by rail engineers for rail engineers


www.railengineer.co.uk PERMANENT
&
ELECTRIFICATION & POWER GEOTECHNICS, EARTHWORKS & CONCRETE
WAY
LINESIDE ASSETS
Progress in rail management has significantly contributed to railway safety over the past 25 years.
This year’s seminar focused on the Scottish electrification programme and initiatives for cost reduction.
RAIL MANAGEMENT IMPROVEMENTS PWI ELECTRIFICATION CONFERENCE REPORT A SOLID FOUNDATION FOR HS2
Concrete underpins the HS2 project and several developments have been reported in recent months.
PG.20
PG.64
PG.88
DID WE GO WITHOUT? CONTROLLING THE MAY-JUN 2023 – ISSUE 202
PG.10
HOW





SEE US AT RAIL LIVE STAND F9 FROM ONE RAIL SPECIALIST TO ANOTHER 24 hours a day, 7 days a week. trust us to deliver Trackside Lighting and Lighting Towers Track Tools On Track Plant and Operators Tools and Cordless Working At Speedy Rail, we have the widest choice of innovative products and services to help you keep the UK’s rail, metro and tram network running smoothly. Visit www.speedyservices.com/rail-services Scan here to find out more about our rail products and services VIEW AND DOWNLOAD OUR EBOOK
10| 14|
20|
26|
62
Controlling the Elizabeth line
A visit to the Elizabeth line’s Romford control centre with the IRSE International Technical Committee revealed its signalling secrets.

Automated Discrete (Rail) Defect Repair Rails have a hard life. Malcolm Dobell examines the techniques that allow castings and welds to survive high stress situations.


Rail management improvements
The number of broken rails has fallen from 952 in 2000 to just 68 in 2021/2022. Bob Hazel tells us more.
The influence of different turnout sleeper materials on maintenance cycles
With more than 75,000 turnouts on the Deutsch Bahn network, there is significant potential to use FFU sleepers.

32|
Vehicle/Track System Interface and Adhesion annual seminar
Although railways are coming up to 200 years old, there is still much to be learned about the Vehicle Track Interface.
88
42|
50|
56| 58| 62|
Gauging or gouging?
Malcolm Dobell reports from a Seminar on Railway Gauging organised by the Institution of Mechanical Engineers.
Transpennine Upgrade: still stepping ahead
Since we last reported on the TRU in 2021, much progress has been made. Paul Darlington gives us an update.
The science of wearer comfort and PPE
Anna West, Goretex professional comfort scientist, explores the science and subjectivity of comfort as related to PPE.
UK Power Networks Services: Finding sustainable solutions
UK Power Networks Services explain how they’re leading the charge for green solutions.
SPL Powerlines - dynamic pantograph gauging
The approach to overhead contact system design on electrification projects has evolved in recent years.
SPL Powerlines gives us an update.
78|
80|
84|
88|
The IRSE Professional Exam
Paul Darlington discusses the merits of studying for the IRSE Advanced Diploma in Railway Control Engineering.
A Scottish rail perspective
A joint IRSE and IMechE meeting in Glasgow provided Clive Kessell with much food for thought.
Drainage and off track – raising the profile
Better asset stewardship of Drainage and Off Track assets is being implemented in the Southern region. Network Rail’s Sana Wajid tells all.
A solid foundation for HS2
Concrete plays a vital role in shaping HS2 and the project has reported several developments in recent months.

64| 74|
The future of electrification
The PWI’s electrification seminars have become increasingly popular since they started in 2018. David Shirres reports from the latest event.
70|
ETCS – the bigger picture
If ETCS is the solution to capacity constraints and a step change in signalling safety, why isn’t it rolled out more widely?
RIA Signalling and Telecoms Group
April’s Signalling and Telecoms Member Interest Group provided an interactive ‘ask me anything’ discussion with a range of panellists.
92|
102|
RIA’s Innovation Showcase
David Shirres reports from The Railway Industry Association’s annual two-day innovation conference.
Railtex 2023
The full potential of the rail industry was showcased at Birmingham’s NEC in May. We give you the highlights.
Members of the IMechE Railway Division visited Finland, Sweden, and Norway to see how things are done over there. 106|
A Scandinavian study tour
50
CONTENTS
3 Rail Engineer | Issue 202 | May-Jun 2023
DAVID SHIRRES

Is rail affordable?
When Dr Beeching wrote his 1963 report, half the UK rail network carried only 4% of the passenger traffic, a third of the passenger fleet was used less than 20 times a year, and the railway employed 475,000 staff. British Railways annual deficit was then £87 million, or £2.3 billion in today’s money.
Today’s rail network is more intensively utilised and employs about a quarter the number of people. Yet in 2018/19, operational funding (i.e., less HS2 and enhancements) cost the taxpayer £4.7 billion or twice that of Beeching’s highly inefficient railway. Privatisation has therefore badly failed to meet its prime objective of reducing rail’s cost to the taxpayer.
To be meaningful, this comparison uses pre-Covid data. Following the pandemic, publicly funded operational costs for 2021/22 are £13.3 billion, of which £6.5 billion was infrastructure expenditure. In the current economic situation, such high costs threaten the railway’s future despite its huge potential to support economic growth and decarbonisation. This is particularly unfortunate as many committed rail professionals are doing much to reduce costs, as we often report. Yet, innovative measures to save on-site costs will have little impact if off-site overheads are a large proportion project spend.
In 2011, Sir Roy McNulty’s report “Realising the Potential of CG Rail” identified various reasons for the railway’s high costs. These included unpredictable, wildly-fluctuating demand for trains and infrastructure enhancements, slow crossindustry decisionmaking, excessive government involvement in operational decisions, and DfT not considering the efficiency of the railway as a whole. Unfortunately, little has changed since his report.

There is much that the industry could do to reduce costs. For example, over-complex safety approvals, high overheads, and mark-ups add significant costs. It is therefore essential that initiatives such as Project SPEED are successful. This needs a ‘one team’ approach with everyone considering what is right for the industry as a whole.

As we report this month, electrification and signalling projects have particular cost challenges.

The excellent PWI’s electrification seminar included presentations on the client’s role, power supplies, third rail electrification, and Irish Railways. Those present were very much aware that future electrification depended on convincing Government that costs can be reduced. Managing director of Network Rail’s Eastern Region, Rob McIntosh encouraged everyone to be hugely curious about driving down costs. He advised that he had a copy of the ECML electrification close out report on his desk as a reminder of what can be achieved. At the seminar, I was advised that this project had 22 electrification design engineers compared with over 200 needed for the Great Western Electrification Programme. The recent ORR signalling market study showed that between Control Periods 4 and 5, signalling project costs had increased by 78%. It is therefore not surprising that Transport Scotland regards signalling as a “distress purchase”. This comment was made at an event organised by the IMechE’s Railway Division (RD) which offered an interesting perspective on rolling stock, operations, and signalling. It was suggested that one reason for high signalling costs is the development of differing interlocking protocols by suppliers who are then ‘locked-in’ to their installed equipment.

DAVID SHIRRES RAIL ENGINEER EDITOR EDITORIAL 4 Rail Engineer | Issue 202 | May-Jun 2023
Another IMechE RD event that we feature is its action-packed technical tour to Finland, Sweden ,and Norway which offered insights on all aspects of railway engineering. For example, participants learnt how Finland was pioneering the European EULYNX initiative to standardise the interface between signalling system elements to reduce reliance on particular suppliers.
The tour also heard about the ETCS programmes in Norway and Sweden where there was also concern about high costs of monopoly suppliers, complex approval processes, high cost of first of class train installations, and the need to freeze infrastructure configuration for several years prior to ETCS implementation.
The current UK approach to ETCS implementation is described by Clive Kessell in a feature that considers its slow implementation to date, and the challenges to be overcome to deliver the ETCS masterplan. This includes the adoption of the Future Rail Mobile Communication System. Clive concludes that ETCS costs must be significantly reduced if it is to replace conventional signalling. He also reports how the Elizabeth Line, which has ETCS, CBTC and conventional signalling, is controlled from Romford.

ETCS will be signalling the Transpennine route once the route’s comprehensive upgrade is completed in the late 2030s. Paul Darlington reports on this transformative £9 billion programme (£118 million per mile) which will also electrify the route, and provide significant passenger and freight capacity improvements.
Paul was also at an ‘ask me anything’ event organised by the Railway Industry Association’s (RIA) Signalling and Telecoms group which covered level crossings, obsolescence, signal maintenance testing,
ETCS, new technologies, and the need to reduce costs. RIA’s Innovation Conference was also a worthwhile event, as we explain.
Gauging requirements increase the cost of introducing new trains and constrain new freight traffic. Malcolm Dobell’s report on the IMechE’s Railway Gauging seminar shows how solutions are being developed for these problems. He also provides a comprehensive review of the Vehicle/Track System Interface Committee (V/T SIC) and the Adhesion Research Group’s annual report. This covered many topics including rolling contact fatigue (RCF).
RCF was the cause of the Hatfield derailment in 2000. At that time there were 952 broken rails a year. Now there are about 80. Bob Hazel’s comprehensive report describes how this reduction in rail breaks was the result of a transformation in rail management. He also explains that the increase in RCF rail breaks prior to Hatfield was due to a combination of factors that were not understood at the time.
The 10,000 rail squats reported annually are generally repaired by welding. We report on how an automated Discrete Defect Repair machine has been developed to offer quicker and more reliable repairs. We also consider drainage and off track assets (vegetation, fencing, and access points) of which the UK rail network has around 32,000km in an article that explains how Network Rail’s Southern Region is improving its stewardship of its lineside assets.
Finally, Matt Atkins reports on exhibitors at Railtex and its Future Focus sessions which covered innovation, decarbonisation, and exports. Though there were many inventive solutions on display, he notes that the industry must work hard and smart to counter current challenges.
Editor
David Shirres
david.shirres@railengineer.co.uk
Production Editor
Matt Atkins matt@rail-media.com
Production and design
Lauren Williamson
lauren@rail-media.com
Adam O’Connor adam@rail-media.com
Engineering writers
bob.hazell@railengineer.co.uk
bob.wright@railengineer.co.uk
clive.kessell@railengineer.co.uk david.fenner@railengineer.co.uk graeme.bickerdike@railengineer.co.uk
malcolm.dobell@railengineer.co.uk mark.phillips@railengineer.co.uk paul.darlington@railengineer.co.uk peter.stanton@railengineer.co.uk
Advertising
Asif Ahmed asif@rail-media.com
Chris Davies chris@rail-media.com
Craig Smith craig@rail-media.com
Rail Engineer Rail Media House, Samson Road, Coalville Leicestershire, LE67 3FP, UK. Switchboard: 01530 816 444 Website: www.railengineer.co.uk
Rail Engineer Videos
http://rail.media/REYouTube

Editorial copy to Email: news@rail-media.com
Free controlled circulation
Email: subscribe@rail-media.com
The small print
Rail Engineer is published by RailStaff Publications Limited and printed by PCP Ltd.
© All rights reserved. No part of this magazine may be reproduced in any form without the prior written permission of the copyright owners.
Part of: ® www.rail-media.com
THE TEAM
5 Rail Engineer | Issue 202 | May-Jun 2023
Project to replace Nuneham viaduct support completes ahead of schedule
Engineers worked around the clock to safely reopen Nuneham Viaduct, in Oxfordshire, on Friday 9 June.
The railway between Didcot and Oxford was closed on Monday 3 April after significant movements in the viaduct were detected due to emerging structural issues with the south bank abutment. The abutment was built as part of the original viaduct in 1856.
The rail industry, including Great Western Railway (GWR), Chiltern Railways, and CrossCountry, worked closely to keep passengers moving during the closure, whilst Network Rail’s engineers and contractors at Balfour Beatty carried out emergency repairs, which completed, ahead of schedule.
On Friday 9 June, the first passenger service to cross the viaduct in just under 10 weeks was a GWR shuttle train between Oxford and Didcot.
Around 800 people worked nearly 60,000 hours to successfully install the new steel support, which will secure the future of this important rail link for generations to come.
In the final week of the major project, the 150-tonne bridge was lowered onto the new abutment and a new embankment built, before the railway tracks and cables were put back in place.

Network Rail capital delivery director Stuart Calvert said: “We’re extremely pleased to be able to reopen the railway through Nuneham, ahead of schedule, on Friday 9 June.
“A complex and challenging repair like this would normally take two to three years to

complete, but thanks to the hard work and dedication of our talented teams of engineers and industry experts, this major project has been turned around in just under 10 weeks.” The repair of the viaduct was complex, challenging and required some heavy engineering:
Twenty-four 15-metre-long steel piles were driven into the bed of the River Thames to create a solid platform for the temporary structure that held the weight of the viaduct while the abutment was demolished and rebuilt. Eight more piles were driven up to 20 metres into the embankment to support the new structure. A 750-tonne crane was used to lift the temporary structure into place.
Over 4,000 tonnes of material removed from the old embankment and 5,500 tonnes of material brought back in to build the new embankment.
Mark Hopwood, managing director at GWR, said: “We’re delighted Network Rail has been able to finish its work ahead of schedule and we have been able to reintroduce services between Oxford and Didcot. We look forward to welcoming people back and thank them for their patience and understanding over the past two months.
“This is a crucial part of our network and I’d like to thank our colleagues at Network Rail and fellow train operators for their support and hard work throughout this difficult period. I’d also like to thank GWR colleagues who have gone above and beyond to keep customers on the move.”
Elizabeth Jackson, customer service manager for the West & Wales at CrossCountry added: “We’re very pleased the line has now reopened, which is good news for customers.
“We worked collaboratively with industry colleagues to ensure customers were impacted as little as possible and, now Network Rail’s work is complete, CrossCountry customers will benefit from direct connectivity from Reading and Oxford to the Midlands and North East.”
NOTICES 6 Rail Engineer | Issue 202 | May-Jun 2023
Hitachi names preferred supplier of traction battery systems for UK Trial

Turntide Technologies, the North East-based developer of breakthrough electrification and sustainable operations technologies, has been named the preferred supplier for the design and supply of traction battery systems for Hitachi’s intercity battery train trial.


The North East England partnership is working towards a UK trial to demonstrate how its battery technology can simultaneously reduce emissions and fuel costs. This pioneering technology stands to make the UK a global leader in intercity battery train technology. This agreement and the potential mass production of the Hitachi battery management system would lead to high-quality production line jobs at Turntide’s design and production facilities in Gateshead, Sunderland, and Cramlington in the North East and represents Hitachi’s commitment to engaging, where possible, with local suppliers in close proximity to its County Durham manufacturing base. It also represents a significant development in building a supply chain cluster in the region to support the electrification of transport outside of passenger cars, which can support UK and international decarbonisation ambitions.
In addition to being named as a preferred supplier, Turntide received the Hitachi Rail Partner Award for Sustainability. The award recognises Turntide’s outstanding work developing and manufacturing the battery system prototype for Hitachi’s reduced emissions bi-mode and tri-mode trains. Installing battery technology on a Hitachi intercity train will help cut fuel usage and reduce carbon emissions by at least 20%. In some circumstances battery and hybrid trains could provide a much faster, more affordable alternative to electrification.
Hybrid trains can switch seamlessly between diesel power, overhead electric power, or battery power. They can run on battery power alone, effectively bridging between electrified stretches of track or when entering/exiting stations.
“The innovation and ingenuity that Turntide brings to electrification is exemplary, and we are delighted to name the company as our preferred battery systems supplier,” said Jim Brewin, chief director for UK & Ireland, Hitachi Rail.
“We also recognise the importance of building local supply chains, which makes this appointment even more significant and highlights the role North East England has to play in electrification.”
He added: “The electric car industry has already proved battery solutions. The real challenge has been to scale this technology designed to power a two-tonne vehicle for a 200 to 400-tonne train. It’s not as simple as just making the battery bigger. Hitachi Rail’s engineers, in collaboration with Turntide, have been working for more than a year on creating the necessary algorithms and software to achieve this upscaling.”
Mark Cox, general manager of Turntide’s transport business unit, said, “Recognition for the development of this battery system speaks to the level of collaboration and expertise the Turntide team brings to complex electrification projects. We possess the advanced skills necessary to assist clients such as Hitachi Rail in overcoming the technical challenges associated with electrifying passenger rail cars and decreasing carbon emissions in the railway sector.”
Turntide’s transport division offers a suite of highperformance electrification components, including batteries, inverters, fans, pumps, and EV motors.
7 NOTICES Rail Engineer | Issue 202 | May-Jun 2023
Carstairs Junction fully reopened
Network Rail has completed a 12-week phased programme of work to remodel Carstairs junction.

All lines through the key junction on the West Coast main line are now open and operators will again be able to run a full timetable of services, including over weekends. It was all part of a £164 million Scottish Government investment to fully remodel the junction, making it more reliable and better able to cope with future passenger and freight demands.
New track sections, overhead lines, signalling and telecoms were installed, with improvements to station platforms, embankments, and drainage across the junction.

The logistical challenge was immense with safety – as always – the key priority. Around 300 people and a mix of engineering trains, rail vehicles, construction plant and machinery all carried out work on site on a daily basis.
Throughout the closure, Network Rail and freight operators kept supply chains moving on the railway rather than by road, reducing the potentially negative environmental impact.
This involved diverting around 1,000 freight trains, equating to some 360,000 tonnes of goods, to keep store shelves stocked and production lines operating.

Jim McCleary, Network Rail’s project lead for the remodelling of Carstairs Junction said: “Closing such a key junction on a critical crossborder route has been a massive undertaking for everyone involved in the project – and for the rail industry generally.
“Incrementally over the 12-week period we’ve re-opened the new, modernised railway at Carstairs – delivering greater reliability,
flexibility and increasing line-speeds to this critical junction on the West Coast main line.
“The volume of work achieved during the line closure was huge and could not have been delivered practically or efficiently in any other way.
“By completing this crucial upgrade work we have improved the capabilities of the junction, providing better future journeys for passengers and more capacity for freight.
“We’re grateful to passengers for their patience during this work. We appreciate it has been inconvenient but with services now returning to a full timetable, we hope that passengers enjoy the benefits this investment in the railway has delivered.”
Barry Milsom, executive director of operations and safety at Avanti West Coast said: “We’re pleased to be reinstating our direct weekend services between London and Scotland from Saturday 10 June following the completion of the Carstairs Modernisation Project. We’d like to thank our customers for their patience over the past three months while Network Rail carried out these major improvements.
“The work to renew the track, signals, and overhead lines on a key section of the West Coast main line will make crossborder journeys more reliable for customers travelling to and from Scotland for many years to come.”
NOTICES 8 Rail Engineer | Issue 202 | May-Jun 2023
Connecting the UK rail industry for over 26 years.
















































































NEWS RECRUITMENT EVENTS NEWS RECRUITMENT EVENTS NEWS RECRUITMENT EVENTS
www.rail-media.com
THE UK’S LEADING MEDIA GROUP DEDICATED TO THE RAIL INDUSTRY
CONTROLLING THE


trains especially in peak hours, one might wonder where all the people come from and how did they get to places before. The trains and the stations are very impressive and easy to access. With nine carriages, if you are on the wrong end of the train to where the exit is, it might seem as if you have walked part of the journey!
Interesting that after all the debate as to delays to the programme and cost overruns, these things get quickly forgotten once the service is up and running. Such is the measure of success. How, therefore is the railway controlled and how are the operations managed on a daily basis? A visit to the Romford control centre with the IRSE International Technical Committee in May revealed all, with the added advantage that it could showcase the system to the wider world.

ELIZABETH LINE ROUTE


As many readers will already know, the Elizabeth line extends from Reading and Heathrow Airport in the west to Shenfield and Abbey Wood in the east and south east. The central section from Paddington to Whitechapel and beyond to Abbey Wood is in brand new tunnels, with the line linking into existing routes westwards from Paddington and eastwards from Liverpool Street. The
central section has 10 new stations, all of which interchange with other lines either operated by London Underground, London Overground, or Docklands Light Railway. At Farringdon, the line crosses the north south Thameslink route making for easy interchange between the two cross-London main line rail routes. All underground stations are fitted with platform screen doors (PSDs). On the Abbey Wood line, the stations at Custom House and Abbey Wood are on the surface and are not fitted with PSDs. The central section tunnels have 12 cross passages for passenger evacuation in an emergency, these being accessed by doors to regulate the air flow and to comply with modern safety standards. A further underground section on the Abbey Wood line utilises the old double track Connaught tunnel that was once part of the original North London line to North Woolwich. This has been extensively refurbished to prevent water ingress from the old London dock areas above it.
From Westbourne Park in the west , the line shares tracks and services with the Great Western services to Reading and beyond, and from Stratford in the east, the line shares tracks with the Liverpool Street services out to Shenfield and Norwich. The basic service pattern is Shenfield to Paddington, Shenfield to Heathrow Terminal 5, Abbey Wood to Reading, Abbey Wood to Heathrow Terminal 4. The service offering at the time of the visit was 22 trains per hour (tph) in the peak but with the May timetable change this has increased to 24tph. Off peak the service reduces to 16tph.
CLIVE KESSELL
FEATURE 10 Rail Engineer | Issue 202 | May-Jun 2023
Elizabeth Line Route Control Centre.
To complement these, a stopping service from Romford to Liverpool Street main station remains and there are also local services from Reading to Paddington main line. The trains are the Class 345, each of nine cars, and there are 70 of them. Trains are stabled at Reading, Ilford, and Plumstead sidings where cleaning and maintenance is carried out.
CONTROLLING THE LINE
The central core section of the Elizabeth line has its own control room located within the Romford Railway Control Centre (ROC), so explained Gavin Hunter, the Network Operations Manager. The control room covers all rail functions and not just the signalling. The centre is staffed around the clock with three-shift working. Crucial functions are: incident response team; information co-ordinators; traffic managers; and real time infrastructure managers. Under the umbrella of the traffic manager, work stations are included for the control of signalling, power and ventilation.

Particularly important is the ventilation system which works on the pull and push of air. The purpose is to maintain air temperatures, manage direction and flow of any smoke emergency, and provide good air quality. There are 44 ventilation sections and only two trains are permitted in any one section. Should a section fail, then it can be combined with an adjacent section to create a longer section but still limiting operation to two trains in that section. The ventilation is very powerful and can sweep a person of their feet, so any entry to the tunnel or shafts has to be under controlled conditions. The platform screen doors are provided partly for safety reasons but also to help control the flow of air.
The control room operates as the security and information provider. Banks of TV screens show real time images of station platforms and passageways which can focus in on a particular position if an alarm is generated. Passenger information screens throughout the whole Elizabeth line route are automatic being driven from the signalling system in the central core and by timetable and train describers on the east and west above ground routes.
THE SIGNALLING SYSTEM

The signalling control of the line is complex because of the interfaces to other signalling types at both the west and east end of the central section, as explained by Andy Heath, the Signal and Control Engineer. For the central core, the signalling system is the Siemens Mobility Trainguard Mass Transit (TMT), one of the many proprietary systems available under the Communications Based Train Control (CBTC) banner. This includes the provision of moving block thus facilitating trains to be operated closer together at peak times.
The system is designed for GoA2 (Grade of Automation) which embraces automatic train operation (ATO) but retaining a driver
in the front cab, primarily for door control and initiating the start from stations. The signalling is essentially hands off and is timetable driven. The latter includes GoA3 reversing moves at Paddington and Abbey Wood which are fully automatic as are all entries into and out of a depot. The line uses axle counters for secondary train positioning information other than where neutral sections for the overhead power exist, where track circuits are deployed, these being seen as less vulnerable to any spark interference from the overhead catenaries.
The central core lines are bi-direction signalled, but the facility is only used in an emergency such as a train becoming failed whence following trains would need to reverse. Since the Elizabeth line shares tracks with Network Rail at the western and eastern extremities, the train descriptions have to conform to the alpha numeric train identification standard used throughout the country. Unlike other metro systems overseas, this is not ideal as the trains cannot keep their same head code over a 24-hour period, there not being enough codes available for this. Every journey as such has to have a new description.
FEATURE 11 Rail Engineer | Issue 202 | May-Jun 2023
Radio communications throughout the central core is provided primarily by WiFi at 2.4GHz using tunnel mounted aerials but GSM-R is also provided. The WiFi communication is fine in the tunnel sections but has had some problems at Stratford owing to the proliferation of other WiFi signals in this area.
The complexity comes from the interfaces to other signalling systems beyond the central core. Westwards from Paddington, transition has to be made to TPWS / AWS for the onward journey to Reading and also to ETCS Level 2 out towards Airport Junction for the line to the Heathrow terminals. Eastwards is simpler as the transition at Stratford is only to TPWS / AWS for the journey to Shenfield.
The means of achieving these transitions automatically was described in Rail Engineer Issue 175 (June 2019) and readers keen to understand the precise process should refer to this. In summary, a train coming eastwards from the GW main line encounters two sets of balise groups. These will order the CBTC to ‘get ready’ and to prevent any train not fitted with CBTC to be stopped before entering the tunnel section. Driver prompts are given on the DMI (Driver Machine Interface) which if not acknowledged will cause the train to stop. A train exiting from

Paddington and travelling westwards will have the CBTC inhibited once the first GW signal has been passed. A similar process is in place for the east end transition where trains change from CBTC to TPWS / AWS and vice versa. In addition, to cater for any CBTC failure in the central core, ETCS Level 0 is the fall back system which a driver can call up at any time. This involves manual driving but with a reduced speed limit enforced. At the transition points, if calling for CBTC operation fails, then the second choice will be ETCS Level 0 and the train can proceed. It should be noted that the driver’s DMI when in CBTC mode includes information on station dwell time count down and platform screen door status. After extensive testing, these transitions have worked well and so far, since entering passenger service few real problems have emerged. At the western end boundary at Westbourne Park, the route is controlled from the Thames Valley signalling centre at Didcot and at the eastern end at Pudding Mill Lane, although Romford ROC is operational, the signalling remains under the control of Liverpool Street Integrated Electronic Control Centre (IECC). In due course this will transfer to Romford.
TRAIN FITMENT

With the multiplicity of signalling systems, all these have to be accommodated on the train. The cab DMI has been designed to combine all systems into a single display, viz TPWS / AWS, ETCS L2 and CBTC. The TPWS / AWS readers are mounted on the train bogies and the balise reader for CBTC is bolted to the underframe. Changing over between systems will be by prompts given to the driver (as indicated above) and the display will change to the new ongoing signalling system. The CBTC signals are transmitted to and from the train using the WiFi whilst the ETCS information is conveyed by the GSM-R radio.
AUTOMATIC REVERSING
At the locations where trains terminate, automatic reversal moves or change of driving cabs is facilitated. The most complex of these is at Paddington where trains arriving from the Liverpool Street direction, after having disgorged their passengers, enter into a turn back siding, stop, and then change direction to enter out into the eastbound platform. All of this is achieved automatically, leaving the driver to walk down the train to the far end cab whilst the reversing is under way. One complication in the procedure is the train description. The incoming head code is cancelled once the train has terminated. It is then allocated an empty stock code for the reversing process and, once in the platform, the new journey code is allocated to the train. Just one of the complications of the alpha numeric system.

FEATURE 12 Rail Engineer | Issue 202 | May-Jun 2023
Should a train have to stop short of its intended destination because of late running or an emergency, a new timetable and train description has to be created for the reversal move. This takes time and is made worse by the limitations of the alpha numeric allocations. Ways of improving the procedure are being investigated.
ELECTRIFICATION AND POWER
The Elizabeth line is 25kV overhead line throughout the route using a 50kV autotransformer feeding configuration powered principally from a feeder station at Pudding Mill Lane near Stratford, with alternatives feeds from Kensal Green and Stepney Green being available. In the central tunnel section, a Rigid Overhead Conductor (ROC) is used instead of a catenary, the primary reason for this being management of limited clearance. The ROC has given such good performance that it has proved possible to double the period between maintenance inspections as a result of operational experience. Neutral sections exist at Westbourne Park and Pudding Mill Lane, the locations where trains exit into the above ground routes.
For non-traction power, an 11kV and 22kV power ring is installed to supply all the station facilities including platform screen doors, ventilation, fire detection, telecoms and SCADA, emergency lighting, lifts and escalators, and drainage.

MAINTENANCE AND POSSESSIONS
Unlike London Underground, the Elizabeth line has no allocated engineering hours. All access to the track,
overhead line, and signalling system is carried out by arranging possessions, which are applied for in the normal way. Most long possessions will take place at night, but these have to be timed to take account of last and first train times. It is however possible to take very short possessions during operating hours. A typical situation is someone dropping a mobile phone that then bounces on to the track. The station staff are equipped with a portable device (in essence a robust laptop) that can replicate a map issued from the control room operator. Once the possession is agreed, the location of it and the duration are shown on the screen which is identical to what the controller is seeing. During this time, the CBTC is essentially ‘switched off’ and train movements on that part of the line are stopped. The dropped item can then be recovered and the possession given up. Longer engineering possessions also use the same portable device that enables greater working time
to be achieved. For the present, complimentary paperwork is also required to be completed but this is intended to be simplified in due course.

IN SUMMARY
That the Elizabeth line has made a difference to the daily commuting routines of many people is beyond doubt. It has also opened up new travel opportunities for visitors and tourists alike with the connection to Heathrow airport being particularly important. There are calls for the line to be extended beyond Abbey Wood to Dartford and Ebbsfleet but this will be challenging. The trains are not equipped for 750v third rail operation, so either they would have to be adapted to operate on DC traction with associated shoe gear or the line would need to be dual electrified with both 25kV overhead catenaries and third rail. Both options would be expensive. There is a connection at Abbey Wood but is only used for engineering trains or stock movements.
Although the Crossrail project ran late and over budget, its ultimate success might just be the trigger for renewed interest in Crossrail 2 that would run from Southwest to Northeast London and interconnect with lines in those areas. Having built one, it is to be hoped that lessons would be learned for the planned new line.
 (Left) Cross Passage.
(Left) Cross Passage.
FEATURE 13 Rail Engineer | Issue 202 | May-Jun 2023
(Above) Tunnel ventilation construction.
AUTOMATED DISCRETE (RAIL) DEFECT REPAIR
This article is about metallurgy, welding, and managing rail defects, three areas where your writer lacks expertise, having last welded anything as a trainee in 1971. At that time, in your writer’s rolling stock department there was a rule of thumb that, for structural components, rolled or forged steel was good, casting was bad and welding was dodgy. A lot has happened in the last 50 years, and there is now a huge body of knowledge that allows castings and welds to be applied confidently in high stress situations.
Rails have a hard life. The contact stresses can be high, resulting in transverse cracks that can develop under the rail head leading to loss of sections of rail, a defect type know as a squat.


