LIFTING INTO ORBIT

AEROSPACE & DEFENCE
Renewable Energy/Clean Tech
State Spotlight: Tasmania

FEB/MAR 2023
After introducing the World-Renowned Absolute System to Digimatic Calipers, Mitutoyo now announces a further major breakthrough in electronic Caliper Design.
The New COOLANT PROOF Caliper achieves an Ultimate Dust/Water/Coolant protection level.

The
Web: www.mtiqualos.com.au e-mail: sales@mtiqualos.com.au

QUALOS PTY. LTD. MELBOURNE
COOLANT PROOF Caliper can be used in tough workshop conditions where at present only a mechanical Vernier Caliper can be used.
M.T.I.
55 Northern Road, West Heidelberg, Vic. 3081. Phone (03) 9450 1900 Fax (03) 9458 3217
LIFTING INTO ORBIT

AEROSPACE & DEFENCE
Renewable Energy/Clean Tech
State Spotlight: Tasmania
FEB/MAR 2023
EMC, Environmental, Electrical
Accredited testing services for harsh environments





Internationally recognised testing facilities
• EMC Compliance – RF Emissions, RF Immunity, ESD, Surge, Magnetic Fields, Transients, including Automotive and Military Applications


• Product Safety – HV Insulation, Energy Efficiency, Temperature Rise, Leakage Current, Flammability etc



• Environmental Testing – Vibration, Shock & Bump, Temperature & Humidity, Ultra Violet (UV), Xenon Arc, Salt Corrosion, etc. Ingress (IP), Impact (IK), Drop

90 Indian Drive, Keysborough, Vic. 3133
RF Shielding
EMF SHIELDING for electrical substations


Compliance Engineering provide and install EMF shielding applied to electrical substations and switch rooms. For builders of retail and residential developments, or areas where a reduction in the EMF exposure levels is required.
EMC EQUIPMENT
Agents for many international EMC test equipment manufacturers. We supply items ranging from Calibrated Measuring Antennas through to High Power RF Amplifiers.
Australia’s only manufacturer of MODULAR RF SHIELDED ENCLOSURES
We specialise in a variety of RF shielding services including:

• New RF enclosure installations,
• Relocation of existing RF enclosures

• Modification Repairs and servicing of existing RF enclosures
• RF shielding effectiveness testing.
• We also stock and supply a comprehensive range of RF enclosure hardware such as RF power filters, EMC gaskets, RF waveguides, Honeycomb air vents, RF absorbing materials, etc.
info@compeng.com.au compeng.com.au Phone (03) 9763 3079
























































TIME TO UPGRADE YOUR VIEW AND PURCHASE THESE ITEMS ONLINE AT www.machineryhouse.com.au SHEET METAL FABRICATION AIR COMPRESSORS BAND SAWS LATHES GRINDING & LINISHING
WORKSHOP?
the world’s first desktop waterjet.





MILLING MACHINES











IDEAL FOR R&D
PRICE FROM $14,390




WAZER is the first desktop water jet that cuts any hard or soft material with digital precision. The high velocity jet uses a combination of high pressure water and abrasive particles to cut through the work piece. With WAZER, we’re bringing this advanced technology to any size workshop.
Features:
• Cuts Any Material: Metal, Stone, Glass, Ceramic, Composite, Plastic, Rubber and Foam.














• Compact size fits in any work space.
• Brings professional-grade fabrication into any workshop.


• Ideal for on demand cutting of custom parts.


• In-house capabilities reduces costly outsourcing.



WELDING EQUIPMENT




• Great for prototyping, manufacturing, fine art, and instruction.
• Simple set up. Just connect to standard electricity, water, and drain.
• Cold cutting. No heat. No fumes. No need for ventilation.


• Quickly go from design to cutting. Takes any DXF or SVG file.








• Assembled in the USA.
Now cut anything with digital precision using high-pressure water. A compact waterjet for every workshop.





AVAILABLE AT: Specifications are subject to change without notification. SYDNEY (02) 9890 9111 1/2 Windsor Rd, Northmead BRISBANE (07) 3715 2200 625 Boundary Rd, Coopers Plains MELBOURNE (03) 9212 4422 4 Abbotts Rd, Dandenong PERTH (08) 9373 9999 11 Valentine St, Kewdale AMT 070223
PRESSES
CNC MACHINES
GILMOUR SPACE TECHNOLOGIES
Australian rocket launcher manufacturer is soaring ahead in its innovative rocket production, with plans to launch its Eris orbital rocket this year and its G-class satellites from late 2024.

REGULARS
AUSTRALIAN EV COMPONENT MANUFACTURING

A wander through some Australian manufacturing companies on their projects servicing components and technology for the new worldwide EV markets.
56
ONE ON ONE: FRED FUNNELL AMT sits down with the President of the Compressed Air Association of Australia, looking into the complex future for bottled energy in Australian manufacturing.


COMPANY PROFILE
Harrop Engineering is a true Australian success story with a rich history dating back more than 65 years, and a legendary reputation in the automotive and motor sport communities.
AMT FEB/MAR 2023 006 CONTENTS
AEROSPACE & DEFENCE Gilmour Space Technologies 38 Ronson Gears 42 Raymax 44 BAE Systems 45 RENEWABLE ENERGY Australian EV components 48 Hydrogen Cressall 50 Lithium GigaFactory 51 Fossil free steel 53 COMPRESSORS & AIR TECHNOLOGY AtlasCopco 58 SMCair ACD 59 M&M Coolant 60 NystarAir 62 ADDITIVE MANUFACTURING Luyten3D concrete houses 68 Sauber Tech 69 Markforged 70 Wet blasting 72 MOTORS & DRIVES MGT 74 LAPP Cables 75 NORD drives 76 Bonfiglioli Australia 77 INDUSTRY 4.0 Sustainable Manufacturing 80 Camatic seating 82 CSIRO Quantum jobs 83 Zoomfab 84 CUTTING TOOLS EdgeTech 90 BIG KAISER 92 OKUMA 93 FORMING & FABRICATION OpenMind HyperMILL 98 Headland 99 Luna Machinery 100 ISCAR's right tool 101 MATERIALS HANDLING Eilbeck and Bonfiglioli 102 Aqualux Lighting 104 ANCA 105
FEATURES
From the Editor 8 From the CEO 10 From the Industry 12 From the Union 14 Government News 18 Industry News – Current news from the industry 20 Voicebox – Opinions from the manufacturing industry 26 Tech News 32 Product News 34 State Spotlight – Tasmania: Marinova 64 AMTIL Forums 106 AMTIL Inside – The latest news from AMTIL 110 Industry Calendar 116 Manufacturing History – A look back in time 118 Volume 23 Number 01 FEBRUARY/MARCH 2023 ISSN 1832-6080
96
48 38
PUT ALL THE PIECES TOGETHER, OKUMA JUST MAKES SENSE
Innovative technology, quality manufacturing and comprehensive service and support define the Okuma experience.
We offer the leading edge of ‘full service’ distribution and lifetime support for Okuma CNC machines. Solution focussed, our team work with our customers to provide machining realities, with exceptional results.
Our team gives you immediate access to decades of industry experience and a network of local and global machine tool experts. We partner with you from the very first meeting, guide you through project planning and support you through implementation, training and after sales care.
CONTACT OKUMA FOR ALL YOUR CNC MACHINE REQUIREMENTS

Quality
Support
Technology
Reputation
Service Reliability
Model Range
PAUL HELLARD

Reaching for future goals
Energy companies are big and powerful enough to do what’s right for the industries and community they service. There’s nothing wrong with making profits but profiteering during an emergency is a bad look. While setting off to write this column, I wanted to write about something other than gas prices. But the continued predictable behaviour from fossil fuel companies, complaining about having their stellar profits clipped in order that society and businesses can continue to function, hastened me to just start writing. Now, history shows that fossil fuel companies are used to getting their way. The backlash worked in 2010 against Kevin Rudd, and in 2013 their lobby supported the Abbott-led Coalition’s dumping of Labor’s carbon-pricing mechanism, allowing emissions to shoot up once again. I mention this because I don’t want manufacturers to forget it. Now that Labor is back in again, the gas price caps are the only measure available to save the economy. There will still be price rises, and the opposition and lobbyists will crow about them. Watching long term trends has been a mainstay of economists and sociologists but few have seen a tougher challenge.
“A windfalls profits tax would potentially be a much more long-lasting solution to this problem,” says Alia Armistead in The Saturday Paper in December 2022. She’s a researcher for the climate and energy program at The Australia Institute. “It would be a preferable way to capture this excess profit, to ease pressure on households from being stuck with high energy prices. It could go towards fast-tracking the transition towards renewables and building out the huge amount of new generation and transmission that will be required to achieve Labor’s renewable energy target by 2030.”
The Ai Group says 2023 looks like it is still going to be ‘messy’ on the energy front, no matter what happens. There are some valid criticisms about the government’s policies. But at least these decisions are not ones made by the gas industry. Gas companies can still make profits and they’ll still be able to make their investments, but the Government needs to be allowed to protect households, businesses and jobs.
Waste
Australia generates more waste per day per capita (1.5kg) than the East Asia and Pacific region (0.6kg) and the world average (0.7kg). Almost 85% of plastics in Australia were sent to landfill in 2019, and if nothing changes, RMIT estimates that Australia’s landfill space will reach capacity by 2025. Six years ago, Xi Jinping announced bans on solid waste imports, prompting many countries including Australia to reassess their waste management strategies. The Australian Government has banned exports of waste plastics, paper, glass and tyres and set a target to reduce waste to landfill by 30% by 2030. Global energy demand declined by 5.3% in 2020, but this is expected to rebound to pre-COVID levels this year. Renewable energy sources are expected to account for 80% of the growth in global electricity demand by 2030, surpassing coal as the primary source by 2025. Australians absolutely must pull an electric rabbit out of our hats in order to get through the next couple of years. The International Energy Agency forecasts that global electricity demand will grow at twice the rate of primary energy demand out to the year 2040. Most of that demand will come from China and India. The Australian Energy Market Operator is preparing Australia’s grids to manage 100% renewable energy by 2025.
The global energy transition opens up new industry and job creation opportunities. It is estimated Australia’s abundant access to raw commodities and renewable energy, advanced agile manufacturing capabilities and concentration of relevant skilled workers yield a strong competitive advantage in emerging clean energy industries, such as green metal manufacturing. I mentioned earlier, of the multinational gas suppliers pulling massive profits out of the country and blooming gas prices, even though Australia’s local supply is abundant. By passing legislation to enable temporary gas price caps the Parliament has taken badly needed action that will help local energy users and soften the blow to Australia from events in Europe. While the uptake of agile manufacturing approaches, leveraging artificial intelligence (AI), robotics and other technologies, could also enable Australian manufacturers to dynamically respond to market changes in a cost-effective manner.
Editor Paul Hellard phellard@amtil.com.au

Contributors
Carole Goldsmith
Drew Turney Ruza Zivkusic
Sales Manager
Nicholas Raftopoulos nraftopoulos@amtil.com.au
Publications Co-ordinator
Caroline Robinson publications@amtil.com.au
Publisher Shane Infanti sinfanti@amtil.com.au
Designer
Franco Schena fschena@amtil.com.au
Prepress & Print Printgraphics Australia
AMT Magazine is printed in Australia under ISO140001
Environmental Certification using FSC® Mix certified paper sourced using sustainable tree farming practices.
Contact Details
AMT Magazine
AMTIL
Suite 10, 5 Corporate Boulevard Bayswater VIC 3153
AUSTRALIA
T 03 9800 3666
F 03 9800 3436
E info@amtil.com.au
W www.amtil.com.au
Copyright
© Australian Manufacturing Technology (AMT). All rights reserved. AMT Magazine may not be copied or reproduced in whole or part thereof without written permission from the publisher. Contained specifications and claims are those supplied by the manufacturer (contributor).
Disclaimer
The opinions expressed within AMT Magazine from editorial staff, contributors or advertisers are not necessarily those of AMTIL. The publisher reserves the right to amend the listed editorial features published in the AMT Magazine Media Kit for content or production purposes.
AMT Magazine is dedicated to Australia’s machining, tooling and sheet-metal working industries and is published bi-monthly.
Subscription to AMT Magazine (and other benefits) is available through AMTIL Associate Membership at $190.00 (ex GST) per annum. Contact AMTIL on 03 9800 3666 for further information.

AMT FEB/MAR 2023 008 FROM THE EDITOR
1697AMTFEB/MAR2023
The William Buck Hour
It could be the most profitable hour you spend on your business.
Many business owners, CEOs and Managing Directors find themselves spending a large percentage of time working on day-to-day tasks which, while critical, don't necessarily improve performance, business value or contribute towards the business strategy.
The William Buck Hour is designed to assess your current business position, realign thinking and maximise potential We'll guide you through a detailed discussion on a range of fundamentals including:
Financial management
Funding
Regulatory requirements, and Succession planning

Following the session, our advisors will use commercial insights, professional experience and best practice standards to conduct an analysis of your business and present you with a personalised written report.
Contact us today to book your complimentary William Buck Hour
 Ian Cattanach Director Business Advisory
Ian Cattanach Director Business Advisory
Ph: 03 8823 6975
ian cattanach@williambuck com
Jeremy Raniti Senior Manager Business Advisory
Ph: 03 8823 6838
jeremy raniti@williambuck com
SHANE INFANTI – Chief Executive Officer AMTIL
Women in Manufacturing activities continue to grow

With the re-appointment of Brigitte Stavar as AMTIL President I thought it prudent to write about the impact that Women in Manufacturing have and the new initiatives that are encouraging more and more females into our industry.
Brigitte Stavar has been instrumental in guiding us through the past two years of her tenure. When she was first appointed to the role in December 2019, for those who can remember back then, we were in the middle of firestorms all around the country putting pressure on us as a nation to survive. Then we had the COVID-19 pandemic and the impact that had across all states, with lockdown after lockdown, the uncertainty of what the next Government regulation was and the impact these decisions would have. It has been difficult times trying to run a “services” business with member benefits almost non-existent during this time. We launched a new show, Australian Manufacturing Week, that replaced National Manufacturing Week and Austech as our premier Manufacturing show in the country, and subsequently had postponed it twice due to COVID. As President, Brigitte has worked with our team to manoeuvre through these minefields and get us back in a position focussed on providing great member benefits. She was also a driving force in getting us to invest in our own building and rebrand the organisation over recent months. I welcome Brigitte to her appointment for another term as President and look forward to working with her over the coming years.
Regarding Women in Manufacturing pathways, it is good to see a number of initiatives being developed. UNIQ You is one such initiative. Companies from around Australia are throwing their support behind this innovative new platform recently launched in Queensland, set to foster impactful conversations that will change the game for female representation in maledominated industries.
UNIQ You is a groundbreaking service and online platform that connects high school girls (and their guidance and career officers) with industry advisors drawn from sectors under-represented by women. Industry Partners, selected from industries that have less than 40% representation of women, have signed on for the program: Aurecon, BMD, Boeing, Hutchinson Builders, Origin Energy, SEQ Water, Shell’s QGC Business, Skedulo, Tesserent (VIC), Urban Utilities, and Yurika.
Female advisors from these Partners across Australia will give their time to provide industry insights to grade 9 to 12 highschool girls from 30 schools through personalised one-on-one video calls. By
connecting girls with relatable female role models across a diverse spectrum of industries, it is expected that their queries and curiosity around career pathways will be answered. For more information go to www.uniqyou.com.au.
Another great initiative is the Women in Manufacturing Mentoring Program being managed by William Buck, Rigby Cooke and the Commonwealth Bank in conjunction with AMTIL. It had a formal launch at Australian Manufacturing Week in Sydney in June last year. It is being driven through the strong leadership of women in all four organisations, all making their mark on the growth of women employed in our industry.
The purpose of the Women in Manufacturing Mentoring Program is to link manufacturing consulting leaders with a manufacturing commercial leader to listen, share experiences and support development towards achieving career aspirations. The Mentoring Program aims to support, encourage and facilitate learning, development and the expansion of personal networks. Everyone’s mentoring experience will be different, reflecting
individual aspirations, preferences and motivation. The mentor relationship will provide:
• Opportunity to gain guidance and advice from a consulting leader

• The chance to discuss and reflect on development opportunities
• Development of broader relationships
• Expansion of personal networks
• Sharing of career aspirations.
The program will run over a 12 month period with mentors and mentees meeting a minimum of six times, either in person or virtually. Once the initial 12 months period ends, support will continue to be provided by way of a rolling alumni program. I encourage any females who would like to be involved in the program to contact Kim Banks at kbanks@amtil.com.au
In addition to this initiative with our Partners William Buck, Rigby Cooke and the Commonwealth Bank, AMTIL also has plans to run a number of WIM events next year, including a networking activity at Australian Manufacturing Week being held from 9-12 June at the Melbourne Convention and Exhibition Centre.
AMT FEB/MAR 2023 010 FROM THE CEO

THE HON Ed Husic MP – Minister for Industry and Science

The $15bn National Reconstruction Fund is on track
Legislation for the National Reconstruction Fund (NRF) was introduced into Federal Parliament late last year, and we’re consulting with industry and the community to make sure we get the design and implementation of the NRF right –things like its priority areas and investment mandate.
The NRF will help unlock private sector investment to create highquality, sustainable industries and well-paying jobs. It represents one of the biggest investments in Australia’s industrial capability since World War II.
Ensuring this investment flows efficiently and effectively is key to successfully diversifying Australia’s manufacturing sector. Stepping up our sovereign capability will help us avoid a repetition of the supply chain issues we experienced during the COVID pandemic. It will also give Australia another string to its economic bow by diversifying Australia’s economy helping reduce the risk of change and deliver real opportunities for people, not just in our cities, but in the vitally important regions.
It will do that by strategically investing in industries of the future. The ones that play to Australia’s natural and competitive strengths. It will back companies with good growth prospects, that help us address climate change and other major challenges.
These investment decisions will be made by the NRF Board, operating at arm’s length from Government. There won’t be a colour-coded spreadsheeting in sight. The Board will be tasked with achieving a positive rate of return on investment - a model the Clean Energy Finance Corporation successfully uses.
Since it was established by the Gillard Government in 2012, the CEFC has generated a return above the Government Bond rate, so it isn’t a drain on government funds but a net contributor to our public finances.
In that time, the CEFC has helped finance about 200 large-scale clean energy projects that put downward pressure on energy prices. Each dollar the CEFC has invested since 2012 has helped attract an additional $2.30 in private sector finance.
That’s why we’re using the CEFC as a template for the NRF.
The NRF won’t provide grants and it won’t duplicate existing Government initiatives that support early-stage research and development or commercialisation either. Instead, it will help provide loans, guarantees and equity across seven identified priority areas:
• Value-add in the agriculture, forestry and fisheries sectors;
• Value-add in resources;
• Transport;
• Medical science;
• Renewables and low-emission technologies;
• Defence capability; and
• Enabling capabilities like quantum, AI and robotics. With global capital markets tightening, it’s important our most innovative manufacturers can continue to secure financial backing to help them create new jobs and economic opportunities.

The NRF will complement other investors in the market ensuring Australian manufactures can benefit from advanced technologies and retool, refocus and re-emerge as world leaders in their sector. These are the companies that will help us expand Australia’s industrial base. We’re under no illusions about the challenges of reversing the consistent decline in investment we’ve seen over the past decade. Australia ranks last among OECD countries in manufacturing self-sufficiency.
In the 1980s, the Australian Government faced a similar predicament when large parts of our manufacturing was being shifted offshore. In response, the Hawke-Keating Government implemented industry restructuring plans and helped the manufacturing industry to modernise, innovate and find new markets. Forty years on, we need to nurture a new generation of diverse and innovative companies to broaden and transform Australia’s industrial base and create more sustainable economic growth over the longer term.
There’s also an imperative to help our manufacturing sector adapt to a low-carbon future and contribute to efforts to meet our long-term emissions reduction targets.
As part of comprehensive plan to build onshore industrial expertise, we’re also continuing to invest in the Cooperative Research Centres (CRC) Program, also started during the Hawke-Keating years. Since 1991, the program has committed $5.5bn of grant funding to support the establishment of 236 CRCs and 189 of the shorter-term CRC Projects (CRC-Ps).
With matching industry and research funding of $16.8bn, the program has enabled 35,400 commercialisation agreements and more than 140 spinoff companies. We’re committed to helping our advanced manufacturing industries in the marketplace too.
The Commonwealth spent more than $80bn on goods and services in 2021-22. Linking that procurement spending to industry development goals and economic growth outcomes will drive even more private sector investment. To make sure that the NRF delivers on its promise, I urge you to keep providing feedback to the consultation that is now open.
You can do so at:
https://consult.industry.gov.au/national-reconstruction-fund
AMT FEB/MAR 2023 012 FROM THE
MINISTRY




Fiber Lasers • Tube Lasers • Turret Punch Presses • Pressbrakes • Guillotines • Automation Call: Email: Visit: 03 9706 8066 sales@appliedmachinery.com.au appliedmachinery.com.au GROW YOUR BUSINESS WITH YAWEI. THAT’S APPLIED THINKING. Precision sheetmetal processing solutions.
The workplace relations changes which passed through the Federal Parliament at the end of last year constitute the most significant suite of amendments to Australia’s Workplace Relations laws in more than a decade. The new laws have implications for all employers.

The key legislative amendments relate to major changes to our system of collective bargaining over employee entitlements, new obligations and risks around employee rights to pursue flexible working arrangements, and restriction around the use of fixed term contracts and pay secrecy clauses. There will also be new protections for employees from sexual harassment and certain forms of discrimination that will create new risks for employers and an expanded ability for employees to access the small claims jurisdiction to seek recovery of amounts up to $100,000, instead of the current $20,000 ceiling. Substantial financial penalties may be applied for non-compliance with many of the new requirements. A broader theme that employers will need to grapple with is the expanded role that the Fair Work Commission will be able to play in various workplace relations issues and disputes, as well as the significant role that unions will be empowered to play in relation to representing their members in such matters.
The most controversial IR change has been the shake-up of the rules relating to collective bargaining, including the significant expansion of union rights to require employers to engage in ‘multi-employer bargaining’ or to co-ordinate industrial action across workforces in support of it. There will also be scope for unions to obtain orders from the Fair Work Commission extending the coverage of such agreements to employers that had not been a party to negotiating it, even if the employer opposes it.
The new laws will also make it much easier for unions to force employers to renegotiate expired enterprise agreements. A particularly significant change that has received limited media attention is the creation of a pathway for unions, or employers, to seek that the Fair Work Commission ‘arbitrate’ what are described as ‘intractable’ bargaining disputes. This will see the Commission intervening to directly set conditions in a way that really hasn’t been a part of our system for decades. It will no doubt change the strategies that unions, and some employers, pursue at the bargaining table.
There are also changes to the process for making a workplace agreement that employers will need to grapple with, as well as changes to the tests that the Commission will apply when considering whether to approve an agreement. This will include changes to the way the Better Off Overall Test, commonly referred to as the ‘BOOT’, is applied by the Commission when comparing a proposed agreement to an award.
The Commission will also obtain new powers to amend a proposed agreement to address any concern over whether it passes the BOOT. In short, the Commission will be able to change or ‘re-write’ terms of an agreement that is lodged with it even if the employer doesn’t agree to the alteration. This will be a concerning risk that employers will need to weigh when engaging in bargaining.
Among other changes, the National Employment Standards have been amended to provide significantly strengthened provisions affording certain cohorts of workers a right to request ‘flexible work arrangements’. Under the new provisions, employers will need to follow prescriptive rules dictating how they respond to requests and
will only be able to refuse them on reasonable business grounds. Crucially, if employers don’t agree to such requests, they will face the prospect of the matter being pursued by the employee or their representative through the Fair Work Commission, which will be empowered to ‘arbitrate’ any disagreement. They will also be exposed to significant financial penalties for non-compliance if their refusal wasn’t properly justified.
As mentioned, the other big theme underpinning the legislative changes is the expanded role and powers of the Fair Work Commission and unions.

The Commission will be empowered to intervene in a whole range of workplace relations issues in a more substantial way than is presently the case. This ranges from dealing with disputes over bargaining, through to dealing with complaints over sexual harassment and to powers to resolve disputes concerning employee requests for access to flexible working arrangements.
Unions will similarly be given a raft of new or expanded rights in relation to bargaining and representation of employees. The changes will encourage employers to engage in bargaining, rather than relying upon awards. Coverage by an individual enterprise agreement will provide the surest protection against being unwittingly drawn into the multi-employer agreement that doesn’t suit their enterprise.
Employers should consider whether they have appropriate strategies in place to deal with the new bargaining environment. This should include a proactive assessment of their potential exposure to multiemployer bargaining and what options they have to avoid being a part of it if they don’t want to be.
Ai Group is helping members navigate the new laws and will be consulting closely with the government as it develops its next round of workplace relations changes expected later in the year. aigroup.com.au
AMT FEB/MAR 2023 014 FROM THE INDUSTRY
INNES WILLOX – Chief Executive Australian Industry Group
Employers could expect changes in casual employment, labour hire arrangements and the introduction of criminal penalties in relation to what is termed ‘wage theft’.
MOVIGEAR ® with the times
Be the energy-saving company you’re expected to be
As sustainability becomes a more dominant topic in today’s industry, it is now a more measurable focus in the present social, economic and environmental arenas. With MOVIGEAR®, you can achieve energy savings of up to 50% in comparison to a traditional drive system.
Your Benefits:
Compact - Up to 50% lighter than conventional drive solutions.


• Universal - The number of variants is reduced thanks to optimal dimensional based on a large speed range and impressive overload capacity.

Efficient - Motor energy efficiency class IE5 resulting in energy savings of up to 50% in comparison to a traditional drive solution.
• Low noise - Some 75% quieter than typical AC motors and hygienic convection cooling without fan.

www.sew-eurodrive.com.au

Driving the world
Trusting our shipbuilders is the first step to ensure sovereign defence capability
The Federal Minister for Defence Richard Marles will reveal the biggest decision of his tenure so far in March: how to fill the looming defence capability gap left by Scott Morrison’s bizarre and costly decision to pull out of the $90bn submarine deal with France.

Under the AUKUS pact signed in 2021, the United States and the United Kingdom will help Australia build a fleet of nuclearpowered subs domestically – a process that will take decades. The US and the UK took 36 and 30 years, respectively, to transition from conventional to nuclear submarine fleets.
With our current fleet of conventional Collinsclass submarines due to be completely retired by 2038, the Navy is faced with the very real prospect of having no deploymentready submarines at all, perhaps for years.
Opposition leader Peter Dutton has suggested Australia could plug this capability gap by buying two Virginia-class nuclear subs from the General Dynamics shipyard in Connecticut. This is an impossibility – something everyone besides Dutton has already figured out. Senior members of Congress and the US defence establishment have repeatedly said that America’s shipyards simply don’t have the industrial capacity to meet their own needs, let alone Australia’s.
In July, the Australian Shipbuilding Federation of Unions – made up of the AMWU, the ETU, the AWU, the CEPU and Professionals Australia – recommended that the new Albanese Government commission up to six domestically-built conventional submarines.
Not only would this fill the gap between the retirement of the Collins class and the eventual arrival of the next-gen nuclear subs – it would revitalise the domestic shipbuilding industry, create thousands of jobs, and form the defence manufacturing base of skills, training, and knowledge Australia will need in the future.
For too long, governments have treated defence manufacturing – and domestic manufacturing more broadly – as an expense to be trimmed rather than an investment that brings in returns, monetary and otherwise. Instead of putting in the work and building up local industry over generations, governments have bought defence builds off-the-shelf and allowed local jobs and knowhow to wither.
This has led us, in large part, to our current predicament. We are increasingly reliant on other governments and foreign suppliers for
our defence needs – including repairs and maintenance of our ships and submarines. The pandemic showed how quickly global supply chains can snap, leaving those dependent on them at the mercy of forces beyond their control. As the geopolitical climate grows increasingly volatile, there is a profound need for Australia to maintain and grow our sovereign capability for defence manufacturing, production and maintenance.
There is also the security aspect to consider. Defence builds that are designed, built and maintained domestically would be much less vulnerable to the leaks that have jeopardised major defence builds overseas. As malicious cyber-attacks get more sophisticated and ambitious, keeping sensitive institutional knowledge as closely guarded as possible makes sense.


Despite decades of neglect, Australian shipbuilding still employs more than 30,000 workers across the country. Our great historic shipbuilding centres like Osborne and Henderson are still home to thousands of workers who know what Australian ships and submarines need. These workers are experienced, knowledgeable, and eager to help build the next generation of Australian defence materiel.
Nuclear subs don’t maintain themselves. They will need a highly skilled domestic workforce. You can’t buy that experience and knowledge off the shelf – you need to grow it, invest in it, and nurture it over
many years. Building and maintaining a new generation of conventional submarines would be the perfect way to grow that workforce, laying the foundation it will need to build and maintain the ones that come after.
That will require significant investment – not just in committing to domestic builds, but in skills development and maintenance, workforce retention, establishing and improving career paths, better using workers’ competence, and rates of pay. Any investment in building workers’ skills and capacities will not only deliver a superior product – it will have flow-on effects for our sovereign defence capability and the wider manufacturing sector.
All of this is possible if we have the vision and will to make it happen. When it comes to shipbuilding, we need governments to think in decades, not in three-year election cycles. We can’t maintain our sovereign defence capability if we allow our industrial base to fall into the “valley of death” every ten years and have to start from scratch every time a generation of ships or subs ages out.
If the government puts its trust in shipbuilding workers, they will repay that faith tenfold. A new generation of conventional subs will put Australia back on the path to sovereign capability, and ensure local defence manufacturing has a bright future.
amwu.org.au
AMT FEB/MAR 2023 016 FROM THE UNION
STEVE MURPHY – National Secretary Australian Manufacturing Workers Union









+ Punching, laser cutting, marking, forming, and tapping in one machine + Complete range of modular automation that grows with your business + Up to 30 tonnes of servo-electric punching force - no hydraulics + Up to 384 tools in the turret at any time = less down time + Industry-leading support in Australia and New Zealand from IMTS Machinery www.imts.com.au sales@imts com au 03 9314 9888 Combi Genius Technical Excellence, Innovative Products Discover more about the range of industry leading machinery from IMTS by scanning the QR Code above
Hydrogen fuel cell research facility
Works begin at Australia’s first hydrogen fuel cell research and development facility.
Works have begun at Australia’s first hydrogen fuel cell research and development facility at Deakin University’s Warrnambool campus, with construction expected to be completed in late 2023.
Minister for Training and Skills and Higher Education Gayle Tierney turned the first sod of earth at Deakin’s Warrnambool campus to begin works on the Hycel Technology Hub, a cornerstone facility within Deakin’s $23m hydrogen research and innovation program, including co-funding by the Victorian Government ($9m) and Deakin University ($5m).
The Hycel Technology Hub will see the development, assembly, testing, and demonstration of hydrogen fuel cells, with a focus on developing fuel cells for heavy vehicles, starting with heavy haulage trucks, and potentially progressing to other larger scale uses including trains or boats.
Hydrogen fuel cells convert hydrogen into electricity that can then be used to power vehicles and similarly in stationary applications to power or heat homes, businesses, and industry.
“The Hycel Technology Hub is an important driver in the research and application of hydrogen as a fuel source and we expect the benefits of this research to be far reaching both in Australia and internationally,” said Minister for Training and Skills, Gayle Tierney.
“Deakin’s focus on hydrogen fuel applications will also have a direct benefit to the people of Warrnambool as Deakin aims to transition its Warrnambool campus from gas to hydrogen and support conversion of the Warrnambool Bus Lines fleet to clean energy.”
The project includes the construction of a new 2,200sqm facility at the Warrnambool campus with specialised fuel cell assembly and testing equipment and a heavy vehicle integration bay, along with training facilities and a multi-functional space for education and demonstration activities.
The Victorian Government’s contribution supports construction and development of hydrogen and future energy education programs. With the funding, Deakin is creating new hydrogen curriculum for primary and high schools, hydrogen short courses for professional
engineers and is also seeking to develop a hydrogen bus training package in collaboration with vocational and industry partners. The facility will form part of a broader hydrogen precinct on the campus which currently includes the existing Hydrogen Test Beds, where researchers from Deakin’s Institute of Frontier Materials are testing the efficacy of plastic piping to understand if Australia’s gas network can safely transport 100% hydrogen in the future.
Other proposed hydrogen projects within the precinct include a hydrogen boiler demonstration using 100% hydrogen fuel for domestic hot water and hydronic heating, as well as potentially supporting Warrnambool Bus Line’s new hydrogen bus refuelling station and depot as they convert their fleet from diesel to hydrogen fuel cell buses, making it the first public bus deployment of its kind in Australia.
"Deakin is combining its expertise in science, technology and education to meet the needs of Australia’s emerging hydrogen industry,” added Deakin University Vice-Chancellor Professor Iain Martin. “Our Warrnambool Campus will be a hydrogen precinct of research, innovation, and training. We are thrilled to collaborate with local and national industry partners to focus on advancing hydrogen as a fuel in transport and pipelines.”
The Hycel Technology Hub is being built by southwest Victorian group Fairbrother Construction, with construction expected to be completed in late 2023. It will support up to 200 jobs over the life of the project, including around 50 construction jobs and 16 in the energy sector.
Victorian Government funding is part of the $350m investment in local universities through the Victorian Higher Education State Investment Fund. The fund supports universities with capital works, applied research and research infrastructure to support jobs and the state’s economic rebound from the coronavirus crisis.
The project has also secured significant Federal Government support and funding. deakin.edu.au
National Rail Manufacturing Plan
Government appointing an advocate for National Rail Manufacturing Plan.
The Australian Government hopes an advocate will help grow local manufacturing of safe, fast and sustainable rail.
Assistant Minister for Manufacturing Tim Ayres said the Rail Supplier Advocate and the Office of National Rail Industry Coordination (ONRIC) will advise the Government on the Australian rail industry and the most effective strategies to back Australian manufacturing.

“Australia’s railways have been a core part of our national story since Federation, and they employ more than 50,000 people today,” Assistant Minister Ayres said. “High quality Australian rail manufacturing should be part of our vision to reduce emissions, secure supply chains and put Australian research and
innovation to work. “The Rail Supplier Advocate will be an important part of the National Rail Manufacturing Plan – the plan will support skilled manufacturing jobs and support more trains being built here in Australia. The Advocate will support small to medium sized enterprises and manufacturers to seize export opportunities, market their products to government and champion sectoral initiatives to improve competitiveness.”
Assistant Minister Ayres said the recruitment process will commence in the coming days.
“I want the very best person for this role to back the rail industry and help it grow,” Assistant Minister Ayres said. industry.gov.au
AMT FEB/MAR 2023 018 GOVERNMENT NEWS
Schools harness solar power

TBox remote telemetry units (RTU) from Ovarro support CO2 reductions in Australian schools.





The Australian Government has introduced new measures to educate the nation’s students about green initiatives. By providing schools with grants for photovoltaic (PV) systems, solar hot water systems and rainwater storage, the government hopes to make environmental responsibility a key part of education and early years’ learning. Here, Matthew Hawkridge, chief technology officer at Ovarro, explains how this initiative is helping Australia deliver 300,000 tonnes of CO2 abatement and why remote telemetry units (RTUs) are crucial to making it happen. The government’s Solar for Schools programme is funding the installation of solar panels in schools primarily for education purposes. The solar systems are connected to each school’s main grid, to provide green power and reduce the building’s carbon footprint for a positive effect on the environment. In addition, the systems will be connected to a cloud-based monitoring system. This means data from the solar panels can be accessed by students and local communities. Remote telemetry units (RTUs) will play a crucial role here because they are flexible and are designed to collect data from multiple sources and share that data with several recipients.
The Solar for Schools programme has various requirements for the data. First, it will be used by students to help learn how solar panels supply their energy needs. Second, there will be the option for local communities to engage in the learning experience too and discover the effectiveness of solar panels. Third, the schools need
to monitor the continual safe operation of the equipment. Lastly, the government will use the data to track the resulting CO2 reductions. To satisfy all these demands, TBox RTUs from Ovarro were chosen to gather the data. The TBox is a complete supervisory control and data acquisition (SCADA) system in a single site controller. It is ideal for collating data from many sources, analysing the available information and reporting results to various recipients in multiple formats.
The ability of TBox RTUs to satisfy different end users is a key reason why it was chosen for the Solar for Schools project. Users of the system will require different data sets, and for these to be presented in different ways.
The TBox also offers ease-of-use. Novice users can securely access data relating to the real-time monitoring and control of the schools’ solar systems. Meanwhile, stakeholders can use the RTUs for logging, communication, alarming inputs/outputs (I/Os) and presenting the data to others. So far, Ovarro’s TBox RTUs have been installed at 200 sites as approved data collection devices for the Solar for Schools programme.
By using the technology, students can immerse themselves in the power of green technologies including solar. The Australian Government, meanwhile, can ensure environmental responsibility stays at the heart of its curriculum.
ovarro.com/en/australia--new-zealand/home/
AMT FEB/MAR 2023 019 GOVERNMENT NEWS
The Ecoefficiency Group
A Queensland State Government subsidy is helping Queensland manufacturers boost sustainability and cut costs when it comes to reducing energy, water and waste.
Queensland Minister for Regional Development and Manufacturing
Glenn Butcher said lots of manufacturing businesses want to streamline resource use and shrink their carbon footprint, but they don’t know where to start.
“We know these measures will help cut costs as well as help the environment, but auditing these processes within the business has been challenging – until now,” he said. “Manufacturing contributes $20bn a year to the state’s economy, so when businesses can be as efficient as possible, it means more good jobs and better services for Queenslanders.”
The Palaszczuk Government is offering a subsidy for businesses who want to benchmark their sustainability processes and target waste to improve efficiencies. Sunstate Timbers in Deception Bay and All Industries Group in Yeppoon were the first businesses in Queensland to be part of the program.

“My department is working with The Ecoefficiency Group (TEG), who will come into each business and identify areas where improvements can be made in the use of energy, water or other resources. They will create a report that identifies areas for improvement and measures the business against industry best practice,” he said. “To assist Queensland manufacturers further, we will subsidise up to 75% of the cost for the first 40 businesses to sign up,” he said. “Businesses who apply after that will be eligible for up to 50 per cent subsidised costs of the audit,” Mr Butcher said.
Healthy food nutrition
TEG Director Penny Prasad said: “Making sure the manufacturing sector is as efficient as possible means less water and energy is wasted and less waste is generated and this benefits the environment and our society as a whole,” she said. “Also, it improves the bottom line for the business – it’s a win-win all around.”
Mr Butcher congratulated Sunstate Timbers and AIG for stepping up to help create change and encouraged others to follow suit. “We’re keen to really get businesses engaged and invested in this project,” he said. “It will deliver a range of benefits and the more businesses that we get to do it, the greater those benefits to the environment and to the community will be.” qld.gov.au
Queensland headquartered wellness company experiences significant global growth by nutritionally supercharging amateur and professional athletes alike.
Queensland based health and wellness company Fixx Nutrition are finishing 2022 at an all-time high, having undergone significant annual growth due to unprecedented consumer demand for their premium nutritional supplements.
Founded in 2017 by passionate athletes Michelle and Jan Buchegger, Fixx Nutrition provides a natural, healthy alternative to sugar-laden energy drinks for people to rehydrate and prevent and relieve cramping during exercise activities.
The Fixx Nutrition strategy over the past year has incorporated the successful implementation of its worldwide expansion plans, with its products now being sold in 15 countries across Australia, Asia and the US.
Calendar year growth is 33% for the company due to local market increased distribution through sports retailers and direct online sales. “2022 has certainly been an incredible year for us on many levels and we are grateful that our nutritional supplements are the number one choice for athletes from world-class sporting teams such as the Wallabies, UK Cricket & Football, and the Springboks, to local grassroots teams and athletes alike,” Fixx Nutrition co-founder Jan Buchegger said.
“We attribute our success to only using nature’s finest ingredients to fuel our customers and we are so proud that the world’s top athletes entrust us to power their sporting and recovery efforts on and off the field,” Ms Buchegger said.
2023 will see further increased growth as the company expands their manufacturing facility in Burleigh, Heads, Queensland. The additional space will allow more space for storage of raw materials, packaging and finished goods plus improved warehousing and logistics for their online sales division.
This larger space will see their manufacturing capacity increase by at least 100%, allowing them to increase their batch sizes and focus on exporting internationally, particularly to US and Korean markets. Early 2023 will see Fixx Nutrition launching two new product ranges that complement their existing sports endurance nutrition range. This new machinery will enable Fixx Nutrition to broaden their packaging options along with improving existing packaging with the CrampFix range.
“We’re super proud to offer an Australian Made brand that is not made by subcontractors like most other nutrition products. We have complete control over ingredients, quality and processing, eliminating contamination risks and allowing flexibility,” Ms Buchegger said. Fixx Nutrition has a loyal following domestically, with exclusive Australia-wide distribution for its products with Woolworths Supermarkets. Their retail presence sits at over 1000 stores nationally to date.
“A major growth driver this year was the market acceptance of our new endurance nutrition brand - reviews and feedback have been overwhelmingly positive bringing repeat customers which is so rewarding. We love seeing the amazing sports our customers undertake and the goals they achieve while using our productsfrom 100km ultra runs to Ironman to four day adventure racing,” Ms Buchegger said.
This year, they were once again the official sports nutrition partner for one of Australia’s largest marathons, the 2022 Village Roadshow Theme Parks Gold Coast Marathon and they will once again continue this partnership next year. fixxnutrition.com
AMT FEB/MAR 2023 020 INDUSTRY NEWS
Inyarrimanha Ilgari Bundara
CSIRO gives Wajarri Yamaji traditional name to its radio astronomy observatory.

Australia’s national science agency, CSIRO, has welcomed a new Wajarri Yamaji traditional name for its radio astronomy observatory in mid-west Western Australia.

The name Inyarrimanha Ilgari Bundara means ‘sharing sky and stars’ in the Wajarri language. The traditional name is part a new Indigenous Land Use Agreement, or ILUA, with the Wajarri Yamaji. CSIRO, along with Australian and Western Australian Governments, has signed the new ILUA with the Wajarri Yamaji People, the Traditional Owners and native title holders of the land on which the observatory sits.
This observatory in the heart of Wajarri Country in remote Western Australia is home to the ASKAP radio telescope as well as other international radio astronomy projects. The Curtin University-led Murchison Widefield Array (MWA) and Arizona State University's Experiment to Detect the Global Epoch of Reionisation Signature (EDGES) instrument is also currently hosted.
The site is also being prepared for one of the two SKA telescopes. The SKA telescopes will be the largest and most capable radio telescopes in the world and promise to answer some of the biggest questions about our universe.
Radio telescopes at the observatory detect radio waves at similar frequencies to digital TV broadcasts and 4G mobile networks. This means that the telescopes must be located a long way from human settlements, so that terrestrial signals don’t interfere with the weaker signals coming from natural sources in space, which is why the site is one of the best places in the world for radio astronomy.
The agreement enables expansion of CSIRO’s radio astronomy observatory site to allow for construction of the international SKALow telescope, part of the global SKA Observatory, alongside existing instruments including CSIRO’s ASKAP radio telescope.

The traditional name was suggested by Wajarri woman Shakira Whitehurst for a competition run by the Wajarri Yamaji Aboriginal Corporation (WYAC) and selected by members of the Wajarri Minangu Land Committee, the Traditional Owners of the observatory area on Wajarri Country. The Wajarri name will be one part of a new dual, official name for the site: Inyarrimanha Ilgari Bundara, the CSIRO Murchison Radio-astronomy Observatory.
“We look at the sky every day, and we now have the opportunity to share our skies with the rest of the world,” said Jennylyn Hamlett, WYAC Chairperson and Minangu Land Committee member. “This Wajarri name connects our culture and language to what our Country is being used for,” Hamlett said.
Dwayne Mallard, member of the Minangu Land Committee, said that the observatory has a light footprint on the land and is combining ancient culture with modern science to create mutual benefit. “We are born into the responsibility and obligation to preserve, protect and maintain dignity of our land, culture and people,” Mallard said.
“My good friend Shane Howard sings 'you look into the heart of the land, and you have to choose whether the wealth we gain is worth the wealth we lose'. I don't think we've lost anything here, and that's very important.”
“Providing a means for the Wajarri Yamaji to share their culture and language with Australians and researchers around the world is a privilege,” Dr Marshall said.
“Protecting heritage and Country are critical elements of the ILUA, and CSIRO is proud to be partnering with the Wajarri Yamaji in the land management and cultural heritage protection of the observatory site, ensuring that we leave our footprints carefully in the sands of time as we walk side by side into a better future together.”
Through its Reconciliation Action Plan, CSIRO is committed to building genuine partnerships with Aboriginal and Torres Strait Islander peoples through education, science, innovation and research.
The new ILUA with the Wajarri Yamaji People demonstrates this commitment by fostering a culture that respects and honours the rich history of the nation.
Construction of the SKA-Low telescope at Inyarrimanha Ilgari Bundara, the CSIRO Murchison Radio-astronomy Observatory, is expected to begin later this year.
The SKA-Low telescope, alongside its counterpart SKA-Mid in South Africa, will explore the Universe in more detail than ever before, transforming our understanding of the cosmos and benefitting society through global collaboration and innovation. csiro.au
AMT FEB/MAR 2023 021 INDUSTRY NEWS
CSIRO Chief Executive Larry Marshall said he was humbled the Wajarri Yamaji had chosen a name connecting the rich heritage of the region’s first astronomers and their connection to Country with the modern scientific instruments on the site.
SMaRT Trailblazer
UNSW recycling and clean energy initiative secures Trailblazer funding.
A combined SMaRT Centre-led recycling and UNSW/University of Newcastle-led clean energy initiative has been awarded $50m under the Australian Trailblazer Universities Program.
Headed by UNSW in partnership with the University of Newcastle, the new $277m Australian Trailblazer Recycling and Clean Energy (ATRaCE) initiative will lead research commercialisation initiatives that will help Australia and the world transition to sustainable recycling and clean energy solutions and systems.
Federal Government funding of $50m has been matched by $50m cash and $47m in-kind from UNSW and the University of Newcastle for the recycling and clean energy initiative. Over 20 industry partners have expressed support for the initiative and have committed more than $130m in cash and in-kind contributions.
UNSW Vice-Chancellor and President, Professor Attila Brungs, said that UNSW was proud and honoured to be leading Australia’s efforts in research commercialisation to support the nation’s manufacturing priorities.
“We are delighted to be able to work with the University of Newcastle and our innovative industry partners on transformative research projects that deliver real world outcomes. The Trailblazer program will undoubtedly strengthen university-industry collaboration to support the start-up and growth of Australian businesses. The Recycling and Clean Energy Trailblazer will create a step change in Australian environmental sustainability transition.
“UNSW has a proud track record of commercialising research such as solar panels, energy storage, Green Steel and various
MICROfactorie technologies led by 2022 NSW Australian of the Year, ARC Laureate Professor, Veena Sahajwalla. We look forward to working with our partners on the Trailblazer program to deliver further change in the recycling and clean energy innovation landscape.”
The UNSW – UoN partnership is the third Trailblazer to receive funding through the Trailblazer program which is designed to focus Australia’s considerable research power on Australia’s National Manufacturing Priorities.
“This partnership between University of Newcastle and UNSW will combine the strengths of our two universities to give us the power to accelerate Australia’s clean energy and recycling industries and bring more, greener technologies to Australians,” said University of Newcastle Vice-Chancellor Professor Alex Zelinsky AO. “This program will transform the way technology readiness, commercialisation and industry-led research are prioritised, taught and rewarded in our universities with targeted opportunities for university staff and students to succeed.”
Professor Nicholas Fisk, UNSW Deputy Vice Chancellor, Research and Enterprise said the Australian Trailblazer for Recycling and Clean Energy is targeting the commercialisation of at least 63 new products which will contribute to the achievement of net zero emissions by 2050, delivering critical new skills for a high value manufacturing workforce, and enabling cultural change and workplace reform in our universities. smart.unsw.edu.au
Local manufacturers big supporters of STEM
Sutton Tools and Nichol Industries were the major prize sponsors of the Vernier Foundation’s ‘Inter-schools STEM Competition’, held at Kooyong Tennis Club in Melbourne recently.
Teams from Dandenong High School and St Margaret’s Berwick battled it out in a competitive but light-hearted challenge, with St. Margaret’s taking the trophy in the end by just one point! The Vernier Foundation has been proud supporters of the STEM programs in both schools for some years now. Dandenong High School has run its STEM initiative for six years now, with a high percentage of immigrant and refugee students. The STEM support program at St. Margaret’s is still in its infancy but keen to attract more girls towards a career in engineering and manufacturing.
The audience were also entertained in a musical interlude by students from both schools, demonstrating that the A for arts should not be forgotten in the focus on STEM. The overall event was sponsored by the Foundation’s originator, the Vernier Society and several of their member manufacturers were in the audience. Andrews Engineering, Balcombe Engineering, Dimac Tooling, Ace Wire and Okuma must all be looking forward to the future prospect of attracting such bright students into their organisations.
While the Foundation hopes the new government will put much more funding into STEM programs in secondary schools, they also believe strongly that the manufacturing industry itself needs to do much more to support community schools in STEM. The Foundation clearly aims to play a part through their members donations and support for their big plans in 2023, including a planned ‘industry/ school visit’ program; the provision of specialists from industry supporting STEM teaching in schools, the introduction of more schools into their funding program and the exciting prospect of an ‘education’ involvement at AMTIL’s Manufacturing Week in Melbourne in May!
The Foundation believes this inaugural challenge was a big success and hopes to expand it to more schools in the coming years. Anyone who has a passion for manufacturing and believes our education system needs all the support it can get, should contact the Foundation through their website, which is also going to be upgraded in 2023. vernier.org.au

AMT FEB/MAR 2023 022 INDUSTRY NEWS
Textor textiles
Key to success in manufacturing is differentiation through innovation in textiles.

