





DEC/JAN 2023 ELECTRIC AIRSPEEDER RACING AUTOMOTIVE & TRANSPORT Agriculture, Food & Beverages State Spotlight: New South Wales Deburring System www.fladder.com Before After Before After Before After Machinery Forum 33 Brodie Street NSW 2016 Phone: +61 2 9638 9600 Mobile: +61 4 1111 5585







Deburring www.fladder.com Stainless, Aluminium, Mild steel, Titanium and Plastic Reduce the deburring costs Flat parts 3D- parts Oxide removal Dry, deburringoscillatingtechnique Manufactured by: Fladder Danmark A/S Machinery Forum of lasercut, punched and machined parts 33 Brodie Street NSW 2016 Phone: +61 2 9638 9600 Mobile: +61 4 1111 5585

DEC/JAN 2023
RACING
& TRANSPORT Agriculture, Food & Beverages State Spotlight: New South Wales
ELECTRIC
AUTOMOTIVE

AMW MELBOURNE 2023 SPACE SELLING FAST. BOOK NOW! For enquiries please contact Anne Samuelsson (Head of Sales) On 0400 115 525 or email asamuelsson@amtil.com.au
MANUFACTURING
IS AN INITIATIVE 1654AMWMEL23AMTOCT22 AUSTRALIANMANUFACTURINGWEEK.COM.AU THE JOURNEY TO INTELLIGENT MANUFACTURING 9TH – 12TH MAY 2023, MELBOURNE • MCEC
AUSTRALIA’S PREMIER
SOLUTIONS EVENT
























































TIME TO UPGRADE YOUR VIEW AND PURCHASE THESE ITEMS ONLINE AT www.machineryhouse.com.au SHEET METAL FABRICATION AIR COMPRESSORS BAND SAWS LATHES GRINDING & LINISHING
the world’s first desktop waterjet.


































WAZER is the first desktop water jet that cuts any hard or soft material with digital precision. The high velocity jet uses a combination of high pressure water and abrasive particles to cut through the work piece. With WAZER, we’re bringing this advanced technology to any size workshop.








Features:
• Cuts Any Material: Metal, Stone, Glass, Ceramic, Composite, Plastic, Rubber and Foam.









• Compact size fits in any work space.
• Brings professional-grade fabrication into any workshop.




• Ideal for on demand cutting of custom parts.





• In-house capabilities reduces costly outsourcing.
• Great for prototyping, manufacturing, fine art, and instruction.
• Simple set up. Just connect to standard electricity, water, and drain.
• Cold cutting. No heat. No fumes. No need for ventilation.
• Quickly go from design to cutting. Takes any DXF or SVG file.
• Assembled in the USA. Now cut anything with digital precision using high-pressure water. A compact waterjet for every workshop.
AVAILABLE AT: Specifications are subject to change without notification. SYDNEY (02) 9890 9111 1/2 Windsor Rd, Northmead BRISBANE (07) 3715 2200 625 Boundary Rd, Coopers Plains MELBOURNE (03) 9212 4422 4 Abbotts Rd, Dandenong PERTH (08) 9373 9999 11 Valentine St, Kewdale AMT _011222
IDEAL FOR R&D PRESSES CNC MACHINES WELDING EQUIPMENT WORKSHOP? PRICE FROM $14,390 MILLING MACHINES
FEATURES
AUTOMOTIVE & TRANSPORT
Airspeeder, a new way of racing 40
SEA Electric Trucks 42
Dick Johnson 43
Continental Tyres 43 Warfare in Automotive 44
ABB train energy research 45
UNSW on Hydrogen 46
AGRICULTURE, FOOD & BEVERAGE
Circle Harvest bugs protein 48
OFS helps brewer brew on time 51 Red Meat industry forum 52


Roma Foods on what’s next 54
PLASTICS, COMPOSITES & ADVANCED MATERIALS
Tasman Electric Injection 58
PPE goes into Concrete 59

Genox underwater 62 Bioplastics to expand 63
ROBOTICS & AUTOMATION
Gudel Linear tracks for robots 66
ABB FlexLoader SC 6000 67 Search and Rescue Go 74 Robots, beans and aeroplanes 72
BUSINESS MANAGEMENT
Business Credit reports 76
Data-driven decisions 78
Selling your business 79
WORKHOLDING
Intermach 82
DIMAC workholding 83 Livetools at CNC 84
CUTTING TOOLS
Grinding horse teeth tools 87 ArcDroid by Ausvex 89
ISCAR’s Optimum tool 92
FORMING & FABRICATION
Bull motor bodies 94
Raymax laser assist 95
Boss Tooling 96

MATERIAL REMOVAL
Volmer systems revealed 98
Foxy at Sutton Tools 100
ANCA shows their Blank Grinders 101
ENERGY & SUSTAINABILITY
Hydrogen at QUT 103
LRQA on hydrogen 104 Perovskite solar cells 105
REGULARS
From the
AUTOMOTIVE & TRANSPORT
AGRICULTURE, FOOD & BEVERAGE
COMPANY FOCUS
AMT DEC/JAN 2023 006 CONTENTS
NEWS
INDUSTRY NEWS
TECH NEWS
CALENDAR
ON ONE
FOCUS
FORUMS
Volume 22 Number 06 DECEMBER/JANUARY 2023 ISSN 1832-6080
Industry Manufacturers
plastics
56
Editor 8 From the CEO 10 From the Industry 12 From the Union 14 GOVERNMENT
18
20 VOICEBOX 26
32 INDUSTRY
116 ONE
56 COMPANY
80 STATE SPOTLIGHT 64 AMTIL
108 AMTIL INSIDE 112 MANUFACTURING HISTORY – A look back in time 118
ONE ON ONE Grahame Aston is the President of PIMA, the Plastics
of Australia. He speaks about the future of the
industry.
LEAF EV batteries to power Nissan
EV component plant.
Dandenong
80
Recycled
Casting’s
Carole Goldsmith visits their big
location.
Thinking of changing your diet to check in more protein? What Circle Harvest is offering could lead to bug changes.
aircraft.
48 40
Think racing
Electric carbon-fibre drones, shaped like F1 vehicles, racing around an air track with greater thrust-to-weight ratios than a fighter jet.
and support define the Okuma experience.
We offer the leading edge of ‘full service’ distribution and lifetime support for Okuma CNC machines. Solution focussed, our team work with our customers to provide machining realities, with exceptional results.
Our team gives you immediate access to decades of industry experience and a network of local and global machine tool experts. We partner with you from the very first meeting, guide you through project planning and support you through implementation, training and after sales care.

service
Innovative technology, quality manufacturing and comprehensive
Service Reliability Quality Model Range Support Technology Reputation CONTACT OKUMA FOR ALL YOUR CNC MACHINE REQUIREMENTS PUT ALL THE PIECES TOGETHER, OKUMA JUST MAKES SENSE
PAUL HELLARD

Food for thought
When you lose workers from COVID and the Great Resignation, business can be tough. But when climate, sickness, economy, and the resultant component and food shortages combine, the solutions can seem further away.
The $127bn food and grocery manufacturing sector significantly contributes to the Australian economy and directly employs over 276,000 people with 108,000 of these jobs in rural and regional Australia. The sector’s success at keeping supermarket shelves stocked during the early months of the 2020-22 COVID-19 pandemic demonstrated the importance of a vibrant sector and robust supply chains for the country.
In a report by Siemens and the PLMA, results from an industry survey into the Food & Beverage Manufacturing Industry showed the sector has been significantly impacted by the effects of the COVID-19 pandemic over the past two to three years. In 2022, the farreaching influence of pandemic-related regulation and responses has continued to impact the industry.
However, the industry isn’t just looking inwards. Almost half of the industry responses in this report show companies are looking into how to deal with changing customer perceptions and focusing on customer value while keeping up with increased and changing demand for new products centred around premium choices, an emphasis on sustainability and the growing plant-based revolution in foodstuff.
The food and grocery manufacturing sector provides the products Australians enjoy, use and export every day. This sector takes the fresh produce from Australian farmers and turns it into the iconic products we know and trust. And yet these iconic products are changing. There is a continued focus on investing in innovation and digital solutions driven by necessity and embracing the changes thrust upon the industry and community. About 61% of survey respondents said their primary focus was investing in processes and technology to better manage supply chain issues, while a close second (56%) was working on cost management and operational efficiencies.
Like the majority of Pakistan, now the Australian foodbowls of Queensland, NSW, SA, Victoria and Tasmania, floods are destroying grain, fruit and vegetable crops in the ground. Instead of being on the foreign news bulletins, these conditions are now beginning to be felt in our own houses.
As the content in this issue of AMT contests, Australian manufacturers are up to the task. The challenges of supply, demand, transport and workforce retention are all part of business and a healthy majority of our industry are looking outside the box for solutions. Companies are looking into how to deal with the changing customer perceptions, focusing on customer value as well as keeping up with increased and changing demand for new products. As the Minister for Science and Industry Ed Husic said on the night of the Federal Budget, the Chalmers paper included $17.2 million to establish a pilot Food Manufacturing Innovation Hub on the Central Coast of New South Wales. And he also established the $15bn National Reconstruction Fund, which has earmarked investments in independently assessed projects across seven priority areas: resources; agriculture, forestry and fisheries; transport; medical science; renewables and low emission technologies. As called for by many industry bodies like Siemens and the PLMA, an emphasis on sustainability and the growing plant-based revolution in foodstuffs is directing switched-on manufacturers into this area. It’s actually quite an interesting time.
However, as made clear by the government, the combination of the global conditions make it seem like a solution is a long way off, but we know what we need to do when we do those hard yards. Be inventive and keep moving. There’s a quarter million workers in this vibrant sector and the industry needs robust supply chains for the country to deliver. And people won’t ever stop needing to eat.
Editor Paul Hellard phellard@amtil.com.au

Contributors
Carole Goldsmith Mandy Parry-Jones Sales Manager Nicholas Raftopoulos nraftopoulos@amtil.com.au
Publications Co-ordinator Gabriele Richter grichter@amtil.com.au
Publisher Shane Infanti sinfanti@amtil.com.au
Designer
Franco Schena fschena@amtil.com.au
Prepress & Print
Printgraphics Australia
AMT Magazine is printed in Australia under ISO140001 Environmental Certification using FSC® Mix certified paper sourced using sustainable tree farming practices.
Contact Details
AMT Magazine AMTIL Suite 10, 5 Corporate Boulevard Bayswater VIC 3153 AUSTRALIA
T 03 9800 3666 F 03 9800 3436 E info@amtil.com.au W www.amtil.com.au
Copyright
© Australian Manufacturing Technology (AMT). All rights reserved. AMT Magazine may not be copied or reproduced in whole or part thereof without written permission from the publisher. Contained specifications and claims are those supplied by the manufacturer (contributor).
Disclaimer
The opinions expressed within AMT Magazine from editorial staff, contributors or advertisers are not necessarily those of AMTIL. The publisher reserves the right to amend the listed editorial features published in the AMT Magazine Media Kit for content or production purposes.
AMT Magazine is dedicated to Australia’s machining, tooling and sheet-metal working industries and is published bi-monthly.
Subscription to AMT Magazine (and other benefits) is available through AMTIL Associate Membership at $185.00 (ex GST) per annum. Contact AMTIL on 03 9800 3666 for further information.

AMT DEC/JAN 2023 008 FROM THE EDITOR
1680AMTDEC/JAN2023








+ Left hand or right hand layout + In house developed cutting head + From 3kW up to 15kW of power + Automated PSR part stacking device + Material storage suited to your factory + Industry leading support in Australia and New Zealand from IMTS Machinery www.imts.com.au sales@imts com au 03 9314 9888 Prima Power Laser Genius+ Technical Excellence, Innovative Products
INFANTI – Chief Executive Officer AMTIL
The mother of all products
Machine Tools truly are the “mother machines”. They make the machines that make the products that make our lives what they are today.

Every manufactured product you can think of, from the coffee you have first thing in the morning and the cereal you eat for breakfast, to the computer you use at work, the train home in the evening, and the car waiting at the station, and even the couch you sit on to watch your television with a glass of wine – they are all made by machines that were made by machine tools.
Think about that... just the coffee beans alone require a coffee bean harvester, washing and screening equipment, dry processing, roasting, hulling, polishing, sorting and grading processes. Each one of these processes requires equipment that has significant machining and fabrication work to produce it. And that’s just the coffee beans. So if you have your coffee with milk and sugar, multiply all those processes by three, and then include the machine that you have sitting in your kitchen that now allows you to push a button and the coffee is produced. Whilst we may take making a coffee for granted, we cannot escape the simple fact that machine tools are the “mother machine” in every step of the process. That being said, I would like to extrapolate “machine tools” out to what we term “manufacturing technology”, taking into account all the software, the cutting tools, the automation and robotics, and all the ancillary equipment that together go into making a machine tool operate productively.
What is the point of this article you may ask? I’ll get to that in a minute. First, let me give you my definition of Advanced Manufacturing.
Advanced manufacturing is the use of innovative technology to improve products or processes, with the relevant technology being described as “advanced,”
AMTIL is currently developing a technology dissemination project focused on knowledge transfer. This Tech Transfer Project will be a controlled three-year, persistent, consistent program of events, workshops and activities that will promote and encourage the early adoption of manufacturing technology.
The project will have national and regional reach to as many manufacturers as possible as we help them on their journey to become or consolidate as advanced manufacturers. It will focus on demonstrating leading-edge
“innovative”, or “cutting edge.” Advanced manufacturers “increasingly integrate new innovative technologies in both products and processes”.
I’ve raised this because we know that coffee beans can be picked, washed, dried, processed and sorted by hand. We don’t need machines to do that – unless we want a productive, efficient and profitable business!
So here is my point: we need to continuously invest in manufacturing technology in order to call ourselves an advanced manufacturing industry. The AMTIL Board recently reviewed our vision and mission statements and I thought it is relevant to share them with you in light of
manufacturing technologies, practical demonstrations of process techniques, and displays of management methods that will help strategic decision makers advance and drive profits.
These showcases of Technologies, Methodologies and Techniques (TMTs) will include roadshows, open days, workshops, webinars, in-house demonstrations and one-on-one mentoring. It will also include inbound and outbound technology tours and knowledge transfer activities. Editorial and case studies will top off the Project as
the above. AMTIL’s vision is to represent manufacturing technology suppliers and users and promote advancement in technology that enables our manufacturers to thrive globally. Our mission is ensuring advanced manufacturers have access to the latest manufacturing technology through promotion, networking, collaboration and advocacy.
So we will continue to promote and encourage early adoption of manufacturing technology through all of our activities and work with government and industry to ensure Australia grows its number of advanced manufacturers well into the future.

we seek to share knowledge and promote our great Australian success stories.
The focus will be on outcomes, investment, jobs, product development and growth. We will also be encouraging our younger generation to be involved in the project and its activities as we create awareness of the many career opportunities that exist in our manufacturing industry.
If you have any interest in AMTIL’s Tech Transfer Project or would like further information, please contact Greg Chalker, Corporate Services Manager at AMTIL, by emailing gchalker@amtil.com.au.
AMT DEC/JAN 2023 010
THE CEO
FROM
SHANE


Australian Manufacturing Technology Institute
that represents the
of manufacturing technology suppliers
users
the precision engineering and advanced manufacturing
Whether you are a manufacturer, importer or distributor,
manufacturing technology company we have
membership offerings
to help you
your business. Manufacturing Technology Supplier (MTS) Manufacturing Technology User (MTU) Industry Supporter Associate 1686AMTIL•AMTDECJAN23 Scan to explore more details and join now. Australian Manufacturing Technology Institute Limited Suite 10, 5 Corporate Boulevard Bayswater VIC, 3153 Australia T 03 9800 3666 F 03 9800 3436 info@amtil.com.au amtil.com.au
Come Join Us! The
Limited (AMTIL) is the peak national body
interests
and
within
sector.
or a general
various
with which
and
THE HON Ed Husic MP – Minister for Industry and Science

Domestic steel production
The Albanese Government’s determination to position Australia in the forefront of modern manufacturing nations includes support for domestic steel production.
Australia's steel industry is adaptive and a vital part of the manufacturing landscape in our country. It is also vital for our transition to a net-zero and decarbonised economy.
All modern economies depend on steel. And while steel might be seen by some as belonging to the old economy, it is in fact at the centre of our energy transformation.
Steel is the main material used in delivering crucial sources of renewable energy – solar, tidal, geothermal and wind – and it plays a key role in supporting and enabling infrastructure. In October, I addressed the Australian Steel Institute Convention in Sydney. As the son of a metalworker I was happy to express my support for the steel industry.
We went to the election with a very firm view that the events of previous years through the pandemic changed people's thinking about what we could rely upon when we needed it, at the times we needed it most.
That caused a reset in the thinking around industry policy, around the way that we gear up and the way that governments engage with the private sector to deliver on those things.
The Australian steel industry has dealt with the challenges of the last two years and emerged in good shape for the future.
As an industry, it is vital and adaptive. It has diversified supply chains, including smaller, family-owned businesses through to large national, and multinational companies.
It feeds into construction, manufacturing, mining, defence, and a wide range of high-value uses and in doing so supports over 110,000 jobs and contributes to nearly $13bn to the nation's economy.
It's encouraging to see the steel sector remain so robust in the face of the global headwinds over the last few years but the Government's certainly not taking it for granted. We've placed manufacturing as a central priority in our policy agenda; for Australia to be known as a manufacturer of high-value products, including steel.

Central to these efforts will be our plan is our $15bn National Reconstruction Fund (NRF). The NRF is a co-investment platform that will build on national strengths by targeting investment in seven priority areas. It will help transform and strengthen industries, create jobs and support long term growth for the economy.
Connected to this, our Buy Australian Plan will open Government contracts to strengthen industry capability, growing small and medium-sized enterprises. Steel will be a part of that.
And steel will be central to our National Rail Manufacturing Plan which is backing local manufacturers to make more trains in Australia. My colleague Assistant Minister Tim Ayres will take the reins for our rail manufacturing agenda.
The Government is also supporting the collaboration between the University of Wollongong and other partners to redevelop an Advanced Steel Manufacturing Precinct around Port Kembla. But the steel sector, like most sectors of the economy, faces problems attracting skilled labour.
As was emphasised at the Jobs and Skills Summit in September, the development of technology and tech skills are the keys to building an economy that is globally competitive.
The Government has taken a range of measures across portfolios to support skills development, including creating 465,000 fee-free TAFE places and supporting more apprentices, trainees and cadets.
Through our Powering Australia plan we will also support the energy needs of the manufacturing sector by getting the energy to where it’s needed through an overdue upgrade to our outdated energy grid. Rewiring the grid will provide further opportunities for the steel industry. Under this plan, $3bn will be allocated through the National Reconstruction Fund to invest in initiatives including green metals such as steel, alumina and aluminium.
Steel producers in Australia have made commitments to net zero by 2050. To hit these ambitious goals, companies will make capital investments, including in low-emissions steel technologies, where it is financially and technologically viable to do so.
The industry will benefit from research from the Heavy Industry Low Carbon Transition Cooperative Research Centre.
This research is focused on integrating clean energy sources such as hydrogen, ammonia and solar into high heat, high-emissions manufacturing processes for products like steel.
The future of the steel sector will be strong by working together. Our focus is on speeding up the energy transition, hitting our emissions targets which will provide a huge opportunity for industry.
Our policy levers should help develop industry-specific plans to boost local production capacity for that energy transition. Steel, locally made steel, can become the backbone of offshore wind infrastructure.
Our emphasis on creating jobs, boosting skills, bringing industry expertise back on shore and supercharging national productivity is good news for all of us. I am eager to continue working with you across the steel sector as we build a future made right here in Australia. industry.gov.au
AMT DEC/JAN 2023 012
THE
FROM
MINISTRY
Cleaner, Greener. Lower-carbon aluminium for your projects. Choosing lower-carbon aluminium in your next project can reduce the embodied energy of your aluminium products by up to 75%* LocAl® Green (8kg CO2e/1kg AL) and LocAl® SuperGreen (4kg CO2e/1kg AL) are the responsible choice for a locally extruded, lower-carbon option in your next project. FOR MORE INFORMATION VISIT lowcarbonaluminium.com.au POWERED BY * When compared with global average CO2e for primary aluminium production, Scope 1 and Scope 2 ex smelter.
INNES WILLOX – Chief Executive Australian Industry Group

Energy prices matter to many Ai Group members,
The closer you look at Australia’s energy reliability outlook the more worrying it is. Action on the demand side can greatly ease that worry.
The annual electricity outlook this year from the Australian Energy Market Operator (AEMO) was an exercise in whiplash.

First, be alarmed! We’re headed for a breach of the reliability standard in almost every region of the National Electricity Market this decade –there’s not enough supply, given imminent coal retirements.
But second: wait, calm down! If we count anticipated new supply projects, that are significantly advanced but don’t yet have final regulatory or investment decisions, the reliability problems are pushed back to the end of the decade or beyond.
And finally: no, get alarmed again! Because we might not actually build those anticipated projects in time. Some are controversial, like HumeLink [connects Snowy 2.0, runs through national parks]. Many face delays from regulatory processes and woes with skills and supply chains.
Governments are trying to speed up regulatory processes, but today it remains a gruelling grind to get a new powerline built. There’s a good reason for that: customers are going to pay for it more or less forever, so they want to be confident it offers value for money.
So, we are going to have to get our skates on to deliver the supplyside projects that AEMO thinks can save the day.
And the situation could turn out worse than that. This past winter, one quarter of our old coal fleet was out of action at the same time. Stuff broke. Mines flooded. Coal couldn’t be sourced or moved. That could happen again – or worse. The generators aren’t getting any younger. The climate isn’t getting any more stable.
So, while we move heaven and earth to get new supply side assets built to deal with the coal exits of the 2020s – and the megaretirements recently announced for the 2030s – we need to move at the same time on the demand side.
Overall electricity demand will get a boost this decade from electrification. But the more we can moderate that boost through energy efficiency, the easier our job on the supply side will be. Upgrading homes, offices and factories across the country will be a big job. But it is light relief compared with the task of persuading regional communities to accept the mega-developments we are also going to need.
Turning to gas, AEMO’s latest outlook expects demand to start significantly exceeding committed and anticipated gas supply from 2030, with risks of brief shortfalls on cold days in the next few winters. That is actually not so worrying. The job of these forecasts is to point out the limits of existing investment and where new investments are needed.
What’s more worrying is the underlying story for how AEMO thinks the gas market balances this decade.
Today’s Eastern domestic gas demand is about 500 petajoules. If you dig into the projections, they are saying:
• About a fifth of that local demand disappears through efficiency and electrification – the famous 101 petajoules.
• About a third of what remains is met through LNG imports –129 petajoules.
• The Narrabri gasfield goes ahead – about 50 petajoules. The problem is there are question marks over all these things.
• We don’t yet have the policies that achieve that level of demand reduction.
• We will have to outbid Europe for any LNG regasification ships and for any gas we bring into them.
• Narrabri is a significant project but it has plenty of opponents and Santos won’t take a final investment decision until 2023.
If any of these things don’t happen, we will need a lot more of something else to fill the gap. Forcibly limiting gas exports, not as a one-off emergency measure but year after year, would be controversial to say the least – especially given the economic and security situation confronting our allies and trading partners.
The consequences of not acting would see local prices often rise above export parity. Every winter would be a nailbiter. Gas problems would turn into electricity problems, as we saw this winter. Industry would suffer, and so would everyone else.
To avoid this, of course we will need to work on all our supply options, unappetising as they may be.
But it is very clear that we desperately need to achieve at least the 101 petajoules of demand reduction already built in to Australia’s energy forecasts. And the more we can achieve in gas substitution, the easier our supply-side choices will get. The demand side is just as important as the supply side for gas security.
Will the Gas Heads of Agreement solve gas supply? Not for long. The Government and exporters feel like 2023 is solved, because the uncontracted gas the exporters would otherwise sell overseas will be available for domestic users willing to pay export parity pricing.
Setting aside how people feel about export parity pricing, we see ongoing worsening of the supply-demand balance through this decade unless there is gas substitution, imports, and more local supply. Export limits can substitute for those options only partially, temporarily and at a cost to someone.
The Heads of Agreement confirms that up to 157 petajoules of uncontracted gas will be offered to the domestic market. Assuming exporters’ production and contracts hold steady this decade, redirecting every bit of that locally and permanently would cover only about half the gap if we don’t have gas substitution, imports and Narrabri.
We’re prepared to let all solutions compete. But we need a big push to get a lot done! aigroup.com.au
AMT DEC/JAN 2023 014 FROM THE INDUSTRY
but energy reliability is a business continuity issue for all our members.




Fiber Lasers • Tube Lasers • Turret Punch Presses • Pressbrakes • Guillotines • Automation Call: Email: Visit: 03 9706 8066 sales@appliedmachinery.com.au appliedmachinery.com.au GROW YOUR BUSINESS WITH YAWEI. THAT’S APPLIED THINKING. Precision sheetmetal processing solutions.
STEVE MURPHY – National Secretary Australian Manufacturing Workers Union

Apprenticeships in manufacturing guarantee the continuation of professional
skills in our industry.
Apprenticeships create opportunities to learn a skill for life, to invest in existing workers and to pass on skills. Apprenticeships also improve the productive performance of tradespeople generally by refreshing their knowledge and the ability to better plan out their work.
With the number of apprenticeships falling by more than 130,000 since 2012, and almost half of current apprentices (46%) not completing their trades, there is serious cause for concern. On the surface this says that the manufacturing industry is going to have an ongoing and serious skills shortage for many years to come. Under the surface, it says we have a major image and retention issue.

When I was given the opportunity to start an apprenticeship as a fitter and machinist, I felt pretty lucky. My dad had told me that “once you have a trade behind you, it’s something you will always be able to fall back on”. The opportunity to learn a highly valued skill and craft, to be able to work with my hands and to solve problems, was something that I relished.
But being an apprentice wasn’t always easy. There were three big problems that were a constant worry, and I would often weigh up whether it was worth continuing.
Firstly, the wages were low – really low. It was hard to pay for even the simple, obvious things, like putting petrol in the car to get to work. As apprentices, we had to carpool so we could all afford to get to work to keep learning. We also had to buy the tools that we needed to do our work.
Secondly, the on-the-job training wasn’t always up to scratch or lining up with what we were required to know to pass our TAFE courses. I quickly realised that without a good mentor, apprentices would be treated as cheap labour and would be confined to sweeping floors and doing menial jobs that no one else wanted to do.
Thirdly, as an apprentice under a contract to learn, the workplace culture, including the way that you are treated and spoken about, was often demeaning and demoralising – particularly from supervisors and managers.
When I joined the AMWU as an apprentice, all of these things got better. Better pay, better training, better treatment at work. As the National Secretary of my union now, apprentices and apprenticeships are just as near and dear to my heart as they ever were – and I’ll be talking about it every chance I get.
Unfortunately, when I speak with apprentices today, the same three problems still exist. In many cases, the situation is worse than it has ever been.
Apprentices are paid 42% of the tradespersons’ rate under the manufacturing award. We wouldn’t find or expect a tradie to work at this rate, but we expect an apprentice to.
Our TAFE system has been gutted and our nationally recognised trades are being undermined by micro-credentialling.
And the stories I hear of the treatment of apprentices, usually after they and their parents have already decided to quit and leave, shine a light on the terrible culture that still exists in some workplaces.
By contrast, there are good stories too, particularly in unionised workplaces where tradespeople are bargaining about the number, pay and training of apprentices at their workplaces.
Even better are those workplaces with training committees and structured on-thejob training and mentoring for apprentices.
We all know that apprenticeships create opportunities to learn a skill for life, to invest in existing workers and to pass on their skills. Apprenticeships also improve the productive performance of tradespeople by refreshing their knowledge and the ability to better plan out their work.
Many workplaces are trying to do the right thing in a system that doesn’t provide the quality support our industry needs. This is why the AMWU is working with the Australian Education Union to ensure our TAFE system is fully funded.
We need your support – to engage apprentices on decent pay, in quality onthe-job training, and to look after them.
The skills we teach apprentices now will be the future of our industry. We have a responsibility to give them the head start they deserve. amwu.org.au
AMT DEC/JAN 2023 016 FROM THE UNION


AIR LIQUIDE EXELTOP™ Trust in performance ESSENTIAL SMALL MOLECULES FOR MATTER Discover How. Air Liquide’s new patented cylinder top will help you; • Work safely • Gain performance • Save time & money
$110m NSW regional industry fund announced
The NSW Government will invest $110m to activate new and emerging industries, drive high value jobs and help the regions reach their economic potential.
Deputy Premier and Minister for Regional NSW Paul Toole said the Regional Investment Activation Fund was aimed at making regional NSW the location of choice for private sector investment.
“Our Government has a big, bold vision for regional NSW – and this fund is about helping bring that vision to life,” Toole said.
“We’re putting more than $100m on the table to co-invest in game-changing projects that turbocharge priority industries or locations in the regions. “It will be open to expressions of interest from investors across Australia and around the world interested in expanding or setting up in regional NSW.”
Toole said the fund would help activate the economic potential of the State’s Special Activation Precincts, Regional Job Precincts and other priority locations.
“The NSW Government’s unprecedented investment is making regional NSW the location of choice for investors both here and around the world,” Toole said.
“This fund will help support new and emerging industries where regional NSW has a competitive edge and put our communities in the box seat for the future.” The Regional Investment Activation Fund will co-invest with eligible businesses in projects that aim to deliver, significant economic, social and/or environmental benefits for a priority industry or location.
Projects must be based in regional NSW, support sustainable employment opportunities and be completed by 30 May 2025. nsw.gov.au/RIAF
RMIT supercomputer fast-tracking research
Australia’s first university cloud supercomputing facility, which allows researchers to test ideas and solutions up to 80 times faster than existing on-site servers, is now open to industry partners.
RMIT University’s AWS Cloud Supercomputing facility, or RACE, opened in July this year for RMIT researchers, who are now using it to power advances into battery technologies, photonics and geospatial science. External research partners are now able to use it as well.

RACE provides fast, secure and private connections – powered by Amazon Web Services (AWS) and AARNet – ideal for workloads that require higher speed and fewer delays than the internet. RACE Director Dr Robert Shen said the increased bandwidth gives researchers, students, and industry partners the ability make discoveries faster and for RMIT to fast-track the time between initial concepts and products going to market.
“RACE will enable researchers to test out ideas and solutions up to 80 times faster compared to the existing on-premises servers,” Shen said. “Research typically involves many failures before success: this facility lets researchers fail quickly so they can fine-tune their solutions and improve them.”
AWS Chief Technologist for Australia and New Zealand, Simon Elisha, said high performance computing is key to solving the most complex problems across many industries. “AWS’s portfolio of cloud services allows researchers at RMIT to focus on ground-breaking research, across a broad range of sectors, and innovate faster,” he said. “Using AWS, RMIT can securely deliver advanced computer performance, memory capacity, and scalability.”
AARNet CEO Chris Hancock said the high-speed internet and communication services provided for RACE were designed to service both current and future demand. “The network AARNet has deployed for RACE is high capacity and engineered to scale to 400Gbps to provide RMIT researchers with plenty of headroom for transferring massive amounts of data to AWS on demand, now and into the future,” Hancock said.
“We are using RACE to analyse our data and produce high-resolution animations that help us to interpret our data and communicate our research findings,” Spencer said. Professor Matt Duckham’s team is using the computing power to design new ways to automatically
pinpoint a person’s exact location using just a verbal description of the features around them. This approach could be especially important in emergencies if satellite positioning fails.
Duckham said his team now has the ability to process massive information streams including drone imagery, satellite data, data from sensor networks and crowd-sourced data that could overwhelm conventional computing facilities.
“Enabling us to analyse these huge volumes of data from new sources can help better inform evidence-based policy decisions to improve public transport, traffic, infrastructure and many other aspects of quality of life,” he said.
Associate Professor Thach Nguyen and team at the Integrated Photonics and Applications Centre rely heavily on high performance computing to design fingernail-sized photonic chips that can plug into optical fibre networks to make our internet faster, or plug into medical diagnostic tools to analyse how cancer cells spread in real-time. They are now using RACE to conduct research that was almost impossible with standard computing power.
“Direct access to RACE means that when designing and simulating brain-like chips or creating a chip which could break the record for the world’s fastest internet, the team can run multiple processes at once with computing capability that expands and scales as needed,” said Nguyen. “RACE has provided our team with on-demand computing power anywhere, anytime to simulate our photonic chips at 10 times faster than was previously possible.”
This work opens the door to new opportunities including the design of chips that could make our internet faster, help drones more accurately inspect railway infrastructure, and build handheld devices to detect ovarian cancer more accurately.
RACE is supported by the Victorian Government under the Victorian Higher Education State Investment Fund and represents a step change in how universities and industries access high performance computing capabilities for advanced data processing. RACE is now officially open for industry partners with an interest in driving digital innovation in research and education. rmit.edu.au/partner/hubs/race
AMT DEC/JAN 2023 018 GOVERNMENT NEWS
Vic Defence
Strengthening Victoria’s defence supply chain
Victorian manufacturers and businesses are set to benefit from new funding which will assist them to compete for and win lucrative defence contracts, securing local jobs and boosting our economy.
Minister for Industry Support and Recovery Ben Carroll has announced that $10m from the Andrews Labor Government’s Victorian Land Systems Fund will be used to support local businesses to join Hanwha Defense Australia’s supply chain to deliver the $1bn LAND 8116 Self Propelled Howitzer program.
“This funding is about maximising opportunities for local businesses and manufacturers to enter Hanwha’s supply chain, ensuring more Victorian-made components are used in the company’s products worldwide,” said Minister Carroll. “The Supply Chain Uplift Program is aimed at lifting standards across Victorian SMEs and making them more competitive suppliers to Hanwha, securing more local jobs and setting them up for other lucrative contracts.”
The funding, which will be distributed through a targeted investment stream and the Supply Chain Uplift Program, will maximise the value of Hanwha’s defence contracts to the state.
The Supply Chain Uplift Program provides grants of up to $100,000 for Victorian small to medium-sized businesses to improve their
MeatGeoThermal
capability through activities like upgrading business systems and facilities, gaining international accreditations and certifications, or undertaking research and product development.
Hanwha was the successful bidder for LAND 8116 and is one of two final bidders for the multibillion-dollar LAND 400 Phase 3 Infantry Fighting Vehicle program being selected by the Commonwealth Government.
Hanwha is also establishing a $170m Armoured Vehicle Centre of Excellence at the Avalon Airport Industrial Precinct with support from the Government, further boosting the state’s defence capabilities and creating more than 300 highly skilled local jobs in design, engineering and advanced manufacturing.
More than 6,300 businesses provide services and manufacturing in Victoria’s defence sector, including equipment across military vehicle production, maritime design, aerospace components and cyber security.
The sector contributes $8.4bn to the Victorian economy each year and supports around 24,300 jobs across the defence industry.
Applications for the Supply Chain Uplift Program open in mid September 2022. business.vic.gov.au/scup
Decarbonising the meat industry using geothermal technology.
On behalf of the Australian Government, the Australian Renewable Energy Agency (ARENA) has announced $838,000 in funding to Hardwick Processors to install a one MW (thermal) demonstration scale heat pump and upgrade the electrical supply system at its meat processing plant in Kyneton, Victoria.

