

Índice
04. Seguridad laboral
Tres muertos en un accidente en una mina
08. RITC
El diseño de experimentos como herramienta para la fabricación optimizada de compuestos elastoméricos autorreparables

14. Artículo técnico Quimipol
Proceso de vulcanización del hule (caucho)Parte 2
18. Reciclaje de neumáticos
Aplicación de negro de humo recuperado como sustituto de negro de humo virgen en formulaciones con cauchos NBR - Parte 2
32. Un cafecito con Esteban
Ayudas que ayudan… ¡y mucho!
42.
Ciencia y tecnología
Optimización de la formulación de compuestos de caucho natural mediante inteligencia artificial - Parte 3
54. Ficha técnica coleccionable
Revestimientos de rodillos de caucho natural
56. Fórmula
Recubrimientos de rodillos de impresión (25 Shore A)
60. Noticias generales
64. Noticias institucionales
70. Noticias JornadasCaucho 2023

REGISTROS FÓSILES (PERO VIGENTES)
Revestimientos anticorrosivos en NR
Esta nueva sección rescata trabajos muy importantes publicados hace más de 25 años pero, por su naturaleza, con total vigencia en la actualidad.
En esta ocasión, hablaremos de los revestimientos de caucho, los cuales contribuyen a mejorar la economía de muchos procesos de la industria química.
Conoce esta adaptación del capítulo 3 de la tesis de grado "Sistemas de recubrimiento de protección para una planta transformadora de yuca" del Ing. Juán Carlos Correa Daraviña de la Universidad Autónoma del Occidente, Colombia (1994).
Director: Víctor Dvoskin - Director Comercial: Sergio Junovich. Comité de Redacción: Emanuel Bertalot, Mariano Escobar, Diogo Esperante, Marianella Hernández Santana, Patricia Malnati, Tim Osswald, María Alexandra Piña, Karina Potarsky, Catalina Restrepo, Joan Vicenç Durán. Corrector general: Marcela Mansilla. Coordinador editorial: Federico Esteban. Directora de Arte: Paula Cattaneo. Es una publicación de Asociación Civil de Tecnología del Caucho. ISSN 2618-4567. La editorial se reserva el derecho de publicación de las solicitudes de publicidad, el contenido de las mismas no es responsabilidad de la editorial sino de las empresas anunciantes Dirección administrativa: LARA - 235 Alpha Drive, Suite 206. Pittsburgh, PA 15238, USA. Lo expresado por autores, avisadores y en noticias generales e institucionales no refleja necesariamente el pensamiento de la dirección de la editorial.
24
NÚMERO 54 | Abril 2023
36. Revista España
Caucho, neumáticos y deforestación Ensayando aceites para TPE
Mujeres latinoamericanas y su legado. Fragmentos de canciones, poesías y libros

¡Tú también puedes colaborar en esta sección!
Envíanos tu frase o reflexión a caucho@sltcaucho.com y la publicamos.

EDITORIAL Revista SLTCaucho | Industria y Tecnología en América Latina
Toda belleza en ti dobla su gracia, toda gracia precisa sus virtudes, toda virtud aumenta su eficacia.Claudia Lars – Poetisa salvadoreña, una de las voces más sobresalientes de la lírica centroamericana del siglo XX.
3
Tres muertos en un accidente en una mina
COLUMNISTA
Joan Durán Llacer
Autor de "Cero Accidentes: ¿Una Utopía?" jvduranllacer@gmail.com
Dicen los medios de comunicación que la actualidad obliga. Esta vez, la actualidad (aunque ya no lo será cuando se publique este artículo) es el accidente acaecido en una mina de potasa, en Sallent (Barcelona, España).
Tres jóvenes geólogos que estaban en prácticas resultaron muertos al caerles encima el techo de una de las galerías. Con la investigación bajo secreto de sumario, no es conocida aún la causa del desprendimiento. Los equipos de salvamento tardaron varias horas en encontrarlos, cuando ya nada se podía hacer para salvarlos. Se encontraban a más de 900 m de profundidad a los que se accedía por una galería de 5.000 m de largo.
Recientemente, la mina había pasado una inspección de seguridad llevada a cabo por la administración pública, donde no se había detectado ninguna irregularidad. Noticias como esta hacen que vuelva a aparecer en los medios de comunicación la importancia de la seguridad laboral
Es una pena que la sociedad tenga que verse sacudida por noticias así para dedicarle tiempo y esfuerzo a la erradicación de accidentes laborales. En España, hay más de dos muertes al día por accidentes de este tipo. Con más de veinte millones de trabajadores, hay quien pensará que no son muchos, pero como me decía un antiguo jefe: un sólo accidente mortal es mucho
En concreto, se produjeron en España 826 muertes en 2022. Aunque más de 100 lo fueran por causas naturales en horario laboral -lo cual legalmente se considera accidente-, seguimos rondando las dos muertes por día por hechos accidentales.
En otro ámbito, están los accidentes de tránsito que provocaron 1.145 muertos y 4.008 graves heridos durante el mismo año. Otra estadística impactante es la de accidentes laborales no mortales. En 2022, hubo en España un total de 631.724 accidentes con baja laboral y 564.701 sin. O sea, casi 1.200.000 accidentes declarados oficialmente.

4 SEGURIDAD LABORAL
Revista SLTCaucho | Industria y Tecnología en América Latina
Suponiendo que esto refleje todos los accidentes habidos y no quede ninguno por declarar, esto supone que una de cada dieciséis personas trabajadoras, aproximadamente, sufre un accidente de mayor o menor gravedad a lo largo de un año en España. Claramente, esto es una barbaridad. Hay accidentes no mortales que dejan secuelas para toda la vida. Muchas bajas laborales, aunque no sean de larga duración, generan cambios de organización y recolocación de personal, no siempre con la misma experiencia y destreza del accidentado, que hacen que aumente el riesgo de accidentes. Un accidente puede dar origen a otros accidentes
A escala mundial, la OIT (Organización Internacional del Trabajo) estima en unos 2.000.000 el número de muertos al año por accidentes de trabajo. No tengo palabras para calificar este dato. Un accidente mortal tiene efectos colaterales en la sociedad. El duelo de familiares, amigos y compañeros de trabajo es mucho más complejo por lo inesperado del suceso, entre otras cosas. El rendimiento, la organización familiar y la capacidad de vivir con normalidad para todo el entorno del fallecido se ve igualmente impactado. En algunos casos, la vida de estas personas nunca llegará a ser como antes. Esto tiene también un coste social colectivo.
Incluso es una situación no deseada para la empresa, si tiene que afrontar una investigación que puede aportar consecuencias negativas para ella y sus directivos. Por ello, desde hace años vengo expresando que la solución a largo plazo es la creación de una cultura preventiva global y no sólo laboral
La escala mundial, la OIT estima en unos 2.000.000 el número de muertos al año por accidentes de trabajo.
Desde pequeños, a los niños se les tendría que educar hacia una actitud preventiva de la misma manera que se les explica una y otra vez que, cuando ven un semáforo de color rojo, no deben de cruzar la calle y que, si no hay semáforo, hay que mirar a uno y otro lado de la calle y nunca cruzar si viene un vehículo. Esta educación debería darse en casa y en la escuela conjuntamente.
No sólo con la educación bastaría. Habría que replantearse casas más seguras y edificios públicos y privados con equipamientos que favorecieran la cultura preventiva. Por poner un ejemplo real: hay millones de pisos o apartamentos en el mundo de menos de 60 m² de superficie. En un sitio así, los productos de limpieza se guardan debajo de la pica de lavar los platos, en la cocina. No caben en armarios altos. Centenares de niños de corta edad se intoxican por tomarse un trago de detergente, o lo que es peor, de lejía o salfumán (ácido clorhídrico). Hace pocas semanas, apareció en los medios de comunicación de España un caso de dos hermanos de corta edad intoxicados. Uno falleció. La prensa habló un par días de ello y nada más. Doy por supuesto que ustedes saben que distintas estadísticas sitúan a la cocina como el lugar del mundo donde hay más accidentes por horas de presencia.
Partidos políticos, administración pública, sindicatos y sociedad civil deberían tomar conciencia colectiva de que, a pesar de que hemos mejorado mucho respecto a hace 50 años atrás, tenemos mucho trayecto aún por recorrer hasta que un accidente sea algo realmente excepcional y vayamos tendiendo hacia el cero. Hemos de ir todos unidos, desde el mundo laboral se puede ejercer un fuerte liderazgo y ayudar a concienciar la vida privada en el sentido de que la seguridad no es sólo patrimonio del mundo del trabajo

5
La solución a largo plazo es la creación de una cultura preventiva global y no sólo laboral.



Abiertas las inscripciones
III Jornadas Latinoamericanas de Reciclaje de Neumáticos.
20 a 22 de septiembre
ACCEDER
Una excelente oportunidad para conocer distintas alternativas de tecnologías, reglamentaciones, desarrollos y diversas soluciones que existen acerca del reciclaje.
Además, podrás asistir a importantes diálogos entre la industria, la academia y los gobiernos alrededor de la gestión y el tratamiento de residuos respecto al sector del caucho.
En simultáneo con las XVII Jornadas Latinoamericanas y X Jornadas Iberoamericanas de Tecnología del Caucho.
JORNADAS RECICLAJE
En este artículo se refleja brevemente la utilidad del diseño de experimentos (DoE) como herramienta de modelización de las propiedades mecánicas de formulaciones elastoméricas autorreparables reforzadas. Los resultados presentados son producto de la valiosa colaboración entre tres grupos de investigación españoles, pertenecientes a la Universidad de Valladolid, la Fundación CIDAUT y el Instituto de Ciencia y Tecnología de Polímeros (ICTP-CSIC).

INTRODUCCIÓN
Los elastómeros autorreparables se inspiran en la naturaleza, respecto a la capacidad que tienen los sistemas biológicos para curar heridas y regenerar tejidos, de forma autónoma o tras la exposición a diferentes estímulos¹. A pesar de los grandes avances que existen en esta materia y de las pruebas de
COLUMNISTA
Directora de la Red Internacional de Tecnología del Caucho (RITC). ritc@sltcaucho.org

COLUMNISTA INVITADA 2-6
concepto positivas, los resultados distan aún de ser extrapolados a productos de la vida cotidiana, fundamentalmente porque sus propiedades mecánicas son inferiores frente a las de los elastómeros convencionales.
Actualmente, se estudia la inclusión de refuerzos como estrategia para incrementar el desempeño mecánico de estos materiales sin afectar su capacidad de reparación, buscando un equilibrio entre ambos. En este sentido, los autores han estudiado el empleo de partículas de caucho de neumáticos fuera de uso (NFU), con diferentes modificaciones superficiales, como refuerzo del caucho estireno-butadieno (SBR) autorreparable . Hemos estudiado, por primera vez, la desvulcanización del NFU como una potente técnica de modificación superficial de este refuerzo, para contribuir con este objetivo.
8 RED INTERNACIONAL DE TECNOLOGÍA DEL CAUCHO
Revista SLTCaucho | Industria y Tecnología en América Latina
El diseño de experimentos como herramienta para la fabricación optimizada de compuestos elastoméricos autorreparablesMarianella Hernández Santana (ESP) Dra. Karina Núñez Carrero (ESP)
Mediante los diferentes procesos de desvulcanización se logra romper parcialmente la estructura entrecruzada del caucho de neumático, generando una interfase plástica en la superficie, la cual mejora la interacción matriz-carga y con ello el comportamiento mecánico . Sin embargo, explicar la relación de cada variable envuelta en esta estrategia (cantidad, área superficial, porcentaje de desvulcanización y porcentaje de degradación del NFU) con la mejora de cada propiedad mecánica (rigidez, tenacidad, etc.), antes y/o después de la reparación, requiere de una experimentación compleja.
Adicionalmente, se plantea la problemática asociada a la dependencia entre las variables estudiadas, lo que ha llevado al uso de herramientas estadísticas de diseño de experimentos (DoE) para identificar la relación estructura-propiedades y con ello proveer a la comunidad científica de una guía de diseño, adaptada a las exigencias de la aplicación final (ver figura 1).
METODOLOGÍA
Los experimentos se realizaron considerando un diseño factorial completo. Este consiste en todas las combinaciones posibles de varios niveles de factores (variables), obteniendo información sobre los principales efectos.
Se utilizó el software estadístico Minitab® para generar la experimentación y se empleó un análisis de varianza (ANOVA) para evaluar los datos experimentales.
Los factores y los niveles seleccionados para el DoE fueron:
• A: Área superficial del NFU (dependiendo del proceso de desvulcanización, por criomoliendaCrio, o por chorro de agua - WJ).
• B: Cantidad de NFU (entre 5 y 30 ppc).
• C: Disminución de la densidad de entrecruzamiento de la partícula de NFU después de la desvulcanización (entre 0 y 50 %).
D: Selectividad, que cuantifica la desvulcanización completa del NFU (entre 0 y 100 %).
Debido a la complejidad microestructural y naturaleza heterogénea del NFU, sumado a la dependencia entre variables, no fue posible llevar a cabo todos los experimentos propuestos con un único diseño factorial: 24. Por ello, fue preciso diseñar experimentos de 2³ y 2² respectivamente (ver figura 2) y hacer converger el análisis de ambos para poder comprender mejor la influencia de cada factor.

9
Figura 1. Representación esquemática del DoE.
(b) Variables de entrada al DoE
salida del DoE
Propiedades mecánicas Estado
Propiedades mecánicas Formulación SBR autorreparable Factor B: cantidad de NFU NFU desvulcanizado Factor A: área superficial Factor C: % disminución de densidad de red Factor D: % desvulcanización selectiva Resistencia a la tracción < 0.50 0.50 - 0.75 0.75 - 1.00 1.00 - 1.25 1.25 - 1.50 1.50 - 1.75 1.75 - 2.00 > 2.00 Resistencia a la tracción < 0.4 0.4 0.5 Factores Variable respuesta A Área superficial B Disminución de red C Concentración de la carga D Selectividad Constante Resistencia a la tracción en estado virgen y reparado
2-5 (a)
Variables de
Estado reparado
virgen
¡Inscríbete!
A las XVII Jornadas Latinoamericanas y X Jornadas Iberoamericanas de Tecnología del Caucho




ACCEDER En simultáneo con las III Jornadas Latinoamericanas de Reciclaje de Neumáticos.
NFU desvulcanizado
Factor A: área superficial
Factor C: % disminución de densidad de red
NFU desvulcanizado
Factor D: % desvulcanización selectiva
Factor A: área superficial
Factor C: % disminución de densidad de red
Factor D: % desvulcanización selectiva
Formulación SBR autorreparable
Factor B: cantidad de NFU
Formulación SBR autorreparable
Factor B: cantidad de NFU



Variables de entrada al DoE
Variables de entrada al DoE
Estado virgen
Propiedades mecánicas
Estado reparado
Propiedades mecánicas
RESULTADOS
Influencia de los factores A, B y C en las variables respuestas de las probetas en estado virgen y reparado
Influencia de los fac variables
Determinar cuáles son los factores con un e en el desempeño mecánico y la capacidad de compuesto SBR y conocer su impac
Validación de los resultados
Validación de los resultados
Luego de preparar las formulaciones y caracterizarlas mecánicamente antes y después de aplicar el protocolo de reparación (130 °C durante 1 hora), se llevó a cabo el análisis estadístico. Así, fue posible establecer que el Factor C (disminución de la densidad de red) y sus interacciones con el Factor A (área superficial) y el Factor B (cantidad de carga) fueron estadísticamente significativas para la resistencia a la tracción
Esto se debe a las mejoras en la compatibilidad que resultan en un mayor volumen de cadenas libres en la superficie del refuerzo para interactuar con la matriz SBR.
Los valores del coeficiente de determinación (R²) superaron el 98 % en todas las condiciones estudiadas, lo que demuestra la fiabilidad de la respuesta factorial
Por su parte, el análisis de la varianza demostró que las diferencias entre la resistencia a la tracción en el estado virgen y el estado reparado están altamente influenciadas por la cantidad de refuerzo (Factor B).
desvulcanizado, se maximiza la rigidez en el estado virgen, pero estas cantidades actúan como defectos Este efecto puede atenuarse, aumentando considerablemente el Factor C. Sin embargo, el aumento del Factor C produce, al mismo tiempo, una mejora dramática en el estado virgen que resulta en una pérdida notoria de la eficiencia de reparación. De esta forma, se confirma el antagonismo existente entre el comportamiento mecánico y la autorreparación
Los diagramas de contorno se utilizan para explorar gráficamente la relación tridimensional entre variables en dos dimensiones.
La figura 3 muestra el Factor C y el Factor B para el DoE 1 trazado en los ejes x e y, respectivamente, y los valores de resistencia representados por contornos para un determinado tipo de partícula desvulcanizada (WJ). Estas gráficas revelan que la disminución en la densidad de entrecruzamiento es el factor más significativo que afecta la resistencia a la tracción de las formulaciones tanto en estado virgen como reparado






