


Produzione & Igiene N°6 DICEMBRE 2022 DIRITTO ALIMENTARE FOOD SAFETY I chiarimenti della Commissione UE in materia di sicurezza alimentare BEST PRACTICE BRCGS FOOD SAFETY V. 9 Cosa cambia per le aziende fra adeguamenti e nuovi requisiti ATTUALITÀ MERCATI&TRENDS In crescita l’export di prodotti da forno e pasticceria industriale www.alimentinews.it BIMESTRALE –EDITORE QUINE Srl –20141 MILANO –VIA G. SPADOLINI, 7 ISSN 1721-5366 DISEGNO IGIENICO DEGLI STABILIMENTI Una progettazione non solo per le macchine SPECIALE IGIENE E SANIFICAZIONE Le aziende alimentari devono includere nel piano di autocontrollo il monitoraggio igienico delle superfici, definendo frequenze, tipo di analisi e livelli di accettabilità dei risultati. Vediamo come.
Alitest
Listeria monocytogenes è un batterio patogeno Gram-positivo, non sporigeno e mobile, ubiquitario, ampiamente di uso nell’ambiente, nel suolo, nell’acqua e nella vegetazione. La sua capacità di crescere e riprodursi a tempera ture molto variabili (da temperature di refrigerazione sino a 45°C), nonché la sua capacità di tollerare ambienti salati e pH acidi lo rendono un batterio molto resistente a varie condizioni ambientali, incluse quelle che si hanno nella produzione e nella lavorazione degli alimenti. In condizioni favorevoli, L. monocytogenes può crescere nell’alimento contaminato no a raggiungere concentrazioni tali da causare un’infezione nell’uomo. Per queste sue caratteristiche, L. monocytogenes rappresenta un pericolo per i prodotti pronti al consumo (chiamati ready-to-eat - RTE) e i prodotti con una lunga vita commerciale (shelf-life) mantenuti a temperature di refrigerazione.



Alitest Srl Via C. Fosse, 7 - 46019 Viadana -MN- Tel. 0375.780789 r.a. mail: info@alitest.it - www.alitest.it
La causa dell’infezione da Listeria è la contaminazione dei cibi ingeriti con il batterio. Un metodo e cace per la prevenzione è il Test Pocket Swab pronto in soli 5 secondi, che tramite la rilevazione dell’ATP consente di individuare l’eventuale presenza di bio lm direttamente nell’area di produzione. Inoltre consente di veri care la corretta pulizia dell’area di lavoro.
Soluzioni di Qualità













www.lattepiu.it II Edizione Organizzato da ISSN 0390-6361 Rivista dell’Associazione Italiana Tecnici del Latte Journal of the Italian Dairy Science Association Italian Journal of Dairy Science and Technology A.I.Te.L. Associazione Italiana Tecnici del Latte Le varianti A1 e A2 della β-caseina non hanno un effetto significativo sul microbiota del latte The A1 and A2 β-casein variants have not impact on milk microbiota Registro delle Indicazioni Geografiche: intervista a Massimo Vittori, direttore di oriGin Report Gira Food: COVID-19 colpisce la filiera mondiale del latte Il lattiero-caseario italiano alla prova dell’emergenza COVID-19: il parere dei protagonisti www.stlcjournal.com Mozzarella: dati del settore, produzione e prospettive Innovazione nel trattamento delle acque reflue Sicurezza e automazione per Igor Gorgonzola Dal 23 al 25 maggio 2023 una serie di eventi online sui trend tecnologici, economici, ambientali e nutrizionali della filiera lattiero - casearia Economia, produzione e innovazione SAVE THE DATE 23, 24 e 25 maggio 2023 Latte PIÙ Convegno digitale di Scienza e Tecnologia Lattiero - Casearia
Una partita da giocare dal campo alla tavola
Il Consiglio dell’Ordine nazionale dei Tecnologi Alimentari porge i migliori au guri di proficuo lavoro al nuovo Governo italiano, in particolare al Presidente del Consiglio Giorgia Meloni e al neoministro dell’Agricoltura e della Sovranità alimen tare, on. Francesco Lollobrigida, e neomi nistro del Lavoro e delle Politiche Sociali, on. Marina Elvira Calderone.
In un contesto internazionale complesso, al nuovo Esecutivo spetterà il compito di guidare l’Italia verso le sfide del futuro, cogliendo le opportunità di riforme e in vestimenti di lungo periodo grazie ai fi nanziamenti europei.
Le tematiche agricolo-alimentari rive stiranno un ruolo essenziale così come sottolineato anche nel rinominare il Ministero dell’agricoltura in Ministero dell’Agricoltura e della Sovranità alimen tare ribadendo quindi il diritto dei popo li ad alimenti nutritivi e culturalmente adeguati, accessibili, prodotti in forma sostenibile ed ecologica, e anche il dirit to di poter decidere del proprio sistema alimentare e produttivo. Questo è senza dubbio in linea con la definizione di So vranità Alimentare che affonda le sue radici in tempi più lontani, già nel 1996 il termine fu coniato dall’organizzazione internazionale di agricoltori “Via Campe sina”, successivamente ripreso da molti
Paesi e organizzazioni del settore, dall’A merica Latina al Canada, alle Nazioni Unite e alla Fao. Infine, nella Dichiarazio ne di Nyéléni 2007 viene dato al cibo un valore declinato su 6 pilastri fondamen tali, e condivisibili, che sono: Diritto al cibo; Valore del lavoro; Filiera corta; Mez zi di produzione; Cultura; Ecologia. Finalmente anche in Italia si pone l’ac cento sulla filiera alimentare con l’obiet tivo di mettere al centro la soddisfazione delle esigenze alimentari delle persone e non la massimizzazione del profitto eco nomico, incoraggiando lo sviluppo delle realtà locali e l’eliminazione degli sprechi in un contesto di sicurezza alimentare per la soddisfazione del cittadino.
In questo ambito, il Tecnologo Ali mentare incarna nella sua natura e competenza il soggetto ideale che, esperto della trasformazione from Farm to Fork, funge da tramite tra la materia prima e il prodotto finito.

Se vogliamo immaginare una filiera corta e ridurre le distanze fra prodotto e con sumatore e portare il valore delle materie prime fino al prodotto finito, i Tecnologi Alimentari sono gli interlocutori più tito lati per contribuire al cambiamento. È una partita che sappiamo si gioca an che in Europa. Fondamentali saranno il dialogo e la qualità dei rapporti che il
Governo italiano riuscirà a intavolare con la Commissione e il Parlamento Europeo. Consci della complessità e dell’impor tanza di queste sfide, il Consiglio dell’Or dine nazionale dei Tecnologi Alimentari offre fin da ora la collaborazione e la competenza di tutta la sua articolazione organizzativa al Governo e, in particolare al Ministero dell’Agricoltura e della So vranità alimentare, al Ministero Salute e alle Istituzioni tutte.
2 PROFESSIONE Produzione & Igiene Dicembre 2022
Esperti della trasformazione, verso il cambiamento
LORENZO MARIA ASPESI Presidente Consiglio Ordine Nazionale Tecnologi Alimentari


Acquisizione digitale dei risultati • tracciabile • incorruttibile • a riparo dall’interpretazione personale Lettore di strip • portatile • compatto • di semplice utilizzo Kit rapidi SENSIStrip per l’analisi degli allergeni Applicazione ad alimenti e superfici di lavoro • Mandorla • Beta lattoglobulina • Caseina • Anacardo • Cocco • Crostaceo • Albume d’uovo • Pesce • Glutine • Nocciola • Lupino • Lisozima • Noce di Macadamia • Proteine del latte • Molluschi • Senape • Ovalbumina • Noce Brasiliana • Arachide • Noce Pecan • Pistacchio • Sesamo • Proteine totali della soia • Noce Disponibili inoltre: • Campioni di controllo • Soluzioni di spiking • Kit ELISA in micropiastra • Servizio di formazione e start-up in azienda Eurofins Tecna c/o Area Science Park, Padriciano 99, Trieste (I) Support.ET.Trieste@eurofins.com
IN QUESTO NUMERO...
PROFESSIONE
Una partita da giocare dal campo alla tavola Lorenzo Maria Aspesi 2
INSIGHT
Chi supera la crisi supera sé stesso senza essere superato 8 Massimo Artorige Giubilesi

INGRANDIMENTI
Dai geyser alle stelle 10 Benedetta Bottari
NEWS DAL MONDO a cura della Redazione 11
TECNOLOGIA APPLICATA
Ricerca scientifica internazionale 14 a cura della Redazione
ATTUALITÀ
CibusTec Forum 2022, le tecnologie alimentari a convegno 18 Diletta Gaggia
MERCATI&TRENDS
In aumento la produzione di pasta 22 Diletta Gaggia



MACCHINE&IMPIANTI
Novità e soluzioni dalle Aziende 26 a cura della Redazione
DIRITTO ALIMENTARE
Avv. Chiara Marinuzzi
BEST PRACTICE
& Igiene
Produzione
72
PACKAGING Nuove barriere naturali 60 Giorgio Guida, Luciano Piergiovanni
BRCGS Food Safety versione 9: come ci siamo arrivati? 58 Paolo Bersighelli, Carlo Alberto Lugli
72
54
PEST MANAGEMENT 64 Cioccolato... e farfalline Graziano Dassi PRODOTTI E SOLUZIONI 70 CONTROVENTO Propaganda e conoscenza 72 Vincenzo Bozzetti 22 54 58 64 4 Produzione & Igiene Dicembre 2022
Come cambia la gestione della sicurezza alimentare
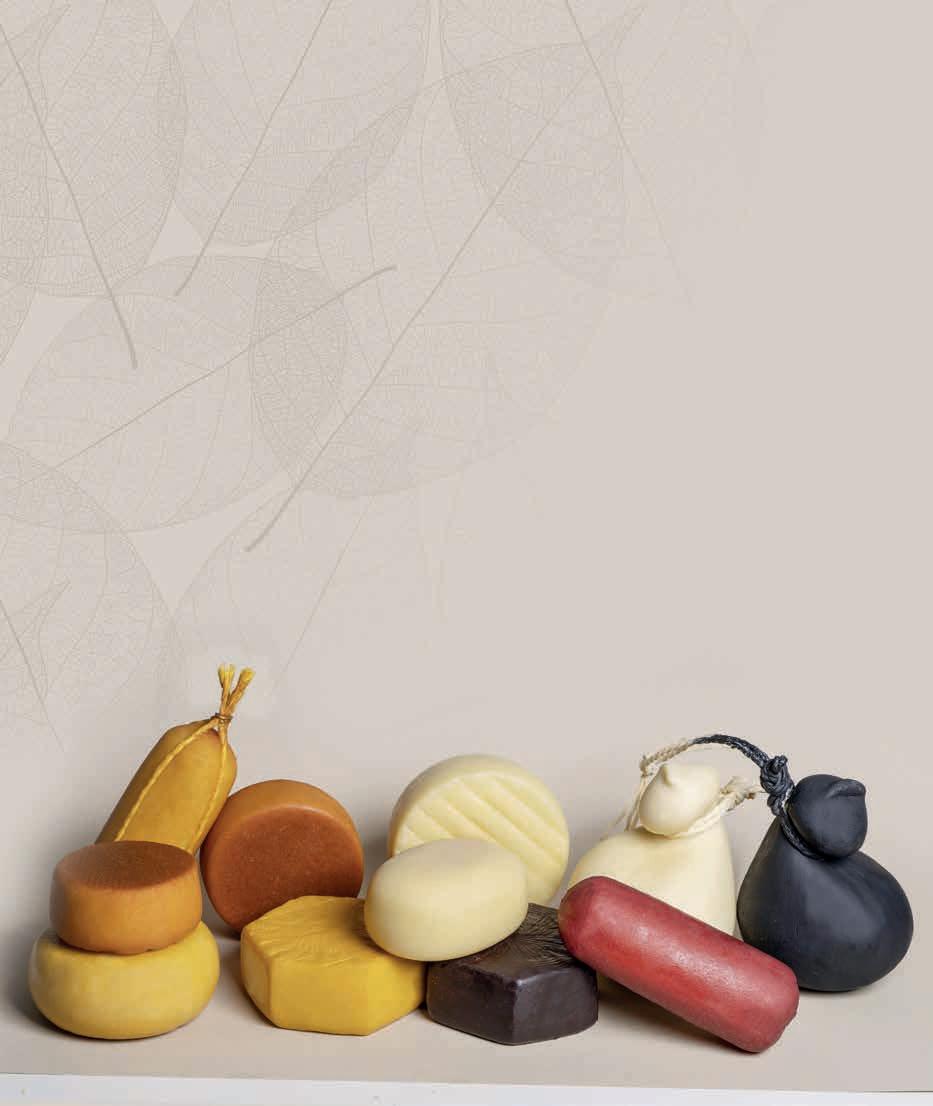
Una buona protezione a custodia della Qualità
CIP, è in grado di formulare rivestimenti protettivi utilizzando ingredienti ecosostenibili di derivazione vegetale che sono sia rinnovabili che compostabili.
CIP è da sempre impegnata nel continuo studio dei materiali per cercare di ridurre l’impatto ambientale, ricercando soluzioni ecologiche e migliorare la sicurezza alimentare, ed offrire prodotti di qualità al tempo stesso sostenibili.
Nella nostra ampia gamma proponiamo una nuova tipologia, Parafluid Natural, formulato per ridurre la quantità di plastica e proteggere la qualità del formaggio oltre a conferire un aspetto naturale molto gradevole.
Tra i nuovi prodotti abbiamo EDICOAT FOOD, un coating completamente edibile e naturale, costituito da materie prime appositamente selezionate derivanti da fonti vegetali, aromi che conferiscono un profumo e anche un colore alla superficie dell’alimento trattato, esenti da sostanze OGM e allergeni. Preparati con diverse viscosità per soddisfare le varie esigenze di applicazione.

CIP srl Via S.Bernardo, 25 26100 Cremona T. +39 0372 454247 0372 454183 cip@cip-antimuffe.it www.cip-antimuffe.it
CIP per il sociale

TECNOLOGIE APPLICATE PER TRATTAMENTI IN SUPERFICIE DI ALIMENTI
completamenteedibile
Un impegno verso la sostenibilità
NoOGM e allergeni materie prime
naturali
menoplastica
Direttore Responsabile Giorgio Albonetti
Direttore Scientifico Massimo Artorige Giubilesi Comitato tecnico scientifico Giancarlo Belluzzi, Vincenzo Bozzetti, Francesco Fiorente, Gaetano Forte, Luciano Negri, Erasmo Neviani, Serena Pironi, Daniele Roseghini Coordinamento editoriale Chiara Scelsi c.scelsi@lswr.it Cel. 3490099322

Redazione Diletta Gaggia d.gaggia@lswr.it redazione.food@quine.it
50
Produzione Antonio Iovene a.iovene@lswr.it Cel. 3491811231
Direttore Commerciale Costantino Cialfi c.cialfi@lswr.it tel. 3466705086
Traffico Ornella Foletti ornella.foletti@quine.it Cel. 3427968897
ABBONAMENTI www.quine.it abbonamenti.quine@lswr.it Tel. 02 864105 www.alimentinews.it Costo copia singola: € 2,80 Abbonamento annuale Italia: € 40
Stampa
Aziende Grafiche Printing Srl Peschiera Borromeo (MI)

Quine Srl


Produzione & Igiene Alimenti - Bimestrale Rivista ufficiale del Consiglio dell’Ordine Nazionale dei Tecnologi Alimentari Autorizzazione del Tribunale di Milano n. 510 del 29-10-1983 Iscrizione al ROC n. 23531 dal 6 Maggio 2013
Tutti gli articoli pubblicati su Produzione & Igiene Alimenti sono redatti sotto la responsabilità degli Autori. La pub blicazione o la ristampa degli articoli deve essere autorizzata per iscritto dall’Editore. Ai sensi dell’art. 13 del Regola mento Europeo per la Protezione dei Dati Personali 679/2016 di seguito GDPR, i dati di tutti i lettori saranno trattati sia manualmente, sia con strumenti informatici e saranno utilizzati per l’invio di questa e di altre pubblicazioni e di materiale informativo e promozionale. Le modalità di trattamento saranno conformi a quanto previsto dal GDPR. I dati potranno essere comunicati a soggetti con i quali Quine Srl intrattiene rapporti contrattuali necessari per l’invio delle copie della rivista. Il titolare del trattamento dei dati è Quine Srl, Via Spadolini 7 - 20141, Milano, al quale il lettore si potrà rivolgere per chiedere l’aggiornamento, l’integrazione, la cancellazione e ogni altra operazione di cui all’art. 7 D.Lgs. 196/03.
INSERZIONISTI ALITEST II Copertina CIP pag. 5 COPYR pag. 67 CSB-SYSTEM pag. 13 EUROFINS pag. 3 GEA pag. 69 KAIROSAFE pag. 7 VEGA IV Copertina DETERGENTI E DISINFETTANTI I sanificanti: caratteristiche e criteri di scelta 48 Elena Consonni PROGETTAZIONE Disegno igienico: non solo per le macchine 30 Martina Halker PROCEDURE DI CONTROLLO Il controllo microbiologico delle superfici nell’industria alimentare 34 Laura Scafuri SOLUZIONI Novità e soluzioni dalle Aziende 47, 53 a cura della Redazione SPECIALE IGIENE&SANIFICAZIONE Testata Associata 42 50 34 6 Produzione & Igiene Dicembre 2022
Igiene delle superfici
Spugnette Hy Con Check
Consentono un recupero ottimale dei microrganismi dalle superfici e non richiedono alcuna preparazione, essendo preumidificate o abbinate alle provette con 10 ml di apposito diluente (BPW, MRD o Buffer neutralizzante). Sigillate singolarmente, con o senza manico spezzabile e inserite in sacchetti richiudibili o per omogeneizzazione.
Alcuni esempi:
SK003 DRY Hy Con Check S. Spugna 6x8 cm asciutta
SK004 BPW Hy Con Check S/BPW. Spugna 6x8 cm preumidificata con 10 ml Buffered Peptone Water
SK015 NPB Hy Con Check S/NPB. Spugna 6x8 cm preumidificata con 10 ml Neutralizing Peptone Buffer ISO 18593 (con LTHTh)

Tamponcini preumidificati
• Sterili
Lunghezza 10 cm • Conforme ISO 18593

Per ordinare: MW784 NRSII™ Transwab® tamponcino immerso in 5 ml Buffer neutralizzante
MW785 NRSII™ Transwab® tamponcino immerso in 10 ml Buffer neutralizzante
KAIROSafe Srl Tel. 040 299502-2907149 info@kairosafe.it
www.kairosafe.it SOLUZIONI PER IL CONTROLLO QUALITA’ KAIROSAFE Visita il nostro e-shop e scarica gli approfondimenti tecnici
•
Chi supera la crisi supera sé stesso senza essere superato
Ci stiamo avvicinando verso la fine anche di quest’anno che ci ha vi sti alle prese con tantissime “no vità” più o meno preannunciate. Abbiamo iniziato il 2022 speranzosi e con un forte rilancio che, dopo la dolorosa cri si sanitaria, ci proiettava verso nuovi tra guardi e opportunità, ma ci siamo presto trovati in un’altra crisi, altrettanto peri colosa, innescata dalla guerra, poi incre mentata dalla speculazione di alcuni net work produttivi ed economico-finanziari, trascinando l’aggravarsi della situazione. Rimbalzando da un male a un altro, spinti anche dalle problematiche climatiche e ambientali, sono venute a galla una se rie di questioni importantissime che non possiamo più permetterci di trascurare o di lasciare la loro risoluzione a “indefiniti tempi migliori”.

In realtà, credo che il nostro nemico nu mero uno in questo preciso momento sto rico si possa chiamare incertezza.
La molteplicità di eventi inaspettati (o quasi), la complessità delle problemati che emergenti e il loro effetto trasversale su ogni aspetto delle nostre vite in ogni ambito lavorativo, professionale e pro duttivo ci hanno barricato in un angolo ristretto con margini di azione ridotti.
Ci troviamo ingabbiati in circoli viziosi, dove per risolvere un problema ne spun tano velocemente altri, come funghi dopo la pioggia, per scoprire spesso che il frutto appena raccolto ha una “breve durabilità e scarse proprietà nutritive”.
Pensiamo per esempio al nostro settore Food&Beverage, ma anche all’industria dell’ospitalità, hanno vissuto un vero boom questa estate con prenotazioni e tutto

esaurito, sperando finalmente a una svol ta e recupero degli incassi perduti durante la pandemia: guadagni presto evaporati per il tramite delle bollette energetiche. Ed è sempre, più o meno, con lo stesso schema che si trasformano in fumo tutti gli sforzi compiuti durante l’emergenza sanitaria che si è travasata in un buco nero che inghiotte ogni cosa negli infiniti meandri delle svariate transizioni con le quali viviamo e operiamo da anni, sempre con diversi ritmi e dinamiche.
Evidentemente tutte queste oscillazioni, con le loro imprevedibilità, hanno genera to un’onda d’urto anche nelle filiere agroa limentari, portandole a uno stato di shock che, secondo me, continuerà a espandersi progressivamente anche durante il pros simo anno, vedendo le scorte del settore sia in termini di approvvigionamento di materie prime che di risorse economiche, mutare sempre di più.
La scossa energetica perderà sicura mente la sua potente carica, ma aprirà lo
MASSIMO ARTORIGE GIUBILESI
8 Produzione & Igiene Dicembre 2022 INSIGHT
Presidente Ordine dei Tecnologi Alimentari Lombardia e Liguria
La ristorazione e l’ospitalità dovranno affrontare le grandi trasformazioni strutturali e di sistema obbligatorie per costruire il futuro
spazio a nuovi scenari altrettanto com plessi e incerti. Nello specifico, la ristorazione e l’ospi talità – punte di diamante del sistema Made in Italy – dovranno affrontare, oltre alle urgenze dettate dalla situazione con tingente, anche le grandi trasformazioni strutturali e di sistema obbligatorie per costruire il futuro.
Mi riferisco alla pungente necessità di applicare nuovi modelli organizzativi e produttivi insieme con le innovazioni tec nologiche e di carattere ambientale che ne derivano, il tutto accompagnato da un’evo luzione profonda e trasversale delle com petenze degli imprenditori e dei manager capaci di attuare una governance pro spettica, che sappia gestire le complessi tà e le turbolenze dei mercati, anticipando le tendenze con azioni lungimiranti.
La fiamma energetica accende però an che un altro fuoco di notevoli dimensioni per il settore food, che per via delle politi
così le economie di trasformazione come quella italiana specializzata nelle fasi in termedie e a valle della catena del valore.
Forti delle nostre tradizioni e sotto l’om brellone del Made in Italy che ci ha sem pre spalancato le porte di ogni mercato, oggi ci protegge poco o niente di fronte alla concorrenza che produce con costi notevolmente più bassi.
Per il momento ci salva solo la qualità e l’eccellenza indiscussa dei nostri prodotti che però, prima o poi, cederanno alle ri strettezze economiche dei consumatori.
Le rendite di posizione stanno vacillando se non si interviene a livello istituzionale con piani strutturati frutto di una visione lungimirante, che potremmo riassumere in tre parole chiave: energie, visioni, soluzioni.
Lo confermano i dati Istat relativi al com mercio al dettaglio nel primo semestre 2022, che su base annua fanno registra re una diminuzione delle quantità di beni alimentari acquistate per il sesto mese
La parola “crisi” contiene già in sé un signi ficato profondo che deriva dal greco anti co (κρίσις, “discernimento, separazione, giudizio” ma anche “punto di svolta”, a sua volta dal verbo κρίνω, “separare, scegliere, decidere”. Certamente non è una parola simpatica, essa rappresenta un momento difficile, duro e spiacevole, di cui ognuno ne farebbe volentieri a meno, dal decorso di una malattia alla vita di un governo, dal turbamento davanti a certi problemi a una ciclica patologia dell’assetto economico. Dunque, come ci insegnano i saggi, an che gli indovinelli più difficili contengono in sé la risposta del quesito posto. Nel caso attuale, ciò significa che dobbiamo imparare a governare la crisi ribaltando e invertendo le sue dinamiche in senso opposto, sfruttando le difficoltà a favore e alla ricerca di soluzioni sostenibili ba sate su una visione globale e trasversale in grado di spostare il baricentro e i vin coli della crisi energetica e dare slancio
che di sviluppo e approvvigionamento glo balizzato, trova bruciate le proprie risorse a causa dell’inflazione che in Italia ha rag giunto il +10% sui prodotti alimentari tra sformati (Rapporto Coop 2022).
Non possiamo consolarci del fatto che sia mo, tutto sommato, messi meglio degli al tri, per esempio della Germania (+13,7%) e della Spagna (+13,5%), perché ciò com porta una forte restrizione all’export che sinora ha registrato i risultati migliori. Un altro elemento a cui guardare con at tenzione è la performance del commer cio internazionale, sia per quanto riguar da l’eurozona che le esportazioni verso gli USA più competitive, le quali presen tano anche l’altra faccia della medaglia: rendere le importazioni di materie prime chiave ancora più costose danneggiando
consecutivo: il carrello della spesa de gli italiani nel 2022 registra un taglio del 3% delle quantità di prodotti alimentari acquistate rispetto allo scorso anno per effetto del balzo dei prezzi.
In questo scenario di crisi strutturale, che, secondo i più autorevoli analisti, si può definire come la più grave dopo la Secon da Guerra Mondiale, le prospettive per il nuovo anno, anche per i più ottimisti, non appaiono rosee.
Non è tra le mie intenzioni voler condi re con mielosi slogan di coraggio questo editoriale in chiusura del 2022, piuttosto vorrei far riflettere tutti sulla necessità di imparare a guardare le cose e gli avveni menti in maniera diversa e più profonda, cambiando il paradigma e la prospettiva di visione e azione.
a nuove strategie vincenti. Perciò, penso che il miglior augurio e motto per tutti noi e per il nuovo Governo, per il nuovo anno, sia racchiuso nelle parole provo catorie di Einstein ne “Il mondo come io lo vedo” del 1931: “Non possiamo pre tendere che le cose cambino se conti nuiamo a fare le stesse cose. La crisi è la più grande benedizione per le persone e le nazioni perché la crisi porta progressi. La creatività nasce dall’angoscia come il giorno nasce dalla notte oscura. È nel la crisi che sorge l’inventiva, le scoperte e le grandi strategie. Chi supera la crisi supera sé stesso senza essere ‘supera to’. Chi attribuisce alla crisi i suoi falli menti e difficoltà, violenta il suo stesso talento e dà più valore ai problemi che alle soluzioni”.
9 Dicembre 2022 Produzione & Igiene
In Italia l’inflazione ha raggiunto il +10% sui prodotti alimentari trasformati
Dai geyser alle stelle

