In deze editie:
“Kijk nou eerst naar koelsmeermiddelen!” - Tieltjes draait hoogproductief met drie turrets - Phantom vervangt DIN-normen voor iconen - Uitpuilende beurshallen tonen verspaningshighlights - Maatwerk opleidingen voor elke verspaner - Klimaatneutrale productie begint bij ‘groene’ materialen - FMI Instrumed profiteert van koelsmeermiddel managementsysteem - Machinefabriek Sturm stapt in vijfassig frezen - Verspanen vanuit een economisch perspectief - Efficiënt verspanen is sturen op data - Een exclusief kijkje in de productievestigingen van Ceratizit – En meer …

2e jaargang nr. 4 • november 2022






HARRY HERSBACH TOOLS BV specialist in machining tools www.hhtools.nl FINDING EACH OTHER SCHUNK & HORN DRAAIGEREEDSCHAP | STEEKGEREEDSCHAP | SCHROEFDRAAD SNIJDEN EN -FREZEN WISSELPLAAT FREESGEREEDSCHAP | GEREEDSCHAPSHOUDERS | SPANKLAUWEN HSS/VHM/CBN FREZEN | BOREN/RUIMERS/TAPPEN | CBN/PKD/KERAMIEK | SPIEBAAN STEKEN officieel partner! sinds 1974
Hoe dik is dit


Daar ligt die dan. De vierde, laatste en meteen dikste VerspaningsNieuws van 2022! Maar liefst 280 pagina’s met nieuws uit de wereld van verspaning bracht de redactie dit jaar op de markt. Een mooi resultaat waar we samen met onze partners trots op zijn. En wat was het een jaar zeg. Materiaaltekorten, we konden eindelijk weer naar de TechniShow, energieprijzen gingen door het dak, een drukbezochte AMB liet zien dat beurzen er nog steeds toe doen en helaas verdwijnt Koffietijd van de buis. Er was genoeg om over te schrijven. En ondanks alle uitdagingen waar de industrie mee te maken heeft, sprong er één voor het zoveelste jaar op rij dik bovenuit: Een tekort aan vakmensen…
Bij nagenoeg elk bedrijf waar de redactie van VerspaningsNieuws dit jaar over de vloer kwam was een tekort aan personeel het grootste probleem. Hoe vaak we wel niet de vraag hebben gekregen of we nog mensen kennen die op zoek zijn naar een nieuwe job, of wij geen rol kunnen spelen in het enthousiasmeren van jongeren voor de techniek en of we ideeën hebben om het imago van de maakindustrie te verbeteren. Tja, misschien kunnen we een
rol spelen, maar als de landelijke media en zelfs technische opleidingen de maakindustrie nog steeds afbeelden als een vieze werkplek met blauwe overal en laskap, dan schieten we niet echt op. Zeg nou zelf. Een puber die voor een moeilijke studiekeus staat, wordt toch eerder aangetrokken door een (digitale) ICT-flyer met hippe computers dan door een flyer met een vieze overal. Niks ten nadele van lassen want dat is echt vakwerk, maar laten we de maakindustrie nou promoten zoals die werkelijk is, met mooie afbeeldingen van moderne, geautomatiseerde en computergestuurde werkplaatsen.
Hoe dan ook, het team achter VerspaningsNieuws gaat volgend jaar weer met frisse moed aan de slag om al het moois uit de maakindustrie in beeld te brengen. Heeft u iets interessants te melden of wilt u VerspaningsNieuws een kijkje laten nemen in uw verspanende bedrijf? Neem dan contact met ons op. Samen brengen we de maakindustrie dik onder de aandacht!
Tim Wentink t.wentink@54umedia.nl
Colofon
VerspaningsNieuws, jaargang 2, editie 4, november 2022
VerspaningsNieuws is een onafhankelijk technisch en business vakblad voor ondernemers in de maakindustrie die verspanende technieken in hun productieprocessen toepassen of kunnen toepassen. Het biedt op journalistieke wijze zicht op ontwikkelingen in de wereld van verspaning waarbij ook hedendaagse thema’s zoals digitalisering, automatisering en robotisering natuurlijk niet zullen ontbreken. VerspaningsNieuws besteedt aandacht aan nieuws van en voor machineen gereedschapleveranciers, toeleveranciers, OEM-ers, ingenieurs, technisch adviesbureaus en onderwijs- en onderzoeksinstellingen.

De lezerskring wordt gevormd door eigenaren, directeuren of leidinggevende functionarissen van bedrijven en organisaties die in de verspaning actief zijn. Afhankelijk van evenementen en diverse vakbeurzen zal de minimale oplage per editie 5.000 gedrukte exemplaren bedragen, aangevuld met een digitale oplage.
Op de voorpagina:
De vijfassige FZ 16 van Chiron is voorzien van een thermosymmetrische portaalconstructie, een U-frame van polymeerbeton en gekoelde aandrijvingen. In combinatie met een krachtige spil is het bewerkingscentrum uitermate goed geschikt voor het hoognauwkeurig en productief verspanen van complexe werkstukken.
Abonnementen
Opgeven nieuwe abonnementen:
T: +31 (0)55 360 10 60
E: info@54umedia.nl
Redactie
Tim Wentink
E: t.wentink@54umedia.nl
Advertentie-exploitatie
Vincent Span
T: +31 (0)55 360 62 27
M: +31 (0)6 511 93 408
E: v.span@54umedia.nl
Harold Draaijer
T: +31 (0)55 360 64 20
M: +31 (0)6 51 19 31 32
E: h.draaijer@54umedia.nl
Uitgeverij/redactie-adres
54U Media BV
Tweelingenlaan 51 7324 AP APELDOORN
T: +31 (0) 55 360 10 60
E: info@54umedia.nl
I: www.54umedia.nl
Alle advertentiecontracten worden afgesloten conform de Regelen voor het Advertentiewezen, gedeponeerd bij de rechtbanken in Nederland (exemplaar op aanvraag kosteloos verkrijgbaar).
Vormgeving en opmaak
Rijnier van Kesteren
Drukkerij
Senefelder Misset, Doetinchem
Materiaal
Aanleveren materiaal volgende editie: uiterlijk 20 maart 2023. Editie 1, jaargang 3 van VerspaningsNieuws verschijnt in april 2023.
Copyright
Niets van deze uitgave mag worden overgenomen, tenzij met uitdrukkelijke schriftelijke toestemming van de uitgever.
www.verspaningsnieuws.nl
3
Voorwoord
jaargang nr. 4 “Kijk nou eerst naar koelsmeermiddelen!” Tieltjes draait hoogproductief met drie turrets Phantom vervangt DIN-normen voor iconen Uitpuilende beurshallen tonen verspaningshighlights Maatwerk opleidingen voor elke verspaner Klimaatneutrale productie begint bij ‘groene’ materialen FMI Instrumed profiteert van koelsmeermiddel managementsysteem Machinefabriek Sturm stapt in vijfassig frezen Verspanen vanuit een economisch perspectief Efficiënt verspanen is sturen op data Een exclusief kijkje in de productievestigingen van Ceratizit – En meer … In deze editie:
Inhoud
Zodra de behoefte om meer productiviteit, capaciteit en nauwkeurigheid ontstaat, wenden verspanende bedrijven zich al snel tot de aanschaf van nieuwe machines en automatiseringsoplossingen. Gemiste kans blijkt uit het rondetafelgesprek met het thema ‘koelsmeermiddelen’ dat VerspaningsNieuws recent organiseerde.
In gesprek met President en CEO W.J. Kim van DN Solutions Anteryon
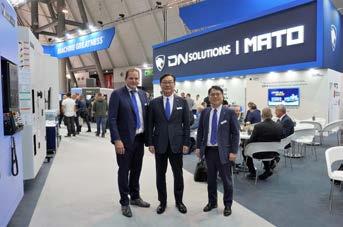
Medio september presenteerde DN Solutions zich voor het eerst met de nieuwe naam op een Europese vakbeurs.

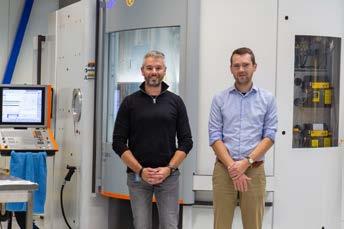
Anteryon, producent van lenzen, lasers en andere optische systemen, heeft geïnvesteerd in een vijfassige GFMS Mikron Mill S600U.
4
bewerkt exotisch glas nauwkeurig en productief met
Mikron
34 62 6
Verspaningstafel: “Kijk nou eerst eens naar koelsmeermiddelen!”
De
5 Agenda 2023 En verder.... 12 Tieltjes draait hoogproductief met drie turrets 14 Phantom vervangt DIN-normen voor iconen 16 Vliegtuigmotoren profiteren van vijfassig frezen en slijpen 18 Uitpuilende beurshallen tonen verspaningshighlights 30 Maatwerk opleidingen voor elke verspaner 33 Mazak introduceert krachtige en scherp geprijsde allrounder 38 Sandvik werkt aan ISO-standaarden voor gedigitaliseerde industrie 41 Column Jan Willem Mollema 42 Klimaatneutrale productie begint bij ‘groene’ materialen 46 FMI Instrumed profiteert van koelsmeermiddel managementsysteem 50 Machinefabriek Sturm stapt in vijfassig frezen 53 Schunk zet alles betrouwbaar vast met nieuwe klemsystemen 58 Verspanen vanuit een economisch perspectief 66 Efficiënt verspanen is sturen op data 70 Lagere energierekening door geautomatiseerd verspanen in daluren 72 Een exclusief kijkje in de productievestigingen van Ceratizit 76 Productnieuws 14 februari Manufacturing Technology Conference Kennisevent over productietechnologie Veldhoven kscevents.nl/manufacturing-technology-conference/ 29 - 30 maart AM for Production Beurs over de industrialisatie van Additive Manufacturing Den Bosch amforproduction.nl 19 - 21 april De Nederlandse Metaaldagen 2023 Vakbeurs voor de metaalbranche Den Bosch denederlandsemetaaldagen.nl 10 - 11 mei MIX Noordoost Event voor de maakindustrie in Noordoost Nederland Hardenberg mixnoordoost.nl 7 – 8 juni Vision, Robotics & Motion Vakbeurs over vision en optics, robotics, motion control en data science oplossingen Den Bosch vision-robotics.nl 13 – 16 juni Moulding Expo 2023 Europese vakbeurs voor de gereedschap- en matrijzenbouw Stuttgart (D) messe-stuttgart.de/moulding-expo/en 18 – 23 september EMO Hannover De grootste internationale beurs voor productietechnologie. Hannover (D) emo-hannover.de
De Verspaningstafel: “Kijk nou eerst eens naar koelsmeermiddelen!”
Zodra de behoefte om meer productiviteit, capaciteit en nauwkeurigheid ontstaat, wenden verspanende bedrijven zich al snel tot de aanschaf van nieuwe machines en automatiseringsoplossingen. Gemiste kans blijkt uit het rondetafelgesprek met het thema ‘koelsmeermiddelen’ dat VerspaningsNieuws recent organiseerde.

 Tijdens het rondetafelgesprek van VerspaningsNieuws waren Rein Vrij (Fuchs Lubricants), Jacob Vermaas (Optimol Lubrication), Pim Hagoort (Hagoort Group), Reinier van Berge Henegouwen (KSM) en Henry van Haeff (2-S) het er unaniem over eens dat productiebedrijven meer aandacht moeten besteden aan koelsmeermiddelen. “Om onbemand en repeteerbaar te kunnen produceren is een constante, kwalitatieve emulsie essentieel.”
Tijdens het rondetafelgesprek van VerspaningsNieuws waren Rein Vrij (Fuchs Lubricants), Jacob Vermaas (Optimol Lubrication), Pim Hagoort (Hagoort Group), Reinier van Berge Henegouwen (KSM) en Henry van Haeff (2-S) het er unaniem over eens dat productiebedrijven meer aandacht moeten besteden aan koelsmeermiddelen. “Om onbemand en repeteerbaar te kunnen produceren is een constante, kwalitatieve emulsie essentieel.”
Aan de Ver inaps fatsgn e l
Rein Vrij (Fuchs Lubricants), Jacob Vermaas (Optimol Lubrication), Pim Hagoort (Hagoort Group), Reinier van Berge Henegouwen (KSM) en Henry van Haeff (2-S) zijn het er allemaal over eens dat maakbedrijven veel meer uit het bestaande machinepark kunnen halen met behulp van de juiste koelsmeermiddelstrategie.
eerst vloeibaar gereedschap in oogschouw.”
Koelsmeermiddel en het beheer daarvan speelt een essentiële rol in een verspanend proces. “3% van de totale kosten heeft invloed op 80% van het proces.” Daarmee geven de heren de kosten en het effect weer van koelsmeermiddelen op het complete productieproces. “We blijven er op hameren dat een optimaal productieproces niet begint bij een nieuwe machine. Het proces is afhankelijk van meerdere elementen die optimaal op elkaar afgestemd moeten zijn. Alleen op die manier is het mogelijk om alles uit de bestaande hardware te halen en een proceszekere verspaning te realiseren. De industrie moet koelsmeermiddel daarom niet meer als een verbruiksartikel zien, maar als investeringsgoed.”
“Je kunt niet om koelsmeermiddel heen”

De rol van koelsmeermiddelen is de afgelopen twintig jaar steeds belangrijker geworden. Waar emulsies vroeger vooral werden ingezet om een optimale spaanafvoer en koeling te realiseren, rust er tegenwoordig veel meer op de schouders van koelsmeermiddelen. Ze worden nu niet voor niets vloeibare gereedschappen genoemd. Ze moeten om kunnen gaan met technologische ontwikkelingen in bewerkingsmachines zoals hogedrukkoeling, hoogtoerige spillen en automatisering. Daarnaast is de vraag naar complexe onderdelen, kleine series, hoge nauwkeurigheden en schone producten toegenomen en liggen bepaalde grondstoffen door Reach-regelgeving onder een vergrootglas. Al met al is door allerlei eisen de samenstelling van koelsmeermiddel sterk veranderd. En hoewel er ook al meerdere jaren testen worden gedaan met droog verspanen of minimaalsmering, blijkt het overgrote deel van de bewerkingen niet zonder koelsmeermiddel te kunnen.

“Er zijn enkele maakbedrijven in Nederland die droog verspanen, omdat het gebruik van koelsmeermiddel verboden is voor het desbetreffende eindproduct. Denk bijvoorbeeld aan medische componenten zoals kunstheupen. Maar het is heel lastig om zo’n proces betrouwbaar en stabiel te krijgen”, zegt Vrij. Hagoort vult aan: “Bij het bewerken van dit soort medische componenten wordt het proces helemaal afgestemd op dat ene werkstuk. Of er dan een gereedschap meer of minder slijt is minder van belang. Maar bij een geautomatiseerde productie, waar marges onder druk staan en waar een constante kwaliteit wordt gevraagd, kunnen producenten niet om koelsmeermiddel heen.” Van Haeff is het daarmee eens: “Bedrijven kunnen dan nog zoveel investeren in een dure machine met een robot, als er niet voldoende over koelsmeermiddelen is nagedacht, dan is het bij voorbaat al weggegooid geld. Wil je meer productiviteit, een hogere kwaliteit, een betere procesbeheersing, een hogere reinheid of een langere standtijd? Dan is de eerste stap verdiepen en investeren in de juiste vloeibare gereedschappen.” Van Berge Henegouwen vult aan: “Koelsmeermiddel heeft een enorme invloed op het proces en de standtijd van gereedschappen. Als je

“Neem
Rein Vrij (Fuchs Lubricants): Onze collega’s in Duitsland kijken hun ogen uit als ze zien waar we hier in Nederland mee bezig zijn.”



het goed inzet dan kunnen maakbedrijven nog veel winst behalen met het bestaande machinepark. We zeggen dan ook vaak dat vloeistoffen gratis zijn als je ze goed inzet.”



Nederlandse industrie is uitdaging voor koelsmeermiddel
Tijdens het rondetafelgesprek gaven de gesprekspartners aan dat de Nederlandse industrie ondanks een gebrek aan kennis toch wereldwijd voorop loopt als het gaat om het gebruik van koelsmeermiddelen. Vermaas geeft aan dat dat met name komt omdat veel maakbedrijven toeleveren aan hightech industrieën zoals de medische-, en semiconductorindustrie: “Er worden steeds meer eisen gesteld aan het eindproduct, zoals maatvoering, oppervlaktekwaliteit en reinheid. Koelsmeermiddel heeft een grote invloed op deze vereisten dus het is logisch dat hightech bedrijven gebruik maken van geoptimaliseerde emulsies.” Grade 2 en Grade 1 reinigen zijn bijvoorbeeld onderwerpen die de laatste jaren in toenemende mate de revue passeren. Koelsmeermiddelen hebben grote invloed op de reinheid van een product en het is dus cruciaal om dit onder controle te hebben. “Er is altijd al veel vraag geweest naar schone producten alleen zijn de eisen toegenomen. Vroeger was een product rein als er geen visuele vlekken te zien waren. Tegenwoordig kijken we naar moleculaire verontreinigingen. Klanten vragen daardoor steeds vaker om de expertise van de leverancier. We merken dat kennis ontbreekt bij verspanende bedrijven en dat is iets waar we als industrie verandering in moeten brengen.” Overigens is niet alleen de hightech sector verantwoordelijk voor de hoge eisen die tegenwoordig aan koelsmeermiddelen worden gesteld. Nederlandse toeleveranciers vragen over het algemeen veel van emulsies. “De Nederlandse maakindustrie is vrij uniek in de wereld. Kenmerkend is de geautomatiseerde high mix – low volume productie. Het is eerder regel dan uitzondering dat er verschillende materialen met verschillende gereedschappen 24/7 op dezelfde machine worden geproduceerd. Dat vraagt om koelsmeermiddelen die heel universeel zijn en dat is een grote uitdaging in onze sector”, aldus Hagoort. Vrij: “Onze collega’s in Duitsland kijken hun ogen uit als ze zien waar wij mee bezig zijn.”
De ontwikkeling van koelsmeermiddelen die geschikt zijn voor de veeleisende Nederlandse metaalbewerker wordt ook nog eens bemoeilijkt door Reach-regelgeving. In verband met deze regelgeving, die moet zorgen voor een veilige en gezonde werkomgeving, ligt het gebruik van chemicaliën onder een vergrootglas. In de toekomst zullen steeds meer additieven geweerd worden uit koelsmeermiddelen. Vrij: “De Reach-richtlijnen worden steeds strenger. De lijst met verdachte stoffen zal stapsgewijs naar de lijst met verboden stoffen verplaatsen.” Volgens Vermaas gaat dit erg ver: “Het is goed dat we mensen beschermen tegen middelen die slecht zijn voor de gezondheid, maar we moeten
e l
Aan de Ver inaps fatsgn
Reach zet grote stempel op koelsmeermiddel
Jacob Vermaas (Optimol Lubrication): “Koelsmeermiddelen moeten altijd in dienst staan van het proces. Door Reachregelgeving komt dit in het gedrang.”
“We koken allemaal met water. De een met iets meer suiker, de ander met iets meer zout.”
Pim Hagoort (Hagoort Group): De meeste verspanende bedrijven richten zich op machines en automatiseringsoplossingen, terwijl ze met de juiste koelsmeermiddelen veel meer uit het proces kunnen halen.


















































































































10 GECERTIF ICEERD GECERTIFICEER D Functionaliteit. Stabiliteit. Reinheid. Kies voor gecertificeerde Jokisch producten. Hagoort Group Telefoon: +31 13 505 15 55 • E-mail: info@hagoortolie.nl • www.hagoortolie.nl PRODUCTIVITEIT ZONDER CONCESSIES. MULTIFUNCTIONEEL INZETBAAR OP ALLE MATERIALEN. HOGE MATE VAN REINHEID LANGE STANDTIJD VAN VLOEISTOF EN GEREEDSCHAP BOORZUUR EN BIOCIDE VRIJ GEEN VLEKVORMING OP GEVOELIGE MATERIALEN ZEER GESCHIKT VOOR HOGE VLOEISTOFDRUK OPTIMOL-LUBRICATION.COM Meer informatie via: cutting.tools/iso-p-staalsoorten Staal verspaning eenvoudig gemaakt De nieuwe ISO-P soorten met slijtagedetectie voor hoge prestaties in uw draaiproces! CVD meerlaagse coating Nieuwste DragonsKin Coating technologie!
Reinier van Berge Henegouwen: “Koelsmeermiddel vraagt om een kleine investering, maar heeft een grote invloed op het proces. Veel bedrijven hebben dat niet door en bezuinigen op de verkeerde dingen.”

het niet spannender maken dan dat het is. Uiteindelijk kunnen we alle stoffen die op papier slecht zijn wel uit de vloeistof halen, maar het moet wel werkbaar blijven. Die stoffen zitten er immers met een reden in. Boorzuur verbindingen bijvoorbeeld, hebben sinds de jaren ‘80 de kwaliteit van metaalbewerkingsvloeistoffen aanzienlijk stabieler gemaakt met grote besparingen voor de eindgebruiker. De regelgeving brengt nu restricties in het gebruik van dit soort middelen. Een uitdaging voor fabrikanten van metaalbewerkingsvloeistoffen om ondanks dat het niveau te handhaven. Het gevolg is dat in bepaalde gevallen het concentraat op de drum een extra label krijgt. Na menging met water is het label tot een bepaalde mengverhouding niet meer van toepassing.”
Ook Van Haeff geeft aan dat er te vaak een vergrootglas wordt gelegd op bepaalde stoffen die slecht kunnen zijn voor de gezondheid. “Bekijk de etiketten maar eens van schoonmaakmiddelen in je keukenkastje. Er zitten stoffen in die door Reach al lang niet meer gebruikt worden in koelsmeermiddelen, en ook nog eens in grotere concentraties. Boorzuur bijvoorbeeld, wordt ook gebruikt in wasmiddelen, maar het is wel op de lijst van gevaarlijke middelen terecht gekomen.”
“Maar de regels zijn er en daar komen we niet omheen”, zegt Van Berge Henegouwen. “We moeten dus omgaan met het feit dat nieuwe vloeistoffen anders kunnen reageren op bestaande processen. Met de nieuwe generatie vloeistoffen moet dan ook anders worden omgegaan. Dat vraagt enerzijds wat van de maakindustrie, die hun vloeistof meer als gereedschap moeten gaan zien en behandelen. Maar dat geeft anderzijds ook leveranciers de uitdaging om te blijven zoeken naar betere producten. Maar we zitten niet stil, de nieuwe generatie koelvloeistoffen is volop in ontwikkeling en zal nog betere resultaten opleveren”.
“Koelsmeermiddel is investeringsgoed.”
Duurzaamheid en koelsmeermiddel

Een thema dat ook onlosmakelijk verbonden is met koelsmeermiddelen is duurzaamheid. Leveranciers van emulsies zijn zich hier van bewust en streven naar een zo hoog mogelijke circulariteit. Ze krijgen steeds vaker kritische vragen over de afhandeling van restproducten dus het onderwerp leeft in de markt. “Cradle to cradle en circulariteit zijn hele mooie kreten, maar voor onze producten lastig te realiseren. In 1.000 liter emulsie zit slechts 50 liter concentraat en dat is heel lastig om terug te winnen. We streven dus naar stabiele vloeistoffen die lang mee gaan om op die manier een bijdrage te leveren aan duurzaamheid.” Om de levensduur van emulsies te verlengen is onderhoud essentieel. Zowel Fuchs Lubricants, 2-S, Optimol Lubrication, KSM als Hagoort Group hebben volautomatische beheersystemen beschikbaar die het emulsieniveau en de concentratie op peil kunnen houden. “We verwachten dat de komende jaren de vraag naar een geautomatiseerd vloeistofbeheer sterk zal toenemen. De man achter de machine is ten eerste moeilijk te vinden en ten tweede te druk met verspanen. Met een geautomatiseerd vloeistofbeheer kunnen we klanten ontlasten en tegelijkertijd hun processen optimaliseren. Maar ook hier geldt dat er kennis in huis moet zijn om een betrouwbaar proces te realiseren. De maakindustrie moet echt aan de slag om het kennisniveau te verhogen.”
Henry van Haeff (2S): “Bedrijven moeten koelsmeermiddelen gaan zien als investeringsgoederen in plaats van verbruiksartikelen.”
Aan
e l
de Ver inaps fatsgn
Tieltjes draait hoogproductief met drie turrets
Ter uitbreiding van het machinepark heeft Tieltjes Precision Parts voor de zesde keer een hoogwaardige CNC-draaibank van Muratec aan het machinepark toegevoegd. De Muratec MT100iT3 is een multitask CNC-machine met drie turrets die allemaal zijn voorzien van een Y-as. Dit stelt Tieltjes in staat om complexe werkstukken snel en compleet te bewerken.