12 RED INTERNACIONAL DE TECNOLOGÍA DEL CAUCHO Revista SLTCaucho
(a)
Factores Variable respuesta Virgen Reparada A Área superficial B Disminución de red C Concentración de la carga D Selectividad Constante Resistencia a la tracción en estado virgen y reparado
Figura 2. Esquema de los diseños de experimentos utilizados.
Figura 3. Gráficas de contorno de respuestas.
Independientemente de la cantidad de refuerzo utilizado, el valor se maximiza cuanto menor es la red de entrecruzamiento.
Los contornos también muestran claramente la posiblidad de conseguir una resistencia a la tracción superior a 2 MPa y 0,7 MPa, en el estado virgen y el estado curado, respectivamente, si el Factor B y el Factor C se maximizan al mismo tiempo.
El gráfico de contorno relacionado con el DoE 2 confirma la independencia de los valores de resistencia a la tracción en estado virgen con la selectividad de la rotura de la red (Factor D), en las condiciones estudiadas.
CONCLUSIONES
El uso de la estadística del diseño de experimento factorial, usada para comprender estructuras de materiales altamente funcionales y complejos, en composición y microestructura, como es el caso de los materiales autorreparables basados en SBR y reforzados con NFU, resultó ser una herramienta potente para el diseño “a doc” de este tipo de materiales. La valía de los resultados quedó demostrada con los ensayos posteriores de reproducibilidad y validación llevados a cabo.■
REFERENCIAS
1. R.P. Wool, Self-healing materials: a review, Soft Matter. 4 (2008) 400. https://doi.org/10.1039/b711716g
2. K.C. Nuñez Carrero, L.E. Alonso Pastor, M. Hernández Santana, J. María Pastor, Design of selfhealing styrene-butadiene rubber compounds with ground tire rubber-based reinforcing additives by means of DoE methodology, Mater Des. 221 (2022) 110909. https://doi.org/https://doi.org/10.1016/j. matdes.2022.110909
3. J. Araujo-Morera, M.H. Santana, R. Verdejo, M.A. López-Manchado, Giving a second opportunity to tire waste: An alternative path for the development of sustainable self-healing styrene-butadiene rubber compounds overcoming the magic triangle of tires, Polymers (Basel). 11 (2019) 1–13.
https://www.mdpi.com/2073-4360/11/12/2122
4. M. Hernández Santana, M. Huete, P. Lameda, J. Araujo, R. Verdejo, M.A. López-Manchado, Design of a new generation of sustainable SBR compounds with good trade-off between mechanical properties and self-healing ability, Eur Polym J. 106 (2018) 273–283 https://doi.org/10.1016/j.eurpolymj.2018.07.040.
5. L.E. Alonso Pastor, K.C. Núñez Carrero, J. AraujoMorera, M. Hernández Santana, J.M. Pastor, Setting Relationships between Structure and Devulcanization of Ground Tire Rubber and Their Effect on Self-Healing Elastomers, Polymers (Basel). 14 (2022) 11.
https://www.mdpi.com/2073-4360/14/1/11.
6. J. Araujo-Morera, R. Verdugo-Manzanares, S. González, R. Verdejo, M.A. Lopez-Manchado, M. Hernández Santana, On the Use of MechanoChemically Modified Ground Tire Rubber (GTR) as Recycled and Sustainable Filler in Styrene-Butadiene Rubber (SBR) Composites, Journal of Composites Science. 5 (2021) 68. https://www.mdpi.com/2504477X/5/3/68.
13
Proceso de vulcanización del hule (caucho)
Parte 2
Artículo técnico-comercial como contraprestación de patrocinio oro de la SLTC. Su contenido es responsabilidad del patrocinador.
Como hemos comentado en la entrega anterior, aunque los hules o cauchos son macromoléculas poliméricas de gran tamaño (50,000 - 1’000,000 Dalton), las cadenas poliméricas siguen siendo unidades independientes una de la otra. Por ello, aunque individualmente desarrollen propiedades elásticas, en masa presentarán flujo viscoso al deslizarse una junto a la otra. Por esta razón, para poder obtener el máximo rendimiento de la masa polimérica, se requiere generar una serie de “puentes” químicos entre las diferentes moléculas presentes.
Ing. Alejandro Esquivel de la Garza (MEX)

COLUMNISTA Especialista en polímeros, adhesivos y compuestos.
aesquivel@quimicosypolimeros.com
Dependiendo de la cantidad de enlaces químicos generados, se obtendrá mayor o menor comportamiento elástico balanceado con el comportamiento viscoso original de la masa polimérica. A mayor número de “puentes” intermoleculares, se obtendrá mayor comportamiento elástico, reduciendo el comportamiento viscoso e incrementando las propiedades mecánicas relacionadas con la propiedad elástica.

ARTÍCULO TÉCNICO-COMERCIAL QUIMIPOL®
Revista SLTCaucho | Industria y Tecnología en América Latina
CH3 CH3 CH3 CH3 CH3 CH3 H3C H3C H3C H3C CH3 CH3 CH3 CH3 H3C H3C S S S S S S S S S S S S S S S Sulfur 14
Figura 1. Vulcanización de macromoléculas poliméricas.
De manera práctica, algunos autores4 reportan las correlaciones entre la cantidad de entrecruzamientos y las propiedades de los vulcanizados. Por ejemplo:
• El efecto de la cantidad de entrecruzamientos (reticulación) sobre la resistencia a la tensión (tensile strength) presenta un amplio rango a máxima resistencia. Sin embargo, insuficientes entrecruzamientos o un exceso de los mismos se correlacionan con el desarrollo de bajos valores para esta propiedad.
• Un comportamiento similar se presenta para la resistencia al desgarre. Sin embargo, el rango de valor máximo es más estrecho.
• Una pobre resistencia a la abrasión se correlaciona más con una baja reticulación que con una excesiva.
• La resiliencia, la amortiguación dinámica y la rotura por fatiga mejoran en cierto grado al incrementar la reticulación.
• La prueba de compresion set mejora con el incremento de reticulación.
• La optima elongación a la ruptura puede ser obtenida con un nivel de reticulación mayor o menor y dependerá del balance con otras propiedades más relevantes para el desempeño del producto final.
• Los compuestos con insuficiente o excesiva reticulación desarrollan pobres propiedades de resistencia al envejecimiento.
AZUFRE
Actualmente, el proceso más utilizado para generar la reticulación (vulcanización) de la mayoría de los cauchos que se procesan industrialmente, es aquel que utiliza la tecnología basada en el descubrimiento de Charles Goodyear, realizado en 1839: consiste en el uso de azufre como agente vulcanizante, el cual es mezclado en el hule para someter posteriormente esta mezcla a condiciones de presión y temperatura.
Normalmente, el rango de azufre incluido en formulaciones para la fabricación de partes de hule suaves y elásticas, se encuentra entre 0.2 y 5.0 phr. Sin embargo, no es posible establecer una cantidad definida para usar universalmente, ya que esta varía de rango dependiendo del tipo de hule y aceleradores usados en la fórmula.
Otro rango utilizado en algunas aplicaciones, como el recubrimiento de rodillos de alta dureza (nivel “ebonita”), requiere de niveles entre 25 y 35 phr de azufre7 para alcanzar los valores de alta dureza requeridos. En estos casos, es muy importante el control de la temperatura de vulcanización, ya que la reacción es exotérmica y corre el riesgo de un descontrol en la temperatura, que podría generar hasta una explosión7. No olvidemos que estamos manejando una mezcla de compuestos orgánicos basados en carbón y azufre.
El azufre elemental es el elemento más importante del proceso de vulcanización ya que, al reaccionar químicamente con los centros reactivos disponibles (principalmente dobles enlaces) en las cadenas poliméricas, forma los “puentes” intermoleculares que le dan a la masa polimérica su característica de elastómero termofijo
Comercialmente, se manejan dos tipos de azufre: el rómbico (cristalino), el cual presenta una buena solubilidad aceptable en la mayoría de los polímeros (5 % aproximadamente en hule natural @ 75°C) y el azufre insoluble (amorfo) con reducida solubilidad en elastómeros. Este elemento debe ser de la mayor pureza posible, preferentemente superior al 99.5 %4
Otro requisito para el azufre usado en el proceso de vulcanización es un bajo contenido de ácido. Por eso, se limita el uso de azufre en flor ya que contiene SO3 el cual tiende a retardar la vulcanización4 .
Para obtener un adecuado nivel de desempeño de propiedades mecánicas de los compuestos vulcanizados, es necesario obtener un excelente nivel de dispersión del azufre durante el mezclado del compuesto. Sin embargo, como normalmente es el último ingrediente de la receta y se incorpora durante el proceso de formulación, es común que se presenten problemas de bajo desempeño y/o resistencia al envejecimiento por una mala dispersión de este material.
La facilidad de dispersión del azufre en el polímero depende de la solubilidad en este. Aunque se disuelve fácilmente en hule natural, polibutadienos y SBR
,
15
(y esta solubilidad se incrementa con el aumento de temperatura durante el proceso de formulación) en otros polímeros como polibutadienos estereoespecíficos y el hule nitrilo, su solubilidad es menor4 y esto dificulta su incorporación a la mezcla.
Cuando se utiliza un exceso de azufre rómbico en la formulación, este tiende a migrar a la superficie del compuesto formando cristales. A este efecto se le denomina “afloramiento” (blooming)4 y cambia notablemente la apariencia superficial del producto. La intensidad de este fenómeno varía en base al tipo de hule utilizado ya que depende, a su vez, de la solubilidad del azufre en él. Este fenómeno también se presenta en productos terminados cuando el compuesto no se vulcanizó adecuadamente y queda un remanente de azufre libre. Se ha reportado también que algunos aceleradores como el MBT incrementan el efecto de afloramiento de azufre en el compuesto4
Una solución efectiva para este problema es el uso de azufre amorfo , que desarrolla una tendencia menor al afloramiento. Sin embargo, expuesto a altas temperaturas durante el proceso de formulación, tiende a revertirse a la forma rómbica6 y genera el problema nuevamente. Por otra parte, al ser insoluble, es más difícil de incorporar a la formulación. Algunos formuladores recomiendan utilizar una cantidad parcial de azufre rómbico soluble y para el resto (60 % - 70 %) usar azufre amorfo. Esto ayuda a reducir los problemas de dispersión y afloramiento cuando se tengan que usar cantidades superiores de azufre4 .
Además del uso de azufre elemental para introducirlo a la formulación y generar la reticulación del hule, se usan también compuestos orgánicos que liberan azufre a las temperaturas de vulcanización. Los más comúnmente utilizados son los sulfuros de tiuram, que además actúan como aceleradores en el proceso.
De ellos, solo el disulfuro de tetrametiltiuram (TMTD) puede ser usado sin incluir azufre en la formulación. Por otro lado, no se recomienda usar el monosulfuro en ausencia total de azufre elemental porque no cura tan satisfactoriamente como sucede con el disulfuro6
Normalmente, se recomienda de 2 a 4 phr de TMTD cuando no se usa azufre en la formulación. Cuando sí se incluye azufre, ácido esteárico y ZnO, se usa en un rango de 0.1 a 1.0 phr. Y si se combina con otros aceleradores como MBT, se usa en un rango de 0.25 a 0.5 phr.
Otro compuesto que se utiliza como donador de azufre es el 4,4 ditiodimorfolina (DTDM), que presenta la ventaja de generar enlaces disulfídicos que imparten al compuesto una alta resistencia al envejecimiento por altas temperaturas en el compresion set, y una alta seguridad a la prevulcanización precoz. Por ejemplo: para hule natural se recomienda sustituir 1.0 phr de azufre libre por 1.0 phr de DTDM, mientras que para otros hules 0.6 phr del producto por 1.0 phr de azufre libre son suficientes.
La principal justificación para el uso de estas substancias (pues son relativamente caras), es que reducen el efecto de afloración del azufre. Además, permiten reducir y hasta eliminar el uso de azufre elemental ya que el azufre contenido en su molécula no se libera hasta que no se descompone el producto para actuar como acelerador.
Otra solución práctica, que se ha desarrollado desde hace tiempo pero que no es sino hasta fechas recientes que se está popularizando entre los formuladores, es el uso de azufre “predisperso” en algún polímero afín a los que se usan cotidianamente (por ejemplo: SBR y EPDM), a niveles del 75 % - 80 %. Este se adiciona al final de la formulación, mejorando notablemente su dispersión (reduce los tiempos de incorporación hasta un 50 %), obteniendo mayor uniformidad en el producto y eliminando problemas de calidad.
Revista SLTCaucho | Industria y Tecnología en América Latina
ARTÍCULO TÉCNICO-COMERCIAL QUIMIPOL®
4,6 16
Además, evita la perdida de material por la volatilidad de polvos y la contaminación del ambiente laboral. Cuando se usa azufre predisperso en polímero hay que considerar el ajuste de la formulación: el producto debe contener 75 % u 80 % de azufre puro y el resto es un polímero elastomérico compatible
Aunque esta solución puede considerarse como un incremento del costo del producto, se debe cuantificar como beneficios: la mejora en calidad del producto final, la reducción de la contaminación del ambiente laboral, reducción de los costos por pérdida de producto volátil y por tiempos muertos para limpieza del equipo de proceso cuando se requiere cambiar de formulaciones; además de los incrementos de productividad por reducción en los tiempos de dispersión del azufre al final del proceso de formulación.
Como parte del compromiso de Químicos y Polímeros Corporation S.A. de C.V. (Quimipol) de ofrecer soporte técnico a nuestros clientes, suministramos la información correspondiente a las características y condiciones de uso de nuestros productos, entre los cuales se encuentra el azufre predisperso al 80 %
En las próximas entregas estaremos revisando en detalle la naturaleza, características y funcionalidad para el resto de los materiales anteriormente mencionados y que participan en el proceso de vulcanización, a fin de ofrecer información técnica complementaria para tomar en consideración cuando se realice el desarrollo o ajuste de las formulaciones para compuestos elastoméricos vulcanizados.
REFERENCIAS
1. IISRP, “Caucho Sintético, La historia de una industria”, 1973, International Institute of Synthetic Rubber Producers Inc, Ed. Desconocida, impreso en Holanda.
2. Martínez C. F., Viesca T.C., Valdez G.J., Flores O.H., Sanfilippo B. J. “El hule En México”, 1986, Industrias Negromex SA de CV, Ed. Copilco. México DF. Mex.
3. Hosler D, Burkett S, Tarkanian M, “Prehistoric Polymers; Rubber Processing in Ancient Mesoamerica”, Science Magazine, Jun, 1999, vol. 284, No.5422, pg.1988.
4. Hofmann W, Vulcanization and Vulcanizing Agents, Maclaren and Sons LTD / Palmerton Publishing Co. Inc. Great Britain.
5. Royo J., “Manual de tecnología del caucho”, Ed. Reclamo técnico, 1989, Barcelona, España.
6. Barlow Fred, “Rubber Compounding Principles Materials and Techniques”, Es. Marcel Drekker inc, New York.
7. Chandrasekaran Ch, “Anticorrosive Rubber Lining”, 2017, -5 Basic Chemical-Resistant Ebonite Formulations ISBN 978-0-323-4437.
8. Hellmuth N, “Ancient ingredient that makes rubber balls bounce”, mexicolore 2020. Mexicolore

10. Hunebed Nieuwscafe
11. Edupics
17
Aplicación de negro de humo recuperado como
sustituto de negro de humo virgen en formulaciones con cauchos NBR - Parte 2

COLUMNISTA INVITADO
COORDINADORES
Como se presentó en la primera parte de este trabajo, en el número anterior de la revista, el objetivo de este estudio es determinar el posible uso de negro de humo recuperado (rCB) para formulaciones de caucho acrilonitrilo butadieno (NBR) como sustituto parcial de negro de humo virgen, dado que este caucho es ampliamente usado en aplicaciones en la industria alimentaria.

