TEMAT NUMERU Transmisja danych i energii CENA 15,00 ZŁ (W TYM 8 % VAT)
ROZMOWA 24
SPRZĘT I APARATURA 42
WYDARZENIA 78
Dariusz Mrzygłód, ZIAD Bielsko-Biała
Wózki AGV w transporcie
Targi EMO Milano 2021
AUTOMATYKA ISSN 2392-1056
INDEKS 403024
AUTOMATYKAONLINE.PL
7-8/2021
Od 1921 roku duch kreatywności kształtuje kulturę korporacyjną KROHNE, czyniąc nas tym, kim jesteśmy dzisiaj: jednym z wiodących międzynarodowych dostawców technologii pomiarów procesowych, z ponad 4 tysiącami pracowników w ponad 100 krajach na całym świecie.
Wykorzystaj ducha naszej kreatywności: 100-years-krohne.com
TACHOGRAFY KOLEJOWE D Pomiar i rejestracja: prędkości, przebytej drogi, pozycji geograficznej oraz sygnałów dwustanowych i analogowych z różnych urządzeń pojazdu. D Zdalny odczyt parametrów pracy pojazdu. D Łatwość dostosowania systemu do wymagań użytkownika oraz możliwość późniejszej modernizacji bez konieczności wymiany na nowy. D Panele operatorskie LCD (od 7“ do 15“) umożliwiają czytelną prezentację parametrów. D Pomiar i rejestracja prędkości z dokładnością 0,1 km/h. D Przetworniki prędkości o stopniu ochrony IP68, zakresie temperatury pracy od –40 °C do 70 °C, odporne na wstrząsy i udary. D Rejestracja danych: w dedykowanych kartach pamięci, umożliwiających nieprzerwany zapis informacji co najmniej 100 dni. D Dodatkowe moduły diagnostyczne pozwalające na szybką ocenę i diagnostykę stanu czujników pojazdu i sygnałów tachografu.
Sieć Badawcza Łukasiewicz - Przemysłowy Instytut Automatyki i Pomiarów PIAP Al. Jerozolimskie 202, 02-486 Warszawa tel. 22 8740 140, 22 8740 231, 667 703 250 e-mail: tachograf@piap.lukasiewicz.gov.pl www.piap.pl
P L A N W Y DAW N I C Z Y 2 0 2 1 ( D R U G I E P Ó Ł R O C Z E )
TEMAT NUMERU Zarządzanie produkcją i energią CENA 15,00 ZŁ (W TYM 8 % VAT)
ROZMOWA 24 Mariusz Pacan WAGO ELWAG
SPRZĘT I APARATURA 54 Czujniki optyczne i zbliżeniowe
WYDARZENIA 72 Energetab 2020, przecieranie szlaków w nowej rzeczywistości
AUTOMATYKA ISSN 2392-1056
INDEKS 403024
AUTOMATYKAONLINE.PL
10/2020
WYDANIE
TEMAT NUMERU
ARTYKUŁ PRZEGLĄDOWY
7-8/2021
Transmisja danych i energii
Wózki AGV w transporcie mobilnym
9/2021
Napędy elektryczne − zasady doboru
Rynek złączy przemysłowych
10/2021
Automatyzacja i robotyzacja w przemyśle FMCG
Systemy obudów i komponenty
11/2021
Intralogistyka − produkty i rozwiązania
Monitoring i zdalne sterowanie
12/2021
Oprogramowanie przemysłowe i cyfryzacja
Komputery i panele przemysłowe
OD REDAKCJI
Szanowni Państwo, Powszechnym tematem jest nadal koronawirus. Zdominował wszystkie działania w każdym obszarze – również nasze. Przygotowujemy bieżący numer, ciesząc się zmniejszonymi obostrzeniami, ale jednocześnie zastanawiamy się, czy dotknie nas czwarta fala pandemii. Mamy pełną świadomość, że firmy, a także ich klienci i nasi Czytelnicy czekają na możliwość spotkania się w realu, przeprowadzenia rozmów, dotknięcia nowych produktów, uściśnięcia rąk. Na mapie imprez targowych są już pierwsze jaskółki, np. itm w Poznaniu czy Energetab w Bielsku-Białej. To szansa na owocne spotkania – oby się odbyły. Jednak z niepokojem czekamy na rozwój sytuacji.
Mimo obserwowanego w wielu branżach spowolnienia gospodarczego, automatyzacja i robotyzacja ma się dobrze. Świadczą o tym raporty z badań przeprowadzonych przez liczne firmy. Okazuje się, że wiele przedsiębiorstw zintensyfikowało działania na rzecz cyfryzacji, z uwzględnieniem rozwiązań chmurowych. Zwiększa się zainteresowanie wdrażaniem automatyzacji i robotyzacji. Można stwierdzić, że COVID-19 i lockdown w wielu przypadkach przyczyniły się do zmian organizacyjnych. Wdrażając nowoczesne rozwiązania, warto zwrócić uwagę na dobre przygotowanie przetargów realizowanych w systemie zamówień publicznych. O niuansach i kruczkach tych działań traktuje artykuł prawny. Obserwujemy znaczne zmiany w intralogistyce. W tym numerze piszemy szeroko o wózkach transportujących AGV, które pozwalają uprościć różne procesy. Wiele miejsca poświęcamy również rozwiązaniom z obszaru energetyki, w tym inteligentnej aparaturze kontrolno-pomiarowej, która wchodzi w skład systemów Smart Metering. Umożliwiają one zdalną, dwukierunkową transmisję danych oraz energii oraz przyczyniają się do realizacji kluczowych założeń polityki energetycznej. Do tematyki energetycznej, w związku ze zbliżającym się wydarzeniem, jakim jest 34. edycja targów Energetab, nawiązujemy w najnowszym wywiadzie. Dariusz Mrzygłód, prezes spółki ZIAD Bielsko-Biała, która jest organizatorem Międzynarodowych Energetycznych Targów Bielskich Energetab przybliża historię i dalsze perspektywy branży wystawienniczej. Liczymy na spotkanie z Państwem w dniach 14–16 września 2021 r. w Bielsku-Białej. Na pewno tam będziemy. Na razie zachęcamy do śledzenia gorących tematów na naszych łamach. Zapraszam do lektury!
4
AUTOMATYKA
SPIS TREŚCI REDAKTOR NACZELNA Małgorzata Kaliczyńska tel. 22 874 01 46 malgorzata.kaliczynska@piap.lukasiewicz.gov.pl REDAKCJA MERYTORYCZNA Małgorzata Kaliczyńska REDAKCJA TEMATYCZNA Sylwia Batorska WSPÓŁPRACA REDAKCYJNA Marcin Bieńkowski, Jolanta Górska-Szkaradek, Agnieszka Staniszewska, Damian Żabicki SEKRETARZ REDAKCJI Urszula Chojnacka tel. 22 874 01 85 urszula.chojnacka@piap.lukasiewicz.gov.pl MARKETING I REKLAMA Jolanta Górska-Szkaradek – menedżer tel. 22 874 01 91 jolanta.gorska-szkaradek@piap.lukasiewicz.gov.pl
Z BRANŻY
8
PRODUKTY
16
ROZMOWA Energetyczna transformacja w skali targów i rynku energii
24
Rozmowa z Dariuszem Mrzygłodem, prezesem spółki ZIAD Bielsko-Biała
TEMAT NUMERU Transmisja danych i energii
27
Światłowodowe kable ognioodporne w Systemach Ochrony Przeciwpożarowej
34
Bezprzewodowa transmisja danych w transporcie mobilnym
38
Sylwia Batorska tel. 22 874 00 60 sylwia.batorska@piap.lukasiewicz.gov.pl PRENUMERATA I KOLPORTAŻ Elżbieta Walczak tel. 22 874 03 51 elzbieta.walczak@piap.lukasiewicz.gov.pl SKŁAD I REDAKCJA TECHNICZNA Ewa Markowska KOREKTA Ewa Markowska, Elżbieta Walczak DRUK Zakłady Graficzne „Taurus” Roszkowscy Sp. z o.o. Nakład: 4000 egzemplarzy REDAKCJA Al. Jerozolimskie 202, 02-486 Warszawa tel. 22 874 01 46, fax 22 874 02 20 automatyka@piap.lukasiewicz.gov.pl www.AutomatykaOnline.pl WYDAWCA Sieć Badawcza Łukasiewicz – Przemysłowy Instytut Automatyki i Pomiarów PIAP Al. Jerozolimskie 202, 02-486 Warszawa Szczegółowe warunki prenumeraty wraz z cennikiem dostępne są na stronie automatykaonline.pl/prenumerata.
24
ENERGETYCZNA TRANSFORMACJA W SKALI TARGÓW I RYNKU ENERGII Już za kilka tygodni odbędzie się 34. edycja targów Energetab. O tym, jak będą one przebiegać, a także o historii i perspektywach największego energetycznego wydarzenia targowego w skali Polski i nie tylko mówi Dariusz Mrzygłód, prezes spółki ZIAD Bielsko-Biała, która jest organizatorem Międzynarodowych Energetycznych Targów Bielskich Energetab.
Redakcja zastrzega sobie prawo do skracania i modyfikacji nadesłanych materiałów oraz nie ponosi odpowiedzialności za treść reklam i materiałów
6
promocyjnych.
AUTOMATYKA
PRZEGLĄD SPRZĘTU I APARATURY Wózki AGV w transporcie
42
Zalety platformy MAV dla fabryk przyszłości
50
Technika napędowa SEW-Eurodrive w rzeczywistości 4.0
52
Współtworzenie inteligentnych fabryk Sm@rt Factory Transport wewnętrzny z robotami mobilnymi MOBOT
54
PRAWO I NORMY Zamówienia publiczne
56
Wdrażanie automatyki i robotyki Autorskie koszty uzyskania przychodów po stronie twórców
58
RYNEK System PIPE Patrol
62
27
TRANSMISJA DANYCH I ENERGII Smart Metering, czyli inteligentne systemy pomiarowe, pozwalają nie tylko na mierzenie określonych wielkości fizycznych, ale również na zdalną, dwukierunkową transmisję danych do i z urządzenia pomiarowego. Dzięki temu możliwy jest nie tylko automatyczny odczyt mierzonej wartości, ale również zdalne sterowanie licznikiem. Tak więc mierniki te wpisują się nie tylko w koncepcję Przemysłowego Internetu Rzeczy, ale również samego Przemysłu 4.0.
Detekcja i lokalizacja wycieków z rurociągu
Zwiększona wydajność dzięki obróbce wspomaganej przez robota
68
Zasilacze modularne NMP MEAN WELL
70
Dowolność konfiguracji oraz wiele napięć wyjściowych
Rynek rozwiązań Przemysłu 4.0 osiągnie 165 mld dolarów za 5 lat
72
Branża produkcyjna łapie postcovidowy oddech
74
Chmura i automatyzacja mile widziane
WYDARZENIA Magiczny świat obróbki metali
78
Targi EMO Milano 2021
BIBLIOTEKA
80
WSPÓŁPRACA
81
42
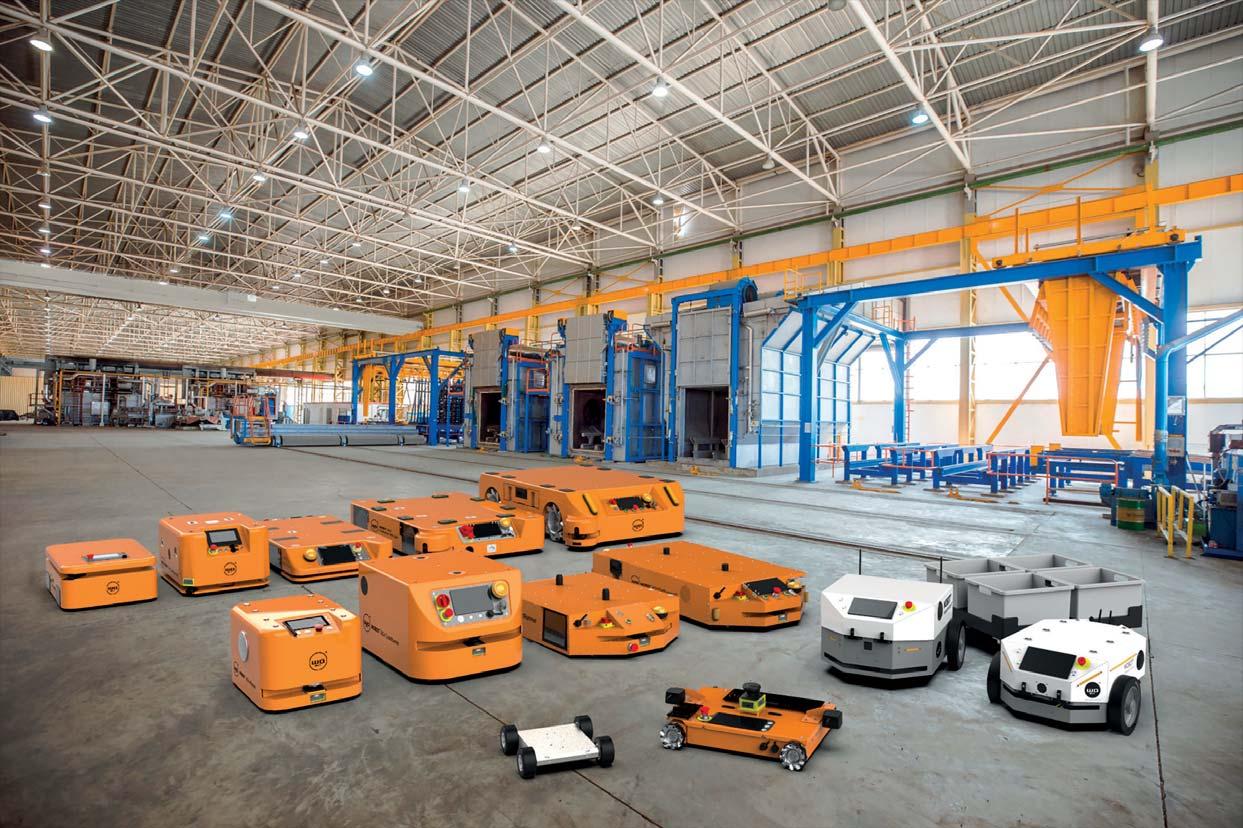
WÓZKI AGV W TRANSPORCIE Postępująca automatyzacja i robotyzacja różnego rodzaju procesów prowadzi do rozwoju wielu branż i poszukiwania wydajniejszych od dotychczasowych rozwiązań dla danych zastosowań. Nie inaczej jest w przypadku transportu wewnątrzzakładowego. W dobie Przemysłu 4.0 swój rozwój przeżywają wózki transportujące AGV, którymi zainteresowane jest coraz szersze grono odbiorców.
LUDZIE Bartłomiej Kogut, prezes KROHNE Polska 7-8/2021
82 7
Z BRANŻY
ŁUKASIEWICZ – PIAP W GRONIE SYGNATARIUSZY POROZUMIENIA NA RZECZ CYFRYZACJI PRZEMYSŁU 12 lipca 2021 r. w Warszawie odbyło się Forum Cyfrowej Transformacji Przemysłu, zorganizowane przez Polską Izbę Gospodarczą Zaawansowanych Technologii IZTECH, pod patronatem Ministerstwa Rozwoju, Pracy i Technologii. Przedstawiciele wyższych uczelni oraz instytucji wsparcia nauki i gospodarki krajowej, a także prezesi i dyrektorzy wiodących technologicznie przedsiębiorstw dyskutowali na temat efektywnego wykorzystania możliwości nowych technologii i potrzeby wytyczenia kierunków rozwoju transformacji cyfrowej. W trakcie wydarzenia podpisano porozumienie o wszechstronnej współpracy na rzecz przyspieszenia transformacji cyfrowej przemysłu, w tym automatyzacji i robotyzacji oraz
wdrażania sztucznej inteligencji do sterowania procesami produkcyjnymi. Celem utworzonego konsorcjum, w którym znalazł się Łukasiewicz – PIAP, jest upowszechnianie wiedzy o korzyściach wynikających z cyfryzacji przemysłu, doskonalenie kompetencji kadr menedżerskich i specjalistycznych w zakresie transformacji cyfrowej oraz certyfikacja ich umiejętności. W tym samym czasie odbyło się Walne Zgromadzenie Członków Polskiej Izby Gospodarczej Zawansowanych Technologii IZTECH, na którym dr hab. inż. Piotr Szynkarczyk, dyrektor Łukasiewicz – PIAP został wybrany na członka Rady Izby. Rada liczy 15 osób, a jej przewodniczącym jest prof. Jerzy Buzek. ! " #$%#
OFENSYWNE PLANY CYFRYZACYJNE POLSKICH PRZEDSIĘBIORSTW Equinix, globalna spółka dostarczająca infrastrukturę cyfrową, zaprezentowała wyniki swojego corocznego globalnego badania w zakresie przewidywań decydentów IT na temat kluczowych trendów informatycznych wpływających na przedsiębiorstwa na całym świecie. Badano także wpływ pandemii COVID-19 na plany w zakresie infrastruktury cyfrowej. Koronawirus przyczynił się do rozwoju cyfryzacji i zwiększenia inwestycji w tę infrastrukturę. 35 % ankietowanych liderów cyfrowych z Polski stwierdziło, że z powodu pandemii przyspieszyli realizację swoich planów w zakresie transformacji cyfrowej, a 33 % wskazało, że budżety ich przedsiębiorstw zostały zwiększone w celu zaspokojenia szybkiego wzrostu zapotrzebowania na rozwiązania cyfrowe. Ponad połowa polskich
przedsiębiorstw przekształciła swoją infrastrukturę informatyczną, aby dostosować ją do wymagań pracy zdalnej i hybrydowej. Cyfryzacja infrastruktury informatycznej to główny priorytet dla 73 % respondentów, a dla 54 % kluczowym czynnikiem wspomagającym transformację cyfrową są połączenia bezpośrednie (interconnection). 45 % cyfrowych liderów w naszym kraju uważa, że w ich przedsiębiorstwach nastąpią długofalowe zmiany w zakresie miejsca i sposobu pracy.
W POLSCE POWSTANIE REWOLUCJA CYFROWAEUROPEJSKIE W PERSPEKTYWIE CENTRUM KE DO 2030 R. ELEKTROMOBILNOŚCI W Zielonej Górze odbył się pierwszy Europejski Kongres Elektromobilności. Jego organizatorem jest Polska Izba Rozwoju Elektromobilności – organizacja pozarządowa zrzeszająca podmioty działające w branży eMobility. Jej głównym celem jest wspomaganie rozwoju elektromobilności w polskich miastach. W trakcie wydarzenia podpisano list intencyjny w sprawie utworzenia Europejskiego Centrum Elektromobilności. Jego pomysłodawcą jest Bartosz Kubik, założyciel i członek rady
8
nadzorczej spółki Ekoenergetyka-Polska. Koncepcja ECE bazuje na trzech filarach. Pierwszy z nich to kompleksowy system wsparcia innowacji, który ma pomóc w stworzeniu nowatorskich firm o zasięgu globalnym. Dwa pozostałe stanowią zasoby ludzkie i edukacja. W zakresie szkolenia kadr ECE może liczyć na silne wsparcie ośrodków naukowych, w tym Uniwersytetu Zielonogórskiego. Projektowi kibicuje również Polski Fundusz Rozwoju, jeden z sygnatariuszy listu intencyjnego. W ramach ECE będzie działać preinkubator, inkubator oraz akcelelator, czyli zorganizowany system wspomagania funkcjonowania podmiotów na różnym etapie działalności. Bartosz Kubik zakłada, że w najbliższej dekadzie ECE może wygenerować nawet 10 000 nowych miejsc pracy. #%#
AUTOMATYKA
Z BRANŻY
SHOWTRUCK ENDRESS+HAUSER PONOWNIE NA POLSKICH DROGACH Eksperci Endress+Hauser, szwajcarskiego producenta aparatury kontrolno-pomiarowej, po niemal półrocznej przerwie wznowili szkolenia terenowe z zakresu nowych technologii. Podczas tegorocznej trasy firma koncentruje się na nowoczesnych rozwiązaniach IIoT oraz chmurze w przemyśle. Nie zabraknie też prezentacji różnych nowości z oferty producenta. Na pokładzie nowoczesnego mobilnego centrum szkoleniowego zamontowano ponad 180 przyrządów pomiarowych dla różnych branż – od podstawowych czujników procesowych, po zaawansowane rozwiązania dla Przemysłu 4.0. – Showtruck daje nam unikatową możliwość przekazywania wiedzy z użyciem dokładnie tych samych urządzeń pomiarowych, jak te w instalacjach. Bardzo szybko możemy przejść od teorii do praktyki. Sala szkoleniowa przyjeżdża do klienta, a nie klient na szkolenie. Naszą przewagą jest też możliwość organizowania spotkań w mniejszym gronie – mówi Mariusz Szwagrzyk, dyrektor marketingu w Endress+Hauser Polska. Roadshow towarzyszą odpowiednie środki bezpieczeństwa, jak ograniczona liczba osób mogących przebywać w pojeździe w jednym czasie, obowiązek zakrywania ust i nosa, a także obowiązkowa dezynfekcja rąk. & '( !
IGUS KONTYNUUJE CYKL SZKOLEŃ
ZAKŁAD PRODUKCYJNY HARTING CUSTOMISED SOLUTIONS W POLSCE
W Osielsku koło Bydgoszczy działa zakład HCS (HARTING Customised Solutions) należący do Grupy Technologicznej HARTING. HCS to wydzielona organizacja produkcyjna świadcząca wsparcie dla klientów w zakresie rozwiązań spełniających indywidualne potrzeby aplikacji – „szytych na miarę”. Zakład świadczy wsparcie w dostarczaniu i rozwoju gotowych rozwiązań łączeniowych, takich jak wiązki kablowe, skrzynki, szafy, centrale, jak również modyfikacje w zakresie mechanicznym, elektrycznym oraz strukturalnym. Polski zakład HCS, który ma certyfikację ISO 9001:2015, dysponuje kompetentną kadrą oraz certyfikowanymi specjalistami. Specjaliści z HCS mogą pracować na dokumentacjach zamkniętych, a także proponować ulepszenia i modyfikacje lub tworzyć rozwiązania od podstaw. W zakładzie kładzie się duży nacisk na dostarczanie rozwiązań dokładnie spełniających potrzeby aplikacji klienta przy równoczesnym zachowaniu wysokiej jakości, którą gwarantują produkty HARTING. Firma dostarcza swoje rozwiązania dla wielu rynków przemysłowych od ponad 70 lat. Dzięki temu dysponuje bogatym doświadczeniem zdobytym przy realizacji tysięcy aplikacji przemysłowych na całym świecie. Więcej informacji można znaleźć na stronie www.harting.com/PL/pl. (%)*$ +
Firma igus zaprasza na powakacyjne szkolenia w formule zdalnej, dostosowane do potrzeb różnych branż. Tematy to intralogistyka (29 września), druk 3D (27 października), sprzęt medyczny (24 listopada) oraz maszyny ciężkie (8 grudnia). Szkolenia są bezpłatne, a rejestracji można dokonać on-line. Po spotkaniu firma wysyła do uczestników zestaw bezpłatnych próbek motion plastics. Polski zakład igus produkuje wiele niestandardowych produktów z tworzyw sztucznych dla przemysłu. Należą do nich m.in. e-prowadniki kablowe, przewody chainflex do aplikacji ruchomych, polimerowe łożyska ślizgowe dry-tech, liniowe systemy prowadzenia drylin oraz przegubowe łożyska polimerowe igubal.
R E K L A M A
!
7-8/2021
9
Z BRANŻY
WEIDMÜLLER WZMACNIA EKSPANSJĘ Firma Weidmüller, kontynuując strategię rozwoju w obszarze automatyzacji procesów, przejęła spółkę Emphatec, z którą współpracowała od wielu lat. Emphatec specjalizuje się w inżynierii zindywidualizowanych rozwiązań łączności dla przemysłu przetwórczego. Jak podkreśla Don Robinson, były właściciel Emphatec, a obecnie dyrektor Klippon Engineering Canada, zasoby marketingowe i bogata oferta produktów Weidmüller wraz z innowacyjnymi rozwiązaniami Emphatec z zakresu automatyzacji procesów tworzą idealne połączenie. Spółka Klippon Engineering została założona przez firmę Weidmüller w 2021 r. i jest odpowiedzialna za prowadzenie ekspertyz Inżynierskich i serwisowych dla przemysłu
przetwórczego na całym świecie. – Nasi klienci mogą obecnie korzystać nie tylko z rozszerzonego portfolio Klippon Engineering, ale także nowego globalnego centrum kompetencyjnego. Jesteśmy przekonani, że przejęcie wzmocni pozycję rynkową Weidmüllera i pozwoli jeszcze bardziej rozwinąć biznes – stwierdza Jonathan Lane, dyrektor zarządzający Klippon Engineering UK (na zdjęciu). , -.
POLSKA FIRMA ROZWIJA SZTUCZNĄ INTELIGENCJĘ Z WYKORZYSTANIEM SYGNATUR RADAROWYCH Według Europejskiej Agencji Kosmicznej satelity mogą przekazywać ponad 150 terabajtów danych dziennie. Dane z obrazowania Ziemi są już wykorzystywane do dostarczania praktycznych wskazówek dla rządów i przedsiębiorstw. Polska firma SATIM Monitoring Satelitarny idzie krok dalej – rozwija sztuczną inteligencję, opierając się na analizie sztucznych sygnatur radarowych, które następnie porównuje z tradycyjnym zobrazowaniem satelitarnym. Takie możliwości daje rozwiązanie firmy – oprogramowanie SATREC. – Sztuczna
inteligencja pozwala nauczyć oprogramowanie, w jaki sposób ma rozpoznać konkretny obiekt. Ten obiekt na zobrazowaniu satelitarnym jest płaski, natomiast w rzeczywistości jest trójwymiarowy, dlatego korzystamy z modeli trójwymiarowych, generujemy dla nich sztuczne sygnatury radarowe i porównujemy je ze sobą. Uczymy dzięki temu oprogramowanie rozpoznawania obiektów – wyjaśnia Mateusz Maślanka z SATIM Monitoring Satelitarny.
SIŁY ZBROJNE INDONEZJI KORZYSTAJĄ Z POLSKICH ROBOTÓW MOBILNYCH Sieć Badawcza Łukasiewicz – Przemysłowy Instytut Automatyki i Pomiarów PIAP jest dostawcą robotów mobilnych do większości rodzajów sił zbrojnych Indonezji, tj. marynarki wojennej, sił powietrznych i wojsk lądowych. W czerwcu 2021 r. odbyło się szkolenie oraz odbiory funkcjonalne robotów mobilnych PIAP GRYF dla saperów Wojsk Lądowych i Sił Powietrznych Armii Indonezyjskiej. Zrealizowany kontrakt dotyczył średnich robotów pirotechnicznych PIAP GRYF. W skład zestawu weszły robot PIAP GRYF, uchwyt do bezodrzutowego wyrzutnika pirotechnicznego, 10
aktywna nawijarka światłowodowa oraz urządzenie FNK do zdalnego zamrażania niebezpiecznych produktów. Robot PIAP GRYF jest robotem wykorzystywanym do rozpoznania terenu i miejsc trudno dostępnych. Możliwe jest podejmowanie ładunków o masie do 15 kg za pomocą manipulatora o pięciu stopniach swobody oraz funkcji zacisku szczęk chwytaka. Koła robota mogą być łatwo zdemontowane, co zmniejsza jego gabaryty, a tym samym ułatwia prowadzenie akcji w wąskiej przestrzeni. Dzięki zastosowanym napędom robot sprawnie pokonuje nierówności terenu i przeszkody o kącie nachylenia do 45°. Cechą szczególną robota jest doskonała manewrowość. Niewielka masa ułatwia jego transport i przenoszenie, a modułowa konstrukcja pozwala na szybką i łatwą zmianę dodatkowego oprzyrządowania. ! " #$%#
AUTOMATYKA
Z BRANŻY
NA ŚLĄSKU POWSTAŁO CENTRUM TESTOWANIA TECHNOLOGII PRZEMYSŁU 4.0 Firma APA Group uruchomiła w Gliwicach projekt o charakterze edukacyjnym, skierowany do sektora przemysłowego, a w szczególności MŚP. W Centrum Testowania Technologii Przemysłu 4.0 można zapoznać się z rozwiązaniem Przemysłu 4.0 w rzeczywistych warunkach i nauczyć analizy kluczowych danych produkcyjnych. Centrum umożliwia firmom sprawdzenie nowoczesnych rozwiązań, na których opiera się koncepcja Przemysłu 4.0 – IoT, big data, machine learning itp. – zanim w nie zainwestują. – W całej Europie zmienił się łańcuch dostaw, co jest dla małych i średnich firm olbrzymią szansą. Mogą ją wykorzystać dzięki technologii – podkreśla Artur Pollak, prezes zarządu APA Group. W centrum działa stacja produkcyjna. Goście mogą wybrać produkt, nadać mu cechy charakterystyczne, a następnie wytworzyć go, monitorując w czasie rzeczywistym każdy etap procesu produkcyjnego z zastosowaniem elementów Przemysłu 4.0. Po zakończonym cyklu użytkownik (menedżer, pracownik utrzymania ruchu, planista) otrzyma raport z oznaczeniem wskaźników jakości, wydajności, kosztów czy zużycia energii i CO2. Tak szybka analiza danych i w tak szerokim zakresie nie była do tej pory dostępna dla sektora MŚP w Polsce. %#% + !
Wszystko dla automatyzacji montażu
PIĄTA EDYCJA KONFERENCJI MASTERS & ROBOTS
/
0 1
7-8/2021
schunk.com/equipped-by
R E K L A M A
W dniach 21 i 22 września 2021 r. odbędzie się piąta edycja konferencji Masters & Robots, organizowanej przez Digital University. Wydarzenie, skupiające międzynarodowych ekspertów świata nauki i biznesu, poświęcone jest wyzwaniom i trendom w zakresie nowych technologii w Europie Środkowo-Wschodniej. Oprócz tematów związanych z rolą maszyn i sztucznej inteligencji, nie zabraknie w tym roku zagadnień dotyczących przyszłości rynku pracy czy zarządzania. Dzięki zróżnicowanej formule wydarzenia uczestnicy będą mieli okazję wysłuchania ciekawych prelekcji, porównania opinii ekspertów wymienianych w trakcie debat czy skorzystania z sesji Q&A. Ze względu na pandemię COVID-19 tegoroczna konferencja zostanie zorganizowana w formule on-line. Dzięki temu w wydarzeniu może wziąć udział większa liczba osób, a dwujęzyczna forma transkrypcji umożliwia uczestnictwo także osobom mieszkającym poza granicami Polski. Więcej informacji oraz bilety do nabycia można znaleźć na stronie https://mastersandrobots.tech/.
Ponad 10 000 komponentów. Teraz NOWOŚĆ: program mechatroniczny w standardzie zasilania 24 V.
11
Z BRANŻY
ROCKWELL AUTOMATION I COMAU WSPÓLNIE INTEGRUJĄ ROBOTYKĘ Robotyczni liderzy – Rockwell Automation i Comau – nawiązali współpracę, której celem jest dostarczenie firmom z sektora przemysłowego na całym świecie narzędzi maksymalizacji wydajności produkcji, dzięki jednolitym rozwiązaniom z zakresu kontroli robotów. Kooperacja ma zapewnić prostsze, inteligentniejsze i bardziej produktywne metody projektowania, wdrażania oraz zarządzania aplikacjami z zakresu robotyki. Dzięki współpracy inżynierowie będą mogli programować całą maszynerię w jedynym środowisku, obejmującym również mechaniczne gałęzie Comau, kontrolowane sterownikami Logix Rockwell Automation. Projektanci maszyn, integratorzy systemów i inni specjaliści zyskają większą wydajność w projektowaniu i wdrażaniu systemów dzięki wykorzystaniu takich narzędzi inżynierii cyfrowej,
jak cyfrowe oprogramowanie bliźniacze Emulate 3D Rockwell. Tworzy ono cyfrowe modele linii produkcyjnych, automatycznie generuje kod kontroli maszyn i ma już wbudowane funkcje związane z robotami Comau. Połączenie rozwiązań Rockwell i Comau umożliwi też użytkownikom końcowym wykorzystanie analityki i bliźniaczych narzędzi cyfrowych do głębszej oceny wydajności maszyn i potencjału optymalizacji produkcji. Operatorzy hal produkcyjnych stosujący pakiet oprogramowania FactoryTalk Rockwell skorzystają z możliwości oceny zarówno systemów kontroli linii, jak i robotów w jednym interfejsie. )
%! -
NAGRODY MANUS 2021 PRZYZNANE Firma igus rozstrzygnęła konkurs manus 2021, w którym wyróżniono nowoczesne aplikacje z zastosowaniem bezsmarowych łożysk polimerowych. Do tegorocznej, 10. edycji konkursu wpłynęły 582 zgłoszenia z 41 krajów, z czego aż 104 aplikacje z Polski. Jury, składające się z przedstawicieli branży przemysłowej, biznesu i badań, wybrało cztery aplikacje spośród globalnych kandydatów oraz pięciu laureatów polskiej edycji konkursu. Rozwiązania wyróżniają się techniczną i ekonomiczną wydajnością oraz kreatywnością. Zwycięzca polskiej edycji konkursu manus 2021 to firma Prodromus, która otrzymała nagrodę za urządzenie do reedukacji chodu dla osób z porażeniem mózgowym, przepukliną
oponowo-rdzeniową, rozszczepem kręgosłupa oraz po urazach. Srebrny manus przyznano spółce Harpo, nagrodzonej za nowoczesną maszynę brajlowską – narzędzie do nauki, komunikacji, gier oraz drukarkę i notatnik w jednym. Brązowy manus trafił do firmy Kryza Technologies & Enterprises, docenioną za urządzenie wykorzystywane w wymagających warunkach oczyszczalni ścieków. Przyznano również dwa wyróżnienia – firmie Agrimet za bezobsługowe połączenia ruchowe maszyn rolniczych i spółce Telemond za ramię spawalnicze do spawania profili teleskopowych stosowanych w dźwigach teleskopowych. !
