

Índice
04. Seguridad laboral
La empresa saludable... Pero ¿de qué hablamos?
08. RITC
Tecnologías de fabricación aditiva para compuestos de silicona
12. Nanotecnología
Nanotubos de carbono como nanomateriales de refuerzo para cauchos utilizados en electrónica
16. Plantaciones
Cadena productiva del caucho natural de Brasil en riesgo
20. Un cafecito con Esteban
¿Mejora de la gestión o gestión de la mejora?
24. Inteligencia artificial
Aplicaciones de negocios para todos y para todo
26. Artículo técnico Quimipol
Proceso de vulcanización del hule (caucho) –Parte 1
30. Artículo técnico AlRubber
El mercado de caucho natural: un repaso de 2022 y perspectivas para este año

34. Ciencia y tecnología
Caucho natural en Colombia: por la vía de la sostenibilidad. Optimización de la formulación de compuestos de caucho natural mediante inteligencia artificial
44. Reportaje Retilox
Retilox: soluciones tecnológicas
48. Sustentabilidad y RSE
Estrategias de sustentabilidad: el caso de Arlanxeo Sostenibilidad en la industria de piezas de caucho
54.
Reciclaje
de neumáticos
Aplicación de negro de humo recuperado como sustituto de negro de humo virgen en formulaciones con cauchos NBR - Parte 1
62. Revista España
Proyecto Moldcaucho: herramienta para la optimización del diseño de moldes y del proceso de fabricación de piezas de caucho Proceso regulatorio para la prohibición del relleno de caucho.
72. Ficha técnica coleccionable
74. Fórmulas

76. Noticias generales
82. Noticias institucionales
86. Jornadas Latinoamericanas 2023
RECICLAJE DE NEUMÁTICOS
Negro de humo recuperado en fórmulas de NBR
Un estudio en el cual se buscó determinar el posible uso de negro de humo recuperado (rCB) para formulaciones de caucho acrilonitrilo butadieno (NBR) como sustituto parcial de negro de humo virgen, dado que este caucho es ampliamente usado en aplicaciones en la industria alimentaria.
Accede a la primera parte del trabajo de Antonio López Cerdán, presentado en la última edición de las Jornadas Latinoamericanas de Reciclaje de Neumáticos, donde podrás conocer al detalle los materiales implementados así como también el procedimiento y los primeros resultados obtenidos.
Director: Víctor Dvoskin - Director Comercial: Sergio Junovich. Comité de Redacción: Emanuel Bertalot, Mariano Escobar, Diogo Esperante, Patricia Malnati, Tim Osswald, María Alexandra Piña, Karina Potarsky, Catalina Restrepo, Joan Vicenç Durán. Comité de Edición Técnica: Emanuel Bertalot, Mariano Martín Escobar, Esteban Friedenthal, Karina Potarsky, Carlos Zaccaro. Corrector general: Marcela Mansilla. Coordinador editorial: Federico Esteban. Directora de Arte: Paula Cattaneo. Es una publicación de Asociación Civil de Tecnología del Caucho. ISSN 2618-4567. La editorial se reserva el derecho de publicación de las solicitudes de publicidad, el contenido de las mismas no es responsabilidad de la editorial sino de las empresas anunciantes
Dirección administrativa: Av. Paseo Colón 275, piso 3° “B”.
Lo expresado por autores, avisadores y en noticias generales e institucionales no refleja necesariamente el pensamiento de la dirección de la editorial.
54
NÚMERO 53 | Febrero 2023
Mujeres latinoamericanas y su legado. Fragmentos de canciones, poesías y libros
Clara González – Abogada, política y educadora panameña. Fue la primera mujer de su país en obtener una licenciatura en Derecho.
¡Tú también puedes colaborar en esta sección!

Envíanos tu frase o reflexión a caucho@sltcaucho.com y la publicamos.

EDITORIAL Revista SLTCaucho | Industria y Tecnología en América Latina
No hay que esperar el tren, hay que hacer que el tren llegue.
3
La empresa saludable… pero ¿de qué hablamos?
COLUMNISTA
Autor de "Cero Accidentes: ¿Una Utopía?"
jvduranllacer@gmail.com
A menudo oímos hablar mucho de empresa saludable y se publican artículos de empresas que se autocalifican como saludables, pero... ¿Lo son? Otras publican certificados conforme han pasado con éxito una homologación o evaluación.
Hace unos 12 años, visitando una empresa, observé que en el mostrador de la recepción había un cesto con manzanas. Pregunté por qué las tenían allí y me contestaron que eran una empresa saludable. Mi curiosidad me llevó a preguntar qué más hacían para considerarse una empresa saludable y resultó ser que, por el momento, sólo se limitaban a este gesto.
"Por algo se empieza, ¿no?", fue su comentario. Pues, francamente… Sí, pero no.
Nunca me ha gustado que se use la seguridad, la prevención y la salud como herramienta de marketing empresarial. Sobre todo, si no están acompañadas por una voluntad real de cambio de la cultura preventiva y la salud laboral, con los recursos necesarios o razonables, coherentes con la situación financiera de la empresa.


¿Qué hay más allá de las manzanas? La realidad es que este tema parece nuevo, aunque la dinámica (me resisto a decir la moda) de la empresa saludable no es tan reciente.
Podríamos establecer su inicio en la Declaración de Luxemburgo, que se firmó por unanimidad al final de una reunión que tuvo lugar el 27 y 28 de noviembre de 1997. Sus autores fueron los integrantes de la Red Europea para la Promoción de la Salud en el Lugar de Trabajo, ellos consensuaron la antedicha declaración.
De hecho, la legislación moderna sobre el tema en Europa, empieza con la Directiva del Consejo 89/391EC, transpuesta a la legislación española mediante la conocida Ley 31/95 de Prevención de Riesgos Laborales del 8 de noviembre (B.O.E. nº 269 del 10.11.1995). Hoy en día, esta ley está muy cuestionada por los grandes cambios que se dieron en el mundo del trabajo en los 27 años que han pasado desde su publicación. Este tema lo dejamos para otro artículo.
4 SEGURIDAD LABORAL
Revista SLTCaucho | Industria y Tecnología en América Latina
Joan Durán Llacer
Pasando al capítulo de conceptos, he tomado una definición del INSST (Instituto Nacional de Seguridad y Salud en el Trabajo de España) la cual sostiene que los fundamentos para “ser” una empresa saludable son los siguientes:

- Gestionar la salud de los trabajadores desde un enfoque integral e integrado.
- Considerar la salud en todas las políticas de la empresa.
- Una empresa que quiera ser reconocida como “saludable” deberá cumplir con la legislación vigente en prevención y, a partir de ahí, establecer intervenciones más allá de dicha legislación
Me encanta esta última frase. Estoy totalmente de acuerdo en que hay que cumplir con la ley, pero esto no debe de ser el motor del cambio. La seguridad y la salud son más importantes que la ley. Todo lo que se haga de más, que no esté necesariamente incluido en ella, será beneficioso para las personas que trabajan allí y, consecuentemente, para la empresa. Una gestión en este ámbito, por una cuestión ética, es siempre mucho más satisfactoria y eficaz que el ceñirse sólo a los mínimos que marca la ley para cumplirla.
La Declaración de Luxemburgo pone de manifiesto algunas de las razones por las que se hizo. A pesar de los 25 años que han pasado, sus razonamientos siguen siendo de actualidad, en gran parte. Entre los cambios que constata o prevé están:
- La globalización.
- El paro.
- El uso creciente de las tecnologías de información.
- Los cambios en las políticas de empleo (trabajo a tiempo parcial, trabajo temporal y teletrabajo).
- El envejecimiento de la población trabajadora.
- La importancia creciente del sector de servicios.
- Dowsizing (término técnico que se refiere a la disminución del tamaño de la plantilla de trabajadores de las grandes industrias).
- Incremento de trabajadores en las pequeñas y medianas empresas (PYMES).
- La orientación hacia el cliente y la gestión de la calidad.
Es fácil ver que tuvieron una buena visión de lo que estaba pasando y de lo que venía a corto y medio plazo. La tecnología ha avanzado muy rápido y ahora podríamos incorporar la digitalización, la industria 4.0, la inteligencia artificial, la realidad virtual y otras cosas más. Pero… ¿En qué premisas se basaron para llegar al objetivo de “gente sana en organizaciones sanas”?
A continuación, voy a evocar las principales premisas (de aquella época):
La participación. Todo el personal ha de estar implicado en la dinámica.
- La integración. La Promoción de la Salud en el Trabajo (PST) ha de integrarse en todas las decisiones importantes y en todas las áreas de las organizaciones.
- El proyecto de gestión. Todas las medidas y programas han de orientarse hacia la solución de problemas: análisis de las necesidades, establecimiento de prioridades, planificación, control y evaluaciones continuadas.
- Visión integral. La PST debe incluir medidas dirigidas al individuo y al ambiente desde varios campos, y combinar la estrategia del control del riesgo con la del desarrollo de factores de protección y potenciadores de la salud.
Seguro que ahora “modernizaríamos” estas premisas, pero el fondo de la cuestión sigue siendo el mismo: cuidar a las personas
Creo que en un artículo anterior ya cité que se le atribuye a Richard Branson la frase: “Cuida a tu personal, que ellos ya cuidarán a tus clientes”. Parte de la teoría que establece poner a las personas que trabajan para una empresa como prioridad principal de la gestión de ésta.
La verdad es que esta teoría nace de un libro: The customer comes second. Sus autores son Half F. Rosenbluth y Diane Mc Ferrin Peters. Lo leí hace muchos años y usé profesionalmente algunas de las ideas que allí se explican. La edición que tengo es de hace 20 años.
Finalmente, vamos a destacar el elemento humano como clave del éxito de las empresas, incluso en las más tecnificadas.
5
SEGURIDAD LABORAL
La extensión de este artículo no permite explicar cómo poner en marcha una dinámica de este tipo en la que es necesaria la implicación de todos los departamentos, con especial implicación de recursos humanos.
Hoy en día, hay muy buenos consultores en el tema que hacen auditorías de situación, añadiendo el análisis y el proyecto de cómo evolucionar hacia una empresa saludable con personas saludables.
De todas formas, puedo darles como pista que AENOR publicó, en 2012, el Sistema de Gestión de Empresa Saludable (SIGES) ya aplicado en muchas organizaciones de distintos ámbitos. Como los tiempos evolucionan muy rápido, en 2019 publicó el nuevo Sistema de Organización de una Organización Saludable (SIGOS).
SIGOS se centra en crear un marco de referencia no sólo para que las personas de las organizaciones perciban de manera positiva las condiciones laborales y se cree un clima laboral seguro y saludable, sino también para que las otras partes interesadas en la sociedad (usuarios, clientes, proveedores y familias) puedan compartir y participar de estos beneficios. De esta forma, la organización logra así una nueva estrategia de liderazgo centrada en el bienestar y la sostenibilidad.

Acostumbro a terminar mis conferencias con una reflexión, que ya he desarrollado en estas páginas: ¿por qué PRL (Prevención de Riesgos Laborales) y no PR (Prevención de Riesgos)?
Lo extrapolo al tema de hoy: si en la sociedad existieran buenas prácticas de seguridad y salud al nivel de nuestra vida privada, sería muy sencillo extrapolarlo a la vida profesional. Sea profesional o laboral, es nuestra vida y deberíamos de procurar lo mejor para ella.
La empresa saludable se interesa en mejorar de manera activa y continua la salud y la seguridad de los trabajadores. Logra así, de forma progresiva, que no sólo el ámbito del trabajo, sino también el ámbito personal, sea más saludable.
Por cierto, no duden en poner un cesto de manzanas en el mostrador de recepción. Es un bonito gesto. ■
6
Revista SLTCaucho | Industria y Tecnología en América Latina
La empresa saludable se interesa en mejorar de manera activa y continua la salud y seguridad de los trabajadores.

Tecnologías de fabricación aditiva para compuestos de silicona
COLUMNISTA
En esta entrega compartiré un trabajo publicado por el grupo de Compuestos Poliméricos del Instituto de Ciencia y Tecnología de Polímeros (ICTP-CSIC) de España. Se abordarán, brevemente, las principales tecnologías de fabricación aditiva para materiales basados en silicona, sus propiedades y potenciales aplicaciones

INTRODUCCIÓN

La silicona o polidimetilsiloxano (PDMS) es un polímero ampliamente usado en la industria debido a sus propiedades únicas: estabilidad química, aislamiento eléctrico, resistencia a la abrasión, al calor y al ozono, biocompatibilidad, excelentes propiedades mecánicas, entre otras. Este material es comúnmente procesado mediante moldeo a presión o moldeo por inyección, lo que involucra costosos equipos de grandes dimensiones.
No obstante, actualmente existen tecnologías que presentan grandes ventajas como un mejor aprovechamiento del material y una menor inversión en maquinaria e instrumental para el proceso de fabricación.
El uso de la silicona en la impresión 3D es un tema de investigación que en los últimos años ha despertado mucho interés. Se han reportado diferentes trabajos donde se evalúa el uso de estructuras de silicona obtenidas mediante fabricación aditiva para su implementación en aplicaciones médicas [1], sensores y actuadores, entre otros. Paralelamente al desarrollo de formulaciones de siliconas aptas para la impresión 3D, también se han reportado trabajos evaluando diferentes tecnologías y métodos para la correcta impresión 3D [2].

8 RED INTERNACIONAL DE TECNOLOGÍA DEL CAUCHO
Revista SLTCaucho | Industria y Tecnología en América Latina
Marianella Hernández Santana (ESP)
Jordy Joel Guadalupe (ESP)
COLUMNISTA INVITADO
TECNOLOGÍAS DE FABRICACIÓN ADITIVA PARA SILICONAS

Las principales tecnologías de impresión 3D de silicona se pueden clasificar en cuatro grandes grupos (ver figura 1): impresión directa de tinta DIW (del inglés Direct Ink Writing) [3], impresión 3D embebida o soportada [4], fotopolimerización en cubeta o Vat photopolymerization [5] e inyección de material o Material Jetting [6].
A pesar de la relativa sencillez del proceso, el desarrollo de tintas aptas para la impresión mediante DIW requiere de un control preciso de las propiedades reológicas del material. Este debe de ser capaz de fluir a través de la boquilla cuando se le aplica un esfuerzo y, además, los diferentes filamentos extruidos deben poder mantener la forma y no difundir.
IMPRESIÓN 3D EMBEBIDA O SOPORTADA
IMPRESIÓN DIRECTA DE TINTA (DIW)
La tecnología de impresión directa de tinta se basa en la extrusión de un material fluido denominado tinta de impresión. El material se extruye a través de una boquilla en forma de filamentos fluidos que son depositados sobre la plataforma de impresión capa a capa permitiendo la construcción 3D [3] (figura 1A). Para obtener el diseño final es necesario un proceso de solidificación que se consigue mediante el curado de la tinta de silicona a través de un tratamiento térmico, exposición a radiación ultravioleta (UV) o un cambio químico atmosférico, como puede ser la humedad. La sencillez de esta tecnología permite la impresión de materiales de diversas viscosidades incluyendo poliméricos, cerámicos y compuestos. Por este motivo, esta tecnología de fabricación aditiva ha sido ampliamente usada para la impresión 3D de estructuras de silicona para distintas aplicaciones como sensores, actuadores [7] y dispositivos médicos [8].
La impresión 3D embebida o soportada es una técnica que también se basa en la extrusión de un material fluido. No obstante, en este caso las tintas de impresión se extruyen sobre un recipiente que contiene un material soporte (figura 1B) que generalmente consiste en fluidos de micro partículas [9]. Estos materiales tienen un comportamiento reológico propio de fluidos de Bingham que permite el confinamiento del material y la adhesión de los sucesivos filamentos extruídos dentro de la matriz soporte durante el proceso de impresión. De esta forma, se consiguen estructuras 3D que, tras un proceso de curado, se separan de la matriz soporte. Hasta ahora se han estudiado distintos materiales como soporte, entre los que destacan los sistemas basados en micropartículas de polímeros de ácido acrílico (carbopol) [4] y microgeles orgánicos [10].
FOTOPOLIMERACIÓN EN CUBETA
La fotopolimerización Vat es una clase de fabricación aditiva por capas que se basa en la producción de objetos sólidos a partir de fotopolímeros líquidos que, comúnmente, solidifican con radiación UV (figura 1C). Los materiales empleados en esta tecnología suelen contener grupos funcionales que son capaces de excitarse bajo la radiación UV o, por el contrario, suelen contener en sus formulaciones concentraciones bajas de otros materiales denominados fotoiniciadores, intermediarios que se propagan con la radiación UV [5].
9
Figura 1. Representación esquemática de las tecnologías de impresión 3D. A) Impresión directa de tinta. B) Impresión embebida o soportada. C) Por fotopolimerización. D) Inyección de material con boquilla piezoeléctrica.
Las fotoresinas basadas en la silicona generalmente entrecruzan mediante mecanismos de fotopolimerización por radicales libres, utilizando grupos funcionales acrilatos/metacrilatos como punto de reticulación o por medio de reacciones de acoplamiento tiol-eno.
INYECCIÓN DE MATERIAL
La inyección de material es una técnica basada en tintas de impresión donde pequeñas gotas son, generalmente, lanzadas sobre la plataforma de impresión de manera controlada a través de una boquilla piezoeléctrica (figura 1D). En este método es posible diferenciar entre varias tecnologías cuyo principal contraste radica en el modo de generación de las gotas [11].
No obstante, la técnica más empleada para impresión 3D de silicona es la llamada gota a demanda o drop-on-demand (DOD), donde las gotas de la tinta se liberan únicamente cuando se requiere la adición de material para la fabricación del modelo 3D. En esta tecnología es crucial la correcta generación de las gotas, por lo que el material de impresión debe cumplir una serie de requerimientos: control de la viscosidad y tensión superficial de la tinta. Esto es crucial para evitar la formación de gotas satélite no deseadas. Las impresoras 3D convencionales de esta tecnología suelen trabajar con tintas de baja viscosidad, aunque también existe una nueva generación de cabezales de inyección de tinta que permite trabajar con materiales altamente viscosos (hasta 100 000 mpa·s) [12].
CONCLUSIONES
Las tecnologías de fabricación aditiva para el desarrollo de materiales compuestos de silicona y derivados son idóneas y de gran interés para la impresión 3D de distintos tipos de sensores flexibles, circuitos y actuadores. Se observa, además, una elevada tendencia al uso de la tecnología de impresión de tinta directa que se puede fundamentar en gran medida a la sencillez del proceso, en la tolerancia
de materiales con un gran intervalo de viscosidades y a la capacidad de trabajar con tintas de impresión con un alto contenido en cargas. ■

REFERENCIAS
[1] F. Liravi and E. Toyserkani, Addit. Manuf., vol. 24, pp. 232–242, 2018.
[2] J. Herzberger, J. M. Sirrine, C. B. Williams, and T. E. Long, Prog. Polym. Sci., vol. 97, p. 101144, 2019.
[3] V. G. Rocha, E. Saiz, I. S. Tirichenko, and E. GarcíaTuñón, J. Mater. Chem. A, vol. 8, no. 31, pp. 15646–15657, 2020.
[4] T. J. Hinton, A. Hudson, K. Pusch, A. Lee, and A. W. Feinberg, ACS Biomater. Sci. Eng., vol. 2, no. 10, pp. 1781–1786, 2016.
[5] J. M. Sirrine et al., Macromol. Chem. Phys., vol. 220, no. 4, p. 1800425, Feb. 2019.mechanical characterization,” Prog. Addit. Manuf., vol. 4, no. 4, pp. 479–495, Dec. 2019.
[6] R. Mikkonen, P. Puistola, I. Jönkkäri, and M. Mäntysalo, ACS Appl. Mater. Interfaces, vol. 12, no. 10, pp. 11990–11997, 2020.
[7] M. Schaffner, J. A. Faber, L. Pianegonda, P. A. Rühs, F. Coulter, and A. R. Studart, Nat. Commun., vol. 9, no. 1, p. 878, 2018.
[8] E. Luis, H. M. Pan, S. L. Sing, R. Bajpai, J. Song, and W. Y. Yeong, Polymers , vol. 12, no. 5. 2020.
[9] J. Zhao and N. He, J. Mater. Chem. B, vol. 8, no. 46, pp. 10474–10486, 2020.
[10] C. S. O’Bryan et al., Sci. Adv., vol. 3, no. 5, 2017.
[11] B. Derby, Annu. Rev. Mater. Res., vol. 40, no. 1, pp. 395–414, 2010.
[12] F. Liravi, M. Salarian, C. Dal Castel, L. Simon, and E. Toyserkani, Prog. Addit. Manuf., vol. 4, no. 4, pp. 479–495, Dec. 2019.
10
Revista SLTCaucho | Industria y Tecnología en América Latina
RED INTERNACIONAL DE TECNOLOGÍA DEL CAUCHO