En esta segunda parte, analizaremos las propiedades físicas del mismo, así como presentaremos los resultados del análisis y sus conclusiones.
PROPIEDADES FÍSICAS
Los valores obtenidos en los ensayos de densidad, dureza, tracción, compression set e hinchamiento en IRM901 pueden verse en la tabla 1.
coladecaballo37@gmail.com
No se observan grandes diferencias entre las distintas muestras. Valores como la dureza o el módulo al 100 % no varían entre muestras.
El módulo al 300 % tiende a disminuir a medida que la cantidad de rCB va aumentando, aunque esta tendencia se estanca entre el 5-25 % de rCB.
Tanto la fuerza como el alargamiento a la rotura aumentaron cuando la carga de rCB se incrementa al 100 %, sin observarse una tendencia previa en las muestras al 50 % o 25 %. También es posible apreciar un ligero incremento en la deformación remanente (compression set) a medida que se incrementa la cantidad de rCB. Aunque este incremento no es significativo, para algunas aplicaciones puede representar un problema. Por ejemplo, para compuestos de juntas tóricas.
18 RECICLAJE DE NEUMÁTICOS
Revista SLTCaucho | Industria y Tecnología en América Latina
Antonio López Cerdán (ESP)
Karina Potarsky (ARG) Directora del Comité de Reciclaje de la SLTC y Directora INTI - Caucho.
Emanuel Bertalot (ARG) Vicedirector del Comité de Reciclaje de la SLTC.
Pyrolisis Development Manager en Murfitts Industries.
20 al 22 de septiembre. Centro de Convenciones NOS, PUCP, Lima, Perú.
En cuanto al hinchamiento, todos los compuestos han perdido volumen, indicando que parte de los ingredientes presentes en la formulación han sido extraídos por IRM901.
Se observa una tendencia: esta pérdida de volumen se reduce conforme la cantidad de rCB aumenta, aunque estas variaciones son poco significativas y pueden deberse al margen de error experimental
DMA. ANÁLISIS DINÁMICO-MECÁNICO
Este análisis puede dividirse en dos apartados:
• Tan δ. Las curvas de Tan δ pueden verse en la gráfica 1. Este valor se obtiene mediante la relación entre el módulo viscoso y el módulo elástico. La temperatura a la que se encuentra el valor máximo indica la temperatura de transición vítrea (Tg).
Estos valores están representados en la tabla 2, y como se puede apreciar, no se observan diferencias significativas entre los distintos compuestos.
Módulo elástico. Las curvas del módulo elástico pueden hallarse en la gráfica 2. Este valor nos muestra las propiedades elásticas del compuesto a diferentes temperaturas. No se aprecian diferencias entre las distintas muestras, indicando que todos tienen un comportamiento elástico similar.
PLANTACIONES Revista SLTCaucho | Industria y Tecnología en América Latina JORNADAS RECICLAJE III Jornadas Latinoamericanas de Reciclaje de Neumáticos
19 rCB en NBR 0 % rCB en NBR 5 % rCB en NBR 10 % rCB en NBR 50 % rCB en NBR 100 % rCB en NBR 25 % -15.267 Máx Tan δ Tg (°C) -14.405 -14.879 -14.94 -14.248 -14.638
Tabla 1. Propiedades físicas.
Unidades rCB en NBR 0 % rCB en NBR 5 % rCB en NBR 10 % rCB en NBR 50 % rCB en NBR 100 % rCB en NBR 25 % g/cm³ Shore A° MPa MPa MPa % % % Densidad Dureza M100 M300 Fuerza Máx. Alargamiento Máx. Compression Set Hinchamiento a IRM901* 1.173 65.00 3.40 12.80 15.8 384 13.3 -3.15 1.171 67.00 3.64 11.10 16.7 442 18.0 -2.71 1.172 66.00 3.38 11.60 14.8 378 15.6 -2.91 1.173 67.00 3.60 12.10 15.1 393 -2.98 1.173 66.00 3.43 12.10 15.3 379 -3.04 1.172 66.00 3.30 11.90 15.4 382 13.5 13.9 13.5 -3.14
Tabla 2. Máx. Tan δ / Tg (°C).
RECICLAJE DE NEUMÁTICOS
CONTENIDO DE PAH
La concentración de cada hidrocarburo aromático policíclico (PAH) puede encontrarse en la tabla 1 La cantidad total de los 15 PAHs que fue detectada se muestra en la gráfica 3.
Se aprecia una clara reducción lineal de la cantidad de PAH presente en el compuesto a medida que la concentración de N660 se reduce y la de rCB aumenta.
TEMPERATURA (°C)
Gráfica 1. Curva DMA de Tangente δ en función de la temperatura..

Gráfica 3. Concentración total de PAH.

rCB en NBR - 0% rCB en NBR - 5% rCB en NBR - 10% rCB en NBR - 25% rCB en NBR - 50% rCB en NBR - 100% LOQ Total de 15 GS-PAHs excl.LOQ 60 50 40 30 20 10 0 mg/kg
20
Revista SLTCaucho | Industria y Tecnología en América Latina
LOG (ELASTIC MODULUS / Pa) TEMPERATURA (°C) rCB en NBR - 0% rCB en NBR - 5% rCB en NBR - 10% rCB en NBR - 25% rCB en NBR - 50% rCB en NBR - 100% 10.0 9.5 9.0 8.5 8.0 7.5 7.0 6.5 -80 -70 -60 -50 -40 -30 -20 -10 0 10 20 30 40 50 60 70 80 Norma AfPS GS 2019:01 Compuesto PAH Unidades Naftalina mg/kg Fenantreno mg/kg Antraceno mg/kg Fluoranteno mg/kg Pireno mg/kg Benzo (a) antraceno mg/kg Criseno mg/kg Benzo (b) fluoranteno mg/kg Benzo ( j) fluoranteno mg/kg LOQ * 0 30 0 20 0 10 0 10 0 10 0 10 0 10 0 10 0 10 0 851 2 50 0 119 8 08 33 5 nd 0 159 0 218 nd 0 964 2 36 0 113 7 85 32 6 nd 0 150 0 215 nd 0 919 2 18 1 109 7 16 29 4 nd 1 138 0 188 nd 0 810 1 70 nd 5 57 23 5 nd 1 118 0 154 nd 0 654 1 20 nd 3 76 16 1 nd nd 0 114 nd 0 301 nd nd nd nd nd nd nd nd rCB en NBR 0 % rCB en NBR 5 % rCB en NBR 10 % rCB en NBR 50 % rCB en NBR 100 % rCB en NBR 25 %
Gráfica 2. Curva DMA del módulo elástico en función de la temperatura.
JORNADAS RECICLAJE III Jornadas Latinoamericanas de Reciclaje de Neumáticos
20 al 22 de septiembre. Centro de Convenciones
CONCLUSIONES
En base al análisis de los resultados obtenidos, podemos concluir que la sustitución parcial o total de negro de humo N660 por rCB en compuestos de NBR es una opción factible y, para algunas aplicaciones, incluso deseable
La ligera variación de las propiedades físicas (incluyendo propiedades que no se vieron alteradas
como el hinchamiento o la transición vítrea) y la considerable reducción de la cantidad de hidrocarburos aromáticos policíclicos al aumentar la concentración de rCB, hacen que la sustitución de N660 por rCB sea una opción ventajosa para aplicaciones en las que la concentración de PAH sea un factor clave sin comprometer las propiedades físicas ni la resistencia química (ver gráfica 4).
NOS, PUCP, Lima, Perú. Naftalina mg/kg Fenantreno mg/kg Antraceno mg/kg Fluoranteno mg/kg Pireno mg/kg Benzo (a) antraceno mg/kg Criseno mg/kg Benzo (b) fluoranteno mg/kg Benzo ( j) fluoranteno mg/kg Benzo ( k) fluoranteno mg/kg Benzo (e) pireno mg/kg Benzo (a) pireno mg/kg Dibenzo (a, h/a, c) antraceno mg/kg Benzo (g, h, i) perileno mg/kg Indeno (1 2 3cd) pireno mg/kg Subtotal de 4 PAHs excl LOQ mg/kg Subtotal de 4 PAHs incl. LOQ mg/kg Total de 15 GDPAHs excl LOQ mg/kg Total de 15 GDPAHs incl LOQ mg/kg 0 30 0 20 0 10 0 10 0 10 0 10 0 10 0 10 0 10 0 15 0 10 0 10 0 10 0 10 0 100.501 85 0 851 2 50 0 119 8 08 33 5 nd 0 159 0 218 nd nd 0 946 0 637 nd 2 68 0 684 44 2 44 2 50.3 50 8 0 964 2 36 0 113 7 85 32 6 nd 0 150 0 215 nd nd 0 930 0 639 nd 2 71 0 678 43 43 0 49.2 49 6 0 919 2 18 1 109 7 16 29 4 nd 1 138 0 188 nd bd 0 820 0 545 nd 2 26 0 548 38 9 38 9 44.3 44 7 0 810 1 70 nd 5 57 23 5 nd 1 118 0 154 nd nd 0 628 0 405 nd 1 66 0 419 30 8 30 9 35 35 5 0 654 1 20 nd 3 76 16 1 nd nd 0 114 nd nd 0 443 0 276 nd 1 06 0 248 21 21 1 23.8 24 4 0 301 nd nd nd nd nd nd nd nd nd nd nd nd nd nd nd 0 5 0 3 1 8 Norma AfPS GS 2019:01 Compuesto PAH Unidades Naftalina mg/kg Fenantreno mg/kg Antraceno mg/kg Fluoranteno mg/kg Pireno mg/kg Benzo (a) antraceno mg/kg Criseno mg/kg Benzo (b) fluoranteno mg/kg Benzo ( j) fluoranteno mg/kg Benzo ( k) fluoranteno mg/kg Benzo
mg/kg
mg/kg Indeno (1 2 3cd) pireno mg/kg Subtotal de 4 PAHs excl. LOQ mg/kg Subtotal de 4 PAHs incl LOQ mg/kg Total de 15 GDPAHs excl LOQ mg/kg Total de 15 GDPAHs incl LOQ mg/kg LOQ * 0 30 0 20 0 10 0 10 0 10 0 10 0 10 0 10 0 10 0 15 0 10 0 10 0 10 0 10 0 100 501 85 0 851 2 50 0 119 8 08 33 5 nd 0 159 0 218 nd nd 0 946 0 637 nd 2 68 0 684 44 2 44 2 50 3 50.8 0 964 2 36 0 113 7 85 32 6 nd 0 150 0 215 nd nd 0 930 0 639 nd 2 71 0 678 43 43 0 49 2 49.6 0 919 2 18 1 109 7 16 29 4 nd 1 138 0 188 nd bd 0 820 0 545 nd 2 26 0 548 38 9 38 9 44 3 44.7 0 810 1 70 nd 5 57 23 5 nd 1 118 0 154 nd nd 0 628 0 405 nd 1 66 0 419 30 8 30 9 35 35.5 0 654 1 20 nd 3 76 16 1 nd nd 0 114 nd nd 0 443 0 276 nd 1 06 0 248 21 21 1 23 8 24.4 0 301 nd nd nd nd nd nd nd nd nd nd nd nd nd nd nd 0 5 0.3 1 8 rCB en NBR 0 % rCB en NBR 5 % rCB en NBR 10 % rCB en NBR 50 % rCB en NBR 100 % rCB en NBR 25 %
(e) pireno
Benzo (a) pireno mg/kg Dibenzo (a, h/a, c) antraceno mg/kg Benzo (g, h, i) perileno
Tabla 3. Concentración de PAH bajo norma AfPS GS 2019:01. * Límite de cuantificación.
21
Revista SLTCaucho | Industria y Tecnología en América Latina
RECICLAJE DE NEUMÁTICOS
Otra opción sería adquirir un N660 con baja concentración en PAH, pero su alto precio en comparación con rCB y con los resultados obtenidos en este estudio, hacen pensar que no es la opción óptima para reducir el PAH. Un rCB comercial es una opción más sostenible y económica. ■

22
% de rCB presente en la formulación % comparado con0% rCB Concentración PAH, mg/kg 100 75 50 25 0 -25 -50 -75 -100 M100 Compression Set M300 Resistencia a IRM901 Fuerza Max. Transición Vitrea Alargamiento Max. Concentración PAH 60 45 30 15 0 -15 -30 -45 -60 0 10 20 30 40 50 60 70 80 90 100
Gráfica 4. Evolución de las propiedades estudiadas para los diferentes compuestos con rCB comparadas con -0 % rCB.

Esta nueva sección rescata trabajos muy importantes publicados hace más de 25 años pero, por su naturaleza, con total vigencia en la actualidad.
El caucho natural en revestimientos anticorrosivos en instalaciones químicas
Adaptación del capítulo 3 de la tesis de grado "Sistemas de recubrimiento de protección para una planta transformadora de yuca" del Ing. Juán Carlos Correa Daraviña de la Universidad Autónoma del Occidente, Colombia (1994).

