
01 18 www.bakingbiscuit.com Interview Progress in bakery technology Mademoiselle Desserts Patisserie for all Instore ovens Connected baking





















Right hand model 9840 shown with optional water spray, stacked water splitter, conveyor and MPA auto fill system. SMART SEEDER CALL US TODAY +44 1638 668563 THE TOPPING EXPERTS P.O. Box 748 • Maysville, OK 73057• Telephone (405) 867-4467 • Fax (405) 867-4219 • e-mail: sales@burford.com www.burford.com Unit 4 Sam Alper Court, Depot Road, Newmarket, Suffolk CB8 0GS UK • +44 1638 668563 • e-mail: sales@burford.com
Foreshadowing the iba trade fair
The celebrations are over and the sumptuous feasts of good intentions have vanished – in short, 2018 has begun. It will be an important, exciting year for the baking industry for several reasons that are not entirely independent of one another.
Firstly, we are currently experiencing a worldwide change in the baking sector. Baked goods markets are becoming increasingly internationalized. Grupo Bimbo based in Mexico, the world’s biggest bakery group, founded a joint venture in India in the middle of last year with one of New Delhi’s leading bakery companies. A few weeks before that, the Mexican family business bought a group of companies in Morocco, thus taking its first step on the African continent. Simultaneously, the company management announced it was making greater efforts to purchase acquisitions in the Asian market, specifically in China. We have experienced a dramatic buildup of baking capacities in Poland in the past few years, by international groups specializing in frozen baked products. Goods produced there are not intended just for Western Europe, they are also in search of purchasers throughout the world.
++ Hildegard Keil, Publisher

Your commments or suggestions are always appreciated:
phone: +49 40 380 94 82
email: keil@foodmultimedia.de
An increasing volume of capital looking for investment opportunities is acquiring a liking for the baking sector at the same time. Perhaps the margins to be earned there are not exorbitant, but they are quite safe, and the changes in many national markets fire the imagination. For example, big store chains are increasingly emerging in France – previously the last refuge of small family-run artisan bakeries – and the food retail is also steadily increasing its involvement in the baguette and brioche business. In many African countries, on the other hand, the artisan manufacture phase is now being bypassed completely by direct transition to industrial supply.
Another factor is rapid worldwide growth in the out-of-house market, which requires quite new qualities from baked products suppliers. There is also a demand for companies with a spur-of-the-moment ability to deliver special products for promotional campaign weeks, to orient their processes towards further processing on the spot, and of course to do so at the lowest possible prices. The principal requirement of all of this is process mastery down to the smallest detail and line efficiency of 99% or more, visualized by IT down to the tiniest ramification so malfunctions can be put right before they arise and changes can be simulated before they occur. Nowadays, distribution and logistics must be able to give customers a guarantee that goods will be available exactly where, exactly when and exactly as they were ordered, preferably also in an anticipatory way, before the order is placed at all.
All of this requires a new type of thinking in processes, together with digitization and automation of a kind hitherto unseen in the bakery industry. That’s why the next iba trade fair in the fall of 2018 will probably be one of the most exciting ever. Of course, we have long been at work in the editorial office of baking+biscuit international to find out who will be bringing which “marvels” with them to Munich. Initial discussions have already taken place on the spot, and our travel schedule is absolutely full for the year 2018 now beginning, so we can report new developments and their first practical applications.
We hope you enjoy reading this issue, and wish you all the best for a successful 2018.
Best Regards,
Hildegard M. Keil
03 EDITORIAL
PUBLISHING COMPANY
f2m food multimedia gmbh Ehrenbergstr. 33
22767 Hamburg, Germany
+49 40 39 90 12 27 www.foodmultimedia.de
PUBLISHER
Hildegard M. Keil
+49 40 380 94 82 keil@foodmultimedia.de
EDITOR-IN-CHIEF
Bastian Borchfeld
+49 40 39 90 12 28 borchfeld@foodmultimedia.de

EDITORIAL STAFF
Helga Baumfalk
+49 40 39 60 30 61 baumfalk@foodmultimedia.de
Silke Liebig-Braunholz
+49 (0)40 386 167 92 liebig-braunholz@foodmultimedia.de
ADVERTISING DEPT.
International sales director
Dirk Dixon

+44 14 35 87 20 09 dixon@foodmultimedia.de
Advertisement administration
Wilfried Krause
+49 40 38 61 67 94 krause@foodmultimedia.de
DISTRIBUTION
+49 40 39 90 12 27 vertrieb@foodmultimedia.de
TRANSLATION
Skript Fachübersetzungen Gerd Röser info@skript-translations.de
TYPESETTING
LANDMAGD in der Heide Linda Langhagen; design@landmagd.de
PRINTED BY
Leinebergland Druck GmbH & Co. KG Industriestr. 2a, 31061 Alfeld (Leine), Germany
BAKING+BISCUIT INTERNATIONAL is published six times a year. Single copies may be purchased for EUR 15.– per copy. Subscription rates are EUR 75.– for one year. Students (with valid certification of student status) will pay EUR 40.– (all rates including postage and handling, but without VAT).
Cancellation of subscription must be presented three month prior to the end of the subscription period in writing to the publishing company. Address subscriptions to the above stated distribution department. No claims will be accepted for not received or lost copies due to reasons being outside the responsibility of the publishing company. This magazine, including all articles and illustrations, is copyright protected. Any utilization beyond the tight limit set by the copyright act is subject to the publisher’s approval.
Online dispute resolution in accordance with Article 14 Para. 1 of the ODR-VO (European Online Dispute Resolution Regulation): The European Commission provides a platform for Online Dispute Resolution (OS), which you can find at http://ec.europa.eu/consumers/odr
Valid advertising price list: 2018
www.bakingbiscuit.com 01/2018 CONTENT 04
cover photo:
xxx IMPRINT © ktsdesign –123rf.com ©
20 26 Production 06 WP-L: Reorganization in Dinkelsbühl 08 VMI: Shifting the focus 12 Mademoiselle Desserts: Oh Oui! - Patisserie for all 14 Kronenbrot: New start in Würselen 18 Spooner Vicars: New Bakery Innovation Centre in Bangalore 24 Fredy Hiestand: Vacuum before shock-freezing 32 NOWEL: Growth boosted by investments 36 Lieken: Optimized materials management 40 Aston Foods: A new start 42 WASGAU: Down-to-earth action with fresh strategies 52 Precisma: Shape and performance Interview 20 Joseph Zaleski: Better and more efficient Instore ovens 26 Connected baking: Controlling and networking Ingredients 46 Blattmann: Small but Smart Weighing system technology 50 Ishida: How Pfalzgraf weighs very sticky fruit Market 54 Indonesia: The art of baking Research 56 TUM: Contactless measurement of gas retentivity Dough aeration behavior Regulars 03 Editorial 05 News 41 Trade fair calendar 48 News ©
Desserts 12 Titelfoto: © oksix –123rf.com
©
Reading Bakery Systems
Mademoiselle
New management structure at Rademaker
On January 1st 2018, Jeroen van Blokland steped down as CEO of Rademaker BV. Commercial Director, Gerard Muermans and Technical Director, Roland Kalswill will form a joint operational management team for Rademaker and its subsidiaries. In the new management structure, the two newly appointed CEO’s will be supported by the existing team of directors. In addition, Muermans and Kals have been appointed executive members of the Board of Directors of the holding company Racu BV.

Company owner Van Blokland will remain chairman of the Board of Directors of Racu BV, focusing on business development and real-estate projects. In addition, Van Blokland will play an important role in determining the company’s long-term policy. He will remain closely involved in the Rademaker organization.
The new CEO’s, Muermans and Kals, have successfully worked together at Rademaker for the last ten years. While they will each have their own focal areas within the
++ Indawisa/Lallemand: yeast merger approved
The German Federal Cartel Office has said Yes. Indawisa Holding AG, Gutenburg (Switzerland), the parent company behind Hefe Schweiz (Swiss Yeast) and DHW in Nurnberg, and Lallemand Inc. in Montreal, are allowed to found a joint venture company in Germany. If the two producers take the gloves off with this joint venture company, it is likely to change Europe’s yeast landscape. It is true that neither of them is the market leader in Germany, that honor goes to Uniferm. But Lallemand is in the lead with Hagold in Austria, and so is the future sister company Hefe Schweiz in Switzerland. In 2008 it took over DHW, through which special products such as organic yeast from Switzerland are also marketed.
The family business Lallemand operates 22 yeast factories on four continents worldwide. In Europe, it also owns the HagoldHefe GmbH in Vienna, Giegold in Schwarzenbach on the Saale and F.X. Wieninger GmbH & Co KG in Passau, as well as yeast factories in Grenaa (Denmark), Fredericia (Denmark), Józefów (Poland), Trenčín (Slovakia), Salutaguse (Estonia) and Lahti (Finland) and a participation in a yeast production facility in Florence, Italy. It produces fresh yeast, liquid yeast, active dried yeast, organic yeast, inactive dried yeast, mineral-enriched yeasts, special yeast derivatives and yeast extracts – although these are not all intended for baked products manufacture. Some of the factories have also added a very specific mainstay. For example, organic yeast is currently produced exclusively in the Harmer-Hefe factory in Vienna, packed at Wieninger-Hefe in Passau, and shipped to North America, while researchers in Grenaa, Denmark, are working on topics related to the fermentation and fractionation of yeasts, whereas work in Tallinn, Estonia, deals mainly with yeast derivatives and yeasts for savory applications.
Rademaker organization – Muermans is to focus on the external, commercial side of the business, while Kals will be responsible for the internal organization, technical issues and R&D -, they will work closely together to create an agile management. +++
At present, it is not yet possible to say what the purpose of the joint venture company might be. There are strong indications that it involves primarily the integration of sales and marketing. In the production area, there are also probably “synergies” to be exploited for specialties such as organic yeast. However, industry insiders do not expect a new production facility that could unite the previous, often elderly locations. How it might affect conditions remains to be seen. Europe has more yeast capacity than it needs, and price capers are therefore unlikely. +++
Richard van Heukelum promoted to President of Tromp Group

International Bakery Equipment Manufacturer Tromp Group, HQ based in The Netherlands, is pleased to announce the promotion of Richard van Heukelum to President, effective January 1, 2018. Richard will take over the duties of his brother Robert.
In this new role, Richard will manage the Company’s day to day operations, while creating and delivering the company’s vision and overall mission. He will also combine his activities with Sales and Marketing alongside his leadership of the company. Richard joined Tromp Group in 2015 as Vice President of Sales and Marketing, leading the expansion of the company’s international sales and global brand awareness. +++
05 NEWS ++ NEWS ++ NEWS www.bakingbiscuit.com 01/2018
++ The newly appointed CEO’s: Gerard Muermans (l.) and Roland Kals
© Rademaker
++ Richard van Heukelum
© Tromp Group
Reorganization in Dinkelsbühl
WP-L in Dinkelsbühl stands for oven construction and thus for the WP Group’s origins with the legendary Matador. Following a recent period of quiet stability, the reorganized Dinkelsbühl company is now returning to the fray with renewed impetus.

+Anyone who knows the place will notice it at first glance. Things have happened in the old fabrication facilities on von-Raumer-Strasse in Dinkelsbühl. Production structures have been thoroughly reorganized and workflows optimized. The buildings are shared between oven construction, mechanical engineering and the technology center. All machining technology for the entire Group is dealt with by a sister company in Bielefeld.
Fabrication is divided into firstly machine construction, which produces dough dividers, bread rolls lines and vacuum conditioning plants, and secondly oven-building. The latter in turn comprises both the classical WP product range such as the Matador, Rototherm and instore ovens – recently available with fronts in various colors – and loader technology of the Ober type. Moreover, the Dinkelsbühl oven builders also fabricate all the tunnel ovens for the sister company WP-IB (Werner & Pfleiderer Industrial Bakery) in Tamm, BadenWürttemberg, and design and build the Megador, a multi-deck tunnel oven with optional cyclotherm or thermo-oil heating used by medium-sized and large chain-store operators for batch-wise or progressive baking of bread and bread rolls.
Three men are behind the Dinkelsbühl reorganization, two of whom bring many years of experience in oven and bakery machinery construction. Ing. Günther Fliszar has been CEO since early 2016, and responsible for sales, while Dr.-Ing. Christoph Adams has been Technical Director since the end of 2016 and Head of Development and Design. Joachim Scherff is the management team’s third man, and has been Service Director since July 2017. At one time this department was outsourced, but Scherff has now reintegrated it into the company and reorganized it as an independent department. Outsourcing had cost a lot of customer satisfaction, and rebuilding this is the top priority aim of the 40-strong team of technicians. Scherff says: “Service is now organized as a fully independent function, and the spare parts organization has been rebuilt and separated from the production parts warehouse. Clearly defined reorder points ensure stable spare parts availability. Within a few months we have achieved a situation in which more than half of all required spare parts are at customers’ premises within one day.” He enlarged the service workforce in parallel, and also the number of master bakers, which grew from four to six. Internationally, technicians are supported by the service staff of licensed
www.bakingbiscuit.com 01/2018 PRODUCTION 06
©WP
++ The management trio at WP-L: CEO Ing. Günther Fliszar (center), Technical Director Dr.-Ing. Christoph Adams (right) and Joachim Scherff, Service Director (left). All three stand in front of one of the new instore ovens, available with a front in all RAL colors and an easy-clean plastic proofing chamber.
dealerships. A preventive maintenance messages system like that already introduced by the two sister companies Haton and Kemper is scheduled to follow in 2018, and should help minimize plant and oven downtimes.

According to Günther Fliszar, reorganization was helped by the good revenues and sales trend in the past two years. Fliszar says “Revenues rose in 2016 and 2017 and are now considerably over the EUR 40m mark. Both years closed equally clearly in the black.” Above all, exports are going well, and 220 rack ovens were sold abroad in 2017 alone, around 100 more than in the previous year. The number of Ober plants sold in 2017 also doubled from two to four. Fliszar says the growth in the machinery business looked even better than in oven-building. That seems likely to continue, and the total length of the order books for tunnel oven production in 2018 is already 25% greater compared to the year just ended.
To cope with all this, EUR 1.5m was invested in Dinkelsbühl in 2017, new designers were hired, and networking of the design departments with those of sister companies in the Group is being pushed forward. In all, there are 30 new jobs in Dinkelsbühl and, according to Fliszar, these jobs can be filled. “The job applications position in the region is good.”