CSIRO and Textor have co-invested to conduct research into the surface treatments of textiles using plasma; understanding moisture transport via capillary action; odour reduction; and new composite web structures.
Textor Technologies, a Victorian family-owned company, produces an array of technical textiles used in health care, personal hygiene and industrial products.
These technical textiles that make up incontinence products in particular, focus on moisture management through permeable barrier materials. The competitive technical advantage in this product sector, comes from material with advanced fluid absorption. Textor's goal was to enter the international market by demonstrating a significant technical advantage over competitive products, many of which are produced in low labour cost countries.
This research has culminated in the invention of a novel threedimensional fabric that is employed as a next-to-skin component of predominantly infant diapers. The fabric is highly effective in facilitating moisture movement away from the 'point of insult' and into the absorbent layer of the diaper whilst maintaining a sense of dryness, and hence comfort, to the wearer.
CSIRO's commercial engagement with Textor resulted in a new product development, in turn increasing annual gross turnover. The new material has been incorporated into the millions of nappies produced around the world by global company Kimberly-Clark.

Australian manufacturing constantly faces pressure from increasing production costs and mounting global competition. To increase market share our manufacturing businesses need to grow through competitive advantage, and improved profitability.
Entering and expanding into international markets is vital for the longevity of Australia's manufacturing industry. It is important that Small and Medium Enterprises (SMEs) receive the research and development resources and capabilities which allow them to maintain competitiveness in the global market.
CSIRO and Textor co-invested, initially through the then Commonwealth Department of Industry, Innovation and Science and ‘Researcher in Business’ Program, and later via sequential bilateral arrangements, to conduct research into:
• surface treatments of textiles using plasma

• understanding moisture transport via capillary action
• odour reduction; and new composite web structures.
Ultimately, the research culminated in the invention of a novel threedimensional fabric that is employed as a next-to-skin component of predominantly infant diapers.
The fabric, produced via hydroentanglement, is highly effective in facilitating moisture movement away from the 'point of insult' and into the absorbent layer of the diaper whilst maintaining a sense of dryness, and hence comfort, to the wearer. csiro.au
AMT FEB/MAR 2023 023 INDUSTRY NEWS 600 Machine Tools is now Colchester Machine Tool Solutions Colchester Machine Tool Solutions has a world-class reputation in the manufacture and distribution of high-quality machine tools. Customer support and service is the number one priority to ensure a machine tool is best suited to your exact needs. Call | (02) 9674 4738 Email | sales@colchestermachines.au Visit | colchestermachines.au World-renowned Alpha CNC Lathe
ACS Australia hits 30
Advanced Composite Structures Australia: 30 years of transforming design

For over 30 years, the team at Advanced Composite Structures Australia (ACS Australia) has been delivering high-value engineering and manufacturing solutions of unique composite materials related products for clients based around the world. Originally under the constellation of a Cooperative Research Centre (CRC), and later as a private entity, ACS Australia is headquartered in Port Melbourne and is celebrating 30 years of operation.
ACS Australia has expanded into series manufacture and assembly of high-value, composite products and has made strategic investments into advanced manufacturing equipment including automated machining and additive manufacturing. Recently, ACS Australia was awarded a Defence Global Competitiveness Grant to support the development of Australia’s sovereign capability in Ultra-High Temperature Composites for hypersonic aerospace structures. While Defence and aerospace clients are among their largest customers, ACS Australia is also contributing to three major renewable energy and aquaculture projects as a proud partner of the Blue Economy Cooperative Research.
Their long-standing commitment to composites technology development has enabled ACS Australia’s team members to develop products in almost every industry sector including transportation, mining, energy and civil infrastructure. It has been their mission to advance composites technology and deliver worldleading engineering services, which has seen an impressive 30 years of contribution from hundreds of people.
It was in 1990 that the seeds were sewn for what is now ACS Australia. This was when the then Chief Scientist of Australia –Ralph Slatyer, AC, proposed to the Commonwealth Government that Australia needed a Cooperative Research Centres program to better facilitate industry-focused research and innovation.
The leaders in the aerospace structures design and manufacturing industry and their research and development partners in universities and government quickly came together and formulated a successful proposal for the Cooperative Research Centre for Aerospace Structures (CRC-AS) – one of the first 15 formally established in 1991.
It was in early 1992 that work started in earnest under the leadership of Gordon Long as Technical Director from the then Aeronautical Research Laboratories (ARL), now the Defence Science and Technology Group (DSTG). Key directors on the new board came from Hawker de Havilland (HdH) and AeroSpace Technologies of Australia (ASTA), both now Boeing Aerostructures Australia (BAA).
The CRC-AS expanded in 1997 and focussed on advanced composite materials and became the CRC for Advanced Composite Structures (CRC-ACS), with the leadership passing to Ian Mair as CEO and new members joining the group, including Australian Defence Industries (ADI), now Thales Australia.
In 2003, Murray Scott took over as CEO and led the well-established CRC-ACS team into its third term, and subsequent expansion in 2007 to include helicopter structures
and manufacturing ideas into reality.
and then the final fourth term from 2010 to 2015, when Airbus in Australia and Europe, and also Petronas in Malaysia, became members. Some major milestones were achieved over this twelveyear period, some of which were returns on investments made years earlier.
The team received several major awards with the highlight being the recognition for developing, maturing and implementing key technologies for the Boeing 787 wing trailing edge moveables program. The key composites technologies that were successfully transitioned into the industrial environment were liquid resin infusion, double-diaphragm forming, component co-curing, postbuckling design, bird-strike simulation and optimum repair design. The continuing success of the manufacturing activities at Boeing’s Port Melbourne facility is testament to the impact of this initial work. It was in 2008 that the rapidly growing commercial activities were formalised by the establishment of the original spin-out company, Advanced Composite Structures Australia – a wholly-owned subsidiary of CRC-ACS, with Murray Scott as Managing Director, who is still currently Chairman and has been involved from the very beginning. This entity was restructured in 2010, with Tony Carolan as Chairman and Bill Schofield as Deputy Chairman (2010 - present) together with Tony Carolan as Chairman (2010 – 2016), to formally position it as the successor to CRC-ACS when it concluded its mission after 24 years. As part of this process, the ownership was passed in 2014 to the then directors and employees of ACS Australia, who were charged with leading the company into a fully commercial future. This responsibility is now being carried by Paul Falzon in the lead role of General Manager, together with Rodney Thomson as Engineering Manager, Andre Duarte as Business Development Manager, and Tess Kirkpatrick as Administration Manager.
The team is now celebrating three decades of incredible achievement in advanced composites research and translation of new technologies and capabilities to innovative industry partners. At the core of the unique organisation are some of the key people who kicked it all off over 30 years ago working alongside a young talented team still engaging in cutting-edge research and practical implementation in products and services. acs-aus.com
AMT FEB/MAR 2023 024 INDUSTRY NEWS
Blade solution needed now


End-of-life plan needed for tens of thousands of wind turbine blades
A new study led by The University of South Australia indicates tens of thousands of wind turbine blades will end up in landfill by the end of the decade unless end-of-life programs are established soon.
The study, led by Professor Peter Majewski, highlights the challenges of recycling wind turbine blades, which are made of either carbon-fibre or glass-fibre composite material, both of which are expensive to break down, with the recovered materials having minimal market value.
“The same features that make these blades cost-effective and reliable for use in commercial wind turbines make them very difficult to recycle in a cost-effective fashion,” Prof Majewski says.
“As it is so expensive to recycle them, and the recovered materials are worth so little, it is not realistic to expect a market-based recycling solution to emerge, so policymakers need to step in now and plan what we’re going to do with all these blades that will come offline in the next few years.”
In many parts of the world, wind turbine blades are currently dumped in landfill, but this practice has been banned in some European countries, and with estimates suggesting there will be more than 40 million tons of blade waste worldwide by 2050, alternative solutions are urgently being sought.
Prof Majewski says that, while there is some very limited potential for reuse of blades in niche construction settings and a small market for some of the reclaimed materials, it is likely the costs of disposing of the blades in a sustainable fashion will need to be factored into their production and running costs.
“Our research indicates the most likely viable option is a product stewardship or extended producer responsibility approach, where the cost of recycling the blades is factored into either the cost of their manufacture or the cost of their operation.

“So, drawing on the experience of similar programs for other products, either the manufacturer must take responsibility for what needs to be done with the blades at the end of their useful life, or the wind farm operators must provide end-of-life solutions as part of the planning approval process for their business operations.”
While self-regulation may offer one solution, Prof Majewski believes the long lifespan and high cost of blades means official frameworks are required to ensure transition of responsibility where necessary. “If manufacturers disappear, or wind farms go broke, we need to ensure processes are still in place for the turbine blades to be disposed of properly,” he says.
Prof Majewski says it is likely consumers will ultimately bear some of the end-of-life cost through energy tariffs, but he believes market competition between energy producers should help to minimise the impact of that on the public.
“There will be some cost to this for everyone involved, but we have to accept that as part of the cost of producing energy in this way,” Prof Majewski says. “Without such solutions, energy options like wind and solar may prove to be no more sustainable than the old technologies they are aiming to replace.” unisa.edu.au
AMT FEB/MAR 2023 025 INDUSTRY NEWS
The benefits of optimising manufacturing inventory
Five ways for manufacturers to benefit from optimising inventory management systems. Rob Stummer is the Asia Pacific CEO of SYSPRO.

The rationale for inventory management is that it saves manufacturers money and allows them to fulfil customers' needs, enabling them to successfully control the cost of their operations. Therefore knowing what stock they have, what is in their warehouse and how to manage the supply chain effectively is the backbone of any manufacturing business’s operations.
Inventory management provides manufacturers with greater accuracy and visibility to inventory information throughout their business and will deliver the following four key benefits:
1. Managing the replenishment of stock
Effective replenishment is dependent on there being sufficient stock to cover demand. The inventory manager’s role is to ensure the right inventory items are ordered, in the right quantity, at the right time and to the right location.
Maintaining an appropriate inventory level is critical for both customer service and profitability. An oversupply of stock, or obsolete stock, increases business costs, and a lack of stock means customer demands will not be met.
The inventory replenishment process varies depending on the type of manufacturing business and its circumstances. Using an Enterprise Resource Planning (ERP) system to manage inventory will provide many of the necessary standard processes and rules for inventory replenishment.
2. Managing suppliers
As part of the supply chain, inventory management includes several aspects, such as controlling and overseeing supplier purchases. One of the key ways to manage this process is through the approved suppliers’ list.
Purchasing modules in an ERP system allows approved suppliers rules to be set and specific suppliers to be approved, which is a very important way to mitigate supply chain risk. The organisation knows these suppliers are compliant and will adhere to the regulations. An increased level of trust and reliability means a manufacturer can benefit in other ways, such as keeping inventory levels low. A manufacturer may have to manage many suppliers, meaning controlling spending, negotiating the best deals and mitigating risk can be time-consuming and complicated. Maintaining a preferred supplier list will help make this process efficient and straightforward.
3. Support for product traceability
There are countless examples of manufacturing businesses hitting the headlines because of problems with contamination, product malfunction and sometimes industrial sabotage.
There has never been more demand for transparency in every part of the supply chain, and increasingly it is seen as an opportunity to differentiate and grow a manufacturing business. However, having an effective traceability process takes more than updating an audit trail. Traceability is about trust, reputation, efficiency, safety, innovation, quality, staff morale and risk management. And regardless of the type of manufacturing business, effective batch traceability is cost-effective and reassuring to the wider supply chain.
A product traceability functionality enables an item to be tracked through the manufacturing process, from purchasing raw materials to manufacturing, assembly, inspection and stocking to the final dispatch stages. In the event of a recall, the organisation can identify what finished item the lot went into and who bought the
items. Having traceability in place enables the manufacturer to keep track of the item being manufactured for compliance and quality assurance purposes or to view what materials were used in the production process.
4. Stock availability
Anyone who has ever shopped for a product and found it was out of stock has experienced the challenges of stock availability. For the suppliers, managing stock availability can be equally frustrating. Stock availability is a straightforward concept: It's the degree to which a business has enough inventory of each item to meet customer demand. Managing stock availability, however, is not so clear-cut. Suppliers must balance the need to fulfil orders and keep customers happy with the cost of buying and storing inventory. In addition, they must do this whilst being prepared for unexpected changes in demand and supply.
It is a tricky balance to maintain enough stock to meet customer demand without tying up too much capital in inventory, particularly when faced with supply chain issues and peaks and troughs in demand. Having an ERP system to manage inventory management will help suppliers track and manage inventory in real time, which is critical to optimising stock availability and maintaining customer satisfaction.
5. Valuation and pricing functionality
Proper valuation of inventory is important and necessary for financial reporting. Different inventory valuations or costing methods are used to calculate the cost of goods sold.
Pricing is one of the important strategic decisions a business must make, as selling goods at the correct price is important for profitability. However, there will also be a need to occasionally move stock by providing a discount through a promotion.
In addition, customers will occasionally want to negotiate a special price for a period or specified quantity. Salespeople should also be allowed to negotiate and add a discount within certain rules. An ERP system provides extensive manual and automated pricing functionality and the capability to include discount pricing terms.
The take-out
Manufacturers can utilise their ERP system to optimise their inventory management. This will help them reap many rewards by reducing their costs and increasing their profitability as a result of making their operations more streamlined and efficient.
au.syspro.com

VOICE BOX OPINIONS FROM ACROSS THE MANUFACTURING INDUSTRY AMT FEB/MAR 2023 026
OPINIONS FROM ACROSS THE MANUFACTURING INDUSTRY
Onshoring Aussie manufacturing
The great Australian move to onshore manufacturing.
There are many unknowns as we slowly emerge from what many people hope is the worst of the coronavirus pandemic. As well as COVID, we’ve seen an unwelcome increase in the number of ‘once in a generation’ events such as catastrophic bushfires, flooding and a whole range of other natural disasters worldwide that can be directly attributed to the creeping effects of climate change.
Part of the human and social toll of these disasters is the impact on Australia’s businesses. While COVID has already played havoc with global supply chains, war in the Ukraine has led to a shortage of essential goods and services, spiking inflation in a number of major economies and laying the groundwork for even greater uncertainty about the Australian economy in the coming years.
Furthermore, the events over the last decade have forced Australian manufacturers to reconsider their position on outsourcing manufacturing overseas. Once seen as a means for short-term gain, supply chain breakdowns and a greater consumer focus on sustainability is prompting a re-think about the so-called benefits of off-shore manufacturing.
Erika Hughes, Commercial Director of Melbourne-based manufacturing enterprise Integra Systems, believes the time is right for a re-think and re-investment in Australian manufacturing. And she’s seeing an increasing number of local manufacturers put their money where their mouths are. In acknowledging how difficult it has been recently for all Australians from all walks of life, Erika offers a different way for Australian manufacturers to view the events of the past decade, carefully describing this time as a “perfect on-shoring storm” when it comes to acknowledging the many advantages that bringing manufacturing back within our sovereign capability offers.
“COVID showed people what it's like to have to bite the bullet,” she explains. “And, as the war between Russia and Ukraine only increases, and the difficulty in getting overseas-manufactured products onto our wharves and wheels-down on our airport runways continues, it’s given an already resilient manufacturing sector the confidence to double-down.”
“The sentiment now is, let's continue to bite the bullet and take away our reliance on these countries that don't think the same way as us, just because it might have been lucrative to manufacture offshore at the time," she adds.
While going offshore was broadly considered the more cost-effective alternative for a few decades, rising standards of living in developing nations and the ripple-effect of economic shifts across the world means that going overseas doesn’t necessarily equate to lowcost anymore. Additionally, the uncertainty around availability has fulfillment implications that can ultimately outweigh any perceived cost-savings.
"I think, with the advent of COVID and a lot of our offshoring in the southeast Asia region, many people are now trying to find local manufacturers here in Australia, or they're trying to bring their manufacturing back to Australia,” says Erika. “People need the certainty that they’re going to be able to get product when they need it, and the alternative leads to fragile supply chains that can result in loss of customers, which can really hurt a business. You don’t want to be sweating it out, just hoping that your supply chain delivers and having to make excuses to your customers.”
As she explains, offshore manufacturing has traditionally supported government policy and facilitated our participation in important freetrade agreements. Offshoring also presented local manufacturers with some very important short-term gains.
“Offshoring became easy because China was easy to do business with,” says Erika. “But that ease of doing business offshore has declined with supply chain vulnerability. It’s stimulated growth here because we now understand the weaknesses – the instability – that going offshore can inflict on us. Australian manufacturing provides a stronger base from which people can depend [on].”
Erika is seeing first-hand an increasing number of manufacturers exploring the capacity to source the components or ingredients they need, not to mention the necessary expertise, right here in our own backyard.
“In global terms, we’re small but, in actual fact, Australia is such a big country that we have enough of everything we need here to survive and to prosper,” she says. “We’re seeing a shift in people's thinking. There’s an understanding now that finding, and developing, and strengthening supply chains within our local market is not only the right thing to do but it is a sustainable thing to do from a business point-of-view but also from an environmental, economic and futurefocused point-of-view. We can cut down on carbon emissions and create more innovative ways of manufacturing that are less disposable. For instance, at Integra, we have this digital licensing arrangement with a manufacturer in The Netherlands, so we manufacture their product here to remove the need for international shipping. We also flat-pack wherever possible so we can move more around Australia with less negative impact.”
While this all sounds sensational on paper, Erika readily admits the reality of fully realising such a change requires drive and vision.
“It's not going to happen quickly because the barriers to entry in bringing manufacturing back to Australia means a pivot in capital expenditure," she acknowledges. “But, in many ways, it’s the longterm solution we need to save costs in the future. Hopefully, the government's in a position to help support this new movement. If you think about it, those already embedded in domestic manufacturing are going to prosper even further, and that's going to help everybody because it'll help with jobs, it'll help with skilling — re-skilling, upskilling."
In navigating these transitional hurdles, positives emerge. Erika passionately argues that, with labour costs rising in every territory across the world, Australia’s focus on quality and on digitising manufacturing workspaces is a powerful offset.

“A lot of the major countries that we outsource to don't have the kind of governance that we have here in Australia, and eventually they'll have to comply, which increases overhead making their own costs go up,” she outlines. “We've seen that in China, and it'll happen wherever you end up going offshore – you're going to see labour cost increase.”
However, Erika strongly believes that, here in Australia, if we can continue to foster a strong manufacturing base with strong governance and compliance, and if we can channel our labour towards higher value processing and production processes such as digitisation and deploying progressive sustainability concepts within a circular economy, then we will start seeing a long-term gain.
"It's not a quick fix and it's not a quick solution,” she emphasises. “But, in terms of longevity and sustainability, Australians will only benefit from bringing manufacturing onshore down the track. It’s a win-win situation.”
integrasystems.com.au
AMT FEB/MAR 2023 027 VOICE BOX
OPINIONS FROM ACROSS THE MANUFACTURING INDUSTRY
Epicor ERP tech
Ian Macdonald, manages the EPICOR Solutions Engineering group for Australia, New Zealand, and the Pacific Islands. He explores how Enterprise Resource Planning (ERP) technology can help manufacturers to contain rising costs.

While the Australian manufacturing sector continues to recover from the COVID-19 pandemic, inflation and rising interest rates mean that even as global supply chain blockages start to ease, manufacturers are now struggling to contain operational costs. With these factors in mind, here are three ways manufacturers can use technology to combat rising costs:
1. Using IoT to manage soaring energy prices
Global oil and gas prices have spiked due to the conflict in Ukraine, and the current gas price crisis is proving that Australian companies are not immune. With prices rising to a historic $30$35 per gigajoule for contracted gas, Australian manufacturers are searching for ways to manage soaring production costs.
Systems such as Epicor’s Advanced Manufacturing Execution System can help manufacturers control production costs by using technology to capture highly granular shopfloor data, which can then be used to forecast and reduce energy usage.
This is achieved by attaching IoT devices and sensors to manufacturing equipment, allowing companies to capture and track data on such diverse things as energy usage, temperature, vibration, material usage, scrap, downtime, and good output. IoT devices mean that manufacturers can model and accurately predict the real-time costs of running a factory, allowing them to optimise operations to achieve the greatest throughput and profitability.
2. Relying on automation to onshore supply chains
Since the 1970s, companies in the US, Europe, and Australia have been outsourcing much of their manufacturing to countries that can manufacture and supply acceptable, quality items at the lowest cost. However, in recent years, there has been a subtle but growing shift, with the COVID pandemic, and growing geopolitical instability leading to shortages in everything from commodities to microchips. The global shortages and resulting inflation have changed attitudes towards local manufacturing, leading more companies to consider onshoring as a way of securing their supply chains. A study by McKinsey in November 2021 found that up to 90% of companies were looking to onshore some of their manufacturing processes.
Smart Manufacturing can help companies bring parts of their supply chain back to Australia, whilst still maintaining profitability. Automating any labour-intensive processes that do not need intelligent human input allows manufacturers to work smarter, increasing throughput without increasing costs.
Epicor’s Advanced Manufacturing Execution System allows manufacturers to ‘manage by exception’. This means that once Epicor’s low-touch, high-tech systems have been fully embedded into a company’s production processes, factory operations can run on fewer staff, only requiring human intervention in exceptional cases.
In practice, for a New Zealand-based defence steel manufacturer, this has meant using Epicor’s Materials Requirement Planning solution to forecast demand and optimise inventory. This allows them to formulate a manufacturing schedule, release jobs to the factory, and automate stocking and purchasing processes. In this way, Epicor’s software has allowed them to compete in a pricesensitive global market while keeping their operations in New Zealand’s relatively high-cost economy.
3. Closing the talent gap with technology
With a record 13.7 million Australians employed, it’s no secret that Australia is facing a shortage of onshore talent. There is a growing gap between the demand for skilled employees and the available labour pool, and this is another place where automation can fill the gap.
In the case of engineered-to-order items, where many Australian and New Zealand manufacturers traditionally compete, the repeatable components of the end-to-end process can be automated using tools such as Epicor ERP’s inbuilt configurator, workflow automation engine, and comprehensive Manufacturing Resources Planning 2 engine.
With Epicor’s technology, processes such as quoting and order taking, configuration and estimation, raw material and component purchasing, and shop floor production can be largely automated, leaving engineers or estimators free to focus on genuinely unique custom design requirements.
A typical process would be to receive quote requests via email or online configurator, create a ticket, send the ticket to an engineer or designer’s queue for any bespoke design and analysis, and then automatically email the final quote to the customer. The tedious administration tasks that add little value to the sales and production process are automated, leaving human engineers to create and innovate as only they can.
As companies grapple with the challenges of remaining competitive in a volatile economic environment, having machine-based manufacturing solutions on hand means Australian manufacturers can keep costs down and stand toe-to-toe with our global competitors. epicor.com.au
AMT FEB/MAR 2023 VOICE BOX
028
OPINIONS FROM ACROSS THE MANUFACTURING INDUSTRY
Cyber-security risks

Technology and cyber-security risks are the top concerns with CFOs feeling increasingly exposed to almost all categories of risk since Q1 2022, according to new Lockton research.
While Chief Financial Officers (CFOs) are increasingly responsible for managing strategic business risks, many feel they aren’t prepared to deal with the magnitude and frequency of systematic risks, according to new research in Lockton’s ‘CFO Strategic Risk Report: Risk velocity and the impact on business.’
To better understand the impact this is having on CFOs, Lockton, the world’s largest privately-owned insurance broker, in partnership with Longitude, a Financial Times company, surveyed 475 CFOs and senior finance leaders during Q1 and Q3 2022. Respondents represented companies with a minimum of $100m (USD) revenue, 50 of which were based in Australia and 12 in New Zealand.
• 66% of CFOs have changed their approach to risk management from Q1 to Q3 due to the velocity of risk.
• High-profile cyber events in 2022 capture the essence of risk velocity. What starts as an isolated cyber risk then spirals into brand and reputation risk, litigation risk, regulatory and compliance risk, and so on.
• 54% of CFOs think that the velocity of risk is of greater concern than risk likelihood or impact.
• However, many CFOs felt they weren’t prepared to deal with the velocity of risk.
Lockton executives also sought expert insight on the findings from Geoff Martin, Professor of Business Strategy at Melbourne Business School.
Perception of risk exposure
CFOs feel their exposure to almost all 14 categories of risk (including technology and cyber-security) has increased in the past six months. Lockton Pacific Chief Executive Officer, Paul Marsden, was not surprised that there was a significant decrease in CFOs’ confidence in preparing for geopolitical events given the votality of global news in early 2022, but pointed to current high-profile cyberevents as clear evidence of risk velocity.
“Increased interconnectivity and interdependence of systems, brought on by digitalisation and globalisation has created an environment where one disaster can contribute to another. This is resulting in higher risk velocity: the speed by which a risk impacts a business and materialises,” Marsden said.
“In Australia, recent cyber attacks on a telecommunications company and a major insurer demonstrate when a major cyber event occurs, it’s not an isolated risk or issue. These events permeate into all parts of a business and they spiral quickly. For the insurer, they’re anticipating a $35m pre-tax hit to earnings for the first half of the financial year (not including any fines or extra compensation). Furthermore, on the first day of trading after the database was hacked, their share market fell about $1.75bn. Having declared they did not have cyber insurance because it was deemed too expensive, the insurer is now having to front a bill in the millions of dollars. Litigation risk is pressing with future shareholder class actions on the cards. These are the real impacts and outcomes of risk velocity.”
66% of respondents have changed their attitude to risk management
In light of increased velocity, 66% of respondents reported that their attitude to risk management has changed since Q1. “Risks are now hitting organisations at a much faster pace,” warned Mr Marsden.
Offering advice for organisations, he said: “To build business resilience, risk velocity must be factored into traditional risk management models. However, businesses must accept that no plan is bullet proof and history is littered with failed crises plans. The first step is to embrace a culture of risk management, then prioritise building a robust team and manage expectations. Organisations need diverse teams of individuals coming together to openly discuss risks with clear support from the board,” he concluded. Aligning employee bonuses and financial incentives with managing risk
Professor Martin, an expert on strategy and risk at Melbourne Business School, weighed in on the findings and provided practical advice on managing risk.

“Firstly, be clear about your purpose and strategy – executives who want to lead effectively in a world of increasing risk velocity should start by being clear about their organisation’s purpose and strategy. What are they? Does everyone understand them? This is important because each risk you identify needs to be assessed in terms of how relevant it is to your purpose and strategy.”
“Determine your top capabilities and risks – make a list of the capabilities you need to succeed and risks you need to manage, then make sure they are widely socialised,” he continued. “Choose the five capabilities and five risks that are most important for you to build and manage over the next one, two and three years. Then, from those capabilities and risks, force-rank them. The main outcome you should be looking for is that everyone is aligned in understanding priorities regarding capability and risk. These questions are all asked in the shadow of your purpose and strategy.
“Finally, make sure incentives don’t increase risk – revisit your personal development and compensation plans to make sure you are aligning bonuses and financial incentives with managing the important risks. If someone has an incentive to maximise profit or revenue in a 12-month period, they might achieve it in a way that allows them to get their bonus – and move on to another firm or retire – in a way that substantially increases risk in a subsequent period.” global.lockton.com/au/en
AMT FEB/MAR 2023 029 VOICE BOX
OPINIONS FROM ACROSS THE MANUFACTURING INDUSTRY
Manufacturing efficiency goals
Achieving profit and growth through manufacturing efficiency is the goal of everyone. Vince Giovanniello, CEO at BlueRock reminds us to delight our customers.

Australia’s manufacturing sector was ranked the twelfth-fastest growing sector in the country in 2020, showcasing an immense demand for its services. The industry has been essential to Australia’s recovery and resilience throughout the COVID-19 pandemic, and this trend is not expected to slow down any time soon.
Following the pandemic, we have seen a rapid transformation of the manufacturing industry. Although some changes were positive, such as enhancing business models and utilising technology to scale businesses, there were also many challenges such as shortage in staff, quality issues, supply chain disruptions and increases in pricing. The impacts presented during the pandemic highlight that ultimately efficiency and quality are key to operating a successful manufacturing business.
As a manufacturer, you know how important it is to deliver a quality product on time, and in a cost-effective and sustainable way that fully delights your customers. By the same token, as a business owner, it’s likely that you prioritise the growth and relevance of your business, while keeping a close eye on whether or not your business is making money.”
How the macro effects challenges the manufacturing industry

Following the pandemic, there have been numerous supply shortages across industries that have led to challenges such as shortage of staff, materials and compromises on quality. Particularly in the manufacturing industry, this disruption has increased pricing, leading to a negative impact on the overall efficiency of manufacturing operations.
In order for manufacturers to overcome this, businesses need to ensure they are proactively addressing these challenges and have a strategy in place to secure their business.
So, how manufacturers can overcome this? To ensure the achievement of efficient manufacturing services, business owners need to prioritise their supply chain and ensure it is being managed thoroughly from end to end. Understanding the supply chain allows for a smooth and flawless process that ultimately leads to quality outcomes and business growth.
One strategy to consider is introducing technology and innovation to help transform innovation pilots into industry-shaping new business models. This requires the right set of skills, workforce engagement, culture and alignment across entire companies – and at times beyond. Leveraging a blend of centres of expertise to develop new digital skills and digital academies to upskill all employees is critical to deliver and sustain results. Key to understanding the right strategy is to have visibility of results and to identify and action the gaps.
Efficiency is the key
You can only be as efficient as your machinery, equipment, and resources allow you to be, but if your operational efficiency is superior to your competitors, then you have an upper hand. So it is imperative to continually remain up to date with emerging technologies. By leveraging quicker production rates along with higher quality results, you can be a step ahead of competitors. However, keep in mind productivity will need to remain level with your businesses efficiency.
What Is Gold-Star Manufacturing?
Gold-Star Manufacturing is achieved when your business generates less waste, delivers quality products to customers on time, keeps your employees safe because they are required to intervene less in unplanned events, and has a positive footprint on our planet. Once your business is at the stage where it maintains a stable efficiency with minimal unplanned events, you’re on track to obtaining a level of Gold-Star Manufacturing.
To get your company to a level of Gold-Star Manufacturing, you should ask yourself the following questions:
• Do you know the efficiency of your company’s operations on an hourly, daily, weekly, or monthly basis?
• Do you know the percentage of your company’s planned and unplanned events on a daily, weekly or monthly basis?
If you answered ‘yes’ to the above questions, the next step is to create a strategic action plan on how you can improve the overall efficiency of your operations. If you answered ‘no’, you will need to create a plan to measure variables within your business to identify easy wins and provide clear business insights for better decision making. BlueRock has a team of manufacturing experts that work with clients to achieve Gold-Star level bluerock.com.au
AMT FEB/MAR 2023 030 VOICE BOX
OPINIONS FROM ACROSS THE MANUFACTURING INDUSTRY
Factory of the future
Empowering employees for success in the factory of the future. James McKew, Universal Robots Regional Director, APAC, and Hazel Stewart, Director of Innovate Learn, bring their skills to the table.
In an increasingly competitive global market, the Australian manufacturing sector is embracing new technology in order to thrive. Companies are investing in automation technologies, including robotics and artificial intelligence (AI), to achieve greater efficiencies and meet the demand for higher production (while keeping costs down).

The integration of new technologies does, at times, raise concerns from employees, who may fear they’ll be replaced by robots or automation.

“This is a common misconception,” says Hazel Stewart, Director of Innovate Learn, a Melbourne-based distributor of solutions from Wilson Learning Worldwide. “The Harvard Business Review puts it best: ‘technology does not purge the need for human labour but rather changes the type of labour required. Autonomous does not mean humanless.’”
“The change to new technology actually brings a wide range of new employment opportunities” , says Hazel. She points to the findings of the World Economic Forum’s 2020 Future of Jobs Report, which estimate that by 2025, advanced technologies will lead to the creation of at least 12 million new jobs. They predict increased demand for jobs such as Data and Machine Learning Specialists, but also very ‘human-driven’ professions, including Digital Marketing Specialists and Business Development Professionals.
While these findings are encouraging, they will do little to assuage the concerns of manufacturing employees who may not yet be equipped with these skills. The question for manufacturers is, how to embrace advanced manufacturing without leaving employees feeling vulnerable or alienated?
Leading the change
For the transition to advanced manufacturing to be successful, it is essential that employees are educated about the new technology, as well as its benefits and goals. Employees need to support and believe in the company’s strategic goals, explains Hazel. They need to see clear advantage for both the company and for themselves.
“The majority of employees want to see the organisation they work for succeed and they understand that sometimes change is necessary in order for the company to remain competitive,” she says. “It’s not that employees are resistant to change – but rather that they need clarity on how the change stands to benefit them on both an organisational and an individual level. It’s important that employees feel that their contributions are a valued part of the overall initiative,” she adds.
Collaboration over competition
A great point of departure in a change management initiative is to highlight the benefits afforded by automation and new technology. “Automation offers manufacturers a host of benefits: it will increase productivity, improve worker safety and efficiency, and reduce errors. Pertinently, it can reduce the burden on employees, by allowing them to channel their energy and creativity into corners of the business where a human perspective is invaluable,” says Hazel. “Robots enhance the workplace for employees by taking on dull, dangerous and repetitive jobs,” says James McKew, Regional Director APAC for Universal Robots, the specialist developer of collaborative robots for industry (i.e. robots that can work safely alongside humans). According to James, the argument that robots will take jobs from humans is an argument they regularly encounter.
Yet robotic automation, he explains, has many advantages for the workforce. Collaborative robots are freeing up people to do more meaningful and fulfilling tasks, and Universal Robots has seen this repeatedly with their customers across the globe. “Robotic automation is known to create new job titles and job opportunities within a business,” says McKew.
The automation of manufacturing tasks may facilitate the reallocation of labour costs, enabling companies to invest in the professional development of employees. This is a good opportunity to up-skill personnel, equipping them with the capabilities and knowledge they will need to thrive in an altered workplace.
An unexpected but major benefit of automation is that it is reinvigorating the manufacturing sector by making it more attractive to young candidates. The implementation of robotics, programming and automation software in the manufacturing environment, presents an exciting pathway into a sector that may otherwise have limited appeal.
Advanced manufacturing requires a broad range of skills
Technical proficiencies will be in high demand as advanced manufacturing becomes more prevalent. Yet other, more ‘abstract’ skills will be required by future-thinking manufacturing businesses that wish to thrive. Hazel lists these in-demand skills as follows:
• Learning agility. “In a rapidly changing environment where new technologies are constantly coming to the fore, employees must embrace an attitude of continuous learning.”
• Collaboration. “Creativity and innovation thrive when ideas are shared.”
• Critical thinking. “I would argue that the ability to think critically, strategise and change course with agility, is the most crucial advantage that humans have over robots.”
• Communication. “Sharpening of written and verbal communication skills will increase efficiencies, improve working relationships, and improve the output.”
• Problem-solving. “This is a skill that strengthens with practice and brings significant value to an organisation, creating new opportunities for success”.
“Change is inevitable, but once teams see new technologies for the opportunities and advantages they present, they can focus on strengthening their uniquely human capabilities,” Hazel concludes. “These capabilities will always be in demand in the fourth industrial revolution and beyond – no matter how many robots are working alongside us.” innovatelearn.com.au
AMT FEB/MAR 2023 031 VOICE BOX
USA: Scientists discover material that can be made like a plastic but conducts like metal
Scientists have discovered a way to create a material that can be made like a plastic, but conducts electricity more like a metal. The research shows how to make a kind of material in which the molecular fragments are jumbled and disordered, but can still conduct electricity extremely well. This goes against all of the rules we know about for conductivity.
Conductive materials are absolutely essential if you're making any kind of electronic device, whether it be an iPhone, a solar panel, or a television. By far the oldest and largest group of conductors is the metals: copper, gold, aluminum. Then, about 50 years ago, scientists were able to create conductors made out of organic materials, using a chemical treatment known as ‘doping’, which sprinkles in different atoms or electrons through the material. This is advantageous because these materials are more flexible and easier to process than traditional metals, but the trouble is they aren't very stable; they can lose their conductivity if exposed to moisture or if the temperature gets too high.
But fundamentally, both of these organic and traditional metallic conductors share a common characteristic. They are made up of straight, closely packed rows of atoms or molecules. This means that electrons can easily flow through the material, much like cars on a highway. In fact, scientists thought a material had to have these straight, orderly rows in order to conduct electricity efficiently.
University of Chicago
Australia: Key to success in manufacturing is differentiation through innovation in textiles
CSIRO and Textor have co-invested to conduct research into the surface treatments of textiles using plasma; understanding moisture transport via capillary action; odour reduction; and new composite web structures. This research has culminated in the invention of a novel three-dimensional fabric that is employed as a next-to-skin component of predominantly infant diapers. The fabric is highly effective in facilitating moisture movement away from the 'point of insult' and into the absorbent layer of the diaper whilst maintaining a sense of dryness, and hence comfort, to the wearer.
CSIRO's commercial engagement with Textor resulted in a new product development, in turn increasing annual gross turnover. The new material has been incorporated into the millions of nappies produced around the world by global company Kimberly-Clark.
CSIRO
France: Ukrainian professor eyes recycled concrete for the inevitable post-war build.
Viacheslav Troian has just published a scientific paper on concrete recycling alongside co-authors from ETH Zurich and Gustave Eiffel University in Paris. For some time now, building materials engineers have been crushing concrete demolition waste and using it to produce fresh concrete. This can replace up to 50% of the gravel or crushed stone required. According to Prof Troian, there is huge potential in the use of recycled concrete for the reconstruction of destroyed buildings and infrastructure in Ukraine.

As a father of four, Prof Troian was allowed to leave Ukraine as the conflict erupted. A chemical engineer specialised in concrete, he has 20 years of experience in the development of various forms of the material. Projects he has played a role in include developing the concrete mixtures for the sleepers for the Ukrainian railway, and the foundation of the safety confinement built around the damaged nuclear reactor in Chernobyl. Troian is currently working as a visiting researcher at ETH Zurich.
“Instead, what can be repaired should be repaired,” according to the professor. With this in mind, over the coming months he will be devoting his attention to the question of forecasting the remaining service life of old concrete buildings, using models developed at ETH Zurich.
GEU - Paris
USA: Medical face mask membrane that can capture, deactivate SARS-CoV-2 spike protein on contact.
The team developed the membrane, which was fabricated through an existing collaboration with a large-scale membrane manufacturer. It was then tested using SARS-CoV-2 spike proteins that were immobilized on synthetic particles. Not only could the material filter out coronavirus-sized aerosols, but it was also able to destroy the spike proteins within 30 seconds of contact.
The study reports that the membrane provided a protection factor above the Occupational Safety and Health Administration's standard for N95 masks, meaning that it could filter at least 95% of airborne particles. The new membrane builds upon the center's National Institute of Environmental Health Sciences (NIEHS) and NSF-funded activities, which have developed various functionalized membranes for environmental remediation. In contrast to passive membranes, functionalized membranes provide additional benefits by interacting with undesired particles like viruses through selective binding or deactivation.
University of Kentucky
CHINA: 3D polymers can be printed as a carbon microlattice 100 times stronger than original
Researchers recently discovered a low-cost, direct method to turn commonly used 3D printable polymers into lightweight, ultratough, biocompatible hybrid carbon microlattices, which can be in any shape or size, and are 100 times stronger than the original polymers. The research team believes that this innovative approach can be used to create sophisticated 3D parts with tailored mechanical properties for a wide range of applications, including coronary stents and bio-implants.
The team also discovered that by carefully controlling the heating rate, temperature, duration and gas environment, it is possible to simultaneously enhance the stiffness, strength and ductility of a 3D-printed polymer microlattice drastically in a single step.
CityU
Australia: New quantum computing feat is a modern twist to a 150-year-old thought experiment on ‘Maxwell’s demon’
A team of quantum engineers at UNSW Sydney has developed a method to reset a quantum computer – that is, to prepare a quantum bit in the ‘0’ state – with very high confidence, as needed for reliable quantum computations. The method is related to the
AMT FEB/MAR 2023 032 TECH NEWS
old concept of ‘Maxwell’s demon’, an omniscient being that can separate a gas into hot and cold by watching the speed of the individual molecules.
They used a fast digital voltmeter to watch the temperature of an electron drawn at random from a warm pool of electrons. "This corresponded to a high certainty of it being in the ‘0’ computational state,” says Professor Andrea Morello of UNSW, who led the team. “Quantum computers are only useful if they can reach the final result with very low probability of errors. And one can have near-perfect quantum operations, but if the calculation started from the wrong code, the final result will be wrong too. This digital ‘Maxwell’s demon’ gives a 20x improvement in how accurately the computation can begin.

UNSW
Scientists at Lawrence Livermore National Laboratory in California have announced the success of an experiment at their National Ignition Facility. With analysis of the results still underway, it would be the first net energy gain from a nuclear fusion. The news was revealed by the Financial Times with information provided by sources with knowledge of the experiment. But, the claim by researchers that nuclear fusion is ’safe and clean’ is incorrect. Laser fusion, particularly as a component of a fissionfusion hybrid reactor, can produce neutrons that can be used to produce the nuclear explosives Plutonium-239, Uranium-235 and Uranium-233. It could also produce tritium, a form of heavy hydrogen, which is used to boost the explosive power of a fission explosion, making fission bombs smaller and hence more suitable for use in missile warheads.
ITER
Stem cells offer great promise in the treatment of many diseases and injuries, from arthritis and diabetes to cancer, due to their ability to replace damaged cells. However, current technology used to harvest stem cells is labour intensive, time consuming and expensive. Biomedical engineer Professor Majid Warkiani from the University of Technology Sydney led the translational research, in collaboration with industry partner Regeneus -- an Australian biotechnology company developing stem cell therapies to treat inflammatory conditions and pain. Microfluidics is the precise control of fluid at microscopic levels, which can be used to manipulate cells and particles. Advances in 3D printing have allowed for the direct construction of microfluidic equipment, and thus rapid prototyping and building of integrated systems.
The new system was developed to process mesenchymal stem cells, a type of adult stem cell that can divide and differentiate into multiple tissue cells including bone, cartilage, muscle, fat, and connective tissue. The new system combines four micromixers, one spiral microfluidic separator and one microfluidic concentrator
to detach and separate the mesenchymal stem cells from microcarriers and concentrate them for downstream processing. UTS
Growing demand for sustainable materials is driving interest in companies like MolyWorks and its newly minted commercial arm Continuum, especially considering how recycled metal scrap could become the choice feedstock for companies that are kinder to the environment.
Private equity firm Ara Partners, which specializes in industrial decarbonization, made the investment. The funds will be destined to expand Continuum’s production of 100% recycled commercial metal powder to meet the growing customer demand for sustainable, responsibly sourced materials for engineered parts. Ara’s partnership will also support the company’s international growth and continued research into adjacent technologies and customer applications.
Statista Research
UK: Rail disruption caused by leaves on the line could be obliterated with a new rail cleaning system developed by researchers from Sheffield University.

In a new Network Rail-funded project, the researchers plan to install their leaf-busting technology underneath passenger services run by train operator Northern. Developed by researchers from the University’s Department of Mechanical Engineering, the cleaning system fires dry ice pellets in a stream of air at supersonic speed at the railhead, which freezes any leaves on the line. The frozen leaves are then blasted away as the dry ice pellets turn back into a gas. Expected to be installed and ready for testing on the live rail network in 2023, it will enable passenger services to clean the track when needed, particularly in autumn and winter months when falling leaves form slippery layers and make it more difficult for trains to stop and start. In 2021, Sheffield University worked with Northern to test the technology onboard an empty passenger train on the live rail network. The trials ran throughout autumn and winter 2021/2022 at speeds of up to 60mph and found that the dry ice system is more effective at removing leaves from the line, cleaning the track and reducing stopping distances, than methods currently used by the rail industry.
Sheffield Uni.
HEADING AMT FEB/MAR 2023 033 TECH NEWS
USA: Scientists have reached a milestone in nuclear fusion research, producing a net gain of energy for the first time.
Australia: Researchers have developed a unique 3D printed system for harvesting stem cells from bioreactors, offering the potential for high quality in Australia at a lower cost.
USA: Continuum, the sustainable metal recycling arm of California 3D printing startup MolyWorks, has raised $36 million in a private equity funding round to support the rapid advancement of the circular metals economy.
Advanced Navigation’s Boreas D70
Advanced Navigation has announced Boreas D70, a fibre-optic gyroscope (FOG) inertial navigation system (INS).
Advanced Navigation has just launched Boreas D70 - an advanced fibre-optic gyroscope (FOG) inertial navigation system (INS). It's the latest release in the Australian company’s Boreas digital FOG (DFOG) series, providing flexibility and ultra-high accuracy inertial navigation that's far more affordable than previous FOG INS systems.
Advanced Navigation is a global leader in AI and robotics-powered navigation systems. Their products are designed and manufactured in Australia, exported globally, and used by some of the largest tech companies e.g. Lockheed Martin, NASA, Google, Fugro and more.
The D70 has a wide range of applications, including surveying, mapping and navigation across the air, land, subsea, marine domains. It also works particularly well for autonomous vehicles and aircrafts, where weight and size are at a premium.
The Boreas D70 combines cutting-edge closed-loop DFOG and accelerometer technologies, with a dual antenna RTK GNSS receiver. These are coupled with Advanced Navigation’s AI based fusion algorithm to deliver accurate and precise navigation.
The system features ultra-fast gyro compassing, acquiring and maintaining an accurate heading under the most demanding conditions. While D70 does contain a GNSS receiver, it’s not required for gyrocompass operation.

