importante da valutare bene tra le attività preliminari allo sviluppo del progetto è relativo alla rappresentazione dei dati nell’interfaccia: si deve distinguere tra quello che viene definito il monitoraggio delle condizioni attuali e quello che risguarda invece indicatori specifici di manutenzione e che fanno riferimento all’andamento dei dati nel tempo. Questa scelta condiziona la struttura dei dati in CLOUD, la nostra scelta è stata quella di collaborare con Microsoft per realizzare una piattaforma CLUD di TENOVA utilizzando “Microsoft Azure”. Nel sistema da noi realizzato i dati vengono classificati come dati “live”, dedicati a rappresentazioni real time o “Hystorical Data” dedicati esclusivamente all’analisi degli algoritmi di Predictive Manitenence. Per la rappresentazione dei dati abbiamo invece sviluppato un’interfaccia mediante una piattaforma specifica denominata: “TENOVA WIDE”. Nella fase iniziale del progetto queste soluzioni erano state valutate come le più idonee e flessibili per gli sviluppi del lavoro. Oggi esistono diverse piattaforme in commercio che consentono una gestione già ottimizzata dei dati come quella di Microsoft Azure o quella sviluppata da Siemens “Mind-
La Metallurgia Italiana - March 2023 pagina 39 Industry news - Attualità industriale
Fig.1 - Tabella dei segnali e dei sensori di monitoraggio dei componenti critici / Table of signals and sensors for critical components monitoring.
Sphere” che offre una soluzione già adatta per il mondo della macchina utensile.
CAMBIO DI PARADIGMA
Non aspettare che un allarme si presenti per eseguire la manutenzione ma mantenere le condizioni della macchina al meglio sfruttando i tempi di fermo programmati. Sembra una frase scontata ma non è così quando un impianto è sottoposto a lavorare in continuo e l’unico strumento disponibile per organizzare la manutenzione è una tabella di basata sui tempi di utilizzo. Il cambio di paradigma, ovvero una manutenzione basata sul monitoraggio continuo e il mantenimento delle condizioni ottimali senza aspettare la rottura o il danneggiamento di un componente [5], richiede un sistema di monitoraggio che possa indicare in anticipo l’insorgere di un’anomalia. È anche utile evidenziare che a volte, pur non essendoci un’anomalia specifica, le lavorazioni della machina presentano difetti che, sebbene nelle tolleranze, denotano
che qualcosa non sta funzionando correttamente. Ad esempio, il ciclo deve essere ripreso o le compensazioni degli errori tendono ad aumentare di valore ecc. Ecco, infatti, che il costruttore della macchina, che ben conosce anche il processo di lavorazione, è in grado di sviluppare un pacchetto di monitoraggio per la manutenzione predittiva più completo rispetto i sistemi basati solo sui segnali; si tratta di un valore aggiunto importante da considerare quando si parla di asset complessi come le macchine utensili.
Per questo le figure coinvolte e interessate in un sistema ben organizzato sono:
a. L’utilizzatore della macchina (proprietario dell’impianto) assieme ai tecnici della manutenzione dell’impianto.
b. Il costruttore della macchina.
c. Il servizio di assistenza (SERVICE) che supervisiona l’intera rete
L’utilizzatore della macchina riceve gli avvisi in merito alle necessità di manutenzione dal sistema di Predictive Maintenance; anche il costruttore riceve le segnalazioni ed elabora i segnali per migliorare la qualità della macchina e perfezionare il sistema di monitoraggio (aggiornamento della sensoristica) e, grazie al collegamento CLOUD, anche il Servizio di Assistenza intercetta la criticità e può attivarsi per organizzare sollecitazioni di intervento o predisporre i ricambi per minimizzare tempi di fermo macchina. Un guasto intercettato in anticipo ha maggiori probabilità di essere risolubile anche da remoto

evitando l’invio di un tecnico specializzato per riparare un elemento di macchina rotto, con risparmio di risorse per la produzione ma anche vantaggi per l’ambiente (riduzione degli spostamenti).
IMPLEMENTAZIONE DEL PROGETTO
Le competenze necessarie per realizzare un progetto di queste dimensioni e la possibilità di validare i risultati attraverso un caso reale hanno richiesto la collaborazione di tre partner del consorzio CyberMan4.0:
• TENOVA POMINI – è il produttore delle macchine
La Metallurgia Italiana - Marzo 2023 pagina 40 Attualità industriale - Industry news
Fig.2 - Persone coinvolte nella Predictive Maintenance / People involved in Predictive Maintenance.
utensili e sviluppatore tecnologico, che ha fornito oltre alle competenze del processo di lavorazione i sensori e altro hardware, nonché l'infrastruttura cloud e l'interfaccia utente (HMI) per il monitoraggio dello stato di manutenzione delle apparecchiature.

• ARVEDI – è il proprietario dell'impianto e delle macchine rettificatrici, ha messo a disposizione i dati primari, creando una specifica rete di connessione tra le macchine e consentendo la connessione al cloud; inoltre, ARVEDI ha consentito di testare nuovi dispositivi e prelevare campioni per validare le soluzioni studiate insieme.
• RINA-CSM – è un istituto di ricerca che ha fornito le competenze nel campo dell'AI per lo sviluppo de-
gli algoritmi e delle loro interfacce, nonché per l'esecuzione delle prove di laboratorio dove sono stati analizzati gli oli per comprendere i parametri critici da monitorare e per selezionare i sensori per misurarli.
Nella prima fase del progetto sono state utilizzate macchine già in esercizio e quindi non dotate delle ultime tecnologie e sensori per cui è stato necessario eseguire un upgrade alle macchine e installare alcuni sensori, dove possibile, secondo lo studio effettuato e descritto al capitolo 2 e realizzando un sistema schematizzato nella figura seguente:
Dopo aver completato la fase di upgrade tecnologico e realizzato la connessione cloud sono stati raccolti i dati per circa sei mesi al fine di avere una buona base per analizzarli e definire gli indicatori di manutenzione KPI e l’interfaccia per accedere via web alle informazioni. Particolare attenzione è stata posta alla cybersecurity, il dispositivo Tenova EDGE appositamente sviluppato, è infatti disaccoppiato rispetto la rete aziendale al fine di proteggere l’accesso dall’esterno ed inoltre i dati possono viaggiare solo verso il cloud e non viceversa. Adottando le adeguate misure di protezione non esistono rischi per la salvaguardia dell’integrità del sistema informatico della
macchina e della rete aziendale, tuttavia, questo aspetto rappresenta ancora un ostacolo alla realizzazione di una rete tra gli impianti.
Le attività, secondo quanto previsto dallo schema presentato per il finanziamento, si sono svolte seguendo sette fasi principali (WP = Work Packages) specifiche per ogni “use case”
i. Analisi dello stato del sistema di manutenzione esistente e definizione degli indicatori utili per il monitoraggio e delle tecnologie da applicare per adeguare l’asset al sistema di PM
La Metallurgia Italiana - March 2023 pagina 41 Industry news - Attualità industriale
Fig.3 - Sensori e flusso dei dati / Sensors and data flow.
ii. Definizione e installazione dell’HW necessario
iii. Raccolta dei dati
iv. Sviluppo degli algoritmi di PM e calibrazione con i dati raccolti
v. Implementazione delle soluzioni definite e avvio della fase di test preliminare
vi. Regolazione e Validazione della soluzione con raccolta dei risultati
vii. Attività di coordinamento
Le attività svolte nell’ambito dello “USE CASE ARVEDI” sono state facilitate dal fatto che la macchina è di produzione Pomini e quindi era ben noto come fosse organizzata la manutenzione per cui ci siamo concentrati sulle anomalie registrate negli anni di utilizzo scoprendo che la natura dei problemi è legata soprattutto alle condizioni di utilizzo e a particolari lavorazioni che sono maggiormente usuranti per alcuni componenti meccanici.
Un tema particolarmente significativo è stata l’analisi di un
problema legato alle guide idrostatiche che ha richiesto prelievi di olio idrostatico mensili e una analisi dei campioni per identificarne le ragioni del deterioramento.
I test tribologici effettuati nei laboratori di RINA-CSM hanno evidenziato che le condizioni dell’olio, da un punto di vista delle caratteristiche chimico fisiche, rimanevano invariate anche oltre i tempi consigliati per il ricambio; ad esempio, il coefficiente di attrito rimaneva invariato per l’intero periodo (come mostrato nella figura 4 a 4 misure effettuate in un intervallo di 11 mesi). Dall’analisi microscopica SEM del residuo fisso dell’olio è emersa la presenza di microparticelle provenienti da parti metalliche del cilindro, dall’abrasivo e dal legante mola non intercettate dal filtro dell’olio; si è dedotto quindi che sono queste particelle che vanno ad ostruire i regolatori idrostatici fino a bloccarli e provocare l’azzeramento del meato con il conseguente blocco del carro mola per il contatto tra le due guide senza meato idrostatico.

Questa analisi ci ha portato a selezionare un sensore della qualità dell’olio in grado di indicare il livello di contaminazione e quindi di utilizzare tale valore per la manutenzione predittiva; contemporaneamente sono state adottate contromisure per migliorare il sistema di protezione e di filtraggio dell’olio (modifiche costruttive).
Questo esempio riportato è interessante perché spiega come: attraverso l’analisi approfondita di un problema, si arrivi ad una precisa identificazione delle cause e a definire il sensore più adatto alla verifica delle condizioni ed anche a un miglioramento della macchina a implementato del costruttore.
In parallelo alle attività di WP2 l’unità TENOVA DIGITAL si è occupata di sviluppare l’infrastruttura CLOUD e consentire l’avvio della raccolta dati (WP3) che è iniziata a pieno ritmo dopo circa un anno dall’avvio del progetto.
Le attività di WP4 invece sono state svolte sia da RINA-CSM che ha lavorato principalmente sui dati relativi ai motori elettrici sia da Pomini che si è occupata di indicatori derivati dai dati di lavorazione e di processo [7].
È utile segnalare che la raccolta di dati non è sufficiente a identificare problematiche se questi non sono in qualche modo strutturati. Ad esempio, per rilevare possibili anomalie del mandrino mola si è preso in considerazione il
La Metallurgia Italiana - Marzo 2023 pagina 42 Attualità industriale - Industry news
Fig.4 - Misure del coefficiente di attrito / Friction coefficient measurements.
segnale di corrente e lo si è correlato con la posizione del carro Z identificando una condizione ripetitiva nella quale il mandrino esegue una rampa di accelerazione. In questa condizione, precedente all’inizio della fase di rettifica, è possibile “ascoltare” i segnali di corrente e velocità dei motori, depurati dal rumore generato dalla lavorazione.
Il monitoraggio dei parametri in questa fase di accelerazione ha evidenziato alcuni disturbi rispetto un campione di riferimento ed è stato possibile collegare questo disturbo con un difetto nelle cinghie di trasmissione, dopo la loro sostituzione le rampe di accelerazione si sono riportate molto vicine alla curva di riferimento.
Questa analisi ha permesso di individuare un indicatore della qualità del segnale, basato sullo scostamento della rampa rispetto al suo andamento ideale. Per quantificare tale scostamento è stata addestrata una rete neurale a riconoscere il “pattern” ideale della rampa; questa restituisce quindi un valore di errore (distorsione della rampa rispetto a quella ideale) che può essere correlato all’usura del componente e quindi alla sua vita residua utile. Tale approccio, opportunamente perfezionato e validato con ulteriori dati, rappresenta un primo passo verso la costruzione di altri algoritmi per la manutenzione predittiva degli asset della macchina [4].

RISULTATI
La fase relativa alla rappresentazione: WP6, è stata svolta da TENOVA e resa disponibile via web sia ad utenti interni che esterni se registrati alla piattaforma: “Tenova Wide”. In questo modo non è stato necessario installare software addizionale in macchina ma tutto è stato reso disponibile da qualunque terminale con accesso alla rete Internet per utenti in possesso delle credenziali di accesso.
A partire dal 2019 tutte le macchine di TENOVA Pomini sono dotate del dispositivo TENOVA EDGE che consente di collegare la macchina a internet e creare un collegamento all’infrastruttura TENOVA CLOUD e attivare le interfacce di monitoraggio e manutenzione. L’acronimo “PDM” che sta per Pomini Digital Monitoring & Maintenance indica le attività digitali introdotte nel sistema grazie anche a questo progetto.
L’interfaccia per l’utente, sviluppata per rappresentare quanto elaborato durante questa ricerca, contiene i seguenti elementi, raffigurati anche nelle immagini di Fig. 6 (qui sotto):
• Una prima schermata è per accedere alla piattaforma (per autenticare l’utente e creare un collegamento protetto e sicuro)
• Si accede quindi ad una schermata di supervisione dell’impianto che riassume lo “stato di salute” di tutte le macchine e la loro produttività settimanale.
• Per ogni macchina si possono selezionare tre scher-
La Metallurgia Italiana - March 2023 pagina 43 Industry news - Attualità industriale
Fig.5 - Indicatori di instabilità mandrino mola / Grinding wheel spindle instability indicators.
mate di dettaglio della singola macchina che mostrano:
o L’analisi della produttività della macchina con statistiche basate sugli ultimi sette giorni lavorativi
o Il monitoraggio dei parametri attuali e l’andamento di alcuni indicatori di lavorazione delle ultime 4
o La pagina con gli indicatori di Predictive Maintenance





• Una pagina dell’interfaccia è stata dedicata alla visualizzazione dei dati registrati

Per agevolare la comprensione si è privilegiata la forma grafica che consente a colpo d’occhio di comprendere il dato; la scelta dei dati da rappresentare è stata fatta ipotizzando i possibili utenti interessati ad aspetti diversi del funzionamento dell’asset e in particolare:
• Il responsabile del Roll Shop: desidera vedere da remoto se l’intero l’impianto sta producendo secondo le previsioni e se le macchine sono in funzione, ferme per guasti o in stand by, questo per organizzare eventuali flussi diversi di lavorazione
• L’operatore che ha bisogno di vedere se qualche parametro di lavorazione tende a derivare e a portarsi in una zona critica, se ci sono consumi anomali di energia o di utensile, se il ciclo di lavorazione tende a durare sempre di più o se le compensazioni tendono ad
aumentare in una direzione fissa …
• Il manutentore guarda gli indicatori sintetici che esprimono eventuali criticità valutate in cloud analizzando serie di dati di alcuni giorni e suggerendo controlli per prevenire stop indesiderati della macchina in produzione.
• Il costruttore / SERVICE, che può avere un contratto di assistenza attivo, controlla periodicamente tutte le schermate per intercettare le possibili criticità da remoto e, per impedire un fermo macchina inaspettato informa il cliente sulle azioni urgenti di riparazione ed eventualmente organizzare spedizione di ricambi o assistenza diretta o remota. Il costruttore utilizza queste informazioni anche per migliorare il prodotto.
La Metallurgia Italiana - Marzo 2023 pagina 44 Attualità industriale - Industry news
ore
Fig.6 - Esempi interfacce sviluppate per CyberMan4.0
/ Examples of developed Interfaces developed in CyberMan4.0.
FUTURI SVILUPPI
Questa attività di sviluppo delle interfacce è in continua evoluzione e gli indicatori sono destinati a crescere con il tempo; la strategia è quella di utilizzare eventuali guasti non segnalati in anticipo per stabilire una metodologia futura che eviti il guasto inaspettato. Si può dire quindi che il lavoro in quest’area “non termina mai” ed è indispensabile aggiornare il tutto tenendo conto anche delle modifiche della macchina dei sensori (nuovi e non) in grado di dare informazioni utili a prevenire guasti. Tra le ultime funzioni sviluppate vi è una sorta di check up periodico degli assi della macchina. Partendo da una posizione di riposo ben definita nella quale tutti i componenti si trovano fermi alla loro quota di parcheggio, vengono comandati degli spostamenti, compatibili con la lavorazione ma senza eseguire lavorazioni,
producendo: una rampa di accelerazione, un tratto a velocità costante, un arresto con decelerazione e il ritorno alla posizione iniziale. Sincronizzando questi movimenti con un parametro che fa da “trigger” e sfruttando la registrazione sempre attiva dei dati si ottengono grafici di coppia e corrente dei servomotori che possono essere raggruppati e messi a confronto con un riferimento iniziale valido registrato con il sistema “nuovo” e correttamente funzionante.
Questa semplice funzione consente di indicare molto bene l’insorgere di un problema, ad esempio andando a calcolare le dimensioni dell’area descritta dalla curva ideale e la curva reale.
Altre analisi sono state effettuate ricavando degli indicatori correlati alla velocità di un asse e la sua temperatura identificando eventuali attriti anomali.