Nanotubos de carbono como nanomateriales de refuerzo para cauchos utilizados en electrónica

COLUMNISTA
Mariano Escobar (ARG) Director de Materiales Avanzados - INTI. CONICET. mescobar@inti.gob.arComo es sabido, el propósito de los instrumentos o dispositivos electrónicos es facilitar diferentes aspectos de la vida humana. Algunos componentes de estos dispositivos son alambres y cables, y en parte están hechos de materiales de caucho o requieren el uso de varios tipos de caucho para sus respectivas funciones. Estos incluyen láminas de goma, ojales, tubos y sellos, teclados, mangueras y aisladores de goma para cables y alambres, selladores adhesivos, arandelas planas, fuelles, manguitos y soportes de goma antivibración.
Su función principal es mantener las máquinas y los instrumentos funcionando al disipar el calor, así como aislar y sellar los componentes electrónicos; protegiéndolos así contra golpes, interferencias electromagnéticas, temperaturas muy altas y bajas, penetración de gases, etc.
Además de ser resistentes al calor, a los gases y a los fluidos, se requiere que los materiales de caucho para componentes electrónicos sean extraordinariamente duraderos, elásticos y resistentes y, al mismo tiempo, fáciles de usar
En ese sentido, el campo de la electrónica involucra complejos sistemas donde los dispositivos electrónicos activos y pasivos están integrados sobre el sustrato de caucho, por ejemplo, silicona (Q), que proporciona, a través del encapsulado, un fuerte ensamblaje de estos dispositivos en la placa de circuito. Otros cauchos se emplean en el campo para fortalecer, aislar y sellar los componentes de las máquinas e instrumentos electrónicos y, por lo tanto, protegerlos contra daños. Estos cauchos generalmente se fortalecen y endurecen con negro de humo (CB)

12 NANOTECNOLOGÍA Revista SLTCaucho | Industria y Tecnología en América Latina
Recientemente, algunos investigadores han sugerido el uso de nanotubos de carbono (CNT) como refuerzo alternativo para producir compuestos electrónicos de caucho que no solo tienen conductividad eléctrica mejorada, estabilidad térmica, protección contra interferencias electromagnéticas (EMI), resistencia a la intemperie y propiedades de aislamiento, sino también ofrecen una excelente capacidad de estiramiento, flexibilidad y resistencia al desgarre bajo deformación elástica frecuente. Estos rendimientos son similares tanto para los nanotubos de carbono de pared simple (SWCNT) como para los nanotubos de carbono de pared múltiple (MWCNT) en los compuestos funcionales y estructurales. Aunque los SWCNT pueden dar como resultado una homogeneidad relativamente mejor que los MWCNT, la mayoría de los cauchos suelen constituir MWCNT porque son relativamente más baratos.
Los cauchos comunes que se utilizan para fabricar los materiales de caucho para componentes electrónicos incluyen caucho natural (NR), monómero de etileno propileno dieno (EPDM), silicona (Q), caucho de estireno butadieno (SBR), caucho de nitrilo butadieno (NBR), fluoroelastómero (FKM/FPM), caucho de isopreno (IR) y neopreno Generalmente, estos cauchos tienen excelente elasticidad y deformabilidad, pero además del hecho de que algunos de ellos no son cristalizables bajo alta tensión, su resistencia y módulo, especialmente, no podrían satisfacer los requisitos de algunas máquinas e instrumentos electrónicos, especialmente aquellos que operan a frecuentes vibraciones y altas presiones. Por lo tanto, se considera necesario fortalecer aún más estos cauchos, típicamente añadiéndoles un relleno de refuerzo para producir propiedades mecánicas suficientemente altas con baja pérdida por histéresis (acumulación de calor). Otras propiedades comunes que se mejoran con el refuerzo incluyen propiedades eléctricas, químicas, de expansión y térmicas.
Los compuestos de caucho-CNT, con una transferencia de esfuerzos efectiva (si se logra una dispersión uniforme en la matriz de caucho y fuertes interacciones caucho-CNT), son relativamente más livianos y flexibles para un fácil uso en instrumentos electrónicos.
Los métodos comúnmente utilizados para preparar compuestos de caucho a base de CNT (distribuidos uniformemente e interacciones fuertes de caucho-CNT) incluyen la mezcla de solución/solvente, la mezcla en estado fundido, la composición de látex y la mezcla de alto cizallamiento (molino de rodillos y mezclador interno). El uso de disolvente para dispersar los CNT ayuda a lograr una buena desfibrilación y necesita la dispersión de los CNT hidrofóbicos en la emulsión acuosa; por lo tanto, los tensioactivos, que normalmente suprimen la reagregación, también se emplean a menudo en la mezcla por fusión y la composición de látex. El método de mezcla de alto cizallamiento se usa a menudo para el caucho sólido y se prefiere para la producción industrial de compuestos de caucho-CNT, incluidos los que se usan para fabricar materiales electrónicos de caucho, porque minimiza tanto el tiempo como los costos de producción.
Los compuestos de caucho-CNT son relativamente más livianos y flexibles para un fácil uso en instrumentos electrónicos.
Dado que las aplicaciones de los compuestos de caucho basados en CNT son diferentes, normalmente se clasifican en dos tipos, es decir, compuestos funcionales y compuestos estructurales. En este sentido, los CNT funcionan de manera diferente en estos dos tipos de compuestos.
13
En los compuestos estructurales, permiten la formación de material estructural de caucho-CNT con fácil procesabilidad, peso ultraligero y alta resistencia a la tracción, módulo elástico, resistencia a la compresión y rigidez. Para los compuestos funcionales de caucho-CNT, los CNT funcionan desarrollando la conductividad eléctrica y térmica y la estabilidad química de estos compuestos. Los compuestos funcionales de caucho-CNT han demostrado una excelente resistencia al calor, resistencia química y a la expansión, conductividad eléctrica, protección contra interferencias y absorción electromagnética, y alta capacidad de almacenamiento de energía.
Siguiendo dicha línea, los nanotubos de carbono tienden a formar haces durante el crecimiento debido a las fuertes interacciones de Van Der Waals entre los tubos individuales. Por lo tanto, esto les permite formar fácilmente agregados o aglomerados a microescala en una matriz de caucho, lo que reduce las mejoras esperadas de las propiedades de los materiales compuestos resultantes.
El alcance del efecto de refuerzo de los CNT sobre el caucho para la formación de compuestos de caucho a base de CNT con propiedades superiores depende en gran medida de una variedad de parámetros, que normalmente influyen en la explotación general del rendimiento de los compuestos de caucho-CNT en una aplicación prevista. Estos incluyen el método de fabricación de los CNT, la relación de los CNT con la cantidad de matriz de caucho, el estado de entrelazamiento de los CNT en la matriz de caucho, si los CNT están funcionalizados o no, el método de funcionalización, el tipo de matriz, la viscosidad del caucho, el grado de humectación de los CNT con el caucho, la grado y método de dispersión,
unión interfacial, defectos estructurales de CNT y método de procesamiento compuesto.
Estos parámetros son la clave principal para asegurar la formación de la transferencia efectiva de carga/esfuerzo, normalmente monitoreada por espectroscopia Raman, desde la matriz hasta el nanotubo individual, que en consecuencia respalda el procesamiento efectivo de la formación de compuestos de caucho-CNT con propiedades óptimas. De todos estos, la dispersión del refuerzo es el parámetro más estudiado empleando el microscopio electrónico de transmisión (TEM) y el microscopio electrónico de barrido (SEM).
Investigadores de la Universidad de Lorraine, Francia, expresaron que la principal ventaja de usar compuestos de caucho-CNT para fabricar materiales conductores de la electricidad y del calor estirables para la electrónica es que la conductividad eléctrica y térmica del compuesto no se ve afectada cuando el material se estira durante el servicio porque los CNT forman partículas unidimensionales en la matriz de caucho, a diferencia de los rellenos convencionales.
En comparación con los compuestos de caucho-CNT, una reducción de la conductividad de los compuestos de rellenos convencionales, que suelen ser compuestos de partículas de dimensión cero (0 D), con el estiramiento, se debe a la pérdida de contacto entre las partículas de relleno. Por lo tanto, estas propiedades de conductividad han llevado a sugerir que los compuestos de caucho-CNT se pueden usar como materiales de cableado para dispositivos e instrumentos electrónicos portátiles y estirables. Esto ha sido respaldado por otros autores, donde han creado materiales conductores de FKM basados en CNT estirables que tienen el potencial de aplicación en electrónica, como sensores estirables, diodos emisores de luz (LED) estirables y monitoreo de movimiento humano. ■

14
NANOTECNOLOGÍA
Revista SLTCaucho | Industria y Tecnología en América Latina



Cadena productiva del caucho natural de Brasil en riesgo

La coyuntura internacional y brasileña de la cadena productiva del caucho natural inspira preocupación. Una combinación de factores afectó el desempeño de las principales regiones consumidoras y el progresivo desmantelamiento de la cadena podría generar una disrupción, especialmente en Brasil, donde las repercusiones ya llegaron a la base de la Cadena Productiva con precios 62 % por debajo del precio mínimo de la CONAB, la Compañía Nacional de Abastecimiento (el equivalente al valor del Costo Operativo).

Los precios recibidos en el campo rondaron los USD 0,54 por kg (DRC 53 %, esto es, contenido de caucho seco) para diciembre de 2022, contra los USD 0,90 por kg (DRC 53 %) válidos para este año de cosecha (2022/23) como precio mínimo calculado por el Gobierno brasileño.
En el contexto internacional, la posibilidad de un bajo crecimiento o incluso una recesión económica en las principales regiones consumidoras de caucho natural del mundo, en particular en Europa y Estados Unidos (2° y 3° mayores consumidores del mundo), afectan el crecimiento de la demanda de caucho natural
En cifras proyectadas por el FMI, la Unión Europea debería pasar del 3,1 % de crecimiento del PBI en 2022 al 0,5 % en 2023 y Estados Unidos del 1 % al 1,6 % para este año.
16
PLANTACIONES
Revista SLTCaucho | Industria y Tecnología en América Latina
12.598 13.540 13.947 13.766 13.065 13.770 14.554 14.731 12.688 13.217 13.768 13.644 12.689 13.978 14.398 14.686 2016 2017 2018 2019 2020 2021 2022 Proyección 2023 Año Producción Consumo
Tabla 1. Producción y consumo mundial de caucho natural en toneladas.
Diogo Esperante (BRA) diogo@planthec.org Director del Comité de Plantaciones (SLTC). COLUMNISTA
Fuente: IRSG 2022. Adaptación: Diogo Esperante.
La caída de las perspectivas de consumo en estas regiones, unida a las sucesivas amenazas de parálisis de la economía china (por la recurrencia de los brotes de COVID-19), están generando un desequilibrio en el mercado entre oferta y demanda.
Corroborando esta hipótesis, la caída de los PMI (Purchasing Manager Indexes), que miden la actividad manufacturera, indica que en octubre, China (49,2), la Unión Europea (46,4) y Estados Unidos (50,4) están en retracción o estancamiento (en el caso americano). Para empeorar la situación, el aumento de la oferta en los principales países productores apunta a un desequilibrio en los fundamentos del mercado
En Brasil, la caída de los costos de importación combinada con una mayor disponibilidad de materias primas y productos industrializados favorecieron las importaciones.
En el período entre enero y noviembre de 2022, se alcanzó el segundo pico más alto de importación de caucho natural de los últimos 25 años con 251 mil toneladas de caucho seco.
En Brasil, la caída de los costos de importación combinada con una mayor disponibilidad de materias primas y productos industrializados favorecieron las importaciones.
Agravando la situación nacional, con stocks llenos de materia prima importada, las industrias neumatiqueras nacionales continúan en un contexto de estancamiento de ventas. En el acumulado de enero a octubre se observó una ligera variación de 0,3 % en la comparación de 2021 y 2022 con la incorporación de solo 130 mil unidades en 2022.
Este estancamiento se generó, en gran parte, a una política del Gobierno Federal de Brasil que, en el punto álgido de la pandemia, redujo correctamente a cero el impuesto de importación de varios productos, incluidos los neumáticos de carga. Esta medida debería haber sido temporal, actuando únicamente para combatir el repunte inflacionario en ese momento.
17
193 236 241 219 234 225 225 225 173 234 251 170 190 210 230 250 270 2012 2013 2014 2015 2016 2017 2018 2019 2020 2021 2022 Miles de toneladas
Gráfico 1. Importación brasileña de caucho natural.
Fue una política asertiva por el momento, pero la medida se mantuvo vigente no solo durante los seis meses propuestos, sino durante los últimos dos años. Como resultado, se efectuó un aumento en las importaciones de llantas, que pasaron de 150.000 llantas por mes (antes de la medida) a 475.000 en el mismo período. Además, este número sigue aumentando (ver gráfico 1).
La reciente caída del precio del flete marítimo, que volvió a los niveles previos a la pandemia, se estima que empeore el escenario al estimular aún más la entrada de productos importados, especialmente de regiones que no cuentan con los mismos estándares de legislación laboral y ambiental que los de Brasil y que, por lo tanto, tienen un costo de producción muy inferior al nacional (ver gráfico 2).
La reciente caída del precio del flete marítimo, que llegó a USD 11.100 en septiembre de 2021, que registraba un promedio de USD 3.000 en noviembre de 2022, continúa cayendo hacia el nivel de USD 1.500 (considerado un valor promedio prepandemia en enero de 2020).
Finalmente, con un alto porcentaje de caucho natural en la composición de los neumáticos de carga, este escenario está quitando una gran parte del consumo del mercado interno brasileño y dificultando el flujo adecuado de la cosecha

De acuerdo con información del Consejo de Planta de Beneficio de APABOR, esta situación ya ha impactado en la cancelación de compras de alrededor del 60 % del volumen total de las industrias neumáticas en noviembre y diciembre, generando una disrupción en los líquidos de la cadena productiva y finalmente comprometiendo los precios recibidos por los productores.
Vale recordar que, además del importante Movimiento Financiero de la Cadena, están en riesgo alrededor de R$ 30 mil millones por año y, especialmente, los 130 mil puestos de trabajo de la cadena productiva. Ya sean los 25.000 caucheros en campo, 1.600 trabajadores en las plantas procesadoras, 28.600 en las industrias de neumáticos, 16.600 en las industrias de recauchutado de neumáticos y 47.300 en el mercado de artículos de caucho, todos necesitamos la atención del gobierno en este delicado momento.
18
PLANTACIONES
Revista SLTCaucho | Industria y Tecnología en América Latina
USD 15 mil Ene/20 Ene/21 Ene/22 Jun/22 Nov/22 Sep/21 USD 10 mil USD 5 mil USD 0 mil USD 1,5 mil USD 7 mil USD 3 mil USD 9,8 mil USD 11,1 mil USD 4,4 mil
Gráfico 2. Precio del contenedor en transporte marítimo internacional.
El Gobierno de San Pablo es un actor importante ya que el 67 % de la producción, el 80 % del procesamiento y el 60 % del consumo industrial se encuentran en la región
CONCLUSIÓN
Considerando estos factores, creemos que es urgente activar todas las medidas contracíclicas disponibles para mitigar el riesgo de desmantelamiento de la cadena productiva.
Es necesaria la revisión de las tasas de importación de todos los productos de la cadena productiva del caucho, ya sean materias primas o productos industrializados, es urgente y de suma importancia para detener esta sangría. Una última cuestión no menos importante: urge también la activación del Programa de Garantía de Precio Mínimo del Gobierno ■

19
COLUMNISTA
Director del Comité de Capacitación y Desarrollo de laA lo largo de mi carrera profesional se me ha consultado muchas veces acerca de cuál es la forma más adecuada de instrumentar un programa de mejoras en una empresa productora de artículos de caucho.
¿Por dónde comenzar? ¿Qué orden seguir? ¿Cómo se debe organizar un programa eficiente? ¿Cómo medir los resultados? ¿Cuánto debe durar el programa? Son preguntas frecuentes que anteceden a la planificación de las acciones.

LA CADENA DE VALOR PRODUCTIVA
Independientemente de que se trate de una gran compañía, de una PYME o de una “micro PYME” familiar, los problemas cotidianos que se generan en unas y otras son sorprendentemente parecidos. Y también recurrentes.

Muchas empresas se resignan a la cultura de “hacer las cosas dos veces” en lugar de detenerse para analizar en profundidad el orígen de los desvíos
que los hacen gastar materiales, energía eléctrica y tiempo. En definitiva, más dinero del que se había previsto por tener que reponer lo que sale mal.
La industria del caucho suele trabajar sumergida en una incertidumbre y volatilidad de acciones que la distancian de la condición ideal de “piloto automático”. La complejidad de los materiales elastoméricos y la cantidad de variables que se presentan en los procesos de elaboración

20
CON ESTEBAN
UN CAFECITO
Revista SLTCaucho | Industria y Tecnología en América Latina
¿Mejora de la gestión o gestión de la mejora?Esteban Friedenthal (ARG) SLTC. efriedenthal@fibertel.com.ar
explican muchas veces estos comportamientos erráticos y la exasperante inconsistencia de las operaciones de la planta.
Una cadena productiva es una sucesión de eslabones o pasos que van aportando valor agregado a los materiales hasta transformarlos en productos finales. Esta transformación debe ser concretada en forma eficaz y eficiente, de manera que pueda asegurar la esperada rentabilidad final de los artículos elaborados. Una planificación de mejoras en esa cadena productiva deberá analizar sistémicamente la gestión fabril, sin omitir ningún aspecto de la misma, por intrascendente que parezca.
a las necesidades de productividad y eficiencia. Especialmente, hay que considerar los espacios de almacenamiento de materiales y la forma de entrega de los mismos a la fábrica desde la bodega, y hacia el depósito de productos terminados.

¡MANOS A LA OBRA!
Básicamente, el programa tiene que enfocarse en todos los detalles que abarcan y constituyen el patrimonio de la compañía, como ser los referidos a lo técnico, científico, cultural, económico y estratégico. A modo de introducción, podemos mencionar los siguientes puntos esenciales:
EQUIPAMIENTO
Se trata de los equipos productivos existentes en la fábrica, ya sean principales (mezcladores, extrusoras, calandras, prensas, inyectoras, etc.) o auxiliares (herramientas, balanzas, instrumentos de medición, equipos de laboratorio, sistemas informáticos, etc.).
Es importante revisar que estén ubicados y distribuídos estratégicamente en la planta (lo que se denomina layout) y comprobar si el mismo responde
La estrategia de mantenimiento de la planta fabril no puede estar basada en “arreglar lo que se rompe o no funciona” sino que debe encararse en forma preventiva y con un alto involucramiento del personal técnico-productivo.
PROCEDIMIENTOS OPERATIVOS
Esta cuestión es la de mayor importancia desde el punto de vista patrimonial. Un procedimiento operativo no debería ser solo un conjunto de fórmulas, métodos de trabajo e instrucciones escritas para “cumplir con las normas de calidad que exigen los clientes u organismos de certificación”. Sino, debería ser un sistema de documentación verdaderamente surgido del conocimiento y experiencia de todos los sectores fabriles. Los procedimientos operativos deben ser validados, corregidos y actualizados a través del tiempo
Un relevamiento crítico de lo que hacemos, para confirmar si lo hacemos bien, requiere de humildad y paciencia. Y precisa de un trabajo en equipo que involucre y no deje afuera a nadie del organigrama de la empresa, incluyendo especialmente a los niveles inferiores del mismo.
21
Una planificación de mejoras en la cadena productiva deberá analizar sistémicamente la gestión fabril, sin omitir ningún aspecto de la misma, por intrascendente que parezca.
RECURSOS HUMANOS
La formación y educación de todo el personal de la compañía, de abajo hacia arriba en la estructura de la organización (y muchas veces de arriba hacia abajo), ha sido la llave para el progreso y supervivencia de la industria del caucho moderna.
La mejor definición que encontré sobre el concepto de calidad se debe a Henry Ford. Él aseguraba que la calidad es “hacer las cosas bien cuando nadie está mirando”. Esta sencilla frase magnifica la importancia de desarrollar un paradigma de concientización en nuestra gente, basado en el conocimiento. En ese sentido, la capacitación de la fuerza laboral es una de las inversiones más inteligentes y rentables que se puedan encarar

MEJORA CONTINUA

Este revolucionario sistema de trabajo industrial surgió en el comienzo del siglo XX en la industria automovilística. Toyota y otras empresas altamente competitivas y vanguardistas lo adoptaron de inmediato. Sin embargo, no es exclusivo de ese sector empresarial ya que puede aplicarse y adaptarse a cualquier compañía, independientemente de su tamaño corporativo y diversidad de producto.
La mejora continua es una filosofía de trabajo que se basa en la lucha contra el desperdicio, es decir, en detectar y reducir aquello que añade un costo al producto pero sin agregarle valor. Su pilar fundamental es el trabajo en equipo que potencia las ideas a través del consenso y el conocimiento.
Estos conceptos se han aplicado en empresas del caucho con resultados extraordinarios, consiguiendo logros impensados. Con inversiones razonables e incluso, mínimas.
LA FILOSOFÍA KAIZEN Y LA GESTIÓN DE MEJORA FEBRIL
En el año 1986, el consultor en gestión Masaaki Imai fundó en Japón el Instituto Kaizen. Dio así nacimiento a la metodología para aplicar la mejora continua en las fábricas industriales de todo el mundo, en lo que respecta a producción, ingeniería y gestión empresarial.
Trabajando en pequeños grupos multidisciplinarios y utilizando distintas herramientas de análisis y medición estadística, los grupos Kaizen se desempeñan diseñando programas de mejora a través del aporte de conocimiento de sus propios integrantes. En un período de tiempo preestablecido se propone cambiar ciertos índices de gestión para resolver problemas crónicos, aquellos que típicamente aparecen y desaparecen de forma continua.
22
Revista
UN CAFECITO CON ESTEBAN
SLTCaucho | Industria y Tecnología en América Latina
Caricatura de Henry Ford, fundador de Ford Motor Company
La capacitación de la fuerza laboral es una de las inversiones más inteligentes y rentables que se puedan encarar.
La gran tarea de estos equipos de trabajo comienza por identificar las causas u orígenes de los problemas para luego plantear acciones concretas, a fin de corregirlos en la planta dentro del tiempo establecido. Hay una frase que define su desempeño y potencial para gestionar la mejora de las compañías de caucho: para ser exitoso, no hay que hacer cosas extraordinarias, solo hay que hacer pequeñas cosas extraordinariamente bien


Para ser exitoso, no hay que hacer cosas extraordinarias, solo hay que hacer pequeñas cosas extraordinariamente bien.
Estimados lectores de la columna del cafecito, ¡nos veremos en el próximo número de la revista de la SLTC! ■
23
Telas corp Hilado poliester
Caucho
Látex
Telas ep Nylon
Hoy en día, nadie puede pensar en realizar alguna actividad profesional sin una aplicación de negocios (business application en inglés). Su uso a nivel profesional es tan extendido que, incluso la inmensa mayoría de ellas, ya no son necesariamente “de negocios” y ahora son también personales.
Son aplicaciones de software con un uso específico para realizar determinadas tareas concretas. Algunas aplicaciones -o conjunto de aplicaciones- son de ámbito comercial y otras son de código abierto.