The heat pump upgrade will enable the site to produce enough hot water to operate at levels to improve shelf life and access further export market growth, while helping to reduce the site's reliance on natural gas by over 75%.
The project will also be able to benefit from Hardwick Processors’ previous commitments to reducing emissions by utilising existing on-site renewable energy supply infrastructure of 2.5MW solar PV and a two MWh battery storage system. Around half of the total energy used by Australian industry is due to industrial process heat, which typically uses natural gas. Reducing the reliance on natural gas for process heat represents a significant opportunity to decarbonise Australian industry and reduce exposure to volatile gas prices. Low temperature (~80°C) industrial process heat applications, such as hot water, are amongst the most accessible to supply with renewable energy. Heat pumps operate in this range comfortably and can be powered with renewable electricity.
In 2019 Hardwick Processors was selected from a shortlist of manufacturers to undertake a feasibility study into using renewable energy to provide process heat, as part of a project led by the Australian Alliance for Energy Productivity (A2EP) and funded by ARENA. The study found that it would be most efficient to run a smaller and less expensive heat pump continuously, storing hot water in existing thermal storage tanks. The positive results led to ARENA funding the current demonstration scale project.
In addition to the heat pump installation, Hardwick Processors will also upgrade their electrical supply system to become a high voltage customer, taking any excess electricity required from the Powercor network. This upgrade will provide valuable insights into the electrical supply infrastructure requirements associated with completely electrifying process heat for industry.
ARENA CEO
would help to reduce barriers to uptake for
industry. “The project offers us the opportunity to trial how using heat pumps can reduce reliance on natural gas and prove to the industry that this is technically and economically feasible and a viable solution to dramatically reduce emissions at their facilities.”
“Hardwick Processors is at the forefront of helping to reduce emissions in the meat processing industry. Having already installed on-site solar PV and battery, it is now able to demonstrate how the hot water demand of industrial processing can be managed with the addition of heat pumps and use of thermal energy. This is a solution that we could see being replicated across other businesses in the industry.” Mr Miller said.
ARENA also recently announced funding to Ground Source Systems to demonstrate a full-scale solar PV and ground-source heat pump system, with gas backup, for heating and cooling at a commercial broiler facility in Yanderra, NSW. The hybrid system will see LPG replaced as a fuel for heating and cooling a single shed for housing chickens. arena.gov.au/projects
AMT DEC/JAN 2023 019 GOVERNMENT NEWS
Darren Miller said the demonstration project
the
LinX Linear Motor
Superior performance machines powered by ANCA Motion’s LinX® Linear Motor.

ANCA Machine Tools has been servicing customers manufacturing precision cutting tools and components across a diverse range of industries around the globe, including automotive, aerospace, electronics and medical, for nearly 50 years. Founded by Pat Boland and Pat McCluskey 48 years ago in Melbourne, ANCA Motion Tools has grown into a truly global organisation with manufacturing sites and branch offices in all the major continents.
Today, ANCA Machine Tools (hereafter referred to as AMT) is a market leader in quality CNC grinding machines. AMT’s success results from its continuous development of cutting-edge technology and a focus on innovation. Continuing in that tradition, AMT launched several new machines during the past eight years, aiming to strengthen the value proposition they offer customers. Significant inclusion to their range are the FX Linear and MX Linear machines. Both machines are powered by LinX® Linear Motor (International Patent Pending) developed by ANCA Motion, a sister company of AMT. Before FX Linear and MX Linear machines, AMT had been silent observers of linear motor technology for many years. “AMT was aware of the benefits that linear motors can bring. Over time the ball screws can wear even on the best machines, and you have to consider backlash and the loss of preload.” Simon Richardson, AMT MX platform product manager said, “When installing and aligning a ball screw on a machine, tighter tolerances are required over the entire length of the ball screw when compared to fitment of linear motors.”
However, AMT has resisted using linear motors for quite a long time. “The traditional linear motor is flat in construction, which creates many issues when implementing these motors on machines,” said Philip Wysocki, the electrical systems engineer in AMT. “Machines with flatbed linear motors typically require a separate chiller for thermal stability, and the attractive force between coil and magnet bed creates tremendous downforces on the bearings, making everything wear faster and decreasing efficiency. In addition, flatbed style linear motors used in grinding machines typically have a backiron in their magnetic circuit, further increasing the downforces and creating cogging.”
Until the arrival of breakthrough innovation, ANCA Motion’s cylindrical LinX Linear Motor, AMT believes that they saw a technology they felt confident to adopt into their tool grinding machines. LinX Linear Motor overcomes all the problems related to flatbed linear motor and delivers superior performance thanks to its state-of-art cylindrical design. ANCA Motion’s LinX Linear Motor consists of a shaft containing magnets and a forcer containing wound copper
coils. The symmetric design results in zero attractive forces between the forcer and shaft, significantly reducing the loading requirement on support bearings. The thermal barrier design separates and removes heat from the motor, eradicating thermal growth for the machine. “Thanks to its excellent standalone thermal stability, AMT’s machines don’t require a dedicated chiller for the LinX Linear Motor. This is a huge advantage over competitors’ flatbed motorbased machines, significantly reducing the power usage and space occupation,” said Richardson.
With LinX’s simple construction, non-critical air gap and no physical contact between shaft and forcer, machine manufacturers can significantly simplify installation, reduce maintenance and extend machine life. The LinX’s design allows it to replace ball screws in existing machines easily and makes the machine design process a lot smoother. “Due to its simple construction, the shaft ends will only require one or two supports depending on their orientation. Not only has the axis installation time been significantly reduced by more than 200% compared to ball screws, but the installation of LinX motors is much safer than flatbed linear motors,” Wysocki continued.
The ironless design of ANCA Motion’s LinX Linear Motor and even force over the entire stroke bring out unprecedented motion performance, and because of its direct drive nature, the motor can track motion commands more accurately and repetitively to achieve a much better surface finish. With LinX linear motor, you don’t need to worry about cogging, backlash or reversal error. The tool’s surface finish ground by a LinX powered machine is significantly better than the result from a best-performance ball screw machine. You can see the tangible difference easily. This is just unbelievable when you are talking about microns! In addition to the improved surface finish, the LinX Linear Motor enhances the cycle time due to its higher acceleration and faster traverse speed.
Overall, ANCA Motion’s innovative LinX Linear Motor provides improved performance at a lower cost and efficiency than ball screws and flatbed linear motors. The standalone thermal stability, high speed and acceleration, zero down forces and the ability to achieve IP67 protection make LinX an ideal solution for machine tools.
After the launch of FX Linear and MX Linear machines, LinX powered machines have been installed in various regions worldwide. AMT customers are delighted with the performance of these machines. As a designer and manufacturer of flexible motion control systems, ANCA Motion will continue to deliver innovative products to support its customers’ ongoing success. motion.anca.com
AMT DEC/JAN 2023 020 INDUSTRY NEWS
AMT’s FX Linear and MX Linear Machines
Direct sound printing
New platform uses ultrasound waves to create complex and precise objects a potential game-changer in 3D printing.
Most 3D printing methods currently in use rely either on photo (light)or thermo (heat)-activated reactions to achieve precise manipulation of polymers. The development of a new platform technology called direct sound printing (DSP), which uses soundwaves to produce new objects, may offer a third option.
The process shows how focused ultrasound waves can be used to create sonochemical reactions in minuscule cavitation regions — essentially tiny bubbles. Extremes of temperature and pressure lasting trillionths of a second can generate pre-designed complex geometries that cannot be made with existing techniques.
“Ultrasonic frequencies are already being used in destructive procedures like laser ablation of tissues and tumours. We wanted to use them to create something,” says Muthukumaran Packirisamy, a professor and Concordia Research Chair in the Department of Mechanical, Industrial and Aerospace Engineering at the Gina Cody School of Engineering and Computer Science. He is the paper’s corresponding author.
Ultraprecise reactions
As the researchers explain, DSP relies on chemical reactions created by fluctuating pressure inside tiny bubbles suspended in a liquid polymer solution.
“We found that if we use a certain type of ultrasound with a certain frequency and power, we can create very local, very focused chemically reactive regions,” Habibi says. “Basically, the bubbles can be used as reactors to drive chemical reactions to transform liquid resin into solids or semi-solids.”
The reactions caused by ultrasound-wave-directed oscillation inside the micro-sized bubbles are intense, though they only last picoseconds. The temperature inside the cavity shoots up to around 15,000 Kelvin and pressure exceeds 1,000 bar (the Earth’s surface pressure at sea level is around one bar). The reaction time is so brief the surrounding material is not affected.
The researchers experimented on a polymer used in additive manufacturing called polydimethylsiloxane (PDMS). They used a transducer to generate an ultrasonic field that passes through the build material’s shell and solidifies the targeted liquid resin and deposits it onto a platform or another previously solidified object. The transducer moves along a predetermined path, eventually creating the desired product pixel by pixel. The microstructure’s parameters can be manipulated by adjusting the duration of the ultrasound wave’s frequency and the viscosity of the material being used.
Versatile and specific
The authors believe that DSP’s versatility will benefit industries that rely on highly specific and delicate equipment. The polymer PDMS, for instance, is widely used in the microfluidics industry, where manufacturers require controlled environments (cleanrooms) and sophisticated lithographic technique to create medical devices and biosensors.
“We proved that we can print multiple materials, including polymers and ceramics,” Packirisamy says. “We are going to try polymermetal composites next, and eventually we want to get to printing metal using this method.” concordia.ca/ginacody
Smart and robust modular units offer designers the opportunity to tailor projects to meet unique needs at low cost.



Lifgo enables rapid design and ease of system development for complex projects. Offers reliability and capabilities that transcend traditional product designs and boundaries, securing a competitive advantage.

AMT DEC/JAN 2023 021 INDUSTRY NEWS Lifting, Guiding and Positioning When fast, precise and synchronised linear motion is required, our Lifgo rack and pinion gear units have proven to be reliable in many
world.
industry sectors around the
Replace awkward ballscrews with Lifgo innovative gear units and precision racks Industry sectors include: • Foodservice • Medical • Warehousing • Transportation • Forestry • Automotive Maximising operational efficiencies and unlimited combinations for various applications. Ph 02 9987 2900 sales@diemouldequipment.com.au www.diemouldequipment.com.au
Beverage manufacturing
Major investment secures beverage manufacturing in South-East Queensland.
A $55m investment in an upgraded manufacturing site outside Ipswich will secure Asahi Beverages as a major manufacturing presence in South-East Queensland for the long-term. It brings Asahi’s investment in the beverages plant to around $100m in the past five years.
The Asahi plant in Wulkuraka will now produce 300m litres of nonalcoholic beverages each year.
Some of Queensland’s best-loved drinks including Schweppes, Solo and Pepsi Max are already made at the site. The new upgrade means other leading beverages will be produced there too including Cool Ridge water, Lipton Iced Tea and Pop Tops juice.
The upgraded plant was officially opened by Mr Atsushi Katsuki, global President and CEO of Asahi Group Holdings, Mr Roland van Bommel, Chairman of Asahi Holdings Australia, and Mr Robert Iervasi, Asahi Beverages Group CEO.
“Our $55 million investment has created a world-class Queensland manufacturing site,” Robert Iervasi, said. “It has also nearly doubled the sites annual production capacity to 300m litres. It shows Asahi Beverages’ confidence in the long-term future of manufacturing in Australia and in Queensland specifically.
“Perhaps the upgrade’s most exciting part is the new hot-fill and blow-fill line, which will make Lipton Iced Tea and Pop Tops. The line’s innovative design means these drinks will be made without preservatives and using bottles inflated on-site from small pieces of preformed plastic. These are more sustainable than pre-inflated bottles because many more can be delivered to site per truckload –significantly reducing truck trips and carbon emissions.
“This will help Asahi Beverages reach its sustainability goal of reducing Scope 3 carbon emissions across its entire supply chain by 30% by 2030. Asahi Beverages will also reduce carbon emissions in its operations by 50% by 2025.”
BOC Victoria
The upgrade includes two new bottling lines and a 39-metre-high warehouse from where drinks are transported across Australia. The facility will operate 24/7.

Premier Annastacia Palaszczuk welcomed the company’s vote of confidence in Queensland. “We are about promoting and providing good jobs, better services and the best lifestyle,” the Premier said. “This decision provides all of those things.”
Mr Iervasi added: “This upgrade brings the number of quality fulltime manufacturing jobs at Wulkuraka to around 130, with more than a dozen new full-time jobs created. Our investment at the site to around $100m in the past five years. In addition to new jobs within the facility, more than 170 jobs were created during construction with dozens of Queensland companies involved.
“We are unbelievably proud of this new facility, the many Asahi employees who made it happen and the jobs we provide in Wulkuraka and other parts of Queensland.” asahi.com.au
BOC to build carbon dioxide facility in Victoria, to produce more than 60,000T of liquid CO2 annually.
Leading gas and engineering company BOC, has announced it will build a multi-million dollar carbon dioxide processing facility in Longford, Victoria as part of a new long-term CO2 supply agreement with the Gippsland Basin Joint Venture.
The new facility will have the capacity to produce more than 60,000 tonnes of beverage- grade liquid CO2 annually, making it the largest merchant CO2 production facility in the South Pacific. It will significantly increase long-term CO2 reliability and supply for many Australian industries. The Gippsland Basin Joint Venture is a 50/50 joint venture between Esso Australia Resources Pty Ltd (Esso) and Woodside Energy Pty Ltd. Under the agreement, the Gippsland Basin Joint Venture will capture and send CO2 from its Longford Gas Conditioning Plant directly to BOC’s new facility.
John Evans, Managing Director of BOC South Pacific said the new facility would increase BOC’s capacity to supply the highest standard of carbon dioxide to customers in Australia and New Zealand.
“BOC is building new infrastructure to ensure long-term supply security of an essential gas used in many industries including food processing and packaging, beverage, hospitality, desalination, medical, manufacturing and water treatment,” said Mr Evans.
“This significant investment is part of our commitment to develop local supply partnerships and expand our production capability to meet the future needs of our customers and support growth across the South Pacific Region.
“With the latest technologies and processes in quality control and efficiency, BOC’s new CO2 facility will exceed internationally recognised food and beverage standards.”
Esso Australia Chairman Dylan Pugh said the agreement demonstrates how Esso is taking a leading role in decarbonising its operations while still providing products that are essential for everyday life. “Through this partnership with BOC, we will transform what is effectively a waste stream into a product of beneficial use for Australian businesses in the food, beverage, hospitality, manufacturing and medical industries,” said Mr Pugh.
“Esso has a long history of providing reliable energy to Australia, whether it’s powering industry, heating our homes, or fuelling our barbecues, and this partnership will also see Gippsland put the fizz in our drinks.” Woodside Energy Executive Vice President Marketing and Trading Mark Abbotsford said the new agreement was a great example of how businesses can work together to improve societal and environmental outcomes. “Beyond providing energy to keep lights on and support industry, this is one of the many ways that Woodside Energy is collaborating to ensure the reliable and sustainable supply of essential products the community needs and enjoys,” said Mr Abbotsford. Scoping for the project is well underway with construction expected to commence in 2022, subject to regulatory approvals. Around 60 jobs will be created during the construction phase, with the facility expected to be operational in 2024. boc-limited.com.au
AMT DEC/JAN 2023 022 INDUSTRY NEWS
Muscle robots
Engineers develop a new class of smart textiles that can shape-shift, turning a two-dimensional material into 3D structures.
The team from UNSW Sydney’s Graduate School of Biomedical Engineering, and Tyree Foundation Institute of Health Engineering (Tyree iHealthE), led by Dr Thanh Nho Do, have produced a material which is constructed from tiny soft artificial ‘muscles’ – which are long silicon tubes filled with fluid which are manipulated to move via hydraulics.
These artificial muscles, which are surrounded by a helical coil of traditional fibres, can be programmed to contract or expand into a variety of shapes depending on its initial structure. The research team, who published their latest findings in Scientific Reports and Soft Robotics journals said that the new smart textile could have a wide range of applications in many different fields.
These potentially include use as a compression garment in medical and health scenarios, as a wearable assistive device for those needing help with movement, and even as shape-shifting soft robots which can aid the recovery of people trapped in confined spaces.
Active fabric
The UNSW Medical Robotics Lab team’s smart textile can either be attached to existing passive material, or the artificial muscles can be inter-woven with traditional yarn to create an active fabric.

“These ‘smart fluid textiles’ take the advantage of hydraulic pressure and add the fast response, lightweight, high flexibility and small size of soft artificial muscles. In effect, we have given our smart textiles the expansion and contraction ability in the exact same way as human muscle fibres,” said Scientia Senior Lecturer Dr Do.
“Our smart textiles can be programmed to perform various desired motions and deformations such as shape-shifting structures from 2D to 3D. This material has significant benefits as it is made from miniature soft artificial muscles which offer a thin, flexible, and highly conformable structure.” The team suggests this material can be used to develop new medical compression devices. Low-profile devices which would lead to better medical outcomes. Patients with poor blood circulation could benefit from smart garments that contract to apply desired pressure to superficial veins and assist blood supply.
“Athletes also use compression garments to recover at a faster rate and reduce muscle soreness after training, and our smart textile has potential to be utilised in that area.
“We envision our material could be used to develop soft exoskeletons to enable people with disabilities to walk again or augment the human performance.
“Most existing technologies in that field are still based around rigid robotic suits, but it is our hope that we could create a lightweight, soft exoskeleton that looks and feels just like leggings which can be worn like normal clothing.
Soft robots
As well as wearable devices, the team - including PhD students at the UNSW Medical Robotics Lab including the study’s first author Phuoc Thien Phan and his collaborators, Scientia Professor Nigel Lovell, Head of the Graduate School of Biomedical Engineering and Director of Tyree iHealthE, and Dr Hoang-Phuong Phan from the School of Mechanical and Manufacturing Engineering - are also excited by the opportunity to develop so-called soft robots which can perform a range of useful tasks.
“Traditional robots are effective when working in structured environments, but they are quite rigid and encounter problems dealing with unknown contexts of changing environments,” Phuoc Thien Phan said.
“Normal robots cannot change their shape or start off as a twodimensional flat material to be able to access small spaces and then morph into a three-dimensional object
Scientia Professor Nigel Lovell said: “Soft robots utilising our smart textile can shape shift and be implemented as a lifting mechanism, such as when rescuing people from collapsed buildings or other hazardous environments, or as a soft tubular gripper – in our experiments we could lift objects around 346 times the material’s own weight.”
The UNSW team have a patent cooperation treaty (PCT) application around the new technology and is continuing to work on further developments, including the integration of a soft miniature pump and wireless communication modules which will enable an untethered system.
Clinical validation is also ongoing with regards to smart compression garments, wearable assistive devices, and soft haptic interfaces. Dr Do has also received funding from the National Heart Foundation of Australia and the new smart textile has potential to assist in helping failing hearts pump blood around the body, especially if it can be automatically synchronised with the heartbeat to augment the cardiac function.
unsw.edu.au/engineering/our-schools/biomedical-engineering
AMT DEC/JAN 2023 023 INDUSTRY NEWS
Ebusco home
Zero emissions bus manufacturer Ebusco makes Melbourne home.

Electric bus developer Ebusco has chosen Melbourne for its Asia Pacific operational headquarters creating new jobs and supporting the Andrews Labor Government’s Climate Change Strategy. Minister for Industry Support and Recovery Ben Carroll yesterday welcomed the company’s announcement at the launch of the Ebusco 2.2 battery electric bus for right hand drive markets including Australia, New Zealand and Japan.
The Dutch company has been producing zero emissions buses since 2012, with more than 450 of its buses operating across seven European countries, including in major cities such as Amsterdam, Frankfurt and Munich.
Although Ebusco’s production takes place overseas, the company is considering future manufacturing opportunities in Victoria and is currently working with Deakin University to develop composite materials and aerospace technologies to make its vehicles.
As part of Victoria’s Bus Plan, all new buses from 2025 will be zero emission vehicles. To support this transition, the Labor Government has invested $20 million in a state-wide trial of zero emission buses. “Today marks an enormous step for our company as we launch our buses and services in the Australian marketplace,” said Ebusco CEO and Founder Peter Bijvelds. “Soon our buses will contribute to Australian cities reducing their transport emissions.”
The Government’s Low-Carbon Manufacturing Grant Program will help Victorian manufacturers compete globally for renewable energy components, powering the state’s transition to net zero and creating new jobs.
QLD Energy Plan
Queensland’s Energy and Jobs Plan shines brightly.

Queensland’s new Energy and Jobs Plan represents a great leap forward in delivering clean energy, thousands of jobs, and multimillion dollar economic opportunities for the Sunshine State, the Climate Council says.
“Queensland has substantially raised its renewable energy target to 70% by 2032, with a $62bn investment in regional communities, good jobs and clean power for all Queenslanders. This is a big step forward for the Sunshine State,” Amanda McKenzie, CEO of the Climate Council said.
“With its Energy Plan, Queensland has set itself up to cash in on the global transition away from polluting coal and gas, while bringing coal workers and regional communities along on the inevitable journey. It’s great to see that 95% of the $62bn spent on this plan will be invested in the regions. “This now puts Queensland ahead of the big states for their 2030 renewable energy targets. Queensland is now aiming for 60% by 2030, compared to Victoria which has pledged 50% by 2030 and New South Wales with no specific target.
Queenslanders have already suffered enormously from climate change-fueled floods and fires. In fact, during the announcement, the Queensland Premier Annastacia Palaszczuk says the state is facing a ‘climate emergency’. Palaszczuk said her government was committing an extra $4bn to transform the state’s energy system and by 2030 there would be at least 2,000 more wind turbines and 35 million more solar panels in the state. “By 2035, there would be eight times more renewable energy generation than today,” she said.
In a speech in Brisbane, Palaszczuk said: “It’s about changing the game. Action on climate change. Action on our economy. Action we can all take part in and action we can all be proud of. Queensland –it’s our time to shine.”
“Ebusco’s decision to set up its Asia-Pacific headquarters in Melbourne is a vote of confidence in our state’s nation-leading innovation and advanced manufacturing capabilities, as well as our leadership in cutting emissions,” said the Victorian Minister for Industry Support and Recovery Ben Carroll.
Internships supported by the Government’s Digital Jobs for Manufacturing program will help train, support and prepare 300 Victorian workers transition to new jobs that will be created as part of the state’s push to net zero.
ebusco.com/au/
“The great work Queensland has started today must be accelerated with a rapid replacement of coal and gas-fired power by clean, cheap renewables over this decade,” continued McKenzie. “There will also be no need for any new fossil fuel projects.”
“The sense of momentum towards a clean future in Australia is inspiring. Every Australian state is now in a race to the front of the net zero emissions, clean energy pack. The further and faster states go on reducing emissions, investing in clean energy technologies like renewables, storage and energy efficiency and phasing out fossil fuels, the more benefits they’ll unlock,” said McKenzie. qld.gov.au climatecouncil.org.au
AMT DEC/JAN 2023 024 INDUSTRY NEWS
Monitoring biodiversity
DNA reference library a game-changer for environmental monitoring.
A new DNA reference library which is set to transform how Australia monitors biodiversity was announced today by CSIRO, Australia’s national science agency, along with the library’s first campaign which is supported by founding partner, Minderoo Foundation.
The National Biodiversity DNA Library (NBDL) aims to create a complete collection of DNA reference sequences for all known Australian animal and plant species. Just like COVID wastewater testing, it will enable DNA detected in the environment to be assigned to the species to which it belongs.
CSIRO Director of the NBDL Jenny Giles said environmental DNA (eDNA) analysis has the potential to create a revolution in biodiversity monitoring.
“Monitoring biodiversity and detecting pests is extremely important, but it’s hard to do and is expensive in a country as large as Australia. eDNA surveys could change that by allowing us to detect animals, plants and other organisms from traces of DNA left behind in the environment, but only if we can reliably assign this DNA to species,” Dr Giles said.
“People may be surprised to realise that there are tiny pieces of DNA shed by animals, plants, and other life forms left in the air, soil, and water around us.
“eDNA surveys are increasingly being used to detect and monitor species, but only a tiny fraction of Australian species have sufficient reference data available to support this approach. This means most eDNA we collect can’t currently be assigned to a species.
“Our National Biodiversity DNA Library aims to provide this missing data through an open access online portal, that will allow Australian state and federal governments, industry, researchers and citizen scientists to take full advantage of this powerful technique to describe and detect changes in our environment,” she said.
Minderoo Foundation is partnering with CSIRO to fund the first part of this DNA reference library, focusing on all species of Australian marine vertebrates, including fishes, whales, dolphins, seals, turtles, sea snakes and inshore sea and aquatic birds.

Minderoo Foundation Director of the OceanOmics program Steve Burnell said eDNA approaches will transform how we monitor marine biodiversity and help manage and conserve marine species.
“The NBDL will help our program and other researchers to detect and map marine vertebrate species around Australia, improving the speed, scale and precision at which we can provide information to resource managers,” Dr Burnell said.
“We’re proud to support this powerful conservation tool – the surveillance of marine ecosystems using eDNA provides an exciting and non-invasive means to measure biodiversity and monitor the health of our oceans.”
Dr Giles said the library will be built using unique laboratory techniques developed by CSIRO.
“This technology enables the large-scale generation of DNA reference sequences from preserved specimens of any organism. This miniaturised, high-throughput approach can unlock genetic information from the millions of scientific specimens preserved in Australian research collections,” she said.
CSIRO will work with Bioplatforms Australia, enabled by the Commonwealth Government National Collaborative Research Infrastructure Strategy, and Australian natural history collections to rapidly increase the DNA reference sequences available for Australian marine vertebrates. These data will be generated from expertly identified specimens held in collections including CSIRO’s Australian National Fish Collection and Australian National Wildlife Collection.
The NBDL collaboration between CSIRO, its partners, and our nation’s vast research collections will result in greater understanding of Australia’s animal and plant species and will support industries across fisheries, agriculture, environmental management and tourism.
The library’s first online data release is expected to occur by early 2024. csiro.au bioplatforms.com
AMT DEC/JAN 2023 025 INDUSTRY NEWS
OPINIONS FROM ACROSS THE MANUFACTURING INDUSTRY

Will manufacturing get results from the Jobs and Skills Summit?
The ‘Jobs and Skills Summit’ will not deliver for the metals manufacturing industry. Coordinator for the Vernier Foundation, Jack Parr says what is needed is new thinking underpinning a radical plan.
Despite all the rhetoric about the importance of Manufacturing to our future economy, its needs were subsumed at the “Jobs and Skills Summit” by wider political interests. The Minister of Science and Industry seems to believe that the summit outcomes around skill shortages work on the basis of “one size fits all”, as manufacturing is not mentioned at all in his last AMT article. However, the summit outcomes on addressing skill shortages will do little for manufacturing, as this sector with its SME dominance, needs a specific plan; a message endorsed by Innes Willox of AIG in his AMT piece, “We need urgent and wholehearted action … on a pipeline of skilled workers for at least the next decade”.
What were the summit outcomes and why will they not address manufacturing’s skill challenge? An increase in free TAFE places to boost education and training, an increase in short term skilled migration and the development, initially through an ‘Employment White Paper’, of an overarching roadmap to, “build a bigger, better trained and more productive workforce”. Unfortunately, while the TAFE increases will benefit other sectors of the economy; TAFE training, as it stands, is not a viable solution for advanced manufacturing and engineering skills. They cannot meet industry’s current needs in knowledge and resources, let alone the equipment and people to match the increasing pace of advanced manufacturing and accompanied automation. Some enlightened companies have had to establish their own ‘apprentice training facilities’ to negate this weakness. Relying on migration of those with advanced manufacturing skills is problematic because these skills are already in short supply and high demand in the global marketplace. The White Paper delivery is a year away and in typical political fashion, the terms of reference are so wide and all-embracing that the specific needs of manufacturing will be drowned again.
While there are several inspirational companies, manufacturing, in terms of skills, productivity and innovation is now far behind other countries. It needs a focused, radical plan. A plan that will start to deliver world class innovative products and performance. A plan that starts with skills!
The first action should be to make a real and substantial investment in STEM in schools. It was recognised in 2016 that STEM education in Australia, lagged many other developed countries, yet it was never funded or prioritised. Schools that prioritise STEM have to self-fund their teacher training and the necessary resources and find time in a too-crowded curriculum. What is needed is a massive injection of investment funds to accelerate STEM education. There are around 3,500 secondary level schools, both public and independent. To give each of these schools a $100,000 start-up grant would only cost $350m. The radical element is that it should be non-conditional. It must be a risk investment with minimum rules and bureaucratic approvals. With the proper industry involvement and guidance, the money could drive a massive acceleration of future skill sets. This acceleration could gain further momentum with industry providing additional expert advice to support the schools STEM teaching. Radical thinking is needed for more immediate solutions. Einstein said, “We cannot solve problems by using the same kind of thinking we used when we created them”. This is what is occurring in TAFEs and tertiary education. If companies sending trainees to TAFE is not a solution; let’s deliver the TAFE to the companies and develop
a new type of learning program that delivers appropriate skills and qualifications. In June’s ‘AMT,’ AIG’s Megan Lilly complemented this concept. She argued that, “[Industry] Qualifications need to be able to be designed differently, combined differently and be accessible across contexts in many more ways.” She suggested this “questions funding models, the role of institutions and the relationship between learning and credentialling.” Lilly concluded this would involve a system of collaborative hubs – Centres of Vocational Excellence –with strategies to meet skill needs of all local employers. To make this happen, the manufacturing ‘community’ needs to be united. If they can no longer expect the government to deliver, then they must be prepared to do the lifting themselves. The individual skills, knowledge and expertise that sits with individual companies needs to be shared, such that all parties, companies, educators and representative bodies are collective, collaborative, and participative. A first step would be a pilot scheme where a small group of companies and an education provider, across a range of technologies and skills, form a ‘wheel and hub’ where trainees, both apprentice and mature, move through and across the companies with the qualification provider acting as the spokes and hub to oversee the needs of the current qualification, while also developing a new contextual qualification. Of course, this means the collaborative companies must be prepared to invest time and resources, for the good of the whole industry. The program would be steered by a small team from the collective with additional impartial guidance from other collegiate advisors. This could be an ideal way for advocacy organisations like AIG, ACCI, and locally SEMMA, SEBN and AMTIL to become more integrated and participative with the manufacturers themselves. There is a lot of rhetoric about the value of a strong manufacturing sector but there is a grave danger that while fighting all the current economic ‘alligators’, the government will neglect the real needs of the industry. Presented here are two radical and ambitious ideas; but as the Chinese proverb says, “the longest journey starts with the first step.” What is clear is something must radically change, and governments never take radical, risky steps! Therefore, the industry itself must do more and innovating our skills training model is achievable! It is radical, but without radical rethinking, how is Australia in ten years, going to become a real advanced manufacturing nation!
Jack Parr is the Coordinator for the Vernier Foundation, a charity aimed at funding and supporting STEM education in schools. The Foundation is the charitable arm of the Vernier Society, an organisation that for nearly 80 years has worked to support Victorian Manufacturing. vernier.org.au

VOICE BOX
AMT DEC/JAN 2023 026
OPINIONS FROM ACROSS THE MANUFACTURING INDUSTRY

Manufacturing Risk Watchlist
Navigating risks: what to look out for and how to respond. Andrew Curl, National Manager, Global & Corporate at Lockton Australia brings us up to speed.
Post COVID-19 lockdowns, the trading environment has presented significant challenges for manufacturers, exacerbated by labour shortages, global inflationary pressures and the Ukraine invasion. With local weather events, pressure on ports, shipping container shortages and rising energy costs, manufacturers are having to adapt to a new, volatile risk landscape. Lockton’s new Manufacturing Risk Watchlist tool helps the industry understand some of the top risks facing manufacturers today and highlights some of the impacts and responses to think about.
1. Employee risks
Organisations are struggling to recruit enough staff to operate at full capacity. This is creating real competition amongst employers. In addition to better pay and conditions, the most resilient organisations are re-focusing on ‘soft’ employee benefits to add to their attraction/retention strategy. For example, Lockton has seen an uptake in corporate funded private health insurance programs.
• What employee benefits can you sponsor?
2. Supply chain risks
Notwithstanding embargos, global shipping and port capacity pressures, the global supply chain is more inter-connected than ever. As a result, manufacturers are increasingly susceptible to supply chain risks. Often, even a small failure in the chain (upstream or downstream) can have significant consequences on the ability to produce. The most resilient manufacturers have an increasing procurement risk focus across their supply chains, which includes a systematic process of supplier reviews, risk identification and risk treatment.
• Will you have delays in alternative supplier sourcing?
• Is there an increased risk of customer/supplier default?
• Are Business Continuity Plans up-to-date?


3. Inflation risks
Numerous factors combine to create an inflationary environment that means insured replacement costs and re-build values are not keeping pace. Fuel prices, labour costs, transport & logistics costs and material price increases are just some issues. As a result, it is not uncommon for buildings insured values to require an uplift of >20% to accurately reflect re-build costs and importantly, avoid punitive insurance penalties for getting values wrong. Similar issues are impacting plant, machinery and equipment costs, with a flow on effect of increased lead times. This means that manufacturers might be paying 20% more for key equipment versus two years ago, with significantly extended delivery times.
• Have you reviewed and validated insured values?
• Have you reviewed supplier lead time on critical/key equipment? What do delays mean for profit/revenue?
4. Business Interruption Risks
Loss of profit and the additional costs incurred to continue trading following an insured property damage event remains a key risk concern for manufacturers. Inadequate Business Interruption Insurance (BI) cover following a property damage loss can have disastrous consequences for the ongoing viability of a business, particularly if customers go elsewhere, become comfortable with supply from your competitors and are difficult to get back.
• Have you conducted a BI Review?

• Have these exposures changed in the current trading environment?
5. Climate change risks
Recent weather events in Australia and the hurricanes affecting Florida are examples of an undeniable increase in Natural Catastrophe events linked to climate change. The global insurance and reinsurance markets face massive claims costs from these events. Recent estimates suggest the 2022 flooding on the East Coast alone is likely to cost insurers more than $6bn. As a result, insurers are responding by reducing their exposure through lower Nat Cat limits (storm, flood and cyclone), higher deductibles/ excesses and increased premiums.
The most resilient businesses are identifying their exposure to these weather-related events and calculating exactly what the impact could be to the balance sheet. This leads to informed decision making, whether this is through traditional insurance products or alternative risk transfer solutions such as Parametric Insurance.
• Do you know your actual exposure to natural catastrophe events? And have you considered alternative risk transfer solutions?
6. Reputational risks
Defective products, contaminated products and product recalls all carry significant risks including the cost of managing the events and the ongoing impact of reputational damage. Resilient organisations are responding by conducting reviews of their supply chain, which extends through to final delivery to customer. These reviews identify potential pinch points and lead to the development of robust disaster recovery plans.
• Have you conducted a review/workshop to assess what happens in the event faulty/defective products are sold?
7. Technology Risks
The evolution of rapidly changing Operating Technology brings new risk exposures with significant insurance implications for the industry. Recent cyberattacks have highlighted the vulnerabilities of even the most high profile organisations. However, any organisation is at risk. Property insurance policies have traditionally excluded physical damage losses arising from cyber events. For manufacturers, this means significant coverage gaps and/or inadequate protection against these risks, resulting in physical damage and business interruption losses.
• Have you reviewed your first and third-party cyber risks? global.lockton.com/au/en
AMT DEC/JAN 2023 027 VOICE BOX
Getting
OPINIONS FROM ACROSS THE MANUFACTURING INDUSTRY
the
best of everything
Why and how should organisations adopt a hybrid IT strategy. Here, Martin Thunman, co-founder and CEO of Crosser, explores why and how organisations should implement a hybrid IT strategy.

