VOLUME 9 | ISSUE NO. 3 | RS 100 | Pages 60 ISSN NO : 2278-8972 |RNI NO : MAHENG/2012/43707
MARCH 2021
KNITTING-INTERLOOPING TEXTILE INDUSTRY
Exemplar for the future of Indian Textile Industry- Dr. A. Sakthivel Accomplishing Eminence- Mr. Muntazir Ahmed Application of Knitting Technology In Medical Textiles Analysis of Japan's Export in 2016-20
Innovative Media and Information Company
189/5263, Sanmati, Pantnagar, Ghatkopar (East), Mumbai - 75, Maharashtra, INDIA. Tel/Fax: +91-22-21026386 | Direct: +91-9769442239 | Email: info@textilevaluechain.com
www.textilevaluechain.in edia and Information Company Reg. No. : 760244317
ISSN No : 2278-8972
RNI No.: MAHENG/ 2012/43707
, Ghatkopar (East),No. Mumbai - 75, Maharashtra, INDIA.Patrika Postal registration MNE/346/2021-23, posted at Mumbai Direct: +91-9769442239 | Email: info@textilevaluechain.com Channel sorting office, Pantnagar, Ghatkopar( East), Mumbai - 400075 Posting date is end of month ( 29th/ 30th / 31st )
SWISS TECHNOLOGY INSIDE
New age technology that offers protection against viruses.
NEW AGE ANTIVIRAL PROTECTION FOR YOUR CLOTHES & MASKS VIROBAN helps treated fabric surfaces effectively neutralize
Proven Effective Against SARS-CoV-2 Virus according to Modified ISO 18184
infectious viruses
Applicable to Non-woven, Woven & Knitted Fabrics, Fibres, etc
& bacteria.
Proven Effective Against Viruses (ISO 18184: 2019) & Bacteria (AATCC 100 / ISO 20743 / ASTM E2149) Inhibits Virus up to 99% @ 2 hours Contact time Durable up to 30 Washes - Antiviral Durable up to 50 Washes - Antibacterial
*VIROBAN does not claim to prevent diseases/infections or imply any public health claims. *Tested VIROBAN treated textile articles as per lab conditions.
For any further marketing enquiries,
Mail: info@n9world.com I Call: +91-8022056129 www.n9world.com
ANTIVIRAL
ANTIBACTERIAL
EPA REGISTERED ACTIVE INGREDIENT
SAFER TO USE
SUSTAINABLE
COVER STORY
4
International Exhibition And Conference On Nonwoven & Hygiene Technology 4
5
6 June, 2021
Pragati Maidan, Delhi, INDIA
The Future of Exhibition
PHY GITAL
FOCUS SEGMENTS Meltblown • Automobile • Wipes Non Woven • Protective Agriculture Hygiene • Packging • Others
BOOK YOUR
STALL NOW
HIGHLIGHTS OF NON WOVEN TECH ASIA 2021 10,000
SQM
Exhibition Area
Organized By
+91 99250 10553
200+
Exhibitors
20,000+
Support By
sales@nonwoventechasia.com
Total Number of Visitors
10+
Participating Contries
Stall Designing Partner
MARCH 2021
www.nonwoventechasia.com
COVER STORY
5
MARCH 2021
CONTENTS 08
INTERVIEW
10
Exemplar For The Future Of Indian Textile Industry with Dr. A. Sakthivel
Accomplishing Eminence with Mr. Muntazir Ahmed
13
COVER STORY
Application Of Knitting Technology In Medical Textiles by Kshipra Gadey
38
RESEARCH PAPER The Causes And Remedies Of The Loop Formation In FDY by Pratyush Pushkar
TECHNICAL TEXTILE
44
Covid-19: How Antibacterial Textile Guide You Through The Darkness? by Nur Hani Aqilah Salehin and Thomas P. S. Ong
46
Man-Made Textile And Apparel Industry In Bangladesh by Ameet Kaul and Anusuya
MARKET REPORT
15
Analysis Of Japan’s Export in 2016-20 by Radhika Boddu
17
Waste Management In Knit Industry by Sayali Bhamare
49
Hike In Indian Cotton Prices To Negatively Impact Exports And Viability Of Fabric And Garments: A Thought Matrix by Munish Tyagi
19
Healing Loops by Kshipra Gadey
50
Intex South Asia Bangladesh Virtual Business Matching Week
21
New Trends In Warp Knitting by ATE/ Karl Mayer
51 MARKET REPORT
23
Innovative Techniques In Knit Production by Shivani Thattekar
52
PRICE UPDATE
53
YARN REPORT
CAREER GUIDANCE
26
Entwining Your Calling In Knit Industry by Nalanda Oturkar Gadey
HR FOCUS
28
Retain And Gain: Making Your Superstars Stay In The Company by Rajiv Misra
AUTOMOTIVE TEXTILE
29 30
Automotive Textile Components by Khyati Sutaria
EVENT UPDATE
Apparel Textiles And Home Supplies Expo
TEXTILE MANAGEMENT
EVENT UPDATE
Global Turnover 2020 Dropped- 9%
Fibre Prices Stable Up In March, But Showed Signs Of Lowering by Nitin Madkaikar Yarn Export Up In February, Cotton Takes Downhill by Nitin Madkaikar
54 MARKET REPORT
Vietnam: Cotton Market Report
ADVERTISER INDEX Back Page: Raymond Back Inside: Trutzschler Front Inside: Rimtex
31
Study On Metallocene Catalyst And Zieglar-Natta Catalyst by Sandeep Vinod Vishwakarma
Page 3: n9 resil chemical
35
Clothing From Milkweed Fiber by Dr. N. N. Mahapatra
SUSTAINABLE FIBER
Page 5: Malegaon Conference, Textile Value Chain
Page 4: Non-Woven Tech Asia
EDITORIAL
Hand Knitting Needles to Commercial Fashion Needles journey … Knitting industry started with home based knitting work with one or two needles making beautiful garments like socks, shirt, sweater, shoes etc for kids and other members in the family. In the traditional set up; every girl was expected to know knitting in her early years of life. Knitting was considered to be auspicious in Indian Culture. Still home knitting is popular as a hobby and helped women in cooler climates stay warm. But the percentage in the economic contribution in knitting segment may be negligible. Commercial knitting industry started with the industrial revolution. It has developed with advance technology and innovations. Circular knitting, flat knitting technology, from yarn to garment technology has been revolutionary. Knitting industry contributing 50 % of share in world total garment market, India’s contribution to world knitting (knitted garment) market is approximately 53 %. The hub of Indian knitting industry clusters like Tirupur, Ludhiana etc, are making major contribution in the export market. Knitted garments were traditionally made by only woollen and cotton yarns, then acrylic yarns; now all synthetic fibres along with spandex / stretch fibers are high in demand. Woven and knitted, what do the consumer choose? Well, it depends on their comfort, and personal choice. Sportswear, gym wear, night wear, loungewear, inner wear are majorly made using Knitting technology ie, wherever comfort is priority, knitting is the choice, as knitted garments have a versatile construction, which can be stretched at any angle contributing to the dimensional stability and comfort to the wearer. Health awareness and Covid 19 pandemic lockdown during 2020, has given a boost to this industry. Due to the versatility in fibres, yarns, design, construction, and application; there is scope for research and development that is needed and can be further explored by industry. Wovens are swiftly replacing knitting in corporate men’s, women’s wear, uniforms, technical textiles and many more. Will the apparel industry explore this segment and increase our share in world export market. We wish you all happy beginning of new Financial Year !!!
JIGNA SHAH EDITOR AND PUBLISHER
7
SUBSCRIPTION Digital + Print Copy issue 1 Year : 12 issues : Rs. 800 2 Years : 24 issues : Rs. 1500 3 years : 36 issues : Rs. 2100 Online Registration https://textilevaluechain.in/subscription/ Subscription Enquiry +91. 9869634305 ; marketing@textilevaluechain.com Marketing and Advertising enquiry Mohammad Tanweer +91.9167986305 ; sales@textilevaluechain.com Radhika Boddu 9867127598 ; events@textilevaluechain.com
EDITORIAL EDITOR AND PUBLISHER Ms. Jigna Shah
CREATIVE DESIGNER AND AUTHOR Ms. Kshipra Gadey
OWNER, PUBLISHER, PRINTER AND EDITOR -MS. Innovative Media and JIGNA SHAH Printed and Information Company Processed by her at, Impression 189/5263, Sanmati, Pantnagar, Ghatkopar (East), Mumbai 400075. Graphics, Maharashtra, INDIA. Gala no.13, Shivai Industrial Cell: +91-9769442239 / Estate, Andheri Kurla Road, +91. 9860634305 Sakinaka, Andheri (East), Email: info@textilevaluechain.com Mumbai 400072, innovativemedia012@gmail.com Maharashtra, India. Web: www.textilevaluechain.com REGISTERED OFFICE
All rights reserved Worldwide; Reproduction of any of the content from this issue is prohibited without explicit written permission of the publisher. Every effort has been made to ensure and present factual and accurate information. The views expressed in the articles published in this magazine are that of the respective authors and not necessarily that of the publisher. Textile Value chain is not responsible for any unlikely errors that might occur or any steps taken based in the information provided herewith.
MARCH 2021
8
INTERVIEW
ACCOMPLISHING EMINENCE MR. MUNTAZIR AHMED Visiting Faculty for Fabric Construction and Knitting, Department of Textile Science and Apparel Designing, SNDT Women’s University, Juhu, Mumbai
M
r. Muntazir Ahmed has five decades of experience in knitting technology. He is not only a professional but he also has a great experience of teaching since five decades. He has been associated with S.N.D.T Women’s University for a very long time and is one of the most experienced and respected teachers there. He decided to pursue a career in knitting when this concept was little less popular than today. He was fortunate enough to learn and polish his skills and knowledge from David J. Spencer. Tell us about your educational journey. After completing school education from UP Board Allahabad, I obtained a B.Sc degree (Physics, Chemistry, Mathematics) from Agra University followed by B.Tex (Textile Technology) from Kanpur University. Finally I attended a special programme in Knitting Technology at Leicester Polytechnic presently De Montfort University UK. How was your learning experience? David J. Spencer, C Text, FTI, ACFI, the author of popular book Knitting Technology was a Senior Lecturer in the School of Textile and Knitwear Technology at Leicester Polytechnic, UK. He had been an examiner and moderator in the Manufacture of Hosiery and Knitted Goods for the City and Guilds of London Institute. He had written articles on knitting technol-
MARCH 2021
ogy for British, American and German technical publications. My early industrial experience was obtained through technical service at the different Departments of Corahs the large Leicester based Knitting company. I studied various aspects of Knitting Technology and the learning outcome obtained from all the faculty members was the insight of basic knowledge and advances of the topics concerned. They were a great source of inspiration and I give due credits to them for what I have gained today. How did you carve your professional life? I started my professional career from Muir Mills, Kanpur in the Department of Carding and Spinning as Carding assistant in 1968. Then, I was appointed as Assistant Cotton Technologist by UP government and posted at Government Cotton Research Station, Bulandsher, UP in 1971. I appeared and passed ARS examination conducted by ICAR in 1975 and got posted as Scientist at Central Institute for Research on Cotton Technology, Matunga, Mumbai. During my research career, I worked at different responsibilities and finally retired in 2007 as Principal Scientist and Head Mechanical Processing Division at ICAR CIRCOT, Mumbai. I have been contributing as visiting faculty to various Textile Colleges in and out of Mumbai.
Pursuing (learning) knitting in the time when handloom was dominant wasn’t an easy decision. What inspired you? Knitting and handloom are two independent technologies. I had travelled to UK under a government scheme to acquire sufficient knowledge in Knitting so that systematic research work can be started in this area after coming back to my country. What changes according to you are required in the education system for textiles? Enough time must be devoted to upskill the basic technology; followed by thorough practical study. Project work should be discontinued and this project time must be utilized for industrial training where the entire department of the industry should be covered. What message do you have for young textiles aspirants? You definitely need to have a lot of knowledge about the field you are pursuing your career in. But for a successful career in textiles, one should know the fundamental or basic element of textiles. One should know at least the basic fabric structure, construction, technicalities and types. Apart from the knowledge in textiles, you also need to be honest with your choice and career and need to work on it with all your dedication.
INTERVIEW What are the problems faced by people in the textile industry?
•
Lower feed density for minimizing spirality.
For the last several years I have not been in touch with the textile industry. However, timely upgradation of technology and appropriate use of newer fibres may be helpful to the industry.
•
High machine for continuous knitting for a longer time.
•
Semi positive feed for flexibility of machine.
What do you foresee for the knitting industry? The future of the knitting industry is bright provided the industry adopts the following progressive steps. •
Present focus to use elastic yarn is expected to continue and expand in future.
Are you aware about the recent advancements in knitting technology? What difference do you see in knitting technology then and now? Few of the recent emerging advances are mentioned above and other innovations are listed below. •
Positive take down
•
Open width take down
•
Gauge change facility in circular and flat machines
•
Higher speed factor to increase productivity.
•
Central quality setting for fabric loop uniformity.
•
•
Fault detection during knitting for minimizing fabric faults.
Knitting to shape and Integral Knitting
•
Large diameter
•
Higher feed density for higher productivity.
•
Smaller latch length
•
Filter creel
•
Positive and storage feeders
•
Striper feeder
•
Electronic feeder
•
Needle selection as cylinder and dial
•
Super fine gauge
•
More number of systems
•
Comb take down
•
Holding down sinkers
At that time knitting was considered a worldwide craft involving hand knitting pins and hand control machines for the production of sweaters, socks, shawl and fabrics for inner garments etc. As a result of new developments today, it is a method of textile production by which both the products and machines are highly diverse and versatile. Products are full fashioned and integral garments, all types of hosiery, piece goods, nets, pile fabrics and technical textiles etc.
HUNTSMAN IS A SCIESSENT COLLABORATOR FOR ODOR- AND MICROBE-RESISTANT TEXTILES Huntsman Textile Effects and Sciessent have formed a strategic alliance to provide textile mills and brands around the world with innovative antimicrobial and odor-control solutions. The collaboration aims to assist mills and brands in developing athletic wear, outerwear, home textiles, and other items that are resistant to microbial growth and odour for long periods of time. The Sciessent solutions incorporate into the finishing process and can be used in conjunction with a variety of other finishes, such as Huntsman
9
NEWS
Textile Effects’ water repellents and comfort systems, to manufacture highperformance textiles that are both safe and sustainable, according to the companies.
Huntsman Textile Effects will now become the exclusive distributor of Sciessent’s Agion Antimicrobial, Lava XL anti-odor solution, and dual-action Active XL as part of the agreement.
“By combining our offerings with Huntsman Textile Effects’ wide range of advanced and sustainable defence innovations, we are both expanding our scope to producers and strengthening our offerings,” said Sciessent CEO Paul C. Ford. “The combined power of our brands provides a fantastic opportunity for manufacturers to distinguish their products.”
“With a wide range of creative and sustainable safety and comfort technologies from pre-treatment to coloration and finishing, Huntsman Textile Effects now has one of the industry’s most complete end-to-end systems for high-performance protection effects,” said Rohit Aggarwal, president of Huntsman Textile Effects.
MARCH 2021
10
INTERVIEW
Exemplar for the future of Indian Textile Industry Dr. A. SAKTHIVEL
T
Chairman, Apparel Export Promotion Council (AEPC), India
EXTILE VALUE CHAIN had communicated to Dr. A. Sakthivel; Path Breaker, Industry Leader, Guide, Mentor, Nationalist, Philanthropist and Humanist. Journey till now …. Dr.A. Sakthivel took charge as Chairman of Apparel Export Promotion Council (AEPC) in January, 2020. Dr.A. Sakthivel has been serving the Trade and Industry as Member of the Board and Chairman for four times in Apparel Export promotion Council for the last 35 years. He is the one and only person in the history of the Council serving for the 4th time as Chairman of the Council. He played a vital role for the growth of exports of Tirupur and as well as of India. Dr. A. Sakthivel has been elected for the second time as Chairman, FIEO in 2021. He was also six times unanimously elected as the Chairman of Federation of Indian Export Organizations, Southern Region. Dr.A. Sakthivel, as the President of Tirupur Exporters’ Association popularly known as TEA, has been continuously in the helm of affairs for the past 27 years since establishment of TEA in 1990. He is a true visionary, self-determined, not only strong and decisive but also humble and totally committed in resolving the issues with exemplary leadership qualities. One could visualise his contributions from the growth of Tirupur exports from a mere Rs.15 Crores in 1985 to Rs.26,000 Crores in 2016-17 because of his meticulous efforts. He played a vital role in organising a seminar jointly by TEA, UNIDO
MARCH 2021
and ITC, Geneva on “Competitiveness through Export Clustering Strategic Considerations” in Tirupur in which representatives and delegates from 7 Countries participated. TEA, then, received global acclamation as an association for cluster development. Dr. A. Sakthivel started out as a young ambitious entrepreneur in 1973. Through sheer hard work, dedication and innovative trade practices he has sown the seed and nurtured Poppys group of Companies to be one of the leading knitwear exporters of India with an annual group turnover of US $50 million. The success of Poppys Group is a reflection of the unstinting commitment and encouragement of Dr. A. Sakthivel whose efforts have been vital to the development of the group as one of the best administered in Tirupur. Poppys Group has opened up global markets for its products. It exports to over 50 countries worldwide and is a trusted supplier to global brands. Poppys also has an enviable product range that includes knitted and woven wear for men, women and children. Poppys Group has embarked successfully in diversified businesses of travels, hospitality and packaging. Dr.A.Sakthivel was a prime mover of so many visionary projects executed in Tirupur. To name a few, Tirupur Export Knitwear Industrial Complex (TEKIC), Inland Container Depot (ICD), TEA Public School, New Tirupur Area Development Corporation Limited (NTADCL), NIFT – TEA Fashion Knitwear Institute, India Knit Fair Association (IKFA) and Netaji Apparel Park (NAP) are his visionary projects. Dr.A.Sakthivel was instrumental in
implementing the third water project in Tirupur which was executed by NTADCL, formed under Public Private Partnership model with a total outlay of Rs.1,200 Crores. This project enabled uninterrupted water supply at the door steps of households and industries in Tirupur, apart from supplying water to way side villages in Panchayat Unions. Dr.A.Sakthivel was also President of the Indian Chamber of Commerce and Industry (ICCI), Coimbatore for the first time an outsider from Coimbatore elected as President of ICCI. During his tenure as President, he was instrumental in building a Platinum Jubilee hall for ICCI as it was Platinum Jubilee at that time. Kongu Region still remembers, even today, the contribution and service rendered by him for trade and industry. Dr.A.Sakthivel was the first Chairman of Apparel Made-Ups Home Furnishing Sector Skill Council (AMHSSC) started in the year 2013. Under the dynamic leadership and the efforts put forth by him for the past 5 years, AMHSSC had positioned itself to the highest stage where the Council is now considered one of the best Sector Skill Councils in the entire Country. So far training has been imparted to 6.5 Lac people and 1.5 lac RPL. Dr.A.Sakthivel is the Chairman for India Knit Fair Association (IKFA) for the last 24 years and he initiated a trade fair complex building to conduct International trade fairs. So far 47 International fairs have been conducted and as a result, International buyers and Buying agents are able to have good access to knitwear exports thereby paving the way for business development.