On the GB national network there are typically around 10,000 squats or other defects resembling squats reported annually, of which around 80% are less than 100mm long and around 65% are <15mm deep. In principle, the shallower defects take less time to repair than the deeper ones. The current process involves: machining the rail head using flame cutters and angle grinders to remove the defect, heating the rail to at least 343 C, Manual Metal Arc (MMA) welding with an appropriate grade of wire, followed by grinding to profile. This process is generally carried out in the dark by skilled welders, but they have limited ability to verify the quality of the repair. The work is cancelled if it is raining and the weld often fails within weeks or even a

few days. An experienced operator can usually deliver only one repair per overnight shift. The alternative is to cut out a length of rail, typically 9.5 metres, and weld in a new length, another time consuming, costly, inefficient and not environmentally friendly process. So, consider this scenario; the ultrasonic team have been out and have recorded a large number of sub 5mm discrete cracks that can be tolerated unless they get bigger and a much smaller number of > 10mm cracks that the standard dictates must be attended to urgently. If you were the area track manager which repairs would you prioritise? Yes, the urgent ones, of course. But what if the process was quicker so that several repairs per night could be completed and in all weathers? And what if those welds were reliable and repeatable with the entire process recorded? Might you then be able to plan to repair all the sub 5mm discrete defects, largely eliminating the emergency repairs of larger defects? Enter the automated Discrete Defect Repair (DDR) machine which a group of Network Rail engineers saw demonstrated at the Ecclesbourne Valley Railway in January 2023. Rail Engineer was there.
PROCESS DEVELOPMENT
There are three aspects to successful automation on the railway: the technology, the machine that makes use of

 FIGURE 1 - Typical squat defect (Jay Jaiswal).
FIGURE 1 - Typical squat defect (Jay Jaiswal).
PERMANENT WAY & LINESIDE ASSETS
MALCOLM DOBELL
FIG 1
FIG 2
Rail Engineer | Issue 202 | May-Jun 2023 14
FIG 3
the technology, and the means of deploying it. An important secondary consideration is what to do if a machine were to fail part way through the process. The demonstration was very much about the technology and the machine. The technology was developed in a partnership between Jay Jaiswal of ARR Rail Solutions, and David Hydes of LWS Rail Machines whilst machine design, fabrication and programming of control software were undertaken by James Penty and Andrew Grundy of Pressure Design Hydraulics Limited. The project is sponsored by Network Rail under the In2Track/Shift2Rail programme.
TECHNOLOGY
Jay Jaiswal, founder of ARR said that many years ago he developed a low temperature pre-heat system/submerged arc weld restoration process that was successfully patented by Corus/Tata Steel/British Steel and then transferred to the current owner ARR. The novel process was used for in-situ restoration of side worn embedded grooved rail without compromising the polymer material used to embed the rail in the street. This process is now extensively employed on light rail systems by Inline Track Welding who, at the time of writing, were working on the Blackpool system.
Jay said he had further developed this process to enable repair of discrete defects with pre-heating at 60°C to 80°C compared with the current manual process where Network Rail’s standard specifies the already mentioned value of ‘at least 343°C’. Moreover, the weld deposition would be applied automatically. His remit for the development was:
» To increase/maximise repair integrity, process consistency, repair productivity, and simplicity of operations through process automation and standardisation;
» To reduce/minimise the cost of repair, track possession time, complexity of equipment and skills;
» Whilst avoiding or eliminating high preheat temperature, need for re-stressing and (if the only alternative was rail replacement) aluminothermic welds.

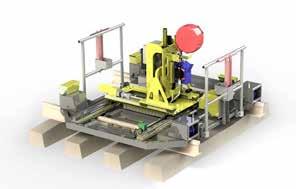
Prototype machine:
The demonstrator machine has wheels to allow it to be pushed along the track over short distances to enable accurate positioning over identified defect. For the demonstration it was delivered to site using a large road/rail vehicle (RRV) with a built-in crane.

machine onto the track.
Once on the track the machine is connected via various power, data, and air/vacuum lines to a generator/control unit that stayed on the RRV. The machine is not equipped with ultrasonic equipment to verify the location and size of defects. Instead, it relies on a pre-identified defect being marked on the rail. The machine is manually pushed over the defect and a laser pointer employed to position the machine precisely over the centreline of identified defect. A tablet is used to set up the length and depth of milling, to start/stop the process, as well as monitor the machine though various temperature, current, and other sensors.
Once the “go” button is pressed, the following routine is carried out automatically:

» Once in position over the defect, the machine is locked into position through automatic deployment of multiple hydraulic clamps;
» A pair of lasers are traversed over the rail head to establish the incumbent rail profile either side of the defect to be repaired. This provides the baseline to ensure precise re-profiling across the repaired area so that the passing wheel does not experience any discontinuity;
FIGURE 2 - Large road/rail vehicle (RRV).
FIGURE 3 - Prototype machine.
FIGURE 4 & 5 - Volvo RRV transporting the Discrete Defect Repair machine and lifting the
FIGURE 6 - Tablet control panel (a mobile phone can also be used).
PERMANENT WAY & LINESIDE ASSETS
FIG 4
FIG 5
Rail Engineer | Issue 202 | May-Jun 2023 15
FIG 6
» The heaters, that had been switched on earlier, are automatically engaged to both sides and undersides of the rail head and start the process of pre-heating to the required temperature of 60°C to 80°C;
» The rail is milled to a predetermined depth to remove the defect. Typically, this is 100mm long and can be up to 12mm deep, although options are possible;
» The machine measures and snips the welding wire to the precise stickout length required as well as undertaking a self calibration process to ensure the wire is positioned precisely in the excavated cavity for the start of welding.
» Once the rail reaches the set temperature, the welding operation is started automatically and the welding head is traversed across the rail head in a square-weave pattern (unconventional for the rail industry) to cover the excavated length;
» The deposited layer is allowed to cool for a prescribed period following which a peening gun is automatically traversed over the welded area to remove the slag in preparation for the next layer of deposition;
» The weld cooling period is used to snip the bulb at the wire tip, cut to the precise stick-out length, and complete the selfcalibration process;
» Deposition of the next weld layer follows the peening process and this sequence of operations is repeated to execute a total of four layers of weld deposit;


» After deposition and peening of the fourth layer, forced air cooling knives are traversed over the repaired area to cool the rail down to the specified temperature of <50 °C;
» Once the required temperature is reached, the CNC milling operation is initiated to achieve near perfect blending across the repaired area.
FIGURE 7 - DDR machine
illustration (Pressure Design Hydraulics).
FIGURE 8 DDR machine photographed in situ.

FIGURE 9 Completed ‘excavation’ of defect. Rail clamps retracted.
FIGURE 10 Completed weld.

FIGURE 11 Peening to remove slag (Jay Jaiswa).
The machine minder has an important role, inter alia, to make sure the right weld wire is used, to change the milling head if it wears during milling operations (a two-minute task), and to use a vacuum wand to clear swarf and other debris from around the track at the end of the process. Clearly this person does not have to be a welder but welding skills might be useful in case corrective action has to be taken if the machine failed mid task. This was the first test on a working railway and there were a few teething troubles, but none of this detracted from the completion of an automatic rail repair and, since then, Jay reported, all have been understood and have been fixed. The repaired sample has also been examined and is compliant with relevant standards.
FIGURE 12 - Final profile machining in operation in workshop trial (Jay Jaiswal).
FIGURE 13 - Completed and machined weld (Jay Jaiswal).
The key requirement is, of course laboratory assessment of the visually excellent quality of the finished weld which was later confirmed. Network Rail’s route and region representatives were impressed. Since then a patent has been filed for
FIG 7
FIG 8
FIG 9
FIG 10
16
Engineer | Issue 202 | May-Jun 2023 PERMANENT WAY & LINESIDE ASSETS
FIG 11
Rail
the developed process and equipment and is planned for publication by the UK patent office followed, hopefully, by the grant of a patent. An international patent has also been filed.
DEPLOYMENT
In a later conversation with Network Rail’s project managers Adam Glover and Alex Mould, together with technical expert Mike Poulter, it became clear that more work is needed on the deployment method. Mike said that deployment using a crane is unlikely to be viable, but they are thinking along the lines of a rail mounted vehicle with a tail lift type device that could quickly lower the machine onto the track and recover it after welding has been completed. Another thought is that the DDR unit could be deployed using the Mobile Maintenance Train (MMT) that is currently undergoing Product Acceptance. Southern Region engineers see great potential value in using MMT for this purpose, for example.

Mike said that once the weld repair processes are developed for each rail type and the machine is fully developed, he was confident Network Rail’s welding professional authority will be able to approve them in order to realise the true potential of DDR. “Who wouldn’t want quality, repeatable and recorded welds?”, he observed.


Adam concluded by saying that, in March 2023, a further test at Wirksworth would be carried out before a trial on Southern Region during Summer 2023. He would expect to see roll out on a production basis in 18 to 24 months. He expected the current development funding (EU Shift2Rail programme) would come to an end but Network Rail will continue to develop the DDR machine/process within R&D going into CP7.
Credits: Thanks are also due to Ecclesbourne Valley Railway’s Operations Manager Helen McKortel, who ably organised site access and who observed that tests such as these help provide much needed income for Ecclesbourne and other heritage railways when closed to the public during the winter.
 FIGURE 14 & 15Exterior and interior of Robel Mobile Maintenance Train (Network Rail).
FIG 12
FIG 13
FIG 14
FIGURE 14 & 15Exterior and interior of Robel Mobile Maintenance Train (Network Rail).
FIG 12
FIG 13
FIG 14
17 Rail Engineer | Issue 202 | May-Jun 2023 PERMANENT WAY & LINESIDE ASSETS
FIG 15
DEVELOPMENT JOURNEY


The machine and the techniques it includes have been in development for around 14 years.
DEVELOPMENT OF THE TECHNIQUES

Preheat:

The DDR process only requires pre-heating to 60°C to 80°C to achieve at least comparable weld quality and meet the microstructure and hardness specified in relevant standards. The technique was first developed around 20022006 to help Sheffield Supertram restore the worn gauge corner of their embedded track. Supertram had bought a machine for welding the gauge corner without pre-heat which was unsuccessful. Jay Jaiswal developed low temperature pre-heat system/submerged arc weld restoration process (patent originally granted to Corus/Tata Steel/British Steel and subsequently taken over by ARR Rail) to provide a measure of pre-heat without compromising the polymer material used to embed the grooved rail. This has been used for many thousands of metres of embedded rail, most recently in Blackpool.
Between 2006 and 2008 early Proof of Concept trials of the idea of low preheat process for in-situ repair of rail head defects were progressed slowly through Corus/Tata Research & Development. Some trial weld repairs using laboratory facilities and pre-milled cavities were undertaken to test the concept. Although using low pre-heat is common with the grooved rail process, discrete defect repair is distinctly different because of the use of Flux Cored Arc Welding, the square weave operation to control heat dissipation, and the total automation from start to finish.
The process for automated repair on plain line rail grades R260 and HP335 has taken place and will be developed for other rail grades.
The challenge now is to obtain approval from Network Rail for both the low preheat weld restoration process and the machine for automated delivery of the process (patent pending).

COMBINING MACHINING AND WELDING INTO ONE MACHINE
Between 2009 and 2011 the first prototype was developed. This is when Jay Jaiswal engaged with David Hydes who owned Lincoln Welding Supplies (before he started LWS Rail). A third party built a machine to try the concepts and although, as a first prototype, it lacked the degree of automation of the current unit, it served the purpose of demonstrating that milling and welding processes could be incorporated into one unit for in-situ repair of rail head defects. Furthermore, the supporting process stages such as preheating, weld peening, and reprofiling remained manual.
There was a quiet period between 2011 and 2015 with Jay’s retirement from Tata Steel and setting up his own company (ARR), although it was agreed he could take the development with him. Some practical work to optimise welding parameters and gain further confidence in the process was undertaken as ARR funded work. However, considerable internally funded effort was spent on developing ideas on machine design and automation.
2018 was the start of the involvement of Network Rail started though IN2Rail, then In2Track2 and In2Track3 programmes under the generic Shift2Rail banner. The funding from these programmes provided for the construction of the current machine and based on the confidence from the DDR process, a second machine for the restoration of worn crossings. Pressure Design Hydraulics was contracted to build the machine and write the software - some 75,000 lines of code.
18 Rail Engineer | Issue 202 | May-Jun 2023 PERMANENT WAY & LINESIDE ASSETS













Platform, Depot
Trackside
Solutions GRP Walkways GRP Hand Railing GRP Catch Pit Covers GRP Embankment Stairs GRP Access Equipment GRP Maintenance Platforms GRP Roof, Track & Cess Walkways GRP Vehicular & Pedestrian Trench Covers GRP Platform Gates, Steps, Ramps & Fencing for the RAIL INDUSTRY Step on Safety www.steponsafety.co.uk 01206 396 446 GRP - THE LONG-LASTING, LOW-MAINTENANCE ALTERNATIVE TO STEEL
&
GRP Access
RAIL MANAGEMENT IMPROVEMENTS
and the reduction in broken rails since
2000
The significant improvement in UK railway safety over the past 25 years has been due to many factors. One, which has not always been widely recognised, is the significant improvements in rail management which reduced the number of broken rails from 952 in 2000 to just 68 in 2021/2022. The impact of the Hatfield train crash on 17 October 2000, caused by a shattered rail breaking into many pieces, drove major changes in the management of the permanent way.

HATFIELD

The Hatfield rail break was caused by fatigue cracking, originating from the surface of the head of the rail. This type of defect is known as rolling contact fatigue (RCF) or, when it develops from the gauge corner, gauge corner cracking (GCC). This type of defect usually involves the development of a series of cracks in close proximity which initially form at a shallow angle. If allowed to grow, cracks tend to turn down deeper into the head of the rail. They then can grow quicker and eventually result in a broken rail. As RCF cracks generally develop close together, the rail can, in severe cases, shatter rather than break in a fairly clean transverse break. The close proximity of RCF cracks can also mask accurate ultrasonic signals. Shattered rails present a greater risk of derailment as the wheel loses contact with the rail head as occurred at Hatfield.

The rail suffered spalling, associated with the RCF which resulted in parts of the upper surface of the rail head breaking out. The spalling meant much of the rail would have been ultrasonically untestable due to poor or noncontact between the ultrasonic probes and the rail. Although the defective rail had been identified, rail replacement was deferred with no mitigation put in place. After this a deferred renewal procedure was introduced to review and mitigate the risks associated with any track renewal not undertaken as planned. New actionable requirements were added to the track standards for ultrasonically untestable rail as a result.

FIGURE 3 - Spalling of the rail head made the rail ultrasonically untestable.

In 1999/2000, 952 broken rails were reported across the national network. This figure had increased from around 670 in 1994 when Railtrack and its maintenance contractors became responsible for the railway infrastructure. Although some of this increase was due to the growth in rail traffic, there were clearly other contributory factors.
Many of the breaks were reportedly due to tache ovale defects, which grow from minute inclusions, typically hydrogen, in the rail steel. However, many of these rail breaks were probably caused by RCF defects, as the quality of steel rails manufactured
FIGURE 1 - The debris from the shattered rail at Hatfield.
FIGURE 2 - RCF cracking in the head of a rail.
20 Rail Engineer | Issue 202 | May-Jun 2023 PERMANENT WAY & LINESIDE ASSETS
BOB HAZELL
FIG 1
FIG 2
FIG 3
since the mid-1970s was much improved with very few inclusions and impurities. To the untrained eye, the fracture faces of breaks caused by RCF and tache ovales look similar, especially if the tache ovale defect originates in the head of the rail. As a result, it is highly likely that many of the breaks were misreported as tache ovales, when they were caused by RCF. This misreporting made it difficult to understand the cause of the increase in broken rails.
At the time, there was no national database to record rail defects as each infrastructure maintenance contractor had its own system. This added to the difficulty in carrying out detailed analysis. As a result, on the night of 17 October 2000, track engineers of the maintenance contractors and Railtrack trawled through their individual rail defect databases and records to establish the full extent of known RCF and GCC defects. Until this had been done, the network-wide extent and seriousness of the problem was not fully evident. Even then, there was no consistency as some reported individual cracks whilst others reported clusters or the overall extent (distance) of the cracking.

RESPONSE
A few years after Hatfield, the Rail Defect Management System (RDMS) was introduced
to standardise the reporting of rail defects and breaks. This enabled a more meaningful analysis of data to be carried out and supported the required rail management processes. In the weeks following Hatfield, further detailed visual track inspections were carried out across the entire network. These inspections revealed more RCF defects that had not been previously identified. Urgent instructions were issued on the classification of the defects, based upon visible surface crack length and the reporting requirements. These instructions were eventually included in revised rail management Track Standards. These detailed inspections revealed far more RCF sites than previous records had shown. The urgent rush to reassess these based on the knowledge of that time resulted in many temporary speed restrictions being applied. This had a devastating impact on train services with far fewer trains and greatly extended journey times. As a result, further research took place into the causes of RCF and various solutions. As well as UK rail and metallurgy experts, specialists were brought in from America. The post of Rail Management Engineer was added to focus on rail management.
Railtrack embarked on a huge programme of rerailing using not only British-manufactured
rail but also rail imported from various suppliers in Europe. The research and an enhanced rerailing programme significantly reduced the number of broken rails. However, at some sites, even after re-railing, the RCF returned. Hence a lot more than just rerailing would be required to manage the ongoing issue. The research programmes were key to establishing the further rail management requirements.
CONTROLLING AND LIMITING IMPACT FORCES


Excessive impact forces were known to trigger rail breaks, particularly if the rail contained a defect or weakness. New, industry wide Group Standards regarding the control of impact forces were issued by the Rail Safety & Standards Board (RSSB) and supported by Network Rail’s own Standard. From 2000, Railtrack and then Network Rail installed further wheel impact measuring systems which allowed train and freight operators to monitor the impact forces and take action when alarms showed them to be excessive. These were usually caused by wheel flats, hollow, or out of round wheels. Action taken then included inspecting, restricting the speed of the train and, if necessary, removing it from service.
BROKEN RAILS – LONG TERM TREND 21 Rail Engineer | Issue 202 | May-Jun 2023 PERMANENT WAY & LINESIDE ASSETS
Initial installations were AEA’s Wheelchex system and later installations were a development of the Dutch GOTCHA system. These installations, and the associated controls had an early impact on reducing the number of rail breaks and still assist in managing rail breaks.
RAIL GRINDING AND MILLING
RCF had historically not been considered as a big cause for concern and, prior to Hatfield, there were no control measures in place to control and manage it.
Early analysis, post Hatfield, revealed RCF was less of a problem on routes that were still running mixes of Mk1 style passenger stock and freight traffic. Many of the Mk1 units were fitted with traditional suspension systems and tread brakes, along with the P1 wheel profile.
There appeared to be more RCF on routes with newer rolling stock, particularly when there was not a mix of rolling stock types.
Due to the supposedly “track friendly” design of this new rolling stock, it was not wearing the rail in the same way as the older vehicles. Therefore, when micro surface cracking occurred, it was not tending to be worn away by other wheel sets that traversed the route.
Whilst British Rail (BR) never had a huge rail grinding resource, Railtrack reduced the available resource still further, failing to see its benefits.
In the late 1990s, Railtrack had just one Speno 32 stone machine, and that was only in the UK for part of the year. At the time, there was no policy regarding rail grinding and it was certainly not considered for the treatment of RCF.

The railway industry had, inadvertently, allowed the perfect storm to develop with ever increasing fleets of new rolling stock assisting micro-crack generation, whilst reducing the fleets of older vehicles that kept the micro cracking in check whilst Railtrack had reduced rail grinding resources.
With greater understanding of RCF, further rail grinding machine shifts were procured. So too were hand grinding teams that could deal with the shorter lengths of RCF.
After Hatfield, Railtrack invested in 64-stone rail grinders that did not require a possession. By using single pass grinding, as opposed to multi-pass grinding, the process was speeded up with over 20 miles of grinding achieved in shifts. These were often limited by the amount of fire suppression water that could be carried. This was needed to dampen timber sleepers and put out any lineside fires because of
sparks. This still compared very favourably to the typical grinding milage of one to four miles that earlier rail grinders achieved, depending upon shift length and the number of passes required to achieve the desired rail profile.
Smaller 32-stone machines were retained for shorter plain line sections and for use on the Southern where the electrified third rail initially prevented the use of in-traffic grinding.
NEW TECHNOLOGY
In 2017, Network Rail procured three new plain line rail grinders from Loram. Two are 32-stone machines and one is a 64-stone machine. These can travel and operate at higher speeds and are more productive than the earlier machines. They also have eddy current detection which is used to optimise the stone settings and grinding requirements.
Network Rail also introduced Harsco Switch & Crossing (S&C) grinders in 2004 for grinding and reprofiling of the rail through turnouts. Network Rail had a lot of vertical switches and crossings which resulted in the wheel/rail contact point being close to the gauge corner, rather than towards the centre of the rail head as is the case on inclined rail which is inclined at 1 in 20. Grinding vertical S&C allowed the contact band to be moved towards the centre of the rail head, reducing the stresses on the gauge corner and improving the ride through the S&C. This reduced the gauge corner cracking and the improved ride reduced track and vehicle impact forces. Network Rail now has five S&C grinders allocated around the network.
Further research developed anti-RCF rail profiles for curves. The profiles were applied by
FIGURE 4 - Network Rail's Loram grinder.
22 Rail Engineer | Issue 202 | May-Jun 2023 PERMANENT WAY & LINESIDE ASSETS
FIG 4
the rail grinders and offered some relief of the gauge corner, reducing the contact stresses on those curves where the profile was applied.
Whilst grinding significantly reduces contract stresses and changes the wheel contact position on the rail head, it can only remove the lightest of RCF due to the limited depth of metal removed by grinding.
A recent development is the greater use of rail milling, which allows the rail head to be fully reprofiled or refurbished, and deeper surface cracking to be removed, which can avoid the need for some rerailing. There are now two rail millers, one Linsinger and one Schweerbau, on the mainline network, plus one Linsinger machine on TfL’s Elizabeth Line.
RAIL DEFECT DETECTION
Rail defect detection at British Rail relied very much upon manual pedestrian ultrasonic testing and visual examination, generally carried out by track patrollers, inspectors, section managers or engineers. These found some visual rail defects, but many RCF cracks were very fine and not always visible in certain light conditions.
The ultrasonic testing frequencies were set on historic knowledge of defect and crack growth based upon track categories that considered speed and annual tonnage. Manual testing included probes at 70° (070 test) for plain line head defect detection and 40° (040 test) for detection of cracks emanating from bolt holes. The probes’ ultrasonic signals tended to focus on the crown (centre) of the head and underlying web of the rail. These tests had their limitations and were not always so good at detecting defects towards the gauge corner or field side (outside
edge) of the rail head (unless the defects were quite large). Neither would they detect faults in the outer parts of the foot of the rail, or defects in thermit welds.
Towards the end of BR (1993/4) there was one ultrasonic Test Unit (UTU) for the whole network, testing at a speed of 40mph. It could only test plain line and not S&C. Defects reported by the UTU had to be verified by manual pedestrian testing and establish the precise location, and action required. Many UTU defects could not be found. The follow-up testing diverted the hand testing teams from their scheduled testing. It was also disruptive as often 20mph speed restrictions were applied until the defects could be verified and if required, removed. Hence, many track engineers lost confidence in the UTU and, as it was not formally required by BR and Railtrack Standards, its use became limited. However, some track engineers had positive results from the unit, so continued to request its use on an ad-hoc basis.
In 2001/2002 Railtrack required its contract manual ultrasonic testers to introduce Sperry Testing equipment. This began to detect more defects than previous testing equipment.

The Sperry equipment was then fitted on the UTU. It offered wider coverage of the rail head, so was able to detect more defects towards the gauge corner and the field face as well as the crown of the rail head. The accuracy was improved and the number of UTUs increased - initially to three with a fourth added in 2012. As well as ultrasonic equipment, Network Rail’s latest UTUs have laser profiling equipment to measure the rail profile and rail wear. Their eddy current equipment can detect and measure the internal cracks' lengths in the rail head. This measurement allows track engineers to determine the most suitable solution to remove or manage the defects.
On many routes, manual track inspection has been largely replaced or supplemented by automated inspection. Network Rail’s New Measurement Train is fitted with a system known as plain line pattern recognition (PLPR) which can identify and record visual rail defects at up to 125mph. Other lower speed vehicles are also fitted with the PLPR system which has improved the consistency of the track inspection process.
FIGURE 5 - UTU ultrasonic testing equipment.
23 Rail Engineer | Issue 202 | May-Jun 2023 PERMANENT WAY & LINESIDE ASSETS
FIG 5
TRACK GEOMETRY IMPROVEMENTS
There have been significant improvements in track geometry, especially regarding discrete faults. It was established that many rail breaks occurred at discrete geometry faults or dips. The track recorders had the ability to measure these dips, or dip angles, but there were no limits applied to them. As a result, Network Rail introduced limits on dip angles, requiring their rectification within certain timescales, along with other discrete geometry faults. As the overall numbers of dip angles have been reduced, the actionable limits were tightened, especially on the higher category faster routes. This, and the associated change in track geometry standards, has supported the further reduction in rail breaks.
WHEEL/RAIL STUDIES AND MODELLING
Given the seriousness of the issue and the relatively poor understanding of wheel/rail relationships in the UK, the Vehicle /Track System Interface Committee (V/TSIC) was established. This consisted of members of RSSB, train operators, rolling stock leasing companies, rolling stock manufacturers and Network Rail.
They supported the development and the use of computer models that combined inputs from track geometry, speed, and vehicle modelling data to predict where RCF was likely. Track engineers could then use the system to establish what improvements could be made, typically by adjusting the track geometry.
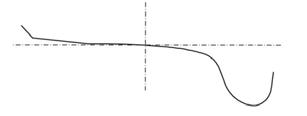
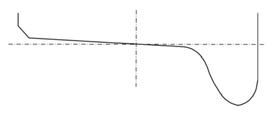
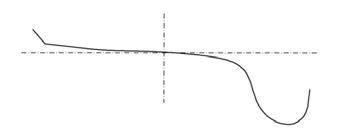
They also supported the development of potential changes to rolling stock to reduce RCF, which occurs on wheels as well as rails. These included the development of the P12 wheel profile which was a slight modification to the conventional P8 wheel profile and the introduction of alternative bushes on primary suspension systems to reduce primary yaw stiffness (see diagrams).
RAIL STEELS
Developments were also made in the steel making and rolling processes. The rail at Hatfield was known as Mill Heat Treated (MHT) rail. The head was treated during the rolling and cooling process making it harder wearing. This type of rail became almost standard for track renewals in the Railtrack era. However, it was not fully understood that the MHT rail head was more brittle so when cracks formed, they tended to grow quicker than the normal 260 grade steel.
When this was understood, the initial reaction was to revert to normal grade steel for any rail replacements. However, since then, there have been further developments with rail steels which have assisted in increasing both the longevity of the rail and reducing the wear.
GOING FORWARD
With the huge reduction in rail breaks, the UK is now seen as a world leader in rail management. Yet RCF has not gone away and there are still around 60 to 100 rail breaks each year. Many of these are due to undetectable defects when using conventional testing and inspection regimes. These include corrosion pits in the foot, defects in the extremities of the rail foot, and defects within welds. Work is ongoing to establish if realistic systems can be developed to either identify these defects, or the causes of them.
The question needs asking, what is a realistic target for rail breaks? This, of course, will vary from route to route. Only a few years back, 500 and then 300 breaks per year were seen as a huge challenge to meet. Yet, through the introduction of the above improvements, these targets were met and indeed beaten. For track engineers, the challenge is to keep up these improvements. It is unlikely, without huge additional investment and service disruption, that broken rails will be eliminated completely, but those that do occasionally occur, should present a minimal safety and operational risk.
P8 has slight relief curving from the P1 in the centre of the contact band.

P12 has a slight relief from the P8 in the gauge corner area.
P8 PROFILE P1 PROFILE
P12 WHEEL PROFILE 24 Rail Engineer | Issue 202 | May-Jun 2023 PERMANENT WAY & LINESIDE ASSETS
RAILMASTER®
HIGH PERFORMANCE RAIL MILLING TECHNOLOGY WITH TWO INDEPENDENT DRIVES
BASIC MODULES
Power module 1, Power module 2, Milling module 1, Finishing module Crew Module
EXPANSION MODULES
Milling module 2, Milling module 3, Workshop module
NO NEED TO ENTER THE TRACK Tool change within the Railmaster®

CUTTERHEAD CHANGE WITHOUT PROCESS INTERRUPTION POSSIBLE
REDUNDANT DRIVE
INDIVIDUALLY CONFIGURABLE New modules or exchange at any time.
EFFICIENT AND SUSTAINABLE by switching the power modules on and off according to the performance request; Hydrogen drive possible.
THE MACHINE IS AVAILABLE WITH HYDROGEN, PANTOGRAPH OR DIESEL DRIVE.
WWW.LINSINGER.COM
CREW MODULE MILLING MODULE FINISHING MODULE POWER MODULE 2 POWER MODULE 1 OR MILLING MODULE Zero Emission #trusttheinventor
THE INFLUENCE OF DIFFERENT TURNOUT SLEEPER
MATERIALS ON MAINTENANCE CYCLES

Sekisui's synthetic wood sleepers, made from fibre-reinforced foamed urethane (FFU), have been used on the DB route network since 2011. With more than 75,000 turnouts on the Deutsch Bahn (DB) network, there is significant potential to use FFU sleepers if it can be shown that they offer worthwhile benefits, particularly in respect of maintenance and sleeper life.
To assess this, measurements were gathered for four turnouts during routine operation and evaluated. To this end, proof of the comparability of three turnouts at Würzburg
Hauptbahnhof and one turnout at Bahnhof Hinterzarten was provided at the outset. The turnouts were examined in respect of location, wear, behaviour during the passage of vehicles, and the necessary maintenance measures previously carried out. This was done using Krabbe measurements, the sleeper height measurement device, the previous turnout inspections and the RAILab measurements. The long-term position of each turnout was to be assessed based on these findings. The wear of each turnout was evaluated based on measurements obtained using the ripple measurement device 1200, the railhead measurement device, the crossing measurement device and visual testing (VT).
To investigate turnout behaviour during the crossing of a rail vehicle, a 3D video measurement was used and the deformation behaviour of the turnout under load was evaluated. Maintenance measures carried out during recent years were derived from the turnout inspections and resulting notifications and were considered in connection with the measurements.
The results were critically examined and evaluated in close cooperation with the Technical University of Munich. Emphasis was placed upon the transparent and reproducible documentation of these evaluations, since several measurements were to be compared and the video measurements contained a large amount of information about the behaviour of each turnout under load.
TURNOUT TYPES
The turnouts studied here fall under category v<160km/h.
The parameters of the simple turnout 54500-1:12, the type of turnout studied here, are:
» Geometric length of 41.594 metres

» 98 turnout sleepers with a total length of 302 metres
» Weight of a concrete sleeper set: 46.8 tonnes

» Weight of an FFU synthetic wood sleeper set: 9.3 tonnes

PERMANENT WAY & LINESIDE ASSETS
FIG 1
FIG 2
Rail Engineer | Issue 202 | May-Jun 2023 26
Günther Koller
» Weight of a padded concrete sleeper set: 47.6 tonnes
» Weight of a wooden sleeper set from 8.1 - 11.6 tonnes
FIGURE 1 - From left to right: concrete sleeper, padded concrete sleeper, Sekisui FFU 74 synthetic wood sleeper, wood sleeper.
The different sleeper properties are as follows:
Concrete turnout sleepers are the standard type of turnout sleepers used by DB. The rails are generally fixed in place using the W-superstructure. The weight of a sleeper without fastenings is 155kg/m. During the period of operation of a concrete sleeper, there occurs only a slight interlocking of the ballast with the sleeper. The service life of a turnout with concrete sleeper is about 30 years.
Padded concrete sleepers are used by DB in the case of high speeds or small radii. In contrast to unpadded concrete sleepers, these sleepers allow for the minimisation of ballast abrasion. This has a positive effect on the service life of the ballast.
Artificial wood sleepers permit indentations to be formed by the ballast, as in regular wood.