Hybrid IT solutions are becoming a widely accepted essential for an organisation’s digital transformation. Despite its necessity, many organisations lack confidence in implementing a hybrid IT infrastructure successfully across on-premise, cloud, edge and software as a service (SaaS) settings.
Digital transformation is no longer just a desire, but an absolute for organisations in all industries looking to improve their operational efficiency. A greater business need for data control, the cost effectiveness of cloud-based services, and a desire for greater flexibility have driven many organisations towards a hybrid IT infrastructure. But what does this involve?
Defining hybrid
A hybrid IT infrastructure consists of a combination of cloud, edge and on-premise applications and data centres. A business’ enterprise systems and applications are deployed across any of these layers of infrastructure depending on which environment would yield the greatest performance and efficiency.
Hybrid IT has emerged as a result of multifaceted technological development. According to Gartner, by 2025, over half of IT spending in application software, infrastructure software, business process services and system infrastructure will shift to cloud-based technologies. An ever-growing range of cloud-based applications means that even the smallest of organisations is likely to use some form of SaaS — be it for anything from sales to asset management or quality control.
It’s important to not confuse hybrid IT with hybrid cloud, which exclusively blends private and public cloud services, but doesn’t include other elements like data centres or on-premise infrastructure. Hybrid IT doesn’t just relate to the infrastructure itself, it’s an entire strategy that encapsulates hybrid collaboration, user experience, device compatibility and data formatting.
The best of all worlds
Adopting a hybrid IT infrastructure can bring a variety of benefits compared to an entirely cloud or entirely on-premise infrastructure.
The key benefits of hybrid centre around the elevated integration and interoperability of the system. According to Mulesoft’s 2022 Connectivity Benchmark Report, some 88% of organisations said integration challenges continue to slow digital transformation initiatives, virtually unchanged from the 2021 report’s figure of 87%. So, while the situation hasn’t worsened, it certainly hasn’t improved.
By adopting a hybrid IT strategy, it’s possible for organisations to avoid the complex task of migrating legacy systems and applications to their new cloud-based counterpart. It also creates a stable IT environment where cloud, edge, on-premise and data centre environments can be used in harmony, each for the use cases they’re optimal for.
With remote working now taking a permanent seat at the table, it’s also worth considering if a company wants to adopt a bring your own device (BYOD) policy, and if so, how to make certain applications available on external devices. In each of these scenarios, a hybrid IT system is the enabler of successful deployment.
Going hybrid-first
It’s possible to elevate hybrid IT infrastructure even further to unlock a more seamless digital transformation by adopting not just a hybrid, but a hybrid-first IT strategy. A comprehensive hybrid IT strategy doesn’t just facilitate interoperability and integration of different systems, but actually optimises the entire system by taking the benefits of each environment to maximise system efficiency and functionality.
In contrast to just hybrid, a hybrid-first IT infrastructure doesn’t just involve piecing together different IT environments and hoping for the best, it’s about designing a comprehensive system specifically for hybrid use. By implementing a hybrid-first IT strategy, organisations can create a bespoke blend of IT infrastructure to suit their own priorities – be it efficiency, automation, cost savings, simplicity or overall user experience. By taking the benefits of each environment, businesses can create a system designed specifically for hybrid integration, unlocking the benefits of all IT options.
crosser.io
AMT DEC/JAN 2023
BOX
VOICE
028
OPINIONS FROM ACROSS THE MANUFACTURING INDUSTRY
Automated farm equipment hits the mainstream
Automated farm equipment is no longer a theory, but becoming a competitive necessity. This means that the agricultural world is rapidly changing. Alan Girle, Special Counsel, Macpherson Kelley takes a look at the lay of the land.
That change, whether to partial automation or full driverless automation, is being facilitated by the six major tractor manufacturers operating in Australia, and it is not hard to identify the labour saving and productivity advantages of automation when you’re out working the land. But there are safety considerations.
In the agricultural sector, occupational health and safety laws are set at a state and territory level. All states and territories other than Victoria have enacted legislation very similar to the model harmonised laws. Victoria has not adopted the harmonised model laws and has maintained its “Occupational Health and Safety Act 2004”. However, regardless of which legislation applies, the primary duty of employers follows the same general formula:
A person conducting a business or undertaking must ensure, so far as is reasonably practicable, the health and safety of—
(a) workers engaged, or caused to be engaged by the person; and (b) workers whose activities in carrying out work are influenced or directed by the person; while the workers are at work in the business or undertaking.
The introduction of automated farm equipment does not change this primary duty and a breach attracts varying, but usually extremely high, maximum penalties. For example, in Victoria the maximum penalty exceeds $18M.
In many states and territories, the offence of “industrial manslaughter” has also been introduced, and those offences also follow a consistent pattern:

A person conducting a business or undertaking commits an offence if—
(a) a worker— (i) dies in the course of carrying out work for the business or undertaking; or (ii) is injured in the course of carrying out work for the business or undertaking and later dies; and (b) the person’s conduct causes the death of the worker; and (c) the person is negligent about causing the death of the worker by the conduct.
If the Courts find that a business entity or its officers were negligent, or that the safety measures put in place were not reasonably practicable, then the business and its officers will be in jeopardy. The use of automated farm equipment does not change this - industrial manslaughter provisions will still apply where fatalities occur as a result of automated equipment.
Agriculture machinery at law
There are some specific legislative guides on agricultural machinery, but to date such guidance does not descend into issues surrounding automation.
Putting aside the operation of driverless vehicles on public roads, the risks that agricultural businesses should be guarding against, include:
• workers becoming entangled in the workings of the machinery;
• workers being burnt by the machinery or injured by escaping high pressure hydraulic liquid;
• workers being driven over or crushed by the machinery;
• tractors rolling over;
• tyre explosions;
• workers falling from the machinery or objects falling off the machinery onto workers; and
• malfunctions in the machinery, making the machinery operate in unusual ways.
Guarding against these risks is a challenge and, unlike other businesses, agricultural businesses often have unpredictable factors like children, wildlife, livestock and fallen vegetation to contend with. Notwithstanding these factors, control measures that could be put in place include:
• physical barriers both on the machine and for the location in which the machine operates;
• deterrent barriers (e.g. electric fences);
• proximity detection devices with automated shutdowns;
• lockout systems to prevent unintended operation;
• systems that allow the machine to fail in a safe way;
• supervision;
• regular mechanical, electrical and programming maintenance; and/or
• administrative controls (e.g. telling workers to keep clear).
Risk of machinery malfunctions
Recently, concern has arisen about malfunctions in the computerised processes behind the automation of farm equipment which could occur for a multitude of reasons.
If malfunctions create a risk to humans, then there will be the potential for occupational health and safety regulators prosecuting. The regulators will look to see who was in control of the situation, who had the opportunity to prevent the incident and what action was taken to guard against the risk. Generally, the farm operator is likely to be looked at more closely than the supplier or manufacturer of the machinery. The regulator will ask whether the malfunction was foreseen, foreseeable and preventable.
Where an incident does occur, businesses that react quickly to incidents, engage their lawyers immediately and take the actions of regulators very seriously, tend to weather regulatory intervention much better.
Automated farm equipment is an inevitable part of the future, but it comes with unique risks. While in some respects the law does not change with automation, the changes in farming practices bring new risks, which must be managed in new ways.
Businesses taking on new automated machinery should check in with their safety consultants and have a risk review conducted by their lawyers. mk.com.au

AMT DEC/JAN 2023 029 VOICE BOX
OPINIONS FROM ACROSS THE MANUFACTURING INDUSTRY
Journey tips the destination
It’s about the journey not the destination: Addressing the manufacturing industry’s customer support. Lindsay Brown, GoTo’s VP in the APJ region speaks about the trip.

Advancements in automation, AI and digital transformation has reshaped the way customers view the manufacturing industry. Customers are now holding the industry to a higher standard as they look for fast, personalised connections with businesses. As a result, the manufacturing industry has been forced to evolve – like many businesses today - to provide high quality customer support for this new heightened expectation.
According to GoTo’s recent survey, many organisations are looking to improve the customer experience they provide as a key differentiator. 52% of ANZ organisations rated improving customer experience and ease of service as one of its top goals in the next 12 months. The top goal for organisations is shortening the time it takes to resolve a customer’s issue, with 56% highlighted improving the speed of problem resolution as their number one goal.
For manufacturing organisations to successfully meet these goals, they need to ensure that their customer support technology is reliable, easily manageable, and rich in services, but equally, easily integrated into current operations. 38% of manufacturing organisations are investing new technologies to support growth as they look to digitally transform their business for the better and become more appealing to customers.
One solution, endless connection for customers
Australia has highly skilled manufacturing capabilities that positions the nation to compete on value rather than on cost alone. The key is getting manufacturers to scale-up and to use the right technology to create value for their customers.
Consolidating multiple legacy customer support systems and technology into one support solution can greatly assist manufacturers in achieving a strong connection with their customers and driving value in the customer engagement process.

According to the same survey, 70% of organisations said they are very likely to consolidate their current technology stack within the next 12 months to reduce complexities of using multiple tools to resolve even the simplest of support tasks, with IT function
responsible for managing these overlapping tools while leveraging only a fraction of their functionality.
When consolidating to a single support solution, businesses are provided with a simplified solution where remote access, remote support, conversational ticketing, visual engagement and remote monitoring and management can be managed though one interface. 72% believe the simplicity and reduced technology sprawl will be beneficial for enhancing collaboration between different parts of the business, which can assist in connecting customers with the right experts quickly to maximise satisfaction and revenue generating opportunities. For example, although phone, email and on-site support will always be essential aspects of customer service, the use of chatbots to address real time questions can help manufacturing organisations sustain momentum in supporting the customer’s interactions with the organisation.
The consolidation of support tools will also enhance and ease integration with customer relationship management (CRM) and other back-end technology. When manufacturers can easily manage all technology applications on one interface, they are able to quickly and effectively address their customer’s needs thereby decreasing resolution time. In doing so, manufacturers are able to streamline operations internally and externally for the customer. This improves their customer journey and helps them meet the heightened expectations.
Customer expectations will continue to change, and as the manufacturing industry progresses further with digital transformation, customers will only expect greater benefits and flexibility from businesses. Consolidating to one support tool will allow manufacturing businesses to provide the best customer experience and achieve its customer goals. By understanding customers’ demands and employing the right tools and processes that ensures a customer feels heard, manufacturers will be able to deliver a better customer experience to attract new ones while retaining existing customers in the long run. goto.com
AMT DEC/JAN 2023 030 VOICE BOX
OPINIONS FROM ACROSS THE MANUFACTURING INDUSTRY
Mitigating The Domino Effect
Ever since COVID-19 wreaked havoc across the world, the global logistics industry has struggled to manage staff shortages. Frank Baldrighi, Business Development Manager at Getac ANZ talks about the effects and solutions.


Not only was the logistics industry forced to breaking point, so too were many of the industries relying on it. The problems faced by the logistics industry only compounded the problems already stifling the entire world’s supply chain, including the widely publicised shortage of semi-conductors vital for manufacturing everything from electric cars to mobile phones.
To complicate this further, as global lockdowns were lifted, consumers wanted to spend the money saved during their time locked indoors, which meant demand for logistics services increased dramatically. Shortages soon began to appear in almost every major industry including food, leading to critical supply issues and rapidly increasing prices. The blockage which closed the Suez Canal for only the fifth time in its history only exacerbated the problems.
All of these challenges have forced the industry to reassess how it operates on a daily basis and attempt to find efficiencies wherever possible. One area is the digitisation of infrastructure. Time is the crucial element in the supply chain. Without products being delivered on time a domino effect is often set in motion. Products along the supply chain can be further delayed exponentially when one small piece of the network falls out of sequence. This can include delays at ports, trucks breaking down, rail freight affected by weather or even warehouses missing deliveries through administrative errors.
Many of these issues are caused by pen and paper forms being misplaced, mis-read or data being incorrectly recorded. Unfortunately, regardless of how hard we work and how efficient we aim to be, human beings are not as well versed at monotonous tasks as machines. Take for example the Ever-Given Suez crisis. A combination of a few untimely errors led to billions of dollars of freight getting stuck and a further few billions more behind – all going nowhere. The blockage to the Suez Canal meant that $9bn of trade was disrupted every day.
Whilst the ensuing delays and backlogs caused by such an unprecedented event could not have been prevented by computers, having the right technology to hand could have reduced the impact on day to day operations. The benefit of digitisation is the centralisation of paper work and documentation. In a multinational port or transport hub such as Amsterdam or Heathrow, operators using pen and paper must record consignment details and then pass that single piece of paper up the chain until it eventually, through many iterations, reaches the consignee as a Bill of Lading. That means thousands of slips of paper passing through multiple hands every minute of every day.
Similar to the age-old game of Chinese whispers, as paper is passed from hand to hand, illegible handwriting, a rainy-day causing ink to run or even paper getting torn can cause information to be distorted or lost. With digital systems, the port-side operator inputs data into a tablet which is then centrally stored for anyone with authorisation to access at any time. More importantly, it can provide real-time data at any point along the journey.
For the haulier, it provides real insight as to where the supply chain is faltering, and they can quickly adjust their processes to make sure their teams have the right tools to reduce cargo loss, improve delivery times and, in a crisis, adjust delivery timelines. This means they can keep customers in the know at all times, as well as reducing costs associated with waste. Overall, this helps minimize stress at all points along the supply chain, including the operators on the docks or at the ports, who over the past year have no doubt felt the weight of the world on their shoulders.
What the future holds
As the industry comes full circle and recovers from the crisis of 2021/2022, businesses will begin to reassess the tools at their disposal, and no doubt invest in new technology to ensure future losses, delays and unnecessary costs are limited as much as possible.
One area for future development is Artificial Intelligence (AI) which is already transforming many industries. AI will allow the transport and logistics industry to not only reduce delays and lost cargo, but improve efficiencies and workforce management. It will enable cargo and freight businesses to assign high-priority or high-risk cargo to specific individuals who have the necessary training and skillset. It will also be able to keep customers updated automatically ensuring promise times are always accurate. Additionally, the software will enable other processes to be improved such as warehouse workers updating truck drivers in real-time about delays or cancellations in the receipt of goods on-site, meaning less time and fuel are wasted.
All of these, simple, yet intricate tasks will be improved through AI. Hauliers all over the world can improve systems at every point in the supply chain, so the next time a link fails, whether it be at port, in the cab of a truck or at the point of final delivery, the domino effect can be avoided. In truth, AI will revitalise an industry that’s been pushed to the brink over the past few years and provide it with the opportunity to not only recover but to reinvent itself. getac.com/en/industries/transport-logistics/
AMT DEC/JAN 2023 031 VOICE BOX
USA: New shape-memory material
Engineers have created shape-memory materials made of ceramic rather than traditional metal, opening a new range of applications, especially for actuators in high-temperature settings such as inside a jet engine or a deep borehole. Shape-memory metals have long been used as simple actuators in a variety of devices but are limited by the achievable surface temperatures of the metals used, usually a few hundred degrees Celsius at most. Ceramics can withstand much higher temperatures, sometimes up to thousands of degrees, but are known for their brittleness. Now, the team has found a way to overcome that and produce a ceramic material that can actuate without accumulating damage, thus making it possible for it to function reliably as a shape-memory material through many cycles of use. The material is a new variation of zirconia. But some atoms of different elements have been introduced into its structure in a way that alters some of its properties. These elements dissolve into the lattice, and they sculpt it.

MIT
Diagrams show the two different ways that the atomic structure of the shape-memory material, zirconia ceramic, can be configured. The two colours indicate the two different configurations.
USA: Battery breakthrough for mass adoption of affordable EV
A breakthrough in electric vehicle battery design has enabled a 10-minute charge time for a typical EV battery. This is a recordbreaking combination of a shorter charge time and more energy acquired for longer travel range. The fast-charging technology works for most energy-dense batteries and will open a new possibility to downsize electric vehicle batteries from 150 to 50 kWh. The smaller, faster-charging batteries will dramatically cut down battery cost and usage of critical raw materials such as cobalt, graphite and lithium, enabling mass adoption of affordable electric cars. The technology relies on internal thermal modulation, an active method of temperature control to demand the best performance possible from the battery. Batteries operate most efficiently when they are hot, but not too hot. Keeping batteries consistently at just the right temperature has been a major challenge for battery engineers. The team regulates the temperature from inside the battery - developing a new battery structure that adds an ultra-thin nickel foil as the fourth component besides anode, electrolyte and cathode.
Pennsylvania State University
China: New meta-surface shows different images depending on light source

A meta-surface device that displays three types of images depending on how it is illuminated has been developed by a team at Wuhan University in China. The three-channel device is an advance with
potential applications in anticounterfeiting, or to offer a new way of securely delivering encrypted information. “Meta-surfaces are artificial materials with tiny nanostructures that can be used to manipulate light,” said research team member Qi Dai. “In this work, we exploited both the size and orientation of the nanostructures to design a metasurface with three working modes.” Because this multi-functional meta-surface features twofold safeguards, it could provide a simple but effective approach to fight against counterfeiting.” Meta-surfacebased anticounterfeiting devices have been developed, but the hidden information is usually retrieved either on the surface or via a far-field holographic image. To create a more secure three-channel meta-surface, the researchers merged watermarked structuralcolour nano-printing with holographic imaging.
The Engineer
USA: Modified microwave oven cooks up next-gen semiconductors
A household microwave oven modified by an engineering professor is helping to cook up the next generation of cellphones, computers and other electronics after the invention was shown to overcome a major challenge faced by the semiconductor industry. Semiconductor manufacturers are now approaching a critical limit in which heating the highly doped materials using traditional methods no longer produces consistently functional semiconductors. A microwave oven was modified to selectively control where the standing waves occur. Such precision allows for the proper activation of the dopants without excessive heating or damage of the silicon crystal. This discovery could be used to produce semiconductor materials and electronics around the year 2025. A few manufacturers are currently producing semiconductor materials that are three nanometers. This new microwave approach can potentially enable leading manufacturers such as TSMC and Samsung to scale down to just two nanometers.
Cornell University Australia: Microgravity spacesuits design
Human Aerospace, an Australian company, has teamed up with researchers from RMIT, NASA, and the European Space Agency in an ambitious project to design spacesuits to combat the effects of microgravity. Dr James Waldie and his team at Human Aerospace have designed a full-body compression suit, tailor-made for each individual, that places pressure from a person’s shoulders all the way down to their toes. The team hopes the suit will play a key role in NASA’s missions to send humans to the moon for extended periods of time, and eventually even to Mars. According to Dr Waldie, the suits are designed to mimic the “normal gravitational loading experienced when we stand here on Earth”. The suits are similar to those worn by athletes, however, instead of focusing on one particular part of the body, the suits are designed to provide the right amount of pressure to the body as a whole, with some parts of
AMT DEC/JAN 2023 032 TECH NEWS
the suit applying more pressure where necessary. Prototypes of the suits were sent into space in 2015 and 2017, with astronauts on the International Space Station testing the suits for extended periods of time.
spaceconnectonline.com.au
UK: 3D printing drones build and repair while flying

Researchers have created a fleet of bee-inspired flying 3D printers that build and repair structures while flying. Aerial-AM uses both a 3D printing and path-planning framework to help the drones adapt to variations in geometry of the structure as a build progresses. The fleet consists of BuilDrones, which deposit materials during flight, and quality-controlling ScanDrones that continually measure the BuilDrones' output and inform their next manufacturing steps. They are fully autonomous while flying but are monitored by a human controller who checks progress and intervenes if necessary. The technology offers future possibilities for building and repairing structures in tall or other hard-to-access locations. Next, the researchers will work with construction companies to validate the solutions and provide repair and manufacturing capabilities.
Imperial College London
USA: Shrimp shells harnessed to strengthen cement
Shrimp shell nanoparticles have been added to cement to make the material 40% stronger, an advance that could lead to reduced seafood waste and lower carbon emissions from concrete production. A team of Washington State University and Pacific Northwest National Laboratory researchers created nanocrystals and nanofibres of chitin from waste shrimp shells to add to cement. As well as making the material stronger, the team found that the set time for the cement was delayed by over an hour, which is advantageous for long-distance transport and hot weather concrete work. Cement production comprises about 15% of industrial energy consumption and about 5% of total greenhouse gas emissions worldwide. High consumption of the material is also partly driven by the challenge of durability — concrete cracks easily and must be repaired or replaced often.
The Engineer USA: 3D printing one of the strongest stainless steels

For the first time, 17-4 PH stainless steel (a remarkably strong and corrosion-resistant alloy) can be consistently 3D-printed while retaining its favourable characteristics. The strategy is based on data about the printing process using high-energy X-rays from a particle accelerator. The new findings could help producers of 17-4 PH parts use 3D printing to cut costs and increase their manufacturing
A microscopic image of 3D-printed 17-4 stainless steel. The colours in the left-side of the image represent the differing orientations of crystals within the alloy.
flexibility. The approach may also result in a better understanding of how to print other types of materials and predict their properties. The authors, now equipped with a clear picture of the structural dynamics during printing, were able to fine-tune the makeup of the steel to find the right a set of compositions. As a bonus, some compositions resulted in the formation of strength-inducing nanoparticles that, with the traditional method, require the steel to be cooled and then reheated. 3D printing can now allow manufacturers to skip a step that requires special equipment, additional time and production cost.
National Institute of Standards and Technology (NIST)
USA: Single-step 3D printing method to make robotic materials
Engineers have developed a new design strategy and 3D printing technique to build robots in one single step. The breakthrough enabled the entire mechanical and electronic systems needed to operate a robot to be manufactured all at once by a new type of 3D printing process for engineered active materials with multiple functions (also known as metamaterials). Once 3D printed, a 'meta-bot' will be capable of propulsion, movement, sensing and decision-making. The printed metamaterials consist of an internal network of sensory, moving and structural elements and can move by themselves following programmed commands. With the internal network of moving and sensing already in place, the only external component needed is a small battery to power the robot. These “meta-bots” can also explore hazardous environments. In a collapsed building, for example, a swarm of such tiny robots armed with integrated sensing parts could quickly access confined spaces, assess threat levels and help rescue efforts by finding people trapped in the rubble.
University of California - Los Angeles.
USA: Recipe for improving any autonomous robotic system
Engineers devised a recipe for improving any autonomous robotic system. Their optimisation code can automatically identify how and where to tweak a system to improve a robot's performance. The team showed that the tool was able to quickly improve the performance of two very different autonomous systems: one in which a robot navigated a path between two obstacles, and another in which a pair of robots worked together to move a heavy box. The researchers hope the new general-purpose optimiser can help to speed up the development of a wide range of autonomous systems, from walking robots and self-driving vehicles to soft and dexterous robots, and teams of collaborative robots.
MIT
HEADING AMT DEC/JAN 2023 033 TECH NEWS
GoMicro Spotcheck
Check spoilage and ripeness of various kinds of fruit and vegetable? There’s an App for that.
Can a one dollar device that attaches to a mobile phone become a pivotal tool to help solve the $1Tn #foodwaste problem? GoMicro CEO and founder Dr. Sivam Krish says the answer is yes. GoMicro’s Spotcheck App and a phone attachable magnifier designed for accurately assessing the level of ripeness or spoilage of fresh foods.

Dr. Sivam Krish provided evidence of GoMicro’s Spotcheck device effectively reading the accuracy of food spoilage in his presentation at the 400M Agrifood Innovation Forum in Toowoomba, Queensland in July.
Dr. Krish believes GoMicro’s innovation, which provides greater accuracy through a superior imaging system and AI App, could save our agricultural industries vast sums of money. “We can assess the ripeness or spoilage of fruits and vegetables with a 86to-99% accuracy, measured in days,” says Dr. Krish.
“It’s very topical issue for the food industry to address, with an estimated 30% of our food being spoiled,” he added. “We can see that there are some very strong commercial opportunities for a cheap and portable devise to have the power to make accurate food spoilage assessments.”
Dr. Sivan Krish says the GoMicro team took 100 images of an array of different vegetables every day to gather training images for building the AI application. Typically, AI applications require thousands of images for training and are unable to achieve high accuracies in field conditions. The SpotCheck is the latest important step for GoMicro, a microscopy 4.0 company based at Flinders University’s New Venture Institute that started in 2020 as an Edtech company and has pivoted to be an AgTech company. GoMicro won the Bayer Grants4Ag competition, which has led to an ongoing relationship with Bayer Crop Sciences, and won second prize in the 2021 Rocket Speeder FOOD WASTE + LOSS Accelerator Program pitch competition.
GoMicro’s aim of re-inventing the microscope and instilling it with artificial intelligence is designed to make the highest quality technology accessible to the public and not just scientists.
ATG gloves
agronomists detect pests, leaf disease and assess food quality accurately.
“Any farmer with a phone will have the diagnostic capability of an agronomist – through building a more accurate AI engine into the Spotcheck microscope attached to a phone,” says Dr. Krish.
“It’s an important breakthrough, because microscopic information can provide a vast array of information across a wide range of agricultural issues. More importantly we will be making it possible for anyone to build and deploy accurate AI applications.” gomicro.co flinders.edu.au
On the job site, hand protection is paramount to safety in the workplace, workers should be protected at all times. It is vitally important to choose the right glove for the job. Traditionally, features such as mechanical protection, comfort and dexterity ranked highly when making this decision, however, today's gloves may also need to provide their wearer protection from liquids, unknown substances and viruses.
ATG Intelligent Glove Solutions has released the world’s first hybrid glove, MaxiDex, combining the best of mechanical handling gloves and the best of disposable gloves, taking comfort to a new level.
ATG introduces the MaxiDev, the first hybrid glove, a new technology providing additional protection. surface, and has been successfully tested against NL63, the human strain of COVID. With all-day use in mind, MaxiDex includes AD-APT cooling technology to keep your hands cool, dry and productive. They are touchscreen compatible allowing workers to conduct daily tasks without the need to remove their gloves during the course of their work, and are ultrathin ensuring maximum comfort and dexterity. MaxiDex can be laundered up to three times at 40°C, providing a longer usable life of the glove which in turn, reduces waste and saves money. The gloves are suitable for multiple applications and can be purposed for a variety of functions including assembly works, laboratories, janitorial, hospitals and hospitality, mechanical works, warehousing, horticulture, and aged care. atg-glovesolutions.com
MaxiDex is certified to EN ISO 374-5 VIRUS and incorporates a virucidal called ViroSan within the coating which not only protects worker’s hands, but also their integral health. ViroSan prevents the spread of viruses which may deposit on the glove

AMT DEC/JAN 2023 034 PRODUCT NEWS
The company’s patent-pending technology creates lab-quality imaging conditions that significantly increase the accuracy of detection, reducing the number of images needed for training purposes, resulting in the most accurate AI detection that is available at this level of magnification. GoMicro has placed its initial focus on agriculture to help farmers and
Rohde & Schwarz MXO4
Rohde & Schwarz is adding a completely new series to its oscilloscope portfolio that delivers a number of industry firsts. The new R&S MXO 4 series oscilloscopes feature the world’s fastest real-time update rate of over 4.5 million acquisitions per second. Development engineers can now see more signal detail and infrequent events than with any other oscilloscope. The 12-bit ADC in the R&S MXO 4 series has 16 times the resolution of traditional 8-bit oscilloscopes at all sample rates without any tradeoffs for more precise measurements. A standard acquisition memory of 400 Mpts on all four channels gives the instrument up to 100 times the standard memory of comparable instruments.
Rohde & Schwarz presents the new R&SMXO 4 series, the first in the next generation of oscilloscopes. The R&S MXO 4 oscilloscopes come in four-channel models with bandwidths of 200MHz, 350MHz, 500MHz, 1GHz, and 1.5GHz. They have a starting price of A$11,400, many unparalleled functions and excel in both performance and value.
Instant view of signal details
R&S MXO 4 series oscilloscopes boast the world’s fastest update rate of 4.5m acquisitions per second, revealing more signal activity than any other available oscilloscope. Development teams can quickly see and isolate infrequent events, get a better understanding of physical layer signals and test faster. This is unparalleled in the industry.
A unique 200Gbps processing ASIC makes this feature possible. It is one of several new technology blocks Rohde & Schwarz engineers developed and implemented for the first time in the R&S MXO 4 series. “The new hardware and software technology blocks and architecture allowed our development team to achieve a once-in-a-decade engineering breakthrough,” Dr. Andreas Werner, Vice President Oscilloscopes at Rohde & Schwarz, explains. “Our customers will experience a whole new level of performance, and all at a price more affordable than has ever been seen on the market.”
The R&S MXO 4 series incorporates a 12-bit ADC that operates across all the instrument sample rates with an 18-bit vertical resolution architecture for greater resolution precision than any other oscilloscope. The R&S MXO 4 series also has the lowest noise and largest offset range (+/- 5V with a 500uV/div scaling) in its class. Users can see DC and other signals with more precision than with any other oscilloscope on the market.
Deepest standard memory
In addition to bandwidth and sample rate, memory depth is an important factor and determines whether an oscilloscope can handle a large range of troubleshooting tasks. More acquisition memory enables oscilloscopes to capture more time and retain rated bandwidth information for shorter time base settings. With a simultaneous standard acquisition memory of 400Mpts on all four channels, the R&S MXO 4 series has up to 100 times the standard memory of its primary competition. The additional memory also provides extra measurement capability when needed. Once only available in higher performance oscilloscopes with higher price
points, the digital trigger comes standard with all R&S MXO 4 series oscilloscopes. The trigger sensitivity of 1/10,000 division can isolate difficult-to-find small physical layer anomalies in the presence of large signals. No competitive oscilloscope has this degree of trigger sensitivity for isolating small signals. The digital trigger complements the 18-bit vertical architecture, allowing users to fully utilize the precision of the R&S MXO 4 series.
Superior RF measurement capability

Many development engineers need to debug products and test in both the time and frequency domains. In addition to time domain measurements, R&S MXO 4 series oscilloscopes have superior RF spectrum measurement capabilities. They are the first oscilloscopes to perform 45,000 FFTs (Fast Fourier Transforms) per second, while comparable oscilloscopes deliver fewer than 10 FFTs per second. This base feature lets engineers view more RF signals than with any other oscilloscope in its class.
Using an oscilloscope is a visual experience, where a lot of time is spent viewing a display. The R&S MXO 4 series incorporates a 13.3-inch full-HD capacitive touchscreen and an intuitive user interface. The instrument’s small footprint, audible noise of less than a whisper, VESA mounting and a rackmount kit for installation in integrated environments make R&S MXO 4 oscilloscopes ideal for any engineering workspace.
When users have more demands, a number of upgrade options are available, including 16 integrated digital channels with a mixed signal oscilloscope (MSO) option, an integrated dual channel 100MHz arbitrary generator, protocol decode and triggering options for a variety of industry standard buses and other options that expand the oscilloscope’s capabilities.
The new R&S MXO4 series oscilloscopes are now available from Rohde & Schwarz and selected distribution channel partners. rohde-schwarz.com

AMT DEC/JAN 2023 035 PRODUCT NEWS
Rohde & Schwarz introduces the R&S MXO 4 series, the next generation oscilloscopes for accelerated insight.
Heavy haulage side tip trailers
Air Tip trailer to be manufactured in Alice Springs with the assistance of the Northern Territory Government’s Advanced Manufacturing Ecosystem Fund (AMEF).
An Alice Springs-based manufacturer, led by an Alice Springs local, will scale-up manufacture of the world’s first pneumatic, sidetipping, haulage trailer dubbed Air Tip. The new haulage trailers, for bulk transport, pastoral and mining operations, are set to reduce emissions and operating costs for freight operators, while increasing fleet flexibility and payload capacities. The project will grow Territorybased design and engineering capability with co-investment from the Northern Territory Government via the Advanced Manufacturing Growth Centre (AMGC) managed Advanced Manufacturing Ecosystem Fund (AMEF).