“We verwachten in de komende vijf jaar met 50% te groeien. Dit wordt veroorzaakt door een toenemende vraag uit sectoren zoals
de lucht- en ruimtevaart-, medische-, halfgeleider- en energiesector. Om die groei het hoofd te kunnen bieden, zijn we gestaag het machinepark aan het uitbreiden. De nieuwe Muratec is daar een mooi voorbeeld van”, vertelt Operationeel Directeur Kevin Tieltjes. De nieuwe MT100iT3 is de zesde Muratec die Bendertechniek heeft geleverd.
Multitasking
Muratec staat bekend om zijn hoogwaardige CNC-draaibanken die zijn ontwikkeld voor een betrouwbare volumeproductie. Alles aan de Muratec draaibanken is dusdanig opgebouwd dat ieder onderdeel bijdraagt aan een hoge stabiliteit, nauwkeurigheid en productiviteit.
12
De nieuwe Muratec MT100iT3 bij Tieltjes Precision Parts realiseert een hoge productiviteit en nauwkeurigheid dankzij de drie turrets en een stabiele bouwwijze.
Dankzij een stangenlader, een servo unloader en een Rota-Rack kan Tieltjes de nieuwe Muratec inzetten om grotere series langdurig en gecontroleerd onbemand te produceren.
De Japanse machinebouwer is met de ontwikkeling van de MT100 een nieuwe weg ingeslagen, namelijk die van multitasking productiemachines. Met een ingebouwde Y-as voor elke turret zorgt de MT100 voor meer precisie op complexe onderdelen. Zoals alle machines in de MT-serie, is de MT100 gebouwd met twee gelijkwaardige tegenover elkaar liggende spindels. Wat de MT100 echter uniek maakt, zijn de turrets. Kevin vertelt: “De MT100 is zo ontworpen dat de onderste turret op elk moment zowel de hoofdals de subspil kan bedienen. Dankzij deze functie kunnen we de cyclustijden verkorten, de productiviteit verhogen en complexere werkstukken nauwkeurig en compleet bewerken. Omdat we aan veeleisende industrieën leveren wordt die combinatie steeds belangrijker.”


Stangenlader en servo unloader
Zoals gezegd is de Muratec MT100iT3 bij Tieltjes uitgerust met drie turrets die samen 45 aangedreven gereedschappen met een maximaal vermogen van 8 kW herbergen. De machine is verder uitgerust met een Hainbuch spantangopname die geschikt is voor een maximale stafdiameter van 51 mm. Het stafmateriaal word aangevoerd door een stangenlader van Kurt Breuning IRCO Maschinenbau. De afgewerkte producten worden door een servo unloader uit de subspil gehaald en op een Rota-Rack weggezet. Op die manier kan Tieltjes grotere series langdurig en gecontroleerd onbemand produceren.
Vijfassige Kitamura
Naast de Muratec MT100iT3 heeft de toeleverancier recent ook nog een vijfassig Mytrunnion 4G bewerkingscent-rum van Kitamura in gebruik genomen. De leverancier van hoogwaardige onderdelen gaat de machine inzetten om zowel hun bestaande freesgamma als ook geavanceerd vijfassig freeswerk te produceren. “Onze focus ligt op het draaien van complexe en hoognauwkeurige componenten. Echter als de nieuwe Kitamura gaat doen wat we verwachten dat de machine gaat doen, dan sluiten we niet uit dat we het freeswerk in de toekomst uit zullen breiden”, vertelt directeur Erwin Tieltjes
Tieltjes bewerkt producten met een kubische afmeting van zo’n 30 mm tot maximaal 500 mm en alles daartussenin. Om dat gamma werkstukken te kunnen bewerken is er gekozen voor een bereik van 610 mm x 610 mm x 500 mm (XxYxZ). Dankzij lineaire assen, een stabiele machineconstructie, een hoge thermische stabiliteit en de draaizwenktafel die aan weerszijden wordt ondersteund, bereikt de Kitamura een perfecte nauwkeurigheid voor de hoge eisen van Tieltjes. Verder is de Kitamura uitgerust met een hogesnelheidsspindel met een maximaal toerental van 20.000 min-1 voor de bewerking van kleine aluminium delen. Erwin: “De Kitamura is nu een aantal maanden operationeel en we zijn erg te spreken over de machine. Dankzij de Kitamura zijn we op freesgebied helemaal klaar voor toekomstige groei.”
Cleanroom is volgende stap
Tieltjes start binnenkort met de uitbreiding van het huidige pand. Er wordt onder andere ruimte gecreëerd voor een nieuwe cleanroom, want naast een groeiende vraag naar producten zullen ook de kwaliteitsen reinheidseisen toenemen. “We gaan flink verbouwen om aan de verwachte vraag te kunnen voldoen. Daar hoort een moderne ISO 6 cleanroom bij zodat we producten schoon kunnen produceren. Je moet je voorstellen dat onze onderdeeltjes onder andere worden gebruikt in satellieten. Die moeten dus volledig stofvrij zijn om problemen te voorkomen. Met een volwaardige cleanroom maken we wederom een belangrijk stap richting de toekomst”, besluit Erwin Tieltjes.
13
De vijfassig Mytrunnion 4G van Kitamura neemt al het complexe freeswerk uit handen. Op de foto: Kevin Tieltjes (l) en Edwin Marach voor het nieuwe bewerkingscentrum.
Phantom vervangt DIN-normen voor iconen
Gereedschappenleverancier Phantom / Van Ommen heeft bij de ontwikkeling van een nieuwe universele frees de DIN-normering losgelaten en vervangen voor iconen. Dankzij deze iconen kunnen verspaners zonder rekentabel in één oogopslag zien welke gereedschapspen geschikt zijn voor een desbetreffende taak. Hoewel Phantom met deze iconen de TechniShow Award in de categorie ‘Slim Produceren’ heeft gewonnen, is volgens Product Manager Jacco Kramer juist ook de nieuwe HP2 UNI VHM Vari frees een echte innovatie.
De nieuwe HP2 UNI VHM Vari frees is ontwikkeld als een universele
frees dat breed inzetbaar is. Phantom heeft de frees voorzien van een aantal slimmigheden, die de inzetbaarheid en betrouwbaarheid verbreden. Zo is er een speciale geometrie ontwikkeld waardoor sleuven frezen, induiken, contouren frezen en zelfs boren zonder startgat voortaan met één gereedschap kan. “Voor toeleveranciers die kleine seriegroottes produceren en bij wijze van spreken vandaag niet weten wat ze morgen produceren, kan een universeel gereedschap heel interessant zijn. Met de HP2 UNI VHM Vari hebben we een betrouwbare allrounder ontwikkeld”, aldus Kramer.
Vloeiende overgangen
De nieuwe frees is voorzien van een aantal slimme geometrische eigenschappen. De afgeronde snijkant is daar een mooi voorbeeld van. Om de betrouwbaarheid te verhogen, laat Phantom de snijkanten voordat de aluminiumchroomnitride (AlCrN) coating wordt aangebracht, honen. Dankzij de snijkantradius hecht de

14
Kenmerkend voor de nieuwe HP2 UNI VHM Vari frees van Phantom is de afgeronde snijkant en de vloeiende geometrie.
coating beter en is de kans op snijkantopbouw en uitbreken veel kleiner. Daarnaast zijn alle overgangen tangentiaal vormgegeven. Door scherpe randen te vervangen voor vloeiende overgangen, ontstaat er minder slijtage en is de frees ook inzetbaar voor trochoïdaal frezen. Het Phantom team heeft in het Test- en Trainingscenter de HP2 UNI volhardmetalen varifrees uitgebreid getest bij het duikfrezen. Hieruit blijkt de standtijd gemiddeld 30% langer te zijn dan van concurrerende gereedschappen. Omdat de frees zo universeel inzetbaar is, houdt Phantom van de HP2 alle radii van 0,25 tot 5 mm op voorraad. Ook de tussenmaten die tot nog toe vaak specials waren, zijn direct uit voorraad leverbaar.
DIN-norm losgelaten
Met de introductie van de nieuwe universele frees laat Phantom de DIN-norm los. De snijkantlengte wordt bij dit gereedschap net als bij boren uitgedrukt in de verhouding tot de diameter, dus 1xD, 2xD et cetera. Kramer: “Bij boren gaat men voor de snijkantlengte uit van de schacht. Hierdoor is geen tabellenboekje meer nodig. Zeker de jonge generatie programmeurs zijn minder vertrouwd met de DIN-normen, die overigens niet altijd even logisch zijn. De typering 2xD, 3xD enzovoort maakt het gemakkelijk.” Phantom wil dit ook bij de andere frezen stap voor stap invoeren. Net als het gebruik van een speciaal icoon waarin de frezer in een oogopslag ziet wat het ideale inzetgebied van het gereedschap is. “Frezers berekenen de snedediepte en -breedte, maar niemand houdt rekening met de snijkrachtschommeling”, legt Jacco Kramer uit.

Werkgebied zichtbaar maken
De ongelijke spiraalhoek aan een frees is bedoeld om deze schommelingen op te vangen en vibratie te beperken. Maar bij bepaalde verhoudingen tussen de diepte (ap) en breedte (ae) veranderen de snijkrachten en kan een frees toch gaan trillen. Dat heeft snellere slijtage tot gevolg. Voor de HP2 frees heeft Phantom heel veel testen gedaan om te achterhalen wat het ideale werkgebied voor de frees is. Dat wordt zichtbaar gemaakt in een grafiek waarin voor de verschillende lengte-diameters het optimale percentage breedte (ae) staat aangegeven. “Er hoeft dus niks meer uitgerekend te worden of met trial and error te worden uitgezocht. In het icoon ziet de CNC-programmeur direct bij welk percentage van de diepte de frees optimaal werkt en wanneer vibraties optreden.” Groen staat voor een betrouwbaar proces met minimale slijtage, oranje betekent dat nog altijd goed gefreesd kan worden, maar dat de kans op trillingen groter wordt. De rode gebieden moet men vermijden. Phantom gaat dit icoon in de toekomst ook bij alle andere gereedschappen meegeven. Kramer: “In de praktijk merken we dat er steeds meer vraag komt naar ondersteuning en informatievoorziening. Met behulp van iconen hebben we onze kennis vertaald naar een eenvoudige en overzichtelijke oplossing om het CNC-frezen gemakkelijker maken.”
15
Jacco Kramer met rechtsonder het icoon. “In het icoon ziet de CNC-programmeur direct bij welk percentage van de diepte de frees optimaal werkt en wanneer vibraties optreden.”
Vliegtuigmotoren profiteren van vijfassig frezen en slijpen
Een onderzoeksteam van het Fraunhofer Instituut voor Productietechnologie IPT in Aken heeft in een consortiumproject een procesketen ontwikkeld waarin dubbele spiraalvormige tandwielen worden vervaardigd met behulp van vijfassig frezen met aansluitend vijfassig slijpen. De tandwielen worden met het nieuwe proces lichter en duurzamer, waardoor ze meer geschikt zijn voor gebruik in moderne vliegtuigmotoren.
Het gebruik van dubbele spiraalvormige tandwielen in vliegtuigmotoren heeft diverse voordelen. Een kenmerk van deze tandwielen is dat de tanden onder een hoek staan ten opzichte van de as waarop het tandwiel is gemonteerd. Omdat
de tanden hierdoor langer zijn ten opzichte van de tanden van een recht tandwiel, is het mogelijk om met een kleiner tandwiel dezelfde overbrenging te realiseren. Hierdoor kan er compacter geconstrueerd worden. Daarnaast zorgen de langere tanden voor een hogere belastingsopname dankzij meer contactoppervlak. En zeker niet onbelangrijk, dankzij de langere tanden grijpen de tandwielen geleidelijk in, waardoor een soepele loop ontstaat. Het voordeel: Minder trillingen, schokbelastingen, slijtage en geluid.
Afwikkelfrezen en afwikkelslijpen
Spiraalvormige tandwielgeometrieën worden normaal gesproken bewerkt met productieprocessen, zoals afwikkelfrezen (hobbing) en afwikkelslijpen. Het nadeel hiervan is, is dat de frees- en slijpgereedschappen grote in- en uitloopzones vereisen met als gevolg brede groeven tussen de tandwieldelen. Hierdoor zijn

16
Fraunhofer IPT heeft een procesketen gerealiseerd voor de productie van tandwielen door middel van vijfassig frezen met aansluitend vijfassig slijpen. Dankzij dit proces kunnen dubbele spiraalvormige tandwielen kleiner en lichter worden geproduceerd.
Uit proeven is gebleken dat het vijfassig slijpen van tandwielen een tamelijk negatief effect heeft op de macrogeometrie van de tandwielen, maar de levensduur ervan aanzienlijk verbetert.
tandwielen relatief zwaar en hebben ze grote afstanden tussen de afzonderlijke tanden - die beide nadelig zijn voor gebruik in vliegtuigmotoren. Met de wereldwijde behoefte naar zuinigere vliegtuigen neemt de vraag naar lichtgewicht onderdelen toe, waardoor conventionele productiemethoden steeds vaker niet meer voldoen.
Vijfassig frezen én slijpen gecombineerd
In het onderzoeksproject ‘Compact gears 4 turbo’ heeft het Fraunhofer IPT samen met vijf industriële partners (ModuleWorks, Werkzeugmaschinenlabor WZL, Aixpath, Rolls-Royce Deutschland en Aerospace Transmission Technologies) nieuwe procesketens ontwikkeld voor de productie van kleine en lichte tandwielen met smalle groeven voor vliegtuigmotoren. De procesketens lopen van het digitaal modelleren van de tandwielen (CAD) en computerondersteund procesontwerp (CAM) tot de fabricage en de daaropvolgende kwaliteitstests. Voor het eerst realiseerden de projectpartners een procesketen voor de fabricage van de tandwielen door middel van vijfassig frezen, gevolgd door vijfassig slijpen. Het slijpen van het oppervlak is van groot belang voor de werking van het onderdeel, aangezien een lagere oppervlakteruwheid de wrijving tussen de tandflanken in het tandwiel vermindert. Zeker bij een spiraalvormig tandwiel ontstaat er veel glijdend contact tussen de tanden, waardoor een lage oppervlakteruwheid essentieel is om warmte-ontwikkeling en slijtage te voorkomen.

Een bijzondere uitdaging voor de projectpartners was de integratie van slijpen in de procesketen, omdat volgens Fraunhofer IPT het vijfassig slijpen van tandwielen tot dan toe nog zo goed als onontgonnen gebied was. Het combineren van de twee processen – frezen en slijpen – in zo’n procesketen werd gezien als “pionierswerk”. Om tot geschikte processtrategieën te komen, was in eerste instantie dan ook uitgebreid fundamenteel onderzoek
nodig. Vooral het identificeren van de juiste gereedschappen voor het vijfassig slijpen van de tandwielen was een grote klus.
CAM-software
Tijdens het praktijkonderzoek bleek dat het vijfassig frezen bepalend is voor de maximaal haalbare vormnauwkeurigheid van de tandwielen. Uit het onderzoek blijkt ook dat het daaropvolgende vijfassig slijpen geen positief effect op de macro-geometrie van de tandwielen; integendeel, het heeft eerder een nadelig effect. Het slijpproces moest daarom zo worden ontworpen dat de geometrie van het tandwiel slechts in geringe mate zou veranderen, maar dat de ruwheid van het tandwieloppervlak zo veel mogelijk wordt verminderd. Deze en andere bevindingen voor het ontwerp van de nieuwe procesketen werden samengebracht in de ontwikkeling van een CAM-planningssoftwarepakket voor Siemens NX. De software wordt gebruikt voor procesplanning en omvat ook trajectplanning voor het frezen en slijpen van de complexe spiraalvormige tandwielgeometrieën.
Lichter en duurzamer
Uit testen met verschillende tandwielen blijkt dat het vijfassig slijpen de levensduur van de tandwielen aanzienlijk verbetert. Dit is te wijten aan de verminderde oppervlakteruwheid. De nieuwe procesketen maakt het samen met de CAM-planningssoftware mogelijk om duurzamere tandwielen voor lucht- en ruimtevaarttoepassingen compacter en eenvoudiger te vervaardigen. Het Fraunhofer IPT is van plan zijn deskundigheid op dit gebied in vervolgprojecten verder te verdiepen.
Het onderzoeksproject "Compact gears 4 turbo” werd gefinancierd door het Duitse federale ministerie voor Economische Zaken en Energie (BMWi).
17
Uitpuilende beurshallen verspaningshighlights in
Afgeladen vol. Zo kun je de AMB die medio september plaatsvond rustig omschrijven. Ruim 64.000 bezoekers trokken naar Stuttgart om de nieuwste innovaties, machines, producten en diensten te ontdekken die de 1.238 exposanten hadden voorgeschoteld. Tussen alle drukte door is het de redactie van Verspaningsnieuws toch gelukt om de nodige gesprekken te voeren en verschillende highlights te spotten. In dit artikel vindt u een samengevat overzicht.


Heidenhain Digital Shop Floor brengt digitalisering stap dichterbij
Met de Digital Shop Floor brengt Heidenhain praktische oplossingen op de markt, waarmee maakbedrijven digitalisering eenvoudiger kunnen omarmen. Naast de bekende oplossingen StateMonitor en PlantMonitor presenteert heeft Heidenhain op de AMB 2022 in Stuttgart twee nieuwe softwaretools geïntroduceerd: JobManager voor werkvoorbereiding en PartCalculator voor het eenvoudig inschatten van productietijden en -kosten.
JobManager is een nieuwe softwareoplossing binnen Digital Shop Floor. Met deze software kunnen gebruikers eenvoudig de gegevens beheren en bewerken die nodig zijn voor een gedetailleerde planning. Bovendien geeft de softwaren een duidelijk overzicht van alle gecreëerde werkorders. Operators kunnen de opdrachtenlijst naar wens sorteren en filteren, en op elk moment informatie bijwerken of toevoegen aan een opdracht. Links naar opdrachtgerelateerde documentatie zoals CAD-gegevens of technische tekeningen kunnen
ook aan de opdrachtgegevens worden toegevoegd. Verder is het mogelijk om geplande insteltijden, productietijden en logistieke tijden te integreren. Zo krijgen gebruikers een duidelijk overzicht van de huidige machinebezetting. En dankzij deze transparante informatie is het mogelijk om de machinebezetting te optimaliseren of om flexibel te reageren op onverwachte gebeurtenissen.
PartCalculator voor geautomatiseerd offerteproces
Naast JobManager heeft Heidenhain ook PartCalculator aan Digital Shop Floor toegevoegd. De nieuwe software stelt gebruikers in staat om 3D-modellen en technische tekeningen van freesdelen te analyseren. Tijdens de analyse haalt PartCalculator onderdelenkenmerken en productierelevante informatie zoals toleranties en draadmaten uit de tekening. De gebruiker hoeft alleen het materiaal en de hoeveelheid in te voeren, samen met eventuele relevante optionele informatie
beurshallen tonen in overvloed
Het aantal bezoekers was volgens de organisatie van de internationale vakbeurs voor metaalbewerking erg indrukwekkend. Het is dan ook niet vreemd dat men spreekt van een zeer succesvol en inspirerend evenement. Ondanks de moeilijke algemene omstandigheden concentreerden de gesprekken op de stands zich op specifieke projecten, productie en investeringen, terwijl de huidige energieprijzen en tekorten in de toeleveringsketen

op de achtergrond raakten. Daarnaast stonden thema’s als automatisering, duurzaamheid en digitalisering op de voorgrond. Om bezoekers een idee te geven van deze veelal toch abstracte begrippen, lieten exposanten diverse praktijkoplossingen zien om meer spanen in minder tijd, perfecte bewerkingsresultaten vanaf het eerste onderdeel en sterk geautomatiseerde processen met minimale stilstand mogelijk te realiseren.
zoals herbewerkingsprocessen. PartCalculator geeft vervolgens de productietijd in minuten en de productiekosten in euro's per onderdeel, en ondersteunt zo een snelle en betrouwbare prijsraming voor CNC gefreesde onderdelen. “In Nederland is er veel vraag naar
slimme oplossingen, maar de afname is nog beperkt. Dit komt omdat maakbedrijven nog niet helemaal weten waar ze moeten beginnen. Met Digital Shop Floor kunnen we die drempel wegnemen”, vertelt Paul Venema van Heidenhain Nederland.
Matec automatiseert grote werkstukken

Tijdens de AMB presenteerde Matec een HVC bewerkingscentrum met een automatiseringsoplossing van Indunorm. Met de Indumatik 500, die is ontwikkeld voor het hanteren van grote werkstukken, kan het bewerkingscentrum langdurig onbemand produceren. De Indumatic 500 heeft een maximale capaciteit van 500 kg. De pallets hebben een afmeting van 630 mm x 630 mm en de palletopslag kan klantspecifiek uitgebreid worden. Bewerkingscentra in de HVC-serie zijn geschikt voor freesdraaibewerkingen en zijn modulair op te bouwen. Matec noemt dit ook wel ‘The Modular Evolution’. Met het Matec Modular
System creëert de machinebouwer uit Köngen moderne bewerkingsmachines die perfect aansluiten op de behoeften van de klant. De standaard modules kunnen op nagenoeg elke denkbare manier met elkaar gecombineerd worden. Dit resulteert in een grote variëteit aan mogelijkheden. Dankzij het modulaire design kunnen machines ook achteraf geretrofit worden met nieuwe functionaliteiten. “Naast modulaire machines biedt Matec ook machines met een vaste configuratie aan. Deze worden seriematig gebouwd en kunnen tegen een scherpe prijs op de markt gebracht worden”, vertelt directeur Hans Blomen van Limas, de Nederlandse vertegenwoordiging van Matec.
Veeleisende materialen, hoog nauwkeurige toleranties en specificaties voor procescapaciteit: de portaalbouwijze van de 16 Serie is met name afgestemd op de hoge huidige en toekomstige eisen. Machines met enkele en dubbele freesspil combineren op overtuigende wijze dynamiek, precisie en de beste oppervlaktekwaliteit bij het bewerken van complexe werkstukken. Daarnaast maakt het modulaire concept een individuele configuratie mogelijk.




Ontdek het zelf en vraag een test aan.
www.chiron-group.com
Recente testen hebben bewezen dat de 16 serie ongeëvenaard is op het gebied van snelheid en de hoogste nauwkeurigheden.
■■■■ CHIRON Group
Soraluce brengt multitasking naar nieuw niveau
Tijdens de AMB presenteerde Soraluce live onder spaan het TA-M 35 frees-, draai- en slijpcentrum. De machine is ontwikkeld om in één opspanning alle drie de bewerkingen uit te kunnen voeren. Hiermee biedt Soraluce een antwoord op de toenemende vraag naar complexe werkstukken met uitdagende toleranties die meerdere bewerkingen vereisen.
De TA-M 35 die op de AMB werd gepresenteerd heeft een bereik van 3.500 mm x 1.500 mm x 1.200 mm, een geïntegreerde NCdraaitafel met een diameter van 1.250 mm en een universele freeskop. Om de vele verschillende mogelijkheden van de machine te laten zien, organiseerde Soraluce diverse demonstraties live onder spaan. Zoals de foto laat zien trok dit veel publiek. Veel aandacht tijdens de demo’s ging uit naar de trillingsdempende oplossingen van het bedrijf die trillingen direct bij de bron elimineren.

Trillingen voorkomen
Een van de systemen die Soraluce live presenteerde was DAS

(Dynamics Active Stabiliser). DAS voorkomt trillingen in de machine door met behulp van sensoren de trillingen in de hoofdspil te meten. Met deze gegevens wordt real-time de actieve demping in de ram aangestuurd. Tevens wordt automatisch het optimale toerental afgestemd om chatter te elimineren.
Een ander systeem dat trillingen voorkomt, maar niet tijdens de AMB werd gepresenteerd, is DWS. DWS bestaat uit een controller en één of meer actuatoren die met behulp van magneten op het trillingsgevoelige deel van het te bewerken werkstuk worden geplaatst. DWS meet net als bij het DAS-systeem met behulp van sensoren de trillingen die optreden tijdens het bewerkingsproces en creëert aan de hand daarvan real-time een tegentrilling in het werkstuk. Omdat DWS uit verschillende losse units bestaat is het systeem niet gebonden aan één machine. Daardoor is de oplossing flexibel inzetbaar. Beide systemen zorgen voor een hogere productiviteit, standtijd en werkstukkwaliteit.
Haimer automatiseert krimpen, balanceren en voorinstellen

Op EMO Milano 2021 gaf Haimer met de Automation Cube al een voorzetje op het geautomatiseerd voorinstellen van gereedschappen. Op de AMB presenteerde Haimer een doorontwikkelde versie die naar verwachting eind 2022 leverbaar zal zijn. De Automation Cube laat in één systeem de toekomstvisie zien van Haimer: Een geautomatiseerd en gedigitaliseerd gereedschapsmanagement.