Fungo microscopico sostituisce gli alimenti proteici di origine animale
L’autunno è la stagione dei funghi. Ma si sa che il bosco non è sempre generoso, so prattutto quando ha appena affrontato una delle estati più siccitose del millennio. Magari dovremmo solo cambiare altitudine, guardare un po’ più in basso e aguz zare la vista. È infatti da un geyser vulcanico nel Parco Nazionale dello Yellowsto ne che alcuni scienziati hanno isolato un fungo microscopico, Fusarium flavolapis, dalle proprietà nutrizionali sorprendenti. Coltivandolo, sfruttando acqua, suolo ed energia in quantità nemmeno paragonabili a quelle richieste per gli allevamenti intensivi, un’azienda americana produce su larga scala la proteina FyTM , un macro ingre diente comprensivo di tutti gli aminoacidi es senziali, fibre, grassi, carboidrati, vitamine e minerali e utilizzato come alternativa agli ali menti proteici di origine animale. Il mercato per i sostituti di carne e prodotti lattiero ca seari è in continua espansione, trainato dalle richieste di consumatori forse più modaioli che davvero sensibili ai temi ambientali. E tra le alternative per rispondere a questa gran de richiesta, oltre alle proteine di origine vegetale e alla carne sintetica, sbucano, è proprio il caso di dirlo, anche i funghi. Microscopici e poco esigenti in termini di risorse idriche, nutritive e logistiche, promettono di poter sfamare una popolazione globale in continua crescita e di farlo con gusto, trasformati in polpette gourmet, creme spalmabili e gelati. Se possano davvero essere un contributo alla soluzione della fame del mondo è ancora da dimostrare, ma intanto sono già sulle tavole di un pluristellato newyorkese e lanciati in orbita a bordo di una navicella spaziale. Dai geyser alle stelle!
10 INGRANDIMENTI Produzione & Igiene Dicembre 2022
BENEDETTA BOTTARI Professore Associato Microbiologia degli Alimenti Università degli Studi di Parma
Etichetta nutrizionale fronte pacco: bisognerà aspettare il 2023

La Rappresentanza Permanente d’Italia presso l’Unione europea ha organizzato il 26 ottobre 2022 al Parlamento europeo la tavola rotonda “Politics meets Nutrition Science”, ospitata dalla Vicepresidente del Parlamento Europeo, Pina Picierno, unitamente a tutte le delegazioni italiane dei gruppi politici del Parlamento. La Com missione dovrebbe proporre un sistema armonizzato di etichettatura fronte pac co nel 2023, con l’obiettivo di incoraggiare diete sane e promuovere un funzionamen to più fluido del mercato unico.
L’Ambasciatore Stefano Verrecchia ha dichiarato: “L’Italia rimane impegnata a promuovere un dibattito aperto e basato sulla scienza su come incoraggiare diete sane attraverso un’adeguata informazio ne ai consumatori. Sosteniamo l’obiettivo di ridurre l’obesità e le malattie non tra smissibili ma mettiamo in guardia dal ri schio che si adottino strumenti normativi che possano creare una artificiale divi sione tra alimenti sani e non sani, oltre ad andare incontro con le tradizioni alimen tari nazionali”.
Inflazione prevista al +16,6% per l’alimentare
L’indagine condotta da Unioncamere con la collaborazione di BMTI e REF Ricerche prospetta una crescita dei prezzi pagati dalle Centrali di Acquisto della GDO all’in dustria alimentare del +2,2% nel bimestre ottobre-novembre, portando così i prezzi su di un livello atteso pari al +16,6%, ri spetto allo stesso bimestre del 2021.
A settembre si è rilevato un aumento del +1,2% per la media dei 46 prodotti ali mentari maggiormente consumati, con rincari evidenti per il tonno all’olio di oliva (+6,1%), la carne in scatola (+5,1%), la bir
ra nazionale (+4,8%) e i biscotti (+4,0%). Su base annua l’incremento è del +15,3%, con i rialzi maggiori per la farina di grano tenero (+37,0%), il tonno all’olio di oliva (+31,9%), la pasta di semola (+29,1%). Marcata anche la crescita negli oli e gras si per burro (+22,7%) e olio extravergine di oliva (+19,8%). Le indicazioni fornite dalle Centrali di Acquisto della GDO pro spettano significativi aumenti anche per il bimestre ottobre-novembre. Nello speci fico, ci si attende un aumento per l’olioex travergine di oliva (+8,2%), su cui pesano
anche le attese di una netta contrazione produttiva, tonno all’olio di oliva (+7,6%), birra nazionale (+7,3%) e carne in scatola, cresciuta del +6,7%. In calo solo l’olio di semi vari (-1,7%), complice il rientro, ne gli ultimi mesi, dai picchi raggiunti dopo lo scoppio del conflitto russo-ucraino. Su base annua, l’inflazione attesa per il bime stre è pari al +16,6%, con i rincari maggiori previsti per olio di oliva (+43,6%), tonno all’olio di oliva (+37,9%), pasta di semola (+34,2%), farina di grano tenero (+33,8%) e olio extravergine di oliva (+29,0%).
Sistema alimentare italiano: perso il 10% della produzione nel 2022
Di fronte alla crisi climatica siamo spesso portati a considerarci impotenti e a deman dare alle decisioni delle istituzioni e delle aziende. Invece ogni scelta che facciamo ha ripercussioni non solo dirette, ma anche indi rette sulle emissioni totali di gas serra, orien tando l’economia, e quindi può favorire la lotta al cambiamento climatico.
Quest’anno questa grave situazione climati ca ha determinato perdite pari al 10% della produzione agroalimentare nazionale, per un valore superiore ai 6 miliardi di euro (fonte Coldiretti).
In alcuni casi, i numeri delle perdite sono drammatici: fino al 70% in meno per diverse
varietà di frutta e verdura, tra il 50 e il 60% in meno per il mais, tra il 10 e il 30% in meno per il grano, il 20% in meno per cozze e vongole, il 45% in meno per il mais e i foraggi per l’ali mentazione degli animali, il 20% in meno per il latte.
Ad esempio, a Cremona, si stimano cali nelle rese del 30% su frumento, orzo e pomodoro.
In alcune zone fra Lombardia e Piemonte fino al 40% di perdite per il riso. In Puglia si è già perso in media 1/3 delle produzioni: dalla frut ta al grano e avena (- 30%), alle olive (- 40%).
In Toscana la vendemmia è partita con due settimane di anticipo, con riduzione delle rese che oscilla tra il 10% e il 20% a seconda delle
varietà di vitigno. Nelle campagne del Vercel lese e del Biellese il maltempo estremo ha causato riduzione nelle produzioni che vanno dal 60% al 90% per riso, mais e soia (fonte Coldiretti).
Ma la situazione è preoccupante anche a li vello internazionale. La produzione mondiale di grano per il 2022/23 è in calo. Proprio la resa del grano potrebbe addirittura diminui re a livello mondiale del 6-7% per ogni grado Celsius in più, secondo uno studio della Whe at Initiative. Per ogni grado Celsius di aumen to della temperatura globale si ridurrebbero in media anche le rese di riso (-3,2%), mais (-7,4%) e soia (-3,1%).
NEWS DAL MONDO
11 Dicembre 2022 Produzione & Igiene
Federalimentare, l’evoluzione dell’industria alimentare attraverso la lente della sostenibilità

È stato presentato al CibusTec Forum di Parma il primo report sulla sostenibilità di Federalimentare relativo alle attività svolte nel 2021, predisposto con il sup porto di Deloitte. Volto a illustrare l’im pegno della Federazione riguardo alla sostenibilità, da intendersi nella sua più ampia accezione, il report è stato reso pubblico alla presenza di Ivano Va condio, Presidente di Federalimentare, Franco Amelio, Deloitte Sustainability Leader, Paolo Andrei, Rettore università Parma e Antonio Matonti, Direttore Affari Legislativi Confindustria. Al suo interno, sono elencati i principali ambiti di azione in cui la federazione ha operato nel 2021, un anno di ripresa da una crisi econo mica e sociale senza precedenti che, insieme alle recenti difficoltà legate alle risorse e all’approvvigionamento, ha mo strato da un lato la centralità del settore e dall’altro l’importanza di sviluppare un
sistema alimentare sempre più solido e resiliente. Su queste basi, il report for nisce una panoramica del settore – dai numeri dell’industria del food&beverage, alle politiche nutrizionali messe in atto, dall’attenzione ambientale alle attività formative, dalle attività fieristiche all’in ternazionalizzazione – che è anche uno strumento per capire come agire, met tendo al centro delle priorità le dimen sioni ambientali, sociali ed economiche al fine di accompagnare la filiera verso modelli di produzione e consumo sem pre più evoluti. In questo contesto, l’in dustria alimentare può giocare un ruo lo unico per la ricchezza che produce, l’occupazione che crea, l’immagine che rappresenta nel mondo e le grandi po tenzialità che la caratterizzano.
Una questione imprescindibile “La questione della sostenibilità non è ov viamente un tema nuovo, ma è una que stione sempre più urgente soprattutto per la nostra industria che crea prodotti di importanza primaria per le persone. Un’imprescindibilità che il 2021 e l’anno in corso ci stanno mostrando una volta di più, ribaltando completamente l’idea piuttosto comune del cibo come qualco sa di scontato,” ha detto il Presidente di Federalimentare Ivano Vacondio. Aggiun gendo poi: “Lungi da essere un elemento ovvio, ciò che mangiamo è strettamente interconnesso con ciò che ci accade intor no. Il cibo, cioè, è una questione centrale e proprio per questa ragione ha senso parlare di sostenibilità. Una sostenibili tà che deve essere ambientale, che è la grande sfida del nostro tempo, sociale ed economica. In questo senso è importante che coesistano istanze differenti come, ad esempio, la volontà di sprecare meno possibile, la volontà di mantenere alti i li velli occupazionali e la volontà di esporta
re sempre di più in sempre più Paesi e che vengano portate avanti insieme e con lo stesso impegno. Il report che presentiamo oggi, allora, si propone di essere proprio il punto di partenza di un percorso che nel tempo può raccontare l’evoluzione della federazione dell’industria alimentare ita liana attraverso la lente della sostenibili tà,” conclude Vacondio.
Una responsabilità anche per il mondo accademico “Il tema della sostenibilità costituisce da tempo uno degli ambiti nei quali l’Uni versità di Parma si sta impegnando con grande determinazione, coinvolgendo tutte le sue missioni principali (didattica, ricerca e rapporto con la società),” ha di chiarato il Rettore Paolo Andrei. “Si trat ta di un principio di primaria importanza nelle sue implicazioni economiche, sociali e ambientali, e sul quale si gioca una par tita fondamentale per il nostro presente e per il nostro futuro: una responsabilità da cui nessuno può esimersi e che coinvolge pienamente l’intera filiera delle produzio ni e dei consumi alimentari.”
Il supporto alle aziende “In un contesto così complesso come quello attuale, la sostenibilità è ormai una dimensione imprescindibile per le imprese, anche per quelle del settore Food&Beverage,” conclude Franco Ame lio, Deloitte Sustainability Leader. “Per le aziende è infatti essenziale ormai do tarsi di una strategia climatica, sia nel breve che nel lungo termine, che deve te nere conto degli aspetti ambientali, eco nomici e sociali e declinarsi in obiettivi concreti in termini di metriche, processi e rendicontazione. Per questo siamo lieti di aver supportato Federalimentare nel la realizzazione del loro primo report de dicato a tali aspetti.”
12 NEWS DAL MONDO Produzione & Igiene Dicembre 2022
L’export agroalimentare italiano vale 60 miliardi
Se il trend di crescita sarà mantenuto, l’export agroalimenta re italiano nel mondo supererà i 60 miliardi nel 2022 segnan do un primato storico anche se a preoccupare sono gli effetti del conflitto in Ucraina, con i rincari energetici che stanno colpendo produzione e consumi a livello globale: è quanto emerge dall’analisi della Coldiretti sulla base dei dati ISTAT sul commercio estero relativi ai primi otto mesi del 2022 che evidenziano un balzo del +20% nonostante la guerra e le ten sioni internazionali sugli scambi mondiali di beni e servizi. La Germania resta il principale mercato di sbocco dell’ali mentare in aumento a gennaio-agosto del 14%, davanti agli Stati Uniti, in salita del 20% mentre, sottolinea la Coldiretti, la Francia si piazza al terzo posto ma mette a segno un tasso di crescita del 20%. Risultati positivi anche nel Regno Unito con un +19% che evidenzia come l’export tricolore si sia rivelato più forte della Brexit, dopo le difficoltà iniziali legate all’uscita dalla UE. Si registra un balzo a doppia cifra anche in Turchia (+31%). I dati negativi arrivano da Cina con un calo del 24% e in Russia con un -11% fra sanzioni e guerra. A trainare il Made in Italy nel mondo, sostiene la Coldiretti, ci sono prodotti base come il vino che guida la classifica dei prodotti più esportati, seguito dall’ortofrutta fresca.
Il mio ERP. Così ho tutto sotto
controllo.
Efficienza, trasparenza, flessibilità – questo è ciò che conta ora. L’IT è la chiave per ottenerlo. Che si tratti di ERP, MES, rintracciabilità o software per la pianificazione intelligente: il CSB-System è la soluzione completa per le aziende del settore alimentare. Così già oggi potete ottimizzare la vostra produzione e domani digitalizzerete l’intera azienda.

Per saperne di più sulle nostre soluzioni per il settore alimentare: www.csb.com

Dicembre 2022 Produzione & Igiene NEWS DAL MONDO
TECNOLOGIA APPLICATA
DOI: 10.1016/j.foodres.2022.111805
Spettroscopia Raman per un’analisi rapida delle impronte digitali del a qualità e della sicurezza della carne: principi, progresso e prospettive Raman spectroscopy for rapid fingerprint analysis of meat quality and security: Principles, progress and prospects. Food Research International, Volume 161, No vembre 2022

C. Qu, Y. Li, S. Du, Y. Geng, M. Su, H. Liu
La nutrizione e la sicurezza della car ne sono strettamente legate alla salute e alla qualità della vita delle persone. C’è un’enorme richiesta di analizzare rapidamente la qualità della carne du rante la lavorazione e lo stoccaggio del prodotto, ma sono pochi gli strumenti di rilevamento rapido. Le strategie tra dizionali presentano alcuni svantaggi,
tra cui il danno ai campioni, il tempo, il denaro e la necessità di operatori pro fessionali. Al giorno d’oggi, la spettro scopia Raman sta attirando sempre più attenzione grazie al suo potenziale in termini di impronte digitali, specifici tà, velocità, il fatto che non sia distrut tiva e sia portatile. Questa rassegna completa introduce dapprima breve mente i principi dell’analisi della carne mediante tecniche Raman comuni, ad es. Spettroscopia Raman, spettrosco pia Raman con superficie potenziata (SERS), imaging chimico Raman (RCI) e spettroscopia Raman con offset spazia le (SORS), quindi concentrarsi sulle loro applicazioni analitiche sull’analisi della struttura, la valutazione della qualità e il controllo della sicurezza. Vengono presi in considerazione anche lo svilup po futuro di queste tecniche e le sfide nel rilevamento e nell’analisi della carne e dei prodotti a base di carne.
DOI: 10.1016/j.foodres.2022.111764
Confronto dei componenti bioattivi e degli aromi volatili di diversi genotipi di cacao di Theobroma grandiflorum,Theobroma bicolor,Theobroma subincanum e Theobroma cacao
Comparison of bioactive components and flavor volatiles of diverse cocoa genotypes of Theobroma grandiflorum, Theobroma bicolor, Theobroma subincanum and The obroma cacao. Food Research Internatio nal, Volume 161, Novembre 2022 NA. Febrianto, F. Zhu
Theobroma grandiflorum, T. bicolor e T. subincanum rappresentano risorse ge netiche sottoutilizzate per la qualità del cacao. I componenti bioattivi e gli aromi

14 Produzione & Igiene Dicembre 2022
a cura della Redazione

volatili di diversi genotipi di fave di que ste specie sono stati profilati e confron tati con quelli di T. cacao T. bicolor e T. grandiflorum avevano profili diversi di metilxantine e polifenoli da T. bicolor e T. cacao T. subincanum e T. grandiflorum erano ricchi di teacrini e flavoni. Le fave di T. grandiflorum, T. bicolor e T. subincanum avevano generalmente meno composti fenolici rispetto a T. cacao. La tostatura ha ridotto le concentrazioni di polifenoli e metilxantine nelle fave. Le fave di T. gran diflorum e T. subincanum tostate aveva no concentrazioni più elevate di pirazine ed esteri rispetto a T. cacao. Le fave di T. grandiflorum e T. subincanum avevano più sostanze volatili attive nell’odore ri spetto a T. cacao. Nel complesso, le spe cie sottoutilizzate di Theobroma possono essere sfruttate per migliorare il sapore e la qualità nutrizionale dei prodotti a base di cacao.

DOI: 10.1016/j.foostr.2022.100291
Utilizzo dell’analisi discriminante per identificare le differenze durante la cottura di nuove formulazioni di pasta
Use of discrimination analysis to identify differences during cooking of novel pasta formulations. Food Structure, Volume 33, giugno 2022
F. Boukid, P. Littardi, E. Carini, A. Diantom, E. Curti, Y. Vodovotz, E. Vittadini
Data la grande innovazione nelle formu lazioni della pasta, chiarire i fattori che influenzeranno il suo comportamento durante la cottura è essenziale quando vengono incorporati ingredienti alter nativi. Le paste integrali (W), vegetali (V) e gluten free (GF) (da crude a stracotte) sono state analizzate utilizzando un ap
proccio multiscala e confrontate con una formulazione standard (STD). Le proprie tà macroscopiche (contenuto di umidità e durezza), mesoscopiche (proprietà vi scoelastiche e grado di gelatinizzazio ne) e molecolari (rilassometria 1H NMR) sono state valutate mediante analisi discriminante (analisi della componen te principale o dei minimi quadrati par ziali). I risultati dell’ANOVA a 2 vie hanno indicato che il tempo di cottura (CT) era il fattore principale che influenzava le proprietà studiate che si sovrappone vano all’effetto della formulazione della pasta (PF). L’applicazione dell’analisi dei minimi quadrati parziali è stata efficace nell’indicare proprietà viscoelastiche e diversi indicatori di mobilità molecolare come caratteristiche tipiche in grado di descrivere il comportamento della pasta durante la cottura e discriminare GF dal le loro controparti contenenti glutine.

15 Dicembre 2022 Produzione & Igiene
TECNOLOGIA APPLICATA
DOI: 10.1016/j.jcs.2022.103530
Misurazione delle proprietà elettriche: un metodo non distruttivo per determinare la qualità degli impasti di pane durante la fermentazione

Electrical properties measurement: A nondestructive method to determine the quality of bread doughs during fermenta tion. Journal of Cereal Science, Volume 107, settembre 2022 J. Massah, P. Nomanfar, MD. Soufi, KA. Vakilian
La valutazione della qualità dei pro dotti alimentari mediante misurazioni elettriche ha attirato l’attenzione degli scienziati del settore alimentare per la sua semplicità e per la sua non distrutti vità. In questo studio, la variazione della resistenza elettrica durante il processo di fermentazione di tre tipi di impasti di
pane locali iraniani, vale a dire Taftan, Lavash e Sangak, è stata misurata a due frequenze elettriche di 120 e 1000 Hz e valutata statisticamente utilizzando il design D-optimal. I risultati hanno mo strato che esiste una correlazione signi ficativa tra la resistenza elettrica e il tipo di impasto e il tempo di fermentazione. I campioni di pasta contenevano quantità diverse di alcuni ingredienti, ad esempio lievito e pasta madre, il che si traduceva in diversi livelli di attività dei microrga nismi. Inoltre, gli effetti della frequenza sulla risposta del campione non sono stati significativi durante gli esperimenti.

Questo studio può essere utilizzato per determinare la qualità degli impasti di pane durante il processo di fermentazio ne in base alle loro proprietà elettriche. L’aumento della qualità dell’impasto del pane porta a una migliore durata, una freschezza più lunga e una migliore di gestione.
DOI: 10.1016/j.foodchem.2022.134247
ICP-MS a triplo quadrupolo come tecnica analitica per definire l’impronta digitale in traccia e ultra-traccia dell’olio extravergine di oliva
ICP-MS triple quadrupole as analytical technique to define trace and ultratrace fingerprint of extra virgin olive oil. Food Chemistry, Volume 402, 15 feb braio 2023
C. Telloli, S. Tagliavini, F. Passarini, S. Salvi, A. Rizzo
L’olio extravergine di oliva è un prodot to tipico dell’area mediterranea e la sua tutela dell’origine viene continua mente migliorata. Sono stati analizza ti 24 campioni di olio d’oliva di diversa provenienza geografica e sono stati valutati 40 elementi con tecniche che miometriche. Questo studio si propone di elaborare un metodo per determina
16 Produzione & Igiene Dicembre 2022
TECNOLOGIA APPLICATA
re la composizione minerale di questa matrice e di validare il metodo utiliz zato per determinarne l’affidabilità. Le strutture di laboratorio di alto livello per l’analisi degli elementi in traccia/isoto pica realizzate presso l’ENEA di Brasi mone (Italia) sono uno strumento utile per ridurre il limite di rilevazione degli elementi, abbattendo gli inquinanti. Sia Clean Laboratory per il pretrattamento dei campioni che Clean Room Standard ISO 6 sono costantemente monitorati per garantire il controllo della qualità. I risultati ottenuti utilizzando ICP-MS a tripli quadrupoli mostrano cambiamen ti tra i campioni analizzati. Infine, è sta ta condotta l’analisi delle componenti principali per caratterizzare meglio l’olio d’oliva di diversa origine geografica, for nendo un’impronta digitale dei diversi campioni. Lo studio conclude che ICPMS a triplo quadrupolo può essere uti lizzata come metodologia geochimica e isotopica per la tracciabilità dell’olio extravergine di oliva.
DOI: 10.1016/j.jclepro.2022.132680
La linea sottile tra tradizione e benessere: il consumatore risponde agli attributi di salute e tipicità del prosciutto crudo


The thin line between tradition and wellbeing: Consumer responds to health and typicality attributes for dry-cured ham Journal of Cleaner Production, Volume 364, 1 settembre 2022 G. Di Vita, G. Maesano, R. Zanchini, C. Bar bieri, D. Spina, F. Caracciolo, M. D’Amico
La necessità di preservare la tradizio ne a fronte della crescente domanda di salumi più sani, ha spinto i ricercatori a esplorare la relazione tra gli attributi ri feriti alla salute e la tipicità del prosciut to crudo tradizionale. Questo studio mira a fornire prove empi riche su come la certificazione dei salumi DOP potrebbe evolversi per soddisfare le preferenze dei consumatori per salvaguar darne la salute. A tal fine, un’analisi con giunta della classifica, basata su un’ipotesi lineare, può aiutare a valutare il compro messo tra gli attributi tradizionali e quelli sanitari per informare sull’innovazione del
prodotto e soddisfare i cambiamenti dei modelli di consumo. Questo metodo è un utile strumento di marketing basato sulla teoria dell’utilità casuale (Roe et al., 1996) appartenente a metodi di valutazione mul tiattributo (Popovic et al., 2018).
Gli obiettivi che emergono da questo studio sono i seguenti: misurare l’atteg giamento dei consumatori nei confronti del prosciutto crudo in termini di utilità per l’indicazione geografica e gli attributi relativi alla salute; determinare se esiste una convergenza tra gruppi di consuma tori omogenei; identificare eventuali ca ratteristiche socio-demografiche asso ciate agli attributi di qualità considerati. Rispetto agli approcci precedenti (deMagistris e Gracia, 2016), questo studio è nuovo in quanto valuta in modo incre mentale e congiuntamente diverse af fermazioni di preferenza dei consuma tori. La metodologia basata sull’analisi congiunta consente inoltre di valutare il trade-off e l’importanza relativa tra attri buti sanitari (sale e nitriti) e tradizionali (origine) (Di Vita et al., 2021a). Questa no vità estende le conoscenze attuali con sentendo di valutare diverse affermazio ni, alcune relative ad attributi diversi, in un ambiente multi-richiesta.
17 Dicembre 2022 Produzione & Igiene
CibusTec Forum 2022 le tecnologie alimentari a convegno
Digitalizzazione, sostenibilità, transizione ecologica, sicurezza alimentare e ingredienti innovativi sono alcuni dei temi affrontati dagli esperti del settore
CibusTec Forum 2022, mostraevento dedicata alle tendenze future delle tecnologie per il food&beverage e il packaging, tenutasi a Parma il 25 e 26 ottobre, ha visto la partecipazione di 150 aziende espositrici, tra partner tecnologici, inno vatori e startup da 12 nazioni.

Incontri e sfide future
Il settore delle tecnologie food & beve rage coglie le sfide della tecnologia 4.0, della robotica, dell’Intelligenza Artifi ciale, della blockchain e dell’innovazio ne per generare valore aggiunto lungo tutta la filiera e accrescere i livelli di sostenibilità economica, ambientale e sociale. Di questo si è parlato al conve gno “Processing e packaging tra digita lizzazione e sostenibilità”. Maria Pave si, ricercatrice dell’Osservatorio Smart
AgriFood del Politecnico di Milano e dell’Università di Brescia, ha dichiara to che “le imprese della trasformazione alimentare sono aperte all’innovazione e alla sperimentazione di soluzioni 4.0, anche se ancora spesso legate a tecno logie di base. Delle 135 imprese analiz zate, circa l’87% applica o sperimenta almeno una tecnologia digitale, princi palmente nei processi distributivi e pro
duttivi, fra le quali spiccano i software di gestione dei fornitori e del magazzino (75%) e i dispositivi portatili (57%)”. Nel pomeriggio della prima giornata, è stata la volta del convegno “Innovazioni e Tendenze della Sicurezza Alimentare”, in cui si è affrontato un tema prioritario per il settore alimentare: come la sicu rezza e la qualità vengono e verranno ge stite, studiate e garantite dai produttori,
18 Produzione & Igiene Dicembre 2022 ATTUALITÀ / TENDENZE
Mostra-evento dedicata alle tendenze future delle tecnologie per il food&beverage e il packaging
dalla GDO e dalle autorità in un contesto in continuo cambiamento. Ne hanno parlato le organizzazioni internazionali di riferimento, unitamente ad alcuni dei principali attori dell’industria alimenta re e tecnologica. In particolare, nel suo intervento, Matthew Ramon, Team lea der Strategic Engagement, Engagement and External Relations unit dell’Euro pean Food Safety Authority (EFSA), ha ribadito l’importanza di “una stretta co operazione all’interno dell’ecosistema della sicurezza alimentare, unica via da seguire per un’efficace protezione della salute dei consumatori”. Anche per Ritu Nalubola, Direttrice del U.S. Food & Drug Administration (FDA) Ufficio Europeo, la collaborazione tra i vari attori del siste ma e, in particolare, con le autorità di regolamentazione mondiali, è cruciale, e ha dichiarato che “la FDA sfrutta i nuo vi strumenti e le ultime tecnologie per i dati per creare un sistema alimentare più sicuro, più digitale e tracciabile”.
Un secondo momento di confronto
Al primo convegno della seconda giornata, dal titolo “Globalizzazione e transizione ecologica: dove vanno le politiche europee?” ci si è interro gati sul futuro della globalizzazione e sugli obiettivi di transizione ecolo gica prefissati dall’Unione Europea. Si è fatto il punto sullo stato dell’arte degli scambi internazionali agricoli e

del food&beverage dell’UE e dei Pae si membri (con focus sull’Italia) e dei trend in atto alla luce dei continui cam biamenti nello scenario geopolitico di riferimento.
Denis Pantini, Responsabile Business Unit Agricoltura e Industria Alimen tare di Nomisma, ha presentato una ricerca Nomisma in cui ha analizzato il ruolo dell’Unione Europea nel com mercio mondiale di prodotti agroali mentari e macchine per il settore: l’UE
si conferma top player globale e l’Italia si trova nella top ten, con 50,1 miliardi di euro di export e 46,8 miliardi di euro di import (dati 2021). Il 70% dell’export food&beverage italiano si concentra in Europa, raggiungendo l’85% se si considera il Nord America, mentre per l’import di prodotti agricoli, UE e Sud America rappresentano le due top aree di fornitura (70%). Per quanto riguarda il tema della globalizzazione, Pantini ha dichiarato: “Ad oggi la globalizzazione
150 aziende espositrici, tra partner tecnologici, innovatori e startup da 12 nazioni

Il settore delle tecnologie food & beverage coglie le sfide della tecnologia 4.0, della robotica, dell’Intelligenza Artificiale e della blockchain
19 Dicembre 2022 Produzione & Igiene
Diletta Gaggia
Nel commercio mondiale di prodotti agroalimentari e macchine per il settore l’UE si conferma top player globale e l’Italia si trova nella top ten
non è solo necessaria per raggiunge re gli obiettivi di transizione ecologica (es. materie prime per lo sviluppo delle energie rinnovabili), ma potrebbe esse re utilizzata dall’UE per orientare i com portamenti dei partner commerciali verso obiettivi di sostenibilità”.
L’onorevole Paolo De Castro, Europarla mentare - Commissione Agricoltura, ha osservato che “il settore agroalimen tare, con tutto l’indotto che ne conse gue, non è solo parte del problema ma anche parte attiva della soluzione. La battaglia per la transizione ecologica per fare fronte al cambiamento clima tico su cui lavora il Parlamento europeo poggia sull’equilibrio tra sostenibilità ambientale, economica e sociale. L’a groalimentare non può prescindere da questi tre pilastri, che sono l’architrave
della politica agricola comune che en trerà in vigore dal 2023”.
Nel pomeriggio è stata la volta del con vegno “Materiali innovativi per un’eco nomia circolare”. Gaia Giussani, Partner Associato PwC Italia - ESG Services ha affrontato il tema della sostenibilità come leva strategica per le imprese; Francesco Vinelli, Direttore di PwC Ita lia, Technology - Emerging Technologies ha parlato dei fondi del PNRR, con un focus su digitalizzazione e innovazione sostenibile.
Luca Ruini, Presidente CONAI ha sotto lineato come l’attenzione delle impre se italiane alla sostenibilità continui a crescere: “Le aziende continuano a promuovere ricerca e sviluppo e a fare innovazione: sia nella ricerca di nuo vi materiali e di nuove combinazioni di
materiali per i loro pack, sia nel fornire sempre più informazioni in etichetta per aiutare i consumatori a gestire la raccolta differenziata”.
Grande interesse ha suscitato il pro getto CibusTec Industry - Forum Edi tion in collaborazione con Risco, azien da specializzata nella produzione di macchine e sistemi per la lavorazione della carne. Dal 2011, infatti, CibusTec presenta al settore food&beverage del le linee innovative altamente automa tizzate, funzionanti a ciclo completo, dedicate alla produzione e al confezio namento di prodotti alimentari, dalla lavorazione del formaggio ai salumi fino al confezionamento del prodotto finito. Quest’anno è stata la volta delle protei ne, animali e vegetali.