PLATFORMA PRZEMYSŁU REWOLUCJA CYFROWA W PRZYSZŁOŚCI PERSPEKTYWIE URUCHAMIA KE DO 2030 SZKOŁĘ R. LIDERA 4.0 Platforma Przemysłu Przyszłości zorganizuje kurs dla menedżerów firm przemysłowych pod hasłem Szkoła lidera 4.0. Szkolenie, które ma ruszyć jesienią, potrwa trzy miesiące i zakończy się opracowaniem koncepcji cyfryzacji firm zarządzanych przez uczestników. Partnerem przedsięwzięcia jest Polska Sieć Hubów Innowacji Cyfrowych. Na Szkołę lidera 4.0 składają się trzy etapy. Podczas pierwszego uczestnicy wezmą udział w zajęciach dotyczących zarządzania i nowoczesnych technik wytwórczych, obejmujących takie zagadnienia, jak nowe modele biznesowe, zarządzanie
12
zmianą, inteligentne fabryki i produkty, projektowanie usług czy główne technologie Przemysłu 4.0. Spotkania będą prowadzone w ramach zjazdów w kilku miastach i potrwają w sumie około 80 godzin. W drugim etapie uczestnicy kursu, przy wsparciu ekspertów Platformy Przemysłu Przyszłości, przeanalizują dojrzałość cyfrową swoich przedsiębiorstw. Ostatni etap będzie poświęcony przygotowaniu planu działań – opracowaniu założeń strategii cyfryzacji firm. Oferta Szkoły lidera 4.0 jest adresowana do menedżerów firm produkcyjnych reprezentujących przede wszystkim sektor małych i średnich przedsiębiorstw. Kursy będą dziesięcioosobowe (po jednym miejscu na organizację), a udział jest bezpłatny. # - # - ! # 2
AUTOMATYKA
Z BRANŻY
NOWOCZESNA KRYTA STRZELNICA DO TRENINGÓW TAKTYCZNYCH W ŁUKASIEWICZ – PIAP W Sieci Badawczej Łukasiewicz – Przemysłowym Instytucie Automatyki i Pomiarów PIAP uruchomiono jedną z najnowocześniejszych krytych strzelnic w Polsce. Obiekt może być wykorzystywany przez służby mundurowe do prowadzenia różnego rodzaju treningów taktycznych, także z wykorzystaniem robotów mobilnych. Strzelnica ma sześć odgrodzonych od siebie stanowisk strzeleckich z indywidualnym oświetleniem. Transportery tarcz sterowane są indy-
widualnie lub grupowo za pomocą tabletów umieszczonych na stanowiskach. Dla bezpieczeństwa użytkowników ściany i sufit wyłożono okładziną antyrykoszetową, a wejście zabezpieczono drzwiami kuloodpornymi. Strzelnica jest elementem działającego w instytucie Laboratorium Procesów Kinetycznych, które realizuje badania produktów z uwzględnieniem zjawisk kinetycznych i balistyki. W laboratorium można prowadzić testy wytrzymałościowe i zmęczeniowe części, podzespołów, a także kompletnych urządzeń. Realizowane są tu prace badawczo-rozwojowe w zakresie projektowania i budowy robotów mobilnych, ich akcesoriów oraz urządzeń specjalnych. Więcej informacji można znaleźć na stronie www.antyterroryzm.com. ! " #$%#
KOREAŃSKIE ROBOTY DOOSAN ROBOTICS MAJĄ NOWEGO DYSTRYBUTORA W POLSCE Firma Transition Technologies-Control Solutions dołączyła do grona oficjalnych dystrybutorów kobotów koreańskiego producenta Doosan Robotics na polskim rynku. – W Transition Technologies-CS chcemy zaoferować naszym klientom pełne, szerokie wsparcie w obszarze robotyzacji ich procesów, a oferta produktowa Doosan Robotics idealnie je uzupełnia. Koboty tego producenta będą elementem naszych większych projektów lub staną się indywidualnie stosowanym rozwiązaniem – mówi Zbigniew Strzelecki, kierownik działu robotyki w Transition Technologies-Control Solutions. Nawiązana współpraca dystrybucyjna jest odpowiedzią na aktualne trendy związane z rozwojem rynku kobotów. Z danych Agencji Rozwoju Przemysłu i International Federation of Robotics
wynika, że zapotrzebowanie na roboty współpracujące z człowiekiem stale rośnie, również na polskim rynku, który próbuje dogonić lepiej rozwinięte pod tym względem kraje. Według World Robotics Report 2020, przygotowanego przez International Federation of Robotics (IFR), wykorzystanie kobotów wzrosło o 11 % w porównaniu z zeszłoroczną analizą. Koboty Doosan Robotics mają duży zasięg pracy – 1700 mm, udźwig do 25 kg oraz system wykrywania kolizji. – Dzięki współpracy Doosan Robotics z Transition Technologies-Control Solutions dostęp do nich będzie znacznie łatwiejszy dla polskiego sektora przemysłowego – ocenia Soojung Jo, General Manager w Doosan Robotics. * * 3 45
6 !
REWOLUCJA CAD JAKO WSPARCIE CYFROWA ROZWOJU W PERSPEKTYWIE PRZEMYSŁU KE 4.0 DO 2030 R. Badanie CAD Software Market Research Report przewiduje, że globalny rynek oprogramowania CAD osiągnie w 2030 r. wartość 18,7 mld dolarów, co oznacza istotny wzrost z poziomu 9,3 mld dolarów w 2019 r. Oprogramowanie CAD pozwala częściowo zaspokoić rosnące zapotrzebowanie w zakresie inteligentnego projektowania i transformacji cyfrowej. Jest także wsparciem dla inżynierów na kolejnych etapach rozwoju technologii cyfrowych. Dane CAD zapewniają wyższą jakość produktu przy niższych kosztach rozwoju oraz zwiększonej wydajności, co umożliwia szybsze wytwarzanie i wprowadzanie wyrobów na rynek. Programowanie CAD, czyli projektowanie wspomagane komputerowo, zostało pierwotnie opracowane z myślą o ułatwieniu projektantom wykonywania rysunków technicznych. Dziś jest często podstawą danych projektowych generowa-
7-8/2021
nych dla celów produkcyjnych. Może znacząco ułatwić wdrażanie w przedsiębiorstwie założeń Przemysłu 4.0, gdzie duże znaczenie ma łączenie wielu części i elementów składowych. Dane CAD umożliwiają stworzenie wirtualnej prezentacji gotowego projektu produktu, a także przetestowania wewnętrznych funkcji. Wizualizacja produktu w środowisku wirtualnym nie tylko lepiej odzwierciedla realia, ale także ułatwia inżynierom identyfikację i poprawę ewentualnych błędów w projekcie. -
13
Z BRANŻY
FANUC BUDUJE NOWE CENTRUM TECHNICZNE FANUC, globalny dostawca sterowników CNC, robotów przemysłowych i obrabiarek, kontynuuje europejską ekspansję. W ostatnich miesiącach firma otworzyła nowoczesne biurowce w Belgii i Czechach. Postępują też prace nad nowymi obiektami w Austrii, Słowacji, Hiszpanii i Francji. Teraz rozpoczęła się budowa centrum technicznego, które ma działać na skalę europejską. Budynek o powierzchni około 6000 m2 będzie czwartym obiektem na terenie niemieckiej filii firmy w Neuhausen, na południe od Stuttgartu. Będzie pełnić rolę europejskiej organizacji wsparcia technicznego FANUC i jednocześnie europejskiego centrum rozwoju firmy. W ten sposób zostanie stworzone dodatkowe miejsce na rozwój oprogramowania oraz testy funkcjonalne i aplikacyjne na różnych maszynach i robotach. Ponad 2000 m2 w cen-
trum technicznym zajmie hala maszynowa. Łącznie FANUC zainwestuje około 22 mln euro w budynek, wraz z niedawno ukończonym parkingiem. Uruchomienie centrum technicznego jest planowane na 2023 r. FANUC posiada ponadto 12 laboratoriów rozwojowych w Japonii, a także centra testowe, które pracują nad optymalizacją i funkcjonalnością takich grup produktów, jak sterowniki CNC, lasery, roboty przemysłowe i obrabiarki. 7% 05
TEKNISKA Z NOWĄ, CYBERPUNKOWĄ IDENTYFIKACJĄ WIZUALNĄ Spółka Tekniska, zajmująca się cyberbezpieczeństwem i przemysłową transmisją danych, po 19 latach działalności odświeża swoją markę. Za zmianą stoi wzmocnienie segmentu usług w portfolio firmy oraz chęć wytyczania trendów w polskim przemyśle. – Celem wprowadzonych zmian jest wzmocnienie naszej pozycji jako dostawcy usług z obszaru OT oraz cyberbezpieczeństwa przemysłu. Odświeżony wizerunek ma również odzwierciedlać potrzeby naszych klientów i partnerów działających lub dopiero wchodzących w obszar Przemysłu 4.0. To firmy nowoczesne, pragnące zmian
i chcące podążać za branżowymi trendami. Czujemy, że powinniśmy być siłą wytyczającą te trendy – komentuje Zuzanna Wieczorek, CEO Tekniska Polska. Nowa identyfikacja wizualna firmy została przygotowana w duchu cyberpunkowym i obejmuje odświeżone logo, kolorystykę, ikonografię, fonty i szereg narzędzi marketingowych. Na potrzeby zmiany powstała również nowa strona internetowa. – Przez 19 lat wypracowaliśmy sobie pewien sposób komunikacji, który wymagał od nas weryfikacji i zderzenia go z celami biznesowymi, jakie chcemy osiągnąć jako przedsiębiorstwo. Zdajemy sobie sprawę, że w takiej sytuacji jest wiele firm operujących w sektorze przemysłowym, które z zasady mocno skupiają się na swojej technologii, a mniej na marketingu. Polski przemysł potrzebuje powiewu świeżego powietrza i mamy nadzieję nim być – dodaje Zuzanna Wieczorek. *
PERSPEKTYWY DLA RYNKU USŁUG INŻYNIERSKICH Wartość globalnego rynku usług inżynierskich w zakresie projektowania, rozwoju oraz użytkowania maszyn, materiałów, przyrządów, konstrukcji, procesów i systemów powinna wzrosnąć w tym roku do 938 mld dolarów, z 830,48 mld dolarów w 2020 r. Wzrost wynika głównie z tego, że firmy ponownie przestawiają swoją działalność na tradycyjne tory. Ubiegłoroczne wyniki były obarczone konsekwencjami pandemii COVID-19, która skutkowała wprowadzeniem pracy zdalnej i ograniczeniem działalności komercyjnej. W 2025 r. oczekuje się wartości przekraczającej 1100 mld dolarów. Ma to być przede
14
wszystkim efekt oczekiwanego stałego wzrostu gospodarczego w krajach rozwiniętych i rozwijających się. Hamulcami dla dynamiki rozwoju usług inżynierskich może być niedostateczny nacisk na kontrolę jakości, a także obawy związane z bezpieczeństwem firm inżynierskich. Dlatego firmy działające na rynku usług inżynierskich zwiększają nakłady na opracowywanie nowych i zaawansowanych metod zwalczania problemów związanych z bezpieczeństwem i kontrolą.
*3 8! ) 3 5 -
AUTOMATYKA
Z BRANŻY
JOINT VENTURE ENDRESS+HAUSER I HAHN-SCHICKARD Firmy Endress+Hauser i Hahn-Schickard powołały spółkę joint venture z siedzibą we Freiburgu. Jej celem będzie praca nad rozwiązaniami zwiększającymi bezpieczeństwo w produkcji żywności i innych zastosowaniach procesowych. Spółka Endress+Hauser BioSense będzie opracowywała sprzęt i metody przeprowadzania szybkich analiz molekularnych w celu wykrycia skażenia bakteryjnego lub wirusowego w wodzie i napojach, a także modyfikacji genetycznych w żywności i mleku. Firma badawczo-rozwojowa Hahn-Schickard od wielu lat współpracuje z Uniwersytetem we Freiburgu w zakresie opracowywania szybkich testów diagnostycznych, które umożliwiają
wykrywanie nawet małych stężeń patogenów zakaźnych za pomocą przenośnych urządzeń. Zadaniem nowo powołanej spółki jest przeniesienie tej technologii z diagnostyki medycznej do zastosowań w procesach przemysłowych i automatyzacji laboratoriów. Spółka joint venture jest w 75 % własnością Endress+Hauser, a pozostałe 25 % należy do Hahn-Schickard. Przez kilka najbliższych miesięcy Endress+Hauser BioSense będzie działać na terenie uczelni i Hahn-Schickard, a w przyszłym roku przeniesie się do uniwersyteckiego centrum innowacji FRIZ, które obecnie powstaje na terenie kampusu Wydziału Inżynierii. & '( !
750 000 ROBOTÓW FANUC W japońskim zakładzie firmy FANUC, jednego z wiodących dostawców środków automatyzacji przemysłu, wyprodukowano 750-tysięcznego robota przemysłowego. Obecnie firma produkuje miesięcznie około 8000 robotów przemysłowych, a wydajność japońskich fabryk producenta jest jeszcze większa – sięga 11 000 robotów w skali miesiąca. Jest to możliwe dzięki zautomatyzowanej produkcji. Największą grupę klientów FANUC stanowią producenci samochodów i ich dostawcy. Bazę robotów przemysłowych FANUC powiększają także producenci wyrobów elektronicznych, branża spożywcza, farmaceutyczna i medyczna.
Mimo że pandemia COVID-19 spowodowała spadek tempa robotyzacji na całym świecie, FANUC deklaruje pozytywne sygnały z rynku oraz silne ożywienie sprzedaży, zwłaszcza w Azji i Stanach Zjednoczonych. – W Europie sytuacja także się poprawia – chociaż ogólna liczba zamówień na roboty FANUC wzrosła tylko nieznacznie w ciągu ostatniego roku podatkowego, to sprzedaż w ostatnich kilku miesiącach jest na historycznie najwyższym poziomie – podkreśla Shinichi Tanzawa, prezes i dyrektor generalny FANUC Europe Corporation. Firma konsekwentnie umacniania pozycję na Starym Kontynencie. W ostatnich czterech latach FANUC zainwestował ponad 120 mln euro w nowe obiekty w całej Europie. W kolejnych trzech latach planuje realizację nowych inwestycji o wartości około 100 mln euro. 7% 05
TRUMPF ROZWIJA TECHNOLOGIE POZYCJONOWANIA Firma TRUMPF, specjalizująca się w rozwoju i produkcji źródeł oraz systemów laserowych w skali globalnej, rozwija działalność w zakresie technologii pozycjonowania. Z myślą o umocnieniu pozycji zwiększyła swój udział kapitałowy w drezdeńskiej firmie programistycznej ZIGPOS z 25,1 % do 50,1 %. ZIGPOS zatrudnia około 20 osób. Jej klientami są grupy technologiczne i firmy z branży półprzewodników. TRUMPF ma udziały w firmie z Drezna od 2019 r. Większe zaangażowanie ma pozwolić obu podmiotom lepiej wykorzystać synergię i zawrzeć jeszcze bliższy sojusz dla rozwoju. Jednocześnie każda z firm nadal działa na rynku niezależnie. Obie spółki są zaangażowane w rozwijanie otwartych systemów lokalizacyjnych bazujących na standardzie omlox. – Po latach udanej współpracy chcemy dalej rozszerzać współpracę. Celem jest wspólne wdrażanie dodatkowych
produktów w oparciu o standard otwartej lokalizacji omlox – mówi Eberhard Wahl, dyrektor zarządzający spółki zależnej TRUMPF Tracking Technologies. ZIGPOS dostarcza już elementy oprogramowania m.in. do systemu lokalizacji wewnętrznej Track & Trace firmy TRUMPF. Rozwiązanie określa położenie części w czasie rzeczywistym, a co za tym idzie zwiększa produktywność i optymalizuje planowanie produkcji. *)0 #7
7-8/2021
15
PRODUKTY
ABB WPROWADZA IOT DASHBOARD DLA INTELIGENTNYCH BUDYNKÓW IoT Dashborad to wirtualny pulpit, który zapewnia instalatorom łatwość użytkowania i dostęp do rozwiązań inteligentnego budynku. Przyjazny użytkownikowi i prosty w użyciu pulpit w technologii IoT oferuje elektrykom - instalatorom możliwość wizualizacji instalacji elektrycznych za pomocą aplikacji MyBuildings. Jest to sposób na sterowanie inteligentnymi budynkami za pomocą dowolnego urządzenia, w dowolnym miejscu i czasie. Wstępnie zaprogramowane ramki ułatwiają konfigurację pulpitu kontrolnego i zapewniają szybkie efekty. Dodanie
standardowej współpracy napędów KNX sprawia, że IoT Dashboard nadaje się do stosowania we wszystkich typach budynków komercyjnych. Panel umożliwia także instalatorom integrację interfejsów użytkownika witryny z innych urządzeń, takich jak ABB EQmatic, w celu zapewnienia lepszej widoczności stanu budynku, np. zużycia energii. Dodanie połączeń LAN na serwerze IoT Dashboard zapewnia wyższy poziom bezpieczeństwa cybernetycznego poprzez podział wewnętrznej i zewnętrznej komunikacji IP. Oznacza to zwiększenie poziomu bezpieczeństwa instalacji przez cały okres użytkowania. Aby zminimalizować skutki awarii lub zakłócenia w działaniu budynku, pulpit nawigacyjny IoT wysyła powiadomienia, ostrzegając użytkownika o wszelkich potencjalnych problemach, zanim się one pojawią. %88 #
UNIWERSALNE ZŁĄCZA HAR-MODULAR Rozwój urządzeń przemysłowych postępuje szybciej z tendencją do ich minimalizacji. Stanowi to wyzwanie dla projektantów poszukujących odpowiedniego sposobu implementacji wszystkich sygnałów zasilania i danych. Firma HARTING opracowała w tym celu system konfigurowalnych złączy modułowych har-modular z wieloma kombinacjami linii zasilania i danych, opartych na używanych od dziesięcioleci listwach standardu DIN 41612. Zamiast polegać na dużej liczbie gotowych złączy, system har-modular wprowadza koncepcję konfigurowanych on-line modułów z liniami sygnałowymi, zasilającymi i wysokonapięciowymi. Projektanci mogą obecnie łączyć i zamawiać indywidualne moduły dostosowane do
konkretnej aplikacji, również w ilościach detalicznych. Umożliwia to szybką, elastyczną i tanią produkcję prototypów, jak również uruchamianie produkcji seryjnej. Obecnie oferta modułów har-modular obejmuje dwa typy modułów sygnałowych: 9-kanałowy o maksymalnym prądzie przewodzenia 2 A/pin, współosiowy o impedancji 50 Ω i 75 Ω oraz trzy typy modułów zasilających: 1-kanałowy o maksymalnym prądzie przewodzenia 40 A/pin, 3-kanałowy o maksymalnym prądzie przewodzenia 15 A/pin, 4-kanałowy o maksymalnym prądzie przewodzenia 6 A/pin, a taże wysokonapięciowy 1-kanałowy 2800 V @ 1,5 A. (%)*$ +
SEPARATORY STERUJĄCE SIL 3 DO PRACY W STREFACH ZAGROŻONYCH WYBUCHEM Pepperl+Fuchs rozszerzył ofertę barier rozdzielających SIL 3 do wszystkich typów sygnałów. Aplikacje SIL 3 są szeroko stosowane w zastosowaniach związanych z bezpieczeństwem, w których urządzenia polowe w obszarach niebezpiecznych muszą być sterowane za pomocą sygnałów analogowych. Do tej pory jednak nie opracowano odpowiednich barier izolacyjnych, które umożliwiałyby przesyłanie sygnałów między sterownikiem i urządzeniami polowymi. Możli16
we jest obejście tego problemu za pomocą nadmiarowych urządzeń SIL 2. Dzięki nowym modułom aplikacja SIL 3 nie musi już być realizowana przez skomplikowaną ścieżkę redundantnych urządzeń SIL 2. Moduły oferowane są zarówno w postaci elementów na szynę DIN (dostępne również z zaciskami sprężynowymi), jak też izolowanych komponentów do płyt bazowych. Nowe separatory sterujące charakteryzują się szerokością 12,5 mm. Zawierają detektory uszkodzenia linii i oddzielne wyjście błędu. Pozwala to użytkownikom na budowanie aplikacji SIL 3 z jednego portfolio produktów, zarówno z izolowanymi barierami SIL 3, jak i z nadmiarowymi modułami SIL 2 z obsługą SC3. # '7! 3
AUTOMATYKA
PRODUKTY
NEARFI - TECHNOLOGIA BEZSTYKOWEGO PRZESYŁU W CZASIE RZECZYWISTYM Phoenix Contakt wprowadza właśnie na rynek system NearFI Couper – urządzenie pozwalające ograniczyć do minimum przestoje w aplikacjach ruchomych, gdzie wykorzystuje się technikę stykową – np. roboty przemysłowe, obrotowe stoły produkcyjne, systemy transportowe, pierścienie ślizgowe itd. System NearFi może je zastąpić i pracując w trudnych warunkach przemysłowych (IP65 i IK06) – przesyłać dane w czasie rzeczywistym, używając Profinet lub Ethernet, oraz energię – do 50 W. Ponieważ transmisja odbywa się drogą radiową (darmowe pasmo 60 Hz) – jest całkowicie bezpieczna dla innych systemów bezprzewodowych pracujących w danym obszarze, np. WLAN czy Bluetooth. Bardzo istotna jest duża elastyczność pracy NearFI – urządzenia komunikacyjne mają tolerancję przy podejściu czołowym (10 mm), bocznym (5 mm), czy kątowym (7°) – w rezultacie zarówno dane, jak i moc nie zmniejsza się i mogą być przesyłane w pełnym dupleksie. Do wyboru są trzy warianty komunikacyjne: wymiana danych i przesyłanie energii/tylko wymiana danych/tylko przesyłanie energii. Bezstykowa wymiana danych i/lub energii, dzięki
NearFi, pozwala skutecznie uniknąć awarii lub przestoju wywołanego koniecznością wymiany styków lub zużywających się pierścieni.
PHOENIX CONTACT Sp. z o.o. ! 9 8 ! :;4:< :=4>=; , 9 ;= >< ?@ A=@ 9 3 9
R E K L A M A
KLUCZEM
DO SUKCESU
PRENUMERUJ
CZYTAJ
Wydawca: Sieć Badawcza Łukasiewicz – Przemysłowy Instytut Automatyki i Pomiarów PIAP Al. Jerozolimskie 202, 02-486 Warszawa, e-mail: automatyka@piap.lukasiewicz.gov.pl
7-8/2021
WSPÓŁPRACUJ
www.AutomatykaOnline.pl/Automatyka 17
PRODUKTY
CMT3102X – NOWY PANEL HMI Z OPCJĄ ŁĄCZNOŚCI WI-FI W ostatnich latach, gdy zainteresowanie skupia się na inteligentnych rozwiązaniach, zintegrowanej komunikacji i aplikacjach bezprzewodowych, rola paneli HMI i ich perspektywy na przyszłość również uległy zmianie. Firma Weintek, dostrzegając wciąż duże potrzeby w tych kwestiach oraz chcąc zaoferować bardziej elastyczne rozwiązania,
wprowadza model cMT3102X. To nowy typ interfejsu HMI, który umożliwia podłączenie modułu rozszerzającego Wi-Fi – M02. Moduł jest możliwy do nabycia osobno. cMT3102X, jako zaawansowany interfejs HMI najnowszej serii cMT X o przekątnej 10,1 cala, jest wyposażony w wiele funkcji programowych oraz sprzętowych. Co ważniejsze, jest to pierwszy interfejs HMI obsługujący moduł rozszerzeń komunikacyjnych. M02 to moduł rozszerzeń Wi-Fi, który uzupełnia cMT3102X o łączność bezprzewodową. W większości instalacji urządzenie to będzie montowane w stalowej szafie. Ma tu więc znaczenie obecność zewnętrznej anteny, którą można wynieść poza szafę. ! B
MAGNETYCZNY CHWYTAK MG10 OnRobot wprowadził na rynek MG10, wszechstronny, wysokowydajny, łatwy w użyciu chwytak magnetyczny do przenoszenia materiałów, montażu i obsługi maszyn w środowiskach produkcyjnych, motoryzacyjnych i lotniczych. W pełni kompatybilny ze wszystkimi głównymi markami robotów, dzięki interfejsowi One System Solution OnRobot MG10 oferuje unikalne regulowane funkcje wykrywania siły i chwytu, które zapewniają użytkownikom bezprecedensowy poziom kontroli. W przeciwieństwie do standardowych chwytaków magnetycznych, innowacyjny MG10 jest wyposażony we wbudowany uchwyt i czujniki do wykrywania części. W przypadku zastosowań obejmujących przenoszenie blachy – np. prace związane z obsługą maszyn, które wymagają robotów do podnoszenia blachy ze stosu, umieszczania jej w prasie krawędziowej / giętarce i wyjmowania po zakończeniu pracy przez maszynę – ta funkcjonalność zapewnia płynną, spójną i bezpieczną pracę. A jeśli robot straci moc lub musi wykonać zatrzymanie awaryjne podczas wykonywania
zadania, te funkcje eliminują ryzyko upuszczenia obsługiwanej części. Nowy chwytak MG10 jest dedykowany do przejęcia zadań związanych z obsługą maszyn, montażem i przenoszeniem materiałów. MG10 zapewnia również precyzyjną i trwałą obsługę przedmiotów o powierzchni ściernej, nierównej lub perforowanej, dzięki czemu doskonale nadaje się do szerokiej gamy zastosowań w sektorze produkcyjnym, motoryzacyjnym i lotniczym. D- 5 --!
STEROWNIKI SERII C500 O WYŻSZEJ KLASIE WYDAJNOŚCI Firma Lenze wprowadziła na rynek sterowniki c500, o wyższej klasie wydajności, które mogą być stosowane w niezwykle złożonych projektach. W ten sposób konkurują one z rozwiązaniami, dla których do tej pory wymagane były komputery przemysłowe. Sercem serii c500 jest najmocniejszy obecnie dostępny procesor Intel o bardzo zwartej budowie. Procesory te na nowo definiują górne granice wydajności sterowników. Oznacza to, że nowa seria kontrolerów może z łatwością do18
trzymać kroku szybko rosnącym wymaganiom stawianym przez Przemysł 4.0 w zakresie ogólnych zadań sterowników i aplikacji ruchu. Dla producentów maszyn oznacza to wiele korzyści, na przykład: bardziej złożone projekty, dla których do tej pory nie było dostępnych wystarczająco wydajnych sterowników, nie muszą już koniecznie korzystać z komputera przemysłowego, co pociągało za sobą więcej pracy związanej z programowaniem i łącznością. Zamiast tego konstruktor maszyn może wykorzystać swoje know-how w znanym środowisku, a także skorzystać z inteligentnych standardowych modułów oprogramowania Lenze FAST Application Software Toolbox oraz nadal mogą być stosowane programy i moduły programowe zgodne z wymaganiami normy IEC 61131-3. C
AUTOMATYKA
PRODUKTY
ZASILACZE TRIO POWER W WERSJACH O STOPNIU OCHRONY IP67 Zasilacze sieciowe rodziny Trio Power firmy Phoenix Contact są teraz dostępne w wersjach o stopniu ochrony IP67, zapewniających odporność na kurz i wodę. Zostały one stworzone specjalnie do zastosowań w terenie i zawierają przyłącza M12, 7/8” lub IPD, co zwiększa elastyczność podczas instalacji. Bezpośrednia instalacja przy odbiorniku w obiekcie zmniejsza długość kabli i zwalnia miejsce w szafie sterowniczej. Zasilacze Trio Power mają solidną obudowę, wykonaną z ciśnieniowego odlewu aluminium, zapewniającą dużą odporność na ekstremalne warunki środowiskowe (ekstremalna temperatura, pył, woda). Zapewniają niezawodny rozruch dużych obciążeń dzięki dynamicznej rezerwie mocy; mogą oddawać do obciążenia 1,5-krotną wartość prądu znamionowego przez 5 s. Charakteryzują się sprawnością przekra-
czającą 93 % oraz dużą odpornością na udary/wibracje i przepięcia. Mogą pracować w temperaturze otoczenia od –25 °C do +70 °C. Ich diagnostykę ułatwiają wbudowane diody LED DC OK i AC OK. Obecnie zasilacze Trio Power o stopniu ochrony IP67 są dostępne w dwóch wariantach: jedno- i trójfazowym o oznaczeniach odpowiednio TRIO-PS-IP67/1AC/24DC/20 (1039830) i TRIO-PSIP67/3AC/24DC/20 (1039829). Oba zawierają wyjście 24 V/20 A. Są zamykane w obudowach z odlewanego aluminium. #3 5
REGULATOR TEMPERATURY NX-TC Seria NX-TC to nowa generacja inteligentnych regulatorów temperatury zaprojektowanych w celu uzyskania optymalnej, automatycznej regulacji temperatury bez ingerencji człowieka. Wszystkie typowe korekty wykonywane dotychczas przez ekspertów w terenie mogą zostać zautomatyzowane dzięki wykorzystaniu sztucznej inteligencji (AI). Poprzednio wprowadzone produkty pomogły już w zredukowaniu ilość odpadów dzięki precyzyjnej kontroli temperatury szczęk uszczelniających oraz SI poprzez pomiar i kontrolę prawidłowej temperatury powierzchni szczęk. Najnowsze oprogramowanie sprzętowe umożliwia zwiększenie wydajności maszyny i proaktywne reago-
wanie na jej zatrzymanie. Ta niedawno wprowadzona funkcja wstępnego wzmocnienia sterownika NX-TC pozwala po uruchomieniu sygnału rozruchu maszyny przygotować temperaturę szczęki uszczelniającej na nadchodzący spadek i wstępnie go zrównoważyć, a także zsynchronizować z ruchem maszyny. Ogranicza to spadek temperatury do 50 %, gdy owijarka przepływowa rozpoczyna proces zgrzewania. Aby zwiększyć bieżące połączenie magistrali w istniejących wersjach sieci EtherNet/IP i EtherCAT, Omron wprowadził nowy sprzęgacz komunikacyjny Profinet. D-
CZUJNIK 3D UŻYWAJĄCY ŚWIATŁA STRUKTURALNEGO W ofercie WObit dostępny jest innowacyjny czujnik surfaceCONTROL 3D 3500 firmy MicroEpsilon służący do bardzo precyzyjnych pomiarów 3D inline. Dzięki powtarzalności do 0,4 µm w osi Z oferuje on nowy poziom wydajności. Czujnik migawkowy umożliwia rzeczywistą ocenę geometrii obiektu w 3D, jego kształtów i powierzchni i jest przeznaczony do pomiarów inline. Jednocześnie nowe oprogramowanie 3DInspect zapewnia kompleksowe rozwiązanie programowe dla całego portfolio czujników 3D firmy Micro-Epsilon. Nowy czujnik surfaceCONTROL 3D 3500 firmy MicroEpsilon jest przeznaczony do bardzo precyzyjnej kontroli
7-8/2021
różnych powierzchni, takich jak metal, plastik czy ceramika. W ciągu zaledwie 0,3 s można zmierzyć cały obszar za pomocą pojedynczej migawki w celu kontroli geometrii, kształtu i powierzchni. Podczas gdy konwencjonalne systemy działają z 2,5D, technologia Valid3D firmy MicroEpsilon umożliwia pełną ocenę 3D. Powtarzalność osi Z do 0,4 µm wyznacza nowe standardy w technologii pomiarów 3D, umożliwiając niezawodną detekcję nawet najmniejszych odchyleń płaskości lub różnic wysokości. Innowacyjny czujnik 3D służy do automatycznego pomiaru w trzech płaszczyznach X/Y/Z rozstawu otworów, płaskości i współpłaszczyznowości precyzyjnych części mechanicznych oraz podzespołów elektronicznych. ,D
19
PRODUKTY
WYŁĄCZNIK BEZPIECZEŃSTWA SERII D41 Niektóre wypadki przy pracy są powodowane ingerencją w urządzenia blokujące używane jako osłony zabezpieczające. W wielu krajach obowiązuje norma EN ISO 14119:2013, która określa środki niezbędne do zminimalizowania możliwości omijania urządzeń blokujących i staje się normą ogólnoświatową. Dzięki wbudowanej funkcji zapobiegającej dezaktywacji wyłącznika można zmniejszyć ryzyko ominięcia osłon zabezpieczających. W „wysoce kodowanych” drzwiowych wyłącznikach bezpieczeństwa kombinacja czujnika i siłownika jest ustalana poprzez parowanie, przy czym dostępnych jest ponad 1000 wariacji. Wysoce kodowany, bezstykowy wyłącznik bezpieczeństwa serii D41D
pasuje do konstrukcji maszyny, zapewniając jednocześnie dużą wszechstronność montażu. Kompaktowa konstrukcja jest dedykowana do ciasnych miejsc wewnątrz maszyn i nie utrudnia dostępu przez otwory. Parowanie wszystkich wyłączników połączonych szeregowo można przeprowadzić jednocześnie, co skraca czas projektowania i rozruchu. Higieniczna konstrukcja zapobiega gromadzeniu się wody i ciał obcych, a odporność na detergenty potwierdzona certyfikatem ECOLAB umożliwia łatwe i szybkie czyszczenie wyłącznika. D-
CZUJNIKI BARW ZINTEGROWANE Z INTERFEJSAMI Czujniki barw colorSENSOR CFO łączą dużą dokładność i nowoczesne interfejsy z intuicyjną obsługą. Mogą być wykorzystywane do precyzyjnych zadań pomiarowych w przemyśle, a obecnie również integrowane z protokołami przemysłowymi. Użytkownik ma możliwość ich bezpośredniego połączenia z sieciami Modbus TCP/RTU oraz za pośrednictwem bramki dostępowej z Profinet lub EtherNet/IP (Modbus RTU). Interfejs Modbus TCP wraz z odpowiednią bramką dostępową umożliwia pracę w środowisku EtherCAT. Czujniki CFO pozwalają na szybkie rozróżnianie do 320 barw i odcieni na metalach, tworzywach sztucznych, szkle
i tekstyliach z bardzo dużą precyzją. Proces pomiarowy odbywa się bezkontaktowo z częstotliwością do 30 kHz. Te nowoczesne czujniki zostały zaprojektowane do szybkich, zautomatyzowanych zadań kontrolnych, ponieważ w ciągu sekundy dokładność koloru do 15 000 części jest sprawdzana przy powtarzalności ∆E ≤ 0,3. Głowice pomiarowe można indywidualnie dostosować do aplikacji klienta. Zakres zastosowań czujników colorSENSOR CFO obejmuje wykrywanie koloru pierścieni na metalowych i plastikowych rękawach, rozpoznawanie znaków koloru w poligrafii, systemy pakowania i sortowania, wykrywanie zabarwienia płynów, rozróżnianie materiałów i powłok itp. ,D
46-CALOWY WYŚWIETLACZ LCD FIRMY AUO Unisystem oferuje 46-calowy wyświetlacz LCD firmy AUO o oznaczeniu P460HVN05.0 przeznaczony do pracy w systemach digital signage. Jego atutem jest duża jasność 2500 cd/m2, która pozwala na jego zastosowanie w miejscach intensywnie oświetlonych, również w nasłonecznionych lokalizacjach. W tym modelu zaimplementowano technologię hiTNI zapobiegającą czasowej utracie pierwotnych właściwości przez ciekłe kryształy pod wpływem intensywnego nagrzania wywołanego promieniowaniem słonecznym (czarne plamy). Niemniej należy jednak podkreślić, że P460HVN05.0 – ze względu na ograniczony zakres temperatury pracy, mieszczący się
20
w przedziale 0–50 °C – nie sprawdzi się w urządzeniach, które przeznaczone są do użytku w zmiennych warunkach atmosferycznych – zarówno w niskich, jak i wysokich temperaturach. Warto przypomnieć, że w przypadku rozwiązań dla systemów digital signage niezwykle ważna jest niezawodność, dlatego wprowadzane w nich wyświetlacze LCD powinny być przystosowane do pracy w trybie ciągłym, tj. przez całą dobę; czas bezawaryjnej pracy podświetlenia LED zamontowanego w P460HVN05.0 określono na co najmniej 70 000 godz., czyli niemal osiem lat nieprzerwalnego funkcjonowania. 0 -
AUTOMATYKA
PRODUKTY
KOMPAKTOWY KOMPUTER EMBEDDED Z PROCESOREM INTELA 8. GENERACJI WEBS-21G0 firmy Portwell to wytrzymały, kompaktowy i bezwentylatorowy komputer embedded do zastosowań w aplikacjach digital signage, sprzęcie medycznym, IoT Edge, komunikacji oraz automatyce przemysłowej i aplikacjach sterujących. Urządzenie bazuje na procesorach Intel Core 8. generacji z TDP 15 W, co zapewnia dużą wydajność razem z małym zużyciem energii, ma pamięć DDR4 2400MHz non-ECC SO-DIMM do 32GB oraz obsługuje M.2 (M2280) dla dysku SSD. Na tylnym panelu dostępne są porty jest 3 × USB 3.2 Gen 1, jedno gniazdo M.2 E2230 do komunikacji bezprzewodowej (Wi-Fi i Bluetooth), dwa złącza RJ45 i RS-232/422/485. Grafikę o rozdzielczości do 4096×2304 realizuje Intel Gen 9.5 przez dwa porty Mini
DisplayPort (DP). Ponadto WEBS-21G0 ma port audio i gniazdo zasilania DC 12 V na tylnym panelu I/O oraz wbudowany TMP 2.0. E! !-
ULTRADŹWIĘKOWE CZUJNIKI POZIOMU I ODLEGŁOŚCI HPS Czujniki serii HPS przeznaczone do bezkontaktowego pomiaru poziomu, odległości oraz do wykrywania obiektów. Są odporne na ciśnienie do 6 bar i doskonale sprawdzają się w pracy w agresywnym środowisku. Dostępna jest wersja czujników z dwoma wyjściami tranzystorowymi typu PNP (DD) lub z jednym wyjściem tranzystorowym typu PNP (DIU). Czujniki HPS określają odległość do przedmiotu lub powierzchni na podstawie pomiaru czasu między wysłaniem impulsu ultradźwiękowego a odebraniem echa. Dostępne są
czujniki w wersji z dwoma wyjściami tranzystorowymi typu PNP (DD) i wyjściem tranzystorowym typu PNP (DIU). Czujniki ultradźwiękowe HPS w wersji +25, +35 oraz +130 wyposażone są w przyłącze mocujące gwintowe 1”, a w wersji +340 w przyłącze mocujące o średnicy 2”. Dzięki temu czujniki serii HPS można montować bezpośrednio w zbiorniku o wysokim ciśnieniu. Obudowa czujników HPS wykonana jest ze stali nierdzewnej 1.4571 (opcjonalnie z PVDF), membrana z PTFE (teflonowa), a elementy z tworzywa PBT, TPU. $
NAJMOCNIEJSZY ELEKTRYCZNY CHWYTAK PODCIŚNIENIOWY Nowy elektryczny chwytak podciśnieniowy VGP20 OnRobot to wszechstronne rozwiązanie o dużej mocy do wymagających aplikacji paletyzacji, w tym obsługi ciężkich, nieporęcznych i porowatych powierzchni. Kompatybilny ze wszystkimi wiodącymi markami robotów, chwytak VGP20 OnRobot może obsługiwać ładunki o masie 20 kg, dzięki czemu doskonale nadaje się do szerokiego zakresu zastosowań, od przemysłu kosmetycznego i elektronicznego, po branżę farmaceutyczną oraz żywności i napojów. Nowy elektryczny chwytak podciśnieniowy VGP20 firmy OnRobot może sprostać zastosowaniom, które tradycyjnie były obsługiwane przez potężne chwytaki pneumatyczne – za ułamek kosztów i złożoności. Podczas gdy chwytaki pneumatyczne wymagają do działania sprężonego powietrza, VGP20 jest w pełni elektryczny i gotowy do użycia po wyjęciu z pudełka. Pozwala to fir-
7-8/2021
mom zaoszczędzić do 90 % kosztów eksploatacji i konserwacji w porównaniu z tradycyjnymi wdrożeniami chwytaków pneumatycznych. VGP20 zapewnia nieograniczone możliwości dostosowania końcówki chwytnej i przepływu powietrza oraz funkcjonalność wielokanałową, umożliwiając pracę z wieloma przedmiotami o różnych kształtach i rozmiarach. Ponadto wbudowana inteligencja chwytaka VGP20 w połączeniu z łatwym w obsłudze oprogramowaniem zapewnia precyzyjną kontrolę przepływu powietrza. D )
21
PRODUKTY
PRECYZYJNY MIKROMETR O DUŻYM ZAKRESIE POMIAROWYM
Nowy, precyzyjny mikrometr optocontrol 2520-95 firmy Micro Epsilon przeznaczony jest do statycznych i dynamicznych pomiarów średnicy, odstępu, wysokości czy położenia. Optocontrol 2520-95 wyróżnia się szerokim zakresem pomiarowym, wynoszącym 95 mm przy powtarzalności
< 6 µm i bardzo małym błędzie nieliniowości (< ±15 µm). Jest przeznaczony do statycznych i dynamicznych zadań pomiarowych, umożliwiając wykrywanie takich parametrów, jak średnica, odstęp, wysokość, położenie itp. Nadaje się do zastosowań praktycznie w każdej branży, w tym chemicznej i motoryzacyjnej, budowie maszyn oraz automatyce przemysłowej. Może być łatwo konfigurowany z poziomu przeglądarki internetowej. Oferuje różne warianty interfejsów: Ethernet, EtherCAT, RS-422, analogowy 0–10 V, EtherNet/IP i Profinet. Wysokość/szerokość zakresu pomiarowego wynosi 95/2000 mm, rozdzielczość 2 µm, a częstotliwość skanowania: 2 kHz. Ma wbudowany laser Class 1M (Pmaks. 2 mW) o długości fali 670 nm (czerwony). ,D
ROZWIĄZANIE FLEET SIMULATOR Fleet Simulator umożliwia użytkownikom planowanie ruchu oraz przepływów pracy dla flot autonomicznych robotów mobilnych i rozwiązywanie problemów, zanim one wystąpią. Identyfikacja potencjalnych „wąskich gardeł” i optymalizacja floty bez konieczności wdrażania prawdziwego robota jest teraz znacznie łatwiejsza. Dzięki nowej aktualizacji rozwiązania Fleet Manager integratorzy systemów i użytkownicy końcowi będą mogli symulować swoje zastosowania, po prostu zmieniając tryb pracy.
