
9 minute read
en el uso de la Alta Presión


Valorización de los Hojas de Olivo utilizando Procesos Sostenibles basados en el uso de la Alta Presión SUBPRODUCTOS DEL OLIVAR
El olivo es uno de los principales cultivos en la comunidad autónoma Andaluza y nuestro país. El principal subproducto del proceso de producción de aceite proviene de la poda del árbol, siendo las hojas de olivo uno de los subproductos más importantes dado que representa el 25% del peso del árbol (Thielmann et al., 2017). Actualmente, los usos de la hoja de olivo no aportan un valor importante al proceso de producción de aceite. Las hojas se usan en alimentación animal, la producción de energía térmica o el compostaje (Delgado-Povedano et al., 2017). No obstante, cada vez son más los estudios que detallan excelentes propiedades bioactivas de los compuestos presentes en la hoja de olivo, lo cual abre numerosas aplicaciones en sectores como los cosméticos, terapéuticos o alimenticios.
Texto y fotos: Cristina Cejudo, MªTeresa Fernández, Lourdes Casas, Casimiro Mantell, Antonio Montes, Clara Pereyra, Enrique Martínez de la Ossa. Grupo TEP128 “Análisis y Diseño de Procesos con Fluidos Supercríticos" Departamento de Ingeniería Química y Tecnología de Alimentos. Universidad de Cádiz l extracto de la hoja de olivo tiene propiedades bioactivas, como antioxidante, antiinflamatoria, antimicrobiana, antiviral o anticancerígena, así como efectos cardiovasculares beneficiosos, gracias a su contenido en secoroides, flavonoides y fenoles simples, igualmente contenidos en el aceite de oliva (Irakli et al., 2018). La recuperación de estos compuestos mediante técnicas de extracción y su posterior uso en otros campos además del alimentario, abre la puerta a otros nichos de mercado y supone una revalorización de subproducto importante de la industria oleica.
Para ello es necesario aplicar técnicas que sean tanto respetuosas con el medio ambiente, ya que estén basadas en la utilización de bajas cantidades de disolventes no nocivos para la salud, como respetuosas con la materia prima, para que ésta no pierda su bioactividad a lo largo del proceso. En este sentido, la tecnología supercrítica, basada en el uso de un fluido supercrítico a alta presión y temperatura moderada, es una metodología versátil que puede usarse tanto para extracción, como impregnación y precipitación de compuestos bioactivos.
Los fluidos supercríticos se caracterizan por poseer un rango de densidades, debido a variaciones de la presión y la temperatura, las cuales en general están más cercanas a la de los líquidos que a la de los gases. Por otro lado, la viscosidad es mucho más baja que la de los líquiE
dos, lo que le confiere propiedades hidrodinámicas muy favorables. Además, la bajísima tensión superficial que presentan estas sustancias a estas condiciones permite una alta penetrabilidad a través de sólidos porosos. Gracias a estas propiedades, los fluidos supercríticos son excelentes disolventes para procesos de extracción o medios de reacción, dado que permiten llevar a cabo tanto reacciones homogéneas como heterogéneas.
De los posibles compuestos que pueden ser utilizados en la extracción supercrítica, el dióxido de carbono es, sin duda, el más ampliamente empleado. El hecho de que tenga unos valores bajos de punto crítico (31,1ºC y 72,8 atm), presente baja toxicidad y reactividad, sea no inflamable y barato a alta pureza, lo convierten en el disolvente por excelencia. Además, los solutos disueltos en dióxido de carbono supercrítico se pueden separar fácilmente por descompresión lográndose la separación y recuperación completa del disolvente. Por otro lado, la utilización del CO 2 en combinación con bajas cantidades de disolventes como el etanol, permite la extracción de compuestos más polares, lo que hace que esta técnica sea apropiada para la extracción de polifenoles (Brunner, 2005; Mustafa y Turner) útiles para numerosas aplicaciones (Figura 1), como la generación de nanopartículas que pueden ser absorbidas de forma más rápida por el organismo, la generación de envases activos para la preservación de alimentos perecederos o incluso apósitos con propiedades biomédicas.

El estado supercrítico se alcanza cuando una sustancia supera su punto crítico (Pc) de presión y temperatura.