La parola agli organizzatori
Antonio Cellie, Amministratore Delegato di Koeln Parma Exhibitions, dal 2016 joint venture tra Fiere di Parma e Koelnmesse, che ha seguito l’organizzazione della ma nifestazione, ha dichiarato: “Parma e gli appuntamenti CibusTec Forum e CibusTec costituiscono il centro nevralgico dell’inno vazione tecnologica per il settore FoodTec”. Thomas Rosolia, Presidente di KPE e CEO Koelnmesse Italia, ha inaugurato il primo convegno: “Grazie alla joint-ven ture con Fiere di Parma abbiamo svilup pato questo nuovo format fieristico che prevede, oltre alla parte espositiva, an che una parte convegnistica molto forte, con relatori internazionali di spessore”. Nel corso della prima giornata si sono tenuti, infatti, due convegni internazio nali e sette workshop, che hanno fornito un importante momento di confronto e incontro per tutti gli esperti del settore.
Prossimo appuntamento CIBUS TEC 2023, 24-27 ottobre!
20 Produzione & Igiene Dicembre 2022 ATTUALITÀ / TENDENZE
CAMPAGNA DEL POMODORO, L’ANNATA PIÙ DIFFICILE DI SEMPRE
investiti pari a 65.180 ( -8,5% rispetto al 2021), di cui 37.024 al nord e 28.156 al centro-sud. In particolare, nel baci no centro-sud le aziende hanno tra sformato 2,59 milioni di tonnellate –con un decremento del 12% rispetto al 2021 – mentre in quello del Nord il trasformato finale è stato di 2.89 mi lioni di tonnellate (-6.3% rispetto allo scorso anno).
Buone le rese agricole in entrambi i bacini produttivi, nonostante la siccità nel bacino nord e le alte temperature che hanno causato non poche diffi coltà soprattutto nella parte iniziale della raccolta. Sul fronte delle rese industriali, di contro, si è registrato un peggioramento con la necessità di utilizzare maggiori quantità di materia prima per riuscire a garantire i nostri elevati standard qualitativi.
Giovanni De Angelis, Direttore Gene rale di ANICAV. “Come più volte denun ciato negli ultimi mesi Il comparto è stato letteralmente messo in ginocchio dall’aumento dei costi di produzione del tutto fuori controllo. In particolare, l’aumento del costo dell’energia è stato un colpo davvero difficile da assorbi re per un sistema ad alta stagionalità come il nostro. L’incidenza di questa spesa sul conto economico aziendale è cresciuta in maniera esponenziale, passando dal 4% al 22%. Una situazio ne a dir poco complessa che necessita di tutta l’attenzione da parte del nuo vo Governo. Il nostro auspicio è che si tratti di una situazione contingente e non strutturale anche se gli elemen ti a nostra disposizione ci inducono a nutrire non poche preoccupazioni per il futuro.”
“È necessario che il nostro compar to, che rappresenta, per qualità e di mensioni, un’eccellenza dell’industria agroalimentare italiana, assuma una posizione strategica nelle politiche di sviluppo di settore e faccia sentire in maniera incisiva la propria voce”, ha di chiarato Marco Serafini, Presidente di ANICAV, la più grande associazione di rappresentanza delle imprese di tra sformazione del pomodoro al mondo, nel corso dell’assemblea pubblica te nutasi a Parma in occasione di Cibu sTec Forum.
La campagna 2022 in numeri Nella campagna di trasformazione ap pena conclusa in Italia sono state tra sformate circa 5,5 milioni di tonnella te di pomodoro, con una riduzione del 10% rispetto ai risultati record dello scorso anno. Un dato che, sostanzial mente, riflette quello relativo agli ettari
Il dato si inserisce in una situazione di riduzione generale a livello europeo (-17,6%) e mondiale (-4.9%) con Spa gna e Portogallo che, complessiva mente, hanno ridotto la produzione del 29%. Fa eccezione la Cina che, con 6,2 milioni di tonnellate, ha fatto registrare un incremento del 29,2% dopo la fles sione del 2021.
L’Italia, terzo trasformatore mondiale di pomodoro dopo gli USA e poco di stante dalla Cina, ma primo trasforma tore di derivati destinati direttamen te al consumo finale, rappresenta il 14,8% della produzione mondiale (pari a 37,3 milioni di tonnellate) e il 56,5% del trasformato europeo, con un fattu rato totale di 4 miliardi di Euro. “Immaginavamo che questa campa gna di trasformazione sarebbe stata caratterizzata da grandi difficoltà, ma la realtà è stata di gran lunga peggio re delle nostre aspettative,” commenta
“Occorrono misure di finanziamento per interventi a sostegno del sistema industriale e dell’intero comparto che abbiano come obiettivo il miglioramen to delle produzioni agricole, la sosteni bilità etica e ambientale,” conclude il Presidente Serafini. “Il PNRR, in parti colare, potrà rappresentare l’occasione di sostenere e attuare importanti in terventi infrastrutturali che riguardino gli invasi nei due bacini produttivi per far fronte ai problemi di approvvigio namento idrico, la mobilità sostenibi le, il sistema portuale e retroportuale a supporto dell’internazionalizzazione e il miglioramento delle condizioni di vita e lavoro dei braccianti. Il nostro auspicio è che il nuovo Governo, che dovrà guidare il Paese in un particolare e critico momento storico, possa dare risposte concrete alle nostre aziende. Noi ci siamo e ci saremo, pronti a fare, come sempre, la nostra parte.”

ATTUALITÀ / TENDENZE
In Italia la campagna del pomodoro chiude con 5,5 milioni di tonnellate di prodotto trasformato
21 Dicembre 2022 Produzione & Igiene
In aumento la produzione di pasta
Continua il primato italiano come maggior produttore mondiale di pasta. Nel 2021, il giro d’affari del settore è stato di 4.898 milioni di euro, in calo del 7,4%, secondo uno studio pubblicato ad aprile 2022 da Cerved Mar ket Intelligence. La produzione ha risentito soprattutto della contrazione delle vendi te estere (-3,8% a valore e -11,1% a volu me), mentre il mercato nazionale mostra una lievissima crescita (0,5%), data esclu sivamente dall’aumento dei prezzi, perché la domanda interna ha registrato un calo del 3% circa in termini reali (Tabella 1). Per il 2022 si attende un andamento positivo della produzione (+6,8%), trainato soprat tutto dal continuo aumento dei prezzi, dovuti anche alla necessità di compen sare i forti incrementi dei fattori produttivi (energia e materie prime). I consumi hanno evidenziato andamenti eterogenei: in calo la pasta secca, che mostra una flessione del 2% in valore e del 4,2% in termini reali. In lieve crescita la pasta fresca, che gua dagna un punto a volume e 3,4% in valore. Una decisa ripresa per la pasta surgelata, legata alla riapertura dei ristoranti e dei bar, che cresce del 24,1% in termini reali e del 37% in valore. La pasta secca ripiena,
dopo l’andamento positivo del 2021, legato alla ricerca di prodotti alimentari durevoli che si differenziassero dalla solita pasta secca, mostra un calo del 4,3% in termini reali, pur in presenza di una crescita del 3,1% in valore (Tabella 2). In riferimento alla pasta fresca, i consumi rimangono concentrati nei mesi più freddi e con forti picchi in corrispondenza delle festività. Il prodotto sta risentendo della crisi econo mica, perché i consumatori prediligono la pasta secca, che è meno costosa.

Dove viene consumata la pasta?
Nella cultura alimentare italiana la pasta è considerata un alimento base, versatile, pratico e molto economico, con una pene trazione nelle famiglie che supera il 90% per la pasta di semola (70% per la pasta secca all’uovo). Con l’eliminazione delle restrizioni derivanti dalla pandemia si è assistito a un calo dei consumi sul canale retail (85,2%), generando un effetto rim

Cerved Market Intelligence: la piattaforma per conoscere i Mercati, davvero. Scrivici a info.marketingsolutions@cerved.com
balzo dopo i forti acquisti del 2020, e a una ripresa dei consumi fuori casa (14,8%). Il settore non ha ancora raggiunto però i li velli pre-pandemia.
In particolare:
§ Ristorazione: incremento del 25% che impatta soprattutto sul segmento della pasta surgelata;
§ Canale GDO e discount: 71,6%, no nostante mostrino una flessione del 6,4%, restano il canale di distribuzione più importante per il settore pastario, in particolare per la pasta secca;
§ Canale tradizionale: 13,4%, evidenzia un calo del 7,5%;
§ Canale porta a porta: mantiene una posizione di nicchia e un andamento stabile.
Il fuori casa avrebbe dovuto registrare un’ulteriore ripresa nel 2022, messa in pe ricolo dalla situazione di guerra in Ucraina e dal conseguente innalzamento dei prez zi delle materie prime.
22
In calo la pasta secca, che mostra una flessione del 2% in valore e del 4,2% in termini reali
MERCATI&TRENDS / PASTA
In crescita il fatturato del settore, anche a causa dell’aumento dei prezzi per il consumatore finale
Elaborazione dati Cerved Marketing Intelligence a cura di Diletta Gaggia
Tabella 1. Il settore della pasta in Italia. Dati in milioni di euro, variazioni percentuali (Fonte: Analisi e stime Cerved su fonti qualificate)
Previsione
Var. % Var. % Var. % Var. %
2019 2020 2021 2022 2023 20/19 21/20 22/21 23/22
Produzione 4.458,1 4.964,8 4.898,4 5.233,9 5.590,7 11,4 -1,3 6,8 6,8
Export 2.442,5 2.869,8 2.761,6 2.910,6 3.099,5 17,5 -3,8 5,4 6,5
Import 53,3 58,9 28,7 40,9 46,4 10,5 -51,3 42,5 13,4
Saldo commerciale 2.389,2 2.810,9 2.732,9 2.869,7 3.053,1
Mercato interno 2.068,9 2.153,9 2.165,5 2.364,2 2.537,6 4,1 0,5 9,2 7,3
Export/Produzione (%) 54,8 57,8 56,4 55,6 55,4
Import/Mercato interno (%) 2,6 2,7 1,3 1,7 1,8
Tabella 2. Pasta: composizione del mercato per segmenti. Incidenza in quantità, variazioni percentuali (Fonte: elaborazioni Cerved su dati ISTAT)
Var. % consumi Prodotto Inc. % 2021/2020
Pasta secca 83,8 -4,2
Pasta fresca 13,2 1,0
Pasta surgelata 2,7 24,1
Pasta ripiena secca 0,3 -4,3
Totale 100,0 -2,9
INDICAZIONI IN ETICHETTA
Nell’agosto 2017 è stato pubblicato un Decreto Ministeriale che introduce l’obbligo di indicare in etichetta l’origine del grano per la pasta, anticipando la piena attuazione del Regolamento europeo n°1169 del 2011. Il decreto prevede che le confezioni di pasta secca prodotte in Italia devono avere obbligatoriamente indicate in etichetta le seguenti diciture:
- Paese di coltivazione del grano: nome del Paese nel quale il grano viene coltivato;
- Paese di molitura: nome del paese in cui il grano è stato macinato.
Se queste fasi avvengono nel territorio di più Paesi possono essere utilizzate, a seconda della provenienza, le seguenti diciture: Paesi UE, Paesi NON UE, Paesi UE e non UE. Se il grano duro è coltivato almeno per il 50% in un solo Paese, come ad esempio l’Italia, si potrà usare la dicitura: Italia e altri Paesi UE e/o non UE.
Dal 5 aprile 2018 è scattato anche l’obbligo di indicare in etichetta la sede e l’indirizzo dello stabilimento di produzione o di confezionamento degli alimenti, in base al Decreto Legislativo 145/2017 del Ministero
Cosa sceglie il consumatore?
Con l’allentarsi della crisi legata alla pan demia, che aveva spostato le scelte dei consumatori verso prodotti tradizionali, molti hanno ripreso a prediligere quel li funzionali, ponendo al primo posto gli aspetti salutistici dell’alimentazione. Tut tavia, le famiglie, fortemente provate dalla situazione economica, continuano a ricer care i prodotti base dal prezzo contenuto. Si osserva, infatti, una tendenza all’ab bandono dei prodotti di fascia media.
delle Politiche agricole alimentari e forestali. Tale indicazione si aggiunge a quelle obbligatoriamente previste dal regolamento europeo (denominazione, ingredienti, presenza di allergeni, quantità, scadenza, nome del responsabile delle informazioni, paese di origine, istruzioni per l’uso, titolo alcolometrico e dichiarazione nutrizionale). Gli operatori dovranno quindi indicare la località e l’indirizzo dello stabilimento di produzione o di confezionamento. L’obbligo riguarda gli alimenti prodotti in Italia e destinati al mercato italiano.
23 Dicembre 2022 Produzione & Igiene
MERCATI&TRENDS / PASTA
Chi opera nel settore?
Nel mercato interno le prime quattro im prese assorbono il 43% circa del valore totale. Negli ultimi anni si è verificato un fenomeno di selezione degli opera tori del settore e di concentrazione tra mite acquisizioni. L’ultima verificatasi nel 2021, quando Aldino ha acquisito il controllo di Pastificio Tamma, newco che aveva rilevato da Francesco Tam ma l’attività del pastificio (Tabella 3). In Italia operano circa 120-130 pastifici, solitamente specializzati in un solo seg mento di mercato. Gli addetti impiegati nel settore sono circa 7.500. Gli stabili menti sono localizzati in tutta Italia, con una prevalenza numerica nell’Italia me ridionale, vicino alle zone di produzione del grano duro. Si rileva la presenza di alcuni distretti produttivi, in particolare a Gragnano per la pasta secca di semo la, nel Barese per la pasta secca e fresca di semola e in Veneto per la pasta fresca all’uovo. La struttura produttiva cambia a seconda del segmento considerato: il segmento della pasta secca si caratte rizza per la presenza di un leader mon diale, Barilla, al secondo posto De Cecco, seguono Colussi e Newlat Group, questi ultimi sono gruppi di grandi dimensioni diversificati; mentre il segmento della
pasta fresca è presidiato da Pastificio Rana. Quasi tutte le aziende di medie di mensioni operano almeno in parte conto terzi, perché questo permette di abbat tere i costi fissi.
Quanto costa la produzione alle aziende?
All’interno della struttura dei costi del settore pastario l’incidenza più elevata è rappresentata dal grano duro. Questa materia prima raggiunge, infatti, circa il 40-50% di incidenza sul fatturato, nello specifico il 60% circa nella pasta fresca e il 40% circa per la produzione di pasta fresca e per la pasta surgelata. L’anda mento dei prezzi del prodotto finito è quindi fortemente influenzato dal prez zo delle semole. È importante scegliere una materia prima di qualità, perché il grano duro determina colore, gusto e te nuta in cottura del prodotto finito. Una quota consistente del grano duro uti lizzato è di importazione (il grano cana dese, per esempio si caratterizza per un elevato contenuto proteico, che permette la formazione della rete glutinica che con ferisce la tenuta di cottura). Le quotazioni del grano duro sono per loro natura estre mamente volatili e dipendono da molti fattori: superfici di anno in anno coltivate,
POLITICHE INTERNAZIONALI: NEXT GENERATION EU E PNRR
A febbraio 2021, il Consiglio europeo ha adottato il regolamento che istituisce il dispositivo per la ripresa e la resilienza, il Next Generation EU, con risorse che ammontano a 750 miliardi e sono suddivise in sovvenzioni per 390 miliardi e prestiti per 360 miliardi. Il Next Generation EU è articolato in due strumenti: il Dispositivo per la ripresa e la resilienza (RRF), con un riferimento temporale che va
dal 2021 al 2026, e il Pacchetto di assistenza alla ripresa (REACT EU), che copre il biennio 2021 e 2022. L’RRF si articola in prestiti e sovvenzioni. L’Italia dovrebbe ricevere nel corso degli anni 191,5 miliardi sull’RRF (68,9 di sovvenzioni e 122,6 sotto forma di prestiti), oltre a 13 miliardi dal REACT EU. L’utilizzo dei fondi, integrati per l’Italia da 30 miliardi di risorse nazionali, è tuttavia subordinato
condizioni metereologiche, andamento dei raccolti e tassi di cambio. Il 2021 si è dimostrato un anno molto tur bolento per quanto riguarda le quotazioni del frumento, che a partire dall’autunno hanno mostrato improvvise impennate, sia per il frumento duro che per il frumen to tenero. Si sono quindi create tensioni per le aziende molitorie, che faticavano ad approvvigionarsi. Si ricorda che questo discorso vale soprattutto per le aziende di dimensione media e piccola, mentre le aziende di grandi dimensioni sia molito rie che pastarie (solitamente integrate a monte) hanno un sistema di approvvigio namento molto strutturato, con accordi di filiera su più anni, che le mette al riparo dalle peggiori turbative del mercato. Il prezzo medio annuo delle farine di grano duro è cresciuto nel 2021. Nei pri mi tre mesi del 2022 questo trend si è amplificato, con un incremento rispetto al prezzo medio dello stesso periodo del 2021 dell’89,5% della semola di grano duro. Sulle quotazioni influisce il for te aumento del costo del trasporto via nave, triplicato nell’autunno del 2021, e la situazione di instabilità creata dall’in vasione dell’Ucraina da parte della Rus sia. Non mancano anche i fenomeni spe culativi a peggiorare la situazione.
prima all’approvazione da parte degli organi europei e, successivamente, al rispetto nei tempi e nei contenuti del PNRR (Piano Nazionale di Ripresa e Resilienza). Un’ulteriore iniziativa proposta dalla Commissione europea con l’obiettivo di raggiungere la neutralità climatica entro il 2050, fornendo allo stesso tempo sostegno economico, sociale e digitale all’agroalimentare, è il Green Deal.
24 Produzione & Igiene Dicembre 2022
Tabella 3. Principali operatori nazionali, 2020. Dati in migliaia di euro, fatturato consolidato dove disponibile (Fonte: Cerved)
Var.% rispetto all’anno precedente Denominazione Marchi Attività Fatturato
Guido M. Barilla e F.lli s.r.l. & C. Sapa di cui
Barilla, Voiello Pasta secca. Opera anche in altri settori (pane, sughi, fette biscottate, merendine)
Barilla G. e R. Fratelli spa Barilla, Voiello Pasta secca. Opera anche in altri settori (pane, sughi, fette biscottate, merendine)
3.891.070 7,21
2.828.211 7,91
Pastificio Rana spa Rana, private label Pasta fresca 900.300 15,82
F.lli De Cecco di Filippo spa di cui De Cecco Pasta secca 491.253 7,14 Molino e pastificio De Cecco spa Pescara De Cecco Pasta secca 94.836 9,68
Newlat Food spa Buitoni, Pezzullo, Corticella, Orodinapoli, Birkel, 3 Glocker
Pasta secca. Opera anche in altri settori (yogurt, formaggi freschi) 473.144 73,41
Colussi spa Agnesi, Misura, Festaiola Pasta secca. Opera anche in altri settori 323.559 3,11
F. Divella spa Divella Pasta secca e fresca 290.487 2,87
Pastificio Lucio Garofalo spa Garofalo, S. Lucia Pasta secca 219.340 36,61
Bertagni 1882 spa Bertagni, Belcanto Pasta fresca 117.141 25,00
Pasta Zara spa Zara, private label Pasta secca 218.626 6,62
De Matteis agroalimentare spa Baronia, private label Pasta secca 175.029 16,01
La Molisana spa La Molisana Pasta secca 173.942 33,33
Pastificio Dei Campi spa di cui Pasta dei Campi Pasta secca 142.401 13,10
Pastificio di Martino Gaetano & F.lli spa Antica pasta di Gragnano fratelli Di Martino, Antonio Amato
Pasta secca 97.956 28,17
Grandi Pastai italiani spa Italgnocchi, Bertarini, private labels Pasta fresca 36.927 -14,12
Voltan Holding spa Volta, Giordani Pasta fresca 126.742 0,14 Aldino srl (a) Fazion, Mennucci Pasta secca 121.593 41,01
Rummo spa Rummo Pasta secca 113.603 21,89
Pastificio Guido Ferrara spa Guido Ferrara Pasta secca 93.235 24,69
Pastificio Attilio Mastromauro Pasta Granoro srl Granoro Pasta secca 78.746 17,74
Adriani spa Felicia Bio e Biori Pasta alimentari e farine senza glutine 77.909 20,48
Adriani spa Felicia Bio e Biori Pasta alimentari e farine senza glutine 77.909 20,48
Nel settore opera anche la Nestlè italiana Spa che commercializza il marchio di pasta fresca Buitoni (prodotto da Pastificio Rana) (a) Aldino srl: nel 2021 ha acquisito il controllo di Pastificio Tamma, newco a cui Francesco Tamma aveva ceduto la propria attività industriale nel mese di aprile 2021
25 Dicembre 2022 Produzione & Igiene
COMPRESSORI A CO2 PER LA REFRIGERAZIONE SOSTENIBILI
competenze complesse e di versificate, tecnologie avan zate e un solido know-how progettuale. Nell’ambito della refrigera zione in chiave ecososteni bile la scelta ideale è quella dell’utilizzo di fluidi naturali per le moderne macchine frigorifere. I nuovi modelli transcritici per fluidi natu rali, protagonisti di questa evoluzione, sono tra i princi pali punti di forza di BITZER.
Azienda specializzata nella produzione di componenti per la refrigerazione, con dizionamento e processo, BITZER è da sempre attenta all’individuazione di solu zioni sostenibili e ha come obiettivo quel lo di dare un contributo concreto alla lotta al cambiamento climatico promuovendo un’economia a basse emissioni di car bonio: una sfida importante che richiede

Il catalogo dell’azienda pro pone una tra le più ampie e diversificate gamme nel settore della refrigerazione naturale presenti sul mercato e prevede l’impiego di fluidi come anidride carboni ca - CO2, ammoniaca - NH3 e idrocarburi (quali propano, butano, isobutano).
I sistemi refrigeranti studiati per il CO2 trovano principale impiego nella GDO e nel retail, sono una soluzione estrema
mente efficiente da un punto di vista energetico, particolarmente ecocompa tibile, non tossica né infiammabile. Tra i sistemi che prevedono l’impiego dell’ani dride carbonica, la serie di compressori ECOLINE PLUS garantisce un’efficienza elevata, assenza totale di vibrazioni, una vasta gamma di applicazioni (tem perature medie, impianti di climatiz zazione, funzionamento parallelo del compressore e con eiettore), oltre a un design solido e una grande affidabilità. Tra le principali innovazioni nell’utilizzo di questo fluido naturale troviamo, inol tre, i compressori transcritici 8 cilindri, che vengono utilizzati nelle applicazio ni di grande potenza, ottimizzandone le funzioni e rendendone così possibile l’estensione dell’impiego su larga scala, dalle attuali applicazioni commerciali a quelle industriali.

BITZER www.bitzer.de/it/it/
IL NUOVO MODULO TRASPORTATORE RIDUCE IL CARICO DI GERMI NELLA LAVORAZIONE DELLA CARNE DI POLLO
Il nuovo Ultra Hygienic Transfer (UHT) di Interroll rende ancora più igienici i processi automatizzati nella gestione dei flussi di materiale nella lavorazione della carne di pollo: questa soluzione innovativa riduce significativamente la quantità di particelle di carne nel flusso di merci, nonché il carico di germi. Ciò permette di ottimizzare la durata di con servazione dei prodotti a base di pollo nella vendita al dettaglio. Il prodotto modulare ha un design robu sto e aperto, molto facile da pulire. Può essere facilmente installato – senza l’uso di sensori aggiuntivi – come so


luzione stand-alone posizionata tra le macchine da taglio a monte e i nastri trasportatori a valle, richiedendo solo un cavo di alimentazione per il moto tamburo integrato. A seconda dei requi siti, la carne delle ali o del petto viene trasportata in ceste di vagliatura in ac ciaio inossidabile che, a differenza degli scivoli, raccolgono la carne individual mente in un anello circolare senza fine e poi la depositano su un nastro traspor tatore preesistente.
INTERROLL www.interroll.com
26 Produzione & Igiene Dicembre 2022
MACCHINE&IMPIANTI
Per rendere ancora più sicuri i macchi nari e gli impianti dell’industria alimen tare, Igus lancia un nuovo standard con il polimero ad alte prestazioni iglidur A181 nelle calotte sferiche dei sistemi igubal Food Contact per contatto ali mentare. Con questo materiale, la ca lotta sferica ha una resistenza all’usura tre volte superiore a quella realizzata con la versione precedente in iglidur FC180, costa il 25% in meno e non ri chiede lubrificazione né manutenzione, è igienica e conforme alle normative FDA e UE 10/2011.

