Italiana La Metallurgia
International Journal of the Italian Association for Metallurgy
n. 03 marzo 2024
Organo ufficiale dell’Associazione Italiana di Metallurgia.
Rivista fondata nel 1909


International Journal of the Italian Association for Metallurgy
n. 03 marzo 2024
Organo ufficiale dell’Associazione Italiana di Metallurgia.
Rivista fondata nel 1909
International Journal of the Italian Association for Metallurgy
Organo ufficiale dell’Associazione Italiana di Metallurgia. HouseorganofAIMItalianAssociationforMetallurgy. Rivista fondata nel 1909
Direttore responsabile/Chiefeditor: Mario Cusolito
Direttore vicario/Deputydirector: Gianangelo Camona Comitato scientifico/Editorialpanel:
Marco Actis Grande, Silvia Barella, Paola Bassani, Christian Bernhard, Massimiliano Bestetti, Wolfgang Bleck, Franco Bonollo, Irene Calliari, Mariano Enrique Castrodeza, Emanuela Cerri, Vlatislav Deev, Andrea Di Schino, Donato Firrao, Bernd Kleimt, Carlo Mapelli, Denis Jean Mithieux, Roberto Montanari, Marco Ormellese, Mariapia Pedeferri, Massimo Pellizzari, Barbara Previtali, Evgeny S. Prusov, Dario Ripamonti, Dieter Senk
Segreteria di redazione/Editorialsecretary: Marta Verderi
Comitato di redazione/Editorialcommittee: Federica Bassani, Gianangelo Camona, Mario Cusolito, Carlo Mapelli, Federico Mazzolari, Marta Verderi, Silvano Panza
Direzione e redazione/Editorialandexecutiveoffice:
AIM - Via F. Turati 8 - 20121 Milano tel. 02 76 02 11 32 - fax 02 76 02 05 51 met@aimnet.it - www.aimnet.it
Reg. Trib. Milano n. 499 del 18/9/1948. Sped. in abb. Post. - D.L.353/2003 (conv. L. 27/02/2004 n. 46) art. 1, comma 1, DCB UD
Immagine in copertina: Shutterstock

Gestione editoriale e pubblicità Publisher and marketing office: siderweb spa sb
Via Don Milani, 5 - 25020 Flero (BS) tel. 030 25 400 06 - fax 030 25 400 41 commerciale@siderweb.com - www.siderweb.com
La riproduzione degli articoli e delle illustrazioni è permessa solo citando la fonte e previa autorizzazione della Direzione della rivista. Reproduction in whole or in part of articles and images is permitted only upon receipt of required permission and provided that the source is cited.
siderweb spa sb è iscritta al Roc con il num. 26116

Editoriale / Editorial
A cura di prof. Carlo Mapelli ............................................................................................................................... pag.05
Memorie scientifiche / Scientific papers Forno Elettrico / Electric Arc Furnace
EIT Raw Materials RIS-DUSTREC: investigation and selection of furnace dust samples for valuable metals recovery
D. Mombelli, C. Mapelli, G. Dall’Osto, G. Tavčar, R. Kocjančič, D. Radulović, I.Ristović, M. Ciszewski, J. Kastivnik, A. Mladenovič, A. Mauko Pranjić, M.Košir . pag.08
Esplorare l’uso di fonti alternative e non fossili di carbonio nelle acciaierie elettriche attraverso un modello flowsheet dedicato
I. Matino, V. Colla, O. Toscanelli, A. Soto . pag.24
Research and practice on improving the oxygen content of welding steel wire rod ER70S-6
T. Chen, J. Yang, J. Zhou, M. Yi, Y. Liu..... . pag.35
Application of different tools to improve process control in the electric arf furnace
eidted by: J. Gaspari, L. Waridel, S. Goya, S. Ferro, C. Cicutti .............................................................. pag.44
Energy-efficient and hydrogen-ready technologies for EAF steelmaking
edited by: J. von Schéele, H. Alshawarghi, P. Kwaschny, H. Groiss, J. van Lingen, D. Razzari ................................. pag.52
SwingDoorTM – immediate mean to reduce CO2 emissions in EAF operation and future improvement by hydrogen burners
edited by: M. Leber, C. Buchmaier, C. Redl, A. Valoppi pag.64
Atti e notizie / AIM news
Eventi AIM / AIM events pag.70
Comitati tecnici / Study groups pag.72
Normativa / Standards ......................................................................................................... pag.75
4th Mediterranean Conference on
The 4th Mediterranean Conference on Heat Treatment and Surface Engineering (MCHTSE 2024) and the 5th International Conference on Thermal Process Modeling and Simulation (TPMS-5) will be held together in Lecce – Italy on 17-19 April 2024.
The two conferences aim at providing a forum within which engineers, scientists, researchers and production managers can review and discuss fundamentals, new challenges, recent progress and emerging topics in the fields of advanced heat treatment and surface engineering technology.
Register here: www.aimnet.it/mc-tpm.htm
Organised by




Sponsored by

Media partners
“"Il forno elettrico rappresenterà uno strumento fondamentale per la transizione ecologica dell'industria siderurgica e più in generale dell'industria metallurgica. "
“The electric furnace will represent a fundamental toolfortheecological transition of the steel industryandmoregenerally ofthemetallurgical industry.”

Il forno elettrico rappresenterà uno strumento fondamentale per la transizione ecologica dell'industria siderurgica e più in generale dell'industria metallurgica: le due configurazioni più interessanti sono il tradizionale forno elettrico ad arco utilizzato nelle acciaierie ed il forno a induzione che oggi trova prevalente utilizzo negli impianti siderurgici dedicati alla produzione degli acciai inossidabili o nelle fonderie.
I forni elettrici ad arco consentono di operare chimicamente sui bagni di acciaio liquido e consentono di realizzare processi di defosforazione e decarburazione che al momento non risultano ottenibili, qualora si faccia utilizzo ai forni elettrici a induzione. Questi ultimi consentono un significativo contenimento dei cali metallurgici ed un’inferiore ossidazione di elementi chimici alliganti e pregiati contenuti nella carica metallica. L’ottenimento di un’inferiore impronta carbonica del processo mediante l'uso di sistemi fusori ad alimentazione elettrica è una via certamente più agevole di al-
The electric furnace will represent a fundamental tool for the ecological transition of the steel industry and more generally of the metallurgical industry: the two most interesting configurations are the traditional electric arc furnace used in steel mills and the induction furnace which today finds prevalent use in steel plants dedicated to the production of stainless steels or in foundries.
Electric arc furnaces allow you to chemically operate on liquid steel baths and allow you to carry out dephosphorization and decarburization processes which are currently not achievable when using electric induction furnaces. The latter allow a significant containment of metallurgical losses and a lower oxidation of alloying and valuable chemical elements contained in the metallic filler.
Obtaining a lower carbon footprint of the process through the use of the electrically powered melting systems is certainly an easier route than others, but it
tre, ma non è banale, in quanto deve affrontare diverse criticità che se non affrontate adeguatamente possono compromettere le prestazioni e la produttività degli impianti. Come è emerso lo scorso dicembre dall'interessante dibattito tecnico e scientifico che si è sviluppato durante il tradizionale workshop di fine anno promosso dall'Associazione Italiana di Metallurgia a Bergamo, è urgente affrontare diverse criticità e programmare interventi che consentano di superarle.
Le priorità che devono essere affrontate riguardano:
• l’approvvigionamento e la carica di materiali metallici adeguati, per garantire una produzione di acciai caratterizzati da qualità metallurgiche assimilabili a quelle dei processi basati sui cicli integrati. Questo implicherà uno sforzo significativo sia per migliorare le tecniche di selezione e confezionamento dei rottami sia lo sviluppo di nuove filiere produttive per estrarre il ferro dai propri ossidi (scaglie di laminazione o minerali di ferro), basate sull’utilizzo di gas naturale, biometano, idrogeno o carbonio ottenuto dalle biomasse;
• le piattaforme di produzione dell’energia elettrica basate sullo sfruttamento di energie rinnovabili o su produzioni basate sull’energia nucleare, ammesso che quest’ultima possa raggiungere quella sostenibilità economica che oggi è assente;
• l’incremento di efficienza dei forni mediante lo sviluppo e l’individuazione di nuove tecnologie volte a recuperare l’energia dispersa nei fumi e nelle scorie;
• l’utilizzo di carboni da iniezione provenienti dalle biomasse;
• l’incremento di quote di materie prime provenienti dal riciclo, in particolare la calce, che nella sua produzione implica una significativa emissione di CO2;
• l’estrazione di metalli utili provenienti dalle polveri captate dai sistemi di filtrazione dei fumi.
Queste sfide si giocheranno in un contesto di intensa competizione a livello internazionale, imposta anche dai nuovi vincoli associati alla regolamentazione che mira a ostacolare l’immissione sul mercato di prodotti siderurgici caratterizzati da un significativo impatto ambientale.
is not trivial, as it must address various critical issues which, if not addressed adequately, can compromise performance and plant productivity. As emerged last December from the interesting technical and scientific debate that developed during the traditional end-ofyear workshop promoted by the Italian Metallurgy Association in Bergamo, it is urgent to address various critical issues and plan interventions that allow them to be overcome.
The priorities that need to be addressed include:
• the procurement and loading of adequate metallic materials, to guarantee the production of steels characterized by metallurgical qualities similar to those of processes based on integrated cycles. This will imply a significant effort both to improve the scrap selection and packaging techniques and the development of new production chains to extract iron from its oxides (mill scale or iron ore), based on the use of natural gas, biomethane, hydrogen or carbon obtained from biomass;
• electricity production platforms based on the exploitation of renewable energy or on production based on nuclear energy, assuming that the latter can achieve the economic sustainability that is currently absent;
• increasing the efficiency of furnaces through the development and identification of new technologies aimed at recovering the energy lost in fumes and waste;
• the use of injection carbon from biomass;
• the increase in the quota of raw materials coming from recycling, in particular lime, which in its production involves a significant emission of CO2;
• the extraction of useful metals from the dust collected by the fume filtration systems.
Thesechallengeswillbeplayedoutinacontextofintense competition at an international level, also imposed by the new constraints associated with regulations that aim to hinder the placing on the market of steel products characterized by a significant environmental impact.

AIM è lieta di annunciare la 40a edizione del proprio Convegno Nazionale che si terrà dall’11 al 13 settembre 2024 a Napoli.
Il Convegno Nazionale AIM è un appuntamento irrinunciabile per le Aziende ed i ricercatori che, a vario titolo, sono coinvolti nell’utilizzo e lo studio dei metalli. L’obiettivo dell’iniziativa è fare il punto su materiali, prodotti, processi e tecnologie nei vari settori produttivi e proporre attività innovative. A completamento delle sessioni tecniche, sarà organizzato uno spazio espositivo in cui le aziende dei diversi settori rappresentati nel Convegno potranno far conoscere i loro prodotti e le ultime novità.
La bellissima città di Napoli sarà la sede ideale per ospitare il Convegno, che non solo è un’occasione unica di confronto e di aggiornamento professionale, ma anche un’imperdibile opportunità di incontro, di scambio di idee e di esperienze tra vecchi e nuovi amici.
Gli interessati a presentare memorie scientifiche (sia per le sessioni orali che per la sessione poster) dovranno inviare entro le deadline indicate sul sito dell’evento, il titolo della memoria, i nomi degli autori e la loro affiliazione ed un sommario di circa 300 parole. Ci sono due modi per sottoporre le proposte di memorie: - compilando il form online presente sul sito dell’evento: www.aimnet.it/nazionaleaim - inviando titolo, autori con affiliazioni, recapiti del relatore e sommario) a: info@aimnet.it
Una selezione degli atti del Convegno verrà pubblicata su La Metallurgia Italiana - International Journal of the Italian Association for Metallurgy. Gli interessati a sottoporre il proprio lavoro per l’eventuale pubblicazione su La Metallurgia Italiana sono invitati a: - segnalarlo in fase di invio della proposta di memoria (se inviata online, usare il campo note) - rispettare le deadline e le istruzioni per la preparazione della memoria, che verranno inviate con la notifica d’accettazione
Spazio aziende e sponsorizzazione
È previsto uno spazio per l’esposizione di apparecchiature, per la presentazione dei servizi e per la distribuzione di materiale promozionale. Le numerose proposte ideate per le aziende sono disponibili online sul sito dell’evento. Per maggiori informazioni e adesioni contattare la Segreteria organizzativa.
www.aimnet.it/nazionaleaim

Organizzato da
Sponsorizzato da

Via Filippo Turati 8
20121 Milano
t. +39 0276397770
t. +39 0276021132
info@aimnet.it
www.aimnet.it/nazionaleaim
D. Mombelli, C. Mapelli, G. Dall’Osto, G. Tavčar, R. Kocjančič, D. Radulović, I.Ristović, M. Ciszewski, J. Kastivnik, A. Mladenovič, A. Mauko Pranjić, M.Košir
Every year around 1.2 Mt of Electric Arc Furnace (EAF) dust and around 50 kt of Cupola Furnace (CF) dusts are generated in Europe. Both materials are classified as hazardous waste due to significant concentration of Zn, Cd, Cr, Ni and Pb, which burden the metallurgical industry, albeit their possibility to be considered as an alternative source of valuable metals. Around 30 steelworks in the East-Southeast European Regional Innovation Scheme (ESEE RIS) region exploit EAFs for scrap-based steelmaking. However, the dusts generated from the exhaust gases abatement cannot be profitably recycled due to the absence of recycling plants operating in these areas, which implies that the dust generators have additional costs due to the dust transportation to the nearest Zn recovery plant, since presence of toxic substances prohibits their landfilling. Thanks to the extensive knowledge on the extraction of a wide range of compounds from steelmaking dusts, as well as the capacity of reutilisation of residues after extraction in the building and construction industry, the DustRec project aims at the recovery of all the economical compounds within the dusts (Zn, Pb, Cu, Fe and others) hence minimizing the final waste landfilling and generate an economically feasible process with improved environmental and societal impacts. The proposed approach includes several emerging techniques from innovative magnetic and gravity separation methods to new pyro- and hydro-metallurgical reprocessing technologies for the separated fractions. In this paper, eight different dusts from EAF and CF were collected all around the partners’ countries and chemically, thermally and physically characterized in order to select the most optimal samples to be reprocessed for improved valuable extractions. Due to their high concentration of ZnO and PbO, three EAF dusts were identified as promising raw materials while two CF dusts will be employed as co-adjuvant for magnetic fraction reduction and smelting. Preliminary hints about the next reprocessing steps are also revealed.
KEYWORDS: EAF STEELMAKING, EAF DUST, CUPOLA FURNACE DUST, RECYCLING, GRAVITY AND MAGNETIC SEPARATION, CARBOTHERMIC REDUCTION SMELTING, HYDROMETALLURGY
The Electric Arc Furnace (EAF) process is by far the most widely used process for production of carbon steel given its capacity to smelt 100 wt.% of solid charge (1) in comparison to the Basic Oxygen Furnace (BOF) which is capable to treat typically 20 wt.% of the total charge weight as cold metallic burden (2). During the melting process, in which the main fed is steel scrap, EAF dust typically accumulates at the rate of 10-20 kg per tonne of liquid steel (3). It contains Fe, Zn, and other useful metal oxides such as Pb, Mn, Ni, and Cr oxides, but also a certain amount of halides (4). The amount of elements in the dust is related to the amount of galvanized steel (Zn) or high-alloy or stainless steel (Cr, Ni) and the chemical composition can widely vary not only from day to day but also between heating batches of the same steel shop (5). During the smelting process, Zn is vaporized and leaves the metal bath as gaseous Zn. It is oxidized to ZnO during transport with the off-gas, along with other present metals (6). EAF dust is usually collected
Davide Mombelli, Carlo Mapelli, Gianluca Dall’Osto Politecnico di Milano, Dipartimento di Meccanica, Italy
Gašper Tavčar, Robert Kocjančič
Jožef Stefan Institute, Department of Inorganic Chemistry and Technology, Slovenia
Dragan Radulović
Institute for technology of nuclear and other mineral raw materials (ITNMS), Center of Mineral Processing, Serbia
Ivica Ristović
University of Belgrade, Faculty of Mining and Geology, Djusina 7, Serbia
Mateusz Ciszewski
Łukasiewicz Research Network – Institute of Non-ferrous Metals, Centre of Hydroelectrometallurgy, Poland
Jasna Kastivnik
TH ReMining, Slovenia
Ana Mladenovič, Alenka Mauko Pranjić, Mateja Košir Slovenian National Building and Civil Engineering Institute (ZAG), Slovenia
davide.mombelli@polimi.it
in bag filters in the off-gas treatment plant (7). Its disposal can be environmentally harmful if not done correctly, due to the risk of mobilization of potential toxic elements such as Zn, Cd, Cr, Ni and Pb, as well as expensive, burdening the metallurgical industry (8). In 2022 between 0.6-1.2 Mt of EAF dust (EAFD) were generated in Europe and 5.5-11 Mt globally (9–11) and this latter number is expected to increase to at least 18 million tonnes by 2050 (11,12). When considering the various treatment options for recycling EAFD, the contents of Fe and Zn are particularly striking, reaching a combined value of between 50 and 60 wt.% (13). Nevertheless, the recovery of Zn is the main motivation, since its value contributes the most to the profitability of the activity (roughly 2600 $/t) than the recovery of iron (roughly 430 $/t) (14). Thus, EAFD is currently being reprocessed only from the perspective of Zn mainly due to undeveloped technologies for the recovery of the other valuable metals within. Currently EAFD treating technologies are mostly based on pyrometallurgical methods of Zn extraction. With a market share of over 85%, the Waelz kiln process remains the predominant method for processing dust (15) although other pyrometallurgical process were developed resulting in Zn recovery in the form of ZnO, which is fed to the traditional sulphate electrolysis process or the Imperial Smelting Process (ISP) (16–18), but still struggling to achieve a full commercial competitiveness. For example, the Rotary Hearth Furnace (RHF) process is an important coal-based direct reduction method for dust recycling and has been practiced in the steel industry (19,20). The RHF direct reduction process is deemed effective in processing EAFD containing appreciable amounts of Fe, C, Zn, Pb and alkalis; high grade zinc product and Direct Reduced Iron (DRI) can be produced instead of slag and, therefore, it claimed that this process may be commercially and environmentally superior to the Waelz process. However, the RHF process was only suited for recycling EAFD with low zinc content (21) although this technology has been re-engineered to overcome some operational problems such as Zn oxide blockages at higher zinc content. Moreover, due to the large initial investment in equipment, the economic benefits of the process must be enhanced further (17). Alternatively, to RHF, the Primus® process (17,22) has been designed for reducing metal oxides using the multiple-hearth furnace technology. It is featured by unprepared and low-cost feed, rapid reduction of metal oxides due to intensive stirring and heating, high efficiency with relatively low operating temperature and excellent quality products. However, it suffers of fast corrosion due to rapid stirring and evaporation
of alkaline compounds during reduction. Meanwhile, to keep good kinetic conditions for the charged feed, the furnace has a restricted size which restrains its productivity (17,22). These drawbacks led to the shutdown of the sole European plant in 2009 (23). Other attempt to recover Zn by pyro-metallurgical process is represented by INDUTEC® process (24–26). This is based on zinc-enrichment of EAFD by means of an induction furnace. Zn and Pb are recovered by filtering the furnace flue gas with a bag filter and extracted as Crud Zinc Oxide (CZO) while the reducible oxides are recovered as molten pig iron. However, these processes are ineffective, expensive, and environmentally harmful. The technology recently developed under the EIT 2sDR project (27–29) tries to improve the process by recovering both Fe and Zn, but still fails to separate and recycle Pb and Cu, both of which are present in the average stream. Again, the process is still at the prototype scale and under analysis to assess its potential to meet requirements of present and future environmental legislation (30). In addition, alternative hydrometallurgical processes are the Zincex® (31) and the Ezinex® (25) processes. The former is based on atmospheric leaching, solvent extraction and conventional electrowinning, for the production of high purity zinc ingots (99.99 wt.%). The latter is still an electrowinning system but based on a chloride leaching able to leach materials containing oxidized zinc. Both are only operated at a pilot scale plant; thus, they do not represent a reliable solution for EAFD treating.
In the same vision, the dust produced by the abatement of the exhaust gases collected at the top of Cupola Furnaces (CF) represents a collateral source of raw materials. The CF is the most predominant melting furnace for cast iron. It produces about 60% of the liquid iron used worldwide for cast iron (32). The cupola furnace is charged mainly with ferrous scraps mixed with pig iron and coke and it generates dust in amounts between 4 and 15 kg per tonne of molten cast iron depending on the charging materials and operating conditions (33,34). The CF dust (CFD) depends, in its chemical composition, on the type of charge material. It can contain Zn when the charging material for cupola contains a lot of galvanized steel that is predominately found in automotive scraps. In that case most of Zn evaporates and is sucked out with other gases and fumes. It is reported that Zn content in the cupola dust can reach up to 20 wt.% (33,34). According to other literature data on CFD, ZnO content ranges between 0 and 65 wt.%, and Fe oxides extends between 5 and 20 wt.% (35). Recycling of CFD, in contrast to
EAFD, has less literature data. Thus, the research dealt with recycling or, at least, characterizing of CFD is sparse (36). It is reported that huge amounts of CFD are landfilled annually (37), although it can contain some environmentally potential toxic elements, e.g. Cr, Pb, and Cd (34). Thus, its recycling in a valuable way is auspicious.
Summarizing, the efficient recovery of valuable components from EAFD and CFD is a matter of salience and, at the same time, represents an immense resource, especially for those metals categorized as critical (38). Thus, in the view of reducing the amounts of toxic and hazardous wastes and pursue the European zero-waste philosophy, the DustRec project aims to develop and integrate innovative technologies for the separation, reprocessing and beneficial use of all the components within the EAFD and CFD.
Specifically, the project aims to reprocess all technically and economically feasible elements within the EAFD and CFD with minimal waste generation. Several objectives are to be achieved, such as maximizing the extraction of ferrous and non-ferrous fraction with the purpose of recirculate back elements needed in respective metallurgy, i.e., for recycling in the steel making industry (Fe, Mn, Cr, Ni and Mo) and other industries (Cu, Pb, Al). Besides that, the recycling and beneficial use of the processed residues in construction
industry is foreseen. Furthermore, the project seeks:
(i) to establish an effective self-sustaining network of the EAFD/CFD value chain stakeholders from the knowledge triangle (industry, academia and research institutes) in the ESEE region, interested in processing metallurgical dusts with near-zero waste vision;
(ii) to assess data from previous research as well as historical technological data on EAFD and CFD in the ESEE region, especially from the point of their heterogeneity (dust from different producers, scrap metal inputs, countries etc.) and geographic distribution;
(iii) to demonstrate that the developed Best Available Technology (BAT) for halides washing and magneticgravity separation is feasible for effective separation of material flows from selected dust sources;
(iv) to evaluate the potential of this technology for the other EAFD and CFD in the region;
(v) to evaluate the residues after recyclable material flows separation for applications in the building composites. Fig. 1a depicts the general concept of the DustRec project highlighting that the core for the successful achievement of the several goals is the reliable fulfilling of magnetic and gravimetric separation of selected dusts in order to produce two main streams: a magnetic fraction and a non-magnetic non-ferrous fraction. Fig. 1b shows the main processes are applied to the separated fraction in order to maximise the recovery yield of all the valuable elements in the dusts.
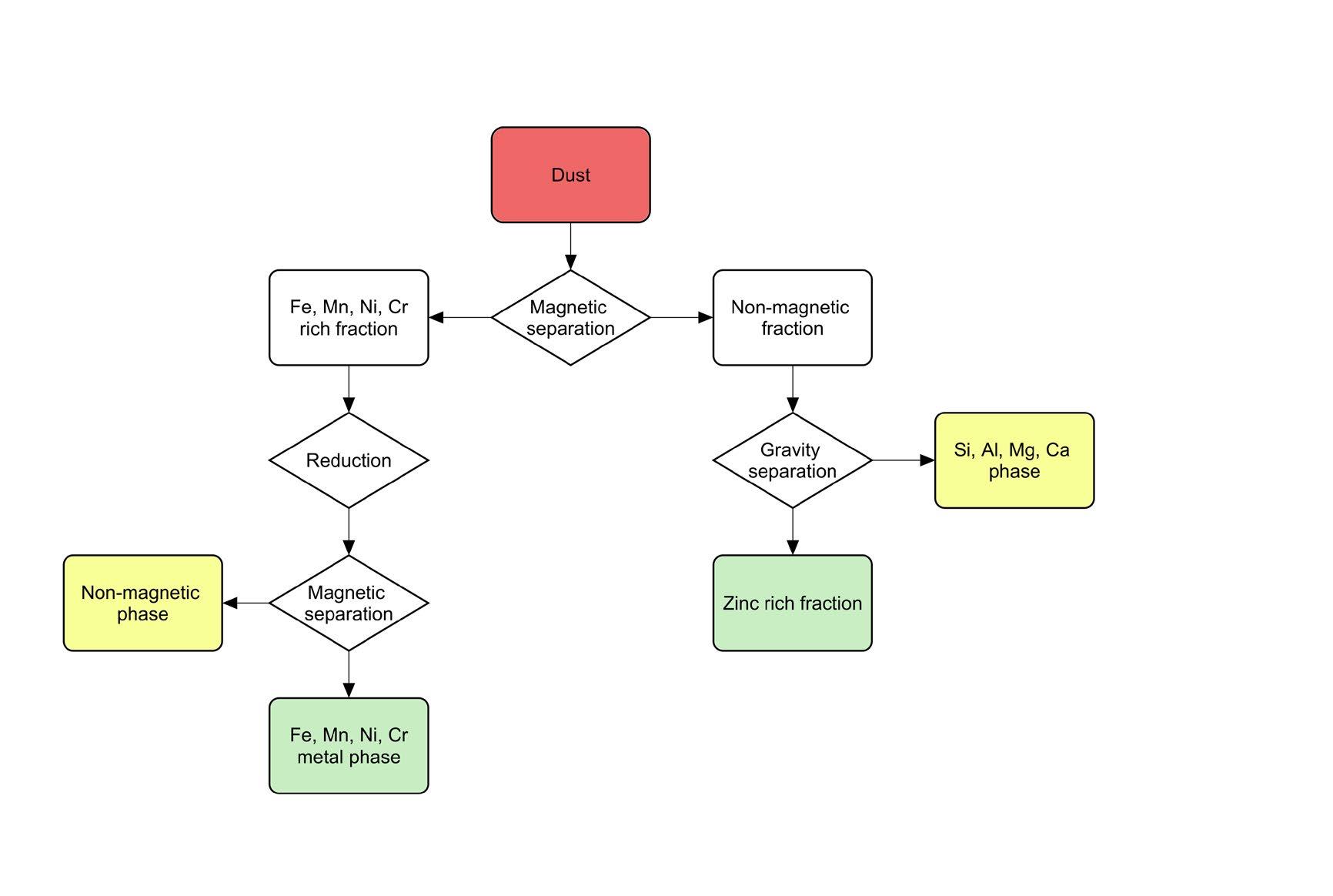
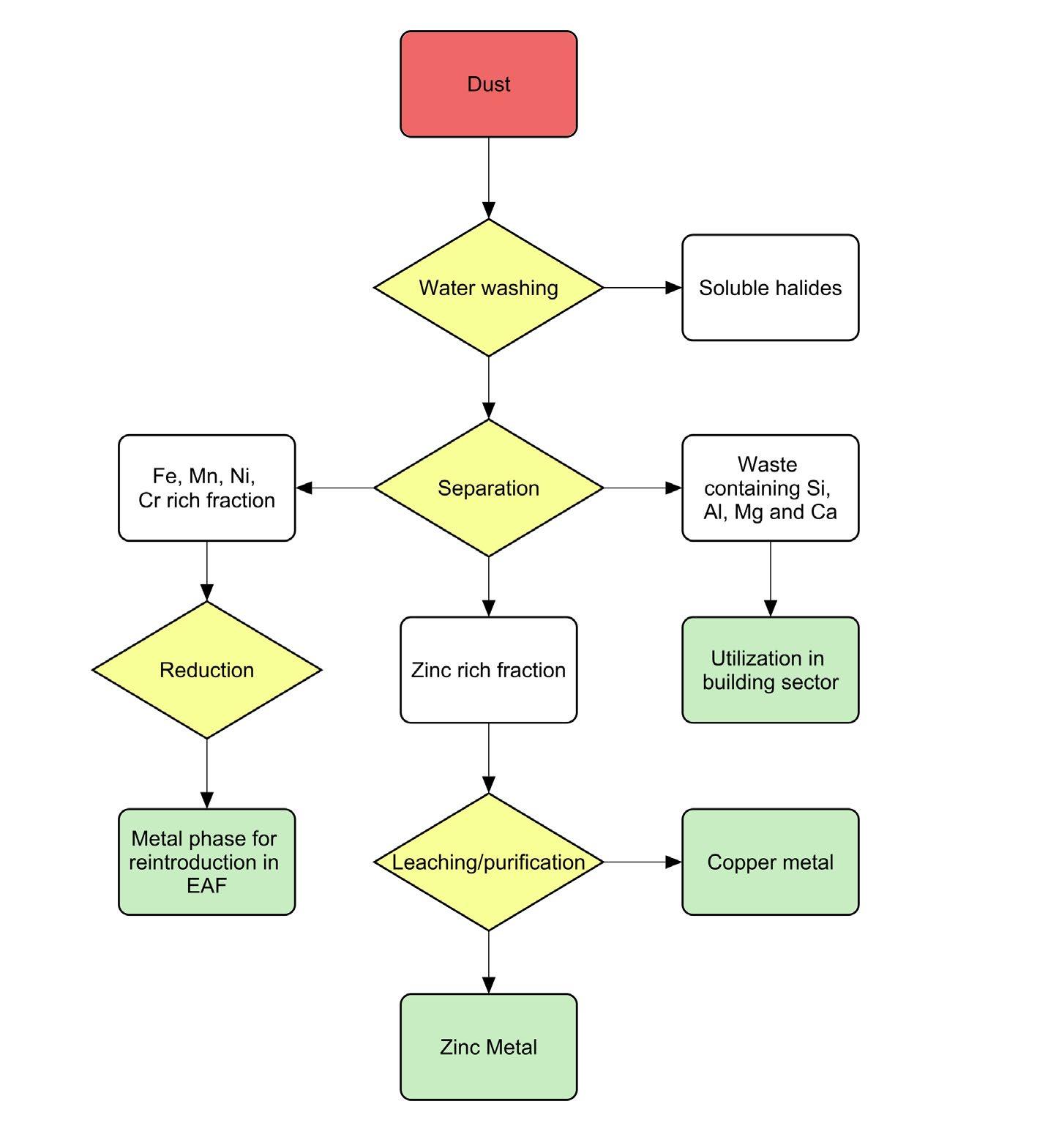
As a part of the process-flow, the separation of the original dusts will produce an Fe, Mn, Ni and Cr rich fraction mainly contained as metal oxides. Through a pyrometallurgical process of carbothermal reduction, the magnetic fraction will be converted into an iron-based alloy that will be returned to the originating steelmaking processes because of its high value, cost reduction, and with lower consumption of primary scraps with lower carbon footprint and increased steel quality (no recirculation of copper).
On the other hand, the non-magnetic fraction will be treated mainly through hydrometallurgical processes. Metal extraction technological maturity level is still low for specific elements; i.e., between TRL 3 and 5 for Zn and other elements’ extraction (39), while reached consolidated level for Pb recycling (TRL 7) (40).
From the concept above, the implementation of such a multi-step process needs to be demonstrated on a large variety of dusts. Since scrap iron used in production differs both in composition and coating, the obtained dust contains different elemental and mineralogical compositions, as
With the aim to evaluate homogeneity and characteristics of samples from selected producers of EAF and CF dusts in the ESEE region, eight different dust samples were collected. Tab. 1 summarises their provenience and main characteristics. For all the samples, general chemical composition was determined through Wavelength Dispersion X-Ray Fluorescence (WD-XRF) by Bruker S8 (b)
well as different grain size. All this has an impact on the reprocessing capability and the financial profitability of reprocessing. Screening of the selected dusts depending on the processes and production parameters will be carried out in order to define reliable parameters for further reprocessing. This activity will also help to create a value chain with the common goal of determining the prospects of the different EAFD and CFD in the ESEE region. Thus, in this paper several EAFD and CFD sources are evaluated in order to select the best samples to be reprocessed for improved valuables extraction.
Tiger spectrometer after calcining the sample at 850 °C in air and preparing a pearl by the coadjutant of lithium tetraboride. Carbon and sulphur concentration were measured through Bruker G4 ICARUSC elemental analyser. Most significant elements concentration (Zn, Cu, Pb, Ni, Cr, Fe, Mn, Ca, Si, Al, Mg and S) was determined through Inductively Coupled Plasma – Optical Emission Spectrometry (ICPOES) after digesting the samples according to ISO 26845/ EPA6010D methods. Crystallographic analysis and minerals identification were performed by means of a Rigaku SmartLab SE diffractometer, in θ - θ Bragg-Brentano configuration, scanning the samples from 5 to 80 ° 2 θ at 2 °/min, with a step size of 0.02° 2 θ and a fixed divergent slit of 0.5°. To reduce the preferred orientation effect, the samples were rotated at 60 rpm. A copper tube (Cu K α radiation, λ = 1.54 Å) excited at 40 kV and 40 mA was used to generate X-ray. Diffracted X-ray was collected through 1D D/teX Ultra 250 detector with fluorescence suppressor filter. The morphology and the semi-quantitative chemical analysis were done by a Zeiss Sigma 300 Field Emission Gun Electronic Scanning Microscope (FEG-SEM) equipped with an Oxford Xmax Ultim 65 Energy-Dispersive X-Ray Spectroscopy (EDS) probe.
On the selected samples, further investigations were conducted. In particular, other elements (Ag, Au, Co, Cl, F, Mo) were measured by ICP-OES at the same conditions as above. The granulometric distribution is obtained through optical granulometry by means of a Malvern Morphology 4 granulometer. The lens used were 25X and 50X, in order to identify particles with a minimum diameter of 2.65 and 1.34 μ m, respectively. 250.000 particles were analysed in each test.
Heat treatments for measurement of moisture, loss on ignition and carbonates content were performed according to the standards:
• EN 14346:2006: Characterization of waste — Calculation of dry matter by determination of dry residue or water content
• EN 15169:2007: Characterization of waste — Determination of loss on ignition in waste, sludge and sediments
• EN 459-2:2021: Building lime – Test methods
For each temperature test, absolute mass variation was expressed as equation [1]
where mi is the initial mass of the sample, mf is the mass of the sample after heat treatment and mc is the mass of the empty crucible.
Water content measurement was performed ad 105 °C dwelling the samples overnight in the furnace, loss on
ignition (LOI) was measured at 550 °C dwelling the samples for 2 hours, carbonates concentration was measured at 1050 °C dwelling the samples for 2 hours.
Dry mass and water content was express as indicated in the EN 14346 standard as equations [2] and [3]
where mDR is the dry residue of the sample, mc is the mass of the crucible containing the dried sample, mb is the mass of the crucible containing the undried sample, ma is the mass of the empty crucible and mW is the water content of the sample.
LOI, associated to the hydroxide within the samples, was expressed as indicated in the EN 15169 standard (equation [4])

