
Sneller en beter kunststof laserlassen Neem veiligheid bij handmatig laserlassen Laskennisserieus Opgefrist: IJzer-koolstof diagram # 3 2022 APRIL




Collaboratief lassen met CoWelder De CoWelder is mogelijk de slimste en kleinste geautomatiseerde lasoplossing op de markt. Het apparaat sluit aan bij de familie van robots: robots die samenwerken met mensen in een gedeelde werkruimte. •Eenvoudige installatie – begin met lassen op de eerste dag •Verhoogde productiecapaciteit •Optimale laskwaliteit •Een korte terugverdientijd Lees meer over CoWelder op cowelder.com


















ER VALT NOG GENOEG TE LEREN •U HEEFT EEN LPI- OF I&K3 DIPLOMA EN WILT EEN COMBINATIE VAN BEIDEN? •U HEEFT EEN MLT-DIPLOMA EN WILT I&K2 VOLGEN? INFORMEER NAAR DE MOGELIJKE VRIJSTELLINGEN! LASTECHNIEK VERBINDT ONS. Nieuw: Projectmanagement voor Engineers In 2021 tweemaal succesvol gestart. Informeer naar de startdata in 2022. Voor alle opleidingen geldt: naast individuele deelname behoort maatwerk voor meerdere medewerkers tot de mogelijkheden. Meer weten? Bel 088 481 88 88, of kijk op www.cvnt.nl Lastechniek •Laspraktijk Ingenieur (LPI) / International Welding Engineer (IWE) •International Welding Inspection Personnel •Middelbare(IWI-C)Lastechniek (MLT) / International Welding Technologist (IWT) Materialen •Metaaldeskundige Onderhoud & Inspectie •Corrosie•NDO•I•Onderhoud•Onderhoudstechnologie•OnderhoudstechniekenAssetManagementnspectie-enKeuringstechnieken(I&K2enI&K3)VakspecialistLevel3START 24 JANUARI 2023 START 5 SEPTEMBER 2022 START 5 SEPTEMBER 2022 START 12 SEPTEMBER 2022 START NAJAAR 2022 START NOVEMBER 2022


Lastechniek wordt uitgegeven door MYbusinessmedia Holding, Deven ter, in opdracht van het Nederlands Instituut voor Lastechniek (NIL) en in samenwerking met het Belgisch Instituut voor Lastechniek (BIL).
Het vakblad Lastechniek is binnen Nederland onderdeel van de NIL Conneqt Premium abonnementen. Meer informatie over het afsluiten van een abonnement en de bijbe horende prijzen zijn te vinden op de
TZoetermeer+31(0)88 018 70 00
Abonnement of verzendadres wijzigen?
APRIL 2022
Redactie
TOP 5 ROBOTTRENDS
LASTECHNIEK 2022
volgende webpagina’s: - Voor particulieren: conneqt-lasprofessionals/www.nil.nl/
De operationele voorraad industriële robots heeft een nieuw record bereikt van ongeveer 3 miljoen eenheden wereldwijd – een stijging van gemid deld 13 procent per jaar van 2015 tot 2020. De International Federation of Robotics analyseert de top 5 trends op het gebied van robotica en automa tisering wereldwijd.

20
Voor bedrijven: www.nil.nl/conne qt-bedrijven/
SNELLER EN BETER KUNSTSTOF LASERLASSEN
E lastechniek@bil-ibs.be - bil-ibs.be
Evosys Laser GmbH ontwikkelt een nieuwe methode voor het lasertransmissie-lassen van polymeren, gebaseerd op een bestaande hybride lastechniek met een tweede ener giebron maar met een afwijkende benadering. Het doel is om zowel de kwaliteit van de lasnaad te verbeteren als de lastijd te verkorten.
Roy Wösting T 06 225 483 04
Uitgave ISSN 0023-8694
Abonnementen
Rolf Elling (hoofdredacteur), Fleur Maas, Peter Meys, Frank Smit, Leo Vermeulen (eindredactie techniek), Bart Verstraeten, Kasper Weigand (eindredactie).
Abonnement wijzigen per e-mail naar info@nil.nl of lastechniek@ bil-ibs.be. Voor adreswijzigingen is een mail met tenaamstelling en uw oude en nieuwe adres voldoende.
Lastechniek verschijnt tien keer per jaar
8 13 COLOFON 4 INHOUD

Druk Veldhuis Media, Raalte
Advertenties
Email: media.nllastechniek@mybusiness
Het Laser Applicatie centrum, LAC, wordt met regelmaat gevraagd hoe om te gaan met hoogvermogen handmatige laserlassystemen in een open omgeving in relatie tot laserveiligheid. Bij deze systemen wordt gebruik gemaakt van zogenoemde fiberla sertechnologie. Een bijzonder goede ontwikkeling, want deze technologie leent zich uitermate goed voor het laserlassen, maar het gebruik van deze technologie in een open ruimte neemt veiligheidsrisico’s met zich mee.
Vormgeving en concept Bureau OMA bv, www.bureauoma.nlDoetinchem
Belgisch Instituut voor Lastechniek vzw Technologiepark-Zwijnaarde 48, B-9052 Zwijnaarde, België T +32 9 292 14 04
De informatie gepubliceerd in deze uitgave is zorgvuldig uitgezocht en waar mogelijk gecontroleerd, echter sluiten de uitgever en de redactie uitdrukkelijk iedere aansprakelijkheid uit voor eventuele onjuistheden en/of onvolledigheid van de verstrekte gegevens. Op de advertentiecontracten of overeenkomsten tot plaatsing van losse advertenties zijn van toepas sing de Regelen voor het Advertentiewezen van de Stichting ROTA zoals gedeponeerd bij de Kamer van Koophandel te Amsterdam onder nummer 28114570.
Bert Brassée T 06 833 313 82

Auteursrechten © voorbehouden. Niets uit deze uitgave mag worden verveelvoudigd en/of openbaar gemaakt worden door middel van druk, fotokopie, microfilm, elektronisch of op welke andere wijze dan ook, zonder voorafgaande schriftelijke toestemming van de uitgever.
VEILIGHEID BIJ HANDMATIG LASERLASSEN
Adressen Nederlands Instituut voor Lastechniek Louis Braillelaan 80 - 2719 EK
Meer informatie over het afsluiten van een abonnement vanuit België is te vinden op de techniekhttps://bil-ibs.be/vakblad-laswebpagina:
E info@nil.nl - nil.nl
goed, hoe heftig het ook is, het leven gaat wel door. Ook voor de lastechniek. In deze uitgave uiteraard weer een laskennis opgefrist, een reportage van een bijzonder lasproject en we behandelen de veiligheid bij het handmatig laserlassen. En meer. Voldoende lezenswaardige onderwerpen dus.
P
LASKENNIS OPGEFRIST
24
COLUMN
APRIL 2022 5
relatief het leven is en alles waar we ons mee bezighouden, blijkt wel uit de oorlog tussen Rusland en Oekraïne. Met de inval in Oekraïne heeft de Russische president Poetin de wereld geschokt. Onvoorstelbaar en persoonlijk had ik – en velen met mij - niet verwacht dat dit zou gaan gebeuren. Toch is het al weken de keiharde realiteit, waar ook de Nederlandse maakindustrie de nare en vooral financiële gevolgen van zal gaan merken.
Een dieptepuntabsoluut Hoe
Rusland is of was een relatief grote handelspartner voor Nederland. In 2019, het laatste jaar voor de coronacrisis, exporteerde Nederland voor ongeveer 6,5 miljard euro richting dit land. Nu staat het er heel anders voor. Prijzen van gas en olie zijn fors gestegen. Dit is het meest voorkomende aspect wat wordt aangegeven. Maar ook tekorten aan grondstoffen en handelssancties worden genoemd.
VERDER
DIT NUMMER P 4 Inhoud / colofon P 5 Column P 6-7 Lastechniek actueel P 17 Andusta content met lasro-
voor binnendeurkozijnen P 26 Lastechnische innovaties
27 Nieuwe CRX Cobots Fanuc
28-31 Brancheregister
Voor de bespreking van de invloed van koolstof als legeringselement van staal, starten we met het Fe-C diagram. Eigenlijk vreemd, want een toestandsdiagram tussen Fe en C is in principe enkel geldig voor legeringen waar geen ander legeringselement aanwezig is. Toch kan het gedrag van ongelegeerd staal vaak verklaard worden aan de hand van het Fe-C diagram.
Rolf Elling
vakbladlastechniek.nl
En u weet het, noviteiten, nieuwe producten of ander nieuwswaardige berichten, het is welkom op het emailadres lastechniek@mybusinessmedia.nl.
Maar de Nederlandse maakindustrie, waaronder uiteraard ook vele lasbedrijven, is sterk en ook hier zullen we met zijn allen weer bovenop komen. We hebben het zelf helaas niet in de hand, maar laten we alsjeblieft hopen dat dit oorlogsgeweld snel ten einde is en dat de verantwoordelijke(n) hiervoor worden berecht. Verder zijn er eigenlijk geen woorden voor om dit te beschrijven. Het is een absoluut diepteMaarpunt.
P
Voor vragen, tips, nieuws en productinformatie kunt u ons bereiken op het lastechniek@mybusinessmedia.nlemailadres: IN bot
Doel
Meer info: www.bil-ibs.be
www.hypertherm.com
OPLEIDING VT(W)-2
geproduceerd voor gebruik door bedrijven over de hele wereld om schepen, vlieg tuigen en treinwagons te bouwen, stalen gebouwen te bouwen, zwaar materieel te fabriceren, en nog veel meer. De produc ten omvatten industriële snijsystemen, CNC’s, en software die vertrouwd zijn om hun prestaties en betrouwbaarheid die resulteren in verhoogde productiviteit en winstgevendheid voor honderdduizenden bedrijven. Hypertherm is gevestigd in New Hampshire, heeft meer dan 1.800 werkne mers en is wereldwijd actief en vertegen woordigd door partners.

HYPERTHERM SCHORT ACTIVITEITEN IN RUSLAND OP
LASTECHNIEK ACTUEEL
Het vergroten van kennis op het gebied van visuele inspectie van gelaste delen. Door extra theoretische en praktische kennis bent u na de opleiding in staat om zelfstandig werkstukken vi sueel te beoordelen. Een persoon gecertificeerd op level 2 heeft de bekwaamheid bewezen om visuele inspectie uit te voeren en te beoordelen volgens vastgestelde en erkende procedures. Na de opleiding kan de cursist deelnemen aan een theoretisch en praktisch examen dat wordt afgenomen door examenorganisatie NIL of BANT.
6
Er zijn nog enkele plaatsen voor de opleiding VT(w)-2 die gegarandeerd start op donderdag 5 mei 2022 in Neder-over-Heembeek.
Deze opleiding is bestemd voor uitvoerende lassers, lassersbazen, QA/QC medewerkers en inspecteurs die meer inzicht willen krijgen op de visuele controle van het laswerk.
AWL EN OMRON ONTWIKKELEN COBOTLASCEL
De opleiding Visueel Lasinspecteur VT(w)-2 geeft inzicht in alle aspecten van het visueel beoordelen van laswerk en voldoet aan alle eind termen van de norm ISO 9712.
twee manieren van lassen met robots: de high- end robotlascellen of laagdrempelige cobots op een lastafel. ‘De robotlascel is zeer geschikt voor het produceren van grote aantallen, maar de investering is voor veel bedrijven te hoog. Voor kleinere series zijn cobots op een lastafel daarentegen de beste optie’, stelt Tom Vrug teveen, sales engineer van AWL, lasspecialist. Volgens hem ontbreken middelen voor bedrijven die middelgrote series hebben van 100 tot 1000 stuks, series die ook nog eens variëren van producttype. Voor dit werk ontwikkelden automatiseringsexpert Omron en AWL de cobot lascel, genaamd Qube. Deze moet het ook mogelijk maken om aan een groeiende vraag te voldoen, terwijl er maar een beperkt aantal lasspecia listen voor handen is.