Fleet Simulator wykorzystuje wspólne urządzenie sprzętowe EM2100, które może funkcjonować zamiennie jako system Fleet Manager lub Backup Fleet Manager (jeśli dysponuje licencją). Symuluje do 10 robotów, podzielonych na maksymalnie trzy floty oraz symuluje funkcje, takie jak: CAPS i ITK. Programowanie robotów odbywa się całkowicie w trybie offline, a celem jest zoptymalizowanie wydajności i zweryfikowanie oprogramowania. D-
DRIVE SELECTION UPRASZCZA WYBÓR Od teraz dobór odpowiedniego motoreduktora jest prostszy niż kiedykolwiek wcześniej. Dostępne w ramach Online Support narzędzie Drive Selection pozwala zaledwie w kilku krokach poznać wstępną propozycję odpowiedniego motoreduktora. Wystarczy podać podstawowe informacje dotyczące aplikacji. Użytkownik najpierw wybiera rodzaj aplikacji, a następnie wprowadza niezbędne, choć dobrze mu znane dane aplikacji. Po ich zatwierdzeniu wyświetlona zostanie wstępna propozycja napędu. Jeśli istnieje więcej pasują-
22
cych motoreduktorów – zaprezentowane jest porównanie wszystkich opcji. Szczególną zaletą Drive Selection jest jego prostota – nie trzeba mieć zaawansowanej wiedzy technicznej, aby z niego korzystać. Za pomocą nowego narzędzia dostępnego on-line możliwy jest dobór motoreduktorów składających się z przekładni naszego standardowego systemu modułowego (przekładnia walcowa, płaska i walcowo-ślimakowa, jak również przekładnia walcowo-stożkowa oraz kątowa SPIROPLAN) oraz silnika asynchronicznego serii DRN... z portfolio SEW-Eurodrive. Szczegółowy raport wyboru dostępny na jedno kliknięcie w formie pliku PDF zawierającego podsumowanie danych produktowych, łącznie z linkami do danych CAD oraz dokumentacją techniczną. 6&,4&! 1
AUTOMATYKA
PRODUKTY
INTELIGENTNY TERMOSTAT Finder wprowadził na rynek nowy zestaw: termostat z bramką Wi-Fi pozwalający zarządzać temperaturą. Przejrzyste, intuicyjne menu panelu dotykowego ułatwia dostęp do funkcji i ustawień. Ekran aktywowany dotykiem zmniejsza pobór energii i zapewnia pracę urządzenia nawet do 18 miesięcy bez wymiany baterii. Zdalny dostęp do termostatu uzyskujemy dzięki aplikacji BLISS dostępnej dla Androida i iOS. W intuicyjny sposób zaplanujemy tygodniowy program regulacji temperatury i zapiszemy w pamięci programy dla różnych pór roku. Podzielimy się dostępem do urządzenia, tak by użytkownicy innych smartfonów mogli zmieniać ustawienia. Aplikacja pozwala na niezależną obsługę wielu termostatów, co oznacza, że możemy dowolnie ustawić temperaturę w różnych pomieszczeniach. Dzięki podłączeniu za pomocą Gateway do chmury umożliwia współpracę z Asystentem Google lub Amazon Alexa. Możemy go zintegrować z innymi systemami smarthome, w tym YESLY. Lokalne połączenie za pomocą protokołu Bluetooth umożliwi pełną funkcjonalność systemu bez dostępu do Wi-Fi. Ciekawą funkcją BLISS2 jest możliwość automatycznej zmiany temperatury, gdy oddalimy się od domu na określoną odległość. Termostat, korzystając z lokalizacji Google, zauważy naszą nieobecność i obniży temperaturę do wcześniej ustawionego przez nas poziomu.
CZUJNIK PH INCHTRODE N75P Czujnik pH INCHTRODE N75P przeznaczony jest do pomiaru pH w trudnych warunkach procesowych, gdzie wymagany jest bezpośredni montaż bez dodatkowej armatury. Elektroda umieszczona jest w specjalnej obudowie wykonanej z Rytonu (PPS), która chroni czujnik przed mechanicznym uszkodzeniem. Wypełnienie układu odniesienia żelowym elektrolitem POLISOLVE, który ma bezpośredni kontakt z mierzonym medium, gwarantuje szybki czas odpowiedzi oraz bezobsługową pracę elektrody. Dzięki zastosowaniu układu odniesienia EVERE, czujnik pH INCHTRODE N75P znacznie trudniej ulega procesom zatrucia np. związkami H2S.Czujnik INTCHTRODE N75F może być również wykorzystany do pomiaru pH kwasu fluorowodorowego. Zapewnia długoterminową stabilność. $
7$ /&)
SMART MECHATRONIX DLA FABRYKI PRZYSZŁOŚCI Platforma Smart MechatroniX firmy Bosch Rexroth łączy najlepsze w swojej klasie elementy techniki przemieszczeń liniowych, elektronikę i oprogramowanie. Nowe pakiety Smart Function Kit umożliwiają szybkie i intuicyjne uruchamianie i konfigurację do obsługi różnych procesów, takich jak łączenie, prasowanie i manipulacja. Działają one w oparciu o zasadę podłącz i pracuj, polegającą na łączeniu wstępnie przygotowanych elementów mechanicznych i elektronicznych oraz oprogramowania. Najnowszy Smart Function Kit do zastosowań w prasowaniu i łączeniu elementów, to modułowy zestaw narzędzi obejmuje siłownik elektromechaniczny, czujnik siły, silnik, serwonapęd, kontroler ruchu oraz pakiet oprogramowania umożliwiający intuicyjne uruchomienie i obsługę, a także wszechstronną analizę procesu.
Pozostałe zalety pakietu Smart Function Kit obejmują łatwy wybór i wymiarowanie produktów przy użyciu narzędzia LinSelect, a także szybką konfigurację i zamawianie przez Internet. Kolejnym aktualnie rozwijanym rozwiązaniem w ramach platformy Smart MechatroniX jest moduł kompensacji z aktywną funkcją pomiaru w sześciu stopniach swobody. Poprawia on precyzję robotów do manipulacji i otwiera nowe obszary zastosowania robotów w systemach kartezjańskich. Moduł Smart Flex Effector może być wykorzystywany w wielu zastosowaniach, na przykład łączeniu z niewielkimi tolerancjami, dokumentacji jakości, wykrywaniu centralnego punktu narzędzia lub kompensacji odchyłki położenia w kierunku x, y i z. 8 3 ) 3
7-8/2021
23
ROZMOWA
G!H I I >A9 B & 9 D - B I J
K H 3 3 B I # - / !
F$%/ 8 48 B - I 3
& 3 * 8 3 & 9
Energetyczna transformacja w skali targów i rynku energii Ubiegły rok był chyba najtrudniejszym rokiem w historii działania branży wystawienniczej. Niektóre firmy zostały wyjątkowo silnie doświadczone przez kryzys, jak spółka Expo Silesia, która zakończyła działalność targową. Targi Energetab były jednymi z nielicznych wydarzeń targowych, które udało się zorganizować i to w zaplanowanym terminie. Co przesądziło o tym, że zdecydowaliście się Państwo ich nie odwoływać ani nie przenosić na inny termin? 24
Nie mogliśmy zawieść nadziei wystawców, których prawie 250 zarejestrowało się na targi Energetab 2020. Liczyliśmy też na malejące tempo rozwoju pandemii koronawirusa – w tym czasie w naszym kraju odnotowywano nie więcej niż kilkaset zakażeń dziennie. Stosując się do wszelkich obostrzeń sanitarnych, postanowiliśmy nie przerywać tradycji organizacji targów pod Szyndzielnią, chociaż zdawaliśmy sobie sprawę, że zarówno dla wystawców, jak i zwiedzających decyzja o udziale w targach we wrześniu
2020 r. nie była łatwa. Wszyscy liczyli jednak na to, że przyczynią się one do pobudzenia gospodarczego i pomogą ożywić kontakty w branży elektroenergetycznej. Warto przypomnieć, że pod względem rozwoju pandemii sytuacja w Polsce stała się groźna później, kilka tygodni po zakończeniu naszych targów. Jak wypada podsumowanie ostatniej edycji Energetab? Ubiegłoroczny Energetab był odmienny od wszystkich wcześniej organizoAUTOMATYKA
ROZMOWA wanych. Liczba wystawców – około 250 – oraz zwiedzających – obowiązkowa rejestracja przy wejściach wykazała obecność nieco ponad 4000 osób – była znacznie niższa niż w poprzednich latach. Nie mogliśmy organizować konferencji czy pokazów w zamkniętych przestrzeniach. Jednocześnie dzięki możliwości organizowania ekspozycji i pokazów plenerowych mogliśmy znacznie ograniczyć zagrożenie sanitarne. Największym zainteresowaniem cieszyła się strefa elektromobilności i strefa praktycznych pokazów.
7 9 F$%/ 8 48
W związku z sytuacją wywołaną pandemią pojawił się, głównie w Niemczech, trend organizacji wydarzeń targowych w formie zdalnej, ewentualnie hybrydowej. Część wystawców na ubiegłorocznych targach Energetab także postawiła na obecność wirtualną lub mieszaną. Czy Pana zdaniem taki system na dłuższą metę zdałby egzamin i czy będzie kontynuowany w Bielsku-Białej w tym roku? Wielu wystawców, a także my jako organizatorzy, w ubiegłym roku wykorzystało w niektórych wydarzeniach targowych możliwość prowadzenia transmisji internetowej. Realizowane były także łączenia na żywo przez komunikatory internetowe z osobami zainteresowanymi danym pokazem czy rozmową z ekspertem na stoisku. W czasie tegorocznych targów niektóre konferencje będą organizowane w systemie hybrydowym, tzn. z udziałem uczestników i prelegentów w sali konferencyjnej i jednocześnie bezpośrednią transmisją w internecie, a nawet możliwością aktywnego, zdalnego uczestnictwa w wydarzeniu. Rozwijamy możliwości hybrydowej organizacji wydarzeń, jesteśmy jednak przekonani, że nic nie zastąpi korzyści płynących z osobistego spotkania, wymiany poglądów oraz „chemii” i emocji, jakie niesie ze sobą spotkanie „face to face”. Zbliżają się kolejne targi Energetab. Czy może Pan przybliżyć naszym Czytelnikom genezę ich powstania, historię oraz najważniejsze zmiany na przestrzeni lat? Początek dzisiejszym targom Energetab dała organizowana w latach 80. Krajowa 7-8/2021
Giełda Wynalazczości. Celem jej działalności była prezentacja i rozpowszechnianie w całej energetyce innowacyjnych projektów racjonalizatorskich. W latach 90., po przemianach ustrojowych i gospodarczych w Polsce, na KGW zaczęli pojawiać się producenci urządzeń dla energetyki – zarówno z firm państwowych, jak i drobni polscy wytwórcy konstruujący swoje pierwsze produkty w skromnych warsztatach. Najlepszym z tych „zapaleńców” udało się wejść na wymagający rynek urządzeń dla energetyki i dzisiaj stanowią poważną konkurencję dla wielkich multinarodowych koncernów. W tym czasie targi pozyskały do współpracy niektóre z większych polskich firm energetycznych oraz stowarzyszenia i izby branżowe, które wsparły organizację targów Energetab od strony programowo-merytorycznej. Od połowy lat 90. honorowy patronat nad targami obejmowali ministrowie odpowiedzialni za działalność sektora energetyki. Ostatnio był to minister klimatu. Od kilkunastu lat Międzynarodowe Energetyczne Targi Bielskie Energetab są zdecydowanym liderem wśród imprez targowych tej branży zarówno w Polsce, jak i krajach Europy Środkowo-Wschodniej. Jak postrzega Pan perspektywy dla tegorocznych targów Energetab? Jak dużego zainteresowania ze strony gości i wystawców można się spodziewać? Mamy nadzieję, że dzięki szerokiej akcji szczepień poważna epidemia już nam tak nie grozi, jak to było jeszcze pół roku temu. Rada Ministrów oficjalnie zezwoliła na organizację targów od 6 czerwca 2021 r., wprowadzając jednocześnie pewne ograniczenia odnośnie liczby osób, które mogą przebywać w tym samym czasie w pomieszczeniach ekspozycyjnych. Obecny limit to jedna osoba niezaszczepiona na 10 m2. Odmrożenie targów przez rząd wyraźnie wpłynęło na zwiększenie zainteresowania udziałem w nich ze strony firm, także tych spoza Polski. Niemniej jednak nie należy oczekiwać, iż targi szybko wrócą do takiej skali, jaką miały przed pandemią.
Wśród dominujących czynników, które zachęcają do udziału w tegorocznych targach można moim zdaniem wymienić chęć odnowienia osobistych kontaktów między oferentami urządzeń i ich klientami oraz porozmawiania bez elektronicznych pośredników. Tworzą one bowiem pewną barierę oficjalności, a po wielu miesiącach ich stosowania – znużenie lub wręcz niechęć. Producenci i ich klienci mierzą się dzisiaj z wieloma niewiadomymi i ryzykami. Dotyczą one szybko rosnących cen podstawowych materiałów produkcyjnych, wielkich planów inwestycyjnych narodowych czempionów energetycznych przy występujących jednocześnie dużych ograniczeniach bieżących wydatków, spodziewanych dużych dofinansowań na odbudowę oraz transformację energetyczną, ale i obaw co do jej skutków w bliższej i dalszej przyszłości. Krótko mówiąc, spodziewamy się większego zainteresowania targami niż w ubiegłym roku, ale nie będzie to jeszcze olbrzymia frekwencja, jaka była charakterystyczna dla Energetabu przed wybuchem pandemii. ZIAD Bielsko-Biała organizuje targi Energetab od ponad 30 lat. Czy w ostatnich latach zauważalne jest zainteresowanie firm z nowych branż? Targi ze swej natury są miejscem prezentacji nowości i nierzadko służą producentom do zbadania reakcji potencjalnych odbiorców na nowe rozwiązania. Ponadto jesteśmy w okresie przed bardzo poważną i nieco spóźnioną w Polsce transformacją energetyczną. Przemiany technologiczne i gospodarcze postępują coraz szybciej na całym świecie i jest to oczywiście widoczne na organizowanym przez nas wydarzeniu. Jeszcze niedawno na wielu stoiskach targów Energetab panowała era LED-ów i różnych opraw podnoszących efektywność oświetlenia. Teraz swoje pięć minut ma fotowoltaika – zarówno coraz wydajniejsze panele, jak i związana z nią automatyka elektroniczna. Szalony postęp w technologii elektronicznej jest dzisiaj „schowany” w prawie każdym urządzeniu, a przez to może mniej widoczny gołym okiem. Z każdym rokiem widzimy na targach coraz więcej różnorodnych stacji ładowania pojazdów 25
ROZMOWA elektrycznych, a także coraz więcej modeli samochodów. Bardzo duży postęp notujemy w urządzeniach i aparaturze elektroenergetycznej, kablach, konstrukcjach i narzędziach wspomagających eksploatację, a także specjalistycznym oprogramowaniu służącym zarządzaniu systemami elektroenergetycznymi. Nie sposób wymienić wszystkich nowości – sam indeks branżowy produktów prezentowanych na naszych targach liczy grubo ponad 100 pozycji. ZIAD Bielsko-Biała organizuje również szkolenia. Które z nich cieszą się największym zainteresowaniem? Czy planowane jest rozszerzenie dotychczasowej oferty tematycznej? W zasadzie to od szkoleń wszystko się zaczęło. Dzięki rozwojowi dziś jesteśmy firmą, która oferuje przez cały rok specjalistyczne szkolenia, konferencje oraz wrześniowe targi Energetab. Mamy do dyspozycji w jednym miejscu Hotel Dębowiec, restaurację, Centrum Konferencyjne, sale szkoleniowe, specjalistyczne poligony treningowe oraz kolej linową na górę Szyndzielnia i całoroczny Stok Dębowiec. Wszystko to w otoczeniu gór i klimatycznego miejsca, jakim jest bez wątpienia miasto Bielsko-Biała. Ośrodek Doskonalenia Zawodowego, który działa w ramach naszej spółki, oferuje kursy od technicznych po tzw. miękkie. Posiadamy specjalistyczną infrastrukturę, którą ciągle rozwijamy i wprowadzamy nowe szkolenia, np. z zakresu fotowoltaiki. Ma to duże znaczenie dla osób, które chcą się przekwalifikować czy zdobyć fach i pierwszą pracę. Naszą przewagą jest to, że mamy wykwalifikowaną kadrę instruktorów oraz własne zaplecze
DARIUSZ MRZYGŁÓD Od października 2019 r. prezes zarządu ZIAD Bielsko-Biała S.A. Absolwent Wydziału Inżynierii Mechanicznej i Robotyki Akademii Górniczo-Hutniczej w Krakowie (specjalność: systemy, maszyny i urządzenia energetyczne), a także podyplomowych studiów Rachunkowość zarządcza i controling na Wydziale Zarządzania tej uczelni. Po studiach przez 19 lat pracował w administracji samorządowej, m.in. jako naczelnik Wydziału Polityki Społecznej Urzędu Miejskiego w Bielsku-Białej. Uzupełniał w tym kierunku swoje wykształcenie na studiach podyplomowych, początkowo w Instytucie Nauk Prawnych Polskiej Akademii Nauk w Warszawie (studia prawno-samorządowe), a następnie w Instytucie Socjologii Uniwersytetu Jagiellońskiego (studia w zakresie organizacji i metod pomocy społecznej). W 2009 r. otrzymał dyplom Ministra Skarbu Państwa uprawniający do zasiadania w radach nadzorczych spółek Skarbu Państwa i JST. Tę wiedzę wykorzystywał, zasiadając od 2012 r. w Radzie Nadzorczej Bielsko-Bialskiego Towarzystwa Budownictwa Społecznego. gdzie przez siedem lat pełnił funkcję Przewodniczącego Rady. Był również (przez trzy kadencje) członkiem organu opiniodawczo-doradczego Prezydenta Miasta w sprawach polityki rynku pracy, tj. Powiatowej Rady Zatrudnienia, (aktualnie Powiatowej Rady Rynku Pracy) oraz zastępcą przewodniczącego w kadencji 2017–2021. W zakresie problematyki energetycznej interesuje się w szczególności odnawialnymi źródłami energii. Żonaty, ojciec trójki wspaniałych dzieci.
szkoleniowe. Bardzo często prowadzimy szkolenia przygotowane ściśle i specjalnie dla konkretnego klienta, spełniające jego określone potrzeby. Mamy nadzieję, że nasze plany rozwojowe i związane z tym działania polegające na wdrożeniu nowych szkoleń nie zostaną ponownie ograniczone wskutek ewentualnych obostrzeń Ministerstwa Edukacji i Nauki, pod który podlega nasz ośrodek szkoleniowy. W maju ZIAD Bielsko-Biała zorganizował konferencję „Fotowoltaika dziś i jutro”. Czy planujecie Państwo wpisać to wydarzenie w działalność jako stały element?
JESZCZE NIEDAWNO NA WIELU STOISKACH TARGÓW ENERGETAB PANOWAŁA ERA LED-ÓW I RÓŻNYCH OPRAW PODNOSZĄCYCH EFEKTYWNOŚĆ OŚWIETLENIA. TERAZ SWOJE PIĘĆ MINUT MA FOTOWOLTAIKA – ZARÓWNO CORAZ WYDAJNIEJSZE PANELE, JAK I ZWIĄZANA Z NIĄ AUTOMATYKA ELEKTRONICZNA. 26
Majowa konferencja „Fotowoltaika dziś i jutro” będzie kontynuowana na tegorocznych targach Energetab. Mając na uwadze transformację energetyczną, jaka nas czeka i fakt, że wymaga to nawet naukowego wsparcia, zakładamy, że będzie to wydarzenie cykliczne. Co uznaje Pan za najpoważniejsze wyzwania stojące przed branżą energetyczną? Sektor energetyczny i nas wszystkich czeka olbrzymia transformacja i stopniowe ograniczanie stosowania kopalin w miksie energetycznym. Dbałość o zapewnienie nieprzerwanej dostawy energii elektrycznej w ilości potrzebnej w danej chwili to duże wyzwanie. Musimy mu sprostać jako społeczeństwo przez pełne zaangażowanie. W przypadku naszej firmy opiera się ono na zawodowym kształceniu kadr z branży energetycznej oraz promowaniu innowacyjnych rozwiązań przez organizację targów, szkoleń czy branżowych konferencji. Zapraszamy do udziału w nich przez cały rok. ) -
Urszula Chojnacka %0*D %*M %
AUTOMATYKA
TEMAT NUMERU
Transmisja danych i energii Smart Metering, czyli inteligentne systemy pomiarowe, pozwa BJ - 2 3 2 Q 3
H J ! ! J - BI 3
! J - 9 / I -! - H B
! -
- B 2 H -9 * I -
!BJ I BI # - $ !
) H -
# - ! A9@9
N
a początku przyjrzyjmy się czym są inteligentne systemy pomiarowe. Encyklopedyczna definicja podaje, że inteligentny system pomiarowy, z języka angielskiego smart metering (SM), to system pomiarowy, za pomocą którego można zmierzyć zużycie danego medium przez odbiorcę, uzyskując przy tym znacznie więcej informacji, niż w przypadku konwencjonalnego, standardowego licznika. Co więcej, z urządzeniem takim można się dwustronnie komunikować w czasie rzeczywistym, korzystając z przewodowych i bezprzewodowych systemów łączności. W przypadku pomiarów elektrycznych możliwa jest też komunikacja z wykorzystaniem tych samych przewodów, które służą do dostarczania prądu do odbiorcy. W tym ostatnim wypadku są to systemy wykorzystujące technologię PLC (Power Line Communication). Inteligentne systemy
pomiarowe obejmują inteligentne liczniki, infrastrukturę telekomunikacyjną, centralną bazę danych wraz z system zarządzającym, umożliwiającym m.in. fakturowanie. Wszystkie te elementy są częścią inteligentnej sieci pomiarowej, o której za chwilę. System taki musi zapewnić dokładny pomiar zużycia mediów, transmisję danych w czasie rzeczywistym, obsługę dużej ilości danych, a także realizowane lokalnie wyświetlanie danych o zużyciu mediów, o dostępnych taryfach dla poszczególnych mediów i możliwości korzystania z nich. Teoretycznie, inteligentny system pomiarowy zastosować można w wypadku dowolnego medium dostarczanego do odbiorcy, zwłaszcza, że do komunikacji posłużyć się można technologią łączności bezprzewodowej, co rozwiązuje wiele problemów związanych bezpośrednio z montażem i podłączeniem licznika. W praktyce systemy tego typu, nazywane też
) B B $ 3
pomiarów [1]
7-8/2021
27
TEMAT NUMERU
6 ! ! ! 3 3 - 3 - 3 TUV
systemami AMI (Advenced Metering Infrastructure) służą przede wszystkim do pomiaru zużycia energii elektrycznej, wody, gazu oraz ciepła. Typowy system AMI realizuje takie funkcje, jak: odczyt pomiarowy na żądanie, kontrola jakości dostaw, sterowanie obciążeniem, zdalne wyłączanie i załączanie odbiorcy, zdalne programowanie, możliwość aktualizacji firmware’u, gromadzenie danych dotyczących np. chwilowego obciążenia, średniego poboru mierzonego medium, czy charakterystyk odbioru medium związanych ze specyficznymi urządzeniami działającymi u klienta. Dostępne są również funkcje pomagające w wykrywaniu kradzieży energii, wykrywające wycieki gazu lub wody. W polskiej literaturze bardzo często używa się też określenia ISE (Inteligentna Sieć Energetyczna), która zawężona jest do elementów technicznych AMI, bez uwzględnienia procesów organizacyjno-decyzyjnych związanych z zarządzaniem przesyłu energii elektrycznej. Centralną częścią systemu AMI jest system zarządzania pomiarami określany skrótem MDM (Meter Data Management) lub MDMS (Meter Data Management System). AMI zawiera cztery warstwy funkcjonalne: sprzętową (pomiarową), komunikacji, rejestracji pomiarów i zarządzania pomiarami. W warstwie sprzętowej 28
mamy do czynienia z licznikami pomiarowymi, które wyposażone są w odpowiednie moduły komunikacyjne (przewodowe, bezprzewodowe, PLC) z zaimplementowanym odpowiednim protokołem transmisji, np. TCP/IP. W warstwie komunikacyjnej realizowana jest dwukierunkowa komunikacja w czasie rzeczywistym pomiędzy urządzeniami pomiarowymi, a systemem rejestracji pomiarów.
wych punktów unijnej polityki energetycznej. Mają one doprowadzić zarówno do znacznych oszczędności energii, wody i gazu, jak i do zmniejszenia szkodliwych emisji, w szczególności CO2 do środowiska. Zgodnie z dyrektywą Parlamentu Europejskiego i Rady 2009/72/WE oraz dyrektywą Parlamentu Europejskiego i Rady 2009/73/WE, państwa członkowskie są zobowiązane do wdrożenia inteligentnych systemów pomiarowych
DO 2030 R. INTELIGENTNE SIECI (SMART GRID) MAJĄ STAĆ SIĘ JEDNYM Z KLUCZOWYCH PUNKTÓW UNIJNEJ POLITYKI ENERGETYCZNEJ. System odczytowy działający w warstwie rejestracji pomiarów współpracuje z systemem zarządzania pomiarami MDM, do którego dostęp ma, co oczywiste, dostawca medium, np. dystrybutor energii elektrycznej. System zarządzania pomiarami bezpośrednio współpracuje z system IT działającym u dostawcy. Dzięki temu bez problemu przetworzyć można w dowolny sposób zebrane dane i przygotować faktury za zużyty prąd, wodę czy gaz.
Unijne regulacje Do 2030 r. inteligentne sieci (Smart Grid) mają stać się jednym z kluczo-
wspomagających aktywne uczestnictwo konsumentów w rynkach dostaw energii elektrycznej i gazu. W tym miejscu warto zaznaczyć, że inteligentne liczniki to część Trzeciego Pakietu Energetycznego, który Parlament Europejski zatwierdził w kwietniu 2009 r., a wszedł on w życie w 2011 r. Pierwotnie, zgodnie z jego zapisami 80 % konsumentów powinno być już wyposażonych w inteligentne liczniki do 2020 r., a w 2021 r. inteligentne liczniki powinny znajdować się u 90 % odbiorców. Ze względu na koszty, firmom energetycznym z całej Europy brakowało jednak motywacji do zmian i ostatecznie AUTOMATYKA
TEMAT NUMERU
celu tego nie udało się zrealizować. „Olicznikowanie” przesunięto więc odpowiednio na lata 2028–2030. Aby spełnić wymagania, zawarte w unijnych rozporządzeniach, Sejm 15 kwietnia 2021 r. znowelizował przepisy Prawa energetycznego. Nowelizacja zakłada m.in. stworzenie Centralnego Systemu Informacji Rynku Energii (CSIRE), gdzie gromadzone będą dane z systemów AMI poszczególnych operatorów oraz wprowadza harmonogram montażu inteligentnych liczników. Do końca 2023 r. ma je mieć co najmniej 15 % odbiorców danego dostawcy, dwa lata później 35 %, w 2027 r. wskaźnik ten ma wynosić już 65 %., a do końca 2028 r. co najmniej 80 %. Dzięki instalacji inteligentnych liczników odbiorcy i dystrybutorzy energii odniosą szereg wymiernych korzyści. Wśród tych, przeznaczonych dla odbiorców wymienia się: • obniżenie cen dostaw energii – sprzedawcy będą minimalizować różnice między planowanym, a rzeczywistym zużyciem energii, które obecnie przenoszone są na odbiorców końcowych, • dostosowanie taryfy do indywidualnych potrzeb klienta, • dokładność rozliczeń za pobraną energię – obecny system cyklicznych odczytów sprzyja powstawaniu błędów, zwłaszcza przy opła-
tach bazujących na prognozach, • ograniczenie zużycia energii – faktury wystawiane na podstawie faktycznego zużycia energii zwiększają motywację do jej oszczędzania. Różnego rodzaju badania wskazują, że odczyt danych w cyklu godzinowym umożliwia uzyskanie oszczędności nawet na poziomie 6–10 %. • poprawę jakości dostaw energii i jej parametrów. Do korzyści z zainstalowania inteligentnych urządzeń pomiarowych dla dystrybutorów zalicza się: • ograniczenie różnicy bilansowej,
Cele transmisji danych liniami zasilającymi: • obsługa sieci elektroenergetycznej, rozdzielczej i dystrybucyjnej – telemetria, telesterowanie, • zdalny odczyt inteligentnych liczników HAN (Home Area Network) montowanych u klientów końcowych – sieci AMI, • komunikacja urządzeń sterujących automatyką, w tym automatyką budynkową, np. w biurowcach, magazynach, halach fabrycznych, • dostęp do Internetu, telewizji kablowej czy telefonii cyfrowej.
• ograniczenie strat wynikających z kradzieży infrastruktury technicznej i kradzieży energii. Szacuje się, że zmniejszenie różnicy bilansowej z tytułu ograniczenia energii wynosi 3 % czyli mniej więcej równowartość pracy jednego bloku o mocy 200 MW przez cały rok, • ograniczenie kosztów związanych z udziałem w rynku bilansującym, • korzyści wynikające z większej dokładności pomiarów. Na bieżąco rejestrowany może być tu pobór energii przez urządzenia pozostające w trybie gotowości, stand-by, • eliminacja kosztów „ręcznego” odczytu liczników, • ułatwienia w windykacji należności wobec odbiorców, których należności uległy przeterminowaniu – liczniki smart umożliwiają zdalne wstrzymywanie energii elektrycznej. Z punktu widzenia dystrybutora, wprowadzenie do użycia inteligentnych liczników pozwala dynamicznie reagować na zmiany zapotrzebowania energetycznego dla danego rejonu. Umożliwiają też sprawniejsze korzystanie z odnawialnych źródeł energii, które generują prąd w zależności od aktualnych warunków atmosferycznych (np. elektrownie wiatrowe) czy zmian nasłonecznienia (farmy paneli fotowoltaicznych). W miejscach, gdzie wprowadzono inteligentne liczniki energii, udało się zwiększyć efektywność wykorzystania energii elektrycznej, średnio o około 10 %. System informatyczny współpracujący z inteligentnymi licznikami pozwala na bieżąco analizować dane o zużyciu prądu, dzięki czemu istnieje możliwość dokładnego przewidywania kosztów energii elektrycznej – na czym szczególnie zależy Komisji Europejskiej.
