TPE SOTTO I RIFLETTORI
NUOVI REATI AMBIENTALI
FOCUS SILICONE E TPE

FOCUS SILICONE E TPE













Rogitex Italia Srl. is a leading global distributor supplying various industries with quality elastomers, plastics and carbon black.
Rogitex Italia Srl. provides the market with technical knowledge and specialized services keeping a flexible commercial approach and proven logistic model despite market conditions
RUBBERS
E-SBR Dry and OE grades
S-SBR Dry and OE grades
NBR standard grades
NBRGT/FC - Fast curing/Low fouling
SKI 3 and SKI 3 S polyisoprene
PBR High Cis Neodymium Titanium
IIR and HIIR Butyl and Halobutyl EPDM
Dry grades
Polymer
REINFORCEMENT MATERIALS

E DEGLI ALTRI POLIMERI RESILIENTI
www.industriagomma.it
Direttore responsabile
Andrea Aiello in reDazione Daniela Garbillo - daniela.garbillo@edifis.it
Collaborano alla rivista
Gianpaolo Brembati, Giuseppe Cantalupo, Enzo Cardone, Alessandro Facchino, Eugenio Faiella, Beatrice Garlanda, A.L. Spelta
GrafiCa e impaGinazione
Barbara Aprigliano - barbara.aprigliano@edifis.it
pubbliCità dircom@edifis.it
traffiCo pubbliCitario Francesca Gerbino - francesca.gerbino@edifis.it
stampa
Grafiche Arrara
Grafiche Arrara s.r.l. – Abbiategrasso (MI)
Costo Di una Copia ai soli fini fisCali € 1,00
abbonamento
Italia € 90, Europa € 130, Estero € 150 abbonamenti@edifis.it Arretrati € 15,00
amministrazione amministrazione@edifis.it
Registrazione Tribunale di Milano n. 4275 del 1.4.1957 Iscrizione Registro Operatori della Comunicazione n. 06090 Tutti i diritti di riproduzione degli articoli e/o foto sono riservati. Manoscritti, disegni, fotografie, supporti audio e video anche se non pubblicati non saranno restituiti. Per le fotografie e le immagini per cui, nonostante le ricerche eseguite, non sia stato possibile rintracciare gli aventi diritto, l’Editore si dichiara disponibile ad adempire ai propri doveri. Ai sensi del Reg.EU 679/2016 l'Editore garantisce la massima riservatezza nell'utilizzo della propria banca dati con finalità redazionali e/o di invio del presente periodico. Ai sensi dell'art. 15 il ricevente ha facoltà di esercitare i suoi diritti fra cui la cancellazione mediante comunicazione scritta a EDIFIS Srl - Viale Coni Zugna 71 - 20144 Milano (o ai riferimenti sotto trascritti), luogo della custodia della banca dati medesima.
L’Industria della Gomma una rivista edita da:
Edifis S.r.l. Viale Coni Zugna 71 20144 - Milano - Italy
Tel. +39 023451230
Fax +39 023451231 www.edifis.it
Con il patrocinio di:

ASSOCIAZIONE NAZIONALE
EDITORIA DI SETTORE
Abbiamo letto
10 RASSEGNA DELLA STAMPA TECNICA ESTERA
16 RIFLETTORI PUNTATI SULLE GOMME TERMOPLASTICHE
Le gomme termoplastiche si stanno sempre più ricavando un proprio spazio, anche autonomamente, rispetto alle gomme tradizionali. Sono sempre di più, infatti, le aziende che si affacciano a questa tecnologia anche come completamento di gamma, rispetto a lavorazioni più tradizionali. Una panoramica sul settore è stata fornita da due giornate di corso dedicato di Assogomma Academy.
FOCUS SILICONE
Oggi non esiste innovazione che non rispetti le esigenze di risparmio energetico, fondamentali nella lotta al cambiamento climatico: questo vale anche nel mondo del silicone. Nel nostro focus trovate le ultime novità in tema di mescole, strumenti e macchinari per la lavorazione e il controllo dei parametri del silicone, sempre più performanti e al tempo stesso sostenibili.
u COATING TECHNOLOGY
u COLMEC
u COMET
u DGTS
u ENGEL
u FOR LAB ITALIA
u FRANCIACORTA STAMPI
u GAMMA STAMPI
u GIBITRE INSTRUMENTS
u JP TECH
FOCUS TPE
u KRAIBURG
u LTE u LWB
u MAPLAN - STATE TECH
u OR.P. STAMPI
u REP ITALIANA
u RUBBER TRADE
MACHINERY
u UTH
Esistono applicazioni in cui le gomme termoplastiche hanno sostituito in modo sostanzialmente irreversibile le gomme da vulcanizzare. Si tratta, infatti, di un comparto che vanta tassi di crescita previsti di 2 o 3 volte superiori a quelli delle gomme sintetiche. Le aziende che hanno aderito al nostro focus illustrano alcuni aspetti interessanti di questi materiali.
u COATING TECHNOLOGY
u DGTS
u ENGEL
u FOR LAB ITALIA
u FRANPLAST
u GIBITRE INSTRUMENTS
u IMG
u INDUSTRIE ILPEA
u MARFRAN
u MEDITERRANEAN
INDUSTRIAL SERVICES
u TERMOGOMMA
ANNO 67 - MAGGIO
Trattamento low-friction senza deposito per articoli in silicone
Oltre il 50% di riduzione del coefficiente d’attrito del Idoneo ad applicazioni per l’industria medicale, alimentare e cosmetica cosmetica






MENSILE DEGLI ELASTOMERI
E DEGLI ALTRI POLIMERI RESILIENTI
Dalle aziende
58 EFLAYA: L’UNIONE FA LA FORZA NEI TERMOPLASTICI
Nata dalla sinergia di un mix di aziende ed esperienze diverse - gruppo CM Manzoni, Sovere e una parte dell’ex management di Softer - Eflaya è una nuova realtà che punta a inserirsi all’interno del settore termoplastico in costante crescita.
60 NUOVE DISTRIBUZIONI PER LEHVOSS ITALIA
L’azienda di Origgio, player riconosciuto e all’avanguardia nel mercato della gomma, ha recentemente integrato nuovi partner che stanno suscitando un grande interesse: Himadri, Magris Talc, UPM Biomotion e Denka.
Assogomma informa
62 NOTIZIE E AGGIORNAMENTI A CURA DELL’ASSOCIAZIONE
In questo primo numero parliamo di SAD - Sussidi Ambientalmente Dannosi e olii lubrificanti e del cambio stagionale degli pneumatici.
Normative
66 IL REGOLAMENTO UE CONTRO LA DEFORESTAZIONE
In questa seconda e ultima parte di approfondimento normativo sul regolamento (UE) 2023/1115 ci occupiamo degli obblighi degli Stati membri e delle autorità competenti, dei regimi per i prodotti interessati che entrano nel mercato o ne escono, del sistema di valutazione comparativa dei paesi e della cooperazione con i paesi terzi, delle indicazioni comprovate e del sistema di informazione.
72 UNIONE EUROPEA: IN ARRIVO L’ECOCIDIO
E NUOVI REATI AMBIENTALI
Tra i nuovi reati inclusi nella direttiva del 27 febbraio del Parlamento UE e del Consiglio troviamo il commercio illegale di legname, l’esaurimento delle risorse idriche, le gravi violazioni della legislazione dell’UE in materia di sostanze chimiche e l’inquinamento provocato dalle navi.
News
75 IL TACCUINO
u Solids 2024 guarda al futuro
u Aspettando il DKT 2024
u Pneumatici di ricambio: trimestre in calo, bene solo il settore auto
u Versalis acquisisce Tecnofilm e si espande nel settore compounding
u Cambio ai vertici di Desma
u Herpol diventa partner preferenziale di Kraiburg in Turchia
u Giuseppina Carnimeo nominata Direttore Generale di Ecopneus
80 GLI INSERZIONISTI DI QUESTO NUMERO
25

45

58
 ANNO 67 - MAGGIO
ANNO 67 - MAGGIO

25 anni di esperienza nella produzione di articoli tecnici in gomma
APR S.r.l.
Telefono: +39 030 98 84 662
Website: www.aprguarnizioni.it
Email: sales@aprguarnizioni.it
LinkedIn: https://www.linkedin.com/company/ apr-rubberseals/

COLMEC S.p.A. - Via Massari Marzoli, 6
Z. I. Sud-Ovest - 21052 Busto Arsizio (VA) Tel. +39 0331 342551 - Fax +39 0331 342559 www.colmec.it - colmec@colmec.it
• Linee di estrusione e vulcanizzazione per tubi e profili in gomma e silicone
• Forni di vulcanizzazione, microonde, aria calda e a sali fusi
• Estrusori a pioli radiali, a pioli tangenziali con pompe ad ingranaggi
• Impianti di filtratura, bivite conico con pompa ad ingranaggi
• Compoundizzatori per silicone
• Mescolatori intermeshing e tangenziali, mescolatori a cilindri, mescolatori bivite conici, linee complete di mescolazione

C2 s.r.l.
Via Carlo Gazzo, 25 - 27029 Vigevano (PV)
Tel. 0381 344813/4 info@c2macchinegomma.it www.c2macchinegomma.it
Revisione di mescolatori a cilindri, mescolatori interni, calandre, estrusori, presse a compressione e macchinari di servizio per la lavorazione della gomma e del silicone, con relativa certificazione CE e garanzia. Progettazione e costruzione di macchinari nuovi su richiesta del cliente.

Via Anassagora, 20 20128 Milano (MI) Italia
Tel. 02.2551284 - Fax 02.2551316 www.elastec.it
Produzione mescole tecniche in NBR - EPDM - CR - Ebanite - Fluorurate Attacco Metallo speciali

Engineering Systems Srl Viale Caduti del Lavoro 37/39 25030 Coccaglio (BS) www.engineeringsystems.it info@engineeringsystems.it
Engineering Systems è azienda leader nella produzione di estrusori in gomma per i più svariati ambiti di applicazione industriale. Produciamo estrusori totalmente personalizzabili, nel settore del rivestimento pneumatici, cavi e mini estrusori per produzione mescole speciali.



CDG s.r.l.

Via Astico, 20 - 36010 – CARRE’ (VI) Italia Tel. +39 0445319360 info@cdg1971.it - www.cdg1971.it
Da 50 anni nel mercato delle presse a iniezione orizzontale e verticale o a compressione, per lo stampaggio di gomme e siliconi.
Sistema di vuoto integrale per l’intera camera di stampaggio.
Soluzioni speciali e personalizzate per ogni tipo di esigenza.
ENGEL Italia S.r.l. Via Rovereto, 11 - 20871 Vimercate (MB) Tel. 039 625661 sales@engel.at - www.engelglobal.com
Impianti integrati e automatizzati per lo stampaggio di termoplastici, gomma, silicone e termoindurenti. Staff tecnico-commerciale per fornire ai clienti consulenze mirate. Support line telefonica e strutturato team di assistenza tecnica sul campo.
IMG S.r.l. Via Industriale, 108 25020 Capriano del Colle (BS) Tel. 030 314645 info@imgmacchine.it - www.imgmacchine.it
Interseals Srl
Via Liguria, 30 - 25031 Capriolo (BS) Italy
Tel.: +39 030 7464 611
Fax +39 030 7464 699 www.interseals.it
Centro ACCREDIA per la Taratura di Durometri Shore e IRHD
Laboratorio ACCREDIA per la taratura di: - Durometri (Shore ed IRHD) - Dinamometri (Forza, Allungamento, Velocità)
Gibitre Instruments srl Via Dell'Industria, 73 - 24126 Bergamo Tel. 035.460146 - Fax 035.460687 e-mail: info@gibitre.it - www.gibitre.it
Leader nella produzione di presse per lo stampaggio a iniezione e compressione di elastomeri, silicone e termoindurenti.
Supporto da remoto e assistenza tecnica rapida per essere sempre al fianco del cliente.

LANXESS S.r.l.
Segreen Business Park - Palazzo Y Via San Bovio 1/3
20090 Segrate (MILANO)
Tel: +39 02.3072.1
Fax:+39 02.3072.2017 www.lanxess.com
RCH (Rhein Chemie)
Prodotti e Additivi Speciali per l’Industria della Gomma.

Distribuzione e trading di gomma sintetica e carbon black. Specializzazione nella vendita di materiali near to prime, con la possibilità di utilizzare la nostra ventennale esperienza nel mondo del compounding.
NOVACHEM SA
Via Valdani 1 - 6830 Chiasso (TI) Svizzera
Tel. +41 091 225 32 22 www.novachem.ch liguori@novachem.ch

REP ITALIANA s.r.l.
Via Galileo Ferraris 16/18 10040 Druento (TO) - Italia Tel: +39 011 4242154 www.repinjection.it - bpaganelli@repinjection.com
R.E.P., le iniziali di Robert Esnault Pelterie, pioniere dell’aviazione, grande teorico dell’astronautica e fondatore della società nel 1907, sono state la sigla di un aereo prima che l’impresa si riconvertisse nell’industria metallurgica la società REP commercializza presse a iniezione dal 1948. Avendo capito molto presto l’influenza dei polimeri e degli elastomeri nell’industria, si è rapidamente specializzata nell’iniezione della gomma
Forni specifici per trattamenti di post-curing e vulcanizzazione di articoli in gomma, gommametallo, gomma spugna, silicone, viton, o’ring, ecc.
SERMAC S.r.l. Via Delle Nebbie, 4 24060 Brusaporto (Bg) – Italy +39.035.687.267 www.sermac.it sermac@sermac.it

MILANO
02-2572811/937 - info@tigerguarnizioni.com
Produzione articoli tecnici da disegno o campione in NBR-EPDM-FKM-SILICONE LSR-NEOPRENEFLUOROSILICONE anche alimentari
· Stampaggio articoli con attacco metallo
Produzione stampi anche conto terzi
· Produzione articoli certificati FDA/3A/Reg. Europ. USP/FARMACOPEA/DM Italiano/MOCA/WRAS e altro
· Vasto magazzino pronta consegna per OR-DIN-TC-TCLGAROLLE-TUBI-TONDI-ANTIVIBRANATI-LASTREDI/DE/UM
Azienda certificata ISO 9001:2015 e conf. MOCA www.tigerguarnizioni.com
Parker Hannifin Italy Srl
Via Sebastiano Caboto 1 - 20094 Corsico (MI) parker.italy@parker.com - www.parker.com/it
Parker è situata in 50 paesi in tutto il mondo e sostiene 100 divisioni con 336 sedi di produzione. L’impareggiabile rete industriale di distribuzione di Parker si estende su circa 13,000 postazioni a livello mondiale. Attraverso questa vasta rete di aziende locali e indipendenti, Parker porta i suoi prodotti e servizi a clienti in 104 paesi. Questo include il continuo ingresso della rete di punti di vendita al dettaglio industriali ParkerStore, con più di 3,000 sedi in tutto il mondo.

Sede legale, operativa ed amministrativa
Via Cascina Croce 2/c
25050 Paderno Franciacorta (Bs) - Italy
T. +39 030 6857425 - +39 030 6857728
+39 030 6577494
F. +39 030 6577486
info@rpm-srl.it www.rpm-srl.it
Produzione di presse per lo stampaggio ad iniezione di elastomeri

Sattec DBS Gomma S.r.l.
Via Enrico Mattei, 12 33080 Prata di Pordenone (PN) Italy Tel. 0434.620100 www.sattecgomma.it
Produzione su specifica del cliente di articoli in gomma ad alto livello tecnologico con o senza inserti metallici, progettazione mescole e stampi.

TRADE AND DISTRIBUTION OF RUBBER’S INDUSTRY PRODUCTS
Compound elastomerici a base EPDM, NR, SBR, NBR, EVA, AEM, IR, BR, IIR, CPE, CSP, EO per articoli tecnici e cavi elettrici
S.I.G.E.A. S.p.A. Viale dei Mareschi, 1 10051 Avigliana (TO) Tel. 011.9367533 info@sigearubber.com www.sigearubber.com

AZIENDA CERTIFICATA
UNI EN ISO 9001:2015
COMPANY CERTIFICATED
OPERATORE ECONOMICO
AUTORIZZATO AUTHORISED ECONOMIC OPERATOR (AEO)
57123 Livorno - Italy - Scali D’Azeglio, 20 Tel. 0586.888.718 E-mail: sinta@sinta.trade Web: www.sinta.trade

VENDITA, DISTRIBUZIONE E ASSISTENZA TECNICA PER GOMME SINTETICHE, LATTICI SINTETICI E PRODOTTI CHIMICI PER L’INDUSTRIA DELLA GOMMA
VENDITA, DISTRIBUZIONE E ASSISTENZA TECNICA PER GOMME SINTETICHE, LATTICI SINTETICI E PRODOTTI CHIMICI PER L’INDUSTRIA DELLA GOMMA
Annuale Italia € 90,00
Europa € 130,00
Extra EU € 150,00
www.industriagomma.it/index.php/abbonamenti/




















Letter of the law

M.Sc. Guntis Japiņš, R.U. Giesen, Universität Kassel Institut für Werekstofftechnik, Kassel (Germany) - email giesen@uni-kassel.de - KGK 6/2023, pag. 29-33.
La catena di processo nella lavorazione dei polimeri comprende la mescolazione di polimeri e additivi con l’utilizzo, per esempio, di un estrusore bivite. Si ottiene così un materiale granulato, che viene poi trasformato in manufatto. Al contrario, lo stampaggio per iniezione diretta consiste nel mescolare, fondere e mettere insieme le materie prime nei manufatti con un singolo processo, senza precedenti operazioni di mescolazione, granulazione e formatura del manufatto. I potenziali vantaggi di questo metodo consistono in risparmio di tempo ed energia e in maggiore flessibilità produttiva, grazie alla più veloce variazione della composizione delle mescole in minori fasi tecnologiche.
L’introduzione dell’articolo parla degli sviluppi dello stampaggio a iniezione nella seconda metà del secolo scorso, quando si incominciò a pensare allo stampaggio con iniezione diretta, idea che fu abbandonata per l’inefficienza di fusione e la scarsa dispersione e distribuzione dei polidispersi organici e inorganici. Il maggiore ostacolo era costituito dalla vite della

macchina di stampaggio a iniezione, ma oggigiorno concetti di viti nuove, come le viti barriera con elementi aggiuntivi per miscelazione dispersiva e distributiva, hanno cambiato la situazione. Dopo un’accurata digressione sulla conformazione e sul funzionamento delle viti barriera, con considerazioni sul ruolo della fuga di barriera fra i due ulteriori canali ricavati dal canale della vite, l’articolo presenta i materiali e i metodi utilizzati nelle prove. Sono tre i materiali scelti: l’elastomero termoplastico SEBS Tuftec TM H1221 di Asahi Kasei, messo a punto specificatamente per alta compatibilità con polipropilene, il polipropilene Purell RP270G di LyondellBasell e la calcite CALCIC MX20 di sh minerals.
L’esposizione dei metodi utilizzati per ricavare i campioni necessari per le prove di caratterizzazione, dei risultati e della valutazione della qualità delle miscele polimeriche è troppo complessa per essere riassunta debitamente, per cui ne lasciamo la lettura a chi è interessato ai dettagli dell’argomento.
Si può invece riassumere la sostanza dei risultati ottenuti, ossia che gli esperimenti condotti sulle miscele esaminate dimostrano che, cambiando la vite standard della macchina per stampaggio a iniezione con una vite barriera con elementi aggiuntivi per la miscelazione, si ottiene un sensibile miglioramento della qualità