Las primeras requieren una licencia que debe ser comprada para poder usarlas, mientras que las segundas, no.
Desde el archiconocido Microsoft Office -Word, Excel, Power Point, etc.- hasta aquellas mucho más sofisticadas en la nube, la mayoría de las aplicaciones
COLUMNISTA
Pablo Moreno (ESP) Científico de datos comerciales.pmorenogonzalez@gmail.com
de negocios fueron inicialmente concebidas como específicas para negocios. Pero han evolucionado de tal forma que han “salido de las oficinas”: ahora se usan en entornos personales. Esta evolución nos está enseñando una gran lección que todos deberíamos aprender, especialmente si eres empresario.
POR QUÉ EVOLUCIONAN LAS APLICACIONES DE NEGOCIOS AL ÁMBITO PERSONAL
Esta explosión y evolución de aplicaciones obedece a diferentes factores:
1. Mejora de la interfaz de usuario. Tanto las aplicaciones de negocio como los sistemas electrónicos/informáticos donde se ejecutan, han evolucionado hasta tal punto que cada vez es más intuitivo su uso. Este es quizás el principal
24 INTELIGENCIA ARTIFICIAL Revista SLTCaucho | Industria y Tecnología en América Latina
Aplicaciones de negocios para todos y para todo
elemento inherente al progreso tecnológico y la adopción de tecnología que vive la humanidad.
2. Mayor digitalización de los usuarios. Como consecuencia de lo anterior, cualquier usuario hoy en día no concibe su vida sin algún tipo de dispositivo electrónico -incluso mi padre, con más de 70 años aprendió a usar el email, aplicaciones móviles y otras apps por pura necesidad-. Estas soluciones evolucionan constantemente y se actualizan para permitir que el usuario sea capaz de usarlas sin necesidad de conocimientos concretos, más allá de una simple explicación genérica sobre su uso o alguna característica concreta.

3. Migración de usos. Como consecuencia de los dos puntos anteriores, los usuarios encuentran similitudes en determinadas tareas profesionales que pueden aplicar a su vida personal: desde escribir un documento o gestionar un presupuesto, hasta almacenar documentos digitales. Estas similitudes permiten que los usuarios usen aplicaciones de negocios en sus tareas domésticas.
4. Constante mejora de capacidades. Las empresas/organizaciones que las producen están constantemente mejorando las capacidades de sus productos, incorporando nuevas funciones.
5. Reducción de precios. Los precios de las mismas se han reducido notablemente con su uso en la nube y el incremento en la escalabilidad. A mayor número de usuarios, menores precios. Esto, por lo tanto, atrae cada vez más a los usuarios.
Estoy seguro de que hay muchas otras razones, aunque a mi juicio éstas son las que mejor describen la increíble evolución de las aplicaciones de negocio -o quizá aplicaciones en general-. Además, creo que podemos aprender mucho de todo esto para nuestro beneficio.
PENSAMIENTOS FINALES
Reflexionando sobre cómo han evolucionado las aplicaciones de negocio y cómo las usamos hoy, creo que se puede imitar este caso de éxito en nuestras vidas y nuestras empresas si:
• Pensamos en el beneficio al usuario o cliente final.
• Mejoramos constantemente nuestros productos y/o servicios.
• Observamos cómo evoluciona el comportamiento de los usuarios finales y adaptamos nuestros productos y/o servicios a los nuevos hábitos.
• Adaptamos el valor de nuestros productos y/o servicios al coste real del mismo.
• Educamos al usuario final en el uso de nuestros productos y/o servicios.■
25
Proceso de vulcanización del hule (caucho) –
Parte 1
Antes de la colonización de América, en Europa no se conocía un material con las características elásticas del hule (caucho) natural. Los exploradores que siguieron a Cristóbal Colón se mostraron muy sorprendidos al encontrar a los pobladores originarios del continente jugando con una pelota fabricada a partir de una sustancia lechosa que extraían de los árboles. Según describieron en sus crónicas, esta pelota rebotaba más alto del sitio del que se lanzaba. Aunque en Europa ya existían juegos similares, en América esto se realizaba utilizando una vejiga de cerdo inflada como balón¹.

Ing. Alejandro Esquivel de la Garza (MEX)

COLUMNISTA Especialista en polímeros, adhesivos y compuestos. aesquivel@quimicosypolimeros.com
De acuerdo a los historiadores, en el año 1.300 a.C. -en la zona del altiplano central y las costas del sur de México- se han encontrado los asentamientos de lo que se llamó el “país del hule” (OLMAN). Desde allí, los Olmecas extendieron el conocimiento sobre el empleo del hule hacia Centroamérica². No es de sorprendernos que este ancestral conocimiento del producto los llevara a contar con una gran diversidad de usos además de la fabricación de la pelota: la impermeabilización de tejidos, usos rituales, ofrendas, botas de goma, incienso, etc.².
En este artículo, estaremos utilizando indistintamente el término “hule”, derivado de la lengua nahua, que llamaba así al producto obtenido del sangrado de cierta especie de árboles “Ollin”. Término que después se convertiría en “Ulli”². Por otro lado, el término “caucho” deriva de la lengua quechua del Perú¹ (“caa” de la madera y “o-chu” de fluir o gotear). También utilizaremos el término “elastómero”, aunque este se acuñó en épocas más recientes para referirse principalmente a los hules sintéticos.

26 ARTÍCULO TÉCNICO-COMERCIAL QUIMIPOL®
Revista SLTCaucho | Industria y Tecnología en América Latina
Artículo técnico-comercial como contraprestación de patrocinio oro de la SLTC. Su contenido es responsabilidad del patrocinador.
Juego de pelota Azteca
Así las cosas, recientes estudios analíticos fueron realizados por diversas universidades y centros de investigación³ 8. Las muestras obtenidas de la pelota usada en el juego azteca y la reproducción de recetas obtenidas de las notas de los historiadores -las cuales describen su proceso de fabricación- han llegado a confirmar que se realizaban ciertas mezclas con diversos materiales obtenidos de plantas y otros elementos naturales para mejorar las características finales del hule natural

Aunque no ha sido posible identificar la presencia de entrecruzamientos azufre - carbón mediante técnicas analíticas como la de Resonancia Magnética Nuclear (posiblemente por un contenido inferior al rango de detección del instrumento), los ensayos dinámico - mecánicos confirman su presencia por diferencias en el comportamiento viscoelástico del producto tratado con dichas sustancias, cuando se compara contra el hule virgen obtenido directamente del árbol.
Como hoy sabemos, los hules son macromoléculas poliméricas gigantes. Sin embargo, la mayoría no desarrollan propiedades mecánicas que permitan su uso en aplicaciones industriales (con excepciones de algunos hules termoplásticos). Por ello, tienen que ser sometidas a procesos de entrecruzamiento químico (vulcanización), para generar redes intermoleculares con propiedades mecánicas y viscoelásticas que ofrezcan un desempeño adecuado para las diversas aplicaciones donde se desean utilizar.
CH 3 CH 3
- CH-C= CH-CH2-CH2-C=CH-CH-
- CH-C= CH-CH2-CH2-C=CH-CH-
Para obtener el máximo de propiedades de desempeño para polímeros como el hule natural o los hules sintéticos, además del azufre para generar los “puentes” o entrecruzamientos intermoleculares, se requiere utilizar una serie de aditivos para optimizar la cantidad y dimensiones de los mismos.
No fue hasta 1839 cuando Charles Goodyear descubrió el proceso de vulcanización del hule para obtener una mejora considerable en el desempeño del hule natural al mezclarlo con azufre y calentarlo a altas temperaturas. Desde entonces, este proceso ha evolucionado hasta alcanzar los niveles tecnológicos que conocemos hoy en día, no solo para el hule natural sino también para una gran variedad de hules sintéticos que se han desarrollado con las nuevas tecnologías de polimerización.
De ello dependen algunas de las propiedades finales del producto vulcanizado como la dureza (fuerza requerida para generar una deformación mediante la aplicación de un indentor), rigidez o flexibilidad (esfuerzo para producir una deformación en general), módulos (esfuerzo requerido para generar una deformación dada por estiramiento), tensíles (resistencia a la deformación esfuerzo en tensión), elongación a la ruptura (máxima capacidad de elongación), elasticidad (capacidad para regresar a la forma original después de una deformación dada), entre otras. Asimismo, las condiciones y velocidad a las cuales se generan dichos entrecruzamientos durante el proceso de vulcanización dependerán de las características de dichos aditivos
27
,
Cabeza Colosal, vestigio de la cultura Olmeca.
Sx Sx
CH 3 CH 3
Figura 1. Ejemplo de enlaces intermoleculares con azufre de dos moléculas poliméricas, obtenidos mediante el proceso de vulcanización.
Los aditivos más comúnmente usados, que deben estar presentes en una formulación para vulcanización de hules natural o sintéticos basados en azufre, a fin de obtener un desempeño y productividad óptimos, son:
Azufre: a casi dos siglos del descubrimiento de su uso en el proceso de vulcanización por Charles Goodyear, el azufre sigue siendo el agente de vulcanización por excelencia. Hoy continúa siendo parte de uno de los procesos más usados para la fabricación de productos basados en hules natural o sintéticos vulcanizados5. Su función es generar los “puentes” intermoleculares entre las cadenas poliméricas para generar la reticulación de la masa.
Aceleradores: son compuestos químicos que, al ser añadidos en cantidades pequeñas, aceleran notablemente la reacción entre el caucho y el azufre para generar los “puentes” intermoleculares5 La clasificación más conocida es la que se basa en su velocidad de reacción: lenta, media, rápida y ultra rápida
Activadores: sustancias químicas empleadas en la formulación para obtener el máximo rendimiento de los acelerantes. Los más usados son el óxido de zinc combinado con ácido esteárico5
Plastificantes: son sustancias que se adicionan en cantidades considerables en la formulación para mejorar la capacidad de deformación del compuesto polimérico6. En ocasiones, se utilizan en cantidades mayores al contenido de hule, lo que impacta directamente en el costo del producto5
Ayudas de proceso: son materiales que, a diferencia de los plastificantes, adicionados en pequeñas cantidades mejoran la procesabilidad de los hules durante la formulación. También ayudan a dispersar algunos otros ingredientes en el compuesto Generalmente, los más utilizados son derivados de ácidos grasos.
Cargas: son sustancias que se incorporan en la formulación para aportar diversas funciones. Se clasifican en general como reforzantes e inertes. Las primeras generan un notable efecto de mejora en las propiedades de desempeño del compuesto (por ejemplo, el negro de humo), mientras que las segundas solo se utilizan para incrementar el volumen del producto para reducción de costos y no producen ninguna mejora en las propiedades finales del compuesto. De hecho, al rebasar ciertos niveles, algunas de las propiedades se ven afectadas (carbonatos, kaolin, etc.).
Retardantes: son productos químicos definidos como inhibidores de prevulcanización. Reducen la precocidad del sistema de acelerantes5 y son utilizados en la fabricación de piezas de gran tamaño o procesos donde se requiere una seguridad adicional para evitar este efecto. Por ejemplo, en procesos de extrusión. Actualmente, solo se manejan dos tipos: los compuestos ácidos y de ciclohexilt ioftalamida.
Agentes de protección: la mayor parte de los cauchos utilizados hoy en día contienen en su molécula centros reactivos para facilitar la reacción de vulcanización por azufre, generalmente dobles enlaces. Esta característica los hace susceptibles al ataque de agentes oxidantes como el oxígeno, el ozono y la luz ultravioleta. No solo durante su almacenamiento como materias primas, sino también durante las etapas de procesamiento para formulación y vulcanización, donde son sometidos generalmente a condiciones extremas de trabajo y temperatura.
También son susceptibles durante el período de vida útil del producto terminado, el cual puede ser sometido a condiciones extremas en presencia de estos agentes degradantes. Por esta razón, se debe considerar incluir en la formulación sustancias que, mediante diversos mecanismos físicos y/o químicos, protejan a los polímeros durante toda su vida útil.
28
Revista SLTCaucho | Industria y Tecnología en América Latina
ARTÍCULO TÉCNICO-COMERCIAL QUIMIPOL®
En las próximas entregas, como parte del compromiso de Químicos y Polímeros Corporation ® S.A. de C.V. (Quimipol ®) que ofrece soporte técnico a clientes, estaremos revisando en detalle la naturaleza, características y funcionalidad de cada uno de los materiales arriba mencionados dentro del proceso de vulcanización, a fin de ofrecer al lector información técnica complementaria que pueda tomar en consideración cuando realice el desarrollo o ajuste de sus formulaciones para compuestos elastoméricos vulcanizados.

REFERENCIAS
1. IISRP, “Caucho Sintético, La historia de una industria”, 1973, International Institute of Synthetic Rubber Producers Inc, Ed. Desconocida, impreso en Holanda.
2. Martínez C. F., Viesca T.C., Valdez G.J., Flores O.H., Sanfilippo B. J. “El hule En México”, 1986, Industrias Negromex SA de CV, Ed. Copilco. México DF. Mex.
3. Hosler D, Burkett S, Tarkanian M, “Prehistoric Polymers; Rubber Processing in Ancient Mesoamerica”, Science Magazine, Jun, 1999, vol. 284, No.5422, pg.1988.
4. Hofmann W, Vulcanization and Vulcanizing Agents, Maclaren and Sons LTD / Palmerton Publishing Co. Inc. Great Britain.
5. Royo J., “Manual de tecnología del caucho”, Ed. Reclamo técnico, 1989, Barcelona, España.
6. Barlow Fred, “Rubber Compounding Principles Materials and Techinques”, Es. Marcel Drekker inc, New York.
7. Chandrasekaran Ch, “Anticorrosive Rubber Lining”, 2017, -5 Basic Chemical-Resistant Ebonite Formulations ISBN 978-0-323-4437.
8. Hellmuth N, “Ancient ingredient that makes rubber balls bounce”, mecicolore 2020.
9. Mexicolore
10. Hunebed Nieuwscafe
11. Edupics
29
COLUMNISTA
sebastianbtesh@gmail.com
Artículo técnico-comercial como contraprestación de patrocinio plata de la SLTC. Su contenido es

El 2022 fue un año difícil para el No sólo terminó con una sino que estuvo caracterizado por una debido a eventos inesperados, como la guerra entre Rusia y Ucrania, o el confinamiento de Shanghái.

Algo similar pasó con las tarifas de fletes marítimos, que comenzaron el año en máximos históricos y se derrumbaron hasta acercarse a valores similares a los pre-pandemicos.

30 ARTÍCULO TÉCNICO-COMERCIAL ALRUBBER
Revista SLTCaucho | Industria y Tecnología en América Latina
El mercado de caucho natural: un repaso de 2022 y perspectivas para este año
Gráfico 1. En USD por 100 kg.
100 80 120 140 160 180 200 Ene | Feb | Mar | Abr | May | Jun | Jul | Ago | Sep | Oct | Nov | Dic 2019 2020 2021 2022
Sebastián Btesh (ARG)
Un escenario tan cambiante exige mantenerse informado sobre las variables que afectan las cotizaciones. En AlRubber, somos una empresa familiar que se dedica, desde el año 1997, a la exportación y trading de caucho y látex natural desde los principales países productores hacia Latinoamérica. Como parte de nuestro trabajo, analizamos permanentemente estos mercados, compartiendo esta información diariamente con nuestros clientes. En esta nota queremos repasar las claves del 2022 y qué esperamos para 2023.