Inteligentna sieć energetyczna
# B B B9
& AWX<YZU@=<
G ! F $ ! ! B 3 #
7-8/2021
Smart Grid, czyli inteligentna sieć energetyczna to sieć korzystająca z inteligentnych urządzeń pomiarowych (liczników energii), dająca możliwość komunikacji punkt-punkt między wszystkimi urządzeniami, a nie 29
TEMAT NUMERU
W JAKICH ZASTOSOWANIACH SPRAWDZA SIĘ BEZPRZEWODOWA I PRZEWODOWA TRASMISJA DANYCH? DARIUSZ ZIÓŁKOWSKI, KIEROWNIK DZIAŁU KONSTRUKCJI KABLI I ROZWOJU, TECHNOKABEL SA Praktyczna realizacja techniczna transmisji danych wymaga zaprojektowania i wykonania Systemu Sterowania Transmisją Danych (SSTD), składającego się z punktu nadawania, kanału komunikacyjnego i jednego lub wielu punktów odbioru. Występuje ogromna różnorodność systemów SSTD uwarunkowanych rozlicznymi czynnikami, do których należą m.in. charakter danych; środowisko, w którym system funkcjonuje (warunkujące ewentualne zakłócenia transmisji) czy kanał komunikacyjny i odległość. Kanał komunikacyjny określa dwa zasadnicze rodzaje SSTD – przewodowe i bezprzewodowe. Systemy przewodowe realizowane na kablach miedzianych i światłowodowych sprawdzają się przede wszystkim w obiektach zamkniętych, narażonych na zakłócenia elektromagnetyczne pochodzące od licznych pracujących tam urządzeń. W układach sterowania automatyką przemysłową są niezastąpione, gdyż tylko odpowiednio ekranowane przewody sterownicze zapewnią odbiór niezakłóconego sygnału. Innym obszarem, gdzie systemy przewodowe sprawdzają się zdecydowanie lepiej od bezprzewodowych są instalacje alarmowe
tylko między licznikiem, a systemem zarządzania pomiarami MDM. Dzięki temu uzyskać można istotną poprawę sterowania pracą sieci oraz zarządzania dystrybuowaną energią. Innymi słowy, sieci Smart Grid pozwalają na łatwe sterowanie pracą urządzeń, automatyzują ich zadania, skracają czas trwania awarii, umożliwiają łatwiejszą regulację wartości napięć, upraszczają kompensację mocy biernej oraz dostarczają narzędzi potrzebnych do zarządzania zapotrzebowaniem na energię w sytuacjach awaryjnych lub w przypadku zagrożenia wystąpienia deficytu mocy. Dodatkowo, dzięki obecności wielu czujników, mierników i liczników w inteligentnej sieci energetycznej, sieć sama informuje operatora o swoim stanie, a odpowiednie algorytmy, bazujące na systemach sztucznej inteligencji, mogą wykryć i przewidzieć wystąpienie awarii lub nietypowych sytuacji, co pozwala z wyprzedzeniem planować działania serwisowe i operatorskie. W inteligentnych sieciach energetycznych, ze względu na możli30
i przeciwpożarowe w obiektach, tunelach i między obiektami. Przewodowa Transmisja PLC (Power Line Communication) to unikalna technologia umożliwiająca przekazywanie danych przez istniejące sieci elektryczne niskiego napięcia. Modemy i urządzenia tworzące system pozwalają uniknąć konieczności wytwarzania nowych kanałów komunikacyjnych w postaci okablowania, urządzeń radiowych lub wireless. Systemy bezprzewodowe realizowane są przy użyciu fal elektromagnetycznych, głównie z zakresu radiowego, a także podczerwieni. Wraz z rozwojem telekomunikacji komórkowej występuje niespotykane dotąd zapotrzebowanie na transfer danych między urządzeniami mobilnymi. Za pośrednictwem telefonów komórkowych obsługujemy obecnie różne funkcjonalności, np. zakupy on-line, auto-parkometry itp. Systemy bezprzewodowej transmisji danych znajdują też coraz szersze zastosowanie w automatyce przemysłowej, niezależnie od stosowanych tam niezawodnych rozwiązań przewodowych.
wość zbierania wielu danych, możliwym staje się uzyskanie informacji o stopniu obciążenia poszczególnych elementów systemu energetycznego oraz o ewentualnych efektach i zmianach w dystrybucji energii, jeżeli doszłoby do wyłączenia bądź uszkodzenia transformatora lub linii energetycznej. Istotna jest też możliwość uzyskania informacji o stanie i kondycji poszczególnych urządzeń sieciowych oraz przewidywanie ich awarii, co pozwala na oszacowanie czasu bezawaryjnej pracy i wyznaczenie terminów konserwacji i napraw. Przekształcanie tradycyjnych sieci energetycznych w inteligentną sieć Smart Grid wymaga jednak wymiany i instalacji odpowiednich, również inteligentnych urządzeń, stworzenia infrastruktury telekomunikacyjnej pozwalającej na transmisję danych w czasie rzeczywistym, oraz przygotowania odpowiedniego oprogramowania sterującego. Obecnie polscy operatorzy systemów dystrybucyjnych skupiają się na inwestycjach związanych z modernizacją i rozwojem infrastruktury
sieciowej, jej automatyzacją i digitalizacją. Wdrażane są również zaawansowane systemy IT. Tak jak już wcześniej wspomniano, rozpoczęła się wymiana liczników na inteligentne liczniki energii. Przedsiębiorstwa energetyczne realizują również przedsięwzięcia, takie jak budowa farm wiatrowych i słonecznych, magazynów energii czy stacji ładowania pojazdów elektrycznych i zapewniają ich ścisłą współpracę z siecią.
Technologia PLC W wypadku inteligentnych liczników energii, do dwustustronnej komunikacji można wykorzystać technologię PLC (Power Line Communication). Ponieważ do transmisji danych technologia ta wykorzystuje te same przewody, które używane są do dostarczania do użytkownika energii elektrycznej, można więc w istotny sposób zmniejszyć koszty związane z okablowaniem strukturalnym niezbędnym do zapewnienia łączności – i to zarówno kablowej, jak i bezprzewodowej. W tej ostatniej, co prawda do komunikacji z urządzeniami końAUTOMATYKA
TEMAT NUMERU
cowymi wykorzystuje się zazwyczaj fale radiowe, ale i tak do nawiązania łączności wykorzystywane są punkty dostępowe, które „wpięte są do sieci” za pomocą standardowych przewodów telekomunikacyjnych, których w wypadku technologii PLC możemy się po prostu pozbyć. Od strony technologicznej, standard PLC opisany jest m.in. w normie PN-EN 50090-1 „Transmisja liniami zasilającymi”. Technologia PLC bazuje na możliwości równoległego przesyłania wraz z napięciem o częstotliwości 50 Hz lub 60 Hz sygnału z danymi. Sygnał z danymi przesyłany jest przy pomocy dodawanej do napięcia zmodulowanej nośnej, która charakteryzuje się o wiele wyższą częstotliwością. Wykorzystuje się tu zwykle częstotliwości od kilku kiloherców do kilkudziesięciu megaherców. Wybór częstotliwości, podobnie jak wybór metody modulacji, ma wpływ na parametry transmisji, na przykład na jej szybkość, długość segmentu sieci energetycznej, w którym mogą być przesyłane dane oraz łatwość technicznej realizacji zarówno nadajnika, jak i odbiornika PLC. W technologii PLC wykorzystuje się najczęściej modulację OFDM (Orthogonal Frequency Division Multiplexing), BPSK (Binary Phase Shift Keying), FSK (Frequency Shift Keying) oraz SFSK (Spread FSK). Najczęściej stosowanym rodzajem modulacji w technologii PLC jest modulacja OFDM. W metodzie tej przesyłane dane dzielone są na kilka strumieni, które są następnie przesyłane jednocześnie linią energetyczną przy wykorzystaniu wielu nośnych. Modulacja OFDM, przy zastosowaniu megahercowej fali nośnej, pozwala uzyskać największą prędkość transmisji przekraczającą 1 Mbit/s. Warto dodać, że jako metodę modulacji podnośnych często stosuje się w tym wypadku modulację fazową PSK.
sygnały o częstotliwości 3–500 kHz. Sieci te pozwalają na transmisję danych z szybkością do kilkuset kilobitów na sekundę na duże odległości, dochodzące nawet do kilku kilometrów z możliwością zwiększenia zakresu przy zastosowaniu repeaterów sygnału. Są to parametry wystarczające do komunikacji z większością inteligentnych mierników, działających na otwartych przestrzeniach, na przykład w sieci energetycznej dostawcy prądu, farmach wiatrowych czy podstacjach transformatorowych. Z kolei w wypadku sieci szerokopasmowych wykorzystuje się częstotliwości 1,8–250 MHz. W sieci takiej można uzyskać prędkość transmisji dochodząca teoretycznie nawet do kilkuset Mbit/s. Są one wykorzystywane wyłącznie do transmisji informacji na krótkich, maksymalnie kilkusetmetrowych dystansach, np. do komunikacji z inteligentnymi licznikami poboru energii montowanymi w zakładach przemysłowych czy domach. Drugim z kryteriów podziału sieci PLC jest rodzaj sieci elektroenergetycznej używanej do transmisji danych. Wyróżnić tu można komunikację za pośrednictwem sieci prądu przemiennego, jedno- lub trójfazowego, lub prądu stałego. Najszybciej spotkać się można z sieciami PLC prądu przemiennego. Sieci PLC wykorzystujące do transmisji danych prąd stały spotkać można w niektórych systemach automatyki przemysłowej, oraz w wielu aplikacjach, tam gdzie
standardowo do zasilania obwodów wykorzystywany jest prąd stały, np. jako sieci pokładowe w samochodach, samolotach czy pociągach. Główną zaletą technologii PLC jest możliwość wykorzystania do przesyłu informacji już istniejącej infrastruktury elektroenergetycznej, bez konieczności instalacji dodatkowego okablowania – jest to idealne rozwiązanie dla inteligentnych liczników i mierników, zwłaszcza mierzących wielkości elektryczne. Na jednym okablowaniu mamy tu bowiem pomiar, przesył energii i transmisję danych. Dzięki temu można znacznie ograniczyć koszty budowy instalacji pomiarowej, eliminując wydatki na okablowanie telekomunikacyjne oraz na jego utrzymanie i konserwację. Ponadto transmisję danych z wykorzystaniem sieci elektroenergetycznych można zrealizować także w miejscach o słabo rozwiniętej infrastrukturze telekomunikacyjnej. Mogą to być np. energetyczne linie przesyłowe, farmy wiatrowe czy farmy paneli fotowoltaicznych, kopalnie odkrywkowe, żwirownie, cementownie itp. – czyli wszędzie tam, gdzie nie opłaca się budować sieci telekomunikacyjnej lub masztów i urządzeń nadawczo-odbiorczych, w przypadku transmisji bezprzewodowej. Pamiętać jednak należy, że podstawową funkcją linii energetycznych nie jest przesył danych, to właściwości tego medium transmisyjnego mogą negatywnie wpływać na parametry transmisji danych w sieciach
Fot. Astat.pl
Podział sieci PLC Sieci PLC podzielić można na sieci wąsko- i szerokopasmowe. W przypadku sieci wąskopasmowych do przesyłu danych wykorzystuje się 7-8/2021
# 3
- &6D`
31
TEMAT NUMERU
NA JAKIE URZĄDZENIA ZWIĄZANE Z TRANSMISJĄ DANYCH WARTO ZWRÓCIĆ UWAGĘ? JAROSŁAW MOLENDA, IOT PRODUCT MANAGER, ELMARK AUTOMATYKA SA Bez wątpienia transmisja danych ma coraz istotniejszy wpływ na naszą codzienność i nasze oczekiwania są coraz większe. Chcemy, by informacje docierały do nas w trybie natychmiastowym i miały przyjazną postać wizualną. W takiej sytuacji najistotniejsze stają się szybkość oraz bezpieczeństwo. Starsze standardy, które z powodzeniem funkcjonują jeszcze w przemyśle, nie mogą sprostać takim wymaganiom. Dlatego już od dawna zastępowane są znacznie szybszymi sieciami ethernetowymi, w których standardem jest przepustowość gigabitowa bądź szybsza. Niemniej jednak są to rozwiązania wymagające odpowiedniej infrastruktury lub okablowania. Dlatego coraz częściej sięgamy po rozwiązania powiązane z sieciami komórkowymi LTE, które gwarantują szybkość transmisji na poziomie 150 Mb/s oraz pełną niezależność. Nowe technologie 5G w niedługim czasie mają zapewnić przepustowość rzędu 10 Gb/s oraz szereg nowych możliwo-
PLC, co należy też brać pod uwagę montując inteligentne liczniki. Warto też wspomnieć, że sieci PLC zaczynają dominować w sterowaniu procesami generowania energii elektrycznej z rozproszonych, odnawialnych źródeł energii. Chodzi tu przede wszystkim o sterowanie wspomnianymi wcześniej elektrowniami wiatrowymi i słonecznymi.
Systemy pomiarowe i… Zdalny pomiar i przesył parametrów elektrycznych w przypadku systemów transportu energii dotyczy w tej chwili przede wszystkim jedno- i trójfazowych liczników zużycia mocy. Oprócz urządzeń zamawianych przez dostawców energii elektrycznej bezpośrednio u producentów i montowanych u klientów końcowych, na rynku dostępne są również liczniki i systemy przeznaczone dla firm produkcyjnych przedsiębiorstw przemysłowych. Dzięki nim firmy mogą u siebie na bieżąco monitorować i analizować koszty energii związane z działaniem poszczególnych maszyn, urządzeń i linii produkcyjno-technologicznych. Jednym z kompleksowych, informatycznych systemów zarządzania energią jest system MoniTorus, dostępny w ofercie grupy Apator. MoniTorus umożliwia optymalizację zuży32
ści. Do takich standardów potrzebne są odpowiednie routery, które łączą różne standardy z sieciami komórkowymi. Dobrym przykładem są rozwiązania marki Advantech przeznaczone do trudnych warunków pracy. Ich wyróżnikiem jest łączność z różnorodnymi interfejsami szeregowymi, Ethernet, Wi-Fi oraz protokołami takimi, jak DNP3.0, IEC101, IEC104, Modbus/TCP, Modbus/RTU oraz innymi. Są to swoiste bramy, łączące starsze technologie z nowymi. Ważnym aspektem jest też zapewnienie bezpieczeństwa transmisji. Urządzenia te – w celu zapobiegania nieautoryzowanemu dostępowi do sieci lokalnych – korzystają z szerokiego wachlarza funkcji tego typu, jak Firewall, filtrowanie ruchu między konkretnymi portami, NAT oraz tworzenie tuneli szyfrujących VPN.
cia energii i pozwala na racjonalizacje wydatków w przyszłości. System MoniTorus dostępny jest w trzech pakietach: BASIC, ADVANCED oraz EXPERT. Użytkownik w zależności od zapotrzebowania wybiera najbardziej dla siebie odpowiednią opcję. System MoniTorus może informować nie tylko o przekroczeniach zużycia energii na poszczególnych punktach pomiarowych, ale również raportuje ubytki energii, porównując wskazania licznika wejściowego ze wskazaniami podliczników. Możliwe jest też określenie poziomu strat energii i rozpływu wewnętrznego, a także określenie kosztów niewykorzystanej mocy zamówionej. Użytkownik może również ustalić progi wydatków na energię dla poszczególnych linii produkcyjnych czy pojedynczych maszyn oraz stale kontrolować budżet przeznaczony na energie elektryczną. Moduł raportów technicznych pozwala na tworzenie wykresów, zestawień i porównań, a także na analizę procentowego udziału zużycia oddziału, wydziału, procesu na tle zużycia innych jednostek organizacyjnych firmy. Ciekawą opcją jest wizualizacja pracy urządzeń. System informatyczno-pomiarowy MoniTorus współpracuje z szeregiem
modeli inteligentnych liczników. Firma Apator do współpracy z tym systemem oferuje użytkownikom inteligentne liczniki z serii smartESOX, smartESOX Pro i OTUS. Na przykład liczniki smartESOX są wielofunkcyjnymi licznikami służącymi do czterokwadrantowego pomiaru energii elektrycznej i mocy czynnej, pozornej oraz biernej w sieci trójfazowej czteroprzewodowej lub trójprzewodowej. SmartESOX B jest licznikiem do pomiaru bezpośredniego a smartESOX P do pomiaru półpośredniego. Licznik smartESOX umożliwia pomiar istotnych parametrów sieci, ma rozbudowaną rejestrację zdarzeń, oraz umożliwia odczyt danych pomiarowych z wyświetlacza w przypadku braku zasilania sieciowego. Urządzenie jest przystosowane do komunikacji dwukierunkowej i jest odporne na działanie zewnętrznego pola magnetycznego – informuje operatora o nielegalnym poborze energii elektrycznej. Z kolei seria Pro to wielotaryfowe, czterokwadrantowe liczniki energii elektrycznej czynnej i biernej stosowane w sieciach trójfazowych 3- lub 4-przewodowych. Dedykowany jest odbiorcom zasilanych z wysokiego, średniego bądź niskiego napięcia. Ma rozbudowane możliwości pomiaru i rejestracji wielAUTOMATYKA
TEMAT NUMERU
kości elektrycznych oraz parametrów jakości energii. Stanowi optymalne rozwiązanie w pomiarach wysokiej precyzji, w tym również w sieciach Smart Grid. Podobnym do systemu MoniTorus rozwiązaniem jest EcoStruxure Power Monitoring Expert firmy Schneider Electric. EcoStruxure Power Monitoring Expert to oprogramowanie do zarządzania energią i sterowania cyfrowymi systemami rozdziału zasilania. Oprogramowanie to pozwala uzyskać wyższą niezawodność zasilania obiektów, weryfikację jakości energii dostarczonej od dostawcy, optymalizację wykorzystania maszyn i urządzeń, monitoring wielu kluczowych zmiennych, szybszą i skuteczniejszą eksploatację dla obsługi oraz łatwe rozliczanie kosztów. Dzięki możliwości przygotowywania zaawansowanych raportów, osoby zarządzające mają narzędzia do weryfikacji zgodności rachunków, identyfikacji i określenie realnego zapotrzebowania obiektu, właściwego alokowania kosztów procesów, dowody w sporach z dostawcą oraz identyfikacji obszarów o niskiej efektywności i dużym zużyciu.
Fot. Apator
… urządzenia Oddzielną grupę urządzeń dla sieci Smart Grid stanowią analizatory jakości energii nazywane też analizatorami sieci energetycznych, analizatorami jakości zasilania, analizatorami parametrów sieci czy rejestratorami parametrów sieci. Tak naprawdę są to elektroniczne, skomputeryzowane mierniki dokonujące precyzyjnych pomiarów napięcia i natężenia prądu elektrycznego, na podstawie których obliczają szereg parametrów jakościowych energii elektrycznej. Urządzenia takie standardowo wyposażone są w nieulotną pamięć, w której przechowywane są pomiary oraz moduł komunikacyjny pozwalający na dwukierunkową wymianę danych. Najczęściej znajdziemy w nich Modbus RTU (RS-485), Modbus TCP 7-8/2021
(Ethernet), Profibus, Profinet, M-bus, Bacnet IP, a także obsługują protokół http, który pozwala na połączenie się z urządzeniem za pomocą przeglądarki internetowej. Sporo modeli wyposażonych jest również w modem PLC. W przeciwieństwie do liczników energii, analizatory jakości energii oprócz pobranej ilości energii czynnej i biernej, potrafią precyzyjnie mierzyć napięcie i natężenie w czasie rzeczywistym, na podstawie których wyliczają moc czynną, bierną, pozorną, dostarczoną energie czynną,
5 50:@@@ ! -
- #C5
bierną, wyższe harmoniczne, prąd upływu, częstotliwość napięcia, migotanie napięcia, niezrównoważenie napięcia, stany nieustalone i wiele innych. Odczyt danych z licznika energii najczęściej można wykonać ręcznie za pomocą wyświetlacza LCD lub automatycznie. Do analizatora można się też zalogować korzystając z protokołu TCP/IP i przeglądarki internetowej. Ciekawą konstrukcją jest analizator parametrów sieci z wbudowanym sterownikiem PLC, Centrax CU5000. CENTRAX CU5000 to urządzenie montowane na szynie TH35 zawierające w jednej obudowie funkcje precyzyjnego analizatora parametrów sieci oraz swobodnie programowalnego sterownika PLC. W wielu przypadkach nie ma więc potrzeby stosowania oddzielnie sterownika PLC, przyrządu pomiarowego czy też rejestratora danych. Część CU5000 odpowiedzialna za pomiary może zapamiętać 15 000 informacji o stanie sieci, zużyciu
energii i jakości zasilania, a część odpowiedzialna za sterowanie przetwarza te dane, wykorzystując je w algorytmach sterowania. Innym, przykładowym analizatorem jakości energii jest montowany na szynie DIN zaawansowany analizator energii elektrycznej Janitza UMG 605, dostępny w ofercie firmy Elmark Automatyka. Umożliwia on pomiar i analizę mocy czynnej, biernej, harmonicznych, do 63, współczynnika THD a także niezrównoważenia w sieci. Z urządzeniem można komunikować się za pomocą popularnego protokołu szeregowego Modbus RTU lub Profibus DP. Dostępny jest też moduł PLC oferujący możliwość programowania w graficznym języku Jasic. Na koniec warto wspomnieć o układzie scalonym STCOMET firmy ST. Układ ten jest kompletnym urządzeniem pomiarowym SoC (Systemon-Chip) ze zintegrowanym modem PLC (Power Line Communication). Podsystem metrologiczny jest odpowiedni do zastosowań pomiarowych prądu przemiennego zgodnych z normami EN 50470-1, EN 50470-3, IEC 62053-21, IEC 62053-22 i IEC 6205323, klasa 1, klasa 0.5 i klasa 0.2. Na jego bazie zbudować można dowolny inteligentny licznik, który korzysta z interfejsy PLC. Przykładem może być tu przygotowana przez firmę ST płytka inżynieryjna płytka ewaluacyjna EVLKSTCOMET10-1, będąca kompletnym 3-fazowym, 3-kanałowym inteligentnym licznikiem i analizatorem jakości energii, który można wykorzystać w swoich projektach i urządzeniach pomiarowych. %0*D %*M %
Literatura [1] Zygmunt Kubiak, Andrzej Urbaniak, Inteligentny system pomiarowy – rozwój standardu, przykładowe rozwiązania, Rynek Energii 1/2013 [2] https://www.kierunekwodkan.pl/ inteligentne-pomiary,4291,art. html. 33
TEMAT NUMERU
Światłowodowe kable ognioodporne w Systemach Ochrony Przeciwpożarowej 6 * 3
B ! - B
H 3
U@ 9 G -
# J - ``$ 9
* 3
B 3!BJ
I I J 2 J
9 8 I H
J I 3
I H 3
BJ 3 3
! 3 3
!- B !H 2 ! B9 F !
- 3 U@ 3
! B Q - * 3
!HJ -I B
9 6J - - B 3
B - B H
H 9 Mariusz Kwiatkowski
# -! B H !
34
W
szystkie produkowane przez Technokabel kable i przewody z przeznaczeniem do instalacji przeciwpożarowych mają odpowiednie krajowe certyfikaty i świadectwa dopuszczenia wydane przez CNBOP–PIB. Zostały przebadane w akredytowanych laboratoriach według wymagań normy DIN 4102–12 i spełniają swoje funkcje w warunkach pożaru. Liczne badania przeprowadzone z wieloma systemami zamocowań kablowych produkowanych przez renomowane światowe firmy, takie jak BAKS, OBO BETTERMANN, PUK, NIEDAX i inne, pozwalają klientom firmy Technokabel przeprowadzać najbezpieczniejsze instalacje w budynkach wysokościowych, metrze lub tunelach. Szczególną grupę wyrobów bezpieczeństwa pożarowego stanowią kable instalacyjne, które współpracują z systemami sygnalizacji pożarowej i muszą realizować funkcje przesyłu sygnałów alarmowych.
Doskonalenie systemów ochrony przeciwpożarowej Systemy ochrony przeciwpożarowej to zbiór kompatybilnych elementów (czujników, przetworników, kamer, sterowników itp.). Tworząc wspólnie instalację o określonej konfiguracji, mogą wykrywać pożar, inicjować alarm lub realizować inne działania zmierzające do zmniejszenia skutków pożaru. Podstawowym zadaniem tych systemów jest szybkie i bezbłędne wykrycie powstającego pożaru, zanim on się rozwinie i ze względu na zasięg stanie się trudny do opanowania. Co ważne, system ten ma funkcjonować jak najdłużej także w czasie trwania pożaru, dopóki nie ulegnie zniszczeniu. Przesyłany syP R O M O C J A
gnał alarmowy również powinien być do końca czytelny i zrozumiały, a więc niepodatny na zakłócenia. System ochrony przeciwpożarowej jest jednym z podstawowych systemów bezpieczeństwa w obiektach budowlanych. Doskonalenie i dostosowywanie systemu bezpieczeństwa pożarowego odbywa się we wszystkich obszarach działań w ramach ochrony przeciwpożarowej. Aktualne wyzwania, potrzeby i zagrożenia dla bezpieczeństwa pożarowego skutkują koniecznością poszukiwania i wdrażania nowych, różnorodnych rozwiązań z zakresu ochrony przeciwpożarowej. Te nowe rozwiązania są niezbędne dla zwiększenia skuteczności i doskonalenia ochrony przeciwpożarowej. Technologie światłowodowe dostarczają nowych inspiracji projektantom systemów przeciwpożarowych. Dostępność konwerterów światłowodowych sprawia, że pojawia się zapotrzebowanie na ognioodporne kable światłowodowe do zastosowania np. w systemach DSO (Dźwiękowe Systemy Ostrzegawcze).
Kabel światłowodowy w systemach ochrony przeciwpożarowej – dlaczego warto? W instalacjach obiektów budowlanych, oprócz tradycyjnych kabli i przewodów stosowanych do zasilania w energię elektryczną, są stosowane przewody sterownicze oraz telekomunikacyjne. Zapewniają współpracę z urządzeniami telekomunikacyjnymi do realizacji transmisji danych, przesyłu sygnałów częstotliwości radiowej i wizyjnych oraz funkcji sygnalizacyjnych i sterowniczych. Te wszystkie kable i przewody są przedmiotem założeń techAUTOMATYKA
TEMAT NUMERU
2 *&5( D7C% & 7D54U46C*4(77) #(=U@Z&>@4&X@
nicznych, a następnie projektu, który przedstawia konkretne rozwiązania systemu przeciwpożarowego. Dotyczy to też schematów tras układania kabli i przewodów z uwzględnieniem odpowiednich przepisów i norm oraz cech architektonicznych obiektów. Wyzwaniem jest przede wszystkim kompatybilność elektromagnetyczna. Każdy przewód przewodzący prąd elektryczny wytwarza w swoim otoczeniu pole elektromagnetyczne, które jest źródłem zakłóceń dla sygnałów prowadzonych w sąsiednich kablach i przewodach. Istotne jest, by przesyłany sygnał alarmowy był w warunkach
8! 2 " 2 -
:@Z=U: D U !-
!d B !
"
!d ! 2 U : -- f@ : --
W H - - !
H Y " B " -
3 I BJ 3
- " I
0h 3 W(77)Y9
pożaru czytelny i zrozumiały, a więc niepodatny na zakłócenia. Szczególnie duże poziomy zakłóceń pojawiają się podczas zwarć w obwodach elektrycznych, co zdarza się często w przypadku
7 9 * 3
CHARAKTERYSTYKA I PARAMETRY UŻYTKOWE Liczba włókien
do 6
Średnica tuby
2,5 mm ± 0,5 mm
Średnica zewnętrzna kabla
7,8 mm ± 0,5 mm
Masa kabla
80 kg/km
Tłumienność jednostkowa, maksymalna
dla 850 nm ≤ 2,3 dB/km dla 1300 nm ≤ 0.5 dB/km
Średnica rdzenia
50 ˬm
Średnica płaszcza
125 ˬm
Średnica pokrycia pierwotnego
250 ˬm
Zakres temperatury pracy
podczas pracy – od – 30 °C do + 70 °C podczas układania – od – 5 °C do + 50 °C
Minimalny promień gięcia
statyczny – 10 × średnica kabla dynamiczny – 15 × średnica kabla
Maksymalna siła naprężająca
podczas pracy – 1500 N podczas układania – 2000 N
Odporność na zgniatanie
długotrwałe – 2000 N krótkotrwałe – 5000 N
Korozyjność wydzielanych gazów
PN-EN 60754-1/-2, IEC 60754-1/-2 pH – około 6,8 konduktywność – około 0,4 µS/mm
Gęstość dymu
PN-EN 61034-2, IEC 61034-2 przepuszczalność światła, min. 80 %
Palność kabla
nierozprzestrzeniający płomienia, o zmniejszonej palności
Próby palności
PN-EN 60332-1-2, IEC 60332-1-2
Podtrzymanie funkcji wg PN-EN 50582 *)
do 60 min (E30-E60) – DIN 4102-12 P60-R – CSN 73 0895 PS 60 – STN 92 0205 PH120 – PN-EN 50200 + Załącznik E
Wykonanie wg normy
CNBOP-PIB-KOT-2020/0196-3701 wyd. 1, WT-TK-51
Reakcja na ogień (PN-EN 13501-6)
Cca-s1a,d0,a1
bY
- - - !- 2 2 3 -J # 4& :@:?U
U 8Z- H - B
7-8/2021
pożaru. Widmo zakłóceń elektromagnetycznych jest bardzo szerokie, od niskich częstotliwości (n.cz.) do bardzo wysokich (w.cz.; rząd MHz – megaherców – 106), które są charakterystyczne np. dla sygnałów wizyjnych. Aby zapobiec zakłóceniom w kablach instalacyjnych, stosuje się ekrany znacznie ograniczające zakłócenia z zewnątrz, a także rozsiewanie własnych zakłóceń kabla. Jednak nawet najlepsze ekranowanie kabla nie zapewni pełnej ochrony przed zakłóceniami występującymi w całym szerokim zakresie częstotliwości zakłócających. Inaczej jest w przypadku kabla światłowodowego. Sygnał optyczny prowadzony światłowodem jest w 100 % odporny na wszelkie zakłócenia elektromagnetyczne. Fale optyczne prowadzone w światłowodzie wielomodowym mają długość 1300 nm i 850 nm, co odpowiada częstotliwościom z zakresu THz (teraherców) 1012 . Jest to obszar podczerwieni – promieniowania elektromagnetycznego spoza zakresu światła widzialnego. Kabel światłowodowy jest zasadniczo dielektryczny, bez elementów metalowych, a więc nie ma obawy, że zaindukują się w nim napięcia powodujące przepływ pasożytniczych prądów, które mogą uszkadzać elementy osłaniające światłowody. Dodatkowo bardzo małe tłumienie sygnałów przesyłanych włóknami światłowodowymi sprawia, że odległości między urządzeniami systemu mogą być duże – znacznie większe niż w połączeniach realizowanych za pomocą kabli miedzianych. 35
TEMAT NUMERU
6 3 - - ! !- 2 2 !
*&5( D7C% & 7D54U46C*4(77) #(=U@Z&>@4&X@ 2 /$ A=@U4=U
F- !- 2 2 ! *&5( D7C% & 7D54U46C*4(77)
#(=U@Z&>@4&X@ 2 /$ A=@U4=U
Nowe kable światłowodowe firmy Technokabel do systemów ochrony przeciwpożarowej Wychodząc naprzeciw pojawiającemu się zapotrzebowaniu rynkowemu, firma Technokabel – znowu jako pierwsza w Polsce – zaprojektowała i po uzyskaniu niezbędnych certyfikacji oraz dopuszczeń wdrożyła do produkcji nowy, ognioodporny, w pełni dielektryczny kabel światłowodowy przeznaczony do instalacji przeciwpożarowych. Kabel jest w 100 % odporny na zakłócenia, a tym samym nadaje się do układania w bezpośrednim sąsiedztwie kabli energetycznych, co pozwala projektantom tras kablowych zaoszczędzić miejsce w tunelach. Poza tym ma małą średnicę i jest giętki, co zapewnia łatwość instalacji i układania. 36
Funkcjonalność kabla światłowodowego i zastosowanie TECHNOFLAME FOC-2-SLT-HFFR PH120/E30-E60 to ognioodporny i wodoodporny kabel światłowodowy z jedną centralną luźną tubą (do sześciu włókien w tubie), przeznaczony do stosowania jako element następujących instalacji: a) systemy sygnalizacji pożarowej, b) systemy kontroli rozprzestrzeniania dymu i ognia, c) stałe urządzenia gaśnicze, d) dźwiękowe systemy ostrzegawcze, e) monitorowanie, współpraca i integrowanie systemów przeciwpożarowych. Kabel może być stosowany w pomieszczeniach chronionych stałymi wodnymi urządzeniami gaśniczymi (SUG) i układany wraz z kablami sła-
boprądowymi oraz telekomunikacyjnymi. Jest wykonany z materiałów bezhalogenowych, co oznacza, że nadaje się do stosowania tam, gdzie wymagane jest wysokie bezpieczeństwo na wypadek pożaru. Kabel jest trudnopalny, jego emisja dymu w ogniu jest niska, a uwalniane gazy nie powodują korozji. Zastosowane w kablu wzmocnienie z wodoblokujacego włókna szklanego gwarantuje potrzebną wytrzymałość podczas instalacji, a także ochronę przed uszkodzeniami mechanicznymi oraz atakami gryzoni w czasie eksploatacji. Luźna tuba wypełniona żelem tiksotropowym zapobiega przedostawaniu się wody do włókien światłowodowych i penetracji wilgoci wzdłuż kabla. Kabel jest uniwersalny i może być stosowany w instalacjach wewnętrznych i zewnętrznych oraz w tunelach. AUTOMATYKA
TEMAT NUMERU
6 3 - - ! !- 2 2 !
*&5( D7C% & 7D54U46C*4(77) #(=U@Z&>@4&X@ 2 ! # & :@U@@
F- !- 2 2 ! *&5( D7C% & 7D54U46C*4(77) #(=U@Z&>@4&X@ 2 # & :@U@@
7 9 * 3
Badania odporności ogniowej i certyfikat Kabel TECHNOFLAME FOC-2-SLT-HFFR PH120/E30-E60 został poddany koniecznym badaniom zachowania funkcji podczas palenia oraz reakcji na działanie ognia w celu określenia jego charakterystyki i kwalifikacji właściwości użytkowych. Podczas spalania kabla światłowodowego w komorze badane były zmiany tłumienności w poszczególnych włóknach w funkcji czasu i temperatury. W tym celu na zamówienie firmy Technokabel zostały opracowane przez Laboratorium Badań Urządzeń Telekomunikacyjnych Instytutu Łączności specjalne stanowiska pomiarowe. Wykorzystano je do badań według norm DIN 4102-12 i PN EN 50582 oraz PN-EN 50200 i PN-EN 50582. 7-8/2021
Właściwości użytkowe kabla zostały potwierdzone pozytywną oceną przez Centrum Naukowo-Badawcze Ochrony Przeciwpożarowej – Państwowy Instytut Badawczy i wydaniem Krajowego Certyfikatu Stałości Właściwości Użytkowych 063-UWB-0253 oraz Świadectwa Dopuszczenia o nr 3990/2020 do stosowania w budownictwie. Są one dostępne na stronie internetowej www.technokabel.com.pl.
Podsumowanie Ognioodporne kable światłowodowe zastosowane w systemach przeciwpożarowych wnoszą nową jakość do krajowego rynku kablowego i przyczyniają się do poprawy bezpieczeństwa pożarowego ludzi i obiektów. Zespół projektantów i doradców z firmy Technokabel zaprasza do współpracy projektantów oraz instala-
torów systemów przeciwpożarowych i zachęca do stosowania swoich wyrobów w innowacyjnych rozwiązaniach instalacji przeciwpożarowych. Mariusz Kwiatkowski
Literatura [1] Zygmunt Kubiak, Andrzej Urbaniak, Inteligentny system pomiarowy – rozwój standardu, przykładowe rozwiązania, Rynek Energii 1/2013 [2] https://www.kierunekwodkan.pl/ inteligentne-pomiary,4291,art.html.