I più interessanti articoli usciti di recente sulle riviste tecniche internazionali specializzate e riguardanti materiali, applicazioni, processi, prove, misurazioni e destinati al settore della trasformazione della gomma. Letti e riassunti per voi dai nostri esperti.
di miscelazione e questo rende lo stampaggio a iniezione diretta un metodo potenziale possibile da attuare. Anche se la valutazione della qualità di miscelazione non è un compito semplice, l’articolo illustra come tre metodi (microtomografia, durezza e analisi visiva) applicati simultaneamente possano fornire conclusioni ragionevoli in merito.
PROVE E MISURAZIONI
EFFETTO DELLA TEMPERATURA
SUL COMPORTAMENTO DI RAMMOLLIMENTO SOTTO SFORZO E DI SMORZAMENTO DI ELASTOMERI FENIL-VINIL-METIL-POLISILOSSANO (PVMQ).
O. Örnek, F. Ö. Bayrak, Bursa, D. Aksüt, M. Şen, Hacettepe University department of Chemistry Polymer Chemistry Division, Ankara (Turkey) - email msen@hacettepe.edu.tr - KGK 6/2023, pag. 51-55.
Dalla sintesi di Frederick Kipping di un compound a base di silicio e carbonio nel 1943, molte diverse gomme siliconiche sono state prodotte e i loro manufatti fanno ormai parte della nostra vita quotidiana, sia che si parli del settore dell’automobile che alimentare, dell’elettronica che del medicale etc. Questa loro diffusione in tanti settori è dovuta soprattutto al largo intervallo di temperatura di esercizio, dalle più alte alle più basse, alla buona resistenza ad agenti atmosferici e prodotti chimici,
caratteristiche che la rendono ideale per utilizzo all’aperto e industriale.
Grazie alle loro caratteristiche viscoelastiche, le gomme siliconiche sono molto usate per contrastare gli effetti negativi di vibrazione e rumore su prestazioni, stabilità e durata di diversi sistemi industriali; esse infatti assorbono l’energia vibrazionale e la convertono in energia termica ma, allo stesso tempo, la loro microstruttura danneggia la capacità di smorzamento. Anche se diversi additivi possono essere utilizzati per migliorare questa caratteristica prestazionale, tuttavia fattori esterni come temperatura e radiazione influiscono negativamente su di essa nelle applicazioni di antivibranti.
A oggi non ci sono articoli in letteratura riguardo agli effetti di coagente e temperatura sulle proprietà meccaniche e di smorzamento degli elastomeri fenilvinil-metil-polisilossano (PVMQ) reticolati a caldo con perossido in presenza di coagenti come triallilisocianurato (TAIC) e zincometacrilato (ZDMA). Questo studio intende così trattare elastomeri silico-
nici PVMQ con reticolazione perossidica in presenza di varie quantità di coagenti TAIC e ZDMA, al fine di verificare gli effetti della temperatura sulle proprietà meccaniche e di smorzamento dell’energia delle mescole preparate.
Con un elastomero siliconico commerciale di Momentive e un sistema di reticolazione, basato sui due coagenti TAIC di tipo 2 e ZDMA tipo 1 e sul perossido DPBH, vengono preparate una mescola di riferimento senza coagente e tre mescole per ciascun coagente con contenuto 0.3, 0.5 e 0.8 phr. Una volta verificati i parametri di reticolazione e i valori di carico e allungamento a rottura di tutte le mescole, si passa a valutare l’effetto di temperatura e tipo di coagente sulle proprietà di rammollimento sotto sforzo e di smorzamento delle varie mescole in condizioni statiche.
I risultati ottenuti dimostrano come sia possibile controllare le proprietà meccaniche e fisico-meccaniche degli elastomeri PVMQ variando tipo e concentrazione del coagente, con la temperatura
come fattore essenziale per il comportamento di rammollimento sotto sforzo e di smorzamento. Di rilievo il fatto che tipo e quantità di coagente cambiano le proprietà meccaniche, mentre il comportamento di smorzamento si mantiene pressoché identico.
ELASTOMERI E MATERIE PLASTICHE CARATTERIZZAZIONE DELLE DISOMOGENEITÀ DA RETICOLAZIONE DEL MATERIALE IN MISCELE POLIMERICHE.
X. Coloma, F. Carrillo-Navarretea, M.R. Saebb, M. Tebben, U. Giese, Deutsches Institut für Kautschuktechnologie, Hannover (Germany) - email ulrich. giese@dikautschuk.de - KGK 6/2023, pag. 56-64.
Per migliorare le prestazioni di un materiale elastomerico si ricorre di solito a una combinazione delle proprietà di gomme diverse in un sistema di miscela. Un esempio è quello del battistrada di pneumatico, le cui proprietà di elasticità, resistenza all’abrasione e alle basse temperature possono essere migliorate miscelando il polimero

SBR di base a cis-polibutadiene (cis-BR) o gomma naturale, caratterizzate da un’alta mobilità delle catene polimeriche ed una bassa temperatura di transizione vetrosa. Tuttavia l’utilizzo efficace dei sistemi di miscela richiede un’approfondita conoscenza della compatibilità chimica delle gomme selezionate e della morfologia di fase dei sistemi, di solito multifase, che è influenzata inoltre dalla lavorazione. A seconda di polarità ed affinità chimica, acceleranti, cariche ed altri additivi mostrano una specifica distribuzione tra le fasi del polimero.
Soprattutto il tipo e la concentrazione degli acceleranti influenzano molto le proprietà meccaniche e per questo motivo una migliore conoscenza della loro distribuzione, della cinetica di reazione e delle efficienze nelle fasi dei polimeri separati, della disomogeneità della densità di reticolazione e della struttura permette di ottimizzare proprietà e durata degli elastomeri.
Spiegato cosa accade durante la vulcanizzazione nelle varie fasi del sistema di miscela e cosa si verifica nel successivo riciclo delle gomme coinvolte, con un accenno a miscele gomma naturale/EPDM e gomma naturale/NBR, lo studio rivela il suo intento di contribuire alla comprensione della eterogeneità e del suo specifico miglioramento in miscele di gomma non caricata, che sono importanti dal punto di vista economico e tecnico per manufatti di gomma, nonché di caratterizzare un metodo per la loro possibilità di descrivere le disomogeneità. Gli elastomeri scelti per le prove di miscelazione e per la caratterizzazione della disomogeneità del materiale sono sSBR, con contenuto di stirene 15% e di vinile 30%, e gomma naturale epossidata (e-NR) con grado di epossidazione 50%: il sistema a due fasi (e-NR/s-SBR) viene caratterizzato nei rapporti 80/20, 70/30, 50/50, 30/70 e 20/80 e con variazioni nel sistema di vulcanizzazione.
Poiché è difficile riassumere sinteticamente il contenuto della trattazione e la relativa conclusione, ci limitiamo a considerare che lo studio, indubbiamente interessante e complesso, sarà senz’altro apprezzato dai tecnici di laboratorio e di ricerca, che riusciranno a seguire con attenzione professionale tutti i paragra-
fi, illustrati da opportune tabelle, grafici e immagini TEM e AFM (Atomic Force Microscopy). Per i lettori, senza o con scarsa esperienza in merito all’argomento trattato, risulterà complicato seguire svolgimento e conclusione dello studio nei dettagli, proprio per la loro specifica tecnicità.
MATERIE PRIME E APPLICAZIONI
MODIFICA DEL CARBON BLACK PER MIGLIORARE LA DISPERSIONE DELLE CARICHE IN MATRICE GOMMA E PER ACCRESCERE LE PROPRIETÀ DELLA MESCOLA DI GOMMA.
N. N. Kunti, R. Sengupta, Department of Chemical Engineering Maharaja Sayajirao University of Baroda, Gujarat (India) - email ranjan_msu@ yahoo.co.in - KGK 6/2023, pag. 65-71.
Il carbon black è indubbiamente la carica più importante utilizzata in gomma e la sua efficacia di rinforzo dipende potenzialmente dalla sua dispersione e distribuzione nella matrice polimerica, così come dall’esistenza di interazione carica-carica e carica polimero nella matrice stessa. Il carbon black con maggiore interazione con le molecole della gomma accresce l’interazione carica-polimero e migliora la disperdibilità nella matrice gommosa. I gruppi funzionali della superficie del carbon black interagiscono con le molecole della gomma e questo influenza l’interazione carica-polimero e la dispersione del carbon black nella matrice gommosa, a seconda della struttura chimica delle molecole di gomma, come della natura dei gruppi funzionali della superficie del carbon black. Illustrati vari metodi, ideati per ottimizzare l’interazione del carbon black con le molecole della gomma, si dichiara lo scopo dello studio, ossia cercare di migliorare la dispersione del carbon black nel sistema gomma, migliorando la sua affinità nei confronti della struttura idrocarburica funzionalizzata delle molecole della gomma. Per ottenere questo risultato viene modificata la chimica di superficie del carbon black per mezzo di un trattamento con BenzilTrietilAmmonioCloruro (BTEAC), che sembra in grado di funzionalizzare la superficie del carbon black, reagendo con i suoi gruppi funzionali; la scelta del BTEAC è dovuta alla sua facile reperibilità, solubilità in acqua
e facilità di utilizzo per il trattamento del carbon black.
L’effetto della modifica dei gruppi funzionalizzati superficiali del carbon black viene analizzato in sistemi di miscele SBR-BR, utilizzando SBR 1712 di Lanxess e BR con 98% di contenuto Cis di Reliance Industries. Le mescole prodotte comprendono una mescola di riferimento senza BTEAC e tre con contenuto di BTEAC dello 0.5, 1.0 e 1.5% in peso sul carbon black N330 di PCBI, con sistema di vulcanizzazione a zolfo identico per tutte le mescole. Dopo una descrizione dei metodi di prova e di caratterizzazione delle mescole, lo studio presenta i risultati delle caratteristiche reologiche, dell’analisi AFM di dispersione del carbon black, del contenuto di gomma legata al carbon black, dell’analisi RPA e della misurazione dell’effetto Payne, dell’analisi dinamomeccanica e delle proprietà meccaniche. In conclusione, il trattamento del carbon black con BTEAC migliora la sua compatibilità con le molecole della gomma, con aumento dell’interazione carica-polimero, ridotta propensione della carica a riagglomerarsi e migliore dispersione della carica nella matrice. Ultimo importante risultato è la conseguente riduzione dell’effetto Payne e della perdita di energia di isteresi delle mescole.
OTTIMIZZAZIONE DEI PARAMETRI DI PROVA PER PROVE DI SOVRAPPOSIZIONE TEMPOTEMPERATURA ED EFFETTO DELLA STORIA DI CALORE SUI RISULTATI DI SOVRAPPOSIZIONE.
J.E. Martens, K. Yaceczko. Akron Rubber Development Laboratory, Akron, Ohio (USA), RUBBERWORLD, gennaio 2024, pag. 28-31.
Il principio di sovrapposizione tempotemperatura (TTS) comprende lunghi tempi di prova per varie proprietà viscoelastiche a una temperatura di servizio desiderata fino a tempi brevi di prova per le stesse proprietà a una temperatura più alta, mentre comprende tempi di prova molto brevi alla temperatura di servizio desiderata fino a tempi di prova più lunghi a temperature più fredde. Per le proprietà viscoelastiche il tempo di prova si evidenzia meglio nell’impostazione di frequenza per la prova: per esempio, se
lo strumento di prova disponibile arriva solo a 500 Hz ed occorre una caratterizzazione a 10 Hz, quelle proprietà si possono ottenere utilizzando questo principio ed effettuando la prova a temperatura più fredda.
La relazione fra temperatura e tempo di prova fu pubblicata per la prima volta negli anni ’50 e questa tecnica di analisi venne denominata WLF dal nome dei principali ricercatori che la studiarono (Williams, Landel e Terry). Da allora altri ricercatori se ne sono occupati e soprattutto due studi si sono rivelati interessanti, focalizzandosi sui parametri dell’equazione WLF stessa e non sui parametri di una prova TTS, ossia su quante frequenze e quale passo di temperatura usare.
Partendo da questa scoperta, il presente studio di ricerca viene intrapreso per fornire raccomandazioni su frequenze e passo di temperatura da utilizzare in una prova TTS per massimizzare la sovrapposizione nell’analisi, minimizzando contemporaneamente il tempo dello strumento.
La ricerca viene condotta per la maggior parte su di una mescola S-SBR, a base Buna VSL 4525-0 caricata con carbon black e silice e con sistema di vulcanizzazione a zolfo, mentre la parte del lavoro svolto, relativa alla storia di calore e rammollimento, si basa su di una mescola HNBR preparata in precedenza. Nel corso della ricerca viene effettuata sulla mescola in S-SBR la stessa analisi fatta su quella in HNBR, per determinare l’effetto della storia di calore e rammollimento su di essa, dal momento che l’HNBR è un polimero più robusto, vale a dire più resistente agli effetti della temperatura.
Vengono esposte le procedure di prova, che sono precedute da una prova di deformazione con DMTA Metravib+150 da valutare in uno studio successivo in modo da stabilire, in base ai suoi risultati, un livello di deformazione dinamica valido per tutte le mescole scelte per le prove successive.
Lo studio si articola in due paragrafi, effetto della storia di calore e rammollimento e valutazioni delle ampiezze del passo di frequenza e di temperatura nelle prove TTS, arrivando a stabilire limiti precisi per entrambe le grandezze.
Dai risultati ottenuti si arriva a tre conclusioni principali: nel caso della mescola S-SBR la storia di calore e rammollimento ha un notevole effetto sui risultati; l’ampiezza del passo di frequenza dovrebbe mantenersi fra 8 e 12 (log steps) con un minimo assoluto di 6; l’ampiezza del passo di temperatura dovrebbe collocarsi fra 4 e 7 °C. Il necessario tempo di equilibrio a ogni temperatura dipende da pochi fattori, ma di solito va da 2 a 5 minuti, a seconda che sia al di sopra o al di sotto della temperatura ambiente rispettivamente.
In futuro gli autori dello studio hanno intenzione di utilizzare le condizioni stabilite in questo studio per condurre un esperimento su 6 diverse mescole caricate ed una non caricata, per poi sottoporre le 7 mescole alla prova di un Metravib VHF 104 da 1 a 10 kHz con l’am-



piezza di passo di frequenza determinato. Successivamente, i risultati dello strumento ad alta frequenza saranno confrontati con i risultati della curva principale per determinare l’accuratezza dei risultati traslati. Una seconda intenzione deriva da questo confronto e consiste nel valutare se la traslazione orizzontale da sola fornisce un sufficiente confronto con i risultati dell’alta frequenza o se si rende necessaria la traslazione verticale per ottenere la migliore sovrapposizione con i risultati dell’alta frequenza.
PROVE E MISURAZIONI
UTILIZZO DELLA DISTRIBUZIONE DEL CARICO DI ROTTURA PER RILEVARE CARICA NON DISPERSA E ALTRI PRECURSORI DI ROTTURA IN GOMMA. C. Robertson, Polymer Technology Services, Akron, Ohio (USA), C. Robin, Hutchinson Research and Innovation Center, Paris (France), E. Britton, ACE Laboratories, A. Krupp, S. Swanson, Molecular Rebar Design LLC, Austin, Texas (USA)RUBBERWORLD, gennaio 2024, pag. 32-37.
Il carico di rottura è una delle più comuni misurazioni fisiche in un laboratorio gomma, dal momento che fornisce una veloce ed ampia valutazione delle proprietà meccaniche della gomma. Questa prova è in grado di fornire ancora più informazioni sugli effetti di una formulazione, riguardo alla qualità della mescolazione e al loro impatto sulla durata del prodotto, esaminando più repliche per caratterizzare la distribuzione del carico di rottura o l’insieme statistico dei guasti. Lo scopo dell’articolo è quello di mettere in evidenza questo semplice ed utile approccio di prova.
Il carico di rottura, la durata a fatica e altre proprietà della gomma relative alla rottura sono fortemente influenzate da dimensione e tipo dei precursori di rottura del materiale, chiamati anche imperfezioni, difetti o inclusioni. I precursori possono provenire da ingredienti della formulazione non completamente dispersi durante il processo di mescolazione, come agglomerati delle cariche, mentre contaminanti nelle materie prime, come sporcizia nella gomma naturale o residuo di setacciatura nelle cariche, costituiscono difetti critici per l’inizio di una rottura. Esiste una distribuzione dimensionale dei precursori di rottura nella gomma, che
porta a distribuzioni in carico di rottura e durata a fatica, con un più ampio difetto che diminuisce i valori di entrambe le caratteristiche. Sia la prova di carico di rottura che di durata a fatica sono utili per scoprire la presenza di precursori di rottura e la loro distribuzione, con la prova di carico di rottura spesso preferita per la sua velocità di esecuzione.
In questo articolo viene mostrato come caratterizzare la distribuzione del carico di rottura, utilizzando i risultati di uno studio del 2020, di Robertson e altri autori, su gomme SBR caricate con carbon black e ricorrendo a una valutazione dell’influenza del numero di prove replicate (5, 10, 20 e 50) non pubblicato finora. Vengono chiariti anche gli effetti della dispersione del carbon black, per enfatizzare l’utilità pratica della metodologia di prova per valutare la dispersione delle cariche. Si parla poi di nuovi risultati sull’effetto di dimensione del mescolatore e di tipi di rotore sulla qualità di mescolazione di una formulazione di NBR caricata con carbon black, valutata per mezzo della distribuzione del carico di rottura, con l’utilizzo di microscopia ottica (Dispergrader) e tomografia computerizzata a raggi X (μCT) per quantificare separatamente la dispersione di carbon black e ossido di zinco rispettivamente per il confronto.
La formulazione per le prove comprende NBR con contenuto di acrilonitrile 28%, carbon black N550 (95 phr), ossido di zinco (5 phr) e sistema di vulcanizzazione a zolfo e le mescole sono prodotte con l’utilizzo di tre diversi mescolatori interni. L’articolo si sviluppa in un unico paragrafo, che illustra tutti i risultati ottenuti, partendo dai risultati dello studio di Robertson del 2020 ed esaminando due mescole di SBR caricata con carbon black, da cui vengono ricavati i campioni sottoposti poi alla prova di carico di rottura, divisi in due serie e scelti in modo selezionato e non selezionato utilizzando 5, 10, 20 e 50 repliche dei campioni stessi, caratterizzando successivamente un’analoga mescola con ridotta dispersione del carbon black e confrontando la sua distribuzione del carico di rottura con quella delle mescola di riferimento. Lo stesso procedimento di prova viene seguito per una formulazione di NBR,
partendo dalla mescolazione con tre diversi mescolatori interni. Alcune immagini, ottenute con Dispergrader e μCT, evidenziano le differenze fra la dispersione del carbon black in due mescole prodotte con mescolatore interno LT (tangenziale 1,6 litri) e LI (compenetrante 4,6 litri). Concludendo, l’articolo riesce a dimostrare che la caratterizzazione della distribuzione del carico di rottura è uno strumento semplice ed efficace per quantificare gli effetti della dispersione della carica e diagnosticare la presenza di difetti/inclusioni nella gomma. Dalle prove effettuate risulta evidente la differenza qualitativa fra le mescole prodotte con mescolatore LT ed LI, grazie ai consistenti risultati di miglioramento della distribuzione del carico di rottura con il tipo LT. Ultima, interessante considerazione espressa, è che un basso valore di carico di rottura ottenuto da una serie di repliche di campioni, non deve essere scartato ma valutato, poiché sta a indicare che è stato trovato un più ampio precursore di rottura nel materiale del campione: questo è importante per produrre manufatti affidabili dopo avere migliorato la qualità delle materie prime e il processo di mescolazione per eliminare difetti, che ne limitano la durata.
PROVE E MISURAZIONI
SOVRAPPOSIZIONE TEMPOTEMPERATURA: TRASFORMARE ORE DI LAVORO IN ANNI D’INFORMAZIONE.
S. Grindy, S. Teller, E. Oslouh, Veryst Engineering, Needham, Massachusetts (USA) - RUBBERWORLD, gennaio 2024, pag. 38-34.
In condizioni ambientali la gomma ed altri materiali elastomerici mostrano proprietà meccaniche dipendenti dal tempo e questo fenomeno si chiama viscoelasticità e deve essere compreso e tenuto in considerazione nella progettazione di nuovi manufatti. Tuttavia le relative scale di tempo per un particolare manufatto possono non essere accessibili a tecniche convenzionali di prove meccaniche: alcune parti, per esempio, possono restare in servizio per anni, ma non è possibile effettuare una prova meccanica che duri anni, mentre invece altre parti per vibrazioni ad alta frequenza possono non essere esaminate
con tecniche di misurazione convenzionali. La sovrapposizione tempo-temperatura (TTS) è un metodo di analisi termomeccanica avanzata, che permette di estrapolare le proprietà meccaniche di materiali polimerici a lungo termine o ad alte frequenze con l’utilizzo di prove che durano meno di un giorno. In pratica la TTS sfrutta la particolare equivalenza di tempo e temperatura in materiali morbidi per consentire di caratterizzare i materiali rapidamente e di accelerare il ciclo di progettazione.
Prima di affrontare i princìpi e l’applicazione della TTS è utile per prima cosa comprendere i fondamenti della viscoelasticità e dell’analisi dinamo-meccanica. La prova TTS di materiali elastomerici è effettuata quasi sempre con lo strumento DMA (Dynamic Mechanical Analyzer), il cui funzionamento viene spiegato in paragone al classico telaio di carica, rispetto al quale possiede un preciso controllo della temperatura e della velocità di riscaldamento ma una bassa
forza massima, di solito 10-20 N contro i kN dell’altro. Le varie diverse misurazioni DMA della viscoelasticità, di solito tre (rilassamento di sforzo, scorrimento viscoso e oscillatorio), sono illustrate da opportuni grafici che ne facilitano la comprensione.
Una volta compresa la viscoelasticità, è possibile discutere il vantaggioso utilizzo delle proprietà termomeccaniche dei polimeri. Posto che la teoria dietro la TTS è che esaminare un materiale per breve tempo ad alta temperatura equivale a esaminarlo per lungo tempo a temperatura più bassa, lo studio dedica alla TTS un lungo paragrafo che, con necessarie equazioni e chiari grafici, riesce a spiegare compiutamente l’argomento. Interessante, per chi si occupa di simulazione, il successivo paragrafo dedicato all’utilizzo della STT in simulazione di analisi agli elementi finiti.
Dal momento che la TTS presenta comunque dei limiti, lo studio precisa che essa non si applica a tutti i materiali sotto
tutte le condizioni, me è necessario effettuare qualche prova preliminare. Grazie ad alcune indicazioni (stare all’interno della gamma viscoelastica lineare del materiale e affrontare materiali di semplice struttura e composizione), quasi sicuramente la TTS avrà successo.
In conclusione, il valore della TTS è la capacità di misurare le proprietà di un materiale in tempi non realizzabili o non possibili con una prova in tempo reale con strumenti di laboratorio convenzionali. Grazie alla natura viscoelastica degli elastomeri e di altri polimeri, è possibile musare temperature ridotte per misurare un comportamento ad alta frequenza o temperature elevate per misurare un comportamento a lungo termine. La TTS è in grado di prevedere anni di comportamento con prove che durano poche ore o prevedere proprietà meccaniche fino a valori MHz per applicazioni ad alta frequenza e, utilizzandola all’inizio della progettazione, si riesce a ripeterla e ad affinarla con rapidità e sicurezza.
Le gomme termoplastiche si stanno sempre più ricavando un proprio spazio, anche autonomamente, rispetto alle gomme tradizionali. Sono sempre di più, infatti, le aziende che si affacciano a questa tecnologia anche come completamento di gamma, rispetto a lavorazioni più tradizionali. Una panoramica sul settore è stata fornita da due giornate di corso dedicato di Assogomma Academy.
Il mondo della gomma sta dedicando sempre più interesse e spazio alle gomme termoplastiche, per una serie di motivi e principalmente per le loro peculiarità in termini di circolarità, dovute alla loro più facile riciclabilità rispetto a materiali tradizionali.
L’ Industria della Gomma ha quindi deciso di approcciare in modo più deciso rispetto al passato questo settore dando risalto ai prodotti, alle applicazioni, alle aziende e agli utilizzatori delle gomme termoplasti -
che. A ulteriore riprova della bontà della nostra scelta c’è Assogomma, che ha già da tempo incluso nella propria offerta formativa delle iniziative dedicate alle gomme termoplastiche. L’ultima in ordine di tempo è stata un corso di due giornate, che si è svolto il 17 e 24 ottobre 2023: la partecipazione all’iniziativa è stata ampia, con la presenza di professionisti di aziende trasformatrici di articoli tecnici dei più diversi tipi, dai produttori di mescole conto terzi, ai produttori di articoli per il
settore automotive, per quello degli elettrodomestici, delle tubazioni in gomma.
I l coordinamento è stato affidato al professor Galimberti del Politecnico di Milano, Dipartimento di Chimica Materiali Ingegneria Chimica G. Natta, che è anche il coordinatore scientifico dei corsi di tecnologia di Assogomma Academy.
I TEMI DELLA PRIMA GIORNATA
L a prima relazione del professor Galimberti, dal titolo “Gomme termo -

