RUBBERDAY 2025: IL PROGRAMMA
PREZZI MATERIE PRIME
FOCUS STAMPI

RUBBERDAY 2025: IL PROGRAMMA
PREZZI MATERIE PRIME
FOCUS STAMPI
DESIGN AND PRODUCTION OF MOULDS FOR RUBBER TECHNICAL COMPONENTS








E DEGLI ALTRI POLIMERI RESILIENTI
www.industriagomma.it
Direttore responsabile
Andrea Aiello in reDazione Daniela Garbillo - daniela.garbillo@edifis.it
Collaborano alla rivista
Gianpaolo Brembati, Giuseppe Cantalupo, Enzo Cardone, Alessandro Facchino, Eugenio Faiella, Beatrice Garlanda, A.L. Spelta
GrafiCa e impaGinazione
Barbara Aprigliano - barbara.aprigliano@edifis.it
pubbliCità dircom@edifis.it
traffiCo pubbliCitario Francesca Gerbino - francesca.gerbino@edifis.it
stampa
Grafiche Arrara
Grafiche Arrara s.r.l. – Abbiategrasso (MI)
Costo Di una Copia ai soli fini fisCali € 1,00
abbonamento
Italia € 90, Europa € 130, Estero € 150 abbonamenti@edifis.it Arretrati € 15,00
amministrazione amministrazione@edifis.it


Registrazione Tribunale di Milano n. 4275 del 1.4.1957 Iscrizione Registro Operatori della Comunicazione n. 06090 Tutti i diritti di riproduzione degli articoli e/o foto sono riservati. Manoscritti, disegni, fotografie, supporti audio e video anche se non pubblicati non saranno restituiti. Per le fotografie e le immagini per cui, nonostante le ricerche eseguite, non sia stato possibile rintracciare gli aventi diritto, l’Editore si dichiara disponibile ad adempire ai propri doveri. Ai sensi del Reg.EU 679/2016 l'Editore garantisce la massima riservatezza nell'utilizzo della propria banca dati con finalità redazionali e/o di invio del presente periodico. Ai sensi dell'art. 15 il ricevente ha facoltà di esercitare i suoi diritti fra cui la cancellazione mediante comunicazione scritta a EDIFIS Srl - Viale Coni Zugna 71 - 20144 Milano (o ai riferimenti sotto trascritti), luogo della custodia della banca dati medesima.
L’Industria della Gomma una rivista edita da:
Edifis S.r.l. Viale Coni Zugna 71 20144 - Milano - Italy
Tel. +39 023451230
Fax +39 023451231 www.edifis.it
Con il patrocinio di:

ASSOCIAZIONE NAZIONALE
EDITORIA DI SETTORE
ANNO 67 - DICEMBRE
Abbiamo letto
10 RASSEGNA DELLA STAMPA TECNICA ESTERA
16 RUBBERDAY
20 PREZZI MATERIE PRIME:
GLI AUMENTI INIZIANO AD ATTENUARSI
Nel corso dell’ultimo trimestre si è osservato un allentamento della pressione al rialzo sulla maggior parte delle materie prime utilizzate nell’industria della gomma e sembra che ci sia spazio per una tendenza al ribasso nei prossimi mesi: sono queste le considerazioni fatte a inizio novembre da Paul Hallas, amministratore delegato di SPC Rubber Compounding, insieme a David Shaw, amministratore delegato di Tire Industry Research, nella loro consueta analisi dei prezzi delle materie prime.
26 CONTROLLO INTEGRATO DELLE CARATTERISTICHE DELLE MESCOLE E DEL PROCESSO PRODUTTIVO
L’articolo presenta un differente approccio al controllo qualità dei batch di un lotto di produzione, puntando sempre più sulla capacità di identificare una variazione delle prove finali a fronte di una variazione dei risultati del controllo qualità.
32 PNEUMATICI DI RICAMBIO:
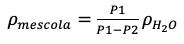
VENDITE IN CRESCITA ANCHE NEL TERZO TRIMESTRE
I dati relativi alle vendite di pneumatici di ricambio in Europa pubblicati da ETRMA confermano nel terzo trimestre l’andamento in crescendo nel comparto autoveicoli. Continua ancora, invece, il calo nel settore autocarri e autobus.
FOCUS STAMPI
35 SOLUZIONI SEMPRE PIÙ “SU MISURA”
Per rispondere alle esigenze del mercato, i produttori di stampi oggi offrono un servizio ancora più personalizzato e su misura per il cliente secondo il concetto "a ciascuno il suo stampo". A questo scopo adottano macchinari e tecnologie sempre più sofisticati, con un occhio attento nei confronti delle possibilità offerte dall'Intelligenza Artificiale e senza dimenticare la riduzione degli sprechi, l'efficienza energetica e il rispetto per l'ambiente. Nelle pagine seguenti vi proponiamo qualche esempio.
u ALFA STAMPI
u BETTONI MECCANICA
u FRANCIACORTA STAMPI
u O.C.S. STAMPI
u OR.P. STAMPI









MENSILE DEGLI ELASTOMERI
E DEGLI ALTRI POLIMERI RESILIENTI
Dalle Aziende
42 ISOLE DI LAVORO ROBOTIZZATE
PER LO STAMPAGGIO DI ARTICOLI PP E TPE
Specializzata nella costruzione di macchine speciali su commessa per stampaggio ad iniezione, Presma ha consolidato la sua presenza anche nel settore delle isole automatiche per la produzione di articoli multicolore/materiale con inserti.
45 BILANCIO POSITIVO PER LA IV EDIZIONE DEI MAPLAN DAYS OF TECHNOLOGY ITALIA
Nei giorni 23 e 24 ottobre, presso la State Technologies (gruppo Maplan), oltre 50 aziende hanno partecipato all’evento dedicato allo stampaggio a iniezione con l’utilizzo di canali freddi, che vanno a completare il portafoglio dei prodotti offerti.
47 PREMIO SVILUPPO SOSTENIBILE A DECATHLON E OLDRATI GROUP

Promosso dalla Fondazione per lo Sviluppo Sostenibile e dall’Italian Exhibition Group, con il Patrocinio del Ministero dell’Ambiente e della Sicurezza Energetica, il premio è stato assegnato ai ramponcini da trekking antiscivolo nella categoria economia circolare.
Assogomma informa
49 NOTIZIE E AGGIORNAMENTI A CURA DELL’ASSOCIAZIONE
In questo numero ci occupiamo del convegno AIRP (Associazione Italiana Ricostruttori Pneumatici) sull’eccellenza nella ricostruzione pneumatici che si è svolto il 30 ottobre scorso, mentre l’approfondimento tecnico-scientifico di Cerisie riguarda la misura della permeabilità ai gas nella gomma.
Normative
51 NUOVO PORTALE UE PER LE
Chiudiamo l’analisi del regolamento UE 2024/1244 del 24 aprile, che ha stabilito le norme per la raccolta e la comunicazione dei dati ambientali riguardanti le installazioni industriali e ha istituito un portale UE sulle emissioni industriali.
La continua diffusione dei progressi tecnologici ha reso le norme nazionali inadatte a disciplinare le azioni di responsabilità per danni causati da prodotti e servizi basati sull’AI. Secondo la Commissione Europea, le peculiarità, la complessità e più in generale le caratteristiche dell’AI rendono eccessivamente difficile, se non impossibile, garantire un’effettiva tutela a coloro che ritengono di essere danneggiati dal suo utilizzo.
News
56 IL TACCUINO
u Nasce GommAmbiente, la nuova area di Confindustria Cisambiente
u Si chiude un anno di festeggiamenti per OCS
u Aperte le iscrizioni all’Annual General Meeting 2025 dell’IISRP
u PFAS: i produttori di guarnizioni osservano una “distinzione importante”
u Un italiano alla guida di Nokian Tyres
u Al via la produzione di pneumatici Hankook Tire con nero di carbonio ISCC PLUS
u Eni: definito il Piano di trasformazione, decarbonizzazione e rilancio di Versalis
u Brenntag conclude i festeggiamenti per i 150 anni
u Bilancio positivo per la RubberMove 2024
u Linglong Tire aderisce all’Etrma
u Nuova pressa REP per grandi guarnizioni piane
u Sport e sostenibilità: il ruolo della gomma riciclata
64 GLI INSERZIONISTI DI QUE STO NUMERO




25 anni di esperienza nella produzione di articoli tecnici in gomma
APR S.r.l.
Telefono: +39 030 98 84 662
Website: www.aprguarnizioni.it
Email: sales@aprguarnizioni.it
LinkedIn: https://www.linkedin.com/company/ apr-rubberseals/

COLMEC S.p.A. - Via Massari Marzoli, 6 Z. I. Sud-Ovest - 21052 Busto Arsizio (VA) Tel. +39 0331 342551 - Fax +39 0331 342559 www.colmec.it - colmec@colmec.it
• Linee di estrusione e vulcanizzazione per tubi e profili in gomma e silicone
• Forni di vulcanizzazione, microonde, aria calda e a sali fusi
• Estrusori a pioli radiali, a pioli tangenziali con pompe ad ingranaggi
• Impianti di filtratura, bivite conico con pompa ad ingranaggi
• Compoundizzatori per silicone
• Mescolatori intermeshing e tangenziali, mescolatori a cilindri, mescolatori bivite conici, linee complete di mescolazione

Machinery and Solutions for Rubber Technology

C2 s.r.l.
Via Carlo Gazzo, 25 - 27029 Vigevano (PV)
Tel. 0381 344813/4
info@c2macchinegomma.it www.c2macchinegomma.it
Revisione di mescolatori a cilindri, mescolatori interni, calandre, estrusori, presse a compressione e macchinari di servizio per la lavorazione della gomma e del silicone, con relativa certificazione CE e garanzia. Progettazione e costruzione di macchinari nuovi su richiesta del cliente.

Via Anassagora, 20 20128 Milano (MI) Italia
Tel. 02.2551284 - Fax 02.2551316 www.elastec.it
Produzione mescole tecniche in NBR - EPDM - CR - Ebanite - Fluorurate Attacco Metallo speciali

Engineering Systems Srl Viale Caduti del Lavoro 37/39 25030 Coccaglio (BS) www.engineeringsystems.it info@engineeringsystems.it
Engineering Systems è azienda leader nella produzione di estrusori in gomma per i più svariati ambiti di applicazione industriale. Produciamo estrusori totalmente personalizzabili, nel settore del rivestimento pneumatici, cavi e mini estrusori per produzione mescole speciali.


Produzione di O-ring e parti a disegno cliente in gomma. Trattamenti superficiali di lubrificazione e micropulizia di prodotti elastomerici
Interseals Srl
Via Liguria, 30 - 25031 Capriolo (BS) Italy
Tel. +39 030 7464 611 Fax +39 030 7464 699 www.interseals.it

CDG s.r.l.
Via Astico, 20 - 36010 – CARRE’ (VI) Italia Tel. +39 0445319360 info@cdg1971.it - www.cdg1971.it
Da 50 anni nel mercato delle presse a iniezione orizzontale e verticale o a compressione, per lo stampaggio di gomme e siliconi.
Sistema di vuoto integrale per l’intera camera di stampaggio.
Soluzioni speciali e personalizzate per ogni tipo di esigenza.
ENGEL Italia S.r.l. Via Rovereto, 11 - 20871 Vimercate (MB) Tel. 039 625661 sales@engel.at - www.engelglobal.com
Impianti integrati e automatizzati per lo stampaggio di termoplastici, gomma, silicone e termoindurenti. Staff tecnico-commerciale per fornire ai clienti consulenze mirate. Support line telefonica e strutturato team di assistenza tecnica sul campo.
IMG S.r.l. Via Industriale, 108 25020 Capriano del Colle (BS) Tel. 030 314645 info@imgmacchine.it - www.imgmacchine.it
Centro ACCREDIA per la Taratura di Durometri Shore e IRHD
Laboratorio ACCREDIA per la taratura di: - Durometri (Shore ed IRHD) - Dinamometri (Forza, Allungamento, Velocità)
Gibitre Instruments srl Via Dell'Industria, 73 - 24126 Bergamo Tel. 035.460146 - Fax 035.460687 e-mail: info@gibitre.it - www.gibitre.it
Leader nella produzione di presse per lo stampaggio a iniezione e compressione di elastomeri, silicone e termoindurenti.
Supporto da remoto e assistenza tecnica rapida per essere sempre al fianco del cliente.

LANXESS S.r.l.
Segreen Business Park - Palazzo Y Via San Bovio 1/3
20090 Segrate (MILANO)
Tel: +39 02.3072.1
Fax:+39 02.3072.2017 www.lanxess.com
RCH (Rhein Chemie)
Prodotti e Additivi Speciali per l’Industria della Gomma.
LSG SERVIZI INFORMATICI SRL
Via Rondinera, 74/C - 24060 Rogno BG Tel. 035 977127 www.lsgoffice.it - info@lsgoffice.it

Distribuzione e trading di gomma sintetica e carbon black. Specializzazione nella vendita di materiali near to prime, con la possibilità di utilizzare la nostra ventennale esperienza nel mondo del compounding.

NOVACHEM SA

Via Valdani 1 - 6830 Chiasso (TI) Svizzera

LSG è composta da un reparto di programmazione, la Software House e da un reparto Hardware che si occupa di server, reti, backup, disaster recovery. Nata nel 1999, LSG oggi conta su un team di 8 persone con esperienze decennali che, confrontandosi, risolvono quotidianamente quesiti, dubbi e problemi delle aziende creando soluzioni su misura mirate a semplificare il lavoro nei diversi settori manifatturieri di tutta la Lombardia e non solo. 4
Tel. +41 091 225 32 22 www.novachem.ch liguori@novachem.ch
Hannifin Italy Srl
Via Sebastiano Caboto 1 - 20094 Corsico (MI) parker.italy@parker.com - www.parker.com/it
Parker è situata in 50 paesi in tutto il mondo e sostiene 100 divisioni con 336 sedi di produzione. L’impareggiabile rete industriale di distribuzione di Parker si estende su circa 13,000 postazioni a livello mondiale. Attraverso questa vasta rete di aziende locali e indipendenti, Parker porta i suoi prodotti e servizi a clienti in 104 paesi. Questo include il continuo ingresso della rete di punti di vendita al dettaglio industriali ParkerStore, con più di 3,000 sedi in tutto il mondo.

Sede legale, operativa ed amministrativa
Via Cascina Croce 2/c
25050 Paderno Franciacorta (Bs) - Italy
T. +39 030 6857425 - +39 030 6857728
+39 030 6577494
F. +39 030 6577486
info@rpm-srl.it www.rpm-srl.it
Produzione di presse per lo stampaggio ad iniezione di elastomeri

Sattec DBS Gomma S.r.l.
Via Enrico Mattei, 12 33080 Prata di Pordenone (PN) Italy Tel. 0434.620100 www.sattecgomma.it
Produzione su specifica del cliente di articoli in gomma ad alto livello tecnologico con o senza inserti metallici, progettazione mescole e stampi.

TRADE AND DISTRIBUTION OF RUBBER’S INDUSTRY PRODUCTS
Compound elastomerici a base EPDM, NR, SBR, NBR, EVA, AEM, IR, BR, IIR, CPE, CSP, EO per articoli tecnici e cavi elettrici
S.I.G.E.A. S.p.A.
Viale dei Mareschi, 1 10051 Avigliana (TO) Tel. 011.9367533 info@sigearubber.com www.sigearubber.com




AZIENDA CERTIFICATA UNI EN ISO 9001:2015
COMPANY CERTIFICATED
OPERATORE ECONOMICO
AUTORIZZATO
AUTHORISED ECONOMIC
OPERATOR (AEO)
57123 Livorno - Italy - Scali D’Azeglio, 20 Tel. 0586.888.718 E-mail: sinta@sinta.trade Web: www.sinta.trade
Attività: Stampaggio e co-stampaggio di gomma e materiali avanzati
Nuova Guarnibeta S.r.l. Via Rossini, 22 24060 Credaro (BG) Tel. 035 935282 www.nuovaguarnibeta.it

REP ITALIANA s.r.l.
Via Galileo Ferraris 16/18 10040 Druento (TO) - Italia Tel: +39 011 4242154 www.repinjection.it - bpaganelli@repinjection.com
R.E.P., le iniziali di Robert Esnault Pelterie, pioniere dell’aviazione, grande teorico dell’astronautica e fondatore della società nel 1907, sono state la sigla di un aereo prima che l’impresa si riconvertisse nell’industria metallurgica la società REP commercializza presse a iniezione dal 1948. Avendo capito molto presto l’influenza dei polimeri e degli elastomeri nell’industria, si è rapidamente specializzata nell’iniezione della gomma
FORNI INDUSTRIALI
Forni specifici per trattamenti di post-curing e vulcanizzazione di articoli in gomma, gommametallo, gomma spugna, silicone, viton, o’ring, ecc.
SERMAC S.r.l.
Via Delle Nebbie, 4 24060 Brusaporto (Bg) – Italy +39.035.687.267 www.sermac.it sermac@sermac.it

MILANO 02-2572811/937 - info@tigerguarnizioni.com
Produzione articoli tecnici da disegno o campione in NBR-EPDM-FKM-SILICONE LSR-NEOPRENEFLUOROSILICONE anche alimentari
· Stampaggio articoli con attacco metallo
Produzione stampi anche conto terzi
· Produzione articoli certificati FDA/3A/Reg. Europ. USP/FARMACOPEA/DM Italiano/MOCA/WRAS e altro
· Vasto magazzino pronta consegna per OR-DIN-TC-TCLGAROLLE-TUBI-TONDI-ANTIVIBRANATI-LASTREDI/DE/UM
Azienda certificata ISO 9001:2015 e conf. MOCA www.tigerguarnizioni.com

VENDITA, DISTRIBUZIONE E ASSISTENZA TECNICA PER GOMME SINTETICHE, LATTICI SINTETICI E PRODOTTI CHIMICI PER L’INDUSTRIA DELLA GOMMA
VENDITA, DISTRIBUZIONE E ASSISTENZA TECNICA PER GOMME SINTETICHE, LATTICI SINTETICI E PRODOTTI CHIMICI PER L’INDUSTRIA DELLA GOMMA
















Performance ed innovazione dei nostri macchinari, costruiti per durare nel tempo

La tua scelta migliore per lo stampaggio sottovuoto

Presse per lo stampaggio a compressione di gomma, termoindurenti e compositi Un’ampia gamma di macchinari, totalmente personalizzabili secondo le esigenze del Cliente, dotati dei più moderni ed avanzati sistemi di controllo e di sicurezza. www.pezzatopresse.it
Pezzato S.r.l. - Via Socrate, 2 - 20864 Agrate Brianza (MB) Tel. +39 039 6091120 - info@pezzatopresse.it
scopri i nostri macchinari:

CATENE DI POLIMERI MONODISPERSI MISCELATI.
M. Müller, A. Lang, M. Klüppel, U. Giese, Deutsches Institut für Kautschuktechnologie, Hannover (Germany), J. Voges, D. Juhre, Otto-von-GuerickeUniversität, Magdeburg (Germany) – email: andrej.lang@dikautschuk.de, manfred.klüppel@ dikautschuk.de - KGK 4/2024, pag. 38-46.
Qualunque miscela, ottenuta con la combinazione di due diversi tipi di polimero, possiede proprietà e risposta viscoelastica del compound così prodotto fortemente dipendenti dalla sua microstruttura. Se i polimeri utilizzati sono miscelabili, tutte le loro molecole si distribuiscono a caso allo stesso modo nello spazio disponibile, formando una fase omogenea mentre, al contrario, polimeri non miscibili manifestano una microscopica fase di separazione. A questo proposito lo studio illustra alcune teorie sull’abbinamento inadeguato fra entrambi i polimeri, precisando che in passato sono state fatte molte indagini sui parametri di interazione, sulla base dei parametri di solubilità di Hildebrand riferiti ai polimeri non miscelati e derivati dalle loro entalpie di evaporazione: la conseguenza delle indagini è stata che le misurazioni dei parametri di Hildebrand possono essere usate per prevedere la compatibilità di due polimeri. Lo scopo di questo lavoro è quello di studiare