Wood sleepers have been used in Germany since the inception of railway technology and have proven their usefulness over time. Today, wood sleepers are made from hardwood such as oak or beech.
Since 2002, the planned useful life of impregnated beech sleepers has been around 15 years due to creosote content being limited to 10%. If the sleepers cease to be impregnated in the future, the time in situ is expected to be another 3-5 years. Because of the softness of wood in comparison to concrete, the ballast is able to interlock with the sleeper.
Concrete sleepers with elastic padding must be separated and disposed of separately to regular concrete sleepers. The density of the FFU synthetic wood sleeper, which is 740kg/m3, is represented as 74. To produce an FFU 74 sleeper, the continuous strands of fiberglass that act as reinforcement are compressed with polyurethane under pressure.
Sleepers made of FFU 74 have been used on the Japanese railway network for over 40 years and, according to the Railway Technical Research Institute of Japan (RTRI), are expected to have a minimum service life of 50 years.
Wood sleepers must be disposed of separately due to impregnation. Artificial wood sleepers can be completely recycled after the end of their service life.
MEASUREMENTS USING DIGITAL IMAGE CORRELATION
In addition to the usual measuring systems, digital image correlation (DIC) was used to examine the various sleeper types used in crossings. DIC is an optical measuring method that can be used to calculate displacement, velocity, and acceleration. The measured values are obtained by calculating 3D coordinates from individual images or image series over a specified time interval. The recording of images is carried out using individual cameras, stereo camera systems, or multi-camera systems.
FIGURE 2 - Concrete sleeper padding after use.
FIGURE 3 - Contact surface of a Sekisui FFU 74 sleeper with ballast
FIGURE 4 - Interlocking of ballast with wood sleeper
PERMANENT WAY & LINESIDE ASSETS
FIG 4
27 Rail Engineer | Issue 202 | May-Jun 2023
FIG 3
DB NOTIFICATIONS
DB uses several types of maintenance notifications, examples of which are shown below.
An M1 notification is a request for maintenance. A maintenance request can be registered at any time and does not result from an inspection. Maintenance requests may only be used in cases where there is no disruption to routine operation.
An M2 notification is a malfunction report. It requires the maintenance team to ensure the restoration of routine operation by means of a targeted repair measure. The damage or defect must be repaired immediately or within a certain deadline, depending on the classification of the fault. In general, a malfunction report must be eliminated within 14 days. A malfunction report always influences operating processes and thus also incurs costs.
An M4 notification results from an inspection. It requires a follow-up service to be carried out to eliminate the finding. Depending on the severity of the finding, disruption to routine operation may occur during the elimination process. The notifications issued for the examined turnouts over the last six years are as follows.
COMPARISON OF DIC MEASUREMENT RESULTS
All of the measurements for the concrete turnout indicate a tendency for the tip of the crossing to lift off at sleepers 3 and 5. The crossing at sleeper 4 remains in its original position. In comparison, in the FFU turnout, the transitions between the measuring points are more fluid and the values for the tip remain constant. Due to the lower weight of the FFU 74 sleeper compared to the concrete sleeper, the superstructure is more dynamic.
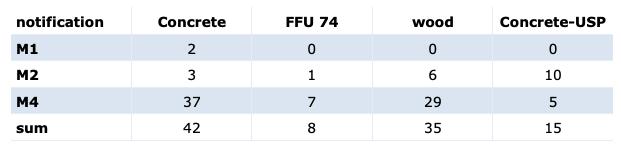
FIGURE 5 - Deflection of the sleepers when a vehicle passes the diverging track
Figure 8 shows the different deflection curves for the wood sleeper (yellow) and the FFU threshold (orange), which bend in a parabolic shape. In contrast, the concrete sleeper (blue) and the padded concrete sleeper (grey) are deflected in a rather linear fashion.

CONCLUSION
Following evaluation of the sleeper height measurements, it was possible to confirm a parabolic deflection curve for the FFU sleepers and a linear deflection curve for the concrete sleepers. The turnout with the padded concrete sleeper behaves similarly to the concrete sleeper without padding. However, the settlement of the padded concrete sleeper is slightly greater due to the padding. In the case of the wood sleeper, a certain degree of biological decay is also evident in the deflection measurement. Nevertheless, the wood sleeper shows a very elastic superstructure behaviour. The wood sleeper and the FFU sleeper are more flexible than the concrete sleepers with or without padding.
TABLE 1 - Quantity and type of notifications for the examined turnouts.
Table 1
28 Rail Engineer | Issue 202 | May-Jun 2023 PERMANENT WAY & LINESIDE ASSETS
FIG 5
The type and quantity of maintenance measures carried out in the period from 2015 to 2021 can be found in the following table.
TABLE 2 - Maintenance measures for each turnout.
The number of necessary maintenance measures carried out over the last seven years on the concrete turnout vs. the FFU turnout lend themselves well to comparison, since the time in situ is almost identical. The concrete turnout required around 19 more repair requests than the FFU turnout. A total of 12 repairs were required to be carried out on the wood turnout due to the long time in situ.

The sleeper sets for the wood turnout and the padded concrete turnout cost approximately the same. The sleeper set with concrete sleepers is the most costeffective. The sleeper set for the FFU turnout is slightly more than twice the price of the concrete sleepers.
The maintenance cost data show that the concrete turnout costs the most money after installation. During the last 7 years, i.e., the time in situ under consideration, the maintenance costs of the concrete turnout significantly exceeded the acquisition costs and maintenance costs of the FFU
sleeper combined. The wood turnout generates about half of the maintenance costs of the concrete turnout, even though it has already been in situ for far longer. The FFU artificial wood turnout generates maintenance costs amounting to about a quarter of those for the wood turnout.
 TABLE 3 - Turnout data
Table 3
TABLE 3 - Turnout data
Table 3
29 Rail Engineer | Issue 202 | May-Jun 2023 PERMANENT WAY & LINESIDE ASSETS
Table 2
If, based on the above observations and number of maintenance measures (Tab. 2), one was to make a speculative estimate of the maintenance costs, these could possibly be as shown in the following figures:



Evaluation of the DIC measurements provides insights into the behaviour of turnouts during train crossings. The FFU turnout offers several positive characteristics in respect of dynamic movement.
The FFU sleeper material is softer and more elastic than that of the concrete sleeper, because of which the load is distributed over a longer distance. In addition, the weight of the FFU sleeper is lower, meaning that the sleeper can lift off more easily and thus transitions more smoothly into the lift-off wave. The lift-off wave of the FFU turnout remains at a constant high level.
As such, the investigation shows that the turnout with concrete sleepers does not move as dynamically as the turnouts with FFU sleepers, wood sleepers, and padded concrete sleepers, and is therefore more maintenance intensive. The concrete sleepers are the cheapest to purchase, the wooden sleepers are cheaper to maintain due to an elastic superstructure, and the FFU sleepers are the most economical overall over their entire service life.
FIGURE 6 - Ratio between investment and maintenance costs over the last 7 years.
FIGURE 7 - Maintenance costs over the last 7 years for each sleeper technology.
FIGURE 8 - Maintenance costs over the last 7 years per load ton of traffic passing over.
FIG 6
FIG 7
Investment new sleeper set Maintenance 7 years 30 Rail Engineer | Issue 202 | May-Jun 2023 PERMANENT WAY & LINESIDE ASSETS
FIG 8
State of the Art
Synthetic Sleeper
Simply working & sustainable

Since 1985 we have installed more than 1,850 km of track 1.7 billion load tonnes | equivalent of 50 years use
Application: Ballast, Slab Track, Steel Construction and Direct Fastening




Can carry Axle loads of up to 65 tons
Use on High Speed Rail up to 300 km/h
Maintains long term track geometry
Contact with ballast similar to timber sleepers
Workable properties like timber sleepers

RAILWAY TECHNOLOGY SEKISUI CHEMICAL GmbH Patrick Childs | T: +44-(0)796-6598055 E-Mail: childs@sekisui.de www.sekisui-rail.com
VEHICLE/TRACK SYSTEM INTERFACE AND ADHESION ANNUAL SEMINAR
Held in Manchester and online, the annual reports of the Vehicle/Track System Interface Committee (V/T SIC) and the Adhesion Research Group showcased a variety of research and development papers. As has been said before, even though railways are coming up to 200 years old, there is still much to be learned about the Vehicle Track Interface.
SQUATS
The project aimed to model the conditions that would lead to the formation of squats, a form of rolling contact defect in rails.
He described a working hypothesis that a combination of contact stress and tangential force appears to be a reasonable way of forecasting squats. Although just one parameter has previously worked reasonably well to predict rolling contact fatigue (RCF), a combination of different models for what initiates and makes squats grow might be needed.
RCF AND SPALLING
He highlighted the need to account for the different effects of leading and trailing wheelsets within a bogie and the effects of different vehicles in a train which may be travelling at different speeds though the curve. He presented force/direction plots for two locations which produced very different results: in one location, leading and trailing wheelsets have similar contact positions, with forces in different directions, whereas in another location, leading and trailing wheelsets have different contact positions and less interaction of the forces in different directions.
Mark’s final remarks were about wheel RCF which is an emerging issue on some newer fleets. He said that wheels are more complex to analyse than rails given braking and traction forces, curves and cant deficiencies, and running direction reversals. All these need to be understood - an area for more work!
MONITORING WHEEL BEARINGS
Starting with the V/T SIC presentations, Dr Mark Burstow, Principal Vehicle Track Dynamics Engineer at Network Rail, reported on the work of the permanent project group. He focussed on rail squats, spalling, and wheel rolling contact fatigue.
Mark explained that spalling of material from the head of the rail is generally, but not exclusively, a low rail/ tight radius curve problem and whilst the mechanism is understood, it is a challenge to predict the location and magnitude of spalling.

Rail Engineer has reported extensively on monitoring passenger train wheel bearings with both axle box mounted sensors and trackside monitoring kit. We have reported the value of such monitoring to assess bearing and wheel tread condition leading to better planning and sometimes reducing the frequency of maintenance.
 FIGURE 1 - A typical squat defect - Network Rail.
FIGURE 2 - Rail spalling –Network Rail.
FIGURE 1 - A typical squat defect - Network Rail.
FIGURE 2 - Rail spalling –Network Rail.
PERMANENT WAY & LINESIDE ASSETS
MALCOLM DOBELL
FIG 1
Rail Engineer | Issue 202 | May-Jun 2023 32
FIG 2
Vehicle mounted sensors can also provide information about track condition.






Several freight train derailments have been caused by defective or collapsed axle box bearings. Accident investigation reports have recommended research into improved axle bearing monitoring. Professor Adam Bevan from the Institute of Rail Research, Huddersfield University, reported on the business case for dynamic response monitoring of freight wagon axle bearings (Acoustic monitoring of axle bearings for freight vehicles, T1267). The university’s work evaluated several on-train and wayside systems and concluded that there is a good business case for monitoring freight vehicle axle bearings using wayside thermal and acoustic monitoring technology. Onboard sensors were not favoured, partly because of the sheer number of sensors
Trimble Track Survey & Scanning







that would be required and partly because there is no electrical supply on the wagons. The technology review also highlighted that failed or missing lubrication cannot easily be detected by acoustic/ vibration monitoring alone. Thermal monitoring is more suitable in this case, however, but the time from detection to catastrophic failure can be short. Effective lubrication is therefore an essential part of a working good condition bearing system.
LUBRICATION



Keith Mack, quality standards manager at LNER, Chair of the BSI group on roller bearings, and Chair of the RSSB Wheelset Management Group, took up the issue of lubrication management with “what to do when your standard lubricant is withdrawn from the market?” Renolit MP3, a lubricant used extensively and for a long
time, was withdrawn from the market because the sodium nitrite used in its composition had been banned. The Bearing Group within the Wheelset Management Group managed the change by creating a framework for managing the change; GMGN2682, Approval of Changes to Axle Bearing Lubricants.





The Group supported discussions with operators whilst working with potential suppliers on an alternative. Generally, Mobil Mobilith SHC100 lubricant was adopted although there are alternatives. There has been good take up for passenger vehicles with no known problems.
Keith also cited the Ohio derailment on 3 February 2023, where many wagons carrying hazardous materials became derailed when an axlebox failed. He pointed out that axlebox failures are few, especially considering the number of wagons in



With Trimble® GEDO systems, modern technologies are individually combined according to the respective applications. The Trimble GEDO CE 2.0 track measurement trolley can be equipped with total station, GNSS, laser scanner and inertial measurement technology. With evolving requirements and new development requests, the exible and modular design allows Trimble GEDO systems to be adapted.



PERMANENT WAY & LINESIDE ASSETS
Mehr Informationen: gedo.trimble.com
quality control
Slab
measurement
analysis
Rail Engineer | Issue 202 | May-Jun 2023 33
Track
Track as-built
Track Pre
Clearance
Laserscanning
service but when they happen, the costs can be huge, perhaps large enough to put an operator out of business.
HIGH TEMPERATURES
While Brian Whitney, Engineering Expert, Track and S&C Network Rail, usually talks about managing rail to try and reduce rail breaks to near zero, this year he talked about infrastructure performance
during the hot weather in summer 2022. As everyone probably knows, rail expands in summer and contracts in winter. Traditional jointed track allows a level of expansion at the joints but there is no such opportunity with continuously welded rail (CWR) which, unless adequately restrained, will either expand, causing damage, or buckle. CWR theory sensibly states: “CWR track shall have the buckling strength required to withstand the environmentally and operationally imposed loads for the range of expected operating conditions.”


A buckle is generally not created solely by hot weather and high rail temperatures, but by the presence of at least one other factor such as:
Flat bottom rail on concrete sleepers, well bedded into strong ballast with appropriate side shoulders, generally delivers this objective. As well as buckling risk, track forces induced by high temperatures can also affect other track equipment, such as high compressive forces pushing the rail ends together at insulated rail joints causing track circuit failures and CWR exerting forces on switches and crossings leading to points failures when the point operating equipment is forced out of adjustment. Brian added that the opposite – high tensile forces during cold weather – lead to an increase in broken rails and affect the performance and reliability of S&C. In general, the maximum compressive and tensile stresses allowed are known and this allows the determination of temperature range to stay within these limits. The point at which there is no longitudinal stress is known as the stress-free temperature (SFT). On plain line, the right stress level can be achieved by cutting out a measured section of rail, literally stretching the two ends and re-welding.
» Ballast disturbance (e.g., tamping, stoneblowing, opening out, lifting and packing, or slewing track)
» Ballast deficiency (e.g., insufficient ballast in the cribs or on the shoulder)
» Seized joints (e.g., over tightened fishplate bolts, lack of lubrication)
» Low joint closure temperature because expansion gaps are too small or too few in jointed track with rail lengths
>18 metres
» Poor condition of fastenings, coach screws etc., leading to rail creep
» Low stress-free temperature
» Poor top and/or line (e.g., voiding sleepers, misalignments)
» Disturbance due to sleeper and bearer changing.
MANAGING BUCKLING
UK engineers manage buckling risk by determining the temperature of the rail, having a record of the SFT, a record of any deficiencies or disturbances that affect the lateral stability of the track through a Critical Rail Temperature (CRT) Register. This information is used to calculate each site’s CRT to
 FIGURE 3 - Track bucklesNorwood - Network Rail
FIGURE 4 - Track bucklesOtford - Network Rail
FIGURE 5 - Enerpac rail stressing tool
FIG 3
FIG 4
FIGURE 3 - Track bucklesNorwood - Network Rail
FIGURE 4 - Track bucklesOtford - Network Rail
FIGURE 5 - Enerpac rail stressing tool
FIG 3
FIG 4
34
Engineer | Issue 202 | May-Jun 2023 PERMANENT WAY & LINESIDE ASSETS
FIG 5
Rail
RailStaff magazine
RailStaff has been championing the rail industry’s workforce since 1997.

As well as getting to the heart of ‘what you need to know’ each month, its team of writers focus on the latest developments in:
• Health
• Safety
• Wellbeing
• Careers and training


We also cover stories that celebrate the great achievements of staff.
Such is the freely-distributed magazine’s success that the only industry-wide people recognition scheme, the RailStaff Awards, was launched in 2007, and has been held ever since.
Request a free subscription at www.railsubs.com

Call 01530 816 444 or visit www.railstaff.co.uk for more information

trigger actions from the deployment of a watch person to a reduction in speed to reduce the dynamic forces on the track during periods of hot weather.
This is a complex task, and the CRT Register has many thousands of entries, but the net result is that additional precautions must be put in place in hot weather if a deficiency or low SFT leads to a low CRT. The stress-free temperature of CWR is recorded in a national database, Rail Stress. This database is used to record the original installation SFT and any activities that may have reduced the original SFT. Any deficiencies and reductions to the SFT are recorded in the CRT Register.
Brian reported that despite 2022’s hot weather, there were only 26 recorded buckles, compared with a peak of 131 in 2003. However, despite the small number of buckles which was positive for safety, performance was poor due to speed restrictions and some line closures on the hottest days. He added that the latter were not all track issues. For example, there were concerns about sagging overhead line and passengers trapped in sealed coaches with no electricity supply. Of the 26 buckles, it was found that only five were on the CRT register and only one was subject to a speed restriction. Follow up analysis suggests 25 out of 26 should have been on the CRT register. The root cause of most of the buckles was failure to identify the local areas of deficient track rather than inadequate preparation work.
He wondered whether the majority of buckles were simply a small number of sites that had slipped through the deficiency identification process, compared to the many hundreds that were correctly recorded, managed, and prepared/mitigated through the application of speed restrictions?


Brian concluded that:
» Only 20% of the buckle sites were correctly recorded in the CRT Register
» With hindsight, all but one of the sites should have been on the Register
» Extensive blanket speeds and route closures were applied at the expense of performance and passenger needs
» Changes to track construction specifications have generally led to a greater strength and capacity to manage extreme temperatures.
» Effectiveness and practical use of watch persons with available resources and access in a modern railway needs to be reconsidered
» Technology, RCM, and effective preparation, needs to focus on higher risk sites.

VTISM
Andy Rhodes, business development manager and principal consultant at Serco Rail Technical Services, gave an update on upgrading the Vehicle Track Interaction Strategic Model (VTISM), RSSB Project T1258. VTISM was originally released in 2006 and integrates various engineering models to help managers make strategic decisions such as cost forecasts, as shown in the diagram below and the table on page 37.

“Sites should not buckle if correctly mitigated during hot weather, e.g, applying an appropriate speed restriction to reduce the dynamic forces on the track” Brian said.
36 Rail Engineer | Issue 202 | May-Jun 2023 PERMANENT WAY & LINESIDE ASSETS
This upgrade will support Microsoft 365 and Windows 10 environments as well as including current track asset policies adopted by Network Rail and ensuring accurate predictions of: track damage and costs; recent asset renewals; unit costs; traffic changes; improved knowledge on asset behaviour; changes in renewal; maintenance and inspection policies, e.g., refurbishment activities; and review underlying model assumptions (track geometry and ride forces). It will also include a number of technical refinements including: increasing the range of applications by extending VTISM’s library of routes and vehicle models; including further cost modelling capability (manual maintenance, safety, delays); and evaluating latest track damage research.


ADHERE


The Adhesion Research Group is facilitated by RSSB and has over 50 members from various backgrounds. It acts as sponsor for the ADHEsion REsearch challenge (ADHERE) programme, proposing and supporting delivery









of research projects, whilst seeking ways of implementing solid research findings. It cooperates with the Seasonal Challenge Steering Group (SCSG) and Seasonal Challenge Communications Group (SCCG), to ensure that opportunities to implement successful research are seized. Jordan Brant from the University of Huddersfield presented “Developing Highly Adherent Leaf Layers” seeking to understand how/why leaves bond to the rails in the way that causes so many problems. Experiments were carried out on the University’s HAROLD test rig which uses full size rail wheels on large diameter rollers representing rails. Jordan explained that the tests were carried out

37 Rail Engineer | Issue 202 | May-Jun 2023 PERMANENT WAY & LINESIDE ASSETS
using a process that allows several factors (load, water, leaf type, rust) without having to vary each factor independently. This work delivered some useful results including:

» American oak leaves had a higher bonding strength than sycamore leaves for a given test input
» Iron oxide increased bonding strength
» The HAROLD leaf layer is chemically different to layers generated using small scale tests
» Higher wheel loads remove more of the leaf layer during braking tests
» A small number of leaves can produce a consistent black leaf layer and very low adhesion
» Sycamore leaves were more durable than the American oak leaves
» A standardised method for measuring leaf layer bonding strength has been developed,
» Consistent leaf layer production is useful for standardising low adhesion rail cleaning tests.
untreated leaf layer and the type of enzymes that have better performance.
Professor Lewis also introduced Morinoye O. Foloronso who presented University of Sheffield’s work on ‘Low Adhesion Estimation through Video Image Machine Learning’ (RSSB project COF-UOS22-02) and from her PhD, ‘Improving Prediction of Low Adhesion Friction considering Transience’ (RSSB project COF-UOS-05).
Previous work had demonstrated that forward facing and downward facing video could be used to detect likely poor adhesion but on its own was not enough. The video might identify the black layer on the rails, moisture, oxides and/or other contamination of the rail, but there was no good mathematical description of the data from these images. In addition, information about temperature and humidity is required. Hence, a machine learning technique was proposed as shown in the diagram below.
It was noted that the aerodynamics of leaves is an important factor in determining which leaves are more likely to be drawn into the wheel rail interface.
Dr Leonardo Gomez, University of York and Professor Roger Lewis, University of Sheffield, discussed ‘Understanding the Polysaccharide Composition of Crushed Leaves and Evaluating Potential Enzyme Treatments’ (RSSB project COF-G24-01). They established the range of leaf constituents, including cell wall polysaccharides, tannins, and lignin, that could cause low adhesion effects, and proposed adhesion mitigation through the use of enzymes that will digest the responsible molecular structures.
These hypotheses were subjected to a series of tests, though more work under conditions closer to the rail environment is required to complete the activity. The present work has established that leaf layer enzyme treatment increased traction over that seen with an
To make the model work, real data was required and over 600 data points (an image of the rail head, an image of the surroundings, temperature, humidity, and a friction measurement) were collected from six separate sites during autumn and winter of 2019 and 2020. It was also necessary to use traditional image analysis techniques illustrated in the diagram. The aim was to have a few numbers (e.g., colour, edge, brightness) rather than thousands of pixels.
Morinoye showed a device fitted with forward facing and downward cameras, analogue and infrared thermometers, and GPS sensors that can be fitted to a train’s lamp bracket together with microcontrollers for recording and translating sensor data. This is being trialled on the Wensleydale Railway.
38 Rail Engineer | Issue 202 | May-Jun 2023 PERMANENT WAY & LINESIDE ASSETS
FIGURE 6 - Pacer cab with camera/ instrumentation module attached.
Validation has shown positive results, but Morinoye explained that it has yet to be confirmed that the prediction tool has a robust data bank. The potential uses for the tool include: informing drivers of following trains of problems in real time; identifying where treatment is needed (e.g., in combination with cleaning technology); building up data on low adhesion conditions for mitigation planning; verifying low adhesion forecasts; and helping to understand the process by which contamination builds up.
Loughborough and Sheffield Universities, and Perpetuum (now part of Hitachi), he also paid

tribute to the late Professor Roger Goodall whose idea this was back 20 years ago. This project involved carrying out tests using a Network Rail Multi Purpose Vehicle (MPV).



The basis of the work was that different movements infer different adhesion levels. In the longitudinal direction, this is familiar with wheel spin or slip highlighting low adhesion. But this is only apparent when accelerating or decelerating. Could changes in lateral and yaw dynamics provide continuous adhesion measurement?
 FIGURE 7 - View from downward camera.
FIGURE 8 - Forward facing view from front camera.
FIGURE 9 - Close up of camera.
FIGURE 10 - Network Rail MPV.
FIG 6
FIG 9
FIG 8
FIG 7
FIGURE 7 - View from downward camera.
FIGURE 8 - Forward facing view from front camera.
FIGURE 9 - Close up of camera.
FIGURE 10 - Network Rail MPV.
FIG 6
FIG 9
FIG 8
FIG 7
39 Rail Engineer | Issue 202 | May-Jun 2023 PERMANENT WAY & LINESIDE ASSETS
FIG 10
Test were carried out in summer 2022. Chris observed that delivering low adhesion during a heat wave was “a challenge”. Before carrying out the track tests, the MPV was simulated in Simpack with correct dimensions, weights, suspension, and drive parameters. In addition, the proposed instrumentation was modelled. Sensors were fitted to axleboxes, bogies and body, GPS was fitted, and brake pressure and wheel speed were measured.

Chris said that the data is still being analysed, in particular to filter a lot of noise on the signals. He concluded that the algorithms developed so far are promising and validate the concept of vehicle dynamics variation with adhesion change. The next steps will be to bring the various methods together and identify a commercial proposition.
Tests were carried out at RIDC Tuxford on a flat and straight section with sufficient acceleration and braking zones. The test area was approximately 400 metres long (the practical limit for producing areas of low adhesion but allowing for the collection of sufficient data for each run). The lowest adhesion level was provided by wetted paper tape – a big challenge during the hot weather. Tests were carried out in both wet and dry conditions delivering high, intermediate, and low friction at mostly constant speeds of 10, 40, and 60 mph. Tribometer friction measurements were taken before and after each run. Coefficients of friction between 0.1 and 0.3 were achieved. Over 12 running days, tests were actually carried out at 16, 26, 40, and 60mph. The lower speeds varied from the plan because of gear change speeds on the MPV. A total of 83 runs took place and up to 30GB of data per day was generated.
CONCLUSION
ADHERE and, to an extent, V/TSIC 2023, focussed on research projects that are some way from commercial exploitation. It will be interesting to follow their progress.

With thanks to the presenters and to Ben Altman from RSSB for their assistance in preparing this article.
40 Rail Engineer | Issue 202 | May-Jun 2023 PERMANENT WAY & LINESIDE ASSETS
EXAMPLE OF THE INSTRUMENTATION FITTED TO THE MPV FOR THE TESTS



PLEASE SCAN FOR MORE INFORMATION OR VISIT: https://www.birmingham.ac.uk/research/railway/events/2023/neurodiversity-in-rail-conference.aspx www.railuk.com Latest rail video. Daily email update. UK rail news as it happens. Over 15,000 rail articles. Date TBC - December 2023 41 Rail Engineer | Issue 202 | May-Jun 2023 PERMANENT WAY & LINESIDE ASSETS
GAUGING OR GOUGING?
IT’S ALL IN
A
FEW MILLIMETRES
Early railways were built for freight; passenger traffic was a slightly unexpected bonus. Engineers had to be sure that the goods on trains would fit through tunnels and under bridges and the concept of the load gauge was born. It was an inverted semicircle of metal hung at the maximum permitted height located near the exit of freight yards. The deal was that if the train fit under this hoop and all loads were within the maximum width of the wagons, the train would fit the infrastructure. The infrastructure managers had to keep their infrastructure outside a larger envelope known as the infrastructure gauge. The difference allowed for dynamic movement of the train plus a tolerance.

FIGURE 1 - Traditional load gauge: credit Mangapps Railway Museum 27/08/2011.
But not all railways were built to the same infrastructure gauge, causing problems when through running started. These issues have been compounded since the Channel Tunnel was built because virtually all European 1435mm track gauge railways have a larger vehicle profile than the UK and the Tunnel itself is bigger than either of them. One only need to look at a EuroTunnel double deck car transporter train to see the different gauges. The locomotives are to the small British gauge with a high reach pantograph, and the wagons are to a special large gauge to accommodate cars and enable people to move around during their journey.
Since the birth of railways nearly 200 years ago, demand for bigger and bigger loads has put pressure on the early concept and more

scientific methods for assessing whether a vehicle/loaded wagon would fit were it developed. But the loads continued to grow, leading to many routes being enlarged to accommodate bigger loads, especially containers. It should all be reasonably straightforward if the infrastructure and trains people are working together to deliver the best outcome for the railway. But over the last 25 years, the situation has become more complex. Train operators still have to make sure their trains fit the infrastructure and the infrastructure manager still has to make sure that the infrastructure will not be struck by trains, but neither party has overall responsibility for the outcome.
SETTING THE SCENE
This preamble sets the scene for a seminar on Railway Gauging organised by the Institution of Mechanical Engineers in March 2023.
Tim Shakerley, former managing director of Freightliner, gave the keynote address. He outlined the environmental benefits of rail freight – even when diesel powered – and reminded everyone that rail freight is carried on a commercial basis in competition with road transport. In effect, road transport rates set rail freight rates, and rail freight businesses have to be responsive. If a potential customer wants to transport a train set of containers over a new route, then an answer typically has to be given within seven days. This is a considerable challenge to the current gauging process which can take weeks to provide an answer.
Richard Moody, Programme Director for Freight Reform in the Great British Railways Transition Team (GBRTT) took up the story outlining how the infrastructure has been modified to accommodate modern containers carried on more track friendly bogies. He outlined the various sizes that need to be considered and highlighted a unique constraint of the UK gauges - that the lower section below about 1100mm above rail height is narrower than above and much narrower than is usual in Europe.
He also showed an example where a gauge has been enlarged for a route but what might be seen as a diversionary route has not been cleared. This leaves the signaller having to know that some trains cannot be diverted, although mistakes can be made.
 FIGURE 2 & 3 - ‘Impact’ literally following diverting a freight train onto an uncleared route.
MALCOLM DOBELL
FIGURE 2 & 3 - ‘Impact’ literally following diverting a freight train onto an uncleared route.
MALCOLM DOBELL
PERMANENT WAY & LINESIDE ASSETS
FIG 1
FIG 2
FIG 3
Engineer | Issue 202 | May-Jun 2023 42
Rail
Another issue he highlighted is that the gauging database might show a route as not clear but not why. Sometimes the change to enable clearance for a larger gauge might be very simple as shown in the above illustration. This often takes time and certainly doesn’t meet the time aspirations outlined by Tim Shakerley. Richard illustrated the progress in delivering W9a and W12 gauge clearance on parts of the network but said that a more strategic approach needs to be taken, and he presented an aspirational future freight network.
The subsequent presentations clearly illustrated why a strategic network of freight routes cleared for the largest wagons might be desirable.


GAUGING BASICS
There are two key players involved in agreeing gauge compatibility: the Train/ Freight Operator and the Infrastructure Manager. Each party has to satisfy itself that the vehicles and infrastructure are compatible. Three gauging methods are available:
REFERENCE GAUGING
This involves demonstrating conformance to a declared vehicle gauge and proposing operation over a route published as compatible with that gauge. This is what a freight operator would normally seek to do. A wagon and container that is demonstrated to comply


43 Rail Engineer | Issue 202 | May-Jun 2023 PERMANENT WAY & LINESIDE ASSETS
with, for example, W9 standard freight gauge (see GERT 8073 issue 4) would be deemed to be fit to operate on sections of railway infrastructure cleared to W9 gauge. This approach is generally reserved for freight but has been made more complicated by the introduction of variations such as track friendly bogies which challenge many of the assessments made when the ‘W’ series of freight gauges were developed.
COMPARATIVE GAUGING
This process requires demonstration of compatibility of the candidate vehicle via a valid comparator which already operates over a route in significant and regular, incident free, operation. This generally means measuring the dynamic envelope of the existing vehicle and demonstrating that the candidate vehicle is within that envelope at all times. It requires a great deal of information about the existing vehicles and infrastructure. Sadly, comparative gauging is fraught with difficulties as the comparator vehicle is generally only accorded ‘grandfather rights’. Even though the existing rolling stock has run safely for years, often there has been no recent assessment of what clearances actually exist.
ABSOLUTE GAUGING
All new passenger types use this process. The reference passenger gauges, PG1 (20-metre vehicles), PG2 (23 metre) and PG3 (26 metre) which were intended to facilitate easier gauging for passenger vehicles, are smaller than the trains people want (by definition, they represent the smallest

‘through routes’) and no trains have been built to them because appendages, such as footsteps, are not included; largely because of the diversity of platform positions. It involves demonstrating compatibility over a given route by calculating clearances against surveyed structures and other vehicles on that route for the maximum speed of the route or vehicle. So, all passenger trains are individually, absolutely gauged.
As Dr David Johnson observed in conversation, the process is not expensive these days, but the issue is that removing the occasional obstruction falls upon the operator to fund, even though the benefit will be enjoyed by any operator that wants to take advantage of the clearer route. Indeed, one supplier told Rail Engineer that it had spent an eight-figure sum on removing infrastructure obstructions for its recent train introductions. Sometimes it is necessary to use combinations of these approaches. If, say, a route is generally clear but some surveys of particular ‘tight’ locations are required, the tight spots can be assessed against actual movements at that location; e.g., on straight track, it may be determined that maximum lateral movements will not happen, allowing an otherwise tight clearance to be deeme d satisfactory.
DEMONSTRATING COMPATIBILITY
Dave Galloway, Network Technical Head, Systems Compatibility and T&RS, Network Rail, described demonstrating network compatibility.
The requirements for demonstrating network compatibility are laid down in Industry Standard RIS8270-RST. This provides a standardised approach to demonstrating compatibility of vehicles and infrastructure. Before granting authorisation for placing in service, organisations have to check that new, upgraded, or renewed vehicles or structural subsystems meet ‘essential requirements’.
These requirements cover compatibility between vehicles and infrastructure with respect to safety, reliability and availability, health, environmental protection, technical compatibility, and accessibility to persons with disabilities and/or reduced mobility. This means demonstrating that the systems assets or vehicles comply with applicable National Technical Specification Notices (NTSNs) and Group Standards. This requirement does not apply to cascaded vehicles and more minor changes to infrastructure assets.
For all changes, it must be demonstrated that vehicles are technically compatible

44 Rail Engineer | Issue 202 | May-Jun 2023 PERMANENT WAY & LINESIDE ASSETS
Unlock the power of freight
Move larger loads to more places using better gauging. D/Gauge can help you: • Find shorter or alternative routes for existing services • Move large loads or containers on existing routes • Unlock new routes for new services

All done using dynamic freight models with specific combinations of wagons, containers and loads.
Tried and tested in the Freight community. We’re trusted suppliers to Greenbrier, VTG, GBRF, DB Cargo, Freightliner and more.
Our library of common wagons may make your freight gauging quicker and more cost effective than you think!
www.dgauge.co.uk Experts for all your gauging needs Rolling Stock | Infrastructure | Electrification
Think
outside the W12 box
Get in touch Email:
Call us:
mandeep.singh@dgauge.co.uk
+44 (0)7566 793 420
with the infrastructure on which they will operate, and the infrastructure is compatible with the vehicles and with adjacent parts of the infrastructure where the new infrastructure is constructed. All changes must also be safely integrated into the overall system, and not create unacceptable risks.
As Dave said: “all these options require co-operation between parties,” and with suppliers, consultants, and approval bodies in the mix there can be quite a lot of ‘parties’. The detail of compatibility is beyond the scope of this article, but RIS-8270RST is well worth a read.

these are recorded in Sectional Appendices. He outlined the basic gauging process (Gauging 'Ingredients", below) and the importance of understanding the implications when the assessment indicates a foul, such as a relatively trivial overgrown bush or a not so trivial platform.