Together with colleagues in the Group, the CEO is currently working to combine the entire artisan products business under a new umbrella brand. WP-L will then be the main supplier, while the sister companies Kemper and Haton will focus their new developments towards industrial businesses. The implementation timeline is aimed at the iba trade fair in the fall of 2018.
Some more product development is also planned before then. According to Dr. Adams, although the Rototherm rack

oven has already been energetically re-engineered to make it “operate with 28% greater energy efficiency compared to pre-2015 models, we are looking at new functions and integrations.” One of these ideas is to upgrade the Rototherm to create an oven in which artisan businesses can also bake pan bread as well as the usual tray-baked products, thus using premium qualities to partly retrieve lost revenues.
Push-through rack ovens are also being discussed again, this time as an automated version that outputs its products into germ-reduced rooms. Fliszar and Adams can imagine automated combinations, with both industrial ovens and with artisan oven batteries, as a vacuum conditioning system with fast cooling and simultaneous stabilization of the baked product structures.
A program to promote cleaning and compliance with hygiene standards is already in the implementation phase. In the latest generation of instore ovens, the glass panes can simply be removed from the door and cleaned in a dishwasher. Moreover, the proofer interiors consist of a seamless, nonscratch plastic compartment from which only the baking tray supports are pulled out for cleaning.
The previous single touch-panel controller on the Matador has been replaced by one panel for each hearth, which are even easier to operate but can also be centrally controlled. The controllers also display real video clips that give detailed guidance to even an unskilled operator as to how individual job steps are carried out, e.g. cutting/scoring or strewing, and when and how to carry out cleaning.
Less than eight months remain until the iba trade fair in Munich, and Fliszar and Adams are absolutely determined to use it as an opportunity to show what is possible in Dinkelsbühl. +++
07 PRODUCTION
ADVERTISEMENT • Read the whole story on • backweltblog.com
New York – Hamburg: 4000 miles for one cake
Shifting the focus
The demand in global markets is changing. The focus is increasingly on snack products. This is also reflected in the program of the French dough production specialist VMI.
According to Bakery Division Director Mikaël Roussière:
“The market for products sold in out-of-house consumption is growing worldwide. The market is shifting at the same time from crispy crunchy bread/bread rolls to soft bread/soft bread rolls, pastries, cookies and crackers. Thus the proportion of doughs and mixes not produced in classical spiral mixers is also growing. Ultimately this also shifts VMI’s focus.”
This company, which moved into a completely new location a few months ago in Saint-Hilaire-de-Loulay nearly 40 km south of Nantes in Brittany, France, is in business worldwide today. VMI earns more than half its total revenues internationally through large bakeries. The artisan market proportion has now dropped to below 20%. This also reflects the structural change in the French bakery sector. Around two thirds of the French market still belongs to small artisan businesses, but the importance of chain store systems operating regionally or even nationally is growing.
To implement the changed requirements in mixing and kneading technology, VMI has worked intensively for four years with the University in Nantes and with the INRAONIRIS Institute (National Agricultural Research Institute –Nantes-Atlantic National College of Veterinary Medicine, Food Science and Engineering) located there, where staff such as Prof. Alain Lebail or Prof. Hubert Chiron teach. The main topic of the joint research is to record data about the connection between the different forces during the various process phases and the characteristics of the mix, to enable

the fine control of dough development. The aim is to allow the mixing process to be adjusted to various parameters including regional flour qualities. Another project is devoted to extracting surplus energy arising as a result of the rotation of the bowl and using it to drive the tools. According to R&D Manager José Cheio de Oliveira, this permits an energy saving of up to 20%, depending on the dough viscosity.

www.bakingbiscuit.com 01/2018 PRODUCTION 08
+
++ VMI’s standard product range now includes linear systems of all sizes
© VMI
++ The new planetary mixer
- Dough Make-Up

- Proofing
- Seeders, Toppers, Pan Shakers & Water Splitters
- Ovens (Tunnel, Conveyorized, Serpentine, Tray, Rack and Deck)


- Cooling
- Pan & Product Handling Systems




- Packaging & Distribution

Complete Industrial Bakery Production Lines 808 Stewart Avenue, Plano, TX 75074 info@middlebybakerygroup.com www.middlebybakerygroup.com 1-844-BAKE 411
promise: we will improve your overall user experience, guaranteeing you the lowest cost of ownership. Come see us March 12-15 Pav. Forum, FC40 & Pav. 74, B40
Our
The initial research results have been included in the development of the “Kneadster”, a vertical mixer with interchangeable double tools. The various tools are matched to the respective needs of the product, and are thus universally usable. French customers use them to produce brioche doughs, customers in the UK use the Kneadster for cookie doughs with sensitive ingredients like chocolate nibs, and those in Russia use it to prepare doughs for Russian “baton” white bread.

The shift in out-of-house markets towards products more likely to be made from mixes than from doughs produced in a spiral mixer has led to a situation in which there is again a stronger focus on planetary mixers at VMI. The mixer, which was constructed as a portal plant, was completely re-engineered and is now available as the Ultimix in various sizes with a bowl capacity from 200 to 1,200 liters. Pressure and vacuum can also be applied to it. During re-engineering, the machine’s head in which the tools are anchored was given an extremely shallow design so the space between the drive and the wall can be cleaned completely and safely by the build-in CIP plant. The temperature management in the container’s double jacket is also new, to ensure no heat-related adhesions occur even with sensitive products such as egg mixes. Customers use these plants nowadays to prepare fillings, donut mixes and doughs for gluten-free bread.
Of course, the classic batch mixer remains a stable element in VMI’s product catalog. In addition to individual spiral
VMI
Headquarters:
Saint-Hilaire-de-Loulay in the Vendée (Western France)
Subsidiaries:
VMI North America, VMI South Asia (from 2018 onwards) Group membership:
Linxis Group, owner: IK Partner, revenues in 2017: EUR 220m. Sister companies:
Shick/Esteve, Diosna, Chalon Megard, Simon Frères, Tecnal VMI revenues in 2017:
EUR 57m, of which 65% bakery, 17% service and 17% cosmetic, pharmaceutical and chemical industry

VMI overall export ratio:
60%, bakery business export ratio: 80%
VMI employees: 220
mixers and fork mixers, the main products sold to bread manufacturers worldwide today are automated solutions of various sizes consisting of mixers, metering stations and dough resting stations. On the other hand, the Continuum is aimed at the market for industrial production of doughs for sandwich bread, buns or toast. This is the name given to a continuous mixer in various sizes with an hourly output capacity of one to eight tons of dough that can deliver a particularly finely porous dough in a two-stage process using pressure and vacuum. The team led by R&D Manager José Cheio de Oliveira is currently developing a new metering controller for the continuous mixer and an even more efficient use of energy.
Moreover, VMI is also working on a comprehensive program across all mixer classes to gather data about machines and plants that are established worldwide. According to Mikaël Roussière, this program is aimed at continuously recording the functional values of the machines, e.g. run times, energy consumption, wear etc., and at using the resulting information pool in two respects. Firstly, the assessment will give machine and plant users information with which they can optimize their usage and the repairs or parts replacements likely to occur in the foreseeable future, and secondly VMI can use the aggregated data as a basis for technical improvements. According to Roussière: “It’s a program that yields benefits for both sides.” +++
www.bakingbiscuit.com 01/2018 PRODUCTION 10
++ The Kneadster – a mixing and kneading machine with interchangeable double tools that is equally suitable for kneading bread dough and for producing cookie/biscuit doughs
©
©
++ Cookie dough made by the Kneadster without damaging the chocolate nibs
f2m
f2m
Perfection. Pan in, pan out.
AMF’s BakeTech Continuous Proofer and Oven Systems are designed so each pan of product travels one behind the other exposing products to identical conditions, producing the most uniformly baked products. The oven’s individual temperature zones with repeatable baking profile memory promote product uniformity every baking cycle.
Your bakery is our world.
VISIT AMF BAKERY SYSTEMS AT: MODERN BAKERY, MOSCOW FOOD & HOTEL ASIA, SINGAPORE BAKERY CHINA, SHANGHAI


a markel food group company
COMPLETE BAKERY SOLUTIONS | AMFBAKERY.COM
Oh Oui! - Patisserie for all

Mademoiselle
+Marie Antoinette’s much-quoted remark about her subjects: ‘If they have no bread, let them eat cake!’ was debunked by historians long ago, but if it had been true, they would have been talking about pastry. Because that great nation must be given ungrudging credit for being world champions in the field. It also has something to do with the fact that the French stick to classical raw materials compositions and processes even when working on an industrial scale.
One example of this is the flan line installed this summer at Mademoiselle Desserts in Thenon in the Perigord region. Crème pâtissière, blended from fresh eggs, fresh milk, sugar and starch in two new Ultimix planetary mixers made by VMI, is stirred while being heated to high temperature by the finely adjustable double jacket without any adhering build-up remaining at the edge. Finally a whole block of butter is stirred into it to give the crème its typical smoothness even after being baked. Raw materials are weighed out by hand, although input into the 540-liter mixing tank is currently being automated. The time needed for cleaning is short and efficient due to the shallow headspace in the machine’s interior. Production Manager Jean Michel Pascaud says almost no manual secondary cleaning is needed.

When the crème has been completed, an outlet pipe at the base of the tank releases it into plastic containers, from
which a pumping system withdraws it for the filling operation. The molds that are filled with it here in Thenon are mainly large-format, circular and lined with short-crust pastry, and are either frozen immediately or are first of all baked and then go on their way to the customer as frozen goods.
www.bakingbiscuit.com 01/2018 PRODUCTION 12
Desserts, a group of companies with factories in France, the UK and the Netherlands, produces superior quality patisserie as a trade brand for the retail and food service.
++ The latest development – a high-quality flan whose individually packed pieces are delivered frozen under the own brand name “Oh Oui!”, thawed out in the retail and offered for sale on the chiller shelf
©Mademoiselle Desserts
++ When baked-off, the products are used mainly in the food service business
©
Mademoiselle Desserts
The factory in Thenon with its current workforce of 18 was opened in the spring of 2017, and has space for additional lines. The main factory in Valade, around 60 km away, produces flans: square, round, large, small, pre-cut or not, with and without short-crust pastry – there’s an enormous choice.



The two factories are both part of “Mademoiselle Desserts”, a group whose individual works, although some of them are older, did not begin to take on their current form until after 2009, and are now mostly owned by the Equistone private equity group. The group currently has ten production factories, five in France, four in the UK and one in the Netherlands. The latest new arrival in early 2017 was the “Ministry of Cake”, a British manufacturer of cakes, puddings and desserts. This increased the Group’s revenues to around EUR 220m, and there are around 1,400 employees on the payroll.
The production program comprises 2,800 different products or product variants, and the spectrum is gigantic. It ranges from tarts, flans, cakes, galettes, cookies, cheesecakes, mousses, cream puffs, flaky pastries and specialties such as the famous Christmas “Bûche de Noël” (Yule Log), to English and American cakes and a “gluten-free” assortment. The product range is supplemented with pre-baked bases, decorative strips or complete kits from which a ready-to-serve dessert can be created in an instant as if by magic. This enables even an inexperienced cook to conjure up a traditional dessert from a pre-cut, particularly crisp puff pastry base with pre-portioned crème balls.
That was all previously available as retail brands for the food service, hotels, supermarket counters etc. The Group’s latest coup is their “Oh Oui!” own brand, under which portion-


13 PRODUCTION www.bakingbiscuit.com 01/2018
packed tarts, desserts etc. are offered by the “thaw and serve” process for retail fresh food counters. +++
++ The same product range also includes a gluten-free brownie bar produced by the English sister company
++ (right to left): Barbara Bosquette, responsible for long-term development in the Group, together with Production Manager Jean Michel Pascaud and Plant Director Chrystele Veyriras, are pleased with the new Ultimix planetary mixers for their flan line
© f2m
© Mademoiselle Desserts
++ Photo left: Fully cooked filling mix for flans is discharged into containers and driven to the processing area. Photo right: A short-pastry base to hold the flan filling is pressed into an aluminum mold. From here it goes either directly into the freezer or first of all into an oven, depending on the clientele
© f2m
New start in Würselen
After a change of owner and a fresh start, Kronenbrot’s entire business went through a thorough optimizing and restructuring examination. The first steps included a new, automated raw materials metering controller in the Würselen works.


+Silvio Steinert is not easily frightened by anything. When he came to Kronenbrot in 2015, the word “insolvency” was no longer unknown. He signed the contract nevertheless, and in a sense he benefits from that today. He knows better than anyone else the problems and weaknesses of the production facilities in Cologne (sliced and unsliced bread), Witten (toast-bread and sandwich bread) and Würselen (brown bread, sliced and toast bread, and fine pastries), and is aware of the investment backlogs that need to be dealt with first of all.
The silo controller in Würselen, built in 2000 and with a dozen metering points for dry materials and two for liquids, seven blowers and 156 flaps, weighing machines and valves, was at the very top of his list of urgently needed investments. Although vital for daily production operations, it was almost impossible to obtain spare parts for the old server, and on top of that the plant had been modified and adapted several times during the past 17 years and the documentation was anything but continuous and complete.
When it was clear in 2017 that the business would carry on, the raw materials metering controller was at the very top of
www.bakingbiscuit.com 01/2018 PRODUCTION 14
© f2m
++ Silvio Steinert, Managing Director, Production and Technology at Kronenbrot, is responsible for modernizing the company’s three factories in Cologne, Witten and Würselen
© Automation X
++ The old controller is obsolete, modern touchscreens have taken over the function and provide an overview of all metering processes
Steinert’s wish list. Speed was essential, since even partial failures of the old controller could have brought the dough production process to a standstill instantly at any time.
So in February his planning was already finalized and he received the budget. As well as the new controller, the plan was to include two residual bread plants that would convert finely comminuted scrap bread from the production operation, segregated by product types, into a liquid that could be metered automatically and stored in tanks, some of which already existed.

The contract was awarded to Automation X in early May. Heiner Siegrist, the Austrian automation specialist’s agent in Germany, had given an assurance that an emergency manual control program would already be available from July onwards. On top of that, the Graz company guaranteed that the changeover would take no longer than 48 hours.
To be certain of implementing it, two technicians accepted and analyzed the whole plant in detail in Würselen. Kronenbrot staff travelled to Graz to familiarize themselves with the controller and test it during a Factory Acceptance Test (FAT), because the Styrian company’s software system can test all the functions, recipes etc. and simulate the entire workflow of actual orders even without the physical plants behind it. The test is part of the employee training procedure at the same time.