Developed in collaboration with Ross Engineering and the Complete Group, the durable pneumatic side tipping trailer will offer improved payload capacity, reduced operational costs, reduced emissions and does away with the need for a power-take-off (PTO) mechanism to be fitted to trucks – allowing for greater flexibility and improved use of vehicle fleets.
The fully integrated trailer makes use of the truck’s standard pneumatic system which removes the need for fitment of expensive hydraulic systems – which can run into the tens of thousands of dollars. Owing to its unique design, Air Tip’s trailer integrity is improved whilst still reducing the overall weight of the trailer by 12% and increasing the trailer’s payload by 4.8%.
Through its engineering partner, Ross Engineering, Air Tip will also embark on establishing bespoke design, fabrication and contract manufacturing capabilities to support the NT manufacturing ecosystem. Air Tip’s co-funded project, worth $553,000, will combine equal investments of $276,500 from the Northern Territory Government’s AMEF and Air Tip and is anticipated to create ten new jobs in the Northern Territory over five years, including engineering, fabrication, professional and apprentice roles in Alice Springs.
FOBA green laser
“This co-investment will have broader implications across the Territory, giving Air Tip, Ross Engineering and the Complete Group the capability to design, engineer and fabricate componentry in Alice Springs,” Clarke Petrick, Founder and Managing Director of Air Tip said. “The addition of new robotic laser cutting and CNC capabilities will enable us to test, develop and commercialise the Air Tip system in shorter timeframes, reducing the lag effect of having to outsource core manufacturing processes,” said Petrick.
The Northen Territory’s Minister for Advanced Manufacturing, Nicole Manison said “Advanced manufacturing is creating the jobs of the future, right here in the Northern Territory. Air Tip will grow Territorybased design and engineering capability in Alice Springs.
“By making these important investments, the Northern Territory Government is growing industries, expanding exports, creating new opportunities for investors and securing exciting local jobs for Territorians,” said Manison. rossengineering.com.au amgc.org.au
Cool touch laser marking for delicate substrates: FOBA launches green laser.
FOBA has developed a 532 nanometers wavelength green laser marking system which offers new possibilities for industrial direct part marking. Supplemented by FOBA’s comprehensive marking workflow, the low heat laser applies perfect marks on materials with extraordinary absorption properties. Such materials include white, transparent, or red plastics as well as highly reflective metals. The green laser completes the range of laser wavelengths in FOBA’s portfolio of marking systems.
A significant increase in marking speed and marking quality on previously insufficiently markable materials are the main benefits of FOBA’s green laser. Affected materials include special plastics like UHMWPE, HDPE or PMMA for which additives might no longer be necessary, as well as glass or shiny substrates. Compared to other laser types like UV or fiber, the green laser shows better marking results while achieving superior marking speeds.
The application of the green laser marker can be facilitated using FOBA’s proven laser marking workflow with camera and mark alignment software. “The optical part inspection and validation of marked contents as well as the automated and precise positioning of the laser mark have long been valued by our customers as a reliable and safe workflow solution”, says Philipp Febel, Director of Product Management at FOBA. “Our green laser can easily be equipped with various laser alignment tools and works with any of the available FOBA user interfaces.”
The FOBA V.0071-gr and FOBA V.0141-gr green laser marking systems close the gap between UV (355nm)- and fiber (1,064nm)laser markers. The combination of relatively high laser power and a vanadate source enables extended applicability and high speed. “Based on customer requirements, we have developed a leading edge marking solution with to address the most challenging marking applications,” says Febel.
The new marking laser is available with either seven- or 14-watt laser power variations. It can flexibly be integrated into production environments due to a small marking unit (compared to the UVlaser), a broad range of available interfaces and five possible marking field sizes. The lifetime of FOBA’s green laser vanadate laser source is twice the lifetime of a UV laser source, which minimizes the total cost of ownership. fobalaser.com

AMT DEC/JAN 2023 036 PRODUCT NEWS
Suhner grinders
Suhner Australia unveils new grinders with exceptional speed stability.
Suhner Australia, a leader in metal finishing solutions, has released its next-generation of variable speed, 125mm Angle grinders – the Suhner UWG 11R and the UWK 11R. Both models provide unrivalled speed stability regardless of whether they are operating at 2,800rpm or 10,500rpm, to help deliver a variety of quality finishes.
Specifically designed to keep vibration at bay, both grinders provide the correct speed and stability under torque, allowing the user to operate them for an extended period of time. This ensures a consistent, quality finish on stainless steel, aluminium, brass, other alloys and ferrous metals.
Moreover, the Suhner UWG 11R and UWK 11R can be combined with a variety of abrasive, cutting or hook and loop discs as well as a range of non-woven and fine finish products, so that users can attain a wide variety of finishes.
Made in Germany and built to last, both the UWG 11R and UWK 11R grinders are quality tools suitable for working on a range of applications including structural fabrication, balustrades, vehicle components, medical products, aircraft parts, and many other light or heavy manufacturing applications.
The Suhner UWG 11R and UWK 11R variable speed grinders are ergonomic, slimline and lightweight. The UWG11 has 1100W of power, yet weighs only 2.1kg. It is ideal for fine sanding applications

with fibre, hook, and loop or flap discs and then, any cutting requirements. The UWK 11R has 1700W of power and weighs only 2.5kg. It is a ‘muscle-machine’ that enables use of high torque and can be combined with various grinding and finishing discs including Suhner’s Magic grinding discs. It also provides more than the recommended power for optimal use of 3M® Cubitron fibre discs.
Other key features of the new UWG 11R and UWK 11R variable speed 125mm angle grinders include a soft-start for jolt free work, tool-free and easy disc changing, an anti-vibration handle, and a host of safety features including under voltage and thermal protection. Optional extras include replaceable filters to help prevent swarf and aluminium dust entering the electronics of the tool.
Highly reliable and easy to use, both the new Suhner UWG 11R and UWK 11R are very competitively priced. Better still, the quality performance of the UWG 11R and UWK 11R saves users both time and money by eliminating the need for rework.
True work-horses, both grinders are a testament to the company’s ability to deliver real and viable solutions for industry. Suhner also stocks high-levels of tools and consumable items for quick and easy shipment. The Suhner UWG 11R and UWK 11R grinders carry a professional warranty and Suhner also provides on-site training and demonstrations on request. suhner.com
Evonik launches three new photopolymers for 3D printing
INFINAM photopolymer portfolio expanded with seven new 3D printing formulations in less than two years confirm high innovation strength.
Evonik is continuing its materials campaign in 3D printing. The specialty chemicals company is launching three new INFINAM photopolymers for industrial 3D applications expand the photoresins product line launched last year for use in common UV-curing 3D printing processes such as SLA or DLP. With a total of seven new photopolymer formulations, Evonik has diversified the additive manufacturing material landscape in less than two years.
Photopolymers product line continues to grow
INFINAM RG 2000L is a photo resin for the demanding eyewear industry. The clear liquid formulation cures quickly and is easy to process. A low yellowing index – even after prolonged UV irradiation – not only makes the high-performance material attractive for additively manufactured eyewear frames, but it is also suitable for applications such as microfluidic reactors or transparent high-end prototypes for observing the inner workings of complex assemblies. The excellent light transmission of INFINAM RG 2000 L also opens up further applications such as lenses, light guides, and illumination covers.
INFINAM RG 7100 L was specially developed for DLP printers and enables the production of parts with isotropic properties and low moisture absorption. The mechanical properties are comparable to those of an ABS material and the black-coloured formulation can also be used on high throughput printer systems. The printed parts exhibit fine features such as smooth and glossy surfaces making
the new photopolymer ideal for demanding design visualizations. INFINAM RG 7100 L can also be used in applications such as drones, buckles or automotive parts that require high ductility combined with high impact strength. The printed parts can be machined and remain fracture resistant even when subjected to high forces.
INFINAM TI 5400 L is another example of application-focused product development. With this formulation, Evonik is responding to customers’ requests-especially from the Asia region-for a PVC-like resin for the rapidly growing market of limited edition designer toys. The white-coloured material is ideal for objects with a high level of detail and excellent surface quality that is virtually indistinguishable from comparable injection-molded parts. The fully cured material combines excellent impact strength with high elongation at break and exhibits long-lasting thermomechanical performance.
Driving 3D printing at scale through innovation
“As one of Evonik’s six innovation growth fields, we are investing above average in the development of new formulations or the further development of existing products. A broad material landscape is a basis for permanently establishing 3D printing as another large-scale industrial manufacturing technology,” says Lutz Mindach, Head of Research Development & Innovation Additive Manufacturing at Evonik. corporate.evonik.com/en
AMT DEC/JAN 2023 037 PRODUCT NEWS
AdvanCell wins Good Design Award of the Year
Sydney radiopharmaceutical company AdvanCell has received the 2022 Australian Good Design Award of the Year for its world-first Alpha Isotope Generator designed by leading Australian product development consultancy, Design + Industry (D+I).
The announcement was made at the Annual Good Design Awards Ceremony held on Friday Evening (16th September 2022) at the International Convention Centre, Sydney, Australia. The Good Design Awards attract new and innovative design projects from around the world, celebrating the very best in all areas of design, architecture, engineering, research, fashion and social impact. The Awards are one of the longest-running international design awards in the world, promoting excellence in design and innovation since 1958.
“AdvanCell’s Generator is a revolutionary product that is going to have a remarkable impact on the lives of many people,” said Dr Brandon Gien, CEO of Good Design Australia and Chair of the Awards. “The attention to detail in the design of the device is exemplary, the use of materials and thoughtfulness about the experience of the user are a real highlight as is the use of recycled materials to create the actual isotopes. Two other astounding features include the fact that this product replaces a machine the size of a small bedroom and it negates the requirement to source radioactive elements from Russia, thus securing supply of this precious resource,” “AdvanCell will change the game for people in the medical industry, victims of cancer and quite frankly, the world. Despite dedicated efforts of researchers in the field, this level of breakthrough is rare and deserves recognition for its massive contribution to the medical industry and more specifically, towards the progression of cancer treatment,” said Dr. Gien.
In just under two years, AdvanCell has grown from a small group with specific scientific, clinical and commercial expertise to attracting global investment and partnerships as a result of its medical innovations developed here in Australia. In order to take their technology to market, AdvanCell engaged D+I as a proven turnkey product development solution, leveraging the company's full-service in-house capabilities which included Industrial Design, Mechanical Engineering and Electronics Design (ISO 13485:2016 Certified for the compliant development of medical devices).
“AdvanCell is an Australian company dedicated to changing the course of cancer treatment,” Andrew Adamovich the CEO of AdvanCell said on the night. “The pharmaceuticals we and our partners
develop rely on the production of isotopes from this generator. This technology enables a revolutionary treatment called Targeted Alpha Therapy. The genesis of the Company arose from an insight that Julian Kelly, AdvanCell’s Chief Nuclear Scientist, had about a novel method to produce an isotope with properties well suited for cancer treatment. I would like to thank the entire Design and Industry team for their hard work and ingenuity.”
Pairing research with industry specialists, government support, venture capital and business leaders has created a platform for AdvanCell to be a leading player in the growing global radiopharmaceutical market (expected to reach US$30bn by 2030, with the Targeted Alpha Therapy market segment currently experiencing growth of over 20% per year.)
The AdvanCell ²¹²Pb Generator is a proprietary manufacturing platform capable of delivering a scalable solution to fully automated, GMP compliant manufacture of targeted alpha therapies. The Generator is an innovative combination of source containment, gas supply, high-temp steam delivery and vacuum capability within a compact bench-top system that enables a decentralised scalable supply for clinical trials and large patient populations.
One of the challenges in the delivery of treatments to patients is the severely limited supply of clinically useful alpha isotopes. Existing sources are enough to treat perhaps 2,000 patients a year. This is not enough to supply small clinical trials, let alone large patient populations.

Existing solutions are limited due to the complexity of production, where the manufacture requires large capital equipment such as a nuclear reactor or a cyclotron, and the use of severely limited source material for the reaction that is required to make the isotope. In addition, manufacture can rely on highly secure fissile material that is unlikely to be made available to industry. And even then the decay chain attributes of some of those accelerator or reactor produced isotopes can present currently insurmountable radiochemical challenges, resulting in these drugs being used exclusively in late stage disease. AdvanCell’s solution relies on a widely available feedstock that among its other sources can be recovered from mining tailings, a use that would leverage Australian mineral resources to directly supply the parent isotope and reduce reliance on foreign supply chains.
AdvanCell now routinely manufactures Alpha 212 (AdvanCell’s trademarked isotope product) through a fleet of the award-winning generators enabling full control of the supply chain for global manufacture of a pipeline of targeted alpha therapies. By enabling a scalable, local isotope production capability, the Generator will be able to fast track the access to and delivery of these cuttingedge cancer treatments to patients who need it most. In early September 2022, AdvanCell announced an A$18m Series B funding round led by Morningside to advance their lead clinical program and expand their manufacturing platform. advancell.com.au
AMT DEC/JAN 2023 038 PRODUCT NEWS














The AccurlCMT range topping hybrid ECO press brake, incorporating the latest in energy reduction tech and offering the newest innovations on the market. Its not just sexy as f... but has the personality to go with it! SEXY AS F... & ITS ECO TOO! QLD - 07 3279 3344 NSW - 02 8801 3375 E - sales@completemachinetools.com.au W - www.completemachinetools.com.au CMT Your Partner in Innovation
Alauda Aeronautics
Think racing aircraft. Big electric carbon-fibre drones, shaped like F1 racers, piloted remotely by professional F1 drivers, racing around an airborne track with greater thrust-to-weight ratios than a fighter jet. AMT Editor Paul Hellard watches from below.
The future of Motorsport will be fast, high-powered and using cutting-edge tech. But what we didn’t see coming was that the future of Motorsport would be electric, airborne, even faster and using locally-built, remotely piloted vehicles, smacking it out for pole position on a huge 3D virtual track. In mid-October, a landmark moment occurred in the story of motorsport and the beginnings of the flying car mobility revolution, way out on the salt flats of South Australia.
The Alauda Aeronautics company is also getting set to build the world’s first flying electric car factory in the upcoming Australian Space Park in Adelaide. They are joining other local aerospace industry manufacturing companies, including Fleet Space, at this South Australian industrial park. Industry leaders such as Airbus and a host of other industry providers are also in line. They are also embarking on one of the most original racing concepts ever, having now completed over 250 test flights with their Airspeeder vehicle with a carbon-fibre chassis. Built entirely inhouse in Australia, this milestone in the electric vertical takeoff and landing (eVTOL) industry is proof that racing these craft will rapidly accelerate a mobility industry that will be worth $1.5Tn by 2040, as quoted by Morgan Stanley.
The major airframe structural components of the vehicle are designed and manufactured here in Australia. Most components of the Flight Management System (FMS) and the Electric Propulsion Systems (EPS) are sourced from the best international suppliers.

The Race Management System (RMS), which includes the Race Control Station (RCS), Pilot Control Station (PCS), Flight Engineer Station (FES) and the virtual, augmented reality racetrack, are all developed locally in close cooperation with their technology partner,
Telstra Purple. All Airspeeders are designed, manufactured, assembled and ground-tested and flown in South Australia. The company has already been running infield experiments for the last two years in the South Australian desert, including tests at speeds exceeding 100kmph. Airspeeder built Race Control Stations, a Pilot Control Station akin to that seen in elite traditional motor racing, set up a dedicated 5G network, an AR Sky Track and a full suite of safety, logistics and race management protocols. The technology developed here is a snapshot of what our cities will be using in the next decade to underpin the emergence of eVTOL as a viable means of passenger transport.
Matt Pearson is the owner of Alauda and the Airspeeder racing championship. He hopes to transition the company to provide later versions of these amazing aircraft for private use. “In 2019, we set about an ambitious mission to hasten the electric flying car revolution by going racing,” Pearson said. “Since then, a remarkable team of designers, engineers, and technicians have made giant leaps forward, enabled by our partners, among them some of the most celebrated names in technology, motorsport and even the luxury industry. In completing our 250th test, we prove that racing is not only a practical and accelerative test bed and a viable and fast route to commercialisation. For an industry predicted to be worth $1.5Tn by 2040, we are proving the application of this truly world-changing technology. This is just the beginning, and we can’t wait to introduce the world to this true next-generation motorsport through 2022.”
“This follows a proven path from the luxury and performance automotive world,” said another spokesperson from Alauda. “Companies like Ferrari established their legends on the racetrack
AMT DEC/JAN 2023 040 AUTOMOTIVE AND TRANSPORT
and then built road-going supercars to satisfy the demand for private performance machines. These machines have a greater thrust-toweight ratio than a fighter jet, allowing maximum manoeuvrability at high speed.”
The weight limit of the vehicle is 150kg. This is the upper limit for the Medium Remote Pilot Aircraft (RPA) category defined by CASA. Safety is Alauda’s main goal, and weight is their worst enemy. “We are using the best materials we can afford for the structure and bodywork on the Mk3C vehicle,” said the spokesperson.
The four existing vehicles are identical and designed to have interchangeable parts. The airframe is made from high-modulus carbon fibre, optimised for torsional rigidity and general bending. Mounting points within the vehicle are made from aerospace-grade billet aluminium.
The flight management system software and hardware have been designed and manufactured by Alauda. Another key feature has been designed and manufactured by Alauda to allow performance, lowest weight and quick pit stop change: the electrical batteries.
Race ready
In mid-October, in a mix of landmarks, motorsport racing and the flying car mobility revolution became a headline together when Airspeeder pilot Zeph Walsh beat fellow competitor Fabio Tischler in a tense and close inaugural EXA remotely piloted race in the salt flats of Lake Lochiel in South Australia.
This was such a tight race, the two racers overtook each other three times in the first lap. In the last lap, Walsh made his move just one metere below is track buddy, to secure the winning spot in the final few turns. The two craft were racing at close quarters for a lot
of the race, exhibiting F1 car turning ability and using the unique vertical maneuverability available third dimension. “It was really about trying to find the edge of the flight envelope for this vehicle,” Walsh described after the race, “and [then] riding that edge.”
The partners in the AirSpeeder EXA Series of air races include Telstra Purple, DHL, Acronis, Amazon Web Services, Intel and IWC Schaffhausen. An Alauda spokesperson noted that remote pilots are allowed to plot their own flight path to win the race.

“The drag-race format was chosen as a pure demonstration of the performance and safety technologies that underpin the sport,” they said. “In particular, the ‘Virtual Forcefield’ suite of LiDAR and RADAR-powered safety systems that delivers close but ultimately safe racing. This will be heavily relied upon for full-grid circuit racing.”
Relying on these LiDAR and RADAR-powered safety systems, these craft deliver amazing, spectacular racing opportunities that are quite safe. Described as a Virtual Forcefield suite of craft control, this is a pure demonstration of the performance and safety technologies that underpin the sport.
F1 driver Bruno Senna has been signed up as a remote pilot for the Alauda vehicles in a future race, planned for the speeders to be flown at ten metres above the ground. Senna commentated on the first races.
This is the first of a series of EXA remotely piloted races that will serve as development for the Airspeeder fully crewed Grand Prix series starting in 2024. The craft are part of a fleet being constructed at the Space Park for future racing like nothing seen before. Digital sky-tracks and a very light approach to infrastructure means these races can take place literally anywhere. alauda.aero airspeeder.com
AMT DEC/JAN 2023 041 AUTOMOTIVE AND TRANSPORT
Electrucks
EnergyAustralia
Leading energy retailer and generator EnergyAustralia has joined forces with commercial eMobility manufacturer SEA Electric in a strategic partnership, which will assist in accelerating the transition to clean energy for the nation’s truck fleets. At the cornerstone of the offering, EnergyAustralia will work with SEA Electric clients in tailoring a zero-harm, bespoke solution for their energy needs. With leading knowledge of the technicalities involved with shifting fleets to green transport solutions, customised advice can be provided on depot development, electric vehicle charging infrastructure, retail contracts, and rooftop solar, batteries and energy management software solutions. By providing future-fuel road maps for e-fleets and transport depots, EnergyAustralia has demonstrated that transitioning completely to zero carbon, green energy-driven fleets is achievable today.
Jack Kotlyar, EnergyAustralia’s Head of NextGen, says that the company’s partnership with SEA Electric means customers get an end-to-end solution for their electric transportation needs. “When you get your electric truck from SEA Electric, you need a way to charge it” he said. “This is where EnergyAustralia can help, providing electric vehicle charging infrastructure for your depot. Plus, we can provide expert advice on a range of other aspects which involve unique considerations in the case of e-fleets, including fleet routes, grid connection, retail contracts and solar/batteries.”

“And all our solutions are implemented in a safe, zero-harm way for our people and environment. We look forward to working with SEA Electric to deliver greener cities, cleaner communities and quieter neighbourhoods,” he continued.
SEA Electric is leading the world in the all-electric truck and bus space, with products deployed on five continents having completed over two million kilometres of successful usage since 2017. In Australia, the company produces the world’s first true range of allnew electric trucks, with the Melbourne assembled vehicles ranging from 4.5t car licence models through to 22.5t three-axle rigids.
“SEA Electric is proud to partner with EnergyAustralia as we build our all-encompassing ecosystem of products and partners across the country,” said Bill Gillespie, President, Asia Pacific Region, SEA Electric. “While we are experts in producing commercial vehicles that are fit for purpose, EnergyAustralia are the specialists in providing the best possible advice when it comes to energy supply solutions.
“By understanding a business’s energy needs, now and into the future, EnergyAustralia can provide an appropriate plan that will ensure there is adequate energy to power an entire fleet of EVs, with the right charging and energy transmission infrastructure in place.
Bosch MoTeC
“When compared to a traditional internal combustion-engine vehicles, the benefits of moving to Electric Vehicles extend far beyond energy efficiencies.
“For example, from an operational perspective, lower maintenance and running costs are a given, with the elimination of diesel consumption and fewer moving parts minimises service costs and downtime.
“Our users can expect to recover any purchase price premium within a maximum of five years. Ultimately, the strategic partnership aims to provide certainty on both energy costs, and the green credentials of the energy that is used,” added Gillespie. energyaustralia.com.au sea-electric.com
Bosch acquires MoTeC Group in expansion for Bosch Motorsport.
Bosch has acquired the MoTeC Group, headquartered in Melbourne, Australia. MoTeC offers a wide range of technology for the motorsport market. Contracts for the planned acquisition were signed by Bosch and the MoTeC Group in June. In organisational terms, MoTeC has become an integral part of Bosch Motorsport, a business unit of Bosch Engineering GmbH, a 100% Bosch subsidiary based in Abstatt, Germany.
The MoTeC portfolio includes vehicle and engine control units, displays, data loggers and onboard power supply control units for both conventional and electric motorsport vehicles. The company serves its customers in Australia, Asia-Pacific, Europe, the US and Japan through a global network of around 250 dealers. With the
acquisition of the MoTeC Group, Bosch Motorsport is extending its product portfolio and distribution to serve additional racing series as well as grassroots motorsport participants.
“With the MoTeC Group’s many years of experience and comprehensive expertise, as well as its worldwide dealer network, we are strengthening our position in motorsports and ideally complementing our product portfolio,” says Dr. Klaus Boettcher, Vice President of Bosch Motorsport.
The MoTeC Group employs 54 people worldwide between its headquarters and a sales and technical customer service office in Banbury, UK. The MoTeC Group business will continue to operate as a separate legal entity under its own brand. bosch.com.au
AMT DEC/JAN 2023 042 AUTOMOTIVE AND TRANSPORT
& SEA Electric Form Strategic Partnership for EV Transition.
DJR turns a corner
Dick Johnson Racing reduced carbon footprint by 25% in 2021.
Dick Johnson Racing (DJR) is proud to announce a 25% reduction in its overall carbon footprint in 2021 from 2020, year on year. This announcement comes after DJR became the first and currently, the only professional motor racing team to be internationally certified as carbon neutral, outside of Europe and nationally accredited by the Australian Government’s Climate Active.
In 2021, DJR’s overall footprint reductions came from consolidating freight and converting electricity to GreenPower. Further actions were put in place by DJR around recycling and waste to landfill, along with data collection and awareness.
DJR co-owner Dr Ryan Story AM said he was proud to announce the 25% reduction in carbon footprint, “we have worked very hard at DJR to put processes and actions in place to an ISO standard level to reduce our footprint and show it can be done. In fact, we are carbon positive – we have now planted 6,000 trees in Australia with Trees For Life and over 17 hectares of trees around the world with our partner Tree Nation. We are delighted and humbled to make such a contribution.” Brad Eyes, Sustainability Manager at DJR said “we have been working extremely hard to put processes and
actions in place with everyone at DJR and to reduce the business’s carbon footprint by 25% in 2021 is not an easy feat. Most of the reductions in carbon footprint have come from freight, electricity, and waste.

“Transport-related emissions will continue to provide challenges in overall footprint reductions, but these challenges are not isolated to motorsport, however, provide an interesting proving ground to reduce overall emissions in the future.”
Pangolin Associates Iain Smale, Managing Director & Dr Samuel Phua, Principal Consultant – Environment, Risk & Strategy reiterated, “DJR’s commitment to understanding its comprehensive carbon footprint is unrivalled in the motorsports industry. Further, it has implemented emissions reduction and management measures it identified in 2020, leading to a significant reduction of particularly, its CY2021 Scope 2 greenhouse gas emissions.
“DJR’s management at its highest levels has shown that enjoying motorsports and addressing climate change risks can go hand-inglove when grit and environmental sustainability are intertwined.” environment.djr.com.au
Continental Tyres wins Australian Good Design Award
Continental Tyres have been named winners of Australian Good Design Award's for ContiRe.Tex Technology – an industry first, this technology uses sustainably sourced material to replace polyester in the manufacture of their tyres.
Continental Tyres has been recognised as the winner of the international Australian Good Design Awards for design excellence for its Continental ContiRe.Tex technology.
Continental ContiRe.Tex technology, an industry-first for the tyre market, received the prestigious Good Design Awards Winner accolade in the Engineering Design category in recognition for outstanding design and innovation. The technology uses a sustainably sourced superior material to completely replace the need for conventional polyester. Together with fibre specialist and textile manufacturer OTIZ, Continental Tyres developed a special technology to recycle PET bottles without the intermediate chemical steps previously needed, making the polyester yarn functional for the heavy mechanical demands of tyres.
The Good Design Awards are the highest honour for design and innovation in the country and reward projects across eleven design disciplines covering more than 30 categories and sub-categories.
The Australian Good Design Awards, the country’s oldest and most prestigious international awards, date back to 1958 in celebrating the best new products and services on Australian and international markets. Projects recognised with an Australian Good Design Award demonstrate excellence in professional design and highlight the impact a design-led approach has on business success, social and environmental outcomes. “We are pleased to share that Continental Tyres contribution to reducing our environmental footprint, has been commended through the recognition of the Australian Good Design Awards,” said Mitchell Golledge, Managing Director of Continental Tyres.
CEO of Good Design Australia and Chair of the Australian Good Design Awards, Dr Brandon Gien said the recognition of these awards is a significant achievement given the incredibly high standard of projects submitted in this year’s awards.
Recycling is becoming increasingly important in the design, development and production of premium tyres. By 2050 at the latest, Continental Tyres aims to use 100% sustainably produced materials in all its tyre products.

For over 150 years Continental Tyres has been a leader in creating world-class innovations using advanced technologies. The Germanengineered tyres are refined and tested with safety in mind and are the first choice for leading vehicle manufacturers globally.
continental-tires.com/au/en.html
AMT DEC/JAN 2023 043 AUTOMOTIVE AND TRANSPORT
Warfare in automotive
Russia’s war reveals the fragility of the automotive supply chain. Mandy Parry-Jones, Editor of Vehicle Technology Engineer magazine with SAE-A, discusses the changes in the industry.
Disruptive and far reaching this is the impact of the Russian invasion of Ukraine and it is affecting every industry including automotive, which was already struggling after the pandemic, the chip shortage and the pressure to move to an electric and hydrogen future.
Chair of Skoda Thomas Schaefer said the Ukraine was an integral part of its supply chain and not just for cable harnesses, but other components and raw materials. But the harnesses were its biggest problem as you can’t retrofit these. Porsche is also experiencing wiring loom shortages as are other manufacturers.
Ukraine had become a popular place to manufacture wiring harnesses with assembly mostly by hand, requiring large numbers of skilled workers but labour was cheap and well educated so it worked a treat, until it stopped working. Ukraine was also in close proximity to European car factories making it even more attractive.
Skoda has partially relocated cable harness production from Ukraine to the Czech Republic in close coordination with the affected suppliers. It is also securing additional production capacities in Morocco and other countries to safeguard the company more effectively against disruptions in the future. The arrangements will allow for current production volumes to be doubled if necessary.
Because of war-related supply bottlenecks, Skoda was forced to suspend production of its all-electric ENYAQ iV for eight weeks due to a shortage of cable harnesses. So the carmaker and its suppliers quickly began looking into duplicating the production of cable harnesses at other manufacturing plants in Europe and North Africa.
Its production facilities are now staffed by 35 women from the Ukrainian plant in Lviv, who are training new employees. The company is also planning to duplicate the production of high-voltage cable harnesses required to charge electric vehicles these will be manufactured in Romania.

Shipping in and out of Ukraine is also an ongoing issue even if some manufacturing remains working in the country with shipping companies such as MSC and Maersk suspending container shipping from the region. Rail traffic was also suspended on the Trans-Siberian Railway which supplies Chinese car factories.
Two major raw materials palladium and neon are supplied by Russia and Ukraine these are critical to the production of integrated circuits and catalytic converters
with an estimated 85 percent of total global palladium production going to production of catalytic converters. Two Ukrainian companies Ingas and Cryoin are major suppliers of semiconductor grade neon, these companies have shut and so almost 50 percent of the total global supply is unavailable.
Carmakers are accelerating efforts to use less palladium and more platinum due to worries over palladium supply from Russia, the World Platinum Investment Council (WPIC) said, predicting a large surplus in the platinum market this year. They were already shifting to platinum, which is cheaper than palladium, to save money, but a faster transition would increase platinum demand and could lift prices while having the opposite effect on palladium.
Add to that the fact that Russia is, or was, the world’s largest nickel producer which is a key component in electric vehicle batteries and it’s a mega storm for the car industry. Russia is also a major supplier of iron and aluminium.
Sales of cars to Russia have slowed or stopped completely with companies such as Aston Martin pausing sales, Ford has suspended its joint venture in Russia, General Motors has stopped all exports, Jaguar Land Rover has halted deliveries, Daimler Truck has suspended its Russian operations and the list goes on.
Inside Russia the country is feeling the impacts of trade sanctions and its inability to source the products it needs for vehicles it produces. The country has officially dropped its safety standards and there
is now no requirement for airbags after a shortage of electronic components and parts. ABS systems and other items will also be affected as will its environmental standards bringing them back to standards for vehicles produced in 1988.
Prices for spare parts in Russia have skyrocketed with suppliers now unable to readily supply spares and there are waiting lists, not surprisingly prices are up, and the black market is doing well in reselling stolen parts.
“At the moment, only two enterprises produce cars more or less stably – the Ulyanovsk UAZ and the Tula plant Haval,” reported Izvestiia.
In an interview with Ridus.ru, industry expert Sergei Aslanyan explained the depth of the crisis. “We don’t have electronics factories, we don’t have anything to make an engine out of. We have ‘Niva,’ which is 45 years old, 20 percent consists of imports,” he said referring to one model produced by Russian manufacturer Lada.
But he added, “It has pistons and piston rings from the American corporation Federal Mogul. And now we will even have nothing to assemble the Niva from. What are we going to make air bag systems from? Who will present us with an airbag? Nobody. We don’t even have bearings.”
And the country’s aviation industry is also under the hammer with airlines also suffering from parts supply problems and having to use parts taken from broken aircraft to keep other aircraft operational.
saea.com.au
AMT DEC/JAN 2023 044 AUTOMOTIVE AND TRANSPORT
ABB recycles spare energy in Melbourne’s rail network

Did you know that it takes just milliseconds to capture latent energy in a railway and transfer it into useable energy on the grid? ABB has harnessed the latest technology to give Melbourne passengers a smoother, lower-carbon ride.
Imagine a system that gathers the energy from a braking train as it approaches a station, briefly stores it, then reinjects it into the train’s power supply as it accelerates on its way. Such an energy redistributor has been applied as an alternative to building and connecting a new rectifier substation on the Metro Trains Melbourne (Metro) Hurstbridge Line Upgrade Project.
The Australian-first application of ABB’s 1,500 Volt DC ABB Enviline Energy Storage System (ESS), which not only stores but also returns the surplus braking energy back to the grid, will allow the Metro service to make more efficient use of electricity, increasing its sustainability and allowing it to add extra trains at a lower than usual cost; passengers will experience a smoother ride – no more spilled coffee.
The pilot project, completed six months ago, has had to negotiate several obstacles, call them mountain ranges, on its three-year journey to completion. But two indomitable ABB engineers, Stephen Poh, Product Marketing Manager of AC and DC Traction Power, and Steven Dineen, Lead Project Engineer, together with the ABB factory team in Bielsko-Biala, Poland, have continuously aligned and realigned tracks with the customer to drive this project home.
When Metro first tendered the project on the Hurstbridge Line in 2017, ABB had already been engaged in working out what kind of solution would best be applied to the gap in energy supply around Diamond Creek, between Wattle Glen and Eltham on the Hurstbridge Line. Pre-pandemic, Diamond Creek Tie Station had experienced frequent voltage drops to which Metro was seeking a solution to provide customers a smoother journey. Metro also wanted to increase the frequency of trains on the line, which would increase the requirement for more reliable energy at Diamond Creek.
Improved efficiency and avoided costs with engineered solution
One option to overcome the issues of power quality and voltage sag faced by Metro was to implement an energymanagement system versus building a traditional traction substation. Add to that a 15% reduction in carbon emissions, achieved by effectively recycling otherwise lost energy in the grid, and the ability to supplement electricity drawn from the grid, an energy management system was
clearly the best option for Diamond Creek. ABB was awarded the project based on its strong local presence in Australia, which would enable easy collaboration, and because of its experience with this technology.
ABB had previously developed energy storage system (ESS) solutions for 750 Volt rail lines in the US and Europe, but in the southern states of Australia, mainly Victoria and New South Wales, rail lines run on 1,500 Volts. “For this high-capacity, high-voltage environment we needed to engineer a 1,500 V version,” says Poh.
ABB’s ESS subject matter experts were based in the Polish Technology Centre and worked for 12 months with the engineering team in Australia, developing and testing a 1,500 V DC energy storage system using supercapacitor storage with 44 MJ capacity, which met Metro requirements and applicable standards.
The energy storage system recovers and stores breaking energy from decelerating trains and makes it available again for acceleration, reducing overall energy consumption and operating costs. When trains brake, their kinetic energy is converted into electricity and returned on the traction power line. Most of the time, on-board loads and distant trains can only take a portion of this energy, and the surplus is wasted into resistors. ABB’s ESS captures this braking energy and returns it milliseconds later to sustain the acceleration of other trains which transit later in the same line section.
Trains also draw peaks of power during their acceleration. This causes potential voltage drops which can lead to performance problems causing a delay in the train’s operation and results in large demand charges and peak power penalties
from the utility company, especially during “rush hour”. Because it returns the energy during the acceleration, the ESS limits the power drawn from the grid and sustains the voltage level along the rail line.
This reduces the demand charges as well as peak power penalties and can also be used in some cases as an alternative to avoid or defer potential capital investments for new traction substations and additional contracts with utility companies.
The Australian drive toward super safety Metro subsequently requested a higher level of safety for its maintenance employees. “When you’re working on this equipment, you need to make sure everything is turned off, so you know it’s safe to go in and work on it,” says Dineen. Internationally, such earthing systems have been manually operated, but for Metro this posed a high risk. Instead, says Dineen, “Metro requested that we incorporate automatic earthing switches into the design of the ESS, so that the equipment earths itself at the flick of a switch.”
ABB took Metro’s feedback on board and redesigned the energy storage system. It procured unique parts — “We created a 20-page specification just for the innovative automatic earthing piece,” says Poh — and engineered a new system, integrating the highest level of safety to meet Metro needs. The equipment then had to go back into the manufacturing phase and into its own testing phase.
“The process of organising a midnightto-dawn tuning run with rolling stock, train drivers, controllers and so on had begun, when countries started shutting their borders in response to the COVID-19 pandemic. Our Polish team had young families and couldn’t be stuck in Australia indefinitely,” says Dineen, “so they rushed back home, and we began working out how we could commission the system with them remotely supporting the necessary procedures.”
In the first half of 2021, the system was commissioned, and late last year the ESS was connected to the Hurstbridge Line’s network. “Not a moment of the three years plus of assessment and engineering has been in vain. Both the original Enviline 1,500 V global-standard ESS and the unique ultra-safety-enhanced system are now fully tested to meet Metro requirements,” added Poh. abb.com/au
AMT DEC/JAN 2023 045 AUTOMOTIVE AND TRANSPORT
Retrofitted diesel engines run on hydrogen
Team from UNSW Engine Research Laboratory develop new Hydrogen-Diesel Direct Injection Dual-Fuel System that significantly cuts carbon emissions.