INERVIEW Dr. A. Sakthivel was also the Chairman of Tamilnadu Branch, IndoAmerican Chamber of Commerce. He played a significant role in making IACC a partner organisation to support the Government of Tamilnadu in hosting the Global Investor Meet (GIM 2019) held during 2019 at Chennai Trade Center, Chennai. He is the Chairmanof Government Affairs Committee, IACC. Dr.A.Sakthivel, Chairman Indo American Chamber of Commerce (IACC) had joined the High Level State Government trade delegation led by Honourable Chief Minister of Tamil Nadu Shri Edappadi K. Palaniswamy to United State of America and Dubai from 2nd Sep to 10th September 19. As Indo American Chamber of Commerce has partnered with Tamil Nadu state in this industry delegation, Dr.A. Sakthivel, Chairman, IACC has organised Investors; Meet and arranged several meetings with Investors in New York, San Francisco and Los Angeles for the Honourable Chief Minister of Tamil Nadu. During this meet along with Chief Minister of Tamil Nadu, Industry Minister, Chief Secretary, Industry Secretary and other officials of Tamil Nadu and it is imperative to mention that the investors meet would bring in investments worth Rs.9000 Crores wherein 41 Companies signed the agreements resulting in job opportunities for more than 37,000 People. The Hon’ble Chief Minister felicitated and appreciated Dr.Sakthivel for his role to conduct these meetings effectively at New York, San Jose and Dubai Dr.A.Sakthivel is the Chairman of Kongu Global Forum, which is an association formed with representatives from the business community comprising 7 districts of Western part of Tamil Nadu – Coimbatore, Tirupur, Karur, Nilgiris, Salem, Erode and Namakkal, catchment areas for Coimbatore airport. With the persistent efforts of KGF, flight connectivity to both domestic; international destinations has increased drastically. Dr.A.Sakthivel‘s involvement and ded-
ication in AEPC, TEA & FIEO plays a vital role to help the growth of export sector in India, especially in SME’s, and his service has been recognized in India and also Internationally. Dr.A.Sakthivel also served as a Director in UCO Bank, IDBI and ECGC. With his vast experience and guidance these organizations could bring about impressive policy changes for the betterment of the trade and industry. Dr.A.Sakthivel was conferred “Padma Shri” award in the year 2009 by the Central Government in recognition of his exceptional service to the export sector. He was also conferred Degree of Doctor of Literature (Honoris Causa) on 24th November 2011 from Bharathiyar University, Coimbatore for his pivotal role in inspiring and motivating youngsters to become exporters. His determination and dedication in the various visionary projects and initiatives, his immense contribution to the growth of trade and industry and to the development of the society is highly commendable. Also noteworthy to mention here that he has been a recipient of awards “KnitSarathi”, “KonguNattu SathanaiyaalarViruthu” and “KonguMamaniViruthu”. ’’. “If your actions inspire others to dream more, learn more, do more and become more you are a leader”. India’s share and future in the global knitting industry India’s share in Global Knitted garment exports is 3.3%. Global knitted exports in the last 9 years have increased with 1.6% India stands in the global textile industry India textile; clothing industry has been stagnant since the last 7-8 years though our competitors like Vietnam; Bangladesh have grown man folds. The reasons for this stagnant growth are many like Duty disadvantages in the EU market, Economy of Scale, Technology gap, access to MMF raw material, concentration on cotton products etc. But recently many Buyers/Brands are looking for alternate sourcing destina-
11
tions other than China. This has given the opportunity for Indian exporters to capture this opportunity and boost the exports. Govt. has taken many pathbreaking actions like introduction of PIL scheme which will give much needed support to the industry in diversifying in the MMF segment and Technical Textiles. I am very positive that the coming time will enhance the Apparel exports but the Apparel exporters need to take corrective measures like increase the economy of scale, diversify in MMF and Technical textiles products, investment in technology etc.. Covid-19 effects in Indian Textile Market Apparel Industry is among the worst hit industries due to COVID-19. Apparel exports are facing the challenges of depressed global apparel demand and smaller lot orders after the pandemic resulting in 24.5% decline in India’s Apparel exports during AprilFebruary, 2020-21. The Apparel sector has been able to recover partly from the recession in the global apparel demand. However, the challenges in apparel exports still persist. Also, India has emerged as the 2nd largest producer of PPE globally. This has given the huge opportunity for India in PPE products Potential and opportunities for India in the global textile market There is huge potential and opportunities for India Apparel exporters like diversification in MMF; Technical Textiles products by availing benefits PLI scheme, Duty Free access to big markets like Japan & Korea. Buyers are looking for the alternate sourcing destination other than China and India fits well in all requirements of the buyers with compliant factories, presence of all kinds of raw material and huge labour force. As stated there is a huge potential and opportunity for Indian apparel manufacturers in PPE products and Medical Textiles. Future plans for AEPC AEPC has been doing an excellent job in protecting and promoting the interests of the apparel exporters from across the country. It was a testing time for the Council during the coro-
MARCH 2021
12
INTERVIEW
navirus pandemic and it came out in flying colors as it was able to resolve most of the issues faced by the apparel exporters due to the lockdown and other restrictions on a real time basis. The entire secretariat worked tirelessly both in terms of firefighting the crises that came one after the other and in recommending timely measures to the government for safeguarding the apparel industry, which is the second largest employment generating sector in the country after agriculture. The Council effectively executed all the strategies planned by me as its Chairman and the Board, and thus was able to lead the apparel exporting industry safely out of one of the most difficult times in our memories. To overcome the limitations in physical movement during the pandemic anddifficulty in hosting trade shows across the world, AEPC launched a 24x7x365 virtual exhibition platform to showcase Indian apparels to the overseas buyers from the comfort of their homes. The platform, which links the exporters and buyers at almost no cost when compared to physical exhibitions, is an example of being future ready and AEPC has already done it. Another example of transforming oneself under changing scenarios is the Personal
Protective Equipment (PPE). At the start of the pandemic, there was negligible production of PPE items in the country around March 2020. Within a couple of months under the leadership of AEPC and with the active support of the government, Indian apparel exporters found a new business opportunity and made India the world’s second largest producer of PPE. Further, the Council has taken up promoting manmade fibre (MMF) based garments in a big way to align domestic production in tune with the global demand. Based on the request of AEPC government has announced a Production Linked Incentive (PLI) scheme for the MMF segment and technical textiles and soon we believe we can significantly increase India’s share in global apparel trade. We continue to identify bottlenecks and opportunities and get these resolved and for that AEPC is willing to go the extra mile and take a new avatar. Potential of Indian Knitting industry to serve global apparel demand/ market. In the last 9 years India’s knitted garment exports have shown a CAGR growth of 4% which shows that we are
constantly increasing our knitted garments exports. India has the capability to serve the global knitted garment demands coupled with the positive sentiments for India, increasing R&D in knitted products, investment in technology etc. Message for aspiring textile professionals The aspiring textile professionals must understand the global textile industry, garments that are in high demand, markets where demands can be met, new trends in the industry, should be flexible and alert to rejig their production capacity to suit the emerging demands and fashion. They should focus more on MMF garments rather than garments made of natural fibres like cotton as India already has a strong foundation in the cotton industry but need to build its production capacity in the MMF segment. Significance of knitting industry in global and Indian Fashion industry Knitted garments contribute to 50.5% in global garments exports and India’s share of knitted garment is 53.4% in total garment exports, this shows the significance of knitted garments in both Global and India’s apparel exports
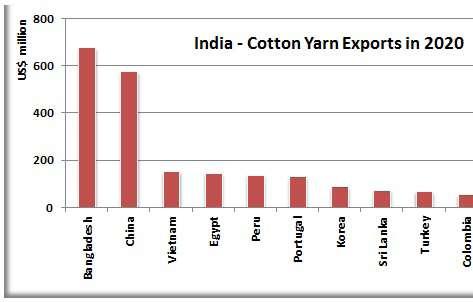
INDIA- COTTON YARN EXPORTS IN 2019-20
MARCH 2021
COVER STORY
13
APPLICATION OF KNITTING TECHNOLOGY IN MEDICAL TEXTILES KSHIPRA GADEY Author, Textile Value Chain
A
bstract
Medical textiles include woven textiles, non-woven textiles, braided textiles, and knitted textiles. Nonwoven medical textiles account for more than 60% of all medical textiles used, but they are as disposable as conventional medical textiles. Knitted fabrics are used in high-tech medical textiles such as artificial blood vessels, hernia patches, cardiac support systems, knitted medical expandable metallic stents, and tendon scaffolds, though they make up a small part of the medical textiles. Weft and warp knitting structures are two types of knitting structures. This article reviws some of the knitting structures and materials used in medical textiles, including non-implantable, implantable, extra-corporeal textiles, and healthcare and hygiene products. Keywords:Knitting; medical textiles Introduction Medical textiles are textiles that are used in medical facilities for mass care and patient management. It is a brandnew area that combines textile manufacturing with medical science. Textiles with high-added-value textile structures and goods are known as medical textiles. Textile materials are extremely useful in the medical field. And, as technology advances, synthetic fibers are becoming more prevalent in medical textiles. Biodegradable fibers are currently being researched and manufactured for use in medical materials. Medical textiles are categorized into four groups, based on their structure: knitted fabric, woven fabric, braided fabric, and non-woven fabric. Nonwo-
Figure 1: Classification of knitted medical textiles
vens account for more than 60% of all medical textiles in use. Most medical textiles are almost disposable. Knitted, knit, and braided fabrics account for a smaller percentage of overall medical fabric. Knitted fabrics have a loose structure, strong durability, high porosity, and a versatile and changeable structure nature as compared to woven fabrics. Knitted fabric structures may also be modified to suit various needs. Medical textiles, especially high-tech medical textiles, benefit greatly from them. Medical dressings, bandages, padding for medical mattresses, surgical clothing, and other high-tech items are all made of weft-knitted fabric. Mattresses, wrapping fabrics, and surgical organs are all made from warpknitted cloth. For wound closure (sutures) or replacements, the products that heal the body are used . Knitted Medical Textiles Knitted structures are widely used in the medical field for treatment,
surgeries, implants, bandages, dressings, ligaments, etc. These structures are preferred majorly because of their properties. Due to the use of synthetic fibers, these structures can be tailored to impart the desired properties. Knitted Medical Textiles are classified into three categories according to their use, medical dressings, implantable textiles and healthcare and hygiene products. Non-Implantable Textiles Medical dressings have three functions: they insulate, avoid trauma, they bind medications to the wound, and they absorb liquids. When wound dressings encounter the skin, they must have the properties of good hygroscopicity, breathability and a high level of comfort. Knitted medical dressings have more extensibility, elasticity, fitness, and versatility than non-knitted ones. Weft plain stitch and rib stitch are commonly used in medical dressings for two-dimensional structures because of their basic knitting technol-
MARCH 2021
14
COVER STORY
ogy, high durability, and low viscidity. Aside from these, medical dressings make extensive use of three-dimensional structures such as weft multiply composites, weft knitted spacer fabrics, and warp knitted spacer fabrics. They frequently have absorbent layers for good heat and moisture transfer control. Cotton, viscose filament, alginate fiber, jute cell, and chitosan are among the products used in medical dressings. Yarns and filaments account for a large portion of the procedure's short fiber loss. In medical bandages, warp knitted structures such as pillar stitch and tricot stitch are progressively added. Glass fiber is used to knit the bandage on an Italian COMEZ crocheting unit. Because of its biocompatibility and degradability, water-soluble PVA fiber has a lot of potential in medical bandages. It was knit on a DR10 EWH double needle-bar warp knitting machine with an 18-gauge needle gauge. Implantable Textiles Implantable textile are a series of materials made of textile technology, which can be implanted into human bodies. It is flexible, biocompatible, and easy to weave. Implantable textiles mainly include artificial blood vessels, hernia patches, artificial ligaments, etc. It can be woven into various structures for use in the different parts of the body and different functions. Artificial Blood Vessel: For secure structures and high compliance, warpknitted structures are commonly used to knit artificial blood vessels. Excessive extension, edge roll, and ladder rarely come to an end. Knitted on a double needle-bar warp knitting machine with more patterns and ground bars, an artificial blood vessel is formed. Tricot and atlas stitches are widely used.
Figure 2: Artificial Blood Vessel
MARCH 2021
fatigue resistance while remaining flexible. The glossy fabric with warpknitted atlas stitch is easy to slip on the surface of the heart for acute wall support.
Figure 3: Cardiac Support System
Polyester, polypropylene, polyethylene, polyurethane, polytetrafluoroethylene, and other synthetic fabrics are used in artificial blood vessels. Silk fibroin is also valued for its durability and strength. Since it is used in a variety of situations, the specifications may be modified. The Hernia patch is an effective hernia repair implant. Hernia surgery commonly employs polymer meshes. Hernia patch structures include warp knitted pillar stitch, tricot stitch, and atlas stitch. The basic structure of Marlex is tricot stitch, while Propene is atlas stitch. Pores are tiny in both. The structures have higher strength and greater stability. The materials include non-absorbable polymers like polyester, polypropylene, expanded polytetrafluoroethylene, polyvinylidene fluoride and absorbable polymers polyglycolic acid. Artificial ligament: Artificial ligaments may be used to repair a knee joint that has been injured. Laboureau's analysis of the Ligament Advance Reinforcement Mechanism (LARS) is commonly used in anterior cruciate ligament reconstruction. The structure is warpknitted, and the material is medical polyester. A transverse knitted framework connects the longitudinal fibers together. The diameter of the ligament varies depending on the number of longitudinal fibers, and it is used for various circumstances. The Cardiac Support System (CSD) is a warp-knitted elastic mesh bag that is cut and sewn to the heart's form. The basic structure is the Atlas stitch, and the material is a multi-filamentous yarn that offers high strength and
Urethral suspension sling: The suspension sling is made of warp-knitted mesh fabric. The warp-knitted structures include tension strength, elasticity, flexibility, and a range of mesh sizes. According to research, the aperture size influences clinical outcomes. If the aperture becomes wider, so does the softness of the slings. The risk of infection will be minimized. Knitted medical expandable metallic stent: Metallic expandable tracheal stents are used to relieve serious airway obstruction. A single strand of nitinol wire knits the Ultra flex stent (Micro-invasive, Boston Scientific, and Watertown, MA, USA). A coiled thread compresses the stent along a supple guide. The stent will self-expand to its final diameter when the thread is pulled. Knitting structure and healthcare and hygiene products: Thermostatic textiles in surgery, medical mattresses, mattress covering material, and certain protective goods all fall under the category of healthcare and hygiene products. Thermostatic textiles in surgery: One of the most cost-effective and interesting methods for making three-dimensional fabrics is warp-knitting. It is possible to produce many warp-knitted spacer fabrics with various patterns and characteristics. Thermostatic surgical textiles are those that can keep the patient's body temperature steady. During the knitting process, a conductive yarn (a metal-coated polymer with a fabric characteristic, a carbon fiber, and a metal multifilament) is applied to the fabric as a single yarn at a particular yarn tension. By inserting the yarn in the center of the bars, these conductive elements are fed without deformation. As an insulator, the enclosed air in the spacer fabric prevents heat from radiating downward. Heat can be created and consumed by the human body without loss if the heating system's side is near to the body. Thermostatic textiles can be used in
COVER STORY several medical environments, including the prevention of hypothermia and emergency conditions such as rescuing colds. Mattress covering material: Weftknitted spacer fabric is knitted with two surface layers and spacer filaments connecting the two surface layers on a circular weft knitting machine with an electronic jacquard unit. The thickness ranges from 1.5 to 5.5 millimeters. Due to its good permeability, moisture absorption, elasticity, elastic controllability, and temperature regulation, weftknitted spacer fabric is a good mattress covering material.
Conclusion To meet the demands of medical applications, a large number of structures and materials are constantly being created. However, there are still problems with embedded devices in the human body, as some textiles have been shown to cause rejective reactions and system malfunction after long-term use. A wide variety of knitted medical textiles and materials are needed to meet certain essential requirements in medical fields, due to a rise in the ageing population, a large number of accidents, and a demand for a higher quality of life.
15
References 1. h t t p s : / / w w w . a c a d e m i a . edu/13612313/Medical_Textiles 2. https://www.researchgate.net/ publication/321207804_Application_of_Knitting_Structure_Textiles_in_Medical_Areas 3. https://onlinelibrary.wiley.com/doi/ abs/10.1002/ccd.26910
COVER STORY
ANALYSIS OF JAPAN’S EXPORTS IN 2016-20 RADHIKA BODDU Research Analyst, Textile Value Chain
Japan is one of the leading exporters of textile manufacturing machineries in the world. Its total export of various knitting machineries between 2016-2020 was USD 2472 Million. China was one of the leading importers from Japan. Other nations also sourced their machineries from Japan. Due to the global pandemic of Covid-19, exports from Japan witnessed a decline. Japan is one of the leading exporters of knitting machines Table 1: Knitting machine, stitch-bonding machines and machines for making gimped yarn, tulle, lace Figure 1: knitting machines, stich bonding machines & machines
knitting machines, stitch bonding machines & machines for making gimped yarn tulle that were valued USD 2,471 million in the whole world. China was among the top 10 importers from Japan who purchased the above machines of total value USD 461 million. China’s highest import
between the given period was in the year 2018 when it imported those machineries worth USD 113 million. Due to the pandemic, this export to China dwindled. The total export from Japan to China was USD 47 million in the year 2020.
in the world. In between 2016-2020, Japan exported
China was followed by Bangladesh & Vietnam with the respective import of USD 341 & 262 million from Japan. India stood 8th in the list of importers of above machines from japan. Hong Kong made it to the list of top 10 importers of above knitting machines with the total import Value of USD 72 milMARCH 2021
16
COVER STORY
Figure 2: Circular Knitting Machines (with cylinder diameter
exports, Circular Knitting Machines with cylinder diameter greater than 165mm did not face any decrease in the export due to the pandemic. Colombia’s highest import was in the year 2020 in spite of the global pandemic. Even Turkey’s highest import of the above machineries was in the year 2020 which was worth USD 7.5 million, much greater than the value of its import in the previous 4 years. In Flat knitting and stitchBonding machines, China proved to be the leading importer from Japan in the year of 2016-2020 with a Cumulative figure of USD 373 Million followed by Bangladesh & Vietnam, respectively. Myanmar ranked 10th in this list with a total value of USD 19,358 Million. Even the export of this machinery shrunk due to the Covid-19 pandemic. The highest export between 20162020 was done to Bangladesh in the year 2017 which valued
lion between 2016-2020. Except Turkey and Hong Kong, all the nations in the above list witnessed a steep fall in their import in the year of 2020 due to the pandemic of Covid-19. India imported machineries worth USD 9.64 million which was less than the imports of previous years. Between 2016-2020 India was the leading importer of circular knitting machines (with cylinder diameter <=165mm)
Figure 4: Flat Knitting and stitch-Bonding machines
Figure 3: Circular Knitting Machines with less than 165mm
from Japan. Its total import valued USD 1 Million, which is more than half of the world’s total import of those machines in the same duration. Denmark ranked 2nd in this list of top 10 importers with the total import of USD 0.646 Million. Malaysia ranked 10th in this list with the total import of 10 US Dollar Thousand from Japan. Except India, no other nation imported the above machineries from Japan in 2020. This machinery has a very low export. Most of this total export was done in 2016. In the later years, the export rate of this machine fell down. Machines with less than 165mm Diameter were majorly exported to China between year 2016-2020 by Japan. Export to china of less than 165mm Día knitting machine has contributed 46.948 Million USD of total export according to 2016-20 survey report. Whereas India stands on 8th position in this list with USD 15.2 Million followed by Colombia and Indonesia. Unlike other machineries that witnessed a decline in their
MARCH 2021
USD 113.562 million. Basic machinery in textile operations like making gimped yarn, Tulle, lace, embroidery, trimmings Etc. are extensively imported by USA Between 2016-2020 which worth 184.037 Million USD of total Japanese machinery export which was followed by Taipei Chinese & India. India’s import is worth USD 46 Million. Export to Taipei drastically tailed off in the year 2020. The total value of machinery imported by Taipei was USD 0.49 million which was much less than the export in the previous years.
Figure 5: Machinery in textile operations like making gimped, lacembrtrimmings
COVER STORY
17
WASTE MANAGEMENT IN KNIT INDUSTRY SAYALI BHAMARE Head of Department, B.Voc Fashion Design, K.V.N. Naik College, Nashik
Abstract Concerns about the handling of textile waste have risen in recent years all over the world. Textile demand growth is influenced not only by population growth, but also by economic and fashion cycles. The textile industry's rapid fashion cycle has resulted in a high level of consumption and waste generation. This can cause a negative environmental impact since the textile and clothing industry is one of the most polluting industries. Textile manufacturing is a chemical-intensive process and requires a high volume of water throughout its operations. Wastewater and fiber wastes are the major wastes generated during the textile production process. Keywords: knitting, textile, waste. Consumption and growth of knit Industry in the last decade Many companies in the world market manufacture knitted fabric. They include weft (circular) knitting and warp (flat) knitting in their manufacturing. The manufacturing done by all these companies can include fashion and apparel knitting, technical knitting and household knitting. The material used by them may include : cotton and synthetic yarns, pile yarns, elastomeric yarns, laces and some others. In recent times, these industries are using artificial intelligence to promote their production. Also, eco-friendly fabrics are in demand due to rising awareness of global warming and the necessity to protect the environment. The knitted fabric market size was
grown by 2.1% since 2014, it became $55.8 billions in 2018. In 2017, the global apparel industry size was $684.6 billion and grown to $758.7 billion in 2018. This includes highest demand of fashion and apparel segment due to high demand of clothing and accessories by young consumers and their high expenditure on it. It resulted in positive impact on knitted fabric industry in the period of 2014-2018. Waste generated by Knitting Industry The worldwide increasing demand in knitting fabrics also results in increasing the waste production and its environmental hazards. It causes reduction of clean water resources, increasing energy costs, increasing use of chemicals and many other drawbacks. The use of toxic chemicals leads to air pollution as well as water pollution. Companies producing knitted materials have to do packaging of final products, it leads to solid waste. Due to the higher demand, machines need more electric supply. The sound emerging from those machines can cause hearing problem to workers. In this industry around 1500 types of chemicals are used including dyes, transferring agents, finishing agents, surfactants, softeners, auxiliaries etc. This causes 17-20% industrial water pollution. Only 70% toxic chemicals can be detected amongst them and 30% cannot be cleaned. Number of chemicals are released in air causing air pollution. Some chemicals can cause skin diseases through final products. In June, 2005, users were detected with skin allergies and it was expected to grow to 60% by 2020. Some organic
pollutants are biodegradable and they consume oxygen while their degradation. Acidic, Basic and Metallic salts pollutants are inorganic so their chemical and biochemical interplay in water are different. Water is used in each stage from processing to packaging. A small industry producing 8000kg/day also needs 1.6 million litres approximately. A 16% of this, is used for dying and half of it is used for printing. 200,000 litres of water is contaminated during conventional dying and finishing process per 1000 kg of fabric. Along with chemicals and water, electricity is consumed on huge amount. This includes energy to heat, dry and operate the machines. This causes greenhouse gases emission and carbon footprints. According to the report, 18.8-23 MJ thermal energy and 0.450.55 kWh electric energy is required. Thermal energy is used in chemical treatment process, predominantly for heating water and drying textile material. Electric energy is used for spinning and weaving processes. Another important thing in production is packaging and transportation of raw material as well as final products. Today many products of packaging are made from petroleum based raw materials. Also non-recyclable plastic are used in some areas. Transportation needs non-reusable fuel which is abstracted from natural resources. Ashes-mud, paper tubes and cones, nonreusable dirty fabrics, carton boxes are solid wastes gained from packaging
MARCH 2021
18
COVER STORY
and transportation. Waste Management in Kintting Industry Sectors Sustainability is the key to reduce global warming. There should be some changes done in traditional practices. In industries, the use of organic chemicals should be increased. Every harmful substance has its non-harmful alternatives, which should be applied. These are also easily water soluble. Use of Amylases, Pectinases, Dicyanamide (partially), Polycarboxylic acid, liquid ammonia, cataleses, formic acid, etc can be used as alternaives which are less harmful. Dyes can be replaced with natural-organic dyes. which are also skin-friendly. This will also prevent wastewater pollution. Natural dyes are acceptable in consumers as rising awareness of global warming and natural stuffs. Re-Heating the solution, EVAC vacuum suction, ultrafiltration processes can be used for chemical recovery. Wastewater problems are increasing in developing countries. There should be a policy which consists of wastewa-
MARCH 2021
ter treatment and its reuse. Also companies need to take care of automatic shut-off shalves, flow-control valves, water conservation measures in dyeing equipment, use single stage of processing. Reducing water, chemical and energy consumption can be achieved by reusing wastewater. Energy protection is very important step in dealing with the problems of the global environmental deterioration and conservation of energy. Companies may think about the policy which includes modifying the production processes, updating machineries, chemical prescription and also by using latest technology. High temperature and poorly working pipes causes energy losses. Insulation decreases the surface temperature and it makes suitable working environment. LED lights and less-power machineries can be replaced by old-school heavy machineries, so it will definitely save lots of energy power for future. Also solar-power can be used wherever possible. Companies need to set the target of recycling and reusing packaging stuff.