Barry moved onto the special challenges with the platform train interface where there are three NTSNs, nine other Group or Railway Industry Standards, and two Guidance Notes relevant to the PTI. Barry said that in most places, the larger the gap between the infrastructure and the train, the better, but this rule of thumb doesn’t work at platforms where there are conflicting requirements.
STANDARDS AND CHALLENGES



Barry Tan, Principal Vehicle Dynamics Engineer at RSSB described the current regulatory and standards framework and the 16 standards in categories Infrastructure, Rolling Stock and Plant, and Energy that contain requirements related to gauging.
He illustrated typical vehicle gauges and how
The standard platform height is 915mm and offset from the nearest rail is 730mm (increased up to 820mm on curved platforms), but Barry reported that just 7% of platforms conform to both these dimensions. He highlighted Industry Standard RIS-8273-RST which includes guidance on using gap fillers.
COMPUTER MODELS
Until recently, the gauging process has used a model of a vehicle outline enlarged to take account of dynamic movements, together with centre and end throws to be used on curves. The computer models used take a very basic view with ‘empirical probabilistic assumptions’ that ‘maximum vehicle movement’ is a mean +2.12 standard deviations when it is known that a mean of +4.5 standard deviations can occur. The former is taken because some events are unlikely to occur at the same time as others. David Johnson, founder and Technical Director of D/Gauge showed that there is an even more scientific way
46 Rail Engineer | Issue 202 | May-Jun 2023 PERMANENT WAY & LINESIDE ASSETS
using real rather than assumed probabilities. He said that all the worst-case tolerances are unlikely to occur at the same time and D/Gauge software uses Monte-Carlo simulation to assess the probability of varying combinations of movements, i.e., inputs to the model. For example, input 1 might have an absolute value of -11mm whereas in reality its movement is a normal distribution with a mean of 0mm and a range of +/- 20mm. Whereas input 3 might have an absolute value of -6 mm but, in reality, has a linear distribution over a range from -6mm to 0mm.
Illustrating this a different way, for vehicle loading, absolute gauging considers only tare or crush load and no intermediate conditions which is overly conservative. Probabilistic gauging considers an equal likelihood of loading at each state from tare to crush and the vehicle behaviour is matched to the intermediate loading conditions. Similarly, in absolute gauging, suspension is considered to be either inflated or deflated whereas for probabilistic gauging it works with 99% inflated and 1% deflated. It also takes a more accurate view of centre and end throw. Probabilistic gauging, using multiple simulations with multiple inputs, produces a clearance histogram and, where a chance of a Foul exists, a probability is provided.

David illustrated the approach with platformtrain clearances between a class 357 unit and Pitsea Platform 2. Conventional techniques predicted a Foul, whereas the probabilistic approach demonstrated a small clearance falling into the Specially Reduced Clearance category with a 0.00001% risk of a strike even with deflated suspension.
It has also demonstrated huge infrastructure cost savings for Network Rail in Scotland with electrification clearances. But, so far, no one has published a standard saying what ‘benchmark’ parameters should be used across the industry.

GAUGING DATABASE
Any gauging technique requires accurate information about the vehicle and the infrastructure. The former can be modelled, and the model largely validated in a workshop. In contrast, the infrastructure is much harder to assess and does change with time. Network Rail has long had the objective of an accurate, up-to-date national gauging database and Rebeka Sellick, Development Director of Cordell.ai presented the emerging new Railway Gauging Database Solution. This solution will capitalise on modern ways of collecting Infrastructure data and uses more sophisticated methods to store it.
Rebeka described the old world: legacy clearance systems; vintage and proprietary software; siloed
data, manual processing which is slow and costly; and a mix of too much & not enough data. She contrasted it with the ambitious ‘New World’ objective:
» Intelligent clearance systems
» Version controlled accurate data
» Audit trails
» Digital network model
» Accurate location
» Frequent surveys accommodated
» Integration, including Application Programming Interfaces (API)s to allow others to construct applications to use the data
» Transferable, open data formats

» Obsolescence proof
» Making automation business as usual
» Trusted intelligence.
The aim is to have quick survey uploads that would allow assessments in minutes, not months. It would include location specific information for tight clearances including pictures to allow the nature of substandard clearances to be identified without the need to go to site.
Rebeka demonstrated samples of output and forecast user acceptance testing in May, with go-live in August 2023.
Electrostar at Pitsea Station.
47 Rail Engineer | Issue 202 | May-Jun 2023 PERMANENT WAY & LINESIDE ASSETS
VEHICLE DYNAMIC MODELLING
The final presentation was given by Ian Hills, technical director at Atkins who outlined the capability of Vampire modelling. Vehicle dynamics is the study of masses in motion and covers modal frequency and damping, ride quality, derailment risk, wheel and rail wear, and gauging, among other things. It is the process by which the static envelope of the vehicle is enlarged to take account of suspension and other movements, a complex subject, needing specialist software such as Vampire.
Vampire – now known as Vampire Pro – is a multi-body simulation package that has been developed and optimised specifically for railways. It enables cost-effective analysis of rail vehicle/track performance and safety through simulation. Users can build dynamic vehicle models and study the response of the vehicles to measured track geometry or other user-defined inputs and external forces. It takes the vehicle model, wheel-rail contact model, and receives track input data to deliver a variety of outputs such as vehicle movements and wheel-rail forces. Vampire Pro has a long pedigree, having originally been developed by BR Research over 40 years ago.
Many parameters have to be considered in building the Vehicle Dynamic Model including: dimensions and shape of the vehicle; its dimensional tolerances and allowances; component wear; deflection and bending due to static load; movement due to quasistatic acceleration such as steady-state curving and on canted track and movements due to dynamic effects of track; overthrow of vehicle cross sections on curved track, lateral position of wheels within the track and movements due to wind loads. Models also have to be aware of infrastructure issues such as: track curvature, cant and line speed, track tolerances, allowances and wear, structure shape and positional tolerances, and clearance requirements. These inputs can then be used in Vampire to create the movement tables and other movement data that underpins all modern gauging models.
CONCLUSION
The seminar provided an insight into the process of gauging and how the availability of information and the techniques are improving. That said, thinking of Tim Shakerley’s presentation, it appears to Rail Engineer that we are still some way from responding to Tim’s requirement that if a Freight Operator wants to transport a train set of containers over a new route, then it needs an answer within a week, otherwise the loads will probably travel by road. As such we applaud Richard Moody’s proposal for a strategic freight network cleared to W12 gauge although David Johnson observed that the W12 gauge was developed some 30 years ago and takes no account of wagon developments and the likely loads.
David said: “You are unlikely to be able to run 9’6” x 2600mm containers on modern, trackfriendly suspensions with 1000mm standard deck height within W12 gauge. In short, W12 is out of date and planning to use that going forward will actually fuel the demand for absolute gauging on the next generation of wagons/load combinations.”
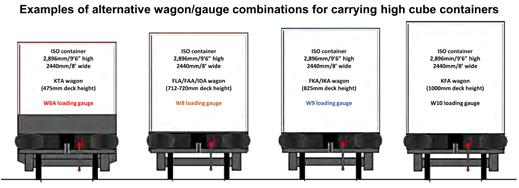
Tim Shakerley added: “If we can really use the emerging Railway Gauging Database to get real time, up to date data on the network (i.e., not influenced by maintenance change), we can really identify if clearance is constrained by a tree branch or a tunnel, and then quickly implement a probabilistic gauging analysis to see if it will really fit (almost all freight wagons built since 2000 have validated Vampire models), just maybe we can go to new places at a pace that will allow freight to truly compete with road!”
AND FINALLY…
Rail Engineer has spoken to a number of people involved in gauging, or who have considerable influence on the solution. There is a considerable divergence of opinion ranging from “gauging is simple”, through to “gauging is hard”. Whilst metros might be able to define a standard size linear ‘hole’ though which the train must run, doing the same on the much more extensive national network is far less straightforward. To do so would be to spend a great deal more than is necessary or to use vehicles that are much smaller than are in use today.
However, with probabilistic gauging techniques, good vehicle models, and an accurate infrastructure database, there seems to be some confidence that gauging can be carried out quickly enough so that one further obstacle is removed to allow freight operators to compete with road. But it will require whole industry cooperation and a big push to get there.

48 Rail Engineer | Issue 202 | May-Jun 2023 PERMANENT WAY & LINESIDE ASSETS









THE CHANGING FACE OF RAIL WHETHER YOU’RE NEW TO THE INDUSTRY OR LOOKING FOR A NEW CHALLENGE VISIT WWW.RAILWAYPEOPLE.COM TODAY THERAILWAYPEOPLE.COM LARGESTDEDICATEDRAILCAREERS WEBSITEINTHEUK
TRANSPENNINE UPGRADE: STILL STEPPING AHEAD


Rail Engineer last reported on the Transpennine Route Upgrade (TRU) in Issue 192 (Sept/Oct 2021). The article, Major step forward – Transpennine Upgrade, covered the early works to upgrade the whole 70mile route between Manchester and York, via Huddersfield and Leeds. The programme is progressing to plan, and we recently met up with Hannah Lomas, industry programme director TRU and David Lawrance technical director and chief engineer TRU, to learn more about the important work to improve train services between Manchester and York.
TRU is a multi-billionpound, transformative, longterm railway infrastructure programme to improve connectivity for both passenger and freight services, and to support economic growth in the north. The programme also employs a number of innovative engineering techniques to increase efficiency and save costs. Transpennine is a busy, challenging route through built up areas, with difficult access. Very few work sites are on flat land and the geology is interesting as it goes through areas where rock is shallow and follows river valleys up and down the Pennines. The route serves 23 stations, crosses over and under dozens of bridges and viaducts, passes through six miles of tunnels, and over 29 level crossings. It also goes through areas with a history of mining.
SCOPE



The overall scope of TRU has changed a few times over the years, but the programme outputs are now fixed. The headline route improvements will be full end-to-end electrification of the Manchester to York route with journey times from Manchester to York improved from the current 73-98 minutes to 63-66 minutes, and Manchester to Leeds from the current 49-51 minutes to 4142 minutes. A 50% reduction in average minutes train delay will also be provided, with a train capability of eight x 24 metre carriages. The programme improvements will enable more trains to run between Manchester, Leeds, and York, with up to six fast/semi-fast services every hour between Leeds and Manchester and up to two stopping services for local connectivity.
W12 freight gauging clearance will be provided between Manchester Victoria and Thornhill Junction, which will require significant work to Stalybridge tunnel. Known as the W2C project a third track will be provided between Huddersfield and Marsden, primarily for freight trains and to increase capacity on the route ready for the larger Northern Powerhouse Rail (NPR) scheme. NPR will be designed to provide better regular services between Newcastle, Sheffield, Hull, Leeds, Manchester, and Liverpool.
November 2022 saw the first section of electric overhead wires installed on the route, with the wires up between Church Fenton and Colton Junction, where the line from Leeds joins the East Coast Main Line into York. This is one of the busiest stretches of railway in the north, with over 100 trains using the line each day.
Stalybridge remodelling of the west end of the station has recently been successfully completed and is typical of the many projects and blockades that make up the overall TRU programme. The remodelling built on work delivered in 2012, which increased the number of platforms from three to five
FEATURE 50 Rail Engineer | Issue 202 | May-Jun 2023
PAUL DARLINGTON
to provide train overtaking opportunities. The station approach has now been completely remodelled with over 2km (1.2 miles) of new track, 23 new signals, 13 crossovers upgraded, provision of overhead line equipment foundations, and line speeds across the west junction increased to 50mph for all through routes.
Morley station at the east end of Morley Tunnel is being completely upgraded and moved 75 metres away from the tunnel entrance, to allow line speed improvements, longer trains, and more passengers to use the station. Stepfree access throughout the station is being provided via a new footbridge with lifts and an access ramp to the station. Batley signal box is also being abolished with control transferred to the York Rail Operating Centre (ROC), along with the provision of a crossover to facilitate train diversions.
The work is typical of that being provided across all of the TRU stations with ‘Access for All’ bringing passengers a better travel experience through improved, more accessible stations. These include Blue Badge parking spaces with improved car parking layouts, waiting shelters designed to accommodate wheelchairs and double buggies, new seating

and new lighting, tactile paving, and braille markings, together with much improved customer information systems.

Project W3 is a very large project within the TRU programme and concerns the section between Huddersfield and Ravensthorpe to increase capacity, as this is where many local and freight trains cross. W3 will double the number of tracks from two to four between Huddersfield and Westtown (Dewsbury), with grade separation at Ravensthorpe, and will deliver improvements to Huddersfield station including an increase from three to four through platforms. The outline design was completed at the end of 2022 and the detailed design and mobilisation of this significant work package is now underway.
A Transport and Works Act Order (TWAO) was granted in the autumn of 2022 to enable W3, as there is some greenfield work for the grade separation and significant work required at the Grade I listed Huddersfield station. The TWAO was the biggest Network Rail had ever promoted, which illustrates the scale of the TRU programme; and the number of objections to the TWA was low which also illustrates the quality of the TWAO submission by the programme team and the support for TRU from the general public. The TWAO was also obtained six months earlier than planned.

FEATURE 51 Rail Engineer | Issue 202 | May-Jun 2023
DELIVERY
In terms of delivery of the TRU programme, to the west of Leeds the TRU West Alliance is a partnership of Network Rail, Amey, Bam Nuttall, Siemens, and Arup. There is another alliance, TRU East, which is upgrading the route between Leeds and York, consisting of Network Rail, J. Murphy & Sons, VolkerRail, Siemens, and Systra. Jacobs is looking at the overall system integration and there is major focus on a system approach to the programme. Some very experienced rail engineers are helping the TRU programme with the lessons learned from other rail infrastructure projects such as Crossrail.
TRU is made up of many projects which are at various stages of delivery maturity.

For example E1 - Church Fenton to York, W1 - Manchester to Stalybridge, and W2A - Stalybridge are in their construction stage. E234 - Leeds to Church Fenton, W2B - Stalybridge to Marsden, W3Huddersfield to Ravensthorpe, W4 - Ravensthorpe to Leeds, and ETCS signalling are in the design/mobilisation stage.
TRU has been asked to develop three multi-tracking projects and additional digital signalling, which both formed part of the original NPR design (pre-IRP). These options are being developed and need to go through a validation process to ensure they deliver the agreed benefits for passengers and to support the wider TRU programme ambition to run 15 more freight trains each day.
The programme is carrying out significant resilience works to the diversionary routesCalder Valley, Castleford, and Healey Mills. This will ensure when the core route is closed for delivery, up to three trains per hour can be diverted and passengers can be kept on trains. These works are progressive but will largely be complete by end of 2023 and are known as key output stage one.

This improved capacity and reliability of the diversionary routes will also provide longer term legacy benefits to passengers. Key output stage two will see electric trains start to operate from Manchester to Stalybridge, with greener and more reliable trains for passengers by the middle of the decade.
INNOVATION
As well as learning from the mistakes of past railway projects and programmes, TRU is also looking to use the latest innovative and creative technologies and solutions. For example, the programme is using a comprehensive programme-linked construction model to time link machine movements and potential clashes, crane positions, demarcation of work areas, temporary works, exclusion zones, equipment positioning, and traffic management. A collaboration hub known as the Control Room has been created. This comprises a six-screen digital collaboration hub and an immersive ‘BIM Cave’ with a 4D model, which brings the construction data to life within a shared digital environment. This allows the client, planners, site managers and engineers to track real-time project performance, and allows them to compare the plan against what is being delivered in real time. Teams collaborate physically or remotely with progress streamed live. The system has already received a number of industry awards for construction innovation.
FEATURE 52 Rail Engineer | Issue 202 | May-Jun 2023
The programme is also looking to create a digital twin at the completion of the work to ensure all the digital information created is not wasted and is available to manage the assets through their whole life. Contact has been made to learn from similar projects in Belgium and Australia, and to understand how they have delivered their systems.



Mining hazard remediation is another area that TRU is looking at which may benefit the whole rail industry. The UK has a wide range of hazards caused by the mining methods and technology available at the time of the work. The legacy of this activity is numerous caverns, voids, broken ground, tunnels, and shafts near or under railways. Underground workings, particularly where shallow, may collapse and cause surface settlement. W3 in particular goes through a legacy mining area. Historically, the traditional mitigation has involved ground consolidation, with grout injected under pressure to fill the voids and to replace or maintain the support lost by mining excavation. This can be very expensive and take years to implement. TRU is therefore applying explicit risk estimation, which is a probabilistic method of determining how much effort and cost should be invested in safety measures to mitigate the safety risk. The key is to determine and apply appropriate safety measures and not to be too risk adverse. It’s likely that the approach taken by TRU may be incorporated into national standards for mining risk near railways. A lot of effort has also gone into delivering electrification more efficiently with the use of Voltage-Controlled Clearances (VCC). Railway electrification delivery and costs have been greatly affected by the challenges in providing

sustainable transport and mobility - connecting our expertise to your efficiency.
the
TransPennine Route Upgrade 20230613 SYSTRA Rail Media Advert.indd 1 13/06/2023 15:09:10 FEATURE 53 Rail Engineer | Issue 202 | May-Jun 2023
Optimising the Journey Re-thinking
Proud to be part of
team delivering
sufficient electrical clearances between the contact line system and nearby structures. This can, and has on other schemes, lead to major and expensive civil engineering works to provide safe clearances. VCC uses surge arresters to control the magnitude of the voltage between contact line and the structure to allow the physical separation distance to be controlled and significantly reduced. This will dramatically reduce the amount of over bridge and tunnels work,
and in particular at Summit Tunnel, which has very tight clearances. High output plant machines for more efficient electrification and track renewals are also being looked into, given the volume of work required for TRU, and is a major efficiency opportunity for the programme.



SOCIAL VALUES
Sustainability and social values are another important feature of the programme.
There are targets for the locality of workforce, apprentice schemes and initiatives for carbon reduction.
TRU has published its sustainable development strategy, which includes creating 4,000 new opportunities and safeguarding jobs during construction, employing 590 apprentices, and over 30,000 placement days to support new entrants joining the industry. The strategy also involves ensuring 60% of the project workforce is employed from within 25 miles of the route and 80% within 40 miles. A minimum of 25% of the project supply chain spend will be with local businesses, within 25 miles of the route, along with 33% of project spend with small to medium sized enterprises, micro businesses, and voluntary sector organisations.

FEATURE 54 Rail Engineer | Issue 202 | May-Jun 2023
A carbon reduction fund has also been established, which projects can draw on if they have a carbon reduction initiative, which may cost more than a traditional higher carbon solution. A carbon reduction training course has also been put in place and over 100 engineers have so far been trained and ideas are already starting to be created.

The TRU programme is taking place on both the Eastern and North West & Central Regions of Network Rail, which historically had different ways of working, practices, standards, and infrastructure. Is this a problem to the programme we asked? Not at all said Hannah and David.
Consensus specifications have been established for the programme, which will apply to the whole route and with the approval of both regions. This has also given the opportunity to gain the benefit of a wider range of experiences and
adopt the best practice from two regions. Each month, a Technical Assurance Group meet with representatives of both regions and TRU to review the key risks and issues to the programme and to achieve a consensus.
TRU is an impressive programme which is providing a greener, more reliable, and faster railway in the north, and which will provide less than an hour journey time from Manchester to Leeds/York, with more trains. It is not just the major cities which will benefit, as many smaller towns will stand to gain from better stations along with faster and more reliable greener trains.
The TRU programme is said by some to be the most expensive least-talked-about project in the county. Maybe that is because it is going so well? Rail Engineer therefore looks forward to further reporting on the programme as the work continues.





Creating value through innovation Integral member of
deliver
Route Upgrade +44 1372 461600 rail@tonygee.com tonygee.com/rail FEATURE 55 Rail Engineer | Issue 202 | May-Jun 2023
the TRU West Alliance helping to
the Transpennine
all weathers?
Defining ‘comfort’ can be tricky. Here Anna West GORETEX Professional Comfort Scientist explores the science and subjectivity of comfort as related to PPE.
The SCIENCE of wearer COMFORT and PPE

Comfort is the most complex thing we know. We can identify and feel comfort as a state, but trying to define comfort is challenging. Instead, we are more able to identify things which cause us discomfort. Therefore, at Gore, comfort is the absence of discomfort.
Clothing comfort is multifactorial. It’s comprised of a psychological/emotional element relating to an individual’s values and role, a physical/sensorial element relating to material feel when next to the skin, and a physiological element linked to the mechanical and thermal properties of the clothing. The latter is particularly important for PPE comfort.
BALANCING WEARER COMFORT WITH PROTECTION
In the past, PPE which offered the correct safety protection for rail workers and engineers came at a cost. It was uncomfortable to wear and constructed using heavy, non-breathable, and thick waterproof fabrics.


As a Comfort Scientist at Gore, I draw the link between the testing and evaluation of our materials and products in the lab to the human experience of our end-users in the real world. This is to ensure that lightweight, breathable, and waterproof protection balances perfectly with the highest safety levels for a specific industry sector or worker.

IMPACT OF INADEQUATE INSULATION
For our bodies to function, our internal body temperature needs to remain at around 37°C. When our body temperature decreases (in cool/ cold conditions with low activity) heat loss from the body is reduced by redirecting blood away from the skin. Shivering can also be activated to increase heat production. An individual will experience cold discomfort, decreases in performance and risk hypothermia.
A 2012 study by Muller et al explored the correlation between exposure to a cold environment and the impact of heat loss on the
cognitive functioning of our brains. This was done by exposing the test cohort to 10°C whilst they were wearing minimal clothing. Relative to the baseline set for comfort and warmth, the results showed a decline in performance, working memory, and choice reaction time. These impairments persisted 60 mins into a rewarming period at 25°C air temperature.
This study shows us that, however defined, the comfort of PPE is absolutely necessary. Clothing must provide adequate insulation relative to the environmental conditions and physical activity being performed, and offer the benefits of being windproof and waterproof. This is an important element for safety and protection at work, especially when it involves low temperatures or specific risks from working outdoors in foul weather.
IMPACT OF BREATHABLE GARMENTS
Alternatively, when our body temperature increases (in cool/cold environments with high activity or in warm environments), heat loss is increased from the body by redirecting blood to the skin. Sweating is stimulated to dissipate heat via evaporation. The ability for sweat to evaporate is dependent on the moisture vapour permeability of our clothing – also known as breathability. If the evaporation of sweat is hindered by the clothing, then workers will experience thermal burden, become hot and feel uncomfortable. This may not only result in concentration loss but can lead to confusion, dizziness and, in extreme cases, cause unconsciousness. Therefore, it is important to choose protective breathable clothing that incorporates wicking to take sweat away from the body.
BENEFITS OF GETTING COMFORT RIGHT
It’s no longer necessary for your comfort and safety to be impeded by your PPE provision. If you are comfortable then you make better decisions, will stay healthier, and work more productively.
FEATURE 56 Rail Engineer | Issue 202 | May-Jun 2023
Does your PPE provide you with the comfort you need in
GORE-TEX PRODUCT TECHNOLOGY. TRUSTED & DURABLE FOUL WEATHER PROTECTION.






INSIST ON THE BEST. INSIST ON GORE-TEX GARMENTS.
For over 38 years, GORE-TEX Professional and its licensed manufacturing brand partners have been supplying and protecting UK rail workers with extremely durable hi-visibility foul weather garments for all seasons.







GORE-TEX Product Technology shields end users from heavy rain, snow and wind in real working conditions. In milder weather conditions, wearer comfort is not compromised thanks to its excellent breathability. For more information: www.goretexprofessional.com/uk

©2023 W. L. Gore & Associates GmbH. GORE, GORE-TEX, and designs are trademarks of W. L. Gore & Associates.
UK Power Networks Services: Finding sustainable solutions

Energy resilience, sustainability, decarbonisation, and affordability are critical concerns for the rail industry and electricity network operator, UK Power Networks Services, is leading the charge to find solutions. Rail Engineer spoke to Director David Mitchell and Head of Markets Phil Heathcote, to find out more.
CAN YOU GIVE US A BRIEF OVERVIEW OF UK POWER NETWORKS AND THE WORK YOUR TEAM DOES IN THE RAIL INDUSTRY?

Phil Heathcote: UK Power Networks Services is a businessto-business organisation which operates across the UK. Initially we were concentrated in the South and East, but we’ve now opened up dedicated offices in western England and most recently a Northern office in Salford Greater Manchester.
David Mitchell: We’re active in all parts of electrification of rail, from traditional third rail, AC catenary rail, four rail DC systems, including light rail and trams where we’re working on projects in both Croydon and Manchester. Until recently, we
worked on the Lewisham branch of the Docklands Light Railway (DLR), for which we designed, financed, and built the power system. Other interesting projects include work on the on the Thameslink and we’re also looking at light rail concepts for battery trains. We take projects all the way through the stages from feasibility, design, and build, so our clients get a product which tackles their project as a whole solution.
A recent major project has been the Great Western Electrification Programme (GWEP), which we undertook along with ABB. Our work on GWEP allowed us to showcase our focus on innovation, which was realised through the implementation of ground-breaking initiatives including the Rationalised Autotransformer System (RATS). This is a state-of-the-art advanced digital protection system, which reduces the number of circuit breakers and other equipment whilst maintaining safe operation of the line.
YOU’VE ALSO BEEN HEAVILY INVOLVED IN HIGH SPEED 1. COULD YOU TELL US A LITTLE MORE ABOUT THAT?
David: We have a long-standing strategic relationship with High Speed 1 (HS1) and this year marks the 20th anniversary of our completing the first section of the line. We designed, built, and financed that part of the project and continue with its operation. The reliability we have achieved on HS1 is outstanding, I believe it is the most reliable railway in Europe. One of the exciting things about HS1 is that it’s a green form of transportation. We’re working hard to try and keep energy costs down and have looked at several initiatives. Recently, we introduced regenerative braking which is proving very successful. We’re also assisting with solar PV connections and helping HS1 to decarbonise its estate and work towards a complete carbon-free journey.
We’ve had a very constructive 20 years with HS1. We’ve learned many lessons and we’ve taken that knowledge with us to other projects.
58 Rail Engineer | Issue 202 | May-Jun 2023 ELECTRIFICATION & POWER
CAN YOU TELL US ABOUT ANY OTHER PROJECTS YOU’RE CURRENTLY WORKING ON, OR ANY MORE THAT ARE IN THE PIPELINE?
David: We’ve recently won a contract to upgrade the power supply for the Piccadilly line. That’s currently at the design stage. In simple terms it is upgrading
spending millions per kilometre. The work we’ve done with TOCs has proven that batteries are a viable, cost-effective concept.
the power system to allow more spacious modernised trains to be introduced with sufficient capacity to run a more frequent timetable. The work we have been awarded includes upgrading some of the bulk supply points where power is taken from the grid, transformed, and then distributed at 22kV around the railway.
The work at the DC traction sites will involve putting new substations in and upgrading the capacity of existing equipment for example rectifiers. That will be a challenging project as the London Underground is always a very congested place to work. We also have the problem that now, with the night trains, engineering hours for changeovers are shorter. However, we have years of experience and the team knows what they’re
doing.
We’re currently also replacing the SCADA system on HS1, as it has come to the end of its life. This involves replacing the control systems. We’re also taking the opportunity to bring in online monitoring of the 400KV transformer bushings so that we can monitor them in real time. Again, in a live system, making sure all of that is brought into play has plenty of challenges.

SUSTAINABILITY AND CARBON REDUCTION ARE BOTH CRITICAL CONCERNS FOR TODAY’S RAIL INDUSTRY. CAN YOU GIVE US AN INSIGHT INTO YOUR WORK IN THIS AREA?
Phil: We’re looking closely at door-todoor, low-carbon journeys, and rail is a key part of that. We’ve done a lot of studies for various TOCs and ROSCOs, talking about battery operated rolling stock and charging infrastructure. There’s obviously a lot of interest now because the industry is trying to work out how you can decarbonise rail without
Fundamentally, we’re looking at EMUs with batteries fitted. The batteries are charged while the rolling stock has either got the shoe down or the pan up and are sufficiently charged to go off along a non-electrified route. This supports discontinuous electrification schemes, of which we have quite a lot in the UK, where there can be a gap of a couple of kilometres between electrified segments.
We consider the whole journey. Stations are key nodes in the rail network, with car parks where you can place Electric Vehicle (EV) charging points. We did some work for Northumberland County Council where we took one of their car parks, and installed EV charging points along with solar canopies and battery storage. Passengers could then theoretically drive to the station by EV, charge their car while they travel by rail, then jump back into in their EV at the end of the day. That concept can be applied just as easily to any car park at any other station, and the studies we’ve done for TOCs show that it is viable and achievable.
The world’s going electric. We’re moving from hydrocarbons to electricity. Rail is key to that, and we need to see more electrification. This is true across all transport types. Of course, people are looking at hydrogen too, and it has its place in the mix.
59 Rail Engineer | Issue 202 | May-Jun 2023 ELECTRIFICATION & POWER
David: That said, we have worked on some projects linked to hydrogen. You need electricity to produce hydrogen, a lot of electricity, and we’ve worked on some schemes which are trying to bring hydrogen production closer to the consumer – even to the forecourt. Wherever there’s a green energy source, and electricity is involved, we’re usually involved.
SUSTAINABILITY AND DECARBONISATION WILL ONLY BE ACHIEVED IF ORGANISATIONS TAKE A WHOLE-SYSTEM APPROACH. HOW THEN, CAN THE RAIL INDUSTRY MAKE ITS PROJECTS MORE SUSTAINABLE?

David: We’ve won a few awards for our sustainable approach. On the GWEP we used polyfibre-reinforced concrete in place of traditional steel reinforcement for construction of load bearing concrete structures. The fibre was added to the concrete at source, so it wasn’t necessary to construct the steel frames on site. The environmental benefits included a 42-tonne reduction of reinforcing steel going to site, and the reduction of embodied carbon by 18,000kg CO2 equivalent.
The initiative won Network Rail’s Sustainable Construction Award and was shortlisted for the Environment and Sustainability categories at the Utility Week Awards 2017 and UK Rail Infrastructure Awards 2018, two categories at the Rail Partnership Awards 2018 as well as the Health and Safety Initiative category in the Network Awards 2020.
On other projects were looking to use more prefabricated articles. By bringing prefabricated articles to site, we’re realising a number of ecofriendly benefits including reduced lorry journeys. Knowing where the finished product comes from,
knowing how it has been produced, and looking at the whole life cycle of the product, makes project completion much more sustainable.
Phil: The other point I’d make, which also drives carbon efficiencies, is application of Building Information Modelling (BIM) and the creation of digital twins. Modularisation is important, but design is the first step, and creating a digital twin where you can see the interfaces and connections of the design is crucial.
HOW SUCCESSFULLY IS THE RAIL INDUSTRY COMING TOGETHER TO ENACT REAL CHANGE IN TERMS OF SUSTAINABILITY?
David: Collaborating with other companies is a key factor. By working together organisations can achieve the most productive means of completing a project at a lower cost, and in a more sustainable manner.
Phil: Rail gets a lot of flak in the press, but it’s done a lot of really good things. The encouragement of collaborative working and the way Network Rail has structured these collaborations deserves real credit.
It’s like synchronised swimming. You all need to work as a team to save time, money, and carbon, particularly in rail where possessions are time limited. You must be collaborative in your outlook as an organisation, and work with others not just because it’s contracted but because it’s the right thing to do. Working in rail has helped drive that mindset at UK Power Networks Services and we’re looking to incorporate it into other sectors.
www.ukpowernetworksservices.co.uk/contact Contact us 60 Rail Engineer | Issue 202 | May-Jun 2023 ELECTRIFICATION & POWER
Arthur Flury forked collar sockets and conical couplers








Holding the OLE securely for more than 50 years around the world, forked collar sockets and conical couplers from Arthur Flury are embedded in all of the UK’s electrified routes.