TECHNOKABEL SA ! 9 :: @A4>A> , 9 UU :=X <; ;; UU :=X <; ?; 4- 3j 3 9 -9
9 3 9 -9
37
TEMAT NUMERU
Bezprzewodowa transmisja danych w transporcie mobilnym Transport mobilny w sekto - - B
- -9 , ! !BJ
! 3 v - x I 2K
- 2
H 3 3 ! B 3 H 3
logistycznych. W tych ostat 3 - - -
J I 9 6 B 3 3
! B
- - B B
9 HJ 3 -9 9 BJ I - -
3 BJ 3 J I 3 3 - BI9
W
ostatnich latach coraz silniej rozwijanym rozwiązaniem są autonomiczne pojazdy – wózki AGV (Automated Guided Vehicle). Najczęściej są wykorzystywane do transportowania produktów za nimi lub na nich. W ostatnim czasie pojawiają się także kombinacje, w których wózki AGV są wyposażane w roboty współpracujące, dzięki czemu mogą wykonywać jeszcze bardziej złożone zadania. Do zalet AGV możemy zaliczyć bezpieczeństwo pracy, możliwość bezprzerwowej pracy 24/7, wysoką wydajność, powtarzalność operacji, a także wykluczenie ludzkich pomyłek. Komunikacja i wymiana danych z pojazdami AGV najczęściej jest realizowana przez wykorzystywanie trans-
38
Rys. 1. *! ) - J I ! 3 - ! J ! 5
- I - ! - I - - H =:@ -
misji bezprzewodowej Wi-Fi. Zapewnienie komunikacji między wózkami a systemami nadzoru często wymaga odpowiedniego przystosowania zarówno samych urządzeń, jak i infrastruktury sieciowej obiektu. Do najczęściej spotykanych problemów w tym obszarze możemy zaliczyć: • utratę sygnału z urządzeniami stale poruszającymi się po obiekcie, • problem z zapewnieniem wymiany danych między urządzeniami wykorzystującymi protokół przemysłowy Profinet, • konflikt adresacji IP, • brak odpowiednich narzędzi do monitorowania i zarządzania siecią.
Niezawodna transmisja danych – Turbo Roaming Urządzenia będące w ciągłym ruchu są narażone na utratę sygnału. W przypadku wystąpienia takiego zdarzenia odbudowanie połączenia może trwać kilka sekund, co w środowisku przemysłowym często jest niewystarczające. Rozwiązaniem problemu jest wyposażenie wózków AGV w urządzenia obsługujące technologię Turbo Roaming, która zapewnia przełączanie między P R O M O C J A
kolejnymi punktami dostępu Wi-Fi w czasie do 150 ms (rys. 1). Przełączanie między Access Pointami odbywa się na podstawie porównania mocy sygnału. Zastosowanie tej technologii pozwala znacznie dokładniej sterować obiektami w ruchu czy przesyłać dane z kamer wideo umieszczonych na pojeździe. Mechanizm Turbo Roaming gwarantuje zachowanie płynnego obrazu przy przesyłaniu sygnału wideo z ruchomego pojazdu. Istotną zaletą rozwiązania jest to, iż użytkownik nie ingeruje w infrastrukturę – konfiguracja dotyczy jedynie urządzeń pracujących jako Client.
Profinet w sieci Wi-Fi W przypadku komunikacji opartej na protokole Profinet urządzenia pracujące jako Client mają jeden mankament. Wysyłając ramkę danych, nie przekazują adresu MAC urządzenia podłączonego do portu LAN. Wysyłany jest natomiast adres MAC urządzenia typu Client Wi-Fi, co przedstawia rys. 2. Profinet Controller, analizując ruch, nie rozpoznaje takiej ramki danych, ponieważ adres źródłowy nie należy do urządzenia Profinet Device. Problem ten można rozwiązać, uaktywniając AUTOMATYKA
TEMAT NUMERU MOXA (np. model AWK-1137C) zostały wyposażone w funkcję NAT, która umożliwia duplikowanie set-upu danego wózka bez martwienia się o konflikt adresów IP. Idea polega na nadaniu adresu IP urządzenia od strony WAN i translacji adresów urządzeń podłączonych od strony LAN. Tym samym każdy z wózków dla urządzeń od strony LAN może mieć zachowaną tę samą adresację (rys. 3). Rys. 2. F - 3 - %5 !- - ! J
! # Q 5
Monitoring i zarządzanie
funkcję MAC Clone (na urządzeniach pracujących w trybie Client). Aktywacja funkcji MAC Clone pozwala urządzeniu AWK firmy MOXA, pracującemu w trybie Client, zamienić jego własny adres MAC na adres MAC urządzenia Profinet podłączonego do portu LAN. Podobnie jak w przypadku Turbo Roaming, dużą zaletą wspomnianego rozwiązania jest niezależność od modelu AP. Oznacza to, że nie są wymagane Access Pointy firmy MOXA, aby funkcja MAC Clone
Dobranie odpowiednich parametrów, zapewniających niezawodną wymianę danych między urządzeniami z wykorzystaniem bezprzewodowych sieci Wi-Fi, można zaliczyć do procesów pracochłonnych i czasochłonnych. Należy pamiętać, że mamy do czynienia z sygnałami radiowymi. W przypadku drobnych modernizacji, jak np. dołożenie kolejnych urządzeń bezprzewodowych czy postawienie nowych konstrukcji fizycznych (np. metalowych regałów) może to prowadzić do zakłócenia prawidłowo działającej infrastruktury. Dlatego przy wdrożeniu
działała poprawnie. Mechanizm jest konfigurowany na urządzeniu typu Client.
Konflikt adresów IP Z problemem adresacji IP najczęściej spotykają się integratorzy oraz producenci wózków. Dany model wózka może być wyposażony w kilka adresowalnych urządzeń, jak np. sterowniki PLC, co przy dużym zagęszczeniu wózków na obiekcie może generować wyzwanie w zakresie konfiguracji i integracji systemu. Przeznaczone do systemów Wi-Fi urządzenia
R E K L A M A
Problem z WiFi w magazynie? Wiemy jak: • Zadbać o bezprzerwową transmisję danych.
• Ułatwić proces adresacji IP urządzeń.
• Skomunikować urządzenia z protokołem PROFINET.
• Monitorować i zarządzać infrastrukturą.
Sprawdź w naszym sklepie: www.elmark.com.pl
Chcesz wiedzieć więcej? Obejrzyj webinar.
TEMAT NUMERU łów w formie wykresów, wizualizację sieci w formie graficznej, informowanie o występujących zdarzeniach w formie powiadomień e-mail, teams i wiele innych (rys. 4).
Podsumowanie
Rys. 3. 7! B %* ! J D`% %, 4==>;5
Rys. 4. D - `1 , - ! J
oraz sieci
Rys. 5. # 3 ! J , 47 Q - D`%
większej liczby urządzeń sieciowych warto zadbać również o odpowiednie narzędzia pomagające w monitorowaniu ich pracy. W przypadku wystąpienia problemów sieciowych mogą one okazać się kluczowe dla znalezienia przyczyny. Mając to na uwadze, producent MOXA wprowadził na rynek MXview Wireless – 40
nakładkę na dobrze znane oprogramowanie MXview (będącego częścią pakietu MXstudio), przeznaczoną do obsługi urządzeń bezprzewodowych Wi-Fi. Rozwiązanie pozwala użytkownikom m.in. na centralne zarządzanie infrastrukturą, informowanie o wózkach przemieszczających się między AP, rejestrację sygna-
Pojazdy autonomiczne odgrywają ważną rolę w logistyce wewnętrznej, umożliwiając bezpieczne przemieszczanie towarów w różne miejsca magazynu. Tym samym optymalizują działania transportowe. W połączeniu z innymi urządzeniami mogą tworzyć rozbudowane rozwiązania charakteryzujące się wysoką wydajnością i złożonością wykonywanych zadań. Przedsiębiorstwa dążą do eliminacji zbędnych czynności także w zakresie niepotrzebnych ruchów magazynowych, a stosowanie wspomnianych wózków w procesach logistycznych z pewnością może pomóc w osiągnięciu tego celu. W obszarze wymiany danych z wózkami AGV uwidaczniają się obecnie wyzwania, które staraliśmy się przedstawić w tym artykule. W pierwszej kolejności musimy wiedzieć, jakie dane są przesyłane w naszej sieci i na ile są one krytyczne w odniesieniu do działania całego systemu. W standardowych aplikacjach komunikacji bezprzewodowej utrata części danych, np. w wyniku chwilowej przerwy w łączności, może być akceptowana. Jednak w przemyśle najczęściej nie jest to tolerowane, m.in. ze względów bezpieczeństwa. To sprawia, że jednym z najczęstszych i najważniejszych wyzwań jest zapewnienie stabilnej komunikacji z pojazdami. Nie należy również zapominać o wdrożeniu odpowiednich narzędzi pozwalających monitorować ich pracę. Mając na uwadze powyższe, należy korzystać z takich urządzeń, które sprostają trudnym wymaganiom, a urządzenia MOXA niewątpliwie idealnie sprawdzają się w aplikacjach przemysłowych. Więcej na temat opisanych zagadnień można dowiedzieć się, pisząc na adres moxa@elmark.com.pl.
ELMARK AUTOMATYKA SA ! 9 8! UU
9 =8 @U4;@> , e-mail: moxa@elmark.com.pl www.elmark.com.pl www.moxa.elmark.com.pl
AUTOMATYKA
Badania
Projektowanie
Inżynieria odwrotna
Obliczenia
Twoje potrzeby to nasze wyzwania Wytwarzanie
Doradztwo
Szkolenia
Drukarki 3D
PIAP design Laboratorium Szybkiego Prototypowania i Obliczeń Numerycznych Sieć Badawcza Łukasiewicz - Przemysłowy Instytut Automatyki i Pomiarów PIAP Al. Jerozolimskie 202, 02-486 Warszawa e-mail: design@piap.lukasiewicz.gov.pl I www.design.piap.pl
PRZEGLĄD SPRZĘTU I APARATURY
Wózki AGV w transporcie # I !BJ ! - B
B H B!
B! ! H !
B B 3 3 3 J 3
9 B B
! ! J 9 ,
# - ! A9@ B B
H BJ !BJ %+h - B
9 Agnieszka Staniszewska
A
utomatyczne wózki transportujące AGV (Automated Guided Vehicles) są coraz chętniej wybieranymi produktami, które pozwalają na automatyzowanie procesów produkcyjnych, których celem jest transport surowców, komponentów, półproduktów oraz gotowych wyrobów. Wózki AGV dzięki swoim licznym zaletom, wraz z rozwojem technologii i pojawianiem się nowych możliwości sterowania, zyskują coraz szersze grono zainteresowanych.
Zalety i wady Należy zastanowić się nad tym, skąd wynika rosnące zainteresowanie automatycznymi wózkami transportującymi. Jednym z podstawowych powodów są coraz częstsze problemy ze znalezieniem pracowników, gotowych w sposób fachowy i rzetelny operować tradycyjnymi wózkami transportują-
ustannej pracy powodują, że aplikacje, w których zastosowanie znajdują wózki AGV, są wydajniejsze. Warto również zauważyć, że czynności związane z transportem wymagają częstokroć dużych nakładów siły, ponadto są monotonne. Wskazane cechy są jednymi z kluczowych powodów rozwoju robotyzacji. Ważnym aspektem jest również bezpieczeństwo, które jest zapewniane dzięki spełnianiu przez producentów wózków AGV obowiązujących norm prawnych. Każdy pojazd jest wyposażony w niezbędny i niezawodny system zabezpieczeń, czyniący go bezpieczniejszym niż pojazdy z obsługą. Może wydawać się to nieco dziwne, ale obsługa może okazać się w aspektach bezpieczeństwa bardziej zawodna niż zautomatyzowane systemy zabezpieczeń. Ponadto w wyniku niefrasobliwości operatora może dojść do uszkodzeń, do których praktycznie nie dochodzi w przypadku
IM WIĘKSZY STOPIEŃ ZAUTOMATYZOWANIA I ZROBOTYZOWANIA PROCESU PRODUKCYJNEGO, TYM WIĘCEJ ZASTOSOWAŃ ZNAJDUJĄ WÓZKI AGV. cymi. Wózki AGV nie wymagają takich osób, poza tym mogą pracować prawie nieustannie, a jedyne przerwy w ich pracy wynikają z konieczności wymiany akumulatora lub doładowania. Ponadto przerwy mogą się zdarzyć na skutek wystąpienia awarii, ale jest to zdarzenie nieprzewidywalne, które może się również przydarzyć w przypadku wózków wymagających obsługi. Osiąganie bardzo wysokiej dokładności, powtarzalności, dużo mniejsze ryzyko popełnienia błędu oraz możliwość nie42
automatycznych pojazdów bezobsługowych. Inną zaletą wózków AGV jest ograniczenie przestrzeni niezbędnej do wykonywania cyklicznego transportu. Niewątpliwą wadą stosowania wózków AGV jest konieczność zainwestowania w ich zakup oraz budowę infrastruktury potrzebnej do ich zastosowania w danej aplikacji. Należy pamiętać, że przestrzenie, po których mają poruszać się wózki AGV muszą być przystosowane do tego celu, szczególnie w zakresie jakości posadzki. AUTOMATYKA
Omawiane pojazdy bardzo słabo radzą sobie z nierównościami. Ponadto wymagana jest odpowiednia infrastruktura, która wynika bezpośrednio z zastosowanej metody sterowania wózkiem. Biorąc pod uwagę kilkuletnią perspektywę, należy spodziewać się jednak, że całkowity koszt posiadania wózków z obsługą przewyższa koszt automatycznych wózków transportujących. Koszt inwestycji jest bowiem rekompensowany przez niskie koszty eksploatacji, które ograniczają się do kosztów ładowania oraz prac serwisowych. Nie trzeba ponadto ponosić kosztów związanych z wynagrodzeniem personelu, co stanowi podstawowy element budżetu potrzebnego do posiadania wózków z obsługą.
Typy wózków AGV Wśród wózków AGV można wyróżnić kilka typów, przyjmując za kryterium rodzaj wykonywanego zadania transportowego. Pierwszym z nich są wózki holownicze, których zadaniem jest holowanie załadowanych wózków i przyczep o wielotonowej masie całkowitej przez element stanowiący robota. Wózki i przyczepy są przyczepiane i odczepiane manualnie w strefach przeładunkowych. Kolejną grupę stanowią wózki widłowe, które mogą transportować towar zarówno w pionie, jak i w poziomie oraz mogą realizować zadania tożsame z ich obsługowymi odpowiednikami. Innym przykładem wózków AGV są pojazdy o budowie kompaktowej stanowiące platformę przygotowaną do przewozu ładunków. Można wśród nich wyróżnić pojazdy z przenośnikiem, który umożliwia bardzo sprawny przeładunek. Przenośnik na robocie oraz przenośniki w liniach produkcyjnych łączą się, tym samym palety czy pudła mogą w prosty sposób wjechać na wózek, a w miejscu docelowym go opuścić.
Metody sterowania Jednym z podstawowych kryteriów podziału wózków transportujących AGV jest metoda sterowania. Pierwsza z przedstawianych polega na wykorzystaniu pętli indukcyjnej. Przewody znajdujące się w posadzce dostarczają prąd o stałej częstotliwości i są wy7-8/2021
krywane przez czujniki magnetyczne znajdujące się na spodzie pojazdu transportującego. Zaletą takiego sposobu sterowania jest jednoczesna możliwość ładowania akumulatora potrzebnego do napędzania wózka. Metoda ta może być zastosowana zarówno na otwartej przestrzeni, jak i wewnątrz pomieszczeń. Wadami są: trudność w usuwaniu potencjalnych uszkodzeń, konieczność ingerencji w posadzkę oraz bardzo mała elastyczność. Każda zmiana trasy wózka wiąże się z potrzebą sporego nakładu pracy związanej z przesuwaniem przewodów znajdujących się w posadzce. Inną metodą sterowania jest metoda magnetyczna. Jej zasada działania jest zbliżona do pierwszej z przedstawionych, a polega na śledzeniu przez zamontowane na wózku czujniki magnetyczne linii z materiału ferromagnetycznego umieszczonych na posadzce. Omawiana metoda jest dużo bardziej elastyczna – nie wymaga trwałej ingerencji w posadzkę, a trasy przejazdu wózków mogą być modyfikowane z dużą łatwością. Największą wadą magnetycznej metody sterowania jest podatność na uszkodzenia linii magnetycznych, te jest jednak stosunkowo łatwo naprawić. Innym potencjalnym problemem może być obecność w bezpośrednim sąsiedztwie obcych ferromagnetyków. Grupę metod umożliwiających sterowanie wózkami transportowymi stanowią metody optyczne. Jedna z nich – refleksyjna – zasadą działania przypomina poprzednie, z tą różnicą, że sensorami są czujniki światła odbitego, które umożliwiają podążanie za naklejoną lub namalowaną na posadce linią. Kolejna z optycznych metod sterowania opiera się na obrazach pozyskanych z kamer znajdujących się na sterowanym urządzeniu. Obrazy te są analizowane i przetwarzane zgodnie z wcześniej przyjętym algorytmem. Dla jego uproszczenia stosuje się znaczniki, które wcześniej zostają nanoszone na mapę cyfrową. Innym sposobem sterowania wózków transportowych stosowanym w praktyce jest metoda laserowa. Umożliwia ona optyczne śledzenie punktów odniesienia. Skaner umieszczony na wózku sprawdza
R E K L A M A
PRZEGLĄD SPRZĘTU I APARATURY
43
PRZEGLĄD SPRZĘTU I APARATURY otaczającą przestrzeń, poszukując rozmieszczonych w przestrzeni znaczników. Dzięki takiemu działaniu można uzyskać informację o położeniu wózka transportowego w przestrzeni. Metoda laserowa może również nie wymagać znaczników, wtedy skanery tworzą mapę terenu, umożliwiając jednocześnie śledzenie ruchu.
Sposoby zasilania Samojezdne wózki transportujące AGV można podzielić przyjmując za kryterium sposób ich zasilania. Źródłem zasilania może być klasyczny akumulator ołowiowo-kwasowy. Jest to rozwiązanie najprostsze, a co się z tym wiąże najtańsze. Należy jednak pamiętać o wadach takiego rozwiązania – szybkiego zużycia związanego z ciągłym i cyklicznym obciążeniem. Niekiedy w wózkach AGV stosuje się inne technologie – akumulatory ołowiowo-kwasowe, żelowe lub AGM. Charakteryzują się one większą odpornością na wstrząsy i uderzenia oraz tym, że są bezobsługowe. Wspólną wadą akumulatorów wszystkich technologii klasycznych akumulatorów jest konieczność częstego i czasochłonnego ładowania, co
44
może być problematyczne, a poza tym uniemożliwia zachowanie ciągłości pracy zasilanych w omawiamy sposób pojazdów AGV. Innym, nieco wydajniejszym, sposobem zasilania wózków transportowych AGV są akumulatory litowe. Charakteryzują się one większą gęstością energii zgromadzonej w danej masie, tym samym masa wózka ulega redukcji w stosunku do wózków z wcześniej wymienionymi akumulatorami klasycznymi. Wyższy koszt zakupu akumulatora litowego rekompensują zalety płynące z jego użytkowania – czas pracy na jednym ładowaniu jest dłuższy, liczba cykli pracy jest większa, czas ładowania akumulatora jest krótszy, zaś doładowanie może nastąpić w dowolnym stanie rozładowania. Kolejną metodą zasilania wózków transportowych AGV są superkondensatory. Niewątpliwą zaletą tego typu rozwiązania jest ich duża gęstość mocy, która umożliwia ładowanie i rozładowywanie dużymi prądami w niedługim czasie. Superkondensatory są trwalsze od akumulatorów oraz mają większy zakres temperatury pracy. Częstokroć są wykorzystywane jako element wspomagający tradycyj-
ne baterie w przypadku wystąpienia dużego obciążenia. Wtedy metodę zasilania nazywa się hybrydową. Następna z dostępnych metod zasilania wózków transportowych polega na użyciu ogniwa wodorowego. Ze względu na koszt samego ogniwa, jak i infrastruktury związanej z paliwem wodorowym, jest to metoda stosowana bardzo rzadko. Innym sposobem zasilania wózków AGV jest pętla indukcyjna umieszczonych w posadzce na trasie przejazdu. Przyjęcie takiej koncepcji wymaga odpowiedniego przygotowania infrastruktury, które wiąże się z ingerencją w posadzkę. Wadą tej metody jest niska elastyczność, objawiającą się przede wszystkim wysoką trudnością zmiany trasy wózka transportującego AGV wyposażonego w taki system zasilania. W obrębie zasilania kryterium podziału można oprzeć na sposobie ładowania wózków transportujących wyposażonych we wcześniej wspomniane zasobniki. Najprostszym i najekonomiczniejszym, a w związku z tym najpowszechniej stosowanym jest ręczna wymiana baterii po rozładowaniu. Cała procedura zajmuje kilka minut, ale wymaga ingerencji
PRODUCENT/DYSTRYBUTOR
ASTOR
JUNGHEINRICH POLSKA
MODEL
AGILOX ONE
EZS 350A
Typ
podnośnik nożycowy
holownik
Metoda sterowania
laserowa
laserowa
Sposób zasilania
akumulator litowo-jonowy
akumulator litowo-jonowy
Wymiary [mm × mm × mm]
1510 × 800 × 1850
1962 × 980 × 2273
Masa własna [kg]
380
1333
Ładowność [kg]
1000
5000
Elementy bezpieczeństwa
–
skaner z regulacją wielkości obszaru w zależności od prędkości, czujniki boczne
Maksymalna prędkość jazdy [km/h]
5
12,5
Cechy szczególne
koncept inteligencji rozproszonej, podnoszenie na wysokość 500 mm i 1000 mm
możliwość pracy w trybie z operatorem
AUTOMATYKA
PRZEGLĄD SPRZĘTU I APARATURY operatora oraz dostęp do co najmniej dwóch baterii. W trakcie używania jednej z nich, druga, a w razie potrzeby kolejne, są ładowane i przygotowywane do użytku. Znaczącym udogodnieniem może okazać się automatyczny zmieniacz baterii. Jego działanie nie wymaga ingerencji operatora. Wózek o specjalnie przygotowanej konstrukcji, w czasie zgodnym z wcześniej przyjętym harmonogramem wjeżdża do strefy wymiany baterii i poddaje się procesowi wymiany zasobników energii. Urządzenie zmieniające odpowiada również za zapewnienie ładowania pobranego z wózka ogniwa, aby było przygotowane do użycia podczas kolejnych wymian. Innym bodźcem do wjazdu wózka transportującego w strefę wymiany może być stwierdzenie przez dedykowany system sterujący niskiego poziomu naładowania baterii aktualnie znajdującej się w wózku AGV. Zarówno manualna, jak i automatyczna metoda wymiany baterii wymaga odpowiedniej liczby zasobników energii. Ta jest wyliczana na podstawie analizy średniego czasu potrzebnego na pełne naładowanie
baterii oraz średniego czasu, przez który wózek może funkcjonować między kolejnym procesami ładowania. Procedury wymiany oraz ładowania należy uwzględnić w harmonogramach produkcyjnych. Należy pamiętać, że proces wymiany baterii zajmuje określony czas, podczas którego wózek nie realizuje swoich podstawowych zadań. Uwzględniając powyższe stwierdzenia, należy odpowiednio zaplanować wielkość floty wózków transportujących oraz liczbę ogniw. W ten sposób procesy produkcyjne bazujące na wózkach transportujących oraz bezpośrednio lub pośrednio powiązane z nimi nie będą narażana na niepożądane i nieprzewidziane przerwy. Inną metodą ładowania jest ładowanie przewodowe. Dzięki takiemu rozwiązaniu znika konieczność demontowana rozładowanego zasobnika z wózka transportującego. Ten w zaplanowanym w harmonogramie czasie podjeżdża do stacji ładowania i przez określony czas jest ładowany. Dla zoptymalizowania działania systemów transportujących stacja ładująca może znajdować się w punktach przeładunkowych. Wtedy podczas
konieczności postoju wózka na czas załadunku lub rozładunku dodatkowo realizowany jest proces ładowania. Najnowocześniejszym, ale i najdroższym rozwiązaniem, które można wykorzystać do ładowania wózków jest ładowanie bezprzewodowe. Może się ono odbywać na całej trasie przejazdu, dzięki czemu nie wymaga przerw w realizacji przez pojazd zadań transportowych. Z przedstawionego przeglądu metod zasilania i sposobów ładowania wynika dosyć spodziewany wniosek. Metody i sposoby o wyższym stopniu zautomatyzowania są dużo bardziej ergonomiczne i ograniczają znacząco czas przestojów w procesach związanych z transportem. Zasadniczą ich wadą jest cena, która jest dużo wyższa niż w przypadku rozwiązań manualnych i klasycznych. Może się jednak okazać, że korzyści płynące z braku konieczności ingerencji obsługi w proces zaopatrywania wózków w energię, profity z możliwości ładowania podczas załadunku i rozładunku oraz widocznie zminimalizowanego czasu poświęcanego na procedurę ładowania w ostatecznym rozrachunku są korzystniejsze i bardziej opłacalne.
JUNGHEINRICH POLSKA
KUKA
MIR
ETX 515A
KMP 1500
MIR 1000
widłowy
platforma
platforma
indukcyjna
laserowa
laserowa
pętla indukcyjna
akumulator litowo-jonowy
akumulator litowo-jonowy
3470 × 1210 × 3920
2000 × 800 × 470
1350 × 920 × 320
7530
935
230
1500
1500
1000
–
cztery wyłączniki bezpieczeństwa, kierunkowskazy
dwa skanery i kamera 3D, osiem czujników zbliżeniowych w martwych strefach
10,5
3,6
4,3
możliwość pracy w trybie z operatorem obrotowa karetka wideł, widły teleskopowe
możliwość programowania bez kabli
możliwość wyposażenia w podnośnik palet
7-8/2021
45
PRZEGLĄD SPRZĘTU I APARATURY Zastosowanie w przemyśle Kolejnym zagadnieniem związanym z wózkami transportującymi AGV jest ich zastosowanie w przemyśle. Im większy stopień zautomatyzowania i zrobotyzowania procesu produkcyjnego, tym więcej zastosowań znajdują wózki AGV. Opisywane pojazdy są stosowane głównie w nowoczesnych centrach dystrybucyjnych oraz fabrykach, w których proces produkcyjny odbywa się w sposób cykliczny i przewidywalny. Wózki transportujące AGV są stosowane głównie wewnątrz pomieszczeń do przemieszczania komponentów między liniami produkcyjnymi oraz transportowania gotowych produktów do stref magazynowych i w ich wnętrzu. Jedną z branż, która najczęściej korzysta z dobrodziejstw wózków transportujących AGV, jest branża motoryzacyjna. Mnogość elementów i komponentów, które muszą być w sposób ciągły dostarczane do poszczególnych gniazd produkcyjnych, sprawia, że wózki są w tym przypadku idealnym rozwiązaniem zwiększającym wydajność produkcji. Pozwalają
46
na znaczącą jej optymalizację. Przykładowym zastosowaniem jest transport elementów i gotowych komponentów instalacji elektrycznych czy też elementów wyposażenia. Z dobrodziejstw wynikających z istnienia wózków AGV korzystają również przedstawiciele branż elektrycznej, meblarskiej oraz spożywczej. Wózki transportują pojedyncze elementy i partie produktów, różnego rodzaju komponenty i gotowe elementy, drobne przedmioty, tj. kuwety z wkrętami, oraz całkiem spore między gniazdami produkcyjnymi. Wózki AGV są również pomocne przy rozładunku oraz załadunku surowców i towarów. Na podstawie powyższego można wśród przykładowych zastosowań wyróżnić logistykę magazynową. Wózki są niezwykle istotnym elementem automatyzacji rozładunku i załadunku towarów i palet. Znajdują również zastosowanie w znajdowaniu, przygotowywaniu oraz składowaniu przesyłek. W dobie rosnącej sprzedaży wysyłkowej i rozwoju logistyki, można zakładać, że rozwój zastosowań wózków AGV związany z tą branżą będzie niegasnący.
Wózki transportujące AGV znajdują również zastosowanie poza przemysłem. Dobrym tego przykładem są lotniska. Wózki służą do transportu bagaży między samolotami oraz budynkami lotniska. Znacząco usprawniają logistykę przewozu bagaży oraz skracają czas oczekiwania na nie. Przykładem może również posłużyć branża medyczna. Wózki mogą przewozić posiłki i pościel między kuchnią szpitalną, pralnią a oddziałami oraz wywozić z nich śmieci i niebezpieczne odpady medyczne. Pojawiają się również aplikacje, w których pomagają w dostarczaniu i segregacji leków. Wózki AGV są w ramach branży medycznej na razie rzadko spotykane, ale wraz z rozwojem sektora służby zdrowia, taki stan rzeczy ulega powolnej zmianie.
Bezpieczeństwo W przypadku autonomicznych pojazdów AGV niezwykle ważnym aspektem jest bezpieczeństwo. Brak obsługi mogącej wpłynąć natychmiast na działanie urządzenia implikuje konieczność stosowania odpowiednich systemów zabezpieczeń. W zależności od charakteru strefy, w której
PRODUCENT/DYSTRYBUTOR
OMRON
SEW - EURODRIVE
MODEL
LD 250
MAXO-MS-TV005
Typ
platforma
holownik
Metoda sterowania
laserowa
laserowa
Sposób zasilania
akumulator litowo-jonowy
akumulator kwasowo-ołowiowy
Wymiary [mm × mm × mm]
969 × 718 × 383
1610 × 800 × 820
Masa własna [kg]
brak danych
300
Ładowność [kg]
250
250
Elementy bezpieczeństwa
lasery boczne, opcjonalne dodatkowe wyłączniki bezpieczeństwa
–
Maksymalna prędkość jazdy [km/h]
4,32
5,4
Cechy szczególne
model ESD przystosowany do bezpiecznego transportu elementów wrażliwych na wyładowania elektrostatyczne
dostępne przyczepy z nadbudową
AUTOMATYKA
PRZEGLĄD SPRZĘTU I APARATURY przemieszcza się pojazd AGV, należy podjąć różne środki bezpieczeństwa. Strefy można podzielić na dwie główne kategorie – zamknięte i wspólne. W tych pierwszych pojawienie się człowieka nie powinno mieć miejsca. Strefy zamknięte powinny być tak zaprojektowane i wykonane, że dostęp do nich jest niemożliwy w normalnym trybie pracy. Dostanie się do nich wymaga pokonania urządzeń zabezpieczających i przerwania ciągłości obwodu bezpieczeństwa. Mowa tu o otwarciu bramki znajdującej się w ogrodzeniu i wyposażonej w ryglowy zamek bezpieczeństwa. W strefach wspólnych obecność ludzi jest dozwolona i z góry założona, ponadto można spodziewać się ruchu pojazdów obsługiwanych przez ludzi. Obowiązująca norma bezpieczeństwa PN-EN 1525 nie wymaga od projektantów w przypadku stref zamkniętych uwzględniania możliwości pojawienia się człowieka na trasie wózka transportującego AGV. Jednak warto zauważyć, że potencjalnie może zdarzyć się sytuacja, w której człowiek wykonujący prace serwisowe znajdzie się w strefie zamkniętej, a wózek
będzie w tym czasie realizować swój z góry założony plan przejazdowy. Pojawienie się na trasie wózka człowieka, innego pojazdu lub jakiegoś przedmiotu powoduje konieczność zatrzymania pojazdu i poinformowania otoczenia o zaistnieniu takiego faktu. Ewentualna kolizja może być niebezpieczna zarówno w sposób bezpośredni, jak i pośredni dla człowieka. Należy bowiem pamiętać, że kolizja wózka może spowodować jego przewrócenie, a w konsekwencji zniszczenie ładunku, co z kolei może być potencjalną przyczyną kolejnych zniszczeń i pojawienia się innych zagrożeń dla zdrowia i życia ludzi. Warto pamiętać, że zabezpieczenia, w które wyposażony jest wózek, powinny wykrywać obiekty na całej szerokości i długości wózka, uwzględniając przy tym ewentualne wystawanie ładunku poza obrys wózka. Przy tym należy zwrócić szczególną uwagę na konieczność odpowiedniego zabezpieczenia ładunku, co zapobiegnie jego przesuwaniu się, nawet w przypadku konieczności wywołania procedury zatrzymania awaryjnego. Ponadto w wózkach z możliwością obrotu,
istotne jest zapewnienie zabezpieczenia związanego z ruchem obrotowym. W przypadku stref wspólnych należy zwrócić szczególną uwagę na strefę przypodłogową ze względu na wysokie ryzyko zmiażdżenia stóp. Normy bezpieczeństwa dotyczące wózków transportujących AGV PN-EN ISO 3691-4 („Wózki jezdniowe – Wymagania dotyczące bezpieczeństwa i sprawdzanie – Część 4: Wózki jezdniowe bez operatora i ich systemy” oraz PN-EN ISO 13849-1 wskazują na wymagane cechy układu hamulcowego wózka, konieczność odpowiedniego oznakowania połączenia wózka z ewentualną przyczepą, ograniczenia prędkości, które należy zachować w przypadku niemożności dochowania odpowiednich odstępów, konieczność zabezpieczenia infrastruktury powiązanej z procesem ładowania, np. w przypadku automatycznych stacji ładowania zapewnienie możliwości ładowania tylko podczas obecności wózka w stacji. Warto również podkreślić konieczność realizacji funkcji zatrzymania awaryjnego oraz unikania ostrych krawędzi i naroży w procesie projektowania i produkcji wózków.
STAUBLI
WOBIT
VERSABOX
WFTFL090
MOBOT FLATRUNNER HT (004)
VERSABOT 1500
widłowy
platforma
platforma
laserowa
laserowa
laserowe
akumulator litowo-jonowy
akumulator kwasowo-ołowiowy
akumulator litowo-jonowy
2750 × 950
1600 × 750 × 239
1514 × 925 × 308
brak danych
220
460
1000
500
1500
automatyczne wykrywanie palet
dwa głośniki do wydawania komunikatów, cztery kierunkowskazy
zwalnianie jako pierwszy stopień reakcji przy wykryciu przeszkody w otoczeniu
brak danych
3
6,48
przystosowane do pracy na kostce brukowej, zmniejszona wrażliwość na nierówności, możliwość ładowania indukcyjnego
możliwość obracania się w miejscu
przystosowany do pracy z przenośnikami rolkowymi, budowa modułowa ułatwiająca personalizację
7-8/2021
47
PRZEGLĄD SPRZĘTU I APARATURY Podstawową składową systemów bezpieczeństwa wózków transportujących AGV są sensory optyczne, które skanują otoczenie podczas przemieszczania pojazdu. Mogą weryfikować najbliższe otoczenie będącego w ruchu wózka i w razie konieczności odpowiednio wpłynąć na proces reakcji na przeszkodę. Reakcja polega na zatrzymaniu pojazdu oraz zasygnalizowaniu problemu za pomocą sygnału świetlnego lub akustycznego. Kontynuacja ruchu jest możliwa po usunięciu przeszkody z trasy przejazdu wózka. Sygnały świetlne i akustyczne powinny również być wyzwalane tuż przed rozpoczęciem ruchu w normalnym trybie pracy. Jest to środek ostrzegawczy, a jednocześnie forma dodatkowego środka zabezpieczającego. Ponadto podczas zmiany kierunku ruchu wózek powinien umożliwiać zasygnalizowanie takiego manewru, przykładowo za pomocą kierunkowskazu.