Foto di Smederevac da iStock.
TPU – Nomenclature
TPV(NBR+PP)
TPV(NR+PP)
TPV(ENR+PP)
TPV(IIR+PP)
17 e 24 Ottobre 2023
plastiche. Quali materiali dietro le sigle”, si è addentrata nei meandri delle varie sigle e ha fornito un utile strumento di decodifica, in quanto la terminologia non è sempre univoca (cfr. anche il fascicolo di marzo della rivista, pagina 16) in particolare per quelle famiglie di prodotti di impiego meno generale, più specialistico, e quindi di minori volumi. I nteressanti i cenni di mercato sul consumo complessivo, sulla ripartizione per famiglie, per settore applicativo e per i tassi di crescita (CAGR) previsti essere di 2 o 3 volte superiori a quelli delle gomme sintetiche (da vulcanizzare).
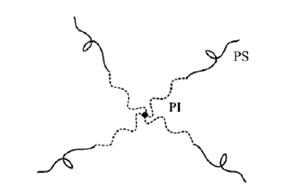
L a presentazione di Salvatore Coppola di Versalis (“Copolimeri stirenici a blocchi: dalla struttura molecolare alle proprietà fisiche e viceversa”) si è concentrata sulla famiglia delle gomme termoplastiche stireniche (TPS). Ha illustrato l’importanza della microstruttura dei componenti (blocco stirenico e fase soft dienica) e in particolare della presenza più o meno pronunciata della porzione vi -
Le varie sigle delle TPE, tratte dalla prima relazione del professor Galimberti.
Gomme termoplastiche
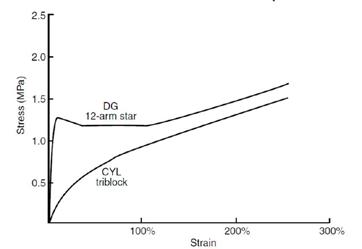
nilica nel polibutadiene. Sono state descritte le diverse morfologie teoricamente e praticamente ottenibili e come queste possono influenzare le proprietà, ad esempio meccaniche, e mostrato anche come l’architettura della catena (lineare o stellare) possa influenzare il comportamento del materiale in funzione della temperatura.
U na parte importante della presentazione si è concentrata sul comportamento reologico di mescole modello di interesse pratico, analizzando l’influenza dei Pesi Molecolari della TPS (in questo caso SEBS) e della composizione (olio e PP).
Le ricercatrici Eleonora Ciaccia e Monica Galvan del Centro Ricerche G. Natta Basell Poliolefine Italia Srl, di Ferrara, gruppo LyondellBasell, hanno dedicato il loro intervento “Uno sguardo alle Poliolefine Termoplastiche ottenute da sintesi (rTPO)”, alla spiegazione di cosa sono le Poliolefine Termoplastiche (TPO) ottenute via “ex-reactor” (in reazione).
L e Poliolefine Termoplastiche (TPO)
un tempo erano tipicamente ottenute attraverso un blend meccanico in estrusore tra una poliolefina, PE o preferibilmente PP, e un elastomero a base principalmente di etilene e propilene. Questi prodotti erano caratterizzati da una “customizzazione” spinta, volumi relativamente ridotti e da costi di produzione alti. Essere riusciti a ottenere dei TPO in reazione (rTPO) ha consentito di ridurre i costi di produzione e avere accesso a volumi molto più ampi, mantenendo sempre un eccellente profilo di proprietà. Inoltre, le ricercatrici hanno sottolineato l’importanza delle proprietà di questi materiali attraverso esempi applicativi tra i quali spiccano l’automotive e membrane flessibili per l’edilizia. L’ultima lezione della prima giornata, tenuta dal professor Galimberti (“Gli elastomeri termoplastici poliuretanici”) è stata dedicata ai poliuretani (PU), in particolare ai poliuretani termoplastici (TPU): è stata riassunta la nomenclatura dei poliuretani ed è stata ricordata la sintesi

S-I-S lineare
Styrenictriblockcopolymer with polydiene internal block are very elastic
N. Hadjichristidis, S. Pispasand G. Floudas
Styrenictriblockcopolymer withpolydieneexternalblock ordiblockcopolymers (styrenicorPU)arenotelastic

Multigraftstyrenicblock copolymer with polydiene backbone may show very high TS and EB

Block Copolymers: SyntheticStrategies, PhysicalProperties, and Applications. Wiley (2002) ISBN: 0-471-39436-X
17 e 24 ottobre 2023
S-I-S stellare Esempi di architettura molecolare di TPS, dalla relazione di S. Coppola.
Le gomme termoplastiche 17

Polyurethanes: segmented polymers
Schema illustrante la struttura a blocchi dei TPU, dalla seconda relazione del Professor
per poliaddizione a stadi da isocianati e polioli, con la formazione di



segmenti soft e di segmenti rigidi, questi ultimi basati sui legami ure -





tanici. Il modo classico per preparare un poliuretano è fare avvenire la polimerizzazione in situ a partire da diisocianato, poliolo ed estensore di catena in presenza di un catalizzatore. È stata ricordata la criticità per salute e ambiente, che richiede la messa in opera delle giuste condizioni di sicurezza, dei chemical che portano alla formazione degli isocianati e degli isocianati stessi. I poliuretani sono dunque polimeri a segmenti e sono presenti in molti settori: schiume rigidi e flessibili, rivestimenti, adesivi, elastomeri ed è prevista per quest’anno una produzione di 23 milioni di tonnellate. I poliuretani termoplastici abbinano la processabilità all’elasticità. Variando il rapporto tra le due frazioni, la composizione, e/o il peso molecolare dei componenti (diisocianati, dioli corti (chain extenders) e diisocianati con dioli a catena lunga) si può ottenere una grande varietà di TPU. Questi materiali sono

Il design compatto in combinazione alla nostra esperienza nel settore della gomma e del silicone sono i fattori chiave per il successo dei nostri clienti.
Armin Mattes Head of Sales ELAST


Precise, versatili ed e cienti
Altezza operativa ottimizzata, grande ergonomicità e precisione rendono le macchine per lo stampaggio a iniezione verticali ENGEL la soluzione ideale per e ettuare il sovrastampaggio di inserti, svolgere svariate attività manuali o impiegare tavole traslanti. Grazie all’ampiezza di gamma, che spazia da 35 a 630 tonnellate, è sempre possibile individuare la soluzione ottimale per produzioni di piccoli e grandi volumi abbattendo al contempo i costi di trasformazione.
Per saperne di più: engelglobal.com/elast
Per poter attribuire al prodotto finale la componente di materia prima rinnovabile, è possible applicare l’approccio Mass Balance certificato ISCC+ che:
• è in grado di tracciare un flusso di materiali con determinate caratteristiche lungo la catena del valore
• assicura corrispondenza tra la componente “rinnovabile” della materia prima alimentata (bio-nafta) insieme a nafta tradizionale in un sistema complesso
FEEDSTOCK BIO/BIOCIRCULAR/CIRCULAR
FEEDSTOCK TRADIZIONALE
di Cracking
INTERMEDI
POLIMERI BA/BCA/CA
POLIMERI TRADIZIONALI
Queste iniziative consentono l’utilizzo degli asset industriali esistenti per produrre polimeri, sostituendo materie prime tradizionali nella produzione di materiali con caratteristiche e prestazioni identiche a quelli di materiali ottenuti impiegando materie prime tradizionali.
Gli elastomeri termoplastici: uno strumento per migliorare la sostenibilità dei manufatti in gomma
Versalis – Mauro Da Via
Esemplificazione del processo di attribuzione della componente di materia prima rinnovabile, con l’approccio del bilancio di materia, dalla relazione di M. Da Via.
Advantages of Two-Component Injection Molding Technology
Part Function
Processing
Advantages
Product
Differentiation

Sealing (liquid, dust, wind)
Overmolding
Vibration damping
Flexibility



Il costampaggio di TPE/plastiche rigide, vantaggi della tecnologia sulla funzionalità dei manufatti, dalla relazione di M. De Fazio, L. Triglia.
caratterizzati dalla miglior resistenza al graffio e all’abrasione rispetto alle gomme termoplastiche, cui poter associare trasparenza, resistenza agli oli e ottime proprietà meccani -
che. Possono inoltre avere proprietà quali: soft touch senza plastificanti, stabilità agli ultravioletti, durabilità del colore, traspirabilità, ma anche buona resistenza all’impatto a bassa
temperatura, resistenza a olii e grassi e a numerosi solventi, agli agenti atmosferici e alle radiazioni. Le applicazioni includono autoveicoli, agricoltura, per la preparazione di guarnizioni, di cinture, tubi e profili industriali. Ricerche sono anche in corso per la preparazione di pneumatici, ottenibili anche con stampa in 3D e di sensoristica indossabile.
L a seconda giornata di approfondimento si è aperta con la presentazione: “Gli elastomeri termoplastici: uno strumento per migliorare la sostenibilità dei manufatti in gomma” di Mauro Da Via di Versalis, che ha mostrato come i TPE siano uno strumento per migliorare la circolarità dei manufatti in gomma. L’autore ha descritto come gli elastomeri termoplastici siano più sostenibili, perché riciclabili e perché non richiedono il processo energivoro della vulcanizzazione per la loro trasformazione. Ha inoltre mostrato esempi di applicazione dove i TPE hanno sostituito
in modo sostanzialmente irreversibile le gomme da vulcanizzare mentre in altre applicazioni la sostituzione è ancora piuttosto lontana dal realizzarsi. L’intervento ha inoltre illustrato come la sostenibilità possa essere trovata nell’impiego di materie prime di origine vegetale da impiegarsi per alimentare i cracker e ottenere gli stessi monomeri ottenibili da materie prime di origine fossile, oppure da oli (r-Oil) ottenuti da pirolisi di miscele di plastiche non separabili e riciclabili meccanicamente in modo competitivo, e anche da pneumatici a fine uso. È stato illustrato l’approccio Mass-Balance (certificato ISSC plus) per prodotti BA (Bio attributed) e CA (Circular Attributed).
M assimo De Fazio e Luca Triglia di Kraiburg TPE hanno affrontato un’applicazione trasversale al mondo del TPE: il co-stampaggio, o sovrastampaggio di un materiale morbido su una parte strutturale rigida (“Il Co-stampaggio, combinazione
Esempi di applicazioni in campo automobilistico
Finizioni interne






hard soft usando i TPE”). La ragione del co-stampaggio è quella di portare più funzionalità in un manufatto o parte di questo, ad esempio volendo



aggiungere una tenuta ad aria/liquidi, ridurre rumori/vibrazioni e/o un tatto piacevole. Il tutto per eliminare i costi di assemblaggio e rendere







Foto di Hans da Pixabay.

più rapidi i processi produttivi. Il manufatto finale sarà facilmente differenziabile dalla concorrenza giocando su colore, tatto, finitura superficiale ecc.
L a presentazione ha illustrato cosa vuol dire co-stampaggio e quindi quali sono i parametri da prendere in considerazione; l’importanza della superficie all’interfaccia, la compatibilità dei materiali e/o la possibilità di indurre legami più o meno forti tra questi; come ottimizzare le formulazioni sia del materiale soffice, di solito in superficie, che di quello rigido; i parametri di stampaggio (temperature, tempo, pressione) e la corretta progettazione del manufatto finale. Sono stati infine mostrati i metodi per valutare l’adesione dei due componenti.
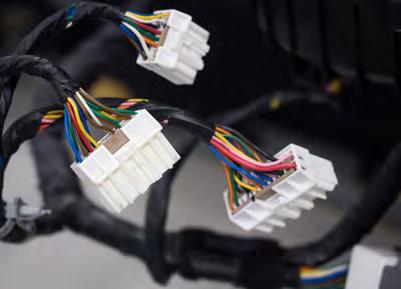
P. Chiappero del Centro Ricerche Stellantis di Torino nella sua relazione “Applicazione di TPE nell’auto; pregi e difetti rispetto agli elastomeri”, ha analizzato l’applicazione auto e i pregi e difetti dei TPE rispetto agli elastomeri da vulcanizzare. Sono state mostrate varie applicazioni ad esempio tubazioni motore soffiate e corrugate che possono trovare impiego sia nei veicoli a combustione interna che elettrici, componenti del telaio, della carrozzeria (es. guarnizioni) e finizioni interne (es. parti con finiture piacevoli al tatto, tappeti, copri-pedaliera, soffietti e ma -
nopole del cambio). Le gomme termoplastiche sono apprezzate per il loro contributo alla sostenibilità essendo riciclabili, anche attraverso la riprogettazione di alcuni manufatti, dove la componente rigida metallica dovrà opportunisticamente essere sostituita da una in plastica rigida e chimicamente compatibile. L’autore prevede che l’utilizzo di elastomeri termoplastici sia destinato a crescere per la loro sostenibilità (intesa
quale: recupero fine vita, riciclaggio, rigranulazione, origine da fonti rinnovabili), per la competitività economica (minori costi per processi di trasformazione più semplici e versatili), peso ridotto (minori consumi, minore impatto ambientale), migliori caratteristiche estetiche (stabilità alla luce, colorabilità) anche tenendo conto del fatto che le vetture elettriche avranno bisogno di manufatti con esigenze meno gravose.
L e due giornate di corso organizzate da Assogomma Academy hanno fornito una panormatica esaustiva sul mondo delle gomme termoplastiche che si sta sempre più ricavando un proprio spazio anche autonomamente rispetto alle gomme tradizionali. Sono sempre di più, infatti, le aziende che si affacciano a questa tecnologia anche come completamento di gamma, rispetto a lavorazioni più tradizionali.
L’Associazione ritiene quindi utile continuare un processo di divulgazione e formazione relativamente a questi materiali anche per il futuro, riproponendo questa iniziativa e immaginandone di nuove. u




u Coating Technology
u Colmec
u Comet
u DGTS
u Engel
u For Lab Italia
u Franciacorta Stampi
u Gamma Stampi
u Gibitre Instruments
u JP Tech
u Kraiburg
u LTE
u LWB
u Maplan - State Tech
u OR.P. Stampi
u REP Italiana
u Rubber Trade
Machinery
u UTH
Oggi non esiste innovazione che non rispetti le esigenze di risparmio energetico, fondamentali nella lotta al cambiamento climatico: questo vale anche nel mondo del silicone, a prescindere dal suo utilizzo finale, che spazia in diversi settori inclusi il farmaceutico, l’alimentare, l’aeronautico, l’automobilistico, l’elettrico e l’edilizia.
A seguire vi proponiamo una panoramica delle ultime novità in tema di mescole, strumenti e macchinari per la lavorazione e il controllo dei parametri del silicone, sempre più performanti e al tempo stesso sostenibili.
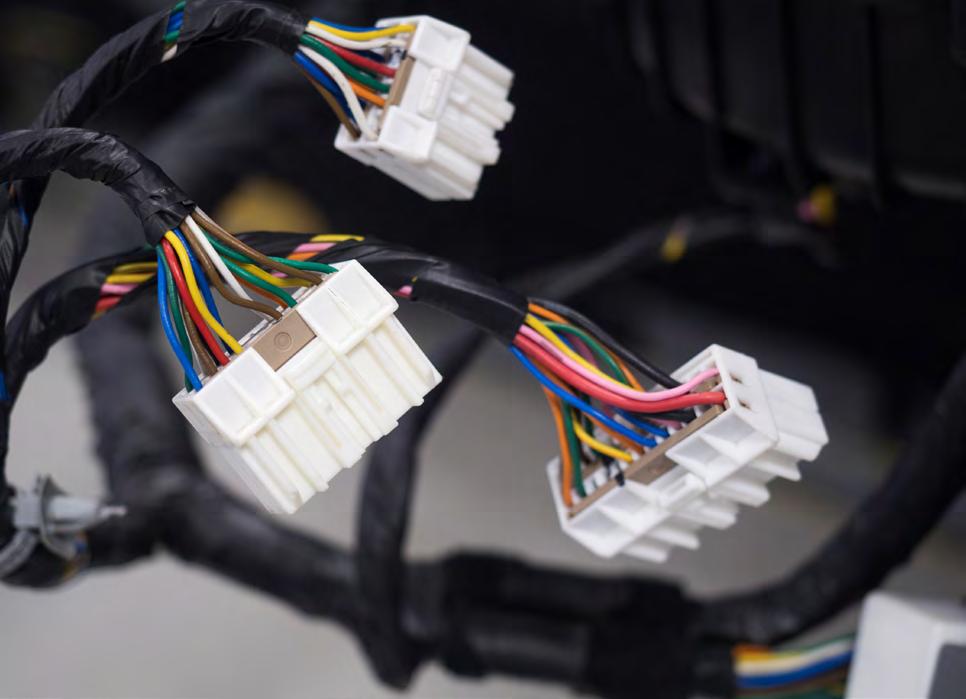
Nel settore dei trattamenti superficiali la sfida più ostica è posta dalla ricerca di soluzioni adatte alla gomma siliconica che, come noto, non lega in modo permanente con i coating conosciuti, aumentando il rischio di migrazione e contaminazione e rendendo così inadatta la loro applicazione nell’industria alimentare e medicale. O ltre al problema appena citato, gli articoli in silicone ne presentano altri legati alla loro movimentazione nelle diverse fasi di lavorazione, dalla cernita all’assemblaggio. Per far fronte a tutte le criticità e per ovviare in maniera definitiva ai rischi legati ai trattamenti con deposito su silicone, Coating Technology ha sviluppato e brevettato RevolSil®, un trattamento innovativo che consiste in una reazione innescata sulla superficie, che non altera in alcun modo le proprietà tipiche del silicone, ma che è in grado di ridurre drasticamente l’attrito e l’elettro-staticità, conferendo un effetto anti-sticking e soft touch.
È adattabile alle esigenze del cliente, poiché può essere realizzato su diversi step, partendo da un livello base che già garantisce una buona riduzione del coefficiente d’attrito, fino a un ultimo step per ottenere le migliori performance. I noltre, l’assenza di deposito lo rende completamente gre -
en e ne garantisce la compatibilità con applicazioni di tipo alimentare e medicale; a sostegno di quest’ultimo punto, Coating Technology ha commissionato diversi test che ne hanno confermato l’idoneità, in particolare il test per il contatto alimentare e il test di non citotossicità. u