CONCLUSIONI
Grazie al progetto CybeMan4.0 [8] è stato possibile sviluppare un nuovo modo di monitorare la macchina e di controllare automaticamente i dati emessi e registrati in CLOUD. Da questi dati, mediante algoritmi di AI ma anche di semplice analisi statistica, si è passati ad indicatori di manutenzione in grado di predire l’insorgere di una criticità riducendo il verificarsi di guasti inaspettati.
Oggi si sono fatti ulteriori passi in avanti e il lavoro potrà migliorare ulteriormente con le nuove tecnologie e in particolare il 5G che potrebbe aumentare la velocità di aggiornamento in clud e operare su una vasta gamma di dati. Abbiamo visto anche l’importanza di pre-elaborare i dati e questo richiede un dispositivo locale con le funzioni necessarie per eseguire questa “scrematura” dei dati, il no-
stro dispositivo si chiama TENOVA EDGE.
La diffidenza verso l’utilizzo del cloud ha portato anche a considerare un sistema on-site che non gode di tutte i vantaggi e la tempestività di intervento di un sistema basato sul cloud; tuttavia anche questa soluzione è praticabile. Da un punto di vista tecnologico, con questo lavoro abbiamo dimostrato che è oggi possibile facilmente collegare una macchina e raccogliere dati per intercettare eventuali anomalie in anticipo e garantire un corretto funzionamento nel tempo massimizzando la produttività. Ovviamente non basta il collegamento ma serve anche un sistema di analisi dei dati ben strutturato, oggi con le tecniche di AI non è difficile costruire una “rete neurale” in grado di intercettare anomalie. L’ostacolo principale rimane invece la difficoltà da parte delle aziende di permettere di portare
La Metallurgia Italiana - March 2023 pagina 45 Industry news - Attualità industriale
Fig.5 - Sovrapposizione segnale di corrente asse Z in check up / Z axis current signal overlap in check up.
i dati in cloud rendendo possibile la costruzione di una rete estesa a beneficio di tutti gli utenti. Oggi possiamo constatare che il monitoraggio e quindi il buon funzionamento di una macchina è anche una scelta nella direzione della sostenibilità perché consente di contenere i consumi energetici, evitare guasti e quindi consumo e utilizzo di pezzi di ricambio ma soprattutto avere un processo di lavorazione con massime performance consumando meno energia e asportando la quantità di materiale necessaria con il minor scarto possibile.
RINGRAZIAMENTI
Il lavoro descritto nel presente documento è stato sviluppato nell'ambito del progetto dal titolo "Cyber-Physical System-based approach for intelligent data-driven maintenance operations applied to the rolling area” (CyberMan4.0 G.A. 800657), cofinanziato dall’Unione Europea tramite il “Research Fund for Coal and Steel (RFCS)”, che gli Autori ringraziano. La responsabilità esclusiva delle questioni trattate nel presente lavoro è degli autori; l'Unione non è responsabile per l'uso che può essere fatto delle informazioni ivi contenute.
BIBLIOGRAFIA
[1] Thoben K-D, Wiesner S, Wuest T. “Industrie 4.0” and Smart Manufacturing – A Review of Research Issues and Application Examples. Internantional J Autom Technol 2017; 11:4–19. doi:10.20965/ijat. 2017.p0004.
[2] Moyne J, Iskandar J. Big Data Analytics for Smart Manufacturing: Case Studies in Semiconductor Manufacturing. Processes 2017; 5:1–20. doi:10.3390/pr5030039
[3] Lee J, Bagheri B, Kao HA. A Cyber-Physical Systems architecture for Industry 4.0-based manufacturing systems. Manuf Lett 2015; 3:18–23. doi: 10.1016/j.mfglet.2014.12.001.
[4] Wuest T, Weimer D, Irgens C, Thoben K-D. Machine learning in manufacturing: advantages, challenges, and applications. Prod Manuf Res 2016; 4:23–45. doi:10.1080/21693277.2016.1192517
[5] Kang HS, Lee JY, Choi S, Kim H, Park JH, Son JY, et al. Smart manufacturing: Past research, present findings, and future directions. Int J Precis Eng Manuf - Green Technol 2016; 3:111–28. doi:10.1007/s40684-016-0015-5.
[6] Kaiser KA, Gebraeel NZ. Predictive maintenance management using sensor-based degradation models. IEEE Trans Syst Man, Cybern Part ASystems Humans 2009;39:840–9. doi:10.1109/TSMCA.2009.2016429.
[7] Predictive Motor Maintenance. Fort Collins: 2016.
[8] VALENTINA COLLA ET.AL., Cyber-Physical System-based approach for intelligent data-driven maintenance operations in the rolling area, AIM Conference, September 2022
La Metallurgia Italiana - Marzo 2023 pagina 46 Attualità industriale - Industry news
CyberMan4.0: Advanced Maintenance in HSM Roll Shop
"What are we losing by not collecting machine signal data?"
It would be worth asking this question when we consider the benefits deriving from IIOT technologies. The CyberMan4.0 project is an attempt at responding to this question as well as to appreciate the benefits for the user of the asset and for everything upstream and downstream of the system.
The most common challenge when faced with a machine breakdown is to understand the root causes and find a remedy not only for the problem at hand but also for preventing similar problems from occurring in the future. This is easier to achieve when data was gathered from the machine prior to and during the breakdown, as analysing such data can provide very insightful information. This process involves several entities connected to the machine such as the machine operator, maintenance technicians and the manufacturer.
In this project we achieved a "paradigm shift" by examining not only data from the product but also data from the machine and the grinding process, passing from a traditional maintenance management system based on counting hours of operation to a predictive system based on the actual health condition of the components.
KEYWORDS: PREDICTIVE MAINTENANCE, CLOUD NETWORK, ARTIFICIAL INTELLIGENCE, MACHINE TOOLS, ROLL SHOP
La Metallurgia Italiana - March 2023 pagina 47 Industry news - Attualità industriale
TORNA ALL'INDICE >
Un approccio basato sui sistemi cyber-fisici per una manutenzione intelligente e data-driven nell’area di laminazione
Il paper propone la visione d'insieme e i concetti, nonché una panoramica delle attività sviluppate nell'ambito del progetto CyberMan4.0, cofinanziato dall'Unione europea attraverso il Research Fund for Coal and Steel (RFCS), che mira a sviluppare un innovativo modello di manutenzione integrata applicabile nell'area di laminazione delle acciaierie. Tale modello supporta la transizione dalla manutenzione preventiva a quella predittiva tenendo conto della flessibilità, dei tempi di attività della macchina, della qualità del prodotto e dei costi. Le attività di ricerca includono l'applicazione di algoritmi avanzati e sensoristica diffusa, tra cui un sensore di nuova concezione, ed associate metodologie di connessione per supportare il cambiamento di strategia e fornire la necessaria validazione. Per quanto riguarda l'elaborazione delle informazioni dei sensori, il progetto include sia lo sviluppo di nuovi algoritmi che il miglioramento di metodi esistenti, in particolare nel campo del machine learning. I sistemi esistenti sono stati arricchiti e dotati di robusti moduli software integrati in una rete intelligente per migliorare la comunicazione tra macchine e persone e supportare le operazioni quotidiane di manutenzione. Sono stati affrontati quattro rilevanti casi studio industriali, che saranno riassunti nella memoria.
INTRODUZIONE
Le tecniche di manutenzione predittiva (PdM) possono essere definite come strategie per monitorare le condizioni attuali e future delle apparecchiature in servizio per prevedere quando eseguire la manutenzione [1]. Il concetto principale alla base della definizione è eseguire la manutenzione solo quando è necessaria, aumentando significativamente la disponibilità degli impianti (cioè diminuendo i tempi di fermo macchina) e la flessibilità di produzione. L'infrastruttura IT e gli strumenti per la raccolta dei dati e l'analisi avanzata per elaborarli sono aspetti chiave per definire lo stato dell'impianto e del processo. Questo è noto come Condition Monitoring (CM) e implica il monitoraggio di parametri significativi che descrivono le condizioni rilevanti per l'apparecchiatura, per monitorare lo stato di salute delle macchine e identificare cambiamenti significativi collegati a guasti emergenti [2]. Pertanto, un pilastro per un'adozione più intensiva del PdM è la creazione di una rete di impianto o
V. Colla, M. Vannucci, C. Mocci
Scuola Superiore Sant'Anna - TeCIP Institute - ICT-COISP
A. Giacomini, F. Forno, E. Paluzzano
Danieli Automation S.p.A.
J. Bernard, J. Borst, H. Bolt
Tata Steel Ijmuiden BV
A. Ventura, F. Sanfilippo
RINA-Centro Sviluppo Materiali
A. Rizzi, A. Dester
Acciaieria Arvedi S.p.A.
C. Trevisan, G. Bavestrelli, A. Catalano
TENOVA S.p.A.
F. Nkwitchoua
VDEH-BetriebsForschungsInstitut GmbH
K. Seidenstücker, P. Scheffer
Arcelor Mittal Hochfeld GmbH
La Metallurgia Italiana - Marzo 2023 pagina 48 Attualità industriale - Industry news
a cura di: V. Colla, M. Vannucci, C. Mocci, A. Giacomini, F. Forno, E. Paluzzano, J. Bernard, J. Borst, H. Bolt, A. Ventura, F. Sanfilippo, A. Rizzi, A. Dester, C. Trevisan, G. Bavestrelli, A. Catalano, F. Nkwitchoua, K. Seidenstücker, P. Scheffer
PAROLE CHIAVE: PACCIAIO, MANUTENZIONE, LAMINAZIONE, INTELLIGENZA ARTIFICIALE
aziendale affinché il CM possa conseguire una consapevolezza affidabile dello stato delle apparecchiature e/o del processo [3]. CM e PdM contribuiscono intrinsecamente a importanti risparmi sui costi, aumentando la produttività ei margini economici.
Attualmente nel settore siderurgico impianti e macchinari sono dotati di un numero sempre crescente di dispositivi di rilevamento, ma solo alcuni di essi sono utilizzati per scopi di manutenzione. In realtà, le acciaierie adottano strategie PdM principalmente per i sistemi meccanici, elettrici e ausiliari convenzionali [4]. Tuttavia, una applicazione ampia ed integrata dedicata alla gestione degli asset e agli obiettivi di ottimizzazione di processo è ancora una novità [5,6]. A causa della complessità intrinseca della produzione dell'acciaio, la previsione degli eventi e degli scenari richiede che lo sviluppo di metodi e strumenti sia pienamente testato sul campo [7].
Tuttavia, la situazione sta cambiando rapidamente rispetto ad alcuni anni fa: sempre più variabili di processo e di impianto vengono misurate con elevate frequenze di campionamento e questi dati diventano disponibili per scopi online e vengono archiviati parallelamente in grandi database. Ciò vale anche per un insieme complesso di informazioni sulla qualità del prodotto appena prodotto. Inoltre, nel panorama IT dell'impianto sono presenti informazioni sulla pianificazione della produzione per le ore e i giorni successivi nonché informazioni sulle attività di manutenzione pianificate. Altro aspetto fondamentale da considerare è il fatto che sono disponibili sensori nuovi e molto potenti, in grado di fornire informazioni con altissima correlazione con lo stato degli impianti e dei loro componenti. Inoltre, sono disponibili nuove tecnologie per aiutare ad analizzare questa enorme quantità di dati quasi in tempo reale. In questo contesto, tecniche come il Machine Learning (ML) possono essere applicate per l'elaborazione dei dati e il rilevamento e la classificazione di eventi.
L'attuale situazione delle imprese siderurgiche in Europa evidenzia che, da un lato, gli impianti delle imprese siderurgiche dell'UE stanno diventando più vecchi, mentre la costruzione di nuovi impianti costituisce un'eccezione. D'altra parte, i costi per la manutenzione e la disponibilità degli impianti giocano un ruolo sempre più importante e rivestono un'elevata importanza strategica per tutti i pro-
duttori di acciaio. Per far fronte a questa situazione, il progetto CyberMan4.0 mira a compiere un passo significativo verso l'implementazione di schemi di PdM, sviluppando un nuovo “modello per la manutenzione”, che prevede l'applicazione di nuove tecnologie come quelle legate all'Intelligenza Artificiale (IA) e ai Big Data, nonché l'integrazione di nuovi potenti sensori, come illustrato schematicamente nella Figura 1.
L'obiettivo di CyberMan4.0 è quello di potenziare la gestione degli asset nel settore siderurgico trasformando apparecchiature e macchine in oggetti intelligenti connessi in una rete smart, ovvero rendendoli pienamente conformi alla definizione di Cyber-Physical Systems (CPS). A tal fine, l'area di laminazione è molto significativa nell’abito dell'intero percorso di produzione, poiché la tecnologia di laminazione offre una grande varietà di sfide che coinvolgono prodotti piatti e lunghi, materie prime e prodotti speciali, diverse tipologie di laminatoi nonché l'elevata velocità intrinseca dei processi. Inoltre, le connessioni tra tracciabilità della qualità, evoluzione del processo e stato di salute delle macchine sono state indagate in modo più diretto e innovativo, grazie al sistema di controllo e monitoraggio già esistente, attualmente non completamente integrato e talvolta incompleto. L'obiettivo finale è la riduzione dei costi di manutenzione e l'aumento della produttività attraverso la diminuzione dei tempi di fermo e delle scorte di ricambi, il nuovo livello di precisione e affidabilità dei nuovi sensori ad alte prestazioni, aprendo la strada a un'ottimizzazione integrata della programmazione della produzione e della manutenzione e pianificazione.
La Metallurgia Italiana - March 2023 pagina 49 Industry news - Attualità industriale
APPROCCIO METODOLOGICO
L'idea principale alla base dell'approccio proposto per la manutenzione è l'utilizzo parallelo di tutti i dati disponibili (con la massima risoluzione possibile) provenienti da sensori di processo e di impianto, contatori di ore di produzione, sistemi di pianificazione della produzione e altre fonti di informazioni esistenti come input per il nuovo sistema. Inoltre, i risultati dei sistemi di rilevamento della qualità del prodotto e le informazioni sui difetti dell'impianto e sui malfunzionamenti delle apparecchiature forniscono l'output o le informazioni di destinazione del sistema. Applicando le tecnologie ML, si pongono le basi per la creazione automatica della relazione tra informazioni di input e output sotto forma di un nuovo tipo di modelli, che consente una previsione affidabile di malfunzionamenti o difetti delle apparecchiature dell'impianto. I modelli analitici possono essere applicati anche per descrivere le relazioni sopra menzionate tra dati di input e output, e questo può portare a soluzioni ibride. La Figura 2 illustra questo approccio, che è un modo completamente nuovo di concepire la manutenzione nel settore siderurgico ed è stato denominato Integrated Maintenance Model 4.0 (IMM4.0).
L’IMM4.0 è conforme al paradigma Industria 4.0 perché si basa sullo stesso insieme di tecnologie abilitanti e sulla
stessa idea relativa alle interazioni estese tra gli oggetti coinvolti. Questi oggetti potrebbero essere apparecchiature, sensori, macchine complesse o sistemi software. Inoltre, è prevista un'interazione estesa tra oggetti ed esseri umani. Questo implica che gli oggetti fisici debbano raggiungere un certo grado di autonomia considerando le loro funzioni e compiti rilevanti. Per questo motivo è necessario trasformare le macchine convenzionali in CPS incorporando “intelligenza” negli oggetti. L'intelligenza può essere realizzata da qualsiasi tipo di modello, dall'analisi per l'elaborazione dei dati online e l'estrazione della conoscenza, dal ML o da altre tecniche.
Per realizzare un'interazione molto più forte tra gli esseri umani e i CPS sopra definiti, l'approccio Human-In-TheLoop (HITL) è ampiamente implementato e applicato a fini di supervisione e cooperazione. Ciò è necessario, poiché le modalità di errore sono spesso nuove o al di fuori del dominio della conoscenza codificato nelle macchine. Un'ulteriore ragione potrebbe, quindi, essere che il numero di possibili rami dell'albero delle faglie è così grande che le decisioni possono essere prese solo con il contributo umano.

