AUTOMATISIERUNG FORSCHUNG UND TECHNOLOGIE


www.brotundbackwaren.de

Ethische Debatten über Roboter wurden in den wohl berühmtesten – wenn auch fiktiven –Gesetzen der Robotik festgehalten. Isaac Asimov stellte sie sich 1942 zum ersten Mal vor, noch bevor der Begriff „Science-Fiction“ geprägt war. Nach 80 Jahren wissenschaftlichem Fort schritt, der dem Einfallsreichtum der ScienceFiction-Literatur in nichts nachsteht, gehört die Robotik heute zum Alltag vieler Produktionen. Und dabei verändern Roboter die Fertigung drastisch zum Besseren, denn sie sorgen für er hebliche Verbesserungen in Bezug auf Effizienz, Sicherheit, Geschwindigkeit und die Kontinuität der Ergebnisse. Auch heute noch gibt es ethische

Debatten über die Robotik. Roboter, die lang wierige, sich wiederholende und oft anspruchsvolle Aufgaben übernehmen (und das jedes Mal fehlerfrei), eröffnen jedoch Möglichkeiten, die Arbeit für Menschen aufzuwerten, die sich neuen Aufgaben widmen können. „Neu“ ist der Schlüssel zu dieser ganzen Gleichung, von den Neuerungen in der aufkommenden und sich schnell entwickelnden Technologie bis hin zu Innovationen in der Automatisierung und den sich daraus ergebenden Verschiebungen in den Prozessen, die sie verändern – neue Ent deckungen, neue Anpassungen, neue Ergebnisse. Ein Blick auf die Berufe, von denen man sagt, dass sie die Zukunft der Arbeit dominieren werden, spricht Bände und zeigt, wie sehr das Neue bereits angenommen wird – in der Back branche und anderswo: KI-Spezialist, RoboticsEngineering, Data Scientist, Data Engineering, Spezialist für Cybersicherheit. Es ebnet auch den Weg dafür, dass Mensch und Technologie zusammenarbeiten, und nicht einer anstelle des anderen.
Ein Blick auf die Zeitachse der Fortschritte, die den Prozess der Brotherstellung verbessert haben, ist ebenso inspirierend und regt zum Nachdenken an wie zum Beispiel Isaac Asimovs Buch „I, Robot“ –vielleicht kennen Sie auch den gleichnamigen Film von Regisseur Alex Proyas. Künstliche Intelligenz, Robotik und maschinelles Lernen führen zu greifbaren, zuverlässigen wis senschaftlichen Anwendungen auch in der Backbranche. Eine willkommene Steigerung der Produktionseffizienz ist nur der Anfang dessen, was die Automatisierung für das Backen leisten
kann. Großbetriebe sind die Ersten, die davon profitieren, aber auch kleine und mittelgroße Betriebe finden neuen Zugang zu nützlichen, intelligenten Werkzeugen. Gleichzeitig trägt die zunehmende Automatisierung zu mehr Nach haltigkeit und zur Minimierung der Umweltaus wirkungen der Produktion bei. Beides sind dringend benötigte „Hard Skills“.
Neue, intelligente Werkzeuge können viele Formen annehmen. Yum China, Eigentümer von Marken wie Pizza Hut und KFC, hat vor einiger Zeit ein digitales Forschungs- und Entwicklungs zentrum eröffnet, ein Zentrum für die Entwicklung neuer Lösungen und Dienstleistungen, die Tech nologien in den Bereichen Big Data, künstliche Intelligenz, Middle Office und digitale Software
as a Service (SaaS) nutzen, um die durchgängige Digitalisierung voranzutreiben. Hier ist die Ansicht von Joey Wat, CEO von Yum China, zu den neuen Lösungen, die der Gigant anführt: „Die Digitali sierung ist eine der wichtigsten Voraussetzungen für die Widerstandsfähigkeit und langfristige Ent wicklung von Yum China auf dem Weg zu unse rem nächsten Meilenstein von 20.000 Stores.“
Wir hoffen, dass dieses Buch Sie auf Ihrem Weg zur Automatisierung inspiriert und Ihnen die Informationen liefert, die Sie für die Suche nach neuen Lösungen benötigen.
Ihre
08 Manufacturing Execution Systems: MES-Systeme in Bäckereien ( Thomas Mühlehner )
18 Robotik: Das Potenzial der Robotik (Redaktion f2m)
26 Vakuumtechnik: … das fünfte Element: Vakuum! (Redaktion f2m)
32 Energieeffizienz: Mehr Energieeffizienz und -flexibilität für Bäckereien (Dr. Thomas Sobottka und Felix Kamhuber)
44 Rheologie des Brotteigs – Grundlegende und empirische Messmethoden (Gary Tucker und Sarabjit Sahi)
54 Mischen und Kneten: Aspekte des Teigknetens – eine Übersicht (Eloïse Lancelot, Dominique Della-Valle, Joran Fontaine, Adrien Rebillard, Anthony OGE, José Cheio, Alain Le-Bail)
66 Metrologie: Die Bedeutung der Messtechnik beim Backen und Frosten ( Alain Le-Bail, Luc Guihard, Anthony Oge, Michel Havet, Jean-Yves Monteau, Olivier Rouaud, Cyril Toublanc )
78 Produktionsplanung – Optimierung von Prozessen und Verkäufen in Bäckereien ( Majharulislam Babor, Julia Senge, Bernd Hitzmann, Dianna Yee, Yi Huang, Jan Fischer, Rudolf Sollacher)
90 Digitale Zwillinge in Backprozessen ( Rudolf Sollacher, Wendelin Feiten, Birgit Obst, Arianna Bosco, Stefan Boschert, Justina Yoo, Heiko Soehner )
98 Digitalisierung der Food Supply Chains ( Rudolf Sollacher, Aliza Maftun, Michael Fiegert, Alastair Orchard, Kilian Vernickel, Paul Weber )
106 Digitale Bildverarbeitung zur Überwachung von Backprozessen ( Ronny Takacs, Stefan Steinhauser, Dominik Geier, Prof. Dr. Thomas Becker )
114 Künstliche Intelligenz in der Entwicklung von Öfen ( MSc, Seyedalborz Manavi, MSc, Stefan Steinhauser, Dr. Ehsan Fattahi, Prof. Dr. Thomas Becker )
122 3D-Druck: Kommt das Brot der Zukunft aus dem 3D-Drucker? ( Martin Heckl, Prof. Dr. Mario Jekle, Prof. Dr. Thomas Becker )
134 Design Thinking: Wie Design Thinking die Automatisierung verbessern kann (Dr. Paul C. Endrejat)
146 Cybersicherheit: Sichere und smarte Backwarenproduktion ( Michael Pfeifer und Sunanth Venkateshwaran )
152 AMF Bakery Systems: Intelligente Technologie der Zukunft
156 AutomationX: Die digitale Produktion
160 backaldrin: Innovation trifft auf Leidenschaft für Brot
164 Bakon: Wissen ist der Schlüssel!
168 BÖCKER: Automatisierung – Warum Sauerteige dabei eine entscheidende Rolle spielen
172 cetravac: Individualität statt Massenware
173 bakeXperts: Der Zeit vorausdenken
174 DIOSNA: Alles aus einer Hand
178 FRITSCH: Die kompakte Brotline, die Großes kann
182 HEUFT: Grünes Backen mit dem HEUFT-Tunnelofen
186 König Maschinen: Beste Qualität und mehr Vielseitigkeit
188 MECATHERM: Der Mensch muss der Pilot bleiben
192 MIWE: Das große Ganze im Blick
196 Radini by Rademaker: Wo sich handwerkliche und automatisierte Produktion treffen
200 WP BAKERYGROUP: Prozessvernetzung
204 f2m: Impressum
Die wissenschaftliche Betrachtung – als Inspiration und um Prozesse zu verstehen und verbessern zu können.

Jeder Backwarenbetrieb ist mit den Softwarebegriffen wie Kassensystem, ERP, Warenwirtschaft, Rezepturmanagement, Versandsystem und einigem mehr vertraut. Mittlerweile hat auch der Begriff MES in den Wortschatz innovativer Backwarenbetriebe Einzug genommen.
Das MES, Manufacturing Execution System, ist eine Softwarelösung, die einen Produk tionsprozess führt, lenkt, steuert und überwacht. Ein MES kann den gesamten Produktionsprozess von der Planung über die Qualitätssicherung sowie Effektivitätsmessungen und vieles mehr vom Wareneingang bis zum Warenausgang abbilden.
+
ERP (Enterprise Ressource Planning)-Systeme oder auch Warenwirtschaftssysteme genannt, regeln den betriebswirtschaftlichen Ablauf in Unternehmen. Im ERP-System werden in Lebens mittelbetrieben Lieferanten verwaltet, Bestellun gen bei Lieferanten ausgelöst, Filial- oder andere Kundenbestellungen angenommen, Produktions aufträge geplant sowie vieles mehr. Es sind Funk tionen, die den kaufmännischen Prozess abbilden.
MES-Systeme regeln den Produktionsprozess. In MES-Systemen werden drei Hauptressourcen ver waltet: Personal, Material und Equipment. Diese Ressourcen werden auch in ERP-Systemen zur Kalkulation von Produkten verwendet. Im ERPSystem werden ebenfalls Produktionspläne erstellt, jedoch fehlt der Echtzeitbezug zur Pro duktion.
MES-Systeme sind der Produktion näher. Im MES werden detaillierte Produktionsplanungen auf Basis der tatsächlichen Verfügbarkeit von
Ressourcen durchgeführt. In Echtzeit kann die Einhaltung des Produktionsplanes überwacht und kurzfristige Maßnahmen ergriffen werden, um bei Abweichungen umzudisponieren. Auch die qualitative Produktionsdatenerfassung in Echtzeit in Form von kontinuierlichen Prüfungen der Qualität durch Abgriff von Maschinendaten oder Erfassung von Stichprobenprüfungen durch Mitarbeiter sind typische Eigenschaften eines MES.
Im Gegensatz zu ERP-Systemen werden die Daten in MES zeitnah erfasst und prompt dem Mitarbeiter als Unterstützung in der Produktion zur Verfügung gestellt. So hat der Produktions leiter oder Produktionslinienverantwortliche jederzeit einen Blick auf die Ist-Situation der Produktionsqualität und Leistung und kann bei Abweichungen sofort reagieren.
Rezepturmanagement ist ein Modul eines MES. Rezepturen sind natürlich auch in ERP-Systemen zur Produktkalkulation erforderlich. In MESSystemen werden Rezepturen als Prozess be zeichnet. Prozesse berücksichtigen alle drei Ressourcen: Material, Personal und Equipment.
In ERP-Systemen ist für Preis- und Nährwertkal kulation nur die Materialliste notwendig, die sogenannte Bill of Material (BOM).
In MES-Systemen kann in den Rezepturen der gesamte Produktionsprozess beschrieben wer den. So werden auch technische Schritte wie
Was unterscheidet MES von ERP-Systemen und dem Rezepturmanagement?
Knetzeiten, Rührzeiten bei der Sauerteigpro duktion, Temperatursollwerte für Produktions prozesse etc. definiert. Diese Schritte werden dann in richtiger Sequenz zum richtigen Zeitpunkt an die Anlage oder den Anlagenteil überge ben. Als Rückmeldung werden von den Maschi nen die tatsächlich gemessenen Ist-Werte zu rückgeliefert. Somit kann nachvollzogen werden, ob die Produktion tatsächlich wie geplant ge laufen ist.
In ERP-Systemen, vor allem in solchen, die Module für Lebensmittelbetriebe anbieten, ist die Anlage von Prozessparametern in deren Software auch möglich, jedoch fehlt der Bezug zur Produktionsanlage.
Wie sieht die Schnittstelle zwischen dem ERP System und MES aus?
Hier unterscheidet man zwischen der Art der Datenübertragung und dem Inhalt einer Schnitt stelle. In der Art der Datenübertragung haben sich in der Vergangenheit unterschiedliche Methoden etabliert. Früher wurden Daten in Dateiform von einem System zum anderen ge schickt. Heute werden die Daten über sichere Protokolle in Echtzeit ausgetauscht. Es geht jedoch im Grunde nur um die Physik, wie Daten von einem System ins andere gelangen. Viel wichtiger ist der Inhalt der Schnittstelle.
Wer ist Herr über welche Daten?
Der Artikelstamm wird grundsätzlich in ERPSystemen angelegt und verwaltet. Das betrifft Rohstoffe, Halbfertigprodukte, Teige, Produk tionsartikel, Verkaufsartikel etc. Auch Preise von
Produkten, Daten über verschiedene Lieferanten von Rohstoffen liegen in den Stammdaten von ERP-Systemen. Die für das MES-System notwen digen Stammdaten werden über die Schnittstelle mit dem MES synchronisiert. Daten werden je weils nur in einem System gepflegt.
Eine Ergänzung von Informationen und Eigen schaften dieser Artikelstammdaten erfolgt im MES. Ergänzung sind z.B. das spezifische Ge wicht, Toleranzen für die Rohstoffdosierung oder ein bevorzugter Lagerort.
Hier kann man keine klare Abgrenzung definie ren, da auch ERP-Systeme MES-Aufgaben über nehmen können und umgekehrt. Zwei Beispiele dafür sind die Lagerverwaltung und die Chargen rückverfolgung. Diese Funktionalitäten werden sowohl in ERP- als auch in MES-Systemen bereit gestellt. Da stellt sich die Frage, wer soll denn was machen?

Hier wollen wir vor allem die Rohstoffläger, aus deren Inhalt Verkaufsartikel produziert werden, betrachten. Dieses Modul ist in fast allen ERPSystemen vorhanden. MES-Systeme decken diese Funktion ebenfalls ab. Es gibt auch noch reine Lagerverwaltungssysteme, die am Markt ange priesen werden. Vielleicht geben die nächsten Zeilen eine Entscheidungshilfe.
Die Lagerverwaltung beginnt bei der Rohstoffan nahme im Wareneingangsbereich. Die Informa tion über ein Lieferdatum, eine Liefermenge und den Lieferanten sind im ERP-System vorhanden.
aX Lager aX Prod aX Wasser aX Rest aX OEEDies ließe den Schluss zu, dass logischerweise der Wareneingangsprozess und der Lagerprozess auch vom ERP-System durchgeführt wird. Weitere Fragen, z.B. wer realisiert eine durchgängige Chargenrückverfolgung, wie erfolgt die Befüllung von Rohstoffsilos etc., stehen im Raum. Bei Letz terem steht in jedem Fall eine Schnittstelle zum MES bzw. der Silo-/Rezepturverwaltungen zur Diskussion.
Die Information über den Summenbestand der Rohstoffe ist ein Muss in ERP-Systemen. ERP-Sys teme bestellen auf Basis verschiedener Kriterien wie Mindestbestand, errechneter Lagerreichweite oder Verkaufsprognosen bei Lieferanten. Dazu ist jedoch nicht die Detailinformation über den jeweiligen Lagerort erforderlich, sondern nur die Summe.
Folgende Fragen erleichtern die Entscheidung, in welchem System die detaillierte Lagerverwal tung bezogen auf Lagerbereich und Lagerort durchgeführt wird:
+ In welchem System soll eine durchgängige Chargenrückverfolgung gewährleistet sein?
+ Welche Funktionen bietet das ERP- oder MES-System? Wo fühle ich mich in der Hand habung wohler?

Für eine durchgängige und vor allem relativ genaue Chargenrückverfolgung vom Rohstoff bis zum Verkaufsartikel sind nicht nur die Warenbe wegungen im Lager, sondern auch sehr häufig Informationen von Maschinen notwendig. Neh men wir als Beispiel eine Mehldosierstelle mit manueller Zuführung des Kessels zum Kneter und dann weiter zum Hebekipper. Die Kessel
 Kälte
Ofen
Kälte
Ofen
können an den einzelnen Verarbeitungsstellen automatisch erkannt werden. Dazu ist ein Ein lesen von RFID-Informationen der jeweiligen Kessel erforderlich. Nun kann es passieren, dass sich die Reihenfolge der Kessel ändert. Wenn der Kessel dann am Hebekipper zur Aufarbeitung übergeben wird, weiß das MES exakt den Zeit punkt, die Kesselnummer und den Inhalt des Kessels mit den darin enthaltenen Rohstoffen, der der Verarbeitung übergeben wurde. Dieses Beispiel kann man bis zum Verkaufsartikel wei terführen. Mit der Erfassung und Verarbeitung solcher Informationen tun sich MES-Systeme in der Regel leichter, da vor allem die integrierten Schnittstellen zu Maschinen und Anlagen ein Merkmal solcher Systeme sind. Aus diesem Grunde wird vor allem bei automatisierten Pro duktionsbetrieben auch der der Produktion vor gelagerte Teil, also das Rohstofflager, häufig von einem MES verwaltet. Damit sind die Daten über die Bewegungen der Rohstoffe durch die einzelnen Läger bis in den Teig sowie die Daten für die Weiterverarbeitung in Kesseln oder auch kontinuierlich bis zum Verkaufsartikel in einem System erfasst und gespeichert. Die Alternative, das Rohstofflager im ERP-System oder sogar in einem eigenen Lagerverwaltungssystem zu füh ren, ist selbstverständlich auch Stand der Technik. Durch intelligente Datenübergabe von Rohstoff daten vom ERP- ins MES-System und wieder zurück, ist die Rückverfolgung ebenso in einem System möglich.
Wird die Lagerverwaltung über ein MES geregelt, müssen zur Rohstoffanlieferung die Lieferschein daten vom ERP-System an das MES übertragen werden. Im Wareneingangsbereich erfolgt eine qualitative und quantitative Kontrolle der Ware. Dabei werden Artikelstammdaten, welche vom ERP-System übertragen wurden, mit Eigenschaf ten wie z.B. Prüfparametern angereichtet. Ebenso werden Daten über die Mindesthaltbarkeit (Best before date), Lot ID der Ware über manuelle Eingabe oder Scannen eines Barcodes ergänzt. Die Flexibilität, Eigenschaften und Parameter zu Artikeln anzulegen, ist zumeist in MES-Systemen höher und Standard. Bei ERP-Systemen ist es sehr produktabhängig. Manche ERP-Systeme
bieten sehr flexible Lösungen und haben MESFunktionalität integriert, andere wiederum fokus sieren sich auf reine ERP-Funktionalitäten. So haben ERP-Anbieter, die das Bäckereisegment bedienen und vor allem auch die Produktions steuerung abdecken wollen, ihr Produkt um MES-Funktionalitäten erweitert. Andere Produkte fokussieren sich auf die ureigensten Warenwirt schaftsfunktionen und haben das Produkt in Richtung Filialmanagement entwickelt. Manche Systeme nutzen als Basissystem Produkte von Microsoft und entwickeln eigene Lösungen. Je nach eingesetztem ERP-System sind somit Infor mationen in dem einen oder anderen System zu ergänzen. Sehr häufig ist es auch der Wunsch von Kunden, das ERP-System möglichst in einem Standard zu belassen, und Abläufe, die vor allem Interaktionen mit Mitarbeitern in der Produktion erfordern, in MES-Systemen abzubilden. Die Mög lichkeit, die Bedienerschnittstelle zum Lagerar beiter auf Kundenwunsch anzupassen und so benutzerfreundlich wie möglich darzustellen, ist in MES-Systemen höher.
Die weiteren Buchungen in verschiedene Lager bereiche, Blocklager, Einzelplatzlager werden über mobile Terminals abgedeckt, das ist sowohl in ERP- als auch in MES- Systemen gleich.

Beim Wareneingang in das Silo gibt es eine technische Schnittstelle zur Siloanlage. Das ent sprechende Silo muss zur Befüllung freigege ben werden, die Chargendaten müssen im Silo mitgeführt werden. Auch diese Aufgabe ist in beiden Systemen lösbar.
Fazit: Beide Lösungen sind möglich. Es gibt keine wesentlichen Unterschiede. Die Entscheidung liegt im Preis-/Leistungsverhältnis der angebo tenen Funktionalität.
Ein wesentlicher Teilprozess in Backwarenbetrie ben ist die Teigherstellung. Dabei sprechen wir nicht nur von der Dosierung, sondern vom kom pletten Prozess bis zur Übergabe des Teiges an die Aufarbeitung, entweder über kontinuierliche Förderung oder über Chargenfertigung.
Hersteller von Siloanlagen bieten – vor allem für Bäckereien – sehr häufig eigene Softwarelösun gen oder Softwarelösungen von Partnern an, die fast ausschließlich für diesen Anlagenbauer arbeiten. Die Lösungen sind in bewährter Kom bination (Rezeptursteuerung – Siloanlage) häufig erprobt und ausgereift im Einsatz. In anderen Branchen, z.B. in der Bauchemie, ist das nicht üblich. Der Vorteil, alles aus einer Hand zu be schaffen, hat jedoch auch Nachteile. Software lösungen, die speziell auf den Anlagenbau eines oder mehrerer Hersteller abgestimmt sind, decken zumeist nicht die vor- und nachgelager ten Prozesse ab. Diese Systeme wurden in den letzten Jahren zwar mit Funktionalitäten ange reichert, so dass der Prozess bis zur Übergabe an die Aufarbeitung gesteuert werden kann, wei terführende Funktionen wie Qualitätssicherung, Effizienzanalyse, Etikettierung, Chargenrückver folgung bis zum fertigen Artikel sind jedoch manchmal nicht verfügbar.
Will man den gesamten Prozess bis zum ferti gen Produkt jetzt oder auch in Zukunft digital abbilden, zahlt es sich aus, sowohl bei Steue rungserneuerungen als auch bei Anlagenneu bauten mit Herstellern von unabhängigen MESSystemen zu sprechen.
Vor allem auch um die Anzahl an Softwareschnitt stellen und unterschiedlicher Softwaresysteme möglichst klein zu halten. Je mehr verschiedene Systeme, desto mehr Wartungs- und Instandhal tungskosten. Nicht zu vergessen, dass Softwaresysteme auch zyklisch upgedatet werden müssen.
Eine völlig unabhängige Softwarelösung bietet auch den Vorteil, unterschiedliche Anlagenbauer je nach Stärken, zu kombinieren.
Entscheidet man sich für eine unabhängige Lösung, gibt es einiges zu beachten. In der Umsetzung gibt es eine weitere Schnittstelle, nämlich die vom Softwarehersteller oder meh reren Anlagenbauern. In der Regel werden die Gewerke ja separat beauftragt. Das kann Kosten sparen, bedeutet jedoch auch Koordinations aufwand. Hier ist im Vorfeld klar zu definieren, wer für was verantwortlich ist. Es ist anzuraten, den Service, die Produktfunktionalität und die Manpower des Softwareunternehmens vor der Entscheidung unter die Lupe zu nehmen. Wichtige Fragen sind: Bietet das Unternehmen einen 24/7 Support? Wer hebt ab? Wie viele Leute wechseln sich in der Hotline ab? Verstehen die Supportmitarbeiter die Anlage?
Nehmen Sie sich für die Auswahl Zeit und prüfen Sie genau. Mechanik ist leichter zu verändern und auszutauschen als das Herz der Anlage –die Software!
In der Aufarbeitung des Teiges zum Produktions artikel und Verkaufsartikel werden heute in der Regel in jedem Betrieb Qualitätsprüfungen durchgeführt. Die Aufzeichnung erfolgt noch in vielen Betrieben händisch. Die Daten werden später in Excel-Listen übertragen und noch später ausgewertet. Das ist zeitaufwendig und fehler anfällig – sowohl bei der Erfassung der Daten als auch der Übertrag in elektronische Systeme.
Häufig wird die Stichprobenkontrolle über die Software von Waagenherstellern erledigt. Das hat wiederum den Nachteil einer weiteren Schnittstelle zu einem ERP-System, in dem die
Echtzeit-Anzeige des Produktions fortschritts mit Angabe der Abweichungen
Stammdaten übertragen werden. Es sei denn, man pflegt Daten doppelt, der an sich unele ganteste und schlechteste Weg.
MES-Systeme haben ein QS-Modul on board. Wie schon eingangs erwähnt, kann in MES-Systemen der gesamte Produktionsprozess abgebildet werden. So können für die Aufarbeitungslinien Qualitätsmessstellen definiert werden. Die Pro duktions- oder Verkaufsartikel aus dem Artikel stamm, der ja mit dem ERP-System synchron ist, werden nur noch um Informationen, wie zum Beispiel in welchem Zyklus welche Parameter an welchen Qualitätsmessstellen zu püfen sind, angereichert. Wiegedaten werden dabei über Waagen direkt erfasst und müssen natürlich nicht extra eingegeben werden. Da MES-Systeme da für ausgelegt sind, Maschinen und Anlagen an zubinden, können für die Produktqualität wert volle Daten, wie die Feuchte und Temperatur in Gärschränken automatisch erfasst werden.

Nicht nur die Qualität ist für den Erfolg entschei dend! Effizienz, gepaart mit Top-Qualität, ist die gewünschte Kombination, ob in industriellen oder handwerklichen Unternehmen. MES-Systeme stel len dazu das Modul OEE (Overall Equipment Effectiveness) bereit.
Der Einsatz von OEE-Lösungen ist in der Auto mobilindustrie seit beinahe Jahrzehnten gang und gäbe. In der Backwarenbranche steigt die Nachfrage nach entsprechenden Softwarelösun gen, um noch effizienter und qualitativ hoch
wertiger produzieren zu können. Eine häufige Herausforderung in der Backwarenbranche stellt die Erfassung der Daten (Betriebsdatenerfas sung, BDE) dar. Dies kann sowohl automatisch als auch manuell erfolgen. Wer glaubt, dass alles automatisch funktioniert, der irrt!
Wie gelangen die Daten automatisch von der Maschine in die Software?
Moderne Maschinensteuerungen bieten die Möglichkeit, über eine standardisierte Schnitt stelle (OPC UA) Daten auszutauschen. Achtung! Eine Standardschnittstelle ist Mittel zum Zweck. Der Inhalt der Schnittstelle ist zu definieren. Nicht jede Maschine kann dieselben Daten übertragen. So sind bei einem Spiralfroster vor allem die Temperatur-Soll- und -Istwerte relevant, bei einem Teigteiler die Stückzahl. Die auszu tauschenden Daten müssen vom Anlagenher steller bereitgestellt werden. Bei älteren Anlagen ist manchmal die Montage zusätzlicher Sensorik erforderlich, sofern ein automatisches Abgreifen der Daten nicht möglich ist. Insbesondere wenn für die bestehende Steuerung keine Ersatzteile mehr erhältlich sind, sollte man sich Gedanken machen, bei Austausch der Steuerung die Anlage aufzurüsten, um weitere Daten zu erfassen. (Die Datenerfassung ist zumeist ein Zusammenspiel aus automatisch erfassten Daten, die dann manuell angereicht werden.)
Im Wesentlichen sind folgende Informationen wichtig.
Leistungsdaten: Wie hoch ist die Stückzahl, die auf der Maschine gerade produziert wird?

Wird mehr als vorgegeben produziert, kann der Leistungsfaktor auch über 100 % liegen. Liefert die Maschine diese Daten nicht, lässt sich das durch Montage zusätzlicher Sensorik realisieren. Qualitätsdaten: Bei manchen Maschinen be einflussen die Temperatur, relative Feuchte oder andere gemessene Parameter die Produktqua lität. In jedem Fall sollen solche Daten ebenfalls übertragen und aufgezeichnet werden. Diese Daten werden bezogen auf ein Produkt in Trends dargestellt und erlauben auf einfache Weise einen Rückschluss auf Qualitätsabweichungen. Störmeldungen: Im Idealfall werden alle Störun gen an das MES übertragen. Im MES kann die Priorität festgelegt werden. Viele kleine Störun gen beeinträchtigen die Produktion nicht und sind deshalb für eine Effektivitätsanalyse nicht interessant.
Ja, und zwar ganz einfach. Der Mitarbeiter mel det sich z.B. über RFID oder Barcode zu einem Auftrag, der auf einem Touch Panel angezeigt wird, an. Die Personalzeiten werden zu diesem Auftrag entsprechend des aktuellen Auftrags status aufsummiert. Ist der Status „Rüsten“ ge wählt, werden die Personalzeiten auf Rüsten gebucht.
Nein. Maschinen liefern nur Teilinformationen. Ein Beispiel: Die Information, ob eine Maschine betriebsbereit, ausgeschaltet oder in Betrieb ist, wird in der Regel von der Maschine geliefert. Informationen über Ausschuss oder ob gerade eine Wartung durchgeführt wird, sind für die Auswertungen sehr wichtig, müssen jedoch manuell eingegeben oder semiautomatisch erfasst werden. Vor allem die Ausschusserfas sung muss einfach passieren. Es zählt ja niemand die Einzelstücke, die von einem Band ausselek tiert werden. Üblicherweise funktioniert das am Bestem über das Sammeln in Behältern und durch anschließendes Verwiegen. Wird der Ausschuss einer Teigcharge wieder zugegeben (rework), kann im System auch die Chargen rückverfolgung abgebildet werden.
Die einfache Bedienung ist eine Hauptanforde rung in Backwarenbetrieben. Hier unterscheiden sich die Lieferanten von MES-Systemen wesent lich, da unterschiedliche Branchen auch unter schiedliche Anforderungen haben. Die Erfahrung hat gezeigt, dass in der Lebensmittelindustrie weniger mehr ist. Der Eingabebildschirm muss übersichtlich gestaltet und einfach zu bedienen sein. Die Bildschirme an der Linie können auch für mehrere Zwecke genutzt werden, z.B. zur Qualitätsdatenerfassung oder Verwiegung.
Die Daten von MES-Systemen sind für den An wender an der Linie bis zum Firmenchef nützlich. Der Anwender an der Linie bekommt aus dem OEE-Modul über eine Großanzeige den Auf tragsfortschritt und die Effektivität angezeigt. So erkennt er zum Beispiel, ob der geplante Auf trag früher oder später als geplant fertig wird.
Das QS-Modul zeigt dem Linienführer an, ob es Abweichungen in der Qualität gibt. So sind z.B. kontinuierliche oder stichprobenweise Ge wichtsmessung nach dem Teigteilen nützlich, um das geforderte Produktgewicht einzuhalten und es nicht zu über-, vor allem aber nicht zu unterschreiten.
Der Techniker sieht über eine Auswertung, wel che Störungen wie oft aufgetreten sind, und die Dauer der dadurch verursachten Betriebsunter brechungen. Die Analyse erleichtert die Priori sierung in der Behebung von Mängeln. Alle Ereignisse, inklusive der Ursachen, sind doku mentiert. Über ein Schichtbuch können auch alle Tätigkeiten der jeweiligen Techniker in deren Schichten aufgezeichnet werden.
Der Produktionsleiter erhält einen Gesamtüber blick über den Herstellungsprozess. Bei Ver änderungen an Maschineneinstellungen oder im Produktionsablauf kann sehr übersichtlich dargestellt werden, ob dadurch eine Leistungsoder Qualitätsverbesserung erzielt werden konnte.

Der Qualitätsmanager erhält auf Knopfdruck eine durchgängige Protokollierung des Produk tionsprozesses – vom Wareneingang bis zum Fertigprodukt. Bei Abweichungen bei der End kontrolle des Produktes können die Daten der einzelnen Fertigungsschritte analysiert werden, um die Ursachen zu finden – und dies bis zur Rohstoffqualität und Chargennummer eines ein gesetzten Rohstoffs bei der Anlieferung. Die Auswertungen lassen sich in MES-Systemen auf die Bedürfnisse von Nutzern anpassen. Nicht jeder benötigt dieselben Informationen. Dies erfolgt durch Anpassung von Tabellen wie zum Beispiel Ein- und Ausblenden von Spalten und Speicherung von Filtern und Abfragen, Konfigu ration von Dashboards und vieles mehr. Über Rechtevergabe sieht der jeweilige Nutzer nur die Informationen, die für ihn wichtig sind.
Auch ist häufig ein Berichtgenerator on board, mit welchem Reports in pdf-Form zu bestimm ten Zeitpunkten oder anderen Triggern, wie nach Fertigstellung eines Auftrages, erstellt werden.
Diese Berichte können dann automatisch ver sandt oder in einem Filesystem abgelegt wer den, um Informationen aus dem System auch Mitarbeitern, die nicht mit dem MES arbeiten, zugänglich zu machen.
MES-Systeme sind in vielen Branchen bereits eine nicht wegzudenkende Unterstützung, um den Produktionsprozess zu lenken. Backwaren betriebe arbeiten laufend daran, die Effizienz der Produktionsprozesse sowie die Qualität der Produkte zu steigern.
Die Softwarebranche hat diesen Bedarf erkannt, mittlerweile haben Hersteller von MES-Systemen ihre Lösung auch auf den Markt angepasst oder eigene Module entwickelt.
Die Erfahrung über Lösungen, die mein Unter nehmen, AutomationX GmbH, in der Backwaren branche umgesetzt hat, zeigt, dass der Nutzen in jedem Fall höher ist als die Kosten einer Sys temeinführung. Die Systeme haben sich als unverzichtbarer Bestandteil der Produktions steuerung etabliert. +++
Thomas Mühlehner, Geschäftsführer AutomationX GmbH, Graz/Österreich

Die Automatisierung in der Backbranche steht vor einem Wandel, der durch Roboterlösungen vorangetrieben wird, die zunehmend an neue Anwendungen adaptiert werden. Ihre Einsatz möglichkeiten ragen über den Verpackungsprozess hinaus in die Produktionsbereiche hinein.
+I m Pariser Stadtteil Braubourg wurde im Juli 2021 mit der Eröffnung von Pazzi eine technologische Premiere gefeiert: ein Pizzarestaurant, in dem die Produktion, das Handling, die Verpackung und die Lieferung ausschließlich „in den Händen“ eines Roboters mit künstlicher Intelligenz liegen, der von einem Team aus 30 Ingenieuren und Entwicklern konstruiert wurde.

Acht Jahre Forschung und Entwicklung und fünf Patente später haben Cyril Hamon und Sébastien Roverso das autonome 120 m² große Restau rant in Paris eröffnet, nachdem das Pilotprojekt 2019 in einem Einkaufszentrum gestartet wurde. Pazzi kann bis zu 80 Pizzen pro Stunde zubereiten, die im Restaurant verzehrt werden können oder
per Lieferdienst oder Click & Collect zum Kunden gelangen. Alle 45 Sekunden ist eine Pizza fertig. Sechs Pizzen können gleichzeitig gebacken werden. Der Produktionsfortschritt wird auf Bild schirmen angezeigt. Das Restaurant ist vollstän dig digitalisiert – von der Bestellung bis hin zur Abholung der Pizza. Die Inhaber hatten den Ehr geiz, „Fast Food“ in „Fast Good Food“ zu ver wandeln, indem sie den Prozess perfektionierten und hochwertige Zutaten auswählten. „Wir errei chen einen sehr schnellen Prozess mit perfekter Zeit und Qualitätskontrolle, da wir eine von der Robotik gebotene Beständigkeit einhalten müssen und eine Umgebung geschaffen haben, die ziemlich kühl und entspannt ist“, sagte Roverso, einer der Erfinder des Pazzi Roboters.
Die Herausforderung, die der Roboter meistern musste, war das Handling des Pizzateigs. Thierry Graffagnino, Chefkochberater bei Pazzi und dreifacher Pizzaweltmeister, bringt die Her ausforderung bei der Arbeit mit frischem Teig auf den Punkt: Die Maschine muss sich ständig anpassen. Deshalb muss man dem Roboter die Mittel an die Hand geben, diese Korrekturen selbst vorzunehmen, und das in Anbetracht der Tatsache, dass einige Pizzabäcker das nicht einmal selbst können.

Die Pandemie war ein Katalysator für die Einführung von Automatisierungsfunktionen aller Art, einschließlich der Robotik. Soft Robotics gehört zu den Spezialisten, die ihre Aktivitäten ausgeweitet haben, um der durch die pande miebedingten Veränderungen in den Fertigungsprozessen ausgelösten Nachfrage gerecht zu werden. Die SoftAI Lösung des Unternehmens ermöglicht es Industrierobotern, eine HandAuge Koordination ähnlich der des Menschen zu erreichen. Diese wird durch 3D Vision und Technologien der künstlichen Intelligenz erreicht und ermöglicht die Automatisierung der Massen kommissionierung. Es ist der nächste Schritt für Industrieroboter, die in der Lage sind, mit Produkt oder Arbeitsraumvariationen umzu gehen, die in der Lebensmittelverarbeitung,
+ 6 angemeldete Patente
+ 7 Jahre Entwicklungszeit
+ 80 Pizzen können pro Stunde hergestellt werden
+ Für den Zusammenbau der Roboter werden mehr als 2.000 Teile benötigt.
einschließlich der Backwarenindustrie, häufig vorkommen.
Die Schwachstellen in der Lebensmittelversor gungskette traten mit der Pandemie zutage. „Eine Automatisierung großer Lebensmittelproduktionen wurde von einem ‚Nice to have‘ zu einem ‚Must have‘“, so Jeff Beck, CEO von Soft Robotics. Das Unternehmen berichtet, dass die Nachfrage nach seinen Hardware und SoftAI Softwarelösungen in einem noch nie da gewesenen Tempo steigt. Als Reaktion darauf investiert das Unternehmen in Automatisierungs lösungen, die dazu beitragen können, die Lebensmittelversorgung vor Unterbrechungen zu schützen.
Die Robotik ist auf dem besten Weg, die Verpa ckung völlig zu verändern. Die flexible Roboter technologie und der schnelle Formatwechsel haben sich bereits als nützlich für das Verpacken erwiesen, insbesondere im Zusammenhang mit der Handhabung zerbrechlicher Ware wie Keksen. Sie kommen dem Bedürfnis nach Vielfalt bei Verpackungsmaterialien und formaten
© Pazzi Pizzanach. Ein Beispiel hierfür ist die Schlauchbeutelmaschine von Schubert, die für die Verarbei tung von Kunststoff und Papierfolien, Trays aus Karton und Kunststoff sowie U Boards ausge legt ist. Gefragt ist unter anderem die schonen de Verarbeitung unterschiedlichster Gebäckformen, beginnend direkt nach dem Pro duk tionsprozess über die Qualitäts kontrolle bis hin zur Verpackung in Flowpacks, sowohl mit als auch ohne Trays. Ein solches integ riertes System kann Entstap ler, Pick & Place F4 Roboter und die Flowmodul Schlauchbeutelan lage umfassen.
Um beschädigte Ware gänz lich auszuschließen, durchläuft jedes Produkt zusätzlich einen Auf lichtscanner. Das Bildverarbeitungs system von Schubert gibt nur die Daten von qualitativ einwandfreien Produkten an die Ro botersteuerung weiter und sortiert fehlerhafte Einheiten aus. Die geprüften Backwaren wer den dann entweder direkt in ein Flowpack verpackt oder in Trays oder Kartons gestapelt, die wiederum in Flowpacks verpackt werden. Auch die Versiegelungstechnik trägt zur Effizi enz der Roboterleistung bei. Die Ultraschall versiegelung verschließt das Flowpack in Längsrichtung, gefolgt von einem Heißsiegel system mit Quersiegelung, das sich automa tisch an die Geschwindigkeit der vorgeschalteten Pick & Place Roboter für jedes Flowpack anpasst.
Für die nächsten Jahre wird prognostiziert, dass die Funktionalität von Robotern durch reichhaltigere Algorithmen, dynamische Manö vrierfähigkeit, Kraftkontrolle und inhärente Sicherheit zunehmen wird [1], was die Anpas sungsfähigkeit von Robotern entlang der Verar beitungslinie und ihre Fähigkeit zur Zusammen arbeit mit Menschen verbessert. Die F&E Arbeiten konzentrieren sich darauf, die Hand habung von Robotern durch verbesserte senso rische Funktionen für autonome Bewegungen zu erleichtern. Mit den Fortschritten sinken
auch die Kosten, da Schätzungen zufolge die Branche in den nächsten Jahren zweistellig wachsen wird. Zu den Aufgaben, bei denen sich Roboter hervortun sollten, gehören die Erhöhung des Durchsatzes, die Verringerung der manuellen Arbeit, insbesondere bei sich wiederholenden Aufgaben, die Verbesserung der Sicherheit des Personals, die Erhöhung der Produktqualität und konsistenz sowie die Steige rung der Fertigungsflexibilität durch Fortschritte bei der künstlichen Intelligenz und selbst lernenden Robotern. Automa tisierte Umrüs tungen und kürzere Produktläufe ste hen ebenfalls ganz oben auf der Liste der betrieblichen Verbesserungen, die sie mit sich bringen.
Die Anwendungen, die vom Einsatz von Robo tern profitieren können, nehmen ebenfalls zu, was auf die verbesserte Funktionalität zurückzu führen ist. Bäckereien haben eine grö ßere Aus wahl an Robotern, um alles zu automatisieren, vom Schneiden, Kommissionieren, Stapeln, Sortieren, Verpacken, Versenden bis hin zur Karton herstellung, Stapeln und De /Palettieren.
Die British Association of Robot Automation (BARA) fördert den Einsatz von Industrierobotern und Automatisierung in der britischen Industrie und unterstützt deren Weiterentwicklung. Als Partner der International Federation of Robotics vertritt der Verband auch die Interessen seiner britischen Mitgliedsunternehmen in Übersee. Der Verband kann über Quellen unab hängiger Beratung informieren und/oder bei der Suche nach potenziellen Lieferanten helfen. Roboterlösungen unterstützen britische Bäckereien schon seit einigen Jahren bei der Produktion, insbesondere bei der Herstellung großer Mengen. Einige der neuesten Innovationen, die insbesondere in der Bäckereiher stellung nützliche Werkzeuge darstellen, sind
 ©Schubert
©Schubert
Abbildung 1: Wachstum
der Anzahl ausgelieferter Roboter, Nordamerika [3]
Verbesserungen bei den Sichtfähigkeiten und den Greiftechniken. Zu den Greifern gehören Magnete (für Dosen), mechanische Greifer für Schachteln, pneumatische Greifer für Produkte und Verpackungen, Stifte für Muffins und eine Art „weiche Finger“ für empfindliche Produkte.
Darüber hinaus machen Fortschritte bei der Steuerung und Zuführung von Zuckergussmaterialien die Roboterautomatisierung zu einer praktikablen Option im Dekorationsprozess, der traditionell ein zeitaufwendiger und geschick lichkeitsabhängiger Schritt ist. Eine mögliche langfristige Entwicklung, die auf anhaltenden Trends bei den Kosten und der Benutzerfreund lichkeit beruht, würde dazu führen, dass Roboter mehr und mehr in handwerklichen Betrieben und Betrieben mit geringerem Volumen einge setzt werden können.
BARA ist im PPMA Vorstand durch Mark Stepney, Geschäftsführer von Schubert UK, vertreten. Er schätzt, dass die Bäckereiindustrie einer der Sektoren der Lebensmittelproduktion ist, die derzeit von einem höheren Automatisierungs grad bei einer Vielzahl von Vorgängen profi tiert, insbesondere bei Anwendungen in der Handhabung von Dosen, der Verpackung und Palettierung. Er hebt hervor, wie sie die Produk tivität beeinflusst und dies in zunehmendem Maße tun wird: „Es gibt einen erheblichen Ein fluss auf die Produktivität, weil die Robotersys teme hocheffizient sind, keine Essenspausen einlegen und kontinuierlich über mehrere Schichten hinweg arbeiten können, was den
Bedarf an manueller Arbeit reduziert.“ Er schätzt außerdem, dass die meisten Roboter in Bäckereien derzeit in der Verpackungsphase eingesetzt werden, wo sie in der Regel die Packungen herstellen, bevor diese in die Schlauchbeutelmaschinen eingelegt werden. Roboter werden jedoch auch in allen anderen Fertigungsstufen eingesetzt, z. B. beim Schnei den von Gebäck, beim Dekorieren von Kuchen und mehr. Die beste Wahl für die Struktur der in Bäckereien zu implementierenden Roboterlösung hängt von dem zu automatisierenden Prozess ab. Stepney empfiehlt: „Beim Verpacken handelt es sich häufig um einen Delta Roboter, wenn Hochgeschwindigkeitsbewegungen erfor derlich sind, während beim Palettieren typi scherweise ein vierachsiger Knickarmroboter zum Einsatz kommt. In Fällen, in denen ein Produkt oder eine Verpackung neu ausgerichtet und positioniert werden muss, kann durchaus ein fünf oder sechsachsiger Roboter gewählt werden.“
Quelle: RIA 2018, Statistik für Nordamerika
Bei der Planung der Programmierung/Aktuali sierung von Robotern, die in Bäckereien arbei ten, werden häufig Offline Tools verwendet, um ihre Aktionen zu simulieren und die Roboter zunächst offline zu programmieren und so die Ausfallzeiten während der Programmierung zu reduzieren. Bei Verpackungsanlagen, die Bild verarbeitungssysteme verwenden, und bei Anlagen, bei denen sich das Produkt beispielsweise auf Förderbändern bewegt, kann die Programmierung komplexer werden. Eine Neu programmierung kann erforderlich sein, wenn neue Produkte eingeführt werden oder wenn es sich um unterschiedliche Palettenlayouts handelt, z. B. bei der Palettierung. Wenn die ursprüngliche Einrichtung offline programmiert wurde, können solche Änderungen über die bestehende Simulation vorgenommen werden. Ist dies nicht der Fall, müssen möglicherweise Änderungen an einem bestehenden Programm vorgenommen werden. Dies sollte jedoch keine große Herausforderung darstellen, vorausge setzt, das ursprüngliche Programm war von vornherein gut definiert. Für die Kommunikation von Robotern mit den automatisierten Systemen
 Roboter für den Einsatz bei Lebensmitteln und Konsumgütern
Roboter für den Einsatz bei Lebensmitteln und Konsumgütern
in der Anlage stehen verschiedene Kommunikations schnittstellen zur Verfügung, darunter IO oder Profinet, um nur einige zu nennen. Die Syn chronisierung kann alles umfassen, von der Pro grammauswahl für verschiedene Produkte bis hin zu Produktionsstatus und Fehlerinformationen.
Im Jahr 2021 waren weltweit rekordverdächtige 3 Millionen Industrieroboter in den Fabriken im Einsatz, was einem Anstieg von 10 % entspricht. Positive Entwicklungen in China ließen die Verkaufszahlen steigen, obwohl sie in anderen Ländern leicht rückläufig waren, da die Länder ihren COVID 19 Tiefpunkt zu unterschiedlichen Zeitpunkten erreichten. Für fast alle südostasia tischen Märkte werden bis 2021 zweistellige Wachstumsraten erwartet.
Nach 2018 und 2017 ist dies das dritterfolg reichste Jahr in der Geschichte der Robotikindustrie [2]. „Es wird erwartet, dass sich die weltweiten Roboterinstallationen stark erholen und um 13 % auf 435.000 Einheiten im Jahr 2021 wachsen werden, womit das Rekordniveau von 2018 übertroffen wird“, so die Schätzungen von Milton Guerry, Präsident der International Federation of Robotics (IFR). Der Aufwärtstrend bei der Einführung von Robotern in der Fertigung zeigt sich in ihrem Umsatzanstieg.
Während Lebensmittel und Konsumgüter etwa 8 % der gesamten Robotik Implementierung ausmachen, verzeichnete ihr Einsatz beispiels weise allein in Nordamerika zwischen 2018 und 2019 einen deutlichen Anstieg um fast 50 %. Nur 3 % dieser Verkäufe waren 2017 kollaborative Roboter, dieser Anteil wird bis 2025 voraussichtlich deutlich über 30 % liegen. Asien bleibt der weltweit größte Markt für Industrieroboter: 71 % aller neu installierten Roboter im Jahr 2020 wurden dort installiert, gegenüber 67 % im Jahr 2019. Die Installationen in China, dem größten Anwender in der Region, stiegen stark um 20 % und erreichten mit 168.400 ausgelieferten Einheiten den höchsten Wert, der jemals für ein einzelnes Land verzeichnet wurde, was auf die rasante
1. Geschicklichkeit
2. Weitblick
3. Mobilität
4. Konnektivität
5. Sicherheit
Quelle: PMMI, 2019 Robotics Webinar
Geschwindigkeit der Robotisierung in China hinweist. Japan folgt China als größter Markt für Industrieroboter, obwohl die japanische Wirtschaft von der Pandemie hart getroffen wurde, wie der Umsatzrückgang um 23 % im Jahr 2020 mit 38.653 installierten Einheiten zeigt. Es wird erwartet, dass der japanische Robotikmarkt 2021 um 7 % und 2022 um 5 % wachsen wird. Die Republik Korea war der viertgrößte Robotermarkt, gemessen an den jährlichen Installationen, nach Japan, China und den USA. Die Roboterinstallationen gingen um 7 % auf 30.506 Einheiten im Jahr 2020 zurück. In Europa gingen die Installationen von Industrierobotern im Jahr 2020 um 8 % auf 67.700 Einheiten zurück. Dies war das zweite Jahr, in dem ein Rückgang zu verzeichnen war, nach einem Höchststand von 75.560 Einheiten im Jahr 2018. Die Nachfrage aus der Automobilindustrie ging um 20 % zurück, während die Nachfrage aus der allgemeinen Industrie um 14 % zunahm. Deutschland, einer der fünf größten Roboter märkte der Welt (China, Japan, USA, Korea, Deutschland), hatte einen Anteil von 33 % an den Gesamtinstallationen in Europa, gefolgt von Italien mit 13 % und Frankreich mit 8 %.
Die deutsche Robotikindustrie erholt sich, ange trieben durch ein starkes Auslandsgeschäft. Der „Boom nach der Krise“ dürfte 2022 welt weit etwas abflauen, erwartet der IFR und rechnet mit durchschnittlichen jährlichen Wachs tumsraten im mittleren einstelligen Bereich von 2021 bis 2024.
Die fünf wichtigsten Fortschritte, die die Nutzung der Robotik erleichtern werden
Die Robotik trägt wesentlich zum Aufbau intelli genter Produktionsanlagen bei. Der IFR identifiziert fünf Szenarien, in denen Roboter im Rahmen umfassender Automatisierungs stra tegien vernetzt werden [4], die auch für die Back warenindustrie gelten: automatisierte Produktion (Rationalisierung von Prozessschritten), Leis tungsoptimierung (durch Verbindung von Anlagen und Robotern), digitale Zwillinge (virtuelle Darstellungen und Simulationen), Roboter als Dienstleistung (Roboter auf Pay per Use Basis) und Sense and Response (Sensoren, Vision Systeme helfen Robotern, in Echtzeit zu reagieren).
Die Forschung und Entwicklung für Innovationen in der Robotertechnik für die Lebensmittelindustrie ist nicht ohne Herausforderungen. Gegenwärtig treten gelegentlich Probleme mit Robotern in Bäckereien auf, weil entweder der Kunde oder der Lieferant die Anforderungen der Anwendung oder die Komplexität der Lösung falsch eingeschätzt hat. Andere Probleme können durch Abnutzung, Beschädigung, Ver formung oder die Inkonsistenz von Gegenständen verursacht werden, mit denen das Robotersystem zu tun hat, so die Erfahrung von
Mark Stepney. Cyber Physical Systems (CPS) können Lösungen bieten, indem sie Theorien der Kybernetik, der Mechatronik, des Designs und der Prozesswissenschaft zusammenführen. Dieses interdisziplinäre Forschungsgebiet basiert auf dem Internet der Dinge (IoT) und kann dazu beitragen, die Lieferkette zu rationa lisieren und die Kommunikation von intelligenten Lebensmitteletiketten und die Rückverfolgbar keit zu verbessern. Der Bereich der Lebensmittelausgabe bietet ein großes Potenzial für For schung und Entwicklung in der Robotik, das durch Fortschritte bei der Sensorfusion, dem CPS Design, der Mensch Maschine Schnittstelle, dem Roboterlernen, den Bildverarbeitungssys temen und der Innovation bei der Änderung von Roboterkonfigurationen unterstützt wird. Neue Ideen entstehen parallel zu den neuen Technologien. +++
Food2Multimedia, Redaktion
[1]
Der Verband für Verpackungs und Verarbeitungstechnologien (PMMI) – Business Intelligence Webinars, 2019 Robotics Webinar; Donna Ritson, DDR Communications President, Mai 2019
[2] World Robotics 2021, Industrieroboter und Serviceroboter –International Federation of Robotics
[3] RIA 2018, Statistik für Nordamerika
[4] https://ifr.org/industrial robots
[5] Prospects of robotics in food industry – Food Science and Technology (Campinas), von Jamshed Iqbal, Zeashan H. Khan, Azfar Khalid, April 2017; 37(2):159 165









































































 DAS POTENZIAL DER ROBOTIK
DAS POTENZIAL DER ROBOTIK




Backen unter Vakuum inklusive anschließendem Kühlen auf Verzehrtemperatur – eine Innovation in der Bäckereitechnik, die eine ganz neue Dimension des Ladenbackens eröffnet.
+
Es fasziniert Laien wie Fachleute – der Backprozess im Vakuumofen geht im Ver gleich zum herkömmlichen Ladenbacken rasend schnell. Vom Backbeginn bis zum Verkauf lassen sich je nach Produkt 40 bis 70 % der Prozesszeit und entsprechend viel Energie einsparen. Die Backverluste sind dabei so gering, dass mit 10 % weniger Teigeinwaage trotzdem das gleiche Endgewicht erreicht wird und das Ge bäckvolumen zunimmt. Füllungen bleiben fluffig und das Produkt kommt volumenstabil und handwarm aus dem Ofen, sodass es gleich geschnitten, verpackt oder gegessen werden kann.
Zu verdanken ist diese Revolution einer Erfindung von Cetravac-Gründer Adolf Cermak, der auch Inhaber der bakeXperts AG ist, die zum ersten
Mal Vakuum als Technologie im thermischen Prozess des Backens nutzt.
In der Bäckereitechnologie ist der Einsatz von Vakuum grundsätzlich nicht unbekannt. 1951 stellten britische Wissenschaftler den soge nannten Chorleywood process vor. Beim Mischen und Kneten hefebasierter Teige beaufschlagten sie die Knetkessel mit Vakuum bzw. Druck. Sie erreichten damit eine Feinporigkeit des Teiges, die vor allem bei Toast gefragt ist.
Die Vakuumkonditionierung von halb- und fertig gebackenen Gebäcken ist das zweite große Einsatzgebiet der Vakuumtechnik. Sie wird seit Ende des 20. Jahrhunderts vornehmlich in Europa und auch basierend auf einem Patent von
Vakuumbacken basiert auf der Anwendung von zwei einfachen physikalischen Gesetzen. Wo ein Körper ist, kann zur gleichen Zeit kein anderer sein. Luft ist in dieser Betrachtung ein Körper und solange Luft in den Poren eines Gebäcks sitzt, kann der heiße Dampf nicht hinein. Hinein soll er, um dort zu kondensieren und die dabei entstehende Kondensationswärme schnell und effizient an Krume und Kruste abzugeben. Beim Backen im Vakuumbackofen wird die Backkammer also unter Vakuum gesetzt und der Weg für den heißen Dampf wäre frei. Aber wie findet der Dampf den Weg dahin? Wasserdampf kondensiert immer an der kältesten Stelle im Raum (Fenster im Winter, Bierglas im Som mer). Das in den Ofen geschobene Produkt kommt aus einer Umgebung von -20 °C (TK), +5 °C oder wird ambient gelagert, also bei Raumtemperatur. Der Ofen ist vorgeheizt (180 °C z. B.), also ist die Krume/ der Kern des Produktes die kälteste Stelle und der Dampf geht, wie von einem Magnet angezogen, direkt in das Innere des Gebäckes. Dort erwärmt er es in Sekunden auf über 75 °C und sorgt für optimale Ver hältnisse beim Auftauen, bei der Gare, beim Backen. Die Vakuumkühlphase am Ende des Prozesses sorgt für stabiles Volumen, Rösche und lange Frischhaltung.
Produktegruppen, die vom Vakuumbacken profitieren Produktgruppe
Kleingebäcke wie Bröt chen, Baguette, Ciabatta
kürzere Prozesszeit, weniger Backverlust, Volumenstabilität, längere Rösche, Prozesssicherheit
Feingebäcke wie Crois sant, Plunder kürzere Prozesszeit, halbierter Backverlust, mehr Aroma und deutlich verbesser tes und länger haltbares Volumen
Großbrote inklusive Dop pelback frische Großbrote aus dem Vakuumofen im Laden im Minutentakt, keine Feuch tigkeits- und damit auch keine Gewichtsverluste, langanhaltende Frische Gefüllte Produkte wie Tartes, Strudel etc.


Volumen ohne E-Nummern, Füllung bleibt luftig, füllt das Produkt auch nach dem Backen aus und wird nicht „speckig“
Snacks wie Pizza, Zun gen, Brezen sehr kurze Prozesszeit, saftige, krosse Böden und attraktiv aussehender Belag, sofort auf Verzehrtemperatur
Verpackte Ware Fertigbacken von verpackten Broten/Toast im Laden je nach Nachfrage
„Unsere Anlage läuft zur vollsten Zufriedenheit und wie so oft im Leben fragen wir uns: was taten wir früher, um solche Qualitäten zu erzeugen? (wir hatten diese einfach nicht…)“
Reinhard Honeder, Honeder Naturbackstube GmbH
Cermak (die Vakuum-Unterbruch-Backmethode) von 1997 praktiziert. Zentraler Punkt dabei ist das durch Vakuum erzeugte schnelle Senken der Temperatur im gebackenen Produkt von innen nach außen. Dabei passiert die Gebäcktemperatur den mikrobiologisch sensiblen Tem peraturbereich so schnell, dass die Möglichkeit zur Infektionen mit Schimmelsporen und Keimen
stark reduziert wird. Gleichzeitig sorgt der ge steuerte Temperaturabfall dafür, dass die Poren wände in Kruste und Krume stabil werden und ihre nach dem (um durchschnittlich 20 bis 30 % verkürzten) Backen erreichte Form bzw. das Volumen behalten.
Mit dem Vakuumbacken eröffnet sich jetzt das dritte Technologiefeld, in dem Vakuum als Pro zessparameter eingesetzt wird. Es drückt Wasserdampf in Sekundenschnelle in jede ein zelne Gebäckzelle, aus der die kalte Luft zuvor/ parallel abgesaugt wurde. Egal, ob Garen, Auf tauen oder Backen – der gewünschte Prozess startet umgehend. Niemand muss darauf warten, dass die Hitze sich langsam durch das Gebäck arbeitet. Mittels Vakuum kommt sie sofort im Kern der Gebäcke an. Für die Bräunung sorgen
bei Bedarf parallel unterschiedliche Heizquellen (konventionell und/oder Infrarot).
Was Fachleute an dem Verfahren begeistert, ist die Steuerbarkeit des Wasserhaushaltes im Gebäck. Es wird deutlich weniger Wasser aus dem Produkt getrieben, die Wasserbilanz kann sogar stabil bleiben. Dass das Saftigkeit und Frische über Stunden begünstigt, ist selbst Laien klar. Sogar Produkte, bei denen die Retrogra dation der Stärke bereits begonnen hat (ambiente Lagerung), lassen sich damit zu alter Frische zurückführen. Doch das ist nicht alles. Die Stabi lisierung von Saftigkeit, Form und Rösche macht logischerweise eine Konzentration der Produktionsmengen möglich, die man außerdem tags über herstellen kann. Angesichts des heutigen Mangels an Facharbeitern ein wichtiger Plus
„Ich erwarte mir von dem neuen Vakuumbackofen „UDO“ von bakeXperts eine Reduzierung der Retouren, schnellere Verfügbarkeit der Backware, insbesondere bei Schnittbrot, deutlich geringere Energiekosten und langanhaltende Rösche und Stabilität der im Laden gebackenen Produkte.“




 Dominik Beck, Der Beck GmbH
Dominik Beck, Der Beck GmbH
punkt. Benötigte Ware – auch Großbrote – ist schneller fertiggebacken und auf Schnitt-, Verzehr- und Verpackungstemperatur herunter gekühlt. Das eröffnet neue Chancen im Groß kundengeschäft, aber auch im hochaktuellen Markt der Lieferdienste, die auf schnelle Frische angewiesen sind. Ladenbacken auf Vorrat, um Nachfragespitzen abdecken zu können, gehört der Vergangenheit an. Die verkürzte Reaktionszeit
Auftauen Gären Backen Abkühlen
Auftauen Gären Backen Abkühlen
Auftauen Gären Backen Abkühlen
Auftauen Gären Backen Abkühlen
Auftauen Gären Backen Abkühlen





-71% -72% -66% -66% -80%
Der Vergleich zu konventionellen Ladenbacköfen macht es deutlich sichtbar. Der neue Vakuumbackofen reduziert die Prozesszeiten (von der Lagerentnahme bis Verfügbarkeit im Regal) dramatisch, egal ob der Teigling grün, vorgegart oder halbgebacken und bei welcher Temperatur er in die Filiale geliefert und dort gelagert wird. Mit bloßem Auge wird auf den Vergleichsfotos sichtbar, wie sich die Vakuumtechnologie positiv auf Form und Stabilität der verschiedenen Backwaren auswirkt.
Standard Standard UDO UDO Standard Standard UDO UDOlässt Retouren und Abfall schrumpfen und erhöht nicht nur die Flexibilität, sondern auch die Fri sche des Angebotes. Warme knackige Snacks statt angetrockneter, lauwarmer „Schuhsohlen“.
Faszinierend ist die Breite der Anwendung von Vakuumöfen im Laden:
+ als singulärer, von Personaleingriffen freier Prozess für tiefgekühlte, nicht vorgebackene Teiglinge ohne An- oder Auftauen über das Backen bis zum Abkühlen

+ für das im Vergleich zu herkömmlicher Tech nik stark beschleunigte Fertigbacken von tief gefrorenem Klein- und Feingebäck sowie von Broten unter 250 g Stückgewicht
+ für einen speziellen Backprozess für teilgeba ckene, kühl oder bei Umgebungstemperatur
gelagerte Ganzbrote mit höherem Stückgewicht (bis 1.000 g) in kürzester Zeit
+ für die schnelle Bereitstellung von gebackenen Snacks, die gleichzeitig auf „Genusstemperatur“ herabgekühlt werden
+ für die Regeneration von Retourenware aus und in der Filiale
+ für das minutenschnelle „Versandfertigmachen“ von Backwaren für Lieferservices oder Click& Collect
Der von bakeXperts entwickelte Vakuumofen UDO (Univac-Doppelback-Ofen) besitzt eine Steuerung, die bewusst so ausgelegt ist, dass Bedienungspersonal vor Ort nicht mehr tun muss, als der Ware auf dem Blech ein Produkt bild zuzuordnen und auf den Knopf zu drücken. Alles andere läuft dann automatisch ab. Auch in

„Was ich bisher von „UDO“ gesehen habe, grenzt an Utopie. Einfache Bedienung, ultraschnelle Backprozesse, halbierter Backverlust und die beste Qualität, die je aus einem Ladenbackofen gekommen ist.“
Jürgen Hinkelmann, Bäckermeister Grobe GmbH & Co. KG
den Läden fehlt es an Fachpersonal. Die Pfle ge der Programme und das Sammeln der Be triebsdaten, unerlässlich für zentrale Steuerung und Kostenkontrolle (Filialmanagement), finden entweder auf dem firmeneigenen Server oder in der Cloud statt.
Mit dem schnell liefernden Vakuumofen ließen sich neue Verkaufskonzepte realisieren, die auf den grassierenden Personalmangel eingehen. Dazu wird der Laden in zwei Zonen geteilt: hier die beratungs- und bedienintensive Theke, dort die schnelle Selbstbedienung mit digitaler Kasse bei Produkten ohne Beratung oder in Sichtfenster verpackungen angebotenen Snacks, die nach fragegerecht und garantiert immer frisch aus dem Ofen kommen. Die Verbraucher stehen dem Thema Selbstbedienung längst offen gegenüber und wenn sich dafür im Gegenzug die Schlange verkürzt, könnte es sogar attraktiv werden. Auch vollautomatisierte Konzepte, bei denen Roboter
sämtliche Arbeitsschritte übernehmen, sind an spe ziellen Standorten denkbar. Entsprechende Automa tisierungslösungen, die von künstlicher Intelligenz gesteuert werden, sind bereits auf dem Markt.

Im ersten Halbjahr 2022 wurden die Öfen bereits ausgewählten Spitzenbetrieben der Bäckerei und Konditorei aus Deutschland, Österreich, Schweiz, Frankreich und Skandinavien vorgestellt. Unter Praxisbedingungen testeten sie die Neuent wicklung auf Funktion, Backergebnis und die damit zu erreichenden Prozessverbesserungen. Quer durch alle Sortimente vom Brötchen über Croissant und Großbrote bis zur zarten Füllung für Tartes und Strudel ließen Aroma- und Volu menstabilität im Vergleich zu bisheriger Technik die Herzen der angereisten Fachleute höher schlagen. Die mit spitzem Bleistift kalkulieren den Unternehmer in ihnen begeisterte die Aus sicht, damit Nachtarbeit sparen und Produktion wie Logistik deutlich effizienter gestalten zu können. Das Ergebnis war entsprechend: Ende Juni lagen bereits Fixbestellungen und Reser vierungen vor, die die Erwartungen deutlich übertroffen haben. Diese „Erstkäufer“ (Ausliefe rung der ersten Serie gegen Jahresende) profitieren von einem Marktvorsprung von 1 bis 2 Jahren, der Einbindung in eine Erfa-Gruppe und anderen Vorteilen. Käufer der zweiten Serie (geplant für Auslieferung Mitte 2023) können mit ähnlichen „Privilegien“ rechnen. +++
VAKUUM! Filialsysteme wachsen weltweit © Richard Levine / Alamy Stock Foto






















































































































































































































































Industrielle Bäckereien zählen zu den energieintensiveren Produktionsunternehmen und können damit besonders von Energieeffizienzsteigerung und erhöhter Energieflexibilität profitieren – dieser Artikel zeigt, wie mit einem digitalen Zwilling in einer automatisch optimierten Planung und Steuerung der Produktion ein erheblicher Vorteil erzielt werden kann.












+Energiekrisen, wie die durch den UkraineKrieg im Frühjahr des Jahres 2022 aus gelöste, verdeutlichen vielen Unternehmen die ohnehin bekannte, aber vielfach noch hinaus gezögerte Notwendigkeit eines umfassenden Energiekonzeptes. Neben der durch die Krise verdeutlichten Versorgungsunsicherheit auf den Märkten fossiler Energiequellen, sind vor allem die Nachhaltigkeitsanforderung an die Industrie und langfristig steigende Preiserwartungen knapper werdender fossiler Energiequellen unausweichliche Trends. Die Erkenntnis, dass der Industriesektor in Industrienationen für 36 % der CO 2-Emissionen verantwortlich ist [1], führt in Verbindung mit den in dem Übereinkommen von Paris, welche die globale Erderhitzung auf unter 2 °C begrenzen sollen, indem ab 2020 alle zehn Jahre eine Halbierung der CO2-Emissionen erreicht wird [2], zu absehbar großem Einspa rungsbedarf des Energieeinsatzes.
Industrielle Bäckereien, mit energieintensiver Produktion, oft im Bereich eines (bislang) nied rigen zweistelligen Umsatzkostenanteils, stehen damit zwar einerseits der erheblichen Herausfor derung gegenüber, einen wesentlichen Anteil ihrer Kosten und ein Kern-Element ihrer Prozesse zu verändern, gleichzeitig aber ergibt sich für diese auch eine besonders große Chance, von
erzielten Verbesserungen zu profitieren. Als Stell hebel für die Reduktion von CO 2-Emissionen bieten sich den Unternehmen grundsätzlich mehrere Basisoptionen:
a) Reduktion des Energieeinsatzes im Gesamt prozess durch Erhöhung der Energieeffizienz: Hierbei wird die Eingesetzte Energiemenge pro Produktoutput-Einheit reduziert [3].
b) Erhöhung des Anteils emissionsarmer erneu erbarer Energie, erreicht durch Erhöhung der Energieflexibilität: Hiermit ist vor allem die zeitliche Synchronisation des Energiebedarfs mit dem fluktuierenden Angebot aus vorwie gend erneuerbaren Energiequellen gemeint.
c) Reduktion der Emissionen durch Reduktion „verkörperter“ Emissionen des eingesetzten Materials und der Vorprodukte sowie der Betriebs- und Hilfsstoffe ( Emissionen der vorgelagerten Wertschöpfungskette): Verein facht geht es hierbei um die Reduktion der eingesetzten Materialmengen sowie die Wahl von Material, das besonders emissionsarm erzeugt und bereitgestellt werden kann.