where mLOI is the loss on ignition of the sample, mc is the mass of the crucible containing the ignited sample, mb is the mass of the crucible containing the undried sample, ma is
the mass of the empty crucible.
Carbonates content was expressed as indicated in the EN 459-2 standard as reported in equation [5]
where m11 is the mass of the sample before ignition at 1050 °C, m12 is the mass of the sample after ignition at 1050 °C, mc, mb, md and ma are the masses referred to the LOI determination.
Heat treated samples were analysed again by XRD in the same conditions as as-received samples.
Thermogravimetry-differential scanning calorimetry (TGDSC) simultaneous thermal analysis was performed on 25 mg of sample in a NETZSCH STA 449F3 Jupiter machine, imposing and heating ramp of 30 °C/min from room temperature to 1200 °C under argon atmosphere and using Al2O3 pans of 90 μ l.
Tab.1 - Provenience and main characteristics of investigated dusts.
AOD dust Slovenia AOD-SLO Brown fine powder
CF dust Italy
CF dust Serbia
CF dust Serbia
EAF dust Italy
EAF dust Poland
EAF dust Slovenia
EAF dust Slovenia
RESULTS AND DISCUSSION
Preliminary characterization
CF-ITA Light brown fine powder
CF-SRB-I Dark black fine spiky powder
CF-SRB-II Light black crumbly powder
EAF-ITA Brown coarse powder
EAF-POL Brown fine powder
EAF-SLO-I Brown fine powder
EAF-SLO-II Brown fine powder
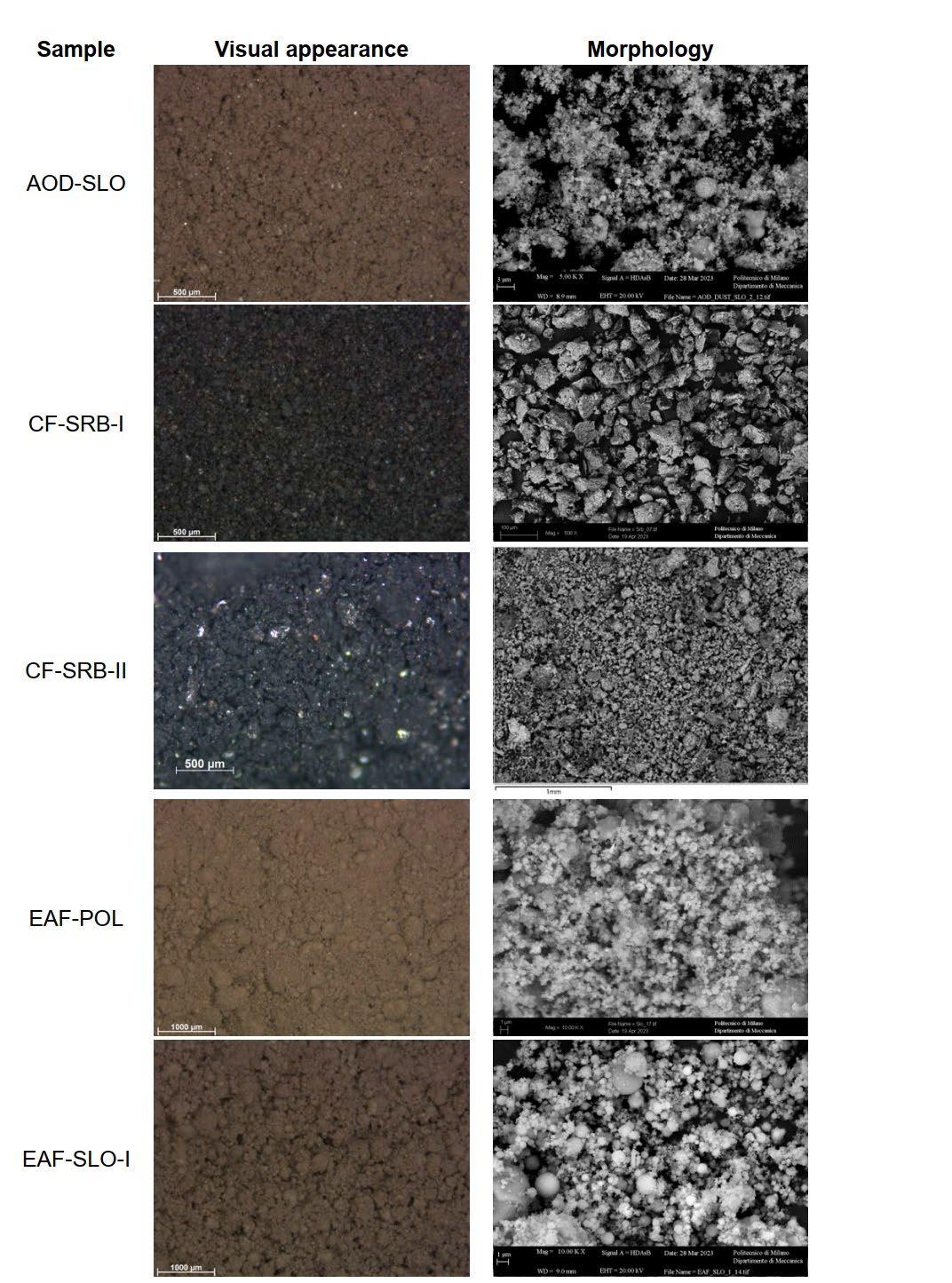
The visual appearance of some of the dusts and their morphology observed by high magnification SEM images is reported in Fig. 2. EAF dusts have the typical appearance and morphology of this kind of by-product, characterized by light brown fine and silky appearance with a spherical morphology and a particle size ranging from 0.5 to 3 μ m clustered in larger agglomerates of approximately 5 to 10 μ m (41,42). Argon oxygen decarburation (AOD) dust is very similar to EAF dust while the CF dusts vary a lot along the three samples collected from the three foundries. For instance, the sample CF-SRB-I is characterized by dark black colour while the morphology of the particles is blocky-shaped with a particle size ranging from 50 to 100 μ m whereas the sample CF-SRB-II appears more likely to a Blast Furnace Sludge either from morphological and
chemo-mineralogical points of view (43–45). Completely different from the previous CF samples is CF-ITA dust both from colour and mineralogy: it is indeed light brown with very silky texture and it is mainly constituted by nahcolite and coesite.
The average chemical composition (expressed as oxide) and the significant elements concentration of the eight dusts collected are reported in Tab. 2 and Tab. 3. EAFD have an overall chemical composition very similar to literature reported one. On the other hand, AODD and CFD differ from the typical range measure by other researchers. For instance, CFD are very poor in Zn (< 6 wt.%) and other high value elements (Cu, Ni, Pb) undermining the profitability of their recycling while AODD can be interesting from the perspective of Cr and Ni recovery. However, their processing may lead to the production of large amount of sterile material, being they
formed by significant concentration of hardly reducible and leachable metal oxides, like alkali, Al 2O3, CaO, MgO and SiO2. Thus, from the perspective of maximization of extraction yield and remunerability of the whole multistep process, the EAFD coming from Poland and Slovenia were selected as suitable raw material for demonstrating the feasibility of the multi-disciplinary approach. They indeed possess the highest Zn concentration among all samples (11-25 wt.%), significant Pb concentration (max 2.3 wt.%) and good magnetic fraction (Fe+Mn+Cr) concentration (22-40 wt.%).
Advanced characterization
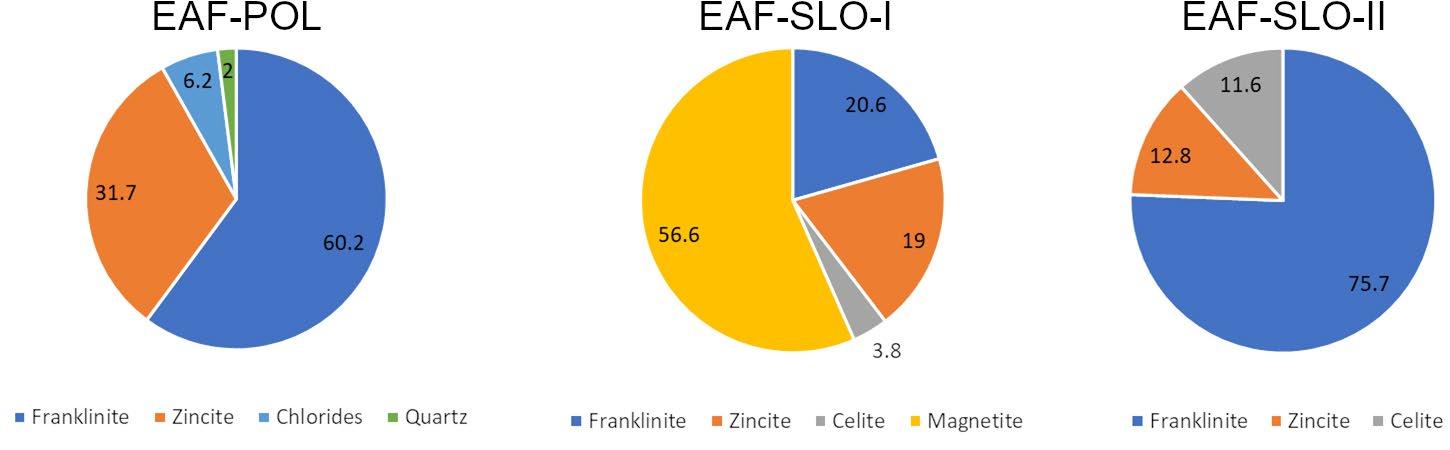
The selected three samples, i.e. EAF-POL, EAF-SLO-I and EAF-SLO-II were characterized mainly by spinel ferrite (MFe2O4) and zincite (ZnO) besides minority phases (Fig. 3, Fig. 4). This composition is typical for this kind of by-
products (46). It is worthy to mention that the Slovenian samples should require less effort during preparatory washing step thanks to the low halides concentration in comparison to the Polish sample (Tab. 4).
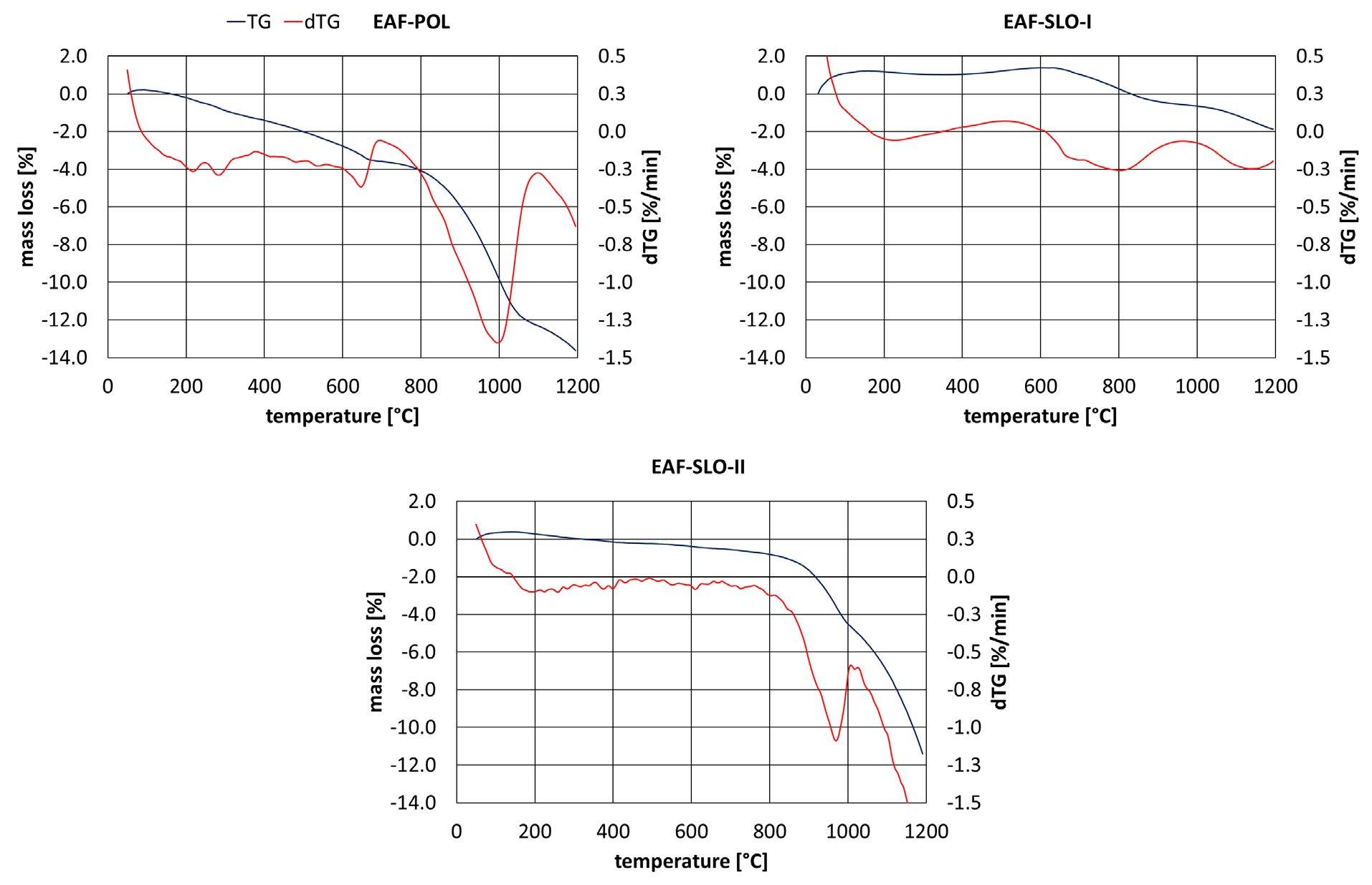
The further ICP-OES analysis performed on those selected samples reveals non negligible concentration of Mo and Co that can be recovered in the separated magnetic fraction while highlight the absence of noble metals. Since it is difficult to discern between franklinite (ZnFe2O4) and magnetite (FeFe2O4) by only XRD analysis being both the spinel isostructural (47), some heat treatments were performed to better characterize the dusts mineralogy while determining moisture, LOI and carbonates fraction. The content of moisture and volatising compounds in the two Slovenian samples were very low, hardly exceeding the 0.1 wt.% for the former and the 1 wt.% for the latter. Polish dust was still characterized by low moisture content, but it showed a volatilization of about 4 wt.% when exposed to 550 °C (Tab. 5). Since this samples has the highest
chlorine concentration (confirmed by both the WD-XRF and ICP-OES techniques), it is reasonable that such a mass loss is related to chlorides partial decomposition, especially halite (NaCl) when simultaneously present with sylvite (KCl) (48,49). This is further confirmed by the variation in mass curve (TG) and its derivate (dTG) in TGDSC analysis (Fig. 5). Similar behaviour was identified by Chen et al. (48). When exposed at higher temperature (1050 °C) only the sample EAF-SLO-I did not exhibit a significant mass variation, while EAF-SLO-II and EAFPOL samples lose 9.8 and 15.7 wt.%, respectively. Such a mass loss can be associated to the volatilization of more stable chlorides (i.e., KCl). Indeed, sylvite tends to reacts with some oxides within the dust and volatilize sharply between 800 °C to 950 °C, basically evaporating at 950 °C
Scientific papers - Electric Arc Furnace
(50). This is again confirmed by the huge mass variation registered during TG-DSC tests for both the samples. This behaviour is in good agreement with the chemical
composition and the increasing magnitude of mass loss registered is proportional to the concentration of chlorine and alkalis of the three samples (Tab. 2, Tab. 4).
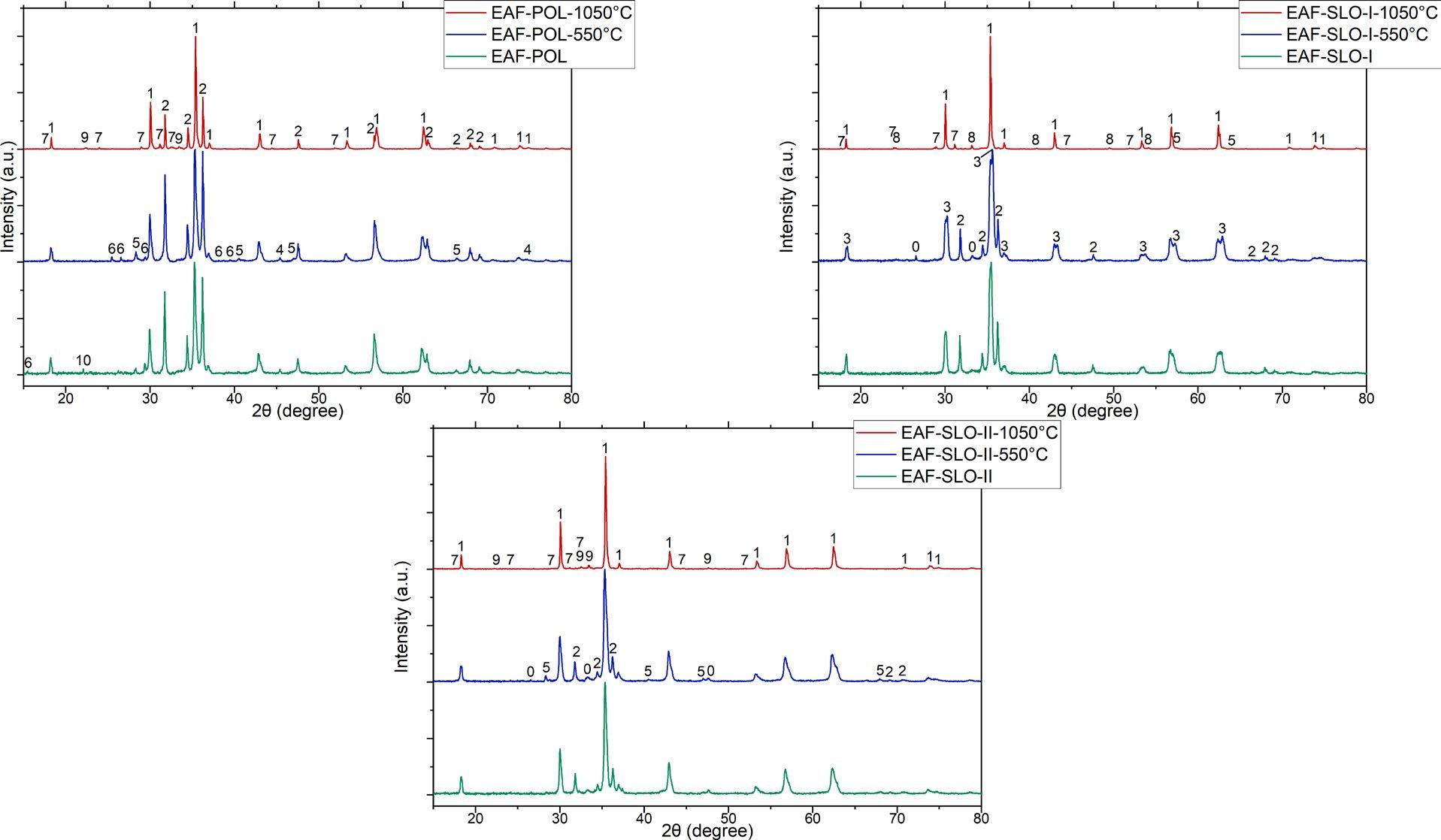
The consequence of heat treatment is also evident from a mineralogical point of view. If no salient differences can be highlight between as-received and 550 °C treated samples, at 1050 °C important changes in mineralogy are detected. In particular, in all the samples the formation of hardystonite (Ca2ZnSi2O7), slag phase (merwinite) and an increase in peaks intensity of franklinite are observed. The former phase is formed by the reaction between zincite and silicates while franklinite is probably formed due to the reaction around 800-1000 °C (51,52) between zincite and oxidized magnetite to hematite (53,54) but direct
reaction between magnetite and zincite can occur even at lower temperature (52). About this last aspect, the heat treatment allowed to well discern between magnetite and franklinite in EAF-SLO-I sample, proving that in the as-received material, both form of spinel are coexisting. Indeed, beside the split shape of the peaks belonging to these phases, after the exposure to 1050 °C a part of magnetite resulted in unreacted fraction of hematite while another part participate after oxidation to hematite in franklinite formation. In the other two samples, since this behaviour was not highlighted, it is reasonable to assume
that the most of spinel phase was in the form of franklinite and its increased amount is due to Fe oxidation as present as impurities or solid solution into its lattice. The solid-
state reactions of zincite with the other dusts compounds leads to an obvious reduction of ZnO peaks intensity, that for some samples is practically no more identifiable.
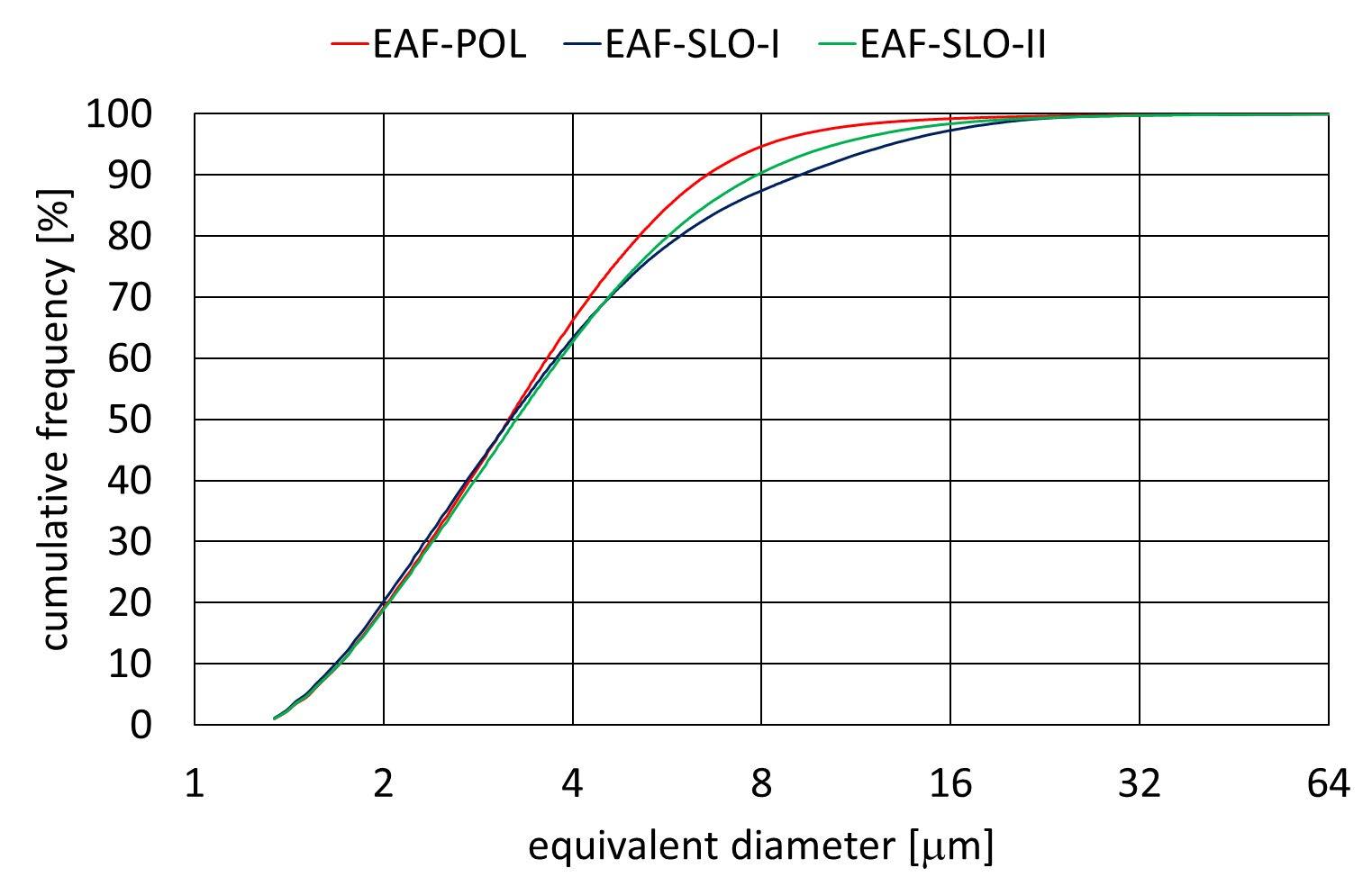
Because of the separation step is the core of the entire valorisation process, particle size distribution is mandatory information which must be known in order to optimize the parameters (feed grain size range, solids load in wet separation as well as in dry separation, flow rate, magnetic force applied). Fig. 6 reports the number Particle Size Distribution (PSD) of the three selected dusts, confirming the fineness of the investigated powders but also their
tendency to naturally aggregate in coarser clusters. Nevertheless, nearly 90% of the analysed particles under the optical granulometer have an equivalent diameter lower than 8 μ m and 50% vary between 3.1 and 3.3 μ m.
Further steps of processing
As the project is still ongoing and entering its second year of activities, the selection of raw materials to be processed along the several steps is just the beginning. Here in the following a brief description of the further activities expected to be fulfilled in the 2024 are summarized.
Testing the best available technology (BAT) for gravity and magnetic separation
Separation represents the crucial step on the entire workflow to obtain the two fractions from which valuables must be extracted. Several separation methods, like magnetic and gravity separation, are available and already tested at laboratory scale on primary mineral raw materials, quartz sands, boron minerals, phosphates at ITNMS and TH-ReMining institutes. However, these techniques were never tested on EAFD so far. Moreover, the real challenge to overcome is application of these methods to large scale sample, i.e., semi-industrial one. Non-magnetic fraction will be separated using gravity and centrifuge force. These investigations will be obtained by using shaking table, hydrocyclones, multi-gravity and centrifugal separators – Sharples P600 Pennwalt Decanter Centrifuge. Sharples P600 Pennwalt Decanter Centrifuge separates the particles using centrifugal force, which at max 6000 RPM reaches a force value of about 3,100 G. The magnetic fraction can
be obtained by using magnetic separator with permanent magnet “Dings” with magnetic induction B=0.1 T, and high-gradient magnetic separator (HGMS) Sala Magnetics model 10-15-20, with an electromagnet capable to apply a magnetic field between 0.1-2 T. HGMS Sala can work in discontinuous and continuous mode of operation.
In the perspective of the large iron oxide fraction recovery, carbon-thermal reduction of the Fe-, Mn-, Ni-, Cr-rich magnetic fraction will be applied with the aim to transform it into an iron-based alloy to recover Fe, Mn, Cr, Ni (Mo and Co) and separate the resulting slag for civil engineering application purposes. Carbothermic Reduction (CTR) is an alternative to pyrometallurgical technique to pursue the reduction of metallic oxides through the use of a carbon source where it is not gaseous CO but elemental C that fulfil the process reacting directly with the oxygen of the oxides (55). CRT is possible only when the intimate contact between carbon and oxides is ensured and for this reason the separated magnetic fraction will be mixed with a suitable biochar and then agglomerated in form of a selfreducing briquette (44,56). Different biochars obtained by the pyrolysis of wooden matrices and characterized by a different ratio between total, volatile and fixed carbon will be used (57,58). Furthermore, in the attempt to maximise
the recovery of less attractive steel- and iron-making dusts, samples CF-SRB-I and CF-SRB-II will be employed as basicity corrector and reductant, respectively, exploiting their unique concentration of Al2O3, SiO2 and C among the eight investigated powders (43,45,59,60). Smelting experiments will be carried out at laboratory scale and resulting iron-based alloy will be characterized to find the right market placing and pricing.
Removal of halides and hydrometallurgical separation of metals
The non-magnetic fraction will be reprocessed for the recovery of Pb, Cu and Zn through hydrometallurgy process. First of all, halides will be removed from the separated fraction. This will be done by washing the material with hot water. Eventually a second washing step using sodium carbonate solution will be tested under different conditions (61). Processes will be carried out in 0.7 L autoclave at elevated temperature 100-210 °C with the overpressure of 16 bar resulting only from increased vapour pressure. Leaching of the Zn-rich fraction will be carried out with sulfuric acid to selectively dissolve zinc. Since small amounts of iron affect the further purification step, different bases (Ca(OH)2, NaOH, NH3) will be tested to precipitate iron, since the results may vary depending on the base, concentration and pH. Cementation with zinc powder will be used in the next step for reduction and further removal and recovery of copper from the solution. The zinc powder used for reduction will be recovered along with the zinc extracted from the treated and separated EAFD. The remaining zinc solution must be purified to the point where electrolytic recovery or precipitation produces a pure zinc product. For the purification solvent extraction with D2EHPA will be performed and obtained eluate will be then used in electrowinning. Different concentrations of used reagents will be investigated to achieve optimal capacity for the zinc and to avoid extracting residual impurities. After the leaching, the residues may contain up to several percent lead in form of insoluble lead sulphate. The selective lixiviant for lead sulphate will be triethylenetetramine solution in water, which is highly selective towards lead sulphate and can extract entire lead into solution (62). The feasibility of proposed technology has been already
demonstrated at precommercial scale (TRL 7) when treating battery paste from lead-acid batteries (63). The key advantages of this technology are almost effluent free operation, possibility to recycle leaching amine solution after a set of purification and regeneration operations, beneficial production of lead carbonate which may be sold to lead smelters. The research within this task will deal with evaluation of basic process parameters affecting lead sulphate extraction i.e., amine concentration, solid-toliquid ratio, temperature, and time. Similarly, precipitation trials will be done to test best available conditions for lead carbonate production including time and volumetric gas flow rates. Finally, purification of amine solution will be tested to regenerate triethylenetetramine solution for reuse in the next leaching stage.
Although the entire process is theoretically a wastefree technological route, a certain amount of waste are foreseen for both the pyro- and hydro-metallurgical recovery. Thus, as a final processing step, the evaluation of such a residue in the perspective of their use in the building and construction sector will be carried out. A detailed characterization will include determination of their mineralogical, chemical, physical and environmental parameters (i.e., the residues might contain leachable potential toxic elements). A set of composites for geotechnical works (64) and cementitious products (65) (e.g. green concretes with manufactured aggregates and supplementary cementitious materials) will be designed, produced and tested on the laboratory level and on small testbeds. Due to fine grained nature, the residues shall be mixed with proper additive, either waste-based or natural, in order to ensure sufficient mechanical stability and compaction. Durability and other aspects of technical functionality, as well as environmental performance will be assessed. A tutorial and guideline on recycling of such residues in building composite will be prepared. Depending on the intended use and properties of the new building composites, possible certification schemes under EU Regulation No. 305/2011 (the Construction Products Regulation) will be presented in order to show the possibility for future market penetration.
Within the DustRec project, a novel, integrated and multidisciplinary pathway for EAFD and CFD recycling is proposed. Different sources for EAFD and CFD were selected in the ESEE region and several samples were collected and investigated. The extensive physical and chemical analysis of such dusts made possible the selection of three promising matrices of EAFD which undergo several treatment steps (separation, carbothermic reduction and leaching extraction) to maximise the recovery of all the valuables contained within, trying to overcome the limits of the currently marketed processes for EAFD recovery. Although CFD are presented as a promising further resource for recovery critical metals
(Zn, Cu, Pb), the analysis carried out in this work highlight their low attractiveness from this perspective if they are to be used as a sole raw material. However, they seem promising to integrate as a feeding material based on EAFD, especially if used as a blend conditioner during carbothermic reduction and smelting.
The authors acknowledge the financial support by the European Commission. This project has received funding from EIT Raw Materials under grant agreement grant n° 22009. This paper reflects only the author’s view and the Commission is not responsible for any use that may be made of the information it contains.
[1] Madias J. Electric Furnace Steelmaking. In: Seshadri Seetharaman, editor. Treatise on Process Metallurgy. Elsevier; 2014. p. 271–300.
[2] Jalkanen H, Holappa L. Converter Steelmaking. In: Seetharaman S, editor. Treatise on Process Metallurgy. Oxford: Elsevier; 2014. p. 223–70.
[3] De Buzin PJWK, Heck NC, Vilela ACF. EAF dust: An overview on the influences of physical, chemical and mineral features in its recycling and waste incorporation routes. J Mater Res Technol [Internet]. 2017 Apr;6(2):194–202. Available from: https://linkinghub. elsevier.com/retrieve/pii/S2238785416302253
[4] Pickles CA. Thermodynamic analysis of the selective chlorination of electric arc furnace dust. J Hazard Mater [Internet]. 2009 Jul 30;166(2–3):1030–42. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0304389408018177
[5] Nyirenda RL. The processing of steelmaking flue-dust: A review. Miner Eng [Internet]. 1991 Jan;4(7–11):1003–25. Available from: https://linkinghub.elsevier.com/retrieve/pii/089268759190080F
[6] Guézennec AG, Huber JC, Patisson F, Sessiecq P, Birat JP, Ablitzer D. Dust formation in Electric Arc Furnace: Birth of the particles. Powder Technol [Internet]. 2005 Sep;157(1–3):2–11. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0032591005002202
[7] Remus R, Roudier S, Aguado Monsonet M a., Sancho LD. Best Available Techniques ( BAT ) Reference Document for Iron and Steel Production [Internet]. Vol. BREF-IS, Industrial Emissions Directive 2010/75/EU. 2013. Available from: http://eippcb.jrc.ec.europa.eu/ reference/BREF/IS_Adopted_03_2012.pdf
[8] European Agency of Safety and Healt at Work. Regulation (EC) No 1907/2006 - Registration, Evaluation, Authorisation and Restriction of Chemicals (REACH). Eur Union [Internet]. 2023; Available from: https://echa.europa.eu/information-on-chemicals
[9] Simonyan LM, Alpatova AA, Demidova N V. The EAF dust chemical and phase composition research techniques. J Mater Res Technol [Internet]. 2019 Apr;8(2):1601–7. Available from: https://linkinghub.elsevier.com/retrieve/pii/S2238785418302503
[10] World Steel Association. World Steel in Figures 2023 [Internet]. Bruxelles; 2023. Available from: https://worldsteel.org/steel-topics/ statistics/world-steel-in-figures-2023/
[11] Al-Harahsheh M, Al-Nu’Airat J, Al-Otoom A, Al-Hammouri I, Al-Jabali H, Al-Zoubi M, et al. Treatments of electric arc furnace dust and halogenated plastic wastes: A review. J Environ Chem Eng [Internet]. 2019 Feb;7(1):102856. Available from: https://linkinghub. elsevier.com/retrieve/pii/S2213343718307796
[12] Brandner U, Antrekowitsch J, Leuchtenmueller M. A review on the fundamentals of hydrogen-based reduction and recycling concepts for electric arc furnace dust extended by a novel conceptualization. Int J Hydrogen Energy [Internet]. 2021 Sep;46(62):31894–902. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0360319921027038
[13] Wang J, Zhang Y, Cui K, Fu T, Gao J, Hussain S, et al. Pyrometallurgical recovery of zinc and valuable metals from electric arc furnace dust – A review. J Clean Prod [Internet]. 2021 May;298:126788. Available from: https://linkinghub.elsevier.com/retrieve/pii/ S0959652621010076
[14] SMM Information & Technology Co. L. Shanghai Metals Market [Internet]. 2024 [cited 2024 Jan 10]. Available from: https://www. metal.com
[15] International Lead and Zinc Study (ILZSG). Zinc Recovery from Electric Arc Furnace (EAF) Dust – Worldwide Survey. Lisbon; 2015. [16] Palimakaą P, Pietrzyk S, Stępień M, Ciećko K, Nejman I. Zinc recovery from steelmaking dust by hydrometallurgical methods. Metals (Basel) [Internet]. 2018 Jul 18;8(7):547. Available from: http://www.mdpi.com/2075-4701/8/7/547
[17] Lin X, Peng Z, Yan J, Li Z, Hwang JY, Zhang Y, et al. Pyrometallurgical recycling of electric arc furnace dust. J Clean Prod [Internet].
2017 Apr;149:1079–100. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0959652617303517
[18] Busè R, Mombelli D, Mapelli C. Metals recovery from furnaces dust: Waelz process. La Metall Ital. 2014;106(5):19–27.
[19] Lu WK, Huang DF. Mechanisms of reduction of iron ore/coal agglomerates and scientific issues in RHF operations. Miner Process Extr Metall Rev. 2003;24(3–4):293–324.
[20] Wu YL, Jiang ZY, Zhang XX, Wang P, She XF. Numerical simulation of the direct reduction of pellets in a rotary hearth furnace for zinc-containing metallurgical dust treatment. Int J Miner Metall Mater. 2013;20(7):636–44.
[21] Suetens T, Klaasen B, Van Acker K, Blanpain B. Comparison of electric arc furnace dust treatment technologies using exergy efficiency. J Clean Prod [Internet]. 2014 Feb;65:152–67. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0959652613006859
[22] Roth JL, Frieden R, Hansmann T, Monai J, Solvi M. PRIMUS®, un nouveau procédé pour le recyclage des coproduits et la production de fonte. Rev Metall Cah D’Informations Tech [Internet]. 2001 Nov 25;98(11):987–96. Available from: http://www.metallurgicalresearch.org/10.1051/metal:2001140
[23] Rieger J, Schenk J. Residual Processing in the European Steel Industry: A Technological Overview. J Sustain Metall [Internet]. 2019 Sep 3;5(3):295–309. Available from: http://link.springer.com/10.1007/s40831-019-00220-2
[24] Zimolo D, Tomadin L. INDUTEC® EAF DUST RECOVERY SYSTEM FOR A ZERO-WASTE STEEL MELTSHOP. In: Steelmaking, Casting and Non-Ferrous Metallurgy Seminar. 2013.
[25] Maccagni MG. INDUTEC®/EZINEX® Integrate Process on Secondary Zinc-Bearing Materials. J Sustain Metall [Internet]. 2016 Jun 20;2(2):133–40. Available from: http://link.springer.com/10.1007/s40831-016-0041-0
[26] Bianco L, Porisiensi S, Baracchini G, Battigelli L, Ceschia C. Circular Economy in EAF Process: How to Make It Sustainable with Zero Waste Project in Ferriere Nord. Univers J Manag [Internet]. 2018 Jun;6(6):190–7. Available from: http://www.hrpub.org/journals/ article_info.php?aid=7196
[27] B. Voraberger, Antrekowitsch J, Auer M, Pastucha K, Dieguez U, Fleischanderl A, et al. 2sDR - an innovative, zero waste two step dust recycling process. In: 4th ESTEP web-workshop “Resi4Future.” Online; 2020.
[28] Voraberger B, Pastucha K, Fleischanderl A, Wimmer G, Antrekowitsch J, Auer M. Two step dust recycling an innovative, green and zero waste dust recycling process. In: International Meeting Raw Materials and Recycling. Bergamo: Associazione Italiana di Metallurgia (AIM); 2021.
[29] Rösler G, Pichler C, Antrekowitsch J, Wegscheider S. “2sDR”: Process Development of a Sustainable Way to Recycle Steel Mill Dusts in the 21st Century. Jom [Internet]. 2014 Sep 4;66(9):1721–9. Available from: http://link.springer.com/10.1007/s11837-014-1131-8
[30] Antrekowitsch J, Hanke G. Efficient Steel Mill Dust Recycling—Aiming for Zero Waste. In: Minerals, Metals and Materials Series [Internet]. 2022. p. 303–10. Available from: https://link.springer.com/10.1007/978-3-030-92563-5_32
[31] Díaz G, Martín D. Modified Zincex process: the clean, safe and profitable solution to the zinc secondaries treatment. Resour Conserv Recycl [Internet]. 1994 Apr;10(1–2):43–57. Available from: https://linkinghub.elsevier.com/retrieve/pii/092134499490037X
[32] Aristizábal RE, Pérez PA, Katz S, Bauer ME. Studies of a quenched cupola. Int J Met [Internet]. 2014 Jul 28;8(3):13–22. Available from: http://link.springer.com/10.1007/BF03355586
[33] Jezierski J, Janerka K. Selected aspects of metallurgical and foundry furnace dust utilization. Polish J Environ Stud. 2011;20(1):101–5.
[34] Jezierski J, Janerk K. Solid Waste Utilization in Foundries and Metallurgical Plants. In: Kumar S, editor. Integrated Waste Management - Volume I. London: InTechOpen; 2011. p. 239–64.
[35] Gupta RC. Energy and environmental management in metallurgical industries. New Delhi: PHI Learning Pvt. Ltd; 2012. 348 p.
[36] Bakkar A, Neubert V. Recycling of cupola furnace dust: Extraction and electrodeposition of zinc in deep eutectic solvents. J Alloys Compd [Internet]. 2019 Jan;771:424–32. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0925838818331347
[37] Hattori T, Matsuda M, Miyake M. Resource recovery of cupola dust: Study on sorptive property and mechanism for hydrogen sulfide. J Mater Sci [Internet]. 2006 Jun 21;41(12):3701–6. Available from: http://link.springer.com/10.1007/s10853-006-6223-6
[38] Directorate-General for Internal Market, Industry E and Sme. European Critical Raw Materials Act. Press corner. 2023.
[39] Binnemans K, Jones PT, Manjón Fernández Á, Masaguer Torres V. Hydrometallurgical Processes for the Recovery of Metals from Steel Industry By-Products: A Critical Review. J Sustain Metall [Internet]. 2020 Dec 13;6(4):505–40. Available from: http://link.springer. com/10.1007/s40831-020-00306-2
[40] Luleå University of Technology (LTU) S, Boliden Commercial AB S, Łukasiewicz Research Network – Institute of Non-Ferrous Metals P. Hydrometallurgical Recovery of Lead, Silver and Tin from Sulphate Leach Residues (TETALEAD) [Internet]. EIT RawMaterial; Available from: https://eitrawmaterials.eu/project/tetalead/
[41] Zhang M, Li J, Zeng Q, Mou Q. An experimental study on the reduction behavior of dust generated from electric arc furnace. Appl Sci [Internet]. 2019 Sep 2;9(17):3604. Available from: https://www.mdpi.com/2076-3417/9/17/3604
[42] Pickles CA, Marzoughi O. Thermodynamic investigation of the sulphation roasting of electric arc furnace dust. Minerals [Internet]. 2019 Dec 27;9(1):18. Available from: http://www.mdpi.com/2075-163X/9/1/18
[43] Mombelli D, Di Cecca C, Mapelli C, Barella S, Bondi E. Experimental analysis on the use of BF-sludge for the reduction of BOFpowders to direct reduced iron (DRI) production. Process Saf Environ Prot [Internet]. 2016 Jul;102:410–20. Available from: http:// www.scopus.com/inward/record.url?eid=2-s2.0-84965143645&partnerID=MN8TOARS
[44] Mombelli D, Gonçalves DL, Mapelli C, Barella S, Gruttadauria A. Processing and Characterization of Self-Reducing Briquettes Made of Jarosite and Blast Furnace Sludges. J Sustain Metall. 2021;(0123456789).
[45] Mombelli D, Dall’Osto G, Trombetta V, Mapelli C. Comparison of the reduction behavior through blast furnace sludge of two industrial jarosites. J Environ Chem Eng [Internet]. 2023 Apr;11(2):109360. Available from: https://linkinghub.elsevier.com/retrieve/
pii/S2213343723000994
[46] Alcaraz L, Urbieta A, Rabanal ME, Fernández P, López FA. Photocatalytic activity of electric-arc furnace flue dusts. J Mater Res Technol. 2020;9(2):1261–72.
[47] Grudinsky P, Pankratov D, Dyubanov V, Sevostyanov M. Characterization of Calcination Process of Electric Arc Furnace Dust with Lime: A Behavior of Zinc, Lead, and Iron. J Sustain Metall [Internet]. 2022 Dec 28;8(4):1687–703. Available from: https://link.springer. com/10.1007/s40831-022-00599-5
[48] Földvári M. Handbook of thermogravimetric system of minerals and its use in geological practice. GYULA M, TAMÁS F, editors. Vol 213. Budapest: Geological Institute of Hungary; 2011. 180 p.
[49] Chen WS, Shen YH, Tsai MS, Chang FC. Removal of chloride from electric arc furnace dust. J Hazard Mater [Internet]. 2011 Jun;190(1–3):639–44. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0304389411004122
[50] Ji L. The high-temperature volatilization of sylvite and solid reaction process between sylvite and minerals. IOP Conf Ser Earth Environ Sci [Internet]. 2019 Feb 26;233(5):052003. Available from: https://iopscience.iop.org/article/10.1088/1755-1315/233/5/052003
[51] Mergelsberg ST, Saslow SA, Bylaska EJ, Ilton ES. Effect of Temperature on Local Hydration of Zn in Hematite. ACS Earth Sp Chem [Internet]. 2022 Mar 17;6(3):551–7. Available from: https://pubs.acs.org/doi/10.1021/acsearthspacechem.1c00375
[52] Botta PM, Bercoff PG, Aglietti EF, Bertorello HR, Porto López JM. Synthesis and magnetic properties of zinc ferrite from mechanochemical and thermal treatments of Zn-Fe3O4 mixtures. Mater Sci Eng A [Internet]. 2003 Nov;360(1–2):146–52. Available from: https://linkinghub.elsevier.com/retrieve/pii/S092150930300412X
[53] Forsmo SPE. Oxidation of magnetite concentrate powders during storage and drying. Int J Miner Process [Internet]. 2005 Jan;75(1–2):135–44. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0301751604000778
[54] Suetens T, Guo M, Van Acker K, Blanpain B. Formation of the ZnFe2O4 phase in an electric arc furnace off-gas treatment system. J Hazard Mater [Internet]. 2015 Apr;287:180–7. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0304389415000618
[55] Ostrovski O, Zhang G, Konono R, Dewan MAR, Li J. Carbothermal solid state reduction of stable metal oxides. steel Res Int. 2010;81(10):841–6.
[56] Willms T, Echterhof T, Steinlechner S, Aula M, Abdelrahim A, Fabritius T, et al. Investigation on the chemical and thermal behavior of recycling agglomerates from EAF by-products. Appl Sci [Internet]. 2020 Nov 23;10(22):1–14. Available from: https://www.mdpi. com/2076-3417/10/22/8309
[57] Dall’Osto G, Mombelli D, D’Aurea L, Mapelli C. Role of physiochemical properties of biochar on the mechanical and metallurgical performance of self-reducing briquettes made of biochar and mill scale. In: EAF International meeting: Productivity, energy efficiency, raw materials & decarbonization. Bergamo: Associazione Italiana di Metallurgia (AIM); 2023.
[58] Dall’Osto G, Mombelli D, Pittalis A, Mapelli C. Biochar and other carbonaceous materials used in steelmaking: Possibilities and synergies for power generation by direct carbon fuel cell. Biomass and Bioenergy [Internet]. 2023 Oct;177:106930. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0961953423002295
[59] Mombelli D, Barella S, Gruttadauria A, Mapelli C. Iron recovery from Bauxite Tailings Red Mud by thermal reduction with blast furnace sludge. Appl Sci. 2019;9(22).
[60] Mombelli D, Mapelli C, Barella S, Gruttadauria A, Spada E. Jarosite wastes reduction through blast furnace sludges for cast iron production. J Environ Chem Eng. 2019;
[61] Szołomicki Z, Fatyga M, Stencel L, Nowak J, Pieczonka B, Ochab B, et al. Method of treatment of raw oxides derived from dust processing in Waels process. Poland; PL210033B1, 2008.
[62] Ciszewski M, Chmielarz A, Szołomicki Z, Drzazga M, Leszczyńska-sejda K. Lead recovery from solid residues of copper industry using triethylenetetramine solution. Minerals. 2021;11(5):546.
[63] Szołomick Z, Chmielarz A, Śmieszek Z, Myczkowski Z, Mrozowski J, Wasilewski W, et al. Battery paste desulphurization. Poland; PL2333895T3, 2009.
[64] Đurić M, Zalar Serjun V, Mladenovič A, Mauko Pranjić A, Milačič R, Ščančar J, et al. Environmental Acceptability of Geotechnical Composites from Recycled Materials: Comparative Study of Laboratory and Field Investigations. Int J Environ Res Public Health. 2023;20(3):1–21.
[65] Serjun VZ, Mladenovič A, Mirtič B, Meden A, Ščančar J, Milačič R. Recycling of ladle slag in cement composites: Environmental impacts. Waste Manag. 2015;43:376–85.
I. Matino, V. Colla, O. Toscanelli, A. Soto, A. Zubero
Le acciaierie elettriche svolgono un ruolo fondamentale nella transizione dell’industria siderurgica verso la decarbonizzazione. Poiché i rottami vengono utilizzati come materia prima principale, esse implementano intrinsecamente il concetto di economia circolare. Tuttavia, si stanno investendo ulteriori sforzi di ricerca per adattare il processo di produzione dell’acciaio al forno elettrico ad arco alle nuove sfide legate ai processi “C-lean”. I potenziali miglioramenti riguardano il carbonio e l’energia: il carbonio fossile deve essere sostituito da materiali carboniosi di origine biologica o comunque alternativa. Gli effetti dell'introduzione di questi materiali nel percorso standard dell'EAF non sono completamente noti e sono necessarie indagini. La ricerca su questi argomenti fa parte di alcune delle attività previste nel progetto finanziato dall’UE dal titolo “Gradual Integration of REnewable carbon and alternative noncarbon Energy sources and modular HEATIing technologies in EAF for progressive CO2 decrease – GreenHeatEAF”. Il progetto si basa sull’applicazione parallela e complementare di test dimostrativi e pilota industriali, simulazioni digitali e strategie di monitoraggio e controllo. Uno degli strumenti applicati in GreenHeatEAF è un modello flowsheet del processo di produzione dell'acciaio al forno elettrico ad arco, che è stato adattato per gestire l'uso e l'iniezione di nuove fonti di carbonio sfruttando la letteratura e dati industriali reali. Prime simulazioni sono state effettuate, che riguardano analisi di sensitività sugli effetti della variazione del contenuto di C ed S nel materiale carbonioso, e analisi di scenario sull’uso di diverse fonti di C alternative. Diversi indicatori chiave di prestazione sono calcolati per confrontare i risultati delle simulazioni. A parità di materiale carbonioso impiegato, i parametri principali di processo e prodotto appaiono influenzati quasi linearmente dalla variazione del contenuto di C e S nel materiale carbonioso. D'altro canto, le diverse fonti di carbonio determinano comportamenti diversi del processo EAF e dei parametri del prodotto senza una chiara correlazione. Ulteriori simulazioni sono in corso per generalizzare i risultati preliminari ottenuti.
PAROLE CHIAVE: SETTORE SIDERURGICO, FORNO ELETTRICO AD ARCO, BIOMASSA, BIOCHAR, FONTI ALTERNATIVE DI CARBONIO, SIMULAZIONE, SOSTENIBILITÀ
INTRODUZIONE
L’Unione Europea (UE) sta concentrando i propri sforzi sulla riduzione delle emissioni di gas serra e sulla massimizzazione dell’applicazione dei concetti di economia circolare per perseguire le ambizioni del Green Deal di rendere l’UE sostenibile e climaticamente neutrale [1]. L’economia circolare può portare a significativi benefici ambientali, come la riduzione dell’utilizzo delle risorse naturali e dello smaltimento in discarica di sottoprodotti potenzialmente valorizzabili. Inoltre, l’economia circolare può ridurre la dipendenza per le materie prime (es. fossili) da paesi geopoliticamente instabili [2]. In questo contesto, la produzione di acciaio tramite forno elettrico ad arco (Electric
Ismael Matino, Valentina Colla, Orlando Toscanelli
TeCIP Institute, Scuola Superiore Sant’Anna, Pisa, Italy
Aintzane Soto, Asier Zubero Sidenor, Spain
Arc Furnace - EAF) riveste un ruolo fondamentale in quanto intrinsecamente essa implementa il concetto di economia circolare essendo direttamente coinvolta nel riciclo dei rottami. Tuttavia, è possibile intraprendere ulteriori azioni per consentire pratiche aggiuntive di economia circolare e adattare ulteriormente i processi basati sull’EAF alle nuove sfide relative ai processi cosiddetti “C-lean”. Come suggerito nella RoadMap ESTEP “Electric Arc Furnace scrap route roadmap” [3], una possibile opzione è rappresentata dalla sostituzione dei combustibili e materiali carboniosi fossili con altri materiali rinnovabili alternativi contenenti carbonio come biomassa, biochar o anche plastica. Infatti, a seconda del contenuto di carbonio e di altre caratteristiche chimiche, questi materiali possono sostituire l’antracite e il carbone generalmente utilizzati come fonti energetiche o per generare la scoria schiumosa; in tal modo è possibile ridurre le emissioni di CO2 fossile [4]. Inoltre, materiali come la biomassa si adattano perfettamente al concetto di economia circolare secondo cui “il valore delle risorse viene massimizzato indefinitamente, richiedendo che non si verifichino rifiuti irrecuperabili” [5]. L’interesse verso fonti alternative e non-fossili di carbonio è stato evidenziato in alcune recenti analisi relative all’utilizzo di biomassa e ulteriori fonti alternative di carbonio ed energia nei processi siderurgici [6-8]. In particolare, per quanto riguarda il processo produttivo basato sull’EAF, la biomassa e relativi prodotti dalla sua carbonizzazione risultano adatti a sostituire l’antracite senza effetti negativi sulla qualità del processo, dell’acciaio e delle scorie [6]. Tuttavia, sono state osservate differenze nelle sequenze di reazione o risultati contrastanti per quanto riguarda la formazione della scoria schiumosa a causa di diverse reattività, proprietà fisiche (ad esempio densità), composizioni e contenuto di carbonio dei carbonizzati di biomassa rispetto al carbone fossile. Interessante è anche la ricerca condotta da Dall’Osto et al [9] sull’uso del biochar per alimentare una cella a combustibile a carbonio diretto come fonte alternativa e addizionale di energia per l’EAF.
Tuttavia, nonostante la consistente letteratura, esistono comunque incertezze sugli effetti di questi materiali sul comportamento e sull'evoluzione del processo di produzione dell’acciaio all’EAF, sull’impianto e sul prodotto stesso che limitano il loro utilizzo. Pertanto, ulteriori studi sono in corso per approfondire questo argomento. Sebbene da un lato i test industriali si stanno intensificando [10], dall’altro essi comportano rischi e interruzioni del piano di produzione standard. Quindi, l’orizzonte di esplorazione è generalmente limitato. Per questo motivo,
modelli sviluppati ad-hoc possono aiutare ad esplorare diversi scenari e possono essere complementari alle sperimentazioni industriali per dimostrare la fattibilità tecnica delle soluzioni proposte. Ad esempio, Meier et al. [11-12] con alcune simulazioni dinamiche hanno evidenziato la maggiore velocità di reazione della biomassa rispetto al carbone fossile e hanno utilizzato il modello come base per investigare diverse strategie di controllo dell’uso dell’ossigeno nell’EAF.