Letter of the law











la mobilità di catena e le proprietà di rilassamento dei modelli di polimeri miscelati per mezzo di analisi dinamo-meccanica e spettroscopia dielettrica di rilassamento DRS. Viene inoltre calcolato il coefficiente monomerico di attrito per mezzo di tecni che diverse e, in particolare, vengono va lutate l’influenza di una piccola proporzio ne di monomero, modificato con gruppo carbossilico in uno dei due componenti della miscela, sulla mobilità di catena, e l’e terogeneità del sistema di miscelazione su scala nanometrica. Una volta specificati i materiali utilizzati (polimeri di Kuraray, po libutadiene e poliisoprene liquidi) e i me todi sperimentali adottati (cromatografia a permeazione di gel, calorimetria a scansio ne differenziale DSC, analisi dinamo-mec canica DMA e spettroscopia dielettrica di rilassamento a banda larga) lo studio espo ne i risultati mostrati dai polimeri mono dispersi, particolarmente adatti ad anali si di materiali basici, dal momento che le molecole individuali differiscono solo mol to leggermente in massa molecolare, così che si può presumere che le catene indi viduali abbiano la stessa lunghezza. Dopo questa parte, molto accurata e complicata, si passa a verificare l’influenza della strut tura molecolare sul coefficiente monome rico di attrito e il movimento delle catene indotto da un campo elettrico. Lo studio si conclude con la considerazione che i si stemi di miscele di polimeri costituiscono



I più interessanti articoli usciti di recente sulle riviste tecniche internazionali specializzate e riguardanti materiali, applicazioni, processi, prove, misurazioni e destinati al settore della trasformazione della gomma. Letti e riassunti per voi dai nostri esperti.





una grande sfida, quando si tratta di capire la mobilità delle catene polimeriche e la loro interazione reciproca, caratteristiche essenziali da conoscere per una migliore

gomma, pari ormai a più di un milione di tonnellate/anno, sulla loro rilevanza per recupero e riciclo a salvaguardia dell’ambiente e al riutilizzo con emissioni secondarie minime.
Si incominciano quindi a citare i materiali di schermatura basati su compositi polimerici, che hanno la capacità di attenuare molto velocemente le frequenze radio e di microonde. Rispetto a quelli metallici, i compositi con matrice polimerica offrono i vantaggi di leggerezza, flessibilità, facilità di lavorazione ed economicità. Per soddisfare le richieste delle attuali tecnologie, la prima attività di sfida è quella di migliorare il materiale della schermatura, perché abbia un’elevata robustezza strutturale e un’alta capacità di attenuazione. I polimeri possono essere rinforzati facilmente con l’aggiunta di cariche che, nel caso di proprietà magnetiche ed elettriche da potenziare, sono di natura magnetica e conduttiva.
Un’ulteriore, interessante digressione parla dell’introduzione della quinta generazione (5G) di rete mobile, di auto a guida
autonoma e di altri dispositivi elettronici che accelerano la necessità di reti wireless. Queste situazioni fanno sì che le persone siano soggette a trasmissioni ad altissima frequenza GHz, che mettono in primo piano il tema dell’influenza delle onde elettromagnetiche sulla salute umana. Secondo studi specifici, viene danneggiata soprattutto la salute delle persone che vivono vicino a ripetitori telefonici, con cambiamenti comportamentali e cognitivi: anche in Egitto, in merito a questa situazione, si sono registrati defict neurocomportamentali, riferiti a memoria, capogiri, tremori, sintomi depressivi e disturbo del sonno, ben più alti rispetto ad altre aree di riferimento, senza contare l’aumento del rischio di tumori (+7,5%). Quest’ultimo incremento è stato rilevato anche in Germania, nel caso di residenti che hanno vissuto in un’area entro 400 metri da un ripetitore telefonico per un periodo compreso fra 5 e 10 anni. Questo studio si propone di preparare compositi di gomma ecosostenibili e di basso costo, a base di una miscela di EPDM e gomma macinata GR, con diversi
contenuti di polvere di ferro di scarto WIP (Waste Iron Powder) fino a 60 phr. Con i materiali usati nelle prove (EPDM con 54% di etilene e densità 0.86 g/cm3 di Arlanxeo, GR di El Nars e WIP di Steel Network Egypt) vengono prodotte 9 mescole con sistema di vulcanizzazione a zolfo, una di riferimento senza e 8 con vari contenuti di WIP da 5 a 60 phr. Risultati e discussione sono costituiti dalla caratterizzazione della polvere di ferro WIP e dai compositi EPDM/WIP, con l’ultimo paragrafo dedicato alla schermatura EMI, di cui viene verificata l’efficacia. Lo studio, sia pure ben organizzato e di chiara esposizione grazie ai numerosi grafici presenti, risulta di non facile lettura per chi non è esperto di interferenza elettromagnetica, per cui riassumiamo la conclusione citando semplicemente la considerazione finale: i compositi EPDM/GR/ WIP sono potenzialmente in grado di attenuare le radiazioni elettromagnetiche del 99,99999% e, di conseguenza, potrebbero essere utilizzati nelle applicazioni di schermatura.
La nostra selezione di mescole comprende i seguenti tipi:
CHE NAVIGA BENE!
Speciale per industria navale
Mescola anti-olio innovativa
Grazie a tecnologie all’avanguardia e formulazioni innovative, abbiamo sviluppato NAVYPRENE®: una mescola speciale studiata per rispondere perfettamente alle esigenze dell’industria navale. Ideale per cantieri di produzione, rimessaggio ed esigenze di bordo.
BENE!
FDA e MOCA (1935:2004)


Poliuretano elastomerico
personalizzabili di elevata qualità, che garantiscono uniformità durante lo stampaggio. Ideale per la realizzazione di articoli tecnici grazie a memoria elastica e a resistenza alle lacerazioni. Lotti minimi da 40 litri.
PROVE E MISURAZIONI
VANTAGGI COMPARATIVI DI DIVERSI
METODI RPA-ASTM PER RILEVARE
LE DIFFERENZE DI QUALITÀ DI UNA MESCOLA DI GOMMA.
J.S. Dick, R. Hanzlik, Alpha Technologies, Hudson, Ohio (USA) – email: john@rubberchemist.com - KGK 4/2024, pag. 56-62.
Presupposto dello studio è che, nella lavorazione di una mescola di gomma, l’elastomero di base viene masticato durante l’incorporazione dei vari ingredienti e in questo modo, mentre il carbon black per esempio si agglomera e si disagglomera disperdendosi, esso subisce qualche grado di depolimerizzazione. Questo lavoro prende in considerazione 9 semplici mescole a base SBR 1502, caricate con diversi carbon black, caolino, carbonato di calcio, silice precipitata senza e con silano TESPT e gomma macinata (due mescole in questo caso), al fine di valutare la dispersione delle cariche con diverse metodologie ASTM.
Lo strumento utilizzato per le prove è l’RPA (Rubber Process Analyzer) di Alpha Technologies, introdotto nel 1992 dall’allora Monsanto come evoluzione dell’MDR (Moving Die Rheometer), le cui diverse caratteristiche di funzionamento vengono brevemente citate come introduzione alle 9 normative ASTM, messe a punto negli ultimi vent’anni proprio sulla base dell’RPA e utilizzate abitualmente dall’industria della gomma di tutto il mondo per le prove su elastomeri crudi e per misurare e controllare le mescole prodotte con vari processi di lavorazione.
Dopo avere illustrato tutte le 9 normative ASTM, lo studio espone la procedura adottata per misurare l’incorporazione delle diverse cariche e i profili di deagglomerazione.
Esistono naturalmente vantaggi e svantaggi comparativi per ciascuno dei metodi ASTM illustrati, a seconda delle differenze di qualità della gomma cruda e delle grandi differenze di qualità fra le formulazioni adottate e fra le varie mescole utilizzate per lo stesso scopo. Viene così utilizzato un DOE (Design Of Experiments) per quantificare statisticamente alcuni dei vantaggi comparativi per i metodi presi in esame. Indicati i metodi ASTM pre-programmati sul Premier RPA (ASTM D620 parte A e parte B, D8059 e D6048), lo studio entra nella sua parte indubbiamente interessante, ma
pienamente comprensibile solo per chi ha già competenza ed esperienza dell’argomento, descrivendo la dispersione del carbon black N234, del carbonato di calcio, della silice senza e con silano TESPT, dei carbon black N660 ed N990 e del caolino sulla base dei metodi sopra citati. Tutti i risultati ottenuti, in merito all’efficacia dei metodi adottati per la specifica dispersione, vengono riportati in una tabella, che riassume le valutazioni sui campioni delle mescole esaminate (ben 49).
I commenti finali sul lavoro effettuato sono che: tutti i 7 metodi scelti per l’RPA presentano punti di forza e di debolezza; non bisogna mai prendere in considerazione solo una proprietà viscoelastica, ma almeno due o più, come G’ e tan δ; nessuna singola prova è valida per tutte le situazioni.
MATERIE PRIME E APPLICAZIONI CONDURRE VERSO PRESTAZIONI EQUIVALENTI E OLTRE: PROPRIETÀ DEL CARBON BLACK MONOLITH E UTILIZZO IN PNEUMATICI GOODYEAR.
R.V. Dennis-Pelcher, Goodyear Tire & Rubber, Akron, Ohio (USA), L.A. Wilke, N.J. Hardman, Monolith Materials, Lincoln, Nebraska (USA) - RUBBERWORLD, agosto 2024, pag. 24-35.
L’americana Monolith produce un carbon black a bassa intensità di CO2, che sarà un elemento fondamentale nella storia di Goodyear sul cammino per il raggiungimento di zero emissioni nel 2050. Goodyear lo ha infatti testato nell’intero processo produttivo dello pneumatico e ha introdotto il Monolith plasma carbon black nel suo pneumatico, sostenibile al 90%, annunciato al CES (Consumer Electronic Show) nel 2023.
Nell’introduzione dell’articolo una tabella riassume sinteticamente la tecnologia Monolith plasma (pirolisi del metano a bassa emissione di CO2) e i suoi prodotti, in sostituzione del carbon black furnace nel settore dello pneumatico. Ricordati i tradizionali processi di produzione del carbon black (channel, furnace, lamp, thermal e acetilene), l’articolo incomincia a presentare l’innovativo processo termico al plasma, che presenta una decomposizione termica simile a quella dell’acetilene, dal momento che in entrambi l’ossigeno è assente, ma è molto diverso nella realizzazione e può essere considerato il sesto processo produttivo, alla luce del suo successo di omologazione in Goodyear.
La prima parte dell’articolo passa in rassegna le proprietà colloidali e di pellettizzazione del Monolith carbon black, per poi analizzare la sua prestazione in gomma, con tre mescole a base bromobutile, ESBR e miscela/gomma naturale SMR-L/ SBR 1502, mettendo a confronto i suoi gradi GB7220, GB7260 e GB6180 con i tradizionali carbon black N772 ed N660. La seconda parte dell’articolo è invece dedicata alle valutazioni condotte da Goodyear sul Monolith Green Black 7260 per l’applicazione in mescole per inner liner dello pneumatico, analizzando tutte le prove di caratterizzazione svolte in paragone a formulazioni con carbon black N660 e carbon black di recupero.
La conclusione dell’articolo evidenzia come i valori delle prove effettuate nei laboratori di Monolith e Goodyear si siano rivelati allineati, anche se le formulazioni di Goodyear non erano esattamente le stesse di Monolith ma simili, con andamento e risultati complessivi molto compatibili. I carbon black di Monolith sono stati progettati con proprietà colloidali sul posto, per consentire una prestazione equivalente all’idoneo grado ASTM di carbon black furnace. In alcuni casi, riportati nell’articolo, le prestazioni di carbon black Monolith e furnace non sono stati del tutto uguali, nel qual caso una formulazione alternativa o una modifica della superficie hanno permesso di riportarsi su risultati positivi. Anche un carbon black di recupero, ottenuto dalla pirolisi di pneumatici furi uso, è stato messo a confronto con carbon black Monolith e tradizionale, per dimostrare che il processo termico al plasma di Monolith consente di ottenere un definito grado di carbon black subito utilizzabile in sostituzione di un grado ASTM (l’omologazione di Goodyear per il grado 7260 in sostituzione del grado N660 lo dimostra). L’ultima considerazione, espressa nella conclusione dell’articolo relativamente alla produzione di carbon black , è che il processo furnace fu ideato e affinato più di 80 anni fa, era meno inquinante, più efficace, produceva carbon black a più alta resa in carbonio e migliore negli pneumatici rispetto al processo channel black: oggigiorno il processo al plasma di Monolith manifesta le stesse proprietà tranne una (lasciamo al lettore attento trovare quale) e offre un alto potenziale per migliorare le prestazioni della gomma rispetto ai gradi
usati attualmente. Con la sua capacità di utilizzare diversi tipi di materia prima, compresi contenuti rinnovabili e riciclati con intensità di carbonio ancora più bassa, questo innovativo processo consente di avere un percorso verso la neutralità carbonica nel futuro.
ELASTOMERI E CERTIFICAZIONE FDA
CONFORMITÀ ALLA FDA DI MESCOLE NON-NERE A BASE ZETPOL HNBR
A. Adepetun, Zeon Chemicals, Louisville, Pasadena, Texas (USA)RUBBERWORLD, agosto 2024, pag. 36-53.
Questo corposo articolo, che riguarda mescole a base Zetpol HNBR a norma FDA, presenta un’interessante introduzione, che spiega finalmente in modo chiaro e preciso alcuni dei requisiti, che deve avere una mescola di gomma per soddisfare la norma specifica in merito agli ingredienti contenuti.
Molti manufatti di gomma (guarnizioni, tubi etc.) sono largamente usati in applicazioni per alimenti e bevande e, per adempiere la loro funzione, devono non solo essere compatibili con vari ingredienti come latticini, oli, grassi etc., ma anche resistere a procedure di severi invecchiamenti a calore, vapore, ozono e detergenti aggressivi. Oltre a questo, i manufatti devono rispettare le vigenti normative legali, in particolare il codice 21 CFR 177.2600 (ref. 1) delle leggi federali, che disciplinano l’uso ripetuto di articoli elastomerici. Questo codice è una sottosezione della norma 32 CFR 177, che comprende l’utilizzo di polimeri come additivi indiretti di alimenti, ossia materiali che possono venire a contatto con alimenti, ma non sono aggiunti direttamente, come rivestimenti o film. La normativa 21 CFR 177.2600 contiene una lista completa di ingredienti e relative restrizioni per il loro utilizzo, affermando specificamente che “la quantità di ogni sostanza usata nella produzione di articoli in gomma per uso ripetuto non deve eccedere la quantità ragionevolmente richiesta per ottenere gli effetti voluti per l’articolo e non deve avere alcun effetto sull’alimento”.
Le precisazioni della normativa riguardano, per esempio, l’utilizzo dei seguenti prodotti e definiscono il limite di quantità riferito al peso del manufatto: acceleranti meno dell’ 1.5%; attivatori meno del 5%; antiossidanti meno del 5%; plastificanti meno del 30%.
La restrizione sul contenuto di accelerante usato è, in particolar modo, molto difficile da rispettare in articoli vulcanizzati con perossidi, poiché perossido e coagente sono classificati entrambi come acceleranti per cui, in questo caso, è necessario mettere a punto una formulazione creativa per soddisfare le specifiche della norma citata. Alcuni materiali sono considerati intrinsecamente sicuri e classificati “generalmente riconosciuti come sicuri” o GRAS (Generally Recognized As Safe”) come, per esempio, olio d semi di colza, calcio stearato, caolino etc. e per essi non c’è restrizione all’utilizzo. Posto che la scelta dell’elastomero è critica per assicurare la rispondenza dell’articolo alle specifiche delle applicazioni, la Zetpol HNBR di Zeon è rinomata per l’ottima resistenza a calore (da 135 a 160 °C), olio e una vasta gamma di prodotti chimici, acqua, vapore


e ozono, ed è adatta per produrre manufatti che soddisfano i requisiti della FDA. Occorre però precisare che i manufatti a contatto con alimenti, ottenuti con Zetpol HNBR e tutti gli ingredienti della formulazione adottata, devono rispettare i limiti e le prove di estrazione specificati per l’utilizzo previsto e, ove applicabile, le indicazioni della FDA 21 CFR 180.22 (ref. 3).
L’introduzione continua ricordando i fattori da considerare nella messa a punto di una formulazione a base HNBR: viscosità, che influenza il processo da usare (stampaggio a iniezione o compressione, estrusione etc.); grado di idrogenazione dell’HNBR, che influenza la resistenza al calore e all’ossidazione, la densità di reticolazione e il compression set; contenuto di ACN, che influenza il compression set, la resistenza a prodotti chimici e oli, le proprietà dinamiche e a basse temperature e la resistenza ad abrasione e lacerazione.
E sistono naturalmente compromessi, quando si prendono in considerazione i fattori sopra citati, e allo scopo il team applicativo di Zetpol si avvale abitualmente della progettazione di esperimenti DOE per ottimizzare le proprietà della mescola. Talvolta viene utilizzata la metodologia delle superfici di risposta RSM (Response Surface Methodology) per prevedere i livelli degli ingredienti necessari per soddisfare i vincoli imposti su specifiche risposte di mescola e proprietà prestazionali. Questo articolo si focalizza sul modo in cui viene usata la RSM per ottimizzare la percentuale di idrogenzazione in HNBR, l’area superficiale della carica, il contenuto di plastificante e di perossido per creare un modello statistico, che può essere usato per rispondere alle specifiche di una mescola per applicazioni non-nere. Allo scopo vengono di solito usate NBR, EPDM, silicone ed FKM: includere l’HNBR in questa lista potrebbe rivelarsi necessario alla luce delle continue preoccupazioni per le sostanze PFAS relative ai fluoroelastomeri. L’articolo è davvero lungo e impegnativo, ma senz’altro interessante e istruttivo per chi si muove nell’ambito lavorativo descritto nell’introduzione. L’esposizione dell’argomento, accurata e dettagliata, e l’abbondanza di grafici e tabelle soddisferanno le aspettative dei tecnici che leggeranno l’articolo, che si conclude con l’analisi di un caso pratico, riferito a una guarnizione statica non-nera.
CHIMICA DEGLI ELASTOMERI
CHIMICA DIETRO VARIE TECNICHE DI RETICOLAZIONE IN ELASTOMERI SILICONICI.
A. Sathyan, D. Kadlec, DuPont Liveo Healthcare Solutions, Midland, Michigan (USA)RUBBERWORLD, agosto 2024, pag. 54-60.
Si tratta di un articolo di indubbio interesse per chi non ha ancora approfondito la chimica del silicone, i cui elastomeri sono i materiali preferiti per dispositivi e impianti medicali, grazie alle loro ottime caratteristiche di biocompatibilità, durata e inerzia. Le proprietà meccaniche e la prestazione degli elastomeri siliconici sono fortemente influenzate dalla loro chimica di reticolazione, che comporta la formazione di legami covalenti fra le catene polimeriche.
Comprendere le varie chimiche di reticolazione e il loro impatto sulle proprietà è quindi essenziale per ottimizzare le formulazioni del materiale e i processi produttivi nella fabbricazione dei dispositivi medicali. La resistenza a temperature estreme, a prodotti chimici e a degradazione termica rende i siliconi di grado medicale stabili e costanti in condizioni estreme, in grado di realizzare articoli flessibili e rigidi, di rivelarsi confortevoli quando applicati alla pelle o anche sotto la pelle, di sopportare elevate temperature di sterilizzazione e di fornire resistenza ai batteri. In effetti essi sono polimeri sintetici con atomi silicio-ossigeno nella struttura principale ed esibiscono caratteristiche sia inorganiche che organiche. I legami silossano (-Si-O-Si-) posseggono un’elevata energia di legame rispetto al legame carbonio-carbonio ed è questo che li rende stabili a temperature più alte, chimicamente inerti e resistenti a umidità e radiazioni UV. La maggior parte dei siliconi hanno gruppi metilici lungo la catena principale e proprietà come solubilità in solventi organici, idrofobia e flessibilità, che possono essere regolate con l’incorporazione di altre funzionalità organiche anziché di gruppi metilici. L’importante classe di siliconi PDMS, poli(dimetilsilossani), è rinomata per le sue eccellenti stabilità termica e non conduttività elettrica e termica, mentre i vinilsiliconi manifestano funzionalità idruro. Questo articolo prende in esame le varie chimiche dietro le tecniche di reticolazione negli elastomeri siliconici e i meccanismi impiegati per creare i relativi reticoli
resilienti, considerando che ciascuna tecnica offre importanti vantaggi e sfide. La comprensione dei principi fondamentali dietro i processi di reticolazione svela l’intricata interazione di forze molecolari e trasformazioni chimiche, che definiscono le notevoli proprietà degli elastomeri siliconici: ecco perché far luce sulla chimica, che sostiene la loro reticolazione, vuol dire fare chiarezza sui meccanismi e allargare il campo delle possibilità di futuri progressi in questa versatile famiglia di materiali. Il paragrafo che precede l’analisi delle varie chimiche, mette in evidenza una situazione scontata per i lettori che hanno esperienza di elastomeri siliconici ma comprensibile per tutti coloro che sanno di gomma: un aumento della densità di reticolazione porta a un materiale rigido e meno elastico, poiché si limitano i movimenti fra le catene del polimero, mentre una sua diminuzione dà luogo a un materiale più morbido e flessibile, così come un aumento o una diminuzione della temperatura di reticolazione aumentano rigidità e durezza nel primo caso e flessibilità e resilienza nel secondo, e le stesse conseguenze si ottengono per quanto riguarda la concentrazione dei reagenti nel processo di reticolazione. Le chimiche analizzate dall’articolo sono quelle relative ai sistemi di vulcanizzazione perossidici, platinici, ultravioletti e ibridi, per tutti i quali le future direzioni della ricerca comprendono il miglioramento di biocompatibilità, biodegradazione e capacità di funzionalizzazione, al fine di affrontare le esigenze dell’assistenza sanitaria e le nuove tecnologie medicali.
ELASTOMERI E APPLICAZIONI
GOMMA CON INTRINSECA CARATTERISTICA DI AUTORIPARAZIONE: UNA REVISIONE E UNA PROSPETTIVA DI MATERIALE E RINFORZO.
N.F. Mohd Sania,b, H. Joe Yeea, N. Othmana, A. Abd Talibc, R. Khimi Shuiba, ricercatori delle università Sains Malaysia (a - Malaysia), Teknology MARA (b - Malaysia), e FGV Holdings Berhad (c - Malaysia) –email: rea_khimi@hotmail.com - POLYMER TESTING 111 (2022), pag. 1-27.
Questo studio del 2022 tratta un argomento che può sembrare addirittura fantasioso ma si rivela, al contrario, oggetto di numerosi altri studi, soprattutto negli ultimi cinque anni, il che dimostra l’interesse che sta riscuotendo