Przemysł 4.0 Rozbudowane systemy sterowania wózków transportujących AGV pozwalają na dynamiczne rekonfigurowanie profilu ruchu i bieżące dostosowywanie do rzeczywistych warunków środowiskowych. Wózki AGV stanowią również jeden z elementów rozbudowanych zinformatyzowanych systemów zarządzania produkcją i transportem wewnętrznym oraz zewnętrznym. Omawiane pojazdy umożliwiają wymianę danych dotyczących zadań produkcyjnych, transportowych oraz logistycznych. Pozyskane dane można potem poddać analizie i na jej podstawie wysnuwać wnioski dotyczące wydajności systemów, których elementami są wózki AGV. W związku z tym można stwierdzić, że omawiane pojazdy wpisują się w koncepcję Przemysłu 4.0, która stanowi fundament dalszego rozwoju automatyzacji i robotyzacji w przemyśle.
mi transportującymi AGV implikuje zainteresowanie nimi coraz szerszego grona odbiorców. Nieustanny rozwój automatyzacji pozytywnie wpływa na segment rynku związany z tymi pojazdami. Szerokie zastosowanie, wysoka elastyczność i powtarzalność, niska zawodność, redukcja koniecznej przestrzeni do realizacji zadań transportowych powodują, że wózki AGV stanowią jeden z tych elementów, których oferta jest wciąż rozbudowywana wśród producentów i dystrybutorów z branży automatyki i robotyki. Jednym z najważniejszych aspektów są oczywiście finanse. Wizja zwrotu kosztów inwestycji w wózki z nawiązką w perspektywie kilku lat jest kuszącą propozycją. Rosnące zainteresowanie wózkami AGV jest gwarantem nieustannego ich rozwoju i ulepszania.
Podsumowanie
Agnieszka Staniszewska
Postępujący rozwój zainteresowania sterowanymi automatycznie wózka-
6 K 8 ! "
#$%#4D8)06
R E K L A M A
48
AUTOMATYKA
Z NAMI JUŻ DZIŚ POZNASZ PRZEMYSŁ JUTRA
Redakcja AUTOMATYKA Sieć Badawcza Łukasiewicz – Przemysłowy Instytut Automatyki i Pomiarów PIAP Al. Jerozolimskie 202, 02-486 Warszawa Marketing: tel. +48 22 87 40 191, +48 22 87 40 060 e-mail: automatyka@piap.lukasiewicz.gov.pl www.AutomatykaOnline.pl/Automatyka
Redakcja AutomatykaOnline.pl Sieć Badawcza Łukasiewicz – Przemysłowy Instytut Automatyki i Pomiarów PIAP Al. Jerozolimskie 202, 02-486 Warszawa Marketing: tel. +48 504 12 66 18 e-mail: redakcja@automatykaonline.pl www.AutomatykaOnline.pl
PRZEGLĄD SPRZĘTU I APARATURY
Zalety platformy MAV dla fabryk przyszłości Platforma mobilna Neura Robotics – MAV (Multisensing %! - ! h 3 Y " H
%+h9 G B B B 2K B
B H B
- ! -
- % )9
/ I B 3 !B - H ! K I ! -
- !
H 3 B 3 ! B 9 F I ! J
B ! H B
! B ! B
H ! ! 2 9 50
A
waria linii produkcyjnej prowadzi obecnie do zatrzymania całego ciągu, co skutkuje ogromnymi kosztami za każdą minutę przestoju produkcji. Dzięki MAV takich przestojów można uniknąć. Jeśli jeden MAV ulegnie awarii, pozostałe mogą przejąć pracę dzięki oprogramowaniu zarządzania flotą, w celu zapewnienia nieprzerwanego ciągu produkcji. Kolejną zaletą jest to, że sensory mogą być wykorzystywane do mapowania otoczenia i tworzenia na jego podstawie modelu CAD (Computer Aided Design). Oparta na CAD cyfrowa wersja miejsca pracy otwiera zupełnie nowe obszary zastosowań, takie jak symulacja złożonych linii produkcyjnych. MAV może być również używana do zapewnienia jakości oraz rozpoznawania i inwentaryzacji obiektów. P R O M O C J A
Mobilny manipulator MAV wykorzystuje także technologie MAiRA, takie jak technologia sensoryczna 3D oraz bezdotykowy system bezpiecznego wykrywania ludzi TSHD. – Mobilny robot transportowy może być również stosowany we flotach. Po zamontowaniu na nim robota LARA lub MAiRA staje się mobilnym manipulatorem, co znacznie rozszerza zakres możliwości jego zastosowań – mówi David Reger, prezes Neura Robotics. W tym celu można wyposażyć MAV w pionową oś liniową dla kobota. Opracowany został również regał, który służy do odkładania komponentów i małych pojemników.
Naturalna interakcja z człowiekiem Dzięki zintegrowanym czujnikom mobilny robot może poruszać się autoAUTOMATYKA
PRZEGLĄD SPRZĘTU I APARATURY nomicznie i bezpiecznie w obszarze działania po zmapowaniu otoczenia. MAV punktuje prostym uruchomieniem oraz obsługą. – Jest wyposażony w zintegrowane kamery 3D, zestaw mikrofonów 3D i sensor wykrywający ludzi przebywających w pobliżu, dlatego potrafi nie tylko reagować na środowisko, ale i wchodzić w naturalne interakcje z ludźmi. Zintegrowany system sterowania za pomocą gestów oraz głosu pozwala pracownikom bez doświadczenia w robotyce przejść przez nieskomplikowany proces programowania robota oraz zapewnia naturalną interakcję z nim – przekonuje prezes Neura Robotics.
7 9 : %0*D %*&
Kontrola robota transportującego za pomocą komend głosowych Komendy głosowe, takie jak „przesuń się do przodu o 10 cm”, „zachowaj ten punkt”, „aktywuj jednostkę podnoszącą” itp., ułatwiają naukę dowolnego procesu. Uruchomienie systemu może zostać ukończone w zaledwie kilka godzin dzięki intuicyjnemu Kreatorowi Uruchamiania.
7-8/2021
Cruise Control pozwala integrować i kontrolować w toku produkcji kilka robotów MAV za pomocą oprogramowania do zarządzania flotą. Platforma MAV, cechująca się ładownością do 1500 kg, została stworzona głównie z myślą o transporcie ciężkich towarów w ruchu intralogistycznym. Wymiary systemu umożliwiają przewożenie europalet. Czas pracy (do 10 godzin) w połączeniu z czasem ładowania
(zaledwie 60 minut na indukcyjnej stacji ładowania) zapewnia sprawny przepływ towarów. Firma 5sAUTOMATE jest wyłącznym partnerem Neura Robotics w Polsce.
5sAUTOMATE 9 XXA >?= >:X 4- j: %0*D %*&9 9: %0*D %*&9 -
51
PRZEGLĄD S PRZEGLĄD SPRZĘTU PRZĘTU I A APARATURY PARATURY
SEW-Eurodrive Współtworzenie inteligentnych fabryk Sm@rt Factory 7 2 ! B 6&,4&! 1 - - ! J ! I I - " - 3
J - C
J 3 6-
7
0 W Y9 # B
J - !
I - W - 5#6Y J J J J K9
C! ! !
" B 9
C
zy to wizja dalekiej przyszłości? Nie – takie rozwiązania wdrażane są już dzisiaj. Celem jest osiągnięcie wyższego poziomu produktywności w zakresie współpracy ludzi i techniki. Inteligentne produkty/obiekty wyposażone w zintegrowane systemy, kody QR
52
oraz chipy RFID sterują sobą samodzielnie. Dzięki standardowym interfejsom oraz nowoczesnej technologii informacyjnej możliwa jest wysoce elastyczna i zautomatyzowana produkcja typu plug & play. SEW-Eurodrive sprzedaje tylko sprawdzone rozwiązania – w tym celu powstała wzorcowa fabryka w Niemczech w Graben-Neudorf. Testujemy w niej w realnych warunkach nowe procesy produkcyjne i logistyczne zgodne z założeniami filozofii Lean. Efektem optymalnego połączenia poszczególnych etapów produkcji w wydajny całościowy proces jest mierzalny potencjał oszczędnościowy. Wydatki na zasoby z obszaru techniki produkcji ulegają zmniejszeniu, a dzięki całościowemu procesowi oraz technice możliwe jest optymalne wspieranie ludzi podczas wykonywanej przez nich pracy. Na tym etapie są testowane i optymalizowane drogi przejazdu, które następnie są przenoszone ze świata wirtualnego do rzeczywistego jednym kliknięciem. P R O M O C J A
Systemy asystenckie W fabryce SEW-Eurodrive połączenie poszczególnych procesów pracy w obszarze montażu przekładni przejmują mobilne systemy asystenckie: • asystenci logistyki (transport komponentów) – zaopatrują w odpowiednim momencie wyspy montażowe we właściwe komponenty, • asystenci logistyki (tryb jazdy swobodnej) – transportują przedmioty o łącznej masie sięgającej 1,5 t i potrafią swobodnie się poruszać oraz nawigować w obiekcie, • asystenci montażu (system cyberfizyczny) – wspierają montażystów podczas pracy. Zgodnie z filozofią Industry 4.0 są to systemy cyberfizyczne, które mają zapisane w sobie wszystkie niezbędne dane dotyczące produktu oraz klienta, • asystenci logistyki (transport gotowych produktów) – transportują gotowe motoreduktory z działu montażu do stacji napełniania olejem, kontroli, a następnie do lakierni. AUTOMATYKA
PRZEGLĄD SPRZĘTU I APARATURY
7 9 6&,4&! 1
• mobilni asystenci obsługi w dziale produkcji – przejmują monotonne prace w zakresie wyposażenia maszyny i usprawniają pracę operatora. Industry 4.0 w ramach całkowitego procesu zmienia rolę człowieka w funkcję nadrzędną w całym łańcuchu wartości. Powstają nowe obszary pracy, w których do głównych zadań należą kwestie związane ze sterowaniem, monitorowaniem oraz optymalizacją procesów. Pracownik przestaje być asystentem i staje się decydującym „dyrygentem”, który łączy ze sobą różne pojedyncze etapy zgodnie ze specyficznymi wymaganiami. Tego typu odciążenie pracownika produkcyjnego oznacza, że będzie on mógł zrealizować zadania w nowo zdefiniowanym obszarze.
Inteligentna kompilacja człowieka i technologii Lean Industry 4.0 stawia na współdziałanie ludzi i maszyn – człowiek i robot pracują razem ramię w ramię. W przyszłości świat realny i wirtualny
zostaną ze sobą w takim stopniu połączone, że możliwe będzie ich całkowite osieciowanie. W ramach Przemysłu 4.0 wszystkie systemy są inteligentnie połączone w sieć i wymieniają informacje z wytwarzanymi produktami w czasie zbliżonym do rzeczywistego (oczywiście dotyczy to również ludzi). Ze względu na wiele różnych zależności, które zachodzą w inteligentnej fabryce ważne jest wzmacnianie sprawdzonych głównych filarów, takich jak tworzenie wartości, optymalizacja procesów, bezawaryjność i bezbłędność, jak również wydajne zarządzanie oraz wspieranie tych obszarów inteligentnymi rozwiązaniami automatyzacji.
SEW-Eurodrive – rozwój i kompleksowość usług SEW-Eurodrive to znana marka rozwiązań techniki napędowej dla przemysłu. Od 90 lat na świecie i 25 lat w Polsce dostarczamy modułowe systemy napędowe indywidualnie dopasowane do wymagających aplikacji. Głównym czynnikiem sukcesu jest rozwój, otwar-
tość na zmianę i kompleksowość usług na najwyższym poziomie. Ciągle się rozwijamy w nowej rzeczywistości Przemysłu 4.0. Wdrożyliśmy nowoczesne rozwiązania logistyczne, jak samojezdne wózki transportowe AGV oraz stworzyliśmy nową jakość automatyzacji – modułowy system automatyki MOVI-C. Dysponujemy specjalistyczną obsługą serwisową 24h/7 oraz szeroką ofertą szkoleniową w zakresie produktów i rozwiązań napędowych, jak również rozwoju kadry inżynierskiej. Zapewniamy wysokie standardy jakości. Potwierdza to wdrożony w SEW-Eurodrive Polska system zarządzania jakością ISO 9001-2015 oraz najnowszy system zarządzania bezpieczeństwem i higieną pracy ISO 45001:2018. SEW-EURODRIVE POLSKA Sp. z o.o. ! 9 * 3 : <U4:=? d 9 AU U<> @@ @@ 4- j 4 ! 1 9
9 4 ! 1 9
7 9 6&,4&! 1
R E K L A M A
7-8/2021
53
PRZEGLĄD SPRZĘTU I APARATURY
Transport wewnętrzny z robotami mobilnymi MOBOT ! B ! -
I B9 6 -
- BI I B 2 B - 3 ! - B 9 ,D
!B - D8D*
- - H K
H H J - - ! 9 6 Q -
- J
! - B 9
54
R
odzina robotów MOBOT to ponad dziesięć różnych modeli robotów o udźwigach 100 kg, 200 kg, 500 kg, 700 kg, 1000 kg oraz 1800 kg. W zależności od potrzeb aplikacji WObit oferuje roboty o napędzie różnicowym, pozwalające na ruch przód/tył i wykonywanie obrotów w miejscu, jak i modele wyposażone w napęd omnikierunkowy. Roboty z kołami Mecanum zapewniają ruch w każdym kierunku, obroty o 360° i zmianę kierunku jazdy w miejscu. Tak duża swoboda ruchu umożliwia zwinne i bezpieczne przemieszczanie się w wyznaczonej, nawet mocno ograniczonej przestrzeni oraz sprawne omijanie przeszkód. Roboty MOBOT P R O M O C J A
z kołami Mecanum są optymalnym rozwiązaniem w procesach z krótkim czasem cyklu, gdzie zmniejszenie liczby manewrów potrzebnych do zmiany kierunku umożliwia realizację zadania w krótszym czasie. Do nawigacji stosowany jest system naturalnej nawigacji LMS, który pozwala na autonomiczną i bezpieczną pracę robotów, identyfikację przeszkód i ich omijanie oraz bezpieczne zatrzymanie, co zapobiega kolizjom. Warto podkreślić, że roboty mobilne MOBOT są projektowane i produkowane w zgodzie z szeregiem norm, w tym z najnowszą PN-EN ISO 3691-4, spełniając bardzo restrykcyjne wymagania dotyczące zapewnienia bezpieczeństwa. AUTOMATYKA
PRZEGLĄD SPRZĘTU I APARATURY
7 9 ,D
Szerokie zastosowanie w nowych i już istniejących procesach Roboty mobilne MOBOT można łatwo wdrożyć do już istniejących procesów, bez konieczności wprowadzania istotnych i kosztownych zmian w przestrzeni fabryki. System robotów jest skalowalny, co oznacza, że można go łatwo rozbudowywać o kolejne urządzenia. Do zadań najczęściej wykonywanych przez roboty MOBOT należy automatyczny transport półproduktów na różnych etapach wytwarzania, począwszy od wstępnej obróbki, przez montaż, testowanie aż po odbiór wyrobu gotowego. Mobilne roboty transportowe zapewniają ciągłość przepływu ładunków, zabezpieczają dostawy do gniazd produkcyjnych i przejmują wiele uciążliwych i monotonnych zadań, odciążając ludzi i poprawiając bezpieczeństwo. Co więcej, kompaktowa i solidna konstrukcja robotów MOBOT umożliwia ich prostą i szybką
adaptację do transportu różnorodnych wyrobów. Dzięki łatwo wymienialnym modułom i wózkom roboty mogą przewozić palety z towarem, kuwety wypełnione drobnymi detalami, jak również gotowe produkty o różnych gabarytach. Ładunki mogą być przewożone nad robotem i przemieszczane za pomocą podajnika rolkowego lub wózka paletowego czy grawitacyjnego, automatycznie dokowanego przez robota. Na robotach MOBOT można też zintegrować dowolne ramię robotyczne i zastosować je np. w roli mobilnego stanowiska produkcyjnego.
konfigurować przez stronę internetową. Programowanie zostało uproszczone do formy prostego samouczka, niewymagającego od użytkownika wcześniejszego doświadczenia programistycznego. Możliwość łatwego zamocowania niemal dowolnego wyposażenia, a także jego szybkiej wymiany pozwala na wykorzystywanie tego urządzenia do różnych zadań. Dzięki temu niemal każda firma może skorzystać z innowacyjnej technologii, jaką są roboty mobilne i zyskać przewagę konkurencyjną przez optymalizację transportu wewnętrznego.
MOBOT TRANSPORTER U1 – robot mobilny dla każdej firmy Nowa seria MOBOT TRANSPORTER to niedrogie roboty o stopniu ochrony IP65 i udźwigu do 100 kg. Roboty te są proste w obsłudze i przygotowane do łatwej samodzielnej instalacji, a ich wyposażenie można szybko i wygodnie
P.P.H WObit E.K.J. Ober s.c. /I =X XU4@A: # 9 X= UU U; AUU 9 X= UU U; A>< 4- j 9 -9
9 9 -9
R E K L A M A
PRAWO I NORMY
KINGA ROCHALSKA adwokat C6, C 2 ! ,
Zamówienia publiczne
Wdrażanie automatyki i robotyki Innowacyjne zamówienia, których przedmiotem jest szeroko BI H ! -
! !BJ
- - !
! 39 6 J 3
B B I H B J
J
I 9
/ - !BJ B
39
56
S
tałą tendencją w zamówieniach publicznych jest dokonywanie zakupów w oparciu o tryb przetargu nieograniczonego, w którym cały ciężar właściwego przygotowania dokumentacji postępowania spoczywa na zamawiającym. Mimo iż ustawodawca przewidział tryb umożliwiający większy udział wykonawców w procesie zakupowym, jak np. tryb dialogu konkurencyjnego czy partnerstwa innowacyjnego, zamawiający w większości przypadków korzystają z trybu przetargu nieograniczonego. Wbrew oczekiwaniom rynku, tej tendencji nie zmieniła nowelizacja ustawy prawo zamówień publicznych (PZP), która weszła w życie 1 stycznia 2021 r. (zob. ustawa z dnia 11 września 2019 r. Prawo zamówień publicznych; tj. Dz. U. z 2021 r., poz. 1129 ze zm.). Jak wynika z danych Urzędu Zamówień Publicznych (do 31 maja 2021 r.) aż 87,45 % przetargów ogłoszonych od początku roku odbywało się w trybie przetargu nieograniczonego, zaś dialog konkurencyjny stanowił zaledwie 0,02 %. Postępowania w trybie partnerstwa innowacyjnego nie przeprowadzono ani jednego.
Problem w sprecyzowaniu przedmiotu zamówienia Biorąc pod uwagę fakt, że większość zamówień odbywa się w trybie przetargu nieograniczonego, to na zamawiającym spoczywa ciężar właściwego opisu przedmiotu zamówienia. O ile w przypadku zamówień na zakup np. papieru do drukarki, opis przedmiotu zamówienia z reguły nie stanowi problemu dla osób zajmujących się zakupami w jednostce publicznej, o tyle przygotowanie zamówienia na wdrożenie automatyki lub robotyki stanowi niemałe wyzwanie. Podstawowym problemem, z jakim zmagają się zamawiający jest przygotowanie opisu przedmiotu zamówienia, który będzie precyzyjny i jednocześnie zrozumiały dla wykonawców, a także będzie odzwierciedlał potrzeby zamawiającego. W praktyce zdarza się, że zamawiający wiedzą, jaki efekt chcieliby osiągnąć, jednak brak im odpowiedniej wiedzy i doświadczenia, aby opisać dane zamówienie. W zamówieniach mających na celu wdrażanie automatyki i robotyki przeszkodą może być także fakt, że zamówienia te często dotyczą rozwiązań działających w oparciu o autorskie narzędzia. AUTOMATYKA
PRAWO I NORMY Zamawiający zaś musi opisać przedmiot zamówienia przez opis konkurencyjny, który nie zawiera nazw własnych ani nie podaje właściwości sugerujących konkretnego producenta. Bez wsparcia ze strony osób mających szczegółową wiedzę techniczną takie zadanie może okazać się niewykonalne dla przeciętnego zamawiającego.
Warunki udziału i kryteria wyboru ofert Kolejnym problemem, z jakim spotykają się zamawiający, jest konieczność wskazania odpowiednich warunków, w szczególności w zakresie wiedzy i doświadczenia, jakie powinien spełniać wykonawca. Warunki te mają być proporcjonalne do przedmiotu zamówienia, a jednocześnie muszą pogrupować wykonawców mających niewystarczające – z punktu widzenia zamawiającego – kompetencje. Gdy zamawiającemu uda się odpowiednio opisać przedmiot zamówienia oraz warunki udziału w postępowaniu, powinien określić odpowiednie kryteria oceny ofert, które pozwolą mu wybrać odpowiedniego wykonawcę. Kryteria oceny ofert powinny odzwierciedlać potrzeby zamawiającego, a więc nie odnosić się jedynie do ceny, terminu realizacji czy harmonogramu płatności. Zamawiający powinien z kolei wziąć pod uwagę m.in. warunki gwarancji czy potencjalnego serwisu.
Wstępne konsultacje rynkowe Remedium na potrzeby zamawiającego mogą okazać się wstępne konsultacje rynkowe. W obowiązującej od 1 stycznia 2021 r. ustawie PZP
W PRAKTYCE ZDARZA SIĘ, ŻE ZAMAWIAJĄCY WIEDZĄ, JAKI EFEKT CHCIELIBY OSIĄGNĄĆ, JEDNAK BRAK IM ODPOWIEDNIEJ WIEDZY I DOŚWIADCZENIA, ABY OPISAĆ DANE ZAMÓWIENIE. W ZAMÓWIENIACH MAJĄCYCH NA CELU WDRAŻANIE AUTOMATYKI I ROBOTYKI PRZESZKODĄ MOŻE BYĆ TAKŻE FAKT, ŻE ZAMÓWIENIA TE CZĘSTO DOTYCZĄ ROZWIĄZAŃ DZIAŁAJĄCYCH W OPARCIU O AUTORSKIE NARZĘDZIA. ustawodawca wskazał, że zamawiający, przed wszczęciem postępowania o udzielenie zamówienia, będzie mógł przeprowadzić wstępne konsultacje rynkowe w celu przygotowania postępowania i poinformowania wykonawców o swoich planach i wymaganiach dotyczących zamówienia. Prowadząc konsultacje rynkowe, zamawiający będzie mógł korzystać z doradztwa wszelkich podmiotów, pod warunkiem, że nie spowoduje to naruszenia zasad zachowania uczciwej konkurencji, równego traktowania wykonawców i przejrzystości. Celem wstępnych konsultacji rynkowych jest uzyskanie wiedzy w zakresie niezbędnym do przygotowania opisu przedmiotu zamówienia, specyfikacji istotnych warunków zamówienia lub określenia warunków umowy. Co istotne dla wykonawców, podmioty, z którymi zamawiający prowadził wstępne konsultacje rynkowe będą ubiegać się o udzielenie zamówienia.
KINGA ROCHALSKA Specjalizuje się w sprawach związanych z wyceną nieruchomości oraz realizacją procesu budowlanego. Doradza w sprawach z zakresu prawa zamówień publicznych. Uczestniczy w projektach procesu budowlanego od fazy koncepcji do realizacji. Zajmuje się także prowadzeniem postępowań sądowych związanych z zasiedzeniem, wadami obiektów budowlanych oraz nabywaniem praw do nieruchomości. Ma doświadczenie w sprawach dotyczących najmu powierzchni użytkowych oraz prawa użytkowania wieczystego, w szczególności przekształcenia prawa użytkowania wieczystego w prawo własności. W ramach praktyki zamówień publicznych świadczy kompleksową obsługę prawną, której celem jest sprawne uzyskiwanie i udzielanie zamówień publicznych. Członek Stowarzyszenia Prawa Zamówień Publicznych.
Wykonawcy nie powinni zatem obawiać się udziału we wstępnych konsultacjach rynkowych. Co więcej, należy je traktować jako możliwość wsparcia zamawiającego, która w przyszłości może zaowocować korzystnym kontraktem.
Aktywny udział zamawiających Przy przygotowaniu postępowania o udzielenie zamówienia zamawiający nie powinni polegać jedynie na wiedzy i doświadczeniu wykonawców. Dobrą praktyką jest powoływanie przez zamawiających ekspertów. Ich zadaniem jest pomoc w odpowiednim opisaniu przedmiotu zamówienia, co będzie przekładać się również na warunki udziału w postępowaniu i kryteria oceny ofert. Konieczne wydaje się również skorzystanie z wiedzy ekspertów, którzy pomogą zamawiającemu przygotować odpowiedni projekt umowy. W przypadku zamówień związanych z wdrażaniem automatyki i robotyki nie może być mowy o szablonowych umowach. Kluczowe znaczenie ma odpowiednie – tj. dostosowane do potrzeb zamawiającego, a jednocześnie rynkowe – opisanie istotnych elementów umowy, jak np. zasad odpowiedzialności, momentu przejścia prawa własności na zamawiającego, zabezpieczenia finansowego, kwestii praw własności intelektualnej, a w końcu praw zamawiającego do ingerencji w system. Kinga Rochalska
7-8/2021
57
PRAWO I NORMY
ARTUR BUBROWIECKI
MARIUSZ TKACZYK
doradca podatkowy, +,, C 5- 3
, 6 9 9
+,, C 5- 3
, 6 9 9
Autorskie koszty uzyskania przychodów po stronie twórców # ! B 3 J 3
ulgi badawczo-rozwojowej oraz tzw. IP BOX, przedstawiamy J ! 3 - H 3 H 2 Q -
H ! - B
3 " 9 H W:@ Y !
3 9 # -
B H I 3
3 - H
B B Q B - J Q - BJ !BJ
! Q - 9 / I
! H 3
! 3
3 - H
K H 9
58
C
o do zasady, podwyższone autorskie koszty uzyskania przychodów funkcjonują w polskim porządku prawnym od wielu lat, jednak począwszy od 1 stycznia 2018 r. krąg podmiotów mogących z nich korzystać uległ pewnym ograniczeniom.
Istota autorskich kosztów uzyskania przychodu W świetle regulacji ustawy o podatku dochodowym od osób fizycznych (dalej: ustawa o PIT, art. 22 ust. 9) podwyższone 50 % koszty uzyskania przychodów mogą być zastosowane (z zastrzeżeniem, że nie mogą przekroczyć kwoty stanowiącej górną granicę pierwszego przedziału skali podatkowej, tj. 85 528 zł) w stosunku do przychodów: 1) z tytułu zapłaty twórcy za przeniesienie prawa własności wynalazku, topografii układu scalonego, wzoru użytkowego, wzoru przemysłowego, znaku towarowego lub wzoru zdobniczego, 2) z tytułu opłaty licencyjnej za przeniesienie prawa stosowania wynalazku, topografii układu scalonego, wzoru użytkowego, wzoru przemysłowego, znaku towarowego lub wzoru zdobniczego, otrzymanej w pierwszym
roku trwania licencji od pierwszej jednostki, z którą zawarto umowę licencyjną, 3) z tytułu korzystania przez twórców z praw autorskich i artystów wykonawców z praw pokrewnych (w rozumieniu odrębnych przepisów) lub rozporządzania przez nich tymi prawami; koszty te oblicza się od przychodu pomniejszonego o potrącone przez płatnika w danym miesiącu składki na ubezpieczenia emerytalne i rentowe oraz na ubezpieczenie chorobowe, których podstawę wymiaru stanowi ten przychód. Co istotne, w odniesieniu do przychodów określonych w pkt. 3 powyżej (z tytułu korzystania z praw autorskich) podwyższone koszty uzyskania przychodów stosuje się do przychodów z tytułu działalności twórczej w zakresie określonych dziedzin (m.in. w zakresie wzornictwa przemysłowego i programów komputerowych), jak również z tytułu działalności badawczo-rozwojowej. Z praktyki wynika, iż zwłaszcza działalność twórcza w zakresie programów komputerowych jest bardzo popularna w kontekście stosowania podwyższonych kosztów podatkowych. AUTOMATYKA
PRAWO I NORMY Warunki formalne Choć regulacje ustawy o PIT wskazują rodzaj przychodów, w przypadku których pracodawca może stosować podwyższone koszty uzyskania przychodów, to prawidłowe odkodowanie warunków, jakie muszą być spełnione, by zastosować przedmiotowe koszty w praktyce okazywało się wątpliwe. Organy podatkowe w wydawanych objaśnieniach wielokrotnie wskazywały, zupełnie niezasadnie, na konieczność spełnienia określonych warunków, które nie wynikają z regulacji ustawy o PIT. To jeden z powodów, dla którego 18 września 2020 r. Ministerstwo Finansów opublikowało ogólną interpretację przepisów prawa podatkowego (sygn. DD3.8201.1.2018), w której wyjaśniło, iż dla potraktowania części wynagrodzenia jako honorarium autorskiego i zastosowania wobec niego 50 % kosztów uzyskania przychodów jest niezbędne: 1) powstanie w ramach stosunku pracy utworu będącego przedmiotem prawa autorskiego i przekazanie go pracodawcy, 2) wyraźne wyodrębnienie honorarium autorskiego od innych składników wynagrodzenia pracownika – twórcy, 3) dysponowanie obiektywnymi dowodami potwierdzającymi stworzenie przez pracownika utworu będącego przedmiotem prawa autorskiego, przy czym dowodem może być oświadczenie pracodawcy i pracownika stwierdzające, że została wykonana praca twórcza, jeżeli określa, jaki utwór powstał.
Powstanie utworu w ramach wykonywanej pracy Utworem na gruncie regulacji ustawy o prawie autorskim i prawach pokrewnych (dalej: ustawa o PAPP) jest każdy przejaw działalności twórczej o indywidualnym charakterze, ustalony w jakiejkolwiek postaci, niezależnie od wartości, przeznaczenia i sposobu wyrażenia. Proces twórczy jest wynikiem działania wyobraźni człowieka i pozwala na osiągnięcie efektów, które nie są jedynie efektem zastosowania określonej wiedzy, sprawności, surowców, urządzeń lub 7-8/2021
technologii. Co istotne, utwór powinien mieć formę ustaloną, co oznacza, że musi zostać „uzewnętrzniony” przez twórcę w jakiejkolwiek formie lub postaci. Dany rezultat pracy musi zatem uzyskać jakąkolwiek postać, nawet nietrwałą, jednak na tyle stabilną, aby możliwa była jego indywidualizacja. Dla zakwalifikowania danego rezultatu pracy człowieka jako dzieła stanowiącego utwór nie są natomiast istotne takie okoliczności, jak dopełnienie określonych formalności rejestracyjnych (nie zachodzi konieczność dokonania jakiejkolwiek rejestracji dzieła lub zamieszczenia adnotacji o zastrzeżeniu praw autorskich), jak również nie ma znaczenia wartość utworu (ekonomiczna, artystyczna, naukowa lub inna). Co ważne, ochronie autorskiej podlegają nie tylko te utwory, które uzyskały już kształt ostateczny, lecz również wszelkie szkice, projekty, plany, wstępne wer-
i zgodnego zamiaru stron. Innymi słowy, regulacje te przewidują, że utwory powstałe w ramach stosunku pracy należą do pracownika, który przenosi je na pracodawcę z chwilą przyjęcia utworu przez samego pracodawcę (wymagana jest zasadniczo przynajmniej dorozumiana akceptacja danego utworu przez pracodawcę). W tym przypadku nie jest wymagane wprowadzanie postanowień dotyczących samego przeniesienia praw do umowy o pracę, gdyż następuje ono bezpośrednio na skutek działania art. 12 ustawy o PAPP. Inaczej przedstawia się tematyka nabywania praw autorskich do utworów będących programami komputerowymi. W świetle art. 74 ust. 3 ustawy o PAPP, pracodawca nie nabywa praw do takich programów od pracownika, ale w sposób pierwotny, tj. od początku jest podmiotem całości praw autorskich do programu
OCHRONIE AUTORSKIEJ PODLEGAJĄ NIE TYLKO TE UTWORY, KTÓRE UZYSKAŁY JUŻ KSZTAŁT OSTATECZNY, LECZ RÓWNIEŻ WSZELKIE SZKICE, PROJEKTY, PLANY, WSTĘPNE WERSJE ITP. sje itp. Warunkiem jest, aby spełniały one – rozpatrywane samodzielnie – konieczne cechy utworu, tj. stanowiły ustalony przejaw działalności twórczej o indywidualnym charakterze. Powstanie utworu, a zarazem powstanie praw autorskich przysługujących wskazanym w ustawie podmiotom, następuje z mocy prawa z chwilą stworzenia utworu i jest rezultatem wyłącznie określonych działań faktycznych i psychologicznych, których końcowym efektem jest ustalenie utworu w jakiejkolwiek postaci. Należy jednocześnie pamiętać, iż w świetle ustawy o PAPP (art. 12) – jeżeli ustawa lub umowa o pracę nie stanowią inaczej – pracodawca, którego pracownik stworzył utwór w wyniku wykonywania obowiązków ze stosunku pracy, nabywa z chwilą przyjęcia utworu autorskie prawa majątkowe w granicach wynikających z celu umowy o pracę
komputerowego stworzonego przez pracownika w wyniku wykonywania jego obowiązków pracowniczych. Oznaczałoby to, iż w takiej sytuacji pracodawca nie mógłby stosować podwyższonych kosztów uzyskania przychodów, nie mamy bowiem w tej sytuacji do czynienia z rozporządzaniem przez pracownika prawami autorskimi. Jednak w tym przypadku, w drodze stosownych postanowień umowy o pracę, pracodawca i pracownik mogą odmiennie uregulować zasady przenoszenia praw autorskich do programów komputerowych. Strony mogą więc wyłączyć zastosowanie zasady pierwotnego nabycia, w tym wprowadzić nabywanie takich praw przez pracownika i przeniesienie (wtórne) ich na pracodawcę. W takiej sytuacji zastosowanie podwyższonych kosztów uzyskania przychodów jest możliwe. 59
PRAWO I NORMY Wyodrębnienie honorarium autorskiego Należy zwrócić uwagę, iż podwyższone koszty uzyskania przychodów działają wyłącznie w odniesieniu do wynagrodzenia za przeniesienie autorskich praw majątkowych do utworu, o którym była mowa wcześniej. W konsekwencji – w sytuacji, w której pracownik (twórca) wykonuje w oparciu o umowę o pracę również czynności (obowiązki) o charakterze poza twórczym (co jest raczej standardem niż wyjątkiem od reguły) – wartość honorarium autorskiego powinna zostać wyodrębniona w wartości wynagrodzenia brutto, ustalonego w umowie o pracę. Trzeba podkreślić, że ustawa o PIT nie reguluje zasad ustalania honorarium – ta kwestia pozostaje poza zakresem regulacji tej ustawy. Ten temat był w przeszłości przedmiotem wielu sporów z organami podatkowymi. Ostatecznie w interpretacji ogólnej przyjęto, iż zasadniczo strony umowy o pracę mogą: 1) wprost wskazać w umowie o pracę kwotę honorarium, jakie będzie wypłacane pracownikowi w ramach wynagrodzenia za pracę, 2) przewidzieć zasadę procentowego określania honorarium w stosunku do ogólnej kwoty wynagrodzenia, 3) ustalić wynagrodzenie autorskie przez pomnożenie umówionej stawki godzinowej przez liczbę godzin poświęconych na pracę twórczą, 4) oprzeć kalkulację wynagrodzenia autorskiego na czasie poświęconym przez pracownika – twórcę na stworzenie (lub tworzenie) utworu pracowniczego. Przykładowo, jeżeli 80 % czasu pracy pracownika stanowi czas tzw. pracy twórczej (przeznaczonej na stworzenie czy tworzenie konkretnego dzieła), to można uznać, że 70 % jego wynagrodzenia za pracę stanowiło honorarium i do tej części można zastosować 50 % koszty uzyskania przychodów. Jednocześnie należy pamiętać, że dopuszcza się również wypłatę honorarium przed powstaniem utworu (czyli w trakcie jego tworzenia). W takiej sytuacji pracodawca dokonujący wypłaty należnego honorarium ma prawo zastosować 50 % koszty uzyskania przychodów do określonej jego części. 60
ARTUR BUBROWIECKI Doradca podatkowy, związany z kancelarią GWW Tax, zajmuje się przede wszystkim bieżącym doradztwem podatkowym, doradztwem w zakresie transakcji nieruchomościowych, przeglądami podatkowymi oraz wdrażaniem ulg podatkowych. Kontakt: Artur.Bubrowiecki@gww.pl.