La resistencia química del caucho natural ha sido utilizada durante los últimos 130 años para proteger del ataque químico a diversos sustratos La primera mención conocida de tal empleo es en la narrativa personal de Thomas Hancock titulada Origin and Progress of the Caoutchouc or India Rubber Manufacture in England. En su resumen, Hancock describe planchas de una mezcla de caucho natural y brea para la protección de los cascos de los buques, y menciona también láminas de caucho vulcanizado para uso como revestimiento en recipientes químicos.
En esta época se conocía la excelente resistencia química de la ebonita como material de revestimiento, y en 1874 Thomas y Watson patentaron en Gran Bretaña revestimientos de ebonita. En 1885 se concedió en Francia una patente a Lacollange sobre un recubrimiento con una base de ebonita y una superficie expuesta de goma blanda, para el revestimiento de artículos de la industria química.
Hasta comienzos de la década de 1920, los revestimientos de goma blanda tenían normalmente una base de ebonita, con fines de adherencia al sustrato, pero en 1924 B.F. Goodrich introdujo su sistema de pegado Vulcalock, que permitió adherir directamente los revestimientos de caucho natural blando sobre los sustratos metálicos.
Los revestimientos de caucho contribuyen a mejorar la economía de muchos procesos de la industria química. Algunos de los empleos más significativos de tales revestimientos son la elaboración de productos químicos agresivos, la fabricación de colorantes, la galvanoplastia y el anodizado, el tratamiento de aguas y de aguas residuales, y en la industria farmacéutica/alimentaria (predominantemente en la desmineralización del agua).
24 REGISTROS
FÓSILES (pero vigentes)
Revista SLTCaucho | Industria y Tecnología en América Latina
Gentileza Inbelt SA.
Otros usos importantes de revestimientos de caucho incluyen la fabricación de fertilizantes, en especial la producción de ácido fosfórico a partir de rocas de fosfatos, la extracción y purificación de minerales, y diversos procesos en acerías e industrias asociadas. Aunque el uso de elastómeros sintéticos en revestimientos de caucho se ha incrementado desde 1950, se estima que prácticamente el 85 % de los revestimientos de caucho en todo el mundo se basan en caucho natural. Aproximadamente dos terceras partes del caucho natural empleado lo es en forma de revestimientos de goma blanda, siendo el resto ebonitas. Una participación tan grande en el mercado es producto de la sobresaliente resistencia química de los revestimientos de caucho natural, lo que, unido al precio competitivo del polímero y a su relativa facilidad de empleo, señala hacia un continuado predominio del caucho natural en esta aplicación.
Normalmente los revestimientos de caucho se usan para proteger al sustrato contra el ataque químico y/o abrasivo, o para proteger al contenido contra la contaminación producida por el sustrato, especialmente en el caso del agua desmineralizada Con frecuencia es necesaria la combinación de las dos características anteriores. En algunas ocasiones, un revestimiento de caucho expuesto no tendría una duración aceptable, porque las condiciones químicas, o más frecuentemente las condiciones de temperatura o de abrasión, son demasiado severas. En tales casos se puede emplear un recubrimiento de material compuesto.
Los revestimientos de caucho pueden ser aplicados en fábrica o sobre el terreno, dependiendo de los requisitos. Con la tecnología moderna, es muy práctico revestir tanques muy grandes en el propio terreno; en tales casos se emplean frecuentemente revestimientos auto vulcanizantes, designados también de “vulcanización química”.
Las formulaciones tienen que proporcionar el máximo de resistencia química y de resistencia al calor, y ser además idóneas para la fabricación de láminas (por calandrado o por extrusión con boquillas rollerdie).
Todos los ingredientes de la formulación tienen que ser no extraíbles por líquidos y poseer la máxima resistencia química. Las cargas, en especial las naturales, tales como caolines, talcos, etc., deben ser cuidadosamente seleccionadas. Desde un punto de vista ideal, el negro de carbono sería siempre preferible, tanto como agente reforzante como carga. Sin embargo, el tipo y el tanto por ciento de negro de carbono usados en la mezcla están limitados por la necesidad de producir un revestimiento con una resistencia eléctrica adecuada, para que pueda ser ensayado mediante un generador de chispas, para asegurar la ausencia de defectos que pudieran dar lugar a filtraciones. La resistencia a la extracción por líquidos es un criterio importante al seleccionar los acelerantes, plastificantes y antioxidantes, especialmente cuando han de emplearse antiozonantes.
Excepto en los casos de ebonitas, de materiales que puedan ser vulcanizados a temperatura ambiente y de variaciones especiales de formulaciones resistentes a la abrasión, lo mejor es utilizar mezclas que puedan ser vulcanizadas tanto en autoclave, a temperaturas de hasta 150°C, como sobre el terreno, a 100°C, empleando vapor a presión ordinaria o agua caliente. La formulación 1 de la Ficha Técnica Coleccionable de esta edición (ver pág. 54) es un caso típico de material con esta doble posibilidad.
Aparte del desarrollo de ebonitas especiales para aplicaciones particulares, y del empleo de ingredientes más modernos, durante años casi no se ha necesitado alterar las formulaciones. Generalmente se emplean dos tipos de ebonita, una versión vulcanizable en autoclave, para el trabajo en la propia fábrica, y un material altamente acelerado, para la vulcanización en el propio terreno utilizando vapor a presión ordinaria. Las ebonitas de vulcanización in situ, al estar muy aceleradas, presentan una limitación con respecto a las temperaturas de servicio.
25
Cuando se emplean a temperaturas por encima de 70°C, tienden a post-vulcanizar, lo que conduce a un incremento de la dureza y a la consiguiente fragilidad. Las formulaciones 2 y 3 (ver pág. 54) son de revestimientos típicos de ebonita.
Uno de los mayores problemas encontrados por la industria de revestimientos de caucho ha sido siempre la necesidad de vulcanizar revestimientos en el propio terreno en especial cuando se trabaja en lugares con facilidades limitadas. Tradicionalmente, la vulcanización se lleva a cabo empleando vapor a presión ordinaria o agua hirviendo. Con cualquiera de estos métodos se pueden presentar dificultades. En primer lugar, ha de disponerse de un suministro de vapor. Para recipientes muy grandes se requiere un suministro de vapor de al menos 2270 kg por hora, y esta producción está más allá de las capacidades de muchas plantas industriales. El suministro de vapor tiene que ser continuo, durante períodos de hasta diez días.
En segundo lugar, aunque en climas cálidos puede ser razonablemente fácil conseguir las temperaturas de vulcanización, en áreas templadas, como las del norte de Europa, factores tales como el viento y la lluvia pueden dar lugar a pérdidas de calor excesivas. Para combatirlas, o bien hay que incrementar el suministro de vapor, o hay que prolongar el tiempo de vulcanización, o ambas cosas.
Alternativamente se tienen que emplear costosos métodos de aislamiento externo. Naturalmente, la vulcanización de revestimientos a temperatura elevada en tanques de gran capacidad, especialmente aquellos con más de siete metros de diámetro, puede aumentar significativamente los costos. Tales costos pueden ser excesivos si las condiciones climáticas imponen un suministro extra de vapor o una prolongación del tiempo de vulcanización. No obstante, una vulcanización satisfactoria es esencial, puesto que un revestimiento insuficientemente vulcanizado tendrá una resistencia química inadecuada
En el pasado, un método de reducir al mínimo los problemas asociados con la vulcanización sobre el terreno ha sido el empleo de la técnica de “vulcanización química” en la que el material para el revestimiento contiene un activador amínico y la superficie de las láminas de caucho se recubren con un reactivo capaz de iniciar la vulcanización a temperatura ambiente. Un sistema típico es el ilustrado en la formulación 4 (ver pág. 54). En la mezcla se incorpora dibencilamina como activador, y se evitan en lo posible los ingredientes ácidos. El ácido esteárico no es un ingrediente esencial, pero si se desea usarlo, debe ser añadido en forma de estearato de zinc
Con la formulación 4, la lámina de caucho se trata con sulfuro de carbono o con una disolución de un disulfuro de xantógeno en un disolvente, para iniciar la vulcanización, y esto puede hacerse antes de aplicar el revestimiento o después de haber completado éste. El disulfuro de carbono o el disulfuro de xantógeno penetran en el caucho por permeación y se combinan con la dibencilamina, para formar in situ ditiocarbamatos ultra rápidos. La vulcanización tiene lugar rápidamente a temperaturas ambientes. Los sistemas de “vulcanización química” todavía se utilizan extensamente en algunas áreas del mundo, pero por desgracia son muy peligrosos, debido a la alta inflamabilidad del disulfuro de carbono o del disolvente usado y a la alta toxicidad de los productos químicos implicados. Para solucionar estos problemas se han introducido mezclas autovulcanizantes a base de caucho natural. Tales mezclas han de tener una curva de velocidad de vulcanización similar a la de la figura 1. En ella se aprecia una baja velocidad inicial de formación de enlaces de entrecruzamiento (es decir, un retardo en la iniciación de la vulcanización), seguido de una velocidad de reticulación rápidamente creciente. Al cabo de cuatro o cinco semanas la plasticidad Wallace alcanza un valor 100, cuando se ha llegado a una dureza medible de 30 IRHD. Después de siete a ocho semanas la dureza alcanza un óptimo de 60 IRHD
26
Revista SLTCaucho | Industria
Tecnología
América Latina
REGISTROS FÓSILES (pero vigentes)
y
en
En la práctica, una mezcla de esta índole deja tiempo suficiente para aplicar el revestimiento sin riesgo de una vulcanización incipiente en los bordes adyacentes de las láminas de caucho, que podría ocasionar problemas en las uniones. Para detener la formación de enlaces de entrecruzamiento entre la fabricación del material de revestimiento y su aplicación al sustrato, la lámina se almacena a 0°C o a una temperatura más baja.
Una mezcla autovulcanizante típica se presenta en la formulación 5 (ver pág. 54). Contiene caolín y negro de carbono como carga/reforzamiento, aunque es posible emplear sólo negro de carbono, siempre que se satisfagan los requisitos de resistencia eléctrica necesarios para el ensayo de chispa.
Como acelerantes ultra rápidos se pueden emplear ditiocarbamatos. El acelerante empleado en la formulación 5 (ver pág. 54), pentametilénditiocarbamato de piperidinio (PPD), proporciona un incremento adecuado de la velocidad de vulcanización, sin ser
tan rápido que pudiese ocasionar condiciones incontrolables de prevulcanización por líquidos es un criterio importante al seleccionar los acelerantes, plastificantes y antioxidantes, especialmente cuando han de emplearse antiozonantes.
La proporción de PPD usada es variable, dependiendo de la velocidad de vulcanización requerida y de las condiciones de trabajo en la fábrica (en especial las temperaturas del proceso). Se pueden usar otros ditiocarbamatos, pero siempre es preciso tener en cuenta la resistencia química final del revestimiento vulcanizado.
Una interesante propiedad exhibida por las mezclas vulcanizadas por “vulcanización química” por autovulcanización es su extraordinariamente buena resistencia al envejecimiento. Por ejemplo, una formulación autovulcanizante envejecida en aire a 70°C durante cuatro semanas retendrá más del 95 % de su resistencia a la tracción y alargamiento en la rotura originales.
Tiempo, semanas Plasticidad Wallace Dureza IRDH 100 80 60 40 20 0 60 50 40 30 20 1 2 3 4 5 6 7 8 9 27
Figura 1. Velocidad de vulcanización de una mezcla autovulcanizante de caucho natural.
Una formulación equivalente vulcanizada a alta temperatura retendrá, como máximo, el 60 por ciento de sus propiedades originales, al cabo del mismo período. Por consiguiente, es posible producir revestimientos con una alta resistencia al envejecimiento sin tener que emplear proporciones elevadas de antioxidantes o antiozonantes
La resistencia al envejecimiento exhibida por estos materiales es ciertamente debida al hecho de que la vulcanización a temperatura ambiente da la máxima densidad de reticulación, mientras que la vulcanización a alta temperatura conduce a la destrucción de algunos de los enlaces de entrecruzamiento durante el propio ciclo de vulcanización. Esta excepcional resistencia al envejecimiento de los materiales reticulados por “vulcanización química” o por autovulcanización es una ventaja en los revestimientos de tanques abiertos y de otros objetos revestidos que están expuestos a la atmósfera. Incluso en condiciones de temperatura elevada, luz solar y ozono, tales revestimientos no presentan señales de envejecimiento durante prolongados períodos.
Un requisito estándar de las especificaciones es que los revestimientos de goma tienen que estar adheridos al sustrato que protegen. La norma británica (British Standard), BS6374: Part 5: 1985 exige una fuerza de adherencia de al menos 9 kg para una tira de 2,54 cm de anchura y que la separación se produzca en el propio revestimiento, no en la interfase de unión.
Tales fuerzas de adherencia se consiguen fácilmente en una autoclave, o cuando se vulcaniza a 100°C, empleando productos de imprimación comerciales y disoluciones de pegajosidad correctas. Sin embargo, las imprimaciones requieren para ser eficaces una vulcanización a temperatura elevada, y son de poca utilidad cuando se vulcaniza a temperaturas ambiente.
Tradicionalmente, para el pegado de revestimientos diseñados para ser vulcanizados a temperatura ambiente se han usado imprimaciones a base de caucho clorado. Por desgracia, estas imprimaciones tienen el inconveniente de que son susceptibles de deterioro por los disolventes empleados en las disoluciones de pegajosidad, por lo que dan resultados variables. La introducción de los sistemas de imprimación Chemlock, Chemlock 281/282 o Chemlock 2835, ha eliminado estos problemas, dando una adherencia satisfactoria a temperaturas ambiente.
Las disoluciones de pegajosidad empleadas al aplicar la lámina no vulcanizada sobre el sustrato, tienen que presentar una buena resistencia mecánica en crudo, y una vez vulcanizadas, han de dar fuerzas de adherencia mayores que la resistencia al desgarro de la goma. Aunque es posible preparar una disolución de pegajosidad en base a la propia mezcla de revestimiento, es preferible, en particular en el caso de mezclas autovulcanizantes, fabricar una disolución específica compatible con la imprimación y con el material del revestimiento
La manufactura de un revestimiento comprende la preparación de la mezcla, la producción de la lámina, el proceso de revestimiento, incluida la preparación del sustrato, la vulcanización y la inspección. Después de la preparación de la mezcla, la conversión en planchas se hace generalmente por calandrado en láminas delgadas de hasta un milímetro de espesor. Seguidamente, las láminas individuales se combinan con un espesor de tres a seis milímetros. En la modernidad, la práctica usual es la operación continua, combinándose las diferentes capas en una banda continúa conectada a la calandra.
Alternativamente, las planchas se pueden preparar por el proceso “roller-die”. La extrusión se usa también para producir tubos de caucho no vulcanizado, para el revestimiento de tuberías de hasta veinte centímetros de diámetro interior.
28
Revista SLTCaucho | Industria y Tecnología en América Latina
REGISTROS FÓSILES (pero vigentes)
Son necesarios dispositivos de enfriamiento adecuados, especialmente en el caso de mezclas autovulcanizantes, de manera que las planchas estén completamente frías antes de su envasado. Las mezclas autovulcanizantes a menos que se destinen a un uso inmediato, son transferidas rápidamente a un almacenamiento a baja temperatura, para detener cualquier comienzo de vulcanización.
La fabricación de planchas autovulcanizantes tienen que ser cuidadosamente controlada, en especial en lo que se refiere a la historia térmica. Un control insuficiente puede conducir a problemas de prevulcanización, y, aunque la proporción de acelerante sea variable, hay una proporción mínima de alrededor de 0,5 por ciento, por debajo de la cual se obtendrán velocidades de vulcanización insatisfactorias y variables.
Un requisito esencial para los revestimientos de goma es que la superficie del sustrato sea preparada a una condición satisfactoria. Las superficies de acero son chorreadas con granalla de hierro, o con escorias básicas o con arena lavada, para eliminar todos los contaminantes y dar una superficie activa con fines de adhesión. Las superficies de hormigón tienen que estar lisas, sin cavidades ni proyecciones, y con frecuencia son maestreadas para producir un acabado idóneo. Todas las eflorescencias han de ser eliminadas porque afectarían a la adherencia.
La norma BS 6374; Part 5: 1985 menciona el chorreado como el modo de preparación preferido; la superficie del hormigón tiene que estar seca, y no debe permitirse que el agua se filtre desde el exterior del hormigón. Las imprimaciones se aplican sobre la superficie inmediatamente después de haber completado la preparación de ésta.
La plancha o lámina de caucho se prepara cortándola para adaptarla a la geometría del sustrato, los bordes de los paneles adyacentes se biselan en un ángulo de unos 30° para que se puedan unir los paneles sin oclusión de aire.
Después de la preparación, la superficie de la lámina de caucho a pegar y la superficie metálica imprimada se recubren con la solución de pegajosidad, que se deja secar hasta que se haya evaporado todo el disolvente. Seguidamente, la plancha de caucho preparada se posiciona cuidadosamente sobre el sustrato, teniendo cuidado de no ocluir aire. Es fundamental que la plancha de revestimiento no sea indebidamente estirada, en especial al revestir las esquinas. Si la plancha se estira, puede tender a recuperarse durante la vulcanización, despegándose por sí sola del sustrato.
Las tuberías de hasta 20 cm de diámetro se pueden revestir con tubos extruidos, pero las de mayor diámetro se revisten con tubos confeccionados sobre un mandril a partir de láminas. Después de la preparación del sustrato y de la aplicación de la disolución de pegajosidad, se desliza el tubo de caucho en el interior de la tubería y se infla con aire para unirlo a las paredes de la tubería. A continuación, se ruletea firmemente, empleando rodillos de mango largo.
Alternativamente se puede hacer pasar a través de la tubería un tapón de goma, para forzar a la lámina de caucho contra las paredes de la tubería y para expulsar el aire que pudiera haberse ocluido entre el tubo de caucho y la pared de la tubería.
La vulcanización en fábrica se lleva a cabo generalmente en una autoclave, empleando vapor a presión, a temperaturas de hasta 160°C, si la pieza tiene un tamaño adecuado a la instalación disponible. Alternativamente, si el artículo revestido es un recipiente de presión con un tamaño adecuado, se pueden obturar todas las salidas y se puede usar el propio artículo como autoclave, generalmente a presiones de hasta 70 kPa.
La vulcanización a temperatura elevada, a 100°C, sin autoclave, se lleva a cabo generalmente sobre el propio terreno, empleando vapor a la presión ordinaria o agua hirviente.
29
La vulcanización de los revestimientos autovulcanizantes o de “vulcanización química” depende del tiempo y de la temperatura. Cuando sea necesaria una vulcanización más rápida, se puede emplear aire caliente o preferiblemente vapor a presión ordinaria
Es esencial el control de calidad de todos los materiales del revestimiento de caucho. Ha de lograrse una buena dispersión de los ingredientes, en especial del azufre, y en el caso de revestimientos de caucho autovulcanizante, hay que llevar a cabo un seguimiento de la velocidad de vulcanización, a través de muestras tomadas de cada rollo de lámina de caucho, para tener la seguridad de la uniformidad del material. Un aspecto crítico de los revestimientos de caucho, en particular desde la vigencia de la BS6374, es la exigencia de un ensayo exhaustivo antes de poner las piezas en servicio
En condiciones corrosivas, es esencial que el revestimiento no tenga fallos que pudieran conducir al ataque del sustrato. Aparte del elevado costo de la reparación o sustitución de la unidad dañada, los escapes de contenidos altamente corrosivos pueden causar serios daños y son extremadamente peligrosos para el personal de la fábrica.
Todas las superficies de los sustratos son inspeccionadas después del chorreado y antes de la aplicación del revestimiento, para asegurarse de que son idóneas para la aplicación del material protector. Los revestimientos de goma aplicados son inspeccionados antes y después de la vulcanización.
Se lleva a cabo una inspección visual de toda la superficie del revestimiento, para la detección de fallos tales como daños mecánicos, cortes, ampollas, falta de adhesión o uniones defectuosas. Cualquier defecto detectado es reparado de acuerdo con los requisitos de BS6374; Part 5: 1985.
A menos que simultáneamente con el revestimiento se preparen probetas de ensayo, el único método práctico de evaluar el grado de vulcanización es por el ensayo de dureza, con un durómetro manual La dureza tiene que estar conforme con el valor especificado con una tolerancia de más o menos 5° efectuándose tres lecturas por cada plancha de caucho. El ensayo de continuidad para detectar la existencia de poros u otras discontinuidades se lleva a cabo antes y después de la vulcanización. El ensayo se realiza bien con instrumentos de alta frecuencia, basados en una bobina Tesla que genera descargas de alta frecuencia, o con instrumentos de corriente continua y alta tensión. Los voltajes a los que descargan pueden variar entre 5.000 y 50.000 V.
Cuando el sensor del instrumento se pasa sobre la superficie del revestimiento, hay una descarga corona. Si existe un fallo del revestimiento dispuesto sobre un sustrato, la descarga se concentra en ese punto y se localiza el defecto. Aunque el ensayo es de operación fácil, se requieren operadores experimentados, para garantizar que la inspección se ha realizado satisfactoriamente. Puesto que no hay ningún ensayo cuantitativo no destructivo para valorar la resistencia de la unión entre el revestimiento y el sustrato, es una práctica normal preparar una muestra de ensayo con el mismo material del revestimiento, para su posterior ensayo en el laboratorio.
Los revestimientos a base de caucho natural permiten que muchos procesos de la industria química se lleven a cabo de manera económica. Normalmente se espera que un revestimiento de caucho, supuesto que se lleven a cabo las inspecciones de mantenimiento adecuadas a intervalos regulares, ha de dar una duración de más de diez años en servicio.
Aunque la competencia por parte de otros elastómeros o por materiales plásticos ha tenido cierto efecto sobre su empleo, los revestimientos de caucho natural han mantenido una gran proporción del mercado, y no hay razones para creer que esta situación vaya a cambiar en el futuro ■
30
Revista SLTCaucho | Industria y Tecnología en América Latina
REGISTROS FÓSILES (pero vigentes)
REFERENCIAS

1. Hancock, T., Origin and progress of the caouthchouc or India-rubber manufacture in England, Longman, 1857.
2. Buchan, S., Rubber in chemical engineering. BRMA/MRPRA, 1965.