ADVERTISEMENT
Final installation in Würselen took place in late October. The network, servers and remote maintenance had already been installed beforehand. The raw materials metering system’s master switch was finally thrown on Sunday afternoon. Input and output signal transducers in the switchgear cabinet were replaced by modern ones, and the signaling and functioning of the plant components actuated by each of them were tested. “Everything done” was then announced on Tuesday morning. An Automation X technician remained available for a couple more days “for emergencies”, but the raw materials metering system has operated without any malfunctions since then.
©Automation X don‘t miss it f2m food multimedia gmbh Ehrenbergstr. 33 · 22767 Hamburg · Germany info@foodmultimedia.de · Phone: +49 40 39 90 12 27 Fax: +49 40 39 90 12 29 · www.foodmultimedia.de
15 PRODUCTION
++ All the recipes and processes can be accessed and modified from the control panel. Malfunctions are reported automatically The European Bakery MarketA comprehensive overview Hard copy, 280 pages, EUR 45 incl. VAT + hand ling/postage
With a view to future modifications of the lines, the controller’s structure was designed in such a way that plant expansions and/or the incorporation of further process steps are possible at any time. Moreover, the server-client concept allows the whole plant to be operated and supervised by any of the operating staff with the correct password. In addition, the controller’s construction with redundancy provides maximum operating reliability.
A new feature compared to the old plant is that the installation has a comprehensive information package extending far beyond recipe management. Basically, this creates a batch report from which it is possible to retrace what was weighed out, with which metering tolerances, for which recipe and when, irrespective of whether it was done automatically or, as currently happens with small components, by hand. At the same time, this batch report is a batch traceability tool, since it records not only where the raw materials came from and where they went, but also the complete materials consumption in a given period of time, and combines this information with that for the batches produced from it.
To enable the line functions to be monitored centrally, and breakdown risks to be detected if necessary, the system meticulously records every switching operation of valves, motors etc., thus enabling fast, precise analysis in the event of a malfunction, what led to it and where there is a need to intervene. Likewise, based on these recordings it is also possible to define trigger points, e.g. that critical components must be checked or replaced after a certain time or number of movements in order to forestall a breakdown. If, with the appropriate approval, someone intervenes and switches a
valve or motor manually, that is also recorded and can thus be included in the technical analysis at a later time.
The stored batch traceability data, such as that for function monitoring, can equally well be used by the production management, both as a retrospective analysis tool and as an instrument to optimize future production planning.

For one thing, the new controller has averted one of Silvio Steinert’s acute failure risks. However, he’s still a long way from being able to lean back and relax because of that. A ten or fifteen year investment backlog can’t be made up for in just a few weeks. Investments in automated slicing processes, a bread line and a sterilization oven are already being pushed forward. Reorganization and system standardization of the process automation are equally important to him, to enable a faster, more flexible response. There is also a need for central control of production in the various works, and networking them with ERP system is planned in the next phase.
Although one or two top performers were lost due to the insolvency, and great demands were made of the remaining employees, Steinert knows he now has the backing of the workforce. No day goes by without him being present in the production buildings, listening, looking and responding. The fact that investment is taking place again has been noticed just as favorably as the increasing capacity utilization. According to Steinert: "We will soon regain the stollen market as we are one of the few producers that hearth-bake stollen in the traditional way. Although we were down by 10,000 units in 2017, we will be back in 2018 with higher turnover." +++
www.bakingbiscuit.com 01/2018 PRODUCTION 16
© f2m
++ A function recently integrated into raw materials weighing is the new residual bread plant, which finely grinds residual bread, keeping the varieties separate, and processes it into a slurry that can be stored
Replace your old oven. Optimize your operation.
COUNT ON A NEW THOMAS L. GREEN PRISM OVEN FROM READING BAKERY SYSTEMS.


Thomas L. Green Prism Ovens put the latest advances in baking technology to work for you.

• Increase product output with better baking technology.
• Improve product quality using hybrid ovens.


• Reduce energy costs with better insulation, stack heat reclamation, lighter oven belts and recipe driven baking profiles.
• Reduce sanitation time with more oven access doors.
• Replace your oven within a 4 week shut down period
A Markel Food Group Company
New Bakery Innovation Centre in Bangalore




+Spooner Vicars opened the first full-size Bakery Innovation Centre in India. The Bangalore factory, which has been producing equipment for almost 10 years, now boasts a dedicated hygienic testing space fitted out with the new VORTEX™ mixer and 1.2m wide APEX 400 ™ laminating and sheeting line complete with a 3-zone hybrid oven 28m long. The grand opening ceremony was attended by major Indian biscuit producers as well as a strong international contingent including visitors from China, Canada, Egypt, USA, Philippines, New Zealand, UK, Spain, UAE, Thailand, Malaysia, Singapore, and Sweden.
The new testing centre will be used by both national and international biscuit manufacturers for recipe and new product development, ingredient substitution trials, training and seminars, as well as being a showcase for Spooner Vicars ongoing launch of state of the art biscuit production equipment such as the VORTEX™ mixer and the APEX 400™ laminating and sheeting line. +++
www.bakingbiscuit.com 01/2018 PRODUCTION 18
++ The first laminations emerge from the APEX 400™
++ The biscuits are cut and scrap is lifted away
++ Customers walk the line while it is in production
++ The first Marie biscuits emerge from the oven
© Spooner Vicars
© Spooner Vicars © Spooner Vicars © Spooner Vicars


Better and more efficient
Joseph Zaleski is the President of Reading Bakery Systems. Bastian Borchfeld talked to him about progress in bakery technology and the iba.
Borchfeld: Mr. Zaleski, you have worked in the baking industry for more than thirty years. What were the biggest changes, especially in the area of oven construction, and what has changed to the greatest extent?
+ Zaleski: Certainly changes in technology and building techniques have improved oven reliability and performance over the years. Better and more efficient combustion burners and associated valves make ovens run more reliably. Using new CAD tools and oven mapping instruments allow designers to tune and perfect heat application along with airflows. Technologists can now define baking curves according to product development benchmarks enabling engineers to build more efficient hybrid ovens to match flexible baking profiles.
+ Borchfeld: How significant is the area of ovens for Reading Bakery Systems, and how many ovens do you sell each year?
+ Zaleski: Since we promote ourselves as a “Process System Supplier” of baked snack food products, baking and drying ovens are the centerpiece of our product line. In general, Reading sells 15 to 20 complete Process Systems per year which all include ovens and dryers. Additionally, we sell many ovens to customers who are upgrading or replacing older inefficient ovens. As demand increased several years ago, Reading opened a separate facility solely for the purpose of building ovens and dryers. We have the capability to have 6–8 fully assembled 12–15m Oven Zones on the floor at any one time. In the future, we will be building additional ovens in our factory in Tianjin, China, to serve the Asian market. The first ovens will ship out of China later this year.
+ Borchfeld: Can you say approximately how many square meters of baking surface that corresponds to?
+ Zaleski: We build anywhere from 1500 to 2000 m2 of single pass ovens, oven over dryers and multi-pass dryers.
+ Borchfeld: How would you describe the mood of your customers in the baking sector in the USA?
+ Zaleski: In the USA, our business follows the changing suppliers of snack food products. As retail contracts move from one supplier to another, one manufacturer retires an old inefficient production line, and a new supplier commissions a bigger and more efficient production line. The serviceable life of a food production line can be 20–40 years depending upon the quality of care and maintenance it’s been given. Food manufacturers look for operating efficiency, clean-ability and food safety attributes when selecting a new supplier for their processes. Reading launched our SafeShield Program a couple years ago to address our customer’s concerns. Our Safe Shield Program outlines how we design, build and commission new equipment which can meet the highest quality and food safety standards. It’s been well received by our customers.
+ Borchfeld: What does the situation look like in Russia, Europe and Asia?
+ Zaleski: In the last ten years, we been very successful in the Russian market providing new technology to produce one of their main snack food products called Sushka. Our Low Pressure Extrusion system used in the worldwide market to produce pretzels was the perfect fit with the Russian Sushka product line. Our Low Pressure Extrusion system simplified and improved the sushka process by reducing labor, increasing capacity, and producing a more consistent product. We look forward to the Modern Bakery Show coming in March 2018. In 2017, Reading opened an office which is co-located with the Tromp Group in the Netherlands. Tromp is our sister company in the Markel Food Group so we’re able to share resources. Mr. Joe Pocevicius, our European Sales Manager, looks after our European customer base on a full time basis now. In 2018, Joe and his team will be introducing Exact Continuous Mixing to the Tromp Technical Center. We will install a full Exact Mixing system so interested customers can visit the technical center and test their products to validate the continuous mixing process. This mixing system will also be displayed at IBA 2018 in Munich. Asia is a very important growth market for us, as well. In 2017, our Executive Vice President of Sales and Marketing, Mr. David Kuipers, moved himself and his family to Singapore to more quickly respond to leads and better support customers in the Asian region. Since we already have a large installed base of equipment in select countries, it makes sense to further develop the region using our resources in our Markel Food Group Tianjin, China facility. In April 2018, we are expanding our capabilities and relocating to a new, much larger facility to support the growth of the Markel Food Group companies in this region.
+ Borchfeld: Can you tell us what kinds of projects your customers are investing in especially heavily at present?
+ Zaleski: Our customers are focused on Food Safety. New Food Safety regulations in the USA and Europe have many food manufacturers struggling to keep up with the testing protocol and documentation required to meet new codes. Our Scorpion Oven Profiling System has had a significant interest in mapping oven profiles that can easily prove and document the kill step during the baking process. Reading Thermal now offers special software that calculates these profiles automatically and generates the reports that are required by regulations.
+ Borchfeld: What sort of products/baked goods are particularly in demand nowadays, or what trends do you observe?
+ Zaleski: We see our customers exploring new formulas with various forms of grains, nuts, fruits and vegetables
www.bakingbiscuit.com 01/2018 INTERVIEW 20
+
Joseph Zaleski, President of Reading Bakery Systems, has a 30-year history of driving sales and growth in the baking and snack industries. As President of RBS, Joe is responsible for providing a vision for the company as it extends its presence in the global marketplace. He will continue advancing the company’s leadership role through key partnerships with industry and academia to discover, evaluate and implement new technologies. Joe, along with other members of the company, holds numerous patents for innovative designs in both food forming and baking equipment.
After serving in the United States Army, Joe joined RBS in 1990 and served as Vice President of Engineering from 1996. He was promoted to Executive Vice President in 1999 and named President in 2009. With a degree in Engineering from Penn State University, Joe has written and presented numerous technical papers at conferences within the cookie, cracker and snack industries.

imbedded in traditional snack formats such as crackers, biscuits, cookies and pretzels. The drive for healthier snacks continues to be a priority for the Snack Food Industry.


+ Borchfeld: How would you describe the business situation of Reading Bakery Systems, and were you satisfied with the 2017 financial year?

+ Zaleski: 2017 for Reading was a transformational year of expanding our customer base towards a worldwide market. While our sales were good in 2017, we deployed our strategy of growth with direct representation in the Middle East African Market, European Market and Asian Market. We
experienced the immediate effect of our dedicated sales and service staff in each region through the strong backlog of new customer orders in the region. While sales are good, we still have capacity available with our added manufacturing capabilities in Tianjin.

+ Borchfeld: Returning to plants, what do delivery times look like?




+ Zaleski: We pride ourselves on maintaining customer shipments at 24 to 28 weeks and the fact that we deliver on the dates promised when the customer issues the purchase order.


21 INTERVIEW
ADVERTISEMENT Talking with the world about baking – in seven languages! Dictionary of Bakery Engineering and Technology Dictionary of Bakery Engineering and Technology Wörterbuch der Bäckereitechnik und -technologie Dictionnaire des termes techniques et technologiques pour la boulangerie Diccionario de ingeniería y tecnología para el sector de panadería y bollería Словарь по хлебопекарной технике и технологии Ordbog for bageriteknik og -teknologi English German French Spanish Russian Danish Japanese DEU ENG FRA SPA RUS DAN JPN Dictionary of Bakery Engineering and Technology www.foodmultimedia.de Hard copy, 336 pages, EUR 39 + handling/postage One industry –one dictionary f2m food multimedia gmbh usanova@foodmultimedia.de Phone +49(0)40 39 90 30 62 Fax +49(0)40 39 90 12 29 Or use the QR Code: ©
Reading Bakery Systems
+ Borchfeld: What is the size of the export ratio?
+ Zaleski: We have been 50 % USA and 50 % outside of USA for the past 5 years. In the future, we expect this balance to shift more towards worldwide sales as we gain momentum in the dedicated markets.
+ Borchfeld: How have customers’ requirements changed in recent years?
+ Zaleski: Food manufacturers have had to increase the capabilities of their staff to include ingredient tracing, product tracking and safe manufacturing practices. They now have a keen interest on improving the quality and operations of any new machines they may order to reduce the risk of contamination.

+ Borchfeld: What performances and capacities do your customers require today?
+ Zaleski: We see both large suppliers interested in maximizing efficiency on a select range of products while still new aspiring entrepreneurs ramp up from commercial kitchen grade equipment to industrial product lines. We can serve the need of all ranges of food manufacturers.
+ Borchfeld: How important are the topics of controlling and cleaning?
+ Zaleski: Cleaning equipment continues to be a top improvement priority of our customers. Even in countries having low labor costs, the shut down time required to clean is more than just paying for the labor. The lost production time in periods of high demand can push manufactures to find better ways to sanitize and clean. As part of our SafeShield Program, our engineers evaluate and try to reduce the time to clean machinery.
+ Borchfeld: Service, product development and ever higher requirements on the part of customers – what is your response to these challenges?
+ Zaleski: Servicing the equipment will always be a prominent challenge to our customers. While we offer worldwide service within 24 hours, this is still not always fast enough to a customer having a breakdown during production. We stress preventative maintence and frequent training to help our customers identify potential problems before they occur. In addition, we are launching a new Customer Parts Portal on our website which provides the customer a 3D animated model of their machinery so they can request parts at any time during their day, from any location in the world, so that we can immediately respond to their parts needs.
+ Borchfeld: Could you please comment briefly again on the SCORPION ® 2 Data Logging Measurement System?
+ Zaleski: The Scorpion Data Logger is by far the most widely used tunnel oven mapping device in the food industry. Reading Thermal offers a wide range of sensors and data loggers to meet all budgets and requirements for investigative oven performance mapping. It is the only data logger measuring Temperature, Air Velocity, Heat Flux and Humidity. Knowledge gained through the use of the Scorpion product line is invaluable to the technologists, operators and maintence mechanics of industrial tunnel ovens.
+ Borchfeld: On what topic or topics will Reading Bakery Systems place its main emphasis in the next few years, and what will visitors to the iba trade fair see on your stand?
+ Zaleski: Our focus continues to be on the needs of our customers in introducing new technologies, expanding the production capabilities and developing new innovative products. To demonstrate this commitment, we will debut the latest in Exact Continuous Mixing with a bread mixer which will be placed in the Tromp Technical Center and a “game changing” drive system on our latest Wirecut machine.
+ Borchfeld: Many thanks for the interview. +++
www.bakingbiscuit.com 01/2018 INTERVIEW 22
© Reading Bakery Systems
Bühler offers first-class solutions tailored to individual requirements of medium-sized and industrial bakery companies.

This goes way beyond the precise and hygienic supply of dry and liquid ingredients. At our Bakery Innovation Center (BIC), you can expand your professional skills and benefit from the assistance of highly qualified technicians in developing innovative products which will ensure your longterm competitive advantage.
www.buhlergroup.com/bakery
Innovations for a better world.
Expertise from grain to bread.
Vacuum before shock-freezing
Businesses are increasingly using vacuum-conditioning to prolong the freshness of baked goods. Fredy Hiestand uses it before shock-freezing part-baked products.