MARIUSZ TKACZYK Doradca podatkowy, specjalizuje się w tworzeniu optymalnych struktur podatkowych oraz w bieżącym doradztwie podatkowym. Opiekun praktyki podatki dochodowe oraz raportowanie schematów podatkowych w GWW. Kontakt: mariusz.tkaczyk@gww.pl.
W konsekwencji oznacza to również, że pracodawca może uwzględniać podwyższone koszty uzyskania przychodów także przy wypłacie honorarium za miesiąc, w którym pracownik przebywa na urlopie czy na zwolnieniu lekarskim – wynagrodzenie to może mieć charakter częściowej wypłaty należnego honorarium za utwory, które zostaną przekazane pracodawcy w kolejnym miesiącu/miesiącach. W sytuacji, gdy utwór nie powstanie (a będą pobierane zaliczki na podatek do części wynagrodzenia honoracyjnego z zastosowaniem 50 % kosztów uzyskania przychodów), pracodawca wypłacający część należnego honorarium nie ma wprawdzie obowiązku korygowania kwot wpłaconych zaliczek (w danym okresie wpłacał je w prawidłowej wysokości), jednak takiej korekty będzie musiał dokonać w rocznej deklaracji PIT-4R. Finalnie należy bowiem uznać, że nie wykazał poprawnej wysokości należnych zaliczek na podatek dochodowy.
Kwestie dokumentacyjne Podkreśla się, że w praktyce nie jest wystarczające oświadczenie pracodawcy i pracownika (stron umowy cywilnoprawnej) stwierdzające, że została wykonana praca twórcza, bez określenia, jaki utwór powstał lub powstawał. Rekomendowane i praktykowane jest prowadzenie tzw. ewidencji (repozytorium) powstających utworów, w tym obejmującej utwory, co do których stosowana jest zaliczkowa forma wypłaty honorarium autorskiego i odrębnie stworzone już utwory pracownicze.
W wyjątkowych sytuacjach, zwłaszcza w przypadku, gdy prowadzenie formalnego repozytorium utworów byłoby zbyt uciążliwe dla pracodawcy (np. liczba powstających utworów jest niewielka), dopuszcza się również dokumentowanie faktu powstania utworu w formie oświadczenia. Obowiązek jego przedkładania powinien wówczas wynikać z umowy o pracę lub innych wewnątrzzakładowych regulacji. Tak skonstruowane repozytorium powinno być powiązane w prosty sposób ze skalkulowaną wartością honorarium, w tym z ewidencją czasu pracy twórczej. Dzięki temu nie tylko podatnik, ale przede wszystkim organy podatkowe mogą w prosty sposób zidentyfikować fakt stworzenia przedmiotowego utworu z wartością honorarium za przeniesienie autorskich praw majątkowych.
Podsumowanie Stosowanie podwyższonych kosztów uzyskania przychodów w stosunku do wynagrodzenia twórców jest atrakcyjnym instrumentem podatkowym, pozwalającym na zwiększenie wartości wynagrodzenia pracowników. Wdrożenie tej preferencji wymaga jednak nie tylko właściwego skonstruowania umowy o pracę, ale obarczone jest – jak każda preferencja podatkowa – pewnymi wymogami formalno-dokumentacyjnymi, których spełnienie pozwala na zachowanie bezpieczeństwa w rozliczeniach podatkowych. Artur Bubrowiecki Mariusz Tkaczyk AUTOMATYKA
Postaw na rozwój zawodowy Profesjonalne szkolenia dla przemysłu oraz kadry inżynierskiej Dedykowane szkolenia dla różnych służb, działających w zakładach przemysłowych. Elastyczny program szkoleń dostosowany do potrzeb pracowników Państwa zakładu produkcyjnego. Każdy Uczestnik po pomyślnym przejściu kursu otrzymuje imienny certyfikat wydany przez Sieć Badawcza Łukasiewicz – Przemysłowy Instytut Automatyki i Pomiarów PIAP potwierdzający jakość nabytej wiedzy. Szkolenia uwzględniające najnowsze technologie z dziedziny robotyki, automatyki i technik pomiarowych. Zindywidualizowany program w zależności od potrzeb i różne formy szkolenia. Mamy świadomość, że wszyscy cierpimy na brak czasu, dlatego oprócz szkolenia w siedzibie PIAP oferujemy warsztaty indywidualne w siedzibie klienta. Szkolenia w Centrum Szkoleniowym Łukasiewicz – PIAP prowadzone są przez inżynierów praktyków, którzy dzięki wieloletniej pracy przy budowie i wdrażaniu zrobotyzowanych stanowisk przemysłowych dysponują rzetelną wiedzą, którą chcą podzielić się z Państwem.
SZKOLENIA: D Programowanie robotów ABB – kurs podstawowy D Programowanie robotów Comau – kurs podstawowy D Programowanie robotów KUKA – kurs podstawowy D Programowanie robotów KUKA – kurs zaawansowany Dowiedz się więcej: www.piap.pl; www.przemysl.piap.pl
KONTAKT Centrum Szkoleniowe Sieć Badawcza Łukasiewicz - Przemysłowy Instytut Automatyki i Pomiarów PIAP Al. Jerozolimskie 202, 02-486 Warszawa Tel. 22 874 0 194, 198; 605 689 741 e-mail: cspiap@piap.lukasiewicz.gov.pl I www.piap.pl I www.przemysl.piap.pl
RYNEK
System PipePatrol Detekcja i lokalizacja wycieków z rurociągu Transport cieczy i gazów ruro J - ! 3 I
- 2 !
" ! J HJ B B 3 B B
- 3 -
3 ! 3
39 % B 2 ! 3
2 ! J
B " - H -
" BJ -! J K
B 2 B 3 3 9
Daniel Vogt Bogdan Szutowski
J
ednym z istotnych potencjalnych źródeł zagrożenia bezpieczeństwa rurociągów są wycieki. Powodów ich występowania jest wiele, m.in. trzęsienia ziemi, korozja czy uszkodzenia materiału spowodowane wierceniami wykonywanymi przez złodziei transportowanych rurociągami produktów. W celu ograniczenia takich źródeł ryzyka często stosowane są specjalne systemy wykrywania wycieków, których działanie polega na rozpoznaniu i szybkiej lokalizacji wycieku. Podstawowe uzasadnienia stosowania systemów wykrywania wycieków z rurociągów sprowadzają się zwykle do poniższych: • minimalizacja skutków potencjalnych wypadków lub katastrof,
62
• minimalizacja przestojów, • minimalizacja strat produktu, • wymóg zgodności z obowiązującymi przepisami. Sposoby wykrywania wycieków z rurociągów bazują na różnych metodach i wynikających z nich technicznych lub organizacyjnych rozwiązaniach – od prostych kontroli wizualnych po zaawansowane, wspomagane komputerowo systemy, zdolne do monitorowania warunków pracy rurociągów naziemnych, podziemnych czy podmorskich. Wybór odpowiedniego systemu wykrywania wycieków nie jest dla operatora rurociągu łatwym zadaniem. System powinien spełniać wymagania wynikające z określonego zastosowania i musi być zgodny z obowiązującymi regionalnymi przepisami. W niniejszym artykule omówione zostaną wymagania wynikające z przepisów prawa, z których najważniejsze obowiązują w Ameryce Północnej i Kanadzie – API RP 1130 i CSA Z662-2011, załącznik E.
Ogólne wytyczne – Ameryka Północna API RP 1130 jest dokumentem opublikowanym przez Amerykański Instytut Produktów Naftowych (American Petroleum Institute) – największe stowarzyszenie branżowe przemysłu naftowego, gazowego i petrochemicznego w USA, z wpływami sięgającymi daleko poza macierzysty kraj organizacji. API RP 1130 – tzw. zalecana praktyka (Recomended Practice) 1130 – zawiera m.in. zbiór ogólnych wytycznych dotyP R O M O C J A
czących obsługi systemów wykrywania wycieków, takich jak przejrzysty dla operatora sposób prezentacji wyników czy kryteria wydajności stosowane przy wyborze systemu wykrywania wycieków (bardzo szczegółowe, wyjaśniające przy okazji, jak działają tego rodzaju systemy). Kryteria te są wzajemnie powiązane i współzależne: • czułość – system powinien wykrywać w krótkim czasie nawet małe wycieki. • precyzja – system powinien dokładnie lokalizować wycieki, wskazując natężenie wycieku oraz ilość utraconego produktu (iloczyn natężenia wycieku i czasu jego trwania) oraz sam produkt, • niezawodność – system powinien działać mimo niestabilnych lub niesprzyjających warunków, takich jak wahania temperatury, zmiany lepkości transportowanego produktu czy awaria czujnika lub czujników. Obejmuje to także przejściowe warunki pracy, rozumiane jako stany nieustalone, będące wynikiem zmian hydraulicznych spowodowanych załączeniami, zatrzymaniami czy przełączeniami pomp lub zaworów. • wiarygodność – system, mimo dużej czułości, nie powinien generować fałszywych alarmów.
Ogólne wytyczne – Kanada K a n a d yj s k i e S to wa rz y s ze n i e Normalizacyjne (Canadian Standards Association) w dokumencie CSA Z662, załącznik E, przedstawia wytyczne AUTOMATYKA
RYNEK dotyczące systemów wykrywania wycieków z rurociągów transportujących ciekłe węglowodory w Kanadzie. W dokumencie podkreślono potrzebę zaimplementowania w systemie procedury sporządzania bilansu zapasu materiału w rurociągu w obrębie całego transportowanego produktu – w fazie projektowania operatorzy powinni uwzględnić wszystkie fizyczne i robocze czynniki wpływające na system bilansu materiałowego wraz z ustaleniem właściwych im tolerancji. W typowych warunkach eksploatacyjnych niepewność co do ilości produktu przyjętego i dostarczonego – stosowana w obliczeniach bilansu materiałowego oraz uwzględniająca niepewności związane z przetwarzaniem, transportem i praktykami operacyjnymi – nie może przekroczyć 5 % na pięć minut, 2 % tygodniowo lub 1 % miesięcznie sumy faktycznych przyjęć lub dostaw. Aby możliwe było spełnienie tego wymogu, niepewność indywidualnych pomiarów przy odbiorze i dostawie w typowych warunkach eksploatacyjnych nie może przekroczyć 2 %. Dokument CSA Z662, załącznik E, jest jedyną zalecaną praktyką podającą dokładne niepewności dla systemów wykrywania wycieków.
różne zasady matematyczne i fizyczne. Wiodąca obecnie technologia nazwana jest Modelem przejściowym czasu rzeczywistego, RTTM (Real-Time Transient Model) i bazuje na ciągłym porównywaniu wartości pomiarów wykonywanych w fizycznie eksploatowanym rurociągu, z obliczeniami wykonywanymi w tzw. wirtualnym rurociągu (będącym jego matematycznym modelem w postaci działającej w czasie rzeczywistym symulacji komputerowej).
dodatkową, powszechnie docenianą zaletę, jaką jest nadmiarowość systemu wykrywania i lokalizacji wycieków lub kradzieży. Już w 2012 r. amerykański Departament Rurociągów Transportowych oraz Bezpiecznej Obsługi Materiałów Niebezpiecznych opublikował studium dotyczące wykrywania wycieków pod nazwą DTPH5611-D-000001, w którym stwierdza się, iż „System wykrywania wycieków zawsze powinien być nad-
7 9 )D( &
Kolejne kryteria Po wyjaśnieniu kwestii wymagań wynikających z uwarunkowań prawnych operator rurociągu powinien rozważyć inne – mające wpływ na wybór systemu wykrywania wycieków – czynniki. Należą do nich parametry techniczne i środowiskowe, np. długość rurociągu, jego lokalizacja nadziemna, podziemna lub podmorska czy ilość, rodzaj oraz objętość poszczególnych transportowanych produktów. Ważną i wartą rozważenia kwestią jest także pożądany rodzaj monitoringu: wewnętrznego (z wykorzystaniem pomiarów procesowych, najczęściej już zainstalowanych) lub zewnętrznego (z wykorzystaniem dodatkowych, specjalnych pomiarów). Kolejny krok to przegląd dostępnych na rynku systemów. W przypadku użycia systemu wewnętrznego monitoringu, preferowanego na całym świecie, możliwości wyboru zostają zawężone do kilku systemów wykorzystujących 7-8/2021
Rys. 1. D 3 - -! # #
Technologia Extended RTTM Firma KROHNE – bazując od ponad 30 lat na własnych doświadczeniach i badaniach rozwojowych – wprowadziła na rynek rozszerzoną, obecnie najnowocześniejszą, wersję technologii, nazwaną E-RTTM (Extended RTTM), w której pojawił się dodatkowy komponent – baza wzorców (tzw. sygnatur) wycieku lub kradzieży. Oznacza to
miarowy w sensie wykorzystania wielu różniących się od siebie i wzajemnie rekompensujących swe słabości technik.” Ponadto występuje tam fragment, w którym podano, iż „Nie ma powodu, dla którego kilka różnych wewnętrznych metod wykrywania wycieków nie miałoby być wdrażanych w tym samym czasie. W istocie, podstawowa zasada inżynierskiej solidności (tzw. dobra praktyka inżynier63
RYNEK ska) wymaga równoległego stosowania co najmniej dwóch, opierających się na całkowicie odrębnych zasadach fizycznych, metod. Przykładem jest zastrzeżony przez firmę KROHNE system Extended-RTTM, który wykorzystuje technologię RTTM wespół z kilkoma innymi technikami zalecanymi w dokumencie API 1130.” System wykrywania wycieków klasy E-RTTM tworzy matematyczny model (wirtualny obraz) rurociągu na podstawie rzeczywistych danych pomiarowych pochodzących z przepływomierzy oraz czujników temperatury i ciśnienia zainstalowanych na wlocie i wylocie rurociągu (co jest warunkiem podstawowym) oraz zainstalowanych wzdłuż rurociągu w takich miejscach, jak stacje pomp i zaworów (co jest warunkiem uzupełniającym i poprawiającym jakość działania całego systemu). Na podstawie wartości ciśnienia i temperatury mierzonych w rzeczywistym rurociągu w każdym punkcie wirtualnego rurociągu obliczane są teoretyczne wartości przepływu, ciśnienia, temperatury i gęstości. Tak obliczone teoretyczne wartości przepływu porównywane są z rzeczywistymi wartościami przepływu pochodzącymi z zainstalowanych przepływomierzy. W przypadku, gdy system wykryje rozbieżności między wartościami przepływu obliczonymi i zmierzonymi, moduł analizy sygnatur wycieku (lub kradzieży) w oparciu o bazę danych sygnatur wycieku (lub kradzieży) ustali, czy te rozbieżności spowodowane są np. błędem przyrządu, stopniowym wyciekiem czy wyciekiem o charakterze nagłym (rys. 1). Obliczeniowe możliwości nowoczesnych komputerów pozwalają na analizę sygnatur wycieków przez zastosowanie wydajnego testowania hipotez statystycznych, przewyższającego metodę wykrywania starodawnego algorytmu SPRT A. Walda z 1942 r., przy jednoczesnym zapewnieniu takiego samego poziomu pewności wyników. W oparciu o nowoczesne testy statystyczne moduł analizy sygnatur podejmuje decyzję, czy w rurociągu ma miejsce wyciek, czy pojawiło się inne zdarzenie o charakterze dynamicznym. Działanie modułu analizy sygnatur ma kluczowe znaczenie dla niezawodno64
ści całego systemu, ponieważ przede wszystkim zapewnia wysoki stopień ochrony przed fałszywymi alarmami. Kryteria wydajności podane w dokumencie API RP 1130 można potraktować jako użyteczny przewodnik po szczegółowych funkcjach konkretnego systemu klasy E-RTTM, który zapewnia zarówno wysoki stopień czułości, jak i szybkie wykrywanie wycieków. Z kolei porównywanie rozbieżności między wartościami obliczanymi i mierzonymi z sygnaturami wycieków z bazy danych zapewnia wysoki stopień ochrony przed fałszywymi alarmami. Systemy wykrywania wycieków oparte na technologii E-RTTM radzą sobie ze zmiennymi lub przejściowymi (nieustalonymi) warunkami pracy, których nie mogą poprawnie obsłużyć systemy mniej wyrafinowane. Naturalnym środowiskiem obliczeniowym systemów klasy E-RTTM są wartości dynamiczne – system może automatycznie i bardzo szybko dostosowywać się do zmiennych warunków pracy, takich jak awaria czujnika, awaria komunikacji, zamknięcie lub otwarcie zaworu czy zmiana produktu w rurociągu.
Rys. 2. C B ! - J
I
Rys. 3. C B ! - J
B 2
Trzy metody lokalizacji wycieku Dokładność ustalenia miejsca wycieku przez system E-RTTM wynika z połączenia trzech różnych metod lokalizacji wycieku – metody przecięcia gradientów, metody propagacji fali podciśnienia i rozszerzonej metody propagacji fali podciśnienia. System oblicza najbardziej prawdopodobne miejsca wycieków, porównując wyniki uzyskane wszystkimi trzema metodami. Metoda przecięcia gradientów wykorzystuje profil (rozkład) ciśnienia wzdłuż rurociągu, który w przypadku wycieku przyjmuje charakterystyczny załamany kształt (rys. 2). Statyczne ciśnienie w rurociągu z cieczą bez wycieku obniża się w sposób liniowy (linia niebieska), natomiast w przypadku wycieku pojawiają się dwa gradienty o różnych nachyleniach (linie pomarańczowe). Miejsce wycieku można określić, obliczając punkt ich przecięcia. Drugi sposób lokalizacji wycieku realizowany jest metodą propagacji fali podciśnienia. Przy dostatecznie dużym i nagłym wycieku, wynikającym np. z uszkodzenia rurociągu przez koparkę, w miejscu wycieku powstaje fala podciśnienia, która rozprzestrzenia się z prędkością dźwięku w obu kierunkach wzdłuż rurociągu. Pozycja wycieku może zostać obliczona przez porównanie czasu przybycia fali podciśnienia do przetworników ciśnienia zamontowanych na wlocie oraz na wylocie rurociągu (rys. 3). Rozszerzona metoda propagacji fali podciśnienia opiera się na tej samej
Rys. 4. C B ! -
B - B
2
AUTOMATYKA
RYNEK
Rys. 5. # -! # #
zasadzie fizycznej, co metoda podstawowa, jednak z dodatkowym uwzględnieniem wartości pomiarów pochodzących z przetworników ciśnienia zainstalowanych między wlotem a wylotem rurociągu – np. w stacjach pomiarowych i kontrolnych rozmieszczonych wzdłuż jego przebiegu. Ponadto uwzględnia się w tej metodzie prędkość rozchodzenia się fali dźwiękowej charakterystyczną dla aktualnego produktu. Taki wariant pozwala uzyskać dokładniejszą lokalizację wycieku dzięki redukcji błędów spowodowanych opóźnioną reakcją przetworników ciśnienia lub opóźnieniem związanym z przesyłaniem sygnału (rys. 4).
PipePatrol – kompleksowy monitoring dla cieczy i gazu System PipePatrol może być integrowany z dowolną nową lub istniejącą infrastrukturą – zarówno w odniesieniu do systemu sterowania, jak i do zastosowanej technologii pomiarowej. Przykład bardziej złożonej konfiguracji pokazano na rys. 6. 7-8/2021
System detekcji i lokalizacji wycieków klasy E-RTTM, jakim jest PipePatrol firmy KROHNE, jest używany do monitorowania rurociągów zarówno z produktami ciekłymi, jak i gazowymi (w tym rurociągów transportujących gazy skroplone lub produkty nadkrytyczne), spełniając przy tym wszystkie wymagania określone w dokumentach API RP 1130 oraz CSA Z662, załącznik E. PipePatrol jest bardzo łatwy w użyciu – zwykle instalowany jest na przygotowanym dla niego serwerze i działa w pełni autonomicznie. Interfejs użytkownika instalowany jest na oddzielnej operatorskiej stacji roboczej albo integrowany z istniejącym systemem sterowania (rys. 5). Charakterystyczną funkcjonalną cechą interfejsu użytkownika jest jego intuicyjna i zoptymalizowana obsługa – prezentowane są jedynie te informacje, których potrzebuje aktualny użytkownik w swoim zakresie pracy. Nauka operatorskiej obsługi systemu trwa tylko kilka godzin. Oprócz wizualizacji warunków pracy rurociągu system PipePatrol może wskazywać miejsca wycieków na mapie, co
upraszcza i przyspiesza pracę zespołów terenowych. Interfejs Ethernet oraz interfejsy szeregowe obsługują takie protokoły, jak OPC, Modbus TCP/lP, Modbus Serial, HART oraz Profibus.
Przykład aplikacji Oprócz standardowych zastosowań (pojedyncze rurociągi z cieczami i gazami, gazami skroplonymi i produktami nadkrytycznymi) PipePatrol może także monitorować sieci rurociągów. Przykładowa aplikacja w Kanadzie pokazuje, jak szybko i precyzyjnie funkcjonuje wykrywanie wycieków w praktyce. Jedna z głównych firm branży oleju i gazu obsługuje kilka rurociągów, w przypadku których zakłada się spełnienie wymagań określonych w dokumencie CSA Z662, załącznik E. Po dokładnych konsultacjach firma zdecydowała się na zastosowanie systemu detekcji i lokalizacji wycieków PipePatrol. Oferent – firma KROHNE – uruchomiła, skonfigurowała i dostroiła system do bieżących warunków w miejscu jego eksploatacji. W trakcie realizacji projektu – zgodnej z normami ISO 9001 65
RYNEK – przygotowana została i przekazana klientowi dokumentacja spełniająca wymagania określone w dokumencie CSA Z662, załącznik E. Na życzenie klienta PipePatrol został zintegrowany z istniejącym systemem monitorowania rurociągu. Wykorzystano przy tym wartości pomiarowe dostarczane przez system sterowania procesem. W ramach testów odbioru
Do chwili wygenerowania alarmu całkowita ilość cieczy, która wyciekła z rurociągu wyniosła 208 litrów. Przy pomocy metody przecięcia gradientów system obliczył pozycję wycieku, określając jego lokalizację na metrze 24 689, stosując zaś równolegle metodę propagacji fali podciśnienia – na metrze 24 677. Obie obliczone lokalizacje wycieku oddalone były od rzeczywiste-
tów system obliczył pozycję wycieku, określając jego lokalizację na metrze 0. Obliczona lokalizacja wycieku oddalona była od rzeczywistego miejsca wycieku (poboru produktu) o mniej niż 0,1 % długości rurociągu. Metodę propagacji fali podciśnienia wyłączono w tym teście ze względu na chwilową niedostępność systemu znaczników czasu dla pomiarów (została ona w międzyczasie aktywowana).
Wniosek
Rys. 6. ) -! # #
końcowego (SAT) wykonano testy wycieków, symulując rzeczywiste wycieki przez zastosowanie zaworów i odbiór produktu przez podstawione cysterny drogowe. Poniżej opisujemy osiągnięte wyniki. Pierwszy rurociąg to rurociąg kondensatu o długości 24 690 m. Miejsce odbioru cieczy znajdowało się blisko wylotowego przepływomierza rurociągu. Próg wykrywania wycieków ustawiono na wartość 1,1 m3/h. Po rozpoczęciu testu, przy wartości wycieku ustalonej na 5 m3/h, system rozpoznał sygnaturę wycieku (przeszedł do stanu Leak Signature Detected) w ciągu 55 sekund. Po upływie 2 minut i 30 sekund osiągnął pożądany statystyczny poziom ufności i wygenerował alarm wycieku. 66
go miejsca wycieku (poboru produktu) o mniej niż 0,1 % długości rurociągu. Drugi rurociąg to przesyłowy rurociąg ropy naftowej o długości 59 700 m. Miejsce odbioru cieczy znajdowało się blisko wlotowego przepływomierza rurociągu. Próg wykrywania wycieków ustawiono na wartość 3 m3/h. Po rozpoczęciu testu, przy ustalonej na 3,5 m3/h wartości wycieku, system rozpoznał sygnaturę wycieku (przeszedł do stanu Leak Signature Detected) w ciągu 50 sekund. Po upływie 6 minut i 40 sekund osiągnął pożądany statystyczny poziom ufności i wygenerował alarm wycieku. Do chwili wygenerowania alarmu całkowita ilość cieczy, która wyciekła z rurociągu wyniosła 380 litrów. Przy pomocy metody przecięcia gradien-
Nowoczesne systemy detekcji i lokalizacji wycieków korzystają z różnych modeli matematycznych i fizycznych. Przy wyborze systemu należy wziąć pod uwagę właściwości rurociągu oraz obowiązujące wymogi prawne. Najbardziej zaawansowane dostępne obecnie rozwiązania to systemy klasy E-RTTM, gwarantujące niezawodne wykrywanie wycieków w przypadku różnych rodzajów i długości rurociągów w ustalonych oraz przejściowych warunkach ich pracy. System PipePatrol firmy KROHNE może być instalowany w sposób niezależny albo integrowany z istniejącymi instalacjami pomiarowymi oraz systemami sterowania. Należy także zwrócić uwagę na fakt, iż obecnie istnieje już szereg norm i rekomendacji określających wymagania w stosunku do systemów wykrywania i lokalizacji wycieków z rurociągów. Są to przepisy zarówno o charakterze krajowym lub międzynarodowym, takie jak TRFL (Niemcy), API RP 1130, 1175 i 1149 (USA), 49 CFR 195 (USA), CSA Z662 (Kanada), SS 512 (Singapur); jak i o charakterze zakładowym, takie jak Shell DEP 31.40.60.11-Gen, Kuwait Oil Company Recommended Practice KOC-MP-039, DOW Global LDS Standard czy Saudi Aramco SAES SAES-Z003. Daniel Vogt )D( & 3 +- (
Bogdan Szutowski )D( & #
KROHNE POLSKA Sp. z o.o. ! 9 6 - X
9 = ?@4=;X + 9 :? :U @< U== :? :U @< U=U 4- 9 j 3 9 3 ZZ 9 3 9 -
AUTOMATYKA
Serwis i utrzymanie ruchu urządzeń przemysłowych Rozwijamy i utrzymujemy Twoją produkcję na najwyższym poziomie! Sieć Badawcza Łukasiewicz – Przemysłowy Instytut Automatyki i Pomiarów PIAP w ramach usług serwisowania i utrzymania ruchu jest w stanie przejąć odpowiedzialność za istniejące w firmie Klienta systemy, gwarantując tym samym kompletny nadzór nad urządzeniami produkcyjnymi i stanowiskami zrobotyzowanymi. Umowa serwisowa zawarta z Łukasiewicz – PIAP zapewnia Klientowi dostęp do wykwalifikowanego zespołu serwisowego w przypadku wystąpienia awarii, gwarantując profesjonalizm i szybkość w działaniach serwisowych.
Serwis urządzeń przemysłowych – zakres usług: D diagnostyka i przeciwdziałanie awarii, D przegląd i programowanie robotów przemysłowych ABB, Comau, KUKA, Universal Robots, D przegląd i serwis elektryczny, D przegląd i serwis systemów sterowania, D nadzór i relokacja urządzeń przemysłowych w Polsce i za granicą.
Utrzymanie ruchu – zakres usług: D przeglądy okresowe, D stała konserwacja maszyn, D inspekcje zapobiegawcze, w tym ocena stanu technicznego urządzeń, D usprawnienia procesu produkcji.
Dowiedz się więcej: www.piap.pl; www.przemysl.piap.pl
KONTAKT Sieć Badawcza Łukasiewicz - Przemysłowy Instytut Automatyki i Pomiarów PIAP Al. Jerozolimskie 202, 02-486 Warszawa Tel. 22 874 0 194; 605 327 783 e-mail: service@piap.lukasiewicz.gov.pl I www.piap.pl I www.przemysl.piap.pl
RYNEK
Zwiększona wydajność dzięki obróbce wspomaganej przez robota Szlifowanie, gratowanie, polerowanie – w przypadku trud 3 3 B ! ! - !
!
Q - I B9 / I -
I - - 65(0
- H ! - K 2 3 2 B
I 9 ) !
H ! 2K J -
J B 2 J H - - 9
O
bróbka detali za pomocą narzędzi ręcznych często wiąże się z obciążeniem ergonomicznym pracowników. Ponadto nierzadko występuje zagrożenie dla zdrowia z powodu emisji drobnych cząstek, takich jak pył ścierny lub wióry. Przejście na obróbkę automatyczną minimalizuje takie ryzyko, a także zapewnia uzyskanie wielu wartości dodanych. Do zalet przejścia na obróbkę wspomaganą przez robota należą stała jakość obróbki, wyższy poziom bezpieczeństwa i ergonomiczne warunki pracy, skrócenie czasu obróbki oraz zwiększenie wydajności procesu obróbczego.
Gratowanie Usuwanie zadziorów i fazowanie ostrych krawędzi po faktycznej obróbce detalu jest jedną z najczęściej wykonywanych czynności wykończe-
niowych w przemyśle metalowym. Jednak ta często bardzo monotonna czynność może również skutkować urazami spowodowanymi przez ostre krawędzie. W ofercie firmy SCHUNK można znaleźć szeroką gamę narzędzi do gratowania, odpowiednich do różnych zastosowań.
Obróbka szlifierska Obróbka szlifierska detali jest często stosowana do usuwania grubszych warstw materiałów lub do przygotowania powierzchni do dalszej obróbki wykończeniowej. Przy odpowiednim doborze narzędzi i materiałów ściernych można obrabiać różne materiały, takie jak metal, drewno lub tworzywa sztuczne, uzyskując różną grubość usuwanego materiału i jakość powierzchni. Dzięki temu detal jest równomiernie wykończony. Firma SCHUNK oferuje
6
2 7
# 65(0 "
- H
frezowanego radiatora 1 # !- 5)* 2 , !BJ )5h
5
3 /
4
$- !-
*% /& 6# !
3 1
5
6 - B - 6,6
!- H BJ ! - J
- I - I 5)* )5h
4
6 % B - 6,% 7 # 5)*
68
P R O M O C J A
AUTOMATYKA
RYNEK kompleksowe wsparcie i doradztwo w zakresie doboru odpowiednich materiałów szlifierskich i optymalnych parametrów procesu. Dzięki temu klient ma pewność, że otrzymuje odpowiednie rozwiązanie do danego zastosowania.
Polerowanie Polerowanie powierzchni jest zwykle ostatnim etapem obróbki, zapewniającym idealne wykończenie detalu. Oprócz narzędzia i środka polerskiego szczególnie ważna jest stała siła docisku, pozwalająca uzyskać optymalne i niezmienne rezultaty pracy. Produkty SCHUNK do automatycznego polerowania pozwalają uzyskać wyjątkowe efekty dzięki regulowanej i jednolitej sile docisku. Ponadto firma doradza klientom w zakresie doboru dalszych parametrów procesu polerowania, pozwalających uzyskać doskonałe rezultaty.
Dodatkowe opcje Roboty mogą wykonywać zarówno załadunek, jak i obróbkę. Można ich użyć do załadunku i rozładunku obrabiarki również natychmiast po gratowaniu detalu. Zalety efektywnego wykorzystywania istniejących robotów to lepsze wykorzystanie ich wydajności, eliminacja osobnego kroku roboczego, skrócenie czasu wytworzenia komponentów oraz obniżenie kosztów produkcji dla szybkiego zwrotu z inwestycji.
Narzędzia i wsparcie Firma SCHUNK oferuje odpowiednie narzędzie do wszystkich procesów obróbki – od usuwania zadziorów i ostrych krawędzi, do szlifowania i polerowania dużych elementów. Oprócz skorzystania z oferty narzędzi możliwe jest również uzyskanie kompleksowego wsparcia i usług w zakresie innych działań związanych z procesem obróbki.
7 9 65(0
SCHUNK INTEC Sp. z o.o. ! 9 #! A@ % @:4:@@ # 9 UU ;UX U: @@ UU ;UX U: U: 4- j 9 3! 9 9 9 3! 9 -
7-8/2021
69
RYNEK
Zasilacze modularne NMP MEAN WELL Dowolność konfiguracji oraz wiele napięć wyjściowych ,
B 3 - 3
- 3 2K I
- H - K I 2 J ! !
! ! H 3 IK B2 39 + J J
! B - ! J - 2K
!BJ 3 H 3 B 3 3 B
!B - 39 B I2 B
3 ! J B H
B! - - ! ! J )$
5* #&* ! >/
- - 9
G J 2 ! 3
&% ,&CC H!B I B - ! 3 - ! - 9
I - ! 3
zasilaczy klasy medycznej - B BI 2 H - - ! B - " I #X:@Z= U9
70
S
eria NMP została wprowadzona w dwóch wersjach – o mocy 650 W i 1200 W. Nie jest to moc znamionowa każdego z modeli, lecz maksymalna moc stacji bazowej, do której producent przygotował dwie wersje modułów napięciowych. Pierwsza opcja to NMS-240 z jednym napięciem wyjściowym (fot. 1), druga to NMD-240 z dwoma różnymi napięciami wyjściowymi w jednym slocie (fot. 2). Warto również wspomnieć o zdublowanych zabezpieczeniach na każdym kanale wyjściowym modułu NMD, co jest rzadkością.
Łatwa modyfikacja ustawień Urządzenie może być zasilane napięciem 90–264 V AC lub 120–370 V DC. To już standard wśród zasilaczy, natomiast ciekawostką jest zastosowanie wewnętrznego ogranicznika prądu rozruchowego. Do tej pory większość zasilaczy wymagała dobrania odpowiedniego zabezpieczenia nadprądowego (tzw. S-ki), uwzględniającego wysoki prąd rozruchowy. W serii NMP wykorzystano wewnętrzny termistor oraz przekaźnik, co skutecznie redukuje wartość prądu rozruchowego. Niezależne gniazdo modułu wyjściowego oraz bardzo szeroki zakres napięcia wyjściowego (3–55 V DC) umożliwiają użytkownikom ustawianie oraz modyfikowanie napięcia P R O M O C J A
Fot. 19 !
64UA@
wyjściowego, prądu czy mocy według wymagań. Zgodnie z oznaczeniem nadanym przez producenta użytFot. 2. !
kownik /4UA@ma do wyboru cztery wersje modułów: „C” – dla napięć 3–6 V DC, „E”– dla napięć 6–15 V DC, „H” – dla napięć 15–30 V DC oraz „K” – dla napięć 30–55 V DC. Obudowa NMP-650 może zmieścić do czterech modułów napięciowych, natomiast NMP1K2 do sześciu modułów (fot. 3). W celu ułatwienia użytkownikowi właściwego dobrania modelu producent udostępnił również specjalny plik konfiguracyjny, dzięki któremu łatwo można znaleźć właściwe oznaczenie samodzielnie.