3. B.F. Goodrich, Literatura técnica.
4. BS6374: Part 5: 1985, Specification for lining with rubbers, British Standards Institute, Julio 1985.
5. Lord Chemical Products, Chemlok adhesive systems for the rubber lining industry, ST 110-2015.




31
Ayudas que ayudan… ¡Y mucho!
COLUMNISTA
Esteban Friedenthal (ARG) Director del Comité de Capacitación y Desarrollo de la SLTC. efriedenthal@fibertel.com.En la actualidad, resulta difícil encontrar una empresa de caucho que no esté utilizando ayudas de proceso como ingredientes de primera necesidad en sus formulaciones. Aunque son componentes relativamente recientes, su uso ha tenido un crecimiento generalizado, ya que resuelven con éxito múltiples situaciones y problemas que ocurren cotidianamente en la producción.
Para esclarecer el tema, he invitado en esta oportunidad a dos colegas, los ingenieros Alberto Ramperti y Víctor Dvoskin, reconocidas autoridades en la materia. Juntos, dialogamos sobre las posibilidades de mejora que se pueden conseguir con estos productos. Además, me encanta tenerlos en esta columna ya que los tres somos viejos amigos, desde hace muchos años.


Esteban Friedenthal (EF): - ¡Bienvenidos a la columna del cafecito, Alberto y Víctor! Los convoqué para conversar un poco sobre las ayudas de proceso, que tanta repercusión han tenido últimamente en las empresas caucheras. ¿Cómo definirían estos materiales? ¿A qué se debe su gran popularidad?
Víctor Dvoskin (VD): - Son materias primas que mejoran diferentes aspectos del procesado de compuestos de caucho. Aumentan la productividad en los distintos sectores de la planta fabril y, por lo tanto, permiten reducir los costos en la línea de producción. Costos asociados a los materiales y al consumo energético de la fábrica. En ese sentido, contribuyen a la sustentabilidad de nuestra industria.
Alberto Ramperti (AR): - Sí, como su mismo nombre lo indica, están orientados fundamentalmente a optimizar los procesos de elaboración de los compuestos crudos. Aunque también pueden lograr mejoras en las propiedades de los vulcanizados.
EF: - Pero, ¿por qué habría de utilizarse algo más caro que un plastificante común en la formulación de un compuesto? ¿Acaso eso no va contra la lógica?

32 UN CAFECITO CON ESTEBAN
Revista SLTCaucho | Industria y Tecnología en América Latina
Alberto Ramperti y Víctor Dvoskin.
VD: - Las ayudas de proceso se utilizan en pequeñas dosis. Como lo especificó Alberto, no alteran las propiedades finales de los compuestos una vez vulcanizados. Por el contrario, sabemos que los plastificantes desmejoran sensiblemente algunas de ellas. Por ejemplo: dureza, deformación permanente, abrasión y resistencia a la tracción.
EF: - ¿Se pueden usar en cualquier tipo de caucho o hay algún impedimento?
AR: - Nuestra experiencia en investigación nos indica que los auxiliares de proceso (como los reductores de viscosidad y los agentes de dispersión) dependen de la polaridad de la parte liofílica de los mismos, así como de la polaridad y composición química del elastómero en uso. Siempre es recomendable consultar a proveedores con respaldo para evitar el uso inapropiado.
VD: - Hay productos específicos para cada tipo de elastómero. Algunos de los aditivos se utilizan en una amplia variedad de cauchos.
EF: - En líneas generales, ¿qué tipo de mejoras producen en la fábrica?
AR: - Además de lo comentado por Víctor, creo que su mayor protagonismo se centra en la operación de mezclado: disminuyen el tiempo de este proceso y la energía consumida por el equipo mezclador, ya sea un molino o un mezclador interno. Permiten mejorar la homogeneidad batch a batch y la dispersión de cargas en cada mezcla
EF: - Estos conceptos son realmente muy importantes. La consistencia de la calidad de mezclado a través del tiempo permite organizar y controlar más efectivamente la producción y evitar la ocurrencia de defectos esporádicos, tan irritantes y difíciles de evitar. Esa uniformidad de calidad en crudo se trasladará a la calidad de los productos. Ahora, ¿qué pasa si en mis productos uso refuerzos metálicos o textiles? ¿Debo evitar interferir en la adhesión goma-textil o goma-metal?
VD: - En el mercado hay productos excelentes, por ejemplo, los ofrecidos por Rubber Service y Struktol (perdón por la publicidad). Pero cuidado: también existen ayudas de proceso de bajo precio y dudosa calidad. Estos producen migración y, por lo tanto, serios problemas en la adhesión de las mezclas. Los que son derivados de ácidos grasos deben respetar los límites de dosificación y también el nivel de ácido esteárico que esté presente en la formulación.
EF: - En ese punto, ¿cuál sería el beneficio de usar un homogeneizante del mezclado?
VD: - Los homogeneizantes mejoran ostensiblemente los valores de adhesión, tanto de metales como de textiles, porque posibilitan una mejor penetración en el sustrato al crear más puntos de contacto con el compuesto.
EF: - Les preguntaré algo que según mi propia experiencia sé que fue un obstáculo cuando se comenzó a utilizar estos materiales: ¿puede haber un deterioro en las propiedades del producto final vulcanizado?
AR: - Un auxiliar de proceso debe seleccionarse en función al tipo de problema que se intente resolver. En general, si el producto es el adecuado no produce el deterioro. Además, es habitual observar mejoras en la gran mayoría de las propiedades del compuesto.
33
La consistencia de la calidad de mezclado a través del tiempo permite organizar y controlar más efectivamente la producción y evitar la ocurrencia de defectos esporádicos.
VD: - Concuerdo con Alberto, pero sí puede haber ciertos casos especiales donde algunas propiedades en particular pueden verse afectadas. Por esta razón, los proveedores (serios) de auxiliares de proceso brindan un valioso apoyo técnico a los clientes.
EF: - Finalmente, ¿en qué incide la calidad del proceso de mezclado y la estrategia empleada en esta operación (etapas, orden de agregado de ingredientes en cada una, ciclo de mezclado, secuencia de velocidades en el mezclador, inyección del plastificante, etc.)?
AR: - Como todos sabemos, la estrategia de mezclado es esencial, con o sin ayudas de proceso, si deseamos obtener un producto aceptable para nuestro procesamiento en la planta y para el cliente (como decía Peter Drucker, ¡es el que paga los sueldos de todos!). La forma de mezclar afectará la relación entre las fuerzas cohesivas de los agregados de carga y las fuerzas hidrodinámicas generadas en las diferentes etapas.
EF: - Alberto, ¿nos puedes ampliar un poco más al respecto?
AR: - Por supuesto. Como regla general, se puede decir que los reductores de viscosidad (también conocidos como agentes de fluidez) deben agregarse lo más tarde posible durante el ciclo de mezclado. Esto permite que las fuerzas hidrodinámicas sean mayores y consecuentemente se consiga la mejor dispersión de cargas.
EF: - Debido a que los esfuerzos de corte en el mezclador son máximos al comienzo, ¿esta técnica se utiliza para todos los tipos de ayudas de proceso?
VD: - Ya Alberto había anticipado que los agentes de fluidez se agregan hacia el final del ciclo de mezclado. Estos productos son los responsables de las principales ventajas de proceso que se obtienen: mayor velocidad de extrusión, menor descarte por rebabas, reducción del número de piezas falladas en el moldeo por compresión, posibilidad de una menor presión en las inyectoras, etc.
EF: - ¿Podríamos establecer entonces una regla general de uso, en función del tipo de ayuda de proceso?
VD:- En base a innumerables experiencias se puede concluir que los homogeneizantes hay que agregarlos junto a los cauchos, los agentes de dispersión junto a las cargas y los agentes de fluidez al final del ciclo de mezclado.
EF: - ¡Excelente resumen! Lamentablemente, se nos acabó el espacio. Me resta agradecerles su tiempo y los valiosos comentarios que nos han ayudado a clarificar varios conceptos. ¡Nos despedimos de nuestros lectores hasta el próximo número de Revista SLTCaucho! ■
34 UN CAFECITO CON ESTEBAN Revista SLTCaucho | Industria y Tecnología en América Latina
La estrategia de mezclado es esencial, con o sin ayudas de proceso, si deseamos obtener un producto aceptable para nuestro procesamiento en la planta y para el cliente.

Acuerdo con Revista Caucho del Consorcio Nacional de Industriales del Caucho (España) para el intercambio de artículos de interés entre ambas publicaciones | www.consorciocaucho.es
Caucho, neumáticos y deforestación
Debido a sus importaciones de productos agrícolas y ganaderos, incluido el caucho, la UE es actualmente el segundo mayor responsable mundial de la deforestación tropical, superado solo por China.

Como es sabido, el caucho natural es un componente fundamental para fabricar neumáticos: dicha industria consume alrededor del 70 % de la producción global de este material Aunque se está trabajando en la búsqueda de otras alternativas (como el guayule, un arbusto del desierto que crece en regiones áridas, o un tipo de diente de león originario de Kazajistán), aproximadamente el 90 % del caucho natural se extrae del árbol del caucho. Este se cultiva en
regiones tropicales, principalmente del sudeste asiático, aunque en los últimos años se ha introducido extensamente en diversas regiones de África Occidental.
En 2020 la Unión Europea consumió más de un millón de toneladas de caucho natural (cerca de un 8 % de la producción mundial de ese año) para neumáticos de vehículos y otros usos. Mientras que en 2021 se produjeron más de 318 millones de neumáticos para vehículos en plantas europeas. Además, tres de las seis mayores empresas mundiales de neumáticos y caucho tienen su sede en la UE. Por lo tanto, como vemos, este organismo es un actor clave en los
36
mercados internacionales del caucho, lo que implica que puede jugar un papel importante en la prevención de la deforestación mundial provocada por el cultivo de este producto.
En 2020 la Unión Europea consumió más de un millón de toneladas de caucho natural (cerca de un 8 % de la producción mundial de ese año) para neumáticos de vehículos y otros usos.
El caucho natural se incluyó en la Resolución del Parlamento Europeo de octubre de 2020, mediante la cual éste instó a la Comisión a la elaboración de una legislación para minimizar el riesgo de deforestación y degradación de los bosques asociado a los productos comercializados en la UE. Es lo que se conoce como “deforestación importada”.
Es importante recordar que, debido a sus importaciones de productos agrícolas y ganaderos, incluido el caucho, la Unión Europea es actualmente el segundo mayor responsable mundial de la deforestación tropical, sólo superado por China. Debido a ello, la Comisión Europea presentó oficialmente en noviembre de 2021 una Propuesta de Reglamento en la que se podría incluir al caucho natural en la lista de las materias primas con riesgo para los bosques y los ecosistemas. En dicha lista se han incluido la soja, el aceite de palma, la madera, el cacao, el café y la carne vacuna. Pero se ha dejado fuera el caucho, el maíz, la carne de cerdo, oveja, cabra y aves de corral, el carbón vegetal y los productos de papel impreso.
De acuerdo a las últimas cifras de la industria del sector, el Grupo Internacional de Estudios sobre el Caucho (IRSG) ha estimado que la demanda mundial de caucho natural se disparará un 33 % de aquí a 2030, pasando de 12,7 millones de toneladas (Mt) en 2020 a 16,9 Mt en 2030. El IRSG prevé que, si no se toman medidas para evitarlo, este aumento de la demanda provocará un incremento de la superficie de cultivo de caucho de entre 2,7 y 5,1 millones de hectáreas, y que la mayor parte de ello se producirá mediante la expansión de grandes plantaciones en zonas de bosques tropicales.
Un 80 % de los eurodiputados de la Comisión de Medio Ambiente, Salud Pública y Seguridad Alimentaria (ENVI) del Parlamento Europeo votaron a favor de que se incluya también el caucho en la lista de materias primas a regular por el Reglamento. La decisión final depende, por un lado, de lo que decida el Parlamento Europeo y, por otro, de las negociaciones posteriores entre la Comisión Europea, Consejo y Parlamento.
Por otra parte, el GPSNR (Global Platform for Sustainable Natural Rubber) insta a la UE a comprometerse con la industria antes de la regulación de la deforestación y recomienda un enfoque basado en el riesgo con trazabilidad jurisdiccional. La GPSNR pidió a los reguladores de la UE a continuar interactuando con el sector del caucho y los neumáticos para garantizar que las decisiones tomadas en última instancia brinden beneficios sociales y ambientales y mejoren los medios de vida de los pequeños agricultores. Para ello, pidió que se consideren una serie de factores, incluido el sustento de los pequeños agricultores, en cualquier regulación que aborde la deforestación en la cadena de suministro de caucho natural.
Los pequeños agricultores representan el 85 % de la producción de caucho natural a nivel mundial, por lo que el diseño de cualquier regulación relacionada con el caucho natural debe considerar y mitigar cualquier posible impacto negativo en los pequeños agricultores.
CONVENIO CON REVISTA CAUCHO (ESPAÑA) CONSORCIO NACIONAL DE INDUSTRIALES DEL CAUCHO 37
La Unión Europea es actualmente el segundo mayor responsable mundial de la deforestación.
Además, en vista de la complejidad de la cadena de suministro de caucho natural, la GPSRN propuso que se adopte un enfoque basado en el riesgo que tenga como base la trazabilidad jurisdiccional con un enfoque práctico y efectivo para abordar la deforestación ya que, si bien se están logrando avances en la trazabilidad en el sector del caucho natural, actualmente es inviable realizar un seguimiento de la plantación a la fábrica en todos los casos.
La plataforma hizo una convocatoria al desarrollo de capacidades para promover prácticas sostenibles, tanto para pequeños agricultores como para plantaciones, como herramienta esencial para frenar la deforestación. Además, busca promover que cualquier regulación priorice la financiación para mejorar el desarrollo de capacidades.