Alle drei Stellhebel sind zudem potenziell auf die gesamte Wertschöpfung im Unternehmen bezogen, also auf den eigentlichen Back- bzw. Produktions-Prozess sowie die Lagerung und Logistik. Zusätzlich kann in den drei Stellhebeln
jeweils die Maßnahmenkategorie unterschie den werden: den Bereich Hardware und Aus stattung – beispielsweise die Substitution durch Anlagen (-Bestandteile) mit höherem Wirkungs grad – und den Bereich optimierte Planung und Steuerung. Im Bereich der Planung und Steue rung wiederum kann dies einerseits die Steue rung der Anlagen in der Produktion sowie in der Peripherie (bis zur Gebäudesteuerung) betref fen, aber auch die Planung und Steuerung von Aufträgen im Zeitverlauf sowie die Zuordnung der Aufträge zu den Anlagen.
Zur Erreichung der Klimaziele werden alle drei Stellhebel, in der gesamten Wertschöpfung und in allen Maßnahmenkategorien genutzt werden müssen, um die Nachhaltigkeitsanforderungen erfüllen zu können und nicht vom Markt ausge schlossen zu werden. Im vorliegenden Artikel liegt der Fokus auf Erhöhung der Energieeffizienz sowie der Energieflexibilität in industriellen Bäckereien durch optimierte Planung und Steu erung. Im Gegensatz zu hardwareseitigen Optimierungen, ist der Bereich der Planung und Steuerung bislang weniger gut entwickelt und in der Praxis umgesetzt – dies gilt für die industrielle Produktion generell und noch einmal verstärkt für den Bäckereibereich. Die Planung und Steuerung betrifft ein komplexes System, das in industriellen Bä ckereien in der Regel noch nicht gut durch Digitalisierung, ei nem Schlüssel für die optimierte Planung, erschlossen ist – Enterpreise Ressource Plan ning Systeme oder Systeme des Advanced Planning and Scheduling bspw. werden hier bislang nur wenig eingesetzt und die Datenver fügbarkeit liegt hinter der in vielen anderen Bereichen der Serienfertigung zurück. Das er hebliche Potential für Energieeffizienz und -flexibilität durch Pla nung und Steuerung steht einem Mangel an praxisverwendbaren Methoden gegenüber. Simulationsbasierte
Methoden zählen zu den vielversprechendsten, da in der Simulation das komplexe Verhalten eines Energiesystems realitätsnah abgebildet und damit geplant werden kann [4].
In diesem Artikel wird eine Methode vorgestellt, die durch optimierte Planung der Aufträge und die Ansteuerung von Produktionsanlagen sowohl Energieeffizienz wie auch Energieflexibilität steigert. Der Wirkmechanismus der Auftrags planung zur Steigerung der Energieeffizienz umfasst beispielsweise das gezielte Reihen und Terminieren von Aufträgen, sodass wenig Energie für Aufheiz- oder Abkühl-Vorgänge „verloren geht“. Die Energieflexibilität wird beispielsweise gesteigert, indem energieintensive Aufträge in Zeiten hoher Verfügbarkeit günstiger erneuer barer Energie terminiert werden. An einem durchschnittlichen Werktag schwanken die Preise auf dem Spotmarkt, einem kurzfristigen Markt für Elektroenergie, um bis zu 100 % um den Durch schnittswert. Diese Volatilität des Stromangebo tes wird durch den im Zuge der Energiewende wachsenden Anteil erneuerbarer Energiequellen, mit ihrer wetterabhängigen Bereitstellungs menge, weiter steigen [5]. Sofern es moderne flexible Stromtarife oder gar ein eigenes Ener gieportfoliomanagement produzierenden Unter nehmen ermöglichen, ihren Energiebedarf auf das zeitlich variierende Angebot anzupassen, sind erhebliche Kostenvorteile erreichbar [6]. Voraussetzung hierfür ist allerdings die Planbar keit des eigenen Energieverbrauches für die produzierenden Unternehmen. Die Anlagensteue rung versucht beispielsweise Aufheizzeitpunkte von Öfen so zu wählen, dass minimale Energie mengen für Aufheizen anfallen und in notwendi gen Pausen zwischen Aufträgen ein optimales Temperaturlevel gehalten wird, jeweils in Abhän gigkeit der aktuellen Hallen-Umgebungstem peratur sowie der Außentemperatur. Die Ziele Energieeffizienz und -flexibilität werden dabei ausgewogen mit den klassischen Wirtschaftlich keitszielen der Planung und Steuerung, bei spielsweise Anlagenauslastung, Personalkosten, Liefertreue etc., in einem komplexen Zielsystem gewichtet und verfolgt.
Abbildung 1: Planungsmethode: Simulation und Optimierung sind mit der Bäckerei über Datenschnittstellen verbunden
In der Simulation müssen zwei Systeme abge bildet werden: Das Verhalten des Produktions systems, durch das Aufträge im Zeitverlauf durch laufen und dabei einem Materialfluss folgen, Anlagen (z.B. Öfen, Froster, Fördermittel) bele gen – hierfür wird üblicherweise ereignisdiskrete Simulation genutzt (DES). Das Energiesystem hinter der Produktion, das den Energieeinsatz und das physikalische Verhalten der Anlagen und ihrer Peripherie (vor allem Wärmeaustausch im Fall der Bäckerei) abbildet – hier kommt typi scherweise kontinuierliche Simulation zum Ein satz. Beide Systembestandteile interagieren miteinander, wenn bspw. Backwaren erst dann in einen Ofen gelangen dürfen, sobald die pro duktspezifische Soll-Temperatur darin erreicht ist, was sich aus dem Aufheizverhalten des Ofens sowie der Temperatur der Umgebung ergibt. Diese Interaktion muss also ebenfalls von der Simulation erfasst werden, um ein realistisches Gesamtverhalten des Modells zu ermöglichen.
Während bisherige Ansätze dieses komplexe zweiteilige Systemverhalten über eine Kopplung von zwei oder mehr Simulatoren (kontinuierlichen und diskreten) umgesetzt haben, ermöglicht der im vorliegenden Artikel vorgestellte Simulator
ein hybrides diskret-kontinuierliches Verhalten auf Ebene der kleinsten Bauteile der Simulation [7,8]. Damit lassen sich modulare Modelle er stellen, die in Bauteilbibliotheken archiviert und für neue Anwendungsfälle neu kombiniert und zu größeren Anlagen und Systemen verbunden und wiederverwendet werden können, während das mit gekoppelten Simulatoren nicht möglich ist, und somit effizienteres Modellieren ermög licht. Zudem ermöglichen die hybrid simulieren den Bausteine eine engere Kopplung, also einen intensiveren Austausch, wo sonst nur ein Ab gleich der Simulationsbestandteile in größeren Zeitabständen möglich war – ein realistischeres Systemverhalten wird möglich.
Neben der Simulation nutzt die hierin vorgestellte Methode ein Optimierungsmodul, um automa tisch eine auf das Zielsystem optimierte Planung zu entwickeln. Die Optimierung der oben vorge stellten Stellgrößen in einem echten Industrie anwendungsfall ist in der Regel zu komplex für exakte Optimierungsverfahren, die ein echtes Optimum – es gibt keine bessere Lösung – er mitteln können; man spricht von NP-schwer und meint damit, dass in vertretbarer Zeit keine Lösung zu ermitteln ist [9,10]. Daher wird auf
 © Fraunhofer Austria Research
© Fraunhofer Austria Research
Metaheuristiken zurückgegriffen, die universelle Verfahren zum Finden guter, aber nur näherungs weise optimaler, Lösungen in großen Suchräumen sind. Die meisten der Verfahren imitieren natür liche Vorgänge, wie bspw. die natürliche Evolu tion. Ein besonders häufig genutztes Verfahren ist der Genetische Algorithmus – Planungslö sungen werden darin schrittweise so in Richtung des Zielsystems verbessert, wie sich in der Natur Lebewesen auf die veränderlichen Umgebungs bedingungen über Generationen hinweg best möglich anpassen. Dieses Verfahren wir auch im hier vorgestellten Ansatz genutzt.
Anstelle von genetischen Algorithmen werden auch z.B. auf Partikelschwärmen basierende Algorithmen für einen Bäckereieinsatzfall ver wendet [11]. Im Gegensatz zu der in diesem Beitrag vorgestellten Methodik, haben die Autoren eine vereinfachte Energiesimulation in Python umgesetzt. Der Fokus der Optimierung liegt in der akkuraten Ressourcen- und Maschi nenbelegungsplanung und weniger auf einer genauen Betrachtung des Energiesystems der produzierenden Aggregate.
Abbildung 1 zeigt, wie in der hier vorgestellten Planungsmethode die Simulation und die Opti mierung mit der realen Produktion verknüpft sind. Der aktuelle Status der Produktion (bspw. Belegung und Verfügbarkeit von Anlagen) wird, zusammen mit dem marktseitig geforderten Absatzprogramm (Produkte, Mengen, Lieferzeit punkte), über die IT-Systeme des Unternehmens an das Planungstool als Inputdaten übergeben. Dieses erstellt in der Optimierung Startlösungen, d.h. eine noch nicht optimierte aber technisch umsetzbare Planungs-Lösung (bzw. mehrere). Im Folgenden variiert die Optimierung schritt weise die Stellgrößen (Auftragsterminierung und -sequenz sowie Anlagensteuerung) und lässt die jeweiligen Zwischenlösungen von der Simu lation auf die Erreichung des Zielsystems (Ener gieeffizienz und -flexibilität sowie wirtschaftliche Zielgrößen) im Zeitverlauf bewerten (beispiels weise wird eine Woche oder mehr Produktions zeit in wenigen Sekunden simuliert). Die Zieler reichung wird dabei von einer Zielfunktion mit
den Ergebnissen der Simulation berechnet. Nach tausenden Bewertungen unterschiedlicher Lösun gen wird eine gute Lösung ermittelt, entweder nach Ablauf einer vordefinierten Zeit oder so bald keine merkliche Verbesserung des Pla nungsergebnisses mehr erreicht werden kann. Das optimierte Ergebnis wird dann über eine Datenschnittstelle an die Unternehmens-ITSysteme zur Umsetzung übergeben. Hierbei haben menschliche PlanerInnen weiterhin die Möglichkeit, einzugreifen und bspw. nicht im Modell abgebildete Detailinformationen zu be rücksichtigen. Als Optimierungsmethode kommt ein speziell zugeschnittener Genetischer Algo rithmus zum Einsatz, der die Anzahl praktisch nicht möglicher Lösungen minimiert und beson ders effizient zu Lösungen gelangt. Zusätzlich wird die Optimierungseffizienz gesteigert, indem eine spezielle Heuristik zusammen mit dem Genetischen Algorithmus verwendet wird, die zusätzlich praktisch nicht verwendbare Lösungen vorab herausfiltert und damit rechenintensive Simulationsläufe einspart.
Die Optimierung erfolgt zudem in zwei Phasen, einer ersten Phase, in der hauptsächlich die Auftragsreihenfolge variiert wird, und einer zweiten Phase, in der vornehmlich die Ein- und Ab-Schalt-Zeitfenster der wichtigen Anlagen verändert werden. Durch diese Trennung der veränderten Stellgrößen wird die sehr komplexe Optimierungsaufgabe in zu bewältigende Teil probleme zerlegt. Die Zielfunktion wird aber stehts komplett bewertet, um jederzeit das Ge samtzielsystem verfolgen zu können. Implemen tiert wurde die Planungsmethode zunächst in Matlab ® und darauffolgend in C# Code durch einen Implementierungspartner übersetzt und damit deutlich effizienter ausführbar.
Nachdem die Planungsmethode im vorigen Ab schnitt in Struktur und Funktion vorgestellt wurde, wird in diesem Abschnitt eine Evaluierung der Methode anhand einer realen Industriefallstudie gezeigt. Die Fallstudie umfasst eine Produktionsli nie für Semmeln in einer industriellen Großbä ckerei. Diese Semmellinie (siehe Abbildung 2)
besteht aus neun großen Produktionsmaschi nen sowie Förderbändern mit Abzweigungen und zwei möglichen Endlagerstufen, für jeweils frisch auszuliefernde oder einzufrierende Sem meln, innerhalb des Produktionslogistiksystems.
Die unterschiedlichen Produkte stellen verschie dene Typen von fertig ausgebackenen, halbge backen-tiefgekühlten und tiefgekühlten Semmeln dar und nutzen drei unterschiedliche Materialflussvarianten. Der Hauptunterschied besteht in der Variante mit und ohne Durchlauf durch einen Industriebackofen. Die jeweiligen Produkte er fordern unterschiedliche Prozessparameter, z.B. Temperaturen und Durchlaufzeiten an den Ma schinen. Diese Produkteigenschaften werden auf Prozessblättern gespeichert und als Eingabe für die Simulation verwendet. Zwei der Produk tionsanlagen, der Industriebackofen und der (Schock-) Froster, weisen jeweils ein relevantes thermisch-physikalisches Verhalten auf. Dieses Verhalten wird durch die vorgestellte hybride Simulation abgebildet.
Zielfunktion: Die Zielfunktion der simulations gestützten Optimierung (siehe Abbildung 3) be trachtet unterschiedliche Zielsetzungen gleich

zeitig während der Optimierung und gewichtet diese entsprechend vom Management definier ten Gewichtungen. Das wichtigste Kriterium im Rahmen der Optimierung stellt die Liefertermin treue dar. Diese lässt sich, in Abhängigkeit der Produktionskosten, über zwei unterschiedliche

© Fraunhofer Austria Research Abbildung 2: Semmellinie einer industriellen Großbäckerei
Research Abbildung 3: Zielfunktion (vereinfacht dargestellt)
©
Teilzielziele erfassen: Die Lieferverzugs-Kosten und die Lagerkosten. Beide werden für jeden Produktionsauftrag in Abhängigkeit des zeitlichen Abstands des Fertigstellungs- zum Wunsch-Liefer termin berechnet. Wird ein Auftrag zu früh fertig, erzeugt er mit zunehmender Lagerzeit steigende Lagerkosten, wird er zu spät fertig, erzeugt er stark mit zunehmender Verzögerung ansteigende Lieferpönalen.
Weitere Teilziele sind der die Kosten für Energie sowie Kosten für CO2-Emissionen (vom Manage ment monetär bewertet). Zusätzlich wird noch die Zeit bewertet, die das Kernaggregat, der Industrieofen, belegt ist – Hintergrund hier ist, dass reduzierte Belegungszeit Platz für mehr Produktion schafft, was bei knapper Kapazität wie im Anwendungsfall vorteilhaft ist. Das letzte Teilziel sind Rüstkosten der Anlage, die bewerten, welcher Zeitanteil die Anlagen nicht produktiv einsatzbereit sind; Umrüstvorgänge sind zwi schen technologisch unterschiedlichen Produkten notwendig (z.B. Laden von neuen Temperatur profilen am Ofen) und können durch geschickte Auftragsreihenfolgen reduziert werden. Alle Teil zeile werden in der Zielfunktion auf einen EuroWert umgerechnet und zu einem Gesamtwert addiert.
Arbeitspläne: Die Arbeitspläne der Semmellinie sind auszugsweise in Abbildung 4 dargestellt. Dabei ist ersichtlich, dass sich diese sowohl in der Stundenleistung bzw. dem Mengengerüst (An zahl Stück pro Schlauchbeutel, Anzahl Schlauch beutel pro Kiste, Anzahl Kisten pro Palette) als auch in den produktspezifischen (Back-) Tempe raturen und Prozessbearbeitungszeiten an den einzelnen Aggregaten (Gärschrank, Backofen, Kühlspirale, Froster, etc.) unterscheiden. Die Para meter unterteilen sich in durchlaufzeit- und men genrelevante Stammdaten, wie auch Kennzahlen, welche für die exakte Modellierung des ther mo-physikalischen Verhaltens notwendig sind.
Der Anwendungsfall bietet sowohl einen kom plexen Materialfluss mit Produktvarianten wie auch ein komplexes Energiesystem, bestehend u.a. aus Backöfen, Kälteanlagen und Wärmeer zeugung in der Technischen Gebäudeausstat tung. Auch zeitvariable Energiepreise auf dem Day-Ahead-Spotmarkt wurden in Test-Szenarien als Inputdaten verwendet, um das Nutzenpo tential einer Anpassung an fluktuierende Preise mit flexibler Energiebeschaffung zu ermitteln. Die Ergebnisse der Planungs-Optimierung vari
 Abbildung 4: Auszug der Arbeitspläne für drei Beispiel produkte der Semmellinie
Fraunhofer Austria Research
Semmel frisch Semmel TK HB Semmel TK
Abbildung 4: Auszug der Arbeitspläne für drei Beispiel produkte der Semmellinie
Fraunhofer Austria Research
Semmel frisch Semmel TK HB Semmel TK
ieren je nach Szenario – diese werden bestimmt u.a. durch Jahreszeit, Produktionstag, Planungs zeitraum – und bewegen sich zwischen 15 bis 50 % Optimierung des Zielfunktionswertes, also der Verbesserung des Gesamtziel-Wertes im Vergleich zur Ausgangslösung. Für den Energie verbrauch können bis zu 33 % Einsparung erreicht werden. Die Basis- bzw. Vergleichslösung ist hierbei immer der manuell von menschlichen Planerinnen erstellte Plan. Das Optimierungs potential vergrößert sich relativ, wenn Spotmarkt preise für die Beschaffung von Energie als Input daten genutzt werden. Besonders ergiebig bezüglich der Energiekosten sind hierbei vor allem Produktionszeitpunkte im Sommer, an denen der Kühlungsbedarf in der Produktion am größten ist und günstige Energie aus erneuerbaren Quellen
Teilziel Verspätung/Lagerkosten in €
Teilziele
Teilziel Energie in € Teilziel Ofenbetriebszeit in €
Rüstkosten (fitness)
Gesamtgoal
Startlösung: 10900,5 10673,7 8785,0 7750,0 38109,2
optimiert: 5323,8 8390,5 3423,3 4000,0 21137,7 Differenz (abs.) -5576,7 -2283,2 -5361,7 -3750,0 -16971,5 Differenz (rel.) -51,2 % -21,4 % -61,0 % -48,8 % -44,5 %
Gesamtziel
Teilziel Energie:
Elektrische Energie in
Kühl-Energie in kWh Heiz-Energie in kWh
Gesamtenergie in kWh
GesamtEnergiekosten in €
Startlösung 7598,13 26964,80 23949,10 58512,03 10673,65
Optimierte Lösung 6704,41 21319,70 18420,80 46444,91 8390,50 -11,76 % -20,94 % -23,08 % -20,62 % -21,39 %
+ verbrauchsabhängige Energiekosten + verbrauchsabhängige CO2 Pönale

= Energie-Zielfunktions-Wert
Quelle: Fraunhofer Austria Research
Abbildung 5: Optimierungsergeb nisse der 2-PhasenOptimierung in einem 7-TageSzenario
Abbildung 6: Ergebnisauswertung für ein Beispielszenario
Abbildung 7:
Gegenüberstellung der initialen (oben) und optimierten (unten) Produktions reihenfolge im Backofen
zeitweise in großer Menge zur Verfügung steht; die Optimierung kann über kleine Terminadjus tierungen von Aufträgen diese günstige Energie ausnutzen. Das Simulationsmodell und die Ziel funktion wurden mit realen Messdaten und Pro duktionsdaten parametrisiert und anhand von realen Produktionsplänen validiert, sodass die Planungs-Ergebnisse praxisrelevant sind.

Abbildung 5 zeigt für ein Beispielszenario, wie nach wenigen tausend Zielfunktionsbewertungen die einzelnen Teilziele bzw. die Gesamtzielfunk tion um 45 % verbessert werden konnten. Die ersten beiden Teilziele, die Verzugs- und Lager
haltungskosten, wurden gegenüber der manu ellen Planungslösung um 51,2 % reduziert. Die Gesamtenergiekosten, einschließlich der CO 2 Emissionskosten, um 21,4 % gesunken, in ande ren Planungsszenarien sogar um bis zu 30 %.
Abbildung 6 stellt die exemplarische Übersetzung der realisierten Einsparungen (in %) in € sowie die Detailaufstellung bzw. den (Split-) Anteil der einzelnen Energieträger an der Reduktion aus Abbildung 8 dar.
Folgend noch ein Einblick in das Systemverhalten im Zuge der Optimierung: Abbildung 7 zeigt die
geänderte Produktionsablaufreihenfolge anhand des industriellen Backofens auf der Semmellinie für ein 2-Wochen-Produktionsszenario. Die initiale Reihenfolge wird im Zuge der ersten Phase der Optimierung in der Auftragsreihenfolge geän dert. Dabei wird v.a. die Termintreue der einzel nen Produktionslose verbessert, während sich die Auslastung und Energiekosten kaum verändern (diese erfolgt in Phase 2).
In Abbildung 8 ist zu erkennen, wie die Opti mierung die Teilzeile entwickelt und dabei im mer wieder auch im Trade-Off zwischen konflik tären Zielen manövrieren muss. Prinzipiell erkennt man dabei, dass sich die Lösungen aus Phase 1 v.a. auf die Reduktion von Lieferverzug und Lagerhaltung konzentrieren, während die der art entsprechend optimierten Lösungen v.a. zu Beginn von Phase energetisch deutlich weiter verbessert werden. Im Zuge der Optimierung wird stets die best-bewertete Lösung in die nächste Generation mitgenommen, sodass diese während der Optimierung nicht verloren geht.
Wir konnten eine automatisiert optimierende Planungsmethode entwickeln, die für eine indus-
trielle Bäckerei Energieeffizienz und -flexibilität im Einklang mit wirtschaftlichen Zielgrößen ver folgen und damit für menschliche PlanerInnen eine große Hilfestellung im Rahmen der Entwick lung zu mehr Nachhaltigkeit in der Produktion leisten kann. Die Optimierungsergebnisse vari ieren Fall- und Szenario spezifisch – eine ga rantierte Einsparung kann nicht angegeben werden – allerdings konnte in verschiedenen Rahmenbedingungen (Zeitpunkte und Absatz programme) ein erhebliches Optimierungspo tential im zweistelligen Prozentbereich erzielt werden. Das größte Hindernis für die Nutzung der Methode im Live-Betrieb ist die noch ver breitet ungenügende Datenqualität bzw. der dadurch notwendige Datenaufbereitungsauf wand. Die zunehmende Digitalisierung der Bäckereiproduktion ist demnach ein wesentli cher Erfolgsfaktor und wird zudem auch die Entwicklung verbesserter Anlagen fördern.
In der Fallstudie wurde die Methode zwar an hand realer Industriedaten einer Produktionslinie evaluiert und die Methode selbst ist so konzipiert, dass sie rollierend die Produktion begleiten und regelmäßig Planungsupdates im Zeitverlauf lie fern kann. Allerdings ist derzeit das IT-System

des Unternehmens noch nicht auf eine dauer hafte Datenbereitstellung vorbereitet. Dies würde den Einsatz für die operative Produktionsplanung und -steuerung ermöglichen und einen echten Digitalen Zwilling darstellen. Die Autoren haben bereits, ebenfalls im Lebensmittelbereich, aber ohne die umfangreiche Betrachtung des Ener giesystems, einen ähnliche Digitale Zwillinge für die Planung und Steuerung entwickelt [14].
Eine höhere Priorisierung der Ressource Energie könnte die Entwicklung fördern. Gleichzeitig können sich Unternehmen mit der Methodenan wendung für zukünftige Herausforderungen der Nachhaltigkeit vorbereiten und einen Vorsprung etablieren.








































































Trotz zukünftig erwartbar besserer Datenverfüg barkeit bleibt das „richtige“ Simulationsdetail ein Schlüssel für eine effiziente Planungsmethode.

Die hier vorgestellte Methode mit hybrider Simu lation muss nicht in jedem Systemelement vollständig implementiert werden. Gerade bei geringerem Energieeinsatz (geringere KostenHebel) und/oder einfacher, zum Beispiel mit Kennlinien, beschreibbarem Energie-EinsatzVerhalten, können mit vereinfachten Simulationen abgebildet werden. Die Suche nach der perfek ten Lösung sollte einem nächsten Schritt in Rich tung besserer Planung nicht im Wege stehen.







Ein weiterer technisch begrenzender Faktor ist die Optimierungskomplexität – hierbei bieten Methoden der künstlichen Intelligenz vielver sprechende Ergänzungen zur vorgestellten „klassischen“ Optimierung [15].
Gleichzeitig können zusätzlich zur Anlagensteu erung in dieser Fallstudie (im Wesentlichen An- und Abschaltzeitpunkte von Öfen) zukünftig auch weitere Elemente eines Energiesystems und ihre Stellgrößen und damit mehr Optimie rungspotential erschlossen werden. Beispiele hierfür wären Speicher, ggf. in Verbindung mit Wasserstoff und/oder Hydrolyse-Technologie, für die Steuerungsparameter von der Optimierung gesetzt werden könnten. Dies ist mit der hier vorgestellten Basismethode umsetzbar und Be standteil der aktuellen Forschung der Autoren.























Das mittelfristige Ziel sollte sein, dass Energie einsatz in Bäckereien, hier aufgrund des höheren Energieanteils bevorzugt, und letztendlich allen Industriebereichen, genau wie Arbeitskraft oder Anlagenkapazität gezielt mitgeplant und optimiert wird. Die Digitalisierung und damit Automatisierung der Planung ermöglicht das Bewältigen einer für menschliche PlanerInnen sonst unüberschaubaren Planungsaufgabe. Wenn in jedem Anwendungsfall ein gewisser Opti mierungsbeitrag erbracht wird, wäre der Effekt volkswirtschaftlich sehr bedeutsam und auch der Systemeffekt im Energienetz würde zu deut lich erhöhter Effizienz der Energiebereitstellung und Nutzung führen. +++

Dr. Thomas Sobottka (Themenleitung Digitale Fabrik) und Felix Kamhuber (Experte Simulationsgestützte Optimierung),
Fraunhofer Austria Research GmbH & TU-Wien, Theresianumgasse 7, 1040 Wien/Österreich; Kontakt: thomas.sobottka@fraunhofer.at
[1] He Y, Li Y, Wu T, Sutherland JW (2015) An energy-responsive optimization method for machine tool selection and operation sequence in flexible machining job shops. Journal of Cleaner Production 87:245–54.
[2] United Nations Framework Convention on Climate Change (UNFCCC). Historic Paris Agreement on Climate Change. http://newsroom.unfccc.int/unfccc-newsroom/finale-cop21/.
[3] Duflou JR, Sutherland JW, Dornfeld D, Herrmann C, Jeswiet J, Kara S, Hauschild M, Kellens K (2012) Towards energy and resource efficient manufacturing: A processes and systems approach. CIRP Annals - Manufacturing Technology 61(2):587–609.
[4] Michaloski JL, Shao G, Arinez J, Lyons K, Leong S, Riddick F (2011) Analysis of sustainable manufacturing using simulation for integration of production and building service. Society for Computer Simulation International. http://dl.acm.org/ft_gate way.cfm?id=2048548&type=pdf.
[5] Neugebauer R, (Ed.) (2014) Handbuch ressourcenorientierte Produktion. Hanser, München.
[6] Uslar M, Specht M, Dänekas C, Trefke J, Rohjans S, González JM, Rosinger C, Bleiker R (2013) Standardization in smart grids: Introduction to IT-Related Methodologies, Architectures and Standards. Springer, Berlin, Heidelberg.
[7] Sihn W, Sobottka T, Heinzl B, Kamhuber F (2018) Interdisci plinary multi-criteria optimization using hybrid simulation to pursue energy efficiency through production planning. CIRP Annals 67(1):447–50.
[8] Sobottka T, Kamhuber F, Rössler M, Sihn W (2018) Hybrid
simulation-based optimization of discrete parts manufactu ring to increase energy efficiency and productivity. Procedia Manufacturing 21:413–20.
[9] Gendreau M, Potvin J-Y, (Eds.) (2019) Handbook of Metaheuri stics. 3rd ed. Springer International Publishing, Cham.
[10] Wari E, Zhu W (2016) A survey on metaheuristics for optimiza tion in food manufacturing industry. Applied Soft Computing 46:328–43.
[11] Babor M, Senge J, Rosell CM, Rodrigo D, Hitzmann B (2021) Optimization of No-Wait Flowshop Scheduling Problem in Bakery Production with Modified PSO, NEH and SA. Processes 9(11):2044.
[12] März L, Krug W, Rose O, Weigert G (2011) Simulation und Optimierung in Produktion und Logistik: Praxisorientierter Leit faden mit Fallbeispielen. Springer-Verlag Berlin Heidelberg, Berlin, Heidelberg.
[13] The MathWorks, Inc. patternsearch: Find minimum of function using pattern search. https://de.mathworks.com/help/gads/ patternsearch.html (accessed on 02.06.2022).
[14] Kamhuber F, Sobottka T, Heinzl B, Henjes J, Sihn W (2020) An efficient hybrid multi-criteria optimization approach for rolling production smoothing of a European food manufacturer. Computers & Industrial Engineering 147:106620.
[15] Halbwidl C, Sobottka T, Gaal A, Sihn W (2021) Deep Reinforcement Learning as an Optimization Method for the Configuration of Adaptable, Cell-Oriented Assembly Systems. Procedia CIRP 104:1221–6.
Getreidewissenschaftler haben eine Reihe an Testinstrumenten entwickelt, um die wichtigen Eigenschaften von Weizen und daraus vermahlenem Mehl zu ermitteln. Es gibt jedoch kein Instrument, das den Bäcker umfassend über die für einen optimalen Misch- und Knetprozess erforderlichen Einstellungen informiert. In diesem Artikel werden die verschiedenen Methoden zur Messung der Teigrheologie und ihre Einsatz möglichkeiten beschrieben.
+Von Bäckern wird oft gesagt, dass der wichtigste Prozess bei der Brotherstel lung darin besteht, den Teig in optimaler Qualität zu mischen und zu kneten. Wenn dies erreicht wird, funktionieren die nachfolgenden Verarbeitungsschritte reibungslos und das gebackene Brot ist von gleichbleibend hoher Qualität. Das bedeutet, dass die Teigrheologie am Ende des Knetens optimal sein muss. Um dies zu erreichen, müssen erstens Techniken zur Messung der Teigrheologie zur Verfügung stehen und zweitens kritische Einstellungen wie Mehlwasseraufnahme und Knetzeit bestimmt werden können. Wenn es nur so einfach wäre…
Die Messung der Teigrheologie ist seit etwa einem Jahrhundert eine Herausforderung für die Mühlen und Backbranche.
Instrumentelle Methoden zur Messung der rheologischen Eigenschaften von Materialien lassen sich in zwei große Klassen einteilen: + Grundlegende Prüfungen, die die inhärenten Eigenschaften des Materials messen und nicht von der Geometrie und Form der Probe, den Belastungsbedingungen oder der Art des verwendeten Geräts abhängen. Zu den gemessenen Eigenschaften gehören typischer
weise die Relaxationszeit und der Schermodus. + Empirische Prüfungen oder Nachahmungs tests sind solche, bei denen die Masse der Probe, die Geometrie und die Geschwindig keit der Prüfung über die Größe der gemes senen Parameter entscheiden. Typisches Bei spiel ist die Analyse des Texturprofils, bei der eine Druckkraft zur Messung von Parametern wie Härte und Elastizität verwendet wird.
Ein Brotteig ist ein komplexes, mehrphasiges System, das wie andere strukturierte Lebensmit tel sowohl viskose als auch elastische Eigen schaften aufweist. Dies wird als viskoelastisches Material bezeichnet. Viskoelastische Lebensmittel eignen sich gut für dynamische Funda mentaltests, die mit Rheometern durchgeführt werden. Ein typisches Beispiel für einen dyna mischen Test ist der Frequenz Sweep Test, bei dem die Frequenz der angelegten Spannung oder Dehnungsfrequenz variiert wird. Zur Unter suchung der viskoelastischen Eigenschaften von Teigen können verschiedene Arten von dynamischen Tests durchgeführt werden. Dazu gehören Kriecherholungs und Spannungsrela xionstests sowie dynamische Oszillationstests.
Bei einem Kriechversuch wird eine sehr geringe, aber definierte Scherspannung angelegt, bis
die Scherdehnung mit einer konstanten Rate zunimmt. Sobald diese konstante Rate erreicht ist, wird die angelegte Scherspannung entfernt, und das Material kann einen Gleichgewichtszu stand erreichen. Ein Kriechversuch liefert in erster Linie zwei Informationen:
+ Scherungsfreie Viskosität – dies ist die Viskosität des Materials unter sehr niedrigen Sche rungsbedingungen. Sie ist aufgrund der ext rem niedrigen Scherbedingungen schwer zu messen und ist Gegenstand vieler Diskussio nen über ihre Beziehung zur Fließspannung.
+ Equilibrium Compliance – dies ist die elasti sche Reaktion auf Dehnung; sie gibt Auf schluss über die viskoelastische Komponente eines Materials.
Bei einem Spannungsrelaxationstest wird das Material plötzlich auf eine bestimmte Verfor mung (Dehnung) gebracht, und die Spannung, die erforderlich ist, um die Verformung konstant zu halten, wird als Funktion der Zeit gemessen. Obwohl Kriech und Spannungsrelaxationstests einfach durchzuführen sind, gibt es zwei Nach teile. Der erste Nachteil ist die Zeit, die benö tigt wird, um die vollständigen Informationen über die viskoelastischen Eigenschaften des Materials zu erhalten. Bei Teigen ist dies wich tig, da Teig ein dynamisches System ist und sich seine Eigenschaften mit der Zeit ändern. So verändern beispielsweise Hefe und Enzyme die rheologischen Eigenschaften ständig, da sie aus den Substraten wie Stärke und Eiweiß
neue Stoffe erzeugen. Der zweite Nachteil ist die Schwierigkeit, zu Beginn des Versuchs eine wirklich sofortige Belastung oder Verformung zu erreichen. Diese Nachteile können durch dynamische Tests überwunden werden, bei denen die Probe durch eine Spannung verformt wird, die sich mit der Zeit sinusförmig ändert.
Bei der dynamischen Schwingungsprüfung wird der Teig einer Verformung oder Spannung aus gesetzt, die sich mit der Zeit sinusförmig verän dert. Die im Teig erzeugte Verformung oder Spannung, die ebenfalls sinusförmig variiert, wird gemessen. Das Speichermodul (G') und das Viskositätsmodul (G'') sind wie folgt definiert:
wobei τ 0 die Schubspannung (Pa) ist, θ der Aus lenkwinkel und γ 0 die Deformation (s 1).


Ein aus Weizenmehl hergestellter Teig reagiert empfindlich auf die Knetenergie, die für die Entwicklung des Teiges genutzt wird. Es ist von entscheidender Bedeutung, den Teig optimal zu entwickeln, um die richtigen viskoelastischen Eigenschaften zu erzielen, die die Herstellung eines qualitativ hochwertigen Brotes gewähr leisten. Abbildung 1 zeigt die Abhängigkeit der glutenbildenden Proteine von der durch den Kneter zugeführten Knetenergie. Die optimalen elastischen Eigenschaften wurden mit einer geringeren Knetenergie erreicht, wobei zusätz liche Knetenergie zu einer Verringerung des Elastizitätsmoduls führte.
Die Höhe der Wasserzugabe ist für die Teigrheologie sehr wichtig. Zu viel Wasser führt zu weichen, klebrigen Teigen, die bei der Ver arbeitung Probleme verursachen können, da der Teig an den Übertragungsflächen kleben bleibt und zwischen Ausrollwalzen beschädigt wird. Eine geringere Wasserzugabe hingegen

führt zu einem festeren Teig, der auch zwischen den Walzen beschädigt werden kann und der sich beim Gären und Backen nicht ausdehnt. Die Wasserzugabe wird noch schwieriger abzu schätzen, wenn dem Teig wasserabsorbierende Komponenten wie Fasern zugesetzt werden. Abbildung 2 zeigt die Reaktion der viskoelasti schen Eigenschaften des Teiges mit zugesetzten Ballaststoffen bei steigender Wasserzugabe.
Oszillatorische Schermessungen sind ein emp findliches Mittel, um die Veränderung der Wechselwirkungen innerhalb eines Teigs zu bestimmen, wenn andere funktionelle Zutaten hinzugefügt werden. Enzyme sind ein Beispiel für eine Zutat, die in geringen Mengen zuge setzt wird, aber einen unverhältnismäßig großen Einfluss auf die Rheologie hat. Enzyme werden Teigen häufig zugesetzt, um die Handhabungs eigenschaften zu verbessern, die Qualität des Brotes zu erhöhen und die Haltbarkeit zu ver längern. Allerdings werden die Enzyme in geringen Mengen eingesetzt, in der Regel im ppm Bereich bezogen auf das Mehlgewicht. Es ist nicht einfach, die richtige Zugabemenge zu bestimmen, ohne zeitaufwendige Versuche durchzuführen, bei denen Brot mit unterschiedlichen Enzymkonzentrationen gebacken wird.
Die hydrolytische Wirkung eines Enzyms wie der Xylanase, die auf die Hemicellulosebestandteile des Mehls einwirkt, spaltet die Struktur auf, und
durch die Enzymwirkung wird auch Wasser frei gesetzt, was die Konsistenz des Teigs verringert. Mithilfe von Oszillationsmessungen lässt sich die Veränderung des Teiges im Laufe der Zeit verfol gen. In Abbildung 3 wurde die Veränderung des Speichermoduls (Elastizitätsmoduls) des Teigs im Vergleich zum Wert des Kontrollteigs zum Zeit punkt Null verglichen, um die Aktivität von zwei Xylanasen verschiedener Hersteller zu untersu chen. Die Xylanase 2 erwies sich als wesentlich aktiver als die Xylanase 1. Dies deutet darauf hin, dass der Teig mit Xylanase 2 bei Verwen dung der gleichen Enzyme auf dem gleichen Aktivitätsniveau wesentlich weicher wäre und zu Problemen bei der Handhabung in der Anlage führen könnte, sodass auch die Brotqualität dar unter leiden könnte.
Oszillationsrheologische Messungen können ein wirksames Mittel sein, um die Aktivität eines bestimmten Inhaltsstoffs wie eines Enzyms, Oxidationsmittels oder Emulgators zu bewerten. Die Ergebnisse eines Rheometertests sind so empfindlich, dass sie Aufschluss darüber geben, ob die Teigrezeptur bei der Verarbeitung zu Problemen führen kann. Dadurch kann die Anzahl der erforderlichen Knet und Backversuche reduziert werden.


Wie die rheologischen Tests gezeigt haben, ist Teig ein komplexes System, das sowohl ein
Abbildung 2 (links): Veränderung der viskoelastischen Eigenschaften eines Teigs bei Zugabe von Ballaststoffen
Abbildung 3 (rechts): Auswirkung des Zusatzes von Xylanase auf die rheologischen Eigenschaften eines Weizenvollkornteiges
Wasserzugabe (% Teiggewicht)viskoses (flüssiges) als auch ein elastisches (festes) Verhalten zeigt, wenn Kräfte auf es ein wirken. Wenn ein Teig vollständig hydratisiert und entwickelt ist, sind die glutenbildenden Proteine und Polysaccharide hauptsächlich für diese viskoelastische Eigenschaft verantwort lich. Da der Hauptbestandteil der Rezeptur in herkömmlichem Brotteig Weizenmehl ist, trägt dies zu einem Großteil der Funktionalität des Teiges bei.
Alle Funktionen von Mehl zu verstehen ist eine Herausforderung. Im Laufe der Jahre hat der Weizen und Mehlsektor eine Reihe einzigartiger Prüfverfahren entwickelt und angewandt, die es in anderen Sektoren nicht gibt. Mit diesen Tests wird die Qualität von Weizen und Mehl gemessen, um ihre Eignung für die Herstellung von Backwaren zu bestimmen. Die gemessenen Eigenschaften haben Parallelen zu den Eigenschaften, die mit wissenschaftli cheren Methoden wie Viskosimetern und Rheo metern gemessen werden, jedoch mit dem Vorteil, dass sie von den Mühlen oder Back betrieben durchgeführt werden können. Es gibt viele Instrumente, die von der Mühlen und Bäckereibranche entwickelt wurden und die jeweils unterschiedliche Eigenschaften des Mehls messen. Darüber hinaus gibt es weitere Geräte, die kritische Weizeneigenschaften wie Feuchtig keit, Protein, das Korngewicht, Härte und die Hagberg Fallzahl messen.
Es gibt noch kein einziges Instrument und keinen einzigen Test, die alle erforderlichen Informationen über die Eigenschaften von Mehl liefern. Das liegt daran, dass Mehl multifunktional ist. Die wichtigsten Eigenschaften für die Back leistung von Mehl sind:
+ Elastizität: Dies ist für die Brotherstellung sehr wichtig. Der Teig muss so elastisch sein, dass sich die Gasblasen während des Gärens und Backens ausdehnen können. Wenn sich die Blasen nicht ausdehnen können, brechen sie, was zu einem geringeren Brotvolumen und einer festeren Textur führt. Bei Keksen ist Elas tizität nicht erwünscht, da sie eine Rückfede rung verursacht, die die Formkontrolle beim
Formen oder Dressieren erschwert.
+ Viskosität: Dies ist ein Maß dafür, wie stark ein Material fließt. Sowohl Massen als auch Teige müssen fließen, wenn auch in unter schiedlichem Maße. Der Teig muss ausrei chend zähflüssig sein, damit er beim Formen seine Form beibehält. Massen benötigen eine geringere Viskosität als Teig, damit sie in ihre natürliche Form oder in Formen fließen können.
+ Dehnbarkeit: Dies ist ein Maß für die Fähig keit des Teigs, sich zu dehnen oder zu verfor men, ohne zu brechen. Sie hängt weitgehend von der Qualität des von den glutenbilden den Proteinen gebildeten Netzwerks ab. Der Teig sollte eine ausreichende Dehnbarkeit aufweisen, damit er sich beim Gären und Backen ausdehnen kann.
+ Widerstandsfähigkeit gegen Verformung: Dieser Begriff ist gleichbedeutend mit der Weichheit des Teigs und bezieht sich auf die Leichtigkeit der Formveränderung während des Ausrollens und Formens. Es muss mög lich sein, den Teig zu formen, ohne die emp findlichen Gasblasen zu beschädigen, die beim Kneten eingeschlossen werden.
Im Folgenden werden Beispiele für die vielen empirischen Methoden aufgeführt, die in der Back und Mühlenindustrie verwendet werden. Tabelle 1 ist keine erschöpfende Liste, sondern stellt einige der in der Branche am häufigsten verwendeten Tests dar. Diese Tests messen die rheologischen Eigenschaften von Teigen und Vorteigen unter Bedingungen, die so weit wie möglich die Verarbeitungsbedingungen in kommerziellen Anlagen simulieren.
Zwei der wichtigsten Instrumente, die zum Ein satz kommen, sind der Farinograph und der Alveograph. Sie sind in ihrer Funktionsweise sehr unterschiedlich, können aber ähnliche Informationen für Bäckereien liefern, die ihnen bei der Rezeptur und Prozessauswahl helfen. Beide Geräte werden weltweit für die Messung der Eigenschaften von Brotteig eingesetzt. Die wichtigsten Merkmale dieser Geräte werden in den nächsten Abschnitten beschrieben.
Misst den zeitlichen Widerstand von Teig gegen Knetmesser oder stifte, die mit einer bestimmten Drehzahl (U/min) und Temperatur arbeiten.
Der Verformungswiderstand wird durch das Motordrehmoment in dimen sionslosen Werten (z. B. Brabender Einheiten, BE) gemessen. Aus der Farinographenspur werden mehrere Parameter berechnet.
Misst die Dehnbarkeit und den Dehnungswiderstand eines vollständig gemischten, entspannten Mehl Wasser Teigs. Die Verformungskräfte werden über einen Haken aufgebracht, der sich mit einer konstanten Geschwindigkeit bewegt, bis der Teig reißt. Der Verformungswiderstand wird in Pa oder N/m 2 oder in dimensionslosen Werten (z. B. Brabender Einheiten) gemessen.
Misst den Verformungswiderstand eines Mehl Wasser Teigs, indem das Teigstück in einer Blase aufgeblasen wird, bis es zerreißt. Aus der Alveographenspur werden mehrere Parameter berechnet.
Misst den Verformungswiderstand eines Mehl Wasser Teigs, während dieser variablen Scherkräften und Heiz und Kühlzyklen ausgesetzt wird. Der Verformungswiderstand wird als Motordrehmoment in N. m. gemessen.
Misst den Widerstand einer Mehl Wasser Mischung in einem Behälter, während diese mit einem Paddel oder Rührstäbchen gerührt und bis zur Verkleisterungstemperatur der Stärke erhitzt wird.
Misst den zeitlichen Verformungswiderstand einer Mehl Wasser Mischung oder eines Teigs, während diese Heiz und Kühlzyklen ausgesetzt sind. Der Verformungswiderstand wird als Viskosität in Pa·s, Centipoise (cP) oder dimensionslosen Werten gemessen.
Der Farinograph stammt aus dem Jahr 1928, als Carl Brabender eine Methode zur Messung und Vorhersage der Backeigenschaften von Brotmehl entwickelte. Es handelt sich um ein Instrument, das den Verformungswiderstand beim Mischen von Mehl und Wasser zu Teig misst. Dies ist vergleichbar mit den Veränderun gen, die in einem Kneter in einer Bäckerei zu erwarten sind. Der Teigwiderstand wird als Motordrehmoment in dimensionslosen Einheiten, den sogenannten Brabender Einheiten (BE), ausgedrückt. Während des Tests wird der Teig über seinen optimalen Punkt hinaus entwickelt, bis er anfängt zu zerfallen. Dies ist eine nützli che Information für eine Bäckerei, um zu wis sen, wie sich ein Teig in den verschiedenen
Verarbeitungsstufen vom Kneten, Teilen, Formen und Gären verhalten wird.
Es gibt mehrere wichtige Parameter des Farino graphen, die die Backfähigkeit eines Mehls bestimmen. Einer der wichtigsten ist die Wasseraufnahme des Mehls. Diese wird geschätzt, indem das Wasser eingestellt wird, das erfor derlich ist, um einen festen Wert von 500 BE beim Spitzendrehmoment zu erreichen. Dieser Wert ist international als repräsentativ für Brotteig anerkannt, allerdings mit einer wichti gen Ausnahme. Diese stammt aus UK, wo der Höchstwert der Teigkonsistenz mit 600 BE angesetzt wird. Dieser Unterschied wird auf die hohe Scherung des Teigs zurückgeführt, die bei der Brotherstellung auf den britischen
Chorleywood Bread Process zurückgeführt wird. Mehrere Länder, die das gleiche Verfahren anwenden, haben das 600er Limit übernommen.
Anhand der Farinographen Diagramme lässt sich erkennen, welches Mehl für welche Back waren geeignet ist. Ein Mehl, das für die Brotherstellung geeignet ist, zeigt ein anderes Farinograph Diagramm als ein Mehl für die Keksherstellung. Die Abbildungen 4 und 5 zeigen Beispiele für Brot bzw. Keksmehl. Brot mehle weisen eine höhere Stabilität auf als Keksmehle und zeigen beim Mischen keine so starke Abnahme der Konsistenz.
Aus den Diagrammen werden mehrere Mehl parameter abgeleitet:
+ Wasseraufnahme (%). Die Menge an Wasser, die zugegeben wird, um die 500 BE Linie zu erreichen, ausgedrückt als Prozentsatz des Mehls (14 % mb).
+ Teigentwicklungszeit, Mischzeit oder Spitzen zeit. Dies ist die Zeit (in Minuten) zwischen dem Zeitpunkt Null und dem maximalen Dreh moment oder dem Spitzenwert. Die Teigentwicklungszeit wird verwendet, um beim Mischen in kommerziellen Prozessen Anpas sungen vorzunehmen, wenn sich die Anforde rungen an das Mischen von Mehl ändern.
+ Stabilität. Dies ist die Differenz in Minuten zwischen der Anfangsphase (dem Zeitpunkt, an dem die Kurve die 500er Linie erreicht), und der Endphase (dem Zeitpunkt, an dem die Kurve unter die 500er Linie fällt). Sie ist ein Maß dafür, wie gut ein Mehl einer Über mischung widersteht.

+ Grad der Erweichung. Hierbei handelt es sich um die Verringerung der Konsistenz vom Höchstwert bis zu dem Wert, der nach einer bestimmten Zeit erreicht wird. Es gibt kleine Unterschiede zwischen den ICC und AACC Definitionen, aber im Wesentlichen handelt es sich um ein Maß dafür, wie viel Konsistenzverlust nach einer bestimmten Zeit auftritt.
Der Alveograph ist eine modifizierte Version des 1920 von Marcel Chopin erfundenen Exten someters. Ein Alveograph ist ein Instrument zur Messung der Eigenschaften von Mehl für Back waren wie Brot, Nudeln, Tortillas und Keksen. Dazu wird Luft in ein dünn gespanntes Teigblatt eingeblasen, sodass sich eine Blase bildet, die aufgeblasen wird und platzt. Auf diese Weise werden die Vorgänge im Teig simuliert. Das Wissen um die Elastizität und Beständigkeit der Blase ist wichtig, um die Backleistung eines Mehls vorherzusagen.
Bei dem Test werden Mehl, Wasser und Salz etwa acht Minuten lang gemischt, um einen Teig für die Prüfung herzustellen. Der Teig wird extrudiert und in fünf Stücke geteilt, die zu einer kontrollierten Dicke ausgewalzt werden. Nach der Ruhezeit werden die Teigblätter in Schei

ben geschnitten und jede einzelne durch Ein blasen von Luft mit konstantem Druck und Durchsatz aufgeblasen, bis die entstehende Blase platzt. Der Druck innerhalb der Blase und die Zeit bis zum Platzen der Blase werden für jedes der fünf Teigstücke gemessen. Es gibt verschiedene Parameter, die aus den Alveographendaten abgeleitet werden:
+ P (y Achse): Höhe der Spitze beim Platzen der Blase, die mit dem Widerstand des Teigs gegen Verformung (Zähigkeit) zusammen hängt.
+ L (x Achse): Länge der Kurve oder der Abstand, in dem die Blase zerbricht, was ein Hinweis ist auf die Dehnbarkeit des Teiges.
+ Elastizitätsindex ( I e): Vergleicht den Druck, nachdem 200 ml Luft die Blase aufgeblasen haben, mit dem maximalen Druck (P).
+ W: Gesamtfläche der Kurve, die der zum Ausdehnen des Teigs erforderlichen Energie entspricht.
+ P/L Verhältnis: Dies ist das Gleichgewicht zwischen den elastischen und viskosen Bestand teilen des Teigs.
+ Quellungsindex (G): Ist die Quadratwurzel aus dem Luftvolumen, das erforderlich ist, um den Teig zum Zerreißen zu bringen.


Die Abbildungen 6 und 7 zeigen Alveogramme für ein starkes Brotmehl bzw. ein schwaches Keksmehl. Mehl für die Brotherstellung erfordert Elastizität, damit die Blasen ihr Volumen vergrö ßern können, während bei der Herstellung von Keksen die Elastizität ein Nachteil ist. Das Verhältnis von P/L ist einer der am häufigsten verwendeten alveographischen Parameter, da es die Elastizität und Festigkeit eines Mehls anzeigt. Brotmehl hat in der Regel höhere P/L Werte als Keksmehl, da es elastisch sein muss.
Die rheologische Charakterisierung von Brotteig ist komplex und erfordert sowohl grundle gende als auch empirische Methoden. Grund legende Methoden können auf vollständige Brotrezepte angewandt werden, um die rheolo gischen Veränderungen zu untersuchen. Kleine Mengen von Enzymen, Oxidations oder Reduk
tionsmittel und Emulgatoren können einen messbaren Unterschied in der Rheologie und damit in der Brotqualität bewirken. Dies kann mit grundlegenden rheologischen Tests unter sucht werden. Empirische Methoden hingegen sind auf das System Mehl/Wasser ausgelegt. Sie ermöglichen es der Mühle, Mehl zu produ zieren, das den Anforderungen des Bäckers ent spricht, und dem Bäcker, die richtigen Prozesseinstellungen für dieses Mehl zu berechnen. Es gibt viele empirische Tests, die dem Müller und Bäcker zur Verfügung stehen. Die Wahl hängt von der jeweiligen Anwendung ab.
Bei der Prüfung der Teigrheologie gibt es min destens eine große Herausforderung. Die Ver suche, die rheologischen Eigenschaften von Weizenmehl mit einem einzigen empirischen Test zu charakterisieren, haben sich bisher nicht bewährt. Der heilige Gral ist der allumfas
© CHOPIN Technologies Abbildung 6: Alveograph für ein starkes Brotmehl © CHOPIN Technologies Abbildung 7: Alveograph für ein schwaches Keksmehlsende Mehltest, der den Bäckern die Informationen liefert, die sie für die Festlegung der Rezepturen und Verarbeitungsbedingungen benötigen. Die Industrie verwendet seit 100 Jahren empirische Methoden und hat diesen einen Test noch nicht gefunden. Fortschritte in der Technologie könnten die Antwort liefern, aber im Moment scheint es wahrscheinlich, dass in absehbarer Zukunft mehrere Tests erforderlich sein werden. +++
Gary Tucker und Sarabjit Sahi, Campden BRI, Chipping Campden, Gloucestershire/UK.
Gary Tucker ist Wissenschaftlicher Mitarbeiter bei Campden BRI; Sarabjit Sahi leitet die Abteilung Rheologie und Textur. Kontakt: gary.tucker@campdenbri.co.uk
[1] AACC Approved Methods of Analysis (1999), 11th Edition. AACC Methoden 54 21.02 Rheologisches Verhalten von Mehl mittels Farinograph: Constant Flour Weight Procedure. http://methods.aaccnet.org.
[2] AACC Approved Methods of Analysis (1999), 11th Edition. AACC Methoden 54 30.02 Alveograph Methode für Weich und Hartweizenmehl. http://methods.aaccnet.org.
[3] ICC Standard Nr. 121 (1992). Methode zur Verwendung des Chopin Alveograph (Matrix: Weizenmehl; Analyt: rheologische Eigenschaften) https://icc.or.at/publications/ icc standards/standards.
[4] Barnes, H.A. und Walters, K. (1985). The yield stress myth? Rheologica Acta, 24:323 326.
[5] Caballero, P.A., Gomex, M. und Rosell, C.M (2007). Brotqualität und Teigrheologie von mit Enzymen angereicher tem Weizenmehl. Europäische Lebensmittelforschung und technologie 224(5):525 534.
[6] Faridi, H. und Faubion, J.M. (1990). Teigrheologie und Backwarentextur. Springer US.
[7] Millar, S. und Tucker, G. (2012). Controlling bread dough development. Kapitel 16 in Breadmaking (Second Edition), Elsevier.
[8] Posner, E.S. und Hibbs, A.N. (2011). The Flour Mill Laboratory. Wheat Flour Milling, 2. Auflage, American Association of Cereal Chemists, Inc., S. 47 99.

Dieser Beitrag beschreibt die wichtigsten Parameter in der Mischphase, ihre Bedeutung und ihre Auswirkungen auf die Endprodukte. Außerdem werden Beispiele für das Monitoring des Mischprozesses vorgestellt.
+Dieser Beitrag beschreibt die wichtigsten Parameter in der Mischphase, ihre Bedeutung und ihre Auswirkungen auf die Endprodukte. Außerdem werden Beispiele für das Monitoring des Mischprozesses vorgestellt.
Getreidehaltige Lebensmittel stehen an der Basis der Ernährungspyramide. Unter ihnen ist Weizenmehl eine der wichtigsten Nahrungs quellen der Welt, insbesondere wegen seiner Fähigkeit, einen Teig und ein Glutennetzwerk auszubilden, wenn es mit Wasser gemischt wird. Das Mischen ist der erste Schritt auf dem Weg zum endgültigen Backprodukt und spielt eine wichtige Rolle im gesamten Prozess der Brotherstellung. Die Qualität des Teigs, insbe sondere seine rheologischen Eigenschaften, haben einen großen Einfluss auf sein Verhalten während der Formgebung, der Gärung und des Backens.

Das Mischen und Kneten des Teigs ist ein Prozess, bei dem Weizenmehl, Wasser und andere Zutaten wie Salz, Hefe, Zucker, Öl, Enzyme und Emulgatoren miteinander ver mischt werden, was zu einer Reihe von bio physikalisch chemischen Reaktionen führt. Da dies der erste Schritt im Brotbackprozess ist, hat er einen großen Einfluss auf die Qualität des Endprodukts. Der Misch und Knetvorgang hat drei Hauptfunktionen:
+ die Hydratation des Mehls, um die Bildung eines viskoelastischen Netzwerks vorzuberei ten, das die Gasaufnahmefähigkeit während der Gärung und des Backens gewährleistet (Bloksma, 1990)
Abbildung 1: Das Dehnen des Teigs bis zum Erreichen eines dünnen Films ist das übliche Kriterium, um über das Ende des Knetprozesses zu entscheiden, zusätzlich zur Verdichtung des Teigs und der Klebrigkeit des Teigs, die durch manuellen Kontakt beurteilt wird
Abbildung 2: Entwicklung der Leistung, der spezifischen mechanischen Energie und der Temperatur während des Mischens.
Die Zeit bis zur optimalen Teigent wicklung (Peak-Wert) tPEAK entspricht der maximalen Leistung, die der Kneter verbraucht.
Sie liegt in der Regel kurz nach Erreichen der optimalen Teigentwicklung, die von einem er fahrenen Bäcker bestimmt wird
+ die Bildung eines homogenen Netzwerks, das die Matrix des Brotteigs bildet (Abbildung 1)
+ die Einbindung von Luft in die Getreidematrix zur Bildung der Gaszellen, die später die Zellen des Backprodukts bilden
Die Hydratation allein reicht jedoch nicht aus, um den Teig zu entwickeln, und es ist eine gewisse mechanische Energie erforderlich, um das Glutennetzwerk auszubilden (Campos et al., 1996). Die richtige Teigentwicklung hängt also von der Qualität und Quantität der Zuta ten, der Knetergeometrie, der Knetdauer und der Knetgeschwindigkeit ab. Jede Abweichung beim Kneten kann sich auf die Qualität des Endprodukts auswirken; es ist ein entscheidender Schritt, aber es ist auch derjenige, der am besten kontrolliert werden kann.

Im Laufe der Zeit hat sich die Mischtechnik ent sprechend den Weizenmühlen, den Mischertypen und den von der Bevölkerung konsumier ten Brotsorten entwickelt. Vor dem 20. Jahrhun dert war das konsumierte Brot sehr dicht und wurde aus einem festen Teig herge stellt. Das Kneten erfolgte durch den Bäcker ohne mechanische Hilfsmittel; das Bearbeiten
des Teigs mit den Füßen war eine gängige Methode, um das Kneten durchzuführen, das hauptsächlich auf Kompression und teilweise auf Scherung beruhte. Der Mischtrog war im Allgemeinen eine Holzkiste mit rundem Boden, die mit einem Scharnierdeckel verschlossen wurde. Die ersten Versuche, das Kneten zu me chanisieren, wurden zwischen 1760 und 1840 unternommen. Die ersten mechanischen Knet maschinen versuchten, die Bewegung des Men schen zu imitieren, indem sie die Energie über ein Rad einbrachten, das in den Anfängen von Nutztieren oder einer Kurbel angetrieben wurde.
Zu Beginn des 20. Jahrhunderts sorgten die Hygienestandards dafür, dass in den Bäckerei en immer mehr mechanische Kneter eingesetzt wurden, insbesondere Modelle mit Taucharm. Parallel dazu wurde Brot aus weichem Teig am meisten konsumiert. Das Mischverfahren hat man in den Einstufungen Konventionell, Intensiv und Verbessert entwickelt:
+ Konventionelles Mischen kann als langsames Mischen definiert werden, das hauptsächlich dem manuellen Mischen entspricht, wie es vor der Mechanisierung praktiziert wurde.
+ Unter intensivem Mischen versteht man das maschinelle Mischen von Rezepturen mit Oxidationsmitteln, die zu voluminösen Broten führen.
+ Verbessertes Kneten kann als Kompromiss zwischen konventionellem und intensivem Kneten definiert werden. Es zielt darauf ab, ein besseres Gleichgewicht zwischen der Entwicklung des Teigs und dem Erhalt der Textur, des Geschmacks und der Aromen zu erreichen.
Es gibt so viele Möglichkeiten, Brotteig zu mischen, wie es Bäcker, Rezepturen und Kneter gibt. Nach Tömösközi und Békés (2015) müssen zwei Bedingungen erfüllt sein, um die gewünschten Backeigenschaften zu erreichen: Die Rezep tur der Zutaten muss ausgewogen sein und die Zutaten müssen gleichmäßig im Teig verteilt sein. Die von den Bäckern verwendete Rezeptur
bestimmt die erste Bedingung. Um die zweite Bedingung zu erfüllen, nutzen die meisten Bäcker ein zweistufiges Verfahren, das mit einer langsamen Geschwindigkeit beginnt und mit einer schnelleren Geschwindigkeit fort gesetzt wird.
Die Anfangsphase des Knetens erfolgt bei langsamer Geschwindigkeit und dient vor allem der Hydratisierung der festen Bestandteile und der Homogenisierung des Teigs. Das Wasser sorgt für die Plastifizierung des Systems und fördert die Molekularbeweglichkeit. Die niedrige Geschwindigkeit und der geringe Widerstand des Teigs führen dazu, dass die vom Werkzeug zur Aufrechterhaltung der Rotationsgeschwindigkeit verbrauchte Leistung nicht sehr hoch ist. Der Stromverbrauch steigt nur geringfügig an. Dieser Schritt ist jedoch durch einen schnellen Anstieg der Teigtemperatur gekennzeichnet (Abbildung 2). Am Ende dieses Schritts kann die Konsistenz des Teigs durch Zugabe von Wasser oder Mehl oder, je nach Rezeptur, von Zutaten wie Salz oder Fett einge stellt werden.
Der zweite Schritt beginnt mit dem Wechsel zu einer höheren Mischgeschwindigkeit, die übli cherweise als Kneten bezeichnet wird. Dieser Schritt führt zur Bildung eines dreidimensiona len Klebernetzwerks, das dem Teig seine visko elastischen Eigenschaften und sein Gashalte vermögen verleiht. Die mechanische Arbeit ist in der Tat intensiver, was physikalische und bio chemische Folgen hat. Durch das Kneten wird der Teig einer Dehnungs , Scher und Stre ckungsbeanspruchung ausgesetzt, wodurch sich die Wechselwirkungen zwischen den Zutaten weitgehend verändern. Die molekularen Wech selwirkungen innerhalb des Teigs können von geringer Energie sein (hydrophobe, Wasser stoffbrückenbindungen) oder chemische Reaktionen auslösen (Bildung/Bruch kovalenter Bin dungen), wobei Letztere meist durch Enzyme katalysiert werden. Mit der Stärkung des Gluten netzes erhöht sich die Fähigkeit des
Teigs, die vom Werkzeug beim Kneten aufge nommenen Gase zu binden. Während des Knetens erreicht die Konsistenz des Teigs ein Maximum (Abbildung 2). Die Zeit bis zum Erreichen dieser Konsistenz wird als „optimale Teigentwicklungszeit“ oder „time to peak“ (tPEAK) bezeichnet (Sadot et al., 2017). Diese Zeit entspricht nicht notwendigerweise der Knetzeit, um die besten rheologischen Eigenschaften des Teigs zu erhalten, liegt aber in der Regel sehr nahe daran. Um einen Teig erfolg reich bis zu seinem maximalen Entwicklungs grad zu kneten, muss eine kritische Mindestge schwindigkeit erreicht werden. Oberhalb dieses Wertes kann jede beliebige Drehzahl zum Kneten verwendet werden; dabei ist jedoch zu beachten, dass eine Erhöhung der Kneterdreh zahl zu einem Anstieg des vom Motor geliefer ten maximalen Drehmoments führt. Die Integration der vom Kneter verbrauchten Leistung über die Zeit ergibt die Spezifische Mechanische Energie (SME) in J/kg Teig, oder oft auch in kWh/kg Teig bestimmt. In der Industrie wird häufig davon ausgegangen, dass die SME konstant gehalten wird, um die Knetzeit anzu passen. Ein anderer Ansatz besteht darin, die Anzahl der Werkzeugumdrehungen zu zählen. Sadot et al. (2017) haben festgestellt, dass die SME proportional zur Anzahl der Werkzeugumdrehungen in einem Spiralkneter ist. Daher muss die Gesamtknetzeit verringert werden, wenn die Rotationsgeschwindigkeit erhöht wird, um das gleiche SME und möglicherweise die gleiche Anzahl von Werkzeugumdrehungen zu erhalten, um das maximale Drehmoment zu erreichen (Chin und Campbell, 2005). Die Ver wendung einer zu hohen Drehzahl kann jedoch zu einer Verschlechterung der Brotqualität, ins besondere der Krumenstruktur, führen (Kilborn und Tipples, 1972). Wenn die optimale Knetzeit überschritten wird, wird der Teig schwächer, fällt in sich zusammen und wird klebrig; der Teig gilt als übermischt. Teige, die einem Laminierungs prozess unterzogen werden (wie Blätterteige), werden häufig untermischt, um ein Übermaß an Elastizität (Federkraft) zu vermeiden, was zu Schwierigkeiten beim Ausrollen führen kann (mangelnde Plastizität).
Man unterscheidet zwischen Chargenknetern, die für Handwerksbäcker und mittelgroße Industrieunternehmen geeignet sind, und Durch laufknetern, die mehrere Tonnen pro Stunde produzieren können und eher für die Großbä ckereien geeignet sind. Die Geometrie der Kneter kann variieren, basiert aber immer auf dem gleichen Prinzip der Energiezufuhr zum Teig, der durch die Bewegung des Werkzeugs geformt wird. Die Fähigkeit, die erforderliche Energiemenge in einer bestimmten Zeit bereit zustellen, ist eines der Kriterien, die bei der Auswahl eines Kneters berücksichtigt werden müssen.
Die vier beliebtesten Kneter im europäischen Handwerk sind Kolbenarmkneter, Gabelkneter, vertikale (Spiralwerkzeug) und horizontale Kneter. Für einen Bäcker hängt die Wahl des Kneters von der Art des Teigs ab, den er herstellen möchte.
Der Taucharmmischer ist historisch gesehen der bekannteste, aber heute wahrscheinlich der am wenigsten verwendete Kneter. Um die Mischbewegungen der Arme eines Bäckers zu imitieren, üben zwei miteinander verbundene Arme eine symmetrische Wirkung aus, sodass das Ende jedes Arms die Zutaten während des Mischens von der Mitte zur Außenseite des Bot tichs faltet. Wenn sich der Teig zu formen be ginnt, wird er durch diese Bewegung angeho ben, gedehnt und gefaltet, bevor er durch die Drehung des Bottichs wieder zu den Werkzeu gen geführt wird. Im Gegensatz zu anderen Knetern arbeitet ein solcher Kneter nur mit einer Knetgeschwindigkeit, und die Knetbewe gung ist nur leicht gegen die Bottichwände gerichtet.
Die Hauptvorteile bestehen darin, dass die zykloidische Knetbewegung wenig Energie ver braucht, was zu einer mäßigen Teigerwärmung während des Knetens führt. Die Arbeit erfolgt hauptsächlich durch Dehnung und Scherung,
was einen Blaseffekt hervorruft, der zur Bildung großer Lufteinschlüsse im Teig beiträgt. Ein solcher Kneter eignet sich für die Brotherstel lung und die Herstellung von Panettone. Außer dem ist er ein recht teures Gerät mit relativ geringer Produktivität.
Gabelkneter haben den Ruf des französischen Brotes in der ganzen Welt getragen. Das Werk zeug dieses Kneters hat die Form einer Gabel mit profilierten Enden und ist in einem bestimm ten Winkel zur Achse des Bottichs angebracht. In der Mitte des Bottichs befindet sich in der Regel ein zentraler Drehpunkt, sodass die Wirkung des Werkzeugs zwischen dem Dreh punkt und der Wand des Bottichs wirkt. Dieser Kneter übt eine Scher und Dehnwirkung auf den Teig aus. Das anfängliche Mischen erfolgt durch das Übereinanderklappen der Zutaten und das anschließende Kneten durch Einklem men der schrägen Achse zwischen der Bottich wand und dem Werkzeug. Die profilierten Enden des Werkzeugs wirken wie eine „Pflug schar“, um den Teig zwischen den Gabeln des Werkzeugs in den Knetbereich zu bringen. Bei dieser Art der Bewegung bewegt sich der Teig nicht kontinuierlich, sondern wird bei jeder Umdrehung des Bottichs geschoben.
Eine allgemeine Definition dieses Knetertyps wäre eine Maschine, die mit einem spiralförmi gen Mischwerkzeug ausgestattet ist, das eine Drehbewegung entlang einer vertikalen Achse gegen den inneren Umfang eines Bottichs aus führt, die sich ebenfalls um eine vertikale Achse dreht. Für diese Kneter gibt es verschie dene Geometrien.
Einige Hersteller bieten ein sehr breites Werk zeug an, das einen Bereich überstreicht, der größer ist als der Radius des Bottichs, um Berei che zu vermeiden, in denen der Teig nicht gemischt wird, insbesondere in der Mitte des Bottichs. Andere verwenden einen zentralen Drehpunkt, der sich auf die Teigentwicklung auswirkt. Ein sehr breiter zentraler Drehpunkt
Abbildung 3: Von links nach rechts: Spiralkneter (5 kg Fassungsvermögen), Gabelkneter, Kneter mit Doppel werkzeugen; unten: Automatisierte Mischsysteme mit hängendem Shuttle für Linien mit hoher Kapazität
vergrößert die effektive Knetfläche, während ein schaufelförmiger Drehpunkt verwendet werden kann, um eine Scherzone zwischen ihm und dem Spiralwerkzeug zu schaffen. Ein dop peltes Mischwerkzeug kann ebenfalls vorge schlagen werden und ermöglicht ein langsame res Kneten. Jede Geometrie hat Vor und Nach teile in Bezug auf die Homogenität des Knetens, die Struktur des Teigs, die Zeit bis zum Erreichen einer optimalen Knetung und die dafür benötigte Energie. Diese Art von Kneter ist die effizienteste Ausrüstung für die Herstel lung von Brotteig, Wiener Gebäck, Brioches und Pizza mit einem Gewicht von 80 bis 900 kg.
Horizontalkneter werden häufig für Teige verwendet, die ein Glutennetzwerk entwickeln
müssen, wie z. B. Cracker und Hamburgerbuns. Die Werkzeuge sind horizontal in einem U förmigen Bottich montiert, der den Teig nach dem Kneten in einen Trichter entleeren kann. Für diesen Knetertyp sind verschiedene Werk zeuggeometrien erhältlich: Z , sigma oder paddelförmige Werkzeuge mit Abstreifern (Niranjan et al., 1994).