Automatiseringsexpert Omron en AWL, gespecialiseerd in procesverbetering en lassen, hebben de handen ineen gesla gen en een flexibele cobotlascel ontwikkeld. Met deze creatie willen beide bedrijven een ant woord bieden op het toenemen de tekort aan lasexpertise op de arbeidsmarkt en de toenemen de vraag naar flexibele en veilige dustrieBinnenlasmachines.deautomatiseringsinbestaangrossomodo
Stephan Pruiksma van Omron Benelux voegt toe: ‘Met Qube kan ieder een zonder laservaring in een kwartier tijd flexibel, efficiënt en veilig (de cobot leren) lassen. Met het eenvoudige bedieningspaneel heb je in een handomdraai de cobot geprogrammeerd en kan de productie starten.
APRIL 2022
Hypertherm, een Amerikaanse fabrikant van industriële snijsystemen en software, schort de activiteiten in Rusland op. Net als een groot deel van de wereld is het bedrijf verontwaardigd over de militaire invasie die plaatsvindt in Oekraïne. Als gevolg van de toegenomen agressie, het verlies van levens, en de ernstige humanitaire crisis veroorzaakt door de ontheemding van meer dan 2 miljoen mensen, heeft Hypertherm de beslissing genomen om alle zakelijke activiteiten in Rusland tot nader order op te schorten. De gedachten van het bedrijf zijn bij de burgers en inwoners van Oekraïne. Hypertherm-plasma- en OMAX-water straalsnijproducten worden ontworpen en
APRIL 2022
www.valkwelding.com/nl
RECTIFICATIE

Technishow heeft de inschrijving voor de Inno vation Awards verlengd tot 27 mei. Met de prijs wordt het bedrijf bekroond met meest innovatieve product of proces, of het bedrijf dat originele ma terialen inzet of een bijzondere techniek hanteert. Tot 27 mei kunnen exposanten van de TechniShow 2022 hun innovaties insturen om kans te maken op deze award. Deze editie kunnen bedrijven zich inschrijven voor drie categorieën: Slim produceren, Digitale fabriek of Flexibel produceren. De jury staat onder voorzitterschap van Susanne van der Velden, program manager Smart Industry & Artificial Intel ligence bij FME. Inzendingen worden getoetst aan de hand van de volgende criteria: de mate waarin de inzending echt nieuw, uniek of onderscheidend is; commerciële toegevoegde waarde; de economische impact van de inzending; de maatschappelijke im pact en de mate waarin de inzending bijdraagt aan Smar t Industry/ slimmer en sneller ondernemen.
TECHNISHOW VERLENGT INSCHRIJVING INNOVATION AWARDS 2022
www.technishow.nl
In de novemberuitgave van het LASTECHNIEK #11 2021 staat op pagina 24 e.v. het artikel “Overdenkingen over het bepalen van de heat input”. Op pagina 28 staan twee formules waarin in de noemer een onjuistheid wordt vermeld. De noemers moeten zijn: (vmax x 10³) in plaats van (vmax x 10-3) (venmin x 10³) in plaats van (vmin x 10-3)
VALK WELDING IERLAND
Eind januari 2022 is Valk Welding Ierland officieel als doch teronderneming toegevoegd aan de Valk Welding Groep. Hiermee heeft de Valk Welding Groep naast het hoofdkan toor in Alblasserdam inmiddels 9 dochterondernemingen in MetEuropa.deoprichting van deze Ierse dochteronderneming is Valk Welding gereed om de Ierse maakindustrie te onder steunen in hun zoektocht naar las-automatisering. In 2017 werden de eerste contacten met bedrijven gelegd en kwamen de eerste bezoeken tot stand op het eiland Ierland. Deze bedrijven bleken onder andere door de Brexit hard op zoek te zijn naar oplossingen voor de continuering en automatisering van hun productie aangezien tekorten aan vaklassers een groot probleem leek te gaan worden. Sinds die tijd heeft Valk Welding al diverse klanten uit Ierland mogen helpen en zijn er al verschillende suc cesvolle projecten geleverd. Als totaalleverancier helpt Valk Welding deze bedrijven op het gebied van zowel de lasrobotsystemen alsmede ook met de las consumables waaronder lasdraden en slijtdelen. De oprichting van Valk Welding Ierland biedt kansen om vanuit het Valk Welding DNA verder te bouwen aan een sterke connectie met de gehele (Ierse) keten van produc tiebedrijven.
7vakbladlastechniek.nl

3 Bijscholing van robots en mensen Steeds meer overheden, bran cheverenigingen en bedrijven zien al in een vroeg stadium de behoefte aan basisonderwijs op het gebied van robot- en automatisering voor de vol gende generatie. De reis van datagestuurde productielijnen zal gericht zijn op opleiding en training. Naast de interne oplei ding van werknemers, kunnen externe opleidingstrajecten de leerprogramma’s van het personeel verbeteren. Robotfa brikanten zoals ABB, Fanuc, Kuka en Yaskawa registreren elk jaar tussen de 10.000 en 30.000 deelnemers aan hun robotlessen in meer dan 30 landen. Robotica verandert de functieprofielen van fabrieks arbeiders ten goede. Mensen willen werken in een moderne omgeving waar ze een carrière kunnen opbouwen. Nieuwe trainingsmogelijkheden met robotica zijn een win-winstrategie voor zowel bedrijven als werknemers: saaie, vuile en gevaarlijke taken worden geauto matiseerd terwijl mensen belangrijke vaardigheden leren voor de industri ele werkplek van de toekomst en hun verdienpotentieel tijdens hun loopbaan vergroten.
8
4 Robots verzekeren bedrijven van productie Handelsspanningen en Covid-19 brengen de productie dichter bij de klant. Supply chain-problemen brengen bedrijven ertoe om nearshoring met automatisering als
Het implementeren van robots kan een complexe taak zijn, maar nieuwe generaties robots zijn gemakkelijker te gebruiken. Er is een duidelijke trend naar gebruikersin terfaces die eenvoudige pictogramgestuurde program mering en handmatige besturing van robots mogelijk maken. Robotbedrij ven en sommige externe leveranciers bundelen hardwarepakketten samen met software om de implementatie te vergemakkelijken. Deze trend lijkt misschien eenvoudig, maar aanbie dingen die gericht zijn op complete ecosystemen, voegen enorme waarde toe door de inspanning en de tijd tot ingebruikname te verminderen. De trend naar goedkope robotica gaat ook gepaard met eenvoudige installatie, waarbij in sommige gevallen specifieke toepassingen vooraf zijn geconfigureerd. Leveranciers bieden standaard programma’s in combi natie met grijpers, sensoren en controllers. App-winkels
Top 5 robottrends 2022
De triëlevoorraadoperationeleindus-robotsheefteennieuwrecordbereiktvanon-geveer3miljoeneenhedenwereldwijd – een stijging van gemiddeld 13 procent per jaar van 2015 tot 2020. De International Federation of gebiedanalyseertRoboticsdetop5trendsophetvanroboti-caenautomatisering wereldwijd. ‘De vanGuerry,nieuwetraditionelevoortransformatierobotauto-matiseringgaatzowelsnellerinalsinindustrie-en’,zegtMiltonvoorzitterdeInternatio-nalFederationofRobotics.‘Steeds
1 Robots geadopteerd door nieuwe industrieën Segmenten die relatief nieuw zijn op het gebied van automatisering, adopteren snel robots. Consumenten gedrag drijft bedrijven ertoe om in te spelen op de vraag naar personalisatie van zowel producten als levering. De e-commerce-revolutie werd versneld aangedreven door de pandemie en zal in 2022 blijven versnellen, zo verwacht het IFR. Er zijn duizenden robots geïnstalleerd die vijf jaar geleden nog niet in dit segment bestonden. In een poging om het tekort aan arbeidskrachten aan te pakken, zullen bedrijven die nog niet eerder aan automa tisering hebben gedacht, heroverwegen. Bedrijven die afhankelijk zijn van servicemedewerkers, zoals winkels en restaurants, zijn niet in staat vacatures te vervullen, en als gevolg daarvan kunnen we verwachten dat ze investeren in automatisering om aan de behoeften van klanten te voldoen. Relatief nieuwe klantsectoren op het gebied van robotica, zoals levering en logistiek, bouw, landbouw en nog veel meer, profiteren van technologie en die met de dag vooruitgaan.
meer bedrijven realiseren zich de talrijke voordelen die robotica hun bedrijf biedt.’
DE INTERNATIONAL FEDERATION OF ROBOTICS ANALYSEERT DE TOP 5 TRENDS OP HET GEBIED VAN ROBOTICA

bieden programmaroutines voor verschillende toepassingen en ondersteunen robotimplementatie.goedkopere
‘Steeds meer bedrij ven realiseren zich de talrijke voordelen die robotica biedt’
APRIL 2022
2 Robots gemakkelijker te gebruiken
5 Robots ondersteunen digitale automatisering
Een robot ontbraamcel met de Yaskawa handling robot voor het ontbramen en afschuinen van alle soorten tandwielcomponenten.

www.ifr.org 9vakbladlastechniek.nl
oplossing te overwegen. Een bijzonder onthullende sta tistiek uit de VS laat zien hoe automatisering bedrijven helpt weer aan het werk te gaan: volgens de Association for Advancing Automation (A3) waren de robotorders in de Verenigde Staten in het derde kwartaal van 2021 met 35% gestegen ten opzichte van dezelfde periode in 2020. Meer dan de helft van de bestellingen komt uit Enniet-automobielsectoren.dezerecordgroeiisniet alleen robotica – vision, motion control en motoren zien ook grote stijgingen. ‘De pandemie en de daaruit voortvloeiende verstorin gen van de toeleveringsketens en de beschikbaarheid van arbeidskrachten lijken het duwtje in de rug te zijn geweest dat velen nodig hadden om de investering te rechtvaardigen’, zegt secretaris-generaal Susanne Bieller van de IFR. ‘De bedrijven die het meest waarschijnlijk in automatisering zullen investeren, zijn degene die het al een tijdje overwegen, maar de stap nog niet definitief hebben gezet.’
APRIL 2022
In 2022 en daarna ziet IFR de nadruk op data als belangrij ke factor voor toekomstige productie. Gegevens verzameld uit intelligent geautomatiseerde processen zullen door producenten worden geanalyseerd om beter geïnformeer de beslissingen te nemen. Met het vermogen van een robot om taken te delen en te leren via AI, kunnen bedrijven intelligente automatisering ook gemakkelijker toepassen in nieuwe omgevingen, van de bouw tot voedsel- en drankver pakkingsfaciliteiten tot gezondheidslaboratoria. ‘AI voor robotica wordt volwassen en lerende robots wor den mainstream. De industrie is de proeffase voorbij en we kunnen in 2022 een grotere inzet van deze technologieën verwachten’
Content Marketing Heeft u hulp nodig bij het schrijven van technische artikelen of Onzepersberichten?redacteuren helpen graag! Wij kunnen u helpen met: Persberichten Webteksten WhiteBlogs papers Artikelen Meer weten? 0570 504 343 r.wibbelink@mybusinessmedia.nl Bent u benieuwd hoe wij u kunnen helpen? Neem dan contact op met: René Wibbelink Valk Welding Group Tel. +31 78 69 170 info@valkwelding.com11www.valkwelding.com The strong connection Als assortimentbiedentotaalleverancierwijeenbreedlasdraad. Uit geleverd!voorraad