Wygoda, bezpieczeństwo i certyfikacja Seria NMP jest wyposażona w inteligentne funkcje sterowania, takie jak kontrola napięcia i prądu, zdalne włączanie i wyłączanie zasilania (Remote ON/OFF), ostrzeżenie o zbyt wysokiej AUTOMATYKA
7 9 & - %! -
RYNEK
temperaturze czy sygnał DC OK. Dzięki temu zapewnione jest zdalne sterowanie i monitorowanie aplikacji, co jest szczególnie istotne w rozbudowanych i skomplikowanych urządzeniach medycznych. W celu zapewnienia kontroli temperatury prędkość wentylatora jest automatycznie regulowana za pomocą funkcji wykrywania temperatury wewnętrznej. Obroty wentylatora są płynnie regulowane, co gwarantuje obniżenie hałasu oraz możliwie optymalne warunki pracy zasilacza. Zminiaturyzowana obudowa 1U znacznie zwiększa gęstość mocy i sprawdza się w rozwiązaniach, gdzie liczy się każdy dodatkowy centymetr przestrzeni. W zakresie certyfikacji NMP spełnia przepisy bezpieczeństwa medycznego (60601-1; 62368-2) oraz ma wymagany poziom izolacji 2 × MOPP. Projekt obwodów elektrycznych odnosi się również do przepisów branży
Podsumowanie
Fot. 3. #= U
-
- ! - B2 -
IT – 62368-1. W urządzeniu wykorzystano ponadto szereg zabezpieczeń. Standardem jest zabezpieczenie zwarciowe oraz nadprądowe – w tym przypadku realizowane w zakresie 115 (±10 %) prądu znamionowego. Po przywróceniu znamionowych warunków pracy jest ono automatycznie wyłączane. Kolejne to zabezpieczenie nadnapięciowe OVP, które dodatkowo umożliwia regulację progu zadziałania. Ten szczegół może okazać się bardzo istotny dla uzyskania pełnej kompatybilności zasilacza z urządzeniem.
Wiele funkcji oraz wysoka jakość gwarantowana przez producenta mogą w pełni zaspokoić wymagania wszystkich branż, w których wykorzystywane są zasilacze modularne. Rodzina NMP to inteligentne wielomodułowe rozwiązanie zapewniające wysoką wydajność oraz niezawodność, co potwierdza pięcioletnia gwarancja i weryfikacja jakości każdej sztuki, Urządzenie można znaleźć w ofercie Autoryzowanego Dystrybutora marki MEAN WELL w Polsce – firmy Elmark Automatyka.
ELMARK AUTOMATYKA SA ! 9 8! UU
9 =8 @U4;@> , 4- - j - 9 -9
9 - 9 -9
9- 9 - 9 -9
R E K L A M A
NMP650 / NMP1K2 Nowa N owa a ge generacja eneracja a zasilaczy za asi silaczy modularnych modularnyc ch Parametry: Pa • Zg Zgodność z normami medycznymi (2xMOPP). (2 Niski profil 1U. • N Prąd dotykowy <100uA. • P Programowalne napięcie oraz prąd • P wyjściowy. w Możliwość pracy równoległej. • M Gwarancja 5 lat . • G
www.elmark.com.pl/sklep/zasilanie www.elmark.com.pl/sklep/zasila p/zasiila aniie
RYNEK
Rynek rozwiązań Przemysłu 4.0 osiągnie 165 mld dolarów za 5 lat Jak wynika z najnowszego raportu MarketsandMarkets J ! B H 3 I !
2 # - ! A9@
I I B H
9 - I -
I B :+9 , # Q - - 3 J ! BI9 #
D J B - B :+9 Sylwia Batorska
A
nalitycy amerykańskiej firmy MarketsandMarkets w opublikowanym w czerwcu raporcie na temat Przemysłu 4.0 przyjrzeli się takim technologiom, jak: roboty przemysłowe, Blockchain, czujniki przemysłowe, druk 3D, systemy wizyjne, HMI, AGV, a także wykorzystaniu sztucznej inteligencji czy cyfrowych bliźniaków w produkcji. Według prognoz MarketsandMarkets światowy rynek Przemysłu 4.0 wzrośnie z 64,9 mld USD w 2021 r. do 165,5 mld USD do 2026 r. Oczekiwany roczny wskaźnik wzrostu (CAGR) w tym okresie będzie kształtował się na poziomie ok. 20,6 % .
Czynniki wzrostu Rosnąca popularność Internetu Przemysłowego w jednostkach produk72
cyjnych oraz silniejsza koncentracja na zwiększeniu wydajności maszyn i systemów oraz obniżeniu kosztów produkcji odgrywają istotną rolę we wzroście rynku cyfrowych rozwiązań na całym świecie. Oczekuje się również, że rosnące zapotrzebowanie na robotykę przemysłową będzie napędzać rozwój rynku związanego z cyfrowym przemysłem. W swoim raporcie MarketsandMarkets zwraca uwagę, że głównym czynnikiem wzrostu nadal będzie rozwój Internetu Rzeczy (Internet of Things, IoT), ale w nieco bardziej przystosowanej do przemysłu formie. Ważnym elementem, kreującym nowe możliwości będzie postępująca komercjalizacja sieci 5G – zapewni niezawodność i szybkość transferu AUTOMATYKA
RYNEK
danych, a tym samym zwiększy skuteczność rozwiązań Internetu Rzeczy czy rozwiązań zapewniających komunikację na linii maszyna-maszyna (Machine to machine, M2M). Kluczowymi powodami zwiększonego stosowania nowych technologii M2M będą: lepsza łączność zapewniająca płynną komunikację i niskie zapotrzebowanie na energię. Aby osiągnąć efektywną komunikację typu maszyna-maszyna, istniejąca przepustowość sieci komórkowych musi obsłużyć miliardy węzłów, których rozwój spodziewany jest w ciągu najbliższych kilku lat. Obecnie przepustowość sieci nie jest jeszcze całkowicie przystosowana do obsługi komunikacji M2M i IoT.
Rozwój Internetu Rzeczy Oczekuje się, że IoT utrzyma największy udział w rynku Przemysłu 4.0 w prognozowanym okresie. W sektorze przemysłowym Internet Rzeczy łączy w sobie postęp dwóch rewolucji transformacyjnych: niezliczonych maszyn, obiektów, flot i sieci, które wyłoniły się z rewolucji przemysłowej oraz w zakresie systemów komputerowych, informacyjnych i komunikacyjnych, wprowadzonych przez postęp w rozwoju Internetu.
producentów i dostawców. Głównymi graczami na rynku Przemysłu 4.0 są: ABB (Szwajcaria), Mitsubishi (Japonia), Yaskawa (Japonia), KUKA (Niemcy), FANUC (Japonia), General Electric (USA), IBM (USA), Cisco (USA), Microsoft (Stany Zjednoczone), Stratasys (Stany Zjednoczone), Google (Stany Zjednoczone), Intel (Stany Zjednoczone), HP (Stany Zjednoczone), Siemens (Niemcy), Ansys (Stany Zjednoczone), AIBrain (Stany Zjednoczone), SAP (Stany Zjednoczone), Amazon Web Services (Stany Zjednoczone) oraz General Vision (USA).
Polskie firmy a cyfryzacja Według badania „Smart Industry Polska” – przeprowadzonego przez Ministerstwo Rozwoju, Technologii i Pracy we współpracy z firmą Siemens – co czwarta firma w Polsce dostrzega konieczność wdrożenia planów cyfryza-
tury przemysłowej. Na realizację wewnętrznych testów, które zostaną przeprowadzone na terenie zakładu produkcyjnego w Płocku oraz pobliskiej stacji paliw, koncern otrzymał czasowy przydział częstotliwości radiowych oraz zgodę Urzędu Komunikacji Elektronicznej. Technologia 5G pozwoli w czasie rzeczywistym korzystać z ogromnej liczby danych spływających z urządzeń pomiarowych, sensorów oraz maszyn produkcyjnych. Zapewnia także niezawodność transmisji informacji w aplikacjach o znaczeniu krytycznym w zakresie sterowania i monitoringu procesów produkcyjnych. Testy potrwają do lutego 2022 r. i zostaną przeprowadzone w realnym otoczeniu przemysłowym infrastruktury Zakładu Produkcyjnego w Płocku. Partnerami są firmy technologiczne, które dostarczą
Fot. Shutterstock
Azja – Pacyfik na czele Analitycy spodziewają się, że region Azji i Pacyfiku będzie miał największy udział w rynku Przemysłu 4.0 w prognozowanym okresie. Wzrost rozwoju robotyki w krajach takich jak: Chiny, Japonia i Korea Południowa jest jednym z głównych czynników prowadzących do wzrostu rynku Przemysłu 4.0 w tym regionie. W innych krajach azjatyckich dużą rolę odgrywają niskie koszty produkcji. Biorąc pod uwagę ciągły postęp technologiczny i wsparcie finansowe ze strony rządów, a także rozległą bazę przemysłową, w której głównymi udziałowcami będą Japonia i Chiny, nie dziwi fakt, że region Azji i Pacyfiku będzie się rozwijał w najszybszym tempie w najbliższych latach. W tym wyścigu nowych technologii widoczne jest wsparcie ze strony 7-8/2021
cji w myśl koncepcji Przemysłu 4.0. Przedsiębiorstwa, które już wkroczyły na ścieżkę cyfrowych zmian postawiły w szczególności na analitykę danych i optymalizację produkcji (60 %), wprowadzały też systemy robotyzacji linii produkcyjnych (ok. 29 %), a tylko co piąta przyjęła rozwiązania Internetu Rzeczy lub stawia na druk 3D. Największy krajowy koncern naftowy PKN ORLEN jako pierwszy w Polsce będzie testował prywatną, przemysłową sieć 5G w realnym środowisku zaawansowanej infrastruk-
zaawansowaną technologicznie infrastrukturę sieci 5G oraz współpracujące z nią urządzenia. Wysoka przepustowość sieci w technologii 5G pozwoli przetestować rozwiązania z zakresu Internetu Rzeczy, analityki danych i łączności dyspozytorskiej. Testowane będą różne rozwiązania w zakresie sieci 5G, ich funkcjonalność, wydajność, jakość i bezpieczeństwo informatyczne. Sylwia Batorska %0*D %*M %
73
RYNEK RYNEK
Branża produkcyjna łapie postcovidowy oddech Chmura i automatyzacja mile widziane 5Dh$/4=< - ! B I 3 3
B - 9
! B
B I
2 J B- B I2 v B x -! 2
9 B B 3 3 ! 3 Q - B I - !
! - B B B
-
d I 9
Urszula Chojnacka
74
W
iosna 2020 r. pokazała, że nie trzeba kryzysu ekonomicznego – jednostkowego, lokalnego czy globalnego – by firma stanęła na krawędzi przepaści. Brutalną lekcję, jaką dała przedsiębiorcom pandemia można porównać chyba jedynie do ogólnoświatowej zapaści gospodarczej z lat 2007–2009. Jednym z elementów terapii było rozpoczęcie lub kontynuowanie inwestycji w automatyzację i cyfryzację. Firmy SAP, dostawca polskiego rynku aplikacji biznesowych oraz Salesforce, produkująca oprogramowanie w chmurze, Główny Urząd Statystyczny i Europejski Fundusz Leasingowy grupy Credit Agricole, a także firmy Work Service i Personnal Service przyjrzały się bliżej funkcjonowaniu przedsiębiorstw w dobie pandemii.
Z głową w chmurze Działania na rzecz cyfrowego zarządzania zintensyfikowało lub zapoczątkowało wiele firm. Badanie SAP „Przedsiębiorstwa w dobie pandemii” pokazało, że ponad 50 % ankietowanych (zarówno w ujęciu dla wszystkich trzech badanych branż – produkcyjnej, usługowej i handlowo-dystrybucyjnej – jak i indywidualnie dla branży produkcyjnej) odnotowało spadek sprzedaży, zaś wzrost jedynie kilkanaście procent. Dla wielu z nich bronią w walce o odzyskanie pozycji było poszukiwanie rozwiązań do cyfrowego zarządzania relacjami z klientami i sprzedażą albo budowa kanałów cyfrowych. Wśród rozwiązań technologicznych i cyfrowych (ocenianych pod kątem ich przydatności w warunkach prowadzenia biznesu w trakcie AUTOMATYKA
RYNEK pandemii, a także w razie podobnych kryzysów i obostrzeń sanitarnych) najwyższe notowania mają rozwiązania chmurowe (22 % wskazań) i rozwiązania ERP (18 %). Ambitne „plany chmurowe” potwierdza również badanie Salesforce „Trends in Manufacturing Report”. Według danych z raportu 8 na 10 producentów uważa, że przeniesienie systemu planowania do chmury jest ważnym elementem rozwoju biznesu. Poprawia przejrzystość realizowanych procesów i zapewnia ich przyspieszenie, a także usprawnia kontakt z klientem. Tyle samo przedsiębiorstw produkcyjnych ocenia, że brak dostępności danych czy przestarzałe narzędzia stanowią przeszkodę w procesie prognozowania. Wiele zależy również od partnerów handlowych, dlatego celem jest osiągnięcie docelowo silniejszych relacji obejmujących bezpieczny przepływ informacji w całym ekosystemie – od produkcji do sprzedaży. Raport SAP pokazuje korelację między otwarciem firmy na automatyzację i cyfryzację z wynikami uzyskanymi w pandemii. Badanie Salesforce to potwierdza. Producenci określani jako „dobrze przygotowani na przyszłość” są 2,2 razy bardziej skłonni przenieść systemy operacyjne i sprzedaż do chmury, a także dwuipółkrotnie bardziej przychylni pełnej migracji systemów o krytycznym znaczeniu.
Zmiany w postrzeganiu technologii cyfrowych przez firmy z branży produkcyjnej 0%
20 %
40 %
60 %
80 %
100 %
Pogorszyło się 6 % Poprawiło się
75 %
6%#
Najważniejsze problemy, z jakimi obecnie mierzą się przedsiębiorcy z branży produkcyjnej 20 %
0%
Zmniejszenie popytu
60 %
38 %
Problemy z obsługą klienta/zamówień
16 %
Niewystarczająco rozwinięte działania marketingowe
14 %
Nieefektywna wewnętrzna komunikacja firmowa
18 %
Problemy z zaopatrzeniem
20 %
Brak analizy danych operacyjnych Nie dotyczy/ nie wykryto problemów
40 %
14 %
5%
6%#
Fot. pixabay
Wzrost notowań automatyzacji W dobie pandemii sprzedaż była w znacznym stopniu uzależniona od możliwości przeniesienia jej do kanałów on-line. W tej sytuacji im wyższy był stopień automatyzacji w firmie, tym lepiej ona sobie radziła. Według badań SAP spadek sprzedaży dotknął 45 % przedsiębiorstw mogących pochwalić się wdrożeniem rozwiązań technologicznych wspierających procesy. Te, które o takie rozwiązania nie zadbały, musiały zmierzyć się ze spadkiem rzędu nawet ponad 70 %. Pandemia przysłużyła się postrzeganiu automatyzacji i jej wdrażaniu. Aż 63 % firm ankietowanych przez SAP ocenia technologie cyfrowe lepiej lub znacznie lepiej niż przed pandemią. 7-8/2021
75
RYNEK Deklarowany czas przetrwania przedsiębiorstwa w przetwórstwie przemysłowym w przypadku utrzymywania się obostrzeń (badanie od stycznia do maja 2021) powyżej 6 miesięcy maj 2021
4–6 miesięcy
kwiecień 2021 2–3 miesięcy
marzec 2021 luty 2021
około 1 miesiąca
styczeń 2021
mniej niż 1 miesiąc 0%
20 %
40 %
60 %
80 % +06
Które ze stwierdzeń najlepiej opisuje stosunek Pani/Pana firmy do automatyzacji?
63,6 % Zainteresowanie automatyzacją
26,6 %
Jest obecnie wdrażana
10,7 %
Planujemy jej wdrożenie
26,3 %
Na razie nie planujemy jej wdrożenia
36,4 %
Nie interesuje naszej firmy
, 6 1
Stosunek do automatyzacji – porównanie z wynikami z poprzedniego roku 100 %
80 %
36,4 % 7%
28,1 %
60 % 26,3 %
Planujemy jej wdrożenie Na razie nie planujemy jej wdrożenia
40 % 10,7 %
Jest obecnie wdrażana
26,2 %
Nie interesuje naszej firmy Nie wiem / trudno powiedzieć
20 % 26,6 %
8% 10,7 %
0%
01.2021
76
02.2020
, 6 1
Jedynie 7 % jest do nich nastawiona negatywnie. Nie jest zaskoczeniem, że branża produkcyjna jest w czołówce tych, u których notowania automatyzacji wzrosły najbardziej – poparcie deklaruje 3/4 firm z tego sektora.
Wyzwania i plany Branża produkcyjna wyróżnia się wyższym niż w pozostałych sektorach odsetkiem firm deklarujących występowanie problemów spowodowanych przez pandemię – w badaniu SAP jedynie 5 % nie zidentyfikowało żadnych trudności. Największe problemy wiązały się z zaopatrzeniem (20 %) oraz nieefektywną komunikacją wewnętrzną (18 %). Dla wszystkich trzech badanych sektorów charakterystyczne było także wykazywanie trudności w obszarach obsługi procesów sprzedażowych i logistycznych oraz zarządzania łańcuchem dostaw i firmą. Jedną z pozytywnych konsekwencji pandemii – o ile w ogóle można ją analizować w tych kategoriach – jest wypracowanie przez wiele przedsiębiorstw umiejętności szybszej reakcji na zmiany. Dotyczy to zarówno zmiany nastawienia, jak i realizacji konkretnych działań. Dynamiczny charakter zmian, jaki spowodowała pandemia, jeszcze bardziej uwypuklił w przemyśle produkcyjnym konieczność ponownej oceny sposobu działania, by jak najlepiej przystosować go do podobnych wyzwań w przyszłości. To jeden z czynników sprawczych realnego lup planowanego zwiększenia inwestycji w cyfryzację. Z myślą AUTOMATYKA
RYNEK Czy pandemia przyspieszyła automatyzację i/lub robotyzację w branży, w której działa Państwa firma?
Czy w Państwa firmie planuje się wdrożenie automatyzacji i/lub robotyzacji?
60 %
60 %
40 %
40 %
20 %
38 %
20 %
38 %
32 % 24 %
28 %
19 % 13 %
0%
8%
0%
tak
nie
trudno powiedzieć
tak, już teraz się to dzieje
#
6 1
o wdrażaniu zmian technologicznych 35 % firm z sektora produkcyjnego badanych przez SAP planuje inwestycje związane z oprogramowaniem. Dotyczy to przede wszystkim dużych i średnich firm oraz przedsiębiorstw wyróżniających się wysokim poziomem automatyzacji i cyfryzacji. W badaniu Salesforce wskazano cztery elementy, które powinny być w centrum priorytetów sektora produkcyjnego na całym świecie w najbliższych dwóch latach. Należą do nich transformacja cyfrowa, zwiększenie wydajności procesów, planowanie popytu i nowe oferty usług.
Oczekiwania i perspektywy Jednym z sektorów, który najmocniej odczuwa efekty kryzysów są często małe i średnie przedsiębior-
tak, obecnie nie, nie i nie planujemy to choć nie zamierzamy w niedalekiej wykluczamy jej wdrażać przyszłości w przyszłości
stwa. Najnowsza edycja Barometru COVID-19 Europejskiego Funduszu Leasingowego grupy Credit Agricole z przełomu czerwca i lipca 2021 r. pokazuje „postcovidowy” optymizm firm produkcyjnych z tej grupy. Aż 45 % z nich jest zdania, że pandemia finalnie pomoże rozwinąć się ich branżom. To zdecydowany wzrost względem wyników sprzed kilku miesięcy, kiedy deklarowało tak 16 % przedstawicieli produkcji. Główny Urząd Statystyczny przyjrzał się w maju bieżącego roku odczuciom niektórych grup przedsiębiorców odnośnie przetrwania firmy w razie utrzymania się ograniczeń związanych z pandemią. W przypadku jednostek przetwórstwa przemysłowego zajmujących się produkcją wyrobów z gumy i tworzyw sztucznych wystąpił
trudno powiedzieć
największy wzrost odsetka ankietowanych wskazujących na możliwość przetrwania jedynie do trzech miesięcy. Optymistycznie nastraja natomiast wzrost odsetka firm z sektora produkcji metalowych wyrobów gotowych (z wyłączeniem maszyn i urządzeń) deklarujących przetrwanie powyżej pół roku. COVID-19 i lockdown były brutalnym testem z umiejętności dostosowania działalności tak, by wyjść obronną ręką z niespodziewanego kryzysu. Na podstawie danych rynkowych można zaryzykować stwierdzenie, że wiele firm zdało ten egzamin, a nawet te, które nie przeszły przez pandemię suchą stopą, mają pomysł na przyszłość.
Urszula Chojnacka %0*D %*M %
Zainteresowanie automatyzacją w zależności od branży 19,7 %
Automatyzacja ma ogromny wpływ na potencjał mojej firmy i jest obecnie wdrażana Automatyzacja ma ogromny wpływ na potencjał mojej firmy i planujemy jej wdrożenie
29,6 % 39,6 % 18,9 % 5%
Handel 8,4 %
Usługi
21,2 % 8,5 %
Produkcja 31,4 %
Automatyzacja jest przedmiotem naszego zainteresowania, ale na razie nie planujemy jej wdrożenia
Sektor publiczny
25,1 % 26,5 % 23,7 % 43,9 %
Automatyzacja nie interesuje naszej firmy
36,9 % 12,7 % 48,9 % , 6 1
7-8/2021
77
WYDARZENIA WYDARZENIA
Magiczny świat obróbki metali Targi EMO MILANO 2021 # -J B H - J I * D
D & D
BJ I -
- - - ( 9 * B I
I 3 A"< d
B B
=X U@U= 9
B B B 4 9
Jolanta Górska-Szkaradek
78
P
o raz kolejny wiodące na świecie targi obróbki metali EMO odbędą się w Mediolanie we Włoszech. Na terenach targowych fieramilano Rho w dniach 4–9 października 2021 r. pojawią się wystawcy i odwiedzający Międzynarodowe Targi Obrabiarek i Obróbki Metali EMO MILANO 2021, czyli osoby, którym szczególnie bliskie są tematy związane z różnego rodzaju obrabiarkami, systemami produkcyjnymi, technologiami wspomagającymi, robotyzacją i automatyzacją, cyfrową fabryką czy drukiem 3D.
Technologie produkcji w parze z Internetem Rzeczy Podczas konferencji prasowej, która odbyła się w połowie czerwca, prele-
gentami byli Aldo Amati – ambasador Włoch w Polsce, Alfred Mariotti – dyrektor generalny UCIMU-SISTEMI PER PRODURRE i Antonino Mafodda – dyrektor Italian Trade Agency w Warszawie. Uczestnicy konferencji – przedstawiciele prasy branżowej, firm oraz klastrów i izb gospodarczych – poznali najnowsze informacje na temat jesiennej imprezy targowej. Targi EMO MILANO 2021 organizowane są z inicjatywy CECIMO – Europejskiego Stowarzyszenia Producentów Obrabiarek – przez włoskie stowarzyszenie producentów obrabiarek, robotów i systemów automatyki UCIMU-SISTEMI PER PRODURRE. Tegoroczne hasło targowe brzmi „Magiczny świat obróbki metali” AUTOMATYKA
WYDARZENIA
i według zapewnień organizatorów wszyscy odwiedzający targi – reprezentujący takie gałęzie przemysłu, jak przemysł maszynowy, motoryzacyjny, lotniczy, kosmiczny, kolejowy, metalurgiczny i materiałowy – będą mieli okazję do zapoznania się z bogatą ofertą produktową i rozwiązaniami integrującymi technologie produkcji z systemami Internetu Rzeczy.
Zwiedzający
7 9 F$%/ 8 48 7 9 7 7 7 9 F$% F$% F$ F $$% %/ / 8 / 8
8 8
48 48 4 48 448 8 8
Dotychczas targi odwiedzane były przez specjalistów z całego świata i zgodnie z badaniami najczęściej były to osoby decydujące o zakupach w zakresie technologii produkcji. Ci goście stanowili 81 % wszystkich zwiedzających (56 % współdecyduje o zakupach, a 25 % robi to samodzielnie). Do połowy maja 2021 r. udział w targach potwierdziły firmy z 32 krajów. Wśród wystawców najliczniej reprezentowane są Włochy, Niemcy, Tajwan, Hiszpania, Japonia, Szwajcaria, Chiny i Korea. Zgłoszenia wystawców przyjmowane są na bieżąco, a w związku z kontynuowanymi na całym świecie szczepieniami przeciw COVID-19 można założyć, że tempo rejestracji wzrośnie i lista ta znacznie się wydłuży.
W oczekiwaniu na ożywienie rynku
7 9 G9 + 46 W%0*D %*M %Y $5& ,
Rok 2020, z uwagi na pandemię, znacznie spowolnił tempo inwestycji w nowe technologie na całym świecie. Obecnie, według prognoz Oxford Economics, bieżący rok, jak i kolejne
lata 2022 i 2023, powinny przynieść ożywienie m.in. na światowym rynku obrabiarek. Szacuje się, że w 2021 r. osiągnie on wartość 62,7 mld euro (Azja – 35 mld euro, + 16,2 %, Europa – 16 mld euro, + 13,3 %, obie Ameryki – 11 mld euro, + 14,5 %).
Finansowa zachęta Na pewno dużą zachętą dla potencjalnych wystawców EMO MILANO 2021 jest szansa biznesowa stworzona przez włoski rząd. Włoskie firmy, które w latach 2021–2022 planują inwestycje w nowe obrabiarki, roboty przemysłowe, systemy automatyzacji, technologie 4.0 i cyfrowe, będą zwolnione z podatku w wysokości do 50 %.
Wydarzenia towarzyszące Targom EMO MILANO 2021 towarzyszyć będą liczne wydarzenia, np. wystawa technologii cyfrowych dla produkcji EMO Digital, strefa innowacyjności prezentowana przez start-upy czy The Speaker Corner. To ostatnie wydarzenie odbywać się będzie w jednej z hal wystawienniczych i będzie połączeniem wykładów, dyskusji z ekspertami oraz prezentacji technologii związanych z branżą.
Dodatkowe informacje Organizatorzy podkreślili, że wszyscy mamy nadzieję na szybki powrót do sytuacji sprzed COVID-19, ale podczas targów obowiązywać będą sprawdzone standardy bezpieczeństwa. Zostały one już przetestowane podczas targów BI-MU – zorganizowanych przez UCIMU-SISTEMI PER PRODURRE w październiku 2020 r., a więc w samym środku pandemii – które przebiegały bezpiecznie i bez żadnych problemów. Zainteresowani targami znajdą wszelkie informacje na aktualizowanej na bieżąco stronie emo-milano.com. Kolejne edycje targów EMO odbędą się w 2023 r. i 2025 r. w Niemczech, a dopiero w 2027 r. EMO ponownie zagości we Włoszech. Jolanta Górska-Szkaradek %0*D %*M %
7-8/2021
79
BIBLIOTEKA STEROWANIE PNEUMATYCZNE I ELEKTROPNEUMATYCZNE * > ' / = > / 0 " %&8* 9:/ ?0 * " ) / 8
Sterowanie to proces celowego oddziaływania sygnałów wejściowych na wyjścia według odpowiednich algorytmów – reguł sterowania. Autor przybliża, jak zachodzi on w pneumatycznych i elektropneumatycznych układach sterowania, a także jak zbudować własny układ i dokonać analizy jego działania. Książka zawiera wiedzę z zakresu projektowania, montażu i uruchamiania układów pneumatycznych i elektropneumatycznych, a także zasady ich działania, i analizę, co stanie się po podłączeniu zasilania pneumatycznego oraz elektrycznego czy uruchomieniu poszczególnych elementów układu. W opanowaniu tych zagadnień pomoże przejrzysty i innowacyjny – oparty na schematach graficznych – sposób przekazywania wiedzy w książce. Stanowi ona zbiór przykładowych układów sterowania pneumatycznego i elektropneumatycznego do samodzielnego łączenia. Do większości przykładów dołączono opisy efektów działania układu.
SIMATIC MOTION CONTROL STEROWANIE SERWONAPĘDAMI TEORIA APLIKACJE ĆWICZENIA ' / = > / 0 " %&8* 9:/ ; * " ) / 8
Automatyka przemysłowa to najszybciej rozwijający się dział inżynierii elektrycznej. Nic w tym dziwnego – obecnie w wytwórczości dąży się do maksymalnego zautomatyzowania procesów produkcyjnych. By tak się stało, paradoksalnie potrzeba ludzi. Specjalistów, którzy rozumieją zasady, na jakich pracują maszyny, potrafią je programować, optymalizować i planować ich pracę w sposób odpowiadający bieżącym oczekiwaniom. To podręcznik skierowany do inżynierów automatyków zajmujących się wdrożeniami systemów sterowania (sterowników PLC) z zaawansowanymi funkcjami sterowania ruchem – z języka angielskiego motion control. Autor książki przedstawia w niej konkretne aplikacje i proponowane dla nich rozwiązania technologiczne. Opisuje także problemy, na jakie może się natknąć inżynier, wraz z opcjami ich skutecznych rozwiązań.
POJAZDY AUTONOMICZNE I SYSTEMY TRANSPORTU AUTONOMICZNEGO ! " # $ %
" & ' " ( & ) " ' *
* + , + / 0 0" %&8* 9:/ ;<0 * " ) / 8
Książka o technologii rodem z XXI w. – dotycząca pojazdów autonomicznych i systemów transportu autonomicznego. Autorzy – znawcy tematu, międzynarodowi konsultanci tej nowej technologii, przedstawiają tę nowoczesną tematykę w sposób arcyciekawy, poparty ilustracjami i przykładami. W publikacji znajdują się charakterystyki pojazdów autonomicznych o różnym poziomie autonomizacji L3–L5, prezentacja systemów PRT, APM czy systemów hybrydowych. Przedstawione są też technologie informatyczne (software i hardware) stosowane w tego typu pojazdach i systemach transportu, sztuczna inteligencja i głębokie uczenie maszynowe, wykorzystywane układy sensoryczne czy układy HMI. Poruszone są też niezwykle ważne problemy bezpieczeństwa systemów autonomicznych. Książka zainteresuje inżynierów projektantów aut i systemów autonomicznych, przyszłych użytkowników tych systemów, samorządy i każdego, kogo ciekawią najnowocześniejsze systemy transportu. D " H9 80
AUTOMATYKA
WSPÓŁPRACA
5SAUTOMATE TEL. +48 664 381 356, WWW.5SAUTOMATE.COM .............................................................................................. 50-51
AUTOMATYKAONLINE TEL. 504 126 618, WWW.AUTOMATYKAONLINE.PL .................................................................................................... 48
PPUH ELDAR TEL. 77 442 04 04, WWW.ELDAR.BIZ ........................................................................................................................................ 9
ELMARK AUTOMATYKA SA TEL. 22 541 84 65, WWW.ELMARK.COM.PL ..............................................................................................38-40, 70-71
MIĘDZYNARODOWE TARGI POZNAŃSKIE SP. Z O.O. TEL. 61 869 20 00, WWW.GRUPAMTP.PL ............................................................................................................................. 55
KROHNE POLSKA SP. Z O.O. TEL. 58 520 92 11, WWW.PL.KROHNE.COM ...............................................................................................I OKŁ., 62-66
PHOENIX CONTACT TEL. 71 39 80 410, WWW.PHOENIXCONTACT.PL ........................................................................................................... 17
SCHUNK INTEC SP. Z O.O. TEL. 22 726 25 00, WWW.SCHUNK.COM ........................................................................................................... 11, 68-69
SIEĆ BADAWCZA ŁUKASIEWICZ – PRZEMYSŁOWY INSTYTUT AUTOMATYKI I POMIARÓW PIAP TEL. 22 874 00 00, WWW.PIAP.PL ........................................................................................... II OKŁ., 41, 61, 67, III OKŁ.
SEW-EURODRIVE POLSKA SP. Z O.O. TEL. 42 676 53 00, WWW.SEW-EURODRIVE.PL ..................................................................................................... 52-53
TECHNOKABEL SA TEL. 22 516 97 77, WWW.TECHNOKABEL.COM.PL ...........................................................................34-37, IV OKŁ.
PPH WOBIT E.K.J. OBER S.C. TEL. 61 222 74 22, WWW.WOBIT.COM.PL .......................................................................................................... 43, 54-55
ZIAD BIELSKO-BIAŁA SA TEL. 33 813 82 00, WWW.ZIAD.BIELSKO.PL ......................................................................................................................... 5
7-8/2021
81
Bartłomiej Kogut
STANOWISKO: prezes FIRMA: KROHNE POLSKA Sp. z o.o.
U
rodził się w 1981 r. niedaleko Bojanowa – te malownicze krajobrazy południowej Wielkopolski ukształtowały jego poczucie estetyki, a stały kontakt z przyrodą rozwinął ekologiczną wrażliwość. Ukończenie Politechniki Wrocławskiej z tytułem magistra inżyniera biotechnologii stanowiło jedynie naturalną konsekwencję połączenia talentu do nauk ścisłych i wyniesionego z dzieciństwa umiłowania natury. Dopełnieniem ścieżki edukacyjnej okazały się podyplomowe studia z zakresu zarządzania w Wyższej Szkole Bankowej we Wrocławiu. Także pierwszy okres pracy zawodo-
82
wej – w firmach Veolia i Hach – stanowił logiczną kontynuację zawodowych zainteresowań. 2014 r. przyniósł istotną zmianę w życiu Bartłomieja – podjęcie pracy w firmie KROHNE Polska na stanowisku dyrektora sprzedaży. Wiązały się z tym nowe wyzwania oraz potrzeba odnalezienia się w innych warunkach – w branży nowoczesnych pomiarów procesowych; co oznaczało objęcie uwagą i kompetencjami nie tylko gospodarki wodnej i ściekowej, lecz także branży nafty i gazu, przemysłu chemicznego czy segmentu energetyki zawodowej. Dzięki jego osobistej determinacji i zapałowi zespół sprze-
daży powiększył się, a firma KROHNE Polska zaczęła notować w kolejnych latach stałe, kilkudziesięcioprocentowe wzrosty rocznych obrotów. Konsekwentny wysiłek i upór w dążeniu do celu zostały dostrzeżone przez właścicieli grupy KROHNE, a firma córka – KROHNE Polska – została przydzielona do podmiotów klasy focused-on, na których skupiona jest uwaga całej grupy i które stanowią dla niej pewien wzorzec biznesowy. 2019 r. to objęcie stanowiska prezesa firmy KROHNE Polska i dalsze pomysły na prowadzenie biznesu – położenie nacisku na wzrost kompetencji i wiedzy technicznej wszystkich pracowników firmy, w szczególności organizowanie szkoleń produktowych i serwisowych, seminariów i konferencji. To także czas wspierania środowiska naukowego i studenckiego. Jednym z istotnych czynników zawodowego sukcesu nowego prezesa okazało się nowoczesne podejście do prowadzenia biznesu – zastosowanie swoistej ekologii społecznej. To ograniczenie sztywnych reguł i czynników stresu. Umiejętność łączenia swobodnego stylu pracy z realizacją twardych ekonomicznych założeń. Rezygnacja z zarządzania autorytarnego na rzecz tworzenia relacji partnerskich, opartych na współpracy kompetentnych i odpowiedzialnych osób – jednym z większych sukcesów okazało się stworzenie w firmie zespołu strategicznego, w ramach którego osiągnięto synergię w dziedzinie zarządzania. Już podczas studiów przeprowadził się do Wrocławia i to właśnie z tym miastem związał swoją przyszłość. Mąż i ojciec dwójki dzieci. Wielbiciel podróży. Prywatnie zafascynowany triathlonem, kolarstwem oraz kite-surfingiem stara się spędzać wolny czas aktywnie, bowiem – jak sam twierdzi – najlepsze pomysły pojawiają się podczas fizycznego wysiłku. Zimą chętnie korzysta z rodzinnego wypoczynku i uprawia snowboarding. Po pracy uwielbia grać z synem w koszykówkę. Ma nadzieję, że zaszczepi w dzieciach swoją pasję do sportu. AUTOMATYKA
Fot. KROHNE Polska
LUDZIE