Es geht darum, eine kontinuierliche Teigherstel lung durch diskontinuierlich arbeitende Kneter zu gewährleisten: Die Knetbottiche werden automatisch (z. B. durch ein lineares Kesseltransportsystem) von einer Station zur anderen bewegt, entsprechend den verschiedenen Mischphasen: Einfüllen der Zutaten, Mischen, Brechen, verzö gertes Einarbeiten der Zutaten usw.

Dieser Anlagentyp ist zusammen mit der Ent wicklung der Großbäckereien besonders wich tig geworden. Im Gegensatz zur Chargenmischung bewegt sich der Teig durch eine Mischlinie, in der die Phasen des Mischens stattfinden: Dosierung der pulverförmigen Zuta ten (Mehl, Salz, Backmittel), Dosierung der Flüs sigkeiten (Wasser, Backtriebmittel, Lauge oder andere mögliche Flüssigkeiten), Vormischen und Kneten. Der Teig gelangt vom Vormischer in den Kneter, der so konstruiert ist, dass sich der Teig während des Knetens von einem Ende des Troges zum anderen bewegt (angetrieben durch die Rotorblätter) (Abbildung 4). Das kon tinuierliche Kneten ermöglicht eine Erhöhung der Produktionsrate, eine Neuausrichtung der Produktion auf Produkte mit langer Haltbarkeit und die Ausweitung der Vertriebsgebiete.
Einige Schlüsselparameter können den Knetpro zess und seine Auswirkungen auf die Qualität des Endprodukts erheblich verbessern. So müssen SME, Mehlzusammensetzung, Teigtem peratur, Wassergehalt, Knetzeit und Mischgeschwindigkeit sorgfältig kontrolliert werden.
Beim Kneten wird durch die Bewegung des Knetarms eine intensive mechanische Arbeit geleistet. Die Kraft variiert je nach der Geome trie des Kneters (Form des Werkzeugs und Wirkung auf den Teig), der Masse des Teigs und den Teigeigenschaften (Haftung am Bot tich und dem Knetarm, viskoser und elastischer Widerstand). Nur ein Teil der vom sich bewe genden Knetarm zugeführten Energie wird vom Teig aufgenommen und in Wärme umgewan

delt, die aus der viskosen Dissipation resultiert und eine Erwärmung des Teigs bewirkt. Ein Teil dieser absorbierten Energie wird durch die Bildung von Molekularstrukturen gespeichert (Belton, 2005), während ein anderer Teil durch viskose Dissipation in Wärmeenergie umgewandelt wird. Die durch viskose Dissipation an den Teig zurückgegebene Wärmeenergie wird anhand des Temperaturanstiegs während des Knetens gemessen (Amjid et al., 2013; Contamine et al., 1995). Ein Teil dieser Energie wird mit dem Knetbottich ausgetauscht und nach außen abgeführt. Ein und derselbe SME Einsatz führt nicht notwendigerweise zur gleichen effektiven Arbeit bei unterschiedlichen Materialien (Art der angewandten Verformung), unterschiedlichen Einsatzbedingungen (Geschwindigkeit, Dauer) oder unterschiedlichen Teigen (Konsistenz, Zusammensetzung). Je widerstandsfähiger ein Teig ist, desto größer ist die Kraft, die für seine Verformung erforderlich ist, und desto größer ist die vom Kneter verbrauchte Leistung. Daher wird die Knetzeit verkürzt.
Die Zusammensetzung des Mehls und insbe sondere sein Proteingehalt ist ein wichtiger Faktor für die Endqualität des Brotes. Je höher der Proteingehalt ist, desto besser kann der Teig Kohlendioxid binden und speichern und desto größer kann das Volumen des Brotes sein. Auch die Qualität des Proteins und die Menge der beschädigten Stärke wirken sich auf die Qualität des Teigs aus. Beschädigte Stärke körner nehmen mehr Wasser auf als unbeschä digte Stärkekörner. Es wurde festgestellt, dass ein starkes Mehl, das mehr Gluten enthält, länger braucht, um den Peak Wert zu erreichen (Frazier et al., 1975).
Wasser ist ein Mobilitätsförderer. Je höher der Wassergehalt im Teig ist, desto geringer sind die elastischen Eigenschaften und die Viskosi tät des Teigs. Ein Feuchtigkeitsgehalt unter 44 % ermöglicht keine optimale Glutenbildung. Ein Feuchtigkeitsgehalt zwischen 44 und 50 % ver ändert die Struktur des Teigs nicht, hat aber
eine weichmachende Wirkung. Auch der Zusatz von Elektrolyten kann die Art und Intensität der hydrophoben Wechselwirkungen zwischen den Kleberproteinen verändern. So erhöht der Zusatz von Salz die Ionenstärke und verringert die Fähigkeit der Proteine, Wasser zu binden.
Die Temperatur ist eine Prozessbedingung, die die physikalischen Eigenschaften beeinflusst. Die Teigtemperatur hängt von der Temperatur der Rohstoffe, der beim Mischen aufgenomme nen mechanischen Energie und der mit dem Rührbottich ausgetauschten Energie ab. Bei den Lösungs und Quellprozessen wird auf grund der exothermen Hydratationsreaktionen ebenfalls Wärme erzeugt. Die Kontrolle der Teigtemperatur ist vielleicht der wichtigste Parameter, der die Endkonsistenz des Teigs während des Knetens beeinflussen kann, unab hängig vom Knetverfahren. Im Allgemeinen weisen Teige, die bei niedrigeren Temperatu ren verarbeitet werden, bessere Teigeigenschaften und eine bessere Endqualität auf als solche, die bei höheren Temperaturen verarbei tet werden. Eine Endtemperatur von etwa 30 °C wird im Allgemeinen empfohlen, um Teige mit optimalen rheologischen Eigenschaften für die weitere Verarbeitung zu erhalten. Diese Tempe ratur entspricht auch dem Temperaturbereich, der für die Gärung verwendet wird.
Eine Erhöhung der Knetgeschwindigkeit führt zu einer Verkürzung der für eine optimale Teigent wicklung erforderlichen Zeit (Auger, 2008; Muchová und Žitný, 2010). Nach Kilborn und Tipples (1972) ist das Kneten bei höheren Geschwindigkeiten effizienter, da bei jeder Werkzeugumdrehung mehr Arbeit auf den Teig übertragen wird. Das Arbeiten oberhalb einer maximalen Knetzeit führt jedoch zu einer Über entwicklung und Störung der Teigstruktur. Im Gegensatz dazu gibt es eine kritische Mindest knetgeschwindigkeit, unterhalb derer sich die Teigkonsistenz während des Knetens nicht ver ändert. Die viskoelastischen Eigenschaften des Teigs entwickeln sich nicht, und das aus solchen
Teigen hergestellte Endprodukt ist uneinheit lich und hat ein geringes Volumen. Unterhalb dieser kritischen Geschwindigkeit verbessert eine Erhöhung der Energiezufuhr, d. h. eine Ver längerung der Knetzeit, die Eigenschaften des Produkts, ohne jedoch jemals die Eigenschaf ten eines Produkts zu erreichen, das aus Teigen gewonnen wird, die über dieser kritischen Geschwindigkeit geknetet werden.
Echtzeit Detektionsverfahren, die keine manuel le Probenahme erfordern, sind aufgrund ihrer automatischen Datenerfassung von besonde rem Interesse. Sie können daher in Kontrollsys temen eingesetzt werden, um Prozesse zu auto matisieren und die Produktqualität durch Überwachung bestimmter kritischer Parameter zu verbessern.
Leistungs und Drehmomentmessungen sind einfache und kostengünstige Verfahren, mit denen die für den Antrieb des Werkzeugs (z. B.
der Spirale in einem Spiralkneter) erforderliche Kraft in Echtzeit bestimmt werden kann. Die Leistungsaufnahme ist einfacher zu messen, da keine Geräte im Inneren der Schüssel installiert werden müssen. Die Leistungsaufnahme wird auf Grundlage des Stromverbrauchs des Motors, der den Mischer antreibt, gemessen. Während des Mischvorgangs steigt die zur Auf rechterhaltung einer konstanten Werkzeuggeschwindigkeit erforderliche Leistung auf ein Maximum an (Abbildung 2). Der Knetvorgang muss daher bei einer bestimmten Energiezufuhr gestoppt werden, die je nach rheologischem Zustand des Teigs gewählt wird.
Kneter sind in der Regel mit einem herkömmli chen Thermoelement oder möglicherweise mit berührungslosen Infrarot Temperatursensoren ausgestattet. Wenn die Temperatur des Teigs in Echtzeit gemessen wird und der Energieverlust des Kneters für jede Knetcharge gleich ist, kann die Temperatur am Ende des Knetvorgangs als Kontrollmechanismus dienen.

Ebenso wie in der Müllerei, wo die Anwendung der Nahinfrarot Spektroskopie (kurz: NIRS) zur Überwachung der Zusammensetzung von Roh stoffen und Endprodukten weit verbreitet ist, nimmt auch in der Backwarenindustrie der Trend zu, die Vorteile spektroskopischer Analy setechniken zu nutzen, insbesondere für die kontinuierliche Überwachung des Teigentwick lungsprozesses im Kneter. Spektroskopische Verfahren beruhen auf den Wechselwirkungen zwischen Licht und Materie und haben daher das Potenzial, die chemischen Veränderungen, die während der Teigentwicklung auftreten, auf nicht invasive Weise zu untersuchen. Da die Wellenlängen der absorbierten und emittierten Strahlung von der chemischen Zusammenset zung und die Intensität von der Konzentration abhängen, ermöglichen sie sowohl eine quali tative als auch eine quantitative Identifizierung der chemischen Multikomponenten (Wasser, Stärke, Protein und Fett). Die Messsonden arbeiten im Allgemeinen im Reflexionsmodus und werden direkt mit dem Teig in Berührung gebracht oder möglicherweise vor einem Sicht fenster an der Schüssel angebracht. Es gibt auch berührungslose Sonden, die jedoch teuer sind.
Die NIRS ist besonders empfindlich für O H , C H und N H Bindungen, wodurch sich diese Technik ideal für die Messung niedriger Feuch tigkeitsgehalte eignet. Allerdings weist sie breite Absorptionsbanden auf, die recht schwie rig zu interpretieren sind. Die Verarbeitung der Spektren erfordert die Hilfe der chemometri schen Analyse (Aït Kaddour und Cuq, 2011). Chemometrie ist die Kombination von Statistik und chemischem Wissen, um Informationen aus chemischen Systemen zu gewinnen. Zu den gängigen chemometrischen Methoden gehören die Hauptkomponentenanalyse (PCA) und die Regression mit partiellen kleinsten Quadraten (PLS). Die PCA, die auf die NIR Spektren während des Teigmischens angewandt wird, ermöglicht es, die Entwicklung der Wasserstoff brückenbindungen und die Entwicklung des Klebernetzwerks zu verfolgen (Abbildung 5).
Der Einsatz von Ultraschalltechniken hat auch ein gewisses Interesse an der Bewertung der rheologischen Eigenschaften von Teig geweckt. Die Schallgeschwindigkeit kann durch die Lauf zeit der Schallwelle gemessen werden, die von der Dichte und Kompressibilität (Zusammen drückbarkeit) des Materials abhängt. Die Dämp fung der Schallwelle ist der Energieverlust, den sie auf ihrem Weg durch das Medium durch viskose Verluste erleidet. Da die Geschwindig keit des Ultraschalls sehr empfindlich auf das Vorhandensein von Luft reagiert, kann sie zur Messung der Belüftung des Teigs während des Mischens verwendet werden. Je nach verwen deter Frequenz ist es möglich, die Verteilung von Blasen im Teig während des Knetens (Leroy et al., 2015) oder die Porosität des Teigs (Petrauskas, 2010) zu untersuchen.

Dieser Artikel soll ein allgemeines Verständnis des Knetprozesses und seiner Bedeutung für die Brotherstellung, der verschiedenen Phasen des Teigknetens, der wichtigsten Ausrüstungen und ihrer Anwendungen, der wichtigsten Para meter, die den Prozess beeinflussen, und der
Abbildung 5: PCA-Analyse der während des Mischens ermittelten NIR-Spektren
Art und Weise, wie die Echtzeitüberwachung dazu beitragen kann, die beste Qualität zu erreichen und das Ende des Prozesses zu bestimmen, vermitteln. Eine gute Kenntnis dieser Schlüsselparameter und die Wahl des besten Kneters können in der Tat den Prozess und die Qualität des Endprodukts verbessern. +++

Dieses Projekt wurde durch das ANR Projekt „MIXILAB“ (n°15 LCV3 0006 01) und durch ONIRIS GEPEA finanziert.
Eloïse Lancelota, Dominique Della Valle a , Joran Fontaine a,b, Adrien Rebillarda,b, Anthony OGEa, José Cheio b, Alain Le Bail a
aONIRIS, UMR CNRS GEPEA 6144, 44300 Nantes France bVMI, 85224 St Hilaire de Loulay, France
Erklärung über konkurrierende Interessen Die Autoren erklären, dass ihnen keine konkurrierenden finanziellen Interessen oder persönlichen Beziehungen bekannt sind, die die Arbeit in diesem Papier beeinflusst haben könnten.
[1] Aït Kaddour, A., Cuq, B., 2011. Dynamische NIR Spektroskopie zur Überwachung der Verarbeitung von Weizenprodukten: A short review.
Am. J. Food Technol. https://doi.org/10.3923/ajft.2011.186.196
[2] Amjid, M.R., Shehzad, A., Hussain, S., Shabbir, M.A., Khan, M.R., Shoaib, M., 2013. Eine umfassende Übersicht über die Rheologie von Weizenmehlteigen.
Pakistan J. Food Sci. 23, 105 123.
https://doi.org/10.1051/epjconf/20135605004
[3] Auger, F., 2008. Etude des mécanismes d'agglomération du gluten au cours du pétrissage de suspensions farine eau.
[4] Belton, P.S., 2005. Neue Ansätze zur Untersuchung der molekularen Grundlagen der mechanischen Eigenschaften von Gluten.
J. Cereal Sci. 41, 203 211.
https://doi.org/10.1016/j.jcs.2004.06.003
[5] Bloksma, A.H., 1990. Rheologie des Brotbackprozesses. Am. Assoc. Cereal Chem. 35, 228 236.
[6] Campos, D.T., Steffe, J.F., Ng, P.K.W., 1996. Mischen von Weizenmehl und Eis zur Bildung von unentwickeltem Teig.
Cereal Chem. 73, 105 107.
[7] Chin, N.L., Campbell, G.M., 2005. Teigbelüftung und Rheologie: Teil 1. Auswirkungen von Mischgeschwindigkeit und Kopfraumdruck auf die mechanische Entwicklung.
J. Sci. Food Agric. 2184–2193.
https://doi.org/10.1002/jsfa.2236
[8] Contamine, A. S., Abecassis, J., Morel, M. H., Vergnes, B., Verel, A., 1995. Einfluss der Mischbedingungen auf die Qualität von Teig und Keksen. Getreide Chem.
[9] Frazier, P.J., Daniels, N.W.R., Russell Eggitt, P.W., 1975. Rheo logie und der kontinuierliche Prozess der Brother stellung. Cereal Chem. 52.
[10] Kilborn, R.H., Tipples, K.H., 1972. Faktoren, die die mechani sche Teigentwicklung beeinflussen. I. Effect of mixing intensity and work input.
Cereal Chem. 49, 34–47.
[11] Leroy, V., Fan, Y., Strybulevych, A.L., Bellido, G.G., Page, J.H., Scanlon, M.G., Melorose, J., Perroy, R., Careas, S., 2015. Untersuchung der Blasengrößenverteilung in Teig mittels Ultraschall. Statew. Agric. L. Use Baseline 2015 1, 1 11. https://doi.org/10.1017/CBO9781107415324.004
[12] Muchová, Z., Žitný, B., 2010. Neuer Ansatz für die Untersu chung von Teigmischprozessen. Czech J. Food Sci. 28, 94 107. https://doi.org/10.17221/91/2009 cjfs
[13] Niranjan, K., Smith, D.L.O., Rielly, C.D., Lindley, J.A., Phillips, V.R., 1994. Mischverfahren für landwirtschaftliche und Lebens mittelmaterialien: Teil 5, Übersicht über die Mischertypen. J. Agric. Eng. Res. https://doi.org/10.1006/jaer.1994.1072
[14] Petrauskas, A., 2010. Die Anwendung der Ultraschallmethode zur Bewertung der Porosität von Brot. Ultragarsas (Ultraschall) 65, 20–27.
[15] Sadot, M., Cheio, J., Le Bail, A., 2017. Auswirkungen der Druckänderung während des Mischens auf die Teigbelüftung. J. Food Eng. 195, 150–157. https://doi.org/10.1016/j.jfoodeng.2016.09.008
[16] Tömösközi, S., Békés, F., 2015.
Bread: Teigmischung und Testverfahren. Enzyklopädie. Food Heal. 490–499. https://doi.org/10.1016/B978 0 12 384947 2.00086 6

Das Audit einer Back- oder Frosterlinie ist ein wichtiger Schritt zur kontinuierlichen Verbesserung der Produktionsprozesse.
+Die Verbesserungen können sich auf Fra gen der Produktqualität, der Produktivität und des Energieverbrauchs beziehen, die alle oft miteinander zusammenhängen. Andere Fragen können sich auf spezifische Risiken beziehen, wie das Vorhandensein von Acrylamid. Dieser Beitrag gibt einen Überblick über Heraus forderungen, die im Zusammenhang mit der Anwendung von Messtechnik beim Backen und Frosten auftreten.
Das Backen von Getreideprodukten unter industriellen Bedingungen findet in Chargenöfen mit automatischer Beschickung oder in Durchlauföfen statt. Das Backen erfolgt bei hohen Temperaturen von 150/250 °C oder bei bestimmten Speziali täten wie Fladenbrot sogar bei weitaus höheren Temperaturen (bis zu 600 °C), wobei die Feuch tigkeitsregelung in den Öfen eine entscheiden de Rolle für die Endqualität der Produkte spielt. Ein Backofen sollte sowohl als Trocknungsgerät als auch als Backgerät betrachtet werden. Viele der in diesem Abschnitt genannten Elemente können auch auf die Produkttrocknung ange wendet werden.
Die Luftfeuchtigkeit kann auf verschiedene Weise ausgedrückt werden. Am gebräuchlichsten ist das Konzept der relativen Luftfeuchtigkeit, das bei einer bestimmten Temperatur das Verhältnis zwischen dem Partialdruck von Wasserdampf und dem Sättigungsdruck von Wasserdampf ausdrückt.
Dieses Konzept ist aufgrund der niedrigen Werte, die in einem Backofen erreicht werden, ungünstig an den Kontext angepasst. Eine weitere ver wendete Größe ist die absolute Luftfeuchtigkeit, die die Masse des Wassers pro Masse der trockenen Luft ausdrückt. Sie wird manchmal mit der spezifischen Feuchtigkeit (Wassermasse pro feuchter Luftmasse) verwechselt, die häufig in der Klimatologie verwendet wird. Im Allge meinen ist es notwendig, auf die Einheiten zu achten, da es häufig zu Verwechslungen kommt, die mit den englischen und französischen Definitionen zusammenhängen, die ähnliche Adjektive verwenden (z. B. Verwechslung zwischen abso luter und spezifischer Luftfeuchtigkeit). Es ist daher ratsam, auf die Einheiten dieser Größen zu achten. Die absolute Luftfeuchtigkeit (im Folgenden ausgedrückt in Masse Wasser pro Masse trockener Luft) ist eine relevante Größe für die Überwachung der Hygrometrie eines Ofens, da sie eine auf eine Masse trockener Luft bezo gene Größe ausdrückt, die eine konservative Größe in dem Sinne ist, dass die Masse der eintretenden trockenen Luft gleich der Masse der austretenden trockenen Luft ist. Der Taupunkt oder die Taupunkttemperatur ist ebenfalls eine relevante Größe, die eine Angabe über die Temperatur liefert, ab der die Luftfeuchtigkeit auf den in einer bestimmten Umgebung befindlichen Produkten kondensiert. Diese Größe wird norma lerweise in Grad Celsius ausgedrückt, und es ist einfach, diese Temperatur mit der Luftfeuch tigkeit zu verbinden.
Die absolute Luftfeuchtigkeit in einem Ofen variiert während des Backvorgangs stark. Im Allgemeinen wird zu Beginn des Backvorgangs eine hohe Luftfeuchtigkeit angestrebt, um die Kondensation auf der Oberfläche der Produkte zu gewährleisten. Diese Kondensation sorgt für die Plastifizierung der Teigoberflächen, die die spätere Kruste der Produkte bilden wird. Alta mirano-Fortoul (2012) hat gezeigt, dass eine zu hohe Luftfeuchtigkeit zu einer übermäßig ge färbten Kruste, einem Mangel an Knusprigkeit und letztlich zu einem nicht konformen Produkt führt. Wie Le-Bail et al. (2010) erwähnen, führt ein zu hoher Feuchtigkeitsgehalt zu einem Pro dukt mit einem großen Volumen, das jedoch aufgrund der Gelatinierung und Dextrinierung der Stärke nicht unbedingt konform ist, was zu einem erhöhten Acrylamidgehalt führen kann (Dessev et al., 2020).
Auch die Backtechnik kann die Feuchtigkeit während des Backens beeinflussen. Öfen sind meist mit Gasbrennern ausgestattet, vor allem unter industriellen Bedingungen, wo eine hohe Leistung erforderlich ist. Die Verbrennung kann indirekt oder direkt erfolgen. Bei der indirekten Verbrennung wird die im Brenner (Wärmestrah lung) und in den Verbrennungsgasen vorhandene Wärme indirekt über ein Wärmetauscherrohr übertragen. Bei der direkten Verbrennung be findet sich der Brenner im Inneren des Ofens. Er wird in der Regel mit Methan gespeist, und die Verbrennungsprodukte (Stickstoff, CO 2 und Wasserdampf) kommen direkt mit dem Produkt in Kontakt. Bei diesem Ofentyp wird die Tempe raturregelung auf Grundlage der relativen Luftfeuchtigkeit im Ofen eingestellt, wodurch indirekt der der Verbrennung zugeführte Luftüber schuss reguliert wird. Diese Öfen haben einen sehr schlechten Wirkungsgrad mit einem Luftüber schuss von bis zu 4 bis 6. Das heißt, es wird bis zu sechsmal mehr Luft eingeblasen, als für eine vollständige Verbrennung notwendig wäre, wo durch die Temperatur des Rauchs und damit die Brenntemperatur auf 180 °C bis 200 °C absinkt. Diese Öfen werden zum Backen von Spezialge bäck, Keksen oder Hamburgerbuns verwendet. In den folgenden Abschnitten werden die
Messtechniken und die damit verbundenen Probleme bei der Messung von Temperatur, Feuchtigkeit und dem Wärmefluss vorgestellt.
Diese Art der On-Board-Messtechnik ist heute weit verbreitet. Es gibt eine breite Palette an Geräten, auch für den Mikrowellenbereich. Die zu behandelnden Themen sind Hitzeschilde (Isoliergehäuse zum Schutz der Aufzeichnungs geräte) und Zeit-Temperatur-Beständigkeit. In Mikrowellenumgebungen ist eine geeignete Metallabschirmung erforderlich, wobei die elektrische Kontinuität gewährleistet sein muss, um Antenneneffekte und die Gefahr von Lichtbögen zu vermeiden, die die Sensoren oder Elektronik beschädigen könnten (Ansammlung von Ladun gen). Während die Messung der Temperatur eines Produkts abgesehen von der Befestigung des Sensors kein größeres Problem darstellt, kann die Messung der Temperatur der Luft in einem Ofen durch die von den Brennern abge gebene Wärmestrahlung gestört werden. Ein mit einem Hitzeschild ausgestatteter Sensor kann dieses Problem beheben.
Am Markt gibt es verschiedene Geräte, die im Wesentlichen nach zwei Messprinzipien arbeiten. Die Nasssauerstofftechnologie beruht auf der Dissoziation der in der Ofenatmosphäre vorhan denen Wassermoleküle. Ein Vergleich zwischen „atmosphärischem“ Sauerstoff und „Nasssauer stoff“ ermöglicht die Bestimmung der Luftfeuch tigkeit. Dieser Sensortyp hat eine geringe An sprechzeit (weniger als eine Minute) und kann in einem weiten Temperaturbereich bis 300 °C eingesetzt werden. Unabhängig von der Tech nologie muss eine Zirkulation der feuchten Luft um den Sensor gewährleistet sein, was die Ansprechzeit verändern und zu Verschmutzungs problemen führen kann. Bei der zweiten Tech nologie werden Substrate verwendet, deren elektrische Eigenschaften (Kapazität, Induktivität, Widerstand usw.) von der Umgebungsfeuchtig keit abhängen. Diese Technologie hat eine Reaktionszeit, die manchmal etwas länger ist
als die der nassen Sauerstoffsensoren. Die maxi malen Betriebstemperaturen sind vergleichbar und erreichen 250 °C bis 300 °C. Die Kalibrie rung dieser Sensoren kann in einer Umgebung mit stabiler Luftfeuchtigkeit durchgeführt werden, möglicherweise bei einer niedrigeren Temperatur als der Höchsttemperatur. Der Feuchtigkeitswert der Luft kann mit einem Spiegelhygrometer ge messen werden. Durch Entnahme von Luftpro ben und deren Abkühlung, wobei der Taupunkt nicht überschritten wird, kann eine Kalibrierung (auch mit einem herkömmlichen Sensor) durch geführt werden.


Die On-Board-Feuchtemessung ist seltener. Un seres Wissens gibt es nur zwei Unternehmen, die eigenständige On-Board-Geräte anbieten, die für die Förderung in Bäckereiöfen verwendet werden können. Die statische Messtechnik (mit Gasentnahme anstelle von Fühlern) ist eben falls eine in Betracht zu ziehende Lösung, da sie wirtschaftlicher ist. Spiegelhygrometer sind am genauesten und ermöglichen die direkte Bestimmung der Taupunkttemperatur. Die maxi
male Betriebstemperatur von statischen Sensoren ist oft begrenzt. Die relative Luftfeuchtigkeit bei Backvorgängen in der Lebensmittelindustrie ist jedoch oft recht niedrig, sodass durch die Ent nahme von Luftproben in der Atmosphäre eines Ofens oder in den Schornsteinen und deren Ab kühlung auf eine Temperatur oberhalb der Tau punkttemperatur „Niedertemperatur“-Sensoren verwendet werden können, die wesentlich kosten günstiger und oft ausreichend genau sind.
Die Messung der Luftfeuchtigkeit in den Entnah mestapeln kann interessante Informationen lie fern, insbesondere im Falle einer vollständigen Energie- und Trocknungsbilanz eines zu backen den Produkts. Es ist jedoch eine vorherige Kali brierung erforderlich, um die Geschwindigkeit im Kanal in Abhängigkeit vom Öffnungswinkel der Absperrklappe zu erhalten. Eine Untersuchung der Geschwindigkeit in dem stromaufwärts gele genen Abschnitt des Rohrs ermöglicht es, nach der Integration einen globalen Durchfluss in m 3/s
Abbildung 1: Beispiel für den Zusammenhang zwischen Ventilöff nung und Fließge schwindigkeit (aus ONIRIS-Daten)

zu erhalten. Die Kenntnis des statischen Drucks und der Luftfeuchtigkeit ermöglicht es, auf die Luftdichte und den Massendurchsatz der feuchten und trockenen Luft, die in der Leitung zirkulieren, zurückzugreifen.
Die Messung des Wärmestroms, der von den Produkten aufgenommen wird, ist ein wichtiger Punkt, um bestimmte Betriebsanomalien in Backöfen zu verstehen. Diese Informationen können auch verwendet werden, um die Verlagerung der Produktion auf einen neuen Ofen zu er leichtern oder die Spezifikation eines neuen Ofens festzulegen. Der empfangene Wärmestrom wird in zwei Hauptkomponenten unterteilt: den konvektiven Strom, der mit der Luftzirkulation im Ofen zusammenhängt, und den Strahlungsstrom, der von den Brennern und den Ofenwänden

empfangen wird. Die Wärmestromsensoren bestehen aus mehreren Thermoelementen, die auf beiden Seiten einer dünnen Kunststofffolie aufgedruckt sind. Die gesamte Baugruppe ist in einen Sensor integriert, der die Form einer Platte verschiedener Geometrien hat (meist quadra tisch, z. B. 3 cm x 3 cm, manchmal rechteckig oder rund) und etwa 1 mm dick ist. Die Sensoren, die den konvektiven Fluss messen, sind mit einer dünnen Gold- oder Silberschicht überzogen, einem Metall mit einem sehr hohen Strahlungs reflexionsvermögen. Die „Gesamt“-Sensoren, die den Strahlungs- und Konvektionsfluss messen, sind mit einer hochtemperaturbeständigen schwarzen Farbe beschichtet. Diese Sensoren sind außerdem mit einem eingebauten Tempe ratursensor ausgestattet, um ihre Temperatur zu überwachen. Wenn ein Wärmestrom durch den Sensor fließt, wird von den in Reihe geschalteten Thermoelementen eine Spannung abgegeben. Durch eine vorherige Kalibrierung kann die Wärmestromdichte (W/m²) mit der abgegebenen Spannung in Beziehung gesetzt werden.
Diese Art von Wärmestromsensor sollte, wie in Abbildung 2 dargestellt, an einem Kühlkörper angebracht werden, der die durch den Kollektor strömende Wärme aufnehmen kann. Man kann sich ein Flüssigkeitsstromsystem auf einer stati schen Halterung vorstellen. Im Falle eines Fördersystems wird der Sensor meist auf einen Kupferblock befestigt, da Kupfer ein kosten günstiges Metall mit der höchsten spezifischen Masse x Wärmeprodukt ist. Bei der Aufzeichnung ist die Expositionszeit des Sensors gegenüber dem Wärmestrom ein kritischer Punkt. Diese Expositionszeit wird durch die maximale Tem peratur des Sensors bestimmt und ist eine Funktion der Fähigkeit des Kupferblocks, die aufgenommene Wärme zu absorbieren. Es gibt kommerzielle Geräte auf dem Markt, aber es ist auch recht einfach, ein eigenes Gerät zu entwickeln. Ein Durchflusssensor kann auch auf dem Produkt angebracht oder auf eine Form montiert werden. Eine zweite im Handel erhält liche Vorrichtung besteht aus einem Metall paddel (z. B. 3 cm x 3 cm groß), das mit Gold oder schwarzer Hochtemperaturfarbe beschichtet Abbildung 2: Wärmestromsensor. Thermoelemente, die auf beiden Seiten der Kunststofffolie angebracht sind, verstärken den Temperaturunterschied, der auf der Folie erscheint, wenn ein Wärmestrom durch den Sensor fließt. Dieser Sensortyp wird auf einem Kühlkörper (Kupferblock) angebracht, der die von der Umgebung aufgenommene Wärme absorbiert. Die Messung ist möglich, solange der Sensor auf einer verträglichen Temperatur gehalten wird. Durch Messung der Umge bungstemperatur und der Oberflächentemperatur des Sensors (im Sensor einge setztes Thermoelement) kann der Konvektionskoeffizient h in W/(m2· K) bestimmt werden. h = Wärmestromdichte (W/m²)/(T AMBIENT - T SENSOROBERFLÄCHE)

ist (für konvektiven bzw. totalen Durchfluss) und über einen Metallstab mit einem Kühlkörper verbunden ist. Dieser Stab ist mit einer Wärme senke verbunden. Die Messung der Temperatur differenz zwischen dem Flügel und der Wärme senke liefert ein Signal, das proportional zum Wärmestrom ist, den der Flügel erhält. Die bei den Gerätetypen sind gleichwertig, wobei das Gerät mit Wärmestromsensor eine kürzere An sprechzeit hat und das Paddelgerät ein eher „durchschnittliches“ Gerät ist. Ein wichtiger Punkt bei diesen beiden Sensortypen ist, dass sie über die Taupunkttemperatur vorgeheizt werden müs sen, um zu verhindern, dass die in der Ofenluft enthaltene Feuchtigkeit auf ihnen kondensiert.


Im Falle einer Kondensation tritt ein endothermes Phänomen auf, das zu einer Überschätzung des tatsächlichen Flusses führt.
Die für Öfen erwähnte Messtechnik kann im All gemeinen auch für die Bewertung der Leistung von Gefriertunneln verwendet werden. Neben der Messung der Temperatur der Produkte, die eine relativ einfache Messung ist, geht es meist um die Messung eines konvektiven Austausch
koeffizienten zwischen einem Produkt und seiner Umgebung. Dieser Koeffizient ist das Ergebnis der Luftströmung im Tunnel, die je nach Ausrich tung des Luftstroms und insbesondere des Turbulenzgrads oft sehr unterschiedlich ist. Der Wärmestromsensor kann erfolgreich eingesetzt werden, indem der Rekorder und sein Isolier schirm sowie der Wärmestromsensor vorgewärmt werden. Bei der Durchquerung des Tunnels wirkt die Wärmesenke als Wärmequelle, und der Wärmestrom hört auf, wenn die Wärmesenke (Kupferblock) die Temperatur der Umgebungsluft erreicht. Der konvektive Austauschkoeffizient wird aus dem Wärmestromwert geteilt durch die Temperaturdifferenz zwischen der Kollektorober flächentemperatur und der Umgebungsluft be rechnet. Ein metallisierter Kollektor wird a priori empfohlen. Der Beitrag der Wärmestrahlung ist unter Gefrierbedingungen aufgrund des niedri gen Temperaturniveaus sehr gering. Ein Beispiel für eine Messung in einem Spiralfroster ist in der nachstehenden Grafik dargestellt. Es ist möglich, die Passagen vor den Ventilatoren zu erkennen, die die Luft über die Fördervorrichtung treiben, die aus einem Kunststoffband besteht, das sich spiralförmig aufwickelt. Die Kenntnis des
Abbildung 3: Oben links: Spiralfroster (Heinen). Oben rechts: ein Beispiel für die Messung des Konvektionskoeffizienten in einem industriellen Froster mit einem Wärmestrommessgerät. Unten: Durchschnittswerte des Konvektionskoeffizienten zu verschiedenen Zeitpunkten während der Produktion, T0 aufgetaute Anlage und Nachkontrolle bei +3, +6, +8 und +12 Stunden während der Produktion (ONIRIS-interne Daten)

konvektiven Austauschkoeffizienten ermöglicht es, die Gefrierdauer abzuschätzen und die Luftströ mungsbedingungen in industriellen Frosteranla gen zu qualifizieren und zu optimieren. Der Durchgang des selbstangetriebenen Förder sensors ermöglicht es auch, die Verringerung des Konvektionskoeffizienten während der Pro duktion aufgrund der Anhäufung von Reif an den Wänden der Kältebatterie und folglich der Luftgeschwindigkeit aufzuzeigen. Dieses Problem der Vereisung von Wärmetauschern in Frostern ist ein wichtiges Thema in der Lebensmittelin dustrie. Eine Übersichtsarbeit von Badri et al. (2021) bietet einen Überblick über dieses Thema. ONIRIS-GEPEA betreut das laufende Projekt FOODEFREEZE (finanziert von der französischen Agentur für Umwelt und Energiemanagement –ADEME), das sich mit Energie und Vereisung in Frostern der Lebensmittelindustrie beschäftigt. Die Vereisung der Verdampfer führt zu einer Verlängerung der erforderlichen Gefrierzeit des Produkts und letztlich zu einer Nichteinhaltung der Vorschriften (unzureichend gefrorene Produkte).
Eine alternative Möglichkeit, die konvektiven Aus tauschkoeffizienten in situ zu messen, besteht darin, das Wärmestrommessgerät an einer Alu miniumform anzubringen, die mit einer internen Heizung ausgestattet ist. Solche Geräte sind in Abbildung 4 unten mit einer pizzaähnlichen Platte (links) und einem Brötchen (in der Mitte) dargestellt (vgl. Gibeaud et al., 2010). Diese Art von System hat den Vorteil, dass es über


einen langen Zeitraum (mehrere Stunden) in einem stabilen Zustand betrieben werden kann und auch die Luftströmungsbedingungen realis tisch nachahmt (Geometrie identisch mit dem Lebensmittelprodukt). Der größte Nachteil ist die lange Stabilisierungszeit von bis zu 30 bis 60 Minuten. Diese Art von Gerät ist daher eher für „statische“ Froster geeignet. Eine weitere Alternative ist die Verwendung von kleinen Aluminiumstiften mit einer bestimmten Geo metrie. Ein Beispiel ist in Abbildung 4 unten (rechts) dargestellt. Die Punkte wurden gebohrt und auf eine mit einem Thermoelement verse hene Nadel gesetzt, um die Temperatur in Abhängigkeit von der Zeit aufzuzeichnen. Diese Vorrichtung wurde zur dynamischen Analyse des lokalen Konvektionskoeffizienten in einem Fördertunnel mit kryogenem Flüssigstickstoff verwendet. Zur Bestimmung des Konvektions koeffizienten wurde ein thermisches Modell mit einer niedrigen Biot-Zahl verwendet (instationäre Wärmeübertragung, Modell mit pauschaler Analyse) (siehe Gibeaud et al., 2010).
 Es besteht ein zunehmendes Interesse an der Messung des Gefriergrads von Produkten. Der Gefriergrad lässt sich aus der Menge des im Produkt tatsächlich gefrorenen gefrierbaren Was sers bestimmen. Die sich daraus ergebende Funktion kann aus der Kenntnis der Gefrieran fangstemperatur (aus dem zu Beginn des Ge frierens beobachteten Temperaturplateau), der Gefrierendtemperatur (aus einer kalorimetrischen
Abbildung 4: Aluminiumformen für die Messung von Konvektionsaustauschkoeffizienten in Frostern. Verschiedene Formen, die durch maschinelle Bearbeitung nachgebildet wurden (Pizza, Brötchen, Zylinder), und möglicherweise mit internen Heizungen und Temperatursensoren (Oberflächen- und Umgebungstemperatur) ausgestattet waren, ermög lichten die Bestimmung des Konvektionsaustauschkoeffizienten unter Berücksichtigung der realen Geometrie der jewei ligen Lebensmittel (ref. Gibeaud et al., 2010/Bilder und Produktion ONIRIS-GEPEA, L. Guihard, O. Rouaud, A. Le-Bail)
Es besteht ein zunehmendes Interesse an der Messung des Gefriergrads von Produkten. Der Gefriergrad lässt sich aus der Menge des im Produkt tatsächlich gefrorenen gefrierbaren Was sers bestimmen. Die sich daraus ergebende Funktion kann aus der Kenntnis der Gefrieran fangstemperatur (aus dem zu Beginn des Ge frierens beobachteten Temperaturplateau), der Gefrierendtemperatur (aus einer kalorimetrischen
Abbildung 4: Aluminiumformen für die Messung von Konvektionsaustauschkoeffizienten in Frostern. Verschiedene Formen, die durch maschinelle Bearbeitung nachgebildet wurden (Pizza, Brötchen, Zylinder), und möglicherweise mit internen Heizungen und Temperatursensoren (Oberflächen- und Umgebungstemperatur) ausgestattet waren, ermög lichten die Bestimmung des Konvektionsaustauschkoeffizienten unter Berücksichtigung der realen Geometrie der jewei ligen Lebensmittel (ref. Gibeaud et al., 2010/Bilder und Produktion ONIRIS-GEPEA, L. Guihard, O. Rouaud, A. Le-Bail)
Messung) und der Menge an gefrierbarem Wasser (durch Kalorimetrie ermittelt) gewonnen werden. Le-Bail (2017) stellt diese verschiedenen Elemente vor, und die nachstehende Abbildung zeigt eine Funktion der Menge des gefrierbaren Wassers, das anhand dieser Referenz gefriert.
Abbildung 5: Funktion, die die Entwicklung der gefrier baren Wassermenge in Abhängigkeit von der Temperatur für ein Produkt beschreibt, das bei -1 °C zu gefrieren beginnt und bei -40 °C zu gefrieren aufhört. Man sieht, dass bei -18 °C die Menge des gefrorenen Wassers 96,9 % beträgt. Das Produkt ist also bei dieser Tempe ratur, die als Weltstandard angenommen wurde, nicht vollständig gefroren, da sie 0 °Fahrenheit entspricht

Diese Art von Funktion ermöglicht es, ein Ziel für den Ausgang des Gefriertunnels anzugeben, das mit der Gefriergeschwindigkeit in Verbindung mit der Durchschnittstemperatur eines Produkts steht. Wenn die französische Verordnung, die das Verfahren der „Surgélation“ (des Tiefgefrierens) beschreibt, besagt, dass ein „tiefgefrorenes
Produkt“ „so schnell wie möglich“ auf -18 °C abgekühlt werden muss (MAP-1964, MAP-2011), so wirft die Auslegung dieser Verordnung Fragen im industriellen Bereich auf. ONIRISGEPEA hat daher mit vielen Lebensmittelunter nehmen zusammengearbeitet, um sie bei ihrem Austausch mit Regulierungsbehörden und Kontrolldiensten zu unterstützen. Nach den Empfeh lungen des Internationalen Instituts für Kälte technik (www.iir-iif.org) gilt ein Produkt als „gefroren“, wenn seine Temperatur -10 °C er reicht oder wenn mindestens 80 % des gefrier baren Wassers gefroren ist. Ein konkretes Beispiel wird in dem Artikel von Chapleau et al. (2005) im Rahmen einer Zusammenarbeit mit der Firma MARIE-SURGELE (Frankreich) vorge stellt, in dem gezeigt wird, dass bei einem Modellsystem (Tortenform) 80 % des gefrierbaren Wassers bei einer Temperatur von -9,8 °C ge froren war. Unter diesen Bedingungen lag die Zieltemperatur, bei der das Lebensmittel nach den IIR-Kriterien als „gefroren“ galt, bei -10 °C. Eine der Schwierigkeiten bestand darin, die durchschnittliche Temperatur der Produkte (Pizza, Quiches usw.) am Ende des Frosters zu messen, was mit einer isothermischen kalori metrischen Technik, wie unten beschrieben, möglich ist. In der Tat ist ein Temperaturgradient in einem Produkt vorhanden, und durch die Gruppierung mehrerer Produkte um einen Temperatursensor ist es möglich, eine durch schnittliche Temperatur der Produkte nach der Äquilibrierung zu erhalten.
Abbildung 6: Beispiel für ein kalorimetrisch-isothermisches System zur Ermittlung der durchschnittlichen Temperatur eines nicht-isothermen Produkts am Ende des Prozesses. Zwei oder mehr Produkte, die aus einem Froster kommen, werden in einen isolierten Behälter gegeben. Nach der thermischen Äquilibrierung (die Produkte sind an der Oberfläche kälter als im Kern) wird eine durchschnittliche Temperatur des Produkts im thermischen Gleichgewicht erreicht (Chapleau et al., 2005)

 ONIRIS-GEPEA
% Gefrorenes Wasser
Temperatur (°C)
ONIRIS-GEPEA
ONIRIS-GEPEA
% Gefrorenes Wasser
Temperatur (°C)
ONIRIS-GEPEA
Eine alternative berührungslose Methode wurde von dem Unternehmen in Zusammenarbeit mit AQUANTIS entwickelt (Nouhin et al., 2020). Sie basiert auf einem von AQUANTIS (Belgien) entwickelten Sensor, der im Terahertz-Bereich arbeitet. Der Sensor besteht aus zwei Hochfre quenz (HF)-Messeinheiten (einem HF-Sender und einem HF-Empfänger) und einer Recheneinheit.

Die beiden Messeinheiten sind auf gegenüber liegenden Seiten eines nicht-metallischen Förder bandes, auf dem die Lebensmittel transportiert werden, ausgerichtet und einander zugewandt. Der Abstand zwischen den Messeinheiten wird in der Regel so gering wie möglich gehalten, wobei sichergestellt wird, dass kein Kontakt mit dem zu prüfenden Produkt besteht. Für
Abbildung 7: Schematische Darstellung der Informationen, die bei der Erstellung einer Energiebilanz für einen Backofen zu berücksichtigen sind (oben). H ist die Enthalpie des Brotes und sollte idealerweise auf trockener Basis betrachtet werden. Unten: Backofen mit direkter Verbrennung. In einem solchen Fall vermischen sich die Verbrennungsabgase mit den Feuchtigkeitsverlusten des Brotes. Eine genaue Kenntnis des Feuchtigkeitsverlustes des Brotes ist erforderlich, um die Situation zu enträtseln. Lambda ist der Luftüberschusskoeffizient

Messungen an einzelnen (gefrorenen) Produkten wird die Sendeeinheit mit Fokussiereinrichtungen versehen, um die elektromagnetische Strahlung auf einen Punkt zu beschränken, der deutlich kleiner ist als die charakteristische Seitenab messung des zu prüfenden Produkts. Im letzteren Fall wird der Abstand zwischen Sender und Produkt durch die Brennweite der Fokussierein richtung bestimmt. Ein laserbasierter Produkt dickensensor wird neben dem HF-Sender platziert und ist so ausgerichtet, dass er die Produktdicke (Schicht) an der Position der HFMessachse misst. Die Produkte, die den Sensor passieren, werden einer elektromagnetischen Strahlung mit geringer Leistung im Millimeter wellenbereich ausgesetzt. Die verwendete Wel lenlänge kann je nach Anwendung variieren.
Sie wird in Abhängigkeit von verschiedenen Parametern wie Produkt(schicht)dicke, Wasser gehalt, Streuungseigenschaften usw. gewählt.
Die auf das Testprodukt auftreffende elektro magnetische Strahlung wird vom Lebensmittel teilweise reflektiert, gestreut und absorbiert.
Durch eine Transmissionsmessung kann der gesamte elektromagnetische Verlust, der durch das Testprodukt verursacht wird, gemessen und auf die Menge des gefrorenen Wassers im Produkt und damit auf den Gefriergrad zurück geführt werden.
Eine einfache Lösung, um die Luftfeuchtigkeit in einem Froster zu ermitteln, besteht darin, die Luft mit einer Pumpe anzusaugen und sie dann wieder aufzubereiten (zu erwärmen), um die Luftfeuchtigkeit mit herkömmlichen kapazitiven Sensoren bei Raumtemperatur zu messen. Die Einstellung der Entnahmetemperatur spielt hier eine Schlüsselrolle, um preiswerte handelsübliche Sensoren verwenden zu können.
Die Prüfung des Energieverbrauchs einer Backoder Frosterlinie erfordert die Erfassung einer großen Anzahl an Faktoren und Parametern. Eine Massenbilanz ist auch erforderlich, um den Feuchtigkeitsverlust während des Backens
und idealerweise entlang der gesamten Backstraße (Durchlaufofen) durch die Entnahme von Produktproben an verschiedenen Stellen zu bestimmen. Bei trockenen Getreideprodukten wie Zwieback oder Crackern enthält der Ofen sehr oft einen gasbetriebenen Teil für die Back phase und einen elektrischen Teil für die ab schließende Trocknungsphase. Bei trockenen Getreideerzeugnissen erreicht die Messung des Feuchtigkeitsgehalts sehr niedrige Werte (unter 5 %). Unter diesen Bedingungen muss die Feuchtigkeit mit der Karl-Fischer-Technik bestimmt werden. Der Trockenschrank-Test ist bei Weitem nicht so genau. Insgesamt muss die Massenbilanz auf trockener Basis durchgeführt werden, um ein klares Schema des Wasserver lustes während des Prozesses zu erhalten.
Die Zählung der Gasenergie erfordert eine Korrektur, um Werte für den Volumendurchsatz in Normkubikmetern (bei 0 °C und normalem atmosphärischem Druck) zu erhalten, damit die Gasleistung bestimmt werden kann. Ein Gasana lysator wird benötigt, um den Luftüberschuss bei der Verbrennung zu ermitteln. Dies ist sehr wichtig, um die Effizienz der Gasverbrennung zu beurteilen. Im Falle eines direkten Ofens ver mischt sich die Feuchtigkeit des Produkts mit der durch die Verbrennung freigesetzten Feuch tigkeit, was die Situation sehr komplex macht. Eine genaue Kenntnis des Wasserverlusts des Produkts ist der Schlüssel, um eine solche Situation zu enträtseln. Ein alternativer oder ergänzender Ansatz ist die Messung des in den Brenner eingeleiteten Luftstroms. Die Abbildung 7 zeigt alle zu berücksichtigenden Parameter. Dies muss für jeden Abschnitt des Backofens erfolgen.
Bei Frostern ist neben den Feuchtigkeitsverlusten die elektrische Energie die wichtigste Information, die es zu erfassen gilt. Ein Kühlaggregat speist jedoch meist mehrere Gefriergeräte parallel, was die Situation oft sehr komplex macht. Eine Massenstrommessung an jedem Verdampfer wäre dann erforderlich, um neben Druck- und Temperaturwerten des Kältemittels und Para metern im Gefrierbereich eine genaue Bewer tung des Energieverbrauchs vorzunehmen. Der

Energieverbrauch der Ventilatoren ist ein ent scheidender Punkt, da er beim Frosten von Brot bis zu 50 % der gesamten Gefrierenergie aus machen kann. Die Energie, die mit dem Gefrieren der Verdampfer verbunden ist, kann ebenfalls einen großen Teil des Gesamtenergieverbrauchs ausmachen. Eine genaue Kenntnis des Feuchtig keitsverlustes der Produkte ist erforderlich, um die Situation zu entschlüsseln und ein genaues Tortendiagramm des Energieanteils erstellen zu können. Auch hier ist eine Bilanz auf Trockenbasis des Produkts eine große Hilfe für die Berech nungen. Sobald die Berechnungen abgeschlos sen sind, lassen sich die Zahlen leicht auf Basis der Feuchtigkeit des in die Produktionslinie ein gehenden Produkts umrechnen.
Dieser Artikel veranschaulicht anhand verschie dener Konfigurationen die Bedeutung der Tem peraturmessung bzw. von Messsystemen, die auf der Messung von Temperaturdifferenzen beruhen, wie Fluxmeter. Auch die Messung der Luftfeuchtigkeit wird erörtert. Diese physikali sche Größe ist schwer zu messen und sowohl beim Backen als auch bei Frosten von großer Bedeutung. Die Entwicklung von On-BoardSystemen sollte durch die Integration von ange
Alain Le-Bail, Luc Guihard, Anthony Oge, Michel Havet, Jean-Yves Monteau, Olivier Rouaud, Cyril Toublanc
ONIRIS, Université de Nantes, CNRS, GEPEA, UMR 6144, F-44000 Frankreich
alain.lebail@oniris-nantes.fr luc.guihard@oniris-nantes.fr anthony.oge@oniris-nantes.fr michel.havet@oniris-nantes.fr jean-yves.monteau@oniris-nantes.fr olivier.rouaud@oniris-nantes.fr cyril.toublanc@oniris-nantes.fr
schlossenen Sensoren, die eine Echtzeitüberwa chung ermöglichen, fortgesetzt werden. Darüber hinaus bieten At-Line- oder In-Line-SoftwareSensorsysteme interessante Lösungen für die Überwachung von Produktionslinien und die Erkennung von Betriebsanomalien wie die Ver eisung von Wärmetauschern oder eine Störung der Dampfzugabe am Eingang eines Backofens. +++
Altamirano-Fortoul, R., A. Le-Bail, S. Chevallier und C.M. Rosell, (2012), Effect of the amount of steam during baking on bread crust features and water diffusion Journal of Food Engineering, 2012, 108 (1), p. 128-134.
Badri, D., Toublanc, C., Rouaud, O., Havet, M., (2021), Review on frosting, defrosting and frost management techniques in industrial food freezers. Renewable and Sustainable Energy Reviews 151 (2021) 111545
Chapleau, N., A. Le-Bail, M. Anon-De Lamballerie und M. Vignolle, (2005), Application de la réglementation des produits surgelés à des produits hétérogènes (plats cuisinés). Revue Générale du Froid, 2005. 1053: p. 41-45.
Dessev, T., V. Lalanne, J. Keramat, V. Jury, C. Prost, A. Le-Bail, (2020), Influence of Baking Conditions on Bread Characteristics and Acrylamide Concentration, J Food Sci Nutr Res 2020; 3 (4): 291-310 DOI: 10.26502/jfsnr.2642-11000056
Gibeaud, A., O. Rouaud, A. Le-Bail, R. De Pellegrin, “Étude compa rative des performances de deux tunnels de surgélation à l'azote liquid”, Revue Générale du Froid & du conditionnement d'air, N° 1107, octobre 2010, pp 43-49.
Le-Bail, A., T. Dessev, D. Leray, T. Lucas, S. Mariani, G. Mottollese und V. Jury (2011), Influence of the amount of steaming during baking on the kinetic of heating and on selected quality attributes of bread. Journal of Food Engineering, 2011. Vol. 105 p. 379-385.
Le-Bail, A., Procédés de congélation, de surgélation et proceeds émergeants ; vers une évolution de la réglementation ?, RGF –Revue Générale du Froid, Sept-Nov. 2017 MAP-1964, Gouvernement Français, Décret n° 64-949 du 9 septem bre 1964 modifié portant application de l'article L.214-1 du code de la consommation pour les produits surgelés. MAP-2011, NOTE DE SERVICE DGAL/SDSSA/N2011-8117 – Datum: 23 mai 2011.
Nouhin, M., Vandermeiren, W., Le-Bail, A., (2020), CALLIFREEZE. Inline-Messung des Gefriergrads von Lebensmitteln, 6th IIR Conference on Sustainability and the Cold Chain. April 15-17, 2020. Nantes, Frankreich, Manuskript ID: 296887, DOI: 10.18462/iir. iccc.2020.2968 87

Effizienz ist für Bäckereien wie für alle anderen Unternehmen von größter Bedeutung – im Hinblick auf die Ökonomie, aber auch auf die Ökologie. Tools zur Optimierung des Produktionsplans können die Effizienz und damit die Wettbewerbsfähigkeit der Betriebe verbessern.
+Der Verbrauch von Brotgetreide in Deutschland ist von 2013 bis heute von 77,9 kg pro Person auf 83,6 kg mit einer Steigung von 1,1 kg/Jahr gestiegen [1]. Im gleichen Zeitraum ist der Jahresumsatz je Betrieb des Bäckerhand werks von 1,0 Mio. Euro auf 1,4 Mio. Euro sowie die Beschäftigtenzahl pro Betrieb von 21,5 auf 25,1 gestiegen [2]. Allerdings ist ein deutlicher Trend von kleinen Bäckereien mit wenigen Filialen zu Bäckereien mit einer mittleren und großen Anzahl von Filialen zu beobachten. Es scheint, dass kleinere Bäckereien im Vergleich zu grö ßeren Bäckereien nicht wettbewerbsfähig sind. Wahrscheinlich hat sich dieser Trend durch die Pandemie (Covid-19) noch verstärkt. Ein wesentlicher Grund dafür ist die Effizienz der Bäckereien. Je mehr Mehl verarbeitet wird, desto geringer ist der Energieeinsatz pro Tonne Endprodukt [3].
Insbesondere in kleineren Bäckereien wird immer noch viel Handarbeit geleistet, die nicht effizient durch Maschinen und Robotertechnik ersetzt werden kann. Die Arbeitskosten machen fast ein Fünftel der gesamten Produktionskosten in Bäcke reien aus [4]. Daher müssen die Arbeitskräfte und ihr Einsatz optimal organisiert werden. Dies gilt insbesondere für kleine Unternehmen, die wettbewerbsfähig sein wollen. In den meisten Bäckereien wird die Produktionsplanung von einem erfahrenen Produktionsleiter vorgenom men, der in der Regel kein Experte in der Theorie
der Produktionsplanung ist. Die Suche nach dem optimalen Produktionsplan ist jedoch eine herausfordernde Aufgabe. In der Regel erfolgt die Produktion in verschiedenen, etwa neun Pro duktionsschritten, wie z. B. Sammeln der Zutaten, Mischen, Kneten, Ruhen, Teilen, Verfeinern, For men, Gären und Backen. Da nicht alle Produkte auf einmal verarbeitet werden können, da z. B. die Backöfen nur eine begrenzte Ladefläche aufweisen, müssen sie nacheinander hergestellt werden.
Betrachtet man zum Beispiel nur 20 verschiedene Produkte, die hergestellt werden müssen, so sind 2.432.902.008.176.640.000 oder etwa 2,4 Trilli onen verschiedene Produktionspläne vorhan den. Der einzige Unterschied zwischen diesen Plänen ist die Reihenfolge der Produkte während der Produktion, d. h. welches Produkt wann pro duziert wird. Jeder dieser Pläne kann jedoch zu einer unterschiedlichen Produktionseffizienz füh ren, das heißt z. B. zu unterschiedlichen Produk tionszeiten. Daher ist es eine echte Herausfor derung, den besten Plan zu finden mit der geringsten Produktionszeit und geringsten Leer laufzeiten von Backöfen.
Die Optimierung von Produktionsprozessen trägt in vielerlei Hinsicht zur Steigerung der Wettbe werbsfähigkeit von KMU bei. Gerade in Zeiten massiv steigender Energie- und Rohstoffkosten
ist eine Reduzierung des Ressourcenverbrauchs unerlässlich. Jährlich werden pro durchschnittlicher Bäckerei 372 MWh Energie verbraucht, was zu 101 Tonnen CO 2-Emissionen führt [3]. Wenn der Energieverbrauch gesenkt werden kann, verbessert dies den Wettbewerb insgesamt und trägt folglich zur Verringerung der CO 2-Pro duktion bei. Ein halb beladener Ofen hat einen um 20 % höheren Energieverbrauch als ein op timal beladener Ofen [4]. Hier kann ein optimaler Produktionsplan für den Herstellungsprozess erheblich helfen. Hecker et al. haben gezeigt, dass ein optimierter Produktionsplan in Bezug auf die Maschinenbelegung zu einer Reduzierung der Belegungszeit von bis zu 23 % bei Öfen führen kann [5]. Darüber hinaus kann das Image des Unternehmens verbessert werden, wenn die Ressourcen effizient genutzt werden und somit das Ansehen bei den Kunden verbessert und
die Umwelt entlastet wird. Die Optimierung der Produktion ist jedoch nur ein Punkt. Ein anderer ist der Verkauf des Produktes. Die Reputation kann verloren gehen, wenn mittags der Großteil der Produkte ausverkauft ist. Deshalb muss auch kurz vor Ladenschluss für eine passgenaue Aus lage in den Filialen gesorgt werden.
Im Allgemeinen durchläuft ein Produkt in einer Produktionsanlage eine Reihe von Arbeitsgän gen oder Prozessschritten mit jeweils spezifischen Maschinen. In den meisten Fällen durchlaufen die Produkte einen definierten Weg durch die einzelnen Produktionsstufen. Die dafür benötigten Maschinen sind meist entsprechend aufeinander aufbauend angeordnet. Eine solche Produktions umgebung wird als Flow-Shop (FS) bezeichnet und dient als Grundmodell für die Beschreibung
Tabelle 1: Die Zeiten der Verarbeitung für einen vereinfachten Produktionsprozess von 20 Produkten mit 5 unterschiedlichen Verarbeitungsstufen.
Produkt Teigzubereitung Teigruhe Formen Gären Backen Benötigte Zeit [min]
Produkt 1 16 0 0 360 0
Produkt 2 16 0 0 0 0
Produkt 3 15 0 0 360 0
Produkt 4 20 15 13 75 18
Produkt 5 16 4 5 85 14
Produkt 6 29 10 10 0 12
Produkt 7 16 4 5 85 14
Produkt 8 16 4 5 85 14
Produkt 9 16 4 5 85 14
Produkt 10 20 15 13 75 18
Produkt 11 16 4 5 85 14
Produkt 12 16 4 5 85 14
Produkt 13 29 10 10 0 12
Produkt 14 22 15 60 0 0
Produkt 15 16 4 5 85 14
Produkt 16 22 15 60 0 0
Produkt 17 22 15 60 0 0
Produkt 18 16 4 5 85 14
Produkt 19 20 15 13 75 18
Produkt 20 29 10 10 0 12
Universität
des sequentiellen Arbeitsablaufs in einer Bäckerei. Es wird durch entsprechende Modifikationen an die jeweiligen realen Gegebenheiten angepasst. Grundsätzlich basiert das Flow-Shop-Problem auf der Annahme, dass p Produkte eine Anzahl von s Produktionsstufen durchlaufen und dass jedes Produkt auf jedem Maschinentyp genau einmal bearbeitet wird und dass jede Maschine jeweils nur ein Produkt bearbeiten kann. Dabei durchlaufen alle Produkte die gleiche Prozess abfolge von Stufe 1, Stufe 2, ..., bis Stufe s. Das Auslassen oder Überspringen einer bestimmten Produktionsstufe ist hier nicht möglich [6].
Da die tatsächlichen Prozesse in Produktions betrieben jedoch oft viel komplexer sind als in einem Flow-Shop-Modell, wird für deren Model lierung der wesentlich flexiblere Hybrid FlowShop (HFS) verwendet. Der Hauptunterschied zum FS besteht darin, dass die Produktionsstufen im HFS aus mehr als einer Maschine bestehen können und ein Produkt eine beliebige Anzahl von Stufen überspringen kann, solange es auf mindestens einer Stufe verarbeitet wird. Außer dem besteht ein HFS aus mindestens zwei Pro duktionsstufen (s ≥ 2) und jede Stufe besteht aus mindestens einer parallelen Maschine, wo bei m > 1 für mindestens eine Stufe ist [6, 7]. Durch entsprechende Modifikationen lassen sich weitere Sonderfälle definieren, wie der Permuta tions-Flow-Shop (PFS), der immer dann zum Ein satz kommt, wenn sich die Produktreihenfolge während der Produktion nicht ändern darf. Bei dem No-Wait-Flow-Shop (NWFS) darf es keine ungeplanten Wartezeiten für Produkte zwischen zwei Prozessschritten geben, wie es in einer Bäckerei typischerweise der Fall ist. Hier werden die Hefezellen im Teig nicht einfach aufhören Glukose zu verbrauchen und Kohlendioxid zu produzieren, bis die Maschine der nächsten Produktionsstufe frei ist. Es muss also ein Arbeits schritt direkt nach dem anderen sofort ausge führt werden.
Wie ein No-Wait-Flow-Shop in einem digitalen Zwilling implementiert und zur Optimierung ge nutzt werden kann, wird anhand eines Beispiels in Tabelle 1 erläutert. Hier ist ein vereinfachter
Produktionsplan dargestellt. Es werden lediglich 20 Produkte mit 5 Bearbeitungsstufen sowie die für jede Stufe erforderliche Dauer dargestellt. Die Aufgabe besteht nun darin, alle Produkte so zu bearbeiten, dass keine Überschneidungen der einzelnen Stufen auftreten und dass alle Produkte so schnell wie möglich zu bearbeiten sind, damit die gesamte Produktionszeit minimal ist. Natürlich macht es keinen Sinn, erst mit der Herstellung eines neuen Produkts zu beginnen, wenn das Vorgängerprodukt bereits fertig (gebacken) ist. Auf diese Weise dauert die Pro duktion am längsten und die Produktionszeit wäre die Summe aller individuellen Produktions zeiten der einzelnen Produkte. Bei dem Beispiel von Tabelle 1 wären das 2.656 min. Nachdem ein Produkt mit einer Stufe fertig ist, kann man prüfen, ob das nächste Produkt schon gestartet werden kann, ohne dass es den Vorgänger in irgendeiner folgenden Stufe einholt, z.B. dass es gebacken werden muss, obwohl der Vorgänger den Ofen noch belegt. Es sind nur Konfiguratio nen erlaubt, bei denen keine Überschneidungen auftreten. Dies kann ein Computer sehr schnell überprüfen. Werden alle Produkte auf diese Weise bearbeitet, wird der gesamte Produktions plan festgelegt und die Produktionszeit berech net. Mit Hilfe eines Optimierungsverfahrens kann die Produktionszeit minimiert werden.
Zum Lösen von Optimierungsaufgaben wurden sehr effektive Algorithmen basierend auf der künstlichen Intelligenz entwickelt. Hier kommen von der Natur inspirierte Algorithmen zur Anwen dung [8]. In diesem Beitrag wird ein Algorithmus der Partikelschwarmoptimierung (PSO) vorge stellt, ein Algorithmus, der die Lösung eines Optimierungsproblems nach dem Vorbild des biologischen Schwarmverhaltens sucht, wie z. B. Vogelschwärme oder Fischschwärme auf der Suche nach Nahrung [9]. Das Prinzip ist in Abbildung 1 dargestellt, in der der Konturplot eines Suchraums für die Bestimmung von zwei Parametern zu sehen ist. Im Beispiel der verein fachten Bäckerei mit 20 Produkten wäre die Dimension des Suchraums 20.
Abbildung 1:
Suchraum eines Problems mit zwei Parametern, bei dem nur ein Partikel mit den drei Geschwindigkeits komponenten (Vektoren, gelb in Richtung global Besten, grün in Richtung persönlich Beste, ror resultie render Geschwin digkeitsvektor) präsentiert wird, die zur Berechnung der neuen Geschwindigkeit verwendet werden; die Farbe zeigt die Qualität der Position an (rot < grün < blau).
Die Farbe zeigt an, wie gut die Lösung ist. Rot bedeutet die schlechteste Lösung, Grün liegt in der Mitte, und Blau ist die beste Lösung, die den Bereich für ein bestimmtes Problem enthält. Wenn die Optimierung beginnt, sind die Farben natürlich noch nicht bekannt. Die Partikel bewe gen sich durch den Suchraum in Abhängigkeit von der global besten Position aller Partikel sowie der entsprechenden persönlichen besten Position und der Trägheit. Hier ist nur ein Teilchen als schwarzer Kreis dargestellt. Normalerweise sind die Teilchen viel zahlreicher, z. B. 50 oder 100 oder noch mehr Teilchen. Die Position eines Partikels im Koordinatensystem bestimmt den Wert der Parameter und damit seine Güte, ange zeigt durch die Farbe. Die Parameter bestimmen die Backsequenz und die Reihenfolge der Ver arbeitung aller Produkte. Die Position eines Partikels im Suchraum wird durch Gleitkomma zahlen definiert, um sie in einen Produktions plan für die Verarbeitung von Backwaren umzu wandeln, werden die Regeln für den kleinsten Positionswert [10] verwendet. Zu Beginn der Optimierung erhält jedes Partikel eine zufällige Position sowie eine zufällige Geschwindigkeit. Jedes Teilchen merkt sich, wo seine beste Posi tion war, gekennzeichnet durch das rote Dreieck, und weiß, wo die beste globale Position aller Teilchen ist, gekennzeichnet durch das gelbe Quadrat in Abbildung 1. Die Optimierung wird in Iterationen durchgeführt, wobei für jedes Teil

Parameter 2
Parameter 1
chen eine neue individuelle Geschwindigkeit berechnet wird und dann eine neue Position bestimmt wird, was eine neue Produktionsrei henfolge für die Backwaren bedeutet. Für die Berechnung der neuen Geschwindigkeit wer den die aktuelle Geschwindigkeit (roter Vektor) sowie neue Geschwindigkeitskomponenten in Richtung der persönlich besten Position (grüner Vektor) und der global besten Position (gelber Vektor) mit zufälligen Gewichtungsfaktoren multipliziert und aufsummiert, was die neue Geschwindigkeit des entsprechenden Teilchens ergibt. Wenn die Geschwindigkeit klein ist, dann vollführt das Partikel mehr die Ausbeutung einer Region, wenn die Geschwindigkeit hoch ist, dann wird mehr Erkundung durchgeführt. Anhand der neuen Geschwindigkeit wird die neue Position und damit eine neue Produktionsreihenfolge bestimmt. Von der Natur inspirierte Optimie rungsalgorithmen sind sehr effizient bei der Suche nach guten Lösungen, die vielleicht nicht immer die besten sind. Sie sind jedoch in der Regel viel besser als jede zufällig gewählte Folge. Der Partikelschwarmalgorithmus hat sich für die Optimierung des Produktionsprozess in Bäckereien vielfach bewährt.
Wie eine Optimierung durchgeführt wird, ist in Abbildung 2 für 80 Partikel zu sehen. Jedes Partikel repräsentiert einem möglichen Produk tionsplan. Die Iterationen bestimmen, wie lange der Algorithmus nach einem optimalen Produk tionsplan suchen soll. Es werden nicht alle 20 Pro dukte dargestellt, da das Diagramm sonst noch unübersichtlicher wäre. Daher wird nur die Position von fünf Produkten dargestellt. Auf der Ordinate ist die Position des Produkts im Zeit plan dargestellt, wobei die Zahl 1 bedeutet, dass das entsprechende Produkt als erstes und die Zahl 20 als letztes bearbeitet wird. Auf der Abszisse ist die Iterationsnummer angegeben. Wie man sieht, ändert sich die Position der Produkte im Zeitplan zu Beginn der Iterationen stark und ist zum Ende hin eher stabil. Nach 65 Iterationen beispielsweise scheint sich das Partikel in der Nähe der besten globalen Posi tion zu befinden. Die Produkte 1, 5, 15 und 20
ändern ihre Position nicht mehr, so dass ihre Position im Produktionsplan optimal erscheint. Produkt 20, das auf Position 20 beginnt, wurde bereits in Iteration 31 auf Position 2 gesetzt und hat seine Position bis zum Ende der Optimierung nicht mehr verändert. Insbesondere das Produkt 10 springt von Position 19 auf 9 und zurück. Einige der anderen Produkte, die in Abbildung 2 nicht dargestellt sind, flippten in entsprechender Weise, um die Produktionszeit zu minimieren.