VRIJGESTELD VAN CHROOM EN NIKKEL METAAL GEVULDE DRAAD vanaanwezigheidnulrisicometrookuitstootVerminderdeopmerkelijkopdeCrVIInfo@castolin.nl - +31(0) 15 256 92 03 Slijtvaste/slagvaste Oplasdraad vanaanwezigheidnulrisicometrookuitstootopmerkelijkopdeCrVI Drogen van vuurvastbeton/coatings Gloeienintijdelijkemobieleovens Inductie&weerstand Lokaalelektrischvoorwarmen/spanningsarmgloeien GloeieninstationairegloeiovensinStellendam Verhuur/verkoopovensengloeiapparatuur www.delta-heat-services.nll info@delta-heat-services.nl +31 (0) 187 -496940 Specialist in Heat Treatment Wouters Cutting.indd 1 20-01-2022 16:32









































Binnen twee minuten een messcherpe offerte voor uw zetwerk of lasersnijwerk? Eenvoudig & snel op plaatweb.nl Upload uw 2D of 3D CAD bestand Vul de benodigde gegevens in Ontvang binnen twee minuten uw offerte Maak nu gratis een account aan op plaatweb.nl lassen, lasersnijden, kanten, walsen, machine-industriëleframebouw,engineering,constructie,behuizingen,enapparatenbouw Sinds 1919 biedt Assink & Schipholt betrouwbaarheid en hoogwaardige kwaliteit. Wilt u meer weten over Assink en Schipholt? Kijk dan op www.assinkschipholt.nl PERFECTIE TUSSEN MENS EN METAAL uw partner voor gecertificeerd laswerk TOT WEL 4X2 METER



























Het
Evosys komt met Advanced Quasi-Simultaneous Welding (AQW)
verbinden van polymeren door middel van laserlassen is een gevestigd en betrouwbaar proces in de kunststofindustrie en wordt onder andere toegepast in de automobiel-, de medische en de consumentenindustrie. De meest gebruikte techniek, het lasertransmissie-lassen, verbindt twee overlappende componenten en maakt gebruik van een enkele laserstraalbron. Het bovenste verbindingsdeel is laser-transparant, zodat de laserstraal door dit deel gaat en wordt gericht op het onderste laser-absorberende deel. De laserenergie wordt in dit onderdeel geabsorbeerd en verwarmt zo dit onderdeel direct. Door de warmteoverdracht plastificeert ook het bovenste deel en hierdoor ontstaat de uiteindelijke materiaalverbinding. Gewoonlijk worden voor dit proces diodelasers met een golflengte van ongeveer 800 nm tot 1000 nm gebruikt. In dit golflengtegebied vertonen de meeste technische kunststoffen een relatief hoge transmissie (dat wil zeggen een lage absorptie van de laserenergie – red.). De meeste natuurlijke, ongekleurde materialen kunnen worden
Hybride lastechniek
Een geavanceerde benadering om deze nadelen te verminderen is de zogenaamde hybride lastechniek. Een tweede stralings-
Dit proces brengt enkele nadelen met zich mee, voornamelijk vanwege de afhankelijkheid van warmteoverdracht. Een hoge geometrische nauwkeurigheid is van cruciaal belang voor het proces om een goed thermisch contact tussen de delen te handhaven – holtes tussen de verbindingsvlakken zijn moeilijk te overbruggen. Bovendien ontstaat, omdat het bovenste verbindingsdeel hoofdzakelijk door warmteoverdracht wordt verwarmd, een temperatuurgradiënt tussen beide delen, die tot restspanningen in de verbinding kan leiden. Deze effecten houden het risico in dat het procesvenster wordt beperkt en de kwaliteit van de lasnaad vermindert [3].
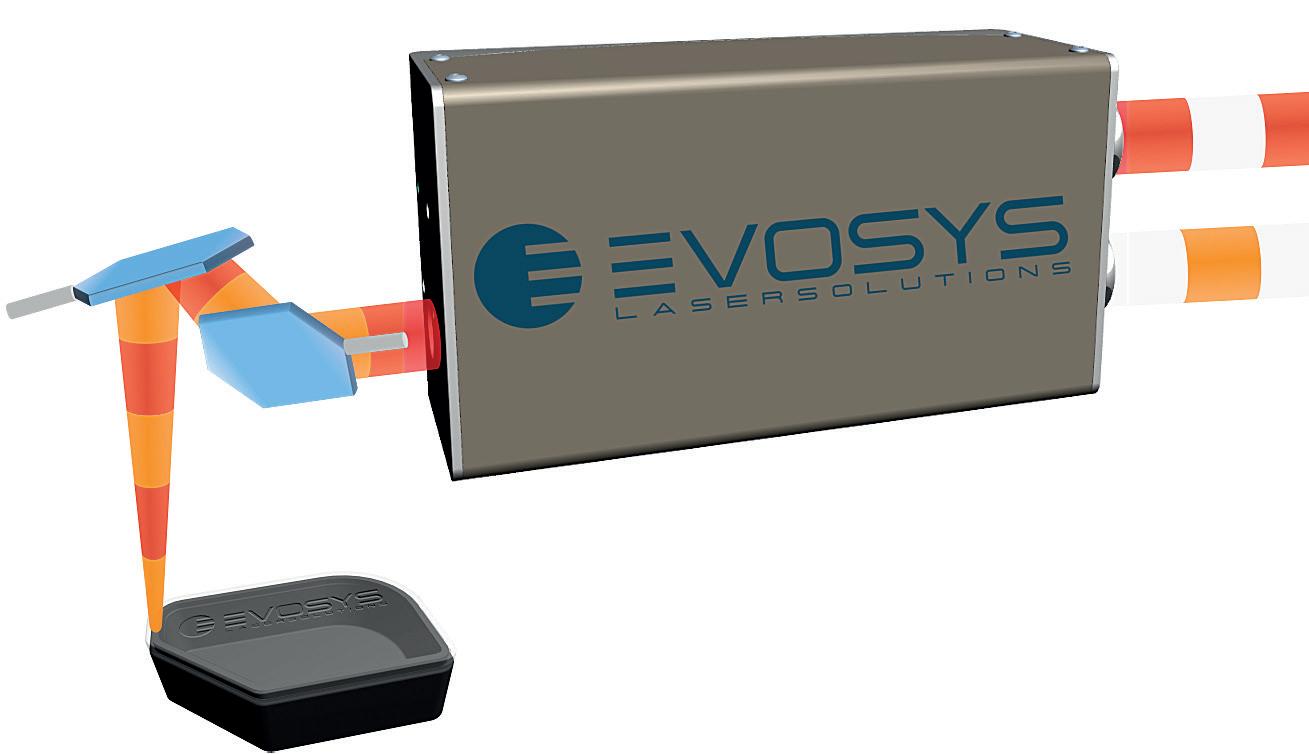
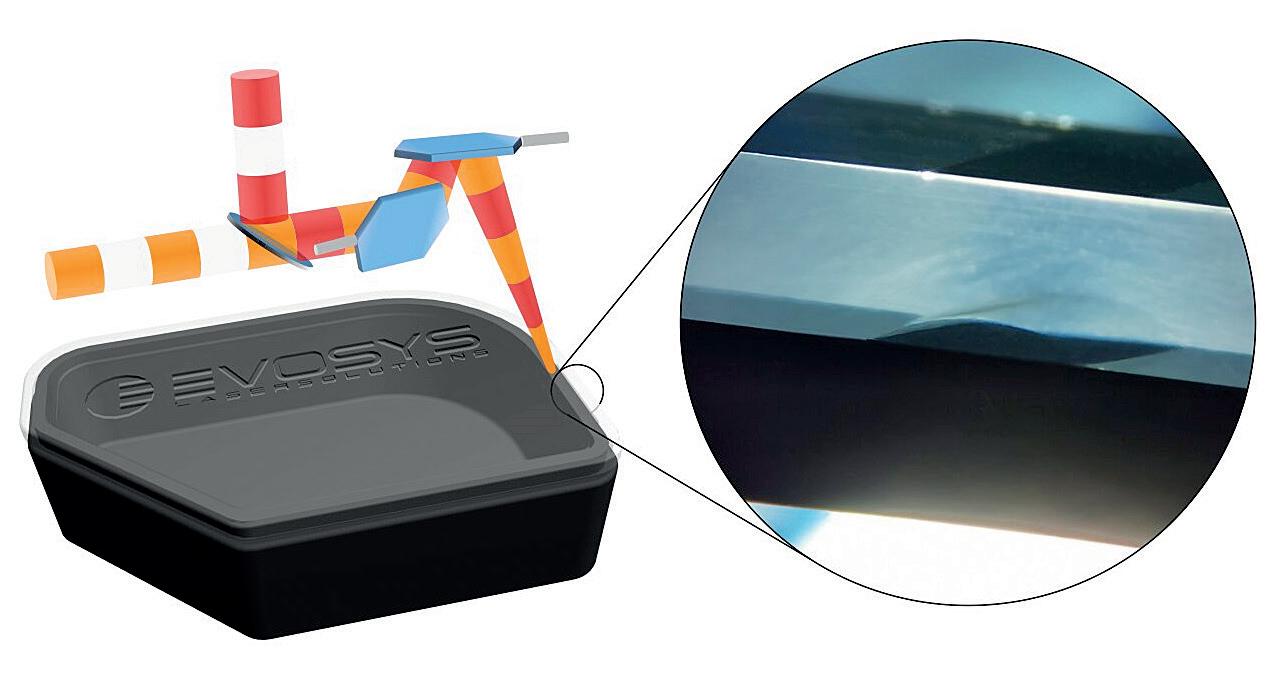
Afbeelding 1. Bij Advanced gepast.gepulstdietweegebruikgemaaktWeldingSimultaneousQuasi-(AQW)wordtvanlaserbronnenafwisselendenwordentoe-

APRIL 2022
gebruikt als het transparante verbindingsdeel. Met additieven, bijvoorbeeld carbon black, kunnen de laserabsorberende eigenschappen voor het onderste deel worden aangepast [1][2].
Evosys Laser GmbH ontwikkelt een nieuwe methode voor het lasertransmissie-lassen van polymeren, gebaseerd op een bestaande hybride lastechniek met een tweede energiebron maar met een afwijkende benadering. Het doel is om zowel de kwaliteit van de lasnaad te verbeteren als de lastijd te verkorten.
door Lea Sauerwein, Christian Ebenhöh en René Geiger
Sneller en beter kunststof laserlassen
13
14 APRIL 2022
Nieuwe aanpak
Evosys volgt een andere benadering, genaamd Advanced Quasi-Simultaneous Welding. In de nieuw ontwikkelde procesvariant wordt de primaire laserbron, een diodelaser met een golflengte van 980 nm, aangevuld met een secundaire laserbron, een fiberlaser met een golflengte van 1940 nm. Bij de golflengte van de secundaire straling vertonen de meeste technische kunststoffen een relatief lage transmissie, zodat een hoger percentage van de straling wordt geabsorbeerd en het bovenste verbindingsdeel direct wordt verwarmd. Beide laserbronnen worden in een alternerend tijdspatroon ingeschakeld. De lengte en de variatie van de pulsen kan worden aangepast aan het te lassen materiaal. In tegenstelling tot de gelijktijdige bestraling met beide bronnen maakt deze methode – gecombineerd met een doelgerichte selectie van de toegepaste golflengten – het mogelijk een selectie-
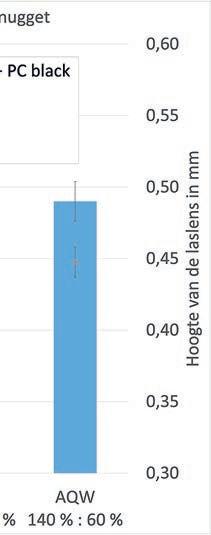
Afbeelding 2. Vermindering van de lastijd met AQW.
Er werden verschillende tests met polycarbonaat uitgevoerd om het voordeel van het AQW te onderzoeken. De lastijd en de treksterkte als indicator voor de lasnaadkwaliteit zijn onderzocht.