Fredy Hiestand is an institution in the baking sector, at least in the German-speaking part of Switzerland, and probably far beyond it as well. He had a reputation in the nineteen-eighties as the “Croissant King”, on which he built up a worldwide group of companies. Now 74 years old, instead of a quiet retirement after selling his shares, he has founded a new bakery. On a 3,000 m 2 site in Baden near Zürich, “fredy’s” produces mainly top-class frozen goods with a guaranteed minimum shelf life of between 90 and 180 days for major customers. A maximum of 5% leaves the manufacturing facility’s yard as fresh products. This year, together with his Operations Manager Marcel Baumgartner, he invested in Cetravac vacuum cells.
They spent a long time considering it and carrying out tests. Baumgartner says: “I know all the suppliers, and have practical experience in using several of them. The fact that this process takes out less moisture from the baked products was the factor that decided us.” He has used a single-trolley vacuum cell for croissants, Danish pastries, cheesecake, Swiss carrot cake, tartelettes etc. since January this year, and since May an additional double-cell for soft breads,
panned breads and 2-pound loaves. According to Baumgartner: “We combed through our product range to find out the products for which vacuum technology can benefit us, and we developed the optimum process sequence for each product.”
Baumgartner places vacuum technology as an intermediate step between baking and shock-freezing. “Basically, this allows us to pass through the delta-T faster, and any ice crystals formed during freezing remain smaller than without the use of vacuum. That helps maintain the structure. Simultaneously we save baking time, and consequently more moisture remains in the product.” For cranberry rolls, toast or baked products containing ingredients with essential oils, it has been possible to shorten the baking time by 40%. Baumgartner: “Crusts are improved, the volumes are better, and there are no longer any gluey streaks. The products have a nicer gloss if the process is halted at the right time and the crust has not begun to split. Croissants are crisper, and it’s a big help especially with lye croissants. They no longer become ‘shabby’.” Fruit bread rolls are currently being tested, but similarly large savings are expected with this product as well. As

www.bakingbiscuit.com 01/2018 PRODUCTION 24
+
++ No-one can beat Fredy Hiestand in terms of quality
© f2m
++ The man at the helm in fredy’s, Operations Manager Marcel Baumgartner
© fredy’s
far as breads are concerned – soft, panned and 2-pound loaves – it still means a 30% shorter baking time.

Baumgartner says: “Using vacuum technology has given us a significant capacity boost. On the one hand we save on baking time, and on the other we can put the products into the shock freezer considerably faster than without vacuum technology, and even get better quality as a result.” The decisive factors in all of this are the application technology, customizing the entire process to the product, and the recipe, since ultimately the raw materials used are of the finest quality and from selected origins. 20 to 30% of sponge doughs matured for between 16 and 24 hours are just as much a matter of course as the 2% of wholegrain flour and the wheatgerm that are added to almost every dough. All the doughs are prepared by the slow method and are largely free from baking agents. Makeup intentionally relies on a lot of manual work. According to Baumgartner: “It doesn’t involve creating a particularly hard vacuum or doing so especially quickly. Instead it’s a question of considering and modifying the whole process from fermentation to freezing. As a rule, our processes operate at 250 to 400 mbar, and we go to 150 mbar for the fully-baked croissants that we are now also putting through the vacuum method. Taking bread as an example, the decisive factors are that we retain more moisture in the product and obtain a better crust and a softer crumb.”
Baumgartner also achieves a second effect by using vacuum technology. All the products delivered to customers now need exactly the same baking program and the same remaining backing time for the rest of the completion. That’s just as important for restaurateurs/caterers, for whom baking is one of their sideline activities, as it is for the retail, where there is a shortage of skilled staff.

The group that bears his name has worldwide revenues of around EUR 3bn, and fredy’s makes just CHF 30 million.

Nevertheless, Fredy Hiestand doesn’t want yet another change. According to Hiestand: “It’s quite simply a different corporate culture. The way we deal with employees, raw materials and processes here makes me feel good, and I have a clear conscience. Our most important success factor has nothing to do with management strategy, it’s the fact that we follow where our heart leads us.” +++
++ Fredy Hiestand’s philosophy is: “Goodness thrives where goodness is encouraged.” This also includes his endeavors, both in this country and abroad, to promote sustainability, regionality and sincerity in his dealings with people. The tradition of addressing one another informally in the fredy’s company is as much a part of it as Fredy’s Plantation on the Ivory Coast of West Africa, where products grown ecologically in mixed cultivation are offered in local markets, and the profits from exporting are reinvested in the project.
25 PRODUCTION www.bakingbiscuit.com 01/2018
++ Bread rolls are cooled in a vacuum cell before going into the shock freezer. Baked product make-up at fredy’s uses a lot of artisan manual work
© f2m © fredy’s
Connected baking
Easy operation, quick cleaning, additional decks or functions for a broader product range – these are all requirements
Werner&Pfleiderer MatadorStore
Instore ovens
Do the ovens you supply have:
… Touch control with Internet access for remote diagnosis, remote maintenance etc.?
… Remote-Service? I.e. does the oven actively and autonomously send a fault message to defined recipients if there is a malfunction?
DEBAG Deutsche Backofenbau GmbH, www.debag.com
Depending on their equipment option, the ovens have touchscreens and an Ethernet connection that is used for remote diagnosis, remote maintenance and to collect statistical data.

Our oven connection software FilialNet reads data, and if necessary faults, from the ovens passively.
MIWE Michael Wenz GmbH, www.miwe.de
Our baking stations are equipped with a Touch Control controller with a 7" capacitative glass display, and are networked via the Internet by the MIWE shop baking suite (MIWE sbs). The baker has access to a series of additional applications and services without needing on-site software installation or maintenance for this purpose. The networking cost is small. A networkable baking station and Internet access in the branch are all that is needed.
Yes, reports of this kind are sent to MIWE sbs, where they are assessed. On request, reports can also be forwarded to the MIWE messenger (App), which actively informs the user via a push message to the smartphone. Various users with different authorizations can access the systems, and on request can also access MIWE. Remote Service means not only that there can be intervention if there are malfunctions, but also that configurations (baking programs, settings etc.) can be managed remotely.
iWhse e u D ibas Blue Wachtel Piccolo
© Wiesheu © Wachtel © f2m
www.bakingbiscuit.com 01/2018 INSTORE OVENS 26
imposed on instore ovens. However, developments mainly center around one issue: digitization. What does that mean?
What can the ovens do? We sent out a list of questions about networking to seven oven constructors. +++
WelbiltMerrychef eikone2s
Atollspeed AS300HBlack
… open interfaces provided? Can these be used to network with the digital world in the sense of the IoT (Internet of Things)?
Our ovens have a TCP/IP interface through which they can be networked by using our oven connection software FilialNet.

... Data analyses/assessments and report functionalities? To enable the baker to draw conclusions from them about baking behavior, freshness, capacity utilization and optimum availability of goods?
Our oven connection software FilialNet can be used to log all of the oven's events. This provides a perfect basis on which to create all the possible statistics and reports in which the baker is interested.
Do your controllers enable you to set up a connection to the customer's IT infrastructure (checkout, materials management, logistics, central service portals etc.)?
Yes! In principle, the controller is able to communicate with other customers' devices, but the individual requirements are customer-specific and need individual adaptation.
Yes, MIWE offers its own interfaces to allow communication with other external devices. This is part of the sbs:integration module of the MIWE sbs.
Yes, MIWE sbs includes a reporting function in the sbs:analytics module. The key figures that are compiled can be used for a large number of evaluations and analyses. If required, the baker can also set individual threshold values that can be used to display only the deviations if this is required. Based on freshness reports, for example, the baker can check whether specified freshness times for individual baked products have been exceeded in particular branches.
Yes, see Question 3. We also offer programming of new customer-specific interfaces as a service.
27 INSTORE OVENS www.bakingbiscuit.com 01/2018
Background © sermax55, © ktsdesign –123rf.com ©
©
© DEBAG
MIWE
Atollspeed
© Welbilt
DEBAG DE C O N Miwecondo
Do the ovens you supply have:
… Touch control with Internet access for remote diagnosis, remote maintenance etc.?
… Remote-Service? I.e. does the oven actively and autonomously send a fault message to defined recipients if there is a malfunction?
Wachtel GmbH, www.wachtel.de
IQ TOUCH controllers are integrated into PICCOLO and MINI COMET PLUS instore ovens as standard. The controller can be augmented by WACHTEL REMOTE, a web-based monitoring software for a PC or tablet. The Remote Insight tool allows access to all WACHTEL equipments by using IQ TOUCH, across different sites and worldwide. The baker can inspect all the important operating data, fault reports etc. Service requests can be made directly from the software when necessary. Functionality is ensured even if the WLAN conditions are unstable. Teaching videos (TUTORIAL MODEs) are a newly integrated feature to explain the functionality of IQ TOUCH. The controller is also as intuitive as any Smartphone, and can be operated by fingers coated in flour dust.
Yes, this is programmable in accordance with the customer's requirement and need.
WIESHEU GmbH, www.wiesheu.de
A device equipped with Wtouch can be connected to the local branch network via a network cable, and is then able to use our web-based Wnet net software to communicate via https protocol encryption. All the connected oven's activities can then be followed via Wnet and can be logged at the same time. When using all WIESHEU's current controller generations, oven software updates can be carried out via remote maintenance without needing to call out a service technician.
Remote servicing is already an everyday feature in our service organization, which we now plan to expand further with Wtouch as the first active system. At present we use our Wnet networking solution as a passive system. This means communication and data exchange between the Wnet database and networked equipments takes place via predefined jobs at specified times. Thus operating data and if necessary fault reports, for example, can be collected overnight so as not to adversely affect the central computer's performance or cause data traffic congestion during normal branch operation.
Werner & Pfleiderer Bakery Technologies, wwww.wp-l.de


Matador Store instore oven controllers have an Internet access capability through which remote diagnosis can take place. Of course the baking programs can also be edited remotely.
Snack ovens (Hybrid ovens: Impingement/Microwave)
Atollspeed GmbH, www.atollspeed.eu
Our ovens have a Full-Touch controller that supplies all the relevant information.
If fault messages occur, these can be forwarded automatically.
Welbilt Foodservice, www.welbilt.com
Thanks to an easyTouch touchscreens and its intuitive image controller, the Merrychef eikon e2s (microwave/impingement) is also easy for unskilled staff to operate. Although currently it does not have Internet access for remote diagnosis, it does have a built-in service and diagnosis system to make repair easier.
Not at present.
The Merrychef eikon e2s does not transmit fault reports automatically. However, a service employee can obtain a fault report through a USB connection.
Instore
ovens
www.bakingbiscuit.com 01/2018 INSTORE OVENS 28
… open interfaces provided? Can these be used to network with the digital world in the sense of the IoT (Internet of Things)?
IQ TOUCH controller technology provides an open interface to allow communication with other systems in an IoT (Internet of Things) manner. To implement consistently WACHTEL's concept for maximum data and operational security, this open interface is not activated in the controller until and unless requested by the customer.
... Data analyses/assessments and report functionalities? To enable the baker to draw conclusions from them about baking behavior, freshness, capacity utilization and optimum availability of goods?
Yes, WACHTEL REMOTE allows important data and processes to be collected and recorded. Graphic visualizations form a data basis that is easy to assess/evaluate. The data relates to the baking operation, temperature profile, running empty, active ecological functions and manual operator interventions. Out-of-stock/empty states or maloperations can be recognized and remedied. When used as a quality management tool, it can also improve baked product quality and reproducibility. For example, recurring operator interventions can be retraced and used as a basis for optimization.
Do your controllers enable you to set up a connection to the customer's IT infrastructure (checkout, materials management, logistics, central service portals etc.)?
Yes, for example our IQ TOUCH controller is compatible with the Shop-IQ process module and is thus able to fully network all the equipments in the branch or bakery. For example, depending on the stock of goods, a networked checkout terminal in the branch can give a signal e.g. when a hearth or oven should be preheated or oven loading should begin.
In principle, we are open to universal device networking in the IoT (Internet of Things) sense. Nevertheless, currently we do not yet offer an open interface for direct access to our equipments. This decision may sound outdated, but we really do give priority to the IT security aspect. A baking oven that can be heated up to 280°C and is equipped with an open interface to its controller entails safety/security risks in the real world of www – e.g. by hackers. Currently, therefore, data can only be requested from Wtouch equipments via a RESTful API (REpresentational State Transfer based Application Program Interface) with a security certificate or via Wnet. All equipment data retrieved via Wnet from ovens in the field are stored in an SQL (Structured Query Language) database in the customer's equipment, from where it can be utilized in any desired way.
We have developed a tool, the Wnet networking solution, with which all the activities of connected WIESHEU equipments in the field can be followed and analyzed via various reports (e.g. which product was baked in the branches and at what time).


In general, Wtouch in combination with Wnet is able to establish a connection to the customer's IT infrastructure and to the other equipments in the branch. In this respect, Wnet acts as a data bridge and communcation interface to the ovens. We are currently collaborating with external software system suppliers regarding overall integration with other branch equipments and systems.
Interfaces are present. The controllers can be connected to relevant systems via these interfaces. This is generated through the systems mentioned under Question 3, not via the controller.
Yes, via the interfaces mentioned in Question 3.
This is possible. Assessments/evaluations are available. This is conceivable, but due to the diversity of system landscapes there is a need to clarify the nature of the requirements that exist.
The Merrychef eikon e2s does not have an interface of this type. However, the fast proofing system can be read/written via its own USB connection and can be adapted to the needs of the business – for example, up to 1,024 proofing profiles can be transferred from a PC to the equipment in this way.
We are currently working to develop a solution of this type, and we already offer a similar program for combi-steamers in the Convotherm 4 product series: HACCP data can be analyzed and new recipes written to the equipments by using the ConvoLink software.
The Merrychef eikon e2s does not have either a LAN connection or a WLAN-Modul, so it cannot establish a connection to other systems such as materials management or logistics.
29 INSTORE OVENS www.bakingbiscuit.com 01/2018









The Food and Drug Administration Ø 1,72 mm Ø 1,2 mm PARTNER FOR PROFESSIONALS The perfect tray for industrial baking lines THE EXPERTISE OF A SPECIALIST IN THE FIELD OF NON-STICK COATINGS
Silicone elastomer coating
PERFORATION CHANNEL SHAPE STANDARD FLAT Z.I. le Champ du Roy - 8 rue Voltaire - 02000 LAON - FRANCE commercial@diane-industries.com
PTFE / PFA / Ceramic / Fluoropolymer coating





19 MM 25 MM 30 MM 15 MM Use of aerospace technology for Diane’s new peelboards PROFESSIONALS OF THE INDUSTRIAL BAKING SECTOR NEW www.diane-industries.com +33 (0) 365 900 000 PLEASE CONTACT US FOR FURTHER TYPES OF PEELBOARDS ! 4 THICKNESSES ANGLE SHAPES 90° BEVELS ROUNDED SURFACE FINISHES SMOOTH ROUGH GRAINY FRAME ALUMINIUM STAINLESS STEEL + yours
Growth boosted by investments
NOWEL Sp. z o. o. bakery in Legionowo near Warsaw is one of Poland’s market makers. To grow further, the company invests heavily in Western European plant technology.