Waar de automatiseringsoplossing op de EMO geschikt was voor het geautomatiseerd krimpen en voorinstellen van verspanende gereedschappen, kan de vernieuwde versie ook balanceren. Dat betekent overigens niet dat alle elementen ook afgenomen dienen te worden. Het systeem is schaalbaar volgens de eisen van de klant. Voor alle handelingstaken in de cel maakt de Automation Cube gebruik van een cobot die de gereedschappen van het ene naar het andere station verplaatst.
Digitaal gereedschapsbeheer
De Automation Cube wordt aangestuurd door de Haimer DAC (Data Analyzer and Controller). Dit digitale gereedschapsbeheersysteem maakt een eenvoudige en continue uitwisseling van gereedschapsgegevens mogelijk tussen de individuele toolroom stations of apparaten en het bedrijfsnetwerk. Een sleutelcomponent in deze nieuwe oplossing is de identificatie van Haimer gereedschapshouders, hetzij door geïntegreerde RFID data chips of door QR of Data Matrix codes (die kunnen worden gelezen en geanalyseerd door verschillende systemen via een scanner). Dit maakt een unieke identificatie van het complete gereedschap mogelijk. Aangezien geen manuele invoer vereist of mogelijk is, is er ook geen risico op foute invoer en dus ook geen risico op botsingen.
Compacte vijfasser Makino valt op



Ondanks de compacte bouwwijze was het nieuwe vijfassige N25XA bewerkingscentrum een blikvanger op de stand van Makino. De horizontale N2-5XA is ontworpen voor het productief verspanen van kleine, complexe componenten. Het bewerkingscentrum kenmerkt zich door een hoge stabiliteit en stijfheid. Hierdoor is de machine ideaal voor de bewerking van bijvoorbeeld medische- en spuitgietonderdelen.
De N2-5XA heeft een HSK-40A spil met een maximaal toerental van 20.000 min-1 die in slechts 0,8 seconde naar het maximale toerental accelereert. Deze spil werkt samen met de standaard
AI Contour Control en 1,4 G Z-as versnelling om snel en nauwkeurig de complexe geometrie te produceren die gebruikelijk is bij veeleisende componenten. Zoals de foto laat zien is de N25XA compact vormgegeven, waardoor die zelfs in de kleinste ruimtes goed tot zijn recht komt. De machine is geschikt voor een maximale werkstukgrootte van 300 mm x 270 mm en een maximaal laadvermogen van 150 kg. Dankzij het unieke spaanvrije ontwerp van de bewerkingskamer is het mogelijk om zonder koeling te produceren. Met de Professional 6 NC-besturing en direct aangedreven rotatieas is het ook mogelijk om uitstekende oppervlaktekwaliteiten te bereiken.
Tschudin automatiseert klein slijpwerk met cobot
Tschudin, de Zwitserse fabrikant van centerloze slijpmachines, presenteerde op de AMB een breed portfolio met slijpmachines voor het slijpen van kleine tot grote onderdelen. De aandacht ging vooral uit naar de twee compacte Cube 350 slijpmachines op de stand, waarvan er één was uitgerust met een cobotautomatisering. De gepatenteerde Cube 350 is een drie-assige slijpmachine die
speciaal is ontwikkeld voor de bewerking van kleine werkstukken met een diameter van 0,1 mm tot 20 mm. Volgens Tschudin overtuigt de compacte, centerloze Cube 350 rondslijpmachine, die met de Red Dot designprijs werd bekroond, door zijn ergonomische bouwwijze. Het concept stelt de gebruiker centraal, waarbij het doel is om een perfecte symbiose van gebruiksvriendelijkheid, eenvoud en elegantie te
realiseren. Door de slimme vormgeving kan de Cube 350 bijvoorbeeld met de hand worden geladen door zowel rechts- als linkshandigen. De beweegbare werkstukondersteuning maakt van de Cube een echte allrounder en breidt de procesmogelijkheden uit. Het voor- en nabewerken in een dubbele cyclus en het aanbrengen van scherpe kanten, kegels, afschuiningen en radii behoren tot de mogelijkheden.
Geen hydrauliek
De uiterst nauwkeurige CNC-slijpmachine biedt niet alleen qua uiterlijk, maar ook in technisch opzicht veel. De machine is uitgerust met lineaire aandrijvingen en een bed van polymeerbeton. Hiermee wordt een hoge nauwkeurigheid en (thermische) stabiliteit behaald.
Tevens heeft Tschudin geen enkele vorm van hydrauliek in de machine gebracht. Door geen componenten zoals hydrauliek, kogelomloopspillen en aandrijfriemen te gebruiken, wordt de nauwkeurigheid bevorderd. Ook aan productiviteit is gedacht. Zo is het mogelijk om de machine snel om te stellen naar een nieuw product. Binnen slechts zes minuten kunnen zowel het slijp- als regelwiel gewisseld worden.
Automatisering
De Cube 350 is niet alleen ontwikkeld voor een eenvoudige handmatige belading, maar ook voor automatisering. Standaard is de machine aan de voorzijde uitgerust met een connector voor een automatiseringsoplossing. Zo is het mogelijk om de slijpmachine direct met automatisering aan te schaffen, maar is het ook mogelijk om eenvoudig achteraf een automatisering te implementeren. Op de AMB werd de Cube 350 getoond met een cobot-automatisering. Hiermee is seriewerk laagdrempelig onbemand te produceren. De eerste Tschudin Cube 350 wordt binnenkort bij een toeleverancier in Nederland geleverd. In één van de volgende edities van VerspaningsNieuws verschijnt een artikel over deze investering.
RoboJob maakt automatisering nog toegankelijker
RoboJob heeft tijdens de AMB in Stuttgart een nieuw automatiseringsconcept geïntroduceerd: Coby CNC. Het systeem maakt gebruik van een cobot, waardoor het automatiseren toegankelijk wordt voor iedereen. Zelfs met minimale technische kennis kan Coby worden ingezet.
“Het is altijd spannend om een nieuw product voor te stellen aan het publiek”, zegt Business Developer Jelle De Roovere. “Het idee heerst dat je heel eenvoudig met een cobotarm zelf een beweging kan voordoen, en dat het systeem die meteen zelfstandig kan blijven herhalen. In de realiteit is het allemaal niet zo eenvoudig. In tegenstelling tot wat men denkt, komt er toch enig programmeerwerk aan te pas. Dat wilden wij wegnemen, zodat de
eindgebruiker écht intuïtief en gebruiksvriendelijk aan de slag kan met een cobot. Daarom hebben we Coby ontwikkeld.”
Geen installateurs
Coby is, net zoals alle andere RoboJob-systemen, een automatiseringsoplossing voor CNC draai- en freesmachines. Wat Coby speciaal maakt, is dat je hem helemaal zelf kan configureren, plaatsen en gebruiken. Er komen geen installateurs of opleidingen aan te pas. Met gebruiksvriendelijke RoboJob-software is iedereen, ook met minimale technische kennis, in staat om met Coby aan de slag te gaan. De compacte oplossing is geschikt voor de handeling van werkstukken met een massa tot 5 kg.


Benzinger draait kleine draaidelen economisch en nauwkeurig
Door de toenemende wereldwijde vraag naar kleine en complexe precisiedraai-onderdelen, heeft Carl Benzinger nog meer innovatieve varianten ontwikkeld van zijn kleine DOLittle precisiedraaicentra. Op de AMB presenteerde de machinebouwer de nieuwe DOLittle B6 die dankzij simultaanbewerkingen nog productiever is geworden.
Met de B6-variant presenteert Benzinger een versie van de kleine DOLittle die volledig is geoptimaliseerd voor maximale productiviteit. Kenmerkend voor alle DoLittle bewerkingscentra is het concept van gescheiden assen, waarmee een hogere nauwkeurigheid en gelijktijdige bewerking mogelijk is. De DOLittle B6 heeft een bovenste en een onderste turret, die beide via de X- en Y-as worden gepositioneerd. Het grote voordeel van deze opstelling is dat de gereedschappen van de turrets tegelijkertijd werkstukken op de hoofd- en tegenspil kunnen bewerken. Terwijl een werkstuk op de tegenspil wordt bewerkt, wordt tegelijkertijd het volgende werkstuk aan de voorzijde van de hoofdspil bewerkt. Dit zorgt voor een grote productiviteitswinst. Standaard heeft elke turret ruimte voor twaalf aangedreven gereedschappen. Optioneel kan er ook gekozen worden voor 48 gereedschappen per turret, waardoor zelfs de meest complexe werkstukken compleet kunnen worden bewerkt. Benzinger noemt de B6 overigens niet zomaar een precisiedraaimachine. Een rondloopnauwkeurigheid van maximaal 0,4 µm geeft de nauwkeurigheid van de machine weer. Met een geïntegreerde picotaster wordt gereedschap net voor de productie gemeten om de nauwkeurigheid te waarborgen.
Flexibel kort en langdraaien
Naast de B6 heeft Benzinger ook het nieuwe B3-L draaicentrum geïntroduceerd. Waar de B6 geschikt is voor werkstukken met een diameter van 20 mm, is de B3-L inzetbaar voor diameters tot 7 mm. Echter is deze machine ontwikkeld voor de flexibele bewerking


van lange slanke producten. Het draaicentrum combineert dan ook de voordelen van kort- en langdraaien.
Om het principe van langdraaien op de DOLittle precisiedraaicentra - uitgerust met hoofd- en tegenspillen en een Y-astoe te passen, heeft Benzinger een speciale geleidebusinrichting met spantangen op de onderste slede naar de hoofdspil geplaatst. Op deze wijze kan het draaicentrum naar keuze werken volgens het langdraai- of het kortdraaiprincipe. Ook interessant zijn de vaste blokken met gereedschappen die snel en met de hoogste herhalingsnauwkeurigheid gewisseld kunnen worden. Er is ook een blok beschikbaar met een B-as en aangedreven gereedschappen.
De best passende machine voor uw uitdaging!



















Dormac is het startpunt voor groot en klein formaat freesmachines, 5-assige bewerkingscentra, de nieuwste generatie multitasking draaicentra, langdraaiers of andere type draaibanken. Bij Dormac kunt u dus terecht voor de best passende oplossing draaibank of freesmachine. Wat u ook maakt in zowel kleine als grote series, dit kunt u perfect aanvullen met automatisering en procesoptimalisatie mogelijkheden bij Dormac.


26
Dormac CNC Solutions l +31 (0)229 54 24 85 l info@dormac.nl l www.dormac.nl
Leverancier van verspanende metaalbewerkingsmachines sinds 1954
Informeer naar onze diverse demo mogelijkheden
Correa Norma MG bed freesmachine
NIEUW BIJ DORMAC!
www.dormatec.eu | info@dormatec.eu Onze filtratie is uw gezondheid en veiligheid Voor ieder Stof-, Rook- en Olienevel probleem heeft Dormatec een passende industriële oplossing. Meer weten over al onze systemen?
DN Solutions SMX multitasking serie
Opvallende freesgeometrie
Maykestag heeft een nieuwe allround frees geïntroduceerd met een nieuwe innovatieve geometrie. Deze Turbo Cut frees is ontwikkeld om een veelvoud aan materialen te bewerken, zoals roestvaststaal, gereedschapstaal, gietijzer en aluminium.
De Maykestag Turbo Cut is voorzien van een opvallende geometrie en een innovatieve slijtvaste coating. Hierdoor kan de frees ingezet worden voor diverse bewerkingsstrategieën. Zo behoort contour frezen in gietijzer, tot 2xD gleuffrezen in roestvast staal of met 45°
induiken in gereedschapstaal tot de mogelijkheden. “Met de Turbo Cut is een grote tijdwinst te behalen, doordat je met deze frees zowel mee- als tegenlopend kan frezen”, zegt Peter de Bruin van PB Tools. “De resultaten van de testen die Maykestag maandenlang heeft uitgevoerd zijn indrukwekkend. Een 50% langere standtijd is vaker regel dan uitzondering in nagenoeg alle bewerkingen.”
Nieuwe trendsetter
Kenmerkend aan de Turbo Cut is de geometrie. De complexe overgang tussen het vrijloopvlak en de snijkant zorgt voor een hoge stabiliteit. Het samenspel van de vernieuwde kopse-kant met een niet eerdere toegepaste, afgeronde vrijloophoek en een S-vormige vlakspleet, vermindert de krachten die op het gereedschap werken. Hierdoor wordt de spaanafvoer bevorderd en zijn er geen storende randen die de spaanafvoer blokkeren. Dit alles leidt tot een hogere standtijd.
De Turbo Cut frezen zijn viersnijders met vier ongelijke spiralenhoeken, variërend van 41° tot 43°. De groef- en omtrekgeometrie van het gereedschap is zo ontworpen dat dit een ideale spaanvorming in de meest uiteenlopende materiaalgroepen mogelijk maakt. Door het ontwerp worden minder trillingen veroorzaakt voor een soepele snede. Alle spaanruimtes op het gereedschap zijn bijna even groot en leiden tot een perfecte spaanafvoer. Al deze eigenschappen zorgen ervoor dat de frees gebruikt kan worden voor het voorbewerken, semi-finishen en nabewerken van een veelvoud aan materialen.


DMG Mori belaadt twee machines geautomatiseerd


is de automatiseringsoplossing ook compatibel met verschillende vijfassige modellen van de DMU monoBLOCK, DMU H monoBLOCK en DMU eVo serie, evenals met de CMX U serie.
De PH Cell Twin kan worden beladen met maximaal 30 pallets van 320 x 320 mm. Grotere pallets van 400 x 400 mm of 500 x 500 mm zijn ook mogelijk, maar dan geldt een maximaal aantal pallets van respectievelijk 24 en achttien pallets. De pallets staan in twee rijen opgesteld, waardoor de automatisering zeer compact is vormgegeven. De maximale werkstukgrootte bedraagt ø 500 x 500 mm met een werkstukmassa tot 300 kg inclusief de pallet. Via het aparte, optioneel draaibare laadstation kunnen de pallets ergonomisch en parallel aan de productie worden opgesteld. Flexibel uitbreidbaar
Dankzij de interface en de modulaire opbouw kan de PH Cell Twin snel en eenvoudig in gebruik worden genomen. Net als andere automatiseringsoplossingen kan ook de nieuwe versie eenvoudig achteraf worden gemonteerd op bewerkingscentra met een bestaande automatiseringsinterface. Hetzelfde geldt voor de aansluiting van de tweede machine, waardoor deze investering naar een later tijdstip kan worden verschoven.
Robo2Go Max
DMG Mori heeft ook de Robo2Go familie uitgebreid met de Robo2Go Max. Deze robotautomatisering is ontwikkeld voor het beladen van grote werkstukken met een massa tot 115 kg. Tijdens de AMB was de automatiseringsoplossing in actie te zien tijdens het beladen van grote draaidelen op een CTX gamma 2000 TC.
Met de PH Cell Twin heeft DMG Mori een modulaire en compacte palletautomatisering ontwikkeld, waarmee twee bewerkingscentra flexibel geautomatiseerd kunnen worden. Deze oplossing werd op
de AMB als wereldprimeur voorgesteld. Tijdens de AMB was de PH Cell Twin gekoppeld aan twee DMU 50 bewerkingscentra. Echter
Star maakt met tien assen elke draaibewerking mogelijk
Met maximaal tien bewegende assen zijn complexe delen efficiënt en compleet te bewerken met de SD-26 van Star. Op de AMB presenteerde Star de S-versie van de SD-26. Deze machine is voorzien een vierspillige gereedschapsunit met een B-as op zowel de 5,5 kW sterke hoofd- als
tegenspil. Hiermee zijn een veelvoud aan bewerkingen mogelijk. Denk bijvoorbeeld aan wervelen, waarbij er twee soorten schroefdraad vol automatisch worden bewerkt. Daarnaast is de SD-26 eenvoudig om te bouwen naar een kortdraaimachine om flexibel in te spelen op de steeds diverser wordende bewerkingsbehoeften. Dus naast de zeer nauwkeurige bewerking van lange en smalle onderdelen zoals motorassen, is het ook mogelijk om met dezelfde machine korte onderdelen te bewerken. De Star SD-26 is geschikt voor de bewerking van werkstukken met een maximale diameter van 26 mm.
Zoller »cora« automatiseert gereedschapsvoorbereiding
Zoller liet op de AMB de toekomst zien van geautomatiseerde gereedschapsvoorbereiding. De nieuwe highlight bestaat uit een robotcel met voorinstelapparatuur en een AGV. De samenwerkende robotassistent »cora« ondersteunt bij alle standaardtaken in de geautomatiseerde gereedschapsvoorbereiding.



Zo kan gereedschap volledig automatisch worden gepakt, gemonteerd, opgespannen, gereinigd en gelabeld. De grijper kan een groot aantal complete gereedschappen en diverse gereedschapshouders veilig vastpakken en positioneren in zowel het voorinstelapparaat als in de Smart Cabinets of
gereedschapswagen. Dankzij de verbinding van de robot met de centrale gereedschapsdatabase z.One en dus met de ZOLLER TMS Tool Management Solutions software, weet »cora« waar elk gereedschap en onderdeel zich bevindt. »cora« kan zelfstandig de gereedschapskast ‘keeper’ openen, het voorbereide complete gereedschap verwijderen, in het voorinstelapparaat plaatsen en het meetproces starten. Een zelfrijdende voertuig (CoraExpress) brengt en laadt de gereedschappen vervolgens naar de bewerkingsmachine. Het systeem maakt een absoluut vrije layout mogelijk en vereist helemaal geen geleiderails of rupsbanden. Volgens Zoller is het systeem eenvoudig in gebruik te nemen.
Star Micronics heeft de SD-26 ontwikkeld, een nieuwe langdraaiautomaat die tot 26 mm in diameter kan bewerken. De machine is vooral bedoeld voor complex gevormde onderdelen voor de auto-industrie, hydraulische/ pneumatische apparatuur en medische toepassingen.
Maatwerk opleidingen voor elke verspaner
De opleidingsbehoefte in de verspanende industrie verandert. Bedrijven en werknemers willen ieder moment kunnen starten met een opleiding, ze hebben grote behoefte aan ‘hapklare brokken’ die ze in hun eigen tempo en op hun eigen manier kunnen volgen en tegelijk moeten deze aantoonbaar waardevol zijn. De techniekopleiders STODT en CRAFT Education zijn daarom een samenwerking aangegaan voor het aanbieden van wettelijk erkende mbo-opleidingen voor de verspaning volgens de zogeheten ‘derdeleerweg’ route.
Deze opleidingen zijn speciaal ontwikkeld voor mensen die willen studeren waar en wanneer ze willen en toch een officieel mbodiploma willen behalen.
Opleiden per onderwerp
STODT biedt al jaren de wettelijk erkende BBL-opleidingen Allround precisie verspaner en verspaningstechnoloog op mbo-niveau 3 en 4 aan. Dat gebeurt in samenwerking met ROC’s. Deze opleidingen voorzien duidelijk in een behoefte van maakbedrijven én werknemers. Maar steeds vaker proeft STODT ook een andere behoefte. Bedrijven willen nieuwe medewerkers (bijvoorbeeld zij-instromers) of hun huidige medewerkers direct bij- en/of omscholen als de situatie daar om vraagt. “Er is daarbij een grote behoefte aan flexibiliteit”, zegt directeur Jeroen Rouwhof van STODT. “Deze behoefte kunnen we nu uitstekend invullen met deze derdeleerweg route. Medewerkers kunnen per gewenst onderwerp worden opgeleid. De modules die zij volgen hebben een civiel effect en tellen daarom mee voor het behalen van een mbo-certificaat of -diploma. Ook voor ondernemers die nadenken over een eigen bedrijfsschool kan deze route een perfecte oplossing zijn.”
CRAFT onder de motorkap
STODT had deze leerroute zelf kunnen ontwikkelen, maar heeft
in plaats daarvan gekozen voor samenwerking met CRAFT Education in Deurne. Dit is een door het ministerie van OC&Werkende onbekostigde onderwijsinstelling. CRAFT beschikt reeds over de lesmaterialen en modules en de accreditatie die nodig zijn voor (deel)opleidingen op het gebied van verspanen. Door de samenwerkingsovereenkomst kan STODT nu alle verspanende mbo-opleidingen, vanaf entree niveau tot en met niveau 4, in de derde leerweg aanbieden met de slimmigheid van CRAFT onder de motorkap.
Aansluiten bij behoefte
CRAFT Education is zo’n vijf jaar geleden opgericht door Roy van Bussel en Ben Verbeek. Hun doel was technische opleidingen aan te bieden die voor honderd procent aansluiten bij de behoefte van mensen die willen leren. CRAFT ontwikkelt en maakt lesmaterialen voor het beroepsonderwijs, geeft deze zelf uit en beschikt over theorie- en praktijkruimten waar opleidingen kunnen worden verzorgd. Bovendien werkt de onderwijsinstelling uit Deurne samen met diverse fabrikanten van machines, gereedschappen en meetmiddelen, waarvoor ook efficiënte trainingen en opleidingen worden gemaakt. Zo is CRAFT steeds op de hoogte van de nieuwste technologische kennis, die dan weer wordt verwerkt in lesmaterialen en opleidingen.
30
Groter bereik
Net als Rouwhof zijn Van Bussel en Verbeek blij met de samenwerking tussen CRAFT en STODT. Want hierdoor heeft de derdeleerweg route nu een veel groter bereik. Iedere verspaner in Nederland heeft nu de mogelijkheid opleidingen te volgen op een manier die het beste bij hem past. Dat kan via e-learning of e-learning met Hulp Op Afstand (HOA). Maar ook met lessen op de locaties van CRAFT in Deurne en Schiedam of in de STODT leerfabrieken in Hengelo en Best. In company trainingen zijn eveneens mogelijk. “Eigenlijk is elke variant mogelijk”, zegt Rouwhof. “Ons leerbedrijf kan de voortgang monitoren en de deelnemer zo verder helpen in zijn ontwikkeling. Het oefenen van vaardigheden voor verspanen gebeurt in onze leerfabrieken. In de praktijk kan de deelnemer dan meteen toepassen wat hij heeft geleerd. Onze ervaren MBO docenten en vakspecialisten begeleiden iedere deelnemer. Zij informeren, stimuleren en adviseren hen gedurende hun studie. De communicatie tussen leerling en docent verloopt eenvoudig en snel via onze digitale leeromgeving. Wie behoefte heeft aan meer begeleiding, kan eenvoudig op verschillende manieren contact opnemen met een begeleider.”

Ieder moment starten
Een aantrekkelijk aspect is dat ieder moment kan worden gestart
met een mbo-opleiding. Wachten op een officieel startmoment hoeft niet. Wie voldoet aan de vooropleidingseis kan het lesmateriaal van een opleiding al binnen een week ontvangen en direct beginnen met studeren. Wie niet aan de vooropleidingseis voldoet voor een mbo niveau 1, 2, 3 of 4 opleiding, kan deelnemen aan een toelatingstoets.
Roy van Bussel en Ben Verbeek noemen de derde leerweg een ideale methode om invulling te geven aan LLO, een Leven Lang Ontwikkelen. Vanwege de flexibiliteit, maar ook omdat de methode een context biedt die motiveert. “Mensen kunnen opleiding voor opleiding, module voor module volgen en uiteindelijk een tastbaar resultaat in handen krijgen in de vorm van een erkend mbo-diploma. Daar mag je jaren over doen maar we kennen ook voorbeelden van mensen die dit in 9 maanden hebben gedaan.”
Het is niet alleen STODT dat profiteert van de samenwerking doordat het nu de middelen van CRAFT Education kan inzetten voor de derde leerwegroute. Omgekeerd zal CRAFT ook profiteren van de kennis van de experts van STODT om de lesmaterialen en de modules te verrijken met actuele kennis, bijvoorbeeld op het gebied van materiaalkunde. “Deze samenwerking is goed voor iedereen”, zegt Roy van Bussel. “Voor ons, voor STODT en voor iedereen die zijn kennis van verspanen op een hoger niveau wil brengen. Uiteindelijk is dat goed voor de hele maakindustrie in Nederland.”
31
V.l.n.r. Ben Verbeek en Roy van Bussel van CRAFT Education en Jeroen Rouwhof van STODT ondertekenen de samenwerkingsovereenkomst voor het aanbieden van wettelijk erkende mbo-opleidingen voor de verspaning volgens de zogeheten ‘derdeleerweg’ route.


