En la práctica, las empresas importadoras serán responsables de su cadena de suministro, pudiendo ejercer la trazabilidad a través de datos de geolocalización de cultivos y fotos satelitales, lo que integraría una base de datos accesible a las autoridades.
El grado de verificación requerido se basaría en el alto, estándar o bajo riesgo de la región de origen, según una clasificación desarrollada por la UE. Por tanto, con productos de países considerados de riesgo bajo estarían sujetos a menos obligaciones.
Además, los eurodiputados votaron a favor de someter también a las instituciones financieras a requerimientos adicionales para asegurar que sus actividades no contribuyen a la deforestación. La inclusión de los servicios financieros completa los actores de la cadena de valor. ■
Fuentes: ElDiario.es
European Rubber Journal
Newsrnd.com
CONVENIO CON REVISTA CAUCHO (ESPAÑA) CONSORCIO NACIONAL DE INDUSTRIALES DEL CAUCHO 38

Acuerdo con Revista Caucho del Consorcio Nacional de Industriales del Caucho (España) para el intercambio de artículos de interés entre ambas publicaciones | www.consorciocaucho.es
Ensayando aceites para TPE
Columnista: Dr. Kamyar Alavi. Asesor técnico y especialista senior en desarrollo técnico y soporte de mercado - Nynas Naphthenics.
Combinando con éxito las propiedades de los plásticos y los cauchos, los elastómeros termoplásticos (TPE) se utilizan en todo, desde los tableros de los automóviles hasta los cepillos de dientes y las suelas de nuestros zapatos. En un estudio reciente realizado por Nynas Naphthenics, se pudo confirmar el alto rendimiento de los aceites altamente refinados de la empresa en materiales TPE.
Los elastómeros termoplásticos tienen las propiedades deseables de los materiales elastoméricos, como la sensación táctil, la amortiguación y las propiedades a baja temperatura. Pero, a diferencia del material de caucho común que

una vez vulcanizado en una determinada forma no se puede remodelar, los materiales TPE mantienen las características de procesamiento de fusión de los plásticos. Esto les permite volver a moldearse, lo que ofrece una mayor flexibilidad tanto para el procesamiento como para el reciclaje.
Los materiales de TPE, que se encuentran en numerosas aplicaciones y productos cotidianos, son compuestos formulados que contienen un polímero de TPE y otros componentes como poliolefina, relleno, aditivos antioxidantes y un aceite de proceso. El aceite juega un papel vital, ya que no es raro que su carga alcance un nivel tan alto como el del polímero principal, el TPE.
40
Muchos materiales TPE se utilizan en aplicaciones de colores claros y de gama alta, por lo que la estabilidad del color y el envejecimiento de los productos son de especial importancia. Esto, en combinación con la gran cantidad de aceite, significa que la estabilidad del color del mismo es un parámetro clave para el rendimiento general.Para evaluar el desempeño de los aceites altamente refinados en materiales TPE, realizamos recientemente un estudio comparativo. El rendimiento de los aceites de proceso Nynas NYFLEX® 223 y NYPAR® 330, así como las versiones optimizadas de rendimiento (aditivadas) de estos (DP 223 y DP 330), se evaluaron junto con los aceites de proceso TPE parafínicos de uso común.
Por otro lado, el DP 330 se desempeña a un nivel casi idéntico al del aceite blanco médico parafínico (P-MWO).
Dado que muchos de los productos finales están expuestos a la luz, uno de los objetivos más importantes del proyecto era estudiar el impacto del aceite en el envejecimiento UV del compuesto Con este fin, rastreamos los cambios de las propiedades de los compuestos clave en función del tiempo de exposición a los rayos UV.
Los resultados, que se muestran en la figura 1, indican que la mayor parte del envejecimiento se produce en los primeros períodos de exposición, alcanzando casi el nivel máximo después de 168 horas.
Los compuestos con NYFLEX 223 funcionan al menos al mismo nivel que los aceites parafínicos Gr I, SN500 y SN600. El aceite nafténico mejorado DP 223 muestra una mejora significativa en el color acercándose al observado en los compuestos NYPAR 330.
Estructuralmente, los TPE comprenden bloques duros termoplásticos, interconectados por bloques intermedios elastoméricos. Uno de los materiales TPE más importantes son los llamados copolímeros de bloques estirénicos (SBC o TPS). En estos, el bloque termoplástico está hecho de poliestireno interconectado por los bloques intermedios elastoméricos, como el butadieno o el caucho de isopreno. De este modo, el papel del aceite es ofrecer una plastificación óptima de la fase gomosa sin una interferencia inadecuada con la fase dura (estirénica). ■

CONVENIO CON REVISTA CAUCHO (ESPAÑA) CONSORCIO NACIONAL DE INDUSTRIALES DEL CAUCHO 41
Figura 1. Cambio de color inducido por UV en SBS. Los cambios de color en los materiales TPE versus el tiempo de exposición a rayos UV. Las muestras fueron expuestas a radiación UV dentro de una cámara construida para el testeo. Las diferencias de color fueron medidas en un laboratorio industrial externo.
Exposición UV (h) NYFLEX 223 DP 223 NYPAR 330 DP 330 P-MWO SN500 SN600 50 40 30 20 10 0 0 100 200 300 400 500
Muchos materiales TPE se utilizan en aplicaciones de colores claros y de gama alta, por lo que la estabilidad del color y el envejecimiento de los productos son de especial importancia.
- Parte 3
COLUMNISTAS INVITADOS
Allen Jonathan Román (USA)
Este artículo forma parte de una serie de 5 partes que explica cómo métodos computacionales como el aprendizaje de máquina, pueden utilizarse para optimizar el proceso de formulación de compuestos para obtener propiedades específicas.
En la primera parte del artículo, desarrollamos la introducción y los métodos experimentales utilizados en el estudio. En la parte 2 del mismo, se explicó los métodos computacionales utilizados. La 3 describe los resultados experimentales, la 4 repasa los resultados computacionales y la 5 informa sobre cómo se pueden aplicar estos métodos para la ingeniería inversa de materiales.

En esta ocasión, se explican los resultados experimentales extraídos del estudio de caracterización, los cuales se utilizan como entradas a los métodos
Julio C. Rodríguez (COL)
jcero@soanlaboratorios.com
Tim A. Osswald (USA/COL)
ajroman@wisc.edu tosswald@wisc.edu
Shiyi Qin (CHI) sqin34@wisc.edu
Leonardo D. González gonzlezchvez@wisc.edu
Victor M. Zavala (MEX) victor.zavala@wisc.edu
computacionales para la predicción de las propiedades de los materiales.
1. RESULTADOS Y DISCUSIÓN
1.1. Caracterización del material.
1.1.1. Influencia de los vacíos en las propiedades viscoelásticas y estáticas.
La reacción de degradación del bicarbonato de sodio dentro de la mezcla tiene la capacidad de crear una pieza espumada con niveles variables de cantidad de vacíos dependiendo de la carga de aditivos y la carga dentro del molde de moldeo por compresión. Las micrografías que se ven en la figura 1 muestran los tres ejemplos de cantidades de vacíos capturados por el escáner ZEISS μ, donde la cantidad de bicarbonato de sodio se mantuvo constante y se modificó el peso de la carga dentro del molde.
42 CIENCIA Y TECNOLOGÍA Revista SLTCaucho | Industria y Tecnología en América Latina
Optimización de la formulación de compuestos de caucho natural mediante inteligencia artificial
i
Es evidente que el aumento de la cantidad de huecos da lugar a una disminución de la carga que soporta el material sólido durante el ensayo. Por esta razón, se espera ver que una estructura espumada compuesta por la misma formulación dará como resultado un material menos rígido, comparado con uno de menor cantidad de vacíos.
La figura 2 muestra la superposición de las pruebas de relajación para la misma formulación, pero con diferentes contenidos de vacíos. Se puede observar que el aumento de los vacíos da lugar a un desplazamiento vertical de la curva general. Además, en la figura 3 se observa una clara relación lineal entre la rigidez del material y la cantidad de huecos, si se agrupa la tensión máxima alcanzada durante el




Los vacíos influyen actualmente en la rigidez del material durante la relajación, y también puede observarse que la velocidad a la que decae la tensión también está influida por la cantidad de vacíos presentes en la muestra. La evaluación de las curvas individuales permite analizar cómo influyen los huecos en la velocidad de decaimiento de la tensión, mientras que en la figura 4 se puede observar cómo los huecos y tienen una relación lineal decreciente. Esta relación establece que, a medida que aumenta la cantidad de huecos, la velocidad a la que decae la tensión será mayor, por lo tanto, si se busca un material con una compresión mínima, será necesario minimizar la cantidad de huecos.
(a) (b) (c) (d)
Figura 1. (a) μTC de una muestra con 0 % de vacíos. (b) μTC de una muestra con 11,8 % de huecos. (c) μTC de una muestra con un 19 % de huecos. (d) μTC de una muestra con un 32,2 % de huecos.
Figura 2. Superposición de los ensayos de relajación de la mezcla 1 con los distintos niveles de contenido de huecos mencionados en el texto a la derecha de cada curva.
Estrés [kPa] Tiempo [seg] 6.4 % 12.7 % 14.7 % 14.95 % 16.7 % 17.4 % 22 % 23 % 24.2 % Estrés máximo [kPa] Contenido nulo [%] R²= 0.97 n relax [-] n relax [-] Contenido nulo [%] n relax n relax 43
Figura 3. . Representación de la relación lineal entre la tensión máxima experimentada en el ensayo de relajación y el contenido de huecos para la mezcla 1.
Para comprender mejor a nivel cuantitativo la cantidad de influencia que los parámetros imponen a una determinada propiedad del material, se utiliza el coeficiente de correlación de Pearson para determinar el nivel de significación entre dos variables especificadas. La matriz de correlación se construye utilizando la ecuación que figura a continuación, mientras que x puede representar el contenido de azufre e y podría ser los vacíos.

Por último, un valor cercano a cero se interpreta como un parámetro insignificante para la propiedad de interés.
Hay tres áreas presentes dentro de este mapa de calor: los coeficientes de formulación de la mezcla de entrada que explican cómo las mezclas no están correlacionadas entre sí, los coeficientes de propiedad del material de salida que dictan cómo cada propiedad de salida está interrelacionada entre sí, y los coeficientes de correlación de entrada y salida que dan una idea de cómo los aditivos influyen en las propiedades viscoelásticas de salida.
Por mencionar algunos, se puede ver que está correlacionado negativamente con tan δ y que se correlaciona positivamente con la dureza del material, captada por el durómetro. Se puede ver dentro del mapa de calor que los vacíos tienen un valor positivo del coeficiente de correlación de Pearson con tan δ, por lo que se espera ver el aumento de tan δ con una mayor cantidad de huecos.
Valores:
r = coeficiente de correlación.
= valores de la variable x en una muestra.
= media de los valores de la variable x.
= valores de la variable y en una muestra.
= media de los valores de la variable y.
La figura 5 muestra el mapa de calor normalizado, en el que un coeficiente de correlación de Pearson cercano a -1 se traduce en un efecto de disminución altamente significativo en la propiedad específica. Por otro lado, un valor de +1 se traduce en un efecto de aumento altamente significativo en la propiedad específica.
La correlación positiva del contenido de huecos en tan δ especificada por el coeficiente de correlación de Pearson se confirma en la figura 6, donde las mezclas 8 y 9 muestran claramente una tendencia al aumento de tan δ a medida que aumenta el contenido de huecos.
44 CIENCIA Y TECNOLOGÍA Revista SLTCaucho | Industria y Tecnología en América Latina
Figura 4. La relación entre los vacíos y la velocidad a la que decae la tensión para la mezcla 9 y 10, caracterizada por .
n relax [-] Contenido
Sulfur Paraffin Void Durometer nrelax δrelax tan δ Sulfur Paraffin Void Durometer nrelax δrelax tanδ Input Blend Formulation Input Output Correlation Output Material proterties 1.00 0.75 0.50 0.25 0.00 0.25 0.50 0.75 1.00 n relax σ relax n relax X i y i ���� ���� ���� ���� ( ( ( ( ���� ���� ���� ���� ���� 2 ���� ���� ���� 2 i i i i ( ( ( ( Xy -
Figura 5. Los coeficientes de correlación de Pearson para cada parámetro.
nulo [%]
La tendencia mencionada está presente en todas las mezclas, lo que permite predecir el comportamiento de tan δ para las muestras con un contenido de vacíos del 0 % al 40 % mediante la extrapolación de los datos a través de técnicas de regresión lineal.

1.1.2. Influencia del azufre en las propiedades viscoelásticas y estáticas
Una mayor cantidad de azufre dentro de las formulaciones da lugar a un mayor número de enlaces cruzados. A su vez, el aumento de la densidad de los enlaces cruzados da lugar a una menor capacidad de las cadenas moleculares para moverse entre sí. Si la movilidad es limitada, las fuerzas intermoleculares estarán presentes, restringiendo la relajación completa. Así, el desfase entre la tensión y la respuesta al estrés se minimizará.
Las tres curvas de relajación de la figura 8 representan mezclas que sólo difieren en la cantidad de azufre dentro de la formulación. Sin la presencia de plastificante en la formulación, se puede apreciar cómo el aumento de la cantidad de azufre aumenta de hecho la rigidez, como se ve en (a) donde la mezcla con 4,0 pph de azufre alcanza una tensión máxima 1,6 veces mayor que la mezcla con 0,5 pph de azufre.


Como se ve en la figura 3, la cantidad de huecos en la muestra influye en las tensiones alcanzadas durante las pruebas de relajación, una indicación de la rigidez. Esta influencia en la rigidez también se capta en las mediciones de dureza, un método estático en el que se puede observar que el aumento del contenido de huecos da lugar a una disminución de la dureza. La figura 7 muestra cómo la dureza de la mezcla 5 disminuye de forma
Además, al observar las curvas de relajación normalizadas en (b) se comprueba cómo la disminución de la movilidad molecular crea un material que experimenta un menor comportamiento de decaimiento de la relajación. Esta disminución, consecuencia del aumento de la densidad de reticulación, indica que dicho material tardará mucho más en alcanzar el 1 % de tensión máxima que un material con menor cantidad de azufre.
Tan δ [-] Contenido nulo [%] 0.09 0.08 0.07 0.06 0.05 0.04 0.03 0.02 0.01 2.5 pph of Sulfur 0.5 pph of Sulfur 0 5 10 15 20 25 30 35 40 45
Figura 6. La relación creciente del contenido de huecos en tan δ
45
Figura 7. La influencia del contenido de huecos en la dureza.
Las mezclas mencionadas en la figura 8 no contenían plastificante dentro de la formulación y la comparación de las mezclas con una cantidad igual de plastificante con cantidades variables de azufre tiene la capacidad de crear un material más complejo.
Se puede ver en la figura 9 que el aumento de la carga de azufre, para una mezcla con 80 pph de plastificante, resulta en una mayor tensión máxima alcanzada durante la prueba.
Pero, al contrario de lo observado en la figura 8, las curvas de relajación normalizadas no siguen la misma tendencia. Es visible que el aumento de la cantidad de azufre de 1,5 pph a 2,5 pph, todo ello con 80 pph de plastificante, tiene una influencia mínima en la velocidad a la que se produce la relajación y un efecto sustancial en la rigidez del material.

la tensión.

46 CIENCIA Y TECNOLOGÍA Revista SLTCaucho | Industria y Tecnología en América Latina
Figura 8 (a)
2.5
0.5
4.0
2.5
0.5
Figura 8 (b) 4.0 pph of Sulfur
pph of Sulfur
pph of Sulfur
pph of Sulfur
pph of Sulfur
pph of Sulfur
Estrés normalizado [-] Estrés [kPa] Tiempo [seg] Tiempo [seg] 2.5
1.5
of Sulfur 2.5 pph of Sulfur 1.5 pph of Sulfur 0 200 400 600 800 0 200 400 600 800 266 264 262 260 258 256 254 1.000 0.995 0.990 0.985 0.980
Figura
Figura 8. (a) Representa las curvas de relajación para las mezclas 7, 8 y 9 mientras que (b) representa las curvas normalizadas.
pph of Sulfur
pph
Figura 9
(a)
9 (b)
1 0.98 0.96 0.94 0.92 0.9 0.88 Estrés normalizado [-] Estrés [kPa] 0 200 400 600 800 0 200 400 600 800 Tiempo [seg]
Figura
Tiempo [seg] 550 500 450 400 350 300 250 4.0 pph of Sulfur 2.5 pph of Sulfur 0.5 pph of Sulfur 4.0 pph of Sulfur 2.5 pph of Sulfur 0.5 pph of Sulfur 1 0.98 0.96 0.94 0.92 0.9 0.88 Estrés normalizado [-] Estrés [kPa] 0 200 400 600 800 0 200 400 600 800 Tiempo [seg]
8
Figura
Tiempo [seg] 550 500 450 400 350 300 250 4.0 pph of Sulfur 2.5 pph of Sulfur 0.5 pph of Sulfur 4.0 pph of Sulfur 2.5 pph of Sulfur 0.5 pph of Sulfur 1 0.98 0.96 0.94 0.92 0.9 0.88 Estrés normalizado [-] Estrés [kPa] 0 200 400 600 800 0 200 400 600 800 Tiempo [seg]
8 (a)
8 (b) Tiempo [seg] 550 500 450 400 350 300 250 4.0 pph of Sulfur 2.5 pph of Sulfur 0.5 pph of Sulfur 4.0 pph of Sulfur 2.5 pph of Sulfur 0.5 pph of Sulfur 1 0.98 0.96 0.94 0.92 0.9 0.88 Estrés normalizado [-] Estrés [kPa] 0 200 400 600 800 0 200 400 600 800 Tiempo [seg]
8 (a)
8 (b) Tiempo [seg] 550 500 450 400 350 300 250 4.0 pph of Sulfur 2.5 pph of Sulfur 0.5 pph of Sulfur 4.0 pph of Sulfur 2.5 pph of Sulfur 0.5 pph of Sulfur
Figura 9. (a) Representa las curvas de relajación de las mezclas 1 y 4, mientras que (b) representa la curva normalizada, mostrando una gran similitud en cuanto al comportamiento de decaimiento de
Figura 8 (a)
8 (b)
Figura
(a)
8 (b)
Figura
Figura
Figura
Figura
El coeficiente de correlación de Pearson para el azufre en tan δ es de -0,8. Por ello, se espera ver una tendencia decreciente en tan δ con el aumento del contenido de azufre. Esto puede verse en la figura 10, donde cada mezcla tiene la misma cantidad de contenido de aceite de parafina, pero con diferente contenido de azufre. Se puede apreciar un desplazamiento vertical positivo en la curva a medida que disminuye el contenido de azufre, ya que se sabe que los polímeros fuertemente reticulados presentan una disminución de la movilidad molecular.