The cone holds the conductor tight and engineering tests have consistently verified that the conductor will break before slipping from the cone.


Manufactured in our ISO9001 appoved factory, Arthur Flury forked collar sockets and conical couplers hold full product acceptance with Network Rail and are included in OLEMI, Series 2 and Series 1 catenary designs.








Please contact our Milton Keynes office for further information.



aflury.co.uk info@aflury.co.uk Arthur Flury (UK) LTD www.railuk.com UK rail news as it happens. Over 15,000 rail articles. Daily email update. Latest rail video. 61 Rail Engineer | Issue 202 | May-Jun 2023 ELECTRIFICATION & POWER
dynamic pantograph gauging SPL
The approach to overhead contact system design on electrification projects has evolved in recent years, with a focus on avoiding costly bridge reconstructions.

In the UK, most rail bridges were built long before overhead catenary systems were a design consideration. Hence, it is difficult to achieve the necessary clearances to the 25kV system used for mainline electrified routes in the UK. This has unfortunately resulted in a lot of bridges being demolished and rebuilt to modern standards as part of electrification projects.
Electrical and mechanical clearances to overbridges have always been a challenge in the UK. In 1974, stress graded bridge arms were introduced to limit the dynamic movement


of the OLE (Overhead Line Equipment) system. This allowed a new category of ‘special reduced clearances’ to be introduced which required the consent of the safety authorities to reduce dynamic clearances down to 125mm, which is the worst-case air gap between the live wires and the underside of the bridge, as well as the clearance to the vehicle gauge below. In more recent times Network Rail introduced a new approach where dynamic clearances as low as 20mm could be considered, depending on site constraints.
The air gap can be reduced to this level by implementing Voltage Controlled Clearances (VCC) using numerous technologies such as Surge Arresters, typically located either side of an overbridge.
Twenty years ago, pantograph profiles were mainly drawn manually with CAD cells where variables such as track tolerances, uplift of the wires, sway of the vehicle, and OLE tolerances were factored in to create a worst case position of the pantograph at overbridges. However, these days there are a lot more variables to consider with recent standard changes. One example is encroachment or head roll which factors in the dynamic position of modern pantographs.
POWERLINES
Rail Engineer | Issue 202 | May-Jun 2023 62 ELECTRIFICATION & POWER
DYNAMIC PANTOGRAPH GAUGING TOOL

Another change in the industry is a move towards probabilistic techniques which can reduce the clearance requirement by 50mm. This doesn’t sound significant on its own but with other tolerances
being reduced it can sometimes make the difference to avoid costly interventions at bridges. At SPL Powerlines we have recently developed a new dynamic gauging pantograph tool which will be a key aspect of how we approach design at low clearance bridges in


the future. This will ensure that we can deliver efficient electrification across the UK, minimising our design and build costs.
We typically work with 3D federated models with geospatial coordinates which allows designers to be more precise than ever before, however this brings more complex variables for design engineers to consider. There is a balance to be struck between creating design tools that are fully automated and allowing designers to consider the engineering issues at a bridge location and take ownership of the design process. Our approach is to develop design tools that are intuitive, easy to use, and allow our team to focus on the engineering aspects of the design.

63 Rail Engineer | Issue 202 | May-Jun 2023 ELECTRIFICATION & POWER
THE FUTURE OF ELECTRIFICATION
Since the PWI held its first electrification seminar in 2018, the event has become increasingly popular. As reported in issue 196 (May-June 2022), last year’s Scottish seminar focused on the Scottish electrification programme and initiatives for cost reduction.

This year’s seminar ‘Electrification – into the future’ was held in Sheffield. It also considered electrification’s affordability as well as power supplies, third rail and Ireland. It was a fascinating day. As he welcomed delegates, PWI President Peter Dearman stressed the need for affordable electrification to get schemes authorised to achieve net zero carbon emissions, especially as the Treasury’s economic evaluation does not consider electrification’s full benefits. He recommended that delegates study the ‘Rail Electrification – the facts’ leaflet that is available from the Railway Industry Association (RIA) website.
DRIVE DOWN COSTS

In his keynote address, Rob McIntosh, managing director of Network Rail’s Eastern Region stressed that the railway faced the opposing dynamics of its 2050 net zero commitment and unprecedented pressure on the public purse for which brilliant engineering needs to drive down costs. He has a copy of the ECML electrification project’s close out report as a reminder of what can be achieved.
He also recalled the excitement in 2008 about plans to electrify the whole network and how we then lost our way and had to cut back parts of Great Western electrification. He


the industry can drive down unit rates of electrification. Whilst Midland Main Line (MML) and Transpennine Route Upgrade (TPU) rates are good, these are not enough, and costs must be further reduced.

BETTER CLIENTING

Lisa Webb is Network Rail’s Eastern Regions’ principal portfolio manager for Capital Delivery. She stressed that electrification delivery is only a small part of the total programme costs. She said that to reduce these huge indirect costs needs a significant change in the way we mobilise and interact with the environment around us.
She considered how Network Rail is supporting the supply chain by becoming a better client for the Midland Main Line (MML) electrification programme of which 130km of its 330 route km has already been electrified. Work to Wigston, just south of Leicester has been authorised as has a £500 million programme to upgrade the London to Bedford overhead line for 125mph running. However, uncertainty remains about the approval of electrifying the remaining 137 route km.
64 Rail Engineer | Issue 202 | May-Jun 2023 ELECTRIFICATION & POWER
DAVID SHIRRES
For Lisa, the lessons of previous schemes were painfully obvious. We make things too difficult, change our minds, don’t know enough about our existing assets, and do too much rework. Learning from this requires certainty, reducing complexity through standardisation, optimising production and deconflicting different work packages, optimising scarce resources, and a relentless focus on cost.
She advised that as the MML programme is not driven by a timetable change, there is flexibility to minimise costs by deconflicting the key elements of route clearance, immunisation, and electrification.
As a client, her job is to manage uncertainties and optimise the critical track access for maximum productivity. The procurement strategy also must ensure work is done collaboratively and efficiently.
She referred to the project SPEED initiative which has reduced bureaucracy and gives teams permission to challenge and be creative, giving everyone a role in achieving the desperately needed cost savings. As an example, reducing the option selection from one year to three months saved £250 million. There are also constructive discussions between Network Rail and the Department for Transport (DfT) to reduce the huge amount of duplicated effort.
Lisa was convinced that with the right focus and leadership we really can do things differently. She concluded by advising that we must all ask ourselves what we can do to ensure our success.
DELIVERING ELECTRIFICATION
SPL Powerlines’ Regional Director for England & Wales, Steve McWhan, and Engineering Director, Simon Skinner explained their company’s approach to the electrification cost challenge.
Steve described initiatives which included a wiring unit that can install a complete wire run in a short nightshift possession, stillages to avoid wasting possession time supplying materials, predressed steelwork and the use of gantries and rails instead of cranes to install sub-station building.
Simon considered the need for discipline integration which requires awareness of the needs of others. He stressed that each discipline’s signed off assurance documentation must be done in real time rather than just before authorisation. He also felt that only quality assured metrics should be counted.
He advised that SPL had a metrics dashboard which indicates the health of a project.
Steve said that successful projects, such as the Bedford to Corby electrification, all had a shared team vision with everyone taking decisions that were right for the project.

He was amused at the idea of using a contract to make people work together. He said he knew that didn’t work as it was people working together that formed a team. He feels that the industry contract award process is essentially about blame and liability when the requirement should be to take on board risk and reward performance.
He noted that the biggest ever programmes were delivered at an affordable price in the 1980s and early 1990s and so offered a lot of the answers. Then, experts and gangs specialised in specific aspects, had a factory production mentality, and strove for continuous improvement. This is difficult to achieve with projects continuously starting and stopping which makes training problematic.
EASTERN’S POWER STRATEGY
Network Rail’s Tom Ingrey, a lead strategic planner and Kaitlyn Mair, principal traction power design engineer, considered the development of regional traction power strategies. Tom noted that there were 32 electric trains when the East Coast Main Line (ECML) was first electrified and now there
65 Rail Engineer | Issue 202 | May-Jun 2023 ELECTRIFICATION & POWER
are 85, and that introducing these new trains had not considered power supply constraints.
This illustrated the need for a power supply strategy to take a long-term view of all factors affecting demand. This helps make the business case, manage the power supply investment pipeline, addresses the requirements of the electricity supply industry (ESI), and ensures stakeholders understand power supply constraints.
It is also important for power supply investment to consider maintenance. Furthermore, power supplies are particularly sensitive to the additional electrified freight services needed to meet freight growth targets.


Tom feels that understanding the impact of timetable changes on the power supply needs a proactive approach with power supply modelling for new train fleets, electrified freight, and further electrification. In the long term, the traction power strategy needs to be assessed on a collaborative basis by all concerned including the ESI which has many other customers wanting more power.
Tom advised that the Eastern Region has 46 electrification power supply points. To meet the forecast demand, 15 needed to be upgraded and a further 35 or so supplies are needed.
Kaitlyn Mair advised that the traditional approach of determining power supply requirement from the exact timetable, rolling stock details, and power supply arrangements didn’t work as situations change. There were two main questions: i) How much power is needed; and ii) Where can this power come from?
For the first question, the Eastern route was broken down into 222 segments with 14 generic timetables developed to assess their load per kilometre. This analysis considered that battery trains had double the power of an electric train and used long term planning data to 2050.
Answering the second question needed a review of open-source data to consider the available capacity and proximity (within 5km) of high voltage power lines to the railway as well as land availability. If there is no viable connection, possible alternatives are embedded generation and lineside storage.
Design considerations require primary routes to have a direct ESI connection whilst secondary routes may be fed from primary routes; the use of autotransformers for high
power routes; 12kA fault levels and a maximum 100km round trip for a battery EMU. Feeder station capacity ranges from 10 – 100 MVA and feeding distance ranges from 25- 60km.
This analysis showed where new and upgraded substations are required and provided a strategic output showing power demand increase up to 2050 for various electrification options, including the programme for a net zero carbon railway in Network Rail’s Traction Decarbonisation Network Strategy (TDNS) which increases the Eastern Region power demand from 554MVA to 1,697MVA.

For Kaitlyn, an interesting aspect of this study is that even the lowest electrification option predicted a power demand of 1,200MVA, which is over twice the current capacity.
WCML POWER PROBLEMS
Dean Chauke, Network Rail’s E&P engineer for its North West and Central Route, presented a frank assessment of the significant power supply problems on much of the West Coast Main Line (WCML). These include Rugby to Wolverhampton via Birmingham, Crewe to Manchester and Liverpool, and Preston to Carnforth. For example, if the Trent Valley route is blocked, there is insufficient power supply to feed the WCML service via Birmingham. Network Rail is also declaring the WCML south of Carlisle to be congested infrastructure due to power supply constraints.
66 Rail Engineer | Issue 202 | May-Jun 2023 ELECTRIFICATION & POWER
As well as additional electric trains in recent years, there are more to come including the Avanti Class 805 units and the new Class 93 and 99 electric freight locomotives. Furthermore, freight paths are made available without considering if they need electric power.
Currently, much of the WCML electrical supply system is at maximum capacity and subject to overloads which can cause major incidents of up to 10,000 delay minutes. For example, an overloaded feeder outside London required the closure of all four tracks for 10 minutes at a cost of circa £1 million. Frequent short outages also present a significant maintenance workload as switchgear oil must be filtered and refilled every 30 operations.
The WCML Traction Power and Capability Overview concludes that there are likely to be service affecting issues on the lines to Blackpool, through Wolverhampton and between Crewe and Preston. Dean advised that these constraints were due to large parts of the WCML having classic booster transformer electrification and that proposals to provide autotransformer system for the complete route were discussed decades ago and still hadn’t been delivered.
POWER ELECTRONICS
Dr Tabish Mir, assistant professor with the Power Electronics, Machines and Control Research Group at the University of Nottingham explained her research on power electronics which she considered to be a key technology for railway decarbonisation.

Currently, the sections of OLE between feeder stations are fed from a single phase of the high voltage national
grid with adjacent sections fed from a different phase which requires neutral sections between each section.
This results in grid current unbalance from unequal phase loading and reactive power loading from autotransformers. Her research considers mitigating this unbalance by Power Electronics Autotransformers (PEAT). These could enable feeder stations to take a three-phase supply from the grid with an intelligently controlled PEAT connected between two different phase pairs to compensate for the singlephase train load.
Region explained third rail DC electrification system developments in respect of electrical safety and decarbonisation.
The installation of Negative Short Circuit Devices (NSCD) which are operated from a place of safety, provides safety and productivity improvements as they eliminate the need for personnel to go on the track to fix short circuiting straps to the third rail when taking isolations. Currently around 50% of the third rail network has NSCDs and the plan is to achieve full coverage by the end of CP7.
She also considered how power electronics could take advantage of the reserve capacity of feeder stations for electric vehicle charging. A battery bank would be provided to ensure continuity of charging when the feeder station was fully loaded.
THIRD RAIL DEVELOPMENTS
Nigel Wheeler, senior E&P programme manager of Network Rail’s Southern
Nigel explained the incremental approach taken by the roll out programme which installed NSCDs during renewals and is also developing this technology with the aim of the electrical control room controlling all isolations whilst those on site have a lock out app. For decarbonisation, the aim is to obtain low cost, net zero carbon electrical power and replace diesel traction. As well as getting power from the grid, the Southern Region is progressing power purchase agreements for either remote generation fed from the grid or local generation with a direct connection to Network Rail’s HV system.
FIGURE 1 - PEAT balancing of a three-phase supply when one phase powers a train.
67 Rail Engineer | Issue 202 | May-Jun 2023 ELECTRIFICATION & POWER
FIG 1
To progress this, a scheme was successfully implemented at Aldershot to feed energy from solar panels into the traction supply. With a 30kW output, this was a small proof of concept scheme, for which it is easier to get funding.
Options to eliminate diesel traction depend on the type of service. As well as battery and hydrogen traction, one option is twenty-first century third rail electrification for which the conductor rail in stations is switched off unless a train is present. This is being discussed with the ORR as a possible decarbonisation solution for the unelectrified 40km Uckfield branch.
With Southern carrying a third of UK passenger trains, Nigel advised that the third rail is here to stay but needs to be made better.
CARBON ACCOUNTING
Samuel Seabrooke, Rail Sustainability Lead Overhead Contract System Engineer at Mott MacDonald advised that 97% of Network Rail’s emissions are from its customers and suppliers. Of these, 63% are from built and bought items. Hence Network Rail requires its suppliers to have a robust emission reduction plan by 2025 and that all projects over £1 million must undertake a capital carbon assessment.
He stressed that switching traction power to electricity doesn’t eliminate emissions as embodied carbon has to be considered. His presentation shows that the carbon payback for a two train per hour electrified railway is 28 years. This compares with an assessment in RIA’s ‘Why Rail Electrification’ report of an average of four year carbon payback for the full TDNS electrification programme.
He queried whether it is acceptable to build schemes with a break-even carbon payback years into the future. He explained the carbon impact of
each stage of a project and advised that reducing embodied carbon required an understanding of what to capture and when, as well as the availability and quality of data and its usage, and that the identification of carbon hotspots was particularly important.
DECARBONISING IRISH RAIL

Irish Rail’s director of Capital Investments, Paul Hendrick described Ireland’s plan to decarbonise its railway which is primarily a radial system from Dublin which is single track except for Cork-Dublin-Belfast.
Of Irish Rail’s 2,200km network, only the 50km Dublin Area Rapid Transit (DART) network is electrified with a 1,500 V DC overhead line system. There is now a €3 billion programme to increase the DRAT’s passenger capacity from 26,000 to 52,000 per hour. This will expand its electrified network to 150km and procure up to 750 electric/ battery electric vehicles, the first of which will be delivered next year.
In Cork, there are plans to increase service frequency from two to six trains per hour by 2040. The suburban network is to be electrified and double tracked with new electric trains at a cost of €1 billion. There are also plans to transform the cross-border Dublin to Belfast service for which train procurement is scheduled to commence next year.
By 2050 it is intended that all city-to-city lines will have been electrified at 25kV AC, although options for 25kV trains running over the 1.5kV DC network have yet to be determined.
The total indicative investment for Irish Rail is €20 billion, for which plans will be developed further in an all-Ireland Rail Study which will be published later this year.
68 Rail Engineer | Issue 202 | May-Jun 2023 ELECTRIFICATION & POWER
FREIGHT DECARBONISATION
Julian Worth, Chair of the Chartered Institute of Logistics and Transport (CILT)’s Rail Freight Forum, stressed that rail freight matters. It has the biggest rail traffic growth potential, strong decarbonisation benefits, and provides a strong business case for electrification. Moreover, there is currently no credible decarbonisation alternative for long distance HGV traffic. He considered that this would produce a new multi modal logistic model of long-haul rail with local distribution by battery truck. He considered that there was potential for a third of road freight to switch to rail.
Of the 3,200km core rail freight network, two thirds is already electrified. A further 1,300 route km of electrification would enable 95% of freight to be electrically hauled. He noted that this was a much smaller ask of the DfT and Treasury than the 13,000 stk TDNS programme.
In a recently published report, the CILT identified six short routes totalling less than 100km that would give an additional two million electric train miles. However, Julian stressed that electrification of even such short key routes is a non-starter if electrification costs are £2.5 million per stk and that costs had to be below £1 million per stk to convince the Treasury.

He believes that this is achievable by maximising efficiencies and rooting out overheads. Unless the industry could demonstrate value for money there would be no more wires.
MAKING THE CASE
The PWI’s electrification seminar in Sheffield was a sell-out event with some having to stand in the auditorium. Its presentations offered a fresh perspective and were well received. The key message stressed throughout the event was the need to reduce costs, both of actual delivery and of overheads which are greater than delivery costs.
It also provided a fascinating insight into power supplies and why a whole system approach is needed to match supply and demand, as illustrated by the WCML power supply problems. Third rail, an often overlooked aspect of
electrification despite powering a third of UK passenger trains, was also well covered. It was also good to hear of the ambitious plans to electrify and decarbonise the railways of Ireland.
From the presentations and discussions in the breaks, it was clear that the industry has the capability to deliver the electrification programme required to improve and decarbonise the rail network. Yet the authorisation of further such programmes depends on the Treasury being confident that the industry can deliver affordable electrification as well as explaining the benefits of electrification.
Although the desire and capability to deliver cost-effective electrification was evident at the Sheffield event, making the case remains a significant challenge. It is to be hoped that the Sheffield conference helped in this respect.
TBF offers a wide range of health, welfare and financial benefits to support members during times of need, hardship and distress for less than 20p per day

Registered charity; England and Wales,1160901, and Scotland SC047016 Join online today www.tbf.org.uk
1923 TO 2023: ONE HUNDRED YEARS OF SUPPORT FOR PUBLIC TRANSPORT WORKERS DURING TIMES OF NEED.
TBF_CentAdvert_185x50.indd 1 09/12/2022 16:10 69 Rail Engineer | Issue 202 | May-Jun 2023 ELECTRIFICATION & POWER
£1.25 a week covers you, your live-in partner and dependent children.
European Train Control System
the bigger picture
The European Train Control System (ETCS) as a concept has been in existence for over 25 years with early trial systems in operation for 20 years. Many see ETCS as the solution to operational capacity constraints and a step change in signalling safety.
The publicity down the years has portrayed the system as the preferred technology for control of trains and the elimination of lineside signals. By now, one would expect it to have rolled out across many countries in Europe and the wider world, yet this is far from the case. Although a number of countries have committed to nationwide fitment by 2040 including Belgium, Czechia, Denmark, Finland, Germany, Italy, Ireland, Luxembourg, Norway, Sweden, and Switzerland, few of these are anywhere near completion. Many are encountering challenges in one way or another.
Other countries, with several outside of Europe, have some ETCS systems in operation including the UK. So why has the implementation been so slow and what are the prospects for speeding things up?

POINTS OF VIEW
Two different views are emerging, and it is hard to see whether these will
ever converge. From an engineering perspective, the work is virtually complete and ETCS products can be purchased from several suppliers. Much time has been taken to reach this situation but with the hardware developed and the software now standardised, the signal engineering community can be proud of the achievement, even if at times it has seemed like rowing against the tide. The signal supply industry has existed for over 150 years and has a tradition of companies developing different ideology and products that compete for the railways’ signalling applications.

Although standards evolved to ensure that what the driver sees out of his cab is the same across a country, the means of setting the routes, lighting the signals, and moving the points is achieved by different technologies. Even today, despite attempts to produce a standardised computer interlocking viz. SSI in the 1980s as a collaborative venture between British Rail, Westinghouse (now Siemens),
and GEC (now Alstom), the current computer designs are different across the supply companies.
Unlike telecommunications, where interworking to international standards is essential for survival, the signalling industry has not been able to produce products that can interwork together regardless of who manufactured them. In the UK, the introduction of modular signalling to make projects less costly developed with different technologies by the competing companies. A project known as EULYNX to create an IP-based standard for connecting interlockings to the outstations (object controllers) is progressing at an international level driven by the need to obtain a measure of standardisation. It may well become a requirement in future signalling procurement specifications.
From the signalling supplier’s perspective, EULYNX will not yield the same functionality that its proprietary systems provide, and it will be costly to justify the interface changes that will be needed without the backing of hard contracts. There is also concern about the cyber security protection within the EULYNX specification.




FEATURE 70 Rail Engineer | Issue 202 | May-Jun 2023
CLIVE KESSELL
All this was supposed to change with ETCS and the demand for interoperability. The objective is for any train-borne equipment to be operationally compatible with all other train-borne equipment regardless of who supplied them. Similarly, the train-borne kit must be capable of working to the infrastructure and control systems again regardless of the supplier. It has been a long hard battle to get this understood, not helped by different countries having different operating rules and then demanding that ETCS be customised to minimise changes to these rules. However, over the 25 years various committees and working groups have established an acceptable outcome in order to achieve interoperability. The scene should therefore be set to roll out ETCS at an ever-increasing pace.
THE UK STRATEGY
Britain, like many other countries, has struggled to progress ETCS and, as a recent article in Rail Engineer on the digital railway portrayed, there have been many predictions on when the main lines would be equipped. Virtually none of these have been commenced, let alone reached fruition. A recent talk given to a group of retired senior railway managers by Network Rail’s Director, Industry Partnership for the Digital Railway, Toufic Machnouk, gave an insight into some of the challenges and how a realistic strategy will be achieved.
There is to be a Digital Railway Masterplan, key to which will be an industry partnership. It is admitted that the entire rail industry has struggled with strategic direction, particularly with creating the capability to deliver what is planned. A basic starting point is to question the purpose of signalling into the future. Lineside signals are considered an outdated technology to communicate with moving trains. Telecoms and radio permit the ‘signals’ to be moved inside the cab, which then tightens up the extremes of the railway. Once achieved, it should halve the signalling cost and reduce the embedded carbon. Recent adverse press coverage has challenged the introduction of ETCS both in terms of technology and organisation especially when considering how UK operations, franchising, and private companies is structured. To try and understand these concerns, a set of principles has been established:
» Route renewals to be aligned with capital investment and through route transitioning;
» Establish an industry partnership including operational organisations;
» Design and deliver operational change;
» A user centric approach with a marriage of operations and engineering;

» New commercial models to be introduced with suppliers focussed on outcomes and performance.
These are intended to overcome some of the long-standing constraints that have plagued signalling industry procurement for decades, but nobody is under the illusion that changing past practices will be anything but difficult.


A SIGNALLING MASTERPLAN
When looking at the deployment of ETCS in the UK in the past, present, and in future, a masterplan has evolved into five stages:
» Pilot stage – the Cambrian which was the early deployment in 2010/11.
» Pathfinder stage – includes the Thameslink central core with ATO attached, plus parts of Crossrail and the soon-to-be-introduced Northern City Line from Finsbury Park to Moorgate. Covers the period 2020/24 and from these emerges a stable model for both technical and operational elements.
» Pioneer stage – the migration of tens of organisations to understand and operate with digital signalling. Over the timescale 2018/28, it will require the deployment of assets to serve intercity, commuter, and freight operations including the fitting and retro fitting of rolling stock including yellow plant and even steam locomotives. During this stage, digital signalling will be commissioned between Welwyn and Hitchin on the ECML which will be the acid test for many of the issues associated with main line operation. Many debates are already underway as to how a multitude of distributed assets can be managed.
» Portfolio stage – a long stage estimated to take between 2024 and 2034 to build up an industry for multiple route deployment.
» Paradigm stage – route-wide introduction of ETCS based upon signalling renewal requirements. Already, many routes are being enabled for ETCS application particularly in and around the North West and including the southern end of the East Coast Main Line which is already committed, and from which a northward roll out will be a natural extension.
FEATURE 71 Rail Engineer | Issue 202 | May-Jun 2023
A number of searching questions emerged from the experienced audience present.
First, is the technology robust? Since ETCS now has a common specification, this gives better market propositions. ETCS is already deployed around the world with more in use outside of Europe than within it. The technology will update from time to time, but backward compatibility will be all important.
Second, where will the engineers and operators required to deliver the plan come from? Capability building will be all important. Key engineering expertise currently resides at Siemens, Thales, Alstom, Hitachi, and others. All will continue the development of skilled personnel through college and university training on an international basis, which will include spill over into the railway administrations and train companies.
Third, with the railways generally understood as belonging to the Government, how many of the proposals are underwritten? It is the idea that Great British Railways (GBR) will take on this role. The renewal strategy has been accepted in principle with Treasury backing. The trade unions are in support with ASLEF now promoting ETCS in its journal. Fourth, the Danish experience found that retro fitting of rolling stock was a big problem, but what is the UK take on this? Fortunately, the massive provision of new rolling stock in recent years has helped as all new trains since 2012 are designed as ETCS ready. Where retro fitting is required, expertise is being built up at big centres like the large traction depot at Toton in the East Midlands. Interfacing with existing train systems is acknowledged as a big challenge.
REMEMBER THE RADIO
ETCS is a connected system between train and control centre. The means of achieving this is GSM-R, an international standard for track-to-train radio. Whilst successful, the radio technology is 2G which is a very outdated standard and has only limited life left in terms of manufacturer’s support. A new standard known as Future Rail Mobile Communication System (FRMCS) is under development and is being based on the current 5G standard. Not only will this give more efficient use of the bandwidth, it also gives greater cyber security.
Plans for adoption are underway, but the changeover will be a massive project taking several years and costing many millions of pounds. The current generation of train radios are capable of being upgraded to 5G operation but even this will require depot work. It is likely that the GSM-R and FRMCS infrastructure will be duplicated with trains working to whichever system is available along the routes. The predictions are that some radio spectrum in the 1.9GHz band will be made available as well as the existing GSM-R band around 880MHz. Having a higher frequency will mean additional base stations, all of which will mean capital expenditure.
Whilst ETCS and FRMCS are different projects they are interdependent. The slow UK roll out of ETCS is an advantage as few routes will require synchronisation of the two technologies. The timescale for the radio changeover is yet to be declared but it will likely be before the Signalling Masterplan is rolled out in any quantity. The leaders of both projects are aware of the need for close integration.
WHERE ARE THE CHALLENGES?
Considering the debate in Scotland, is ETCS really the solution to the signalling renewals that have to be undertaken in future decades? It will depend on two factors - logistics and cost - and they are linked. To get an acceptable payback from ETCS introduction, much of the lineside equipment has to be dispensed with and this in turn means that all traction units including yellow plant operating over a route must be ETCS fitted. As noted, retro fitting trains is very expensive but with the new rolling stock provided over the past decade, having a fitted fleet is not the problem that it was originally thought to be. Another challenge has been the cost of equipping the ‘first in class’ which is disproportionally large for small fleets.
Operationally, the idea of having to produce captive fleets for particular routes is anathema. It has always had to happen to some extent in order to cater for weight restrictions, electrified or non-electrified, gauge clearances, and suchlike, but the ideal situation is that all trains are capable of going anywhere. Anything that worsens route availability will not be welcomed. With careful planning, the logistics issues can be managed.
The economics are complex in that whilst infrastructure costs will diminish, this has to be set against the cost of equipping the rolling stock (even if ETCS ready) with attendant maintenance costs and performance risks.
An ideal scenario for rolling stock is to produce an ETCS standard in-cab kit that can be plugged in to any cab with a standard power supply, a connection to the GSM-R (or successor) radio, and a link to an EP valve that activates the brakes if a


FEATURE 72 Rail Engineer | Issue 202 | May-Jun 2023
movement authority is exceeded. Would this be a practical proposition?