They can reduce their carbon footprints by using recycled-old material and material obtained from natural things without any chemical or pesticide. Recycled papers or old clothes can be used instead of plastic which can be proved as non-toxic environmental policy. Non-usable textile waste can be converted into insulation material for construction, automobile sectors. CONCLUSION The lifelong effect of ecological and biodegradable products can be prominent because of their re-used, recycled raw material. This will help in overall environmental performance of this industry. All the countries should have all these, and many more policies in favour of eco-friendly production. This is a need of present and future generations. References 1. https://web.a.ebscohost.com/ 2. https://journals.sagepub.com/
COVER STORY
19
HEALING LOOPS KSHIPRA GADEY Author, Textile Value Chain
Abstract India is an efficient nation with a very rich culture and heritage. It has a history that is beyond what technology can answer. One such example is of Ayurvastra. It is the med cloth that can cure diseases and infections. It is constructed by weaving organic yarns into a fabric and then imparting medicinal properties into that fabric by dyeing it with medicinal herbs. This fabric is not much popular among people from non-textile backgrounds as it looks outdated in front of the modern dressing culture that consists of a lot of new varieties and designs of fabrics that have better aesthetic properties. The modern-day clothing culture mostly consists of knitwear. Though ayurvastra was traditionally made with woven fabric, it is now made with knitting to match with the modern clothing culture. Knitted ayurvastra has its own benefits and can be potentially used on an everyday basis to prevent our bodies from certain diseases and infections we suffer due to our lifestyle. Keywords: knitting, ayurvastra Introduction The word ‘Ayurveda’ is a Sanskrit word that literally means lifelong knowledge. ‘Ayurvastra’ means ayurvedic fabric. This fabric is imparted with medicinal properties that could cure numerous diseases way before technology could. This fabric is traditionally made by weaving the organic natural yarns
into a fabric and then dyeing it with medicinal herbs that consist of the ability to cure numerous diseases. Due to the changing trends in the clothing culture ayurvastra was on the verge of losing its charm. Textile experts soon came up with ayurvastra from knitted fabric. Due to this kind of ayurvastra, Ayurveda lovers can now wear ayurvastra while they don’t can wear modern clothes and are not limited to the traditional ones. Skin has the ability to absorb toxins from the water, and it also has the ability to absorb herbs contained in natural dyes. The medicinal properties of these herbs are released into the body, improving the skin's ability to block and resist harmful substances. Ayurvastra clothing comes in a number of colours due to the use of about 200 herbs. Each colour is made from a mixture of one or more predominant plants/herbs, such as Turmeric in Turmeric clothing, as well as 40 or more others, all of which are carefully mixed and prepared medicinal herbs, plants, flowers, roots, and barks. Organic cotton, which is grown without the use of artificial pesticides and fertilizers, is the most commonly used fabric. Silk, wool, coir, linen, hemp banana, nettle, bamboo, and other natural materials were also used in the preparation of Ayurvastra. Process of Ayurvastra The dyeing method tries to keep the
medicinal properties of the textiles intact. Dye fixation is carried out with the aid of natural and non-toxic resources of high medicinal value. This approach employs novel strategies to ensure that the consistency and quantity of colors are constant over long periods of time. All natural textiles such as cotton, jute, linen, and silk, as well as woven and knit fabrics, can be dyed using this innovative technique.' Herbal dyeing is used on textiles such as raw fiber. Fabric that is woven. Fabric that has been knitted or fabric that is not woven. Depending on the application and ailment, the fabric will take anything from three to seven days to produce.' Ayurvastra is produced in one of two ways. The cotton is first medicated before spinning, and the cloth is then dyed after weaving. In each of the processes, the following four steps are essentially incorporated: •
Bleaching – The raw yam is washed with a natural bleaching agent before being dipped in Ayurvedic concoctions for anything from 4 hours to several days at a temperature regulated setting. Both scouring and bleaching the grey doth are done with camel/buffalo/ cow/sheep dung.' A natural gum aids in the encapsulation process. It is then allowed to dry before being carefully washed to remove any loose parddes. To remove the sizing and gums used in the spinning process, the hand loomed doth
MARCH 2021
20
COVER STORY is washed in natural mineral-rich water and sea salts.
•
•
Mordanting – A variety of natural mordants are used to make the colors bright and quick, such as Lodhra (Symplocos racemosa) bark, Kenduka (Diospyrose ebenum), Haritaki (Terminalia chebula) fruit extracts, and so on. Clays containing alum. Iron clays are used as a mordant as well. Mordants such as copper, chrome, zinc, and tin, on the other hand, are avoided for environmental purposes. Medication (Dying) – Depending on the illness or ailment being treated, the organic cotton yarn or cloth is medicated in a carefully managed mixture of herbal medicine preparations called Kashayas. Instead of dyeing, the term drug is used because the drugs themselves provide natural colour to the fabrics. The temperature of the Kashayas, the length and number of medicinal soaks, the herbal mix, and the equipment are all closely monitored. The medicated cloth is allowed to cool before being washed several times to remove any loose particles and dried in the shade. In the printing of the textile article, Kachuka Aata or Guar gum is used as an adjuvant. Ayurvedic clothing can be rendered in a number of ways, including red, yellow, green, blue, orange, and brown. Ivory and black,' she says.
Ayurvastra and knitting Ayurvastra is produced in one of two ways. The yarn is either processed prior to weaving or the fabric is dyed after weaving. Herbal dyes are often applied directly to textile fibers before weaving, such as raw cloth, or to wo-
MARCH 2021
ven, knitted, and non-woven fabrics, such as stitched garments.
popular due to their effective results and benefits.
In this world of fast fashion, the traditional clothing style of ayurvastra seems outdated. Knitted ayurvastra garments not only enhance the health but also keep the wearer updated with fashion trends.
Use of knitted ayurvastra should be encouraged not only prevent the environment but also the health hazards that we shall face in the coming future.
Traditional ayurvastra is made with woven cloth. But to keep up with the increasing demand for knitted garments, various companies have made knitted ayurvastra available. This kind of ayurvastra is made from mostly organic, and sometimes from vegan or sustainable yarns. These yarns are obtained in organic ways, i.e. without the use of any chemicals. They are further processed into knitting, and once the fabric is ready it is dyed and imparted with medicinal properties with the help of herbs and medicinal plants. Colors obtained are natural colors and they are capable of curing numerous diseases and infections. Wearing an ayurvastra regularly has a lot of health benefits. These benefits stay lifelong if that cloth is worn for a long time. Knitted ayurvastra offers a good variety to ayurvastra lovers. Ayurvastra that is generally made in cotton or silk is limited to Indian wear due to the look of the fabric. Everyone wants to look fashionable and trendy which might sometimes not be possible with regular ayurvastra but it is definitely possible with knitted ayurvastra which offers a lot of varieties in t-shirts, shirts, skirts, pants, etc. These fabrics have medicinal properties as good as the woven ayurvastra. They can be easily used for casual wear. Apart from clothing, ayurvastra is gaining a lot of popularity abroad in the form of yoga mats and sleeping mats. All the ayurvastra products are
Benefits of knitted ayurvastra Following are the benefits of ayurvastra knitwear. •
Ayurvastra knitwear is a good option for ecofriendly and body friendly clothing.
•
It helps in curing a number of chronic as well as acute diseases.
•
Our skin absorbs medicinal benefits of natural herbs instead of chemicals.
•
Knitwear generates a lot of synthetic waste; ayurvastra knitwear is a good option for organic knitted clothing.
•
No use of chemicals also means less chemical effluents and less water pollution.
•
Use of ayurvastra t-shirts while sleeping will give appropriate sleep and prevent skin infections.
Conclusion Ayurvastra is the doctor of future. Its scope is endless. It keeps people healthy in various ways. Traditionally it was made on the woven fabric. Recently, various companies have made knitted ayurvastra available to keep up with the increasing consumption of knitted garments. References 1.
https://d1wqtxts1xzle7.cloudfront.net/
2.
https://ijrap.net/admin/php/uploads/888_ pdf.pdf
COVER STORY
21
NEW TRENDS IN WARP KNITTING A.T.E., KARL MAYER Warp knitted articles made on KARL MAYER machines that makes staying at home more beautiful
is manifold. KARL MAYER’s textile developers had already started testing out the possibilities on the prototype. Initial work concentrated on the basic structure, while further trials looked at incorporating simple effect yarns as full inserted wefts. The created samples – wafer-thin, extremely transparent and feather-light qualities with a basic organza structure and decorative thread covering the entire surface – were shown at Heimtextil in Frankfurt am Main in 2019 and met with great interest.
KARL MAYER offers warp knitting machines for textile products that keep its customers one step ahead. Two machines are likely to be of particular interest to Indian warp knitting mills now: a four-bar tricot machine to made on-trend fashion items with a crinkleeffect look and a three-bar weft insertion machine to produce chic curtains with a woven-like look. It’s wonderful to stay at home Tough times call for soft, comfortable outfits, and wide-cut clothing made from soft fabrics, with textures that promise a feeling of cosiness thanks to a voluminous look, are flourishing and inspiring creative minds. The textile product developers at KARL MAYER were also inspired by the trend towards “stay-at-home” wear that also provides a feel-good guarantee. They have created a collection of lightweight warp knitted textiles that brought chic to home wardrobes with a multiform crinkle-effect look and bright colours, but that will also cause a stir on the streets and at parties in post-coronavirus times. KARL MAYER’s newcomers include dense fabrics with small repeat waffle or wave patterns, seersucker makes or origami-like designs, as well as transparent fabrics on which curved architectural lines stand out like veins.
to high flexibility, the HKS 4-M EL offers maximum efficiency. The extraordinary design variety combined with a high working speed makes the HKS 4-M EL the machine of choice when it comes to manufacturing short runs and developing new products. Living with more effects KARL MAYER’s WEFT.FASHION TM 3 benefits from the high productivity of the warp knitting mill to produce curtain articles featuring the most popular weaving-like looks. The design potential offered in this process
In their latest project, KARL MAYER’s textile developers looked further into using effect yarns. They tested the processing of a total of 40 variants of different designs on a series machine that is now available. Among other things, knots, burls, loops, graver hair, fringes, Lurex® spots, mini sequins, twists and pleats made the thread material truly eye-catching in a full inlay. The gauge of the design threads was just as varied as their appearance. Rough representatives had thicknesses of up to dtex 5,500, while the most delicate had a thickness of dtex 500. Perfect machine running across all effect yarns As the focus of the processing tests was on effect yarns, a simple pattern was chosen for the base fabric. Ground guide bar GB 1 ensures high longitudinal stability with a pillar stitch.
The on-trend textiles are produced on a HKS 4-M EL in E 28. To implement the 3D effects, the universal high-performance tricot machine processes a polyamide wrapping yarn with elastane cores. Various lappings make different elastic properties and patterns possible with the same threading. In addition
MARCH 2021
22
COVER STORY threading, yarn selection and textile construction, it is also possible to open up applications beyond the curtain sector, e.g. for upholstery and clothing, such as light blouses, dresses or trousers. A specialist in producing warp knitted home textiles
GB 2 implements an inlay under two needles. This resulted in a voile-like, structurally stable textile with a dense surface but sufficient transparency for a conventional curtain article. The discreet view through was achieved by using a machine gauge of E 24 and a high yarn gauge. Polyester dtex 50 f 24 was used in both ground guide bars. All of the 36 decorative threads used could be easily integrated into this fabric base. Neither the machine speed nor the fabric appearance had to be compromised. “Even with variants where we had reservations, for example because of the yarn thickness or design, we reached our target of 1,500 rpm on the machine,” says Jürgen Wohlrab from KARL MAYER’s Textile Technology Product Development department. Perfect quality was also achieved by balancing the stitch density, yarn gauge and feed distance. Thin threads must be firmly bound into the ground by a higher number of stitches per cm. Otherwise they can just be pulled out, based on Jürgen Wohlrab’s experience. In contrast, thick, heavy and fluffy effect yarns require a low stitch density to prevent the pattern thread from pinching or even the basic structure from bursting. This correlation between stitch density and yarn gauge becomes less important as the number of weft threads per unit length decreases. During KARL MAYER’s processing tests, a decorative thread was registered approx. every 1.5 cm. In view of the large spacing, the stitch density – adjusted to 18 stitches/cm – could be kept constant.
MARCH 2021
Further design potential for the fabric ground and effect yarns Pattern yarns not only render sophisticated design effects possible thanks to their diverse constructions, but also by playing with the yarn tension during integration. For example, base fabrics with taut, fluffy variants can spring into place after being removed from the machine and thus form a striking crepe-like surface. Jürgen Wohlrab wants to test this in further investigations. He also wants to use the patterning possibilities of three-bar tricot machines, which the WEFT.FASHION TM 3 offers in principle, to design new base fabrics. It would be conceivable, for example, to produce textile structures with lengthwise stripes of varying density by using a mesh treading. Used crosswise, it could be used to create striking base curtains. Through the targeted variation of
The WEFT.FASHION TM 3 is an efficient tricot machine with course-oriented weft-insertion for producing medium-weight home textiles. The basic equipment includes three ground guide bars and a system for inserting up to 24 weft threads. These are delivered from a creel and laid across the entire working width. The guide bars are controlled by pattern disks. The machine delivers an exceptional cost-to-benefit ratio, runs extremely reliably, and is easy to operate. It is available in a gauge of E 24 with a working width of 132”. Its product portfolio includes warp knitted curtains with incorporated effect yarns, maximum 3.25 m in length and imitating woven material. Unlike weaving, warp knitting does not require a sizing process, nor the corresponding use of water, chemicals or energy. Productivity is also excellent. On the WEFT.FASHION TM 3, depending on the article being produced, up to 60 m of curtain fabric can be produced per hour. The machine has already been ordered several times since its production release at the beginning of 2020.
COVER STORY
23
INNOVATIVE TECHNIQUES IN KNIT PRODUCTION SHIVANI THATTEKAR PG Department of Textile Science and Apparel Design, SNDT University, Juhu
I
NTRODUCTION
Knitting is a technique for spinning wool to create a cloth or fabric that is used in a variety of garments. Knitting may be performed with either a hand or a keyboard. Stitches are yarn loops in a row, either flat or in the circle, created by knitting (tubular). For every given time, the knitting needle normally has a lot of working stitches. Knitted fabric is made up of a series of linked loops that weave in and out of the next and previous line. Every new loop is pulled through one or more loops from the previous row and put on the gaining needle as each row is created, allowing the loops from the previous row to be pulled off the other needle without unravelling. Knitted fabrics with diverse properties, such as colour, density, thickness, heat retention, water resistance, and integrity, are made possible by variations in yarn (varying in fibre content, weight, uniformity, and twist), needle size, and stitch type. A swatch is a small piece of knitted yarn. Knitting is a method for creating a two-dimensional garment from a one-dimensional yarn or thread, similar to weaving. Threads in weaving are often straight and run parallel either lengthwise (warp threads) or crosswise (weft threads) (weft threads). Knitted fabrics, on the other hand, follow a meandering direction (a course), creating symmetric loops (also known as bights) symmetrically above and below the yarn's mean path. Knit fabrics have much greater elasticity than woven fabrics because of these meandering loops and can quickly be extended in various directions. Knitted garments can extend up to 500 percent
depending on the fabric and knitting pattern. Knitting was made for fabrics that needed to be elastic or flex in reaction to the wearer's gestures, such as socks and hosiery. Woven garments, on the other hand, stretch primarily along one of a connected pair of directions that run approximately diagonally between the warp and the weft, thus contracting in the other direction (stretching and contracting with the bias), and are not very elastic unless they are woven from stretchable fibre like spandex. Knitted garments are also more form-fitting than woven garments because their elasticity helps them to contour to the body's shape more closely; most woven garments, on the other hand, only have sewn darts, flares, gussets, and gores, which reduce the elasticity of the woven fabric even more. Short rows or raising or decreasing the number of stitches can be used to add extra curvature to knitted garments without seams, as in the heel of a sock; the effect of darts, flares, and other details can be achieved with short rows or by increasing or decreasing the number of stitches. Weaving thread is typically much finer than spinning yarn, resulting in a knitted fabric with more bulk and less drape than a woven fabric. Knitting has seen a revival in popularity in recent years,
with a variety of approaches emerging, ranging from innovative international runway fashions to the use of knitting in interiors in the form of light shades, cushions, floor coverings, chairs, and blinds, all focused on the versatility of stitch structure. Knitting has also been used by conceptual artists to produce projects of all sizes, ranging from largescale public sculptures to miniatures and wearable art, all of which question our preconceptions of the craft. The Internet and the development of a virtual group of knitters who subscribe to the many prominent and well-established blogs, online journals, and magazines have aided and encouraged knitting's increased popularity. Many Internet bloggers and photo bloggers post photos of their work on a regular basis, provide links to other websites, and actively encourage readers to participate in discussion forums. Designsing Knit designers are fabric designers, and yarn selection is critical to the fabric creation process. This chapter discusses yarn variety, working with colour and texture, and describing the different types of yarn available, including natural, synthetic, and hybrid yarns, as well as specialty yarns. Knitted stitches all create a textured
MARCH 2021
24
COVER STORY
surface, but the results vary depending on the yarn used, the tension used, the stitch combination used, and the yarn's performance. You will achieve more versatility in your work once you have a working knowledge of various yarn properties and an understanding of how one stitch interacts with another. Any of the following techniques can be used to create textures in knitting. •
Boucles, chenilles, smooth silks, ribbons, tapes, fake fur, marled wool, mercerized, and specialty yarns are some of the more exclusive yarns.
•
Lace, tuck, weave, slip stitch, or a mixture of techniques may be used to create a stitch pattern.
•
Knitting with ridges, bobbles, knitted flaps, and cables in three dimensions.
•
Additional surface decoration, such as embroidery, Swiss darning, applique, and smocking, is worked into the knitting after it is completed.
•
Combining hand knitting with machine knitting, crocheting, or tatting with other crafts
As an innovative aspect of design, each technique has infinite potential. Knitting has the benefit of always offering something new to learn and make. When learning about knitting and building techniques, it's helpful to play around with different gauges, yarn sizes, and colour combinations to see what you can come up with. Always keep track of your ideas while you work so you can go back to them later, such as when sampling knitting gauges and stitch patterns. Knitting is becoming increasingly common as a social activity. Groups gather on a regular basis in churches, cafés, and on the street to sit, knit, and talk while exchanging ideas and patterns. Some knitting groups get together to socialise, learn, and develop new skills, while others knit for charity, therapy, or social change. e. Knitting and activism, also known as "knit bombing" or "graffiti knitting," has spread around the world, with environmental groups making knitted installations and "knit bombing" the atmosphere to demon-
MARCH 2021
strate their concern for the environment and other social and political causes.
where a variety of exhibitors—from spinners to designers—display knitted textiles and manufacturing machinery.
Knit-ins, knitting retreats, and knitting festivals such as Unravel and Knit Country, both in the UK, have bolstered these communities. Exhibitions, live presentations, and seminars are all part of the knitting festivals’ well-organized event programmes, which provide the ability to buy yarns, equipment, and knitting supplies from exhibiting stalls. The annual World Wide Knit in Public Day, created by Danielle Landes in 2005, is the largest group event to date. It featured more than 25 events from around the world in its first year. This event has grown in popularity and recognition year after year, and now includes over 800 activities. It encourages knitting groups across the globe to interact with each other, attracting a generation of new young knitters. It also results in many collaborative knitting projects, with large scale public installations and interdisciplinary projects between artists and craft workers developing within and between groups. Knitting’s resurgence in the twenty-first century has changed our perceptions of the art. This book delves into the world of knitting by exploring the methods, practises, and modern fashion concepts that have resulted in a multitude of exciting new designs and innovations. It looks at new concepts and trends in the field of knitted textiles and design, with work from some of today’s most exciting international knitwear designers. If you’re a student, artist, practitioner, or home knitter, you’ll find inspiration in this book, which is packed with samples, diagrams, and garment designs that show the flexibility of knitting and offer a range of techniques that can be explored and adapted for both hand and machine knitting. Knitting includes a broad area and a wide variety of methods and processes, from hand knitting to seamless knitting technology, whether using traditional techniques or modern technology. The manufacturing, design, and sampling methods used in the fashion knitting industry are discussed in this chapter. It also examines the various career options available in the industry, as well as the international trade exhibitions
Weft & Warp Knitting Technique Knitting is divided into two types: weft knitting and warp knitting. The Wales in weft knitting are perpendicular to the yarn’s direction of travel. The Wales and courses in warp knitting are approximately parallel. The entire fabric can be made from a single yarn in weft knitting by adding stitches to each wale in turn, travelling through the fabric like a raster scan. In warp knitting, on the other hand, each wale needs just one yarn. Warp knitting is usually done by machine since a standard piece of knitted fabric may have hundreds of Wales, whereas weft knitting is done by both hand and machine. Tricot and Milanese are warp-knitted fabrics that are resistant to runs and are widely used in lingerie. Multiple yarns may be used to knit weft-knit fabrics, which typically results in fascinating colour patterns. Intarsia and stranded colorwork are the two most common techniques. The yarns are used in well-segregated regions in intarsia, such as a red apple on a field of green; in that case, the yarns are held on different spools and only one is knitted at a time. Two or more yarns alternate repeatedly within one row in the more complicated stranded method, and all yarns must be carried along the row, as seen in Fair Isle sweaters. Double knitting creates two different knitted garments at the same time . The two fabrics are normally combined into one, giving it a lot of warmth and a pleasant drape. Weft and warp knitting are the two primary types of knitting. Weft-knitted fabrics are made up of a horizontally spreading looped structure of interlocking stitches or courses that can be knitted with a single continuous length of yarn. Fabrics suitable for fashion garments are produced as a result of this process. The framework, on the other hand, allows work to be quickly dismantled. The most popular form of knitting is weft-knitted fabrics, which can be made by hand with knitting needles or on a domestic or industrial knitting machine. Warp knitting creates very stable fabrics that cannot be unravelled by zigzagging and join-
COVER STORY ing yarn loops in a vertical direction. Machines knit warp-knitted thread, which has one warp yarn per wale. In knitting, the wale is the vertical line of loops from which each stitch hangs. Corsetry, underwear, lingerie, sporting fabrics, nets and tulle, curtaining, and trims are all made from warp-knitted cloth. Technology for seamless knitting Shima Seiki in Japan and Stoll in Germany are the two major manufacturers of V-bed knitting machines. Both companies operate at the cutting edge of knit technology, developing products ranging from knit design software to traditional computerised flat knitting machines and seamless knitting technology. Shima Seiki provides a range of “WHOLEGARMENT®” knitting systems, varying in gauge from very fine to coarse. Stoll uses similar systems to create “Knit and Wear®” garment technology in a variety of gauges, resulting in multi gauge fabrics ranging from fine to coarse, with the coarse gauge giving a hand-knitted look. Knitting machine technology is continuously refined and developed in order to improve efficiency and set-up times, increase production rates, and enable machines to knit a wider variety of stitch structures. The front, back, and sleeves of a seamless garment are all knitted as tubes, with each part using a separate cone of yarn fed through separate yarn feeders at the same time. A computer programme shapes the garment, and then the components combine during the knitting process, resulting in one garment. This method produces garments that are both comfortable and have a flawless fit, according to Stoll, “providing new freedom in form and style, high fabric quality, and the removal of bothersome seams.” KNITTING TECHNOLOGY IN THE FUTURE Many collaborative and interdisciplinary ties exist between knit designers and artists, scientists, and architects, which stimulate ideas and lead to the creation of new concepts and products. Medical textiles, light-emitting textiles, and scan-to-knit technology, all of which have enhanced and advanced the production of smart textiles, have
all benefited from research of knitted structures, as well as the efficiency of fabrics and manufacturing methods. By mixing methods and working with new yarns and materials, fabric growth can be achieved. It considers how conventional and non traditional knitting methods, as well as modern knit technologies, are used to produce exciting and creative designs that defy our preconceived notions of knitting. Knitwear has resurfaced as a trend, product design, decor, interiors, and fine art medium in recent years. Knitting has been revolutionised as a result of the application and investigation of modern techniques and materials, such as plastics, metal, rubber, and resin. Many modern, cutting-edge fashion and knit designers use the tool and method of knitting, from Issey Miyake, Yoshiki Hishinuma, and Yohji Yamamoto’s groundbreaking designs to Dutch designer Christien Meindertsma’s “serious knitting” and the sculptural approach of influential Swedish designer Sandra Backlund.
we’ll knit in the same fabric. •
Knitting provides us with a wide range of design options.