De ahí la razón de implementar herramientas de predicción como la regresión lineal, el método de superficie de respuesta, las redes neuronales artificiales y la regresión de proceso gaussiano para las predicciones de propiedades viscoelásticas.
Aunque la regresión lineal carece de complejidad, es capaz de servir como justificación de por qué una aplicación específica requiere un método más complejo para aumentar la precisión. En este estudio, la regresión lineal sirvió como referencia para demostrar que el proceso de formulación es altamente no lineal y requiere de un sistema complejo para la predicción.
Además, se puede observar en la figura 11 que el contenido de azufre también tiene una influencia creciente en la dureza, ya que ambas mezclas muestran una tendencia lineal con pendientes similares. Es de esperar que la combinación de aditivos pueda crear un material polimérico del que sea muy difícil predecir sus propiedades mecánicas. Un aditivo puede encargarse de influir en el comportamiento de relajación de una manera, mientras que el segundo aditivo puede contrarrestar esa influencia y mejorar otra propiedad del material.
Por esta razón, la formulación es un equilibrio sensible entre muchos aditivos, una tarea que necesita considerar los efectos de cada uno de ellos en particular.
1.1.3. Influencia del aceite de parafina en las propiedades viscoelásticas y estáticas
El aceite de parafina se utiliza comúnmente en la industria del caucho para disminuir la viscosidad de la mezcla y facilitar su procesamiento, ya que el ultra alto peso molecular del caucho natural es extremadamente viscoso. La introducción de aceite de parafina en la mezcla reduce evidentemente la resistencia del material, lo que puede verse en la figura 12, donde un aumento de la carga de dicho plastificante disminuye las tensiones experimentadas durante las pruebas de relajación a una tensión del 30 %.

47
0.10 0.09 0.08 0.07 0.06 0.05 0.04 0.03 0.02 0.01 0 5 10 15 20 25 30 35 40 45
Figura 10. La influencia del contenido de azufre y del contenido de huecos en el tan δ para las mezclas 7, 8 y 9.
Figura 11. Influencia del contenido de azufre y del contenido de huecos en la dureza.
Con 1,5 pph de azufre, es visible cómo la adición de aceite de parafina crea un efecto de equilibrio en las tensiones alcanzadas durante el ensayo. Desgraciadamente, esta observación no es visible cuando se aumenta el valor a 2,5 pph. La cantidad de azufre alcanza un punto en el que enmascara los efectos del aceite y limita la influencia sobre la rigidez.


Como se ha mencionado anteriormente, cada aditivo tiene un efecto limitante en el comportamiento mecánico. Por ello, la saturación del mismo dentro de una mezcla puede causar una influencia mínima en el sistema después de alcanzar un determinado umbral.
Esta relación puede verse en la figura 13, donde los ensayos de relajación que difieren únicamente en el contenido de aceite de parafina muestran que una mezcla con 40 pph del aceite da lugar a un material con un comportamiento de relajación similar al de una mezcla con 80 pph del mismo.
Al igual que en la figura 11, la tensión máxima alcanzada durante las pruebas de relajación puede representarse gráficamente con respecto al contenido de huecos y al contenido de aceite de parafina.
La figura 14 muestra las tensiones máximas experimentadas durante las pruebas de relajación para las mezclas con 2,5 pph de azufre, mientras que la figura 15 las muestra para una mezcla con 1,5 pph de azufre.
El azufre y el aceite de parafina tienen efectos contrapuestos en la rigidez del material. Esto puede observarse al tabular las pendientes de la disminución de la tensión para cada conjunto de puntos de datos que las pendientes difieren en la tendencia, dependiendo de la cantidad de contenido de azufre.
48
Revista SLTCaucho | Industria y Tecnología en América Latina
CIENCIA Y TECNOLOGÍA
Figura 12. Influencia del contenido de aceite de parafina en el comportamiento de relajación de la mezcla de NR con 1,5 pph de azufre.
Figura 13. Influencia del contenido de aceite de parafina en el comportamiento de relajación de la mezcla de NR con 2,5 pph de azufre.
80 pph of Paraffin Oil
40 pph of Paraffin Oil
20 pph of Paraffin Oil
Al evaluar las pendientes tabuladas de las figuras 14 y 15, es evidente que la influencia de los vacíos en una mezcla de 2,5 pph es más agresiva y se hace más pronunciada a medida que aumenta el contenido de aceite de parafina. Para el mismo contenido de aceite de parafina de 80 pph, un sistema con 1,5 pph de azufre experimenta una pérdida de tensión de 2,1 kPa por cada porcentaje de vacío presente en la muestra.
Por otro lado, una mezcla con 2,5 pph de azufre experimenta una disminución de 4,4 kPa en la tensión máxima durante la relajación por cada porcentaje de vacío presente en la muestra.


Como se ha mencionado, el proceso de formulación es un equilibrio sensible entre muchos aditivos que compiten entre sí. Por lo tanto, un formulador puede llegar a un material similar con varias mezclas.
49
Figura 15. Influencia del contenido de aceite de parafina en de la mezcla de NR con 2,5 pph de azufre.
σ relax
Figura 14. Influencia del contenido de aceite de parafina en de la mezcla de NR con 1,5 pph de azufre. σ relax
La figura 16 muestra cómo, con un contenido de huecos de aproximadamente el 16 %, un material con 2,5 pph o 1,5 pph de azufre, junto con 80 pph de contenido de aceite de parafina, tendrá una rigidez similar en un ensayo de relajación a una tensión de compresión del 30 %.


El DMA permitió caracterizar el tan δ donde se puede ver para la mezcla 3 - 5, en la figura 17 (a), cómo el aceite de parafina tiene una influencia creciente mínimamente significativa en tan δ hasta que se alcanza un umbral. Al alcanzar un umbral establecido de contenido del aceite, la tendencia se convierte en una relación decreciente.
Una vez que se aumenta la cantidad de azufre de 1,5 pph a 2,5 pph, se puede ver en la figura 17 (b) que el aumento de esta cantidad supera la influencia del aceite de parafina, y la influencia impartida por el plastificante tiene un efecto creciente sobre el bronceado δ.
Aunque la tendencia creciente y decreciente del aceite de parafina sobre el bronceado δ son visibles, es importante señalar que este material, en comparación con los demás aditivos, tiene una influencia mínima en el tan δ
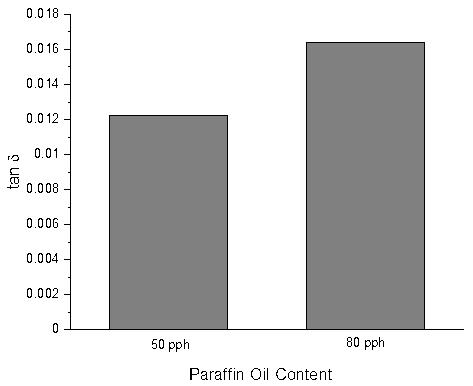
50 CIENCIA Y TECNOLOGÍA Revista SLTCaucho | Industria y Tecnología en América Latina R²= 0.98 R²= 0.98 Contenido nulo [%] Máximo estrés [kPa] -5 0 5 10 15 20 25 30 35 80 pph Oil - 1.5 pph Sulfur 80 pph Oil - 2.5 pph Sulfur 180 160 140 120 100 80 60 40 Paraffin Oil Content (a) 20 pph 40 pph 80 pph Tan δ
Figura 16. Gráfico que describe la similitud de las mezclas únicas al variar el contenido de vacíos.
0.018 0.016 0.014 0.012 0.01 0.008 0.006 0.004 0.002 0 50 pph 80 pph Paraffin Oil Content Tan δ (b)
Figura 17 (a). Influencia del contenido de aceite de parafina en tan δ para una mezcla con 1,5 pph.
Figura 17 (b). Influencia del contenido de aceite de parafina en tan δ para una mezcla con 2,5 pph de azufre



Como se observa en la figura 5, el mapa de calor muestra claramente que el contenido de aceite de parafina tiene un valor de -0,093 en cuanto al nivel de significación, en comparación con el azufre, que tiene un valor de -0,8. Como ya se ha mencionado, a medida que los valores alcanzan el -1 o el 1, el nivel de significación es mayor que un valor cercano a cero.


Además, el aceite de parafina tuvo un efecto decreciente en la dureza del material, como se observa en la figura 18, donde cada tono de gris especifica una cantidad diferente de este aceite dentro de la mezcla. ■

25 20 15 10 5 0 Dureza [Shore] Contenido nulo [%] 0 5 10 15 20 25 30 35 20 pph of Paraffin Oil 40 pph of Paraffin Oil 80 pph of Paraffin Oil
52
TECNOLOGÍA Revista SLTCaucho | Industria y Tecnología en América Latina
Figura 18. Influencia del contenido de aceite de parafina en la dureza.
CIENCIA Y
Telas corp Hilado poliester
Caucho
Látex
Telas ep Nylon

Revestimientos de rodillos de caucho natural
FORMULACIÓN (partes en peso) 1 2 3 4 5 Ebonita autovulcanizante Vulcanización química Blanda autovulcanizante Blanda Ebonita Caucho natural 100,00 100,00 100,00 100,00 100,00 Negro de carbono FEF 25,00 - - -Negro de carbono MT - 1,00 3,00 -Negro de carbono GPF - - - 40,00 40,00 Polvo de ebonita - 50,00 - - 00 Caolín 70,00 50,00 50,00 - 40,00 Facticio pardo - - 10,00 10,00Barita 50,00 50,00 - -Óxido de zinc 3,00 - 5,00 5,00 5,00 Ácido esteárico 1,00 - 1,00 1,00 1,00 Cal - 2,00 - -Aceite plastificante 5,00 4,00 3,00 - 7,00 Caloxol CP2* - - - - 2,00 Antioxidante 1,00 - - 1,50 1,50 CBS 0,75 - - -TMTM 0,15 - - -DPG - 0,50 - -ZEDC - - 7,00 -Debencilamina - - - 2,00De uso general 54
Revista SLTCaucho | Industria y Tecnología en América Latina
FICHA TÉCNICA COLECCIONABLE
Fuente: Tesis de grado de Juan Carlos Correa Daraviña, Corporación Universitaria Autónoma de Occidente (1994).

, DPG - 0,50 - -ZEDC - - 7,00 -Debencilamina - - - 2,00TMTD - - - 0,50PPD - - - - 0,60 Azufre 2,50 37,00 40,00 -*Óxido cálcico Azufre MC - - - 2,00 2,00
55
Recubrimientos de rodillos de impresión (25 Shore A)
Formulación
KRYNAC E 34 38 (843)
Óxido de Zinc
Ácido esteárico
Zeolex 23
Trióxido de antimonio
Cristales de Santowhite
Cera a prueba de sol
STRUKTOL RP28
Santicizer 141 o STRUKTOL WB300 STRUKTOL TS35DL
Propiedades del compuesto sin vulcanizar
1+4 a 100
Propiedades del compuesto Curado 7 min a 165°C
Dureza Shore (°
Módulo al 100 % de alargamiento
Módulo al 300 % de alargamiento
Resistencia a la tracción
Alargamiento de rotura
Resistencia al desgarro, Die
Gravedad específica
Compression Set
22 h at 70 °C (%)
Cambio de propiedades tras el envejecimiento
Inmersión en Hexano, 22
Dureza Shore (° Sh
Resistencia a la tracción
Alargamiento de rotura
Volumen (%)
56 FÓRMULA Revista SLTCaucho | Industria y Tecnología en América Latina
14 16
Valores Viscosidad
°C
ML
°C
Mooney Scorch T5 a 125
PHR
STRUKTOL
MBTS TMTM Neophax “A”(factis) 150 3 1 20 5 2 2 5 25 12 20 2,5 1,5 0,25
SU 105
Propiedades del compuesto vulcanizado Curado 7 min a 165°C Valores
Dureza Shore (° Sh A)
Módulo al 100 % de alargamiento (MPa)
Módulo al 300 % de alargamiento (MPa)
Resistencia a la tracción (MPa)
Alargamiento de rotura (%)
Resistencia al desgarro, Die C (KN/m)
Gravedad específica
22 h at
Cambio de propiedades tras el envejecimiento Valores
Dureza Shore (° Sh A)
Resistencia a la tracción (%)
Alargamiento de rotura (%)
Volumen (%)
Cambio
20 0,4 1,0 7 1,07 2,1 710
-5 -14 -17 +22
de propiedades Dureza Resistencia Alargamiento Envejecimiento 29 Compression Set Valores
Inmersión en Hexano, 22 h a 23° C 57
70 °C (%)
Cambio de propiedades tras el envejecimiento Valores
Envejecimiento en el aire, 168 h a 100º C

Dureza Shore (° Sh A)
Resistencia a la tracción (%)
Alargamiento de rotura (%)
+7 -5 -15
58 FÓRMULA Revista SLTCaucho | Industria y Tecnología en América Latina

Código de buenas prácticas para la gestión de los Neumáticos Fuera de Uso (NFU)
Ocho empresas españolas firmaron el Código de Buenas Prácticas para la Gestión de los Neumáticos Fuera de Uso, con el fin de promover relaciones equilibradas y leales entre organizaciones.

El código busca fomentar un mejor desarrollo de la economía circular, estableciendo medidas relativas al correcto almacenamiento de NFU en los puntos de generación y su posterior entrega a un gestor autorizado para su valorización.
Con este acuerdo, se conseguirán mejores resultados y un correcto desarrollo de las relaciones entre los diferentes agentes implicados en la cadena de gestión del residuo. ■
Actualización sobre T-Phite
El proyecto T-Phite para generar baterías a partir de neumáticos ganó el Premio Avonni Energía Colbún 2022.
Gracias a nuevas investigaciones, se ha descubierto que T-Phite responde a las características del carbono duro, un material de próxima generación con mucho potencial para la industria. En comparación con el grafito comercial, sus particularidades tanto físicas como químicas son mayores, alcanzando capacidades cuatro o cinco veces superiores.

El proyecto tiene el potencial para resolver el problema del almacenamiento de energía, la reducción de los residuos y las emisiones de gases de efecto invernadero. ■
Fuente: Tyre & Rubber Recycling
Fuente: IndustriaAmbiente
60
Revista SLTCaucho |
Tecnología
NOTICIAS DE INTERÉS
Industria y
en América Latina
Nuevo piso producido por la empresa Ecore
El futuro de las baldosas de vinilo de alto rendimiento (PVT) ha llegado con la introducción de Heritage
Motivate: una nueva superficie de suelo producida por Ecore, empresa destacada por transformar materiales recuperados en productos de alto rendimiento.
Michelin: una estrategia sólida frente al cambio climático
Michelin intensifica la implementación de su programa de electrificación para prensas utilizadas en la vulcanización de neumáticos, como parte de su estrategia de cambio climático.
La empresa asegura que esta medida responde a la situación geopolítica actual y al aumento de los costos de energía que debe enfrentar. Para poder seguir desarrollando el programa durante los próximos 5 años, destinó al mismo un total de 170 millones de euros.
Datwyler lanza una campaña de innovación para la iniciativa: “caucho eléctricamente conductivo”

Como parte de su campaña de innovación, el grupo suizo desarrolló un nuevo elastómero con la capacidad de conducir electricidad
Con el fin de recabar información sobre sus posibles aplicaciones, la empresa ha puesto en marcha una operación para recoger las opiniones de expertos e investigadores ajenos al grupo.
Estas baldosas fueron diseñadas para ser más seguras, silenciosas y ergonómicas que los productos tradicionales de LVT. Fueron fabricadas con una capa de superficie de vinilo de 2 mm, reforzadas con fibra de vidrio unida a una capa base de caucho de composición vulcanizada (VCR) de 5 mm. ■
Fuente: Scrap Tire
Las iniciativas de Michelin en esta área incluyen el lanzamiento de proyectos de biomasa, energía solar y energía eólica. Además, el grupo francés ha decidido dejar de utilizar el carbón como fuente de energía para el 2030. ■

Fuente: European Rubber Journal
Así, buscan cumplir su objetivo de reunir diversas perspectivas sobre posibles aplicaciones para su nueva cartera de materiales. ■
Fuente: European Rubber Journal
61
WDK espera un crecimiento del 2 % este año
La Asociación Alemana de la Industria del Caucho WDK ha reportado un crecimiento interanual del 4,5 % en ventas durante el 2022. Este aumento reflejó directamente el incremento de los costos en las materias primas, la energía y la logística.
Según señaló Michael Berthel, economista jefe de WDK, las empresas alemanas se han enfrentado a
El consumo global de caucho se mantendrá estable en 2023
La Asociación de Países Productores de Caucho Natural (ANRPC) espera que el consumo de caucho natural (NR) se mantenga estable en comparación al año pasado, aunque el mercado podría sufrir un ligero descenso en 2023.
Demanda mundial de caucho en recuperación
Las perspectivas para la demanda mundial de caucho están estrechamente vinculadas a dos impulsores actuales de la economía mundial: el fin de la política sobre COVID Cero en China y la continuación de la guerra de Rusia contra Ucrania.
El instituto International Rubber Study Group (IRSG) pronosticó que la demanda combinada de caucho natural (NR) y caucho sintético (SR) repuntaría un 2,6 % en 2023, alcanzando un estimado de 30,64 millones de toneladas.