Based on revolutionary DFOG technology, D70 delivers a 40% reduction in size, weight, power and cost (SWaP-C), when compared to systems of similar performance.
The D70 is the latest release in the Boreas digital FOG (DFOG) series, offering a new performance grade with superior accuracy, exceptional stability and reliability. The technology is well suited to surveying, mapping, and navigation across subsea, marine, land and air applications.
Additional features of the Boreas D70 include Ethernet, CAN and NMEA protocols, as well as disciplined timing via a PTP server and 1PPS. A rich, responsive embedded web interface provides full access to all of the device’s internal functions and data. Internal storage allows for up to one year of data logging.
“We are thrilled to expand the Boreas series with the D70,” said Xavier Orr, CEO and co-founder of Advanced Navigation. “It's a system that will provide additional flexibility in the Boreas family, making ultra-high accuracy inertial navigation far more affordable than previous FOG INS systems.”
DFOG is patented technology, which has been developed over 25 years involving two research institutions. DFOG was created to meet the demand for smaller and more cost-effective FOGs, while increasing reliability and accuracy.
The first generation of FOG made available in 1976 used analog signals and analog signal processing. The second generation was developed in 1994 and is still used to this day. It improved upon the first generation with a hybrid approach using an analog signal in the coil with digital signal processing.
In 2021, FOG has evolved into DFOG. This third generation of FOG sets itself apart by being completely digital, providing higher performance and reliability while enabling a 40% reduction in size, weight, power, and cost (SWaP-C).
To achieve this, three different, yet complementary, technologies have been developed to improve the capabilities of FOG.
Digital Modulation Techniques: DFOG uses a specially developed digital modulation technique passing spread spectrum signals through the coil. The new digital modulation technique introduced in DFOG technology allows in-run variable errors in the coil to be measured and removed from the measurements. This makes DFOG significantly more stable and reliable than traditional FOGs. It also allows a smaller FOG with less coil length to achieve the accuracy of one with a longer coil.
Revolutionary Optical Chip: By integrating five sensitive components into a single chip and removing all the fibre splices, the size, weight, and power are reduced considerably while significantly improving reliability and performance.
Specially Designed Optical Coil: DFOG employs a specially designed closed-loop optical coil, developed to take full advantage of the digital modulation techniques. The design allows for optimum sensing of in-run variable coil errors using the new digital modulation technique. It also provides a very high level of protection for the optical components from shock and vibration.
Distinguished Professor Arnan Mitchell, the Director of the Integrated Photonics and Applications Centre at RMIT University, was a key partner in developing DFOG technology with Advanced Navigation. Professor Mitchell is a noted authority on microtechnology and nanotechnology whose work on shrinking components of a fibre optic gyroscope onto a single chip proved to be one of the key components of DFOG’s revolutionary technology. This innovation is what allows DFOG to have a significantly lower SWaP-C than other similar FOGs, all the while delivering higher accuracy and reliability.
Professor Mitchell explains “By printing optical components onto a tiny chip, we are creating more compact and reliable fibre optic gyroscopes with Advanced Navigation.”The Boreas D70 will be available in early 2023. advancednavigation.com
AMT FEB/MAR 2023 034 PRODUCT NEWS
Datalogic Matrix320
New Datalogic Matrix 320 5MP code reader enhances traceability for machine builders and end users.
Datalogic, a global leader in the automatic data capture and process automation markets, is introducing a new image based code reader to empower intralogistics traceability of products and components for machine builders and end users.
The new Matrix 320 5MP reader features an extended lens and lightings portfolio to solve a broader range of applications, including those with a large depth of field (DoF) or field of view (FoV).
Datalogic’s latest reader in the Matrix range is Industry 4.0 ready, featuring complete embedded Industrial Connectivity (including OPC UA), which helps to reduce cost of integration. It is ideally suited to intralogistics, e-commerce, retail, manufacturing and logistics automation tasks.
“The Matrix 320 5MP reader’s modular design – with a complete portfolio of lenses, lightings, filters, and accessories – provides top levels of flexibility and minimises time and cost, helping system integrators to find effective, powerful solutions to grow the business opportunities for applications in any industrial environment,” said Morena Corradini, Product Marketing Manager at Datalogic.
“Quick reaction times and hands-free applications further improve operator efficiency. The reader’s outstanding performance will increase throughput and overall productivity for the end user,” she said.
Illumination has been further enhanced in the new Matrix 320 5MP model, with Very High Power (VHP) illuminator, featuring 36 LEDs, or an Ultra High Power (UHP) illuminator, featuring 72 LEDs, to enhance productivity for applications with demanding speed, distance, and DoF.
The new scanner features an embedded distance sensor, with Time of Flight (ToF) technology that automatically detects reading distance to dynamically optimise scanning performance.
Simple aiming systems, with cross-projection and a new grid pattern, allow the scanner to project visible read feedback on the label for an easy-to-see visual reading area, improving manual performance.
Applications
Datalogic’s new Matrix 320 reader can be used in a wide variety of applications, including: Intralogistics, Logistic, E-Commerce, Retail and Logistic Automation applications such as:
• Inbound / Outbound Pallet Picking (Forklift);
• Print & Apply verification (Re-labelling);
• Order Fulfillment (Automatic/Manual) and Order Verification;
• Tote verification;
• Apparel and Small Items traceability;
• Depalletizing, Palletizing, Cage Preparation;
• Pallet Traceability / Pallet Wrapping;
• Reverse Logistic.
Manufacturing applications such as:
• Automotive Work in Progress (WIP) and Traceability;
• Component / Part Traceability;
• Secondary Packaging Traceability (bundling);
• End of Line Traceability.
Reduced Total Cost of Ownership
The new Matrix 320 5MP reader has been designed as a complete solution, and reduces Total Cost of Ownership (TCO) through its ease of installation, configuration, and operation.
Modular assembly C-Mount models provide the highest level of flexibility and combination of parts, to enable system integrators to service the largest variety of industrial applications.
“The C-Mount modular assembly models provide a complete portfolio of accessories with a full set of interchangeable lenses (8mm, 12mm, 16mm, 25mm, 35mm, 50mm), two illuminator colours (blue and white) in two power versions, and accessories with a smart modular design,” says Corradini.
“Full industrial connectivity, overall compactness, rotating connectors, and a top industrial grade make Matrix 320 5MP extremely easy to fit into every industrial environment,” she said.
Universal Robots 20kg cobot
Universal Robots adds all-new 20kg industrial cobot to its leading portfolio.

Universal Robots, the Danish manufacturer of collaborative robots (cobots), has announced that it will add a new 20kg cobot to its product range. Called the UR20, the cobot boasts an all-new design based on Universal Robots’ experience in highly refined engineering and is the latest addition to the company’s strong portfolio of cobots.
The UR20 is the best demonstration yet of Universal Robots’ unrivalled innovation in the cobot space, featuring an entirely new joint design that will allow for even faster cycle times as well as the ability to handle heavier loads. Its 1750mm reach has been designed to work to the full height of the standard Euro-pallet, which will transform the way businesses package and palletize, while its small footprint will allow companies to achieve more within their existing production space. In addition to palletizing, Universal Robots expects the UR20 to be used for welding, material handling,
machine loading and machine tending, as well as for innovative solutions created by its extensive partner ecosystem. “This is not just a bigger version of our existing cobots; it’s the cobot redefined,” says the company’s President, Kim Povlsen. “The UR20 is the most innovative cobot we have produced and the latest evolution in 17 years of technical experience in the robotics industry. Our expert engineers have completely re-engineered the arm while retaining the same intuitive user interface we have long been celebrated for.”
Universal Robots launched the world’s first commercially viable cobot in 2008 and has since built an ecosystem of more than 1,100 integrators, distributors and independent partners creating components, kits and applications for its cobots.
The UR20 will begin shipping in Q2 2023.
universal-robots.com blog.universal-robots.com
AMT FEB/MAR 2023 035 PRODUCT NEWS
Johnson Screens flushed with success
Australian company leading global innovation with Additive Manufacturing.
Johnson Screens, an Aqseptence Group brand, is a global leader of water filtration and separation products. Johnson Screens offers a comprehensive range of solutions for the waste water management industry, backed by over 100 years of design, manufacturing, service and sales experience.
In 2019, as part of Johnson Screens drive for continuous improvement, their designers conducted a Design for Additive Manufacturing (DfAM) review of an existing filtration belt. The belt screen is used to remove solids from incoming wastewater, as one of the initial steps in the treatment facility. The part needed to be robust and reliable, and the designers saw opportunities to improve on the part efficiency and incorporate the freedom of design that AM (Additive Manufacturing) can unlock.
With their manufacturing based in Brisbane, Johnson Screens went to the market seeking a local partner to supply an industrial grade polymer AM system that could produce durable polypropylene parts within tolerance and at scale.
After completing their due diligence, they selected EVOK3D as the partner of choice and the HP Jet Fusion 5210 3D printing system as the production ready AM system.

“The HP Jet Fusion 5200 system is enabling Australian companies to manufacture world leading products in a competitive and cost-effective manner,” said Joe Carmody, Managing Director at EVOK3D. “We are now seeing accelerated adoption of AM in the industrial segment and EVOK3D is right at the forefront of delivering end-to-end additive manufacturing solutions in this space.”
The HP Jet Fusion 5200 system enables progression from prototype direct to production in a seamless manner. “We have seen major savings in lead time (up to ten weeks) and, due to the design freedom provided by the additive manufacturing process, achieved a 40% reduction in assembly time,” said Denys Visser, Global Product and Research Manager for Johnson Screens. “This has led to improved cost and throughput in our Australian facility that we plan to roll out globally.”
EVOK3D goes beyond the traditional role of an equipment supplier; offering a true end to end solution; from materials selection, part validation, system supply, installation and commissioning to ongoing service and support, of hardware and software. EVOK3D is uniquely positioned to provide Australia-wide support for Johnson Screens, in the initial project implementation and over the lifetime of the asset. “It has been a pleasure working with EVOK3D,” said Denys. “Their support continues into our service and raw material supply today, and I am glad to report they are not a ‘Sell and Leave’ company. I readily recommend them in all additive processes and procurement.”
The recent addition of polypropylene to the portfolio of HP materials allows for the manufacture of robust parts with high chemical resistance at a much lower cost, versus the polyamide (nylon) materials commonly used on other AM systems. “Polypropylene, a cost-effective yet resilient material, is much better suited for the purpose of filtration,” said Denys.
The HP Multi Jet Fusion system is a complete 3D printing solution. “We use the fully integrated post process unpacking solution provided by HP to process and recover the majority of powder without incurring high labour usage,” says Denys. “After this, we finalise our parts with a media cleaning system and 100% inspection.” The media cleaning system is a 3DAutoBLAST, automatic bead blaster developed and manufactured in Australia by EVOK3D.

The 3D printed polypropylene screens are proving to be exceptionally durable for Johnson Screens. “After 12 months in harsh real-world service, it was found that the new components outperformed the traditional stainless-steel filters,” said Denys. Furthermore, Johnson Screens has not yet seen any failures, and the first test panel is still functioning as intended, after more than one and a half years of around the clock use.

But this is only the starting point of Johnson Screens’ additive manufacturing journey. The Center-Flo belt screen is one of many products that they currently produce and will produce in the future. The benefits of the HP Jet Fusion 5200 series will ensure that the use of additive manufacturing will continue to inform new and existing designs for Johnson Screens.
EVOK3D.au johnsonscreens.au
AMT FEB/MAR 2023 036 PRODUCT NEWS
Rohde & Schwarz MXO4
Rohde & Schwarz introduces the R&S MXO 4 series, the next generation oscilloscopes for accelerated insight.
Rohde & Schwarz is adding a completely new series to its oscilloscope portfolio that delivers a number of industry firsts. The new R&S MXO 4 series oscilloscopes feature the world’s fastest real-time update rate of over 4.5 million acquisitions per second. Development engineers can now see more signal detail and infrequent events than with any other oscilloscope. The 12-bit ADC in the R&S MXO 4 series has 16 times the resolution of traditional 8-bit oscilloscopes at all sample rates without any tradeoffs for more precise measurements. A standard acquisition memory of 400Mpts on all four channels gives the instrument up to 100 times the standard memory of comparable instruments.
Rohde & Schwarz presents the new R&SMXO 4 series, the first in the next generation of oscilloscopes. The R&S MXO 4 oscilloscopes come in four-channel models with bandwidths of 200MHz, 350MHz, 500MHz, 1GHz, and 1.5GHz. They have a starting price of A$11,400, many unparalleled functions and excel in both performance and value.
Instant view of signal details






R&S MXO 4 series oscilloscopes boast the world’s fastest update rate of 4.5m acquisitions per second, revealing more signal activity than any other available oscilloscope. Development teams can quickly see and isolate infrequent events, get a better understanding
of physical layer signals and test faster. This is unparalleled in the industry.

A unique 200Gbps processing ASIC makes this feature possible. It is one of several new technology blocks Rohde & Schwarz engineers developed and implemented for the first time in the R&S MXO 4 series. “The new hardware and software technology blocks and architecture allowed our development team to achieve a once-in-a-decade engineering breakthrough,” Dr. Andreas Werner, Vice President Oscilloscopes at Rohde & Schwarz, explains. “Our customers will experience a whole new level of performance, and all at a price more affordable than has ever been seen on the market.”
The R&S MXO 4 series incorporates a 12-bit ADC that operates across all the instrument sample rates with an 18-bit vertical resolution architecture for greater resolution precision than any other oscilloscope. The R&S MXO 4 series also has the lowest noise and largest offset range (+/- 5V with a 500uV/div scaling) in its class. Users can see DC and other signals with more precision than with any other oscilloscope on the market.
The new R&S MXO4 series oscilloscopes are now available from Rohde & Schwarz and selected distribution channel partners. rohde-schwarz.com

Nobody knows end-to-end metal component manufacturing processes like the Sevaan Group

www.sevaangroup.com.au
We are the Sevaan Group. A complete end-to-end metal component and product manufacturer for OEMs. Using our proven capability and considerable expertise, Sevaan produces high-performance components in an extensive range of metals at scale. This, fused with our integrated in-house design, cutting, machining, bending and folding, welding, and finishing and assembly capabilities, provides you with real choice, cost-competitiveness, quality-control and peace of mind. For high-quality metal parts to your exact specifications on time, every time, call Sevaan on (02) 9824 5555 or email: marketing@sevaangroup.com.au
AMT FEB/MAR 2023 037 PRODUCT NEWS
EYES ON THE SKY
Gilmour Space Technologies ultimately aiming to launch passengers to space. Carole Goldsmith straps in.
Australian rocket and satellite manufacturer, Gilmour Space Technologies, is soaring ahead in its innovative rocket and satellite production, with plans to launch its Eris orbital rocket this year and its G-class satellites from late 2024.

Gilmour Space has an ambitious ten-year plan to build and launch the country’s first Australian-made rockets that will send satellites and ultimately passengers to space.
Since starting the rocket business eight years ago, Gilmour Space, has moved fast in its innovative rocket and satellite R&D and production. It is now on track to send its Eris rocket into Low Earth Orbit (LEO) in the first half of this year.
Last November, the Gold Coast company successfully completed the final qualification test-fire of its Sirius main hybrid rocket engine. It uses a liquid oxidiser and proprietary solid fuel, a cost-effective and greener alternative to traditional liquid and solid propulsion rocket fuel.
“Five of the Sirius rocket engines will power the first and second stages of the three stage Eris rocket into space,: advises Adam Gilmour, CEO and Co-Founder of Gilmour Space. “The third stage of Eris will be powered by a smaller liquid rocket engine, called Phoenix which is also developed in-house.”
"I'm happy to share that the tests were a success. Our Sirius engine generated a record 115 kilonewtons (or 25,850 pounds force) of stable and efficient combustion”, he said. “This is the most powerful rocket engine ever developed in Australia, and it achieved its mission duration requirement. All engines have now been qualified for our orbital test launch this year."
On the satellite front, Gilmour Space is offering a new ride share mission aboard one of its G-class satellite buses, (G-Sat), which will be launched late next year.
The G-Sat is a modular 100-kilogram satellite bus, which is the main body structure of the satellite, being developed by Gilmour Space in collaboration with Griffith University. Each G-Sat can host multiple payloads such as scientific instruments, thrusters, sensors, processors and other new space technologies.
“We’re calling this our Kangaroo-1 rideshare mission, and it will be capable of carrying 125U (125 units) of payload volume into a mid-inclination orbit," says Shaun Kenyon, Program Manager for Satellites at Gilmour Space.
125U is roughly equivalent to the size, weight and volume of a large microwave oven. "That is a lot of new space technologies that can be launched and tested in a single mission."
AMT FEB/MAR 2023 038 AEROSPACE & DEFENCE
With ridesharing, the cost of launch and integration will also be shared among many. “Our Kangaroo-1 mission is aimed at customers with individual or specific payloads, (such as, an Internet of Things (IoT) receiver or a hyperspectral camera), who want to ‘leap ahead’ in rapidly proving their tech without the risks and costs of a full satellite mission,” explains Kenyon. "It will allow multiple organisations to gain flight experience, validate a business model, and develop their technology faster at a competitive price.”
Australian ingenuity and ambition
“Most people are just unaware of how reliant we are on space tech in our daily lives,” says Adam. “Every time you use the GPS (Global Positioning System) on your mobile phone to help you navigate, get the latest seven-day weather for anywhere on Earth, stop at a traffic light, or simply pay on-line, you’re using satellite technology. Satellites need rockets to get to space.”
Adam co-founded Gilmour Space with his brother James, who heads the company’s launch site development and operations at the Bowen Orbital Spaceport in North Queensland. Michelle Gilmour, Adam’s wife, is a company director and head of marketing and communications. They met at Monash University, while studying for a Bachelor’s degree in Banking and Finance.
“I have been a life-long space fan,” admits Adam. “We started the business eight years ago, after I was working in banking and finance in Singapore for 20 years and well before the Australian Space Agency was established in 2018. I believed then and now that rockets can be made smaller, cheaper and faster and that the new space industry would benefit greatly from having more dedicated access to space.
“Our near-term mission at Gilmour Space is to develop and launch low-cost launch vehicles and satellites from Australia. They will be the first Australian-made launch vehicles to get to orbit. Our longerterm goal includes launching Australian astronauts to space and eventually to the Moon.”

“It has taken us a bit longer than expected to get where we are today, but the team is very excited to be launching our first commercial rocket from Bowen, this year,” Adam Gilmour states.
The business began in 2015 with a skeleton staff, but has grown quickly to 170 employees and is increasing rapidly. Gilmour Space is always on the lookout for skilled technicians and engineers to join the space team. The company currently has over 150 technical staff, hired from many fields, mainly mechanical engineers, as well as electrical, mechatronics, aerospace, chemical, manufacturing and software engineers and technicians. It also has paid internships through the Defence Industries Internship Program.
Continued next page
AMT FEB/MAR 2023 039 AEROSPACE & DEFENCE
Continued from previous page
“When we started out eight years ago, the business was selffunded. We worked on small rocket engines initially, but soon progressed on to larger rocket engines and larger rockets. Then we attracted our first venture capital (VC) funding in 2017 and that really allowed us to hire more people and build on our tech capability.”
To date, Gilmour Space has raised three rounds of private Venture Capital (VC) funding from some of Australia’s biggest investors. These include: VC firms, Blackbird and Main Sequence, the Queensland Investment Corporation, superannuation fundsHESTA, Host Plus and NGS Super, plus international investors such as Fine Structure Ventures and 500 Start-ups.
Launching Australia to space
Gilmour Space’s efforts across the regulatory, university/research, community, investor and advanced manufacturing fronts have helped pave the way for a new Australian space industry.
Australia has long been known for its world class space research and ground stations in the Southern Hemisphere. With trailblazing companies like Gilmour Space, we are now moving up the value chain from space R&D, into space manufacturing and commercialisation.
“As the first launch vehicle developer in Australia, we've had to build a new space supply chain from mainly traditional/non-space companies such as from the automotive, aerospace and mining industries,” says Adam. “The good news is that we now have over 300 suppliers in Australia who will have their tech qualified in space, when we succeed in getting to space.

“What’s also unique is the company’s ability to provide customers with the launch vehicle, Eris, a satellite bus and a launch site in
Australia. Our supply chain is therefore quite deep and broad, both domestically and internationally.”
Last March, the Australian Government announced Gilmour Space as a recipient of a $52m Federal Modern Manufacturing Initiative - Collaboration (MMIC) grant for Space. The co-funded project is expected to unlock further collaboration between SMEs and researchers to see launch vehicles and satellites take off to space. Gilmour Space led the Australian Space Manufacturing Network (ASMN) proposal with over 30 leading space manufacturers, universities/researchers and supply chain companies across six Australian states and territories.
“This is a big deal for our ASMN partners, and for commercial space in Australia,” says Adam. “Rockets and satellites are key enablers of the global space economy. This co-funding will provide timely support for emerging space manufacturers to develop and mature significant space capabilities in Australia," he adds.
Queensland proposal
The proposal, which also includes support from the Queensland Government, aims to establish these three new space facilities in Queensland:
1. A common test and manufacturing facility, enabling members to advance their space research and technology development at lower cost.
2. An advanced manufacturing facility for building commercial rockets and satellites, anchored by Gilmour Space.
3. An orbital spaceport at Abbot Point in North Queensland, that will help bring many of these products to space.
AMT FEB/MAR 2023 040 PRODUCT NEWS
“Details have yet to be provided, but ASMN partners and us intend to leverage on the MMIC grant to engage in the full spectrum of space activities, from R&D to advanced manufacturing and launch. These efforts will help grow the industry and deliver civil, commercial and defence benefits for the nation,” Adam says.
Rocket and satellite advanced manufacturing at Gilmour Space


“We started our Eris orbital vehicle program in 2019. From a clean sheet design to the first launch attempt, it has taken us around three and a half years, which is extremely fast in aerospace development.”
When asked which materials are used to build the rocket and satellite, Adam advises: “A lot of our vehicle structure is made up of aerospace-grade Aluminium. We also use carbon composites, and high temperature super alloys for parts that need to withstand very high temperatures.
“The rockets are made in separate parts and then joined together like airplanes and ships at the launch site. That's essentially how we would transport the rocket from the Gold Coast to our launch site in Bowen, with final integration happening at the site before launch.” The company also uses a wide range of advanced manufacturing practices at its Gold Coast plant including: Computer Aided Engineering (CAE), cloud computing and analytics, digital twinning, 3D printing, automated welding and composite manufacturing, to name a few.
“We try to source as much as we can locally, not only for materials and components, but also by working with local partners (universities/researchers and companies) to co-develop and test new space technologies in Australia for the global space market,” Adam adds.
Some local examples include its research collaboration with Griffith University on the G-Sat and the light weight composite tank’s production as well as with Macquarie University’s Australian Astronomical Optics unit on a satellite thermal imager.
International examples include an automated flight termination system development with SENER Aerospacial in Spain and an advanced electric motor with UK’s Equipmake.

Looking back, Adam admits to underestimating the scale and complexity of building and launching Australia’s first orbital rocket. This is from developing a propulsion system capable of achieving orbital velocity (approx. 8km per second) and building a ‘lightweight’ rocket structure that can withstand the tremendous forces of launch, to navigating Australia’s nascent space regulatory environment.
“It’s not called rocket science for nothing.”
However, looking ahead, he believes that Gilmour Space’s future is bright. “We have worked through most of the major technological challenges and we have started on building larger rockets and

satellites that can take larger payloads and passengers to space in the next ten years. Our Eris Block 2 rocket, the next iteration of Eris, that will be capable of carrying one tonne to orbit, is due to launch late next year. We look forward to sending our customer’s payloads into LEO, to lunar orbits and beyond.”
The advanced speed at which the company is moving, it looks like moon travel could indeed become a reality.
gspacetech.com
AMT FEB/MAR 2023 041 AEROSPACE & DEFENCE
Founders - Adam and James Gilmour
Evolved SeaSparrow Missile
Australia’s leading gear manufacturer Ronson Gears is one of six businesses tasked with delivering critical hardware and software sub-missiles into the global Evolved SeaSparrow Missile (ESSM) program, writes Ruza Zivkusic.
Established in 1954, precision gear manufacturer Ronson Gears is a Melbourne-based company of 43 staff that services a range of sectors globally.
From aerospace to agriculture, defense, energy, off-highway, medical and rail, Ronson prides itself on delivering quality products through innovation. A hands-on, third-generation family business, it stays abreast of technological developments as a member of various leading associations, having engineered gears for all industrial applications.
Boosting supply chain
Selected by BAE Systems Australia amongst a handful of other Australian SMEs for the delivery of sub-missiles, Ronson Gears will enable the growth of a significant sovereign supply chain, providing opportunities for future design, integration and advanced manufacturing. BAE Systems and an expanded network of Australian industry partners will deliver sub-assemblies into Block 2 of the ESSM program under a new three-year full rate production contract with a contracted customer in the United States.
The ESSM is a medium-range surface-to-air missile developed to protect warships from advanced anti-ship cruise missiles.

BAE Systems is the Australian industry lead in the NATO ESSM Consortium which oversees the program of up to 12 nations including the United States, Australia, Canada and Norway. The contracts underscore BAE System’s guided weapons design and manufacturing credentials and the sovereign capability across Australian industry to deliver to the Australian Defence Force and allied nations.
BAE Systems Australia Managing Director for Defence Delivery Andrew Gresham says the contracts will continue the important work undertaken by industry partners across Australia which have been delivering guided weapons capability into domestic and export programs for decades.
“BAE Systems Australia is proud to continue its role in the ESSM program, which ensures the protection of naval fleets around the world,” Gresham says. “An established sovereign design and manufacturing capability and network of industry suppliers means we are ready today to extend delivery into more guided weapons programs under the Commonwealth’s Guided Weapons and Explosive Ordnance Enterprise.”
BAE Systems has been involved with the ESSM program from the commencement of the Engineering & Manufacturing Development phase in the mid 1990’s through to Full Rate Protection of the Block 1 missile, continuing its support on Block 2 development in 2015. The company will deliver a range of sub-assemblies including the missile’s thrust vector controller, aerodynamic control fins, fuselage and internal structure elements, telemetry data transmitting systems as well as sophisticated pitch over autopilot algorithms.
Global recognition
Ronson began diversifying into the space sector a decade ago when it was awarded AS9100C Quality Management System Standards (Aerospace) accreditation – paving the way for the company’s expansion into new international markets.
A recognition of the company’s long-standing focus on quality, customer service and its ongoing investment in state-of-the-art equipment, the accreditation enables Ronson to service the high demands of customers in the aerospace and defence industries, its Managing Director Gavin New said.
“We achieved ISO9001 accreditation in 1998 and have a proven record of providing quality services to Original Equipment Manufacturers (OEM’s) in a broad range of industries,” New said.
“We’ve supplied BAE Systems for 20 years as well as indirectly supplying well-known companies including Boeing Defence, Raytheon and Lockheed Martin.
“This aerospace certificate means the company’s expertise will be more widely recognised globally.
“Having AS9100 has opened a lot of new doors for us – so, we’ve been working away at things in the background for many years so that when the opportunity presented itself we were ready to jump on it.”
Future focus
Embracing Industry 4.0 with investment in technology and robotics, Ronson believes in investing in training and being part of industry associations such as the American Gear Manufacturers Association (AGMA) in order to stay at the forefront of industry developments.
Now being AS9100 Rev D and ISO9001:2015 certified by TQCS International; its focus on controls and quality is clear.
Offering sub-assembly services as well as gear metrology services, Ronson Gears has been expanding into new regions – the UK and Europe, and also has representation out of Bristol in the UK.
It also exports to Chile, Hong Kong, Thailand, USA and New Zealand.
“We attend events in the US and Europe and network with likeminded people in the gear manufacturing business,” New continued.
AMT FEB/MAR 2023 042 AEROSPACE & DEFENCE
“That means dealing and speaking to other gear manufacturers so we get to hear what technologies they’re implementing into their business and we also get to rub shoulders with suppliers.
“Through travel, networking and trade shows we get to stay abreast of it. By doing that and investing in new technologies is what’s kept us ahead of the game – certainly here locally with the investment of high-precision gear machine tools,” he added.
“When you’re talking globally, it gets us closer to being on level par with those competitors overseas.”
The company has seen a 15% growth in business over the past two years – mainly due to companies bringing work back to Australia following COVID-19.
“The mining industry continues to still be very busy and the aerospace and defence work has come back on board as well,” he said.
“The investment in tech for us is predominantly focused on gear manufacturing – machines that grind, cut and measure gears. The traditional methods still support our efforts but to grow and remain competitive you must invest. We eagerly await delivery of a new CNC Gear Shaper and we are also excited to announce that we have just purchased a new CNC Gear Measuring Machine (GMM). This will give us further back up and capability on our existing equipment.”
Outlook
Committed to servicing its existing customers to its best ability, Ronson Gears is focusing on digitalisation.
“For us the question is how can we better plan the process that we undertake in our key manufacturing areas, and how do we present data to our customers – that’s the main aspect of bringing more visuals into the business along with being able to analyse data with ease,” New pointed out. The company places great value on training, support and progression. They aim to have at least three apprentices in the business each year.
“They learn from the best to be the best – and if that means travelling the globe to get the right qualifications, so be it,” New said.
“The Ronson Gears culture is happy, caring and inclusive. It’s why our people tend to stay with us just as long as our customers.”
Versatile and precise
Offering the most expansive range of manufacturing services from turning, milling, gear cutting, gear grinding, cylindrical grinding and gear measuring with industry leading quality and precision, Ronson is increasingly adding more value and partnership to its customers, offering sub-assembly services as well as gear metrology services.
It also specialises in spline shafting, internal splining, broaching, tooth rounding and chamfering, gear inspection and analysis, specialised gearboxes and sub-assemblies.

It also carriers an extensive stock gear range from KHK Stock Gear out of Japan, including spur gears, helical gears, worms and wheels, gear racks, bevel gears and spiral bever gears. ronsongears.com.au

The ESSM program

Around 33 Australian industries will manufacture and deliver missile components to BAE System’s manufacturing facilities at Edinburgh Parks.
With nearly 35 engineers and technicians, the contract covers three-year full-rate production work at an estimated base value of over $50m along with up to $40m for quantity-based options.
The other companies contracted to manufacture and supply parts into BAE System’s manufacturing facilities in South Australia are:
• Electromold
• Calm Aluminium
• Rosebank Engineering
• Toolcraft Australia
• And, Russell Symes and Co.
AMT FEB/MAR 2023 043 AEROSPACE & DEFENCE
A new hyperspectral camera for microsatellites
The Norwegian Space Agency needed help launching a HySpex camera for use on microsatellites.
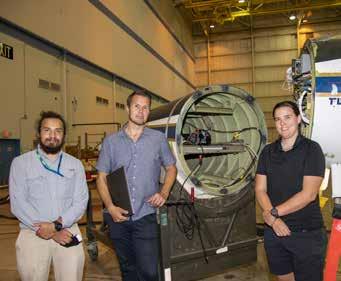
The original theoretical project between the Norwegian company NEO and the European Space Agency (ESA), examined the concept of hyperspectral imaging for small satellites, (HISS). Several years on and with a good deal of research under their belt, the company is now closing the loop. The CEO of Norsk Elektro Optikk, (NEO) Trond Løke explains that HySpex is now launching into space with two partners, the European Space Agency and the Norwegian Space Agency.
So why is hyperspectral image gathering so important for use in satellites?
Hyperspectral images produce a spectrum of several hundred colours, (represented as numbers) for each pixel in an image. Coloured images captured by a camera can discriminate between, for example a rock, a cow and trees in a landscape. However, hyperspectral images can discriminate between the different types of rocks, cows and trees. This is because hyperspectral imaging, ‘analyses a wide spectrum of light’ instead of just assigning primary colours such as red, green, blue, to each pixel captured. The light striking each pixel is broken down into many different spectral bands providing a great deal more information on what is actually imaged by the camera.
HySpex NEO already has experience capturing imaging data of a wide variety of objects such as gathering data with a camera on a UAV or, installed in an aircraft for tasks such as surveying forests to detect the distribution of different species of trees and their location, to improve forest management. This powerful tool allowed 2Excel Geo to quantify the canopy coverage and even identify specific indicators such as valuable information on ash dieback amongst the trees in the forest.
Working in conjunction with Skycam Aviation in California and EchoLabs from Canada, data was captured of the distinct geological features of the Cuprite Hills in Nevada, USA. In this survey a HySpex VS-620 was mounted on a UAV, with the imaging data synchronised with that being collected by Skycam using a HySpex VNIR-1800 and SWIR-385 mounted in an aircraft. The process secured benchmark imaging data that is now made available to anyone on request to HySpex.
Detecting airborne methane gas was another project undertaken by SkyCam Aviation Inc using a HySpex SWIR-384. On the ground methane detection is a long and costly process and while a SWIR hyperspectral camera mounted on a UAV provides a great solution, perhaps a better one will be found with the upcoming HySpex satellite camera currently being tested.
The hyperspectral camera being tested by HySpex for microsatellites surpasses the common limitations inherent with the small satellite platform to allow fast and economical access to space so that a broader range of industries have access to remote sensing data. The company acknowledge that creating a high-performance hyperspectral camera for a small platform is challenging as achieving useful spatial resolution in combination with acceptable signal-to-noise-ration (SNR) is particularly difficult.
Current hyperspectral cameras operate a ground sampling distance (GSD) of less that 30 metres in the short-wave infrared - or SWIR range, of 1,000 to 2,500nm, with rarely less than 10 metres in the visible and near-infrared, VNIR, range of 400 to 1,000nm.
To make sure the HySpex camera provides advantages over its competitors, NEO determined the ground sampling distance was especially important. A major goal of the company was to have high spatial resolution in their new satellite camera, but this caused conflicting design parameters in terms of a narrow swath. However, it is possible to compensate for this by using a ‘constellation’ of
microsatellites launched at the same time. A method recently used in India where a constellation a satellites apparently hitched a ride on SpaceX’s Transporter-4.

Testing the new HySpex high-altitude camera saw Trond Løke travel to the NASA Armstrong Flight Research Centre for high risk, atmospheric flight research and test projects in Edwards, California. Here the camera installation procedure was tested followed by test flights in an ER-2 aircraft. With the assistance of the U.S Geological Survey team a Mjolnir-V1240 - high altitude edition camera, was installed in the nose of an ER-2 aircraft.
“The HySpex stratospheric UAV payload was installed in the nose of the NASA, National Aeronautics and Space Administration’s ER-2 and ready for its first test flight to capture images from 20km altitude,” Løke explains. “We were able to capture hyperspectral images from the stratosphere which we can show in a section of landform. Realising the capability of image capture was very rewarding and exciting.”
Løke said that HySpex NEO was very grateful for the work provided by the team at NASA and members of the U.S Geological Survey team, what they have achieved will contribute to the final development of a HySpex hyperspectral camera for microsatellites. The camera is optimised for a much smaller platform than the ER-2 and will next be flight tested on a Swift HALE stratospheric UAV at NASA.
This new stratospheric instrument is now a commercial product offered by HySpex, NEO. HySpex cameras area already in use in Australia and New Zealand. After several years of working with the group in Norway and undertaking training in camera operations and data interpretive software, Dr Cédric Chaminade and the team at Raymax Applications can assist in explaining the value of hyperspectral imaging to Australia’s own production of microsatellites. raymax.com.au
AMT FEB/MAR 2023 044 AEROSPACE & DEFENCE
Stratasys FDM AM
BAE Systems reduces costs and lead times for prototyping, aircraft tooling and part production with FDM Additive Manufacturing.
UK-based BAE Systems is a leading defense, security, and aerospace manufacturer, serving customers in over 40 countries. Among the company’s business groups, BAE Systems Air supports client requirements across the whole life cycle of the air sector - from design, development and production, to provision of aircraft, training, support and maintenance.
The company has been using additive manufacturing over several years to support its ‘Factory of the Future’ initiative, designed to leverage disruptive technologies and pave the way for future military aircraft production and maintenance operations. As a key pillar of this concept, BAE Systems has deployed four large-scale industrial-grade Stratasys F900 3D printers at its Samlesbury site to revolutionise manufacturing operations, the first being installed in 2014.
Supplied through Stratasys’ local partner, Laser Lines, this battery of FDM-based 3D printers runs around the clock and is used across aircraft ground equipment operations for a wide range of applications. These span space models and design verification prototypes, tools to support manufacturing, and final production parts.
“Our Factory of the Future program is all about driving the future of combat aircraft production with disruptive technologies. Stratasys FDM additive manufacturing plays an important role in this initiative, as it helps us meet our overall company objectives to reduce costs and time- to-market for new products,” explained Greg Flanagan, Additive Manufacturing Operations Lead, BAE Systems Air.
“We installed our latest F900 3D printer towards the end of last year, mainly to bolster our capacity as we increase our use of FDM technology, but also because of the ongoing material advances that give us an advantage when it comes to tooling applications,” he added.
A key challenge for BAE Systems across its demonstrator programs or within future product development is the high non-recurring cost of aircraft tooling. However, according to Flanagan, the company found that FDM technology offers an opportunity to reduce those costs for new products. This is especially true with items such as drill tools, repair tools and other development tools that are often needed in small numbers.
“Stratasys FDM additive manufacturing allows us to transform many of our traditional manufacturing processes, resulting in reduced costs and faster time-to-market for new products,” he said.
“Our F900 3D printers are delivering to our needs even when we’re asleep in our beds, so we’re witnessing some significant benefits,” he added. “When using these machines across our operations, we’re enjoying significantly reduced costs and lead times compared to those of traditional manufacturing methods.”
The range of high-performance thermoplastics available on the F900 enables the company to replace traditionally manufactured – typically metal – tools with 3D printed alternatives. The company predominantly uses tough engineering plastics such as ASA and ABS, but is also exploring the use of carbon-fiber materials like FDM Nylon 12CF to meet its tooling requirements.
3D printing aircraft ground equipment parts
Besides tooling, BAE Systems also employs additive manufacturing for final part production, such as customized aircraft ground equipment. Using robust thermoplastics, the team can replace traditionally manufactured equipment with lightweight 3D printed alternatives.

“A good example of our use of the F900s for production parts is the cockpit floor covers we manufacture for the Typhoon fighter aircraft,” continued Flanagan. “Traditionally manufactured versions made from metal and wood are typically heavy. With our F900s, the thermoplastic covers can be made much faster and are a lot lighter and easier to move for the ground crew, so it improves efficiencies within the overall MRO process.”
BAE Systems also 3D prints protective collars that cover and shield sharp probes and other exposed areas of an aircraft when on the ground. This is essential to avoid damage as well as protect ground crew while aircraft are static. The durable FDM material provides the strength needed for the protective covers, but also delivers a further important benefit: colour.
“Stratasys FDM technology not only enables us to rapidly manufacture customized ground equipment, but also to align the parts with our guidelines for ‘remove before flight’ components,” said Flanagan. “Within aerospace these are colored red as standard, so it’s an added bonus that we can produce parts directly in that color with the F900 3D printers.”
This use of color also extends to the creation of models or mockups that represent different aspects of an aircraft that might be needed at the design stage, or issues that may need addressing. In this instance, better visualization is achieved if the team needs to build a sub- section or show the assembly sequence required. BAE Systems also leverages additive manufacturing to prevent production hold ups due to supply chain issues. The team 3D prints ‘space’ models that serve as a temporary representation of the real part, should a particular piece of hardware be delayed. This short-term measure helps maintain production by avoiding work stoppages.
Speeding into the future
For Flanagan, the quadruple F900 installation is paving the way for more integrated uses of additive manufacturing technology in the future.
“We can take something from a model at the design stage to a physical part very quickly, and importantly provides a significant enabler to supporting our wider company objectives for improved efficiencies.
“Looking ahead, we’re constantly exploring how we can adapt our processes to leverage this leap in technology. By proving additive manufacturing on existing platforms, we can provide the confidence within the organization that additive manufacturing should remain an increasingly fundamental part of our Factory of the Future concept,” he concluded. objective3d.com.au
AMT FEB/MAR 2023 045 AEROSPACE & DEFENCE
Nakamura-Tome ETG
Merc Aerospace continues commitment to Nakamura.
The aerospace industry has certainly encountered a turbulent period throughout the pandemic. For Tier 1 aerospace suppliers that have invested in flexible multi-tasking machine tools that set the benchmark for others to follow, the hiatus has had less of an impact on business. This is certainly the case for Merc Aerospace – its preand post-pandemic investment in Nakamura-Tome turning centres from the Engineering Technology Group (ETG) is a testament to why more companies should be investing in this technology.
Prior to the pandemic, Merc Aerospace in Barrowford made a conscious effort to incorporate more ‘one-hit’ machining technology into its facility. The company initially replaced five older machine tools with two Nakamura WT150IIs as part of its commitment to lean manufacturing, reducing lead times for customers that include Airbus, AgustaWestland, BAE Systems and Bombardier. The sustained investment drive increased orders and subsequently turnover with the 50-employee company reducing costs, set-ups, lead times and improved throughput with the Nakamura machines. Merc Aerospace took delivery of its first Nakamura-Tome WT150 IIF twin-spindle twin turret turning centre in October 2017 and it immediately replaced two existing machines whilst drastically improving productivity. This model was once again adopted when the second WT150 IIF arrived in March 2018.
Like any diligent business that recognises it had hit a ‘sweet spot’ with its machine tool investment strategy – the next step was to build on that strategy. The company then took delivery of a twin spindle triple turret Nakamura NTY3-150 multi-axis turning centre in April 2019. With the aerospace industry returning to pre-pandemic levels and Merc being well positioned to support its customers, the company took delivery of a Nakamura AS200LMSY sub-spindle turning centre in 2021 – and another in May 2022.

“Historically, we had invested ad hoc in our machine shop and the turning centres on our shop floor were a representation of numerous high-end brands,” Merc Aerospace Managing Director, Mr Richard Meade says while discussing the investment strategy.
“We developed a strategy for investment and we knew the Nakamura brand had an outstanding reputation and are installed at a lot of prestigious businesses. We looked at several Nakamura machines and the WT150 IIF was the perfect fit. Typically, we machine relatively complex parts from exotic materials that range from 5-off to 100s and our set-ups could be an hour to days. The WT150 IIF machines changed all this.”
Describing the WT150 IIF as ‘the perfect utility’ machine, Meade adds: “The twin-spindle, twin-turret configuration has been a game changer. It has increased flexibility and throughput and one Nakamura proved 30% more productive than the two machines that it replaced. Additionally, we had a range of sliding head machines that are better suited to higher production runs rather than the batches we run in the hundreds. The Nakamura’s wiped out our sliding head machines as the sliders were restricted to diameters well below 50mm and the set-up and changeover times were excessive for our batch sizes.”
With the WT150 IIF machines making such an impact at Merc, the company took the next step and opted for the Nakamura NTY3150 – a twin spindle machine with three tooling turrets that can all be engaged simultaneously. Primarily machining fuel injection and gas turbine components, the ability to engage three tool turrets simultaneously has made a tremendous impact. In one of many instances, the NTY3-150 has reduced cycle times from 1 hour 10 minutes on a previous twin-spindle machine to just 35 minutes. Commenting upon the NTY3-150, Richard adds: “With the NTY3-150 machine you do need the right type of work to justify
the investment, but providing the right type of work – we’d buy a second machine straight away. It really is an excellent machine.”
“The guys on the shop floor say the Nakamura’s are the best machines that they have ever worked with,” says Meade. “That in itself is a testament to the user-friendly and intuitive user interface and construction of the machine. From a build quality perspective, there is virtually no warm-up cycle, unlike our other machine tools. The rigidity and build quality is far superior to other brands on our shop floor and this is also reflected in the Nakamura’s requiring less preventative maintenance than other machines and the fact that we rarely need to call out ETG engineers.”

Additionally, the interface incorporates Industry 4.0 technology with factory visualisation, layout, a list of connected machines and machine status. The Smart X interface has a complete Industry 4.0 suite, so it can adopt numerous technologies as the business evolves. “We are looking at retrofitting the oscillating cutting cycles on the machines to break chips and prevent swarf from wrapping around the tools or re-cutting, as this will extend our unattended running times,” he explains further. “We have also adopted Renishaw in-process probing on the NTY3-150 and both AS200 machines. This gives our operators more confidence to leave the machines running for long periods unattended. With technology like in-process probing and IoT technology, we can further extend the potential of the Nakamura machines in the future.”
mercaerospace.co.uk
AMT FEB/MAR 2023 046 AEROSPACE & DEFENCE
Boeing skills development in Melbourne
Boeing opens new advanced manufacturing training centre in Melbourne.

Boeing has opened its new Skills Development Centre at its aircraft components manufacturing site in Fishermans Bend. The $1.6m centre will train current and new employees on advanced manufacturing technologies and processes.
The centre is training its first class consisting of five members of the Boeing Aerostructures Australia (BAA) Female Apprenticeship Program. That program teaches apprentices the skills they need to assemble and install aircraft components, prepare and use aircraft support equipment, and inspect, maintain, and repair aircraft components and systems. Apprentices will graduate with a Certificate IV in Aeroskills (Structures) from Aviation Australia.
“Between the centre opening and the start of our Female Apprenticeship Program, we are making a serious commitment to growing advanced manufacturing in Victoria with the best, brightest and most diverse workforce we can find and train,” said Mick Sorrenson, managing director of BAA. “The training centre’s focus on safety and quality will help ensure that we provide our team with the resources they need to produce complex airplane parts for Boeing.”
ProtoSpace UTS
Boeing Aerostructures Australia makes wing components and flight control surfaces for 737, 777 and 787 commercial aircraft for Australian and global airline customers.
Twenty-five Australian suppliers constructed the 400+ square metre training centre, which features two workshops, classrooms and a broad range of training geared to all facets of Boeing’s advanced manufacturing business in Melbourne. boeing.com.au
The ProtoSpace at University of Technology Sydney (UTS) is Australia’s most advanced additive manufacturing facility located in the heart of Sydney.
UTS ProtoSpace provides access to advanced 3D printing and scanning technologies along with specialised technical support, linked education, and engagement opportunities. Dr. Yang Yang is a group leader of Millimetre-Wave Integrated Circuits and Antennas at UTS Tech Lab and currently a principal supervisor of five PhD students.
The upcoming wireless ecosystem will enable billions of highspeed wireless devices in a dynamic environment. Undoubtedly, highly-integrated circuits built through Additively Manufactured Electronics (AME) technology, operating at millimetre-wave bands and packaged on mobile devices, will enable a new era of 5G IoT. However, the development of AME 5G devices is still in its infancy with several unique challenges still needing to be addressed.
First is the high cost and long cycle of production for mmwave circuit-in-Package (CiP), which makes proof-of-concept prototyping difficult especially for start-ups and small businesses. Secondly, circuit miniaturization in wireless mobile devices plays a significant role in 5G IoT communications and sensing applications. There is still the question of how best to integrate and miniaturize packaged microwave circuits in small form factors without losing critical performance. Although the multi-metal-layer technique has an outstanding advantage, it is still a challenge to realize the fabrication of seamless multi-metal-layer in a single substrate with 3D printing.
The solution
Based on the proof-of-concept obtained from a pilot project between UTS and Nano Dimension, Dr. Yang and his team discovered a unique AME solution for 5G mm-wave circuit-in-package (CiP) designs by delivering single-substrate multiple conductive layers with customized package profiles without risking confidentiality and intellectual property security.
The AME solution is utilised to fabricate multi-metal-layer CiP devices seamlessly in a single substrate. Most importantly, the
prototyping cost is far cheaper than traditional methods, which requires a minimum panel order at an exaggerated price, making the realization of initial proof-of-concept more difficult.
The results
This paper presented an additively manufactured bandpass filter (BPF) based on a second-order stub-loaded resonator consisting of multi-metal layer components. The proposed BPF is fabricated by a low-temperature (140°) AME solution that can fabricate conductive and dielectric materials simultaneously with multi-metal-layer and flexible interlayer distance. By reducing the interlayer distance, constant inductance and capacitance can be realised in smaller sizes, which helps to achieve device minimisation.
Taking advantage of this inkjet printing technology, a secondorder multi-metal layer resonator is proposed. To understand the principle of the BPF, an equivalent circuit with odd- and even-mode analysis is demonstrated. For verification, the frequency response of the circuit’s mathematical model is calculated to compare with the electromagnetic simulation results. Good agreement can be achieved among the calculated, simulated, and measured results. The proposed BPF is designed at 12.25GHz with a bandwidth of 40.8% and a compact size of 2.7mm × 1.425mm × 0.585mm or 0.186 g × 0.098 g× 0.040 g, which is suitable for circuit-inpackage applications in television programs, radar detection and satellite communications.
Key advantages
The DragonFly system is the industry’s only comprehensive additive manufacturing platform. It provides significant advantages in electronic circuits and antennas that are set to be widely used in 5G IoT electronics. The printer is helping start-ups and smalland medium-sized businesses protect their IP and prototype fast at low cost. uts.edu.au
AMT FEB/MAR 2023 047 AEROSPACE & DEFENCE
Australian EV component manufacturing
Electric vehicle components are not only being manufactured in Australia. Research into mobile robots, power systems and battery recycling initiatives are making waves, jump-starting a new global manufacturing industry and its being done here. Paul Hellard discovers its all about the software.
While they do not have an internal combustion engine, Electric Vehicles (EV) require design and analysis involving multi-domain systems integration (battery, fuel cell, power converter, traction,etc). Modelling, testing, and validating is crucial, as early as possiblenot only for the safety of the users post-production, but upstream at the development stage to reduce rework and cost as OEMs formalise software development workflows to accepted standards.
Mathworks
Stephane Marouani is the Country Manager at Mathworks. AMT spoke with him about how EV, automotive and aerospace businesses need to be designing with safety in mind, right from the outset. Mathworks is also working with several Australian businesses making waves in the EV industry developing systems, as you will see below.
Already, today’s car companies are using some kind of system to model the car’s engine systems, electronic and mechatronics, entertainment and navigation systems which interacts. An electric car looks to be far simpler, but from a software standpoint it is of course much more complex.
“The battery management system needs to be modeled, the brakes are more and more built into the hub of the wheel so you don’t need traditional brakes anymore,” said Marouani. MathWorks provides all the software tools for companies to model those complex systems in a virtual environment, and test them and generate the code that will go into the car. “It’s an interesting industry at the moment,” Marouani noted.
“While we don’t have a traditional passenger vehicle manufacturing industry, we definitely do have R&D, we have engineers on the development of vehicles. We have emerging specialised EV companies, we have component design for the mining industry.”