L'interesse verso i cavi in silicone è in continua crescita sia nell’ambito dell’edilizia, per l’applicazione della normativa sui cavi resistenti al fuoco, sia, soprattutto, nell’ambito della mobilità elettrica.
Le tradizionali tecnologie ancor’oggi utilizzate per vulcanizzare i cavi in silicone sono: linee CV, dove il silicone viene reticolato in vapore pressurizzato, più tradizionalmente utilizzate nel mondo dei cavi in gomma; forni a infrarossi, dove i cavi siliconici vengono vulcanizzati con resistenze infrarosse; forni a bagno di sale, dove i cavi in silicone

vengono vulcanizzati immergendoli in una vasca di sale fuso. Colmec, in forza della propria pluriennale esperienza nella vulcanizzazione dei profili in aria calda ad alta velocità, ha introdotto questa tecnologia anche nella produzione dei cavi rivestiti in silicone. Questa scelta tecnologica non solo ha costi di investimento contenuti, ma soprattutto soddisfa le attuali esigenze di risparmio energetico, fondamentali nella lotta al cambiamento climatico.
Il minor consumo energetico è ottenuto grazie al continuo ricircolo dell’aria calda all’interno dei tunnel di vulcanizzazione del forno stesso, pertanto, una volta che il forno è in temperatura, è necessaria solo una minima quantità di energia per mantenerlo in funzione. Con cavi di piccola sezione (fino a 6 mm2) è inoltre possibile utilizzare il forno con passaggi multipli, elevando ulteriormente i vantaggi energetici e di velocità di produzione.
Il risparmio energetico con la tecnologia Colmec è quantificabile fino al 60%, se confrontato con i costi di gestione dei forni a infrarossi. Non va inoltre sottovalutato l’impatto qualitativo di una vulcanizzazione a temperatura costante e ben distribuita con aria calda che circola ad alta velocità. La qualità del rivestimento dipende, infatti, dal fronte di vulcanizzazione che nei forni ad aria calda avanza in modo progressivo e concentrico, mentre nei forni a raggi infrarossi, a causa dell’irregolare diffusione termica, non può essere garantito. u

Pur mantenendo la leadership nelle mescole organiche, che ne rappresentano il core-business, Comet punta alla crescita c ontinua anche dei compound siliconici e fluorosiliconici (VMQ/FVMQ), sia qualitativa, sia quantitativa, sia delle proprie competenze, allo scopo di consolidare una posizione rilevante nel panorama italiano ed europeo.
E ntro fine 2024 l’azienda amplierà la propria struttura a Coccaglio (BS) di circa 10 mila metri quadrati per ospitare la produzione dei siliconi, oltre al nuovo magazzino automatico.
L a gamma mescole VMQ/FVMQ di Comet è declinata nei formati più richiesti dalla clientela e le ricette sono sempre customizzate.
L’offerta dei compound siliconici soddisfa infatti le richieste più esigenti anche in termini di colore: siliconi compatti da 10 a 95 Shore A, espansi da 0,35 a 0,80 g/cm 3 a catalisi perossidica o platinica adatti a ogni sistema di trasforma -

zione e impiegabili in molteplici settori applicativi (elettrico, medicale, alimentare, edile, automotive); fluorosiliconi perossidici da 25 a 80 Shore A; non mancano specialità, come i siliconi ceramizzanti oppure i fenilici (PVMQ) destinati principalmente al mondo militare e nucleare. u


D-RPA 3000 di Montech, rappresentata in Italia da DGTS, è un Rubber Process Analyzer avanzato e versatile.
S i tratta di uno strumento di alta fascia che soddisfa richieste di prove statiche e dinamiche provenienti dal controllo qualità e dalla ricerca e sviluppo.
È progettato per misurare le proprietà viscoelastiche di polimeri e mescole elastomeriche prima, durante e dopo la vulcanizzazione. Oltre le proprietà di vulcanizzazione, possono venir determinate e valutate anche le caratteristiche di vulcanizzazione e la lavorabilità.
A ltre caratteristiche dello strumento includono: frequenza oscillazione 0.001Ha - 100Hz; ampiezza oscillazione +/-0.001° - 360°; range di coppia 0.0001 – 2325 dNm; avanzato wearless servo drive system con cuscinetti
in ceramica; ampia gamma di camere con differenti geometrie (doppio cono, piatto-cono, piatto-piatto); vari tipi di prove - Isothermal, Non-isothermal, Timed, Temperature Sweep, Strain Sweep, Frequency Sweep, Shear rate Sweep, Relaxation, Retardation, Hysteresis, Tension tests, LAOS. I l D-RPA 3000 dispone di un pacchetto di applicazioni avanzate che eleva ulteriormente il livello dello strumento consentendogli di capire e caratterizzare i materiali in modo migliore e fornendo dati essenziali per i processi chiave della produzione (calandratura, estrusione, stampaggio a iniezione): Direct Torque Drive System di nuova generazione per prove in modalità oscillatoria e rotazionale; nuova rivoluzionaria tecnologia di tenuta della camera inferiore.
Per finire, mentre i convenzionali reometri per gomma operano a tem-
perature elevate, MonTech ha sviluppato il sistema MCool-40 per lavorare sotto la temperatura ambiente (-40°C/+10°C) che consente di utilizzare u n’unità di refrigerazione esterna che elimina la necessità di impiegare azoto liquido o qualsiasi altro gas. u

In molte applicazioni ottiche per illuminazione Led le lenti in silicone liquido ad alta trasparenza stanno sostituendo quelle in metacrilato e policarbonato, grazie alla loro superiore trasmissione della luce, stabilità termica, resistenza a raggi UV, graffi e danni da impatto. Un altro vantaggio è la maggiore libertà di progettazione legata alla produzione mediante stampaggio a iniezione, che permette di realizzare lenti con geometrie complesse e superfici lisce impeccabili, già pronte per l’assemblaggio.
Le presse senza colonne Engel e-victory sono uno dei prerequisiti progettuali ottimali per questo tipo di applicazioni perché, grazie alla possibilità di sfruttare interamente i piani portastampo, permettono di installare gli stampi voluminosi e complessi necessari per queste produzioni su macchine di tonnellaggio sensibilmente inferiore rispetto a quelle tradizionali. Ne conseguono un risparmio
significativo in termini di investimento, consumo energetico e ingombro a terra. L’elevata precisione necessaria a garantire la funzionalità dei componenti ottici è assicurata dal gruppo di iniezione elettrico e dal Force Divider brevettato, che distribuisce uniformemente la forza di chiusura sui piani, eliminando ogni possibile differenza di compressione tra le diverse impronte. È quindi possibile ottenere pezzi tecnici di elevata qualità, anche nel caso di tolleranze dimensionali e geometriche strette, e la massima riproducibilità dei pesi delle stampate.
La tecnologia senza colonne Engel facilita i movimenti del robot che, in assenza di ostacoli, può raggiungere la cavità lateralmente e non solo dall’alto come nelle presse tradizionali, facilitando così l’integrazione di sistemi di automazione più complessi ed efficienti senza compromettere la compattezza della cella produttiva. u



Gli articolo tecnici in silicone vengono sottoposti a un trattamento termico in forno ventilato, solitamente 4 ore a 200 °C. Questo processo ha lo scopo di stabilizzare le parti polimerizzate in gomma siliconica, rimuovendo i sottoprodotti del perossido e le sostanze volatili.
I noltre migliora la deformazione strutturale e influisce su altre proprietà fisico-meccaniche.
P er questa ragione For Lab Italia ha progettato e realizzato un forno dedicato ai prodotti in silicone tenendo conto dei data-sheet dei produttori, dell’esperienza degli stampatori italiani e dei dati scientifici acquisiti per soddisfare le richieste di qualità e di sicurezza.
P er rispondere alla richiesta di avere 110 litri di aria fresca al minuto per kg di materiale, l’azienda ha progettato una nuova tecnologia denominata L.C.P. lavaggio camera programmabile. Appurato che la saturazione dei gas all’interno della camera del forno, se superano una

certa soglia, diventano pericolosi, L.C.P. apre una valvola e permette una entrata maggiorata di aria fresca riscaldata e scarica rapidamente la concentrazione di fumi interno al forno, consentendo di mantenere più pulito il forno e ridurre i rischi di anomalie, tutto ciò per ottenere la migliore vulcanizzazione del silicone evitando il rischio di esplosione. È stata anche definita la quantità di prodotto in post-curing in relazione al volume della camera, nonché le migliori condizioni di tempo e temperatura del ciclo.
L a rampa di salita è gestita da un PLC Siemens, non può essere “libera”, ma deve rispondere a una precisa curva di temperatura (in gradi °C per minuto) al fine di permettere l’evacuazione dei gas emessi durante il processo di riscaldamento evitando il rischio latente di esplosione. Nei forni For Lab per silicone la ventilazione della camera è stata disegnata per uniformare in modo preciso la temperatura nella camera e mantenere il corretto rapporto di ricambio d’aria (in m 3 per ora). La realizzazione di flaps regolabili consente di “controllare” la stratificazione orizzontale d’aria, così da “calibrare” ogni singolo forno e ottenere uniformità di temperatura su 9 punti entro i 5 °C su un volume di 2.500 litri.
L a gamma dei forni prevede FG forni statici da 400 a 5.000 litri con possibilità di inserire carrelli a ripiani e FGR innovativo forno rotante da 350 a 1.000 litri. Tutti i forni possono essere equipaggiati a seconda nelle esigenze con: filtri HEPA in grado di rimuovere qualsiasi particella di polvere n ell'aria di entrata; quadro elettrico con gestione PLC Siemens, memorizzazione interna fino a 49 cicli richiamabili e interfaccia Ethernet diretta al gestionale cliente; software di gestione remota e tracciabilità dei dati storici; chiusura porta con serratura elettrica, in grado di garantire la sicurezza verso gli operatori, scambiatore di calore, che grazie a un recupero di calore dei fumi di scarico permette di ottenere fino al 25% di risparmio energetico e contemporaneamente condensare una buona parte di polveri e inquinanti volatili; 3 sonde di temperatura PT 100 calibrate Accredia con auto impostazione della temperatura di sicurezza; lavaggio camera programmabile. u
Franciacorta Stampi ha progettato lo stampo dedicato a un particolare articolo tecnico prodotto in silicone liquido; si tratta di un componente essenziale per la realizzazione di un dispositivo per inalazione dedicato al settore farmaceutico.
I numeri di produzione annua di questo articolo e la necessità di ottenere un processo di stampaggio particolarmente performante, hanno determinato la progettazione e la costruzione di un’attrezzatura mirata ad allestire un ciclo produttivo totalmente automatico, in grado di eliminare le operazioni di post lavorazione. Tra le caratteristiche tecniche di questo particolare si può notare la presenza di una valvola a “becco d’anatra” (duckbill valve) posizionata al centro della parte superiore dell’articolo, necessaria per prevenire il riflusso e per ottenere un passaggio
di fluidi unidirezionale. L a pressa dedicata a questo progetto è una macchina orizzontale di basso tonnellaggio equipaggiata completamente da

Franciacorta Stampi, la quale ha costruito lo stampo, il canale freddo e l’attrezzatura utile alla pressa per favorire le operazioni di scarico che vengono completate dall’ausilio di un robot antropomorfo che, al momento dell’apertura della pressa, entra nella macchina e mediante delle mani di presa prende i particolari e li deposita su un nastro trasportatore. N ello specifico, si tratta di uno stampo a 16 cavità lavorato su materiali speciali destinati a durare nel tempo per diversi anni di progetto che, mediante l’ausilio del canale freddo dedicato Thermo System Valve Gate a 16 ugelli dotati di otturatore ad azionamento pneumatico, determina un prodotto flashless in LSR, perfettamente finito senza alcuna bava. u


Gamma Stampi opera da 37 anni nel campo metalmeccanico e nell’attività di progettazione e costruzione di macchine speciali per l’assemblaggio di particolari per componenti automotive e altri settori.
N el corso degli anni si è specializzata nella sbavatura meccanica di elementi di tenuta proponendo una gamma di presse fustellatrici che, sfruttando un sistema di unità di potenza pneumoidrauliche con controllo a mezzo PLC e l’impiego di appositi stampi, effettuano la finitura meccanica e di precisione di articoli in gomma NBR, HNBR, Gomma-Tela, silicone, fluorsilicone e altre mescole.
I pezzi lavorati possono essere di svariate dimensioni, come ad esempio collaretti con foro inferiore a 1 mm e diametro esterno di 4 mm, con applicazione in settori che spaziano dall’automotive, aerospaziale, medicale, alimentare e altro.
Q uesto sistema viene concepito per evitare al particolare di essere sottoposto a shock termici e abrasivi dopo la fase di stampaggio, nonché per rendere il processo produttivo più fluido ed efficiente, con una percentuale di scarto ridotta al 3% rispetto al 1015% del sistema classico.
L a fustellatrice FDS TI-S, a due stazioni di lavoro indipendenti, è proposta con potenza da 8 o 12 tonnellate.
Le novità di questo modello, rispetto ai precedenti, sono: incremento degli elementi di sicurezza in conformità agli ultimi aggiornamenti della normativa CE; nuova estetica basata su design più compatto e una migliore ergonomia di utilizzo da parte dell’o -
peratore; prestazione ed efficienza potenziate grazie a un nuovo PLC e all’interfaccia Industry 4.0 e possibilità di implementazione con robot antropomorfo per l’automazione del processo produttivo. u







Iprodotti siliconici sono spesso impiegati in applicazioni speciali, rendendo fondamentale condurre test accurati in tutte le fasi di produzione per prevenire eventuali difformità.
Gibitre Instruments ha sviluppato importanti competenze per il controllo dell’intero processo produttivo equipaggiando i laboratori di prova della maggior parte dei player del settore.
Gli strumenti sono dotati di ottimizzazioni e funzionalità progettare per consentire l’esecuzione delle prove nelle condizioni specifiche richieste per questi prodotti. Gli strumenti per prove su mescole siliconiche, in particolare, sono: Rheocheck MD – Drive -- Reometro a Camera Oscillante; MooneyCheck - Drive - Viscosimetro (con velocità variabile e setup per prove a 25 °C); Density Check - PC - Densimetro Elettronico Automati-
co; Tensor Check - PC - Dinamometro per prove con temperatura controllata (-40 °C +250 °C); Automatic Hardness CheckDrive - Durometri Shore A, Shore 00 ed IRHD; Low temperature Check – Strumento per prove di TR e Brittleness Point; Block Oven Aging Check - Strumento per prove di resistenza a contatto con liquidi; Flammability Check - Strumento per prove di resistenza alla fiamma; L’azienda produce inoltre strumenti per la preparazione di Provini (Laboratory Press – Drive - Pressa da laboratorio e Multi-Head Die Cutter - Fustellatrici e Fustelle) e strumenti per prove su prodotti finiti (Tensor Check -PC - Dinamometro con morsetti dedicati per prove su articoli tecnici e O-ring e Automatic Hardness Check-Drive - Durometri Micro-IRHD e Shore-M con dispositivi di centraggio manuali o laser). La gamma di accessori
e porta-provini applicabili agli strumenti e le funzionalità dei software per l’utilizzo degli strumenti e il Software Datagest 11 per la raccolta dei dati e il reporting sono in continua evoluzione per rispondere alle richieste del mercato e a specifiche necessità dei clienti. u


Il settore della lavorazione del silicone sta attraversando una fase di crescita e innovazione senza precedenti: JP-Tech è quindi concentrata sullo sviluppo dei macchinari per la sua lavorazione. Con un impegno costante verso la ricerca e lo sviluppo, l’azienda sta ridefinendo gli standard dei propri macchinari, offrendo soluzioni avanzate e affidabili per le esigenze di produzione più complesse. I l silicone è un materiale versatile con una vasta gamma di applicazioni. La sua crescente popolarità è guidata dalla sua resistenza alle alte e basse temperature, alla corrosione chimica e alle radiazioni, caratteristiche che lo rendono una scelta ideale per molteplici applicazioni industriali. Tuttavia, la lavorazione del silicone presenta sfide uniche. La sua natura viscosa e adesiva richiede macchinari specializzati e processi accurati per
ottenere risultati ottimali. L a base del successo di JP-Tech risiede nell’incessante impegno verso la ricerca e lo sviluppo. Il team di tecnici è costantemente alla ricerca di nuove tecnologie e soluzioni per migliorare l’efficienza e la qualità della lavorazione del silicone. U na parte significativa del lavoro si concentra sull’innovazione dei macchinari stessi. JP-Tech è impegnata nello sviluppo di nuovi modelli di estrusori, mescolatori a cilindri e altre apparecchiature specializzate per ottimizzare i processi di produzione e garantire risultati consistenti e di alta qualità applicabili alla lavorazione del silicone.
L’azienda sta integrando le più recenti tecnologie per migliorare l’automazione, la precisione e la sicurezza dei propri macchinari: ad esempio, sistemi di visione avanzati che consentono una verifica in tempo reale della
qualità dei prodotti in fase di produzione, riducendo al minimo gli scarti e garantendo conformità alle specifiche del cliente. Inoltre, l’azienda sta esplorando l’uso di algoritmi per ottimizzare i parametri di processo in tempo reale, adattandoli dinamicamente alle variazioni dei materiali e delle condizioni di produzione. O ltre allo sviluppo di nuovi macchinari, risorse significative sono impiegate per il miglioramento dei modelli esistenti attraverso l’ottimizzazione dei componenti, l’introduzione di nuove funzionalità e l’aggiornamento dei software. O ltre all’innovazione tecnologica, JP-Tech è impegnata per la sostenibilità e la responsabilità sociale e adotta misure per ridurre la propria impronta ecologica, ad esempio attraverso l’ottimizzazione dei consumi energetici e l’uso di materiali riciclabili dove possibile. u
Da oltre 40 anni, Gummiwerk Kraiburg produce mescole siliconiche altamente sofisticate che vengono utilizzate in un’ampia gamma di settori industriali.
Con una profonda comprensione delle esigenze delle varie industrie, Gummiwerk Kraiburg offre una vasta gamma di mescole siliconiche, comprese mescole nere e colorate con durezze che vanno da 20 a 90 Shore A.
Queste mescole sono state sviluppate specificamente per soddisfare le elevate richieste dei vari segmenti di mercato. Offrono proprietà eccezionali, tra cui un ampio intervallo di temperatura di esercizio da -50 °C (gradi speciali fino a -100 °C) a +220 °C. Ricette appositamente sviluppate tollerano temperature di picco a breve termine fino a +300 °C. Offrono inoltre
un'alta resistenza all'ossigeno, all'ozono, alla radiazione UV e all'invecchiamento in generale. Le variazioni di colore quasi illimitate li rendono anche attraenti per l'uso in parti visibili.
Le proprietà elettriche delle mescole siliconiche di Gummiwerk Kraiburg possono essere regolate da altamente conduttive a altamente isolanti.
Questa resistenza dielettrica li rende una scelta affidabile ad esempio per l'uso in rulli di corona.
Un altro punto forte è la capacità delle mescole di sigillare termicamente etichette in modo sicuro e affidabile. Questa tecnica è comunemente utilizzata nel settore dell'imballaggio e richiede materiali che siano resistenti al calore, flessibili ed eccellenti nella conducibilità termica per conformarsi ai contorni dell'etichetta.
La loro eccellente resistenza agli oli alifatici per motori e ingranaggi, ai fluidi idraulici ritardanti di fiamma dei gruppi HFDR e HFD-S e ai fluidi freni a base glicolica le rende indispensabili anche nel settore automobilistico.
La già buona resistenza al fuoco dei siliconi può essere ulteriormente potenziata dall'uso selettivo di additivi speciali. I materiali in silicone sono quindi particolarmente adatti per applicazioni impegnative nel settore aerospaziale.
Nell'industria alimentare vengono utilizzati in valvole, guarnizioni di frigoriferi e tubi di trasporto.
In applicazioni dinamiche, vengono utilizzati per smorzatori, membrane, guarnizioni di porte e finestre degli aeromobili, nonché in applicazioni speciali come rivestimenti per rulli. u

www.kraiburg-rubber-compounds.com

Nel competitivo panorama dell'industria delle mescole, LTE si distingue come un punto di riferimento per innovazione e qualità.
Fondata in Italia tre decenni fa, l'azienda ha rapidamente ampliato la sua presenza globale, con sedi strategiche in Europa, Messico e India. I l cuore pulsante della sua innovazione risiede nel centro di ricerca e sviluppo in Italia, dove un team esperto lavora costantemente per sviluppare soluzioni alle più esigenti specifiche del mercato, spaziando dal settore automobilistico, industria alimentare, sistemi di riscaldamento, cavi elettrici e semiconduttori. C on nove


linee di produzione per mescole siliconiche e quattro linee per mescole fluorurate, LTE offre una vasta gamma di prodotti su misura per le esigenze dei clienti.
L a clientela multinazionale, con sede nei paesi in cui l'azienda è presente, testimonia il riconoscimento globale della qualità dei prodotti LTE e della loro capacità di adattamento alle esigenze del mercato. u

Le macchine con tavola rotante verticale di LWB sono particolarmente adatte per ottimizzare i cicli di stampaggio a iniezione dei siliconi. Il processo di stampaggio di LSR (Liquid Silicon Rubber) ed altri elastomeri liquidi richiede un’alta precisione in tutto il sistema - alimentazione, pressa a iniezione, canali freddi e stampo - a causa della bassa viscosità delle gomme siliconiche liquide. Sebbene i tempi di polimerizzazione siano relativamente brevi rispetto ad altri manufatti in gomma stampata, le operazioni di sformatura degli articoli finiti e di caricamento degli inserti, che dovranno successivamente essere co-stampati, possono essere time-consuming. Le macchine con tavola rotante verticale sono vantaggiose in questo contesto, poiché alternano le due metà inferio -
ri dello stampo sotto la metà superiore fissa, facilitando il contemporaneo incremento di pressione, l'iniezione e il riscaldamento, con la rimozione del manufatto, la pulizia dello stampo e il caricamento degli inserti. Q uesto processo in parallelo può quasi raddoppiare la produttività, migliorando efficacemente l'utilizzo della macchina e delle attrezzature periferiche e, generalmente, a costi inferiori rispetto a due macchine separate.
LWB produce vari modelli per la lavorazione delle LSR, dove sono particolarmente consigliate macchine verticali a tavola rotante, della serie “a C” e a tre colonne. La tipologia di presse “a C” è stata recentemente aggiornata da LWB consentendo di ottenere forze di chiusura fino a 1.600 kN, con diametri della tavola rotan -
te che raggiungono i 1.600 mm. Le macchine a tre colonne espandono ulteriormente le capacità di utilizzo, grazie alla tavola che ruota attorno alla colonna centrale. Due colonne aggiuntive sostengono il sistema di chiusura, consentendo forze di chiusura fino a 4.500 kN. Da segnalare la grande dimensione delle tavole rotanti, fino a 2.700 mm, che facilita l'utilizzo di stampi grandi fino a 1.500 x 750 mm, richiesti ad esempio per articoli di grandi dimensioni, come quelli utilizzati nelle nuove applicazioni di celle a combustibile. L’accurata progettazione garantisce anche un eccellente accesso allo stampo da tutti i lati, in particolare dal retro, migliorando la flessibilità operativa. u