De lastijd kan worden geanalyseerd bij het toepassen van een zogenaamd ‘collapse’-gestuurd lasproces. De lasnaad plastificeert (quasi-)gelijktijdig, wat resulteert in een beweging van het lasertransparante deel in de richting van het absorberende deel, wat de ‘collapse’ of inzakking van de lasnaad wordt genoemd. Deze kan worden gemeten door een tactiele afstandssensor. Een inzakking van 0,2 mm en een lasersnelheid van 800 mm/s zijn ingesteld om
Treksterkte Hoogte van de laslens
lijkt de integratie van de nieuwe techniek in systemen met een galvanometrische scanner (afbeelding 1). Dit is noodzakelijk voor een quasi-simultaan lasproces, waarbij de lasnaad niet eenmaal wordt bestraald (zoals bij contourlassen), maar meerdere malen met een hoge aanvoersnelheid.
Er zijn verschillende tests met polycarbonaat uitgevoerd om het voordeel van het AQW te onderzoeken.
Bovendien worden doorsneden door de lasnaad geprepareerd om de grootte van de laslens in het lasertransparante deel te evalueren.
Tests met polycarbonaat
ve hoeveelheid energie in elk verbindingsdeel in te brengen. Dit resulteert in een beter controleerbaar en efficiënter proces. De spotdiameters van beide laserstralen kunnen afzonderlijk worden ingesteld, zodat ze passen bij het te lassen product, door beide stralen afzonderlijk te focusseren en gebruik van een speciaal ontworpen bundelvergroter voordat de stralen worden gecombineerd. Het gebruik van twee laserbundelbronnen vergemakke-
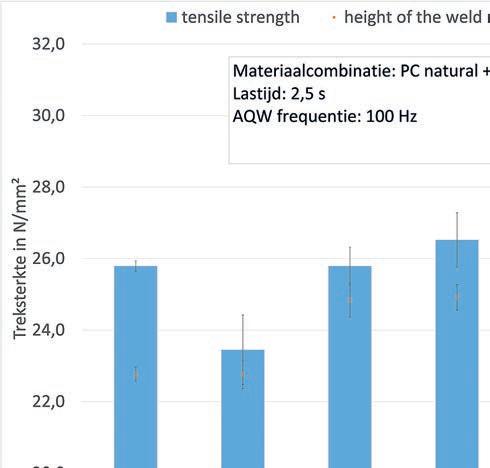
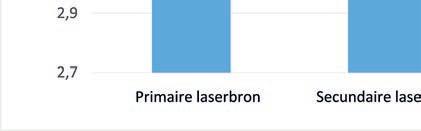
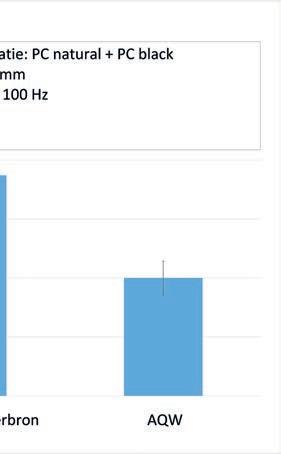
Afbeelding 3. De toename van de treksterkte en laslenshoogte bij AQW.
bron (gewoonlijk een polychromatische lichtbron) vult de primaire laserstraalbron aan om het bovenste verbindingsdeel rechtstreeks op te warmen en de afhankelijkheid van de warmteoverdracht te verminderen, waardoor de restspanningen en geometrische uitdagingen worden verminderd[4].

Om de invloed van het nieuwe proces op de lastijd te onderzoeken wordt in een eerste stap de bovengrens van het proces voor de twee conventionele processen (elk met slechts één laserbron) bepaald. Het laservermogen wordt ingesteld op het hoogst mogelijke niveau dat niet leidt tot negatieve effecten zoals brandplekken of thermische ontleding van het basis materiaal in de lasnaad. In een tweede stap worden beide lasers afgewisseld in een sequentieel tijdspatroon, maar met hetzelfde laservermogen als in de eerste stap. De lastijden tot het bereiken van de ingestelde lasinzakking worden vergeleken voor de verschillende processen. (Zie figuur 2.)
APRIL 2022
15vakbladlastechniek.nl
Afbeelding 4. De zichtbare laslens in het lasertransparante deel.
Kortere lastijd en betere kwaliteit Bij een lasinzakking van 0,2 mm wordt de bovengrens van het proces bereikt voor de primaire laserbron bij een laserver mogen van 50 W, voor de secundaire laserbron bij 51 W. Het is niet mogelijk de lastijd verder te verbeteren door de laservermogens te verhogen, aangezien dit leidt tot negatieve effecten zoals eerder vermeld. Bij het nieuw ontwikkel de proces worden de lasers afgewisseld met een schakelfrequentie van 100 Hz. De laservermogens zijn dezelfde als in de conventionele processen. Zoals uit het diagram in afbeelding 2 blijkt, kan met het AQW-proces een aanzienlijke verkorting
Voor het testen van de treksterkte van de monsters worden de delen in een vlak-opvlak overlappende geometrie gerangschikt en gelast met een vast aantal overlappingen. De parameters voedingssnelheid, klemkracht en AQW-frequentie zijn ingesteld zoals in de voorgaande proeven met de T-naadgeometrie. Naast de eerder onderzochte parameters wordt het effect
van een verschillende hoeveelheid energie van de twee lasers, dat wil zeggen meer laservermogen van de primaire laserbron in combinatie met minder vermogen van de secundaire, bepaald. De laservermogens van de standaardprocessen zijn vastgesteld op 100 procent laservermo gen. Zo betekent bijvoorbeeld 120 procent primaire straling dat het laservermogen met 20 procent wordt verhoogd ten opzichte van het standaardproces. Om de totale hoeveelheid energie in alle variaties constant te houden, wordt bij een verho ging van het primaire laservermogen met 20 procent, het secundaire laservermogen met 20 procent verlaagd.
Treksterkte
De beste resultaten worden bereikt met 140 procent primaire straling en 60 procent straling.secundaire
typische industriële massaproductieparameters weer te geven. De lastijd tot het bereiken van de inzakking en de totale inzakking na een bepaalde afkoeltijd wor den gemeten.
Bij het onderzoek naar de treksterkten wordt het nieuwe proces vergeleken met dezoalsstandaardprocessenindevorigetest (afbeelding 3). Onder-
delen die met dezelfde hoeveelheid energie van de primaire en de secundaire laserbron zijn gelast, hebben een vergelijkbare treksterkte als de onderdelen die met alleen de primaire laserbron zijn gelast. Terwijl te zien is, dat onderdelen gelast met een grotere hoeveelheid primair laservermogen hogere treksterkten vertonen. De beste resultaten worden bereikt met 140 procent primaire straling en 60 procent secundaire straling. Het lassen met het AQW-proces heeft invloed op de hoogte van de laslens in het lasertransparante deel, hetgeen bevestigt dat dit proces leidt tot een toename van het geplastificeerde materiaal in het lasertransparante deel door de directe verhitting (afbeelding 4).
van de lastijd met ongeveer 10 procent worden bereikt in ver gelijking met de standaardprocessen met slechts één laserbron. Deze verkorting van de lastijd is niet beperkt tot bepaalde aanvoersnelheden, aangezien deze kan worden gereproduceerd bij verschillende aanvoersnelheden.
[1]LiteratuurLaser)EbenhöhLeawww.evosys-laser.deSauerwein,ChristianenRenéGeiger(EvosysJ.Eichler,H.Eichler(2010).Laser – Bauformen, Strahlführung, Anwendungen. Springer Berlin Heidelberg. 978-3-642-10461-9.
Afbeelding 5.
[2] T. Frick (2007). Untersuchung der prozessbestimmenden Strahl-Stoff-Wechselwirkungen beim Laserstrahlschweißen von Kunststof fen. Bericht aus dem Lehrstuhl für Fertigungstechnologie. Bd 189. [3] R. Klein (2011). Laser Welding of Plastics. Wiley-VCH. Weinheim, Germa ny. [4]978-3-527-40972-3.A.Hofmann(2006).Hybrides Laserdurchstrahlschweißen von Kunst stoffen. Bericht aus dem Lehrstuhl für Fertigungstechnologie. Bd 174.
16vakbladlastechniek.nl

Auto-onderdelen zoals dit achterlicht zijn geschikt voor het nieuwe AQW-lasproces.
Conclusie
In meerdere proeven is het voordeel van het nieuw ontwik kelde geavanceerde quasi-simultane lasproces bevestigd. Een doelgerichte selectie van de toegepaste golflengten en verbeterde systeemtechnologieën maken een efficiënter proces met een verbeterde lasnaadkwaliteit mogelijk. Een verkorting van de lastijd met ongeveer 10 procent is mogelijk door de directe en gecontroleerde verwarming van beide te verbinden materialen door laserstraling. Door de hoeveelheid geplastificeerd en gesmolten materiaal in het deellasergetransmissievetevergroten,worden de sterkte en de kwaliteit van de lasnaad verbeterd.
Vergelijking
robot kan dagen achter elkaar doorstampen zonder moe te worden. Hierbij weet de robot de kwaliteit op een constant niveau te houden. Die laskwaliteit is sowieso verbeterd in vergelijking met ons handlassen van voorheen’, licht De Klein toe. ‘We deden dit productiewerk met drie mensen en nu met één operator. De twee personen die “over zijn”, kunnen we nu ergens anders inzetten.’
moesten doen. Door de vermoeidheid gaf dit ook weer productietechnische problemen. Dit was voor ons de reden om aan een robot te denken.’ Lasrobotspecialist RobWelding ontwikkelde vervolgens een zogenaamde Ready Robotic System (RRS) op maat voor Andusta, evenals een vrij verstelbare parametri sche lasmal. ‘We moesten voor Andusta veel maatwerk leveren, omdat zij kozijnen in werkelijk alle soorten en maten produceren. Dit resulteerde in een unieke, vrij verstelbare lasmal. Hiermee kan Andusta per kozijnsoort de hoogte en breedte van de mal aanpassen en instellen’, legt Mario Hakkert, projectleider bij RobWelding, uit.