Applied EV
Julian Broadbent is co-founder and CEO at Applied EV, which develops safety rated, autonomous-ready, digital control systems and modular vehicle platforms for commercial applications. Blanc Robot is a driverless, bi-directional, four-wheel-steering vehicle perfect for off-road and on-road commercial applications.

“I’d been thinking how you'd bring such a new technology to market,” said Broadbent, of his company’s vehicles. “If you think in the current logistics world, you've got a truck chassis and then you put a different box on it, for a garbage compaction unit, or a furniture van or a refrigerated van. The Blanc Robot is that ethos. When you take the cabin away, you just have a chassis.”
“We write our own code in house. When you do anything to do with a safety rated machine, you've got to have full control over that. Stephan and the team at MathWorks provide some interesting kit that allows us to write our own code, develop our own algorithms. By using MathWorks and its suite of products, we are much more confident that we now have a structured way of creating safetyrated code.”
“We build the software in the electronics that runs on any vehicle so that it can be autonomous,” said Broadbent. “This is an interesting space for us now. The Blanc robot is that plus the mechanical aspects. We have four autonomous partners now and we're growing. We're a pathway for autonomous tech companies to get their product and of course our product to become a solution for the market.”
First unveiled in 2019 in Las Vegas, at the Consumer Electronics Show, this Australian made electric autonomous vehicle was received extremely well, even as a Gen-Three prototype. Applied EV got their start by commercialising the technology. Broadbent tells me Applied EV generates the majority of their capital through equity investment. They provide engineering services and the vehicles to commercial customers at the same time as improving, modifying and the technology for specific industrial applications.
Applied EV is creating the future of transport with driverless, efficient transport solutions with Automotive Safety Integrity Level (ASIL) architected applications for the automotive and industrial sectors. Their factory in suburban Bayswater is full of vehicle parts, prototypes and rooms full of intense researchers. Broadbent is on the cusp of moving to a purpose-built new property across in Mulgrave, large enough to include an internal test-track for these fullsize Blanc vehicles, now in development for major clients.
“Automation, robotics, software, and electronics could be a way for Australia to become an attractive focus,” added Broadbent. “Other manufacturing centres use low-cost labor and export to the world. Australia has a huge amount of land, and we almost have free energy. And if we invested in the local technology we would have a clear advantage.”
Lumen Freedom
Lumen Freedom is a Melbourne-based manufacturer that has developed a Wireless Electric Vehicle Charging (WEVC) system with an impressive ≥92% efficiency in power transmission. The technology is both efficient and safe, not only meeting but exceeding the highest standards for performance. The system adopts the use of patented Double D coil technology which achieves a higher flux density concentration than single coil systems. The Australian Lumen Group also has offices and warehouses all over the world, with customers ranging from Ford, GM, Mazda, Toyota to Lexus, Chevrolet, Stellantis and KIA.
AMT FEB/MAR 2023 048 RENEWABLEENERGY & CLEANTECH
WEVC is the function of wirelessly charging a vehicle using resonant inductive magnetic coupling between a transmitting ground pad and receiving pad fitted to the vehicle. This concept is a larger version of charging your phone, wirelessly.

“Just in the last month Lumen Freedom has released a semidynamic trial concept with Nottingham City Council, Coventry University, Shell, Cenex, Sprint Power and Transport for London, with funding from Innovate UK”, Rod Wilson, the General Manager of Lumen Freedom said. ‘We have two different types of taxis, the LEVC and the Nissan Dynamo, that are using the WEVC system. We're also the first to do an OEM contract with McLaren. We're the first company to develop a single box 11-kilowatt system.”
Lumen Freedom is also trialling a dynamic system for installation under the asphalt of a single designated lane on a future highway. The Lumen Freedom system has a monitor which would be much like a television switched off overnight from the remote. It would be sitting dormant sensing for a signal from an approaching car to engage charge from the pad.
“In the taxi setup, we do have a very low power transmission on at all times, purely to aid in the detection and alignment of the vehicles,” explains Radek, the software manager of Lumen Freedom. “That's a good analogy in that it is using a very small amount of power transfer and WiFi to do the identification, detection and the hand shaking. It's a semi-dynamic approach where you have the vehicles transitioning from one pad to the other in close proximity, and then when it does the hand-shaking and the ground assembly connects to the vehicle, it will request as much power as it needs, and the ground assembly will ramp itself up to speed. But otherwise, the pad is pretty much off in a dormant state.
“Heavy haulage is not on our immediate roadmap,” explains Rod Wilson. “We've got three steps. We've got Domestic, at 11kW home use, Shopping centres, Car Parks then move to semiDynamic, for Taxi Ranks and eventually we see Dynamic charging, installed in freeway lanes for charging Motor Vehicles and heavy haulage electric truck fleets at speeds more than 100km per hour.
“These Dynamic tracks are already under development in Europe and the USA. Using these lanes will immediately eliminate range anxiety on trips like between Melbourne and Sydney,” says Wilson. “There will be a stretch of 50-100 kilometres available for the motorist to use for Dynamic on the move charging. You'll just go into the green zone and keep your hundred Ks an hour and you'll charge as you drive seamlessly. That's not just functional. That is a reality. It's already been proven out and being installed overseas.”
In the initial research with governments and councils, Lumen found there is preference for adopting the WEVC concept. Wilson adds they found that, “councils want to move away from ‘plugin’ because of the connection problems, high maintenance costs,
visual pollution impacting on the appeal of the street scape and a high incidence of theft of charging cables. “This is at an all-time high in the USA because the copper is so valuable, the plug in cables are being cut and sold for scrap,” Wilson said.
Any vehicle fitted with the charging pad would only need to drive over the WEVC base pad and be guided in by the display, an intelligent alignment system guides the driver with simple visual cues. Lumen has been busy developing a system with a high tolerance to misalignment.
This is a system for either a plug-in hybrid with a small battery, or a fully electric vehicle. The automated scalable system can charge at strengths of 3.7KW, to 11KW and up to 22KW in the future. The lower charge can be perfect for slow overnight charging.
IM Group
Innovative Mechatronics Group (IM Group) brings all aspects of vehicle propulsion into the present day, by adapting their model to become the remanufacturing centre for all hybrid and EV batteries. Manufacturing and circuitry technology has been continuously advancing, leading to even more energy storage solutions emerging onto the market, for a lot more than just for mobile phones and laptops.
There are now a wave of electric vehicles rolling across the market and that means the supply of ‘spent batteries’ will flood the market. These units contain lithium, nickel, cobalt and other minerals and it is critical that a sustainable circular model or remanufacturing capture this precious resource.
Working on this holistic move to the sustainable circular economy, auto-component makers and suppliers of batteries to all kinds of industries can map out their journey towards this important approach. A shortage of trained employees across manufacturing industries is also becoming apparent as more electronic components replace mechanical manufacturing.
At the recent launch of the brand “INFINITEV” from IM Group, General Manager Dickson Leow spoke about the second life applications of vehicle traction batteries and the recovery of the lithium, cobalt, manganese and nickel. “This would allow us to spread the greenhoouse gas emissions created during the battery’s production over a greater number of years or kilometres,” he said. “We also defer the creation of a new batteries and all it’s required minerals and environmental footprint by reusing, repurposing and recycling the unit.” The emissions ejected during extracting of raw materials, vehicle manufacturing, shipping and recycling need to be taken into consideration as well – a holistic modeling approach.
lumenfreedom.com appliedev.com
im-group.com.au au.mathworks.com
AMT FEB/MAR 2023 049 RENEWABLEENERGY & CLEANTECH
Cressall Hydrogen

Could hydrogen decarbonise transport? The hydrogen future of the automotive market. Here Simone Bruckner, managing director of automotive resistor manufacturer Cressall Resistors, investigates the role of resistors in unleashing hydrogen's potential.
Hydrogen as an energy carrier has major advantages over fossil fuels for mobility applications, particularly in the development of fuel cell electric vehicles (FCEVs).

Across the globe, the hydrogen market is developing in leaps and bounds. Currently, Europe has one of the world’s most developed hydrogen markets and is home to over half of all projects, according to The Hydrogen Council and McKinsey’s Hydrogen Insights Reports 2021.
Despite the growing maturity of the sector, hydrogen technologies still need considerable development in order to reach net zero targets and to become a viable fuel source for automotive applications. Making usable, renewable hydrogen is no easy feat — so where’s the best starting point?
Clean is green
First, we must consider how we make hydrogen green. Hydrogen can be produced in many ways, each corresponding to a different colour. Most hydrogen currently produced is grey — meaning it is produced by mixing natural gas and steam to create hydrogen and carbon dioxide in a process known as steam methane reformation. As it stands, as much as 95 per cent of the hydrogen produced is grey.
Another common variation of hydrogen is brown. This form is more environmentally damaging than grey hydrogen, although it’s less common. Hydrogen is labelled blue whenever the carbon generated from steam reforming is captured and stored underground through industrial carbon capture and storage (CSS).
The problem with these methods of producing hydrogen is that they all rely on fossil fuels, which conflicts with hydrogen's alleged sustainability superiority over petrol and diesel-powered vehicles. Ideally, we need to make green hydrogen, which uses renewable electricity to separate the hydrogen and oxygen atoms that make up water in a process called electrolysis. This results in zero carbon emissions.
But, aside from cutting out carbon, how do we make green hydrogen for FCEVs happen?
Improving fuel efficiency
FCEVs are powered by proton exchange membrane fuel cells. FCEVs turn hydrogen into electricity by combining the hydrogen fuel with air and pumping it into the fuel cell. Once inside the fuel cell, this triggers a chemical reaction, resulting in the extraction of electrons from the hydrogen. These electrons then create electricity, which is stored in a small battery used to power the vehicle. FCEVs fuelled with green hydrogen are completely carbon-free, thanks to the renewable origins of these fuel cells. However, there are other considerations that must be made in order to manage the energy FCEVs produce.
Fuel cell electric vehicles constantly convert hydrogen into electricity, which in turn charges the vehicle’s battery. In a process known as regenerative braking, the excess kinetic energy can be retained to recharge an EV’s battery. It is able to do this because the electric motor in an EV can run in two directions: one, using the electrical energy, to drive the wheels and move the car, and the other, using the excess kinetic energy, to recharge the battery.
The principle of regenerative braking is simple, but in practice further technologies are required to ensure the vehicle operates safely. If the battery is already fully charged, or kinetic energy is being converted
at a rate too fast for the battery to handle, then regenerative braking isn’t viable. However, this excess energy has to go somewhere to make sure the EV stops when the driver brakes.
A dynamic braking resistor (DBR) is one of the most efficient ways to safely dissipate excess energy and ensure the system remains operational.
Selecting the right DBR
When choosing a DBR for a FCEV, or for any form of electric vehicle, automakers must consider a few key design factors. For all vehicles powered by electricity, making components as lightweight as possible is a top design demand. From the vehicle’s battery to its chassis, down to more intricate parts like resistors, reducing the weight of the car will mean the vehicle requires less energy to accelerate, boosting its efficiency.
Unlike other cooling alternatives, such as air-cooled resistors that require additional fans, a water-cooled option adds less bulk to the resistor design for a more compact solution. In Cressall’s own experience, a water-cooled resistor is typically ten per cent of the size and 15% of the weight of an equivalent air-cooled resistor. While a relatively small component in FCEV production, dynamic braking resistors play an integral part in making FCEVs safer, more efficient and more sustainable to help pave the way for more sustainable transport. cressall.com fortressresistors.com
AMT FEB/MAR 2023 050 RENEWABLEENERGY & CLEANTECH
Lithium-Ion gigafactory in Australia
Energy Renaissance’s lithium-ion batteries have been designed using 92% local materials, for local conditions.
Australia’s first lithium-ion battery Giga-factory is a step closer to commencing operations with the successful completion of an AMGC co-invested program. Initiated to design, commission and operate a pilot lithium-ion battery manufacturing plant, dubbed Project ‘Apollo’, the pilot facility was designed to develop, test and document the technology, systems and processes and commence operations to supply to customers ahead of full-scale manufacture. The company currently operates at their ‘Apollo’ facility in Tomago producing up to 4MWh of batteries per month and serving customers across Australia.
Completion of the pilot program is a crucial step in Energy Renaissance (ER)’s scale-up program before it moves into its custom-designed, 4,500-square-metre ‘Renaissance One’ manufacturing facility at Tomago, NSW. The facility will house over 700 employees and initially produce up to 300 Mega-watt hours of energy storage annually, scaling to 5.3 Gigawatt Hours, or 5.3 billion watts, of energy storage per year via its ground-breaking battery system.
“Just a few years ago we were told it wasn’t possible to manufacture in Australia,” Brian Craighead, Development Director and Founder of Energy Renaissance. “Today, in the shadow of our soon-to-becompleted Renaissance One facility I can tell you that it is absolutely possible to manufacture in Australia.”
“With the support of organisations such as AMGC and our partners, we have been able to develop a world-leading lithium-ion battery for
domestic and export use and soon, we hope to expand the impact of this program to add value to Australia’s abundant raw materials by embarking on cell manufacture,” said Craighead.
Completion of the pilot-facility program follows on from an earlier AMGC co-invested project where ER and CSIRO first developed a proprietary battery system (‘superRack™ and superPack™’), which is a unique plug-and-play prismatic cell system. This is combined with the Renaissance BMS™ which is a CSIRO-developed cyber-secure battery management system comprising custom circuit boards, software, and wiring gives ER a competitive advantage in the global battery market.
Dr Jens Goennemann, Managing Director of AMGC said “Energy Renaissance is proof positive that Australia can be a world leader in the renewable energy industry. Energy Renaissance’s approach typifies how we should be seeking to move away from our reliance on raw commodities and tap into our abundant human, commodities and manufacturing prowess to transform it into complex goods for local and export markets.”
The collaborative project, worth $1.47m, was supported through a $525,072 co-investment administered by AMGC and matched by Energy Renaissance, with project partners contributing a further $427,681. Project participants include CSIRO, ATB Morton and Maccor. Energy Renaissance forecast $95.7m in revenue directly related to this project (excluding the larger Renaissance One facility) over the next five years. amgc.org.au

AMT FEB/MAR 2023 051 RENEWABLEENERGY & CLEANTECH …YOUR INDUSTRY. YOUR MAGAZINE HAVE YOU HEARD? APRMAY 23 IS COMING! ABOUT WHAT? CAN’T MISS OUT …I’M ON IT! 1679AMTAPRMAY23
MGA Thermal storage technology blocks
Breakthrough Australian-invented storage technology from MGA Thermal will enable reliable, long-term energy storage across solar, wind, hydrogen and retrofitted thermal power plants.

Australian clean energy company MGA Thermal has reached a milestone with customer interest for 20GWh of energy storage, the equivalent of powering 1.3m homes, from customers for its breakthrough technology. The company also unveiled the first stage of its new commercial manufacturing facility in Newcastle, Australia to meet that demand amid growing and urgent need for new energy storage to replace ageing or increasingly expensive thermal and other conventional power stations.
As national grids make the transition to renewable energy, BloombergNEF predicts an average of 245GWh of new long-term energy storage — including batteries, hydrogen and other storage technologies — is required every year globally to meet 2030 netzero targets. MGA Thermal’s unique blocks, which store renewable power as thermal energy for later use, will contribute to that growing need, with the current customer pipeline of 20GWh enough to meet eight per cent of annual estimates.
MGA Thermal is gearing up for commercial scale, with the first stage of its manufacturing facility and research & development lab in Newcastle, Australia. The new equipment will be capable of manufacturing more than 1,000 blocks, or 1MWh of energy storage, per day by the end of 2022.
The initial run of blocks will be used to kick off MGA Thermal’s partnership with the Toshiba International Corporation and Graphite Energy to produce low-cost green hydrogen thanks to a $9.8m grant from the Australian Government’s Modern Manufacturing Initiative.
“If current market sentiment and the impacts of climate change are telling us anything, it’s that we can no longer hold off on the renewable energy transition. While conventional storage technologies like batteries are no doubt important to that mission, we believe our MGA Thermal Blocks will be a major part of that transition, to retrofit existing thermal power plants and support development of low-cost renewable energy storage and green hydrogen,” said Erich Kisi, cofounder and CEO of MGA Thermal.
“Utilities around the world have told us they need this type of technology to make that move, and we are well on our way to building the capacity to meet that demand.”
MGA Thermal’s breakthrough technology is an entirely new form of energy storage that complements conventional methods like batteries to provide grid-scale dispatchable energy. Using an engineered material called Miscibility Gap Alloys (MGA), pioneered at the University of Newcastle, MGA Thermal has developed extraordinary solid storage blocks that are capable of storing energy generated by renewable sources. The power is stored cheaply and over long periods as thermal energy, which is then harnessed to provide industrial heat, run steam turbines or produce other forms of long-duration energy storage like green hydrogen.
MGA blocks can be stacked like modular bricks, and are able to store millions of kilowatt-hours of energy, in a cheaper, safer and longer-lasting way compared to other dispatchable solutions. A stack of 1000 blocks — about the size of a small car — stores enough energy to power more than 60 homes for 24 hours. At the end of life, they can be recycled back into raw materials and recreated into wholly new blocks for ongoing use.

MGA Thermal is working closely with global organisations like Toshiba International Corporation to demonstrate its potential for a wide variety of use cases like generation of low-cost green hydrogen.
The coupling of the MGA thermal storage technology with the Toshiba’s Solid Oxide Electrolysis Hydrogen technology will allow both parties to work with government and industry to develop a joint engineering and manufacturing strategy so that high-value engineering, manufacturing and supply chain jobs are created locally with the value generated exported globally in the future.
MGA Thermal’s mission is to revolutionise the world’s renewable energy systems by developing novel materials, designing innovative technologies and delivering thermal energy storage solutions. The company’s technology is a recently invented type of thermal storage material, Miscibility Gap Alloys (MGA). These are capable of storing a huge amount of energy as heat, in a safe and easy to use way. MGA Thermal’s primary focus is enabling intermittent renewable energy sources, such as the sun and wind, to provide base load electricity to the grid. mgathermalstorage.com
AMT FEB/MAR 2023 052 RENEWABLEENERGY & CLEANTECH
Fossil free steel
SSAB
and Shape announce partnership on fossil-free steel for automotive applications.

SSAB has entered an agreement with US-based Shape Corp., a tier-one automotive supplier of lightweight body structures, to deliver fossil-free steel crash management and body structure systems to market.
Shape will be testing SSAB’s fossil-free steel, the first steel product made of hydrogen-reduced sponge iron utilizing HYBRIT technology, for use in automotive applications.


“We are excited to welcome Shape as our first partner for fossilfree steel in the U.S. and look forward to jointly explore ways to mitigate climate change,” says Martin Lindqvist, President and CEO at SSAB. “Demand for fossil-free steel is increasing, which is one of the reasons for SSAB to bring forward its green transition with the ambition to largely eliminate carbon dioxide emissions around 2030.”
“Shape continues to lead the industry with innovative, lightweight solutions for next generation vehicles,” says Mark White, president and CEO at Shape Corp. “Additionally, we have established a bold sustainability goal to be a carbon free company by 2035. Our longstanding partnership with SSAB is built on years of collaboration and mutual respect between our companies. I am extremely excited to partner with SSAB to commercialize their new fossil free HYBRIT steel technology and to be first to market in crash management and body structure applications for our customers. We see this as a win for our customers, a win for the environment and a win for Shape!”
SSAB aims to deliver fossil-free steel to the market in commercial scale during 2026. SSAB works with iron ore producer LKAB and energy company Vattenfall as part of the HYBRIT initiative to develop
a value chain for fossil-free iron- and steel production, replacing the coking coal traditionally used for iron ore-based steelmaking with fossil-free electricity and hydrogen. This process virtually eliminates carbon dioxide-emissions in steel production.
Shape has pledged to reduce its global carbon emissions 30% by 2030 and to be fully carbon free by 2035. Shape aims to be carbon free in its production and will reduce end user carbon emissions through lightweighting of the products Shape provides to its customers, mitigating climate change effects. shapecorp.com
AMT FEB/MAR 2023 053 RENEWABLEENERGY & CLEANTECH …YOUR INDUSTRY. YOUR MAGAZINE AMW 2023 PREVIEW Construction & Infrastructure • State Spotlight: South Australia • Quality & Inspection • Robotics & Automation • Software • Workholding • Cutting Tools • Forming & Fabrication • Energy & Sustainability If you operate in any of the listed industries and have the right product or service catering to the industry, then you have to be part of AMT. Contact Nicholas Raftopoulos on 0431 753 381 or email nic@amtil.com.au ARTIFICIAL INTELLIGENCE: SUCCEEDING IN THE GLOBAL DEFENCE WORLD AEROSPACE & DEFENCE Renewable Energy & Clean Tech State Spotlight: Tasmania APRMAY 23 IS ALMOST HERE! DON’T MISS OUT– LIMITED SPOTS AVAILABLE • CONNECT WITH THE RIGHT AUDIENCE • INFORM YOUR CUSTOMERS • GROW YOUR BUSINESS BOOK NOW! 1679AMTAPRMAY23 AMW 2023 PREVIEW Business Feature: Construction & Infrastructure State Spotlight: South Australia
Councils commit to solar-driven renewable energy power plan
Seven New South Wales local councils have united to secure a long-term electricity purchasing agreement utilising the 115 MW Metz Solar Farm which will deliver enough renewable energy to allow the participating councils’ facilities and assets to transition to 100% renewables in a staged approach from January 2023.
All large council facilities and assets across seven New South Wales (NSW) local government regions will soon be powered by 100% renewable energy following the signing of a ten-year power purchase agreement (PPA) with Red Energy, the energy retailer owned by Snowy Hydro.
Facilitated by Melbourne-based procurements services company Procurement Australia, the agreement with Red Energy will deliver enough solar-driven renewable energy to power the electricity needs of the Wingecarribee, Albury City, Bega Valley, Camden, Penrith City, Queanbeyan-Palerang and Wollongong councils.
The renewable energy will be provided by Fotowatio Renewable Ventures’ 115 MW Metz Solar Farm near Armidale in the NSW New England region. The facility achieved commercial operation status in September and is now operating at full capacity, generating 320,000 MWh annually. The federal government-owned Snowy Hydro has a long-term supply agreement in place with the facility.
Under the 10-year PPA, the participating councils will transfer their power supply in a staged approach to renewable electricity from January 2023. Approximately 90% of the councils’ operational electricity use will be immediately transferred to the new power supply with the remaining assets to be rolled in when possible.
Wingecarribee Shire Council General Manager Lisa Miscamble said eventually all the councils’ nominated large and small market sites will be powered by renewable electricity.
“This is the largest single-emissions reduction commitment in council’s history and one of the most significant in the Southern Highlands,” she said. “We’re absolutely thrilled to be part of this historic undertaking that will see council’s largest sites transition to renewable electricity as of January 2023.
Energy Inspectors
“It’s also one of the cornerstone actions towards achieving net zero carbon emissions and leading long-term sustainability across our shire.”
Miscamble said the PPA leveraged on the joint participation from all seven councils.
“Together this 10-year agreement will ultimately see all council assets, including public lighting, powered by renewable electricity generated from within NSW,” she said. Procurement Australia Chief Executive Joe Arena said he expects the success of the PPA will deliver more cross-council contracts with work on another agreement having already commenced on the back of intensifying interest from other councils and regulatory bodies.
“This PPA is just the beginning of the work we want to do in NSW,” he said. “We’re already fielding numerous council enquiries for the next NSW PPA, and I’m looking forward to collaborating with members and the wider energy market to make it happen as soon as possible.” pv-magazine-australia.com
Article republished with kind permission from PV magazine and David Carroll.
Specialised renewable energy inspectors introduced over next 18 months.
Energy Safe Victoria (ESV) will oversee the introduction of a new class of licensed electrical inspector (LEI) specialising in renewable energy installations, over the next 18 months.
The Victorian Government has announced the new category, which will be added to the Electricity Safety (Registration and Licensing) Regulations 2020. LEIs are responsible for inspecting and certifying a range of prescribed electrical installations, such as household wiring, solar photovoltaic systems, main earthing systems, switchboards and high-voltage installations.
In recent years, Victoria has experienced a significant increase in the number of renewable electricity installations with around 56% of Victorians expected to take up new energy technologies by 2030. While the quality of renewable electricity installations is generally high in Victoria, audits have uncovered some safety risks.
The specially trained licensing inspectors will focus on renewable energies, ensuring electrical inspections are carried out correctly and comprehensively. To be granted a renewable energy inspector licence to inspect these installations, LEIs must demonstrate they have the necessary knowledge and expertise to identify unsafe and non-compliant system installations.
ESV will work closely with industry and existing inspectors as the new licence criteria is developed and rolled out. Existing G Class LEIs will continue to carry out inspections of renewable energy installations until next April when the transition will be complete. The Department of Environment, Land, Water and Planning produced a Regulatory Impact Statement earlier this year, outlining requirements for this new LEI class with submissions received between July and August this year with feedback being overwhelmingly positive.
ESV has increased its focus on the regulation of renewable energies, highlighting it is as a key compliance and enforcement priorities for the 2022-23 financial year.
“ESV is in the process of developing new requirements for the licensing of these inspectors, which will be introduced over the next 18 months,” said ESV Chairperson and Commissioner Marnie Williams. “We will be working closely with industry and existing electrical inspectors to ensure they have all the training they need to be able to carry out renewable energy inspections.” esv.vic.gov.au

AMT FEB/MAR 2023 054 RENEWABLEENERGY & CLEANTECH
Decarbonising the globe’s roads
How advances in aluminum component machining are supporting the shift to EVs.
According to a report by the International Transport Forum, global transport activity is expected to double by 2050 compared to 2015 levels. With climate change a global concern, it’s important that we produce more efficient vehicles that run on greener fuels. Here
 Eduardo Debone, Senior Manager for Automotive
Eduardo Debone, Senior Manager for Automotive
Offer
at global leader in metal cutting at Sandvik Coromant, explores how material choice and innovations in metal cutting are supporting the transition to more environmentally friendly vehicles. While COVID-19 caused a short-term reduction in transport activity, vehicle use is still set to rise over the coming decades as the global population increases and economic development continues. Producing more vehicles to meet increasing demand is inevitable — the real challenge is making them greener. The International Energy Agency (IEA) reports that transport already accounts for 24% of direct CO2 emissions from fuel combustion, with road vehicles accounting for nearly three quarters of this figure.
Management
The United Nations Framework Convention on Climate Change (UNFCCC) recognises the importance of lowering the transport sector’s emissions, and thus released its Climate Action Pathway for transport earlier in 2021. The UNFCCC’s vision is that, by 2050, passenger and freight transport will be completely decarbonised following a shift to more sustainable vehicle technologies. This shift is broken down into transitioning to zero-emission modes of transport and increasing vehicle efficiency.
The EV evolution
Among zero-emission modes of transport are electric vehicles (EVs), which executive director at the IEA, Fatih Birol, says “have an indispensable role to play in reaching net-zero emissions worldwide”. By using electricity, specially from sustainable sources, from the grid to recharge batteries that power an electric motor, EVs produce zero tailpipe emissions, and are thus a more environmentally friendly option than internal combustion engine (ICE) vehicles.
According to the IEA’s Global EV Outlook 2021 report, there were ten million electric cars on the world’s roads at the end of 2020, and EV registrations increased by 41% that year. While EVs are clearly on the rise, their adoption can be accelerated further by overcoming range anxiety, the fear that the vehicle has insufficient range to reach its destination.
And range is not just the responsibility of the battery. In addition to a more robust charging infrastructure and improvements to EV battery design, every element of a vehicle needs to be made lighter. An EV with a lower weight requires less energy to travel a given distance, and can therefore go further on a single charge, increasing its range.
Aluminum plays a large role in the light-weighting of EVs, weighing just a fraction of the more traditional automotive materials of choice — steel or cast irons. In fact, aluminum is now commonly selected for a range of vehicle parts such as the chassis, internal panels, motor housing and battery enclosures. According to the Aluminum Transport Group (ATG), using aluminum to reduce an EV’s weight can result in range gains of approximately the same proportion. For instance, if the vehicle weight is reduced by 20%, the vehicle should be able to travel around 20% further on the same charge.
Mastering machining
However, components made from aluminum are notoriously more difficult to machine. Aluminum is softer than most metals, which can make it challenging to work with. What’s more, the melting point of stainless steel is 1510-degrees Celsius, whereas for aluminum it’s 660-degrees Celsius. When machining the metal, the lower melting
temperature of aluminum means that chips can build up from the heat of friction at high speeds and adhere to the tool. This chip accumulation can dull the tool, making it difficult to cut through the billet. In addition, manufacturers can face issues such as timeconsuming tool setups, inconsistent tool wear, burr formation and inferior surface finishes. Burrs and need for high speeds is also a struggle.
Fortunately, these challenges can be overcome by selecting a tool with an optimised design that’s made from advanced materials. For instance, the Sandvik Coromant M5C90 face milling tool, part of its M5 cutter series, was designed for solid aluminum parts with long milling operations, as well as roughing and finishing cylinder heads, blocks and electric car components. In just one efficient operation, the M5C90 can perform the entire machining process from roughing to finishing. In many cases, this can be with a depth of cut of up to 4mm. This tool can increase tool life by fivefold and reduce cycle time by up to 200%.
In addition, the M5 cutter series features step technology, where its extremely hardwearing polycrystalline diamond (PCD) inserts are arranged in a spiral and staggered vertically to remove material from the workpiece both axially and radially. Furthermore, the last tooth has wiper geometry to further ensure a high-quality, flat surface finish. The wiper cutting edge remains in a fixed position, which eliminates the need for time-consuming setups. Other tools in the M5 series include the M5B90 face milling cutter concept for fine finishing and the M5F90 combination milling cutter for roughing and finishing in smaller dimensions.
The transition to EVs will lower transport emissions, and adoption can be accelerated by increasing their efficiency. EVs that take advantage of aluminum components can travel further per charge, helping to overcome range anxiety. Automotive manufacturers who select machining tools optimized for aluminum will be able to produce high quality aluminum EV components – helping to support the shift to greener travel. sandvik.coromant.com
AMT FEB/MAR 2023 055 RENEWABLEENERGY & CLEANTECH
Air Histories: The
industry in Australia.
Australian manufacturing. The AMT editor
Paul Hellard sits down with Fred Funnell, President of the Compressed Air Association of Australasia.
AMT: Tell me about the CAAA.
Fred Funnell: The Air and Mining Equipment Institute of Australasia (AMEI) was originally founded in 1968, and in the late 2000s, the Industrial and Commercial members merged into one and became the Compressed Air Association of Australasia (CAAA).
The CAAA is an industry specific association for businesses, companies or other entities that are actively engaged in the sale, manufacture or import and servicing of air compressors and air treatment product in Australia and New Zealand.
I initally became involved in the CAAA as a member representative and there is no doubt the Association can provide an effective, credible voice for the industry to all stakeholders.
AMT: What attracted you to the industry?
FF: The compressed air industry is fascinating as it allows you to interact with an incredibly broad range of customers. Nearly every enterprise that’s building or maintaining equipment has an air compressor. When you walk into any factory, processing plant, hospital, car repair facility, or mining operation you will find one or more compressors running to support the business.
Most of our members operate service businesses which allow close ongoing relationships with customers after the initial equipment sale. Suppliers have the opportunity to understand their clients’ business challenges, and to help solve the end customer’s problems. Customers needs are always changing as their business adapts to shifts in the market and it is important that their compressed air systems are reviewed annually to ensure they remain optimised.
AMT: What is the most dynamic area of the Compressed Air Industry at the moment, either here or overseas.
FF: At a time of increasing power prices all suppliers are looking to see how we can provide more energy efficient solutions and continue to hone our service offerings to provide greater support. Everyone with a compressor should be working closely with their compressed air supplier to ensure the system remains optimised to meet their evolving requirements.
Compressors must operate in a varied range of conditions and the increased incidence of extreme weather events is making this even more challenging. Compressors may need to operate under full-load conditions in hot northern Australia where external temperatures may exceed 50-degrees C or in alpine conditions where the ambient temperature could be sub-zero. The Australian Government regulates minimum efficiency standards for most electric motors under the GEMS framework.
The Government is also considering changes to a range of regulatory standards as part of the journey to a net carbon neutral Australia by 2050. For us to meet the target of 43% by 2030 suppliers and end customers will need to work together.
The CAAA has estimated the emissions produced by the compressor fleet in Australia exceeded four million tonnes of CO2
in calander year 2021. While most of this can be offset by the use of green electricity, the Association members are alert to the need to gain a more granular view on the issue. The CAAA is looking to engage with all stakeholders to ensure we can contribute to a smooth transition.

AMT: What are the challenges hitting the market at the moment, from the CAAA point of view.
FF: Supply chain issues remain persistent although there have been improvments over the past six months. Safety remains a key focus as we seek to deliver even safer products and services to our end customers. The Association has instituted a National Safety Award for the industry to identify and promote best practices. The first award will be made in October 2023. Contributing to the efficient transition to a carbon neutral world is a priority.
Securing the best human talent to sustain the industry remains a challenge. The historically low unemployment rate is desirable on many fronts but does provide a challenge to companies seeking to grow. Compressor service technicians are the critical skill gap and the CAAA is developing an enhanced training programme specifically targeted at the compressed air industry. Many companies have apprenticeship programs in place.
AMT: Talk about the uses of compressed air in the industries.
FF: Compressed air has some unique attributes which makes it the best source of energy in a range of applications. Compressed air is extremely versatile and easily scaled, from small units supporting laboratory analytical instruments to massive units that provide continuous flow for minerals processing, glass making and so on. In the mining and water well drilling industry you will see compressed air powering reverse circulation drilling rigs. On the snow fields you will find compressed air powering snow making equipment, improving the snow cover and extending the season.
In the food and beverage sector, compressed air is used to actuate production lines or as feed air to nitrogen generators. Air is 78% nitrogen and can be used as an inert gas to keep the coffee in your pods fresh. Farmers use compressed air to blow down their headers to remove dried trash which, if left in place, can ignite and cause the loss of the equipment.
Compressed air can provide a flow of high speed air in wind tunnels to test aerospace components like aircraft wings and engines. Even the production of advanced composite material requires compressed air.
The motive power of compressed air can be distributed easily and cheaply through a pipe network and be safety used in high risk areas such as underground mines to drive dewatering pumps or in refineries to provide process air. Portable diesel compressors can deliver air power to remote locations or provide replacement air for stationary facilities undergoing routine maintenance. Looking across the wide range of industries, it's easier to ask, ‘where don’t you use the compressed air?’
AMT FEB/MAR 2023 056 ONE-ON-ONE
Hot
compressed air
Digging into the lesser understood but widely used technology of compressed air, active in all aspects of
AMT: What does the future look like for the industry?

FF: The future of the Australian compressed air industry is bright. The trend to increased digitisation and the journey towards carbon neutrality will see a future compressor fleet that is more efficient and connected. Compressors will provide more data to the customer via IoT allowing them to better manage their assets. If a Compressored Air Technician can remotely review the fault logs, they can form a view of the probable issues and ensure they have the necessary spare parts when they service the equipment.
To support a carbon neutral Australia we will see a greater appetite to adopt a circular approach to the economy where compressors will be given a second and third life. The continual drive for digitisation, carbon neutrality and innovation will be hallmarks of the industry going forward.
compressedair.net.au
AMT FEB/MAR 2023 057
How sustainable is air compression?
Sustainability is one of the top priorities of many businesses. It has been for us in Atlas Copco for many years.
Increasing efficiency, lowering emissions, and reducing your environmental footprint are the driving forces behind our unrelenting investment in innovation. It is what allows us to continue to set new standards in compressed air and gas generation performance and sustainability.
We are fully committed to being part of the solution for a better tomorrow and therefore we have set two science-based targets to reduce greenhouse gas emissions in line with the goals of the Paris Agreement. Our first science-based target is to reduce greenhouse gas emissions from our direct operations and from the energy we purchase, to keep the global temperature increase to maximum 1.5°C (2.7°F). We will achieve this by switching to low-carbon energy in our own operations.
Our second science-based target is to reduce emissions generated in up- and downstream activities, outside of our own operations, to keep the global temperature increase well below 2°C (3.6°F). We will focus on increasing our products’ energy efficiency, and on making them increasingly powered by electricity. But the biggest reduction would come from our products being powered in a low-carbon way when they are in use.
How sustainable is air compression?
Compressing air has one major drawback: It takes a lot of energy. In fact, it is estimated that up to 10% of the world’s energy is used for compressing air. That not only illustrates how vital compressed air is but also how important sustainability and efficiency are in this area.
Fortunately, some compressors have come a long way. While the fixed-speed models of the past used tremendous amounts of energy, modern compressors with variable speed drives (VSD) can cut that consumption in half (or even more).
Every product we release is at least 10-15% improved in some way more than the previous one – our product evolution has been based on that. Compressed air production consumes a lot of energy, which impacts a company’s bottom line and the environment. Atlas Copco uses a 10-step guide to help companies lower their energy consumption and carbon footprint, which will translate into direct savings.
When approximately 80% of your compressed air system’s cost is your electricity bill, these savings cannot be dismissed. Over the life of your compressor, by selecting the right initial compressor system,
your business could save you 5 – 10 times the cost of your initial asset in power costs and reduce your effective carbon impact substantially. Beyond the physical reduction of electricity usagewhich drives our focus on VSD technology and efficiency R&D - we must also consider the source of energy we use.
The emerging green hydrogen economy

Being a global leader in sustainability means exploring several different clean energy solutions. One technology we are investing in is hydrogen.
There are particularly high hopes for “green” hydrogen. It is produced through electrolysis where water is split into hydrogen and oxygen with the help of renewable electricity, and it generates no carbon dioxide emissions.
The problem with renewable energy has always been that you cannot control when the sun shines, when the wind blows and how the water flows. You will have days with excess followed by days with hardly any of these energies at a given location.
A big advantage of hydrogen is that once produced, it can be stored in pipelines and pressurised vessels for long periods without diminishing over time. And as the transport sector shifts from fossil fuels to more sustainable alternatives, hydrogen can also be a key fuel source.
There are several potential uses of hydrogen – energy storage, fuel for vehicles, such as buses and trains, and for powering ships and planes. It can also be used as a feedstock for the production of chemicals, such as ammonia and methanol, which are used in a variety of industrial processes.
Hydrogen is so light that it needs to be compressed a lot to become dense enough to get some kilograms of energy on board. We have a very long history of compressing gases and air up to high pressure, and not many companies in the world can offer this capability.
Our superior knowledge in compression technologies allows us to provide innovative solutions that help reduce the carbon footprint of various industries. By enabling the production and use of green hydrogen, we are contributing to a cleaner and more sustainable energy economy.
We believe that by working together and using our expertise, we can create a more sustainable future for all. atlascopco.com
AMT FEB/MAR 2023 058 COMPRESSORS & AIR TECHNOLOGY
The AC-D from SMC
The

new AC-D Series from SMC Corporation: modern appearance, big performance.
It’s no secret that air treatment equipment is at the heart of every factory; any company using compressed air needs to ensure that the air running through their system is properly prepared for a long service life, efficient operations and quality air.
SMC Corporation understands the importance of quality air treatment equipment, so much so, that much of their success was founded upon it. Born in Japan in 1959, SMC’s first solution – the FRL unit – was first introduced in the sixties. “Our company has always believed that any good pneumatic system starts with air treatment equipment,” explains Angus Christian, Sales Champion for SMC Corporation Australia New Zealand (ANZ). “In 1961, we launched our first range of pneumatic components, airline equipment and by 1970, the range had extended to the manufacturing of cylinders.”
Over the years, the range has been modified to accommodate the ever-changing needs of the modern factory, and today SMC Corporation Australia New Zealand is pleased to introduce a newgeneration mainline filtration range – the AC-D series.
“This series is more modular and offers a flat design for a modern appearance,” explains Christian.
Speaking to a host of innovative features, Christian believes that one of the key benefits of the AC-D series is that it reduces the
time needed to assemble clean air service units – all thanks to its new modular design. “Customers can now enjoy reduced downtime and improved machine effectiveness.”
As a customer centric company, SMC once again looked to the needs of its customers when developing the series. “The AC-D series is available in an array of sizes to suit a various flow requirements and to helps to minimise pressure drops,” Christian explains. For companies where tampering with devices is of concern, the AC-D series is equipped with a lockable on-off valve that can be secured with a padlock for extra safety. “The regulator is also equipped with a tamperproof knob cover.”
In addition, the AC-D series is compatible with other components to help control operations, these include:
a) Electronic proportional regulators;
b) Air flow switches with integrated temperature and pressure sensing;
c) Integrated pressure detecting;
d) Monitored air dump valves for safety circuits.
To conclude, Christian says, “The AC-D series brings a modern appearance to SMC's line of air preparation equipment while maintaining the high performance of our other series.” smcanz.com
ANYTHING
PROMPT ANALYSIS & REPAIR SERVICE
Injectronics Industrial offer a unique service to business owners, manufacturing line managers and service repair agents alike - a fault analysis and repair service for many applications including difficult to source and obsolete items.

Introducing a new, time sensitive and cost-effective option when it comes to making a decision on your industrial repair.
• Human Machine Interface (HMI)
• Variable Frequency Drive (VFD)

• Servo Drive
• Servo Valves

• Spindle Drives
• Stepper Drives
• PLC
• Timer and Counters
• Power Supplies
• HV Generator
• Industrial Computer
• Motherboards

• CNC Boards
• Industrial Control Panels

• Preventative Maintenance
.com.au
AMT FEB/MAR 2023 059 COMPRESSORS & AIR TECHNOLOGY
The range of repairs available include: ELECTRONIC?
1300 646 948 industrial.
Mixing, matching and maintaining coolant
Coolant, cutting fluids and cleanliness on the modern workshop floor.
In a modern machine shop 5 axis simultaneous machining in the most demanding materials doesn't seem to be a problem anymore. We have adopted complex CAD systems, machine controls, navigated demanding setups and can achieve reaching high tolerances, so why does coolant remain a mystery to some companies?
Is coolant a necessary evil?
A machine shop that has never experienced the full benefit of coolant will typically only want these three factors:
• A coolant that does not rust the machine.
• A coolant that will not go rancid.
• Cooling of the cutting tool.
Coolant is more than just a liquid to reduce temperatures of your workpiece and cutting tool.
When the optimal cutting fluid is selected and mixed correctly, it will reduce cycle times by eliminating the need for secondary tapping compounds and cutting speeds. It will also increase tool life and increase and improve surface finish.
Mixing and maintaining your coolant
Just like running your cutting tools at the right feeds and speeds, coolant has parameters. Correct mixing and maintenance of coolant is not hard but there are steps every machine shop must take. Let’s look at a high-level view to ensure that you will get the true benefit from your coolant.
Mixing:
There are three main factors we need to consider:
1: Water quality.
Coolant is 90% water. Water is the base of every coolant. It’s the main constituent, so why don’t we place importance in this factor?
Test your water to see if it is within your manufacture’s specifications found on the manufacturers data sheet.
2: Coolant concentration
Before even mixing your coolant, make sure to read the manufacturer data sheet. Here you will find the best ratio for your machining operation and refractive Index multiplier.
3: Mixing methods.
For your coolant to do its job, it must be mixed correctly.
The process of emulsification (mixing) is the most important part and improper mixing of coolant leads to most issues people experience such as:
• Foam.
• Short sump life (Coolant going rancid).
• Heavy residues.
A simple change in mixing methods can be the biggest single improvement to coolant performance if your shop is experiencing problems.
So how should we mix coolants?
The process of emulsification takes place when you mix coolant with water. The arrangement of the water and coolant droplets can go two ways:
Water over coolant – Correct
Coolant over water – Incorrect (reverse emulsion)
The good old-fashioned method of mixing coolant to water in a bucket is still a reliable method today.
The introduction of coolant (dispersed phase) to water (continuous phase) ensures your coolant mixture is in the correct phase (water over coolant).
The only problem with this method is it is labour intensive and slow. There are mixing units (proportionators) available, but which one is the correct one to choose?
Maintenance
Keeping your coolant at a constant concentration will ensure you avoid problems.
By following these steps, you will give your coolant what it needs for a smooth operation.
1: Topping up
Check your manufacturer data sheet.
Here you will find the best ratio for your machining operation and refractive Index multiplier.
Measure the concentration with a refractometer and consider the refractive Index multiplier.
If your coolant is over the recommended concentration, you can dilute with a weak mix of 1~3% to bring down the concentration. Never add straight water to your coolant. By making a mix (1~3%) you are recharging your coolant with the additives it needs be at its peak performance.
Contaminates:
What is a contaminate? Anything that is not coolant.
Most coolants machine shops know that tramp oil is a contaminate but there are others that need to be considered.
Typical examples of contaminates:
• Hydraulic, slideway, grease and spindle oils.
• Cutting fluids (cutting & tapping paste) that are water insoluble.
• Non approved machine cleaners and anti-rust sprays.
• Metal fines and coatings.
• Organic materials.
• Mixing coolants.
• Water, yes water.
Contaminates in coolants cause two main problems:
1. Short sump life.
2. Poor cutting performance and surface finishes. Steps to keep out contaminates:
• Make sure machines are maintained and checked for oil leaks.
• Clean off excess oils, greases and coatings from bar stocks.
• Have an oil skimmer fitted to every machine.
• Use only approved machine cleaners and protective anti-rust sprays that do not affect coolant.
• Use tapping compounds that are water soluble.
• Use a vacuum that is fitted with a coolant filtration filter to remove metal fines and excess tramp oils.
• Do not mix coolant with other coolants without manufactures advice.
• Always make a mix of coolant to top up and never add straight water to bring down concentrations.
• Explain the importance of the above steps with regular toolbox meetings.
By following these steps, you are getting all the bang for your buck from your coolant and not wasting it on disposal costs and lost time. livetools.com.au
AMT FEB/MAR 2023 060 COMPRESSORS & AIR TECHNOLOGY










QLD - 07 3279 3344 NSW - 02 8801 3375 E - sales@completemachinetools.com.au W - www.completemachinetools.com.au STAND OUT FOR ALL THE RIGHT REASONS Everising bandsaws represent unrivalled price to value ratio, offering a plethora of production enhancing features in our standard configurations. VALUE | QUALITY | FEATURES | SUPPORT | It stands out! Your Partner in Innovation
Nyrstar air processing
Early works underway on Nyrstar’s product recycling facility to further reduce lead in air concentrations in Port Pirie.