A) Obtención del extracto con propiedades bioactivas mediante extracción supercrítica
El rendimiento de un proceso de extracción con fluidos supercríticos, así como la calidad de los extractos que puedan obtenerse, depende de numerosas varia bles. La optimización del proceso en relación a variables como presión, temperatura, co-disolvente, caudal o tiempo de extracción redundará en un producto más adecuado para su posterior comercialización. En el es tudio de la obtención de un extracto de olivo llevado a cabo mediante la utilización de CO 2 en combinación con etanol como disolvente, a distintas condiciones de presión y temperatura, el rendimiento de extracción fue mayor a menor temperatura cuando la presión es rela tivamente baja, y a alta temperatura, cuando la presión es más elevada. Según estos resultados, las mejores condiciones para realizar el proceso de extracción se
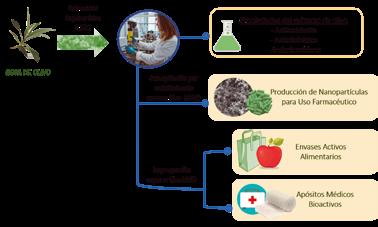
Figura 1.- Esquema de las propuestas de aplicación de los extractos obtenidos y transformados por técnicas supercríticas.

Figura 2.- Rendimiento de la extracción de hoja olivo mediante tecnología supercrítica.
rían a 120 bar y 55ºC con un valor de 9,35% de rendimiento de extracción (Figura 2).
B) Obtención de Nanopartículas de extracto de hoja de olivo como complemento nutricional mediante precipitación por antidisolvente supercrítico (SAS) La generación de nanopartículas mediante SAS proporciona precipitados con una potente actividad antioxidante. Esta técnica utiliza un disolvente supercrítico para retirar el disolvente en el que se encuentra disuelto un compuesto de interés, como pueden ser los compuestos bioactivos presentes en el extracto de olivo previamente obtenido, y posteriormente precipitarlos en forma de nanopartículas. Esta técnica ha presentado enormes ventajas en relación a los procesos convencionales al conseguir una distribución del tamaño de partícula más uniforme (esféricas en el rango de 300-1060 nm), aumentando la biodisponibilidad de la sustancia
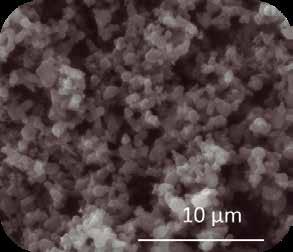
Figura 3.- Imagen de microscopía SEM del extracto de hoja de olivo precipitado mediante SAS (magnitud 11000X). precipitada, lo que tiene importantes repercusiones en la industria farmacéutica.
Además, se ha reportado una mayor capacidad antioxidante de las nanopartículas frente al extracto, lo que indica que los compuestos con mayor actividad antioxidante están más concentrados en las partículas precipitadas de SAS que en el extracto inicial. En definitiva, el proceso permite obtener un precipitado de nanopartículas con excelentes propiedades para la salud mediante una tecnología sostenible y respetuosa con el medio ambiente, las cuales pueden suministrarse por vía oral incorporado en cápsulas como complemento nutricional de forma directa.
C) Impregnación de plásticos para la preservación de alimentos mediante impregnación supercrítica (SS) Además de las comentadas propiedades antioxidantes, existen estudios que atribuyen a los extractos de hoja de olivo propiedades antimicrobianas contra patógenos alimentarios como Escherichia coli, Staphylococcus aureus, Pseudomonas aeruginosa, Lactobacillus plantarum o Campylobacter jejuni, entre otros (Keskin et al., 2012; Korukluoglu et al. 2010). Es por ello que se han comenzado a estudiar su incorporación en el material de envasado mediante SSI, creando envases activos que proporcionen una migración progresiva de los compuestos al interior del envase y garantice la preservación del alimento durante mayor tiempo sin alterar sus propiedades sensoriales (Cejudo et al. 2019).
Dado que el plástico que queremos producir debe tener las mejores condiciones para preservar alimentos, se selecciona el extracto de hoja de olivo que presente las mejores condiciones de capacidad antioxidante (120 bar 80ºC). Los resultados indican que el aumento de temperatura de 35ºC a 55ºC a una presión constante de 100 bar favorece el proceso de impregnación (Figura 4). Igualmente, a 35ºC de temperatura un aumento de la presión de 100 bar a 400 bar presenta este mismo efecto.
D) Impregnación de apósitos con propiedades biomédicas mediante SSI
Debido a sus propiedades farmacéuticas, el extracto de hoja de olivo también puede ser empleado como sustan cia activa en apósitos para diversas aplicaciones biomédicas. En el presente estudio, con el objetivo de generar
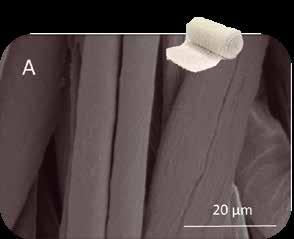
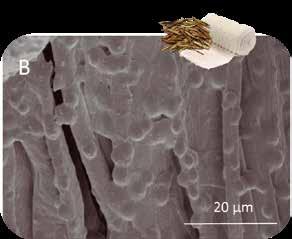
un apósito impregnado con extracto de hoja de olivo, se seleccionaron telas de gasa de algodón. Las gasas en pre sencia del extracto fueron sometidas a distintas presiones (100 y 400 bar) y temperatura (35 y 55ºC), y se observó una buena actividad antioxidante en todas las condicio nes de impregnación, siendo algo superior a las condiciones de 400 bar y 35ºC. La microscopía diferencial de barrido (Figura 5) permite comparar las matrices antes y después ce la impregnación, apreciándose las partículas de extracto de hoja de olivo adheridas a las fibras de la tela.
Conclusiones
Las excelentes propiedades que presentan los compuestos presentes en las hojas de olivo están muy bien descritas en la bibliografía especializada. En el presente trabajo se han descrito técnicas novedosas de separación y aprovechamiento de estos extractos basada en el uso de la tecnología supercrítica y el uso de disolventes a alta presión. Los resultados obtenidos contribuyen al concepto de economía circular en el sector del olivar, orientados a reducir la generación de residuos, e introducir estos subproductos en el proceso productivo del sector olivarero como un nuevo producto que incremente la rentabilidad del proceso global. La transferencia de estos resultados al sector olivarero andaluz, redundaría en un aumento de la riqueza al minimizar el volumen de residuos que el sector genera, e introducir nuevas líneas Figura 4.- Masa de extracto impregnada por cada 100 mg de plástico.