32 +31 (0)187-491533 Nieuwsgierig? Voorkom valse veiligheid: Vraag uw gratis DustTrak™ meting aan! Dé schoonste lucht zonder fijnstof glavitech.com Pampus 22 - 3251 ND Stellendam OLIE MIST SEPARATORS Zonder onderhoud de laagste kosten Gepatenteerde technologie uit Zweden Matrho Metals B.V. Lage dijk 27 5705 BX Helmond +31 (0) 492 380 280 verkoop@matrho-metals.nl Uw voorraad in metaal en non-ferro • Breed assortiment • Brede expertise • Direct uit voorraad leverbaar • Nauwkeurig zaag en knipwerk • Flexibele en snelle levering WE LEVEREN ONDER ANDER DE VOLGENDE LEGERINGEN: • Titanium • Wolfraam • Molybdeen • Tantalium • Niobium • Magnesium • Nikkel • Koper • Invar/kovar WWW.MATRHO-METALS.NL E
De VCE-600 van Mazak is een compacte en betaalbare bewerkingsmachine die geschikt is voor zowel zware verspaning als hogesnelheidsbewerkingen.
Mazak introduceert krachtige en scherp geprijsde allrounder

Als resultaat van een uitgebreid marktonderzoek, heeft Mazak de nieuwe VCE-600 geïntroduceerd. Het verticale bewerkingscentrum beschikt zowel over een scherpe prijsstelling als over krachtige specificaties.
De nieuwe, betaalbare VCE-600 is uitgerust met een verscheidenheid aan functies en nieuwe technologieën die een hoge productiviteit en gebruiksgemak realiseren. De machine heeft een royale tafelafmeting van 1.300 mm x 600 mm met X-, Y- en Z-as verplaatsingen van 1.050 mm x 600 mm x 600 mm. Hiermee zijn voor deze compacte machine relatief grote componenten te bewerken. Het nieuwe bewerkingscentrum is dan ook geschikt voor een breed scala van toeleveranciers en OEM's.
Hoog koppel en toerental
Boven het werkgebied bevindt zich een spil met een maximaal toerental van 12.000 min-1, een vermogen van 18,5 kW en een koppel van 119,4 Nm. In het lage toerentalbereik levert de spil een hoog koppel voor zware frees- en boorwerkzaamheden, terwijl de spil bij hoge snelheid een hoog vermogen genereert voor het bewerken van lichte materialen en het profileren van onderdelen. De VCE-600 beschikt verder over een snelwissel-ATC met 24 posities, die geschikt is voor een maximale gereedschapsdiameter van 75 mm. Volgens Mazak neemt een gereedschapswissel slechts 1,9 seconden in beslag. Om de toegang tot de ATC voor de operator te verbeteren, kan een optionele ATC-deur worden gespecificeerd om de insteltijden te verkorten.
Zware verspaning en hogesnelheidsbewerkingen
Verder heeft de nieuwe VCE-600 stijve lineaire rolgeleidingen op alle assen, die de machine in staat stellen zowel zware verspaning als hogesnelheidsbewerkingen uit te voeren. Dit wordt aangevuld met servomotoren met directe aandrijving op alle assen en volledig geslepen voorgespannen kogelomloopschroeven die een hoog niveau van precisie en repeteerbaarheid bieden. Om het gebruiksgemak te vergroten en insteltijden te verkorten, heeft Mazak verschillende ontwerpkenmerken geïntegreerd die zowel praktisch als ergonomisch vriendelijk zijn voor de operator. Naast een grote schuifdeur zorgt de nieuwe Mazatrol SmoothEz CNC-besturing voor veel gebruiksgemak en kortere insteltijden.De Mazatrol SmoothEz CNC-besturing heeft een intuïtief 15-inch touchscreen dat kan worden bediend als een smartphone of tablet. Het display kan eenvoudig worden aangepast aan de wensen van de gebruiker door de positionering van gegevens.
Gereed voor automatisering
Omdat automatisering op de werkvloer steeds gebruikelijker wordt, heeft Mazak de VCE-600 ontworpen met de mogelijkheid om laaddeuren aan de voor-, linker- of rechterkant te integreren voor robottoegang, terwijl optionele gereedschaps- en werkstukmeetsystemen zoals de Renishaw RTS en RMP60 schakelende taster geïntegreerd kunnen worden. Daarnaast is er een overvloed aan optionele extra’s leverbaar om aan de behoefte van de eindgebruiker te voldoen. Dit omvat een ATC met 30 of 48 posities, essentiële automatiseringsopties zoals automatische deuropening, robotinterface en hydraulische of pneumatische opspanvoorbereiding. De machine kan ook worden gespecificeerd met vierde aseenheden voor extra flexibiliteit.
33
“Ons doel is om tot de top 3 van machinebouwers te behoren”
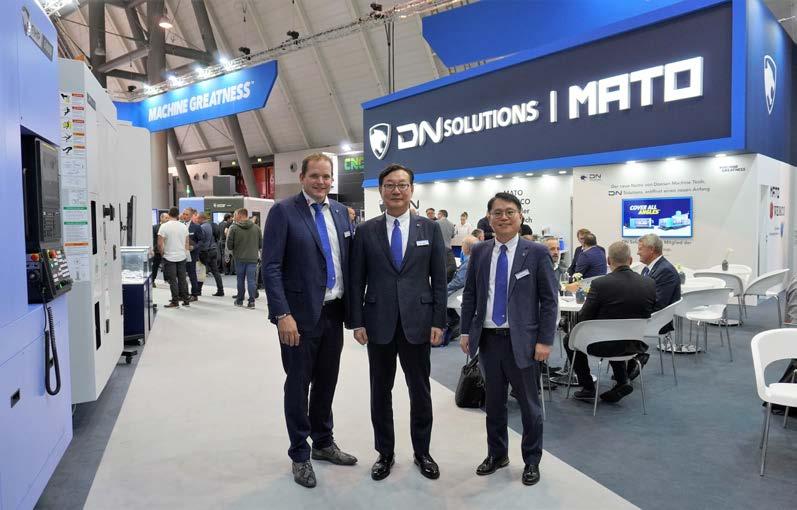
Medio september presenteerde DN Solutions zich voor het eerst met de nieuwe naam op een Europese vakbeurs. Om meer te weten te komen over de naamswijziging en de achterliggende beweegredenen, ging de redactie van VerspaningsNieuws in gesprek met niemand minder dan W.J. Kim, de President en CEO van DN Solutions.
Om meteen met de deur in huis te vallen. Waarom is de naam Doosan gewijzigd in DN Solutions?
“Om het bedrijf succesvol richting een 100-jarig bestaan te brengen moeten we vooruit kijken en anticiperen op toekomstige behoeften. Dat betekent dat we nieuwe wegen in moeten slaan, nieuwe uitdagingen aan moeten gaan en moeten investeren in nieuwe ontwikkelingen. Ons doel is om wereldwijd tot de top 3 van machinebouwers te behoren. Een ambitieus doel waar grote stappen voor nodig zijn.”
“De naamswijziging is een logisch gevolg van onze toekomstvisie. De geschiedenis van Doosan (en daarvoor Daewoo) gaat inmiddels 45 jaar terug. De controlerende aandeelhouder van DN Solutions is DN Automotive (voorheen DTR Automotive). Dit bedrijf is in 1971 opgericht en is fabrikant van banden, accu's en VMS (Vibration
Management Systems). Het bedrijf levert aan ongeveer 30 wereldwijd toonaangevende OEM's, waaronder GM en BMW. De D in DN verwijst naar het 45-jarige vertrouwen dat is opgebouwd door Daewoo en Doosan en DTR Automotive. De N staat voor Now & New, de motivatie van de DN Group om continu te vernieuwen en te innoveren. De vraag die we hierbij stellen is: Hoe kunnen we het bedrijf beter maken en hoe kunnen we onze klanten helpen bij uitdagende thema’s, zoals duurzaamheid, een tekort aan personeel en een toenemende werkstukcomplexiteit. Solutions staat voor het feit dat we meer doen dan alleen machinebouw. De klant staat altijd centraal en die heeft steeds meer eisen, zoals een ergonomische werkplek, software-oplossingen, service, automatiseringsoplossingen en in toenemende mate ook kennis. Dit hele pakket aan expertise kunnen we met DN Solutions aanbieden.”
Doosan is een bekende naam in de maakindustrie. Is het niet zorgwekkend dat deze naam en de bijbehorende naamsbekendheid verloren gaat?
“Dat was misschien wel een van mijn grootste zorgen. Doosan was inderdaad een bekende naam in de markt. Het stond voor kwalitatieve machines en een goede service. We hebben daarom voor de naamswijziging al kleine aanpassingen doorgevoerd om mensen onbewust kennis te laten maken met DN Solutions. Het ‘Puma’-logo bijvoorbeeld, is al voor de naamswijziging veranderd. Overigens een leuk weetje: Het logo is ontworpen door één van onze werknemers. Naast het logo blijft ook onze slogan ‘Machine
34 In gesprek met President en CEO W.J. Kim van DN Solutions
Greatness’ en onze service hetzelfde. Los van de naam verandert er dus niets voor onze klanten.
Om de naam DN Solutions onder de aandacht te brengen hebben we sinds de introductie eind mei op de SIMTOS uitgebreid aan branding gedaan. Naast de presentatie op internationale beurzen zoals de IMTS en de AMB spelen ook onze 155 dealers wereldwijd een belangrijke rol in het creëren van naamsbekendheid. En dat is ontzettend goed gelukt. Mijn zorgen waren gelukkig onterecht en vanaf nu hebben we het dus alleen nog over DN Solutions.”
Het doel is dus top 3. Hoe gaat DN Solutions dat bereiken?
“Om de top 3 te bereiken moet DN Solutions de omzet verdubbelen. Dit kunnen we realiseren door nieuwe markten te veroveren. Dan hebben we het vooral over hoog technische bedrijven die actief zijn in de automotive-, semiconductor-, luchtvaart- en medische industrie. Dat betekent dat we ons machineportfolio moeten uitbreiden met nauwkeurige high-end machines, optimalisatieen automatiseringsoplossingen. Dankzij de DN Group heeft DN Solutions nu een grotere investeringscapaciteit, waardoor de ontwikkeling van innovatieve productieoplossingen kan worden versneld. We weten al precies hoeveel we moeten investeren om ons doel te bereiken. De komende jaren zullen we bijvoorbeeld meer dan 100 mensen extra in dienst nemen voor onze R&D-afdelingen. Daarnaast zullen we volgend jaar een tweede R&D-center voor software ontwikkeling openen in Seoul, gevolgd door de opening van diverse technical centers in zowel Chicago als in de buurt van
Stuttgart. Hier kunnen we dicht bij de markt kennis opdoen om machines naar een nieuw niveau te brengen.”
DN Solutions gaat dus investeren in de ontwikkeling van high-end machines. Waar moet je dan aan denken?
“Dan moet je vooral denken aan vijfassige bewerkingscentra, multitasking machines en automatiseringsoplossingen, waarbij de focus ligt op de verdere ontwikkeling van machines die geschikt zijn voor de hoognauwkeurige, geautomatiseerde en flexibele productie van veeleisende componenten. In Europa neemt de vraag naar dit soort machines toe. Vooral in West Europa waar veel maakbedrijven afhankelijk zijn van de luchtvaart, semiconductor en auto-industrie is de vraag naar hightech oplossingen groot. Overigens hoeven we niet volledig het wiel opnieuw uit te vinden. We zijn jaren geleden al begonnen met het vernieuwen van ons innovatieve machineportfolio. Dit laten de negen machines die we hier op de AMB presenteren ook duidelijk zien. De volgende stap is om deze vijfassers, multitaskingmachines, automatiserings- en softwareoplossingen klaar te stomen voor de high-end markt. Met het pad dat we met DN Solutions zijn ingeslagen voorzie ik op dat gebied een mooie toekomst.”
35
Joost Verschure, directeur van Dormac CNC Solutions naast President en CEO W.J. Kim en Managing Director Nick Yoon,van DN Solutions.
Kort nieuws
Brainport Industries Campus krijgt uitbreiding

De in 2019 door koning Willem-Alexander geopende Brainport Industries Campus krijgt uitbreiding. Vandaag zijn de handtekeningen gezet onder de plannen voor een gebouw dat met 225.000 vierkante meter twee keer zo groot wordt als het eerste gebouw. BIC 2 moet daarbij zo mogelijk nog duurzamer dan BIC 1 worden. De procedures rond bestemmingsplanwijzigingen starten begin volgend jaar; de bouw moet, als alles volgens plan verloopt, in 2025 kunnen beginnen.
Gemeente Eindhoven en VOF BIC (bestaande uit SDK Vastgoed en MAJA) hebben op 9 november de ‘anterieure overeenkomst voor fase 2’ ondertekend en het voorlopig ontwerp van BIC 2 gepresenteerd. BIC is een plek met gedeelde voorzieningen waar veel verschillende bedrijven binnen de hightech maakindustrie samenkomen en van elkaar kunnen leren, en waar een innovatieve werkomgeving hand in hand gaat met bewegen en de natuur. “Om de slimste regio te zijn én te blijven moet je flexibel zijn in deze veranderde wereld”, zegt Ferdinand Gremmen, directeur SDK Vastgoed B.V. “Door innovatieve oplossingen en met vernieuwing te komen, creëer je een uniek klimaat dat de concurrentie en innovatiekracht van de bedrijven versterkt. Alleen als je de gebruiker echt begrijpt, kun je het succes duurzaam doorzetten.”
Doorbouwen
Stijn Steenbakkers noemt het een belangrijk moment, “voor zowel de bedrijven in de hightech maakindustrie in Brainport Eindhoven als voor alle werknemers en jongeren die slimme dingen willen bedenken én realiseren om de wereld een beetje mooier en beter te maken. Met de uitbreiding van de Brainport Industries Campus bouwen we niet alleen aan de duurzame economische groei van de regio, maar ook aan het talent van de toekomst. Ik ben trots dat we kunnen doorbouwen aan deze internationale campus.
ISO KLASSE 5 GRADE 2 GRADE 4 ASSEMBLAGE VERPAKKEN BAKE-OUT HIGH TECH CLEANING. ISO KLASSE 5 GRADE 2 GRADE 4 ASSEMBLAGE VERPAKKEN BAKE-OUT HIGH TECH CLEANING. RVS-CLEAN.NL ISO KLASSE 5 GRADE 2 GRADE 4 ASSEMBLAGE VERPAKKEN BAKE-OUT HIGH TECH CLEANING. RVS-CLEAN.NL ISO KLASSE 5 GRADE 2 GRADE 4 ASSEMBLAGE VERPAKKEN BAKE-OUT HIGH TECH CLEANING.
Techniekbranches maken aanvalsplan voor invullen vacatures
Vijf technische sectoren, waaronder de metaal, lanceren samen met VNO-NCW en MKBNederland het ‘Aanvalsplan Techniek’. Dit bevat tal van onconventionele maatregelen om 60.000 vacatures structureel in te vullen.
In het plan worden suggesties gedaan om de arbeidsmarkt compleet anders in te richten voor technici. Het nieuwe systeem, de Gouden Poort genoemd, moet uitgroeien tot dé centrale plek voor starters, zij-instromers, nieuwkomers en ervaren vakmensen die een switch naar een (andere) technische sector overwegen. Het Aanvalsplan moet in de komende tien jaar flinke extra investeringen losmaken om 60.000 vacatures structureel in te vullen. Dat is volgens de initiatiefnemers hard nodig want door het tekort aan technici dreigt de uitvoering van de energietransitie en onder meer de bouwopgave vast te lopen. Fried Kaanen, voorzitter Koninklijke Metaalunie: “Het belang van goede vakmensen is voor ons, als ‘backbone’ van de Nederlandse maakindustrie, zeer groot. Zonder voldoende goed opgeleide vakmensen komt de productie en toelevering op een lager niveau te liggen en dat is slecht voor de
Nederlandse economie en alle maatschappelijke uitdagingen die voor ons liggen.”

DMG Mori plant Japan's grootste zonne-energiesysteem voor eigen gebruik
DMG Mori gaat een enorm zonne-energiesysteem installeren op de daken van de Iga Campus in Japan. Met een dakoppervlak van 130.000 m2 en een vermogen van 13.400 kW wordt dit het grootste zonne-energiesysteem dat ooit in Japan is gebouwd voor eigen gebruik.
De eerste helft van de zonnepanelen zal volgend jaar klaar zijn en zal vanaf februari 2023 een capaciteit van 5.400 kW leveren. De tweede helft zal in februari 2025 operationeel zijn en nog eens 8.000 kW leveren. Over de totale geïnstalleerde capaciteit van ongeveer 13.400 kW zal naar verwachting tot 14 miljoen kWh aan zonnestroom worden geproduceerd vanaf 2025. Dit komt overeen met ongeveer 30 procent van de jaarlijkse elektriciteitsbehoefte op de Iga-campus, waardoor de CO2-uitstoot van de productielocatie met ongeveer 5.300 ton per jaar zal dalen. Het massale zonneoffensief op de productievestiging in Iga is het begin van een reeks verdere investeringen in duurzame infrastructuur.

37
Sandvik werkt aan ISO-standaarden voor gedigitaliseerde industrie
Om het volledige potentieel van een digitale productie te ontketenen, werkt Sandvik samen met andere partijen uit de metaalverspanende industrie aan verschillende digitale ISO standaarden die een collaboratieve werkomgeving mogelijk moeten maken. De gereedschapsproducent wil dit proces versnellen en heeft daarom tijdens een vierdaags evenement een eerste voorzet gedaan.
Het is een relevant moment om digitale standaarden te overwegen. Volgens MarketsAndMarkets werd de grootte van de wereldwijde Digital Twin-markt gewaardeerd op 3,1 miljard USD in 2020 en zal tegen 2026 naar verwachting 48,2 miljard USD bereiken. Dat betekent een verwachte jaarlijkse groei van 58%. De manier waarop fabrikanten machines ontwerpen, implementeren en er mee werken is aan het verschuiven, waarbij net zoveel activiteiten in de digitale wereld als in de fysieke wereld plaatsvinden. Om te adviseren over
Tijdens een vierdaags evenement presenteerde Sandvik de voordelen van ISO-standaarden voor een gedigitaliseerde industrie.

de beste werkwijzen voor het benaderen van nieuwe technologieën, zoals Digital Twins, heeft het ISO-comité voor industriële data inmiddels bijna 800 standaarden ontwikkeld, die betrekking hebben op het beheer van de levenscyclus van producten voor alles van de energiesector, lucht- en ruimtevaartsectoren tot alledaagse huishoudelijke producten.
Productie-ondersteunende ISO-standaarden
Het comité heeft met name gewerkt aan het ontwikkelen van verschillende standaarden die het gebruik van procesdata in de productie ondersteunen. Gedurende verschillende decennia heeft Sandvik Coromant haar expertise aangeboden ten aanzien van de ontwikkeling, testen in praktische situaties en de evaluatie van deze standaarden. Het evenement dat Sandvik speciaal voor dit thema had georganiseerd, bood vertegenwoordigers uit de maakindustrie van over de hele wereld dan ook de mogelijkheid om inzicht te krijgen in standaarden voor digitale productie en om implementatie voorbeelden te zien. Deelnemers waren onder andere Scania, SECO Tools, Sandvik, SIS, Chalmers en KTH uit Zweden, TDM Systems,
38
Zoller en Walter Tools uit Duitsland, Boeing Company, Lockheed Martin, STEP Tools, Mastercam en NIST uit de VS en ETRI en KRISO uit Korea. Deelnemers deden mee aan live demonstraties om te laten zien hoe het omarmen van de standaarden verbonden, collaboratieve productieprocessen kan ondersteunen.

ISO voor Digital Twins en 3D-ontwerpmodellen
Tijdens het evenement kwamen onder andere ISO 23247, ISO 10303 (STEP) en ISO 13399 aan bod. ISO 23247 ondersteunt het aanmaken van Digital Twins voor verschillende elementen die zijn betrokken bij het produceren van componenten, waaronder het onderdeel dat wordt geproduceerd, technische vereisten (CAD), het productieproces (CAM) en de apparatuur die nodig is, zoals bewerkingsmachines, snijgereedschappen en apparaten voor het hanteren van onderdelen. Het gebruik van Digital Twins in productiesystemen ondersteunt een snellere en efficiëntere creatie van betere producten en een efficiënter gebruik van apparatuur. ISO 10303-238 (AP238), ook wel bekend als de STEP-NC
standaard, vult de ISO 6983 M en G code standaard aan met een associatieve taal die de CAD-ontwerpdata verbindt met de CAMprocesgegevens. Daarnaast is ISO 10303-242 (AP242) een alomvattende standaard voor het beheren van 3D-ontwerpmodellen. Tot slot biedt ISO 13399 ondersteuning bij de uitwisseling van data van snijgereedschappen.
Toekomst van verspanen samen vorm geven “We hebben vele jaren gewerkt met het ISO comité, altijd met onze klanten in het achterhoofd,” zei Helen Blomqvist, President van Sandvik Coromant. “We geloven dat de digitale transformatie van onze industrie er voor iedereen is, en ons werk aan deze standaarden is essentieel om ons te helpen kennis en best practices te delen. Het gaat erom de toekomst van het verspanen van metaal samen vorm te geven en de ISO-standaarden zullen van doorslaggevend belang zijn om onze klanten nu en in de toekomst te ondersteunen. Ze zijn meer dan slechts een richtlijn, ze vormen de oplossing voor Industry 4.0.”
39


40 Expertise in efficiënter produceren Meerheide 100b 5521 DX Eersel ● Tel.: +31 (0) 497-820213 ● Fax.: +31 (0) 497-820214 ● info@youngcuttingtools.nl ● www. youngcuttingtools.nl
Nederland puilt uit van capaciteit
De Benchmark verspanen 2022 is gepubliceerd. Aan de ene kant vol met verrassingen, maar misschien toch ook eigenlijk niet. Een vraag: Hoeveel uur draaien gemiddeld alle CNC-bewerkingscentra in Nederland samen? Juist, zo’n 40 uur per week. Op zich niet zo spannend, want de meeste machines zullen toch zonder automatisering geleverd zijn? Daarom schrok ik zo van deze: Minder dan 15% van de machines met automatisering draait meer dan 60 uur per week! Wat we hier dus eigenlijk zien is dat machineleveranciers de komende vijf jaar geen enkele machine in Nederland hoeven te verkopen, het land puilt uit van capaciteit!
Het is dus wel interessant om eens na te gaan waarom die uren nou niet gehaald worden. Het is onzin om meteen op die 168 uur per week te gaan concentreren. Er zijn tig redenen waarom je dat niet wilt, niet moet willen en zelfs niet over na moet denken. Deze lage benutting van de investering gaat namelijk hoogstwaarschijnlijk samen met waanzinnig lange doorlooptijden. Ik stel voorzichtig voor dat van de tijd tussen mailbox en verzendklare verpakking, ongeveer 2% waarde toevoegend is geweest. En waarschijnlijk zelfs minder dan dat. En daarmee zijn we bij de moeder van alle sleutelgetallen aangekomen. Eigenlijk de enige die ertoe doet en die aan de basis van alle productie-filosofieën staat: Doorlooptijd. Door te concentreren op doorlooptijd neemt het omhanden werk af, is de vloer leger, zal er minder beschadigd raken door handelingen en zul je sneller feedback krijgen, sneller geld krijgen voor je leveringen en vooral: Meer uren van je machine kunnen halen.
Vergeet alles dat pretendeert efficiënt te zijn. Heerlijk! Alles dat efficiënt is negeren! Het doet er namelijk niet toe. Het concentreert zich allemaal op die 2%. Efficiënter offertes maken? Niet belangrijk. Efficiënter een gat boren? Doet er niet toe. Het enige dat uitmaakt is die doorlooptijd. Want wat doe je die andere 98% van de tijd? Je bent afgeleid door het grote aantal offertes waar je mee bezig bent. Door alle halve klusjes tussendoor. Door de zeven orders die je op je bank hebt aangemeld om zo efficiënt mogelijk te werken. Doordat je te veel aan je hoofd hebt, verpest je een werkstuk en ben je nog verder van huis. Kortom, al die extra tijd verstoort wat je eigenlijk moet doen: Gewoon. Lekker. Werken.
Kom je ook maar in de buurt van de 25% dan zoeft die order als vanzelf door het bedrijf. Die offerte is zo gemaakt, dat die freesoperatie 10 minuten langer duurt, prima. Want het onderdeel gaat morgen al naar de klant.
Maar hoe doe je dat nou? Ga eerst eens met planbare brokken werk aan de gang. Een orderregel van maximaal 75% van een dag,
dan krijg je vaart in de productie want na een dag kan de order al naar de volgende regel. Die extra instelkosten? Die mag je voor lief nemen. Dat is namelijk een geweldig en heerlijk afgebakend project om aan te werken.
Jan Willem Mollema FreelanceManufacturingSpecialist

41 Column
De weg naar klimaatneutrale productie begint bij ‘groene’ materialen
Om de CO2-footprint in de hele keten van de metaalverwerkende industrie te verlagen, is het essentieel om hoogovens ‘groener’ te maken. (foto: worldsteel thyssenkrupp steel)

De opwarming van de aarde is een van de belangrijkste milieuproblemen waarmee de wereld vandaag de dag wordt geconfronteerd. De internationale industrie heeft een grote invloed op de uitstoot van broeikasgassen en zal dus een sterke bijdrage moeten leveren aan de klimaatdoelstellingen. Aangespoord door het Klimaatakkoord, waarvan het belangrijkste doel is om de CO2-uitstoot in 2030 met 49% te verminderen, staat de industrie aan de vooravond van grote veranderingen.
Veel maakbedrijven zijn eigenlijk al op de goede weg om het energieen materiaalverbruik te reduceren. Indirect wordt hiermee ook de CO2-footprint verkleind. Deels komt dit omdat bedrijven zelf de noodzaak zien voor het terugdringen van het verbruik. Daarnaast, en dat is een heel actueel thema, dwingen de hoge energie- en materiaalprijzen producenten om kritisch naar het verbruik te kijken. Er zijn inmiddels veel praktische oplossingen die producenten kunnen helpen. Denk aan zonnepanelen, efficiënte machines, lichtsnijdende gereedschappen met een hoge standtijd en energie-efficiënte bewerkingsstrategieën. Echter, omdat bedrijven sterk van elkaar verschillen op het gebied van bedrijfsprocessen en bedrijfsvoering en in sommige gevallen nog geen strategie hebben ontwikkeld om het verbruik te reduceren, zijn er grotere stappen nodig om de doelstellingen te behalen. Om de CO2-footprint in de hele keten van de metaalverwerkende industrie te verlagen, is het verduurzamen van het productieproces van juist datgene wat elk metaalbedrijf nodig heeft en gebruikt het meest efficiënt: Namelijk de productie van staal in hoogovens.