Early works on a key project to reduce lead in air concentrations measured in the local community are underway at Nyrstar’s Port Pirie multi-metals processing facility.
Once completed, the $23m Product Recycling Facility will be sealed and under negative air pressure, allowing intermediate materials used in the production process to be stored and mixed in an enclosed facility.
In addition, the facility will be constructed nearby to existing processing plants which will significantly reduce the handling and transport of materials in the open air. The South Australian Government is contributing $7m to the $23m project.
Included in the early works of the project is the construction of a new air compressor and a new laundry to make space for the new facility. This project is on top of more than $150m spent over the past three years by Nyrstar at the multi-metals processing facility in Port Pirie on measures to improve lead in air concentrations detected in the community. Nyrstar Port Pirie General Manager, Mat Lynn, says that this project was an important part of the continued improvements being made on site.
“With the support of the State Government, the Product Recycling Facility will deliver an increase in environmental and operational performance,” Lynn said. “Important early works have recently started including construction on our new air compressors and the new laundry to make way for the new facility.”
“Nyrstar Australia will continue to focus on how we can continue to improve our operations to reduce lead in air concentrations and complement the Targeted Lead Abatement Program (TLAP) and actions of the State Government, Port Pirie Regional Council and
people of Port Pirie to reduce lead levels within the local community.” Nyrstar is an international producer of critical minerals and metals essential for a low carbon future with mining, smelting and other operations located in Europe, the United States and Australia. Nyrstar’s operating business is wholly owned by Trafigura, one of the world’s leading independent commodity trading and supply chain logistics companies.
Nyrstar Australia is a national multi-metals processing and manufacturing business, operating in Port Pirie and Hobart for over 100 years to produce lead, silver, zinc, and many other materials that are essential for the manufacture of products.
nyrstar.com/operations/metals-processing/nyrstar-port-pirie
Are VSD Compressors the most energy efficient and cost-effective solution?

The idea of VSD (Variable Speed Drive) compressors ‘paying for themselves through energy savings’ is attractive to most – but are VSD compressors the best option for your business?
VSD compressors have been designed to produce air as needed. The speed automatically adjusts so production of air matches real time demand – perfect for those whose need for air fluctuates throughout the shift. This is where the ‘potential’ energy savings come in. Unlike a Fixed Speed Compressor which runs at a constant speed until turned off, the VSD will decrease in power when not in use. Which should save you on power costs, in theory. However, there are so many variables, you may not see any s avings at all.
When VSD compressors fail, they can be expensive and time consuming to repair. Models are often superseded within a few years, along with their parts. Therefore, you are stuck with a broken compressor that isn't all that old but would be worth more as scrap metal. If you are sold a VSD with the promise of dollar
savings through energy savings, ask the supplier to stand by their claims. Record your actual power usage over a standard month from your existing compressed air system and if the new VSD does not reduce the power usage by what they told you, ask them to pay the difference – we bet they won’t!
So, in the right application and environment, VSD compressors will consume energy and can save you in energy costs. However, they are NOT a one-size-fits-all solution and the decision to purchase shouldn’t been taken lightly. Research and analysis are required. Are you having trouble deciding whether a VSD or fixed speed compressor is better for your business? Contact Air Powered for a full Compressed Air Audit to determine which compressed air system is best for you. Let us help you reduce downtime - We’ll keep your business running on air. airpoweredservices.com.au
AMT FEB/MAR 2023 062 COMPRESSORS & AIR TECHNOLOGY
Hydraulink Malaga
New Hydraulink Malaga franchise brings top-level service skills to booming WA industrial centre
A new Hydraulink hydraulic hose, fitting and service franchise in Malaga is led by a mechanical engineer with qualifications and experience to save time and ensure optimum standards of safety and compliance for major industries there.


Hydraulink Malaga, led by franchise operator Jignesh Patel in northern Perth, is centred on a major industrial area serving industries such as mining, earthmoving, construction, materials handling, manufacturing, waste management, plant hire, agriculture, road and rail, transport, and marine.

“This region in the City of Swan, designated a strategic industrial area for Western Australia, will be ideally served by a franchise operator with the local and international experience of Jignesh Patel,” says Hydraulink National Franchise Manager Wayne Abbott.
Jignesh Patel is a heavy duty diesel mechanic with a diploma in mechanical engineering and more than 20 years’ experience in India, the Middle East, Africa and Perth, where he moved to in 2008 to work for a global leader in heavy machinery with operations throughout Australia.
“Jignesh’s experience in power plant and heavy machinery has been at the top world standards level of service, compliance and safety,” says Wayne Abbott. “His extensive experience with a wide variety of machinery and sites will be invaluable to companies seeking costefficient and thorough service from a franchise already totally familiar with their diverse needs.”
Jignesh Patel says an advantage of Hydraulink – which has 400 service points throughout Australia and New Zealand – is that the group offers not only offers hoses and fittings, “but also we provide solutions to the client by providing industry expertise directly relevant to their needs to they save downtime and don’t lose productivity.”
“Local knowledge backed by national expertise is a big advantage to companies that wish to obtain uniformly high standards across multiple sites, for example.” “I was attracted to Hydraulink because of the strong network, the quality of their products, as well as their support to franchises. Members of the Hydraulink family of franchises are typically long-term committed, with deep roots in the business communities where they operate and live.”
“A franchise with this quality organisation also gives me the backing to expand my own future, while giving me flexibility to spend more time with family. I can grow my own business while achieving a home-work balance. Franchises such as this have backup support, so you are not working along,” says Jignesh.
The new Malaga facility is backed by the training, shared expertise and top service standards of the Hydraulink group, which trades under the market signature “Best Under Pressure”.
Wayne Abbott says family-operated businesses such as the new Malaga franchise, are a major benefit to operators and clients because franchise operators have the strongest personal stake in the business to ensure ongoing satisfaction and enduring partnerships. hydraulink.com
Stay ahead of your competition with Topsolid CAD and CAM.



IDW CAD/CAM SOLUTIONS

Official Australian Value Added Reseller.
Whether you’re a solo engineer looking for mechanical CAD only, or a high tech manufacturing facility looking to explore the world of industry 4.0, TopSolid has modules to suit your needs, all wrapped up in a PDM system to manage your data securely and efficiently.
Full featured stand-alone CAD
• Intuitive and powerful 3D modelling

• Surface modelling
• Mechanisms and motion simulation
• 2D drawings
• Bills of materials
• Steel structures
• Realistic rendering
• Injection mould tool design
• Progression tool design
• Timing/lead screw design
Advanced CAM
• 100% native inside application; not a third party plugin
• 2½ thru 5-axis milling
• Multifunction mill/turn
• Accurate tool and machine simulation
• Impeller/blade machining
• Cylinder head porting
• Lead/Timing screw machining
• Swiss turn
• G-code verification
A few of our customers who are already benefitting from working with TopSolid and IDW CAD/CAM:
1300 439 223
info@idwcadcam.com.au
idwcadcam.com.au
AMT FEB/MAR 2023 063 COMPRESSORS & AIR TECHNOLOGY
Marinova - a new wave in seaweed science
The seaweed science experts at Tasmania’s Marinova are global leaders in their field. AMT Editor Paul Hellard finds the new wave of fucoidans.
Developing unique advanced manufacturing technologies to extract a high value compound from seaweed has seen this innovative Tasmanian biotech carve a niche export market for Australia. Marinova now supplies some of the world’s most recognised companies in the pharmaceutical, nutritional and cosmetic industries with bioactive seaweed extracts.

Fucoidans (‘few-coy-dens’) occur in brown seaweeds. They are a class of natural compound that protect the seaweed plant from pathogens and other environmental stresses. Traditionally, fucoidancontaining seaweeds have been utilised in Asian cultures to address a variety of human health conditions ranging from abscesses and tumours through to inflammation and congestion. In recent years, global scientific interest in fucoidans has rapidly accelerated with close to 3,000 scientific papers now attesting to their beneficial effects on human health.
“High purity fucoidan extracts have become sought-after ingredients for formulators developing products targeting immune function, gut and digestive health and healthy ageing,” said Marinova’s CEO and Managing Director, Paul Garrott. “Marinova is the world’s only manufacturer of high purity, certified organic fucoidan with global regulatory acceptance. This achievement reflects the company’s commitment to utilising wild seaweeds of unsurpassed quality, the development of an advanced proprietary fucoidan extraction process, and a sustained investment in scientific research. It also reflects our willingness to embrace and develop new advanced manufacturing technologies.”
Manufactured in Tasmania, Marinova’s organic fucoidan extracts are the highest quality fucoidan ingredients available anywhere in the world. The company was clearly in the premium when they won Australia’s highest Innovation accolade in the Australian Organic Industry Awards in November 2022.

“Fucoidan is an innovative marine ingredient and ongoing scientific research continues to reveal the extraordinary health benefits that it has to offer,” said Garrott. “It is proof that naturally derived compounds play an important role in promoting and maintaining human health.” Speaking of the company’s proprietary extraction process, Garrott continued. “Our unique Maritech extraction process utilises advanced filtration technologies to separate and purify fucoidan without the use of harsh solvents and other chemicals typically used by other manufacturers. As a result of Marinova’s significant and ongoing investment in R&D, our Australian made extracts stand alone as the world’s only high purity, certified organic fucoidan with global regulatory acceptance.”
The introduction of a Japanese seaweed to Tasmania was the catalyst for Marinova’s inception over two decades ago. “Japanese freighters regularly visited Tasmania to collect woodchips,” added Garrott. “These vessels discharged their ballast water upon arrival in Tasmania – and with that came a range of introduced marine pests. One of those accidental introductions was the seaweed Undaria pinnatifida, commonly known as wakame. This brown seaweed was quick to thrive in our cool, pristine seas.”
So, Marinova began harvesting Undaria in Tasmania more than 20 years ago. “Fast forward two decades and that harvest continues - keeping an introduced pest in check whilst simultaneously supporting the export of high value seaweed extracts to more than 35 countries across the globe,” Garrott said. “Undaria is rich in the compound fucoidan and hence is one of the seaweed species at the centre of Marinova’s scientific research program. However, our harvest has expanded over the years and we also source the same seaweed from Patagonia - where it was also introduced - in
addition to a second species of brown seaweed from Nova Scotia.” Marinova invests more than 20% of its gross annual revenue directly into its research program. “It’s long been a company priority,” Garrott explained. “It is essential that we support the efficacy of our fucoidan extracts with robust scientific evidence. Our team of distinguished scientists oversee a global research program, including human clinical trials, that attests to the bioactive properties of our unique extracts. Quality, natural, sustainably-sourced, Australian-made ingredients that are supported by an extensive dossier of scientific evidence are actually very rare, notwithstanding the fact there is very significant global demand.”
Marinova’s proprietary extraction process is key to the company’s international success. “Manufacturers of fucoidan have traditionally utilised solvents to precipitate the fucoidan polymer from crude extracts,” Garrott continued. “Fucoidans manufactured in this way may suffer from many shortfalls. Their quality can be inconsistent, their chemical integrity is often compromised and - most importantly - their bioactivity may be diminished. Marinova invested heavily in developing a unique green chemistry extraction process that overcomes all these issues. It is by virtue of this advanced manufacturing technology that we have become the world’s only supplier of high-purity, certified organic fucoidan with global regulatory acceptance.”
Marinova has created a high value export market for Australia. High purity fucoidan is a novel, efficacious ingredient that is increasingly attracting the attention of leading nutritional and skincare companies, as well as pharmaceutical and medical researchers. Marinova produces a range of different fucoidan extracts, each targeting specific health indications or product applications. Highly refined pharmaceutical grade fucoidans can command prices of up to $14,000 per kilogram.
AMT FEB/MAR 2023 064 STATE SPOTLIGHT TASMANIA
"Marinova’s sustained focus on natural, high purity extracts that are supported by scientific evidence certainly resonates with those brands that share our commitment to quality and integrity,” said Garrott. “We genuinely believe this focus is essential for longevity in the healthcare sector.”
The need for transparency at all stages of the supply chain is an expectation that of course cannot be ignored. Marinova has aligned their sustainability practices with the Sustainable Development Goals outlined by the United Nations and are now on the cusp of being a legitimate zero-waste, carbon neutral manufacturer.
The Australian Government is also investing in the growing wave of potential across the marine bioproducts industry. “Last year we saw the establishment of the Marine Bioproducts Cooperative Research Centre (MB-CRC),” said Garrott. “The MB-CRC represents more

than 70 academic, government and industry partners, Marinova included, who are pooling expertise and resources to supercharge the country’s ambition to become a global leader in this field. The MB-CRC will see $270m invested into marine bio-industries research over the course of the next decade. Marinova expects enormous commercial opportunities to emerge from the research that it will be undertaking through the MB-CRC particularly in the areas of immune function, gut and digestive health, and healthy ageing.”
“Australia’s rapidly growing marine biotech industry is supported by the world’s third largest marine area. Current estimates suggest the country’s high quality marine bioproducts are on track to reach $1bn turnover by 2030.”

A significant capital expansion is now underway at Marinova’s headquarters. “We’re currently undertaking a $5m expansion of our manufacturing facility here in Hobart,” explains Garrott. “This will allow us to triple our fucoidan production capacity, install new advanced manufacturing technologies and to create a range of highly skilled jobs.” The expansion of Marinova’s fucoidan extraction facility is being supported by the Australian Government’s Modern Manufacturing Initiative. The initiative provides businesses with funding to support projects that translate high quality research into commercial outcomes and supports businesses to adopt new technologies and improve their manufacturing processes. The project also received support through the Tasmanian Government’s Building Projects Support Program and Advanced Manufacturing Accelerating Growth Program.
Noting that 2023 marks Marinova’s 20th anniversary, the CEO added, “The future of Australia’s marine bio-products industry is very bright. Marinova is proud to have developed unique advanced manufacturing that has launched the country to the very forefront of fucoidan science. It’s exciting to think where the next 20 years will take us.” marinova.com.au
SwingGrinder – The Original For quick manual deburring and edge rounding





AMT FEB/MAR 2023 065 STATE SPOTLIGHT TASMANIA Australian & New Zealand Sales & Service +61(0) 414 646 212 info@jimsmachines.com.au – Fast, safe removal of dross and slag from plasma and flame cut parts – Slag is chipped off using our HammerDisc Head – Double spindle provides edge rounding capability in one setup – Automatic Table Magnet holds the workpiece securely – No skill set required, anyone can produce consistent results – Easily 3–4 times faster than traditional methods – European designed & made for best performance and lasting reliability – Affordable with fast return on investment
BEFORE AFTER HAMMERDISC
https://www.loewer-online.com/metal/en/overview-machines/swinggrinder/
AMW MELBOURNE 2023
REGISTRATIONS ARE NOW OPEN
SCAN HERE TO REGISTER


AUSTRALIA’S PREMIER MANUFACTURING SOLUTIONS EVENT IS AN INITIATIVE 1654AMWMEL23AMTFEBMAR23 AUSTRALIANMANUFACTURINGWEEK.COM.AU THE JOURNEY TO INTELLIGENT MANUFACTURING 9TH – 12TH MAY 2023, MELBOURNE • MCEC
Luyten Platypus X12
Aussie firm launches world’s largest and most advanced mobile smart 3D concrete printer for building and construction.
Cutting-edge Australian 3D printing building and construction company, Luyten, has launched the world's largest mobile 3D smart AI-powered concrete printer for the building and construction industry. Aptly titled, the Platypus X12, to reflect its Australian design and tech heritage, the printer is already being hailed a global success story as construction firms across the world place orders to accelerate build schedules and revolutionise delivery capabilities. The newly launched printer is the first of its kind in Australia, the southern hemisphere and the largest worldwide. The Luyten Platypus series is the world’s leading range of 3D concrete printers and the ultimate field and factory-ready printing system for highquality finished products and architectural designs that demand something more.

According to Ahmed Mahil, cofounder and CEO of Luyten, the allnew Luyten Platypus X12 is built with high mobility and accuracy in mind and is big enough to build large-scale structures in one go.
“It is the most sophisticated mobile 3D concrete printer in the world. In designing the printer, we focused on cutting-edge tech and useability to ensure the printer delivered the most elaborate and precise results possible while also providing the most user-friendly experience possible,” Mahil said.
“The Platypus X12 includes a proprietary Luyten Tursiops extruder with an optional 3D-compliant contour nozzle. It also includes optional off-rail operations mode using sensor fusion technology coupled with robust AI algorithms for expeditionary use cases.
“Flexible in scale, the printer can transform in size to a 12 x 6 mobile crane in 20 minutes, expanding its capability to print large-scale structures. It literally extends to 12 metres in width, six metres in height and thanks to its robotic nature only takes a few minutes to unfold to complete size.
“Despite its size and robotic ability to extend and to any size, it is also very light, yet robust and mobile. The printer is unmatched internationally thanks to its capacity to incorporate acoustic and optical-based artificial intelligence for data-driven concrete printing. It also has a patented anti-clogging printer head, which means that the technology can produce state-of-the-art results time after time.”
Since launching in 2020, Luyten has continued to announce significant milestones including the build of the first-ever 3D printed house in the southern hemisphere in Melbourne, Victoria in 2021.

The house, called the ‘Heptapod’, is Australia and New Zealand building code (AS/NSZ 1170) compliant and was built using Luyten’s highly robust and eco-friendly Ultimatecrete 3D printable concrete which results in 82.5MPa compressive strength after 28 days, four times stronger than the 20MPa residential building code requires.
“The Heptapod elements were printed in two days and assembled on day three. Printed elements were ready to handle and be moved within only five hours of being printed. This is the great thing about our special concrete mix, it cures quickly and delivers results that supersede what is currently available at four times less cost. In fact, the build cost was 70% less in comparison to traditional methods,” Mahil said.
In the same year, Luyten also signed an MOU with the University of NSW to develop 3D printing capabilities for structures and base camps on the moon and other planets.
In August 2022 Luyten printed the ‘Warle Akweke’, the first ever 3D printed house in situ using the largest 3D concrete printer in Australia and the southern hemisphere in an uncontrolled environment (outdoors conditions). This is the first 3D-printed indigenous housing project in the world.
In addition, Luyten has just signed a new partnership with RMIT to provide a 3D concrete printer for the Centre for Innovation Structures and Materials (CISM).
Luyten’s cutting-edge 3D printing and additive technologies have become a worldwide success story as companies across the globe scramble to purchase its printers.
“In addition, the technology is proven to increase construction site efficiency with 60% guaranteed costs savings, 300 to 500 times shorter execution times, and an 80% total reduction in monetary expenses without formwork in concrete construction,” Mahil explained.
“When forming Luyten, we were cognisant of the construction industry’s carbon footprint, and determined to create construction solutions for generations to come that reduce emissions. Our unmatched technology employs up to 40% less carbon dioxide emissions through propriety mixes that reduce use of cement, and the robotic systems reduce construction site and logistics carbon dioxide footprints by 50% to 70%.”
Luyten designs and manufactures custom large-scale threedimensional concrete printers that cater for all project needs on site from conceptual design through to the final product. The business offers 3D concrete printing solutions for the incorporation of threedimensional membranes on traditional construction sites, as well as on-site concrete printing consultations, operational assistance, and rental service offerings. luytens.com
AMT FEB/MAR 2023 068 ADDITIVE MANUFACTURING
Sauber Tech with AM Solutions
Sauber Technologies continues pursuing technological innovation as it extends partnership with AM Solutions


Sauber Technologies has extended its technology partnership with AM Solutions – 3D post processing technology, a brand of the Rösler Group, taking a further step forward in the field of technological innovation. The partnership, which was sealed in 2021, has been prolonged for two additional years, as a logical consequence of a valuable and trustful business relationship that has been providing both parties with excellent results.
Automated post processing of additive manufactured parts is essential for Sauber Technologies for the economical production of repeatable and high-quality printed parts, especially on an industrial scale. Over the last year, the company benefited from Rösler's decades of experience in surface finishing, by using post processing equipment provided by its brand, AM Solutions – 3D post processing technology. Several 3D printed parts have also been featured on the Alfa Romeo F1 Team ORLEN C42, bringing the strategic partnership from the factory to the track.
Under AM Solutions – 3D post processing technology, the Rösler Group bundles all activities related to additive manufacturing with an outstanding range of products and services, including systems, consumables and process engineering for the series-ready and automated post processing of additively manufactured parts. Rösler's many years of cross industry experience in surface finishing in a real production environment as well as its own mechanical engineering form a strong backbone of AM Solutions offerings.
As part of the relationship between Sauber Technologies and AM Solutions, the two partners are currently collaborating in the field of SLA (stereolithography) in post processing, to develop solutions to maximise the efficiency of the cleaning process and support removal, a further milestone in surface technology. In addition, Sauber Technologies is already using several mass finishing and shot blasting machines from AM Solutions.
“Over the past year, the partnership with AM Solutions has been of fundamental importance,” said Christoph Hansen, COO Sauber Technologies, “as several business practices of our Group have been employing them, from the wind tunnel models to the most experimental components, and, of course, our Formula One cars. AM Solutions have brought their excellent experience and solutions to Sauber Technologies, helping us creating 3D printed parts faster and in a more efficient way, two essential qualities for an ever-evolving business like ours. I am glad to be extending our partnership with the Rösler Group, and I am already looking forward to seeing what else we could achieve together in the future.”
“The extension of our partnership with Sauber Technologies is an important milestone for AM Solutions – 3D post processing technology,” added Volker Löhnert, Managing Director of Rösler Oberflächentechnik GmbH. “The team has a long tradition of using additively manufactured components in its Formula One cars and has been therefore interested in exploring the vast opportunities that 3D printing offers in terms of design, material selection, and lightweight construction. High-quality and repeatable post processing is of great importance for the optimization of the entire process chain, and that is where we bring our decades of expertise in surface finishing, together with our customized solutions developed specifically for the peculiarities of AM-manufactured parts. For these reasons, we have the perfect partner at our side in Sauber Technologies.” solutions-for-am.com
AMT FEB/MAR 2023 069 ADDITIVE MANUFACTURING
a FREE demo
READY. SET. GROW SCAN ME
Minimise inventory issues and accurately manage order processing & reporting seamlessly through our fully integrated software system.
Book
to see how we can support your business.
‘Just in place’ to replace ‘Just in time’
Markforged tips ‘just in place’ to replace ‘just in time’ in Australian manufacturing.
The expression ‘supply chain issues’ is familiar to all Australians, from the manufacturer whose production line has stalled awaiting parts from an overseas supplier to the shopper walking past empty shelves in their local supermarket. Yet, ironically, this very unwelcome consequence of the COVID-19 pandemic is providing the drive for Australian manufacturers to produce more parts locally to reduce their dependence on imports.
The focus is on harnessing the benefits of the latest technologies, with 3D printing –additive manufacturing (AM) providing a fast, efficient and low-cost entry point. One of the world’s leading suppliers of AM printers, software and materials, USbased Markforged, has just launched its largest and fastest printer, the FX20, to an enthusiastic reception from Australian manufacturers and engineers.
At the Perth launch in October 2022, Richard Elving, Markforged’s Senior Director, Asia Pacific, said the parlous state of global logistics made it imperative for Australian manufacturers to become more self-sufficient.

Elving pointed out that an estimated 40% of all components used by Australian manufacturers are sourced from China, with a large percentage of the balance coming from other offshore sources.
“Given the current supply chain issues, which show no sign of improving any time soon, it’s time for a major shift in mind-set, time to completely reinvent manufacturing,” he said. The benefits of thinking outside the traditional manufacturing box can be seen all around the world. A classic example is Tesla which in recent years has succeeded in reducing overall manufacturing costs per vehicle by over 50% by embracing a range of current automation and technology advances.
“AM had a role to play here,” said Elving. “Tesla replaced traditionally-manufactured spot welding shanks with components made on the premises on Markforged printers, reducing lead times and slashing the cost of each shank from $4,000 to $400. There was also a substantial saving in inventory costs, since shanks could simply be printed as required,” he said. Reduced inventory levels are a key benefit of AM.
Decades ago, companies accepted the expense of holding substantial parts inventories as a necessary operating cost. Then along came ‘Just in Time’ (JIT), enabling manufacturers to delegate that responsibility to their suppliers, who
undertook to deliver parts promptly, whenever needed. Unfortunately, JIT simply cannot function in a world where prompt, reliable import/export logistics no longer exist.
“The choice facing manufacturers is to go back to the bad old days of costly, high inventory levels, accept long delays that will hamstring their production schedules, or find a cost-effective way of sourcing components locally. In many cases this third option can be achieved at relatively low cost via a 3D printer that will consistently deliver industrial grade components right where they are needed. In this way, AM can replace ‘just in time’ with ‘just in place’, said Elving There is an interesting environmental spinoff here.
As ‘just in place’ manufacturing gains ground, exporting parts from country to country will steadily reduce, with manufacturers printing components where they are needed, sourcing Cloud-based
programs. This could substantially reduce the carbon footprint of the freight sector. Componentry built on 3D printers has earned its stripes many times over, with AM products widely used across industry, from aerospace to agriculture, and it has passed many extreme tests.
Australian company Hadal Subsea, makers of the world’s deepest diving submersible, encountered problems with the stability of the mounts holding its underwater camera and side scan sonar, due to the immense pressures encountered at depth. There were long delays in having new prototype mounts designed and manufactured. Hadal fast-tracked the process by designing their own prototypes and using a Markforged printer to produce them at their Perth base. They were able to quickly make modifications after testing, and printed the final mounts themselves. These have been used successfully at depths of 11,000 metres, where the pressure exceeds 2,500 tonnes.
AMT FEB/MAR 2023 070 ADDITIVE MANUFACTURING
Richard Elving, Markforged Senior Director, Asia Pacific
Introducing Markforged’s new printer, Richard Elving said the team developing the FX20 had nicknamed it ‘The Beast’, because it offered more than twice the capacity of the largest Markforged printer made at the time. “The good news is that this beast is actually a beauty, and one of its endearing features is that it works straight out of the box.”
“Some of the large printers on the market can take literally weeks – even months – to install, set up and configure. With the FX20 you just plug it into the wall, fire up your browser and you’re in business. You can literally uncrate it in the morning and be printing in the afternoon,” he said.
The printer’s versatility is enhanced by the wide range of materials Markforged has developed – there are presently 28 different options. It is currently the only 3D printer in the world offering continuous carbon fibre reinforcement, for high-performance applications in aerospace, defence, automotive and oil and gas. Carbon fibre-
strengthened printed metals can be three times as strong as aluminium.
The FX20’s operating software is updated on a continuous basis, to provide ongoing improvement of the operation and productivity of the printer. Conventional manufacturing machinery requires ongoing maintenance and repairs if their initial productivity levels are to be sustained over time. By contrast the output rate of the FX20 – like all printers in the Markforged range - will increase steadily throughout its working life. Thanks to regular software updates, current printers in the range have shown a three-fold increase in productivity over a five-year period. This makes the printer particularly attractive to companies using it for long production runs, where unit costs will steadily decrease over time.
“In summary, the FX20 will deliver advanced composite and metal industrial grade end use parts on demand, at the point of need and, importantly, at costs normally well below those of similar items conventionally
manufactured,” said Elving. “Printers and materials of this quality seriously challenge the viability of traditional manufacturing methods, as well as the existing supply chain mentality. “To all Australian manufacturers currently reliant on imported parts, and suffering delays and reputational damage in the process, I would pose one simple question – Is it better to get it overseas, or overnight?”
About Markforged

Markforged is one of the world’s largest and most technologically advanced AM companies. Employing 450 staff, it has over 12,000 printers operating in more than 70 countries. Its current product offering comprises 11 printer models and 28 materials producing end use parts capable of meeting the most demanding specifications. The only AM company in the world to have achieved ISO/IEC 27001, Markforged can guarantee the IP security of sensitive Cloud-based product files sent to regionally-based printers.
How Avicena re-invented the wheel
Award-winning WA company Avicena was quick to recognise the contribution 3D printing could make to the manufacture and ongoing operation of its ground-breaking Sentinel Biosecurity Platform, an accurate, rapid and scalable molecular diagnostic instrument capable of detecting diverse pathogens, including COVID-19.

In the company’s West Perth offices there is an alcove called the Print Room –but this is a print room with a difference. Alongside a traditional laser printer, busily churning out Avicena’s correspondence and documentation, are two Markforged 3D printers The smaller Mark Two printer has a footprint roughly the size of the
laser printer. The second, an X7, is only slightly larger.
Despite their diminutive size Avicena’s CEO, Tony Fitzgerald, says these two leading edge machines play a “small but significant” role in the company’s operations. More than 100 components of the Sentinel system were designed – and are now produced – inhouse on the two printers.
“In the early iterations of Sentinel, most small components were made of aluminium, and many were sourced as ready-made items. As we progressed, we redesigned many of the parts to improve functionality, and in many cases upgraded the materials we used to increase component strength,” said Fitzgerald.
“A good case in point is the small bearing wheels on the Sentinel instrument, about the size of a ten cent piece, which we bought ‘off the shelf’ and used by the hundreds. We found these wore relatively quickly, requiring regular maintenance and unwanted down-time.
To overcome this problem we literally ‘reinvented the wheel’, using a composite material including a percentage of carbon fibre, producing wheels that, after months in use, show no discernible signs of wear. “This is just one of the reasons we regard our 3D printers as an important part of our supply chain,” he said.
markforged.com avicenasystems.com
AMT FEB/MAR 2023 071 ADDITIVE MANUFACTURING
.Avicena CEO Tony Fitzgerald (left) shows the “re-invented” wheel to Shai Terem, CEO of Markforged.
Wet blasting
The role of wet blasting in the post-processing of AM parts. Colin Spellacy, the Head of Sales at Rosler in the UK describes the processes which are taking place in the traditional manufacturing paradigm.
Additive manufacturing continues to disrupt the traditional manufacturing paradigm, and every day secures a more robust foothold as a production technology. The reason for this is driven by advances in build processes that promote increases in speed, accuracy, and repeatability of production, and therefore increased yield ratios.
As is now well-known and accepted, AM is important as it facilitates the creation of geometrically complex parts and components. AM reduces waste, and allows for the creation of lighter structures with an obvious importance in the automotive, aerospace, and medical sectors. AM also allows for the simple production of replacement parts impossible or uneconomical to replace using traditional processes, meaning that machines can be repaired not replaced. All such advantages along with AM’s ability to democratise and localise manufacturing with all that implies in terms of shortened and domestic supply chains means that as a technology, its future is assured.
AM and post processing
One area where significant issues reside in AM parts is in the surface finish as they come out of the build chamber or off the build plate. Whether plastic or metal, AM produced parts require primary postprocessing processes to remove powder or physical supports. But even then, AM parts are characterised by relatively poor look and feel, layer steps often being obvious, and surface roughness often being significantly high, which can affect aesthetics as well as functional performance. This means that in most instances, they require secondary post-processing to enhance surface form and finish.
With a significant part of the cost of a finished end-use AM part being the cost of post processing, the fight is on to develop efficient, repeatable, and automated AM post processing techniques. A number of mass finishing technologies are already used such as vibratory finishing, tumble finishing, and shot blasting, and shot peening and chemical smoothing technologies all maintain a foothold.
Wet blasting is a clean, reliable, repeatable, and accurate process which creates parts with a consistently superior surface finish than alternative processes, and which is ideal for parts made using direct metal laser sintering (DMLS) and selective laser sintering (SLS). Wet blasting is when water and abrasives media work together, and is particularly well suited for the finishing of delicate, precisionproduced parts. The process is characterised as being dust free, can use very fine abrasives, and uses very low volumes of abrasives due to the protective water layer. It also produces what is perhaps the most important AM post-processed part characteristic, superior surface finish.
Wet blasting typically sees a mix of between 10-40% abrasive media to water. The slurry is pumped to the blast gun and then accelerated to a high velocity using compressed air through a blast gun nozzle that is directed at the part. The blast media impact on the work piece creates the desired effect, be that cleaning, surface smoothing, coating preparation, cosmetic surface texturing, or peening.
Advantages of wet blasting
Wet blasting has benefits for the characteristics of the work piece itself, but also for the processing environment. The over-riding advantage is its gentleness, but also the process produces no dust, which prevents electro-static issues and therefore removes the need to consider regulations concerning explosive atmospheres. There is also no media impingement using wet blasting, an ever present
problem with dry blasting where media particles can embed in the work piece surface compromising surface integrity.
Dry blasting generates significant heat during post processing which when combined with high impact energy of the media on the work piece can lead to warping and bending of delicate parts. Wet blasting by contrast is a cooler gentler process that immediately washes away anything that is adhering to the work piece.
In terms of surface finish, wet blasting promotes smoother finishes while being more precise, consistent, and repeatable. Finishes are fine and uniform, with low surface roughness of 100µm Ra being easily attainable.


When looked at through the prism of exacting tolerance attainment, superior surface finish, applicability to delicate and geometrically complex parts, and repeatability, wet blasting is a compelling technology for the post-processing of AM parts and components while remaining adaptable and cost effective.
solutions-for-am.com
AMT FEB/MAR 2023 072 ADDITIVE MANUFACTURING
Additive Assurance
Additive Assurance successfully raises $4.1m as it moves to next growth phase.
Additive Assurance, a leader in quality assurance for additive manufacturing, today announced the successful completion of a $4.1m funding round as it pushes forward with its international expansion plan.
The round was led by Significant Capital Ventures (SCV) and supported by Hostplus alongside existing shareholders IP Group Australia and Monash Investment Holdings. The new investment will support growth initiatives, including the establishment of an Additive Manufacturing quality assurance centre of excellence at its Melbourne headquarters, and the expansion of research and development and international business development teams.
Additive Assurance has developed AMiRIS, a world-leading solution for quality assurance of 3D-printed metal parts, based on technology originally developed at Monash University. AMiRIS allows manufacturers to ensure the structural integrity of components as they are being made and correct any anomalies when they occur.
Additive Assurance is working with leading global customers in the aerospace and advanced manufacturing industries to enable the use of 3D-printed parts in serial production.
“We are delighted to receive the support of SCV and existing investors to underpin our continued expansion,” said Marten Jurg, co-founder and CEO of Additive Assurance. “This investment further validates the transformative growth opportunity presented
by additive manufacturing, our technological advantage in providing quality assurance and our continued market momentum.”
“The team at Additive Assurance are bringing an exceptional technology innovation to market and solving a critical pain point for high value additive manufacturing,” added Fiona Hindmarsh, CEO of SCV. “In a world where supply chain control and quality is going to become increasingly important, Additive Assurance has the opportunity to be adopted on a global scale, reducing time, cost and waste across the industry value chain.”
Michael Molinari, Managing Director of IP Group Australia, said: “Additive Assurance is making great progress on its mission to ensure additive manufacturing is accessible to users everywhere. We are proud to continue supporting Marten and the team as they build a world-leading advanced manufacturing business in Australia.”
Additive Assurance is a specialist in quality assurance for metal additive manufacturing. As the culmination of many years of research, the technology was spun out of Monash University in 2019 by co-founders Marten Jurg and Andrey Molotnikov (see L-R in above image). The unique method of quality assurance for additive manufacturing is being rolled out across multiple industries, including aerospace, medical devices, energy, and defence. See www.additiveassurance.com for more information.

additiveassurance.com

AUSTRALIAN AGENTS FOR BODOR LASER


AMT FEB/MAR 2023 073 ADDITIVE MANUFACTURING CUTTING YOUR COSTS WITH OUR LASER MACHINES Bodor offer a comprehensive range of laser systems to suit all budgets and specifications. • Processing sheet up to 3mx 25m and tube to 12m x 500mm diameter with zero waste • Bevel cutting and advanced laser technology for cutting thick copper and brass • Linear drive systems with over 200m/min and 4G acceleration • Easy to use software with timesaving SMARTS by Bodor • Our customers benefit from an experienced service team and local Bodor factory engineers. TUBE • SHEET • CUTTING • MARKING • SHEET & TUBE AUTOMATION Visit our dedicated Bodor demonstration and customer training centre in Melbourne. Email: sales@lasermachines.com.au • Phone: 1300 561 963 • www.lasermachines.com.au 9575LM•AMWVG
A new spin on gears
Did people who drove the first cars look back at the horse-drawn carriage and wonder why something as obvious as a self-propelled vehicle took so long to invent? Some advances just make perfect sense. Drew Turney reports.
Gears are greasy, dirty, hot and sharp as teeth grip cogwheels to transmit torque. They cost a lot, wear out quickly and often need decidedly un-environmental inputs like petroleum or other fossil fuels. So it's been up to Victoria-based inventor Andrew French to change all that, upending the field from work begun in the late 80s on a Hunter Valley farm with colleagues to replace the metal teeth of traditional gears with contactless magnetic wheels.
New mechanics
The gear wheels are turned using magnetic repulsion, and so far the only point of contact is a single bearing, though French is in the midst of perfecting magnetic bearings as well, which will render the entire system entirely without wear and tear as no two components touch.
The technology suits meshed gears sitting side by side as well as driving parallel drive shafts. There's no vibration destabilising the whole assembly or restricting energy efficiency, because there's no contact it's all-but silent and the magnetic wheels – covered with a coating of zinc – are stackable so as to ultimately transmit as much torque as needed.
And by adding different diameter wheels to the same output shaft system, different RPMs can be applied for shafts driven by the same drive wheel, with built-in slip for every shaft.

That means if any of the devices in the system seize up, the rest will keep going and there'll be no damage to the assembly overall. Just power it down, swap out the wheel and get it back to work.
Energy inputs can be traditional, but the system is particularly suited to sustainable energy like solar or wind, and energy generated can be stored in a levitating flywheel that has a similar minimum of friction. Because there's no contact between wheels they’ll even work through walls and can operate with nothing more than a quick glance to make sure they're aligned, without the need for quantitative gauge measurements.
MGT's magnetic wheels can also be arranged in a standard power coupling. In one example, two 240mm discs generated almost 90Nm of torque, and French and his team are currently developing couplers capable of up to 600Nm.
Just as in the gear wheels setup, when overloaded the wheels simply slip – with no contact there's no catastrophic vibration or impact. In fact they don't even have to be properly aligned to generate spin.
A better choice
Even if you're not an engineer the advantages seem obvious. With no heavy metals pulling each others’ masses there’s little to no wear and tear. There's no heat generated from friction. The life cycle of the product is cheaper overall, and when asked how to make it a compelling buy compared to the long-entrenched manufacturing of traditional gear systems, French says it's cheaper up front as well. The company formed to commercialise the magnetic gears – MGT Magnetics, Generation & Transmissions Pty Ltd – has seen interest from customers all over. Groups and communities in the developing world with no access to power grids is a particularly active market, and NASA fitted two small MGT gears to the first Mars Rover. And it's easy to see why. French and his partners have done most of their real-world development and sales in agriculture, but when the potential market is anything that needs a drive shaft, the possibilities seem limitless.
Whether it's aviation, marine, manufacturing, mining or beyond, there probably isn't an industry around that wouldn't be interested
in a cheaper, cleaner, more efficient torque transmission system. When you consider the number of gearboxes in the automotive industry alone it seems like a revolution in the making.
All in the numbers
In a test carried out by Queensland after-market automotive supercharger manufacturer Raptor Superchargers, one of MGT's magnetic gearboxes was spun to around 17,000rpm and held up. It was then installed in a Holden ute and operated to the vehicle’s maximum rpm count of 5,900 with no loss of integrity. When compared to a pulley-driven belt drive, French says the transmission is far more efficient, exceeding 22% (ie: it needs 22% less energy input).

A lot of MGT's activity has been in pumps for the agricultural sector, and after a recent Mono Pumping conversion, the system needed only eight solar panels rather than 12 and produced 50KPa more pressure than before.
But the biggest tick came back in 2007 when Dutch machine testing assessor Torquetest evaluated efficiency of MGT's products and found they had an astounding 99-100% mechanical efficiency. mgt.com.au

AMT FEB/MAR 2023 074 MOTORS&DRIVES
LAPP Australia cable stock
New LAPP Australia catalogue shows major expansion of locally stocked cable products.


Having surpassed its five-year milestone, and looking to continue steady expansion, cable and connector leader, LAPP Australia is releasing a new catalogue to update the market on new locallystocked products, and expanded supplier partnerships.
LAPP Australia is part of the LAPP Group, a leading global manufacturer of high quality German-manufactured cables, connectors and industrial connectivity solutions for a broad range of industrial applications.

In the new fifth edition catalogue, there are now more than 5,000 cables and associated cable accessory parts locally stocked for immediate despatch across Australia, in addition to 25,000 product lines delivered from Germany within two weeks.
“When LAPP established a full subsidiary in Australia in 2018, we found that market demand was strong for high quality cables, locally stocked, with proper after-sales service,” says LAPP Australia Managing Director, Simon Pullinger, who has been with the business since its establishment in Australia.
“At the time we had about 1,500 locally stocked lines, which was a great starting point, and one we planned to build on. We’re delighted to have expanded that to 5,000, and we’ll look to keep adding more locally stocked items to serve Australian industry,” he said.
New products for the Australian market
The fifth edition catalogue includes new products designed to meet demanding needs and harsh environments across Australia. These include:
• ÖLFLEX® cable range expansions, including EMC cables, halogen free cables, drag chain cables, and the new Solar XLR-E cable approved to the latest solar standards EN50618 and IEC62930
• UNITRONIC® cable range expansions, including flameretardant data cables with UV-resistant sheath and highly flexible BUS cables with PUR outer sheath for drag chain applications.

• HITRONIC® optical transmission systems expansions, including armoured universal fibre cables with non-metallic strain relief, and SBX industrial spliced boxes.

• SILVYN® protective cable conduit systems expansions, including liquid-tight conduits with thick PVC jacket and parallel corrugated divisible conduits.

“All LAPP’s products undergo rigorous testing to comply with European, US, UK, and global standards, as well as any applicable Australian standards, so the quality and reliability is built into every range,” says Pullinger. “At a time when everyone’s feeling the pinch of supply chain challenges, we’re delighted to be expanding local supply and shortening waiting times to help keep Australian industry moving,” he said.
LAPP Australia’s fifth edition catalogue is available online, or you can request a hard copy by contacting sales@lappaustralia.com.au lappaustralia.com.au

AMT FEB/MAR 2023 075 MOTORS&DRIVES A proud Australian manufacturer of diverse bespoke metal products for 68 years. EXTENSION TORSION COMPRESSION Get in touch today… T +61 7 3271 3500 E sales@marshalliance.com.au W marshalliance.com.au
Driving the bulk goods industry
Reliable, safe and customised drive systems for the bulk goods industry.
Whether storing, conveying, weighing and dosing, or loading and unloading: NORD DRIVESYSTEMS develops and produces scalable drive solutions for all sectors of the bulk goods industry. The drives are individually tailored to the customised application, and offer high energy efficiency paired with a robust design.
Large temperature fluctuations, abrasive ambient media, rough operating conditions: Demanding ambient conditions are common in the bulk goods industry. Drive systems used in this sector must be adequately resistant. At the same time, they should operate as energy efficiently as possible, provide easy maintenance and high reliability, and achieve a long service life. Different bulk goods require different plant arrangements that need customised drives.
Being a long-time partner of the industry, NORD DRIVESYSTEMS precisely knows the specific requirements of the bulk goods industry. The drive specialist globally supports operators of systems for storing, conveying, weighing, dosing, loading and unloading of bulk goods with optimised drive solutions, profound application expertise and technical support. The powerful drive systems are characterised by maximum reliability, safety and robustness, and ensure smooth operation even in the harshest ambient conditions. Fully featured NORD drive solutions based on a modular system, consisting of frequency inverter, motor, gear unit, couplings, and brakes are selected as the basis. They are combined with solutions individually developed and designed according to customer requirements.
Ultimate reliability thanks to the UNICASE housing concept NORD manufactures all gear units – even the industrial gear units up to 282kNM – with a UNICASE housing. An enclosed gear unit housing, which combines all elements of the gear unit is produced from a single piece of material. All bearing points are integrated in the housing block so that there are no sealing surfaces, which are subject to torque and radial loads. This way, the NORD gear units achieve a longer bearing life than gear casings manufactured from jointed parts and ensure efficient power transmission and high tolerance for peak loads and impacts. Large low-friction roller bearings ensure extremely high axial and radial load capacities; highprecision axis alignment ensures quiet running.
Energy efficient, reliable, future-proof
NORD drives are highly reliable, have a long life, are easy to maintain and have a low energy consumption. They thereby help to reduce operating costs and minimise CO2 emissions. The system solutions also meet the requirements for Industry 4.0 applications, and with their integrated PLC functionality allow for condition monitoring and predictive maintenance.
With around about 4,700 employees, NORD DRIVESYSTEMS has developed, produced and sold drive technology since 1965, and is one of the leading global full-service providers in the industry. In addition to standard drives, NORD delivers application-specific concepts and solutions for special requirements such as energysaving drives or explosion-protected systems. In the 2021 financial year, annual sales amounted to the equivalent of A$1.36B. nord.com
Drives for bulk goods conveying
High thermal limit power, long service life: MAXXDRIVE XT from NORD is ideally suited for belt conveyor systems.

MAXXDRIVE XT industrial gear units are tailored to applications where high powers with low speed ratios are required.

High thermal and mechanical load capacities and long service life: With regard to the requirements for conveyor technology drives in the bulk goods and mineral industries, NORD DRIVESYSTEMS specially developed the MAXXDRIVE XT industrial gear unit. It provides output torques of 15 to 75kNm with speed ratios from 6.3 to 22.4 and is offered in seven sizes for powers from 22 to 2,100kW.
Low speed ratios, high powers
The power and speed ranges of the two-stage right-angle gear unit have been specially designed for industries in which low speed ranges are required in combination with high powers – such as the bulk goods and mineral industries. Its robust design makes the MAXXDRIVE XT resistant to dirt and reliable in rough operating conditions. A special sealing concept reduces maintenance. Large roller bearings and centre distances increase the load capacity and service life of the components.
As standard, the industrial gear unit is equipped with a heavily ribbed UNICASE housing and an integrated axial fan. Due to the increased surface and the airflow covers, the cooling airflow is optimised and a very high thermal limiting power is achieved. In many cases, additional cooling is not required.
Customised planning
“As with other application areas, our drive solutions for the industry are individually configured for customers according to the modular principle”, emphasises Jörg Niermann, Head of Marketing at NORD
DRIVESYSTEMS. This is based on a comprehensive range of frequency inverters, motors and gear units, as well as coupling and brake systems, each with a wide variety of options. Features such as hydraulic couplings tailored to the particular process or Taconite seals, which effectively protect radial shaft seals against abrasive dust and corrosion, ensure smooth operation.
NORD also offers innovative predictive maintenance concepts for heavy industrial gear units. NORD drives networked via the frequency inverter communicate their status data via the control system or directly into a secure Cloud. With optional vibration monitoring, condition changes can be detected at an early stage and predictive maintenance can be scheduled in good time. Performance data recording also ensures optimal system dimensioning as well as continuous condition monitoring of the drives. nord.com
AMT FEB/MAR 2023 076 MOTORS&DRIVES
Gearmotor failure
Preventing gearmotor failure through configuration and maintenance.
The drive unit is at the heart of industrial automation applications. Gearmotor failure can result in significant business losses, says Eric Fourie, Engineering Manager, Bonfiglioli Australia. Failure, however, is preventable with the proper configuration and maintenance of gearmotor drives.
How to select the best drive for the job
Fourie explains that customers often configure drives themselves, without considering a number critical factors. These include drive size, lifecycle and duty of the drive, the operating environment, maintenance requirements, instrumentation and monitoring, and safety requirements. “When a drive is incorrectly specified or configured, the customer will not get the expected performance from the equipment,” explains Fourie.
His recommendation to customers seeking best results is to:
• Evaluate the application of the drive unit to understand how long the drive will be in service.
• Take note of the location and position of the motor, relative to the output shaft.
• Consider which drive connection will yield best results.
It is important to consult a specialist who has the expertise to select the best-suited unit for the application. “Having insight into layout, and how the drive will be connected to the equipment goes a long way in finding the right drive for the application.”
Three key maintenance indicators
Gearmotor maintenance is easily overlooked, but it is key to the prevention of downtime, and the high costs associated with
replacing drives and components. “If you maintain the drive unit, your total cost of ownership is reduced,” adds Fourie. There are great tools available to monitor gearbox condition but, as Eric states, the following three elements can be assessed over time to establish a baseline measure of a drive’s condition:
1. Oil condition: Oil condition tracking is easy and inexpensive to perform, and is an excellent tool to trend and monitor drive condition. It’s critical that the oil remains free of contaminants (water and sediments, for example). These result in poor lubrication which can cause damage to the gearmotor and components. Check that the oil level remains sufficient for optimal performance. Regular oil testing is recommended.
2. Noise: Gearmotors are designed to be relatively quiet. Any changes in sound pattern could be an ominous sign that the gearmotor is not in good condition.
3. Heat: Any rises in temperature disproportionate to changes in load and ambient conditions is another sign the gearmotor requires maintenance.