nella comunità scientifica di ricerca in tutto il mondo. Il testo si compone di una ventina di pagine che, nonostante la presenza di grafici, figure, tabelle e fotografie, risultano difficili da condensare in una breve recensione, meritando invece un articolo dedicato, che sarà forse realizzato in futuro sulla scorta dei recenti aggiornamenti in merito. Per ora ci limitiamo a presentare un sommario della rassegna e della prospettiva di materiale e rinforzo di gomma intrinsecamente autoriparante offerte dal presente studio. Le gomme autoriparanti sono state in gran parte sviluppate con l’introduzione nella gomma di reticoli reversibili vulcanizzati dinamicamente, in modo che essa sia in grado di riparare un danno meccanico automaticamente senza alcun intervento manuale. Lo studio esamina i metodi di autoriparazione di maggior successo e i meccanismi utilizzati, come il reticolo covalente adattabile e l’interazione sopramolecolare, con la considerazione che, anche se questi metodi sono stati stabiliti per sviluppare la gomma autoriparante, spesso i materiali
mostrano proprietà meccaniche relativamente scarse rispetto alla gomma tradizionale. Vengono presentati i “vitrimeri”, una nuova classe di materiali, in cui il reticolo vulcanizzato è costituito da legami covalenti intercambiabili e di natura associativa, che offrono un metodo eccezionale, che combina la stabilità meccanica con la capacità di rigenerazione di elastomeri reticolati covalentemente.
Lo studio si focalizza anche sull’effetto del rinforzo di cariche, come nanocristalli di carbon black, silice, chitina e cellulosa, metalli e altri materiali, che possono prendere parte alle reazioni di reticolazione reversibile e migliorare le proprietà meccaniche. Le gomme di base utilizzate finora sono la gomma naturale epossidata (ENR), l’SBR carbossilata (XSBR) e l’EPDM, con la gomma naturale che ha meno probabilità di essere impiegata a causa della sua non polarità e dell’assenza di gruppi funzionali ionici. Infine vengono presentate alcune applicazioni di gomma autoriparante, come rivestimenti intelligenti, industria aerospa-
DIMENTICA GLI ATTRITI
Trattamenti lubrificanti trasparenti e colorati con resine + PTFE
Trattamenti lubrificanti PFAS free
ziale, dispositivi elettronici, sensori flessibili, robotica e pelle elettronica. Un’interessante considerazione, espressa nella conclusione dello studio, è che la progettazione di un materiale che esibisca un bilanciamento di caratteristiche fra proprietà meccaniche ed efficacia di riparazione, rimane una sfida che deve essere affrontata dai ricercatori, al fine di realizzare un perfetto elastomero autoriparante, che abbia la capacità di rilevare e riparare il danno lungo il ciclo di vita dei suoi costituenti, ripristinandone la prestazione senza alcun effetto indesiderato. Va detto, inoltre, che gli studi attuali si focalizzano più sulle caratterizzazioni fisico-meccaniche mentre la ricerca, intesa a valutare l’affidabilità e a prevedere la prestazione nel ciclo di vita, è stata finora insufficiente, per cui c’è molto da fare in termini di strategie e pianificazione efficaci, per ottimizzare la progettazione di gomme autoriparanti, sviluppare prototipi e trasformare i campioni di laboratorio in applicazioni pratiche per consentire una produzione di massa.

Trattamenti al plasma: Lipocer con HMDSO, Carbon Coating, Fluorurazione Lavaggio ad alta pressione sotto cappa a flusso laminare (Cleanliness)
Micropulizia, Etching, Grafting
È stato completato il programma del primo RubberDay, l’evento organizzato congiuntamente da L’Industria della Gomma e Assogomma, in programma il 28 gennaio 2025 a Cascina Triulza (MI), presso il MIND Milano Innovation District.
La giornata offrirà una visione d’insieme e spunti pratici utili per le imprese.
Con la moderazione di Riccardo Oldani, ex direttore de L’Industria della Gomma, il tema della sostenibilità verrà affrontato da rappresentanti istituzionali, da professionisti in materia ambientale e dalle aziende sponsor, e si focalizzerà su quattro argomenti “caldi” del momento:
l il regolamento EUDR;
l i polverini nei conglomerati bituminosi;
l il recupero di materia;
l i criteri con i quali la finanza misura la sostenibilità dell’industria.
RubberDay 2025 rappresenta un’opportunità di approfondimento e confronto per tutte quelle realtà che si impegnano, ogni giorno, a mantenere attivo e reattivo un comparto estremamente significativo per il nostro Paese quale quello della gomma.

Registrati subito all’evento

Martedì 28 gennaio 2025
Cascina Triulza – MIND Milano Innovation District
9.00 Apertura registrazioni ospiti
9.30 Saluto di benvenuto - Andrea Aiello, Ceo Edifis e Fabio Bertolotti, Direttore Assogomma
9.45 Recupero di materia - L’opportunità dei criteri ambientali minimi, il caso C.A.M. strade - MASE Ministero dell’Ambiente e della Sicurezza Energetica, Carlo Zaghi (TBC), Direttore Generale sostenibilità dei prodotti e dei consumi (SPC) - Sergio Saporetti (TBC), Funzionario tecnico Direzione sostenibilità dei prodotti e dei consumi (SPC) - Sezione acquisti pubblici verdi e CAM
10.15 Guidare il Futuro della Gomma Sostenibile: Tecnologia di Devulcanizzazione e Soluzioni Scalabili per un’Economia Circolare, Francesco Di Pierro - Ceo Rubber Conversion
10.30 Rigenerazione della Gomma - Rodrigo Diaz-Vargas, R&D Process Engineer, REP Italiana & RPM
10.45 Coffee break
11.15 Regolamento EUDR – La due diligence nell’industria della gomma - MASAF Ministero dell’Agricoltura della Sovranità Alimentare e delle Foreste, Felice Assenza (TBC), Capo dipartimento dell’Ispettorato centrale della tutela della qualità e della repressione frodi dei prodotti agroalimentari (ICQRF)Oreste Gerini (TBC), Direttore generale degli uffici territoriali e laboratori nell’ambito del Dipartimento ICQRF
11.45 Strategie e tecnologie per la sostenibilità e la circolarità nel settore gomma, Fabio Bacchelli, Head of Technical Management Tyre, Styrenics Modification & SBR/BR Compounding, Versalis
12.15 UPM-RFF Cariche funzionali rinnovabili per l’industria della gomma - Simone Calò, New Business Development Manager - Vishal Patil, Sales Manager RFF Levhoss
12.30 Light lunch
13.30 Tour MIND Milano Innovation District (facoltativo) con Diego Valazza, Business Development Director, Lendlease
14.00 Da rifiuti/sottoprodotti a end of waste: il riciclo chimico e le nuove tendenze. I prodotti derivati dalla pirolisi di PFU, una nuova opportunità - Stefano Maglia, Presidente Ass.I.E.A. - Ass.I.E.A. Associazione Italiana Esperti Ambientali
14.30 Macchine e processi di trasformazione - Sergio Lunari, Area Sales Manager, Desma
14.40 Agente indurente sostenibile ACTI ECO+, Olivier Roumachè, Technical Service Manager, Silox
14.50 Sostenibilità nelle prove di laboratorio, Mauro Belloni, Vice Presidente, Gibitre
15.00 Come ridurre le emissioni di sbavatura criogenic?, Tima Musin, Sustainability Manager, Centro Servizi Industriali
15.10 Coffee break
15.35 SIGMASOFT® Rubber Designer - New generation and easy-to-use material database in simulation of rubber processing - Burkhard Werner, Technical Sales Manager- SIGMA
15.45 CSRD e finanza di transizione: contesto ed opportunità - Giovanni Sequi, Senior Portfolio Manager (Fixed Income) CESGA® - Raffaella Sommariva, Senior Fund Manager - Chiara Roccaro, Senior Pension Fund Manager (Fixed Income) CESGA®️, Azimut
16.15 Fine lavori


Sponsor Gold Sponsor Silver


Sponsor Bronze La sostenibilità per l’industria della gomma è la chiave per comprendere come affrontare le sfide ambientali e sociali già in atto e che plasmeranno il prossimo futuro





assogomma@federazionegommaplastica.it
rubberday@edifis.it


Nel corso dell’ultimo trimestre si è osservato un allentamento della pressione al rialzo sulla maggior parte delle materie prime utilizzate nell’industria della gomma e sembra che ci sia spazio per una tendenza al ribasso nei prossimi mesi: sono queste le considerazioni fatte a inizio novembre da Paul Hallas, amministratore delegato di SPC Rubber Compounding, insieme a David Shaw, amministratore delegato di Tire Industry Research, nella loro consueta analisi dei prezzi delle materie prime.
Secondo le analisi fatte a inizio novembre da Paul Hallas, amministratore delegato di SPC Rubber Compounding (spc-group.com) e David Shaw, amministratore delegato di Tire Industry Research (tireindustryresearch. com), nel corso dell’ultimo trimestre si è osservato un allentamento della pressione al rialzo sulla maggior parte delle materie prime utilizzate nell’industria della gomma e sembra che ci sia spazio per una tendenza al ribasso nei prossimi mesi.
GLI AUMENTI DEI PREZZI INIZIANO
AD ATTENUARSI
S ebbene molti impianti di elastomeri sintetici e prodotti chimici per l’industria della gomma stiano producendo a piena capacità, soprattutto in Europa, e presumibilmente lo saranno anche nei prossimi sei mesi (e forse oltre), sembra che a livello mondo ci sia una capacità produttiva sufficiente per garantirne la disponibilità.
I clienti stanno sfruttando le loro catene di approvvigionamento globali, il che porta all’aspettativa di un allentamento dei prezzi nei prossimi mesi. I noltre, il rallentamento globale della produzione di veicoli sta diminuendo la domanda e conseguentemente liberando capacità di materiali elastomerici. Come noto, da inizio luglio sono vietate le importazioni di nero di carbonio e di tutti gli elastomeri dalla Russia nell’UE. Questi divieti sembrano essere efficaci,

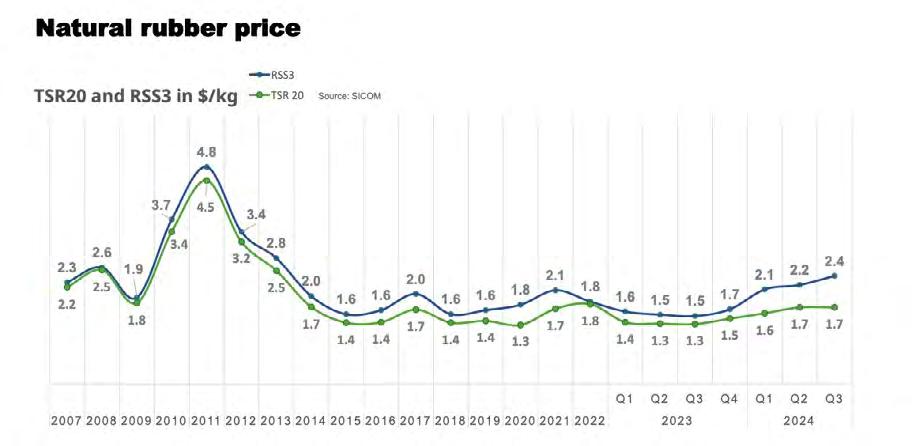
Prezzi della gomma naturale.
anche se ci sono scappatoie con piccoli volumi di materiale spedito attraverso vari paesi terzi.
Ad esempio Cina, India e alcuni altri paesi, che non hanno imposto sanzioni, continuano a ricevere regolarmente materiale russo; è possibile che parte di questo materiale venga riconfezionato e ri-etichettato per altri mercati, anche se gli autori ritengono che si tratti solo di una piccola frazione.
Inoltre, una chiara conseguenza dell’importazione e utilizzo in Cina di materiale russo è la disponibilità degli stessi materiali, ma prodotti in Cina all’esportazione nelle varie parti del mondo.
Relativamente al settore automotive occorre prendere in considerazione non solo il rallentamento della produzione complessiva, ma anche quella dei veicoli elettrici, contrariamente alle aspettative di molti, e questo sta avendo un effetto misto sui mercati.
Alcuni elastomeri, come l’HNBR, sono utilizzati anche nella produzione di batterie. Almeno due aziende stanno aggiungendo capacità produttiva per far fronte alla domanda prevista dai produttori di batterie, ma questa domanda non si è concretizzata. Come conseguenza, l’HNBR delle nuove linee è ora maggiormente disponibile per le applicazioni convenzionali.
Un altro aspetto da prendere in consi-
derazione è lo sciopero dei portuali statunitensi, che è stato, almeno temporaneamente, risolto. Una data chiave da monitorare è gennaio 2025, quando i lavoratori portuali saranno chiamati a votare sull’offerta salariale rivista.
PREZZI DELLA GOMMA NATURALE
Il clima insolito in molte regioni produttive ha influenzato i mercati della gomma naturale. Una limitata operatività di tapping ha portato a una riduzione dell’offerta che, assieme alle aspettative di una ripresa della domanda in Cina, ha causato i forti aumenti dei prezzi di settembre e inizio ottobre.
Ora la ripresa sperata in Cina non si è verificata e il clima è migliorato, quindi dalla fine di ottobre i prezzi hanno iniziato a diminuire. La maggior parte degli osservatori ritiene che i prezzi continueranno a diminuire, almeno fino all’inizio della stagione invernale, quando la produzione ritornerà a scendere in gran parte delle regioni di produzione. Il capodanno cinese (anno del Serpente) inizierà il 29 gennaio 2025 e ciò significa che molti produttori che utilizzano prodotti in gomma naturale accelereranno la produzione prima delle lunghe vacanze. Anche se è difficile fare previsioni esatte, gli autori si aspettano che i prezzi rimangano deboli fino all’inizio di dicembre, ma poi si stabilizzeranno
man mano che i trasformatori di NR e i produttori di pneumatici punteranno a riempire i loro magazzini prima delle vacanze associate al capodanno cinese. Come noto (cfr. ad es. https://www.industriagomma.it/2024/10/07/il-regolamento-eudr-slitta-a-dicembre-2025/), il 16 ottobre 2024 il Consiglio europeo ha deciso di posticipare la data di applicazione delle norme EUDR (soggetta a ratifica da parte del Parlamento europeo alla fine del mese di novembre). Ciò significa che le imprese devono ora attenersi al regolamento UE sulla deforestazione entro il 30 dicembre 2025, se grandi operatori, ed entro giugno 2026, se piccole imprese. Le scadenze originarie erano rispettivamente dicembre 2024 e giugno 2025. Il regolamento, che si applica alla gomma naturale, nonché all’olio di palma, al bestiame, alla soia, al caffè, al cacao e al legname, impone alle imprese di dimostrare che i prodotti che immettono sul mercato dell’UE (o che esportano da esso) non abbiano causato deforestazione o degrado forestale.
La gomma naturale conforme all’EUDR, avrà costi superiori, almeno all’inizio, rispetto a quella non certificata. La stima del premio richiesto è incerta. Alcune ipotesi iniziali portavano a ritenere un raddoppio del costo, altre valutazioni facevano ritenere potesse assestarsi at-
torno a poche centinaia di USD per tonnellata, attualmente questi premi legati all’EUDR sembrano essere piuttosto modesti, soprattutto se confrontati con i movimenti dei prezzi legati alle condizioni meteorologiche. L’anno prossimo sapremo meglio quanto sarà effettivamente questo impatto. La notizia del rinvio è stata accolta con
reazioni contrastanti. Alcuni gruppi commerciali hanno accolto con favore la notizia, affermando che la conformità è complessa e avrebbe potuto causare interruzioni nelle catene di approvvigionamento. Altri, tra cui i principali gruppi ambientalisti, hanno mostrato disappunto in quanto ritengono che l’UE sia uno dei principali contributori
alla deforestazione attraverso le proprie importazioni. (ca. 10% secondo le stime EU, ndr).
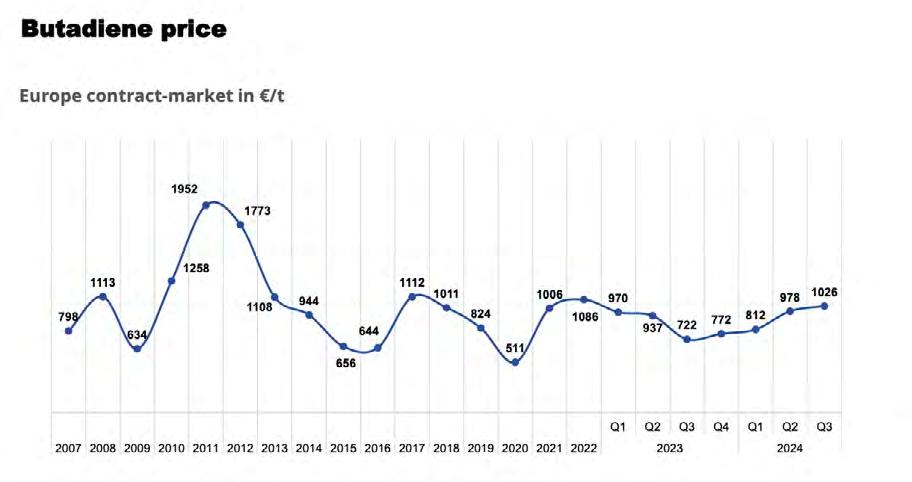
GOMMA STIRENE-BUTADIENE (SBR) E GOMMA BUTADIENE (BR)
La maggior parte dei produttori di BR e SBR, almeno in Europa, sembra essere sold out. Tuttavia, questa potrebbe