Another recent instance that does not bode well, is the cost of modifying an ETCS equipped railway when infrastructure changes occur. The raising of a bridge near Machynlleth on the Cambrian line necessitated a change to the ETCS profile for that area. It required a software modification but the price for doing this was out of all proportion to the cost of the project.
COST CONCERNS
More important is cost. For ETCS to be welcomed, it must be cheaper than conventional signalling renewals. Sadly, at the moment, this is not a proven case. Signalling has long been a target for criticism in terms of its perceived high cost. The introduction of modular signalling in the last decade by both Siemens and Alstom has reduced the cost slightly (North Wales Coast, Crewe Shrewsbury, Ely Norwich, parts of Cornwall with more to come) but once again, the technology from the different suppliers is dissimilar, so any enhancements mean locking into the original provider. Not a good scenario.
Costs are measured against something called a Signalling Equivalent Unit (SEU) which attempts to count up all the signals, points, level crossings, and suchlike along a particular route and then divide this number by the route kilometres. It is a fairly crude measurement and clearly lines with a large number of tracks and close signal spacing will cost more. With ETCS, the infrastructure count will reduce as signals are no longer needed and thus the SEU should become cheaper. However, a recent estimate put forward for resignalling the Shrewsbury-Newport line with ETCS yielded an SEU at such a high price that the business case no longer stacks up for removal of the traditional signal boxes.
Thus, the evidence to date indicates that ETCS is more expensive than alternative signalling options. The reason may be that development and implementation costs are still on a learning curve, but the cost has to

significantly reduce if resignalling with ETCS is to be the natural successor that everyone seems to desire.
The ETCS pundits admit that the system is not suitable for all lines and that concentration should be put on Inter City and dense suburban routes where the capacity gain benefits can be used to maximum advantage. The elusive ETCS Level 3, which at least in theory should eliminate track circuits / axle counters and enable moving block, remains a pipe dream mainly because the proving of freight train completeness still awaits a practical solution. The safety factors associated with providing mobile based train positioning information will be a challenge.
LOOKING AHEAD
So, where does this leave us? One has to have faith that the signalling masterplan will move forward and that by the early 2030s the roll out of ETCS will be in full swing. Much will depend on the ability to reduce the cost of infrastructure implementation and this will depend on a totally new business partnership between the signalling suppliers, Network Rail, and the future GBR.
Whilst interoperability is proven, dare one suggest that interchangeability between different suppliers’ kit might be a worthwhile objective? The formation of GBR will hopefully be the catalyst for all this to happen but changing the mindset of the signalling supply industry could be an uphill struggle.
One might wonder about the risk of obsolescence. With the roll out plan extending into the 2040s, will the present generation of ETCS equipment be obsolete before network wide coverage is achieved? It could be that renewing the first installations might be needed as part of the ongoing roll out programme. Sadly, those of us who look critically at the current situation will not live long enough to see whether these predictions come to fruition.
FEATURE 73 Rail Engineer | Issue 202 | May-Jun 2023
RIA Signalling and Telecoms Group
With 350 companies as members, the Railway Industry Association (RIA) represents the UK rail supply community in a number of ways. RIA’s activities include representing the rail supply interests to government, politicians, regulators, media, and provide a forum for dialogue and networking between industry colleagues. The April Signalling and Telecoms Member Interest Group saw a range of panellists, including the Network Rail professional heads of discipline for Control, Command and Signalling (CCS) and the European Train Control System (ETCS) technical expert, taking part in an RIA-moderated interactive ‘ask me anything’ session.
The panel consisted of James Dzimba, Network Rail’s chief CCS engineer; Jerry Morling, professional head of signalling; Jonathan Evans, professional head of level crossings engineering; and Nicola Furness, engineering expert Europe CCS ETCS. Unfortunately, Fraser Allan, professional head of telecoms was unable to attend, and the afternoon was chaired by David Clarke, technical director of RIA.
THE SESSION STARTS
David started the session by asking the panel to introduce themselves to the RIA members and to explain what their Network Rail roles are. James explained that he has the overall accountability for the strategy of signalling, telecoms, and level crossings engineering.
To deliver this he leads the professional heads, who hold the individual technical accountability for their discipline, and James emphasised that the group works very closely together as a team and that this includes the engineering experts in the company such as Nicola. The challenges faced by the group include managing an ageing infrastructure along with developing safe and sustainable CCS assets for the future.
Jerry is accountable for signalling engineering. He started his career on London Underground and enjoyed working there for 11 years before seeking a change when he moved to join Railtrack and the West Coast Route Modernisation project. Now, as the professional head of signalling, Jerry owns all


the company standards for signalling, along with the strategy for signalling in areas such as technology, sustainability, competency, costs, and obsolescence.
One of the challenges faced by CCS engineering is protecting the public, especially at level crossings. The general public does not always fully appreciate the risks of trains and level crossings, and can behave differently when faced with trains compared to road traffic. Network Rail recognises the significance of the risks associated with level crossings and providing the appropriate level crossing engineering to manage those risks is the role of Jonathan Evans. The role is essentially the same as Jerry’s, but wholly focused on level crossing engineering and making sure the right technical solutions are available. Jonathan and his team work very closely with the head of public and level crossings safety’s team who are responsible for the operational safety risk management framework of level crossings.
KEY CHALLENGES
One challenge Jonathan and his team experience is providing cost effective and safe active warning
PAUL DARLINGTON
FEATURE 74 Rail Engineer | Issue 202 | May-Jun 2023
David Clarke, Technical Director of RIA
and protection systems for passive level crossings.

Despite much investment over the years, 70% of level crossings on the network are still passive and, at best, only have a telephone to assist a crossings user. In many cases telephones only marginally reduce the risk and transfers the risk from the crossing user to the signaller. Level crossing behaviour is also very difficult to predict and manage.
While James, Jerry, and Jonathan are largely focused on today’s railway, Nicola’s role is to look into the future for signalling, in particular ETCS and making sure Network Rail is developing the right things at the right times to support the business. She explained one of her drivers is to make ETCS ‘Business As Usual’ but as the first UK ETCS route went live 12 years ago on the Cambrian route, there is much to do to make this a reality, such as focusing research and development, delivering things such as ETCS competency, and making sure the right skills are there for the future.
Nicola stressed the importance of looking and learning from other railways in Europe and around the world, and that it is essential that the industry moves away from providing bespoke signalling systems. Are we looking around the world for the right things to adopt? Are we doing enough to attract the engineers of tomorrow to CCS? Are we doing enough to create a sustainable future railway?
AREAS OF CONCERN
David asked the panel to explain something they are working on at the moment that they find exciting, as well as the things they are working on that they find challenging or concerning and which the supply industry could assist with.
Two areas of concern are obsolescence of signalling equipment and competency with regards to maintenance testing when restoring failed items to service. However, creating a sustainable ETCS future is exciting and ways of making ETCS deployment easier must be found, said James. He explained that the benefits of ETCS in terms of safety and performance are well known, but the poor delivery of ETCS due to cost and other concerns needs to change, and that the industry needs to adopt new processes and apply new technology in novel ways. A momentum for the deployment of ETCS needs to be instigated and maintained, and the signalling industry must not be held back
by being too risk adverse and fearing the worst possible outcomes, James added.

The process for maintenance testing when restoring failed items to service – the Signalling Maintenance Testing Handbook (SMTH) – is relied upon by technicians to safely repair faulty signalling equipment every day. Following a number of incidents which could have easily resulted in a train collision such as at Clapham, there is a need to improve SMTH competency.
The Clapham Junction railway collision occurred in 1988, when a crowded passenger train crashed into the rear of another train that had stopped at a signal just south of Clapham Junction. This was also hit by an empty train travelling in the opposite direction. A total of 35 people died in the collision with 484 injured. The collision was the result of a signal failure caused by a wiring fault, when new wiring had been installed, but old wiring had been left in place and not adequately secured.
To some, a collision occurring 35 years ago is history, but the signalling equipment and risks are largely the same today. The signalling system is only ‘fail safe’ if it is maintained and installed correctly by people who have the right skills and behaviours, and who do not take short cuts when under pressure.
Both Jerry and James explained the concern that, with technicians under too much time pressure to restore service, SMTH could be too much of a ‘box ticking’ exercise. So, the training, processes, and the support provided to technicians to prevent mistakes occurring need to improve. Good progress is already being made with non-technical skills training and briefings to improve behaviours, but more needs to be done.
TECHNOLOGICAL OBSOLESCENCE
Equipment obsolescence is another concern for the professional heads. Solid State Interlocking (SSI) is 40 years old. It is a good system, but it is old for electronic equipment. How many people have a computer they still use which is 40 years old? And when did you last replace your mobile phone?
Much is being done to design and provide replacement SSI modules and it is interesting and exciting engineering. Point machines and other assets can quickly become obsolete and replacements can be quickly needed. The Cambrian route ETCS has already received three iterations of software and many of its

FEATURE 75 Rail Engineer | Issue 202 | May-Jun 2023
parts are obsolete. It’s not just technical obsolescence either. There are still many installations of relay-based signalling, for example, which will need to be redesigned and modified before they are replaced. So, design and testing competency must also be maintained for such technologies. These are all things the supply industry can help with, but Network Rail needs to be clear on what it needs to avoid inappropriate industry R&D and to support the supply industry R&D initiatives.
Jonathan explained that adopting new technologies such as Artificial Intelligence (AI) for level crossing stewardship of risk is one
With around 5,500 level crossings and 400 manual controlled barrier crossings remotely operated via CCTV, equipment obsolescence and integration of replacement equipment with bespoke level crossing designs can be a challenge. Jonathan had only been in the role a short time when the supply of level crossing CCTV cameras became unavailable and a solution had to be found in a short period of time. Given the bespoke designs, safety requirements, and that level crossing types differ around the world, the cross acceptance of systems is not easy.
for railway control period seven include ETCS with the exception of Scotland? And what are plans for ETCS Level 3 or Hybrid Level 3, which could help to reduce the cost of ETCS?

a short period of time. This is something that AI could monitor via inexpensive CCTV continually, or for a longer period of time, and provide intelligent reports on level crossing risk to the public which must be managed.
Nicola added that there are many exciting technology challenges ahead for signalling. In order to drive the cost down of signalling, the industry must move away from manual to automated standard processes using techniques and technologies from other industries. Some of the systems used in other industries have been proven and in place for many years. Network Rail needs to adopt these to take signalling out of the dark ages. The challenge Network Rail faces is to convey to people that we do want to change, said Nicola, and not to be stuck with old manual verification and validation processes. She encouraged the audience to be brave when challenging standards or introducing new ways of working from other industries or other railways. “Too many people think that the only way is the traditional old-fashioned ways,” she said. “This will not be affordable. Network Rail can be slow to change and we need the help of the supply industry to move on with new tools and techniques.”
PERTINENT QUESTIONS
Questions from the industry experts present included: Why does the High Level Output Specification (HLOS)

James explained he considered that the longterm signalling strategy for Scotland would be ETCS, but that the current cost of ETCS for Scotland was unaffordable and could not be justified. It was not due to a lack of interest in Scotland and the problem of the cost of signalling applies to the whole industry, and solutions are needed to reduce the cost of ETCS and all signalling. Otherwise, if the industry can’t reduce the cost of signalling, routes will have to close, he said.
Nicola added that ETCS Level 3, with far less track side equipment and train detection, should reduce costs and the Hybrid Level 3 trials carried out in 2017 were well received. Level 3 ETCS is being included in tenders for new schemes in Europe, such as Paris-Lyon for SNCF, in Germany, and at other locations throughout the world including Australia. Countries who plan to have their entire network equipped with ETCS by 2040 include Belgium, Czechia, Denmark, Finland, Germany, Italy, Ireland, Luxembourg, Norway, Sweden, and Switzerland.
Deployment of ETCS Level 3 had been held up due to lack of some modules in the CCS TSI, but this has now been resolved and TSI 2023 for CCS will include the required safety modules and safety analysis for ETCS Level 3.
T190plus is a Network Rail programme focused on reducing costs for ETCS deployment with an objective to reduce the current whole life cost of signalling from a unit rate of £419,000 to £190,000 or lower. Implementation of Hybrid Level 3 will help with this and application


FEATURE 76 Rail Engineer | Issue 202 | May-Jun 2023
standards for this are due for issue by March next year. EULYNX is also included as part of this work to support standardisation and introduce open interfaces, and some standards to enable implementation have already been published.










EULYNX will enable the move away from bespoke interfaces and will increase competition and assist in driving down the cost of signalling. Another key area of work mentioned was looking at design and validation processes and how to automate them, and a synthetic environment is being developed to enable this with collaboration from the supply chain. Finally, the key role of sponsors in developing remits for cost effective ETCS deployment has not been forgotten. The programme is developing a new app – the Signalling Option Selection App (SOSA) – to enable the benefits for the different ETCS deployment options for a route to be explored and to enable the best outcome for a route.
CONSTRUCTIVE CONVERSATION
Challenging, intelligent, and well-informed questions were put to the panel, including concerns with cyber security, contracting mechanisms, clear Network Rail challenge and problem-solving statements, and product approvals. The appreciative audience welcomed the open and constructive well explained answers from the panel.
Competency, sustainability, and obsolescence management came up again during the positive, collaborative, and non-adversarial debate. An industry ‘system’ approach to ETCS deployment tackling things such as driver training, fleet deployment, and overlay was identified, and the need for regions to have confidence in providing ETCS schemes. That the industry must work collaboratively to reduce costs and risks, and must deliver to time and budget, was one conclusion. The point was also made that rolling out ETCS on every route, even over a number of years, will not be affordable or possible with the industry resources available; therefore support, design, testing, maintenance, and asset stewardship for traditional signalling will still be required for many years to come. However, innovative, creative engineering, and new ways of doing things will still be very much required. ‘We need to change’ said Network Rail, and there will be many interesting, exciting, and challenging things which the CCS supply industry can help Network Rail / Great British Railways
CP7











(2024-2029) and beyond.
with in
eliminating the flange groove > barrier-free passing
easy passage for cyclists at any angle
flange groove free from snow and ice
STRAIL (UK) Ltd. | Tannery Lane // Send / Woking // GU23 7EF // Great Britain Head Office +44 (14 83) 22 20 90 // info@strail.com @strail_official @kraiburg strail www.strail.com ELIMINATING THE FLANGE GROOVE LEVEL CROSSING SYSTEMS FEATURE 77 Rail Engineer | Issue 202 | May-Jun 2023
for train speeds up to max. 70 mph
The IRSE

PROFESSIONAL
Exam
In the last few years, the Institution of Railway Signal Engineers (IRSE) has reviewed and updated the IRSE Professional Exam, resulting in a suite of ‘modules’ to enable people working in the industry to gain qualifications appropriate to the level they work at, or aspire to.
Studying for and passing the IRSE Advanced Diploma in Railway Control Engineering (IRSE Professional Exam) provides one of the main routes to corporate membership of the IRSE. It is designed to test candidates’ knowledge of railway signal and telecoms principles and practices. The exam is modular in nature, allowing students to answer questions relevant to their subject specialism and experience in railway signalling and/or telecoms.
An additional qualification is now also available, the IRSE Certificate in Railway Control Engineering Fundamentals, also known as Module A. Open to both IRSE members and non-members, it’s suitable for anyone simply interested in, or working in rail. It is ideal for those wishing to gain an initial understanding, or an early qualification for those aspiring to pursue the later modules.
IRSE CERTIFICATE IN RAILWAY CONTROL ENGINEERING FUNDAMENTALS
The Certificate covers all aspects of railway control engineering at a foundation level and the stand-alone qualification is suitable for a wide group of people working on or around, or simply interested in, railway control and telecoms systems; perhaps those who seek greater understanding for signalling project work. For example, railway engineers of any discipline, railway operators, sponsors, project managers, project planners, software developers, and managers of contractors and sub-contractors will all benefit from the knowledge gained, and by passing this module will be able to demonstrate a broad knowledge of railway control and telecoms system engineering. A wide range of study material, including a reading list, ‘back to basics’ articles, and videos, are also available at no cost from the IRSE. The Certificate (Module A) is also a mandatory pre-qualifier for those S&T engineers and
members of the IRSE wishing to take the Advanced Diploma (IRSE Professional Exam).
The Certificate is a computerbased exam using ‘multiple choice’ type questions to assess knowledge from across the wide syllabus. Candidates can sit this exam twice a year in March and October.

IRSE ADVANCED DIPLOMA IN RAILWAY CONTROL ENGINEERING
The Advanced Diploma is the new name for the IRSE Professional Exam and consists of four mandatory modules. Passing all four modules will lead to being awarded the IRSE Advanced Diploma in Railway Control Engineering.
Module A: The Certificate in Railway Control Engineering Fundamentals is the mandatory pre-qualifier module.
Module B: The Railway Safety and Systems Engineering module assesses a candidate’s understanding of the principles and practices associated with the safety and systems engineering of railway train control and telecoms systems in depth.

Module C: The Principles of Railway Control and Communications Systems module assesses a candidate’s understanding of the principles of the operation
FEATURE 78 Rail Engineer | Issue 202 | May-Jun 2023
PAUL DARLINGTON
of railway control and communications systems and sub-systems in depth.
Module D: The Applications of Railway Control and Communications Systems assess a candidate’s understanding of the factors to be considered when applying items of railway control and communications equipment as part of a scheme, at all stages in the asset life-cycle from specification to replacement/ decommissioning.
Study materials for these are available to IRSE members only via the website.
Modules B, C, and D are assessed through essay type questions, enabling the candidate to demonstrate their knowledge and experience in full.


Passing the Advanced Diploma can also provide additional qualifications for professional registration assessment and registration as an engineer by the Engineering Council.
The exams are held twice a year. The Certificate in Railway Control Engineering Fundamentals (Module A) is held in March and October each year, with the next date Saturday 7 October 2023.

Those wishing to sit between one and three of the Advanced Diploma modules (Module B, Module C and Module D) can do so in October each year, with the next date also Saturday 7 October 2023. Applications to take the October 2023 exams must be submitted by 30 July.
Candidates will sit their IRSE exams remotely, so will need a computer, stable internet connection, and a quiet location. The IRSE exam regulations ensure that all candidates are given the same opportunities and that the examinations are conducted in a fair manner. The exams are closed book and are monitored by remote invigilation and anti-plagiarism software to detect any infringement of the exam rules. Awards are also made to candidates who achieve outstanding marks in the exam.

GLOBAL SUCCESS
Since introduction, there has been great interest in the Exam, and particularly Module A leading to the Certificate; with candidates from many countries ‘new’ to the IRSE taking and succeeding over the last couple of years and extending the global sharing of knowledge and competence.
Interested? Learn more at https://www.irse. org/Qualifications-Careers/IRSE-Exam.
FEATURE 79 Rail Engineer | Issue 202 | May-Jun 2023
A SCOTTISH RAIL PERSPECTIVE
The engineering disciplines within the railway do not always collaborate as much as they should. It was therefore good to attend a joint IRSE (Signalling) and IMechE (rolling stock) meeting in Glasgow on 20 April. There was no principal speaker, but a panel of experts gave an introductory five-minute talk, after which the meeting opened up as a discussion session. This turned out to be very illuminating.
TRANSPORT SCOTLAND
Bill Reeve, the Director for Rail within the Scottish Government transport department, and a former traction and rolling stock engineer, looked forward to the beginning of CP7 and the impact this would have on the Scottish High Level Output Statement (HLOS) for rail services and investment.
Unlike CP6, which had an associated HLOS specified by the Scottish Government but proved difficult to get a centralised Network Rail to respond, CP7 had much more of a devolved team within Network Rail Scotland to shape the proposals, thus allowing local prioritisation on spending. In effect, Bill has the Scottish cheque book and will have much more freedom to spend the allocated money to obtain the best value investments. The amount to be spent is around £1.4 billion per year, and
includes Network Rail, Scotrail, and Caledonian Sleepers. This is a considerable sum and, whilst Scotland’s railways are considered successful, getting the right level of competition, both into the railways and against the road and air competitors, is high on the list of priorities.
Services have to be delivered with a diminishing unit cost. Passenger operations have remained static in terms of cost even though the numbers of people travelling have doubled. Why should this be? There is a thrust for decarbonisation where transport is 37% of the total carbon emissions but rail represents only 1.2% of this. One can deduce that modal shift will be one of the objectives. Electrification will play a major part in this, leading to lower cost trains with more capacity and better performance. Diesel, whether by road or rail, will always be more expensive.
Already, the Scottish electrification plans are moving forward much faster than in other parts of the UK.
Transport Scotland has major concerns about two parts of the rail supply base: ticketing and signalling. Whilst unit costs for the latter are better than in the whole of the UK, they are still too high. Signalling is regarded as a ‘distress purchase’ and, despite pressures to invest in ETCS, more electrification appears to offer better value. Signalling renewals will be progressed as to whatever turns out to be the cheapest and most practical. Even refitting traditional mechanical signalling is considered a realistic option. At present, the return on investment for ETCS takes too long.

PUTTING SIGNALLING INTO CONTEXT
Lynsey Hunter, the Signalling Asset Manager for the Region has the challenging task of keeping Scotland’s
FEATURE 80 Rail Engineer | Issue 202 | May-Jun 2023
CLIVE KESSELL
signalling systems in good order, ensuring that renewals take place to ensure a safe railway is maintained. Signal engineers are very good at squeezing life out of an asset and the clever use of data to monitor infrastructure age, condition, and failures helps enormously. That said, the challenge in CP7 will be to avoid partial renewals and life extensions. These are not good value for money although it is recognised that some component replacements will happen.
The existing signalling has some technologies that will need replacing. The RETB control centres at Banavie and Inverness are out of date, tokenless block systems on some routes are difficult to maintain, and geographical interlockings of the 1970s era are not always in good fettle. The knowledge base for these systems is diminishing and only those engineers and technicians with 40-plus years of experience have the in-depth expertise to design and maintain the technology associated with the equipment.
There is a need to optimise the way forward and to create an overarching, market-led strategy. This will concentrate on a line of route concept, always remembering that Scottish signalling is a business. The central belt is where the highest traffic levels are encountered, and these must have the priority with the control centres constantly scrutinised as to whether their operation can be improved. In the remoter parts, attention needs to be given to the Stranraer line where a way forward is required. Maybe a form of on-board signalling will be the answer, with ETCS and RETB being possible solutions. Here again, cost will be a deciding factor.
RAIL OPERATIONS
Ross Moran, the regional Operations Director for Network Rail, asked whether the concept for national rail operations in the UK is right for Scotland. With

a long railway career including signaller and shipping (CalMac), he has seen many operational disasters - trains that do not fit platforms, ships that don’t fit docks, and suchlike - and is always wary of new things that have not been properly thought through. He rejects the national plan to have only two Railway Operations Centres (ROCs) for Scotland. It is too complex and has too many associated high risks. He says the right number is probably around five which, as well as Edinburgh and Glasgow, will include Perth, Inverness, Aberdeen, and maybe Stirling. There is a need to give opportunities for the local workforces where local knowledge and expertise is all important.
The evolving signalling strategy must have operations at its heart and the line of route control is favoured. In parallel, other digital systems including Traffic Management Systems (TMS) and Driver Advisory Systems (DAS) have to be there to ensure operational performance is maximised. The TMS Luminate system is to be provided in Edinburgh as a trial and will be expanded elsewhere once the benefits are understood and used.

FEATURE 81 Rail Engineer | Issue 202 | May-Jun 2023
A SIGNALLING SUPPLIER VIEWPOINT


The main supplier of signalling systems in Scotland is Siemens, so says Steve Wright, the company’s Scottish representative. Siemens partnership with Network Rail is widely considered to be working well but an open discussion is needed as to how this will work into the future.
Competence in the industry is a concern. Network Rail has to be assured that supply industry designers and implementers have the right skill sets. The people who were trained in the British Rail era are coming to the end of their careers and the onus for competence has shifted towards the suppliers. With the change in technology evolving towards the digital railway, there is a need to attract people from different backgrounds. Within the supply chain, the purchase of materials is becoming increasingly difficult. Microchips are a real problem, with manufacturers uninterested in supplying small quantities. It is recognised that better integration between signalling, telecommunications, and rolling stock is needed and a move away from silo thinking is required as well as the recognition that signalling is the enabler for operations.
THE ROLLING STOCK SITUATION
Whilst concerns are raised about interoperability and interchangeability in signalling, it comes as something of a surprise that similar concerns exist for rolling stock. In the British Rail days, the specifications for the various types of multiple units designed in the 1980s required that they could all couple together, for example 153s, 155s, 156s, and 158s for DMUs and similar for EMUs. With the huge numbers of new trains having been purchased over the past decade, regrettably the specifications for these did not call for the same inter-coupling requirement from train builders. This has seriously impacted on operational flexibility.
Graham Taylor from CAF remarked that a third of Scotland’s operating costs is spent on the provision of trains and this is a sixth of the total of Scotland’s railway costs. Not enough work is carried out to ascertain what is really needed. In other industries, this is known as Front End Engineering Discipline (FRED), where, for example, BP as an example spends £25 million per annum on such investigations. Rail companies spend precious little on rolling stock research and getting the resultant product wrong can result in horrendous costs. It must be remembered that there are lots of alternative ways of travelling and that road vehicles are catching up fast with electric technology. If rail is to produce the modal shift that everyone seems to think would be good, getting the technology right is going to be critical.
AUDIENCE PARTICIPATION
The discussion session threw up some difficult questions that don’t have ready answers:
» Why are we buying so many trains from abroad? Although Brexit has happened, procurement law still exists on an international basis which is supposed to open up markets and see fair play.
» Why do we not specify interoperable trains? Unfortunately, trains tend to be built as
FEATURE 82 Rail Engineer | Issue 202 | May-Jun 2023
standard products by manufacturers. The closer the trains remain to this standard, the cheaper they are. Any deviation from the standard design causes a cost increase which can be considerable. One manufacturer has offered to have a height adjustment to the coupler used. This has not been taken up!
» When Solid State Interlockings (SSIs) were introduced, a standard communications protocol between the control centre and the outstations was part of the specification. This, however, was itself nonstandard in terms of telecom transmission bandwidth allocations so it needed to be modified. Since privatisation, different interlockings have adopted different protocols although some elements of the original have been maintained. It is not a satisfactory situation.
» Will signalling standards ever be harmonised so as to get away from ‘lock in’ to a particular manufacturer’s system? Although this has been talked about and various harmonisation initiatives have taken place, the suppliers have concerns about progressing this. They are not against it in principle but regard the cost of converting the proprietary technology as significant

and not very good value for money.
» Are specifications deficient in not asking for common standards in signalling? Back in the British Rail days, detailed technical specifications were issued but this was considered to be stifling innovation. As a result, technical specs were replaced by functional specifications that detailed the output required without detailing the technology. This gave the suppliers more freedom of design and was supposed to cheapen the overall cost.
» Are the arrangements for taking possessions and managing site safety too restrictive? This is recognised as a problem with often less than half the possession time resulting in work actually being performed. There should be improved methods for taking a possession using digital technology and communications. The problem has resulted in a blockade mentality creeping in with lines often completely closed for days, even weeks, on end with resulting disruption to passenger travel. The GBR statement of putting passengers first will be a challenge to get a revised possession management regime in place.
FINAL THOUGHTS
The meeting exposed many of the challenges faced by Network Rail and the train operating companies. Although the focus was on Scotland, the issues raised will be recognised by other parts of the UK including devolved administrations. The current buzzword of innovation, whilst aimed at generating new ideas and working methods, has to be balanced against the drawbacks of not having standardised systems and technology to allow interworking.
Obtaining value for money is vital and it is clear that Transport Scotland has severe reservations as to whether ETCS will achieve this. Clearly, the cost of signalling is seen as a major issue and, according to press reports elsewhere, the ORR has similar concerns. Electrification is important in the decarbonisation agenda but there must never again be the same cost and timescale overruns that occurred on the GW main line and to some extent on Edinburgh Glasgow. When supplying trains, a return to standards whereby rolling stock from different train builders could couple together would be a welcome step forward. This may have to be at an international level as the same problems exist in Europe and beyond.
It was good to see signalling and rolling stock engineers debating these challenges in the same room as it seems inevitable that signalling will be increasingly train borne into the future. The influence of the customer must be made more decisive.

FEATURE 83 Rail Engineer | Issue 202 | May-Jun 2023
A R I I N G S

DRAINAGE AND OFF TRACK THE PROFILE
Rail Engineer recently met up with Sana Wajid CEng MICE FPWI CMngr CMI principal engineer drainage and off-track asset assurance Southern Region, to hear how better asset stewardship of the Drainage and Off Track (DOT) assets is being implemented in the region. Off Track (in this definition of DOT) refers to vegetation and boundary and access points.
Any rail network has a vast amount of drainage, vegetation, and fencing which all has to be managed efficiently and effectively alongside the entire route. In Great Britain, the main line network is 15,904km (9882 miles) long and, given that DOT is both sides of the railway, the total distance to be managed is getting on for the circumference of Earth. Sometimes referred to as the ‘child asset’, DOT can be overlooked when it comes to creating a safe and operational railway system, and Sana’s mission is to raise the profile and importance of DOT asset stewardship.
CHANGING ENVIRONMENT
The significance and importance of effective drainage and water management systems is becoming even more important. Instances of flooding have quadrupled in the last 40 years and doubled since 2004, and with climate change things will only get worse. Warmer temperatures and more rain also increase vegetation growth, and unlike most other countries in Britain it is a legal requirement that railways must fence their land against incursion by livestock. Good fencing is also required to deter trespass and vandalism.
Historically, drainage on the railway was managed separately, as track drainage and earthworks drainage, by track and earthworks engineers in their ‘spare’ time. However, drainage is a system of ducts and pipes, which collects water and carries it from the point it comes on to the railway infrastructure to an appropriate discharge point. Water management wasn’t always managed adequately by people who knew about the engineering and science behind hydrology, hydraulics, and geohydrology.
In the last 10 years there have been at least eight incidents of derailment that have had poor drainage as one of the underlying causes of failure. In 2020, the derailment of a passenger train at Carmont in Scotland, resulted in three fatalities and Network Rail also received a £733,000 fine from an event in 2013. Sana and her colleagues around the country are dedicated to learning from these tragic historical events and they realise that things need to improve.
Following the Carmont train derailment, Network Rail launched an independent Task Force, led by Professor Lord Robert Mair, to help better manage cuttings and embankments and improve the understanding and response to severe weather events.


The Task Force said that surface and sub-surface water management is probably the single most important factor in determining if, when, and where an earthwork failure will occur and that the effective control of water, and proper understanding and maintenance of drainage assets is very important to the safe operation of the railway network.
Sana explained to me how she and others are working on the recommendations and are adopting a broader and more integrated approach to the management of drainage and vegetation, taking account of changing weather patterns. The first stage is to establish a proper
Rail Engineer | Issue 202 | May-Jun 2023 84 GEOTECHNICS, EARTHWORKS & CONCRETE
PAUL DARLINGTON
and comprehensive geospatial inventory of the drainage assets. This will also have to identify water catchments, as this will help to determine how much water is going to flow towards the railway.
Resourcing competent people is always a problem and Sana wants to encourage and mentor graduate engineers and managers towards DOT. This is important as graduates may be naturally attracted to the traditional engineering disciplines such as track and structures. Skills such as hydrology, hydraulics, geohydrology, and environmental management need to be acquired and valued. This will extend to drainage inspections being undertaken by sufficient and professionally qualified competent staff, and there needs to be off-track maintenance engineers and managers having a similar role and grading to track maintenance engineers.

There needs to be a more consistent proactive approach to drainage management, rather than just being reactive to problems as they occur. This needs to use innovative, outcome-based drainage management, and to balance safety, operational performance, sustainability, and to take into account whole life costs. Sana is ensuring that this is the case throughout the Southern Region.
VEGETATION MANAGEMENT
Lineside vegetation management may simply be considered by some as cutting down trees, but it is far more complicated and important. Vegetation management is a process that uses risk assessment to deliver sustainable management of the lineside estate and the safe running of the railway infrastructure. The risks from lineside vegetation need to be controlled by inspection, management, and maintenance to protect the railway - and to create a biodiversity wildlife corridor.