L’innovazione in casa Maplan non si ferma. Dopo i miglioramenti apportati negli ultimi anni, già presentati su questa rivista nel 2021 e nel 2023 (tra cui ricordiamo il cilindro di plastificazione a due ingressi e il nuovo sistema di gestione LSR), l'azienda propone altre novità. In particolare per quanto riguarda le macchine orizzontali il caricatore è stata sviluppata la tramoggia per silicone solido con sistema rapido di pulizia. Questa soluzione modulare consente di facilitare notevolmente l’operazione di pulizia, consentendo di recuperare agevolmente anche il materiale inutilizzato a fine produzione. Tale sistema può anche essere corredato da sistemi di caricamento automatici con l’utilizzo di billette
o panetti standard. Per quanto riguarda l’efficienza energetica, argomento caldo in ottica 5.0, le presse Maplan hanno dei
consumi tra i più bassi in assoluto sul mercato: la macchina orizzontale 200 t a silicone si assesta a meno di 7 kWh a regime

con cicli in automatico da 60 s. Particolarmente contenuti sono i consumi abbinati all’utilizzo di un blocco termoregolato Map Solid, Map Slim o Map Pinpoint, controllati dalle centraline MTG 189 RC, dotate di inverter e di scambiatore di calore aggiuntivo per le situazioni più spinte o le temperature più basse, come spesso capita con il silicone. In particolare, la soluzione di un canale freddo tipo Pinpoint consente di regolare il flusso di materiale e la relativa otturazione degli ugelli in modo molto preciso, limitando al massimo gli sprechi di materiale.
È inoltre possibile montare sulle macchine orizzontali gli estrattori laterali elettrici, soluzione ottima in termini di rapidità di ciclo. I supporti terza piastra hanno un doppio sincronismo, che assicura precisione di movimento e una portata di circa 500 kg, in linea con le produzioni di articoli del settore sealing. u
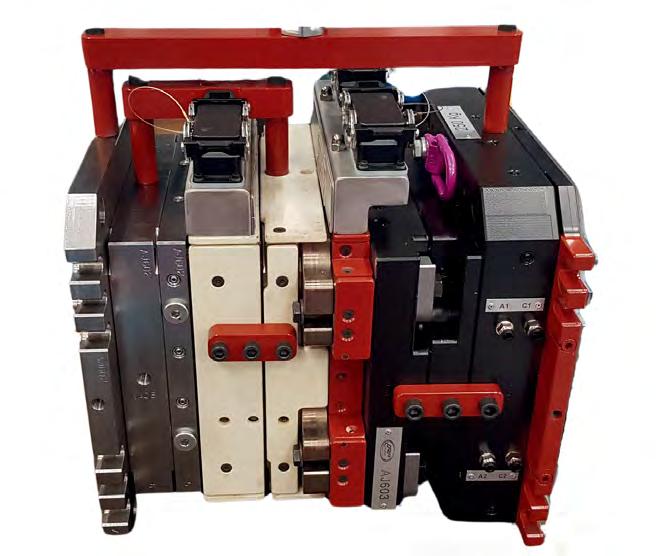
Nuovi investimenti in casa OR.P. Stampi dedicati al mondo del silicone liquido (LSR). La fresatrice new entry FC23, 5+1 assi high speed, è infatti dedicata alla realizzazione di stampi con super-finiture che offrono al cliente chiusure precise in tolleranze ristrette, come da specifiche per LSR. Ad aggiungersi agli strumenti avanzati per il LSR di cui il reparto tecnico e il reparto test di stampaggio già disponevano, ovvero il software di simulazione flussi e la pressa dedicata, ora anche il reparto produttivo dispone di un’arma più efficace per dare risposte migliori a un mercato più esigente.
Il nuovo centro di lavoro è stato subito messo alla prova da un progetto sfidante: il cliente, nel comparto della cosmetica, ha richiesto un sistema composto da CFO (Canale Freddo con Otturatore) 4 ugelli da abbinare a stampo a 4 cavità, senza bava e con estrazione in automa-
tico. Per la case history in oggetto, una volta realizzata la completa simulazione del processo si è passati a uno studio termico del CFO, realizzato secondo le richieste di elevato ramp-up e bassi consumi energetici, il che ha portato il cliente nella direzione della generazione di canali freddi EVO.
I risultati ottenuti hanno dimostrato la solidità di questa scelta, con prestazioni eccellenti in termini di qualità del prodotto finito. Sono ormai consolidati e fondamentali i test realizzati in-house insieme al cliente, che negli ultimi anni hanno portato più esperienza e competenze ai tecnici di OR.P. Stampi sui comportamenti del silicone liquido. Rispetto ai tradizionali termoregolati, la soluzione percorsa da un crescente numero di clienti va nella direzione EVO, studiati per la massimizzazione del risparmio energetico, a testimonianza della transizione green intrapresa in -

ternamente già da tempo e che OR.P. Stampi sta cercando di portare anche sulle presse dei propri clienti, soprattutto ora con l’avvento di Industria 5.0 u
Le presse REP permettono di produrre moltissime parti e assiemi per un'ampia gamma di applicazioni in Silicone in Pasta o liquido. Il silicone è predestinato all'uso nell'industria automobilistica. Il materiale è estremamente resistente al calore, flessibile alle basse temperature e offre un ciclo produttivo basso. Il silicone è adatto anche per applicazioni ottiche, ha una buona resilienza e, se necessario, è privo di spurgo dell'olio per facilitare l'assemblaggio.
R EP ha sviluppato il blocco a canali regolati S ervoBloc, che è un termoregolato a otturazione elettrica per elastomeri e silicone liquido (LSR).
S ervoBloc è un blocco a canale freddo (CRB) con valvola elettrica per gomma e LSR che ha una diagnostica se -
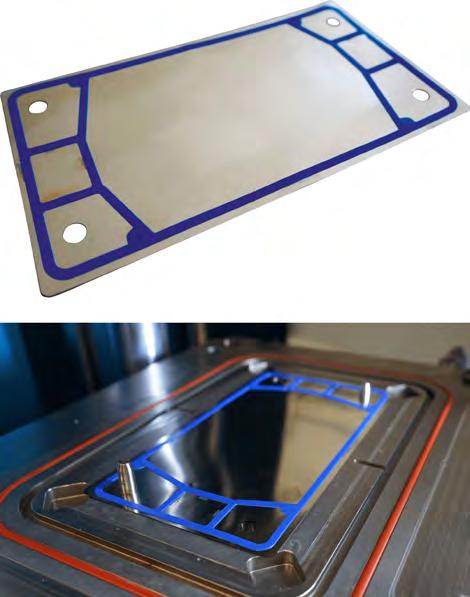
quenziale e un controllo ad anello chiuso della velocità e della posizione delle valvole. La dimensione del gate è un parametro impostabile e con questo sistema non esiste nessun rischio di contaminazione dell'olio.
Adatto a un'ampia gamma di mescole di gomma, da morbide a dure, dal silicone all'FKM, ServoBloc è completamente integrato nella pressa a iniezione di gomma ed è possibile anche il retrofit.
R EP o ffre diverse soluzioni per le guarnizioni delle celle a combustibile che offrono un design standardizzato e facilmente configurabile per varie applicazioni. In questo modo REP contribuisce, oltre all'automazione, allo sviluppo sostenibile ovvero alla transizione verso la mobilità elettrica e l'idrogeno. u


Il continu o impegno a sviluppare macchinari innovativi per il fine linea e il sensibile aumento della domanda di soluzioni specifiche per la lavorazione del silicone, ha portato Rubber Trade Machinery a realizzare macchine per la raccolta e il confezionamento di mescole siliconiche in forma di striscia continua attraverso un processo completamente automatico ed estremamente affidabile. Per questa tipologia di materiale, che presenta caratteristiche meccaniche di assoluta particolarità, l’azienda ha realizzato sistemi di confezionamento della striscia continua di formato variabile (anche a sezione cilindrica) altamente flessibili, in grado di rispondere alle esigenze di massima automazione e controllo del processo produttivo delle realtà più moderne e avanzate.
La r accolta può essere di due tipi: in
casse o contenitori di qualsiasi genere; in bobine di vari diametri e lunghezze.
I l principio di funzionamento di que -
sti sistemi è, dal punto di vista meccanico, molto semplice e rispecchia la ‘filosofia’ di trattamento delle mescole dell’azienda, che mira ad assecondare il comportamento della striscia a partire dal punto di prelievo in prossimità della testa di estrusione o del cilindro del mescolatore fino al punto di deposito all’interno di un contenitore o in prossimità di una bobina in avvolgimento, evitando di sottoporla a tensioni e torsioni che potrebbero modificarne la geometria.
R ubber Trade Machinery ha infine realizzato sistemi di supporto alla movimentazione che rendono estremamente agevole la gestione dei contenitori o delle bobine, sia in caso di trasferimento all’interno dello stabilimento tra diversi reparti che in caso di trasporto verso alt ri stabilimenti.u

UTH è un fornitore leader di tecnologie innovative per la miscelazione, l'estrusione e la filtrazione a maglia fine di mescole di gomma siliconica.
Le mescole in gomma siliconica sono richieste in molti settori industriali, soprattutto in quello tecnico, delle tenute e medicale, dove al prodotto sono richiesti elevati standard di qualità e prestazioni.
Per soddisfare queste esigenze sono necessari processi di produzione sostenibili e automatizzati, che consentano una lavorazione dei materiali delicata ma affidabile e allo stesso tempo permettano di preservare le risorse impiegate. I processi di base di miscelazione, estrusione e filtraggio a maglia fine delle mescole di gomma siliconica sono passaggi cruciali per ottenere le
proprietà e le qualità superficiali desiderate del prodotto finale. Tuttavia, la temperatura di lavorazione così come i composti sensibili o quelli contenenti riempitivi abrasivi pongono sfide significative ai macchinari utilizzati nell’industria degli elastomeri siliconici. UTH offre configurazioni di macchine specificamente adattate ai requisiti della rispettiva applicazione, come estrusori bivite conici o una combinazione di estrusori bivite conici e monovite. Questa tecnologia consente una migliore lavorazione di composti sensibili alla temperatura e abrasivi, garantendo sia l'affidabilità del processo che l'omogeneità del materiale.
Inoltre, contribuiscono a ridurre il consumo di energia e la produzione di scarti, il che porta a una modalità sostenibile di fare impresa. u
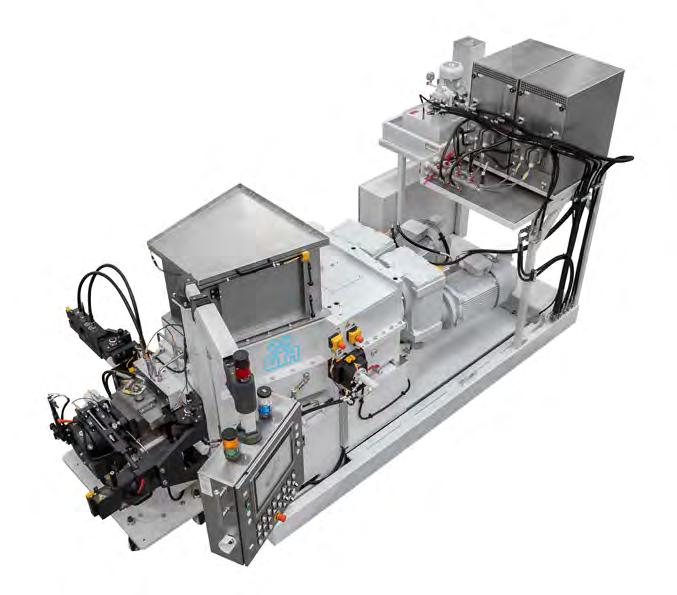
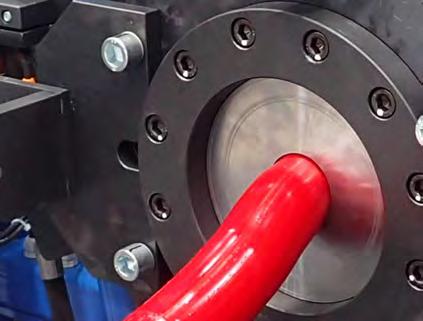
Una tecnologia innovativa per la miscelazione, l'estrusione e la filtrazione a maglia fine delle mescole di gomma siliconica che stabilisce nuovi standard di qualità e prestazioni.

L’estrusore bivite conico MDSE con tramoggia di alimentazione per applicazioni di mescole siliconiche.

u Coating Technology
u DGTS
u Engel
u For Lab Italia
u Franplast
u Gibitre Instruments
u IMG
u Industrie Ilpea
u Marfran
u Mediterranean
Industrial Services
u Termogomma
Il mondo delle gomme termoplastiche si sta sempre più ricavando un proprio spazio anche autonomamente rispetto alle gomme tradizionali: esistono, infatti, applicazioni dove i TPE hanno sostituito in modo sostanzialmente irreversibile le gomme da vulcanizzare, mentre in altre la sostituzione è ancora piuttosto lontana dal realizzarsi. Il mercato però vanta tassi di crescita previsti di 2 o 3 volte superiori a quelli delle gomme sintetiche (da vulcanizzare). Il motivo risiede nella loro sostenibilità, competitività economica, peso ridotto, migliori caratteristiche estetiche. Nelle pagine che seguono le aziende che hanno aderito al nostro focus illustrano alcuni aspetti interessanti di questi materiali.



Imateriali termoplastici costituiscono una parte importante nel mercato globale degli elastomeri, servendo svariati campi di applicazione: automotive, alimentare, medicale e altri.
A lcuni di questi settori hanno dei requisiti molto rigidi di pulizia da rispettare: Coating Technology, per questo motivo, offre un servizio di pulizia tecnica ad alta pressione in camera chiusa.
Q uesto processo avviene per mezzo di moderne macchine per la pulizia, dotate di due vasche distinte, una per la fase di lavaggio e una per quella di risciacquo.
A ll’interno di queste macchine viene inserito un apposito contenitore contenente gli articoli che, ruotando lentamente, viene colpita da forti getti di acqua con una pressione di 3,5 bar;
l’alta pressione e l’elevato quantitativo di acqua assicurano l’eliminazione anche delle più piccole particelle. È importante sottolineare che non ven -
go utilizzati né detergenti né additivi chimici, ma esclusivamente acqua demineralizzata, al fine di garantire la conformità del processo anche per i settori più restrittivi come quello medicale.
U na volta terminate la fase di lavaggio e quella di risciacquo, ha inizio la fase di asciugatura con aria calda. L’intero processo avviene in modo completamente automatizzato, inserendo i parametri idonei al raggiungimento del livello di pulizia richiesto dal cliente tramite il pannello di controllo e senza che l’operatore debba mai aprire la macchina durante qualsiasi step del lavaggio, assicurando l’assenza di contaminazione. I pezzi vengono poi confezionati in appositi sacchi termosaldati, seguendo le istruzioni del cliente.
S empre su richiesta, Coating Technology è in grado di fornire il servizio di test Cleanliness secondo la norma ISO 16232 o VDA 19 all’interno del proprio laboratorio. u



Il Compression SET (riferimento ISO 815 e ASTM 395) è un metodo di prova che è spesso utilizzato per investigare in breve tempo quanto un materiale elastomerico ha conservato delle sue proprietà elastiche dopo essere stato deformato a caldo.
È anche spesso utilizzato per investigare quanto ben vulcanizzato sia un materiale data la metodologia di prova relativamente veloce e semplice. Queste proprietà sono investigate generalmente in 24 ore.
I l Compression SET per periodi più lunghi, 168 ore o oltre, fornisce informazioni sulla degradazione chimica del materiale.
Q uesto tipo di test è usato per studiare materiali per applicazioni in sigillatura, dove il materiale deve rimanere compresso per tempi prolungati.
I l provino standard è un cilindretto con diametro 13 mm e altezza 6,5 mm che viene compresso al 75% della sua altezza iniziale e posto a una temperatura specifica per il materiale.
Trascorso il tempo richiesto, spesso 24, 72 o 168 ore, il provino viene rilasciato e lo si lascia recuperare per 30 minuti prima di fare una nuova misura del suo spessore. La differenza tra spessore iniziale e finale è il Compression SET del materiale e viene espresso in percentuale dello spessore iniziale. È importante lubrificare il provino, prima di
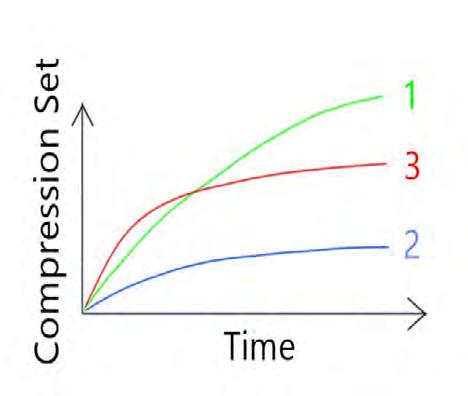
comprimerlo, con un olio che non influenzi il materiale. I l Compression Set fornisce un semplice valore ma, essendo il risultato di diversi processi fisici e chimici combinati che avvengono nel materiale durante la prova, la scelta delle condizioni di prova va fatta sapendo bene cosa si vuole testare.
I l grafico sopra mostra i l Compression Set ad alte temperature a tempi diversi p er 3 diversi materiali: gomma EPDM non completamente vulcanizzata (1), gomma
E PDM vulcanizzata (2) e materiale TPE tipo SBS o SEBS (3).
D GTS commercializza in Italia stumentazione Elastocon per prove di Compressin SET ad alta temperatura. u


Unire estetica e funzionalità ottimizzando efficienza e costi di produzione è il principale vantaggio dello stampaggio a iniezione multicomponente, che in un unico processo permette di realizzare oggetti in materiali e colori diversi evitando assemblaggio e post-lavorazioni. Combinando resine ed elastomeri termoplastici, ad esempio, si ottengono effetti rigido-morbido e soft touch, ma anche guarnizioni e altre caratteristiche sempre più apprezzate da automotive, medicale, arredamento, prodotti di consumo. Uno dei numerosi esempi di questa tecnologia è DallDrain di Dallmer, una famiglia di sistemi di scarico per pavimenti che assicura drenaggio affidabile, perfetta integrazione con la soletta in cemento e isolamento acustico. Il corpo dello scarico è costituito da tre componenti. I più grandi, l’alloggiamento e il giunto sferico, sono in polipropilene stampato a iniezione con una pressa ibrida Engel victory 120 con tecnologia senza colonne. Il manicotto insonorizzante che collega il massetto e la griglia a pavimento è caratterizzato da una struttura complessa, ottenuta mediante stampaggio multicomponente in un’isola completamente automatizzata. Cuore dell’impianto è una pressa Engel victory 120 combi provvista di due gruppi di iniezione ed equipaggiata con un robot cartesiano Engel viper e uno stampo a ta-
vola rotante a due cavità. I l processo inizia con l’inserimento nella prima impronta di una membrana di tessutonon-tessuto che viene retro-iniettata con polipropilene. Lo stampo ruota e il tessuto viene sovra-stampato con una guarnizione in TPE. L’eccellente parallelismo dei piani e l’uniformità della forza di chiusura sui piani stampo delle presse victory assicurano precisione e ripetibilità, due requisiti fondamentali per la perfetta tenuta dei componenti del sistema di scarico. Un altro aspetto notevole delle ibride victory è l’elevata efficienza energetica ottenuta grazie al sistema servoidraulico ecodrive. u



La misura della durezza è una caratteristica molto importante per un termoplastico, e può essere eseguita secondo una unità di misura Shore A oppure Shore D per compositi più duri.
Bareiss, società tedesca leader mondiale nella produzione di durometri per polimeri propone uno strumento innovativo denominato HPE, distribuito in Italia da For Lab. L’ergonomia costruttiva permette una facilità d’uso e garantisce che la pressione di spinta sul manufatto non sia influenzata dalla manualità dell’operatore.
Come sappiamo la durezza varia con il variare della temperatura: Bareiss ha inserito un sensore di temperatura nella base di contatto con il manufatto ri-
levando la temperatura mentre un secondo sensore incorporato nella elettronica misura la temperatura e l’umidità ambientale.
Q ueste informazioni, previa interfaccia, vengono condivise su un gestionale raccolta dati.
I l durometro può essere installato su un supporto motorizzato che ruota il pezzo e misura la durezza su più punti.
B areiss, inoltre, ha progettato un’importante strumentazione in grado di misurare il valore di durezza sottoponendo i pezzi (fino a 25 posizioni) a un ciclo termico da -40 a 150 °C.
I l report è molto interessante per capire come si comporta la durezza del polimero al variare delle condizioni ambientali estreme. u

La produzione di gomme termoplastiche a base stirenica è il core business di Franplast. Sostenibilità, ricerca e innovazione sono parole chiave per l’azienda, a partire dalla completa riciclabilità dei propri compound e dallo sviluppo di diverse famiglie di prodotto per ogni settore applicativo.
Compound ecosostenibili sono una realtà con Franplast, che ha sviluppato e industrializzato la famiglia “Chemiton Life” che offre diversi prodotti con contenuto di materiale riciclato e/o proveniente da fonti rinnovabili fino all’80%.
Altra importante novità è la nuova famiglia “Chemiton TJB”, composta da gradi di compound ultramorbidi e traslucidi che si distinguono per l’elevata fluidità, facilità di colorazione, compatibilità con diverse tipologie di materiali e il


rispetto delle più stringenti normative relative al contatto alimentare e alla sicurezza del giocattolo. Questa serie, disponibile a partire dalla durezza Shore 00 40, può soddisfare le esigenze più sofisticate e specifiche potendo essere utilizzata in diversi settori applicativi, rappresentando una rivoluzione nel mondo delle gomme termoplastiche a base stirenica.
Franplast è specialista nella produzione di TPE-s grazie a un’esperienza del processo produttivo del proprio compound storica, ed è in grado di dare una risposta realmente sostenibile e innovativa ai propri clienti, gestendo mediamente ogni anno oltre un migliaio di progetti sfidanti in diversi settori e mercati, e offrendo sempre un prodotto 100% customizzato. u
La preparazione di placchette e provini tramite stampaggio a compressione è descritta dalla norma ISO 293 che definisce le caratteristiche tecniche della macchina, le modalità di regolazione della forza di chiusura e della temperatura durante lo stampaggio e la velocità di raffreddamento dei piani. Il ciclo di stampaggio tipico per prodotti termoplastici prevede l’accostamento dei piani riscaldati al granulo di prodotto, la chiusura graduale dei piani dopo la parziale fusione del prodotto, il raffreddamento dei piani con velocità controllata fino alla temperatura di solidificazione e la successiva apertura dei piani per l’estrazione del manufatto.
La pressa idraulica automatica per stampaggio a compressione Laboratory Press – Drive, prodotta da Gibitre Instruments,
è pienamente conforme ai requisiti della norma ISO 293 ed è equipaggiata con piani di chiusura con circuito di raffreddamento ad acqua che permettono la regolazione indipendente dei piani per ottenerne il raffreddamento alla velocità impostata.