Partner with a specialist
In selecting a gearmotor supplier, it’s important to partner with a specialist who can offer superlative product expertise, robust technology as well as added-value services. “Aside from Bonfiglioli’s extensive application and market knowledge, we have the tools and software, to aid in sizing gearboxes to ISO and AGMA standards,” explains Fourie. “Our priority is to deliver an overall reduction in risk and a product that is fit for application, so we ensure we get it right the first time”. bonfiglioli.com/australia/en
AMT FEB/MAR 2023 077 MOTORS&DRIVES
The many ways of motors and drives
Electric motors have a range of industrial applications, including the operation of pumps, compressors and fans. Motors use substantial energy and can incur significant running costs, meaning great potential for savings. build-up. This is not efficient, because energy to the pump is not reduced. A VSD enables precise flow control without the energy losses of throttling. It ensures the system isn’t running at full-speed if not necessary. To estimate energy savings when a VSD is applied to a variable or constant torque load, determine:
Most motor energy consumption in Australia is from mid-size motors with output power between 0.75kW to 375kW. These have been subject to minimum energy performance standards since 2002, and have become more efficient over time. On average, motor systems lose over half their input energy before delivering their last service. While energy efficiency of individual motors may be high, the efficiency of the system as a whole can be low, and improving the systems can bring the greatest savings. Once the system serviced by the motor is optimised, motors and drives can be selected to most efficiently meet final requirements.
Areas for system optimisation include:
• rationalisation or separation of existing production lines or processes
• arrangement of machinery to minimise distribution losses and facilitate energy recovery
• ensuring pipes and ducts are of proper diameter to minimise friction
• minimising pressure drops caused by flow obstructions, sharp bends, expansions and contractions
• low-loss valves and fittings
• ensuring driven machinery is operated at optimal efficiency points, and specified for task
• ensuring all system components and filters are clean.
Motor speed control
Speed control allows motors to be oversized to meet extreme requirements without wasting energy during low demand. Pumps and fans typically have variable torque loads subject to the ‘cube law’, meaning that reducing motor speed by 20% can reduce power required by 50%. Constant torque loads occur where torque is independent of speed.
This is often the case with: Hoists; Conveyors; Extruders; Mixers; Reciprocating air compressors, and Rotary screw air compressors. In such cases, the speed/power relationship is proportional. This means that a 50% reduction in speed causes a 50% reduction in power. Options for motor speed control vary from simple voltagedriven DC motors to fully functional, electronic AC motor systems. AC motors can be designed with controls that switch between speed settings. Several smaller motors can be controlled with a switch for just enough motors to meet demand.
Variable speed drives (VSDs)
A VSD controls the speed and torque of an AC motor by converting fixed frequency and voltage input to a variable frequency and voltage output. System performance can be greatly improved by controlling speed to precisely match the load. Along with system optimisation and motor efficiency, VSD motor control is one of the 3 main areas to achieve energy savings. Savings will depend on the nature and variability of the load and total operating hours. Where process output requirements vary by 30% or more, matching the load with a VSD can reduce energy use significantly.
Motor systems fitted with VSDs can bring other benefits, including:
• reduced maximum power demand
• reduced stress on system components
• accurate control of pressure, flow and temperature
• improved safety and amenity, through reduced heat and noise levels
• integration of VSD control with building management systems (BMS).
In pumping systems, valve-throttling flow-control prevents pressure
• the lengths of time the equipment operates under various load conditions
• efficiency of the potential VSD and motor combination when operating in comparable situations.
Efficiency values for motor drive systems when connected to various loads can usually be obtained from equipment manufacturers. Mechanical and hydraulic VSDs can suffer from inherent losses and are therefore not as energy-efficient as electronic controls.
Variable frequency drives
Modern electronic VSDs are also known as variable frequency drives (VFDs) as they work by varying the AC electrical input frequency to control drive speed. VFD technology has widespread uptake with AC induction motors. VFDs are favoured due to their accurate speed variability from zero rpm to over 100% of the rated speed. VFDs also enable motor control in either direction. VFDs may be of little benefit where precise motor speed control does not assist the production process or where hours of reduced demand are few. VFDs are also not recommended for applications in which slowing down the machine causes operating problems, such as insufficient torque or poor cooling.
Retrofitting VSD/VFD
VSDs can often be retrofitted to existing motors. Evaluation of motors and load requirements should be conducted to see where this is a feasible. Combining an in-service AC motor with an electronic VSD provides effective speed-control technology without needing a different type of motor. The performance of modern AC motors with VSDs now matches that of DC systems. ACs have significantly lower maintenance costs, making DC motor replacement costeffective. In some cases, single-speed motors can be retained to cover the variable baseload. These can be complemented with a VSD on an appropriately sized motor dedicated to providing the additional variable load.
Voltage and power factor
AC induction motors can cause a facility to have low-power factor. This results in additional electrical current to perform the required work.
Power factor can be improved by:
• minimising oversized and inefficient motors;
• avoiding idling or lightly loaded motors;
• adding power factor correction devices.
Right-sizing motors
Motors should be correctly sized for the maximum intended duty. Motor sizing must consider:
• running load and power required to start the machine
• speed and torque requirements of driven equipment
• ability of the motor to respond to load changes.
Electric motors are generally inefficient when operated at loads below 40% of their rated output. They’re often most efficient at between 70% and 80% of rated output. Oversizing motors affects efficiency and power factor, and raises installation and operating costs. Undersizing a motor means it will have to work harder, leading to higher temperatures, reduced efficiency and shortened life.
AMT FEB/MAR 2023 MOTORS&DRIVES 078
When sizing motors, assess the required load to avoid replacing likewith-like. Sizing should be based on actual loads rather than rated motor capacity.
High-efficiency motors
High-efficiency motors can cost up to 40% more than older, standard-efficiency motors, but the payback period can be less than 2 years from energy saved. The Australian Government’s Energy Rating website has an exhaustive database of mid-sized electric motors sold in Australia since 2002. The database includes the efficiency of each motor at low, medium and high loads. Energy star rating labels are required on motors. However, all motors subject to regulation must display labels stating whether the motor is standard or high efficiency.
Motor management and maintenance
A properly maintained motor can perform up to 15% more efficiently. It’s worth implementing a motor management and maintenance program. A large industrial facility can contain thousands of motors, with most energy consumed by a few essential systems. Maintaining motors under a schedule is likely to deliver the most benefits with the fastest payback.
Innovations
Permanent magnet motors (PMMs): use magnets instead of traditional metallic motor components, resulting in improved torque and efficiency. PMMs will generally only operate when connected to a dedicated VSD which has been optimised for their control. Hybrid PMMs are available as direct replacements for conventional AC induction motors in most applications.
Synchronous reluctance motors (SRMs): feature sophisticated geometry that keeps internal resistance consistently low in all motor shaft positions. This increases the available flux and motor output. SRMs are inherently efficient as the current does not need to flow to the rotor, minimising energy losses. Compared with an AC induction
motor, SRMs produce more power at a smaller size and can deliver superior low-speed torque and efficiency.
Software controls: VSD software includes settings to deliver maximum energy savings. It also provides self-learning and modelling capabilities that can minimise the need for sensors as inputs into the control system.
Internet-enabled systems: Next-generation VSDs are designed for internet connectivity, offering a single point of connection for a multitude of sensors and data points. This allows for rapid analysis of system performance and predictive scheduling of equipment maintenance and repairs. It can notify operators by smartphone before a failure occurs.
Regenerative drives: recover motor-braking energy rather than it being lost to heat, using inverters to convert the resulting DC power into AC power. The extra cost of a regeneration is worthwhile in VSDs only where the system requires frequent braking and starting. Integrated packages: VSDs are usually purchased as standalone devices, but are available as part of integrated packages. Integrated VSD and drive packages have a number of advantages, including:
• eliminating separate enclosures and reducing required floor space
• decreasing costs
• eliminating long cable runs between motor and drives
• opening many more motor systems to the potential of variablespeed control.
Many energy intensive-manufacturing processes, such as those relying on combustion or compressed air, can be replaced with electric motor alternatives. Cloud-enabled electric motor systems are a key component in advanced manufacturing and Industry 4.0 strategies.
© Commonwealth of Australia 2022 https://www.energy.gov.au/business/equipment-andtechnology-guides/motors-and-variable-speed-drives
• Complies with many industry standards
The Surftest SJ-210 complies with the following standards: JIS (JISB0601- 2001, JIS-B0601-1994, JIS B0601-1982), VDA, ISO-1997, and ANSI.
• Displays assessed profiles and graphical data
In addition to calculation results, the Surftest SJ-210 can display sectional calculation results and assessed profiles, load curves, and amplitude distribution curves.

AMT FEB/MAR 2023 079 MOTORS&DRIVES
to use
Easy
LCD with backlight
• 2.4-inch colour graphic
key
• Simple
layout
the
under
functional
The Surftest SJ-210 can be operated easily using the keys on
front of the unit and
the sliding cover. Highly
data storage capabilities
memory card
protection
• Advanced
• Optional
• Password
support
Stylus alarm
• Multilingual
•
you when the cumulative measurement distance
a preset limit.
analysis and display
An alarm warns
exceeds
Extensive
features
Contact MTI Qualos today to learn more about the SJ-210 Series. M.T.I. Qualos Pty. Ltd. 1300 135 539 or email sales@mtiqualos.com.au
The Surftest SJ-210 is a user-friendly surface roughness measurement instrument designed as a handheld tool that can be carried with you and used on-site
Sustainable manufacturing
A fresh generational drive for more sustainability in manufacturing.
There is an almost revolutionary generational change occurring in Australia and around the world. Where once the Baby Boomer generation (roughly, people born between 1940 and 1964) comprised the single biggest cohort, this group is giving way to Millennials (born between 1981 and 1997) and Generation Z, known more commonly as Gen Z (born between 1995 and 2002).
In 2019, Global consulting giant Deloitte conducted a survey of more than 13,000 Millennials from over 40 countries. The survey covered a wide range of issues – including health, social mobility, the media landscape, economic optimism, and the attitudes of Millennials to business and the workplace. The report’s authors unearthed some important insights about their attitudes: “Facing continuous technological and societal disruption, Millennials are disillusioned with traditional institutions, sceptical of business’ motives and pessimistic about economic and social progress.”
The report also revealed a steady decline in support for the notion that business has a positive impact on society. In 2017, support for such a sentiment sat at 76% of respondents. By 2019, that support had dropped almost 21 points to 55%. Climate change and the environment topped Millennials and Gen Z’s list of personal concerns (as of writing, the 2021 survey results were yet to be released for comparison).
Significantly though, especially where manufacturers are concerned, consumer relationships are important to Millennials and Gen Z. The report found that 38% of respondents would reduce their relationship with a business that has products or services that negatively impact the environment or society at-large. Likewise, 29% would reduce their interaction with a business based on negative behaviour or comments of a single company leader. Twenty-eight percent of those surveyed say they would reduce their use of a business based on that organisation’s position on political matters.
It’s a sentiment that Erika Hughes, Commercial Director of Integra Systems, is seeing play out in manufacturing. “The global consequences of everybody's actions are now being taken,” affirms Erika. “Whether it's energy, whether it's labour, whether it’s textiles, foods, footwear, it's that whole concept of ‘act local’. And, in manufacturing, the same applies.”
“If you go back 20 to 30 years ago, we had the advent of clothing chains that had really cheap clothing. As a consumer, it was an easy choice. We went out and bought it, but it turned out that we were supporting things like child labour and sweat shops without knowing it. Now, we're much more aware of these things. It's the awareness now that we all have about what's happening on a global scale. It's now about responsible sourcing and the elimination of abusive production environments that many low-cost purchasers unwittingly encouraged.”
“People turn their nose up at palm oil and they stop buying products with palm oil,” Erika continues. “Or, like what happened with lead in the ‘60s, ‘70s, and ‘80s – movements start up to eradicate toxins in certain products, or there’s a push for manufacturers to use more organic fabrics. There's a whole range of different things that buyers are changing all the time. It's a fickle market, so being able to have a manufacturing facility that can adapt to those changes is key.”
“Australian-made now doesn't just represent buying local; it also represents buying responsibly and manufacturing responsibly."
Sustainability is playing a greater role in how and where consumers decide to spend their money, regardless of their generational cohort.
Embracing sustainability delivers tangible business benefits, writes Alexandra Cain in the Australian Financial Review: “The top three reasons businesses implement sustainable practices are to meet buyer expectations, achieve regulatory standards and improve their

reputation. Greater efficiencies, competitive advantages and higher sales are other reasons why sustainability is becoming top of mind for local businesses.”
An increasing body of evidence continues to show us that consumers are willing to spend more money if a brand is environmentally sustainable. HSBC’s Navigator: Now Next and How – a report drawing on the insights of more than 9,000 companies globally –revealed that, while 81% of respondents believe they have a role to play in combatting climate change, yet still only 21% of survey participants consider taking a sustainable approach to business is essential to survive.
For Integra Systems, putting sustainability front and centre of their business operations is non-negotiable, as evidenced by a number of company-wide initiatives including a commitment to the UN Sustainable Development Goals. And it’s a value that’s being reflected in the people they see coming through their front door.
“People are becoming a lot more sustainable in their awareness and their contribution to a circular economy,” adds Erika. “The younger crew that are coming through, their buying patterns are starting to change. They are a lot more socially aware and conscious. So, with that, you’re seeing an industry-wide shift based on buyer preferences.”
Another important shift is the growing movement in Australia to less offshore manufacturing and more onshore manufacturing. As Erika explains, “In terms of longevity and sustainability, Australians will benefit from it down the track, whereas there was no winner in offshoring other than the disposable society. And even that's going to shrink because people are becoming a lot more sustainable in their awareness and their contribution to a circular economy.”
Erika believes such a shift doesn’t mean we become a high-cost society; it means we start complying with the general global trend towards responsible sourcing.
“If we can continue to have a strong manufacturing base that has strong governance, strong compliance, and if we can channel our labour towards higher value processing and production processes like digitisation and deploying the circular economy concepts, then everyone will benefit from the long-term gain."
“Movements are not a quick fix,” Erika concludes. “The movement is definitely towards act local, think global, and it will be a generational thing. I think that once we start to see the disposable mentality growing out of society, this movement will only get stronger.”
Integrasystems.com.au
AMT FEB/MAR 2023 080 INDUSTRY 4.0
Walter milling cutters
The small but mighty alternative to solid carbide thread milling.

With the new versions of the T2711 and T2712 thread milling cutters, Walter is offering its customers an indexable insert solution for small blind-hole and through-hole threads (≤ 2.5XDN) for thread sizes M16, M18 and UNC3/4. The new versions can be used in almost any material.

Flutes prevent the tool from being deflected by the chips produced, while the internal coolant ensures reliable chip removal. This makes the new T2711 and T2712 thread milling cutters ideal for high cutting speeds and feeds per tooth. The new cutters feature easycutting indexable inserts in the universal grade WSM37S which is available in two geometries. The D67 geometry can be used universally for maximum tool life, whilst the D61 geometry includes an anti-vibration land for excellent operational smoothness, even in challenging working conditions. Customers that already use the 06 size inserts in other thread milling cutters can also use these with the new T2711 and T2712 versions.
The new smaller T2711 and T2712 were developed specifically for cases where it's not cost effective for users to purchase expensive solid carbide threading tools, for example where production volumes are too low. The lower investment and tooling costs combined with the high flexibility of the new indexable insert thread milling cutters make them a cost-efficient alternative to solid carbide milling cutters.
This is because, unlike solid carbide milling cutters, the new tools do not need to be reconditioned. This means that only the cutting inserts need to be replaced. With smaller volumes, this compensates for the longer machining times while considerably improving costefficiency. With the T2711 and T2712, users can also machine different thread pitches and all ISO materials from groups P, M, K, N, S and H up to 55HRC. With this flexibility, the thread milling cutters reduce tool and inventory costs. Furthermore, the thread milling cutter boasts easy handling, for example infrequent radius corrections and high process reliability. walter-tools.com
Smart and robust modular units offer designers the opportunity to tailor projects to meet unique needs at low cost.


Lifgo enables rapid design and ease of system development for complex projects. Offers reliability and capabilities that transcend traditional product designs and boundaries, securing a competitive advantage.

AMT FEB/MAR 2023 081 INDUSTRY 4.0 Lifting, Guiding and
Positioning
When fast, precise and synchronised linear motion is required, our Lifgo rack and pinion gear units have proven to be reliable in many industry sectors around the world.
Replace awkward ballscrews with Lifgo innovative gear units and precision racks Industry sectors include: • Foodservice • Medical • Warehousing • Transportation • Forestry • Automotive Maximising operational efficiencies and unlimited combinations for various applications. Ph 02 9987 2900 sales@diemouldequipment.com.au www.diemouldequipment.com.au
Take a seat please
Camatic Seating uses Infor Integrated AI solution to improve customer satisfaction and optimise vendor selection process.
Infor has announced that Camatic Seating, a supplier and manufacturer of ergonomic seating solutions for stadiums, arenas, cinemas, theaters, educational institutions and transit areas around the world, is using Infor’s integrated artificial intelligence (AI) solution to help improve customer satisfaction, increase revenues and optimise the vendor selection process.

Melbourne-based Camatic Seating has developed innovative seating solutions for some of the most iconic venues in the world – including Wimbledon, the Sydney Opera House refurbishment, Melbourne Cricket Ground and the high-tech Mercedes-Benz Stadium in Atlanta, USA, which hosted the 2019 Super Bowl. Camatic Seating also is a seating provider to stadiums of the National Football League (NFL), National Basketball Association (NBA) and Major League Soccer (MLS).

As Camatic Seating grows and enters new markets, its goal is to continue to deliver seating solutions without delays, so customers can complete their construction projects as scheduled. With Infor Coleman AI, Camatic Seating anticipates that it will increase its sales-win rates by 5%, which would translate into $15m to $22m in new revenue. The company also expects that Infor Coleman AI will help speed up its vendor selection process by 93%, reducing the time it takes to pull vendor data from 30 minutes to two minutes.
“With artificial intelligence applied to key business processes, we now have the confidence to tell our customers we can deliver seating on time, which is critical for them to complete projects on their end — such as building out seating for a new stadium, cinema, or any construction with time sensitivity,” said Jamarl Scase, planning and production control manager at Camatic Seating.
Improving sales forecasting and customer satisfaction
Taking advantage of the modern Infor OS technology platform that underpins Camatic Seating’s enterprise resource planning (ERP) system — Infor CloudSuite™ Industrial Enterprise — Camatic Seating applied Infor Coleman AI to five years of disparate customer relationship management (CRM) data to help generate more accurate forecasts and win predictions. Implemented in less than 30 days, the AI-driven insights are delivered through Infor Birst® analytic dashboards, and those insights are accessible on demand. Prior to leveraging Infor OS to better utilise data to generate insights, creating monthly sales forecasts was a manual process. Capacity planning, based on these forecasts, was prone to risk and unforeseen costs such as lack of supplies and outsourcing work to subcontractors.
Now, the entire organisation uses the same real-time information to help deliver seating solutions to customers on time. Management and sales teams are more effective in strategic decision making; operations are better equipped to plan for capacity; and procurement can acquire the right number of raw materials at the right time.
Automating the vendor selection process
With Infor Coleman AI applied to vendor performance data, Camatic Seating can automatically assign grades to suppliers in five categories. Planners can quickly look at multiple suppliers in the same category and compare their ratings. There also is a summary breakdown of past vendor performance — in terms of delivery promptness, quality and price. The Camatic Seating team can make a selection based on the overall ranking, and it also can see the details behind the ranking.
“We weren’t really analysing the data in a consistent manner, and it led to us sometimes making the incorrect supply selection,” Scase said. “Previously, it was arduous for the material planners to get that data out and analyse it, sometimes taking up to 30 minutes at a time to figure out what the supplier’s performance had been. Now, by applying AI to our historical data, they can have that information with more accuracy and consistency at the touch of a button.”
Infor ANZ vice president and managing director Jarrod Kinchington said that using an intelligent cloud-based solution will help transform Camatic Seating’s business and deliver considerable savings to the business.
“We’re delighted to be working with Camatic Seating again, a company that shares our values and philosophy when it comes to innovation and creating streamlined and efficient business processes,” said Kinchington. “Being able to access information in real time and make reliable, data-driven decisions is critical for manufacturing today. It is responsible for some of the biggest sporting events in the world, and together, Camatic Seating and Infor’s expertise will be on show to millions of fans and audiences with the Sydney Football Stadium one of 10 venues at the 2023 FIFA Women’s World Cup – we’re excited to have our technology showcased on a global stage.”
“At Infor we have an extensive track record of working with leading manufacturing companies, such as global forklift manufacturer Combilift, which is using Infor Coleman AI-driven parts recommendations, in combination with Infor CloudSuite Industrial. With logistics and supply chain under continued pressure, having a cloud-based, integrated AI solution enables complete transparency as well as generating vital insights into performance and accurate forecasting. This in turn enhances customer service and employee satisfaction,” Kinchington said. camatic.com infor.com
AMT FEB/MAR 2023 082 INDUSTRY 4.0
Quantum
Jobs
Updated market projections released by CSIRO, Australia’s national science agency, have shown that quantum technology is forecast to reach $6bn and generate more than 19,000 jobs in Australia by 2045.
CSIRO’s original Growing Australia’s Quantum Technology Industry Roadmap has been updated two years on and reflects the growth trajectory of quantum technology across the report’s three key domains of quantum computing, sensing and measurement, and communications.
The new report provides conservative estimates and refinements of the original modelling and extends the forecast from 2040 to 2045 while affirming the economic results from the earlier report.
CSIRO Senior Economist Mingji Liu said that the updated figures reflected recent domestic and global developments in quantum technology opportunities.
“Our updated modelling reaffirms that quantum technology continues to be a significant opportunity for Australia in the years to come,” Liu said. “Although there is still uncertainty as to how quantum technology will be commercialised both around the world and domestically, the start-up funding and investment in quantum is encouraging,” he said. According to CSIRO Quantum Technologies Director Jim Rabeau, it’s an exciting time for Australia in quantum technology.
“In the last 18 months alone we’ve seen a significant increase in focus to strengthen our position in the emerging global quantum industry," Rabeau said. “CSIRO has launched its Future Science Platform, a number of new companies have been backed or reached key milestones, a tech industry group has been formed and we’re seeing an intensive national focus. “The key now will be to sustain and grow over the long term,” he said.
According to CSIRO Chief Executive Larry Marshall, Australia is now at a pivotal stage of growing its quantum industry and is at a tipping point between research and commercial development.
“We need to harness our bold vision for what this breakthrough technology could mean for some of our largest industries,” Marshall said.
ARENA projects
Key updated figures from the economic modelling
Our new results show that by 2030, Australia’s quantum technology opportunity in revenue terms could conservatively reach $2.2bn and could generate 8,700 jobs. In five years, this could rise to reach $3.3bn by 2035, and then reach $4.6bn by 2040 and could generate 16,100 jobs (the same as original projections in 2020).
By 2045, Australia’s quantum technology opportunity could almost be nearly $6bn in total and could generate 19,400 jobs. csiro.au
New testing platform could fast-track large scale grid connections.

On behalf of the Australian Government, the Australian Renewable Energy Agency (ARENA) has announced $498,000 in funding to the University of Queensland (UQ) to develop and test a new platform that will help speed up the process of connecting large scale renewable projects to the grid. Large scale generators are required to negotiate and agree to a set of Generator Performance Standards before connecting to the grid. Currently, compliance with these standards is demonstrated by extensive power system modeling that must then be validated during onsite commissioning. This process can be challenging and often causes long delays to connect these renewable power sources to the grid.
UQ’s Project Partner, EPEC Group, a leading technical advisor on grid connection, has found that many large-scale battery projects have experienced such delays, which substantially affect investor confidence and increase costs of new Industry 4.0 projects. The new platform will test a streamlined approach, which will allow common commissioning issues to be identified and resolved in a custom-designed testing environment, prior to installation on site. This approach could become standard practice for renewable generators and help to accelerate and de-risk new generation connecting to the grid. If successful, UQ and EPEC aim to commercialise the technology and apply the testing platform to
future renewable energy projects across the National Electricity Market. ARENA Acting CEO Chris Faris said the testing platform could help accelerate Australia’s transition to renewable electricity. “To meet our national 2030 and 2050 emissions reductions goals, we must accelerate the pace of commissioning, installing and connecting renewable energy projects. If we can streamline the commissioning process through smart application of technology like this project, we can reduce the costs and risks associated with bringing new generators online.
“This project has the potential to significantly speed up the process for bringing new solar, wind and battery projects online, so we’re excited to see what the University of Queensland team delivers,” he said. UQ lead researcher Dr Richard Yan states that this ARENA funded project is based on UQ’s cutting-edge research that has been conducted with its project partner, EPEC Group, within the premises of the UQ Solar renewable energy laboratory facility.
‘’The new testing platform will be a market-leading development to support the growing number of renewable energy projects in Australia. UQ is home to a world-class research facility and group of researchers who want to address the various challenges of the commissioning process.” arena.gov.au/projects
AMT FEB/MAR 2023 083 INDUSTRY 4.0
Sevaan Group looks to ZOOMFAB to improve production management
Today’s smart manufacturing firms are leveraging digital technologies and the capture of ‘big data’ via enterprise-wide software systems to aid decision-making in production and support operational efficiency, equipment utilisation, power management and ultimately organisational profitability.
The range of operational management software available to manufacturing firms is broad. They can choose to deploy Material Requirements Planning systems, Enterprise Resource Planning systems as well as specific equipment efficiency monitoring.
However, according to Ben Collins, Production Manager for Sevaan Group, for complex manufacturing operations, it is important to be able to capture enterprise-wide data processed into simple management dashboard information, as well as data about the various machine centres or individual equipment.

“Analysis of top-level data and data that focuses on individual processes and equipment is essential to understanding the overall efficiency of your operation and where adjustments can be made for improvement,” said Collins.
Sevaan Group is a Sydney-based contract manufacturing firm that specialises in precision manufacturing of metal parts for OEM customers. Sevaan’s unique and highly integrated operation consists of sheet metal fabrication, machining and finishing at scale. The plant houses a number of processes including laser cutting, bending, folding, punching, welding, machining, surface blasting and its own painting facility.
In addition to capturing data, choosing the right software solution is also critical in improving production management.
“Ensuring that the software solution you implement aligns with your business objectives is vital if you want to achieve tangible results,” said David Green, CEO of Sevaan Group.
Keen to improve their overall operational efficiency and specifically, their machine use, energy consumption and productivity, Sevaan Group implemented ZOOMFAB software.
“ZOOMFAB lets us continuously monitor and analyse our productivity levels and associated costs in real-time so that we can make shop floor decisions that improve our cost-effectiveness and profitability,” explained Green.
ZOOMFAB is an industry 4.0 productivity management application, with integrated IIoT hardware and software, advanced analytics, AI and powerful simulation tools to help manufacturers better understand and control their manufacturing operations.
At the heart of ZOOMFAB is a fully automated machine monitoring system that gathers data accurately and nonstop, 24/7. The information it captures is both comprehensive and invaluable. For instance, it can identify which machines are idling, in set- up, exceeding planned set-up, and operating or not operating due to machine fault. It measures equipment energy consumption and current, and other utilities such as gas consumption.
In the case of machine set-up, ZOOMFAB records the time actually taken to set up a machine so that it can be compared against planned parameters. This has allowed Sevaan to decrease its set-up times, while increasing output.
In addition to boosting productivity, ZOOMFAB has helped Sevaan track and reduce its energy consumption. “Energy management is becoming an important factor for all businesses. We were in the habit of leaving machines ON while they were idle, as well as overnight and over the weekend. ZOOMFAB revealed just how much energy was escaping in the process and it was considerable. We are now changing our behaviour which is helping
reduce our operational energy costs.
“The software has also been very helpful when it comes to cost and pricing management as it is integrated into our main ERP system and clearly shows areas of the operation which are undercontributing to our profitability,” said Green. Impressed with the benefits derived from using the software, Sevaan is currently expanding its implementation of ZOOMFAB. “We are integrating localised iPads with the system hardware so that our operators can monitor and manage their own performance; while real-time, shop floor visibility is provided for production supervisors and managers, enhanced by regular system reporting routines,” explained Collins.
“Given the results that we’ve been able to achieve since installing ZOOMFAB, there is no doubt whatsoever that the software was the right fit for Sevaan. It has helped us streamline our processes, understand the value of each of our machines, decease our energy consumption and improve our overall efficiency and productivity,” said Green. sevaangroup.com.au
AMT FEB/MAR 2023 084 INDUSTRY 4.0
Sevaan captures ‘big-data’ using ZOOMFAB.
Operational technology security in the age of smart manufacturing.
The business needs of Operational Technology (OT) environments are rapidly evolving where systems are increasingly connected to both enterprise networks and externally to the internet, exposing them to new and emerging cyber threats. This means that security becomes strategically important for OT, IT, and business stakeholders in the manufacturing sector. According to a study conducted by Forrester Consulting, 66% of manufacturers have experienced a security incident related to IoT devices over the past two years.
Believe it or not, OT devices in industrial and manufacturing environments often have no built-in security, nor can you install a security agent on them. They were designed this way by manufacturers operating on the now invalid assumption that these devices would not be installed on a network that conveys any type of threat.
The same devices are now exposed to many types of cyber threats leaving the manufacturing sector vulnerable. The fact that OT devices cannot accommodate security agents robs security managers of visibility to what the device is, what risks it harbours, and whether it is behaving outside the norm.
What are the challenges manufacturing companies face when managing OT devices in today’s smart manufacturing climate?
With automation and smart devices expanding rapidly, the smart manufacturing sector is facing new security issues and more vulnerabilities through these connected devices, which increase the attack surface for cybercriminals.
Attackers that breach OT networks can gain access to valuable operational data and intellectual property that costs organisations millions of dollars to fix, not to mention non-compliance penalties.
Once an attacker gains access, they can take full control of the equipment, stop production lines, ruin operations, endanger workers, and even put the general public at risk. Today’s smart manufacturing technology has been amazing for the sector, but it brings with it new vulnerabilities when it comes to cybercrime.
Residual effects of the huge digital transformation
Manufacturers needed to make rapid and drastic changes to their operations during the pandemic, and for most, this meant digital transformation. Now, companies are adapting to an unforeseen post-pandemic environment that includes the ongoing supply chain challenges and shortage of talent. This has meant that some operational changes have stayed and the new risks that companies face have not been fully addressed.
Keeping safe from cyber threats

In today's complex IT and OT environment a clear strategy for asset management security is required to ensure that cyber risks are detected quickly and resolved. Any cybersecurity program designed to mitigate risks in an OT environment should have the same outcomes as a cybersecurity program designed for IT devices. Four critically important areas for risk mitigation are:
Asset Management. Maintaining a current, accurate inventory of all OT devices and their relevant characteristics throughout the device’s lifecycle.
Vulnerability Management. This is Identifying and eliminating known vulnerabilities in OT device software and firmware to reduce
the likelihood and ease of exploitation and compromise.
Access Management. This is preventing the unauthorised and improper physical and logical access to, usage of, and administration of OT devices, by people, processes, and other computing devices. And lastly, device security incident detection. This is monitoring and analysing OT device activity for signs of incidents involving device security.
Visibility across all managed and unmanaged devices and monitoring the communication between them in manufacturing environments is not something you can easily do - it requires hundreds of passive monitoring technologies working together.
What are the Australian Government’s guidelines for cybersecurity of this nature?
The Australian government and manufacturing industry bodies have guidelines and standards but unfortunately, due to the speed at which cybercriminals move and the constant improvements in the technology they use, these guidelines are often out of date.
Making things worse is the fact that the Australian government has very weak breach disclosure laws. This means that organisations do not always report when and how a cyber breach has occurred, and so the Australian Government has very low awareness of the real scale of the problem. What can Australian manufacturing companies do to protect themselves?
First, Australian manufacturing companies must recognise that they are all at risk. The ‘it won’t happen to us’ mentality is still common and this is when things go badly for companies.
Of course, there are many solutions out there for all aspects of cybersecurity, however few offer the protection of connected devices such as in the Operational Technology (OT) and smart manufacturing environments. Armis does offer this.
It is important to engage a solution that plugs the holes in your specific industry and not a generic cyber protection solution that might not cover the whole attack surface. armis.com
AMT FEB/MAR 2023 085 INDUSTRY 4.0
Alex Mosher, Senior Vice-President, Global Enablement at Armis, talks to AMT Magazine about the strategies involved in managing IT/ IoT/ OT device security in the manufacturing, advanced manufacturing, and smart manufacturing space.
Trends in AI for 2023
Stephane Marouani, Country Manager ANZ at MathWorks lists the top trends in Artificial Intelligence for engineers in 2023. in AI, which creates more urgency for the latest models to be available on demand. GitHub is the location of choice for the latest research models to be readily available. It’s not uncommon for a new model to be introduced on GitHub and a few hours later have an entirely new solution built on that example. A high quantity of high-quality models allows all practitioners to build on the latest research in less time than ever before.

The progression of AI from futuristic curiosity to critical enterprise tools is a testament to its value for engineers. Gartner recently predicted that enterprises that adopt AI engineering practices to build and manage adaptive AI systems would outperform their peers in operationalising AI models by at least 25%, which adds external pressure for organisations to continue pushing their adoption of AI. 2023 is going to be an important year for AI for engineers.
1. Teaching machines about the real world: Physics-informed AI
In addition to data-centric AI approaches, model-centric AI approaches are also gaining traction. Most data-centric AI models are trying to optimise to the highest accuracy based on the data received, allowing models to make any conclusions without regard to real-world rules and principles. As AI continues to expand into more and more research areas, such as complex engineered systems, models need to consider physical constraints to be relevant worldwide. For example, a lead researcher at MIT uses Physics-Informed AI to design novel biomedical devices, improving the detection of mild traumatic brain injuries.
Similarly, Reduced Order Modeling (ROM) using physics-based reduction models is a new trend gaining traction and providing a lower computational barrier of entry to highfidelity models that are too computationally intensive to be used for system-level design. Using AI can speed up simulations by replacing a first-principles model of a system, all while preserving the expected fidelity of the system. In the case of ROM and other physics-informed applications, AI will improve the model’s ability to converge on a solution and provide increased interpretability based on rules-based algorithms.
At the heart of physics-informed AI is the need for simulation: These complex models can be configured as variants within a simulation, enabling the engineer to quickly switch between models to approach the best and most accurate solution.
2. Demand for collaboration across AI: Open access to AI will continue to expand
A growing trend is for researchers, engineers, and data scientists to leverage the work of each other in the name of innovation. We see the need for more collaboration based on a few trends in engineers’ workflows and responsibilities.
The primary trend driving cross-collaboration is that research is increasingly being done
The second trend is a growing reliance on Open-Source solutions. Models may come from several different frameworks, so engineering teams will want solutions that bridge the gap between their preferred system of choice and the end solution. Enter interoperability between frameworks, allowing AI to be incorporated into more diverse fields of study.
Finally, companies are increasingly working with academia to take advantage of the accelerating pace of research focused on AI for their specific application. For example, academic collaboration on AI can help businesses tackle new challenges, taking advantage of research within academia on topics such as physics-informed machine learning and biomedical image processing.
3. Companies will focus on smaller, more explainable AI models
When engineers and scientists first explore models, accuracy is the primary motivating factor, and other model tradeoffs may not be a focus. However, AI practitioners are learning that for models to be relevant, they must be deployed, fit onto hardware, and understand the models’ easily explainable decisions.
A rising trend is using traditional machine learning models to meet the requirements of low-cost, low-power devices with explainable output. Parametric models are also an example of “old is new again,” as we see a growing number of companies wanting guaranteed results fitting specific formulas and parameters. Traditional machine learning techniques aren’t cuttingedge, but they get the job done in an understandable and repeatable manner. These models are inherently compact, which fits the need of the hardware requirements with a low memory footprint, and can provide stakeholders with confidence that a model will meet the expectations of the application through ease of interpreting the output.
If newer, more memory-intensive models are required, techniques for quantisation and pruning offer ways to compress models, which can reduce model size with minimal
effects on accuracy. Explainability methods are also being used on more complex models to explain the decisions of a model to increase the confidence of the output. With interpretability, quantisation, and pruning, engineers and scientists are given even more options to expand AI – including both Deep Learning and traditional machine learning models - into mainstream model development.
4. AI becomes essential in the design, development, and operation of stateof-the-art engineered systems
It is unlikely that a breakthrough engineering innovation doesn’t contain AI. AI will continue to impact established fields, including those working with time-series and sensor data. As AI pushes toward the mainstream in all industries and applications, complex engineering systems that don’t contain AI become outliers.
The growing trend of Electrification is an example of AI opening doors to even more applications like battery management, virtual sensing, and reduced-order modeling. However, engineers working in more established fields that have recently incorporated AI may need a background in the technology. This creates demand for specific reference examples that engineers can use to identify how to incorporate AI into their work with minimal disruption. For example, engineers working on battery management systems will want to begin with a proven example that engineers can then include their data and expertise to work for their specific situation.
The question is no longer if AI will impact businesses but rather when this will happen and what this will look like for individual organisations. Continued AI adoption has implications across an organisation – from cross-disciplinary collaboration to unique component design – so it’s critical for engineers to identify the use cases that align with their short- and long-term goals and implement them accordingly. mathworks.com
AMT FEB/MAR 2023 086 INDUSTRY 4.0
Sensorplex
Machine vision camera applications abandoned instead of corrected. Finally, Herbert Ho from Sensorplex clears the view.
The next time you wander across the shopfloor, take notice of the machine vision cameras installed, and you may notice that many of these are often offline or turned off, allowing all products good and bad, to pass through the system. If you ask the questions, apart from rude comments, the reason provided will be that they are too sensitive and constantly reject good parts!
Vision systems are often selected after a static on-bench demonstration, where the product is hand-oriented. This usually produces good results but does not represent what happens in production when the product is often moving. Most conveyors have guide rails to contain the product, which often act as visual obstacles, and the cameras cannot be installed as demonstrated. One good example is detecting a feature on a bottle. The demonstrator can orientate the product to suit the camera on the bench, but when the bottle is on a conveyor, the whole scenario changes. We have an unstable product on a moving platform. The camera has to deal with a product that can wobble and twist. As the camera is usually mounted perpendicular to the direction of travel, the product can come closer or further away depending on how loose the guide rail is, creating focusing issues.
A very popular vision application is the monitoring of batch or expiry codes. The technique commonly used is Optical Character Recognition (OCR). Too often, little attention is paid to the mounting of the printhead. Continuous inkjet printing is a marvellous technology but can be very sensitive to how the printer head is mounted. The slightest change in the position of the printhead can cause significant changes in the printed text. 1-2mm closer to the target, the characters decrease in size and increase in boldness. 1-2mm further, the texts become larger and reduces density. The slightest rotation of the printhead can skew the characters while tilting causes characters to be narrow at the bottom and wide at the top!
Similarly, when the conveyor belt speed increases, the printed text shrinks! The machine vision camera is ‘rule-based’, and when the text changes, it gets confused. But they all have tolerance settings. Yes –they do, but when dealing with characters like a ‘6’ or an ‘8’, increasing the tolerances of acceptance often leads to the system being unable to differentiate between such characters. As a result, the system may accept an expiry date of 2018 when printed as 2016. The consequences can be costly for a product such as milk, but they can
be life-threatening in the pharmaceutical industry. Hence, the famous quote, “I can read it but the …. camera cannot” – is dangerous but too often the case.
Unlike a factory’s machinery, machine vision cameras are very different from photoelectric sensors, motor drives, gearboxes, etc. These are maintained by fitters and electricians, who are also often called upon to support machine vision cameras. Apart from learning about cameras, they also have to learn about lighting, which is a vital part of getting machine vision cameras to work correctly.
Sensorplex recognised the issues early and set out to solve the problem. To remove the task of the in-house maintenance crew looking after the cameras, Sensoplex developed the Sensorplex PVS package, which takes over all the manual functions


of setting and maintaining cameras on the shop floor. As remote support is standard, the vision systems can be maintained remotely. The computer stores and loads the camera parameters while logging event details. The PLC monitors the triggering and timing functions. All systems are supplier turnkey, meaning they have to be proven on the line and not only on the bench. This is where over 20 years of experience in industrial supply sensors come into play. Sensorplex engineers understand what happens on the production line.
The first Sensorplex PVS was installed in 2008 and is still running, monitoring over a million milk bottles each week to ensure that all products go out with the correct labels and printed date code. sensorplex.com
AMT FEB/MAR 2023 087 INDUSTRY 4.0
Carbon planning
We are all aware that something needs to be done to reduce our carbon footprint, but many of us have no idea where to start. The best place to start is at the beginning, says Dr. Torill Bigg, Chief Carbon Reduction Engineer, Tunley Engineering. CEng MI Chem E.

In carbon planning, the first step is measuring where you are nowwhat your current carbon emissions are.
The principle is exactly the same as setting out to decorate a room; when you go out to buy paint you need to know how much to buy, and for that you need to measure your walls.
1. Measure
In carbon planning you need to set a baseline by measuring your current carbon footprint. To complete this you will need to decide what to include - and what to leave out; this is called setting your scope and boundary. It's like deciding which rooms to paint and how many of the walls you are painting. You want to include all relevant emissions sources, and what is relevant is decided by what you have control over and what you are able to make changes to. So, make an inventory of the assets and activities of your business that are within your control and this is your list of carbon emission sources.
If you have a large number of assets such as a fleet of pumping systems then you can record that list at a higher level such as at process level rather than individual component asset level. Next you'll need to be able to calculate the amount of carbon emissions from each of these sources and you'll be doing this for one years’ worth of carbon emissions.
Start by recording data that you already have against each of your assets and activities. For example, you might know the total amount of electricity used per site or per submeter, by all of your electrical equipment in kilowatt hours from your electricity invoice or from your meter reading. Or you may be operating a 12 kilowatt pump at 80% power for five hours a day and so could calculate in kilowatt hours the electricity used by that pump. So, record either electricity in total kilowatt hours over a year, or record an inventory of assets and sum up the total power requirement in kilowatt hours for the year.
For your baseline an annual figure of kilowatt hours of electricity is sufficient. Later more detail will allow you to create a carbon reduction plan itemised asset by asset, but at this stage we are looking to find your starting point.
Likewise, you'll want to list items that use fuels directly on site such as heating boilers which use gas, or assets that burn oil, all solid fuels or other gaseous fuels. And, again, the writing of the item or the amount of that fuel purchased for one year will give you in kilowatt hours a value for those assets.
You can repeat this for vehicles recorded in litres of fuel used, or you could calculate the carbon footprint from the number of kilometres covered by the vehicles. And then you want to include items such as water used, which can be completed from invoices in cubic metres of water purchased and wastewater treated. Finally, you want to include materials used and also those disposed of. In an office you might be using office paper for printing or photocopying, you might be using cardboard or plastics, manufacturing using metals or glass, or constructing using aggregates - so a list of all of these items will form the list of emission sources from which you can calculate your carbon footprint.
2. Calculate
Calculating your carbon emissions is not as tricky as it might sound. There are a number of online calculators, or you can consult the information provided by the government. Consult the relevant government information on carbon emissions. This will tell you how to convert kilowatt hours of electricity, cubic metres of water and
miles driven in a car, into carbon dioxide equivalents. If you add these numbers to your list you now have a list of assets and activities that are emission sources, the amount of relevant emissions for carbon dioxide, such as kilowatt hours of electricity or litres of diesel, and the emission figures from the government information multiplying the emission figures per litre or kWh by the number of litres or kilowatt hours gives you carbon dioxide equivalents in tonnes or kilogrammes for each individual item. A sum of these is your carbon footprint.
3. Reduce
Set realistic changes for each one of the assets and activities that are potential emissions sources. For example, you might be able to change your electricity tariff to an eco-tariff, whereby the electricity you purchase is generated by a renewable source such as solar panels or wind turbines. You might even be able to set a plan longer term to fit solar panels of your own and so generate your own renewable electricity and also reduce your reliance on the National Grid. You could fit water saving devices, and so reduce the cubic metres of water, reducing at the same time the carbon dioxide equivalents associated with that water. You might elect, longer term, to buy electric vehicles instead of fossil fuel vehicles and even install charging points on the company premises and, with additional use of batteries, this could even be charged from solar panels. The first thing to do at this stage is to reduce demand on energy so you want to look at your assets and consider their efficiency. Any asset giving out too much heat, noise or vibration is running inefficiently and the energy is literally being wasted. So, a maintenance intervention would reduce that wasted energy and automatically make your assets both more efficient and cost effective but have the effect of reducing your carbon footprint too. Win win.
AMT FEB/MAR 2023 088 INDUSTRY 4.0
MTI PE200 SWING DOORS
The most robust solution for food industry, retail and logistics
The new PE200 HDPE double acting impact traffic door, exclusively available from MTI See-Thru, offers the perfect solution for insulation, functionality and durability.


Benefits of the MTI PE200 Swing Door;

• Made of solid polyethylene – non breakable
• Hygienic (EU/FDA approved)
• Maintenance-free
• Made to measure
• Short production time
• Easy installation
• Long service life
• PVC finger protection
• 10 year guarantee on door leaves

• Stainless steel hinges
Trusted by food and retail companies worldwide;
• Kraft Foods, Bahrain
• Nestlé, Germany

• Aldi, Ireland
• Lidl , Germany, England
• Edeka, Germany
• Kaufland, Germany
• IKEA, Turkey
INDUSTRIAL DOOR SOLUTIONS

www.mtiqualos.com.au
Free call: 1300 135 539
sales@mtiqualos.com.au
089 INDUSTRY 4.0
Report
4.
Contact M.T.I. Qualos today to discuss your industrial door needs.
MTI PE200 AMT_HalfPage.indd 1 25/10/2018 10:55 AM
Embracing the edge
Edge Technology is yet to be widely adopted in manufacturing. Nevzat Ertan Chief Architect and Global Manager for Digital Machining Architecture at Sandvik Coromant, explains the misconceptions of edge computing for manufacturers, and argues the case for embracing the edge.
According to Google Trends data, web searches for edge computing have increased by a colossal 473% in the last five years. Clearly, there’s an appetite for understanding the edge — but the technology has yet to be widely deployed in industrial applications. Here, Nevzat Ertan Chief Architect and Global Manager for Digital Machining Architecture at Sandvik Coromant, explains the misconceptions and barriers of edge computing for manufacturers, and argues the case for embracing the edge.
Defining the edge
First, let’s start by defining edge computing. Edge computing and edge analytics describe data capture, processing and analysis that take place on a device — on the edge of the process — in real-time. Unlike traditional methods, which typically collate data from several machines at a centralised store, edge computing is a distributed computing that brings a single, or a group of machines computation and data storage closer to the sources of data. This can improve response times and save bandwidth.
In an industrial environment, conducting analytics at an individual device can provide significant cost and resource savings compared to data processing using a purely cloud-based method. For clarity, this cloud-based, method refers to streaming data from multiple devices to one centralised store and conducting data analysis there.
Drowning in data
Using the centralised method, huge volumes of data must be collected and transferred to one place before they can be analysed. While there are advantages to having every piece of machinery data in a central hub, it can be painfully difficult to manage. This complexity will be heightened in facilities with a large number of machines, especially if the communication protocols differ on each device. Unfortunately, not all data speaks the same language. This method can also create a massive glut of operational data — and weeding out insightful knowledge from the monotonous can be a painstaking task. Let’s face it, spotting inaccuracies in the metal cutting process of a large and expensive part is crucial knowledge, but the energy efficiency of a small conveyor at the end of the process, for instance, isn’t quite as valuable.
With edge computing, operators can instead set parameters to decide which data is worth storing — either in the cloud or in an on-site server — and which isn’t.
To be clear though, edge computing is not an alternative cloudbased methods, or an Industrial Internet of Things (IIoT) process in which cloud-based technology an edge computing can work together. These technologies are not competing against each other. In fact, each is making the other’s job easier. The computing environments associated with IIoT take a variety of forms, from an industrial PC (IPC) remote server to a gateway or back-office infrastructure. These tools are essential to support edge computing because they are distributed away from the core, or the cloud. They have the capacity to perform a variety of tasks — particularly tasks that don’t necessitate analytics at the edge.
The benefit of this combined model is that it allows enterprises to have the best of both worlds: reducing latency by making decisions based on edge analytics for some devices, while also collating the data in a centralised source. The model also allows future analysis of data and other processes, and the capturing of data required for regulatory reasons.
Edge computing in practice
As with other industrial innovations, some manufacturers perceive edge computing as daunting, unobtainable or out-of-reach. However, that couldn’t be further from the truth. The primary benefit of edge analytics is its scalability. Pushing analytics to sensors and network devices can significantly reduce the strain on enterprise data management (EDM) and analytics systems. Plus, there’s the opportunity to start small.
Unlike the smart factory concepts hailed in the early 2010s, deploying edge computing does not require an entire systems overhaul or investment in several machines. Instead, manufacturers can opt for just one device that provides analytics at the edge.
For instance, with Sandvik Coromant’s CoroPlus edge computing offering, intelligent tools and sensors can be deployed on one piece of equipment. This has proven especially beneficial in the boring of large components, for example, where one small mistake can be incredibly costly.
To avoid mistakes, the newly-launched machine integrated version of Sandvik Coromant’s Silent Tools Plus, with CoroPlus Connected, uses data generated at the cutting zone to identify potential problems. Automated cutting actions can then be applied to avoid any costly mistakes.
Overcoming barriers
As with all industrial technologies, security concerns about edge computing are rife. In fact, according to a Kollective report, 66% of IT teams view the architecture as a genuine threat to their organization. The primary reason for this concern? Apprehension about edge security.
Naturally, the distributed nature of edge computing does require some changes to security methods — especially if the facility has relied previously on a traditional centralized or cloud-based infrastructure. With edge computing, data instead travels between different distributed nodes, which may require special encryption mechanisms that are independent of the cloud.
Better understanding
Edge computing is widely hailed as a ground-breaking technology for the industrial realm, and wider IT applications. However, there are multiple misconceptions that must be dispelled before edge systems are deployed in industrial settings.
First, the technology doesn’t replace IIoT, nor does it compete with other cloud-based analytics methods. In fact, the technologies must work harmoniously for manufacturers to reap the true benefits of edge computing. Similarly, the technology doesn’t pose any greater security risk than existing internet-enabled data collection methods. Security protocols may simply need updating.
What’s more, deploying edge computing is more straightforward than many believe. Manufacturers needn’t overhaul entire systems to reap the benefits of the edge. The proper deployment of edge nodes can provide several benefits including reduced latency for real-time applications, more efficient use of bandwidth and storage resources, enhanced scalability, reduced energy costs, improved environmental performance, as well as better opportunities for privacy control and data protection. sandvik.com
AMT FEB/MAR 2023 090 CUTTING TOOLS







Big Kaiser flowerbox
ITC is blooming brilliant for flowerbox manufacturer.