•
Knitted fabrics are highly permeable, allowing air to easily pass through them. Knitted clothing is also very useful in the summer.
Disadvantages •
Knitted fabrics have a lower degree of dimensional stability than woven fabrics.
•
The production of glass fabrics using the knitting technique would be difficult due to the increased bending rigidity. Weaving, on the other hand, allows us to quickly produce glass cloth.
•
Knitting machines have a limited count set, while a weaving machine is a flexible machine that can generate fabrics of any count.
•
Knitted items have the following essential properties:
•
Weft knitted fabrics has a high extensibility but a limited elastic recovery, whereas warp knitted garments have a stronger elastic recovery than weft knitted garments.
•
Knitted fabrics have a high tear resistance.
•
Knitted garments have a high degree of crease resistance.
•
Knitted garments are thick and warm, making them ideal for wearing in the winter.
•
Knitted fabrics have a lower bending capability than woven garments when it comes to bending length. Knitted garments have a poor tensile strength despite having a high bending modulus and permeability.’
Advantages •
We can make the fabric with the fewest number of yarns possible, even only one.
•
The fabric’s extensibility and flexibility can be easily controlled during the knitting process.
•
We may achieve the fabric’s desired compactness.
•
Knitted fabrics offer the wearer more freedom of movement and comfort.
•
When we make fabric using the knitting process, we waste the least amount of yarn possible.
•
We can easily create fabrics that are suitable for both intimate wear and technological applications thanks to the knitting process.
References
•
•
At the time of knitting, we can assign the resultant structure the shape we want.
•
By selecting different yarns, we can change the number of yarns
25
1. http://www.fpp.uchile.cl/content/ docs/Knitwear_Design.pdf 2. https://textilestudycenter.com/ knitting/
MARCH 2021
26
CAREER GUIDANCE
ENTWINING YOUR CALLING IN KNIT INDUSTRY NALANDA OTURKAR GADEY Career Councelor and Overseas Education Expert, Founder, Flyy Hiigh Consultancy Services
Career is the primordial necessity in an individual’s life. You are known by who you become in the later years of life. It is either one right choice that can fix everything in your life or a wrong choice that can make everything go wrong for that person. Thus, one should not make that decision based on their score or expectations of their parents from them. The path you pursue should be the path you are passionate for! It should not only help you earn money but also satisfaction, learning experience and joy.
er price.
Medical and engineering is an elite option for anyone but in today’s competitive world, doing something out of the box is more profitable than just imitating the crowd. Fashion, textiles and knitting industries are a notable career option.
An individual needs a certain set of skills and interest to pursue a successful career in any field. Knitting needs artistic ability, interest in fashion trends, knowledge about market demands, observation approach, understanding consumer requirement, research and analysis, practical design skills (manual/CAD) and detailed study of textiles.
Textile, apparel and knitting industries are much more than just making fabric. They offer vast career opportunities for an individual to explore as clothing being one of the three major basic needs of human. Opportunities in textiles and knitting are not only limited to a particular country or a textile cluster, but it is a booming field with a lot of openings in the global market. There are so many opportunities in the fibre, yarn or fabric development. Similarly, a lot more opportunities for engineers in textile machineries, technicians, labour, and computer and design experts too. Textile is the second largest source of employment after agriculture providing employment to more than 20 million people. Let us know some part of Knitting Industry A process in which a single yarn is processed, by hand or by machine, to form a fabric is called Knitting. In other words, Knitting is the process of making a textile by connecting loops or stitches of one continuous thread using large needles. Knitwear is the new trend in the Fashion Industry even abroad. The handmade knitting garments, though they are sold internationally at higher price as it takes a lot of time of the crafter/weaver to design a final product where at the same time, mass-produced machine-made garments at factory are available at comparatively low-
MARCH 2021
Knitwear Design course with the help of modern machinery and technology emphasises in pattern making, stitching, making illustrations, knitting, yarn making, etc. It also includes study related to trend analysis, forecasting, merchandising, marketing, etc. Knitwear Design programme is designed to create professionals equipped to handle the challenges in the Knitting Industry. Required Skills
Courses Several Universities and Colleges offer a variety of courses like Certificate Program (1 year), Diploma (3 years), Bachelor of Design (4 years) and Master of Design (2 years) which are all available in India as well as abroad. Indian Colleges offering Courses in Knitwear Knitting is a booming branch of textiles that is generating employment and creating fashion since decades. There are few esteemed Indian colleges and universities that offer good courses in knitwear. 1. National Institute of Fashion Technology (NIFT) 2. Unitedworld Institute of Design (UID) 3. Madras Institute of Fashion Technology (MFT) 4. Parul University 5. J D Birla Institute (JDBI) 6. Government Institute of Textile Chemistry and Knitting Technology, Ludhiana Career Opportunities and Average Salary per Annum in Knitwear Design Though India is one of the leading nations in the textile production sector, the average income an individual re-
CAREER GUIDANCE ceives is much less than the average income of an individual doing the same job in either the USA or UK. Studies suggest that the lack of technical skills, education and inexpensive lifestyle in India can be the cause for the same. Below are the graphs (Source: https://www. payscale.com/) that represent the average salaries of an individual pursuing their career in apparel industry through a particular job.
27
In the graphical representations above, we notice that the salary given to a textile person is very less than the annual income of the person doing that same job in the USA and UK. Few top Colleges among the World who offer Short/Long term courses in Knitwear 1. London College of Fashion, University of the Arts London, UK 2. Central Saint Martins, University of the Arts London, UK 3. Royal College of Art, UK 4. Parsons, The New School for Design, USA 5. The Fashion Institute of Technology (FIT), USA 6.
Istituto Marangoni, Italy
7.
Politecnico di Milano, Italy
8.
Ecole de la Chambre Syndicale de la Couture Parisienne, France
9.
ESMOD (l'Ecole Supérieure des Arts et techniques de la Mode), France
10. Bunka Fashion College, Japan References Figure 1: Graphical representation of average income of an individual for a particular job in textile industry in India, UK and USA in Indian Rupees (INR)
1. Top 12 Fashion Capitals of The World 2021 | WOW Travel 2. https://www.payscale.com/ 3. QS World University Rankings for Art & Design 2021
Tired of searching good talent? Want to hire quality staff and skilled worker with specific domain knowledge?
We have a solution online with domain expert
JOIN US
MEET YOUR PERFECT EMPLOYEE
Register FREE, add your position and skill requirement and get going! Jobseeker will get in touch with you very soon. We will promote your job vacancy in our social media to get and grab the attention of talented job seekers. Contact no.:+91 9987256702 Email id: texappjobs@gmail.com www.textileappareljobs.com
MARCH 2021
28
HR FOCUS
Retain and Gain: Making your Superstars Stay in the Company Rajiv Misra R Square Consulting
A
s an MSME owner, you would have faced the challenge of recruiting, high performing and high potential employees for the organization. Since your company may not be well known or your brand may not be powerful enough; to attract key talent that would prefer working for better known brands. Even if you are able to attract and hire such team members, you are unable to retain them for long due to a number of reasons. As a result, most MSME owners go back to the tried and tested formula of hiring average employees who would stay with the company for long. The cost of having these average employees is paid by the owner / founder in terms of his time, effort and slow growth in business as most critical jobs have to be done / supervised very closely by him. As an owner of Medium and Small Establishments, you must have gone through numerous cycles of attracting – settling – motivating good performers; only to find them fly away for greener pastures. As a reaction, some of you may have resorted to hiring only the average, who will give you the (false) sense of stability! But then you feel stifled that the organization is not moving forward as you wished. So there is a dilemma in your mind on what is the best course of action. So how can you as the MSME Owner/ Founder retain high performing and high potential employees? The first step is to understand what such employees want. In a pool of prospective employees “high-performing,
MARCH 2021
high-potential” candidates are not more than 10-15% of the total population. Due to this, they are in high demand and they know their value. Although, research on the subject lists out between 7 to 10 reasons why such employees stay in a company, let us focus on the two important ones that are critical to Retention. Interestingly, these two can be easily provided by the MSME Owner/Founder. Their Oxygen The first factor is that such employees are used to succeeding in tough situations and they thrive in these situations. They are constantly looking for a challenge and get bored and leave in case these challenging tasks are not given to them. As the owner/founder, you need to create these opportunities which challenge these high potential employees. Sense of Achievement The second reason is they seek autonomy in completing the task/challenge. What they are looking for from the Owner/Founder is the broad outcome/ level of achievement that is expected from them and then be left alone to figure out how to complete the task with the given resources and time. That
way they own the challenge and feel extremely proud on achieving desired outcomes. As explained above, if in the past, the Owner/Founder has employed only average employees, there is a constant requirement of detailed instructions as well as monitoring at each step. Such employees are dependent on the Owner/Founder to make decisions. Imagine if you put star performers in such a work environment, the result is disillusionment and disengagement of such an employee and his exit is only days away. Great achievements have only been possible where boundaries were relentlessly pushed. It requires a change in mind set to for a MSME owner to manage and retain high performers. Are you willing to let go of the way you have been working till now and take the risk of letting a high potential employee do things which only you have been doing till now? Are you willing to be a coach and mentor to self-driven employees so that they are constantly challenged and perform at a high level of effectiveness? As they say, what got you here, will not take you there!
AUTOMOTIVE TEXTILE
29
AUTOMOTIVE TEXTILE COMPONENTS KHYATI SUTARIA PG Department of Textile Science and Apparel Design, SNDT University, Juhu, Mumbai
Abstract History of textiles has changed in no time with no limits, from clothing to house textiles to industrial textiles. Textiles used in transport falls under the category of Mobitech technical textiles called Automotive textiles. By building in the essential properties which are necessary for good performance and safety, nonwovens help reduce the weight of the car, enhance the comfort and aesthetics and provide advanced insulation, fire retardancy and resistance to water, fuels, extremes of temperature and abrasion. Keywords: Automotive, Car Roof, Carpets, Car Seats, Seats Cover, Non-Woven, Headliners. Introduction In Western Europe 1,50,000 tons per annum of textile is used in the automobile industry. Approximately 50 square yards of textile material is used. Each car requires approximately 12–14 kgs of material. The second and third largest markets for automotive textiles are the USA and Japan. Two-third of textiles are used for interior trim, that is, seat covers, roof or head-liners, door liners, and carpets. Remainder goes to the other parts of the automotive. The world’s biggest nonwovens manufacturer estimates 42% of its sales tied to the automotive sector. USE OF KNITTED AUTOMOBILE
FABRIC
IN
By building in the essential properties which are necessary for good performance and safety, nonwovens help reduce the weight of the car, enhance the comfort and aesthetics and provide advanced insulation, fire retardancy and resistance to water, fuels, extremes of temperature and abrasion. Circular knitted fabrics are used in the
interiors of cars for seat covers, door panels, headliners, headrests, boot covers, sunroofs, and parcel shelves. Having the virtues of high flexibility, comfort while traveling, stretchability, and high-grade visual quality; these fabrics will have good potential. The following are the decorative parts where knitted fabrics are applied 1. Automotive carpeting, 2. Automotive seating, 3. Seat covers, 4. Automotive headliners, 5. Car covers. 2.1 Automotive Carpeting Moulded carpet generally refers to the carpets used in the interiors of cars. The molded carpet is designed to hug the floor-pans, so there are no pockets of loose fitting carpet. The process of creating the moulded carpet requires the original floor pans and having the carpet laid upon the pans with a backing in between. There are several styles of moulded carpet, the most popular include 80-20 loop. Carpets feel good, it makes a car ride quieter, so that is nice, and provides a homey feel. 2.2 AUTOMOTIVE SEATING Most car seats are made from inexpensive but durable material in order to withstand prolonged use. The most common material is polyester. Polyester non-woven in the cover laminate and polyester non-woven also in the seat squab and Cushion. A seat cover comprises a knitting of a three-dimensional structure, conforming in its external shape to that of a seat and including at least main portions, side portions and welt portions integrally knit into a one-piece form. The knitting further includes inte-
grally knit portions covering overhang portions and corner portions of the seat and/or rear and bottom portions of a front back of the seat. 2.3 Seat Covers Most cars driven require seat covers as it is slightly uncomfortable to drive long distances without good seat covers. The body tends to get fatigued if you are driving without seat covers. This may be due to the reason that seat covers provide more cushion effect. It is easier to clean the seat covers than to clean company fitted seats. You can easily change seat cover if it gets damaged. It will be cheap, but if you have to get company fitted seat covers changed it will cost more. You can get a variety of seat covers. It will give a premium feel to ordinary cars. 2.4 Automotive headliners Most cars come with fabric seats and upholstery as standard fit. These components are cheap, but are prone to getting dirty. It typically consists of a face fabric with non woven or foam backing. Headliners consist of multilayered composite materials that bring together multiple functionalities, including the requested look, feel, stiffness, and sound reduction needed in cars. Most headliners consist of a tricot knit fabric that is napped to provide a soft touch and uniform appearance. Recent headliner developments include environmentally friendly products made of recyclable backing-adhesive and face fabrics. 2.5 Trunk liner Synthetic mat designed to protect the automobile trunk against damage from dirt or spills and to pad cargo against abrasion or shock. Specifically, a trunk liner shields the vehicle carpet from damage. Trunk liners are usually removable, so they may be cleaned or re-
MARCH 2021
30
AUTOMOTIVE TEXTILE
placed.
Conclusion
3. The advantages of using knitted fabric in automotive
Knitted fabric helps reduce the weight of the car. It enhances the comfort and aesthetics and provides advanced insulation, fire retardancy and resistance to water, fuels, extremes of temperature and abrasion. Resistance to soil and water it helps to maintain the beauty of interior of the car. Easy to wash and maintain. Small accidents such as spilling of drink or muddy foot can be easily washed or replaced at minimum cost. Headliners consist of multilayered composite materials that bring together multiple functionalities, including the requested look, feel, stiff-
1. Superior strength and weight 2. Abrasion resistance 3. Thermal protection 4. Flame resistance acoustic insulation 5. Air filtration 6. Easily moulded and retains shape 7. Readily sewn, seamed, coated, dyed and laminated
ness, and sound reduction needed in cars. Reference 1.
https://technicaltextile.net/articles/upholstery-in-automobiles-3100
2.
https://acmemills.com/automobile-textiles-visible-components/
3.
https://www.fibre2fashion.com/industryarticle/1807/application-of-textiles-inautomobile
4.
https://www.edana.org/nw-relatedindustry/nonwovens-in-daily-life/ automotive#:~:text=By%20building%20 in%20the%20essential,extremes%20 of%20temperature%20and%20abrasion.
EVENT UPDATE
Apparel Textiles and Home Supplies Expo India 2021 will be held virtually by Trade India The Apparel Textiles and Home Supplies Expo India 2021, the country's leading B2B online marketplace platform, is gearing up to host its seventh Marquee virtual event. The pivotal trade exposition, which will take place between the 8th and 10th of April, will support Indian manufacturers, suppliers, and exporters of apparel textiles and home supplies by providing them with a virtual platform that will enable them to digitally communicate with global buyers, exhibit goods and services to visitors, etch business partnerships, obtain eligible leads, and appoint distributors for the first and largest virtual trade show in India dedicated solely to fashion textiles and home goods. Traders, Customers, Manufacturers, Media Houses, Service Providers, Ecommerce Sellers, and Exporters from the textile and home supplies sector will benefit from the Apparel Textiles and Home Supplies Expo India 2021, which will allow digital interactions with prospective buyers and sellers from across the country and around the world.
MARCH 2021
The much-anticipated trade show will also feature a variety of well-known stalls with appealing services and amenities. Furthermore, the virtual expo will have guaranteed solutions for a wide variety of customer inquiries and business needs. For generating real-time leads and sales, the event will also provide Live Chat Enablement and Networking Facilitation. There will also be a range of personalised booths with brand logos, messaging, product samples, and multimedia handouts or brochures at the tradeshow. Due to the COVID-19 pandemic, companies have been subjected to numerous travel restrictions and physical contact. The virtual trade show would enable businesses to begin real-time digital transactions using the digital medium. The Virtual Apparel Textiles and Home Supplies Expo India 2021 will showcase a wide range of products from the apparel, textile, and home furnishing industries. Using Tradeindia’s cutting-edge market platform, the expo will assist in meeting various critical requirements
related to the aforementioned industry verticals and more. The event is expected to be a powerful and promising business networking forum for both buyers and sellers, allowing them to strike lucrative deals that will help them stay ahead of their market competition. The diverse technology and digital product show will also contribute to the advancement of improved business practises, work values, and the products that result. “We are delighted to reveal that we are the first B2B platform in the country that has successfully conducted 6 virtual trade expositions that have bridged a diverse range of industries and verticals in the last five months,” Sandip Chhettri, COO, Tradeindia, said prior to the tradeshow’s start. “We are delighted to reveal that we are the first B2B platform in the country that has successfully conducted 6 virtual trade expositions that have bridged a diverse range of industries and verticals in the last five months,” Sandip Chhettri, COO, Tradeindia, said prior to the tradeshow’s start.
TEXTILE MANAGEMENT
31
Study on Metallocene Catalyst and Ziegler-Natta Catalyst Sandeep Vinod Vishwakarma Guided by: Prof. S.G.Kulkarni D.K.T.E Society’s Textile & Engineering Institute, Ichalkaranji-416116, Kolhapur Abstract Fifty years ago, Karl Ziegler and Natta were awarded by the Nobel Prize for his discovery of catalytic polymerization of ethylene and propylene using the titanium compounds with aluminum-alkyls as co-catalysts. Polyolefins has grown to become one among the most important produced polymers. New metallocene/methylaluminoxane (MAO) catalysts opens the likelihood for synthesize polymers with highly defined microstructure, tacticity and steroregularity, also like longchain branched or blocky copolymers with excellent properties. This paper reviews melt spinning of the fibers of metallocene catalyzed isotactic polypropylene (PP) and standard equivalent of Ziegler-Natta isotactic Polypropylene (PP); the properties of PP and a few thermal and mechanical properties of fiber. Ziegler-Natta catalysts is prepare by reaction which employed Mg (OEt) 2 as a precurosor. The newly developed Metallocene catalyst PP possesses higher isotacticity and crystallinity than the commercial ones, which assures the mechanical properties of the final products. KEYWORDS: Catalysts, Metallocene, Polypropylene, Polyolefins, ZieglerNatta. Introduction Nonwoven fabric became a particularly important segment of the textile industry. Compared to the global market average of 24%, Indian market has a 12% share of technical textiles which are being manufacture by non-woven technology. The Non-woven market is expected to grow from USD 40.5 bil-
lion in 2020 to USD 53.5 Billion by 2025. For the manufacturing of nonwoven fabric, different web formation methods are used; Dry Laid nonwoven, Spun laid nonwoven and wet-laid non-woven. These are supported web bonding; Mechanical bonding, Thermal Bonding and Chemical Bonding. The bonding types, the fiber type and therefore the manufacturing parameters determine the characteristic feature of non-woven. In contrast to standard engineering materials, these fabrics have better specific mechanical properties, strength to weight and stiffness to weight ratios [1]. Melt Blown and Spun laid nonwoven are most generally used method for the production of nonwoven fabric. Melt blown nonwovens are made in one continuous process. Fibers are spun, then directly dispersed into a web by deflectors or are often directed with air streams. This results in faster belt speed and cheaper costs. Spun laid also called spun bond, nonwoven fabric are produced by extruding melted polymer fibers through a spin net or die consisting of upto 40 holes per inch to create long thin fibers which are stretched and cooled by passing hot air over the fibers as they fall from die. The approaching web is collected into rolls and subsequently converted to finished products. Spun blown plays a role of imparting strength to the nonwoven fabric and Melt blown is employed for Barrier Properties of nonwoven fabric.
fabric. It is made from top layer of spun bond polypropylene, a middle layer of melt blown polypropylene and a bottom layer of spun bond polypropylene. Polypropylene is a downstream petrochemical product derived from the olefin monomer, propylene. The polymer is produced through a process of monomer connection called addition polymerization normally by using the Ziegler-Natta catalyst System. ZieglerNatta is heterogeneous catalyst, the primary efficient and stereospecific catalyt. Catlystic polymerization method was developed by Karl Ziegler and Natta in 1950. Isotactic polypropylene resins had been produced from ZieglerNatta catalysts for over 45 years now. the upper relative molecular mass and broad relative molecular mass distribution were characteristic for resins as produced within the polymerization reactor. The features of metallocene isotactic PP are uniformity in polymer with narrow relative molecular mass which is convenient for fiber spinning [2, 5].