La pressa è dotata di un PLC di controllo con pannello Touch Screen che permette di preparare fino a 40 cicli di stampaggio in modo da definire per ogni tipo di prodotto: temperatura e tempo di riscaldamento prima della chiusura dello stampo; regolazione della forza durante la chiusura dello stampo (opzionale); tempo di stampaggio; velocità di raffreddamento dei piani; temperatura finale di apertura della macchina.
I cicli di stampaggio memorizzati possono successivamente essere richiamati in
base al prodotto da stampare garantendo l’uniformità delle condizioni di preparazione dei provini.
Per operare in modo semplice e in piena conformità con le norme di sicurezza, la macchina è dotata di portella di sicurezza interbloccata con movimentazione pneumatica, sistema di aspirazione dei fumi e guide di estrazione dello stampo. Il PLC di controllo può essere connesso al software Gibitre_Press che permette di preparare automaticamente la macchina in base all’elenco di prodotti da stampare e di memorizzare le condizioni di stampaggio di ogni prodotto. u
In questo periodo storico, in cui il risparmio di energia e la riduzione dei consumi sono temi molto sentiti e di grande interesse, IMG offre presse dotate di un gruppo servo-pompa ad alta efficienza, in grado di garantire un elevato livello di performance riducendo al minimo il dispendio energetico.
L'intera gamma di macchine prodotte dall’azienda di Capriano del Colle, leader nel settore delle presse per lo stampaggio a iniezione e compressione per elastomeri, silicone e termoindurenti, è dotata di un gruppo servo-pompa, che assicura alte prestazioni con consumi minimi.
Sviluppando potenza solo nella quantità realmente necessaria per il lavoro, le servo-pompe delle presse IMG consentono un controllo preciso della portata e della pressione dell'impianto idraulico, con numerosi vantaggi. I principali sono una bassa dissipazione di potenza, un minor aumento della tem-


peratura dell'olio, una consistente riduzione dei costi di manutenzione grazie alla maggiore durata dell'olio e dei componenti idraulici, l’ottimizzazione dei tempi di ciclo e una maggiore precisione nelle fasi di lavoro.
A ciò si aggiunge anche un basso livello di rumorosità, a favore di un minor inquinamento acustico e, di conseguenza, di un maggior benessere per l’operatore. L’introduzione di una seconda pompa supplementare consente inoltre la contemporaneità di più movimenti, riducendo ulteriormente la durata delle fasi di stampaggio e migliorando la produttività della macchina, pur mantenendo elevato il livello di performance ed efficienza.
I l tema della sostenibilità ambientale è centrale in IMG, che vanta la REM 300, l’unico modello di pressa per stampaggio della gomma a induzione elettrica presente sul mercato mondiale. u

Industrie Ilpea, con quartier generale a Malgesso (VA), si distingue nel mercato come produttore di componentistica estrusa in plastica e in gomma per i settori automotive ed elettrodomestico oltre che per la presenza capillare, con 32 stabilimenti, nelle maggiori aree industriali e in fase di sviluppo a livello globale (USA, Messico, sud America, Africa, India, Turchia ed est Europa).
Industrie Ilpea rappresenta un’eccezione nel mondo dei compound, essendo una delle pochissime aziende produttrici sia di mescole gomma che di compound termoplastici destinati sia alla produzione di propria componentistica che alla commercializzazione nei mercati di riferimento.
I n particolare, nel mondo degli elastomeri, ILPEA ha affiancato alla storica produzione di mescole gomma (EPDM, SBR, NR, IIR, CSM, CPR ed altre) la produzione di Elastomeri Termoplastici, TPE-Ilpeaflex e TPV-Ilpealink, raggiungendo la massima versatilità ed efficienza nella ricerca del miglior compromesso prezzo-prestazioni-sostenibilità di ciascun progetto.
Da 15 anni a questa parte, Ilpea si è focalizzata sulla messa a punto di Elastomeri Termoplastici in grado di soddisfare i requisiti delle case automobilistiche in termini di performance meccaniche, resistenza chimica e resistenza

all’invecchiamento e oggi i TPV-Ilpealink sono presenti nelle guarnizioni vetro, nelle tubazioni AD-BLUE e nei tubi di raffreddamento batterie di primari produttori di auto a motore elettrico e/o termico. Inoltre Ilpea ha introdotto i TPE-Ilpeaflex nel settore dell’elettrodomestico a integrazione o sostituzione delle soluzioni in gomma, con un impatto importante sull’automazione dei processi, sui costi dei prodotti, sul loro riciclo e, quindi, sulla loro sostenibilità. I l forte impegno di Ilpea verso la sostenibilità si è manifestato attraverso azioni concrete e proattive. Già nel 2021, l'azienda ha anticipato i requisiti normativi europei pubblicando volontariamente il suo primo Bilancio di Sostenibilità.

Q uesto impegno si è concretizzato nella realizzazione di Elastomeri Termoplastici innovativi, caratterizzati da una percentuale di polimeri e cariche riciclati o di origine post-industriale. Tale innovazione permette di abbattere significativamente la carbon footprint dei componenti e dei prodotti finali, come automobili ed elettrodomestici, contribuendo così alla promozione di una filiera produttiva più sostenibile e consolidando partnership con fornitori e clienti. Questa attenzione alla sostenibilità si è estesa anche al settore della gomma, attraverso l'impegno allo sviluppo ed alla produzione di compound a base di EPDM contenenti una percentuale significativa di gomma devulcanizzata e/o a bassa densità, aumentando così la componente green e sostenibile dei componenti elastomerici vulcanizzati. u
Marfran, compoundatore Bresciano di TPE sempre più attivo a supporto di un mercato sostenibile, circolare e green, ha sviluppato la nuova linea di gradi TPE Green. Questi compound hanno la peculiarità di avere un contenuto fino al 40% di materia prima riciclata Post-Industrial Recycled (PIR) e/o Post-Consumer Recycled (PCR), nonché percentuali variabili di materie prime Mass Balance MB, destinati a diversi segmenti di applicazione industriale e beni di consumo.
I materiali Marfran Green sono disponibili in differenti durezze, e mantengono le performance e caratteristiche meccaniche delle famiglie standard.
P er avvalorare ulteriormente lo sviluppo di questi compound sostenibili e a ridotto impatto climalterante, Marfran ha eseguito uno studio di Carbon Footprint confrontandolo con le sue principali famiglie di prodotto, mostrandone il risparmio in termini di emissioni di CO 2 L a valutazione realizzata da Marfran ha considerato, adottando un approccio di ciclo di vita, l’impatto provocato dalle numerose emissioni climalteranti derivanti dai prodotti analizzati. In particolare, si è focalizzata sullo studio delle attività nel perimetro cosiddetto “Cradle to Gate”, partendo cioè dalla fase di estrazione delle materie prime, fino al momento in cui il prodotto esce

dalla sede aziendale e viene, infine, distribuito ai clienti. N ello specifico dell’analisi, Marfran ha misurato la quantità di emissioni di gas serra legate alle famiglie di TPE standard e Green.
L a tabella evidenzia le riduzioni percentuali di CO₂ equivalente ottenute su una famiglia campione Marfran qualora vengano utilizzati materiali “Mass Balance” (MB) e PCR rispetto allo standard di riferimento Marfran. u


Mediterranean Industrial Services è specializzata nei servizi p er le tecnologie di pulizia industriale. Una sua competenza risiede nella Sabbiatura Criogenica in partnership con un fornitore leader come Cold Jet. M editerranean Industrial Services, nel corso della propria attività, ha incontrato diverse aziende coinvolte nella fabbricazione di parti in gomma. I responsabili di processo monitorano costantemente i cicli di produzione per garantire l'integrità e la qualità del prodotto pur applicando agenti distaccanti e pulendo regolarmente le cavità dello stampo utilizzando solventi facendo sì che i pezzi vengano rilasciati senza imperfezioni.
L’azienda ha iniziato a proporre la
criosabbiatura soprattutto a quei clienti che avevano bisogno di risol -
vere un problema specifico o cercavano un metodo alternativo di pulizia in un processo di miglioramento continuo.
Q uesta è una tecnologia sempre più diffusa perché non è abrasiva, non è tossica e non crea rifiuti secondari. U tilizzandola con regolarità durante i cicli di produzione, le cavità degli stampi presentano un minore tasso di prodotti opacizzati. Ottimizzando l'uso della tecnologia durante la produzione, si hanno prolungati cicli di lavoro e una bassa percentuale di prodotti difettosi.
L a caratteristica interessante è che la pulizia può essere effettuata a bordo macchina, senza dover rimuovere lo stampo dalla sua sede. Inoltre, l’applicazione di questa tecnologia implica l’eliminazione dei solventi dall’intero proce sso. u

Il Poliuretano rappresenta una classe di materiali disponibili sia come elastomero che come Termoplastico. I poliuretani sono infatti una interessante famiglia di polimeri nei quali, grazie alla reazione tra diisocianati e polioli, si generano legami uretanici che conferiscono ai prodotti eccellenti caratteristiche di elasticità e resistenza.
Semplificando, tra i poliuretani ci sono i PU a base di poliesteri (usati ad esempio nei rivestimenti dei rulli), i PU a base di polietere (caratterizzati ad esempio da una migliore resistenza all’idrolisi, usati ad esempio per le guarnizioni), e i TPU, Poliuretani Termoplastici.
Questi PU sono termoindurenti classificabili come elastomeri e possono quin-
di essere compoundati, come avviene da molti anni alla Termogomma (by ATP group) di Reggio Emilia, con la possibilità di customizzare fortemente la mescola (ad esempio con cariche antistatiche, colorazioni varie e durezze tra i 40 e 95 ShA). I TPU sono invece caratterizzati da una struttura lineare e possono essere fusi e riutilizzati (in funzione delle applicazioni) rendendoli particolarmente adatti a soluzioni “green”. Il TPU è solitamente utilizzato quando si ricercano caratteristiche più “plastiche” con un range di utilizzo che va da circa 85 ShA a oltre 70 ShD.
Le tecnologie utilizzate per realizzare articoli tecnici in questi materiali sono diverse. Il PU elastomerico si stam-

pa come la gomma, a compressione o iniezione. Il TPU si stampa solitamente a iniezione similmente alle altre resine termoplastiche.
Per definire quindi se utilizzare il PU o il TPU è necessario sempre partire dalla applicazione tecnica specifica. u


la pubblicazione speciale de

dedicata alla sostenibilità

• gomme naturali e sintetiche: il cammino verso sostenibilità e biodegradabilità
• ambiente: dalla UE stop al Greenwashing
• pneumatici fuori uso: una risorsa preziosa


• l’impegno delle aziende per la transizione green



diffusione

• testi in italiano e inglese
• distribuzione al DKT 2024
• pubblico internazionale
www.industriagomma.it
Nata dalla sinergia di un mix di aziende ed esperienze diverse - gruppo CM Manzoni, Sovere e una parte dell’ex management di Softer - Eflaya è una nuova realtà che punta a inserirsi all’interno del settore termoplastico in costante crescita.
L’unione fa la forza. Eflaya è una nuova realtà che nasce dalla sinergia di un mix di aziende ed esperienze diverse: il gruppo CM Manzoni, dal 1965 leader delle mescole in gomma, Sovere, compounder PVC dal 1976 e una parte dell’ex management di Softer.
E flaya è frutto di varie iniziative aggregative sia attività M&A, come Sol
Termoplasticos in Mexico, sia JV come quella fra quest’ultima e Montelur in Uruguay, che come start-up veri e propri come lo stabilimento TPE in Italia, a Fusignano.

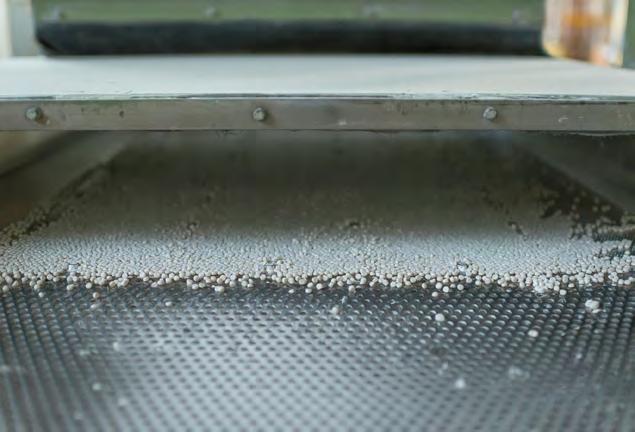
C on una capacità produttiva di 15.000 ton/anno, già predisposta per essere incrementata, Eflaya è anche un marchio sinergico e unitario che punta a inserirsi all’interno del settore termoplastico in costante crescita con la produzione di TPE (SBS, SEBS, TPV) e TPU compound.
UNAVASTA GAMMA
DI APPLICAZIONI
L a capacità di produrre materiali su misura, partendo dalle specifiche richieste del cliente, permette di offrire una grande copertura per le più disparate e specialistiche applicazioni in vari settori e in particolare: cavi, guarnizioni, parti iniettate ottenute da polimeri plastici per l'industria automobilistica; tecnologia respirato -
ria, sacche, sigillatura nel mondo sanitario; bottiglie, sigillo tappo, film estensibile in ambito confezione e imballaggio; elettrodomestici, suole per scarpe, tubo da giardino; cavi, tubazioni, isolamento in ambito edilizia e costruzioni; profili rigidi, sistemi di tenuta, nastri trasportatori, cinghie.
UN SOLUTION PROVIDER E flaya va oltre la semplice disponibilità a produrre, poiché si propone anche come Solution Provider, in grado di studiare e realizzare il prodotto più adatto insieme al cliente, dopo aver capito e analizzato le sue necessità. S i combinano così i vantaggi della PMI a quelli della multinazionale: cioè la capacità di adattare la produzione alla domanda della committenza e
di reagire velocemente a mutamenti della richiesta sia nel prodotto che, soprattutto, nel servizio, tipica della piccola media impresa, con la possibilità di offrire gli stessi standard di prodotto e di servizi in più geografie globalmente.
LINEE PRODUTTIVE
ALL’AVANGUARDIA E “GREEN”
L e linee di produzione sono tutte di nuovissima tecnologia, sono 4.0, con massima efficienza energetica e riduzione dei consumi.
Tutti prodotti Eflaya sono completamente riciclabili.
I n una fase storica nella quale il “green” sta entrando sempre più prepotentemente dentro la grande giostra del dibattito globale, proprio il mondo dell’economia reale è chiamato, più di altri, a fare la propria parte nella produzione di beni che vadano verso una sempre maggiore tutela dell’ambiente.
P erché termoplastico significa: sostenibilità (recupero fine vita, riciclaggio, rigranulazione); riduzione costo (processo semplice e versatile); elevato range di durezze ottenibili; riduzione peso (minori consumi, minore impatto); ottime caratteristiche estetiche (stabilità alla luce e agenti atmosferici, colorabilità). u
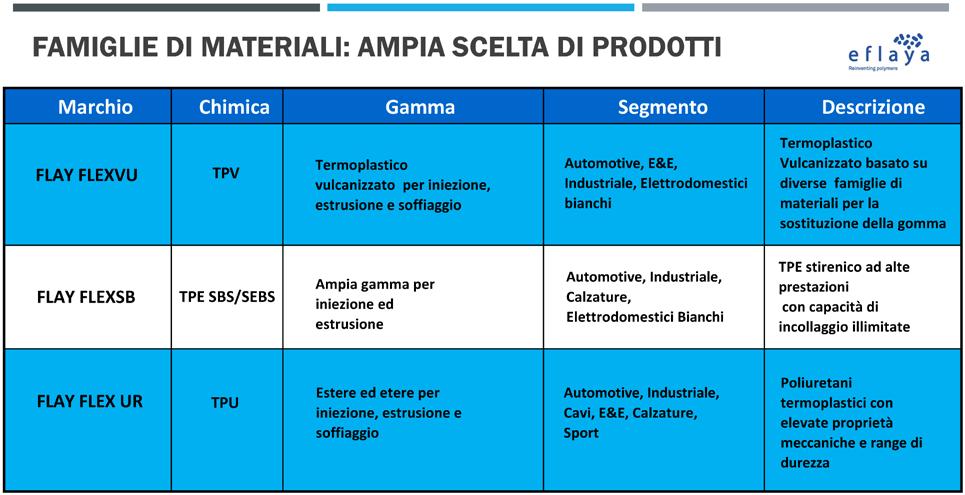
L’azienda di Origgio, player riconosciuto e all’avanguardia nel mercato della gomma, ha recentemente integrato nuovi partner che stanno suscitando un grande interesse: Himadri, Magris Talc, UPM Biomotion e Denka.
Per poter essere un player riconosciuto ed all’avanguardia nel mercato della gomma è indispensabile essere sempre aggiornati sulle innovazioni e conoscere bene quelle che sono le esigenze del mercato. Ecco perché Lehvoss Italia, azienda del gruppo Lehvoss che commercializza specialità chimiche, ha recentemente integrato nuovi importanti partner che stanno suscitando un grande interesse: Himadri, Magris Talc, UPM Biomotion e Denka.
HIMADRI
S ocietà indiana affermata a livello mondiale per le sue lavorazioni base carbonio. Oltre ai classici gradi di Carbon Black già presenti sul mercato offre la sua gamma di specialties ad alte prestazioni in grado di fornire valore aggiunto al prodotto finito. Particolarmente interessanti risultano i gradi conduttivi, i gradi in pellets, i gradi con basso residuo al setaccio e i gradi a basso contenuto di policicli aromatici.
MAGRIS TALC
S ocietà americana produttrice di Talco già presente nei maggiori mercati oltre oceano, tra i gradi più noti i talchi Mistron. Recentemente ha deciso di affacciarsi sul mercato eu -




ropeo con gradi ad elevatissima qualità e purezza grazie alla tecnologia produttiva e alle diverse cave presenti nel gruppo.
Particolare menzione meritano i gradi Hyperplate, che per via della loro lamellarità riescono a fornire notevoli proprietà di rinforzo, oltre che uno svariato numero di prodotti che possono soddisfare ogni tipo di produzione.
UPM BIOMOTION
S ocietà proprietaria di una bioraffineria a Leuna, in Germania. L’azienda ha investito 1,2 miliardi di euro per lo sviluppo di cariche funzionali rinnovabili derivanti da legno di faggio
che puntano alla sostituzione di Carbon Black e silice nelle formulazioni, riducendo la quantità di CO 2 prodotta. La produzione di RFF (renewable functional fillers), tramite uno studio LCA, ha portato al raggiungimento di un valore negativo nella produzione di CO 2 . I vantaggi nell’utilizzo di queste cariche naturali, oltre alle proprietà di rinforzo, riguardano la riduzione del peso del manufatto finale, l’assenza di policicli aromatici e le proprietà di isolamento elettrico.
DENKA
P roduttore giapponese di prodotti chimici integrati la cui attività consiste nella produzione di elastomeri
sintetici. Recentemente ha iniziato a sviluppare gradi speciali acrilici. In particolare, lo studio di copolimeri di etilene, vinil acetato e acrilestere ha portato alla commercializzazione di elastomeri con ottime caratteristiche meccaniche ad alta temperatura in aria e in olio.
P otendo fornire gradi sia epossidici che carbossilici, si affacciano al mercato con prodotti ad alto valore aggiunto e ottime prestazioni per ogni esigenza applicativa. Particolarmente interessanti sono i nuovi prodotti a cui è stato aumentato il contenuto di etilene, che hanno mostrato un enorme miglioramento della resistenza iniziale. u