Recycling van CO2 in hoogovens
Hoogovens behoren tot de grootste uitstoters van broeikasgassen. In Duitsland, de grootste staalproducent in de EU, is ongeveer een
derde van de CO2 die door de gehele industrie wordt uitgestoten, afkomstig van hoogovens. De Universiteit van Duisburg-Essen (UDE) heeft een alternatief proces ontwikkeld dat de CO2 recycled. In de komende decennia zullen de grote staalbedrijven overschakelen op duurzamere installaties, waarbij het omzetten van ijzererts in ijzer niet meer zal worden gedaan met aardgas, maar met behulp van waterstof. Het daaropvolgende smelten zal met regeneratief geproduceerde elektriciteit worden verricht. De verwachting is dat de daaruit voortvloeiende CO2-emissie ongeveer 30 kg per ton ruwstaal zal bedragen en daardoor verwaarloosbaar is te noemen. Echter kan het tientallen jaren duren voordat de bijbehorende infrastructuur - van waterstofproductie tot overwegend CO2-vrije elektriciteitsopwekkingvolledig aanwezig is. Om in die overgangsfase toch de CO2-uitstoot te reduceren, hebben Ingenieurs van de UDE samen met thyssenkrupp Steel Europe en de Technische Universiteit van Clausthal een concept ontwikkeld om hoogzuivere CO2 op korte termijn rechtstreeks in het proces te recyclen. Het zogenaamde "NuCOWin"-project zal drie jaar in beslag nemen. "De grote uitdaging is het ontwikkelen van economische processen binnen de transformatie in de staalindustrie, waarbij geen CO2 meer vrijkomt in de atmosfeer," legt projectleider Prof. Dr.-Ing. Rüdiger Deike van het UDE Institute for Technologies of Metals uit. "Koolstofverbindingen zullen onmisbaar blijven, maar de CO2 zal in de cyclus blijven."
43
Bij de productie van Outokumpu Circle Green roestvast staal komt 64% minder CO2 vrij.
Elektrische oven voor het verwarmen van staven vóór het warmwalsen. Een voorbeeld van verwarmingsprocessen in de staalproductie die geëlektrificeerd kunnen worden om de klimaatdoelstellingen te bereiken.

Duurzaam roestvast staal
Waar de Universiteit van Duisburg-Essen vooral nog bezig is met onderzoek en ontwikkeling, heeft roestvast staal producent Outokumpu inmiddels een productieproces ontwikkeld voor een roestvast staal met een 64% lagere koolstofvoetafdruk ten opzichte
Om de Nederlandse industrie te verduurzamen en de CO2uitstoot volgens de doelstellingen van het Klimaatakkoord terug te brengen, zijn flinke stappen nodig. Een belangrijke oplossingsroute voor CO2-reductie is de energietransitie waarbij het gebruik van fossiele brandstoffen wordt uitgefaseerd. Hierin ligt er naast de inzet van duurzame/ hernieuwbare energie, geothermie, hergebruik van gassen, reststromen en restwarmte enorm veel potentieel in elektrificatie van industriële processen. Industriële eindgebruikers die technologie willen ontwikkelen voor de elektrificatie van productieprocessen, kunnen zich aansluiten bij het Fieldlab Industrial Electrification (FLIE). Het FLIE is een initiatief van Deltalinqs, Havenbedrijf Rotterdam, InnovationQuarter, aangestuurd door TNO en FME, ondersteund door de provincie Zuid-Holland, de gemeente Rotterdam, PlantOne en de EFRO-subsidie. In een veilige, moderne test- en validatieomgeving kunnen (inter)nationale spelers samenwerken om technologie te ontwikkelen en implementatierijp te maken. Het fieldlab richt zich specifiek Power-to-Heat (P2H) (opwekking van proceswarmte voor de industrie met behulp van elektriciteit) en Power-to-Chemicals (P2C) (toepassing van waterstof en de omzetting van CO2 en andere broeikasgassen in bio-chemicaliën om in te zetten als ‘groene moleculen’.
van het bestaande proces. De nieuwe emissiebeperkte productlijn wordt op de markt gebracht onder de naam Circle Green. "We zien wereldwijd een toenemende vraag van klanten naar roestvast staal met een lage CO2-footprint. Met Outokumpu Circle Green kunnen we deze vraag beantwoorden en bijdragen aan de klimaatambities van onze klanten”, zegt Niklas Wass, Executive Vice President, Operations, bij Outokumpu. Outokumpu bereikte de emissiereductie dankzij verbeteringen in de hele productieketen van roestvast staal. Vermindering van de uitstoot van grondstoffen was de sleutel tot dit succes, aangezien deze het grootste deel van de totale uitstoot uitmaken. Een nauwgezette optimalisatie van de productie en de kwaliteit leidde tot een hogere energie-efficiëntie. Biogas, biodiesel, biocokes en groene energie zijn bij de productie gebruikt om 95% van alle scope 1- en scope 2-CO2-emissies te elimineren. Hoewel deze biogebaseerde materialen allemaal al eerder in de productie zijn getest, werden ze voor het eerst samen gebruikt om Outokumpu Circle Green te produceren.
Fossielvrij staal voor automotive
Ook staalproducent SSAB heeft de stap naar een duurzame staalsoort gemaakt. Recent heeft SSAB een fossielvrij staal voor de auto-industrie ontwikkeld. De producent heeft inmiddels een overeenkomst gesloten met het in de VS gevestigde Shape Corp., een vooraanstaande leverancier van lichtgewicht carrosseriestructuren, om het nieuwe fossielvrije HYBRIT staal van SSAB te testen voor gebruik in automobieltoepassingen. “De vraag naar fossielvrij staal neemt toe, wat voor SSAB een van de redenen is om de groene transitie te vervroegen met de ambitie om de kooldioxide-emissies rond 2030 grotendeels te elimineren”, zegt Martin Lindqvist, President en CEO van SSAB. De staalproducent streeft ernaar om in 2026 op commerciële schaal fossielvrij staal op de markt te brengen. SSAB werkt samen met ijzerertsproducent LKAB en energiebedrijf Vattenfall in het kader van het HYBRIT-
44
initiatief om een waardeketen voor fossielvrije staalproductie te ontwikkelen, waarbij de cokeskolen die traditioneel worden gebruikt voor de staalproductie op basis van ijzererts, worden vervangen door fossielvrije elektriciteit en waterstof. Dit proces elimineert vrijwel alle kooldioxide-uitstoot bij de staalproductie.
Groen hardmetaal
Naast materiaal is ook gereedschap een product dat elk metaalbewerkend bedrijf veelvoudig inzet. Ook op het gebied van gereedschappen is dus op grote schaal te verduurzamen. Gereedschapsproducent Ceratizit investeert om die reden in de verduurzaming van de hardmetaalproductie. Om de CO2voetafdruk snel drastisch te verminderen, richt het bedrijf zich in eerste instantie op drie belangrijke aspecten. Doorslaggevend is de verhoging van het gebruik van secundaire grondstoffen tot meer dan 95%. In vergelijking met primaire grondstoffen uit erts, vergt de verwerking ervan 70% minder energie en wordt de CO2-uitstoot

met 40% verminderd. Een positief neveneffect is het veiligstellen van de toeleveringsketen voor grondstoffen. Een ander aandachtspunt is de stroomvoorziening. Ceratizit wil de stroomvoorziening van alle vestigingen de komende jaren omschakelen naar groene stroom uit wind-, zonne- en waterkrachtenergie. Nauw verbonden met de verandering in de stroomvoorziening is de kwestie van de waterstofvoorziening. Waterstof wordt veel gebruikt in de hardmetaalindustrie, met name voor de productie van wolfraampoeder. Tot nu toe werd waterstof voornamelijk verkregen uit aardgas door middel van stoomreforming, de zogenaamde ‘grijze’ waterstof. Voor de toekomst is Ceratizit van plan blauwe waterstof te gebruiken, die door elektrolyse met groene stroom uit water wordt gewonnen. Hiervoor zal Ceratizit samenwerken met haar bestaande leveranciers en ook zelf elektrolyse-installaties bouwen. Inmiddels heeft Ceratizit al diverse ‘groene’ producten in het assortiment zoals het groen hardmetaal en de SilverLine frees met duurzaamheidsformule.
Gereedschapsfabrikanten investeren in de duurzame productie van hardmetaal voor verspanende gereedschappen. Op de foto de Silverline frezen van Ceratizit.
45
FMI Instrumed profiteert van koelsmeermiddel managementsysteem
Vijf bewerkingscentra bij FMI Instrumed in Schiedam frezen tegenwoordig met een perfecte en constante koelsmeermiddelkwaliteit. De toeleverancier van fijnmechanische producten heeft om dit te realiseren, geïnvesteerd in een geautomatiseerd CoolantLynx koelsmeermiddel managementsysteem van Motorex. Dankzij dit systeem kan FMI Instrumed niet alleen een constante kwaliteit waarborgen, maar ook veel tijd besparen met handelingen zoals monitoren, meten, mengen, vullen en doseren.
FMI Instrumed is één van de vele maakbedrijven binnen de FMI Group. Het bedrijf in Schiedam is gespecialiseerd in de productie van voornamelijk veeleisende componenten voor de medische
sector. Tijdens ons bezoek lieten Arnold Stip (Productiemanager) en Stephan Smits (Teamleider) met trots een aantal onderdelen zien die ze produceren. Langgedraaide botschroeven, botimplantaten
Nieuwe Star Micronics langdraaimachine
Naast CoolantLynx heeft FMI Instrumed recent ook een nieuwe Star Micronics SW20 langdraaimachine in gebruik genomen. Het bedrijf verwacht in februari bovendien nog een langdraaimachine van dit type aan het machinepark toe te voegen. Daarmee komt het totaal op zeven langdraaimachines, waarvan drie Star Micronics SW20 machines.

FMI Instrumed zet de langdraaiers in om werkstukken zoals naalden en speciale gereedschappen in grote series te produceren. De langdraaimachines van Star zijn volgens FMI goed geschikt voor de trillingsvrije bewerking van werkstukken met een kleine diameter en een grote uitsteeklengte. Dankzij elf assen, een hoofd- en tegenspil en twee gereedschapsdragers, kunnen ook complexere onderdelen compleet bewerkt worden. Lineaire assen zorgen voor een hoge nauwkeurigheid en dynamische eigenschappen. “We hebben wederom voor Star gekozen omdat we erg tevreden waren over de kwaliteit van de eerste Star langdraaimachine uit 2007. Omdat we 24/7 produceren is de belangrijkste eis dat een machine storingsvrij
en onderhoudsarm is. Dat heeft Star wel bewezen. Bovendien zijn we zeer tevreden over de service van Oude Reimer en de besturing van Star. We proberen zoveel mogelijk dezelfde merken in huis te halen zodat ze uitwisselbaar zijn onder werknemers. De flexibiliteit die je daarmee behaalt is cruciaal in een tijd waarin technisch personeel moeilijk te vinden is”, aldus Stip.
46
Arnold Stip en Bart Oors (Marketingmanager bij Oude Reimer) bij de nieuwe Star Micronics SW20 langdraaimachine.
voor ruggenwervels, verfijnde medische hulpmiddelen zoals pincetten en als klap op de vuurpijl, een ‘spine jack’ die wordt gebruikt om de ruimte tussen twee ruggenwervels te vergroten. “Onze kracht is dat we alles in eigen huis kunnen doen. Tot de mogelijkheden behoren kortdraaien, langdraaien, frezen draadvonken, stralen, trommelen, elektrolytisch polijsten, graveren, schuren, titaan anodiseren en 3D-metaalprinten. Bovendien verzorgen we ook het reinigen, verpakken en documenteren. Door dit totaalpakket weten klanten ons te vinden”, zegt Stip. Naast werk voor de medische sector ziet FMI een toename aan opdrachten vanuit de semiconductor-industrie. Volgens Smits komt dat omdat de medische en semiconductormarkt veel overeenkomsten hebben. “Onderdelen voor de semiconductorindustrie zijn qua toleranties vaak moeilijker te produceren, maar de materialen en de complexiteit van producten zijn vergelijkbaar. Er mag niks aan zitten, geen braampje of imperfectie. Bovendien vereisen beide sectoren een vergaande documentatie.”
Constante kwaliteit begint bij de emulsie
Om de hoognauwkeurige en veeleisende werkstukken betrouwbaar te kunnen produceren, heeft FMI geïnvesteerd in een CoolantLynx koelsmeermiddel managementsysteem van Motorex. Hoewel er in Duitsland en Zwitserland inmiddels al ruim 60 van deze relatief nieuwe systemen operationeel zijn, is de oplossing bij FMI de eerste in Nederland. Omdat FMI gebaat is bij een constante kwaliteit van de emulsie, maakte het bedrijf al gebruik van de koelsmeermiddelen van Motorex. Toen Oude Reimer, de Nederlandse vertegenwoordiging van Motorex, het automatische beheersysteem introduceerde, was

FMI snel overtuigd van de voordelen. “Omdat de kwaliteit van emulsie essentieel is om een optimaal verspanend proces te realiseren, voerden we tot voor kort wekelijks handmatig metingen uit om de samenstelling van de emulsie te controleren en bij te stellen. Daarnaast produceren we onbemand in de avonduren en weekenden dus ook het koelmiddelniveau op peil houden was een terugkerende en tijdsintensieve taak. Daarom is de CoolantLynx een echte uitkomst, want nu worden vijf bewerkingscentra volledig automatisch voorzien van een optimale emulsie en zijn we verzekerd dat de koelsmeermiddelreservoirs tijdens een nacht of weekend produceren niet droog vallen”, aldus Stip. Hoewel de CoolantLynx pas een paar maanden in gebruik is, merkt FMI nu al dat er veel tijd wordt bespaard door het uit handen nemen van handmatige metingen. Bovendien worden de vijf bewerkingscentra continu voorzien van een kwalitatief stabiele emulsie, waardoor de procesbeheersing sterk is verbeterd. Ook het verbruik van het concentraat is gereduceerd. Het is nog te vroeg om exact aan te geven hoeveel er wordt bespaard, maar FMI schat in dat het verbruik van acht vaten olie per jaar wordt teruggebracht naar zes vaten per jaar. “Dankzij CoolantLynx is er geen verspilling meer. Bovendien worden we nu volledig ontzorgd en dat is een groot voordeel”, zegt Smits.
Procesbewaking geautomatiseerd
"Koelsmeermiddelen presteren alleen optimaal als ze op de juiste manier worden behandeld", zegt Jos Heijkoop, Technisch Adviseur bij Oude Reimer. Met de CoolantLynx wordt het koelsmeermiddel constant op niveau gehouden, waardoor de temperatuur heel constant blijft. Als je normaal gesproken emulsie toevoegt aan
47
Stephan Smits en Jos Heijkoop bij de nieuwe CoolantLynx van Motorex. Het systeem beheert volledig automatisch het koelsmeermiddel voor vijf bewerkingsmachines.









SPANTECHNIEK | NORMELEMENTEN | BEDIENDELEN KIPP NEDERLAND BV Willem Dreeslaan 251 2729 NE Zoetermeer Tel. +31 79 361 12 21 info@kippcom.nl www.kippcom.nl 100 % PRODUCTCOMPETENTIE § Meer dan 60.000 producten § Ontwikkeling en productie in Duitsland § Ergonomie en stabiliteit § Meer dan 100 jaar OP SAFE MET KIPP Nulpuntspansysteem Amsterdamsestraatweg 33 Naarden Tel. 035-539 90 90 info@hptooling.nl GOED GEREEDSCHAP IS HET HALVE WERK HOLLAND PRECISION TOOLING www.hptooling.nl - Metaaldagen - Automatisering / software - EMO Hannover 2023 - Emo hannover nabeschouwing Het magazine voor de verspanende industrie in 2023 met de volgende thema’s: Voor meer informatie scan deze QR-code 2 jaargang nr. 4 november 2022 “Kijk nou eerst naar koelsmeermiddelen!” Tieltjes draait hoogproductief met drie turrets Phantom vervangt DIN-normen voor iconen Uitpuilende beurshallen tonen verspaningshighlights Maatwerk opleidingen voor elke verspaner Klimaatneutrale productie begint bij ‘groene’ materialen FMI Instrumed profiteert van koelsmeermiddel managementsysteem Machinefabriek Sturm stapt in vijfassig frezen Verspanen vanuit een economisch perspectief Efficiënt verspanen is sturen op data Een exclusief kijkje in de productievestigingen van Ceratizit – En meer … In deze editie:
CoolantLynx
de kwaliteit en de concentratie van het koelsmeermiddel. Zo verkrijgt FMI Instrumed een betrouwbaar proces, terwijl handmatige meet- en bijvulactiviteiten worden weggenomen.
een half lege tank, dan ontstaat er een temperatuurschok, wat een negatief effect heeft op de precisie van de machine en de bewerkingskwaliteit.” Een ander nadeel van handmatig bijvullen is dat vaak de exacte concentratie moeilijk te verwezenlijken is. Er zit namelijk nog een hoeveelheid emulsie in de tank die door verdamping van demiwater een hogere concentratie heeft dan gewenst. Om de concentratie dan alsnog perfect naar wens te krijgen, is bijna onmogelijk en vooral heel tijdsintensief. CoolantLynx bewaakt met behulp van sensoren alle relevante waarden zoals concentratie, pH-waarde, temperatuur, geleidbaarheid en vloeistofniveau en stelt deze automatisch bij. Stip vertelt: “Waar we eerst bijna dagelijks handmatig een controle uitoefenden op de concentratie van het koelsmeermiddel, gebeurt dat nu continu en volledig automatisch. Dat bespaart enorm veel tijd. Bovendien kunnen we op elk moment van de dag zien wat de emulsiewaarden zijn en wat ze op een bepaald moment in de tijd waren. Dit is ook handig voor de documentatie die steeds belangrijker wordt.”

Snel in gebruik
Om de CoolantLynx snel in gebruik te kunnen nemen heeft FMI vooraf een optimale vloerindeling gemaakt en vervolgens alle aansluitingen en leidingen gemonteerd. “Dit is het eerste systeem in Nederland dus het was een pionierstocht. Dankzij de voorbereidingen van FMI konden we eigenlijk de CoolantLynx Plug & Play installeren”, vertelt Heijkoop. Stip vult aan: De grootste uitdaging voor ons was de hele validatie. Onze klanten vereisen dat we elke
verandering in de productie valideren en documenteren. Omdat Motorex alle vereiste informatie beschikbaar had, konden we snel het validatieproces doorlopen. De installatie van het systeem was verder kinderspel. De productie heeft geen moment stil gestaan.”
FMI kan dankzij de data uit de CoolantLynx exact zien wat de eigenschappen zijn van de emulsie. Dit helpt om het documenteren van het proces te vereenvoudigen.

49
De
bewaakt
Machinefabriek Sturm maakt volgende stap met vijfassig frezen
Machinefabriek Sturm, gevestigd in het Zeeuwse Serooskerke, heeft het machinepark uitgebreid met een vijfassig bewerkingscentrum van Hedelius. Met een tafel van 3.600 mm is de toeleverancier in staat om met de nieuwe T11 lange werkstukken in één of twee opspanningen compleet te bewerken. Tevens is het mogelijk om complexere werkstukken te produceren en een hogere productiviteit te realiseren.
In de afgelopen 26 jaar groeide Machinefabriek Sturm uit tot een toeleverancier met twaalf werknemers en een machinepark met veertien bewerkingsmachines. Het bedrijf is gespecialiseerd in CNC draai- en freeswerk en heeft als jobber een breed klantenbestand opgebouwd in de machinebouw, scheepsbouw, offshore- en levensmiddelenindustrie. Ook de te bewerken materialen zijn divers en dit loopt uiteen van staal, roestvast staal, aluminium, brons, kunststof tot aan superlegeringen. “Klanten kunnen onze flexibiliteit waarderen. De ene dag produceren we onderdelen voor pompen en de andere dag speciale ‘custom-made’ lieren voor nieuw gebouwde klassieke jachten die helemaal gemaakt worden naar een beroemd model uit begin twintigste eeuw. Zo produceren we op dit moment bronzen lieren voor een boot uit 1940. Dat zijn leuke klussen en het geeft goed onze veelzijdigheid aan”, vertelt directeur Hans Sturm. Sturm
ervaart dat er al een aantal jaren meer vraag komt naar complexere werkstukken en grotere samengestelde componenten. Omdat het bestaande machinepark met voornamelijk drie-assers niet geschikt was voor dit type freeswerk, heeft Machinefabriek Sturm geïnvesteerd in een vijfassig T11 bewerkingscentrum van Hedelius.
Minder omspannen
Dankzij een machinebed van 4.080 mm x 1.100 mm in combinatie met een geïntegreerde NC-draaitafel, geeft de nieuwe Hedelius T11 Machinefabriek Sturm meer mogelijkheden om het bestaande werk efficiënter uit te voeren. “We bewerken met regelmaat profielen van drie of vier meter die we nu in één opspanning kunnen bewerken. Voorheen waren we genoodzaakt om dit soort profielen drie of vier keer door te schuiven omdat we alleen compacte machines in huis hadden met een beperkt bereik. Dankzij de Hedelius realiseren we dus tegelijkertijd een enorme tijdswinst als ook een hogere nauwkeurigheid en procesbetrouwbaarheid. Minder omspannen resulteert immers in minder kans op fouten”, aldus Sturm.

Naast het bewerken van lange werkstukken geeft het grote machinebed ook de mogelijkheid om meerdere werkstukken gelijktijdig op te spannen voor onbemand produceren in de avonduren of om er snel een opdracht tussendoor te doen. Sturm: “Ondanks dat de machine pas een paar maanden in bedrijf is, hebben we toch al geregeld twee verschillende producten gelijktijdig opgespannen.
De traploos zwenkbare hoofdspil in combinatie met de geïntegreerde NC-draaitafel maken het vijfassig verspanen van complexe werkstukken mogelijk.
50
Wanneer we de draaitafel benutten is de vaste tafel vrij voor spoedklussen en vice versa.” De vaste tafel van de T11 is belastbaar met een maximale massa van 5.000 kg. De draaitafel met een diameter van 1.100 mm is geschikt voor werkstukken met een diameter van maximaal 1.450 mm en een massa tot 1.800 kg.