Differing types of polymers are utilized in the assembly of nonwoven fabric like Polyester, PET, Polypropylenes; they are either in the form of small chips or in the form of powder. Spun bond Melt blown Spun bond, commonly called SMS could be a tri laminate non-woven
Homogeneous catalysts
1.1 Heterogeneous catalysts These are industry-dominating catalysts that are supported titanium compounds (and sometimes vanadium-based) and used for polymerization reactions; usually together with organo-aluminum compounds, like triethylaluminium (TEA=Al (C2H5)3) as co-catalysts [3]. These are the second broad class of catalysts and are supported complexes of Ti, Zr, or Hf. They are generally used in combination with a variety of organoaluminum co-catalysts called metallo-
MARCH 2021
32
TEXTILE MANAGEMENT
cene/methylaluminoxane (MAO). Traditionally, they include metallocenes but also feature multi-dentate oxygenand nitrogen-based ligands [5]. 2. Manufacturing Process 2.1 Materials Isotactic polypropylene with metallocene catalyst and Ziegler-Natta catalyst for melt spun fiber and by using melt blown thermal bonding method production of nonwoven fabric are happen. The commercial metallocene PP purchased from Lyondell Basell Industries [4].
strength, high air permeability, hydrophilic properties, and excellent wear and tear properties. Furthermore, with the development of the technique, spun bonds are now far more soft and comfy than previous types, and on the average only weigh between 10 to 150 grams per square meter [3,8].
hygiene, but also can be utilized in the production of certain electronics, adhesives, and other apparel [7,8]. 2.4 Properties of Fiber The fiber produced from Ziegler-Natta Catalyst PP has long starched on the conveyor belt of the machine through spun bond machine and fiber produced from melt blown are finer than the spun blown it do not require any types of stretching. The properties of the fabric are summarised in Table 1.
2.2 METHOD For the manufacturing of nonwoven fabric there are mainly two methods used i.e. Melt-Spinning and SpunSpinning method. The melt-extrusion spinning was conducted by using single-screw extruder equipped with metering-pump and eight-hole spinneret, and diameter was about 0.5-0.6 mm. The spun-extrusion spinning was conducted by using single screw extruder with metering pump and six-hole spinneret, and diameter of 0.4 mm. By using Spun blown or Melt blown method production of nonwoven fabric was produced [6]. 2.3 Manufacturing Method The manufacturing method for nonwoven fabric is completed with Spun bonding method or melt blown method and sometime both are combined to make a nonwoven fabric. Spun bond process, first patented in 1940s and with further development has since become more and more popular across the globe. The technique itself includes fibers being spun, then directly being dispersed into a web by deflectors or air streams, Figure 1. They use no chemicals, and are thermo bonded. This method is preferred, because it is cost effective for manufacturers. Over the past 20 years, it has been used to make several household products such baby diapers, adult diapers, medical products, protective apparel and hygiene products. Spun bonds also are flame-retardant or have antistatic properties, and may therefore be used for increased ultraviolet and gamma radiation protection. Many of its features include: low weight, high
MARCH 2021
Figure 1. Schematic spun bonding process
Figure 2. Extruder
Melt-Blown Method The melt blown process came after spun bond technology and the process whereby ultrafine filament (micro-fibers) nonwovens are often produced at low costs. The technique includes hot air being blown onto molten thermoplastic that is extruded through a linear die containing many small holes, to create a fine fibered self-bonded nonwoven web. Its key feature is that it is a very thin fiber. As a result this material is usually used for filters for air, liquids and particles, or as absorbents in products like wipes, oil absorbents, incontinence products, and feminine
Figure 3. Melt blown method
Table 1. Physical properties of Polypropylene (PP) and Polyethylene (PE), preprinted with permission from [6]
2.5 Preparation of Catalysts TiCl4/MgCl2 catalyst was prepared by recrystallization method reacting MgCl2-ethanol adduct with TiCl4 within the following procedure: 2 g (0.0210 mol) of anhydrous magnesium dichloride was suspended in 100 ml of heptane and 0.1259 mol of ethanol was added drop wise at temperature. After the end of addition, the solution was stirred for two hours. Then 28 mol of aluminum compound was introduced drop wise and heated to 90oC and hold for two hours. Thereafter, 0.0255 mol of titanium tetrachloride was added and the mixture was stirred for two hours. Finally, the catalyst obtained was washed with heptane several times. [9] Polyethylene and Polypropylene PE is preferred and widely used polymer so far. The formation of PE occurs by the polymerization of the ethylene monomer in an insertion reaction. Despite the easy structure of PE, its manufacturing route is kind of complex with differing types of synthetic procedures. Because of a number of its peculiarities, it is considered as a novel polymer having high crystallization rate and chain flexibility, which are mostly derived from its perfect chain structure. Therefore, it is not available in an amorphous state and most of its properties are derived by extrapolating
TEXTILE MANAGEMENT from those of semi-crystalline samples. The properties of various types of PE can vary as a consequence of structural changes resulting from the polymerization technique. Generally, LLDPE and HDPE are conventionally synthesized via the catalytic ethylene polymerization reaction at low temperatures and pressures, as compared to the LDPE manufacturing. Especially, LLDPEs prepared via Ziegler-Natta catalysis have more uneven co-monomer distributions, whereas, a reverse trend is observed for those synthesized by metallocene catalysts. Such differences in co-monomer distributions are mainly attributed to the difference within the available active sites within the two catalysts that manifests itself within the rheological and mechanical properties of the polymers and their melt miscibility. However, polymer density is often controlled by the ethylene/comonomer molar ratio, temperature, and therefore the catalyst type. The power to crystallize the substance suffers from its relative molecular mass, concentration of branches, and their distribution along the backbone of the co-polymer. So as to know the crystallization behavior of the branched molecules, more homogeneous fractions of the co-polymer are required. The processing ability and therefore the properties of the ultimate product depend strongly on the branching of the polymer [10, 11]. 3. Result and Discussion In this study, two different catalyst preparation methods namely reaction and recrystallization were synthesized and compared so as to clarify the correlation between their nature and polymerization behavior. During this paper a review of the changes and current state of PE and PP manufacturing processes has been given, including role and kinds of catalysts and co-catalysts employed over the years. Even though Ziegler-Natta catalysts are used significantly, metallocene catalysts and cocatalyst systems have replaced them in recent times. More laboratory-scale work is usually recommended, to know the complexity of the polymerization process, as greater amount of information is obtained for optimization purposes. [10]
Effect of Temperature Based on polymerization temperature for catalyst Ziegler-Natta and Metallocene found that metallocene catalyst exhibited higher activities than Ziegler-Natta Catalyst. It was observed that activities increased with increasing the polymerization temperature from 40℃ to 60℃. However, activities decreased with increasing the temperature to 70℃. The dependence of polymerization temperature on isotacticity of PP produced from both catalysts i.e. Ziegler-Natta and Metallocene [11].
Figure 4. Effect of polymerization temperature on activities for Ziegler-Natta catalyst and Metallocene Catalyst [10].
33
that these effects are pronounced only at a particular level. As reported by Fink group [16] for propylene polymerization, the pressure of 80 bars and temperature of 50o C were used for 12 h. The activities of the MC catalyst were much higher compared to the ZN catalysts. However, activities for the MC catalyst essentially decreased when high concentrations of catalyst were used. At high catalyst concentrations, the coupling reaction of active complex can occur leading to the catalyst deactivation [13].
Figure 5 a Ziegler Natta PP
Effect of Pressure It was observed from Patinya Pipatpratanporn article that metallocene catalyst were much more? than that of the Ziegler-Natta Catalyst. Activities of metallocene catalyst was found to extend almost linearly with increased propylene pressure. By considering activity of Ziegler-Natta catalyst, it indicated that propylene pressure had weaker effect. The explanation behind the various catalytic responses to propylene should be drawn on the solubility of propylene within the reaction media for both catalytic systems [12]. Microscopic structure of Ziegler-Natta and Metallocene PP Tm of PP produced from the ZN catalyst was higher indicating higher crystallinity. The catalyst sample was characterized using SEM (Scanning Electron Microscopy). There was no significant change in the morphologies (as shown in Figures 5a and 5b) of PP upon changing the propylene pressures between 40 and 100 psi. It has been known that the temperature and pressure because the polymerization time, may effect on the fragmentation of heterogeneous catalyst. However, it seems
Figure 5b Metallocene PP
Conclusions In this paper a review of the changes and current state of PE and PP manufacturing processes, including the role and kinds of catalysts and co-catalysts employed over the years has been discussed. Even though Ziegler-Natta catalysts are used significantly since their discovery, metallocene catalysts and co-catalyst systems have replaced them. The yields and mechanisms for the production of both PP and PE have been reported. A perspective on future research directions have also provided. The influence of crystalline properties on the processing ability alongside the mechanical properties of melt spinning fibers are discussed. The low Tm and high isotacticity of Ziegler-Natta catalyst PP are liable for its advantages both within the fabrication conditions
MARCH 2021
34
TEXTILE MANAGEMENT
and therefore the properties of the fibers. The newly developed metal locene catalyst PP is confirmed to be a promising candidate for producing high-performance fibers from the melt spinning process.
tion, March-2012. 5.
Reference
Ahmad Shamiri, Mohammed H.Chakarbarti, Purushotaman V. Aravind and Wageeh A. Yehye,“The Influence of Ziegler-Natta and Metallocene Catalysts Polyolefin Structure, Properties and Processing Ability” Materials 2014.
1.
A. Marcindin, M. Hricov and K. Marcind,”Fiber Based o metallocene PP” Fiber Forming Polymer Vlakna textile, 2008.
6.
Piyavit Pokasermsong and Piyasan Praserthdam,”Comparison of Activity of Ziegler-Natta Catalysts”,Engineering Journal, Vol 13, Jan 2009.
2.
Patinya Pipatpratanpor and Piyasan Praserthdam, “Impact of process variable on Properties of Polypropylene Derived from theSupported Ziegler-Natta and Metallocene Catalysts”Iranian Polymer Journal 2007,Pg.123-131.
7.
Gobi N, Evangelin S, and Kasthuri R, “Multilayer non woven fabric”, Journal of Textile and Fashion Technology,Vol 5 August-2018.
3.
4.
Renwei Xu,Peng Chen and Zhicheng Zhang,“Structure and Properties of a Metallocene Polypropylene Resin with Low Melting Temperature for Melt Spinning Fiber Application”, polymers journal, 2019, pp11-729. Karin Weiss, Sandra Botzenhardt and Monika Hofmann,“Ziegler-Natta and Metallocene Polymerisation of Olefins with Heterogeneous Catalysts”,Metaloganic Catalysts for Synthesis and Polymeriza-
8.
9.
Agnieszka Brochocka, Aleksandra Nowak, Michal Puchalski and Slawomir Sztajnowski, “Multifunctional Polymer Composite Produced by Melt-Blown Technique to Use in Filtering Respiratory Protective Devices”, Journal of Materials, pp.13-2020. Nakayama, Y.; Sogo, Y.; Cai, Z.; Shiono, T. “Copolymerization of ethylene with disubstituted olefins catalyzed by ansa(fluorenyl)(cyclododecylamido)dimethyltitanium complexes”, Journal of Polymer. Science. A Polym. Chem. 2013, 51, pp
1223–1229. 10. P.J.Cotter and J.E. Model, “Ziegler-Natta alpha-Olefin Polymerization Catalysts” J. Am. Chem. Soc. 1994, P.116. 11. Kunz K. “How to synthesize a constrained geometry catalyst (CGC)”A Journal of Organomet. Chem. 2007, pp 4411–4423. 12. Unverhau. K., Kehr. R. and Erker G. “Synthesis of ferrocenophane-bridged Cp–amido zirconium complexes and ansa-zirconocene complexes and their use in catalytic polymerisation reactions”Dalton Trans. 2011. 13. Stevens J.C. and Wilson D.R. “Olefin Polymerization Process Using Supported Constrained Geometry Catalysts” U.S. Patent 26 April 2005. 14. Wocadlo S., “Synthesis and Characterization of Zirconium Complexes Containing a Linked Amido-Fluorenyl Ligand” Organometallics 1995. 15. Aulbach M., Bachmann B.“Stereospecific metallocene catalysts: Scope and limits of rational catalyst design”, Journals of Polymer 1995, 89, 237–247. 16. Reddy S.S. and Sivaram S.,“Homogeneous
NEWS
INDIA’S JK AGRI GENETICS WORKING WITH BANGLADESH FOR GM COTTON TRIALS Hyderabad-based JK Agri Genetics Ltd, an arm of the JK Organisation, is collaborating with the Bangladesh government to hold field trials of genetically-modified (GM) cotton there. The field trials have been completed for the first season and the results are good. Such trials will be held for the second season this year between April and November, according to JK Agri Genetics (JK Seeds) president and director Gyanendra Shukla. Bangladesh’s Cotton Development Board (CDB) began trials of the genetically-modified Bt cotton with two varieties—JKCH
MARCH 2021
1947 Bt and JKCH 1950 Bt—which can resist bollworm and fall armyworm. According to the US Department of Agriculture, the CDB obtained the cotton varieties under the material transfer agreement from JK Seeds, an erstwhile division of JK Tyres and Industries Ltd. “Though the first season trials gave good results, more trials need to be done. Once the Bangladesh government is satisfied with the results, it will begin the deregulation process wherein farmers will be allowed to cultivate the Bt variety,” Shukla told a lead-
ing business daily from south India. The CDB completed the greenhouse trial of the cotton varieties successfully on March 4 last year, and it got the permission of Bangladesh’s National Committee on Biosafety Clearance to start confined field trials for the current crop year (August 2020-July 2021), USDA said. Currently, Bangladesh meets about 25 per cent of its raw cotton requirements through imports from India. USDA has pegged Bangladesh’s 2020-21 crop at 1.86 lakh bales (of 170 kg) on 46,000 hectares.
SUSTAINABLE FIBER
35
CLOTHING FROM MILKWEED FIBRES DR N.N.MAHAPATRA Business Head (Dyes) Shree Pushkar Chemicals and Fertilizers LTD., Mumbai The French tried weaving silky soft fabrics with the clusters in the 1600's. Native Americans swaddled their young and lined their buffalo robes with the warm clusters. The sap from the plant has been used to remove warts and age spots. In 1753, Carl Linnaeus named milkweed Asclepias, after the Greek god of healing. People used milkweed for many home remedies and the uses for milkweed seemed endless. During World War II, School children collected the milkweed pods and the fluff was used as a filling for Mae West Life Jackets. The motto of the day was, "Two bags save one life." meaning two bags of milkweed would keep a downed serviceman afloat for days. During the energy crisis in the late 1970's, Standard Oil of Ohio used Milkweed biomass to produce synthetic crude oil; unfortunately, the project was not cost effective. Kimberly-Clark Corporation worked with Standard Oil to develop nonwoven products and facial tissues that incorporated Milkweed Clusters. A small niche market in the facial tissue industry would consume about 40 million pounds of clusters annually. At that time, the Milkweed Cluster inventory was about 10,000 pounds and the project was abandoned. Knowing the positive characteristics of Asclepias, (Milkweed), its gardening benefits of attracting butterflies, soil conservation and the success of Ogallala Down, seed was allocated for the development of Asclepias Seed Company. Seed is sold for land reclamation, highway beautification, and butterfly gardens and to butterfly farmers. Our most recent development and Company is ASCLEPIUS, which sells the pain relieving Milkweed Balm from the oil of the milkweed seed. Milkweed balm is used to relieve pain and restore function. It is the topical application of natural oils. Every part of the plant can be used in a commercial application. The challenges are dovetailing supply with demand and trying to get a "weed" to act like a crop. Natural Fibers Corporation plans to develop markets and uses for Milkweed and turn it into a thriving and profitable agricultural business.
Silky, soft milkweed fiber is available for commercial applications ranging from a goose down enhancing agent, to nonwovens, oil absorption products, cosmetics and more. Milkweed seed is used for planting butterfly gardens, squeezed for oil, can be used in cosmetics and nutraceuticals. Pods and stems have their own unique properties and commercial applications. People have used milkweed for fiber, food, and medicine all over the United States and southern Canada. Most people know milkweed simply as food for the monarch butterfly's caterpillar, or as a tenacious, pesky weed of hayfields. If those butterflies were not so beautiful, and if their annual migration to Mexico were not so amazing, few people would care what happened to this herb. But milkweed isn't your average weed. In World War II, schoolchildren across the Midwest collected thousands of pounds of milkweed fluff to stuff life preservers for the armed forces in the Pacific, because kapok, the normal material used for this purpose, came from Japanese-occupied Indonesia and was unavailable. Today, you can buy pillows, jackets, and comforters stuffed with this material, which is wonderfully soft and has a higher insulative value than goose down, from a company called Ogallala Down, in Ogallala, Nebraska. Some people believe that milkweed will become an important fiber crop, as one of its attributes is that it is perennial and therefore does not need to be replanted every year. Milkweed stalks also produce a coarse, sisal-like fiber that can be used for twine, which varies in strength from one plant to the next. This possibility has been little explored commercially, but it was well known to Native Americans. Production of Milkweed fibres The milkweed that we are talking about here is the common milkweed Asclepias silica. There are numerous other species of milkweed in North America, but common milkweed is by far the best known. It is abundant in the whole area east of the short grass prairies, north of the Deep South, and south of the boreal forests of Canada. It is a common sight of roadsides, fencerows, meadows, sunny woods, and abandoned fields. Common milkweed produces pairs of large, oblong, thick leaves all along its unbranching stem, which is typically three to six feet tall. Both the
MARCH 2021
36
SUSTAINABLE FIBER
flowers and the okra-like pods are quite distinctive, as is this herb's growth form. When broken, all parts of the plant produce white latex, but there are many other plants with this characteristic. Overall, milkweed is a beautiful and very distinctive plant. I am amazed that, as much attention as milkweed has received as a fiber crop and a butterfly planting, so little has been said about its use as food. Ethnographic records show that common milkweed was eaten as a vegetable by tribes throughout its range. It provides edible shoots (like asparagus), flower bud clusters (like broccoli), and immature pods (like okra). The soft silk inside the immature pods is a unique food, and the flowers are also edible. Milkweed conveniently provides one or more edible parts from late spring until late summer, making it one of the most useful wild greens to learn. Milkweed fiber (Asclepiadaceous) is obtained from the stem of milkweed. The family is represented by several genera such as Asclepias, Caltrops, Ceropigia etc. Milkweed contains an abundance of milk sap in its leaves, stem and pods. Many parts of milkweed are used in medicinal applications. Common milkweed (Asclepias syriaca) is a perennial herb growing from a deep rhizome. The hairy stems are usually solitary from a simple to branched and thickened base, and are 6-20 dm (1.9-6.5 ft) tall. The opposite leaves have broadly ovate to elliptic blades that are 10-20 cm (3.9-7.9 in) long and 5-11 cm (1.9-4.3 in) wide. The leaves are sparsely hairy above and densely hairy below, and the petiole is 0.2-1.4 cm (0.08-0.77 in) long. The inflorescence occurs in the upper leaf axils, and there are 20-130 flowers per inflorescence. The flowers are small, 11-17 mm (0.4-0.7 in), and bloom from May to August. The five petals are green to purpletinged, and are topped by a crown of five erect lobes that are rose to purple, rarely white. The fruits are spindleshaped follicles covered with soft hairs. The small, round, hairy seeds are 6-8 mm (0.2-0.3 in) in diameter. Milkweed stems are collected after the stalks senesce in late fall-early winter. The dried stalks are split open to release the fibers; milkweed fibers are sometimes mixed with fibers of Indian hemp (Apocynum cannabinum). The bark is removed and the fibers released by first rubbing between the hands and then drawing the fibers over a hard surface. Twisting the fiber opposite each other and twining them together forms the cord. Often this is accomplished by rolling the fibers on the thigh while twisting them together.The young shoots, stems, flower buds, immature fruits, and roots of butterfly milkweed were boiled and eaten as a vegetable by various indigenous groups of eastern and mid-western America. The Meskwaki steam the flower buds as a food source; they are nutritious but not considered very flavorful. Properties of Milkweed fibres Milkweed fibres are hollow, with a thin wall and are therefore lightweight. The hollow structure of milkweed fibre has led to its use in items where good
MARCH 2021
insulation or buoyancy properties are needed. Like cotton, it is a single cell fiber, but unlike cotton, it is free from convolutions and has low cellulose content. Due to its very smooth surface, spinning of 100% milkweed fibre is difficult. However, it can be blended with other fibres and spun into a yarn. The fibre is extracted from the stem of the milkweed plant. The distinct properties are better durability, stability and tenacity. These fibers are good moisture absorbency. The project mainly deals with testing of properties and medicinal application. The basic tests of this fibres is length, diameter, strength, etc. similarly the properties of these fibres are also studied and compared with cotton. Lightweight milkweed fibers, also known as mudar, are thin walled and hollow. The silky needle-like fibers have some unique properties—including high moisture regain and excellent thermal insulation and buoyancy. However, due to the fiber’s very smooth surface, it is difficult to spin into yarn, therefore, the fiber has had limited use as a textile product. Recently, researchers have made exciting headway—successfully producing a milkweed-rich yarn. Milkweed is a perennial plant that can adapt to adverse soil conditions. It is grown in many parts of the world, including Central and South America, India, Thailand, Africa and throughout the U.S. Milkweed is the common name for Asclepias syriaca. The fiber is obtained from the seedpod of the plant.Various parts of the plant have been used throughout history in a wide variety of applications. Named after Asclepius, the god of medicine and healing in ancient Greek mythology, milkweed was used for medicinal purposes because of the cardiac glycosides found in its tissue. The monarch butterfly also uses the cardiac glycosides to its benefit. Milkweed is the host plant for the monarch butterfly and as the larva consumes the milkweed leaves, it absorbs the cardiac glycosides making the monarch toxic to predators. In Chinese folk medicine, milkweed fibers were used as compresses to stop wound bleeding. The sap from the plant has also been used to remove warts and age spots. The fiber’s textile applications have been sporadic. Milkweed has been used as a stuffing material for upholstery since the 18th century. The fiber was utilized relatively extensively as a stuffing material during World War II. During the war, kapok fiber, a soft, cotton-like material from the kapok tree, was used to fill life jackets. The fiber was supplied to the U.S. by Japan but imports were cut off during the war. Because milkweed is exceptionally buoyant and lightweight, it was used as a substitute for kapok. During World War II over eleven million kilograms of milkweed fibers were collected—enough fiber to make 1.2 million emergency flotation devices. Due to their exceptional insulation and buoyancy properties, the fibers are still used as filling for comforters, life vests and winter jackets. However, recent attempts have been made to broaden the fiber’s use by spinning it into yarn. It is well known that the lack of cohesiveness of the milkweed fibers causes extreme challenges in spinning
SUSTAINABLE FIBRE 100% milkweed; however, researchers believed that it might be possible to spin a blended yarn. In 1987, researchers attempted to spin milkweed fibers blended with cotton fibers into a yarn. Cotton fibers are similar in length to milkweed fibers and have similar chemical and dyeing properties. Various blended yarns were produced—including 75% cotton and 25% milkweed; 67% cotton and 33% milkweed. Various processes had to be hand executed, such as the blending stage, making a full fledge commercial launch of the yarn impossible. The desire to spin a milkweed-rich yarn on conventional spinning equipment prompted additional research. Like cotton, milkweed is a single cell fiber, but unlike cotton it does not have convolutions—the natural reversing axial twists. The absence of convolutions makes spinning difficult. In 2005, researchers treated the milkweed fibers with 5% NaOH in an attempt to create convolutions. It was believed that the presence of convolutions would create friction between the fibers, making processing easier. The NaOH treatment did in fact create convolutions, however, the fibers tended to stick together, therefore some equipment needed to be run at low speeds. A 75% milkweed and 25% cotton blended yarn was successfully spun. This project led researchers to believe that with chemical modification, a 100% milkweed yarn might be possible to spin.