Diesem Ansatz folgend versucht der Algorithmus, für jedes Produkt eine optimale Position in der Bearbeitungsreihenfolge zu finden. Die Kombina tion solcher optimalen Positionen für alle 20 Pro dukte ergibt den Produktionsplan mit minimaler Produktionszeit. In Abbildung 3 ist die Produktionszeit aller 20 Produkte des Partikels über die Optimierungszeit dargestellt, von dem auch die Werte aus Abbildung 2 stammen, sowie die global beste Produktionszeit. Es wird deutlich,
Quelle: Universität Hohenheim
Abbildung 2: Die Entwicklung des Produktionsplans von fünf Produkten eines Partikels während der Optimierung durch PSO.
Quelle: Universität Hohenheim
Abbildung 3: Die tatsächliche Produktionszeit des Partikels, dessen Werte in Abbildung 2 dargestellt sind, sowie die Produktionszeit des global besten Partikels (rote Linie).
dass es sich bei diesem Algorithmus nicht um einen Hill-Climbing-Algorithmus handelt, da die Produktionszeit des einzelnen Partikels nicht nur abnimmt. Nach 28 Iterationen ist ein steiler Anstieg der Produktionszeit zu erkennen und kurz darauf ein noch deutlicherer Abfall. Nach 31 Iterationen hat das Partikel die gleiche Güte wie das global beste Partikel.
Aber aufgrund der Trägheit und der Zufallskom ponente bei der Berechnung der Geschwindig keit fliegt das Teilchen Positionen im Suchraum an, die nicht optimal sind. Aufgrund dieses Verhaltens sucht das Partikel jedoch weiterhin nach besseren Lösungen und nach 16 weiteren Iterationen hat es sich der optimalen Produktions zeit wieder angenähert. Der beste Produktions
plan, den der Partikelschwarm-Algorithmus nach 100 Iterationen gefunden hat, ist in Tabelle 2 dargestellt. Die optimale Produktion kann in 1.689 min durchgeführt werden, was viel weniger Zeit ist als 2.656 Minuten, die den schlechtesten Produktionsplan darstellen. Aber selbst ein er fahrener Bäcker hätte nicht 2.656 min gebraucht, aber wenn er 1.689 min erreichen würde, wäre das mehr als anerkennenswert.
Wie bereits erwähnt, sind von der Natur inspi rierte Optimierungsalgorithmen sehr effizient, um eine gute Lösung zu finden, die vielleicht nicht immer die beste ist. Aber in den meisten Fällen ist diese in der Regel viel besser als viele andere Produktionspläne, die zur praktischen Anwendung kommen. Wir haben die Optimierung
Produkt Teigzubereitung Teigruhe Formen Gären Backen
Bereitschaftszeit
1 Produkt 3 0 15 15 15 375 375
2 Produkt 20 326 355 365 375 375 387
3 Produkt 1 359 375 375 375 735 735
4 Produkt 17 638 660 675 735 735 735
5 Produkt 6 696 725 735 745 745 757
6 Produkt 5 725 741 745 750 835 849
7 Produkt 18 810 826 830 835 920 934
8 Produkt 15 895 911 915 920 1005 1019
9 Produkt 10 957 977 992 1005 1080 1098
10 Produkt 9 1055 1071 1075 1080 1165 1179
11 Produkt 19 1117 1137 1152 1165 1240 1258
12 Produkt 12 1215 1231 1235 1240 1325 1339
13 Produkt 7 1300 1316 1320 1325 1410 1424
14 Produkt 4 1362 1382 1397 1410 1485 1503
15 Produkt 8 1460 1476 1480 1485 1570 1584
16 Produkt 16 1487 1509 1524 1584 1584 1584
17 Produkt 13 1545 1574 1584 1594 1594 1606
18 Produkt 11 1574 1590 1594 1599 1684 1698
19 Produkt 14 1601 1623 1638 1698 1698 1698
20 Produkt 2 1682 1698 1698 1698 1698 1698
bereits mit realen Produktionsdaten aus Bäcke reien angewendet und konnten zeigen, dass die Produktionszeit um 30 % und die Maschinenstill standszeit um 12 % reduziert werden kann [11].
Validierung der Ergebnisse der Produktionsplanung anhand logistischer Produktionszwillinge
Optimierungsalgorithmen, wie in den vorange gangenen Abschnitten gezeigt, bieten eine gute Möglichkeit zur Optimierung von Kennzahlen wie den Durchlauf- und Stillstandszeiten von Maschinen in relativ kurzer Zeit. Allerdings ignorieren oder vereinfachen diese Optimie rungsmodelle dabei viele der realen Eigen schaften der Bäckereien, um die Optimierungs zeiten kurz zu halten oder das mathematische Problem überhaupt lösbar zu machen, wie z. B. stochastische Verteilungen von Prozesszeiten, Maschinenausfallraten oder Ausschussraten.
Daher kann es hilfreich sein, die anfänglichen Optimierungsergebnisse anhand eines detail lierteren Modells der Bäckerei zu validieren, das diese realen Eigenschaften berücksichtigen kann, z. B. mittels der Durchführung mehrerer Simula
tionsläufe in einem Monte-Carlo-Ansatz, bei dem mehrere mögliche Werte der statistischen Größen getestet werden. Solche Modelle können relativ einfach komplexere KPIs berechnen, wie z. B. die maximalen energetischen Lastspitzen, die durch einen bestimmten Produktionsplan verursacht werden, die Energieverteilung oder die durchschnittliche Auslastung/Arbeitsrate der Mitarbeiter.
Ereignisdiskrete Materialflusssimulationen können diese Aufgaben erledigen und sind zudem relativ schnell, da der Simulationsalgorithmus von Er eignis zu Ereignis durch die simulierte Zeit „springt“ und keine numerische Diskretisierung der Zeit erfordert.
Auf dem Markt gibt es mehrere kommerzielle und frei verfügbare Tools zur Durchführung sol cher ereignisgesteuerten Materialflusssimulati onen. In diesem Fall wurde für die Validierung und KPI-Berechnung des optimierten Fahrplans das Tool Tecnomatix Plant Simulation von Sie mens 2 verwendet, von dem ein Screenshot in Abbildung 4 zu sehen ist. Hierbei wurde ein beispielhafter Datensatz aus [12] verwendet.
Abbildung 4: Screenshot aus einer ereignisdis kreten Material flusssimulation, die das detaillierte Last profil einer Bäckerei bei Verwendung eines zuvor optimierten Produktionsplans zeigt 1

Abbildung 5: Software-Architektur für die Nutzung
digitaler Zwillinge in einer betriebli chen Umgebung
Einsatz von digitalen Zwillingen in betrieblichen Anwendungen Um Optimierungsalgorithmen und digitale Zwillinge in einer operativen Produktionsumge bung einsetzen zu können, müssen die Modelle in einer Form bereitgestellt werden, die für die Mitarbeiter in einer Bäckerei geeignet ist. Eine mögliche Software-Architektur dafür ist in Abbil dung 5 dargestellt.

Verschiedene Modellteile des digitalen Zwil lings werden auf verschiedenen hierarchischen Ebenen der Bäckerei integriert, wie z.B. die Materialflusssimulation auf der Bäckereiebene und Ofenmodelle, die für die Vorhersage der energetischen Lastkurven bestimmter Öfen ver wendet werden, auf der Maschinenebene. Dies geschieht in einem webbasierten Framework, das die Integration bzw. die direkte Anbindung an relevante Datenquellen (z.B. Produktionsauf träge, Verfügbarkeiten von Ressourcen) ermög licht. Auch externe Datendienste können dyna misch berücksichtigt werden. Mit der Low-CodeEntwicklungsumgebung Mendix 3 von Siemens
wurde ein Prototyp entwickelt, der es erlaubt, relativ schnell skalierbare Webanwendungen zu erstellen, die mit verschiedenen BackendDiensten verbunden werden können, wie in diesem Fall der Optimierung und Validierung von Produktionsplänen und der Ofenmodelle.
Optimierung des Verkaufsverfahrens Prognosen sind eine gängige Praxis in der Industrie, z. B. im Lieferkettenmanagement (SCM). Sie dienen dazu, die künftige Kundennachfrage, den Umsatz oder die Einnahmen abzuschätzen, damit eine angemessene Planung zur Vorberei tung auf die Zukunft erfolgen kann. Für Bäcke reien ist es wünschenswert, genügend Produkte herzustellen, um die Kundennachfrage zu be friedigen, ohne dass es zu einem Überschuss an Produkten und damit zu Lagerkosten oder Lebensmittelverschwendung kommt. Eine genaue Vorhersage ist entscheidend für einen optimalen Planungsprozess.
Bäckereien sind hauptsächlich daran interessiert, die Kundennachfrage nach verschiedenen Pro dukten für die nächste Woche in täglicher Auf lösung und für jedes Backwarenprodukt zu pro gnostizieren. Um Prognosen datengesteuert zu erstellen, müssen zunächst Daten aus historischen Verkäufen in der gleichen oder einer feineren zeitlichen Auflösung als die der gewünschten Prognosen gesammelt werden. Außerdem muss ein gemeinsames Datenmodell vorhanden sein, damit die verschiedenen Datenquellen der ein zelnen Bäckereien in ein gemeinsames Daten format umgewandelt werden können. Dies ist in der Praxis nicht immer möglich, da die verschie denen Bäckereien unterschiedliche ERP-Systeme (Enterprise Resource Planning) mit unterschied lichen Datenschemata haben. Es wird empfohlen, ein gut dokumentiertes Datenmodell zu haben, das vom Prognosetool interpretiert werden kann. Andernfalls ist ein zusätzlicher Aufwand für die Übersetzung von Datenmodellen und die Entwicklung entsprechender Softwareadapter erforderlich.
 © Collage Landmagd und Daisy Daisy, Alex –stock.adobe.com
© Collage Landmagd und Daisy Daisy, Alex –stock.adobe.com
Abbildung 6: Eine Webanwendung zur Prognose der Verkaufsnachfrage unter Verwendung eines unabhängigen Prognosemodells
Es ist gängige Praxis, für jedes Produkt ein eige nes Prognosemodell zu haben. Gängige Progno semethoden verwenden Techniken wie ARIMA, Lasso [13], Gradient Boosting, Support Vector Regression oder Neuronale Netze. Mit zuneh mender Anzahl von Produkten kann es jedoch mühsam sein, viele unabhängige Modelle mit potenziell suboptimaler Prognoseleistung zu verwalten und zu speichern. So können beispiels weise die Verkäufe eines Produkts stark mit

denen eines anderen Produkts korreliert sein. Dann sind gemeinsam erlernte Modelle, die den Absatz mehrerer Produkte vorhersagen können, eine bessere Lösung.
Wir haben eine Webanwendung entwickelt, die die Verkaufsnachfrage für jedes Produkt einer bestimmten Bäckerei mithilfe von Lasso [13], einem linearen Regressionsmodell, vorhersagt. Die Bäckereien können angeben, ab wann und

für wie viele Tage in der Zukunft sie die Nach frage nach ihren Produkten vorhersagen möchten (Abbildung 6).
Für Bäckereien wie für alle anderen Unternehmen ist die optimale Erledigung ihrer Aufgaben von größter Bedeutung. Aufgrund des starken Wett bewerbs auf dem Markt wird eine ineffiziente Produktion unweigerlich zu Problemen führen. Dies gilt insbesondere für KMU. Einerseits ist eine effiziente Produktion aus ökonomischer Sicht wichtig. Andererseits ist die Ökologie aus gesellschaftlicher Sicht noch wichtiger. Eine effiziente Nutzung von Ressourcen wie Energie und die Verringerung des Kohlendioxidausstoßes ver bessern daher das Image eines Unternehmens. Der Einsatz eines Tools zur Optimierung des Produktionsplans in einer Bäckerei verbessert die Effizienz und damit die Wettbewerbssituation
und schont unsere Umwelt. Die Produktionszeit kann um 30 % und die Maschinenstillstandszeit um 12 % reduziert werden. Daher helfen solche Werkzeuge sowohl der Ökologie als auch dem Unternehmen. +++
Majharulislam Babor 1, Julia Senge 1 , Bernd Hitzmann¹, Dianna Yee², Yi Huang², Jan Fischer², Rudolf Sollacher²
¹Prozessanalytik und Getreidewissenschaft, Institut für Lebensmittelwissenschaft und Biotechnologie, Universität Hohenheim, Garbenstr. 23, 70599 Stuttgart, Deutschland
²Siemens AG, Technology, Otto-Hahn-Ring 6, 81739 München, Deutschland
Die Arbeiten zu diesem Beitrag wurde von EIT Food für das Projekt mit dem Titel „Optimization of bakery processes by a computational tool together with consumer feedback to minimize ecological footprint and food waste: Making baking more efficient” finanziert.
Referenzen
[1] Pro-Kopf-Konsum von Getreide in Deutschland in den Jahren 1950/51 bis 2019/20 (in Kilogramm Mehlwert) BMEL, bmel-statistik.de, May 2021
[2] Zentralverband des Deutschen Bäckerhandwerks e. V., Berlin, 2021, www.baeckerhandwerk.de/baeckerhandwerk/ zahlen-fakten/downloaded 1907.2021
[3] Auswertung der Ergebnisse der KMU-Scheck- Initiative – Endbericht, Energieinstitut der Wirtschaft GmbH, Wien, September 2011
[4] EnEff Bäckerei, Netzwerk zur Steigerung der Energieeffizienz in Bäckereien. Leitfaden "Energieeffizienz in Bäckereien – Einspa rungen in Backstuben und Filialen". Bremerhaven, 2014.
[5] Hecker, F.; Hussein, W.; Mitzscherling, M.; Becker, T. (2007): Simulation der Produktion in einer Bäckerei unter Berücksichti gung des Energiebedarfs. Universität Hohenheim. Detmold, 07.11.2007.
[6] Pinedo, M. L. (2008): Scheduling: Theory, Algorithm, and Systems. 3. Ed. New York: Springer Science+Business Media, LLC
[7] Ruiz, Rubén; Vázquez-Rodríguez, José Antonio (2010): The hybrid flow shop scheduling problem. European Journal of Operational Research 205 (1), S. 1–18.
[8] Vikhar, P. A. (2016). ”Evolutionary algorithms: A critical review
and its future prospects”. Proceedings of the 2016 International Conference on Global Trends in Signal Processing, Information Computing and Communication (ICGTSPICC). Jalgaon: 261–265. doi:10.1109/ICGTSPICC.2016.7955308
[9] Eberhart, R., and Kennedy, J. (1995). A new optimizer using particle swarm theory. MHS’95. Proceedings of the Sixth International Symposium on Micro Machine and Human Science, 39–43. https://doi.org/10.1109/MHS.1995.494215
[10 Huang, K.-W.; Girsang, A.S.; Wu, Z.-X.; Chuang, Y.-W. A Hybrid Crow Search Algorithm for Solving Permutation Flow Shop Scheduling Problems. Appl. Sci. 2019, 9, 1353. https://doi. org/10.3390/app9071353
[11] Hecker, F. T.; Stanke, M.; Becker, T.; Hitzmann, B. (2014): Application of a modified GA, ACO and a random search procedure to solve the production scheduling of a case study bakery. In: Expert Systems with Applications 41 (13), S. 5882–5891. DOI: 10.1016/j.eswa.2014.03.047.
[12] Tibshirani, R. (1996). Regression shrinkage and selection via the Lasso. Journal of the Royal Statistical Society. Series B (Methodological), 267--288.
[13] Tibshirani, R. (1996). Regression shrinkage and selection via the Lasso. Journal of the Royal Statistical Society. Series B (Methodological), 267--288.

In einem Digitalisierungsprojekt ist es wichtig, zunächst nur einige Use Cases zu betrachten.
Die ersten Use Cases erfordern in der Regel den größten Aufwand, während die Implementierung weiterer Use Cases einen Mehrwert zu geringeren Kosten verspricht.
Die Industrie hat eine Reihe von Perioden durchlebt, wovon in jeder Innovationen eingeführt wurden, die zu einer substantiellen Pro duktivitätssteigerung geführt haben. Die Einfüh rung von mechanischen Maschinen, Massen produktion und Elektrifizierung und schließlich Automatisierung mithilfe von Elektronik und Infor mationstechnologie stehen für die bisherigen Phasen. Nun befinden wir uns im Zeitalter der Digitalisierung, dessen Ankunft bereits 1991 vor hergesagt worden war (1) und das eine Kernin novation von Industrie 4.0 ist, einer ursprünglich in Deutschland entwickelten Hightech-Strategie (2). Digitalisierung umfasst die Erzeugung von digitalen Zwillingen von physikalischen Objekten, deren Wartung und deren Nutzung zur Verbes serung von mit ihnen verknüpften Prozessen.
Ein digitaler Zwilling umfasst alle möglichen Informationen über ein Produkt, seine Produktion und eventuell auch seine Performanz während seines gesamten Lebenszyklus. Wir wollen das anhand der Produktion von Brot illustrieren:
+ Der allgemeine digitale Zwilling für einen Batch Brot besteht z.B. aus dem Basisrezept, der Formulierung bezogen auf eine bestimmte Produktionslinie sowie jegliche Daten, die während der Produktion, bei Analysen und letztlich beim Transport und der Verteilung gesammelt werden. Der digitale Zwilling kann auch Simulationsmodelle, die für das Produkt design oder die Produktion wichtig sind, einhalten; sogar Kunden-Feedback kann ein
Teil der im digitalen Zwilling enthaltenen In formation sein.
+ Die Produktionslinie in einer Bäckerei, in der das Brot hergestellt wird, hat ebenfalls einen digitalen Zwilling. Dieser ist eine Kombination von digitalen Zwillingen seiner Stationen und Maschinen. Er kann z.B. enthalten: 3-dimensi onale CAD-Modelle für das Hardware-Design; Simulationsmodelle unterschiedlicher Granu larität von detaillierten 3-dimensionalen Simu lationen bis hin zu 1-dimensionalen Prozessab laufsimulationen; Modelle seiner Steuerung, die im Produktionsdesign und für modell-prä diktive Regelung benutzt werden; Daten, die während des Betriebs für die Überwachung und Analyse gesammelt und benutzt werden.
Der Nutzen von digitalen Zwillingen ist vielfältig: Der Entwurf von Produkten und deren Produktion können schneller und kostengünstiger gestaltet werden, indem man Simulationen statt Proto typen nutzt; der Automatisierungsgrad kann erhöht werden bis hin zur autonomen Produktion (3); die Produktion kann transparenter gemacht werden, was zu besseren Entscheidungen führt; Prozesse in der Werttschöpfungskette oder für Audits können erheblich vereinfacht werden.
In den meisten Fällen ist die Beschaffung von genügend Daten und die Integration mehrerer, typischerweise isolierter Datenquellen die größte Hürde. Digitale Zwillinge können in der Cloud oder On-premise gespeichert und genutzt werden, aber auch in Embedded-Systemen (4).
Eine Entscheidung dazu berücksichtigt typischer weise Anforderungen an den Datenschutz und an die Echtzeitfähigkeit. Die Nutzung digitaler Zwillinge in der Cloud wird zunehmend attrakti ver, speziell für Fernüberwachung, Analyse und rechenintensive Anwendungen 1 . On-premiseInfrastruktur ist nicht überall verfügbar. In der Regel ist das die Wahl für diejenigen, die den Cloud-Lösungen nicht trauen. Die Nutzung von digitalen Zwillingen in Embedded-Systemen wird vor allem für Anwendungen empfohlen, die schnelle und zuverlässige Reaktionen erfordern. Beispiele dafür sind die Vorverarbeitung von Key Performance Indicators (KPIs) für die Echt zeitüberwachung oder die Bildvorverarbeitung.
Im Folgenden werden Beispiele aus Projekten dargestellt, die von EIT Food 2, einer vom Euro pean Institute of Innovation and Technology (EIT) geförderten Innovationsinitiative, kofinanziert wurden. Ein Beispiel entstammt einem Kunden projekt bei Siemens.
Ein sehr wichtiger Schritt in einem Digitalisie rungsprojekt ist die Beschaffung von Daten aus der Produktion. Der dafür nötige Aufwand hängt stark von der existierenden Automatisierungsin frastruktur ab. Eine wichtige Voraussetzung sind zugängliche Kommunikationsverbindungen zu Sensoren und Steuergeräten. Anderenfalls sind Investitionen in ein Automatisierungsnetzwerk nötig. Hier zeigen wir an einem Beispiel, wie schnell und nahtlos die Beschaffung von Daten sogar in Bestandssystemen erfolgen kann, wenn diese Voraussetzung erfüllt ist.
Im Jahr 2018 bekam Siemens eine Anfrage der Nestlé Wagner GmbH, die Effizienz des beste henden Maschinenparks zu erhöhen, und zwar durch Umsetzung von Konzepten aus Industrie 4.0 in Übereinstimmung mit den Produktivitäts
maßnahmen der Firma und zu vernünftigen Kosten. Ein Proof-of-Concept wurde in der Anlage in Nonnweiler-Otzenhausen im Saarland (Deutschland) implementiert. Dort werden u.a. die ver schiedenen Varianten der populären Wagner Steinofen-Pizza produziert. Die folgenden Anfor derungen mussten erfüllt werden:
+ Änderungen an den Maschinensteuergeräten waren nicht erlaubt. Das hätte unweigerlich zu einer Änderung der Maschinensoftware geführt und hätte so zu unvorhersagbarem Maschinenverhalten führen können.
+ Das neue System muss die Sicherheitsbestim mung von Nestlé Wagner erfüllen.
+ Eine Cloud-basierte Lösung durfte nicht benutzt werden. Alle Daten mussten lokal gespeichert werden.
+ Die Lösung muss kompatibel zur General Data Protection Regulation (GDPR) sein.
+ Das Tool muss in die Firmen-IT integrierbar sein.
+ Die Lösung muss schnell in die bestehende Struktur integrierbar sein und soll schnell Daten liefern.
+ Das System muss leicht und intuitiv nutzbar sein.
Die Lösung basiert auf der SIMATIC WinCC OA IOT Suite 3 und kombiniert zuverlässige, industrietaugliche Hardware mit bewährter Software und intuitiven Apps zur Einrichtung von Verbin dungen, zur Einstellung von Steuergeräten und zur Anzeige von Informationen. Der Proof-ofConcept in der Produktionslinie von Nestlé Wagner besteht gegenwärtig aus einer zentralen Systemsteuerung, dem sogenannten On Premise Administration (OPA) sowie der IOT-Box. OPA umfasst Systeminfrastruktur wie Systemverwaltung und Apps, Equipment und Update-Management. Die IOT-Box ist mit einem SIEMENS S7-Steuergerät über ein Ethernet-Netzwerk verbunden, verar beitet die gesammelten Werte direkt und über gibt sie an die entsprechenden Apps. Zwei
1 https://news.microsoft.com/2021/05/13/mars-and-microsoft-work-together-to-accelerate-mars-digital-transformation-and-reimagine-business-
1 operations-associate-experience-and-consumer-engagement/
2 www.eitfood.eu
3 https://new.siemens.com/global/en/products/automation/industry-software/automation-software/scada/simatic-wincc-oa/
1simatic-wincc-oa-iot-suite.html
Apps sind bei Nestlé Wagner in Gebrauch: eine, die die Indikatoren für die Maschinenperformanz anzeigt, und eine Dashboard-App, die frei konfi gurierbar ist. Der Techniker oder Maschinenver antwortliche öffnet die App und kann aktuelle Werte auf seinem Tablet sehen (s. Abbildung 1).
Die IOT-Box kann auch mit verschiedenen ande ren Geräten verbunden werden, um deren Daten zu sammeln und in ein konsistentes Datenmodell zu integrieren. In den meisten Fällen werden Daten von PLCs eingesammelt, es gibt aber auch Treiber, die dazu dienen, direkt mit z.B. Sensoren zu kommunizieren. Datensammlung und -vorverarbeitung sind dann direkt konfiguriert. Die Apps mit der entsprechenden Funktionalität wurden aus einem App-Magazin auf die IOT-Box heruntergeladen. Die Apps berechnen verschie dene KPIs z.B. für eine Schicht und stellen diese dann als aggregierte Daten zur Verfügung. Die Inbetriebnahme der IOT-Box für diese Anwen dung beinhaltet die Integration der Daten von verschiedenen PLCs, das Aufsetzen der Apps und deren Versorgung mit Daten. Durch diese Vereinfachungen kann ein Elektriker diesen Pro zess in weniger als einer Stunde durchführen.
Nestlé Wagner plant, die IOT Suite auch auf den übrigen Linien, die Produktion, Verpackung und RFID-Leser-Equipment umfassen, auszurollen.

Neben der größeren Transparenz der Produktion ist ein weiteres Hauptziel die Reduktion von Maschinenfehlern durch Erkenntnisse aus der Auswertung der gesammelten Daten mit den installierten Apps.
Ein digitaler Zwilling der Produktion wurde in HealthSnaP4, einem von EIT Food kofinanzierten Innovationsprojekt, benutzt. Dieses Projekt zielte auf die Entwicklung einer neuen Lebensmittelpro duktionstechnologie und einem B2C-Geschäfts konzept für die Vorort-Produktion von personali sierten, gesunden Snacks ab. Das Resultat war ein Prototyp einer Maschine von der Größe eines typischen Snack-Automaten, der jedoch eine komplette Snack-Produktionslinie beinhaltet. Der Prozess startet mit dem Zusammenfügen aller Zutaten, gefolgt vom Mischen, Formen und Backen bis zur Ausgabe der Snacks an den Kunden in einem Becher.
Abbildung 2 zeigt das vereinfachte Layout der Maschine. Links im Hintergrund befinden sich die Behälter (grün) für Wasser, Öl, Mischungen von trockenen Basiszutaten und optionale Ergänzungen. Im Vordergrund findet man die Mischer- und Extruder-Einheit (blau). Auf der rechten Seite befindet sich im Hintergrund der
© Siemens Abbildung 1: Daten einer Linie bei Nestlé Wagner werden auf einem Tablet angezeigtdes Maschinenprototyps
Ofen (braun) und im Vordergrund die Einheit, die die Snacks in den Ofen, aus dem Ofen und in die Becher transportiert.
Vergleich des gemittelten Extruder-Drucks aus Messungen (Angaben in Klammern) und numerischen Simulationen. Rechts: ExperimentSetup für die Messungen bei einem Pressformwin kel von 90°


Das 3D-CAD-Modell enthält nicht nur Formen und Dimensionen aller Komponenten, sondern auch semantischen Kontext dafür. Dieser Kontext beschreibt letztlich Bedingungen und Grenzen für die Positionen und Dimensionen der Kompo nenten. So bedingt z.B. die maximale Anzahl und Größe der Snacks die minimale Größe des Mischbehälters; dies wiederum bestimmt die Größe von Mischer und Extruder und – als Kon sequenz daraus – die Größe des Behälters zum Reinigen von Mischer und Extruder. Das 3D-CADModel erlaubt auch Simulationen der Bewegun gen der Komponenten. Jegliche mögliche Kolli sion von Komponenten erfordert ein neues Arrangement aller Komponenten. Das kann auto matisiert erfolgen, z.B. indem die entsprechen den Gleichungen für alle Nebenbedingungen gelöst werden. Der Vorteil liegt in einem erheb lich schnelleren Designprozess.
Einige Komponenten müssen speziell für den jeweiligen Produkttyp entworfen werden. Ein gutes Beispiel dafür sind Mischer und Extruder. In der Anfangsphase wurde ein Extruder mit nur einem Loch experimentell untersucht, um den Effekt von Extrudergeschwindigkeit und Press formwinkel auf die Snack-Teiglinge zu evaluieren. Das experimentelle Setup ist in Abbildung 3 rechts für einen Pressformwinkel von 90° ge zeigt. Ein parametrisches Modell eines Viertels des Extruders ist mithilfe des Simulations-Tools Siemens StarCCM+ 5 erzeugt worden. Ein neues Modell mit einem neuen Pressformwinkel kann praktisch mit wenigen Maus-Klicks erzeugt werden. Die Messungen von Extrudergeschwin digkeit und -druck im Experiment wurden zur Kalibration eines Power-Law-Modells für nicht Newton‘sche Flüssigkeiten benutzt (5). Die Re sultate des Modells für 3 Auspresswinkel und –geschwindigkeiten zeigt eine gute Übereinstim mung mit den Messungen mit einem maximalen Fehler von 15 %. Die Resultate sind in Abbil dung 3 links dargestellt. Mit den numerischen Ergebnissen wurde bestimmt, bei welcher Aus trittsgeschwindigkeit, die sich von der Extruder geschwindigkeit unterscheidet, die Sticks durch zuhängen beginnen und ihre zylindrische Form verlieren. Auf diese Weise erhält man eine op timale Austrittsgeschwindigkeit, die zur Evaluie rung verschiedener Designs genutzt werden kann. Für eine genauere Analyse und für kom plexe Extruder-Geometrien braucht man ein ge naueres Modell für die Teigeigenschaften. Dazu werden entsprechende Messungen der rheolo
gischen Eigenschaften des Teigs benötigt, die im Rahmen des Projekts leider nicht durchge führt werden konnten.
Simulationen helfen auch bei der Bestimmung optimaler Parameter für Produktionsschritte. Dies wurde für den Backprozess gemacht, ebenfalls mit Siemens StarCCM+. Dazu wurde der Back prozess im Ofen 3-dimensional modelliert, inklusive Modellen für das Backblech und die Snackstangen. Aus Symmetriegründen wurde nur die Hälfte des Ofens modelliert, vor allem, um Rechenaufwand zu sparen. Die Eigenschaften der Snackstangen und der Luft im Ofen sind temperaturabhängig. Die Snackstangen wurden als solide betrachtet ohne jegliche Deformation während des Backvorgangs. Eine Kontaktfläche zwischen Snackstangen und Backblech wurde ebenfalls modelliert. Der Aufbau des 3D-Modells ist in Abbildung 4 (links) dargestellt. Das Ende

Abbildung 4: (links) Das Simulations-Setup. Die Einlasslöcher für die heiße Luft befinden sich oben. Die drei Snackstangen liegen auf einem bewegli chen Teflon-Backblech, das seinerseits auf einer festen Aluminiumauflage liegt. Rechts: Querschnittsprofil der Temperaturverteilung im Ofen am Ende des Backprozesses; weiße Flächen repräsentieren Temperaturen unter 98 °C
des Backprozesses ist erreicht, wenn die Tem perature in den Snackstangen überall bei min destens 98 °C liegt und im Bereich zwischen 150 °C und 180 °C auf der Kruste, damit das Produkt eine goldene Farbe erhält ohne zu ver brennen. Mit diesen Definitionen wurden ver schiedene Szenarien untersucht. Ziel war es, die nötige Backzeit für unterschiedliche Startbe dingungen (Teigtemperatur, Backblechtemperatur, Lufttemperatur im Ofen) zu bestimmen. Abge leitet aus den Anforderungen für die gesamte Lösung wurde eine Backzeit von unter 60 Se kunden angestrebt.
In einer ersten Phase wurde ein typisches Material für das Backblech angenommen, da die endgültige Auswahl noch nicht feststand, gleichzeitig aber keine Zeit für den Aufbau des Modells zu verlieren war. Basierend auf diesem Modell wurde das Simulationsmodell für die
Abbildung 5: MaterialflussSimulationsmodell des Produktionsprozesses

digitalen Zwillinge generiert und mögliche zu untersuchende Szenarien definiert. Sobald das endgültige Material für das Backblech definiert worden war, wurden die Simulationen in weniger als einem Tag durchgeführt. Eine minimale Back zeit von 35 Sekunden war notwendig, um die

goldene Farbe auf den Snackstangen zu erhal ten. Die Backzeit wurde durch die Bedingungen für die Kruste bestimmt für den Fall, dass die Aluminiumplatte im Ofen bereits heiß war (d.h. die Maschine arbeitet bereits seit einiger Zeit) bzw. durch die Temperatur am Kontakt zwischen
 Abbildung 6: Beispiel für Simulationsergebnisse: Produktionszeit (links) und benötigte Nachfüllmengen für eine bestimmte Anzahl an Aufträgen
Siemens
Abbildung 7: Beipiele für Ergebnisse und ihre Interpretation
Abbildung 6: Beispiel für Simulationsergebnisse: Produktionszeit (links) und benötigte Nachfüllmengen für eine bestimmte Anzahl an Aufträgen
Siemens
Abbildung 7: Beipiele für Ergebnisse und ihre Interpretation
Platte und Snackstangen für den Fall, dass die Platte deutlich unter der Ofentemperatur lag (erste Charge nach einer langen Pause). Abbil dung 4 (rechts) zeigt die Temperaturverteilung im Querschnitt wenige Sekunden bevor der ge backene Zustand erreicht wurde. Der Teil der Snackstangen, der mit der Platte in Berührung kommt, ist der letzte, der den finalen Backzu stand erreicht. Für alle untersuchten Bedingungen konnte ein gebackener Zustand in maximal 52 Sekunden erreicht werden. Die Backzeit kann von den Ofenbedingungen abhängig gemacht werden (Dauereinsatz oder Pause).
Schließlich ermöglichen 1D-Prozessflusssimulatio nen mit Tecnomatix Plant Simulation6 von Siemens die Bewertung der Auslegung und die Untersu chung von Auslegungsoptionen (s. Abbildung 5). Basierend auf den Rezepturen mit den individuell angepassten Zutaten kann der Produktionsplan dynamisch definiert und getestet werden. Mit der Konfiguration spezifischer Prozessparameter wie Motordrehzahlen oder Fördergeschwindigkeiten, aber auch Varianten im Reinigungsprozess durch zusätzliche Mischer oder im Dosierprozess mit mehreren Platten wird die Produktionszeit eines bestimmten Produktes bewertet. Damit sind auch Stresstests durch gezielte Auftragskombination möglich, um Inhaltsstoffenverfügbarkeit und Eng pässe im Material- und Prozessablauf zu identi fizieren.
Ergebnisse aus der Simulation wie z.B. Produk tionszeit oder Nachfülldiagramm (s. Abbildung 6) können dann zur Verbesserung des Prozesses
1. Gelernter, David Hillel. Mirror Worlds: or the Day Software Puts the Universe in a Shoebox—How It Will Happen and What It Will Mean. Oxford; New York : Oxford University Press, 1991.
2. Henning Kagermann; Wolf-Dieter Lukas; Wolfgang Wahlster. Industrie 4.0: Mit dem Internet der Dinge auf dem Weg zur 4. industriellen Revolution. https://web.archive.org/. [Online] April 01, 2011. [Cited: March 04, 2013.] https://web.archive.org/ web/20130304101009/http://www.vdi-nachrichten.com/artikel/ Industrie-4-0-Mit-dem-Internet-der-Dinge-auf-dem-Weg-zur-4-indust riellen-Revolution/52570/1.
3. About The Importance of Autonomy and Digital Twins for the Future of Manufacturing. Rosen, Roland; von Wichert, Georg; Lo, George; Bettenhausen, Kurt D. 2015. IFAC-PapersOnLine. Vol. 48,
verwendet werden. Abbildung 7 zeigt den Effekt einer zweiten Platte oder eines zweiten Mischers. Während eine zweite Platte die Produktionszeit nicht wesentlich verbessert, kann ein zweiter Mischer die Produktionszeit um etwa 8 % redu zieren.
Diese Bewertung gibt Hinweise zur Prozessopti mierung bei Designentscheidungen, z.B. wenn ein zweiter Mischer die Produktionszeit relevant verkürzt, mehrere Platten für die Dosierung oder optimierte Abmessungen von Zutatenbehältern einerseits, aber auch die Handhabung des Pro duktionsprozesses mit Vorhersage der Produktionszeit für Kundenauftrag oder Alarmierung im Voraus z.B. bei Nachfüllen. +++
Dieser Beitrag wurde vom EIT Food für das Pro jekt „Health SnaP“ kofinanziert. (www.eitfood. eu/projects/health-snap).
Rudolf Sollacher¹, Wendelin Feiten¹, Birgit Obst¹, Arianna Bosco¹, Stefan Boschert¹, Justina Yoo², Heiko Soehner²
¹Siemens AG, Otto-Hahn-Ring 6, 81739 Munich, Germany
²Siemens AG, Gleiwitzer Str. 555, 90475 Nuremberg, Germany
pp. 567-572.
4. Next Generation Digital Twin. Stefan Boschert; Christoph Heinrich; Roland Rosen. [ed.] I. Horváth, J.P. Suárez Rivero and P.M. Hernández Castellano. Las Palmas de Gran Canaria, : s.n., 2018. Proceedings of TMCE 2018, 7-11 May, 2018. pp. 209-218.
5. H. A. Barnes, J. F. Hutton, K. Walters. An Introduction to Rheology. s.l. : Elsevier Science, 1989.
6. Florian T. Hecker, Marc Stanke, Thomas Becker, Bernd Hitzmann. Application of a modified GA, ACO and a random search procedure to solve the production scheduling of a case study bakery. Expert Systems with Applications. 2014, 41, pp. 5882–5891.
Digitalisierung ist eine Voraussetzung für Integritätskonzepte in Wertschöpfungsketten. Der Beitrag thematisiert, warum Transparenz in der Food Supply Chain wichtig ist und wie sie sich erreichen lässt.
+
Das globale Netzwerk für die Produktion von Lebensmitteln, das uns mit unserer täglichen Nahrung versorgt, ist die weltweit größte und kritischste Infrastruktur. Deshalb müssen wir dieser Infrastruktur und ihren D ienst leistungen vertrauen können. Leider gibt es aber immer noch eine erhebliche Anzahl an Ereignissen, bei denen die Lebensmittelsicher heit gefährdet ist. Allein im vierten Quartal 2020 war das International Food Safety Autho rities Network (INFOSAN), ins Leben gerufen durch die World Health Organization (WHO) und die United Nations Food and Agriculture Organization (FAO), in 23 Fällen involviert –davon entfiel ungefähr die Hälfte der Fälle auf den Raum Europa (1). Unsachgemäß behandelte Nahrung hat immer noch erhebliche negative Auswirkungen auf unsere Gesundheit und unsere Wirtschaft (2): Eine von zehn Personen erkrankt aufgrund dessen und ca. 420.000 Menschen welt weit sterben jedes Jahr durch unsichere Lebens mittel. In 40 % dieser Krankheitsfälle sind Kinder unter 5 Jahren betroffen.
Ein weiteres Risiko für das Verbrauchervertrauen stellt der Betrug mit Lebensmitteln dar, durch „Falschetikettierung, Verschleierung von Information, Umleitung, Verdünnung, Ersatz/Verfälschung, nicht genehmigte Zusatzstoffe, Fälschen oder Graumarktproduktion/Diebstahl/Umleiten von Lebensmitteln” (3). Die jährlichen Schäden in
Europa betragen ungefähr 8 bis 12 Milliarden EUR. Im Jahr 2019 tauchten Getreide- und Back produkte unter den 10 führenden Produktkate gorien im Jahresbericht des EU Food Fraud Network (4) auf. Die Materialkategorie „Fette & Öle“ führt diese Statistik an und hat eine Stei gerung von 29 Untersuchungen im Jahr 2018 auf 44 im Jahr 2019 erlebt.
Speziell der Betrug mit rein biologisch produ zierten Lebensmitteln steigt, getrieben durch die höheren Preise im Vergleich zu konventionell produzierten Lebensmitteln. 2018 rief die Euro päische Kommission die Operation OPSON VIII in Zusammenarbeit mit Europol ins Leben (5). Sie führte zu 63 Untersuchungen wegen Betrugs und identifizierte 90.000 Tonnen Bio-Lebensmit telmittel als verdächtig. 16.000 Tonnen stuften die Behörden letztlich zu konventionellen Lebens mitteln herab.
Gleichzeitig beobachtet man ein wachsendes Interesse der Verbraucherinnen und Verbraucher an ihren Lebensmittelquellen (6) sowie eine wachsende Nachfrage nach individualisierten Produkten und Transparenz in Lebensmittelver sorgungsketten. Die Vorteile von mehr Transpa renz sind offensichtlich (7):
+ Verbraucherinnen und Verbraucher können besser informiert Kaufentscheidungen treffen
+ Die Nachverfolgbarkeit von Lebensmittelpro
Abbildung 1: Beispiel einer Wertschöpfungskette für eine Bäckerei
dukten wird verbessert, dadurch können die Auswirkung von Rückrufaktionen eingedämmt, die Ursachenanalyse beschleunigt, Betrug reduziert und Prozesse für Audits und Export kontrolle vereinfacht werden
+ Die Nachhaltigkeit wird verbessert, indem Ressourcenverbrauch, CO 2-Fussabdruck und Abfallproduktion verfolgt und durch geeignete Maßnahmen verringert werden
Zu den Technologien, die Transparenz in Lebens mittelversorgungsketten ermöglichen, gehören Technologien zur Datenerfassung, das Internet der Dinge (Internet of Things, kurz IoT), Platt formen zum Management von Daten, die im IoT erzeugt worden sind, und Technologien für „Big Data“, speziell der Datenanalyse (7). Das IoT wird genutzt, um Daten aus verschiedenen Wertschöpfungsprozessen zu sammeln. Diese Daten werden gespeichert, verarbeitet und auf einer IoT-Plattform wie MindSphere 1 analysiert. Die Blockchain wiederum speichert Transaktionen, weshalb sie vor Manipulation geschützt werden muss. Ebenso wichtig, speziell für eine automatisierte Analyse, sind digitale Zwillinge von Wertschöpfungsprozessen (8). Sie beschrei ben Prozesse und Produkte und ihre Beziehungen in der Wertschöpfungskette und geben Daten punkten eine Bedeutung.
Im Folgenden beleuchten wir einige innovative Aspekte bezüglich Datenschutz, der Integrität von Wertschöpfungsketten und Datenmodellen für digitale Zwillinge.

Digitalisierung ist die Voraussetzung für Daten schutz und für Integritätskonzepte in Wertschöp fungsketten, die in Bio-Qualität produzieren. Ty pischerweise sind dabei digitale Zwillinge der beteiligten Akteure involviert (s. Abbildung 1). Der untere Abschnitt zeigt die verschiedenen Akteure wie Landwirtschaft, Bäckereien, Logistik dienstleister, Handel und Verbraucherinnen/ Verbraucher, aber auch Zuliefererunternehmen, Zertifizierungsstellen und Versicherungsgesell schaften. Sie alle tauschen Produkte, Information oder beides aus. Im oberen Abschnitt ist die digitale Welt dargestellt mit digitalen Zwillingen von Equipment, Maschinen, Produkten und Pro zessen. Diese werden üblicherweise in Daten banken gespeichert und Teile davon können innerhalb von Geschäftsbeziehungen, aber auch mit Behörden und Kunden geteilt werden. Dieser Austausch erfolgt gewöhnlich über einen geteilten Informationsraum („Shared Information Space“), der als grüner Kasten im oberen Bereich der Abbildung 1 zu sehen ist.
Die „Integrität” von digitalen Zwillingen und Wert schöpfungsketten wird auf drei Ebenen sicher gestellt:
1) Ebene 1 „Reality gap“: die Daten im digitalen Raum sollen die Realität korrekt repräsentieren
2) Ebene 2 „Hacker“: digitale Daten sollen au thentifiziert sein und können nicht geändert oder verschoben werden
3) Ebene 3 „Semantik“: Daten sollen richtig inter pretiert werden und zu entsprechenden Maß nahmen führen
Die klassischen Mittel, um die Anforderung von Ebene 1 zu erzwingen, sind die Androhung von rechtlichen Konsequenzen für die Bereitstellung und das Signieren von falschen Behauptungen.
Deshalb schlagen wir elektronische Signaturen vor, die automatisch verifiziert werden können und so zuverlässiger sind. Eine zusätzliche wich tige Säule ist die Verwendung der BiomarkerTechnologie. Diese besteht im Kern aus einem Gerät, das überprüfen und sicherstellen kann, ob ein Lebensmittel in Bio-Qualität produziert worden ist oder nicht (10). Das Biomarker-Gerät bestätigt seine Messung direkt mit einer eigenen Signatur und beseitigt damit das Risiko, dass jemand gefälschte Resultate berichtet.
Das System kann um Prüfsummen, z.B. Hash-Werte von Messungen an verschiedenen Kontrollpunk ten und durch weitere Prüfungen bei verschie denen Datenproduzenten (in einer gesicherten Cloud, perspektivisch mit homomorpher Ver schlüsselung), erweitert werden. Beispiele dazu sind einer kürzlich erschienenen Veröffentlichung zum Betrug mit Olivenöl beschrieben (11): 32 Betrugsfälle von September 2016 bis Dezember 2019 wurden berichtet; davon betrafen 11 Fälle falsche Kennzeichnung, 4 Fälle falsche Herkunfts angaben, 16 Fälle Ersatzprodukte, 6 Fälle eine Streckung des Inhalts, 5 Fälle den absichtlichen Vertrieb kontaminierter Produkte/Fälschungen und ein Fall Diebstahl. Die wahre Herkunft kann z.B. mithilfe spezieller Datenbanken für Isotopen werte nachgewisen werden, ähnlich wie es schon für Wein gemacht wird. Diese Isotopen werte beschreiben z.B. das Verhältnis von Wasserstoff zu Deuterium oder von 13C zu 12C
und können mit Isotopenverhältnis-Massenspektrometrie bestimmt werden.
Um die Anforderung von Ebene 2 sicherzustellen, ist ein Konzept erforderlich, das Nachrichten sender- und empfängerseitig hasht, signiert und verknüpft. Mit diesem Konzept können alle beteiligten Parteien zu jeder Zeit mathematisch (eindeutig) beweisen, dass eine Nachricht von einer Instanz gesendet bzw. empfangen und danach nicht geändert wurde. Zusätzlich können die Signaturketten in einem öffentlichen, verteilten Ledger, z.B. einer Bitcoin-Blockchain, verankert werden. Dies kann regelmäßig geschehen (z.B. einmal am Tag) oder falls jemand den Empfang ablehnt (s. Abbildung 2). Sollten im weiteren Verlauf einige oder alle Parteien etwas ändern oder verbergen wollen, so könnte das aufge deckt werden. Dadurch kann eine Regulierungs behörde große Teile eines Auditprozesses auto matisieren und ihn kontinuierlich durchführen.
Der öffentliche Eintrag in der Blockchain legt keine Daten direkt offen, sondern nur zufällig erscheinende Zahlen, sogenannte Hashwerte (numerische Werte einer festen Länge, die ein deutig die Daten identifizieren). Deshalb muss auch zumindest eine Partei - üblicherweise der Dateneigentümer - die Daten zusätzlich z.B. in einer Datenbank abspeichern.

Um die Anforderung von Ebene 3 sicherzustellen, müssen die Daten mit standardisierten Ontologien
Abbildung 2: Grundlagen des Konzepts für die Integrität der Wertschöpfungsketten und den Datenschutz
interpretiert werden. In der Lebensmittelindustrie sind bereits verschiedene Ontologie-Standards entwickelt worden. Einige adressieren spezielle Anwendungsfälle, aber es sind auch einige generische Standards verfügbar, die für ein geteiltes Verständnis und einen besseren Infor mationsaustausch in der Lebensmittelindustrie genutzt werden können und auch sollten. Aktuell erfüllt kein Ontologie-Standard die Anforderun gen eines digitalen Zwillings für die gesamte Wertschöpfungskette. Deshalb stellen wir im Folgenden eine neue Ontologie vor.
Die Digitalisierung von Lebensmittelwertschöp fungsketten basiert stark auf digitalen Zwillingen von Wertschöpfungsprozessen und den hervor gebrachten Produkten. Beispiele für Prozesse sind nicht etwa nur der Transport, die Verarbei tung und die Lagerung von Lebensmitteln, son dern auch Labortests von Stichproben für das Qualitätsmanagement. Digitale Zwillinge von Produkten beinhalten typischerweise Information über die Spezifikation des Produkts und seine Historie entlang der Wertschöpfungskette. Deshalb sind digitale Zwillinge von Wertschöp fungsprozessen und von Produkten eng mitein ander verknüpft. Standardisierte Datenmodelle für diese digitalen Zwillinge sind elementar, und zwar aus folgenden Gründen:
+ Die Interpretation von Daten in digitalen Zwillingen erfordert weniger Aufwand und
erlaubt eine Analyse mit generischen Werk zeugen, die dieses Datenmodell verstehen.
+ Der Austausch von Informationen, die durch digitale Zwillinge repräsentiert werden, zwi schen Akteuren entlang der Wertschöpfungs kette wird vereinfacht und kann komplett elektronisch erfolgen, ohne manuelle Prüfung und Übersetzung durch Menschen.
+ Beziehungen zwischen Wertschöpfungspro zessen und Produkten erlauben eine automa tisierte Ursachenanalyse im Fall von Verunrei nigung oder Betrug.
Solche standardisierten Modelle spezifizieren Objekte und ihre Beziehungen mithilfe von semantischen Web-Technologien wie RDF (12), RDFS (13) und OWL (14). In einem von EIT Food2 kofinanzierten Projekt3, das die Wertschöpfungs ketten von Bio-Fleisch und -Lauch betrachtete, wurden Standards zusammengetragen und ana lysiert, um darauf aufbauend eine Basis für ganzheitliche, digitale Zwillinge der Lebensmit telwertschöpfungskette zu schaffen:
1. Der ISA-Standard ISA-88 (15) (übernommen als IEC 61512-1) ermöglicht die Strukturie rung und Kennzeichnung von betrieblichen Operationen durch definierte Einheiten. Die Klassifizierung in „enterprise“, „enterprise site“, „work area“, „work centers“, „work units“ wurde angewendet, um vergleichbare, stan dardisierte Strukturen im generischen Modell zu gestalten. Dadurch war es möglich, ein physikalisches Modell eines jeden Produktions prozesses zu erzeugen, in dem jede „work unit“ ihren eigenen digitalen Zwilling hat. Die Klassifikation ermöglicht es zudem fast jedem Nutzer, seine Partner in der Wert schöpfungskette abzubilden. Das generische Modell kann dabei alle Entitäten der Wert schöpfung abbilden, von einem landwirtschaft lichen Betrieb, der den Weizen produziert, über große Mühlen und Lager bis hin zum Einzelhandel, der Produkte an die Endver braucherinnen und Endverbraucher verkauft.
© Siemens
Abbildung 4: Zahlreiche Sensoren zeichnen alle Parameter auf. Wichtige Schlüsseldaten werden automatisch gespeichert. Das garantiert eine komplette Nachverfolgbarkeit des gesamten Produktionsprozesses für Babynahrung
Auch Konzernstrukturen können in diesem standardisierten Modell abgebildet werden.
2. Die Beschreibung für die Modellierung von Lebensmittelprodukten basiert ebenfalls auf etablierten Standards. Konkret wurden der Codex Alimentarius (16), LanguaL (17) und die Food Additive Classification (18) der Europäischen Gemeinschaft für diesen Zweck genutzt.
3. Konzepte von FoodOn (19), das auf LanguaL (17) basiert, garantieren eine noch breitere Nutzung. Zur Zeit stellt FoodOn die leistungs fähigste und größte Ontologie für die Model lierung von Wissen bezüglich primären Lebens mitteln, weiterverarbeiteten Lebensmittelprodukten und einigen damit verbundenen Prozessen dar.
Diese Standards wurden genutzt, um einen hie rarchischen Ansatz für digitale Zwillinge in Wertschöpfungsketten zu entwickeln (s. Abbil dung 3). Die erste Ontologie, die „Organic Food Supply Chain“ (OFSC), ist eine generische Ontologie, die die Struktur und die wichtigsten Konzepte zur Modellierung von Wertschöp fungsketten für Bio-Lebensmittel enthält. Die beiden anderen Ontologien sind spezifisch für die beiden betrachteten Produktgruppen Fleisch:
„Organic Beef Supply Chain“ (OBSC) und Lauch: „Organic Leeks Supply Chain“ (OLSC)), die im beispielhaft genannten Projekt betrachtet wur den. Eine ähnliche Ontologie kann künftig für Wertschöpfungsketten von Bäckereien und deren Produkte entwickelt werden.
Die Verbindung zum oben beschriebenen Inte gritätskonzept für Lebensmittelwertschöpfungs ketten wird dadurch erreicht, indem Informationen, die in der Blockchain gespeichert sind, auch im Datenmodell des digitalen Zwillings integriert werden. Eine einfache Abfrage mithilfe der Produktkennnummer erlaubt eine Überprü fung, ob das Produkt in Bio-Qualität produziert wurde. Konkret hilft die Ontologie dahingehend, alle Instanzen des Wertschöpfungsprozesses für das jeweilige Produkt zu identifizieren, indem automatisch Informationen, die in der Blockchain gespeichert sind, von dort abgefragt werden.
Fall 1: Nahtlose Nachverfolgbarkeit bei Hochdorf Swiss Nutrition AG (9)
Dieser Anwendungsfall beschreibt die Nachver folgbarkeit innerhalb einer Produktionsanlage, die in diesem Fall aufgrund bestehender Regu larien verpflichtend ist. Zudem zeigt das Beispiel

auch den hochautomatisierten und komplexen Datenbeschaffungsprozess. Eine ähnlich auto matisierte Datenbeschaffung vereinfacht in jedem Produktionssystem die Erweiterung von Nach verfolgbarkeitslösungen entlang der gesamten Wertschöpfungskette inklusive der Zulieferer und Kunden.
Hochdorf Swiss Nutrition AG4 produziert Lebens mittel aus Milch, Ölsaaten und Getreide. In einem neuen, 30 Meter hohen Produktionsturm, einem der größten seiner Art in Europa, werden jedes Jahr ca. 75 Millionen Liter Milch zu ca. 30.000 Tonnen Babynahrung verarbeitet. Eine präzise Prozesskontrolle rund um die Uhr garantiert, dass das Milchpulver am Ende die richtige Konsistenz hat und nicht zu staubig oder zu feucht wird.
Die hohen Hygiene- und Qualitätsanforderungen für Babynahrung erfordern eine zuverlässige 24-stündige Überwachung und eine komplette Nachverfolgbarkeit des gesamten Produktions prozesses. Das wird mit moderner Technologie von Siemens erreicht. Insgesamt 663 digitale und 637 analoge Sensoren zeichnen Parameter wie Druck, Temperatur oder Füllstände kontinu ierlich auf. Zudem sorgen 300 Motoren für Antrieb und 1.700 Ventile regulieren Druck und Durchflussraten von Bindemitteln und Inhalts stoffen, die in der Produktion benötigt werden (s. Abbildung 4).
Fall 2: Kartoffelchips mit Herkunfszertifikat Siemens arbeitet an einer intelligenten Lösung, um auf Rückrufe in Zukunft schneller und spezi fischer reagieren zu können. Das offene, Cloudbasierte MindSphere-IoT-System ermöglicht es Zulieferern, Großhändlern und Herstellern, Daten in jeder Phase der Transport- und Produktions kette zu sammeln und in der Siemens-Blockchain zu speichern.
Das wiederum erlaubt es, einen Rückruf auf einen spezifischen Batch oder einen Produktionstag einzugrenzen. Das Risiko, dass belastete Nah rung in die Supermärkte gelangen könnte, wird so minimiert, ebenso der Aufwand und die Kosten bei einem grundlosen Rückruf.
In einem möglichen Szenario könnte beispiels weise ein Hersteller von Bio-Kartoffelchips in Frankfurt, der seine Kartoffeln aus Deutschland bezieht, das Salz aus Frankreich und das Sonnen blumenöl aus Italien, unmittelbar auf alle rele vanten Informationen zugreifen: vom organischen Anbau der Kartoffeln und anderer Zutaten, ihrer Lagerung und ihrem Transport, der Verarbeitung wie z.B. Schneiden, Frittieren und Würzen bis zum Verpacken und der Verteilung beim Großhändler.
Letztlich werden die Kunden mit einer kompletten Informationskette versorgt. Diese kann jederzeit eingesehen werden. Sie garantiert, dass die Chips z.B. aus 100 % biologisch produzierten Kartoffeln bestehen, die unter optimalen Bedin gungen verarbeitet wurden.
Eine solche transparente Wertschöpfungskette für die Nachverfolgbarkeit von Lebensmitteln stellt sicher, dass Produkte und ihre Zutaten sicher und echt sind. Großhändler und Super märkte erhalten detaillierte Information darüber,
Alle Produktionsdaten werden langfristig ge speichert. Datenverarbeitung und Automatisie rung werden auf 10 Simatic-Kontrollern mit 64 Peripheriestationen ausgeführt. Das System pro duziert kontinuierlich für ein bis zwei Wochen in einem 24-stündigen Betrieb täglich. Alle Prozessparameter werden im Kontrollraum aufgezeich net. Kritische Schlüsseldaten werden automa tisch auf einem zentralen Server gespeichert. Diese Prozedur stellt eine komplette Nachver folgbarkeit des gesamten Produktionsprozesses sicher. Alle Daten können auch nach Jahren noch abgerufen werden. Mögliche Anwendungen solcher Datenerfassungen in Bäckereien wären z.B. eine schnelle Erkennung von Problemen im Prozess und eine Verbesserung des Produktions prozesses mithilfe von Datenanalysen.
wo diese zuletzt gelagert wurden. Hersteller können die Herkunft der benutzten Zutaten zu jeder Zeit prüfen und detaillierte Informationen über deren Produzenten erhalten. Und schließlich versehen die unveränderbaren Zeitstempel alle Zutaten mit einem fälschungssicheren Mindest haltbarkeitsdatum. +++
stock.adobe.com
Rudolf Sollacher 1, Aliza Maftun 1 , Michael Fiegert 1, Alastair Orchard 2 , Kilian Vernickel 3, Paul Weber 4
1 Siemens AG, Technology, Otto-Hahn-Ring 6, 81739 München, Deutschland
2 Siemens Industry Software S.r.l., Via Enrico Melen, 83, 16152 Genova GE, Italy
3 Fraunhofer Institute for Casting, Composite and Processing Technology IGCV, Am Technologiezentrum 10, 86159 Augsburg, Deutschland
© vegefox.com
Literatur
1. INFOSAN. INFOSAN Quarterly Summary, 2020 #4. World Health Organization. [Online] January 27, 2021. [Cited: March 10, 2021.] www.who.int/news/item/27-01-2021-infosan-quarterly-sum mary-2020-4.
2. Paul Garwood; Zoie Jones. Food safety is everyone’s business. World Health Organization. [Online] June 6, 2019. [Cited: March 10, 2021.] www.who.int/news/item/06-06-2019-food-safety-is-eve ryones-business.
3. Organic Food Fraud in the EU: Meaning, Examples & Prevention. foodcircle. [Online] [Cited: March 10, 2021.] www.foodcircle.com/ magazine/organic-food-fraud-eu-meaning-examples-prevention.
4. Commission, European. 2019 Annual Report: The EU Food Fraud Network and the Administrative Assistance and Cooperation System. Luxembourg: Publications Office of the European Union, 2020. ISBN 978-92-76-18809-4.
5. DG SANTE Unit G5; DG AGRI Unit B4. OPSON VIII DEBRIEFING: organic targeted action. [Online] [Cited: March 11, 2021.] https://ec.europa.eu/food/sites/food/files/safety/docs/ food-fraud-reports_20191125_pres01.pdf.
6. How consumer demand for transparency is shaping the food industry. [Online] Label Insight, 2016. [Cited: August 6, 2021.] www.labelinsight.com/hubfs/Label_Insight-Food-Revolution-Study. pdf?hsCtaTracking=fc71fa82-7e0b-4b05-b2b4-de1ade 992d33%7C95a8befc-d0cc-4b8b-8102-529d937eb427.
7. Transparency in food supply chains: A review of enabling technology solutions. Astill, J., et al. s.l.: Elsevier BV, 2019, Trends in Food Science & Technology, Vol. 91, pp. 240-247.
8. Pieter Verboven; Thijs Defraeye; Ashim K Datta; Bart Nicolai. Digital twins of food process operations: the next step for food process models? [ed.] Pedro ED Augusto. Current Opinion in Food Science. March 19, 2020, Vol. 35, pp. 79-87.

9. Blockchain in the food and beverage industry. s.l.: Siemens AG, 2019.
10. High-resolution mass spectrometry-based metabolomics for the discrimination between organic and conventional crops: A review. Mihailova, A., Kelly, S. D., Chevallier, O. P., Elliott, C. T.,
4 Fraunhofer Institute for Process Engineering and Packaging IVV, Heidelberger Str. 20, 01189 Dresden, Deutschland
Maestroni, B. M. & Cannavan, A. Apr 2021, Trends in Food Science and Technology, Vol. 110, pp. 142-154.
11. Emerging trends in olive oil fraud and possible countermeasures. Casadei, E., et al. s.l.: Elsevier BV, 2021, Food Control, Vol. 124, p. 107902.
12. A comparison of RDF query languages. International Semantic. Haase, P., et al. Berlin: Springer, 2004. International Semantic Web Conference. pp. 502–517.
13. Hendler, Dean Allemang and Jim. Semantic Web for the Working Ontologist - Effective Modeling in RDFS and OWL. s.l.: Elsevier Inc., 2011.
14. S., Bechhofer. OWL: Web Ontology Language. [ed.] ÖZSU M.T. LIU L. Encyclopedia of Database Systems. Boston, MA : Springer.
15. Exchange General, Technical and Business Information. ISA-88. [Online] The International Society of Automation. [Cited: 08 08, 2021.] http://www.isa-88.com/.
16. Codex Classification Of Foods And Animal. s.l.: CODEX ALIMENTARIUS COMMISSION, 2006.
17. The LanguaL 2017™ Thesaurus - Details for descriptor K0020. [Online] Danish Food Informatics. [Cited: 08 08, 2021.] www.langual. org/langual_thesaurus.asp?termid=K0020&haschildren=True&o.
18. GSFA Online. CODEX GENERAL STANDARD FOR FOOD ADDITIVES (GSFA) ONLINE DATABASE. [Online] FAO/WHO. [Cited: 08 08, 2021.] http://www.fao.org/gsfaonline/index.html.
19. Hsiao, William, et al. FoodOn: A farm to fork ontology. [Online] [Cited: 08 08, 2021.] https://foodon.org/.
20. A study on adulteration in cereals and bakery products from Poland including a review of definitions. Kowalska, A.; Soon, J. M.; Manning, L. s.l.: Elsevier BV, 2018, Food Control, Vol. 92, pp. 348-356.
21. FTTO: An example of Food Ontology for traceability purpose. Teresa Pizzuti, Giovanni Mirabelli. 2013. 2013 IEEE 7th International Conference on Intelligent Data Acquisition and Advanced Computing Systems: Technology and Applications (IDAACS). pp. 281–286.