Zwenkkop en vijfde as
Niet alleen de afmeting van de machine geeft de toeleverancier meer mogelijkheden. De bekende traploos zwenkbare hoofdspil van Hedelius met een zwenkbereik van -98° tot +98°, geeft de mogelijkheid om ook aan de onderzijde van het werkstuk te bewerken of om snel schuine vlakken of gaten onder een lastige hoek aan te brengen. “Die 8° extra geeft een hoop mogelijkheden. Bovendien zit het hart van de spil slechts 200 mm boven de tafel. Hierdoor hoef je werkstukken niet hoog op te bouwen wat ten goede komt aan de stabiliteit en nauwkeurigheid”, vertelt Mathijs van Rijswijk, salesmanager bij Promas, de Nederlands vertegenwoordiging van Hedelius. De zwenkkop in combinatie met de draaitafel brengt vijfassig verspanen binnen handbereik. Sturm: “Dankzij de vijfde as kunnen we ook complexere producten produceren, waardoor we zijn voorbereid op toekomstige uitdagingen.”
Krachtig en hoogtoerig
Sturm heeft het bewerkingscentrum uit laten rusten met een krachtige en hoogtoerige spil. Deze spil heeft een vermogen van 50 kW, een maximaal koppel van 217 Nm en een maximaal toerental van 15.000 min-1. “Dankzij deze spil kunnen we zowel zwaarverspanen als kleine of aluminium werkstukken bewerken, waarbij een hoog toerental gewenst is. Die combinatie is een groot voordeel en geeft ons de nodige flexibiliteit.” Verder is de machine uitgerust met een 50 bar hogedrukkoeling door de spil voor een betere spaanbeheersing, een hogere procesbetrouwbaarheid, een verhoogde standtijd en uiteindelijk een hogere productiviteit. Om de productiviteit en flexibiliteit verder te vergoten is de Hedelius T11 uitgerust met een gereedschapsmagazijn met ruimte voor 65 gereedschappen. Om

Nauwkeurigheid gegarandeerd
Een handige functie is volgens Sturm het zogenaamde Kinematic. Bij nauwkeurig werk kan deze functie vooraf de machine automatisch kalibreren. “Uit ervaring kunnen we stellen dat de T11 ontzettend nauwkeurig is. Niet alleen dankzij Kinematic, maar juist ook door de nauwkeurige glaslinealen en de stabiele bouwwijze. Het kotteren van twee tegenoverliggende gaten gaat binnen een positioneernauwkeurigheid van een honderdste. Op een afstand van 3.000 mm is dat toch best indrukwekkend te noemen. Daarnaast zijn we gecharmeerd van de Duitse machinebouw, de ergonomische bouwwijze en het goede serviceapparaat. We gaan veel plezier beleven aan deze machine”, aldus Sturm.
51
Sturm Machinefabriek is gespecialiseerd in de productie van speciale ‘custom-made’ lieren voor nieuw gebouwde klassieke jachten.
gereedschappen snel in te kunnen meten heeft Sturm gelijktijdig met het nieuwe bewerkingscentrum geïnvesteerd in een krimp- en voorinstelapparaat van Haimer.
Hans Sturm bij de nieuwe Hedelius T11. “Dankzij het grote bereik en de vijfassige mogelijkheden, zijn we in staat om complexer werk efficiënter te produceren. Bovendien kunnen we dankzij het grote werkbereik lange werkstukken produceren.”
Sneller, nauwkeurig en foutloos omstellen!
Het VERO-S systeem van SCHUNK is het modulaire nulpuntspansysteem voor extreem snelle en uiterst precieze conversie van werkstukken en opspanmiddelen op moderne 3-, 4- of 5-assige bewerkingscentra en zorgt zo voor een optimale benutting van de machinecapaciteit. Kijk voor meer informatie op schunk.com

52Hand in hand for tomorrow
Schunk zet alles betrouwbaar vast met nieuwe klemsystemen
Schunk heeft de afgelopen periode twee nieuwe klemsystemen op de markt gebracht. Waar de nieuwe handbediende Kontec KSC3 klemspanner is ontwikkeld om optimaal bestand te zijn tegen corrosie en slijtage, biedt het nieuwe Tandem3 klemkrachtblok meer flexibiliteit bij het geautomatiseerd beladen.


Als het gaat om het proceszeker opspannen van werkstukken, hebben de Kontec KSC-klemspanners zich bewezen als een efficiënte allrounder. Nu presenteert Schunk een opvolger die qua betrouwbaarheid en precisie niet onderdoet. Het nieuwe product biedt bovendien optimale corrosiebescherming dankzij het vernikkelde basislichaam. Daardoor kan het nu ook in veeleisende omgevingen, bijvoorbeeld met een hoge luchtvochtigheid, worden gebruikt. Het platte ontwerp en de verbeterde contour van de Kontec KSC3 zorgen voor een optimale toegankelijkheid, vooral bij vijfassige bewerkingen. Een ander pluspunt voor de proceszekerheid is het gesloten ontwerp met een betere spaanafvoer via zijdelingse groeven. Het ontwerp beschermt tegen vuil en vermindert de onderhoudskosten. Door de spelingvrije lagering heeft de centrische klemspanner een uitstekende herhalingsnauwkeurigheid tot +/- 0,01 mm, waardoor een nauwkeurige bewerking mogelijk is.
Flexibel combineerbaar
De Kontec KSC3 is compatibel met het voorgaande KSC-model en kan worden uitgewisseld zonder het programma te wijzigen. Dankzij het
eenvoudige bekkenwisselsysteem kan met behulp van twee schroeven de klemspanner in slechts enkele stappen flexibel worden aangepast aan nieuwe opspantaken. Bovendien kan de KSC3 dankzij de standaard meegeleverde VERO-S interface worden gecombineerd met het flexibele Schunk modulaire systeem voor stationaire gereedschapshouders en werkstukken, waardoor een breed scala aan klemmogelijkheden ontstaat. De Kontec KSC3 is verkrijgbaar in de maten 80, 125 en 160.
Klemkrachtblok met drie klemmen
Het nieuwe Tandem3 klemkrachtblok is uitgerust met drie klemmen voor een hoge spankracht en nauwkeurigheid.
Naast de Kontec KSC3 klemspanner heeft Schunk recent ook het nieuwe Tandem3 klemkrachtblok met drie klemmen geïntroduceerd. Het drievoudige klemkrachtblok is een nieuwe module voor stationaire klemming van cilindrische werkstukken voor de Tandem3-serie. De gelijkmatige krachtverdeling zorgt voor een veilige en herhaalbare klemming. De geoptimaliseerde buitencontour zorgt voor een gecontroleerde afvoer van de spanen en maakt het werkstuk bij elke bewerking goed bereikbaar. Extra afdekdoppen voorkomen het verstoppen van spanenclusters. Het spanapparaat is verkrijgbaar in een pneumatische (KRP3), hydraulische (KRH3) en mechanische (KRF3) uitvoering en binnenkort ook in een elektrische versie (KRE3). Geïntegreerde bewakingsfuncties maken de klem bij uitstek geschikt voor gebruik bij geautomatiseerde machinebelading. Zo kan de positie van de basisbek via dynamische druk worden opgevraagd of kan het werkstukoppervlak tijdens het automatisch beladen worden gecontroleerd. Met behulp van gestandaardiseerde consoleplaten kunnen de klemmen snel en eenvoudig worden gemonteerd op de machinetafel of het VERO-S snelwisselpalletsysteem. De drieklauwklem is standaard verkrijgbaar in vier maten van 100 tot 250. De klemkracht varieert van 18 tot 66,5 kN.
53
Dankzij de efficiënte krachtoverbrenging van de Kontec KSC3 worden werkstukken veilig vastgehouden met klemkrachten tot 35 kN. (foto’s: Schunk)
Vormenfabriek geeft chocolade perfecte glans met Röders
Altijd al eens afgevraagd hoe chocolade zo’n perfecte glans krijgt? Dat heeft alles te maken met de uitmuntende oppervlaktekwaliteit van de vorm waarin de chocolade gegoten is. Vormenfabriek Tilburg heeft dit proces tot een kunstvorm verheven. Om meer efficiëntie in het productieproces van de benodigde matrijzen te brengen, heeft de specialist recent een nieuwe drie-assige Röders RXP501 HSC in gebruik genomen. Dankzij de hoge nauwkeurigheid en dynamica neemt de freesmachine nu het handmatig polijsten grotendeels uit handen.

54
Hans van der Maat (l) en Toine van de Wouw voor de nieuwe drie-assige Röders RXP501 HSC. Vormenfabriek Tilburg zet de freesmachine in om inzetstukken voor spuitgietmatrijzen efficiënter te produceren.
Dankzij een hoge dynamica, een hoogtoerenspil en een hoge nauwkeurigheid, bereikt de Röders RXP501 HSC oppervlaktekwaliteiten die vergelijkbaar zijn met handmatig polijsten.
Vormenfabriek Tilburg bedient samen met drie concurrenten de wereldmarkt voor chocolade vormen. Vormenfabriek bestaat inmiddels al meer dan honderd jaar. In 2020 werd het bedrijf overgenomen door Gert-Jan Kloppers in samenwerking met investeringsmaatschappij Anders Invest, een investeringsmaatschappij gericht op lange termijn investeringen in Nederlandse MKB bedrijven in de maakindustrie. Vormenfabriek onderscheidt zich door het ontwerpproces van producten uit handen te nemen, de vormen in eigen huis te ontwikkelen en met behulp van spuitgieten te produceren. “Eigenlijk ontzorgen we de klant volledig; van het chocolade ontwerp tot aan de ontwikkeling van de spuitgietmatrijs en het spuitgieten van de vormen. Het enige wat we niet doen is het gieten van de chocolade in de vorm. Dat laten we over aan onze klanten”, zegt technical sales director Hans van der Maat. Vier mensen zijn bij Vormenfabriek Tilburg verantwoordelijk voor het ontwerpen van chocolade producten. “De designs worden steeds complexer en de vraag naar specials neemt toe. Waar producten vroeger eenvoudige vormen hadden, zie je nu steeds vaker bijzondere figuren. Daarmee neemt ook de complexiteit van onze matrijzen toe om de desbetreffende vormen te kunnen produceren”, vertelt tool shop manager Toine van de Wouw, terwijl hij diverse complexe vormen met uitdagende radii laat zien.
Matrijzen met inzetstukken
De vormen die Vormenfabriek Tilburg produceert bestaan uit polycarbonaatvormen, thermovormen of siliconenvormen. Waar polycarbonaatvormen geschikt zijn voor het maken van producten zoals Kitkat, Cadbury en Rolo, zijn thermovormen en siliconenvormen geschikt voor de productie van respectievelijk holle producten (de bekende sinterklaas, kerstman of paashaas) en kleverige producten (o.a. karamel en suikerproducten). De basis van deze producten ligt in de gereedschapsmakerij, waar zeven medewerkers verantwoordelijk zijn voor de bewerking van de spuitgietmatrijzen. Om een hoge efficiëntie te realiseren maakt de gereedschapsmakerij gebruik van een standaard stalen basismatrijs die wordt voorzien van verschillende aluminium inzetstukken. Op deze manier kunnen nieuwe ontwerpen sneller op
de markt gebracht worden. Het bewerken van inzetstukken gaat immers sneller dan het produceren van een complete matrijs. De inzetstukken moeten aan twee belangrijke eisen voldoen, namelijk een hoge nauwkeurigheid en een perfecte oppervlaktekwaliteit. Om aan deze eisen te kunnen voldoen maakt Vormenfabriek Tilburg gebruik van de CNC-freesmachines van Röders.
Frezen in plaats van polijsten
“De nauwkeurigheid van de matrijs is ontzettend belangrijk. Je moet je voorstellen dat we grote vormen maken van wel 1 meter waar dan soms wel 320 chocoladeproducten in zitten. Als deze kamers ook maar iets te groot zijn dan kunnen de kosten flink oplopen. Een productielijn van een chocoladefabrikant verwerkt namelijk wel 30 vormen per minuut met een output van tonnen chocolade per uur. Een gram te veel per product loopt dan al snel in de papieren”, aldus Van der Maat. Hoewel de maatnauwkeurigheid dus belangrijk is, is de oppervlaktekwaliteit van nog groter belang. De inzetstukken moeten een hoogglans kwaliteit hebben. Niet alleen om een perfecte glans op het eindproduct te krijgen, maar ook om een optimale ontvorming van chocolade te realiseren. In het verleden werd deze hoogglans bereikt door handmatig polijsten. Dit is mooi vakwerk, maar ook heel tijdsintensief. Om te komen tot kortere doorlooptijden, meer homogeniteit en uiteindelijk lagere kostprijzen, heeft Vormenfabriek Tilburg ruim twee jaar gezocht naar een alternatieve productiemethoden voor het verkrijgen van een hoogglans oppervlak. Van de Wouw: “Uiteindelijk zijn we bij de RXP501 HSC van Röders uitgekomen. Met deze freesmachine kunnen we in de meeste gevallen een vergelijkbare hoogglans oppervlaktekwaliteit behalen als met handmatig polijsten. Echter wel vele malen sneller.”
Voor- en nafrezen met 60.000 toeren
De RXP501 HSC is de tweede Röders freesmachine die Dymato heeft geleverd bij Vormenfabriek Tilburg. De andere machine betreft een RXP400. Het nadeel van de RXP400 is de luchtgelagerde spil die geen grote druk kan verdragen. Hierdoor werd voorfrezen voorheen op een andere freesmachine uitgevoerd, met als gevolg

55



GROTE WERKSTUKKEN RXU1001DSH QUADROGUIDE design HOOGSTNAUWKEURIG IN EEN KORTE BEWERKINGSTIJD HOOGDYNAMISCH 5-ASSIG FREZEN VERKOOP@DYMATO.NL | +31 318 550 800 | WWW.DYMATO.NL
een extra opspanning. De RXP501 HSC heeft een spil die wel geschikt is voor een hogere belasting, waardoor werkstukken nu in één opspanning zowel voor- als nabewerkt kunnen worden. “De RXP501 HSC vervangt eigenlijk twee machines en is daarbij ook nog eens sneller en nauwkeuriger.”

De nieuwe freesmachine is uitgerust met een 60.000 toerenspil die perfect tot zijn recht komt dankzij het dynamische karakter van de machine. In combinatie met een diamantfrees kan er een uitstekende oppervlaktekwaliteit gerealiseerd worden. “We halen echt een voordeel uit het hoogdynamisch frezen. Wat voorheen een bewerkingstijd had van zes uur, doen we nu in 90 minuten. Bovendien is de oppervlaktekwaliteit zo goed dat we het merendeel van het handmatige polijstwerk hebben vervangen door frezen. We zijn daarom van twaalf mensen op de polijstafdeling teruggegaan naar drie mensen en we hebben de doorlooptijd van een nieuwe matrijs verkort van zes weken naar slechts drie weken.”
Röders’ specialisme ligt in matrijzenbouw
De reden dat Vormenfabriek Tilburg bij Röders is uitgekomen heeft te maken met de achtergrond van de machinebouwer. Röders is namelijk van oorsprong een leverancier van matrijzen voor petflessen. Vanuit die achtergrond zijn ze machines gaan ontwikkelen die optimaal aansluiten bij de gereedschap- en matrijzenbouw. “Uiteraard zijn er meer machines op de markt die voldoen aan onze eisen, echter weet Röders door hun achtergrond precies wat onze uitdagingen zijn en hebben ze daarom altijd een passend antwoord op onze vraagstukken. Zo bieden ze bijvoorbeeld ondersteuning aan bij het programmeren van complexere werkstukken en dat is echt van toegevoegde waarde”, zegt Van de Wouw. Een ander voordeel is de besturing van Röders die dusdanig is ontwikkeld dat het bijdraagt aan een optimale bewerking van matrijsdelen. Bovendien is de bediening eenvoudig en is Van de Wouw gecharmeerd van het onderhoudsprogramma. “De machine attendeert tijdig wanneer en waar er in de machine onderhoud nodig is.”
24/7 produceren
Ondanks dat de RXP501 HSC niet is geautomatiseerd, kan
Voorbeeld van inzetstukken voor een spuitgietmatrijs. Na het spuitgieten ontstaat er een vorm voor de productie van het chocolade eindproduct.
Vormenfabriek Tilburg de machine 80% van de zeven dagen bezetten. Dit is mogelijk dankzij het efficiënt ingerichte proces. Zo wordt de machine beladen met meerdere inzetstukken, waardoor 60 uur onafgebroken onbemand produceren tot de mogelijkheden behoort. Om omsteltijden tot een minimum te beperken, wordt er gebruik gemaakt van een snel en nauwkeurig nulpuntspansysteem. In combinatie met Jobmanager, een programma dat gebruikers in staat stelt om de machine voor te bereiden op het volgende werkstuk terwijl de machine in bedrijf is, kan de matrijzenmaker eenvoudig, flexibel en efficiënt binnen 5 minuten schakelen naar een nieuw programma. Met behulp van teamviewer wordt een betrouwbaar proces gerealiseerd. Bij afwijkingen in het proces stuurt de machine een signaal, door middel van een e-mail, naar iemand die dan actie kan ondernemen. Zo is het mogelijk om zelfs bij onbemand produceren afkeur te voorkomen. “Al met al hebben we met de nieuwe Röders enorm veel flexibiliteit en productiviteit in huis gehaald en kunnen we meer doen met minder mensen. Daarmee zijn we klaar voor toekomstige groei. Het doel is om de komende twee jaar op het gebied van nieuwe projecten de omzet te verdubbelen. Vanaf dat moment wordt het ook interessant om bewerkingsprocessen in de gereedschapsmakerij te automatiseren.”

57
Vormenfabriek Tilburg is gespecialiseerd in de ontwikkeling en productie van matrijzen voor grote spuitgietvormen met afmetingen tot maximaal 1.296 mm x 460 mm.
Verspanen vanuit een economisch perspectief
Het is mogelijk om een verspanend proces vanuit verschillende perspectieven aan te vliegen. Naast een technisch perspectief kan een verspanend proces ook vanuit een economische perspectief worden benaderd. Tijdens het social media live event ‘Machining economics’ presenteerde Patrick De Vos van Seco vijf stappen waarmee de basis gelegd kan worden voor een geoptimaliseerd economisch verspanend proces.
Vandaag de dag is het voornaamste doel van de maakindustrie om producten sneller maar tegen minimale kosten te vervaardigen, en dat zonder de kwaliteit van het product op te offeren. Maakbedrijven streven over het algemeen vaak meteen naar een hogere productiviteit door de snijsnelheid en de voeding te verhogen. Dit lijkt in eerste instantie een productieve zet, maar het kan echter leiden tot een kortere levensduur van het snijgereedschap door snellere slijtage. Bijgevolg moet het snijgereedschap vaker worden vervangen, wat uiteindelijk leidt tot meer stilstandtijd. De kosten van het gereedschap zijn ook niet te verwaarlozen. Daarom is het abrupt verhogen van snijsnelheid en voedingssnelheid geen haalbare oplossing, maar is weloverwogen optimalisatie noodzakelijk.
Doelstelling definiëren
“Machining Economics gaat over het optimaliseren van het globale resultaat van een bewerkingsproces, waarbij een maximale betrouwbaarheid en voorspelbaarheid van het bewerkingsproces (de technologische dimensie), met behoud van de hoogst mogelijke productiviteit en de laagst mogelijke productiekosten (de economische dimensie) centraal staat”, zegt De Vos tijdens het social media live event. Op technologisch niveau gaat het bijvoorbeeld om het bereiken van een maximale standtijd, een maximaal aantal werkstukken per snijkant, repeteerbare cyclustijden, minimale gereedschapskosten, maximale gereedschapsprestaties, minimale omsteltijden en lage
Om de beste verspaningscondities te definiëren moet de optimale verhouding tussen productiviteit en totale kosten worden bepaald. Een grafiek geeft dit overzichtelijk weer.

58
gereedschapskosten. Op economisch niveau zijn de doelstellingen anders te definiëren, bijvoorbeeld: hoogst haalbare productiviteit, laagst mogelijke proceskosten, maximale winstgevendheid, hoogst haalbare procesbetrouwbaarheid en -voorspelbaarheid, meest efficiënte gebruik van hulpbronnen en energie, laagst mogelijke ecologische voetafdruk of de meest consistente werkstukkwaliteit. Om de best mogelijke globale verspaningseconomie te bereiken, moeten maakbedrijven eerst definiëren welk van deze doelstelling het belangrijkst voor hun onderneming is. Dan pas kan er gewerkt worden aan optimale verspaningscondities.
De Vos: "Zoals bij alle optimalisatiescenario's is het belangrijk vooraf een scenario te definiëren. Stel dat we tijd willen optimaliseren, oftewel productiviteit. Over welke tijd hebben we het dan? Spaantijd, tijd in termen van tijd die nodig is om een volledige bewerking te voltooien of tijd in de vorm van levertijd. Welke het belangrijkst is, is per bedrijf verschillend. Maar om te optimaliseren is het uiterst belangrijk om het scenario vooraf helder te hebben.”
Stap 1: De verspaningsfysica begrijpen
Vanuit economisch perspectief zijn er vijf stappen die leiden tot optimale verspaningscondities. De eerste stap is het begrijpen van het verspanend proces op de wetenschappelijke manier. Volgens De Vos ontbreekt het vaak aan kennis, waardoor maakbedrijven de chaotische ‘trail and error methode’ toepassen tot het moment dat ze denken dat het goed is. Vaak is het dan alsnog niet goed. “Verspanen is een fysisch proces. Je moet weten hoe de interactie is tussen gereedschap en werkstuk. Welke krachten kunnen er bijvoorbeeld ontstaan in het gereedschap, het werkstuk en de opspanning en welke invloed heeft dat
op het proces. Al die verschillende factoren moet je begrijpen om het proces te kunnen controleren.”
Stap 2: Snijgereedschappen selecteren
Een cruciaal onderdeel in een verspanend proces is de snijkant van het gereedschap. Deze verricht de belangrijkste taak, namelijk verspanen. Daarom is de keus voor het gereedschap ontzettend belangrijk. Volgens De Vos moet de gereedschapsselectie vooreerst in handen liggen van het management en pas in een tweede fase in die van technici. De gereedschapskeus is afhankelijk van de KPI’s. Ga je voor kwaliteit, kostenbesparing, flexibiliteit of productiviteit? Elke KPI leidt tot andere gereedschappen met betrekking tot de snijkant, de standtijd en de kosten. Het is dus belangrijk om die KPI’s helder te hebben, omdat je anders door de bomen het bos niet meer ziet.”

Stap 3: Ken je speelruimte
Op het moment dat je het verspanend proces vanuit een wetenschappelijk oogpunt begrijpt en je de gereedschappen die horen bij de gewenste KPI’s hebt geselecteerd, is het zaak om de ‘speelruimte’ te ontdekken. Oftewel, wat is er allemaal mogelijk met de geselecteerde gereedschappen? “Gereedschapsleveranciers zeggen al snel dat een gereedschap alles kan, maar in de praktijk heeft elk gereedschap zijn restricties op het gebied van spaanafvoer, mechanische en thermische belastbaarheid, oppervlaktekwaliteit, enzovoort. Om tot een betrouwbare, voorspelbare en probleemloze verspaning te komen, moeten de limieten van een gereedschap in kaart gebracht worden. De uitdaging is dat er miljoenen combinaties van snijparameters zijn, gebaseerd op voeding, snijsnelheid en snedediepte. Globaal gezien zijn de snijparameters onder
59
Een verspanend proces is vanuit zowel een technisch als een economisch perspectief te benaderen. (foto’s: Seco)
VOOR ELKE TOEPASSING EEN OPTIMALE OPLOSSING




























































































































































Bij Promas hebben we op basis van onze jarenlange ervaring en opgebouwde kennis een uitgekiende selectie van fabrikanten in ons programma geselecteerd. Met de machines van Hedelius, CMZ en Hartford zijn we in staat om de best mogelijke portfolio van machines aan te bieden met voor elke toepassing de meest optimale oplossing. Betaalbare topkwaliteit! We hebben ons verzekerd van een team van de beste vakmensen om adequate en snelle service te kunnen leveren. Neem vrijblijvend contact met ons op voor meer informatie. Wij staan u graag te woord!



60
UW PROFESSIONELE PARTNER VOOR CNC MACHINES WWW.PROMASCNC.NL
te verdelen in drie bewerkingsstrategieën: ‘high speed machining’, ‘high feed machining’ en ‘high performance machining’. Welke kies je? Om daar achter te komen moet je het proces niet meer vanuit een technische perspectief, maar vanuit een economisch perspectief benaderen.”

Stap 4: Begrijp economisch verspanen
Economisch verspanen gaat over het optimaliseren van tijd, productiviteit en de kosten gerelateerd tot het proces. Het is een slim en duurzaam verspaanconcept, waarin het economische perspectief met betrekking tot tijd- en kostenefficiëntie de prioriteit heeft. De twee belangrijkste variabelen die hier invloed op hebben, zijn de gewenste productiviteit en de Material Removal Rate (MRR). Hoe hoger je ze allebei stelt, des te hoger worden de gereedschapskosten. De slijtage neemt immers toe. Daarentegen neemt de machinetijd af, waardoor op dat gebied de kosten dalen. “Als je streeft naar een te hoge productiviteit, dan kan het dus zijn dat je productiviteit verliest omdat je te veel gereedschappen moet vernieuwen en dus tijd verliest. Ergens ligt er een ‘sweetspot’ waar de verhouding tussen productiviteit en totale kosten ideaal is. Het inzicht tussen kosten en tijd is essentieel om de perfecte verspaningscondities te definiëren.”
Stap 5: Bewerkingsstrategieën en snijdata
De laatste stap is het bepalen van de juiste bewerkingsstrategie. Welke strategie past bij de voorgenomen KPI’s die in de eerdere stappen naar boven zijn gekomen? Ook op dit gebied zijn er veel variabelen om uit te kiezen. Geometrische strategieën (lineair, circulair, trochoïdaal), gereedschapsstrategieën (vlakfrezen, hoekfrezen, etc), technologische strategieën (high speed machining, high feed machining en high performance machining) en tot slot duurzame strategieën (economisch, productief, betrouwbaar, first-time-right of energie-efficiënt). Vervolgens kunnen de snijparameters geoptimaliseerd worden, zodat ze zowel voldoen aan de technische eisen die bij stap 3 zijn gedefinieerd, als ook aan de economische eisen.
“In vijf stappen kunnen verspaners de basis leggen voor een proces dat voldoet aan de economische doelstellingen. Zoals Stap 1 aangeeft is kennis de belangrijkste bouwsteen van een economisch proces. Helaas merken we dat het kennisniveau in de industrie afneemt, waardoor vooruitgang in de toekomst wordt geremd. Daarom roep ik verspanende maakbedrijven op om scholing en kennisvergaring bovenaan de agenda te zetten”, aldus De Vos.
61
Tijdens het social media live event ‘Machining economics’ ging Patrick de Vos van Seco in op economisch verspanen. In vijf stappen kunnen verspaners de basis leggen voor een geoptimaliseerd economisch verspaanproces.
Anteryon bewerkt exotisch glas nauwkeurig en productief met Mikron
Anteryon, producent van lenzen, lasers en andere optische systemen, heeft geïnvesteerd in een vijfassige GFMS Mikron Mill S600U. De producent, die gevestigd is op de BIC in Eindhoven, zet de nieuwe bewerkingsmachine in om precisieglas voor onder andere tooling en onderdelen ten behoeve van industriële sensoren nauwkeurig en productief te verspanen. De materiaaleigenschappen van glas bieden veel voordelen voor Anteryon, echter is het bewerkingsproces redelijk kritisch. Met de nieuwe dynamische vijfasser weet het bedrijf de productiviteit, repeteerbaarheid en nauwkeurigheid naar een hoger niveau te tillen.