La Metallurgia Italiana - Marzo 2023 pagina 50 Attualità industriale - Industry news
Fig.1 - CyberMan4.0 Manutenzione ottimizzata con estensione PdM - CyberMan4.0 / Optimized Maintenance with PdM extension.
Per realizzare l’IMM4.0 sono necessarie diverse componenti.
• Cyber Physical Systems: i CPS derivano dall’integrazione di processi computazionali e fisici [8-10]. Nella parte cibernetica, la conoscenza formalizzata, i modelli, le applicazioni di IA ecc. fanno parte della “intelligenza”. Ma l'intelligenza è di più, è intesa anche come la capacità di imparare dall'esperienza, di reagire agli input esterni seguendo percorsi non predefiniti e con ampio grado di autonomia almeno per compiti specifici. La combinazione di CPS in una rete è definita Smart Network. Tali caratteristiche sono fondamentali per la PdM, giacché portano a trasformare apparecchiature in CPS intelligenti o macchine complesse in assemblaggi cooperativi di CPS (i suoi componenti) in grado di autovalutare il proprio stato di salute e, nei casi più avanzati, fornire un controllo completo dello stato della macchina attraverso la comunicazione tra le sue parti, rilevando e classificando anche potenziali guasti o malfunzionamenti. Questo è un motivo fondamentale per introdurre tale elemento costitutivo in CyberMan4.0 come fattore abilitante della PdM. Inoltre, implementando l'estensione della rete da “macchine intelligenti" a entità logiche come sistemi di schedulazione e pianificazione, la comunicazione
ha il potenziale di ottimizzare sia lo scheduling che il planning.
• “Sensorizzazione”: L’installazione di sensori è necessaria ed i requisiti per sensori aggiuntivi e lo sviluppo di sensori sono indicati dai casi d'uso dell'industria siderurgica. In tutti i casi studio considerati all'interno di CyberMan4.0, sugli impianti sono stati installati sensori ed in uno di essi è stato studiato un nuovo tipo di sensore per prevedere il danno ai cuscinetti prima che si verifichi e a tempo debito per applicare contromisure adeguate.
• Digital Twins: Digital Twin qui significa un modello virtuale in grado di riprodurre la complessità delle interazioni tra produzione, prodotto e processo aziendale che collegano il mondo reale. Ciò si realizza collegando il Digital Twin con le apparecchiature fisiche dell'impianto utilizzando gli stessi set di dati reali. Questa tecnologia consente l'analisi di nuovi scenari, lo sviluppo di strategie di ripristino, nuove opportunità di organizzazione della manutenzione e la pianificazione degli aggiornamenti tramite simulazioni.
• Event processing: quando i dati provengono da fonti diverse e sono eterogenei, viene introdotta la definizione di Complex Event Processing (CEP). Guasti o malfunzionamenti sono eventi e i dati devono essere
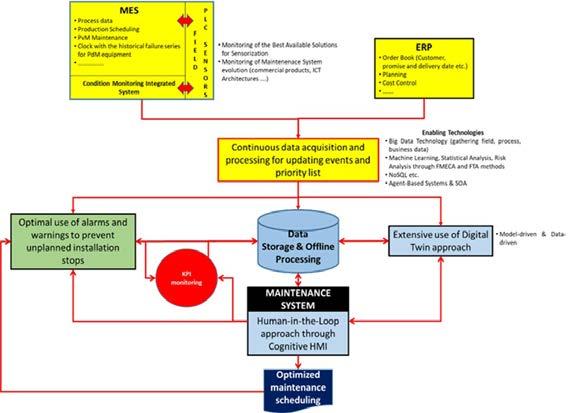
La Metallurgia Italiana - March 2023 pagina 51 Industry news - Attualità industriale
Fig.2 - Il nuovo modello di manutenzione / The new maintenance model.
analizzati con un insieme di tecniche (principalmente statistiche) per derivare, ad esempio, schemi che si verificano con un certo grado di probabilità sulla base di analisi precedenti.
• Machine Learning: CyberMan4.0 sfrutta gli strumenti di ML per "imparare dai dati", per derivare algoritmi come parte dell'analisi per l'estrazione della conoscenza e la costruzione di modelli, incorporando l'intelligenza nei CPS sopra menzionati, al fine di dare loro la capacità di sintetizzare informazioni e conoscenze e capacità di apprendimento automatico. Il ML dovrebbe essere fondamentale nella PdM, nell'apprendere come migliorare il rilevamento precoce degli eventi dai dati (l'esperienza) e la precisione e l'affidabilità dei modelli. In particolare, nella definizione dell'intelligenza dei CPS, il ML gioca un ruolo fondamentale nel migliorare le prestazioni in modo automatico o nel raccogliere la conoscenza tramite l'analisi offline dei dati archiviati sulla base di algoritmi definiti.
• Big Data: La complessità della gestione dei dati nell'industria siderurgica è dovuta al loro volume in considerazione della loro eterogeneità (varietà) e all'acquisizione di un grande volume di dati in condizioni di tempo reale (velocità). La conoscenza della produzione dell'acciaio si basa sulla qualità e sulla pertinenza di tali informazioni (veridicità). L'uso delle tecniche dei Big Data è sempre più importante nell'industria siderurgica per estendere il perimetro di monitoraggio alla produzione, all'evoluzione della qualità del prodotto e agli ordini specifici del cliente. In CyberMan4.0 i framework Big Data sono il ponte tra diverse fonti di dati, come l'automazione, il controllo di processo e le condizioni degli asset per accelerare l'analisi ai fini del processo decisionale.
• Tecnologie avanzate di archiviazione dati: è necessario gestire grandi set di dati eterogenei, che potrebbero richiedere nuove tecnologie di archiviazione, come i database (DB) NoSQL. Inoltre, a causa dell'eterogeneità dei dati e della diversa topologia delle fonti di dati nel panorama ICT, è necessario accedere ai dati in modo "piatto", ovvero superando la tradizionale struttura gerarchica dell'automazione degli impianti e consentendo una rapida raccolta di dati da diverse
fonti. Tale combinazione richiede lo sfruttamento di una nuova generazione di DB, a causa del loro potenziale di archiviazione di grandi volumi di dati, inclusa la coerenza e i vincoli di legacy dei tradizionali DB relazionali. Ciò implica anche lo sfruttamento di analitici per l'elaborazione rapida di grandi volumi di dati eterogenei in tempo reale, per l'analisi offline dei processi e per l'estrazione di valore/conoscenza. In CyberMan4.0 sono state esplorate alcune combinazioni di molti dei blocchi costruttivi sopra menzionati, tenendo conto dei requisiti e necessità dei diversi casi d'uso industriale e sviluppando soluzioni individuali, che sono state implementate e testate negli impianti dell'industria partner.
DESCRIZIONE DEI CASI STUDIO
Per realizzare e validare l'approccio sopra descritto in un contesto industriale reale, sono stati selezionati quattro casi studio secondo i seguenti criteri: per un casi studio è stato considerato un tipo di laminatoio abbastanza complesso e nuovo. Il secondo e il terzo casi studio consentono di confrontare un tipo di impianto in due diverse aziende e siti, per scoprire come questo influenzerebbe la costruzione della nuova soluzione di manutenzione. Nel quarto casi studio è stata investigata l'influenza di un nuovo e potente sensore sull'implementazione della nuova strategia di manutenzione. I casi studio considerati sono brevemente descritti nelle seguenti sottosezioni.
Caso studio 1: PdM applicata ad un laminatoio
Il laminatoio considerato è il Draw Sizing Danieli (DSD), un blocco Reducing & High Precision Sizing, progettato, dimensionato e ingegnerizzato per prodotti lunghi laminati a caldo di alta qualità e di alto valore (vedi Figura 3). Devono essere assicurati sia l’individuazione e previsione precoce di eventi non pianificati, stato di salute dei componenti (ad esempio la superficie dei rulli) e il rispetto dei vincoli di qualità che la definizione della strategia ottimizzata basata sull'approccio value-driven tra manutenzione preventiva e predittiva in relazione alla criticità dei componenti. Nonostante la macchina sia effettivamente completamente impostata e controllata attraverso un sistema di automazione e controllo aggiornato, devono essere soddisfatte esigenze di implementazione di funzionalità
La Metallurgia Italiana - Marzo 2023 pagina 52 Attualità industriale - Industry news
predittive relative alla qualità e allo stato della macchina, implementando sensori aggiornati e raccogliendo conoscenze, particolarmente importanti per un macchinario di nuova concezione. Inoltre, l'impianto, grazie al suo moderno sistema di progettazione e automazione, è la base ottimale per lo sviluppo di un nuovo approccio di
manutenzione predittiva e ottimizzata. In questo contesto, nell'ambito del progetto CyberMan4.0 è stato implementato un approccio basato sul ML per l'identificazione precoce del problema di “ovalità” nella laminazione di billette a sezione tonda.
Casi studio 2 e 3: Miglioramento della manutenzione dei rulli e gestione ottimale dell’officina rulli tramite PdM. La torneria cilindri (in inglese roll shop) sta sempre più diventando un collo di bottiglia a causa dell'aumento della produzione e della gamma di prodotti. Digitalizzazione, interconnessione e smart operation sono le parole chiave per migliorare l'efficienza del roll shop. Per raggiungere questo obiettivo è stato sviluppato e imple-
mentato un sistema PdM presso il roll shop dell'impianto di laminazione a caldo Endless Strip Production (ESP) di Acciaieria Arvedi SpA (vedi Figura 4.a), e presso lo stabilimento Tata Steel di Ijmuiden per la laminazione a freddo e finitura (vedi Figura 4.b). Il sistema sviluppato nel caso studio 2 si basa sulla rettificatrice Tenova-Pomini, il cui schema è riportato nella Figura 4.a.

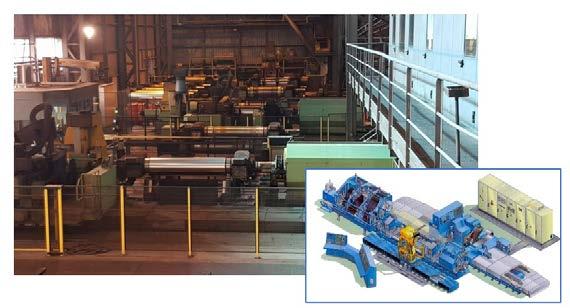

La Metallurgia Italiana - March 2023 pagina 53 Industry news - Attualità industriale
Fig.3 - L’impianto Draw Sizing Danieli / The Draw Sizing Danieli plant.
Fig.4 - (a) il laminatoio di Acciaieria Arvedi SpA ESP e uno schema della rettificatrice Tenova Pomini; (b) l’officina rulli di Tata Steel Ijmuiden / (a) The rolling mill of Acciaieria Arvedi SpA ESP and a sketch of the Tenova Pomini grinding machine; (b) the roll shop of Tata Steel Ijmuiden.
(a) (b)
Ambedue le applicazioni riguardano l'implementazione di acquisizione, condizionamento ed elaborazione di dati eterogenei per estrarre le conoscenze rilevanti per la derivazione di modelli relazionali tra deviazione di variabili ed eventi. Questi due casi di studio hanno studiato e convalidato l'approccio PdM proposto su macchine complesse, altamente automatizzate e che influiscono sulla qualità del prodotto. Entrambe le applicazioni mostrano un approccio comune dedicato a:
• monitoraggio continuo dello stato della macchina con particolare attenzione alla rettificatrice COMBI (“la rettificatrice COMBI è una macchina per la rettifica di cilindri di lavoro e di appoggio) mediante acquisizione dei dati di macchina, processo e qualità del prodotto.
• rilevamento precoce di malfunzionamenti e guasti evitando guasti imprevisti ai componenti della macchina attraverso una pre-elaborazione intelligente e l'elaborazione delle informazioni di cui sopra.
• cooperazione di tipo human-in-the-loop tra apparecchiature e operatore attraverso algoritmi e strumenti di comunicazione per la valutazione dello stato di salute e supporto alle decisioni per l'intervento di manutenzione.
• miglioramento delle capacità dei macchinari in termini di stabilità della qualità del prodotto nel tempo e nei periodi di funzionamento grazie all'analisi dei dati e all'individuazione precoce di malfunzionamenti nei componenti della macchina.

Caso studio 4: Studio dell’influenza di un sensore inno-
vativo sulla efficacia ed efficienza complessive della manutenzione dei cuscinetti e degli azionamenti di un laminatoio.
Uno dei requisiti di base di CyberMan4.0 è la correlazione tra difetti dell'impianto e segnali dei sensori. Se questa correlazione del difetto con i sensori disponibili non è disponibile, possono essere necessari nuovi sensori. In questo contesto, l'analisi dei guasti delle trasmissioni ha mostrato che i cuscinetti del motore sono la causa più frequente di guasti. Tuttavia, spesso non sono disponibili segnali sensoriali che consentano la correlazione con i danni ai cuscinetti. Il modo migliore per monitorare i cuscinetti attualmente è basato sulla misurazione delle vibrazioni e sul monitoraggio della loro ampiezza. Questi sensori di vibrazione forniscono la necessaria correlazione tra difetto del componente e segnale del sensore. Sfortunatamente, il periodo di warning utile è spesso troppo breve per implementare uno schema di PdM, poiché un aumento significativo delle ampiezze di vibrazione si verifica solo relativamente alla fine dell'evoluzione del danno. Pertanto, è necessario un segnale sensoriale che stabilisca una correlazione con il degrado dello stato del cuscinetto anche prima che i cuscinetti vengano danneggiati meccanicamente. Quindi all'interno di CyberMan4.0 un nuovo sensore (vedi Figura 5.a) è stato sviluppato e installato dal BetriebsForschungsInstitute (BFI) presso gli impianti di laminazione Arcelor Mittal a Hochfeld (vedi Figura 5.b) per identificare il cambiamento critico nello stato del cuscinetto prima che si verifichi un danno, riducendo significativamente i tempi di fermo non pianificati, con significativi risparmi sui costi.

La Metallurgia Italiana - Marzo 2023 pagina 54 Attualità industriale - Industry news
(a) (b)
Fig.5 - (a) Il nuovo sensore dello stato dei cuscinetti sviluppato da BFI; (b) Il laminatoio ArcelorMittal di Hochfeld / (a) The novel bearing state sensor developed by BFI; (b) ArcelorMittal rolling facilities in Hochfeld.
CONCLUSIONI
La memoria presenta il nuovo approccio integrato alla manutenzione, che è stato introdotto da CyberMan4.0, ed i quattro casi studio industriali rispetto ai quali tale approccio è stato validato.
Questo approccio rappresenta un grande passo avanti nei concetti di manutenzione nelle acciaierie e può portare a consistenti risparmi sui costi di manutenzione e riduzione dei tempi di fermo e tassi di prodotti fuori specifica grazie all'uso esteso di sensori e alle capacità previsionali fornite dagli strumenti di machine learning per elaborare i dati forniti dai sensori.
RINGRAZIAMENTI
Il lavoro descritto nel presente lavoro è stato sviluppato nell'ambito del progetto dal titolo " Cyber-Physical System-based approach for intelligent data-driven maintenance operations applied to the rolling area" (CyberMan4.0 GA 800657), finanziato dall’Unione Europea tramite il “Research Fund for Coal and Steel (RFCS)”, che gli Autori ringraziano. La responsabilità esclusiva delle questioni trattate nel presente lavoro è degli autori; l'Unione non è responsabile per l'uso che può essere fatto delle informazioni ivi contenute.
BIBLIOGRAFIA
[1] P. POOR, J. BASL, D. ZENISEK: Predictive Maintenance 4.0 as next evolution step in industrial maintenance development, Proc. IEEE International Research Conference on Smart Computing and Systems Engineering, SCSE 2019, Colombo, 28 March 2019, pp. 245253.
[2] S. OCHSENREITHER, J. HUNDRIESER: Industry 4.0 - From automated device data collection to asset health, Proc. 10th European Metallurgical Conference, EMC 2019, Dusseldorf (Germany), June 23-26, 2019, Vol. 4, pp. 1657-1665.
[3] P. STUDEBAKER, From reactive and preventive to condition-based predictive, Control, 27(3), 2014
[4] Y. WAN, W. WU, X. ZHANG, B. YANG., Z. GONG, MRM: Wireless sensor network for online milling roller monitoring in harsh industrial environment, Sensors and Transducers, 155(8), pp. 1-9, 2013.
[5] A. SAHU, R. CHAHAR, S. OLIVAR, R. BALASUBRAMANIAN, A. GUPTA, H. AHN: Building a scalable intelligent system to advise predictive maintenance operations in a steel mill, 2021 AISTech - Iron and Steel Technology Conference Proceedings, 1156-1163.
[6] J.-R. RUIZ-SARMIENTO, J. MONROY, F.-A. MORENO, C. GALINDO, J.-M. BONELO, J. GONZALEZ-JIMENEZ: A predictive model for the maintenance of industrial machinery in the context of industry 4.0, Engineering Applications of Artificial Intelligence, 2020, 87.
[7] R.M. VAN DE KERKHOF, H.A. AKKERMANS, N.G. NOORDERHAVEN: Knowledge lost in data: Organizational impediments to condition-based maintenance in the process industry, Logistics and Supply Chain Innovation: Bridging the Gap between Theory and Practice, pp. 223-237, 2015.
[8] E.A. LEE: Cyber physical systems: Design challenges, Proc. 11th IEEE Symposium on Object/Component/Service-Oriented Real-Time Distributed Computing, ISORC 2008, pp. 363-369, 2008.
[9] E.A. LEE: CPS foundations, Proc. Design Automation Conference 2010, pp. 737-742.
[10] P. DERLER, E.A: LEE, A. SANGIOVANNI-VINCENTELLI: Modelling cyber-physical systems, Proceedings of the IEEE, Vol. 100 (1), pp. 13-28, 2012.
La Metallurgia Italiana - March 2023 pagina 55 Industry news - Attualità industriale
Cyber-Physical System-based approach for intelligent data-driven maintenance operations in the rolling area
The paper proposes the overall vision and concepts as well as an overview of the activities developed within the CyberMan4.0 project, co-funded by the European Union through the Research Fund for Coal and Steel (RFCS), which aims at developing an innovative integrated maintenance model applicable in the rolling area of steel plants. Such model supports the transition from preventive to predictive maintenance by taking into account flexibility, machine uptime, product quality and cost. The research activities include application of advanced algorithms and extended sensing equipment including one newly developed sensor and relevant connection methodologies to support the change of strategy and to provide the necessary validation. As far as sensor information processing the project includes both new algorithms development and enhancement of existing methods, in particular in the field of machine learning. Existing systems have been enriched and equipped with robust software modules that have been integrated in a smart network to enhance communication among machines and humans and support daily maintenance operations. Four relevant use industrial cases have been faced, which will be summarized in the paper.
KEYWORDS: STEEL, MAINTENANCE, ROLLING, ARTIFICIAL INTELLIGENCE
La Metallurgia Italiana - Marzo 2023 pagina 56 Attualità industriale - Industry news
ALL'INDICE >
TORNA
Improved Performance Monitoring and Maintenance Processes using new data systems, sensors, and digital modelling in Cold Mill Roll Shop at Tata Steel Ijmuiden
edited by: J. Bernard, H. Bolt, M. Heijne, M. Kamper, J. Teerenstra, M. Geers, M. Bons, T. MentinkThe paper presents the research and upgrades in the IT and OT landscape to evaluate and improve the operational performance and maintenance In the Roll Shop of the Cold Mill at Tata Steel IJmuiden. The activities were, as an industrial use case, part of the project entitled "Cyber-Physical System-based approach for intelligent data-driven maintenance operations applied to the rolling area" (Ref. CyberMan4.0 GA 800657), co-funded by the European Union through the Research Fund for Coal and Steel (RFCS).
The Tata Steel use case involved a new data acquisition system in combination with a study to apply Siemens Mindsphere for OEE-monitoring of one grinder (449) based on the World Steel Association standard [1]
The same grinder was also equipped with 14 Shock Pulse Method sensors to monitor the vibration of gear boxes, axis and the hydraulic support to eliminate risks of unplanned stops of the grinder.
The collected data are used as input for a digital model of the roll shop simulating all transport, handling- and grinding steps of work rolls in the roll shop. The model will be used to optimize the overall capacity of the roll shop, based on information obtained from OEE-monitoring and support the new MES-system for planning.
KEYWORDS: STEEL, ROLLING, ROLL SHOP, GRINDER, MAINTENANCE, PDM, OEE, DIGITAL MODEL
INTRODUCTION
Tata Steel IJmuiden’s Cold Mill Roll Shop operates in a complex logistic system, as it handles work rolls and back-up rolls from two cold mills, a skin pass mill and four skin pass mills in galvanizing lines. In the summer of 2022, the final step will be made of the revamp of CM21. The roll shop will at certain moments become more and more a bottleneck as schedules will be shorter due to the harder material which is rolled in the mill.
From that perspective, the tools for the operators and staff of the roll shop to monitor the performance, status of the installation and to set up an appropriate planning are quite poor. A long-term program to gradually improve the performance was set up.
IT/OT-LANDSCAPE
The original roll shop IT/OT-landscape consists of isolated systems which are interconnected. The old situation is shown in Fig. 1 and the developed situation in Fig.2.The green stars show the additions and extra
Johan Bernard *, Monique Heijne
Tata Steel Nederland BV, Information Management & Process Control
Henk Bolt
Tata Steel Nederland BV, Research and Development
Mick Kamper
Tata Steel Nederland BV, Maintenance Services
Jan Teerenstra, Mike Geers
Tata Steel Nederland BV, Cold Strip Mill, maintenance department
Mark Bons, Thijs Mentink
Siemens Nederland NV
*johan.bernard@tatasteeleurope.com
La Metallurgia Italiana - March 2023 pagina 57 Industry news - Attualità industriale
connections which were made to the landscape. The Roll Shop Management System (RSMS) was delivered in June 2022 and it is foreseen that it will be interconnected with iba and Mindsphere in the near future to unlock more data. Some systems are also outdated, and it is more complicated to unlock the data. The first target was to enclose the information from the OT-systems. This was done using iba-PDA, which is strong tool to acquire high frequency data. In the roll