Engineers from UNSW Sydney have successfully converted a diesel engine to run as a hydrogen-diesel hybrid engine – reducing CO2 emissions by more than 85% in the process.
The team, led by Professor Shawn Kook from the School of Mechanical and Manufacturing Engineering, spent around 18-months developing the Hydrogen-Diesel Direct Injection DualFuel System that means existing diesel engines can run using 90% hydrogen as fuel. The researchers say that any diesel engine used in trucks and power equipment in the transportation, agriculture and mining industries could ultimately be retrofitted to the new hybrid system in just a couple of months.
Green hydrogen, which is produced using clean renewable energy sources such as wind and solar, is much more environmentally friendly than diesel. And in a paper published in the International Journal of Hydrogen Energy, Prof. Kook’s team show that using their patented hydrogen injection system reduces CO2 emissions to just 90g/kWh – 85.9% below the amount produced by the diesel powered engine.
“This new technology significantly reduces CO2 emissions from existing diesel engines, so it could play a big part in making our carbon footprint much smaller, especially in Australia with all our mining, agriculture and other heavy industries where diesel engines are widely used,” says Prof. Kook.
“We have shown that we can take those existing diesel engines and convert them into cleaner engines that burn hydrogen fuel. “Being able to retrofit diesel engines that are already out there is much quicker than waiting for the development of completely new fuel cell systems that might not be commercially available at a larger scale for at least a decade. “With the problem of carbon emissions and climate change, we need some more immediate solutions to deal with the issue of these many diesel engines currently in use.”
High-pressure hydrogen direct injection
The UNSW team’s solution to the problem maintains the original diesel injection into the engine, but adds a hydrogen fuel injection directly into the cylinder.
The collaborative research, performed with Dr Shaun Chan and Professor Evatt Hawkes, found that specifically-timed hydrogen direct injection controls the mixture condition inside the cylinder of
the engine, which resolves the problem of harmful nitrogen oxide emissions that have been a major hurdle for commercialisation of hydrogen engines.
“If you just put hydrogen into the engine and let it all mix together you will get a lot of nitrogen oxide (NOx) emissions, which is a significant cause of air pollution and acid rain,” Prof. Kook says. “But we have shown in our system if you make it stratified – that is in some areas there is more hydrogen and in others there is less hydrogen – then we can reduce the NOx emissions below that of a purely diesel engine.”
Importantly, the new Hydrogen-Diesel Direct Injection Dual-Fuel System does not require extremely high purity hydrogen which must be used in alternative hydrogen fuel cell systems and is more expensive to produce. And compared to existing diesel engines, an efficiency improvement of more than 26 per cent has been shown in the diesel-hydrogen hybrid.
That improved efficiency is achieved by independent control of hydrogen direct injection timing, as well as diesel injection timing, enabling full control of combustion modes – premixed or mixingcontrolled hydrogen combustion. The research team hope to be able to commercialise the new system in the next year or two and are keen to consult with prospective investors. They say the most immediate potential use for the new technology is in industrial locations where permanent hydrogen fuel supply lines are already in place.
That includes mining sites, where studies have shown that about 30% of greenhouse-gas emissions are caused by the use of diesel engines in such items as mining vehicles and power generators. And the Australian market for diesel-only power generators is currently estimated to be worth around $765m. “At mining sites, where hydrogen is piped in, we can convert the existing diesel engines that are used to generate power,” says Prof. Kook.
“In terms of applications where the hydrogen fuel would need to be stored and moved around, for example in a truck engine that currently runs purely on diesel, then we would also need to implement a hydrogen storage system to be integrated into our injection system. I do think the general technology with regards to mobile hydrogen storage needs to be developed further because at the moment that is quite a challenge.” unsw.edu.au
AMT DEC/JAN 2023 046 AUTOMOTIVE & TRANSPORT
Savic Motorcycles


EV pioneer Savic Motorcycles has achieved two major manufacturing milestones on the road to commercial production, with the successful completion of their customised Anti-lock Braking System (ABS) with Bosch Australia, and the first all-weather road tests on urban and semi-rural roads.
Within Australia, it is a legal requirement for all road vehicles to be fitted with ABS units, and Savic chose to partner with the industryleading team at Bosch Australia to develop the ABS for its highperformance C-Series motorcycles – which are due to arrive on Australian roads later this year.
“Bosch will be providing a motorcycle-specific ABS module for us, which will be used in every 11+ kW electric motorcycle that Savic Motorcycles will produce, starting with the C-Series,” said Dennis Savic, CEO and founder of Savic Motorcycles.
“Partnering with Bosch enabled us to develop an innovative program using their existing ABS9.1MP system and a current C-Series prototype to produce specific software tailored to our requirements.”
Development of the ABS program involved handing a 2022 C-Series prototype over to Bosch, which was fitted with the ABS module, an extensive range of sensors, and computing hardware and outriggers to safely test the braking system. The ABS tuning phase was carried out over several months involving countless braking manoeuvres over a wide range of surfaces and speeds. Through an iterative process of testing, the ABS calibration is honed to provide the optimal balance of robustness, stability, performance, and comfort, ensuring a faultless and dependable ABS braking system.
“Our team enjoyed the challenge of integrating our ABS system with the EV tech on the Savic C-Series prototype.” said Joseph Cavallaro, Chassis Controls Engineering Manager, Bosch Australia.
“We were also eager to help support homegrown Australian product development and manufacturing – and we look forward to further supporting Savic as they continue developing into the future.”
The ABS program was a significant undertaking for Savic Motorcycles, starting in March 2022 and culminating in an approval that allows the leadership team to take the C-Series through the final milestone of Australian Design Rules (ADR) Government Compliance before commercial production commences and the first customers start receiving their motorcycles.
C-Series aces first comprehensive road tests
The C-Series prototype has passed its first comprehensive road test program with flying colours, providing an effortless commute in Melbourne’s traffic and a confidence-boosting blast in challenging conditions on the winding roads of the Yarra and Dandenong Ranges.
Savic Motorcycles’ assembly technician Adam Wilson, who took the C-Series on its first spin back in October 2021, described the new 2022 prototype’s performance in its latest and most wide-ranging series of test rides as “flawless”.

“Melbourne laid on typically diverse weather for our first series of comprehensive road tests, which included dry-weather commutes in heavy traffic to wet-weather rides with some fog and sleet on the looping roads of the Black Spur,” said Mr Wilson.
“Within a few kilometres, we had high-speed dry straights and tight turns in a downpour, and the bike didn’t even notice. We got to do everything, some durability, some wet-weather riding, and the bike was flawless and didn’t put up a single complaint. “We even had charge left over at the end of a very full day – which gives us a lot of confidence that the C-Series will look after even the most dedicated and enthusiastic riders.”
“I’m still inspired by how effortless it is to just jump on and go. There’s no start up, warm up, or putting it in gear… you just twist the throttle and away you go. It’s so simple.”
Completion of the ABS program and the latest road tests have enabled Savic Motorcycles to progress component acquisition and tooling in readiness for imminent production, together with a busy schedule of ADR tests and vehicle certification over the coming months.
It’s a positive step towards bringing manufacturing back to Australia and having fun while doing it. savicmotorcycles.com
AMT DEC/JAN 2023 047 AUTOMOTIVE & TRANSPORT
Savic Motorcycles hits two major milestones on the road to imminent commercial production.
Mr Wilson described the C-Series’ city performance as “a continuing revelation”, even after dozens of rides. “When it comes to stop-start riding on busy roads, the bike does the job really well,” he said. “It’s so easy to put it where you want it and just twist, and off you go.
Circle Harvest
Looking for new food sources.
Established in 2007, Circle Harvest is Australia’s first farmer of insect proteins and is a world leader in edible insect farming techniques. For co-founder Skye Blackburn, an entomologist and food scientist with a passion for sustainable food practices, finding a market was the next big hurdle.


The first thing Blackburn had to do was to gather a nutritional profile of the different kinds of insects. She sent away some crickets and mealworms for nutritional testing. “When the results came back, I was shocked that no one was eating them as a source of food,” she said. So, Blackburn and her small team have spent the past 15 years educating people about how insect protein should be included as part of a regular diet. The challenge was commercialising insect protein farming on a big scale in Australia.
Education is a really big component of any food journey. “By having our own eCommerce website, it gave people the opportunity to learn about this new area of food manufacturing at their own pace,” explains Blackburn. “They don't need to make a decision when it's on the shelf in front of them. We've used the website to gain a strong customer base. Now, we do thousands of orders through our website every week, which is fantastic. And, just last year we launched into retail with our new retail brand called Circle Harvest.”
How do you farm bugs?
The critters are farmed inside a converted warehouse space, turned into cricket protein farms. Specially designed enclosures have been built for them, stacked on top of each other, like little bug apartments. “We can farm them from the floor, all the way up to the ceiling, which means that we're getting a lot of protein per square metre,” explains Blackburn.
The cricket produce can also be farmed in urban areas, so transport is not a problem. The mealworms and crickets are grown on food waste. This is recycled fruit and vegetable waste from nearby farms, and food processing plants, which would normally go to landfill. “This goes back into our food system as feed for our mini livestock,” she adds. “This also means that we're using a lot less water, as we use the water in the waste, saving that from landfill as well. Circle Harvest uses 100% solar for their power, as well.”
Blackburn tells me Circle Harvest isn’t doing a lot of export now just because the market in Australia is so big for. However, there are of course some customers in Thailand, South Korea, Japan, and China that purchase through the site. “We sell out of product every single week,” she says. “But we’re moving into a bigger plant soon which means that we are starting to look closer at export markets. The first countries that we will be exporting to will be South Korea and Japan. In South Korea, the way that they eat their food is really kind of similar to us. They like foods that use Australian native flavours, like lemon, myrtle, and saltbush. They have food regulations around insect-based proteins, the same as we do here in Australia.”
So, what’s on the plate?
The main insects farmed by Circle Harvest are crickets and meal worms. They also farm other kinds of insects specifically for chefs, but these are in smaller batch numbers though and are specifically ordered. “Most are green tree ants, and we farm another called a Tyrant Ant as well,” Blackburn explains. “Sometimes we grow grasshoppers. It really depends on the chef and what flavour they’re after for their menu. It's great to have that challenge of trying to commercialise different kinds of insects to fit the needs of the chefs.”
Indigenous palette
Circle Harvest looked at a lot of Australian native insects, but mainly for their nutritional value. They also looked at their palatability, texture and flavours. “But we also had to look at the ability to commercialise them, to be able to farm them at scale,” remarks Blackburn. “The Bogon Moth’s life cycle are really complex, and in the case of the Witchety Grub, it’s actually too long, so they didn't lend themselves to commercialisation. These are insects that Aboriginal people have traditionally eaten, but that's all. So, we’re looking at different kinds of Australian native grasshoppers and Australian native crickets that have a shorter life cycle. That's less complex so we can farm them in big numbers.”
AMT DEC/JAN 2023 048 AGRICULTURE, FOOD & BEVERAGE
“We've developed robotics and artificial intelligence that can help us feed, clean and monitor the insects,” explains Blackburn. “That'll help us bring the price down, so it's more desirable to consumers as well. This isn't an expensive product. It’s comparable to buying chicken, but you're getting more protein. You're getting heaps of micro-nutrients, all the good things for your body and it'll be good for the planet as well.”

Circle Harvest is now Australia's largest and most advanced insect protein farm. They process the insects into powders, oils, pastes and even a kind of milk. “We now have years of experience developing edible insect products suitable for the Western diet and educating the general public about the benefits of insects as a source of food through cooking demonstrations, media appearances and collaborations.”

The team
The team of specialists at Circle Harvest has been there from the very beginning. “We're all scientists though,” says Blackburn. “So, I'm a food scientist and an entomologist. We have an environmental scientist. We have a microbiologist as well. We have an insect diet specialist, some robotics engineers, so, a very science-heavy team, which is why we needed help with our marketing and branding. We started off as the Edible Bug Shop, which was successful but it didn’t lend itself readily for retail.”

In 2019, they were selected as part of the Mars Seeds of Change Accelerator Program. “They helped us come up with this beautiful
circleharvest.com.au


www.600machinetools.com.au

AMT DEC/JAN 2023 049 AGRICULTURE, FOOD & BEVERAGE
Circle Harvest branding with the help of Clemenger’s. They represent brands like Smith Chips and Ikea. The team spent a lot of time talking to customers, talking to all the staff, making sure it was still us in the brand, and that it was a more grown-up version of us.”
Extracta nutraceutical drive
Australian manufacturer creating high-value ingredients from agricultural waste.
Extracta will shortly start utilising agricultural waste like sugarcane husks, grape marc (skins and seeds) and orange peel (after juicing) to produce high-quality ingredients for the nutraceutical, food and cosmetic industries.

The Australian manufacturer’s CEO Rod Lewis says his company is turning agriculture waste into raw materials for complementary medicines like those made by sister company MediKane that uses sugarcane fibre, grape by-products and pectin from orange peel to produce plant-based complementary medicine products.
“Called Extracta because the company is extracting value from agricultural surplus, we are pioneers in this sector. This saves agricultural producers money because they won’t have to send waste to landfill and benefits the environment by diverting agricultural waste from landfill. Plus, we’re re-establishing the manufacturing of several ingredients like pectin in Australia,” said Lewis.
“There are other companies who use agricultural waste like grape marc, but unlike most others, we will be utilising 100% of waste rather than just one element,” he said. Extracta sees many other opportunities beyond extracting ingredients from the waste of sugar cane, citrus and wine production including the waste from mangoes, avocadoes, stone fruits, watermelons, soy, berries, and more. There are also potential export opportunities for many more Extracta products. Extracta’s executives attended a US trade show in October to identify distributors.
“We have already secured $2.5m with two government grants through the Fight Food Waste Cooperative Research Centre. One of these will allow us to set up a production facility in Queensland in partnership with Queensland University of Technology (QUT) and the other to develop high-value medical products in conjunction with Macquarie University,” said Lewis. The first plant to process sugarcane fibre will be located in Brisbane, and the second in Orange to process grape marc. The production facilities built by Extracta in
rural and urban locations will create local jobs and return processing to regional locations. The production facility will also be relocatable and can move with seasonality, not limited to one product or season – grapes, sugarcane, apples, citrus and many more.
“We are also working closely with key players in the wine industry including Tamburlaine Wines in Orange. The partnership with Tamburlaine will result in a joint production facility in Orange to process wine marc for pectin, tartaric acid and tannins,” added Lewis. The company is engaging with interested investors in the Australian agricultural sector, and speaking with US investors who are keen to establish an Extracta business in that market.
Extracta is currently seeking capital for marketing and sales activities ahead of its first product launch in Australia in three months to be followed by a US market launch in 2023 where it already has active sales networks.
Australian food waste costs the country US$20bn per year, which is more than seven million tonnes of food each year. extracta.com.au
Farmers for climate action
As energy prices rise, farmers gathered to share their stories about beating bill shock with renewable energy, including one farm where the irrigation bill is expected to drop from $100,000 per year to $15,000.
The national Renewables in Agriculture event in Albury brought together farmers, agriculture and energy consultants, peak bodies and Government representatives to share stories of exciting new on-farm solar and wind projects.
Victorian Dairy Farmer Sandra Jefford, who’s also a member of Farmers for Climate Action, was among the speakers discussing topics including large and small-scale renewables, farm vehicles of the future, energy efficiency and community power.
Sandra Jefford explained how Wilandra Farms in Gippsland has reduced carbon emissions and cut costs by investing in solar panels, and upgrades to other processes in the dairy and irrigated paddocks.
“Our system is so much more than a typical renewable energy installation,” Jefford said.
“The system has a ‘brain’ that works all day long … that is constantly making clever decisions to ensure our farming operational requirements are met in the most cost-effective way.”
Charlie Prell, a sheep farmer from Crookwell NSW and Chair of Farmers for Climate Action, has wind turbines on his land. He said agriculture is an integral part of the Australian community and economy, and it had a lot to gain from embracing the opportunities of renewable energy.
“Farmers who farm well as the climate changes, are those who know the land, acknowledge the realities of climate change and are willing to embrace opportunities such as renewable energy or income from carbon credits.”
“As communities, we need to talk about renewable energy developments and the benefit they can bring, not just to host landholders, but to whole regional communities. If we work as a coop and ensure developers act properly and fairly within our regions, we will achieve a much greater acceptance of this change within our communities as well," Prell said.
“Farmers can diversify their income by being paid an annual payment for hosting renewable energy infrastructure on their property. The more farmers that are included the better the outcome for the region.
“I’m also a strong advocate for a shared benefit model for large renewable energy projects in regional areas, whereby a fair share of profits are distributed widely and equitably within the local community.
“We should be aiming to get as much money as we can and give it to as many people as we can on the ground across regional Australia. There will be a regeneration of regional Australia and a much brighter future for the next generation of farmers,” he said.
renewablesinagconference.com.au
AMT DEC/JAN 2023 050 AGRICULTURE, FOOD & BEVERAGE
Getting the most out of your beer
OFS helps Ninkasi Brewing take ‘on-time-in-full’ orders from 40% to 94% with real-time data.
Australian craft brewing software specialist helps Oregon brewery capitalise on demand for new products and co-packing contracts by focusing on data to streamline packaging operations
Australian manufacturing performance software company, OFS, has signed a deal with Oregon-based craft brewer Ninkasi Brewing Company, removing manual processes for its manufacturing team and helping it to increase on-time-in-full (OTIF) orders from 40% to 94% as the brewery expands its production portfolio.
Founded in 2005 and famous for its Total Domination IPA, Ninkasi makes approximately 150,000 barrels (almost 50 million schooners) of beer every year. The craft brewery has also recently expanded its operations to contract out its production lines to budding brewers and producers of canned cocktails, hard seltzers and other popular drink lines. The new production model led Ninkasi to rethink its approach to data capture and efficiency improvement initiatives and seek a provider that could help it reduce downtime, speed up product changeovers, and improve its production scheduling.
“When we were small, it was easier to keep up with production demand, but we reached a point of growth and diversity where we needed a new approach,” said Daniel Sharp, Director of Brewing Process Development, Ninkasi. “We were intrigued by the OEE [overall equipment effectiveness] standard, and carefully evaluated providers that could help us understand how we measured up.”
Ninkasi deployed OFS’ line performance software system, OFS-X, on its packaging line to provide accurate, real-time OEE data and detailed insights into length of production, length of changeover, how well lines were performing, and how different shifts and crews were performing. This gave the brewery the data it needed to work out best practices and vastly improve its operations.
“Our team on the floor compared all the systems available to us –OFS was the clear, undisputed winner. It was simple to use, made our lives easier, and it supported our drive to grow and diversify while improving our uptime,” added Sharp. “Prior to OFS, we often had three or four changes to our production schedule a day, an issue OFS identified was usually caused by a packaging delay. It was wreaking havoc on our entire team and our ability to do what we love – make great beer. Now, we’re down to about five schedule changes per week. We’re using data to assign uptime and run rates for different packages on a crew-by-crew basis, leading to new best practices being discovered.”
The efficiencies Ninkasi has achieved have led it to increase its on-time-in-full (OTIF) orders from 40% to 94%, leading to better outcomes for customers and other brewers using its lines.
“Beer has a great seasonality to it too,” said Sharp. “The data is easy to pull and keeps us ahead of the game when it comes to ramping up or ramping down. We’re prepared for what’s in front of us now.”
Data playing a greater role in drinks production
Following the success of the OFS-X solution, Ninkasi is now considering OFS Flow to help remove paper forms and digitise manual processes. The craft brewery is also aiming to use data to reduce the level of aluminium that gets wasted as part of its sustainability initiatives.
Sharp believes this kind of technology will become a no-brainer for breweries once they reach a certain production threshold.

“When brewers get to the stage of needing a rotary filler, you often see production go from 40-to-50 cans or bottles per minute, to closer to 250,” he said. “If you miss even a minute, that’s a lot of beer you haven’t made. Data and the technology OFS provides will be increasingly important to helping brewers get to that next stage and make beer as efficiently and sustainably as possible.”
OFS CEO James Magee says Ninkasi is a brewery looking out for its people on the manufacturing floor and other breweries trying to make it. “The craft beer industry, particularly in brewing strongholds like Oregon, is incredibly community driven,” he said. “Ninkasi is sharing its expertise, experience and data-driven production techniques with other craft brewers, helping the sector to diversify and make more beverages in less time, with less waste.
“We’re incredibly proud to be a partner to Ninkasi’s digital transformation, and particularly for helping them better utilise their team to create better, smoother days on the production line.”
OFS is a software solution that helps manufacturers reduce wastage and increase output by providing valuable and accurate production line data. Data, that when enriched with operator insight, empowers manufacturers to improve efficiencies, increase profits, and completely master their manufacturing process. The solution is people-empowered, provides full visibility, drives sustainability and is simple to use.
OFS has a large number of craft brewing customers including Stomping Ground Brewing Co., Australian Beer Company, Balter Brewing Co., Tribe Breweries, Brick Lane Brewing, Stone & Wood, Capital Brewing, Pelican Brewing Company, and Ninkasi Brewing Company, among the growing contingent looking to introduce technology to their operations to improve their output.
ofsystems.com
AMT DEC/JAN 2023 051 AGRICULTURE, FOOD & BEVERAGE
Future of red meat processing
Innovation Showcase highlights the future for red meat processing in Australia.
The Australian Meat Processor Corporation’s (AMPC) first-ever Innovation Showcase has unveiled the technology that will transform the meat processing industry - from robot dogs to virtual reality glasses that can take you inside a processing plant from anywhere, and much more.
Red meat processors and industry participants from across Australia were given the chance to see, feel, try and test more than 40 examples of emerging technology at the inaugural staging of The Future of Red Meat Processing. All of the innovation on display was developed and funded through investment from AMPC, the processing industry’s research and development corporation.
The Showcase was more than a highlight reel of cool tech, though, as it looked at some of the key challenges for the industry. This includes the need for new funding resources including global partnerships, and understanding how novel approaches to drive sustainability outcomes may also deliver improved bottom lines for processors.
AMPC Chief Executive Officer, Chris Taylor, said the Innovation Showcase was an immersive and interactive event, allowing red meat processors to see how R&D solutions could be used in their own businesses.
“The Innovation Showcase was about equipping Australian red meat processors to continue delivering world-class products and creating jobs in the communities where they operate,” he said.
“The showcase proved the future of the red meat processing industry is exciting, and regional communities together with R&D providers will continue to power this industry. Most of our member processors are aware of, or involved in a handful of our activities, but we actually have about 300 R&D activities underway. We wanted to give processors a chance not only to understand the breadth of what we are doing, but to understand what is coming for the industry and what might be relevant in their own business so they can make confident decisions around where to invest.”
The event featured 11 panel discussions and presentations from innovators and futurists, over three days. Topics ranged from the use of artificial intelligence in processing plants to the evolution
of the circular economy. AMPC General Manager of R&D and Adoption, Nick Pagett, said the circular economy offers opportunity beyond achieving sustainability goals.

“The circular economy is about optimising the use of resources, and of course sustainability is an important outcome, but it’s also about how we get the absolute maximum value out of the products we create. That means utilising technology to transform waste into energy and other saleable products. All this sits alongside other sustainability goals like re-using water and managing energy usage,” he said.
One of the most valuable sessions on the agenda was a gathering of AMPC’s embedded innovation managers, who are based dayto-day within processing plants to help drive adoption of innovation. Pagett said it was the first networking opportunity for the innovation managers since their positions were established two years ago.
“By getting the group together we were able to start to find ways around the natural competitive tension within the industry and start looking at big picture opportunities that could benefit everyone. For example, we’re looking at where virtual reality might help reduce the cost associated with compulsory site inspections by allowing them to happen remotely.”
The Innovation Showcase is part of AMPC’s efforts to demonstrate the value of red meat processing in Australia.
In August, AMPC also launched its national More to Meat campaign which highlights the important role red meat processors are playing in regional communities, the national red meat supply chain, and the industry’s significant contribution to the national economy. Meat processing creates a world class product locally via an industry that supports the employment of 134,000 people in over 300 communities around Australia.
The AMPC Innovation Showcase was hosted at the Melbourne Showgrounds in the middle of October. There were 300 delegates and more than two dozen speakers, and it is believed to have been the industry’s first carbon-neutral conference. moretomeat.com.au ampc.com.au
AMT DEC/JAN 2023 052 AGRICULTURE, FOOD & BEVERAGE
AMPC CEO Chris Taylor (left), and AMPC General Manager of R&D and Adoption, Nick Pagett.
Introducing EWE +3

Australia’s first Sheep, Camel, Goat and Jersey milk cheese.
EWE+3 is proof that when the going gets tough, the tough get collaborating. Australia’s first ever Sheep, Camel, Goat and Jersey milk cheese has officially been launched, the result of a flood-inspired collaboration between Towri Sheep Cheeses, Tommerup’s Dairy Farm, Summer Land Camels and Naughty Little Kids, all producers from the Scenic Rim. The Scenic Rim region is a thriving rural paradise set in the foothills of the Great Dividing Range in Southern Queensland. It is surrounded by World Heritage-listed national parks. The region covers 4,254 sqkm and is located an hour south of Brisbane, an hour inland from the Gold Coast.
Widespread floods earlier this year devastated many farms. Among these was Towri Sheep Cheeses, at Allenview in the Scenic Rim just out of Beaudesert, and a leading agri-tourism operator and producer of award-winning cheeses made from milk from their beloved Awassi herd.
“The floods caused absolute devastation to our business, livestock and family farm, including the collapse of our main water supply,” said Towri’s Dallas Davidson who with her mother Carolyn run the sheep dairy and cheesery. “Milk production went down 100% as our dairy was completely flooded, and we were unable to deliver to our wonderful restaurant clients due to flood waters and road closures. It was pretty horrid. But, we emptied our gum boots, dried out our work gear and thought about how we could keep moving forward.”
“Then, it hit us, we simply ask our friends – two and four-legged!” During the drought Towri Sheep Cheeses collaborated with the acclaimed Tommerup’s Dairy in the Kerry Valley on the other side of Beaudesert to create Moo & Ewe, a Jersey and Sheep Milk range, which continues to this day. “We thought – let’s take this further.
We live in the glorious Scenic Rim, a region of dairies, of inspiring producers, and of truly creative partnerships born of Eat Local Week, so let’s create a Collaboration Cheese.”

With this idea, Towri and Tommerup’s Dairy, together with Summer Land Camels and Naughty Little Kids near Boonah literally pooled their milk resources and Carolyn Davidson, Towri Company Director and Head Cheesemaker with over 17 years’ experience, went to work. After much trial and error, EWE+3 was born.
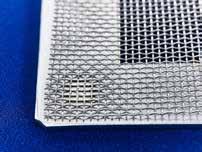

Given the complexity of the different milks, EWE+3 is rich in taste. It is a cooked natural rind cheese, with earthy, buttery and pear undertones and a touch of sharpness from the sheep’s milk.




Already some of the top restaurants in Queensland use produce from the four suppliers involved, with The Paddock at Hazelwood Estate, ESSA and Elska in Brisbane, Blume Restaurant in Boonah and Mason Wines being the first to carry EWE+3, with inquiries already being received from interstate restaurants.
towrisheepcheeses.com.au tommerupsdairyfarm.com.au summerlandcamels.com.au naughtylittlekids.com.au visitscenicrim.com.au
AMT DEC/JAN 2023 053 AGRICULTURE, FOOD & BEVERAGE ● Beautiful Quality Spot Welds
Eliminate Distortion & Misalignment
Minimise Sanding & Grinding
Reduce Setup & Process Time
Achieve Weld Position Accuracy ● No Burn on Stainless Steel Welds
“Easy Setting” Touch Screen Control
Select Material Type
Select Material Thickness
Start Welding with Confidence Jim’s Machines and Accessories Authorised Sales & Service Agents
and New Zealand
212 Mail:
Models to Suit most Applications including Aluminium
●
●
●
●
●
●
●
●
Australia
Call: +61(0) 414 646
info@jimsmachines.com.au
Manufactured in Japan by Koyo Giken Co., Ltd MySpot® is produced in a variety of sizes and configurations, including pedestal style. Please visit www.koyogiken.co.jp/en/ for detailed information & latest technology
Good manufacturing practices
Smart takes on what’s next for the food manufacturing industry.

Sam Schachna, CEO of Roma Foods shares lessons learned and how he’s rethinking the world of work. Here’s a look back—and a lens on what’s next.
Such has been the pace and breadth of change in the last few years that the world is awash with predictions about just what the post-pandemic ‘normal’ might look like. The Australian food manufacturing sector was well prepared leading into the pandemic due to the Good Manufacturing Practices that are embedded within the industry. Nevertheless, the pandemic posed many challenges for which there was no set playbook.
A look back
COVID has highlighted various challenges in the local food manufacturing industry, including the need to address our skilled labour shortage. Whilst food and beverage is the largest manufacturing sector, employing one in four manufacturing workers in Australia, we continue to face significant labour shortages to respond to market demand. These challenges were exacerbated when workers had to isolate due to having COVID or being a close contact. We need to look at opportunities to encourage the next generation to pursue a job in food manufacturing; and provide the necessary training and education to support development of the sector. Roma have been working closely with our local community to increase the size of our workforce by over 30% in the last 12 months. We have also introduced various staff engagement initiatives, an Employee Assistance Program and also training programs to fast-track internal leadership development.


A second challenge is the price pressure that comes with competing against multinationals who can keep their prices down due to scale or reduced labour costs. Whilst consumers are looking to “shop local”, price point continues to drive your average shopper. That is why it is important to invest in innovation to deliver value-added opportunities.
Leveling up our operations
How do local manufacturers continue to be innovative and respond quickly to challenges within the market? By working together with technology and infrastructure to ensure the local industry remains competitive and scaleable. Operating for nearly seven decades and exporting to over 70 countries worldwide, Roma Foods is an Australian, family-owned manufacturer on a mission to create great food for healthier living. With ever-changing government regulations and market dynamics, COVID led to us adopting a new mindset of ‘measured urgency’, proving that we can do better, quicker, and more effectively. To achieve this, Roma defined a new business strategy to meet the needs of the ever-growing health shopper, launching over 40 new products into the health and mainstream aisles and partnering with SafetyCulture to introduce new technology improvements. By digitising workflows we could empower our journey of growth and innovation — all while ensuring our priority remains on safe people, safe product and safe data. Before adopting iAuditor by SafetyCulture, we were using a different setup – it was extensive but not practical. For example, sometimes the team would wait 3-4 months between Good Manufacturing Process (GMP) audits. When iAuditor was introduced, the technology was embraced – by both the leadership team and the frontline workers. The simplicity of the tech made it quick and easy to raise opportunities and any issues by their frontline workers, providing instant visibility to those in management. When it comes to adopting new technology to a business or to teams, there are many challenges that come with it, so look for tools that are flexible to the way your teams work to pave the way for accelerated innovation and outcomes.
What’s next?
COVID has sparked a renaissance in the local food manufacturing sector, and Roma Foods is fortunate to be riding this wave. Whilst the pandemic exposed the vulnerability of imported food systems, it has also reinforced the need to build local preparedness and continuity strategies as we continue to face supply chain instability due to events spanning from natural disasters to global political instability. Despite the upheaval caused by COVID-19, the pandemic has in fact accelerated opportunities for Australian food manufacturers like Roma Foods. The future is very bright for local companies with great teams, flexible tech, a commitment to innovation, and robust supply chains. romafoods.com.au
AMT DEC/JAN 2023 054 AGRICULTURE, FOOD & BEVERAGE
Siemens seaweed

CH4 Global, a climate technology company, and Siemens have entered into a technology cooperation through the signing of a Memorandum of Understanding (MoU) that supports CH4 Global’s ambitions of reducing enteric methane emissions by up to 90% using Asparagopsis seaweed processed as cattle feed supplements, in a production plant in South Australia. CH4 Global was the first company globally to obtain an IP license based on the original scientific research that proved the methane-mitigating benefits of Asparagopsis seaweed.
The MoU will see CH4 Global using Siemens’ technological skills and capabilities in areas of digitalization and automation as it aims to help reduce methane and global greenhouse gas emissions from the livestock industry. CH4 Global also received a South Australian government grant this year to support its plans to develop stock feed products from native seaweed in the state.
Headquartered in Nevada (US) and with operations in Australia and New Zealand, CH4 Global recently announced the company’s first EcoPark, an integrated facility in New Zealand for sustainable aquaculture.

Speaking on the MoU signing, Tim Williams, COO of CH4 Global, said that the agreement with Siemens was a critical part of the company’s mission to bend the climate curve.
“The carbon emissions from the livestock industry are more than double the emissions from passenger vehicles and methane forms a significant part of this. Our rapid growth from acquiring our IP to expansion of operations in Australia and New Zealand is testament to the market appetite for sustainable solutions that can help reduce emissions in this industry and the critical role our aquaculture plays in the race towards zero-methane agriculture.
“Rapidly scaling up and commercialising our products for a potential global market requires deep expertise with digitalization and automation technologies – something which Siemens is renowned for. And as we help our customers achieve environmental sustainability, it is also important for us to achieve technological and business sustainability in our production facility. This is where we rely on the expertise and prowess of Siemens to help maximise our efficiencies to help build sustainability into all aspects of the facility and its operation,” said Mr. Williams.
The announcement comes as Siemens commemorates 150 years of operating in Australia this year.

Peter Halliday, CEO and Chairman of Siemens Australia and New Zealand said, “Our 150th year in Australia is a year when we look backwards and look forward to how we can continue to innovate and support our customers’ innovations – accelerating positive outcomes for the environment, business and society.”
“Digitalization technologies will allow companies like CH4 Global to create digital twins of their facilities so they can design, test and eliminate waste before they even put a shovel in the ground. Benefits include bringing their product to market in record time and in ways that are as efficient as possible.”

“Australia and much of the world has committed to Net Zero by 2050. Digitalizing our industries and growing their innovative solutions goes hand in hand with accelerating outcomes for climate change. CH4 Global has incredible potential with their innovative feedstock solution to potentially shift the needle globally on climate targets.”
new.siemens.com/au/
AMT DEC/JAN 2023 055 AGRICULTURE, FOOD & BEVERAGE
Siemens and CH4 Global collaborate on digitalisation to help reduce methane emissions in livestock.
production has
AMT: Tell me about the history of PIMA. How broad was the plastics industry in Australia when PIMA was established?
Grahame Aston: PIMA began around 1992 after the chemical industry took over the PIA and created PACIA with a greater focus on chemicals rather than plastics. At that time, there were about 700 moulding companies of various sizes in NSW. PIMA began with approximately 70 members at that time and was known back then as the Plastic Injection Moulders Association with an obvious focus on the Injection moulders. As time passed and we lost many members through retirements and acquisitions, we had also seen our members base expand from just injection moulders to now cover all facets of the plastics industry, convertors, materials, ancillary equipment, consultants, in fact anyone that has any business within the plastics industry, which is why we are now known as the Plastics Industry Manufacturers of Australia. Currently PIMA has around 60 business members that are spread over three categories.
AMT: How do you see the future of the plastics industry in Australia?
GA: Right now, the industry is enjoying a resurgence, of sorts. Many larger companies are now looking to what we know as re-shoring the skills of our industry, the call to bring the job of manufactured products back here to Australia. With geopolitical uncertainty and the increased cost of goods transportation in the world right now has seen an increased appetite for locally produced products. Most of our members today are seeing increased orders and demands on their businesses, which is great news. Plastics do get a lot of negative publicity out there, but I can assure that all of our members take their responsibility seriously of ensuring that we have a sustainable and healthy industry. Not one of our members would be throwing away raw materials and they ensure any waste going to landfill is minimised and a great majority is sent be recycled.
AMT: Where does someone find training in the chemistry, engineering, and production of plastics in Australia?