37
dyeing of Milkweed fibres. Milkweed fibers, which are cellulosic in nature and structurally comparable with cotton fibers. As it is seen from Table 1, Table 1: Physical properties of milkweed and cotton fibers
Table 2. : Comparison of the % composition of natural cellulose fibers from milkweed stems with milkweed floss, cotton, and linen
Table 3.: Fineness, length, mechanical properties, and moisture regain of milkweed stem fibers compared with milkweed floss, cotton, and linen
Milkweed fibers are inexpensive and hypoallergenic. The high moisture regain and excellent thermal insulating and buoyancy properties of milkweed suggest that it might be utilized for a variety of high-performance applications. As researchers continue to make headway in spinning milkweed fibers on conventional equipment, the reality of seeing milkweed-rich and even 100% milkweed yarns in the market place might not be far off.
Uses of Milkweed
Experimental fabrics have been knitted from high level blends of cotton and common milkweed fibers. The milkweed fiber (Asclepias syriaca), often called "vegetable silk," is a seed floss that is similar to the Rux fiber (Calotropis gigantea) of Southeast Asia.
Milkweeds supply tough fibers for making cords and ropes, and for weaving a coarse cloth. Used for making comforter, or duvet and also mattress, enhancers which conform to your body, so your muscles relax, your circulation improves, you toss and turn less. Used for making comforters, pillows and featherbeds will help you sleep better. Used in pillows that will cradle and support your head. You will fall asleep the minute your head hits the pillow.
Reactive dyes, vat dyes, sulphur dyes can be used for
• The milkweed plant gets its name because when cut, it gives out a white liquid that looks like milk.
FACTS
• The floss that the seeds give off is used for stuffing soft toys. • The fibers of the plant can be used to make several things like jackets, pillows and ropes. • Most parts of the plant can be used for cooking (after washing it carefully). • The sap that is secreted by the plant is used for treating several conditions like flax, hemp, backaches, bee stings, ringworm and warts. MARCH 2021
38
RESEARCH PAPER
THE CAUSES AND REMEDIES OF THE LOOP FORMATION IN FDY
PRATYUSH PUSHKER
B. BASU
Author
Guide Department of Textile Technology, VJTI, Mumbai
[1] Introduction One of the professionally managed group of companies situated at Silvassa who manufactures and bulk continuous filament (BCF) yarns, such as air twisted, power heat set/Superb heat set, cabled/twisted, and air entangled yarns etc., conventional dyed and textile yarns, including partially oriented, fully drawn, draw textured, highly oriented, mono, mother FDY, and air textured yarns having turnover more than 2800 CR, faced the problems of Loom formation in their FDY Product. Hence this Small Project work was assigned to us and was solved with proper studies with suggestions. Loops are always harmful for any industrial product such as POY, FDY, PTY and Twisted yarns as it causes obstacles in the next process especially at the loom stage. It created end breakages, fabric defects and production loss at final stages. [2] Aim of the Project Nowadays the end use of FDY is increasing at every stage of twisting, weaving (warp & Weft) knitting (Warp & Circular) and also being used at apparel, Technical Textile, Industrial Tex-
MARCH 2021
tile etc because of its several positive points. Loop formation is very common in POY, FDY .DTY because of the several reasons and of course it is very much harmful. It creates obstacles in warp, weft, knitting processes that go for uneven tension creation, yarn breakages and fabric defects. This paper is specially discussing the loop formation in FDY and suggested the preventive measures and how to minimise the same. Our client organisation was facing this problem mainly in bright FDY and this study was taken. We have checked the production processes, Process control activities and after studying at Length, we derived some conclusions. [3] What is Fully Drawn Yarn? (FDY) Fully Drawn Yarn (FDY) is produced by spinning the yarn at higher speeds coupled with intermediate drawing integrated in the process itself. This allows stabilization through orientation and crystallization. Fully Dawn Yarn is used as weft or warp during weaving. It can also be knitted or woven with any other filament yarn in order to produce different varieties of fabrics such as home furnishing fabrics, fashion fabrics, terry
towels etc. FDY is available in 3 lustres, Semidull, Bright having circular section & Trilobal Bright having triangular cross-sections. Instead of making the fabric with FDY Raw-white first & then dyeing it, Dope Dyed Fully Drawn Yarn can be used to make the coloured fabric directly. Fully Drawn Yarns are produced by a continuous polymerisation process. All critical yarn properties such as tenacity, elongation, Uster variation and boiling water shrinkage, intermingling are closely monitored and controlled. Controlled interlace enables the yarns to be twisted or sized in subsequent operations. FDY has the following properties 1. Intermingled FDY yarns are suitable for direct twisting, warping and weaving. 2. The fabric made from these yarns have a feel and drape similar to fabrics produced from pure silk resulting in high realization of product quality. 3. These yarns eliminate the drawtwisting and sizing process reducing the cost of products for light and medium range fabrics.
RESEARCH PAPER 4. There is high efficiency and low breakages in subsequent processes. 5. Having excellent dyeing consistency. [4] Manufacturing Process FDY The Raw material i.e. PET Chips are dried, melted, filtered and then distributed to spinning manifolds followed by spinning position to get fully drawn yarn. To manufacture FDY, PET chips are fed into a dryer where the moisture is reduced from 0.30% to 0.0020%. After this, chips are melted, filtered through a polymer filter and extruded through the spinnerets. Extruder is electrically heated microprocessor temperature controlled and screw speed is controlled and monitored very precisely to ensure uniform quality. The extruded filaments are cooled by filtered air in the quench chamber with precise temperature control. Air having no turbulence is used to ensure perfect evenness. High quality anti static lubricating oil is applied to avoid static charges in the yarn. The yarn is taken through heated godets to maintain residual elongation. Air punching is done at regular intervals by intermingling nozzles and finally wound on automatic winder in the take up. The FDY so made is capable of running in high speed warping, sizing, knitting, circular knitting and looms.
oriented yarn (FoY) by a One-step process, with elongation-to-break values of 20-30%, spinning speeds of well over 6000mmin would be needed.
started from Manifold / Polymer Transfer Line and thereafter till the take up zone.
HOY& FOY are manufactured for the Industrial purpose such as High tenacity Yarn, Tyre Cords, Seat belts, Geo Fabrics etc. Normal Partially Oriented Yarn (POY) needs to be necessarily texturised before being used for making fabric whereas FDY is drawn fully during the process of spinning itself and therefore does away with the requirement of texturising and can be used directly for making fabric.
Figure 2: FDY Manufacturing Process with multiple Godets from a Batch Processing System
FDY is generally used for better quality fabric as the process of texturing is avoided where the bulk yarn is produced. The flow diagram of the Extruder spinning system is shown for the POY, FDY and Modern FDY. The difference between POY & that of FDY lines is that in FDY there are two additional Godets to draw the yarn, (Please see picture 2 next page). In case of Semi Dull, Bright yarn or super bright yarn, the Master Batch Charging will be eliminated. Master batch is attached only when the Dope Dyed Yarn is produced.
[4.1] Spinning Speeds The type of yarn produced during melt spinning is decided by the spinning speed. Low oriented yarn (LOY) is produced at speeds below 1500 m/min. Medium oriented yarns (MOY) are spun between 1500-2200 m/min. partially oriented yarn (POY) is spun at speeds between 2800 to 3600 m/min., where the yarn is more oriented with a little crystallinity. This gives POY better stability, and therefore, POY is preferred as commercial intermediate for drawn or textured yarns. The take up speed of FDY is kept 4000 – 5200 mpm. The take up speed of PA-6 and that of PA-66 is maintained 4000 – 4300 mpm. Yarn made at speeds of 4000-6000 m min is called highly oriented yarn (HOY). It is not fully oriented and has elongation-to-break values of between 40 and 60%. In order to obtain fully
39
Figure 3: Spinning process without Godet (POY) and with two pair of Godets for the FDY Manufacturing process
[5] WHAT IS LOOP? When bunch of filaments running together and if one filament gets switched or slacked it forms a loop. Loop is bubble like structure that forms on yarn structure due to the lack in MELT SPINNING process which results in a faulty package and further will result into a faulty fabric formation. Figure 1: Flow Diagram of Extruder Spinning System
For the CP Line (Continuous polymerisation, without batch Process), the Flow of the melted polymer will be
When a yarn is twisted and then woven it will disturb the neighbouring yarn and when the shed is open it will affect the neighbouring yarns and will cause an uneven surface or a faulty fabric. Hence it is not at all desirable. It hampers the quality of the product as well as its aesthetic properties.
MARCH 2021
40
RESEARCH PAPER
[5] What is LOOP? When a bunch of filaments run together and if one filament gets switched or slacked it forms a loop. Loop is bubble like structure that forms on yarn structure due to the lack in MELT SPINNING process which results in a faulty It is a chronic problem in Nylon POY. It differs from 0.5mm, 1mm etc. However during the production process of FDY due to any lacuna in technical or human process there are chances of loop formation on the surface of the yarn causing irregularities on the surface and stated as a yarn defect. This paper helps in identifying some certain reasons of loop formation and its prevention.
3. Loops can also be generated due to irregularities of Spin Finish application as lesser the Spins higher will be the loop. 4. Difference in yarn diameter to that of nozzle diameter also results in loop formation. 5. Loops generate if zone temperature is not set properly, or quench air flow is not set according to yarn denier & individual filament denier. 6. Variation in process parameters (like variation in speed or jerk in yarn) also results in loop formation. 7. Loops can come from guides in the take up area, or from air nozzle & intermingling, and from winter during the traverse motion. 8. In Trilobal Spinning there is a higher chance of getting a loop due to the irregularity in the arrangement of filaments.
Figure 5: Spinning Area
9. It could be due to grooved drum, spinneret, and traverse guide [5.2] Precautions to prevent LOOP formation 1. Nozzle Air pressure and its angle should be maintained properly and as per requirement. Air should not contain any moisture i.e. it should be dry and should be neutral in behaviour that it should not affect the yarn quality. Nowadays companies are using machines in which air comes from all the peripheral directions of the quenching chamber. 2. SPINNERET should be inspected on a regular basis and before passage of yarn air with high pressure should be passed through it so that particles accumulated at its holes get passed away. The Spinneret holes should be used according to the yarn denier to be processed. Spinnerets should be arranged in such a way that all the filaments
Figure 6: Gear Pump Motot
Figure 4: Loops in the FDY Packages:
[5.1] CAUSES OF LOOP FORMATION 1. Due to variation in air pressure or if jet is not regular - eg - Air with angle 90° will have more loops than 80° (chances will be more if the flow is from up to down) or if in the quenching chamber the air flow is from a single direction only. If there is choke up in the jet application. 2. Loops can come from Spinneret Due to irregularities in the holes caused by the accumulation of particles. And if the holes are not as per the yarn denier.
MARCH 2021
Figure 7: Guides in take up area (godet)
Figure 9: Spinneret:
Figure 8: Extruder
Figure 10: Dryer
RESEARCH PAPER should touch each other equally. 3. Arrangements of Spins should be regular and it should be inspected on a regular basis as if it get loose it will result in formation on bigger loops. 4. Ratio of Yarn dia. to Nozzle dia. should be as per measures as it may also result in deterioration of yarn surface and behaviour. 5. Zone temperature should be maintained properly and it should not fluctuate and quench air flow should be set according to yarn denier & individual filament denier generally the zone temperature is maintained on 19°C - 22°C. 6. There should not be variation in speed or jerk in yarn due to machine vibration or human error. 7. Guides in the take up area, or air nozzle & intermingling, and winder should be inspected on a regular basis and should be kept dirt free and also if there will be any crack or irregularity on the surface it should be immediately replaced. 8. There should be a proper arrangement of filaments in the Trilobal Spinning i.e. filament should be adjusted in such a way that there should not be any slippage between them and they should hold each other properly. 9. 9. The arrangement should be in the opposite direction to each other like the top portion of one triangular filament should touch the bottom portion of another one so that the inter cohesion property increases and the arrangement will be regular. 10. To avoid loops in the packages, check the groves of the drum, fix TG properly, change pack etc. Hence there should be Proper Process control to prevent the occurrence of any Loop Formation. [6] What is Process Control? A process Control means that a Process has a minimum amount of variation and to meet the target value without loss of any material and manpower.
41
Increasing Transparency and Confidence through Real-Time Data Sharing
Doff weight is checked and that should be uniform as it is auto doffing.
Process Control Systems (PCS), sometimes called Industrial Control Systems (ICS), function as pieces of equipment along the production line during manufacturing that test the process in a variety of ways, and return data for monitoring and troubleshooting. Many types of process control systems exist, including Supervisory Control and Data Acquisition (SCADA), Programmable Logic Controllers (PLC), or Distributed Control Systems (DCS), and they work to gather and transmit data obtained during the manufacturing process.
Spinnerets are checked at any Change over of the product.
A process being in control and meeting customer satisfaction. As stated a process is in control if it is between the UCL and LCL lines. This just means that the process is working well without much noise. To meet customer satisfaction we need to check the “process capability.” Process capability checks to see if the process meets some target value (i.e. customer satisfaction line). It starts from the incoming of Raw materials to outgoing of finished goods. [6.1] The Process Control System in a FDY Plant To check all the parameters as decided to achieve the desired quality and to see that there is no down gradation. The parameters are (i) Take up Speed which is for a Barmag Winder 4500 mpm, and for coloured yarn it is 4100. The speed is also decided as per the yarn denier. It is checked every day and no variation is allowed. For any nonconformities, the winder is rectified. (ii) For the China made winters, the take up speed is decided at 4200 mpm. Godet, Zone Tempt and Special Beam temperature to be checked at desired frequency. No variation is permitted. The Godet Temp is kept 160 – 175 degree depending on Den & Filaments. Air flow, moisture contents are to be checked and frequent intervals.
Cross sections are checked with filament counting of the FDY of the first doff after change over. Take Down is done for the fresh doff and the subsequent doffs at regular intervals. For any non-confirmation the material is downgraded and the actions are taken so that the next doff is produced with uniform dye uptake. The Mergability checking is done for the product of new Pack vs Old pack. The Spin Finish / OPU application is checked every day by the Instrument and for any variation, it is rectified then & there. The measurement of Spin Finish% application is done in Computerised way and the results are displayed after taking the print out. The target spin Finish % (0.95%- 1.0%) kept as per the lustre of the FDY. The Physical properties ( Den, tena, E%, nips per mtr, SH% ) are checked at regular interval say position no 1,2,3 at 1st shift , 4,5,6 and 2nd Shift, 7,8, 9 at 1st Shift Next day and 10,11,12 at 2nd shift and so on. For any abnormalities at any position, all the positions right from 1 to 12 are checked and rectified. B.F and Loops are checked after focusing light on the spools after doffing and the immediate actions are taken by stopping the winder. All the guides are checked on the machine during running condition every day and also during mc. stoppage. Any non-conformation is rectified immediately. Yarn path, thread to guide, yarn contact paths are checked every day with focussing on the mc. and steps are taken. BF Formations can be due to capillary break, Spinnerets not clean, bad yarn to metal contact, POY self-life expired, broken/old guides etc. Loops can be formed because of any uneven spin finish application( it is much sensitive in bright yarns), yarns getting any uneven pull during pro-
MARCH 2021
42
RESEARCH PAPER
cessing, any smallest scratching on any metal surface, guide not set properly, old guide with rough surface, Disturbance in the Air flow process, pack life is more etc. [7] THE RANGE OF FDY PRODUCTION AVAILABLE AS ON TODAY ( APRIL `21) The Product range of FDY is increasing day by day as per the demand in the market . It has got more demands for the furnishing and Industrial uses .There are high tenacity FDY produced for the sewing thread , Fishing nets, Conveyor belts etc. Below table no 1 is explaining the details. Table 1. Summary: The Denier Range: 30 to 600, Filament Range: 12 to 192. Lustre: SD, Bright, Super bright, Dope Dyed, Mix Cross Section etc. End Usage of the FDY Products as on today : (i) The lighter den 49 , 50 , 47 are used for Warp knitting to produce Net Fabrics , Maharani , CanCan fabrics etc. (ii) The lighter deniers below 80 are used for Saree , Dress materials, Garments , Taffeta Etc (iii) Taffeta is also manufactured by 100 den. (iv) 100 + deniers are used for manufacturing Blankets , Furnishing Fabrics, seat Belts etc. (v) 150 -200 deniers are used for Home Décor , embroidery, etc (vi) coarser deniers i.e. 300+ are used for Industrial products i.e. Fishing nets, road constructions, Built Tech , etc. The chances of loop formation are in SBT, high no. of Filaments, cationic. [7.1] Physical Properties of the FDY : Tenacity : 4.0 to 4.5 g/den , High Tenacity : 5.5 – 6 g/den , Elongation % : For knitting – 22-23%, Weft use high speed 23 -24% , Warp use : 24-26% , Good for twisting – 26-28% , Intermingling – 6-7 per mtr for knitting, 12-14 per mtr for weft use. 20- 22 per mtr for warp use. Oil Pick Up – 1%, for Dope dyed / CD – 0.7 – 0.8%. SH% - 5.0 – 7.0% [8] Quality check procedures Raw Material Inspection Incoming polymers and chemicals are tested for critical properties before approval - the FIFO system also traces back suppliers' batches and processing performance. 100% Physical Inspection
MARCH 2021
Table 1
A robust product clearance system at each inspection stage allows only approved packages to move ahead for delivery. Online Monitoring Process parameters are passed through a Supervisory Control & Data Acquisition System (SCADA) for immediate rectification of deviations, strengthening of quality, controlling generation of non-standard products and online trend analysis. Process Control This streamlines processes, ensures a proactive work system using control charts and statistical tools, counters deviations from ideal norms, and eliminates repetition and non-conformation to parameters during manufacturing of yarn packages. Final QC Approval Conforming to Acceptable Quality Limits (AQL), this improves quality measures to meet customer expectations - in service, product and experience. [9] Action plan Proper process control at every stage right from POY to Take-up is to be followed vigorously. At every stage proper observation, su-
pervision, visualises are to be there. Periodic maintenance of each and every guide, yarn to metal contact, surface applicants are to be supervised strictly. After doffing of FDY spools, each and every spool has to be checked and inspected thoroughly with the help of power (more focusing on them). Positions are to be noted and actions are to be taken immediately. Every day, with the help of 'STROBOSCOPE' all the winder speed are to be checked as well as the surface and speed of winder is to be inspected for any abnormalities i.e. loop formation, b.f's (broken filament) etc. Operators are to be kept vigilant to make sure that no abnormalities are to be carried in the process. Pack pressure, pack life are to be controlled as per the schedule. Any expired pack life should not be entertained. Pack formula is to be strictly as per the denier, number of filaments and shade of the POY. In case of coloured yarn (dope dyed), pack formula should be more vigorous. Humidification in the hall/working
RESEARCH PAPER area is to be adhered to as per the humidification norms. The quenching, airflow, airflow temperature is to be maintained as per the denier, number of filaments and shade of POY. Temperature monitoring at every stage especially in Godets are to done at every shift of 8 hours
[10] Fish Bone Analysis (i) The fishbone diagram is a tool that is used to conduct a cause and effect analysis for a particular problem that needs a solution. (ii) Overall, fishbone analysis entails brainstorming to identify various causes of a problem instead of settling with the obvious ones. (iii) Moreover, the fishbone analysis helps
43
to educate the entire team in problem resolution. (iv) Also, they can use it to have their focus on the current issue. The fact that it uses visuals makes it easier to brainstorm and makes it an essential tool in achieving corrective actions. [11] Conclusion By the end of this paper we can now depict the preventive measures for loop formation. This paper highlights most of the process lacks which cause loops in the yarn. This paper also contains the Process Control Systems in the FDY plant and the Quality Check Procedure for FDY yarn. Although it's difficult to maintain the quality of a product over a period of time as the machine parts also get wear and tear and it's not necessary that the quality at starting of the process will remain the same over a longer period. So it is required and suggested to follow proper inspection rules with certain specified guidelines so that there should not be any diversity in the required specifications. It will not enhance the product cost but the quality of the product will be maintained and the rise in price of the process can be maintained by the measure decrease in formation of faulty yarn packages.