essere una situazione artefatta, poiché il business petrolchimico globale è debole, il che significa che la domanda di etilene è debole. La quantità di butadiene disponibile sui mercati globali dipende dalla produzione di etilene, quindi la produzione di butadiene è ben al di sotto del massimo. Se i produttori di gomma affermano di essere sold out, nonostante l’offerta limitata di butadiene, ciò suggerisce che potrebbero aver limitato la loro capacità produttiva complessiva. U n’altra spiegazione, perlomeno per l’Europa, è il divieto di importazione dalla Russia. L’Europa importava circa 25 kt/anno di E-SBR, molto più di gomma butadiene, circa 100 kt/anno, mentre le importazioni di S-SBR erano molto più limitate. I prezzi dell’SBR sono aumentati costantemente nel corso dell’anno e sono attualmente (Q4) a livelli simili a quelli della gomma naturale. È probabile che si sia arrivati al picco, e alcuni segnali indicano che i prezzi si stanno stabilizzando. Ciò è probabilmente do-
vuto al fatto che sta entrando in funzione una maggiore capacità, il che cambierà l’equilibrio tra domanda e offerta. Il butadiene monomero è stato scarso tutto l’anno. La maggior parte dei fornitori europei afferma che le loro fabbriche sono sold out e che qualsiasi disponibilità aggiuntiva di prodotto sarà disponibile solo “al giusto prezzo”.
Analogamente agli elastomeri, anche per il nero di carbonio è entrato in vigore dal luglio 2024 il divieto dell’UE alle importazioni dalla Russia. Storicamente, la Russia esportava circa 500 kt di nerofumo in Europa ogni anno, ma nel 2023 la percentuale è diminuita bruscamente e ora è scesa a zero, almeno ufficialmente.
Le 500 kt sono state sostituite in parte da nuova capacità produttiva europea e ai confini dell’Europa stessa, ma anche da importazioni da India e Cina. Non è chiaro quanto di questo materia-
le sia stato semplicemente spedito dalla Russia e ri-insaccato e ri-marchiato, e quanto materiale russo venga utilizzato in questi due paesi, rendendo di fatto il prodotto locale disponibile all’esportazione. In ogni caso, le importazioni combinate dalla Cina e dall’India sono ora di circa 250 kt all’anno. Gli autori affermano che un certo numero di impianti russi di nero di carbonio, ad esempio Yaroslavl, sono tuttora operativi e alcuni commentatori ritengono che il materiale non venga impiegato solo in Russia. La domanda complessiva sembra ben bilanciata in Europa. Detto questo, la maggior parte degli impianti in Europa rimane completamente sold out per il resto dell’anno e per l’inizio del 2025.
S ebbene la situazione globale dell’EPDM sia stata caratterizzata da un forte eccesso di domanda rispetto all’offerta per alcuni anni, la situazione si sta ora invertendo. Alcuni fornitori stanno
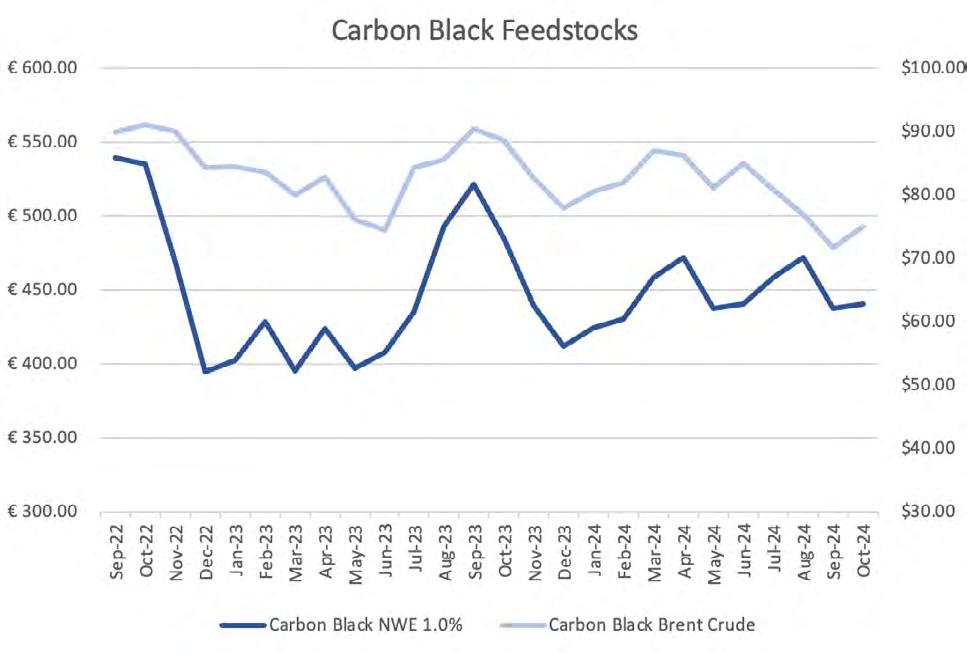
Prezzi del nero di carbonio.
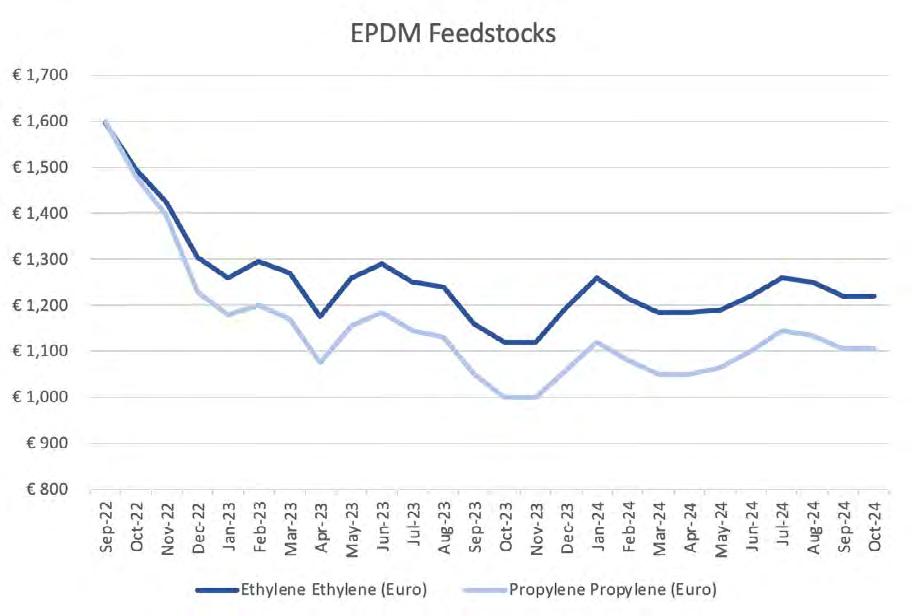

cercando di aumentare la quota di mercato e per questo si stanno orientando all’Europa, quindi ci si aspetta un movimento al ribasso dei prezzi.
Contemporaneamente altri produttori sono riluttanti ad abbassare i prezzi. Gli autori si aspettano uno spostamento di volumi verso i fornitori che stanno cercando di aumentare la quota di mercato riducendo i prezzi, a scapito dei produttori che vogliono salvaguardare la marginalità. La disponibilità di EPDM è dovuta al calo della produzione automobilistica e alla conseguente mancanza di domanda da parte delle case automobilistiche. Questo sta aumentando la disponibilità del materiale per le altre applicazioni.
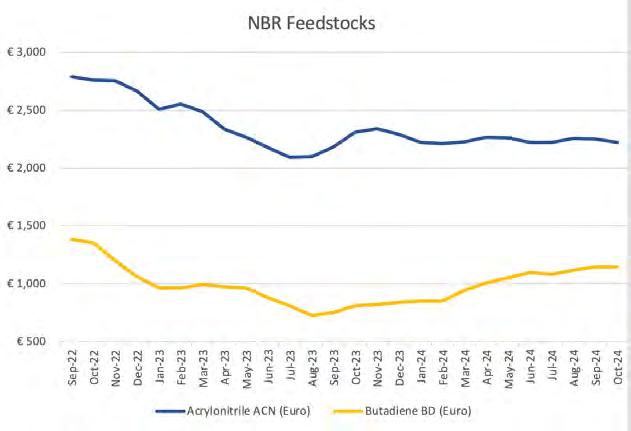
Come altri elastomeri a base di butadiene, i prezzi della gomma nitrilica sono aumentati costantemente nel 2024. Attualmente i prezzi più bassi in Europa sono per il materiale proveniente dalla Corea del Sud, nonostante l’aumento dei costi di spedizione dovuto ai problemi nella regione del Mar Rosso. Come già scritto sopra, la situazione per l’HNBR ap-
pare essere quasi completamente opposta rispetto al mercato di un anno fa. Ora c’è più materiale disponibile sul mercato e la pressione per una riduzione dei prezzi nel prossimo anno aumenterà, man mano che entrerà in funzione nuova capacità aggiuntiva. Ciò sembra essere dovuto al rallentamento della produzione di veicoli elettrici, dove l’HNBR viene utilizzata per sigillare le batterie, ma la domanda di batterie non è cresciuta così rapidamente come previsto.
Il policloropene (CR), anche noto come Neoprene, è utilizzato negli articoli in gomma per uso industriale ed automobilistico come tubi flessibili e cinghie. Il lattice di CR è utilizzato negli adesivi, nei guanti chirurgici (in policloroprene) e in altri articoli. Attualmente, la gomma policloroprenica è prodotta negli Stati Uniti, in Germania, in Giappone e nella Cina continentale. Si prevede che il consumo mondiale di policloroprene aumenterà nei prossimi anni, trainato dalla domanda cinese. Tuttavia, i produttori dell’UE e
degli Stati Uniti sono soggetti a una legislazione ambientale sempre più severa. In particolare negli Stati uniti l’EPA (Environmental Production Agency) sta monitorando le emissioni del principale
produttore di cloroprene negli Stati Uniti, l’impianto Denka di LaPlace, in Louisiana, e alcuni commentatori non escludono una futura possibile chiusura dell’impianto. u

MONDOGOMMA
di Dario Nichetti*
L’articolo presenta un differente approccio al controllo qualità dei batch di un lotto di produzione, puntando sempre più sulla capacità di identificare una variazione delle prove finali a fronte di una variazione dei risultati del controllo qualità.
Lo sviluppo di una mescola in gomma parte dalla richiesta di un compound che risponda alle caratteristiche indicate nel capitolato, le quali possono includere requisiti chimici, fisici, tribologici, o tecnologici, oltre alla necessità di rispettare specifiche normative, come quelle per l’idoneità al contatto con alimenti o per l’uso in sistemi di acqua potabile.
I l processo, strutturato rigorosamente, inizia con la formulazione di varianti sperimentali in laboratorio, utilizzando il Design of Experiments (DOE) per ottimizzare le combinazioni di ingredienti e le condizioni di processo, con l’obiettivo di rispondere al meglio ai requisiti richiesti.
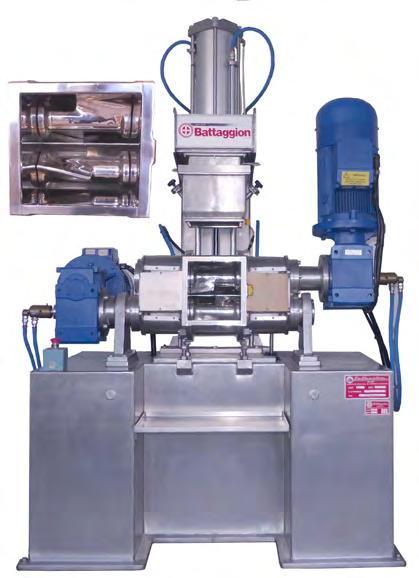
Le mescole sono preparate con un miscelatore interno di laboratorio, dove comunemente viene usato il Banbury mixer, che permette di ottenere una dispersione omogenea dei componenti. È importante approfondire il tema dei mescolatori interni, che includono, oltre ai tradizionali tangenziali e compenetranti, anche i cosiddetti masticatori, che stanno prendendo in questi ultimi anni sempre più piede come standard in laboratorio.
Nella Foto 1 è mostrata una IPMR10 della Battaggion, dove la camera di mescolazione è chiusa da un pressatore flottante. Lo scarico della mescola avviene dopo che la camera di mescolazione è stata ruotata, permettendo la completa pulizia della camera stessa prima della
produzione di un nuovo batch di mescola.
Il ciclo di miscelazione è rigorosamente definito e si completa con un affinamento su mescolatore aperto a due cilindri (open mill), per garantire l’uniformità del composto finale.
La mescola così ottenuta viene poi caratterizzata per le sue proprietà reolo -
giche: si esegue la curva di vulcanizzazione mediante un Moving Die Rheometer (MDR), che permette di monitorare il processo di reticolazione in funzione del tempo e della temperatura, offrendo dati cruciali sulla cinetica di vulcanizzazione. Successivamente, la viscosità viene misurata con un reometro Mooney, fornendo un’indicazione della proces-
sabilità e delle caratteristiche di flusso del materiale.
Per la caratterizzazione meccanica, la mescola viene stampata a compressione in una pressa, ottenendo una placchetta di spessore pari a 2 mm, idonea per prove meccaniche standardizzate che valutano resistenza, elasticità e altre proprietà fondamentali. Inoltre, si preparano provini specifici per le prove di durezza e di densità, permettendo una valutazione esaustiva delle proprietà fisiche della mescola.
A completamento, vengono preparati campioni per studi di invecchiamento, indispensabili per confermare la durabilità e la stabilità del materiale nel tempo. Tra questi, provini per il compression set, che misura la capacità del materiale di mantenere l’elasticità sotto compressione prolungata, e per il test di rigonfiamento, utile per quantificare le resistenze ai solventi e quindi la stabilità chimica del vulcanizzato in ambienti aggressivi. Questo approccio metodico consente di ottimizzare ogni aspetto della formulazione, garantendo che la mescola finale sia pienamente conforme ai requisiti di qualità, durabilità e affidabilità stabiliti nel capitolato.
Una volta individuata la ricetta che soddisfa tutte le caratteristiche richieste dal capitolato, si passa alla fase di pre-industrializzazione del compound. Questa fase è cruciale per adattare la formulazione sviluppata in laboratorio ai parametri di produzione su larga scala, assicurando consistenza, efficienza e qualità nel processo industriale.
Per semplicità, consideriamo una ricetta da realizzare in un’unica fase di miscelazione. Una volta identificata una formulazione in grado di soddisfare tutte le caratteristiche richieste dal capitolato, si avvia la fase di pre-industrializzazione del compound, che mira a tradurre la ricetta di laboratorio in una produzione su scala industriale.
In questa fase, la ricetta viene adattata per allinearsi al volume del mescolatore industriale disponibile. È quindi definita una sequenza di aggiunta degli ingredienti, specificando il momento esatto, il tempo e la temperatura ottimali per ciascuna fase di miscelazione, fino alla condizione di scarico. Questo setup è cruciale per garantire una dispersione
uniforme degli ingredienti e raggiungere le proprietà reologiche e meccaniche desiderate.
A questo punto, il compound prodotto viene sottoposto a una serie di test per verificare la coerenza con le prestazioni della mescola sviluppata in laboratorio. Tra questi test figurano la misura della durezza (Scala Shore A), della densità, della curva reometrica e della viscosità, oltre alla valutazione del carico e dell’allungamento alla rottura. In questa fase vengono anche definiti i valori di accettabilità minima e massima per ogni proprietà, per garantire che la mescola mantenga con precisione le prestazioni secondo le specifiche richieste dal capitolato.
La fase di pre-industrializzazione rappresenta un passaggio critico per assicurare che la mescola, una volta trasferita su scala produttiva, mantenga le caratteristiche tecniche, chimiche e fisiche richieste, fornendo così una base solida per la produzione industriale completa. Nella produzione di mescole in gomma, i test di controllo qualità rivestono un ruolo essenziale per garantire che ogni batch prodotto sia conforme alle specifiche e agli standard definiti dal capitolato, mantenendo la coerenza con la ricetta originariamente sviluppata in laboratorio. I test di controllo qualità consistono in un insieme mirato di verifiche progettate per assicurare che ogni lotto soddisfi i requisiti chiave senza necessità di analisi estensive.
Le prove principali includono l’analisi della curva reometrica, la misurazione della durezza Shore A (ShA) e la determinazione della densità, parametri indispensabili per verificare le caratteristiche di performance del compound. Di contro, l ’importanza della viscosità Mooney si è ridotta negli anni a causa della sua limitata affidabilità nelle analisi moderne. a causa della sua limitata affidabilità analitica, risultando quindi meno comune nelle verifiche di routine [Nichetti, L’Industria della Gomma n. 660 - Lug-Ago 2018, pagg. 22-26].
Un approfondimento dei vari test generalmente utilizzati per il controllo qualità è importante per meglio capire vantaggi e limiti del loro attuale utilizzo e, di conseguenza, per introdurre il concetto di un controllo qualità più discriminante.

Il reometro a deformazione controllata a camera chiusa RPA ultra di Bareiss.
CURVA DI VULCANIZZAZIONE
Nel controllo qualità delle mescole in gomma, l’utilizzo dell’MDR (Moving Die Rheometer) è una tecnica chiave per analizzare la curva di vulcanizzazione e quindi il comportamento della gomma durante il processo di reticolazione. Questa prova permette di monitorare, in tempo reale, le variazioni di rigidità della mescola sottoposta a una condizione di riscaldamento controllata (ISO 6502-3).
In pratica, si inserisce una piccola quantità di mescola di gomma tra due piatti oscillanti dell’MDR, che mantengono una temperatura costante e applicano una leggera torsione alla mescola. All’inizio della prova, la mescola è ancora morbida e facilmente deformabile, quindi il dispositivo rileva un basso valore di torque (coppia richiesta per imporre al provino una deformazione controllata), ossia una bassa resistenza alla

deformazione. Man mano che la temperatura fa progredire la reticolazione, le macromolecole iniziano a legarsi tra loro, creando una rete tridimensionale che conferisce al materiale una struttura più rigida e stabile. Il torque rilevato dall’MDR aumenta progressivamente con il crescere della vulcanizzazione. Il risultato della prova si presenta sotto forma di una curva, che mostra l’andamento del torque nel tempo. All’inizio, il grafico resta piatto, una fase chiamata induzione, durante la quale non si osservano variazioni significative nella resistenza della mescola. Questo stadio è seguito da una rapida salita del torque, indicativo della fase attiva di vulcanizzazione, in cui la formazione dei legami trasversali è al suo massimo.
Alcuni punti significativi tra il valore minimo e il massimo vengono spesso utilizzati come elementi del controllo qualità (tipo il tS2, il t30 e il t90). Attualmente, per minimizzare il tempo di durata della prova la temperatura della camera del MDR, a cui si esegue la prova, è stata enormemente alzata fino anche attorno ai 200 °C e la prova è stata contenuta entro i 3 minuti. Questo rende la
vulcanizzazione estremamente rapida e per un lotto di produzione porta il fascio di curve a restringersi molto, perdendo di fatto gran parte della significatività dell’informazione. Di fatto ciò che rimane con questa prova è l’evidenza che il pacchetto degli acceleranti è stato aggiunto durante il processo di mixing e di fatto solo quei batch di produzione, con una curva che si differenzia dal mazzo, sono indice di non conformità produttiva. Questo concetto così labile è stato il punto di partenza per implementare un controllo qualità che permettesse di migliorare il processo produttivo della mescola al fine di ottenere una mescola con caratteristiche del vulcanizzato più stabili e quindi mantenerne le performance richieste.
DUREZZA SHA
La durezza ShA è una misura della resistenza alla penetrazione di un materiale elastomerico. Nelle mescole di gomma, questo parametro viene comunemente espresso tramite la scala Shore A (ShA) e rappresenta la capacità del materiale di resistere a un certo grado di compressione o impatto senza modificare la
sua forma ed è definita dalla ISO 7619-1. Questo test viene effettuato utilizzando un durometro, che applica una forza su una punta di misura per determinare quanto profondamente essa penetra nella mescola. I valori di durezza sono cruciali per valutare le prestazioni del prodotto finale, poiché influenzano la flessibilità e la resistenza all’usura della gomma.
Valori tipici per applicazioni industriali variano generalmente tra 30 e 90 ShA e questo è importante per garantire che il composto abbia la durezza desiderata per la sua applicazione prevista. La preparazione del provino è la parte più onerosa dell’intera procedura. La preparazione del provino per la misura della durezza di una mescola in gomma segue le linee guida stabilite dalla norma ISO 48-4. Il provino deve avere uno spessore compreso tra 6 e 10 mm con una superficie piana e parallela, condizionato a una temperatura standard di 23 °C ±2°C per almeno 24 ore prima della prova, per garantire che la gomma raggiunga una stabilità dimensionale e termica adeguata.
Questo ha relegato la misura della densità a un controllo non al 100% dei batch prodotti in un lancio di produzione. Va inoltre ricordato che la forchetta di accettabilità sul valore centrale è di circa ±5, che rappresenta un campo di durezza decisamente ampio, quindi decisamente poco discriminante su una possibile variazione delle proprietà meccaniche.
Le prove di controllo qualità come la curva reometrica, la viscosità Mooney ML (1+4) a 100 °C, la durezza ShA e la densità sono fondamentali per garantire che le mescole in gomma siano pronte per la spedizione e soddisfino gli standard richiesti dal mercato.
Attraverso questi test, le aziende possono assicurarsi che i loro prodotti non solo rispettino le specifiche tecniche, ma offrano anche prestazioni ottimali nel loro utilizzo finale, in quanto conformi allo sviluppo della ricetta fatta in laboratorio conforme alle richieste del capitolato.
Come descritto, queste tre prove presentano notevoli limiti e, in particolare, in termini di tempo sia nella preparazione del campione, nel tempo di esecuzio-
ne del test e nel basso livello di informazioni significative che si ottengono a fronte delle spinte, che nelle condizioni di prova. Tutto questo ha portato a valutare un differente approccio al controllo qualità dei batch di un lotto di produzione, puntando sempre più sulla capacità di identificare una variazione delle prove finali a fronte di una variazione dei risultati del controllo qualità.
La misurazione delle proprietà viscoelastiche dei composti non vulcanizzati utilizzando strumenti dinamico-meccanici tradizionali, non ancora ampiamente adottata nell’industria della gomma, permette di migliorare la qualità mantenendo l’affidabilità che un batch sia uguale a quello omologato. Ecco qui il passaggio culturale: si passa da una caratterizzazione basata sulla misura dei parametri del vulcanizzato alla misura delle proprietà del crudo, che sono moto più sensibili agli ingre -
dienti e al processo, perché non ingabbiati dalle proprietà date dal reticolo di vulcanizzazione.
Ora è arrivato il momento di chiarire i nuovi parametri su cui basare un moderno controllo qualità dei batch prodotti, che sono: il modulo elastico generalizzato al 300% di deformazione, la fluidità della mescola in mm 3/s e la già nota densità del vulcanizzato. Questo approccio esclude in prima battuta l’utilizzo dei dati reometrici di vulcanizzazione dal dato di controllo qualità ma, come vedremo dopo, conserva l’informazione che il sistema accelerante è stato correttamente aggiunto nel compound. È importante sin da ora sottolineare che l’utilizzo di questi tre parametri permette di minimizzare in modo molto semplice il tempo del ciclo di mixing. Infatti, è possibile ridurre il tempo di mixing fintantoché i parametri viscoelastici rimangono inalterati e questo garantisce in modo univoco che le proprietà del vulcanizzato rimangono