L’alloggiamento del nuovo giunto igu bal FC è realizzato in igumid FC, un polimero ad alte prestazioni, robusto, anticorrosione, resistente all’umidità, agli acidi, agli alcali e ai raggi UV. La novità riguarda la calotta sferica inse rita nell’alloggiamento che è passata dal polimero FC180 a iglidur A181, un materiale che presenta un’elevata re sistenza all’usura.
Peraltro, il sistema igubal FC con la nuova calotta sfe rica in A181 non solo costa meno rispetto a prodotti equivalenti in metallo, ma contribuisce anche a mi gliorare l’igiene dei mac chinari e delle attrezzature impiegate nell’industria alimentare. A differenza dei cuscinetti sferici metallici, non richiede alcun lubrifi cante esterno a cui sporco e polvere possano aderire. Questo per mette di evitare la formazione di depo siti appiccicosi che aumentano i rischi di contaminazione. Al contrario, Igus incorpora nel materiale un lubrifican te solido che viene rilasciato automa ticamente nel tempo, garantendo un funzionamento a secco, a basso attrito e perfettamente igienico. Sia l’allog giamento sia il nuovo materiale della calotta sono quindi conformi alle nor
IPM ITALIA, SISTEMI DI PAVIMENTAZIONE IN RESINA INNOVATIVI E SOSTENIBILI
Know-how, innovazione, sostenibilità, so luzioni specifiche: sono i concetti che IPM Italia ha onorato nella gamma completa di sistemi di pavimentazioni continue in resina dedicata al settore vitivinicolo, a cantine, birrifici, stabilimenti di produzio ne, imbottigliamento e ambienti esterni, ma anche oleifici e zone hospitality. Con particolare attenzione al tema della so stenibilità le pavimentazioni e le pareti sono realizzate con tecnologia traspiran te, a basse o addirittura nulle emissioni VOC, che concorrono all’ottenimento del la certificazione LEED, come la linea IPM Aquaperm®.

Resistenti all’azione del Ph acido di vino o detergenti aggressivi, igienici e semplici da manutenere, imper meabili, le soluzioni IPM Italia sono con formi alle normati ve vigenti e offrono azione preventiva e antipolvere. Resisto no all’usura, non temono né il tempo né il calpestio, sopportano gli sbalzi di tempe ratura, sono antisdrucciolo e assicurano sempre un’ottima resa estetica, grazie


mative FDA e EU 10/2011. Nel materia le dell’alloggiamento sono incorporati anche additivi rilevabili e compatibili con gli alimenti. In caso di emergenza, questi additivi permettono ai metal de tector di trovare persino i frammenti più piccoli, nell’ordine di un decimo di grammo.
www.igus.it
all’assenza di fughe e a una ricca varietà cromatica.
IPM Italia www.ipmitalia.it
LA NUOVA CALOTTA SFERICA IGUS MIGLIORA LA SICUREZZA ALIMENTARE
IGUS
27 Dicembre 2022 Produzione & Igiene
a cura della Redazione
MACCHINE&IMPIANTI
PIM presenta un innovativo sistema di es siccazione ad alta resa HSCD (High Speed Cold Dryer), che rivoluziona i tradizionali metodi di essiccazione alimentare e dà vita a un virtuoso esempio di upcycling 100% Made in Italy.




Registrato con brevetto internazionale, il sistema HSCD di PIM si basa su un’avan zata tecnologia a onde elettromagnetiche non ionizzanti combinate, una soluzione ad alta velocità e bassa temperatura in grado di massimizzare l’efficienza nei processi di essiccazione con evidenti vantaggi in ter mini di risparmio energetico, sostenibilità ambientale, riduzione dei tempi di proces so e degli ingombri delle linee produttive. HSCD, infatti, è un sistema di essiccazione ad altissima resa: le onde utilizzate riscal dano in modo uniforme il prodotto trattato attivando istantaneamente i processi di evaporazione grazie all’eccitazione vibrorotazionale delle molecole d’acqua indotta dal campo elettromagnetico e la trasmi grazione della stessa dalla parte interna alla superficie del prodotto. Ne risulta un’essiccazione lineare dall’interno ver so l’esterno, a bassa temperatura, senza
spreco di energia per il preriscaldamento delle strutture dell’impianto, dell’acqua di processo e dell’aria, riducendo drastica mente la dispersione di calore e aumen tando l’efficienza di processo.
La tecnologia HSCD consente di ridurre i tempi di processo mediamente del 70%. I consumi beneficiano di una riduzione me dia del 60% e l’acqua, che evapora in pochi secondi a basse temperature per poi esse re recuperata, viene rimessa in circolo per produrre nuova energia o recuperata per essere reimmessa nel ciclo di produzione alimentare.
Non ultimo, il nuovo sistema HSCD contri buisce in modo importante alla sostenibi lità ambientale poiché, grazie al basso fab bisogno energetico, è alimentabile anche totalmente con fonti rinnovabili, con con seguenti significativi benefici in termini di riduzione delle emissioni di CO2
Il tutto nel pieno rispetto delle caratteristi che organolettiche, nutrizionali, chimiche e fisiche del prodotto trattato e in linea con i requisiti di Industry 4.0, con un modello di sviluppo intelligente che utilizza strumenti performanti e interconnessi.
STAND-UP POUCHES, TUTTE LE TECNOLOGIE ER LA SICUREZZA DEL TUO PRODOTTO
IMA Fillshape produce e progetta sistemi di riempimento per buste flessibili standup con e senza beccuccio per il settore lat tiero-caseario, alimentare e delle bevande. Ogni macchina integra i più recenti prin cipi di “Hygienic Design” offrendo appa recchiature che soddisfano i più elevati standard di sicurezza alimentare, pulibi lità e sanificazione, tenendo in conside razione la filosofia e le indicazioni HACCP. A seconda della specificità di ogni prodotto da confezionare, Fillshape dispone dell’inte

ra gamma di livelli igienici per proteggere il prodotto per:
§ riempimento caldo e freddo;
§ riempimento ultra clean (uc);
§ riempimento asettico.
IMA FILLSHAPE www.ima.it/foodanddairy
IL SISTEMA HSCD DI ESSICCAZIONE AD ALTISSIMA RESA
PIM www.pimtrade.com
28 Produzione & Igiene Dicembre 2022
RIDURRE LA PRESSIONE DI ESERCIZIO
Le apparecchiature pneumatiche costi tuiscono circa il 20% del consumo ener getico totale in un sito produttivo ed esi ste un modo comprovato per migliorare l’efficienza energetica: ridurre la pres sione di esercizio. Nella maggior parte degli impianti industriali la pressione di esercizio standard (o alimentazione pneumatica principale) si aggira tra i 6 e i 7 bar. Tuttavia, diminuendo sempli cemente la pressione a 5 bar, gli stabili menti produttivi sono in grado di ridurre i consumi energetici del 15% mentre, riducendo ulteriormente la pressione di esercizio a 4 bar, si potrebbero addirittu ra ridurre i consumi del 29%.
Uno dei ruoli di SMC è quello di individua re qualsiasi apparecchiatura che generi una forte richiesta. La considerazione primaria dovrebbe interessare i sistemi di soffiaggio in quanto rappresentano il 42% del consumo globale e potrebbero compromettere la continuità dell’intero sistema. Per contrastare questo pro
blema, SMC fornisce una soluzione che riduca il consumo d’aria fino all’85%, ge nerando picchi di pressione più brevi ma con maggiore impatto.
Una seconda opzione è quella di sosti tuire, ove possibile, il sistema per il sof
fiaggio dell’aria con un’alternativa mec canica. Questa scelta implica un piccolo investimento ma i ritorni sono immediati grazie all’elevato utilizzo di apparecchia ture per il soffiaggio dell’aria. È altrettan to importante tenere in considerazione i sistemi per il vuoto i quali rappresentano il 9% dei consumi globali. In questo caso, un’unità per il vuoto dotata di un presso stato digitale con funzione di risparmio energetico può ridurre il consumo d’aria del 93%.
Una regolazione smart e la giusta tecno logia di valvole sono un binomio perfetto per bilanciare il circuito, ridurre i picchi e permettere di utilizzare livelli di pressio ne più bassi ove possibile. Ad esempio, le corse di ritorno degli attuatori posso no funzionare in modo ottimale con una pressione di esercizio minore: circa 2 bar o meno.
SMC ITALIA www.smc.eu
SOLUZIONI DI AZIONAMENTO EFFICIENTI E FACILI DA UTILIZZARE PER L’INDUSTRIA DELLE BEVANDE
Gli impianti di imbottigliamento e tra sporto utilizzati impongono requisiti ele vati in termini di efficienza energetica, af fidabilità operativa, capacità di lavaggio e protezione dalla corrosione. Nord Dri vesystems conosce i requisiti del settore e fornisce soluzioni centrate per questa tipologia di settore.
Nel settore beverage è in aumento la richiesta di soluzioni decentralizzate. NORD offre una soluzione ottimale con l’inverter intelligente NORDAC ON/ON+. Il modello NORDAC ON/ON+ copre gam
me di potenza fino a 2,2 kW ed è caratterizzato da un’inter faccia Ethernet integrata (la comunicazione via ProfiNET, EtherNET IP ed EtherCAT può essere impostata per ogni pa rametro), da una completa ca pacità di installazione plug-in e da un design molto compatto. Gli inver ter decentralizzati sono ideali per l’inte grazione nei sistemi di imbottigliamento e di trasporto e consentono di risparmia re spazio prezioso e il lungo cablaggio dei
cavi motore richiesto dagli inverter cen tralizzati.


NORD DRIVESYSTEMS www.nord.com

29 Dicembre 2022 Produzione & Igiene
Disegno igienico non solo per le macchine
Il disegno igienico non garantisce solo un’igiene costante dello standard richiesto, ma offre anche vantaggi pratici rispetto al design ordinario, come la riduzione nell’uso di acqua, del consumo di energia e delle emissioni di CO2. Non riguarda solo le macchine e le attrezzature, ma anche la progettazione e la realizzazione di tutte le aree dello stabilimento
Casi rilevati dalle Autorità, in cui viene identificato un grave rischio per la salute pubblica, comportano costi per l’azienda alimentare, che non riguardano solo il tentativo di riparare la situazione, ma anche, e soprattutto, il danno sostan ziale alla reputazione e le conseguen ze economiche dovute alle indagini dell’Autorità per la sicurezza alimenta re, ai richiami di prodotti, alle cause per intossicazione alimentare, alle sanzioni imposte dai tribunali e alle spese am
ministrative. Questi timori rendono par ticolarmente importante per i produttori di alimenti implementare un approccio serio alla progettazione igienica. Il di segno igienico non garantisce solo un’i giene costante dello standard richiesto, ma offre anche vantaggi pratici rispetto al design ordinario, come la riduzione

nell’uso di acqua, del consumo di ener gia e delle emissioni di CO2
Il disegno igienico di impianti e attrezza ture, la progettazione e la pianificazione di apparecchiature che garantiscano la massima igiene e pulizia sono fonda mentali nella produzione di alimenti e bevande. La progettazione deve essere
30 Produzione & Igiene Dicembre 2022
I materiali devono essere durevoli, pulibili, in grado di essere disinfettati, essere privi di fessure, schegge, parti sporgenti
SPECIALE
IGIENE E SANIFICAZIONE / PROGETTAZIONE
ispirata sia da principi di funzionalità sia da criteri di igiene, in grado di garantire la sicurezza e minimizzare il potenziale contaminante. Il disegno igienico è l’in sieme di regole che mirano a portare gli impianti di nuova concezione a essere progettati e costruiti secondo criteri ben definiti, atti a soddisfare determinate
esigenze igieniche. Progettare e realiz zare impianti igienici rappresenta una strategia per implementare programmi di sicurezza alimentare.
Requisiti legali
Il disegno igienico deve rispettare dei re quisiti legali. Innanzitutto il Regolamento CE n. 852/2004, che, nell’allegato II, parla di requisiti generali in materia di igiene applicabili a tutti gli OSA, strutture, loca li, attrezzature, rifornimento idrico, con fezionamento e imballaggio, igiene del personale e sua formazione. Nel capitolo 5 sono descritti i requisiti applicabili alle attrezzature e alle apparecchiature che vengono a contatto con gli alimenti. Esse devono essere efficacemente pulibili e, se necessario, disinfettati. La pulitura e la disinfezione devono avere luogo con una frequenza sufficiente a evitare ogni rischio di contaminazione. I materiali de vono essere tali da rendere minimi, se mantenuti in buono stato e sottoposti a regolare manutenzione, i rischi di conta minazione. I macchinari e le attrezzature devono essere installati in modo da con sentire un’adeguata pulizia delle apparec chiature e dell’area circostante e muniti di ogni dispositivo di controllo necessario per garantire gli obiettivi di igiene. Viene data una certa visibilità (capitolo 10) anche ai materiali di cui sono com posti il confezionamento e l’imballaggio, che devono essere tali da non costitui re una fonte di contaminazione. Devono quindi essere facili da pulire e se neces sario da disinfettare. Essi devono essere immagazzinati in modo tale da non es sere esposti a un rischio di contamina zione. Le operazioni di confezionamento e imballaggio devono essere effettuate in modo da evitare la contaminazione dei prodotti e, in particolare, in caso di
utilizzo di scatole metalliche e di vasi in vetro, è necessario garantire l’integrità del recipiente e la sua pulizia.
La Direttiva macchine 2006/42 è princi palmente nota per gli aspetti di sicurez za del lavoratore, ma contiene criteri ob bligatori di base di progettazione igienica delle apparecchiature alimentari. Nell’al legato I si legge che i materiali a contatto o che possono venire a contatto con pro dotti alimentari devono essere conformi ai regolamenti in materia. La macchina deve essere progettata e costruita in modo tale che i materiali possano essere puliti prima di ogni utilizzo, che tutte le superfici e gli elementi di raccordo siano lisci, senza rugosità, né spazi in cui pos sono fermarsi materie organiche. I grup pi costituiti da più unità devono essere progettati in modo da ridurre al minimo le sporgenze, i bordi e gli angoli devono essere realizzati preferibilmente me diante saldatura o incollatura continua. La macchina deve essere progettata e costruita in modo tale da evitare ogni infiltrazione di liquidi, ogni accumulo di materie organiche o penetrazione di es seri vivi nelle zone impossibili da pulire. Inoltre, deve garantire che i prodotti, ad esempio, lubrificanti food grade non en trino in contatto con i prodotti alimentari. Le istruzioni per l’uso devono menzionare i prodotti e i metodi di pulizia, di disinfe zione e di risciacquo raccomandati, non soltanto per le parti facilmente accessi bili, ma anche nel caso in cui sia neces saria una pulizia di parti il cui accesso è impossibile o sconsigliato, ad esempio le tubazioni.

Norme volontarie
Esistono poi una serie di norme volonta rie a supporto della direttiva macchine. Il CEN – European Committee for standar
31 Dicembre 2022 Produzione & Igiene
Martina Halker
Esperta in tecnologie alimentari e divulgatrice scientifica
dization – e l’ISO – International Organi zation for standardization – hanno rea lizzato due specifiche norme volontarie EN 1672 - 2:2009 e EN ISO 14159:2008 che applicate permettono di avere la presunzione di conformità alla direttiva stessa. La norma EN 1672-2:2009 sta bilisce il principio secondo cui si debba ricercare sempre il miglior compromes so tra le caratteristiche di igiene e quelle della sicurezza per gli operatori, in modo che l’una non sia ottenuta a discapito dell’altra. La direttiva macchina è tutta via esplicita nel voler applicare quanto riscontrato nell’analisi dei rischi a tutti gli elementi che compongono le linee. L’accettabilità dei componenti varia con criteri discendenti a seconda che l’ali mento venga in contatto con l’elemento
macchina in questione o torna nel ciclo produttivo, oppure se l’alimento viene in contatto con l’elemento macchina e non torna nel ciclo produttivo, e in fine se l’a limento non entra mai in contatto diretto con l’elemento macchina. In ogni caso, i materiali devono essere durevoli, pulibi li, in grado di essere disinfettati, essere privi di fessure, schegge, parti sporgenti. Occorre, in ogni caso, prevenire la pene trazione di materiale non voluto nel ciclo di lavorazione.
L’EHEDG – European Hygienic Engine ering & Design Group – è un consorzio europeo di aziende alimentari, costrut tori di impianti alimentari, istituti di ricerca e autorità pubbliche sanitarie, nato nel 1989 con lo scopo di aumen tare la consapevolezza nei confronti
dell’igiene alimentare, contribuire alla prevenzione dei problemi di sicurezza alimentare e dunque sostenere l’im magine dell’industria alimentare pres so i consumatori. Ad oggi, l’EHEDG ha pubblicato molteplici linee guida sulla progettazione igienica delle apparec chiature alimentari. Obiettivo di questi documenti è fornire ai costruttori dei criteri di progettazione specifici per le diverse tipologie di macchine e impian ti. Offre inoltre uno schema certifica tivo per la progettazione igienica delle apparecchiature alimentari. Si tratta di una garanzia che le apparecchiature siano conformi ai requisiti di progetta zione igienica delle linee guida EHEDG e alla normativa cogente. La certificazione del Disegno Igienico delle macchine/attrezzature per le indu strie alimentari ha come obiettivo quello di produrre macchine facilmente pulibili, in modo da semplificare le operazioni di pulizia e ridurre i rischi di contamina zione. Si tratta di una certificazione di prodotto, dove il prodotto in questo caso risulta essere la macchina utilizzata nella preparazione, condizionamento e conservazione dei prodotti alimentari. I vantaggi di una certificazione di questo tipo coinvolgono sia i produttori di mac chine che le aziende alimentari.
Caratteristiche degli impianti e delle macchine Gli impianti nel loro insieme devono risultare meccanicamente robusti, in modo da evitare rotture di parti che pos sono finire nel prodotto, auto drenan ti, avendo cura che i liquidi provenienti dall’alimento o da operazioni di pulizia possano fluire completamente verso l’esterno, evitando la formazione di con dense, installati in modo tale da essere accessibili da tutti i lati e, se possibile, sollevati da terra, facilmente smonta bili, in modo da permettere l’ispezione visiva di tutte le parti a contatto

32 Produzione & Igiene Dicembre 2022
con
FOCUS IGIENE E SANIFICAZIONE / PROGETTAZIONE
La certificazione del Disegno Igienico delle macchine/attrezzature per le industrie alimentari ha come obiettivo quello di produrre macchine facilmente pulibili, in modo da semplificare le operazioni di pulizia e ridurre i rischi di contaminazione
SPECIALE IGIENE E SANIFICAZIONE / PROGETTAZIONE
l’alimento, progettati in modo tale che i prodotti ausiliari pericolosi per la salute, inclusi i lubrificanti, non entrino in con tatto con l’alimento. I materiali utilizzati sono soprattutto l’acciaio inox AISI 304 L*, adatto a resistere alla corrosione da agenti atmosferici. È utilizzabile per il passaggio di soluzioni non acide (pH maggiore di 6,5), con basso livello di clo ruri (minore 50 pm) e basse temperature (inferiori a 25°C) e l’acciaio inox AISI 316 L*, adatto nel caso di cloruri e tempera ture più elevate. Resiste alla corrosione interstiziale e alla vaiolatura. L sta a in dicare a basso contenuto di carbonio; ciò aumenta la saldabilità del materiale, conferisce elevata resistenza termo meccanica, elevata rimovibilità batteri ca, bassa ritenzione batterica nei cicli di sanificazione. Le attrezzature devono essere progettare in modo da ridurre la presenza di fessure, anfratti, ricetta coli in grado di consentire ai residui di alimento di sostare e di accumularsi e quindi di offrire riparo ai microrganismi, che possono colonizzare le superfici a contatto con gli alimenti. Le caratteristiche della superficie sono importanti per evitare la formazione del biofilm. L’elettrolucidatura è un procedi mento che sottopone l’acciaio all’azio ne combinata della corrente elettrica e degli acidi solforico e ortofosforico per dissolverlo dall’elettrodo anodico e assicurare una levigatura controllata della superficie. Essa garantisce una bassa rugosità e di conseguenza resi
stenza alla corrosione, facilità di pulizia e assenza di micro abrasioni. I punti di connessione realizzati tramite saldatu ra sono zone in cui è possibile il deterio ramento delle caratteristiche superfi ciali. Particolare attenzione deve essere quindi riservata alle superfici delle sal dature, preferibilmente realizzate in at mosfera di gas inerte, che devono essere lisce, continue, senza giunzioni dirette metallo-metallo. Anche le parti esterne degli impianti devono essere tali da pre venire l’accumulo di sporco, la crescita microbica, l’insediamento di insetti.
Sistemi di collegamento
Il disegno igienico coinvolge anche i si stemi di collegamento, quali tubazioni e raccordi o componenti di flusso, quali pompe e valvole. Le fessure intrappola no residui che forniscono sostanze nu tritive per la crescita microbica. Buona norma sarebbe sigillare con elastomeri la fessura fra componenti che si unisco no. La comprensione della guarnizione può essere controllata mediante perni di posizione con interferenza e viti sul retro del prodotto. Il disegno igienico di impianti e attrezzature può riguardare anche i quadri elettrici, che possono es sere installati a parete con guarnizione siliconica oppure distanziati di almeno 3 cm oppure a 1/5 della dimensione più corta del quadro elettrico parallela al muro, per consentire un accesso ade guato per la pulizia. Gli elementi di so spensione devono essere costruiti con
tubo tondo di acciaio per evitare depo siti di sporco.
Progettazione e realizzazione dello stabilimento
Il disegno igienico non riguarda solo le macchine e le attrezzature, ma anche la progettazione e realizzazione di tutte le aree dello stabilimento. Il termine dise gno igienico, infatti, può essere esteso anche alle strutture, in quanto in grado di trasferire le contaminazioni in modo indiretto tramite l’operatore o le con dizioni ambientali. La progettazione e la costruzione di uno stabilimento ali mentare devono essere in funzione non solo dell’efficienza operativa, ma anche dell’igiene dei processi, della buona ri uscita della sanificazione e della lotta agli animali infestanti, come scritto nel regolamento CE n. 852 del 2004 sull’i giene dei prodotti alimentari. Aspetti da prendere in esame sono la scelta e la preparazione del sito, le caratteristiche dell’edificio (pavimenti e muri), i dimen sionamenti, l’indicazione delle appa recchiature e dei componenti, i livelli di igiene di richiesti nelle diverse zone, i li velli di meccanizzazione e automazione, l’ipotesi di eventuali espansioni future. Lo stabilimento alimentare deve esse re inteso come un’area protetta e pro gettato come una sequenza di barriere, dall’esterno verso l’interno, di protezione crescente nei confronti di possibili con taminanti e infestanti.
33 Dicembre 2022 Produzione & Igiene
Il disegno igienico è l’insieme di regole per portare gli impianti di nuova concezione a essere progettati e costruiti secondo criteri atti a soddisfare determinate esigenze igieniche
Il controllo microbiologico delle superfici nell’industria alimentare
Metodi e tecniche di campionamento e di controllo
La sicurezza di un prodotto alimen tare passa anche dall’igiene delle superfici degli ambienti destinati alla sua lavorazione. Da sempre le GMP - Norme di Buona Fabbricazione (Good Manufacturing Practices) dettano e indicano condizioni operative e i relativi requisiti necessari al fine di garantire l’i giene in tutta la catena alimentare.
Le Norme di Buona Fabbricazione
Le Norme di Buona Fabbricazione - GMP nascono all’interno del Codex Alimenta rius: raccolta di standard, linee guida e codici di condotta adottati dalla Com missione del Codex Alimentarius. La Commissione, nota anche come CAC, è la parte centrale del Programma congiunto FAO/OMS per gli standard alimentari ed è stata istituita dalla FAO e dall’OMS per proteggere la salute dei consumatori e promuovere pratiche eque nel commer cio alimentare. Ha tenuto la sua prima riunione nel 1963. Nello specifico, le GMP forniscono linee guida per: § produzione di alimenti sicuri; § gestione degli stessi;
§ garantire condizioni favorevoli per la produzione di alimenti sicuri, in primo luogo dal punto di vista igienico.
Il fine ultimo è la tutela del cliente, dun que la sicurezza alimentare.
Attuare le GMP (Figura 1) significa per l’azienda alimentare mettere in pratica procedure specifiche e soddisfare una serie di requisiti, quali:

§ la definizione e l’organizzazione delle strutture destinate agli alimenti;
§ manutenzione ordinaria e straordina ria delle attrezzature utilizzate all’in terno dell’azienda;
§ stoccaggio e corretto smaltimento dei rifiuti;
§ trasparenza nei sistemi di tracciabilità;
§ pulizia utensili e attrezzature.
34 Produzione & Igiene Dicembre 2022
SPECIALE IGIENE E SANIFICAZIONE / PROCEDURE DI CONTROLLO
Le aziende alimentari devono includere nel piano di autocontrollo il monitoraggio igienico delle superfici, definendo frequenze, tipo di analisi e livelli di accettabilità dei risultati, oltre a prevedere opportune azioni in caso di riscontri non favorevoli
Monitoraggio igienico delle superfici
L’attuale modello di sicurezza alimen tare è stato introdotto dal Regolamento CE 178/2002 che contiene i principi per la successiva emanazione dei Regola menti del cosiddetto “Pacchetto igiene”. Di fatto, il Regolamento CE 178/2002 in troduce proprio l’applicazione di un me todo scientifico che prevede l’analisi del rischio cui ben si collega il controllo delle superfici.
Il controllo e la conoscenza, dunque, del lo stato igienico delle superfici appare assai rilevante e rientra nell’ottica del controllo di processo verso cui oggi ci si orienta, ben diverso dal controllo del prodotto finito verso cui si era focalizza ti prima dell’entrata in vigore del Reg. CE 2073/2005 e s.m.i. che così recita: “Art. 5, punto 2: Se necessario per verificare il rispetto dei criteri, sono prelevati cam pioni dalle aree e dalle attrezzature in cui avviene la lavorazione degli alimenti, im piegando come metodo di riferimento la norma ISO 18593.”
Ne consegue che oggi le aziende alimen tari devono includere nel proprio piano di autocontrollo il monitoraggio igieni
co delle superfici, definendo frequenze, tipo di analisi e livelli di accettabilità dei risultati, oltre a prevedere opportune azioni in caso di riscontri non favorevo li. Si leggano in proposito le “linee guida sui criteri per la predisposizione dei piani di autocontrollo per l’identificazione e la gestione dei pericoli negli stabilimenti che trattano alimenti di origine animale, di cui al Reg. CE 853/2004” in cui possia mo evidenziare quanto segue:
Piano di verifica
L’OSA deve dimostrare di aver messo in atto procedure di verifica dell’efficacia dei metodi di pulizia e disinfezione, ela borando un apposito piano di verifica che deve essere adattato al tipo di lavo razione e all’intensità della produzione. Tale piano potrebbe comprendere: “[...] un programma di campionamento per il controllo microbiologico delle superfici, ove siano specificati i punti di prelievo, i metodi utilizzati, i limiti di accettabilità, le azioni correttive da intraprendere in caso di valori fuori limite. In particolare, gli OSA che: § producono alimenti pronti, i quali pos sono sviluppare Listeria monocytoge nes; § producono alimenti in polvere per lat tanti o alimenti in polvere destinati a fini medici speciali per bambini di età inferiore ai sei mesi che possono com portare un rischio da Enterobacter sa kazakii[1];
procedono nell’ambito del loro piano di campionamento al prelievo di campioni dalle aree di lavorazione e dalle attrezza ture per la ricerca di Listeria monocyto genes e di enterobatteriacee (cfr. art. 5 Reg. CE n. 2073/05).
La frequenza di campionamento e analisi nell’ambito del piano di verifica deve esse re giustificata, anche alla luce dei risultati ‘storici’ dello stabilimento. I relativi dati devono essere registrati e conservati.”
Laura Scafuri