62
Operations Director Bart Thissen en Jan Willem Mollema bij de nieuwe vijfassige Mikron Mill S600U. “Met de nieuwe machine kunnen we glas nauwkeuriger en productiever verspanen.”
Anteryon bewerkt exotisch glas met behulp van kleine slijpstiften.
Anteryon is werkzaam voor klanten die actief zijn in de hightech industrie. Denk aan producenten van halfgeleiders, industriële sensoren, consumentenelektronica, constructie en agrarische 2D/3D meetapparatuur, medische apparatuur, automobieltoepassingen en robotica. Niet alleen op het gebied van omzet, maar ook op het gebied van technologische ontwikkelingen groeien deze industrieën ontzettend hard. “We staan aan de voorkant van alles waar elektronica aan vast zit. En dat is tweeledig want aan de ene kant produceren we onderdelen voor sensoren en aan de andere kant voor chips. Beide sectoren gaan skyrocket. De markt voor sensoren groeit 20% per jaar en de semiconductor industrie groeit zeker tot 2030 onafgebroken. Om die groei te kunnen faciliteren moeten we investeren in meer productiecapaciteit, kwaliteit, kennis en procesoptimalisatie. De investering in de nieuwe GFMS Mikron Mill S600U is daar een eerste voorbeeld van”, vertelt CEO Gert-Jan Bloks.
Carriers van glas
Anteryon is in 2006 ontstaan uit Philips. Een van de eerste ontwikkelingen van het bedrijf was een hybride lens voor de pickupunits van CD-spelers. Vanuit de vraag: ‘Hoe behandel je glas en hoe geef je het meer functionaliteit?’, is de expertise van Anteryon in de loop van de jaren verder ontplooid. Een van de specialiteiten is de ontwikkeling en bewerking van zogenaamde ‘carriers’ waarop lenzen met speciale eigenschappen worden gemaakt. Omdat de industrie enorme eisen stelt aan de nauwkeurigheid van deze lenzen, moet de tooling hiervoor ook aan steeds hogere eisen voldoen. Om die reden worden deze carriers en ook andere componenten gemaakt van exotische glassoorten, zoals onder andere Zerodur, ULE-glas en keramieken. Kenmerkend voor dit materiaal is de netto uitzettingscoëfficiënt van nul. Zeker voor lenzen die moeten
beschikken over een nauwkeurigheid in het nanometerbereik, is deze eigenschap essentieel. Bloks: “Dankzij de uitzettingscoëfficiënt van glas is het een uitermate geschikt materiaal voor onze toepassingen. Echter brengt glas ook uitdagingen met zich mee, zoals de bewerkbaarheid. Glas is erg kwetsbaar en erg gemakkelijk te versplinteren of te breken. De bewerking ervan genereert daarnaast een groot aantal microscheurtjes die later nabewerkt moeten worden.”

Nauwkeurigheid en snelheid
Bloks vervolgt: “Anteryon is al langer bezig om de technieken op te schalen en processen te optimaliseren. Het optimaliseren van het hele bewerkingsproces van glas is echter een specialisme. Daarom hebben we kennis van buitenaf ingeschakeld om het optimalisatietraject in goede banen te leiden. Zo werd ook de conclusie getrokken dat er geïnvesteerd moest worden in een moderne, hoogwaardige bewerkingsmachine.” Om het vraagstuk rondom het bewerken van glas te beantwoorden, heeft Anteryon de hulp ingeschakeld van freelance productiespecialist Jan Willem Mollema. Mollema: “Om de keten van de bewerking van glas te optimaliseren, hebben we alle processen onder de loep genomen om te onderzoeken wat wel en niet kan. Daarvoor hebben we niet alleen gekeken naar de mogelijkheden van het bestaande machinepark, maar ook naar zaken als koelsmeermiddelen, gereedschappen en automatisering. Het CNC-machinepark van Anteryon bestaat uit drie generaties, laagtoerige machines. Qua functionaliteiten en mogelijkheden was al snel duidelijk dat deze niet aan onze eisen konden voldoen. De eis is namelijk dat we vrije vormen binnen 5 micrometer nauwkeurig moeten kunnen bewerken. Daarnaast willen we zo min mogelijk kracht op het glas brengen om microscheurtjes tot een minimum te beperken. Dat vraagt
63
Anteryon is werkzaam voor klanten die actief zijn in de hightechindustrie. Het bedrijf poduceert onder andere onderdelen voor sensoren en chips.


onder meer om een nauwkeurige, dynamische machine met een hoogtoerenspindel”, aldus Mollema.
Step-Tec spindel is essentieel
Om de productiviteit en kwaliteit te verbeteren was het belangrijkste doel van Anteryon om de nauwkeurigheid, snelheid en het spilrendement te verhogen. Door de nauwkeurigheid te verhogen, kunnen de hoeveelheid nabewerkingen gereduceerd worden. Dit heeft direct een groot effect op de productiviteit en doorlooptijd. In de zoektocht naar de perfecte bewerkingsmachine was daarom één aspect onontbeerlijk. In het hart van de machine moest zich een spindel van Step-Tec bevinden. “Step-Tec maakt betrouwbare en nauwkeurige hoogtoerenspindels dus dat onderdeel stond bovenaan de wensenlijst. Vanuit daar zijn we naar een passende bewerkingsmachine gaan kijken”, aldus Mollema. Eric de Hoog, Sales Engineer bij GF Machining Solutions vult aan: “Step-Tec is een veelgebruikte spindel in hightech industrieën waar hoge eisen worden gesteld op het gebied van nauwkeurigheid en betrouwbaarheid.”
Dynamisch verspanen
Het oog viel op het Mikron Mill S600U High Speed freescentrum. Deze machine is uitgerust met een HSK E50 Step-Tec spindel met een maximaal toerental van 36.000 min-1. Mollema: “Dankzij de hoogtoerenspindel en de dynamische capaciteiten van de machine kunnen we met een kleine verspaningsdiepte een hoger verspanend volume realiseren.” De bewerkingsmachines van Mikron kenmerken zich door de hoge stabiliteit, nauwkeurigheid en dynamische eigenschappen. Dit wordt mogelijk gemaakt door het trillingsvrije, thermisch stabiele en intern gekoelde machineframe van polymeerbeton in combinatie met de lineaire motoren op de X, Y en Z-assen en de direct aangedreven momentmotoren op de A- en C-as. Deze eigenschappen zorgen ervoor dat de machines van Mikron goed geschikt zijn voor bewerkingsstrategieën zoals trochoïdaal frezen of in het geval van Anteryon, hoogdynamisch slijpen. Met behulp van zo’n dynamische bewerkingsstrategie kan Anteryon de ‘material removal rate’ verhogen en gelijktijdig de belasting op het glas reduceren. Een positief gevolg hiervan is dat er geen spanningen in het materiaal worden gebracht, het
ontstaan van microscheurtjes wordt voorkomen, trillingen worden gereduceerd en gereedschappen minder worden belast en dus langer meegaan. Bovendien zorgt de hoogtoerenspil voor een betere oppervlaktekwaliteit, waardoor nabewerkingen in veel gevallen komen te vervallen.
Uitdagend traject
Hoewel de nieuwe Mikron al in december 2021 werd geleverd, heeft het toch nog driekwart jaar geduurd voordat Anteryon de eerste echte werkstukken kon verspanen. Mollema: “Het is geen eenvoudig traject geweest. Dit bewerkingscentrum is niet primair voor het slijpen van glas ontwikkeld. Het heeft dus nog wel wat voeten in de aarde gehad om de machine te finetunen voordat het aan onze eisen voldeed. We verspanen glas met een slijpstift met een diameter van bijvoorbeeld 0,4 mm bij toerentallen van 36.000 min-1 Daar heb je een stabiel proces voor nodig. Zeker als je ook nog eens onbemand wil produceren. Samen met GFMS hebben we grote inspanningen geleverd om een betrouwbaar proces te realiseren.” Voor het verspanen van glas gebruikt Anteryon kleine slijpstiften die vrij prijzig zijn. Dankzij de verlengde standtijd kan er dankzij de Mikron worden bespaard op de gereedschapskosten. Dat is echter niet het grootste voordeel. Doordat gereedschappen langer meegaan, is er een betrouwbare onbemande productie te realiseren. “Met de Mikron zijn we in staat om betrouwbaar 24/7 te produceren. Als de nauwkeurigheid op maandagavond 3 micrometer is, dan is die nauwkeurigheid de volgende ochtend nog steeds 3 micrometer. Die stabiliteit en continuïteit maken echt het verschil”, zegt Operations Director Bart Thissen.
Rust keert terug met automatisering
Het tekort aan vakmensen speelt ook Anteryon parten. Om het machinepark operationeel te houden, was het bedrijf genoodzaakt om de productie efficiënter in te regelen. Het doel: overdag ontwikkelen en testen en in de onbemande uren produceren. Om die reden heeft Anteryon de nieuwe Mill S600U uitgerust met een palletautomatisering. Niet alleen heeft het systeem een compacte bouwwijze, het geeft ook meer mogelijkheden met betrekking tot de manier van opspannen. Zo is het mogelijk om meerdere producten op een pallet op te spannen. Anteryon kan op die manier een factor
64
4 meer uit de automatisering halen. Met celmanagement-software is het mogelijk om alle opdrachten efficiënt in te plannen. Door de enorme productiecapaciteit die hiermee wordt gegenereerd, kan er veel werk weggenomen worden bij de oudere bewerkingsmachines in het machinepark. Zoveel zelfs dat al het werk van vijf machines nu in theorie op één machine uitgevoerd kan worden. “Met het bestaande machinepark was het een uitdaging om de productie in dagdienst te doen. Door te investeren in een highend machine met automatisering hebben we dat probleem opgelost en hebben we tegelijkertijd de kwaliteit en nauwkeurigheid verbeterd. Als je alle beschikbare uren in een dag inzet dan kun
je alles op één machine doen. Dan wordt de investering in een highend machine ineens heel interessant. Om een voorbeeld te geven: De bewerkingstijd van een serie producten op één van onze bewerkingsmachines uit de eind jaren ’90 duurde 24 uur. Met de nieuwe bewerkingsmachine komen we uit op 8 uur. We houden op die manier veel tijd over om andere dingen te doen. Hierdoor is de rust in de productie wedergekeerd, hebben we achterstanden weggewerkt en kunnen we de komende jaren snel reageren op vragen uit de markt”, aldus Mollema.

65
Anteryon heeft de Mikron Mill S600U uitgerust met een palletautomatisering. Dankzij deze cel is de productiecapaciteit fors toegenomen.
Efficiënt verspanen is sturen op data

Craft Education in Deurne en Sandvik Coromant hebben gezamenlijk een aantal interessante seminars georganiseerd over verspanen volgens Industry 4.0. Met behulp van data uit het productieproces wordt het mogelijk om beslissingen op basis van feiten te nemen. In de toekomst zullen productieprocessen steeds vaker gestuurd worden met data. Operators gaan daardoor in toenemende mate de rol van procesbeheerder vervullen.
Craft Education werkt samen met diverse partners om alle verschillende facetten binnen de maakindustrie te koppelen aan het technisch onderwijs. Naast dat Craft Education zelf acht verschillende opleidingen in huis heeft, van verspaning tot aan werkvoorbereiding, engineering, en plaatwerk en constructie, geeft de opleider tevens het lesmateriaal uit aan 80% van de technische MBO niveau 1 t/m 4 opleidingen in Nederland. Alle boeken inclusief e-learning of enkel als e-learning zijn eenvoudig op eigen tempo te doorlopen.
De verschillende partijen in het partnerprogramma van Craft Education helpen om het niveau van het lesmateriaal op peil te houden. “De ontwikkelingen in de industrie gaan razendsnel. Het is belangrijk dat het onderwijs mee beweegt met de behoefte van het bedrijfsleven. Dankzij partners zoals Sandvik Coromant, die hun kennis en expertise met ons delen, kunnen wij lesmateriaal maken dat voldoet aan de laatste stand der techniek. Op die manier kunnen we ook vorm geven aan ‘leven lang leren’”, vertelt opleidingsspecialist Roy van Bussel. Craft Education werkt met digitale certificaten
66
Slimme gereedschappen zoals de Silent Tools Plus boorbaar zorgen voor een hogere procesveiligheid en productiviteit.
die over een houdbaarheidsdatum beschikken. Om het certificaat geldig te houden moeten cursisten opfriscursussen volgen. Op die manier blijven mensen dus leren en op de hoogte van de nieuwste ontwikkelingen. “De fabriek van de toekomst is dichterbij dan je denkt. We moeten nu toewerken naar People 4.0. Vandaar dat we een samenwerking zijn gestart met Craft Education en met regelmaat lezingen geven over slim verspanen”, zegt Frank Gevers, Regional Sales Manager bij Sandvik Coromant.
Werken met data in drie stappen
Om op basis van procesdata beslissingen te kunnen maken, is het belangrijk om de juiste data uit het proces te halen. Het uiteindelijke doel is om de bewerkingsmachine maximaal in te zetten. Dat wil overigens niet zeggen dat als de spindel loopt er ook een optimale productie wordt gedraaid. In de praktijk bouwen operators vaak een eigen veiligheidsmarge in. Ze draaien de voeding op 80% in plaats van 100% omdat ze bijvoorbeeld het programma, het gereedschap of de machine niet helemaal vertrouwen. Door puur naar data te kijken wordt die onzekerheid weggenomen. Bovendien kan de data 24/7 worden vastgelegd en op basis daarvan zijn betere analyses mogelijk. Volgens Sandvik Coromant zijn er drie stappen die doorlopen moeten worden om data uit het productieproces in te kunnen zetten. De eerste stap is het verzamelen van data. Staat de machine stil, ontbreekt er materiaal, breekt er een gereedschap, etc. Bedrijven kunnen zelf bepalen welke data belangrijk is. De tweede stap is om met de data een beter inzicht te krijgen in het productieproces en met behulp van analyses het proces te optimaliseren. Vervolgens kunnen er in stap drie acties ondernomen worden om processen daadwerkelijk te verbeteren en conclusies te trekken. “Door op basis van data beslissingen te nemen zijn er ontzettend veel voordelen te behalen. Denk aan een constante kwaliteit, onderhoud altijd op het juiste moment, een betere traceerbaarheid, first-time-right productie, reductie van tijd
en grondstoffen en ga zo maar door. Met onze seminars willen we maakbedrijven hier bewust van maken”, aldus Gevers.
Machining Insights

Om een digitale manier van werken, zoals beschreven in stap 1 t/m 3 toegankelijk te maken voor verspaners, heeft Sandvik Coromant CoroPlus MachiningInsights ontwikkeld. Dit monitoring systeem verzamelt alle data uit de verschillende bewerkingsmachines en systemen en geeft op basis daarvan inzichten in het proces en identificeert snel waar verbeteringen mogelijk zijn. Het dashboard geeft overzichtelijk alle gekoppelde machines weer. Dit kunnen draaibanken, bewerkingscentra, multitask machines, maar ook de aangekoppelde robot, zaagbank of bijvoorbeeld ontbraammachine zijn. Met behulp van een kleurcodering is de status van de machine snel te overzien. Per machine is het mogelijk dieper in de gegevens te duiken. Zo zijn bijvoorbeeld de real-time parameters, hoeveel werkstukken er zijn geproduceerd, wanneer de machine stil heeft gestaan (gepland en ongepland) en wat de reden was voor de stilstand te zien. Gevers: “MachiningInsights geeft een duidelijk overzicht in het productieproces. Wat bijvoorbeeld ontzettend handig is, is dat gebruikers direct tickets aan kunnen maken voor belangrijke taken. De verantwoordelijke afdeling krijgt dan een melding via e-mail of sms en kan het probleem dan direct oppakken. Omdat Machining Insights in de cloud werkt, is het mogelijk om overal inzicht te hebben in het productieproces, zoals op je smartphone, tablet of je PC.”
Sensoren bij de snijkant
Naast machinedata kan het ook handig zijn om data direct bij de snijkant te gebruiken om tijdig problemen in het proces op te merken en het proces te optimaliseren. Sandvik Coromant heeft onder de naam CoroPlus diverse slimme gereedschappen ontwikkeld. Voor
67
Met behulp van data kunnen beslissingen genomen worden op basis van echte feiten. Onafhankelijk van de ervaring van de operator is op die manier een betere machinebezetting en procesbeheersing mogelijk. Craft Education presenteerde tijdens het seminar wat het effect is van trillingen in het freesproces.
Veelzijdige vingerfrezen met hoge prestaties
Er zijn vele redenen waarom u een gereedschap nodig heeft dat snijdt in de kosten en de prijs per component reduceert. Maar compromissen doen ten aanzien van kwaliteit? Dat nooit. U kunt op de markt talloze laaggeprijsde gereedschappen vinden. Onze veelzijdige vingerfrezen zijn echter iets totaal anders.
Het CoroMill® Dura multi-materiaal concept met hoge prestaties is ontworpen voor probleemloze bewerkingen. Het brede assortiment aan vingerfrezen garandeert dat u iets zult vinden voor uw specifieke behoeften, en wat nog het mooiste is, ze zijn gemakkelijk in het gebruik. Plug and play? Geen probleem. Maar het belangrijkste is de nieuwe speciale technologie. Hierdoor worden trillingen effectief geëlimineerd en wordt uw bewerkingsproces soepel, veilig en stil.





Waarom kiezen tussen kwaliteit en kosten per component terwijl u beide kunt hebben?

www.sandvik.coromant.com/coromilldura

68 Volume 4 Luxemburgstraat 2a 5171 PM KAATSHEUVEL T. +31(0)416 – 286 080 E. : info@hekutools.nl www.hekutools.nl HIGH PERFORMANCE TOOLING SOLUTIONS Industrieterrein Tappersheul Wilgenweg 20 3421 TV Oudewater T +31 (0)348 - 564 540 E info@janvandamtransport.nl powered by www.janvandamgroup.com Één contactpersoon voor uw volledige machine logistiek, van import/export tot plaatsing en verankering CoroMill® Dura
CoroMill Dura A4 print ad_No1_197x130.indd 1 24/10/2022 12:34
het betrouwbaar draaien van diepe interne boringen bestaat er nu de Silent Tools Plus boorbaar. Dit gereedschap is uitgerust met sensortechnologie die aan snijkant van de wisselplaat meet wat de status is in een diepe boring. Hierdoor kan het proces op basis van real-time waarnemingen geoptimaliseerd worden en kunnen trillingen worden voorkomen. De sensordata wordt met behulp van een bluetooth verbinding naar het Silent Tools Plus dashboard gestuurd, die vervolgens overzichtelijk de real-time procesgegevens weergeeft. Het dashboard geeft bijvoorbeeld aan of het gereedschap in contact is met het werkstukmateriaal en dankzij een trillings- en een ruwheidsindicator komt informatie beschikbaar over het trillingsniveau en de oppervlakteruwheid. Aan de hand van deze gegevens kunnen procesparameters aangepast en geoptimaliseerd worden. Verder kan het gereedschap uitgerust worden met een snijkrachtsensor waarmee ook de doorbuiging van het gereedschap en de ontstane snijkracht kan worden waargenomen om deze zo nodig te compenseren in de programmering. Tot slot kan de gebruiker eenvoudig de centerhoogte van het gereedschap instellen.

Voorspellend onderhoud
Naast de slimme Silent Tools Plus boorbaar heeft Sandvik Coromant in het CoroPlus assortiment ook de Coromant Capto DTH Plus aangedreven gereedschappen beschikbaar. Deze Coromant Capto aangedreven gereedschappen zijn al meer dan 30 jaar op de markt en zijn tot op de dag van vandaag efficiënt dankzij het
Coromant Capto snelwisselsysteem. Dit systeem zorgt ervoor dat gereedschappen snel en met een hoge repeteerbaarheid gewisseld kunnen worden. Om de aangedreven gereedschappen nog efficiënter te maken, heeft Sandvik Coromant ze uitgerust met Capto Plus sensoren voor met name voorspellend onderhoud en om een hoge procesbetrouwbaarheid te realiseren. De sensoren meten onder andere de trillingen en temperatuur in de houder. Deze gegevens worden net als bij de Silent Tools Plus boorbaar met behulp bluetooth verstuurd naar een dashboard. Op dit dashboard worden alle gegevens, zoals de resterende levensduur van het gereedschap voor onderhoud, de trillingen, de temperatuur, het toerental en de draairichting overzichtelijk weergegeven. Aan de hand van de data uit de sensoren kan het systeem bepalen wanneer het aangedreven gereedschap aan onderhoud toe is. “In de praktijk worden aangedreven gereedschappen vaak of veel te laat of veel te vroeg opgestuurd voor onderhoud. In beide gevallen gaat het gepaard met onnodige kosten. Dankzij de sensoren is het mogelijk om te achterhalen wat de status is van het gereedschap, zodat gebruikers het onderhoud precies kunnen inplannen”, vertelt Ronny Booijink, Machine Tool Solutions Specialist bij Sandvik Coromant. Sandvik heeft Coromant Capto DTH Plus ondertussen verder ontwikkeld. Zo is het gereedschap geschikt voor hogedrukkoeling tot 100 bar en zijn toerentallen mogelijk tot 12.000 min-1. Daarnaast heeft Sandvik de batterij vervangen voor kinetische energie om de data via bluetooth te kunnen verzenden.
69
Het productieproces optimaliseren kan al zo eenvoudig zijn als een betrouwbaar gereedschapsbeheer. Met de CoroPlus Tool Supply gereedschapsuitgiftekast is zoeken naar gereedschappen verleden tijd en zijn gereedschappen altijd op voorraad. Dit zorgt direct voor een hogere productiviteit en lagere gereedschapskosten.
In daluren verspanen voor lagere energierekening
Nu de energierekening voor veel verspanende bedrijven fors oploopt, wordt investeren in automatisering nog interessanter. De kostenbesparing door in de daluren te verspanen, kan zo groot zijn dat hiermee de kosten van de robot volledig worden gedekt. Dit blijkt uit een analyse door BMO Automation.
Heel veel verspanende bedrijven schrikken van de nieuwe energietarieven die ze moeten gaan betalen wanneer hun huidige contract afloopt. “We kennen voorbeelden van nieuwe, variabele contracten waarbij de prijzen substantieel stijgen”, zegt Frank Biemans, directeur BMO Automation. De kWh-prijs voor elektriciteit overdag
vervijfvoudigt niet zelden. Opvallend is daarnaast het grote verschil tussen piek- en daluren in de nieuwe contracten. Dat heeft het BMO team aan het denken gezet.
Pro-actief meedenken
Frank Biemans: “We denken altijd pro-actief mee met klanten en hebben onszelf de vraag gesteld of het bij deze hogere tarieven loont om de productie naar de daluren te verplaatsen.” Met een ‘ouder’ vast contract is het verschil tussen piek- en daltarief klein: omgerekend naar een doorsnee vijfasser kost een uur verspanen overdag €2,35 tegen €1,92 na 9 uur ’s avonds en in het weekend. Bij de nieuwe prijzen betaal je overdag €11,20 per uur voor de stroom die een vijfassig bewerkingscentrum nodig heeft; in de daluren ligt het tarief op €7,36.
De elektriciteitskosten van een doorsnee vijfasser zijn sterk toegenomen door de hoge energieprijzen.