in tutto e per tutto conformi con quelle dichiarate oppure omologate.
MODULO ELASTICO GENERALIZZATO
M isurando il comportamento di un compound ad alta deformazione è possibile calcolare il suo modulo elastico. È importante fornire alcune delucidazioni, in quanto il comportamento del materiale non è più viscoelastico lineare. Per la sua misura serve un reometro a deformazione controllata a camera chiusa, comunemente noto come RPA, acronimo inglese di Rubber Processing Analyzer.
Da anni sono presenti sul mercato e l’ultimo entrato prepotentemente sul mercato, viste le caratteristiche, è RPA ultra (Foto 2), sviluppato da Bareiss [https://bareiss.de/en/product-overview/rpa-ultra].
Un campione di circa 5g di polimero grezzo o mescola viene posto nella camera RPA e sottoposto a deformazione sinusoidale ad alta deformazione con una data frequenza
Lo sforzo richiesto per applicare tale deformazione viene catturato analiticamente usando la serie trigonometrica di Fourier, che è una rappresentazione di una funzione periodica. Si ottiene che la componente elastica dello sforzo [Nichetti et at. International Rubber Congress KHK 2024] è rappresentato da una serie a termini dispari di tutte le possibili armoniche in fase con la deformazione e pari a:

C onsiderando che la deformazione è una funzione dispari del tempo, ne consegue che anche le corrispondenti componenti di sollecitazione sono funzioni dispari del tempo. Scomponendo la rappresentazione in serie di Fourier della sollecitazione, dal momento che sono funzioni dispari, esse costituiscono la componente elastica della sollecitazione. La relazione, che permette di cal-
colare il modulo ad alte deformazioni, che viene appunto detto generalizzato, non è più solo dovuta a G’ ma anche dalla somma di tutti le componenti non lineari secondo l’equazione qui riportata:
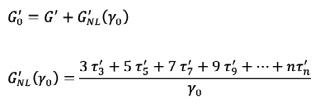

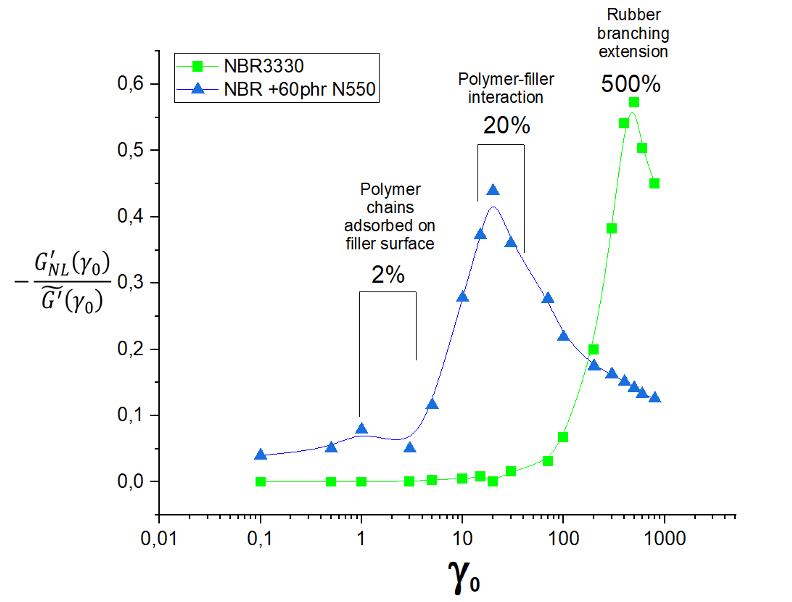
dove è il modulo non lineare delle armoniche superiori. In questo contesto è di particolare interesse citare l’indice di non linearità che permette di valutare le interazioni in modo reologico le interazioni tra polimero e tipo di carica l’architettura del polimero e così via.
La misura della viscosità di una mescola in un reometro capillare con controllo di pressione, anziché con velocità costante del pistone, comporta un approccio sperimentale specifico per ottenere informazioni dettagliate sulle proprietà reologiche del materiale. Lo strumento prin-
cipe per semplicità d’uso, mostrato nella Foto 3, è RCR75 di Göttfert [https://www. goettfert.com/products/elastomer-testing/rcr-75]. In questo metodo, la pressione applicata è mantenuta costante, facendo sì che la mescola sia estrusa dal capillare a velocità costante. La prova è molto semplice: dopo avere riscaldato pochi grammi di mescola a circa 110 °C sotto la pressione impostata, il materiale viene spinto attraverso un capillare di diametro 2 mm e lunghezza 20 mm e si misura la velocità di flusso per circa 10 s così si ottiene la portata volumetrica. Il flusso di una mescola è un parametro fondamentale, legato non solo alla ricetta ma anche al processo di mixing e alla stagionatura, e pertanto è un ottimo candidato per l’utilizzo come parametro nel controllo qualità.
Come ultimo parametro non va trascurata la misura della densità. La densità delle mescole in gomma viene misurata per garantire che il materiale abbia le caratteristiche fisiche desiderate. Un
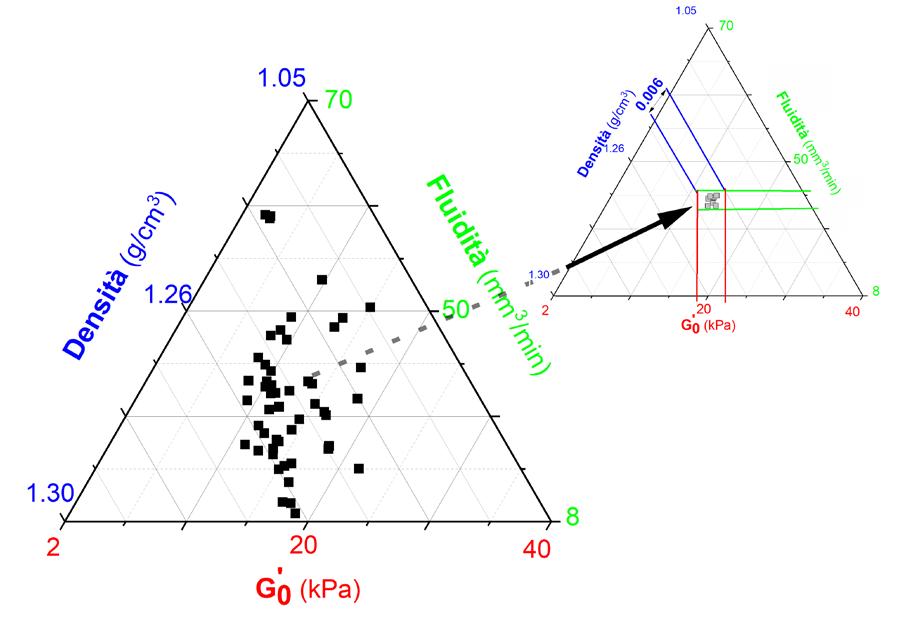
Risultati della caratterizzazione di 50 mescole utilizzando la nuova procedura di controllo qualità.
valore di densità appropriato è indicativo della corretta dosatura nella formulazione della mescola e della presenza dei giusti additivi chimici. La densità può influenzare direttamente le proprietà meccaniche e termiche del prodotto finale, rendendola una misura essenziale nel processo di controllo qualità. La densità del composto viene misurata utilizzando un densimetro e l’intervallo di densità, per essere significativo e in grado di rilevare la variazione di dosatura di tutti gli ingredienti è pari a +/-0.003g/cm3, e pertanto richiede un ambiente di misura a temperatura condizionata e una operatività raffinata. La prova si può svolgere utilizzando il provino che si estrae dopo vulcanizzazione rapida da RPA.
Si misura quindi la massa del campione in aria (P1).
Successivamente il sistema motorizzato alza il becher, fino a immergere totalmente il campione, e a quel punto la strumentazione effettua nuovamente una misurazione della massa del be -
cher con il campione al suo interno (P2). Dopo aver eseguito le seguenti misurazioni si procede al calcolo della densità relativa secondo la formula
ADEGUATO A UN MERCATO MATURO
La misura delle proprietà di modulo elastico ad alte deformazioni, della fluidità e della densità, permettono di ottenere una procedura moderna ed efficace per il controllo qualità nella produzione delle mescole. Per valutare l’efficacia di questa nuova procedura di controllo qualità, sono state caratterizzate 50 mescole e i risultati sono riportati nel Grafico 2.
Per ogni mescola è stato definito, per ogni parametro soggetto a controllo, il range di accettazione, e in particolare viene mantenuta valida la regola empirica dei 6⁄1000 per quanto riguarda il campo di accettazione della densità, che permette di individuare un errore
nella dosatura degli acceleranti. A seguire si è verificato, in ogni batch di mescola prodotta in accordo con questa procedura di controllo, che le caratteristiche chimiche, fisiche e pure le proprietà dopo invecchiamento, richieste nel capitolato, rimangono invariate fintanto che le caratteristiche del batch rientrino nel range di accettabilità definiti.
L’utilizzo della misura meccanico dinamica in regime non lineare, della velocità di estrusione (fluidità), nonché della densità del vulcanizzato, ha permesso di sviluppare un moderno metodo di controllo qualità, che garantisce non solo di ottimizzare il ciclo di mescolazione in fase di sviluppo della mescola, ma anche di definire i parametri di accettazione per la mescola, al fine di garantire il rispetto di tutte le proprietà a capitolato. Non va inoltre sottovalutato che l’intero sistema di misura è automatizzabile. u

I dati relativi alle vendite di pneumatici di ricambio in Europa pubblicati da ETRMA confermano nel terzo trimestre l’andamento in crescendo nel comparto autoveicoli. Continua ancora, invece, il calo nel settore autocarri e autobus.
Continua nel terzo trimestre il trend ascendente delle vendite degli pneumatici di ricambio in Europa. Lo dicono i dati pubblicati dall’Associazione Europea dei Produttori di Pneumatici e Articoli in gomma (ETRMA - European Tyre & Rubber Manufacturers’ Association) relativi alle vendite degli associati nel terzo trimestre (Q3) e nei primi nove mesi del 2024 nei settori degli autoveicoli (autovetture, SUV e veicoli commerciali leggeri), degli autocarri e autobus, delle macchine agricole e in quello delle moto e degli sco-
oter. Oltre che nel trimestre luglio-settembre, l’aumento dei volumi è stato registrato anche nel periodo gennaio-settembre, ma non in tutti i settori, perché in quello degli autocarri e autobus continua ad esserci il segno meno.
BENE GLI AUTOVEICOLI NEL TERZO TRIMESTRE E
Il mercato nel settore autoveicoli nel terzo trimestre è aumentato principalmente grazie alle vendite delle gomme 4 stagio-
ni (all-season), che hanno messo a segno un incremento di ben il 13% rispetto al Q3 del 2023.
Il mercato delle gomme estive è aumentato del 2%, mentre quello delle invernali è rimasto stabile.
Complessivamente, le vendite di pneumatici di ricambio per autoveicoli nel terzo trimestre sono aumentate del 5%, con 57,854 milioni di pezzi venduti a fronte dei 55,345 milioni del terzo trimestre 2023. Nei primi nove mesi dell’anno sono stati venduti 166,708 milioni di pneumatici a

L
Consumer = Autovetture, SUV e veicoli commerciali leggeri
fronte dei 161,582 milioni dello stesso periodo del 2023 (+3%), ma con una flessione del 3% del comparto gomme estive. Nei comparti all-season e invernali, invece, le vendite sono aumentate, rispettivamente, del 15% e del 2%.
AUTOCARRI E AUTOBUS ANCORA COL SEGNO MENO
Di segno opposto la situazione riguardante autocarri e autobus nel periodo luglio-settembre e nei primi tre trimestri dell’anno: crescita dei volumi nel terzo trimestre e diminuzione nei primi nove mesi.
Questi i dati: nel periodo luglio-settembre 2024 le vendite sono aumentate dai 3,043 milioni dello stesso trimestre del 2023 a 3,112 milioni (+2%), mentre hanno accusato una flessione nei nove mesi, con 8,414 milioni di pezzi venduti contro 8,626 milioni dei primi nove mesi dell’anno precedente (-2%).
VOLUMI IN CRESCITA NEI SETTORI
VEICOLI AGRICOLI E MOTO E SCOOTER
I comparti pneumatici di ricambio per veicoli agricoli e per moto e scooter hanno registrato, entrambi, volumi in aumento sia nel terzo trimestre che nei nove mesi.
Il mercato delle gomme per macchine agricole ha messo agli atti un incremento delle vendite del 5% nel Q3, con 161mila unità contro 153mila del Q3 2023, e del
3% nel periodo gennaio-settembre, con 563mila unità vendute a fronte di 546mila dello stesso periodo dell’anno prima. Considerevole, nel settore moto e scooter, l’incremento del 13% realizzato nel Q3, con 1,849 milioni di unità vendute contro 1,640 milioni del Q3 dell’anno prima. Nei nove mesi gennaio-settembre si è avuto un aumento dei volumi del 3%, con 7,876 milioni di pneumatici venduti a confronto con i 7,680 milioni degli stessi mesi del 2023.
ANCORA LONTANI I LIVELLI
PRE-PANDEMIA
I volumi raggiunti nei primi tre trimestri del 2024 dimostrano, secondo Adam McCarthy, Secretary General di ETRMA,
che è in atto un miglioramento dell’evoluzione delle vendite nel segmento autoveicoli, mentre non c’è miglioramento in quello degli autocarri e autobus. Nei primi tre trimestri del 2023 infatti, a confronto con lo stesso periodo del 2022, le vendite complessive di pneumatici di ricambio nel segmento autoveicoli erano diminuite dell’8% e quelle nel segmento autocarri e autobus del 17%.
Le vendite in questi due segmenti, tuttavia, sono ancora lontane dai volumi prepandemia: quelle delle gomme per autoveicoli sono inferiori del 6% rispetto ai livelli del settembre 2019 e quelle per autocarri e autobus si collocano a un livello più basso dell’11% rispetto allo stesso mese di riferimento. u







Rubber Training Factory® è l’unica fabbrica in Europa esclusivamente dedicata al trasferimento delle competenze nel settore degli elastomeri e delle guarnizioni industriali. È un laboratorio che riproduce la produzione industriale, dove è concesso sperimentare in modo pratico l’utilizzo delle tecnologie, incoraggiando l’apprendimento tramite l’esperienza diretta, permettendo agli utenti di imparare dai propri errori in un contesto in cui non ci sono rischi reali.
www.mongodi.net



u Alfa Stampi
u Bettoni Meccanica
u Franciacorta Stampi
u O.C.S. Stampi
u OR.P. Stampi
Per rispondere alle esigenze del mercato, i produttori di stampi oggi offrono un servizio ancora più personalizzato e su misura per il cliente secondo il concetto "a ciascuno il suo stampo". A questo scopo adottano macchinari e tecnologie sempre più sofisticati, con un occhio attento nei confronti delle possibilità offerte dall'Intelligenza Artificiale e senza dimenticare la riduzione degli sprechi, l'efficienza energetica e il rispetto per l'ambiente. Nelle pagine seguenti vi proponiamo qualche esempio.