17
Oplossing ergonomische problemen
‘Onze productie van nissen, de uitsparingen in muren voor onze schuifdeuren, gaf veel ergonomische problemen. Onze mensen moesten dit frame van anderhalve bij tweeënhalve meter tijdens de productie wel zes keer oppakken en omdraaien. Gemiddeld genomen moesten ze dit tachtig keer per dag doen. Dit was te zwaar, zeker wanneer onze mensen dit een paar weken achtereen
Voor het bijbehorende lasprogramma ontwikkelde RobWelding speciale lasparameters voor laswerk op dun verzinkt staal, om doorbrand te voorkomen.
APRIL 2022
ROBOT DOET HET WERK VAN DRIE LASSERS
Andusta content met lasrobot voor binnendeurkozijnen
Na een jaar ervaring met een lasrobot kijkt Marcel de Klein van Andusta tevreden terug op de investering. De robotinstallatie van RobWelding leverde een ergonomische en kwalitatieve verbetering en bespaarde daarnaast twee fte’s. Andusta is producent van stalen binnendeurkozijnen en is gevestigd in Venhorst, Noord Brabant.
‘Een
LINETECHNICALARCAL™ LineOxygen LineHelium LineHydrogen LineAlloy LINEREFERENCEARCAL™ PRIMEARCAL™ CHROMEARCAL™ SPEEDARCAL™ FORCEARCAL™ARCAL ™ SelectorGas




Pub-Magazine_Tab-Gas-Selector_02_print 10:32:132022mars23mercredi






Laserveiligheidsklassen
L
door Ard Hofmeijer
Laserbronnen zijn ingedeeld in internationaal geldige klassen op basis van hun vermogen en het gevaar en risico op persoonlijk letsel (oog en huidschade) dat hieraan gekoppeld is. De handmatige hoogvermogen fiberlaser las bronnen (vaak tussen de 1kW en 2kW) waar we in deze publicatie over spreken, vallen in veiligheidsklasse 4; de meest gevaarlijke laserklasse. Laserklasse 4 systemen zijn potentieel oog en huid gevaarlijk ook op groter afstand van de laserlaspositie. Laserbronnen van veiligheidsklas se 4 mogen uitsluitend worden bediend als er gebruik gemaakt wordt van speciale beschermende uitrusting zoals huidbedekkende kleding, een laserveiligheidsbril en afscherming van het proces en reflecties voor de omgeving. Om deze publicatie in het juiste perspectief te zetten: de hiervoor genoemde fiberlasers in het kilowatt bereik vinden ook haar inzet in bijvoorbeeld 2D vlakbed lasersnijders en gerobotiseerde laserlassystemen. Deze systemen worden altijd met een volledig omsloten omkasting geleverd vanuit het perspectief van laservei ligheid. De onveilige laser (klasse 4) wordt middels deze omkasting teruggebracht naar laserveiligheidsklasse 1.
ZOWEL DIRECT ALS INDIRECT LICHT KAN ONHERSTELBARE SCHADE TOEBRENGEN
20
APRIL 2022
Neem veiligheid bij laserlassenhandmatigserieus
Risico’s voor de bediener en omgeving: Om schade aan ogen en huid te voorkomen is het be langrijk dat zowel de gebruiker als de verantwoordelijk werkgever zich bewust zijn van de gevaren die kunnen ontstaan bij het gebruik van een laserlasmachine die handmatig gebruikt wordt in een open ruimte. Zowel de (directe) laserbundel waarmee gelast wordt maar ook het reflectie licht/straling kan ernstig letsel aanbren gen aan ogen, huid en bloedvaten. Het reflectielicht (laserstraling) dat ontstaat tijdens het lassen kan via: het werkstuk, het plafond en de wanden van de werkplaats waarin gelast wordt, 3D-reflecteren in de vrije ruimte. Hierdoor komt niet alleen de bediener maar kunnen ook de in de omgeving aanwezige personen in aanraking ko men met (onzichtbaar) laserlicht. Dit reflectielicht is op dat moment misschien niet meer gefocust maar het laserlicht kan door de ooglens worden versterkt en zal dus ook bij lage intensiteiten permanente oogschade kunnen veroorzaken. Omdat het laserlicht onzichtbaar is voor de ogen is een directe reflex van oogleden niet mogelijk. Omdat de huid van een mens voor het licht van een fiberlaser transpa rant is kan er lichtenergie geabsorbeerd worden door het netvlies in het oog en bloed in de bloedvaten. Ditzelfde geld voor de oogleden, om (onherstelbare) schade aan het oog tot blindheid door laserlicht te voorkomen heeft het geen zin om vanwege de transparantie van de huid de oogleden te sluiten. Zorg daarom voor een afgeschermd proces voor de bediener maar ook voor de medewerker of bezoeker die misschien vele meters verder op staat. Want een on-gefocusseerde laserstraal rijkt veel verder.
aserlicht in het algemeen is gebundeld licht dat zich bevindt in een golflengtebereik tussen de 100 nm en 1 mm. Zo zit de golflengte van een rode laser pointer, die bijvoorbeeld tijdens presentaties gebruikt wordt, in het rode zichtbare spectrum (650 nm) en een fiberlaser waarmee gelast wordt in het infrarode spectrum (1030 nm). Het infrarode spectrum waarin de fiberlaser zich bevindt, betekent in tegenstelling tot de rode laserpointer, dat de laserbundel waarmee gelast wordt niet voor het oog zichtbaar is, en zeker niet minder belangrijk: hetzelfde geldt voor het reflectielicht (ook wel strooilicht genoemd) dat bij het laserlassen vrijkomt. Met behulp van een infraroodcamera zijn de laserbundel en de reflecties van het laserlicht wel goed zichtbaar te maken.
Door de vragen aan LAC blijken er in de markt onduide
Bij deze veiligheidsklasse hoeft de bediener of mensen uit de omgeving van het proces geen additionele veiligheidsmaatregelen te dragen.
‘Neem bij onduidelijkheden en vragen contact op met deskundigen’
Het Laser Applicatie laserlassystemenommetLAC,centrum,wordtregelmaatgevraagdhoetegaanmethoogvermogenhandmatigeineenopenom-geving,inrelatietotlaserveiligheid. Bij deze systemen wordt gebruik gemaakt van fiberlasertechnozogenoemdelogie.Enerzijdseenbijzonder goede ontwikkeling, want deze technologie leent zich uitermate goed voor laserlassen,het anderzijds neemt het gebruik van deze technolo gie in een open ruimte de nodige zichtbare en niet direct zichtbare veiligheidsrisico’s met zich mee.
CE en RI&E
APRIL 2022
Om de veiligheid van arbeidsmiddelen te garanderen


lijkheden te bestaan over een CE-markering in relatie tot het veilig toepassen van een handmatige laserlasmachine. Dit zijn twee verschillende onderwerpen, beide met eigen bijbehorende verantwoordelijkheden. Een CE-markering op een machine houdt namelijk niet automatisch in dat er ook veilig gebruik gemaakt wordt van de machine. Voor de CE-markering op een machine is de machinebouwer of de importeur/leverancier aansprakelijk, mocht de importeur de laserlasmachine van buiten de EU geïmporteerd hebben. Handmatige laserlasmachines met een CE-verklaring worden geacht te voldoen aan de Richtlijn arbeidsmiddelen (Arbobesluit).
• Risicobeoordeling vastleggen in een technisch constructiedossier. Het dossier moet aantonen dat de laserlasmachine in overeenstemming is met de eisen van de richtlijn. In Bijlage VII worden de documenten


Veel bedrijven denken dat ze klaar zijn als ze een nieuwe laserlasmachine met een CE-markering kopen. Helaas is dit niet zo, want voor bedrijven geldt namelijk ook nog een signalerende taak. Zowel leverancier/importeur en gebruiker hebben dus een eigen verantwoordelijkheid die echter wel in elkaars verlengde liggen.
zijn op Europees niveau richtlijnen vastgesteld. Dit zijn productrichtlijnen en gebruiksrichtlijnen. De arbeidsmiddelen moeten aan deze richtlijnen voldoen, voordat zij op de markt mogen worden gebracht. De eisen voor machines die na 31 december 1994 in de EU in de handel zijn gebracht, staan in het Warenwetbesluit Machines. Deze eisen gelden voor nieuwe machines en voor tweedehands machines die van buiten de EU zijn geïmporteerd. Onder de Europese Machine Richtlijn 2006/42/EG zijn de eisen beschreven waar ook de laserlasmachines onder vallen. De fabrikant, importeur en/of leverancier is hierbij verantwoordelijk en aansprakelijk voor een veilig product. De machinefabrikant en/of de leverancier/importeur van een laserlasmachine moet voor het aanbrengen van een CE-markering een conformiteitsprocedure doorlopen. Die bestaat uit de volgende stappen:
Wetgeving
21vakbladlastechniek.nl
• Risico’s van de machine beoordelen.
• Elektronische componenten -CE?
• Is er een volledig elektrisch schema in de oorspronke lijke taal?
• Zijn de correcte laserwaarschuwinglabels aanwezig? Het is wettelijk verplicht om de golflengtes én optische laservermogens op laserbronnen en laserlasmachines te markeren. De bediener die zicht op het proces heeft, (én alle andere aanwezigen binnen de lasergevarenafstand), dient tijdens het lassen een veiligheidsbril met speciale filterglazen te dragen. Hierin dient altijd de golflengte, filtersterkte en beschadigingsdrempel in gegraveerd te zijn. Controleer ook of deze overeenkomen met de golflengte die op de laserbron vermeld staat. Een ieder in de omgeving die met een laserbundel of reflectie licht in aanraking kan komen, moet altijd eenzelfde laservei ligsheidbril als de bediener opzetten. Controleer ook hiervan of de ingegraveerde golflengte overeen komt met de golflengte zoals deze is gemarkeerd op de laserbron. Een laserveiligheidsbril is een persoonlijk beveiligingsmiddel (PBM) en moet voldoen aan de eisen die gesteld worden in EN207. En wat betreft de veiligheidscomponenten op de laserlasmachine: Hebben deze een CE-markering, zijn de technische laserveiligheids voorzieningen robuust, werken deze fail-safe en zijn de mensafhankelijke factoren uitgesloten? Controleer kritisch of de volgende zaken aanwezig zijn en werken:
Handmatig laserlassen met een laserveiligsheidbril op.

laserlasmachine geleverde documenten aan de eisen uit de Europese Machinerichtlijn2006/42/EG? Mocht dit niet het geval zijn dan voldoet de laserlasmachine niet aan artikel 3a van het Nederlandse Warenwetbesluit. Controleer bij levering in het bijzonder o.a. kritisch op de volgende documenten:
• Emissionindicator
Het eerste waar het bedrijf op moet gaan letten is het volgende: Voer voorafgaand aan het investeren in een laserlasmachine een risico-inventarisatie en -evaluatie (RI&E) uit. Het kan zijn dat er door het plaatsen van de nieuwe machine nieuwe risico’s ontstaan. En bij leve ring: voldoet de leverancier met de bij levering van de
genoemd die minimaal aanwezig moeten zijn in het dossier, waaronder constructietekeningen, testresulta ten en een beschrijving van de beschermingsmaatrege len. Ook de EG-verklaring van overeenstemming moet worden toegevoegd aan het dossier.
• Verklaring van Overeenstemming opstellen, waarin de fabrikant verklaart dat de machine veilig is en zich daaraan committeert. De fabrikant is verantwoordelijk voor de controle op de conformiteit van zijn producten aan de machinerichtlijn.
• Noodstoppen
• Conformiteit EMC?
Voer voorafgaand aan het investeren in een laserlasmachine een risico-inventarisatie en -evaluatie (RI&E) uit
• Risico’s beheersen door te voldoen aan essentiële veiligheidseisen. Voorbeelden om deze eisen in te vullen zijn te vinden in Europees geharmoniseerde normen.
APRIL 2022
22
• Conformiteit Laagspanningsrichtlijn
• Is er een gebruiksaanwijzing in het Nederlands?
• Interlocks
• Remote interlock connector
• Is er een correct machineplaatje met CE-markering.
• Is er een EG-Verklaring van overeenstemming in de oorspronkelijke taal?
• Veiligheid en besturing niet op één controller –‘single fault condition’?
• Is er een EG-Verklaring van overeenstemming in het Nederlands?
• Is er een gebruiksaanwijzing in de oorspronkelijke taal?
• Keycontrole
De verantwoordelijkheid van bedrijven: Het komt voor dat een laserlasmachine niet voldoet aan de eisen van de arbeidsomstandighedenwet en/ of de machinerichtlijn. De leverancier mag namelijk zelf de CE-markering aanbrengen. Dus als u nu een laserlas machine wil gaan kopen en gebruiken, waar moet u als bedrijf dan op letten?
• CE-markering aanbrengen op de Dezemachine.markering bevestigt dat de machine aan de Europese Machi nerichtlijn voldoet. Als alle nood zakelijke stappen met succes zijn voltooid, moet de fabrikant het CE-markering op zijn product aanbrengen. Aanwijzingen daar voor staan in Bijlage III van de richtlijn.
• Is er een volledig elektrisch schema in het Nederlands?
• Start-stop bediening –failsafe?
• Gebruiksaanwijzing opstellen (in de taal van het land).
Advies
Een laserveiligheidsbril is een persoonlijk beveiligingsmiddel (PBM) en moet voldoen aan de eisen die gesteld worden in EN207.
meer informatie: www.lac.nl/meet-learn-community
23vakbladlastechniek.nl