shop two types of controllers are available. Grinder 449 is controlled by a Beckhoff PLC with an integrated CNCcontroller. All relevant data can be acquired from the PLC or can otherwise be constructed within the PLC. The other grinders are controlled by a Siemens PLC and a Numeric Controller and the major part of the data is collected by an ibso datalogger. The acquired data needs to be converted from the hexadecimal ibso format to the iba-format.

La Metallurgia Italiana - Marzo 2023 pagina 58 Attualità industriale - Industry news
Fig.1 - The IT/OT-landscape of the Cold Mill Roll Shop at the start of the project.
Fig.2 - The developed IT/OT landscape of the Cold Mill Roll Shop per June 2022.
To ingest data in the Siemens Mindsphere platform the data is extracted from iba by an OPC-UA server from there to a Mindconnect box and finally to the Mindsphere platform. Another option is to use an interface which is provided by iba to connect to Mindsphere.

The first option was used to set up a connection for grinder 449 and to develop an OEE dashboard. The principle is shown in Fig. 3.
The OEE-dashboard was based on the World Steel Association standard [1], which is elaborated in Fig. 4. It breaks down the calendar time in several pieces such as utilisation losses (overcapacity), planned losses (maintenance stops, tool changes), unplanned losses (installation issues, no rolls available), speed losses and quality losses. The last one is the most difficult to assign,
the others such as typical grinding time and definitions for unplanned and planned stops can be set in the OEE-app (Fig. 5).

La Metallurgia Italiana - March 2023 pagina 59 Industry news - Attualità industriale
Fig.3 - Connectivity used present OEE-data on the Mindsphere platform.
OEE-DASHBOARD
Fig.4 - OEE-breakdown according to World Steel Association.
The collected data is stored for a longer time and can be analyzed afterwards. It is possible to improve settings such as the average grinding time per specific roll type and elaborate on the biggest technical issues. The first aspect could only be measured manually by a stopwatch. The attribution of time losses and its cause is now in principle
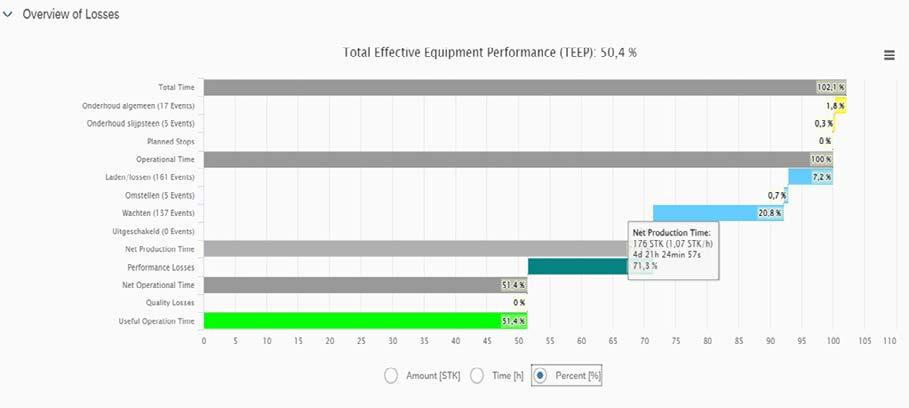
automated: errors can be modified manually as well when needed. All data stored in the Cloud remains Tata Steel’s property. Cyber Security aspects has been handled in the design. Roll shop staff has requested to apply OEE on all six machines in the roll shop.

La Metallurgia Italiana - Marzo 2023 pagina 60 Attualità industriale - Industry news
Fig.5 - Example of settings in the OEE-app.
Fig.6 - Overview of OEE during one week in percentage of the calendar time.
CONDITION MONITORING

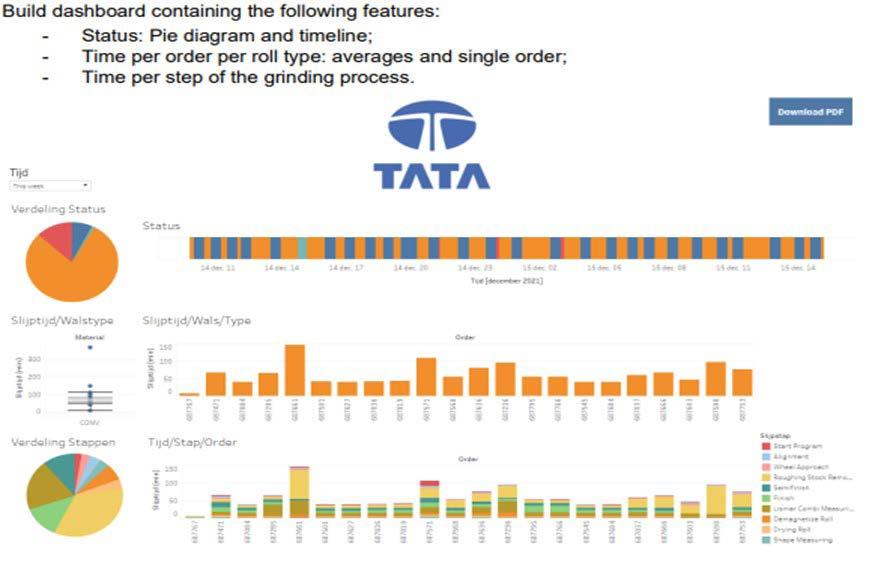
La Metallurgia Italiana - March 2023 pagina 61 Industry news - Attualità industriale
Fig.7 - Analysis of the grinding results based on historical data stored in the Cloud.
The same grinder 449 was equipped with Shock Pulse
Method [2, 3] sensors, which provide information on the condition of the machine.
Fig.8 - Shock Pulse Measurement sensor mounted on the fixed head of grinder 449.
The combination of Iba PDA, IbA-CMU, Iba-PADU and IbaCMS will unlock the data from the SPM measurements. At a frequency of 10 – 20 kHz vibration measurements obtained by the Shock Pulse Method and collected by an Iba-CMU unit. The total amount of data is too much to process these continuously. Therefore, snapshots of approximately 1 minute are taken, all at the same
process conditions. Signals collected by Iba-PDA, such as rotation speed, are used to select the appropriate process conditions. Iba-Condition Monitoring Systems provides monitoring of bearing systems, to include thresholds and generate alarms at different levels to safeguard the operation. Typical events are shown in Fig. 9:
• Normal noise level: Green status
• No lubrication on bearing: Elevated readings on the whole spectrum will generate a Red alarm
• Small cracks in the bearing which might be rolled out: A Yellow alarm will be generated. Monitoring on a regular basis is necessary to see how the bearing status will develop. Check alignment.
• Serious cracks in the bearing: Red Alarm. The bearing should be monitored on a frequent basis and preparations for repair should be taken.
The alarm settings provide the possibility to prevent serious installation damage (lubrication, early discovery of misalignment errors after maintenance) as well as to predict the necessary maintenance several months in advance. The status is available daily and replaces manual measurements which are normally ad hoc or at the best
periodically executed. The alarms can be coupled to a central Asset Monitoring Digital Center. The introduction of condition monitoring makes it possible to introduce Predictive Maintenance in the Roll Shop.
Based on a FMEA-analysis (See Table 1 and 2), a risk reduction of 35 – 50 % is expected. Normal operation hours will increase, large incidents can be prevented, and work roll quality is more constant.

La Metallurgia Italiana - Marzo 2023 pagina 62 Attualità industriale - Industry news
Fig.9 - Shock Pulse Method alarm settings.
DIGITAL MODEL OF ROLL SHOP
Tata Steel in IJmuiden has set up sharp definitions on Digital Models, -Shadows and -Twins, based on the Digital Twin consortium [4]. The term Digital Twin will only be provided on systems which has direct connections both on the input and output with the real world. A Digital Shadow is only connected on the input side with the real world.
Digital Twins are the most complex of the three and a hard
coupled feedback loop to the real world is not trusted by most plant operators. Digital Shadows are sometimes used for testing new functionality. Digital Models could be simulation models: such a model was developed for he Roll Shop.

Since there is no direct input, an appropriate data set must be constructed. This was done by investigating all available roll data from the MES system and check these data whether pinches had occurred and to which severity.


La Metallurgia Italiana - March 2023 pagina 63 Industry news - Attualità industriale
Tab.1 - Part of the FMEA analysis of a grinder before SPM sensors were placed .
Tab.2 - After SPM sensors were placed the FMEA shows a considerable risk reduction.
Fig.10 - Roll Shop at Cold Mill.
The model shows the complexity to its full extent. It shows the built-out work rolls from the various mill and even includes transport to them. It also takes in account the time needed to apply an EDT surface texture and/ or chrome-plate a part of the rolls at another location at the site IJmuiden. Cranes are essential to transport the rolls from the truck to the position where the chocks are removed and from there to the grinders and backwards. The model is used to discover constraints and to provide insight in the flows in the roll shop. From what looks like a simple treatment, the Cold Mill Roll Shop is a complex logistic puzzle. Various types of work rolls arise from the

mill, but they cannot all be ground on the same grinder. There are two essential cranes which at peak moments are overloaded. Apart from the more planned schedules, work rolls with damages from rolling incidents such pinches arise and put extra pressure on the grinder. Sometimes the rolls are taken out of production for several days, as hardened forged steel work rolls contain very high residual stresses, and if damaged in a severe rolling incident (such as a strip break or heavy pinch) they can explode and need to be quarantined and allowed to cool down slowly in an appropriate way. The remaining rolls must be circulated faster.

La Metallurgia Italiana - Marzo 2023 pagina 64 Attualità industriale - Industry news
Fig.11 - Two impressions of the Cold Mill Roll Shop Digital model.
The Digital Model is another proof that all equipment in a roll shop, such as cranes and grinders must be in a good shape. It can also be used to test scenarios for maintenance stops, planned grinder revamps and others. It might that in the future the Digital Model might be transformed in Digital Shadow providing up the up to date Roll Status ate every moment. A last step might be a change to a Digital Twin where the output is used to replan the Roll Shop. With new Cloud and Edge Technology, better data connectors to those platforms, this will come into sight in the coming decade and improved Artificial Intelligence Model this will come into sight in the next decade.
CONCLUSIONS
The IT/OT landscape in the Cold Mill Roll Shop is modernized step by step. The introduction of a new data acquisition systems provides more insight in the operations, for instance to find the root cause of incidents. The date was connected to the IoT-platform Mindsphere, which also contains apps to unlock data. The OEE was set up for one grinder and provides additional insight in its performance and will also be rolled out for other grinders.
Additionally one grinder was equipped with vibration measurements to provide insight in its condition. Since the window of prediction is 3 to 9 months Predictive Maintenance can be introduced for the grinder. The use of a Digital Model was introduced to obtain more insight in the constraints in the Roll Shop.
All these building blocks together fit in the Integrated Maintenance Model 4.0 (IMM4.0) as is described by Colla et. al. [5]
ACKNOWLEDGMENTS
The work described in the present paper was developed within the project entitled " Cyber-Physical Systembased approach for intelligent data-driven maintenance operations applied to the rolling area" (CyberMan4.0 GA 800657) co-funded by the European Union through the Research Fund for Coal and Steel, which is gratefully acknowledged. The sole responsibility of the issues treated in the present paper lies with the authors; the Union is not responsible for any use that may be made of the information contained therein.
REFERENCES
[1] Tol K and Purvis A, Maintenance for the new Millennium, World Steel Association, 2008, ISBN: 978-930069-52-4
[2] TIM SUNDSTRÖM, An Introduction to the SPM HD Method, R&D SPM Instrument AB, October 26, 2010
[3] LOUIS MORANDA, Measuring Shock Pulse, another approach to Front Line Condition Monitoring, SPM Instruments Inc, The Predictive Maintenance Technology Conference 2007
[4] https://www.digitaltwinconsortium.org/
[5] VALENTINA COLLA ET.AL., Cyber-Physical System-based approach for intelligent data-driven maintenance operations in the rolling area, AIM Conference, September 2022
La Metallurgia Italiana - March 2023 pagina 65 Industry news - Attualità industriale
Miglioramento del monitoraggio delle
La memoria presenta la ricerca e gli aggiornamenti nel panorama IT e OT per valutare e migliorare le prestazioni operative e la manutenzione nel laminatoio a freddo dello stabilimento Tata Steel di IJmuiden. Le attività sono incluse come caso studio industrial nel Progetto dal titolo "Cyber-Physical System-based approach for intelligent data-driven maintenance operations apply to the rolling area" (Ref. CyberMan4.0 GA 800657), cofinanziato dall'Unione Europea attraverso il Research Fund for Coal and Steel (RFCS).
Il caso studio di Tata Steel ha incluso un nuovo sistema di acquisizione dati in combinazione con uno studio per l’applicazione di Siemens Mindsphere per il monitoraggio della efficacia complessiva di macchina (OEE dall’inglese Overall Equipment Effectiveness) di una rettificatrice (449) sulla base della World Steel Association [1].
La medesima rettificatrice è stata dotata di 14 sensori Shock Pulse Method per monitorare le vibrazioni dei cuscinetti, dell'asse e del supporto idraulico per eliminare i rischi di fermate impreviste della smerigliatrice.
I dati raccolti vengono usati come input per un modello digitale della torneria cilindri che simula tutti gli stadi di trasporto, movimentazione e rettifica dei rulli nella torneria. Il modello verrà utilizzato per ottimizzare la capacità complessiva della torneria cilindri, sulla base delle informazioni ottenute dal monitoraggio OEE e supporterà il nuovo sistema MES per la pianificazione.
PAROLE CHIAVE: ACCIAIO, LAMINAZIONE, TORNERIA CILINDRI, RETTIFICATRICE, MANUTENZIONE, MANUTENZIONE PREDITTIVA, OEE, MODELLO DIGITALE
La Metallurgia Italiana - Marzo 2023 pagina 66 Attualità industriale - Industry news
TORNA ALL'INDICE >
prestazioni e dei processi di manutenzione tramite nuovi sistemi di raccolta dati, sensori e modelli digitali nel laminatoio a freddo di Tata Steel IJmuiden
Integration of a new smart sensor in a steel plant to improve the warning time of anomalies in the drive train
edited by: F. Nkwitchoua, K. Seidenstücker, P. SchefferThe drive train is a central part of the production process in any production. Its contribution is so important that its malfunction or failure can cause many problems, such as insufficient or poor production quality or, in the worst case, production downtime. All these problems lead to high additional costs and in some cases contribute to the deterioration of the company's image. To avoid these issues, an innovative drive train condition monitoring sensor was integrated into the maintenance process in a steel mill plant of Arcelor Mittal Hochfeld (AMHO), to improve the warning time for possible anomalies or failures in the drive trains and to reduce the associated additional costs.
The aim of this paper is to describe some possible maintenance procedures depending on the sensors used with their failure prediction times for the condition monitoring of the drive train in a steel mill, to show their advantages and disadvantages and to present the limitations of these maintenance procedures, especially about the prediction time of possible anomalies. Subsequently, the current maintenance procedure in the steel plant is presented with its potential for improvement. For this purpose, a performance index (KPI) is introduced to evaluate the effectiveness of the maintenance procedure in the steel plant and to validate the effectiveness of the procedure improvement by integrating the new sensor. Finally, the main relevant points are highlighted in the conclusion of this paper.
KEYWORDS: DRIVE TRAIN, BEARING DAMAGE, EARLY DETECTION, ANOMALIES, MONITORING, PARASITIC PROPERTIES, OPTIMIZATION, INTELLIGENT MANUFACTURING
INTRODUCTION
One of the most important elements of powertrain maintenance is the fault prediction time. The prediction time of faults in the powertrain has a considerable influence on the efficiency of the maintenance plan. The use of appropriate and up-to-date sensors to detect possible machine faults in an optimal time frame facilitates maintenance planning and significantly reduces maintenance costs.
The paper will describe some possible maintenance procedures depending on the type of sensor and their failure prediction times, as well as a rough presentation of the application of FMEA (Failure Modes and Effects Analysis) in relation to the intelligent bearing sensor at AMHO for the improvement of maintenance procedures to have a positive impact on the production and resource planning of their drive trains. Due to the large number of failures and their causes in the powertrain. After that, we will have a description of the maintenance procedure as it
Achille Fabien Nkwitchoua Djangang VDEh-Betriebsforschungsinstitut - fabien.nkwitchoua@bfi.de Klaus Seidenstücker, Peter Scheffer Arcelor Mittal Hochfeld GmbHLa Metallurgia Italiana - March 2023 pagina 67 Industry news - Attualità industriale
is at AMHO and the improved maintenance procedure to show the improvement and its advantages. Finally, we will present the benefits of this improvement in production and resource planning using the key performance index (KPI).
MAINTENANCE PROCEDURES ACCORDING TO THE PREDICTION TIME OF THE SENSOR
Table 1 gives an overview of the efficiency, flexibility, and popularity of some of the methods of fault detection on engines currently in use or under development. Properties such as prediction time, efficiency, and the ability to be equipped with intelligence are of particular importance as they have a direct impact on maintenance planning and consequently on maintenance costs. As
can be seen from the table, the most used sensors are not necessarily the most appropriate and efficient ones, such as temperature, noise, or vibration sensors [1] [3] [5]. In the case of lubricant analysis, although effective, the waiting time for laboratory results means that the prediction time is practically ineffective. The method using stator currents [4] and electrical signals [1] [2], on the other hand, has great potential due to its intelligence and the detection method, which considerably increases the prediction time for anomalies [5]. In this article we will present the integration of a smart bearing sensor (SBS) [1] [7] at AMHO steel plant based on the use of electrical signals injected into the machine and whose return signal gives an idea of the health of the motor or drive train.
PRELIMINARY FAILURE MODE AND EFFECT ANALYSIS
The FMEA applied at AMHO is the functional or system FMEA particularly for the drive train and its components. Starting from the measurement with the smart bearing sensor through the structure of the FMEA at AMHO with the 3 FMEA-steps (Failure’s analysis, Risk analysis, optimisation analysis) as shown in Figure 1. Theses 3 steps enable the optimisation of the risk management of the drive train components. Table 2 gives an overview with some examples about the illustration of the application of FMEA at AMHO. As shown in Table 2, the first important part of this illustration is the accuracy of the sensor and the efficiency of the anomaly’s detection methods. First, drive train component functions and potential function failures must be evaluated and with the outcome of this
evaluation the failures severity will be classified. Then, the potential effects and reliable causes will be illustrated. The measurement and analysis of potential functions allows the detection of failures and risks. The results of the measurement analysis can be used to optimise the system, propose solutions, and prevent failures.
La Metallurgia Italiana - Marzo 2023 pagina 68 Attualità industriale - Industry news
Properties Grease check Vibration Noise Temperature Stator current Electrical signals Use high high moderate high low low Warning time no moderate low low high high reliability high moderate low low high high Smart no Moderate low low high high
Sensor’s method
Tab.1 - Sensor’s method properties used for drive trains maintenance procedures in steel plant.
IMPROVED MAINTENANCE PROCEDURES AT AMHO
Figure 2 and Figure 3 show the maintenance procedures at AMHO before and after the planned improvement with the smart bearing sensor and its additional expandable sensors for many purposes such as system monitoring in correlation with product quality.