+Polish bakery Nowel invested more than EUR 16m in new production capacity at the Legionowo site in early 2016. The bakery, located to the north of the Polish capital Warsaw, operates one of the company’s two production sites. The bakery’s capacities were increased considerably, including by the entry of an investor: Credit Value Investments (CVI). This gave the bakery a total of nearly PLN 33 million (about EUR 7.84) for further investment and growth. CVI’s Director Marcin Leja explained in an interview that the fund was prepared to give the bakery more support. The finance experts see further growth potential in the frozen baked products segment, especially for the Nowel bakery in Poland for example, as well as in exports of frozen baked goods. He also said markets are being explored and opportunities sought to purchase further acquisitions. Michał Zajezierski, VicePresident of the Nowel bakery, is satisfied with the path being taken. Thus target sales for 2017 are around EUR 40 million. The revenue target for 2020 is around EUR 80 million.

Full automation
The family business can look back on a long tradition. Michał Zajezierski’s great-grandfather already operated a bakery near Warsaw. His son took the company over in 1960, and expansion and relocation occurred in 1997 when Michał’s mother entered the business. This created a 3,500 m 2
production facility, and the staff began to manufacture frozen products. A second 18,500 m2 production unit in Legionowo followed between 2013 and 2014. Today the building contains five lines and a high-rack frozen product warehouse. However, space is already planned for three more lines that will soon
www.bakingbiscuit.com 01/2018 PRODUCTION 32
©
Nowel
©
++ Processing that is gentle on the dough is important during dough sheet production, to ensure that the dough’s structure is retained
Nowel
be commissioned. Nowel employs a total of around 500 staff, of which 250 work round the clock, seven days a week, to produce pre-baked goods for clients in Poland and for export. Karolina Zajezierska, the bakery’s Commercial Director and sister of Vice-President Michał Zajezierski, explains that “Buyers of the frozen baked goods include supermarket chains and discounters.” The bakery is regarded as the market leader in the segment producing Kaiser rolls and Wachauer Laberl (bread rolls with a cracked bloom/ surface). However, the bakery is also in the lead with certain mixed and wholegrain breads. As far as turnover is concerned, the bakery’s own estimates put it in TOP 5 players in Poland.

The bakery has ambitious growth plans, which according to Michał Zajezierski’s assessment can also be achieved by fully automating the production operation. The VicePresident says “We can follow trends in the baking sector, respond flexibly and increase productivity by investing in new technology.” In this respect, the company depends mainly on Western European plant constructors such as Rademaker, König, Diosna or Mecatherm. The majority of turnover, around 75%, is currently still generated in the Polish market, with approx. 25% of frozen baked products being exported. According to Karolina Zajezierska: “We plan not only to produce more baked goods, but also a further increase in the export ratio.” The Commercial Director can see enough opportunities for growth. For example, on the one hand Polish food retailers rely increasingly on “bake-off” and on baking off frozen goods directly on the spot in the supermarket. On the other hand, there is a worldwide increase in demand for high-quality baked products. For example, the bakery already supplies customers in Central and Eastern Europe today, and even in the USA and Russia. However, the brother and sister can also see potential for growth in Western Europe. Moreover, there have already been business deals with Middle East.

© f2m PRODUCTION ADVERTISEMENT Food Processing shoPFitting cleaning & h ygiene Packaging reFrigeration technologies ingredients & r aw Materials www.modern-bakery.ru get your free ticket to Modern bakery! services XXiV international trade fair for Bakery and confectionery 12–15 March 2018, Moscow, IEC “Expocentre”, pavilion 7, pavilion “Forum” be one step ahead –Be with Modern Bakery! e-mail: modernbakery@russia.messefrankfurt.com, phone: +7 495 649 87 75
++ The bakery already supplies customers in Central and Eastern Europe today, and even in the USA and Russia with high-quality baked products
Clean label products
A trend observed by the Zajezierski siblings is the growing demand for baked products with few or no additives. Of course, Michał Zajezierski took this development in the market into account when investing in new plant. According to the Vice-President, “Our philosophy is high quality baked goods and as far as possible clean label products. The Dutch plant constructor Rademaker offered support and solutions in this regard, and I think we have the best solution from the best supplier.” In particular, the baked goods produced by the Rademaker plant have the required structure as well as the necessary high baked product volume. For this, seven employees look after the entire line from dough preparation to packing the baked goods.
Vice-President Michał Zajezierski explains that “Our doughs rest in the bowl for a longer while before further processing. We use neither additional gluten nor guar gum in this process. Nonetheless, due to the new Rademaker plant we obtain good baked product volume and can avoid the use of other baking agents.” A dough pre-former at the start of the line creates an almost stress-free dough sheet. Processing that is gentle on the dough is important during dough sheet production, to ensure that the dough’s structure is retained. Reducing stations then ensure the required dough sheet thickness.
Flexibility
Michał Zajezierski explains that the new Rademaker plant enabled baked product quality to be improved. It allowed the dough resting time to be lengthened. Mark Haarsma, Area Sales Manager for Rademaker BV, explains that “The line


also processes such doughs very gently.” Haarsma adds that “The plant is designed so as to allow the dough properties to be adjusted very flexibly to create a “stress-free” dough sheet.” The plant also offers high flexibility and a product change can be carried out within a short time. Furthermore, only very little dusting flour is needed, and the designers took care to ensure good accessibility to the line when developing the plant. This makes it easy for the bakery’s staff to clean the machine. Another aspect is high weight accuracy. Before being cut by guillotines, the dough sheet is weighed, and is cut correspondingly accurately. The dough pieces can also be strewn, e.g. with seeds and grains. Mecatherm proofers and ovens take over the dough pieces downstream of the dough sheeter.
Investments
As well as baguettes and ciabatta, another specialty offered by Nowel is 100% rye bread with their own sourdough (3-stage process). Bread rolls are also made. Michał Zajezierski explains that “We produce up to 45 million bread rolls per month, and want to increase our capacity.” The entrepreneur has also invested in another König bread roll machine, intended to increase output capacity considerably and to secure market leadership. Its weight range is from 35 to 120 grams. In total, around 190 tons of baked goods now leaves the Legionowo production facility every day. The family aims to increase output capacity to 300 tons/day. Here again, investments focus on producing high-quality, preservative-free baked goods without using any other additives. Capital is also to be invested in new frozen product storage capacities and in sponge dough and sourdough plants to increase baked goods quality still further. +++

www.bakingbiscuit.com 01/2018 PRODUCTION 34
© f2m
++ Today the production contains five lines and a high-rack frozen product warehouse



The world’s leading industrial baking pans are now easier than ever to bring to your bakery With our new, dedicated facilities in the UK, you can revolutionize your baking operations: • Give your current pans/tins new life with cleaning, straightening, and recoating services • Experience superior AMERICOAT® Plus and DuraShield ® coatings • Get custom pans built to your exact specifications • Spend less, save time, bake more, and take quality to the next level 40 Reduce costs by up to 40% by cleaning and recoating 50 Increase pan life by 50%+ with life cycle management 5,000 Achieve up to 5,000+ releases with DuraShield® coating 50 Decrease pan weight by up to 50% with ePan designs Units 6-8 Seddon Place Stanley Industrial Estate Skelmersdale WN8 8EB Tel: 01695 50500 www.americanpan co.uk American Pan UK World-Class Quality. European Presence. American Pan ® . Discover the benefits of a pan cleaning program with American Pan UK
Optimized materials management
+As in all production areas, the baking sector also focuses on efficient workflows, i.e. optimum control and utilization of production capacity. However, an imperative precondition for this involves making production-relevant data available in real time, together with a paper-free procedure and executing all processes from the master ERP (Enterprise Resource Planning) system. As one of Germany’s leading bread and baked goods producers, this strategic approach is especially important to the Lieken Group.

By digitizing in the materials management area, the company achieves time and cost savings as well as other positive effects such as efficient warehouse space utilization or improved data recording for quality control purposes. To attain this, Lieken GmbH relies on intensified mobile data gathering in its production processes. A software solution from the Münchner Membrain GmbH is currently in use in three of its works. Real-time data availability as mentioned above is centrally important for optimum control. The MembrainRTC (RealTime Communicator) communications server is the heart of the application in this respect. It “handles” all the necessary data in an optimum way between the master ERP system (SAP), the (mobile) front-ends, and the materials management system SAP MM (SAP Materials Management).
Lieken’s materials management processes comprise central purchasing of raw materials and packaging materials at optimum conditions, call-off of these materials by planners, acceptance, inspection and storage of raw materials and packaging on delivery, and forwarding these materials to the
production operation in a way that is optimum for fabrication. For these processes, Lieken’s experts looked for an IT solution that simplifies, standardizes, optimizes and digitally visually displays all these materials management processes.
Tough requirements
One of Lieken’s most important requirements was full integration into the master ERP system to enable materials management data to enter the central SAP, to be viewed and to undergo further processing directly in real time via mobile terminal devices. This was designed to ensure synchronization of materials and information flow, to increase data quality and to achieve faster availability of information for scheduling and warehouse management. However, further demands were imposed on the new solution at Lieken. Another requirement was for incoming goods data recording to take place using GS1-128 barcodes via MDE (Mobile Data Entry) devices, and standardized recording of incoming goods by auto-ID technology. Further requirements included digital recording of quality inspections and pallet movements. Jürgen Middelbeck, Manager Business Competence Center IT, explains that “Although this catalogue of requirements was extremely ambitious, ultimately we were also using it to pursue clear objectives. By visually displaying all the processes, our aim was to achieve higher capacity utilization of all the existing storage areas in the respective production works, while at the same time checking and optimizing the tools to supply the production operation.” Another factor that was important to those responsible in Lieken was for the solution to be scalable for further applications and areas of the company,
www.bakingbiscuit.com 01/2018 PRODUCTION 36
The German baked products manufacturer Lieken relies
on
digitizing materials management processes to optimize processes and increase capacity utilization
in the works.
++ Lieken’s materials management processes comprise central purchasing of raw materials and packaging materials, call-off of these materials by planners, acceptance, inspection and storage of raw materials and packaging on delivery, and forwarding these materials to the production operation in a way that is optimum for fabrication
© Lieken
Experts in dough technology






Customers demand the highest quality bakery products delivered on time and at the right price. Rademaker understands these challenges. We provide efficient bakery equipment for every possible production environment, based on your specific dough processes and product requirements. Resulting in the lowest cost of ownership in the market yielding maximal results in terms of product quality and return on investment.




www.rademaker.com
Hall 6 – Stand B 98
and also for it to be transferrable to other production sites without any problems.
When searching for a suitable solution, Lieken’s attention was drawn to the Membrain GmbH software house in Munich. After intensive discussions and thorough examination of the proposed solutions, Lieken’s Purchasing, Quality Assurance and IT specialist departments decided in favor of a solution comprising a Membrain PAS (Primary Application Server) in conjunction with the Membrain RTC (Real-Time Communications) server. Commenting on the decision, Lieken’s Jürgen Middelbeck says “We chose Membrain because we found the solution strategy to be convincing.” The baked products manufacturer now uses a solution consisting of a Membrain PAS combined with a Membrain RTC, which acts as a data hub and offers applications (Apps) for various platforms.
Data collection solutions
The practical implementation and integration of mobile data collection solutions are very complex and cost-intensive, because generic SAP interfaces are often non-existent. Moreover, many conventional solutions operate using a point-to-point approach that does not offer the required depth of integration and flexible connectivity options. Data storage in the Membrain solution takes place consistently in the SAP system, and the availability of data in accordance with the company’s specifications is guaranteed at all times. This enables uninterrupted operation even during short-term system failures or during maintenance windows. The standard software has an SAP-certified interface and guarantees the real-time availability of all data – stationary and mobile. The “Hybrid Mode” functionality also offers uninterrupted working, entirely irrespective of whether an employee has a “live” connection to the system. Thus it is also possible to work in offline mode. Data is automatically synchronized in the background as soon as the mobile device regains an active connection to the master system. The native application keeps the data available at the same time. This is also said to enable maximum flexibility and unrestricted intuitive work, even if the employees do not have an in-depth knowledge of IT.
Implementation
Lieken implemented the solution in close collaboration with Membrain. The first action after installation was to define the
applications and screen templates for the handheld devices. This took place in a three-day workshop together with Membrain’s developers, during which the functionalities, forms layout and interfaces to SAP were defined and then programmed. Jürgen Middelbeck comments that “Implementation was quick and well-structured, and we were already able to test the first of the forms and processes after two to three weeks.” Further development then took place in an iterative process between the two companies, in which the entire development cycle lasted approximately eight to ten weeks. “One specific challenge was to create an application on the MDE devices that required the fewest possible number of manual inputs.” The requirement was for data-gathering to take place by scanning barcodes or simply confirming pre-defined values, thus allowing an on-site employee to complete his/her tasks more easily and faster.
The Membrain solution is now in use in three of Lieken’s factories, and is being used in combination with SAP MM in the merchandise planning and incoming goods areas for raw materials and packaging. Warehouse administration functions are also being used. The old solution was largely a manual process and thus also error-prone because goods were received by hand, using paper delivery notes. Faster processing of incoming goods reduced costs, and the precise display of material stocks in SAP increased data quality. This also led to more accurate scheduling and to higher capacity utilization of available storage areas in the respective production works.
Plans for expansion
Based on their experience in using the Membrain, Lieken already has plans to extend it to all the other production facilities. An expansion of the system is also already at the planning stage. According to Jürgen Middelbeck: “In parallel with its use in materials management processes, we have already started a new project based on Membrain technology. This new project involves using mobile devices or terminals to collect and record key production indicators and key quality indicators so as to make these data available to central locations more quickly.” Due to the solution’s scalability, mobile data collection can also be transferred step by step to other areas such as outgoing goods, order-picking, dispatch, maintenance etc., since these are based on the same platform from the technology point of view. +++

www.bakingbiscuit.com 01/2018 PRODUCTION 38
© Lieken
++ The baked products manufacturer Lieken has optimized materials management processes in various production facilities. More works are scheduled to follow this year
Our Innovation – Your Success
Revolutionary round-moulding on youtube

RONDO is committed to innovative machines and equipment, such as to RONDObot, a new system for the production of round-moulded rolls and bread. Due to the newly developed Multi-Phase Rounding Process RONDObot is characterised by high performance, unique flexibility and for the outstanding quality of the final product. Our innovation is the foundation for your success. www.rondo-online.com

RONDO Burgdorf AG, 3400 Burgdorf, Switzerland, Tel. +41 (0)34 420 81 11, Fax +41 (0)34 420 81 99, info@rondo-online.com
A new start at Aston Foods International
Aston Foods International has had quite an eventful history up to now. The Swiss supplier of vacuum systems plans a new beginning under Jörg Trübl, Managing Director since July 2017.