Founded in 2000 by a father and son team, Bloom in Box was initially set up as a injection moulding business applying its fifty years of experience to a handful of manual machine tools. Move forward 22 years and David Reardon has taken the reigns from his father, been joined by his children and the company now manufactures a complete range of its own product lines using its expertise in injection moulding, toolmaking and design.
In its infancy, the Burscough business was working like every toolmaking business – making products for customers in a B2B environment. Now, the company produces scoops and measures for the food & health industry, security fencing and wall spikes, laundry pegs, face visors and of course the floral range of bottle bouquets and the Bloomie living vases from where the company gets its name – it is also developing new medical and PPE product lines. All product lines are produced from recycled materials and are manufactured in-house at the Lancashire facility with support from Tamworth cutting tool manufacturer Industrial Tooling Corporation (ITC).
The small family-run business produces more than half a million scoops and measures a month, and receives more than 300 orders a day for its security spikes and laundry products and that’s before considering the extremely popular floral side of the business and other projects like run-flat systems for cars. One challenge the company had was with its cutting tool supply. “We were a small business with a Hurco VM10i machining centre and we used a couple of different and well-known tooling suppliers, none of which supported us fully as a small business,” says owner and co-founder of Bloom in Box, David Reardon. “It was around six years ago we upgraded the machine to a larger Hurco VM20i 3-axis.”
Predominantly machining P20 tool steel, Bloom in Box initially trialled the Widia M1200 face milling platform for rough machining. With impressive tool life and metal removal rates on rough machining applications, the tool proved a major success and the company adopted both the 32 and 40mm diameter variants with 7mm inserts. This paved the way for the next tool to be implemented at the environmentally conscious business that has a 40kW solar panel facility on the roof to run the majority of equipment in its machine shop.
Progressing from the Widia M1200 face mills, the family business was recommended the Widia VXF high-feed milling line. Recalling this intervention, Reardon continues: “We were spending a considerable amount on solid carbide tools and in the injection mould industry, everything is tapered. This meant that we were unable to engage the full tool flutes and we noticed a lot of wear, but we also noticed a lot of waste, as we weren’t using the whole of the tool. To negate this issue, Gary Murrey from ITC suggested we try the Widia high-feed indexable series instead of solid carbide tools. We applied the VXF 07 16mm diameter and VXF 09 35mm diameter range and noticed a marked difference in performance and surface finishes with much higher feed rates and shorter cycle times, but more importantly, there was a huge reduction in our tooling consumption and costs.”
Now, almost all of the cutting tools at Bloom in Box are supplied by ITC as well as the robust machine vices from Kemmler. “We have standardised our tool inventory in the machines now,” Reardon adds. “This is mainly tools from ITC. The machines are set up for ITC tools with ITC’s Kemmler vices and our Autodesk PowerMill CAM software has all the parameters of the ITC tools loaded into the tool library, this makes set-ups and programming very simplistic.”
The company now applies a complete raft of ITC tools throughout the business with ITC’s solid carbide 2162 ball-nosed end mill range proving perfect for profiling intricate parts. The company also uses ITC’s 4052 taper ball nose tools, 6051 and 6071 end mills series, and the 2002 and the 2012 series of ball nose tools for aluminium alongside a multitude of Widia tools that include the GP end mills. More recently, the company has also invested in the BIG KAISER HMC hydraulic power chucks. “Bloom in Box is a company that machines injection mould tools that demand exceptional surface finishes,” says ITC’s Gary Murrey. “To improve the rigidity and stability of the tools, I recommended the BIG KAISER HMC power chuck and the BIG KAISER Mega 6S collet chucks to achieve the desired surface finishes and also improve tool life. Initially sceptical, after a short trial David was hooked on the benefits of the HMC chucks.”
With four Victor injection moulding machines, a FANUC injection moulding machine and three FANUC robots, the company runs its high-tech facility around the clock. Regardless of running 24/7, Bloom-in-Box is aiming to become carbon neutral over the next year or so. It works with all-electric machines to reduce power consumption and emissions. Investing in state-of-the-art production equipment and solar energy equipment the company is currently calculating its carbon emissions at less than 10 tonnes of CO2 per year - the ultimate goal is net zero.
Furthermore, the company has developed innovative techniques to work with food-grade approved polypropylene, which is 100% recyclable. It is also exploring opportunities to work with compostable plastic. “We take our environmental responsibilities very seriously and we use recyclable materials in all our product lines,” says Reardon. “With regards to the machine shop, we run it from our solar power and have innovative products from ITC that help to reduce our machining times, power consumption and costs to improve our productivity and throughput – it’s a huge help to our business.” bigkaiser.com
AMT FEB/MAR 2023 092 CUTTING TOOLS
Staying ahead with OKUMA
South Australian family business RCWilliams staying with OKUMA to stay competitive
Third generation South Australian family owned precision engineering business, R.C. Williams Pty Ltd, is keeping abreast of the latest technology to remain internationally competitive and expand into new markets.
Founded in 1967 the company is run by brothers Sam and Nick Williams with a staff of ten highly skilled engineering personnel. As a family business, R.C. Williams prides itself on a long tradition of quality and service to customers, started by its founder Ron Williams more than 55 years ago. The company is a long-standing customer of Okuma having installed its first machine 34 years ago. Now with a shop floor full of these impressive machines it’s not surprising the most recent investment was the latest Okuma Multus U3000 multitasking machine with a fully flexible and productive ASA robot system. “The new addition was carefully planned to complement our existing inventory, increase our capacity, flexibility and performance overall,” said Managing Director Sam Williams.
“Twin spindles, stacked magazines full of tools and in-process gauging means that we can do medium to large runs in quick time whilst never compromising on quality. ASA’s robots and expert programmers keep our operations efficient and we are not limited to bar feeding for high volume operations when the machine is unmanned. “Okuma apps now give us full control and makes overnight machining of a wide range of cos mponents possible,” said Sam Williams. “The automation has dramatically extended our machining capability from 12 hours to 24 hours per day and increased component output by three times,” he said. Today the company services a broad range of industries across Australia with an emphasis on servicing the mining industry, load lifting equipment and defence industries with specialised services such as diamond cutting tools, sprocket, spline and gear cutting, general jobbing, turning and milling, reverse engineering and CNC 2D and 3D design capabilities to meet specifications. The company also produces components for agriculture, the fitness industry, R&D projects and special parts for University projects.
“The continual introduction of new advanced machines such as the new Okuma Multus U3000 multitasking machine creates an air of excitement within our plant, allowing our engineers to learn new skills on the latest technology and robotics. It is in this area that we take full advantage of the generous training offered by Okuma Australia which is ongoing and at the end of a phone or face-to-face when we require it,” said Sam. “This is important to all our engineers and particularly important to our apprentices under training. We currently have two apprentices and maintain two to three at any time to ensure that as an industry we have well trained skilled engineers in the future,” he said.
The new machine is now working 24/5 and has greatly reduced customer lead times and is opening up new market opportunities.

“It has been a great experience for me personally working with all three generations of the R.C. Williams family over the last 26 years. I strongly believe our long-term loyal customers are the cornerstone of our market here in South Australia and a very strong focus for Okuma Australia. Having long term customers such as R.C. Williams with so many generations of Okuma machine tools is a powerful statement to make within the engineering sector,” commented Rob Hall, Branch Manager-SA Okuma Australia.
With confidence in the Australian and South Australian economies this third generation family business is well placed to benefit from the potential of new markets opening up for precision engineering. okumaaustralia.com.au
AMT FEB/MAR 2023 093 CUTTING TOOLS
Add DoFeed
Tungaloy adds to DoFeed line.
The DoFeed milling solutions have proven extremely successful for almost a decade and to build upon that reputation, Tungaloy UK has now launched the new AddDoFeed Series. Developed for high feed milling on small parts, the exciting new line exceeds the cost efficiencies and productivity benefits of the renowned DoFeed solutions. Suitable for manufacturers in the mould & die, automotive, oil & gas and general engineering sectors, this impressive new milling family is certain to improve productivity for end-users. Solid carbide end mills have long been applied to milling small parts. However, it is unproductive to use these small diameter solid carbide end mills when requiring considerable stock removal on slotting or pocketing applications. This is because the low bending stiffness prevents the tool body from sustaining the heavy radial force generated when feed is increased to improve cycle times.
The new AddDoFeed uses small size 02 inserts with a 4mm inscribed circle and offers close pitch cutter bodies that boast unrivalled insert-to-diameter density for a small diameter indexable cutter. The AddDoFeed small diameter high feed milling cutter series is offered in diameters of 8, 10, 12, 16, 20 and 25mm. This allows the 16mm diameter tool body to carry four inserts with five inserts on the 20mm diameter tool and seven inserts on the 25mm diameter tool body. This insert density enables users to ramp up feed rates and increase productivity. The tool bodies are available with a rigid short shank tool body, a long neck shank for reaching difficult to reach surfaces and also as a modular head system that is coupled with a tapered carbide shank for increased rigidity.


These tiny AddDoFeed02 inserts carry all the key features that the DoFeed inserts have been delivering, including economical double-sided inserts with four effective cutting edges and optimal inclination on the cutting edge that enables smooth chip evacuation. The inserts also have a large positive rake angle that is suitable for light cutting and process security. All these features make AddDoFeed an extremely productive solution for machining small parts in various material groups.
When machining narrow grooves and small cavities, chip jamming and re-cutting are particular challenges. The inclination on the cutting edge of the AddDoFeed insert creates optimised chip formation that eliminates chip re-cutting and prolongs insert tool life. The AddDoFeed is available with three insert grades that cater for ISO
materials P, M, K, S and H. The AH3225 incorporates nan multi-layered coating technology with increased resistance to wear, fracture, oxidation and built-up edges when machining steel, stainless and cast iron. The AH130 grade is a tough grade with high chipping and welding resistance that is suited to cutting stainless steel and titanium alloys. More of a universal grade, the AH8015 has a hard coating on a carbide substrate with a strong resistance to wear, heat and built-up edges. This demonstrates exceptional performance on steel, cast iron, superalloys and hard materials.
The new AddDoFeed products complement and empower Tungaloy’s existing high feed milling concepts. The 21 new items of
small-sized and close pitch cutters are now available in addition to the current DoFeed series of medium diameter cutter tools that are represented by Size 03 inserts and large diameter range with Size 06 inserts. tungaloy.com
AMT FEB/MAR 2023 094 CUTTING TOOLS
ANCA’s Hall of Fame recognition
ANCA’s co-founders enter the Manufacturing Hall of Fame as recognition and celebration of their service to industry.
Pat Boland and Pat McCluskey co-founded ANCA in 1974 and their many achievements and business successes were recognised in the Victorian Government Manufacturing Hall of Fame 2022 awards. The inspiring pioneers have made significant contributions to driving new developments in CNC grinding technology, always surprising and delighting the precision cutting tool market with their latest innovation.
ANCA started in Pat Boland’s bedroom in Melbourne with the purchase of a $4000 mini- computer to turn their passion into a business venture. Considered mini or small for the time, it was in fact as tall as them at a cost in 1974 that could buy an inner-city apartment. Today, ANCA is for many a supplier of choice, employing more than 1200 people who are constantly innovating and finding better ways. The business has a long heritage of technical breakthroughs, investing over 10% in research and development each year to ensure their products exceed the needs of their customers in over 45 countries.
The Victorian Manufacturing Hall of Fame Awards celebrate the vital role of local manufacturing and exceptional manufacturers across the state. ANCA’s global headquarters remain in Melbourne, Australia and the company has gone global with offices in the UK, Germany, China, Thailand, India, Japan, Brazil and the USA as well as a comprehensive worldwide network of representatives and agents.

The two Pats are 'advanced manufacturing heroes' who continue to make an invaluable contribution to the precision cutting tool industry. Their latest product to hit the market, the MX7 Ultra instantly attracted market attention with its capabilities of manufacturing cutting tools of the highest accuracy and quality with a new nanometre control system and servo control algorithm for smooth motion. Their delivery of worldleading technology for over four decades continues to inspire many both inside of and outside of their company.
Where did ANCA start? Turning a dream into success
The enduring partnership of this dynamic duo is due to their complementary skill sets. Nuts-and-bolts practicality on one side, and academic, computational skills on the other. The result - is a recipe for success.
Pat McCluskey is an award-winning technician trained in the state-of-theart machine tools and Pat Boland is an Electrical Engineer with a First degree from renowned Melbourne University. They had a shared passion for building machines and
a conviction they could do better than the numerical control (NC) equipment they were working with.
“When ANCA started we were obviously just a local company working in Melbourne, today, we are really deeply multinational,” said Pat Boland.
The importance of software, a global outlook, and supplying a highly specialised niche product have been key to ANCA’s achievements from the beginning. Targeting the field of CNC tool grinders, they decided that the future of the company lay in exporting to the world. Now, ANCA competes and wins on a global stage for the tool and cutter grinding machine market. More than anything else what has driven ANCA’s growth over the past 48 years has been a series of innovations that have revolutionised the production of cutting tools and have impacted the whole of manufacturing.
ANCA has 38 patent applications globally, from seven patent families in the fields of mechanical engineering, electrical engineering, and software. Competing internationally has created a continuing focus on innovation and to be first to market with new and better technical solutions.
As ANCA designs and manufactures its own machines, control system, and software, the company is able to provide innovative solutions for key components such as CNC controls, spindle and servo drives.
Technology is part of ANCA's DNA
“We didn’t go into business to in effect to make money,” explained Pat McCluskey. “We went into business for the excitement of it, and because of the technology – we wanted to demonstrate the technology.”
“Our grinding machines are very, very accurate machines, very reliable. And they are the machine of choice…right through America, through Europe, Asia, Japan, Korean. And it’s because of the software and the mechanics and the fine blend of the two together…they work in harmony.”
Typical of a leader able to do what nobody else in its field can do, ANCA has achieved a long list of world firsts. These include:
• First to introduce a probe for digitising tools in a CNC tool and cutter grinder
• First to introduce a modem for support and diagnostics in a CNC tool and cutter grinder
• First to introduce soft axes for significantly simplified programming of a CNC tool and cutter grinder
• First to introduce MPG Feed for safe program debugging and testing
• First to introduce Windows-style Graphical Users Interface and Real Time Operating System in a CNC tool and cutter grinder
• First to introduce a CNC tool and cutter grinder with all rotary and linear axes being directly driven
• First to introduce industry standard Statistical Process Control (SPC) in a CNC tool & cutter grinder
• First to introduce iBurr software for burr grinding, which uses Active Graphical User Interface
• First to introduce full and true 3D simulation of the grinding processCIM3D (patented in Australia and USA) On winning the award, Pat Boland added, “Pat McCluskey and I are honoured by the winning of this award. We thank all our teams who have contributed to ANCA’s success in the global marketplace.” machines.anca.com
AMT FEB/MAR 2023 095 CUTTING TOOLS
Harrop driving lights-out
Harrop Engineering is a true Australian success story with a rich history dating back more than 65 years, and a legendary reputation in the automotive and motor sport communities.
This reputation is built on engineering design and manufacturing excellence, which requires cutting edge technology, which is why Harrop is compelled to be driving lights-out, with a clear vision of the future.
“Ongoing investment in manufacturing and automation solutions will support our future growth,” said Tim Harrop, Harrop’s Operations Manager. “John Hart and Mazak are key contributors to our renowned manufacturing capabilities, providing world class machining equipment to provide the flexibility and agility that Harrop needs to meet our global customer needs.”
This allegiance made it natural for Harrop’s automation drive to begin with a collaborative robot machine tending solution from Agile Robotic Systems to load a Mazak Integrex j-200S and a Mazak Integrex i-200S.
Agile Robotic Systems is part of the John Hart group and draws upon a heritage of more than 70 years in machine tools and close to 40 years in automation and robotics to deliver Australian-designed and Australian-made agility to CNC automation.
A four drawer mobile Agile Robotic Systems platform equipped with a Fanuc CR-15iA collaborative robot and single three jaw gripper suitable for handing automotive parts through both Mazak machine tools, was deployed in 2019.
Each Mazak was equipped with a plug and play robot interface on a common plug allowing the robotic machine tending system to be quickly deployed to either machine. The Agile Robotic Systems platform could be pallet jack transported between both machines with simple location cones mounted in the floor for accurate repositioning.
The collaborative robot opens and closes 80kg drawers and also handles 10kg parts without compromising the collaborative safety function. The robot also manually opens and closes the CNC door eliminating the need for an expensive automated door opener.
The collaborative robot machine tending system makes for a perfect solution where floor space is limited, allowing operators to safely enter the robot’s working zone while it continues to operate.
The collaborative robot system operates on the standard Agile Robotics software platform AgileGo. With its familiar, easy to
understand, state-of-the-art user interface featuring a simple to use drag-and-drop process builder system there is no need for robot programming knowledge.
These two Mazak Integrex machines feature technologies and capabilities that complement machine tool automation.

The compact size Mazak Integrex j-200S multi-tasking machine brings large workpiece capacity and makes use of two turning spindles and a milling spindle to productively process parts complete in single setups.
In addition to its cost-effective, yet high-performance turning and angular milling capabilities, the machine also offers automatic tool changing, a large machining area and convenient operation to meet a wide variety of production requirements.
The Mazak Integrex i-200S multi-tasking machine combines the capabilities of a high-powered turning center and full-function machining center to produce parts in single setups. This machine configuration features second turning spindle for Done-In-One machining and works to minimise fixtures, tools, handling and non-cut time. Additionally, the machine brings dramatic reductions in lead-time, and improves part accuracy through the elimination of multiple setups. With full 5-axis capability, the machine easily processes fully prismatic parts from solid or castings - chucked or bar fed work, round parts, or highly contoured sculptured parts.
Harrop continued their drive in 2020 and invested in a Mazak Variaxis i-700 combined with a Mazak Multi Pallet Pool (MPP). The combination offers high-speed pallet transfer and extended unmanned lights-out running.
The Mazak Variaxis i-700 features DONE-IN-ONE processing of complex 5-Axis workpieces up to Ø730 mm. It is designed for multi-surface machining delivering reduced in-process time, high accuracy and unrivalled machine ergonomics.
The Mazak Multi Pallet Pool (MPP) has an economic footprint and is controlled using the SmoothX CNC on the Mazak Variaxis i-700, which is equipped with Mazak’s Smooth MPP software application. The standard MPP stocker includes six pallets, but can be expanded at a later date with up to 18 pallets to deliver increased production capacity.
AMT FEB/MAR 2023 096 COMPANY FOCUS
Harrop’s automation drive began with a collaborative robot machine tending solution from Agile Robotic Systems pictured loading a Mazak Integrex j-200S.
Harrop’s MPP was the very first in Australia and helped them achieve up to and over 600 machining hours per month in a very short time after their system was commissioned. That is an average of at least 20 machining hours per day, achieved despite the strictest COVID-19 lockdowns in 2020.
The success of the first solution from Agile Robotic Systems convinced the team at Harrop to invest in an additional machine tending system in 2022. The aim was to provide dedicated machine tending for each of the two Mazak Integrex machines that were sharing the first Agile Robotic Systems solution, and therefore to double the machining capacity.
A four drawer Agile Modular system incorporating a standard Agile Flex drawer chest and pedestal mounted Fanuc M-20iD/35 robot was installed to handle automotive castings and billets into a Mazak Integrex i-200S machine tool.
The Agile Modular system was reconfigured from a standard Agile Flex 35D system to meet the tight floor constraints between the machine tool and a busy walkway. The Fanuc M-20iD/35 robot is equipped with dual three-jaw grippers for parts handling and also serves as door opener to the Mazak Integrex i-200S.

A simple stretch of safety fence along with a SICK area scanner create an open and free-flowing safety space in front of the machine tool for setup and the occasional manual operation of the Mazak Integrex i-200S. In full production, the four Agile drawers are replenished from outside the safety zone so as not to impede the robotic system tending the machine. Creative use of sheet metal shut out panels allow operator access to the tool change cabinet at the front of the machine without having to stop the robot.
Collectively, the Agile Robotic Systems machine tending platforms, together with in-cycle measurement and ‘sister’ tool processes, have helped Harrop Engineering to increase machine utilisation and allow staff to apply their skills to value add activities.
In September 2022, John Hart delivered a new Mazak with lightsout capability to Harrop Engineering. A Mazak HCN-4000 with a 6-pallet changer option.

The Mazak HCN-4000 horizontal machining center features a spacious work envelope and pallet size as well as a fast rapid traverse speed and a rigid, reliable spindle. Multiple workpieces can be setup on the six pallets making unmanned operation able to be performed over extended periods of time. The pallet load capacity is 400kg (evenly distributed) with a max workpiece diameter of 630mm and workpiece height of 900mm. The pallet change time is seven seconds. Harrop have specified their HCN-4000 with a 120 tool chain magazine. The HCN’s simple, reliable automatic tool changer (ATC) performs fast tool changes over extended periods of operation and can handle tool lengths up to 420mm, tool weights up to 12kg and tool diameters up to 95mm with adjacent tools and 170mm with adjacent pockets empty.

The Australian automotive aftermarket manufacturing sector must have a bright future if Harrop Engineering is so willing to be driving lights-out!
Harrop Engineering Pty Ltd. was founded in 1955 by Len Harrop and his wife Elsa Harrop who started out producing weaving machines from a small shed in the Victorian suburb of Brunswick, Australia. As the business grew, the company expanded into other areas, including industrial food-processing equipment and heavy haulage and earthmoving accessories.
The company's current core business, the automotive performance parts business was established by Ron Harrop, the son of Len and Elsa Harrop. Ron had a strong interest in ‘making things' since his childhood, so after joining the company, he started to develop automotive performance parts with great enthusiasm. His father supported him with his technical expertise, and together they were able to evolve the new business.
Today, Len’s grandson Tim Harrop is the company’s Operations Manager overseeing the manufacturing of supercharger, differential, brake and cooling products for the automotive aftermarket globally, as well as precision components for industrial customers.
John Hart is a key player in the ongoing technology transfer to Australian manufacturers that has taken place over the past 75 years, providing the industry with the world’s most innovative and advanced manufacturing technologies including CNC Machine Tools, Automation and Robotics, CAD/CAM Software and CNC Manufacturing Accessories.
John Hart represents world leading manufacturing brands including Mazak, Fanuc, Klingelnberg, SMW Autoblok, Losma, OnRobot, hyperMILL, MazaCAM, as well as the company owned Agile Robotic Systems range of innovative CNC machine loading systems. harrop.com.au johnhart.com.au agilerobotics.com
AMT FEB/MAR 2023 097
Harrop’s new Mazak HCN-4000 with a 6-pallet changer option for unmanned operation over extended periods of time. Operations Manager Tim Harrop (left) and Manufacturing Engineer Brendan Brown (right).
A four drawer Agile Modular system loading automotive castings and billets into a Mazak Integrex i-200S machine tool.
Harrop’s Mazak Multi Pallet Pool was the very first in Australia and helped them achieve up to and over 600 machining hours per month on their Mazak Variaxis i-700. Pictured inside the Mazak, one of Harrop's flagship products, a supercharger being machined.
OPEN MIND hyperMILL
OPEN MIND presents new toolmaking function in its CAD/CAM suite.
In the mould and die industry, the hyperMILL CAD/CAM suite from OPEN MIND is regarded as an end-to-end complete solution. This is due to its ability to cover aspects such as electrode manufacturing and wire EDM. It is now the introduction of the 5-axis radial machining function that takes centre stage.
This function is ideal for the process-optimised production of round moulds where surfaces cannot undergo hand finishing or polishing operations. For components such as blow moulds that are applied in vehicle bumper production or consumer goods bottles, high quality machined surfaces are critical as secondary hand finishing can introduce optical facets and surface inconsistencies that may appear in down-stream processing.
The rise in complexity of bottle designs is also increasing the quality expectations put upon blow moulds. There is a wide variety of containers that often have additional features that double up as functional elements. This can include handles, decorations, and individual brand logos. The 3-axis machining of these types of moulds sometimes require very long tools and part re-clamping to mill undercut areas. A 3-axis approach also means that the point where the milling tool makes contact with the semi-circular profile varies. This can result in uneven surfaces and it is where optimised 5-axis strategies can help.
Even surfaces and sharp edges
The improvements to the current version of hyperMILL combined with 5-axis radial machining are setting standards in blow mould machining. Thanks to a new radial projection method, the toolpaths are calculated extremely quickly, and the user can apply various machining strategies to respond flexibly to the component conditions. The new ‘Flow Equidistant’ infeed strategy is the first of its kind that supports the generation of toolpaths with a constant infeed for vertical and challenging surfaces. This means that surfaces can be integrated into the overall machining sequence and processed in a single step. Seamless machining with a very high surface quality is guaranteed. Every machining sequence needs to produce sharp corners at the junction of the upper and lower halves of the mould to avoid problems during the moulding process. An automatic tangent extension feature eliminates the manual CAD steps needed to extend the numerous surface elements found in complex designs.
Bumper segments with a high level of surface quality
hyperMILL high-precision machining technologies are also used in tool and mould-making to manufacture bumper segments, for example. A highly superior surface quality is achieved using ball and barrel cutters. Two CAM technologies ensure that the various tools and positions during machining are no longer recognisable after the process has been completed. The first of these is the ‘Surface Precision Mode,’ which calculates the toolpath directly on the surfaces of the CAD model.
The machining tolerance can be controlled down to the µm range. The distribution of the NC point is optimally adapted to the machining tolerance, resulting in a homogeneous milling pattern. The second of these is the ‘Smooth overlap’ function, which improves the surface quality of transitional areas, making transitions so smooth that they are hard to measure and almost invisible to the naked eye.
A complete solution for tool and mould making
The new 5-axis radial machining makes hyperMILL even more important for industries that require high-quality moulds, such as the food and beverage, pharmaceutical, cosmetics, household goods and automotive industries. The CAD/CAM suite covers every


AMT FEB/MAR 2023 098 FORMING & FABRICATION
process from the data import to the NC code simulation – and that includes electrode manufacturing and wire EDM. hyperMILL offers extensive options to automate the CAM programming process and can be integrated into higher-level systems such as MES or PLM systems. openmind-tech.com
Multi-Axis Profile Machining
Reduce downtime and increase production with a Pertici “P-Series” CNC router.

Luna Machinery has been the back-bone for Aluminium products manufacturers in Australia for over 35 years, with extensive knowledge in sawing, routing and handling of aluminium. Our range of unique 4 & 5 axis CNC Aluminium Profile Routers have been specially curated for the Australian market and are designed to increase production, accuracy, repeatability & reliability. We always strive to ensure we supply the correct machine for your application and offer a full range of backup, support & service so that we can look after you for the life of the machine.
Skilled workers
In 2023 it has never been more difficult to find skilled staff that don’t cost the earth. Retention of workers can be problematic for companies, especially when they rely on specifically skilled workers to produce their companies products. When these workers are absent or leave, it creates massive headaches for management and business owners. Replacing these skilled workers with years of experience, skills and abilities is almost impossible. Our “P-Series” multi axis machining centres can be easily programmed by anyone, with even the most basic CAD/CAM experience. Some customers have never had experience with any CAD/CAM package and can still program and operate these machines. Once a program is created, it is there forever. Even if new staff arrive at the company, the programs will still be ready to use. For production environments, new staff can be trained in a matter of hours!
Accuracy & replication
Relying on staff to produce quality, accurate parts that are identical can be challenging. There are many things that can be done to reproduce parts with accuracy; Jigs, quality tools and good ergonomics of work stations. These things can assist, but they can also take excessive time, cost money and ultimately, can fail. All P-series CNC Profile Machining Centres have a repeatability of +/0.1mm. This provides excellent accuracy and repeatability for any profile machining requirements. This accuracy is consistent day in, day out regardless of operator.
Machining safety
With workplace health and safety at the very forefront of employers’ minds, it is critical to eliminate as many risks and hazards as possible. Traditional methods of drilling, routing and cutting aluminium exposes staff to these risks. Hand tools are a major cause of workplace injury as well as legacy machinery that is not maintained or worse, modified to perform a specific task (such as, removal of safety features to increase capabilities). As reported by www.safeworkaustralia.gov.au, in 2020 - 2021 there was over 130,000 serious claims, with the largest number of these (just under 46,000) of those claims to be injuries relating to the upper limbs. All our P-Series machining centres come with the latest safety features. The smaller P104/107 models are equipped with a fully enclosed work area, with access via a vertically sliding safety door. This keeps all moving parts enclosed and safely away from the machinist during operation. On the larger P30X and P52X models, the mobile carriage that the spindle is mounted on is also fully enclosed. This allows easy access for loading and unloading of large heavy profiles. During machining operations, each active machine “zone” is protected from personnel via laser barriers. Since the operator is only loading or unloading the extrusion, there is very minimal risk of injury from the machining process.
Setup time
Setup of special tooling, jigging and other requirements can dramatically effect the amount of labour for each job. This can be especially problematic for occasional “one off” jobs. Most jobs can

be setup in the P-series machines without the need for special jigs or tooling. In rare cases, small support blocks may be required to keep the profile rigid whilst machining. Clamps are automatically positioned by the machine, so no operator interaction with the clamps is required, except for when loading/unloading a profile. The Clamp will automatically reposition during a job if required. Clamping and support block information is saved to each job file for easy recall at any time. With 4 or 5 axis the P-Series routers can machine all surfaces in a single setup, no need for three or four programs to machine a profile with complex geometry. All setup information is managed via a user interface (PCAM) during the initial programming of the job.
Staff reliability
Sometime companies get lucky and have excellent, reliable staff. However, even the most dedicated staff will have time off. Other times, companies may have staff with serious reliability issues. This can cause production delays, disorganisation or even delay deadlines, which can make any business appear unprofessional from the customers point of view. The P-series machines are designed using the “KISS” (Keep It Simple) principles. The main bed area where all the machining takes place is almost completely free of sensitive electronics, such as motors, drives, sensors and valves. These have been placed away from the main bed in order to improve reliability and to keep repair costs down. All this adds up to very reliable machines with minimal downtown, ensuring they are dependable and consistent to meet your deadlines. We also provide after-sales service, as well as on-the-job installation, servicing, maintenance and technical queries with all products we sell. lunamachinery.com.au
AMT FEB/MAR 2023 100 FORMING & FABRICATION
The right tool for CNC technology

The history of computer numerical control (CNC) machines dates back seven decades.
During the 1950s, CNC technology was difficult to introduce due to manufacturers’ skepticism. Today, it is hard to imagine the world of manufacturing without CNC machines. In materialremoval processes, a CNC machine has become the central link that determines the functional capabilities of a manufacturer. CNC machining centres are complex machines that continue to evolve and improve. The advancement of CNC technology is based on the progress in various fields such as main spindle and its bearing units, machining slideways, high-velocity drives, computer engineering, hydraulics, electric motors, robotics, sensors, etc. When compared to a conventional machine with mechanical parts, the share of modern digital CNC machines is significantly higher.
CNC technology will continue to be the backbone of machining methods in the near and far future. The development of CNC machines is intended to increase versatility, productivity, stability, reliability, and accuracy of a given machine. These targets are ongoing milestones that assure contemporary machining results. The leap forward relates to machining centres that combine subtractive and additive technologies being CNC machining and 3D printing. At the same time, a complete rethink of CNC advancement has been brought about by INDUSTRY 4.0 and the concepts of smart manufacturing. In a smart metalworking factory, there is information exchange between the real world of CNC machines and a virtual world that functions according to features of the machined parts and their respective theoretical characteristics. Smart balancing on the boundaries of these worlds and analysing the real-time information contributes to decisions and corrections that are made by computer-controlled units.
The element, which is much smaller, substantially cheaper, and considerably less complicated when compared to a CNC machine, is a cutting tool which is the link that directly removes material from a workpiece and closes the process of “machine-workpiece”. Due to objective reasons, this element is subjected to less fundamental changes and frequently identifies the cutting tool to be the weakest link in the processes, which also limits system capabilities. Therefore, appropriate upgrading of cutting tools should be considered as an integral part in the progress of CNC technology.
A conventional approach to making cutting tools relates to designing innovative cutting geometries, using advanced cutting materials, and applying leading production technologies intended to improve tool life, ensure greater material removal rate (MRR), provide higher accuracy, and increase reliability. Nevertheless, INDUSTRY 4.0 trends in the development of CNC technology place priority on the digital component of a cutting tool.
Information has constantly accompanied cutting tools even before INDUSTRY 4.0. Catalogue data, tool drawings, and recommendations regarding applications were provided in printed formats and later as electronic formats and continue to be essential for metalworking. Computerisation has affected customer support by providing expanded capabilities in the form of data. Various software applications have enabled selecting optimal tools and estimating tool life under specific machining conditions. The combination of ISCAR's NEO-ITA and Power Consumption applications enable quick calculation of cutting forces, bending load, power consumption, finding suitable cutting material grade, the right tool for a specific application, and analysing competitors’ products alongside other useful functions. Customers can easily access data and related information by use of computers and mobile devices. Notwithstanding, advancements in network communications have introduced the world of metal cutting to the virtual electronic world.
Digital twin technologies complement manufacturing processes.
Machining modelling, collision checking, process optimising to find best cutting strategies are only some examples. In a smart factory, the digital twin is the most significant brick of the foundation. Understandably, only a tool having its digital twin is acceptable for the smart factory's toolroom.

The progress of CNC technology leads to new demands for cutting tools. A tool producer is expected to be a provider of a product that ideally combines a tool as a material object, its realtime digital twin, and an appropriate software environment. This allows the seamless incorporation of the tool data in CAD/CAM and virtual manufacturing, direct transmitting by Internet of Things (IoT) networks - tool packages and virtual assemblies.
To make tool representation clear for various computer systems, the ISO 13399 standard was developed and assures the platform’s independence. This standardisation is necessary for other digital components of the tool package to unify data related to tool life, calculated loads, and machining conditions. iscar.com
AMT FEB/MAR 2023 101 FORMING & FABRICATION
Adjusting accurately is a typical feature of various modern tools.
3D and 2D tool representations, and other virtual products for advanced CNC technology, form ISCAR's digital tool package.
Eilbeck Cranes and Bonfiglioli
Eilbeck Cranes has flourished in the face of fierce competition from other multinational companies. this development. It is purpose built and needs to be 100% reliable. “We chose the HDP series from Bonfiglioli for the hoist,” Tom says. “The products are built to work for three years but in those three years, they do what a normal crane would do in 10 years. Bonfiglioli’s robust gearboxes are built to withstand this demanding application –they work tirelessly without fail.”
Eilbeck Cranes specialises in overhead cranes, electric wire rope hoists, jib cranes and chain hoists, and static & dynamic winches to various sectors within Australian market.
“Our truly national footprint means that we are within close proximity to every major infrastructure upgrade in Australia,” according to Managing Director Tom Eilbeck. “Just about every tunnel you see in and around Brisbane and Melbourne have been through Eilbeck’s hands.” The company has doubled its sales since last year. “Infrastructure development has been a high priority of the government for some time, but supply chain issues with China meant that more companies were looking local for their crane requirements. In fact, 2020 (the year of COVID-19) was our best financial year and 2022 is set to become the most profitable year in our company’s history to date.”
“The steel industry is expanding - just recently we were involved in a billion-dollar furnace reline project in Wollongong. We are supplying three slab cranes (65 tons x 36 metres) that are fully automated. New windfarms are going up and the steel industry is upscaling at an incredible pace.”
In addition, Eilbeck sold 25 new cranes for government projects in the NSW region. “Money is being spent across the board. We are in the process of employing more electrical engineers, boilermakers, and welders to keep up with demand” Tom Eilbeck adds. “We have been involved in all of the tunnelling projects in and around Sydney, Melbourne and Brisbane since 1996.”
Tunnelling cranes were provided for projects like the M6. The Sydney Metro West has four tunnels from Sydney CBD to the new Sydney airport with three of the four tunnels under contract. The T48 tunnel between St Mary’s and the airport has three cranes - all featuring Bonfiglioli products. The relationship between Bonfiglioli and Eilbeck dates back 25 years but Harry Singh, Sales Manager for Bonfiglioli NSW believes that there is always room to improve and grow.
Eilbeck developed their own heavy-duty high speed mucking hoist for tunnelling work and invested a considerable amount of money in
“HDP 100, 110 to 120 sizes all play a key role in Eilbeck’s special crane designs,” describes Singh. “However, gearboxes like the HDP160 provide output torque capacity of up to 147kNm and can easily accommodate a larger motor size of between 132kW to 500kW - depending on the crane size and speed, while they are working flat out.” Due to the high demand, Harry adds that there is a lot of focus on administration and customer service through Bonfiglioli’s pipeline management for key OE customers. “Bonfiglioli works ahead on solid opportunities with Eilbeck who require a quick turnaround on designs and technical clarifications when it comes to tenders/ordering. Having product on hand for new orders and spares available is crucial to the company’s uptime demands.”

The cranes run six days per week and Eilbeck adds they are charged penalty performance rates if this isn’t the case, “so we rely on hardworking, robust components. The cranes are serviced every fortnight on a Sunday so you can imagine there’s no downtime on these sites.”
The standard hoist is designed around Bonfiglioli’s HDP series. “Price and service come standard but what we really need is a company that can work at our pace” adds Tom Eilbeck.
“We are proud of not just selling to Eilbeck but being part of the collaborative that is building Australian infrastructure. When I’m driving on the M4, M5, the North Connex or West Connex, to name just a few, I feel a strong sense of pride knowing that we work in partnership with a fully owned, Australian company to make these projects a reality” concludes Harry Singh. bonfiglioli.com/australia/en eilbeckcranes.com
AMT FEB/MAR 2023 102 MATERIALS HANDLING
Eilbeck Cranes powered by Bonfiglioli motors
Hard to handle minerals
Record rainfalls across Australasia and Asia pose sticky production and profit challenges to mines, ports, power stations and transport.

Record rainfalls across Australasia, Asia, and elsewhere are posing major challenges to materials handling, production, and profits at a time of high prices for coal and strong demand for high-value minerals including iron ore, lithium, nickel, gold, and others. While urban centres such as Sydney have attracted headlines with its highest rainfall ever recorded in 2022 – more than two metres worth, months before the year was over – the problem has also been equally dire in major coal areas of the Eastern States and major mines and ports in the West and North. New Zealand, Indonesia, Vietnam, and India have also been saturated and flooded.
“All this moisture and long-term rain makes coal sticky, heavier, and harder to handle for the mines, as well as for the organisations transporting it and the ports and power stations where it arrives. Ceaseless rain also causes major disruptions – even Force Majeure events – at iron ore and other mineral mines,” said engineering plastics specialist Laurie Green, Managing Director of Cut To Size Plastics.
Cut To Size fabricates to individual requirements its globally proven low-friction Wearex UHMWPE (ultra-high molecular weight polyethylene) chute, bin, truck, rail, and ship loader linings that assist product flow and avoid blockages and the OH&S risks and downtime that go with them.
“When using wet or hard-to-handle coal, for example, the use of high molecular weight polyethylene plastic chute liners has become a number one method to improve the flowability of coal chutes, said Green. The same benefits apply to harder mineral ores, where clogging, production hang-ups, and loading and unloading issues can cause costly production interruptions and OH&S issues.
“This climate change issue is not likely to go away any time soon, and high-flow liners are one way of effecting major improvements promptly,” said Green, whose company also advises on the important issue of liner attachment, which can considerably extend durability standards that are already excellent.
Working with miners, transport operators, ports, and stockpilers, Cut To Size custom-engineers tough plastics formulated specifically for the mining industry and the minerals and challenges it faces. The new plastics are based on the globally proven Wearex™ UHMWPE for the toughest wear prevention and flow jobs, complemented where suitable with high-density polyethylene, HDPE. HDPE is often used as geotextile protective liners that promote flow while stopping clogging and waste dropping to the ground where waste has to be laboriously cleared and reprocessed.
Both plastics are finding applications in static and mobile plant, including as liners in trucks, bins, and chutes where wear and energy consumption are issues, and where companies wish to eliminate OH&S hazards involved in clearing dense and heavy potential blockages.
“Often the combined use of Wearex and HDPE provides the best combination of wear-resistance and cost-efficiency,” said Green, but Cut To Size is putting special effort into advanced UHMWPE formulations for the most intractable loads.
“It is certainly not one size fits all. The process of engineering plastic selection and formulation is a scientifically demanding business in which we rely on our own expertise supported by some of the world’s leading suppliers of product.”
“One of the big problems is the variability of throughput. Good operators can account for specific moisture content or rock content coming down the line or going on the trucks, but the material coming through may not be consistent. One lot will be wetter than the next, the next lot will have more rock and so on. So they have to address the problem holistically, and this sometimes involves lining chute systems and truck trays with materials that give high slip performance right across the spectrum,” added Green, who’s had decades of experience in adapting engineering plastics to solve particular problems.
Green added that in addition to advanced UHMWPE formulations, HDPE materials can provide cost-efficient solutions to some mining issues. They have excellent impact strength and can be easily formed and machined to tray and bin liner applications using conventional equipment. Frequently used as geotextile and protective liners, HDPE is available in a range of sheet sizes.
UHMWPE resin has a molecular weight range of three to six million, compared to 300,000 to 500,000 for high molecular weight (HMW) resins. That difference is what ensures that this material is strong enough to withstand abrasion and impact better than lower level products.
Cut To Size works closely with individual clients utilising a team of technically qualified staff to offer a full material selection and installation service. “Cut To Size has broad experience – extending over multiple industries for decades – in engineering plastics to suit wear prevention applications, so we can complement product from globally recognised suppliers, with local expertise,” said Green. cuttosize.com.au
AMT FEB/MAR 2023 103 MATERIALS HANDLING
Aqualux bringing it home
Aqualux Lighting moves from component assembly to full Australian design and manufacture.
New South Wales based Aqualux Lighting has moved from a design centre and assembly operation using imported components for its extensive range of architectural landscape lighting, to full Australian design and manufactured products in-house.
Formed in 1991 this family business specialised in electronics for defence, telecommunications etc. but saw a shift in the market and an opportunity to design and develop a range of landscape lighting and power products.
Completely designed within the Australian operation, components were initially manufactured for the company in Taiwan and assembled locally. Major supply chain issues with longer lead times, manufacturing COVID shut-downs and other issues as a result of the world-wide pandemic, brought forward the company’s plans to move towards a complete design and manufacturing operation within the Australian plant.
Discussions had commenced with leading high technology machine tool company Okuma Australian as early as 2017 and over the next two years extensive research was initiated with Okuma and within industry to ensure that the selection of the right plant and CNC machinery would fully meet the company’s requirements going forward.
An experienced engineer was appointed and following a competitive process, the Okuma LB3000 EXII MYCx950 Horizontal CNC Lathe was selected and commissioned. As a result of this change and subsequent development, the company has added seven more staff in the last twelve months including an industrial designer and an electrical engineer to give greater depth to the design and development of cutting edge products.

“The installation of the Okuma machine and service advice from the company has been brilliant resulting in greater flexibility with capability from raw material to finished product principally in brass and aluminium plus unattended production,” said Machine Shop Manager Nathan Parr. “The finished quality of components is outstanding and we have drastically reduced lead times and greatly improved control over our production. We are now in a position to meet customers’ short lead times on small and large orders and it has been obvious that the Okuma name certainly gives our customers’ confidence,” he said.
The success of this strategic move is such that Aqualux is looking to move to two shifts
and to also introduce robotics to further speed up production and provide staffing flexibility. There are also plans for additional machines in the future.
The company had invested in a Form 33D printer for prototype work and has now installed a Fuse 1-3D printer for production volumes of industrial grade polymer accessories and components.

The positive and progressive moves made by this family company have opened up the total Australian market for high quality Australian designed and manufactured lighting products.
“We are now highly competitive on quality and design with high end products coming out of Europe and although our immediate focus is on the Australian market, the potential for export sales for quality products is there and will naturally follow,” said Aqualux Director Andrew Coppins.
“There is no doubt that the on-shoring of our production has reinvigorated our long
term employees and there is a buzz within our staff at all levels as a result,” he said.
Steve Norbis, Northern Regional Manager NSW & Qld, Okuma Australia commented, “The tremendous effort put in by our NSW Okuma team is in essence what we do for all customers and it is exciting to watch the results and development of Aqualux and Australian manufacturing generally in the market.” aqualux.com.au
AMT FEB/MAR 2023 104 MATERIALS HANDLING
HUBTEX to unveil the second generation of its FluX series
HUBTEX announces the three wheel FluX electric multidirectional counterbalance forklift truck some innovative updates.