70
Door met behulp van een robotautomatisering twee bewerkingsmachines in de daluren te laten verspanen, kunnen bedrijven volgens BMO Automation ruim €3.000 per maand besparen op de energiekosten.
€1.600 besparing per CNC machine per maand

Het verschil tussen piek- en daltarief bedraagt dus bijna €4 per uur per CNC-machine. In Limburg en Brabant gaat het daltarief in om 21.00 uur ’s avonds; in de rest van het land bijna altijd om 23.00 uur. Het goedkope tarief loopt dan door tot 7 uur ’s ochtends. Daarnaast geldt in het weekend altijd het daltarief. In Limburg en Brabant kom je dan op 96 uren daltarief per week. BMO Automation is met die 96 uur gaan rekenen. Dit zijn 420 productieuren per maand, meer dan het aantal spindeluren dat menig verspanend bedrijf per machine haalt.
Bij een CNC machine met een 400V-150A aansluiting die gemiddeld op halve belasting draait, betekent dit dat de stroomkosten vanaf 2023 in de piekuren per maand €4.704 per CNC machine bedragen. In de daluren is dit €3.091,20. Door de productie naar de daluren te verschuiven, kan een verspanend bedrijf per CNC machine per maand €1.612,80 besparen. Stel dat het bedrijf besluit om te investeren in een robotcel die twee (bestaande) freesmachines belaadt, dan spaart het zo elke maand ruim €3.225 uit. Daar staat afhankelijk van de configuratie een leasetarief van een robotcel van BMO Automation tegenover van €2.500 per maand. “Deze cel verdient zich volledig terug door de kostenbesparing op energie. Er blijft zelfs ruim €700 per maand over”, vat Frank Biemans de uitkomst van de berekening samen. Daarvan kunnen dan de stroomkosten van de robotcel worden betaald, die volgens
BMO Automation echter te verwaarlozen zijn. “De servomotoren in de robots die wij gebruiken schakelen zichzelf uit wanneer ze stilstaan. En de robot staat een groot deel van de tijd stil.” Bovenop deze besparing komen nog de extra uren die beschikbaar komen dankzij de robot en die voor extra output zorgen.
Automatisering biedt een kans
Zeker omdat 80% van de Nederlandse bedrijven een variabel energiecontract heeft, loont het de moeite om hiernaar te kijken. Frank Biemans beseft dat het om een gemiddelde gaat en dat bijvoorbeeld de aanwezigheid van zonnepanelen op het dak tot een heel andere uitkomst leidt. “Die leveren in de winter echter slechts een paar procent van de elektriciteit op.” Bovendien blijft hij benadrukken dat bedrijven moeten streven naar 168 productieuren in de week wanneer ze automatiseren. “Maar dat is voor veel bedrijven nog ver weg. Dan kan dit een manier zijn om de kosten te drukken.”
BMO Automation wil met deze berekening metaalondernemers helpen de stijging van hun energierekening in de hand te houden. “Automatisering biedt een kans”, zegt Frank Biemans. “In de toekomst zullen we veel meer moeten kijken naar wat de beste uren zijn om de machines te laten lopen. Want als we in de daluren verspanen, betekent het ook dat overdag het netwerk minder belast wordt. Het stroomnet in Nederland is al overbelast; en de CNCmachines zijn grootverbruikers.”
71
Een exclusief kijkje in de productievestigingen van Ceratizit
Op uitnodiging van Ceratizit bezocht de redactie van VerspaningsNieuws recent de productievestigingen in Balzheim, Kempten en Reutte. De gereedschapsfabrikant heeft de afgelopen jaren hard aan de weg getimmerd met als doel om op termijn uit te groeien tot een wereldwijd top 3 gereedschapsproducent. Om dit te realiseren heeft Ceratizit de afgelopen twee jaar veel nieuwe gereedschapsontwikkelingen op de markt gebracht. Een kijkje in de keuken laat zien hoe deze verspanende gereedschappen tot stand komen.
De reis start in Balzheim (D). Deze fabriek ontstond in maart 2018 na de fusie van de twee Ceratizit dochterondernemingen Klenk en Günther Wirth Präzisionswerkzeuge. De fabriek is gespecialiseerd in de productie van gereedschappen voor boren, ruimen, frezen en verzinken. Met ruim 450 medewerkers en 140 CNC-machines, waarvan het overgrote deel rondslijpmachines, behaalt de fabriek met een vloeroppervlak van 11.000 m2 een productiecapaciteit van 200.000 gereedschappen per maand. Daarmee wordt jaarlijks op indrukwekkende wijze ruim 300 ton hardmetaal verwerkt. Om deze hoeveelheden efficiënt te produceren is er een hoge mate van
automatisering doorgevoerd. Dankzij robotautomatisering kunnen sommige rondslijpmachines tot wel 40 uur onbemand produceren. De diversiteit aan gereedschappen die in Balzheim wordt geproduceerd is groot. Zo worden hier bijvoorbeeld microboortjes vanaf een diameter van 0,1 mm tot aan boren met grote diameters (70xD) geproduceerd. Dit vergt, zeker bij de productie van kleine gereedschappen die vaak ook nog zijn voorzien van interne koelkanalen, een ontzettend stabiel bewerkingsproces. Om dit te realiseren zijn alle bewerkingsmachines aangesloten op een centraal koelsmeermiddelsysteem. In totaal wordt er zo’n 12.000 liter
De Ceratizit productievesting in Balzheim produceert ruim 200.000 boren, tappen, ruimers en verzinkboren per maand. Om dit te realiseren zijn op de productielocatie ongeveer 140 CNC-machines operationeel.

72
koelsmeermiddel per minuut in de fabriek rondgepompt dat constant op 25 oC wordt gehouden. Dit zorgt voor een hoge thermische stabiliteit. Hier in Balzheim worden ook gereedschappen gemaakt speciaal voor de luchtvaartindustrie. Dit zijn vaak speciale tools, zoals ‘step-tools’ die meerdere bewerkingen in één procesgang kunnen doen. Deze gereedschappen moeten bovendien aan hogere kwaliteitseisen voldoen.
De gereedschappen die in Balzheim worden geproduceerd worden na een grondige reiniging direct voorzien van een coating. De coating die onder een temperatuur van 400 oC tot 500 oC wordt aangebracht, is essentieel voor de standtijd van het gereedschap. In totaal kan Ceratizit inmiddels kiezen uit meer dan 120 verschillende coatings om precies de perfecte eigenschappen te realiseren die nodig zijn voor een bepaalde toepassing.

In Balzheim bevindt zich verder het Innovation Center. Met behulp van vier CNC-bewerkingscentra worden hier zowel standaard als speciale gereedschappen ontwikkeld en onder spaan getest.

Kempten Technical Centre
Na Balzheim ging de reis verder richting het Duitse Kempten. Hier bevindt zich niet alleen het nieuwe logistieke centrum (zie kaderstuk), maar ook het Technical Centre waar Ceratizit onder andere productpresentaties en trainingen geeft. Op moment van schrijven wordt er in Kempten hard gewerkt aan de bouw van een nieuw pand, waar het Technical Centre nog meer aandacht krijgt met meer bewerkingsmachines. Tijdens het bezoek aan het Technical Centre presenteerde Ceratizit diverse gereedschappen live onder spaan. Veel aandacht ging uit naar High Dynamic Turning (HDT) met behulp van Freeturn. Deze technologie heeft Ceratizit in 2018 voor het eerst voorgesteld en wordt nu steeds vaker in de praktijk toegepast.
FreeTurn is een allround draaigereedschap dat gebruikt kan worden op multitasking machines en CNC-draaimachines met een freesspil. Door de gereedschapshouder van het FreeTurn gereedschap in de freesspil te plaatsen, is het mogelijk om het gereedschap te draaien en dus de aanvalshoek van het gereedschap continue te veranderen. Hierdoor kan er met één gereedschap een volledig werkstuk gedraaid worden. Het grote voordeel is dat er minder gereedschapswissels nodig zijn, waardoor de productietijd met wel 30% gereduceerd kan worden. “FreeTurn werd vier jaar geleden voorgesteld, maar we merken in Nederland en België nu pas dat de
In Balzheim worden ook (speciaal) gereedschappen gemaakt specifiek voor de luchtvaartindustrie.
73
Ceratizit organiseerde recent een interessante reis naar diverse productievestigingen om te laten zien hoe hun verspanende gereedschappen tot stand komen.
In het Technical Center in Kempten geeft Ceratizit productpresentaties en trainingen. Tijdens het bezoek werden diverse nieuwe gereedschappen gepresenteerd. Speciale aandacht ging uit naar het programmeren van High Dynamic Turning met FreeTurn.

eerste bedrijven interesse tonen. Dat heeft te maken met het feit dat er best veel komt kijken om FreeTurn werkend te krijgen. Niet alleen moet je over een hightech machine beschikken met voldoende bewegende assen om het FreeTurn gereedschap optimaal te kunnen benutten, maar ook het programmeren is tot voor kort vaak een te grote uitdaging gebleken”, vertelt Tinus Zuetenhorst, directeur van Ceratizit Nederland & België. Door ontwikkelingen in CAM is FreeTurn inmiddels veel toegankelijker geworden. Tijdens een demo liet Ceratizit zien hoe je eenvoudig een DXF-file kan importeren en met een paar muisklikken een CAM-programma kan genereren. Met behulp van simulatie is vervolgens het programma te controleren en te finetunen.
Naast FreeTurn kreeg ook het nieuwe MaxiMill - Slot-SX sleuffreessysteem de nodige aandacht. Het gereedschap is ontwikkeld om het bewerken van sleuven en groeven efficiënter en betrouwbaarder te maken. Dankzij een optimale koelmiddeltoevoer biedt het gereedschap tot diameters van 250 mm een optimale
spaanbeheersing en een hoge proceszekerheid. Naast de prestaties van het MaxiMill - Slot-SX sleuffreessysteem is ook de eenvoudige bediening een opvallende eigenschap van het gereedschap. Het gereedschap maakt gebruik van de gepatenteerde SX-montagesleutel bij het wisselen van wisselplaten. Dankzij zijn hefboom versnelt deze sleutel het wisselen en behoudt het altijd de juiste klemkracht. Hierdoor wordt overbelasting en vervorming voorkomen, waardoor slijtage aan de wisselplaatzitting wordt verminderd.
80.000
wisselplaten per dag
Na Kempten ging de reis nog iets verder zuidelijk, namelijk naar het Oostenrijkse Reutte. Op deze locatie worden de wisselplaten en hardmetalen staven van Ceratizit geproduceerd. Het hele proces, van de voorbereiding en het mengen van de poeder tot aan het vormen en persen, het sinteren, de afwerking en de verzending en recycling vindt hier plaats. Om een indruk te geven: dagelijks worden

Dit schuilt er achter het gloednieuwe logistieke
Wat we vaak niet beseffen is dat achter de belofte ‘Vandaag besteld, morgen in huis’ een groot logistiek apparaat schuil gaat. Zo ook bij Ceratizit. In het hart van dit logistieke apparaat bevindt zich het gloednieuwe logistieke centrum in Kempten (D). Dit logistieke paradepaardje van Ceratizit is met een vloeroppervlak van maar liefst 50.000 m2 een indrukwekkende verschijning.
Het geautomatiseerde logistieke centrum in Kempten heeft maar liefst 300.000 opslagposities. Dagelijks vertrekken hier 4.000 pakketten.
Het logistieke centrum in Kempten herbergt maar liefst 90.000 verschillende gereedschappen die direct uit voorraad geleverd kunnen worden. De gereedschappen die hier dagelijks vanuit de verschillende productielocaties binnenkomen worden opgeslagen in het geautomatiseerde magazijnsysteem met ongeveer 300.000 opslagposities. De gereedschappen zijn in de fabriek al voorzien van barcodes, zodat ze automatisch door het systeem herkend worden. Met behulp van shuttles worden de gereedschappen vervolgens
74
Het nieuwe MaxiMill - SlotSX sleuffreessysteem voor het bewerken van sleuven en groeven is eenvoudig uit te rusten met wisselplaten dankzij de gepatenteerde SXmontagesleutel.
hier 80.000 wisselplaten geproduceerd. De wisselplaten en staven worden gemaakt van een wolfraamcarbidepoeder. Samen met kobalt en andere adhesieve poeders, zoals bijvoorbeeld titaniumcarbide of één van de overige 80 hardmetaalsoorten, wordt met behulp van een vier tot negen uren durend mix-proces en een warmtebehandeling het uiteindelijke hardmetaalgranulaat verkregen. Tijdens de rondleiding werd duidelijk dat er in mijnen maar liefst 1.000 kg stenen moet worden verwerkt om tot 8 kg granulaat te komen. Maandelijks wordt er in Reutte 160 ton hardmetaal granulaat verwerkt tot wisselplaten en staven. Dit geeft dus goed weer waarom Ceratizit veel investeert in recycling en duurzame productieprocessen.
Om van het granulaat een wisselplaat te maken zijn er nog een aantal stappen nodig. Met behulp van een persmachine wordt het granulaat in een matrijs onder een druk van 1.5 ton in de vorm geperst. Ceratizit heeft ruim 4.500 verschillende matrijzen in gebruik en met elke matrijs kunnen er 50.000 wisselplaten worden geproduceerd,
centrum van Ceratizit
richting de juiste plaats in het magazijn gebracht. In totaal kent het systeem 259 shuttles die de gereedschappen van het ene station naar het andere brengen.
Efficiënt en foutloos picken
Het magazijn is voorzien van zogenaamde sorteer- en inpakstations. Hier worden bestellingen door een magazijnmedewerker verwerkt. De gereedschappen worden wederom dankzij barcodes en shuttles aangevoerd, waardoor de medewerker een vaste werkplaats heeft. Omdat door deze oplossing medewerkers niet meer zelf op zoek gaan in het magazijn, wordt er een hoge efficiëntie gerealiseerd. Bovendien voorkomt het systeem ook de kans op fouten en vermiste items. De sorteer- en inpakstations zijn namelijk voorzien van een zogenoemd 'put to light system'. Met behulp van lichtsignalen en displays worden magazijnmedewerker door het pickingproces geleid. Het systeem geeft precies aan hoeveel items er gepakt moeten worden, in welk bakje ze liggen en bij welke order de items horen. Zo is de foutmarge tot een minimum gereduceerd. Daarnaast is er nog
voordat er onderhoud nodig is. Op het moment dat de wisselplaat uit de vorm komt is het nog erg bros. Zo bros zelfs dat het met de hand is te breken. Tevens is op dat moment de wisselplaat nog zo’n 20% groter dan het eindproduct. Pas na een sinterproces van gemiddeld 18 uur bij temperaturen tussen de 600 oC en 1.600 oC verkrijgt de wisselplaat zijn sterkte. Door het sinterproces krimpt de wisselplaat ook tot de gewenste afmeting. Vervolgens wordt de coating aangebracht. Het coatingproces duurt tussen de zes en 24 uur, afhankelijk van het type coating (CVD of PVD). In het geval van een CVD-coating kost het 1 uur om een laagje van 1 micrometer aan te brengen. Een coating heeft een maximale laagdikte van 20 micrometer. Na het coaten is de wisselplaat aanbeland bij de laatste productiestap, namelijk het naslijpen en borstelen van de snijkanten. In totaal zijn er 60 slijpmachines operationeel om deze klus te klaren. De wisselplaten worden vervolgens automatisch gecontroleerd en verstuurd naar het logistieke centrum in Kempten.
een extra controle ingebouwd. Weegschalen controleren automatisch het gewicht, zodat het systeem weet of de juiste hoeveelheid gereedschappen zijn gepakt.
Hoge automatiseringsgraad
In totaal vertrekken er dagelijks vanuit Kempten 4.000 pakketten naar klanten over de hele wereld. De slechts 125 medewerkers die het logistieke centrum draaiende houden laten zien hoe geautomatiseerd het magazijn is. De drijvende kracht achter de operatie is de SAP Extended Warehouse Management (SAP EWM) software. De software is direct aangesloten op het geautomatiseerde magazijnbeheersysteem en legt de basis voor een hoge automatiseringsgraad en de digitalisering van de hele supply-chain. In de toekomst verwacht CERATIZIT de processen, zoals het picken van orders verder te automatiseren met behulp van robots. Ook aan toekomstige groei is gedacht. Het gebouw heeft namelijk voldoende ruimte om een identiek magazijnsysteem tegenover het bestaande magazijn te plaatsen.

75
Weima Puehler C.200 spanenpers wint emulsie terug
Bij het frezen, draaien, boren of zagen van metaal en kunststoffen ontstaan onvermijdelijk grote hoeveelheden spanen. Deze worden doorgaans niet verder behandeld en worden daarom vaak inclusief relatief grote hoeveelheden emulsie, olie of koelvloeistof afgevoerd. Een kostbare aangelegenheid. Om dit probleem op te lossen heeft Weima de Puehler C.200 spanenpers ontwikkeld.
De Puehler C.200 spanenpers zet grote hoeveelheden spanen om in gemakkelijk hanteerbare pellets met een diameter van 200 mm. Grote volumes worden op die manier met een factor 10 verkleind. Zoals alle Weima-persen gebruikt ook deze pers hydraulische druk voor het persproces. Dankzij een onderhoudsarme persstempel is er geen schroeftransporteur of aparte voorpersing nodig. Vreemde voorwerpen en extra lange of kogelvormige spanen worden met de Puehler-pers eenvoudig samengeperst. Omdat tijdens het persproces de vloeistoffen uit de spanen worden geperst, blijft er een laag restvochtgehalte achter. De smeer- of koelvloeistof komt via zeefgaten in een opvangbak terecht. Van daaruit kan het worden weggepompt en eventueel worden teruggevoerd naar de bewerkingsmachine. Dit bespaart op twee manieren kosten: Er
hoeven minder nieuwe koelmiddelen te worden aangeschaft en de afvoerkosten van de spanen zijn aanzienlijk lager omdat er geen emulsie wordt afgevoerd. Bovendien zijn er door het samenpersen van de spanen minder transportbewegingen nodig. De Weima Puehler C.200 spanenpers wordt op de markt gebracht door Dormatec.
Harddraaien tot 58 HRc
Kennametal heeft een nieuwe hardmetaalsoort ontwikkeld voor het harddraaien tot 58 HRc. De nieuwe KYHK15B kwaliteit levert een hogere slijtvastheid, een langere standtijd en een hogere productiviteit bij het bewerken van gehard staal, legeringen en gietijzer.

De nieuwe KYHK15B kwaliteit van Kennametal biedt een grotere snedediepte dan PcBN wisselplaten bij het bewerken van de meest veeleisende draaitoepassingen. Zelfs bij variërende of zware snededieptes komt de nieuwe hardmetaalsoort goed tot zijn recht. Een PVD goudcoating maakt het identificeren van het slijtageproces eenvoudig.

76
Zeiss scanbox automatiseert 3D-meten
Zeiss Industrial Quality Solutions heeft het assortiment optische 3D-meetmachines uitgebreid met de nieuwe modelserie ScanBox Series 5. De nieuwe serie wordt aangevuld met een geoptimaliseerde robotmodule en een draaitafel met een draagvermogen tot twee ton.

De vernieuwde Zeiss ScanBox is voorzien van de Atos 5 3D-sensor. Hiermee kunnen snel complexe onderdelen van verschillende materialen zoals kunststof, metaal of gietijzer worden geïnspecteerd en gedigitaliseerd. Bij elke meting legt de optische sensor de volledige oppervlaktegeometrie vast, evenals gatenpatronen en andere kenmerken van het onderdeel. De meetoplossing levert fullfield 3D-meetcoördinaten die kunnen worden vergeleken met het CAD-model en gebruikt voor rapportage. Afwijkingen op het gebied van geometrische afmetingen en toleranties worden gevisualiseerd in de GOM Inspect Pro-software. Het programmeren en controleren van de meetreeksen gebeurt via de virtuele meetkamer.
Seriematig meten
De Zeiss ScanBox Series 5 is ontworpen en ontwikkeld voor seriemetingen in productieomgevingen. De robuuste behuizing en het sensorontwerp alsmede de compensatie voor temperatuurschommelingen maken een soepele werking mogelijk, zelfs in zware omstandigheden. De nieuwe modelserie bestaat uit drie varianten, biedt een hoge mate van flexibiliteit en voldoet aan verschillende toepassingsvereisten. Terwijl de ScanBox 5110 ideaal is voor het inspecteren van kleinere onderdelen tot één meter, zoals turbinebladen, maakt het model 5120 geautomatiseerde kwaliteitscontrole mogelijk van grotere onderdelen tot twee meter, zoals interieuronderdelen. De ScanBox 5130 kan worden gebruikt voor het meten van hangende onderdelen of gereedschappen met een diameter van maximaal drie meter.
Modulair concept
De ScanBox Series 5 modellen kunnen op verschillende manieren worden geconfigureerd op basis van een modulair principe. Aangezien de basiscomponenten, draaitafel en robotmodule identiek zijn qua constructie, kan de lay-out van de meetruimte op elk moment eenvoudig worden uitgebreid. Bovendien kan de ingang van de modellen 5110 en 5120 worden uitgerust met een deur of een veiligheidslichtscherm. Voor optimale toegang, vooral voor grotere testonderdelen zoals hangende onderdelen, wordt het 5130 model altijd geleverd met een veiligheidslichtscherm. Verder kunnen de ScanBox 5120 en 5130 modellen worden aangevuld met een palletlaadsysteem. Met positioneringspinnen worden de pallets snel en reproduceerbaar geladen, zodat gebruikers hun verwerkingscapaciteit kunnen verhogen.
Ergonomisch geoptimaliseerde functies
Het bedieningsstation is voorzien van een nieuwe variabele zwenkarm, die voor meer comfort op de werkplek zorgt: Met de zwenkarm kan de gebruiker de tafelhoogte individueel aanpassen, zodat de meetmachine zowel zittend als staand kan worden bediend. Dankzij een optimaal samenspel tussen hardware en software is een volledig geautomatiseerd meetproces mogelijk. De GOM Inspect Pro controle- en meetplanningssoftware in combinatie met de virtuele meetkamer (VMR) maakt een automatische uitvoering van meetreeksen mogelijk. Na invoer van de CAD-gegevens en het bijbehorende meetplan, berekent de software de vereiste sensorposities en robotpaden. Dankzij de Smart Teach functionaliteit worden meetposities in de VMR automatisch bijgewerkt wanneer de CAD of individuele elementen veranderen. Na afloop van de inspectie worden mogelijke afwijkingen geïdentificeerd in GOM Inspect Pro en kunnen deze worden weergegeven in een rapport met afbeeldingen, tabellen, diagrammen, teksten en grafieken. De rapporten kunnen eventueel direct worden gemaild.
77
De Zeiss ScanBox Series 5 is uitgerust met een robotmodule en een draaitafel voor geautomatiseerde metingen.
RVS en duplex betrouwbaar frezen
Met de Garant Master INOX TPC volhardmetalen frees introduceert de Hoffmann Group een nieuw gereedschap voor de bewerking van roestvast staal en duplex. De krachtige frees is ontwikkeld voor een hoge procesbetrouwbaarheid. Daarmee is het gereedschap goed inzetbaar bij een onbemande productie.
De nieuwe Garant Master INOX TPC bestaat uit een

hardmetaalsubstraat met een ultrafijne korrel. Dit substraat maakt de frees bestand tegen hoge belastingen. Met een geoptimaliseerde geometrie en efficiënte spaanbrekers produceert de frees korte spanen en kent het gereedschap een minimum aan potentiële slijtagepunten. Dankzij een kleinere spiraalhoek worden ook de uittrekkrachten en dus de belasting van de gereedschapshouder en de machinespindel verminderd, wat de proceszekerheid verder verhoogt. De TPC-frezen komen goed tot hun recht bij trochoïdaal frezen.
Lagere kosten per snijkant
Het nieuwe Seco Helical SN8-13 freessysteem is voorzien van dubbelzijdige spiraalsnijplaten met acht snijkanten die de kosten per snijkant verlagen om de efficiëntie van gleuffrezen, omtrekfrezen en circulair ruwfrezen te verbeteren.

De betrouwbare en gebruiksvriendelijke Helical SN8-13 frezen zijn gebouwd voor moeilijke toepassingen met ISO P-, M-, K- en S-materialen en bieden toepassingsspecifieke subfamilieontwerpen
met linkse of rechtse helix, opties voor half- of volledig effectieve tanden, twee snijplaten aan de voorzijde en vele radii-opties voor een lange standtijd en maximale spaanafvoer. Het SN8-13-freessysteem elimineert ook onjuiste indexering van front- en spiraalsnijplaten, waardoor fouten door de operator worden verminderd. Onjuist geïndexeerde snijplaten kunnen leiden tot uitvaltijd van de machine, kwaliteitsproblemen en afval. Om het risico van fouten te elimineren, zijn de frezen van het SN8-13-freessysteem speciaal ontworpen om de montage van front- en spiraalsnijplaten eenvoudig en foutbestendig te maken, met name voor onervaren operators.
78
efficiënter metaalbewerken






































geen onhandige voorraden meer op de werkvloer aan uw eigen ERP-systeem te koppelen 80% reductie op handeling tijden maximaal rendement op de m2 100% NL topkwaliteit








voor plaatmateriaal en langgoed
opslagsystemen
efficiënter produceren met slimmere opslagsystemen www.aalbersfarina.nl info@aalbersfarina.nl tel. +31 318 57 85 28 usinage des métaux
nauwkeurigheid, eenvoudig en snel
Geen compromissen!
Steeknauwkeurigheid
µm geometrie nauwkeurigheid


GF Machining Solutions
± 1
±
oppervlakte
De nieuwste CUT X-serie combineert meer dan 100 jaar ervaring in de beste draadvonkmachine ooit. U hoeft geen compromissen te sluiten op het gebied van nauwkeurigheid, oppervlaktekwaliteit of snelheid: de unieke technologieën van een CUT X zorgen voor een combinatie van alle drie. www.gfms.com/nl/cut-x X
1 µm
afwerking Ra tot 0,08 μm CUT
Uiterste