Tecnologa Alimentare OTALL Responsabile Laboratorio Salumificio Fratelli Beretta S.p.A
Appare importante allora capire quali superfici, quando, come e dove eseguire il controllo.
In questo articolo tratteremo solo di valu tazioni di carattere microbiologico, ovve ro inerente all’aspetto igienico, correlato alla pulizia e sanificazione degli impianti e degli ambienti. Si tenga presente che, con criteri molto simili a quelli applicabili alle valutazioni qui trattate, le superfici possono essere valutate anche in merito ad allergeni, a residui dei prodotti per la detergenza, ad altri eventuali contami nanti che possono essere critici in base alle lavorazioni e prodotti in gioco, con gli opportuni metodi e approcci analitici. Tratteremo soltanto di analisi microbio logiche di tipo tradizionale, escludendo tecniche diverse ma comunque valide quali la Bioluminometria, la rilevazione rapida di residui proteici, le tecniche con lavaggio (rinse method) e la citometria di flusso.
Quali superfici
La prima classificazione delle superfici oggetto di indagine riguarda il contatto o meno con l’alimento, è necessario distin guere tra:
Superfici a contatto: quelle con cui una o più parti dell’alimento (non confeziona to) sono a contatto; possono comprende re nastri trasportatori, lame, coltelli, tubi di dosaggio, coclee, etc.
Superfici non a contatto: dette anche “a contatto indiretto”, ovvero superfici dell’ambiente produttivo quali pareti, pa vimenti, soffitti, bocchette di aerazione, pozzetti etc.
Le prime sono di certo quelle più critiche, perché se tali superfici risultassero non igienicamente adeguate, l’alimento che vi si appoggia si potrebbe contaminare. Tra i materiali e gli oggetti che possono entrare a contatto con l’alimento sono da considerare anche i guanti degli ope ratori che manipolano l’alimento (non confezionato): meritano un’attenzione

35 Dicembre 2022 Produzione & Igiene
Figura 1. GMP
rigorosa e il loro uso deve essere oggetto di attenta formazione. Il guanto preserva la mano dell’addetto pulita, come Dispo sitivo di Protezione Individuale, ma se l’o peratore tocca con il guanto “cose” spor che e pulite senza prestare attenzione a tali differenze, inevitabilmente sarà veicolo di potenziale contaminazione –batterica e non solo – e quindi fonte di un possibile danno; questo può essere evi tato e limitato solo promuovendo la con sapevolezza degli addetti, stimolando la loro responsabilizzazione in tutto il loro operato, previa fornitura naturalmente delle risorse adeguate.
Le superfici non a contatto, pur non es sendo direttamente coinvolte, sono par te dell’ambiente e si richiede che siano pulite adeguatamente, oltre che igieni camente integre e lavabili.
Quando
Conoscere lo stato igienico delle super fici serve in primis a valutare l’idoneità igienica delle attrezzature e l’efficacia delle operazioni di pulizia preliminari. Questo implica che il controllo debba
essere eseguito principalmente in fase “pre-operativa”, cioè dopo che le pulizie sono state completate e prima di inizia re a produrre, a impianto fermo e senza personale.
Ci possono essere validi motivi per ese guire controlli anche durante la produ zione (fase operativa), utili, ad esempio, a verificare in quanto tempo una determi nata superficie si “sporca” o per definire l’inserimento di sanificazioni intermedie o delle sostituzioni operative di parti della macchina (cambio delle lame, so stituzione di coltelli) o, non da ultimo, dei guanti.
I controlli possono essere svolti anche al termine della lavorazione (fase post ope rativa), al fine di avere un quadro dello stato igienico finale complessivo, utili a valutare necessità di operazioni di de tergenza e di sanificazione specifiche e mirate.
La fase in cui si eseguono i controlli del le superfici risulta determinante anche nella scelta del supporto ( tampone, spu gna, etc.) da utilizzare per il campiona mento; in particolare, se si interviene in
fase pre-operativa e si teme che ci siano residui dei disinfettanti utilizzati nella sanificazione è bene che il supporto sia additivato di neutralizzante specifico, selezionato in base alle indicazioni chia re e complete contenute nel metodo di riferimento per il campionamento delle superfici – ISO 18593 – di cui trattere mo in seguito, proprio per supportare la massima efficacia all’indagine e porta re a risultati non falsati da interferenze inattese.
Da sottolineare che il campionamento non va eseguito quando c’è presenza di sporco visibile a occhio nudo, così come non va svolto su superfici bagnate o ap pena disinfettate: deve trascorrere tem po sufficiente affinché l’effetto del disin fettante sia decaduto, per evitare falsi negativi dovuti alla persistenza dell’ef fetto del principio attivo antibatterico nel supporto di campionamento e nel mate riale oggetto di analisi. Infine, da ricordare sempre che dopo il campionamento, la superficie toccata dal supporto (la zona dove si esegue il campionamento) deve essere ripulita e
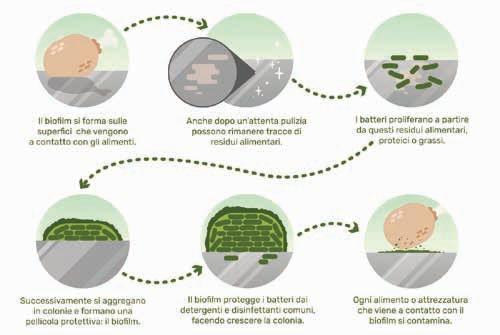
36 Produzione & Igiene Dicembre 2022
Figura 2. Formazione di Biofilm
SPECIALE IGIENE E SANIFICAZIONE / PROCEDURE DI CONTROLLO
sanificata, così da ripristinare le condi zioni volute per il luogo in cui ci si trova; anche questa raccomandazione è conte nuta e normata in ISO 18593.
Dove
La selezione di superfici e di zone/punti specifici da sottoporre al campionamen to è fondamentale per avere un controllo rappresentativo ed efficace delle condi zioni igieniche dell’impianto produttivo. La conoscenza delle diverse contamina zioni microbiche nelle varie fasi e zone produttive, la loro concentrazione, preva lenza e soprattutto la descrizione di una mappa dei punti di controllo possono es sere un utile strumento di monitoraggio, di valutazione di interventi mirati e per campionamenti significativi. Quest’ottica deve mirare a mantenere un livello igieni co degli ambienti produttivi robusto e sta bile, e scongiurare quanto più possibile la temuta formazione di biofilm, insidiosi annidamenti di colonie batteriche e loro eventuali forme di resistenza, non visibili all’occhio umano e generalmente recidivi a trattamenti di pulizia ordinari (Figura 2). Per organizzare il lavoro è raccoman dabile che l’OSA definisca una mappa dell’ambiente oggetto di monitoraggio, con annesso elenco delle zone e punti da campionare, categorizzando ognuno di essi in base al contatto o meno con il prodotto alimentare; utile anche una nu merazione progressiva per monitorare gli andamenti nel tempo.
In tale valutazione sarà conveniente de scrivere anche la “quantità” di superficie da campionare, oltre al supporto con cui il campionamento stesso verrà eseguito preferibilmente. Ma non solo, nella pia nificazione andranno indicate le analisi, i parametri microbiologici che si ricerche ranno e/o quantificheranno punto per punto e con quale frequenza (mensile, settimanale, etc.).
In un piano ben fatto, non mancherà l’indicazione dei valori di accettabilità e
le eventuali azioni da intraprendere nei casi di superamento degli stessi.

Quanta superficie
La grandezza di superficie campionata influenza direttamente la probabilità di rilevare i batteri ricercati, sia per rappre sentatività statistica, sia per la distribu zione dei microbi che non è mai uniforme (Figura 3). Per la ricerca dei batteri pa togeni (Listeria monocytogenes, Salmo nella spp, Cronobacter, etc.) la superficie deve essere ampia, non inferiore a 100 cm2; può essere anche riferita a un’intera attrezzatura, come la lama del coltello, paletta del dosatore, etc.
I risultati possono essere pertan to riferibili a una certa superficie, ad esempio: “Listeria monocytogenes: rilevata/100cm2 “, oppure “Salmonella: Rilevata/lama del coltello xx”.
Quando invece si eseguono campiona menti per avere indicazioni di concentra zioni batteriche, per avere un indicatore numerico di microbi anche confrontabile nel tempo, generalmente in u.f.c (Unità Formanti Colonia), la superficie campio nata potrebbe essere anche inferiore a 100 cm2 o individuata dal supporto uti lizzato per il campionamento. Anche in questo contesto, il risultato è espresso o sull’intera superficie campionata (ufc/
superficie campionata) o ricalcolato ri spetto all’unità di superficie (ufc/cm2) o anche in riferimento all’oggetto (es. ufc/ lama).
Per poter campionare una superficie con un’ampiezza specifica, in modo riferibile e ripetibile, si ricorre generalmente all’u tilizzo di apposite maschere dette deli mitatori, sterili e monouso o sanificabili e riutilizzabili (Figura 4).
La superficie delimitata è generalmen te utilizzata quando il campionamen to viene eseguito mediante tampone o spugna; quando invece si usano piastre a contatto, rodac o contact slide, che si appoggiano sulla superficie da valutare, i batteri eventualmente presenti cre sceranno su questi supporti lì dove sono stati individuati.
Anche la riferibilità per unità di super ficie, piuttosto che il mezzo di campio namento sono determinanti per la con frontabilità nel tempo dei risultati, oltre che ai fini della redazione dei rapporti di prova qualora l’analisi venisse eseguita da laboratorio.
Come eseguire il campionamento del le superfici ben lo illustra la norma ISO 18593 citata anche dal Reg.2073. Gli strumenti più adatti e le procedure da effettuare sono esplicitate nell’articolo seguente.
37 Dicembre 2022 Produzione & Igiene
Figura 4. Delimitatore
Figura 3. Esemplificazione della distribuzione batterica non uniforme
Come eseguire il campionamento delle superfici
La rappresentatività e l’attendi bilità del campione è sempre il punto cruciale in qualsiasi am bito di analisi. Lo è anche per le superfici: grandezza della superficie, tecnica di campionamento e mezzo (supporto) utilizzato, fase del prelie vo. Le linee guida EHEDG (European Hygienic Engineering and Design Group) sottolineano che il campionamento delle superfici può non essere sempre riproducibile (perché legato a un eleva to numero di fattori) e che necessita di operatori ben formati e di procedure di prelievo standardizzate. Bene dunque prendere a riferimento la definizione di campione data dalla nor ma ISO 19036, che si occupa di incertez za di misura nelle prove microbiologiche.
I supporti per il campionamento
A questo punto è necessario illustrare quali e quanti mezzi sono disponibili per il campionamento delle superfici ai fini della loro valutazione igienica. Par liamo di “supporti”, ovvero di quei parti colari dispositivi con cui si “strofina” la superficie che intendiamo sottoporre ad analisi. La norma ISO 18593 ne con sidera diversi e ne descrive le caratteri stiche e l’utilizzo più indicato. La caratteristica comune è che devono essere sterili e privi di sostanze che po trebbero interferire con la crescita dei batteri (azione inibente); quindi devono avere una qualità documentata (certifi cazione del produttore).
CAMPIONE
Uno o più elementi (o una proporzione di materiale) selezionati in qualche modo da una popolazione (o da una quantità più grande di materiale) previsti per fornire
informazioni rappresentative della popolazione ed eventualmente per fungere da base per una decisione sulla popolazione o sul processo che l’ha prodotta

38 Produzione & Igiene Dicembre 2022
SPECIALE IGIENE E SANIFICAZIONE / PROCEDURE DI CONTROLLO
I supporti per il campionamento devono essere sterili e privi di sostanze che potrebbero interferire con la crescita dei batteri
Quale supporto scegliere? Spesso la scelta si basa su abitudini e comodi tà, ma dovrebbe essere invece det tata dal tipo di superficie, dalla sua accessibilità e dall’oggetto dell’anali si. In generale, si usa spugna o panno per superfici piane, lisce ed estese e per la ricerca qualitativa di patogeni; il tampone è preferibile per superfici o zone irregolari o strette, come fessure o canali e per valutazioni di tipo quan titativo (conteggi di batteri nell’unità di superficie o nella zona).
Di seguito vediamo i diversi suppor ti disponibili descritti dalla norma ISO 18593 per il campionamento delle su perfici e le loro modalità di utilizzo. Piastre a contatto (Contact plate): note anche con il nome di Rodac, dischi in materiale plastico, di diametro variabi le, con strato agarizzato o da reidratare. Devono avere forma e terreno adatto, possono essere utilizzati anche tipi di supporto diversi da Rodac, ad esempio prodotti commerciali da reidratare (Fi gura 5).
Tamponi (Swab): bastoncini prefe ribilmente di materiale plastico con all’estremità un fiocco di materiale assorbente (cotone, rayon o alginato), contenuti individualmente in una pro vetta o in un involucro e con il bastonci no spezzabile (Figura 6).
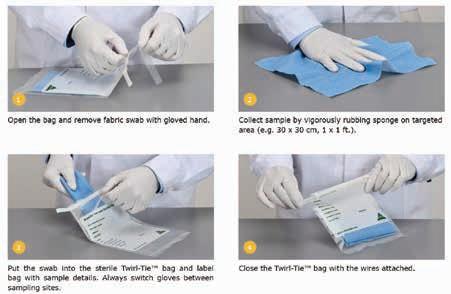
Guanti e panni sterili (Glove, wipes): panni o guanti di materiale assorbente/ spugnoso, in confezioni individuale, di sidratati o pre-inumiditi con soluzione tamponata o neutralizzante. Preferiti per superfici estese (Figura 7).


Spugne (sponge): spugne di forma ge neralmente rettangolare da usare con guanto sterile o già agganciate a un manico apposito, detto Sponge stick (Figure 8 e 9).
In commercio esistono anche supporti denominati Contact o Deep slides (Fi gura 10) esclusi dalla versione vigente della ISO 18593. Generalmente di for
ma rettangolare con manico inserito nel coperchio del contenitore; possono avere due terreni diversi, uno per faccia del rettangolo, per poter essere usati per due valutazioni (tipo di batteri) con temporaneamente. Naturalmente de vono essere terreni per analisi/metodi che richiedono le medesime condizioni di incubazione (tempo e temperatura). Contact slide e simili vanno bene per zone molto standardizzate, superfici piane e regolari.
Come si procede?
Il prelievo deve essere eseguito da personale specificatamente formato,
preferibilmente individuato anche nel manuale di autocontrollo dell’impresa; deve essere inclusa una lista delle veri fiche da condurre prima dell’esecuzione del campionamento quanto a: § disponibilità e adeguatezza dei ma teriali e delle attrezzature neces sari per la raccolta, la preparazione e l’invio dei campioni (sapone e di sinfettante per le mani, un piano di appoggio adeguato, guanti sterili, i supporti scelti e definiti “delimita tore, soluzione tampone sterile in provette da trasporto, tamponi ste rili per campionamento, spugnette, soluzione disinfettante o altri presidi
39 Dicembre 2022 Produzione & Igiene
Figura 5. Piastra Rodac
Figura 7. Campionamento con panno
Figura 6. Tampone
per la disinfezione del delimitatore, etichette e quant’altro necessario per identificare il campione, etc.”;
§ disponibilità del laboratorio a riceve re e analizzare i campioni nei tempi previsti (entro 48 ore massimo dal
CONTROLLO
momento del prelievo, a condizione che il campione venga mantenuto re frigerato);
§ lavare e disinfettare le mani e asciu garle con carta a perdere prima di indossare i guanti stando attenti a
non toccare la superficie esterna dei guanti;
§ se del caso farsi aiutare da una per sona che proceda all’apertura della busta dei guanti e delle altre attrez zature sterili senza entrare in con tatto con il contenuto;
§ assicurarsi che le maniche del ca mice o comunque gli indumenti non possano entrare in contatto al mo mento del prelievo e della sua prepa razione con le superfici da campio nare e/o con le attrezzature sterili.
Dopo avere identificato i siti di campio namento, delimitare l’area da sottopor re a prelievo.
Metodo per il campionamento di superfici ambientali mediante l’impiego di tamponi
Possono essere impiegati delimitatori sterili monouso o reimpiegabili (Figura 4) in materiale lavabile e disinfettabile. In quest’ultimo caso, deve essere garantito che le procedure di disinfezione del delimitatore non influiscano sui risultati del campionamento (per esempio, nel caso in cui il delimitatore fosse stato immerso in una soluzione disinfettante, è necessario assicurare che la soluzione disinfettante non possa spandersi sull’area soggetta a campionamento –assicurare un tempo di contatto adeguato tra il disinfettante e il delimitatore). L’area compresa nel perimetro interno del delimitatore non deve venire a con tatto con le mani dell’operatore né con alcun altro materiale diverso dal tam pone per campionamento. Strisciare il tampone su tutta l’area og getto di prelievo esercitando una buona pressione e avendo cura di ruotare il tampone in modo che tutta la super ficie del tampone stesso entri in con tatto con la superficie da campionare. Il tampone dovrebbe essere strisciato sulla superficie da campionare orizzon






40 Produzione & Igiene Dicembre 2022
SPECIALE IGIENE E SANIFICAZIONE / PROCEDURE DI
Figura 9. Sponge stick
Figura 10. Deep slide
Figura 8. Spugna
talmente, verticalmente e in diagonale (circa dieci volte in ciascun senso). Il tampone non deve essere strofinato al di fuori dell’area delimitata. Riporre quindi il tampone nella provetta conte nente il diluente sterile, spezzando l’a sta contro la parete del contenitore. Completate le attività di campiona mento, riporre i tamponi nelle rispettive provette in un sacchetto di plastica sul quale sia stata apposta una etichetta identificativa del campione. Sigilla re il sacchetto e predisporre per l’invio al laboratorio dopo avere verificato la corretta e completa identificazione del campione (Figura 11).
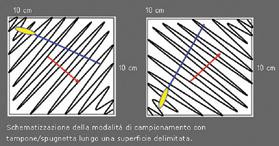
Metodo per il campionamento di superfici ambientali mediante l’impiego di spugne Preparare le spugne aggiungendo nel loro contenitore/sacchetto sterile una quantità di diluente sterile sufficiente a inumidire la spugna senza che riman ga del liquido libero visibile al fondo del sacchetto (10 ml dovrebbe essere una quantità adeguata).


Massaggiare la spugna dall’esterno per essere certi che la stessa sia uniforme mente inumidita, quindi, con adegua ti movimenti dall’esterno, spingere la spugna verso l’apertura del sacchetto prima di aprire la busta plastica per estrarla, stando attenti a che la stes sa non entri in contatto con le superfici esterne. La spugna deve essere estrat ta dalla busta plastica al momento del prelievo da parte dell’operatore addetto al campionamento.
Esistono in commercio spugnette già inumidite, pronte all’uso, anche con manico (Sponge Stick, vedi Figura 9) per facilitare il prelievo e ridurre il pericolo di toccare la spugna con mani o indu menti. Allo stesso modo, sono disponi bili in commercio spugne pre-imbevute con i diversi neutralizzanti indicati dalla norma ISO 18593 (Figura 12).
Dopo avere identificato i siti di campio namento, delimitare l’area da sottopor re a prelievo, che deve essere di almeno di 100 cm2, mediante l’impiego della maschera che delimiti un’area quadra ta di 10 cm di lato. Per l’uso di delimi tatori, si veda quanto già illustrato nel paragrafo precedente relativo all’uso con tampone.
Strofinare la spugna esercitando una buona pressione sull’area delimitata dalla maschera sia in senso orizzontale sia verticale (circa 10 volte in un senso e 10 nell’altro). L’intera superficie racchiu sa all’interno del delimitatore deve es sere interessata dal campionamento. La spugna non deve essere strofinata al di fuori dell’area delimitata. Si preferisco no generalmente le spugne per superfici estese, sia in termini di impianto sia in termini di oggetto del campionamento.
Completate le attività di campionamen to, riporre la spugna nella busta di pla stica. Sigillare il sacchetto e predispor re per l’invio al laboratorio dopo avere verificato la corretta identificazione del campione. Terminato il prelievo (cam pionamento della superficie), pulire e disinfettare la superficie testata per evitare che rimangano tracce dei mate riali utilizzati durante il prelievo. Nel caso in cui su una stessa super ficie/zona si volessero verificare più parametri (es. analisi qualitative come ricerca di Salmonella spp e ricerca di Listeria monocytogenes e analisi quan titative ad esempio conteggio della carica microbica totale, di Escherichia coli, etc.) è bene conferire al laboratorio supporti diversi, uno per l’analisi quan titativa e uno per ogni analisi qualitati va richiesta.
41 Dicembre 2022 Produzione & Igiene
Figura 12. Campionamento con spugna e delimitatore
Figura 11. Campionamento con tampone
Il ruolo del laboratorio di analisi
Tempo e temperatura del traspor to del supporto al laboratorio deputato alla sua analisi devono rispettare condizioni specifiche, anch’esse correlate all’affidabilità dei ri sultati attesi.

Trasporto dei supporti
È necessario fare attenzione, perché eventuali batteri “catturati” dal campio namento possono iniziare a proliferare sul supporto stesso prima che l’analisi dello stesso inizi, portando ad alterare il risultato originale relativo alla situazione effettiva della superficie oggetto di valu tazione.
Pertanto, anche in merito alle condizio ni di trasporto interviene la norma ISO 18593 che prevede che esso avvenga a temperature comprese fra 1 e 8°C e che le analisi inizino preferibilmente entro 24 ore dal momento del campionamento; in caso ciò non possa avvenire, i supporti possono sostare in frigorifero, chiusi nei loro contenitori a temperature comprese fra 1 e 5°C fino a un massimo di 48 ore dal campionamento, prima di essere sot toposti ad analisi.
Limiti di accettabilità
Per ogni valutazione analitica, soprat tutto se definita all’interno di un piano di monitoraggio e di controllo, è necessario siano definiti limiti di accettabilità per i parametri oggetto di analisi; il mancato rispetto di tali limiti deve ragionevolmen te prevedere adeguate azioni di correzio ne e di intervento, così come l’evidenza
del mantenimento nel tempo può defi nire opportune azioni di miglioramento, per esempio una rivisitazione periodica delle frequenze di campionamento o la modifica dei punti di controllo.
La definizione dei limiti è bene sia sup portata da documenti di riferimento, ovvero da Linee guida documentate. Tra queste, spesso si prende spunto dal do cumento realizzato dall’INAIL “La conta minazione microbiologica delle superfici negli ambienti lavorativi” che riporta utili considerazioni sul monitoraggio am bientale. Questo documento specifica che dal punto di vista normativo non vi sono testi disponibili specifici per il con trollo del campionamento microbiologi co delle superfici, ma che “gli ambiti in cui risulta muoversi la letteratura nazio
nale e internazionale in materia di analisi microbiologica delle superfici sono prin cipalmente due: Sanitario-Farmaceutico e Alimenti e mangimi per animali”. Per le valutazioni qualitative relative a batteri patogeni (Salmonella spp, Liste ria monocytogenes) il criterio è sempli ce: non devono essere rilevati/superficie campionata. Invece, per parametri in dicatori di Buona Prassi di Lavorazione (BPL o GMP) come conta colonie aerobie a 30°C, enterobatteri ed Escherichia coli devono essere definiti dei limiti di accet tabilità, con eventuale valore di attenzio ne e di rifiuto.
Il giudizio sulla qualità microbiologica deve essere espresso in base agli stan dard stabiliti internamente, e può essere completato tenendo conto di due limiti:
42 Produzione & Igiene Dicembre 2022
SPECIALE IGIENE E SANIFICAZIONE / PROCEDURE DI CONTROLLO
Il giudizio sulla qualità microbiologica deve essere espresso in base agli standard stabiliti internamente
§ Limite di Allerta: il numero di UFC è tale da indicare una deviazione rispet to alle condizioni operative standard. Il suo superamento deve “mettere sull’avviso” e indurre a una valutazio ne attenta dei processi effettuati e del comportamento del personale.
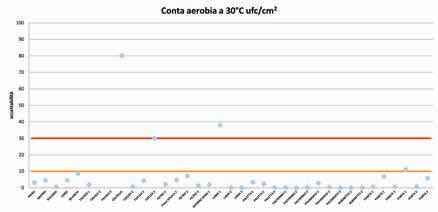
§ Limite di Azione: segnala una situa zione critica da correggere immedia tamente.
Tali limiti non possono assumere il signi ficato di un valore assoluto, ma vanno in quadrati all’interno di un trend e valutati seguendo le caratte ristiche dell’ambiente a cui sono riferiti. L’andamento dei risultati nel tempo può essere ben rappresentato anche in for ma di carta di controllo con evidenza del le tendenze dei risultati (Figura 14). Queste indicazioni trovano chiara espo sizione nel documento Codex General Guidelines on Sampling CAC/GL 50-2004. Ad esempio, secondo gli autori del docu mento, le piastre a contatto sono molto utili per superfici poco contaminate. Poi
ché i metodi messi a confronto non sono risultati molto sovrapponibili, suggeri scono di prevedere l’utilizzo di più metodi per i diversi parametri.
Piani di controllo specifici per l’esportazione: casi particolari e requisiti
Per alcuni settori dell’industria alimen tare, in particolare per quello delle carni, e per poter esportare talune categorie di alimenti verso paesi non appartenen ti all’Unione europea, verso gli USA ma
non solo, sono richiesti piani di controllo molto specifici e rigorosi, con utilizzo di spugne su superfici molto ampie (900 cm2 e oltre), con neutralizzante speci fico (Dey Engley); per l’esecuzione delle analisi sono inoltre previsti metodi par ticolari e accreditati, definiti dall’USDA (United States Department of Agricul ture), contenuti in MLG (Microbiology Laboratory Guidebook ) ovvero i metodi usati da FSIS (Food Safety and Inspec tion Service) nella gestione delle attività normate, o da essa riconosciuti equiva lenti (Figura 15).