Het advies is om veiligheid bij het handmatige laser lasproces met een fiberlaser zeer serieus te nemen. Er bestaat een internationale norm voor laserveiligheid (IEC 60825). Hierin zijn grenswaarden en berekeningen opgenomen. Er zijn dienstverleners die u kunnen helpen

Zorg vervolgens dat het proces volledig wordt afge schermd ook wat betreft alle mogelijke (3D) reflecties in de omgeving. Het is belangrijk de risico’s (we hebben het hier ook over de niet-zichtbare gevaren) van het handmatig laserlassen in een open ruimte duidelijk in de RI&E op te nemen, dit is de verantwoordelijkheid van het bedrijf. Middels dit document worden vervolgens passende maatregelen omschreven.
APRIL 2022
met de complexe wetten, eisen, normen en vragen over laser veiligheid. Zij beschikken ook over meetapparatuur die niet alleen de bundel- en het reflectie licht kunnen meten, maar deze metingen ook direct naar de grens waarde kunnen berekenen en kunnen u helpen met het beoordelen of de machine veilig en conform CE is Hiermeegeleverd.is dan direct duidelijk of de situatie in uw bedrijf veilig of potentieel onveilig is. Dus: neem laserveiligheid serieus en treed bij onduidelijkheden en vragen in con tact met deskundigen.
APRIL 2022
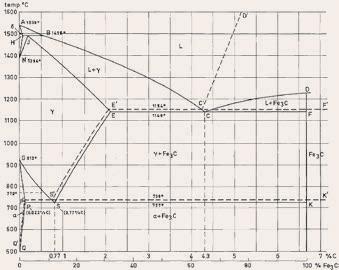
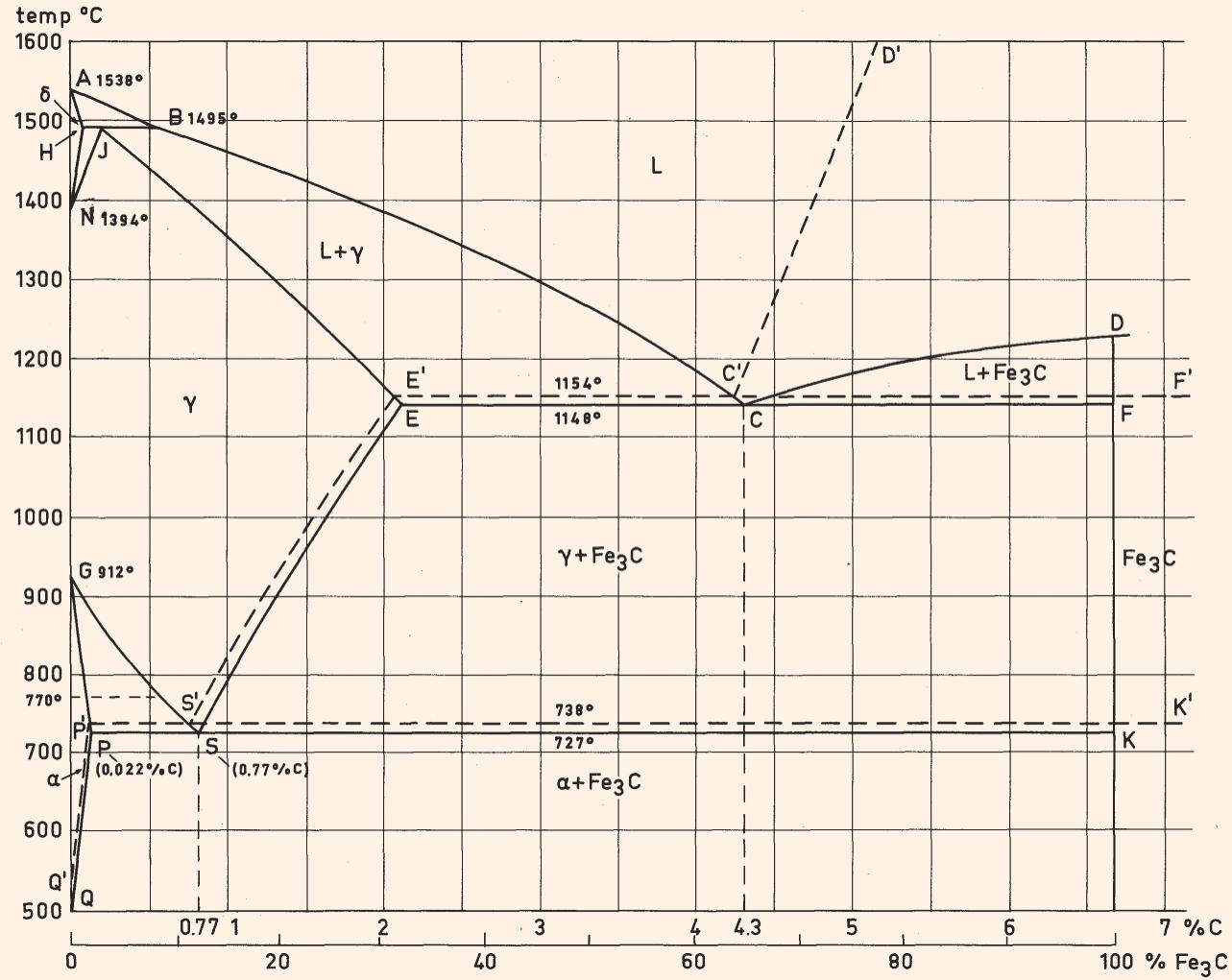
Daarnaast is de benaming eigenlijk niet helemaal cor rect, het Fe-C diagram (zoals weergegeven in figuur 1) is eigenlijk een combinatie van twee verschillende toestandsdiagrammen:
Voordat er kan worden gelast, zal er enige voorkennis moeten zijn van het te dezebasismateriaallassenenhoedittotstandisgekomen.Inrubriekstaatdemateriaalkun-digekantvanhetvakgebiedcentraal.Invoorgaande afleverin gen is de productieroute van erts via ruwijzer naar staal geschetst. Ook is de opbouw van metalen en specifiek het ele ment ijzer bespro ken. Deze maand gaan we verder in op de invloed van koolstof legeringselementals in ijzer (staal).
Voor ons vakgebied is dus het ijzer-cementiet (Fe-Fe3C) diagram voornamelijk van toepassing.
• Grafiet, zuiver gekristalliseerde koolstof, hexagonale kristallen, zacht, niet sterk, weinig vervormbaar (bros).
Structuurbestanddelen en eigenschappen
• Fe3C, cementiet, gekristalliseerde ijzercarbide, zeer hard, bros, niet vervormbaar, grote sterkte.
Voor
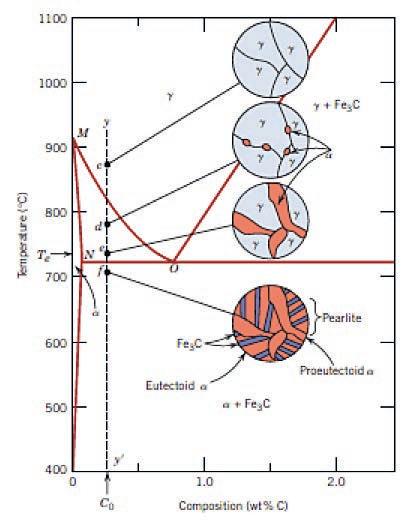
In het Fe-Fe3C diagram kunnen we een aantal zaken onderscheiden. De linkerkant van het diagram stelt zuiver ijzer voor en de rechterkant van het diagram de ijzer-koolstof verbinding Fe3C met 6,67% C. Dus hoe meer koolstof we in ijzer stoppen, hoe verder we naar rechts opschuiven in het diagram. Het Fe-C diagram toont ons bij welke temperatuur en C gehaltes de ver schillende Fe kristalstructuren voor kunnen komen. Als voorbeeld nemen we een constructiestaal van ongeveer 0,2% C. Figuur 2 geeft de verschillende gebieden van het (in dit geval iets versimpelde Fe- Fe3C diagram) weer die dat staal bij afkoeling vanuit het volledig ge smolten materiaal zal doorlopen:
• Vanuit de vloeibare fase zal er austeniet (γ) worden gevormd, en zodra de temperatuur onder de lijn ‘AE’ komt is de volledige structuur austenitisch.
Het gedrag van ongelegeerd staal kan vaak verklaard worden aan de hand van het Fe-C diagram
24
De eigenschappen van een materiaal volgens het Fe-C of Fe-Fe3C diagram worden bepaald door de opeenstapeling van de eigenschappen van de verschillende structuurdelen. De uiteindelijke materiaaleigenschappen zijn afhankelijk van de afzonderlijke kristalsoorten en van hun mengverhouding, en korrelgrootte. Een overzicht van de kristalsoorten van ijzerlegeringen (in de vorige aflevering van Laskennis Opgefrist zijn de verschillende
Fe-kristalstructuren (krg-α en kvg-γ) reeds beschreven):
• Ferriet, bijna zuiver ijzer, kubisch ruimtelijk gecentreerd ( krg-α) waarin de oplosbaarheid van C zeer klein is. Ferriet is niet erg sterk, goed vervormbaar, taai en ferromagnetisch.
• Het ijzer-cementiet (Fe3C) systeem: dit is het diagram weergegeven door de doorgetrokken lijnen. Dit is eigenlijk een ‘metastabiele’ fase, maar de overgang van cementiet naar grafiet (de ‘stabiele’ fase) komt prak tisch niet voor bij technische voorkomende gloeitijden voor staal.
Fe-Fe 3 C diagram
Voor staal kijken we naar samenstel lingen van Fe met zeer laag C gehalte (0,005% C of zelfs lager in ‘ultra-low-carbon-steels’) tot ongeveer 2% in hoog C gereedschapsstaal, maar de meeste lastoepassingen zitten tussen de 0,15 tot 0,25% C. Algemeen is het C gehalte laag als goede ductiliteit, taaiheid en lasbaarheid vereist zijn, maar hoger als hoge sterkte, hardheid en slijtage weerstand nodig zijn.
IJzer-koolstof diagram
• Bij afkoeling van de austeniet wordt de GS transfor
de bespreking van de invloed van koolstof als legeringselement van staal, starten we met het Fe-C diagram. Eigenlijk vreemd, want een toe standsdiagram tussen Fe en C is in principe enkel geldig voor legeringen waar geen ander legeringselement aanwezig is, en uiteraard hebben de meeste staalkwaliteiten wel andere legeringselementen. Toch kan het gedrag van ongelegeerd staal vaak verklaard worden aan de hand van het Fe-C diagram. Het gaat hier over het gedrag in evenwichtstoestand, dat wil zeggen de structuren die gevormd worden bij langzame afkoeling. Structuren die bij snellere afkoeling gevormd worden zullen later besproken worden, aan de hand van zogenaamde CCT diagrammen (Continuous Cooling Transformation). Maar het blijft dus ook belangrijk te onthouden dat (ook kleine hoeveelheden) van een derde chemisch element de punten en lijnen uit dit Fe-C diagram kunnen verschuiven.
• Het ijzer-grafiet systeem: dit is het diagram weergege ven door de gestippelde lijnen, wat eerder wordt ge bruikt bij hogere (>2%) koolstof gehaltes, voor gietijzer
LASKENNIS OPGEFRIST 75
• Austeniet, ijzer met koolstof in oplossing, kubisch vlakken gecentreerd (kvg-γ), niet ferromagnetisch, zeer taai, zeer goed vervormbaar. Alleen bij gelegeerde staalsoorten kan austeniet bij kamertemperatuur bestaan. Bij ongelegeerde staalsoorten kan in normale omstandigheden bij kamertemperatuur geen austeniet bestaan.
Figuur 2 Schematische voorstelling van de fasetransformatie vanuit het austenietgebied naar ferriet-perliet, voor Fe met ongeveer 0.2% C.
• Bij verdere afkoeling wordt de PS-temperatuur bereikt.
matielijn gekruist, waardoor de vorming van ferriet (α) start.
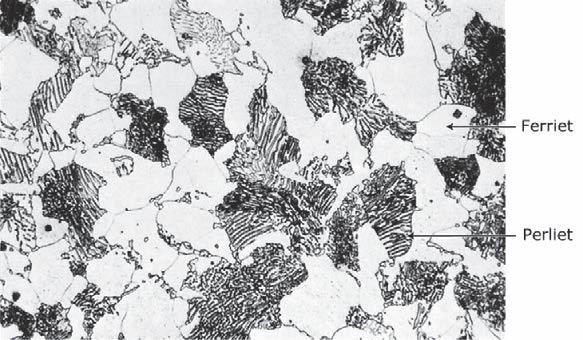
Figuur 3 Foto van een staal met 0,38% C, met een ferriet-perliet structuur.
• Onder de 770 °C worden de ferrietkristallen magnetisch
______ het metastabiele ijzer-cementiet (Fe-Fe3C) diagram.
Bronvermelding: Deze aflevering in de rubriek ‘Laskennis Opgefrist’ is een bewerking van Materialenkennis voor de laspraktijk 6, eerder verschenen in LASTECHNIEK 2 2007
APRIL 2022
Figuur 1 Het ijzer-koolstofdiagram;
De resterende austeniet ondergaat hier een fasetransformatie naar perliet. Perliet bestaat uit afwisselende evenwijdige laagjes ferriet en cementiet, in een lamellaire structuur (zie figuur 3).
_ _ _ _ het stabiele ijzer-grafiet (Fe-C) diagram.
25vakbladlastechniek.nl
G P S
• Bij verdere afkoeling onder de GS transformatielijn vormen zich de ferrietkristallen en neemt het koolstofgehalte van de austeniet toe (tot 0,77% bij 723 °C)
PROARC DRAAITAFEL PT-200S
vonken en spatten, evenals de mogelijkheid om de veiligheidshelm met de verplichte gehoorbescherming te dragen tijdens het lassen. Snelle en veilige installatie op de gehoorbeschermingshouders van de veiligheidshelm maakt het gemakkelijk om naar verschillende werkmodi te schakelen. Door de Beta e SH lashelm in drie standen te klikken, is meervoudig gebruik mogelijk, van lassen tot slijpen en inspectie. www.kemppi.com/nl
ProArc presenteert een nieuwe draaitafel, leverbaar in drie uitvoeringen, geïntroduceerd: de ServoArc mini-verstelbare, nauwkeurige en slimme PT-200s. Speciaal ontworpen voor wie geautomatiseerd wil lassen. De PT-200s is voorzien van een mul tifunctionele CB-500-controller met gebruiksvriendelijke bedieningsinter face, zodat u eenvoudig een stabiele rotatie kunt instellen.
26
NIEUW BIJ HATEK
LASTECHNISCHE INNOVATIES
Promotech is een producent van geautomatiseerde lasoplossingen, professioneel elektrisch gereedschap en industriële systemen voor de staalbouw, fabrikanten van zware machines, werven en andere metaalverwerkende bedrijven. De onderneming uit Polen is nu ook onderdeel van het accu-systeem CAS (Cordless Alliance System) en breidt de accu-alliantie uit met twee mini-laswagens en een accu-kernboormachine. Daarmee groeit CAS naar bijna 300 machines van 27 toonaangevende fabrikanten. Veel machines en apparaten van de CAS-partners zijn interessant voor de klanten van Promotech. Met de accu-kantenfrees bereidt hij de lasnaden voor en voor het lassen maakt hij gebruik van onze laswagens – en dat allemaal snoerloos, met slechts één accu. De beide accu-laswagens van Promotech – Mini Spider en Gecko Battery – zijn een goede keuze als het om kwalitatief hoogwaardige lasnaden en het continu lassen met MIG/MAG-pistolen gaat.