+“We want to become the leading premium supplier.”
Jörg Trübl has put this aim on the agenda, no more and no less. After studying Engineering Sciences at the Boku (University of Natural Resources and Applied Life Sciences) in Vienna and at Bristol University, the Austrian engineer worked in various industrial companies, then took over the management at Steinhausen in July this year.
He aims to offer complex applications technology for European producers of high-quality baked goods. Trübl says: “Our plants are over-engineered for fruit or flowers. They have high-caliber regulation and control technology manufactured by our own company.” Aston Foods International currently employs a total of 15 staff, of which four are after-sales technicians and two are bakery technicians to give on-site advice to clients. The technology partner for vacuum cell construction and conveyor engineering is Stoppani AG, which like Aston Foods International belongs to the Swiss industrialist Karl Nicklaus. The pumps are from Busch AG in Magden in the Swiss canton of Aargau, and are so-called screw vacuum pumps that work without any oil or other operating
materials in the compression chamber and achieve a performance of 1,000 m 3/hour. By now there are 45 batch plant installations in Switzerland (e.g. Bachmann in Lucerne, Fleur de Pain in Crissier and Steiner in Wetzikon), in Germany (e.g. Heitzmann in Bad Krotzingen and Baier in Herrenberg) and in Austria (e.g. Richter in Lower Austria and Sieberer in Salzburg), as well as other plants in Panama, Columbia, Japan and Turkey. Their uses in Spain include stabilizing gluten-free baked products.


The second planned mainstay is continuously vacuum-cooling white bread and toast-bread.

“The target region: along the tropics and sub-tropics.” (Trübl). The first of the toast-bread stabilization plants have already been delivered to Saudi-Arabia and Turkey.
To come closer to his aim of market leadership, Trübl relies on cooperation with the scientific world. A Swiss government sponsored KTI (Swiss Commission for Technology and Innovation) research
www.bakingbiscuit.com 01/2018 PRODUCTION 40
project
++
© f2m ++
© Aston Foods © Aston Foods
++ Photo left: The back of Aston Foods’ vacuum cell is round. Photo right: The cell’s vacuum pump set
Managing Director Jörg Trübl
The Aeolos compact
cell
studying innovative process management to stabilize baked products is currently underway at the ZHAW (Zurich University of Applied Sciences), Wädenswil, the focus being on water content, shelf life, sliceability and plant energy consumption. The project is scheduled to last a total of three years. According to Trübl, Aston also cooperates with Wels Polytechnic and the applications technology division of the baking agent manufacturer CSM, where product and process development work is ongoing.
Miwe presented a plant for in-store stabilization of freshlybaked products on its stand at last year’s Euroshop trade fair. According to Trübl, the equipment was a joint idea of

Miwe and Aston Foods International, which the latter is now developing further as its own product in the shape of a compact cell (i.e. without an oven). The intention is to market it under the “Aeolos” name. Trübl says the machine enables the same results as a large chamber, and is also fitted with Busch vacuum pumps.
The financial disputes in which in Aston Foods International was embroiled through its proprietor Karl Nicklaus have not yet been fully overcome, but Trübl says they will have no further effects on the business. Trübl says: “Mr. Nicklaus has assured me that he will support Aston Foods International.”
Trade fair calendar 2018
March 4-5, 2018
Gorinchem/Netherlands
bakkersvak 2018
www.easyfairs.com/bakkersvak-2018/ bakkersvak-2018
March 12-14, 2018
Atlanta, USA/GA
Snaxpo – Exhibition & Conference
www.snaxpo.com
March 12 – 15, 2018
Moscow/Russia
Modern Bakery
http://modern-bakery-moscow.ru. messefrankfurt.com/moscow/en/
March 18-21, 2018
Strasbourg/France
Egast
www.strasbourg-events.com/en/references/egast
March 20-23, 2018
Cologne/Germany
ANUGA FOODTEC
www.anugafoodtec.com/aft/index-4.php
April 12-15, 2018
Istanbul/Turkey
IBATECH
www.ibatech.com.tr/eng
May 9-12, 2018
Shanghai/China
Bakery China
www.bakerychina.com/exhibitorregistrationen/index.jhtml

M ay 29 – June 1, 2018
Milano/Italy
IPACK-IMA
www.ipack-ima.com
NOV
June 24-27, 2018
Tehran/Iran
iran bakery
www.iran-bakery.com

September 5-8, 2018
Riga/Latvia
Riga Food 2018
www.bt1.lv/bt1/rigafood/?link=10000000
September 15-20, 2018
Munich/Germany
iba 2018
www.iba.de/en/
October 14-17, 2018
Chicago/USA
Pack Expo Chicago
www.tradefairdates.com/ Pack-Expo-M1809/Chicago.html
41 PRODUCTION www.bakingbiscuit.com 01/2018
© f2m
++ A variety of products are sliced immediately after vacuum cooling
+++
01 2017
Down-to-earth
action with fresh strategies
With its headquarters in Pirmasens, Germany, WASGAU Produktions & Handels AG operates 80 food markets with a regional focus. Its own bakery produces fresh baked goods and frozen goods for the branches, and these are sold in the checkout zone.
+WASGAU Produktions & Handels AG employs nearly 4,000 staff and generated sales of around EUR 513m in 2015. Its own butcher and its own bakery supply goods to around 80 supermarkets. At the same time, the company describes itself as entirely down-to-earth – although always coupled with new ideas and fresh strategies to allow it to constantly offer customers a new shopping experience. The company invests continuously for this purpose. In recent years, for example, more than EUR 25m has gone just into renewing the baked goods production facility and into sales and building shops. Managing Director Sascha Kieninger explains that “Modern production and control structures allow further increases in market shares and an improvement of the competitive position. Moreover, the baked goods product range is constantly adapted to comply with consumers’ wishes.” For example it has its own newly developed products with ancient grain, and wood oven breads are also enjoying growing popularity. Jürgen Landoll has played a decisive role in developing the new products. As Production Manager, the
food technologist bears responsibility at WASGAU Bäckerei & Konditorei GmbH.

Expanding production
The bakery has grown steadily in recent years, and now covers an area of around 8,000 m 2. The production unit is divided spatially and logistically into two parts. The employees in one zone produce only frozen goods, while fresh baked products are manufactured in the other part. This means approx. 40% of fresh baked products and around 60% frozen goods leave the Pirmasens production facility. Work takes place in two shifts, in the course of which the bakery staff use around 500 tons of flour per month. The entire product range comprises approx. 110 different products and is constantly adapted. Jürgen Landoll explains that “Customers want variety, especially in the pastry area.” However, one of the best-selling products are rose rolls, which are known as “Feierabendbrötchen” (dinner rolls). But as well as feierabendbrötchen, Pirmasens also produces up to 6,000 lye
www.bakingbiscuit.com 01/2018 PRODUCTION 42
© f2m
pretzels per hour, looped by hand, as well as a few pastries and baguettes, which are produced as frozen dough pieces and delivered frozen to the branches. The staff have a total of four lines at their disposal.

After packing, the frozen baked goods go into the automatic frozen food warehouse, which was modernized in 2015. A pallet shuttle was installed at the same time, and this brings pallets into and out of storage up to five deep. The shuttle’s energy management is ensured by super-caps, which do away with both the conductor rails in each channel and the cable systems that were formerly used.


In addition to the existing plants from König, Fritsch and Diosna, Production Manager Landoll’s next investment in the frozen products area is already planned: he intends to invest in new Sancassiano Spa mixers. They will be hydramixers from Italy, with a special mixing tool. The frequencycontrolled plants convinced Landoll during baking and mixing trials in the company’s own bakery on the spot by their low level of dough warming and a larger amount of water added to the dough.
Artisan production
The fresh baked products area has a total of seven lines, although many baked goods are made up by hand. As well as 12 roll-in e+ rack ovens from Miwe, the bakery has also invested in new Häussler wood-fired ovens due to the growing demand for these breads. The production unit now has a total of three wood-burning multi-deck ovens, each with two decks. The consumption of pellets for the wood-fired ovens nowadays is around six tons per month.
The occupancy of the plants in the whole of the production unit is approx. 80%. As well as buying new LED lamps for the bakery, firstly for better illumination and secondly to save energy, Managing Director Sascha Kieninger and Production Manager Jürgen Landoll have invested in a new crate washing plant complete with logistics and a crate store from the psb GmbH in Pirmasens. A heat recovery installation heats water for the system, which is then stored in a buffer tank and fed to the basket washing plant. The washing plant operates
43 PRODUCTION www.bakingbiscuit.com 01/2018 KOENIG BACKMITTELGMBH & CO. KG • Postfach 1453 • D-59444 Werl Tel. 02922/9753-0 • Fax 02922/9753-99 E-Mail: info@koenig-backmittel.de Internet: www.koenig-backmittel.de The Nut specialists Quality-brand and freshness with long tradition Almond- Hazelnut- and Peanut-Products, roasted, sliced, diced and slivered. Hazelnutfilling and Multi-Crunch. Please ask for products meeting your specifications. KOENIG Motiv4 NTS 91x53.qxd 12.02.2007 11:10 Uhr Seite 1 ADVERTISEMENT
++ The bakery’s production unit has an area in which the employees produce fresh baked goods. A lot of artisan work takes place there
© f2m
++ The frozen goods production area houses four automatically operating lines where rolls or baguettes, for example, are produced
© f2m © f2m
++ One of the latest investments in the fresh baked products area are new rack ovens that consume less energy
fully automatically and cleans standard baskets with water at a temperature of 92°C. After washing, each basket has a maximum residual moisture of two grams, and is conveyed into a store that has space for 14,700 baskets.
Goods distribution


Distribution of the baked goods operates using a toolbox system. The dispatch area employees are guided when distributing goods by displays on the distribution area ceiling. After that, up to 65 of the group’s own trucks bring the baked products to branches in Wasgau supermarkets. Bakery Managing Director Sascha Kieninger explains that “We depend on the latest generation of trucks with low emissions when distributing goods, because we want to contribute actively to environmental protection in that way.” One of the customers for the baked products is a new concept market in Pirmasens, which was reopened only in late 2016 after a rebuild, where various new ideas can be trialed, e.g. focusing on the gastronomy area. There is a lot of customer seating in
the checkout zone, where they can order fresh pizza or pasta, for example, as well as hot and cold drinks. Jürgen Landoll explains that “It’s also how we want to distinguish ourselves from the discounters.” In that way, the plan is for the bakery’s branches in supermarkets to develop into a gastronomic rendezvous, because this area still offers potential for growth. Regarding the breakdown of sales by product range, Managing Director Kieninger explains that the proportion of bread is 25%, rolls make up 24% of sales, pastries account for 28% and gastronomy has a 15% share. Added to this are trade goods and beverages, which are bought by a daily average of around 38,000 customers. Customers are still able to buy baked products only in the checkout bakeries in Wasgau supermarkets, but Jürgen Landoll and Sascha Kieninger can well imagine their own independent bakery branch, or taking over locations if a good opportunity arises. Otherwise the pair want to remain with down-to-earth trading coupled with fresh strategies and further enlargement of the existing sites. +++


PRODUCTION 44
++ As well as in-store ovens, the company also uses pizza ovens © WASGAU © WASGAU
backweltblog.com
• Read the whole story on •
The shoe baker
Anzeige
++ The branches are designed as a gastronomic meeting point
TURN KEY PROJECTS FOR THE BAKERY INDUSTRY










PASTRY LINES

SHEETED BREAD LINES


CAKE
WAFFLE





Meet us at: - Europain - Modern Bakery - Foodex - FHA - Bakery China
Delicious! WWW.TROMPGROUP.NL
PIZZA LINES
&
PIE LINES
&
FUNCAKE LINES
Small but Smart
Blattmann Schweiz AG, headquartered in Wädenswil on Lake Zürich, is a starch factory with a rather long history. For over 160 years, the company has been producing gluten (from wheat and spelt), glucose and other derivatives mainly for the food industry.
Blattmann AG is rather small compared to the starch industry’s world market leaders. On the other hand, it produces specialties such as organic wheat gluten, organic glucose syrup and clean label starch.
Wädenswil on Lake Zürich – the building that has been Blattmann Schweiz AG’s home since 1856 stands directly on the lakeside road. This is where it extracts gluten from flour and processes the remaining starch to yield glucose syrup or pregelatinized starch. For this it needs 20,000 tons/year of flour. Around 60 tons of flour is delivered every day to the site with its view over the lake. The wheat originates from Europe and America. For most producers, pure gluten is a byproduct of starch manufacture. For Blattmann, however, it is the main focus of the production technology, and the flours are selected and supplied to the process accordingly. Together with a daily flow of around 1,000 m3 of purified water from Lake Zürich, the flour is made into dough, heated, and finally washed out through many stages. What remains is gluten, and this is finally dried and packed. The water is purified and reused. A maximum flow of 200 m 3 is returned to the Lake, and of course this is also purified and has the correct temperature.