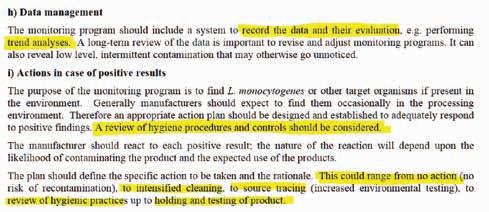
Il documento principale di riferimento è il Code of Federal Regulation (CFR) Tit le 9[3], ma il Ministero della Salute ne ha ripreso tutti i requisiti previsti in di verse note ministeriali (DGISAN). Così si legge nella DGISAN 42841 del 2019: “Il Programma di Controllo per Listeria mo nocytogenes (Lm) deve essere verificato mediante un piano di campionamento ordinario che deve:
§ elencare le superfici a contatto da campionare;
§ indicare la frequenza dei test;
§ identificare le dimensioni e la localiz zazione dei siti da campionare;
§ prevedere la spiegazione del perché le frequenze previste sono sufficienti a controllare Listeria monocytogenes;
§ identificare le condizioni alle quali lo stabilimento tratterrà e testerà i prodotti finiti (hold & test).
43 Dicembre 2022 Produzione & Igiene
Figura 14. Esempio carta di controllo conta aerobia mesofila totale
Figura 15. Riferimento metodi equivalenti per USDA
SPECIALE IGIENE E SANIFICAZIONE / PROCEDURE DI CONTROLLO
Al fine di identificare al meglio le su perfici da sottoporre a piano di cam pionamento è necessario che ogni sta bilimento disponga di una planimetria aggiornata dell’ambiente post letale [2], nonché della lista di ogni possibile su perficie destinata a venire a contatto con alimenti e di quelle a contatto indiretto o non a contatto.
Descrizioni dettagliate specifiche per l’Export USA di cui si è trattato sono in cluse nel DGISAN 42841 con particolare focus sulla rilevazione di Listeria mo nocytogenes, che per questa destinazio ne prevede tolleranza zero. Se la tecnica di campionamento è la stessa (campionamenti mediante spu gne o sponge stick – Figure 8 e 9 – su su perfici estese, anche pari a 30 x 30 cm) variano tempi e condizioni di trasporto al laboratorio: il trasporto deve avveni re a temperatura non superiore a 4°C e, soprattutto, l’analisi deve iniziare non oltre le 24 ore dal campionamento. Sono condizioni inderogabili, oggetto di severi controlli durante le fasi di ispezione, di abilitazione e di mantenimento nelle li ste export e a ogni fase di certificazione per esportazione. La documentazione dovrà essere coerente a quanto atteso.
Il Rapporto di Prova
Vediamo ora come il laboratorio debba gestire le analisi su questo tipo di ma trici specifiche e come possono essere documentati i relativi risultati nel rap porto di prova.
Innanzitutto, consideriamo di rivolgerci a un laboratorio accreditato; per poter svol gere le analisi che richiederemo, dobbia mo verificare che il laboratorio disponga di metodi accreditati applicabili alla ma trice “Supporti da campionamento di su perfici di aziende alimentari”; possiamo valutare inoltre se il laboratorio ha accre ditato anche il metodo di campionamento ISO 18593, nel caso volessimo affidargli anche l’operazione di campionamento. In
questo secondo caso, il Rapporto di Prova darà evidenza di analisi completamente accreditata, sia nel campionamento sia nel metodo applicato per la prova micro biologica richiesta. Nel conferimento dei campioni è neces sario compilare un “verbale”, documento su cui deve essere indicato almeno:
§ chi ha eseguito il campionamento;
§ con quale metodo e se tale metodo è accreditato;
§ il tipo di supporto utilizzato (tam pone, spugna, etc.) che è l’oggetto di analisi;
§ una descrizione del punto di campio namento (es. Tavolo di sezionamento, etc.);
§ la superficie campionata, in cm o in dm2 ove definita; in caso di oggetti in teri, questa informazione va precisata;
§ data e ora del campionamento (da cui sarà calcolata l’ora di inizio analisi e quindi il rispetto del requisito pre visto dalla norma ISO 18593 o dalle condizioni di esportazione; n.b.: sono prese in considerazione le ore: per esempio: se il campionamento è sta to eseguito alle ore 5.30 del giorno 1, per l’export USA le analisi devono ini ziare entro e non oltre le 5.30 del gior no 2. Tali informazioni sono e devono essere rintracciabili dal Rapporto di Prova e dal verbale di campionamen to a esso univocamente collegato.
Sulla gestione della reportistica delle superfici, Accredia è molto rigorosa a tutela dei clienti e fornisce regole molto dettagliate, che discendono dalla nor ma di riferimento per l’accreditamento dei Laboratori di Prova ISO 17025, ben descritte nel Regolamento tecnico “Ac credia RT 08 Prescrizioni per l’accredita mento dei laboratori di prova”.
In particolare: se il laboratorio esegue il campionamento, ma questo è esclu so dall’accreditamento, il Rapporto di prova deve riportare tale esclusione e
il campionamento deve essere indicato come “non oggetto di accreditamento”. Se il campionamento comporti effet tuazione di misure della superficie, il laboratorio deve esprimere i risultati in unità di misura di cui può garantire la riferibilità.
Pertanto, se il campionamento non è accreditato o è effettuato dal cliente, il laboratorio deve esprimere:
§ il risultato senza tener conto delle misure effettuate in fase di campio namento (UFC e non UFC/cm2, etc.);
§ può anche riportare i risultati espres si nelle unità di misura che tengono conto delle misure effettuate in fase di campionamento, purché, in fase di ricezione del campione e/o nel ver bale, sia ben chiara la dichiarazione di chi ha eseguito il campionamento, sottoscritta dallo stesso, delle misure effettuate in fase di campionamento (es. superficie che ha campionato); in questo modo il risultato è riferibile a un’unità di misura specifica e nel rap porto di prova si evidenzia una dichia razione del tipo seguente: “il risultato, così come espresso in unità di misura (es. superficie), è stato ottenuto me diante elaborazione dei dati (es. area misurata) espressamente dichiarati da chi ha eseguito il campionamento”.
Si osservi in Figura 16 l’espressione del risultato, le indicazioni del supporto uti lizzato, della superficie campionata ol tre alle indicazioni temporali.
Conclusioni
L’igiene degli ambienti di lavoro è un ar gomento cruciale per la produzione di alimenti sicuri, stabili e esportabili. Il controllo delle superfici passa innan zitutto dall’occhio umano, dall’atten zione degli operatori e quindi dalla loro formazione e responsabilizzazione a utilizzare solo attrezzature e impian ti in primis visivamente puliti (assenza
44 Produzione & Igiene Dicembre 2022
di residui visibili, di ristagni di acqua, di untuosità, rugosità, di odori sgradevoli e non pertinenti, come minimo).
Un monitoraggio robusto e mirato, con uso di supporti specifici e selezionati,
deve essere svolto sistematicamente per valutare nel tempo eventuali devia zioni da condizioni di accettabilità defi nite, per prevenire contaminazioni inat tese, decadimenti del prodotto, incidenti
alimentari, formazione di nicchie batte riche resistenti e nell’ottica del migliora mento continuo. La tenuta sotto control lo del processo supporta efficacemente maggiore sicurezza del prodotto finito.
45 Dicembre 2022 Produzione & Igiene
Figura 16. Esempio Rapporto di prova
Da non sottovalutare anche la Buona Prassi dello studio dei programmi di de tergenza e di sanificazione che devono essere riverificati spesso e modulati in base alle esigenze delle produzioni stes se, alle osservazioni raccolte e non defi niti “per sempre”.
La scelta non dipende solo dal pensa re che si hanno microbi da eliminare; la scelta deve tenere conto anche:
§ che ci sono i microbi a diversa resi stenza;
§ dove li devo eliminare (superfici chiu se, superfici aperte);
§ su che tipo di superficie si applicano;
§ se devo eliminare qualcosa d’altro (odore, colore);
§ che tecnologia uso (CIP, manuale, schiuma, asciutto, bagnato);
§ che disinfettante uso (pronto all’uso, da diluire, concentrato);
§ sicurezza degli operatori (odore, cor rosione, aerosol);
§ esperienza e capacità degli operatori;
§ tempo a disposizione (monofase).
La detergenza è in grado di risolvere tut ti i problemi chimici e microbiologici; se non lo fa non è colpa della detergenza ma dell’ignoranza di chi la usa (non-co noscenza = mancata formazione).
Tutto quanto sopra, non è altro che Cultu ra della Sicurezza Alimentare, come cita il Regolamento UE 2021/382 al CAPITOLO XI bis Cultura della sicurezza alimentare: Gli operatori del settore alimentare de vono istituire e mantenere un’adeguata cultura della sicurezza alimentare, e for nire prove che la dimostrino, rispettando i requisiti seguenti:
§ impegno da parte della dirigenza, conformemente al punto 2, e di tutti i dipendenti alla produzione e alla di stribuzione sicure degli alimenti;
§ ruolo guida nella produzione di ali menti sicuri e nel coinvolgimento di tutti i dipendenti in prassi di sicurezza alimentare;
§ consapevolezza, da parte di tutti i di pendenti dell’impresa, dei pericoli per la sicurezza alimentare e dell’impor tanza della sicurezza e dell’igiene de gli alimenti;
§ comunicazione aperta e chiara tra tut ti i dipendenti dell’impresa, nell’ambi to di un’attività e tra attività consecu tive, compresa la comunicazione di deviazioni e aspettative;
NOTE
[1] Oggi Cronobacter sakazaki (n.d.a)
[2] Ambiente post – letale: zona in cui l’alimento è pronto e finito per essere esportato, dopo aver subito trattamenti di abbattimento della carica microbica
BIBLIOGRAFIA
§ Codex alimentarius CXC 1-1969 rev. 2020 General Principles of Food Hygiene.
§ ISO 18593: 2018 Microbiology of the food chaine – Horizontal methods for surface sampling.
§ Anses EURL LM Guidelines on sampling the food processing area and equipment for the detection of Listeria monocytogenes veriosn 3-20/08/2012.
§ DGISAN 42841 del 26-06-2019 Listeria monocytogenes e Salmo nella spp nei prodotti a base di carne suina destinati all’export negli USA – Criteri e modalità di gestio ne dell’autocontrollo aziendale e modalità di verifica dell’Autorità Competente.
§ (REGOLAMENTO (UE) 2021/382 DELLA COMMISSIONE del 3 marzo 2021 che modifica gli allegati del regolamento (CE) n. 852/2004 del
§ disponibilità di risorse sufficienti per garantire la manipolazione sicura e igienica degli alimenti.
La cultura della sicurezza alimentare –da intendersi in termini di impegno della proprietà e della gestione a formare tutti i dipendenti, lavoratori e collaboratori – è la condizione di base per prevenire tos sinfezioni e food safety crisis.
(cottura, pastorizzazione, etc.)
[3] Consultabile sul sito del Code of Federal Regulations statunitense http://www.gpoaccess.gov/cfr/index. html
Parlamento europeo e del Consiglio sull’igiene dei prodotti alimentari per quanto riguarda la gestione degli allergeni alimentari, la ridistri buzione degli alimenti e la cultura della sicurezza alimentare).
§ RT-08 Accredia Prescrizioni per l’accreditamento dei Laboratori di Prova.
§ UNI CEI/EN ISO/IEC 17025: 2018 Requisiti generali per la competen za dei laboratori di prova e taratura.
§ Cleaning Validation in the Food Industry - General Principles, Part 1 September 2021 European Hygienic Engineering and Design Group.
§ La contaminazione microbiologica delle superfici negli ambienti lavo rativi. INAIL, maggio 2017.
§ Codex General Guidelines on Sam pling CAC/GL 50 2004.
§ Code of Federal Regulation (CFR) title 9.
46 Produzione & Igiene Dicembre 2022
Si ringraziano il dottor Massimo Tarditi per aver concesso l’utilizzo di alcune im magini; la dr.ssa Serena Leardini per le immagini presenti in questo articolo di pro prietà ©Romer Labs Division Holding GmbH che sono state riprodotte con licenza.
SPECIALE IGIENE E SANIFICAZIONE / PROCEDURE DI CONTROLLO
Screening degli allergeni con SENSIStrip e il RapidScan ST5-W di Eurofins Technologies


I lateral flow SENSIStrip sono lo strumento perfetto per controllare la potenziale con taminazione crociata da diversi allergeni alimentari, con uno screening rapido del le materie prime, delle fasi del processo produttivo, monitorando l’efficacia dei la vaggi, la pulizia delle superfici e del prodot to finale.
Ciascun kit è fornito insieme a tutto il neces sario, pronto all’uso, per eseguire l’analisi at traverso 20 test singoli su matrici alimentari o campioni ambientali, includendo una sche da di valutazione per l’interpretazione di un risultato semi-quantitativo basato sull’in tensità della linea di test sulla striscia.
Le SENSIStrip sono, inoltre, abbinabili al nuovo lettore RapidScan ST5-W, adatto per essere usato sul campo e nelle fasi di pro cesso che necessitano di risultati rapidi. Lo strumento portatile, facile da utilizzare e flessibile, consente la lettura non solo dei lateral flow per gli allergeni, ma anche per le altre linee per glifosato, OGM e tossine algali. Con una capacità di memoria fino a 5000 risultati, permette di creare ed espor tare i report necessari.

Questo nuovo lettore è in grado di fornire una soluzione integrata per tutti i produttori ali mentari, fornendo un’alternativa affidabile per verificare la presenza di più contamina zioni diverse attraverso l’uso di strip specifi che con un dispositivo di lettura unico, in pochi minuti e in qualsiasi ambiente di lavoro Per una consulenza senza impegno, con tattateci all’indirizzo Support.ET.Trieste@ eurofins.com.
EUROFINS TECNA www.eurofins.it
47 Dicembre 2022 Produzione & Igiene INFORMAZIONE PUBBLICITARIA
SENSIStrip posta all’interno del campione da analizzare, opportunamente preparato
SENSIStrip che può essere facilmente letta, una volta inserita nel RapidScan ST5-W
I sanificanti: caratteristiche e criteri di scelta
Tipo di sporco, superficie da trattare e patogeni attesi sono i parametri da considerare nello scegliere detergenti e disinfettanti in un’azienda alimentare

Per impostare correttamente le procedure di sanificazione, il pri mo passo è scegliere i prodotti più idonei, una fase non banale perché la scelta deve tener conto – oltre dell’efficacia sulla riduzione della carica microbica – delle possibili reazioni con la superficie da sanificare, della facilità di risciacquo e, non da ultimo, del costo. Anzitutto la prima scelta è se optare per una sanificazione in due fasi, in cui far precedere alla disinfezione vera e pro pria, un passaggio con un prodotto deter gente, per rimuovere le macchie e lo spor co grossolano (come i residui di cibo). Non tutti i disinfettati hanno anche potere de tergente, pertanto le due fasi si possono accorpare solo se il prodotto scelto è effi cace sia sulla rimozione dello sporco che sulla riduzione della carica microbica. L’elemento che permette di capire se un prodotto chimico è solo un detergente o ha anche azione disinfettante è la pre senza sulla confezione o sulla scheda tecnica della dicitura “Presidio Medico Chirurgico”. La confezione e la scheda tecnica devono indicare anche le moda lità di uso (concentrazione del prodotto, tempo di azione, se è necessario o meno il risciacquo, etc.).
Sul mercato sono disponibili diverse alternative, sia che si scelga di svolge re la sanificazione in due fasi distinte
48 Produzione & Igiene Dicembre 2022
SPECIALE IGIENE E SANIFICAZIONE / DETERGENTI E DISINFETTANTI
Scegliere il detergente più adatto in funzione del tipo di sporco e della superficie da trattare
Elena Consonni Tecnologa alimentare

(detergenza e disinfezione) oppure in un solo step.
La scelta del detergente Nel caso si opti per svolgere le due fasi separate, la prima cosa da fare è sce gliere il detergente più adatto, in funzio ne del tipo di sporco e della superficie da trattare. Esistono detergenti acidi, alca lini, tensioattivi anionici, cationici, non ionici, anfoteri.
I detergenti acidi possono essere a base di acidi forti o di media forza (solforico, nitrico, cloridrico, fosforico), sia organici che inorganici. Sono impiegati per la ri mozione del calcare o delle incrostazioni. Nell’ambito dei detergenti alcalini, si uti lizza la soda (NaOH) e la potassa (KOH) caustica. Questi prodotti sono corrosivi e si utilizzano dove non c’è manipolazione di alimenti. Sono impiegati per la rimo zione dello sporco grasso. Vanno gestiti con una certa attenzione.
I tensioattivi anionici sono particolar mente efficaci sullo sporco grasso, che emulsionano favorendone la solubiliz zazione in acqua. Sono poco costosi, e per questo molto diffusi. Uno svantag gio è la produzione di grande quantità di schiuma, un aspetto negativo sotto il profilo ambientale.
I tensioattivi non ionici sono una classe di detergenti piuttosto costosa. Produ cono meno schiuma rispetto ai prece denti. Rimuovono la maggior parte dei tipi di sporco, in particolare quello di na tura grassa. Sono molto usati in ambien te alimentare.
I tensioattivi cationici hanno un’azione detergente più blanda, compensata da una maggiore azione disinfettante e da un certo potere battericida. Sono più adatti per la detersione dello sporco inorganico. Un esempio di questa classe di detergenti è il lisoformio. Infine, i tensioattivi anfoteri sono schiu mogeni e svolgono anche un’azione ger micida. Sono molto costosi.
La detersione avviene perché tra il de tergente e lo sporco si verificano delle reazioni chimico/fisiche che ne facilitano la rimozione, per questo alcune classi di detergenti sono più efficaci su alcuni tipo di sporco rispetto ad altri. Per esempio, per i grassi, i detergenti più efficaci sono gli alcali, i tensioattivi e, più raramente, i solventi. In particolare i tensioattivi sono costituiti da una coda lipofila, che si lega alla sostanza organica grassa e da una testa idrofila che si solubilizza in acqua, permettendo la rimozione dello sporco. La rimozione dello sporco grasso avviene
per saponificazione, solubilizzazione ed emulsione.

Sulle proteine risultano efficaci gli alcali oppure i tensioattivi. La rimozione dello sporco proteico avviene per idrolisi, so lubilizzazione, azione meccanica. Sugli zuccheri è opportuno impiegare acqua e alcali, che agiscono per dissoluzione. Per i sali minerali (calcare) è necessario utilizzare gli acidi, che ne permettono lo scioglimento, anche attraverso l’azione meccanica.
Anche la superficie va valutata nella scelta del detergente. Alcuni materiali
La detersione avviene perché tra il detergente e lo sporco si verificano delle reazioni chimico/fisiche che ne facilitano la rimozione, per questo alcune classi di detergenti sono più efficaci su alcuni tipo di sporco rispetto ad altri
49 Dicembre 2022 Produzione & Igiene
usati nella realizzazione di superfici e attrezzature in ambito alimentare non resistono all’uso di certe molecole. Per esempio, l’acciaio inox è sensibile all’a cido cloridrico e ai cloruri, mentre resi ste ad acidi poco concentrati. L’allumi nio non resiste agli acidi e alle basi forti. Il legno (che però non dovrebbe essere utilizzato negli ambienti alimentari) e il vetro non resistono all’uso di basi forti. La gomma non resiste ad acidi e solven ti organici, mentre la plastica è poco re sistente al calore, all’azione meccanica e ai solventi organici.
Un’ampia varietà di disinfettanti
Anche nell’ambito dei disinfettanti le possibilità sono diverse. Quelli a base di cloro sono i più diffusi, anche perché meno costosi. Hanno un ampio spettro d’azione, bassa tossicità, agiscono rapi damente e non lasciano tracce visibili. Possono però essere corrosivi per alcu ni metalli e in presenza di acidi possono portare alla formazione di cloro volatile, molto tossico. Sono efficaci anche nei confronti del virus SARS-CoV-2. Un’altra classe di disinfettanti impor tante sono i sali di ammonio quater nario. Sono facili da usare, non sono corrosivi, hanno anche un buon pote re detergente e non sono tossici. Sono però facilmente inattivabili da sostanze organiche, hanno uno spettro d’azione limitato. Sono infatti inefficaci su bat teri Gram - micobatteri e spore. Sono sensibili alle acque dure e sono schiu mogeni, per cui la loro rimozione richie de una certa attività di risciacquo. Gli iodofori (a base di iodio) sono effi caci sulle spore, hanno un ampio spet tro di azione e hanno anche proprietà detergenti. Di contro sono corrosivi nei confronti dei metalli, sono relativamen te costosi e sono viscosi in soluzione concentrata e difficili da diluire. Inoltre lasciano residui colorati.
I perossidi sono poco corrosivi sull’ac ciaio inox ed ecocompatibili. Il più noto è il perossido di idrogeno (acqua ossi genata), ma la sua efficacia dipende da parecchi fattori, come il pH, la presenza di catalizzatori, la temperatura, la con centrazione di perossido e il tempo di reazione.

L’acido peracetico è utilizzato per le procedure di cleaning in place (proce dure di pulizia automatiche utilizzate per la sanificazione di impianti, tuba ture, etc.). Ha azione battericida con una concentrazione dello 0,0001% e sporicida allo 0,3%. È efficace su Myco bacterium. Non danneggia le superfici, ma si inattiva in presenza di sostanza organica, per questo il suo impiego deve essere preceduto da una detersione molto attenta.
Gli alcoli (principalmente etilico e iso propilico) hanno potere battericida, sono poco costosi e ad ampio spet tro. Sono efficaci anche contro SARSCoV-2, ma poco sulle spore. L’alcol de naturato contiene alcol metilico (che è tossico) e non può essere utilizzato per le superfici a contatto con gli alimenti. Al di là del tipo di prodotto scelto, il mec canismo di azione è simile: le molecole che costituiscono il disinfettante hanno proprietà tali da modificare la membra na cellulare del microrganismo, al pun to da riuscire a penetrare nella cellula, che inattivano.
Qualora i test effettuati sulle superfici trattate evidenzino la sopravvivenza di batteri è necessario verificare che non siano stati compiuti errori piuttosto co muni: concentrazione del prodotto non corretta (va dosato in maniera precisa), tempo di contatto insufficiente, tem peratura della soluzione disinfettan te inadeguata, presenza di residui di sporco sulle superfici. Per evitare che si instaurino resistenze batteriche può essere utile cambiare periodicamente il prodotto usato.
Come scegliere il prodotto giusto
Come abbiamo accennato i parametri da considerare nella scelta del sani ficante – o della combinazione deter gente e disinfettante – più indicati sono tanti. Il riferimento deve essere la sche da tecnica, che riporta il campo d’azio ne dei prodotti, le temperature ottimali di utilizzo, i tempi di azione e la compa tibilità con le superfici da trattare. Queste informazioni vanno confrontate con l’ambiente da sanificare e il tipo di
Le molecole che costituiscono il disinfettante hanno proprietà tali da modificare la membrana cellulare del microrganismo, al punto da riuscire a penetrare nella cellula, che inattivano
50 Produzione & Igiene Dicembre 2022
SPECIALE IGIENE E SANIFICAZIONE / DETERGENTI E DISINFETTANTI
sporco o di contaminazione ipotetica che si deve eliminare. Per esempio va valutato il pH e la durezza dell’acqua di lavaggio. A pH 8 diminuisce, infatti, l’a zione dei prodotti a base cloro, dei sali di ammonio quaternari e dei tensioattivi anfoteri. Va valutata anche l’eventuale incompatibilità con altri prodotti usati. Infatti è bene non miscelare i prodotti di pulizia – in particolare quelli contenen ti candeggina o ammoniaca – con altri prodotti.

A questi elementi vanno aggiunti fattori che potrebbero essere definiti esterni al processo di sanificazione, ma non per questo sono meno importanti: la sicu rezza degli operatori che li manipolano,
la stabilità (che è collegata alla conser vazione), la conformità alle leggi vigenti, la tossicità, il potere corrosivo, la biode gradabilità e la presenza di residui negli scarichi.
Per ragioni di sicurezza, le operazioni di sanificazione devono essere ese guite indossando guanti o dispositivi di protezione individuale. È bene arieg giare gli ambienti sia durante che dopo l’uso dei prodotti per la pulizia e la sa nificazione.
Le procedure contro il SARS-CoV-2
Discorso a parte meritano le procedure di sanificazione nei confronti del virus SARS-CoV-2, un tema che riguarda la tutela dei lavoratori, più che la sicurez za alimentare, ma che le aziende del settore devono comunque assicurare.
Al momento non ci sono dati a suffi cienza sulle condizioni che determi nano l’inattivazione di questo virus. Le procedure indicate nelle linee guida di sponibili sono basate sulle informazio ni valide per virus simili già noti, come quelli che fanno parte della famiglia dei Coronavirus.
I Coronavirus sulle superfici sono di sattivati in circa 1 minuto con etanolo a concentrazioni comprese tra 62-71%, con perossido di idrogeno allo 0,5% o con ipoclorito di sodio allo 0,1%. È quin di ipotizzabile che tali prodotti possa no avere effetti simili anche contro il SARS-CoV-2. Altri agenti biocidi, come l’ammonio quaternario allo 0,05%-0,2% o clorexidina digluconato allo 0,02%, sono risultati meno efficaci.
Il Rapporto ISS COVID-19 n.12/2021 suggerisce di utilizzare per le superfici in pietra, metalliche o in vetro un deter gente neutro, seguito da un disinfettan te virucida, come sodio ipoclorito 0,1% o etanolo (alcol etilico) al 70% o altra concentrazione, purché sia specificato virucida. Per le superfici in legno, in
vece, il detergente neutro può essere abbinato a un disinfettante virucida a base di etanolo (70%) o a Sali di am monio quaternario (es. cloruro di ben zalconio o DDAC). Per i servizi igienici, il Rapporto suggerisce di pulire con un detergente e disinfettare con un pro dotto a base di sodio ipoclorito almeno allo 0,1%. Infine per i prodotti tessili è consigliato un lavaggio con acqua calda (90°C) e normale detersivo per bucato; si può anche optare per un lavaggio a bassa temperatura con candeggina o altri prodotti disinfettanti per il bucato. Un’alternativa è rappresentata dall’ozo no, che si era dimostrato efficace contro il Norovirus. L’attività virucida dell’ozono si esplica rapidamente, anche se richie de una somministrazione di gas a con centrazioni superiori rispetto a quella necessaria per i batteri. Anche a basse concentrazioni, con elevata umidità, l’o zono ha un’elevata azione disinfettante virucida in aria.
Nel corso della pandemia da SARSCoV-2, alcuni gruppi di lavoro hanno valutato l’efficacia dell’ozono sul virus in condizioni sperimentali. Uno studio, per esempio, ha rilevato percentuali di riduzione della vitalità del SARS-CoV-2 dal 40 all’80% in funzione del tempo di esposizione e del materiale testato (alluminio verniciato e non, maschera FFP2, camice chirurgico, vetro, plexi glas, plastica e acciaio inossidabile) dopo fumigazione con ozono gassoso a concentrazione di 0,5 ppm, 1 ppm e 2 ppm in condizioni di umidità relativa al 55% e temperatura (24°C) controllata e costante.
Una rassegna delle informazioni di let teratura disponibili è giunta alla con clusione che l’ozonizzazione può rap presentare una valida tecnologia per l’inattivazione dei virus sulle superfici e sospesi nell’aria, nonostante le incer tezze di un uso diffuso dell’ozono gas soso siano, ad oggi, significative.
51 Dicembre 2022 Produzione & Igiene

Spugne per il campionamento microbiologico di carcasse e superfici di lavoro
La linea di spugnette Hy Con Check offre diverse soluzioni per un ef ficace recupero di microrganismi patogeni come Listeria, Salmo nella, E. coli dalle carcasse nei macelli e dalle superfici non disinfettate negli impianti di trasformazione alimentare, in conformità ai metodi non distruttivi descritti dalla norma ISO 17604:2015.
Le spugne sterili da 6x8 cm sono in cel lulosa, asciutte, anche abbinate a 10 ml
di Buffered Peptone Water, oppure preumidificate col diluente raccomandato nelle fasi analitiche di pre-arricchimento del campione. Sono disponibili anche spugne dotate di manico spezzabile, ide ali per campionare punti difficilmente raggiungibili.
I kit non richiedono ulteriori preparazio ni: le spugne sono sigillate singolarmen te in buste zip, con tasca scrivibile portadocumenti o busta per omogeneizzatore.
Importante, è incluso un paio di guanti sterili, fondamentali per evitare crosscontaminazioni. Da non dimenticare il quadrato di campionamento sterile, imbustato singolarmente, che delimita aree 10x10 cm o 5x5 cm, in cartonato re sistente ma flessibile e adattabile a ogni superficie.