Rail Engineer | Issue 202 | May-Jun 2023 85 GEOTECHNICS, EARTHWORKS & CONCRETE
Responsible management of vegetation and respecting railway neighbours also improves the resilience of railway and stakeholder relations. The risks from poor management of lineside vegetation include trees within falling distance of the track or third-party land, vegetation affecting such things as overhead line equipment, signal sighting, level crossing sighting, access, and inspection of assets. Leaf fall affects rail adhesion and track circuit operation, and injurious and invasive weeds can cause damage to railway infrastructure and third parties. Lineside vegetation must be managed to allow other assets to function safely and be inspected and maintained, and must comply with legislative and environmental requirements. Vegetation management has to create conditions that add value to the lineside and the surrounding environment, in terms of promoting and providing biodiversity, protecting areas of ecological and historical importance, and improving the resilience of the railway infrastructure. For example, removing deep rooted trees may improve leaf fall risk but could adversely affect the stability of earthworks, disturb wildlife and nesting birds, and upset neighbours of the railway.
Vegetation management and bioengineering techniques are an important part of stabilising delicate earthwork slopes, and the negative impacts of de-vegetation need to be carefully considered. In summary, vegetation needs to be treated as an asset and the railway system managed as a biodiversity wildlife corridor.
BOUNDARY AND ACCESS POINTS
The Railway Safety (Miscellaneous Provisions) Regulations 1997 replaced a large number of old provisions, some dating back as far as 1839. This created a number of ‘goal-setting’ duties with one being to prevent unauthorised access to the railway infrastructure, for example by means of lineside fencing.
Railway fences also mark the boundary of railway land, serve as a deterrent to trespass and vandalism, and are a legal requirement to prevent incursion by livestock animals. Figures produced by Network Rail in 2019 show that incidents involved more than 800 animals through the year. Of these, about 80 were struck by trains. The downtime caused by the incidents led to hundreds of hours of delays to rail travellers, with passenger compensation claims exceeding £1 million. Livestock farmers also suffer the cost of lost animals and the trauma associated with a rail accident.
Responsibility for installation, maintenance, and repair is also included under legislation on keeping passengers safe from livestock and human incursion within The Railways Act 2005, and Network Rail is the responsible party for fencing. Typically, fences are 1.8 metres high, but this is subject to the type of land use adjacent and the level of risk. Fences need to be checked on a regular basis, typically annually, and the type of fence provided also depends on the use of the land adjacent to it. This may change so Network Rail also needs to identify the use of the adjacent land from its inspections. Network Rail may also need to promptly investigate any fencing and to check its suitability for keeping livestock off the railway, and it may need to quickly replace or repair parts of the fencing.
LAND MANAGEMENT PLAN
To provide a regional DOT strategy, Sana has produced a comprehensive detailed improvement management plan, to illustrate the improvements required and how these will be delivered as part of better asset stewardship and maintenance of DOT assets on the region.
This covers the identified problems and pressures, the actions and enablers required, and the positive and expected outcome improvements for drainage, vegetation, and fencing. It’s a live plan and subject to daily management, monitoring,


and adjustments. As part of the plan, Sana is keen to capture the knowledge and lessons learned from previous incidents and asset failures of DOT, with appropriate action plans to improve things in the future and to be ready as possible for weather extremes. The essential objective is to be more responsive to the needs of train operators, fare paying passengers, and freight customers in the region.
The improvement plan details how the available funding will be aligned with the business needs of the region and enable efficient use of the supply chain. It covers the importance of a well-maintained relationship with stakeholders and the need for reliable and consistent data. An organisation delivery policy for the required interventions is defined, with the aim of achieving asset sustainability with targeted maintenance and renewals. Research and development initiatives are also targeted to regional problems, and defined to support innovation and new ways of working. Improvements and actions / recommendations from inquiries and audits also feature in the comprehensive regional plan.
Sana organises a ‘DOT community catch up’ held every six to eight weeks with all the section managers and asset management team, to bring the DOT community together and to highlight the good work being undertaken on the region. She also has an Engineering Verification and Recognition programme (EVR) which not only investigates and improves things that are not working as well as they could be, but also recognises and celebrates the successes of DOT delivery.
DOT is the often-overlooked backbone of the rail network and its assets, but Sana is committed to improving the asset strategy and maintenance arrangements. Creating the ecological drainage, vegetation, and boundary framework base to enable the safety and stability of the railway is an important and interesting role, and one that Sana recommends graduate engineers and managers consider as part of their railway career.
Rail Engineer | Issue 202 | May-Jun 2023 86 GEOTECHNICS, EARTHWORKS & CONCRETE
Quality


precast concrete manufacturers... for a great range and even greater value










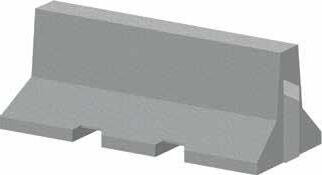
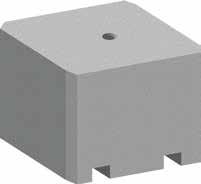




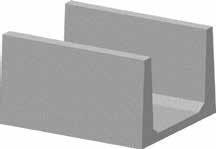

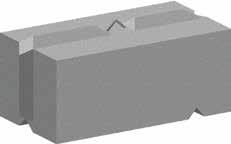

Elite Precast Concrete are one of the UK’s leading precast concrete manufacturers combining the highest levels of customer service with always being the best value option.
Our focus is on driving down the cost base and then passing these savings onto our customers. This enables us to provide constant and predictable price structures which in turn underpin our ethos of developing customer relationships over the long term.


Every product we make is cast from the same premium quality, high strength (50N/mm2 ) concrete.

We were also the first and by far the largest manufacturer of interlocking blocks for various temporary works; fire breaks; retaining, blast and push walls and also, by offering three block types, you can be certain that we have the solution you are looking for.


For more information on Elite quality concrete products phone 01952 588 885 or browse www.eliteprecast.co.uk




As one of the most ambitious infrastructure projects in the UK, HS2 is set to transform the country's transport network. Concrete is an essential component of this project. From the foundations of the track to the construction of stations, the material is used extensively, ensuring durability, safety, and efficiency. Concrete plays a vital role in shaping the high-speed project and HS2 has reported several developments in recent months.

With its remarkable structural properties, concrete is the material of choice for creating a solid base for the tracks, and concrete piers and abutments are employed for the construction of bridges and viaducts along the HS2 route. It's durability and strength allow for long-lasting and resilient infrastructure, minimising maintenance requirements and enhancing the overall efficiency of the railway system.
On 16 May, HS2 announced it had completed the first concrete pour in the west station box at its Old Oak Common Station. Set to be the best-connected and largest new railway station ever built in the UK, Old Oak Common will boast 14 platforms: a mix of six 450-metre underground HS2 platforms in an 850-metre-long station box, and eight platforms adjacent to this box serving the Elizabeth Line and Great Western Main Line. At ground level there will be
an integrated connection between the six HS2 underground platforms and the eight conventional service platforms. Construction of the station is continuing at pace, with the station box taking shape.
The first base slab pour took place at the western end of the station, coming after the excavation of approximately 80,000m3 of spoil in the west box by HS2’s station contractor, Balfour Beatty Vinci SYSTRA joint venture (BBVS JV). The spoil from the excavation is being transported to HS2’s London Logistics Hub at Willesden Euroterminal via a conveyor system, negating the need for lorry movements on local roads.
Huw Edwards, HS2’s Project Client for Old Oak Common said: “This first concrete pour of the station box base slab means that we have now reached the HS2 track level and can continue to work eastwards to build the foundations for the HS2 operational services.

Rail Engineer | Issue 202 | May-Jun 2023 88 GEOTECHNICS, EARTHWORKS & CONCRETE
“Once complete, HS2’s Old Oak Common Station will be one of the UK’s best connected transport hubs, and will be a catalyst for economic development, the creation of new homes, jobs and spaces for the local community.”
Work to begin constructing platforms for the ground level platforms, to be used by the Elizabeth Line and Great Western Mainline services, will begin later this year.

CARBON CONCERNS
With HS2 committed to sustainability and climate concerns, it has incorporated various innovative concrete solutions to reduce its environmental impact.

Before its construction was paused, in September last year, the team constructing HS2’s new Euston station undertook what was then the largest ever UK pour of Earth Friendly Concrete (EFC). The pour was undertaken by John F Hunt, working for HS2’s station Construction Partner, Mace Dragados joint venture.
EFC is made from a combination of ground granulated blast furnace slag, pulverised fly ash and a high-alkaline chemical, rather than Portland cement. Its geopolymer binder system reduces embodied carbon by around 70% saving 250kg of CO2 per cubic metre poured.
The EFC product, supplied by Capital Concrete, was used as a foundation slab that
will support polymer silos used for future piling works at the north of the Euston station site. Whilst the foundation is temporary, it will be in use for two years, and historically would have been constructed with a more traditional cement-based concrete.
The use of the product on this scale is an important step forward in how new, innovative environmentally sustainable products can be used in construction. It also helps support HS2’s objective of net-zero construction by 2035, and achieve its goal of halving the amount of carbon in the high-speed line’s construction.
Rail Engineer | Issue 202 | May-Jun 2023 89 GEOTECHNICS, EARTHWORKS & CONCRETE
Pour of environmentally friendly concrete at HS2 Euston in London.
Martin Needham, John F Hunt’s Senior Project Manager, said: ‘We chose to use the EFC, not only for the over 70% saving in embodied carbon, but also for its excellent characteristics. It has an increased tensile strength, enabling thinner slab designs and therefore a reduction in overall volume of both concrete and reinforcement.”
EFC has also been poured for HS2’s construction conveyors, which will be in place for the next decade at least, on the eastern and central London sections of HS2 from Euston to Acton.
INNOVATIVE TECHNIQUES
Along with the use of eco-friendly materials, HS2 is making concrete carbon savings through the use of various new manufacturing methods. Also in May, HS2 revealed the first of 68 giant concrete and steel piers that will support the project’s first entirely off-site manufactured modular viaduct.
Unlike more traditional viaduct designs, every major element of the 880-metre-long Thame Valley Viaduct is being manufactured in a factory before being slotted together on site like a giant Lego set, cutting its carbon footprint by around a third.

Thame Valley is one of 15 viaducts designed by HS2 Ltd’s main works contractor, EKFB - a team made up of Eiffage, Kier, Ferrovial Construction and BAM Nuttall - working with on-site construction partner, FC Civils Solutions and pre-cast specialist, PACADAR UK, to build the innovative structure.
Applying lessons from the construction of recent high-speed rail projects in Spain, the design team opted for a simple structural solution with two 25-metre-long hollow beams per span, which cuts the amount of carbonintensive concrete and steel, while simplifying work on site.
These 97-tonne beams – and the 42-tonne piers that support them – are being manufactured at PACADAR UK’s factory on the Isle of Grain which also produces tunnel wall segments for HS2’s London tunnels.
CUTTING EDGE
In February, HS2 successfully completed its first use of 3D concrete printing (see above). ChangeMaker 3D, the company which facilitated the concrete 3D print, used a cutting-edge technology called ‘Printfrastructure’, trialling this alongside HS2’s London tunnels contractor SCS JV (Skanska Costain STRABAG Joint Venture).

Printing concrete with computer-operated robots has enabled SCS JV to make structures on site, instead of transporting them as pre-cast slabs by road, before being assembled and lowered into place by large cranes.
Using a computer-controlled robot enables the reinforced concrete structures to be printed with a strengthening unique internal lattice structure, which not only significantly reduces the quantity of concrete required but also cuts waste.
Along with its environmental benefits, the technique can be deployed in physicallyrestricted areas – avoiding the need to develop complicated and potentially expensive logistical plans, and, where HS2 construction is happening besides a live railway, it offers an opportunity to deliver works safely and without disrupting the travelling public.
Working with UK advanced materials specialist, Versarien, ChangeMaker 3D makes the 3D printing process even greener, by combining the concrete with graphene. Microscopic strands of graphene only several atoms thick replaces traditional steel, helping drive improved site safety, greater construction flexibility, shorter build time, and a smaller carbon footprint.
Completed piers for the Thame Valley Viaduct at the Pacadar UK factory May 2023
Rail Engineer | Issue 202 | May-Jun 2023 90 GEOTECHNICS, EARTHWORKS & CONCRETE
Artist's impression of the Thame Valley Viaduct in ten years time
SCS JV estimates that the process it is developing with the Midlands firm could reduce the concrete used and contribute toward reducing carbon by up to 50%. By removing steel and simplifying the construction process, which will no longer require cranes and significantly fewer delivery trucks, the carbon reduction could be even greater.

CONCRETE COMMITMENT
An increasing number of HS2 partners are announcing their commitment to low-carbon concrete. In May, SCS JV, joined the Climate Group initiative ConcreteZero, announcing its intent to reduce emissions from concrete today and into the future.

ConcreteZero is a global initiative led by Climate Group in partnership with WorldGBC. It brings together businesses to drive demand for more sustainable and net zero concrete. ConcreteZero members commit to buying and using 30% low emission concrete by 2025 and 50% by 2030, with a long-term target of using 100% net zero concrete by 2050.
Athina Papakosta, Sustainability and Carbon Lead, SCS said: “SCS has ambitious environmental sustainability targets and decarbonising concrete has an intrinsic part to play in achieving them in the major construction project SCS have to deliver. Joining ConcreteZero is testament to teaming up with the rest of the industry to drive the overarching goal of lower carbon concrete forward.”
CRITICAL ROLE
Concrete serves as the backbone of the HS2, providing the necessary strength, durability, and efficiency for system. This versatile material plays a crucial role in ensuring the longevity and reliability of the infrastructure. Moreover, the innovative use of concrete, including lowcarbon alternatives and precast components, showcases HS2's commitment to sustainability and reducing its environmental impact.
As HS2 continues to shape the future of high-speed rail in the UK, its extensive but responsible use of concrete sets a solid foundation for safe, efficient, and sustainable transportation.

Rail Engineer | Issue 202 | May-Jun 2023 91 GEOTECHNICS, EARTHWORKS & CONCRETE
Piling work for the Colne Valley Viaduct from the temporary jetty Summer 2022.
RIA’s Innovation Showcase

The Railway Industry Association (RIA)’s annual two-day innovation conference provided its usual comprehensive display of successful innovations with guidance for potential innovators.

This conference was first held in 2009 at a time when rail innovation was hardly mentioned. Including an innovative virtual conference in 2021, this year’s conference was the fourteenth such event. Over these years there has been increasing recognition of the importance of innovation and the need to embrace digital technologies. The theme of this year’s conference was ‘realising the benefits of innovation’ as it showed how some innovations are now beginning to make an impact.
The event also had a different feel to it with fewer ‘standard’ presentations. New were Techtalks about the benefits of particular innovations and two spotlight tours around the displays, with each spending 10 minutes at eight exhibitors.
POLITICAL KEYNOTES


RIA’s chief executive, Darren Caplan welcomed delegates as he introduced the conference. He said that despite industrial action and inflation, the future of the rail industry looks positive with passenger numbers returning to pre-Covid levels. He noted how RIA is supporting the innovation needed to deliver more rail capacity. Yet to do this, the supply chain needs certainty which is not helped by the Rail Network Enhancements Programme not being published for three-and-a-half years.
Rail & HS2 Minister Huw Merriman MP then joined the conference by video link. He stressed the importance of rail reform and how this would give the private sector a big role. He also focused on the importance of innovation for capacity and decarbonisation, and noted how new passenger service contracts will make it easier to innovate.
A later video presentation from Shadow Minister for Science, Research & Innovation, Chi Onwurah MP emphasised the difference between the two political parties. Though she also stressed the need for innovation, it was clear that Labour recognises that this alone won’t deliver rail capacity or decarbonisation as the party is committed to deliver HS2 and Northern Powerhouse Rail in full, as well as delivering a rolling programme of electrification.
DIGITAL DELIVERY
RIA’s innovation director, Milda Manomaityte, advised that the DfT had recently released its Transport Data Strategy which aims to support innovation by enabling data users to better share, find, and access transport data. She also mentioned RIA’s own report ‘Data and Digital Technologies in Rail’, which includes six key ‘asks’ of Government, policy makers and clients to enable, expedite, and ensure the success of the UK railway’s digital transition. This report

FEATURE 92 Rail Engineer | Issue 202 | May-Jun 2023
DAVID SHIRRES
and its supporting initiatives are described in detail in our ‘Mining Data’ feature published in the Jan-Feb edition of Rail Engineer.

Maximilian Eichhorn, vice president of Digital Products and Services at Knorr-Bremse, considered the ‘Internet of Trains.’ He described how he had used Artificial Intelligence (AI) to ask the AI chatbot ChatGPT what is the future of train maintenance and operations. Its answers were: digitisation, increased automation, predictive maintenance, and customer experience. Yet the effective implementation of such innovations requires operators to have consistent data. This can be a challenge with mixed fleets from different builders that themselves have different sub systems.
He described how Knorr-Bremse has developed its Digital Rail Suite which uses AI to analyse train data in this situation. It then provides relevant data and feedback to passengers/freight forwarders, operators, train, and sub system builders.

Other digital technologies developed by the company include driver advisory systems offering 6-8% energy savings and freight
wagon monitoring which does not require a power supply. This includes wheel slide detection, parking brake position, as well as location and brake system monitoring.
DB Cargo’s head of Transformation and Digitalisation, Marie Banks, explained how being data driven is part of her company’s DNA. This required paper-free processes designed for people that provides clear information on targets so that staff can see how they play their part. She also described DB Cargo’s digital customer services which include live train and consist monitoring, online ordering and carbon statements. She said that improved customer service and performance does not necessarily need new technology but always requires the right data.
From Arcadis, Senior Director Paul Watson and Design & Engineering Service Lead Emma Dickson considered how projects can benefit from digital technologies. They noted that there are overspends in up to 90% of major projects and that such projects collect large amounts of data which goes unused. The requirement is to unlock this data to provide deeper insights and improved assurance.
To do this, Arcadis has assured data-led delivery processes which include Building Information Modelling (BIM), design automation, model-based systems engineering, immersive reality, as well as assurance and data analytics. They described how this approach provides early design clash detection, automation of repetitive design, early assessment of quantities and reporting that is consistent with reality.
FEATURE 93 Rail Engineer | Issue 202 | May-Jun 2023
FIGURE
TECHTALKS
Using data to improve project management was also the subject of a Techtalk presentation by Andy Willetts, senior mobility account manager for Bentley and Shervin Yousefzadeh, digital construction manager for the Transpennine Route Upgrade (TRU). They described how TRU is using a network of digital tools, systems, and platforms to improve communication, collaboration, and productivity. For this, the project has a collaboration hub in which digital information can easily be visualised. For example, a 4D construction simulation of the complex 26-day Stalybridge blockade proved to be particularly beneficial.
The Techtalk delivered by Mick Corner, Alstom’s Field Operations Director and James Connolly, eviFile’s Head of Client Partnerships was entitled ‘Single view of the truth – real time digital dashboard across all signalling projects.’ They explained how the Cambridge resignalling project was using eviFile for paperless real-time progress reporting. This has a digital process library for every signalling asset type and provides instant visibility across multiple projects in real time. As a result, there has been a 30% reduction in time taken for administrative tasks. Other benefits are not having to guess percentage project completion and a detailed view of the testing progress. Smart electrical infrastructure at Barking station was the theme of the Techtalk by Patrick Dobson, Rail Segment Lead for Schneider Electric and c2c’s Paul Meenan. As part of the £9 million restoration of Barking station, a new main LV switchboard was installed. This has many ‘smart’ features including wireless communication sensors to monitor power in real-time and thermal sensors. The panel design also enables new supplies to be installed without shutting down operations. Its remote monitoring by Schneider’s Ecostruxure Asset Advisor provides 24/7 monitoring with long-term operational insights that reduce capital and maintenance costs by optimising performance, for example by using data to reduce the number of circuits required for future such installations.
CEO and founder of Transmission Dynamics, Jarek Rosinksi, described how his company’s PANDAS V wireless OLE impact detection with synchronous video capture provides “Trains with Brains.” This provides


 1 - BIM used for clash detection on Carstairs enhancement project.
FIGURE 2 - TRU 4D construction simulation.
FIG 1
FIG 2
1 - BIM used for clash detection on Carstairs enhancement project.
FIGURE 2 - TRU 4D construction simulation.
FIG 1
FIG 2
FEATURE 94
FIG 3
Engineer | Issue 202 | May-Jun 2023
Rail
instant identification, video record, and notification of the location of any abnormal pantograph acceleration due to, for example, a loose dropper or bird strike. This is triggered by a wireless signal from an accelerometer fixed to the pantograph. This weighs only 30 grammes and has a three-year battery life.
most efficient column replacement strategy. To do this an algorithm was developed to determine a column’s strength from the nature of its vibration in the wind.

FIGURE 4 - Differing strengths of lighting columns in each region.

A Techtalk by Craig Williams of the Aluminium Lighting Company considered how column life depends on the varying environments to which they are exposed. Hence, the degree of corrosion of sample columns in each area needs to be assessed to determine the
Two Techtalks covered the use of AI to analyse forward-facing video. Milda Gircyte of Crosstech described how Hubble identifies and prioritises asset faults in this way whilst Emily Kent of One Big Circle explained how Automated Intelligent Video Review (AiVR) can similarly assess infrastructure condition. Both these systems are well used,
impressive products which offer user-friendly mapped interfaces which can save many hours of time on site.





 FIGURE 3 - Jarek Rosinksi explains “Trains with Brains.
FIGURE 3 - Jarek Rosinksi explains “Trains with Brains.
transport safety and efficiency vision@crosstech.co.uk www.crosstech.co.uk x8 times quicker than watching video software Built by computer vision experts in collaboration with industry partners Delivering monthly insights to Network Rail’s Routes since 2018 • Vegetation Encroachment • Species Detection • Habitat & Biodiversity • OLE Inspection • Safe Cess Analysis • Scrap Rail & Foreign Objects • Signal Sighting • Level Crossing Sighting KEY FEATURES: A first-of-a-kind technology success story supported by Network Rail, Department for Transport and Innovate UK C M Y CM MY CY CMY K Quarter Page Ad Print.pdf 1 06/06/2023 11:22 www.rail-media.com Subscribe to our free publications at www.railsubs.com FEATURE 95 Rail Engineer | Issue 202 | May-Jun 2023
FIG 4
SPOTLIGHTS
The two spotlight tours around the exhibition area offered exhibitors the opportunity to make a 10-minute presentation to the roving group of delegates. Companies who gave such spotlight talks were:
Complete Cyber which offers cybersecurity solutions, such as its OT Railway Vault product that uses a risk-based engine to prioritise vulnerability threats to railway infrastructure, to ensure compliance with the Network and Information Systems Regulations.
Phoenix Contact described its wide range of electrical connection products including splice boxes, marking systems, power supplies, DC/DC converters, relays, circuits breakers, and surge protection.
Camlin Rail, which has infrastructure mounted train monitoring systems. This includes TrainVue wayside inspection system and PanVue, an intelligent 3D pantograph monitoring system.
Telent’s MICA Station Management System consolidates communications, fire, security, and building management systems in a single operator-friendly interface that enables operators to efficiently manage their stations during both normal operations and disruption.
Route Reports has a seasonal intelligence platform which is being used by Network Rail and
Porterbrook to aggregate track condition data to prioritise seasonal treatment strategies. To do so it collects data from various sources including time in section and wheelslide protection activations.
Park Signalling had its Digital Block Controller (DiBloC) on display. This is designed to communicate digitally through IP based systems to release tokens when a block is clear. Although designed for single line operations, it has potential for use elsewhere. Comms Design was displaying its request-tostop system to improve passenger and operator experience in the Far North Line in Scotland. Passengers wishing to board a train at a requested stop press a button which gives a notification of the requirement to stop on the driver’s Cab Display Radio.

pickup unit that uses a floating pickup pipe which draws clean fuel from the top 10% of the tank, offering 3-4% fuel savings.
CUSTOMER FOCUSED OPERATIONS
The importance of innovation to improve the customer experience was considered by speakers from East West Rail (EWR), Transport for Wales (TfW), and Lumo trains.
From EWR, Company Head of Innovation Will Reddaway, Head of Inclusion Caroline Eglinton, Head of Customer Strategy Martin Phillips, and Head of Systems Andy Bagguley considered this subject. EWR will open between Oxford and Milton Keynes around 2025 and will probably be operated by diesel Class 196 units as the line is not being electrified as it is built.
Monirail’s speciality is an in-service train data analytics platform that uses an inertial measurement unit to provide continuous monitoring of track and train. Six of these units have been fitted to passenger trains in Scotland. FUELACTIVE has a fuel

It will be many years before it can offer a rail service between Oxford and Cambridge, but when it does, the line could become a strategic freight route. Yet this timescale provides a unique opportunity to innovate, particularly in respect of the customer
 FIGURE 5 - Request stop facility.
FIGURE 6 - East West Rail route.
FIG 5
FIGURE 5 - Request stop facility.
FIGURE 6 - East West Rail route.
FIG 5
FEATURE 96 Rail Engineer | Issue 202 | May-Jun 2023
FIG 6
experience and the needs of disabled passengers, and perhaps even electrify the line to give both its passenger and freight customers the performance offered by electric trains.
TfW’s Insight and Innovation Manager Michael Davies explained how TfW’s challenge statements concern customer experience, modal shift, and making best use of emerging technologies.
Innovations to meet these challenges are being supported by an Innovation Service Joint Venture which is a partnership between TfW, Keolis, and Amey. TfW is also working with the Manufacturing Technology Centre, the Global Centre for Rail Excellence (GCRE), and the Train Operating Company Innovation Group. It also has a partnership with Alt Labs to support innovators in Wales developing their ideas to improve the customer experience.
Martijn Gilbert, managing director of open-access train operator Lumo explained how the company’s key innovation themes had enabled its trains to carry over a million passengers a year at an average ticket price of £37. These are: a new resourcing model; a one class ‘good standard’ offer; 100% digital business; embracing new technology; and a strong focus on its environmental impact. In respect of this last point, he feels that many customers decided to travel by train to reduce their carbon footprint.
Martijn also considered that cheaper fares are possible on a high value, high volume basis. He also noted that Lumo’s offices are on the site of Robert Stevenson’s works which were founded 200 years ago. He feels his company is continuing Stevenson’s innovative ethos which offers lots of scope to improve rail’s offering.
NETWORK RAIL
Network Rail’s Research and Development portfolio is backed by a £357 million budget of which £113 million is invested by third parties. The company’s chief technology officer, Robert Ampormah noted that every £1 spent generates £2.50. He is keen to attract new experience into rail and accepted that, for Network Rail, the challenge is to be an efficient and dependable partner.
Robert stated that the company has four priority areas:
i) make the railway cost-effective and financially sustainable;
ii) to ensure safety and security;
iii) to promote reliable performance; and
iv) increased capacity and to improve sustainability. To support these areas, it has seven R&D priority themes for which innovations were

FEATURE 97 Rail Engineer | Issue 202 | May-Jun 2023
on display in the Network Rail exhibition area:
» Passenger Experience & Accessibility
» Data and Digitalisation
» Optimised & Resilient Assets


» Automation
» Traction Decarbonisation
» Optimised & Resilient Operations
» Environmental & Social sustainability
» Freight Capability
Full details of Network Rail’s research, development, and innovation, including its current 120 projects, are available in the Project Explorer which is available at:

FACILITATING INNOVATION
Much of the conference was concerned with helping SMEs get their innovative ideas to market. For example, Unipart consider themselves to be an improved performance partner and is working with 80 SMEs to promote their innovations. Thales also wishes to team up with third party suppliers and nurture talent in SMEs and start-ups.
The Connected Places
Catapult has 4,300 SMEs in its support network which aims to help businesses catapult innovations from proof of concept to commercial reality by offering advice and support. It also manages the DfT’s transport research and innovation grants which have provided £10.3 million funding to 294 projects.
As reported in our Nov-Dec 2022 issue, the GCRE will provide a test facility with two test loops, one for rolling stock and one for infrastructure. The latter will subject new types of infrastructure to continuous running of heavy trains.
One possible application could be the installation of recycled HS1 track to assess its future degradation.
Professor Andy Doherty, GCRE’s chief technology officer, explained that, unlike the main line network, the GCRE facility offers a risk tolerant approach to testing and the ability to accelerate infrastructure approvals from, for example, 10 years to two years. Innovation is also being embedded in the GCRE’s construction for which 24 companies have been awarded funding for their proposals.
The UK Research and Innovation Network (UKRRIN) aims to provide a stepchange in innovation through collaboration between industry and academia for which it has centres of excellence in digital system, rolling stock, and infrastructure. A UKRRIN Engagement Fellow, Achila Mazini explained how UKRRIN operates and gave
FIGURE 7 - Details of research projects available from Project Explorer.
FIGURE 8 - GCRE’s test loops.
7 FEATURE 98 Rail Engineer | Issue 202 | May-Jun 2023
FIG
examples of its innovations, whilst her colleague Holly Foss explained the educational opportunities that UKRRIN offers. Ensuring availability of data to support innovation is the role of the Rail Data Marketplace (RDM) which launches in Autumn. The ‘Mining Data’ feature published in Rail Engineer 200 (Jan-Feb) explains how RDM will match data suppliers to data customers.

Successful rail innovations often use technologies developed in other sectors including defence, which has much to offer as shown by the presentation given by Matthew Chuter who is Ploughshare’s vice president of cross sector innovation. Ploughshare was formed in 2005 to turn defence innovation into real-life products. To date it has taken 140 technologies to market, generating £120 million gross value added.
Matthew explained that Ploughshare’s approach is to discover the best inventions, liberate those inventions with agility, and enable an ecosystem to scale up successful innovations. He feels that there were many great technologies that apply to both rail and defence such as drone-supported surveying, cyber security, protective materials, and AIassisted CCTV monitoring.


FEATURE 99 Rail Engineer | Issue 202 | May-Jun 2023
FIG 8
AND FINALLY
Anit Chandarana, lead director at the Great British Railways Transition Team (GBRTT), gave the final presentation of the conference. He acknowledged that the last 12 months have been challenging politically, but stressed that recent statements showed how government is pushing hard for rail reform to go ahead with major involvement from the private sector. He hopes that the required legislation would be passed by this parliament.
He feels that the rail industry is currently too siloed, too slow, and too prescriptive, and stressed that Great British Railways intends to be a guiding mind, but not a centralised, controlling one. There is a need to focus on values and outcomes rather than prescription which drives the private sector away from innovation. Anit considers that there is a need to move away from complex Network Rail systems and that the supply chain needed a long-term vision. He sees that the train operating companies will have a large role in train procurement.
However, there are areas where he feels stronger direction is needed. For example, no one is in overall charge of timetabling which is still largely carried out using traditional methods.
He feels that, although UK rail has a proud history of innovation, the industry is not currently nurturing innovation. He said that the railway is poor at whole-system thinking, and it was frustrating to try to put new technology into an industry that is so fragmented with no one being accountable for making things happen at a wholeindustry level.
RIA’s Chairman David Tonkin summarised the conference’s proceedings which he said “had heard some brilliant ideas and new ways of working.” He considered that rail is a great industry with huge opportunities. However, he cautioned that it is also too expensive and must push for cost reductions and a lower cost base.
Innovation is one way of reducing costs, though like many aspects of the railway it presents a daunting landscape, especially for those new to the industry. RIA’s innovation conference certainly helped clarify how those with new ideas can get support to take them to market. It also offered examples of successful innovations and provided a good mix of presentations, exhibitions, and networking. By running this conference and its associated Unlocking Innovation Workshops, RIA is to be congratulated for providing such an essential service to the industry. Moreover, the smooth running of such a complex conference was no mean feat.
Next year’s conference will be held in Wales at the International Convention Centre in Newport on 26 and 27 March which are definitely dates for the diary.

FEATURE 100 Rail Engineer | Issue 202 | May-Jun 2023



























Thank you to all those that made the 2022 RailStaff Awards so special! You can be part of this amazing event in 2023. Contact the Rail Media team to enquire about sponsorship opportunities on 01530 816 444. Or scan here to see the award categories THE NEC BIRMINGHAM | 30 NOVEMBER PHOTOS & VIDEOS NOW LIVE ON RAILSTAFF AWARDS .COM
Between 9-11 May, the rail industry came together at Birmingham’s NEC to showcase the full potential of the market at RailTex 2023.

Over those three days, Railtex, the International Exhibition of Railway Equipment, Systems and Services, saw 2,600 trade visitors explore the latest innovations, products, and services from all areas of railway technology.

The 2023 event welcomed 160 exhibitors from 19 countries representing the complete spectrum of the railway industry and, as a sign that Rail is well on the road to recovery in the post-Covid-19 world, visitor numbers were 17% higher compared to the previous event in 2022.
“It was a very good and valuable three-day event filled with innovative product showcases, learning opportunities and plenty of business conversations,”

commented Nicola Hamann, managing director of event organiser RX Global. “We were delighted to see such a positive turnout for the show. Both exhibitors and visitors were highly satisfied, as they either reconnected with existing contacts or established new business relations.”
As in previous years, the supporting programme was sponsored by the Rail Industry Association (RIA). The Future Focus forum explored the subjects which currently move and shape the industry. A series of impressive presentations and panel discussions delivered exciting insights into the successes and challenges of today’s industry, including decarbonisation, international growth, innovation, and sustainability.
FUTURE FOCUS

The Future Focus event was opened by RIA’s chief executive Darren Caplan, who praised Rail’s continued recovery since the pandemic in the face of continuing pressures:
“Back in February of 2022, passenger numbers were at 50% of pre-covid levels but by February 2023, within a year of covid restrictions being relaxed, they were up to 103%. Revenues are up to around 90%. When you consider that during this period we’ve had industrial action, we’ve had poor service levels, and there’s been lot of reputation damage to the railway industry, and
yet those passenger numbers are getting back to where they used to be. That’s a phenomenal performance.”
However, Darren emphasised that the industry continued to face many challenges, not least the lack of clarity with regard to Great British Railways (GBR) and the industry’s future direction. Darren noted that on the same day of RailTex’s opening, industry leaders were delivering a letter to Prime Minister Rishi Sunak, urging him not to delay in bringing forward legislation to enact rail reform plans published in 2021 in this parliamentary year.
“Some of the biggest names in the rail supply sector have signed this letter to the Prime Minister, to urge him to ensure the required legislation is passed,” said Darren. “We ask Rishi Sunak to take note of the letter, if he wants to have a world-class rail system in the UK, which connects the country and delivers on his own agendas to level-up, decarbonise, and encourage industries which can give a major boost to economic growth.”
After highlighting some of the more pressing issues facing the industry, including a lack of movement on the Rail Enhancement Pipeline, the slow progress of network electrification, and the pressing requirement for increased numbers of rolling stock, Darren handed the mic over to Iain Stewart MP Chair of the Transport Select Committee.
2023
102 Rail Engineer | Issue 202 | May-Jun 2023 RAILTEX
MATT ATKINS
Iain explained the Transport Select Committee’s role is to scrutinise the Department for Transport, hold Ministers and Departments to account, and to investigate matters of public concern where there is a need for accountability to the public through Parliament.
He explained that part of the Committee's remit is to look ahead for potential disrupters to the industry, predict what might be coming in the next 15-20 years, and spoke about his ambition to build long term projections of certainty, which will give suppliers the confidence to invest in the industry.
Iain spoke of his frustration about “how many transport questions lead back to the Treasury” and how the DfT’s work is so dependent on Treasury policy. He also emphasised the need to take a wholesystem approach when considering investment in transport and reminded the audience that “modes of transport do not exist in isolation.”
He used his closing remarks to urge audience members to use “any means of lobbying you have to take up the case for the Transport Bill” which has been delayed to the next session of Parliament, with detrimental consequences for the industry.
FUTURE TECHNOLOGY
In the first keynote speech, Gareth Evans, head of rail technology at Network Rail, discussed the Railway of the Future, what it looks like, and how we get there. He emphasised that the future railway is being built right now and that the assets built today will be in place for at least the next 50 years. However, he expects that some assets may require upgrading or replacing as new materials become available and as climate change further impacts the environment.
Gareth discussed the need to develop more cost-effective solutions for more resilient assets in light of climate change
and also argued that the development of the future railway hinges on the ability of the industry to attract talent.
The industry’s green credentials are under threat from the boom in electric vehicles, Gareth said, and the industry must focus on the end-to-end journey if it’s to maintain its reputation as the most sustainable form of transport. Robotics, automated monitoring, and the exploitation of big data are the key to enabling a greener railway and economy, but technology should augment and support the future workforce – not replace it.
DECARBONISING RAIL

The first Panel Q&A of the event saw industry leaders debate the pressures that rail is under to reduce its emissions and meet global government sustainability targets, and the initiatives in place helping it to achieve this.