Il presente articolo descrive un modello sviluppato durante il progetto finanziato dall’Unione Europea dal titolo “Gradual integration of Renewable non-fossil Energy sources and modular HEATing technologies in EAF for progressive CO2 decrease - GreenHeatEAF”. Il modello permette di analizzare gli effetti dell’utilizzo di fonti alternative di carbonio sul processo EAF e sui prodotti ottenuti ed il suo uso è complementare a test industriali previsti nel progetto.
Il modello presentato e utilizzato nel presente articolo costituisce un miglioramento di un modello sviluppato in passato per rappresentare il processo di produzione dell’acciaio ad arco elettrico dalle fasi di carica dell’EAF sino alle prime fasi della colata continua [13]. Esso permette di simulare le seguenti fasi del processo e i relativi bilanci di massa ed energetici, trasformazioni ed equilibri: carica e fusione, aggiunte all’EAF e relative reazioni, fasi di slagging e tapping, trattamento all’LF, trattamento VD e inizio della colata continua (rappresentato in termini di scambio energetico). Il modello originario è un modello flowsheet stazionario “general-purpose” sviluppato con il software Aspen Plus® per permettere valutazioni di impatto ambientale e di monitoraggio del processo e del prodotto in caso di analisi di scenario [14-17]. È stato sviluppato in maniera tale da essere facilmente configurato, adattato e validato utilizzando dataset industriali facilmente reperibili senza campagne dedicate di raccolta dati. Inoltre, il modello viene continuamente migliorato per poter simulare sempre più aspetti relativi al processo e alle sue modifiche in vista anche di nuove pratiche industriali. In particolare, nel caso presentato, esso è stato inizialmente adattato al processo produttivo Sidenor durante il progetto RFCS iSlag [18] e validato con un dataset relativo a più di 1600 colate per poter simulare 8 famiglie di acciaio (gradi aventi caratteristiche simili). Durante iSlag, il modello è stato anche migliorato rispetto al modello originale per poter meglio predire la quantità e la composizione delle scorie prodotte, in base agli obiettivi del progetto [19]. Partendo da questa versione del
modello, esso è stato ulteriormente migliorato e adattato per poter affrontare le simulazioni relative all’uso di fonti alternative di carbonio nell’EAF come descritto di seguito.
Modellazione dell’uso di fonti alternative di carbonio nell’EAF
Prima di adattare il modello alla simulazione dell’utilizzo nell’EAF delle fonti alternative di carbonio, alcune operazioni preliminari sono state effettuate per aggiornare il modello con dati industriali più recenti e per renderlo idoneo all’adattamento. In particolare, il modello è stato aggiornato con nuovi dati relativi al processo di Sidenor rispetto a quelli utilizzati in [18-19]: i nuovi dati erano relativi a composizioni aggiornate di rottami, leghe di Ferro e altre aggiunte. Tuttavia, la maggior parte delle attività preliminari è stata concentrata sulla modellazione delle fonti alternative di carbonio selezionate in base alla loro disponibilità e caratteristiche. Esse sono state modellate in Aspen Plus® come solidi non convenzionali definiti come specie chimiche non pure, per le quali generalmente mancano dati sugli equilibri e sulle proprietà fisici e caratterizzate in termini di fattori empirici. Pertanto, i solidi non convenzionali sono stati definiti attraverso le “ultimate, proximate e sulphur analyses”, definite come di seguito:
• “ultimate analysis” si riferisce alla composizione della biomassa nei principali componenti (es. carbonio, zolfo,
ossigeno, idrogeno, cloro, azoto);
• “proximate analysis” si riferisce al contenuto di umidità, ceneri, carbonio fisso e sostanze volatili;
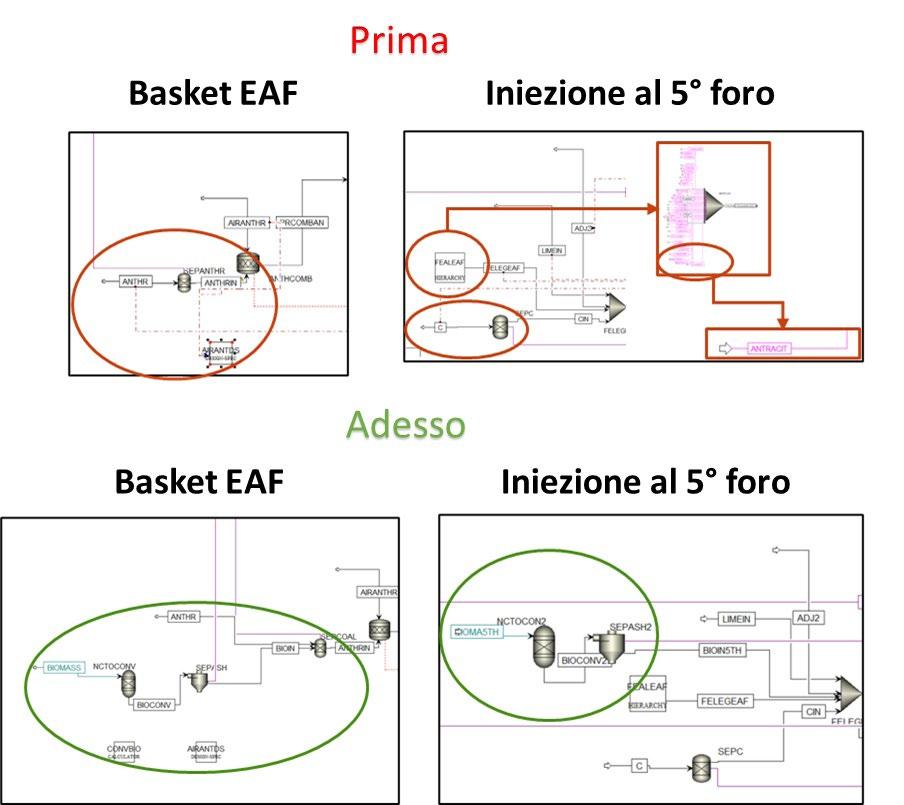
• “sulphur analysis” si riferisce al tipo di composti dello zolfo (approssimati in questo caso come organici). La maggior parte delle informazioni erano disponibili. I dati mancanti (vale a dire il contenuto di idrogeno e ossigeno) sono stati stimati affinché il potere calorifico superiore (PCS) corrispondesse a quello noto. Per lo scopo è stato utilizzato un modello ausiliario. I risultati relativi ai materiali con C fisso superiore al 40% sono riportati nella Tabella 1, dove sono riportate sia le caratteristiche già disponibili che quelle simulate; la tabella contiene anche i dati relativi agli pneumatici, perché sono uno dei materiali selezionati per i test reali, e all’antracite perché è il materiale sostituito. In Tabella 1 è possibile trovare anche il confronto tra i PCS reali e simulati che sono tra di loro fortemente simili (solo nel caso della plastica si ha una deviazione più accentuata). Successivamente, sono state effettuate delle modifiche al modello originario in termini di aggiunta, modifica e tuning di correnti, blocchi e reazioni per permettere la carica e/o l’iniezione delle fonti alternative di carbonio rispettivamente direttamente al forno o attraverso il 5° foro e per considerarne i relativi effetti sul processo, sulle correnti materiali ed energetiche e sulle composizioni dell’acciaio liquido e dei sottoprodotti.
- Caratteristiche disponibili e ricavate dei materiali carboniosi considerati (la definizione della tipologia di materiale corrisponde a quella fornita dal fornitore).
In questa fase sono state utilizzate le informazioni reperibili in letteratura [6-12; 20-26], ma soprattutto dati reali provenienti da Sidenor relativi a circa 280 colate di test industriali preliminari effettuati iniettando nel 5° foro il
biochar D della Tabella 1 al posto dell’antracite utilizzata per iniziare il processo di produzione di scoria schiumosa. Le principali modifiche al flowsheet del modello sono riportate nella Figura 1.
l’adattamento
RISULTATI
Il modello flowsheet adattato come descritto nella sezione precedente è stato validato e testato con i dati industriali disponibili. Esso inoltre è utilizzato per effettuare delle analisi di scenario riguardo agli effetti che l’utilizzo di materiali carboniosi alternativi possono avere sul processo EAF e sui relativi prodotti.
Validazione e test del modello
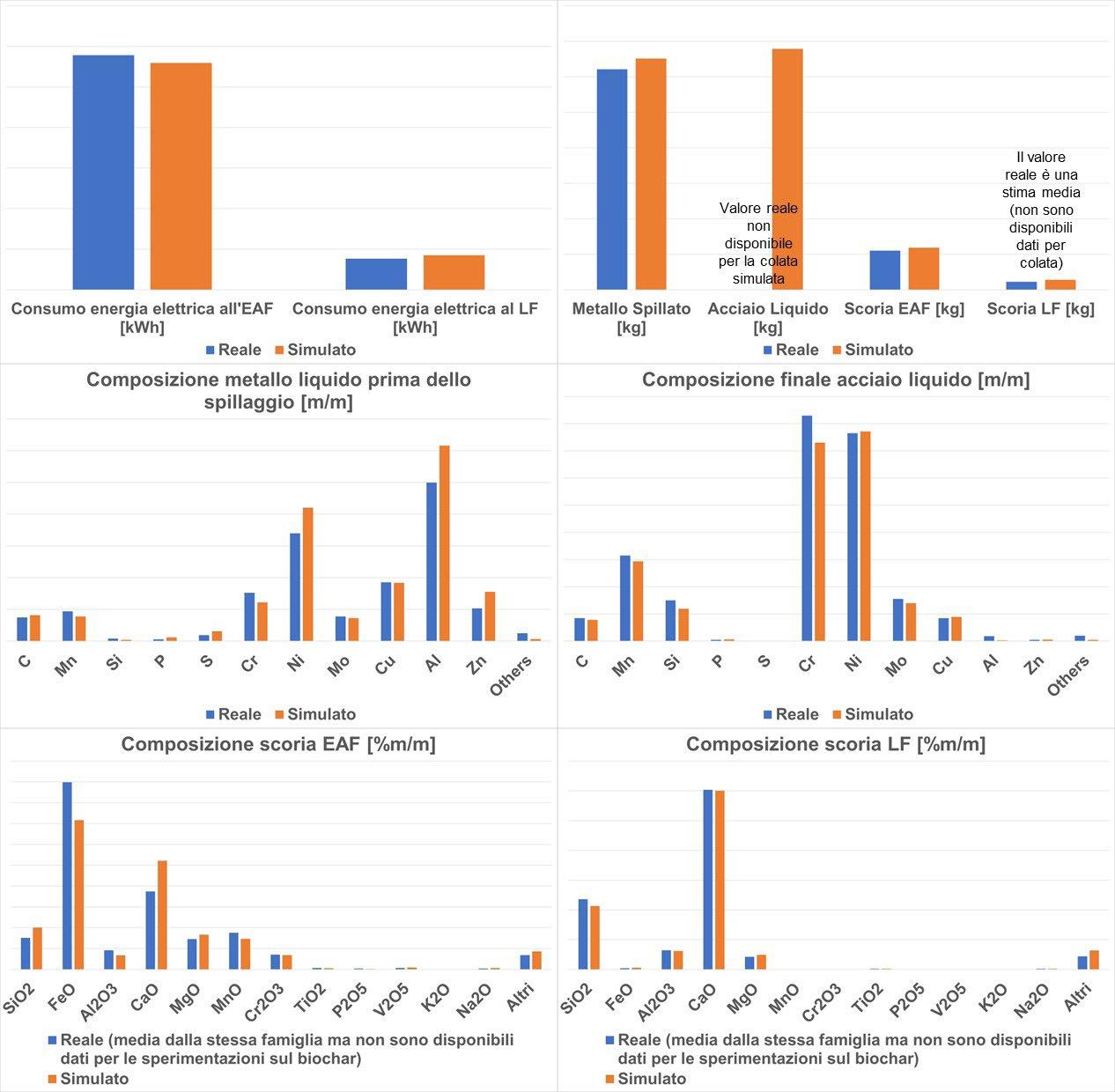
La validazione del modello è stata effettuata simulando, per ciascuna famiglia di acciai considerata, una colata media utilizzando i dati storici medi e confrontando poi i risultati con i relativi dati medi; le simulazioni di validazione hanno mostrato alti livelli ti accuratezza del modello che poi è stato testato per valutare la propria robustezza prima di essere utilizzato. I test sono stati effettuati simulando colate storiche random non utilizzate nella validazione e comparando i risultati simulati con i dati appartenenti alla colata simulata. La Figura 2 mostra un esempio di comparazione tra una colata testata per una famiglia di
acciai: un insieme di grafici mostrano il confronto tra diverse variabili simulate con i dati reali relativi. Sebbene, come atteso, rispetto agli errori ottenuti in validazione, i test hanno mostrato errori più elevati, essi comunque sono accettabili e il modello si dimostra accurato e robusto.
Utilizzo del modello
Il modello adattato e validato è stato utilizzato per simulare diversi scenari relativi all’uso di fonti alternative di carbonio nell’EAF. Gli scenari analizzati si possono suddividere in due categorie:
1. Analisi di sensitività sulle colate utilizzate per testare il modello, modificando in un intervallo compreso tra -25% e +25% il contenuto di C e S nel biochar D di Tabella 1 utilizzato nei test industriali; il contenuto degli altri componenti è stato adattato di conseguenza.
2. Simulazioni sulle colate utilizzate per testare il
modello, utilizzando diversi materiali carboniosi aggiunti in maniera tale che:
a. sia sempre assicurata la stessa quantità di carbonio alimentato;
b. sia sempre garantita la stessa quantità di energia fornita.
I risultati delle simulazioni sono utilizzati per ricavare i seguenti Indicatori di Prestazione (KPIs), seguendo l’esempio di [27]: Energia elettrica consumata nell’EAF, emissioni di CO2 dall’EAF, efficienza metallica, contenuto di C e S nel metallo spillato e scoria prodotta all’EAF.
Alcuni risultati preliminari sono di seguito presentati per la stessa colata mostrata nella Sezione 3.1 come test del modello.
La Figura 3.a, b e c mostra i principali risultati ottenuti variando il contenuto di carbonio nel biochar. Si possono osservare dei comportamenti quasi lineari con delle variazioni contenute dei KPIs analizzati; ciò è dovuto al fatto che la quantità di antracite sostituita è solo di qualche centinaio di chilogrammi. Come atteso, l’energia elettrica necessaria per l’EAF cala con l’aumentare della
disponibilità di carbonio; esso comporta inoltre un aumento del suo contenuto nel metallo spillato. Le scorie prodotte subiscono un leggerissimo calo con l’aumentare del carbonio nel biochar. Le emissioni di CO2 e l’efficienza metallica sono invece scarsamente influenzate. Il principale effetto di un aumentato contenuto di S nel biochar è mostrato in Figura 3.d: come atteso, si ha un aumento pressoché lineare del contenuto di S nel metallo spillato.
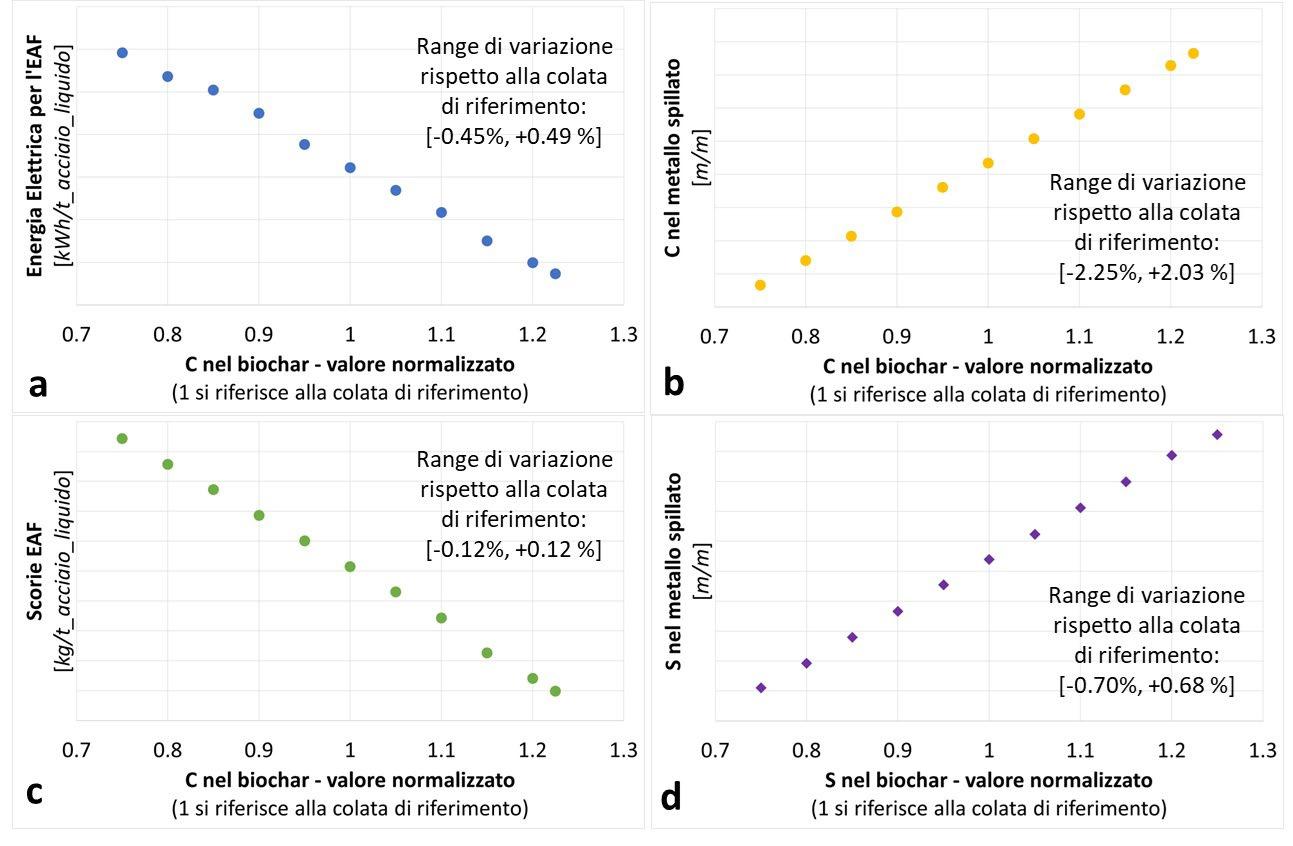
Fig.3 - Principali risultati delle Simulazioni 1: a. relazione tra Energia Elettrica per l’EAF e il C nel biochar, b. relazione tra il C nel metallo spillato e il C nel biochar, c. relazione tra le Scorie EAF e il C nel biochar, d. relazione tra lo S nel metallo spillato e lo S nel biochar
Per quanto riguarda le simulazioni effettuate variando la tipologia di materiale carbonioso il confronto tra gli effetti relativi all’uso dei diversi materiali è mostrato in grafici a radar nelle Figure 4 e 5, rispettivamente per le simulazioni effettuate mantenendo costante la quantità di C iniettato (Simulazioni 2.a) e la quantità di energia fornita (Simulazioni 2.b).
Ogni materiale carbonioso influenza in maniera differente i KPIs monitorati senza chiare correlazioni e, ovviamente, le variazioni non sono particolarmente elevate, vista la bassa quantità di antracite sostituita. I KPIs maggiormente influenzati nel caso delle Simulazioni 2.a sono l’energia
elettrica, le emissioni di CO2 e il contenuto di S nel metallo spillato. Gli altri KPIs sono invece quasi stabili. Nelle Simulazioni 2.b, invece, solo l’efficienza metallica non è quasi influenzata.
Comunque, particolarmente evidente per entrambe le simulazioni è il forte impatto che l’antracite ha sulle emissioni di CO2 all’EAF rispetto agli altri materiali carboniosi: non solo essa contribuisce ad emissioni di CO2 fossile, ma porta anche al maggior quantitativo di CO2 emesso all’EAF. Anche la produzione di scoria appare maggiore quando si impiega l’antracite.
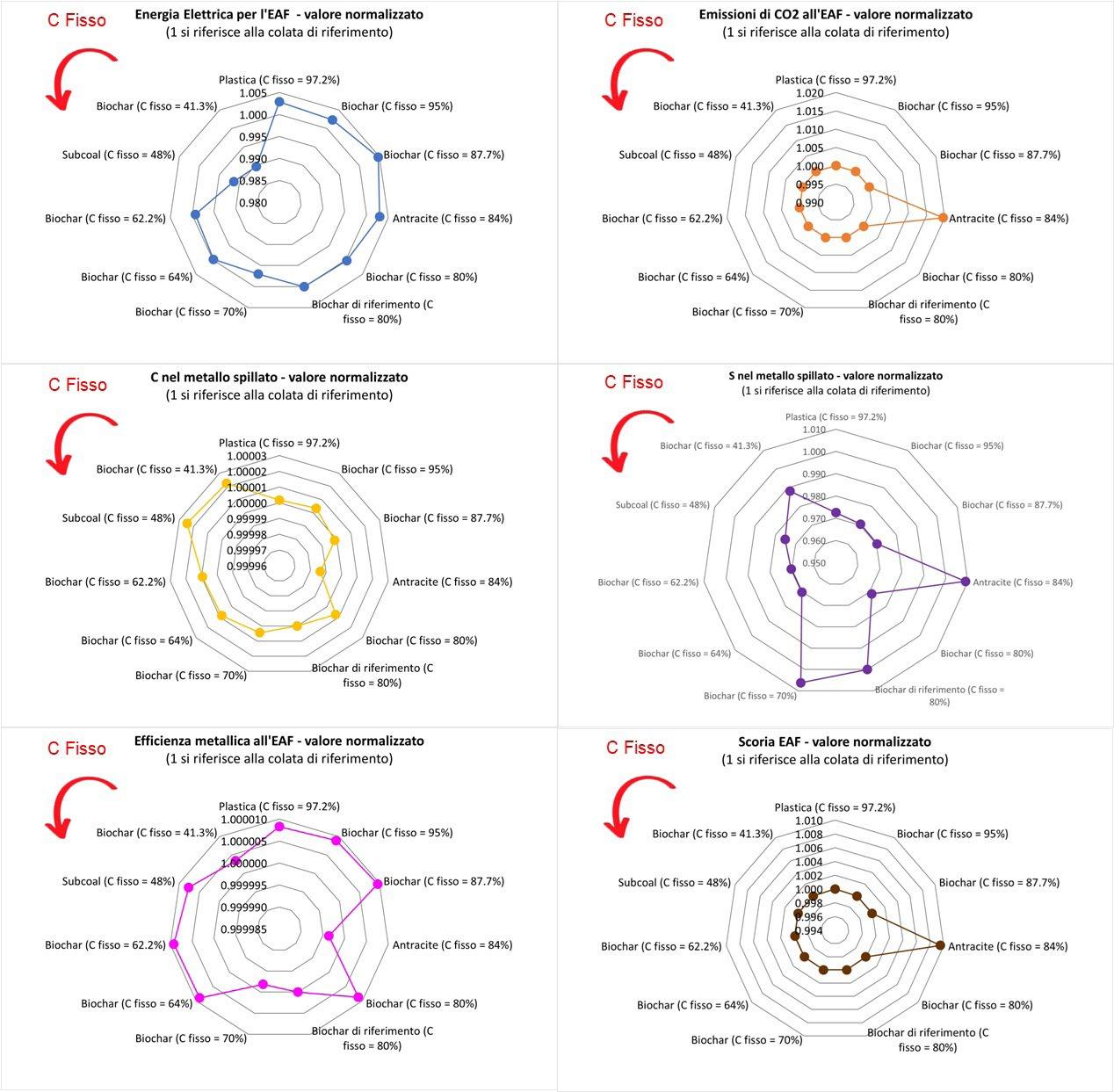
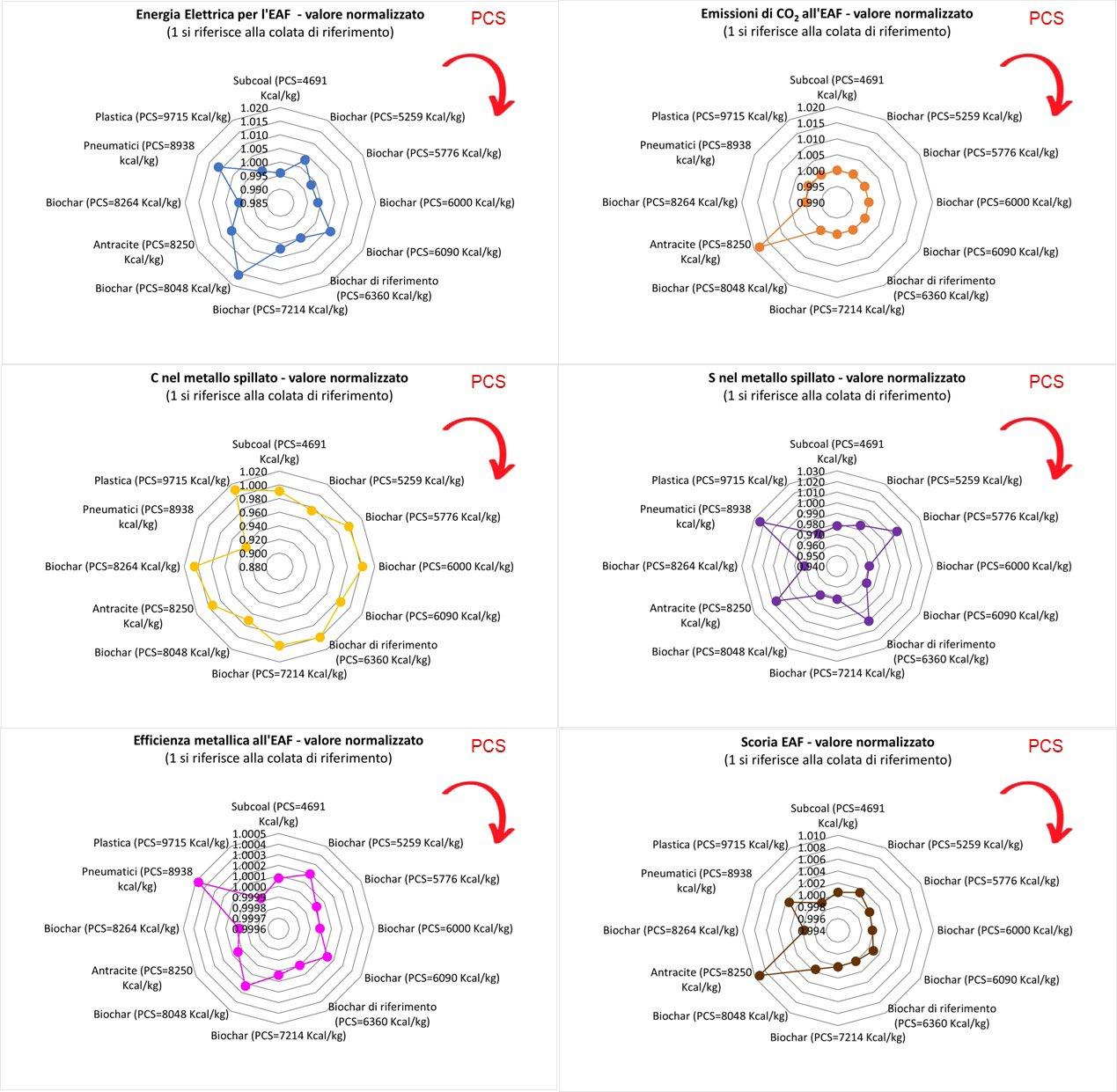
È stato presentato un modello flowsheet del processo di produzione dell’acciaio da ciclo elettrico, che è stato adattato per permettere la simulazione dell’uso di fonti non-fossili di carbonio nell’EAF. Il modello è stato configurato, validato e testato partendo da dati di letteratura ed utilizzando dati reali industriali relativi a test preliminari di iniezione di biochar dal 5° foro. L’accuratezza e la robustezza del modello si è dimostrata sufficiente per le investigazioni previste. Il modello validato è quindi utilizzato per varie analisi di scenario per studiare gli effetti sul processo e sui prodotti dell’uso di materiali carboniosi alternativi nell’EAF. Sono mostrati i primi risultati ottenuti. Mantenendo fissa la tipologia di biochar utilizzato, la variazione del contenuto di C e S sembra influenzare in maniera piuttosto lineare i KPIs monitorati. Al contrario, variando il materiale carbonioso a parità di C o di energia fornita, si osservano effetti strettamente correlati al materiale carbonioso e pressoché non correlabili tra di loro. Inoltre, alcuni KPIs sono più influenzati di altri. Tuttavia, l’uso di antracite comporta in ogni caso la maggior quantità di emissioni di CO2 dall’EAF e la maggior produzione di scorie.
I risultati mostrati sono solo preliminari: ulteriori simulazioni sono in corso considerando altre colate,
altre famiglie di acciaio, differenti miscele di materiali carboniosi e sostituendo una maggiore quantità di carbonio fossile, ad esempio, andando a sostituire non solo l’antracite iniettata nel 5° foro per iniziare il processo di formazione di scoria schiumosa ma anche il “foaming coal” introdotto per alimentare e continuare il processo. Inoltre, le potenzialità del modello saranno ulteriormente ampliate permettendo l’alimentazione di fonti alternative di ferro e l’utilizzo di idrogeno nell’EAF in maniera da studiarne i relativi effetti e impatti.
Il lavoro descritto nel presente lavoro è stato sviluppato nell'ambito del progetto intitolato “Gradual Integration of REnewable carbon and alternative non-carbon Energy sources and modular HEATIing technologies in EAF for progressive CO2 decrease,” (Rif. – GreenHeatEAF, Grant Agreement No. 101092328)”, co-finanziato dall’Unione Europea attraverso il programma Horizon Europe, a cui vanno i nostri ringraziamenti. La responsabilità dei temi trattati nel presente lavoro è unicamente degli autori; la Commissione non è responsabile dell'uso che potrà essere fatto delle informazioni qui contenute.
[1] European Parliament, “Green Deal: key to a climate-neutral and sustainable EU” [Online], https://www.europarl.europa.eu/news/ it/headlines/society/20200618STO81513/green-deal-europeo-la-chiave-per-un-ue-sostenibile-e-climaticamente-neutrale?at_ campaign=20234-Green&at_medium=Google_Ads&at_platform=Search&at_creation=DSA&at_goal=TR_G&at_audienc
[2] European Parliament, " Circular economy: definition, importance and benefits," [Online], https://www.europarl.europa.eu/news/ en/headlines/economy/20151201STO05603/circular-economy-definition-importance-and-benefits?&at_campaign=20234Economy&at_medium=Google_Ads&at_platform=Search&at_creation=RSA&at_goal=TR_G&at_audience=eu%20circular%20econ
[3] ESTEP, Improve the EAF scrap route for a sustainable value chain in the EU Circular Economy scenario – ROADMAP, 2021 [Online], https://www.estep.eu/assets/Uploads/Improve-the-EAF-scrap-route-Roadmap-Final-V2-3.pdf
[4] Norgate T, Haque N, Somerville M, Jahanshahi S. Biomass as a source of renewable carbon for iron and steelmaking. 2012. ISIJ international, 52(8), 1472-1481.
[5] Sherwood J. The significance of biomass in a circular economy. 2020. Bioresource Technology, 300, 122755.
[6] Echterhof T. Review on the use of alternative carbon sources in EAF steelmaking. 2021. Metals, 11(2), 222.
[7] Wei R, Zhang L, Cang D, Li J, Li X, Xu CC. Current status and potential of biomass utilization in ferrous metallurgical industry. 2017. Renewable and Sustainable Energy Reviews, 68, 511-524
[8] Mapelli C, Dall’Osto G, Mombelli D, Barella S, Gruttadauria A. Future Scenarios for Reducing Emissions and Consumption in the Italian Steelmaking Industry. 2022. steel research international, 93(5), 2100631.
[9] Dall’Osto G, Mombelli D, Pittalis A, Mapelli C. Biochar and other carbonaceous materials used in steelmaking: Possibilities and synergies for power generation by direct carbon fuel cell. 2023. Biomass and Bioenergy, 177, 106930.
[10] Bianco L, Porisiensi S. Trasformazione da lineare a circolare del processo EAF. Esperienza in FERRIERE NORD SPA: il caso della scoria siviera e dei carboni. 2016. La Metallurgia Italiana, (10).
[11] Meier T, Hay T, Echterhof T, Pfeifer H, Rekersdrees T, Schlinge L, Elsabagh S, Schliephake H. Process modeling and simulation of biochar usage in an electric arc furnace as a substitute for fossil coal. 2017. steel research international, 88(9), 1600458.
[12] Meier T, Echterhof T, Pfeifer H. Investigating the Use of Biomass and Oxygen in Electric Steelmaking by Simulations Based on a Dynamic Process Model. 2017. In Proceedings of 2nd ISIJ-VDEh-Jernkontoret Joint Symposium, Stockholm, Sweden, June 2017.
[13] Matino I, Alcamisi E, Colla V, Baragiola S, Moni P.. Process modelling and simulation of electric arc furnace steelmaking to allow prognostic evaluations of process environmental and energy impacts. 2016. Matériaux & Techniques, 104(1), 104.
[14] Matino I, Colla V, Colucci V, Lamia P, Baragiola S, Di Cecca C. Improving sustainability of electric steelworks through process simulations. 2016. Chemical Engineering Transactions, 52.
[15] Colla V, Matino I, Cirilli F, Jochler G, Kleimt B, Rosemann H, Unamuno I, Tosato S, Gussago F, Baragiola S, Klung JS, Peña Quintero B, Alonso A, De Miranda U. Improving energy and resource efficiency of electric steelmaking through simulation tools and process data analyses. 2016. Matériaux & Techniques, 104(6-7), 602.
[16] Matino I, Colla V, Baragiola S. Electric energy consumption and environmental impact in unconventional EAF steelmaking scenarios. 2017. Energy Procedia, 105, 3636-3641.
[17] Matino I, Colla V, Baragiola S. Quantification of energy and environmental impacts in uncommon electric steelmaking scenarios to improve process sustainability. 2017, Applied Energy, 207, 543-552.
[18] GA: 899164, Optimising slag reuse and recycling in electric steelmaking at optimum metallurgical performance through on-line characterization devices and intelligent decision support systems – iSlag, https://www.islag.eu/
[19] Petrucciani A, Zaccara A, Matino I, Colla V, Ferrer M. Flowsheet Model and Simulation of Produced Slag in Electric Steelmaking to Improve Resource Management and Circular Production. 2022. Chemical Engineering Transactions, 96, 121-126.
[20] Demus T, Echterhof T, Pfeifer H. Replacement of fossil carbon with biogenic residues in the electric steelmaking process. In Proceedings of the International Workshop EAF Perspectives on Automation, Materials, Energy & Environment, Milano, Italy, 29–30 March 2012.
[21] Cirilli F, Baracchini G, Bianco L. EAF long term industrial trials of utilization of char from biomass as fossil coal substitute. 2017. La Metallurgia Italiana, 109, 13–17.
[22] Echterhof T, Demus T, Pfeifer H, Schlinge L, Schliephake H. Investigation of palm kernel shells as a substitute for fossil carbons in a 140 t DC Electric Arc Furnace. In Proceedings of the 11th European Electric Steelmaking Conference & Expo. 11th European Electric Steelmaking Conference & Expo, Venice, Italy, 25–27 May 2016; pp. 1–10.
[23] Robinson R, Brabie L, Pettersson M, Amovic M, Ljunggren R. An Empirical Comparative Study of Renewable Biochar and Fossil Carbon as Carburizer in Steelmaking. 2022. ISIJ International, 62(12), 2522-2528
[24] Mayyas M, Nekouei RK, Sahajwalla V. Valorization of lignin biomass as a carbon feedstock in steel industry: Iron oxide reduction, steel carburizing and slag foaming. 2019. Journal of Cleaner Production, 219, 971-980.
[25] Kieush L, Schenk J, Koveria A, Rantitsch G, Hrubiak A, Hopfinger H. Utilization of Renewable Carbon in Electric Arc Furnace-Based Steel Production: Comparative Evaluation of Properties of Conventional and Non-Conventional Carbon-Bearing Sources. 2023. Metals, 13(4), 722
[26] Echterhof T, Pfeifer H. Study on biochar usage in the electric arc furnace. 2014. In 2nd International Conference Clean Technologies in the Steel Industry.
[27] Matino I, Colla V, Cirilli F, Kleimt B, Unamuno Iriondo I, Tosato S, Baragiola S, Klung JS, Peña Quintero B, De Miranda, U. Environmental impact evaluation for effective resource management in EAF steelmaking. 2017. La Metallurgia Italiana, (10), 48-58.
Electric steelworks play a fundamental role in the steelmaking transition towards decarbonization. Since scraps are used as their main feedstock, they intrinsically implement the circular economy concept. Nevertheless, further research efforts are being spent to adapt the EAF steelmaking process to the new challenges related to C-lean processes. Potential improvements are related to carbon and energy: fossil carbon has to be replaced by bio-based or alternative carbon materials. The effects of the introduction of these materials in the standard EAF route are not completely known and investigations are needed. Research on these topics is included in some of the activities foreseen in the EU-funded project entitled “Gradual Integration of REnewable carbon and alternative non-carbon Energy sources and modular HEATIing technologies in EAF for progressive CO2 decrease – GreenHeatEAF”. It relies on the parallel and complementary application of industrial demonstration and pilot tests, digital simulations, and monitoring and control strategies. One of the tools applied in GreenHeatEAF is a flowsheet model of the EAF steelmaking route. It has been adapted for managing the use and injection of novel carbon sources by exploiting literature and real industrial data. First simulations have been carried out, which are related to sensitivity analyses on the effects of the variation of C and S content in the alternative C-source, and to scenario analyses related to the usage of different alternative C-sources. Key Performance Indicators have been computed for comparing the results from simulations. For the same carbonaceous material, the main process and product parameters seem almost linearly correlated to the variation of C and S content in the carbonaceous material. On the other side, different alternative and non-fossil C-sources gives different behaviours of the EAF route and of product parameters without a clear correlation. Further simulations are ongoing to generalize the preliminary results obtained.
KEYWORDS: STEEL SECTOR, EAF, BIOMASS, BIOCHAR, ALTERNATIVE CARBON SOURCES, SIMULATION, SUSTAINABILITY
The effect of deoxidation process during tapping on the non-metallic inclusions control in welding steel ER70S-6 is investigated in this paper, especially two different deoxidizing process were applied to obtain high oxygen content, and the characteristic of inclusions were studied and compared. To produce ER70S-6, aluminum containing deoxidizers are generally charged into molten steel during tapping, thereby stable alloy yield and high steel cleanliness could be achieved. However, the product of aluminum deoxidization is Al2O3 with high melting point and high elastic modulus, which leads to drawing crack and nozzle clogging. Nozzle clogging is also harmful to the steel cleanliness, and finally resulting in economic losses and production safe. In this study, the effect of Al-Si-Mn complex deoxidation was investigated. Although the amount of inclusions increased significantly from 66.4 to 213.5 per square millimeter, the inclusion type changed to silicate with lower elastic modulus, and the average diameter decreased from 1.32 μ m to 1.09 μ m, which both ensured the good drawing performance of ER70S-6 wire rod. Furthermore, considering that oxygen element could reduce molten steel surface tension and viscosity, the amount of oxygen under the new deoxidation process increases to more than 60ppm and 100ppm which is 3 times than original process, and it is more favorable for the welding performance, such as improving soldering seam formation and reducing metal spattering. The ER70S-6 wire rod produced by the new process has reached a few thousands tons, and there were no defects during subsequent works.
INTRODUCTION
Oxygen and sulfur exist as non-metallic inclusions in steel, which are the main factors causing fractures during the drawing process of wire rods, especially oxide inclusions with large size and poor deformation ability[1-8]. ER70S-6, a typical welding steel wire rod, is generally controlled to have an oxygen content of no more than 30ppm to have better cleanliness, thus to reduce drawing fracture. On the other hand, oxygen and sulfur are surface active elements that exist in appropriate amounts in welding steel, which can reduce the splashing of large particles in the corresponding welding wire. It is beneficial for welding performance[9]. Additionally, small-sized inclusions are also beneficial for improving the performance of the deposited metal. Therefore, increasing the oxygen content in steel while eliminating the influence of inclusions on the drawing performance
Tao Chen, Min Yi, Yangyang Liu, Xin Zhang, Hongjin Luo
Shougang Group Co. Ltd, & Beijing Key Laboratory of Green Recyclable Process for Iron and Steel Production Technology, China - 34542363@ qq.com
is good to the quality of welding steel wire rod. As to characteristic parameters of the inclusions, the size, the type, the quantity,and the distribution are all need to be paid attention to. Scanning electron microscopy (SEM) is usually used to detect the inclusions in steel[10-13]
Combined with its energy spectrum analysis, the detection and analysis of the above characteristic parameters can be carried out simultaneously.
In the production of ER70S-6 wire rod in Shougang Group, two different oxygen content levels of 60ppm and 100ppm were obtained by adjusting the producing process. Two types of refining process were used to control the inclusions, such as the type, the quantity, and the size. The inclusions under two different processes were analyzed and compared.
The samples in this study were taken from industrial production of ER70S-6 wire rods. The main production process is EAF → refining process → continuous casting with full protection (150mm × 150mm cross section billet) → high-speed wire rolling (wire rod with a diameter of 5.5mm) → controlled cooling. Two types of refining processes, ladle refining (hereinafter referred to as LF) and bottom blowing argon (hereinafter referred to as AB), were used desperately, while other processes operations were same. The amount of Al-contained deoxidizer was different either, which used in AB process is less than that of LF process.
Samples were taken randomly from each process. The main compositions were analyzed by ICP(Inductively Coupled Plasma Atomic Emission Spectrometer) and an oxygen nitrogen analyzer. The results are listed in Tab. 1.
By comparison, it can be seen that the main difference in the composition of two samples is the content of aluminum and oxygen. Aluminum is lower and oxygen is higher in sample 1 which is produced by AB process, while it’s opposite in sample 2 by LF process.
Inclusions of the wire rod samples were observed under a multifunctional desktop scanning electron microscope (Phenom XL G2). The composition, quantity, size, and position distribution of inclusions in each sample were detected and statistically analyzed using the Feature function. The field of view position is shown in Fig. 1.
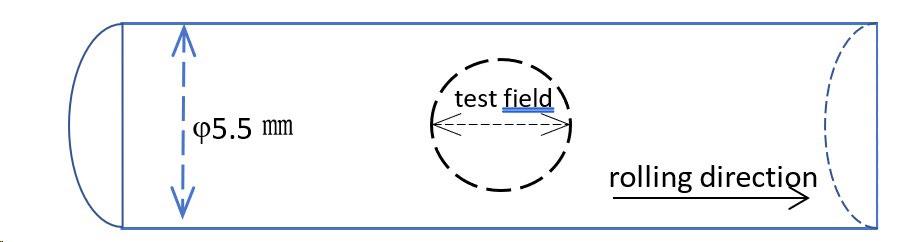
The area of one testing field is about 0.32mm2. The total area of testing fields of every sample is about 5.5mm2
Tab. 2 lists the quantities of various types of inclusions in the samples.
The types of inclusions in the wire rod are basically the same in both processes, various types of oxides, sulfides and their mixtures, but different in amount. For ER70S-6 steel, the deoxidation process in production practice is actually a composite deoxidation of Al, Si, and Mn. Therefore, the deoxidation products should be oxides and their mixtures of Al, Si, and Mn. Most of the Ca comes from the evolution under the influence of refining slag, and a very small amount comes from the introduction of alloys such as SiFe. Comparing the same type of
inclusions under two different processes, it can also be seen that more inclusions in sample 2 are affected by Ca, such as Al-Si-Mn-O particles, which transform into Ca-AlSi-Mn-O in a higher proportion and quantity, consistent with the process. It could be calculated that the amount of inclusions increased significantly from 66.4 to 213.5 per square millimeter
Fig. 2 shows the statistical results of oxides and sulfides under two different process routes.
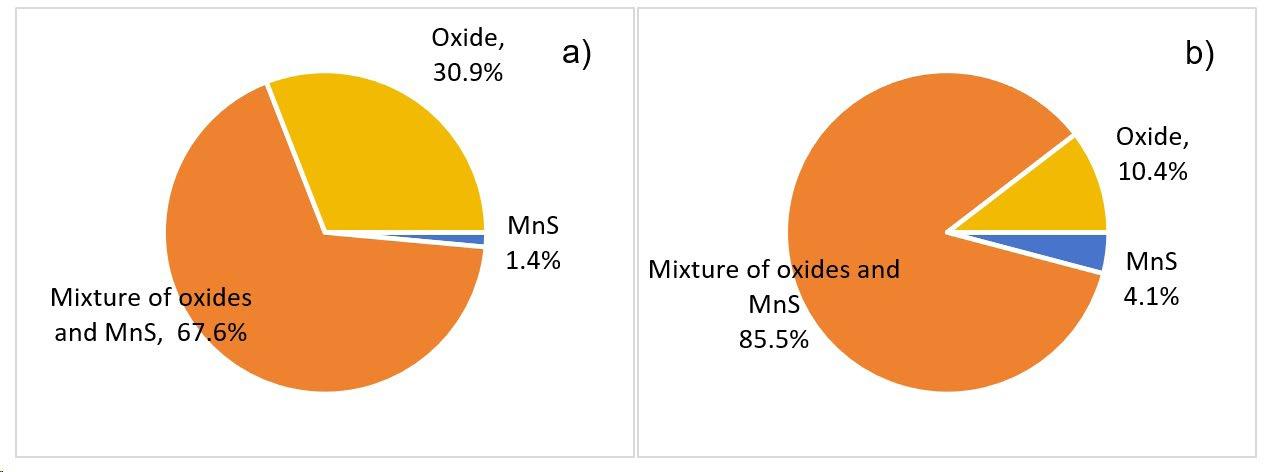
It is shown that under the two process routes, the types of inclusions in the wire rod are basically the same, mostly a mixture of various types of oxides and sulfides, followed by various types of oxides, and pure compound MnS only exists in a very small amount. Due to different deoxidation processes, there are small amounts of alumina and magnesium aluminum spinel particles in sample 2. This type of inclusion was not found in sample 1. In addition, the proportion of the mixture in sample 2 is much higher than
that in sample 1, which corresponds to the comparison of the number of oxide and sulfide inclusions.
Fig. 3 shows the quantity and proportion of various types of inclusions. Here the mixture is included in the corresponding oxides, and MnS is only included in the pure amount.
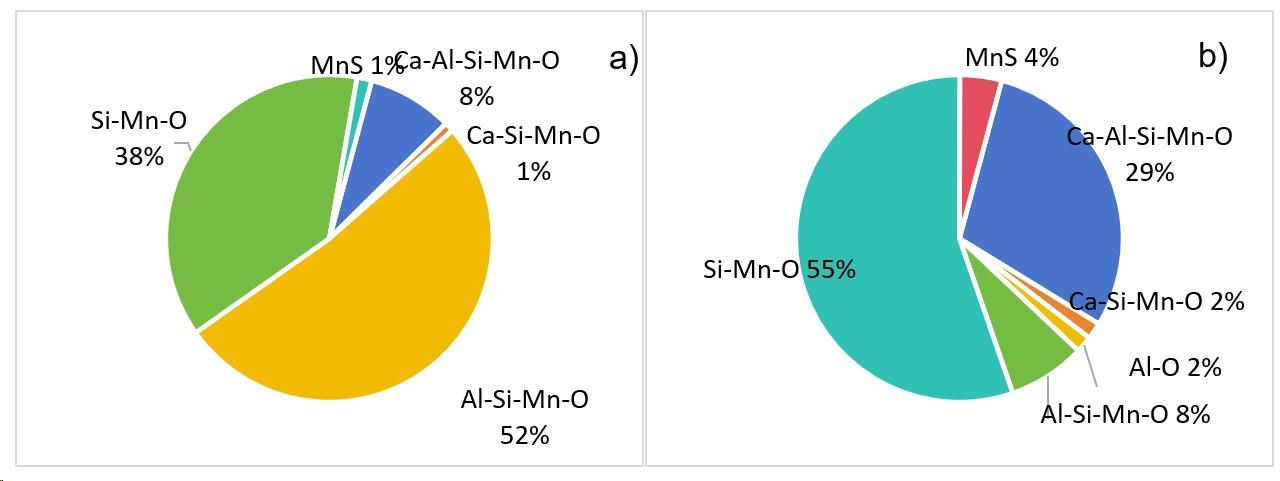
It is shown from the statistical results that the various oxide inclusions in Samples 1, in desending order of quantity, are Al-Si-Mn-O, Si-Mn-O, Ca-Al-Si Mn-O, and Ca-Si-Mn-O. The first two types are accounting for approximately 89% in total. Listed in the same way of sample 2, they are SiMn-O, Ca-Al-Si-Mn-O, Al-Si-Mn-O, Ca-Si-Mn-O, and Al
(Mg) - O. The first two types are accounting for about 85% in total.
The content of main elements, such as Ca, Al, Si, and Mn, of various types of inclusions are shown in Fig. 4.
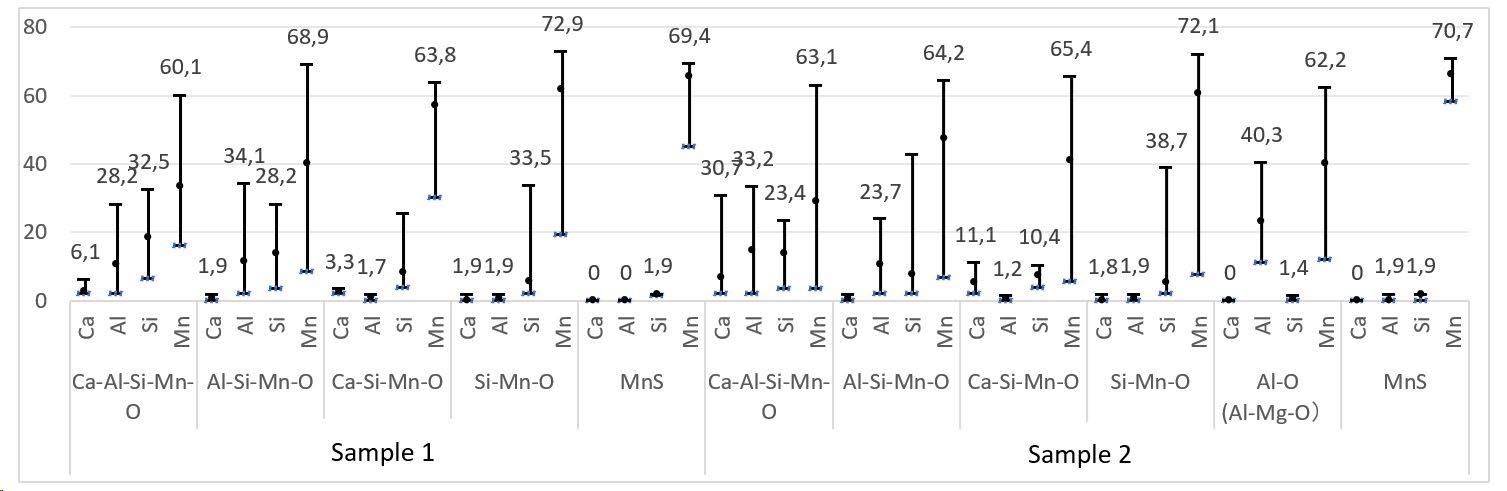
It can be seen that: Firstly, Al, Si, and Mn are the main elements in the inclusions, and even particles containing Ca have lower Ca content, especially in sample 1, which is further reduced compared to sample 2. Secondly, in terms of Si content in particles of the same type of inclusion, the average of sample 1 is slightly lower than that of sample 2. Thirdly, in Ca-Al-Si-O and Al-Si-O type inclusions, the Al content in sample 2 is high and Si is low, while in sample 1, Si is high and Al is low, which is consistent with the deoxidation process (Al content in the steel).
The elements in the inclusions are mainly Al, Si, and Mn. Even those particles containing Ca, the Ca content is relatively low, especially in sample 1, which is further reduced compared to the sample 2. As to the Si content in the same type of inclusions, the average value of sample 1 is slightly lower than that of sample 2. In Ca-Al-Si-Mn-O and Al-Si-Mn-O inclusions, the Al content in sample 2 is high and Si is low. However in sample 1, Si is high and Al is low. This is consistent with both the deoxygenation process and Al content in the steel.
Tab. 3 lists the size of various types of inclusions in the samples under two different processes.
dei materiali carboniosi considerati (la definizione della tipologia di materiale corrisponde a quella fornita dal fornitore).
The average size (hereinafter referred to as ECD, equivalent calculated diameter) of inclusions is based on the assumption that all inclusions are spherical. ECD of most types of inclusions in sample 1 is smaller than that in sample 2, only Si-Mn-O inclusions are slightly larger. Si-Mn-O inclusions are the only type with a larger amount
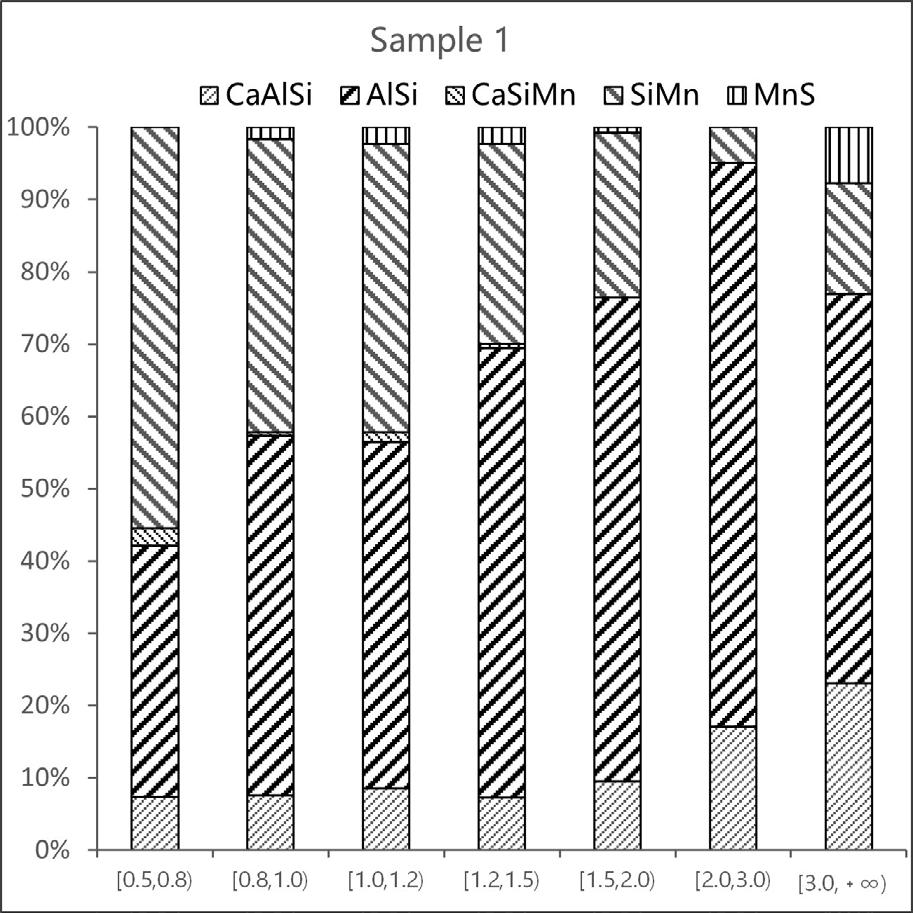
It can be seen that the size distribution of inclusions under the two processes has both similarities and differences according to their types. Those aspects with similar characters include: if calcium modification is not considered, small-sized inclusions are mainly Si-Mn composite deoxygenation products. As the size increases, inclusions gradually transition to Al-Si-Mn type, but there
shared by the two samples. It is also the smaller size inclusion type among all existing types. Total calculated, the inclusions average size of sample 1 is 1.09 μ m, and it’s much smaller than sample 2, which average size is 1.32 μ m. Fig.5 shows the distribution of various types of inclusions size.
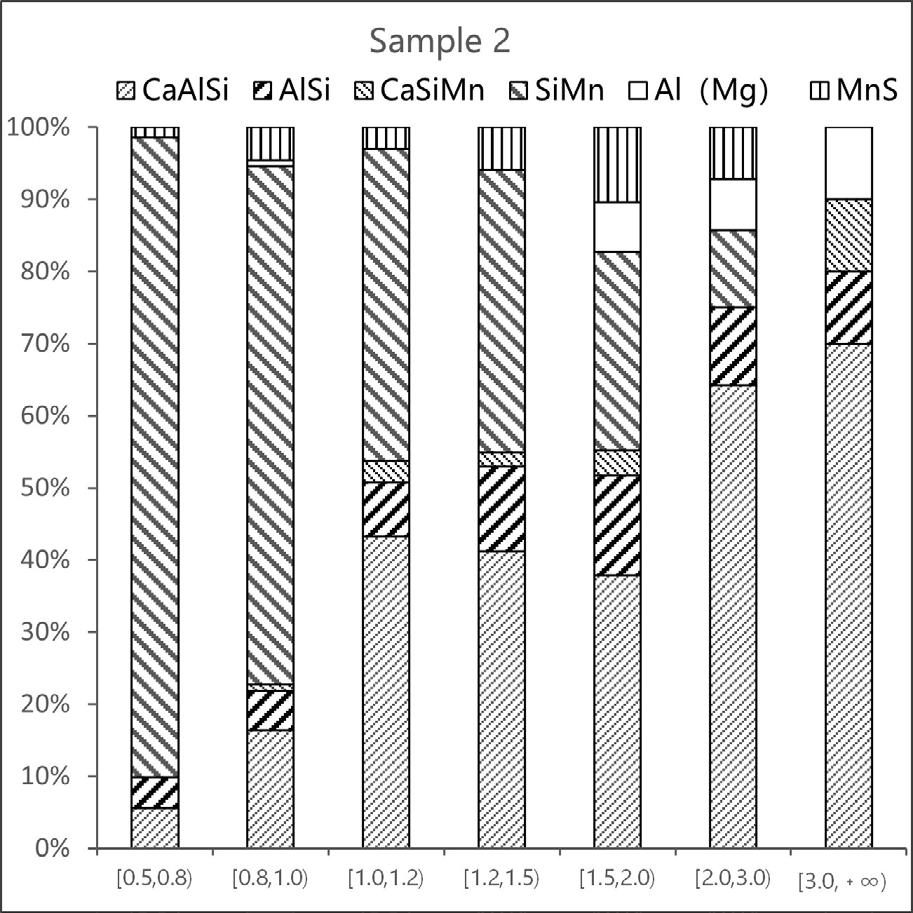
are differences in the specific proportion.
As to sample 1, small-size (<0.8 μ m) inclusions are mainly Si-Mn-O type, but the proportion of Al-Si-Mn-O type has significantly increased when the size is greater than 0.8 μ m. As to sample 2, the small-sized (<1.0 μ m) inclusions are Si-Mn-O type. When the size is in the range of 1.0 μ m and 1.5 μ m, the proportion of Si-Mn-O type and Al-Si-
Mn-O type is basically equivalent. Inclusions with a size of ≥1.5 μ m is mostly the Al-Si-Mn-O type in quantity, while Al oxides and spinel inclusions also appear; The differences also include: the effect of calcium treatment is more obvious on sample 2, so it can be seen that sample 1 still mainly belongs to the type before calcium treatment, which is related to the different refining process cycles. It can be found that the modification effect of calcium is more prominent on the type of Al-Si-Mn-O, while the Si-Mn-O type is less affected, only showing performance on larger sized inclusion particles, In fact, the Al-Si-Mn-O type also shows a trend of increasing the
proportion of modification with increasing size, which is also the effect of calcium on the modification of inclusions, forming lower melting point inclusions, increasing size, and making them easier to float and remove. In general, Ca treatment has more obvious influence on larger-sized inclusions.
Fig.6 plot the positions of relatively large amounts of SiMn-O, Ca-Al-Si-O, and Al-Si-O types (including mixtures) inclusions of both samples.
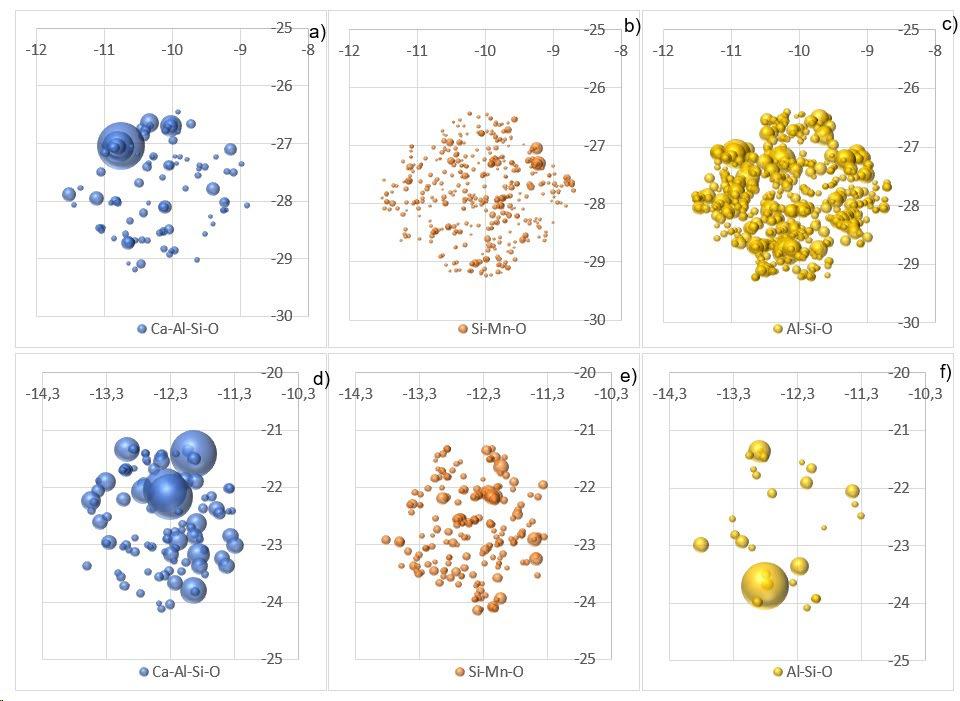
As shown in the fig.6, the distribution of various types of inclusions in the wire rod can be considered random or even. It can also be more intuitively observed that compared to sample 1, more Al-Si-O inclusions in sample 2 transform into Ca-Al-Si-O.
During rolling, the inclusions extend as steel transforms. The deformation rate, here which is defined as the maximum diameter of inclusion particle divide the minimum diameter (Dmax/Dmin), is closely related to the elastic modulus of inclusions[14,15]. It is found that this
deformation rate is also related to the size of inclusions, as shown in fig.7.
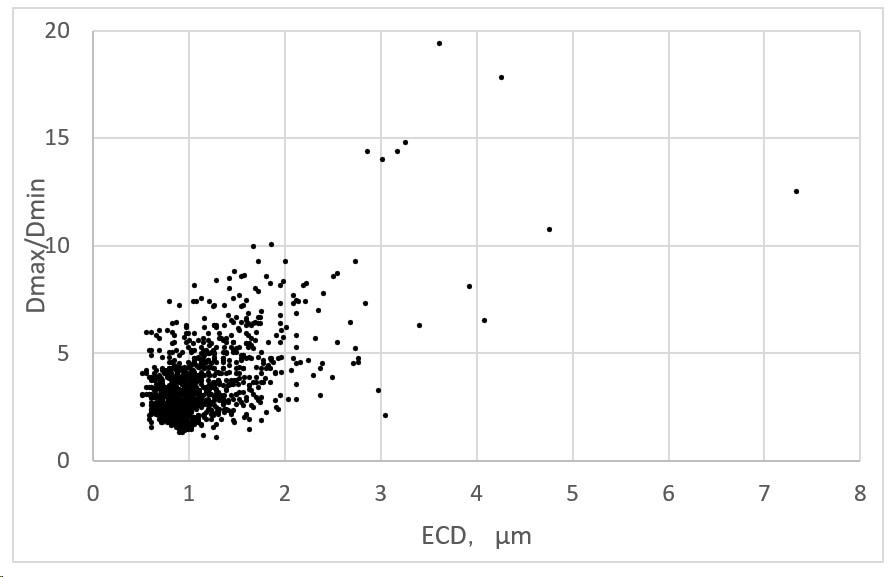
It can be seen that, in general the smaller the inclusion is, the more difficult to deform. The deformation of inclusion particles during hot rolling may be influenced by both their type and original size. It is inferred that larger particles are significantly affected by size, while smaller particles are significantly affected by type.
Vertical to the rolling direction, the test field is divided into five groups, and each group is named sequentially from 1 to 5, as shown in fig. 12. The statistical results of inclusions deformation rate of each sample under two refining process are also illustrated in fig.8.
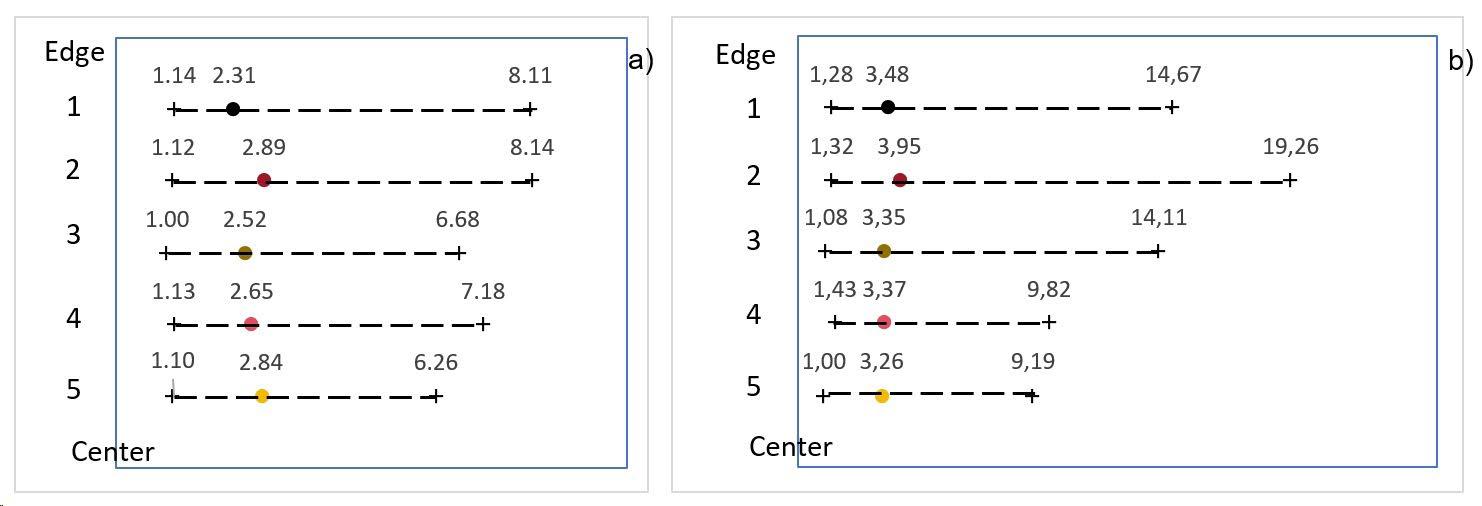
The inclusion amount per unit area of each group was also counted, however from the statistical results, it can be seen that there is no obvious pattern in the distribution of radial inclusions.
From the statistical results, it can be seen that: 1) on a single sample, under two refining processes, the elongation deformation rate of inclusions in each group after radial grouping does not show a significant correlation with the position of each group; 2) Comparing the two refining processes, the deformation rate of inclusions in the coil
under the Ar blowing process is relatively high, which should be related to the small original size of inclusions in the sample, and also supports the previous analysis of fragmentation during inclusion rolling process. Based on the above analysis, it is believed that for this type of small-sized wire rod ( φ Due to the large compression ratio (about 948), the elongation deformation at the edges and center of the steel billet is significant, masking the differences in surface deformation. Some studies have also found that during rolling, due to the dragging effect of the rolls on the surface position, the actual maximum deformation position is at R/2, which is inconsistent with the conclusion of this experiment. Therefore, further research is needed in this direction.
Thousands of tons of ER70S-6 wire rods have been produced in the above experimental process, and the
whole production goes smoothly.
The success rate of steelmaking by experimental process is 100%, the pass rate of billetes is more than 99%, and the yield rate of wire rods exceeds 97%. All of the economic and technical indicators are equivalent to conventional process.
In terms of usage, the drawing performance of the wire rod is excellent, and no abnormal drawing fracture has been reported.
The oxygen content in ER70S-6 wire rods produced in experimental process is about 110ppm, which is almost two or three times of that of conventional process. Oxygen in welding electrods is beneficial for welding performance as it can reduce welding spatter, increase the aspect ratio of the weld seam, and form a wide weld seam. More research will be carried out on welding performance of experimental ER70S-6 based on this research work.
[1] Chen ZL, Wang X, Fan BH, Li N. Summary and Analysis of the Causes of SWRH82B Wire Rod Drawing Fracture. Shanxi Metallurgy. 44(05), 2021. p. 205-207.
[2] Xiao MD, Li FQ, Luo XZ, Zhu XR, Zhang YC, Zhang ZY. Cause analysis of the fracture occurrence during the drawing of SWRCH22A cold heading wire rod. Jiangxi Metallurgy. 5, 2020. p. 40-44.
[3] Han XQ, Du DC, Xie FF, Sun XY. Cause analysis of the fracture occurrence during the drawing of YL82B wire rod. MW Metal Forming 12, 2018. p. 66-68.
[4] Ling HC, Li JC, Bai WP, Yang BJ. Analysis about drawing break of welding-wire H11Mn2SiA steel wire bar. Hebei Metallurgy. 8, 2016. p. 70-73.
[5] Nong ZJ, Liu CL, Liu JY, Wu DX. Analysis on drawing fracture of SWRM17 caused by inclusions. Southern Metals. 5, 2015. p. 44-46
[6] 6. Wang KP, Wang Y, XU JF, Chen TJ, Xie W, Jiang M. Investigation on evolution of inclusions in bearing steel during secondary refining. Iron and Steel. 6, 2022. p. 1-8.
[7] Wang QB, Zhang H, Li YC, Lu CL, Bai RJ, Liu CS. Effect of 120t LF refining slag system on plasticity inclusions in 55SiCrA Spring Steel. Special Steel. 43(01), 2022. p. 34-38.
[8] Zhu MY, Deing ZY. Evolution and control of non-metallic inclusions in steel during secondary refining process. Acta Metallurgica Sinica. 58(01), 2022. p. 28-44.
[9] Li Xiaona(translated). New welding wire for thin steel sheet. Modern Welding Technology. 10, 2010. p. 32-35.
[10] Li L, Wu XD, Yang LW. Research on inclusions of 48MnV microalloy steel. China Steel Focus. 3, 2022. p 25-27.
[11] Wu H, Deng XT, Li CR, Sui Y, Zhang T, Ji WB, Wang ZD. Analysis on cold bending fracture of wear-resistant steel NM400. Heat Treatment of Metals. 46(09), 2021. p. 262-267.
[12] Wang DX, Li ZW, Xie JB, Wang Y, Fu JX. Analysis on cause of 23MnNiCrMo54 steel chain breaking. Shanghai Metals. 43(01), 2021. p. 113-118.
[13] Long H, Cheng GG, Qiu WS, Zeng LY, Yu TH, Liu D. Characteristics, sources analysis of large size inclusions and technical improvement during bearing steel production. China Metallurgy. 30(09), 2020. p. 53-59.
[14] Zhang LF, Guo CB, Yang W, Ren Y, Ling HT. Deformability of oxide inclusions in tire cord steels. Metallurgical and Materials Transactions B. 49B(2), 2018. p. 803-811.
[15] Wang KP, Jiang M, Wang XH, Wan WH, Wang Y. Behavior of Dual-Phase (MnO-SiO2-Al2O3) + (SiO2) Inclusions in Saw Wire Steels during hot rolling and cold drawing. Metallurgical and Materials Transactions B. 51B, 2020. p.95-101.