GA: There are some very good VET training courses in these subjects, as well as university level courses. A lot of the VET courses have just been updated with a focus on what industry needs from the participants of these courses. That said, PIMA also sees an opportunity in offering Industry recognised training to fill some of the gaps that we know are there. These would be designed around specific, short term courses that could run for approx. six to twelve weeks part time. These would be designed to deliver basic skillsets to the industry.
AMT: Can you talk about some of the newer regulations introduced into the plastics production industry here, like the Extended Producer Responsibility (EPR), and the extension of Product Stewardship measures?
GA: These schemes are good when set up correctly and the perfect example of this is the ‘return-and-earn’ systems that are in place in most states in Australia for drink containers. The difficulty with these schemes is that you have to pick the correct level of where to introduce them. If you were to bring them in at the moulders level, you would only capture the materials and products that are moulded in the country, under that scheme. All the imported products would not be covered by that scheme. For
these schemes to work I believe it needs to be set at the same level as the ‘return-and-earn’ scheme.
AMT: What are the biggest markets for the plastics industry here in Australia?
GA: There is a lot of volume of material being moulded here in Australia. I would say the large markets are for the built environment, medical, mining, automotive, and products for retail consumption.
AMT: There is a big plastic elephant in the room. Microplastics, the plastics waste problem. Are there ready answers?
GA: There are a couple of answers but whether they are viable right now needs to be assessed. The first is to understand exactly where microplastics are generated. Once this is correctly known, systems can be developed to overcome or reduce this problem. Some of these systems could be recycling, reduction or elimination of the types of plastics that produced the majority of the microplastics. These plastics could be engineered out of the areas where they are used. I do feel recycling is the answer, as the jury is still out on biodegradables and their effect on the microplastic situation.
For recycling to work, there must be a concerted effort to set up working systems to collect, segregate and process these materials. Education is critical for the people who use plastics, to teach them put it all in the recycling system, and this is the majority of the population. Next is how they are collected and transported, then how the waste collection systems segregate and handle the various types of plastic materials and how they are then processed and put back into the marketplace.
The majority of moulders are told what plastic to use when producing a product. A lot of designers will not specify recycled material where it is quite suitable for the end product. Once again, education in this area is critical.
Another critical area of education is understanding how the plastics can be presented to the waste collection organisations so it can be recycled. Currently there is a lot of plastics presented to the waste collection system that goes to landfill because it presented to the system in a state that they cannot handle. Products turn up presented in a plastic bag for instance.
AMT: Let's talk about the technology of plastics.
GA: Plastics technology has come a long way over the years not only in the way and where they are used but also in the processing of materials. Plastics can also be very stable. Everyone reading this must have played with Lego blocks at some point in their childhood. If you have a block from when you were a child, in my case nearly 50 years ago, it will still fit into blocks produced today. Cars are another example of how far the technology of plastics has come. It’s not just the fittings inside the cabin. Volkswagen were certainly pioneers in utilising the benfits of plastic parts over metal. If it wasn’t for plastics used in cars, we wouldn’t have the fuel economy that we have today. In air travel, it’s all about payload versus fuel economy and plastics have been used fairly widely to substitute metals. Train travel is an example of how strong plastics can be. Many people wouldn’t realise but rail tracks are held in place using plastics. NASA used light-weight plastics in many parts of the International Space Station, the Space Shuttle and other space probes due to extreme heat resistance. Technology not only
AMT DEC/JAN 2023 056 ONE-ON-ONE
Like every sector of manufacturing, plastics
faced headwinds over the past few years. What does the future look like for this immense industry? The AMT Editor Paul Hellard speaks with Grahame Aston, President of the Plastics Industry Manufacturers of Australia (PIMA).
shines through in the designed use of plastics, but it then turns full circle once it’s past the use-by date. It can then be recycled and turned into something new! How exciting is that!
AMT: Clearly, plastics are a huge part in Australian manufacturing. Tell me how you get the word out.

GA: PIMA was part of Australian Manufacturing Week (AMW) 2022 held at the Sydney ICC which we found was huge success. So many people visited our stand with a wide range of questions from all areas of industry. This was fantastic and PIMA will again be a part of AMW 2023 in Melbourne. Australia needs trade shows for companies to meet and display new technologies they have embraced. Being there to discuss directly with exhibitors is so important as it gives everyone the opportunity to work out first-hand if they are the right fit for your product or if they are someone to do business with. I would certainly encourage anyone that has services to offer to get on board and let everyone know what it is you do and how you can assist in getting their thoughts into reality.
AMT: What motivates you and the PIMA members?
GA: Plastics do make a real difference in our lives today. They can save a life through the use of respirators and defibrillators. Next time you visit a hospital, look around and see just how many products in any ward are made from plastics. I was in the supermarket the other day and on the back of the shirts worn proudly stated that the garment was made from recycled PET bottles. I get motivated by taking a piece of steel and turning it into a work of art through an injection mould, then seeing this work of art have plastic injected into it and have it produce what might be a life saving product. You know, we begin each of our days with plastic in our toothbrush, and then do the same at the back end of our day. The clothes we wear, the carpet we walk on, the cars we drive, the homes we live in, just about everything we do in a regular day, we rely on plastics in some way. I know that I’m proud to be a part of it and I’m sure that our members also feel the same way. pima-org.net
AMT DEC/JAN 2023 057
All-Electric injection moulding
Tasman
In the early years it was only a few adopters who were willing to consider all electrics. The time it took a customer to move from a hydraulic machine to an all-electric was very long. That time has now passed and sales of all electrics continue to grow at an ever accelerating rate.
1. Shorter cycle times.
In contrast to its hydraulic counterpart, an all-electric injection moulding machine can perform several tasks simultaneously in parallel operation. Highly dynamic Sumitomo designed drive motors ensure fast, ultra-precise movements. Sumitomo’s switching times are in the low millisecond range due to the advanced drive technology such as frequency converters, control modules and drive motors. If there is cycle time to be saved in an injection moulding process, an all electric injection moulding machine will find it. Time = money!
2. Maximum performance improves product quality.
Highly dynamic movements not only help to shorten the cycle time but are also responsible for increased product quality.
Within the greater Sumitomo Group is Sumitomo Drives, one of the world’s largest manufacturers of industrial drives for industry. This means Sumitomo is the only injection moulding machine manufacturer able to design and build a drive system specifically for injection moulding. The end result is a direct drive system which ensures the highest performance in terms of dynamics and precision, while providing maximum energy efficiency and durability.
3. KISS. Keep-it-Simple-Stupid!
The great advantage of all-electrics is their simplicity. In a Sumitomo all-electric injection moulding machine there are four drives (injection, plasticising, ejection, and clamping); all direct drive systems. No valves, no pumps, cylinders, oil coolers, filters etc. Any deviations occuring due to wear of the hydraulic system, valves or changes in oil quality over the lifetime of the machine are simply not possible with all electrics. Even on a day-to-day basis hydraulic machines can have changes occur due to changes in ambient temperatures. With all electrics again this is not a consideration. All you will get is ultra-precise production with unerring repeatability.
4. More efficient use of energy
Without doubt this has always been the first point of discussion with prospective
customers for all electrics. Compared to hydraulic machines, the specifically developed drives of our all-electric injection moulding machines only consume electricity when necessary. In addition, the kinetic braking energy is recovered by means of recuperation technology. There is not a more energy efficient injection moulding machine available in the market.
5. Low maintenance cost and less downtime
Compared to hydraulic machines, allelectric machines have fewer mechanical components that are subject to wear and tear. No oil changes, no filters, no o-rings, no cylinders, no oil coolers. All this maintenance is now removed. Less downtime = more uptime. More uptime = more parts = more profit.
6. Environmental credentials
With ever-increasing societal expectations, government regulations and incentives for companies to consider and document the environmental impacts of their operations; I cannot think of a simpler way for an injection moulding company to implement what is fast becoming a critical part of their operations. An investment all electric injection moulding machine ticks so many boxes that this alone is reason enough.
7.Industry proven technology.
Since 1995 Sumitomo has manufactured all electric injection moulding machines to be the acknowledged world leader. With over 85,000 machines sold into the market, Sumitomo’s technology is truly cemented.


Across Australia and NZ, this same market acceptance has been replicated with over 300 all electrics sold into our market. From thin walled packaging to medical, to technical injection moulding the advantages of all electrics are being seen by an ever growing customer base.
8. Improved factory environment.
One of the intangibles many of our customers comment on when they first purchase an all-electric injection moulding machine is how quiet they are, and how little heat they push into the factory environment.
For staff working in the factory, while this may seem a simple thing, any way that you can improve their work environment can only but help their overall performance.
All electric machines provide you faster cycle times; reduced energy consumption; reduced downtime; high quality parts; better factory working environment & improved environmental credentials. tasmanmachinery.com.au
AMT DEC/JAN 2023 058 PLASTICS, COMPOSITES & ADVANCED MATERIALS
Machinery has led the Australian market in sales of electric injection moulding machines for 20 years. Below, Dermid McKinley, Managing Director of Tasman Machinery outlines some simple reasons why all electrics should be your next purchase for an injection moulding machine.
PPE concrete



RMIT University says PPE can be recycled to make stronger concrete.
Engineers at RMIT University have developed a method to use disposable personal protective equipment (PPE) to make concrete stronger, providing an innovative way to significantly reduce pandemic-generated waste.
The RMIT team is the first to investigate the feasibility of recycling three key types of PPE – isolation gowns, face masks and rubber gloves – into concrete.
Published in the journals Case Studies in Construction Materials, Science of the Total Environment and Journal of Cleaner Production, the studies by RMIT School of Engineering researchers demonstrate the potential for PPE to be used as reinforcement materials in structural concrete. The studies found shredded PPE could increase the strength of concrete by up to 22% and improve resistance to cracking. The RMIT School of Engineering team’s industry partner, Casafico Pty Ltd, is planning to use these research findings in a field project.
Since the start of the COVID19 pandemic, an estimated 54,000 tonnes of PPE waste has been produced on average globally
each day. About 129bn disposable face masks are used and discarded around the world every month.
First author, PhD researcher Shannon Kilmartin-Lynch, said the research brought a circular economy approach to the challenge of dealing with healthcare waste.
“We urgently need smart solutions for the ever-growing pile of COVID19 generated waste – this challenge will remain even after the pandemic is over,” said KilmartinLynch, a Vice-Chancellor’s Indigenous PreDoctoral Fellow at RMIT. “Our research found that incorporating the right amount of shredded PPE could improve the strength and durability of concrete.
Joint lead author, Dr Rajeev Roychand, said there was real potential for construction industries around the world to play a significant role in transforming this waste into a valuable resource.
“While our research is in the early stages, these promising initial findings are an important step towards the development of effective recycling systems to keep disposable PPE waste out of landfill,” he said.
Strength and flexibility
In three separate feasibility studies, disposable face masks, rubber gloves and isolation gowns were first shredded then incorporated into concrete at various volumes, between 0.1% and 0.25%.
The research found that rubber gloves increased compressive strength by up to 22%; isolation gowns increased resistance to bending stress by up to 21%, compressive strength by 15% and elasticity by 12%; face masks increased compressive strength by up to 17%; corresponding author and research team leader Professor Jie Li said PPE waste – both from health care and the general public – was having a significant impact on the environment.
The authors acknowledge the generous support of Casafico Pty Ltd, the Lowitja Institute (Australia's national institute for Aboriginal and Torres Strait Islander health research), the RMIT X-Ray Facility and RMIT Microscopy and Microanalysis Facility. rmit.edu.au
AMT DEC/JAN 2023 059 PLASTICS, COMPOSITES & ADVANCED MATERIALS
Sparc Tech at Swinburne
Next gen materials take flight with Swinburne research.

The next generation of connected smart structures is being built by Swinburne researchers, allowing for safer, more reliable and cheaper air and space travel.
An industry-linked project with Sparc Technologies is creating graphene-enabled smart composites for aviation, aerospace and renewable energy. These smart structures can be wirelessly monitored for hard to detect defects using a smart device, helping prevent catastrophic failures. The project was funded by an ARC Linkage Grant from the Federal Government, with over $1m invested across Swinburne, the Government and industry partners.
New industry-linked Swinburne research could save lives and save millions by using nanomaterials to help engineers detect structural defects in planes and rockets before they cause disaster.
The ARC Linkage funded project with Sparc Technologies and Composite Materials Engineering is creating the next generation of smart composites that can improve safety and reliability, while significantly reducing costs in the energy, transport and aerospace sectors. These smart carbon fibre structures are designed to detect potential failure and assess maintenance needs in real-time, wirelessly using a smart device. We could be seeing this technology in commercial airplanes and wind turbines within the decade.
Deputy Vice-Chancellor Research, Professor Karen Hapgood, said the project was utilising Swinburne’s world-leading capabilities and expertise in space, aerospace and advanced manufacturing to make a real-world impact.
“Smart composites, such as those being created by this project, represent the connected future of our cities, our structures and our networks,” added Prof Hapgood. “We are delighted to be working with our partners at Sparc Technologies to be turning this research into a reality that can drastically improve safety and reduce costs.”
Managing Director of Sparc Technologies Mike Bartels said the project was an example of the innovative solutions that could be realised through university and industry collaboration. “Working with Swinburne University of Technology, we are pushing the boundaries of what is capable in advanced manufacturing and graphene-based technologies to truly transform industries,” Bartels added.
UHT composites
Making our structures smart
Carbon fibre composites are an essential part of modern infrastructure but the physical and environmental forces they experience often cause defects that cannot be detected by visual inspection. This project aims to use graphene-based nanomaterials to create a working prototype of a smart structure with wireless connectivity that can be remotely monitored for these difficult to identify defects. This includes allowing technicians to monitor wind-turbine blades in remote mountain or coastal locations and detecting faults in airplane and rocket parts before they fail. Lead investigator Associate Professor Nishar Hameed said the project would have important implications for safety, reliability and cost in space, aerospace and renewable energy.
“We are helping to create an interconnected network of smart composites that can transform how we build and maintain massive structures like airplanes and wind turbines,” he said. “This technology could help address the massive cost – human, economic, environmental – of catastrophic disasters like airplane crashes, while delivering benefits across a range of industries.” sparctechnologies.com swinburne.edu.au
Advanced Composite Structures Australia is investing in ultra-high temperature composites manufacturing for hypersonic and space structures.
By investing in the development and manufacture of ultra-high temperature composites for hypersonic and space structures, Advanced Composite Structures Australia (ACS-A) is at the forefront of developing Australian industrial sovereign capability in hypersonic composites component production.
Recently, ACS-A was awarded a $240,000 Australian Government Defence Global Competitiveness Grant to increase production rate and reduce the manufacturing cost of fibre reinforced composite components for Defence applications. This funding is supporting the procurement of specialised infrastructure to enable the production of ultra-high temperature composites, including ultrahigh temperature furnaces.
Hypersonic aerostructures need ultra-high temperature resistant materials when travelling at speeds greater than five times the speed of sound or above Mach 5. As such, certain composite material components can withstand temperatures up to 2,500°C, which is well beyond the capability of conventional materials. This enables
flight vehicles to travel for sustained periods at hypersonic speeds and resist high heat loads generated from complex aerodynamic flow regimes.
At present, ultra-high temperature composites component production is complex, costly and involves advanced manufacturing processes that require highly skilled people. ACS-A is investing in the acquisition of specialised equipment and development of processes to enable automated manufacture of ultra-high temperature composites for hypersonic and space vehicle parts.
“ACS-A delivers high-value engineering and manufacturing services, providing a ‘one-stop-shop’ enabling customers to fast-track their product to market. ACS-A has been investing in manufacturing and is a long-term supplier to Defence. Our engineering team and facilities are continually evolving to meet the future needs of the Space and Defence sectors. Hypersonics is the next frontier and ACS-A is well placed to transform this into reality.” acs-aus.com
AMT DEC/JAN 2023 060 PLASTICS, COMPOSITES & ADVANCED MATERIALS
Step Up To
6g Acceleration and Speeds up to 5m/s are just the beginning.
Polish machine tool manufacturer Kimla have developed their own CNC controller with Dynamic Vector Analysis specially to take advantage of the high dynamics of linear drives and high cutting speeds of fiber lasers. This means more, higher quality parts per hour. Innovative solutions including the third material table (pictured above), automatic nozzle changer, touch scanner and flexible sheet storage and automation systems make Kimla your next step in laser productivity and profitability.

• Hybrid tube cutter with special pallet table for cut part collection. Optional automatic tube loader available.


• Ink Printer. Fast, high detail labelling of parts.
• Sizes up to 2500 x 12000mm and 3000 x 10000mm
The new SLAGHOG™ Version 3 has 50% more torque making slat cleaning even faster and easier! Built tough in the USA the SlagHog laser slat cleaner is the most powerful and fastest slat cleaner in the world. Increased ROI through fast and efficient cleaning of steel or copper slats on CO2 or Fiber laser cutting machine. Watch your productivity SOAR.
The Rhino Hammer makes removing tabbed parts much easier. This innovative tool uses shop air to create impact vibration that breaks tabs loose. The long-lasting polyurethane tip leaves finished parts in perfect condition. Your guys will thank you for getting them this tool.
sales@laserthings.com.au | 03 9770 4910
www.LaserThings.com.au
The Toughest just got TOUGHER
LA SE R CU TT IN G PRODUC TIVI TY SOLUTION S
Underwater pelletising
Genox underwater pelletising system able to process extensive range of plastics.
Over 300 companies in Australia have Genox recycling equipment installed, making it one of Australia’s leading manufacturers of recycling machinery.
The company is perhaps best known for its focus on providing the latest recycling technology at an extremely competitive price point, empowering large and small companies alike to achieve their environmental KPIs and actively contribute to the true circular economy. Genox’s range includes stand-alone shredder and granulator units, automatic metal and tyre recycling systems, through to complete washing plants for size reduction, washing and separating of contaminated plastics and other materials.
The company’s latest innovation is the SPS Series Pelletising System: a 3 in 1 integrated system that includes plastic waste size reduction and filtering, pre-heating and underwater pelletising. The innovative design allows for an extensive range of soft plastics and rigid flakes plastics to be processed. This includes LDPE packaging film, agricultural film HDPE, milk bottle flake, PP bottles and plastic flake recovered from e-waste. The SPS system is especially efficient and stable for low-bulk density materials.
The variable speed cutter compactor (with air-flush) cuts the plastics into flakes. Heat created by high-speed friction pre-heats and dries the material and makes it shrink. Arc-shaped plates guide the material down into the extruder under the centrifugal force of the knife disc. Thus, size reduction, pre-heating and compacting is combined and this enables stable and effective feeding of small bulk density plastics. One of the most innovative aspects of the SPS Series is the self-cleaning laser filtration system which allows for non-stop recycling extrusion – making it especially suitable to highly contaminated materials and high throughput applications.
Different from traditional screen changers – which requires the dirty wire mesh to be continually changed – the SCF system provides continuous filtering performance removing contaminates from the surface of the steel screen plate automatically, thus saving time and reducing labour costs.
A two stage (triple venting) extrusion process with vacuum degassing is utilised. The pelletiser cutting speed is automatically adjusted according to the melt pressure at the die head to ensure uniform pellets. Pressure of the blade onto the die is


automatically adjusted to ensure even cutting force by a high-precision pressure sensor.
“The Genox SPS Series is a true underwater pelletising system which allows for a far greater range of materials to be processed including high-melt index PP grades,” said Applied Machinery’s Sales Manager - Recycling Division, Peter Koueik.
The final step in the process makes use of an advanced de-watering vibrating sieve combined with a horizontal centrifugal dryer. This high-efficiency low-cost drying system uses precise temperature control and an optimised plasticisation design to ensure a highquality consistent pellet size. A single stage or two stage pelletising system can be specified.
The system can be started and stopped by one button to protect the system from any inadvertent commands. Shutdown safety switches are located along the line wherever rotating blades are in operation to always ensure operator safety.

“Until now, underwater pelletising and self-cleaning laser filter systems were simply not available on complete lines at this price point,” Koueik said.
“For a short period companies can take advantage of special launch pricing as we introduce these systems to the Australian recycling market,” he added.
“Unlike many other machinery suppliers we don’t just sell machinery; one of our key advantages is that we have specialist service engineers who install the machinery and train our customers and their staff to use it efficiently and safely. We then provide regular servicing and follow-up,” Koueik concluded. appliedmachinery.com.au/recycling genoxmachinery.com.au
AMT DEC/JAN 2023 062 PLASTICS, COMPOSITES & ADVANCED MATERIALS
CAD/CAM NIGHTMARES? CALL SOMEONE WHO CARES 1300 439 223 idwcadcam.com.au
Blooming bioplastics
As bioplastic materials transition from being a “nice-to-have” to materials with a very strong, viable business case, manufacturers are racing to keep up with demand. Brand-owners, striving to hit their decarbonisation targets by taking the initiative to transition to bioplastics, are generating a stronger brand-owner pull than ever before. This demand is further exacerbated by legislators around the world, who are cutting down on fossil-based plastic use with singleuse plastic bans. Together, these major factors are pressurising players across the bioplastics industry to commercialise their materials and ramp up production. With all this activity, IDTechEx forecasts global annual bioplastics production capacity to grow at a CAGR of 10.1% over the next ten years.
IDTechEx has released their latest research on bioplastics in the report “Bioplastics 2023-2033: Technology, Market, Players, and Forecasts”, which evaluates the technologies and trends that are bringing more sustainable biobased materials to the plastic industry. In the report, IDTechEx evaluates the technologies for polymerising synthetic biobased polymers and extracting naturally occurring polymers. It tracks the huge industry activity that has been happening and discusses the trends and challenges surrounding bioplastics, considering these in a granular ten-year forecast.
Battle for biobased bottles
Plastic bottles are a massive fossil-based problem for drink makers. Currently, manufacturers can produce bottles made from partially biobased polyethylene terephthalate (PET), but there is no 100% biobased solution commercially available. That is because one building block of PET, called terephthalic acid (TPA) remains a material made from fossil oil. Two options are vying to replace
fossil-based TPA in plastic bottles. One is to develop a biobased TPA to get 100% biobased PET. The other is to switch out TPA entirely for another similar but entirely biobased acid. This would make another polymer, polyethylene furanoate (PEF), which hopes to disrupt the biobased PET market as a cheaper alternative with superior properties. For now, both options have yet to produce on a commercial scale, but 100% biobased PET is close. In their new report, IDTechEx compares biobased PET and PEF and discusses the future of the plastic bottle industry.
Sustainable end-of-life options
A key factor driving companies to adopt bioplastic materials is their seemingly sustainable end-of-life processing. However, a major misconception is that all biobased plastics are biodegradable. In reality, some bioplastics cannot be biodegraded or recycled effectively. For example, polylactic acid (PLA), the most widely produced 100% biobased plastic, can be industrially composted, but this provides no nutritional value to the compost, so there are few off-takers in the industry. Meanwhile, recycling PLA requires dedicated infrastructure that is uncommon and very expensive to adopt. As a result, most PLA is mismanaged or goes to landfill. Expanding the end-of-life options available is a great opportunity for PLA to grow its value as a bioplastic material. In the report, IDTechEx discusses the end-of-life options available for each bioplastic type, why some options are more valued than others, and how current bioplastic materials are being treated at the end of life.
idtechex.com/en/research-report/bioplastics-2023-2033technology-market-players-and-forecasts/880
AMT DEC/JAN 2023 063 PLASTICS, COMPOSITES & ADVANCED MATERIALS
…YOUR INDUSTRY. YOUR MAGAZINE HAVE YOU HEARD? FEB 23 IS COMING! ABOUT WHAT? CAN’T MISS OUT …I’M ON IT!
to rapidly expand with
10.1%
Bioplastics
CAGR
NEW SOUTH WALES
CST Waste water
Local wastewater technology production breaks supply and service bottlenecks while improving sustainability for vital food, beverage and municipal groups.

CST Wastewater Solutions Managing Director Mr Michael Bambridge says the move to fully manufacture rotary drum screen and screw screen/compactors in Australia is enhancing quality, environmental outcomes and certainty of supply to its customers. He said the supply chaos created by COVID and international tensions just made the decision to produce locally even easier because there are so many reasons in favour of it.
“It means we can build into our product the quality of Australian engineering and metalworking, which is respected worldwide. It means we can quickly build in features that adapt product to local conditions, which can vary strongly across Australasia and SE Asia.
“Local production means we can place supply and service closer to the customers on whom entire populations depend for reliable service and environmental outcomes, including food and beverage production and municipal services. It builds jobs, skills and capabilities in this region,” said Bambridge. The company has made its mark in Australasia and SE Asia for more than 25 years with dozens of highly robust and cost-efficient screening and compacting installations. These include gut washers used by Thomas Foods International, anti-clogging and environmental/OHS installations in one of Australia’s largest tanneries, rotary drum screens used by food processing leader Beak and Johnston, and multiple rendering and processing plants.
Quality leadership
The switch to local production has also enabled CST Wastewater Solutions to extend its value and low-maintenance durability offering, as opposed to simply the cheapest construction. Now CST has extended its advantage to offer full stainless-steel products with these same world-respected standards of Australasian metals engineering, replacing carbon steel components and further improving corrosion resistance in harsh municipal and industry environments, such as meat, livestock and agricultural processing. “It is important to remember that a lot of councils and food and beverage companies just don’t have the engineering staff on the payroll to provide the standards of maintenance that a manufacturer can. So if disruptions such as floods and high flows cause breakdowns and leaks into the environment, they can be looking at environmental spills and groundwater damage that can incur statutory, reputational and financial damage. Saving small sums on cheaper and more damage-prone technology, with lesser service backup, can suddenly look like a terribly bad decision.”
Such testing environments – in which the screens, compactors, and wedgewire and perforated drums are typically used – extend from the toughest environments, including meat, dairy, poultry, fishery, and livestock plants, but also equally testing and proving environments in municipal sewerage, waste management and water supply networks on which entire communities and enterprises
depend. In many industrial plants, these screens allow the important product recovery of fat and proteinaceous material, which is all worth money to companies seeking to maximise their use of resources,” says Bambridge. The screen and compactor technology – which is a first line of defence in preventing blockages, overflows and environmental – is integral not only to processing operations, but also to the sustainability of livestock industries sharing valuable water resources with nearby communities, and wishing to maintain their social license to operate
“Integral to the new, locally manufactured rotary drum screens and auger extractors is industry-best screening (above), which provides 50% finer apertures for greater waste solids extraction and recovery,” says Bambridge.

“We have been moving progressively to local manufacture for the past two years now, to maintain quality leadership and guarantee reliable supply as COVID has wrought havoc with imports.”
“Shortages and erratic supplies have had a knock-on effect right through the wastewater engineering sector, so we took the decision early to give our customers and edge in quality and certainty.”
“Not only does local manufacture deliver a more robust and lowmaintenance product – and better whole-of-lifecycle value – but it places the customer next to the source of supply for spare parts, future extensions and retrofits to boost performance long-term.” This is an especially crucial factor with staff and skills shortages, and as more and more organisations don’t have the engineering services on-site to totally maintain and to repair equipment without delay if it needs rapid attention.
Everyone benefits
Bambridge says a very important additional advantage of the move away from cheap imports to local manufacture of superior product, is the boost local spending gives to this country’s jobs and skills base.
“Everyone benefits – the customer gets a better product and greater certainty of supply, and local suppliers – including, tooling, cutting and component makers – get the benefit of the local spend, plus more local families get the advantage of more and better jobs.”
“Local spending by Australian business makes sense on so many levels. Where the government is concerned, particularly, far greater preferences should be given to local manufacture over cheap imports that don’t pay Australian taxes or benefit the local economy.” cstwastewater.com
AMT DEC/JAN 2023 064 STATE SPOTLIGHT
NEW SOUTH WALES


Hemp Foods goes mainstream
Hemp Foods Australia secures national distribution with Coles for its new Functional Seed Mix range.

Hemp Foods Australia, a subsidiary of the Elixinol Wellness hemp food company, has secured distribution in more than 800 Coles stores nationwide for its Functional Seed Mix range.
The newly developed range will be stocked in the health food isle of Coles supermarkets and combines hemp seeds with other fruit, nut and seed formulations to deliver specific health benefits. The range includes a Protein Boost Seed Mix, Antioxidant Seed Mix, Gut Health Support Seed Mix and Omega Seed Mix.
The Coles partnership is another important step in Hemp Food Australia’s retail distribution strategy and follows a deal with Woolworth late last year to stock its certified organic Hemp Gold Seed Oil in more than 100 stores. Hemp Foods, located in Bangalow in the Byron Bay hinterland, also expanded its partnership with Costco, who added its certified organic Hemp Gold Protein to their stores following the success of HFA’s Australian Hemp Seeds product.
“To secure national distribution with Coles for our new Seed Mix range is an exciting progression for Hemp Foods Australia and means that our brand can now be found on the shelves of Australia’s two largest supermarket chains,” said Felipe Favaro, General Manager of Hemp Foods Australia.
“While we have been working hard on driving our e-commerce strategy, we also recognise the importance of bricks-and-mortar sales, and we are definitely seeing more interest from supermarkets to stock our products as the mainstream appeal of hemp continues to grow.”

Australia is being heralded as a plant-based protein powerhouse of the future, with a new report by CSIRO predicting that the sector could be worth between $3bn and $9bn by 2030. This is a substantial increase on current figures, which suggest the sector is worth $140m.
Hemp Foods Australia’s Seed Mix range has been designed to make healthy eating easy, and can be eaten on their own or added to meals such as cereals, porridge, salads, yoghurts and smoothies. As the trend for plant-based foods and sustainable living continues to grow, Hemp Foods Australia remains focused on new product development and is set to launch innovative new hemp-based food products over the coming months.
“Hemp is not only good for you, it’s good for the planet. Hemp draws more carbon from the atmosphere than trees! We look forward to helping people eat more healthily and in good conscious knowing it’s aiding in the battle against climate change. It’s a true super food,” added Favaro. hempfoods.com.au
AMT DEC/JAN 2023 065 STATE SPOTLIGHT
…YOUR INDUSTRY. YOUR MAGAZINE AEROSPACE & DEFENCE Renewable Energy & Clean Tech • State Spotlight: Tasmania • Additive Manufacturing • Compressors & Air Technology • Materials Handling • Motors & Drives • Cutting Tools • Forming & Fabrication • Industry 4.0 If you operate in any of the listed industries and have the right product or service catering to the industry, then you have to be part of AMT. Contact Nicholas Raftopoulos on 431 753 381 or email nic@amtil.com.au ARTIFICIAL INTELLIGENCE: SUCCEEDING IN THE GLOBAL DEFENCE WORLD AEROSPACE & DEFENCE Renewable Energy & Clean Tech State Spotlight: Tasmania FEB 23 IS ALMOST HERE! DON’T MISS OUT– LIMITED SPOTS AVAILABLE AEROSPACE & DEFENCE Business Feature: Renewable Energy & Clean Tech State Spotlight: Tasmania • CONNECT WITH THE RIGHT AUDIENCE • INFORM YOUR CUSTOMERS • GROW YOUR BUSINESS BOOK NOW!
Linear Tracks for robots
Established in 1954 in Langenthal, Switzerland, Güdel has been family owned for three generations. Today worldwide, the company has around 1,000 employees with more than 20 locations.
Güdel is a manufacturer of high-precision machine components, modules and a provider of sophisticated automation solutions. Its spectrum of products ranges from linear guideways, racks, pinions and gearboxes right through to linear tracks and gantry robots. Güdel also assembles its products into solutions with a high degree of control intelligence that can be found in the automotive, tire, metal, rail, intra-logistics, pharmaceutical, renewable energy, wood and aerospace industries. Characterised by its quality and modularity, Güdel products have been a part of CNC Design’s portfolio in Australia and New Zealand for more than ten years.
Their linear tracks known as TrackMotion, are well known and applied as the linear track or seventh axis for industrial robots. They support all the major industrial robot manufacturers, including Fanuc, Kuka and ABB. If you want to buy a track, you can buy it with a mechanical interface where you can mount the robot straight onto the carriage from any of those manufacturers.
With a global presence, different Güdel offices have different strengths, some specialising in warehousing and logistics, automotive or rail solutions. Generally, the company is a supplier of mechanical systems. Güdel is also control agnostic. They don’t supply the control systems, so if you've got a Siemens system, they'll provide the gearboxes to suit a Siemens motor. If you've got an ABB system, they'll provide the gearboxes to suit that.
In January 2021, CNC Design’s distribution partnership with Güdel was extended to Southeast Asia after 12 years in Australia and New Zealand. This now includes Singapore, Malaysia, Thailand, Indonesia and Vietnam. The Australian business has over 30 years’ experience in the machine tool and automation industries, with knowledgeable people and networks throughout Asia.
TrackMotion Floor
Robot positioning systems are long tracks in warehouse, manufacturing, aerospace, and automotive facilities to let one robot perform multiple tasks. Robot linear tracks can extend the working area and reach of an industrial robot by moving it along its tracks – the ‘seventh axis’ for robots is designed to provide translational motion.
The track motion gives the robot the ability to cover very large, linear track lengths. For example, if you were using the robot to handle parts in loading and unloading on multiple machines, you could use the linear track to get from machine to machine, removing the need for one robot to sit at one machine which increases its productivity.
Güdel‘s TrackMotion Floor (TMF) can move robots with payloads weighing in excess of twelve tonnes and static payloads weighing up to twenty tonnes with excellent repeatability, stability and environmental resilience. The guides are precisely fitted into the closed, welded beam system, helping achieve a high degree of rigidity to absorb the dynamic loads of articulated robots in all directions. TMF has proven to work in both product handling environments and for welding applications. The seventh axis track gives the extended reach or extended range for the robot with welding applications, and secondary carriages allow accessories to be carried. Güdel’s focus on quality translates to a resistance to challenging environmental conditions including dust, paint & weld splatter. They also have engineered special options for very cold environments used in warehousing, with optional anti-corrosion elements for the guideways and racks.
You can get linear tracks up to 100 metres in length, so it's fairly unlimited in terms of what you can do with the seventh axis. They come in a range of sizes from TMF-1 to TMF-6, which gives you the ability to handle small to the biggest capacity robots.