CHINA, DE LA ESTRATEGIA COVID CERO A LA LIBERALIZACIÓN ¿Y DESPUÉS QUÉ?
China representa cerca de la mitad del consumo global de caucho natural. En consecuencia, fue el mayor responsable de la volatilidad del mercado en 2022. La evolución de su economía estuvo marcada por su política de COVID cero, que implicó grandes restricciones a la movilidad y confinamientos masivos durante todo el año. El más importante fue el lockdown de Shanghái, que se extendió durante todo abril. Esto implicó una menor demanda, dificultades para trabajar normalmente y retrasos del crecimiento económico.
Esta política fue abandonada de forma abrupta en diciembre, luego de que Xi Jinping fuera reelecto y tras protestas en diversos puntos del país. Pero lejos de impulsar la actividad, la liberación ha generado una ola de contagios que, de acuerdo a estimaciones privadas, habría alcanzado casi 4 millones de casos diarios, lo que frenó aún más la actividad. En diciembre la industria china registró la menor producción en el año, incluso por debajo del mes de abril.
Lo positivo es que, a medida que se vaya generando inmunidad de rebaño en la población, la vida en China irá regresando a la normalidad, dando un impulso considerable a la demanda de caucho en 2023. Sin embargo, esto no será tan rápido: los infectólogos estiman el pico de contagios para el mes que viene.
EUROPA Y ESTADOS UNIDOS: RECESIÓN EN PUERTA
En el resto del mundo, el 2022 tampoco fue un buen año en materia económica. La invasión a Ucrania y las sanciones a Rusia significaron un fuerte golpe para la UE, especialmente por el aumento de los costos de la energía. A su vez, la aceleración de la inflación no sólo golpeó el ingreso de los consumidores, sino que motivó subas en las tasas de interés (de 0,1 % a 4,4 % en el caso de la FED) que frenan la actividad económica.
4,0
Valor mínimo 15/5/2020: 834,24
Último dato 13/1/2023: 1.201,55
31
Valor máximo 11/2/2022: 3.587,91
Gráfico 2. Evolución del Índice de Carga en Contenedores de China (China Containerized Freight Index). Del 27 de diciembre 2019 al 13 de enero 2023.
En este caso, no somos particularmente optimistas respecto a 2023. La resolución de la guerra es todavía una incógnita y la inflación persiste más allá de una leve baja en los últimos meses. De acuerdo al FMI, las proyecciones de crecimiento a nivel global se ubican en apenas 2,7 % para este año, cuando a principios de 2022 las estimaciones eran de 3,6 %. Esto implica menor demanda global de la mayor parte de las commodities. El caucho no es la excepción.
LA PRODUCCIÓN DE CAUCHO CRECIÓ EN 2022, PERO PODRÍA FRENARSE EN EL FUTURO
Otro de los factores que impulsó la baja los precios del caucho ha sido el aumento de la producción en 2022. La misma habría cerrado en torno a 14.7 millones de toneladas, un 6,5 % más que en 2021 y un 4 % por encima de la estimación inicial de 14.1 millones de toneladas.
A partir de 2023, se espera que la oferta global crezca a una velocidad mucho menor, dado que los rindes prácticamente ya se han normalizado, y la baja expansión del área cultivada durante el período 2016- 2021 limita el potencial de crecimiento. Así, cuando se recupere la demanda, el mercado pasaría del exceso de oferta el exceso de demanda; posibilitando una recuperación de precios.
¿SEGUIRÁN CAYENDO LOS PRECIOS DE LOS FLETES?
Tras alcanzar niveles sin precedentes a finales del 2021, las tarifas interoceánicas se han derrumbado en los últimos meses (por ejemplo, las rutas con origen en China cayeron 62 % en 2022). Esto se debió tanto a una menor demanda global, como a una importante reducción de las demoras en la operación generadas por la pandemia entre 2020 y 2021.
Para el período 2023-2025, se proyecta un importante aumento de la capacidad instalada en la industria, lo que indicaría que los precios podrían seguir a la baja si la demanda no reacciona. No obstante, algunas empresas están implementando estrategias para moderar la caída, como la cancelación de envíos.
Esto implica que las estrategias de contratación deberán ser pensadas muy cuidadosamente para garantizar tanto tarifas competitivas como el abastecimiento en tiempo y forma, trabajando con proveedores que tengan compromiso con las cargas.
En AlRubber, contamos con acuerdos directos con armadores, lo que evita intermediarios y nos garantiza capacidad y prioridad de carga en los buques.
CONCLUSIÓN: MEJORES PERSPECTIVAS, PERO LA VOLATILIDAD SEGUIRÁ PRESENTE
En base a estos factores, todo parece indicar que los precios del caucho tendrían una recuperación moderada durante 2023, siendo la evolución de la economía china la principal fuente de incertidumbre, pero no la única. Los fletes podrían seguir a la baja, aunque posiblemente con oscilaciones y sin una tendencia tan marcada como la del 2022. De todas formas, en ambos casos seguiremos observando un mercado cambiante y con volatilidad.
En AlRubber, contamos con acuerdos directos con armadores, lo que evita intermediarios y nos garantiza capacidad y prioridad de carga en los buques.
Desde AlRubber, creemos que es fundamental mantenerse informado para poder responder rápidamente ante cambios inesperados, por lo que enviamos a nuestros clientes reportes de mercado de manera periódica. Adicionalmente, contamos con acuerdos directos con productores a gran escala en Tailandia, Malasia y Vietnam. Ofrecemos la posibilidad de contar con cotizaciones diarias, cerrar precios futuros y trabajar tanto con embarque inmediato como con embarque extendido. Esto nos permite ofrecer a nuestros clientes precios competitivos, a la vez que les brindamos herramientas importantes para poder planificar y tomar decisiones de alto impacto en el negocio. ■
32
Revista SLTCaucho | Industria y Tecnología en América Latina
ARTÍCULO TÉCNICO-COMERCIAL ALRUBBER

Caucho natural en Colombia: por la vía de la sostenibilidad

COLUMNISTA
Fernando García Rubio (COL) Director Ejecutivo de la Confederación Cauchera Colombiana.
Corporación Centro de Investigación en Caucho Natural – CENICAUCHO. fergarciarubio@gmail.com
En el panorama de producción mundial de caucho natural, Colombia representa menos del 1% y apenas se muestra en las estadísticas mundiales como un actor de importancia.
Con sus 73.000 hectáreas de plantaciones distribuidas en 18 departamentos, de acuerdo a la Evaluación Agropecuarias Municipales (EVA 2020) del Ministerio de Agricultura y Desarrollo Rural, el caucho natural en Colombia ha ganado espacio como una cadena de producción que ha contribuido significativamente a la reactivación económica del sector agropecuario, agroindustrial e industrial del país.
En 2019, la cadena de caucho natural colombiana cerró el año con exportaciones que apenas superaban los USD 5 millones. La incertidumbre comercial era la gran preocupación de los productores y la agroindustria.
Con el fin de identificar y desarrollar una estrategia, teniendo en cuenta el rol del país en el mercado mundial, el gremio de caucho natural se inscribió en un programa desarrollado por Procolombia (entidad encargada de promover el turismo, la inversión extranjera, las exportaciones no minero energéticas y la imagen del país) denominado 3E (Empresas de Excelencia Exportadora).
Luego de casi un año de estudios y discusiones con diversos actores de la cadena de valor, se consolidó una estrategia que permitiría al caucho colombiano posicionarse en mercados nacionales e internacionales con atributos sociales, ambientales y económicos competitivos. A su vez, este plan se alejaría de los commodities y encontraría nichos de mercados especiales con valor agregado, a los cuales todos los actores de la cadena pudieran tener acceso.

34 CIENCIA Y TECNOLOGÍA Revista SLTCaucho | Industria y Tecnología en América Latina
Como parte de esa estrategia surgieron una serie de compromisos y programas que poco a poco se han desarrollado. Al día de hoy, tienen como resultado el fortalecimiento de la cadena, el cierre de brechas entre los eslabones y el mejoramiento de las condiciones de comercialización a nivel internacional. Además, el posicionamiento paulatino de Colombia como un país productor de caucho natural con una base de sostenibilidad ambiental y social, es muy interesante para los mercados que hoy exigen este tipo de aportes a la protección de los ecosistemas naturales y sus comunidades
Para lograr esto, se han sumado a los esfuerzos gremiales un conjunto de aliados nacionales e internacionales, quienes jugaron un papel fundamental en la consolidación de las metas propuestas. Aliados internacionales como el Programa INCAS Global+ operado por la Agencia de Cooperación Alemana GIZ, el Programa de Alianzas comerciales de USAID, el Consejo de Administración Forestal FSC (Forest Stewardship Council), la Sociedad Latinoamericana de Tecnología del Caucho (SLTC), Preferred by nature, la Oficina de Naciones Unidas contra la droga y el delito UNODC; han reconocido en la cadena de caucho natural de Colombia un potencial para el desarrollo social de comunidades de pequeños productores acompañados de una agroindustria productiva, seria y responsable con el medio ambiente y su historia social
Los aliados nacionales también han sido un soporte importante en aspectos relevantes para esta transformación: el Servicio Nacional de Aprendizaje SENA a través de la mesa sectorial de caucho natural,
las empresas agroindustriales Eslatex, Compañía Cauchera Colombiana, Mavalle, Rubbercorp, Emprocaucho, entre otros. Además, se unió la industria mediante su gremio Acoplásticos e industrias de producto terminado como Cueros Velez, Automundial, Parabor, Creatum, Only Rubber, Gramser, Coltoys, etc. A su vez, participaron las universidades y las asociaciones de productores de diversas regiones que hacen parte de la arquitectura social del gremio, comprometidas con estos nuevos retos que el mercado global está proponiendo.

Una de las estrategias que ha generado un alto impacto en el fortalecimiento de la cadena productiva ha sido el desarrollo del programa Uniendo Eslabones. Este proyecto se ha creado con el fin de identificar, caracterizar y articular a los diferentes actores de la cadena productiva agroindustrial e industrial del país; reconociendo sus atributos, historia, debilidades y fortalezas. Así, se generaron espacios de interacción entre los eslabones y se consolidaron procesos comerciales de acuerdo a las dinámicas propias de cada región cauchera del país.
Hoy en día, Uniendo Eslabones cuenta con una plataforma digital interactiva que sirve como punto de encuentro comercial, social y ambiental para todos los eslabones de la cadena y sus aliados. Gracias a este programa de proyectos se ha logrado caracterizar varias regiones productivas, se ha construido el primer portafolio de agroindustria y el directorio nacional industrial, los cuales se pueden descargar de manera gratuita a través del portal web.
35
Se consolidó una estrategia que permitiría al caucho colombiano posicionarse en mercados nacionales e internacionales.
Y
Para diciembre de 2021, el gremio de caucho natural del país incrementó exponencialmente sus exportaciones, superando los USD 20 millones y llegando a más de 15 países, incluyendo Malasia Tuvieron lugar atributos ambientales y sociales del caucho tales como la conservación de más de 5.000 hectáreas de bosques amazónicos y de ecosistemas estratégicos, la sustitución de más de 25.000 hectáreas de cultivos ilícitos, la certificación de más de 30.000 hectáreas generadoras de bonos de carbono y la comercialización de más de 2 millones de toneladas de carbono.
Los atributos han beneficiado a las asociaciones de productores en los territorios y a la vinculación laboral en diversos niveles de poblaciones vulnerables como son las madres cabeza de familia, las comunidades indígenas y las personas en procesos de reincorporación social provenientes del conflicto armado.

Estos son pilares que se impregnan a los productos terminados y a la materia prima procesada de la agroindustria como parte de la historia del caucho natural en Colombia. En esta búsqueda de posicionamiento en mercados diferenciales,
se obtuvo la primera certificación en Latinoamérica sobre Manejo Forestal Sostenible, bajo el estándar FSC (Forest Stewardship Council). La misma fue concedida para un grupo de 85 pequeños productores de dos departamentos.

Además, se otorgó la primera certificación latinoamericana en Cadena de Custodia para una planta de látex centrifugado. Gracias al apoyo del Programa INCAS Global+ operado por la Agencia de Cooperación Alemana GIZ, se logró participar en la feria mundial de caucho y plástico en Dusseldorf. Las plantas colombianas agroindustriales de TSR10 y la planta recién certificada en FSC lograron cerrar negocios de exportación a Europa teniendo en cuenta todos estos atributos sociales y ambientales ajustados a la normatividad comercial de la Debida Diligencia que impuso el Gobierno Alemán y que, seguramente, se volverá un requisito para los grandes países consumidores de caucho natural en un futuro.
En los últimos dos años y medio, la cadena de caucho natural y su industria en Colombia trazaron un camino que hoy consolida resultados y ha abierto oportunidades a nivel nacional e internacional para más de 10.000 pequeños productores, más de 14 agroindustrias y para los medianos y grandes productores que también han sido grandes aliados en esta estrategia.
36
CIENCIA
TECNOLOGÍA Revista SLTCaucho | Industria y Tecnología en América Latina
Aún quedan muchos retos y aspectos por resolver, pero se ha generado un camino que está llevando al gremio a los escenarios que el mercado y el planeta exigen y exigirán próximamente. Nos preparamos para el futuro viviendo el presente con una articulación y trabajo en equipo, por la vía de la sostenibilidad.■
Nos preparamos para el futuro viviendo el presente con una articulación y trabajo en equipo, por la vía de la sostenibilidad.

37
- Parte 2
COLUMNISTAS INVITADOS
Allen Jonathan Román (USA)
ajroman@wisc.edu
Shiyi Qin (CHI)
sqin34@wisc.edu
Julio C. Rodríguez (COL)
jcero@soanlaboratorios.com
Leonardo D. González
gonzlezchvez@wisc.edu
Victor M. Zavala (MEX)
victor.zavala@wisc.edu
Tim A. Osswald (USA/COL)
tosswald@wisc.edu
Este artículo forma parte de una serie de 5 partes que explica cómo métodos computacionales como el aprendizaje de máquina, pueden utilizarse para optimizar el proceso de formulación de compuestos para obtener propiedades específicas.
El artículo número 1 explica la introducción y los métodos experimentales utilizados en el estudio. La parte 2 explica los métodos computacionales utilizados. El 3 describe los resultados experimentales. La 4 repasa los resultados computacionales y la 5 informa sobre cómo pueden aplicarse estos métodos para la ingeniería inversa de materiales.
En esta edición, se explican los métodos computacionales empleados en este estudio y cómo pueden desarrollarse para garantizar un algoritmo.
MÉTODOS COMPUTACIONALES PARA LOS MODELOS DE PREDICCIÓN
Implementación de la regresión lineal:
La regresión lineal multivariante es uno de los modelos más sencillos para construir una expresión matemática de la propiedad del material en función del contenido de la mezcla. La propiedad de interés es representada por la variable Y, y cada una de las propiedades objetivo -lectura del durómetro, σ , n y tan δ - se formula mediante la ecuación:

Y=a0+a1A+a2B+a3C
relax
En el modelo anterior, A corresponde al contenido de azufre, B al contenido de aceite de parafina y C al contenido de vacíos en la muestra. Los coeficientes (o pesos y sesgos) a se determinan por mínimos
38 CIENCIA Y TECNOLOGÍA Revista SLTCaucho | Industria y Tecnología en América Latina
Optimización de la formulación de compuestos de caucho natural mediante inteligencia artificial
relax i
cuadrados ordinarios. El modelo se implementó utilizando Scikit-learn (versión 0.24.2) con Python.
Aplicación del método de superficie de respuesta:
En lugar de la regresión lineal, el método de superficie de respuesta (RSM) descubre la interconectividad entre varios factores controlables y varias variables de respuesta mediante un modelado no lineal.
Hay que reconocer que el RSM sirve como método de aproximación que proporciona un método relativamente fácil para modelar, estimar y optimizar basándose en parámetros objetivo.
Mediante el uso de técnicas matemáticas y estadísticas, se crea un modelo empírico a partir de los datos experimentales que se utiliza para evaluar el ajuste a un modelo estadístico (lineal, cuadrático, cúbico o de interacción de dos factores), como se describe en la siguiente ecuación:
Lineal Cuadrática Dos factores
Al igual que en el caso anterior, las variables independientes A, B y C representan el contenido de azufre, el contenido de aceite de parafina y el contenido de vacíos, respectivamente. Los coeficientes (a - a ) determinados por el modelo dentro de las secciones lineal y cuadrática dictan la influencia que cada variable respectiva tiene en el resultado. Los coeficientes de dos factores (a - a ) del modelo cuadrático anterior cuantifican el nivel de influencia que tienen las interacciones entre dos variables en el resultado [52-55].
Como se ha mencionado anteriormente, la formulación es un equilibrio entre varios aditivos y la RSM permite determinar, hasta cierto punto, los efectos de interacción entre dos variables controlables. Una vez creado el modelo, el RSM permite optimizar una mezcla basándose en las respuestas objetivo, maximizando o minimizando una respuesta específica. Las opciones disponibles a través de RSM son valiosas, ya que algunos aditivos pueden suponer un
aumento drástico del gasto en materias primas, por lo que se puede combinar la maximización de ciertos factores controlables y la minimización de otros para garantizar que se mitiguen los aumentos de costes.
Además, se puede dar a cada respuesta objetivo un valor de importancia que vaya de 0.1 a 10 si el usuario está más interesado en algunas respuestas en comparación con otras. Si todas las respuestas objetivo tienen la misma importancia, entonces el valor por defecto debería ser 1, y si una respuesta objetivo es crucial para el usuario, entonces el valor de importancia puede incrementarse hasta un valor de 10.
También se pueden asignar pesos a cada respuesta objetivo con valores que van de 0.1 a 10. Los pesos influyen en la forma de la función de deseabilidad entre los límites inferior/superior y el objetivo. La figura 1 muestra cómo los diferentes pesos pueden influir en la forma de la función de deseabilidad, donde puede verse que un peso mayor crea una forma y una convergencia más rápida hacia la respuesta objetivo.
39
Y = a0 + a1A + a2B + a3c + a4A² + a5B² + a6C² + a7AB + a8AC + a9BC
0 6 7 9
En resumen, variar el valor de importancia le da la capacidad al usuario para poner en prioridad unos objetivos, por ejemplo, una propiedad en especifica arriba de otra. Adicionalmente, cambiando el valor de los pesos de cada variable, se modifica la cantidad en que el valor cambia para la siguiente iteración. El peso tiene la capacidad de cambiar la velocidad en que la función converge ya que, si un variable
muy influenciable tiene un peso muy bajo, el cambio reducido va resultar en un tiempo mas largo para converger al resultado final.
En el fondo, se debe utilizar intuición sobre el proceso para poder ajustar el peso y el valor de importancia para poder llegar al resultado de interés rápidamente.
Aunque la función cuadrática es matemática, el análisis estadístico de este modelo de regresión es clave para su interpretación el modelo. Las variables dan intuición sobre la importancia de cada parámetro y del nivel de influencia al resultado (Y). Para el estudio de RSM se utilizó el programa Minitab® 20 y se seleccionó un nivel de confianza del 95 % como umbral de significación estadística. El diagrama de Pareto de los efectos estandarizados enumera los coeficientes estandarizados para entender qué términos tienen la mayor influencia en cada respuesta dada.
Al observar la magnitud del efecto estandarizado, el usuario puede entender qué factores controlables son los más influyentes y si una combinación de ellos crea un cambio significativo en la respuesta de salida.
Además, los coeficientes codificados, como los coeficientes y el valor p (0.05) de cada factor controlable respectivo, permiten al usuario determinar si un término específico es significativo. Si p ≤α, la asociación es estadísticamente significativa, y si p >α, la asociación no es estadísticamente significativa.
Por último, el resumen del modelo se describe mediante los siguientes parameters:
La desviación estándar de la distancia entre los valores de ajuste y los valores de los datos de entrada (S).
El porcentaje de variación dentro de la respuesta del modelo (R²).
El ajuste R² que es la variación en la respuesta ajustada por el número de predictores en el modelo en relación con el número de observaciones (R²adjusted).
El R² de las predicciones que indica lo bien que el modelo predice las observaciones eliminadas (R²predictions). Es importante señalar que si R²predictions es sustancialmente menor que R² entonces esto puede indicar que el modelo tiende a sobreajustarse.
DESARROLLO DE ALGORITMOS DE REDES NEURONALES ARTIFICIALES
La red neuronal artificial (RNA), que tiene no linealidad añadida en comparación con la RSM, es un potente método de modelado que puede
40 CIENCIA Y TECNOLOGÍA Revista SLTCaucho | Industria y Tecnología en América Latina (a) (b) (c)
0.1 0.1 0.1 1 10 10 10 1 1 1.0 0.5 0.0 Inferior Objetivo 1.0 0.5 0.0 Inferior Objetivo Superior 0.1 10 1 1.0 0.5 0.0 Objetivo Superior
Figura 1. Funciones de deseabilidad para diferentes objetivos y cómo los pesos influyen en sus respectivas formas. (a) Minimizar la respuesta, (b) alcanzar el valor objetivo y (c) maximizar la respuesta.
proximar funciones altamente no lineales y puede utilizarse para explorar relaciones complejas entre los parámetros de diseño experimental y las propiedades de los materiales.
La arquitectura básica de una RNA totalmente conectada puede verse en la figura 2. Consta de una capa de entrada, una o varias capas ocultas y una capa de salida. La capa de entrada toma los parámetros de diseño x=[A B C]^T incluyendo el azufre, el aceite de parafina y el contenido de vacíos, que luego se asignan a un espacio de alta dimensión en cada capa oculta utilizando una transformación lineal seguida de una activación no lineal representada como y =σ(W x+b).
Al final de la arquitectura, se incorpora una capa de salida con fines predictivos que resume las características mapeadas de las capas ocultas a la salida deseada y mediante una transformación lineal.
Durante el entrenamiento del modelo, los parámetros (pesos W y sesgos b) de la red se actualizan iterativamente para minimizar la diferencia entre los valores predichos y los experimentales (función de pérdida). La retropropagación sirve como algoritmo de diferenciación automática para calcular los gradientes de la función de pérdida con respecto a los parámetros del modelo. Los gradientes se utilizan entonces para actualizar los parámetros del modelo en la dirección de reducción de la pérdida.
En este estudio, se construyó una arquitectura de RNA utilizando Tensorflow (versión 2.0.0) y se ajustó para cada una de las cuatro propiedades del material, incluyendo la lectura del durómetro, σ , n y tan δ. Para ahorrar costos experimentales, el conjunto de datos para el entrenamiento y la validación se mantuvo relativamente pequeño, que contiene 326 instancias de datos.
Como resultado, los hiperparámetros de los modelos de RNA se ajustaron teniendo en cuenta varias consideraciones que evitan el sobre entrenamiento, la incorporación de capas de abandono y la detención temprana, así como el apalancamiento entre el número de parámetros del modelo y la precisión de la validación cruzada.
Azufre A B C Vacío Aceite de parafina Propiedad Objetivo Capa de entrada Capas ocultas Capas de salida h T relax relax h 41
Figura 2. . Arquitectura básica de la RNA.
Para encontrar el conjunto óptimo de hiperparámetros, se realizó una búsqueda en cuadrícula. La búsqueda en cuadrícula considera todas las combinaciones posibles de los hiperparámetros discretizados en el espacio de búsqueda pre-construido -incluyendo la tasa de aprendizaje (0.001, 0.003, 0.01), el número de capas ocultas (1, 2, 3) y el número de neuronas (16, 32, 64, 128, 256)- y evalúa el rendimiento del modelo con cada arquitectura NN. Los parámetros del modelo se optimizaron utilizando el error medio absoluto y el optimizador Adam, un optimizador comúnmente utilizado en la industria.
Además del poder de predicción, la relación entre las características de la mezcla y el rendimiento del material puede inferirse a partir de una RNA entrenada. Esto puede lograrse mediante un análisis de sensibilidad basado en el gradiente que estudia la influencia del contenido individual de la mezcla en cada una de las propiedades del material.
En el análisis de sensibilidad, los gradientes de la salida (cada propiedad del material) con respecto a la entrada (contenido de la mezcla) se calculan y se resumen para cada variable de entrada. Los valores de los gradientes pueden indicar cómo contribuye el contenido de la mezcla a determinadas prestaciones del material, lo que puede conducir a una logística de diseño informada por el ser humano para los nuevos materiales.
DESARROLLO DEL ALGORITMO DE REGRESIÓN DEL PROCESO GAUSSIANO
La regresión de procesos gaussianos (GPR) es otra clase de algoritmos de aprendizaje supervisado. A diferencia de las RNA, la GPR realiza predicciones probabilísticas en forma de media y varianza, por lo que se pueden calcular las incertidumbres de las predicciones. Con esta información, se pueden diseñar potencialmente experimentos adicionales dirigidos a la región con alta incertidumbre.
Otra ventaja de la RGP reside en su naturaleza "no paramétrica", por lo que es necesario aprender un mínimo de hiperparámetros. En comparación con las RNA, cuyo número de parámetros puede sumar fácilmente miles y millones al aumentar las capas, las GPR suelen llevar menos hiperparámetros que afinar. En general, la GPR pierde eficiencia para los datos de alta dimensión, pero funciona bien con conjuntos de datos pequeños. Matemáticamente, el GPR utiliza un proceso gaussiano a priori que se especifica mediante las medias y las matrices de covarianza de los datos de entrenamiento y validación/prueba. Las matrices de covarianza (hiperparámetros) se optimizan durante el proceso de entrenamiento y sirven para aproximar la similitud entre una entrada de prueba y las entradas de entrenamiento, lo que finalmente conduce a la predicción de la salida de prueba basada en las salidas de entrenamiento a través de la operación matricial.
Como se ilustra en un ejemplo unidimensional en la figura 3, el GPR aprende de los puntos de datos brindados (datos de entrenamiento) y predice los valores "y" con una media y una varianza. La región con datos de entrenamiento muestra una varianza más estrecha que la región sin datos de entrenamiento. A partir de la media y la varianza, se puede trazar una curva de muestra (línea discontinua) de la distribución predicha.
La meta de GPR es de que la varianza (sombreado celeste) se vaya minimizando hasta que quede una línea por arriba de la línea continua azul (la media). La minimización de la varianza se realiza por entrenar el algoritmo con experimentos que quedan en áreas con alta varianza (por ejemplo, los extremos dentro de la figura 3).
42
CIENCIA Y TECNOLOGÍA Revista SLTCaucho | Industria y Tecnología en América Latina
En este estudio, el modelo GPR se implementó utilizando la librería Scikit-learn (versión 0.24.2).