As Switzerland’s only gluten factory, Blattmann intends to differentiate itself sustainably, especially through special and niche products. Consequently, the existing portfolio has been systematically expanded with innovations in the areas of organic wheat products and spelt. The increasing demand for organic wheat products is reflected in the growth of the organic portfolio, which has been enlarged from 50% to 80%

www.bakingbiscuit.com 01/2018 INGREDIENTS 46
+
++ A direct water connection to Lake Zürich – Blattmann Schweiz AG is one of the few industrial frontagers that are allowed to abstract water from the lake and discharge water into it
Blattmann Schweiz AG’s product selection (conventional and organic) CONVENTIONAL ORGANIC Wheat gluten No Yes Pregelatinized wheat starch No Yes Wheat glucose syrup No Yes Spelt gluten Yes Yes Pregelatinized spelt starch Yes Feasible Spelt glucose syrup Feasible Feasible source: Blattmann © f2m ©
++ Starch is scraped from the rotary drum dryer as a wafer-thin film which is then ground
Blattmann
since 2014. Nowadays Blattmann offers EU-Organic and Bio Suisse grades. Spelt was added as a raw material in 2014, and since then Blattmann Schweiz AG has been the only European manufacturer that can produce and offer spelt gluten on an industrial scale, as both conventional and organic grades, and UrDinkel (Spelt from a specified ancient cultivar) gluten if required. Gluten is used mainly by mills, baking mix producers and bakers to standardize flours, to make doughs easier to process and to make baked goods more palatable.
Meat substitute products, where wheat or spelt protein provide a bite/mouthfeel similar to that of meat, are a growing market segment for gluten.
Around 4 tons of glucose are produced for every 1 ton of gluten. Organic glucose is obtained by enzymatic hydrolysis of the starch. Blattmann uses exclusively GMO-free enzymes for this purpose. The reaction time determines the DE value (Dextrose Equivalent) of the glucose syrup. The longer this time, the sweeter and more fluid it is. It also affects other properties such as freezing point, browning, fermentability etc. The main applications of organic glucose are more suitable for those with a sweet tooth: muesli and snack bars, marmalade/jam and candies, but also fermented beverages. Blattmann’s organic glucose is as clear as the water from the lake, which is a challenge in the organic area!
Despite its wheat basis, all the organic glucose syrups that leave the Blattmann factory are guaranteed gluten-free, i.e. they contain <20 ppm.
Sales were primarily in Switzerland until three years ago. Growth today is in the export business, mainly in the EU zone. Marketing channels for Germany and Austria are being developed, which is why Blattmann Switzerland should be contacted directly in the event of queries.
On the one hand the entire production operation here is geared towards gluten, but on the other it is so flexible that production can be switched over completely from wheat to spelt or from conventional to organic within four hours. There is a demand for such flexibility nowadays.
Blattmann has also been targeted as a business again and again in the past 160 years. In most cases the stalkers were big international groups. The first cooperation was formed with Cerestar in 1998 as a Joint Venture. The American Cargill Group then incorporated the Swiss company in 2007. However, the Confederate Swiss obviously didn’t feel entirely at ease in big corporations, so the Zürich-based financial investor FIDES Business Partner took over Blattmann Schweiz AG in 2012. Since then the Blattmen and -women have been cosmopolitan again, but deeply rooted in Switzerland. +++

47 INGREDIENTS www.bakingbiscuit.com 01/2018
++ Water and heat convert flour into a kind of dough from which the gluten is then washed out
© f2m
++
Opelka delivers
a
deep-fried pastry plant to China

Opelka, a manufacturer of special-purpose machines and heating-coil-free deep fat fryers, has delivered a new deep-fried pastry plant to China. The plant can bake 20,000 donuts/ hour and be filled again afterwards. The order is part of an investment program by a big Chinese food manufacturer. According to the company, it is finally stepping onto the international stage with the third major order of this kind – a plant was delivered to South Korea in 2016 and another to Lithuania in 2017. The company says capacities up to 30,000 donuts/ hour can be achieved with the new lines, like the MultiLine type of deep-fried pastry plant. +++
++ New sandwich bread factory
The William Jackson Food Group plans to invest GBP 40m. in a new bakery in Corby, Yorkshire, to bake even more sandwich bread. Up to now, at least so the Group claims, 70% of all the ready-made sandwiches bought in Great Britain are made with bread from their factory in Hull. The company owns the Yorkshire's Champion Bread, Aunt Bessie's, Abel & Cole, My Fresh and The Food Doctor brands, although only the first of these deals with baked products, while the others are concerned with vegetables, health food etc. Of course, the bread that will one day be baked in Corby is intended to help expand their market share in the domestic market, but will also be exported. +++
++ New in the Netherlands: cannabis burgers in a brioche bun
++ Brenntag buys
baking raw materials suppliers in the UK

Brenntag AG in Essen declares itself to be world market leader in chemicals distribution, and defines this activity as the connecting link between chemicals manufacturers and users. The Group’s worldwide network has more than 550 locations in 74 countries, and with around 15,000 employees it earned revenues of EUR 10.5bn in 2016. Its specialty areas are animal feeds, cosmetics, foodstuffs and pharmaceuticals. In the food & nutrition area, for example, it delivers to raw materials suppliers and manufacturers in almost all the food-processing production sectors, also including bread and baked products. Early this year the Group bought Kluman & Balter in Great Britain, one of the biggest independent bakery raw materials merchants in the British Isles, and also bought A1Cake Mixes Ltd (a 50% Kluman & Balter subsidiary) at the same time. Kluman & Balter supplies mainly to artisan businesses in Great Britain, and employs its own research and development team. The delivery program comprises sugar products, fats, cake mixes, dried and frozen fruits, nuts and seeds, chocolate, spices and flavorings, flour improvers and concentrates, yeast, egg and milk powder etc. Revenues in 2017 were around GBP 77.5m, equivalent to around EUR 87m. Anthony Gerace, the person in the Brenntag Group responsible for mergers and takeovers, gave the growing market for free-from baked products in Great Britain as the reason for the takeover. +++
++ Puratos takes over fruit fillings manufacturer
The Belgian Puratos Group in Groot-Bijgaarden has bought Fruitapeel Ltd., a British producer of fruit fillings and sauces. Fruitapeel operates a works in Lancashire with a capacity of 400 tons/week. Clients supplied by the company include cake, dessert and ice cream producers. +++
The Ter Marsch & Co burger bars in Rotterdam/Netherlands have recently started offering a cannabis burger in a brioche bun. The herb is present mainly in the sauce, and the bread is also enriched with the weed (not containing THC (tetrahydrocannabinol)). The meat mixture consists of dry-aged Angus Beef, Wagyu-Rind and organic veal. The brioche roll, also called an “ultimateme hamburgerbol”, is a joint development by Ter Marsch’s Head Chef Olaf Oldenburg and Edwin Klaasen, Chef of the Dezemenzo Bakery in Waalwijk, currently one of the most fashionable bakers in the Netherlands. Ter Marsch in turn has already been honored several times, both nationally and internationally, for its burger developments. The novel development with cannabis is said to be a “Limited Edition”. Because it contains no THC, it’s less about real states of intoxication, and more to do with the theatre in the head. +++
++ Haas is now part of the Bühler Group
The Haas Group, by its own account world market leader in the manufacture of production plant for wafers, cookies and confectionery, is now part of the Bühler Group. After being approved by the competition authorities, the transaction was closed in the first week of January 2018. This strategic acquisition by Bühler completes its product portfolio in the Consumer Foods area, while Haas gains access to the worldwide Bühler Group’s resources. According to Bühler’s CEO Stefan Scheiber: “By doing this, we open a new chapter in the consumer food market, and we feel the broad approval by many customers and colleagues confirms our decision.” This strategic acquisition is a milestone for Bühler in developing its consumer food business. As it says itself, the company is a market leader in food production along the entire value-added chain, e.g. from wheat grain and dough to finished wafers or cookies, or from cacao beans and chocolate mass to finished chocolates and pralines. Bühler did not operate in the attractive wafer and cookie production market until now. +++
www.bakingbiscuit.com 01/2018 NEWS ++ NEWS ++ NEWS 48
++ The new deep-fryer plant for an operation in China can produce 20,000 donuts per hour © Opelka © Bühler Group
Validate your kill step
3 Easy Steps to Prove Food Safety
The SCORPION® 2 LITE Data Logger with Temperature Interface and Product Probes simplifies the measurement of environment and internal product core temperatures. After collecting the data, the SCORPION® 2 Software (SV8) Food Safety Module makes it easy to calculate lethality and then generate a comprehensive report displaying cumulative log reduction. By combining this ease of measurement with robust data capture, the SCORPION® 2 System makes it simple to optimize your process while meeting food safety standards.
To learn more visit readingthermal.com or call 610-678-5890

How Pfalzgraf weighs very sticky fruit
Fresh fruits are a challenge in automatic weighing: they are not only strongly adherent but also impact-sensitive. Frozen gateau manufacturer Pfalzgraf uses a Type CCW-M 106 multi-head scale for this task.
The Pfalzgraf Konditorei GmbH in Pfalzgrafenweiler uses a linear multi-head scale to meter fruit toppings for gateaux and cakes. The Ishida weighing machine is specifically tailored to handle strongly adherent fresh products and smaller production batches. It operates semiautomatically. Its functional principle: fruits supplied on a conveyor belt are uniformly distributed into the feed chutes leading to the scale pans by an operator, who can make a visual inspection of the fruits at the same time. The multi-head weighing machine’s plastic scale pans have special scrapers and fluted inner walls to prevent adhesions. The drop heights within the weighing machine are minimized to avoid mechanical damage to the fruits (pressure and impact). After being weighed out, depositor cones lay the portions of fruit directly onto the gateaux and cakes. The variable depositor units are specifically adapted to the respective product requirements and to the shape of the baked items (round or rectangular).
Overfilling – a thing of the past
The Pfalzgraf confectioner uses the multi-head weighing machine to process a wide product spectrum in two-shift operation. Raspberries, strawberries, forest fruits, mandarins and fruit mixtures are used as toppings on baked products. Filling weights are between 240 and 2,500 g at a maximum speed of 16 cycles/minute. However, accuracy is a decisive


www.bakingbiscuit.com 01/2018 WEIGHING SYSTEM TECHNOLOGY 50
+
++ An operator distributes fruits uniformly into the multi-head scale’s feed chutes
++ The CCW-M 106 multi-head scale meters fruit toppings
© Ishida © Ishida
++ Left: Depositor cones put precisely metered fruits directly onto gateaux and cakes
++ Right: The DACS-G check-weighing scale monitors compliance with the statutory provisions

criterion in view of the highly-priced fruits. According to Production Manager Stephan Koller, the scale allowed a significant productivity increase. “The volumetric metering previously used gave us 20 to 30 g excess fruit on each product, whereas nowadays we have virtually no more over-filling.” This achieved a short pay-back period. Another benefit mentioned by Koller is the way the plant handles products very gently. Damage to the sensitive fruits is largely avoided. Processing wet fruit necessitates frequent thorough cleaning procedures. Koller describes the water-tight machine as “outstandingly hygiene-friendly”. The scale can be disassembled down to the housing without using tools. Product-carrying pans and chutes go into the dishwasher, and the main body is washed down with a water spray.
The Pfalzgraf confectioner
The Pfalzgraf Konditorei GmbH family business, founded in 1985 and with 150 employees, is one of the market leaders for high-quality confectionery in the European out-of-house market. Daily sales amount to around 20,000 frozen gateaux and cakes of 70 different varieties.
Pfalzgraf also relies on Ishida technology at the end of the production line. A DACS-G check-weighing scale tests the weight of the gateaux and cakes, which are by then already fully packed. Pushing a button allows a change between two settings, thus covering a rather large weight range. The Dislocating Force Limiter (DFL) function also automatically separates the scale’s sensor from the weighing conveyor if there are external sources of disturbance. The check-weighing scale restarts operation immediately afterwards.
Finally, the products pass through the Ishida IX-GA 4075 X-ray inspection system, which reliably detects foreign bodies 1 mm or more in diameter. Gateaux and cakes might contain small
granite stones, for example, that could enter the product together with the fruit. The X-ray inspection system also identifies metal, glass and plastic contamination.

To monitor for foreign bodies, the machine measures the density of the gateaux and cakes. An X-ray beam is passed through the baked products, and photodiodes record the incoming rays. Depending on the level of the X-ray radiation received, the diodes send a signal for conversion into a greyscale image. If inclusions with a density greater than that of the product are present, they appear as dark spots on the image. Cavities and cracks are lighter in color, because more X-rays penetrate here.
The machine learns
The patented technology is based on software with a selflearning image processing algorithm. That means the accuracy increases with each inspection process. Koller says: “That allowed us to adapt the system to the specific properties of our products. A more precise protocol for the comparison can then be created with each inspection process.” All that is necessary for calibration is to X-ray a test object two or three times. A data-logging system provides proof of correct production processes, and also supplies information for process optimization purposes.
After automatic set-up, the easy-to-operate machine is ready for use within 90 seconds. Fine adjustments can then be made during ongoing production. Up to 100 programmable preset adjustments allow quick product change. +++
— Author: Herbert Hahnenkamp, Managing Director of Ishida GmbH
Note: A large fire in May 2015 almost completely destroyed the Pfalzgraf confectioner’s premises. The company completed rebuilding in a record time of nine months. We reported Pfalzgraf’s restart in baking+biscuits international, Issue No. 1/2017.
51 WEIGHING SYSTEM TECHNOLOGY www.bakingbiscuit.com 01/2018
© Ishida
© Ishida
Shape and performance
The latest product brought out by Precisma is the FBU universal mould cleaning machine. Baking residues such as flour dust, sesame seeds, poppy seeds or lightly baked-on dough can be easily removed from the moulds.

In the food industry, specialisation is a real recipe for sustainable success. Precisma GmbH from Sipbachzell in Upper Austria is considered one of the leading specialists in baking tray and moulds cleaning, and is constantly proving that innovation is a decisive factor in success.
The latest product brought out by Precisma is the FBU universal mould cleaning machine. Like all other Precisma machines, the FBU also proves that industry experts over many years are working according to the needs and requirements of the bakeries and are constantly developing solutions.
The FBU is compelling owing to its intelligent design. It cleans with specially designed brush heads fitted with an extraction channel, which removes the dust right at the source. In addition, the FBU is equipped with a highly effective extractor hood.
Baking residues such as flour dust, sesame seeds, poppy seeds or lightly baked-on dough can be easily removed from the moulds. It offers the unique advantage of quickly replaceable brushes for almost all types of baking and fermentation moulds, for example Bast fermenting moulds (Simperl), Guglhupf, muffin or bread moulds.
» Special constructions, special brushes and special solutions for individual shapes can be created at any time. «
The list of benefits shows its suitability to small businesses:
+ extraction point in the brush and dust protection hood with additional extraction connection
+ lighter, faster brush replacement
+ circular movements for the internal and external cleaning of the moulds
+ universally applicable for almost all baking and fermentation moulds at low operating costs
In economic terms, FBU is a typical Precisma product due to its low operating costs, simple, problem-free operation and minimal service requirements.
“FBU is a typical Precisma product," explains Managing Director Alois Aichinger. "It is tailor made to meet the individual requirements of small businesses. Special constructions, special brushes and special solutions for individual shapes can be created at any time thanks to our own development and construction department”.
The Precisma team is committed to high flexibility and perfect individualization. “There is no such thing as an impossible task; we realise every idea with our know-how, commitment, precise, high-quality work and the power of innovation. Challenges are the fuel of the future and our vicinity to our customers is our daily bread.”
Individual solutions
Besides the new "FBU universal mould cleaning machine"
Precisma also offers a variety of innovative bakery systems: The tried and tested baking tray cleaning machines of the BELT, EASY BELT and SOLID series, as well as the release agent application systems of the OILER series and the preduster systems in the POWDER series are individually manufactured. In this way, every customer receives everything from a single source: from budgeting, planning, production of specifications and construction through to manufacture, initial operation and maintenance of the Precisma machines. +++
www.bakingbiscuit.com 01/2018 PRODUCTION 52
+
++ Baking residues such as flour dust, sesame seeds, poppy seeds or lightly baked-on dough can be removed from the moulds with the new machine
© Precisma







The art of baking in Indonesia
 A report by Hans-Herbert Dörfner, an expert with the Senior Experts Service (SES)* in the Foundation of German Industry for International Cooperation, Bonn, who was seconded by the SES to a vocational college in Cibadak/Sukabumi on the Island of Java (Indonesia).
A report by Hans-Herbert Dörfner, an expert with the Senior Experts Service (SES)* in the Foundation of German Industry for International Cooperation, Bonn, who was seconded by the SES to a vocational college in Cibadak/Sukabumi on the Island of Java (Indonesia).
+When talking about Indonesia and the consumption habits existing there, one immediately discovers that the latter differ very greatly from the customary European diet. This is due firstly to the fact that the country extends across a width of 5,120 km in an east-west direction and its population has various different religious beliefs (Muslims 87%, Christians, Hindus, Buddhists and Animists). Another special feature is the fact that the country’s territory is spread across 17,508 islands, of which approx. 6,000 are inhabited. Thus there are sometimes very individual specific consumption
habits on the various islands. The fact that the government of this island sovereign state is interested in European baked goods has two main reasons:

The first of these is the indigenous population’s very unbalanced diet, which is very largely rice-based. Rice is eaten at practically every mealtime. Even breakfast very often consists of rice dishes with various accompaniments which – in a country where pepper and other exotic spices grow – sometimes contains very hot seasoning. Bread, if it is available at all, mostly exists as toast-bread. Secondly, approx. 10 million
++ BOLU AMOR bakery in Sukabumi is a business offering a wide assortment of very beautifully presented baked products. The locals like to use the attached café as a meeting point. Free Internet access in the café ensures that meetings in the café are easy to arrange. (A marginal note: there are 126 mobile phone contracts for every 100 residents in Indonesia. This puts the communicative Indonesians in 4th place in the worldwide ranking)
++ Considerable flavor differences must be expected when eating this delicacy. The guidelines in the German Foodstuffs Code for making a Black Forest cherry gateau prescribe the use of an amount of Kirschwasser (cherry schnapps) that can be perceived clearly by the senses. It’s different on the Island of Java, however, where the great majority of the population are traditional Muslims, for whom consuming alcohol is forbidden for religious reasons. To compensate for this, there’s no lack of sweet chocolate (even around the sides of the gateau)!

www.bakingbiscuit.com 01/2018 MARKET 54
++ A view of the chiller display cabinet gives a small overview of the assortment on offer
© Dörfner © Dörfner © Dörfner
tourists/year visit the Indonesian islands. Many are from Europe and love the Indonesian ambience, but very often miss their German/European bread. Thus there is a series of reasons for adding European baked goods to enrich the Indonesian menu.