KAIROSAFE www.kairosafe.it

53 Dicembre 2022 Produzione & Igiene
SPECIALE IGIENE E SANIFICAZIONE / SOLUZIONI
SOLUZIONI PER IL CONTROLLO QUALITA’
KAIROSAFE
Come cambia la gestione della sicurezza alimentare

Le nuove indicazioni della Commissione Europea
Il 16 settembre 2022 è stato pubblica to sulla Gazzetta Ufficiale dell’Unio ne Europea la Comunicazione della commissione relativa all’attuazione dei sistemi di gestione per la sicurezza alimentare riguardanti le corrette pras si igieniche e le procedure basate sui principi del sistema HACCP, compresa l’agevolazione/la flessibilità in materia di attuazione in determinate imprese ali mentari.
Il documento aggiorna e sostituisce la precedente Comunicazione del 2016 e fornisce strumenti utili per gli OSA (fer mo il principio della sua responsabilità primaria) per l’applicazione dei requisiti igienici dell’UE.
Le principali novità
Il documento è molto ampio, pertanto si riportano di seguito i chiarimenti che esso fornisce sulle principali novità degli ultimi anni.
FOCUS SU ALLERGENI
La Comunicazione in esame indica che, nella produzione primaria, raccolta o macellazione, la gestione degli allergeni dovrebbe tenere conto di quanto segue per prevenire o ridurre al minimo il ri schio di contaminazione da allergeni:
54 Produzione & Igiene Dicembre 2022 DIRITTO ALIMENTARE
Le informazioni relative alla presenza eventuale e non intenzionale negli alimenti di sostanze o prodotti che provocano allergie o intolleranza sono volontarie
Avv. Chiara Marinuzzi

Studio Legale Gaetano Forte
§ sensibilizzare i produttori primari sull’uso di prodotti (ad esempio col ture non intenzionalmente contami nate da crescione di sedano o di se nape), substrati (ad esempio paglia di cereali utilizzata per la coltivazio ne di funghi) e prodotti fitosanitari, comprese le sostanze di base (ad esempio solfiti), che sono riconosciu ti come allergeni;
§ valutare attentamente la rotazione delle colture, in particolare se i prodot ti (allergeni) delle colture precedenti possono contaminare quelle nuove;
§ evitare e controllare la contaminazio ne incrociata durante la raccolta, la macellazione (ad esempio tuorlo d’uo
§ se sono utilizzati allergeni regolamen tati o prodotti che li contengono come materie prime o ingredienti, è oppor tuno garantire che il personale sia sensibilizzato in merito alla gestione degli allergeni e verificare il corret to magazzinaggio (minimo rischio di contaminazione incrociata di altri prodotti), all’etichettatura degli aller geni e all’applicazione delle ricette di questi prodotti;
§ dovrebbero essere previste procedu re per impedire lo scambio di prodotti (materie prime, prodotti intermedi e prodotti finiti) e di etichette;
§ è opportuno applicare misure rigo rose per ridurre al minimo la con
§ è opportuno prestare attenzione al potenziale di contaminazione incro ciata anche nelle fasi preparatorie (rimozione degli imballaggi, manipo lazione preliminare e pesatura degli ingredienti etc.) e nelle fasi successive alla produzione, ad esempio nel tra sporto alla rinfusa.
In tutte le fasi in cui non è possibile effet tuare controlli periodici che verifichino l’assenza di detriti visibili, è opportuno verificare la frequenza e l’efficacia del la pulizia delle attrezzature con relativa convalida/verifica del metodo di pulizia. La portata delle misure di controllo per la prevenzione della contaminazione incro
vo nelle galline ovaiole macellate, ce reali nel gozzo del pollame), la manipo lazione, il magazzinaggio e il trasporto.
Nelle fasi successive della produzione alimentare, per prevenire o ridurre al mi nimo il rischio di contaminazione da al lergeni, è opportuno considerare quanto segue:
§ prestare attenzione alle materie pri me in entrata, compresa la richiesta di specifiche sui relativi ingredienti, qualora non siano evidenti; nel caso in cui sia segnalata la presenza di aller geni indesiderati nelle materie prime, il fornitore dovrebbe quantificarli (mg di proteina allergenica/kg di alimento) per consentire al produttore di alimen ti di applicare la valutazione dei rischi;
taminazione incrociata tra prodotti potenzialmente contenenti allergeni regolamentati e altri prodotti sen za allergeni o contenenti allergeni diversi. La segregazione andrebbe applicata, utilizzando ove possibile linee di produzione, recipienti e locali di magazzinaggio separati (ad esem pio, se del caso, imballaggi chiusi), ricorrendo a una specifica metodo logia di lavoro/ordine di produzione, ad esempio mediante la programma zione (produzione a fine giornata di prodotti con la maggiore quantità di allergeni), sensibilizzando (formazio ne specifica) i lavoratori e garantendo il rispetto delle norme di igiene prima del ritorno al lavoro dopo le pause per mangiare o bere;
ciata degli allergeni deve essere elabo rata in base al numero e alla quantità di allergeni utilizzati, alla complessità della manipolazione (ad esempio trasforma zione con miscelazione rispetto a mani polazione pura di alimenti preimballati), al numero di cambi di prodotto (rischio di contaminazione incrociata) nonché alla frequenza e alla solidità (di facile applica zione o meno) delle procedure di pulizia.
PRECAUTIONARY ALLERGEN LABELLING (“può contenere…”)
In base al reg. (UE) n. 1169/2011 le infor mazioni relative alla presenza eventuale e non intenzionale negli alimenti di so stanze o prodotti che provocano allergie o intolleranza sono volontarie (art.36, par. 3, lettera a).
55 Dicembre 2022 Produzione & Igiene
L’etichettatura precauzionale degli allergeni va utilizzata solo quando non è possibile attuare efficacemente una strategia preventiva
Secondo la Comunicazione l’etichettatu ra precauzionale degli allergeni va utiliz zata solo quando non è possibile attuare efficacemente una strategia preventiva e il prodotto può presentare un rischio per i consumatori allergici.
Si tratta di una dicitura separata che va accanto all’elenco degli ingredienti e che dovrebbe basarsi sui risultati di un’ade guata valutazione dei rischi, condotta dal produttore di alimenti, per valutare la presenza eventuale e non intenzionale di allergeni.
Gli allergeni (potenzialmente) presenti nel prodotto per mezzo della contamina zione incrociata non dovrebbero essere inclusi nell’elenco degli ingredienti, poi ché non sono stati aggiunti intenzional mente e non fanno parte della formula del prodotto.
Tale etichettatura (PAL) non andrebbe mai utilizzata come alternativa all’ado zione di misure preventive.

RIDISTRIBUZIONE DEGLI ALIMENTI E DONAZIONI ALIMENTARI
La ridistribuzione degli alimenti e le do nazioni alimentari avvengono in qual siasi fase della catena alimentare, ma soprattutto nel commercio al dettaglio. In tale fase, tali alimenti possono essere vicini alla data di scadenza, e l’eventua le presenza di altri pericoli deve essere prevenuta adottando ulteriori GHP. Favorire le donazioni alimentari è una priorità nel quadro del piano d’azione per l’economia circolare della Commis sione come mezzo per evitare gli sprechi alimentari Nella Comunicazione si legge che: § i venditori al dettaglio possono con gelare le carni fresche di ungulati domestici, pollame e lagomorfi in vi sta della loro ridistribuzione a fini di donazioni alimentari, a determinate condizioni, in base a una recente mo difica del reg. (CE) n. 853/2004. Il van
taggio di tale operazione deve essere bilanciato con taluni rischi microbio logici connessi al congelamento e scongelamento;
§ la sezione 5 del documento contie ne ulteriori orientamenti su questi aspetti igienici relativi alla ridistribu zione degli alimenti e alle donazioni alimentari. Gli orientamenti inclu dono raccomandazioni specifiche per ulteriori GHP relative ai seguenti aspetti: § controllo della conservabilità; § gestione di alimenti restituiti; § valutazione ai fini delle donazioni alimentari, compresa la valutazio ne della conservabilità residua; § congelamento di alimenti destina ti a donazione.
CULTURA DELLA SICUREZZA ALIMENTARE
Il Reg. 382/2021 ha introdotto l’obbligo di dotarsi di un sistema di cultura della si curezza alimentare che prevede:
a) impegno della dirigenza e di tutti i dipendenti alla produzione e alla di stribuzione sicure degli alimenti. Sul punto la Commissione chiarisce che per impegno da parte dei dipendenti si intende la percezione del grado di impegno e di coinvolgimento nell’am bito della sicurezza alimentare di tutti i dipendenti dell’OSA;
b) ruolo guida nella produzione di ali menti sicuri e nel coinvolgimento di tutti i dipendenti in prassi di sicurezza alimentare. Per ruolo guida si intende la percezione della misura in cui i di rigenti dell’OSA sono in grado di coin volgere il personale nelle prestazioni e nella conformità in materia di sicurez za alimentare per soddisfare i requisiti in materia di sicurezza degli alimenti e garantire una reazione adeguata ai rischi, alle anomalie e alle circostanze mutevoli;
c) consapevolezza, da parte di tutti i di pendenti dell’impresa, dei pericoli per la sicurezza alimentare e della sua
56 Produzione & Igiene Dicembre 2022 DIRITTO ALIMENTARE
importanza. La consapevolezza è la percezione della misura in cui tutto il personale di un OSA è a conoscenza dei rischi relativi alla sicurezza ali mentare nell’ambito dei propri compiti e li tiene sotto controllo; d) comunicazione aperta e chiara tra tut ti i dipendenti dell’impresa, nell’ambi to di un’attività e tra attività consecu tive, all’interno di un sito produttivo o di diverse sedi di un OSA, compresa la comunicazione di deviazioni e aspet tative. La comunicazione si riferisce alla percezione del grado di trasferi mento o diffusione delle informazio ni relative alla sicurezza alimentare all’interno dell’organizzazione; e) disponibilità di risorse sufficienti per garantire la manipolazione sicura e igienica degli alimenti. Per risorse suf ficienti si intende la percezione della misura in cui l’OSA dispone di mezzi materiali e immateriali necessari per operare in modo da garantire la sicu rezza alimentare (ad esempio tempo,
personale, infrastrutture, istruzione/ formazione e procedure).
I suddetti obblighi dovrebbero essere ve rificati dall’autorità competente. Il che si gnifica che durante l’audit gli OSA devo no dimostrare che tutto il personale è a conoscenza delle questioni concernenti la sicurezza alimentare pertinenti per i propri compiti e che è attuata una cultu ra della sicurezza alimentare adeguata. Il verificatore potrà effettuare questio nari, colloqui e osservazioni sui punti so pra descritti. A tal fine la Comunicazione riporta anche delle check list che posso no essere utili per l’OSA.
La formazione rappresenta spesso lo strumento più importante – ma certo non l’unico – per una buona cultura della sicurezza alimentare o dell’adozione di un’azione correttiva in caso di carenze sul punto. La verifica della cultura della sicurezza alimentare dovrebbe essere effettuata verificando dati oggettivi, ad esempio le prassi di igiene alimentare,

la formazione seguita dal personale, il controllo della documentazione relativa al flusso di informazioni e agli scambi tra dipendenti e dirigenti o il controllo delle prestazioni come i risultati degli audit in terni, l’analisi microbiologica, il follow-up delle non conformità, etc. Infine, la Comunicazione riporta un in teressante esempio di indicatori dello strumento di valutazione della cultura della sicurezza alimentare.
Conclusioni
La nuova comunicazione della Commis sione costituisce una revisione importante per gli OSA grazie a una serie di indicazioni pratiche per l’implementazione dei nuovi obblighi introdotti dalle normative comu nitarie e dagli standard internazionali non sempre di immediata comprensione an che in ragione dell’ampiezza dei contenuti (in particolare sul tema della cultura del la sicurezza alimentare). Ci si augura che possa effettivamente risolvere parte delle criticità attuative finora riscontrare.
ALIMENTARE
DIRITTO
57 Dicembre 2022 Produzione & Igiene
Evitare e controllare la contaminazione incrociata durante la macellazione, la manipolazione, il magazzinaggio e il trasporto
BRCGS Food Safety versione 9: come ci siamo arrivati?
L’astronomo Carl Sagan[1] soste neva che si debba conoscere il passato per comprendere il pre sente. Sul sito web di BRCGS si cita il fatto che il loro Global Food Safety Standard sia stato un punto di riferimen to per quasi 25 anni. E allora ecco alcuni eventi che hanno contrassegnato quel lontano 1998:
§ l’Unione Europea converge sulla mo neta unica;
§ il film Titanic vince 11 premi Oscar; § viene fondato il motore di ricerca Google; § i nomi di Clinton e Lewinsky vengono associati.
Scorrendoli si evince che il mondo in cui lo standard era stato pubblicato per la prima volta risulta essere molto distante da quello in cui si trova a essere appli cato oggi. La tematica principale per cui era nato, ovvero la sicurezza alimentare, è stata affiancata da altre componen ti della sfera dei rischi imponendo allo standard un’evoluzione da puro food sa fety audit a un completo business audit È notevolmente migliorato, progredito e perfezionato, ma continua a mantenere tutto il DNA originale al fine di tutelare il consumatore. Sviluppato con il contribu to dell’industria, fornisce un quadro per gestire la sicurezza, l’autenticità, la lega
lità e la qualità dei prodotti e i controlli operativi nel settore della produzione, la vorazione e confezionamento di alimenti e ingredienti alimentari.

Secondo dati pubblicati da BRCGS lo standard è adottato da oltre 22.000 siti in più di 130 paesi ed è accettato dal 70% dei primi 10 retailer mondiali, dal 60% delle prime 10 catene di ristorazio ne e dal 50% dei primi 25 produttori[2]. È stato il primo standard a essere sotto posto a benchmark GFSI, oltre ad intro durre requisiti di cultura della sicurezza alimentare, definire le frodi alimentari e ridurre l’onere di audit attraverso moduli aggiuntivi.

Lo scorso agosto è stata pubblicata la revisione 9 dello standard BRCGS Glo bal Standard Food Safety e gli audit nel le aziende, secondo la nuova versione, cominceranno dal 1° febbraio 2023. Le aziende attualmente certificate avranno necessità di aggiornare il proprio sistema di gestione al fine di continuare a soddi sfare i requisiti frutto del processo di re visione rispetto alla precedente versione.
Cosa cambia?
Innanzitutto, troviamo un adeguamento dei requisiti al benchmark GFSI e alle linee guida del Codex Alimentarius - Ge neral Principles of Food Hygiene (2020) e anche ai rinnovati standard interna
In Collaborazione con
58 Produzione & Igiene Dicembre 2022 BEST PRACTICE / BUSINESS AUDIT
1Business Developer Manager Food sector, BSI

2Auditor, Tutor, Tecnologo Alimentare e BRCGS
Approved Training Partner
zionali di riferimento (ISO/TS 22003-2). A ciò si aggiungono l’introduzione di di verse novità in merito alla gestione degli audit di certificazione: ogni 3 anni vi sarà infatti un audit di tipo non annunciato e sarà anche possibile effettuare il co siddetto Blended Announced Audit, che consiste nell’eseguire l’audit annunciato in due fasi.
Vi è una più dettagliata definizione dei requisiti sulla cultura della qualità e del la sicurezza alimentare. Viene richiesta maggiore partecipazione durante l’au
dit della direzione, una comunicazione chiara e aperta rispetto alla sicurezza alimentare dei prodotti, la presenza di feedback dagli operatori, la misurazione delle performance connesse alla sicu rezza alimentare, all’autenticità, legalità e qualità dei prodotti.
Sono stati apportati chiarimenti sul ca pitolo 2, tra cui una migliore chiarezza sulla gestione delle misure di controllo non definite come CCP e in particolare nel 2.12 è introdotta la richiesta di “con validare il piano HACCP e stabilire proce dure di verifica”.
Nel capitolo 3.5.4 sono stati modifica ti i requisiti sui processi esternalizzati (outsourcing) e scomparsa della defini zione di “subcontractor”. Un prodotto che lascia l’organizzazione e non ritorna più non rientra nello scopo. Tra i processi è incluso anche lo stoccaggio di prodotti finiti e semilavorati.
Sono stati separati i requisiti di sicurez za del sito, capitolo 4.1, da quelli della food defence nel capitolo 4.2. Specifi catamente è stato introdotto un nuovo requisito relativo alle competenze delle funzioni che compongono il team di food defense che tiene conto, laddove appli cabile, della legislazione sulla formazio ne richiesta dai paesi di destinazione dei prodotti.
Viene richiesta la planimetria con defi nizione delle aree di rischio in accordo all’appendice 2 dello standard e il con trollo delle strisce di plastica utilizzate per separare spazi o aperture.
tenza del personale coinvolto nella valu tazione frodi.
Introduzione di maggior dettaglio per chi produce mangimi e pet food. Infine, viene introdotto il position statement per i pro cessi di macellazione e sezionamento di carni e pesci (animal primary conversion). Lo standard è disponibile in lingua ita liana sul sito BRCGS (https://www.brcgs. com) oppure è scaricabile dal sito BRCGS Participate per le aziende già certificate. BRCGS ha contestualmente predisposto diversi corsi di aggiornamenti destinati a professionisti e personale di aziende certificate che possono essere erogati da formatori qualificati (Approved Training Partner) garantendo così ai partecipanti il controllo sui materiali didattici, la ca librazione dell’interpretazione dei requi siti ed infine una riconoscibilità globale degli attestati.
BSI BRITISH STANDARDS INSTITUTION
BSI British Standards Institution – in qualità di ente di normazione – da oltre un secolo consolida best practice aiutando le organizzazioni in tutto il mondo a portare l’eccellenza al proprio interno e a costruire competenze e capacità per una crescita sostenibile. Fornisce servizi di certificazione, training e soluzioni di “customize assurance” a oltre 86.000 clienti in 193 paesi e diversi settori tra i quali il Food&Beverage.
BRCGS Food Safety versione 9 fornisce un quadro per gestire la sicurezza, l’autenticità, la legalità e la qualità dei prodotti e i controlli operativi nel settore della produzione, lavorazione e confezionamento di alimenti e ingredienti alimentari

Viene enfatizzata la gestione di impianti e attrezzature a contatto con gli alimenti: conformità legale, hygienic design, pro cedure per l’acquisto e la gestione delle macchine. Inoltre, è evidenziata la gestio ne del legno qualora fosse inevitabile in aree con prodotto esposto e inserito nuo vo requisito sulla gestione degli X-ray. Troviamo requisiti aggiuntivi sulle pre venzioni frodi, ad esempio sulla compe
NOTE
www.bsigroup.it
[1] https://it.wikipedia.org/wiki/ Carl_Sagan
[2] https://www.brcgs.com/ourstandards/food-safety/
59 Dicembre 2022 Produzione & Igiene
Paolo Bersighelli1, Carlo Alberto Lugli2
Nuove barriere naturali
Esiste una sola via per rendere l’imballaggio cellulosico in grado di competere con l’imballaggio flessibile convenzionale, fatto di materie plastiche e compositi di va ria natura. La via è, ovviamente, quella di rendere il packaging di carta e car toncino più performante, capace di of frire prestazioni uguali o paragonabili a quelle del packaging plastico, senza insostenibili aumenti di costo. Creare delle strutture cellulosiche che possa no pienamente soddisfare le aspettative dell’industria alimentare, del comparto della distribuzione e dei consumatori, aspettative che non sono sempre coin cidenti.


Imballaggi “neo-cellulosici”
Esistono però diversi modi per percorre re questa via. Una scorciatoia, preferita da molti, è quella di affidarsi a modeste integrazioni della cellulosa con polimeri di sintesi e molecole che, pur regolar mente autorizzate, nulla hanno a che ve dere con le materie prime, tutte vegetali, rinnovabili e biodegradabili, con le quali si producono carte e cartoncini. Sostanze “aliene”, ma così performan ti e leggere che, essendo sufficiente una quantità molto piccola per esprimere la proprietà attesa, la loro proporzione nel prodotto finito risulta molto bassa; una percentuale in peso che rientra ampia mente nelle tolleranze ammesse per di
chiarare riciclabile o compostabile un determinato prodotto. Queste integrazioni non sono sempre additivazioni nella mas sa della pasta di cellulosa, ma nella mag gior parte dei casi sono realizzate come rivestimenti superficiali. Raggiunto il com promesso tra rispetto delle norme, eco nomicità e prestazioni questi imballaggi “neo-cellulosici” possono trovare molta fortuna in un mercato che desidera forte mente connotazioni sempre più green.
Omogeneizzazione
È comunque lecito domandarsi se esiste un altro modo per avvicinare il packaging
IN COLLABORAZIONE CON GSICA
60 Produzione & Igiene Dicembre 2022 PACKAGING / IMBALLAGGIO CELLULOSICO
Gruppo Scientifico Italiano di Confezionamento Alimentare
È necessario rendere il packaging di carta e cartoncino più performante, capace di offrire prestazioni uguali o paragonabili a quelle del packaging plastico
Prospettive di ricerca per la realizzazione di imballaggi cellulosici più resistenti ai grassi e barriera ai contaminanti da olii minerali
ad alta pressione e tecniche di laccatura
cellulosico alle proprietà degli imballaggi flessibili di natura plastica e composita. È lecito, e anche un po’ doveroso, perché sembra davvero poco green ignorare il fatto che quelle sostanze “aliene” seguo no comunque il destino di fine vita degli imballaggi cellulosici. Seguendo la letteratura scientifica inter nazionale che riporta le esperienze di ri cerca in questo campo – una letteratura sempre più ricca – ci si rende però conto che una strada esiste e se oggi non con duce ancora a tutti i risultati attesi, lascia intravvedere avanzamenti di tecnologie e conoscenze che fanno sperare che quei risultati possono essere raggiunti in un futuro prossimo.
A testimonianza di ciò, in questo testo si propongono alcune recenti esperienze condotte in Italia, con la collaborazione dell’Università degli Studi di Milano, che vanno nella direzione auspicata. Oggetto di queste esperienze sono stati un sot toprodotto dell’industria agroalimentare ricco di cellulosa e due tecnologie, non certo nuove ma in forte sviluppo applica tivo: l’omogeneizzazione ad alta pressio ne e le tecniche di laccatura (coating) di carte e cartoni.
MACINAZIONE
Il sottoprodotto agroalimentare utiliz zato è tra i più abbondanti ed economici tra quelli disponibili, contiene più del 50% di cellulosa, poca lignina (meno del 4%) e una discreta componente di emicellulose (più del 10%) che si rivela molto importante per l’utilizzo finale del prodotto, vale a dire un sottile rivesti mento adeso su cartoncini alimentari.

Per giungere a questo risultato il sotto prodotto è stato macinato finemente (Fi gura 1) e sottoposto a una fondamentale riduzione ulteriore delle dimensioni me diante la tecnologia dell’omogeneizzazio ne ad alta pressione che porta lunghez za e larghezza delle fibrille di cellulosa nell’ordine delle centinaia di nanometri/ decimi di micrometri (Figura 2). L’omoge
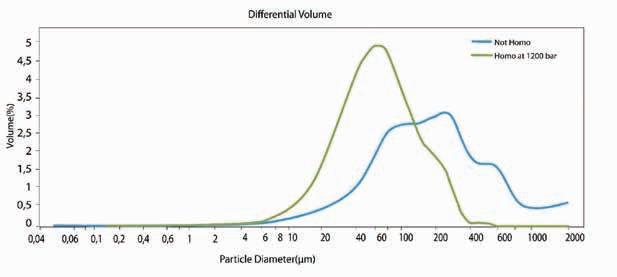
61 Dicembre 2022 Produzione & Igiene
Giorgio Guidaa, Luciano Piergiovannib,c a Università degli Studi di Milano b GSICA, Gruppo Scientifico Italiano di Confezionamento Alimentare c Providentia srl Impresa Sociale, Saronno
Figura 1 – Il sottoprodotto agroalimentare oggetto della sperimentazione, prima e dopo la macinazione (centinaia di µm)
Figura 2 – Riduzione delle dimensioni medie, ottenuta con l’omogeneizzazione ad alta pressione
neizzazione HP è la principale ma non l’unica tecnica nota per produrre micronanofibrille di cellulosa ed è impiegata per ridurre le dimensioni particellari di molti prodotti in diversi settori appli cativi. Si tratta in ogni caso di un’ope razione esclusivamente fisica che, pur richiedendo elevata energia, non fa uso di alcun reagente chimico (Figura 3) e viene condotta su una sospensione di luita in acqua della materia prima; la sospensione sottoposta a omogeneiz zazione, alla fine del processo, avrà la stessa concentrazione in solidi (resa del 100%) che aveva prima ma una densità e una viscosità marcatamente aumen tate. Le trasformazioni che induce non sono solo dimensionali ma anche mor fologiche. Nel caso della cellulosa, ciò che si ottiene è una defibrillazione (Fi gura 4) delle macrofibre di cellulosa e la liberazione di micro-nanofibrille che in teragiscono con l’acqua trasformando la sospensione diluita in un gel tixotropico, semi solido.