CORSO BASE: 12-13 GIUGNO | CORSO AVANZATO: 19-20 GIUGNO 2024
Le prove meccaniche trovano ampia diffusione in numerosi laboratori pubblici e privati dedicati al controllo e caratterizzazione di materiali e strutture. Alla larga diffusione delle prove non fa tuttavia riscontro un’altrettanta vasta offerta di corsi di formazione e di materiale didattico dedicato. Per questo motivo a partire dal 1999 l’AIM ha organizzato un corso di Prove Meccaniche che giunge ora alla tredicesima edizione.
Il Corso si svolgerà in due parti, base e avanzato, e per ciascuna ci sarà un pomeriggio di dimostrazioni pratiche.
L’attestato di partecipazione rilasciato da AIM a fine corso è riconosciuto tra i titoli per la certificazione di esperto di livello 2 e 3 in prove meccaniche e tecnologiche.
Si ringraziano S.M.T. e Sider Test per l’ospitalità offerta.
Argomenti e docenti:

Organizzato dal Centro di Studio
Controllo e Caratterizzazione dei Prodotti della
Coordinatore in collaborazione con Ezio Trentini
Introduzione ai meccanismi di rottura dei materiali metallici - Enrique M. Castrodeza – Politecnico di Milano
Le prove di trazione e resilienza - Silvia Barella - Politecnico di Milano
La prova di durezza - Martino Semeraro – RINA Consulting, Centro Sviluppo Materiali, Roma
Prove meccaniche, codici ed ispezioni - Luca Bertolini – Ispettore ASME livello III, Limbiate
Il prelievo e la lavorazione dei campioni di prova - Ezio Trentini – CdS CCP AIM, Milano
L’accreditamento dei laboratori di prova e l’incertezza delle misure - Giovanni Stella – Consulente, Monza
Le macchine di prova materiali, caratteristiche e taratura - Paolo Trallori - Consulente
Prove pratiche (trazione, resilienza, durezza) e visita del laboratorio S.M.T. S.r.l. (Pozzo d’Adda)