The latest generation HUBTEX forklift for load capacities of up to three tonnes is making its debut at LogiMAT 2023. Visitors to the LogiMAT trade fair will be able to see the new central drivers’ position, which provides a higher-up all-round visibility compared to its predecessor. Additionally, the patented 360° HX steering has been added to the compact three-wheel running gear for the first time, ensuring smooth changes in direction from longitudinal to transverse travel.
Powerful and manoeuvrable
The switch from a four to a three-wheel running system has done nothing to impair the features that people have come to expect from HUBTEX in terms of ergonomics and freedom of movement. For instance, the new FluX has retained the spoked steering wheel and joystick for userfriendly operation as well as the spacious driver’s cab, providing the operator with greater comfort, for those jobs that can end up taking a little longer. In addition, the patented HX steering has been developed further to enable it to be fitted to all HUBTEX electric vehicles with a three-wheel running system. The HX steering mechanism
permits smooth transitions between steering modes, thus reducing tyre wear. Operators can also wave goodbye to time-consuming and fiddly manoeuvring, resulting in fast throughput times. Furthermore, the compact multidirectional truck is ideal for combined indoor and outdoor use in the warehouse thanks to its soft elastic tyres and a maximum speed of 12 km/h, while its large battery (48V, 930Ah) means it can go on for more than a whole shift. An optional lithium-ion battery provides very quick charging supporting its use in a multi-shift operation.
HUBTEX’s FluX handles both pallet and longload transport in a single vehicle.
HUBTEX Australia is the country’s leading longload and narrow aisle specialists. As authorised distributors for global leading brands including HUBTEX, Bendi, Drexel, Bulmor, Systraplan and Hoppecke, HUBTEX Australia can provide tailored materials handling solutions specific to your requirements through a comprehensive offering built up of Multi-directional forklifts, sideloaders, VNA Forklifts, articulated forklifts, narrow aisle trucks and innovative motive power solutions. hubtex.com.au
Rigby Cooke Lawyers have been advising manufacturers on their commercial needs for decades. And, that’s why we are the ‘go-to’ legal advisors for AMTIL members and the manufacturing industry.

As an entrusted Corporate Partner to AMTIL, we are pleased to offer AMTIL members the following exclusive benefits:
> Fixed-price business contracts, including terms and conditions of trade, supplier terms and conditions, and privacy policies
> A free one-hour consultation to determine your commercial and employment legal needs
> Discounted legal fees across all commercial and private client legal services
> Regular Workplace Relations legal updates
> Access to Workplace Relations seminars and training workshops
For more information on our exclusive member benefits and how we can assist you, please contact Julia Cameron, Lead Partner of our Manufacturing practice, on +61 3 9321 7807 or JCameron@rigbycooke.com.au.
Our people: Your success
+61 3 9321 7888 | E: info@rigbycooke.com.au | www.rigbycooke.com.au AMT FEB/MAR 2023 105 MATERIALS HANDLING
T:
From farmland to wind farm: The property process and issues for consideration

As part of the shift to renewal energy, farmers are being approached by developers of wind farms with requests to be allowed to use their farms for wind farms. But with those requests, commercial and legal considerations need to be taken by farmers before signing on the dotted line. By Stephen
Pallavicini – Special Counsel, Property and Construction, Macpherson Kelley.

Initial documentation and costs
The developers will have a variety of “standard” documents which will be offered to the farmers. While pro-forma agreements are acceptable, farmers should consider whether the agreement addresses the particularities of their specific site.
The land may undergo a testing phase during the initial part of a transaction where the land is “locked up” for several years while tests are undertaken to assess the viability of any wind farm. This means farmers should ensure that the annual fee that is paid to take their land off the market for that time. An interested developer should also be prepared to pay the farmer’s legal costs on assignment as these can add up.
The testing phase
During the testing phase, the developer will want to install testing equipment and other structures on the land but farmers may want to put certain safeguards in place. Farmers can look at defining access routes, imposing restrictions during specific times of the year, specifying the location of batteries and ensuring contractors don’t bring environmental hazards on to the farm.
The testing phase is also a good time to define the lines of communication between the farmer, developer and local contractors for prompt attention to operational matters.
Contract considerations
The developer may “damage” the land as part of its normal activities and photographic evidence should be taken to document the condition of the land before the occupational period. Developers should be required to return the land at the end of that period to the same condition. To further protect the land, condition reports should be used at the commencement of any licence or lease with a provision for regular updates.
The developer counterparty will most likely have a clause allowing it to assign its rights under the access arrangements. Farmers should carefully consider the assignment clause and approval process which affects whether the farmer can approve an assignment and whether the developer should be released from any obligations on assignment.
Development approval and existing agreements
Typically, a farmer is approached early in the development phase, but they should seek advice on the development process and timing. If there is a farmers’ consortium, finding out whether they acting together or as individual units may avoid a situation where a developer prefers a neighbouring farm and someone is therefore missing out.
A developer should also be required to do its due diligence when identifying whether it’s is in breach of an existing agreement such as a telecommunications licence or bio-diversity stewardship agreement. Such arrangements should be disclosed (with consent if there are confidentiality provisions) and there should be appropriate compensation clauses in the event of breach.
Leasing of land
Farmers should note there is no statute or court mechanism to determine what is fair compensation for the use of their land amidst a wind farm lease. The rent for use of the land should therefore be negotiated as if it were a commercial transaction. Legal advice can clarify some of the underlying questions that should be asked in the leasing process.
Farmers should consider rates and land tax implications when negotiating a lease. As a result of a wind farm, the land may be re-assessed from primary production to industrial use once the turbines are installed resulting in a loss of land and tax exemptions. Turbine blades or power lines may also cross the boundary of a neighbouring property and easements may need to be created to deal with these issues.
Lease terms will be lengthy – perhaps 20 or 30 years with options to renew – so advice should be sought when considering rent increases, compensation and market value over such a lengthy period of time.
What if you want to terminate?
Termination clauses are important. A developer should not have the right to terminate for convenience. If there is cause, a developer should consider a mechanism to compensate the farmer for the occupation period and the end of the natural term of the lease. At the end of the project, the land should be returned to the condition it was in at the commencement of the lease, with all structures installed and equipment removed. That said, the decommissioning process can get complicated. Legal advice may be needed to plan and negotiate a fair decommissioning on behalf of the farmer –before things get out of hand.
AMT FEB/MAR 2023 106 FORUM LAW
Stephen Pallavicini is a Property Lawyer and Agribusiness expert at Macpherson Kelley with a focus on Construction. mk.com.au
India Australia Trade Agreement
Commencement of the first stage of the free trade agreement with India now confirmed. Rigby Cooke’s Andrew Hudson, Partner – Customs & Trade, Rigby Cooke Lawyers, takes Australian importers and exporters through some processes to consider.

The Australian and Indian governments have confirmed that they have completed all necessary domestic ratification processes and that the Australia-India Economic Cooperation and Trade Agreement (AI-ECTA) entered into force on 29 December 2022.

What does this mean for importers and exporters?
While most tariff reductions commenced on entry into force of the AI-ECTA, there are
‘Year 1’ tariff reductions on from that date (29 December 2022) with ‘Year 2’ tariff reductions starting on 1 January 2023. The AI-ECTA has been described as a harvest of ‘low-hanging fruit’ between the countries but there is still significance in the commencement of this part of the trade deal with India. The agreement also helps to advance negotiations towards the full deal between the countries in the Australia-India Comprehensive Economic Cooperation Agreement (AI-CECA) which is hoped to be completed in 2023. Those wishing to take advantage of AI-ECTA should have started working with their freight forwarders and licensed customs brokers to ensure they can take full advantage of the changes.
Annexes and side letters
It is important to remember that many free trade agreements (FTAs) also have additional provisions known as ‘annexes’ and ‘side letters’. The side letters represent ‘agreements to agree’ between the parties for work to be undertaken in the future on items of mutual interest which do not properly fit into the terms of the FTA. The AI-ECTA has 14 side letters, which include commitments to undertake further work, amongst which are interesting commitments to providing most favoured nation status for a range of alcoholic beverages produced in each country.
What other FTAs can Australia expect?
The Joint Standing Committee on Treaties (JSCOT) in the Australia Federal Parliament issued its reports into proposed treaty action for the Free Trade Agreement between Australia and the United Kingdom of Great Britain and Northern Ireland (AUKFTA) on 16 November 2022. AUKFTA is a considerably more comprehensive agreement than AI-ECTA.
How do FTAs get approved in Australia?
In Australia’s parliamentary process, a new or revised FTA is considered a ‘treaty’. While there is no parliamentary vote on the FTA itself, they are reviewed by JSCOT which then makes a recommendation on whether ‘binding treaty action’ should be taken. There can also be other recommendations or reservations expressed by JSCOT. On the basis that binding treaty action is recommended without significant reservation, standard practice is to pass any required enabling legislation which, in most cases, will be amendments to:
• Customs Act 1901 (to incorporate procedural practices for the claim of preference under the FTA); and
• Customs Tariff Act 1995 (to include new Tariff Schedules in accordance with the reduced rates negotiated for ‘originating goods’ under the FTA).
There may also be new regulations under the Customs (International Obligations) Regulation 2015 or other instruments created.
Once the relevant legislation has passed through Parliament and the regulations duly created, Australia will issue a ‘Diplomatic Note’ confirming that all necessary Australian ratification steps have been taken. Once the other party (or parties) to the relevant FTAs have gone through their domestic ratification process, a Diplomatic Note to that effect is sent to Australia. Generally, FTAs commence 30 days after the exchange of Diplomatic Notes. It is possible for shorter terms to be agreed, usually to ensure that preferential rates for year one start before the end of the year and the preferential rates for year two can follow quickly at the beginning of the next year.
Enabling legislation has now passed through Parliament
The Bills amending the Customs Act 1901 and the Customs Tariff Act 1995 for both the AUKFTA and the AI-ECTA passed through Parliament on 22 November 2022. The Acts will come into effect on the day which is the latter of the day of Royal Assent and the day that notification is given that these FTAs have come into effect (requiring the United Kingdom to also have completed their domestic ratification processes). However, the Acts also provide that if the FTAs never come into effect, the Acts will never come into effect.
Commencement date
The likely commencement date has yet to be confirmed as Australia awaits confirmation from the United Kingdom that they have completed their domestic ratification processes. Following this, parties will exchange Diplomatic Notes and agree on a commencement date which may be less than 30 days after the Notes are exchanged. During this time, Australia will also complete any necessary amendments to regulations and ensure that all relevant information is loaded into the Integrated Cargo System (ICS) by the Australian Border Force to enable use of the FTAs.
Andrew Hudson and the rest of Rigby Cooke Lawyers’ Customs & Trade team are looking forward to working with the industry (including licensed customs brokers and freight forwarders for Australian importers and exporters) to provide education on the ‘customs procedures’ provisions of the new FTAs and help them prepare to take advantage of the AUKFTA and the AI-ECTA as soon as they are ‘open for business’.
Rigby Cooke Lawyers is AMTIL’s exclusive legal services partner. We are currently offering exclusively to AMTIL members a fixed price document suite including terms and conditions, supplier terms and conditions and a privacy policy. For an obligation-free chat, please contact Andrew Hudson, Partner in Rigby Cooke’s Customs and Trade practice.
Ph: 03 9321 7851
ahudson@rigbycooke.com.au
AMT FEB/MAR 2023 107 FORUM TRADE
ATO Advice
What does it mean to be in the crosshairs? The ATO’s targeted risk programs are explained by Sharon Grice and Tim Lyford, Directors in the Tax Services Division at William Buck.
The Australian Taxation Office (ATO) has increased its information and data gathering ability significantly in the last ten years. With this, the ATO is now using analytics to profile and target potentially highrisk taxpayers. To boost tax collections and reduce a large budget deficit, we are seeing an increase in ATO audit activity, with private companies in the firing line.
As the ATO review threshold for a Medium/Emerging business starts at an annual turnover of $10m, many more Australian businesses are affected by ATO assurance and risk review programs than might be expected. This represents around 97% of the total private group population.
The Next 5000 Program targets taxpayers where an individual and their associates control wealth of $50m or more. As part of this approach the ATO typically is keen to understand the group structure and the transactions within the group, as privately held groups enjoy lower levels of disclosure and publicly available information.
What attracts the ATO’s attention?
The ATO has extensive and increasing data-matching capabilities and there’s huge amounts of information available to the ATO, with over 600 million transactions reported annually. Organisations that report data to the ATO include AUSTRAC, State and territory rental bond registries, insurers, financial institutions and credit reporting bodies as well as the Australian Electoral Commission, Department of Foreign Affairs and Trade, the Higher Education Loan Program and the Foreign Investment Review Board. When data on a business or individual taxpayer’s spending does not add up with what’s being reported in their tax return, the ATO is likely to conduct an audit. Other general circumstances that attract the ATO’s attention include:
• large, one off / unusual transactions;
• non-lodgement particularly when previous tax returns have been up to date or the taxpayer has a high amount of incoming or outgoing cash;
• aggressive tax planning;
• lifestyle not supported by after-tax income;
• accessing business assets for tax-free private use;
• poor governance and risk management systems;
• tax or financial performance is not comparable to similar businesses, and
• low transparency of tax affairs.
Trusts
Trusts are widely used for asset protection and as a business structuring tool. There are several tax advantages associated with trusts and the ATO reviews these heavily to identify risk factors.
The treatment of luxury assets and capital corpus distributions within trusts are heavily scrutinised by the tax office. For example, trusts may be used to buy boats, cars and other expensive assets that beneficiaries use for personal use, and the trustees claim tax deductions for these assets without reporting any assessable income. Trustees may also seek to extract capital from trusts, by making payments to income tax-preferred beneficiaries or satisfying corpus entitlements using assets with unrealised gains.
The tax office also reviews property ownership within trusts and property developers operating under trust structures.
Business structure
Other business structures will invite ATO review if they are not being used in a commercial way.
Consolidation is on the ATO’s radar, with the tax office paying close attention to the way losses are used when transferred from new members, if the right members are included in the group and costsetting calculations when members join or leave the group.
Cross border transactions are reviewed to ensure they meet arm’s length transfer pricing principles, and if any withholding tax is due, for example on interest or royalties, it has been reported and paid so a tax deduction can be claimed.
Finally, even something as simple as the company rate of tax can be affected by the way your businesses are structured, particularly if you operate through a number of different entities. The ATO are on the look-out for arrangements where income is not aggregated to see if the $50m threshold has been met, or passive and nonpassive income has been shifted around the group to manipulate the company rates.

So, what is effective tax governance?
Between taxpayer to taxpayer, and business to business, effective tax governance can look very different. To assist taxpayers in putting effective tax governance policies in place, the ATO has seven broad principles it uses to assess these policies.
• Management: Who has oversight and are they accountable? Are roles clearly defined?
• Tax Risk: How are tax risks identified and quantified? Is there a process in place?

• Advice: When risks are identified by management, what is the process to seek advice?
• Integrity: Is our accounting and software system providing the correct data? For example, do we reconcile differences between the accounts and tax returns.
• Relationships: What is our relationship with the ATO like? Do we work closely with our advisers on tax matters?
• Lodgements: How do we manage our tax lodgement and payment cycle? Are we on time?
• Ethics: Do we act honestly and with integrity? Does our policy protect us against manipulation and tax avoidance?
What can I do now?
The ATO expects taxpayers, especially those within top 500 and next 5000 programs, to have documents in place that satisfy and ratify the above principles.
For nearly all other private groups the ATO expects a tax governance policy and procedure to be in place. Going forward, the ATO is likely to ask for copies of these policies and procedures during a review or audit.
Like all other documentation, the policy needs to be fit for purpose for the client, although not as comprehensive as for larger businesses or large corporates. Having such policies in place demonstrates to the ATO that the taxpayer is managing their tax risk and compliance obligations closely based on their economic activity, and associated risk.
Sharon Grice and Tim Lyford are both Directors in the Tax Services division at William Buck. William Buck is a leading firm of accountants and advisors. Ph: 03 9824 8555 williambuck.com
AMT FEB/MAR 2023 108
FORUM
FINANCE
A hard stop for two soft-close hinge patents
Where patents are concerned, full descriptions in simple language is best to ensure a clear understanding of the industry offering. Ben Mott is BRM’s Principal Patent Atorney as well as a mechanical engineer.

The patent system is based on a bargain between innovators and the public: private monopoly in return for innovation and information. Newness and non-obviousness are key requirements for a valid standard patent, but they are not the only requirements. This article discusses the sufficiency and support requirements that aim to ensure that the innovation and information justify the monopoly.
Key points
When preparing a patent application, it is important to describe, or at least allude to, multiple versions of the invention and discuss the principles underlying the invention. You can help your patent attorney prepare a better patent application by providing brief descriptions of alternative versions of your invention.

The coverage of a patent is defined by its ‘claims’. Generally speaking, a product or process is covered if it has each and every feature specified in a claim. The range of products and/or processes covered by a claim is referred to as an ‘invention’. The main text and figures of a patent application are called the ‘specification’. The specification is usually published about 18 months after the initial patent application is filed.
The Australian sufficiency and support requirements were heavily revised in 2013 by amending the legislation to introduce simple language that imported complex meaning from foreign case law.
Sufficiency
The specification must sufficiently describe the invention to enable the ordinary, non-inventive worker (or team) in the relevant industry to make and use the invention without undue burden. Before 2013, it was enough to enable a single version of the invention. The post2013 requirement is tougher. It is as important as ever to describe, or at least allude to, multiple versions and to discuss the principles underlying the invention.
The post-2013 legislation explains that the, "specification must … disclose the invention in a manner which is clear enough and complete enough for the invention to be performed by a person skilled in the relevant art”. The foreign case law explains that enablement over the whole width of the claim is called for, although this applies only across a relevant range and can be satisfied by a specification disclosing a "principle of general application” corresponding to the terms of the claim.
The decision discussed below explains, by way of example, that the coverage of a patent to "a new non-drip spout for a teapot which is shaped in a special way” does not have to be limited to any particular material because the material is not relevant, e.g. the patent is not invalid just because in theory it covers a teapot that can't be made because it's formed of a material that has not yet been invented.
Support
In 2013, the support requirement replaced the old "fair basis" requirement. The old fair basis requirement could usually be satisfied by little more than copying the claims over to another part of the specification for internal consistency.
The post-2013 legislation explains that the claims must be "supported by matter disclosed in the specification". Case law indicates that the scope of the claims must not be broader than is justified by the extent of the description, drawings and contribution to the art. Whereas the assessment of fair basis was often a
rather textual exercise, the assessment of support requires a more practical approach that often overlaps with the assessment of sufficiency.
An illustration
A recent Court decision focused on a pair of related patents for hinges for glass-panelled doors for pool fences.
The patented hinge had dampeners orthogonal to the hinge axis, but this orthogonality was not specified in the claims and the patent was held to cover a competitor’s hinge that had parallel dampeners actuated via cams.
So far so good for the patent holder, but things took a turn for the worse when the Court turned to sufficiency and support. Whilst the coverage was not limited to orthogonality, the specification did not mention any other orientation, the Court considered orthogonality to be important because it was tied to how the dampeners contacted the faces on the other side of the hinge; and expert evidence indicated moving away from orthogonality would require a complete redesign.
The Court reasoned that the "the scope of the invention as disclosed and described [is limited] to a particular hinge mechanism in which the longitudinal dampener axis is more or less orthogonal to the hinge axis", and went on to conclude that the claims fail on both the sufficiency and support requirements.
So, the competitor won the day. They will be allowed to continue selling their hinges.
A practical take-away
You can help your patent attorney prepare a better patent application by providing brief descriptions of alternative versions of your invention. These may well be other design options that you considered and discarded along the way. These alternatives are useful prompts to ensure that the claims cover all that they should, and can be dropped into the specification to support the claims and ensure the invention is sufficiently described.
BRM Patent Attorneys is an experienced company of professionals dedicated to guarding Australian innovation from imitation at home and abroad, focussing on engineering-related technologies and securing the most effective IP rights for clients. BRM has extensive experience across manufacturing industries. Our Principal, Ben Mott, worked for five years as a mechanical engineer for a local manufacturer before training as an attorney. Ph: 03 9819 3808 brmpatentattorneys.com.au
AMT FEB/MAR 2023 109 FORUM PATENTS
A celebration of manufacturing in May
Australian Manufacturing Week is on again in Melbourne from 9th –12th May at the Melbourne Convention and Exhibition Centre. With over 300 exhibitors and 10,000 sqm of exhibition space, it is the largest show by far we have put on over the past 23 years.
Product zones for the show cover Austech Machine Tools, Robotics & Automation, Welding & Air Technology, Manufacturing Solutions, Additive Manufacturing, Plastics Technology and a special area for Australian Manufacturers called the Manufacturers Pavilion. Given the ongoing challenges with COVID, supply chains, labour shortages, rising energy and transport costs and machinery delivery times, it is a credit to the industry that we can deliver such a quality week of events.
Obviously the Australian Manufacturing Week exhibition is the flagship for the week but there are also many other events and activities happening concurrently, truly making it a week for the manufacturing industry to celebrate.
On Wednesday and Thursday, running alongside AMW for the first time is ElectroneX, a dedicated expo and conference for the electronics industry. The utilisation and integration of the latest electronics into all aspects of manufacturing, production, assembly, design, maintenance and service is essential for our competitive future. For more information on ElectroneX, visit www.electronex. com.au
Co-located with ElectroneX, as usual, is the SMCBA Electronics Design and Assembly Conference. The speaker program for the conference can be found at www.smcba.asn.au
On Wednesday, the Society of Plastics Engineers A-NZ, is organising a seminar titled “Plastics and Medical Applications”. SPE:A-NZ has been going for over 60 years and it’s objective is to promote the scientific and engineering knowledge relating to plastics. It is a great fit for this week of knowledge transfer.

For the duration of AMW a Speaker Program will be on the expo floor and will have over 30 speakers covering various topics around 3D printing, new and emerging technology, research and development, manufacturing success stories and more. This Program is free to attend and is located on the floor of the AMW exhibition.
On Tuesday, the Manufacturers Pavilion has a special event for VIP’s to attend which will be followed by Exhibitor Networking Drinks. One of the Speaker Program days is dedicated to Women In Manufacturing and will be followed by a WIM VIP function on the Wednesday afternoon. We are excited to be promoting women in manufacturing, a very important step to take in the overall growth of our industry.
Thursday sees a special focus on 3D printing, or Additive Manufacturing, with great demonstrations on the floor of the expo and a networking function happy hour at the completion of the day. Overall, a great week is envisioned and I look forward to welcoming all of our readers to attend one or all of the activities going on.
Cheers
110 AMTIL INSIDE AMT FEB/MAR 2023
Shane Infanti, CEO AMTIL
AMW PRODUCT ZONES
Australian Manufacturing Network events

The AMTIL Annual Corporate Golf Day is taking place on Friday February 17. This Ambrose event is taking place at the picturesque Riversdale Golf Club in Mount Waverley, Victoria, followed by a BBQ lunch in the club house dining room. Thought we'd mention it once more in case it is forgotten as the business calendars fill up.

Major Sponsor William Buck
Golf Ball Sponsor Metal Industries Insurance Brokers (MIIB)
Hospitality Sponsor Gel Events
Branded Gift Sponsor BRM Patent Attorneys

Drinks Cart Sponsor Harry the Hirer Longest Drive and Straightest Drive Sponsor Dimac Tooling
Nearest the Pin Sponsor Australian Precision Technologies
There are plans in the works for a Women in Manufacturing event, as a bare-foot bowling event on International Women's Day, with a speaker giving a presentation on the theme of #EmbraceEquity. The theme for International Women's Day, 8 March 2023 (IWD 2023) is, 'ALL: Innovation and technology for gender equality'. This theme is aligned with the priority theme for the upcoming 67th Session of the Commission on the Status of Women (CSW-67), 'Innovation and technological change, and education in the digital age for achieving gender equality and the empowerment of all women and girls'. Watch this space…
HEADING AMT FEB/MAR 2023 111 AMTIL INSIDE 1382V4AMTIL amtil.com.au AMTIL gratefully acknowledges the support of its Corporate Partners. AMTIL’s corporate partners offer a selection of products and services that will benefit our members in their business. For any enquiries about our Corporate Partnerships, and how they can benefit you, contact Anne Samuelsson on 03 9800 3666 or email asamuelsson@amtil.com.au Our Partners. Our Members. Your Benefits.
Brigitte Stavar, President of AMTIL; Emma Lopez, BDM at Integra Systems; Erika Hughes, Marketing Director at Integra Systems.
Chisholm Institute CNC trainees
Chisholm Institute of TAFE stepped up when the industry needed extra hands, and the unemployed needed a hand up.
Chisholm Institute was thrilled to host three tranches of AMTIL Computer Numerical Controlled (CNC) operator trainees. During the course, students learned how to operate CNC machines, use hand tools, take engineering measurements, as well as general workplace health and safety.
“The Chisholm Engineering department is proud to host such an innovative and successful program that not only provides an engaging learning environment, but also shows students how their learning is applied in the real world through industry visits,” said Brad Knight, the Education Manager in the Engineering department. “It was so rewarding to see so many students finish the program and be offered industry employment as a result.”
This is a story of AMTIL member companies and Chisholm Institute of TAFE helping unemployed people, aged from their early twenties to late fifties, women, and men, mums and Afghani refugees in 2022. Employers were given the opportunity to bring new talent to their businesses and these people were given hope of a better future.
The goal was to skill up a bunch of people into registered CNC operator positions and then to have them employed by the end of the training, with a view to them starting a lucrative career in machine tools and manufacturing.

“Our industry’s challenges in the new entrant area were not being met,” explained Greg Chalker, AMTIL’s Corporate Services Manager. “Our advanced and precision manufacturers were, and still are, struggling to attract people into their businesses. This not a new issue. Our members have faced this problem for many years, in fact decades. So, AMTIL decided to simply try something: a pilot. After a few meetings with AMTIL’s Skills Working Group, it was decided to identify a very small part of our membership, define it, and isolate it, talk to the members about what it was they needed and pose a course of action.”
The overwhelming results of these conversations were that companies needed apprentices and operators, and they needed them, right now. “Geographically, the pilot was roughly bounded by the triangle Bayswater – Carrum Downs – Moorabbin,” explained Chalker, which took in a slab of South-East Melbourne suburbs. “We chose to limit skillsets to machining and fabrication CNC machines.”
AMTIL approached the Department of Education, Skills, and Employment (DESE) about the possibility of working together.
AMTIL needed to find a training organisation able to provide training in CNC operation skills and to support apprenticeships. AMTIL approached four colleges in that area and the Chisholm Institute of TAFE stepped up when others couldn’t or wouldn’t.
A very basic CNC machine operator training programme was devised and accepted by the programmes reference group. Employers with CNC Operator positions were identified. A recruitment process and partners were put into place. Contracts with DESE were signed and we were away. The pilot was simple. Simple in process, simple in action, simple in expectation and outcome.
• 15 employer companies with 25 unfilled positions;
• Job Active (now Workforce Australia) partnered for their client pool of potential candidates;
• One TAFE training provider;
• A four-week programme;
• Four days of each week face-to-face learning;
• Last day of each week one and two, visiting employers;
• Last day of each week three and four, ‘speed dating’ interviews.
“It has to be said, this was a tough demographic to motivate,” Greg Chalker said. “This was a pool of long-term unemployed, a socio-economically challenged group of people. But this could be powerful enough to change some people’s lives for the better.”
Firstly, they instigated a way of finding new industry entrants; nurturing new talent meant that long-term unemployed people were to be given a chance here. “We were pleased to see DESE stepping up and partnering with industry to pilot something we didn’t know would work,” Chalker added.
The unemployed were taken through the four-week programme. They were shown through a range of basic skill sets. The training outcome was as a basic CNC operator. “They were not trained to
AMT FEB/MAR 2023 112 AMTIL INSIDE
“The course was good and landed me a job,” one of the candidates, Angus, tells us.
“The industry partners, our members, and the TAFE both want more. Positions have been successfully filled. Some have been taken through offers of an apprenticeship. Candidate’s lives have been significantly influenced and changed for the better. The pilot has only given everybody a taste. It is not perfect, but it was better than was expected or doing nothing,” said Frank Gogol of Hargo Engineering. “The candidates from this course have been able to contribute on the shop floor from day one, and they’ve shown a level of engagement not normally seen thanks to the exposure they received at Chisholm.”
programme, though they were exposed to the programming aspect,” Chalker said. “They were not trained to set up machines and the tooling, thought they were obviously exposed to that as well. These were people given skills to safely operate the machine, understand simple measuring techniques, and identify problems, communicating them back to their supervisor.”
There were site visits to member manufacturing companies to allow the trainees to ask questions about what longterm careers might be available at the end of their training. Lastly, the magic happened. Industry interviews were done a little bit differently. “AMTIL organised a day where we’d have five to seven companies interview between six and ten candidates over a two-and-a-half-hour period. After the weeks of learning, candidates knew what they could do,” explained Chalker. “They then found out where they could go with that knowledge.” Though the process was maybe a little unorthodox, the process worked extremely well. “We were able to shortlist potential employers and employees very quickly,” he said. “What normally might take several days to do, we did six or seven interviews and shortlists were developed in two hours.”
We were very pleased to be involved in the programme on behalf of R&I Instrument & Gear Co and sister Company Hardman Bros in supporting and promoting opportunities as CNC Operators within the manufacturing


sector. The opportunities are there for those with the basic skills and a willingness to learn and grow.
I would like to thank you specifically, AMTIL as a group and Chisholm as the training organisation and the efforts of the representatives of the Local Jobs Program – South-eastern Melbourne and Peninsula and Matchworks for the efforts in co-ordinating the Skill Up and Placement Programme for the CNC Operator Skills short course.
“The outcomes for employers and the successful candidates can’t be underestimated. We hope that this programme can continue and hopefully gain more recognition and support in the future which may in turn help promote the potential for worthwhile, ongoing employment that benefits all of those involved,” said Andrew Rowell, General Manager, R&I Gear. chisholm.edu.au rigear.com.au amtil.com.au
113 AMT FEB/MAR 2023 AMTIL INSIDE
New Members
AMTIL would like to welcome the following companies who have signed up as new members of our association.

THE EXECUTION FACTOR

Level 1, 40 Thompson Street BOWEN HILLS, QLD 4006 theexecutionfactor.io


OTTOTECH SERVICES PTY LTD


Unit 2, 225 Condamine Street BALGOWALAH, NSW 2093 ottotechservices.com
SINAPSE PTY LTD Level 1, 263 Mary Street RICHMOND, VIC 3121 sinapse.com.au

KOENIG MACHINERY 42/7 Dalton Road
THOMASTOWN, VIC 3074 koenigmachinery.com.au
3M AUSTRALIA PTY LTD Dock 4, 137 McCredie Road GUILDFORD, NSW 2161 3m.com.au

ANNEXA Level 1, 289 Ingles Street PORT MELBOURNE, VIC 3207 annexa.com.au

ABICOR-BINZEL

42 Hinkler Road
MORDIALLOC, VIC 3195 binzel-abicor.com/AU/eng/
TOTAL ROLLFORMING 6/20 Bundaroo Street BOWRAL, NSW 2576 totalrollforming.com
PLASTOOL

70 Bond Street MORDIALLOC, VIC 3195 plastool.com.au
COREGAS


3 Milne Street
THOMASTOWN, VIC 3074 coregas.com.au
QUOBA SYSTEMS PTY LTD 23/26-28 Roberna Street MOORABBIN, VIC 3189 quobasystems.com.au


ADOBE AUSTRALIA

Tower 2, Level 27/201 Sussex Street SYDNEY, NSW 2000 adobe.com
VULCAN STEEL PTY LTD


96-108 Bangholme Road
DANDENONG SOUTH, VIC 3175 vulcan.co
ANTEC GROUP 9 Chicago Avenue BLACKTOWN, NSW 2148 antec.com.au
AMT FEB/MAR 2023 114 AMTIL INSIDE
www.southwell.com.au | Freecall 1800 244 787 Take control of your entire business, from supply chain to sales, with Sage X3. for unlocking the power of Industry 4.0, Open IIoT has the key. Let our industry experts guide you on your journey! Learn more by scanning the QR code Whatever your reason 0PEN II0T
AMTIL's Melbourne Christmas event was a blast.
The annual AMTIL members Christmas dinner was held on Wednesday 14th December 2022 at the newly renovated, iconic venue named Carousel, located on the water's edge of Albert Park Lake with the most amazing views of the city of Melbourne.





Despite the unseasonal cold and the horizontal rain, 145 AMTIL members, nonmembers and staff attended the splendid dinner at this amazing location. As well as being beautifully catered, there were great opportunities to catch up with fellow industry notables, network and get to know each
other better. Guests were also entertained by the fantastic Georga Byrne DJ combo band. They were amazing. Their repertoire went from blues, jazz, pop to rock.

AMT FEB/MAR 2023 115 AMTIL INSIDE
Adam Lane, Andrew Flett and Michelle Kolichev from Simply Finance at the pre-dinner drinks in the foyer
Due to the ongoing Coronavirus pandemic, many industry events world-wide have been postponed, rescheduled or cancelled. Readers are advised to check with all event organisers for the latest information. For the latest international travel advice, please visit health. gov.au/health-topics/novel-coronavirus-2019-ncov – For more events, please visit amtil.com.au/events
INTERNATIONAL
ASIAMOLD
CHINA, Guangzhou
1-3 March 2023
asiamold-china.cn.messefrankfurt.com
ALL ABOUT AUTOMATION
GERMANY, Friedrichshafen
7-8 March 2023 automation-friedrichshafen.com
AUTOMATICON
POLAND, Warsaw
7-9 March 2023 automaticon.pl
INTRALOGISTICS ROBOTICS & AUTOMATION
FRANCE, Paris
28-30 March 2023 sitl.eu
ITES SHENZHEN
CHINA, Shenzhen
29 March - 01 April 2023 iteschina.com
CIMT
CHINA, Beijing
10-15 April 2023 cimtshow.com
TOLEXPO
FRANCE, Chassieu
7-10 March 2023 global-industrie.com
LASER WORLD OF PHOTONICS CHINA
CHINA
22-24 March 2023
world-of-photonics-china.com
STOM-TOOL
POLAND, Kielce
28-31 March 2023 targikielce.pl
INTERMOLD
JAPAN, Tokyo
12-15 April 2023 intermold.jp
HANNOVER MESSE
GERMANY, Hannover
17-21 April 2023 hannovermesse.de
KOREA MAT
KOREA, Goyang
17-21 April 2023
koreamat.org
TAIWAN INTERNATIONAL FASTENER SHOW
TAIWAN
3-5 May 2023
fastenertaiwan.com.tw
AISTECH 2023
USA, Michigan
8-11 May 2023 aist.org
PLAST-EX
CANADA. Toronto
9-11 May 2023 admtoronto.com
CONTROL
GERMANY, Stuttgart
9-12 May 2023 control-messe.de
STAINLESS CZECH REPUBLIC
10-11 May 2023 bvv.cz/de/stainless
INTERMACH & MTA ASIA
THAILAND, Bangkok
10-13 May 2023 intermachshow.com
STEEL BUILD
CHINA, Guangzhou
15-17 May 2023 steelbuildexpo.com
EASTEC
USA, Springfield
16-18 May 2023 easteconline.com
MACH-TECH
HUNGARY, Budapest
16-19 May 2023
Parnapjai.hu
METALFORUM POZNAN
POLAND
30 May-2 June 2023 itm-europe/pl
WIN EURASIA
TURKEY, Istanbul
7-10 June 2023 win-eurasia.com/tr
METEC
GERMANY, Dusseldorf
12-16 June 2023
Metec.de
THERMPROCESS
GERMANY, Dusseldorf
12-16 June 2023 thermprocess.de
NEWCAST
GERMANY, Dusseldorf
12-16 June 2023
newcast.de
MESSE STUTTGART
GERMANY, Stuttgart
13-16 June 2023
messe-stuttgart.de
M-TECH
JAPAN, Tokyo
21-23 June 2023
manufacturing-world.jp
MANUFACTURING EXPO
THAILAND, Bangkok
21-24 June 2023
manufacturing-expo.com
MTA VIETNAM
VIETNAM, Ho Chi Minh
4-7 July 2023
mtavietnam.com
ALUMINIUM CHINA
CHINA, Shanghai
5-7 July 2023 aluminiumchina.com
VME
VIETNAM, Hanoi
9-11 August 2023
vme-expo.com
EMO
GERMANY, Hannover
18-23 September 2023
emo-hannover.de
CMTS
CANADA, Toronto
25-28 September 2023 cmts.ca
MEDICAL FAIR BRASIL
BRAZIL, SAO PAULO
26-28 September 2023
medicalfairbrasil.com.br
METALEX
VIETNAM, Ho Chi Minh
4-6 October 2023
metalexvietnam.com
CAMX
USA, Atlanta
Oct 30-November 3, 2023 thecamx.org
WESTEC USA, California
7-9 November 2023
westeconline.com
SEMICON
JAPAN, Tokyo
13-15 December 2023
semiconjapan.org
EUROGUSS
GERMANY, Nurnberg
16-18 January 2024
euroguss.de/en
AMT FEB/MAR 2023 116 INDUSTRY CALENDAR
AVALON AIR SHOW
GEELONG, AVALON AIRPORT, VIC
28 FEBRUARY – 23 MARCH 2023



The 2023 Australian International Air show is a global business, defence and public event, attracting senior civil aviation, air transport, aerospace and defence industry, military and government decision-makers from around the world. IT is a platform for industry at all levels to promote to customers, partners and suppliers, providing unrivalled access to the region’s aviation, aerospace, defence and space community. airshow.com.au/airshow2023
SYDNEY BUILD EXPO
SYDNEY ICC
6-7 MARCH 2023


For all of Australia's construction, architecture, engineering and infrastructure industries. Showcases the latest opportunities in NSW and Australia. Attracts contractors, architects, engineers, housebuilders, developers, government and construction professionals. sydneybuildexpo.com
AUSTRALASIAN OIL & GAS PERTH CONVENTION CENTRE
15-17 MARCH 2023

As Australia’s premier oil, gas and energy trade event, AOG Energy continues to drive opportunity, discussion and leadership in Australia’s oil, gas and clean energy sector. AOG Energy 2023 will strengthen our renewed focus on the energy transition and offers unparalleled exhibiting and sponsorship opportunities to reach Australia’s oil and gas leaders and drive Australia’s energy future. aogexpo.com.au/exhibit
DESIGNBUILD






ICC SYDNEY
9-11 MAY 2023

Bringing together Australia’s architecture, building, construction and design communities. Co-locating with Total Facilities
MAINTAIN MOMENTUM AND EMERGE STRONGER IN 2023.
and The Built Environment Summit. Bringing brands, products and innovations from conception to construction and beyond. Includes the new Digital Building Zone. designbuildexpo.com.au
AUSTRALIAN MANUFACTURING WEEK MELBOURNE CONVENTION & EXHIBITION CENTRE
9-12 MAY 2023
The ONE event that showcases the latest innovations, technologies and equipment in the advanced manufacturing sector. Explore new opportunities, meet and network with industry leaders and technology experts, all under ONE roof at ONE show. australianmanufacturingweek.com.au

FOODPRO MELBOURNE CONVENTION & EXHIBITION CENTRE
23-26 JULY 2023


An important trade fair for the food and beverage industry in the Asia-Pacific region. The exhibitors present at the fair the latest products and ideas for the industry, including the latest trends in food production and the latest technologies for the production of beverages. Visitors can find in depth and comprehensive information here about the latest developments, trends, products and services in various fields.
A unique opportunity to experience, firsthand, the range of solutions and technology setting the standards and future direction of logistics and warehousing in the Asia Pacific. Cemat.com.au
Nicholas Raftopoulos: 0431 753 381
AUSTRALIA’S

HEADING AMT FEB/MAR 2023 117 INDUSTRY CALENDAR LOCAL AMW PREVIEW CONSTRUCTION/INFRASTRUCTURE STATE SPOTLIGHT: SOUTH AUSTRALIA QUALITY & INSPECTION ROBOTICS & AUTOMATION SOFTWRE WORKHOLDING CUTTING TOOLS FORMING & FABRICATION ENERGY AND SUSTAINABILITY APR/MAY 2023 FEB/MAR 2023 LIFTING INTO ORBIT AEROSPACE & DEFENCE Renewable Energy/Clean Tech State Spotlight: Tasmania 25/1/2023 3:53 AEROSPACE & DEFENCE • RENEWABLE ENERGY & CLEAN TECH STATE SPOTLIGHT: TASMANIA FEB/MAR 2023 RELIABLE AVSDis supremely Enjoy alwaysdependableperformancewith maximumuptimeandminimalserviceneeds SUSTAINABLE Yourproductionbecomesmore Thanks yourVSD unmatched energysavingsandcareful useofresources. AINABLE tio be b m mo reasons your next compressor should be a variable speed drive SIZEDFORTHEJOB meetingYourVSDisperfectly yourspecificflowrequirements withtop-rated iciency reliability BEJO tly ULTRA-EFFICIENT Itis withenergysavingsofupto60%, akingitthe mostenergyefficientcompress available. FICIENT 60% k CONNECTIVITY Maximize and boost your prod ctivity intelligen options. CTIVITY Give us a call @1800 023 469 Atlas Copco Compressors Australia www.atlascopco.com QUIET & COMPACT Itisamazingly yoursupersilent,compactworkplace companionwithsoundlevels low 63dB. ET COMPACT isammazingly YourVSDisTAILOREDTOYOURNEEDS withadesignandperformancecustom-fit foryourapplications,requirements andpriori
There has never been a more important time to ensure you are well marketed to industry and ready when opportunities open up. Reach out to 31,500 targeted readers and 63% decision-makers.
I would be delighted to have a non-obligatory chat on how we can help.
NO. 1 ADVANCED MANUFACTURING MAGAZINE YOUR INDUSTRY. YOUR MAGAZINE.
foodproexh.com CEMAT SYDNEY OLYMPIC PARK 25-27 JULY 2023
Advertiser Index 600 Machine Tools 23 Adobe Australia 81 Applied Machinery 13 Air Powered Services 62 AtlasCopco 120 Aurarum 21 Bilby3D 25 Business Hub 43 CNC Design 19 Complete Machine Tools 61 Compliance Engineering 2,3 Diemould 83 DIMAC 119 ECI Software 67 EVOKE3D 36 Hare & Forbes 4,5 HiTech Metrology 93 IDW CADCAM 63 IM Group 59 IMTS 17 Jim's Machines 49 John Hart 11 Kaishan 91 LAPP Australia 114 Laser Machines 73 Luna Machinery 99 MarshAlliance 75 MTI Qualos 1, 105 New Touch Industries 119 OKUMA 7 PositivePR 114 Rigby Cooke 105 Sage 114 Sevaan Group 37 SEW Motordrives 15 Southwell Lifts Hoists 114 SternaGL 71 WilliamBuck 9 AirLiquide Postcard IndustrialLaser Postcard ModernTools Postcard WMSSoft Postcard
THE DREAM OF CAR MANUFACTURING IN AUSTRALIA WAS SLOWLY TAKING SHAPE.


Jump-starting the car manufacture industry in the post-war pivot involved a whole lot more than a few discussions in cabinet.
Turing the later stages of the War, I began to worry about the huge post-war re-adjustment that would face Australia. Memories of the depression of the thirties were still very fresh in my mind, and I hadn't forgotten that swift “little depression” that hit nearly everyone-and knocked me out of my thriving little motor business-in 1922, only three years after the First World War. All the circumstances the experts had blamed for both depressions seemed likely to occur again when the Second World War was over. There would be a bit of a boom at first to fill the pent-up demand for goods, and then, I thought, would come the slump, and with it, financial chaos, and misery.
I would walk through the munitions factories teeming with busy people turning out shells and torpedoes, aircraft and guns, and I'd find myself thinking, “What will they do for jobs when guns and bullets aren’t wanted anymore? How will this country find work for them? And for the hundreds of thousands now in the Services?”
It would be necessary for industry to make a quick change-over from war to peace-time production. Houses, by scores of thousands, would be needed, and they would require fittings: stoves, baths, sinks, fans, furniture. That would absorb a lot of workers. The need for consumer-goods would provide employment for many more. But to give the economy stability, it would be necessary to keep busy the smaller factories then engaged in producing components for war requirements, and to attract great numbers of migrants to Australia after the war. Migrants who would provide that extra workforce for the big job of reconstruction and development - a great and new peace-time project would have to be started: a project that would employ many thousands directly, and give jobs to thousands more in ancillary industries. The project seemed obvious: a completely made-in-Australia car.
Long before the war started, I had been convinced Australia should be making its own car. During the war I was even more convinced we would be risking a national economic disaster if we did not make it. And, perhaps presumptuously, I saw myself as one of the few in Australia who could get the job done.
From an employment point of view, the making of motor-cars provides endless jobs. A car is like shoe-leather: both begin to wear out from the day they first hit the road. So there is scope for a big industry making replacement parts, which must go into operation almost as soon as the first cars come off the assembly-line.
The experience our factories had gained during the war, and the equipment that had been put into them to enable the production of the machines and weapons of war simply had to be kept going on peace-time work when the war requirements had ended. A person trained in large-scale manufacturing looks at the finished items in quite a different light from the uninitiated. A visitor to a motor plant or munitions factory would see a truck or a car, a motor or a machine-gun coming off assembly-lines. The manufacturer would see those same items as so many component parts, each one turned, milled, pressed, cast, or forged to minute dimensions and tolerances. There is little difference, then, in the problems involved in manufacturing components into the parts that go into a machinegun, a sewing-machine-or a car!
During the war, GM-H factories, like scores of other manufacturing plants, learned new skills and achieved production targets that would not have been dreamed of before the war. Each plant, while contributing to the war effort, was giving invaluable experience to its staff which, if intelligent use were made of their skills after the war, would enable the plant to carry on and grow stronger in peace-time work.
Knowing this, I automatically associated all the processes of munitions manufacture with the requirements of peace-time carmanufacture. The war had broadened and sophisticated the natural skills of the Australian technician. There would now be no technical shortcoming which could prevent or delay the all-Australian car.
The Secondary Industries Commission had been set up by the Curtin Labour Government to investigate methods of ensuring a smooth transition of war industries to a peace-time basis. It hadn’t taken many sittings of the commission for its members to realise how important was the task they had tackled. And it did not surprise me that they had come very early to realise that car manufacture held the key to post-war economic stability.
The climax to all this quiet planning of mine came in the early months of 1944 when J. K. Jensen, who had been appointed chairman of the Secondary Industries Commission in November 1943, said to me, “Look, L.J., I can see a nasty void ahead when the war is over. I believe it is absolutely essential that a car should be made in Australia. How are we going to do it?”
To be continued…
HISTORY AMT FEB/MAR 2023 118
PART 53
Big wheels & little wheels – the story of UK-born Australian Sir Laurence John Hartnett (1898 – 1986) Australia’s “Father of the Holden” and much more
This is an extract from ‘Big Wheels & Little Wheels’, by Sir Laurence Hartnett as told to John Veitch, 1964. © Deirdre Barnett.
Australian Prime Minister BenChifley
New Touch Industries (NTI) is a progressive company with locations in Bayswater and Clayton South.
Our dynamic, rapidly expanding business provides high quality services in metal laser cutting, bending/folding, welding and fabrication, delivering customers with precise streamlined project management with minimal margin for error.

This is achieved by our philosophy regarding the importance of teamwork and investing in staff. We pride ourselves on offering ‘pay for schooling’ and ‘promote from within’ policies, providing our staff with an environment to thrive. We are continuously striving to better serve our staff and become an employer of choice.
PAID DAY OFF FOR YOUR BIRTHDAY + GIFT CARD
PROMOTE FROM WITHIN POLICY
PAY FOR SCHOOLING
WORK WITH THE LATEST EQUIPMENT
Available positions range across the board. Contact us today to join a team that values staff.
For more infomation visit our site: newtouchind.com.au or get to know us better on our socials.
We look forward to meeting you!
Come and join a company where we believe happy staff are great staff.

Send your resume and cover letter to: HR@ntiv1.com.au
Learn more at: newtouchind.com.au
ROSTERED DAYS OFF

















































































































RELIABLE A VSD is supremely Enjoy an always dependable performance with maximum uptime and minimal service needs SUSTAINABLE Your production becomes more Thanks to your VSDʼs unmatched energy savings and careful use of resources. AINABLE tion be b comees m more reasons your next compressor should be a variable speed drive SIZED FOR THE JOBmeetingYourVSDisperfectly yourspecificflowrequirements withtop-rated efficiency andreliability. B E JO tly nts ULTRA-EFFICIENT It is with energy savings of up to 60%, making it the most energy efficient compressor available. FICIENT to 60% m ki CONNECTIVITY Maximize and boost your productivity with your VSDʼs intelligent features and control options. CTIVITY Give us a call @1800 023 469 Atlas Copco Compressors Australia www.atlascopco.com QUIET & COMPACT It is amazingly your super silent, compact workplace companion with sound levels as low as 63 dB. ET & COMPACT t is ammazin i gly YourVSDisTAILORED TO YOUR NEEDS with a design and performance custom-fit for your applications, requirements and priorities.



