Richard Fisher, head of Strategic Planning at GBRTT, considered the need to see decarbonisation of the railway within the broader context. An isolated, siloed strategy of decarbonisation would not achieve its aims, he argued, and the industry must consider the end-to-end journey as well as rail’s place among other transport modes.
He also reasoned that decarbonisation was reliant on the investment available and, while full electrification would be the gold standard, we must recognise it may not be economically feasible. Richard made the similar point that the industry needs to accept the limitations of today’s technology and work with what it currently has, rather than wait for future capabilities which may never come.
It is essential to consider the circular economy, stressed Jo Lewington, Chief Environment and Sustainability Officer
at Network Rail, and engagement and collaboration is key to meeting environmental goals. Simon Green, engineering director at GWR stated that there is no real alternative to electrification, but all options must be tried where they are required and where practical.
All of the panellists agreed that rail is at risk of losing its green credentials as other sectors are rapidly catching up. Rail must adapt to this new reality and push harder to ensure it remains the most sustainable form of transport.
CLOSER RELATIONSHIPS
Shadow Exports Minister Dame Nia Griffith opened the second day of the Future Forum, touching on Labour’s priorities for Government and the exciting opportunities and challenges for exports. She was eager to hear from experts in the industry about the challenges in the sector and how best rail can be supported.
Dame Griffith described a recent parliamentary visit to India where she had the chance to meet the Minister for railways, communications, electronics, and information technology. She described the real feeling that India is investing for growth and applauded the scale of the development of its rail industry.
“Their ambition is to run 90% of its network on renewables by 2050, they’re rebuilding thousands of stations, they’re developing a hydrogen chain designed and made in India and also a doubledecker goods train which will carry 360 containers.”
She made the point that India is looking toward external companies to bolster these developments but warned that the UK cannot rely on its historical ties with the country to boost business opportunities. The UK faces
103 Rail Engineer | Issue 202 | May-Jun 2023 RAILTEX
fierce competition from other countries, including France, and must fight for every contract.
Talking about the EU, NIA reminded the audience that the Trade and Cooperation agreement is up for renewal in 2026 and expressed her appreciation that the Prime Minister has taken a more positive approach to the EU in recent times and hopes this heralds more positive ties in the future.
“It’s time for us to move forward as a country and build a more constructive relationship with our neighbours, all while recognising that we are now in a position outside the single market and customs union.”
INTERNATIONAL OUTLOOK
A panel discussion on international opportunities complemented Dame Griffith’s speech, giving an insight into the activities of rail networks overseas, the challenges they face and, the investment opportunities available.
Brazil’s railway network, the ninthlargest in the world is in desperate need of investment and expansion, said Vanessa Barbalat, head of Infrastructure, Department of Business and Trade at the British Embassy, Brazil. Road transport dominates in Brazil, accounting for 61% of freight and 95% of passenger transport. However, even this is of very low quality with less than 30% being paved, highlighting a dire lack of investment across the country’s transport networks.
David Fisken, investment director at Austrade was keen to talk up Australia’s plans for its rail. He discussed the expansion of the country’s freight network and plans for a high-speed rail link between Melbourne, Sydney, and Brisbane. He laid out A$155 billion rail investment pipeline over the next 15 years, and encouraged British business to get involved.
Mark O’Donnell, consultant signalling & control engineer at ERG International talked about the Ankara-Izmir high speed rail project in Turkey. The €2.1 billion project will see the construction of around 530km of double track high speed rail comprising 503.2km of mainline tracks and 29km of connecting lines. The electrified railway, which will reach speeds of up to 250km/h, has guaranteed funding from UK Export Finance and will help the Turkish government meet its COP26 climate commitments.
EMBRACING FAILURE
Rounding off the exhibition’s Future Focus program was Imran Anwar, CEO and Founder of Alt Labs, a delivery partner for Transport for Wales. His Keynote speech discussed the factors that make a project or technology ‘innovative’. He pointed to three main pillars, all of which are required: Desirability, Feasibility, and Viability. The Rail Industry needed to embrace the idea of failure, he said, pointing to tech companies which regularly see major setbacks but push onwards to achieve their aims. His speech came a week after SpaceX launched its Starship which ultimately suffered a ‘Rapid Unscheduled Separation’. Staff at the company celebrated the positives of the test flight, rather than focusing on the ultimate fate of the vehicle. But is embracing failure an option in rail, where investment is not so forthcoming, and where the safety of staff and passengers is paramount? It is not difficult to argue otherwise.
WANDERING THE STALLS
Beyond the keynote speeches, presentations, and Q&As, the event was host to a vast array of major suppliers, SMEs, and start-ups eager to demonstrate their latest innovations, designs, and services.

British Steel returned once again with its ‘On Track’ installation – 15 metres of track which allowed exhibitors the chance to demonstrate their tools and equipment in an authentic rail setting. The company also demonstrated some of its own award-winning products and services, including Zinoco coated rail for extending life in corrosive environments; HP335 for improved

104 Rail Engineer | Issue 202 | May-Jun 2023 RAILTEX
wear and rolling contact fatigue resistance; and steel sleepers which help reduce track construction and renewal costs through lower ballast requirements, quicker installation times and ease of transportation.
Anderton Concrete maintained a presence this year, keen to discuss the latest advancements in lightweight and sustainable concrete technologies, its precast cable troughing and retaining wall systems. Concrete Canvas was also flying the flag for construction materials, displaying its Geosynthetic Cementitious Composite Mats (GCCMs), which offer a lower carbon, eco-sensitive solution for erosion control and weed suppression.
Camera solutions manufacturer Seyses was on hand, promoting its rapiddeployment cameras and thermal radar for facility security. It was also keen to discuss its Lineside Thermal Remote Conditioning equipment which Network Rail employs to identify potential issues with rolling stock.


In the networks, data, and software space, cyber security specialist Complete Cyber was on hand to promote its services evaluating and integrating systems to harden them against cyber-attack. Data solution firm Predge was keen to promote its support for industries in predicting
failures and boosting decision-making with the aid of big data.
Track worker safety and level crossings specialist, Schweizer Electronics, was promoting its Flex MSL crossings and Lynx Automatic Track Warning Systems and discussed how these products can become the safety systems of the future. Training simulator manufacturer EDM Ltd showcased its NX Digital Signalling Simulator, and staff were on hand to answer any questions about the product, which they believe is the future of rail signalling training. Zonegreen was also there, exhibiting its Depot Personnel Protection System (DPPS), which is designed to provide the safest and most efficient method of controlling depot train movements, providing enhanced protection to depot workers.
In rolling stock, China’s CRRC was again present to promote extensive products, which include its ‘Fuxing’ High-Speed EMU, ‘Cetrovo’ Next Generation Metro, Intercity EMU, and Hydrogen powered trams. Stadler, which did not appear at last year's event, returned in 2023, keen to talk about its tri-mode Class 93, due to be delivered this year. The manufacturer was also promoting Citylink Tram-trains, expected to come into use on the South Wales Metro next year.
FINAL THOUGHTS
Once again, Railtex showcased countless inventive solutions and products, and RIA’s Future Focus forum did a superb job in covering the most pressing issues facing today’s rail industry. It is clear that Rail continues to embrace change in a landscape that is rapidly developing, but it must work hard and smart to counter the many challenges on the horizon. Railtex is great opportunity for industry players, offering the space for self-reflection, the exchange of ideas, and critical thinking. Here’s looking forward to the next event.
105 Rail Engineer | Issue 202 | May-Jun 2023 RAILTEX
A Scandinavian study tour
Leading 36 railway engineers for eight days, with 24 technical visits and presentations, seven hotels, 20 train journeys, five coach transfers and one flight is no easy task. Yet, members of the Railway Division of the IMechE have organised such annual railway technical tours for decades, with Felix Schmid having led the committee for the past six tours.

In May 2023, the tour visited Finland, Sweden, and Norway. As always, it was a great opportunity to study railway engineering elsewhere and learn from each other. The opportunity for informal chats with senior engineers was particularly useful for the younger engineers.


HSL

Helsinki Region Transport (HSL) organises public transport in Greater Helsinki which has a population of 1.4 million. HSL’s €17 two-day public transport ticket enabled participants to sample its metro, buses, ferries, suburban rail network and trams. The 124 low-floor trams operate on a 62km tram network with 310 stops, producing 42 million trips a year.

We started in Helsinki, where Mobility as a Service (MaaS) was launched in 2016. MaaS is the Netflix of transportation. For a monthly fee, it provides unlimited public transport use through an app which is a combined ticket and journey planner. Its introduction saw a significant increase in use of the city’s public transport.
The 43km Metro network opened in 1982 and has been extended progressively. The last section, in 2022, was a 7km tunnelled westerly extension with five new stations, bringing the total to 30. The metro carries 70 million trips per year, with a 150 second peak headway. In winter it operates in temperatures of minus 20°C. Its 50 trains comprise three classes: M100 manufactured by the Finnish Stromberg company in the 1970s; M200 produced by Bombardier in the 2000s; and the M300 manufactured by CAF in 2016.
FIGURE 1Route of the tour (in green).
FIGURE 2 - Skoda built Arctic tram passes Helsinki station.
DAVID SHIRRES
Tour group by a IORE locomotive at Kiruna
FIG 1
FEATURE 106 Rail Engineer | Issue 202 | May-Jun 2023
FIG 2
At the Metro’s maintenance depot and control room we learnt of plans to increase capacity by 25% by 2030. This requires additional trains and the implementation of Communication Based Train Control (CBTC) to provide automatic train control and shorter headways. HSL are also planning five new light rail / tram projects.
FINLAND’S RAILWAYS





The 5,926km Finnish railway network is 88% single track and 56% electrified at 25 kV 50 Hz. It is built to the Russian loading gauge which is 5.3-metres high.

At the Finnish Railway Museum in Hyvinkää we learnt that railways came comparatively late to Finland as it was doubted that they could operate in extreme cold. The first 96km line opened between Helsinki and Hämeenlinna in 1862. As Finland was part of Russia at that time the track was the then Russian gauge of five feet (1524mm). Russia now uses a 1520mm gauge. The first locomotives were imported from Britain such as the museum’s 1869 Glasgow-built Class C1 0-6-0 goods locomotive. Once Finland became independent from Russia in 1917, railways had reached all major cities, ports, and the Swedish border.
We benefited from the Russian loading gauge when leaving Helsinki on a 600km train journey to Kajaani on a Finnish double deck train whose coaches are 26.4 metres long, 3.2 metres wide, and 5.2 metres high, each typically with 113 seats. Various novel features included a children’s play area and small private compartments.
The Skoda plant, where these coaches were built, was our next visit. This factory had also assembled the Bombardier-built 6 MW Sr2 electric locomotive which hauled the train to Kajaani, a 40km coach journey to the factory.
 FIGURE 3 - Class M100 metro unit inside Helsinki’s metro depot.
FIGURE 4 - Class C1 0-6-0 locomotive built by Neilson & Company in Glasgow.
FIGURE 5 - Finnish double decker train.
FIG 3
FIG 4
FIGURE 3 - Class M100 metro unit inside Helsinki’s metro depot.
FIGURE 4 - Class C1 0-6-0 locomotive built by Neilson & Company in Glasgow.
FIGURE 5 - Finnish double decker train.
FIG 3
FIG 4
FEATURE 107 Rail Engineer | Issue 202 | May-Jun 2023
FIG 5
SKODA’S WORKS
The remote village of Otanmäki is an unlikely location for the world’s most northerly rolling stock factory. Here, Škoda Transtech Oy, had produced 270 double decker cars, designed to operate down to minus 40°C, the first of which was delivered in 1998. The plant has 600 employees and occupies 57,000 square metres. When is it minus 35°C outside, the temperature inside is maintained at 18°C since welding is not possible in cold conditions. We saw Skoda’s Arctic trams being produced for Helsinki and Mannheim, as well as products such as heavy mining machinery. Though the plant can produce complete vehicles from bare metal, some are sent to Skoda’s Czech Republic plant for final assembly. The plant’s production capability is one tram every two or three weeks.
border. Although passenger trains between Finland and Sweden ceased in the 1990s, there are now plans to re-introduce them and electrify the connecting lines. A complication is the gauge change. 1524mm tracks extend to Haparanda and standard gauge tracks extend to Tornio in Finland. Hence there are interlaced 1435 mm and 1524 mm tracks on bridge over the river that forms the border.
We saw the plant’s fabricating, welding, machining, surface treatment, and assembly lines. Where possible, processes are automated, notably machine cutting and robotic welding. It was stressed that the trams are designed for ease of maintenance. Hence there were very few glued components.

TO SWEDEN
From Kajaani, it was a two-hour train journey to Oulu, followed by a 140km coach trip to Haparanda in Sweden, on the Finnish

Haparanda is at the end of a branch line with an infrequent service, yet it has one of Sweden’s largest station buildings. When completed in 1918, it had many passenger trains as, during WW1, sea ferries between Finland and Sweden were not safe. As was evident from the Balises and marker boards, this 156km branch line has ETCS Level 2 signalling.
From Haparanda, it was a 1.5 hour train journey to Boden and then a four-hour northbound journey across the Arctic Circle to the iron ore city of Kiruna. The train arrived from the north as the line from the south has been diverted and the original station has been demolished. This is because the city is being undermined by subsidence from the iron ore mine to which it owes its existence.
KIRUNA’S MINE
With an iron ore body 4km long, 80 metres thick, and reaching a depth of 2km,
 FIGURE 6 - Tram bodies being built at the Otanmäki plant. CREDIT: Skoda
FIGURE 7 - Interlaced tracks on the border bridge at Haparanda.
FIGURE 8 - Railway station at Haparanda.
FIGURE 9 - ETCS marker board and balises at Haparanda.
FIG 6
FIG 7
FIGURE 6 - Tram bodies being built at the Otanmäki plant. CREDIT: Skoda
FIGURE 7 - Interlaced tracks on the border bridge at Haparanda.
FIGURE 8 - Railway station at Haparanda.
FIGURE 9 - ETCS marker board and balises at Haparanda.
FIG 6
FIG 7
FEATURE 108 Rail Engineer | Issue 202 | May-Jun 2023
FIG 8
Kiruna has the world’s largest ore mine. Mining started there in 1898. Since then, seven mining levels have been constructed. The latest, 1.2km below the surface, started mining in 2013. As the ore body is sloped, subsidence from removed ore advances further beyond the mine as the mining gets deeper. As a result, the city must be partly demolished, and its centre moved 3km east.
The mine is operated by the Swedish company LKAB which invested £1.2 billion in the latest level which required the removal of 4.3 million cubic metres of rock and 87km of new tunnels. Rail Engineer went down the mine in 2013 to report on the new level’s standard gauge railway (Issue 107). This is a 15km network on which the mine’s seven trains carry around 100,000 tonnes of ore per day, in 125 train movements between 10 ore extraction chutes and four crushing plants.
Each train consists of 21 unbraked wagons carrying 700 tonnes of ore. The 108 tonne Bo-Bo locomotives have four 225kW AC traction motors powered from an overhead 750V DC supply. Train movements are controlled by Bombardier’s INTERFLO 150 CBTC moving block system which offers variable moving blocks.
FIGURE 10 - Depot with mine locomotive 1.2km below the surface CREDIT: LKAB.
Using a railway, results in automation, allows high capacity and, unlike conveyors, can handle unevenly graded extracted ore.

From the underground crushing plant ore is lifted to

the surface and processed into approximately 3,000 tonnes per hour of pellets and fines. Transporting ore at this rate to ships is a job for surface railways.


IRON ORE TRAINS

From Kiruna there are typically ten trains per day to Narvik in Norway and four to Luleå in Sweden. The trains are 750 metres long with 68 ore wagons, each with a tare weight of 23 tonnes. The maximum 31 tonnes axle load allows each wagon to carry 101 tonnes of ore. Hence each train can carry 6,900 tonnes of ore. There are plans to increase this by raising the axle load to 32 tonnes.
The wagons operate in pairs with brake control equipment on one wagon to reduce air consumption. Owing to the harsh winter conditions it is important that compressed air in the braking system is kept dry for which the locomotives have effective air driers. Brake pipes also have special rubber seals. Wagons often need to be de-iced prior to unloading.
Wagons have Radio Frequency Identification (RFID) tags to calculate mileage and identify faults from wayside heat and acoustic vibration detectors that assess axle bearing and wheel condition. Wagon wheel life is six to nine years.
We also saw these wagons under construction at the plant of the Kiruna Wagon company which employs 30 and was founded in 2004. Since then, it has produced 1,600 wagons, mainly for LKAB. The company specialises in the manufacture and refurbishment of various types of dumper wagons i.e., bottom, rock, helix and turn dumpers. Its production capacity is seven wagons a week.
FIGURE 11 - Kiruna Wagonbuilt LKAB iron ore bottom dumper wagon.
FIG 9
FIG 10
FEATURE 109 Rail Engineer | Issue 202 | May-Jun 2023
FIG 11
LKAB has 17 pairs of IORE electric locomotives, which have a top speed of 80km/h when unloaded and 60km/h when loaded. At 10,800kW (14,500 hp) and 2 x 180 tonnes, these are amongst the world’s most powerful and heaviest locomotives, with steel body panels 4cm thick. During the descent to Narvik, their regenerative brakes recover around 25% of the energy consumed which is sufficient power to haul empty trains back to Sweden.
NARVIK
The 170km line from Kiruna to the ice-free port of Narvik was completed in 1902 and electrified in 1923. Leaving Kiruna, the line climbs at up to 1 in 91 to its 523-metre summit on the Swedish / Norwegian border after which it clings to the side of a fjord as it descends to Narvik, 42km away, with a maximum gradient of 1 in 60, a stunningly beautiful journey. At Narvik, we saw LKAB’s port facility which handles 70,000 tonnes of ore daily and loads up to 30 million tonnes per year into ships. Trains arriving from Kiruna run at a continuous slow speed into a shed to deposit ore into one of the 12 underground silos which are each 60 metres deep and 38 metres in diameter.
LKAB has a programme to extend locomotive life by 20 years, which takes 15 weeks for each locomotive.
The Kiruna to Narvik line has 60kg/m rail to carry its 33 million gross tonnes per annum. Half the line has curves of less than 500 metre radius requiring 7km of rail to be renewed each year. Rail grinding is done every 20 million gross tonnes. With 19 avalanches last year, the line is difficult to operate in winter.
Conveyors underneath these silos direct the ore to one of two loaders which load 9,000 tonnes of iron ore per hour into the ships. The port has a 27-metre draft to handle ships of up to 350,000 tonnes. Typically, ships are loaded with 30 train loads of iron ore.
NORWEGIAN RAILWAY DEVELOPMENTS
The 4,087km Norwegian railway network is 94% single track and 64% is electrified, like Sweden, at 15 kV 16 2/3 Hz. Narvik receives about two freight trains a day from Oslo which involves a 1,900km, 27-hour journey almost all through Sweden.


 FIGURE 12 - IORE locomotive pair hauling an iron ore train CREDIT: LKAB.
FIGURE 13 - Rombakfjord from the train to Narvik.
FIGURE 14 - Inside shed showing discharge point above one of the ore silos.
FIGURE 15 - LKAB’s port facility at Narvik.
FIG 12
FIG 13
FIGURE 12 - IORE locomotive pair hauling an iron ore train CREDIT: LKAB.
FIGURE 13 - Rombakfjord from the train to Narvik.
FIGURE 14 - Inside shed showing discharge point above one of the ore silos.
FIGURE 15 - LKAB’s port facility at Narvik.
FIG 12
FIG 13
FEATURE 110 Rail Engineer | Issue 202 | May-Jun 2023
FIG 14
With increasing traffic there are plans to increase the line’s capacity with two additional passing loops and track remodelling at Narvik station.
The unelectrified 729km Nordland line, from Trondheim to Bodø, also requires more passing loops for additional traffic and will be one of Norway’s first ETCS equipped lines.
The Norwegian passenger fleet comprises 18 train classes with 278 trainsets and 135 coaches. The train procurement strategy will see these 18 classes reduced to five. Trains already ordered include 30 Alstom Coradia Nordic trains for local services and 17 x 8-coach Stadler longdistance trains.
FOLLOBANEN
From Narvik, we had a 1,000km flight to Oslo to learn of suburban rail and

metro developments. On arrival, we learnt about the Follobanen project. This is a new 22km double track railway between Oslo Central Station and Ski, south of Oslo.
Construction commenced in 2013 and was completed in 2022, costing £2.7 billion.
The new route is mostly in a 19km twin-bore tunnel whose construction utilised four Tunnel Boring Machines, from 2016 to 2019, as well as the ‘drill & split’ method in complex areas. Whilst slower and more expensive, this method reduced vibrations in central Oslo. It involves inserting hydraulic pins into drilled holes which then ‘split’ the rock.
The project’s track design principles were ‘lines that separate, shall not meet again’ and ‘no tracks shall cross at grade’. This has generally been achieved, with one unavoidable exception


outside Oslo Central Station. Between Oslo and the newly expanded Ski station, the new line now offers nonstop 200km/h trains, whilst the existing line has 80km/h stopping commuter services. Hence, overall capacity has been increased from 12 trains per hour (tph) to 40 tph and journey times cut from 22 to 11 minutes on fast services.
OSLO’S METRO
Oslo’s Metro system has 101 stations, the highest being 469 metres above sea level on a line with a 1 in 17 gradient. It comprises 5 lines which all converge through the underground core section that has a capacity of 28 tph and has 115 x 3-car Class MX3000 trains. Unusually, the 88km network has 12 level crossings. The system is currently being resignalled with a £230 million CBTC system, awarded to
15 FEATURE 111 Rail Engineer | Issue 202 | May-Jun 2023
FIG
Siemens in 2021. This should be commissioned on an outer part of the system by December 2024, after which it will be progressively rolled out over the full network to increase capacity through the core section to 40 tph. The project includes fitting the CBTC system to the trains and installing a new traffic management system.
A world first for this CBTC system will be its use of public mobile networks for track-to-train communication to provide a higher quality datalink at a reduced cost. For redundancy, each train will be connected to two network operators who will give it priority. However, this approach presents cyber security challenges.
Another major Oslo Metro project which started in 2020 is a £2 billion, 7.7km tunnelled extension to Fornebu with

six new stations and an underground depot stabling 28 trainsets with three workshop tracks and a turnaround loop. Services on this extension should commence in 2029.
Tunnelling is by drill and blast rather than a boring machine due to the number of stations in this relatively short tunnel. Tunnelling started in 2020 and after 18 months is 40 % complete.
SCANDINAVIAN ETCS

During the tour we learnt about the Swedish and Norwegian ETCS programmes.
Sweden’s 10,912km rail network has four connections with Norway and one with Denmark, highlighting the importance of achieving ETCS’s interoperability. It has 750 interlockings which will soon be life expired. ETCS will reduce the number of interlockings to 150. Initially, ETCS will be implemented on low trafficked regional lines, like the Haparanda branch. By 2027, ETCS will have been installed on 450km of four such regional lines. The line from Boden to the Norwegian border via Kiruna was planned to have ETCS this year but this has now been postponed to 2024 due to delays supplying train borne equipment. ETCS contracts have been let to Alstom, Siemens, and Hitachi for onboard equipment and to Alstom and Hitachi for trackside equipment.
The Swedish ETCS programme should be completed by 2040 with the lines around Stockholm being at the end of the programme. Swedish railways have around 100 different types of trains totalling 1783 vehicles
requiring ETCS fitment at an estimated cost of £1 billion.

Whilst in Oslo, we visited Campus Nyland, Norway’s ETCS test, training and simulation centre which opened in 2019. Here we tried out ETCS driving simulators, saw the ETCS infrastructure laboratory, and visited an adjacent depot to see trains being fitted with ETCS. Alstom have the contract to equip 467 trains of 55 different types. This is being done on two roads in the depot with each unit being out of service for two to three weeks.
Norway opened its pilot ETCS line in 2013 and had planned to open its next line this year but this has now been postponed to early 2024. Norway plans to implement ETCS on low trafficked lines first to help manage rolling stock fitment. Hence, lines to Oslo will be ETCS fitted at the end of the £2.6 billion programme which is expected to be completed by 2034. ETCS contracts have been awarded to Thales for the traffic management system, Alstom for train equipment and Siemens for infrastructure equipment. Siemens is responsible for system integration and managing design records.
Though ETCS offers many benefits, the group also heard about significant issues which add cost, delay, and operational constraints. These included:
» The need to freeze rail infrastructure for several years for ETCS implementation is a significant operational constraint, requiring detailed long-term planning,
FIGURE 16 - Inside the partbuilt Fornebu tunnel.
FIGURE 17 - Trying out ETCS simulator at Campus Nyland.
FIGURE 18 - Stadler-built Class 75 EMU being fitted with ETCS equipment.
FIG 16
FEATURE 112 Rail Engineer | Issue 202 | May-Jun 2023
FIG 17
» Complex approval process, largely due to a very large number of combinations of different trackside kit and on-train equipment;
» Developing and approving first of class train installations is a long and expensive process;

» For retrospective fitment, the size of on-train equipment is problematic. Tour participants noted that smart phones offer greater functionality in a much smaller space;
» Manufacturers unable to meet demand for high volume of ETCS kit;

» Potentially high cost as suppliers have a monopoly for the kit they supply.
To address this last issue, the EULYNX initiative has been developed to standardise the interface between signalling system elements. On our first day, the Finnish company, Relesoft, presented its EULYNX compliant interface, which was used in Finland to upgrade a traffic management system without renewing the interlocking. Relesoft describes itself as the “SpaceX of signalling” as it is quite a small company with the potential to disrupt the commercial model of mainstream suppliers.
SHARED LEARNING
After eight intense days, everyone had learned much from the visits and from each other on a trip that offered a unique insight into Scandinavian railways. Key aspects included integrated public transport and impressive capacity-improvement projects, designing railways for extreme cold weather and manufacturing trains from bare metal.
The scale of Kiruna’s iron ore operation and the way that railways, above and below ground, have been designed to transport thousands of tonnes per day was particularly impressive. It was also instructive to learn how Sweden and Norway are implementing their ETCS programmes which, unlike the UK, start with little-trafficked lines. The very real problems of ETCS implementation were also highlighted. As one younger member of the tour put it: “we can learn so much from how things are done in different countries”. Providing such an opportunity was just one reason why the Railway Division’s Technical Tour is such a worthwhile event.
Tour participants would like to thank those who organised the tour, all the group’s hosts in Finland, Sweden and Norway, and the event’s sponsors: Angel Trains and Eversholt Rail. My thanks also to the young engineers for their contributions to this feature. They are: Anish Bhunjun – Helsinki Transport; Jack Neil – Oslo transportation projects: Joe Brown –Finland’s railways; Logan Smith – ETCS; Zieger Xiao – Skoda & Kiruna Wagon works; John Thomas Puthusseril – iron ore transportation.
FEATURE 113 Rail Engineer | Issue 202 | May-Jun 2023
FIG 18



























































Find your role! visit: www.RailwayPeople.com / email: rp@rail-media.com / telephone: 01530 816 450 What is RailwayPeople.com? RailwayPeople.com is the largest dedicated rail job board in the UK. How can it help me? With the top career opportunities updated daily, your next move is a fingertip away. What should I do? Visit RailwayPeople.com today to find your next role and become an essential part of the UK’s rail industry to help the nation build back better. role and become an essential part of the UK’s rail Job updatedroles daily 01483 361 061 | info@advance-trs com A D V A N C E - T R S . C O M SPECIALIST RAIL RECRUITERS W E W O R K W I T H L E A D I N G E N G I N E E R I N G B U S I N E S S E S , S O U R C I N G T A L E N T E D S T A F F F O R T H E B I G G E S T R A I L P R O J E C T S I N T H E U K . CAREERS 114 Rail Engineer | Issue 202 | May-Jun 2023
DRIVEN BY CHANGE Join Our P-Way Engineering Team
In joining Colas Rail, you will be joining a company that values your expertise and offers opportunities to broaden them.

You will have:
• Solid P-Way Engineering (Tech) experience
• Dozing using 2D lasers and 3D UTS
• Tamping
• Stressing all levels is preferable
P-Way Engineer – Anglia
We are expanding and with more work comes more opportunities.
As a P-Way Engineer, you will have the opportunity to work on the South Rail Systems Alliance work bank, maintaining and transforming vital UK Infrastructure across Anglia. Based out of our new Chelmsford office, your work will help deliver S&C, Plain Line, Re-rail, and Level Crossing projects!

You will be a key player, in ensuring our works are completed on time, safely, to standard and budget. You will be empowered to provide technical expertise on the planning and execution of works.
In your role, you will work within a team of P-way Engineers and a Delivery Team dealing with all technical matters on our multi-disciplinary sites, monitoring and ensuring technical compliance. Assist our Construction Managers with the production and planning of documents namely, Work Package Plans and Task Briefs.
• Knowledge of Track Renewals / Rail Projects.
• A full UK driving licence
• Flexibility with working shift patterns.
And what do we offer?
At Colas Rail we know how important job satisfaction is for everyone to support with life at home, your health and financial well-being, that’s why in return we offer a competitive salary and benefits package.
Please register your interest by sending your CV to recruitment@colasrail.com and we will provide you with further information.
www.colasrail.co.uk
We are constantly looking for new talent to strengthen the Colas Rail UK team.
Our people are our strength, and everyone working for Colas Rail UK plays a vital part in the company’s success.
CARE | SHARE | DARE
People for Infrastructure
McGinley hires workers or finds permanent employees for companies in the infrastructure sector of the construction industry, building and managing workforces all over the UK


Whether you are looking for a job or a supply chain partner, we have the knowledge and expertise to help you succeed
As true infrastructure experts we have over 40 years ' experience and an unparalleled network. This combined with a large number of accreditations, memberships and awards give you the confidence you need to engage with us.
WE ARE RECRUITING

• PTS & safety critical contingent labour
• Signalling & telecoms
• Overhead line electrification
• Track welding
• Minor works packages
• Flexi-jobs apprenticeships

Call now 0845 543 5953 info@mcginley.co.uk Scan me to view live roles.