Se utilizó un kernel básico de función de base radial (RBF), y los hiperparámetros (parámetros de escala de longitud) se optimizaron durante el ajuste de los datos. Una vez más, se utilizó la validación cruzada de 5 veces para evaluar el rendimiento del modelo.
En el tercer artículo de esta investigación, se describirán los resultados experimentales.■
Ante cualquier consulta sobre las referencias enviar correo a: caucho@sltcaucho.org
4 2 0 -2 -4 -2.0 -1.5 -1 0 -0.5 0.0 0.5 1.0 1.5 2.0 y x Medio Muestra Puntos de datos
Figura 3. Una ilustración del GPR y de cómo un mayor número de datos aumenta la capacidad de predicción.
43
Retilox: soluciones tecnológicas

ENTREVISTADO
En esta edición de Revista SLTCaucho, entrevistamos a Antonio D'Angelo, CEO de Retilox, para conocer más sobre la historia de la empresa y sus soluciones innovadoras.
- Antonio, bienvenido. Muchas gracias por acceder a esta entrevista con la SLTC, por los 30 años del aniversario de Retilox.
- Muchas gracias por invitarme, un placer poder compartir contigo y con toda la comunidad de la SLTC.
- ¿En qué año y con qué objetivo nace Retilox inicialmente?
- Retilox comenzó en el año 1992 con el objetivo de diferenciarse en la cura peroxídica a través de especialidades, no solo desarrollándose en el mercado a través de peróxidos tradicionales, sino produciendo peróxidos especiales para aplicaciones
CEO
de Antonio D’Angelo (BRA) Federico Esteban (ARG)Retilox dangelo@retilox.com.br Lic. Comunicación UBA federico.esteban@naiades.com Reportaje como contraprestación de patrocinio oro de la SLTC.
ENTREVISTADOR
no comunes. Buscamos la sustitución de la cura con azufre y acelerantes en aplicaciones distintas como: EPDM, Nitrilo, Policloropreno, NR, SBR, EVA, entre tantos otros polímeros
- ¿Retilox sigue trabajando bajo esa misma premisa o se dedica actualmente a algo diferente?
- Cuando comenzamos, trabajábamos solamente con dos tipos de peróxidos: peróxido de Dicumilo y Bis Peróxido. Hoy trabajamos con 7 tipos de peróxidos, además de contar con una línea extensa y completa de coagentes de cura, muchas veces necesarios para lograr un mejor grado de cura
Hoy en día, tenemos una línea de más de 50 tipos de peróxidos modificados. Y la gran ventaja que tenemos es que hacemos productos prácticamente sobre fasón. Cuando un cliente tiene un proyecto importante, de un volumen significativo,

44 REPORTAJE RETILOX
Revista SLTCaucho | Industria y Tecnología en América Latina
creamos un tipo de peróxido específico para sus necesidades.
- ¿Cuáles han sido los principales logros de Retilox en estos 30 años?
- Nuestro logro principal es quebrar paradigmas, romper los mitos con hechos efectivos sobre la reticulación o crosslinking con peróxidos.
Es muy complicado cuando las principales escuelas de caucho hablan solamente sobre azufre y acelerantes. Pocos consultores del mercado hablan sobre la cura peroxídica. Entonces, nuestro gran trabajo es quebrar los paradigmas que aún existen sobre la cura con peróxidos.
Por ello brindamos, en las Jornadas Latinoamericanas de Tecnología del Caucho que se realizaron en Guatemala, una charla hablando de los mitos y verdades sobre la cura perodixílica. La gran mayoría de los técnicos creen que el peróxido es caro y no eficiente para la tracción, la abrasión y ciertas propiedades físicas del caucho. Estamos probando, a lo largo de estos 30 años, que esto no es verdad. Lo que pasa es que siempre se han vulcanizado artefactos curados con peróxidos a temperaturas de proceso no adecuadas para determinadas aplicaciones.
Desde Retilox, logramos producir suelas de tenis con peróxido, con una abrasión de 30 mm³, y llantas de neumáticos con mejor agarre en seco y mojado en el recauchutaje hecho con peróxidos en autoclave. Logramos aumentar la ganancia de productividad en la inyección de EVA con reducción del tiempo de curado y ganancias significativas en pigmentación, cintas transportadoras, entre otros.
Entramos en muchos segmentos que eran impensados unos años atrás, con nuevas soluciones tecnológicas. Otro ejemplo: en burletes de vulcanización continua para piel de vidrio de edificios o automotrices, con altísima productividad: un 30 % mayor que en azufre y acelerantes, reduciendo también el tiempo de curado.
Son muchos los logros y contamos con muchas novedades respecto a nuestras soluciones. Últimamente, ofrecemos hasta peróxidos emulsionados para la cura de guantes de caucho de nitrilo.
Invertimos mucho en investigación y desarrollo para poder ofrecer nuevas soluciones. De ahí sale nuestro lema: “Soluciones tecnológicas”. Este es nuestro gran enfoque.
- ¿Cuáles fueron los principales inconvenientes o desafíos que tuvieron que superar en este tiempo?
- Competimos con multinacionales que son productoras de peróxidos orgánicos y tienen en los peróxidos convencionales una ventaja muy grande. Por ello, hicimos un trabajo estratégico enfocándonos en especialidades químicas, fabricando productos completamente diferentes y haciendo una constante inversión en la asistencia técnica a los clientes. Los apoyamos con desarrollo y formulaciones, que es nuestro gran diferencial.
Somos una empresa nacional pequeña, pero en camino a la globalización. Teniendo que competir con los grandes proveedores internacionales, aquí estamos cumpliendo 30 años.
Invertimos mucho en investigación y desarrollo para poder ofrecer nuevas soluciones.
45
Nuestro gran trabajo es quebrar los paradigmas que aún existen sobre la cura con peróxidos.
- ¿Retilox tiene alcance solamente en Brasil o también trabajan en otros países?
- Recientemente realizamos grandes exportaciones hacia Europa. También exportamos hacia América del Norte y América Latina. Además, contamos con un programa para la internacionalización de la empresa, con el fin de poder participar en más mercados en los próximos dos años
El mercado ya nos conoce, por haber participado de las Jornadas Latinoamericanas de Tecnología del Caucho, pero no nos encontramos presentes físicamente en sus países. Tenemos presencia en otros mercados por las exportaciones, pero buscamos tener presencia física con nuestros productos en algunos países de Latinoamérica.
- Vinculado a esto ¿están desarrollando algún proyecto en especial, tienen un desafío puntal al que aspiran los próximos años?
- Como plan futuro buscamos tener cierta independencia respecto a las materias primas. Ya hemos producido en Brasil un peróxido de Dicumilo puro. En la década de los 90, tuvimos una planta en Bahía, la cual era una unidad de síntesis orgánica. Esta fue la primera planta de producción de peróxido puro en América Latina para el crosslinking, no para polimerización.
Después, con la apertura de los puertos y precios desde el mercado chino, no teníamos más competitividad. Pero este es un camino que queremos desarrollar para lograr mayor autonomía con respecto a algunas materias primas que necesitamos.
- Retilox apoya a SLTC en varios de sus proyectos. Como nos comentabas hace un rato, estuvieron presentes en varias ediciones de las Jornadas Latinoamericanas. ¿Cuál es tu opinión sobre el trabajo de la SLTC?
- Apoyamos desde el principio a la SLTC y continuaremos haciéndolo ya que nuestro compromiso con la comunidad es transferir conocimiento a las empresas que actúan con
la comunidad es transferir conocimiento a las empresas que actúan con la transformación del caucho. Lograr la integración técnica y tecnológica dentro del sector es de extrema importancia para el crecimiento de las empresas de caucho en muchos países.
Creemos que es muy importante contar con una entidad de gran importancia como lo es hoy la SLTC, que agrega gran valor y conocimiento a la industria del caucho, no solo a nivel latinoamericano sino a nivel mundial. Y tiene todo el apoyo de Retilox en la divulgación de tecnología y de conocimiento, apoyando el crecimiento de las personas que trabajan en la industria.
Tengo plena conciencia de que va a seguir creciendo mucho más. Tengo honra y orgullo de ser parte de esta sociedad tan importante.
- Personalmente, ¿cuál es tu sensación o reflexión personal sobre estos 30 años de Retilox?
- Me siento muy orgulloso porque conseguimos cumplir todos nuestros objetivos a pesar de que la cura con peróxidos esta “naciendo” en el mercado, en comparación a lo que representa la cura con azufre y acelerantes.
Creemos que podemos traer al mercado un cambio de concepción sobre la vulcanización, la productividad, la economía circular y la reciclabilidad, que son fundamentales para el momento que estamos viviendo. Podemos compartir y presentar nuevas soluciones que van en concordancia con las nuevas visiones sustentables del mundo, con un gran avance tecnológico. Tenemos mucho para presentar en los próximos años.
- Gracias Antonio por compartir este momento con nosotros.
- Muchas gracias por la oportunidad, un abrazo a todos los amigos de la SLTC. ■
46
Revista SLTCaucho
Tecnología
REPORTAJE RETILOX
| Industria y
en América Latina

Estrategias de sostenibilidad:
el caso de ARLANXEO
ENTREVISTADORA
pmalnati@jomsalva.com
ENTREVISTADA
anelisa.tofoli@arlanxeo.com
Iniciamos una serie de entrevistas para conocer las estrategias de sostenibilidad de las industrias del caucho. En esta primera edición, nos acompañó ARLANXEO, representada por Anelisa Tofoli, gerente técnica de servicios y aplicaciones de ARLANXEO Brasil para América Latina.


- ¿Cuál es la política de comunicación de ARLANXEO para sus productos?

- Utilizamos muchos tipos de comunicación para acercarnos a nuestros clientes. Nuestro principal canal es a través de la página web, donde los clientes pueden registrarse para acceder a solicitudes de servicios técnicos, formulaciones, fichas técnicas y especificaciones de ventas globales.
Además, hacemos muchas presentaciones técnicas a través de seminarios web y también en colaboración con nuestros distribuidores. Recientemente hemos
publicado el Rubber Book con mucha información sobre la tecnología del caucho, obtenida a través de conocimientos científicos durante décadas de estudio. También nos comunicamos a través de asociaciones regionales/sectoriales y redes sociales.
- ¿Cuál es la estrategia de sostenibilidad de ARLANXEO?
- La sostenibilidad está en el centro de la visión y la misión de ARLANXEO. Sobre esta base, la empresa estableció 6 áreas de actividad bien definidas. La visión de ARLANXEO es ser la empresa líder mundial en el suministro de soluciones sostenibles en elastómeros de alto rendimiento. La misión es proporcionar de forma segura y rentable soluciones competitivas que satisfagan las necesidades de nuestros clientes a través de una fuerza laboral comprometida, diversa e integradora, mientras se promueve la excelencia y la innovación.
48 SUSTENTABILIDAD Y RSE
Revista SLTCaucho | Industria y Tecnología en América Latina
Patricia Malnati (ARG)
Anelisa Tofoli (BRA)
¿En qué nuevos materiales está trabajando la empresa para reducir el impacto medioambiental de los productos de caucho?
ARLANXEO está trabajando en 6 áreas estratégicas. La primera está relacionada con la cuestión de las emisiones de gases de efecto invernadero de alcance 1 y 2 en todas las unidades de producción. Hay varios proyectos en marcha y otros en desarrollo para reducir el consumo de energía y disminuir estas emisiones. ARLANXEO aspira a lograr la neutralidad de carbono en 2050.
El segundo es la huella medioambiental del producto, donde ya se dispone de informes sobre los EPDM, producidos en Triunfo (Brasil) y en la planta de Geleen (Países Bajos). ARLANXEO está trabajando para obtener este informe para todas las líneas de productos.
En tercer lugar, tenemos una química responsable. Tenemos unos 12 proyectos en curso, en el área de antioxidantes, catalizadores, policloropreno libre de
nitrosamina, entre otros. Son muchos los proyectos en los que estamos trabajando para mantener una química responsable.
En el ámbito de las soluciones sostenibles, suministramos a los clientes proyectos de baterías, pilas de combustible, compuestos de caucho más sostenibles, NBR y EPDM de baja volatilidad. También estamos trabajando en adhesivos Baypren®, que es un policloropreno con disolventes más seguros o basados en fuentes renovables. Tenemos varias prioridades en este ámbito con el objetivo de ayudar a los clientes en sus desarrollos aportando soluciones a sus retos.
En cuanto a Responsabilidad Social, apoyamos actividades locales, con especial atención a la educación y el medio ambiente: prácticas, igualdad de oportunidades para todos en la industria del caucho, donaciones, limpieza de ríos y cooperación con escuelas y universidades. ARLANXEO trabaja intensamente en todas estas áreas. ■

49
Sostenibilidad en la industria de piezas de caucho
COLUMNISTA INVITADO
Mucho se ha hablado de la importancia de una gestión centrada en la sostenibilidad, basada en los principios de los ESG y la Agenda 2030. Pero, ¿qué acciones y prácticas están adoptando las empresas en el segmento de piezas de caucho? Inicialmente, es importante entender que cada empresa causa impactos (positivos y negativos) en los aspectos ambientales, sociales y económicos de la sociedad. Del mismo modo, las cuestiones económicas y socioambientales en la sociedad impactan y plantean riesgos en los negocios de las empresas.
Las empresas impactan en la sociedad

La sociedad impacta a las empresas
 Patricia Malnati (ARG) Presidenta de Jomsalva SA. Directora del comité de Sustentabilidad (SLTC)
COORDINADORA pmalnati@jomsalva.com
Patricia Malnati (ARG) Presidenta de Jomsalva SA. Directora del comité de Sustentabilidad (SLTC)
COORDINADORA pmalnati@jomsalva.com
Dentro de los impactos positivos que causa la industria de piezas de caucho, podemos mencionar la generación de empleos e ingresos, la recaudación de impuestos, el desarrollo económico, social y tecnológico; la capacitación y el desarrollo de las personas, y muchos otros beneficios.
En los impactos negativos, tenemos principalmente problemas ambientales como emisiones atmosféricas, efluentes líquidos, residuos sólidos industriales, degradación ambiental potencial, consumo de agua, electricidad y vapor; y consumo de recursos naturales escasos o no renovables, como derivados del petróleo (polímeros, negro de humo, aceites minerales y aditivos químicos) y derivados de recursos minerales (sílice, cargas minerales y otros productos).
50 SUSTENTABILIDAD Y RSE
Revista SLTCaucho | Industria y Tecnología en América Latina
Henrique De Oliveira Brito (BRA) henrique.brito@bristeinconsultoria.com.br
Los impactos que la sociedad tiene en las empresas están relacionados con la legislación, las costumbres y la cultura donde las mismas se insertan. Pero también con las megatendencias como el comportamiento y las preferencias de las generaciones Y y Z. Por otro lado, influyen el cambio climático, el calentamiento global, la escasez de recursos naturales, la adopción de tecnologías de la información disruptivas y la industria 4.0, entre otras variables.
En una lógica de gestión guiada por ESG y atenta a las demandas de la sociedad, se deben potenciar los impactos positivos y minimizar los negativos, gestionando los riesgos, manteniéndolos en niveles adecuados y aprovechando las buenas oportunidades relacionadas con el negocio de la empresa.
El análisis de artículos técnicos, conferencias y documentos de importantes organizaciones del sector de piezas de caucho (neumáticos, calzado deportivo y materias primas) nos da una indicación de algunas acciones que se están llevando a cabo en la industria.
Los impactos que la sociedad tiene en las empresas están relacionados con la legislación, las costumbres y la cultura donde las mismas se insertan. Pero también con las megatendencias como el comportamiento y las preferencias de las generaciones.
Comenzando con el diseño y desarrollo de productos y servicios, las empresas han enfocado esfuerzos en crear productos, servicios y modelos comerciales de soluciones circulares y bajas en carbono
En una lógica de gestión guiada por ESG y atenta a las demandas de la sociedad, se deben potenciar los impactos positivos y minimizar los negativos.
Por ejemplo, productos que consuman menos recursos y materiales, que sean más livianos, que ayuden a reducir el consumo de combustible, que tengan menos impacto en el medio ambiente, que tengan una menor huella de carbono y que utilicen productos reciclados o procedentes de la economía circular.
Las empresas también han desarrollado y utilizado materiales y suministros de alto rendimiento provenientes fuentes sostenibles, reemplazando derivados del petróleo y recursos minerales escasos, como polímeros de base biológica, biocargas, nanocargas, caucho natural y sus modificaciones ENR y DPNR; resinas vegetales (ésteres de brea), derivados de CNSL (cashew nut shell liquid), polvo de caucho micronizado, caucho regenerado, caucho desvulcanizado, negro de humo recuperado (rCB) de pirólisis de neumáticos fuera de uso, aceites vegetales que sustituyen a aceites minerales y sintéticos; sílice de ceniza de cáscara de arroz, antioxidante de base biológica (derivados de lignina), ácido esteárico vegetal, ayudantes de procesos de base biológica, desmoldeadores de bajo COV y a base de agua; fibras de reciclaje y diversos insumos como embalajes y palets sostenibles.
En la adquisición de materias primas, las empresas han adoptado prácticas responsables y sostenibles de compra, teniendo en cuenta las cuestiones ambientales, sociales y de gobernanza (ESG) en la selección de proveedores. Además, se encuentran trabajando con ellos para reducir las emisiones de gases de efecto invernadero.
51
Con énfasis en prácticas de compra, también contamos con el trabajo desarrollado por la Plataforma Global para el Caucho Natural Sostenible (GPSNR), creado con el objetivo de promover mejoras en el desempeño socioeconómico y ambiental de la cadena de valor del caucho natural en el mundo.