Die digitale Bildverarbeitung ermöglicht die Entwicklung und den Einsatz von nicht-invasiven, berührungslosen, zerstörungsfreien und schnellen Messmethoden mit einem breiten Anwendungsspektrum für die Backwarenindustrie. Dazu gehören sowohl die Visualisierung (qualitative Messung) als auch die Aufklärung von Form und Oberflächeneigenschaften (quantitative Messung).
+
Die Bildverarbeitung nutzt Kameratechnologien zur Erfassung zwei oder dreidimensionaler Daten, gefolgt von der Datenüber tragung an eine Verarbeitungseinheit, um Produkt oder Prozessinformationen zu extrahieren.
Üblicherweise wird der Bereich des sichtbaren Lichts (VIS, 400 780 nm) erfasst, der von CMOS Kameras (Complementary metal oxidesemiconductor, komplementärer Metall Oxid Halbleiter) und CCD Kameras (Charge coupled Device, ladungsgekoppeltes Bauteil) abgedeckt wird. Diese können, je nach verbauten Filtern, auch den anfänglichen Nahinfrarot(NIR) Bereich (780 900 nm) aufzeichnen. Der NIR Bereich bis 1700 nm kann mit InGaAs Sensoren erfasst wer den, z. B. mit Kurzwellen Infrarot Kameras (SWIR, Short wavelength infrared). Für den mittleren Infrarotbereich (MIR, 2,5 25,0 μm) werden Mikro bolometer Arrays eingesetzt, welche auch zur Erfassung von Ultraviolett und Röntgenstrahlung verwendet werden können. Für zusätzliche, spe zielle Bereiche des elektromagnetischen Spektrums stehen weitere Kameratypen zur Verfügung, die ständig weiterentwickelt und an die sich ändernden Anforderungen angepasst werden.
Die Erfassung von Bilddaten einer dynamischen Szene erfolgt hauptsächlich Zeile für Zeile
(Zeilenscan Modus) oder durch die Aufnahme der gesamten Szene (Flächenscan Modus). Für die Bildverarbeitung im Zeilenscan Modus werden die einzeln aufgenommenen Bildzeilen nacheinander zu einem Bild zusammengesetzt (Bildrekonstruktion). Bei Förderbändern zum Beispiel werden typischerweise Zeilenkameras verwendet, um „endlose Bildbahnen“ von Roh material oder Produkten zu erfassen. Die erhal tenen Bilddaten liegen in der Regel als zweidi mensionale Matrizen mit Intensitätswerten vor.
Bei monochromen Kameras entspricht dies der Form n×m×1 bei RGB Kameras der Form n×m×3.
Die Licht bzw. Farbintensität bildet dabei die dritte Dimension für jeden Pixel. InGaAs Kameras und Mikrobolometer Arrays hingegen erfassen monochrome Datenmatrizen im Format n×m×1.
Durch den Einsatz von Filtern zur Aufteilung in einzelne Wellenlängen können sogenannte spektrale Messungen durch geführt werden. Im resultierenden spektra len Datenwürfel liegen die erfassten Daten in der Form n×m× „Anzahl der beobachteten Wellenlängen/Regionen” vor.
Die Anzahl der erfassten Bild daten (Abtast frequenz) wird durch die Bilder proSekunde (fps, frames per second) angegeben.
Die Verarbeitung der Bilddaten kann auf ver schiedenen Berechnungsebenen ausgeführt
Abbildung 1:
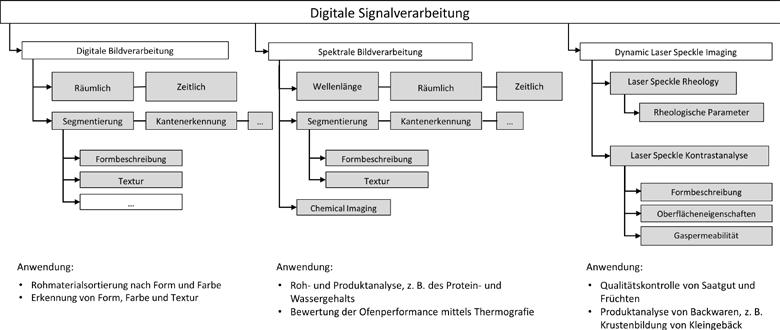
Überblick über typische Anwendun gen der digitalen Bildverarbeitung.
werden. Zunächst erfolgt die Beschreibung des Bildes mit statistischen Mitteln, z. B. dem Mittel wert, Minimal und Maximalwerten, Kontrast oder Histogramm Analyse. Die Bilddaten können punktweise oder gruppenweise verarbeitet werden und es können Operatoren wie die Schwellenwertbildung zur Objektsegmentierung angewendet werden. Anspruchsvollere Verfahren sind Methoden der Mustererkennung, z.B. der Viola Jones Algorithmus oder neuronale Netze, die auf die Erkennung bestimmter Objekte in Bildern trainiert werden können. Der Vorteil dieser anspruchsvolleren Verfahren ist die robuste Echtzeit Objekterkennung. Nachdem das Objekt erkannt wurde, können weitere Merkmale extrahiert werden.
Abbildung 1 gibt einen Überblick über die erwähnten Methoden der Bildverarbeitung und
deren möglicher Anwendungen. Mit der Bildverarbeitung im VIS Bereich können Eigenschaften wie die Größe und Farbe von Objekten gemes sen werden. Zudem kann diese auch als Anwe senheitssensor verwendet werden. Bei der Anwendung von Bildverarbeitungsmethoden über die Prozesszeit können weiterhin Wachs tum oder Farbänderungen gemessen und deren Kinetik ermittelt werden. Ein spektrales Bildgebungssystem erfasst dreidimensionale spektrale Datenwürfel, wobei die ersten beiden Dimensio nen die räumlichen Informationen und die dritte Dimension die wellenlängendiskretisierte Signalintensität darstellt. Auf diese Weise können auch chemische Informationen aus dem beobachteten Bereich bzw. des segmentierten Objekts erfasst werden. Die dynamische Laser Speckle Bildgebung (Dynamic Laser Speckle Imaging, DLSI) kann für die Messung des

TUM
Abbildung 2:
Kamerasystem zur Gärüberwachung und Aufnahme von Bildern eines Teiglings
Laser Speckle Kontrasts oder für rheologische Analysen verwendet werden.

Die visuelle Bildverarbeitung (VIS Bereich) wird in der Backindustrie insbesondere in der Roh stoffanalyse eingesetzt, z. B. werden einzelne Getreidekörner im Produktstrom gescannt und deren Farbe analysiert. Zudem erfolgt eine Bewertung bezüglich Pilzbefall, Glasigkeit, Glanz sowie Bruch. Durch den Einsatz von Hoch geschwindigkeitskameras können die Rohstoffe inline und in Echtzeit analysiert werden. Die digitale Bildverarbeitung wird aber auch zur Produkt und Prozessbeurteilung während des Backprozesses eingesetzt. Im AiF Projekt 18123 N (AiF, Arbeitsgemeinschaft industrieller Forschungsvereinigungen) wurde ein Kamerasystem zur Erfassung von Teiglingen während des Gärprozesses eingesetzt. Abbildung 2 zeigt den Aufbau zur Vermessung der Teiglinge wäh rend des Gärprozesses. Mittels Segmentierungsalgorithmen wurden die einzelnen Teiglinge automatisch detektiert und ausgewertet. Die Kamera drehte sich dabei um die Teiglinge und erfasste die Vorder und Seitenansicht, um nachfolgend Höhe, Breite und Tiefe der Teiglinge zu bestimmen.
Abbildung 3 zeigt die 0° Ansicht einzelner seg mentierter Teiglinge. Durch die zeitaufgelöste
Erfassung wurde die Wachstumskinetik der einzelnen Teiglinge berechnet und anschlie ßend zur Prozessautomatisierung genutzt. Darüber hinaus wurde die Objekterfassung bei einem aufeinanderfolgenden Gär und Back prozess eingesetzt. Zwei Kameras, eine mit Draufsicht und eine mit Seitenansicht, erfassten die Teiglinge. Nach der Segmentierung wurden die Breite, Höhe und Tiefe, der Bräunungsindex (BI) sowie die Homogenität der Textur der ein zelnen Teiglinge analysiert.
L, a und b sind die mittleren Farbwerte des Lab Farbraums eines Objekts und t die Prozesszeit.
i gibt die Zeile und j die Spalte der Grauwerte matrix (GLCM, gray level co occurence matrix) an. Ein Homogenitätswert von 1 gibt eine homo gene Textur und ein Wert von 0 eine inho mogene Textur an.


Die Objektmerkmale Breite, Höhe, BI und Textur wurden während des gesamten Gär und Back vorgangs erfasst.
Abbildung 4 zeigt die Homogenität der Textur und die Farbveränderungen des BI während der Gare und des Backens, insbesondere die Bräunung der Kruste während des Backvor gangs (1,30 h–1,50 h). Zudem ist das Wachs tum während der Gare und des Ofensprungs während des Backens zu erkennen.
Im mittleren Infrarotbereich wurde die Bildver arbeitung mittels Thermokamera zur Evaluie rung und zum Vergleich von unterschiedlichen Ofensystemen eingesetzt. Im AiF Projekt 17735 N wurden mittels MIR Bildgebung der Prozess und die Produkte während des Backvorgangs bewer tet. Abbildung 5a) zeigt das Thermo gramm eines Brotes in Pseudofarbdarstellung während des Backvorgangs. Abbildung 5b)
Abbildung 3: Segmentierte Teiglinge im Inneren der Gärkammer. Gelb markiert sind die detektierten Dimensionen. © TUMAbbildung 4: Mittlerer Bräunungs index, Homogenität sowie Höhe und Breite der erfassten Objekte während Gare und Backen
zeigt das segmentierte Objekt und die Objekt grenzen, die zur Bestimmung der Breite und Höhe des Objekts verwendet wurden. Als Refe renz wurden die Proben offline mittels eines Volumeter Laserscanners vermessen. Die Abweichung zwischen den Messungen mit dem Volumeter Laserscanner und den MIR basierten Messungen betrug 1,0 mm in der Breite und 1,5 mm in der Höhe. Darüber hinaus kann die Wachstumskinetik, insbesondere der Ofen sprung, berechnet werden. Auch weitere Para meter wie Krustenrisse, Wärmeverluste oder die Wärmeverteilung in Backöfen können durch Wärmebildkameras erfasst werden.
Eine weitere Methode zur Visualisierung der Oberflächeneigenschaften von Teig und Back waren ist das Laser Speckle Imaging – wobei kohärentes Laserlicht die optisch raue Oberfläche einer Probe bestrahlt und an der Ober
fläche und in den Schichten unter der Oberfläche gestreut wird. Interferenzeffekte von zufällig phasenverschobenen Teilwellen, die von ver schiedenen Streustellen ausgehen, erzeugen ein Muster aus helleren und dunkleren Flecken. Diese zufällig verteilten Lichtpunkte, die kontrast reiche Muster bilden, werden als Laser Speckle bezeichnet (siehe Abbildung 6).
Die Fluktuation der Laser Speckle Intensität ist zeitabhängig und wird als Dynamic Speckle bezeichnet. Die Bewegung des Speckle Musters liefert Informationen über die Bewegung der Streupartikel. Die Laser Speckle Contrast Analysis (LASCA) nutzt diese Beziehung, um Strömungen und Regionen mit unterschiedlichen Bewe gungsmustern abzubilden und sie direkt auf dem betrachteten Objekt zu visualisieren.


LASCA wurde im Rahmen des AiF Projekts 20495 N zur Überwachung der Oberflächeneigenschaften von Backwaren eingesetzt. Zwei aufgeweitete Laserstrahlen, die in einem Winkel von 90° zueinanderstehen, werden in einem Ofen auf ein Teigstück gerichtet. Zwei Kameras erfassen das Speckle Muster sowie die Form und Größe des Teigstücks. Mit diesem Verfahren lassen sich Oberflächenstrukturen abbilden, die für das menschliche Auge un sichtbar sind. Es ermöglicht die Visualisierung der Gasverteilung unter der Oberfläche wäh rend der Gare und der Gaspermeabilität durch die Kruste sowie der Krustenbildung beim Backen (siehe Abbildung 6b). Zudem kann auch die Brownsche Bewegung endogener Streupartikel beobachtet werden. Die Fluktuati onen der zeitlichen Speckle Intensität korrelieren mit der mittleren quadratischen Verschiebung (MSD, Mean square displacement) der Streu
Abbildung 5:
MIR-Bildaufnahme von Brot. a) Pseudo-Farbdarstel lung des Brotes im Inneren des Backofens und b) das segmentierte Brot mit detektierter Höhe und Breite
Abbildung 6: a) Schematische Darstellung eines laseroptischen Systems. Der Laserstrahl wird aufgeweitet und auf die Probe gerichtet. Eine Kamera zeichnet die Laser-Speckle-Bilder auf und überträgt sie an den Computer. Je nach Anwendung können die Laser-SpeckleBilder zur b) Laser-Speckle-Kontrastanalyse (LASCA) oder c) zur Laser Speckle Rheology (LSR) herangezogen werden.
 TUM
TUM
partikel, die Brownscher Bewegung unterliegen, und damit auch mit den viskoelastischen Eigen schaften des umgebenden Mediums. Diesem Ansatz folgend wurde die Laser Speckle Rheo logy (LSR) entwickelt, um u.a. die mechanischen Eigenschaften von biologischem Gewebe zu messen. Im Vergleich zur LASCA, bei der die Kontrastreduzierung zur Unterscheidung von Bereichen innerhalb des betrachteten Bildes in Bezug auf die Bewegung verwendet wird, müssen die Proben bei der LSR homogen und einheit lich sein. Durch eine sorgfältige Auswahl der Lichtquelle, der Kamera und der Bildaufnahme spezifikationen kann ein optimales Speckle Muster für die Durchführung von LSR Messungen erzielt werden. Dadurch wurde mit der LSR eine innovative, nicht invasive und vergleichsweise kostengünstige Inline Methode zur Erfassung von Oberflächen und rheologischen Eigen schaften von Teigen während des Knetprozes ses entwickelt. Der Zustand des Glutennetz werks zeigte eine charakteristische Korrelation mit den rheolo gischen Kennzahlen, aus denen durch Analyse der Lichtstreuung an der Teigoberfläche das Knetoptimum abgeleitet wurde.

Alle genannten Ansätze und Methoden zeichnen sich durch ihre Prozessfähigkeit aus. Die zerstörungsfreie, berührungslose Inline Messung der Produkt oder Prozessparameter in Echtzeit ermöglicht die Prozesssteuerung und eröffnet weitere Anwendungsgebiete. So wurde eine Regelstrategie für die Gare von Teiglingen ent wickelt, die einer zu geringen Hefemenge ent gegenwirken konnte. Zur Bewältigung dieser Herausforderung wurde eine Fuzzy Strategie konzipiert, die auf der Steuerung von Temperatur, Feuchte und Wachstumsraten basierte, wobei die Wachstumsraten durch zeitabhängige Mes sungen der Objektdimensionen ermittelt wurden. In einem ersten Schritt wurde der Prozesskorri dor des „normalen” Prozesses erfasst und gestaltet. Anschließend wurde auf Basis dieser Daten und des Expertenwissens eine Fuzzy Regelung entworfen, die das Expertenwissen widerspiegelt. Abbildung 7 zeigt den schemati schen Aufbau der Fuzzy Regelung. Zunächst wurden die Temperatur, die Luftfeuchtigkeit und die Wachstumsrate des Objekts fuzzifiziert und in die Fuzzy Regelung aufgenommen. Die Unter
Abbildung 7: Fuzzy-Regelung bestehend aus Eingabe, Fuzzifizierung durch Fuzzy-Sets, Fuzzy-Regelwerk, Defuzzifizierung und Ausgabe der Stellgrößen

suchungen wurden mit Teiglingen denen nur die Hälfte der „normalen” Hefemenge zugegeben wurde durchgeführt. Es wurden zwei Szenarien untersucht: erstens ohne und zweitens mit Fuz zy System zur Regelung des Gärraumklimas. Die ermittelte relative Größe der Teiglinge zeigte, dass die Fuzzy Regelung den Prozess in Richtung des optimalen Wachstums der Teiglinge korri giert hat. Derzeit werden weitere Eigenschaften wie Krustenbildung, Gasdurchlässigkeit oder Produktfehler wie Krustenrisse untersucht. Dadurch werden weitere Messgrößen der Prozesssteue rung zugänglich gemacht und die Produktquali tät kann kontinuierlich gesteigert sowie Fehlpro duktionen vermieden werden. +++
Die IGF Vorhaben AiF 18123 N, AiF 17735 N, AiF 18906 N und AiF 20495 N des For schungskreises der Ernährungsindustrie e.V. (FEI) wurden über die AiF im Rahmen des Programms zur Förderung der Industriellen Gemeinschaftsforschung (IGF) vom Bundesministerium für Wirtschaft und Klimaschutz aufgrund eines Beschlusses des Deutschen Bundestages gefördert.
TUM[1] AiF 18123 N, Intelligente Gärsteuerung: Entwicklung einer intelligenten Gärsteuerung zur optimierten Herstellung von Teiglingen mittels digitaler Bildauswertung und erfahrungsbasierter Fuzzyregelung. Bonn: Forschungskreis der Ernährungsindustrie e.V. (FEI), 2014 2016.
[2] G. Dadalı, D. Kılıç Apar, and B. Özbek, “Color Change Kinetics of Okra Undergoing Microwave Drying,” Drying Technology, vol. 25, no. 5, pp. 925–936, 2007, doi: 10.1080/07373930701372296.
[3] R. M. Haralick, K. Shanmugam, and I.'H. Dinstein, “Textural Features for Image Classification,” IEEE Trans. Syst., Man, Cybern., SMC 3, no. 6, pp. 610–621, 1973, doi: 10.1109/TSMC.1973.4309314.
[4] AiF 17735 N, Volumetrischer keramischer Brenner: Systematische Untersuchungen zur Einsatzqualifizierung einer innovativen Backofentechnik mit volumetrischem keramischem Brenner (VKB) einstellbaren Wellenlängenspektrums sowie hoher Regeldynamik und Energieeffizienz. Bonn: Forschungskreis der Ernährungsindustrie e.V. (FEI), 2014 2017.
[5] R. Takacs, V. Jovicic, A. Zbogar Rasic, D. Geier, A. Delgado, and T. Becker, “Evaluation of baking performance by means
of mid infrared imaging,” Innovative Food Science & Emerging Technologies, vol. 61, p. 102327, 2020, doi: 10.1016/j.ifset.2020.102327.
[6] J. W. Goodman, Speckle phenomena in optics: Theory and applications. Englewood, Colo.: Roberts, 2007.
[7] D. Briers et al., “Laser speckle contrast imaging: theoretical and practical limitations,” Journal of biomedical optics, vol. 18, no. 6, p. 66018, 2013, doi: 10.1117/1.JBO.18.6.066018.
[8] AiF 20495 N, Analyse des Gär und Backprozesses durch Dynamic Laser Speckle Imaging. Bonn: Forschungskreis der Ernährungsindustrie e.V. (FEI), 2019 2021.
[9] T. G. Mason, “Estimating the viscoelastic moduli of complex fluids using the generalized Stokes Einstein equation,” Rheologica Acta, vol. 39, no. 4, pp. 371–378, 2000, doi: 10.1007/s003970000094.
[10] Z. Hajjarian and S. K. Nadkarni, “Evaluation and correction for optical scattering variations in laser speckle rheology of biological fluids,” PloS one, vol. 8, no. 5, e65014, 2013, doi: 10.1371/journal.pone.0065014.
[11] AiF 18906 N, Zusammenhang zwischen Teigrheologie und Oberflächeneigenschaften. Bonn: Forschungskreis der Ernährungsindustrie e.V. (FEI), 2016 2018.
Ronny Takacs, Stefan Steinhauser, Dominik Geier, Prof. Dr. Thomas Becker: Lehrstuhl für Brau und Geträn ketechnologie, Technische Universität München (TUM), Freising
Ronny Takacs ist gelernter und studierter Brauer. Er schloss sein Studium der Brau und Getränketechnologie an der Technischen Universität München 2014 als M.Sc. ab. Seit 2014 arbeitet er als wissenschaftlicher Mitarbeiter in der Arbeits gruppe BioPAT und Digitalisierung am Lehrstuhl für Brau und Getränketechnologie der TUM. Seine Forschungsschwerpunkte sind Prozessüberwachung, Automatisierung und Sensorentwicklung, insbeson dere Bildverarbeitung und spektrale Bildverarbei tung für die Brau , Back und biotechnologische Industrie. E Mail: ronny.takacs@tum.de
Stefan Steinhauser studierte Technologie und Biotechnologie der Lebensmittel an der Technischen Universität München, wo er 2016 sein Studium als M.Sc. abschloss. Seit 2016 arbeitet er als wissen schaftlicher Mitarbeiter in der Arbeitsgruppe BioPAT und Digitalisierung am Lehrstuhl für Brau wesen und Getränketechnologie. Sein Forschungsschwerpunkt liegt in der Entwicklung und Anwendung von laseroptischen Messsystemen für die Lebensmittelindustrie.
Dominik Geier studierte Brauwesen und Geträn ketechnologie an der Technischen Universität
München, wo er 2011 als Dipl. Ing. abschloss. Seit 2011 ist er als wissenschaftlicher Mitarbeiter am Lehrstuhl für Brau und Getränketechnologie der TUM tätig. Seine Forschungsschwerpunkte sind Prozessüberwachung und Sensorentwicklung, ins besondere ultraschallbasierte Messsysteme und bildgebende Verfahren. Seit 2016 leitet er zudem die Arbeitsgruppe BioPAT und Digitalisierung. E Mail: dominik.geier@tum.de
Thomas Becker studierte Technologie und Biotechnologie der Lebensmittel an der TUM und war nach dem Studium kurze Zeit in der Industrie tätig. Anschließend promovierte er am Lehrstuhl für Allgemeine Chemie und Biochemie der TUM (1995) und habilitierte am Lehrstuhl für Fluid mechanik und Prozessautomation der TUM (2002). Über den Lehrstuhl für Prozessanalytik und Getreidetechnologie der Universität Hohenheim führte sein Weg zurück an die TUM, wo er seit 2009 den Lehrstuhl für Brau und Getränketechnologie innehat. Nach einigen Jahren als Depart mentgeschäftsführer des Forschungsdepartments Ingenieurwissenschaften für Lebensmittel und bio gene Rohstoffe leitete er von 2016 bis 2021 die TUM School of Life Sciences (früher: Wissen schaftszentrum Weihenstephan, WZW) als Dekan und war Mitglied des erweiterten Präsidiums der TU München. Von 2017 bis 2018 war er zudem Geschäftsführer der EIT Food CLC Central GmbH in München.

Die Leistung von Öfen wird in der Regel durch teure Experimente oder mithilfe numerischer Methoden untersucht. Maschinelles Lernen, eine Errungenschaft der Datenwissenschaften, bietet den Vorteil, neue Aspekte wissenschaftlicher Forschung zu erschließen und Methoden zu entwickeln, die der konventionellen Herangehensweise überlegen sind.
+Insbesondere bei der Modellierung von fluiddynamischen Fragestellungen haben neuronale Netze und Deep Learning aufgrund der inhärenten Komplexität der Fluiddynamik zahlreiche Anwendungen gefunden, um sch nelle und genaue Schätzungen zu ermöglichen. Künstliche neuronale Netze können zur Model lierung und Optimierung verschiedener Teile des Ofens eingesetzt werden. Der Aufwand im Vergleich zu konventionellen Methoden wird dabei erheblich reduziert. Der Ventilator der Lüftung ist eine der kritischen Komponenten von Umluftöfen. Er beeinflusst die Qualität der Backwaren sowie die Backzeit, indem er den Luftstrom und die Temperaturverteilung im Ofen steuert. In der vorliegenden Studie werden die verschiedenen Schritte der Simulation der Ven tilatorströmung und die Verwendung von Deep Learning bei der Modellierung dieser anhand von Simulationsdaten erläutert.
Die Optimierung des Backprozesses steht auf grund ihrer Bedeutung für den menschlichen Alltag sowie aufgrund des Energieverbrauchs seit Jahrzehnten im Fokus von Industrie und For schung. Dies hat zu einer großen Nachfrage nach leistungsfähigeren Öfen geführt, die eine bessere Backqualität bei geringerem Energie verbrauch liefern. Backen ist ein komplexer
Vorgang, an dem eine Reihe physikalischchemischer und biologischer Prozesse beteiligt sind, wie Wärme- und Massenübertragung, che mische Reaktionen und Volumenausdehnung. Diese Prozesse tragen zu wichtigen Qualitäts merkmalen bei, wie Farbe, Textur, Krume und Größe. Das Verständnis der genannten Prozesse und Parameter bietet daher eine fundierte Grund lage für die Entwicklung effizienter Backsysteme. Als Alternative zu kostspieligen experimentellen Ansätzen werden rechnerische Methoden vor geschlagen, bei denen mathematische Ansätze zur Lösung der zugrundeliegenden Gleichungen der Fragestellung verwendet werden. Numerische Methoden wie die Finite-Elemente-Methode (FEM) und die Finite-Volumen-Methode (FVM) werden in der Literatur häufig aufgrund ihrer Vorteile bei der Analyse des Backprozesses verwendet. Die Simulation der Strukturbildung während der Gare ist eines der Anwendungs gebiete numerischer Methoden, die die Auswir kungen chemischer Reaktionen im Mikrobereich sichtbar machen. Darüber hinaus wurde gezeigt, dass diese Methodik für die Modellierung von Zweiphasenphänomenen wie Verdampfung und Feuchtigkeitstransport, die während des Brot backens stattfinden, angewendet werden kann. Die Entwicklung eines Modells, das den ge samten Prozess abbildet, erfordert jedoch hohe Rechenleistung oder ist gar unmöglich, weshalb
sich Forscher in der Regel auf bestimmte Phä nomene in einem bestimmten Maßstab konzen trieren. Weitere Einzelheiten zur Schätzung der Temperatur und des Bräunungsindex im Back prozess finden sich in [1], [2] und [3]. Da die Temperatur und die Feuchtigkeit die treibenden Kräfte für alle beim Backen stattfindenden Pro zesse sind, spielt die Temperaturverteilung in den Öfen eine herausragende Rolle. Die beste Backqualität wird durch eine gleichmäßige Temperaturverteilung auf der Oberfläche der Backwaren erzielt. Die Untersuchung der Tempe raturverteilung sowie die Verbesserung einer gleichmäßigen Temperaturverteilung stellen wei tere interessante Forschungsfelder dar, um neu artige und optimierte Ofendesigns sowohl im privaten als auch im industriellen Maßstab zu entwickeln. Einige Studien führten eine Simulation der Ofengeometrie durch, um die Auswirkungen der geometrischen Merkmale auf die Vorheiz zeit [4] und die gleichmäßige Temperaturvertei lung der Öfen zu überprüfen [5] [6].
Die Simulation von Öfen im industriellen Maßstab ist ein weiteres interessantes Forschungsfeld, bei dem die kontinuierliche Bewegung des Teigs in die Berechnungen einbezogen wird [7] [8]. Es liegt auf der Hand, dass die Leistung der Simu lationen von einer detailgetreuen Abbildung der Physik, der Skalierung und der Eigenschaften des zu simulierenden Systems abhängt. Dies wird noch schwieriger, wenn das System die simultane Simulation mehrerer Skalen sowie mehrerer physikalischer Prozesse erfordert, bei denen die numerischen Simulationen, die auf den zu grundeliegenden Gleichungen basieren, nicht mehr alle Erwartungen erfüllen können. Glückli cherweise haben die Verfügbarkeit von Beob achtungsdaten und die jüngsten Entwicklungen im Bereich künstlicher Intelligenz eine Plattform geschaffen, um den Herausforderungen traditi oneller Berechnungsmethoden zu begegnen.
Künstliche Intelligenz hat seit ihrem Aufkommen zunehmend die Aufmerksamkeit von Wissen schaftlern aller Fachbereiche auf sich gezogen. Insbesondere mit der Weiterentwicklung des
maschinellen Lernens und vor allem der DeepLearning-Algorithmen wurde der datengesteuerte Ansatz der Computational Mechanics zu einem aktiven Forschungsbereich. Diese Methode wird bei vielen Aufgaben wie der Lösung von par tiellen Differentialgleichungen sowie Optimie rungsproblemen eingesetzt. Das Grundgerüst des Deep-Learning-Algorithmus ist ein neurona les Netzwerk mit mehreren Schichten (Layer), die darauf abzielen, eine nichtlineare Beziehung zwischen den Eingaben und Ausgaben durch einen iterativen Prozess zu modellieren, bei dem die Parameter des Netzwerks angepasst werden, um die Kostenfunktion zu minimieren. Da Deep-Learning-Methoden mit riesigen Daten mengen arbeiten, um aussagekräftige Muster zu extrahieren, war es schon immer eine Heraus forderung, robuste und zuverlässige Methoden zu entwickeln.
Zur Bewältigung der enormen Datenmengen wurde das Physics Informed Neural Network (PINN), das zuerst von Raissi et al. [9] vorge schlagen wurde, als robuster Rahmen für die Lösung von Fragestellungen der Computational Mechanics eingesetzt, wobei eine geringere Datenmenge erforderlich ist. Danach wurden andere Methoden vorgeschlagen, die nur be grenzte Informationen über Randbedingungen und Anfangsbedingungen benötigen [10]. Abgesehen von einigen wenigen Arbeiten über die Anwendung von künstlicher Intelligenz beim Backen [11] ist die Literatur in diesem Gebiet unzureichend. In Anbetracht der derzeitigen Einsatzmöglichkeiten künstlicher Intelligenz bei der Modellierung von Fragestellungen der Strömungsdynamik können ihre Anwendungen auf die Lebensmittelindustrie, einschließlich des Backprozesses und der Konstruktion von Öfen, ausgeweitet werden. Öfen bestehen in der Regel aus bestimmten Elementen, die die Luftzirkulation bzw. die Temperaturverteilung im Ofen beeinflussen. Der Vorteil des Einsatzes von neuronalen Netzwerkmodellen im Vergleich zu konventionellen Methoden liegt in ihrer Fähigkeit, den Optimierungsprozess der Ofen konstruktion für eine Reihe von Parametern zu beschleunigen.
Für das Training eines neuronalen Netzwerk modells werden Daten benötigt, die entweder aus experimentellen Messungen oder Computer simulationen stammen. Die numerische Strö mungsmechanik (Computational Fluid Dynamics, CFD) bietet eine umfassende Informationsquelle für verschiedene Bereiche, die mit Flüssigkeiten zu tun haben. Die Durchführung einer CFD-Studie besteht aus mehreren Schritten. In einem ersten Schritt sollten die Geometrie und der Gültig keitsbereich der Lösung erstellt werden. Abbil dung 1 stellt ein typisches dreidimensionales Modell eines Umluftofens dar, das einen Venti lator für die Luftzirkulation, eine Heizspirale für


die Zufuhr von Heißluft und eine Umlenkplatte mit kreisförmigen Löchern enthält.
Anschließend muss der kontinuierliche geometrische Bereich in diskrete geometrische Zellen umgewandelt werden, um im nächsten Schritt numerische Berechnungen durchzuführen. Die Gittergenerierung erfolgte mit der Software Ansys mit einem tetraedrischen Gitter für den gesamten Bereich, wie in Abbildung 2 darge stellt. Die in Ansys Fluent implementierte FiniteVolumen-Methode wird zur Lösung der Erhal tungsgleichungen für Kontinuität, Impuls und Energie verwendet, um die Fluiddynamik in der Geometrie des Ofens zu simulieren. In der vor liegenden Studie wird davon ausgegangen,


Abbildung 1: Darstellung eines Umluftofens
Abbildung 2: Schnittansicht der erzeugten Gitter für das Berechnungsge biet
Abbildung 3: Temperaturverteilung im Backraum
Abbildung 4: Geschwindigkeits verteilung im Backraum
Abbildung 5: Geschwindigkeitsverteilung um die Rotorblätter
Abbildung 6: Schematische Darstellung eines PINN
dass eine inkompressible 3D-Strömung im instationären Zustand vorliegt. Das K- ω -SST-Modell wird zur Modellierung der turbulenten Strömung verwendet. Für die Simulation der Ventilator strömung gibt es in Ansys Fluent in der Regel drei Möglichkeiten: Wenn die Strömungseigen schaften um den Ventilator herum von Bedeutung sind, werden bewegliche Referenzrahmen sowie gleitende Netzmethoden vorgeschlagen, was eine höhere Rechenleistung benötigt. Das 3DVentilator-Zonenmodell ist – im Vergleich zu den oben genannten – eine relativ einfache Methode, bei der nur die Winkelgeschwindigkeit des Gültigkeitsbereichs berücksichtigt wird. Die Ergebnisse der Simulationen der Temperatur-



und Geschwindigkeitsverteilung in einem Quer schnitt durch den Ofen ohne Umlenkblech sind in Abbildung 3 und Abbildung 4 dargestellt. Wie gezeigt, wird der vom Ventilator induzierte Luftstrom durch den zum Backraum führenden Kanal geleitet. In der Zwischenzeit erwärmt sich wiederholt der Luftstrom durch die Einwirkung der in der Nähe des Ventilators befindlichen Heizung.
Sobald die Simulation abgeschlossen ist, können die Ergebnisse in das PINN eingespeist werden, um ein entsprechendes Modell zu trainieren. Die Simulation der Ventilatorströmung über mehrere Referenzrahmen (Multiple Reference
Abbildung 7: Vorhersage des Geschwindigkeit sprofils durch das PINN
5 6

Frame, MRF) oder Netz-Bewegung (Mesh Motion) ist genauer, benötigt aber eine höhere Rechen leistung. Noch aufwendiger wird es, wenn die Simulation während des Optimierungsprozesses mehrmals wiederholt werden muss. Die Kombi nation von künstlicher Intelligenz, insbesondere PINN mit CFD-Ergebnissen, ermöglicht es, die Rechenleistung zu minimieren, indem die her kömmlichen Methoden durch ein prädiktives neuronales Netzmodell ersetzt werden, das Schätzungen mit einem akzeptablen Genauig keitsgrad vornehmen kann.
Die Entwicklung eines Ersatzmodells für die Venti latorströmung, das Vorhersagen für den gesam ten Backraum ermöglicht, ist Gegenstand unserer derzeitigen Forschung. In der vorliegenden Studie liegt der Schwerpunkt auf der Modellierung der Ventilatorströmung selbst. Zu diesem Zweck wer den die CFD-Ergebnisse der Ventilatorströmung unter Verwendung der MRF-Methode (siehe Ab bildung 5) als Trainingsdaten für das PINN ver wendet (Abbildung 6). Die Eingabe des Modells sind die räumlich-zeitlichen Eigenschaften jedes Netzknotens, die Ausgaben sind Geschwindig keitskomponenten und Druck.
[1] J. Bikard, T. Coupez, G. Della Valle und B. Vergnes, „Simula tion of bread making process using a direct 3D numerical method at microscale: Analysis of foaming phase during pro ofing“, Journal of Food Engineering, Jg. 85, Nr. 2, S. 259–267, 2008, doi: 10.1016/j.jfoodeng.2007.07.027.
[2] A. Mondal und A. K. Datta, „Two-dimensional CFD modeling and simulation of crustless bread baking process“, Journal of Food Engineering, Jg. 99, Nr. 2, S. 166–174, 2010, doi: 10.1016/j.jfoodeng.2010.02.015.
[3] N. Chhanwal, D. Indrani, K.S.M.S. Raghavarao und C. Anand haramakrishnan, „Computational fluid dynamics modeling of bread baking process“, Food Research International, Jg. 44, Nr. 4, S. 978–983, 2011, doi: 10.1016/j.foodres.2011.02.037.
[4] C. O. Díaz-Ovalle, R. Martínez-Zamora, G. González-Alatorre, L. Rosales-Marines und R. Lesso-Arroyo, „An approach to reduce the pre-heating time in a convection oven via CFD simulation“, Food and Bioproducts Processing, Jg. 102, Suppl. 1, S. 98–106, 2017, doi: 10.1016/j.fbp.2016.12.009.
[5] J. Smolka, A. J. Nowak und D. Rybarz, „Improved 3-D tem perature uniformity in a laboratory drying oven based on experimentally validated CFD computations“, Journal of Food Engineering, Jg. 97, Nr. 3, S. 373–383, 2010, doi: 10.1016/j. jfoodeng.2009.10.032.
[6] J. Smolka, Z. Bulinski und A. J. Nowak, „The experimental validation of a CFD model for a heating oven with natural
Die Anzahl der verdeckten Schichten und Neu ronen wird durch Versuch und Irrtum bestimmt. In der vorliegenden Studie besteht das neuron ale Netz aus acht verdeckten Schichten mit zwanzig Neuronen je Schicht. In der Fehlerrück führung wird zur Optimierung eine adaptive Impulsschätzung (Adaptive Moment Estimation, Adam) verwendet. Sobald das Modell trainiert ist, kann es Vorhersagen über die Fluideigen schaften für den gesamten Trainingsbereich in einem anderen Zeitschritt machen. Darüber hinaus kann das PINN auch Variablen vorher sagen, die in den zugrundeliegenden Gleichun gen enthalten sind und während des Trainings nicht verwendet wurden.
Das Modell wurde mit den geringen Informatio nen der Geschwindigkeit im Gültigkeitsbereich trainiert, mit dem Ziel, sämtliche Informationen über den Gültigkeitsbereich zu extrahieren. Abbildung 7 zeigt das Ergebnis der Geschwin digkeitsverteilung des PINN-Modells in beliebiger Entfernung vom Ventilator. Da die Navier-StokesGleichungen in das Modell integriert wurden, konnten auch andere Parameter, wie der Druck, ermittelt werden, während die Informationen
air circulation“, Applied Thermal Engineering, Jg. 54, Nr. 2, S. 387–398, 2013, doi: 10.1016/j.applthermaleng.2013.02.014.
[7] S.-Y. Wong, W. Zhou und J. Hua, „CFD modeling of an indust rial continuous bread-baking process involving U-movement“, Journal of Food Engineering, Jg. 78, Nr. 3, S. 888–896, 2007, doi: 10.1016/j.jfoodeng.2005.11.033.
[8] N. Therdthai, W. Zhou und T. Adamczak, „Three-dimensional CFD modelling and simulation of the temperature profiles and airflow patterns during a continuous industrial baking pro cess“, Journal of Food Engineering, Jg. 65, Nr. 4, S. 599–608, 2004, doi: 10.1016/j.jfoodeng.2004.02.026.
[9] M. Raissi, P. Perdikaris und G. E. Karniadakis, „Physics-infor med neural networks: A deep learning framework for solving forward and inverse problems involving nonlinear partial differential equations“, Journal of Computational Physics, Jg. 378, S. 686–707, 2019, doi: 10.1016/j.jcp.2018.10.045.
[10] J. Berg und K. Nyström, „A unified deep artificial neural network approach to partial differential equations in complex geometries“, Neurocomputing, Jg. 317, Nr. 9, S. 28–41, 2018, doi: 10.1016/j.neucom.2018.06.056.
[11] H. Isleroglu und S. Beyhan, „Prediction of baking quality using machine learning based intelligent models“, Heat Mass Transfer, Jg. 56, Nr. 7, S. 2045–2055, 2020, doi: 10.1007/ s00231-020-02837-6.
über den Druck beim Training des Modells nicht verwendet wurden. Die Anwendung des PINN kann durch die Miteinbeziehung zusätzlicher Parameter, wie z. B. Energiegleichungen für die Schätzung der gesamten Bereichstemperatur, weiter genutzt werden. Dies hilft den Konstruk teuren, die Optimierung zu beschleunigen, indem verschiedene Arbeitsbedingungen ohne zusätz lichen Rechenaufwand untersucht werden können.
Die Anwendung künstlicher Intelligenz auf Frage stellungen der numerischen Fluiddynamik bietet
einen vielversprechenden Ansatz für die Über wachung, Optimierung und Dimensionsreduzie rung der Komplexität. In diesem Artikel wurden vor allem mögliche Anwendungen in der Backin dustrie und bei der Konstruktion von Öfen unter sucht. Weitere Untersuchungen in diesem Bereich könnten sich mehr auf die Abschätzung der Fluidströmung und des Wärmeübergangs inner halb des Backraums, die Modellierung der Feuchtigkeitsdiffusion, die Temperaturentwicklung in Backwaren sowie die geometrische Optimie rung für die Gestaltung des Ofeninneren konzentrieren. +++
MSc, Seyedalborz Manavi, MSc, Stefan Steinhauser, Dr. Ehsan Fattahi, Prof. Dr. Thomas Becker
Lehrstuhl für Brau- und Getränketechnologie, Tech nische Universität München, Freising, Deutschland
Seyedalborz Manavi erlangte seinen Masterab schluss im Fachbereich Maschinenbau an der Babol University of Technology im Iran. Seit 2019 ist er wissenschaftlicher Mitarbeiter in der Simula tions-/Modellierungsgruppe am Lehrstuhl für Brau wesen und Getränketechnologie der Technischen Universität München. Sein Forschungsschwerpunkt liegt auf der Anwendung von Deep Learning in strömungsmechanischen Fragestellungen.
E-Mail: alborz.manavi@tum.de
Stefan Steinhauser studierte Technologie und Bi otechnologie der Lebensmittel an der Technischen Universität München, wo er 2016 sein Studium ab schloss. Seit 2016 arbeitet er als wissenschaftlich er Mitarbeiter in der Arbeitsgruppe BioPAT und Digitalisierung am Lehrstuhl für Brauwesen und Getränketechnologie. Sein Forschungsschwerpunkt liegt in der Entwicklung und Anwendung von laseroptischen Messsystemen für die Lebensmittelin dustrie.
E-Mail: stefan.steinhauser@tum.de
Dr. Ehsan Fattahi Evati promovierte in numer ischer Mathematik mit dem Schwerpunkt Hochleis tungssimulation poröser Medien an der Technis chen Universität München. Derzeit arbeitet er an seiner Habilitation am Lehrstuhl für Brau- und Getränketechnologie mit den Schwerpunkten Com putational Fluid Dynamics und Künstliche Intelligenz. Seit 2017 leitet er die Simulations-/Modellierungs gruppe.
E-Mail: ehsan.fattahi@tum.de
Prof. Thomas Becker studierte an der Technis chen Universität München, wo er 1995 mit der Dis sertation "Entwicklung eines computergestützten enzymintegrierten Fließinjektionssystems und des sen Einsatz in der biotechnologischen Prozessleit technik und Qualitätsüberwachung" promoviert wurde. Im Jahr 2002 schloss er seine Habilitation zum Thema „Management von Bioprozessen durch Modellierung und kognitive Werkzeuge” am Lehrstuhl für Strömungsmechanik und Prozessau tomatisierung an der Technischen Universität München ab. Von 2004 bis 2009 war er Professor am Lehrstuhl für Prozessanalytik und Getreidetech nologie an der Universität Hohenheim. Seit 2009 ist er Professor am Lehrstuhl für Brauwesen und Getränketechnologie an der Technischen Univer sität München. Von 2016 bis 2021 war er zudem Dekan der TUM School of Life Sciences der Tech nischen Universität München.

Die Herstellung von Brot durch 3D-Druck ist mit zahlreichen Herausforderungen verbunden – von der Adaption der Rezeptur bis hin zur Reproduktion von Textur und Porenverteilung. Ziel ist es, dass das entstehende Produkt wie Brot schmeckt und riecht. Um dies zu errei chen, bietet das 3D-Druckverfahren den Vorteil, dass es flexibel an alle Anforderungen angepasst werden kann. Dieser Beitrag beschreibt die technischen Voraussetzungen und den aktuellen Stand der Forschung auf diesem Gebiet.
+Das Fertigungsverfahren 3D-Druck hat sich über die letzten Jahre bereits in verschie denen Branchen etabliert. Im Lebensmittelbe reich befindet sich die Anwendung allerdings noch in der Forschung und Entwicklung. Dabei wird in der Lebensmittelindustrie das Innova tionspotenzial als hoch eingeschätzt und die Anzahl an wissenschaftlichen Veröffentlichungen nahm über die letzten Jahre, mit 19 im Jahr 2010 über 129 im Jahr 2015 bis 821 im Jahr 2020 (sciencedirekt.com), überproportional zu (R. Derossi et al., 2021). Die 3D-D ruck-Technologie verknüpft dabei die mechanische Fertigung mit einer digitalen Bearbeitung, wodurch eine schnelle und konfliktfreie Individualisierung von Produkten möglich wird. Die erstellten Objekte werden mittels entsprechender Software an den 3D-Drucker übermittelt, der anschließend diese Schicht für Schicht aufbaut. Dadurch lassen sich sowohl die Form als auch das Innere des Druckobjekts individuell gestalten. So können zum Beispiel neue Geometrien, ausgefallene Texturen und maßgeschneiderte Nährstoffgehalte ermög licht und somit auch der Lebensmittelabfall reduziert werden (Godoi et al., 2016).
Die Herausforderungen bei der Herstellung von Brot mit einem 3D-Drucker sind dabei ganz
unterschiedlich. Zuerst muss die Rezeptur des Teiges so angepasst werden, dass er sich drucken lässt. Dabei spielen vor allem die viskoelastischen Eigenschaften des Teiges eine entscheidende Rolle. Anschließend gilt es, die unterschiedlichen Texturen des Brotes (Krume und Kruste) mittels des passenden Produktde signs und der Nachbearbeitung (Post-processing) produkttypisch nachzustellen. Dabei ist sowohl auf die unterschiedlichen Porenverteilungen als auch auf die verschiedenen Textureindrücke zwischen elastisch (vor allem in der Krume) und fest (vor allem in der Kruste) zu achten. Ent scheidend hierfür ist vor allem ein Erhitzungs schritt, der in den 3D-Druckprozess integriert werden muss, um die Druckmasse nach dem Druck zu stabilisieren und auch bekömmlich zu machen. Zuletzt ist es natürlich auch wichtig, dass das Brot aus dem 3D-Drucker wie richtiges Brot schmeckt und riecht. Bei herkömmlichem Brot wird das Aroma primär durch die Fermentation der Hefe und/oder des Sauerteigs sowie die Bildung von Röstaromen während des Backens gebildet (Pico et al., 2015). Da der Einsatz von Hefe und anderen Lockerungsmitteln bei einem Druckprozess momentan nicht möglich ist, da sich dadurch die Eigenschaften der Druckmasse über die Zeit verändern würden, muss das Aroma
Abbildung 1: Schematische Darstellung der Prozessschritte bei einem 3D-Druck
anderweitig hinzugefügt werden oder durch die Nachbehandlung (Post-processing) erzeugt werden.
Ein entscheidender Vorteil des 3D-Druckprozesses ist es aber, wie eingangs bereits erwähnt, durch eine individuelle Anpassung der einzelnen Prozessschritte flexibel auf alle Anforderungen reagieren zu können. Dabei ist es wichtig, die einzelnen Prozessschritt des 3D-Druckers zu verstehen, um die gewünschten Einstellungen vornehmen zu können. Wird jeder einzelne Bereich des Lebensmittel-3D-Drucks beherrscht, können neue und innovative Produkte entstehen, die die Lebensmittelbranche revolutionieren.
Zwischen den verschiedenen Druckverfahren der additiven Fertigung hat sich das Fused Deposit Modelling (FDM) bisher am besten im Lebensmittelbereich etabliert. Bei diesem Ver fahren wird eine Druckmasse durch eine Düse extrudiert und durch die Bewegung des Druck kopfes auf die vorherige Schicht aufgebracht (Crump, 1992). Das Druckmaterial wird dabei in einem Vorratsbehälter aufbewahrt und durch einen Fördermechanismus durch die Düse be fördert. Das ursprünglich für Kunststoffe, Metalle und Keramiken entwickelte Verfahren eignet
sich hervorragend für den Druck von Lebensmit teln. Die wichtigste Voraussetzung der Druck masse ist dabei die Extrudierbarkeit. Der 3DDruckprozess lässt sich darüber hinaus in fünf Schritte untergliedern (siehe Abbildung 1), die alle kontrolliert und gesteuert werden müssen, um ein gewünschtes Endprodukt zu erreichen. Dabei ist zu beachten, dass jeder dieser Schritte durch die anderen beeinflusst wird und diese auch selbst beeinflusst. Eine Änderung zu Beginn zieht eine Korrektur in allen anderen Schritten nach sich.
Der 3D-Druckprozess beginnt mit der Herstellung der Druckmaterialien, dem sogenannten Preprocessing. Die einzelnen Rezepturbestandteile werden mit einem Rühr- oder Knetwerk ge mischt und in einen Vorratsbehälter, meist eine Kartusche oder Spritze, gegeben, welche dann mit dem 3D-Drucker verbunden wird. In diesem Prozessschritt ist es wichtig, dass die rheologi schen Eigenschaften der Druckmaterialien ein gestellt werden. Bei der Auswahl der Lebens mittelbestandteile und auch vor allem bei der Dosierung der Flüssigkeit ist daher darauf zu achten, dass sie den rheologischen Anforde rungen des Druckprozesses genügen. Ist die Druckmasse vorbereitet und die Kartusche mit dem 3D-Drucker verbunden, kann der eigentli

che Druckprozess beginnen. Dieser Abschnitt gliedert sich in die Extrusion und die Deposition der Druckmasse auf. Als Extrusion wird hier ledig lich die Beförderung des Druckmaterials durch die Düsenöffnung bezeichnet. In dem Extruder des 3D-Druckers wird das Druckmaterial bisher jedoch weder gemischt noch texturiert. Bei der Extrusion ist es entscheidend, welche Kräfte wirken und wie somit die Fließeigenschaften der Druckmaterialien verändert werden. Dabei sind vor allem der Volumenstrom sowie die Düsendurchmesser entscheidend (Fanli Yang et al., 2019). Hat die Druckmasse die Düsenspitze passiert, wird sie auf die Druckplatte bzw. auf die bereits gedruckten Schichten abgelegt (Deposition). Dabei folgt der Druckkopf den zuvor am Computer erstellten Wegen, die die gewünschte Objektform und Infill-Struktur erge ben. Für ein exaktes Druckbild ist es dabei wichtig, dass sich das Druckmaterial mit der vorherigen Schicht verbindet. Für eine gute Verbindung sind die Eigenschaften der Druck materialien entscheidend (Fahmy et al., 2020a; Li et al., 2017). Um die Stabilität der Druckobjekte zu erhöhen, kann nach dem Druck ein weiterer Prozessschritt eingefügt werden. Das Post-pro cessing kann sowohl zur Stabilisierung während des Druckprozesses als auch zur Finalisierung der Druckobjekte verwendet werden. Es handelt sich dabei meist um eine thermische Nachbe handlung wie z.B. das Gefrieren, Backen oder auch Gefriertrocknen (He et al., 2019). Die Pfeile in Abbildung 1 zeigen an, dass eine Stabilisie rung auch während des 3D-Druckprozesses, z.B. nach jeder gedruckten Schicht, stattfinden kann. Dadurch erhöht sich die Möglichkeit der Einfluss nahme auf die Textur des gedruckten Objekts. Am Ende eines Druckprozesses steht das fertige Druckobjekt, welches alle gewünschten Eigen schaften aufweist, die zu Beginn mittels eines Modells am Computer und geeigneter Material wahl eingestellt wurden. Die Abweichungen von dieser Vorgabe entscheiden dabei über den Erfolg des Lebensmittel-3D-Drucks. Abgesehen von den einzelnen Prozessschritten bestehen darüber hinaus durch die Veränderung der Druckeinstellungen noch weitere Möglichkeiten, den Druckprozess zu beeinflussen. Zum Beispiel lässt
sich durch die Wahl des Düsendurchmessers und der Schichthöhe die Genauigkeit (Auflösung) des Drucks verbessern. Eine Verringerung bei der Parameter führt in der Regel zu einer Ver besserung der Druckgenauigkeit, aber auch zu einer Erhöhung der Druckdauer. Hier kann mit der Einstellung der Druckgeschwindigkeit ent gegengewirkt werden. Für ein gutes Druckbild gilt es, die optimalen Einstellungen zu finden.
Das FDM-Druckverfahren mit den einzelnen Prozessschritten eignet sich auch für die Her stellung von Brot. Durch die Kombination aus Extrusion und Post-processing können komplexe Druckobjekte mit einzigartigen Texturen ermög licht werden. In der wissenschaftlichen Literatur wurden bisher allerdings hauptsächlich Dauer gebäcke wie Kekse und Cookies (Kim et al., 2019; Fan Yang et al., 2018) oder Teige mit einem hohen Fettanteil (A. Derossi, Caporizzi, Paolillo et al., 2020) thematisiert. Die Herausforderung für zukünftige Forschung besteht also darin, Brotteig zu entwickeln, der für den 3D-Druckpro zess geeignet ist. Dabei gilt es, verschiedene Voraussetzungen, welche im nächsten Abschnitt diskutiert werden, zu beachten.
Um Lebensmittel drucken zu können, müssen be stimmte rheologische Voraussetzungen erfüllt sein. Zum einen müssen sie extrudierbar sein. Das heißt, dass die Konsistenz der Druckmasse weich genug sein muss, um sie über eine Düse drucken zu können. Zum anderen muss sie aber auch fest genug sein, um nach dem Druck die Form zu behalten und nicht breit zu laufen (Q. Liu et al., 2020). Um diese widersprüchlichen Eigenschaften zu erfüllen, muss das rheologische Verhalten der Druckmaterialien genau auf den Druckprozess eingestellt werden.
Die Extrudierbarkeit des Materials ermöglicht die scherverdünnende Eigenschaft vieler Lebens mittel. Wie im letzten Abschnitt beschrieben wird die Druckmasse während des Druckpro zesses durch die Düse gedrückt, wodurch sie starken Kräften ausgesetzt ist (Fanli Yang et al., 2019). Diese Kräfte führen allerdings dazu,
Abbildung 2:
3D-Druck einer Stärke-ProteinMischung aus Weizenstärke und Sojaproteinisolat.

a) Druck eines Würfels (Kanten länge: 1,5 cm), b) Wasseraustritt aus dem Extruder durch Phasentrennung der Druckmasse während des Druckprozesses
dass sich die Viskosität der scherverdünnenden Materialien verringert und sie somit überhaupt druckbar macht. Der Grund dafür ist, dass sich die innere Struktur der Druckmaterialien stark verändert und die einzelnen Partikel bzw. Poly mere besser aneinander vorbeigleiten können. Diese partielle Zerstörung ist bei der Extrusion von Vorteil, aber schwächt die Stabilität der Druckmasse nach dem Ablegen auf die Druck plattform bzw. auf der vorherigen Schicht. Die innere Struktur muss sich also nach dem Verlas sen der Düsenspitze möglichst schnell wieder erholen, damit die Viskosität wieder ansteigt und für die nötige Stabilität sorgt. Dieses rheo logische Verhalten wird Thixotropie genannt und beschreibt die zeitliche Abnahme der Vis kosität durch äußere Einflüsse und die Rückkehr zur Anfangsviskosität erst nach der Beendigung der Beanspruchung. Darüber hinaus sollte mög lichst eine vollständige Regeneration der inneren Struktur stattfinden, um die bestmögliche Stabi lität der Druckobjekte zu ermöglichen. Dies kann über die Viskosität und die Fließgrenze der Druckmaterialien kontrolliert werden. Um ein Breitlaufen der Druckobjekte zu verhindern, müssen diese beiden Parameter hoch genug sein (Paxton et al., 2017).
Um Brot bzw. brotähnliche Produkte im 3DDrucker drucken zu können, muss der Brotteig vereinfacht werden. Durch die verschiedenen
Zutaten und Verarbeitungsschritte bei der Her stellung unterliegt der herkömmliche Teig einer Veränderung über die Zeit. Vor allem die Hefe verändert durch die Ausdehnung der Gasporen während der Gare die Teigeigenschaften enorm (Alpers et al., 2021). Diese zeitlichen Verände rungen sind für den 3D-Druck ungeeignet, da die Teigeigenschaften zu Beginn gezielt auf den Druckprozess eingestellt werden. Daher muss beim 3D-Druck auf Bestandteile (z.B. Hefe), die für die traditionelle Brotherstellung essentiell sind, verzichtet werden. Die Hauptbestandteile von Brotteig sind Wasser und Mehl. Durch die Kombination dieser beiden Rohstoffe im richtigen Verhältnis lässt sich bereits ein druckbarer Teig herstellen (Fahmy et al., 2020a; Severini et al., 2016). Die Wasserzugabe bei aus Weizenmehl hergestellten Teigen variiert zwischen 50 g bis 80 g H 2 O/100 g Mehl. Fahmy et al. konnten dabei zeigen, dass die unterschiedlichen Wassergehalte der Teige einen starken Einfluss auf die Druckgenauigkeit haben. Je höher der Wassergehalt, desto instabiler die gedruckten Geometrien. Darüber hinaus stellte sich heraus, dass die Eigenschaften des Glutennetzwerks den 3D-Druckprozess stark beeinflussen. Einerseits dient das Gluten durch dessen Netzwerkbildung als stabilisierendes Element, was vor allem bei einem hohen Wassergehalt für ein verbessertes Druckbild sorgt. Andererseits führt das elastische Verhalten des Netzwerks dazu, dass die Teig
masse, vor allem bei einem geringen Wasser gehalt, durch die Bewegungen des Druckkopfes „mitgezogen“ wird, was die Druckgenauigkeit entscheidend verschlechtert (Fahmy et al., 2020a).
Um diesen komplexen Zusammenhang zu um gehen, scheint es sinnvoll, glutenfreie Teige für den 3D-Druck zu verwenden.
Um die teigähnlichen Eigenschaften und den Nährwert der Druckmasse zu erhalten, lassen sich andere Proteine verwenden, die das Glu ten im Weizenmehl ersetzen sollen. In der be reits erwähnten Studie von Fahmy et al. wurde dazu Eiweiß-Protein verwendet. Die Ergebnisse zeigten im Vergleich zum Standardweizenteig eine ähnlich gute Stabilität der Druckobjekte (Fahmy et al., 2020a). Eine weitere mögliche Rezeptur für den 3D-Druck setzt sich aus Weizen stärke, Sojaproteinisolat (SPI) und Wasser zu sammen. Dabei wird das Verhältnis zwischen Stärke und Protein, wie bei der Studie von Fahmy et al., im gleichen Verhältnis wie bei einem Weizenmehl gehalten. Durch die hohe Wasser aufnahmefähigkeit des SPI muss die Menge an Wasser allerdings auf 110 g H 2O/100 g StärkeProtein-Mischung erhöht werden. Dass sich diese Druckmasse gut drucken lässt, ist in Abbildung 2 a) zu erkennen. Ein Würfel mit nahezu senk rechten Seitenwänden, was einer guten Stabilität nach der Extrusion entspricht, lässt sich problem los realisieren. Während des Drucks mit dieser Rezeptur hat sich allerdings gezeigt, dass aus dem Extruder Wasser austritt (siehe Abbildung 2 b)). Das bedeutet, dass Stärke und SPI nicht in der Lage sind, das Wasser während der Extrusion vollständig zu binden bzw. zu halten. Durch die erhöhten Drücke kommt es zur Pha sentrennung. Das könnte sich im Laufe eines Drucks v. a. im Anschluss als Problem heraus stellen, da sich durch das austretende Wasser die Eigenschaften der Druckmasse verändern. Außerdem kommt es zum Verblocken der Düse, wodurch ein weiterer Druck nicht mehr möglich ist. Eine Möglichkeit, dies zu verhindern, ist der Einsatz von Hydrokolloiden. Durch die wasser bindende oder gelbildende Eigenschaft dieser Additive lässt sich der Austritt von Wasser wäh rend des Druckprozesses verhindern. Bei der
Wahl der Hydrokolloide ist darauf zu achten, dass sie ebenfalls die zuvor beschriebenen rheologischen Eigenschaften des Druckprozesses erfüllen. In der Literatur konnte dies bereits mit den Hydrokolloiden Xanthan, Carrageen, Agar und Gelatine bestätigt werden (GholamipourShirazi et al., 2019).
Durch eine Anpassung der Rezeptur mittels Additiven und einer Variation des Wassergehalts lässt sich eine auf Stärke und Protein basierende teigähnliche Masse drucken. Damit ist der erste Schritt zu einem Brot aus dem 3D-Druck gemacht. Neben einer geeigneten Druckmasse gilt es aber auch, die brottypischen Strukturen der Kruste und Krume mittels 3D-Drucker zu simulieren. Die dabei entstehenden Voraussetzungen werden im nächsten Abschnitt beschrieben.
Die innere Struktur eines Brotes gleicht einem Schwamm mit einer Gasphase (Poren) und einer Feststoffphase (verkleisterte Stärke und denatu riertes Protein). Eine typische Porenstruktur für ein Weizenbrot mit kleineren und größeren Hohl räumen ist in Abbildung 3 a) zu sehen. Diese Porenverteilung ist für verschiedene Brottypen spezifisch und bestimmt damit auch den senso rischen Charakter einer Brotsorte. Mit einem 3D-Drucker lassen sich diese inneren Strukturen (auch Infill-Muster) individuell gestalten und standardisieren. Wie eingangs erwähnt, wird das zu druckenden Objekt am Computer, z. B. mittels CAD (computer-aided design) Program men, erstellt. Diese Technik ermöglicht es, auch völlig neue Formen und Infill-Strukturen zu er stellen, die mit einem herkömmlichen Herstel lungsprozess unmöglich sind. Dadurch bietet der 3D-Druck eine Chance für die gesamte Lebens mittelbranche, neue innovative Produkte zu ent wickeln. Des Weiteren bieten sich für die For schung neue Möglichkeiten, die Struktur der Krume genauer zu untersuchen. Somit lässt sich z. B. die Dicke der Lamellen zwischen zwei Poren variieren oder das Verhalten einer einzelnen Pore mit einer definierten Form innerhalb einer Stärke-Protein-Matrix untersuchen.
Abbildung 3: a) Krumenstruktur eines Weizenvollkornbrots, b) Infill-Einstellungen durch die Slicer-Soft ware an einem 3D-Drucker
Abbildung 4: Druck von geschlossenen Poren im Inneren einer Teigmatrix aus Weizenstärke, Sojaproteinisolat und Wasser
Für die Erstellung eines Infill-Musters bieten die Programme, mit denen man einen 3D-Druckpro zess steuern kann (Slicer-Software), bereits einige Voreinstellungen. Dabei lassen sich sowohl ver schiedene Muster auswählen als auch die Dichte der Infill-Struktur einstellen (vgl. Abbildung 3 b)). Bei einem 3D-Druck aus den herkömmlichen Materialien (z.B. Kunststoffe) dienen diese InfillMuster auf der einen Seite dazu, dem Material die nötige Stabilität zu geben und auf der an deren Seiten dazu, möglichst viel Material ein zusparen. Es gibt bereits erste Studien, die den Einfluss verschiedener Infill-Muster auf die Textur der Druckobjekte aus Lebensmitteln untersuchen. Liu et al. verwendeten eine Rezeptur aus Kartoffel-

flocken, Weizenstärke, Sojaöl und Wasser, um Druckobjekte mit unterschiedlichen Infill-Mustern (ähnlich wie in Abbildung 3 b)) zu drucken. Die Festigkeit der mittels Mikrowellen-Vakuumtrock nung nachbehandelten Objekte nimmt dabei wie zu erwarten mit zunehmender Infill-Dichte zu. Gleichzeitig wurde ebenfalls eine unterschiedliche Festigkeit zwischen den einzelnen Infill-Mustern festgestell (Z. Liu & Zhang, 2021). Ähnliches fanden auch Severini et al. mit einer Mischung aus Weizenmehl und Wasser heraus (Severini et al., 2016). Derossi et al. nahmen sich zum Ziel, durch Variation der Anzahl der Hohlräume gezielte Texturen mittels 3D-Druck zu erstellen. Auch hier zeigte sich: Durch eine Variation des

Verhältnisses zwischen Hohlraum und Teig lassen sich verschiedene Textureindrücke erzeugen (A. Derossi, Caporizzi, Paolillo et al., 2020).
Mit den bisher recht einfachen Infill-Mustern lässt sich bereits die Textur der Druckobjekte beeinflussen und es lassen sich unterschiedliche Sinneseindrücke hervorrufen. Die Muster haben aber noch wenig mit der Porenstruktur eines Brotes gemeinsam. Wie in Abbildung 3 a) zu sehen ist, sind die Poren in einer Brotkrume rund bis oval. Darüber hinaus gibt es einzelne Hohlräume, die komplett von Teig umschlossen sind (geschlossene Poren), und andere, die mit weiteren Höhlräumen verbunden sind (offene Poren). Um eine Brotkrume mit dem 3D-Drucker zu erstellen, müssen im Inneren des Druckob jekts diese geschlossenen und offenen Porenstrukturen erzeugt werden. Dass dies mit einem 3D-Drucker möglich ist, ist in Abbildung 4 zu sehen. Bei diesen Versuchen wurde eine Teig matrix aus Weizenstärke, SPI und Wasser ge druckt und im Inneren des Druckobjekts wurden geschlossene Poren von unterschiedlicher Größe und an unterschiedlicher Position angeordnet. Wie Fahmy et al. zeigen konnten, lässt sich somit ebenfalls die Textur der Druckobjekte gezielt beeinflussen und gewünschte Festigkeiten der Druckobjekte erzeugen. Dabei spielt die Position der geschlossenen Poren im Inneren keine große Rolle. Der entscheidende Faktor ist das Verhältnis zwischen Hohlraum und Teig, die sogenannte Porosität der Druckobjekte. Je größer die Poro sität, also je mehr bzw. größer die Hohlräume im Inneren, desto weicher wird das Endprodukt (Fahmy et al., 2022). Das zeigt, dass krumenähnliche Strukturen mit einem 3D-Drucker möglich sind. Der nächste Schritt wird sein, komplexere Porenanordnungen mit offenen und geschlos senen Poren zu untersuchen, um somit den Ein fluss der Porenverteilung und deren Anordnung auf die Textur der Druckobjekte zu untersuchen. Aber auch hier gibt es noch limitierende Fakto ren, die vor allem durch die Eigenschaften des 3D-Druckers definiert werden. Somit lässt sich die Lamellendicke zwischen zwei Poren minimal auf die Größe des Düsendurchmessers reduzieren. Für die in Abbildung 4 gezeigten Druckobjekte
wurde ein Durchmesser von 0,84 mm verwendet. Der durchschnittliche Porenwanddurchmeser von Weizenbrot liegt aber bei etwa 0,2 mm (Lassoued et al., 2007). Hier besteht demnach noch weiterer Optimierungsbedarf, um die Kru menstruktur von traditionellen Broten mit dem 3D-Drucker nachzustellen.
Die aktuellen Ergebnisse zeigen, dass sich durch die Variation des Infill-Musters die Textur der Druckobjekte beeinflussen lässt. Auch brottypische Strukturen wie geschlossene Poren lassen sich bereits drucken. Um eine Krumenstruktur am 3D-Drucker realistisch nachstellen zu können, muss der Druckprozess aber noch weiter optimiert werden. Letztlich hat sich aller dings gezeigt, dass vor allem die Porosität der Druckobjekte die Festigkeit der Endprodukte bestimmt. Die Textur lässt sich aber nicht nur durch die Gestaltung des Infill-Musters beein flussen, sondern auch durch die mechanischen Eigenschaften der Druckmaterialien. Durch die Regulierung des Wassergehalts, welche durch den Post-processing-Schritt beeinflusst werden kann, kann ebenfalls die Festigkeit der Druck objekte beeinflusst werden (Fahmy et al., 2022).
Die Textur eines Brotes wird maßgeblich durch den Unterschied zwischen der Krume und der Kruste bestimmt. Die trockene und feste Kruste hebt sich sensorisch deutlich von der feuchten und elastischen Krume ab. Dieses charakte ristische Profil gilt es, mit dem 3D-Druckprozess nachzustellen. Dabei ist das Post-processing der entscheidende Schritt, um die Textur des Druckobjekts nachgeschaltet zu beeinflussen, und bietet gleichzeitig die Möglichkeit, neue Wege bzgl. des Texturdesigns zu gehen. Dieser Prozessschritt sollte in erster Linie dazu genutzt werden, die gedruckten Objekte zu stabilisie ren, indem Phasenübergänge der Biopolymere Stärke und Protein induziert werden und die Feuchtigkeit der Druckobjekte reduziert wird. Des Weiteren kann aber auch durch MaillardReaktionen der sensorische Charakter der Druckobjekte verändert werden. Ein wichtiges Kriterium ist, dass sich die Form der gedruckten