Figure 2 shows the maintenance procedure with the vibration sensor as main sensor for anomalies detection. The procedure starts with a new or refurbished motor or other drive train component, which be installed in a drive train. Only after all drive train components have been completely installed can monitoring of the drive train begin. In the procedure, this is monitoring level 2, because monitoring begins first after the drive train has been assembled. After the vibration analysis with the vibration sensor, there are only three possible results. In case of a good or tolerable result, the drive unit is allowed
to remain in operation. In case of a bad or non-tolerable result, the powertrain will be sent for reconditioning.
Figure 3 shows the maintenance procedure with the smart bearing sensor concept. Differently from the maintenance procedure with the vibration sensor only, the procedure with the smart sensor has 2 monitoring levels. Monitoring level 1 for the new or reconditioned engine or other drive train components. Monitoring level 2 for the assembled drive train, also with 3 possible results (good, tolerable, not tolerable, bad), with the major difference that the function of the new component as a stand-alone element can already be proven before it is assembled in the drive train. In addition, the intelligent bearing sensor allows the extension of other detection methods, even with high accuracy requirements.
La Metallurgia Italiana - March 2023 pagina 69 Industry news - Attualità industriale
Fig.1 - Functional FMEA structure at AMHO.
Tab.2 - Illustrative example of the application of a functional FMEA at AMHO.
Smart Bearing Sensor Measurements Detection Methods Component/ Drive Train Function Evaluation Potential Function Failures Failures Severity Potential Effects Potential Causes Prevention/ Reparation Suggestions e.g. √ Bearing status √ Motor status √ Drive train status e.g. √ voltage signal analysis √ Vibration signal analysis e.g. √ Motor enables balanced rotational movement √ Drive train enables suitable velocity in the production e.g. √ Unwanted vibrations √ Unbalance in motion e.g. √ Tolerable √ Serious √ Critical e.g. √ insufficient product quality √ Unwanted vibrations √ Unbalance in motion e.g. √ Lubricant lack √ Unsuitable lubricant √ Bearing ball damage e.g. √ Lubricant monitoring √ Suitable lubricant √ Vibration monitoring √ Suitable components
IMPROVEMENTS IN ICT LANDSCAPE
Figure 4 shows the IT landscape at Arcelor Mittal Hochfeld. The part marked in green shows the upgrade of the IT landscape at AMHO to integrate the new SBS sensor to improve the warning time by detecting faults or anomalies

by installing the 2 most important components (Central Processing Unit, sensor contact) of the new sensor and their connection to the current IT landscape.

La Metallurgia Italiana - Marzo 2023 pagina 70 Attualità industriale - Industry news
Fig.2 - Maintenance procedures before the improvement at AMHO.
Fig.3 - Maintenance procedures after the improvement at AMHO.
KEY OF PERFORMANCE INDICATOR AT AMHO
Key Performance Indicator (KPI) Equation (1) is used to evaluate the robustness and improvement of the prediction time and the efficiency of the method. Thus, for a significant increase in the prediction time of an anomaly, we will have the prediction period Ppred greater

than the maintenance period Pmaint, so the KPI sensor will be greater than 1 (2) and there will be an improvement of the prediction time and a confirmation of the efficiency for the event observed. Otherwise, we will speak of a restriction or no effectiveness for the event examined (3).

Improvement of prediction time
No improvement or no effectiveness
CONCLUSIONS
The implementation of the smart bearing sensor offers new possibilities such as the monitoring of stand-alone drive train components, the monitoring of the complete system or the flexibility for more area monitoring with

additional sensor also with high accuracy requirements. The 2 levels monitoring enable deeper analysis thanks the high precision data and earlier detection method, starting from the components up to the assembled drive train. All these features could contribute to a better planning of the

La Metallurgia Italiana - March 2023 pagina 71 Industry news - Attualità industriale
Fig.4 - Improved ICT landscape at AMHO.
[1] [2] [3]
maintenance and production at AMHO. Furthermore, the advantageous warning time enable to detect anomalies in the components already in the first use before the assembling in the drive train, all this enable a better preventive monitoring and reduce the maintenance costs. This efficient preventive monitoring contributes significantly to optimize the resource scheduling. Concerning the KPI sensor (1), the fact that the detection can be done as soon as it leaves the factory gives Ppred a maximum value which will always be higher than Pmaint and consequently KPI sensor is much higher than 1 for a Pmaint of 2 weeks (maintenance period), which confirms a strong improvement in the prediction time of the anomalies by
this new method.
ACKNOWLEDGMENTS
The work described in the present paper was developed within the project entitled "Cyber-Physical Systembased approach for intelligent data-driven maintenance operations applied to the rolling area" (CyberMan4.0 GA 800657) co-funded by the European Union through the Research Fund for Coal and Steel, which is gratefully acknowledged. The sole responsibility of the issues treated in the present paper lies with the authors; the Union is not responsible for any use that may be made of the information contained therein
REFERENCES
[1] Achille Fabien Nkwitchoua Djangang, Using an Innovative Smart Sensor for Early Detection of Anomalies to Improve Drive Train Monitoring, Volume 55, Issue 2, 2022, Pages 343-347, IFAC-PapersOnLine, ISSN 2405-8963
[2] Nkwitchoua D. A. F., J.P. (2017). Device for determining the state of a mechanical component, use of a measuring appliance, system, and method for determining the state of a mechanical component. URL patents.google.com/patent/DE102017212666A1/en.
[3] Li, B., Zhang, P.l., Liu, D.s., Mi, S.s., Ren, G.q., and Tian, H. (2011). Feature extraction for rolling element bearing fault diagnosis utilizing generalized s transform and two dimensional non-negative matrix factorization. Journal of Sound and Vibration, 330(10), 2388–2399.
[4] Mbo’o, C.P. and Hameyer, K. (2016). Fault diagnosis of bearing damage by means of the linear discriminant analysis of stator current features from the frequency selection. IEEE Transactions on Industry Applications, 52(5), 3861–3868.
[5] Elforjani, M. and Shanbr, S. (2017). Prognosis of bearing acoustic emission signals using supervised machine learning. IEEE Transactions on industrial electronics, 65(7), 5864–5871.
[6] Huang, Z. (2008). Research for the bearing grinding temperature on-line monitoring system based on the infrared technology. In 2008 International Workshop on Modelling, Simulation and Optimization, 129–132. IEEE.
[7] VALENTINA COLLA ET.AL., Cyber-Physical System-based approach for intelligent data-driven maintenance operations in the rolling area, AIM Conference, September 2022
La Metallurgia Italiana - Marzo 2023 pagina 72 Attualità industriale - Industry news
La catena cinematica è una parte centrale del processo produttivo in qualsiasi produzione. Il suo contributo è così importante che un suo malfunzionamento o guasto può causare molti problemi, come una qualità di produzione insufficiente o scarsa o, nel peggiore dei casi, un fermo di produzione. Tutti questi problemi comportano costi aggiuntivi elevati e, in alcuni casi, contribuiscono al deterioramento dell'immagine dell'azienda. Per evitare questi problemi, un innovativo sensore per il monitoraggio delle condizioni delle trasmissioni è stato integrato nel processo di manutenzione di un'acciaieria di Arcelor Mittal Hochfeld (AMHO), al fine di migliorare il tempo di preavviso di possibili anomalie o guasti nelle trasmissioni e ridurre i costi aggiuntivi associati.
L'obiettivo di questo articolo è fornire una descrizione di alcune procedure di manutenzione standard per il monitoraggio delle condizioni della catena cinematica in un impianto siderurgico, mostrarne i vantaggi e gli svantaggi e presentare i limiti di queste procedure di manutenzione, soprattutto per quanto riguarda il tempo di previsione di possibili anomalie. Successivamente, viene presentata l'attuale procedura di manutenzione nell'acciaieria con il suo potenziale di miglioramento. A tal fine, viene introdotto un indice di prestazione (KPI) per valutare l'efficacia della procedura di manutenzione così com'è nell'acciaieria e per convalidare l'efficacia del miglioramento della procedura con l'integrazione del nuovo sensore. Infine, nelle conclusioni del presente lavoro vengono evidenziati i principali punti rilevanti.
PAROLE CHIAVE: TRASMISSIONE, DANNI AI CUSCINETTI, RILEVAMENTO PRECOCE, ANOMALIE, MONITORAGGIO, PROPRIETÀ PARASSITE, OTTIMIZZAZIONE, PRODUZIONE INTELLIGENTE
La Metallurgia Italiana - March 2023 pagina 73 Industry news - Attualità industriale
TORNA ALL'INDICE >
Integrazione di un nuovo sensore intelligente in un impianto siderurgico per migliorare il tempo di preavviso delle anomalie nella catena cinematica
The review of whole production cycle from thermomechanical treatment and wire rods calibration, to application of 4.0 strategies for process control
edited by: L. Angelini, A. Landini, C. Di Cecca, P. Frittella, A. Milan, S. Salvagno, E. Simonato, F. Morandini, G. Politanò, G. Foglio,M. Tellaroli, B. Cinquegrana, S. Leali, V. Valotti, D. Conforti, P. Giacomuzzi, F. Verlezza, A. Ventura, D. Ressegotti
In 2022 It has been completed in Feralpi Siderurgica the R&D project WireAccuracy4.0 starting in 2018 also with the support from Italian funding Scheme FRI of MISE (Italian Ministery of Economical development).
This project involved several applications of new strategies and component in whole production cycle and it has been a great opportunity of development of the production facilities of Feralpi Siderurgica involving improvement of productivity, steel quality, process reliability and involving new products lines.
In particular the project involved several plants developments including new devices in steelmaking area, Revamping of the continuous casting, improvement of rolling mill with new billets welding machine, thermomechanical treatment, new wire rods calibrator and new exit line.
These plants improvements have also been coupled with new solutions Industry 4.0 including increased capability of products tracking, new sensors developments and capability of process simulation to develop new control systems for on-line advanced process control.
In particular improvement of on-line simulation process of EAF and Ladle treatment have been developed in order to support the production process with guidelines based on process technology. These developments addressed to increase the level of quality also in applications for civil constructions through a modern production of Wire Rods from billets casting to rolling.
For this reason Feralpi Siderurgica has followed a route of global improvement of its production cycles following the most advanced approaches for reliable Wire rods production. This procedure of production cycle global improvement has been followed by Feralpi Siderurgica also through improvement of internal skills promoting collaboration between the different technical department (R&D – Process Technology, Production, Quality, Automation) and also promoting the creation of advanced programs of training (Technical Graduates Program)
KEYWORDS: CONTINUOUS CASTING, SIMULATION, PROCESS CONTROL, SOLIDIFICATION MODEL
INTRODUCTION - Feralpi Siderurgica
Feralpi SiderurgicaFeralpi Siderurgica is part of Feralpi Group that is a group with 3 steel plants where active production cycle based on electrical steelmaking route and devoted mainly to production of conventional Steel and special steel for automotive.
Following are the main numbers reached by Feralpi Group and Feralpi Siderurgica for 2021:
L. Angelini, A. Landini, C. Di Cecca, P. Frittella, A. Milan, S. Salvagno, E. Simonato, F. Morandini, G. Politanò, G. Foglio, M. Tellaroli, B. Cinquegrana, S. Leali, V. Valotti, D. Conforti, P. Giacomuzzi
Feralpi Siderurgica
F. Verlezza SMS
A. Ventura, D. Ressegotti Rina CSM
La Metallurgia Italiana - Marzo 2023 pagina 74 Attualità industriale - Industry news
- Turnover : 1,93
525.6 M€/yea
- Employers : 1826 385
- Production : 2,62 Mton/year 1,1 Mton/year
- Society n° : 20 (7 Countries)

- Products :
Feralpi Siderurgica is a Steelmaking plant sited in Lonato del Garda (Italy) since 1968, and it is devoted to production of conventional Steel for constructions in terms of Billets,

In this paper the activity included in the R&D project WireAccuracy4.0 are described. In particular the main directions of Feralpi productions improvements have included implementation of new equipments in rolling areas as new calibrator, implementation of thermomechanical treatment and exit line coupled with improvement in continuous casting for the production of billets with 150 mm side. These developments in the production facilities to improve quality and productivity have been coupled with advanced approaches of data management following the advanced Industry 4.0 strategies including systems for product and production tracking, advanced data measurement, on-line control system for detailed process control and adaptation in order to improve the capability of project management and data analysis. The scopes of these improvement have been to reach as
main benefits in following terms:
• Product quality and wire Rods dimensional accuracy
• Productivity to increase capability on market satisfaction
• Repeatability and reliability of process management and control
• Capability on data management and analysis following a view of w
The project WireAccuracy 4.0
Feralpi Siderurgica has concluded in 2022 the project WireAccuracy4.0 started since 2018 the project WireAccuracy4.0 - Actions through process to obtain the product WireRod with thermomecanical treatment, bars and derivates with new steels through production plants modifications and control system Industry 4.0 with a duration of 48 months.
La Metallurgia Italiana - March 2023 pagina 75 Industry news - Attualità industriale
Bar, wire rods, electrowelded mesh and others.
Fig.1 - Feralpi Group and Feralpi Siderurgica (Lonato Site).
The main objective of the project is the development of new products wire rods with increased dimensions accuracy with also thermomecanical treatment and other products and improvements of production performances of whole production cycle through technological plants modifications, metallurgical studies and development of control system of single production phases.
The project is co-funded by R&D Funding Frame : “MISEBandi grandi progetti R&S a valere sulle risorse del Fondo rotativo per il sostegno alle imprese e gli investimenti in ricerca (FRI)”
In WireAccuracy4.0 have been implemented different actions in whole production site to cover the all possibilities of actions of improvement as:
• Technological improvements in production plant on each phase to increase efficiency and effectiveness
• Implementation of improved views systems of each production phase to improve capability of process control

• To implement an integrated view of the whole production cycle (tracking product/process) in order to :
- obtain correlations between practices adopted and Process performances and product quality obtained
- manage dependencies between the different phases to manage abnormal situations, corrections and alerts fucntions
The project cover the whole production process including as main actions (Figure 3) :
• Steelmaking: Development of process simulators for definition of operating practices, revamping of the continuous casting machine for billets 150 mm, improvements in ladle treatments and preheating.
• Rolling: Revamping of rolling for wire rods with implementation of Thermomechanical treatment and profile calibrator, implementation of billets welding
machine for continuous rolling, revamping of the rolling exit line
• Industry4.0 solutions: Implementation of data analysis systems starting by process and product tracking, new control system for Steelmaking and rolling, solution for data integration in single steelmaking and rolling areas and for the whole production, solution for automatic production scheduling and for e- business.
La Metallurgia Italiana - Marzo 2023 pagina 76 Attualità industriale - Industry news
Fig.2 - Feralpi Group and Feralpi Siderurgica (Lonato Site).
Studies and design of the systems
Studies assessment of the different topics has been realized to enable the Basic design of the solutions to be adopted for process and plant improvements icluding:
Metallurgical aspects

In particular the main action involved the review of rolling facilities for wire rod to obtain new characteristics of actual products with improved production process aimed to obtain (Figure 7) :

• Thermomecanical Treatment for wire rod through rolling at lower temperature respect the conventional.
• Subsequent dimensional calibration of the wire rod to improve dimensional accuracy for subsequent treatments
• Obtain improved mechanical properties thanks to a more fine grain distribution
The process to be realized includes different steps of rolling and cooling in subsequent phases, accuracy in control of times and events on the process, capability to fine control the process to be realized is necessary.