En la manufactura, las acciones están dirigidas a descarbonizar las operaciones, reducir las emisiones y aumentar la eficiencia. Como ejemplo de acciones, tenemos los esfuerzos para reducir el consumo de agua, electricidad y vapor; la sustitución de las fuentes de energía tradicionales y los combustibles fósiles por energía fotovoltaica, eólica y biomasa; la reducción o eliminación del uso de disolventes generadores de COV y sustancias especialmente preocupantes (SEP); la reducción de residuos industriales con posteriores aplicaciones de mayor valor añadido; y la implementación de la automatización industrial y la industria 4.0.
En el lugar de trabajo, las empresas han invertido en políticas para garantizar entornos seguros, inclusivos e igualitarios para todos los empleados
Como ejemplo, tenemos los programas de "cero accidentes" en el trabajo, acciones para permitir la participación plena y efectiva de mujeres con igualdad de oportunidades de liderazgo en todos los niveles de la organización, y acciones para promover una mayor diversidad, inclusión e igualdad.
Las acciones descritas anteriormente no son exhaustivas, pero sirven como ejemplos del accionar de muchas industrias de piezas de caucho. A la vez, pueden ayudar a otras empresas en su planificación.
Por lo tanto, lo importante a la hora de definir qué acciones a tomar, es conocer la cadena de valor de su negocio, identificar e involucrar a los grupos de interés, mapear los principales impactos y riesgos, priorizar los problemas materiales (aquellos que son relevantes desde el punto de vista de la empresa y de los grupos de interés) y establecer un plan de acción con objetivos que aborden estos temas materiales. ■
Si quieres leer este artículo en portugués, ingresa al siguiente enlace: https://bit.ly/3kyO2Rv
52
Revista
SUSTENTABILIDAD Y RSE
SLTCaucho | Industria y Tecnología en América Latina

Aplicación de negro de humo recuperado
como sustituto de negro de humo virgen en formulaciones con cauchos NBR - Parte 1

COLUMNISTA INVITADO
COORDINADORES
INTRODUCCIÓN
En los últimos años, el reciclaje de neumáticos se ha convertido en un tema prioritario. Una manera de recuperar parte de los componentes del neumático es mediante pirólisis, de la cual se obtiene, entre otros subproductos, un residuo sólido conocido como negro de humo recuperado [5].
Desafortunadamente, el negro de humo recuperado (o rCB por sus siglas en inglés) no es comparable al negro de humo en cuanto a prestaciones mecánicas, incluso cuando el tamaño de partícula y el de estructura son similares [2, 8]. Esto hace que el rCB proveniente de la pirolisis de neumáticos no sea capaz de sustituir el negro de humo convencional en formulaciones para neumáticos y, por consiguiente, no permita cerrar el ciclo de reciclaje del negro de humo [6]. Sin embargo, esto no significa que
el rCB no pueda ser usado en otros elastómeros para otras aplicaciones de manera satisfactoria [7].
Otros factores que juegan un gran papel en las prestaciones del rCB son la pureza (% de ceniza), la limpieza (% de volátiles), la cantidad de residuos carbonáceos, la química superficial y la distribución del tamaño de los agregados [1, 2, 8]. La limpieza se define por la cantidad de residuos volátiles presentes en el negro de humo, de los cuales algunos pueden ser hidrocarburos aromáticos policíclicos (PAH). Como puede verse en el gráfico 1, algunos de los rCB en el mercado ofrecen unas concentraciones de PAH mucho más bajas que algunos grados convencionales de negro de humo [1]. Cierto es que se pueden adquirir grados de negro de humo estándar con bajo contenido en PAH, pero poseen un precio superior al rCB por tonelada.

54 RECICLAJE DE NEUMÁTICOS
Revista SLTCaucho | Industria y Tecnología en América Latina
Antonio López Cerdán (ESP)
Karina Potarsky (ARG)
Directora del Comité de Reciclaje de la SLTC y Directora INTI - Caucho.
Emanuel Bertalot (ARG) Vicedirector del Comité de Reciclaje de la SLTC.
coladecaballo37@gmail.com
Además, gobiernos como el de Alemania o EE.UU. están imponiendo medidas para restringir el contenido de PAH que puede estar presente en las formulaciones de caucho para aplicaciones en el sector alimentario, agrario y usos en contacto directo con la piel [3].
Los bajos valores de PAH obtenidos en los rCB son los que motivaron este trabajo. El objetivo de este estudio es determinar el posible uso de negro de humo recuperado (rCB) para formulaciones de caucho acrilonitrilo butadieno (NBR) como sustituto parcial de negro de humo virgen, dado que este caucho es ampliamente usado en aplicaciones en la industria alimentaria.
MATERIALES Y PROCEDIMIENTO
Dos muestras de negros de humo fueron estudiadas: N660 y rCB comercial. Las propiedades coloidales de ambas muestras pueden verse en la tabla 1
• Formulación y mezclado: seis mezclas fueron realizadas, variando la proporción de N660 - rCB progresivamente remplazando uno por el otro. Las formulaciones completas pueden encontrase en la tabla 3. Los compuestos se formularon en un mezclador HAAKE Rheomix OS/3000 de 379 cm³ de capacidad con rotores tipo “Banbury” programado a 40 °C y 60 rpm, siguiendo el ciclo de mezclado indicado en la tabla 4. El factor de llenado empleado fue del 70 %.
• Condiciones de vulcanizado: planchas de 250 mm x 250 mm x 2 mm fueron vulcanizadas a 180 °C durante 2.5 minutos.
• Reometría: fue realizada a 180 °C durante 10 minutos, bajo la norma ASTM D5289.
• Análisis de dispersión: secciones de caucho vulcanizado fueron preparadas usando cuchillas nuevas y se obtuvieron imágenes usando un microscopio óptico con una magnificación 5x. Mapas 3D de la superficie (magnificación 250x) fueron generados usando un microscopio electrónico de barrido (en inglés, Scanning Electron Macroscope SEM) Hitachi TM3030.
Gráfico 1. Concentración de PAH en diferentes negros de humo y rCB.Total PAH Content, ppm 0 100 200 300 400 500 600 700 800 900 1000 Fuente: [1] N772 N550 N550U rCB #2 #8 #9 #12 #14 rCB rCB rCB rCB
Tabla 1. Propiedades coloidales. Todos los resultados producidos y expuestos en diferentes tablas y gráficas han sido producidos por Artis.
Propiedad Norma Unidades N660 rCB Área superficial total BET (NSA) Área superficial externa (STSA) Volumen en vacío (a 75 MPa) Transmitancia Tolueno Concentración Carbono Concentración Ceniza ASTM D6556 ASTM D6556 ASTM D7854 ASTM D1618m²/g m²/g cm³/100 g % % % 33.2 31.4 49.2 84 < 99.5 % > 0.5 % 79.2 64.9 45 100 < 80 % > 20 % 55
El objetivo de este estudio es determinar el posible uso de negro de humo recuperado (rCB) para formulaciones de caucho acrilonitrilo butadieno (NBR) como sustituto parcial de negro de humo virgen.
RECICLAJE DE NEUMÁTICOS
• Dureza: la dureza Shore A fue evaluada siguiendo la norma ASTM D2240.
• Análisis dinámico-mecánico (DMA): ensayos de barrido de temperatura fueron realizados en tensión (probetas de 2 mm x 2 mm x 10 mm) entre -80 °C y 80 °C (a 4 °C / minuto de incremento), 10Hz y DSA (por sus siglas en inglés, Double Strain Amplitude) de 0.13 % usando un Perkin-Elmer DMA8000.
Tracción: los ensayos de tracción fueron realizados siguiendo la norma BS ISO 37 utilizando probetas tipo 2.
• Compression Set: la deformación remanente fue medida tras 24 horas a 70 °C siguiendo la norma ISO815-1.
• Hinchamiento en líquido: fue determinado siguiendo la norma BS ISO 1817:2015 a 100 °C durante 72 horas en un aceite normalizado (IRM901).
Mezclado
Mezcladora con capacidad de 379 cm³. Rotores tipo “Banbury”. Condiciones iniciales: 40 °C y 60 rpm. -
Reometría MDR a 180 °C por 10 minutos.
ALPHA TECHNOLOGIES Rheometer MDR 2000.
Vulcanizado
Piezas: 250x250x2 mm 180 °C por 2,5 minutos. -
Dureza Shore A.
Tracción
Probetas tipo 2.
Compression Set
Hinchamiento en líquido
Dispersión
Probetas 6.3x13ømm, 24 horas a 70 °C.
Moldes de compresión.
DMA
72 horas a 100 °C. Medio: IRM901.
Microscopio óptico. Magnificación 5x. SEM. Mapas 3D de la superficie. Magnificación 250x.
Barrido entre -80 °C y 80 °C/m de incremento 10 Hz y DSA de 0.13 %. Probetas de 2x2x10mm.
56
Revista SLTCaucho | Industria y Tecnología en América Latina
ASTM d5289.
ASTM D2240.
BS ISO 37.
Norma Aparato -
Experimento Condiciones
HAAKE Rheomix OS/3000.
Wallace Shore A Hardness Tester Lloyd LR5K plus. - ISO815-1.
BS ISO 1817:2015.
Olympus BX51. Hitachi TM3030 SEM. Procedimiento desarrollado por Ar tis.
-
Perkin-Elmer DMA8000.
Añadir NBR. Bajar el pistón. Comienzo.
Subir el pistón. Añadir carga reforzante, óxido de zinc, ácido esteárico, 6PPD y cera parafínica.
Bajar el pistón.
Subir el pistón. Añadir MBTS, ZDBC, TMTM y azufre. Bajar el pistón.
Fin.
RESULTADOS Y DISCUSIÓN
Reometría: los datos de la Reometría realizada a los seis compuestos pueden encontrarse en la tabla
5. Remplazar negro de humo N660 por rCB no parece tener un efecto reseñable en propiedades como el torque máximo (máx.) y el tiempo de prevulcanización (ts2).
Sin embargo, la viscosidad o torque mínimo (mín.) sí se ha visto afectada: incrementa a medida que el porcentaje de rCB aumenta. Esto es debido a la inferior dispersión del rCB sobre N660, y a la mayor STSA del rCB en comparación con N660. También se puede observar como el tiempo de vulcanizado (T90) se reduce a medida que aumentamos el tiempo de vulcanizado. Las curvas de reometría se pueden ver en la gráfica 2
58
Revista SLTCaucho | Industria y Tecnología en América Latina
RECICLAJE DE NEUMÁTICOS
Tabla 5. Datos reométricos.
Tiempo (s) Condiciones iniciales (40 °C - 60 rpm) Acción 0 30 60 210 300
Tabla 4. Ciclo de mezclado.
Unidades rCB en NBR 0 % rCB en NBR 5 % rCB en NBR 10 % rCB en NBR 50 % rCB en NBR 100 % rCB en NBR 25 % Torque Mín. Torque Máx. TS2. T90. 1.41 20.77 0.52 1.11 dN.m dN.m Minutos. Minutos. 1.87 20.66 0.54 0.90 1.64 19.79 0.55 0.92 1.53 19.64 0.54 0.93 1.47 19.92 0.53 0.98 1.43 19.82 0.54 0.99
Dispersión: todas las imágenes obtenidas para el estudio de la dispersión pueden hallarse en la figura 1. Todas las muestras han obtenido buenos niveles de dispersión. Aun así, es posible observar que, a medida que se va incrementando la cantidad de rCB presente en el compuesto, peor es la dispersión que presentan las cargas. Esto indica que el rCB usado para este estudio es más difícil de dispersar que el N660.


El aparente empeoramiento de la dispersión de rCB se debe a este presenta unos residuos carbonáceos que unen químicamente partículas de negro de humo durante la pirolisis de neumáticos. Estas uniones químicas forman grandes aglomerados de rCB que son muy difícil de dispersar. La formación de dichos residuos se puede minimizar durante la pirolisis, pero esto conlleva un aumento en la cantidad de contenido orgánico (incluyendo PAH). Por tanto, al reducir la formación de residuos carbonáceos y mejorar la dispersabilidad, aumentaremos la concentración de PAH. [1]
 Gráfico 2. Curvas reométricas.
rCB en NBR – 0 %
Gráfico 2. Curvas reométricas.
rCB en NBR – 0 %
59
Revista SLTCaucho | Industria y Tecnología en América Latina
RECICLAJE DE NEUMÁTICOS




rCB en NBR – 5 %
rCB en NBR – 10 %

rCB en NBR – 25 %

60
Figura 1. Análisis de dispersión. Imágenes de microscopio óptico (izquierda) y mapas de superficie 3D SEM (derecha).
En la próxima entrega de RevistaSLTCaucho, presentaremos la segunda parte de esta investigación, retomando los resultados obtenidos y la conclusión. ■
REFERENCIAS
1. C. Norris, S. Renegar: The Influence of Pyrolysis Residues on the Properties of Recovered Carbon Black, IRC 2019, Londres 05/09/2019.
2. C. Norris. How to Maximize the Performance of rCB, SMG 2020, Londres05/02/2020.
3. M. White. Carbon Black Regulatory Overview SMG 2020, Londres 05/02/2020.
4. C. Norris, M. Hale, and M. Bennett, “Pyrolytic carbon: factors controlling in-rubber performance” Plast. Rubber Compos., vol. 43, no. 8, pp. 245–256, 2014.


5. AA. Quek and R. Balasubramanian, “Liquefaction of waste tires by pyrolysis for oil and chemicals - A review,” J. Anal. Appl. Pyrolysis, vol. 101, pp. 1–16, 2013.
6. Nocolaus Probst, Progress on recovered Carbon Black from Waste Tire Pyrolysis, KGK rubberpoint, 1 2021, pag35-40.


7. C. Norris, S. Renegar: The Influence of Pyrolysis Residues on the Properties of Recovered Carbon Black, IRC 2019, Londres 05/09/2019.
8. L. Moulin, S. Da Silva, A. Bounaceur, M. Herblot, and Y. Soudais, “Assessment of Recovered Carbon Black Obtained by Waste Tires Steam Water Thermolysis: An Industrial Application” Waste and Biomass Valorization, vol. 8, no. 8, pp. 2757–2770, 2017.
rCB en NBR – 50 % rCB en NBR – 100 %61
Figura 1. Análisis de dispersión. Imágenes de microscopio óptico (izquierda) y mapas de superficie 3D SEM (derecha).
Acuerdo con Revista Caucho del Consorcio Nacional de Industriales del Caucho (España) para el intercambio de artículos de interés entre ambas publicaciones | www.consorciocaucho.es
La hoja de ruta general de la Industria 4.0, en la que se enmarca el proyecto Moldcaucho, es avanzar hacia la digitalización de los procesos de moldeo de caucho, para hacerlos más eficientes, competitivos y respetuosos con el medio ambiente
Esta herramienta sirve para la optimización del diseño de moldes y del proceso de fabricación de piezas de caucho.





62
Proyecto Moldcaucho: herramienta para la optimización del diseño de moldes y del proceso de fabricación de piezas de caucho
PROBLEMÁTICA ABORDADA EN LA INDUSTRIA TRANSFORMADORA DE CAUCHO
El foco principal del proyecto es aumentar la productividad y calidad de los componentes fabricados en moldes multi-cavidad, en los que posibles gradientes de temperatura dentro del molde pueden provocar diferencias de temperatura entre las diferentes cavidades, lo que repercute en una mayor variabilidad en las piezas producidas.
Para ello, Moldcaucho tiene como objetivo el desarrollo de una herramienta, basada en simulación, para apoyar el diseño de molde y la selección de parámetros de proceso óptimos en la fabricación de piezas de caucho mediante moldeo por inyección.
El fin último y el beneficio para la empresa es poder tener disponible una herramienta con una doble función:
En fase de diseño de molde: la simulación permitirá conocer la distribución óptima de temperaturas en el molde, como ayuda a la ubicación de sensores y la detección de zonas con necesidad de implementar zonas locales calefactadas.
En fase de puesta en marcha de proceso y posteriormente en producción: la herramienta predecirá de forma rápida las características de la pieza que se esté fabricando y contribuirá a la elección de los parámetros de proceso para conseguir una fabricación óptima (vulcanización, tiempo de ciclo, etc.).



PROYECTO DESARROLLADO DENTRO DEL MARCO DE LA AEI
El proyecto ha sido subvencionado por el Ministerio de Industria, Comercio y Turismo de España, en su programa de apoyo a Agrupaciones Empresariales Innovadoras (AEI). Este tiene como fin mejorar la competitividad de las pequeñas y medianas empresas del país, en el marco del Plan de Recuperación, Transformación y Resiliencia.
El Consorcio Nacional del Caucho, como AEI, ha coordinado el proyecto, en el cual han participado ITAINNOVA, como organismo público de investigación, y dos PYMES: MIJU, especializada en la fabricación de piezas de caucho por compresión, transferencia e inyección, y MOLWELD, empresa de desarrollo, fabricación y reparación de moldes.
CASO DE USO EN EL SECTOR DEL AUTOMÓVIL
Para el desarrollo del proyecto, MIJU seleccionó el caso de uso de un componente para el sector automoción, con requerimientos funcionales específicos. Se requirió comenzar el trabajo con el desarrollo de una mezcla de caucho específica para esta aplicación. El conjunto, perteneciente al sistema de refrigeración, debía deslizar con mínima fricción, pero garantizando el sellado, lo que obligaba a unas tolerancias dimensionales muy estrechas.
La compatibilidad química con el líquido refrigerante, el rango de temperaturas de operación de -35 ºC a 110 ºC (con picos de 130 ºC) y las características funcionales requeridas (se requería una dureza 85 Shore A) llevaron a MIJU al desarrollo de una mezcla EPDM con sistema de curado en base peróxido. Dicha mezcla resultaba en una viscosidad muy elevada, por lo que su inyección podría ser dificultosa.
Por ello, MIJU, junto al MOLWELD, siguieron un proceso de desarrollo del molde en dos etapas. En primer lugar, trabajando sobre un molde prototipo, se realizaron pruebas básicas de inyección y se investigó la contracción del componente. Dicha información fue la base del diseño del molde multicavidad, soportado por simulaciones de inyección básicas
CONVENIO CON REVISTA
63
CAUCHO (ESPAÑA) CONSORCIO NACIONAL DE INDUSTRIALES DEL CAUCHO
Junta de goma y vista del molde multicavidad.
El material final desarrollado fue analizado de forma completa para validar los requerimientos funcionales y de procesabilidad. En particular, se determinaron las características de material necesarias para la simulación detallada del proceso de inyección.
HERRAMIENTA PARA LA PUESTA A PUNTO DEL PROCESO
ITAINNOVA ha creado un gemelo digital basado en la física del problema para este caso demostrador. Para su desarrollo, el primer paso ha sido la creación un modelo de detalle del molde multicavidad para simulación de la inyección, incorporando los modelos de material ajustados con la caracterización realizada, elementos calefactores y sensores virtuales.
Dicho modelo incorpora la base física de los fenómenos físico-químicos que suceden durante el procesado. Básicamente, se trataba de simular un flujo transitorio no isotermo de un fluido viscoso no newtoniano en el que entran en juego distintos mecanismos físicos, tanto de transmisión de calor por conducción (calor transmitido del molde al flujo con el que está en contacto), convección (calor perdido a través de las paredes del molde con el exterior) y por resistencias térmicas de contacto, además de la propia cinética de la reacción de vulcanización, que entre otros efectos, cambios de volumen en las cavidades (relación pvTC).