de negocio en el sector agroalimentario. La creación de empresas basadas en el conocimiento generado en la Universidad es una opción que está priorizada por las diversas administraciones y permitiría aumentar los beneficios asociados a la producción del aceite de oliva en la comunidad autónoma andaluza.
Agradecimientos
Los autores quieren agradecer al Ministerio de
Ciencia y Tecnología de España (Proyecto CTQ2014-
52427-R) por su apoyo financiero a través del
programa FEDER (Fondos Europeos para el Desarrollo Regional), al Plan Propio de investigación de la Universidad de Cádiz por la financiación del
contrato predoctoral según Resolución del Rector
UCA/REC02VI/2015, de 15 de septiembre de 2015;
y a la Olivarera San José de Lora de Estepa por la concesión del II premio de Investigación Eduardo Pérez al Grupo de Investigación TEP128 de la
Universidad de Cádiz.
Referencias Cejudo Bastante, C., Casas Cardoso, L., Mantell Serrano, C., & Martínez de la Ossa, E. J. (2019). 100338. 10.1016/j.fpsl.2019.100338 Delgado-Povedano, M.d.M., Priego-Capote, F., Luque de Castro, M.D., (2017). 10.1016/j.foodchem.2016.10.011 Thielmann, J., Kohnen, S., Hauser, C., (2017). 10.1016/j.ijfoodmicro.2017.03.019 Irakli, M., Chatzopoulou, P., Ekateriniadou, L., (2018). 10.1016/j. indcrop.2018.07.070 Brunner, G., (2005). 10.1016/j.jfoodeng.2004.05.060 Mustafa, A., Turner, C., (2011). 10.1016/j.aca.2011.07.018 Chinnarasu, C., Montes, A., Pereyra, C., Casas, L., Fernández-Ponce, M.T., Mantell, C., Pattabhi, S., Martínez de la Ossa, E., (2016). 10.1007/s11814-015- 0166-z Keskin, D., Ceyhan, N., Ugur, A., Dbeys, A.D., (2012). 10.1234/4.2012.2896 Korukluoglu, M., Sahan, Y., Yigit, A., Ozer, E., GÜCer, S., (2010). 10.1111/j.1745- 4549.2008.00318.x