La Metallurgia Italiana - March 2023 pagina 77 Industry news - Attualità industriale
Fig.3 - Main actions in Steelmaking Area Main actions in Rolling Area.
Fig.4 - View of TMT metallurgy.
Furthermore to obtain the necessary products for rolling is necessary to guarantee also the quality of the billets produced and available for rolling. In this way a continuous route of product and process quality assurance has to be realized involving the whole production chain from steelmaking to rolling including (Figure 5) improved control of production cycle, plant improvements, optimization of process parameters for whole cycle, complete tracking of the product in the factory
Feralpi started a strategy to realize mathematical process simulators in-house with following scopes :

- To design processes operating practices
- better control mathematical models implemented
- To improve internal processes competences
Simulation EAF/LF Treatments
Regarding the EAF and LF treatments process simulators have been developed in order to be able to design new operating practices.
The systems developed with Matlab/Simulink code realize a dynamic mass and energy balance of the process (Figure 9) able to estimate from the designed operating practice and material charged:
• Time evolution of the reactions, energies in input/ output masses, chemical compositions for steel, slag, off- gas.

• Process summary in terms of : performances, consumptions of energies/materials, time, final composition and temperature of Steel and slag.
• Estimation deoxidation and reactions evolution in ladle treatment as desulphurization (Figure 11)
• estimation of ladle additions necessary (Figure 12)

La Metallurgia Italiana - Marzo 2023 pagina 78 Attualità industriale - Industry news
Fig.5 - Example of result output input.
Fig.6 - Scheme of process modelling in LF, Estimation of evolution of O2 in ladle.
Tundish/Castings
Simulation of fluidynamic of steel in tundish has been realized with Rina CSM including:
• Study of stationary conditions of present tundish
• Study of the period of ladle change and tundish emptying
• Analysis of result and definition of correct practice
By this approach the probability of inclusion passage in mold depending by particles dimensions has been obtained in different configurations. Furthermore studies and simulations has been realized in continuous Casting and solidification process with the partner Seamthesis in order to evaluate the critical aspects having effects in billets quality to obtain as output :
• Temperature of the different areas of the billets along casting line (Figure 8)
• Solidified shell formed during casting
• Metallurgical length and position of crater
• Evidence of strain forces occurring in relevant sections as unbending.
• Probability of cracks formation
Thermomechanical treatment
SMS has developed a tool for prediction of results of the treatment in rolling to be used to assess the optimal cycle of cooling and times for wire rod rolling and has used in input the configuration of the plant to evaluate the optimal design of the plant and practices to be used (Figure 8).

The objective of the activity has included:
- Simulation of the temperature regulation

- Guidelines for production scheduling
- Reduction of the water consumption
- Reduction of the number of production steps/Phases
With improvements of the product quality thanks to :
- Improvement of mechanical properties
- Optimal regulation of temperature in real time
- Uniformity of scale formation
- Improved repeatability of products characteristics.
Industry 4.0 - On-Line Control systems
Main control systems of process implemented are:
- Expert Systems for EAF Process
- System for trough process steelmaking treatment
- On-line control of heating on the 2 billets reheating furnaces
EAF Monitoring/Control system
For EAF Process monitoring and management Feralpi has developed with Rina Centro Sviluppo Materiali the system
EAFPro including several funcions (Figure 27) as :
- Data acquisition and monitoring
- Data analysis
- Process Simulation
- Autoadaptation and Expert functions
- Online alerts Guidelines and control rules
For EAF the main on-line control functions presented as included in the system EAFPro are :
La Metallurgia Italiana - March 2023 pagina 79 Industry news - Attualità industriale
Fig.7 - Simulation of billets solidification evolution and temperature prediction during billets rolling.
- Detection of acoustic emission to manage the Foaming agents injection (Coal) (Figure 28)
- Estimation of Slag Oxidation Status (SOS) to manage the O2 Injection (Figure 29)
- Summary control chart to evaluate abnormal Process/ Production conditions (Figure 30)
Ladle treatment Monitoring/Control system
A monitoring/prediction system of steel temperature in ladle has been implemented including:


• The steel temperature estimation in ladle starting by each tapping by EAF start (Figure 31)
• The estimation of steel temperature in ladle takes into
account of the temperature variations due to energy losses in l adle, electrical energy inputs, materials additions gas stirring inlet.
• The temperature estimation is compared with real temperature samplings and adaptation to real samples is realized.
La Metallurgia Italiana - Marzo 2023 pagina 80 Attualità industriale - Industry news
Fig.8 - Shcme of logic functions of expert system for process control based on process simulation.
Fig.9 - View of acoustic signal used for control of solid injections in EAF for slag foaming.
• Steel and slag composition evolution during LF Treatment following the LF additions

Main scopes of the through process system includes :
• Reduction of necessary samplings in LF
• Reduction of irregular temperatures in LF and CC
• Availability of alerts based on ranges of acceptability of ladle temperatures depending by process phase and process conditions (Figure 32).


La Metallurgia Italiana - March 2023 pagina 81 Industry news - Attualità industriale
Fig.11 - View of steel temperature estimation through process for 4 ladle in cycle.
Fig.12 - Accuracy of steel temperature prediction in LF.
Fig.13 - Alert functions on steel temperature.
Further system implemented is the capability to evaluate the % of sterile content in scrap charged depending by process monitoring. This system is able to follow trend variation of sterile content depending by period and different stocks charged and it is presently under testing/Calibration after first trials. Process data integration is followed also in rolling area and for whole production cycle.
Technological developments Steelmaking/Casting
With Primetals have been realized the new Billets Casting machine with the scope to increase produttivity, obtain

new billet size 150 x 150 and improve billets quality with following actions:
- Design of the new machine
- Process simulation for new practices
- Testing and practices assessment.
New equipments implemented (Figure 14) :
- New mold oscillation system
- New mold design with foot rolls
- New secondary spray cooling
- New billet extraction/Unbending
New equipment have been implementad for wire ferroalloy additions in LF

The aim are:
• to guarantee uniformity and repeatibility of the
process
• more accurate knowledge of quantity of additions realized
• improved capability to regulate the additions.
La Metallurgia Italiana - Marzo 2023 pagina 82 Attualità industriale - Industry news
Fig.14 - Main improvements in casting machine.
Fig.15 - New wire additions in LF.
New system for ladle preheating has been implemented and the activity has included (Figure 16):
- Design of the system
- Realization and installation
- Testing
System Sampling/Stirring in LF
The system includes (Figure 17) :
• System for sampling steel in LF
• Implementation of porous column to substitute the function of porous plugs when necessary for bath stirring
The main objectives are:
• Increase reliability snd frequency of steel chemical

The main results obtained with this application include:
- Improvement of stability of ladle preheating

- Reduction of energy consumption for ladle preheating
sampling
• Improvement bath stirring and uniformity of steel conditions in LF. Both these system will reach following benefits
• Improvement of product quality in terms of composition, cracks and inclusions reduction.
• Increased productivity for optimization of samplings when necessary.
La Metallurgia Italiana - March 2023 pagina 83
news
Industry
- Attualità industriale
Fig.16 - New system for ladle preheating.
Fig.17 - New station sampling/Stirring in LF.
Technological developments – RollingThermomechanical treatment and calibration
Thermomecanical treatment/calibrator for rolling About the implementation of Thermomecanical Treatment
preliminary evaluations have been realized with some main potential supplyers (SMS, Danieli) than SMS has been selected for the final solution. Different paths have been designed for different wire rods diameters (Figure 18).
Billets welding machine
For the billets welding machine the activity had included :
• Design of the system by SMS.
• Realization and installation of components

• Testing of the new billets welding machine coupled with exit line
With this equipment the billets is welded face to face with the previous billets in rolling and the subsequent in
reheating furnace exit. In this way it is realize a continuity of the rolling process that is realized endless.
The benefits with this approach have been:
• Increase productivity due to delete of interbillets time
• Reduction of metallic loss due to avoidance of start and final billets
• Reduction of damages due to equipments.
Exit /Finishing line
About the review of the wire rod exit line to rolling mill 2 following phases have been developed :

• Basic design and technology provider selection
• Detailed design
• Site preparation and modification of rolling path line
• Installation and commissioning
La Metallurgia Italiana - Marzo 2023 pagina 84 Attualità industriale - Industry news
Fig.18 - Disposition of new wire rot calibrator Meer Drive SMS.
Fig.19 - Disposition billets welding machine.
Systems Industry 4.0 Tracking systems
Several systems of tracking have been applied as :
- Ladle tracking
- Wire rod rolling tracking
- Product tracking
Tracking systems – Ladle tracking Ladle positions tracking has been realized in pilot scale to validate the possibility of detect ladle number with this device including :
- Point of emission of optical signal
- Point of detection of signal
Main aims of this equipment are:
• To follow the real history of the process
• To track the ladle history use , and maintenance necessities.
• To give right informations to the process simulator EAFPro through process to enable to follow and control the process.
Tracking systems – Wire Rod sections measurement

The activity has included the implementation of systems for optical measurement of wire rod sections to detect quantity of material passing and equivalent section and couplig with on-line profile detected (Figure 21, 22).
Main activities :
• Design of main points of detection
• Application of the detection devices
• Design and realization of summary view to obtain following main points:
- Detection of equivalent section and quantity of material rolled

- Evaluation of acceptability respect expected values
- Coupling with other measurements and alerts in case of abnormal values
• Billets Labeling system and process parameter tracking it has been designed and installed.
• Products automatic labeling including spools and bandles
• Integration of these informations in the automation system to assign parameters of production to the correct billets with these parameters.
La Metallurgia Italiana - March 2023 pagina 85 Industry news - Attualità industriale
Fig.20 - New Exit Line and shear for wire rods.
Fig.21 - Profile and section measurement.
CONCLUSION
In modern steel production, the continuous improvement is still a driving force for both increase the production efficiency but also to follow the market opportunities developing new products when necessary.
To follow this approach the innovation play a key role for technological development and, when possible, enabling the activation of R&D projects can be useful to obtain the support of funding schemes necessary to lower the level of risks characteristics of new developments.
Feralpi Siderurgica has followed a route of global improvement of its production cycles following the most advanced approaches for reliable wire rods production and for product quality including:
• Development of new products (as wire rod obtained after thermomechanical treatment
• Implementing improvement of technological devices as the case of revamping of continuous casting

• Developing solutions Industry 4.0 in terms of data acquisition, process and product tracking, capability to processes simulation, data analisis in terms of KPI’s and processes integration.
The scopes of these improvement have been to reach as main benefits:
• Improvement of product quality and wire Rods dimensional tolerance accuracy
• Improvement on productivity to increase capability
on market satisfaction
• Improvement on repeatability and reliability of process management and control
• Improvement of capability on data management and analysis following a view of whole process integration
Thanks to this approach, new developments are now implemented and became part of the production cycle while further steps seems necessary for the development activities prosecution.
These results obtained thanks to the Passion for Steel and collaboration between the different technical areas of Feralpi Siderurgica including Steelmaking and Rolling Production, Maintenance, Automation, Quality, IT, R&D and strong commitments from the Direction. Furthermore, the cooperation also with technological partners and research provider (Universities) has enabled performances improvements for Industry, development of new technologies, transfer of knowledge and increasing of internal competences.
La Metallurgia Italiana - Marzo 2023 pagina 86 Memorie scientifiche - Acciaieria
Fig.22 - Rolling measurement combinations.
Scientific papers - Steelmaking
REFERENCES
[1] Clerici, P. et al.: “Tenova's intelligent arc furnace 'iEAF' - Concept and technical overview” - Steel Times International, May/June 2008, p. 19-24
[2] Nikkanen, Mistry, Maiolo, Khan, Gaudreau, Plante: “Operation Benefits at ArcelorMittalContrecoeurOuest using EFSOP Technology” - AISTech 2011, Indianapolis May 2011.
[3] Pfeifer, H. et al.: “Application of an Off-Gas Analysing System to Control Oxidation during Stainless Steelmaking in an EAF, Steel Research”, Vol. 81(2010), Nr. 8, p 778-783
[4] H. D. Goodfellow, M.Pozzi, J. Maiolo.: “Holistic Approach to Process Optimization for EAF Steelmakers” , AisTech 2006.
[5] Filippini et al. : “Cost and energy effective management of EAF with flexible material mix” - 10th EEC Graz 2012.
[6] P. Nyssen et others, 7th EESC, Venice, Italy, 26-29 May 2009
[7]
J.Wendelstorf and K-H Spitzer : “A Process Model for EAF Steelmaking” - AISTech2006.
[8] Baumert J.C: “Artificial Neural Networks Model the Electrical Arc Furnace Process”. EESC 2002, Venice, Italy, May 26–29, 2002
[9] B.Kleimt et al. : “Continuous dynamic EAF process control for increased energy and resource efficiency”EEC 2012, Graz, Austria, September 25–28, 2012
[12] Frittella P., et al: “EAF process improvement through application of tools for process monitoring and simulation” - Aistech 2014, Indianapolis, May 2014
[13] Frittella, P. et al.: iCSMelt applications to EAF operating practice optimization - AISTech 2011. Indianapolis (USA), May 2011
[14] Frittella P. et al.. : “Modelling approach for the analysis of energy recovery benefits applied in EAF process for the case of Elbe Stahlwerke Feralpi Gmbh” – Aistech 2015, Cleveland (USA), May 2015
[15] P. Frittella, A. Ventura, L. Angelini - Application of monitoring system based on performances indicators (KPI’s) and process simulation applied at the EAF process improvement – METEC 2015.
La Metallurgia Italiana - March 2023 pagina 87
giornate nazionali e protezione corrosione
Organizzate
La XV edizione delle Giornate Nazionali sulla Corrosione e Protezione si terrà in presenza a Torino nei giorni 5, 6 e 7 luglio 2023, presso il Politecnico di Torino.