MARCH 2021
44
TECHNICAL TEXTILE
COVID-19: HOW ANTIBACTERIAL TEXTILE GUIDE YOU THROUGH THE DARKNESS? NUR HANI AQILAH SALEHIN
I
n the midst of COVID-19, who would have thought this would happen. The unprecedented COVID-19. In early 2020, we were all caught off guard by an illness caused by a novel coronavirus that was first discovered in Wuhan, Hubei Province, China. Despite the fact that we are one step closer to entering the great Fifth Industrial Revolution, and the cure for COVID-19 is still being created, the war is far from over. As a result, what do we do at the very least to eliminate the virus? We ought to mitigate everything about what we wear as prevention is easier than treatment. According to a source, at room temperature, COVID-19 was detectable on fabric for up to two days, compared to seven days for plastic and metal. However, when it was exposed to high heat, the virus became inactive within five minutes. We must adapt to the current norm in order to reduce the number of deaths and infected patients, which has crossed 124 million worldwide. To deter COVID-19, for example, the ‘new rule' that should be followed nowadays is to stop touching MEN's mouth, eye,
and nose and to follow WOMEN; wash hands, obey social distancing, mask up, exercise daily, and never ignore above four lines. It is though, becoming an integral part of our lives. To adhere to the recommended procedures in order to reduce the number of sick patients. The distribution of COVID-19 cases by Ministry of Health Malaysia. Since the pandemic began to rage in early 2020, people have been concerned about maintaining their source of income, and this is not exclusive to business players, especially B2C players. Businesses who can offer their products by retail may be concerned with their sales because they are unable to open their store during quarantine. Furthermore, it may also impact the e-commerce market players due to a loss of revenue from consumers, or customers may believe it is not worth investing their money on merchandise; especially when it comes to clothing or apparel, as they might feel “what’s the point of buying a shirt for RM60 when you just sit at home?” and “why should I buy a shirt while the old shirt still can be use?”
THOMAS P. S. ONG However, thanks to the nanotechnology services providers of the textile and garment industry in Malaysia, NanoTextile to save someone’s bacon in this current situation. NanoTextile offers the opportunity for business players to “invest” in functional clothing as part of their product collections, a safety and precautionary investment. NanoTextile not only has to offer in the resultant end-products in clothes design and processes; but also in business models where innovations, leading to a range of functionalities, technical offerings, and production methods. Nowadays, people and technology somehow cannot be separated, as most right now are prone to become technology-savvy. Wherever we go, we need technologies to survive. Hence, in the midst of COVID-19, it is not about the technology we hold, but the technology we wear. NanoTextile is able to make the realization of dreams, “When Fashion Meets Technology” come true. Functionalized clothing textiles are now in higher demand mainly in Muslimah fashion brand in Malasyia; precisely for antibacterial technology, which is featured in Hygienic Series; one amongst many series that NanoTextile has to offer. Hence, the core to understanding how anti-bacterial technology works is first by understanding the meaning behind it. Anti-bacterial was classified, according to the dictionary, as anything that kills bacteria or suppresses their growth or reproductive potential. The main function of antibacterial textile is to help prevent the growth and spread of microbes from attaching tangibly on the fabric. A humid condition allows the bacterium to linger and propagate in the air roughly 45 minutes after someone sneezed. Subsequently, once
MARCH 2021
TECHNICAL TEXTILE it is attached to our clothes, the embedded anti-bacterial properties help slow down the growth of bacteria by preventing the migration and microbial growth. This is further enhanced by human body sweat secretions, skin desquamation, natural particles present in the clothing fibers or on the fibers, or nutrition from elsewhere in the environment. In a situation riddled with viruses and illnesses like Covid-19, the situation mentioned above is extremely beneficial. It is like having two layers of protection against the virus and the environment. For example, we wear a face mask that also has antibacterial properties on it. As a result, consumers would feel secure. Similarly, BioRomper, a recent start-up, debuted a single product, an antimicrobial jumpsuit. When travelling, this New York formulation was designed to avoid cross-surface contamination. It is similar to a hazmat suit, but it is more sustainable and appealing. According to L’officiel, BioRomper took five months to develop the jumpsuit as in Fig. 1, and it was sold out in just eight weeks.
Fig. 1. Bio Rompers antimicrobial jumpsuit
Additionally, anti-bacterial technology on textiles helps create awareness amongst people on the hygiene practices in clothing we wear. Nanotechnology not only shield you from bacteria and other microorganisms, it also provides the cloth with a permanent defence to combat bacteria, mould and mildew that create smell. This makes antibacterial products in textile stay fresher longer and persist, to protect against
the potentially dangerous bacteria wash after wash. On a different note, in the warm and humid areas, the mould was not subject to cloth only, but it also had an effect on leather goods, mattresses, and home walls. This problem was seen in Malaysian stores as in Fig. 2. as the leather products were covered in mould after being left untouched for two months due to the strict regulations during quarantine last year. This problem also hit some of the cinemas in Malaysia as the seats and carpets had been totally ruined by the mould and dust due to poor ventilation and humidity.
Fig. 2. Mould found growing on leather products in Malaysia as businesses reopen – via thestar.my
Overall, as anti-bacterial technology on textiles is a current niche for business players in the new era of disease on Earth, it is predicted by Scott Pantel, the CEO of Life Science Intelligence, the textile market for anti-bacterial will not going into a short-term bounce at a critical juncture like this pandemic situation, but will experience longterm growth as it has been foreseen will surpass $20.5 billion by 2026. This can be seen by the anxious shoppers which makes the industrial players seek a higher level of thinking whereby hygienic clothing has been introduced. Such upgrades appeal to customers who live busy lives and as a result, affect their purchasing decisions. We do not know what will happen in the coming years, but sanitation and hygiene will always come first. Besides, with respect to this pandemic, wearers requested more for anti-bacterial textiles or apparel, such as anti-bacterial face masks, headwear, and clothing. Some individuals demanded to have a trendy
45
but safe fabric face mask for their regular use, such as the fashion face mask of batik, satin face mask, knitted face mask and so on. Therefore, business players need to grab this chance to venture into nanotechnology in textiles. Apart from that, the commercialization of anti-microbial technology on textiles has not stopped at clothing only, but it also has been commercialized in home textile, sportswear, accessories and more. Home textile fabrics, used for home furnishing make our lives more comfortable; such as bedding, floor coverings, and towels. In addition to that, it gives us more cosiness and ease if it is embedded with anti-bacterial technology. Users or hotel management especially do not need to wash the collected towels every day as it seems to become unsustainable and waste the resources. It has been estimated in the United States by the U.S Environmental Protection Agency (EPA) that laundry accounts for about 16 percent of hotels’ water usage which can be translated to affect a significant amount of energy costs. As many hotels prefer to make the difference via conservation of water, tourists may not feel comfortable with this initiative, but with the presence of antibacterial technology, it helps to keep towels smelling better with less required washes and it will give you that “just laundered” pleasure. Everyone feels the intensity of COVID-19, the after-effect of COVID-19, the stronger will survive and the wise one will take the chance, especially the business players. At first glance, you will see that it is not worth it to commercialize this functionalized textile or apparel; but in the long term, it will give you unbelievable benefits. NanoTextile will help you redefine your goods especially to adapt to this current situation. The need for the use of nanotechnology in this industry is motivated by the ever growing need for advanced fabrics with unique features and exceptional comfort. Hence, antibacterial technology on textiles is quite an unexceptional product in the midst of this pandemic that can give a lot of benefits and guidance to walk through the darkness of COVID-19.
MARCH 2021
46
MARKET REPORT
MAN-MADE TEXTILE AND APPAREL INDUSTRY IN BANGLADESH
AMEET KAUL Head (Business Development), Texcoms Worldwide
G
ANUSUYA Research Associate, Texcoms Textile Solutions
lobal Textile & Apparel Scenario
Textile and Apparel industry has witnessed significant growth over the past few decades. The global T&A trade stood at a value of 818 Bn USD in the year 2019 having grown at a CAGR of 3% over the last 10 years. Of the 818 Bn USD global trade, majority share is claimed by apparel with a total of 470 Bn USD. Fabric and yarn are the second and third largest traded categories. In terms of fibre, 2016 marked a milestone as global consumption crossed the 100 Mn MT mark and has
been growing with 2019 recording consumption of 108 Mn MT. Majority of the fibre demand is met by synthetic fibres (63%), followed by cotton (25%). As per the 2020 Lenzing report, 3-4% annual demand growth is expected for synthetic fibre during the years 2019-24. It is estimated that by the year 2030, the global fibre consumption would increase to approximately 140 Mn tons with the Man-made fibres constituting to ~108 Mn tons. According to the Fibres Global Supply Demand report 2018 published by Wood Mackenzie, while cotton contributes only 26% of the total fibre consumption, Polyester contributes around 56%, Polypropylene – 4.9%, Nylon – 4.8%, Acrylic – 1.6% and the remaining by other fibres. The global fibre consumption growth for the period 2010 to 2020 was recorded at around 3.3% annually with the Asian countries having a higher consumption rate. The share of natural fibers, which was at 41% two decades back, has declined to around 26% now. This makes it evident that the Man-made fibres will be the mainstay for
MARCH 2021
MARKET REPORT
47
fulfilling the growing demand for fibre. Factors driving the growth of the man-made textiles and apparel industry globally With the increasing global population, fibre consumption is expected to rise. While the demand for cotton may also be increasing, its supply base has inherent limitations. Man-made fibres fulfil the gap and are increasingly becoming a fibre of choice. Cost competitivity offered by MMF has also been a factor in boosting its adoption by the industry. Changing attitude towards traditional textile products and increasing acceptability has contributed to increasing consumption of MMF based textile products and apparel. As the global consumer mood shifts towards sustainability and circularity, MMF’s unlimited recyclability adds to its overall appeal. Lastly the versatility of MMF in end-use categories such as sportswear, leisurewear, women dresses, home textile, automotive, carpets and other industrial sectors makes it an ideal ‘fibre of the future’. Bangladesh’s MMF Textile & Apparel Industry Bangladesh has established itself as a strong producer in the Ready-made garment sector with more than 4600 garment factories operating. In the spinning sector, around 430 mills are operating out of which only 27 mills are producing man-made yarn, in particular polyester. The production facilities for other man-made fibres like polypropylene, nylon, acrylic etc. are yet to be established in Bangladesh
the leading apparel suppliers, second only to China. The growth of the Bangladesh textile and apparel industry has been tremendous owing to factors such as vast workforce, lower energy and power cost, etc. Bangladesh’s apparel exports have increased from 27 Bn USD in 2015 to 41 Bn USD in 2019 with a growth rate of 11% over the years 2015-2019 while the textile exports have seen a growth of 2% over the same period. Bangladesh’s man-made apparel exports are low when compared to the cotton apparel exports. In the year 2019, the global man-made apparel trade stood at around 179 Bn USD with Bangladesh holding approx. 5% market share. At the same time, Bangladesh market share was close to 15% in the global cotton apparel market of 199 Bn USD. Interesting to note that Bangladesh being very strong on the garmenting part of the value chain can easily pivot to making high value garments. Bangladesh’s Exports Share in Global Man-made Apparel Trade
From the Wood Mackenzie Chemicals report 2018 and TTS analysis, the textile mill consumption of polyester staple fibre and filament in South Asia* has increased over the past decade. At the same time, it can be noticed that the actual production of polyester staple fibre and filament is only half of the production capacity in Bangladesh. There is still untapped potential for the production of man-made fibre in Bangladesh if it can utilize the existing resources and build on it.
MAN-MADE APPAREL EXPORTS In the last decade, Bangladesh has emerged as one of
MARCH 2021
48
MARKET REPORT
Trade value in Bn USD. Categories arranged in descending order of Global trade in 2019. *BD – Bangladesh Source: ITC Trade map, TTS Analysis
From the secondary research conducted, it is clear that Bangladesh’s share in the Global Man-made apparel trade keeps on increasing over the years. Bangladesh has established a strong presence in the category of sweaters, having a share of 11% in the year 2019. Opportunities and Growth Potential As the consumption of man-made fibre is increasing globally, Bangladesh needs to increase the number of factories dedicated to the production of man-made fibre textiles and apparel so as to increase its exports in this sector. Out of the 433 spinning mills in Bangladesh, only 27 spinning mills are producing man-made yarn. The production from the mills can meet only 20 percent of the national demand for the product. If Bangladesh can invest in the backward linkage of the man-made textile value chain, it has the opportunity to capture the remaining 80% of the demand.
Currently, countries such as China, Viet Nam, Indonesia, South Korea, Thailand etc., are leading the man-made fibre production. The export of apparel items produced from man-made fibre (MMF) from Bangladesh has remained stuck at 20 percent for many years although the production of such garment items has crossed 40 percent worldwide, according to a study of the Bangladesh Garment Manufacturers and Exporters Association (BGMEA). Though it is stuck at 20%, Bangladesh has the potential to pivot to the production of man-made fibre based textile and apparel thus realizing greater per unit values. The government should also ease the rules to attract FDI to man-made fibre textile and apparel production as the country has very low capacity in this segment. Recently, the Government of Bangladesh has planned to diversify the apparel export basket and strengthen its backward linkages industries by extending the tax holiday facilities for the manufacturing of man-made fibres. According to the Chairman of BTMA, in order to utilize the tax holiday advantage to the maximum, the government should also allow importing the raw materials under a duty-free facility. Otherwise, the cost of production will be higher. This move was very much welcomed by the entrepreneurs and business leaders as this would help in attracting more foreign direct investments in the apparel sector. Given the business scenario globally vis-à-vis the COVID-19 situation and the growing apparel sourcing diversification, the time is opportune for the industry in Bangladesh to invest in the Man-made fibre textile Industry and take the leap to up the value chain.
NEWS
India, Bangladesh underscore the need for removal of non-tariff barriers Prime Ministers Narendra Modi and Sheikh Hasina recently emphasised the importance of removing non-tariff barriers, upgrading infrastructure and facilities of land customs stations and land ports in a coordinated manner, and harmonising standards and mutual recognition of agreements and certificates to improve trade between India and Bangladesh. Modi visited Bangladesh on the 26th and 27th of March at Hasina’s invitation to participate in the celebrations of Bangladesh’s golden jubilee of independence and the birth centenary of the country’s founder, Sheikh Mujibur
Rahman. Bangladesh has asked India to lift its current customs policy requiring the verification of certificates of origin issued by Bangladesh. In the event of a dispute between a clause of the new customs rules and the rules of origin of a trade agreement, India stated that the provisions of the trade agreement’s rules of origin would take precedence. India reiterated its request for at least one major land port on the border with the North Eastern region of India, with no port restrictions or a negative list of restrictions, for easier market entry,
MARCH 2021
beginning with the integrated check post at Agartala-Akhaura. According to an official statement, the Bangladesh Standards and Testing Institute (BSTI) and the Bureau of Indian Standards (BIS) will cooperate on capacity building and the construction of testing and lab facilities. Bangladesh invited Indian companies to invest in jute mills through a publicprivate partnership, while India urged Bangladesh to end practises that exclude Indian firms from bidding on tenders issued by various government departments.
MARKET REPORT
49
HIKE IN INDIAN COTTON PRICES TO NEGATIVELY IMPACT EXPORTS AND VIABILITY OF FABRIC AND GARMENTS : A THOUGHT MATRIX MUNISH TYAGI
I
International Textile consultant and Textile Industry thought leader
ndia’s global standing
India is presently the No.1 producer of Cottons, in different varieties, and averaging production of 35 to 33 million Bales per year [ Avg. 170 Kg weight per bale]. The output of the current ongoing Crop 2020-2021 is pegged at 33 Million bales. However, a strange and `unjustifiable ` foreplay has been observed for Indian cottons, with a hike of an average 30% since the first crop deliveries started in Oct. 2020. Despite low ‘pull forward’ demand from Indian or export trade that has been reeling, with much subdued demand during the Covid pandamic period, that is yet on. With reduced overall fabric and apparels exports from India, the one and only tenable reason for the above seem to be depletion of ‘in the pipeline’ stocks in 2020; and increased demand for India s cotton overseas, where the supply chain been drastically disrupted e.g., in China, Pakistan and especially with embargo and sanctions on cotton exports from trouble Xingyiang region in north of China, and the lower price favors Indian cotton at below $0.9/L, today on ICE Cot look at 0.9. This has led to an export of 0.4 Million Bales; and exports can get further boost if Pakistan opens its market for Indian cotton. This too surely will impact Domestic markets. Domestic demand v/s exports Post recovery and growing demand from India s yarn spinning industry. Yarn spinning sector of Indian textiles
industry was one of the first to restart, amid the Covid crisis as soon as August 2020. Its capacity utilization remained a low of 30 to 40% till upto 3rd Quarter of 2020. However, with an `empty Stock in pipeline’, such capacity utilization of the SPG mill industry moved fast to 65 to 75% level by January 2021 to fill in the exhausted stocks. The above spurt in the mill activity of SPG industry, led to quick ongoing consumption of the new Cotton crop that had come into market by Oct. 2020. At the same time, and especially with the spike in export demand from Jan. 2021. The exports of Indian cottons picked up fast and have reached 0.4 Mln Bales, by now. This is surely leading to pressure on domestic supply and stress for mills. Game changer for Indian Cotton sector The real Game changer for India s Cotton industry came as a gift from the National Budget policy on Feb.01, 2021, which `increased` the Import duty on overseas cotton supplies by +5%, making it to 10% on import CIF value. This negatively impacted the imports of cottons especially from Central African countries, and from Uzbekistan which have provided cottons of good quality and at a price lower or competitive to India s best variety Shankar 6, which has now become quite competitive. The impact of this anti-import move made Indian cottons as almost a `monopoly` player in the Domestic Market leading to price increase of S6 popular vari-
ety from INR 42,000 to INR 46,000 per candy [of 355.5Kg] just in 2 months. And the price increase game is continuing. Badly impacted by sudden and erratic rise in cotton prices, majority of the Yarn Spinng Mills infact created the initial much needed demand for cotton; amid Covid period, got worst hit by such rising cotton prices. Most of the mills are now buying only ‘just in time’ and only limited/required volumes. The Spinning mills will be in dire stress if more Cotton is exported out. Further, export target of 0.40 Million bales in current cotton year, and impact of rising domestic cotton prices, is leading to an unfair play for very vital and large spinning mills individually. Call for Ban on yarn exports, to bring down prices of fabrics and garments Apparel exporters in textile clusters in South India have sought the Union government's intervention to check incessant surge in yarn prices, under the discussed impact of rising Cotton prices. Usually, yarn prices increase with increase in cotton prices. However, 'Prices go up by Rs 2 to Rs 5 per kilogram. But, since Dec. 2020, there has been a continuous increase, disproportionate with cotton prices. Since December, the yarn prices got increased by Rs 65 per kilogram; which is expected to go up further, once more of Cottons are withdrawn for increased export targets. Yarn prices have never gone up so steep in the last few decades. This is sure to impact the viabil-
MARCH 2021
50
MARKET REPORT
ity of fabric and garment manufacturers and exporters, and eventually to hit the exports. Over the last 3 months alone, the Yarn price of standard 30 Ne Comb went up by 30%, from Rs 215/Kg in mid-Dec. 2020 to today’s very high level of Rs 280/Kg, mid-Mar. 2021. This may even lead to a negative offtake of India s yarns/fabrics/ garments into the export markets; which will be like putting an axe on own feet by India s own Cotton industry. This will also impact India’s share in global export. Cotton price correction is vital and
important for India’s textile exports to remain globally competitive; and not slide down from current global No. 5 position as textile exporter. Road Map, and course correction for India’s cotton and textile industry It is vital for India to maintain a minimum 5% share in the Global Textile Exports, and to remain competitive v/s newly emerging and new textile exporting countries. India Govt. to direct all Export Associations to get their member mills to focus on export of val-
ue adding textiles like Yarns, Fabrics, Apparels and Technical textiles. For the future, as strategy to get into the Worlds’ Synthetic textile markets, India to shift priority from Cotton to Polyester and blended textiles. For viability of downstream Textile value chain, the Govt. needs to reduce the target for Cotton export, and enhance export incentives to MMF/synthetics. While increasing export incentives on Export of MMF/synthetic textiles from India, the govt. needs to reconsider reducing import duty on cotton to only 5%.