Linear tracks are not necessarily the core expertise of the robot manufacturers, but they are Güdel’s strength, so businesses have been able to focus on their robots and have the tracks supplied.
TrackMotion Overhead
Linear tracks for the overhead installation of robots can enable the ideal configuration for different product processes. The TrackMotion Overhead (TMO) gets the robot off the floor, taking up less space and improving the safety of the working environment. The basic problem the TMO is solving is allowing the robot to work above or beside the machine or process it’s operating on, which saves that floor space where you would’ve had a track bolted to the floor. Depending on how you want your robot to work, you can put it in different orientations on the overhead tracks. These different orientations are split into three configurations – elevated, wall-mounted and ceiling mounted. The ceiling mount configuration is popular for machinetending operations where the robot wants to be above the machine the workpiece and it can reach down into the machine, pick up a part, move it to the next operation and drop it back down.
Summary
In general, the track motion again extends the work envelope beyond just the typical arc reach pattern of the robot. We extend that to a much wider area by putting it on the track and putting it on the overhead track allowed us to also have a lot more reach down into the work envelope compared to the floor mount. Robots are a large capital purpose, so people really want to make the most of them. By putting a robot on a track, you can greatly increase the working envelope of the robot.
Synonymous with safety and productivity Güdel products can help remove operators from dangerous environments. In what our customers are doing, Güdel helps remove the risk of people being in areas where robots are handling large, heavy and awkward products. cncdesign.com.au/gudel-modules-components gudel.com/products/linear-tracks-for-robots/tmf gudel.com/products/linear-tracks-for-robots/tmo
AMT DEC/JAN 2023 066 ROBOTICS & AUTOMATION
CNC Design expands its long-term partnership as the Australian and New Zealand distributor of Swiss manufacturer Güdel to distribute products throughout Southeast Asia. This includes the linear track TrackMotion products.
Grantek on ABB





First robot and flexible multi-operation turn proves to be a big step for Grantek.
Established in 1940, Grantek delivers a wide variety of services and products including manufacturing advanced special parts for industrial applications, reverse engineering, laser engraving, mechanical processing, wire spark, 3D printing, construction and more.
For the seven-strong company based in Fagersta, Sweden, investing in its first robot has been a success.
"This investment has helped us to greatly enhance our capabilities as a company. We can process more orders for more customers and make full use of the hours available in a day, including producing around the clock if necessary. Now we get requests that we have never had before, so the robot has increased our competitiveness considerably,” says Kjell Granqvist, CEO Grantek.


Grantek uses an ABB FlexLoaderTM SC 6000, a turnkey solution that has been designed to ensure that the items that are fed from the production line are ready to be packaged and delivered to the customer. This standard cell contains an ABB IRB 4600 robot, which uses ABB’s FlexLoader Vision software to enable fast and simple teaching of new objects and materials to provide maximum flexibility.
In developing the solution for Grantek, ABB worked closely with machine tool manufacturer DMG MORI to incorporate its CTX beta 1250 TC multi-operation lathe. As a result, Grantek can use a single cell to handle a wide variety of products, further adding to the overall flexibility of the solution. By meeting the exact needs of customers in this way, this type of collaboration is key to creating security in large investments especially when an application involves implementing new technology. "We decided to opt for a high-end solution that we knew would withstand tolerances and advanced machining with high levels of automation, but at the same time provide the flexibility to allow the cell to run pieces and prototypes. This solution is absolutely fantastic in that way; it is so flexible that we can run manually and in full automation at the same machine," says Kjell Granqvist.

Automation opens up opportunities
The investment in robotic automation has enabled Grantek to transform both its productivity and competitiveness. Rather than being limited to delivering special jobs on demand, the company can now manufacture items on a series basis. Automation has opened opportunities such as manufacturing more challenging items, more advanced processing and even being able to run in work shifts, allowing Grantek to scale up production if required.
Grantek’s project is proof of the numerous benefits that robotic automation offers small and medium sized enterprises including improved consistency and product quality, lower operating costs, increased production output, flexibility, adaptability, agility and reduction of waste. By using robots, SMEs can reduce mistakes and focus more on increasing profitability, gaining a competitive advantage and penetrating new markets.
"We made this investment because we wanted to enter a new market. Now we can manufacture in a completely different way than was possible before. In the daytime we can run maybe ten to twelve special details, then we can change and run series production at night. For a small company like ours, the ability to get more out of the hours of the day makes a big difference in competitiveness," says Kjell Granqvist.
Grantek was founded as a mechanical workshop by Kjell Granqvist's grandfather in the 1940s. Since then, the level of technology in the company has increased considerably, but the decision to automate was still a big step to take, both technically and resource-wise. The good supplier cooperation around the installation made it easier but took a lot of programming and many hours of learning to process the details correctly. new.abb.com/au
AMT DEC/JAN 2023 067 ROBOTICS & AUTOMATION
F oor wa and desk mounted opt ons avai able Austra ian designed a made Touchscreen and touch ess opt ons avai able v s t: www Integra K4.0 K Made by manufacturers for manufacturer Integra K4.0 enables your Industry 4 0 am
Hypersonic missile manufacturing
Aerobotix and Automated Solutions Australia announce partnership to deploy robotic systems for hypersonic missile manufacturing.
Aerobotix and Automated Solutions Australia (ASA) has announced a robotic automation international partnership between the two companies for the development, testing and manufacturing of hypersonic missiles. The partnership follows the 2021 signing of the AUKUS security pact between the US, UK and Australian Governments, which includes provisions for the allies to work together on hypersonic and counter-hypersonic capabilities.
The Aerobotix-ASA collaboration will enable the Australian defense sector and Australian defense contractors to more easily access both companies’ expertise in automation. The two companies became acquainted through their mutual capabilities in the robotic coating automation industry and are now working together to pursue projects for which a sovereign presence is required.
“We’ll work with the US State Department for approval of any technology transfer for ASA,” said Josh Tuttle, Aerobotix Business Development Manager. “We’ll also help ASA in other ways. For example, we can save them years of costly development work by sharing how to robotically spray FIREX™ RX-2390 Thermal Protection System coatings for missile manufacturing.”
Aerobotix and ASA are both turn-key robotic integration companies with specialised capabilities in the precise application of paints and performance coatings. Aerobotix has accumulated invaluable experience in the use of robotics to scan, sand, measure and paint hypersonic missiles on multiple successful missile programs. ASA’s
relationship with FANUC has resulted in the installation of more than 100 FANUC painting robots in Australia. Now, with the backing of Aerobotix, ASA has the expertise and technical capability to overcome the most difficult automation challenges in precision coating applications.

“Aerobotix has already deployed several production robotic systems for hypersonics,” said Nathan Jones, ASA General Manager. “They’re even making critical test parts for programs that haven’t had time to build production facilities. Their willingness to support our company, and Australia, is going to significantly reduce
costs, schedule delays and program risk.” With 20 years of robotic coating automation experience in Australia, ASA is uniquely positioned to provide sovereign capability and assist in the rapid development of hypersonic capability on Australian shores. Headquartered in Huntsville, Alabama, Aerobotix is an innovative leader in advanced metrology and robotic solutions for the aerospace and defense industries. Automated Solutions Australia (ASA) brings world class, flexible robotic automation to Australian shores.
automatedsolutions.com.au
MEGA addition to the Agile Flex range
Expanding even further on the success of the Australian made Agile Flex range of CNC machine tending products, Agile Robotic Systems is proud to introduce the Agile Flex MEGA.
The Agile Flex MEGA can be matched equally well to both smaller CNC machine tools with longer unmanned production requirements or larger machines able to process heavier components, with a choice of Fanuc robots and payloads.
The four to eight drawer system has an increased part capacity of up to 100% per drawer compared to the Agile Flex 35D. Just one drawer can accommodate 200 x Ø1”/Ø25mm billets.
Designed and built with a focus on strength and rigidity, the Flex MEGA can hold 400kg per drawer, allowing for much longer unmanned production on larger CNC lathes and multi-tasking machine tools.
The new drawer system with a relatively small footprint allows for much taller parts than its smaller cousins with maximum part height of 240mm in the four-drawer variant and 100mm in the eight-drawer chest. The Flex MEGA retains all of the best features of the existing Flex range including datum and turn-over stations, part cleaning and drying stations, QC options as well as the state-of-the-art AgileGo Controller.
The AgileGo Controller allows for new parts with complex robot motion and sequences to be configured in just minutes. Specifically designed to be intuitive for the CNC machine tool operator, the parametricstyle, wizard-guided system requires no
robot programming knowledge. Developed to add lights-out machining to any brand of CNC machine, the Agile Flex range now consists of six models and boasts a workpiece capacity which is superior to competitive machine tool loading products. Agile Robotic Systems is part of the John Hart group and draws upon a heritage of more than 70 years in machine tools and close to 40 years in automation and robotics to deliver Australian-designed and Australian-made agility to CNC automation. agilerobotics.com johnhart.com.au
AMT DEC/JAN 2023 068 ROBOTICS & AUTOMATION
Robots for AW Fraser
helps to automate making old alloys new again at AW Fraser over in NZ.
On any given day in Christchurch, New Zealand, you’ll find old car radiators, tangled electrical wire, taps and other trinkets, slowly bubbling away inside a furnace at temperatures around 1500 degrees Celsius. Once these items are reduced to a molten form, they are converted into forty types of specialised bronze and brass alloys, which can then be transformed by on-site machining processes into precision components such as valves, engine parts, gears and even bushes and other critical components within wind turbines. Such is a day in the life of AW Fraser.
Since the 1930’s, AW Fraser have been offering an end-to-end solution for high grade metal components. Since then, the company has become a global leader in supplying bronze and brass components to over 35 countries globally.

Metal comes to AW Fraser and is sent to the scrap bay, where it is sorted, graded, and turned into a form the foundry can use, referred to as a charge. Each charge is issued per alloy of what AW Fraser are trying to make. Products are cast into horizontal castings, vertical castings and centrifugal castings, where they are then cut efficiently and to the highest quality standard. Once the bar has been cast, it will head off to the machine shop for external customers to make final machined components out of the cast metal. If the raw stock reaches the onsite machine shop, the CNC machines turn the raw material into precision machined products that are then measured by CMM to ensure the most stringent tolerances and quality targets are met. Recently, AW Fraser invested in three automation cells with Automated Solutions Australia (ASA). “From conception through to commissioning, this project was never a transaction, it was a collaboration,” said Jody Tuckwell, Operations Manager at AW Fraser in working with ASA. “Both parties came to the table with the utmost respect for each other’s skills and experience and as a result the outcome has been phenomenal.”
The first two cells are tending two of AW Fraser’s recently installed multitasking turn and mill machines, a DMG Mori NTX 3000 and an NTX 2500. ASA coupled each of these machines with a Fanuc R2000iC/270F, increasing throughput significantly by tending to the machine around the clock to unload machined parts and reload raw stock as soon as the machine is ready.
ASA designed each cell with a floor mounted robot and five infeed bays, designed to receive AW Fraser’s ingenious
parts trollies and work pallets. The work pallets are designed to glide on a cushion of air from the trolley onto the CMM, allowing a 150kg bush to be taken from machining, through inspection and onto packaging without having to sling, lift or slide it.
Each robot can access multiple grippers to load and unload parts from the machine, automatically performing gripper changes between the load and unload if required. The more common grippers are duplicated in each cell, but the specialised, extremely heavy grippers are able to be moved between the cells as required.
The third cell is nearly a duplicate of the second cell with their third Fanuc R2000iC/270F tender yet another DMG Mori NTX 2500. The proven trolley and pallet configuration is being employed again as is the flexible gripper configuration, however the available workshop space dictates a slightly different layout and access to the previous two cells.
Each cell was designed by ASA after close consultation with AW Fraser to understand the existing pain points and desired outcomes from this investment.
Each Fanuc robot cell is equipped with Automated Solutions’ CNC Toolroom software. The software allows the machine tending sequence to operate in a number of ways, each selectable to suit the part being machined. “To eliminate the risk of operator error, the ASA team encapsulated everything into a fully customised touch screen and simplified the PLC system,” said Tuckwell. For a conventional machining process with raw part in, finished part out, the robot picks the raw bronze billets up from a work pallet and loads them into either the main spindle or the sub spindle of the machine depending on the loading
operation that has been setup for the part. When the machining cycle has finished, the robot then unloads the machined part from either the main spindle or the sub spindle and places this finished part back onto the infeed trolley. Most jobs operate this way with twin spindle machines.
AW Fraser also have parts that use the raw part in, multiple finished parts out machining process. In this method, the robot loads the raw billet into the main spindle and progressively unloads nine finished parts from the sub spindle before finally unloading the remnant piece left over from the machining process. After unloading the remnant and placing it adjacent to the nine finished pieces, the robot loads the next raw billet and repeats the process. Tuckwell remembers the first day of operation fondly “When we were originally conceptualising the project, I dreamt about the day we might one day run twenty-four hours straight. Then, when that happened and we continued running unmanned for 48hours uninterrupted, it was the stuff dreams are made of,” he recalls.
From start to finish, this fascinating process offers a brief insight into a full circle recycling process; following scrap metal through the furnace, into the foundry and extrusion plant, before being turned into high quality precision components in the machine shop. Perhaps equally as fascinating is the unique position AW Fraser finds themselves in, having been in business so long and now seeing components they’ve already recycled, return years later to be recycled again, a truly sustainable manufacturing process.
automatedsolutions.com.au awfraser.co.nz
AMT DEC/JAN 2023 069 ROBOTICS & AUTOMATION
ASA
Top five applications for cobots
Automation trailblazers – collaborative robots, or cobots – are unleashing their potential across an array of applications commonly carried out on the factory floor.

Cobots can be used to automate millions of tasks – from detailed work right through to palletising. “Each cobot model is better suited to certain tasks and it’s our job to work alongside our customers to determine what will work best for them,” explains Masayuki Mase, Country Manager for Universal Robots Oceania. “For instance, a UR3e is a tabletop model that will suit a business looking to automate non-load-bearing tasks, while a larger cobot arm such as the UR10e can be used to automate heavier jobs,” he says.
Versatility all the way
For a small business, the fact that cobots have many uses remains one of their biggest assets. They can be reprogrammed to fill gaps that emerge in virtually any area of the business, from palletising to production line, in very little time. And one core component is responsible for cobots’ versatility: their end effectors.
“End effectors, also known as end of arm tooling (EOAT), are a vital component of all cobots,” Masa explains. “They are attached to the end of the robotic arm and allow it to carry out specific tasks. One cobot could handle upwards of a dozen tasks over the course of a working week - depending on a business’s needs.”
Other reasons to opt for cobots:
Compared to the large and bulky industrial machines, cobots are designed to safely operate near humans to complete tasks. Traditional industrial robots are often mammoth-sized machines that are static and difficult to repurpose and reprogram. By contrast, cobots are compact and flexible and can operate without safety cages or fencing directly alongside people (upon risk assessment), thereby reducing footprint and space usage.
Cobots, unlike humans, do not suffer from fatigue and can work 24/7, 365 days per year, repeating each task in the same way. Therefore, with none of the human errors caused by fatigue, cobots provide higher business productivity, efficiency, and product quality. Cobots are highly flexible, allowing them to be reprogrammed for different tasks if manufacturing processes change, making them more investment worthy.
Top five cobot applications unpacked
While cobots can be used for everything from soldering to screwing and sanding, 70% of the applications fall within three categories, namely: ‘pick and place’, assembly and material handling - closely followed by welding and palletising.

Masa helps to unpack these applications as follows:
1. Pick and place
Forming part of material handling, cobots performing pick and place tasks work quickly and accurately and can be programmed to select the right parts and reject unsatisfactory pieces. “Commonly used in the electronics industry to solder parts onto printed circuit boards (PCBs), cobots work with great speed and accuracy – 24/7.” Masa adds. “This helps to boost capacity whilst keeping production costs low.”
2. Assembly
While some tasks on an assembly line require skills, attention to detail and the careful eye of a human, others are monotonous or even dangerous. “Using cobots on an assembly line can increase the pace of production, protect workers from harm and ensure the irreplaceable people in your business are being utilised in the most effective way.” says Masa.
3. Material handling
In manufacturing, material handling refers to the movement, protection, storage and control of materials and products throughout manufacturing, warehousing, distribution, consumption, and disposal. This is often one of the most dangerous jobs in manufacturing as materials such as metals, plastics, and other substances can pose a great risk to human workers. Additionally, many material handling tasks are repetitive, which can give rise to repetitive strain injury and errors due to fatigue. “Interestingly, manufacturing plants that use robots see significantly fewer workplace injuries.”
4. Welding
Universal Robots has cited a recent uptick in welding application demand. “A cobot adds flexibility, efficiency, and freedom to welding processes. In addition, when the task is completed, it can be easily redeployed to other areas where it can add value.”
5. Palletising
Palletising applications take place at vast majority of manufacturers across the globe and require many final products be moved onto a palette as quickly and efficiently as possible. “The demand to automate palletising tasks has increased exponentially over the years, largely due to the strain and overexertion that it places on workers.
To conclude, Masa says that cobots are growing in presence and popularity around the globe. “This is largely driven by their budget-friendly price tag, easier programming which reduces implementation and training time, and safety qualities.”
universal-robots.com
AMT DEC/JAN 2023 070 ROBOTICS & AUTOMATION
Robotics and automation
Matthew Hunter, innovation product marketing manager, Konica Minolta Australia explains how robotics and automation support manufacturing lines to operate at full capacity.
The manufacturing industry has transformed over recent years, with manufacturers implementing new technology, such as automation and robotics, and leveraging these technological advancements to reap benefits across productivity, efficiency, and human safety.
The coronavirus pandemic presented many challenges for the industry; however, 84% of manufacturers adapted well to these hurdles and seized the opportunities during this time. Digital transformation was accelerated by 72% of Australian manufacturers, with 74% planning to increase their investment in technology across the next year, and 65% poised to concentrate on business growth in 2022.
Robotics and automation have rapidly become a key part of keeping manufacturing facilities operational in a time when human resources have been stretched like never before. COVID-19 changed the way manufacturing plants run due to ongoing restrictions and staff shortages due to infection, isolation requirements, and a lack of overseas casual labour to tap into. Robots can help keep operations physically distanced and even contactless, while reducing strain and fatigue for human workers.
Mid-sized organisations with a turnover between $20m and $200m were particularly affected by worker shortages and supply chain issues. A recent Manufacturing Insights report from CommBank also found that some of the barriers to growth included: increasing supplier costs (55%); supply chain issues (54%); attracting and retaining skilled staff (46%); ongoing COVID-19 restrictions (36%); and increasing capacity to keep up with demand (31%).
While manufacturing lines are now largely automated, a shortage of workers can mean the difference between success and failure. There is still a heavy reliance on manual materials handling including feeding raw materials into the production line, then taking finished goods off at the other end and preparing them for distribution. This is where the benefits of robotics and automation can come into effect and aid manufacturing lines to continue at full capacity.
Automation
Throughout the volatile environment of the past two years, manufacturers needed to find a way to not only reduce some of the pressure on workers, but also provide employees with technology that could make their jobs easier. By removing much of the manual work from manufacturing operations, manufacturers can potentially redirect those people towards more valuable, growth-oriented activities while cutting the costs of production.
By automating workflows and implementing technology that can streamline processes, manufacturers can make operations run more effectively and smoothly. This can improve the quality of outcomes with fewer costly mistakes by reallocating the repetitive and mindless tasks to automated technology and machines. Humans can then be redeployed to more valuable tasks, ensuring that manufacturing organisations can continue to run at full capacity. The investment from manufacturing organisations in adopting automation will only increase, with 42% of Australian manufacturers planning to adopt
intelligent automation and robotic process automation in the next two to three years.
Autonomous mobile robots (AMRs)
AMRs provide a powerful solution for moving items and stock in warehouses and around manufacturing lines. AMRs can deliver significant benefits productivity and safety benefits in the manufacturing facility.
For example, AMRs can move materials around the facility without requiring human intervention. This reduces the time it takes for line operators to replenish materials so they can keep the line moving. Instead, the AMR automatically delivers more materials when required so the operator doesn’t have to leave their position. Likewise, when the process is finished, AMRs can transport them to the next station, further eliminating the need for operators to walk around the facility.
This approach can reduce the amount of walking required for manufacturing workers, which in turn reduces their fatigue and makes them more productive with less effort.
AMRs can be easily programmed to the layout of the warehouse and customised to suit whatever the item or product is that it is carrying. They are also flexible in their application. For example, an AMR might be used to substitute a conveyor, and, if a workflow changes the AMR can easily adapt to that. In the next few years, 36% of Australian manufacturers will invest in autonomous machines and vehicles. (4) Using AMRs can help manufacturing facilities overcome staff shortages and maintain physical distancing between staff members (since the robot can ferry materials and finished goods from station to station). AMRs can also be used to do the heaviest lifting, which reduces the chance of worker injuries due to lifting heavy objects or repetitive motions. And, AMRs are designed to avoid collisions with humans and other obstacles, making them incredibly safe for people to work near.
Part of Australia’s Advanced Manufacturing Roadmap is to support the industry’s growth through significant technology innovations. Some of the key science and technology areas outlined in this include smart robotics and automation, additive manufacturing (3D printing), and augmented and virtual reality. (5) Although the manufacturing industry has already seen a rapid acceleration in adopting advanced technology, this will continue well into the future as manufacturers shore up supply lines and operations. Especially with the government funding and grants currently available, Australia’s manufacturing industry is primed for growth.
Automation and robotics are at the forefront of providing manufacturers with new capabilities and opportunities to build a strong, successful future.
commbank.com.au/content/dam/commbank-assets/business/ industries/2022-03/manufacturing_thought_leadership_ march-2022.pdf
csiro.au/en/work-with-us/industries/manufacturing/advancedmanufacturing-roadmap

AMT DEC/JAN 2023 071 ROBOTICS & AUTOMATION
Making robots, beans and aeroplanes
The industrial metaverse sounds like a remix, but what impact could it have on industrial maintenance? John Young, general manager at EU Automation APAC, explains how the metaverse could benefit maintenance managers sourcing replacement, reconditioned or obsolete automation parts.
The industrial metaverse promises to transform the way industries work, by bringing augmented and virtual reality technologies into production to analyse the physical environment.
The word metaverse conjures images of Silicon Valley twentysomethings in polo necks, floating around in a virtualised PC game — thanks in no small part to tech giants Meta and Microsoft, and their consumer experience programmes. But manufacturing businesses are also experimenting with the concept, as evidenced by Kawasaki, Heinz and Boeing becoming Microsoft industrial metaverse customers recently.
The metaverse brings virtual technology into business to simulate ideas and designs, using real-life assets to test drive the safety and efficiency of products and eliminate any issues ahead of production in the real world.
The CEO and chairman of headset maker RealWear, Andrew Chrostowski, put it another way recently. “The real mission of the industrial Metaverse is solving the skilled labour gap issue that we have, a persistent problem for the industry for decades. When you think about the industrial Metaverse, I think of a more human-centric approach to solving the problem than just pure automation,” he said. “Automation is going to be there, but we think that the industrial Metaverse provides a mechanism for the human to be part of the nexus of control.”
To anyone whose career has spanned more than a decade, this will sound eerily familiar. Essentially, there will be people at the likes of Kawasaki wearing Microsoft HoloLens headsets to deliver VR and AR based maintenance and training and other services, where a remotely based person shares knowledge with someone at the coalface. Similarly, people in the plant itself will be able to use those headsets to dynamically view data from the real world, simulations and history to help them make decisions.
A natural step
Many manufacturers already apply Industry 4.0 concepts like digital twins and augmented reality, making the metaverse just another step forward, albeit one with a cool sounding name. But the truth is, creating a virtual manufacturing line can help bring better quality control, and health and safety, by analysing the production line to identify potential bottlenecks. It can help deliver improved predictive and reactive maintenance and keep parts suppliers in the loop digitally, so that it doesn’t come as a surprise when the manufacturer places an order.
It can improve return on investment of the plant itself, create jobs and make it possible for manufacturing to keep up with the increased demand our burgeoning global population creates. Sure, we’ve been doing this for a while, under a different name, but what’s not to like?
Well, introducing metaverse technologies into production doesn’t just offer benefits. The reliance on IT and digital technologies improves developmental costs, but also means that the lifespan of the production set up could become shorter, which could be detrimental.
Just as we all needed communications add-ons for our motors, inverters and PLCs when Industry 4.0 ushered in a new era of connected manufacturing, we will now face a raft of new products that will come hand in hand with a series of last opportunity to order letters from our suppliers, making the previous range obsolete. The current practice of building a digital twin for a range of motors,
allowing the OEM to predict when the bearings will fail, for instance, or the degradation of sensor values as the consequence of wear conditions, is already commonplace. I certainly wouldn’t take a bet that future motors won’t come with built-in sensors to detect security threats and abnormal load behaviour. I know there are already companies, like Israel’s IxDen for instance, which is producing add on sensors that do exactly that.
The bottom line is that the natural next step in manufacturing that is the metaverse, will, like all innovation, produce obsolescence. To effectively manage obsolescence, a maintenance manager should keep track of upcoming products and predict when they will make their forebears obsolete. Ensuring a reliable supply of stock is always available can prevent any risks of shortages and delays in production, something we specialise in at EU Automation.
Maintenance of plant
It’s not just obsolescence that a plant manager should consider though; in fact, that’s a small part of the job. The main issue is keeping the system up and running and avoiding costly downtime wherever possible.
Again, the benefits of the metaverse are clear in this context. Let’s imagine a pump system for instance; a simple real-world unit would contain a motor, pump and reservoir as well as a motorised valve, solenoid valve and pressure sensor. There could also be an inverter and a series of sensors monitoring the fluid being pumped, to let the unit know how fast to operate.
The digital twin of this system contains a block or model of each of these components and, instead of being powered by electricity it’s driven by data, in the form of an RPM (Rotations Per Minute) input. The monitored output is the pressure produced by the system, which in the real world the plant manager would use to power their process, whether that’s a swimming pool being dosed with chlorine, or a factory being provided with heat in the form of steam or heat transfer fluids.
The digital twin would be tuned, using parameters from the realworld model, to reflect the most up to date state of operation. The plant manager can then perform what-if style simulations, or fault detection algorithms to estimate the potential for future problems and apply a maintenance technique in advance to obviate the issue.
For this to work successfully, the model must be tuned very precisely to the real-world application. The key parameters in this context would be the displacement per revolution, the nominal shaft angular velocity and the nominal pressure gain, because these are the ones that most effect output pressure.
The way to check this would be to compare the real-world pressure to the simulated pressure in the model. A good match tells us we have a good twin, a poor match tells us we need to update the input parameters. To monitor this real-world system, we would have an edge computing device of some kind connected to the system, or built into the motor or pump itself, which would feed data back to the production server, which in turn is analysed by the plant manager, in a dashboard of some kind.
In this context, the metaverse, as defined by Microsoft’s projects with the likes of Kawasaki and Heinz, becomes really interesting. Imagine being able to walk around your plant wearing a Holo-Lens and being able to see the real world, overlayed with both the simulated data from the twin and the real-world data from the monitoring system. Then imagine being able to see the recommendations in real time as well.
AMT DEC/JAN 2023 072 ROBOTICS & AUTOMATION
This idea isn’t that far from the kind of thing we were hoping for back in 2011, when we all started excitably telling each other we were entering a new industrial revolution. But it’s also true that the idea of the metaverse adds a new level of excitement into the equation, exactly like the Industry 4.0 label did, way back when.
The virtual plant
GE is the world’s largest supplier of power generation equipment, and, naturally, has a vested interest in ensuring its equipment runs smoothly and profitably. The company has recently launched a Digital Twin of a combined cycle power plant to allow plant managers to achieve higher performance and more significant cost savings. A combined cycle power plant uses both a gas and a steam turbine to produce up to 50% more electricity from the same amount of fuel used in a traditional simple-cycle plant. The waste heat from the gas turbine is routed to the steam turbine, which generates the extra power.
GE’s digital twin, models the plant and its critical components, considering fuel costs and the price of electricity in the location, to help manage the inherent trade-offs in plant operations and provide data for maintenance. The company believes that the twin can allow operators to achieve 3% more MWhr output and save $15m per


The company’s MD, Steve Brown, said, “It's so easy to look at the image and immediately understand. It presents data in a way that's simple to use, simple to action, in a visual environment.”



And he’s right, but that doesn’t only apply to maintenance. The metaverse can also increase the speed of a product moving from design to production, bringing more components to market to keep up with demand and making it an exciting tool for design engineers.
The metaverse can enhance research and development speed by creating a communal space where designs and ideas can be shared with different departments for collaboration. This reduces the back-and-forth aspect during the research and development stage because everyone can work on the design simultaneously. It also makes it easier, and often cheaper to make or adapt a product, by offering more flexibility and customisation. Sometimes even mass customisation.
Again though, this reminds me of something I’ve been calling industry 4.0 for about ten years and before that I sometimes referred to as a project extranet. In the 60s, J.C.R. Licklider at MIT called it ‘Galactic Networking’ using packet switching theory to allow computers to talk to each other. And we know how popular that became.
The point is that, sure, the metaverse sounds familiar, but that
AMT DEC/JAN 2023 073 ROBOTICS & AUTOMATION
healthier and safer workforce ISO 45001 helps you mitigate risk and improve business performance through a safer working environment and a healthier workforce lrqa.com/en-au
A
World-first drone to save lives in dangerous water rescues
A new drone will help save lives and reduce human risk in dangerous water rescues.

Designed and created by Brisbane aerospace company Aeromech, the “drone” – known as SARGO (Search and Rescue Go) - is an unmanned surface vehicle (USV) that is set to revolutionise the way search and rescue operations are performed in life-threatening conditions.


Aeromech Director and the Australian inventor of SARGO, Joe Bryant, says there’s nothing else like it on the world stage. “The difference with SARGO is that it is a USV designed specifically to be dropped from search and rescue fixed-wing aircraft to land safely on top of the ocean’s surface using a parachute. It can then be operated remotely to transport a payload of life-saving cargo to a stricken vessel or to people stranded in the water,” said Bryant, an aerospace engineer.
“The overall design and capabilities of SARGO are different to anything else on the market currently deployed by Marine SAR and Coast Guard aircraft,” said Bryant. Existing products delivered by a fixed winged aircraft must be dropped directly to a target and cannot be navigated remotely, which makes their delivery method limited and inaccurate. “That’s why SARGO is a very exciting development for the rescue services.”
In 2021, Aeromech responded to an Expression of Interest from the Australian Maritime Safety Authority (AMSA) looking for a remotely operated vehicle that could be dropped from a fixed-wing ai and land on water - and so the idea for SARGO was born. Noakes Group CEO Sean Langman said the vessel maintenance company, located in Sydney, was impressed by SARGO, in particular its design, capability and potential.
“We believe SARGO has the potential to change the way we address search and rescue operations, both domestically and internationally,” Langman said. “SARGO is a product that can fill the gap that currently exists within the search and rescue market. We will continue to support Joe wherever possible, supporting young Australian companies that show initiative and innovation to ensure the lives of those at sea have access to technology such as SARGO,” Langman continued.
Aeromech was one of the successful recipients of the Queensland State Government Ignite 8 commercialisation fund announced in April 2022 to support the commercialisation and export of SARGO. Aeromech designs and builds SARGO in Brisbane, and is looking to continue to test and develop it further to market and export the product overseas in 2023.
“The beauty of SARGO is that it will not only save lives and keep rescuers safe, but also puts Australian manufacturing on the world stage, while also creating new jobs,” said Bryant. “We want to be part of the revival of Australian manufacturing of high-quality products that are used all over the world to better it - and SARGO is our first step in doing that. The patented SARGO design makes way for Aeromech’s second Australian manufactured product, SEEKER, a USV designed to provide above and underwater surveillance, which is due to be released in early 2023.
The SARGO system has been designed to provide real-time monitoring and control capability via a laptop, tablet or phone that can be operated by trained personnel using a simple controller using the QGroundControl software. This provides control commands to SARGO via the radio module. Aeromech have utilised the control outputs provided by this controller in the monitoring and control software. A range of up to five kilometres can then be extended with upgrades.
“The SARGO uses two Electric Motors to power the unit. It uses these two motors to provide variable thrust to allow it to steer,” explains Bryant. “Our strategy was the less moving parts the better from a maintenance and reliability perspective.”
Bryant’s engineering background, including 13 years in the aerospace industry and a decade with French manufacturing giant Airbus, has allowed him specialise in advanced composites manufacturing.
It’s with this experience that Aeromech will set up an aerospace capability and manufacturing facility in southeast Queensland in 2023 to support the evolving aerospace and space sectors.
Aeromech’s mission is to be Australia’s undisputed leader in advanced composites manufacturing, providing an elite turnkey service for the marine, aerospace, space and defence sectors. aeromech.com.au
AMT DEC/JAN 2023 074 ROBOTICS & AUTOMATION
First responder ambulance device planning










EMVision achieves first responder milestone.
EMVision, a medical device company focused on the development and commercialisation of medical imaging technology, is pleased to advise that it has successfully achieved an important milestone for the Company’s First Responder (2nd Gen) device under the Commonwealth of Australia Medical Research Future Fund (MRFF) program in partnership with the Australian Stroke Alliance (ASA).

Achievement of this milestone has resulted in EMVision receiving a $600,000 milestone payment from the ASA under the program.
The Milestone activities have focused on extensive end-user requirements gathering, with workshops held with VIC Ambulance, NSW Ambulance and the Royal Flying Doctor Service, among others, to ensure that the device being developed is fit for purpose, easy to operate and can integrate seamlessly into clinical workflows. Alongside these activities, an advanced concept for the 2nd Gen device has progressed positively.
Leveraging the core technology from EMVision’s 1st Gen in-hospital bedside scanner, the 2nd Gen first responder scanners’ proposed design includes a new hybrid antenna array, proprietary coupling cap and integrated neck, head and shoulder support. An initial prototype of the array is targeted for later this year. The regulatory strategy for EMVision’s 2nd Gen pre-hospital device intends to employ an expedited path to FDA clearance by leveraging the 1st Gen in-hospital device as a predicate device.
“We have made important progress with the first responder version while working in parallel on our 1st Gen in-hospital device,” noted EMVision CEO, Dr Ron Weinberger. “The extensive work done by our team will ensure that the device is fit for purpose and meets all the end-user needs, a critical part of the design process. We look forward to providing further updates on the achievement of our upcoming milestones for both devices in the near term.”
Under a Project Agreement with the ASA, EMVision will receive a total of $8m of non-dilutive cash funding ($6.2m remaining) in staged payments over the five-year project, weighted to the earlier years. The funding will support EMVision’s development and clinical validation of its planned first responder model for air and road ambulances (2nd Gen device), commencing with ongoing validation of EMVision’s portable brain scanner’s diagnostic capabilities in the hospital environment (1st Gen device). The funding is contingent on the project progressing in a manner that warrants continued funding at each stage and the ongoing achievement of project milestones. emvision.com.au
AMT DEC/JAN 2023 075 ROBOTICS & AUTOMATION
Bolt Tension | Anti-Vibration | Product Reliability | Traceability QUALITY FASTENERS SINCE 1935 hobson.com.au MATERIAL HANDLING Secure Lifting Weld on lifting points Lifting eyes Swivel eye bolts Bow shackles Approved for lifting
Business credit reports
How to use business credit reports to avoid supply hoppers. By Michael Pollack, Head of Content, CreditorWatch.