APRIL 2022
Kemppi kondigt de lancering aan van een nieuwe productreeks Beta e voor SH die kostenefficiënte arbeidsveiligheid biedt met volledige hoofd- en gezichtsbescherming en de mogelijkheid om de veiligheidshelm zelfs tijdens het lassen te dragen. Beta e90 SH lashelmen zijn uitgerust met een passieve of automatische verduisteringslens, zodat ze een verbeterde arbeidsveiligheid bieden met volledige gezichts- en hoofdbescherming tegen
LORCH INTRODUCEERT EEN DUURZAME KOELVLOEISTOF VOOR LASMACHINES
Het is daarnaast mogelijk om uw eigen las-parameterbibliotheek op te bouwen, waardoor u de laskwaliteit én -snelheid van de productie verhoogt. Bovendien kent de serie een 20-bits servomotor voor rotatienauwkeurigheid (0,1°) met een snelheid van 0,01 ~ 3 0 TPM met constant koppel- en Derotatiestabiliteit.draaitafelisverkrijgbaar in drie ver schillende uitvoeringen. De Standard Torch Stand, de U-Type Torch Stand en de U-Type Torch Stand + TL-101.
NIEUWE PRODUCTREEKS BETA E VOOR SH
Lorch brengt met de LCL 30 ECO een duurzame variant koelvloeistof op de markt om de watergekoelde lasmachines een langere levensduur te geven. Deze duurzame variant heeft veel voordelen voor de eindgebruiker en voor uw lasapparaat. Bij intensief gebruik van de lasmachine worden er veelal geen gasgekoelde, maar watergekoelde lasmachines gebruikt. De koeling hiervan wordt verzorgd door koelvloeistof. Het is voor de levensduur van een watergekoelde lasma chine essentieel om daar de juiste koelvloeistof bij te gebruiken. Lastechniek Holland ziet bij nieuwe klanten nog regelmatig dat het verkeerde product wordt gebruikt. Denk aan koelvloeistof voor auto’s bijvoorbeeld, die ongeschikt is voor lasmachines. De speciale koelvloeistof van Lorch draagt met zijn verhoogde cor rosiebescherming bij aan een langere levensduur van alle metalen componen ten in de koelunit, zoals messing aansluitingen en toortscomponenten. Lorch introduceert met de LCL 30 ECO nu een duurzame variant koelvloeistof. Dit product vervangt de oude versie. Een voordeel is dat twee versies koelvloeistof mengbaar zijn, zodat niet direct alles vervangen hoeft te worden. www.lorch.eu
PROMOTECH WORDT CAS-PARTNER

anuc heeft alle vijf CRX-modellen gedemonstreerd op IREX (International Robot Exhibition) in maart in de Tokyo Big Sight en op IREX Virtual.
De uitrol van de nieuwe CRX-5iA, CRX20iA/L en CRX-25iA cobots, met payloads van 5, 20 en 25 kg en een maximale reikwijdte van respectievelijk 994, 1418 en 1889 mm, volgt op de CRX-10iA en CRX-10iA/L cobotmodellen. Deze hebben beide een payload van 10 kg en een bereik van respectievelijk 1249 mm en 1418 mm. Met de vijf CRX-modellen gecombineerd met Fanuc’s CR-serie van groene cobots breidt het bedrijf mogelijkheden uit om meer bedrijven te helpen die op zoek zijn naar automatisering met cobots.
Fanuc’s CRX cobots bieden een veelzijdige oplossing voor een brede waaier aan toepassingen, waaronder inspectie, laden/ontladen van machines, verpakken, palletiseren, schuren en lassen. Het IP67-beschermingsniveau (stofdicht en waterdicht) is standaard voor
APRIL 2022
www.fanuc.eu
De CRX-cobots kunnen veilig naast mensen werken.
alle vijf CRX-modellen, zodat klanten ze zelfs in de meest veeleisende omgeving kunnen gebruiken. De CRX-cobots kunnen externe krachten detecteren en veilig stoppen wanneer ze in contact komen met een persoon of object. Dankzij deze technologie kunnen de CRX-cobots veilig naast mensen werken zonder dat dure afschermingen nodig zijn.

‘We zien een grote vraag naar collaboratieve robots op de Europese markt en willen passende oplossingen bieden voor een breed scala aan toepassingen. Onze cobots zijn ontworpen om elk type producent - klein of groot - te ondersteunen bij het uitbreiden van hun productiecapaciteit met de hoogste betrouwbaarheid’, aldus Shinichi Tanzawa, President & CEO van FANUC Europe DeCorporation.nieuwste CRX cobots zijn een aanvulling op Fanuc’s bestaande lijn van CR en CRX cobots, die nu in totaal 11 cobot modelvarianten telt om producten van 4 tot 35 kg te hanteren. Dit is de meest uitgebreide line-up van gebruiksvriendelijke cobots die momenteel op de markt beschikbaar zijn.
De meeste cobots hebben een lichtgewicht en compact ontwerp - maar de FANUC CRX cobots bieden veel meer, waaronder hun grote geschiktheid voor industriële omgevingen en het feit dat ze tot acht jaar lang onderhoudsvrij zijn. Bovendien stelt de interactieve programmering gebruikers in staat om robottrajecten aan te leren door de robot handmatig te bewegen of via een tablet interface met drag-and-drop iconen. De CRX kan worden gebruikt met een standaard 100V/240V voeding, en bevat ook energiebesparende functies waardoor het stroomverbruik amper 400 W bedraagt (met 25 kg payload). De serie ondersteunt verschillende van FANUC’s geavanceerde functies, waaronder iRVision, en is perfect geschikt voor elk bedrijf dat op zoek is naar een hogere efficiëntie - zelfs voor bedrijven die hun eerste stappen zetten in robotiseFanucring.
begint met het verschepen van productie-eenheden van de nieuwe CRX20iA/L in april 2022. De CRX-25iA en CRX5iA zullen beschikbaar zijn in juni 2022.
Nieuwe CRX Cobots Fanuc

Lassen
27vakbladlastechniek.nl
WERELDWIJ DE AUTOMATISERINGSLEIDER BIEDT NU 11 COBOT MODELVARIANTEN
F
Fanuc Corporation, leverancier van CNC’s, robots, cobots en fabrieksautomatisering heeft de nieuwe CRX-5iA, CRX20iA/L en CRX-25iA collaboratieve robots geïntroduceerd, de nieuwste toevoegingen aan zijn populaire CRX-serie die ook de CRX-10iA en CRX-10iA/L collaboratieve robots omvat.
‘We zien een grote vraag naar collaboratieve robots op de Europese markt’
Siduza Lastechniek B.V. Odijkerweg 7 3972 NE Driebergen Postbus 90 5527 ZH Hapert T +31 (0)343 53 37 66 E siduza@vlh.nl Vlh.nl
E info@valkwelding.com
T + 31 (0)598 43 3237 E info@mtveendam.nl Mtveendam.nl
ITWValkwelding.comWeldingProducts

ADVIES EN CONSULTANCY

Element Emmen Kapitein Nemostraat 12 7821 AC Emmen
Edisonstraat 10 3261 LD Oud-Beijerland Postbus 1551 3260 BB Oud-Beijerland T +31 186 641 444 E sales.nl@ITWwelding.com Itwwelding.com
T + 31 (0)24 352 29 11 E info@lincolnelectric.nl Lincolnelectric.nl

Destructief onderzoek Inspectie Lascertificeringen
T +31 (0)76 542 43 00
T +31 (0)59 161 85 55
T 06 46 25 31 45 E degroot@LASconsult.nl LASconsult.nl
APRIL 2022
LocatiesElement.comNederland
Element Breda Voorerf 18 4824 GN Breda
LASconsult werkt! Erkende Laskader en NDO-opleidingen, Lascoördinatie Lasadvies, Bedrijfscertificeringen, Lasinspecties en Auditeren.
T +32 3 340 43 43
GEAUTOMATISEERD SNIJDEN
Postbus 253 – 6500 AG Nijmegen
T +31 (0)20 556 35 55 E info.amsterdam@element.com
LASAPPARATUUR EN TOEBEHOREN
Brandekensweg 6 2627 Schelle (Antwerpen) T +32(0)3 8808180 E info@weldingcompany.be Weldingcompany.be Verkoop, verhuur, onderhoud Automatisering, mechanisering Inductie verwarmen Project uitvoering/begeleiding
The strong connection
Welding Company Nederland Ambachtsweg 2 4128 LC Lexmond
T +31 (0)74 240 81 94
Locatie België Element Antwerpen Herentalsebaan 406 B-2160 Wommelgem
COBOTS
T +31 (0)497 38 64 05 E info@vlh.nl
Valk Welding BV
Staalindustrieweg 15 Postbus 60 2950 AB Alblasserdam
T +31 (0)78 691 70 11
Euroweld B.V. Belder 7 4704 RK Roosendaal
T +31 (0) 165 31 78 55 E info@euroweld.nl Euroweld.nl


BRANCHEREGISTER
Element Hengelo Jan Tinbergenstraat 128 7559 SP Hengelo
Lincoln Smitweld B.V. Lincoln Electric Europa B.V. Nieuwe Dukenburgseweg 20 6534 AD Nijmegen
Materials Testing Veendam Lloydsweg 37 – 9641 KJ Veendam
LASconsult De Ynfeart 8447Industrieterrein7-211KanaalGMHeerenveen
Migotronic Nederland B.V. Ericssonstraat 2 – 5121 ML Rijen
Miller Lasapparatuur voor MMA, TIG, MIG en SAW-toepassingen. Tevens lastoortsen en toebehoren.