Le Giornate rappresentano l’evento di riferimento a livello nazionale per la discussione ed il confronto sulle questioni scientifiche, tecnologiche e produttive, nell’ambito della corrosione e protezione dei materiali. In particolare, il Convegno prevede la presentazione dei risultati raggiunti da vari gruppi di studio e da numerose aziende del settore.
aree tematiche principali
• Corrosione delle strutture metalliche esposte all’atmosfera
• Corrosione e protezione delle reti idriche interrate

• Corrosione negli impianti industriali
• Protezione catodica: progettazione, collaudo, gestione e monitoraggio
• Comportamento a corrosione di leghe di titanio, nichel e acciai inossidabili
• Corrosione delle opere in calcestruzzo armato
• Corrosione dei beni culturali
• Corrosione negli impianti Oil & Gas
• Degrado e rilascio dei biomateriali metallici
• Rivestimenti e trattamenti superficiali
• Inibitori di corrosione
• Impatto delle nuove tecnologie produttive sulla corrosione
• Tecniche di studio e monitoraggio della corrosione
• Meccanismi di corrosione
• Case histories
partecipazione
Sul sito www.aimnet.it/gncorrosione sono disponibili tutte le informazioni relative al programma e alle modalità di iscrizione.
spazio aziende e sponsorizzazione

Le aziende interessate alla sponsorizzazione dell’evento o ad uno spazio per l’esposizione di apparecchiature, la presentazione dei servizi e la distribuzione di materiale promozionale, potranno richiedere informazioni dettagliate alla Segreteria AIM.
segreteria organizzativa
Via Filippo Turati 8 · 20121 Milano
t. +39 0276021132 +39 0276397770

info@aimnet.it · www.aimnet.it/gncorrosione

EDIZIONE ANNO SEDE · I 1992 Milano · II 1994 Milano · III 1996 Milano · IV 1999 Genova · V 2002 Bergamo · VI 2005 Senigallia · VII 2007 Messina · VIII 2009 Udine
IX 2011 Monte Porzio Catone
X 2013 Napoli
XI 2015 Ferrara
XII 2017 Milano
XIII 2019 Palermo
XIV 2021 Torino (online)
XV 2023 Torino
·
·
·
·
·
·
·
da in collaborazione con con il patrocinio di EFC Event n. 491
le edizioni
www.aimnet.it/gncorrosione
Sostenibilità: dall'UE, le nuove regole per la rendicontazione
a cura di: Marco Pesce
Il 10 novembre 2022, il Parlamento europeo ha approvato con l’86% dei voti a favore la Direttiva sulla rendicontazione di sostenibilità aziendale (dall’inglese Corporate Sustainability Reporting Directive, CSRD), che mira a porre le informazioni sulla sostenibilità (sociale, ambientale e di governance) sul medesimo piano delle informazioni finanziarie per la valutazione delle performance aziendali.
Alcuni dei temi affrontati dalla CSRD saranno relativi ad impatto ambientale, diritti umani, standard sociali ed etica del lavoro. A giugno 2023 dovrebbe essere approvata la versione definitiva degli Standard dell'Unione europea per la Rendicontazione della Sostenibilità (ESRS), una disposizione chiave CSRD. Gli ESRS sono progettati per rendere la rendicontazione sulla sostenibilità aziendale e sugli aspetti ambientali, sociali e di governance (ESG) più accurata, coerente, comparabile e standardizzata, proprio come la contabilità e la rendicontazione finanziaria.
E la siderurgia, cosa c’entra?
C’entra, eccome. L'avvento della CSRD e degli ESRS riveste un'importanza cruciale nel settore siderurgico che andrà ad influire su tutti i livelli
aziendali. Questo anche a livello di processo, soprattutto in termini di benefici ambientali derivanti da cambiamenti tecnologici e modifiche ai processi produttivi.
La direttiva incoraggia un approccio proattivo e orientato al futuro, spingendo le aziende a valutare non solo miglioramenti dal punto di vista di efficienza produttiva, ma anche ambientale e sociale. Grazie a questi nuovi strumenti, gli esperti di processo incentivati a selezionare tecnologie più sostenibili e ad adottare modifiche nei processi che riducano l'impronta ecologica, ad esempio attraverso una gestione efficace del carbon budget a disposizione per essere allineati agli obiettivi di Parigi sulla mitigazione dei cambiamenti climatici.
In questo modo, il settore siderurgico potrà contribuire in maniera significativa alla lotta contro i cambiamenti climatici e alla promozione di uno sviluppo sostenibile, garantendo un futuro più verde ed inclusivo per le generazioni a venire.
Tornando alla normativa, essa andrà ad ampliare il bacino di aziende attualmente coinvolte dalla direttiva sulla rendicontazione non finanzia-
ria in atto, estendendolo da 11 mila aziende ad oltre 50 mila aziende. Acciaio compreso.
L’attuazione avverrà a scaglioni. Inizieranno dal 2024 le grandi aziende multinazionali (con più di 500 dipendenti) già soggette alla precedente direttiva sulla rendicontazione non finanziaria.
Dal 2025 gli obblighi si estenderanno anche alle grandi imprese attualmente non soggette alla precedente direttiva sulla rendicontazione non finanziaria e con più di 250 dipendenti con 40 milioni di euro di fatturato e/o 20 milioni di euro di totale attivo. Feralpi sarà tra queste.
Dal 2026 sarà invece il turno delle PMI quotate.
La Metallurgia Italiana - March 2023 pagina 89 AIM's companies - Le aziende di AIM
Marco Pesce ESG & Sustainability Professional Feralpi Group
Questa direttiva interviene per colmare le carenze dell'attuale normativa che riguarda le informazioni di "carattere non finanziario", di porre fine al greenwashing e di porre le basi per degli standard di rendicontazione che permettano di avere una visione complessiva delle performance non finanziaria di un’azienda, permettendo allo stesso una più facile comparazione tra aziende.
La rendicontazione e Feralpi Group, un binomio lungo vent’anni Feralpi ha iniziato il suo percorso di rendicontazione già nel 2004, anticipando il proprio impegno sul fronte della comunicazione. Prima con il bilancio di sostenibilità e poi nel 2019 con la Dichiarazione Volontaria Consolidata di Carattere non finanziario,
il Gruppo ha sempre documentato le proprie attività pur non avendo obblighi (che ad esempio hanno società quotate in borsa).
La DNF è attualmente il principale documento di rendicontazione ufficiale di Gruppo. Questo vuol dire che, per certi versi, come organizzazione siamo già a buon punto. Almeno come approccio.
Il committment e l’esperienza ci sono, ma resta il fatto che il passato non può scrivere il futuro che sarà fatto, ancora una volta, di cambiamenti.
Infatti, l'obbligo di rendicontazione inizierà dal 2025 (sui dati del 2024) e avrà una nuova direttiva, che sarà evidentemente differente dai parametri
che attualmente disciplinano le modalità di rendicontazione (Feralpi segue le linee guida del Global Reporting Initiative - GRI).
Tuttavia, in Feralpi crediamo che il lavoro già fatto fin qui ci permetta di partire e guardare a questo percorso con solide fondamenta e una predisposizione al lavoro interdisciplinare che certamente renderà più agevole questo nuovo percorso.
Nel frattempo, tutto l’archivio dei Bilanci di Sostenibilità e delle Dichiarazioni Consolidate di Carattere Non Finanziario è sempre disponibile su www.feralpigroup.com
La Metallurgia Italiana - Marzo 2023 pagina 90 AIM's companies - Le aziende di AIM
TORNA ALL'INDICE >
Eventi AIM / AIM events
CONVEGNI
ECHT 2023 EUROPEAN CONFERENCE HEAT TREATMENT & SURFACE ENGINEERING – Genova, 29-31 maggio 2023
XV GIORNATE NAZIONALI CORROSIONE E PROTEZIONE - Torino, 5-7 luglio 2023 http://www.aimnet.it/gncorrosione/
S2P 2023 INTERNATIONAL CONFERENCE ON SEMISOLID PROCESSING OF ALLOYS AND COMPOSITES –Brescia, 6-8 settembre 2023 http://www.aimnet.it/s2p/
International Workshop on HIGH STRENGTH STEELS – Bergamo, 26-27 ottobre
International Meeting EAF: PRODUCTIVITY, ENERGY EFFICIENCY, RAW MATERIALS AND DECARBONIZATION – Bergamo, 30 novembre-1 dicembre
CORSI E GIORNATE DI STUDIO
Corso FAILURE ANALYSIS – ibrido, 16-17-23 maggio
Giornata di Studio DUPLEX E SUPERDUPLEX: FILIERA DI PRODUZIONE E NETWORKING – Erbusco BS, 18-19 maggio
Giornata di Studio I LAMINATI DI ALLUMINIO: APPLICAZIONI E INNOVAZIONI – c/o Laminazione sottile, 19 maggio
Giornata di Studio MATERIALI INNOVATIVI PER IL MONDO RACING – Milano, 31 maggio
Corso RIVESTIMENTI – I MODULO RIVESTIMENTI SOTTILI – Rivoli TO, 8-9 giugno
Giornata di Studio STATO DI SERVIZIO DEGLI IMPIANTI – ibrido, 15 giugno
Giornata di Studio SOSTENIBILITÀ NELLA PRODUZIONE DI COMPONENTI MECCANICI – Veduggio LC c/o
Agrati, 21 giugno
Giornata di Studio SOSTENIBILITÀ’ AMBIENTALE NEL CAMPO DELLE COSTRUZIONI CIVILI – webinar, 22-23 giugno
Giornata di Studio INNOVAZIONE NEI MATERIALI NELLA MOBILITA’ ELETTRICA – Bologna, 14 settembre
Corso itinerante METALLURGIA SICURA – Lonato BS c/o Feralpi Siderurgica, Brescia c/o ORI Martin, Aosta c/o
Cogne Acciai Speciali
CELEBRAZIONE DEL CENTENARIO DEL METALLO DURO – Pallanza VB, 12-13 ottobre
Giornata di Studio CARATTERIZZAZIONE FUNZIONALE DI SUPERFICI MODIFICATE - novembre
Giornata di Studio IL MONDO INDUSTRIAL: ASPETTI METALLURGICI E METODOLOGIE DI CONTROLLO –Torino c/o CNH Industrial Village, novembre
Giornata di Studio PALLINATURA E DIFFRATTOMETRIA RX – Agrate Conturbia (NO) c/o GNR, ottobre
La Metallurgia Italiana - March 2023 pagina 91 Atti e notizie - AIM news
Per ulteriori informazioni rivolgersi alla Segreteria AIM, e-mail: info@aimnet.it, oppure visitare il sito internet www.aimnet. it
FaReTra (Fair Remote Training) - FORMAZIONE E AGGIORNAMENTO A DISTANZA
Modalità Asincrona (registrazioni)
Giornata di Studio EMERGENZA COSTI ENERGETICI: CHE FARE IN FONDERIA?
Webinar FaReTra IL PRINCIPIO DI MATERIALITÀ NEL REPORTING DI SOSTENIBILITÀ
Giornata di Studio ASPETTI E GESTIONE DELLA NORMATIVA NEL CAMPO DEI TRATTAMENTI TERMICI Corso PROVE NON DISTRUTTIVE
Giornata di Studio TRATTAMENTI SUPERFICIALI SU ALLUMINIO, A SCOPO DECORATIVO E PROTETTIVO
Corso Modulare METALLOGRAFIA – I MODULO, II MODULO “METALLI NON FERROSI”
Corso modulare FONDERIA PER NON FONDITORI
Corso TRIBOLOGIA INDUSTRIALE – I MODULO
Giornate di Studio GETTI PRESSOCOLATI PER APPLICAZIONI STRUTTURALI
Corso DIFETTOLOGIA NEI GETTI PRESSOCOLATI: METALLIZZAZIONI
Corso ADDITIVE METALLURGY
Corso METALLURGIA PER NON METALLURGISTI
Giornata di Studio PRESSOCOLATA IN ZAMA
Giornata di Studio LA SFIDA DELLA NEUTRALITÀ CARBONICA
Corso itinerante METALLURGIA SICURA
Corso modulare TRATTAMENTI TERMICI
Corso modulare I REFRATTARI E LE LORO APPLICAZIONI
Corso GLI ACCIAI INOSSIDABILI 11ª edizione
Corso FAILURE ANALYSIS 11a edizione
Giornata di Studio PERFORMANCE E DEGRADO DEI MATERIALI METALLICI UTILIZZATI IN CAMPO EOLICO: CAPIRE PER PREVENIRE
L’elenco completo delle iniziative è disponibile sul sito: www.aimnet.it
(*) In caso non sia possibile svolgere la manifestazione in presenza, la stessa verrà erogata a distanza in modalità webinar
La Metallurgia Italiana - Marzo 2023 pagina 92 Atti e notizie - AIM news www.aimnet.it
Comitati tecnici / Study groups
CT METALLURGIA DELLE POLVERI E TECNOLOGIE ADDITIVE (MP) (riunione
del 16 dicembre 2022)
Notizie dal Comitato
• L’ing. Gianluca Di Egidio, dottorando dell’Università di Bologna, presente come ospite, chiede di entrare a far parte del Comitato. I presenti approvano.
• L’ing. Valentina Dellacà entra nel CT in sostituzione dell’ing. Flavia Gili, dimissionaria.
Consuntivo di attività svolte
• La “Scuola di metallurgia delle polveri” si è tenuta a Imola nei giorni 5 e 6 luglio 2022, raccogliendo 35 iscritti. Dai questionari di valutazione esaminati appare che le valutazioni sono estremamente positive. Sono stati anche raccolti diversi suggerimenti per future manifestazioni.
• La GdS su “Leghe per alte temperature prodotte con tecnologie additive” è stata realizzata in Baker Hughes il 15 settembre dopo un lungo posticipo dettato dalla pandemia. I questionari di soddisfazione, sebbene compilati solo da 7 iscritti mostrano un giudizio generale ottimo, ma con alcuni indicatori da migliorare come la documentazione e l’aula. La visita ai laboratori è stata particolarmente apprezzata.
Manifestazioni in corso di organizzazione
• Si decide di riprendere l’organizzazione delle Giornate dedicate a Additive Manufacturing e Trattamenti Termici, in collaborazione con il CT TTM. Stortiero e Vicario illustrano brevemente lo stato dell’arte dell’iniziativa e confermano la disponibilità rispettivamente di GFM e TAV a ospitare la manifestazione. La prossima giornata avrà per titolo: “Post processing dei componenti realizzati in additive”, con possibili date 18 o 19 aprile 2023. Sarà preparata una bozza di programma da fare circolare anche nel CT TTM per osservazioni e raccolta di disponibilità per gli interventi.
• Si discute di una iniziativa dedicata al Metallo duro in collaborazione con il gruppo OMCD per la celebrazione del centenario del metallo duro. L’evento di un paio di giorni si svolgerà a settembre o a Macugnaga o in altra località sul lago Maggiore, strutturato in due mezze giornate di memorie, una mezza giornata di visita agli impianti di Anzola ed un’altra mezza giornata di visita a delle miniere dell’Ossola dove, oltre all’oro, c’è una presenza di minerali del tungsteno, Verranno coinvolti anche relatori stranieri, non solo italiani. Le memorie avranno un taglio di review su tematiche sia generali che attuali legate al metallo duro. Il CT conferma l’interesse a supportare l’iniziativa.
Iniziative future
• Rampin ripropone la possibilità di organizzare una giornata dedicata all’automotive per il press&sinter, di cui si era parlato in riunioni precedenti. Bassani fa presente che anche a Ferrara si vorrebbe organizzare un evento sull’acciaio nell’auto sulla scia di quello organizzato sull’alluminio nell’auto. Rampin si impegna a prendere contatti in modo da capire se ci può essere sinergia tra i comitati.
CT AMBIENTE E SICUREZZA (AS)
(riunione del 23 febbraio 2023)
Notizie dal Comitato
• Prima di cominciare le discussioni in seduta ordinaria, viene presentato dal presidente AIM Panza e da Fusato l’intervento “Il principio di materialità nel reporting di sostenibilità”, relatore: Luca Mion. Si rilevano circa 50 utenti collegati.
Iniziative future
Sicurezza
• Per il corso itinerante sulla sicurezza del 2023 si pensa al periodo tra settembre ed ottobre con tre giovedì consecutivi in tre acciaierie differenti.
• Una GdS su infortuni e near miss (coordinatori Filippini e Gobbi – sede Feralpi)
• Una GdS su tracciatura del personale nei luoghi di lavoro ed eventuale risvolto sui dati sensibili. Ci sono diversi progetti simili in altre aziende che possono arricchire la tematica. Coordinatori Zanforlin e Smaniotto – sede Ori Martin.
• Una terza GdS dedicata a due argomenti: Behavior Based Safety (BBS) e tema della responsabilità dei preposti con analisi delle sentenze fatte da legali. Sede Cogne. Per tutte e tre le GdS si attende la bozza di programma entro la prossima riunione da parte dei coordinatori.
La Metallurgia Italiana - March 2023 pagina 93 Atti e notizie - AIM news
Ambiente
• Si discute di molti possibili argomenti per le manifestazioni 2023, tra cui carbon neutrality, C-BAM, green steel labelling. Su alcuni di questi temi si può sentire il parere di Federacciai e di CNR. Un apposito gruppo di lavoro comincerà a vagliare in dettaglio queste tematiche.
CT METALLI LEGGERI (ML)
(riunione telematica del 16 dicembre 2022)
Notizie dal Comitato
• Gabriele Tonello di Vesuvius entra nel CT in sostituzione di Andrea Battaiotto.
• Ciro Sinagra di “Laminazione Sottile” è presente come ospite e il suo ingresso nel CT viene approvato all’unanimità dai presenti.
Consuntivo di attività svolte
• Fortini presenta il resoconto del secondo modulo del “Corso di Metallografia” dedicato alle leghe non ferrose, organizzato a Ferrara con il CT Trattamenti Termici e Metallografia. Solo 7 dei 46 iscritti hanno compilato il questionario, con giudizi esclusivamente positivi.
• Barbarossa, coordinatore insieme a Fortini del seminario webinar “Trattamenti superficiali dell’alluminio a scopo decorativo e protettivo” (10 e 11 novembre 2022), presenta i risultati dei questionari di soddisfazione (11 compilati su 33 presenti): il giudizio generale è tra il buono e l’ottimo.
Manifestazioni in corso di organizzazione
• La GdS “I laminati di alluminio: applicazioni e innovazioni” è prevista per il 19 maggio 2023 presso la sede dell’Accademy del gruppo Laminazione Sottile in provincia di Caserta. Viene presentata la scaletta della manifestazione che prevede una tavola rotonda finale. La prevista visita agli impianti sarà subordinata, come sempre, alla disponibilità ed approvazione dell’azienda ospitante.
Iniziative future
• Timelli aggiorna il CT circa la GdS “Saldatura e distorsione delle grandi strutture”, organizzata insieme all’Istituto Italiano della Saldatura (IIS). I coordinatori Grillo e Timelli stanno organizzando l’evento: il tema è molto sentito in ambito industriale, e per questo motivo sono iniziati i contatti con diversi relatori che possano portare interventi e testimonianze nei maggiori settori industriali: automotive, ferroviario, navale e costruzioni. La GdS è in programmazione nella seconda metà del 2023.
CT CONTROLLO E CARATTERIZZAZIONE PRODOTTI (CCP)
(riunione telematica del 07 marzo 2023)
Notizie dal Comitato
• Il presidente Toldo ha cambiato lavoro e si occupa ora di analisi ambientali presso altro laboratorio, e chiede al CT se continuare come presidente del CT CCP. Il suo mandato scade a gennaio 2024, per cui diversi membri gli chiedono di continuare almeno fino a quella data. Toldo dà la sua disponibilità.
• Carlo Farina ha dato le dimissioni dal CT CCP.
Manifestazioni in corso di organizzazione
• Il corso “Failure Analysis” (coordinatrici Bisaglia e Ferrari) si terrà il 16, 17 e 23 maggio 2023 in modalità mista (in presenza e webinar). La programmazione è completa ma non sarà possibile fare la visita in RTM Breda. Per chi ha specifici interessi si cercherà di organizzare visite mirate ai laboratori rappresentati nel CT. Bassani segnala che ci sono una decina di iscritti finora.
• GdS sullo stato di servizio degli impianti (15 giugno 2023): Giroletti mostra la bozza del programma, che è quasi completo (resta solo da definire un docente).
Iniziative future
• Il periodico Corso sulle analisi chimiche dovrebbe essere programmato nel 2023 per naturale sequenza. Si decide di tenerlo dopo l’estate (nel 2020 lo avevamo fatto a ottobre). Stella resta coordinatore come per le precedenti edizioni. Viene esaminato e confermato il programma del 2020.
La Metallurgia Italiana - Marzo 2023 pagina 94 Atti e notizie - AIM news
CT LAVORAZIONI PLASTICHE DEI METALLI (LPM)
(riunione telematica del 23 febbraio 2023)
Notizie dal Comitato
• Si ratifica l’ingresso dell’ing. Massimo Moretti nel Comitato Tecnico Lavorazioni Plastiche Metalli.
Iniziative future
• Diverse iniziative allo stato embrionale sono in attesa di definire la possibilità di essere ospitate presso una azienda dello specifico settore. Al momento ci sono alcune risposte interlocutorie da parte delle aziende e alcuni dinieghi dovuti a regole interne. Per una possibile GdS sulla bulloneria è stato chiesto supporto alla associazione UPIVEB (Unione Produttori Italiani Viteria e Bulloneria).
• Una possibile manifestazione si potrebbe tenere su “genesi e trasmissione delle difettosità in acciaieria e laminazione”, tema ideale per una tavola rotonda. Si è concordato di iniziare a raccogliere documentazione relativa alle difettosità più comuni che verranno esaminate in una riunione ad hoc.
La Metallurgia Italiana - March 2023 pagina 95 Atti e notizie - AIM news
Normativa / Standards
Norme pubblicate e progetti in inchiesta (aggiornamento 3 marzo 2023)
Norme UNSIDER pubblicate da UNI nel mese di febbraio 2023
UNI EN 10025-6:2023
Prodotti laminati a caldo di acciai per impieghi strutturali - Parte 6: Condizioni tecniche di fornitura per prodotti piani di acciai ad alto limite di snervamento allo stato bonificato per impieghi strutturali
UNI EN 10025-4:2023
Prodotti laminati a caldo di acciai per impieghi strutturali - Parte 4: Condizioni tecniche di fornitura di acciai saldabili a grano fine per impieghi strutturali ottenuti mediante laminazione termomeccanica
Norme UNSIDER ritirate da UNI nel mese di febbraio 2023
UNI EN 10025-4:2019 – RITIRATA CON
SOSTITUZIONE
Prodotti laminati a caldo di acciai per impieghi strutturali - Parte 4: Condizioni tecniche di fornitura di acciai saldabili a grano fine per impieghi strutturali ottenuti mediante laminazione termomeccanica
UNI EN 10025-6:2019 – RITIRATA CON SOSTITUZIONE
Prodotti laminati a caldo di acciai per impieghi strutturali - Parte 6: Condizioni tecniche di fornitura per prodotti piani di acciai ad alto limite di snervamento allo stato bonificato per impieghi strutturali
Norme UNSIDER pubblicate da CEN e ISO nel mese di febbraio 2023
ISO 24139-2:2023
Petroleum and natural gas industries — Corrosion resistant alloy clad bends and fittings for pipeline transportation system
— Part 2: Clad fittings
ISO 19960:2023
Cast steels and alloys with special physical properties
ISO 13583-1:2023
Centrifugally cast steel and alloy products
— Part 1: General testing and tolerances
ISO 13583-2:2023
Centrifugally cast steel and alloy products — Part 2: Heat-resistant materials
ISO 13521:2023
Austenitic manganese steel castings
ISO/TR 10809-1:2023
Cast irons — Part 1: Materials and properties for design
ISO 4998:2023
Steel sheet, zinc‐coated and zinc‐iron alloy‐coated by the continuous hot‐dip process, of structural quality
Progetti UNSIDER messi allo studio dal CEN (Stage 10.99) –marzo 2023
prEN 488-1 rev
District heating pipes - Bonded single pipe systems for directly buried hot water networks - Part 1: Factory made steel valve assembly for steel service pipes, polyurethane thermal insulation and a casing of polyethylene
prEN 448 rev
District heating pipes - Bonded single
pipe systems for directly buried hot water networks - Factory made fitting assemblies of steel service pipes, polyurethane thermal insulation and a casing of polyethylene
prEN 488-2
District heating and district cooling pipes - Bonded pipe systems for directly buried hot and cold water networks - Part 2: Factory made steel valve assembly for draining and venting, polyurethane thermal insulation and a casing of polyethylene
prEN 15698-2 rev
District heating pipes. Bonded twin pipe systems for directly buried hot water networks. Part 2: Factory made fitting and valve assemblies of steel service pipes, polyurethane thermal insulation and one casing of polyethylene
prEN 15698-1 rev
District heating pipes. Bonded twin pipe systems for directly buried hot water networks. Part 1: Factory made twin pipe assembly of steel service pipes, polyurethane thermal insulation and one casing of polyethylene
Progetti UNSIDER in inchiesta
prEN e ISO/DIS – marzo 2023
prEN – progetti di norma europei
prEN ISO19901-5
Petroleum and natural gas industries
- Specific requirements for offshore structures - Part 3: Topsides structure (ISO/DIS 19901-3:2022)
prEN ISO 15544
Petroleum and natural gas industries
La Metallurgia Italiana - Marzo 2023 pagina 96 Atti e notizie - AIM news
- Offshore production installations
- Requirements and guidelines for emergency response (ISO/DIS 15544:2023)
prEN 12560-1
Flanges and their joints - Dimensions of gaskets for Class-designated flangesPart 1: Non-metallic flat gaskets with or without inserts
prEN 1514-1
Flanges and their joints - Dimensions of gaskets for PN-designated flangesPart 1: Non-metallic flat gaskets with or without inserts
prEN 10248-2
Hot rolled steel sheet piles - Part 2: Tolerances on dimensions and shape
prEN 10249-2
Cold formed steel sheet piles - Part 2: Tolerances on dimensions and shape
prEN 10348
Steel for the reinforcement of concreteGalvanized reinforcing steel products
prEN 10080
Steel for the reinforcement of concreteWeldable reinforcing steel - General
prEN 10251
Magnetic materials - Methods of determination of the geometrical characteristics of electrical steel sheet and strip
EN 10217-1:2019/prA1
Welded steel tubes for pressure purposes
- Technical delivery conditions - Part
1: Electric welded and submerged arc welded non-alloy steel tubes with specified room temperature properties
ISO/DIS – progetti di norma internazionali
ISO/DIS 15544
Petroleum and natural gas industries
— Offshore production installations
— Requirements and guidelines for emergency response
ISO/DIS 11973
Heat-resistant cast steels and alloys for general applications
ISO/DIS 11972
Corrosion-resistant cast steels for general applications
ISO/DIS 9477
High strength cast steels for general engineering and structural purposes
ISO/DIS 6819
Steel wire rod for bridge cable wire
ISO/DIS 4993
Steel and iron castings — Radiographic testing
ISO/DIS 4990
Steel castings — General technical delivery requirements
ISO/DIS 4179
Ductile iron pipes and fittings for pressure and non-pressure pipelines — Cement mortar lining
ISO/DIS 3845
Oil and gas industries including lower carbon energy — Full ring ovalization test method for the evaluation of the cracking resistance of steel line pipe in sour service
Progetti UNSIDER al voto FprEN e ISO/FDIS – marzo 2023
FprEN – progetti di norma europei
FprEN ISO 10113
Metallic materials - Sheet and stripDetermination of plastic strain ratio (ISO/ FDIS 10113:2019)
ISO/FDIS – progetti di norma internazionali
ISO/FDIS 14556
Metallic materials — Charpy V-notch pendulum impact test — Instrumented test method
ISO/FDIS 9649
Metallic materials — Wire — Reverse torsion test
La Metallurgia Italiana - March 2023 pagina 97 Atti e notizie - AIM news
PUBBLIREDAZIONALE
LA FILIERA INTERNAZIONALE DELL’ACCIAIO TORNA A MADE IN STEEL
Ci saranno fornitori di materie prime e prodotti finiti, produttori di acciaio e trasformatori, centri servizio e operatori della logistica e dei servizi complementari. Insomma, tutta la filiera. Il gotha della siderurgia italiana e mondiale si è dato appuntamento alla decima edizione di Made in Steel, la Conference & Exhibition internazionale dedicata alla filiera dell’acciaio organizzata da siderweb – La community dell’acciaio.
Dal 9 all’11 maggio, nei padiglioni 22 e 24 di fieramilano Rho, su oltre 15mila metri quadrati di superficie espositiva netta, record assoluto per l’evento, si parlerà di mercato, di trend dei prezzi e di nuove tecnologie, di innovazione e di sostenibilità. Il tutto seguendo il tema individuato per meglio rappresentare il sentiment di questo biennio complicato per l’acciaio mondiale: “GENERATIONS, re-imagining our world”.
Spiega Francesca Morandi, content manager di siderweb, che questo titolo «racchiude tante anime e temi: dall’internazionalizzazione alle nuove generazioni; dalla diversity all’innovazione; dalla sostenibilità a un nuovo racconto che ci riguarda tutti. Tante anime quante sono le sfide e le opportunità che la filiera avrà davanti nei prossimi anni. Avremo con noi relatori e speaker di spessore, che ci aiuteranno ad affrontare le diverse anime del fare impresa. Con loro approfondiremo, studieremo, guarderemo al futuro. Noi ci stiamo mettendo tutta la passione che ci contraddistingue per costruire il mondo che verrà».
Sono oltre 50 i relatori, gli analisti e i decision maker della filiera, dall’Italia e dall’Europa, che parteciperanno ai convegni nella siderweb Conference Room, il cuore contenutistico della tre giorni dell’acciaio, e nella siderweb Arena. Si discuterà di nuovi mercati e catene del valore, delle nuove generazioni nell’acciaio e del ruolo delle donne, delle sfide globali che la siderurgia sta affrontando, dalla produzione all’utilizzo. Mercoledì 10 maggio, poi, è in programma l’assemblea generale annuale di Federacciai.
«Made in Steel – commenta Paolo Morandi, amministratore delegato di siderweb e Made in Steel - è diventato un appuntamento fondamentale per il mondo dell’acciaio, un evento di siderweb che ha puntato fin dalla nascita sulla sua doppia anima: Conference da un lato, con contenuti di qualità e approfondimenti sui trend di mercato; Exhibition dall’altro, quindi un momento di relazione e business per tutti gli attori della filiera».
Sono attesi infatti oltre 50 grandi buyer dal mondo e dall’Italia, grazie alla collaborazione con l’ICE – Agenzia per la promozione all’estero e l’internazionalizzazione delle imprese italiane.