Il 2024 è stato un anno significativo per Alfa Stampi, che ha celebrato il 40° anniversario dalla sua fondazione.
Questo traguardo ha rappresentato l'occasione per guardare indietro e riflettere sul percorso, ma anche per pensare al futuro e alle nuove sfide.
N ata come specialista nella produzione di stampi per ORing, l’azienda ha progressivamente ampliato la propria esperienza, diversificando l'offerta e realizzando oggi stampi per particolari sempre più complessi, che costituiscono la maggior parte della produzione.
Uno dei fattori chiave della crescita è stato il miglioramento costante dei prodotti, frutto di investimenti in materiali di alta qualità e collaborazioni strategiche. Stampi performanti e duraturi sono garantiti grazie a una scelta accurata dell'acciaio. Inoltre, la crescente complessità delle geometrie ha portato all’adozione di software avanzati, che aiutano a soddisfare le richieste di precisione e personalizzazione dei clienti, riducendo i tempi di produzione e migliorando la qualità.
Un altro aspetto distintivo di Alfa Stampi è la flessibilità produttiva. Non avendo linee di prodotto standardizzate, l’azienda è in grado di adattarsi alle necessità specifiche di
ciascun cliente, un approccio che le ha permesso di consolidare la presenza in diversi settori, sia a livello nazionale che internazionale.
A nche l'evoluzione dei macchinari è stata fondamentale: l'aggiornamento costante delle attrezzature ha permesso ad Alfa Stampi di rimanere competitiva, affrontando con successo lavorazioni sempre più complesse e garantendo la massima precisione. u


Con 35 anni di esperienza nella progettazione e costruzione di stampi di precisione per il settore guarnizioni in gomma, Bettoni Meccanica realizza stampi per guarnizioni, tecniche con dimensioni minime di 0,1 mm per microchip fino a dimensioni massime di 1.600x1.300 mm.
L’azienda segue tutti i settori dove vengono utilizzate le guarnizioni, dall'automotive all'elettronico, dall'aerospaziale al medicale, dall'agricolo al fashion, con microfiniture al laser. Bettoni Meccanica segue con i clienti tutte le fasi di progettazione degli articoli tecnici in gomma fino al collaudo finale dello stesso, consigliando tipi di acciai e trattamenti in base alla mescola da utilizzare e alla produzione da effettuare. L'azienda lavora costantemente al fine di ridurre al minimo l’impatto negativo sull’ambiente, sull’economia e sulla comunità stessa.
Tutto quanto viene prodotto in azienda e gli scarti di lavorazione sono riciclabili al 100%, l’energia utilizzata è al 100% di provenienza Green, autoprodotta da un impianto fotovoltaico sovradimensionato, che permette a Bettoni Meccanica di immettere nella rete pubblica la propria produzione di energia verde in eccesso. u
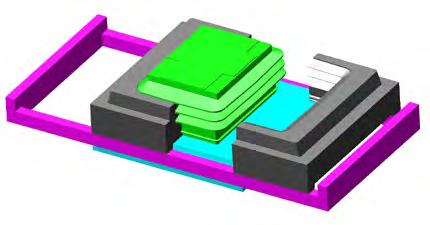
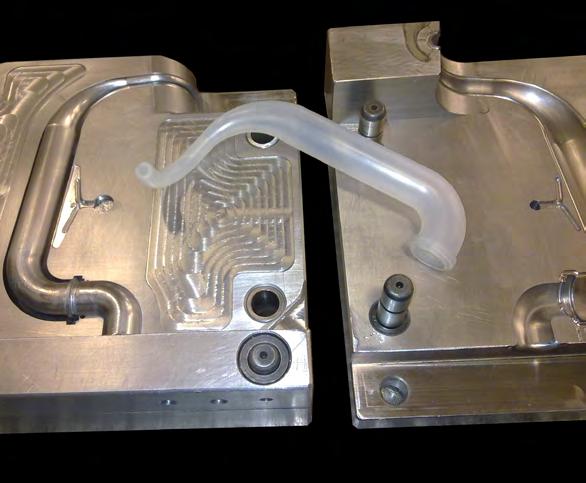
Nel corso di questi anni Franciacorta Stampi si è dedicata a progettare e realizzare stampi e canali freddi per soddisfare le esigenze di produzione di molteplici clienti per svariati settori di applicazione.
Una delle chiavi del continuo processo di innovazione è proprio quella di dedicarsi costantemente allo studio di soluzioni personalizzate e di facile utilizzo, in grado di far fronte alle richieste tecniche di ogni reparto produttivo.
Questo approccio viene adottato non solo nei confronti del cliente, ma anche come metodo interno per ottimizzare il processo della costruzione degli stampi e per migliorare in efficienza.
Per Franciacorta Stampi innovare significa dedicare tempo e risorse nella ricerca della progettazione di stampi e attrezzature che possano essere sempre più fruibili e utilizzabili nelle diverse tipologie di produzione con semplicità.
La prerogativa di Franciacorta Stampi è quella di cercare di proporre soluzioni e attrezzature “intelligenti” che però, nello stesso tempo, siano di facile utilizzo.
A inizio ottobre 2024 queste tematiche sono state affrontate durante i “R-evolution Days”, l’importante evento dedicato all’innovazione organizzato dall’azienda IMG.
Soluzioni personalizzate per Franciacorta Stampi significa che la stessa soluzione non va bene per 2 clienti, ma ogni cliente deve ottenere la propria migliore soluzione.

Sviluppare internamente nuove soluzioni di semplice applicazione significa lavorare alla risoluzione di problematiche tecniche complesse, in funzione del miglioramento dei risultati a livello di prestazioni. u

Il 2024, per OCS, è stato un anno ricco di festeggiamenti e occasioni di team b uilding: per ricordare con clienti, collaboratori e stakeholders il viaggio iniziato 50 anni fa, per premiare i collaboratori interni più “longevi” per la loro dedizione e il loro contributo e per riaffermare i valori e la visione per il futuro, ricco di nuove opportunità.
Un numero impressionante di stampi è uscito da OCS: oltre 81.000 stampi nuovi, di cui circa 74.000 stampi per ORing in 50 anni e 7.000 stampi per articoli tecnici in 10 anni, oltre a 58.360 stampi cromati in 25 anni.
Le tipologie di stampi che OCS può offrire sono ben 5, è quindi facile giungere alla completa customizzazione del prodotto, con soluzioni sempre adeguate alle necessità della clientela.
OCS si assume la piena responsabilità dello sviluppo di una soluzione funzio -
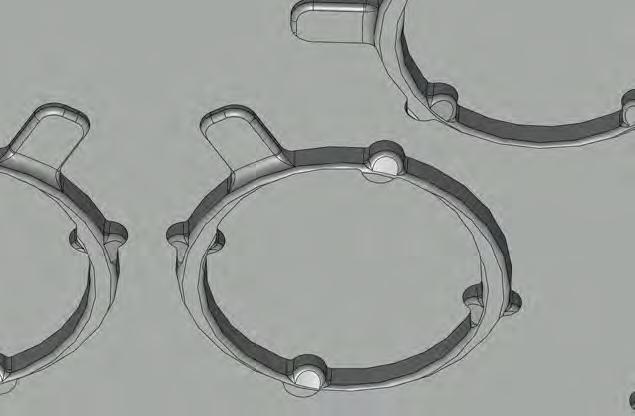
nale per qualsiasi applicazione e mette a disposizione i propri tecnici per effettuare test mirati al fine di assicurare un perfetto funzionamento dello stampo.

O CS, inoltre, riconosce la propria responsabilità nel mettere in pratica politiche e azioni indispensabili per il rispetto dell’ambiente e si impegna da sempre in tal senso: gli stampi e i loro trattamenti vengono prodotti seguendo un percorso di analisi del ciclo produttivo al fine di valutare e migliorare l’impatto ambientale dei processi di lavorazione.
G li accorgimenti migliorativi, però, non si limitano a un’applicazione pratica sul prodotto, ma anche a tutta una serie di controlli ambientali a cui OCS sottopone annualmente i propri impianti e macchinari, nonché a un monitoraggio costante sullo stato di salute e sicurezza dei propri lavoratori, perché è sempre più importante attenersi alle severe regolamentazioni europee in materia di sicurezza e rispetto dell’ambiente. u
Quando bussa un nuovo progetto, i n OR.P. Stampi vi è la consapevolezza di essere stati scelti dal committente in modo accurato, non a caso e non per mera economicità. I clienti che scelgono OR. P. si aspettano sempre qualcosa oltre.
I n tutti i reparti dell’azienda lo stampo viene trattato come un pezzo pregiato, quasi un gioiello, a partire dalla scelta dei materiali e del miglior utensile per la lavorazione, con ogni attenzione del caso, fino al piano di testing in pressa e di controllo qualità.
La scelta di volere raggiugere sempre la perfezione, per l’azienda si traduce in processi, verifiche e controlli pre e post lavorazione.
L’accuratezza con cui si studia una soluzione tecnica efficace in fase d’offerta e il successivo sviluppo tecnico sono il caposaldo del corretto funzionamen-
to, insieme a tutte le fasi produttive e qualitative. O gni processo o macchinario è quasi paragonabile a un ingranaggio d’orologio, che, se tutto definito e organizzato, riesce a rispettare perfettamente il flusso. I n controtendenza, OR.P. Stampi chiude il 2024 con un ampliamento del reparto frese, grazie alla new entry FC24. Nel 2025 alcuni processi saranno gestiti con l’ausilio di IA. Sin dal 2020 l’azienda ha creduto, e forse anche un po' scommesso, che anche una piccola azienda manifatturiera, anzi artigianale, potesse sfruttare questi nuovi tool che ormai in tanti hanno imparato a conoscere.
L’esperienza, tuttavia, è e sarà sempre il cuore dei progetti di OR.P. Stampi. Gli investimenti in R&D stanno dando i loro frutti, permettendo ogni giorno all’azienda di affrontare le sfide dei clienti offrendo le migliori soluzioni tecniche. u




Incendio ALL RISKS
Responsabilità Civile Terzi e RC Prodotti
Furto
Guasti macchine
Danni Indiretti
Trasporti e Libri Matricola
Cyber Risks
Assicurazioni sul Credito
Cauzioni e Fideiussioni
Analisi e valutazione dei rischi aziendali con visita negli stabilimenti principali; Analisi e valutazione delle polizze in corso al fine di ridurre il costo e le eventuali carenze; Individuazione degli interventi urgenti sul programma assicurativo; Scelta delle Compagnie di assicurazione più idonee ove collocare i rischi; Costante controllo dell’evoluzione del mercato e aggiornamento delle coperture in base alle esigenze del cliente; Assistenza nella gestione dei sinistri con la collaborazione di Studi peritali e legali nel caso di sinistri complessi. Intermediazione
Tutela Legale
D&O – R.C. Amministratori
R.C. Inquinamento
R.C. Professionale
Employee benefits
Infortuni e malattia
Assicurazioni Vita e Key Man
CAR (Constructor All Risks)
Postuma decennale
Specializzata nella costruzione di macchine speciali su commessa per stampaggio ad iniezione, Presma ha consolidato la sua presenza anche nel settore delle isole automatiche per la produzione di articoli multicolore/materiale con inserti.
Specializzata nella costruzione di macchine speciali su commessa per stampaggio a iniezione, oltre alle numerose versioni orizzontali, verticali e rotative mul
tistazione, Presma ha consolidato la sua presenza anche nel settore delle isole automatiche per la produzione di articoli multicolore/materiale con inserti.
Q ueste isole, in funzione della tipologia degli articoli ai quali vengono destinate, vengono configurate con più presse con chiusura verticale o un'unica pressa multistazione dotata


di più gruppi iniettori e in ambedue le soluzioni, asservite da robot antropomorfi, isole di carico inserti, sistemi di visione, timbratura laser o a vernice e in casi specifici, stazioni di verifica di isolamento. L e prime realizzazioni risalgono a oltre trent’anni fa e la qualità delle proposte di Presma per queste applicazioni sono state ampiamente riconosciute, tant’è che aziende per lo più medio grandi in diversi settori hanno continuato a considerare la società varesina per i loro nuovi prodotti.
SOLUZIONI MULTISETTORE
D iverse sono state le soluzioni di stampaggio su inserto vendute in
diversi settori. Partendo dal settore degli elettrodomestici, con impianti automatici per sovrastampaggio di manicotti in TPE per la produzione di tubi di scarico direttamente interfacciati con l’estrusore, al settore dei pennelli e della utensileria, con soluzioni in grado di stampare due/tre PP e un TPE, fino a quello delle ruote per carrelli industriali in PP per il mozzo e TPE per il battistrada. L e realizzazioni più recenti per la produzione in automatico di ruote industriali nei due materiali sopra citati sono rappresentate da tre impianti robotizzati, impianti che per particolari esigenze dei committenti sono stati configurati diversamente:
per due impianti, dove l’“input” era di dover produrre un solo modello di ruota per volta senza la necessità di caricamento inserti, è stata adottata la soluzione di due unità di stampaggio statiche con gruppi iniettori orizzontali e chiusure verticali alloggiate su un unico bancale. Q uesta “isola di stampaggio” è stata dotata di un “pick & place” trasversale per la traslazione del primo gruppo di stampate in TPE (anelli battistrada) in estrazione dal primo stampo nel secondo stampo per la sovra-iniezione del mozzo in PP, intercalata da una zona intermedia dedicata alla fase di raffreddamento. Grazie alle numerose mani
di presa tutte le fasi venivano effettuate contemporaneamente, comprese separazioni delle materozze e scarico dei pezzi finiti.
P er il terzo impianto, invece, dove l’“input” era di produrre contemporaneamente quattro diverse dimensioni di ruote sempre in PP e TPE ma anche in Nylon e TPU e con inserimento automatico dei cuscinetti, si è scelto di dotare l’isola di una “rotativa” a 8 stazioni con chiusure verticali e 2 gruppi iniettori a “collo di cigno” basculanti.
L’impianto è stato completato per seguire tutte le operazioni necessarie di robot antropomorfo che effettuava, oltre alla movimentazio -
ne delle stampate da una stazione all’altra, il caricamento dei cuscinetti (5 modelli differenti e per i quali sono stati progettati caricatori sia a colonna che a nastro); le ruote finite e le relative materozze venivano poi poste su un nastro a 4 posizioni che garantiva lo scarico separato dei singoli articoli all’interno dei differenti contenitori.
D a oltre trent’anni Presma fornisce ai maggiori produttori di cacciaviti soluzioni ad isola di stampaggio per la realizzazione di manici in PP e TPE su inserto, composte per lo più da 3 presse modulari con gruppo chiusu -
ra verticale e iniezione orizzontale asservite da uno o due robot antropomorfi.
Q uesta tipologia di impianto estremamente flessibile, oltre a prevedere nella configurazione standard una stazione di caricamento degli inserti e scarico pezzi finiti, la traslazione delle stampate da una pressa all’altra intercalate da zone di scarico materozze, da una stazione di raffreddamento, può arrivare a essere dotata anche di stazione di tampografia, da un ulteriore stazione di caricamento e assemblaggio di un inserto, di stazioni di visione, di test di isolamento elettrico e oliatura, prima dello scarico finale stampata. u

Nei giorni 23 e 24 ottobre, presso la State Technologies (gruppo Maplan), oltre 50 aziende hanno partecipato all’evento dedicato allo stampaggio a iniezione con l’utilizzo di canali freddi, che vanno a completare il portafoglio dei prodotti offerti.
La quarta edizione dei Days of Technology Italia, che si è svolta nei giorni 23 e 24 ottobre presso la State Technologies (grup -
po Maplan), è stata focalizzata sullo stampaggio a iniezione con l’utilizzo di canali freddi Maplan, che vanno a completare il portafoglio dei prodot -
ti offerti. L’evento ha riscosso grande partecipazione da parte di molti stampatori italiani; nei due giorni hanno partecipato più di 50 azien -


de, con un’elevatissima percentuale di adesioni rispetto agli inviti. La direzione di Ma p lan Italia ha voluto realizzare questa manifestazione in virtù delle richieste ricevute dai clienti, interessati sempre più spesso a giornate di formazione e di divulgazione tecnica a cui partecipare. “I l nostro obiettivo era coinvolgere in maniera interattiva i responsabili di produzione, dando ampia possibilità di fare domande e di toccare con mano le nostre macchine con le loro attrezzature (canali freddi, stampi, automazioni). La presenza di operatori specializzati di Maplan ha fornito una grande opportunità e siamo stati tutti soddisfatti della qualità delle domande che ci sono state fatte”, ha commentato in una nota il Sales Manager di State Technologies Andrea Bugini.
DUE PRESSE ALL’OPERA
N el corso delle giornate, ripetute con programma pressoché identico, i visi -
tatori hanno potuto vedere all’opera la nuova pressa orizzontale Rapid RC 300 t con un canale freddo map.solid+ 8 ugelli e la pressa verticale Ergo 1500/250 con un canale freddo otturato tipo map.pinpoint a 4 ugelli, controllato da una centralina esterna e assistita da un robot cartesiano per lo scarico dei pezzi.
L e domande dei clienti si sono focalizzate soprattutto sulla gestione quotidiana dei blocchi termoregolati. La richiesta di tecnologia accessibile e assistita dal fornitore è sicuramente uno dei cardini su cui si sviluppa la proposta commerciale di Maplan. A lla presentazione delle presse e dei canali freddi nello showroom, ha fatto seguito una presentazione teorica nella sala training di State, dove sono state illustrate le varie proposte di Maplan e la condivisione di molti progetti chiavi-in-mano realizzati negli ultimi mesi su vari mercati internazionali.
IL PARTNER SIGMASOFT
I mportante è stata anche la partecipazione del partner tedesco Sigmasoft, multinazionale attiva nei software di simulazione per il settore dello stampaggio a iniezione di gomma e plastica. L’azienda ha inviato il dottor Mansfeld con lo scopo di presentare le potenzialità del loro software, che è in grado di simulare e prevedere con ottimo grado di approssimazione non solo il riempimento dello stampo, ma anche l’intero ciclo produttivo, tenendo conto di tutta una serie di variabili termodinamiche e di processo. L’integrazione di un tale sistema predittivo, unito alla decennale esperienza di Maplan, consente di offrire al cliente un progetto e un sistema altamente referenziato e di sicura affidabilità.
D ato il riscontro positivo dell’evento la direzione di Maplan intende pianificare un’altra serie di giornate all’inizio del 2025. u
a cura della redazione
Promosso dalla Fondazione per lo Sviluppo Sostenibile e dall’Italian Exhibition Group, con il Patrocinio del Ministero dell’Ambiente e della Sicurezza Energetica, il premio è stato assegnato ai ramponcini da trekking antiscivolo nella categoria economia circolare.
Decathlon Produzione Italia, insieme a Oldrati Group ed Eso Recycling, è stato premiato al prestigioso Premio Sviluppo Sostenibile 2024 nella categoria economia circolare, grazie all’innovativa collaborazione per la realizzazione di ramponcini da trekking antiscivolo sostenibili. Questo riconoscimento, giunto alla sua quattordicesima edizione e promosso dalla Fondazione per lo Sviluppo Sostenibile e dall’Italian Exhibition Group, con il Patrocinio del Ministero dell’Am-
biente e della Sicurezza Energetica, testimonia l’importanza delle pratiche di economia circolare per un futuro sostenibile.
Grazie alla leadership di Decathlon Produzione Italia, il progetto ha permesso di realizzare ramponcini da trekking antiscivolo con una mescola contenente circa il 40% di gomma rigenerata, ottenuta dal recupero e dalla rigenera -
zione delle camere d’aria raccolte nei negozi Decathlon. L’innovativo processo di devulcanizzazione sviluppato da Oldrati consente di dare nuova vita alla gomma, una risorsa naturale storicamente considerata non rinnovabile e destinata allo smaltimento al termine del ciclo di vita. In questo modo, scarti di lavorazione e componenti in gomma degli articoli di uso quotidiano si trasformano in una risorsa preziosa, capace di ridurre l’impatto ambientale e di generare nuovo valore.