In questo stato grazie alla seconda tec nologia accennata precedentemente, la spalmatura del prodotto può andare a ri vestire in strato sottile carte e cartoncini per realizzare le funzioni barriera che gli sono proprie.
Le funzioni barriera
Il coating, una volta applicato e asciuga to (Figura 5), si presenta come un rive stimento perfettamente adeso e netta mente idrofilico, il cui spessore e la cui continuità – assenza di canali o microfo ri – rappresentano aspetti cruciali, non semplici da ottenere ma fondamentali per garantire le funzioni di barriera au spicate.
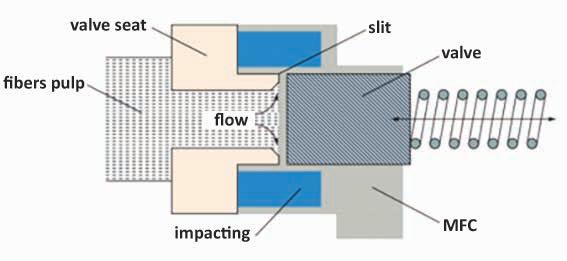
I risultati presentati di seguito sono stati ottenuti in esperienze preliminari, in fase di ottimizzazione, e sono proposti al solo fine di dimostrare la potenziale fattibilità di interventi utili a migliorare le caratteri stiche degli imballaggi cellulosici, senza
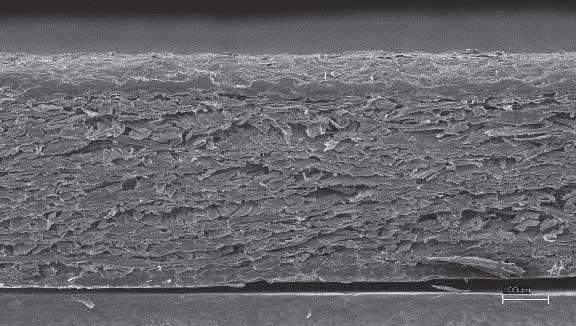
62 Produzione & Igiene Dicembre 2022 PACKAGING / IMBALLAGGIO CELLULOSICO
Figura 3 – Principio di funzionamento dell’omogeneizzazione ad alta pressione (centinaia di bar)
Figura 5 – Rivestimento di micro-nanofibrille di cellulosa su cartoncino alimentare
Figura 4 – La frammentazione e defibrillazione delle fibrille di cellulosa attraverso l’omogeneizzazione HP, osservata al microscopio ottico
ricorrere a prodotti di origine sintetica e provenienti da risorse non rinnovabili. Resistenza a oli e grassi questi ultimi tre sono sottotitoli più piccoli Una proprietà barriera interessante che il rivestimento con micro-nanofibrille di cellulosa manifesta è quella a oli e grassi: una caratteristica che può aprire a carte e cartoncini applicazioni mol te utili in campo alimentare. La natura idrofilica del prodotto spalmato, infatti, determina una significativa azione di repulsione delle sostanze lipofile che non ungono e non modificano la strut tura del substrato rivestito. Nella Figura 6 si riporta il confronto tra un cartoncino “al naturale” e uno laccato con una bas sa grammatura di microfibrille (circa 1g/m2): le barre mostrano la superficie interessata da macchie di unto dopo un tempo prefissato di contatto con olio vegetale sulla superficie opposta. Il comportamento è tale da garantire una resistenza agli oli del cartoncino rivesti to quattro volte superiore a quella del cartoncino base.
Resistenza al passaggio di MOAH e MOSH
Forse ancora più importante può risulta re la caratteristica di barriera del rivesti mento di micro-nanofibrille cellulosiche alla trasmissione di idrocarburi prove nienti, prevalentemente, da olii minerali. La presenza di MOAH e MOSH (mineral oil aromatic hydrocarbons e mineral oil saturated hydrocarbons) rappresenta un serio problema per i materiali cellulosici e limita fortemente un più vasto impiego della cellulosa proveniente dalle attività di riciclo. Molti lavori scientifici dimo strano che uno strato di materiale spic catamente idrofilico può rappresentare una barriera interessante al passaggio di MOAH e MOSH. In Figura 7 si riporta la sintesi di una serie di prove di trasmissio ne e migrazione di questi contaminan ti, dimostrando che pur con una bassa
grammatura (<1g/m2) l’azione barriera è mediamente del 50% e la contaminazio ne possibile non supera mai il 70% del teorico.
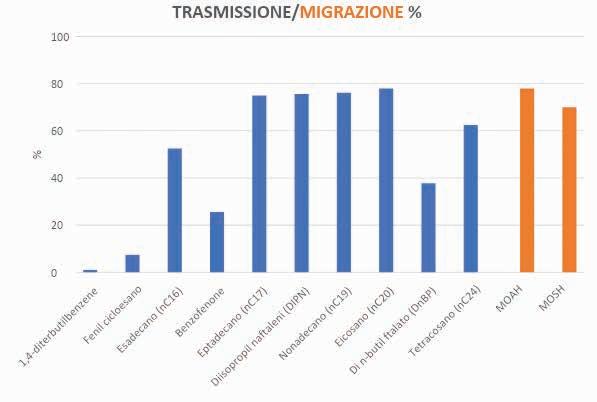
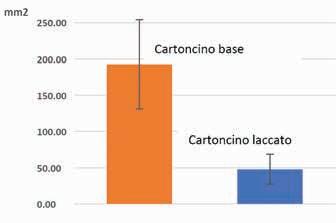
Permeazione di ossigeno e di vapore d’acqua Altre caratteristiche di barriera, poten zialmente implementabili in cartoncini
rivestiti con coatings a base di micronano fibrille di cellulosa, sono quelle alla permeazione di ossigeno e di vapo re d’acqua che possono essere portate a valori paragonabili a quelle dei film plastici, modulando opportunamente le dimensioni delle fibrille, lo spessore del rivestimento e ottimizzandone la spal matura.
63 Dicembre 2022 Produzione & Igiene
Figura 6 – Superficie interessata dalla trasmissione di olio di un cartoncino alimentare, prima e dopo la spalmatura di micro-nanofibrille di cellulosa (<1g/m2)
Figura 7 – Prove preliminari di barriera (% del totale teorico) a idrocarburi MOAH MOSH di cartoncini spalmati con micro-nanofibrille di cellulosa (<1g/m2)
Cioccolato... e farfalline
Case history dell’evoluzione di un trattamento antiparassitario in un’industria del cioccolato
In questo articolo si descriverà l’evo luzione di una disinfestazione da le pidotteri delle nocciole (vedremo poi quale) in una fase della produzione del cioccolato, che avviene nella sala di con caggio, destinato anche a essere mesco lato sia a nocciole intere sia frantumate.

Prima fase: Dove-CosaCome-Quando-Chi
Il dove è comune alle tre fasi che saranno esaminate di seguito: il locale di concaggio (di miscelazione e omogeneizzazione del “liquore di cacao”) che nei cicli di produ zione dell’azienda in esame durano dalle 24 alle 72 ore a riprova dell’ottima qualità del cioccolato prodotto (in quelli di minor qualità il concaggio dura poche ore). Il ciclo di lavorazione avviene in tubature e conche sigillate, praticamente non vi è contatto dell’intermedio di lavorazione e l’ambiente esterno. Tranne nelle fasi di manutenzione degli impianti.
Dimensioni stimate 14 metri, parete che è rivolta all’esterno con due portoni di accesso e una vetrata posta a circa 6 m di altezza esposizione a ovest, prende il sole il pomeriggio. Contro parete posta all’interno sempre ≈14 m senza nessuna apertura se non le tubazioni di passaggio prodotto. Parete nord ≈12 m senza por
Durante il concaggio la massa di cacao è continuamente mescolata ad alta temperatura, fino all’ottenimento di una consistenza liscia e omogenea
te e finestre parete sud confinante con il resto dello stabilimento senza nessuna apertura tranne le solite tubature. Altez za del soffitto ≈10 m.
Dimensioni: in pianta ≈170 m² e la cuba tura 1700 m³ (vuoto per pieno). Ambiente esterno strada asfaltata con marciapiedi e piccole aiuole (poco cura te) e presenza di flora spontanea. Nes suna presenza di piccioni e neppure altri uccelli se non occasionalmente dei merli in primavera.
Lo stabilimento non presenta infesta zione di roditori e di randagismo felino. Il servizio di vigilanza notturno ha abban donato l’abitudine di circolare con cani da guardia già da parecchi anni.
Il transito di merce in arrivo e partenza è monitorato all’entrata dagli addetti alla guardiola e in uscita dai magazzinieri. I visitatori sono ammessi limitatamente ai locali di rappresentanza. L’accesso ai luoghi di produzione è ben sorvegliato con vestiario usa e getta.
La disinfestazione e le pulizie sono ge stite da ditte esterne, mentre la pulizia dei macchinari è delegata al personale dell’azienda.
Per il “cosa ” mi riferisco solo alle entità infestanti del locale in esame ove nella stagione calda si lamenta una presenza indicata genericamente da “tignole”. Gli interventi di monitoraggio sono delega ti alla ditta di disinfestazione che pone
64 Produzione & Igiene Dicembre 2022 PEST MANAGEMENT
nel locale 4 trappole a feromoni verifi cate ogni 10-15 gg e alle prime catture si attua un trattamento adulticida. Le procedure operative (come) sono re alizzate “a chiamata” per mezzo di pire troide fotostabile erogato con termoneb biogeno. Dosaggio unitario non indicato la decisione spetta all’operatore. L’addetto alla disinfestazione (chi): es sendo un trattamento a chiamata (sem pre in urgenza) viene eseguito dalla squa dra che è geograficamente più vicina alla realtà operativa secondo modalità ab bastanza standardizzate, ma non con la precisione che sarebbe necessaria.
I risultati sono giudicati discreti ma “a sensazione” dell’addetto aziendale che assolve il compito di seguire quel tipo di servizio.
Seconda fase: entra in vigore il sistema HACCP


Il “dove” resta identico, ma vengono mi gliorati i controlli delle pulizie sia am bientali che delle attrezzature e mac chinari di produzione. Il “cosa” diventa Ephestia spp. Con una indicazione an che sulla modulistica in modo affrettato e soprattutto a un operatore che masti ca poco di entomologia.
Il “come” viene modificato radicalmente: si porta a sei il numero delle trappole a feromone posizionate dalla ditta ester na con report mensili coadiuvato nei conteggi effettuati settimanalmente con l’avvento della primavera dall’ad detto interno responsabile dei controlli della lotta antiparassitaria, che nel frat tempo ha seguito un corso di sviluppo professionale. Soprattutto è cambiato radicalmente il metodo di lotta adulti cida. Si è posizionato un sistema auto matico di nebulizzazione erogante un formulato a base di estratto naturale di piretro energizzato con PBO utilizzato
Dicembre 2022 Produzione & Igiene 65
Graziano Dassi Autore per Dimensione Pulito
Tignola del cacao (Credits: Clemson University - USDA Cooperative Extension Slide Series, Bugwood.org)
Plodia interpunctella o Tignola fasciata del grano (credits: Di Pudding4brainsOpera propria, Pubblico dominio)
Le modifiche delle norme cogenti e di quelle volontarie hanno portato a protocolli mirati, verificati e monitorati da personale professionalmente formato e addestrato
PEST MANAGEMENT
all’1% e temporizzato per applicazioni notturne ogni 10 gg e l’orario preordina to contempla una erogazione di 15 mi nuti con inizio alle 23:30. All’interno della direzione aziendale si decide una revisione generale della ge stione dei servizi di controllo qualità: controlli microbiologici, entomologici e di pulizia che viene affidata come compi to e responsabilità alla biologa direttrice dei laboratori che in breve tempo mette in atto una serie di interviste e compila zioni di moduli (check list) che consen tono di radiografare lo stato dell’arte e di attivare un piano di ammodernamento.
Terza fase che potremmo definire dell’IPM
Non è questa la sede per analizzare i pro fondi cambiamenti formali, di formazione e di attuazione dei protocolli rendendo li coerenti con le norme sia cogenti (nel frattempo modificate) sia volontarie. Per il nostro locale di concaggio si è cominciato a porsi la domanda del perché si riscon trasse la presenza di “farfalline” identifi cate come Ephestia spp nonostante non ci fosse praticamente presenza di sfridi
di produzione per cui è stata richiesta una identificazione dell’insetto che risul tò essere invece Plodia Interpunctella. Le differenze morfologiche sono facilmente identificabili, ma il tecnico-disinfestatore o non le conosceva o si è fidato di quello che era sulla bocca di tutti. Tuttavia anche trattandosi di plodie (in setto presente anche nell’ambiente) non spiegava esaurientemente la presenza endemica in un locale in cui non vi era presenza di sfridi. L’ipotesi più plausibi le era l’andirivieni del personale, ipotesi rafforzata dal fatto che nel locale non si erano riscontrate presenze di larve. Altra modifica ai protocolli è stata quella di disattivare la programmazione auto matica dei trattamenti per cui il sistema si attivava solamente se l’erogazione del for mulato fosse ritenuta indispensabile. Inol tre il formulato a base di piretro sarebbe stato privo di PBO. Il dosaggio desunto dal testo dell’etichetta del prodotto (ritenuto idoneo) e la taratura del sistema aveva consentito di ridurre tempo di erogazione a 8-9 min. infatti la portata del sistema era di 4 l/min e i dosaggi suggeriti erano di 1 litro di sospensione al 5% per 500 m³.

Restava per estrema prudenza da verifi care l’efficacia del piretro senza sinergiz zante, ma l’emergenza Covid ha cambiato le priorità. Inoltre, trattandosi di tratta menti notturni in assenza di luce, i dubbi erano ingiustificati. A ciò si aggiunge che le catture si erano ridotte a pochi esemplari per trappola. Per cui il sistema restava in preallarme ma praticamente inutilizzato.
Per concludere
Nel caso esaminato appaiono a parer mio due aspetti positivi. Il primo che le modifiche delle norme cogenti e di quelle volontarie hanno portato a protocolli mi rati, verificati e monitorati da personale professionalmente formato e addestra to. Per il secondo punto mi pare giusto sottolineare che una biologa specializza ta in microbiologia abbia in breve tempo assimilato le cognizioni necessarie per altre discipline trasferendo in esse il ri gore metodologico di routine in un labo ratorio di analisi mi sembra che non sia determinante la specifica competenza, ma piuttosto il rigore professionale ba sato sulla misurazione di ciò che è og getto di verifica.
66 Produzione & Igiene Dicembre 2022
THEOBROMA CACAO
La legge consente di addizionare i cioccolati con grassi idrogenati
Soluzioni all’avanguardia per la gestione dei roditori
NARA®
Esche virtuali di ultima generazione, atossiche e senza allergeni. Efficaci a lungo e ad alta appetibilità, resistono a muffe e umidità.
EMITTER & PESTCAM

Monitoraggio continuo da remoto. Risparmia tempi e costi di intervento tenendo sempre la situazione sotto controllo.


GULP BOX & GULP TRAP




Sistema completo, resistente e modulare di erogatori e trappole per il monitoraggio e la cattura. Adatto a qualsiasi necessità ed utilizzo.

Dal 2006 con
www.copyr.eu
SCOPRI TUTTE LE SOLUZIONI
gomma. La raccolta dei baccelli è fatta a mano e anche la separazione dei semi dalla polpa (operazione che richiede una manualità non facile da apprendere).
Senza entrare troppo nei dettagli, per superare l’amaro delle fave e renderle atte alla produzione del cioccolato devono essere messe in atto parecchie fasi:
§ La fermentazione: è un processo enzimatico nel quale gli zuccheri della polpa vengono trasformati in aceto e altre sostanze acide inoltre le temperature raggiunte (≥50°C) e la diminuzione del pH inibiscono la germinazione dei semi.
§ A fermentazione ultimata si passa all’essicazione, fase in cui si completano le trasformazioni biochimiche che cessano al raggiungimento di una umidità ≤ all’8%. A questo punto i baccelli hanno perso il 50% del peso
iniziale e le fave hanno assunto il loro colore bruno.
§ A questo punto le fave vengono tostate a 230°C per 20 min.
§ Dopo la tostatura si passa alla mondatura delle fave che ora hanno l’aspetto classico di grossi fagioli marrone scuro dal classico odore pungente.
§ La fase successiva porta a quello che viene indicato come “liquore di cacao” assolutamente esente da alcol: si tratta di una pasta densa che comincia ad assomigliare alle creme di cioccolato che noi troviamo in commercio. Questa sorta di cioccolato grezzo è costituito da burro di cacao (50%) e cacao vero e proprio per il restante 50%, ma il ciclo di produzione non è ancora terminato.
§ Ora le strade dei cicli di produzione si dividono a seconda
della destinazione che si vorrà raggiungere. Basti sapere che il tutto viene compresso e addizionato da varie sostanze fra cui la lecitina e sovente la vaniglia. L’obiettivo di tutti i cicli è di ottenere un impasto omogeneo senza grumi.

§ Dal 1879 nella produzione del cioccolato si inserisce la fase di concaggio che consiste nel porre il “liquore di cacao” in grandi recipienti (conche) dove viene mescolato per ore (fino a 3 gg per i prodotti di pregio) con lo scopo di omogeneizzare il prodotto e ridurre ulteriormente i microcristalli ivi contenuti.
§ A questo punto le strade si separano e ognuna porterà a un prodotto più o meno di qualità dai cioccolati addizionati da grassi idrogenati (la legge lo consente) a quelli di alta gamma.
Il monitoraggio delle tignole delle derrate
Oggi parlare di monitoraggio del le tignole può apparire super fluo visto l’ampio utilizzo del le trappole e l’affidabilità del feromone specifico, che permettono di coprire aree d’interesse con un numero congruo di postazioni e costi contenuti. È buona norma, in presenza di focolai, integrare la rete di monitoraggio, per in tercettare il focolaio di infestazione risa lendo il gradiente delle catture, i punti ag giuntivi andranno rimossi una volta risolta l’anomalia, per una continuità storica. L’archivio dati è basilare, quando si inter viene su infestazioni con l’impiego della Tecnica di Confusione Sessuale (TCS). Durante l’applicazione della TCS, le trap pole classiche andranno sempre con
sultate, indicando con la regressione e/o assenza di catture la corretta im missione negli ambienti del feromone di disturbo, sarà utile affiancare a queste, anche trappole attivate con erogatore di feromone sovradosato, che restando “vi sibile” ai maschi in regime di TCS ci con

fermerà, con la caduta delle catture, che abbiamo raggiunto anche l’interruzione degli accoppiamenti.
Marco Caimi - inPEST www.inpest.it
68 Produzione & Igiene Dicembre 2022 PEST MANAGEMENT / SOLUZIONI

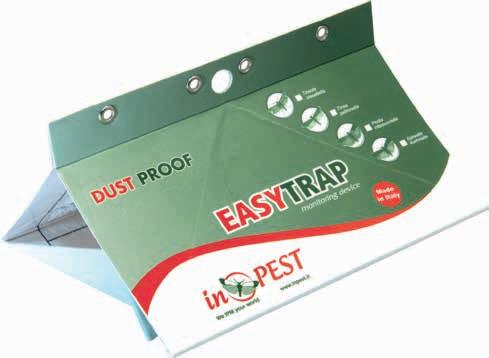

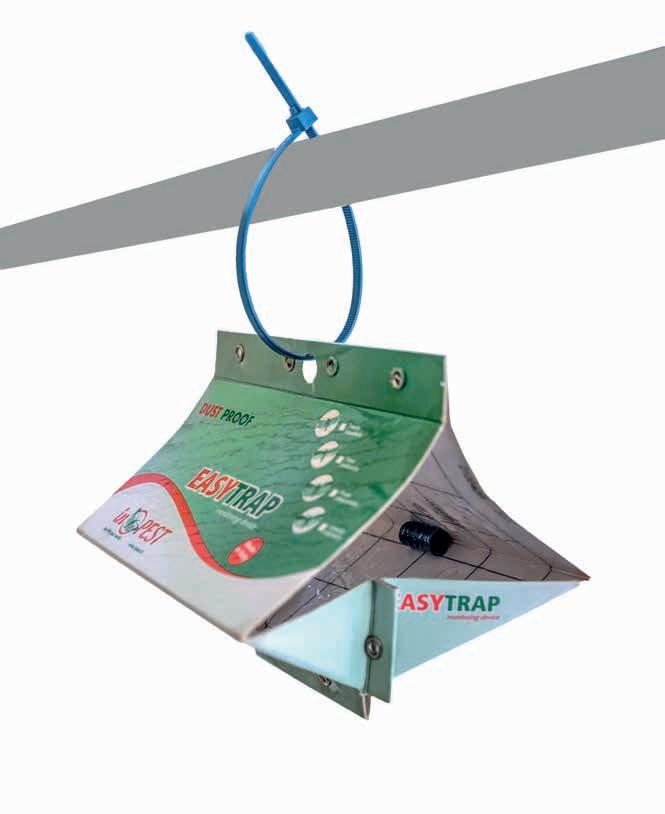
pronta all’uso, già preattivata con feromone da attivare con speci co feromone EASY TRAP PHERO PACK Per il monitoraggio delle tignole delle derrate ANCHE NELLE VERSIONE Rilevabile al Metal Detector P-04078PP P-08033 P-01048D P-04078
L’ERP CSB-System è la soluzione chiavi in mano per il settore Alimenti & Bevande

L’ERP CSB-System, tagliato su mi sura per il settore Alimenti & Be vande, offre una soluzione chiavi in mano per aziende di ogni com parto: dall’ortofrutta al lattiero-caseario, dalla gastronomia alla produzione di be vande. Tutti i processi sono totalmente coperti nello standard secondo le best practices nazionali e internazionali; gli aggiornamenti sono rapidi e sicuri. Gra zie alla struttura modulare del software, i clienti CSB possono introdurre nuove funzionalità in modo flessibile, nel mo mento in cui lo desiderano, perché l’ERP CSB-System varia a seconda delle ne cessità e dimensioni aziendali.
Perché scegliere il CSB BASIC ERP
Il CSB BASIC ERP è pensato per le picco le imprese. Interagisce senza soluzione di continuità con l’hardware presente in azienda, con il software di contabilità, con il mercato e con i clienti. Attraver so semplici moduli per la gestione degli acquisti, del magazzino, della produzio ne, delle vendite e della rintracciabilità, i clienti si avvantaggeranno dei 40 anni di know-how del gruppo CSB-System.
Perché scegliere il CSB FACTORY ERP
Il CSB FACTORY ERP gestisce e ottimiz za i processi produttivi degli stabilimenti di multinazionali e gruppi aziendali che impiegano già un ERP di gruppo. Caratte ristica principale del CSB FACTORY ERP è la capacità di armonizzare la gestione aziendale e la produzione al fine di otti mizzare l’utilizzo delle risorse.
Perché scegliere il CSB INDUSTRY ERP
Il CSB INDUSTRY ERP è consigliato per le aziende alla ricerca di un software gestionale completo, che oltre ai moduli base contempli anche controllo qualità, contabilità generale e industriale, cespiti, archiviazione documentale, rilevazione presenze, business intelligence e mol



to altro. In generale, l’ERP CSB-System rappresenta la colonna portante tecnicoinformatica dell’azienda e pone le basi per un’ampia ed estesa automazione dei processi verso la cosiddetta Industria 4.0.
Dott. Andrè Muehlberger CSB-SYSTEM www.csb.com
70 Produzione & Igiene Dicembre 2022
E SOLUZIONI
PRODOTTI
volte a migliorare le offerte nei confronti del cliente, da parte di Quine Sr o di società da essa controllate, collegate o partecipate; Esprimo il mio consenso Nego il mio consenso Invio e mail promozionali e/o comunicazioni di marketing nonché effettuazione di ricerche di mercato e di profilazione se autorizzato dal cliente per conto di società terze (appartenenti alle categorie editoria, professionist della salute, case farmaceu che ecc), non facenti parte di Lswr Group Esprimo il mio consenso Nego il mio consenso Esprimo il mio consenso al trattamento in base all’informativa di cui sopra




L’INFORMAZIONE DI QUALITÀ AL SERVIZIO DELLA SICUREZZA ALIMENTARE • FOOD SAFETY • CONTROLLO QUALITÀ • TECNOLOGIE • DISINFESTAZIONE • PREVENZIONE • ANALISI DI LABORATORIO • HYGIENIC DESIGN • HACCP OPPURE ABBONATI ONLINE ALL’IND www.quine.it abbonamento annuale NON PERDERE QUESTA OCCASIONE COMPILA LA CARTOLINA QUI SOTTO E ATTIVA SUBITO IL TUO ABBONAMENT 40 € CAMPAGNA ABBONAMENTI Abbonati su www.quine.it o compila questo coupon e invialo a abbonamenti@quine.it Editore: Quine Srl Via Spadolini, 7 20141 Milano - Italia Tel +39 PRODUZIONE TRASFORMAZIONE DISTRIBUZIONE RISTORAZIONE Nome e Cognome Azienda Indirizzo Cap Città Telefono E-mail PEC (per fatturazione elettronica) Codice fiscale (obbligatorio) Partita IVA Codice destinatario (per fatturazione elettronica) Desidero sottoscrivere il seguente abbonamento: Abbonamento annuale Italia a € 40,00 (6 numeri). Abbonamento annuale Europa a € 80,00 (6 numeri). PAGAMENTO Bonifico Bancario IBAN IT88U0521601631000000000855 (allego fotocopia) Addebito su carta di credito Visa Carta Sì Mastercard n. scadenza / CVC (CVC: ultime 3 cifre del numero che si trova sul retro, nello spazio della firma) Firma CONSENSO AL TRATTAMENTO DEI DATI Ai sensi dell’art 13 Regolamento Europeo per la Protezione dei Dati Personali 679/2016 (GDPR), il sottoscritto _______________________________ esprime il proprio espresso e specifico consenso al trattamento dei dati a fini di: Invio e mail promozionali e/o comunicazioni di marketing nonché effettuazione di ricerche di mercato se autorizzato dal cliente da parte di Quine Srl o di società da essa controllate, collegate o partecipate; Esprimo il mio consenso Nego il mio consenso Invio e mail promozionali e/o comunicazioni di marketing se autorizzate dal cliente per finali à di profilazione (come ad es memorizzazione di abitudini di consumo)
Data
UFFICIALE DELL’ORDINE DEI TECNOLOGI ALIMENTARI
Firma RIVISTA
Produzione & Igiene
Propaganda e conoscenza
Preoccupa maggiormente la pandemia, la guerra o il cambiamento climatico?
L’invisibile, la distruzione o l’ineluttabile? Cos’è peggio? Scelta non facile…
Come non è facile trovare l’equilibrio tra le proprie ansie, i propri dubbi e le proprie opinioni.
Ma cosa c’entra tutto ciò con l’igiene e la produzione degli alimenti? Mi spiego subito! Più di una fonte ha prospettato l’imminenza di una “crisi alimentare globale”; chi la evoca per le speculazioni sui mercati delle materie prime, chi per il blocco del com mercio mondiale del grano, chi per la riduzione delle produzioni a fronte dell’aumento della popolazione mondiale.
Di certo la sicurezza delle forniture agroalimentari è alquanto precaria. Quindi, tornando ai quesiti iniziali, non ha torto chi ritiene che il virus pandemico pri ma o poi diventerà endemico, che Marte, dio della guerra, prima o poi incontrerà Mer curio, l’abile negoziatore. Ma come la mettiamo con il cambiamento climatico? Continuiamo ad ascol tare la propaganda dei finanziatori della ragazzina che attraversa l’Atlantico con uno yacht da 4 milioni di euro o preferiamo pensare che le vacche da latte abbiano rovinato il clima del pianeta?

La sicurezza delle forniture agroalimentari è alquanto precaria...
Non è forse più ragionevole pensare che la soste nibile sicurezza delle produzioni agroalimentari sia collegata anche all’integrità del ciclo dell’acqua e dei suoli? Perché, se così fosse, sarebbe anche il caso di approfondire seriamente le quantità e le qualità di tutte le emissioni e degli aerosol rilasciati in atmosfera, per conoscere quanto e come impattano la formazione e le attività delle nubi, il ciclo dell’acqua degli oceani, la formazione dei venti e degli uragani. Propedeutica in tal senso la lettura de “Il libro delle nuvole” di Vincenzo Levizzani, Il Saggiatore, Milano, 2021. Abbiamo man dato satelliti a studiare il sistema solare a 250-500 milioni di km, vogliamo studiare meglio la prima ventina di km dell’atmosfera terrestre per assicurare le condizioni ba silari e indispensabili all’umanità, alla sua nutrizione? Certo servono investimenti, for se basterebbe ridurre la spesa militare annuale mondiale, che, più o meno, raggiunge i due trilioni di USD. La scelta è tra guerra e cibo, tra distruzione e alimentazione, tra propaganda e conoscenza! E tu, cosa scegli?
Volete dire la vostra?
Scrivetea:redazione.food@quine.it
VINCENZO BOZZETTI
72 Produzione & Igiene Dicembre 2022 CONTROVENTO




26-28 settembre 2023 La seconda edizione del convengo digitale di Scienza e Tecnologia Alimentare Dal 26 al 28 settembre 2023 i protagonisti del settore si incontrano per discutere dei temi cruciali e delle principali sfide che attendono il mondo della produzione alimentare Organizzato da www.alimentipiu.it II edizione SAVE THE DATE

Selezionabile individualmente: 256 colori Misura in corso Commutazione del sensore Malfunzionamento nel processo Diamo colore alla vostra applicazione! Pressostato compatto con indicazione a 360° della condizione d’intervento www.vega.com/vegabar 15 cm Calibrazione con smartphone Sistema di adattatori igienici Design compatto