Argomenti e docenti:
Prove sperimentali per la fatica meccanica e termomeccanica - Riccardo Donnini – CNR-ICMATE, Milano
Fatica ad altissimo numero di cicli (VHcf) - Davide Paolino - Politecnico di Torino
Tavola rotonda: le prove meccaniche sui componenti
Le prove a caldo, creep e fatica oligociclica - Gunther Merckling – RTM Breda, Cormano
Le macchine di prova servoidrauliche - Francesco Franzese – MTS Systems, Torino
La Meccanica della frattura con applicazioni alle strutture oil and gas - Enrico Torselletti – Saipem, Fano
Esecuzione di prove di meccanica della frattura - Valentina Ferrari, Marco Borile - Sider Test, Castel San Giovanni
Prove pratiche (prova di fatica assiale, COD, costruzione provette) e visita del laboratorio Sider Test Srl (Castel San Giovanni)
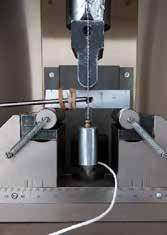
Tenaris Siderca produces seamless pipes mainly for the oil and gas industry as well as other segments, such as mechanical applications or automotive components. The steelmaking shop is equipped with two Electric Arc Furnaces (EAFs) of 100 tons which are fed with a mix of scrap and Direct Reduced Iron produced on site. In the present work, different tools to control the temperature and bath oxidation during the operation of the two furnaces are described.
In order to predict the evolution of steel temperature during the process, a large database containing steel temperature measurements and relevant process variables was compiled. A multilinear analysis was performed, and an algorithm was developed to estimate the temperature as a function of the last measurement and the additions of materials and energy carried out in the interval considered. Calculated values can reproduce in a reasonable way the measurements, especially towards the end of the heats when the process conditions become more stable. Using this approach, a reliable tapping temperature can be predicted after the last temperature measurement.
The temperature drop between EAF and Ladle Furnace (LF) depends on several factors, like: the weight and type of materials added during tapping, the elapsed time of the ladle in the car and the thermal status of the ladle. Based on statistical data collected from a large number of heats, an equation was developed to estimate this temperature drop. This equation was incorporated at the Level-2 automation system to set the tapping temperature in each heat. While the weight and type of materials added for each steel grade is known in advance, the waiting time of the ladle before entering the LF and its thermal regime change heat-to-heat. So, different tools were implemented to estimate on-line these parameters in daily operation. The implementation of the whole package was helpful for the operators to make the necessary adjustments along the heat. After the deployment of the system, a reduction in the average steel temperature at the beginning of the refining stage as well as its dispersion was verified.
A similar approach to that developed for the evolution of steel temperature was implemented to estimate the oxygen activity of the bath. Based on the last measurement, the algorithm can predict the next oxygen activity value with a reasonable precision. The implementation of this module allowed a reduction in the number of measurements carried out in each heat without affecting the dispersion of the results.
KEYWORDS: ELECTRIC ARC FURNACE, PROCESS CONTROL, MODELS, TEMPERATURE, OXYGEN ACTIVITY
INTRODUCTION
The technical developments introduced in the operation of Electric Arc Furnaces (EAFs) during the last decades have significantly improved their efficiency, achieving many advantages over the traditional route of steel production via Blast Furnace and Oxygen Converter [1].
The higher flexibility to accommodate changes in the production rate makes the EAF process suitable for an always changing industrial scenario. Moreover, it is also much better positioned to face the challenges imposed by a reduction in the CO2 emissions in the coming years.
Juan
jpgaspari@tenaris.com
lwaridel@tenaris.com
sgoya@tenaris.com
sferro@tenaris.com
ccicutti@tenaris.com
Despite these clear advantages, the uncertainties introduced by the varying characteristics of the loaded materials and the different complexities of the process require a deeper understanding of the phenomena involved. In this sense, several statistical and physical models have been developed to estimate key aspects of the EAF operation, such as the specific electrical energy consumed to melt and heat the metallic charge. The characteristics and applicability of these models have been exhaustively reviewed in recent publications [2-4].
The control of steel temperature and bath oxidation along the process are key aspects to ensure a stable and repeatable production, reducing the dispersions of the main operating variables. Keeping these variables within limited ranges not only impacts the quality of the steels produced but also helps to optimize the energy consumption and reduce operating costs. The use of online models has proven to be an effective tool to achieve these goals [5]. In the present paper, the deployment of different models to improve the process control in Tenaris Siderca’s EAFs are discussed.
Tenaris Siderca produces seamless pipes mainly for the oil and gas industry as well as other segments, such as mechanical applications or automotive components. The steelmaking shop is equipped with two Electric Arc Furnaces of 100 tons, two Ladle Furnaces and two
Continuous Casting Machines of round bars. Main steel grades produced include medium carbon steels (0.100.40 %C) with different alloying elements (like Cr, Mo, Ti, Nb, etc). All the heats produced are fully aluminum killed during tapping and calcium treated at the end of the refining stage.
Both furnaces can be fed with a mixture of local and external scrap, pig iron and Direct Reduced Iron (DRI), the latter being produced on site in a facility that has a production rate of 125 tons/h. Scrap is normally charged in one or two buckets and DRI is continuously fed from the upper part of the furnace. Slag formers, like lime and dolomitic lime, are also charged continuously during the process. The furnaces are equipped with different configurations of burners and carbon injectors. Further details are presented in Table 1.
Since a large proportion of the steels produced are intended for products with high quality requirements, a tight control of bath oxidation and temperature is mandatory in the EAF process. Hence, several samples are taken to monitor the evolution of steel temperature and oxygen activity in every heat. With the aim of improving the stability of the process and reducing the number of samples taken in each heat, different tools were developed to predict the evolution of temperature and oxygen activity along the process. Once correctly calibrated, these modules can be used to more accurately predict the values expected at the time of steel tapping.
In order to predict the evolution of steel temperature during the EAF process, a statistical model was developed. As a first step, a large database was created compiling the information of more than 3 years of operation. For all the heats, the time at which each temperature measurement was carried out and the value obtained were recorded. Additionally, the average values of relevant process parameters between two consecutive temperature measurements were also recorded. A preliminary analysis was carried out to identify which of these variables had
a significant contribution to the temperature change. As a result of this assessment, it was concluded that for the operating conditions of these furnaces the most relevant variables were: the electrical energy consumption (∆EE), the weights of DRI (∆WDRI), fluxes (∆WFlux) and carbon injected (∆WC), as well as the volume of oxygen blown (∆VO2) and the elapsed time between both measurements (∆t). Therefore, the following equation was proposed to estimate the steel temperature as a function of the last measurement (TLast) and the indicated variables: (eq.1)
A total of 20000 intervals corresponding to 12300 heats from both furnaces were initially evaluated to estimate the parameters (Ci) of the previous equation through Multiple
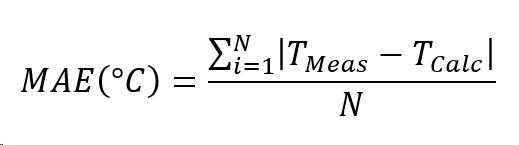
The prediction capability of the model increased when the elapsed time between two consecutive measurements was relatively short (< 10 minutes) or when the heat was closer to its end, reaching a MAE below 19 °C, see Table 2. Since these conditions are usually met after the last temperature reading, the calculation is reliable to estimate the actual tapping temperature. The obtained equation was then tested with a new set of intervals that had not been used in the original fitting, obtaining similar results, see Fig. 2.
Therefore, an application was implemented in the Level
Linear Regression, see Fig. 1. The results were assessed by calculating the Mean Absolute Error (MAE), which is defined as: (eq.2)
2 automation system of both furnaces to calculate on-line the expected temperature from the previous measurement. As an example, Fig. 3 shows the evolution of measured and calculated temperature in one of the heats, together with the weight of DRI added and the electrical energy input. As these magnitudes have an opposite effect, the evolution of temperature will depend on the net contribution of both, being the model useful to quantify these situations. The application is currently being used by the operators to make the necessary adjustments along the heats.
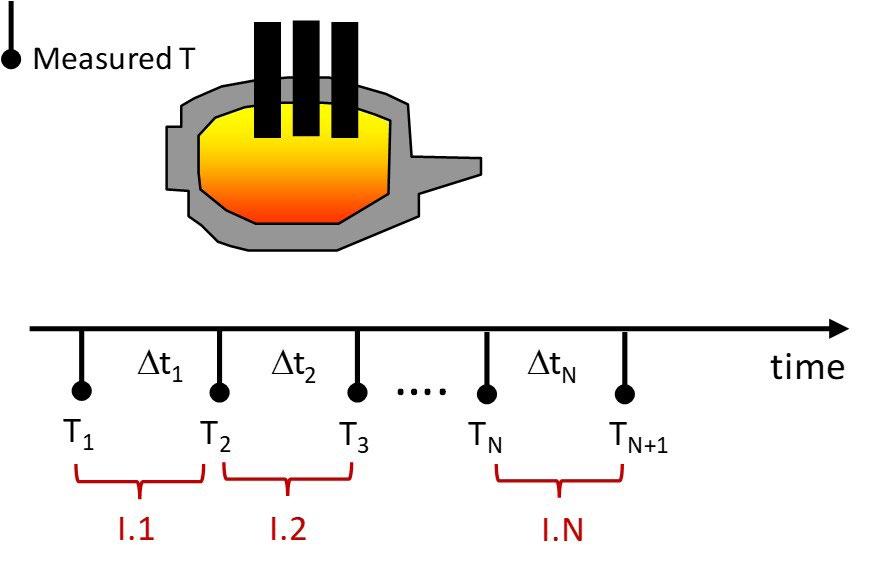
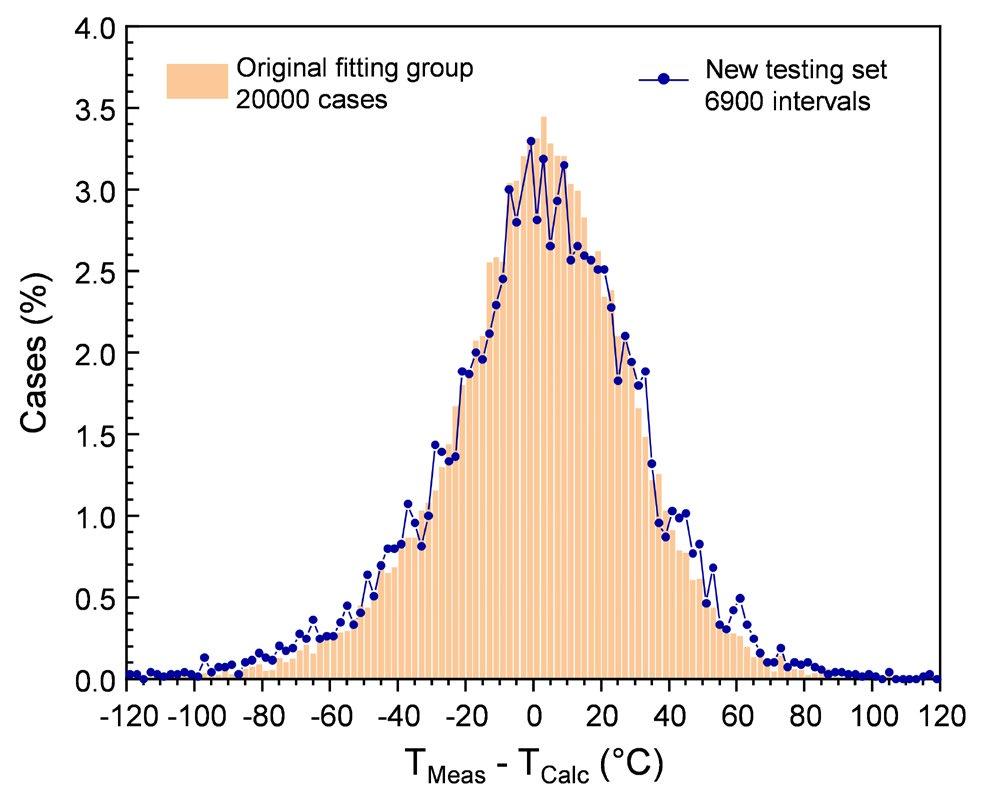
Comparison with a new data set
Target tapping temperature
To obtain a repeatable steel temperature at the start of the Ladle Furnace (LF) process, the EAF tapping temperature must be properly set. This value will depend on several factors, like the weight of alloys and fluxes added at tapping, the time that the ladle must wait in the car before entering the LF and the thermal regime of the ladle refractory lining. In order to quantify the contribution of each factor, the temperature drop between EAF and LF as well as the relevant process parameters were collected for a large number of heats. In each case, the tapping temperature was estimated by taking the last measurement and applying the equation described in the previous section, see Fig. 4. As expected, the temperature change between EAF and LF increases with the amount of ferroalloys added at tapping (Fig. 5-a). Furthermore, for the same steel grade, the temperature drop also increases for longer ladle waiting times in the car (tCar), as shown in Fig. 5-b. Due to the
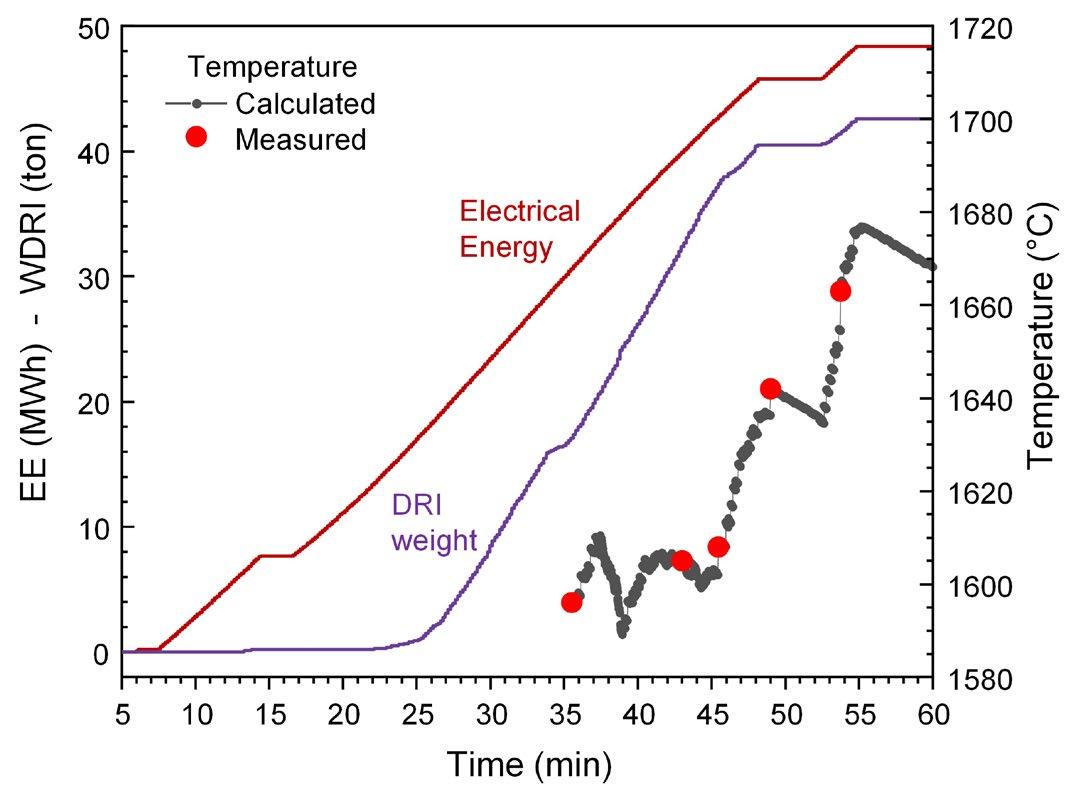
specific lay-out and operating conditions of this plant, the waiting time in the car can be long and variable from heat to heat, so an algorithm was developed to estimate it by combining the plant’s scheduling module and statistical information collected from historical data.
The thermal status of the ladle is characterized in each heat by means of a mathematical model that calculates the temperature distribution of the refractory wall during the whole thermal cycle of the ladle. The model receives on-line information of relevant events and updates the temperature distribution in the ladle wall. A Thermal Regime Index (TRI) is defined, which indicates the relationship between the total thermal energy stored in the refractories at each moment and that obtained when the steady state is reached. Further details of this application have been described elsewhere [6].
So, with the information collected, an algorithm was developed to estimate the temperature drop between EAF and LF as a function of the materials added, the ladle thermal status and the waiting time. As the materials added at tapping have different chilling effects [7-8], four categories were considered: ferroalloys (WFeX), carbon (WC), fluxes (WFlux) and aluminum (WAl). Although each ferroalloy may
also have a slightly different behavior [7-8], for the sake of simplicity they were initially grouped in a single category. Aluminum was considered separately because, due to the exothermic reaction that occurs during steel deoxidation, an increase in temperature rather than a drop is expected. Thus, the temperature drop is estimated as: (eq.3)
By setting the target LF start temperature, the above procedure can be used to define the EAF tapping temperature in all the heats. For each steel grade, the weight of the materials added at tapping are known in advance and the expected waiting time of the ladle is defined by the algorithm that combines plant’s scheduling and historical data. The thermal status of the ladle is obtained in real time by the mathematical model already described.
The whole package that sets the target tapping temperature was implemented in both furnaces and has been operative for several months. Since its implementation some improvements were observed, such as a reduction in the steel temperature at the beginning of the LF process as well as in its dispersion, see Fig. 6.
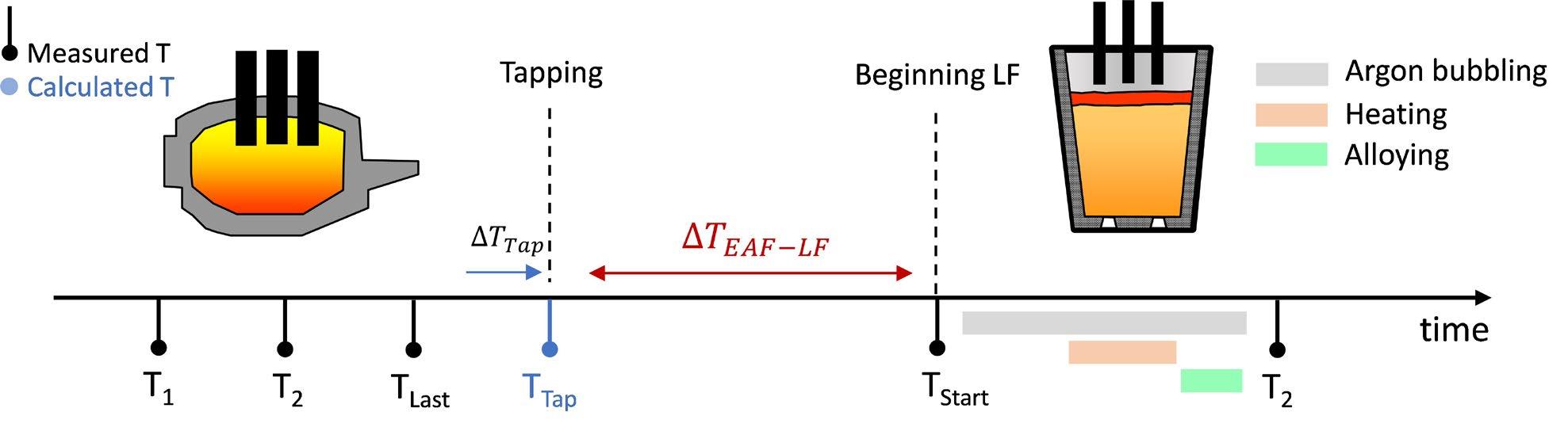
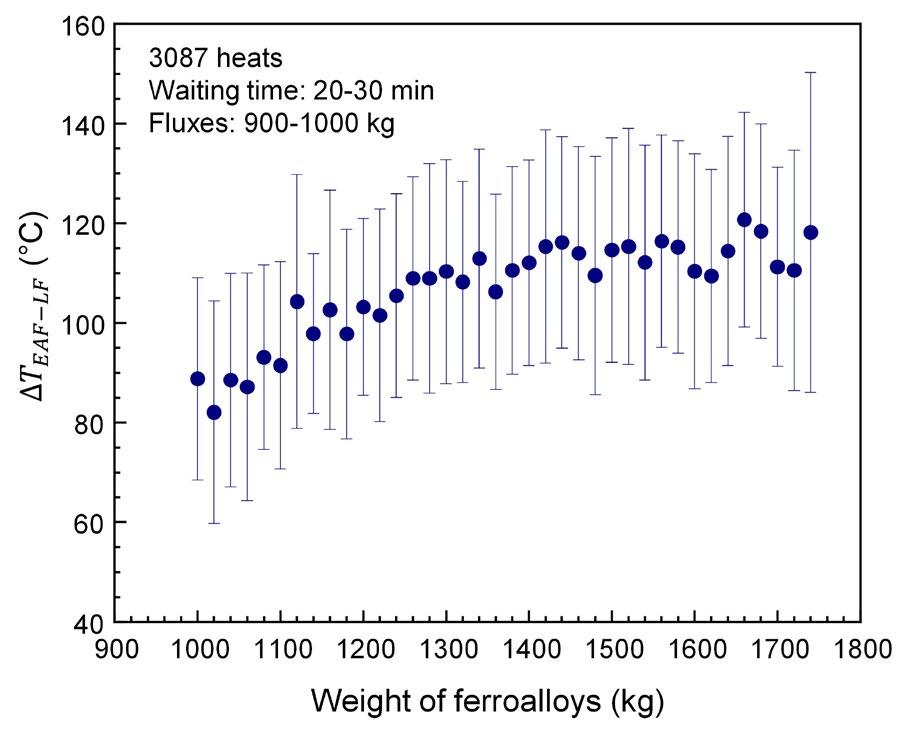
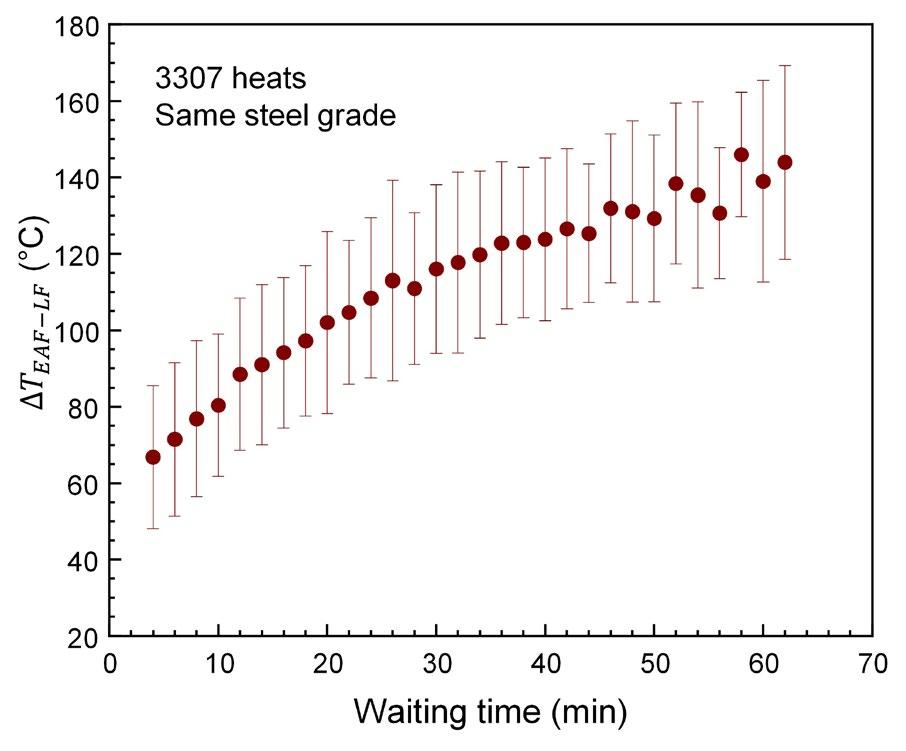
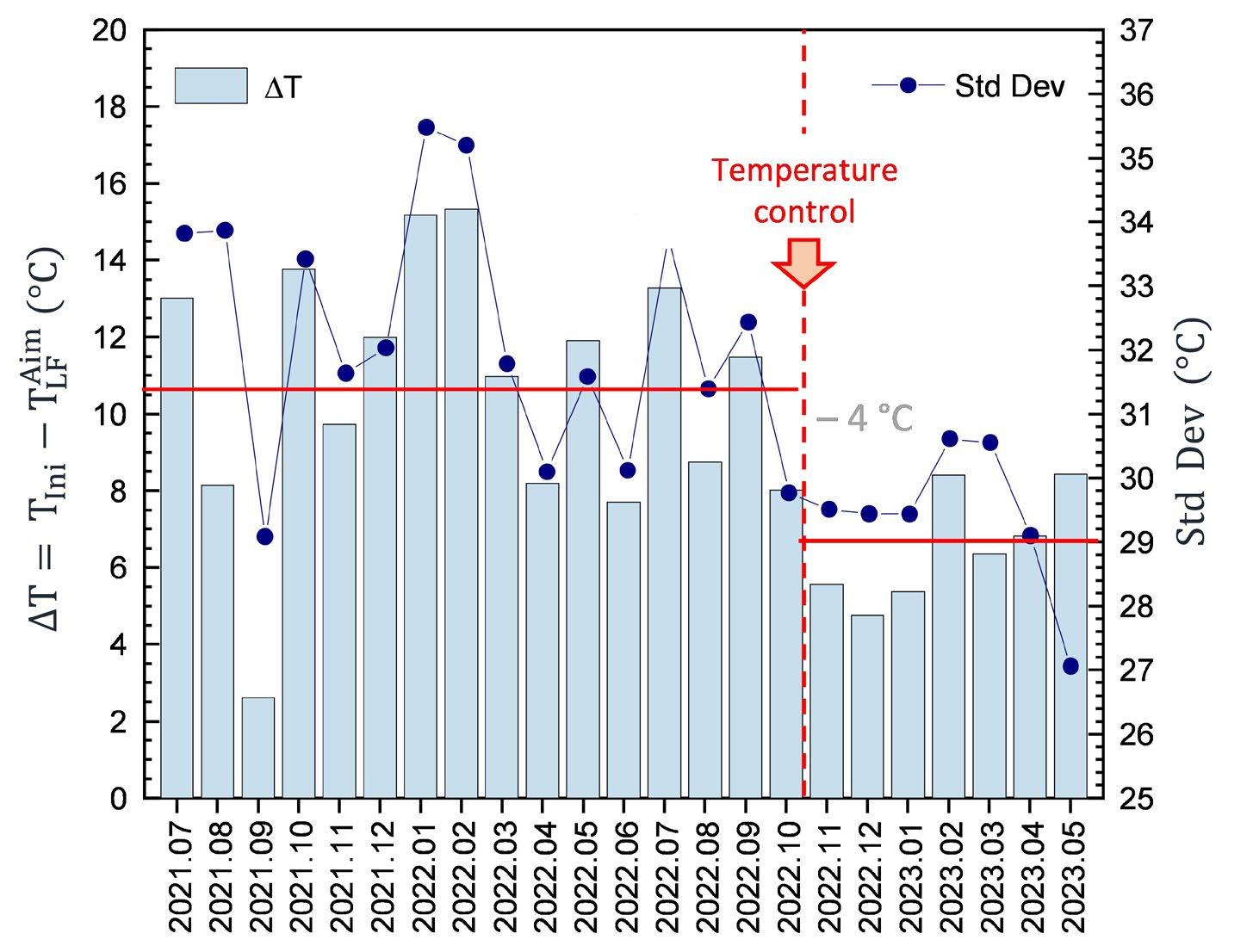
As mentioned before, a large proportion of the heats produced in this plant have stringent cleanliness requirements, so a tight control of the bath oxidation is mandatory. To achieve this goal, several oxygen activity measurements are normally carried out during the elaboration of the heats in the furnace. This frequent sampling can promote delays in the process and increase the operating costs, so a predictive tool was developed to reduce the number of measurements while keeping the oxidation values within the expected control range.
A similar approach to that developed to predict the steel temperature was implemented to estimate the oxygen activity of the bath. After a first analysis, it was concluded that the same group of variables selected to estimate the steel temperature was also appropriate for the prediction of oxygen activity. From the collected historical data, a total of 5000 intervals with oxygen activity measurements and process variables could be recovered. Using multilinear analysis, an expression similar to (eq. 1) was developed to predict oxygen activity. As shown in Fig. 7-a, a reasonable agreement between calculated and measured values was
obtained. The developed equation was then tested for a different group of heats that had not been used to fit the parameters and the results were still acceptable, see Fig. 7-b.
Owing to the good results observed, a calculation module was implemented in the Level 2 of both furnaces. As the system gained reliability, it was possible to reduce the number of measurements carried out during the process by 13 % without affecting the dispersion in the results obtained.
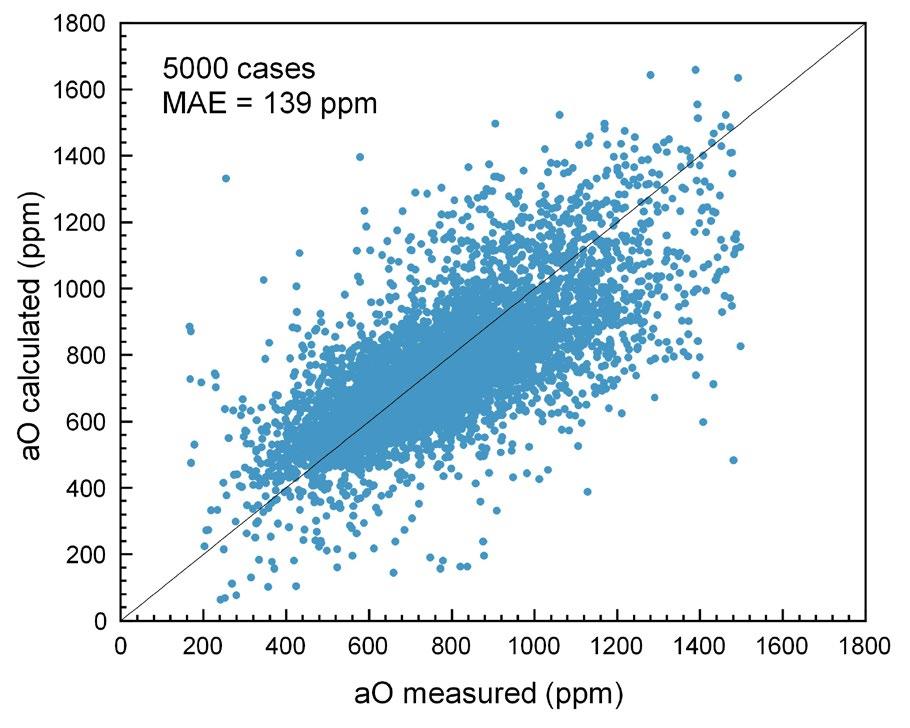
(a)
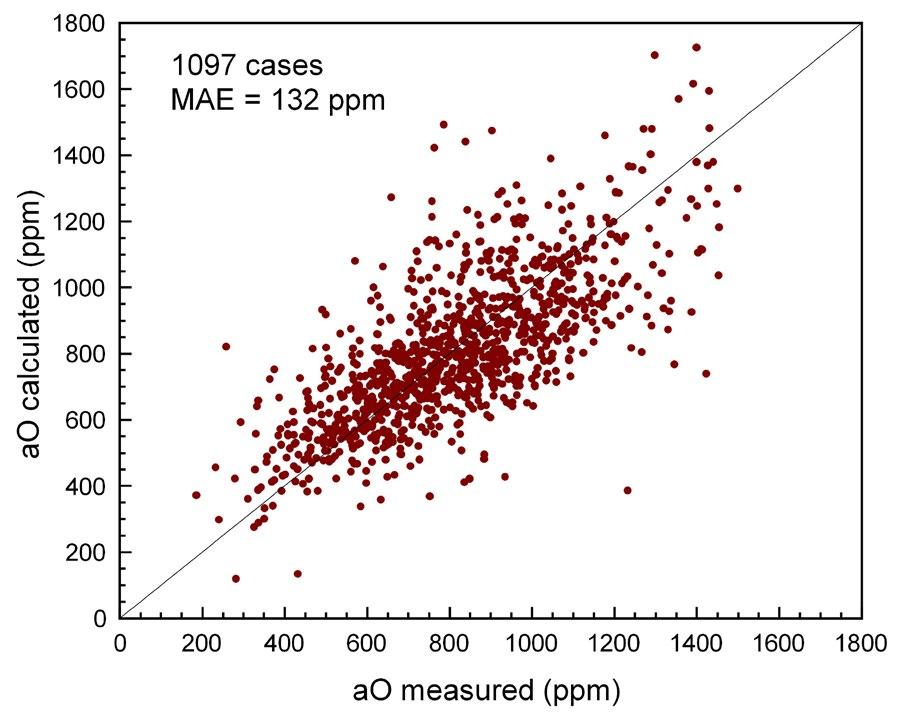
(b)
It is a common practice in Al-killed steels to adjust the amount of aluminum added at tapping with the oxygen activity measured at the EAF to obtain a similar Al content at the beginning of the LF process [9]. Hence, as the oxygen activity at the EAF increases, a higher amount of Al is consumed at tapping which can be estimated as follows:

Where WS is the steel weight, [Al] the Al content measured in the ladle and WAl the amount of Al added, which is a function of the oxygen activity. So, for similar Al contents in the ladle, the Al consumption increases with the oxygen activity measured at the EAF. However, the actual oxygen activity at tapping may differ from the last measurement carried out if some late adjustments are made in the furnace. The developed algorithm was used to evaluate the impact of these differences, comparing the Al fade
(eq.4)
in heats with the same oxygen activity measured but different values calculated at tapping. As can be seen in Fig 10, when the calculated oxygen activity at tapping is greater than the last measurement, a higher consumption is verified. Conversely, Al consumption decreases when the calculated activity is lower than the last measurement. These results indicate that an accurate estimation of the oxygen activity at tapping can provide a better control of the amount of Al added for steel deoxidation.
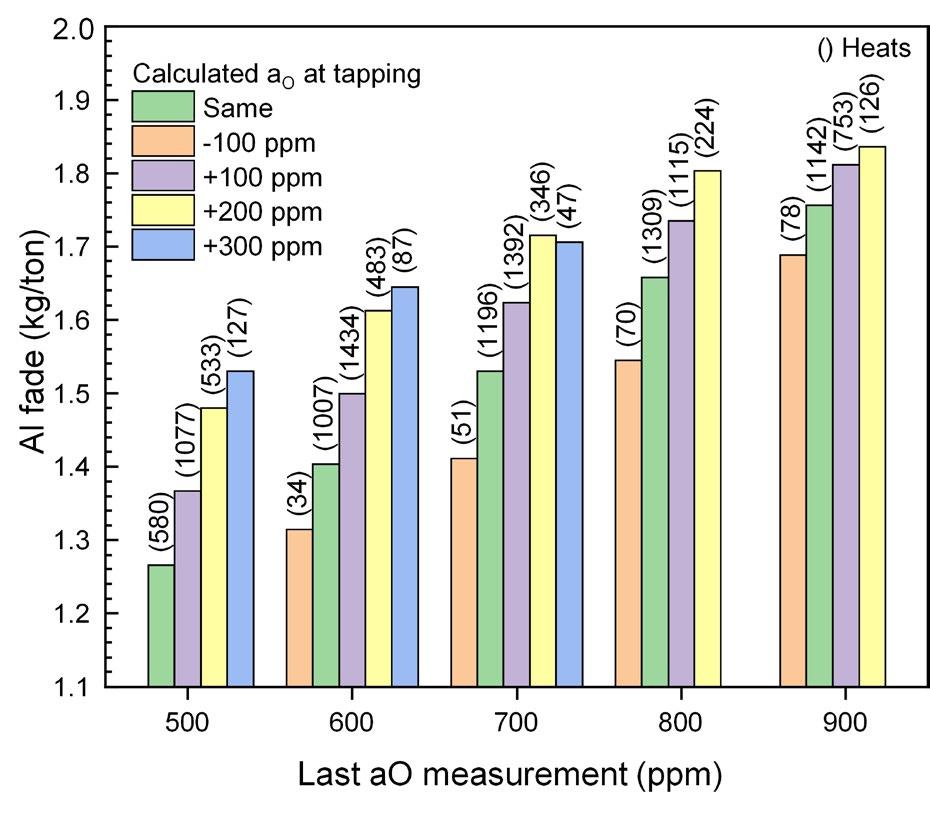
In the present work, different algorithms were implemented to estimate the evolution of steel temperature and oxygen activity along the process. After tunning these tools, they prove to reproduce with a reasonable precision the measured values. Therefore, these equations were implemented in the Level 2 system of both furnaces
to help the operators to make the necessary adjustments during the process. Furthermore, after the installation of these algorithms some improvements were observed in the daily operation, like a reduction in the number of oxygen activity measurements and a narrower dispersion of steel temperature at the beginning of the refining process.
[1] J. Madias, Electric Furnace Steelmaking, in Treatise in Process Metallurgy, Vol. 3: Industrial Processes, Vol. 1.5, 2014, p. 271-300.
[2] H. Odenthal, A. Kemminger, F. Krause, L. Sankowski, N. Uebber, N. Vogl, Review on modeling and simulation of the Electric Arc Furnace, Steel Research International, 2018, Vol. 89, 1700098.
[3] L. Carlsson, P. Samuelsson, P. Jönsson, Predicting the Electrical Energy consumption of Electric Arc Furnaces using statistical modeling, Metals, 2019, Vol. 9, 959.
[4] T. Hay, V. Visuri, M. Aula, T. Echterhof, A review of mathematical process models for the Electric Arc Furnace process, Steel Research International, 2021, Vol. 92, 2000395
[5] B. Kleimt, W. Krieger, D. Vasallo, A. Ayarza, I. Iriondo, Model-based decision support system for Electric Arc Furnace online monitoring and control, Metals 2023, Vol. 13, 1332.
[6] S. Ferro, C. Cicutti, P. Galliano, Thermal Tracking of Ladles, 8th International Conference on Modeling and Simulation of Metallurgical Processes in Steelmaking, STEELSIM, 2019, p. 241-249.
[7] G. Kor, P. Glaws, Ladle Refining and Vacuum Degassing, AISE The Making Shaping and Treating of Steel, Chapter 11: Steelmaking and Refining, 1998, p. 661-713.
[8] H. Tian, Z. Mao, Y. Wang, Hybrid modeling of molten steel temperature prediction in LF, ISIJ International, 2008, Vol. 48, N° 1, p. 5862.
[9] A. Conejo, D. Hernández, Optimization of Aluminum deoxidation practice in the Ladle Furnace, Materials and Manufacturing Processes, 2006, Vol. 21, p 796–803.
The CoJet® gas injection technology was developed and first introduced by Praxair (now Linde) in 1996, more than 25 years ago, and it has revolutionized Electric Arc Furnace (EAF) operation. Today there are more than 170 CoJet installations world-wide, and CoJet technology has become the industry standard for chemical energy input into EAFs. To decarbonise the chemical energy input into EAFs, Linde has developed CoJet injectors, Fluidic Burner, and 3-in-1 Injector, all of which can be operated with hydrogen as a fuel. The excellent results show that hydrogen is the ideal fuel here. The Fluidic Oxyfuel Burner uses a fluidic function to move the flame and melt a larger volume of scrap. This has been found to be particularly beneficial when installed at the slag door or in the EBT area. The functionality of the Fluidic Burner has also been combined into a Fluidic CoJet, where the CoJet lancing capability is combined with a moving flame to cover a larger area in the burner mode. This further improves heating and melting uniformity, increases productivity and enables more efficient use of chemical energy. The concept of 3-in-1 Injector combines oxygen lancing, carbon injection and burner mode. It provides effective carbon injection into the molten bath and at the slag/steel interface from a fixed side wall position, which improves slag foaming and gives better control over steel refining. Additionally, it increases the solid injection efficiency for finer carbon materials – minimizes losses to the fume system – and may be used to also inject DRI fines or lime. The Fluidic Burner uses jets, without mechanically moving parts, to deflect the flame and optimize chemical energy input and melting in the EAF. This has been found to be particularly beneficial when installed at the slag door or in the EBT area to cut and melt-in heavy scrap.
Linde’s CoJet injectors and Fluidic Burner may be operated with hydrogen as a fuel to help decarbonize chemical energy input into the EAF. Experiments show that hydrogen is an ideal fuel, better even than standard fossil fuels, at producing a flame shroud for better jet coherency and yielding longer jets.The Fluidic CoJet adds the fluidic flame capability to the CoJet technology. The added feature improves heating and melting uniformity, shortens melt-in time thereby increasing productivity and enables a more efficient use of chemical energy.To further support the optimization of the energy-efficiency, Linde’s OPTIVIEW® technology has now also been adapted to EAFs. OPTIVIEW is an image-based system that analyses the flue gas composition. Based on the analysis, OPTIVIEW provides online information to optimize the EAF post combustion to obtain minimum energy losses.This paper includes an overview of these different burner and injection technologies, the results achieved, and how they can support decarbonisation of the EAF. They are all ready to use with hydrogen as fuel.
KEYWORDS: EAF, OXYFUEL, ENERGY, SCRAP, INJECTION, FINES, HYDROGEN
INTRODUCTION
As governments and companies continue to pursue net zero carbon policies, electric steelmaking becomes increasingly strategic important in many countries. We will see a drastic evolution in number of mills using electric melting and a revolution is use of low-carbon fuels, ultimately hydrogen. The introduction of Linde’s CoJet® Coherent Jet gas injection technology more than 25 years ago, was the previous revolution in this field, and that technology system continues to develop to include
Joachim von Schéele, Hamzah Alshawarghi, Pascal Kwaschny, Herbert Groiss, Jeroen van Lingen, Davide Razzari
Linde GmbH, Germany
new features.
CoJet was a significant step in effectively injecting chemical energy in Electric Arc Furnace (EAF) steel making. This breakthrough technology was the first to introduce the concept of fixed wall mounted injectors, with each injector designed to perform multiple functions including oxyfuel burner, oxygen lancing, post combustion, and carbon injection. With the installation of the first CoJet injector in 1996, Gerdau Macsteel Arkansas became the first EAF in the world to operate with fixed multi-functional sidewall injectors. Today, steel makers worldwide have widely accepted this concept, as the technology has enhanced their efforts to lower costs, improve productivity, and in general, optimize their melting process. Indeed, the industry has shifted to this new standard for chemical energy input in EAFs. Fig. 1 shows a CoJet system in operattion.
The testimony to the wide acceptance of CoJet in the EAF melting process can be summarized as follows:
• Over 170 furnaces authorized to operate this technology worldwide over the last twenty-five years, and perhaps twice as many additional furnaces
utilizing the same concept;
• A wide geographical distribution with customers in North and South America, Europe, and Asia;
• Furnaces ranging in capacity from 30 to 400 metric tonnes tap weight;
• The number of injectors installed per furnace ranging from one (1) to four (4);
• Various furnace types that include AC, DC, Shaft, Consteel® and Conarc®;
• Raw material input to the furnace with wide ranging variation - 100% scrap, 100% DRI, a mixture of scrap and DRI, various percentages of hot metal, continuous scrap feeding;
• Furnaces operating under constant flat bath conditions with continuously varying bath heights;
• Inherent burner capacity of 3 MW to 6 MW per injector;
• Designed lancing capability from 600 Nm3/h to 4750 Nm3/h;
• A wide spectrum of oxygen practice from 12 Nm3/ton to 50 Nm3/ton.