L’IMPEGNO DI OLDRATI PER LA SOSTENIBILITÀ
L a visione di sostenibilità di Oldrati ha radici profonde: già negli anni ’70 l’azienda muoveva i primi passi con l’uso del granulato in gomma per promuovere una produzione più sostenibile. Grazie a numerosi test di ricerca e sviluppo e a una stretta collaborazione con i clienti nei vari settori in cui opera, Ogreen ha esteso la sua missione a un ampio portfolio di materiali – dai termoplastici alla gomma e al silicone –realizzando una trasformazione nel panorama della sostenibilità degli articoli tecnici. L’iniziativa conferma l’impegno del Gruppo Oldrati nello sviluppo di soluzioni sostenibili che, grazie all’uso di materiali rigenerati, riducono l’impatto ambientale senza compromettere la qualità del prodotto.
“S iamo fieri di poter trasformare materiali di scarto in nuove risorse e di aver raggiunto questo traguardo grazie all’innovazione e alla collaborazione con partner come Decathlon Produzione Italia ed Eso Recycling,” ha dichiarato Giorgia Oldrati, Strategic Marketing and CSR e DEI Manager, nonché parte del -
la terza generazione del Gruppo Oldrati. “Questo premio testimonia il nostro impegno nel rendere la sostenibilità un pilastro fondamentale della nostra attività, offrendo soluzioni che contribuiscono concretamente alla circolarità dei materiali”. L’impatto tangibile di questo impegno è straordinario: fino ad oggi, il Gruppo Oldrati ha prodotto oltre 5.434 tonnellate di materiale rigenerato, equivalente a circa 8.000 piccole autovetture, riducendo l’emissione di circa 3.000 tonnellate di CO2, pari all’impatto ambienta -
le di circa 300.000 abeti. I l Premio Sviluppo Sostenibile 2024 celebra il successo della collaborazione tra Oldrati, Decathlon Produzione Italia ed Eso Recycling, ma rappresenta anche il trionfo delle sinergie tra aziende nel promuovere pratiche sostenibili. Questo riconoscimento ispira altre realtà italiane a unirsi nella lotta contro il cambiamento climatico, dimostrando che l’innovazione e la responsabilità ambientale possono e devono andare di pari passo per costruire un futuro migliore per tutti. u

In questo numero ci occupiamo del convegno AIRP (Associazione Italiana Ricostruttori Pneumatici) sull’eccellenza nella ricostruzione pneumatici che si è svolto il 30 ottobre scorso, mentre l’approfondimento tecnico-scientifico di Cerisie riguarda la misura della permeabilità ai gas nella gomma.
Il settore della ricostruzione degli pneumatici in Italia rappresenta un ottimo esempio di innovazione e sostenibilità, contribuendo non solo a ridurre l’uso di materie prime e le emissioni, ma anche a sostenere l’occupazione e l’economia. Al convegno tenuto da AIRP (Associazione Italiana Ricostruttori Pneumatici) il 30 ottobre scorso, il Presidente Stefano Carloni ha sottolineato che la ricostruzione degli pneumatici è un chiaro esempio di economia circolare, con benefici sia ambientali sia economici. Ha enfatizzato la necessità di promuovere il trasporto sostenibile e il ciclo virtuoso che unisce pneumatici premium e ricostruzione. In tale circostanza è intervenuta anche Michelin che ha evidenziato l’impegno dell’azienda nella sostenibilità, ricordando che la produzione di pneumatici ricostruibili risale a 100 anni fa, con l’obiettivo di ridurre l’impatto ambientale: un buon esempio è il risparmio di 50 kg di materie prime per ogni pneumatico ricostruito, con un potenziale di risparmio complessivo significativo.
I l Ministero dell’Ambiente e della Sicurezza Energetica (MASE), presente nelle persone della viceministro e del capo dipartimento sviluppo sostenibile, ha voluto evidenziare che sta implementando misure concrete per supportare questa industria, come semplificazioni per i centri di riu -

tilizzo e crediti d’imposta per materiali riciclati. Tra le iniziative in atto, vi è l’aggiornamento del decreto endof-waste per valorizzare gli pneumatici usati e l’incentivazione, attraverso i Criteri Ambientali Minimi (CAM), dell’uso di pneumatici ricostruiti nei trasporti pubblici.
I l professor Fabio Orecchini, che ha coordinato l’evento, ha evidenziato come grazie alla riscolpitura e ricostruzione, uno pneumatico di alta qualità può avere fino a sei “vite”, consolidando la posizione del settore come sempre più importante a livello globale nei prossimi decenni. Tuttavia, ha avvertito della necessità
di invertire la recente tendenza al ribasso nel mercato degli pneumatici ricostruiti in Italia.
P resenti anche numerosi esponenti politici tra cui Carlo Fidanza e Luca Squeri, che hanno riaffermato l’importanza di questo settore per l’occupazione e la transizione energetica, evidenziando la necessità di misure più adeguate e di una riduzione della burocrazia. Un’ulteriore testimonianza è venuta da Alberto Nicoletti di Ferrovie Nord Milano, che ha parlato dei benefici economici e ambientali legati all’uso di pneumatici ricostruiti nella flotta dei propri veicoli per il trasporto su gomma. u
CERISIE RISPONDE
La permeazione di un gas attraverso una membrana elastomerica è un fenomeno che si manifesta per effetto combinato di assorbimento e diffusione. Si può descrivere con il meccanismo di “dissoluzione-diffusione” per cui le molecole a maggiore concentrazione permeano attraverso una membrana passando da una fase ad alta concentrazione di penetrante a una a bassa concentrazione. Questo processo avviene in tre fasi: una prima fase di adsorbimento/dissoluzione; una seconda fase di diffusione attraverso la membrana; una terza fase di desorbimento/evaporazione.
T ale modello, studiato da Thomas Graham e poi rielaborato da Sigmund Von Wroblewski, mostra come la permeabilità sia strettamente correlata al coefficiente di solubilità e al coefficiente di diffusione.
L a misura della permeabilità ai gas nella gomma è fondamentale per prodotti come guarnizioni, diaframmi, camere d’aria, parti interne degli pneumatici, tubi, palloni e altri prodotti destinati a contenere gas. In questi casi lo studio della formulazione è fondamentale, considerando che la permeazione dei gas attraverso i manufatti elastomerici è influenzata dal tipo di gas, dal tipo di elastomero, dal volume interstiziale libero della matrice elastomerica, cristallinità e orientamento, fillers, umidità e temperatura nell’ambiente di utilizzo. I l sistema di misura usato presso il Cerisie si basa sul “Metodo del sensore di pressione”. In una camera da vuoto viene inserito il campione da misurare e, dopo una serie di passaggi, si misura la quantità di gas che è riuscita ad attraversare la membrana, tramite un trasduttore di pressione.
A titolo d’esempio in Figura 1 sono visibili gli andamenti ottenuti dai provini (medesimo spessore) ricavati da mescole in gomma Siliconica, Naturale e Clorobutilica. Nel caso della mescola in gomma Siliconica, sono mostrate le curve per 3 differenti gas, N2, O2 e CO2. C erisie già da tempo propone l’analisi della permeabilità ai gas su materiali elastomerici. Prova che è stata implementata proponendola sia a temperatura ambiente che in temperatura fino a 100 °C. Le tipologie di gas disponibili ai test sono molteplici: ossigeno, azoto, anidride carbonica, elio, idrogeno, metano, aria, neon ed altri. I test vengono eseguiti in accordo con la norma ISO 2782-1. Inoltre, un importante investimento in strumentazione è stato realizzato per permettere l’esecuzione di più test in parallelo aumentando così la velocità di consegna dei risultati. u
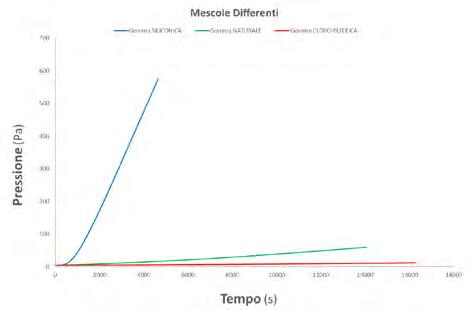
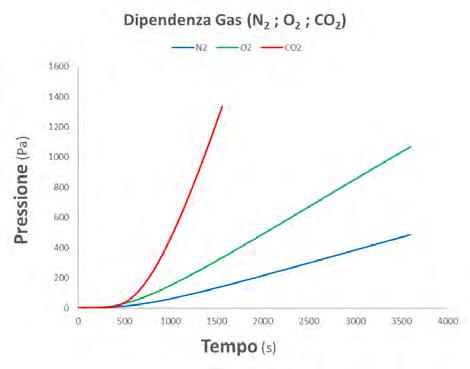
NORMATIVE di Beatrice Garlanda
Chiudiamo l’analisi del regolamento UE 2024/1244 del 24 aprile, che ha stabilito le norme per la raccolta e la comunicazione dei dati ambientali riguardanti le installazioni industriali e ha istituito un portale UE sulle emissioni industriali.

Come abbiamo visto nel fascicolo 723, a pagina 50, il regolamento (UE) 2024/1244 del 24 aprile 2024, pubblicato nella Gazzetta UE del 2 maggio 2024, stabilisce norme per la raccolta e la comunicazione dei dati ambientali riguardanti le installazioni industriali e istituisce un portale UE sulle emissioni industriali. Il provvedimento, entrato in vigore il 22 maggio 2024, s’inserisce nel contesto della disciplina IPPC (Integrated Pollution Prevention and Control).
Concludiamo con questo articolo la nostra analisi del Regolamento.
COMUNICAZIONE DEI DATI ALLE AUTORITÀ
COMPETENTI DA PARTE DEI GESTORI
C iascun gestore di un’installazione che intraprende una o
più delle attività indicate nell’allegato I (vedi pag. 51 fascicolo n. 723, ndr), raggiungendo o superando le soglie di capacità applicabili specificate in tale allegato, o che emette una delle sostanze inquinanti di cui all’allegato II (vedi pag. 56, fascicolo n. 723, ndr) per un quantitativo superiore alle soglie applicabili o supera le soglie di rifiuti di cui alla lettera b) del precedente paragrafo (vedi pag. 54 del fascicolo n. 723, ndr), comunica annualmente alla propria autorità competente almeno le informazioni e i dati previsti dall’art. 6, par. 1, sopra elencati, a meno che tali informazioni o dati non siano già a disposizione dell’autorità competente stessa.
I noltre comunica le informazioni che indichino se l’installazione è disciplinata dalla direttiva 2003/87/CE, dalle direttive 91/271/CEE, 2010/75/UE, 2012/18/UE e (UE) 2015/2193

o da qualsiasi altra normativa ambientale e le informazioni sul complesso cui appartiene l’installazione.
S e non si superano le soglie applicabili previste, nelle sue comunicazioni, il gestore dell’installazione dichiara che l’emissione di sostanze inquinanti o i trasferimenti fuori sito di sostanze inquinanti o rifiuti sono inferiori a tali soglie.
N ell’effettuare la comunicazione, i gestori devono utilizzare le migliori informazioni disponibili. Essi ottengono i dati mediante misurazione e, in subordine, mediante calcolo e, ancora in subordine, mediante stima.
Va precisato che il gestore comunica i dati sulle emissioni e i trasferimenti totali di tutte le attività volontarie, involontarie, abituali e straordinarie. Specifica, se possibile, eventuali dati relativi all’emissione accidentale di sostanze inquinanti.
I noltre tiene a disposizione dell’autorità competente, per cinque anni dalla fine dell’anno di riferimento, la documentazione da cui sono stati ricavati i dati comunicati. Quest’ultima contiene anche una descrizione della metodologia utilizzata per la raccolta dei dati.
COMUNICAZIONE DEI DATI ALLA COMMISSIONE
DA PARTE DEGLI STATI MEMBRI
A i sensi dell’art. 7, gli Stati membri trasmettono annualmente alla Commissione, per via elettronica, una relazione comprendente tutti i dati di cui all’art. 6. I servizi della Commissione, con l’assistenza dell’Agenzia europea dell’ambiente (di seguito Agenzia), inseriscono le informazioni comunicate dagli Stati membri nel portale entro un mese dal completamento della comunicazione effettuata dagli Stati membri.
DATI SULL’EMISSIONE DI SOSTANZE INQUINANTI DA FONTI DIFFUSE
L a Commissione, assistita dall’Agenzia, inserisce nel por-
tale le informazioni sull’emissione di sostanze inquinanti da fonti diffuse, qualora esistano e siano state comunicate dagli Stati membri.
S i precisa che per “fonti diffuse” s’intendono le numerose font i disperse o di dimensioni ridotte che possono rilasciare sostanze inquinanti nell’atmosfera, nell’acqua e nel suolo, il cui impatto combinato su tali comparti può essere significativo e per le quali non è pratico raccogliere dati per ciascuna fonte separata.
I dati disponibili nel portale permettono agli utilizzatori di cercare e individuare l’emissione di sostanze inquinanti da fonti diffuse divise secondo un’opportuna disaggregazione geografica e comprendono indicazioni sulla metodologia usata per ricavare i dati.
Q ualora la Commissione accerti che non ci sono dati sull’e m issione di sostanze inquinanti da fonti diffuse, ha il potere di adottare atti delegati a integrazione del regolamento in oggetto, avviando la comunicazione di dati sull’emissione di determinate sostanze inquinanti prodotte da una o più fonti diffuse.
GARANZIA E VALUTAZIONE DELLA QUALITÀ
I gestori di un’installazione soggetti agli obblighi di comunicazione di cui all’art. 6 devono garantire un’elevata qualità dei dati comunicati. L’autorità competente valuta la qualità dei dati trasmessi e, se riscontra delle carenze, richiede ai gestori interessati di fornire senza indugio i dati corretti.
ACCESSO ALLE INFORMAZIONI
L a Commissione, con l’assistenza dell’Agenzia, mette a disposizione del pubblico gratuitamente i dati presenti nel portale entro un mese dalla trasmissione delle comunicazioni effettuate dagli Stati membri a norma dell’art. 7.
RISERVATEZZA
L o Stato membro che, a norma della direttiva 2003/4/CE, consideri riservati determinati atti indica nella comunicazione trasmessa alla Commissione, per l’anno di riferimento interessato e separatamente per ciascuna installazione, quali informazioni non possono essere pubblicate e per quale motivo.
I l pubblico ha la possibilità di partecipare allo sviluppo del portale, attraverso la presentazione alla Commissione di osservazioni, informazioni, analisi o pareri in un tempo ragionevole e in qualsiasi lingua ufficiale UE.
L a Commissione tiene in debito conto tale contributo e informa il pubblico dell’esito della sua partecipazione.
L a Commissione, con l’assistenza dell’Agenzia e dopo aver consultato gli Stati membri, elabora e aggiorna periodicamente orientamenti sull’attuazione del regolamento, riguardanti almeno gli aspetti seguenti:
a ) procedure di comunicazione dei dati;
b ) dati da comunicare;
c ) garanzia e valutazione della qualità;
d ) indicazione del tipo di dati che possono essere omessi e, per i dati riservati, i motivi della loro omissione;
e ) riferimento a metodologie riconosciute a livello internazionale per la determinazione, l’analisi e il campionamento delle emissioni;
f ) denominazioni di qualsiasi società madre;
g ) metodi di calcolo, compresi i fattori di emissione per la tecnologia di riduzione, la produzione animale e l’acquacoltura;
h ) come applicare nella pratica le definizioni del regolamento per i siti, i complessi e le installazioni mediante esempi, spiegazioni specifiche, immagini, disegni, diagrammi o qualsiasi altro riferimento o supporto visivo.
MODIFICHE DEGLI ALLEGATI E ESERCIZIO DELLA DELEGA
L a Commissione ha il potere di modificare gli allegati I e II del regolamento, attraverso l’adozione di atti delegati e
per le finalità contenute nel regolamento stesso.
I l potere di adottare atti delegati è conferito alla Commissione per un periodo di cinque anni a decorrere dal 22 maggio 2024. L a Commissione elabora una relazione sulla delega di potere al più tardi nove mesi prima della scadenza del periodo di cinque anni. L a delega è tacitamente prorogata per periodi di identica durata, a mano che il Parlamento europeo e il Consiglio non si oppongano a tale proroga. Essi possono revocare la delega di potere in qualsiasi momento.
SANZIONI E MISURE DI GARANZIA DELLA CONFORMITÀ
G li Stati membri stabiliscono le disposizioni sulle sanzioni applicabili in caso di violazione del regolamento e adottano tutte le misure necessarie per assicurarne l’applicazione. Le sanzioni devono essere effettive, proporzionate e dissuasive.
RIESAME
L a Commissione procede a un riesame dell’attuazione del regolamento in oggetto e dei suoi allegati per allinearli al progresso tecnico e scientifico.
S e del caso, la Commissione presenta al Parlamento europeo e al Consiglio una proposta legislativa di modifica del regolamento e/o dei suoi allegati. u

Querétaro - MEXICO
PARTNER OF Cologne (BS) - ITALY
LTE Special Compounds Pvt. Ltd. Mumbai - INDIA
NORMATIVE
di
Enzo Cardone e Alessandro Facchino
La continua diffusione dei progressi tecnologici ha reso le norme nazionali inadatte a disciplinare le azioni di responsabilità per danni causati da prodotti e servizi basati sull’AI. Secondo la Commissione Europea, le peculiarità, la complessità e più in generale le caratteristiche dell’AI rendono eccessivamente difficile, se non impossibile, garantire un’effettiva tutela a coloro che ritengono di essere danneggiati dal suo utilizzo.
Il Consiglio europeo ha approvato in via definitiva il Regolamento Europeo sull’intelligenza artificiale (AI Act), che entrerà pienamente in vigore in Italia dopo la pubblicazione sulla Gazzetta Ufficiale.
A dispetto delle intenzioni della UE di predisporre la miglior disciplina nel minor tempo possibile su un’innovazione tanto significativa, il Regolamento non contiene alcuna previ-
sione specifica sulle conseguenze di eventuali danni provocati dall’AI.
A regolare la materia dovrebbero intervenire due proposte di direttiva: (i) la Product Liability Directive (PLD), che interviene sui danni da prodotti difettosi, includendo i sistemi di AI; (ii) la AI Liability Directive (AILD) che disciplina la risarcibilità degli altri danni provocati dall’intelligenza artificiale.

La continua diffusione dei progressi tecnologici ha reso le norme nazionali inadatte a disciplinare le azioni di responsabilità per danni causati da prodotti e servizi basati sull’AI. Secondo la Commissione Europea, le peculiarità, la complessità e più in generale le caratteristiche dell’AI rendono eccessivamente difficile, se non impossibile, garantire un’effettiva tutela a coloro che ritengono di essere danneggiati dal suo utilizzo.
L’inadeguatezza dell’attuale normativa codicistica nazionale è evidente. Il nostro ordinamento, in tema di responsabilità civile extracontrattuale, prevede che il soggetto danneggiato deve identificare il responsabile del danno subito, dimostrarne la colpa (o il dolo) e provare il nesso di causa intercorrente tra la colpa e il danno che gli è stato arrecato.
Questo procedimento - che già di per sé rende in alcuni casi difficile il soddisfacimento dell’onere della prova da parte del danneggiato - diventa ancora più complesso quando il danno arrecato proviene da sofisticati algoritmi.
D UE PROPOSTE DI DIRETTIVA
Per ovviare a queste problematiche, il 28 settembre 2022 la Commissione Europea ha presentato le due proposte di direttiva a cui abbiamo accennato sopra, volte sia a ridurre l’incertezza giuridica per le imprese che sviluppano o utilizzano AI, sia a garantire una protezione più ampia e univoca dei diritti:
i) una proposta di Direttiva sulla responsabilità per danno da prodotti difettosi e ii) una proposta di Direttiva sulla responsabilità extracontrattuale da intelligenza artificiale.
Le due proposte hanno un comune denominatore: l’alleggerimento dell’onere della prova del danneggiato, che molto spesso non è in grado di comprendere e dimostrare il funzionamento di tecnologie complesse come l’AI o di avvalersi di consulenze specifiche e particolarmente onerose (che, di fatti, renderebbe iniqua la tutela dei consumatori).
In conclusione, dopo l’AI Act, le due proposte di Direttiva appena analizzate si inseriscono pienamente all’interno di quel percorso in divenire che l’Unione europea sta compiendo nell’ambito della regolamentazione dell’Intelligenza Artificiale.
È evidente come l’esistenza di un’ampia regolamentazione della responsabilità per i danni causati dai sistemi di AI appare necessaria come principale strumento di tutela dei soggetti che vengono in contatto con quei sistemi, che saranno sempre più diffusi e pervasivi, attraverso la previsione di una cornice normativa adeguata ed efficace. Tale strumento di tutela dovrebbe essere in grado non di ridurre, ma di rafforzare la fiducia nell’AI e di promuovere un ambiente digitale affidabile e coerente con i valori dell’UE e in linea con i principi fondamentali tutelati dal nostro ordinamento, primo fra tutti quello della protezione da un danno ingiusto dei soggetti in buona fede. u
Lo Studio Legale Gealex – Guardamagna e associati (www.gealex.eu), che cura questa rubrica, è uno studio legale presente in tutta Italia e un network di studi legali affermati in tutto il mondo. Con sede a Milano (Italia), è uno studio di prima scelta per i clienti che cercano consulenti legali con una vasta esperienza e competenza in pratiche multidisciplinari, come il diritto commerciale e societario, il contenzioso civile, l’M&A, il diritto del lavoro, la proprietà intellettuale, il real estate, il recupero crediti, i rapporti bancari e, persino, il diritto dello sport. Gli autori dell’approfondimento sono il partner Alessandro Facchino (afacchino@gealex.eu), direttore del Dipartimento di Diritto del Lavoro di Gealex –Guardmagna e associati, e il collega di studio, avvocato Enzo Cardone.
GommAmbiente è la nuova area che rappresenta e valorizza l’intera filiera dei rifiuti in gomma, con particolare riferimento agli pneumatici fuori uso (PFU), nata all’interno di Confindustria Cisambiente e presentata la settimana scorsa alla fiera Ecomondo. Sotto la guida di Roberto Bianco, presidente di Greentire, società consortile che si occupa della gestione dei PFU, GommAmbiente si pone come punto di riferimento per il comparto, promuovendo collaborazioni con il Ministero dell’Ambiente e della Sicurezza Energetica e con tutti i principali attori del settore.
L’obiettivo è rafforzare, anche a livello internazionale, l’industria della gomma e del recupero per promuovere un ciclo virtuoso, nonché affrontare le criticità. Tra le priorità, l’elaborazione di un quadro normativo moderno, l’introduzione di nuove tecnologie e il miglioramento e la tracciabilità dei processi della filiera, con attenzione alla compliance normativa.
“L’obiettivo di GommAmbiente è di trasformare le sfide del settore in opportunità, riducendo l’impatto ambientale e garantendo benefici concreti alle aziende” ha evidenziato in una nota Roberto Bianco. “Dopo dodici anni di esperienza
nel settore conosco bene le problematiche che affrontano le imprese della filiera, dall’insufficiente raccolta alle difficoltà di controllo di alcuni flussi. Il nostro impegno è quello di riunire le imprese sotto un’unica visione, basata su pragmatismo e competenza, per costruire un sistema di riciclo sostenibile e innovativo, nel totale e inderogabile rispetto della normativa e del nostro codice etico. Confido che altre aziende del settore si uniscano a noi, consapevoli che una gestione responsabile dei rifiuti è cruciale per rappresentare le necessità di tutta la categoria”.
“Il settore dei rifiuti in gomma e degli

pneumatici fuori uso rappresenta una sfida e un’opportunità”, ha dichiarato il Direttore Generale di Confindustria Cisambiente Lucia Leonessi. “L’obiettivo è di incrementare la percentuale di riciclo. Ogni anno vengono prodotte migliaia di tonnellate di PFU e una gestione efficiente di questi materiali può avere benefici significativi.
Grazie al lavoro delle aziende specializzate di GommAmbiente, i PFU possono essere trasformati in materie prime seconde e impiegati in diversi settori, dall’ambito sportivo all’edilizia, con un ritorno sia in termini ambientali per una riduzione dell’inquinamento, che sotto il profilo economico e occupazionale”, ha concluso Leonessi. u
Si avvia alla conclusione il 2024, anno che per OCS è stato di festeggiamenti per il quarantennale di attività: a giugno l’azienda ha festeggiato con il team e le famiglie nella cornice della Franciacorta e a settembre l’ha fatto con i clienti e i fornitori presso la propria sede. È stata l’occasione per aprire le porte dell’azienda e farne conoscere l’anima. La storia di OCS inizia nel 1974, quando Guido Savoldi inizia a produrre stampi a compressione per O-Ring in gomma. Mezzo secolo dopo, rimane la stessa ambizione: vendere stampi di qualità per assicurare ai clienti un’ottima performance, che spesso va oltre le aspettative. Oggi OCS conta un team di 31 persone che lavorano per un fatturato che negli ultimi 10 anni è raddoppiato, grazie alla visione del figlio Stefano e alla conseguente introduzione di una linea di prodotti nuovi (stampi per articoli tecnici) a cui è seguito un ampliamento della sede per dare spazio a nuove persone e nuovi macchinari. OCS oggi ha 3 divisioni: OCS O-Ring, per stampi standard, OCS Extra per stampi più complessi e OCS Service per la manutenzione degli stampi (riparazioni, cromatura). u