The time spent on the Island of Java also offered an opportunity to visit a bakery, to observe the production of indigenous baked goods and confectionery, and to learn about new, unusual recipe ideas.

++ There’s no lack of color when coating hemispherical sponge cakes with various frostings


Basically, Indonesians love soft, very sweet baked products with no crust, and confectionery products which, if possible, is also colorfully decorated. And a European observer will encounter real surprises in the combination of ingredients and in the flavor. +++
*SES is a Foundation of the German Industry for International Cooperation GmbH. This not-for-profit company sends retired specialist and management staff to carry out work throughout the world. All Senior Experts work on an honorary basis. Nearly 12,000 are registered with SES, including around 100 staff specializing in the bakery and confectionery field.

55 MARKET www.bakingbiscuit.com 01/2018
++ Rather unusual in the eyes of a European confectioner: a Swiss roll with green coloring and filling, and decorated with grated cheese
ft, almost crust-free baked goods with interesting fillings that Europeans will find unusual are high up in the list of Indonesian favorites for example a filling that combines chocolate with grated cheese
++ Desserts decorated with cream substitute are very popular. A final color finish by spraying the surface is mandatory
++ There were interesting, informative technical discussions with Master Baker Bang Deni (right), who manages the bakery with a large number of employees and is responsible for the quality of the baked products
© Dörfner
© Dörfner © Dörfner © Dörfner
Contactless measurement of gas retentivity Dough aeration behavior
Functionality of an analysis instrument developed at the TUM for contactless height measurement and determination of the gas formation rates of yeast-based doughs
+Yeast fermentation is a fundamental step in bread manufacture that affects the bread’s characteristics, e.g. volume, pore structure, flavor, color and texture. Based on the biological conversion products of baker’s yeast (Saccharomyces cerevisiae ), input of gas into the cereal dough matrix takes place, which is mainly influenced by three factors: the type of yeast, the age of the yeast cells, and the presence of substrate (sugar, inorganic substances etc.). However, the cereal dough matrix’s ability to retain the gas that has been put in is decisively determined by the raw materials and process conditions used, e.g. mixing/kneading time or the energy input during mixing/kneading. Thus, the raw materials and the process conditions in this complex system can both permanently affect product quality. These factors can normally be analyzed on a laboratory scale by using a rheofermentometer. This involves using a plunger to record the growth in height of samples in a container over a defined period of time. As a result, the growth of the sample matrix is restricted as uniformly as possible, and a more accurate determination of the height is enabled, however the influence of the plunger’s own weight and of any possible additional weights on the height growth is unclear. Gas retention and the time of first outgassing are determined based on the total pressure of the gas phase and the partial pressure of the proportion of the gas phase excluding carbon dioxide. For example, this allows the gas retention of cereal doughs to be recorded as a function of raw material variations. However, temperature variation in this system is impossible, and studies can only be carried out at 30°C. Because in
practice most yeast fermentations are carried out at different temperatures, and there is a need to study the effect of various process parameters on the gas retention kinetics, e.g. freezing or baking, a highly flexible controlled-temperature system to record the gas formation and retention kinetics of microbiologically (yeast, sourdough) or chemically (baking agent) leavened dough was developed at the Chair of Brewing and Beverage Technology.
The analysis instrument (Figure 1) consists of three fermenters whose temperature can be controlled in a range from –15 to 150°C by a heating and/or cooling medium in the double jacket. On the one hand, the temperature regulating medium in an externally attached water bath can be held constant at an adjustable temperature in a range between –15 and 150°C, thus enabling research into gas formation rates in high and low temperature regions. On the other hand, the apparatus can be heated and cooled dynamically, thus allowing analysis of the gas formation rate in ramps. The maximum possible sample heating rate is 4.25 °C/min, thus allowing the baking process to be followed in the stated temperature range. Temperature sensors are installed to control the heating/cooling process, to record the temperature of the gas phase and to record the dough temperature. The growth in height of the samples is monitored continuously for the duration of the experiment by up to three laser sensors, mounted at three points on the diagonal of the fermenter’s cover. Due to the intentional omission of a plunger and the associated uniform limitation of the surface profile, greater dough heights were

www.bakingbiscuit.com 01/2018 RESEARCH 56
1
source: TUM Magnetic valve Ball valve Pressure sensor Laser sensor Volume flow sensor Dough sample Temperature control medium
++ CAD drawing of the analysis system with 3 fermentation tanks, on the left with active lasers for surface measurement, and on the right a detailed cross-section
++
measurable in the center of the diagonals compared to the outer points, as illustrated diagrammatically in Figure 1. Sensors to record the gas phase pressure are also installed in the fermenters. Achievement of a freely selectable gas phase pressure is the decisive criterion for controlled release of the fermentation products that are formed. Initially the gas volume flowrate was calculated using the pressure differences and the ideal gas equation.
Initial analyses were designed to compare the fermenter’s functional capability with that of commonly available analysis systems. First of all, the optimum kneading/mixing time and water absorption of the wheat flour (Type 550, Rosenmühle Landshut DE) were determined. A dough was mixed and kneaded based on these results. The samples contained dry yeast (Saccharomyces cerevisiae, Casteggio Lieviti IT) at levels of 1, 2 or 3% based on flour weight. Dough samples each weighing 315 g were examined in the fermenters over a fermentation time of 3 hours with regard to gas formation and profile height, and compared with the results from the plunger-based system. The samples in the plunger-based analysis system were loaded with a 1 kg weight on the plunger.
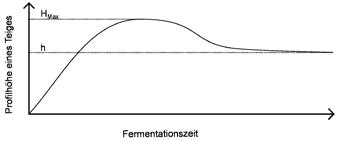
Figure 2 illustrates a diagrammatic ideal profile height curve over the whole time of the experiment. Sample volume increases at the start of the experiment due to gas formation. Large proportions of the gas can be retained in the matrix at this point. After a certain time, depending on the choice of raw materials and process conditions, the matrix’s gas retention capacity decreases at a constant gas formation rate. Consequently, the dough sample is no longer able to fully retain the gas that is formed. However, the sample’s volume can continue to increase for as long as the gas formation rate is still greater than the gas escape rate. As soon as the gas escape rate exceeds the gas formation rate, the sample volume decreases. This is characterized in the diagrammatic profile in Figure 2 by reaching the maximum height Hmax during the experiment, whereby the height after reaching the end of the experiment is designated as h. The proportion by which the profile height has subsequently decreased after reaching Hmax is called the Weakening Coefficient, and is calculated as the quotient of Hmax-h divided by Hmax.
The dough height developments for experiments using different dry yeast concentrations based on flour weight at a constant temperature of 30°C over an experimental period of 3 hours are plotted in Figure 3. On the one hand, a faster increase, a higher Hmax and a smaller Weakening Coefficient
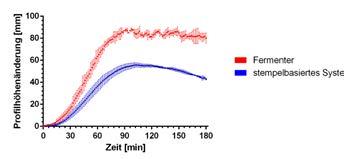
++
was recorded for the average profile heights in the fermenter. The fermenters that were designed have a diameter that is 2 cm less compared to the containers in the plunger-based system. This is why the samples in the fermenter record a larger profile height increase and can thus be distinguished better, e.g. with different raw materials. The key characteristic figures Hmax and the Weakening Coefficient were supplemented by multiplication by the respective cross-sectional areas and were calculated over the volume change. This results in the calculation of the maximum volumes and percentage weakening of the volume after reaching the maximum volume, thus ensuring better comparability between the systems. When considering the maximum dough volumes in Figure 4 A, there is a clear difference between the plunger-based system and the fermenters despite identical temperature conditions and experiment runtime. The samples in the fermenters showed a larger maximum volume at all dry yeast contents, and also a smaller rising trend with increasing dry yeast content. No sample volume increase with increasing dry yeast content was detectable in the plunger-based system. A rising trend in sample volumes with increasing yeast content was detectable in the fermenters, in which only the maximum gas phase pressure of 0.05 bar acted on the surface profile. Based on the Weakening Coefficient illustrated in Figure 4 B, it is also possible to observe an effect of additional weights and/or of the plunger on the development of the height profile. For better comparability, the Weakening Coefficients were calculated using volumes recalculated based on the smaller diameter of the fermentation containers. A clearly larger collapse of the samples after reaching maximum sample volume was measurable for the plunger-based system. Hence, in practice, it was possible to describe the values measured for maximum dough volume increase and Weakening Coefficient closer to reality in the fermenter.
The whole of the gas formed cannot be retained in the dough sample over the experimental period of three hours. This is why the gas phase pressure is monitored continuously over the entire experimental period. The attainment of a freely adjustable gas phase pressure, in this case Δp = 0.05 bar, acts as a criterion for opening the magnetic valves and venting off the atmosphere until ambient pressure is reached. During this process, the gas phase volume can be calculated via the respective pressure differentials, temperatures and compositions. The gas volume retained in the dough sample during the growth phase or the volume of gas that has escaped from
57 RESEARCH www.bakingbiscuit.com 01/2018
2 3
Schematic profile of dough height development during the experiment
source: TUM source: TUM
Growth of a dough system in the fermenter compared to the plunger-based system ( ϑ = 30°C, t = 3 h, wyeast = 2%)
Dough profile height Fermentation time Time [minutes] Profile height change [mm]
Fermenter Plunger-based system
the dough sample can be calculated via the optical height monitoring.
A maximum gas production in the range between 1,500 and 1,600 ml was determined in numerous experiments carried out at the Institute using plunger-based systems, irrespective of substrate availability and yeast content, which indicates a method-dependent limitation. An examination of this situation is planned in the new fermentation system with a smaller pressure effect. Figure 5 illustrates the total measured gas volumes of the two measuring systems for the above-mentioned samples. Almost identical gas volumes were recorded in the plunger-based system and in the fermentation container for the samples with wyeast = 1%. However, as the dry yeast level rose, a rising trend in gas production was detectable in the fermentation container, whereas the gas volume in the plunger-based system showed no differences for a dry yeast content between 2% and 3%. This raises the suspicion that the previous equipment exerted a methodological effect on the results. This could influence results depending on changes in recipes or process parameters. Ultimately it was impossible to prove through the plunger that the above-mentioned limitation is induced via the effect of pressure on the sample, although the rising trend in gas volumes in the fermentation container shows that the absence of the pressure effect on the dough sample results in greater gas production. The fermentation containers will be supplemented by adding a CO 2 detector and a volume flowmeter to allow more detailed examination of the gas volumes. Overall, it was possible on the one hand to establish comparability of the results relative to plunger-based systems for the series of experiments. The absence of additional weights acting on the samples enables a method for analyzing dough development and fermentation that is closer to reality and which is allowed by the contactless distance measurement of the surface profiles of the samples and was demonstrated in the key figures for Vmax und Weakening Coefficient when using fermentation containers compared to the plunger-based system. It was possible to verify the uniform distribution of the temperature control medium across all the containers by recording the temperature in the container outlet, in the samples and in the gas phase. This enables a simultaneous
triple determination with constant monitoring of the fermentation conditions in all the fermentation containers. This results in a saving of time, which either allows a larger number of experiments to be carried out or enables the results to be made available faster.
Gas formation rates in extreme temperature regions and by using dynamic temperature variations will be studied in continued experiments in order to obtain a more detailed overall picture of the effects of process parameters and choice of raw materials during baking, and of freezing or proofing, on product quality. The design and construction of the fermenters also allows fluids, e.g. pure yeast suspensions, to be examined in isolation and thus without the interfering effects of dough matrices. Consequently, the bandwidth of parameter variations will enable cross-sectoral studies using this newly-developed analysis instrument to optimize a variety of process parameters. +++


Authors
Florian Lücking, Mario Jekle, Thomas Becker Technical University of Munich, Institut of Brewing and Beverage Technology, Research Group of Cereal Technology and Process Engineering, Contact: mjekle@tum.de
www.bakingbiscuit.com 01/2018 RESEARCH 58
4 5
++ Comparison of maximum achieved sample volume increase (A) and Weakening Coefficients (B) between the plunger-based system and fermenter for different yeast concentrations based on flour weight
Max. dough volume increase [ml] Measured gas volume [ml] Weakening coefficient [%] Dry yeast content [%] Dry yeast content [%] Dry yeast content [%]
++ Volumes of gas formed in the fermenters and in the plungerbased system during the experiment as a function of dry yeast content as addition to wheat flour
Fermenter Plunger-based system
system source: TUM source: TUM
Fermenter Plunger-based
A B

Always keep the overview. We listen to the market. 6 print and digital issues p.a. Your connection to insights into: + Bakery technology + Market trends + Science and Research www.bakingbiscuit.com ©
buizinga


































































Automated Pizza Lines Mixing Shaping Proofi ng Baking Cooling Topping Freezing Dosing Our Pizza Lines benefit from all the combined advantages within the Kaak Group. We offer you our experience, specific product knowledge and the right company structure to supply your next top quality pizza line. Trust in the Kaak Group to design your pizza line to the very highest technical, safety and hygienic standards. www.kaakgroup.com The world’s first fully integrated pizza line CONTACT US +31(0)315339111 www.kaakgroup.com