Element Beek Schuttersstraat 27B 6191 RZ Beek
T 0347 74 50 08
BV
Verhuur en verkoop van lasequipment.
T +31 (0)46 451 1197
VLH Lastechniek B.V. Industrieweg 1-d 5527 AJ Hapert Postbus 90 5527 ZH Hapert
Element Materials Technology Zekeringstraat 33 1014 BV Amsterdam

E info@weldingcompany.nl WeldingWeldingcompany.nlCompanyBelgië

T +31 (0) 161 747 840 E mfa@migatronic.nl Migatronic.nl
28
Lascertificeringen
T + 31 (0)24 352 29 11
E sales.nl@ITWwelding.com Itwwelding.com
E Sergio.baars@airgas.com
Migatronic.nl
Postbus 253 – 6500 AG Nijmegen
Lloydsweg 37 – 9641 KJ Veendam
T +31 (0) 541 53 33 69
E info@lincolnelectric.nl Lincolnelectric.nl
Valk Welding BV Staalindustrieweg 15 Postbus 60 2950 AB Alblasserdam
Lincoln Electric Europa B.V.
APRIL 2022
Edisonstraat 10 3261 LD Oud-Beijerland
Sergio CountryBaars,Manager Netherlands
Cloos.be
Lincoln Smitweld B.V.
Lincoln Electric Europa B.V. Nieuwe Dukenburgseweg 20 6534 AD Nijmegen
Postbus 253 – 6500 AG Nijmegen
E info@dumeta.nl
België
Lincoln Electric Europa B.V. Nieuwe Dukenburgseweg 20 6534 AD Nijmegen
EuroweldDumeta.nlB.V.
Valkwelding.comMANIPULATOREN
Destructief onderzoek
Postbus 253 – 6500 AG Nijmegen
Cloos Benelux N.V. – S.A.
Postbus 1551 3260 BB Oud-Beijerland
The strong connection
29vakbladlastechniek.nl
Ericssonstraat 2 – 5121 ML Rijen
E info@cloos.be
E info@mtveendam.nl
T +32 (0)16 39 55 00
Miller Lasapparatuur voor MMA, TIG, MIG en SAW-toepassingen. Tevens lastoortsen en toebehoren.
T + 31 (0)24 352 29 11
T +31 (0)6 20 35 15 90
Nieuwe Dukenburgseweg 20 6534 AD Nijmegen
MigotronicLincolnelectric.nlNederland B.V.
Dumeta B.V. Marconistraat 26 7575 AR Oldenzaal
T +31 (0) 161 747 840
T + 31 (0)24 352 29 11
MECHANISATIE EN AUTOMATISERING
E mfa@migatronic.nl

T +31 (0)78 691 70 11
E info@lincolnelectric.nl
E info@lincolnelectric.nl
ITWLASTOEVOEGMATERIALENWeldingProductsBV
Mtveendam.nl
Grijpenlaan 24 – 3300 Tienen
Inspectie
Belder 7 4704 RK Roosendaal
Lincoln Smitweld B.V.
Verhuur en verkoop van lasequipment.
T +31 (0) 165 31 78 55 E info@euroweld.nl Euroweld.nl
MaterialsLASKWALIFICATIES/CERTIFICERINGTestingVeendam
T + 31 (0)598 43 3237
Weld your way
Red-d-arc.nlLincolnelectric.nl
Lincoln Smitweld B.V.
T +31 186 641 444
E info@valkwelding.com
Element Materials Technology

Ook vestigingen in Amsterdam, Apeldoorn, Den Bosch, Goes, Groningen en Stein.
Element Hengelo
BRANCHEREGISTER
• In- company visuele lasinspectie opleiding
T +31 (0)59 161 85 55
Jan Tinbergenstraat 128 7559 SP Hengelo
T +31 (0)74 240 81 94
Vakwijs B.V. Daniël Pichotstraat 10 3115 JB Schiedam
Zekeringstraat 33 1014 BV Amsterdam
Locatie België
Element Antwerpen Herentalsebaan 406 B-2160 Wommelgem
• Lasopleidingen MIG/MAG, BMBE, TIG, Autogeen, Laskwalificaties/ certificeringen, SMLT
• Verkorte combinaties van IWT met Inspectie en keuring mogelijk
NIL erkende kaderopleidingen
• Schakelcursus IWT/SMLT
Inspectie opleidingen
Element Breda Voorerf 18 4824 GN Breda
T +31 (0) 621 62 47 44
NIL erkende opleidingen voor alle niveaus en processen.
E IDEforprofessionals@hu.nl www.cvnt.nl
• International Welding Engineer (IWE/LPI)
• International Welding Engineer (IWE/LPI)
• International Welding Inspection (IWI-C & IWI-S)
• VT-w Opfrisdagen
Hogeschool Utrecht, Institute for Design & Engineering For Professionals
E info@DTO-breda
• International Welding Technologist (IWT/MLT)
• Visueel Lasinspecteur VT-w level 1 en 2
• International Welding Inspection Personnel (IWI-c)

E j.zijderveld@rocmn.nl Tech.rocmn.nl
Vakwijs is de opleider voor vak technische opleidingen, veilig heids- en soft skills trainingen. Vanuit zeven trainingscentra verspreid door Nederland bieden we praktijkgerichte opleidingen, trainingen en cursussen aan in diverse technische richtingen. We maken de directe koppeling tussen theorie en praktijk, met realisti sche simulaties en praktijkopstellingen.levensechte
T +31 (0)76 542 43 00
Meer informatie HU Lenneke Kok T +31 (0)88 4 81 88 88
T +32 3 3 40 43 43
T +31 (0)46 451 1197
Element Beek Schuttersstraat 27B 6191 RZ Beek
Element Emmen
Bedrijfsopleidingen op maat op het gebied van werktuigbouwkunde en lastechniek, zoals tekening- lezen, materialenkennis, lasnormen en lasdocumenten.
T +31 (0)20 556 35 55
T +31 (0)88 160 05 80 Vakwijs.nl
DTO-Breda.nl

E info.amsterdam@element.com
Meer informatie ROC Joost Zijderveld
LASconsult De Ynfeart 8447Industrieterrein7-211KanaalGMHeerenveen
Erkende Laskader en NDO-opleidingen, Lascoördinatie Lasadvies, Bedrijfscertificeringen, Lasinspecties en Auditeren.
• International Welding Technologist (IWT/MLT)
30
LocatiesElement.comNederland
OPLEIDINGEN EN CURSUSSEN
Dielemans Technische opleidingen
Kapitein Nemostraat 12 7821 AC Emmen
APRIL 2022
LASconsult werkt!
NDO/DO ONDERZOEK
Ook cursussen op gebied van Materialen, Procestechnologie, Onderhoud & Inspectie, Engineering, Bedrijfskunde (hbo, post-hbo en masterniveau)
T +31 (0)30 754 69 03
T 06 46 25 31 45 E degroot@LASconsult.nl LASconsult.nl
Cloos Benelux N.V. – S.A.
NIL PRAKTIJK opleidingen richting: MIGMAG, TIG, BMBE, AUTOGEEN
Visueel Lasinspecteur Level 1 Visueel Lasinspecteur Level 2 (ook incompany mogelijk)
E info@cloos.be Cloos.be Weld your way
Euroweld B.V. Belder 7 4704 RK Roosendaal
E info@euroweld.nl Euroweld.nl
Verhuur en verkoop van lasequipment.
Welding Company Nederland Ambachtsweg 2 4128 LC Lexmond
• Uitdrogen beton / coatings
U kunt bij TSH terecht voor:
E info@tshvakopleidingen.nl
1 TM 4 Staal, RVS en ALU (ook incompany mogelijk)
Red-d-arc.nlValkwelding.comVERHUUR
E info@delta-heat-services.nl Delta-heat-services.nl

T +31 (0)6 20 35 15 90
• Stationaire gloeiovens
E info@weldingcompany.nl
APRIL 2022
DeltaWARMTEBEHANDELINGHeatServicesBV
NIL KADER opleidingen: International Welding Practioner IWP International Welding Specialist IWS Schakel InternationalIWT Welding Technologist IWT Lascoordinator EWCP

Kwalificeren en verlengen van lascertificaten
ROBOTISERING EN LASROBOTS
NIVEAULASSEN
Scheelhoekweg 2 3251 LZ Stellendam Postbus 52 – 3250 AB Stellendam
Sergio CountryBaars,Manager Netherlands
lassersdatabank.comtshvakopleidingen.nl
E Sergio.baars@airgas.com
• Elektrisch voorwarmen en gloeien
T +31 (0)187 49 69 40
T 0591-669399
T +32 (0)16 39 55 00
• Mobiele gloeiovens
• Advisering
Brandekensweg 6 2627 Schelle (Antwerpen)
• Verhuur / verkoop
TSH VAKOPLEIDINGEN
Valk Welding BV Staalindustrieweg 15 Postbus 60 2950 AB Alblasserdam
T +31 (0)78 691 70 11
Nijbracht 158 7821 CE EMMEN
The strong connection
Grijpenlaan 24 – 3300 Tienen België
E info@valkwelding.com
• Inductie verwarmen
T +31 (0) 165 31 78 55
T 0347 74 50 08
WeldingWeldingcompany.nlCompanyBelgië
E info@weldingcompany.be Weldingcompany.be Verkoop, verhuur, onderhoud Automatisering, mechanisering Inductie verwarmen
T +32(0)3 8808180
Project uitvoering/begeleiding
31vakbladlastechniek.nl
www.binzel-abicor.com TECHNOLOGY FOR THE WELDER’S WORLD. Lasrookafzuiging van de volgende generatie Met ABICOR BINZEL xFUME® maakt schadelijke lasrook geen schijn van kans ■ Optimale bescherming voor de gezondheid van de lasser ■ Betrouwbare MIG/MAG- en TIG-lasprocessen ■ Geen invloed op de gasbescherming ■ Geschikt voor atelier tot zware industrie ■ Conform DIN EN ISO 21904 Grote efficiëntie en hoge betrouwbaarheid, een betere gezondheids- en arbeidsbescherming bestaat niet!