Objekte durch die Nachbehandlung nicht ver ändert.
Bei der traditionellen Brotherstellung wird der Teig am Ende gebacken. Dies geschieht, um den Gärprozess zu beenden, die Stärke zu ver kleistern, Protein zu denaturieren und verschie dene Aromen durch Maillard-Reaktion und Kara mellisierung zu erzeugen. Dadurch schmeckt das Brot wie gewohnt und es ist für uns Menschen besser bekömmlich (verdaubar). Das Backen ist also ein essenzieller Schritt und wurde daher auch von vielen Wissenschaftlern bei dem 3DDruck von getreidebasierten Produkten ange wandt. Die am häufigsten verwendete Methode ist, ähnlich wie bei der traditionellen Brother stellung, das Backen in einem Ofen. Dabei werden Temperaturen von 150 °C – 190 °C ver wendet und 10 – 18 min gebacken (A. Derossi, Caporizzi, Oral, et al., 2020; A. Derossi, Caporizzi, Paolillo, et al., 2020; Kim et al., 2019; Pulatsu et al., 2020; Fan Yang et al., 2019). Die Untersu chungen zeigen, dass Druckobjekte aus Teigen, welche Fett und Zucker enthalten (Cookie-Teig), dazu neigen, durch den Erhitzungsschritt in sich zusammenzusacken. Durch die hohen Tempera turen schmelzen die in dem Teig enthaltenen Fette und Zucker und verändern somit die rheo logischen Eigenschaften. Der Teig wird weicher und sackt unter der eigenen Last zusammen (Kim et al., 2019; Pulatsu et al., 2020). Durch die Verwendung von Verdickungsmitteln wie Xanthan, kann dem aber entgegengewirkt werden (Kim et al., 2019). Teige, die lediglich Öl enthalten (ähnlich einem Pizzateig), wurden von Derossi et al. untersucht. Auch hier wurde eine Verringe rung des Volumens der Druckobjekte nach dem Backen festgestellt. Dies konnte aber primär auf den Feuchtigkeitsverlust während der Erhitzung zurückgeführt werden. Dabei zeigte sich, je größer die Oberfläche der Druckobjekte durch variierende Infill-Muster, desto größer der Verlust (A. Derossi, Caporizzi, Paolillo, et al., 2020). Eine alternative Methode zum Backen wurde bei den Untersuchungen von Liu et al. bei einem Kartoffelteig aus Kartoffelflocken, Weizenmehl, Sojaöl und Wasser angewendet. Die Druckob jekte wurden nach dem Druckprozess mit einem
Mikrowellen-Vakuumtrockner
bei 70 °C und -0,085 MPa getrocknet. Hier wurden die Druck objekte ebenfalls kleiner durch die Erhitzung, wenn auch in deutlich geringerem Ausmaß (Z. Liu & Zhang, 2021).
Ein weiterer großer Nachteil der beschriebenen Methoden ist, dass das gedruckte Objekt aus dem 3D-Drucker entfernt werden muss. Dies entkoppelt den Post-processing-Schritt von dem eigentlichen Druckprozess und führt somit zu einem zusätzlichen Arbeitsschritt, bei dem das Druckobjekt darüber hinaus beschädigt werden kann. Wie eingangs erwähnt, sollte der Post-processing-Schritt in den Druckprozess integriert und nicht erst nach Abschluss des Drucks angewandt werden. So kann das Druck objekt z. B. nach jeder gedruckten Schicht behandelt und die Textur über den gesamten Druckprozess unterschiedlich beeinflusst werden. Eine Möglichkeit, dies umzusetzen, ist die Verwen dung eines IR-Strahlers, der auf dem Gehäuse des 3D-Druckers angebracht wird. Das Druck objekt muss dann lediglich durch die Steuerung der Druckplatte unter den Strahler bewegt werden. Dies kann beliebig oft in den Druck prozess eingebaut werden und das Druckobjekt so nach jeder oder auch nach mehreren Schichten behandelt werden. In den Untersu chungen von Fahmy et al. wurde ein IR-Strahler, der in unterschiedlichen Geschwindigkeiten über das Druckobjekt bewegt wurde, nach je der Schicht verwendet. Durch die Steuerung der Erhitzungsintensität konnte der Feuchte gehalt der Druckobjekte variiert und somit die Textur beeinflusst werden (Fahmy et al., 2022).
Durch die Nachbehandlung der getreidebasier ten Druckobjekte kann die Textur beeinflusst werden. Wobei sich aktuelle Forschungen ledig lich auf die Festigkeit und Härte der Druckob jekte fokussieren. Die Elastizität einer Brotkrume ist bisher noch nicht an einem 3D-Drucker nach gestellt worden. Weitere wichtige Faktoren sind die Stärkeverkleisterung und Proteindenaturie rung, welche bisher ebenfalls in keiner der Untersuchungen im Fokus lagen.
Der 3D-Druck ist nahe daran, die Lebensmittel produktion zu revolutionieren. Dabei steigt nicht nur das Interesse der Lebensmittelbranche an dieser neuen innovativen Technologie, auch die Forschung beschäftigt sich intensiv mit der Entwicklung neuer Rezepturen und versucht, den Druckprozess im Detail zu verstehen. Dabei hat sich gezeigt, dass die Erkenntnisse aus der Rezepturentwicklung, dem Strukturdesign des Infill-Musters und die gezielte Erhitzung im Post-processing kombiniert werden müssen, um gezielte Produkteigenschaften zu erreichen.
Durch die Kombination von Stärke, Protein und Hydrokolloiden lässt sich bereits eine Masse herstellen, die für den Druck von brotähnlichen Produkten geeignet ist. Ebenso hat sich ge zeigt, dass durch die Variation des Infill-Musters die Textur der Druckobjekte beeinflusst werden kann. Dies lässt sich darüber hinaus mit einem Post-processing-Schritt erweitern, wodurch durch eine Hitzebehandlung die Textur ebenfalls den gewünschten Eigenschaften angepasst werden kann.
Diese Entwicklung wird durch ständig neue Ansätze fortgeführt und somit wird ein Brot aus einem 3D-Drucker immer realistischer. Ein wich tiger Schritt wird die Erweiterung der Druckmasse durch verschiedene Aromen sein. In einer Studie von Fahmy et al. wurde bereits mit einer inhomo genen Verteilung von Salz als Geschmackstoff experimentiert, um die Sinneswahrnehmung gezielt zu beeinflussen (Fahmy et al., 2021). Durch diese und ähnliche Studien wird es in Zukunft möglich sein, Aromen in den Produkten zu integrieren, um bestimmte Geschmacksein drücke hervorzurufen. Dem Einsatz brotähnlicher oder produktuntypischer Aromen sind dabei keine Grenzen gesetzt.
Des Weiteren wird es die Weiterentwicklung der 3D-Drucker in Zukunft ermöglichen, realisti sche Porenverteilungen wie jene in einem Brot zu erstellen. Mit der bereits erprobten Postprocessing-Behandlung wird dann die Festig keit und Elastizität der Krume und Kruste von
herkömmlichen Broten durch Verkleisterung der Stärke und Denaturierung von Proteinen ermög licht, und somit die Grundlage für ein Brot aus dem 3D-Drucker gelegt. Die Forschung oder auch neue innovative Ansätze aus der In dustrie werden zeigen, welche Brotimitate oder neuen ausgefallenen Produkte mit dieser Technologie noch realisierbar sind. Durch die Weiterent wicklung der ersten Erkenntnisse und eine Kombination aus Rezepturentwicklung, innovati vem Strukturdesign und finalisierendem Postprocessing ist es nur noch eine Frage der Zeit, wann wir das erste Brot aus dem 3D-Drucker genießen können. +++
Das IGF-Vorhaben AiF 20385 N der Forschungs vereinigung Forschungskreis der Ernährungsin dustrie e.V. (FEI), Godesberger Allee 142-148, 53175 Bonn, wurde über die AiF im Rahmen des Programms zur Förderung der Industriellen Gemeinschaftsforschung (IGF) vom Bundesminis terium für Wirtschaft und Technologie aufgrund eines Beschlusses des Deutschen Bundestages gefördert.
Martin Heckl 1*, Prof. Dr. Mario Jekle 2*, Prof. Dr. Thomas Becker 1
1Technische Universität München, Lehrstuhl für Brau- und Getränketechnologie, AG Getreidetechnologie und Verfahrenstechnik, Weihenstephaner Steig 20, 85354 Freising 2Universität Hohenheim, Institut für Lebensmittel wissenschaft und Biotechnologie, Fachgebiet Pflanzliche Lebensmittel, Garbenstr. 25, 70599 Stuttgart
*Korrespondierende Autoren: Prof. Dr. Mario Jekle, mario.jekle@uni-hohenheim.de Martin Heckl, martin.heckl@tum.de
Alpers, T., Tauscher, V., Steglich, T., Becker, T., & Jekle, M. (2021). The self-enforcing starch-gluten system-strain-dependent ef fects of yeast metabolites on the polymeric matrix. Polymers, 23 (1), 1-15. https://doi.org/10.3390/polym13010030
Crump, S. S. (1992). Apparatus and method for creating three-dimensional objects. In Google Patents. https://doi. org/10.2116/bunsekikagaku.28.3_195
Derossi, A., Caporizzi, R., Oral, M. O., & Severini, C. (2020). Analyzing the effects of 3D printing process per se on the microstructure and mechanical properties of cereal food products. Innovative Food Science & Emerging Technologies, 102531. https://doi.org/10.1016/j.ifset.2020.102531
Derossi, A., Caporizzi, R., Paolillo, M., & Severini, C. (2020). Pro grammable texture properties of cereal-based snack media ted by 3D printing technology. Journal of Food Engineering, 289, 110160. https://doi.org/10.1016/j.jfoodeng.2020.110160
Derossi, R., Caporizzi, R., Paolillo, M., Oral, M. O., & Severini, C. (2021). Drawing the scientific landscape of 3D Food Printing; Maps and interpretation of the global information in the first 13 years of detailed experiments, from 2007 to 2020. Innovati ve Food Science & Emerging Technologies.
Fahmy, A. R., Amann, L. S., Dunkel, A., Frank, O., Dawid, C., Hofmann, T., Becker, T., & Jekle, M. (2021). Sensory design in food 3D printing – Structuring, texture modulation, taste locali zation, and thermal stabilization. Innovative Food Science and Emerging Technologies, 72, 102743. https://doi.org/10.1016/j. ifset.2021.102743
Fahmy, A. R., Becker, T., & Jekle, M. (2020). 3D printing and additi ve manufacturing of cereal-based materials: quality analysis of starch-based systems using a camera-based morphologi cal approach. Innovative Food Science & Emerging Technolo gies, 63, 102384. https://doi.org/10.1016/j.ifset.2020.102384
Fahmy, A. R., Vogt, U., Jekle, M., Becker, T. (2022). Hardness targeted design and modulation of food textures in the elastic-regime using 3D printing of closed-cell foams in point lattice systems, 320, 110942. https://doi.org/10.1016/j. jfoodeng.2022.110942
Gholamipour-Shirazi, A., Norton, I. T., & Mills, T. (2019). Designing hydrocolloid-based food-ink formulations for extrusion 3D printing. Food Hydrocolloids, 95 (December 2018), 161-167. https://doi.org/10.1016/j.foodhyd.2019.04.011
Godoi, F. C., Prakash, S., & Bhandari, B. R. (2016). 3D printing technologies applied for food design: status and prospects. Journal of Food Engineering, 179, 44-54. https://doi.org/ https://doi.org/10.1016/j.jfoodeng.2016.01.025
He, C., Zhang, M., & Fang, Z. (2019). 3D printing of food: pretreatment and post-treatment of materials. Critical Reviews in Food Science and Nutrition, 0(0), 1-14. https://doi.org/10.1080 /10408398.2019.1641065
Kim, H. W., Lee, I. J., Park, S. M., Lee, J. H., Nguyen, M. H., & Park, H. J. (2019). Effect of hydrocolloid addition on dimensional stability in post-processing of 3D printable
cookie dough. Lwt, 101, 69-75. https://doi.org/10.1016/j. lwt.2018.11.019
Lassoued, N., Babin, P., Della Valle, G., Devaux, M. F., & Réguerre, A. L. (2007). Granulometry of bread crumb grain: Contri butions of 2D and 3D image analysis at different scale. Food Research International, 40(8), 1087-1097. https://doi. org/10.1016/j.foodres.2007.06.004
Li, H., Tan, Y. J., Leong, K. F., & Li, L. (2017). 3D bioprinting of highly thixotropic alginate/methylcellulose hydrogel with strong in terface bonding. ACS Applied Materials and Interfaces, 9(23), 20086-20097. https://doi.org/10.1021/acsami.7b04216
Liu, Q., Zhang, N., Wei, W., Hu, X., Tan, Y., Yu, Y., Deng, Y., Bi, C., Zhang, L., & Zhang, H. (2020). Assessing the dynamic extrusi on-based 3D printing process for power-law fluid using nume rical simulation. Journal of Food Engineering, 275. https://doi. org/10.1016/j.jfoodeng.2019.109861
Liu, Z., & Zhang, M. (2021). Texture properties of microwave post-processed 3D printed potato snack with different ingre dients and infill structure. Future Foods, 3, 100017. https://doi. org/10.1016/j.fufo.2021.100017
Paxton, N., Smolan, W., Böck, T., Melchels, F., Groll, J., & Jungst, T. (2017). Proposal to assess printability of bioinks for extrusi on-based bioprinting and evaluation of rheological proper ties governing bioprintability. Biofabrication, 9 (4), 044107. https://doi.org/10.1088/1758-5090/aa8dd8
Pico, J., Bernal, J., & Gómez, M. (2015). Wheat bread aroma compounds in crumb and crust: A review. Food Research International, 75, 200-215. https://doi.org/10.1016/j.food res.2015.05.051
Pulatsu, E., Su, J. W., Lin, J., & Lin, M. (2020). Factors affecting 3D printing and post-processing capacity of cookie dough. Inno vative Food Science and Emerging Technologies, 61, 102316. https://doi.org/10.1016/j.ifset.2020.102316
Severini, C., Derossi, A., & Azzollini, D. (2016). Variables affecting the printability of foods: Preliminary tests on cereal-based products. Innovative Food Science & Emerging Technologies 2, 38 (A), 281-291.
Yang, Fan, Zhang, M., Fang, Z., & Liu, Y. (2019). Original article Impact of processing parameters and post-treatment on the shape accuracy of 3D-printed baking dough. International Journal of Food Science and Technology, 54, 68-74. https:// doi.org/10.1111/ijfs.13904
Yang, Fan, Zhang, M., Prakash, S., & Liu, Y. (2018). Physical properties of 3D printed baking dough as affected by diffe rent compositions. Innovative Food Science and Emerging Technologies, November 2017. https://doi.org/10.1016/j. ifset.2018.01.001
Yang, Fanli, Guo, C., Zhang, M., Bhandari, B., & Liu, Y. (2019). Improving 3D printing process of lemon juice gel based on fluid flow numerical simulation. Lwt, 102, 89-99. https://doi. org/10.1016/j.lwt.2018.12.031

In einer Zeit, in der Veränderung die einzige Konstante ist, müssen Bäckereien in zunehmendem Maße neue Ideen entwickeln und Herausforderungen nutzerorientiert lösen. Eine dieser Herausforderungen ist die erfolgreiche Umsetzung der Automatisierung im Produktionsprozess von Backwaren. In diesem Kapitel beschreibe ich, wie Design Thinking diesen Veränderungs prozess in indus triellen Produktionsumgebungen verbessern könnte.
+In einem volatilen, unsicheren, komplexen und ambivalenten (VUKA) Umfeld müssen Unternehmen ihre bestehenden Prozesse kon tinuierlich an die sich ändernden Bedingungen anpassen. Andernfalls haben sie Mühe, sich zu behaupten und zu überleben. Vergleicht man beispielsweise die Fortune 500 (die Liste der lukrativsten Unternehmen in den USA) aus den Jahren 1955 und 2019, so zeigt sich, dass nur 10,4 % der Unternehmen in beiden Listen auftauchen. Auch die Backwarenindustrie oper iert in einer VUKA-Welt. Strukturelle und tech no logische Veränderungen in der Backbranche waren (z. B. Storey & Farris, 1964) und sind immer noch Gegenstand wissenschaftlicher Untersuchungen (z. B. Hecker et al., 2013). Eine wichtige Neuerung in diesem Zusammenhang ist die Automatisierung von Prozessen. Automa tisierung ist „der Einsatz von Maschinen und Computern, die ohne menschliche Kontrolle arbeiten können“ (Cambridge Dictionary). Die Automatisierung kann den Back- und Verkaufsprozess optimieren, insbesondere für konsistente und wiederholbare Dienstleistungen.
Es gibt jedoch keine Einheitslösung, wie die Automatisierung in jeder Bäckerei eingeführt werden kann. Vielmehr erfordert jede Umsetzung mehrere Anpassungen, um das Optimierungs
potenzial auszuschöpfen. Darüber hinaus erfor dert ein erfolgreicher Wandel in einem kom plexen, volatilen Umfeld eine motivierte Belegschaft mit ausreichend Spielraum, um selbstbe stimmt auf Veränderungen reagieren zu können.
Aufgrund des VUKA-Umfelds sind vorgefertigte Pläne für die Bewältigung des Wandels nur von begrenztem Nutzen. So wird beispielsweise die Kennzeichnung von Lebensmitteln aufgrund der sich ändernden Kundenpräferenzen, wie z. B. die stärkere Betonung gesunder und nachhal tiger Waren, immer wichtiger. Die Einführung neuer Etiketten erfordert jedoch möglicherweise ein neues Qualitätsmanagementsystem. Bäcke reien benötigen daher agile Ansätze, die itera tiv neue Erkenntnisse in den Lösungsprozess integrieren. Einer dieser neuen Ansätze ist Design Thinking, eine teambasierte Methode, die sich auf einen definierten Prozess stützt und die menschlichen Bedürfnisse berücksichtigt, bevor eine Lösung entwickelt wird (Endrejat & Kauffeld, 2017; Norman, 2013). Ursprünglich für die Produkt- und Dienstleistunginnovationen entwickelt (aufgrund seines partizipativen und iterativen Stils), ist Design Thinking auch ein agiler Ansatz zur Umsetzung organisatorischer Veränderungen (z. B. Elsbach & Stigliani, 2018; Endrejat et al., 2018). In diesem Kapitel be
schreibe ich die Denkweise und den DesignThinking-Prozess anhand der Herausforderung „Wie lässt sich durch Automatisierung die Effizienz in der Produktion und die Kommunika tion mit Filialen steigern?“. Außerdem gebe ich allgemeine Empfehlungen für die Einführung dieses innovativen Ansatzes in organisatorische Strukturen.
Probleme entstehen oft durch schlechtes Design. In diesem Zusammenhang geht Design über ästhetische Aspekte hinaus und bezieht sich da rauf, wie Benutzer mit Objekten oder Prozessen interagieren. Beispielhaft hierfür stehen die „Norman-Türen“ (benannt nach dem User-Expe rience-Experten Dan Norman): Diese schlecht gestalteten Türen lassen den Benutzer raten, ob er sie drücken oder ziehen soll. Sie können sogar so gestaltet sein, dass man das Gegenteil von dem tut, was beabsichtigt ist. Sie sind daher oft mit einem Schild versehen, das die falschen impliziten Signale korrigiert (Norman, 2013).
Neben diesen „oberflächlichen“ Konstruktions fehlern können die Probleme auch tief in die Organisationsstrukturen verwoben sein. In den meisten Fällen neigen wir dazu, den Einfluss der Mitarbeitenden auf die Leistung überzubetonen, während wir die Auswirkungen der Systemvari ablen vernachlässigen. Wenn Mitarbeiter:innen beispielsweise Schwierigkeiten haben, verein barte Prioritäten einzuhalten, liegt das oft nicht an der menschlichen Unfähigkeit, sich zu konzen trieren, sondern an einer schlechten Struktur, wie z. B. einer Matrixorganisation. Die Matrix besteht aus Kundensegmenten und einer funktio nalen Struktur (bspw. Privatkunden, Geschäfts kunden etc.). In solch einer Struktur müssen die Mitarbeitenden unterschiedliche Interessen be dienen, was es schwierig macht, sich auf ein Thema zu konzentrieren (Carucci, 2019). Die Tatsache, dass sie zwei Vorgesetzten dienen, könnte die Wurzel des Problems sein. Dennoch versuchen Unternehmen, die Herausforderung durch Oberflächenlösungen wie wöchentliche Check-ins, Stressmanagementtrainings und Ähnli ches zu lösen. Dies liegt daran, dass der Ver
such, das Problem grundlegend zu verstehen und es in eine lösbare Form zu bringen, oft der vorherrschenden Organisationskultur zuwider läuft („Wir haben es immer so gemacht“).
Um die Status-quo stabilisierenden Kräfte zu überwinden, erkennen immer mehr Organisa tionen, dass ein nutzerzentrierter Ansatz not wendig ist, um Veränderungen zu gestalten, die das gewün schte Verhalten fördern. Ein Ziel von Design Thinking für die Organisationsent wicklung ist daher, den Ansatz von Designern zu systematisieren und ihn in einen Prozess zu überführen, der in Organisationen praktiziert werden kann.
Design Thinking basiert auf einem iterativen Prozess, bei dem ein Team kontinuierlich neue Informationen über eine bestimmte Herausfor derung sammelt (eine konkrete Herausforderung in einer Bäckerei wird in diesem Beitrag noch erörtert) und die Perspektiven der relevan ten Interessengruppen in den Lösungsprozess ein bezieht. Dies ist besonders relevant für organi sationale Veränderungen – wie die Einführung von Automatisierung –, weil es die Belegschaft dazu einlädt, eine Veränderung mitzugestalten, ihr Fachwissen zu nutzen und sich für die Lösung einzusetzen.
Die Beteiligung und Unterstützung der Mitarbei tenden entsteht nicht von selbst oder durch stan dardisierte Mitarbeiterbefragungen. Vielmehr bezieht Design Thinking dieje nigen mit ein, die von einer Veränderung aktiv betroffen sind, und beruht auf einer handlungsorientierten Denk weise. Da die meisten Unternehmen und Mitar beiter:innen mehr Aufwand mit der Analyse als mit der Veränderung von Produkten und Prozessen betreiben, kann diese neue Arbeitsweise den etablierten Arbeitsroutinen zuwiderlaufen. Daher ist es oft vorteilhaft, mit einem Design-ThinkingIntro oder einem Speedrun zu beginnen, der auf einer künstlichen Herausforderung basiert (z. B. „Wie kommuniziert man in einem Land, dessen Sprache man nicht spricht?“). Auf diese Weise erhalten die Teammitglieder einen Überblick über die Funktionsweise von Design
Thinking und lernen auf spielerische Weise den Wert von iterativen Prozessen und schnellem Nutzerfeedback kennen.
Design Thinking beruht auf der optimistischen, empathischen und handlungsorientierten Über zeugung, dass es eine Lösung gibt und dass das Team diese Lösung erreichen wird, wenn es sich auf die menschlichen Bedürfnisse kon zentriert und die richtigen Fragen stellt. Anstatt fertige Lösungen zu präsentieren, bezieht Design Thinking die Mitarbeiter:innen in einen Prozess ein, der ihnen hilft, die Ursachen oder den Sinn einer notwendigen Veränderung zu verstehen. Auf diese Weise erhalten die Betroffenen die Möglichkeit, ihre Ansichten und Wünsche einzu bringen. In der gängigen Terminologie der Organisationswissenschaft handelt es sich um einen Bottom-up-Ansatz: Die Daten der Mitar beiter:innen werden gesammelt, zusammenge fügt und zu einer neuen Lösung entwickelt, die dann in der Organisation nach oben getragen wird. Dieser Ansatz steht im Gegensatz zum traditionellen Top-down-Ansatz, bei dem das Management vorgibt, wie bestehende Prozesse schrittweise verbessert werden sollen, und dann erwartet, dass die Belegschaft diese Änderungen übernimmt.
Auf den ersten Blick könnte ein DesignThinking-Team, das mit Organisationsmitglie dern konfrontiert wird, die ihr Verhalten nur wider willig ändern, diese als „resistent“ ab stempeln. Wenn man jedoch das Scheitern von Innova tionen den Nutzern zuschreibt, vernach lässigt man, dass Veränderungen eine Heraus forderung darstellen und mit Unsicherheit ver bunden sein können, oder sogar nachteilig für die Empfänger der Veränderung sein können. Ein Design-Thinking-Team, das auf Widerstände mit einer konfrontativen Sprache reagiert, um eine Idee zu „verkaufen“, könnte Ablehnung der Mitarbeiter:innen hervorrufen und damit die Chancen verringern, dass ein Prototyp von den vorgesehenen Nutzern akzeptiert wird. Mit anderen Worten, manchmal ist „Widerstand“ eher das Produkt der Kommunikation zwischen
einem Design-Thinking-Team und den Mitarbei tern (Endrejat et al., 2020). Design Thinking ignoriert also nicht Probleme und Heraus forderungen, verteufelt aber auch nicht den „Widerstand“ von Veränderungsempfängern, sondern versteht ihn als Ausdruck von Bedürf nissen, die es anzuerkennen gilt.
Diese Neuinterpretation ermöglicht es uns, gemeinsam an Lösungen zu arbeiten – getreu dem Motto „Energy flows where attention goes“. Entscheidend ist, welche Lösungen aus reichen, um die Anforderungen der Nutzer zu erfüllen. Statt Lösungen nach richtig und falsch zu bewerten, geht es darum zu prüfen, welche Konzepte den Bedürfnissen der Stakeholder besser oder schlechter entsprechen. Dabei hilft es, unvoreingenommen über Probleme nachzu denken und Möglichkeitsräume zu erkunden, in denen neue Produkte und Prozesse entwickelt werden können.
Ein Design-Thinking-Prozess beginnt in der Regel mit einer Herausforderung, die von der Unterneh mensleitung oder anderen relevanten Interessen gruppen definiert wird, die in einem bestimmten Bereich Verbesserungsmöglichkeiten oder Ver änderungsbedarf sehen. Eine solche Herausfor derung könnte sein: „Die Automatisierung nutzen, um effizienter zu arbeiten und die Kommunikation zwischen Produktion und Filialen zu verbessern.“ Ein Design-Thinking-Projekt besteht aus mehreren Phasen, die für einen erfolgreichen Innovations prozess notwendig sind, von der ersten Heraus forderung bis zur erfolgreichen Umsetzung, wobei der Schwerpunkt auf einer detaillierten Bedarfsanalyse liegt. Ein bewährtes Prozess modell ist der vom Design Council (2007) entwi ckelte „doppelte Diamant“, der zwei Phasen des divergenten bzw. konvergenten Denkens umfasst (siehe Abbildung 1).
Divergent bedeutet, dass neue Denkrichtungen erkundet werden, um möglichst viele Daten über die Anliegen der Mitarbeiter zu gewinnen. Beim konvergenten Denken werden diese Daten strukturiert und, wenn nötig, reduziert, um klare
Abbildung 1 Der „Doppeldiamant“-Prozess für Design Thinking des Design Council (2007)

Präsentieren und Verbessern von Lösungen
* Die Pfeile, die auf die anfängliche Herausforderung zeigen, symbolisieren den iterativen Charakter des Design-Thinking-Ansatzes. So führt beispielsweise das Feedback zu einer Idee oft zu neuen Erkenntnissen über die Bedürfnisse der Nutzer und zu Einsichten, wie bessere Ideen entwickelt werden können.
Bedürfnisse und Lösungsideen zu definieren. Beide Denkweisen finden sich sowohl in der Bedarfsanalyse als auch in der Lösungsphase wieder (daher der Name „Doppeldiamant“). Im ersten Schritt (entdecken) sammelt das DesignThinking-Team so viele Informationen wie mög lich über die Perspektiven der Kollegen (diver gentes Denken) und konzentriert sich dann auf einige zentrale Anliegen, die es lösen möchte (definieren). In der anschließenden Lösungs phase werden verschiedene Optionen und Möglichkeiten durchdacht, um die Bedürfnisse der Mitarbeiter zu berücksichtigen (entwickeln), und ein vielversprechender Vorschlag ausge wählt und entwickelt (liefern). Jeder dieser Schritte wird in den folgenden Abschnitten an hand der Herausforderung, „die Automatisie rung nutzen, um effizienter zu arbeiten und die Kommunikation zwischen Produktion und Filialen zu verbessern“, beschrieben.
Entdecken (divergentes Denken) In der ersten Prozessphase versucht das DesignThinking-Team, ein tiefes Verständnis der Nutzer perspektive zu erlangen, vorzugsweise auf der Grundlage greifbarer Erkenntnisse, die durch
Beobachtung, Interviews mit Kollegen und Fachexperten gewonnen werden. In dieser Phase verhält sich das Team wie Anthro pologen, die eine fremde Kultur beobachten und die in der Organisation praktizierten Riten und Prozesse vorurteilsfrei kennenlernen. Indem sie eine solche Rolle einnehmen, stellen die Design-ThinkingTeams Selbstverständlichkeiten infrage („Das haben wir schon immer so gemacht“) und lernen neue, nicht erwartete Fakten kennen (z. B. dass der Verkauf von Backwaren vom Wetter ab hängt). Zudem lädt eine offene Gesprächsat mosphäre die Mitarbeiter:innen ein, ihre Be denken bezüglich des Veränderungsprozesses zu äußern. Bspw. könnten Mitarbeitende in den Filialen befürchten, dass die in der Zentrale entwickelten Algorithmen ihnen die Möglichkeit nehmen, spontan neue Produkte zu bestellen, z. B. aufgrund eines regionalen Feiertags.
Nachdem die Design-Thinking-Teams in der Ent deckungsphase viele Informationen gesammelt haben, müssen sie sich auf die relevanten Erkenntnisse konzentrieren. Die wichtigsten Be dürfnisse der Mitarbeitenden werden zusammen

Quelle: The Why Guys

gefasst und in Überthemen (bspw. „Arbeitssicher heit“, „Kompetenzanforderung“ und „Informationsfluss“) in ein Venn-Diagramm oder eine Empathy Map geclustert. Nach der Strukturierung der Bedürfnisse der Mitarbeiter:innen erfolgt der Übergang von der Bedarfsanalyse zur Lösungs phase. Dies geht oft mit einer Neuformulierung der Herausforderung oder der Konzentration auf die wichtigsten Aspekte einher. In der Regel werden die wichtigsten Bedürfnisse der Nutzer in „Wie könnten wir ...?“-Fragen („How might we …?” – HMW) übersetzt. Eine HMW-Frage besteht aus nur drei Wörtern, die jedoch sorg fältig ausgewählt werden, um das Team in eine kreative Richtung zu lenken. Wie. Impliziert, dass es Lösungen gibt und dass die Möglichkeit besteht, dass das Team sie finden kann.
Könnten. Deutet darauf hin, dass hypothetische Lösungen entwickelt werden, und gibt die Erlaubnis, unorthodoxe Wege zu beschreiten (unterstrichen durch den Konjunktiv). Wir. Weist jedem Teammitglied Verantwortung zu und erleichtert die für die Erzielung von Ergebnissen erforderliche Zusammenarbeit.
Durch Auswahl und Zusammenführung der rele vantesten Befürfnisse und Insights aus der Ent deckenphase (konvergentes Denken) erstellt das Design-Thinking-Team eine konkrete HMW-Frage. In unserem Beispiel könnte die Frage lauten: „Wie könnten wir Algorithmen und das Fachwissen der Mitarbeiter:innen vor Ort kombinieren, um die Effizienz der Bestellprozesse zu steigern?“
Nachdem das Team die wichtigsten Herausfor derungen definiert hat, geht es von der Problem definition zur Lösungsphase über (d. h. in den zweiten Diamanten).
Um kreative und nutzerzentrierte Lösungen für die definierte HMW-Frage zu generieren, wird das Team ermutigt, über den Tellerrand hinaus zu denken (Was begeistert?), da Mitarbeiter:innen selten out-of-the-box denken, sondern eher zur konventionellen Wegen neigen. Zu diesem Zweck verwenden Design-Thinking-Teams verschiedene
Kreativtechniken wie Brainstorming oder -writing, die sechs Denkhüte (eine von Edward de Bono 1999 entwickelte Methode, sich der Herausfor derung aus verschiedenen Perspektiven zu nähern (= verschiedene Hüte zu tragen)) oder Mash-ups (eine Methode, die neue Erkenntnisse schafft, indem sie Assoziationen zwischen nicht verwandten Bereichen herstellt). Die Durchfüh rung einer Mash-up-Runde besteht in der Regel aus vier Phasen:
1. Überlegen Sie sich eine Kategorie, die so weit wie möglich von der Situation Ihrer Aufgabe entfernt ist (z. B. geht es in Ihrer Aufgabe um ein Krankenhaus, könnte sich ein Team auf die Kategorie Vergnügungspark als Inspiration einigen.)
2. Zählen Sie möglichst viele Elemente auf, die zu der von Ihnen gewählten Kategorie gehören (z. B. Vergnügungspark mit den Elementen Achterbahn, Imbissstand, Maskottchen, Foto box usw.).
3. Listen Sie so viele Elemente wie möglich auf, die zu Ihrer Herausforderungskategorie gehö ren (z. B. Krankenhaus mit den Elementen Wartezimmer, Chefvisite, Krankenhausbetten).
4. Kombinieren Sie die Elemente, indem Sie die beiden Säulen vermischen (engl. mash), um neue Produkte, Dienstleistungen und Ideen zu schaffen. Zum Beispiel könnte ein Kranken haus jetzt ein VR-Erlebnis in seinem Warte zimmer anbieten oder der Heilungsprozess wird als Fotostory dokumentiert.
Während dieser Ideenfindung sollten die Team mitglieder Kritik zurückstellen und dann auf den Ideen der anderen aufbauen, um zu neuen und unerwarteten Ergebnissen zu kommen. In unse rem Beispiel könnte das Team zu Lösungen kommen wie:
+ Kunden bestellen über die Homepage der Filiale, die in die Entwicklung von Bestellalgorithmen eingebunden ist.
+ Es wird eine Schulung geben, damit die Mitarbeiter:innen der Filialen die Bestellal gorithmen schreiben können.
+ Einführung eines Wettbewerbs zwischen den Tochtergesellschaften, wer am wenigsten Abfall produziert.
+ Die Programmierer:innen der Algorithmen wer den eine monatliche Sprechstunde anbieten, um Feedback von den Mitarbeiter:innen in den Niederlassungen zu erhalten.
In dieser Phase muss das Design-Thinking-Team Ideen auswählen und sich auf solche konzent rieren, die es für vielversprechend hält. In diesem Schritt werden die „Wow“-Ideen (was begeistert?) in Ideen umgewandelt, die funktio nieren und in die Orga nisationsstrukturen in tegriert werden können. Ein wichtiger Aspekt des Design Thinking ist das Prototyping, um schnell zu Lösungen zu kommen. Ziel des Proto typing ist es, Feedback von den Nutzern einzu holen, ob der Lösungsweg in die gewünschte Richtung geht (siehe Abbildung 2). Prototypen testen nicht nur eine Idee, sondern generieren auch mehr Wissen über die Bedürfnisse der Mitarbeiter:innen. Dieser agile Ansatz trägt der Tatsache Rechnung, dass wir die Wirkung von Maßnahmen in komplexen Systemen nicht vorher sagen, sondern nur im Nachhinein verstehen können.
Für die Herausforderung, Algorithmen für die Bestellvorgänge in den Bäckereien mit dem Fachwissen der Mitarbeiter:innen vor Ort zu kombinieren, könnte das Team beschließen, die Idee „Schulungen anbieten, damit die Bestellalgorithmen von den Mitarbeiter:innen der Filialen geschrie ben werden können“ voranzutreiben. Beim Prototyping des Schulungkonzeptes könnte das Team die Rückmeldung erhalten, dass der Inhalt der Schulungen zu detailliert und kompli ziert wäre. Stattdessen möchten die Mitarbeiter: innen vielleicht ein grundlegendes Verständnis der Funktionsweise von Algorithmen erwerben. So könnte die IT-Abteilung ein kurzes Video pro duzieren, das die Algorithmus-Modi erklärt. Außerdem könnte das Design-Thinking-Team erfahren, dass diese angepasste Prototype gut zur Idee der Sprechstunde passt (die Mitarbeiter: innen geben den Algorithmus-Ingenieuren:innen Feedback), aber es würde ausreichen, wenn diese vierteljährlich stattfände. Dieses schnelle Entwickeln und Testen von Lösungen, ohne viel
Geld investieren zu müssen, zeigt, warum Design Thinking als agile Methode beschrieben wird.
Empfehlungen für die Implementierung von Design Thinking in Organisationen Nachdem ich die Denkweise und den Prozess des Design Thinking näher erläutert habe, möchte ich mit drei allgemeinen Empfehlungen schließen, die bei der Integration von Design Thinking in organisatorischen Routinen berück sichtigt werden sollten. Sie lauten: (1) Beginnen Sie mit einem Team aus motivierten Mitglie dern mit interdisziplinärem Hintergrund, (2) ermutigen Sie das Team zum Handeln statt zu überanalysieren und (3) wenden Sie Design Thinking für Herausforderungen an, die Spiel raum für die Entwicklung von Lösungen bieten.
Beginnen Sie mit einem Team von motivierten Mitgliedern
Für einen Transfer der Design-Thinking-Mentalität in eine Organisationskultur reicht es in der Regel nicht aus, wenn die Unternehmensleitung von oben nach unten entscheidet, dass die Mitar beiter:innen nun „innovativer“ arbeiten müssen, indem sie Design Thinking zur obersten Priorität erklärt. Wenn nur die Führungskräfte eines Unter nehmens in Design Thinking geschult werden, kann dies sogar negative Auswirkungen auf die operativen Fähigkeiten der Teams haben (Kurtmollaiev et al., 2018). Daher schlage ich vor, dass das Management die Bedingungen für designierte Design-Thinking-Teams schafft, um die Organisation von innen heraus zu ver ändern. Obwohl Manager am Team teilnehmen können, sollten Design-Thinking-Coaches sicher stellen, dass hierarchische Unterschiede den kreativen Arbeitsprozess nicht behindern, z. B. durch ungleich verteilte Redeanteile. Um Hierar chiekonflikte zu vermeiden, bietet es sich an, dass das Management als Auftraggeber fungiert, der Feedback für ein internes Design-ThinkingTeam gibt, aber nicht selbst Teil des Teams ist.
Es sollte darauf geachtet werden, dass das Design-Thinking-Team interdisziplinär zusammen gesetzt ist, um der Komplexität der organisato rischen Herausforderungen Rechnung zu tragen.
Abbildung 2 Die grundlegenden Schritte beim Prototyping
Interdisziplinäre Teams, die sich aus Mitgliedern mit unterschiedlichen beruflichen Hintergründen, Vertretern verschiedener Abteilungen und demo grafischer Heterogenität zusammensetzen, er möglichen unterschiedliche Perspek tiven auf eine Aufgabe. Diese eröffnen einen neuen Handlungs spielraum, sodass die Möglichkeiten für Problemlösungen vielfältiger werden.
Neben einem interdisziplinären Hintergrund empfehle ich, dass die Herausforderungen von Mitarbeiter:innen angegangen werden, die sich freiwillig für das Design-Thinking-Team zur Ver fügung gestellt haben – oder sich sogar dafür beworben haben. Design Thinking ist eine neue Art, Herausforderungen zu lösen, die viel Toleranz für Ambiguität erfordert: Am Anfang wissen wir nicht, wie die Lösung aussehen wird. Diese Arbeitsweise ist nicht unbedingt für jeden, jede Mitarbeiter:in geeignet. Außerdem reicht es nicht aus, Dienst nach Vorschrift zu leisten, da während des gesamten Projekts Motivation und Selbstbestimmung erforderlich sind. Daher müssen die Teammitglieder sorgfältig ausgewählt wer den, um den Erfolg der ersten Design-ThinkingProjekte zu gewährleisten. Andernfalls könnte Design Thinking zu einer weiteren Modeerschei nung werden, die den Wandel nicht fördert.
Nach der Diffusionskurve von Rogers (2003) folgen Innovationen dem Muster, dass die große Mehrheit erst einmal sehen muss, dass etwas Neues funktioniert. Es ist ein gängiges Muster, dass neue Dinge zunächst von kleinen Gruppen (Early Adopters) aufgegriffen werden, bevor die Mehrheit folgt und „skeptische“ Menschen motiviert werden, etwas Neues auszuprobieren und umzusetzen.
Die Arbeit mit designierten Design-ThinkingTeams bedeutet nicht, dass der Rest der Organi sation nicht in den Prozess einbezogen wird. Im Gegenteil, der gesamte Design-Thinking-Ansatz stützt sich auf die Informationen und das Feed back der Empfänger von Veränderungen, wenn es darum geht, Bedürfnisse zu definieren und zu überprüfen, ob sich der Lösungsentwurf in eine vielversprechende Richtung bewegt. Um alle betroffenen Mitarbeiter:innen zu Mitforschern zu machen, kann das Design-Thinking-Team ver schiedene Prototypen erstellen und die anderen Mitarbeiter:innen über den besten Weg zur Veränderung abstimmen lassen. Die Digitalisie rung kann die Beteiligung weiter fördern. So können beispielsweise digitale Plattformen als Medium für die Darstellung von Storyboards, Ideenpräsentation und Prototyping-Ergebnissen
dienen. Diese Ergebnisse können leicht mit Kollegen geteilt werden, um deren Sichtweisen in den weiteren Design-Thinking-Prozess zu inte grieren.
Der Begriff Design Thinking könnte den Ein druck erwecken, dass der Schwerpunkt eher auf dem „Denken“ als auf dem „Handeln“ liegt. Das Gegenteil ist jedoch der Fall: Wie seine ältere Schwester, die Aktionsforschung (Lewin, 1947), bringt Design Thinking „Kognition“ (Forschung/Denken) und „Verhalten“ (Handeln/ Gestalten) zusammen, anstatt sie zu trennen. Wie bereits erwähnt, ist das Prototyping (der iterative Prozess des Produzierens, Testens und Lernens) ein existenzieller Bestandteil des Design Thinking. Anstatt viel Zeit mit dem Ent wurf einer Idee zu verbringen, werden Prototy pen verwendet, um den Kern einer Idee zu ver anschaulichen. Diese ersten Entwürfe werden den Beteiligten präsentiert, damit sie Rückmel dung darüber geben können, ob der Lösungs weg in eine erstrebenswerte Richtung weist. Design Thinking setzt also darauf, auch unfertige Lösungen zu präsentieren, um neue Erkenntnisse zu sammeln, als dass es viele Ressourcen für die Entwicklung des perfekten Plans aufwendet. Nach dem Motto: „Früher Scheitern, um schneller zum Ziel zu kommen“.
Erfolgreiche Unternehmen kombinieren die Fähigkeit, neue Produkte und Dienstleistungen zu schaffen (Exploration), mit einem administra tiven Gegenpol, der sich auf die Gewinne konzentriert (Exploitation; March, 1991). Leider legen die meisten Organisationen mehr Gewicht auf die Exploitation als auf die Erforschung (Endrejat & Kauffeld, 2016). Die dem Design Thinking innewohnende Ausrichtung auf das Handeln verschiebt diesen Fokus in Richtung Exploration. Anstatt zu planen und Hypothesen abzuleiten, zielt Design Thinking darauf ab, Annahmen zu testen. Komplexe Herausforde rungen lassen sich nicht wie mathematische Probleme lösen, aber wir können viel Zeit damit verschwenden, die Vor- und Nachteile jeder Lösung zu überanalysieren, ohne unsere
Nutzer zu fragen. Wie ein Hai, der sich bewegen muss, um zu atmen, muss auch ein DesignThinking-Team in ein Momentum kommen, um über sich hinauszuwachsen.
Design Thinking für Herausforderungen an wenden, die Spielraum für Lösungen bieten Design Thinking kann nur funktionieren, wenn es einen gewissen Spielraum gibt, wie die end gültige Lösung aussehen könnte. Wenn die Unter nehmensleitung beispielsweise bereits weiß, welche Software sie einsetzen möchte, kann sich die folgenlose Abfrage der Meinung der Mitarbeiter:innen sogar diametral auf deren Motivation und Unterstützung auswirken (Endrejat & Meinecke, 2021).
Design Thinking ist optimistisch, konstruktiv und experimentell. Daher ist es notwendig, dass Organisationen auch das Scheitern von Experi menten zulassen. Organisationen müssen ein gewisses Maß an Ungewissheit tolerieren, denn wenn die Lösung bereits zu Beginn des Prozesses klar ist, wird es sich im Allgemeinen nicht um einen innovativen Vorschlag handeln, der die Bedürfnisse der Nutzer:innen und Mitar beiter:innen berücksichtigt. Ein Design-ThinkingTeam darf daher keine schwerwiegenden Kon sequenzen befürchten müssen, wenn ein Projekt nicht auf Anhieb gelingt. Zu diesem Zweck muss die Unternehmensleitung ein Klima schaffen, in dem sich die Mitarbeiter:innen psychologisch sicher fühlen und das auch Fehler zulässt. Organi sationen sind in der Regel rational und zahlen orientiert. Daher ist es sinnvoll, für die Einführung des Design-Thinking-Ansatzes Veränderungpro jekte auszuwählen, an denen noch nicht gear beitet wurde, um die Angst vor Vergleichsrefe renzen zu vermeiden, die die Kreativität des Teams einschränken.
Außerdem ist der Spielraum für die Erarbeitung von Lösungen notwendig, um die Sorgen und Ängste der Mitarbeiter:innen zu berücksichtigen. Die Automatisierung kann Prozesse effizienter machen, insbesondere durch die Übernahme von sich wiederholenden Arbeiten. Andererseits kann die Automatisierung zu einem Verlust von
Arbeitsplätzen führen. So machten beispiels weise Geldautomaten das Zählen und Ausge ben von Geld für Bankangestellte überflüssig. Die Bedürfnisse der Bankkunden sind jedoch komplexer geworden, z. B. wenn sie eine Finanz beratung benötigen. Die Automatisierung redu zierte daher die sich wiederholenden Arbeiten und ermöglichte es den Bankangestellten, sich mit erfüllenderen Aufgaben zu beschäftigen. Die Suche nach neuen und interessanten Arbeitsbe reichen für Bäckereiangestellte, deren Arbeits plätze durch die Automatisierung überflüssig geworden sind, entspricht der Denkweise des Design Thinking.
Wenn die Bedenken der Betroffenen nicht be rücksichtigt werden, wird das Team auch keine menschenzentrierte Lösung schaffen. Ein DesignThinking-Team, das mit Organisationsmitglie dern konfrontiert wird, die ihr Verhalten nur ungern ändern, könnte diese als „resistent“ betrachten. Reagiert man auf diesen Wider stand mit einer konfrontativen Sprache, um eine Idee zu „verkaufen“, verringert sich die Wahr scheinlichkeit, dass ein Prototyp von den vorge sehenen Benutzern akzeptiert wird. In einigen Fällen ist der „Widerstand“ also eher das Produkt der Kommunikation zwischen einem Design-Thinking-Team und den Mitarbeiter:in nen als der Widerstand gegen die Innovation selbst (Endrejat et al., 2020). Stattdessen sollten Design-Thinking-Teams ihren Spielraum nutzen, um in Zusammenarbeit mit den Empfängern von Veränderungen auf die gewünschte Lösung für eine bestimmte Herausforderung hinzuarbeiten.
Die Automatisierung ist eine Innovation, die das Potenzial hat, die Bäckereibranche zu ver ändern. Um Bäckereien bei der proaktiven Bewältigung der Herausforderungen zu unter stützen, wurde in diesem Kapitel der DesignThinking-Ansatz beschrieben. Der Design-ThinkingProzess und das entsprechende Mindset helfen dabei, Transformationen auf eine agile und menschenzentrierte Weise zu bewältigen. Darü ber hinaus habe ich drei Empfehlungen gege ben, um den Erfolg von Design Thinking als In
strument der Organisationsentwicklung zu steigern: (1) das Team sollte aus mo tivier ten Mitgliedern bestehen, (2) es sollte eine Ten denz zum Handeln etabliert werden und (3) das Team sollte Handlungsspielraum für die Lö sungsgenerierung erhalten, um den Erfolg von Design Thinking als Instrument der Organisa tionsentwicklung zu steigern. Wenn diese Emp fehlungen berücksichtigt werden, trägt Design Thinking zu einer verbesserten Problemlösungs fähigkeit von Organisationen bei (Carlgren et al., 2016). Neben „oberflächlichen“ Gewinnen des Design-Thinking-Ansatzes (z. B. bessere Prozessgestaltung) führt die Integration von Design Thinking in Organisationsstrukturen auch dazu, dass Mitarbeiter:innen ein ganzheitliches Verständnis der Organisation entwickeln und dass ein Klima entsteht, in dem unterschiedliche Meinungen und Argumente konstruktiv diskutiert werden können. Das bringt nicht nur einen Wettbewerbs vorteil, sondern kann auch dazu beitragen, das Arbeitsumfeld der Mitarbeiter: innen sinnvoller zu gestalten (Buchanan, 2015). Allerdings erfordert ein solcher Ansatz auch ein Umdenken bei den Mitarbeiter:innen: Anstatt dass Manager Lösungen für die Mitarbeiter:innen generieren, entwickeln die Be troffenen selbst Konzepte, wie ihre Bedürfnisse in Zukunft be rücksichtigt werden können. Auf diese Weise hilft Design Thinking den Mitarbeiter:innen, von Leser:innen zu Autor:innen ihrer Organisations geschichte zu werden. +++
Dr. Paul C. Endrejat ist Mitbegründer der The Why Guys GmbH (www.thewhyguys.de). The Why Guys unterstützen Organisationen dabei, sich an externe Herausforderungen anzupassen und ein Umfeld zu schaffen, in dem Mitarbeiter: innen wachsen und selbstbestimmt arbeiten können. Paul C. Endrejat forscht u. a. zu Inno vationsprozessen in Teams, zur Förderung der Veränderungsbereitschaft und zur Verbesserung des Energiesparverhaltens. Kontakt: paul@thewhyguys.de
KANN
Bono, E. de. (1999). Six thinking hats (1st ed., rev. and up dated.). Back Bay Books.
Buchanan, R. (2015). Worlds in the making: Design, manage ment, and the reform of organizational culture. She Ji: The Journal of Design, Economics, and Innovation, 1(1), 5–21. https://doi.org/10.1016/j.sheji.2015.09.003
Cambridge Dictionary. https://dictionary.cambridge.org/ dictionary/english/automation)
Carlgren, L., Elmqvist, M., & Rauth, I. (2016). Exploring the use of design thinking in large organizations: Towards a research agenda. Swedish Design Research Journal, 11(1), 55. https://doi.org/10.3384/svid.2000-964X.14155
Carucci, R. (2019). 4 organizational design issues that most leaders misdiagnose. Harvard Business Review. https:// hbr.org/2019/12/4-organizational-design-issues-thatmost-leaders-misdiagnose
Design Council. (2007). A study of the design process: Eleven lessons: Managing design in eleven global brands. Desk research report. https://www.designcouncil.org.uk/sites/ default/files/asset/document/ElevenLessons_DeskRe searchReport_0.pdf
Elsbach, K. D., & Stigliani, I. (2018). Design thinking and organi zational culture: A review and framework for future re search. Journal of Management, 44(6), 2274–2306. https:// doi.org/10.1177/0149206317744252
Endrejat, P. C., & Kauffeld, S. (2016). Über innovationsverhin dernde und innovationsfördernde Denkweisen. Gruppe. Interaktion. Organisation, 47(3), 275–282. https://doi. org/10.1007/s11612-016-0337-3
Endrejat, P. C., & Kauffeld, S. (2017). Der Design Thinking Ansatz als Instrument zur Gestaltung von Veränderungsprozes sen. Gruppe. Interaktion. Organisation., 48(2), 143–154. https://doi.org/10.1007/s11612-017-0361-y
Endrejat, P. C., Klonek, F. E., Müller-Frommeyer, L. C., & Kauf feld, S. (2020). Turning change resistance into readiness: How change agents’ communication shapes recipient
reactions. European Management Journal. Advance online publication. https://doi.org/10.1016/j.emj.2020.11.004
Endrejat, P. C., & Meinecke, A. L. (2021). Kommunikation in Veränderungsprozessen: Psychologische Grundlagen für die Arbeit mit Individuen und Gruppen. Springer Fachmedien Wiesbaden. https://doi.org/10.1007/978-3658-32629-6
Endrejat, P. C., Simon, M., & Hansen, L. (2018). Gestaltung der Führungskultur bei der Daimler Group Services Berlin GmbH durch Design Thinking. Gruppe. Interaktion. Organi sation., 47(1), 11. https://doi.org/10.1007/s11612-018-0409-7
Hecker, F. T., Hussein, W. B., Paquet-Durand, O., Hussein, M. A., & Becker, T. (2013). A case study on using evolutionary al gorithms to optimize bakery production planning. Expert Systems with Applications, 40(17), 6837–6847. https://doi. org/10.1016/j.eswa.2013.06.038
Kurtmollaiev, S., Pedersen, P. e., Fjuk, A., & Kvale, K. (2018). Developing managerial dynamic capabilities: A quasiexperimental field study of the Effects of design thinking training. Academy of Management Learning & Education, 17(2), 184–202. https://doi.org/10.5465/amle.2016.0187
Lewin, K. (1947). Frontiers in group dynamics II: Chan nels of group life; Social planning and action re search. Human Relations, 1(2), 143–153. https://doi. org/10.1177/001872674700100201
March, J. G. (1991). Exploration and exploitation in organiza tional learning. Organization Science, 2(1), 71–87. https:// doi.org/10.1287/orsc.2.1.71
Norman, D. A. (2013). The design of everyday things. Basic Books.
Rogers, E. M. (2003). Diffusion of innovations (5th ed.). Free Press.
Storey, D. A., & Farris, P. L. (1964). Market performance in the baking industry. Journal of Marketing, 28(1), 19–25. https://doi.org/10.2307/1249221

Vernetzte Maschinen, Anlagen und Systeme sind ein Meilenstein auf dem Weg zur Industrie
4.0 in der Lebensmittelproduktion. Der optimierte Informationsfluss erhöht die Transparenz, Reaktionsgeschwindigkeit und Effizienz – aber auch die Verwundbarkeit der Betriebe. Für sichere Lebensmittel bekommen die IT-Risken oft noch nicht genug Aufmerksamkeit.
+In der Lebensmittelindustrie setzen Herstel ler und Betreiber vermehrt auf modulare Anlagen: sie können schnell neu zusammenge stellt werden, um flexibel ein anderes Produkt zu fertigen oder die Auslastung zu optimieren. Enterprise-Resource-Planning-Software (ERP) und digitale Repräsentanzen – wie Digitale Zwillinge bzw. die Verwaltungsschale (VWS) – fördern zudem die Transparenz, erleichtern die Planungsaufga ben und steigern in Kombination mit neuen dyna misierten Ansätzen die Produktivität der Anlage.
Für vernetzte Maschinenverbünde wie für konven tionelle Anlagen gilt in der Europäischen Union gleichermaßen: sie müssen die Anforderungen der Maschinenrichtlinie (2006/42/EG) erfüllen, die mit dem jeweiligen Produktsicherheitsgesetzt in nationales Recht übernommen wurde. Die Richtlinie bezieht sich in erster Linie auf die Un fallverhütung (Safety) – also den Arbeitsschutz der Werker – und damit auf Risiken und Gefahren, die im Umgang mit der Maschine auftreten können und abgesichert werden müssen. Dazu gehören etwa Mehlstaubexplosionen oder Kollisi onen mit Fahrerlosen Transportsystemen (FTS).
Diese Risiken sind vorhersehbar, quantifizierbar und qualifizierbar. Mit der Risikobewertung (eng.
Risk Assessment, RA) werden mögliche Gefahren identifiziert, analysiert und bewertet, die mit passenden Gegenmaßnahmen beherrscht wer den. Die Maschinenrichtlinie schreibt eine solche Risikobewertung vor. Mit der CE-Konformitätser klärung und Kennzeichnung bestätigen Hersteller und Integratoren, dass die Anlage die Anforde rungen der Maschinenrichtlinie erfüllt.
Vernetzte Anlagen in immer intelligenter werden den Fabriken, die das Industrial Internet of Things (IIoT) realisieren, bieten jedoch neue Angriffs punkte für die bewusste Manipulationen von außen. Diese sind zeitlich nicht vorhersehbar und können sich unmittelbar auf die Maschinenaber auch Produktsicherheit auswirken.
Durch Hackerangriffe könnten beispielsweise die Rezepturen oder Verpackungen beziehungs weise die Deklarationen gezielt manipuliert werden. Das kann die Gesundheit der Konsu menten beeinträchtigen, wenn Hinweise für Allergiker fehlen oder zum Beispiel Nüsse in ein Produkt geraten, das als nussfrei deklariert ist. Die Cybersecurity ist daher auch für die Verbrauchersicherheit essenziell. In vielen Veröffentlichungen wird die Rolle der IT-Sicher heit in der Produktion jedoch bisweilen darauf reduziert, die Komponenten der funktionalen
Sicherheit mit Cybersecurity-Maßnahmen abzu sichern oder eine bestehende Safety-Risikobe urteilung „secure“ zu machen. Die gewöhnlichen Safety-Risikobeurteilungen betrachten jedoch nicht die bewusste Manipulation.
Für geheime Rezepte und sichere Produkte Laut einer Umfrage des Bundesverbands bitkom waren 88 Prozent der befragten Unternehmen in den Jahren 2020 und 2021 von einem Cyber angriff betroffen, wodurch Schäden in der Höhe von mehr als 220 Milliarden Euro entstanden sind. Hacker verfolgen bei einem Angriff auf Produk tionsanlagen unterschiedliche Ziele – angefangen bei Gelderpressung bis hin zu Industriespionage oder Sabotage. Ebenso vielfältig und gravierend sind die möglichen Auswirkungen.
Eine beeinträchtigte Produktivität kann zu unge wollten Anlagenstillstand (eng. Down Time) führen. Diese Auswirkung ist sofort erkennbar. Industriespionage oder der Diebstahl geistigen Eigentums bleiben jedoch mitunter lange Zeit unentdeckt. Dabei könnten beispielsweise Rezepturen entwendet werden, die ein Allein stellungsmerkmal auf dem Markt bedeuten. Manipulierte Temperaturanzeigen der Lebens mittelkühlung oder falsche Produktbezeichnungen beeinträchtigen die Produktqualität, erzeugen unter Umständen kostspieligen Warenausschuss und gefährden das Markenimage oder sogar die Gesundheit der Konsumenten. Je nach Anlagen typ kann eine Cyberattacke auch die Umgebung, Mitarbeiter oder andere Maschinen gefährden: Eine manipulierte Schleuse schließt oder öffnet nicht rechtzeitig oder ein Industrieroboter erhält eine falsche Rückmeldung, sodass es zu einer Kollision kommt.
Die bewusste Manipulation eines unsicheren Systems kann also die Wertschöpfung, den Wettbewerbsvorteil oder die Unversehrtheit von Personen, Investitionsgütern und Mitarbeitern beeinträchtigen.
Im Mittelpunkt der Maschinenrichtlinie und an derer Regelwerke zur Anlagensicherheit stehen
die bestimmungsgemäße Verwendung und ver nünftigerweise vorhersehbare Fehlanwendungen, aus denen keine unsicheren Situationen entstehen dürfen. Wird eine bestehende Safety-Risikobe urteilung im Sinne der Maschinenrichtlinie „secure gemacht“, indem beispielsweise alle definierten Sicherheitsmaßnahmen bei Fehlanwendungen gegen Cyberangriffe abgesichert werden, kön nen je nach Maschinen- oder Anlagentyp mög liche gefährliche Situationen unerkannt bleiben, die durch Manipulationen entstehen. Für eine um fängliche Risikobewertung müssen also sowohl die Folgen von möglichen Fehlanwendungen als auch die Gefahren durch bewusste CyberManipulationen betrachtet werden.
Mit dem Enhanced Risk Assessment (ERA) hat TÜV SÜD einen flexiblen Prozess entwickelt, der auch auf die spezifischen Anforderungen der Backwarenfertigung angepasst werden kann. Klassische Safety-Bewertungsverfahren, wie die Risiko- und Gefährdungsbeurteilung oder auch HAZOP-Methode (eng. Hazard and Operability), werden hierbei mit gängigen Bewertungsme thoden der Cybersecurity zusammengeführt –beispielsweise nach der Normenreihe IEC 62443. Der Fokus liegt nicht nur zwangsweise auf der Unfallverhütung und dem Arbeitsschutz. Weitere Schutzziele können je nach Lebensmittel, Anlage und Umfeld definiert werden.
Backwarenproduzenten, Zulieferer und Integra toren sollten das Thema IT-Security dringend angehen und priorisieren. Die ganzheitliche, holistische Safety und Security wird bei neuen Verordnungen, Richtlinien und Normen verstärkt eingefordert, wie aktuelle Entwürfe bspw. zur Maschinenverordnung zeigen. Nötige Bewer tungen sollten auch vor dem Hintergrund der Corona-Pandemie nicht aufgeschoben werden, denn durch die Arbeit im Homeoffice und unzu reichend abgesicherte Kommunikationskanäle entstehen neue Sicherheitslücken.
Die CE-Konformität muss derzeit bei sicherheits relevanten Änderungen am Maschinenverbund manuell bewertet werden. Deshalb werden oft
mals vor der Inbetriebnahme alle voraussichtlich benötigten Varianten betrachtet und bewertet. Für eine flexible Produktion im Sinne von „Plug & Produce“ ist das ein Hemmnis. Denn in einem zunehmend volatilen Marktumfeld mit häufig wechselnden Anforderungen ist nicht vorher sehbar, welche Anlagenkonfigurationen zukünftig gebraucht werden. Mitunter bedeutet das, in kurzen Produktionspausen Maschinen einzubin den, die zum Zeitpunkt der Anlagenplanung noch unbekannt waren.
So ist ein betriebswirtschaftlicher Konflikt zwi schen den Zielen der Automatisierungstechnik und der Sicherheitstechnik entstanden. Derzeit angewandte Sicherheitskonzepte zum Schutz von Menschen und Investitionsgütern analysieren definierte Prozesse und sichern sie durch stati sche Lösungen ab. Dem entgegen steht das Ziel, flexibel auf unterschiedliche Anforderungen reagieren und dynamische Prozesse abbilden zu können. Dies gilt insbesondere für immer komplexer werdende Maschinen, bei denen neben der klassischen Safety bspw. auch die Cybersecurity zu bewerten ist.
In der Kommunikation von modularen Anlagen bekommt der Digitale Zwilling in Form einer Verwaltungsschale (VWS) eine zentrale Rolle. In der VWS können die aus verschiedenen organisatorischen, fachlichen und ereignisab hängigen Gesichtspunkten relevanten Informa tionen hinterlegt werden. Die organisatorischen Inhalte betreffen beispielsweise den Einkauf und Vertrieb, die Produktion und Instandhaltung. Zur fachlichen Kategorie hingegen zählen beispiels weise die Sicherheit (Safety und Security) oder betriebliche Kenndaten wie die Zuverlässigkeit und der Instandhaltungsaufwand.
Bei der Interaktion eines Moduls mit seiner Um gebung können unterschiedliche Gefährdungs situationen auftreten, beispielsweise durch Fehl funktionen oder menschliches Fehlverhalten.
Wenn die Gefährdungen und Schutzmaßnahmen im Safety-Profil der Verwaltungsschale beschrie ben sind, kann ein digitaler Smart-Safety-Agent
die möglichen Situationen bspw. während einer Simulation analysieren, den erkannten Gefahren automatisch die geeigneten Schutzmaßnahmen gegenüberstellen und die Maschinensicherheit bewerten. Dadurch ist es möglich, Komponenten oder Maschinen im Betrieb mit sehr kurzen Unterbrechungen auszutauschen: Die mit dem neuen Verbund verknüpften Gefährdungen und Schutzmaßnahmen wurden automatisch im Vor feld auf der digitalen Ebene aktualisiert und damit auch die Risikobeurteilung erneuert. Das Ergebnis der digitalen Sicherheitsbewertung kann für die Freigabe durch den Betreiber grafisch aufbereitet dargestellt werden.
Die Safety-relevanten Inhalte der VWS betreffen neben der Maschinensicherheit auch die Cyber security. Schließlich hängt die sichere Interaktion von Maschinen insbesondere in einer dynami sierten und flexiblen Produktionsumgebung von der Kommunikation der Assets untereinander ab.
Mit dem Enhanced Risk Assessment (ERA) ist be reits heute eine Methode zur gesamtheitlichen Safety & Security Bewertung verfügbar, die den Grundstein für zukünftige dynamisierte und fle xible Produktionsumgebungen legt. Backwaren herstellern wird damit eine smarte, sichere und wirtschaftlich flexible Produktion ermöglicht. Im Bereich der Smart Safety arbeitet TÜV SÜD an Konzepten, die die Sicherheit modularisierter Anlagen künftig weiter erhöhen. +++
Michael Pfeifer, Experte für Maschinensicherheit und I4.0 TÜV SÜD Industrie Service GmbH +49 151 656 146 95 michael.pfeifer@tuvsud.com
Sunanth Venkateshwaran, Zertifizierter SIRI-Assessor TÜV SÜD Industrie Service GmbH +49 89 579 111 95
sunanth.venkateshwaran@tuvsud.com
















Die neuesten Informationen von den führenden Unternehmen der Branche














+Eine Forderung, die sich in der Großserien fertigung nicht geändert hat, ist der Bedarf an Produktionseffizienz unter Beibehal tung der bestmöglichen Produktqualität. Zuneh mend werden höhere Stückzahlen gefordert, die schneller und sicherer hergestellt werden sollen, wobei die Prozesse auf die Minimierung von Food Waste und Optimierung des Energiever brauchs ausgerichtet sind. Dies erfordert Tech nologien, die traditionell manuelle Aufgaben abdecken, um Geschwindigkeit, Genauigkeit und Konsistenz in den verschiedenen Prozess schritten zu erreichen. Darüber hinaus müssen immer mehr Anforderungen im Hinblick auf Nachhaltigkeit erfüllt werden.
Die Lösungen sind in ihren spezifischen Anwen dungen so vielfältig wie das (aktuelle und zu künftige) Portfolio eines Bäckers. Unsere Kun den arbeiten daran, ihr Geschäft auszubauen, bestehende Produkte zu verbessern oder neue zu kreieren. Gleichzeitig wollen sie nachhaltig arbeiten und die Digitalisierung vorantreiben, wie häufige Anfragen zeigen. Als professioneller Partner für Bäckereien und Lebensmittelhersteller verfügt AMF über ein umfassendes Wissen über die Markttreiber der Kunden, was uns hilft,
Produkte und Lösungen anzubieten, die am besten zu ihren individuellen Strategien passen. Die Automatisierung in der Bäckerei und der Lebens mittelherstellung im Allgemeinen ist der Kern des Wachstums. Und das ist es, was wir am besten können – Betriebe unterstützen.
Die jüngsten Anfragen nach nachhaltigen und digitalen Systemen haben uns dazu veranlasst, intelligente Lösungen zu entwickeln. Im Bereich der Bakery-Intelligence-Lösungen führen wir der zeit zum Beispiel den Cheese Smart Applicator ein. Dabei handelt es sich um eine cloudba sierte Software, die künstliche Intelligenz nutzt, um die Qualitätskontrolle für Pizzabelag zu au tomatisieren und ein gleichmäßiges Auftragen



Tel.: +31 183 626
E-Mail: sales@amfbakery.com
Tel.: +31 183 626
E-Mail: service@amfbakery.com
zu gewährleisten, während gleichzeitig das (oft teure) Verwerfen von Zutaten minimiert wird. Der Applikator trägt dazu bei, Energie zu sparen, leistet einen Beitrag zu Nachhaltigkeitszielen und spart bis zu 3 % der Zutaten, die üblicherweise verworfen werden. Letzteres kann in manchen Fällen mehrere hunderttausend Euro pro Jahr ausmachen.
Eine weitere Neueinführung, die beide Bedürf nisse erfüllt, ist unsere App „Sustainable Oven Service”, die Tools zur Kontrolle von Energieein sparungen, zur Überwachung von Tunnelöfen in Echtzeit und zur Optimierung aller Ofenprozesse für Bäckereien bietet. Die App hilft bei der Kon trolle der Ofentemperatur in Echtzeit und trägt zur Verbesserung der Nachhaltigkeit des Ge samtbetriebs bei, da sie eine optimale Energienutzung sicherstellt und hilft, Energieverluste zu minimieren. Wenn ein Tunnelofen beispielsweise nicht optimal beladen ist, verbraucht er unnötig viel Energie. Um dies zu verhindern, nutzt die App Warnsysteme und einen selbstlernenden Mechanismus.
Wir entwickeln eine ganze Familie digitaler Werkzeuge und intelligenter Lösungen für Bä ckereien, die sich bald dem Smart Applicator anschließen werden, um in das Zeitalter der intelligenten Produktion einzutreten. Weitere Tools, Funktionen und Lösungen, die Teil unserer Smart Suite sein werden, werden die voraus schauende Wartung unterstützen, um sicherzu stellen, dass unsere Kunden ihre Anlagen rund um die Uhr ohne Probleme betreiben können.
AMF Tromp arbeitet auch an hygienischen Ver besserungen wie der NANO-Technologie, um weniger Wasser für die Reinigung und energie sparende Lösungen zu ermöglichen. Unsere Anlagen sind bereits so konzipiert, dass die Reinigung schnell und effizient ohne Werkzeuge erfolgen kann. Dies soll noch weiter verbessert werden.
Darüber hinaus tragen solche Lösungen wesent lich zur Gewährleistung der Lebensmittelsicher heit und Nachhaltigkeit bei. Dies ist angesichts
der zunehmenden Bedenken nach COVID-19 von besonderem Interesse. Verbesserungen der Produktsicherheit werden daher auch weiterhin Priorität haben. Digitale Hilfsmittel wie EchtzeitQualitätskontrollen, die mit dem AMF Tromp Smart Applicator durchgeführt werden, erfassen jedes Produkt in der Produktion und prüfen Gewicht, Spezifikationen, Inhaltsstoffe und Qua lität. Das bedeutet, dass kein Produkt mehr durch menschliche Hände gehen und nichts mehr angefasst werden muss. Linienmanager und Bediener können die Bilder überprüfen, um zu lernen, aber die Maschinen sollten in der Lage sein, den Prozess selbst zu steuern.
AMF Bakery Systems ist ein weltweit führender An bieter von Automatisierungslösungen für Bäckereien, der modernste Anlagen für einen sich ständig verän dernden Markt liefert. Die Systeme von AMF setzen den Standard in der Backwarenindustrie und bieten Komplettlösungen für Brot, Brötchen, Tortillas und englische Muffins, handwerklich hergestellte Brote, Pizzen und Fladenbrote, Kuchen und Torten sowie Gebäck und Croissants. Neben den neuesten Innovationen in der Bäckereiindustrie bietet AMF fachkundiges Design und Anwendungstechnik, Produktionserfahrung, vollständige Systemintegration, Projektmanagement, Installation, Schulung und lebenslangen Ersatzteil- und Service-Support.
AMF Tromp – fertigt technisch führende Einzelanlagen sowie voll integrierte Bäckereilinien für die weltweite Backwarenindustrie. Das Unternehmen ist spezialisiert auf Aufgaben wie Ausrollen, Laminieren, Aufarbeitung, Dekorieren, Gießen, Spritzen, Glasieren und vieles mehr.