The basic technology
The CoJet technology was developed in North America by Praxair, which merged with Linde to form Linde plc in 2019. Exploratory research on supersonic gas jet behavior
by Linde’s corporate fellow Dr. John Anderson led to the concept of flame shrouded jets, which become coherent and maintain their exit velocities and momentum over long distances. For example, an optimum flame shroud extends the length of a Mach 2.0 supersonic oxygen jet
in ambient air from ~15 times the nozzle diameter to about 70 times the nozzle diameter. With a quantitative understanding of coherency, Praxair then focussed on translating the basic concept to final applications for this novel technology. Subsequently, the first commercial application was launched for electric arc furnaces.
In an EAF, the laser-like oxygen jet from a coherent injector travels significantly farther than an oxygen jet from a conventional supersonic lance. Hence, coherent
jet injectors can be positioned well above the bath in the sidewall of the furnace, and still carry out effective bath lancing. Also, when the coherent jet of oxygen produced by the nozzle impinges and penetrates through the slag and into the molten steel bath, the concentrated momentum of the oxygen jet dissipates in the steel as fine bubbles, providing deep penetration and effective slagmetal mixing. This results in high efficiency lancing and decarburization. The principles are illustrated in Fig. 2.
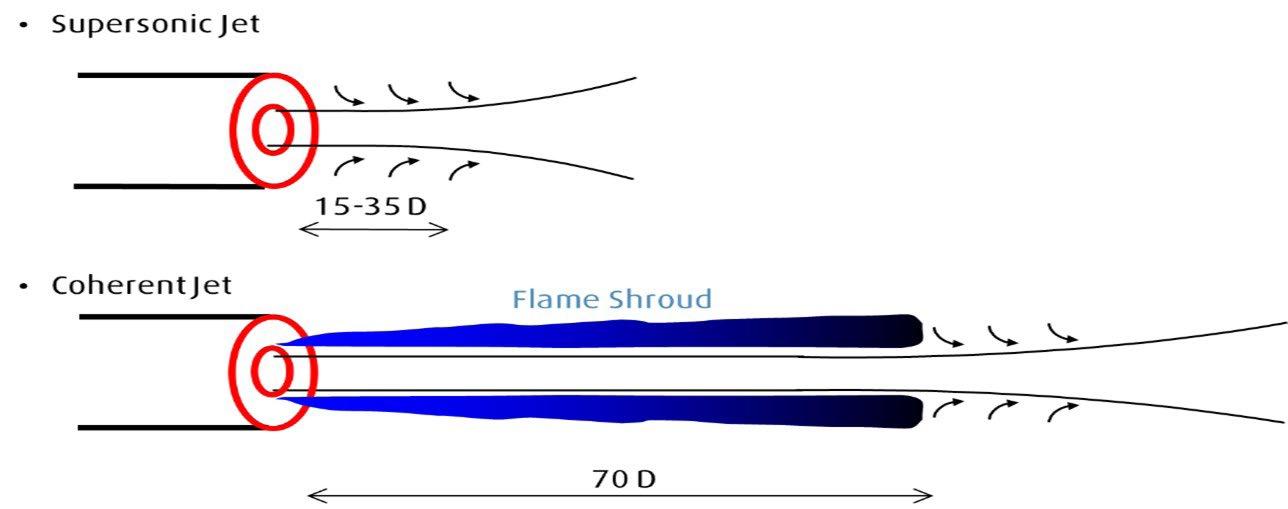
The CoJet injector assembly, in addition to lancing, is also designed to provide other multiple functions. Each injector, as needed during the heat, functions as a burner to melt scrap and to simultaneously inject supplementary oxygen at subsonic velocity to achieve post combustion. The post combustion oxygen is introduced in a controlled fashion at a specific shallow angle and close to the main lance oxygen to achieve maximum benefits, not only during scrap melting, but also during flat bath periods. This results in further reduction in electric power consumption, with concomitant increase in furnace productivity.
Finally, included in the CoJet injector assembly, is the feature to introduce carbon. The carbon is injected in a fully automated mode through a port specifically located to allow for effective slag foaming and reduction. Under proper conditions, this injected carbon can also provide some recarburization of the bath. The benefits resulting
from this efficient mode of carbon injection is the excellent slag foaming achieved, with significantly reduced quantity of injected carbon used.
CoJet technology is fuel flexible in that a wide range of hydrocarbon fuels can be used for the burner and shrouding gas. Natural gas, desulphurized coke-oven gas, LPG, kerosene, and fuel oil have all been commercially deployed. Linde has also developed CoJet technology based on hydrogen fuels. Hydrogen is in fact an ideal fuel to produce coherent jets. Not only does hydrogen produce the longest coherent jets for oxygen lancing (greater than 85 times the nozzle diameter), it also improves the heat transfer efficiency for scrap melting. The existing CoJet burners can be used with hydrogen with minimal modification. Fig. 3 shows a photograph of a CoJet injector with its flame shrouding.
Given the high temperature atmosphere in an EAF, questions are periodically raised about the need for a shroud fuel to produce coherency. While hot ambient conditions do improve jet lengths of a conventional O2 jet, up to about 35 nozzle diameters, laboratory studies and field experience has shown that they do not produce jet lengths comparable to a perfect coherent jet (>70 nozzle diameters). In addition, the jet length is not consistent throughout the heat, and leads to negative impacts on furnace operation.
The purity of oxygen required is less stringent than for a BOF and can be produced by Vacuum Pressure Swing Adsorption (VPSA) in which most of the nitrogen is ‘filtered’ out of air by molecular ‘sieves’ resulting in a gas containing 90-92% oxygen and 4% argon. This is a lower cost method than cryogenic liquification of air.
A typical CoJet system includes multiple injectors with associated assemblies for mounting on the sidewall of the furnace, a valve skid to independently meter and control the oxygen and fuel, a programmable logic controller, and an operator station usually located in the furnace pulpit. Historically, conventional EAF operation had been carried out by manual lancing and carbon injection, usually through an open slag door. By using coherent jet technology, the furnace is converted from a manual operation to a fully automated sequenced operation with the slag door closed, as depicted in Fig. 4. In addition, the oxygen and carbon are now uniformly introduced through
multiple injectors around the furnace in a homogeneous manner as shown in Figure 4. This allows for the use of higher overall chemical energy with added benefits achieved in return, in addition to improved safety for the operators.
The CoJet coherent jet technology is basically designed to provide a fully automated sequenced operation. Once a bucket charge is added and the roof is closed, the injectors automatically begin to operate in their preprogrammed sequence. With staged firing profiles, the injectors operate to provide different flame shapes. Initially, the injectors function in a low burner mode to melt the scrap. At this stage, a wide flame is used to heat a large area of scrap. Subsequently, a high burner mode is used with a more cutting or penetrating flame, followed by a low lance cutting mode that is deployed to rapidly cut through the heated scrap and facilitate quick melting. After the scrap is melted with this sequenced burner –low lance cutting operation, the injectors automatically switch to high lancing and decarburization. Concurrently, the carbon injection is automatically initiated to inject carbon at the set flow rates. Throughout this run, the post combustion oxygen is continuously added in each mode of operation of the injectors – low burner/high burner/low lance/high lance - refine, at varying flow rates. This allows for a high rate of capture of the CO evolved during the heat, and effective utilization and transfer of this energy to the bath.
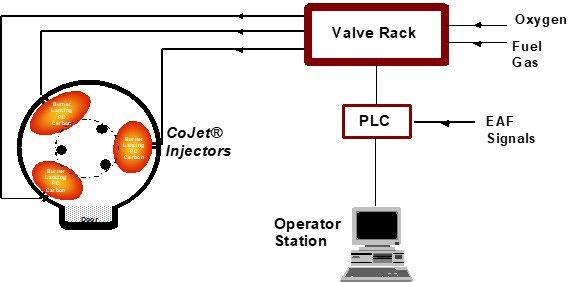
A furnace operated with the CoJet system can immediately reap benefits from this technology. Typical cost benefits derived are from a combination of following parameters:
• Reduced power consumption
• Increased productivity
• Elimination of supersonic lances and manipulators
• Significantly reduced maintenance
• Improved yield
• Reduced refractory wear at banks
• Reduced gunning
• Reduced electrode consumption
• Reduced injected carbon
• Improved delta life
Some of the other factors that lend added value to using a coherent jet technology are:
• Automation – less operator dependent
• Consistency – from heat to heat
• Improved slag foaming – higher rate of power input
• Non water-cooled injectors – easy to check
• Total flexibility – option to selectively lance with any injector(s)
• Improved safety
With more than 170 furnaces around the world authorized to use CoJet technology, considerable knowledge has been garnered at Linde from their experience with a wide range of furnace types and operating practices. This could be broken down into several categories, including the jet characteristics, high chemical energy utilization, lancing
efficiency and carbon, and maintenance.
It is now clear that coherent jets can be designed for remote location on the sidewall even at a height as high as 1.85 meters above the bath. Concurrently, coherent jet length can be achieved where jet coherency of supersonic speeds can be offered up to 2.5 meters in length from the nozzle face. This factor becomes even more critical when furnaces are operated with hot metal, 100% DRI feed or continuous feeding of scrap. Under these conditions, the furnaces are in a flat bath condition all the time. Given these conditions, where the bath height changes significantly over the extent of the heat, it becomes critical to have accurate quantitative data on jet length. This helps ensure that a truly coherent jet is designed with the appropriate requirements, and with its characteristics maintained over the requisite distances. Such well-designed coherent jets can function effectively in such furnaces with continuous feeding, or even in furnaces where there are bath height changes due to bottom wear.
It is critical to have quantitative data on coherent jet length and “perfect” coherent jets to handle variations in bath height without splashing or creating negative effects on the furnace. Imperfect coherent jets when installed in such furnaces, can render considerable damage to the furnace and negatively impact the operation. Typical problems that can be encountered with imperfect (poorly designed) coherent jets are:
• Excessive splashing
• Excessive overheating of panels
• High delta wear
• High refractory wear
• High levels of FeO
• Poor yield
Another key aspect of coherent jets are the shroud ports, which are integral to the injector design. Maintaining the
appropriate gas flows through the flame shroud (fuel gas and shroud oxygen) is critical for proper operation in each of the modes. If the flows to the shroud ports are not independently controlled, the integrity of the coherent jet can be compromised during a campaign. Such occurrences lead to negative effects on the furnace, some of which are listed above. Fig. 5 illustrates the relationship between flame shrouding and penetration depth.
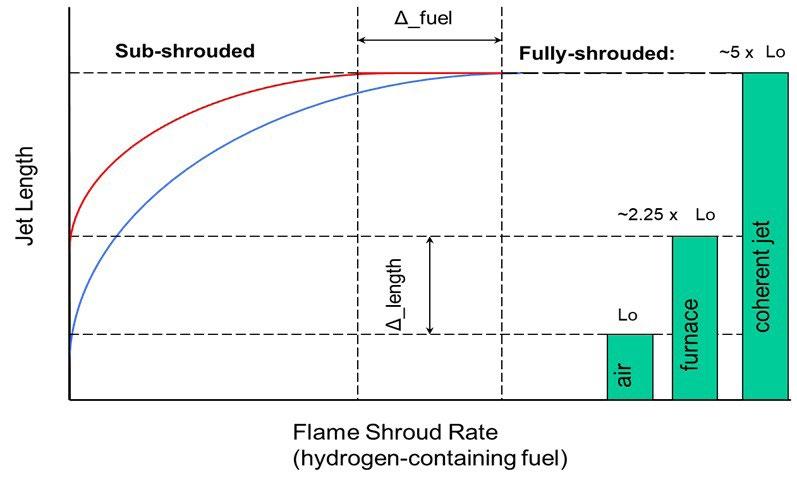
Several customers in countries with high fuel prices often request that the coherent jet offer be made without using shroud fuel. As discussed earlier, this is not advisable, and it results in excessive splashing, loss in yield, longer heat times, increase in O2 consumption due to lower injection efficiency, and significantly higher carbon injection consumption to combat raised FeO levels. The effects of flame shrouding on the penetration length of a supersonic oxygen jet are huge. Relative to ambient air, the hot furnace increases the natural jet penetration length, however, the application of a flame shroud maximizes the jet penetration to the coherent jet length deployed in Linde’s CoJet technology, which is more than doubling the its length inside the hot furnace.
Another aspect of a well-designed coherent jet system
is the significant impact of chemical energy addition. Experience gained shows that CoJet systems can be effectively used even with high oxygen practice. Some customers are operating furnaces at >45 Nm3/ton of oxygen and still reaping the benefits of improved yield, reduced power consumption, and higher productivity. All this, and with no adverse effects on refractory or electrode consumption. Indeed, the observed general benefit of injecting oxygen into the furnace using a CoJet system, yields a power reduction of about 4-4.5 kWh/ Nm3 of oxygen used. Fig. 6 shows the range of oxygen practice used by some CoJet system customers with the corresponding power consumption. This clearly demonstrates that the coherent jet technology can be used to avail of high chemical energy utilization with positive results. This is mainly due to the following features:
• Multiple injectors offer multi-point injections
• Homogeneous distribution of energy in the furnace
• Uniform early foamy slag generation
• Efficient coherent jets provide better stirring and mixing resulting in lower FeO in the slag
The most striking feature is that high levels of chemical energy have been consistently delivered without
compromising on yield or slag FeO levels. A noteworthy comment from one of our early customers who was surprised at the results commented, “you should publish a paper on how to increase oxygen use in EAF and still deliver increased yield.”
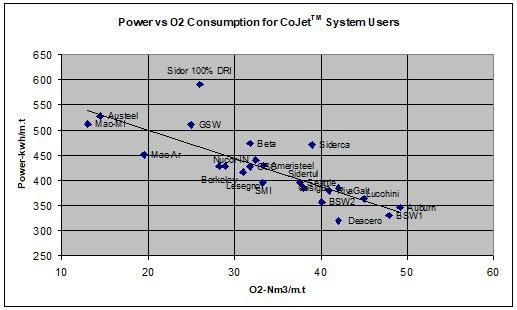
Lancing efficiency and carbon
It is now quite apparent that when lancing with coherent jets, the decarburization efficiency improves considerably. This aspect becomes a useful tool to reduce refining times, improve productivity, and make concomitant gains in power savings. Generally, carbon injection with the CoJet system has demonstrated that best results are achieved with additions that are less than 5-8 kg/ton. With the slag door closed, the foamy slag generated can be retained and carbon injection proportionally reduced or stopped. Reduced injected carbon consumption is a benefit we routinely deliver to our customers, with up to 60% savings in some cases.
The improvements in jet penetration, uniformity of
lancing around the furnace and better slag foaming have also translated into lower N levels in the steel. Reductions up to 10 ppm have been achieved, both in scrap and DRI charged furnaces
Maintenance
A frequent concern of any melt shop is the kind of attention and the level of maintenance necessary for any new system and hardware under consideration for use. This aspect is crucial since any down time needed to carry out maintenance, comes at a price.
At the very outset, this aspect of the CoJet system has been a major benefit to steel makers. The injector itself is non water-cooled and weighs barely 13 kg. A quick
inspection of an injector, as timed by some customers, takes about 10 minutes. Generally, such an inspection is advised at least once a week on a down day to ensure the integrity of the nozzle face. However, a special in the operator station is available to alert the operator in case any specific changes occur.
Another key benefit from a maintenance perspective is the life of the coherent jet injector. Experience shows, if adequate cooling water as required is maintained, basic flows and pressures of oxygen and fuel are held and sustained in the various modes - especially during charging, the injector life is significant. Customers have been using CoJet injectors and panels for more than a year, and in some cases, even up to 18 months or more.
Linde’s oxyfuel Fluidic Burner technology produces a powerful, concentrated flame whose direction can be
changed remotely by the operator without any physical movement of the burner itself and without any moving parts. This unique feature can be employed to direct the flame over a large volume in front of the burner, and thereby improve the use of chemical energy in the melting of a variety of metals.
The burner incorporates small steering jets using the “Fluidics” principle and the “Coanda” effect to create a significant change in direction of the main flame in any desired direction. This feature is particularly val-uable in an electric arc furnace, where the Fluidic Burner can provide higher scrap melting efficiency by progressively directing the energy from the burner to the colder areas of the furnace, and by preheating a significantly larger volume of scrap in front of the burner. Fig. 7 shows photographs of how the flame is di-rected in the burner.
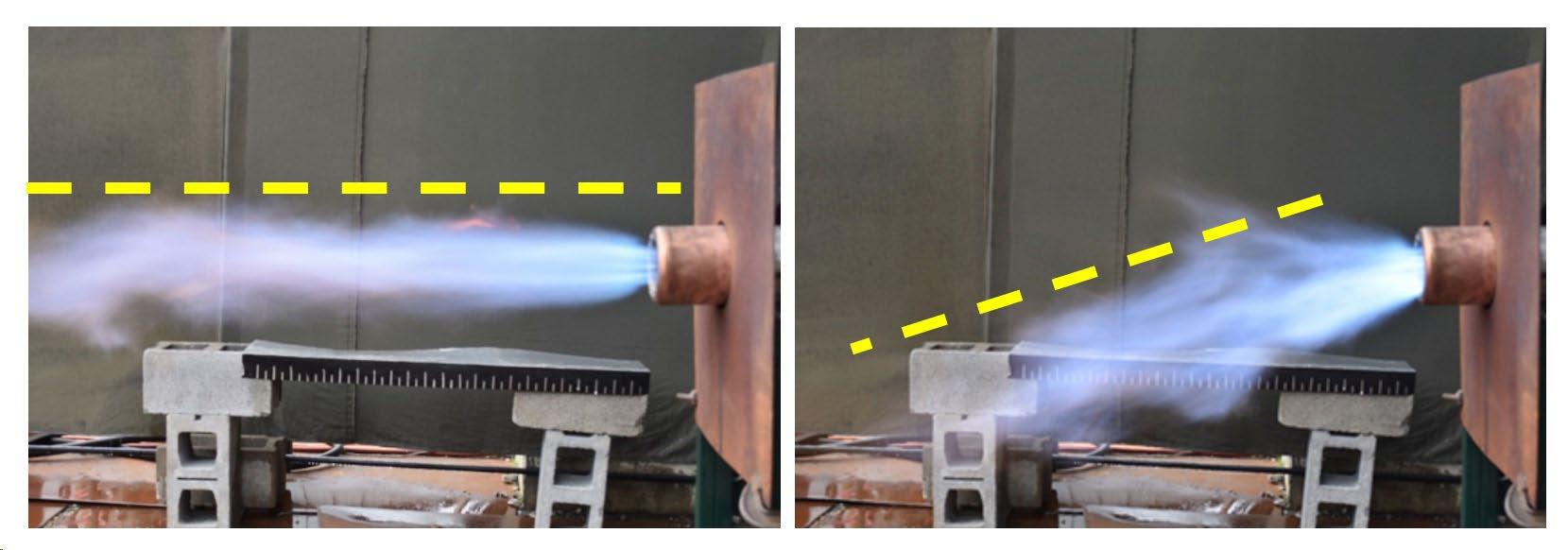
In an EAF, the Fluidic Burner can be mounted on the furnace sidewall along its circumference, in the slag door, and/or in the EBT area, to improve scrap melting efficiency. Flame directionality can be controlled remotely at the touch of a button, without any moving parts, by controlling the flow through steering jets in the burner. The Fluidic Burner a powerful concentrated flame, typically operating at 3-5 MW.
The fluidic function can also be incorporated into a Fluidic CoJet injector so that the same injector performs the fluidic burner function in the burner mode as described above, and it operates as a traditional coherent jet lance in the lancing mode. The Fluidic Burner brings several important benefits to the operation of an EAF, see Tab.1. The configuration with Fluidic Burners and Fluidic CoJet at an existing installation in an EAF is shown in Fig. 8.
Heating up a larger volume of scrap in front of the burner
Elimination of cold spots by directing flame towards un-melted scrap
Directional control of the flame
No moving parts to achieve directional adjustments
Improved heating efficiency and uniformity
Higher firing rates
Productivity increase
Power on time reduction
High serviceability
Low maintenance combustion system
PLC based combustion control systems
Direction of the flame is changed in pre-programmed cyclic pattern to cover a large volume (heat from side to side and up and down)
Enabling remote monitoring
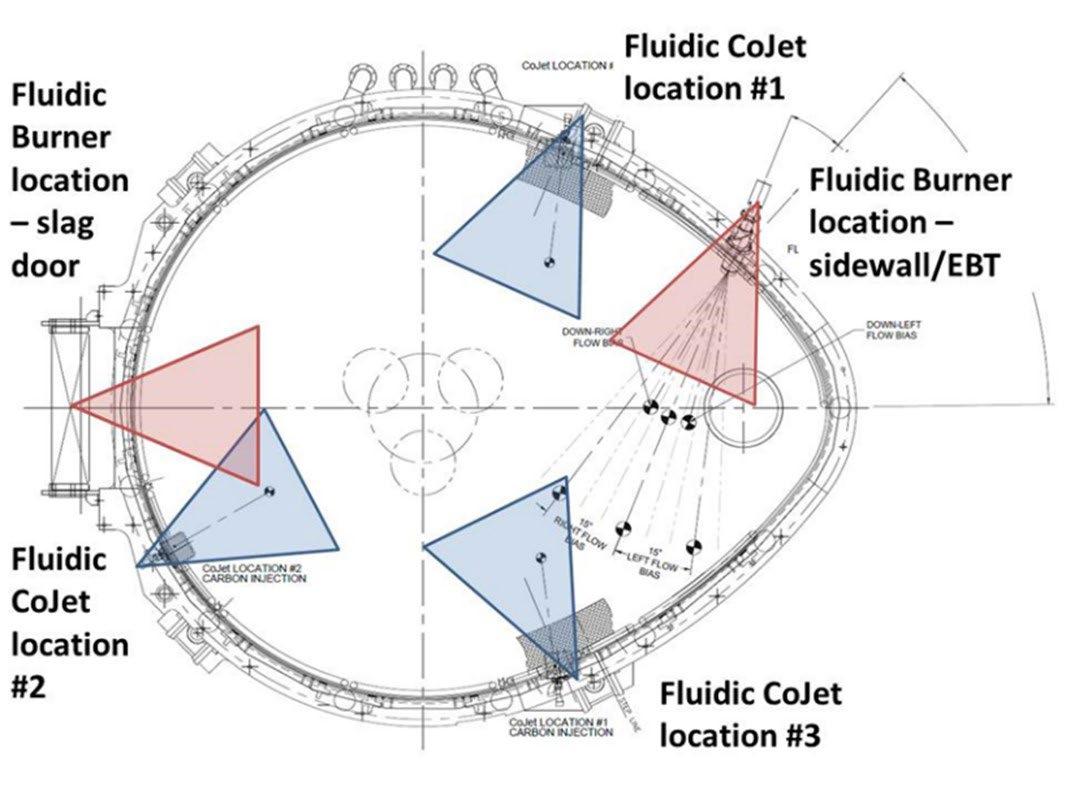
The concept of 3-in-1 Injector combines oxygen lancing, carbon injection and burner mode. It provides ef-fective carbon injection into the molten bath and at the slag/steel interface from a fixed side wall position, which improves slag foaming and gives better control over steel refining.
Additionally, it increases the solid injection efficiency for finer carbon materials – minimizes losses to the fume system – and may be used to also inject DRI fines or lime.
The CoJet 3-in-1 Injector has been fully tested in EAF operation. Fig. 8 shows a 3-in1 Injector during testing,

In addition to the topics already mentioned, Linde is also working on thermal post-combustion. A system for this purpose was developed years ago and has now been transferred to the EAF steelmaking sector. If unburned CO leaves the furnace, this leads to energy losses. The Linde OPTIVIEW® system analyses this via a camera installed outside the furnace; the image-based system analyses the flue gas composition. OPTIVIEW provides online information to optimize the EAF post combustion to obtain obtain the maximum energy yield and minimum energy losses.
The online image analysis reliably measures the CO content in the off-gas and based on this information it controls oxygen post combustion through injectors. Photographs from an OPTIVIEW system at an EAF are shown in Fig. 9. It is in operation in EAFs in Brazil and USA, and the results include:
• Power-on time reduction; higher productivity
• Electricity savings
• Optimized oxygen use
• Reliable, practically maintenance-free
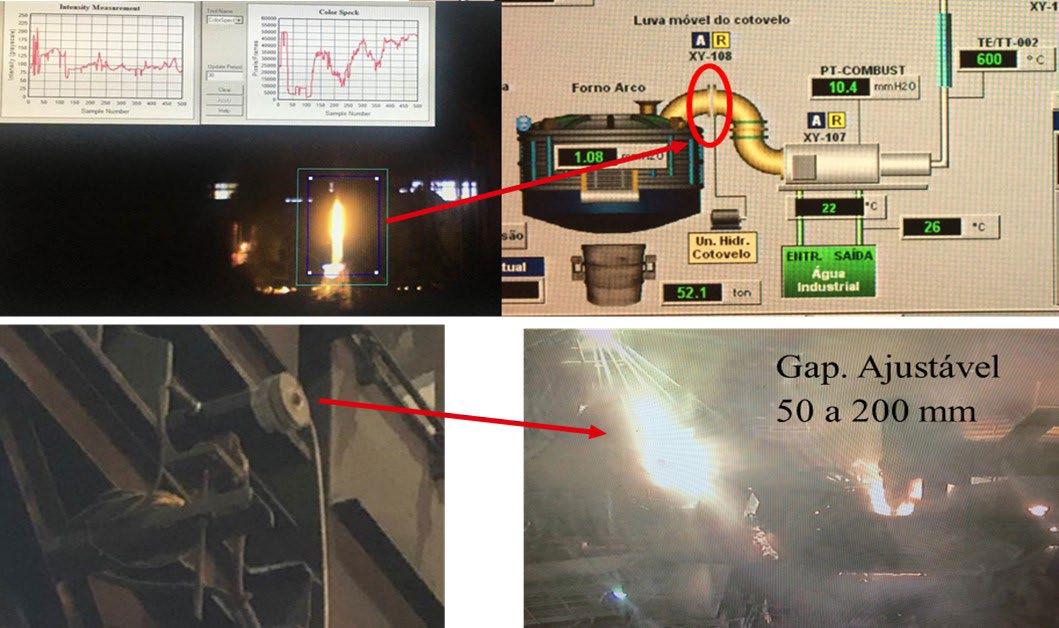
In recent years the EAF’s lower carbon footprint has grown increasingly important compared with the BF-BOF route. For an EAF charging 100% scrap a reduction in energy requirements as high as 75% can be achieved, and scrap is defined as carrying zero CO2; CO2 emissions from an EAF charging 100% scrap are in the order of 0.33 tCO 2/t of steel produced.
Over the past 25 years, global EAF output has more than doubled, from below 250 Mt to more tha 500 Mt annually. Total CO2 emissions are dependent on the carbon emissions relating to electricity generation, the fuel gases used in burners, electrode consumption, carbon injection, etc. If quality requirements demand part charging of primary iron such as DRI, pig iron or hot metal, the CO2 emissions increase. Indeed, it is impossible to reach zero emissions in any steelmaking process since the steel itself requires carbon as an alloying element. Even DRI produced with 100% hydrogen requires carbon to passivate it to avoid spontaneous combustion on exposure to moisture, unless directly linked via an inert conveyor to the EAF. In the EAF, even if power is generated by 100% renewable energy, emissions will still arise from consumption of the electrodes, the need to inject carbon to create a foaming slag to protect the
refractories and cover the arcs, and the need for burners to mitigate against cold spots, an exception to the latter being the use of oxy-hydrogen as the fuel gas.
The ability of CoJet technology to use hydrogen as the shrouding and burner flame without need for conversion of the hardware offers an ‘H2 Ready’ application for the process and one that will further lower the CO2 footprint of the EAF once ‘green’ hydrogen can be supplied at a commercial price.this has been fully verified in multiple trials, where CoJet burners with a power of up to 3 MW have been tested.Use of 100% hydrogen as fuel works very well, actually it was found to deliver better results than any other fuel. In burner mode, a higher flame temperature can be produced, which in turn can reduce melting time or reduce electrical power input at unchanged production rate. When hydrogen is used in injector mode, the shrouding flame is vert stable, and the length of the jet is increased. This can increase the penetration depth and increase the efficiency of the system. It was found that the length of the jet when using 100% hydrogen as fuel was longer than with any other fuel. Compared to a natural gas based shrouding, it increased by 20%. Fig. 10 shows a photograpth from tests with CoJet operating with 100% hydrogen as fuel.