In questo primo numero parliamo di SAD - Sussidi Ambientalmente Dannosi e olii lubrificanti e del cambio stagionale degli pneumatici.
SAD E OLII LUBRIFICANTI ALLA
PROVA DELLA CONSULTAZIONE PNIEC
Il tema dei SAD - Sussidi Ambientalmente Dannosi assume particolare rilevanza nell’ambito del Green Deal europeo, ma facciamo chiarezza: di cosa stiamo parlando? E perché interessa al settore della gomma?
Con riferimento all’imposta nazionale di consumo sugli olii lubrificanti, l’art. 62 del Testo Unico delle Accise (TUA), emanato con Decreto Legislativo n. 504 del 1995, assoggetta ad imposizione, tra l’altro, gli oli lubrificanti quando sono destinati, messi in vendita o impiegati per usi diversi dalla combustione o carburazione. In realtà, il criterio generale di tassazione accolto nelle direttive comunitarie, a cui fa riferimento la normativa nazionale del 1995, era quello di assoggettare a tributo gli olii minerali solo se utilizzati come carburanti o combustibili. Quindi, le imposizioni relative agli olii lubrificanti costituiscono un’aggiunta nazionale al dettato normativo. Inoltre, l’art. 62, comma 2 del TUA specifica che l’imposta di consumo non è dovuta per gli olii lubrificanti impiegati nella produzione e nella lavorazione della gomma naturale e sintetica per la fabbricazione dei relativi manufatti. Il tema merita tuttavia una narrativa più specifica. Gli olii di processo o anche detti olii estensori, seppur classificati ai fini doganali come olii lubri -
ficanti, non svolgono tale funzione propriamente detta di lubrificante, ma quella di materia prima, rappresentando una componente insostituibile di una mescola in gomma, ovvero il semilavorato di base per la produzione di qualsiasi articolo in gomma. Gli olii di processo vengono miscelati e inglobati nel prodotto finito perdendo irreversibilmente la loro individualità originale e identità merceologica. Dal punto di vista dell’impatto ambientale, pertanto, questi olii, non utilizzati come lubrificanti ma come materie prime, non generano un danno ambientale diretto né producono difficoltà di gestione o di smaltimento.
Per tali ragioni (utilizzo e finalità diversi) gli olii lubrificanti impiegati nella produzione e lavorazione della gomma naturale e sintetica (per la fabbricazione dei relativi manufatti) godono di un regime di esenzione dalle imposte di consumo. D’altro canto con provvedimento Legge 28 dicembre 2015, n. 221, art. 68, l’esenzione dell’imposta per gli olii lubrificanti è stata fatta rientrare nel catalogo dei diciotto “Sussidi Ambientalmente Dannosi” - SAD, che impattano in modo rilevante sull’ambiente. Decisione di cui non si ravvisano le motivazioni alla luce delle considerazioni già fatte sull’impiego di tali olii nell’industria della gomma. Questo tema oggi riveste particolare impor -
tanza perché nella prospettiva di revisione del Piano Nazionale Integrato per l’Energia ed il Clima (PNIEC) redatto dal Ministero dell’Ambiente e della Sicurezza Energetica nel giugno 2023, è possibile che venga decisa l’eliminazione dell’esenzione in parola. Assogomma, pur condividendo i contenuti del Green Deal, dello sviluppo sostenibile ed economia circolare, ritiene che l’eliminazione dell’esenzione non comporterebbe alcun vantaggio sul piano ambientale, ma costituirebbe una grave minaccia per la competitività dell’industria nazionale, non solo perché al momento non esistono concrete alternative rispetto a tali olii di processo, ma soprattutto perché in nessun altro Paese UE sono applicate misure fiscali simili. Per tali ragioni, Assogomma ha chiesto, in occasione della consultazione del PNIEC, una cancellazione della misura di eliminazione dell’esenzione.
IL MOMENTO DEL CAMBIO STAGIONALE! Come ogni anno i l 15 aprile è scattato il momento in cui è necessario sostituire gli pneumatici invernali con quelli estivi. Da anni Assogomma sostiene l’importanza di impiegare il corretto equipaggiamento in ogni momento dell’anno: come in inverno l’equipaggiamento invernale offre la miglior sicurezza e comfort di gui -

da, così in estate utilizzare un treno di gomme estive consente una riduzione degli spazi di frenata e un’ottimizzazione dei consumi.
Infatti, utilizzare uno pneumatico adatto alla stagione significa avere a propria disposizione un prodotto con composizione di mescola e disegno battistrada ottimizzati. Il miglioramento dello spazio di arresto in condizioni di frenata emergenza può arrivare fino al 20% quando si usa lo pneumatico giusto nella stagione giusta.
Attenzione però al codice di velocità ed al codice della strada! Gli automobilisti che montano pneumatici invernali con codici di velocità inferiore a quello riportato in carta di circolazione, fino a “Q” (160 km/h), possono effettuare il cambio entro il 15 maggio, vale a dire un mese in più rispetto al termine delle Ordinanze sulla circolazione in periodo invernale. A quel punto dovranno essere rimontate gomme con caratteristiche prestazionali di serie, cioè quelle riportate in carta di circolazione, come riportato nella Circolare del Ministero dei Trasporti n. 1049 del 17 gennaio 2014. Chi dovesse circolare dopo il 16 di maggio e fino al 14 ot -
tobre con pneumatici invernali con codice di velocità inferiore rispetto a quanto riportato in carta di circolazione potrebbe andare incontro ad importanti sanzioni pecuniarie che possono arrivare fino al ritiro della carta di circolazione e la mandata in revisione del veicolo.
Viceversa gli automobilisti che montano pneumatici con marcature invernali con codice di velocità uguale
o superiore a quanto previsto in carta di circolazione possono provvedere al cambio gomme anche in tempi successivi, ma ciò non è consigliabile. I benefici del cambio gomme sono diversi, perché questa è l’occasione per far effettuare un controllo a tutto tondo dei propri pneumatici, guardando allo stato di usura del battistrada, all’eventuale presenza di tagli o danneggiamenti sui fianchi, effettuare equilibratura e convergenza e soprattutto ripristinare la corretta pressione di gonfiaggio. Viaggiare con pneumatici sgonfi, oltre a dare luogo a problemi di insicurezza di guida, produce anche un maggior consumo di carburante con conseguente inutile e proporzionale aumento delle emissioni dannose. Infine, è utile ricordare che gli pneumatici sono muniti di etichettatura energetica, un utile strumento che fornisce al consumatore informazioni tecniche riguardanti le prestazioni degli pneumatici in termini di tenuta su fondo stradale bagnato, riduzione dei consumi di carburante ed emissioni sonore. Le gomme di classe A o B, vale a dire le migliori, rispetto a quelle di classe E, la peggiore, possono portare a netti miglioramenti prestazionali degli pneumatici e di conseguenza dei veicoli sia in termini ambientali che di sicurezza. u


Un durometro dedicato per ogni scala e Un durometro con teste intercambiabili
Un completo software multifunzionale e Un display per verificare prove rapide
Un durometro grande in tutto e Un durometro molto compatto
La taratura ACCREDIA nel nostro laboratorio e La taratura ACCREDIA comodamente on site
Teste intercambiabili disponibili:
Shore A
Shore D
Shore A0

Shore 00
Shore AM (micro)
IRHD-Micro
IRHD-Normal
IRHD-Hard
IRHD-Low
NORMATIVE di Beatrice Garlanda
In questa seconda e ultima parte di approfondimento normativo sul regolamento (UE) 2023/1115 ci occupiamo degli obblighi degli Stati membri e delle autorità competenti, dei regimi per i prodotti interessati che entrano nel mercato o ne escono, del sistema di valutazione comparativa dei paesi e della cooperazione con i paesi terzi, delle indicazioni comprovate e del sistema di informazione.

Come già abbiamo visto a pagina 56 del fascicolo n. 717 (aprile), per fronteggiare la perdita progressiva di milioni di ettari di foreste, la UE ha approvato il regolamento (UE) 2023/1115, del 31 maggio 2023 relativo “alla messa a disposizione sul mercato dell’Unione e all’esportazione dall’Unione di determinate materie prime e determinati prodotti associati alla deforestazione e al degrado forestale e che abroga il regolamento (UE) 995/2010” (cfr. Gazzetta UE del 9 giugno 2023).
O BBLIGHI DEGLI STATI MEMBRI E D ELLE AUTORITÀ COMPETENTI
A utorità competente
O gni Stato membro designa una o più autorità competenti incaricate dell’adempimento degli obblighi derivanti dal regolamento in esame.
L’elenco di tali autorità è pubblicato sul sito web della Commissione tenuto aggiornato.
A ssistenza
Fatto salvo l’obbligo degli operatori di esercitare la dovuta diligenza, lo Stato membro può fornire loro assistenza e orientarli. Orientamenti agli operatori e alle autorità competenti possono essere forniti anche dalla Commissione, in collaborazione con gli Stati membri.
L o Stato membro deve favorire lo scambio di informazioni pertinenti, in particolare per assistere gli operatori nella valutazione del rischio di cui all’art. 10.
L e autorità competenti e la Commissione si forniscono informazioni su modifiche significative negli scambi dei prodotti interessati che possano portare a eludere il regolamento.
C ontrolli
L e autorità competenti effettuano controlli nei loro territori per accertarsi che gli operatori e i commercianti rispettino il regolamento EUDR (art. 16, par. 1).
Per individuare i controlli da effettuare si considerano i criteri di rischio. Essi si basano su un’analisi dei rischi di non conformità al regolamento, tenendo conto di diversi fattori quali le materie prime interessate, la complessità e lunghezza delle catene di approvvigionamento, il grado di rischio attribuito al paese o parte di paese, i precedenti di non conformità dell’operatore.
S e del caso, la Commissione stabilisce a aggiorna i cri -
teri di cui sopra.
Per l’esecuzione dei controlli le autorità competenti elaborano piani annuali e li comunicano alle altre autorità competenti e alla Commissione, con relativi aggiornamenti.
C iascun Stato membro provvede a fare in modo che i controlli annuali effettuati dalle sue autorità competenti, a norma del primo paragrafo dell’art. 16, riguardino almeno il 3% degli operatori che immettono, mettono a disposizione sul mercato o esportano prodotti interessati che contengono o sono stati fabbricati usando materie prime interessate prodotte in un paese di produzione, o parti di un paese di produzione, classificati come a rischio standard. Queste percentuali sono invece del 9% se si tratta di paesi ad alto rischio e dell’1% se si tratta di paesi a basso rischio.
L a classificazione è effettuata ai sensi dell’art. 29 dalla Commissione.
I noltre i controlli riguardano il 9% della quantità dei prodotti interessati che contengono o sono stati fabbricati usando materie prime interessate prodotte in un paese o parti di un paese classificato ad alto rischio.
G li obiettivi quantificati per i controlli da parte delle autorità competenti sono raggiunti separatamente per ciascuna delle materie prime interessate.
L e autorità competenti tengono registri dei controlli in


cui annotano la natura e i risultati degli stessi e le misure adottate in caso di non conformità. I registri sono conservati per un minimo di dieci anni.
A zioni immediate
L e autorità competenti individuano le situazioni in cui i prodotti interessati presentano un rischio elevato di non conformità all’art.3 e quindi si rende necessaria un’azione immediata da parte delle autorità competenti prima che tali prodotti siano immessi o messi disposizione sul mercato o esportati.
L e autorità registrano tali situazioni nel sistema di informazione di cui all’art. 33.
L e autorità possono adottare misure provvisorie immediate per sospendere l’immissione o la messa a disposizione di tali prodotti sul mercato oppure possono chiedere alle autorità doganali, una volta istituita l’interfaccia elettronica di cui all’art. 28, di sospendere l’immissione sul mercato o l’esportazione dei prodotti interessati. Per inciso segnaliamo che gli articoli 18 e 19 stabiliscono rispettivamente in cosa consistono i controlli sugli operatori e commercianti non PMI e sui commercianti PMI.
C omunicazione
C i pare interessante segnalare che, entro il 30 aprile di ogni anno, gli Stati membri mettono a disposizione del pubblico e della Commissione le informazioni sull’applicazione del regolamento nell’anno precedente. Inoltre, entro il 30 ottobre di ogni anno, i servizi della Commis -
sione pubblicano un quadro generale a livello UE dell’applicazione del regolamento sula base dei dati presentati dagli Stati membri.
M isure provvisorie
L e autorità competenti possono adottare misure provvisorie immediate, tra cui il sequestro delle materie prime o dei prodotti interessati o la sospensione dell’immissione o della messa a disposizione sul mercato o dell’esportazione delle materie prime interessate o dei prodotti interessati, qualora sia stata riscontrata una potenziale non conformità con il regolamento in esame sulla base di uno degli elementi seguenti:
a ) l’esame delle prove o altre informazioni pertinenti
b ) i controlli d cui agli articoli 18 e 19
c ) l’individuazione dei rischi da parte del sistema di informazione di cui all’art.33.
A zioni correttive
Le autorità competenti, in caso ravvisino la non conformità al regolamento, impongono all’operatore o al commerciante di adeguare misure correttive adeguate e proporzionate per porre fino alla situazione di non conformità entro un tempo ragionevole e specificato.
S anzioni
Fatti salvi gli obblighi di cui alla direttiva 2008/99/CE sulla tutela penale dell’ambiente, gli Stati membri stabilisco -
no le norme relative alle sanzioni applicabili in caso di violazione del regolamento EUDR e adottano le misure necessarie per assicurarne l’applicazione.
L e sanzioni devono essere effettive, proporzionate e dissuasive.
Tali sanzioni comprendono:
a ) sanzioni pecuniarie commisurate al danno ambientale e al valore delle materie prime interessate o dei prodotti interessati.
O gni Stato membro stabilisce le prescrizioni specifiche sulle sanzioni. Il regolamento stabilisce, però, che l’importo massimo della sanzione non deve essere inferiore al 4% del fatturato, a livello UE, dell’azienda non conforme nell’anno finanziario precedente. In Italia sono previste multe fino a un milione di euro e pene detentive fino a un anno:
b ) confisca dei prodotti interessati all’operatore e/o a commerciante;
c ) confisca dei proventi ottenuti dall’operatore e/o dal commerciante grazie a un’operazione avente ad oggetto i prodotti interessati;
d ) esclusione temporanea, per un periodo massimo di dodici mesi, dalle procedure di appalto pubblico e dall’accesso ai finanziamenti pubblici;
e ) divieto temporaneo di immettere o rendere disponi -

bili sul mercato o di esportare le materie prime interessate e i prodotti interessati, in caso di violazione grave o di recidività;
f ) divieto di utilizzare la dovuta diligenza semplificata di cui all’art.13 in caso di violazione grave o di recidiva.
G li Stati membri notificano alla Commissione le sentenze definitive nei confronti di persone giuridiche per violazione del regolamento in esame e le sanzioni loro irrogate entro trenta giorni dalla data in cui le sentenze passano in giudicato. La Commissione pubblica sul suo sito web un elenco di tali sentenze.
R EGIMI PER I PRODOTTI INTERESSATI CHE
E NTRANO NEL MERCATO O NE ESCONO
I l capo 4 del regolamento concerne il regime doganale dei prodotti interessati.
D i rilievo in questo capo ci pare l’art. 28 che dispone che la Commissione sviluppi, nell’ambito dello sportello unico dell’Unione europea per le dogane istituito dal regolamento (UE) 2022/2399, un’interfaccia elettronica per consentire la trasmissione dei dati tra i sistemi doganali nazionali e il sistema di informazione di cui all’art. 33 del regolamento.
Tale interfaccia sarà predisposta entro il 30 giugno 2028.


N el capo suc c essivo il regolamento EUDR stabilisce (art. 29) un sistema a tre livelli per la valutazione dei paesi o di loro parti di paesi.
P iù esattamente gli Stati membri e i paesi terzi, o parti di questi, sono classificati in una delle categorie di rischio seguenti:
a ) paesi “ad alto rischio”: paesi, o parti di paesi, nei quali vi sia un rischio elevato di non conformità all’art. 3 del regolamento EUDR;
b ) paesi a basso rischio: paesi, o parti di paesi, nei quali i casi di non conformità al regolamento sono eccezionali;
c ) paesi “a rischio standard”: paesi, o parti di paesi, che non rientrano nella categoria ad “alto rischio” o a “basso rischio”.
L a Commissione classifica i paesi, o parti di paesi, che presentano un basso rischio o un “alto rischio”. L’elenco dei paesi, o loro parti, che presentano un basso o alto rischio è pubblicato attraverso atti di esecuzione adottati conformemente alla procedura di cui all’art. 36, entro il 30 dicembre 2024. Tale elenco è riesaminato e, se occorre, aggiornato ogni qualvolta sia necessario.
L a valutazione della Commissione si basa sui seguenti criteri:
a ) tasso di deforestazione e degrado forestale;
b ) tasso di espansione dei terreni agricoli dedicati alle materie prime interessate;
c ) tendenze di produzione delle materie prime interessate e dei prodotti interessati.
L a valutazione di cui sopra può basarsi anche su altri elementi elencati all’art. 31 per i quali si rimanda alla lettura del testo originale.
L a Commissione avvia un dialogo “ad hoc” con tutti i paesi classificati ad alto rischio, o che rischiano di essere classificati tali, con l’obiettivo di ridurre il livello di rischio.
I noltre notifica formalmente al paese in questione, o sua parte, l’intenzione di classificarlo in una categoria di rischio diversa e lo invita a presentare eventuali informazioni ritenute utili. La Commissione informa anche le autorità competenti di tale decisione.
N ella notifica la Commissione include:
a ) la motivazione o le motivazioni alla base dell’intenzione di modificare la classificazione di rischio del paese o di una sua parte;
b ) l’invito a risponderle per scritto circa l’intenzione di modificare la classificazione;
c ) le conseguenze della classificazione come paese ad alto o basso rischio.
S e la notifica comporta l’intenzione della Commissione di classificare il paese, o una sua parte, in una categoria di rischio più alta, nella risposta il paese interessato può fornire alla Commissione informazioni sulle misure da esso adottate per porre rimedio alla situazione
C ooperazione con paesi terzi
L a Commissione, gli Stati membri e i paesi produttori, o parti di essi, cui si applica il regolamento in oggetto, ed in particolare quelli ad alto rischio, si devono impegnare a cooperare tra di loro per contrastare insieme le cause della deforestazione e del degrado forestale. La cooperazione si basa sulla conservazione, il ripristino e l’uso sostenibile delle foreste, nonché sul superamento della deforestazione e degrado forestale.
A tal fine si può, ad esempio, ricorrere a dialoghi strutturati, intese amministrative e accordi esistenti o loro disposizioni.
I n questo contesto è promosso, tra l’altro, lo sviluppo di processi integrati di pianificazione dell’uso del suolo, della pertinente normativa dei paesi produttori, di processi multipartecipativi, di incentivi fiscali e commerciali e di tutti gli strumenti utili a migliorare la conservazione delle foreste e della biodiversità e la gestione sostenibile e il ripristino delle foreste.
L e persone fisiche o giuridiche possono presentare indicazioni comprovate alle autorità competenti, qualora ritengano che uno o più operatori o commercianti non rispettino il regolamento. L e autorità prendono i provvedimenti necessari per individuare i casi di non conformità al regolamento, adottando, se del caso, misure provvisorie per impedire che i prodotti interessati analizzati siano immessi o messi a disposizione sul mercato o esportati. E ntro trenta giorni dal ricevimento di un’indicazione comprovata, salvo diversa indicazione del diritto nazionale, l’autorità competente comunica a chi ha fornito le indicazioni come intende procedere, indicandone i motivi.
S istema di informazione
E ntro il 30 dicembre 2024 la Commissione istituisce un sistema di informazione che contiene le dichiarazioni di dovuta diligenza presentate ai sensi dell’art. 4. n ell’art. 33 sono elencate le funzionalità minime che il sistema deve assicurare. Tra queste segnaliamo:
- r egistrazione di operatori, commercianti e mandatario;
- r egistrazione delle dichiarazioni di dovuta diligenza;
- p resentazione dl numero di riferimento delle dichiarazioni di dovuta diligenza;
- r egistrazione dell’esito dei controlli delle dichiarazioni di dovuta diligenza.
L a Commissione consente alle autorità doganali, alle autorità competenti, agli operatori, ai commercianti e ai mandatari di accedere al sistema di informazione.
D a ultimo segnaliamo che il capo 8 detta le disposizioni per il riesame del provvedim ento e il capo 9 le disposizioni finali. u

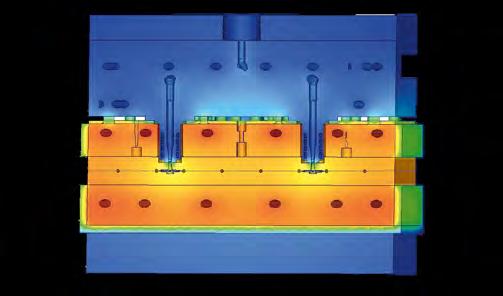
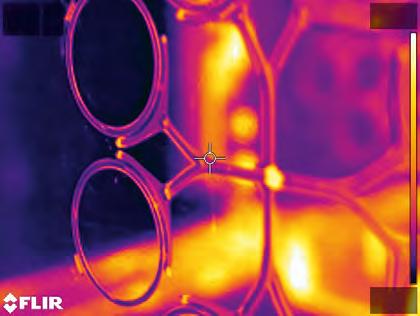

NORMATIVE di Alessandro Facchino e Enzo Cardone
Tra i nuovi reati inclusi nella direttiva del 27 febbraio del Parlamento UE e del Consiglio troviamo il commercio illegale di legname, l’esaurimento delle risorse idriche, le gravi violazioni della legislazione dell’UE in materia di sostanze chimiche e l’inquinamento provocato dalle navi.