AMF Den Boer – ist eine führende Marke mit über 100 Jahren Erfahrung im Bereich Tunnelöfen, Gär- und Handlingssysteme. AMF Den Boer bietet modulare Lösungen für jede Art von Anforderung an, inklusive nachhaltige Lösungen wie Wasser stoff(-ready)-Elektro- und Hybridöfen. Das Unternehmen liefert schlüssel fertige Lösungen in die ganze Welt.
Gemeinsam helfen AMF, AMF Tromp und AMF Den Boer den Bäckern, ihr Produktportfolio zu erweitern und weiche Brote und Brötchen, ArtisanBrote, Pizzen und Fladenbrote, Kuchen und Torten sowie Gebäck und Croissants herzustellen.

Unser Ziel: die „Lights out”-Bäckerei Während bestimmte Backprozesse traditionell mit manueller Arbeit und handwerklichem Ge schick verbunden sind, ergeben sich aus der Rationalisierung dieser Vorgänge unmittelbare Vorteile. Technologie vereinfacht die Abläufe und sorgt für Konsistenz, vor allem dort, wo viele Menschen im Einsatz sind. Die meisten Möglich
Dabei handelt es sich um ein intelligentes Werkzeug zur Qualitäts- und Gewichtskontrolle, für das AMF Tromp eine digitale Echtzeit-Bildverar beitung mit einem Algorithmus verwendet, der jede Pizza oder jedes Produkt auf der Linie überprüft. Die cloudbasierte Software nutzt künst liche Intelligenz. Sie ändert sofort die Geschwindigkeit, Menge und Platzierung des Käses, um das Ergebnis zu optimieren. Maschinelles Lernen sorgt dafür, dass der Algorithmus und der Applikator mit der Zeit immer intelligenter werden. Es kann sogar in Nicht-AMF-Tromp-Geräte integriert werden!
Diese Software hat den Vorteil, dass sie Echtzeitdaten des Ofens nutzt, um wichtige Informationen über den Energieeinsatz und -verbrauch zu generieren. Sie kann auch Ausfälle und den Wartungsbedarf vorhersa gen, Prozesskorrekturen während des Backens vorschlagen, Parameter erkennen, die außerhalb der voreingestellten Spezifikationen liegen, und die Gesamtleistung des Ofens optimieren. Dabei werden nicht nur die von lokalen Sensoren gemessenen Daten verwendet, sondern auch Statistiken von anderen Öfen weltweit (geschützte Daten). Auf diese Weise trägt die App nicht nur zu den individuellen Nachhaltigkeitszielen bei und zeichnet Fortschritte auf, sondern erstellt auch eine aktuelle Roadmap für Bäckereien weltweit, die völlig neue Möglichkeiten und Vorteile eröffnet.
Es handelt sich um ein einziges System, das wichtige Informationen und die Kontrolle über mehrere Prozesse in Ihrer Bäckerei bietet. Durch die Verbindung von Bäckereimaschinen, Backsystemen und Bäckereiprozessen konsolidiert AMFConnect™ die Daten, um die Kommunikation und die Koordination der Betriebsabläufe zu verbessern. Mit der sicheren, zu verlässigen und genauen Datenerfassung einer gesamten Produktions linie bietet dieses Tool Einblicke und eine bessere Kontrolle über vorund nachgelagerte Prozesse. Die Daten der gesamten Bäckerei sind über mehrere Plattformen mit Bedienerstationen in Ihrem Betrieb und per Fernzugriff über intelligente Geräte verfügbar.
keiten, bei denen die Produktion vom Einsatz von Automatisierungswerkzeugen profitiert, gibt es bei den Prozessschritten, an denen mehrere Mitarbeiter beteiligt sind, und bei der Quali tätskontrolle.
AMF Connect ist ein Tool, das wir seit einigen Jahren anbieten, bei dem die gesamte Produk tionslinie überwacht und von den Betriebslei tern über eine Plattform verwaltet wird. Dies ermöglicht Bäckern die Kontrolle über die Pro zesse und die OEE-Daten. Aber es kann noch mehr erreicht werden. Denn wir treten jetzt in ein Zeitalter, in dem Maschinen intelligent werden und selbstlernende Fähigkeiten besitzen. So lernt beispielsweise der Smart Applicator, die perfekte Einstellung für das Bestreuen mit Käse zu finden. Mit diesen neuen Werkzeugen ist es möglich, die Qualitätskontrolle in Echtzeit und kontinuierlich durchzuführen.
Unser Ziel am Horizont ist die „Lights out”Bäckerei, in der die Maschinen autonom und ohne Eingriff des Bedieners laufen. Sie werden autark und intelligent sein und Probleme selbst lösen. Aber noch sind wir nicht so weit. In den meisten Bäckereien hat der Bediener immer noch die Kontrolle über die Maschine und den Prozess. Wir nehmen keine Schritte aus diesem Prozess heraus, sondern digitalisieren sie, nutzen Daten und schaffen Mehrwert. Noch sind Maschinen nicht in der Lage sind, Prozesse vollständig ohne Eingriffe auszuführen, aber in naher Zukunft.
IoT unterstützt die Integration dieser Werkzeuge/ Dienste in Ihre Verarbeitungslinien, da die Ge räte über SPS- und Internetverbindungen mit den von uns angebotenen und gehosteten Platt formen verbunden sind. Einzelne Geräte und Maschinen nutzen Funktionen der künstlichen Intelligenz und des maschinellen Lernens, um Daten zu verarbeiten, intelligent zu werden und diese Daten dann zur Wertschöpfung zu nutzen.
Der Smart Applicator, der AMF Connect und der Sustainable Oven Service werden immer
nach den Spezifikationen des jeweiligen Betriebs installiert. Anpassungen werden zu 100 % vor genommen, denn die einzigartigen Daten Ihrer spezifischen Anlage werden zur Optimierung des Prozesses und der Ergebnisse verwendet. Natürlich ist die Hardware Standard, aber die Intelligenz des Ganzen sind die Daten, die wir zur Wertschöpfung nutzen. Um die besten Ergeb nisse zu erzielen und die im Laufe der Zeit angesammelten Daten zu nutzen, ist eine Ver bindung zu unserer cloudbasierten Plattform erforderlich. Dies geschieht nach marktüblichen Standards über leistungsstarke Plattformen wie Microsoft Azure. Wir können die Sicherheit der Daten, den Datenschutz und sogar das Benchmarking von Maschinendaten weltweit garan tieren, ohne sensible Informationen weiterzuge ben. Auf diese Weise werden Smart Solutions mit der Zeit immer intelligenter und steigern die Gesamtanlageneffektivität (Overall Equipment Effectiveness, OEE) bzw. die Qualität der Pro dukte. Zu den Lernereignissen gehören Abwei chungen von den voreingestellten Parametern, für die ebenfalls integrierte Reaktionen vorhan den sind, die automatisch eingesetzt werden und den Prozess schnell in die Standardkonfigu rationen zurückführen. Typische Fehlfunktionen in der Pizzabranche sind z. B. Pizzen mit zu viel oder zu wenig Käse auf den einzelnen Stücken. Bei manuellen Gewichtskontrollen durch das Bedienpersonal werden im Durchschnitt nur alle 15 Minuten ein paar Stücke überprüft. Wir

haben diesen Prozess automatisiert und kont rollieren ab sofort jedes Produkt mit dem Smart Applicator. Er erkennt jede einzelne Anomalie. Das System und die Algorithmen ändern sofort die Einstellungen, um zum „Basiswert” zurückzu kehren. Das gilt nicht nur für das Gewicht des Produkts, sondern auch für die Verteilung der Toppings.
Auch wenn es um die Verbesserung der Backef fizienz geht, ist es der Ofen, der die Qualität der Backwaren bestimmt. Die Echtzeitüberwa chung der Backtemperaturen in Tunnelöfen ver bessert den Prozess und damit das Endprodukt – eine Aufgabe, für die die App Sustainable Oven Service entwickelt wurde.



Intelligente und intelligentere Lösungen machen nicht nur eine Produktionsanlage effektiver, sondern bringen auch einen Mehrwert, wenn mehrere Produktionsstätten betrieben werden. Hier macht die Nutzung von Daten den Unter schied, indem alle Einheiten/Geräte oder Lini en auf der Cloud-Plattform verbunden werden. Leichte Fehler, Störungen, Irrtümer oder häufig wiederkehrende Probleme – die Maschinen ler nen daraus und optimieren ihre Leistung. Im Großen und Ganzen wird die Synchronisierung über mehrere Anlagen hinweg erfolgen, sogar international. +++


 ©AMFBakerySystems
Der Multibake® HT Tunnelofen (Den Boer) ist ein HochtemperaturOfen für Pizzen, Fladenbrote oder Naan
©AMFBakerySystems
Der Multibake® HT Tunnelofen (Den Boer) ist ein HochtemperaturOfen für Pizzen, Fladenbrote oder Naan
Fachkräftemangel, steigende Rohstoffkosten, sinkende Margen fordern jedes Unternehmen in der Backwarenbranche, insbesondere auf qualitätsbewusste, kosteneffiziente Produktions prozesse zu achten. Zusätzlich stellt der Markt noch die Anforderung einer 100%igen Rückver folgbarkeit der eingesetzten Rohstoffe.
Das AutomationX MES Produktionsleitsystem unterstützt Handwerksbetriebe und industrielle Lebensmittelhersteller dabei, das Ziel der effi zientesten Produktion mit höchster Produkt qualität und geringstmöglichem Aufwand zu erreichen und vor allem auch alle gesetzlichen Nachweispflichten gemäß HACCP/IFS zu erfüllen. So werden heute noch Qualitätsaufzeichnungen handschriftlich durchgeführt und später in ExcelListen übertragen. Mit dem AutomationX QM-

Modul werden Qualitätsdaten entweder auto matisch von den Maschinen übernommen oder manuell über Touch Monitore eingegeben. Die Daten sind sofort verfügbar, auf Abweichungen kann prompt reagiert werden und ein mühsames, fehleranfälliges Übertragen von Zetteln auf elektronische Systeme ist hinfällig.
Wie kann dieses Ziel erreicht werden?
Der Prozess einer Backwarenproduktion startet beim Rohwareneingang, führt über Misch-und

Lauzilgasse 13 8020 Graz, Österreich
Tel.: +43 316 2704 700
E-Mail: office@automationX.com
Website: www.automationX.com
Dosieranlagen weiter zu Produktionsanlagen zur Herstellung eines verkaufsfähigen Produk tes. Mehrere Anlagenhersteller haben sich auf verschiedene Aufgabenstellungen spezialisiert. In einer Lebensmittelproduktion findet man nicht selten mehr als 10 unterschiedliche Hersteller. Die meisten Anlagen sind mit eigenen Steuerungen ausgestattet, viele Hersteller bieten Softwaresysteme zur Analyse ihrer eigenen Maschinen mit an. Doch wie lassen sich die Daten unterschied licher Systeme kombinieren? Welche Rückschlüsse kann man ziehen? Welche Daten sind für welchen Zweck relevant? Qualitätssteigerung? Produk tionsleistung? Wie bringt man das Ganze unter einen Hut?
Hier kann eine Partnerschaft mit AutomationX starten.
Wollen Sie dem Softwareunternehmen Ihre Pro zesse erklären oder vom ersten Termin an über Lösungen und Optimierungspotentiale diskutie ren? Wollen Sie mit jungen Berufseinsteigern oder mit Senior-Beratern im wahrsten Sinne des Wortes sprechen? Bei uns reden Sie mit Mitar beitern, die in Ihrer Branche bereits viele Pro jekte umgesetzt haben. Martin Auer in Graz steuert den Teigherstellungsprozess mit Auto mationX. Horst, seit 2 Jahren im Unternehmen, hat das Projekt Martin Auer allein umgesetzt. Zuvor hatte Horst schon an mehreren Bäcke reiprojekten als Projektingenieur mitgearbeitet. Nach der Inbetriebnahme wird das Bereit schaftsteam, allesamt Programmierer, die ver gleichbare Projekte umgesetzt haben, auf der Anlage geschult. Damit der Kunde auch ver lässlich nachbetreut werden kann. Resch&Frisch hat in Wels eine neue Produktionsstätte errichtet. An Projekten dieser Größe arbeitet ein Team aus Senior-Projektingenieuren, Projektingenieuren und Elektrotechnikern. Jede Branche hat ihren eigenen, speziellen Anforderungen. Unser Team kennt Ihre Anforderungen. Das Durchschnittsalter unseres 100-köpfigen Teams liegt bei 35 Jahren! Ein gesunder Mix aus erfahrenen Ideengebern sowie engagierten „Early Adoptern“ bildet DAS Team für die Umsetzung Ihrer „State-of-the Art“MES-Lösung.
Unsere modulare Softwarelösung kommuniziert über Schnittstellen mit dem ERP-System sowie mit untergelagerter Anlagentechnik. Die Module wie das aXQuali-Modul für die Qualitätssiche rung oder das aXOEE-Modul für die Effektivitäts ermittlung der Produktion funktionieren unab hängig voneinander und könnten Schritt für Schritt oder als MES-Komplettlösung eingeführt werden. Das Herzstück der Produktion – die Rohstoffanlage – steuert unsere Lösung auch aktiv. Dabei liefern wir die gesamte Elektrotech nik, auch sehr gerne bei Umbauprojekten. Von untergelagerten Anlagen sammeln wir wichtige Daten oder füttern diese zum richtigen Zeit punkt mit den erforderlichen Einstellung. Wie funktioniert das?
Noch bevor wir mit dem Datensammeln und Füttern beginnen, erstellen wir einen Produktions plan. Sie wollen doch sicher Theorie und Praxis gegenüberstellen? Wurde der Produktionsplan eingehalten? Wo gibt es Verzögerungen? Warum sind diese eingetreten?
In unserem Softwaresystem können alle – wirklich alle Produktionsabläufe – detailliert abgebildet werden. In Prozessen werden die Produktions schritte aneinandergereiht und mit Eigenschaften versehen. Wie kann man sich das vorstellen? Ein Beispiel: Zur Produktion eines 100-g-schweren Teiglings benötigen wir die Maschine A. Für diesen Teigling kann die Maschine eine Leistung von 1.000 Stk./h erbringen. Des Weiteren erfor dert die Linien einen Mitarbeiter mit der Quali fikation eines Facharbeiters. Diese Informationen werden im Prozess hinterlegt. In der Produktions planung wird die Auftragsdurchlaufzeit sowie alle Rohstoffe und das erforderliche Personal berechnet.
Auf Basis der Prozessdefinition sowie den vom ERP-System übergebenen Produktionsaufträgen wird ein detaillierter Produktionsablauf für einen gewissen Zeitraum erstellt. Dabei gibt Ihnen das System detaillierte Informationen, wann
und wo was zu tun ist. So werden z.B. auch Roh stoffnachschubaufträge für das Tagesbedarfs lager automatisch ausgelöst. Sie wissen exakt, wann welcher Rohstoff, welches Personal und welche Maschine benötigt werden. Auch wird übersichtlich dargestellt, wann welche Maschine eingeschaltet werden muss, oder wir starten das Aggregat automisch über eine Schnittstelle. Somit sparen Sie bei sehr energieintensiven Anlagen eine Menge Geld.
Der Wunsch, auf Knopfdruck den optimalen Pro duktionsplan zu erstellen, können wir erfüllen!
Unser APS-Modul (Advanced Planning and Scheduling) errechnet auf Basis einer oder mehrerer Zielgrößen den bestmöglichen Pro duktionsplan. Eine Zielgröße kann zum Beispiel die zeitliche Verfügbarkeit von Personal an einem bestimmten Aufarbeitungsplatz sein. Wenn zu einem Zeitpunkt X 12 Mitarbeiter zur Produktion von Handsemmeln an der Linie stehen, muss auch zu diesem Zeitpunkt der Teigling bereit stehen. Die davor laufenden Aufträge werden automatisch skaliert. Dabei werden selbstverständlich auch für die Lebens mittelbranche zwingend notwendige Vorgaben wie die einzuhaltende Produktionsreihenfolgen von Produkten oder Verträglichkeitsmatrizen (Stichwort Allergene) berücksichtigt. Vor allem
auch die Rückmeldung aus der Produktion, die über Anbindung von Maschinen, welche die Ist-Leistung übertragen, immer einen Vergleich des Planes mit dem tatsächlichen Produktions fortschritt ermöglicht. Bei relevanten Abwei chung wird eine Warnung ausgelöst. Ein Mitar beiter entscheidet, ob er am bestehenden Plan manuelle Anpassungen vornimmt, oder ein neuer Produktionsplan errechnet werden soll. Die Ent scheidung hängt oftmals von Lagerbeständen, Einschätzungen über den zukünftigen Absatz etc. ab. Der Mensch ist hier als Entscheider noch immer ein wichtiger Baustein.
Hochqualifizierte Facharbeiter und Hilfskräfte, die Anzahl ist abhängig vom Automatisierungs grad und der Automatisierungsmöglichkeit Ihrer Produktion, fertigen das Produkt. Hier ist unser Credo: Gib dem Mitarbeiter nur so viele Informationen wie nötig!
Mit diesem Vorsatz haben wir es geschafft, für jedermann einfach zu bedienende Oberflächen zu entwickeln. Jeder Benutzergruppe – ob Schicht leiter oder Reinigungskraft – werden nur die Informationen und Eingabefelder angezeigt, die für ihre Tätigkeit erforderlich sind. Fehlbedie nungen werden vermieden, ja, nahezu ausge schlossen, und das Wichtigste: Es macht Spaß, mit dem System zu arbeiten!
 Nahtlose Rückverfolgung der Stikkenwagen in den Gärräumen: Aufzeichnung der Umgebungstempe ratur, Feuchtigkeit und Verbleibezeit
AutomationX
Nahtlose Rückverfolgung der Stikkenwagen in den Gärräumen: Aufzeichnung der Umgebungstempe ratur, Feuchtigkeit und Verbleibezeit
AutomationX
Auch greifen wir Echtzeitdaten von Maschinen ab, um jederzeit zu wissen, ob die Produktion noch in der geplanten Zeit fertiggestellt werden kann. Die Maschinenleistung ist in der Prozess definition festgelegt, die Maschine liefert IstDaten, das Resultat daraus ist die Vorausbe rechnung des Fertigstellungszeitpunkts!
Störungen sind wirklich unangenehm und Kosten Geld! Aber was beheben Sie zuerst? Wir haben ein Werkzeug, um Ihnen Entscheidungen abzu nehmen!
Ein Beispiel: Liefert z.B. ein Stückzähler keine Werte, ist der Betrieb unterbrochen. Das kann verschiedene Ursachen haben. Maschinen liefern zwar eine Flut an Störmeldungen, jedoch lassen sich diese zumeist keiner eindeutigen Ursache zuordnen. Ein weiteres Beispiel: Ein Leermelder löst aus. Das ist ja keine Störung, sondern ein Materialmangel.
Mit unserem OEE Modul (Overall Equipment Effectivness) erfassen Sie vordefinierte Betriebszustände teilweise automatisch, wie z.B. „Anlage ausgeschaltet“, „keine Produktion“, „Material fehlt“. Bei Störungen fordert das System Sie auf, eine Ursache einzugeben. Wir analysieren die Eingaben bezogen auf Schichten, Aufträge, Produkte etc. Sie wissen ab sofort ganz genau, wann der Fehler wieder auftreten wird, und wie lange die Störungsbehebung dauert. Ein Werk zeug, um das Wichtigste zuerst zu tun!
Die Stückzahlen werden vollautomatisch aufge zeichnet. Damit wissen Sie immer genau, wie viel die Anlage leistet. Übersichtliche Großan zeigen mit den Online-Key Performance Indi katoren wie der Fortschritt eines Auftrags, die Leistungszahl oder die Abweichung zur geplanten Fertigstellungszeit motivieren das Team, die Leistungsvorgaben zu erreichen!
Kennen Sie das? In der Produktion liegen ver schiedene Listen, in denen Mitarbeiter Ergebnisse von zyklischen Produktkontrollen in unterschied lichen Fertigungsstufen händisch eintragen. Das ist mit unserer MES-Lösung vorbei!
Mit dem Modul aXQuali legen Sie Prüfpunkte, Prüfparameter sowie den Zyklus für Prüfungen selbst fest, und das bezogen auf das Produkt in der jeweiligen Fertigungsstufe. Die Produkt stammdaten werden selbstverständlich vom ERP-System an das MES-System übertragen. Sie ergänzen lediglich Daten.
Dem Mitarbeiter wird entweder über eine Leuchte oder über Nachrichtenversand signali siert, dass eine Prüfung ansteht. Die Eingabe der Parameter erfolgt teils manuell, teils auto matisch! Temperaturen von Schockfrostern oder Spiralfrostern werden automatisch und perma nent aufgezeichnet und der Produktionscharge zugeordnet. Stichprobenkontrollen über Form, Farbe, Geschmack werden manuell eingegeben. Als Unterstützung für Stichprobenkontrollen kön nen Messgeräte wie Waagen, Temperatursen soren, Laborgeräte direkt an das MES ange schlossen werden. Die Daten übernimmt das System dann 100 % korrekt und vollautomatisch!
Eine hochmoderne MES-Lösung ist für uns selbstverständlich. 25 Personen unseres 100-köp figen Teams sind nur mit der Weiterentwicklung des Produktes „AutomationX“ beschäftigt. Vor allem auch damit, alle IT-Sicherheitsanforderungen für hochsensible Daten zu gewährleisten. So wird die Plattform AutomationX auch in anderen Branchen eingesetzt, z.B. in der Baustoffindustrie. Unser Produkt kann auch von Ihnen oder unse ren Systemintegratoren programmiert und er weitert werden. Sie selbst können Änderungen vornehmen. Allein dieser Anspruch fordert eine lückenlose Dokumentation und Qualitätssiche rung und bedeutet für unsere Partner natürlich auch ein gewisses Maß an Unabhängigkeit.
Wir bieten auf allen Kontinenten zu jeder Ta ges- und Nachtzeit Support. Und zwar nicht nach dem „Weiterleiten-Prinzip“. Von der Tele fonannahme bis zum Techniker, der Ihr Problem versteht, vergeht uns zu viel Zeit. Deshalb spre chen Sie bei Anruf der Hotline sofort mit einem Techniker, der mit Ihrer Anlage vertraut ist und regelmäßig selbst Projekte umsetzt. +++

+b ackaldrin steht für nachhaltiges Wirt schaften, langfristige Zusammenarbeit und verbindet die traditionelle Welt des Backens mit modernster Technik, Innovationskraft und digi taler Transformation.
Von backaldrin in die ganze Welt gehen seit über 55 Jahren Ideen für Brot, Gebäck und Feinback waren. Das Familienunternehmen entwickelt hochwertige Backgrundstoffe für die Lebensbe dürfnisse heutiger und künftiger Generationen. Heute ist backaldrin in über 100 Ländern der Welt aktiv und das Sortiment umfasst mehr als 800 Produkte. Schließlich spielt Brot auf der ganzen Welt eine Rolle. Man setzt in seiner Tätigkeit für die internationale Backbranche auf Innovation und Qualität aus der Region.
Der sorgsame Umgang mit den Rohstoffen liegt dem Backgrundstoffhersteller besonders am Herzen. backaldrin hat höchste Qualitätsstan dards, das beginnt bereits bei der Auswahl der Rohstoffe sowie Lieferanten. Seit jeher verfolgt das Unternehmen den Grundsatz, bei allem

Kornspitzstraße 1 4481 Asten, Österreich
Tel.: +43 7224 8821 0
E-Mail: info@backaldrin.com Website: www.backaldrin.com
was in der Region in ausreichender Menge und Qualität verfügbar ist, auf die heimische Land wirtschaft zurückzugreifen. Man setzt dabei auf langfristige Partnerschaften zu seinen Lieferan tinnen und Lieferanten. Über 92 % der Zutaten des weltweit bekannten Kornspitz ® sowie 80 % aller verarbeiteter Getreidemengen stammen aus der Region.
Dort wo 1984 der Kornspitz ® erfunden wurde, beschäftigen sich die Mitarbeiterinnen und Mitarbeiter auch heute jeden Tag mit Brot, Gebäck und Feinbackwaren. Dabei werden in der Produktentwicklung neben länderspezifischen Besonderheiten auch gesellschaftliche Trends aufgegriffen. So finden sich im Sortiment mit Vegipan ® ein veganes Vollkornbrot für alle, die im Alltag auf tierische Lebensmittel verzichten möchten, mit Actipan® ein Brot speziell für Sport ler und aktive Menschen genauso wie PurPur® Vollkornbrot, ein Brot auf Basis einer uralten Getreidesorte. Auch arbeitet backaldrin stets daran, Rohstoffe so gut wie möglich zu nutzen und Ressourcen zu schonen. So wird etwa im Dinkel Wachauer® Konzentrat Mehl aus Trauben kernen eingesetzt. Dabei werden die Kerne der Weintraube im Sinne der Nachhaltigkeit einer

neuen Verwendung zugeführt. Und auch der Geschmack kommt natürlich nicht zu kurz, der mit einer milden, leicht würzigen Note überzeugt. Auch Aroniatrester aus der Saftproduktion ist Teil ausgewählter Rezepturen und findet so neue Verwendung als Geschmacks- und Farbgeber. Zusätzlich sorgt die Powerbeere für sekundäre Pflanzenstoffe in Brot und Gebäck.
Die Aronia-Beere verleiht den Gebäcken eine einzigartige Färbung und versorgt sie zusätzlich mit sekundären Pflanzenstoffen

„Als Backgrundstoffhersteller arbeiten wir täglich mit Naturprodukten, da ist es für uns eine Selbstverständlichkeit, Verantwortung für Umwelt und Natur zu übernehmen.“ backaldrin-Eigentümer Peter Augendopler
Nicht nur in der Rohstoffverarbeitung denkt backaldrin bereits heute an morgen. Viele Ressourcen werden aufgewendet, um an der Entwicklung von umsetzbaren Lösungen in den Bereichen Energiesparen, Abfallentsorgung oder Ökologisierung zu arbeiten. Solarpaneele am Dach der Firmenzentrale sorgen seit Jahrzehn ten für die Warmwasseraufbereitung, zudem erfolgt eine schrittweise Umstellung auf elektro betriebene Fahrzeuge in der Firmenflotte oder wurden bereits LKW mit Antrieb aus Alternativenergie getestet. Großräumige Grünflächen sind ein wesentlicher Bestandteil des Firmengeländes. Dazu schaffen Insektenhotels noch gezielter einen artgerechten Lebensraum für Bienen und Insekten, die wesentlich für ein funktionierendes Ökosystem sind.

Bäckerausbildung in Afrika Neben Nachhaltigkeit in Österreich setzt sich backaldrin für Entwicklungsarbeit in Afrika ein. Im Jahr 2012 war backaldrin einer der Mitgrün der der „Angel Bakery“ mitten im größten Slum
 Peter Augendopler jun. in der Backstube der „Angel Bakery“, wo bereits über 30 Menschen die Ausbildung zum Bäcker abschließen konnten
backaldrin schafft mit großräumigen Grünflächen am Firmengelände gezielt einen artgerechten Lebensraum für Bienen und Insekten
Peter Augendopler jun. in der Backstube der „Angel Bakery“, wo bereits über 30 Menschen die Ausbildung zum Bäcker abschließen konnten
backaldrin schafft mit großräumigen Grünflächen am Firmengelände gezielt einen artgerechten Lebensraum für Bienen und Insekten
Künstliche Intelligenz ist ein großes Thema bei backaldrin. Das Unternehmen arbeitet dabei eng mit den Expertinnen und Experten der Fachhochschule Hagenberg sowie der bluesource –mobile solutions gmbh zusammen

Kenias und sorgte für die komplette Ausstattung, Ausbildung und technische Unterstützung. Mehr als 30 Menschen konnten dort bereits eine Aus bildung zum Bäcker abschließen. Neben der Bäckerei umfasst das Projekt auch ein „Social and Health Care“-Zentrum sowie zwei Schulen mit knapp 1000 Schülerinnen und Schülern, die von der „Angel Bakery“ täglich mit Brot und Gebäck versorgt werden.
Wer fit für die Zukunft sein will, kommt auch an Digitalisierung nicht vorbei. Neue Technologien und die damit einhergehende digitale Transfor mation werden nicht nur die Wirtschaft, sondern auch die Gesellschaft tiefgreifend verändern, davon ist der Backgrundstoffhersteller überzeugt. backaldrin denkt deshalb über die klassische Digitalisierung und Automatisierung von Prozes sen hinaus und setzt Schwerpunkte in mehreren Bereichen. Dazu zählen unter anderem die Entwicklung auf organisatorischer Ebene, die Aus- und Weiterbildung von Mitarbeiterinnen und Mitarbeitern im Bereich digitaler Fähigkeiten
oder der Ausbau strategischer Kooperationen. Ein aktuelles Beispiel für eine dieser Kooperati onen ist ein Data-Science-Projekt gemeinsam mit Forscherinnen und Forschern der Fachhoch schule Hagenberg und dem Software Compe tence Center Hagenberg (SCCH). Dabei soll künstliche Intelligenz genutzt werden, Zusam menhänge zu erkennen und datenbasiert opti male Handlungsempfehlungen im Bereich der Entwicklung ableiten zu können.
Bei backaldrin trifft Künstliche Intelligenz auf Kunst- und Kulturobjekte aus 9000 Jahren Brot geschichte. Im PANEUM – Wunderkammer des Brotes erzählen 1200 Exponate aus vielen Teilen der Welt die Geschichte von Brot und dem Bäckerhandwerk. Die einzigartige Architektur des Gebäudes bietet dabei den perfekten Rah men. Als ein Ort für alle Brotliebhaber und die, die es noch werden wollen, ist das PANEUM ein wesentlicher Bestandteil von backaldrin und zen tral, um auf die Bedeutung dieses wichtigen Lebensmittels aufmerksam zu machen. +++
backaldrin+Bei der Herstellung von Feinbackwaren ist jeder Aspekt, der zum Endergebnis beiträgt, wichtig für die Produktdifferenzierung und spielt damit letztlich eine Rolle bei der Ent scheidung des Verbrauchers. Ein gutes Ver ständnis von den Produktionsschritten und eine kontinuierliche Bewertung neuer Innovationen und Möglichkeiten werden immer die Grundlage bilden für eine Perfektionierung der Prozesse entsprechend den Anforderungen heutiger und künftiger Gebäckspezialitäten.
Es bedarf eines grundlegenden Verständnisses von Prozessen, den Inhaltsstoffen, der Mecha nismen und der Abfolge der beteiligten Reak tionen, um die richtige Lösung zu finden, die messbare Vorteile in Bezug auf Effizienz und einen schnellen Return on Investment bringt.
Bei der automatisierten Produktion von Fein backwaren ist der Output in Bezug auf Qualität, Volumen und Zusammensetzung gleichblei bend. Dadurch erhält der Hersteller ein klares Bild von den Gesamtkosten pro Produkt und



folglich von den Betriebskosten. Die täglichen Quoten sind immer gleich, da die Maschine(n) in der festgelegten Zeit bei gleichbleibender Geschwindigkeit arbeiten. Ein weiterer Vorteil besteht darin, dass der Kunde seine qualifizier ten Fachkräfte für die Produktentwicklung ein setzen kann.
Wissenschaft und Technik beim Sprühen Das Markenzeichen von BAKON, das sich das Unternehmen seit der Gründung im Jahr 1986 aufgebaut hat, besteht darin, das Verhalten von Produkten wie Trennmittel, Ei und Eimassen sowie Glasur, aber auch Fettüberzüge wie Schokolade und Fondant zu verstehen, um sie für den perfekten automatisierten Sprühprozess

Stanleyweg 1 4462 GN Goes, Niederlande
Tel.: +31 113 244 330








E-Mail: info@bakon.com


Website: www.bakon.com

genau steuern zu können. Die Entwicklung von Glasur- Sprühmaschinen war der erste Schritt. Aufbauend auf diesem Know-how entwickelte BAKON dann Lösungen für alle Arten von Pro dukten, mit dem tiefen Verständnis, dass jede Flüssigkeit eine andere Art der Handhabung er fordert, um ihren Eigenschaften und der ge wünschten Verwendung am besten gerecht zu werden. Die Nachfrage des Marktes und die Zusammen arbeit mit den Rohstofflieferanten verschafften BAKON das Wissen, um spezifi sche Bedürfnisse in die richtige Lösung umset zen zu können.
BAKON hat verschiedene Lösungen entwickelt, nicht nur für die industrielle Produktion von Feinbackwaren, sondern auch für kleine bis große Betriebe. Darüber hinaus können diese Lösungen jede Art von Produkten verarbeiten –von Trennmitteln bis hin zu Fettüberzügen ein
schließlich Schokolade oder Fondant. BAKON findet die beste Lösung für Ihr Produkt und hilft Ihnen, Ihre Produktionseffizienz zu steigern, nicht nur beim Sprühverfahren, sondern auch beim Dressieren und Schneiden.
Schneiden mit Ultraschall macht Ihre Produkte perfekt Beim manuellen Schneiden empfindlicher Produkte, wie Kuchen, wird die Schnittober fläche oft negativ beeinflusst. Dies ist das Ergebnis einer unsicheren Hand und einer unsi cheren Schneidetechnik, was beim Schneiden mit einem gezackten Messer oder einer Säge noch deutlicher sichtbar wird. Das Ergebnis ist höchstwahrscheinlich ein schiefes Produkt. BAKON weiß um den Wert perfekter Produkte –und das spiegelt sich auch in einem perfekten Schnitt wider. Um dies zu erreichen, verwendet BAKON eine Ultraschallschneidetechnik, die das Produkt Schicht für Schicht mit 20.000 Hz schnei det. Das Ergebnis sind sauber geschnittene Produkte, die alle die gleiche Größe haben.


Eine eigene Schneidanlage führt zu einer Produk tion in gleicher Qualität, Menge und Konsistenz mit sofortigen, sichtbaren Vorteilen. Außerdem kann der Hersteller seine qualifizierten Hand werker und Bäcker für Aufgaben einsetzen, die ihr Fachwissen erfordern, wie z. B. die Qualitäts kontrolle und das Erarbeiten von Rezepturen, statt dass sie wiederholende Aufgaben wie das Schneiden übernehmen müssen. Es ist ein

BAKON entwickelt und fertigt standardisierte und kunden spezifische Dressier-, Sprühund Schneidemaschinen sowie Produktionslinien für die effiziente und groß volumige Verarbei tung von Feinbackwaren. BAKON steht für Spitzentechnologie und Zuverlässigkeit.
fach lohnender, das Schneiden der BAKONMaschine zu überlassen, da das Schneiden von Hand viel Zeit und Mühe kostet. Darüber hinaus ist BAKON durch das Erlernen und Ausprobie ren neuer Techniken in der Lage, den Schneide vorgang auf etwa eine Sekunde pro Schnitt zu verkürzen.

SAVE TIME AND EFFORT WITH THE BAKON DIPPING LINE: THE DIPPING LINE PUTS AN END TO MANUAL DIPPING AND SPEEDS UP YOUR PRODUCTION.




BAKON designs and manufactures complete production lines to the needs, desires and circumstances of customers all over the world. Together with you we will look at the requirements and present you your customized solution.


Zusätzlich zu den rechteckigen Schnitten können verschiedene Muster progra mmiert und die Abmessungen über einen Touchscreen gespei chert und abgerufen werden, darunter Dreiecksoder Rautenformen und runde Produkte – ein Muss für Kuchen. Die Rezepturen können einfach angewählt und bei Bedarf ausgetauscht werden, wobei mehrere Muster und voreingestellte Maße zur Auswahl stehen.
Beim Dressieren bestimmen die Produktkonsis tenz und die Viskosität das Endergebnis. Um ein optimales und genaues Verfahren zu er reichen, müssen Sie also wissen, welche Art von Produkt Sie herstellen wollen und was die Rezeptur beinhaltet. Zudem müssen Sie berück sichtigen, wie sich Ihr Produkt im Laufe der Zeit verhält, wenn es z. B. anderen Temperaturen ausgesetzt wird.
BAKON.COM


SEE THE DIPPING MACHINE IN ACTION



Ihre Zutaten und Rezepturen bestimmen die Lösung, die Sie für die besten Ergebnisse benö tigen. BAKON kann Sie bei dieser Aufgabe mit seiner über Jahre aufgebauten Erfahrung mit Dressierlösungen sowohl für handwerkliche Betriebe als auch für große industrielle Bäcke

reien und Konditoreien beraten. Außerdem können diese Lösungen eine große Vielfalt an Produkten verarbeiten. Ob Sie nun Massen oder (Keks-) Teige dressieren wollen, BAKON ist Ihr Partner.
Immer mehr Kunden verlangen nach speziellen Produktionslösungen für ihre spezifischen Bedürf nisse. BAKON trägt dem Rechnung, indem wir ganze Produktionslinien mit bestehenden Kon zepten konfigurieren oder völlig neu entwickelte


Konzepte für Ihr Produkt und Ihre Kapazität anbieten. Gemeinsam mit Ihnen betrachten wir Ihre Anforderungen an die gewünschte Lösung und Ihre Produkte. Auf der Grundlage dieser Informationen machen sich unsere Ingenieure an die Arbeit, um Ihnen anschließend die maßgeschneiderte Lösung zu präsentieren.
Die von unseren Kunden mehrfach für den deutschen Markt konfigurierte Fondant-Glasur linie ist ein hervorragendes Beispiel dafür, wie BAKON bestehende Konzepte so umgestaltet,
+Automatisierung – jeder hat schon ein mal davon gehört und viele haben ihre Produktion bereits teil- oder vollautomatisiert. Gründe für eine Automatisierung und Umstel lungen im Betrieb sind die vielen Vorteile, die automatisierte Prozesse mit sich bringen. Sie können sich kosteneinsparend auswirken, einen höheren Durchsatz bei gleichzeitiger Verringerung der Ausschussrate erzielen sowie Sicher heit und Stabilität in der Qualität des Produktes gewährleisten. Dennoch sind auch einige Punkte zu beachten, die sich als Herausforderung darstellen können. Limitierende Faktoren in der Automatisierung sind u.a. die Realisierbarkeit der technischen Anforderungen und der reibungslose Ablauf linearer Prozesse, welche von nicht linea ren Prozessen abhängen.
Technische Herausforderungen Bezüglich der technischen Anforderungen von automatisierten Prozessen hat sich in den letzten
Jahren einiges getan. Vor allem durch die Ent wicklung neuer Anlagen ist heute deutlich mehr möglich in Sachen Automatisierung, als noch vor einigen Jahren. Früher galten Teige mit einer maximalen Teigausbeute von 170 als nicht maschinengängig da sie zu klebrig für die Ver arbeitung waren. Mit den entsprechenden An lagen ist es heutzutage möglich, eine Teigaus beute von über 180 zu verarbeiten, wie wir sie

info@sauerteig.de
www.sauerteig.de
www.www.bpure-business.de

beispielsweise von „handgemachten“ Teigen wie Ciabatta oder Baguette kennen. Aber wie passt das Thema Sauerteig in automatisierte Prozesse?
BÖCKER – der Sauerteigspezialist empfiehlt, in Weizengebäcken milde Sauerteige einzusetzen. Diese verbessern die Qualität der Backwaren, indem sie, je nach Wahl des Sauerteiges, ein mild säuerliches, fruchtiges Aroma und in jedem Fall eine verbesserte Krumenelastizität und Schneidbarkeit der Brote sowie eine längere Frischhaltung garantieren. [1] Bei einer bereits (voll-) automatisierten Anlage stellt dann der Zusatz von Sauerteig in die Rezeptur die Prozessplanung von Grund auf auf den Kopf – wenn der Sauerteig selbst fermentiert wird! Als Lösung bietet BÖCKER inaktive Ready-to-use-Sauerteige an. Erhältlich sind diese Produkte flüssig und als Pulver und können direkt in den Teig gegeben werden. Vor allem bei langzeitgeführten Gebä cken ist der Einsatz von Ready-to-use-Produkten ein sicheres Verfahren, um die Qualität des Gebäcks zu verbessern. Durch die Inaktivierung des Sauerteiges wird ein Nachsäuern der Teig linge verhindert.
Viele Betriebe fermentieren ihre Sauerteige mit dem Einsatz entsprechender Starterkulturen selbst und erzielen so eine gute Qualität. Hier kommt nun der zweite limitierende Faktor ins Spiel, für den eine Lösung notwendig ist. Ein großes Problem in der Automatisierung der Sauerteig fermentation ist die Abhängigkeit des linearen Prozesses der Backwarenherstellung vom Loga rithmus der Sauerteigfermentation, also der immer schneller zunehmenden Säuremenge in der Fermentation. Stellen wir uns einmal die Prozesse der Teigbereitung bis zum fertigen Gebäck vor: Als Erstes müssen die Zutaten ab gewogen werden, anschließend der Teig her gestellt, geteilt und zu dem entsprechenden Gebäck geformt werden. Nicht zu vergessen sind die Ruhezeiten in definierter Atmosphäre. Es folgt das Backen und anschließend entweder die Kühlung oder das Frosten und zuletzt das Verpacken. Dieser Prozess enthält eine Vielzahl an
Schritten, die jeder für sich durch verschiedenste Ursachen zu Verzögerungen in der Produktion führen können. Wird der Sauerteig nun automa tisiert fermentiert mit genau abgestecktem Zeitrahmen und es entsteht eine solche Zeitver zögerung, ist das für den Sauerteig denkbar ungünstig. Ist doch das Einhalten der Fermenta tionszeit bei konstant gehaltenen Bedingungen essenziell, um eine gute Qualität zu erhalten und zu sichern. Der Sauerteig müsste verworfen und neu angesetzt werden und die gesamte Produktion würde auf einen neuen Sauerteigan satz warten. Die Verzögerungen, die sich hierbei ergeben können, wären wirtschaftlich nicht trag bar. Bereits früher standen Bäckereien vor genau diesem Problem. Die Lösung, die dann gefunden wurde, scheint so einfach: Kühlen! Durch Herun terkühlen des fertigen Sauerteiges wird die Fermentation verlangsamt und damit die Abhän gigkeit der Backwarenproduktion von der Sauerteigproduktion aufgehoben. Der gesamte Ablauf wird auf diese Weise flexibler und die Gefahr eines Stillstands der Produktion minimiert.
In der Abbildung auf der Folgeseite ist die Tren nung der Prozesse durch Kühlung dargestellt. Bei Betrachtung der Abbildung ist allerdings wichtig zu beachten, dass ein solcher Prozess von vielen Faktoren abhängt und hier nur stark heruntergebrochen dargestellt werden kann. Dennoch zeigt sich darin deutlich, dass Kühlung die Lösung für mehr Zeitpuffer ist.
Eine weitere Möglichkeit, flexibel in der Back warenproduktion hinsichtlich des Sauerteiges zu reagieren, ist die Ausweitung des Sauerteig einsatzes in den Backwaren. Wie bereits er wähnt, lässt sich im Weizenbereich die Qualität der Backwaren durch Sauerteigeinsatz deutlich verbessern, egal ob Kuchen, Feingebäcke oder Brote. In je mehr Produkten Sauerteig eingesetzt wird, desto mehr Ausweichmöglichkeiten und weitere Nutzungsoptionen des Sauerteigs erge ben sich bei einer Verzögerung und desto flexi bler kann reagiert werden. Damit am Ende ein Produkt mit konstanter Qualität entsteht, muss allerdings gleich zu Beginn der Automatisierung


einiges beachtet werden. Vor allem bei der Einhaltung der Fermentationsparameter kann eine automatisierte Produktion durch entsprechende Mess- und Regelungstechnik die Fermentation und ihre Überwachung vereinfachen. Grundvor aussetzung dafür ist, dass bei Einführung einer automatisierten Sauerteigfermentationsanlage alle wichtigen Parameter, wie z.B. Fermentations zeit, Temperatur oder Einsatz der Startermenge, berücksichtigt und entsprechend eingestellt wer den. Denn: Sauerteig ist nicht gleich Sauerteig. Je nach Einsatz der Starterprodukte gelten unter schiedliche Führungsbedingungen und je nach dem, welche Funktion der Sauerteig im Produkt übernehmen soll, gelten wieder andere Bedin gungen. So kann ein Sauerteig, welcher für back hefefreies Backen eingesetzt werden soll, nicht wie einer geführt werden, der lediglich den pH-Wert absenken und Aroma in das Brot bringen soll.

Wir bei BÖCKER helfen gerne bei der Umsetzung der beschriebenen Projekte und stehen als Sauerteigspezialist beratend zur Seite. Letztlich gilt: Je mehr Backwaren mit Sauerteig hergestellt werden, desto einfacher die Automatisierung. Unser Plädoyer lautet ohnehin: In jeden Teig gehört etwas Fermentiertes!
Bei BÖCKER, dem Spezialisten für Sauerteig, dreht sich seit der Unternehmensgründung 1910 alles um das Thema Sauerteig. In dem in der vierten
Generation inhabergeführten Familienunterneh men werden hochwertige Sauerteig-Produkte fermentiert und weltweit versendet. BÖCKER prägt als Meinungsführer und fundierter Wissens träger seit über 110 Jahren mit kontinuierlicher Innovationskraft die industrielle Sauerteig-Pro duktion. BÖCKER steht für Sauerteig in allen Facetten und Varianten. So gehören zum breiten Sortiment Starter für Betriebssauerteige, getrock nete Sauerteige in konzentrierter Form, flüssige und gebrauchsfertige Sauerteige für den direkten Einsatz, Sauerteig-Pasten mit eingebetteten Zutaten (z. B. frische Sprossen oder Körner), aktive Sauerteige sowie glutenfreie Sauerteige und Backmischungen. Diese Produkte hat das Unternehmen frühzeitig entwickelt und so den Gattungsbegriff Sauerteig-Produkte ins Leben gerufen, welche die backende Branche mit großer Selbstverständlichkeit nutzt. Die Innova tionskraft des Firmengründers ist bis heute er halten geblieben und Triebfeder des unterneh merischen Handelns; so säumen viele Patente den Erfolgsweg des Familienunternehmens. Im Verlauf der Firmengeschichte hat BÖCKER über 160 Sauerteig-Produkte auf den Markt gebracht – von Spezial-Sauerteigen über maßgeschnei derte Produktlösungen bis hin zu fertig gebacke nen glutenfreien Backwaren. Mit den glutenfreien fertig gebackenen Backwaren bietet BÖCKER handwerklich hergestellte Produkte für alle an, die sich ohne Gluten, andere Allergene und vegan ernähren wollen. +++
Referenzen
[1] Arendt et.al., 2007, Galle et.al., 2013
BÖCKER+Die Cetravac AG gilt in Deutschland ebenso wie international als Marktführer im Bereich der Vakuumkonditionierung. Sie hat aus schlichter Kühlung die Konditionierung ent wickelt und damit die Anwendungsmöglichkeiten dieser Technologie auf ein einzigartiges Niveau gehoben.
Das erste Patent für eine derartige Anwendung der Vakuumtechnologie wurde Cetravac-Gründer Adolf Cermak 1997 erteilt. Hintergrund war die Suche handwerklicher Filialisten nach neuen Methoden, Ware aus der Zentralbackstube in die Läden zu bringen, ohne dass Rösche und Frische unter dem Transport leiden und ohne den zwingenden Einsatz energieintensiver Tiefkühlung.
Der Einsatz der Vakuumtechnologie zur extrem schnellen Kühlung der teilgebackenen Produkte von innen nach außen macht es Mikroorganismen und Schimmelsporen nahezu unmöglich, sich auf den warmen Gebäcken anzusiedeln und zu ver mehren. Die Produkte sind aber nicht nur mikro biologisch sicher, sie behalten auch ihr Volumen und ihre Form, zeigen keine Setzfalten, die Retro gradation wird erheblich verzögert. In gekühlten Lagerräumen sind sie für 7 bis 10 Tage ohne Qualitätseinbußen haltbar. Bei Plunder und Blätterteigprodukten wächst das Volumen durch die Vakuumanwendung sogar und bleibt stabil.

Was die Expertise von Cetravac ausmacht, ist nicht die Anlagentechnik allein. Das im schwei zerischen Altstätten angesiedelte Unternehmen hat in jahrelanger praxisnaher Forschung und Entwicklung den gesamten Verfahrensweg en détail für Hunderte von Backwaren in zahlreichen Variationen analysiert. Darauf aufbauend hinter legt Cetravac in seinen Anlagen eine Steuerung, die genau auf den Betrieb, seine Produkte und ihre Anforderungen zugeschnitten ist und das perfekte Resultat liefert – Individualität statt Massenware und einer der Gründe dafür, dass Markt- und Meinungsführer unter den deutschen Filialisten auf Cetravac setzen. Die meisten von ihnen nutzen Vakuumkonditionierer, die im
Chargenbetrieb arbeiten, es gibt aber auch kontinuierliche Anlagen.
Die Vorzüge der Vakuumkonditionierung lassen sich auch jenseits der teilgebackenen Produkte für die Filialen vielfältig nutzen. Eine in der Pro duktion fertig gebackene und vakuumgekühlte Erstausstattung der Filialen bleibt länger rösch und frisch. So lässt sich der Beginn des Backens im Laden nach hinten verschieben und Personal kosten können gespart werden. Laib- und Stan genbrote sind nach der Vakuumkonditionierung bereit zum Schneiden, Feingebäck kann sofort aprikotiert und dekoriert werden. Sogenannte Ready-to-eat-Produkte werden fertig gebacken, konditioniert und gefrostet. Nach dem Auftauen zeigen sie sich ohne neuerlichen Backprozess außen rösch und kross, innen saftig und frisch – ideal für das Catering und die Gastronomie.
Kesselbachstrasse 40 9450 Altstätten, Schweiz
Tel.: +41 71 520 75 50
E-Mail: contact@cetravac.ch
Website: www.cetravac.ch
+Irgendwie war die bakeXperts AG ihrer Zeit immer voraus. Als die Gesellschaft 2013 von cetravac-Gründer Adolf Cermak ins Leben gerufen wurde, setzte sie auf das, was heute Schwarmintelligenz genannt wird. Prozessorientierte Beratung für innovative Backbetriebe durch Fachleute verschiedener Disziplinen, die ihr Wissen für individuelle Lösungen bündeln. Gerade schreibt bakeXperts mit einer grandio sen Idee, die das Backen im Laden technisch, nachhaltig und betriebswirtschaftlich revolutio niert, ein neues Kapitel der Bäckereigeschichte. Die neue Generation des Ladenbackens

Der UDO ( U nivac- D oppelback- O fen), den das Schweizer Unternehmen auf den Markt bringt, backt schneller als alle bisher da gewesenen Ladenöfen, liefert anhaltende Frische ebenso wie stabiles Volumen und verursacht deutlich weniger Energie- und Personalkosten. Die Viel zahl von Produkten, die sich mit diesem Ofen schnell und perfekt backen lassen, eröffnet neue Dimensionen in Verkauf und Gastronomie.
Selbst Großbrote lassen sich im UDO in wenigen Minuten fertig backen.
Möglich macht das die Vakuumtechnologie, die sowohl zum Backen wie auch zum Abkühlen auf Verzehrtemperatur genutzt wird. Die Steuerung wurde so konzipiert, dass Bedienungspersonal vor Ort die Ware nur mehr auf das Blech legt, einem Produktbild zuordnet und auf den Knopf drückt.
Der innovative Ofen mit dem Namen UDO revo lutioniert das Frischeangebot für Filialbetriebe, denn die Prozess- und damit Reaktionszeit auf Nachfrageschwankungen schrumpft, ohne dass Retouren entstehen. Der UDO zeigt den Weg, so wenig Überschüsse wie möglich zu produzieren (Nachhaltigkeit), aber jederzeit das gewünschte Produkt in attraktiver Frische und Qualität ver fügbar zu haben (Attraktivität). Das spart mor gendliche Vorbereitungszeiten in den Filialen. Dabei ist der UDO breit einsetzbar, für tiefge kühlte grüne Teiglinge ebenso wie für vorge garte, halbgebackene Ware, egal ob tiefgekühlt oder ambient gelagert. Snacks und Pizzen wer
den nicht trocken oder durchweicht, stattdessen bleibt der Boden kross und die Füllung fluffig. Das liegt schlicht und einfach daran, dass die Wasserbilanz in den derart gebackenen Pro dukten gesteuert werden kann, was Saftigkeit und Frischeindruck sichert. Trotzdem lassen sich bei spielsweise Großbrote sofort schneiden. Filialisten eröffnet der UDO so neue Vermarktungschancen für handwerkliche Brote.
Der Weg in die Tagesproduktion Indem die Spezialisten Planung und Integration der beiden Verfahren Vakuumkonditionieren und Vakuumbacken in bestehende oder neu geplante Produktionen übernehmen, ebnen sie Betrieben den Weg in die Tagesproduktion. Mit der Entwicklung von Automatisierungslösungen für die Arbeitsabläufe in Filialbäckereien rücken sie parallel den Personalproblemen im Verkauf zu Leibe.
bakeXperts organisiert und betreut darüber hinaus Arbeitskreise, die als Innovationsbeirat für einzelne Betriebe oder Gruppen fungieren und praxisnahe Themen bearbeiten, wie bei spielsweise die Verlagerung von Nachtarbeit in den Tag. Für den maßgeschneiderten Input zieht bakeXperts hochkarätige Spezialisten heran. Denn die Zukunft gehört denen, die ihrer Zeit vorausdenken. +++
Kesselbachstrasse 40 9450 Altstätten, Schweiz Tel.: +41 71 520 71 00
E-Mail: cermak@bakexperts.com Website: www.bakexperts.com
Prozess- und Reaktionszeit schrumpft
weniger Retouren weniger Energiekosten
© bakeXperts Lang anhaltende Rösche und Stabilität+Kaum eine Teigführung gleicht der ande ren. Dies bekamen sowohl der Backwa renhersteller als auch DIOSNA als Anlagenbauer zu spüren, als es an die Errichtung einer großen Anlage für Biga-Vorteige ging. Vor allem die langen Ruhezeiten des Vorteigs forderten die Anlagenplaner heraus, genauso wie die großen Produktionsvolumina mit drei Tonnen Teig pro Stunde.
In einer Anlage für Vorteige müssen nicht nur die einzelnen Apparate wie Dosiereinrichtungen, Kneter und Fördereinrichtungen perfekt funktio nieren, auch ihr Zusammenspiel muss harmonie ren. DIOSNA schaut daher bei der Entwicklung eines solchen Prozesses nicht nur auf die ein zelne Maschine, sondern führt dies zu einem überzeugenden Gesamtkonzept zusammen. Von Vorteil ist, dass die Teigexperten bei DIOSNA die wichtigsten Prozesse der Teigherstellung aus einer Hand anbieten: von der Dosierung der Rohstoffe über die Vorteigbereitung, die innerbetriebliche Logistik und die abschließen de Qualitätskontrolle bis hin zum Reinigungs konzept.
Schritt für Schritt erarbeitete DIOSNA mit seiner Schwester aus der Linxis Group, dem Silo- und Automatisierungs-Spezialisten Shick Esteve, ein Anlagenkonzept, das sowohl von der Komplexität als auch der Automatisierung neue Maßstäbe setzte.
Die Anlage stellt höchste Anforderungen an das Raumkonzept angesichts diverser Übergabe stationen, des Knetprozesses sowie der Reini gungseinheiten. Dazu gehören u.a. das Teigruhe system, Hygienic Design Wendelkneter, die im Tandem-System Teig über das Bottom-Discharge Prinzip in die Ruhebehälter ablegen, der Linear transport mit Hebekipper, High-Performance-

Am Tie 23 49086 Osnabrück, Deutschland
Tel.: +49 541 33104 0
E-Mail: technologie@diosna.de Website: www.diosna.de
Wendelkneter und Trichter mit Teigportionierern. Weil der Platz in dem Werk – gerade im Hin blick auf die großen Teigmengen, die es zu produzieren galt – begrenzt war, wurde ein Einlagerungskonzept auf zwei Ebenen mit auto matischer Logistik entwickelt.

Im Mittelpunkt des Prozesses stehen das auto matisierte Knetkonzept. In diesem werden alle Schritte überwacht und dokumentiert, so dass die späteren Freigaben erleichtert werden. In der Anlage kamen für die Herstellung der Biga-Teige zwei im Tandem-System arbeitende Wendelkneter der Hygienic Design Line (WH-Serie; WH240A) zum Einsatz. Dieses Knetsystem besitzt zwei sich entgegengesetzt drehende Wendel werkzeuge, zwischen denen der Teig geknetet wird. Dadurch ist eine schonende Teigentwick lung mit geringem Temperaturanstieg möglich.
Nach Ablauf der Knetzeit werden die fertigen Vorteige durch die elektrisch gesteuerte Öffnung des Mittenentleerungs-Systems in quadratische
Wannen ausgetragen, die über eine Schienen führung bereitgestellt werden. Nach der Befüllung wird die Teigwanne an das Teigruhesystem übergeben.
Inzwischen knetet im zweiten Kneter schon der nächste Teig. Zeitgleich wird die nächste Teig wanne bereitgestellt. Unmittelbar darauf wird sie schon über die Mittenentleerung des Kneters befüllt. Auf diese Weise entsteht ein stetiger, engmaschiger Ablauf der Bereitstellung von Biga-Teigen für die nun folgende Reifung. Die Leistung des Systems liegt bei bis zu drei Tonnen Teig pro Stunde.
Im Bild oben ist erkennbar, dass die Wendelkneter in der DIOSNA Hygienic Design Ausfüh rung geliefert wurden. Eine offene Gehäusekonstruktion mit frei zugänglichen, abgerundeten Edelstahlprofilen ermöglicht eine schnelle und gründliche Reinigung mit Strahlwasser im Nieder druck bis 10 bar. Auch die Oberflächen sind zur Vermeidung mikrobieller und partikulärer Konta mination des Endproduktes hygienisch optimiert.
Hygienic Design Wendelkneter: Mittenentleerung in Wannen DIOSNANun beginnt der nächste Prozessschritt, der das eigentliche Herzstück des gesamten ausgeklü gelten Prozesses ist: die lange, sanfte Fermen tation des Biga-Teiges.

Am Teigruheraum zeigen sich die Dimensionen der Anlage. Dort lagern auf zwei Stockwerken mehr als 100 Wannen, von denen jede mehr als 120 Kilogramm Teig fasst. Allerdings müssen auch immer wieder kleine Batchgrößen integriert werden.

Die in den Wannen ruhenden Biga-Teige werden stetig durch einen sanften Luftstrom gekühlt. Nach der Ruhezeit von bis zu 20 Stunden wer den die Wannen automatisch ausgelagert und im FIFO-Prinzip zu einer Übergabestation trans portiert. Mithilfe von Elevatoren werden die Wannen nach oben befördert und in Edelstahl bottiche eines weiteren Knetsystems (W401A) entleert. Die leeren Wannen bewegen sich anschließend automatisch zu einer Reinigungs station.
Nun wird der finale Teig vorbereitet. Hier kommt eine weitere automatisierte Lösung zum Einsatz: ein Transportsystem, das dafür sorgt, dass der Teig produktbezogen in Bottichen ruht.
Der in die Bottiche übergebene Vorteig wird zunächst in zwei weiteren Batchknetern unter Verwendung eines eigenen Siloanschlusses und von Dosiereinrichtungen mit den weiteren
BigaTransportsystem DIOSNABiga-TeigZutaten zu dem finalen Teig vermischt und geknetet. Tatsächlich folgt nun noch eine zweite Teigruhephase, die über ein ebenfalls vollauto matisch arbeitendes Lineartransportsystem ge steuert wird. Erst nach dieser zweiten, deutlich kürzeren Reifungsphase wird der Teig auf die Make-up-Linie übergeben.
Die Temperaturführung war einer der wichtigsten Aspekte bei der Ausarbeitung des Gesamtpro zesses. So mussten trotz der großen Teigmengen gleichmäßige Ruhezeiten gewährleistet werden.
Da die Kneter im Dauerbetrieb laufen, war mit steigenden Temperaturen zu rechnen, was wie derum den Gärungsprozess beeinflusst hätte.
Die Wendelkneter von DIOSNA zeichnen sich allerdings schon immer durch einen niedrigen Temperatureintrag aus, daher spielte diese Problematik am Ende keine Rolle.