The past decades years has seen a dramatic increase in the production of steel using the electric arc furnace process with a growth in furnace heat size coming close to that of many BOF converters. To alleviate longer tap-to-tap times for refining resulting from the shallower hearth of the EAF compared with the BOF, steelmakers are searching for means of speeding up reaction rates in the EAF.
CoJet technology has proved to be an excellent way of achieving this goal. As the proportion of EAF steelmaking increases with the move to decarbonize steel production, CoJet technology is ready to support this decarbonization roadmap.
The introduction more than CoJet 25 years ago changed the industry standard completely, created many learnings
that yielded further operational improvements, and formed a platform for the future. CoJet is an excellent example of how to make the world more productive, but it is also providing a tool for decarbonization already today when at same time be ready for the future. In terms of process technology,
Fluidic Burner and multi-injection – with fine-sized injection of carbon and, potentially, DRI and lime – and
the use of the OPTIVIEW system for optimized thermal post-combustion in the EAF, are examples of im-portant further developments. Moreover, the fact that all the CoJet burner configurations have been proven for use of up to 100% hydrogen, support an optimistic view on the future of the CoJet system and a posi-tive development of an energy-efficient and sustainable EAF steelmaking.
[1] Mathur, P.C., Mahoney, W.J., Warty, S.K., von Schéele, J., CoJet® – 25 years of Revolutionizing EAF Steelmaking, Steel Tech, vol. 15, No. 4 (2021), pp. 65-71.
[2] von Schéele, J., Mathur, P.C., Bridger, W. Hydrogen-Ready Energy-Efficient Technologies for EAF Steelmaking, 12th European Electric Steelmaking Conference Proceedings (2021).
[3] Cates, L., Cates, J., Bruch, R., Implementation of Praxair’s Fluidic Burner for Multi-Directional Flames in an EAF, AISTech Conference Proceedings (2016)
[4] Jampani, M., Maiolo, J., Fluidic CoJet® Injector, AISTech Conference Proceedings (2018)
[5] Alshawarghi H., Bruch, R., Performance and Results of Linde CoJet® technology at Gerdau Steel, Midlothian, AISTech Conference Proceedings (2023)
[6] Kwaschny, P., von Schéele, J., Muren, D., Maiolo, J., Hydrogen-Ready CoJet Technologies for EAF Steelmaking, 5th European Academic Symposium on EAF Steelmaking (EASES), June 5-7, 2021, Oulu, Finland.
[7} von Schéele, J., Pathways Towards Full Use of Hydrogen as Reductant and Fuel, Materiaux et Techniques, 111, 4 (2023), December, 2023.
Currently, the main topic is the reduction of CO 2 in the steel production. A sharp transitional cut from today’s CO 2 intensive towards a future net-zero CO2 technology is hardly to achieve. Thus, the implementation of intermediate steps is of primary importance. An effective mean to immediately reduce CO2 emissions by reducing energy and electrode consumption and simultaneously increasing the metal yield is INTECO PTI’s SwingDoor. The SwingDoor allows the EAF to operate with closed slag door, thus eliminating cold spots and enhancing furnace efficiency by minimizing false air entrance. To further promote the transition to green steel making, INTECO PTI developed a hydrogen fired burner, which fits smoothly into the traditional JetBOx as well as into the SwingDoor. Running such burner with pure hydrogen may be restricted due to limited hydrogen availability and potential formation of NOx. To minimize these drawbacks the burner is designed to be operated with different air/fuel ratios. The paper reviews how achieved savings in terms of electrical energy, chemical energy and graphite electrodes can be translated into minimized CO2 emissions based on recent results of industrial operations. Furthermore, it outlines key issues to be considered, if hydrogen fired burners are used in an EAF.
KEYWORDS:
The share of crude steel produced via the Electric Arc Furnace (EAF) reached 43.7 % for the European Union in 2022 [1] and is well expected to overtake the BOF share with every EAF newly commissioned to replace blast furnaces in (still) integrated mills. This development also signals an increased competition for quality steel scrap, thereby underlining the importance of reproducible high yield from the charged scrap. The predominant focus on CO2-mitigation and ever-increasing energy prices also affects EAF steel mills.
Meanwhile the EAF is no single piece of final technology but composed of different systems like the slag door or burners, which development in detail utilizes further improvements of energy and carbon consumption and paths the way for future hydrogen utilization in preheating burners.
One break-through technology which has an immediate effect on reducing CO2 emission is INTECO PTI’s
Martin Leber
INTECO PTI, USA
Christian Buchmaier, Christian Redl
INTECO melting and casting technologies GmbH, Austria
Antonello Valoppi
INTECO s.r.l., Italy
martin.leber@intecopti.com
Christian.buchmaier@inteco.at antonello.valoppi@inteco.at christian.redl@inteco.at
SwingDoorTM. The EAF’s key performance indicators (mainly electrical energy consumption, carbon consumption, metal yield) benefit from closed furnace operation, Simultaneously, the workplace safety of operators at the shop floor is tremendously increased as dangerous cleaning of the conventional slag tunnel becomes obsolete.
In furnaces with a conventional slag tunnel, scrap can fill the tunnel during charging, with portions of liquid slag accumulating in the scrap tunnel during melting and subsequently solidifying, thereby blocking the slag tunnel. This requires the steelmaker to clean the slag tunnel by various means, as oxygen lancing to cut the scrap and pushing the scrap back into the furnace with a forklift. Cleaning the tunnel through the open slag door results in energy losses due to ambient air infiltration and loss of liquid slag, additionally the exposed position for the furnace personal in front of the open slag gate poses a safety hazard due to potential slag eruption. All these issues are resolved by the use of a modern slag door
solution.
General Description
The SwingDoor™ is a swiveling water-cooled slag door featuring a built-in coherent jet burner, situated directly in line with the water-cooled panels of the furnace shell, as depicted in Fig. 1. The main purpose of the burner is to preheat and eventually melt any scrap that is directly in front of the door.
Unlike a conventional slag tunnel system, the SwingDoor™ is specifically intended to allow closed slag door operation during Power-On time, minimizing the loss of liquid FeO-rich slag during melting and improving arc efficiency. This results in direct reduction of electrical energy and carbon input and an increased yield.

slag door for cleaning, including its associated energy losses and potential safety hazards, is no longer needed.


The deslagging process is controlled by the opening angle of the SwingDoor™, which can be adjusted according to aimed slag-off duration. The SwingDoor™ can be opened
to +120° for furnace inspection and closed –15° inward to mechanically clean the door frame from slag or scrap. The furnace inspection position is depicted in Fig. 4.

Foaming the slag is achieved by the reaction of Carbon with FeO of the slag resulting in CO-Bubbles and liquid iron. By keeping the slag door sealed during the meltdown and refining period, the foaming slag is retained in the furnace, increasing the liquid steel yield by preventing any overflowing slag from carrying liquid iron out the furnace. An additional reduction of iron loss is aimed for, by only removing the top-layer of the slag, which is lower in FeO, by deslagging only the overflowing top-layer by a small opening angle of the SwingDoor™.
The integrated burner features a coherent Jet oxygen injection lance. The oxygen jet achieves a supersonic speed by means of a Laval nozzle and is additionally enhanced by coherent jet technology which surrounds the
oxygen jet in a shroud of flame, this allows the oxygen jet to stay coherent over a large distance. At closed door, the distance between nozzle and bath surface is in a range to guarantee penetration of the steel bath from the sidewall position of the SwingDoor™.
The INTECO Hybrid Hydrogen Burner, depicted in Fig. 5, is ready to utilize (ideally green) hydrogen fuel once it will be commercially viable, reducing natural gas consumption and directly avoiding carbon dioxide emissions. Due to its coherent design, it is directly deployable in existing SwingDoor™ and JetBOx™ water-cooled burner and injector casing.
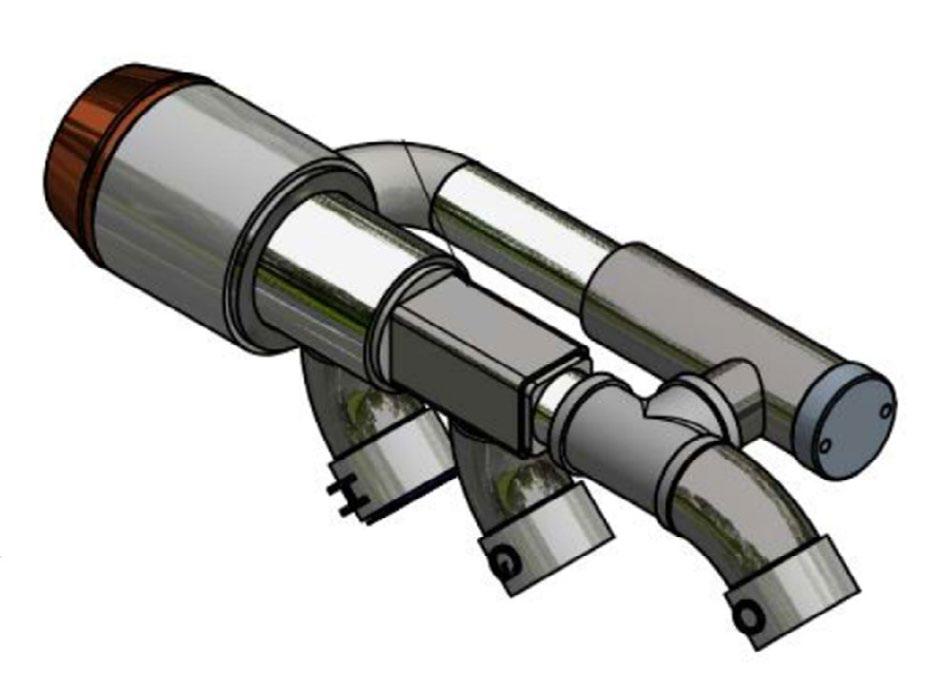
Potential drawbacks of the utilization of hydrogen, such as the three to four times lower heating value of Hydrogen compared to natural gas, as well as hydrogen’s approx. 250 °C higher adiabatic flame temperature promoting unfavorable NOx formation, can be diminished by the hybrid burners possibility to apply different H2/NG ratios.
Aside from tremendously increased operator safety on the mill floor, the application of the SwingDoor™ delivers profound and immediate improvements of key operational figures, affecting productivity as well as energy consumption and therefore valuable reductions of scope 1 and scope 2 emissions of the EAF process. Charged coke and injected coal amount to the largest part of the direct emissions resulting from the EAF process of 60–100 kgCO2/tLS. [2,3,4,5]. Hence the reduction of injected
coal consumption represents the largest lever in reducing scope 1 emissions in electric steelmaking. This carbon is used to achieve stable foaming slag throughout the melting and flat bath phase, insulating the arc for efficient energy transfer to the bath. Its consumption is affected by the amount of fluxes charged and subsequently lost through the open slag door during melting, as well as air infiltration through the open slag door.
Closed slag door melting practice improves both described scopes of emission, not only preventing energy losses due to outflowing foaming slag, but also enabling the reduction of necessary carbon input. Additionally, close door operation has proven to be beneficial to reduce the specific graphite electrode consumption due to minimized oxidation. To evaluate the emission reduction achieved, the key performance indicators of more than 30 SwingDoor™ installations are reported in Tab. 1.
Reduced electrical energy consumption
15 – 20 kWh/tLs
Reduced Power-On time up to 2 min
Reduced carbon consumption – 20 %
Reduced electrode consumption up to 0.3 kg/t
Increased yield from 0.3 % to 1.5 %
Payback period
FeO almost eliminated from removed slag
Less than 12 months
Workplace safety tremendously increased
Specific figures have been published earlier by INTECO’s client Stahl- und Walzwerke Marienhütte (Austria), who has been operating a SwingDoor™ now for about 10 years. Already in the very early days of operation a significant yield increase of 0.6 %, a decrease of injected carbon by 1.3 kg/t and of charge carbon by more than 80 % were reported. Moreover, the use of the forklift to clean the slag door was almost eliminated, thus improving operator safety, and reducing maintenance costs [7].
The immediate reduction of CO2-Emissions by the installation of the SwingDoor™ is derived from these figures, both for scope one and scope two emissions:
The reduction of carbon charge, otherwise necessary to guarantee the regeneration of the outflowing foamed slag and the reduced electrode consumption amount to substantial CO2-Savings, shown in Tab. 2. By reducing the injection carbon consumption by 20 %, the sum of direct reductions can be lowered by a considerable 8 % – 14 % (in relation to the figures indicated above (i.e., 60–100 kgCO2/tLS. according to [2,3,4,5]).
Electrode Consumption – 0.2 kg/tLS – 0.7 kgCO2/tLS
Charged coke and injected carbon – 2.0 kg/tLS – 7.3 kgCO2/tLS Direct
By minimizing energy losses through the slag door and assisting arc shielding by increasing the foamed slag height, closed slag door operation reduces the specific electrical energy consumption. Dependent on the carbon intensity
– 8.0 kgCO2/tLS
of electric energy generation, significant reductions in scope two emissions can be achieved. For the average carbon intensity of Italy in 2022 [6], scope two emission reductions can be calculated as indicated in Tab. 3. (Note EU-27 average in 2022: 0.251 kgCO2/kWh [6].)
With ever cleaner generation of electrical energy, the ratio of scope one to scope two emissions will increase, as will the importance and reduction of the first. A sealed slag door melting operation, enabled by the SwingDoor™ offers a turnkey solution for an immediate cut of CO2 emissions of an EAF melt shop. Alongside these decreases of CO2-emissions and thereby reduced energy cost will
the increased liquid steel yield promote a short payback period of the initial investment, which is reported to be typically much less than one year. Even more important than environmental and economic advantages though, is the major safety improvement of removing the necessity to expose furnace personal to serious safety hazards during manual slag tunnel cleaning, replaced by the tough SwingDoor™.
[1] https://worldsteel.org/steel-topics/statistics/world-steel-in-figures-2023/#:~:text=World%20total%3A%201%20781%20 million%20tonnes accessed 29.01.2024
[2] Demus, T., Echterhof, T., Pfeifer, H., Schulten, M., Noel, Y., & Quicker, P. (2012, September). Investigations on the use of biogenic residues as a substitute for fossil coal in the EAF steelmaking process. In Proceedings of the 10th European Electric Steelmaking Conference (EEC), Graz, Austria (pp. 25-28).
[3] Echterhof, T., Pfeifer, H, Potential of biomass usage in electric steelmaking, EECRsteel 2011, 1st International Conference on Energy Efficincy and CO2 Reduction in the Steel Industry, 27th of June – 1st July 2011, Düsseldorf, Germany
[4] Neelis, M., Worrell, E., Mueller, N., Angelini, T., Cremer, C., Schleich, J., & Eichhammer, W. (2009). Developing benchmarking criteria for CO2 emissions. Ecofys Netherlands and Fraunhofer Institute for Systems and Innovation Research.
[5] INTERNATIONAL IRON AND STEEL INSTITUTE; Committee on Technology Working Group on EAF Technology, EAF Technology: State of the Art & Future Trends, Brussels, 2000
[6] Greenhouse gas emission intensity of electricity generation in Europe (europa.eu) accessed 29.01.2024
[7] Griessacher, T., Rahm, C., Operational Results of the INTECO PTI Swing DoorTM installation at Marienhütte Graz, In Proceedings of the European Electric Steelmaking Conference, Venice (Italy), 2016.
CONVEGNI
MCHTSE-4 & TPMS-5 - 4th Mediterranean Conference on Heat Treatment and Surface Engineering + 5th International Conference on Thermal Process Modeling and Simulation – Lecce, 17-19 aprile 2024
IFM 2024 - INTERNATIONAL FORGEMASTERS MEETING – Milano, 27-30 maggio 2024
ESOMAT 2024 - 12th European Symposium on Martensitic Transformations – Lecco, 26-30 agosto 2024
40° CONVEGNO NAZIONALE AIM – Napoli, 11-13 settembre 2024
ECIC 2024 - 9TH EUROPEAN COKE AND IRONMAKING CONGRESS – Bardolino, 16-18 ottobre 2024
International Meeting on CIRCULAR METALLURGY - Raw Materials, By-products & Recycling – Bergamo (Italy), 28-29 November 2024
CORSI E GIORNATE DI STUDIO
Corso IGIENE DELLE LEGHE DA FONDERIA – Rovigo c/o TMB, 17-18 aprile 2024
Corso modulare TRATTAMENTI TERMICI – Milano, 8-9-15-16 maggio, Avigliana TO c/o Motivexlab, 22-23 maggio, Campogalliano MO c/o Tec Eurolab, 5-6 giugno 2024
Corso itinerante METALLURGIA FUORI FORNO – maggio-giugno
Giornata di Studio SBM – Smart Bean Manufacturing: NUOVO LAMINATOIO PER TRAVI – San Zeno sul Naviglio c/o Duferco, 7 giugno 2024
Corso PROVE MECCANICHE - Miano, 12-13-19-20 giugno 2024
Giornata di Studio FUTURO SOSTENIBILE E COMPETITIVO DELLA METALLURGIA DELLE POLVERI – 13 giugno 2024
Corso MICROSCOPIA ELETTRONICA IN SCANSIONE - Milano, 18-19 giugno 2024
Corso RIVESTIMENTI – II MODULO: RIVESTIMENTI SPESSI – Milano, 19-20 giugno 2024
METALLURGY SUMMER SCHOOL ON ADDITIVE METALLURGY – Bertinoro, 30 giugno-1-2-3 luglio 2024
Corso METALLURGIA PER NON METALLURGISTI – Milano, 15-16-22-23-29-30 ottobre 2024
Giornata di Studio MICROSCOPIA ELETTRONICA APPLICATA ALLA FAILURE ANALYSIS – Milano, 6 novembre 2024
Giornata di Studio RAGGI X – Milano, 3 dicembre 2024
FaReTra (Fair Remote Training) - FORMAZIONE E AGGIORNAMENTO A DISTANZA
Modalità Asincrona (registrazioni)
Webinar NORMATIVA NEL CAMPO DEI TRATTAMENTI TERMICI
Giornata di Studio STATO DI SERVIZIO DEGLI IMPIANTI, CON PARTICOLARE ATTENZIONE ALLA
METALLURGIA E AGLI ESAMI UTILIZZATI
Giornata di Studio LA NORMATIVA: GLI ACCIAI E I TRATTAMENTI TERMICI NELL'INDUSTRIA AUTOMOTIVE
Corso PROVE NON DISTRUTTIVE
Giornata di Studio TRATTAMENTI SUPERFICIALI DELL’ALLUMINIO A SCOPO DECORATIVO E PROTETTIVO
Corso Modulare METALLOGRAFIA – I MODULO, II MODULO “METALLI NON FERROSI”
Corso modulare FONDERIA PER NON FONDITORI
Corso DIFETTOLOGIA NEI GETTI PRESSOCOLATI: METALLIZZAZIONI
Corso ADDITIVE METALLURGY
Corso METALLURGIA PER NON METALLURGISTI
Giornata di Studio PRESSOCOLATA DELLE LEGHE DI ZINCO
Giornata di Studio LA SFIDA DELLA NEUTRALITÀ CARBONICA
Corso modulare TRATTAMENTI TERMICI
Corso modulare I REFRATTARI SIDERURGICI E LE LORO APPLICAZIONI
Corso GLI ACCIAI INOSSIDABILI 11ª edizione
Corso FAILURE ANALYSIS 11a edizione
L’elenco completo delle iniziative è disponibile sul sito: www.aimnet.it
www.aimnet.it
Manifestazioni in corso di organizzazione
CENTRO RIVESTIMENTI
(riunione del 12 febbraio 2024)
• Corso “Rivestimenti” – parte seconda: “Rivestimenti spessi”: viene rivista la bozza di programma. Molti interventi sono confermati e alcuni modificati. Nei prossimi giorni si definiranno la data (seconda metà di giugno 2024?), la sede (Milano, Politecnico o Palazzo FAST), e la visita ad uno stabilimento.
Iniziative future
• Giornata su Tribocorrosione: ci cercherà un coordinamento con il CT Corrosione per una organizzazione sinergica. Il presidente Bolelli contatterà il suo omologo Bolzoni per possibili contributi. I componenti del CT potranno proporsi per interventi secondo le loro specifiche competenze, o proporre altri relatori, utilizzando un foglio Excel condiviso. Come sede sarebbe utile trovare un laboratorio con strumentazione per prove di tribocorrosione, per agganciare alla giornata anche una visita. Il periodo potrebbe indicativamente essere novembre 2024, libero da altri eventi AIM.
(riunione congiunta del 15 febbraio 2024)
Manifestazioni in corso di organizzazione
• Rampinini informa che per l’IFM 2024 (International Forgemasters Meeting), previsto dal 27 al 29 maggio 2024 presso l’NH di Assago e con visite ad impianti il 30 maggio, ci sono 180 iscritti ad oggi. Lo spazio espositivo è sold-out con 29 stand.
• Rampinini relaziona sulla GdS “Superleghe a base nichel – metallurgia, fabbricazione ed utilizzi del prodotto forgiato” (coordinatori Marten-Perolino, Ripamonti e Saleri), in programma il 22 febbraio al Museo Leonardo Da Vinci di Milano. Si contano già 179 iscritti. Si chiede di inserire per le prossime attività anche qualcosa sull’approvvigionamento.
• Il Corso “Forgiatori”, in modalità itinerante, si svolgerà dal 6 al 14 marzo 2024, ed ha raccolto ad oggi 75 iscrizioni.
Iniziative future
• Mapelli segnala che si sta organizzando il prossimo corso itinerante “Metallurgia fuori forno”, che si svolgerà tra maggio e giugno 2024. Il programma del corso ricalcherà quello della precedente edizione con le dovute variazioni legate alle società ospitanti. Si stanno definendo le visite presso le acciaierie.
• Si sta procedendo all’organizzazione della GdS sulla “Manutenzione” – coordinatori Cosmo e Cecca.
CT AIM / ASSOFOND – FONDERIA (F)
(riunione del 22 febbraio 2024)
Iniziative future
• Corso “Fonderia per non fonditori” – moduli successivi (ghisa, acciaio e leghe non ferrose). Il Presidente Giovanni Caironi chiede ai membri del comitato di valutare di cambiare, rispetto a quanto fatto per il corso precedente, l’organizzazione dei vari moduli del corso, rendendoli più brevi, volti ad una panoramica del mondo della fonderia, in cui il programma sia strutturato attraverso uno schema a blocchi rappresentanti le diverse fasi dei processi produttivi e dei vari aspetti ad esse collegate.
• GdS “Refrattari utilizzati in fonderia”: il Presidente legge il programma del corso tenuto dal Professor Carlo Mapelli relativo ai materiali refrattari nel settore siderurgico dal quale si vuole prender spunto. Il Presidente informa che il Professor Mapelli ha dato la sua disponibilità per tenere un corso, anche in formato modulare. Il Presidente proporrà un programma per il corso in oggetto per essere discusso nelle prossime riunioni.
• Pillole di fonderia su “Conduzione dei forni ad induzione”: la manifestazione potrebbe essere sviluppata come parte (modulo) del corso sui materiali refrattari o a sé stante. Si pensa ad un intervento di panoramica dei vari forni, con una presentazione della durata massima di 3/4 ore. Una parte del corso potrebbe essere dedicata alla sicurezza elencando i vari rischi lavorativi connessi alla conduzione dei forni ed una panoramica dei vari incidenti che si potrebbero verificare.
• Pillole di fonderia su “Il processo di scorifica delle leghe ferrose”: il Presidente chiederà al Professor Mapelli la disponibilità a tenere un corso in merito, in formato modulare o a singola giornata.
• XXXVII Congresso di fonderia – sessioni tecniche: il Presidente chiede ai membri di contattare i loro colleghi per la presentazione delle memorie, di valutare i progetti che verranno presentanti all’evento di AIM del 28 – 29 novembre e di contattare i relatori di quelli ritenuti interessanti per chiedere di esporli anche nel nostro congresso tecnico.
L’Associazione Italiana di Metallurgia è lieta di indire il bando del prestigioso Premio Aldo Daccò - edizione 2024, con l’obiettivo di stimolare i tecnici del settore e contribuire allo sviluppo e al progresso delle tecniche di fonderia e di solidificazione con memorie e studi originali.
L’Associazione invita tutti gli interessati a concorrere al Premio Aldo Daccò 2024, inviando a mezzo email il testo di memorie inerenti le tematiche fonderia e solidificazione, unitamente al curriculum vitae dell’autore concorrente, entro il 31 luglio 2024
Saranno presi in considerazione e valutati i lavori riguardanti le varie tematiche di fonderia e di solidificazione, sia nel campo delle leghe ferrose che in quello delle leghe e dei metalli non ferrosi.
Il premio, pari a Euro 5000 lordi, è offerto dalla Fondazione Aldo e Cele Daccò, istituita dalla signora Cele Daccò, per onorare la memoria del marito Aldo Daccò, uno dei soci fondatori dell’AIM e suo encomiabile Presidente per molti anni.
Le memorie verranno esaminate da una Commissione giudicatrice designata dal Consiglio Direttivo, il cui giudizio sarà insindacabile.
Nel giudicare, la Commissione terrà conto, in particolar modo, dell’originalità del lavoro e dell’argomento in relazione alla reale applicabilità dei risultati. Non sono ammesse candidature da chi abbia già ottenuto riconoscimenti, anche per lavori diversi, dalla Fondazione Aldo e Cele Daccò.
Le memorie premiate e quelle considerate meritevoli di segnalazione, potranno essere pubblicate sulla rivista La Metallurgia Italiana.
La cerimonia di premiazione con la consegna della medaglia avrà luogo l’11 settembre 2024 a Napoli, in occasione del 40° Convegno Nazionale AIM.
...dal 1975 al 2023
1975 M. Remondino - F. Pilastro - E. Natale
1979 A. Goria - M. Mischiatti
1981 E. Borghigiani
1982 R. Medana
1983 R. Medana
1984 E. Borghigiani - F. Belletti
1986 R. Medana
1987 L. Piras - L. Lazzaro
1989 P. Fumagalli
1990 F. Cavalleri - G. Tosi - A. Pedaci
1991 R. Roberti - A. Bianchi - F. Pedrotti
1992 R. Maspero - B. Calzolai
1993 E. Gariboldi - G. Caironi
1994 G. Zaramella
1995 G.P. Marconi - A. Boccardo
1996 R. Medana
1997 R. Nada
1998 C. Bolner
1999 A. Gregori
2001 C. Mapelli
2002 L. Battezzati - P. Ferro
2003 R. Venturini - S. Baragiola
2004 E. Liotti - F. Piasentini - F. Bonollo - A. Tiziani
2005 C. Viscardi
2006 D. Baldissin - M. Di Sabatino
2007 G. Timelli - A. Manente
2008 A. Arrighini
2009 M. Merlin
2010 A. Morri
2011 E. Zanini - G. Timelli
2012 D. Casari - C. Soffritti
2013 R. Carli - M. Alloni
2014 D. Gelli
2015 L. Rovatti - J. Lemke
2016 F. De Antoni - M.T. Di Giovanni
2017 M. Cavallini
2018 S. Toschi
2019 A. Fortini - L. Lattanzi
2020 L. Tonelli - M. Galbiati
2021 A. Mantelli - F. Di Giovanni
2022 G. Scampone - Ö. Gürsoy
2023 E. Fracchia
Per informazioni e candidature:
Via Filippo Turati 8 · 20121 Milano
Tel. +39 02-76397770 · +39 02-76021132
E-mail: info@aimnet.it
www.aimnet.it
Norme pubblicate e progetti in inchiesta (aggiornamento 29 febbraio 2024)
Norme UNSIDER pubblicate da UNI nel mese di febbraio 2024
UNI EN ISO 6508-3:2024
Materiali metallici - Prova di durezza
Rockwell - Parte 3: Taratura dei blocchetti di riferimento
UNI EN 253:2024
Tubi per teleriscaldamento - Sistemi bloccati monotubo per reti di acqua calda interrate direttamente - Produzione di tubi di servizio in acciaio, isolamento termico in poliuretano e guaina esterna in polietilene
UNI EN ISO 25457:2024
Industrie del petrolio e del gas, compresa l'energia a basse emissioni di CO2 - Dettagli delle fiaccole per utilizzo generale in raffinerie e servizi petrolchimici
UNI EN ISO 19901-3:2024
Industrie del petrolio e del gas, compresa l'energia a basse emissioni di CO2 - Requisiti specifici per strutture offshore - Parte 3: Parti superiori delle strutture
UNI EN ISO 12736-2:2024
Industrie del petrolio e del gas, compresa l'energia a basse emissioni di CO2 - Sistemi di isolamento termico a umido per condutture e apparecchiature sottomarine - Parte 2: Processi di qualifica per la produzione e procedure di applicazione
UNI EN ISO 6508-2:2024
Materiali metallici - Prova di durezza Rockwell - Parte 2: Verifica e taratura delle macchine di prova e dei penetratori
UNI EN ISO 12736-3:2024
Industrie del petrolio e del gas, compresa l'energia a basse emissioni di CO2 - Sistemi di isolamento termico a umido per condutture e apparecchiature sottomarine - Parte 3: Interfacce tra sistemi, sistema di giunti in situ, riparazioni sul campo e isolamento prefabbricato
UNI EN ISO 6508-1:2024
Materiali metallici - Prova di durezza Rockwell - Parte 1: Metodo di prova.
UNI EN ISO 12736-1:2024
Industrie del petrolio e del gas, compresa l'energia a basse emissioni di CO2 - Sistemi di isolamento termico a umido per condutture e apparecchiature sottomarine - Parte 1: Validazione dei materiali e dei sistemi di isolamento
UNI EN 13480-4:2024
Tubazioni industriali metalliche - Parte 4: Fabbricazione e installazione
UNI EN ISO 3887:2024
Acciai - Determinazione della profondità di decarburazione
Norme UNSIDER ritirate con sostituzione da UNI nel mese di febbraio 2024
UNI EN ISO 12736:2015
Industrie del petrolio e del gas naturale - Rivestimenti per isolamento termico umido di condotte, linee di flusso, attrezzature e strutture sottomarine
UNI EN ISO 6508-2:2015
Materiali metallici - Prova di durezza
Rockwell - Parte 2: Verifica e taratura delle macchine di prova e dei penetratori
UNI EN ISO 6508-1:2016
Materiali metallici - Prova di durezza
Rockwell - Parte 1: metodo di prova
UNI EN 253:2019
Tubi per teleriscaldamento - Sistemi bloccati monotubo per reti di acqua calda interrate direttamente - Produzione di tubi di servizio in acciaio, isolamento termico in poliuretano e guaina esterna in polietilene
UNI EN ISO 19901-3:2015
Industrie del petrolio e del gas naturaleRequisiti specifici per strutture offshoreParte 3: Parti superiori delle strutture
UNI EN 13480-4:2017-08
Tubazioni industriali metalliche - Parte 4: Fabbricazione e installazione
UNI EN ISO 3887:2018
Acciai - Determinazione della profondità di decarburazione
UNI EN ISO 6508-3:2015
Materiali metallici - Prova di durezza
Rockwell - Parte 3: Taratura dei blocchetti di riferimento
UNI EN ISO 25457:2012
Industrie del petrolio, petrolchimiche e del gas naturale - Dettagli delle fiaccole per utilizzo generale in raffinerie e servizi petrolchimici
Norme UNSIDER pubblicate da CEN e ISO nel mese di febbraio 2024
CEN/TR 17996:2024
Ductile iron pipes, fittings, accessories and their joints for sewerage applications - Guidelines for Pipelines Installation
EN 10270-1:2024
Steel wire for mechanical springs - Part 1: Patented cold drawn unalloyed spring steel wire
CEN/TR 18048:2024
Methods of determination of the mechanical properties of self-bonding coating assemblies related to non-oriented electrical steels
ISO 29001:2020/Amd 1:2024
Petroleum, petrochemical and natural gas industries — Sector-specific quality management systems — Requirements for product and service supply organizations — Amendment 1: Climate action changes
ISO 15589-2:2024
Oil and gas industries including lower carbon energy — Cathodic protection of pipeline transportation systems — Part 2: Offshore pipelines
ISO 4179:2024
Ductile iron pipes and fittings for pressure and non-pressure pipelines — Cement mortar lining
Progetti UNSIDER messi allo studio dal CEN (Stage 10.99) – marzo 2024
prEN ISO 18203 rev
Determination of the thickness of surface-hardened layers
Progetti UNSIDER in inchiesta prEN e ISO/DIS – marzo 2024
prEN – progetti di norma europei
prEN ISO19901-5
Petroleum and natural gas industries - Specific requirements for offshore structures - Part 3: Topsides structure (ISO/DIS 19901-3:2022)
prEN ISO 10855-2
Offshore containers and associated lifting sets - Part 2: Design, manufacture and marking of lifting sets (ISO/DIS 108552:2024)
prEN ISO 10855-3
Offshore containers and associated lifting sets - Part 3: Periodic inspection, examination and testing (ISO/DIS 10855-3:2024)
prEN ISO 8840
Refractory materials - Determination of bulk density of granular materials (grain density) (ISO 8840:2021)
ISO/DIS – progetti di norma internazionali
ISO/DIS 18796-2
Oil and gas industries including lower carbon energy – Internal coating of carbon steel process vessels — Part 2: Guideline for selection of coating systems
ISO/DIS 15630-3
Steel for the reinforcement and prestressing of concrete — Test methods — Part 3: Prestressing steel
ISO/DIS 11970
Specification and qualification of welding procedures for production welding of steel castings
ISO/DIS 10855-1
Offshore containers and associated lifting sets — Part 1: Design, manufacture and marking of offshore containers
ISO/DIS 10855-2
Offshore containers and associated lifting sets — Part 2: Design, manufacture and marking of lifting sets
ISO/DIS 6934-2
Steel for the prestressing of concrete — Part 2: Cold-drawn wire
ISO/DIS 6338-2
Calculations of greenhouse gas (GHG) emissions throughout the liquefied natural gas (LNG) chain — Part 2: Natural gas production and transport to LNG plant
Progetti UNSIDER al voto FprEN e ISO/FDIS – marzo 2024
FprEN – progetti di norma europei
FprEN ISO 10426-4
Petroleum and natural gas industriesCements and materials for well cementing - Part 4: Preparation and testing of foamed cement slurries at atmospheric pressure (ISO/FDIS 10426-4:2019)
FprEN ISO 10113
Metallic materials - Sheet and stripDetermination of plastic strain ratio (ISO/ FDIS 10113:2019)
ISO/FDIS – progetti di norma internazionali
ISO/FDIS 21068-1
Chemical analysis of raw materials and refractory products containing silicon-carbide, silicon-nitride, silicon-oxynitride and sialon — Part 1: General information, terminology and sample preparation
ISO/FDIS 21068-2
Chemical analysis of raw materials and refractory products containing silicon-carbide, silicon-nitride, silicon-oxynitride and sialon — Part 2: Determination of volatile components, total carbon, free carbon, silicon carbide, total and free silicon, free and surface silica
ISO/FDIS 21068-3
Chemical analysis of raw materials and refractory products containing silicon-carbide, silicon-nitride, silicon-oxynitride and sialon — Part 3: Determination of nitrogen, oxygen and metallic and oxidic constituents
ISO/FDIS 21068-4
Chemical analysis of raw materials and refractory products containing silicon-carbide, silicon-nitride, silicon-oxynitride and sialon — Part 4: XRD methods
ISO/FDIS 16961
Oil and gas industries including lower carbon energy — Internal coating and lining of steel storage tanks
ISO/FDIS 13680
Oil and gas industries including lower carbon energy — Corrosion-resistant alloy seamless products for use as casing, tubing, coupling stock and accessory material — Technical delivery conditions
ISO/FDIS 3845
Oil and gas industries including lower carbon energy — Full ring ovalization test method for the evaluation of the cracking resistance of steel line pipe in sour service
IRONMAKING STEELMAKING

Organised by
ROLLING OF FLAT AND LONG PRODUCTS, FORGING
STEEL MATERIALS AND THEIR APPLICATION, ADDITIVE MANUFACTURING, SURFACE TECHNOLOGIES
Sisters societies