La Metallurgia Italiana - Marzo 2023 pagina 98 Pubbliredazionale
DAL 9 ALL’11 MAGGIO A FIERAMILANO RHO LA DECIMA EDIZIONE DELLA CONFERENCE & EXHIBITION. OPERATORI, DECISION MAKERS E ANALISTI DALL’ITALIA E DAL MONDO PER CONFRONTARSI SUL FUTURO DELLA SIDERURGIA
Made in Steel, inoltre, quest’anno si tiene in parziale concomitanza con Lamiera, la rassegna internazionale promossa da UCIMU-Sistemi per produrre dedicata all’industria delle macchine utensili per la deformazione della lamiera. Una sinergia per favorire la circolarità dei visitatori (l’ingresso è gratuito) e moltiplicare le occasioni di fare impresa.
LA CONGIUNTURA SIDERURGICA – Il 2023 sarà un anno piuttosto difficile per l’acciaio, stando all’outlook delineato dall’Ufficio Studi siderweb, in un contesto di diminuzione o stagnazione della domanda di acciaio e di prezzi dell’energia e delle materie prime ancora elevati, anche se in un trend di graduale ridimensionamento.
Per quest’anno si prevede un calo di poco più del 10% del prezzo del gas rispetto alla media del 2022, del 14,5% dell’energia elettrica e del 12,4% del carbon coke. Quanto alle materie prime, le diminuzioni dei prezzi sono più contenute (-7,2% il minerale di ferro e –4,7% il rottame), anche perché i prezzi erano già calati nel 2021.
«La contemporanea riduzione dei prezzi delle fonti energetiche e delle materie prime – dichiara Gianfranco Tosini dell’Ufficio Studi siderweb - favorirà l’abbassamento dei costi di produzione dell’acciaio di circa il 7% per il forno elettrico e di oltre il 13% per l’altoforno, aprendo lo spazio per un calo dei prezzi di vendita dei prodotti».
Considerando che quest’anno la domanda di acciaio dovrebbe diminuire di circa il 3% secondo lo Short Range Outlook di ottobre della World Steel Association e che i prezzi di vendita caleranno mediamente del 10%, «è plausibile ritenere che il fatturato delle aziende produttrici di acciaio registrerà un calo di circa il 13% nel 2023 rispetto al 2022 – continua Tosini -. Conseguentemente, la redditività della gestione industriale il prossimo anno subirà una diminuzione di oltre un punto percentuale scendendo al 2,5% dal 3,5% di quest’anno, praticamente dimezzandosi rispetto al 5% nel 2021».
Andamento del tasso di attività dei settori utilizzatori di acciaio (variazioni %)
Fonte: Eurostat, consuntivo 2022; Ufficio Studi siderweb, previsioni 2023.
La Metallurgia Italiana - March 2023 pagina 99 Advertorial
Settori Quota consumo di acciaio 2022 2023 UE Italia UE Italia Costruzioni 35% 2,8 13,3 1,5 2,5 Automotive 18% -5,2 0,7 1,2 0,5 Macchine e apparecchi meccanici 14% 5,0 2,7 -0,3 -0,4 Prodotti in metallo 14% 1,1 -3,8 -0,2 -0,2 Produzione di tubi 13% 4,4 -5,3 -1,0 0,7 Elettrodomestici 3% -5,2 -12,5 0,8 0,3 Altri mezzi di trasporto 2% -3,0 4,2 0,5 0,2 Totale 100% 1,2 3,6 0,6 1,0
296 AZIENDE presenti
21 PAESI rappresentati
Più di 15MILA MQ di superficie espositiva netta
OLTRE 50 RELATORI, italiani e internazionali, nei convegni ufficiali


La Metallurgia Italiana - Marzo 2023 pagina 100 Pubbliredazionale
CONFERENZE DISPONIBILE ONLINE WWW.MADEINSTEEL.IT
“GENERATIONS, re-imagining our world” il titolo che orienterà business e cultura, pregio espositivo e informazione durante l’evento
PROGRAMMA
D acco aldo premio
L’AIM è lieta di indire il bando per l’edizione 2023 del prestigioso Premio Aldo Daccò, con l’obiettivo di stimolare i tecnici del settore e contribuire allo sviluppo e al progresso delle tecniche di fonderia e di solidificazione con memorie e studi originali.
L’Associazione invita tutti gli interessati a concorrere al Premio “Aldo Daccò” 2023, inviando a mezzo email il testo di memorie inerenti le tematiche fonderia e solidificazione, unitamente al curriculum vitae dell’autore concorrente, entro il 30 novembre 2023
Saranno presi in considerazione e valutati i lavori riguardanti le varie tematiche di fonderia e di solidificazione, sia nel campo delle leghe ferrose che in quello delle leghe e dei metalli non ferrosi.
Il premio, pari a Euro 5000 lordi, è offerto dalla Fondazione Aldo e Cele Daccò, istituita dalla signora Cele Daccò, recentemente scomparsa, per onorare la memoria del marito Aldo Daccò, uno dei soci fondatori dell’AIM e suo encomiabile Presidente per molti anni.
Le memorie verranno esaminate da una Commissione giudicatrice designata dal Consiglio Direttivo, il cui giudizio sarà insindacabile.
Nel giudicare, la Commissione terrà conto, in particolar modo, dell’originalità del lavoro e dell’argomento in relazione alla reale applicabilità dei risultati. Non sono ammesse candidature da chi abbia già ottenuto riconoscimenti, anche per lavori diversi, dalla Fondazione Aldo e Cele Daccò.
Le memorie premiate e quelle considerate meritevoli di segnalazione, potranno essere pubblicate sulla rivista La Metallurgia Italiana.
Il Premio verrà conferito in occasione dell’Assemblea dei Soci AIM, che si terrà a Milano nella primavera del 2024. La cerimonia di premiazione con la consegna della medaglia avrà luogo in occasione del 40° Convegno Nazionale AIM.
edizione 2019
Per informazioni e candidature: Via Filippo Turati 8 · 20121 Milano Tel. +39 02-76397770 · +39 02-76021132 E-mail: info@aimnet.it www.aimnet.it