"deficiencias logísticas y/o paradas de producción en la cadena de proceso ascendente".
De acuerdo al directivo, las compañías fueron capaces de compensar estos aumentos de costes a través de mayores ventas, pero solo en una medida limitada.
Para el 2023, se espera en dicho país un crecimiento en las ventas del 2 %. ■
Fuente: European Rubber Journal
Se prevé que la demanda mundial del elastómero caiga un 0,1 % durante el presente año, según el informe estadístico mensual de RN publicado el 21 de enero. La producción global, por otro lado, aumentará un 2,5 %. En enero pasado, la producción mundial alcanzó los 1.32 millones de toneladas. ■
Fuente: European Rubber Journal
A largo plazo, sin embargo, el IRSG concluyó que es probable que la producción mundial crezca a un ritmo más lento que el consumo. ■
Fuente: European Rubber Journal
Revista
NOTICIAS DE INTERÉS
SLTCaucho | Industria y Tecnología en América Latina
62
ARLANXEO lanza nueva línea de producción de polibutadieno en Brasil
ARLANXEO, líder mundial en elastómeros de alto desempeño, anunció la apertura de una nueva línea de producción de polibutadieno (BR) de 65 kilotoneladas al año en Brasil. La nueva línea de producción complementa la capacidad de producción existente de ARLANXEO en Brasil y refuerza su compromiso de satisfacer la demanda de los clientes de polibutadienos fiables y producidos localmente en América Latina.
Donald Chen, CEO de ARLANXEO, comentó el éxito de la puesta en marcha de la nueva línea de producción: “ARLANXEO sigue invirtiendo en mercados de alto crecimiento, y nuestra nueva línea de producción de polibutadieno refleja nuestra confianza en Brasil y en el mercado latinoamericano en general. Estamos muy satisfechos de que la línea de producción haya sido construida de forma segura y esperamos poder suministrar a nuestros clientes de América Latina BRs fiables y producidos localmente”.
La nueva línea de producción está situada en el sur de Brasil, en el complejo petroquímico de Triunfo, en Rio Grande do Sul. El compromiso de ARLANXEO con Brasil incluye inversiones recientes en una nueva línea de producción de caucho nitrílico en Duque de Caxias, Río de Janeiro, y una nueva operación de almacenamiento de policloropreno en San Pablo, junto con las instalaciones de producción de escala mundial existentes en Caxias, Triunfo, Cabo y un centro de negocios en San Pablo.
Vale aclarar que el polibutadieno se produce por la unión química de múltiples moléculas de butadieno para formar moléculas gigantes, o polímeros. El polímero es reconocido por su alta resistencia a la abrasión, baja acumulación de calor y resistencia a fisuras, y se utiliza ampliamente para producir artículos de alto desempeño como neumáticos, correas, mangueras, juntas, entre otros, para la industria automotriz y segmentos relevantes como el calzado y la modificación de plásticos.
ARLANXEO es uno de los mayores productores mundiales de caucho sintético y subsidiaria integral de Saudi Aramco, uno de los principales productores de energía y productos químicos. Desarrolla, produce y comercializa cauchos de alto rendimiento con ventas de 3.500 millones de euros, presencia en más de 12 sitios de producción en 9 países y 7 centros de innovación en todo el mundo. Sus productos se utilizan en una amplia gama de aplicaciones: desde la industria automotriz y neumáticos hasta las industrias eléctrica, de construcción y del petróleo y gas. ■
Fuente: ARLANXEO

63
Noticias Institucionales

Diogo Esperante asume nuevo compromiso con la IRRDB
Nuestro director del Comité de Plantaciones, Diogo Esperante, asumió como miembro del Comité de Finanzas de la IRRDB (Junta Internacional de Investigación y Desarrollo del Caucho por sus siglas en inglés), organismo en el cual ya representaba a APABOR (Asociación Paulista de Productores y Beneficiadores de Caucho) desde 2016.

“Creo que esto es parte de un reconocimiento de la creciente importancia no solo de la industria brasileña sino de toda América Latina del caucho natural”, afirmó Diogo luego de conocer la noticia.

“Gracias IRRDB y APABOR por darme esta oportunidad. ¡Ha sido un placer participar en esta familia a la que serviré!”, concluyó nuestro especialista en plantaciones desde su cuenta en LinkedIn. ■
3. Deslízate hacia abajo y encuentra el buscador.
Encuentra en nuestra web el buscador de temas sobre la tecnología del caucho y haz tu propia biblioteca de interés.



¿Cómo hacerlo?
1. Ingresa a nuestra web: www.sltcaucho.org

2. Dirígete a la sección Revista: www.sltcaucho.org/revista
¡Listo! Ahora esta herramienta está en tus manos. ■
4. Elige tu tipo de búsqueda: por sección o etiqueta.¿Ya conoces nuestro buscador temático para la Revista SLTCaucho?
Noticias Institucionales

Llega el tomo 2 del Profesor
Robert SchusterMuy pronto podrás solicitar y tener en tus manos la nueva edición del libro “Dispersión de cargas y reforzamiento: ciencia y aplicación”, escrito por uno de los máximos referentes internacionales de la industria del caucho: Robert Schuster

Desde ya, agradecemos a todos los patrocinadores que nos acompañaron en esta publicación como así también a todos aquellos que hicieron posible su producción. Estate atento a las próximas novedades para recibir tu ejemplar.
El conocimiento cauchero no se detiene. ■
Visita
Los ingenieros Mayu Si, Alberto Cortés, Víctor Dvoskin y Juan Ramón Gracia realizaron un taller técnico con el equipo de Hexpol de Aguascalientes (México).

El Grupo Hexpol se especializa en el campo de la composición avanzada de polímeros: cuenta con más de un siglo de experiencia en caucho, termoplásticos, compuestos de TPE y productos de ingeniería.
Seguimos fortaleciendo nuestros lazos en la industria del caucho. Seguimos intercambiando conocimientos. ■
Noticia como contraprestación para patrocinadores de la SLTC.
de RUCSA-STRUKTOL a la firma HEXPOLNoticias Institucionales
SLTC presente en un taller sobre manejo forestal sostenible
En representación de la SLTC, nuestra Gerenta Administrativa, Lucian Jiménez, formó parte del taller de certificación “Manejo forestal sostenible y cadena de custodia” organizado por la Confederación Cauchera Colombiana y CENICAUCHO.
Durante la capacitación, de orden teóricopráctico, se adquirieron herramientas para el control forestal y la cadena de custodia de las plantaciones, bajo el estándar FSC en Colombia.
Los aspectos teóricos del taller se abordaron en el auditorio SENA mientras que los prácticos consistieron en una salida de campo a plantaciones de la firma Mavalle y la planta agroindustrial TSR. ■

SLTC también en Expoagro
Patricia Malnati y Karina Potarsky, directoras de los Comités de Sustentabilidad y Reciclaje respectivamente, asistieron a la edición 2023 de Expoagro, entre el 7 y 10 de marzo en la ciudad de San Nicolás, Argentina.

Expoagro, vale remarcar, es una de las muestras agroindustriales más importantes de la región, organizada por Exponenciar S.A. una vez al año. Allí puede conocerse la última tecnología en maquinaria agrícola, insumos, ganadería, servicios y mucho más
De este modo, durante cuatro días, se concentran compradores, vendedores, entidades financieras y rondas de negocios internacionales, propiciando el intercambio de experiencias y conocimientos sobre el sector. ■

Noticias Institucionales
International Rubber Journey en mayo

El próximo 23, 24 y 25 de mayo llega la novena edición de este importante evento presentado por Parker Lord. Durante la cita se podrá asistir a talleres y conferencias como así también disfrutar de un alto networking con actores claves de la industria.

En ese sentido, desde la organización se proponen compartir las mejores prácticas para procesos de producción relacionados con adhesión al caucho a metal en aplicación automotrices, mineras y de manufactura en general.
Síguenos en nuestras redes
Recibe las últimas novedades sobre la SLTC en nuestra red de medios:
LinkedIn: company/sltcaucho
Twitter: @sltcaucho
Instagram: @sltcaucho
Información importante para columnistas de Revista SLTCaucho
La Revista SLTCaucho, como es sabido, constituye una herramienta de impulso al conocimiento tecnológico, empresario y de gestión en el ámbito de la industria del caucho, especialmente en Latinoamérica.
En ese sentido, las secciones de la revista son el eje principal a partir del cual se estructura toda la publicación: es por ello que, edición
Para esta edición, la cual tendrá lugar en el Hotel Hacienda Jurica de Grupo Brisas, Santiago de Querétaro (México) se esperan más de 700 asistentes. Para conocer mayor información e inscribirte, puedes acceder al siguiente enlace: www.internationalrubberjourney.com ■
Mira, comenta y comparte nuestras publicaciones. Entra en contacto con profesionales de la industria. Y mucho más. ¡Sigamos haciendo comunidad! ■
tras edición, el objetivo central radica en la presencia de cada una de las secciones al momento de la publicación. De este modo, es imprescindible respetar los tiempos y formatos de entrega de los artículos.
A partir de ello, los columnistas de las secciones deberán enviar, sin excepción alguna, el artículo antes del día 15 de los meses impares. El envío de artículos debe realizarse a Federico Esteban, coordinador general de Revista SLTCaucho, a la dirección: federico.esteban@naiades.com.ar
Noticias Institucionales
Una vez recibido el material, se procederá de la siguiente manera:
• Primera revisión ortográfica.
• Diseño del artículo.
• Segunda revisión técnica y/u ortográfica a cargo del corrector general de la revista.
Contacto confidencial entre el corrector y cada autor y/o coordinador del artículo con un plazo máximo de 72 horas para dar el OK y/o posibles correcciones del mismo.
• Inclusión del artículo dentro de la edición.
Desde ya, la estructuración de este circuito y la previsión de un plan de trabajo no tienen otro objetivo que el de perfeccionar y profesionalizar Revista SLTCaucho y, en consecuencia, beneficiar a toda la comunidad cauchera.■


JORNADAS LATINOAMERICANAS 2023
Reserva a tiempo tu hospedaje Recuerda que tienes tiempo hasta el 1° de mayo para realizar tu reserva. Visita nuestra web y accede a mayor información:
Te recomendamos planificar desde ahora tu estadía en Perú para aprovechar al máximo JornadasCaucho y, por qué no, los principales puntos turísticos de Lima.
Opción 1 | Manto Hotel Lima M Gallery

A 2 cuadras de la sede.
Precios desde USD 100.
Más información: www.mantohotellima.com
Opción 2 | NM Hotel


A 4 cuadras de la sede.
Precios desde USD 70.
Más información: www.nmlimahotel.com
Sé conferenciante de las Jornadas
¿Quieres dar a conocer tu trabajo técnico científico? ¿Te interesa difundir tu investigación y apoyar el conocimiento cauchero en la región? Entonces, esta es tu oportunidad: la recepción de resúmenes de trabajos se encuentra 100 % abierta hasta el 31 de mayo
Todos los papers serán evaluados por el Comité Académico, el cual, finalizada la primera etapa de recepción, será el encargado de determinar los conferencistas de las Jornadas, al tiempo que solicitará los trabajos completos para una mejor comprensión de la presentación.
Conoce los detalles en www.jornadascaucho.com/trabajos ■







JornadasCaucho 2023
70
Revista SLTCaucho | Industria y Tecnología en América Latina
Inscríbete a las Jornadas con un 25 % de descuento
Siendo invitado por cualquiera de los patrocinadores, categoría platino, de JornadasCaucho, podrás obtener un 25 % de descuento en la inscripción a las Jornadas.
En caso de que seas invitado por patrocinadores diamante, plata o institucionales, también accederás a un importante descuento del 15 %, 5 % y 10 % respectivamente.
Conoce a todos los sponsors confirmados hasta el momento, muchos de los cuales tendrán un stand en la muestra comercial que podrás visitar entre el 20 y 22 de septiembre.
PATROCINADORES PLATINO

PATROCINADORES DIAMANTE
PATROCINADORES PLATA
PATROCINADORES INSTITUCIONALES
¡Muchas gracias a todos!
Para más información, contáctanos a caucho@sltcaucho.org ■
JornadasCaucho 2023
72
JORNADAS LATINOAMERICANAS 2023
Revista SLTCaucho | Industria y Tecnología en América Latina










JORNADAS
RECICLAJE III Jornadas Latinoamericanas de Reciclaje de Neumáticos
20 al 22 de septiembre. Centro de Convenciones NOS, PUCP, Lima, Perú.
Bloques temáticos confirmados
Las III Jornadas Latinoamericanas de Reciclaje de Neumáticos, que se realizarán en simultáneo con las XVII Jornadas Latinoamericanas de Tecnología del Caucho, tienen confirmados los ejes temáticos. Conócelos a continuación:
Sistemas de gestión de NFU en Latinoamérica y nueva normativa. Innovación, desarrollo experimental e investigación.
Tecnologías de reciclaje, aprendizajes y oportunidades de mejora: desafíos en el reciclaje de OTR mineros. Renovado de neumáticos.
Además, contaremos, como novedad, con un simposio: NFU en mezclas asfálticas: por más carreteras sustentables. En él, abordamos los programas e inversiones en la gestión de red vial nacional y regional, a realidad de los sistemas de gestión, el reciclado de neumáticos y la incorporación a las mezclas asfálticas del polvo de NFU con las últimas tecnologías.
Muy pronto, brindaremos mayor información. ■
JUNTA DIRECTIVA
• María Alexandra Piña (VEN)
Presidenta
• Marly Jacobi (BRA) - Vicepresidenta*
• Sergio Junovich (ARG) - Tesorero
• Isabel Martin (USA) - Subtesorera
• Mariano Escobar (ARG) - Secretario
• Lucian Jiménez (VEN) - Coordinadora
Ejecutiva
DIRECTORES DE COMITÉS
• Capacitación y Desarrollo:
Esteban Friedenthal (ARG)
• Comunicación y Publicaciones:
Víctor Dvoskin (ARG)
• Industria del Látex:
Ludwyg Reyes (GUA)
• Plantaciones: Diogo Esperante (BRA)
• Reciclaje:
Karina Potarsky (ARG)
• Red Internacional de Tecnología del Caucho:
Marianella Hernández
Santana (ESP)
• Sustentabilidad:
Patricia Malnati (ARG)
CONSEJO ASESOR
Emanuel Bertalot (ARG)
Dariusz Bielinski (POL)
Marcos Carpeggiani (BRA)
Antonio D'Angelo (BRA)
Mauricio De Greiff (COL)
Fernando Genova (BRA)
Ulrich Giese (ALE)
Mauricio Giorgi (ARG)
Diego Hernández Mejía (COL)
Carlos Keipert (ARG)
Lars Larsen (USA)
Ica Manas-Zloczower (RUM)
André Mautone (BRA)
Pablo Moreno (ESP)
Ricardo Núñez (MEX)
Tim Osswald (COL/USA)
Alberto Ramperti (ARG)
Liliana Rehak (ARG)
Ricardo Rodríguez (ESP)
José Luis Rodríguez (ESP)
Robert Schuster (ALE)
Mayu Si (USA)
*Asumirá la presidencia de la SLTC en el período 2023-2025.75