L’International Institute of Synthetic Rubber Producers (IISRP) ha annunciato l’apertura delle iscrizioni al prossimo Annual General Meeting, 65a edizione, che si terrà questa volta in Europa, al Centro congressi Hyatt Centric The Liberties di Dublino (Irlanda), dal 7 al 10 aprile 2025.
L’AGM è l’evento più importante per l’associazione, e si tiene a rotazione nei 3 continenti: nell’ordine America, Asia ed Europa.
Come ogni edizione, si tratta di un incontro cruciale, poiché prevede la discussione e l’approvazione dei bilanci, dei progetti e delle attività del piano d’azione IISRP per il prossimo anno fiscale. Il programma include interventi di relatori che condivideranno le loro prospettive sulle sfide attuali e sui temi di interesse per i leader aziendali del settore.
Sul sito dell’AGM si trovano anche infor-

mazioni sui meeting dei comitati dell’IISRP, sui programmi di business e networking, informazioni pratiche per il viaggio a Dublino e i profili dei relatori.
L’IISRP conta più di 50 membri in 23 Pa-
produttori di guarnizioni osservano una “distinzione importante”
L’ Associazione Europea dei produttori di guarnizioni (ESA –European Sealing Association) ha preso atto di alcuni risultati potenzialmente molto importanti emersi nelle ultime riunioni degli organismi scientifici dell’Agenzia Europea per le Sostanze Chimiche (ECHA – European Chemical Agency) in merito alle restrizioni proposte sugli PFAS.
C ome noto, a settembre, i comitati dell’ECHA per la valutazione dei rischi (RAC = Risk Assessment Committee) e l’analisi socioeconomica (SEAC = Socio-Economic Analysis Committee) hanno analizzato i settori: petrolio e miniere; tessuti, tappezzeria, cuoio, abbigliamento e tappeti; materiali e imballaggi destinati al contatto con alimenti.
Durante detta riunione, il RAC ha concordato di rivedere il modo di calcolo delle emissioni di PFAS nei diversi
settori e di porre particolare attenzione alla fase dei rifiuti, ad esempio le emissioni derivanti dallo smaltimento e dall’incenerimento.
L’Associazione Europea dei produttori di guarnizioni prende nota della rivisitazione dell’approccio che “sottolinea la necessità di distinguere tra le emissioni di particelle PFAS e quelle che vengano rilasciate dai materiali”. Sandy Van den Broeck, direttore ESG dell’associazione, ha commentato: “Questa distinzione è importante perché le preoccupazioni relative al rilascio di particelle di fluoropolimero sono ben diverse da quelle associate agli PFAS non polimerici”.
L’ESA sta continuando a monitorare gli sviluppi presso i comitati RAC e SEAC, che hanno programmato nei prossimi mesi di analizzare ulteriori settori, tra cui i prodotti da costruzione, i trasporti e l’energia. u
esi, i quali producono il 75% della fornitura mondiale di gomma sintetica. Fondato nel 1960 e con sede a Houston, Texas, l’Istituto supporta uffici sezionali a Milano, Tokyo e Pechino. u
Apartire dal 1 gennaio 2025, Paolo Pompei assumerà la carica di presidente e CEO di Nokian Tyres. Pompei, laureato in economia, con magistrale in commercio internazionale, si unisce a Nokian dopo aver guidato dal 2017 Trelleborg Wheel Systems, poi diventata Yokohama TWS. Precedentemente aveva ricoperto diverse posizioni dirigenziali in seno al gruppo Trelleborg, tra cui quella di presidente della Business Unit Agricultural Tyres; e ancora in precedenza ha lavorato nella società Pirelli. Pompei è anche membro del consiglio direttivo di ETRMA, l’Associazione europea dei produttori di pneumatici e gomma.
Succederà a Jukka Moisio, che andrà in pensione alla fine del 2024. “È per me un onore essere stato scelto alla guida di Nokian Tyres, una società straordinaria in una fase entusiasmante di trasformazione, concentrata a consolidare la sua forte crescita
nell’Europa centrale e nel Nord America e già nota per la sua posizione di leader mondiale nella sostenibilità. Attualmente sta infatti realizzando la prima fabbrica al mondo di pneumatici a zero emissioni di CO2 in Romania”, ha commentato in una nota Pompei. “Tutto ciò – insieme ai suoi prodotti eccellenti, al suo marchio rinomato e alla sua posizione di leadership nei paesi nordici – offre molteplici opportunità di sviluppo. Non vedo l’ora di iniziare a lavorare con il team Nokian Tyres per creare un futuro ricco di successi insieme ai clienti esistenti e a quelli nuovi”.
“Sono assai lieto che Paolo Pompei inizi a guidare Nokian Tyres”, ha dichiarato Jukka Hienonen, presidente del consiglio di amministrazione di Nokian Tyres.
“Paolo vanta una notevole esperienza internazionale nel settore degli pneumatici ed è stato abilissimo a garantire una crescita continua e significative performance

finanziarie nelle precedenti posizioni da lui ricoperte. Conosce approfonditamente i mercati dell’Europa centrale e del Nord America, fondamentali per la crescita di Nokian Tyres.
Paolo Pompei ha esperienza e competenze indispensabili per guidare l’azienda nella sua prossima fase di sviluppo, verso un fatturato netto di 2 miliardi di euro”. u
L’ azienda Hankook Tire & Technology, tra i leader mondiali nel settore degli pneumatici, ha avviato la produzione di massa utilizzando tre tipi di nerofumo certificato ISCC (International Sustainability & Carbon Certification) Plus, sistema di certificazione internazionale volontaria per materiali sostenibili e la circolarità dei prodotti. Il nerofumo, derivato dall’olio di pirolisi degli pneumatici a fine vita, è stato sviluppato attraverso il consorzio Tire-to-Tire Circular Economy Model.
S i tratta del primo risultato concreto dopo la partenza di detto consorzio nel novembre 2023. Il consorzio, promosso da Hankook Tire, si è concentrato sulla collaborazione continua e sulla ricerca e sviluppo per creare materiali sostenibili adatti alla produzione di massa. Il progetto mira a creare un modello di economia circolare per la produzione di nuovi pneumati-
ci a partire da quelli fuori uso in Corea del Sud. Insieme ad altre 12 aziende e istituzioni coreane, Hankook Tire si sta impegnando per soddisfare la richiesta globale di avere la neutralità delle emissioni di carbonio e l’uso di materiali sostenibili.
H ankook Tire ha raggiunto questo risultato grazie alla ricerca congiunta con i partner del consorzio HD Hyundai Oilbank e HD Hyundai OCI, i quali hanno sviluppato i tre tipi di nerofumo certificato impiegando olio raffinato ottenuto dal processo di pirolisi di pneumatici fuori uso e utilizzando l’approccio di bilancio di massa, ricevendo la certificazione ISCC Plus. Q uesta collaborazione contribuisce non solo alla transizione dell’industria degli pneumatici verso un’economia circolare, sostituendo materie prime fossili con materiali circolari, ma aiuta anche a ridurre la dipendenza dalle risorse petrolifere, conservando le ri -

sorse naturali e riducendo le emissioni di carbonio.
G ià da quest’anno, Hankook Tire impiega il nero di carbonio certificato nella produzione dei suoi pneumatici, nell’ottica di soddisfare i requisiti di sostenibilità globali.
I noltre, l’azienda continuerà a lavorare a stretto contatto con i partner del consorzio per sviluppare nerofumo prodotto con olio di pirolisi al 100%, e puntando all’uso del 100% di materiali sostenibili entro il 2050, coinvolgendo sempre più il consorzio nello sviluppo di materiali circolari. u
Eni ha messo a punto il Piano di trasformazione e rilancio, anche in ottica di decarbonizzazione, del business della chimica, che implica circa 2 miliardi di euro di investimenti e un taglio in termini di emissioni di circa 1 milione di tonnellate di CO2, circa il 40% delle emissioni di Versalis in Italia. Il piano prevede nuovi impianti industriali coerenti con la transizione energetica e la decarbonizzazione dei vari siti industriali, nell’ambito della chimica sostenibile ma anche della bioraffinazione e dell’accumulo di energia. P er consentire di realizzare i nuovi impianti, cesseranno le attività degli impianti cracking a Brindisi e Priolo, e del polietilene a Ragusa.
A l termine del processo la trasformazione porterà un impatto positivo dal punto di vista occupazionale, contrastando le inevitabili conseguenze ne -
gative che la crisi strutturale e consolidata del settore a livello europeo avrebbe in questo ambito. Il Piano, che sarà implementato entro il 2029, punta a investire nello sviluppo delle nuove piattaforme della chimica da rinnovabili, circolare e per prodotti specializzati, i cui mercati sono in crescita e nei quali Versalis ha acquisito una posizione di leadership.
E ni punta a ridurre drasticamente l’esposizione di Versalis alla chimica di base, settore che versa in una crisi strutturale e ormai irreversibile a livello europeo, e che ha comportato perdite economiche che, in termini di cassa, hanno sfiorato i 7 miliardi di euro negli ultimi 15 anni, di cui 3 nell’ultimo quinquennio.
E ni possiede tutte le capacità per implementare questo piano ambizioso di trasformazione, come più volte dimostrato nel processo di trasforma -
zione della raffinazione tradizionale in bio, e otterrà, a valle del Piano di trasformazione e rilancio, una chimica di Versalis focalizzata su un portafoglio downstream di elevato valore composto da compounding e polimeri specializzati, biochimica e prodotti da economia circolare: un portafoglio coerente con la strategia di Eni improntata alla tecnologia e focalizzata su business legati alla transizione energetica con vantaggi competitivi.
A questo si accompagnerà una nuova struttura societaria sviluppata secondo il modello satellitare: la Biochimica (inclusa Novamont), il Downstream (con le acquisizioni di Finproject e Tecnofilm), la Circolarità (attraverso lo sviluppo del riciclo chimico e meccanico), e la chimica di base (risultante dalle azioni di razionalizzazione e riposizionamento sui polimeri). u


Le celebrazioni per il 150° anniversario di Brenntag si sono concluse, il 17 ottobre, con una cerimonia nella Grand Hall presso la sede centrale di Zeche Zollverein, in Germania, alla presenza di circa 400 ospiti e con un programma coinvolgente che ha guidato il pubblico attraverso la storia dell’azienda.
Fondata dall’imprenditore ebreo Philipp Muhsam a Berlino, in Germania, nel 1874 come impresa di commercio all’ingrosso di uova, l’azienda iniziò presto a commerciare prodotti chimici. Dopo l’acquisizione da parte del Gruppo Stinnes, nel 1937 venne chiamata “Brennstoff-, Chemikalien- und Transport-Aktiengesellschaft”, successivamente abbreviato in “Brenntag”.
Negli anni ’40, la sede si trasferì a Mulheim





an der Ruhr, dove rimase fino al 2017. Sotto diverse strutture proprietarie, Brenntag è cresciuta sia organicamente che attraverso acquisizioni, ampliando il suo portafoglio, dimensioni e portata globale nel tempo. Oggi Brenntag opera in circa 600 sedi in oltre 72 paesi e, con oltre 17.700 dipendenti, serve migliaia di clienti con una gamma completa di prodotti chimici industriali e speciali, prodotti e servizi a valore aggiunto. L’azienda è quotata alla Borsa di Francoforte dal 2010 e fa parte del DAX dal 2021.
La cerimonia ufficiale ha seguito gli eventi globali per i dipendenti nel giorno ef-




fettivo della fondazione dell’azienda, il 9 ottobre, un evento per clienti e fornitori, e la pubblicazione dello studio storico aziendale “150 anni di Brenntag – Da Berlino verso il mondo”. Durante tutto l’anno dell’anniversario è stata condotta anche un’ampia campagna di comunicazione interna con una vasta gamma di attività. “Oltre a onorare la nostra storia, questo speciale anniversario e le celebrazioni sono anche il nostro modo di ringraziare i nostri dipendenti, i nostri clienti, fornitori e associazioni di settore”, ha commentato in una nota il Ceo e Chairman Christian Kohlpaintner. u

Ottimizza i tuoi processi con le soluzioni ENGEL per lo stampaggio a iniezione di silicone, gomma, resine poliestere e altri materiali speciali!

ENGEL rotofeeder assicura la massima stabilità di processo durante l’alimentazione di silicone solido e termoindurenti BMC. Il materiale viene trasportato verso il cilindro di plastificazione in modo continuo, senza inclusioni d’aria e a pressione costante, mediante la tramoggia rotante con la vite controrotante a velocità regolabile.

www.engelglobal.com/elast
Si è conclusa con grande soddisfazione degli organizzatori PRIA (The Philippines Rubber Industries Association Inc.) e Xida Communications la RubberMove2024, che si è tenuta a Davao City, nelle Filippine, dal 26 al 28 settembre scorsi.
L’evento, dal tema “Gomma: nuove frontiere, nuovi mercati“, ha potuto contare sul forte supporto dato all’iniziativa dal governo filippino e ha riunito leader del settore, politici, ricercatori e parti interessate di tutto il mondo per analizzare il futuro dell’industria della gomma naturale. I vari approfondimenti hanno riguardato: squilibri tra domanda e offerta, volatilità dei prezzi e pressioni normative.
G li esperti hanno sottolineato l’importanza del miglioramento della produttività, della diversificazione del mercato e delle iniziative di sostenibilità.
A nalisi dettagliate dell’andamento della produzione hanno mostrato che la Thailandia, l’Indonesia e il Vietnam rimangono, nell’ordine, i principali produttori di gomma naturale. Per quanto riguarda i consumi, si conferma che la Cina continua a essere il principale consumatore, grazie al settore automobilistico e più precisamente agli pneumatici.
R elativamente alla sostenibilità, durante l’evento sono state presentate le principali iniziative che includevano l’adozione di materie prime biobased, il riciclo e l’economia circola -
re, l’efficienza energetica e le certificazioni di compliance alle normative di sostenibilità. N on è stata trascurata l’importanza di affrontare le sfide dei piccoli agricoltori, la maggior parte dei produttori di gomma naturale, quali l’accesso limitato alle risorse e i vincoli finanziari, al fine di garantire una crescita inclusiva e sostenibile nel lungo termine.
S econdo gli organizzatori, quindi, RubberMove2024 ha dimostrato di essere un evento importante per l’industria della gomma naturale e i suoi stakeholder. Grazie alla partecipazione di un gruppo eterogeneo di esperti e decisori, la conferenza ha facilitato la scambio di idee innovative e delle migliori pratiche essenziali per la crescita e la sostenibilità del settore. u

Il Consiglio dell’Associazione Europea dei Produttori di Pneumatici e Articoli in gomma (E TRMA) ha approvato la domanda di adesione di Linglong Tire come membro a pieno titolo dell’associazione.
Fondata nel 1975 in Cina, Linglong Tire offre un ampio portafoglio di pneumatici per autovetture, veicoli commerciali e altre applicazioni speciali. Lo scorso settembre ha avviato la produzione presso il suo stabilimento in Serbia, il primo in Europa.
“Accogliere Linglong Tire in E TRMA è un grande passo verso il rafforzamento della forza collettiva del nostro settore in Europa”, ha commentato in una nota il Presidente dell’Associazione Chris Delaney.
“L a loro partecipazione contribuirà senza dubbio agli sforzi di E TRMA per promuovere un’industria degli pneu -
matici competitiva e resiliente nell’UE.”
Feng Wang, Presidente e CEO di Linglong Tire, ha dichiarato: “Non vediamo l’ora di contribuire agli sforzi di E TRMA per creare un contesto industriale competitivo che avvantaggi tutti gli stakeholder.
L’Europa è un mercato cruciale per noi e la nostra adesione rappresenta il nostro impegno a lungo termine nella regione”.
L inglong Tire porta a 14 i produttori di pneumatici che operano in Europa rappresentati da E TRMA. u

Il produttore francese di presse per stampaggio a iniezione di gomma REP ha sviluppato una pressa per un progetto di un cliente altamente esigente.
Dopo il successo delle presse S05 e S06, è la volta della S08: con una forza di chiusura di 8.000 kN e un’area di lavoro superiore a 1 x 1,5 m, la nuova pressa è ottimizzata per applicazioni di grandi guarnizioni piane che richiedono livelli particolarmente elevati di qualità e precisione. La macchina impiega unità di chiusura multiple sincronizzate, piastre di riscaldamento di grandi dimensioni e configurazioni regolabili. L’iniezione di sezioni lunghe e sottili è facilitata da una pressione di iniezione fino a 3.000 bar e da un sistema di divisione del circuito con diverse unità di iniezione, mentre i tempi di chiusura e bloccaggio sono tra i più rapidi disponibili sul mercato. La collaborazione e il continuo scambio di competenze con il cliente si sono rivelati fondamentali per il risultato finale. u

Ecopneus insieme a Asi, Uisp, Anif Eurowellness e Ieg-Riminiwellness si sono riuniti a Ecomondo a inizio novembre per discutere di sport e sostenibilità, anche alla luce dei recenti accordi tra il Governo italiano e il CONI.
L a gomma riciclata può essere un materiale molto valido per il settore sportivo che, abbracciando milioni di appassionati e professionisti e coinvolgendo una vasta rete di strutture e risorse, può svolgere un ruolo cruciale nel raggiungimento degli obiettivi dell’Agenda 2030 per lo Sviluppo Sostenibile.
“D a diversi anni Ecopneus, in collaborazione con associazioni sportive e istituzioni nazionali, sta lavorando per promuovere l’uso della gomma riciclata da pneumatici fuori uso per pavimentazioni sportive”, ha dichiarato nel corso dell’incontro Giuseppina Carnimeo, Direttore Generale di Ecopneus. L’obiettivo è ambizioso: creare spazi, eventi e attività sportive che non solo riducano al minimo l’impatto ambientale, ma che diventino anche modelli di innovazione sostenibile. Ogni aspetto dell’organizzazione sportiva - dalle strutture per le competizioni alle superfici dei campi, dall’energia utilizzata per illuminare gli stadi fino alla gestione dei rifiuti - può contribuire a un futuro più verde. u










Innovation in 2024 is defined by the virtuous synergy between technology and sustainability. In this context, IMG is constantly moving towards our goal of a zero impact by developing high performance, customisable and environmentally friendly machinery.