De los numerosos resultados que la simulación ofrece, se han seleccionado aquellos de mayor interés para el inyector. Por una parte, aquellos relativos a los límites del proceso, como la máxima presión alcanzada o la fuerza de cierre necesaria. Por otra, los relativos a las características de las piezas obtenidas de las diferentes cavidades, como las diferencias de temperatura y grado de curado en cada cavidad y entre cavidades, además de las características dimensionales de las juntas (diámetros).
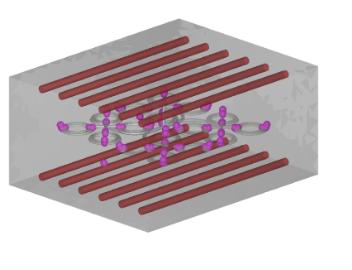
CONVENIO CON REVISTA CAUCHO (ESPAÑA) CONSORCIO NACIONAL DE INDUSTRIALES DEL CAUCHO 64
Molde montando en prensa y modelo de simulación.
Distribución de temperaturas en molde y en las cavidades.
Para extraer el máximo conocimiento de modelos de simulación, se ha realizado un diseño de experimentos (DOE) en el cual se variaban los parámetros de proceso en rangos amplios. De dichas simulaciones se extraen los resultados claves definidos. Dicha información, consistente en las combinaciones de parámetros de entrada junto a la lista de resultados obtenidos, es utilizada para generar unos modelos de orden reducido (MOR) que encapsulan el conocimiento generado en expresiones matemáticas para cada resultado, evaluables en tiempo real
Para que el usuario pueda utilizar estos modelos de forma interactiva, se hacen operativos (imagen 1-a) a través de la interfaz de usuario mostrada en la siguiente figura:
La funcionalidad de esta herramienta permite evaluar cualquier combinación de parámetros de proceso en los rangos definidos (imagen 1-b) y obtener de forma instantánea, no solo el valor predicho de cualquier variable (imagen 1-c y 1-d) en esa combinación, sino también cómo cada parámetro afecta a cada resultado (imagen 1-e). También permite al usuario definir límites y tolerancias para cada resultado.
Dicha herramienta da soporte a la toma de decisiones sobre los parámetros de proceso, proporcionando un conocimiento por anticipado de la sensibilidad de los parámetros de proceso; y puede usarse en tiempo real para guiar las pruebas de inyección en la puesta en marcha del proceso. Por ejemplo, se puede elegir un curado mínimo objetivo y con ella buscar, en la cavidad más desfavorable, cuál es el tiempo de vulcanizado mínimo necesario.
PROSPECTIVA PARA MEJORAR LA UNIFORMIDAD TÉRMICA DEL PROCESO
El estándar de producción basado en utilizar moldes en una prensa de platos calientes ofrece limitadas posibilidades para mejorar grado de uniformidad térmica en el molde, dado que la regulación térmica de los platos forma parte del control de la prensa y ésta habitualmente no permite acceder a ese control más allá de seleccionar la temperatura objetivo.
1. Herramienta de ajuste de parámetros de proceso.
CONVENIO CON REVISTA CAUCHO (ESPAÑA) CONSORCIO NACIONAL DE INDUSTRIALES DEL CAUCHO 65
Imagen
ROM visualization ROM_Moldcaucho_Lipseal Output Vari... FuerzaMaxCierre_[Ton] In uence of every dimension in... ITAINNOVA property Predicitons Tolerances FuerzaMaxCierre_[Ton]: 109.727 t_inyeccion_[ s ] 40 SegundaPr_[ MPa ] 20 t_SegundaPr_[ s ] 15 %CambioVP_[ % ] 97 t_Vulcanizado_[ s ] 900 T_Masa_[ °C ] 80 T_Platos_[ °C ] 185 MaxPrLlenado_ [ MPa ] 30 In uence of every dimension individually t_SegundaPr_[ s ] %CambioVP_[%] t_Vulcanizado_[s] T_Platos_[° C] SegundaPr_[MPa] MaxPrLlenado_[MPa] t_inyeccion_[s] T_Masa_[° C] 150 125 100 75 20 30 40 50 60 20 25 30 35 40 10 15 20 25 30 5 10 15 20 25 95 96 97 98 99 170 180 190 200 0 500 1000 1500 60 70 80 90 100 150 125 100 75 x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x x xxxxxxxxx xxxxxxx x x a) b) c) d) e)
La parte final del proyecto Moldcaucho ha tratado de investigar cual serían los potenciales beneficios de poder actuar sobre el control térmico de los platos de la prensa y, adicionalmente, proveer al molde de un sistema de calefacción accesorio Para ello, se ha completado el modelo de simulación de la inyección con la posibilidad de modificar el reparto de potencia entre las resistencias ubicadas en diferentes zonas, a las que además se han añadido unos cinturones calefactados periféricos en el molde.
La comparativa de escenarios realizada permite estimar la potencial mejora en uniformidad térmica entre cavidades del molde, que ha permitido pasar de aproximadamente 8 ºC de diferencia máxima a una diferencia de estimada de 1 ºC. Esta mayor uniformidad térmica hace que el vulcanizado de las piezas progrese más uniformemente. Evaluado en un punto de vulcanizado intermedio, las mayores diferencias en curado pasan del 28 % al 10 %.
El modelo se ha explotado de la misma forma descrita anteriormente, es decir, a través de un DOE de simulaciones, encapsulación de resultados en modelos de orden reducido y su importación en una interfaz de usuario para su análisis.
Mediante el uso de la aplicación, se han realizado optimizaciones de distribución de potencia en varios escenarios. Como referencia se ha utilizado el control actual, que aporta una potencia distribuida uniformemente entre las resistencias de los platos. El segundo escenario optimiza las potencias suministradas a las resistencias de cartucho de los platos. Por último, el tercer escenario incluye también en la optimización las potencias de los cinturones laterales.





CONVENIO CON REVISTA CAUCHO (ESPAÑA) CONSORCIO NACIONAL DE INDUSTRIALES DEL CAUCHO 66 Diferencia máxima temperatura EOC (%) Diferencia máxima curado EOC (%) Cartuchos optimizado Cartuchos actual Cartuchos + cinturones optimizado 30 25 20 15 10 5 0 9 8 7 6 5 4 3 2 1 0
Diferencia máxima temperatura EOC (%) Diferencia máxima curado EOC (%) Cartuchos optimizado Cartuchos actual Cartuchos + cinturones optimizado Cartuchos optimizado Cartuchos actual Cartuchos + cinturones optimizado 30 25 20 15 10 5 0 9 8 7 6 5 4 3 2 1 0
Zonas independientes de control térmico.
Zonas
independientes de control térmico.
CONCLUSIONES
Como conclusión de esta segunda parte del proyecto, un control térmico por zonas independientes permitiría conseguir reducir aún más los gradientes térmicos en comparación al control estándar, lo que repercutiría directamente en mejora de calidad de la pieza y ajuste del tiempo de ciclo. En una futura implementación, los modelos de orden reducido basados en simulación, desarrollados en el marco del presente proyecto, podrían utilizarse como predictores en los algoritmos de control térmico de los platos y el molde.
El proyecto MOLDCAUCHO ha sido subvencionado por el Ministerio de Industria, Comercio y Turismo, en su programa de apoyo a Agrupaciones Empresariales Innovadoras (AEI).■


Autor: Manuel Laspalas, Materiales y Componentes.

67
CONVENIO CON REVISTA CAUCHO (ESPAÑA) CONSORCIO NACIONAL DE INDUSTRIALES DEL CAUCHO
Acuerdo con Revista Caucho del Consorcio Nacional de Industriales del Caucho (España) para el intercambio de artículos de interés entre ambas publicaciones | www.consorciocaucho.es
Proceso regulatorio para la prohibición del relleno de caucho
La Comisión Europea (CE) propone restringir el uso de relleno de caucho utilizado en campos de césped sintético, ya que las partículas de caucho que quedan libres en el ambiente han sido clasificadas como microplásticos añadidos intencionalmente.

Las recomendaciones de la CE sobre las restricciones para la colocación de microplásticos agregados intencionadamente en el mercado europeo (Anexo XVII REACH1) buscan prohibir la venta futura de relleno de microplásticos, como lo es el granulado de neumáticos al final de su vida útil para sistemas de césped sintético. En ese sentido, la CE propone un período de transición de seis años en el punto de venta antes de que la nueva restricción entre en vigor.
Los hallazgos de la Comisión se produjeron a partir de una investigación publicada a principios de 2022 en la cual, por primera vez, se detectó contaminación por microplásticos en la sangre humana en casi el 80 % de las personas analizadas.
Si bien se desconoce el impacto de la contaminación en la salud del cuerpo, los investigadores están preocupados ya que los mismos causan daño a las células humanas en el laboratorio. Además, se encuentra comprobado que las partículas contaminantes del aire ingresan al cuerpo y causan millones de muertes prematuras al año.
68
Pese a que cualquier legislación de la CE solo se aplicará a sus países miembros en Europa, se espera que afecte el uso de caucho y plástico reciclados como relleno de superficies sintéticas alrededor de todo el mundo.
En respuesta a la recomendación, el Consejo Europeo de Césped Sintético ha publicado un documento de posición que identifica los riesgos y oportunidades de la prohibición propuesta. Si bien está de acuerdo con los objetivos para reducir las emisiones de microplásticos agregados intencionalmente, en lugar de prohibir, propone gestionar el riesgo. Para ello, se está desarrollando el Informe técnico CEN 175193 para el control y la mitigación de dichas emisiones
En cuanto al período de transición de seis años, se espera que las superficies actuales se puedan utilizar durante al menos 10 años, aunque muchos campos existentes pueden tener dificultades para alcanzar su vida útil completa debido a la incapacidad de comprar los materiales requeridos para su mantenimiento. Esto obliga a las comunidades, escuelas y clubes deportivos a reemplazar las superficies prematuramente o correr el riesgo de deterioros en la calidad y seguridad de sus campos.
Por lo tanto, se solicita que el período de transición se extienda a diez años para permitir que aquellos que han invertido recientemente en nuevos campos consigan obtener la vida operativa completa que anticiparon.
La legislación propuesta no requiere que se lleven a cabo acciones retrospectivas en los campos actuales. Desde ya, esto habría sido una carga significativa para los propietarios y operadores de las instalaciones. Sin embargo, es necesario incitarlos a que gestionen y mantengan de manera responsable sus campos, para que no permitan que el relleno migre al medio ambiente. Esto incluye la adopción de la guía descrita en el Informe técnico CEN 17519 para todos los campos nuevos que utilizarán rellenos de microplásticos durante la fase de transición.
La prohibición de microplásticos agregados intencionalmente no cambia las ventajas que los sistemas de césped ofrecen a los millones de personas que los disfrutan cada año. Estos campos brindan superficies duraderas y de alta calidad, que permiten a las comunidades europeas beneficiarse de las ventajas que el deporte y la actividad física proporcionan: mejorar la salud física, promover la inclusión social y generar bienestar mental.
La decisión de la Comisión Europea supondrá un reto para la mayoría de los mercados europeos en los que estos rellenos han demostrado ser los más populares. Aunque se han llevado a cabo muchos esfuerzos de investigación y desarrollo en el período previo a la decisión de la CE, la industria encontrará un desafío para realizar una transición completa dentro del período propuesto de seis años. Esto refuerza aún más la solicitud de extender el plazo, para permitir un cambio más controlado.
Por otra parte, la Federación Europea de Industrias del Reciclaje (EuRIC), la Federación Española para la Recuperación y el Reciclaje (FER) y el Sistema Colectivo de Gestión de Neumáticos al Final de su Vida Útil en España (SIGNUS) han alertado de las importantes consecuencias de la propuesta de la Comisión, considerando que la misma no tuvo en cuenta otras medidas igualmente eficientes y con menor impacto ambiental que ya se llevan a cabo.
En Europa, cada año se reciclan alrededor de 150 millones de neumáticos, lo que supone un neumático por cada tres ciudadanos. El caucho procedente tiene una amplia gama de usos prácticos, entre ellos, se encuentra su aplicación en césped artificial, utilizado en campos de fútbol, parques infantiles y su uso en la construcción de carreteras. Por tanto, la prohibición del caucho reciclado en campos de césped artificial supone un mayor impacto ambiental. La EuRIC, FER y SIGNUS instan a la Unión Europea a reconsiderar el valor del caucho procedente del reciclado por sus beneficios sociales, económicos y ambientales.
CONVENIO CON REVISTA CAUCHO (ESPAÑA) CONSORCIO NACIONAL DE INDUSTRIALES DEL CAUCHO 69
No obstante, con la prohibición del uso de este material, el problema no se solucionaría: la liberación de microplásticos procedentes del filamento del propio césped artificial será mayor, tal y como se demuestra en los resultados de la monitorización del campo que se está haciendo en Ribeira (A Coruña).
Con la propuesta actual, más de los 10.000.000 neumáticos que se destinan en España a esta aplicación no tendrían destino como productos reciclados y podrían acumularse o correr el riesgo de ser exportados fuera de la UE para su incineración, donde las normas medioambientales son menos estrictas. Si esto sucede, no se llevaría a cabo una política climática eficaz.
Además de las estrictas medidas de control y gestión de riesgos para limitar la liberación de microplásticos que aplican organizaciones líderes como la FIFA, en la UE ya existe una economía circular de neumáticos que cumple con el Registro, Evaluación, Autorización y Restricción de Sustancias Químicas (REACH), evitando de este modo un elevado número de emisiones de CO2 a la atmósfera. Si consideramos las aproximadamente 80.000 toneladas de neumáticos que suelen destinarse en España a esta aplicación, se obtienen 178.000 toneladas de CO2 eq/año.

Por tanto, si la Comisión Europea prohíbe el uso de caucho reciclado de neumáticos al final de su vida útil en este tipo de superficies deportivas, se generará un problema medioambiental muy superior al que se pretende evitar. Es decir, si la actual propuesta sale adelante, nos encontraremos con una inmensa cantidad de neumáticos sin alternativas de reciclado.
Por esto, llevar a cabo medidas de control en las superficies deportivas son la mejor solución económica, técnica y sobre todo ambiental, que es lo que se reclama desde la industria europea del reciclaje. Por otro lado, el perjuicio económico también puede ser considerable, al ponerse en riesgo un volumen de negocio en España de 11,3 millones de euros.
En este marco, los recicladores instan encarecidamente a la UE a reconsiderar el valor de este material procedente del reciclado, permitiendo el uso de granulado procedente de neumático al final de su vida útil y considerando estrictas medidas de control para las superficies deportivas de césped artificial, de acuerdo con a la norma CEN/TR 17519. ■
Fuentes:
Environmental
Australasian LEISURE
AutoPneu
Residuos Profesional
70
CONVENIO CON REVISTA CAUCHO (ESPAÑA) CONSORCIO NACIONAL DE INDUSTRIALES DEL CAUCHO










Elastómeros y sus propiedades
P ropied ade s de pol í mero s ut i l i z ado s pa r a ju nt a s
L o s va lore s son solo or ient at ivo s Su st a nc i a s ac t iva s e spec i a le s pueden tener propied ade s d i ferente s L a
temper at u r a m á x i m a de empleo depende de l a v id a
út i l de sead a y del med io
Referenci a s:
++ M uy bu e no
= Bue no - M alo
Ante el pedido extenso de lectores, se vuelve a emitir la presente ficha técnica publicada en junio de 2016.
72 FICHA TÉCNICA COLECCIONABLE Revista SLTCaucho | Industria y Tecnología en América Latina
39 COMPARACIÓN DE ELASTÓMEROS: PROPIEDADES DE POLÍMEROS USADOS EN JUNTAS Elastómeros NR SBR EPDM CSM IIR CR NBR ACM T ECO VMQ FKM FFKM FVMQ PTFE (termoplastos) AU/ EU Temp de uso ºC Límite Sup 80 90 140 120 100 110 120 150 105 140 200 200 280 175 260 100 Límite Inf - 60 -50 -50 -20 -30 - 40 - 45 -20 -55 - 40 - 60 -15 - - 60 -100 -50 Resist a f r icción ++ + = ++ = ++ + - - + - + - - - ++ Resto deform ac p/presión ++ + = = - + ++ - = = + + - + - + Reb ote ++ = + + - + = = - + + = - + - + Resi stenc ia a - radiac iones = = ++ ++ + + = = - + + + + + + + - intemp er ie = = ++ ++ ++ + - ++ ++ + ++ ++ ++ ++ ++ ++ - ozono - = ++ ++ ++ + = ++ + + ++ ++ ++ ++ ++ ++ Unión a metal ++ ++ + ++ + + ++ + ++ + ++ ++ ++ + ++ Resi stenc ia cont ra - aceite mineral (bajo pto anilina) - - - + - = ++ ++ ++ ++ - ++ ++ + ++ + - aceite mineral (alto pto anilina) - - - + - + ++ ++ ++ ++ + ++ ++ + ++ + - silicona s - - - - = = + + - ++ ++ ++ - diéster - - - - - = - = + ++ + ++ + - ester de fosfato - - ++ ++ - - = - + + + ++ + - ester de silicato - - - - - = - = - = + + + ++ + - hidroc arburos (alifáticos) - - - + - = + ++ ++ ++ - ++ - ++ ++ - hidroc arburos (arom áticos) - - - = - - = + + - ++ ++ ++ + - solventes halo genados - - - - - - - - - + + ++- cetona s - - + - - - - - - - + ++ - di sel-oil (arom ático) - - - = - - + + - ++ ++ + ++ + - di sel-oil (no arom ático) - - - = - + ++ ++ + ++ ++ + ++ + - ác idos (diluidos) + + ++ ++ + = + - + = + + ++- ác idos (concent rados) - - ++ + = - - - = - + + ++- ba ses (diluidos) + + ++ + + + + - = - + + ++- ba ses (concent rada s) - = ++ + + - = - = - - + ++- ag ua ++ ++ ++ + + = = + + ++ + -
er meac ión de ga ses - = + + = = + ++ - + + + +
p

Rodillo de caucho (color claro) en NBR
Rodillo de caucho - color claro (55 +/- Shore a).
NBR (38 % ACN)
MC Sulfuro (Activ.)
Ácido esteárico
Mistron Vapor (Talco)
Ultrasil VN3
Struktol SCA98
Struktol RP 28
Struktol WB300
S antocure MOR
TMTD
TETD
Propiedades Valores
Viscosidad ML 1+4 a 100 °C
Mooney Scorch T5 a 125 °C
35 25
Propiedades
Dureza, Dureza, Módulo al 100 Módulo a 300
Resistencia Elongación
Gravedad
Resistencia a la abrasión
Abrasión
74 FÓRMULAS Revista SLTCaucho | Industria y Tecnología en América Latina
100 1,8 1,5 1,5 0,5 1 4 3 50 30 20 0,6
PHR
Propiedades de compuesto
Dureza, Shore A, 1”
Dureza, Shore A, 3”
Módulo al 100 % de elongación (MPa)
Módulo a 300 °C de elongación (MPa)

Resistencia a la tracción (MPa)
Elongación final (%)
Gravedad específica gr/cm³
Resistencia a la abrasión (DIN 5356)
Abrasión (mm³)
Valores
180
Valores
54 535 51 2.1 1.2 3.3 9.5
75
Sumitomo Rubber lanza un proyecto de trazabilidad de caucho natural

El proyecto de Sumitomo Rubber Group investigará medidas para mejorar la trazabilidad y la transparencia del caucho natural (NR) en Indonesia. La iniciativa tiene como objetivo mejorar el nivel de vida de los productores de caucho en el país.
Como parte de esta investigación, se estudian las condiciones de vida de los agricultores y los canales de distribución que estos utilizan para llevar su producto al mercado. El proyecto incluirá programas de formación, fertilizantes gratuitos y otras formas de apoyo para este sector. ■
Wanhua construye una planta química de 2.500 millones de euros
Wanhua Chemical Group anunció que su planta química en Yanatai, al este de China, comenzará su producción en octubre de 2024. La misma cuenta con una inversión de 2.500 millones de euros.

La instalación producirá un total de 1.2 millones de toneladas de etileno por año, así como productos de poliolefina de gama alta. Se utilizará etano y nafta como materias primas, en oposición al proyecto actual de la empresa que utiliza propano como componente principal. ■
Fuente: European Rubber Journal
Fuente: European Rubber Journal
76
NOTICIAS DE INTERÉS Revista SLTCaucho | Industria y Tecnología en América Latina
GPSNR responde a las regulaciones de deforestación de la Unión Europea
Frente a la disposición de la Unión Europea, que considera la producción de caucho como uno de los principales causantes de la deforestación en Europa, la Plataforma Mundial para el Caucho Natural Sostenible (GPSNR) comienza a trabajar en soluciones sustentables que mitiguen este proceso.
La organización busca generar herramientas que aseguren beneficios sociales y ambientales para la industria, a la vez que disminuyan el impacto ambiental causado en la cadena de suministro de caucho. Además, GPSNR busca la mejora de los medios de vida de los pequeños agricultores.■
El mercado global de silicona para el sector automotriz en 2030
Se espera que este mercado alcance los 5.380 millones de dólares en 2030 y registre una TCAC de ingresos del 6,7 % durante el período de previsión. Este incremento sería impulsado por la creciente demanda de vehículos ligeros, eficientes y duraderos a nivel global
Engel lanza el pago por uso para máquinas de moldeo
Engel es pionero en la distribución de máquinas de moldeo por inyección. Abriendo un nuevo camino para su industria, el fabricante ofrece a sus clientes un modelo de pago por uso.
El pago se realiza teniendo en cuenta el nivel de utilización de la máquina por parte del cliente.
Fuente: European Rubber Journal

La silicona se utiliza ampliamente en la industria automotriz con el objetivo de aumentar la seguridad y la fiabilidad de los vehículos. A la vez, su utilización tiene como objetivo una producción más amigable con el medio ambiente. ■
Fuente: Rubber World
Se acuerda un precio unitario por unidad producida o por cantidad de tiempo en funcionamiento. Así, se permite a las empresas evitar riesgos económicos o la necesidad de buscar inversiones sustanciales, generando un proceso de adquisición de la maquinaria más ágil y efectivo. ■
Fuente: Rubber World
77
El Índice Regional de Producción Química de EE.UU. cayó un 0,4 % en noviembre de 2022, según el Consejo Americano de Química. La producción fue menor que en los meses anteriores en todas las regiones del país.
Disminuyó la elaboración de resinas plásticas, productos químicos orgánicos, caucho sintético,

fibras manufacturadas, productos de consumo, fertilizantes y productos químicos de protección de cultivos.
Esta baja refleja mercados de exportación débiles. Sin embargo, hubo ganancias en la producción de recubrimientos, adhesivos, gases industriales, tintes y pigmentos sintéticos.■
Fuente: Rubber World
Mercado de neumáticos en desuso
El último resumen sobre la gestión de neumáticos en desuso, proporcionado por la Asociación de Fabricantes de Neumáticos de Estados Unidos, muestra un constante progreso y retroceso.
Si bien el reciclaje de neumáticos comienza a extenderse hacia diferentes aplicaciones dentro de la industria del caucho, los mercados asociados consumieron el 71 % de estos residuos durante el 2021. Esto significó una disminución del 76 % respecto al año 2019.
La causa se debe a que, mientras la producción de llantas aumentó aproximadamente un 13 % en este periodo de tiempo, los mercados que utilizan neumáticos en desuso aumentaron tan solo un 6 %.
Fuente:Scrap Tire News
NOTICIAS DE INTERÉS Revista SLTCaucho | Industria y Tecnología en América Latina
78
La producción química de los Estados Unidos sigue disminuyendo
Nuevo método para predecir defectos en el caucho
Un nuevo método para asegurar la calidad en la fabricación de productos de caucho, desarrollado por un equipo de investigación de la Universidad de Tennessee, busca impactar sobre la durabilidad del material.