Il 27 febbraio 2024 è stata approvata la nuova direttiva del Parlamento UE e del Consiglio in materia di reati ambientali.
Tra i nuovi reati troviamo il commercio illegale di legname, l’esaurimento delle risorse idriche, le gravi violazioni della legislazione dell’UE in materia di sostanze chimiche e l’inquinamento provocato dalle navi. I deputati dell’Unione hanno voluto disciplinare anche i cosiddetti “reati qualificati”, che portano alla distruzione di un ecosistema e sono paragonabili
all’ecocidio (ad esempio, gli incendi boschivi su vasta scala o l’inquinamento diffuso di aria, acqua e suolo).
SANZIONI PIÙ PESANTI
La direttiva, oltre a introdurre definizioni minime di reati e sanzioni, abroga le Direttive 2008/99/CE e 2009/123/CE e limita la propria applicazione o ai reati commessi all’interno dell’UE; tuttavia, gli Stati membri potranno estendere la loro giurisdizione a reati commessi al di fuori del proprio territorio.

Le nuove norme determinano anche le soglie qualitative o quantitative che le condotte rilevanti devono superare per essere considerate reato e punisce solo i comportamenti intenzionali o tenuti almeno con colpa grave. Un’attenzione particolare è riservata ai reati ambientali commessi dalla criminalità organizzata e a quelli compiuti mediante forme di corruzione delle istituzioni o con la loro tolleranza. Anche le sanzioni, specie accessorie, vengono inasprite e si prevedono l’obbligo di ripristinare l’ambiente, l’obbligo di risarcire il danno irreversibile, l’esclusione dall’accesso a finanziamenti pubblici, procedure di gara, sovvenzioni e concessioni, e il ritiro di permessi e autorizzazioni.
I reati ambientali commessi da persone fisiche e rappresentanti d’impresa saranno punibili con la reclusione, a seconda della durata, della gravità o della reversibilità del danno. La pena massima è di 8 anni di reclusione per i “reati qualificati”, di 10 anni per quelli che causano la morte di una persona e di 5 anno per tutti gli altri.
RISARCIMENTO DEI DANNI
Tutti i trasgressori, oltre a essere soggetti a sanzioni pecuniarie,
saranno tenuti a risarcire il danno causato e a ripristinare l’ambiente danneggiato. Per le imprese, l’importo dipenderà dalla natura del reato: potrà essere pari al 3 o al 5% del fatturato annuo mondiale o, in alternativa, a 24 o 40 milioni di Euro. Gli Stati membri potranno decidere se perseguire i reati commessi al di fuori del territorio nazionale. Infine, la Direttiva precisa che dovrà essere assicurata un’elevata specializzazione degli organi giurisdizionali penali che si occupano di questi reati, se del caso prevedendo sezioni specializzate nei Tribunali e nelle Procure. Dalla pubblicazione sulla Gazzetta ufficiale dell’UE, gli Stati membri avranno due anni di tempo per recepire le norme nel diritto nazionale.
Già nel 2015 erano stati introdotti nel nostro Codice penale nuovi delitti contro l’ambiente, compreso quello di disastro ambientale. Tuttavia, l’ingresso nelle legislazioni nazionali di un vero e proprio reato di ecocidio risponde alla duplice finalità di istituire un deterrente efficace là dove le leggi ambientali esistenti falliscono a causa della loro difficile applicazione o eccessiva specificità e di stabilire un nuovo principio morale fondato sull’equiparazione dei danni gravi all’ambiente e ai gravi danni alla persona. u
Lo Studio Legale Gealex – Guardamagna e associati (www.gealex.eu), che cura questa rubrica, è uno studio legale presente in tutta Italia e un network di studi legali affermati in tutto il mondo. Con sede a Milano (Italia), è uno studio di prima scelta per i clienti che cercano consulenti legali con una vasta esperienza e competenza in pratiche multidisciplinari, come il diritto commerciale e societario, il contenzioso civile, l’M&A, il diritto del lavoro, la proprietà intellettuale, il real estate, il recupero crediti, i rapporti bancari e, persino, il diritto dello sport. Gli autori dell’approfondimento sono il partner Alessandro Facchino (afacchino@gealex.eu), direttore del Dipartimento di Diritto del Lavoro di Gealex –Guardmagna e associati, e il collega di studio, avvocato Enzo Cardone.
Quali sono le tecnologie più avanzate per la lavorazione dei materiali nel campo della robotica e come possono supportare l’industria di processo? A questa ed altre domande darà risposta Solids 2024, unico evento italiano che espone le macchine per la movimentazione, lo stoccaggio, l’analisi e la trasformazione dei materiali in forma polverulenta, granulare e dei solidi sfusi.
Tra le numerose tecnologie esposte per la lavorazione dei materiali, gli espositori presenteranno anche soluzioni applicate alla robotica, alcune delle quali brevettate, e risponderanno alle domande dei visitatori, tutti operatori professionali specializzati che ricoprono ruoli decisionali negli acquisti e nelle forniture. A Solids, in particolare, verranno esposte le tecnologie legate alla robotica per il riempimento, lo svuotamento, il dosaggio, il trasporto meccanico, il trasporto pneumatico, la vagliatura e selezione, lo stoccaggio, la miscelazione e la pallettizzazione.
E dunque sistemi robotici di insacco e pallettizzazione per granuli e polveri, soluzioni robotizzate per la preparazione di microdosaggi e di ordini di picking di prodotti in sacchi. Alcune aziende presenteranno impiantistica elettrica industriale, antincendio, antiesplosione, impianti e sistemi di automazione industriale evoluta per industria 4.0 e 5.0, con tecnologie di controllo di processo, robotica, automazioni industriali, alcune delle quali in grado di risolvere problemi di intralogistica, oltre che di efficientamento produttivo e riduzione degli errori umani. Se in passato la delocalizzazione della produzione era una scelta quasi obbligata per competere con le realtà lowcost nel magma del mercato globale, adesso quello sull’automazione robotizzata sembra essere l’investimento migliore per incrementare la produttività e la qualità e ridurre la produzione di scarti. La robotica, infatti, consente di introdurre rapidità, ripetibilità e pre -
cisione in quasi tutte le fasi dei processi industriali. I robot possono eseguire lavorazioni che coinvolgono il trattamento di materiali in polvere e granuli, comuni in diversi settori, come l'industria alimentare, farmaceutica, chimica e metallurgica, portando vantaggi significativi in termini di precisione, sicurezza e automazione. Oltre alla robotica, è l’uso della super intelligenza al servizio dell'industria la vera e propria rivoluzione per il settore manifatturiero e di processo: una sorta di salto quantico verso l'efficienza, la produttività e la sicurezza. Al centro di questa innovazione si trova l'applicazione di sistemi di intelligenza artificiale (AI) capaci di apprendere, ragionare e prendere de -
cisioni in modo autonomo, superando i limiti delle capacità umane. La superintelligence, applicata nella lavorazione di materiali sfusi, si configura come un potente catalizzatore per ottimizzare i processi produttivi, analizzando grandi quantità di dati per identificare schemi, tendenze e aree di miglioramento, includendo la gestione delle scorte, la pianificazione della produzione e la riduzione degli sprechi. A Solids 2024, infine, rappresentanti di aziende, ricercatori ed esperti di finanza agevolata si confronteranno sui nuovi programmi di finanziamento volti a stimolare l'innovazione nel settore industriale e sbloccare il potenziale per una crescita e una competitività future. u

Mancano meno di 2 mesi all’apertura del DKT 2024, la fiera che dall’1 al 4 luglio prossimo, a Norimberga, su una superficie di 7.700 m2 vedrà la presenza di oltre 250 aziende del settore della gomma e degli elastomeri.
Patrocinato dalla German Rubber Society, che a partire proprio dal 1 luglio vedrà il professor Herbert Baaser assumere il ruolo di nuovo Direttore Generale, l’evento si compone di una conferenza scientifica e della parte espositiva, ed entrambe rappresenteranno un importante momento di scambio di conoscenze e innovazioni per il settore. Con oltre 140 presentazioni da 16 paesi e 10 rinomati relatori principali, saranno presentati gli ultimi sviluppi e tendenze in fatto di economia circolare, automazione e mobilità del futuro. Prevista anche una sessione speciale dedicata ai TPE e un Simposio Educativo, che rappresenterà una piattaforma per discussioni approfondite e scambio di conoscenze. Nella parte espositiva, da segnalare il Padiglione Cinese alla Hall 8 e il Science Campus, che offre un’opportunità unica

per esplorare i lavori di ricerca e i risultati di istituti rinomati. Il programma di DKT 2024 (già consultabile online a questo link) inizierà con il tradizionale Welcome BBQ Evening al Messepark: la serata rappresenterà il benvenuto per tutti i partecipanti e grazie all’atmosfera rilassata per conversazioni informali sarà il modo migliore di fare networking per prepararsi ai
giorni di conferenza e fiera. DKT 2024 includerà inoltre varie cerimonie di premiazione, inclusi riconoscimenti a protagonisti del settore e prodotti innovativi e il Best of Party, che premia i risultati degli espositori e degli studenti. Ci sarà spazio, infine, per un Recruiting Day, durante il quale le aziende avranno l’opportunità di incontrare potenziali talenti. u
ETRMA, l’Associazione Europea dei Produttori di Pneumatici e Articoli in gomma, ha pubblicato i dati delle vendite in Europa di pneumatici di ricambio dei suoi associati nel primo trimestre del 2024.
Tutti i tipi di pneumatici sono in calo rispetto allo stesso periodo del 2023, ad eccezione di quelli delle categorie all season e invernali del settore auto.
S econdo Adam McCarthy, Secretary General dell’associazione, questo calo pressoché generalizzato della domanda è dovuto all’attuale persistente contesto inflazionistico dell’economia che condiziona le decisioni di acquisto.
Il segmento autocarri e autobus ha accusato una flessione dell’8% rispetto al primo trimestre 2023, con 2,763 milioni di unità vendute rispetto ai 3,005 milioni di un anno prima.
S ostanzialmente stabile il comparto

delle gomme per veicoli agricoli, le cui vendite sono scese da 213 mila unità a 212 mila (-1%).
Più consistente la flessione delle vendite nel segmento pneumatici per moto e scooter, dove sono stati venduti 3,280 milioni di unità a fronte dei 3,478 milioni del Q1 2023 (-6%).
Il segmento degli pneumatici di ricambio per autovetture, SUV e veicoli commerciali leggeri registra, complessivamente, un aumento delle vendite, con 56,244 milioni di pezzi venduti a fronte di 54,667 milioni dello stesso trimestre del 2023 (+3%). All’interno di questo segmento, il solo comparto delle gomme estive per autovetture ha fatto registrare una discesa (-4%), mentre quello delle all season è aumentato del 18% e quello delle invernali è cresciuto del 26%. Il mercato dell’intero segmento, tuttavia, rimane ancora inferiore, del 2% per l’esattezza, a quello del primo trimestre 2019 prima della crisi del Covid 19. u

Versalis ha annunciato di aver chiuso l’acquisizione del 100% della società Tecnofilm SpA, azienda specializzata nel settore compounding, dopo aver ottenuto il rilascio dell’autorizzazione da parte delle autorità competenti.
Tecnofilm è una family company basata nelle Marche, attiva nella produzione di poliolefine funzionalizzate e compound termoplastici a base di materie plastiche ed elastomeri, destinati in particolare all’industria calzaturiera e alla produzione di articoli tecnici.
Fondata nel 1972, Tecnofilm ha successivamente iniziato a diversificare il proprio
portafoglio prodotti, offrendo una più ampia gamma di compound e polimeri funzionali per diversi usi industriali e articoli tecnici.
Grazie a costanti investimenti in ricerca e sviluppo e attrezzature, Tecnofilm ha sviluppato e registrato diversi brevetti e nel 2015 è stata riconosciuta come “PMI Innovativa” nella sezione speciale del Registro delle Imprese.
Nel novembre 2016 Tecnofilm è diventata anche membro di Elite, una piattaforma internazionale creata dalla Borsa Italiana per supportare la crescita di aziende con eccellenze. u

Lo scorso 15 aprile Siegfried Köhler (nella foto), Direttore Commerciale di Klöckner Desma Elastomertechnik GmbH, ha lasciato l’azienda per circostanze private impreviste. Köhler era stato nominato solo 6 mesi fa, il 1 ottobre 2023, come pubblicato anche da noi (pagina 68, fascicolo 713). M ichael Zaun, Direttore Generale della Desma dal settembre 2022, assumerà temporaneamente le responsabilità commerciali del signor Köhler fino alla nomina di un successore. u


Kraiburg ha annunciato una nuova partnership con l'emergente azienda turca di composti in gomma, Herpol Elastomer Sanayi A.Ş. L'accordo si basa su un contratto di licenza esclusiva e rende Herpol partner preferenziale di Kraiburg in Turchia, un passo importante per entrambe le aziende che potranno così combinare la presenza locale con l’esperienza nella produzione di composti. L'accordo consentirà a entrambe di rafforzare la posizione di mercato, offrendo ai clienti un'ancora più ampia
gamma di soluzioni. "Siamo entusiasti della partnership con Herpol. S i tratta di un passo strategico per entrambe le aziende con l'obiettivo di soddisfare al meglio le esigenze dei clienti in Turchia", ha commentato in una nota Darijo Mijolović, Ceo di Kraiburg.
"S iamo fiduciosi che questo accordo creerà un valore significativo e ci permetterà di offrire ai nostri clienti i migliori prodotti sul mercato”, ha aggiunto Fatih Ertürk, Ceo di Herpol Elastomer Sanayi A.Ş. u
omincia il lavoro di Giuseppina Carnimeo alla guida di Ecopneus, la società consortile che ogni anno gestisce e ricicla circa 200.000 tonnellate di pneumatici fuori uso, raccolti presso una rete di circa 30.000 operatori del mercato del ricambio in tutte le regioni e le province d’Italia. Dopo una laurea in Economia e Commercio, conseguita nel 1998 presso l’università degli studi di Bari e un Master in “Gestione e Controllo dell’Ambiente” presso la Scuola Superiore di Studi Universitari e di Perfezionamento Sant’Anna nel 1999, Giuseppina Carnimeo gestisce, con crescenti responsabilità e autonomia, rapporti commerciali in campo ambientale e della gestione dei rifiuti, per la sostenibilità e la verifica di conformità ambientale per aziende operanti in diversi settori industriali. Sono diverse le esperienze professionali, anche in ambito universitario e della consulenza, che ne caratterizzano il percorso, in CIAL dal 2005 in qualità, prima, di Responsabile per lo Sviluppo della Raccolta Differenziata, poi di Responsabile Gestione Materiali e, infine, di Direttore Generale. La Carnimeo, inoltre, è co-autrice, con Marco Frey e Fabio Iraldo, del libro, pubblicato nel 2002,“Gestione del prodotto e sostenibilità. Le imprese di fronte alle nuove prospettive delle politiche ambientali comunitarie e delle IPP (Integrated Product Policy)”. L’incarico inaugura nell’attività di Ecopneus una nuova fase di piena maturità e consolidamento, con importanti nuove sfide da affrontare, legate allo scenario normativo di riferimento e alla necessità di dare definitivo impulso al mercato della gomma da riciclo. u







Per polimeri tecnici, cariche funzionali, antiossidanti, acceleranti, plastificanti, antistatici, silani liquidi puri e preparazioni al 50%... e tanto altro.
Contattaci per scoprire la gamma completa dei nostri prodotti.

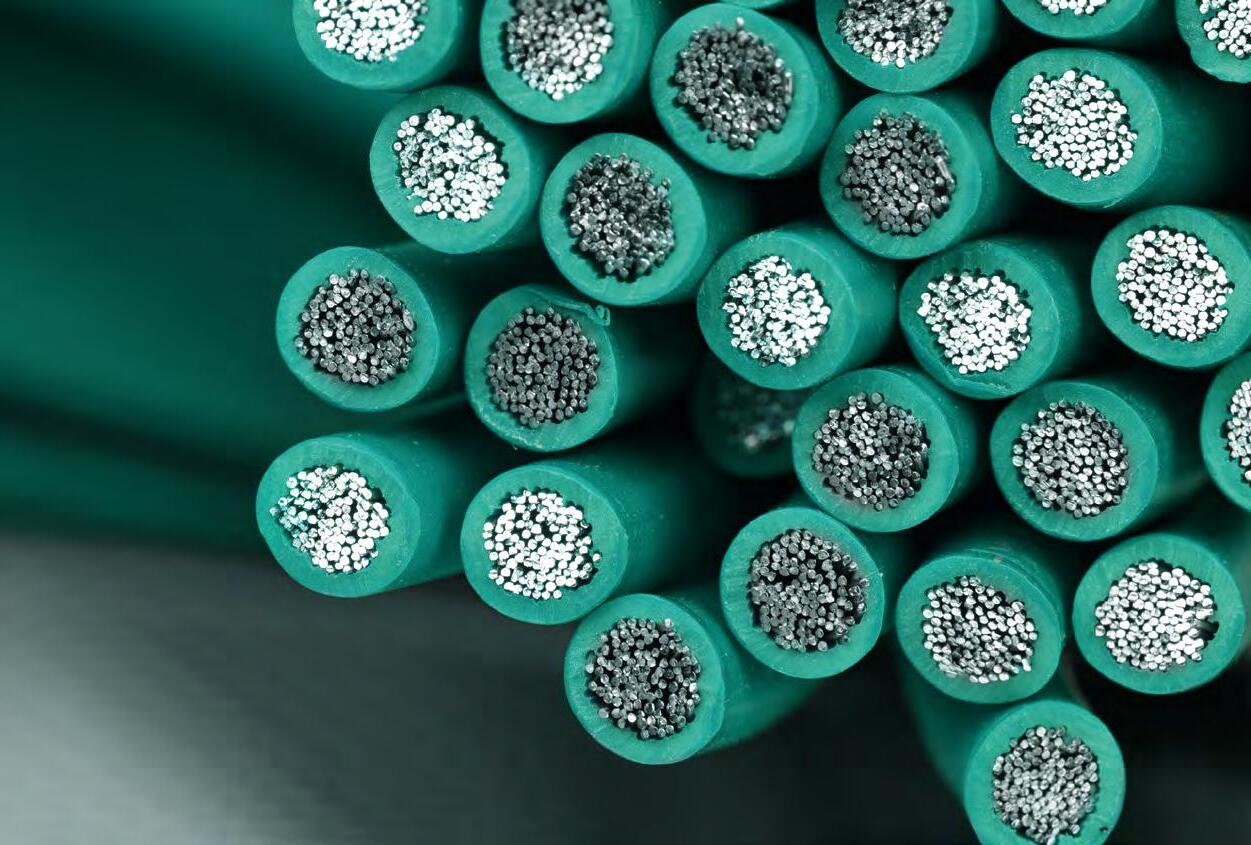



Performance ed innovazione dei nostri macchinari, costruiti per durare nel tempo

La tua scelta migliore per lo stampaggio sottovuoto

Presse per lo stampaggio a compressione di gomma, termoindurenti e compositi Un’ampia gamma di macchinari, totalmente personalizzabili secondo le esigenze del Cliente, dotati dei più moderni ed avanzati sistemi di controllo e di sicurezza. www.pezzatopresse.it
Pezzato S.r.l. - Via Socrate, 2 - 20864 Agrate Brianza (MB) Tel. +39 039 6091120 - info@pezzatopresse.it
scopri i nostri macchinari:
LINEA VACUUM BOXLe uniche presse per gomma nel mercato con camera a vuoto integrale in grado di racchiudere tutte le parti dello stampo, piani intermedi compresi
Studiate per la massima efficienza assicurano lo 0% di scarto!
Macchine brevettate, frutto di 50 anni di esperienza