EVENT UPDATE
INTEX SOUTH ASIA BANGLADESH VIRTUAL BUSINESS MATCHING WEEK The Intex South Asia – Bangladesh edition virtual expo concluded successfully on 25 March, 2021 (Thursday) on Bee2bee.asia. This international textile sourcing platform was visited by 2421 trade visitors from the textile and apparel industry of Bangladesh as well as attracted overseas buyers from Sri Lanka, Spain, Mauritius, Finland, Italy, Peru and Algeria. The textile buyers interacted with 70+ global suppliers participating from India, Bangladesh, Sri Lanka, China, Korea, Thailand, Malaysia, Indonesia and the United Kingdom (UK) through pre-arranged B2B meetings over Zoom and through the Bee2Bee platform. The Indian Pavilion was formed by the Federation of Indian Chamber of Commerce & Industry (FICCI), China Pavilion with Zhejiang Province Department of Commerce and Thai Pavilion with Thailand Textile Institute (THTI). Over 400 B2B Meetings were arranged for the exhibitors that showcased fibers, yarns, apparel & denim fabrics, clothing accessories, etc. for the textile buyers from Bangladesh and other international markets. Some of the leading buyers from Bang-
MARCH 2021
ladesh who visited our virtual platform and attended B2B meetings with interested suppliers were Aaron Denim Ltd, Epyllion Group, Asrotex Group, S. Oliver Overseas Ltd, Tom Tailor Sourcing, Decathlon Bangladesh, Windy Group, Asmara International Ltd, Bitopi Group, Dewhirst Group Ltd., Hoplun BD Ltd, Palmal Group, LCWAIKIKI, Herma Group, Puls Trading – H&M Bangladesh, Li & Fung, Louietex Manufacturing and Dird Group. One of the leading buyers from Bangladesh, Mr. Main Uddin Miah, CEO, Dresban Global Sourcing, who interacted with textile suppliers on our Bee2Bee platform and had also registered for the pre-arranged meetings commented that, “World trade is facing huge crisis due to Covid-19. The B2B platform arranged by Intex for discussion between buyer and seller will greatly help to move trade forward. I hope Intex will arrange this platform a couple of times a year. Wish all the success to Bee2Bee.” This international sourcing event enabled industry buyers to source raw materials and textiles to grow the export and domestic market thus creating
new opportunities to supply to global markets, increasing market share and strengthening the brand image of Bangladesh as a sourcing destination for high-fashion and value-added garments. Intex South Asia Bangladesh Virtual Expo was very well received by all, confirmed by both Exhibitors & Buyers’ feedback that were positive about all aspects of this fair. These promising views are expected to keep growing year-on-year with increasing trade and investments. Intex South Asia Bangladesh will soon become the country’s must-attend trade show for the textile and apparel industry stakeholders of Bangladesh and region at-large. Intex South Asia Bangladesh is endorsed and supported by Bangladesh Knitwear Manufacturers & Exporters Association (BKMEA), Bangladesh Garment Buying House Association (BGBA), Chittagong Chamber Of Commerce & Industry, India-Bangladesh Chamber of Commerce and Industry, Islampur Cloth Market Association, Bangladesh Chemical Importers & Merchants Association, and Dutch-Bangla Chamber of Commerce & Industry.
MARKET REPORT
B
51
GLOBAL TURNOVER 2020 DROPPED -9%
etween January 25th and March 10th, 2021, ITMF has conducted the 7th ITMF Corona-Survey among ITMF members and affiliated companies and associations about the impact the Corona-pandemic has on the global textile value chain. In total, 196 companies from around the world participated. The 1st ITMF Corona-Survey was conducted in March 2020 when the first lockdowns were announced in Europe. The 7th survey revealed that actual turnover in 2020 was -9% lower compared to 2019 (see Graph 1). While this decrease is significantly better than the expected drop of -33% in the 3rd survey at the height of the first Corona- wave in April 2020, the year 2020 will go down into history as one of the worst years for the global textile and apparel industry. In comparison to the expectations expressed in the 6th ITMF Corona-Survey (November 20th – December 14th,
2020), actual turnover for 2020 compared to 2019 has improved by 3 percentage points from -12% to now -9% (Graph 1).
Source: 1st ‘til 7th ITMF Corona-Surveys (March 13, 2020 until March 10, 2021) As could be expected the entire textile value chain was hit hard by the pandemic including textile machinery producers. Practically all segments under review were impacted negatively to different degrees in 2020 (see Graph 2). The two segments standing out positively are the producers of nonwovens (+/-0%) and of fibres (+10%). It can be assumed that those two segments have benefitted from the extraordinary demand for masks during 2020, which compensated to a significant extent for the loss in other areas like automotive or apparel. For 2021 and the following years up to 2024, turnover expectations are positive (see Graph 3) and have overall not changed compared to previous surveys. On a global level, turnover expectations are especially strong for 2021 and 2022, an indication that companies are expecting a strong recovery. For 2023 and 2024 companies’ growth expectations are weaker. Looking at the various regions the most striking result is the positive expectations of companies in Africa (+31% by 2024), compared to the other regions that range between +12 and +21%.
MARCH 2021
52
PRICE UPDATE
FIBRE PRICES STABLE UP IN MARCH, BUT SHOWED SIGNS OF LOWERING NITIN MADKAIKAR
Polyester Polyester staple fibre prices stabilized in China entering April, as material costs no more decline on the international market. The fall of the Yuan was also boosting exports and depressing offers on the international market, in contrast. In Jiangsu and Zhejiang producers offers dropped a bit on weekend while discussions for firm deals were just around offers and trading prices. In Fujian, producers kept offers unchanged amid modest sales. In Shandong and Hebei, producers adjusted offers as liquidity turned insipid. In March, offers for 1.4D direct-melt PSF were down at 6.98-7.25 Yuan a kg (US$1.07-1.11 a kg, down US cents 3) in Jiangsu and Zhejiang while the same in Fujian and Shandong were down at US$1.11-1.15 a kg. In Taiwan, offer for 1.4D were lifted US cents 8 to US$1.05 a kg FOB. In Pakistan, producers’ offer for polyester fibre were lifted three times during March. 1.4D PSF was up at PakRs.218-220 a kg (US$1.40-1.41 a kg, up US cents 14 also due to weak currency). In India, producers hiked twice during the March. Offers for March averaged up 11% at INR103 a kg (US$1.42 a kg) for 1.2D and at INR102.25 a kg (US$1.41 a kg) for 1.4D. Nylon Nylon-6 staple fiber offers were raised 12% in China in March as upstream caprolactum as well as polyamide or nylon chip cost cost moved higher. High-end wool-like and low-end for core-spinning type nylon staple maker continued to face poor margins as cost rose. 1.5D offers averaged 15.93-16.55 Yuan a kg (US$2.45-2.54 a kg, up US cents 25 on the month).
MARCH 2021
Acrylic Acrylic staple fibre prices stayed firm and higher in March across Asia markets. Offers for Taiwan origin 1.5D acrylic fibre were up 30% month on month to average US$2.95-3.10 a kg FOB Taiwan. In China, reference prices of cotton-type staple fiber, tow and top were up 16% during the month. Althoguh there were limited orders from spun yarn producers, demand was moderate. More than half of all acrylic fibre capacities have been offline after acrylonitrile prices went up at a higher speed in March. The industrial run rate reached a low of 55% this week. Prices for mediumlength and cotton-type acrylic fibre 1.5D and 3D tow averaged 19.00-20.00 Yuan a kg (US$2.92-3.07 a kg). In Pakistan, overseas offers for acrylic fibre jumped 23% in Karachi market during March. 1.2D ASF offers averaged PakRs.460 a kg (US$2.95 a kg). In India, producers raised their offer by about 20% as acrylonitrile cost have risen 130% in March year on year while acrylic fibre prices managed to rise just 55% over the year. Offers in March were up by INR38 or US cents 53 at INR226-228 a kg (US$3.11-3.14 a kg).
Viscose Viscose staple fibre prices were raised in China and Pakistan during, as demand from spinners was firm, while they were rolled over in India. In China, viscose fibre market sentiment was thin in late March and producers still had some previous orders to fulfill, so inventory pressure was moderate. Thus, they maintained offers firm after some adjustments in the last week. However, traders lowered indications due to slow liquidity amid limited enquiries. Meanwhile, transactions were still underperforming. In spot, average prices rose US cents 17 with 1.5D at 15.57 Yuan a kg (US$2.39 a kg) and 1.2D to 15.77 Yuan a kg (US$2.42 a kg). In Taiwan, offers for 1.5D were raised US cents 7 to US$1.95 a kg FOB. In Pakistan, offers from overseas suppliers were raised in line with in other Asian markets. Offers for 1.5D VSF in Karachi by PakRs90 or US cents 61 at PakRs405-415 a kg (US$2.59-2.66 a kg). In India, producers’ offers for 1.2-1.5D remained unchanged at INR195-197 a kg (US$2.68-2.71 a kg). Overall, prices will drop further, as producers are expected to reduce offers as well, following sustained low-price selling in the market.
YA R N R E P O R T
53
YARN EXPORT UP IN FEBRUARY, COTTON TAKES DOWNHILL NITIN MADKAIKAR Basic textiles export comprising fibres, spun and filament yarns shipment was up 24% YoY in February 2021 in terms of US$ worth US$822 million or INR5,927 crore, accounting for about 2.9% of total merchandise exported from India during the month. The increase was mainly driven by a sharp increase in cotton exports during the month. On a cumulative basis, exports were just 6.8% up in the first 11 months of 2020-21, compared to the same period a year ago. Spun yarn's shipment totaled 111 million kg worth US$530 million (up 3.4% YoY) or INR2,525 crore (up 5.7%) in February 2021. Compared to January 2021, they were down 16% both in US$ in INR terms. China reemerged as the largest importer in spun yarns, with value doubling over the year, followed by Bangladesh (down 14%). These two markets accounted for about 45% to total yarn shipped during the month. Cotton yarn export volume was at 86 million kg worth US$284 million (INR2,050 crore). These were shipped to 72 countries at an average price of US$3.30 a kg, up US cents 32 from the previous month and US cents 38
US$3.10 a kg. Turkey was the largest importer of viscose yarn, followed by Bangladesh and Belgium. Blended spun yarns worth US$42 million were exported in February, including 12 million kg of PC yarns and 2.8 million kg of PV yarns. Brazil was the largest importer of PC yarn from India followed by Peru while Turkey was the largest importer of PV yarns from India followed distantly by South Africa. All kinds of filament yarn shipment stood at 61 million kg, valued at US$102 million or INR734 crore. Nylon and viscose filament exports declined sharply in February from its level a year ago while polyester filament, which were falling sharply, were up 1% year on year. PP filaments export was up 4% during the month from a year ago. All kinds of man made staple fibres shipment totaled 34 million kg, valued at US$38 million or INR274 crore. Polyester staple fibre exports were down 8% both in volume and US$ terms. The per unit realization was flat year on year at US$0.95 a kg or INR68 a kg. Viscose fibre export continued to rebound, rising 9% in volume and 14% in US$ with price realisation averaging up 5%. Cotton fibre shipment in February, took a downhill having peaked in January. However, compared to last year, volumes were up 71% at 1.11 lakh bales worth INR2,395 crore or US$332 million. The high YoY increase was due to sharp decline recorded in February when China imposed lockdown to contain Covid that month. Bangladesh was the largest market for Indian cotton during the month, followed by China and Vietnam. Export price realisation for cotton averaged INR128 a kg or US cents 80.29 per pound during February. This was
from a year ago. China remained as the top cotton yarn market, followed by Bangladesh, Vietnam and Peru. 100% man-made fibre yarn exports of 9.2 million kg during February, comprised 3.9 million kg of polyester yarn, 2.8 million kg of viscose yarn and 2.3 million kg of acrylic yarn. Polyester yarn export was worth US$8.2 million or INR59 at an average price of US$2.10 per kg. Brazil was the largest market followed by the USA and Turkey. Viscose spun yarn export was worth US$9 million and was exported at an average unit price of
MARCH 2021
54
YARN REPORT
much below Cotlook A index, the global spot price benchmark but was above domestic spot price for benchmark Gujarat Shankar-6. During the month, Cotlook averaged
US$93.60 per pound while Shankar-6 was at US cents 77.99 per pound, keeping Indian cotton competitive in the global market.
MARKET REPORT
D
VIETNAM: COTTON MARKET REPORT
ue to the ongoing COVID-19 pandemic, which has impacted many of Vietnam's main business partners, including China, Korea, Japan, the United States, and the EU, Post forecasts that Vietnam's cotton imports for marketing year (MY) 2019/2020 will be reduced to 1.28 million metric tons (MMT), or 5.90 million bales. The pandemic has slowed demand for clothing and has had a major effect on cotton imports into Vietnam. In MY19/20, US cotton exports to Vietnam are forecast to be 707,000MT, or 3.24 million bales, down 15% from the previous year. Despite this downturn, Post predicts that the United States will retain its 55 percent market share. Post predicts that Vietnam's cotton imports will increase by 10% in MY20/21, with 1.42 MMT or 6.5 million bales imported. Cotton from the United States is expected to achieve a market share of 60%. This forecast is subject to ongoing COVID-19 developments; for the most up-to-date information, see the Cotton and Products Semiannual in November 2020. Setting and perspective Textile Industry The textile and garment sector in Vietnam remains one of the country's most important export sectors, contributing significantly to the country's GDP growth and employing 2.8 million people. Export sales in the calendar year (CY) 2019 hit $37.6 billion, up 7.4% from the previous year, according to trade data from Vietnam Customs. Despite being important, this growth fell short of the 11 percent target set by the Vietnam Textile and Apparel Association (VITAS) at the start of the year. VITAS reported Vietnam's textile and garment exports to be between $41.5 and $42 billion in CY20. COVID-19, which has impacted the United States and the EU, Vietnam's two main textile markets, has broken these hopes. For both material supply and yarn use, the textile and apparel industry in Vietnam is heavily reliant on China. Vietnam imports 60% of its clothing, 55% of its yarn and fiber, and 45% of its trims from China. Furthermore,
MARCH 2021
China receives approximately 60% of total yarn exports from Vietnam and 80% of cotton yarn exports. As a result, even minor changes in China would influence the textile and apparel industries in Vietnam. Many Chinese factories had to minimize or halt operations when China was under siege, sparking concerns of supply shortages in Vietnam's textile and garment industry. As a result, Chinese fabric imports fell 19 percent to $813 million in the first two months of 2020, compared to the same period last year. Though fears about Chinese supplies have subsided after Chinese factories started to reopen in late February 2020, Vietnamese garment producers began facing a new challenge in March of this year as the COVID-19 outbreak spread across the US and EU, Vietnam's two largest customers. According to Vietnam Customs, Vietnam's textile and garment exports to the United States and the European Union totaled $19.2 billion in 2019, accounting for more than half of the country's total textile and garment exports. While exports to the EU increased just 4% to $4.3 billion in 2019, exports to the EU are expected to skyrocket once the EU-Vietnam Free Trade Agreement (EVFTA) is ratified. The EU ratified the EVFTA on February 12, 2020, and Vietnam is due to ratify it in May 2020. The EVFTA would eliminate the existing tariffs of up to 12% on textiles and garments manufactured in Vietnam. In response to COVID-19, the US and the EU temporarily shut down borders, schools, and non-essential stores, restricted travel, and reduced commercial flights. Store closures have decreased consumer demand, which has started to affect Vietnamese textile and apparel exports. Customers in the United States and Europe have already suspended or cancelled orders, according to several Vietnamese garment manufacturers. Exports to member countries of the Comprehensive and Progressive Agreement for Trans-Pacific Partnership (CPTPP) and other conventional markets like South Korea and Japan have also slowed because of COVID-19. According to industry sources, if the flu pandemic in the United States and Europe lasts until May, many Vietnamese garment manufacturers will face severe financial hardship, possibly leading to bankruptcy.
MARKET REPORT
55
YARN In CY19, the number of mills in Vietnam increased to 107 from 98 the previous year, suggesting that the country's yarn spinning capacity is still rising. The equivalence of spindles has increased to nearly 10 million, up around 1 million from CY18, and yarn production could hit 2.5 million MT per year (see Table 1). In 2019, Vietnam's yarn exports totaled 1.72 MMT, up 16 percent from the previous year. Export values, on the other hand, did not keep pace with sales, increasing just 3.8 percent from $4.0 billion in CY18 to $4.2 billion in CY19 due to lower prices. Cotton yarns with the HS codes 5205 and 5206 account for 60 to 65 percent of all yarn exports from Vietnam. Cotton yarn exports in CY19 totaled nearly 1.11 MMT, up 15% from CY2018. China, South Korea, and Turkey continue to be Vietnam's top importers, accounting for more than 90% of the country's
previously stated temporary closures of numerous weaving and knitting factories across China. While cotton yarn exports remained positive in the first two months of 2020, local spinning mills said they were keeping a close eye on developments in China (see Figure 2). When Chinese factories gradually reopened in late February, pressure on Vietnamese spinners was relieved. However, as previously mentioned, demand from the United
total cotton yarn exports (see Table 2 and Figure 1). In CY19, Vietnam's cotton yarn exports to China increased by 19 percent in volume and 7% in value, reaching 894 TMT and $2.3 billion, an increase of 19 percent in volume and 7% in value over the previous year. The rise was largely due to increased exports by Chinese and Taiwanese-owned spinning mills. Even though there are only 17 Chinese and Taiwanese-owned mills in Vietnam out of a total of 107, their spindle equivalent accounts for 45 percent of the country's total yarn output (see Table 3). Cotton yarn exports to China remain high, but local spinning mills are grappling with falling yarn prices. Cotton prices, which fell gradually from around $1.87/kg in January 2019 to around $1.69/kg in December 2019, fell further in February 2020 to $1.63/kg (see Figure 2). Since Chinese yarn buyers often use the price of cotton as a benchmark for setting cotton yarn prices, this drop has put a strain on many Vietnamese spinners, especially those who solely export cotton yarns to China. As a result, as cotton prices decline, spinners make small profits or even lose money. FDI spinning mills, on the other hand, normally manufacture cotton yarns for their parent companies and are therefore less vulnerable to yarn price fluctuations. Following the announcement of the Phase 1 US-China agreement in mid-January 2020, Vietnamese spinners began ramping up production for the Chinese market, but this was soon interrupted by COVID-19 and the
States and the European Union has decreased, resulting in lower Vietnamese yarn consumption. Vietnam also imports yarn, the majority of which is synthetic yarn, for its weaving and knitting industries. Vietnam's cotton yarn imports are negligible in comparison to total yarn imports, indicating that domestic cotton yarn supply is improving (see Table 4). Production
Vietnam's cotton-planting area has started to decline to insignificance. Domestic cotton production is projected to be less than 1% of total market demand by FAS/Vietnam. For
MARCH 2021
56
COVER STORY
a more in-depth look at the decline in planted area. Trade Cotton shipments to Vietnam remained normal until the
end of February 2020, but the situation remains volatile due to COVID-19. While FDI spinning mills, especially Chinese ones, are maintaining their normal operations, most local spinners have reported that they are receiving messages from their yarn buyers for order suspensions and/or delayed shipping schedules. Unshipped yarns were stated to be plentiful in some spinners' warehouses. Local spinners have begun to consider reducing their operations in response, resulting in lower cotton imports. Cotton imports are expected to reach an alltime low in MY19/20, according to industry analysts. On COVID-19, Post estimated MY19/20 cotton imports to Vietnam at 5.9 million bales (or 1.28 MMT), a decrease from the USDA official figure. Post predicts that Vietnam's cotton imports will rebound with a 10% rise in MY20/21, to around 1.42 MMT, or 6.5 million bales, assuming the situation is contained, and normal business operations are resumed by July 2020. Because of the available supply, Post predicts that U.S. cotton would gain a 60 percent market share. This expected recovery is, once again, subject to change based on COVID-19 developments. For nearly a decade, the United States has topped the list of cotton suppliers to Vietnam. Cotton exports from the United States to Vietnam were strong in the first half of MY19/20 but have slowed in the second half due to a recession in the entire textile and apparel supply chain caused by COVID-19. According to Post, U.S. cotton exports to Vietnam would drop 15% in MY19/20, to-
MARCH 2021
taling 707,000MT. Brazil has established itself as a direct competitor of the United States, and most spinners in Vietnam use Brazilian cotton. Cotton exports from Brazil to Vietnam have increased dramatically in the last five years, from 100,000 metric tonnes in MY14/15 to 176,000 metric
MARKET REPORT
57
in MY19/20. Post expects the stocks-to-use ratio to stay at 17 percent in MY19/20 and predicts the same ratio for MY20/21. MARKETING/ POLICY Tariffs on cotton
tonnes in MY18/19, and are forecast to exceed 200,000 metric tonnes in MY19/20 due to a large harvest.
Cotton fiber (HS codes 5201, 5203) has no tariff but is subject to a 5% value added tax. Tariff on cotton yarn
Meanwhile, due to unfavorable weather conditions, Australia's cotton exports fell dramatically in MY18/19 and are predicted to continue to decline in MY19/20. Due to increased production of open-end yarns (OE) and a shorter supply of cotton waste, raw cotton exports have steadily increased over the last four years. Consumption As previously mentioned, Vietnam's cotton consumption is expected to decline in the second half of MY19/20, and Post expects this trend to continue into MY20/21 because of COVID-19, as a decrease in consumer demand in these markets would have a direct impact on Vietnam's cotton consumption. China's textile exports to the US and EU are expected to decline, reducing Vietnam's cotton consumption. MY19/20 consumption is expected to drop sharply to 5.9 million bales (1.28 MMT), while MY20/21 consumption is expected to recover to 6.5 million bales (1.42 MMT). Prices In MY18/19, average cotton import prices fell slowly, from $2.04/kg in August 2018 to $1.80/kg in July 2019. Prices dropped lower, hitting a new low of $1.59/kg in January 2020. The drop in prices is due to a number of factors, including the aforementioned trade tensions between the US and China, low demand, and the effects of the COVID-19 pandemic. Stocks Due to the global wide supply and declining cotton prices, local spinners have continued to reduce stock levels
Cotton yarn (HS codes 5204, 5205, and 5207) is subject to a 5% tariff and a 10% VAT. Biotech Policy and Cotton Production Vietnam has not yet allowed the commercialization of biotech cotton. Biotech cotton field trails, on the other hand, are permitted. There have been no field trials to date. More information on agricultural biotechnology in Vietnam can be found here. Source: USDA
MARCH 2021
58
MARKET REPORT
GO DIGITAL All You Need Is... A Digital Push! Digital Promotion In Textile Value Chain Media
Social Media Agency
Promote Your Business Online
Handling Of Upto Four Social Media
Banner On Home Page Social Media Promotion TVC E-Newsletter Banner Customised Email Marketing
Three Post Per Week Designing Of Posts Competitor Analysis Follower Increase Activity Monthly Performance Report
Visit Our Platforms To Know More :
Our Clients :
Chur Textiles Mechtex Engineers Textile Courses Online
For Enquiry: Mr. Mohammad Tanweer Mail: sales@textilevaluechain.com Phone: +91 9167986305
“ENHANCE YOUR DIGITAL FOOTPRINTS WITH TEXTILE VALUE CHAIN” MARCH 2021
59
2.9m or 3.5m working width – less space requirement – better blending
Better blending from the beginning: BO-P The new portal bale opener allows up to 50% more working width and 25 to 40% better blending. At the same time, the portal concept saves floor space: The BO-P can also be placed close to a wall because the bale lay-down area is freely accessible. w w w.truet zschler.c om
MARCH 2021
60
COVER STORY
MARCH 2021