La investigación busca resolver uno de los desafíos más comunes de la fabricación de estos productos: la identificación de defectos en el caucho. Este material contiene aditivos que trabajan para mejorar la resistencia y la elasticidad. Cuando los ingredientes no se distribuyen uniformemente a través de un producto, el material contiene defectos que causan una menor durabilidad.
Por otro lado, a la hora de analizar las formulaciones, los microscopios ópticos no pueden diferenciar entre los componentes de caucho.
Signus Ecovalor apuesta por pavimentos más duraderos
La entidad, a través del proyecto Perseus, tiene como objetivo desarrollar un pavimento que permita una reducción de ruido eficaz y que sea lo más sostenible posible, empleando para su fabricación granulado de caucho reciclado procedente de neumáticos al final de su vida útil. El proyecto desarrollará pavimentos poroelásticos, fonorreductores, sostenibles y resilientes.
Signus Ecovalor, entidad sin ánimo de lucro impulsada por los principales fabricantes de neumáticos (Bridgestone, Continental, Goodyear, Dunlop,

Por ello, los científicos han superado este problema cambiando del análisis óptico a la tomografía computarizada por rayos X. La aplicación de este nuevo método aumenta la capacidad de la industria del caucho para predecir defectos y dará lugar a una calidad más consistente en cada producto.■
Fuente: RubberWorld
Michelin y Pirelli), fue creada para gestionar su responsabilidad ampliada respecto a la gestión de neumáticos fuera de uso (NFU) y la valorización de materiales reciclados.■
Fuente: europnews
79
NOTICIAS DE INTERÉS
TNU recogió 92.127 toneladas de NFU en 2021
Tratamiento Neumáticos Usados (TNU) recogió 92.127 toneladas de neumáticos fuera de uso (NFU) durante 2021, incluyendo por primera vez la recolección de llantas de más de 1.400 mm de diámetro. Esto supone un aumento del 21,44 % (16.262 toneladas) respecto a lo logrado en 2020.
Estos datos, extrapolados a términos ecológicos, han supuesto dejar de emitir a la atmósfera más de 403 millones de kg de CO2, ahorrando más de 128 millones de litros de petróleo y 107 m³ de agua.
TNU es una sociedad sin ánimo de lucro en la que se agrupan las principales empresas de reciclaje
de NFU, productores de neumáticos nuevos y renovados, empresas gestoras, importadores y distribuidores de neumáticos, entre otras organizaciones.■

Fuente:europnews
Michelin y Porsche aceleran juntos en la transición hacia la electromovilidad
Desde hace más de dos décadas, Michelin y Porsche trabajan de forma conjunta compartiendo una estrategia: utilizar la competición para desarrollar tecnologías que permitan acelerar la innovación en la carretera.
En ese sentido, el Porsche GT4 ePerformance es 100 % eléctrico y se encuentra equipado con innovadores neumáticos Michelin, los cuales que incluyen un 53 % de materiales sostenibles.
Michelin, dentro de su estrategia “Todo Sostenible”, tiene el compromiso de alcanzar el 100 % de materiales de origen biológico, renovables o reciclados en la fabricación de sus neumáticos para 2050, con el objetivo de llegar ya al 40 % en 2030.
Para ese año, Porsche tiene previsto que al menos un 80 % de los vehículos nuevos que comercialice sean de propulsión eléctrica para alcanzar emisiones neutras de CO2 en toda la cadena de valor y en el ciclo de vida de sus modelos.■
Fuente: europnews

Revista SLTCaucho | Industria y Tecnología en América Latina
80









Noticias Institucionales
Adquiere Cauchotecnia
Ahora tienes una oportunidad única para adquirir las 24 ediciones de la referencia bibliográfica más importante en la industria del caucho en Latinoamérica.
Los títulos de cada edición son: Mezclado de compuestos de caucho. Vulcanización.
Propiedades dinámicas de los elastómeros.
Variables que influyen en el pegado. Degradación de artículos de caucho. Ensayo de los vulcanizados.
• Cargas claras.
• Plastificantes.
• Látex, su proceso.
• Poliuretanos.
• Aspectos térmicos de la inyección de caucho.
• Extrusión del caucho.

Consigue Revista SLTCaucho en papel

Sabemos que nuestra querida revista es muy solicitada y aclamada en diferentes partes del mundo. Por ello, creemos importante que también puedas acceder a ella de forma impresa y desde tu domicilio.
Importante: podrás solicitar cualquier número desde febrero de 2022 y a través de las siguientes modalidades de suscripción.
- Por única vez | Podrás conseguir Revista SLTCaucho por unidad.
General: USD 55
Socios Plenarios: USD 52,50
• Caños, mangueras y cintas transportadoras. Ideas sobre formulación de compuestos.
• Cauchos de silicona.
• Tejidos industriales.
• Cauchos EVA.
• Cauchos Poliacrílicos.
• Caucho Natural.
• Caucho Epiclorhidrina.
• Glosario de términos y definiciones técnicas. Parte I.
• Glosario de términos y definiciones técnicas. Parte II.
• Los cauchos Etileno-Polipropileno (EPM y EPDM).
• Ideas para una producción limpia.
Elige los tomos que más te interesen y comunícate con caucho@sltcaucho.org para solicitarlos En caso de que seas socio plenario, tienes acceso a un especial descuento.
¡Aumenta tu conocimiento con SLTC una vez más! ■
- Semestral | Podrás conseguir 3 números de Revista SLTCaucho.
General: USD 108 | Socios Plenarios: USD 100
- Anual | Podrás conseguir 6 números de Revista SLTCaucho.
General: USD 180 | Socios Plenarios: USD 165 ■
Noticias Institucionales


Nuestras condolencias a Marly Jacobi Como tú dices, los buenos ejemplos y enseñanzas de las grandes personas, como el Sr. Maldaner permanecerán en la memoria de todos sus allegados. Confiamos en que el tiempo les brinde la tranquilidad necesaria para seguir adelante. Recibe nuestras más sinceras condolencias”. ■

El pasado 18 de diciembre falleció el padre de Marly Maldaner Jacobi (actual vicepresidente y próxima presidente de la SLTC), Odilo Maldaner, por lo que desde la SLTC enviamos nuestro cálido saludo a ella y su familia en este difícil momento que atraviesan.
En ese sentido, reproducimos a continuación el mensaje enviado por María Piña, presidente de la SLTC, en representación del Comité Ejecutivo:
“Estimada Marly Maldaner Jacobi, al recibir la triste noticia sobre el fallecimiento de tu padre, Odilo Maldaner, desde el Comité Ejecutivo de la Sociedad Latinoamericana de Tecnología del Caucho (SLTC), organización de la cual formas parte y por la cual trabajas arduamente, nosotros, tus amigos, extendemos nuestro más sincero sentimiento y solidaridad en estos momentos difíciles.

Llega International Rubber Journey

Presentado por Parker Lord, entre el 23 y 25 de mayo se estará llevando a cabo la novena edición de este evento que aglutina talleres, conferencias y networking con actores clave de la industria.
La cita tendrá lugar en el Hotel Hacienda Jurica de Grupo Brisas, Santiago de Querétaro, y contará con más de 20 presentadores y 700 asistentes. Para conocer la agenda e inscribirte, visita el siguiente enlace: https://bit.ly/3RQBaSB ■
Para más información puedes escribir a parkerlord.mexico@parker.com contacto@internationalrubberjourney.com
Noticias Institucionales
Reglamento para autores de Revista SLTCaucho
La Revista SLTCaucho, como es sabido, constituye una herramienta de impulso al conocimiento tecnológico, empresario y de gestión en el ámbito de la industria del caucho, especialmente en Latinoamérica.
En ese sentido, las secciones de la revista son el eje principal a partir del cual se estructura toda la publicación: es por ello que, edición tras edición, el objetivo central radica en la presencia de cada una de las secciones al momento de la publicación. De este modo, es imprescindible respetar los tiempos y formatos de entrega de los artículos
A partir de ello, los columnistas de las secciones deberán enviar, sin excepción alguna, el artículo antes del día 15 de los meses impares. El envío de artículos debe realizarse a Federico Esteban, coordinador general de Revista SLTCaucho, a la dirección: federico.esteban@naiades.com.ar.
Una vez recibido el material, se procederá de la siguiente manera:
• Primera revisión ortográfica.
• Diseño del artículo.
• Segunda revisión técnica y/u ortográfica a cargo del corrector general de la revista. Contacto confidencial entre el corrector y cada autor (figura que en algunos casos puede diferir del coordinador de la sección) solo en caso de que el artículo requiera modificaciones en su contenido.
• Inclusión del artículo dentro de la edición.
Asimismo, solicitamos a los autores tratar de implementar la menor cantidad de términos en idioma no castellano para una mejor comprensión de los artículos.
Desde ya, la estructuración de este circuito y la previsión de un plan de trabajo no tienen otro objetivo que el de perfeccionar y profesionalizar Revista SLTCaucho y, en consecuencia, beneficiar a toda la comunidad

Desde 1992 PARABOR COLOMBIA ha trabajado de la mano de nuestros proveedores para prestar el mejor servicio a nuestros clientes y creciendo con ellos. Hoy gracias a ustedes somos una empresa líder en el mercado.
Caucho
Plástico
Adhesivos
Recubrimientos
Látex
Poliuretano
Cosmética y Farmacéutica

Maquinaría y equipos de laboratorio
Desarrollo y fabricación de compuestos de cauchos
Protección balística
COLOMBIA
Carrera 43A # 21 - 07 Bogotá Teléfono: + 57 1 369 3444 www.parabor.com.co info@parabor.com.co w w w p a r a b o r .com.co
¡ESTAMOS DE ANIVERSARIO! #JUNTOSHACEMOSMAS AÑOS CRECIENDO JUNTOS
Descubre NOS, sede de las JornadasCaucho Lima 2023
COLUMNISTA
Yazmín Sabarís(ARG)
Lic. Comunicación Social (UBA)
Con 25 años de trayectoria, las Jornadas Latinoamericanas de Tecnología del Caucho se posicionan como el evento más importante de la industria en Latinoamérica. Asistiendo a las Jornadas que se realizarán este año, podrás conocer el Centro de convenciones NOS de la Pontificia Universidad Católica del Perú (PUCP), sede que articula avance tecnológico, negocios, conocimiento y cultura en el corazón de San Isidro, Lima.

UN DISEÑO MODERNO E INTERCONECTADO

El edificio fue diseñado por el arquitecto Reynaldo Ledgard, ex decano de la Facultad de Arquitectura de la PUCP. Inaugurado el 13 de julio del 2022, el proyecto tuvo como principal finalidad integrar el mundo empresarial, la actividad docente y la promoción cultural
COLUMNISTA INVITADA
Rocío Villacorta (PER)

Organizadora de JornadasCaucho.
yazmin.sabaris@naiades.com.ar rocio_villacorta@yahoo.es
Compuesto por dos torres de oficinas interconectadas, el Centro de Convenciones cuenta con un teatro, un auditorio, áreas de uso múltiple, un centro de entrenamiento, aulas para el dictado de clases y un salón audiovisual para 100 asistentes. Tanto la variedad de espacios como su diseño responden a la intención de brindar una conectividad edilicia que potencie el trabajo de quienes usen sus ambientes.
En el corazón de la construcción se encuentra su monumental y luminoso teatro, considerado el más moderno de Perú. Con capacidad para albergar más de 600 personas, en su recinto se brindarán las conferencias técnicas y magistrales de JornadasCaucho.

86 JORNADAS LATINOAMERICANAS 2023
Revista SLTCaucho | Industria y Tecnología en América Latina
En las demás áreas del Centro podrás participar de talleres, presentaciones comerciales, exposiciones científicas y visitar la feria comercial con las destacadas empresas del sector.
Otro aspecto importante de NOS PUCP es su apuesta por la innovación tecnológica, que busca generar un gran crecimiento académico e intercambio cultural en la comunidad. Su desarrollo tecnológico fue pensando para beneficio de la sociedad, denotando un compromiso con los estudiantes, la cultura y la innovación del país.
Respecto a su equipamiento interno, la sede dispone de la tecnología más reciente. El teatro se encuentra totalmente mecanizado y automatizado, con tecnología española de última generación.
EDIFICIO SOSTENIBLE
Desde el inicio de su construcción, el proyecto tuvo un gran objetivo: el ahorro de energía. Por ello, la propuesta arquitectónica apunta a integrar el avance tecnológico con la sostenibilidad en cada uno de sus ambientes, sin descuidar el aspecto cultural y educativo.
Bajo esta primicia, obtuvo la clasificación Leadership in Energy & Environmental Design (LEED), el estándar en construcción sostenible con mayor prestigio a nivel mundial, desarrollado por el US Green Building Council (USGBC). NOS PUCP cuenta con el reconocimiento LEED Platinum, el más alto en el sistema de certificación, otorgado únicamente a aquellos edificios que presenten un alto nivel de respeto medioambiental y cuidado de la salud.
A través del uso eficiente del agua y energía, así como la implementación de una planta de tratamiento de aguas grises, se espera que pueda ahorrar un 30 % anual en energía operativa. Sus muros, cortinas y paredes tienen propiedades de control solar, baja emisividad y aislamiento acústico. Además, 732.92 m² se encuentran destinados a áreas verdes paisajísticas con plantas nativas y de bajo consumo.
TECNOLOGÍA ES CONOCIMIENTO EN UN SOLO LUGAR
NOS PUPC es sinónimo de modernidad, pluralidad, apertura e historia. El Centro de convenciones busca reflejar la unión del avance tecnológico y la difusión de información con propuestas culturales, educativas y artísticas.


Te invitamos a reencontrarNOS en JornadasCaucho Lima 2023 en este espacio de interés para la comunidad cauchera ■
87
JORNADAS LATINOAMERICANAS 2023 Revista SLTCaucho | Industria y Tecnología en América Latina
Inscríbete a JornadasCaucho
Lima 2023
Las XVII Jornadas Latinoamericanas y las X Jornadas Iberoamericanas de Tecnología del Caucho, organizadas por la SLTC, continúan tomando forma: ahora puedes ingresar al sitio web e inscribirte: www.jornadascaucho.com

Recuerda que el evento más importante del sector del caucho en Latinoamérica se desarrollará entre el 18 y 22 de septiembre, en el Centro de Eventos NOS, perteneciente a la Pontificia Universidad Católica del Perú (PUCP), en Lima, Perú.
Asimismo, se realizarán en paralelo las III Jornadas Latinoamericanas de Reciclaje de Neumáticos.
Reserva la fecha: luego del éxito de las Jornadas virtuales 2021, volvemos a encontrarnos para vivir una nueva experiencia llena de conferencias técnicas y magistrales, talleres, tendencias tecnológicas y mucho más. ¡Te esperamos! ■


Pre Jornadas confirmadas
En el marco de las XVII Jornadas Latinoamericanas y las X Jornadas Iberoamericanas de Tecnología del Caucho, se realizarán las clásicas Pre Jornadas, las cuales tendrán lugar el 18 y 19 de septiembre
Bajo la coordinación de expertos profesionales del sector, los cursos intensivos de esta edición serán:
Curso Integral de Formulaciones y Procesos del Caucho: Teoría y Experiencia. El Laboratorio como herramienta de control y desarrollo de materiales.


Tecnología del Látex y sus aplicaciones.
Cada uno de ellos será coordinado por Esteban Friedenthal, Marly Jacobi y Ludwyg Reyes respectivamente. Para conocer más, visita el sitio web y entérate de los precios de inscripción.
¡Muy pronto informaremos los expositores de cada Pre Jornada! ■
88
¡Inscríbete!
Jornadas Latinoamericanas de Tecnología del Caucho 2023



ACCEDER
JORNADAS LATINOAMERICANAS 2023
Jornadas sustentables
Las próximas JornadasCaucho Lima 2023 tendrán un fuerte componente sustentable: edificios de la Pontificia Universidad Católica del Perú, sede de la nueva edición de las Jornadas, recibieron Certificación LEED como reconocimiento al liderazgo de la institución en el diseño y la construcción de edificios verdes.

Leadership in Energy in Enviromental Design (LEED) es el estándar en construcción sostenible con mayor prestigio en todo el mundo. Se basa en un sistema de puntuación que mide el nivel de respeto medioambiental y de salud de los edificios.



¡Este hecho remarca, una vez más, nuestro compromiso con el medioambiente y el cuidado del planeta, lo cual nos llena de orgullo! ■
Sé patrocinador de JornadasCaucho ¡Hay costos promocionales para aquellas firmas que confirmen su patrocinio durante febrero y marzo! ■
Las XVII Jornadas Latinoamericanas y las X Jornadas Iberoamericanas de Tecnología del Caucho son una excelente oportunidad para posicionar la marca de empresas en la región y lograr estrechos contactos comerciales. Por ello, ¡queremos contar con la participación de diferentes organizaciones!


A partir del patrocinio, se podrá acceder a un extenso paquete de beneficios, entre los cuales se encuentra la reserva de un stand en la feria comercial del evento.
Para más información, por favor, comunicarse con caucho@sltcaucho.org.
90
Revista SLTCaucho | Industria y Tecnología en América Latina
JUNTA DIRECTIVA
• María Alexandra Piña (VEN)
Presidenta
• Marly Jacobi (BRA) - Vicepresidenta*
• Sergio Junovich (ARG) - Tesorero
• Isabel Martin (USA) - Subtesorera
• Mariano Escobar (ARG) - Secretario
• Lucian Jiménez (VEN) - Coordinadora
Ejecutiva
DIRECTORES DE COMITÉS
• Capacitación y Desarrollo:



Esteban Friedenthal (ARG)
• Comunicación y Publicaciones:
Víctor Dvoskin (ARG)
• Industria del Látex:
Ludwyg Reyes (GUA)
• Plantaciones: Diogo Esperante (BRA)
• Reciclaje:
Karina Potarsky (ARG)
• Red Internacional de Tecnología del Caucho:
Marianella Hernández
Santana (ESP)
• Sustentabilidad:
Patricia Malnati (ARG)
CONSEJO ASESOR
Emanuel Bertalot (ARG)
Dariusz Bielinski (POL)
Marcos Carpeggiani (BRA)
Antonio D'Angelo (BRA)
Mauricio De Greiff (COL)
Fernando Genova (BRA)
Ulrich Giese (ALE)
Mauricio Giorgi (ARG)
Diego Hernández Mejía (COL)
Carlos Keipert (ARG)
Lars Larsen (USA)
Ica Manas-Zloczower (RUM)
André Mautone (BRA)
Pablo Moreno (ESP)
Ricardo Núñez (MEX)
Tim Osswald (COL/USA)
Alberto Ramperti (ARG)
Liliana Rehak (ARG)
Ricardo Rodríguez (ESP)
José Luis Rodríguez (ESP)
Robert Schuster (ALE)
Mayu Si (USA)
*Asumirá la presidencia de la SLTC en el período 2023-2025.