Dass die Anlage wie am Schnürchen funktio niert, ist auch einem ausgefeilten Automatisie rungskonzept zu verdanken. Dafür erstellte das Schwesterunternehmen von DIOSNA, Shick Esteve, eine Software-Lösung speziell für dieses Werk. Oberstes Ziel war, dass die Produktion mit einer geringen Anzahl an Bedienern ablaufen sollte.
Ein besonders arbeitsintensiver Schritt, die Rei nigung, wird durch das hygienische Design des Equipments unterstützt.
In Bezug auf die Reinigung ermöglichen die CIP- (clean in place) und WIP- (wash in place) Systeme eine ressourcenschonende, einfache, effiziente Reinigung von allen Anlagenkompo nenten. So werden die Wannen des Teigruhe systems mithilfe von Sprühdüsen automatisch bei 50 °C Wassertemperatur ohne Chemie gereinigt.
Im Anschluss an die Reinigung werden sie vor und nach dem erneuten Befüllen eingeölt.
Das erleichtert das Entleeren und Reinigen der Behälter. Die Edelstahlbottiche im Fertigteigsystem müssen nicht unentwegt gereinigt werden.
Beim Entleeren in den Trichter werden diese ausgeschält (Wandabstreifer).
Bei den Prozessschritten der Teigaufarbeitung kann Rückteig anfallen – ein wertvoller Rohstoff. Gerade bei einem so leistungsfähigen System hat nachhaltiges Handeln auch einen hohen wirtschaftlichen Aspekt. Deshalb wurde noch ein Recyclingprogramm für eine mengenge steuerte Rückführung in den Teigproduktions prozess integriert. Dieses beinhaltet das Auf fangen, Sammeln und Wiedereinbringen von Restteig.
In dem Beitrag wurden nur einige Aspekte an gesprochen, auf die besonders in einem auto matisierten Herstellungsprozess für Teige geach tet werden muss. Entscheidender Punkt sind die Übergabestellen. Nur so lassen sich kontinuier lich drei Tonnen Teig pro Stunde unter Beachtung sämtlicher Qualitäts- und Hygieneanforderungen reibungslos verarbeiten. +++
Automatisiertes Teigruhesystem mit Hebekipper und Reinigungsstation © DIOSNA+Der Trend zu Broten und Feingebäcken aus weichen Teigen mit langer Vorgare von bis zu 24 h und teilweise mit hohem Rog genanteil stellt gerade mittelständische Filial bäcker vor große Herausforderungen bei der Produktion. Um möglichst viele verschiedene Produkte in hoher Qualität herstellen zu können, sollte sich eine Produktionsanlage kurzerhand und unkompliziert umrüsten, reinigen und ggf. erweitern lassen. „Die Verarbeitung von weichen Teigen erfordert bei vielen Anlagen einen er höhten Einsatz von Trennmitteln, wie etwa Öl, um das Teigband möglichst gewichts- und form genau herstellen zu können“, sagt Michael Gier, Leiter der FRITSCH World of Bakery. „Ein hoher Einsatz von Öl wirkt sich aber negativ auf das Backergebnis des Endproduktes aus, steigert den Reinigungsaufwand und somit auch die Stillstandszeiten während der Produktwechsel“, erklärt der versierte Teigtechnologe.
Mit der PROGRESSA bread hat FRITSCH im Frühjahr 2022 eine neue Lösung auf den Markt gebracht, die ebenso platzsparend wie effizient arbeitet. „Mit dieser sehr kompakten Anlage

schließen wir eine Lücke in unserem Portfolio und wenden uns damit vor allem an Handwerksund Filialbäcker“, sagt Fred Dorner, Leiter der Forschung & Entwicklung bei FRITSCH. Auf der Anlage, von gerade einmal fünf Metern Länge, können je nach Produktgröße zwischen 500 und 1.800 Kilogramm Teig pro Stunde verarbeitet werden. Die Vorteile dieser neuen und innova tiven Lösung ließen sich bis dato nur im Bereich der industriellen Anlagen realisieren. „Mit unserer neuen PROGRESSA bread können auch kleinere Bäcker eine breite Palette an Produkten extrem gewichtsgenau und sehr teigschonend herstellen
Tel.: +49 93 26 83
Fax: +49 93 26 83 100
E-Mail: mail@fritsch-group.com
Website: www.fritsch-group.com
Blog: www.passionfordough.com

und dabei den Einsatz von Trennmitteln und den Reinigungsaufwand gering halten“, erläutert Dorner das Ergebnis der Entwicklung.
Die Entwickler und Teigtechnologen von FRITSCH stehen in engem Kontakt mit ihren Kunden. Sie besuchen die Kunden vor Ort und erfahren im Gespräch viel über die individuellen Anforde rungen bei der Herstellung von Broten unter schiedlichster Art. „Für die neue PROGRESSA bread haben wir uns vergleichbare Anlagen auf dem Markt angeschaut. Daraus konnten wir ableiten, an welchen Stellen Verbesserungsbe darf besteht, um die Kundenbedürfnisse noch besser erfüllen zu können“, beschreibt Fred Dorner den Ansatz des Forschungs- und Ent wicklungsteams.
Auch die eigene und bewährte Industrieanlage IMPRESSA bread mit dem FRITSCH Soft Dough Sheeter (SDS), einem Teigbandformer der speziell für weiche Teige entwickelt wurde, stand für die PROGRESSA bread Pate. „Mit dem SDS nano haben wir das Ausformsystem von der Industrie anlage auf eine kleinere Linie übertragen. In Kombination mit dem darauffolgenden SDR (Soft Dough Roller) wird der restteigfreie Trans port des Teigbandes bis zur Guillotine ermög licht“, sagt Michael Gier. Der große Vorteil des SDS nano besteht darin, dass auch er das Teigband von allen Seiten bemehlt. „Von oben und unten ist das mittels Bestreuung der Ablage fläche bzw. des Teigbandes relativ einfach. Für die Seiten verwenden wir hochklappbare Bänder zur Bemehlung des Teigbandes“, beschreibt Michael Gier die Arbeitsweise. Dank der um seitigen Bemehlung kann hier vollständig auf Öl verzichtet werden. Das erlaubt nicht nur eine größere Präzision bei der Teigbandherstellung, sondern verringert auch den Reinigungsaufwand.
Dass FRITSCH seit zwei Jahren Teil des MULTIVACKonzerns ist, kam den Entwicklern an einer ent scheidenden Stelle zugute. Als Verpackungsma
schinenhersteller hat MULTIVAC große Erfahrung mit präzisen Wiegesystemen. „Von diesem Knowhow konnten wir im Austausch mit den Kollegen bei der Weiterentwicklung unserer Anlage pro fitieren“, sagt Fred Dorner. Das Wiegesystem der neuen Brotlinie ist mit zwei Wiegeeinheiten ausgestattet. Die erste Messung wird am Teig band unmittelbar vor der Guillotine vorgenom men. Sobald das gewünschte Gewicht erreicht ist, wird die Guillotine ausgelöst und das Teig band in einzelne Teigstücke geschnitten, die dann weiterverarbeitet werden. Die zweite Messung erfolgt unmittelbar hinter der Guillotine. Weicht das Gewicht der Teigstücke vom Zielgewicht ab, wird der Schneidevorgang entsprechend korrigiert.
Als gelernter Bäcker mit einer Leidenschaft für Teig schaut Michael Gier genau hin, wie die Kunden mit den Maschinen arbeiten. „Die Kon struktion einer Anlage entscheidet darüber, wie schnell und einfach die Mitarbeiter einzelne Elemente oder Teile ausbauen und reinigen können“, sagt Michael Gier. Möglichst viele Funktionen mit so wenig Teilen wie möglich zu gewährleisten, ist die Devise. Bei der Entwick lung wurde deshalb großer Wert darauf gelegt, dass alle Teile gut zugänglich und einfach her ausnehmbar sind. „Im Antriebsraum der Linie befinden sich keine Motoren oder sonstigen elektrischen Teile wie etwa Sensoren“, erläutert Fred Dorner: „Somit kann die Maschine zügig zerlegt und größtenteils mit dem Dampfstrahler schnell und gründlich gereinigt werden.“
Ein weiteres großes Plus der PROGRESSA bread ist der auf ein Minimum reduzierte Bedarf an Öl für die Verarbeitung des Teigbandes. Ledig lich im Trichter des SDS nano sorgt eine bedarfs gerechte Besprühung mit Öl für einen gleich mäßigen Teigfluss. So können Öleinschlüsse im Teig vermieden werden und dies wiederum garantiert ein hervorragendes Backergebnis der fertigen Brote. Obendrein spart es Kosten für den Einsatz von Öl und vermindert den Rei nigungsaufwand. Für die Befüllung des Trichters gilt das Prinzip „First in, First out“ (FiFo), damit
der Teig eine gleiche Verweildauer im Trichter und damit Vorgare im Teigband hat. Eine per manente Füllstandmessung sorgt dafür, dass per Hebekipper neuer Teig automatisch bedarfs gesteuert zugeführt wird, wenn das Teigniveau im Trichter unter einen definierten Füllstand fällt.
Das rundum bemehlte Teigband wird vom SDS nano an den FRITSCH Soft Dough Roller (SDR) übergeben, der es extrem teigschonend aus rollt. Dank der bewährten Satellitenkopftechnik entsteht frei von Scherkräften und Trennmitteln ein höchst gleichmäßiges Teigband. Nachdem die Guillotine mithilfe des Doppel-Wiege-Systems präzise Teiglinge geschnitten hat, können diese weiterverarbeitet werden. Dabei ist eine manuel le Aufarbeitung ebenso möglich wie der Ein satz eines Bänderrundwirkers für Brote oder ei nes Baguettewickler-Tisches.
„Mit der PROGRESSA bread können Bäcker vor gegarte Teige sowie Teige mit einem hohen Roggen- oder Wasseranteil in derselben Qualität wie auf einer Großanlage verarbeiten“, betont Michael Gier. Doch auch für Industriekunden kann die neue Brotlinie durch ihr Leistungsspek trum eine sinnvolle Ergänzung zum bestehenden Anlagenpark sein: Dank ihrer geringen Länge von gerade einmal fünf Metern lässt sie sich

mühelos in fast jede bestehende Fertigungshalle integrieren.
Bislang war es bloß der Traum eines jeden Pro duktions- oder Schichtleiters in größeren mittel ständischen Betrieben und industriellen Unter nehmen des Backwesens: Einen möglichst zeitnahen und genauen Überblick über die wich tigsten Leistungsdaten der Anlage zu haben. Von den Ausfallzeiten durch kleinere Störungen oder gar dem Wartungszustand der Anlage ganz zu schweigen. Doch genau das machen die Smart Production Insights (SPI) von FRITSCH ab sofort möglich. „Wir wollten unseren Kunden schon immer den Live-Einblick in die Produktion und damit ein Höchstmaß an Transparenz er möglichen“, sagt Wolfang Stegmaier, Projekt leiter für die digitale Entwicklung bei FRITSCH. „Unsere Kunden haben in der Vergangenheit im Anlagenumfeld und bei den Prozessen schon sehr viel getan, um ihre Produktion effizient zu gestalten“, erklärt Stegmaier. Durch die kontinu ierliche Erfassung von Daten und die Visualisie rung von Key Performance Indikatoren in Echt zeit können nun weitere Verbesserungen bei der Gesamtanlageneffektivität erzielt werden.
Ein wichtiger Ansatzpunkt der Smart Production Insights ist es, auch kleinere Störungen, die während der Produktion immer mal wieder auf treten, aufzuzeichnen und darzustellen. Bislang war es den Produktions- oder Schichtleitern nicht möglich, darauf zu reagieren, weil diese kurzen Störungen schlicht nicht erfasst werden. „Oft sind es ja nur kurze Störungen, die die Pro duktion für höchstens zwei bis fünf Minuten un terbrechen. Aber wenn das über eine gesamte Schicht hinweg öfters auftritt, summiert sich das am Ende eben zu einem ungeplanten Produktionsausfall“, erläutert Stefan Eydel, Data Analyst bei FRITSCH, das Problem. „Aus den jetzt durch die SPI zur Verfügung stehenden Daten können die Kunden die Störungsursachen genau ermitteln und geeignete Maßnahmen ein leiten, um solche ungeplanten Anlagenstillstän de zu vermeiden“, so der Datenspezialist.
FRITSCHNur wenig Hard- und Software ist für die Nutzung der SPI nötig Digitalisierung funktioniert nicht ohne den Aus tausch von Daten. Das gilt auch für die Nutzung der Smart Production Insights. „Die Kunden benö tigen einen permanenten Internetzugang, damit der Datenfluss von der Anlage in die Cloud ge währleistet ist. Der Internetzugang ist darüber hinaus für die von FRITSCH angebotene Fern wartung von Anlagen notwendig. Bei der Fern wartung können die Experten von FRITSCH sich über das Internet die Leistungs-, Störungsund Wartungsdaten der Anlage ansehen und ent sprechende Unterstützung geben.
Die SPIs stehen nicht nur für neue Linien zur Verfügung, sondern können auch in vielen be stehenden Anlagen nachgerüstet werden.
Hersteller, nicht nur selbst genauer zu planen, sondern auch zuverlässiger bei Lieferterminen gegenüber den eigenen Kunden zu sein. Durch die gezielte Analyse und Behebung von Störungs ursachen sowie den Überblick über fällige Wartungsarbeiten kann die Effektivität weiter verbessert werden.
Bei FRITSCH wurden bereits 2018 die ersten Schritte in Richtung Digitalisierung unternommen. Es wurden die Strukturen zum Datenabzug aus der Steuerung festgelegt und ein Dashboard entwickelt. Das System wurde den Kunden erst mals auf der IBA 2018 gezeigt. „Nach der Über nahme von FRITSCH wurde das System mit den Digitalisierungsspezialisten von MULTIVAC wei ter vorangetrieben“, sagt Stegmaier. „Dafür wurde die von ihnen entwickelte Plattform ge nutzt und das System unter der Bezeichnung Smart Production Insights weiter vorangetrie ben, bis es nun als ausgereiftes Produkt den Kunden zur Verfügung steht“, erläutert der Pro jektleiter. Die SPI stehen dabei nicht nur auf den neuen Linien zur Verfügung, sondern können durch eine entsprechende Nachrüstung auch auf Bestandslinien eingesetzt werden.
Ein Höchstmaß an Transparenz macht gezielte Verbesserungen möglich
Am Dashboard kann beispielsweise die Ge samtanlageneffektivität aufgerufen werden. Sie wird in Form eines Balkens und einer Prozent zahl ausgewiesen. Zusätzliche Balken geben zudem die Verfügbarkeit der Anlage, die Leistung als Zahl der produzierten Stücke sowie deren Qualität an. „In einer einfachen tabellarischen Übersicht können der Produktions- oder Schicht leiter darüber hinaus sofort erkennen, wie die Anlage in den letzten 24 Stunden gearbeitet hat“, sagt Wolfgang Stegmaier.
„Es lassen sich nicht nur die Ergebnisse ver schiedener Schichten miteinander vergleichen, sondern auch die aktuell laufende Produktion genau verfolgen“, berichtet Stegmaier. Realisti sche Produktionsergebnisse ermöglichen es dem
Im Zuge der Digitalisierung werden Wolfgang Stegmaier, Stefan Eydel und das gesamte Team bei FRITSCH an weiteren digitalen Produkten arbeiten. „Eine wichtige Informationsquelle sind für uns natürlich die Erfahrungsberichte unserer Kunden, die Tag für Tag mit unseren Anlagen Millionen von Semmeln, Brezeln, Croissants, Brote und Feingebäcke herstellen“, sagt Stefan Eydel. Wie schon bei der aktuellen Entwicklung der SPI kann sich das Team von FRITSCH auch in Zukunft auf die bewährte Expertise und Zusam menarbeit mit den Kollegen von MULTIVAC ver lassen, weil sie am selben Ziel arbeiten: Den Service für die Kunden stetig zu verbessern, damit sie die bestmögliche Effizienz auf ihren Anlagen erreichen. Ungeplante Anlagenstill stände sollen durch die gewonnenen Erkennt nisse der Datenauswertung in den kommenden Jahren der Vergangenheit angehören. +++

+Thermo-Oel bietet einzigartige Vorteile, insbesondere wenn es als flüssiges Wärmeübertragungsmedium beim Backen ein gesetzt wird. In 100 % der O fensysteme von HEUFT wird diese Technologie genutzt, um konstante Temperaturen im gesamten Ofen und eine sanfte und gleichmäßige Wärmeübertra gung auf die Produkte zu gewährleisen und dabei wesentliche Energieeinsparungen zu erzielen. Das ist das Ergebnis von 50 Jahren Erfahrungen im Bereich Thermo-Oel und ganzen 300 Jahren Erfahrung im Bereich der Herstellung von Öfen.

Einzigartige Vorteile von Thermo-Oel Während des Backvorgangs zirkuliert das Thermo-Oel gleichmäßig durch das Ofensystem. Thermo-Oel biete eine hohe Wärmeübertra gungskapazität und somit genug Leistung, um die Temperatur während des Backvorgangs konstant zu halten. Dabei kann die Technologie flexibel auf wechselnde Temperaturanforderun gen reagieren.
Die Temperatur wird mittels Drei-Wege-Ventile konstant gehalten, um die erforderliche Tempe ratur im Ofen zu halten. Die geringe Tempera turdifferenz zwischen dem Wärmeübertragungs medium und dem Backraum ist aufgrund der hohen Wärmespeicherkapazität von Thermo-Oel möglich, die etwa 2.700-mal höher ist als bei konventionellen Ofensystemen, wie etwa Heizgasumwälzöfen. Dank geringem Delta T entsteht kein Flash-Heat-Effekt und im Falle von nicht belegten Stellen brennen die Produkte nicht an.
Temperaturschwankungen während des Back prozesses gibt es nicht. Resultat ist eine knus prige Kruste, saftige Krume und eine längere Haltbarkeit bei einer absolut gleichmäßigen, reproduzierbaren Qualität. Die erforderliche Thermo-Oel-Menge hängt von der Größe des Ofens ab und kann jahrelang für die Backzyklen verwendet werden. Mit unserem neuen Öl „HE30-green“ in Kombination mit unserer Stick stoff-Anlage bleibt das Thermo-Oel Jahrzehnte lang haltbar.

Unsere innovativen Tunnelöfen werden mit Thermo-Oel-Technologie betrieben und mit bis zu drei Herden, 4 m Bandbreite und 60 m Länge gebaut. HEUFT hat die hauseigene Thermo-OelTechnologie über ein halbes Jahrhundert hinweg perfektioniert, was das Unternehmen heute zum Weltmarktführer in diesem Segment macht. In den vergangenen Jahren wurden unterschied lichste Ofenlösungen entwickelt, hierzu zählen Mehretagendurchlauföfen im Schrittsystem mit bis zu 12 Herden und einer Backfläche von bis zu 600 m 2. Großofensysteme werden mit einer vollautomatisierten Be- und Entladung ausge liefert. Bei Bedarf können Kunden ganze TurnKey-Lösungen wählen.
Eine geregelte Dampf-, Zu- und Abluftregulierung, verschiedene Temperaturzonen sowie getrennte Ober- und Unterhitze ermöglichen es, jede ge forderte Backqualität zu erreichen.
Abhängig vom Backgut können HEUFT-Durch lauföfen mit unterschiedlichen Herdbelägen konfiguriert werden:
+ Mit mehr als 300 Jahren Unternehmensge schichte ist HEUFT der älteste Ofenhersteller der Welt.
+ Der HEUFT Unternehmenskonzern ist ein Familienbetrieb in mittlerweile achter Generation mit Thomas Heuft als Eigentümer und Geschäftsführer.
+ Bäckereien in mehr als 30 Ländern verlassen sich auf die Thermo-Oel-Öfen von HEUFT.
+ HEUFT blickt auf mehr als 50 Jahre Erfahrung im Bereich der Thermo-Oel-Technologie zurück. Die Philosophie von HEUFT, sich zu 100 % auf Thermo-Oel zu konzentrieren, hat erfolgreich auf dem Markt Fuß gefasst. Mittlerweile ist HEUFT Weltmarktführer für Öfen mit Thermo-Oel-Technologie.
 © Heuft Thermo-Oel
Heuft Thermo-Oel
© Heuft Thermo-Oel
Heuft Thermo-Oel
+ Scharnierplattenband – Backen auf Stahl, für ein Backergebnis, das dem des Steinbackens stark ähnelt

+ Steinplattenband – wird aus natürlichem Granit gefertigt
+ Netzband – mit offener Struktur für Bleche und Kastenverbände
+ Netzband – mit geschlossener Struktur für frei geschobene Produkte
Alle Ofensysteme sind individuell gestaltbar und werden zu 100 % in Bell, Deutschland gefertigt.

Mit dem HEUFT-Wärmeverbundsystem werden knappe Ressourcen geschont, denn Energie ist zu kostbar, um sie nur einmal zu nutzen. Die variablen Energiekosten lassen sich um bis zu 40 % reduzieren. Die WVS-Anlagen integrieren alle relevanten Komponenten vom Backofen bis zur Kälteanlage und regeln die Energieströme über eine zentrale Steuerung, das Back-Infor mations-Center.
Hier werden sämtliche Verbräuche grafisch dargestellt, was die Organisation des Energie-
+ Zentrale Versorgung mehrerer Backöfen gleichzeitig.
+ Pro Volumeneinheit hat Thermo-Oel eine rund 2.700-mal höhere Wärmespeicherka pazität als Luft.
+ Schnelles und energieeffizientes Aufheizen dank geringer Abstrahlverluste.
+ Gleichmäßige und schonende Hitzeübertra gung auf das Backgut. Daraus resultiert eine perfekt reproduzierbare Qualität.
Managements erleichtert. Unser Energie-Ma nagement-System wurde für größere Anlagen entwickelt, in denen mehr als ein Heizkessel erforderlich ist. Dieses System legt den Energie verbrauch während des Produktionsvorgangs fest und kann einen der Heizkessel abschalten, wenn dessen Kapazität nicht benötigt wird.

Dieses Maß an Energieeinsparungen trägt zu einer wesentlichen Senkung der CO2-Emissionen bei und unterstützt die Nachhaltigkeitsarbeit.
Thermo-Oel als Wärmeträger schafft maximale Flexibilität bei der Auswahl des Energieträgers und hält auch im Nachhinein alle Optionen für einen unkomplizierten Wechsel der Beheizung offen. HEUFT setzt auf innovative Technologien, die kurzfristig und mittelfristig Lösungen bieten. Dabei gilt: weg von fossilen Brennstoffen, hin zu regenerativen Quellen wie Wasserstoff, Biogas oder Strom, Wind- und Sonnenkraft. Der Hybrid-Thermo-Oel-Erhitzer kombiniert einen elektrischen mit einem befeuerten Erhitzer, wobei der elektrische Erhitzer durch Strom aus regenerativen Quellen betrieben werden kann.

Stellen Sie sich auf Energieeinsparungen ein Um Bäckereien dabei zu unterstützen, ihre Ein sparungen zu maximieren, leitet die Energieab teilung von HEUFT eine projektspezifische Studie in die Wege und berät Sie darüber, wie und wo Energie eingespart werden kann. +++
KONTAKT
Neugierig, wie viel Sie einsparen könnten?
Senden Sie uns eine E-Mail an: energysavings@ heuft1700.com
+Die I-Rex Compact EC ist eine vollauto matische Teigteil- und Rundwirkmaschine mit einem separaten Teil- und Rundwirksystem . Zwei Versionen, nämlich Classic und Futura, bieten mehr Vielseitigkeit durch die Kombination von zwei (unterschiedlichen) Gewichtsbereichen oder Reihen. Mit einem Gewichtsbereich von 30 bis 100 g ist es möglich, bis zu 14.400 Stück pro Stunde zu produzieren (bei 6-reihigem Betrieb).

Ein ölfreies Teil- und Rundwirkverfahren und eine Trommelformvorrichtung mit durchgehendem Schnellspannband sind zur Reinigung leicht zu entfernen. Die neue I-Rex Compact EC ist im König Easy Clean Design (EC) ausgeführt, das Maßstäbe im Hygienedesign setzt und eine
 © Koenig Maschinen
© Koenig Maschinen
bessere Zugänglichkeit des Maschinensatzes mit neuen Hygienestandards ermöglicht. Das Design der neuen I-Rex Compact EC bietet eine beispiellose Zugänglichkeit für Reinigung und Wartung durch große Türelemente, offenes Edelstahldesign und abnehmbare Elemente wie Staubtuch, Schieber, Formtrommel und Formband. Alle teigberührenden Teile sind aus Kunststoff oder beschichtet (mit FDA-Zulassung) und Auf fangschubladen befinden sich unter dem ge samten Produktbereich.

Highlights in Sachen Funktion sind die folgenden:
+ Beschichtete Aluminium-Teiltrommel mit Kunststoff-Trommelleisten und -Kolben, Start-StoppBetrieb
+ Oszillierende Innenformtrommel, kontinuierlich laufend, mit stufenlos verstellbarem Formex zenter (werkzeuglos)
+ Elektropneumatische Verstellung der Form bandspannung
+ Verschiedene Formbänder für unterschiedliche Anforderungen und Teige verfügbar (struktu riert, Gewebe, Kunststoff etc.)
+ Modulare Siemens SPS-Steuerung mit 7"-TouchBedienfeld
+ Für Weizenteige und Mischteige mit Roggenanteil bis max. 40 %
+ Teigausbeute 148 bis 165 (je nach Teig)
+++
Statteggerstraße 80 8045 Graz, Österreich
Tel.: +43 316 6901 0
E-Mail: info@koenig-rex.com Website: www.koenig-rex.com
Oszillierende Innenformtrommel mit durchgehendem Schleifband, welches auf die Spreizbänder überträgt
Produktqualität: Der M-NS-Teigteiler ermöglicht das Teilen hochwertiger Teige in Teigstücke, die zu Baguettes, Brötchen oder runden Broten geformt werden können

+Die Industrie hatte schon immer mit zwei scheinbar widersprüchlichen Anforde rungen zu kämpfen: Qualität produzieren und die Kosten niedrig halten. Der ganze Erfindungs reichtum der Hersteller bestand und besteht darin, genau diese beiden Marktanforderungen zu erfüllen, indem sie die Massifizierung der Produktion nutzen. Dieser Hebel wird nun jedoch durch zwei neue Aspekte in Frage gestellt: zum einen durch die Notwendigkeit der Flexibilität aufgrund der Nachfrage nach Vielseitigkeit auf den Märkten und zum anderen durch die For derung nach mehr Nachhaltigkeit aufgrund der weltweiten Herausforderungen in Bezug auf die Umwelt und den sozialen Fortschritt. Für Mecatherm ist die Automatisierung nur dann
eine Lösung, wenn der Faktor Mensch im Mittel punkt bleibt. Albert Einstein sagte einmal etwas pessimistisch: „Es ist erschreckend offensichtlich geworden, dass unsere Technologie unsere Menschlichkeit überholt hat.“
Aber ist diese alarmierende Tatsache unver meidlich? Können wir nicht im Gegenteil davon
Route du Maréchal de Lattre de Tassigny 67130 Barembach, Frankreich
Tel.: +33 388 47 43 00
E-Mail: info@mecatherm.fr
Website: www.mecatherm.fr

ausgehen, dass die Technologie ihren Sinn findet, wenn sie im Dienste des Menschen in unseren Unternehmen steht? So sieht Mecatherm, ein französisches Unternehmen, das weltweit für seine automatischen Produktionslinien für Bäckerei- und Konditoreiprodukte bekannt ist, seine Aufgabe und setzt sie bei seinen Kunden mit konkreten und zuverlässigen Lösungen auf dem neuesten Stand der Technik, insbesondere der Digital technik, um.
Nach Robert Broh, dem Autor von Managing Quality for Higher Profits, ist „Qualität der Grad der Exzellenz zu einem akzeptablen Preis und die Kontrolle der Variabilität zu akzeptablen Kosten“. Diese scheinbar komplexe Definition von Qualität ist eigentlich eine perfekte Zusammen fassung des Handwerks des Herstellers selbst. Für Industriebetriebe ist ein Produkt „von Quali tät“, wenn es der Nachfrage zu einem ange messenen Preis entspricht. Da es keine Perfektion gibt, entspricht Qualität der Befriedigung einer bestimmten Erwartung, die mit einem Wert ver bunden ist, den die Verbraucher bereit sind, dafür zu zahlen: dem Preis. Gleichzeitig muss sich der Hersteller einer Vielzahl von Variablen stellen, wobei er im Rahmen seiner technischen und finanziellen Möglichkeiten bleiben muss, da er sonst Gefahr läuft, dass das Produkt seinen Wert, seinen angemessenen Preis, verliert.
Das ist jedem Verantwortlichen in der Industrie klar. Aber was kann man tun, wenn die Variabi lität auf der Nachfrageseite zu stark zunimmt? Was tun, wenn die Forderung nach Vielseitigkeit am Markt das eigentliche Prinzip der Industrie untergräbt, nämlich die Massifizierung der Pro duktion, um ein optimales Maß an Qualität und Kosten zu erreichen? „Eine Mode, die in einem Vorort von Los Angeles auftaucht, kann über das Internet und die sozialen Netzwerke am nächsten Tag in einem europäischen oder asiatischen Land zum Trend werden“, erklärt Olivier Sergent, Präsident von Mecatherm. Dadurch entsteht die Spannung, in der sich zu viele Industrieunter nehmen zwischen Marketing einerseits und Pro duktion andererseits befinden. Der Hersteller, der an seine industrielle Logik gebunden ist, wird einerseits Zeit und Quantität verlangen, um Qualität zum richtigen Preis zu erreichen, wie oben erwähnt. Die Marketingabteilung hingegen wird sich daran erinnern, dass der Markt Agilität verlangt.
Hinzu kommen die Anforderungen von CSR und Compliance. Nicht, dass es den seriösen Unter nehmern an Moral gefehlt hätte, die, wie wir wissen, nicht von der Generation Y erfunden wurde. Aber die Anforderungen sind gestiegen. Es steht so viel für die Umwelt auf dem Spiel, dass Energieverschwendung nicht mehr nur eine buchhalterische Anforderung ist, sondern eine Frage von Leben und Tod.
Flexibilität: Der von iba und IBIE preisgekrönte MTA-Ofen ist ein Schlüsselelement für die Flexibilität und Skalierbarkeit der Linien
 © MECATHERM
© MECATHERM
Kostenoptimierung:
Die neuen Mechanisierungen des M-UB eliminieren 50 % der Fehlerursachen und garantieren gleichzeitig Flexibilität und Modularität
Angesichts dieser Herausforderungen gibt es für den Hersteller zwei Hauptaktionsbereiche: seine Mitarbeiter und seine Lieferanten. Für Mecatherm können und müssen diese beiden Hebel zusammenwirken und sich gegenseitig bereichern. Großbäckereien haben Schwierig keiten, qualifizierte Arbeitskräfte zu finden und zu halten. Olivier Sergent zufolge „ist Mecatherm als Ausrüstungslieferant jedoch ein Automati sierungslieferant“, und die Automatisierung be steht genau darin, manuelle Tätigkeiten zu er setzen. Die Automatisierung ist jedoch weit davon entfernt, die Rolle des Arbeitenden und des menschlichen Aspekts zu schmälern, sondern befreit sie und verbessert sie.
In der Tat geht es um die Automatisierung von Arbeit, nicht um das Denken oder die Kreativität. Die Maschine trifft keine Entscheidungen für den Bediener, sie erweitert seine menschlichen Fähigkeiten und ermöglicht es ihm, das zu er reichen, was er sich vorgenommen hat. Eine solche Vision der Automatisierung im Dienste der menschlichen Fähigkeiten ermöglicht es, auf das oben erwähnte Anliegen Einsteins zu
reagieren und die Arbeit von Männern und Frauen in diesem Bereich zu schätzen. Konkret ist es die digitale Technologie, die diese fruchtbare Schnittstelle zwischen menschlicher Arbeit und maschineller Automatisierung ermöglichen wird.
Wenn ein Bediener am Montagmorgen seine Schicht antritt, stellt er drei Fragen: Sind meine Maschinen funktionstüchtig und stehen keine Ausfälle bevor? Erfüllt jedes Element meiner Produktionslinie seine Aufgabe in zufriedenstel lender Weise? Werde ich in der Lage sein, alles zu produzieren, was ich diese Woche benötige? Als Lieferant möchte Mecatherm auf jede dieser Fragen eine positive Antwort geben können. Aber wenn Anlagen in der ganzen Welt instal liert werden, ist es schwierig, die Betreiber zu begleiten, um sicherzustellen, dass unser Ver sprechen eingehalten wird. Aus diesem Grund hat Mecatherm eine digitale Schnittstelle ein gerichtet, mit der ein Mecatherm-Techniker ver bunden ist und die es ihm ermöglicht, Lösungen mit dem Betreiber zu teilen und ihn so zu be gleiten, zu schulen und über den Zustand der Anlage und ihre Betriebsleistung zu informieren. Unter diesem Gesichtspunkt automatisieren die digitalen Werkzeuge die Prozesse nicht, sondern beschleunigen und erleichtern sie.
Und vor allem schaffen die digitalen Lösungen eine wertvolle Nähe zwischen dem Unternehmer und dem Lieferanten. Die Bedeutung dieser Nähe wurde von Mecatherm besonders in der Zeit der Pandemie gemessen. In der Tat haben viele Hersteller die Kontinuität des Dienstes von Mecatherm während dieser Zeit gelobt, die die meisten Reisen und physischen Treffen verhin derte.
Mecatherm hat die gesamte Palette seiner Anlagen modernisiert und sie noch zuverlässiger gestaltet. Der neue „No-Stretch“-Teigteiler M-NS, der die Qualität eines hydratisierten Teigs be wahrt und gleichzeitig ein ideales Gewicht und eine ideale Form garantiert, ist zum Beispiel eine wichtige Verbesserung für eine Produktions

linie. Bei den Öfen und der Kältetechnik sind 15 % der Ausfallmöglichkeiten weggefallen, und sie sind jetzt viel beweglicher. Der Ofen M-TA, der in München mit dem iba-Innovationspreis aus gezeichnet wurde, wurde speziell entwickelt, um den Bedarf an Flexibilität zu decken und gleichzeitig die Qualitätsanforderungen und die Homogenität der Backwaren zu gewährleisten. Die von Mecatherm entwickelten digitalen Lösun gen orientieren sich an den Bedürfnissen der Industrie und des Bedieners vor Ort. Deshalb greifen sie in allen Phasen ein – von der Planung der Produktionslinie bis zu ihrer Wartung, über die Schulung der Bediener, die Produktions planung, den Betrieb der Linie, die Kontrolle usw. In der Planungsphase zum Beispiel wollte Mecatherm eine konkrete Lösung für den oben erwähnten neuen Bedarf an Agilität und Flexi bilität bieten. Die Zeit der Produktionslinien, die über lange Zeiträume hinweg unverändert den gleichen Artikel herstellen, ist vorbei. Um die hohen Kosten, die mit einem Produktwechsel und das Einrichten eines neuen Fertigungspro zesses verbunden sind, zu reduzieren, ermöglicht es das Tool M-Plan, Abläufe virtuell ablaufen zu lassen und so die Leistung zu optimieren. Das M-Twin-Tool befähigt die Techniker in einem Betrieb, ihre Fähigkeiten in einem realistischen Simulator zu erlernen. Durch den Zusammen
schluss mit ABI Ltd. verfügt Mecatherm über einen starken Verbündeten in Nordamerika. Aus dieser Verbindung ist zum Beispiel eine spezielle Produktionslinie für Bagels hervorgegangen –das Ergebnis der Erfahrung von Mecatherm in der Herstellung von Backwaren aller Art und der Spezialisierung von ABI auf dem Gebiet der Automatisierung und Robotisierung.
Der Rückblick und die Erfahrung von Mecatherm geben dem Unternehmen eine einzigartige Perspektive auf den Markt. Dank dieser Sicht weise war das französische Unternehmen in der Lage, seine technologischen Fortschritte im Bereich der Automatisierung in eine umfassen dere Denkweise zu integrieren. Diese berück sichtigt eine Vision des Menschen und seines Platzes in der Organisation, der zentral bleiben muss, und die Entwicklung des Marktes. Mecatherm, unter der Leitung seines Präsi denten Olivier Sergent, besteht darauf, dass der Schlüssel zur Harmonisierung von Mensch und Prozessautomatisierung die digitale Schnitt stelle ist. Von Natur aus flexibel, ist sie das Bindeglied zwischen Mensch und Maschine und sorgt dafür, dass die Maschine dem Menschen dient und nicht der Mensch der Maschine.
Der „Service“-Ansatz für den Kunden beginnt in der Vorprojektphase und endet erst 20 bis 30 Jahre nach der Inbetriebnahme der Anlage. Alle digitalen Dienstleis tungen von Mecatherm sind EASY-TO-USE und werden durch digitale Anwendun gen BESCHLEUNIGT
 © MECATHERM
© MECATHERM
Der „BackstubenZirkel“ von MIWE zeigt: Alles steht mit allem im Zusammen hang. Wer auch nur einen Aspekt außer Acht lässt, liefert „schnelle Lösun gen“, die sich nachteilig auf das Zusammenspiel mit anderen Faktoren auswirken
+Alles steht mit allem im Zusammenhang – so könnte man kurz und knapp be schreiben, was der „Backstuben-Zirkel“ von MIWE deutlich macht. Gute Backergebnisse sind demnach nicht allein von einem guten Backofen abhängig. Es gibt eine Vielzahl an Faktoren, die zu besseren Backwaren und folglich besseren Geschäften verhelfen. Hierbei betrachtet MIWE seit jeher das große Ganze und unterstützt seine Kunden tatkräftig dabei, in ihrem Marktumfeld erfolgreich zu sein. Der MIWE Ansatz ist daher bekanntlich ein sehr umfas sender, der über die reine Backofen- oder Bäckereikältetechnik hinausgeht, und stattdessen ganzheitlich Prozesse modelliert. Das Ziel ist dabei, optimierte Anlagenkonzepte aus einem Guss mit umfassendem Know-how und breit aufgestelltem Leistungsportfolio zu bieten.
Diese Denkweise und eine über die Jahrzehnte verfeinerte Expertise fließen in sämtliche Berei che ein. So wird immer wieder die vorhandene Engineering-Kompetenz von MIWE sichtbar, mit

der Fähigkeit, die einzelnen Punkte des „Backstuben-Zirkels“ – frei von einer konkreten Backofentechnik – als Berater in einem Konzept zusammenzuführen. Neueste Produkt- und tech nologische Innovationen fließen dann immer wieder in erfolgreiche und ganzheitliche Lösun gen und Konzepte ein – von der energetischen Optimierung über Prozesserleichterung durch Automatisierung bis hin zur Digitalisierung.
Der Schlüssel zur Kostenreduktion in der Backstube heißt: konsequente Energieeinsparung. Wer sich eingehender mit der energetischen

Michael-Wenz-Str. 2-10 97450 Arnstein, Deutschland
Tel.: +49 9363 68 0
E-Mail: contact@miwe.de Website: www.miwe.de
Mit dem MIWE planner beweist das Unternehmen erneut sein Know-how und macht die Welt des Planens anfassbar, gestaltbar und für seine Kunden schon im frühen Stadium erlebbar.
Intelligente, virtuelle, dreidimensionale Backstubenplanung mit dem MIWE planner
Welcher Bäcker wünscht sich das nicht: Statt des unschönen Gefühls, die Katze-im-Sack-zu kaufen, schon im Vorhinein sehen zu können, wie die neue Fertigungslinie aussieht. Und vor allem: Schon im Vorfeld verlässlich beurteilen zu können, wie der Prozess darauf abläuft und wie er sich in das betriebliche Umfeld einfügt.
MIWE arbeitet ja bekanntlich daran, das Backen und das Bäckerleben einfacher zu machen. Daher lässt das Unternehmen auch nicht nach, bis es für solche Herzenswünsche der Bäcker eine überzeu gende, moderne, nutzbringende Lösung gefunden hat. In diesem Falle: Den MIWE planner.
Mit moderner Software die Planung begreifbarer und deutlich besser machen Der MIWE planner ist ein Software-Werkzeug, mit
dem sich MIWE Anlagentechnik schon im frühen Planungsstadium dreidimensional in Ihrem baulichen Umfeld visualisieren lässt. Der Bäcker sieht, wie die Anlage aussieht. Er sieht, ob und wie sie sich ins bauliche Umfeld einfügt – aus allen denkbaren Perspektiven. So kann er genau verfolgen, wie sich der geplante Prozess auf der neuen Anlage in die betrieblichen Gegebenheiten integriert.
Sehen, was man bekommt. Vorausschauen, wie es funktioniert.
Gerade bei komplexeren Lösungen, bei denen das reibungslose Zusammenspiel und Ineinandergreifen mehrerer Komponenten vorbedacht und auf denk bare Reibungspunkte hin überprüft werden muss, ist dies eine wertvolle Hilfe und ein überaus nützliches Kontrollinstrument. Ein weiterer Vorteil des MIWE planners besteht darin, dass sich mögliche Alterna tivansätze vergleichsweise einfach parallel visuali sieren und dann virtuell miteinander vergleichen lassen – eine ganz wesentliche Entscheidungshilfe gerade bei zusammenhängenden Prozessstrecken, wie sie MIWE immer häufiger realisiert.
Mit dem MIWE planner wird die Planung der Backstube, der Wege und Prozesse schon frühzeitg nahezu greifbar und erlebbar © MIWE
Für die Steuerung des Energieübergangs hatten Bäcker beim MIWE roll-in e+ schon bisher ver schiedene Optionen. Da wäre die genial einfache, gleichzeitig hoch wirksame Regelung der umge wälzten Luftmenge durch die MIWE aircontrol oder das MIWE delta-baking, das zwei unterschiedlich starke Energiestufen des Brenners bietet. Nun wird die Variabilität und der mögliche Einsatzbereich des Stikkenofens durch MIWE variobake noch einmal deutlich ausgeweitet.
Die grundsätzlichen Vorzüge von MIWE variobake sind einigen vielleicht vom Etagenofen MIWE ideal bekannt: Mit einer fein geregelten Brennerleistung lässt sich die Intensität des Energieübergangs auf das Produkt sehr genau an die individuellen Bedürfnisse der jeweiligen Backware anpassen. Das eröffnet die Chance, sich mit individuelleren, ausgeprägten und charakterstarken Produkten im Wettbewerbsumfeld unverkennbar eigenständig zu platzieren – und das ist jetzt auch beim MIWE roll-in möglich.
Neben der Intensitätsstufe „mittel“, die der bisherigen Standardeinstellung entspricht, stehen mit MIWE variobake zwei weitere Stufen zur Verfügung: „sanft“ und „aggressiv“.
Die Einstellung „sanft“ verhilft insbesondere Blät terteig- und Plunderprodukten zu einem feinsplittri geren Biss, während sie bei Biskuit, Sandkuchen oder Eclairs ein deutlich „saftigeres“ Backergebnis ermöglicht. Auf der anderen Seite lässt sich die Einstellung „aggressiv“ jetzt auch für solche Produkte erfolgreich nutzen, die bislang als vollkommen „stikken-untauglich“ galten, weil sie – so die klassi sche Lehre – den kräftigen Energieeintrag eines Etagenofens insbesondere am Boden brauchen, z.B. Roggenbrot mit bis zu 100 % Roggenanteil. Mit MIWE variobake in der Stellung „aggressiv“ gibt es auch in diesem Fall kein Breitlaufen, stattdessen den starken Boden, für den man üblicherweise auf einen Etagenofen setzen würde. Es ist leicht auszu malen, dass auch alle Arten von Artisan Bread oder Kleingebäck aus der Weizenfraktion von
Das neue Modelljahr 2022 des MIWE roll-in überzeugt mit neuer technischer Raffinesse für qualitätsbewusste Bäcker
Beispiel-Temperaturverläufe im Detail von MIWE variobake. Der vergrößerte Ausschnitt zeigt deutlich die feinen Unterschiede im Backverlauf zwischen den Stufen „sanft” (grün), „mittel” (orange) und „aggressiv” (rot)
diesen „kräftigeren“ Backeigenschaften profitieren: mit stärkerer Kruste und besserer Rösche. Besonde rer Vorteil: Die Einstellung der Backintensitätsstufe ist direkt im Backprogramm hinterlegbar. Sie kann ad hoc in der Steuerung gewählt werden und ist bei allen Beheizungsarten möglich.

Optimierung von Backstuben befasst, stellt schnell fest, wie komplex und vielfältig Zusam menhänge sind. Das Thema Energie erfasst in der Backstube alle Produktionsbereiche und greift sogar deutlich über sie hinaus. Welche Energiesparlösung im Einzelfall die richtige ist und welche energetischen Komponenten dabei vernünftigerweise eine Rolle spielen sollten, lässt sich nur ermitteln, indem man sorgfältig bilanziert. Jede Backstube ist anders. Jeder Bäcker setzt seine ganz eigenen Schwerpunkte.


Energieeffizienz optimieren Wärmerückgewinnung klingt nach Gewinn. Das ist durchaus richtig, weil bei der Wärmerück gewinnung ja bekanntlich Wärme, die sonst ungenutzt verpuffen würde, einer weiteren Ver wendung zugeführt wird, für die sonst weitere Energie aufgewendet werden müsste. Das spart Energiekosten. Dennoch fängt die energetische Optimierung in der Backstube vernünftigerweise schon einen Schritt früher an: bei der Energie effizienz der eingesetzten Anlagen und Systeme. Es ist betriebswirtschaftlich (und erst recht öko logisch) unsinnig, Energie aufwändig zurück zugewinnen, die zuvor vollkommen unnötig ver braucht worden ist.
Einsparungen haben den Vorteil, bei jedem Energieträger zu greifen, egal, ob Sie nun Gas, Öl, Strom oder irgendeinen alternativen
Brennstoff nutzen. Sie lohnen sich umso mehr, je teurer Energie wird. Dabei stecken im Einsatz effizienterer Anlagen und eines leistungsfähigen Energierückgewinnungskonzepts sowie in der Optimierung von Abläufen im Betrieb in aller Regel sehr viel höhere Einsparpotentiale als in der bloßen Umrüstung vorhandener Technik auf andere Brennstoffe.
Mit (alternativen) Energieträgern und welche Möglichkeiten sich Bäckereien in Zeiten drohen der Energieverknappung bieten – damit hat sich MIWE intensiv auseinandergesetzt und die Pro und Contras im Magazin „MIWE impulse online“ (MIO) zusammengefasst. „Das Licht am Ende der Pipeline“ ist der Beitrag über schrieben, den Sie über den QR-Code abrufen können. +++
Erfahren Sie mehr über alternative Energieträger und Ofenumrüstungen auf impulse.miwe.de
 © MIWE
© MIWE
MIWE energy ist eine umfassende Beratungs- und Engineering-Dienstleistung für Bäcker, die die verzweigten Zusammenhänge in der Backstube kompetent überblickt
Besonders energieeffiziente Produkte erhalten von MIWE das e+-Siegel. Ein Baustein bei der besseren Energieaus beute in der Backstube
© MIWE
© MIWE
MIWE energy ist eine umfassende Beratungs- und Engineering-Dienstleistung für Bäcker, die die verzweigten Zusammenhänge in der Backstube kompetent überblickt
Besonders energieeffiziente Produkte erhalten von MIWE das e+-Siegel. Ein Baustein bei der besseren Energieaus beute in der Backstube
Rademaker ist bekannt für hochwertige Bäckereianlagen mit hohem Output. Der Bäckereisektor benötigt heute mehr und mehr flexible, automatisierte Produktionslösungen bei unterschiedlichen Kapazitäten. Radini ist die Antwort auf diese Anforderungen.

Radini ist die Lösung für den handwerklichen Bäcker, der den Übergang zu einem (teilweise) automatisierten Produktionsprozess vollzieht, oder für industrielle Bäckereien, die eine klei nere, flexible Produktionslinie wünschen, die den Anforderungen der industriellen Produktion entspricht. Sie bietet herausragende Möglich keiten für eine hochwertige Teigverarbeitung, bei der eine einfache Bedienung und hohe Flexibilität im Vordergrund stehen.
Die bewährten Techniken und Technologien von Rademaker bilden die Grundlage für eine Vielzahl vordefinierter Radini-Linienkonfigura tionen, die mit einer Stundenleistung bis zu 1.000 kg Teig auch hohen Ansprüchen genügt.
Von einlagigen bis laminierten Teigbändern, von Hefeteigen bis Blätterteigen – die Möglichkeiten der Verarbeitung verschiedener Teige sind um fangreich. Es ist möglich, verschiedene Teigsorten auf derselben Linie zu verarbeiten, wenn dies vom Kunden gewünscht wird. Für das Formen des Teiges werden verschiedene Teigbandformer angeboten. Durch einfaches Hinzufügen eines Werkzeugs kann die Produktpalette leicht er weitert werden. Radini bietet Bäckereien die Möglichkeit, den Produktionsprozess ganz oder teilweise zu automatisieren, in einem Zug oder Schritt für Schritt. Automatisierte Prozessfunk tionen können mit manuellen Prozessschritten kombiniert werden, z. B. das Auflegen von Fett
Tel.: +49 261 98
E-Mail: info@rademaker-deutschland.de
Website: www.rademaker.com
platten, die Teigzuführung sowie die teil- oder vollautomatisierte Formgebung von Produkten. So bleiben die Bäcker flexibel und können den Produkten ihren individuellen, handwerklichen Stempel aufdrücken.
Von einer geraden Ausrollanlage bis hin zu einem 3-Sektionen-Laminator oder einer Gebäckpro duktionslinie bietet Radini geeignete Lösungen für eine Vielzahl an Produktionsmethoden und Endprodukten. Eine breite Auswahl an Modulen und leicht zu ergänzenden Werkzeugen eröffnet Bäckereien zahlreiche Möglichkeiten.
Alle Radini-Linien sind mit automatischen Prozess steuerungsfunktionen ausgestattet. Zum Beispiel sind produktbezogene Einstellungen möglich wie die automatische Walzen-Spaltverstellung sowie die automatische Geschwindigkeitsregelung mit hilfe der Ein- und Auslaufsteuerung, um ein opti mal reproduzierbares Teigband zu erzeugen.
Die Bedienerschnittstelle (HMI: Human Machine Interface) und das Steuerungssystem der Radini sind intuitiv aufgebaut, sodass der Bäcker seine Produktionslinie effizient betreiben kann. Die Kombination aus SPS-Steuerung und einer PC-orientierten Bedienoberfläche schafft eine optimale Kombination aus Bedienkomfort, Linien steuerung und umfangreicher Rezepturverwal tung. Die offene Bauweise der Schutzabedeckun gen ermöglicht zudem eine hervorragende Sicht auf die Produktionsprozesse. Herausnehmbare Einheiten und Abstreifer sind ergonomisch ge staltet und leicht zu handhaben.
Die Radini wurde mit den hohen technischen und technologischen Standards von Rademaker ent wickelt und wird daher den heutigen Marktanfor derungen jederzeit gerecht.
Ausrollen von (nicht) laminierten Teigen Radini-Ausrollanlagen produzieren ein gleich mäßiges, spannungsfreies Teigband. Die Lösun gen reichen von einer geraden Ausrollanlage, die ein kontinuierliches Teigband oder geschnit tene Teiglinge herstellt, bis hin zu einem dreitei ligen Laminator, der ein laminiertes Teigband oder laminierte Teigblöcke produziert. Die Anlagen können sowohl für die Blockherstellung als auch die Blockverarbeitung eingesetzt werden. Auch ein endloses Teigband kann hergestellt werden, um ein nachgeschaltetes System zu beschicken, zum Beispiel die Radini-UniversalLinie. Dabei sind Kombinationen von manuellen und vollautomatischen Prozessen möglich. Die Linien sind mit einer Arbeitsbreite von 600 oder 800 mm erhältlich.

Ein Produktionssystem, das so vielseitig ist wie die Produktpalette des Bäckers: Radini bietet eine breite Palette an Werkzeugen, die unendlich viele Möglichkeiten gewährleistet, um schöne und schmackhafte Produkte zu formen. Dafür werden verschiedene Werkzeuge für die Durchführung dieser Prozesse entwickelt. Je nach Form des Produkts wird das richtige Werkzeug gewählt. Ein Werkzeug kann für die Herstellung mehrerer Produkte verwendet werden. Auch die manuelle Formgebung gehört zu den Möglichkeiten. Auf diese Weise können Bäcker ihren Produkten eine persönliche Note verleihen und ihre Kunden mit neuen, innovativen Produkten überraschen.
© RademakerDas Croissant-Modul ist eine Ergänzung der Aufarbeitungslinie und besteht aus einer kleinen Anzahl an zusätzlichen Einheiten, die auf beweg lichen Rahmen basieren. Egal ob BambergerHörnchen, Schweizer Gipfeli oder einfach ein gefülltes Croissant, für jedes Produkt stehen verschiedene Croissant-Wickler zur Verfügung. Auf diese Weise können Croissants in verschie denen Formen und Größen in die Produktpalette aufgenommen werden.
Die Produktionslinien von Radini werden von der 24/7-Serviceabteilung betreut. Wie man es von einer Marke wie Rademaker erwarten kann, hört die Dienstleistung nicht nach der Auslieferung der Anlagen auf.
Der Qualität des Endprodukts beim Kunden wird große Bedeutung beigemessen. Das bedeutet, dass das technologische Know-how ein wichtiger Bestandteil des Entwicklungsprozesses ist. Ein Team von Bäckern hilft dabei, die optimale Kombination aus handwerklichen und industri ellen Prozessschritten zu finden.
Radini wurde nach intensiven Tests entwickelt. Ein Prozess, bei dem die Spezialisten und Tech nologen von Rademaker eng mit den Kunden zusammengearbeitet haben. Das Ergebnis ist eine effiziente, kompakte und flexible Produkti onslinie, die den Industriestandards entspricht

und ideal geeignet ist für Kapazitäten bis 1.000 kg pro Stunde. Aber was sagen die Bäckereien über ihre Radini-Produktionslinie?
Barbarossa Bäckerei
Barbarossa ist ein Unternehmen mit Leiden schaft für genussvolle Backwaren, in dem Tradi tion und Innovation Hand in Hand gehen. Das Unternehmen fasst seine Backphilosophie in dem Wort „pur“ zusammen, das bedeutet, dass alle Produkte – vom Teig bis zum Endprodukt –in der eigenen Bäckerei hergestellt werden. Für die Zusammensetzung des Teigs werden eigene Rezepturen und regionale Rohstoffe verwendet. Qualität steht an erster Stelle, so dass das Unternehmen mit handwerklichem Know-how der Fachkräfte täglich kleine Kunst werke erschafft.
Was heute als „Barbarossa Bäckerei“ bekannt ist, begann vor rund 50 Jahren als Bäckerei mit nur vier Mitarbeitern. Heutzutage ist Barbarossa eine erfolgreiche, familiengeführte Bäckerei, die in zweiter Generation geleitet wird. Das Unter nehmen ist in der deutschen Region Pfalz/Saar tief verwurzelt. Zu Barbarossa gehören über 70 Filialen, darunter Standorte in Supermärkten, eigene Cafés und sogar mehrere Gastronomie konzepte. Die Produktion ist in einer modernen Backstube untergebracht. Insgesamt beschäftigt Barbarossa rund 850 Mitarbeiter. Die Produkt palette umfasst rund 150 verschiedene Artikel und reicht von Broten über Snacks bis hin zu Gebäck und Kuchen.
„Backen ist unsere Leidenschaft. Unsere Bäcker kreieren jeden Tag einzigartige, individuelle Backwaren. Echte Handwerkskunst steht für hochwertige Produkte. Technische Hilfsmittel kommen nur da zum Einsatz, wo sie der Qualität der Backwaren nicht schaden.”
Mit Blick auf die Zukunftsziele des Unternehmens hat Barbarossa eine Reihe von Schwerpunkten definiert. Dazu gehören reibungslose Produk tionsabläufe und Effizienzsteigerungen durch eine Kombination aus Automatisierung und Hand werk. Am wichtigsten war es, die Qualität der
RademakerProdukte und damit ihren ursprünglichen Cha rakter zu erhalten und zu verbessern. Natürlich warf die Veränderung, die eine andere Arbeits weise mit sich bringen würde, Fragen auf „Verän dert diese Art der Teigverarbeitung/-herstellung den Geschmack und das Aussehen unserer Pro dukte, die uns so wichtig sind? Wie lange ist die Rüstzeit bei einem Produktwechsel/Wie lang sind die Umstellungszeiten?“
Um diese Fragen zu beantworten, besuchten die Experten von Barbarossa das Rademaker Technologiezentrum (RTC), in dem eine RadiniFeingebäcklinie u. a. für Vorführungen und Kun dentests zur Verfügung steht. Im Technologie zentrum arbeiten erfahrene Bäcker und Teig technologen, die gemeinsam mit dem Kunden das gewünschte Endprodukt herstellen. Mit den Versuchen zeigt Rademaker verschiedene Pro duktionsmöglichkeiten auf.
„Die Steuerung und Handhabung der Anlage ist intuitiv und einfach gestaltet, wodurch die Bedienung von jedem Mitarbeiter schnell erlernt werden kann.“
Kevin Landry, Betriebsleiter Barbarossa Bäckerei
Nach einem sorgfältig durchgeführten Entschei dungsprozess hat sich Barbarossa für einen Radini Laminator in L-Aufstellung entschieden. Ausschlaggebend für diese Entscheidung waren die hohen Qualitätsstandards im Maschinenbau und der starke Fokus auf die Qualität der Backwaren.
Ungefähr ein Jahr nach der Inbetriebnahme ist Barbarossa mit der Radini-Produktionslinie mehr als zufrieden. Täglich produziert die Bäckerei in Kaiserslautern die leckersten süßen und herz haften Köstlichkeiten aus Plunder-, Blätter- und Hefeteig. Vom Striezel bis zum Nuplu – einer von der Bäckerei selbst entwickelten Spezialität – werden unverwechselbare Backwaren hergestellt. Die Produktion erfolgt halbautomatisch, wobei das Fachpersonal von Barbarossa manuelle Tä tigkeiten wie das Twisten des Teigs übernimmt.

„Die Anlage arbeitet sehr teigschonend trotz Dreiwalzteigbandformer, was wir so nicht glau ben konnten, aber das Ergebnis ist deutlich besser geworden, als es zuvor war.“
Die sehr hohe und gleichbleibende Produkt qualität, die die Radini-Feingebäcklinie liefert, entspricht genau den hohen Qualitätsanforde rungen von Barbarossa. Ein weiterer Vorteil ist, dass bei der Teigformung weniger Restteig an fällt. Barbarossa gibt außerdem an, dass der Mehrwert in einer verbesserten Ergonomie, ei ner sauber und leiser arbeitenden Produktions linie, einer schneller und gründlicher zu reini genden Maschine und letztlich in zufriedeneren Mitarbeitern liegt. Ein optimaler Produktions fluss sorgt für eine kurzfristige Amortisation der Investition.
Während des Verkaufsprozesses wurde die kundenorientierte und flexible Haltung von Rademaker sehr geschätzt. Der Service wurde als schnell, zuverlässig und höflich erlebt.
Bäckereien bei der Verwirklichung ihrer Ziele zu helfen, ist die Priorität des Radini-Teams. Das Ziel ist es, Lösungen anzubieten, die die höchsten Erwartungen der Kunden an hochwer tige Produkte erfüllen und übertreffen. Deshalb stehen die Radini-Experten gerne mit Rat und Tat zur Seite, wenn es um den Übergang zu einem automatisierten Produktionsprozess geht.
RademakerDie Effizienz aller Produktionsprozesse in Bäckereien wird sich dank innovativer Digitalisierung und Technologien, die höhere Genauigkeiten als je zuvor ermöglichen, deutlich verbessern. Besonders deutlich wird dies in Pro duktionsanlagen mit hohen Stückzahlen, wo solche Lösungen zur Steigerung der Backeffizienz sowie zur Produkt- und Prozesssicherheit beitragen. Ein weiterer bedeutender Vorteil ist, dass die neuen Technologien zur umfassenden Nachhaltigkeit des Betriebs beitragen.
Die Digitalisierung bietet von der Produktions überwachung über die Prozessoptimierung bis hin zur Analyse der Ressourcenverfügbarkeit in Echtzeit eine Vielzahl von Möglichkeiten. Um die Vorteile der Digitalisierung nutzen zu können, sind intelligente Geräte erforderlich. Das bedeutet nicht zwangsläufig, dass vorhandene Technik ersetzt werden muss, denn auch Software kann dazu beitragen, dass Geräte intelligent wer den. Teilweise sind Bäckereimaschinen wie die Backöfen von Werner & Pfleiderer, die Kneter

+ Der 360°-Blick auf die Backprozesse
+ Individuelle Rezeptverwaltung
+ Optimierung der Backreihenfolge
+ Spürbare Frischegewinne
von WP Kemper oder andere Produkte der WP BAKERYGROUP bereits mit einer Schnittstelle zur Fernsteuerung, Analyse oder Produktionsüber wachung ausgestattet.
Mit WP BakeryControl hat die WP BAKERYGROUP eine Software entwickelt, die Geräte intelligent macht. Das Ergebnis: verbesserte Prozesseffizienz und -sicherheit. Für die Produktionssteuerung in Echtzeit zeichnet diese Software alle Prozessparameter auf und analysiert die so gewonnenen Daten. Die Installation ist dank Plug & Play denk bar einfach und die Software kann anschließend auf mobilen Geräten für den Fernzugriff auf aktuelle und historische Daten genutzt werden.
WP BAKERYGROUPDie Arbeit mit WP BakeryControl beginnt mit der Einbindung des Backofens, da hier das Einsparpotenzial am offensichtlichsten ist. Die App kann Daten über Ofen, Rezept und Produk tion speichern, anzeigen und exportieren und trägt so zur Optimierung von Backleistung und Energieeinsatz bei.
Durch eine verbesserte Steuerung der Backrei henfolge entsprechend der genutzten Backleis tung können Bäckereien auch die Frische der verkauften Produkte deutlich optimieren.
Dieses digitale Monitoring-System diagnostiziert anhand hunderter Datenpunkte kontinuierlich den Zustand und damit die Funktionsfähigkeit der Maschine. Auf diese Weise werden poten zielle Fehlfunktionen erkannt bevor sie auftreten und Produktionsausfälle vermieden. Die umfang reichen technischen Informationen, die kontinu ierlich verarbeitet und aufgezeichnet werden, geben detailliert Auskunft über die Produktions sicherheit der Maschine. So werden zum Beispiel die auf die Antriebe wirkenden Ströme stets innerhalb des vorgegebenen Bereichs gehalten, was für Betrieb und Langlebigkeit der Maschine von entscheidender Bedeutung ist.
WP Connect verknüpft alle Prozessdaten mit der Gerätekennung und speichert Angaben über Typ und Seriennummer der Maschine, ver wendete Softwareversion, Anzahl der Betriebs stunden und produzierter Stückzahlen, durchge führte Wartungen, den nächsten Wartungstermin und eventuelle Störungen. Zudem analysiert WP Connect alle relevanten Informationen in Bezug auf den Teig wie Teigfluss, Füllstände am Walzen rahmen, Abmessungen und Gewicht der Teig stücke sowie die Temperatur der Beölung und speichert darüber hinaus Informationen über den aktuellen Bediener und das verwendete Rezept. All diese Informationen tragen dazu bei, die Service- und Wartungsarbeiten erheblich zu beschleunigen.
Technologie und Anwendungen beflügeln den Einsatz von Roboterlösungen mit zahlreichen Einsatzmöglichkeiten in Bäckereien, insbeson


Von-Raumer-Str. 8–18 91550 Dinkelsbühl, Deutschland Tel.: +49 9851 905-0 Fax: +49 9851 905-8346
E-Mail: info@wpbakerygroup.com Website: www.wpbakerygroup.com

Lange Str. 8-10
33397 Rietberg, Deutschland Tel.: +49 52 44 40 20
E-Mail: info@wp-kemper.de Website: www.wp-kemper.de
Industrieterrein 13 5981 NK Panningen, Niederlande Tel.: +31 77 307 18 60
E-Mail: sales@wp-haton.com Website: www.wp-haton.com
Heinrich-Rieger-Str. 5 73430 Aalen, Deutschland Tel.: +49 73 61 55 800

E-Mail: info@riehle.de Website: www.wp-riehle.de


Von-Raumer-Str. 8-18 91550 Dinkelsbühl, Deutschland Tel.: +49 98 51 90 50
E-Mail: info@wp-l.de Website: www.wp-l.de
Frankfurter Str. 17 71732 Tamm, Deutschland Tel.: +49 71 41 20 20
E-Mail: info@wpib.de Website: www.wpib.de
Die WP BAKERYGROUP ist der weltweit größte Hersteller von Maschinen und Anlagen für Bäckereibetriebe aller Größenordnungen.
dere im Bereich der kollaborierenden Roboter. Die Möglichkeiten sind dank ihrer Flexibilität nahezu grenzenlos und sie eignen sich für alle Anwendungen vom Be- und Entladen bis hin zum Schneiden oder Handling von Blechen. Verschiedene Anwendungsmöglichkeiten sind nachfolgend aufgeführt.
Der Hauptanwendungsbereich, für den die WP BAKERYGROUP Robotersysteme liefert, ist das Handling von Blechen. Die Roboter können eine Vielzahl von Bewegungen für unterschied liche Aufgaben ausführen und eignen sich be sonders gut für einfache Aufgaben wie das autonome Handling von Blechen. Diese vielsei tigen Roboter können u. a. folgende Aufgaben übernehmen:


Bleche laden/entladen
Im Verbund mit einer Maschine können Roboter je nach Bedarf Bleche positionieren und plat zieren oder anheben. Beispielsweise können sie dazu eingesetzt werden, leere Bleche aus Stikkenwagen oder Stapel von Entladestationen zu entnehmen und auf Förderbänder zu platzie ren, die dann die leeren Bleche unter das Ablageband einer laufenden Maschine trans portieren und ein volles Blech zur Beladestation befördern. Der zweite Roboter in diesem Szenario
nimmt die vollen Backbleche vom Förderband und platziert sie in einen leeren Gärraumwagen. Weitere Automatisierungsschritte wie z. B. die Zuführung und Entnahme des Gärraumwagens können in den Prozess integriert werden.
Bleche leeren
Zur Leerung der Backbleche können ein oder zwei Roboter mit einer Leistung von jeweils vier Blechen pro Minute installiert werden. Beim Transport der Wagen zur Entladestation ent nimmt der Roboter die Bleche und lässt die Produkte auf ein Förderband gleiten. Bevor die Bleche wieder in den Wagen eingeschoben werden, werden sie in einer Reinigungsstation gesäubert. Werden für diesen Prozess zwei Roboter eingesetzt, entnehmen sie Bleche aus
Deltaroboter wie Schneidesysteme sind eine interessante Lösung für die Backwarenproduktion und werden häufig zusammen mit Gelenkro botern eingesetzt.
Deltaroboter können auf das Schneiden von verschiedenen Mustern in den Teig programmiert werden. Dabei reichen die Anwendungsmög lichkeiten von Brezeln über Brötchen bis hin zu Baguettes. Ein 3D-Kamerasystem erkennt die Teigstücke und wendet die ausgewählten Schnitt formen an. Die Schnitte können mit Ultraschall, Wasserstrahl oder rotierenden Messern ausge führt werden.
Die Auswahl des für die jeweilige Aufgabe am besten geeigneten Roboters hängt von mehreren Faktoren ab: Das Produkt selbst und seine Eigen schaften sind die wichtigsten Aspekte, die es zu berücksichtigen gilt, ebenso wie sein Gewicht, die Art des Schnitts und der gewünschte Schnitt winkel. Für optimale Ergebnisse ist es wichtig, die Produkte auf den jeweiligen Schnitt abzu stimmen. Vor allem kleinere Produkte können sich bewegen, wenn die Messer rotieren, was zu ungleichmäßigen oder fehlerhaften Schnitten führen kann. Beim Wasserstrahlschneiden können Wasserschlieren an den Schnittflächen von z. B. Laugenprodukten entstehen.
WP Riehle hat zur Effizienzsteigerung bei der Herstellung von Laugenprodukten ein Roboter modul an den Belaugungsautomat COMJET an gebunden. Der Roboter schneidet die Teigstücke nach dem Laugenauftrag präzise ein. Die in Lauge getauchten Teigstücke bewegen sich auto matisch in die mit Kameratechnik ausgerüstete Roboterzelle. Diese nutzt ein Laser-3D-Triangu lationsverfahren mit bis zu 78 Kameras zur visu ellen Erfassung der Teigstücke. Die Roboter führen dann präzise Schnitte genau nach Vor gabe aus. Mit Ultraschall, Wasserstrahl, rotie renden Messern und feststehenden Klingen stehen dazu verschiedene Schneidetechniken zur Verfügung. Die Ultraschallmesser sind in Titanlegierungen mit diversen Schnittbreiten
erhältlich. Die mechanischen Messer gibt es mit regulären Schneideklingen, rotierenden Rund messern oder gezackten Klingen. Bei der Was serstrahlschneidtechnik wird ein feiner Wasser strahl erzeugt, der die einzelnen Produkte ein- und durchschneiden kann.
Durch den vollautomatischen Belaugungsprozess genügt für die Bedienung der Anlage und die Belaugung von bis zu 300 Blechen pro Stunde eine Arbeitskraft. Die Zuführung von gegartem Teig kann mit einer Roll-Off-Vorrichtung erfolgen. Auch eine Peelboard-Beschickung ist erhältlich. Der Beschickungswagen wird automatisch an das Ladesystem angedockt und alle weiteren Arbeitsschritte laufen vollautomatisch ab. Dabei werden die Teiglinge an der Beladestation übernommen und der Belaugungsmaschine zu geführt. Zudem kann die Bandgeschwindigkeit den einzelnen Produkten entsprechend ange passt werden. Nach diesem Vorgang werden die Teiglinge direkt auf ein Backblech abgesetzt oder an eine Schneideanlage übergeben. Die COMJET verfügt über einen 180-Liter-Laugentank, auf Wunsch auch mit Laugentank-Heizung. Für die direkte Anbindung an nachgelagerte Verar beitungsmaschinen wie z.B. Durchlauföfen oder Schockfroster können Sonderausführungen ge baut werden.
Für ein sicheres Handling des Teigs sorgen auto matisierte Heber, die Kessel oder Kiste schnell und sanft auf die gewünschte Höhe anheben bzw. absenken und auf Zuführlinien wie die PANE oder die PANE PUR Teigbandanlage kippen. Dabei bleiben die Eigenschaften des geruhten Teigs erhalten. Dieses Verfahren zahlt besonders auf den Trend zu Produkten aus weichem Teig mit langer Teigruhe ein. Die Heber sind kompakt konzipiert, um den Platzbedarf im Produktions bereich zu minimieren. Die Hochleistungsheber sind mit Sicherheitstechnik ausgestattet, und auch die Kontrolle des Füllstands ist automatisiert. Im täglichen Betrieb ist ein gleichmäßiges Anheben gewährleistet, unabhängig von der Teigmenge im Kessel. Sie können für verschie dene Montagepositionen und Kipprichtungen an gepasst werden. +++
Eine Sonderedition von brot+backwaren
Hardcover-Edition: ISBN 978-3-9824079-2-0, 1. Auflage 2022
PDF: ISBN 978-3-9824079-3-7
© Food2Multimedia GmbH Schoolkoppel 27 21449 Radbruch +49 4178 244 9797 www.foodmultimedia.de
HERAUSGEBER/CHEFREDAKTION
James Dirk Dixon +49 4178 244 9797 dixon@foodmultimedia.de
Helga Baumfalk +49 4178 244 9791 baumfalk@foodmultimedia.de
Catalina Mihu +49 4178 244 9792 mihu@foodmultimedia.de
Sybille Kalinka www.text-tapir.de
LANDMAGD – Design aus der Heide Linda Langhagen, design@landmagd.de
Leinebergland Druck GmbH & Co. KG Industriestr. 2a 31061 Alfeld (Leine)
FOTOS
Cover: Collage von Landmagd mit dem Bild von © kentoh – stock.adobe.com Seite 6/7 © VectorMine – stock.adobe.com
Alle Rechte vorbehalten. Dieses Werk und seine Teile sind urheberrechtlich geschützt.
Alle Rechte der Vervielfältigung, Verbreitung und Veröffentlichung sind dem Verlag und den Rechteinhabern vorbehalten.
Jede Verwertung in anderen als den gesetzlich zugelassenen Fällen bedarf der vorherigen schriftlichen Zustimmung des Verlages.