As a creditor, you want to be sure that your debtors can repay their dues and that each customer is reliable with a trustworthy credit history.
CreditorWatch is Australia’s leading credit check business. Our business credit reports help you identify risky customers, allowing you to proactively mitigate risks to protect your business.
One of the worst offenders you’ll need to look out for are supplier hoppers – those who jump between creditors to place orders and continue to trade with businesses they can’t afford to repay.
At first glance, these customers may appear innocuous, but a quick audit of their company credit report will reveal warning signs.
The dangers of supplier hoppers
If you were to do business with a serial supplier hopper, you’d be putting yourself at risk of a costly customer, who will drain your team of time and money as they chase up debts in vain.
The legal proceedings that come with a supplier hopper who defaults on their debts can sometimes be more trouble than they’re worth, so it’s best to avoid them in the first place.
How to identify a supplier hopper
When you perform a credit check on a business in order to identify a supplier hopper, there are a few red flags to look out for:
• There has been an unusual amount of credit enquiries. This would imply that the applicant has contacted a number of creditors and has been unsuccessful. It would be wise to follow up and find the reason behind all of the enquiries.
• The applicant is inconsistent with their ordering and jumps on and off your ATB in monthly intervals.
• The director holds multiple directorships. If the director is involved with illegal phoenix activity – where companies are abandoned to start new ones in order to avoid their debts –approving their application could be very risky.
• And most obviously, slow payments or multiple payment defaults lodged against the company.
Using business credit reports to protect your cash flow
As you begin checking business credit with our reports, you will see business credit scores from A1 to F, which provide a quick indication of an applicant’s credit history. You will also see our Payment Predictor, which reveals if a customer’s payment behaviour is worsening over time. This is important as deteriorating payment behaviour is a clear sign of financial distress.

Our credit reports contain valuable information such as the number of credit enquiries, payment defaults, relevant court actions, cross directorships, and other adverse data. We rely on over 50 private and public data sources to give you up-to-date and exclusive information to aid your decision–making process.
It is important to continue monitoring your customers for suspicious activity after they’ve been approved, in case a supplier hopper ever sneaks through the cracks of your rigorous business credit checks. DebtorLogic is another credit risk management tool which allows you to take a proactive approach to debtor management; supplier hoppers can be identified much quicker with the right technology at your fingertips. Its data-driven analysis of your ATB allows you to delve deeper into customer payment trends to judge their ability to uphold their end of the bargain. Any customer that isn't above board can be easily singled out and your customer list will come up looking cleaner and more reliable than ever.
creditorwatch.com.au
AMT DEC/JAN 2023 076 BUSINESS MANAGEMENT




Pay for schooling Work with the latest equipment Paid birthday leave and a gift card! Promote from within policies Rostered days off Why choose us? New Touch Industries provides high quality services in metal laser cutting, bending/folding, welding and fabrication, delivering customers with precise streamlined project management with minimal margin for error. This is achieved by our philosophy regarding the importance of teamwork and investing in staff. We pride ourselves on offering ‘pay for schooling’ and
from within’ policies, providing our staff with
environment to thrive. We are continuously striving to better serve our staff and become
employer
choice.
We’re looking for - Sheetmetal Apprentices - Qualified Sheetmetal Tradesman - CNC Brake Press Operators - Laser Operators - Technical Salespeople - Factory Hand / Packer Speak to our team JOIN OUR TEAM
‘promote
an
an
of
About Us
Data-Driven decision making
The Art of Data-Driven Decision-Making in the Manufacturing Industry, by Roderick Ongpaov CA, Head of Implementation Services ANZ at Jedox.

The global manufacturing industry has taken a hard hit over the past few years. According to the Australian Performance of Manufacturing Index (Australian PMI), the sector’s performance dropped by 1.5 points down to 52.5 in July 2022 due to supply and labour constraints affecting the Australian economy. Numbers above 50 on the index indicate expansion, with higher numbers leading to a faster rate of expansion. While demand for goods remains high, manufacturers are struggling to keep pace with production due to a lack of skilled workers and supply chain disruption.
Given the added pressure of post-pandemic conditions, smart business management is mission critical to manage the challenges the industry faces. Apart from the soft skills managers require such as emotional intelligence, trust-building abilities and effective communication, they also need to embrace a data-driven mindset to tackle the issues at hand. The manufacturing industry is clearly the most data-heavy sector in the world. The key to its management is based on increased automation, AI and robotics. However, it is not just a matter of generating data, but knowing what to do with it.
Building a data-driven culture
Creating a data-driven culture requires a collaborative mindset on all levels of the organisation, which is based on the principles of organising and sharing information, focusing on planning and forecasting and easing workflow processes. The pandemic has underscored the evolving role of the CFO as a value partner who informs business performance beyond the daily numbers. While executive buy-in is an essential component to building collaboration, one of the greatest stumbling blocks for organisations today is fragmented data strewn across multiple silos without automated processes to keep decision-makers informed in real time.
According to a recent CFO Research and FTI Consulting study, more than 40% of the executives surveyed claimed the pandemic had a significant impact on cost management, financial planning and analysis, and budgeting and forecasting. In addition, supply chain disruption has rendered projections moot, placing an increasing drain on cash reserves. More than one-third of the survey respondents said that risk management, treasury and working capital management, technology adoption, and accounting and financial reporting were also significantly impacted due to the pandemic. But only 27% said that at least one in five members of their finance team were virtual, which suggests that automation has not reached its full potential in most organisations. Eliminating and automating manual processes was a high priority or critical priority for 52% of the surveyed executives. But are they doing it?
Accelerated need for digital transformation
A recent global survey on the state of digital adoption found that 67% of the executive respondents claimed to be under considerable pressure to accelerate their digital transformation initiatives. While organisations plan to invest an average of USD30m in digital adoption in the next three years, the challenge remains that 70% are unclear as to who is responsible for owning the digital adoption strategy itself. A particular trend is emerging for the Office of Finance to embrace technology in ways never seen before to ensure a smooth operation across the entire enterprise. Sharing data from all levels of the organisation has become integral in overall business strategy and management.
The Case of IFCO
IFCO is the world’s leading supplier of reusable packaging solutions for fresh products, serving customers in over 50 countries. The company has a worldwide pool of more than 314 million Reusable
Plastic Containers (RPCs), which are used annually for over 1.9 billion deliveries of fresh food from producers to retailers. IFCO RPCs optimise the food supply chain by preserving freshness and product quality, saving costs, and being more environmentally friendly than disposable packaging. The service-oriented business model requires a great deal of logistics knowledge, as IFCO serves its customers’ supply chains very individually. The RPCs are made available on site, picked up and professionally cleaned. IFCO sought a self-sufficient data management system to facilitate faster reporting. The ability to self-service in the support, development and operation of the reporting environment was elemental for IFCO’s expansion. They have developed several applications for individual departments and regions that run integrated with consistent data and reporting structures on the basis of a smart Enterprise Performance Management software available worldwide. The daily updated Transport Freight Report, which supports various detailed analyses, is one of the most important control instruments for the company today. The impact of its efficient data management system has contributed to its sustainability approach: Through its efficient data reporting system, the company helped save the planet over 616,000 metric tonnes of CO2 emissions in 2021 alone.
Effective contract management
As a larger application, a contract management module for roughly 50 users was developed and rolled out within five months. The module helps account managers plan upcoming projects, supports contract creation through an integrated release workflow and provides an overview of contract status. Now, account managers enter their upcoming customer projects directly into the Webbased system, driving access from anywhere and making all data immediately available centrally and aggregated. The integrated platform saves considerable costs and time, ensuring significantly higher data quality by avoiding human transmission errors. It is automation at its finest, allowing for decision-makers to access data at the click of a button.
Change is inevitable. Those who are equipped with the right solutions will be able to pivot more quickly, adapting to market demand faster and with the power to ride the next wave that comes their way. jedox.com/en/
AMT DEC/JAN 2023 BUSINESS MANAGEMENT 078
Selling your business
How to prepare your business for sale.
Preparation is critical for maximising value at exit. Businesses that are prepared from a legal and accounting perspective generally experience a larger pool of buyers, a higher sale price and a quicker sale. However, many businesses come undone by gaps in their legal protections and financial preparation. When exiting a business, consider these elements. Joanna Oakey, author of Buy Grow Exit, is the founder and Managing Partner of commercial law firm, Aspect Legal and host of the successful business podcasts Talking Law & The Deal Room. She brings decades of experience-based insights from working with business owners (and their advisors) on acquisitions, exits and general commercial legal matters.

The dirty three-letter word: TAX
Tax considerations are complex. Many owners leave a sale paying no tax but others can end up paying millions. Get advice early in relation to how suitable your structure will be at exit; understand the tax outcomes of different ways an exit can happen; and get regular reviews from your legal and accounting/tax team.
Understand the business from a buyer’s perspective
Determine key areas of value in the business. It is critical to understand what a buyer will value and what could scare them away. Assess the current and possible key areas of value and lock those in. Also, assess any risks that could destroy value before sale. Once the risks are established, use your insights to import systems for reducing those risks.
Systematise the business
Systematise the business as much as possible by transferring reliance on key staff into systems and processes that capture critical business knowledge. Buyers love businesses with good systems and processes. A lack of systemisation attracts a smaller pool of buyers and reduces value at sale.
Become independent of the business
Retain a management team and progressively step out of the business. Businesses that are run under management experience a large uplift in their valuation multiple and a quicker transition. Share knowledge around to reduce key person risk; build strong systems and processes; create incentives for key staff to help maximise the sale value; consider staff ownership; and prepare strong legal documents to ensure key staff can’t threaten the value of the business by taking clients, suppliers, staff, IP or confidential information.
Understand the sale process and the timelines
Once you have decided to sell, you need to engage help to find a buyer. Then you will go through the process of providing the information they need, negoti¬ating the deal terms, waiting for them to complete due diligence, and then slowly transitioning across the business. You must understand what the process of preparation and sale will look like for your business.
Being ready for DD
You want the buyer to feel confident that the business is well organised, that you’re well prepared and that they won’t come across any issues after acquisition. Preparation for legal due diligence means ensuring the business is legally compliant; value has been captured and can transfer; risks have been minimised; documents can be found easily; critical contracts are properly signed, current (not expired) and complete; and the business looks well run and ‘clean’.
Build your deal team early
Build your advisory deal team from day one. Ensure you have a team of advisors who can work together—a tax accountant, a lawyer with experience in dealing with businesses at exit and a corporate adviser or business broker. Build a united force to help you achieve the best exit possible.

Having a post-exit plan
If you are unclear on why you are exiting, it can create a problem in achieving your desired outcomes and can be a catalyst in a lack of satisfaction when the deal is complete. Get clear on why you are exiting and what you will do post-exit. Start to visualise that life.
Running your business in a sale-ready state
The goal of all business owners should be to run their business perpetually in a sale-ready state. This includes locking in the elements of value in your business, minimising the risk and being aware of what creates value in the mind of a buyer. As a bonus, if there is a need to exit quickly, the business is primed for that to happen.
The best time to prepare a business for exit is on the first day you own it. Sellers who fail to prepare properly will suffer a massive impact on sale progression. Businesses that are considered less risky and more sale-prepared experience fewer speed bumps along the way. buygrowexit.com.au
AMT DEC/JAN 2023 079 BUSINESS MANAGEMENT
Recycled LEAF EV usage
‘Reduce, Reuse & Recycle’ is in action at the Nissan Casting Australia Plant (NCAP) in Melbourne’s south-east.
Nissan LEAF electric vehicle (EV) end of life batteries, charged by solar energy will part power the EV component’s manufacturing area. This is estimated to cut NCAP’s annual C02 emissions by 259 tons, saving the company 128 megawatts of energy and around $30,000 each year.
Winner of the 2022 Victorian Manufacturing Hall of Fame Award - Leader in Global Supply Chain Partnerships award for its outstanding achievement in manufacturing, NCAP can soon add its Battery Project, called Nissan Node to its successful accomplishments.

This exciting future for end-of-life EV batteries, Nissan Node will include a new Battery Energy Storage System (BESS) installation made of nine repurposed Gen 1 Nissan LEAF batteries charged via a solar array as well as EV chargers for cars at NCAP. Founded in 1982, Nissan Casting Australia (NCAP) is located in Dandenong South and has been manufacturing in Victoria for 40 years. As one of Australia’s only OEM, (Original Equipment Manufacturer), it has established itself as a market leader in die cast manufacturing, specifically for electric vehicle (EV) and hybrid vehicle components. NCAP’s site stretches over 90,000sqm and houses both high- and low-pressure die-casting machines, with the capacity to produce 10,000 tons of cast parts and accessories per year.
NCAP has around 200 personnel comprising full-time employees and contractors. Every auto component it makes has a kangaroo stamped on it, to proudly emphasise that it was made in Australia. As the Manager of New Projects, Business Development
& EHS in Manufacturing at Nissan Motor Co. (Australia), Angus Robinson advises that the Nissan Node project is currently in progress. “The vehicle charging station has been installed, with the solar array and electrical connections to be completed this December,” he says. “The battery energy storage system will be manufactured by Relectrify, our partner on the project, this December and Nissan will install it at NCAP in February next year.”
Robinson has had a nine-year career at Nissan including roles at NCAP in Quality Control, New Poducts and EHS. He has also held engineering positions at Toyota and Ford in Melbourne and Geelong, soon after graduating with a Bachelor of Engineering at Queensland University of Technology. The Nissan Node project team also consists of Environment & Energy Coordinator Peter Erhardt, a mechatronics engineer, supported by Nissan Australia’s National Manager, Electrification and Mobility, Ben Warren. NCAP has not directly employed extra personnel for this project, but it has generated work for a number of contractors and installation companies.
“Nissan provides the end-of-life batteries to Relectrify who has created a battery energy storage system that allows for granular control over individual battery cells or modules within a larger battery pack or system,” Robinson explains.
Melbourne based Relectrify,
extends
life
enables the repurposing of high-quality second-life batteries from electric vehicles. Relectrify's ReVolve BESS being installed at the NCAP is a first-ofits kind product, built from end-of-life LEAF batteries.
“The solar array consists of 270 individual panels with a capacity of 99.9kW and estimated to generate 128MWh per year. The solar panels are being placed on the eastern end of NCAP’s manufacturing plant’s roof,” advises Robinson. “We have installed two 7.2kW EV chargers at NCAP that allows staff and visitors to charge their Nissan EV vehicles on site.”
When asked the annual cost savings on the project, Robinson says: “It is hard to be exact due to volatile energy market, but at an average rate of 21.4c/kWh we would save approximately $30,000 per year.”

Circular Economy project – Turning over a new LEAF.
It’s a true Circular Economy project, using end-of-life batteries from the Nissan LEAF, the world's first mass-market electric vehicle and renewable energy to power part of the production of components for Nissan’s global EV models. It will also help supply the new EV chargers to charge staff electric vehicles. The project is estimated to reduce Nissan Casting Australia’s annual CO2 emissions by 259 tons, while saving 128 megawatts of energy every year.
“In the case of the Nissan Node project,” Robinson advises, “the term ‘Circular Economy’ is used to describe the fact that end-of-in vehicle-life batteries from Nissan LEAF vehicles are being repurposed to
AMT DEC/JAN 2023 080 COMPANY FOCUS
Recycled LEAF EV batteries to power Nissan Casting’s EV component plant. Carole Goldsmith visits the Dandenong location.
is the developer of ground-breaking battery management and inverter technology that dramatically
the
of batteries, reduces battery system costs, and
Angus Robinson Manager New Projects Business Development, EHS, Manufacturing - Nissan Motor Co.Australia Pty. Ltd.
support the assembly of parts for new Nissan LEAF vehicles sold globally. This is essentially turning over a new LEAF,” explains Robinson.


“We believe this to be an auto industry first in Australia. Nissan were early leaders in developing electric vehicles and the Nissan LEAF was the first, truly mass-market, EV to be sold globally. NCAP has been, and continues to be an important part in the LEAF journey. When asked what the EV chargers would be used for, Robinson replies, “the chargers at NCAP will solely be used for charging staff and visitor’s vehicles, however with that said, the Nissan LEAF is the only full EV on the market today that has Vehicle-to-Grid (V2G) / Vehicle-to-Home (V2H) capability. Meaning, when paired with a specific bidirectional charger, you can not only charge your car, you can discharge your car and use your car’s battery to power your home or support the energy grid during peak times.”
“This is an incredibly exciting idea, as you can use your parked car to capture renewable energy during the day and then use it later on to power the house. This means you can help decarbonise both your transport and energy, save money on fuel (and probably power) as well as have a brilliant car to drive,” Robinson says.
“Nissan have been at the forefront of V2G programs deployed across the world, with trials and programs running across Japan, Europe and US dating back as far as 2016. The certification process for these chargers is well underway and we are participating in trial programs already in Australia, to demonstrate the value and the opportunity for this market.”
Nissan has an impressive range of other sustainability projects around the world such as the EV36ZERO, a significant project at Nissan UK vehicle plant in Sunderland, where the Nissan Leaf, Qashqai and Juke are produced. This involves investment in onsite solar, wind, second life EV batteries as well as battery manufacturing and an EV plant expansion project.
Several months before the very first Leaf came to market in December 2010, Nissan Motor Corporation in Japan partnered with Sumitomo Corp. to set up 4R Energy Corp. This partnership continues today developing further the technology and infrastructure to refabricate, recycle, resell and reuse the batteries in Nissan EVs, not for their scrap value, but to power other things.
East Japan Railway Company (JR East), one of Japan's leading rail providers, is trialling repurposed Nissan Leaf EV batteries for emergency power supply units at rail crossings, instead of using
lead acid batteries. From January last year, Nissan Leaf batteries are being used at the Atago railroad crossing on the Jõban Line, which runs through Minamisoma City in Fukushima Prefecture. Metal casting plants traditionally burn a high amount of energy, but will the Nissan Node project, provide enough energy to power the entire NCAP assembly area? “This project is not designed to power the entire plant’s production,” Robinson responds. “NCAP is a high energy user due to the nature of the casting process, that operates 24 hours a day. As such, a significant increase would be needed to cover the entire plant’s electrical requirements. This project was piloted to generate the energy required to power the area that assembles the EV components at NCAP.”
“This is the first pilot for us, naturally if things go the way we expect, ideally, we would see this initiative get expanded over time. This first stage only contributes a very small amount in terms of the overall plants’ power requirements. In terms of how we landed on the system size for the pilot, we studied the energy consumption from the EV assembly cell, which is a dedicated ‘clean room’ within the plant where the final machining and assembly of the EV parts take place. Then we scaled the system based on that section of the plant to form the Nissan Node pilot.”
This is certainly a leading sustainability project for Nissan. It’s a winner on all fronts for the company and its employees, with its predicted greatly reduced annual emissions, power usage and costs. Well done, Nissan! nissan.com.au
AMT DEC/JAN 2023 081
Extending the life of EV batteries is not a new idea at Nissan
Future of CNC Workholding

Innovative workholding solutions that save you time and money.
Set up times are the pain point of every workshop. Modern machine shops need to stay competitive by utilising products that increase efficiency. 5th Axis is leading the way in their fully integrated line of workholding solutions.
It's important to consider when purchasing zero-point work holding systems these three factors. The zero-point workholding systems:
• Will not be made redundant if a machine shop chooses to robotically automate their production.
• Is modular enough to accommodate many different styles of fixturing (vices, chucks, tombstones, and jigs).
• It can adapt to holding a high density of components.
The 5th Axis work holding system utilises the same components through its entire product range allowing users to expand as needed. When a customer is ready to automate, a readymade ‘cleat’ can be fixed to existing vices/fixtures to accommodate a robotic gripper and pneumatic base. It uses the same stud patten mounted to the machine eliminating the need to purchase a new system.
MSC Moto started back in 1995 when Mark Cumming offered to make a motorcycle steering damper for a friend and was told it would be too challenging. Since then, it has moved from a hobby to a full-scale production business in many different types of products.
Motorcycle steering damper’s help motorcycle riders control the side-to-side motion of the front wheel by dampening sudden hits that might turn your front wheel and send you in an unintentional direction. Their passion of manufacturing quality components comes from their obsession of motorcycles, with the whole team riding, competing and sponsoring race teams.
Vaughan Cumming has followed suit like his father, machining world class motorcycle parts.
“It’s a well thought out product for everyday machine shops,” said Vaughan Cummings when asked why he chose to use 5th Axis. “The modular feature of the product also appealed to Cummings as it is, “user friendly to our shop which does a mix of low and high production runs.”
The biggest benefit for Vaughan is the way he’ll be able to run more parts on a machine at the one time. With having the machines run for a longer time, they don’t need someone standing at them. Livetools have moved their existing cycle time of 25 minutes to three hours by adding more components into the machine using integrated tombstones and vices.
By utilising 5th Axis products to increase component density, Vaughan has had more time to focus on developing new products for his passion of motorcycling.
CNC Solutions is a prototype and jobbing machine shop owned by Charlie Lewis. They design and manufacture components for the mining, oil, and gas industries. His goal for the company is to provide quality service and grow the business. He is focused on coming up with solutions for the problems they are presented. Charlie would call his business a ‘high-mix, low-volume shop’.
5th Axis helps to reduce their set up times, so they can have their machines running for more time instead of sitting idle. Lewis manufactured his own sub plates so he can, ‘drop and go’ with his work without the need to dial in vices/fixtures to the machine’s axis. The reduction of set up times is the reason Lewis uses 5th Axis in his workshop. His aspirations are to expand his business further with buying new machines and purchasing his own factory. K&R Hardy Engineering manufactures products for a diverse client base ranging from aftermarket automotive, mining, industrial processing, prototyping and plastic moulding.
With such a diverse range of clients comes a variety of workpieces and materials. A low volume / high mix of workpieces presents a competitiveness challenge. Their goal using 5th Axis is to improve their competitiveness by utilising products that save set up times.
Brent Allwood, a machinist for K&R, uses the RockLock (zeropoint system), in combination with the vices for his set-ups. He has permanently set up two RockLock bases which means he can have a job up and running in a matter of minutes. By relying on the repeatability of the system, he has no need to spend extra time dialling up a job.
“The speed of set up is the best part,” says Allwood. “The vices help with all the plastic work they do as soft material can be held securely with dovetailing.”
“Aside from low volume work we do, occasionally we will get production runs. Quickly changing setups from one-offs to production is the advantage of the system,” says Allwood.
He has manufactured custom tombstones to use in combination with the 5th Axis system to accommodate for longer production runs. Challenges are all part of the job for Allwood, as he looks to maintaining consistency in high quality parts and in furthering his abilities in machining.
All machine shops are committed to manufacturing high quality components, improving productivity, and looking to further themselves and their businesses. In an evolving market this is the key to remain competitive.
These businesses work in a range of industries but the one thing they have in common is the reliability of their workholding. 5th Axis workholding is distributed by Livetools. They offer a wide range of workholding solutions needed to get the job done.
livetools.com.au 5thaxis.com mscmoto.com/ instagram.com/cncsolutions_ptyltd/ instagram.com/krh_eng_cnc/ instagram.com/brentallwood/
AMT DEC/JAN 2023 082 WORKHOLDING
Norgren Adaptix
Norgren introduces Adaptix to challenge traditional workholding solutions
Global engineering giant Norgren is set to revolutionise traditional workholding in Australia with the introduction of Adaptix, the latest in breakthrough engineering designed to transform the way you hold and grip parts in your milling machine.
“Accuracy and repeatability are key elements to the manufacturing process that require the constant evolution of workholding techniques, strategies and tools. In order to keep up with everincreasing demand and Industry 4.0, the market is in need of good workholding solutions to make machining easier and more profitable,” Andrew Gault, Business Unit Manager (Transportation & Industrial Automation) ANZ said.
Norgren has a proud history of creating innovative engineering solutions in precise motion control and fluid technology, collaborating with customers across more than 50 countries in critical areas such as Factory Automation, Material Handling, Rail, Energy, Process Control, Life Science and Commercial Vehicles. From improving speed, productivity, reliability and efficiency of equipment, to generating significant energy and cost savings, or lowering total cost of ownership across many industries, Norgren’s high-quality solutions are designed to help customers pursue progress, achieve new goals and overcome problems.
“Norgren is at the forefront of delivering innovative solutions to solve key industry problems. Adaptix drastically reduces setup and machine time, consumption of materials, labour and energy, as well as eliminating time and money spent designing, producing and storing multiple soft jaws.”
Adaptix is purpose-built for a faster grip to chip. Innovative technology ensures repeatability and precision are maintained throughout the machining process, resulting in more uptime, faster changeovers and minimising material scrap. Unique shapes can be quickly set up and held for high mix, low volume orders, meaning manufacturing companies will have more time to quote and win business.
“By not having to make soft jaws all the time it allows us to be more profitable and spend less time on job; our setup cost is much lower. Adaptix is a newly designed technology that the market has been needing for many years in order to help shops reduce time on setups. The need has finally been met!”, Will Jones, General Manager, Jones Machine & Tool.
The Adaptix technology offers businesses in Australia a variety of features and benefits including rapid customisation, powerful hold, repeatable precision, simple set-up, corrosion and chip resistance, interchangeable grip, depth and materials.





With 150+ years of experience manufacturing over 100 million parts per year, Norgren is dramatically reducing the steps traditionally involved; changing the way parts are held and gripped in the CNC and workholding industry forever.

adaptix.norgrenworkholding.com

AMT DEC/JAN 2023 083 WORKHOLDING
proud Australian manufacturer
metal products for 68 years. EXTENSION TORSION COMPRESSION Get in touch today… T +61 7 3271 3500 E sales@marshalliance.com.au W marshalliance.com.au
A
of diverse bespoke
Intermach laser cutting
At Intermach, we’ve witnessed how laser-cutting machine technology has completely reshaped the engineering and fabrication industries over the last 30 years.
In the mid-1990s, our company sold and serviced the earlyform CO2 lasers. These early machines were primarily supplied by Amada and they came equipped with fixed beams, and the sheets were physically moved along the X and Y axis. Some of them still remain in operation to this day as a living reminder of the superb build-quality we have come to expect from the Japanese manufacturing industry, and the talent that Australian engineers have utilised to keep the machines in premium operating condition over all these years.
As the technology has evolved, flying-optic machines with CO2 resonators came to dominate the industry. Machines of this calibre permitted larger sheet sizings to be cut at a fraction of the previous cost. In addition, the maximum power output of these new exciting machines was also rapidly increasing, allowing thicker cutting to be achieved combined with increased cutting speeds. Companies such as Mitsubishi, Amada, Bystronic, Trumpf, Mazak, and many more were the early pioneers of this new technology and they continue to dominate the market today.
The technology continued to evolve, but now, fiber laser technology has begun to dominate the global market. The beam-delivery systems now depend on a simple flexible cable, as opposed to a fragile mirror pathway. Consequently, the costs involved in building and maintaining laser-profile cutting machinery have undergone a significant reduction in recent times.

IPG is still the market leader in fiber laser technology, accounting for around 40% of all laser source manufacturing. IPG have major manufacturing hubs in the USA, Germany, and Russia. They are trusted enough that even major brands like Bystronic are still comfortable using IPG laser sources instead of an in-house solution. A number of high-end manufacturers, such as Mitsubishi and Amada, instead make their own laser sources with advanced hotswapping functions and beam-shaping technology not yet available or deemed too expensive for mass laser source production, to give them an edge.
Lately, Chinese resonators are starting to increase their market share, proving remarkably stable solutions at lower powers. Brands such as Raycus and Max Photonics are leading the way and are starting to appear on some quality machinery. Due to their increase in reliability and functionality as well as the significant cost saving
over their American, German and Russian counterparts these manufacturers are becoming increasingly popular.
The current fiber laser market is a vast, dynamic and ever-changing ecosystem with a large pool of global manufacturers to choose from. The leading brands remain Japanese and European in origin. Though the machinery is of a higher-quality in these countries, it comes, rather expectedly, at a higher price point. Of course, we’d be remiss in failing to mention the outstanding options that remain available to the more budget-conscious buyer.
Over the last decade, top tier Turkish and Chinese companies have started supplying extremely high quality machinery for very reasonable prices. MVD and HSG to name but a few have taken huge strides in their quality and reliability whilst still maintaining that competitive cost advantage over their Japanese and European rivals. So too, we are now starting to see quality offerings coming out of places like India through companies such as SLTL. These organisations are spending exorbitant sums of money on R&D as part of a country-wide manufacturing push pioneered by the Indian government to increase their market share for global laser exports as well as promote local manufacturing and reduce their dependency on imported machines. Currently in India, Chinese fiber laser cutting machines hold a 70% market dominance over their local counterparts, this is something the Indian government is actively trying to balance.
In summary, the future of the laser-cutting industry looks particularly bright and extremely exciting. The recent Euroblech Exhibition in Hamburg Germany showcased new-look combination tube and laser-cutting machinery which are very popular in the European Market as well as plate-bevel cutting. Of course, it remains to be seen how these types of machines will fare in the rough and tumble of the Australian market. All the same, we are incredibly excited to see what the future of the industry holds, and our team is excited to be at the forefront of the next technological push.
Here at Intermach we pride ourselves on the extensive experience we bring to all types of laser-cutting machines. To that end, our knowledgeable customer service representatives and local expert engineers are ready to collaborate with companies in the hopes of seeking a machine appropriate to their needs. We look forward to carrying the torch alongside you. intermach.com.au
AMT DEC/JAN 2023 084 CUTTING TOOLS
Gühring System 222
New features include reliable part off in stainless steel with Gühring System 222.

The Gühring System 222 for grooving and parting-off has been expanded: in addition to indexable inserts for steel materials, it now also includes a grade with a width of 3mm for parting-off stainless steel materials. With two cutting edges and a length of 22mm, the new indexable insert is ideally suited for parting-off the most common bar diameters. They also offer an extensive range of clamping holders with and without internal cooling. Many production facilities use a mixture of steel and stainless steel materials. In recent years, there has been a rise in the demand for stainless steel in particular: whether it’s in the medical technology, automotive or general mechanical engineering – across all industries, machinists are increasingly relying on stainless and difficult-to-machine materials. After the successful market launch of the 3mm indexable insert for steel machining, customers frequently asked: when can we expect to see a cutting insert for stainless steel machining? Gühring was happy to meet this demand!
In series production, this indexable insert is used for partingoff on lathes with a bar feeder. As parting-off is often the last application on a component, process reliability during parting-off is an important factor. If the tool breaks, the finished component could be damaged. That is why it is important to use an insert whose geometry, cutting material and coating have been specially optimised for this application.
Chip breaker for optimal chip control
During development of the new stainless steel insert, the Gühring experts explored the topic of chip breaking extensively. The result is an insert with an extremely effective chip breaker. After all, “Process

reliability equals chip breaking and chip breaking equals process reliability,” explains Marco Bücheler, Product Manager for Grooving Tools at Gühring.
With grooving and partingoff, a chip breaker has to work hard: it constricts the chip, as the chip has to be narrower than the groove width, it makes the chip roll up and finally, it breaks the chip. Now that’s multitasking! The result is reliable chip removal and good surface finish quality.


For safe chip removal, targeted coolant supply is also recommended. In addition, this reduces temperatures during machining, keeps cutting insert wear low and improves surface finish quality. The clamping holders in the System 222 have an internal cooling system for direct coolant supply to the clearance and the rake face. Connecting the coolant can also be done tubeless through the coolant port in the contact area of the holder.
42% cost saving in field tests

The perfect combination of geometry, cutting material and coating is the result of considerable testing in the Gühring test field. A pre-series was then produced and tested in field tests together with Gühring customers. The result: customer feedback was consistently positive as all of the competitors’ tools could be surpassed, customers have permanently switched their parting-off applications to the new Gühring tool.
“We have a technically flawless product here,” said Marco Bücheler. “Our field tests have shown that we perform well and are competitive with this insert in a wide range of stainless steel materials.” guhring.com.au
AMT DEC/JAN 2023 085 CUTTING TOOLS - Precitec ProCutter Autofocus Cutting Head - Quality imported German and Japanese components - Automation ready - German IPG Laser Source HSG G4020X PRO INDUSTRIAL FIBER LASER CUTTING MACHINE -Bosch-Rexroth Hydraulic System (Germany) -Fully Annealed Frames -European-Style Tooling System -Siemens Electrics EXAPRESS PBH PRESSBRAKES CALL US TODAY: 03 9132 5223 info@intermach.com.au www.intermach.com.au EXPERTS IN FLATBED AND TUBE FIBER LASER CUTTING MACHINERY IN STOCK NOW! Demo Available!
Planning for tool failures
Proactive planning for predictable tool failure. How to establish a controlled process to maintain tool life.
Tool life is often a top priority when working in a high production environment. To some degree, it does not matter if you have the fastest or the best tool; it is more important to have a tool that fails consistently in the exact same way, but the question then becomes how do you achieve this? How can you proactively plan for predictable tool failure?
There are many factors that contribute to failing consistently from the tools themselves to outside factors like coolant, machine maintenance, material hardness, etc. While it is unrealistic to hit 100% repeatability, it is key to keep as many factors as you can the same from job to job and part to part. Establishing repeatability makes it easier to prevent catastrophic failure that will damage the workpiece and tooling, which becomes much more expensive than just taking the tool out early even if that is before it is completely worn out. Therefore, cost savings is one of the biggest benefits of consistent tool life. It is better to change an insert out ahead of time instead of pushing it to max life and potentially damaging components of the tool or components of the machine—causing more setup time and more machine downtime.
Given the benefits that establishing a controlled process can provide, below are some tips to help you better achieve this.
• Proper coolant maintenance and filtration. From bacteria and machine lubricants to acidity and cutting debris, coolant contaminants can hinder the protective layer coolant provides for both the material and the cutting edge of the tools. Whether using a refractometer to evaluate concentration levels or water test strips to measure pH levels, it is always cheaper to maintain coolant than replace the entire system or risk damaging tools.
• Perform preventive maintenance. To achieve consistent tool life, it is necessary to perform preventive maintenance of the machine tool components and fixtures. Vibrations and lack of rigidity due to worn out components can be detrimental to new carbide tooling that shops are encountering in modern manufacturing. Overall, it is important to schedule and maintain records to save in tooling and machine downtime.
• Source materials from consistent vendors. While it is difficult to buy materials from the same vendors because of COVID and supply chain issues, it is important to try to buy from the same vendors because differences in materials cause tools to work differently. When sourcing from different vendors, it is important to monitor incoming Mill Turn Reports (MTR) to ensure chemical compositions are comparable and make the necessary changes to programs to prolong tool life.
• Focus on tool holders. With general purpose machining, tool holders are typically not the driving factor leading to a reduction in tool life. Nevertheless, for consistent results at higher spindle speeds, it is necessary to have a balanced tool holder and assure that the tool is assembled with minimal total indicator runout (TIR) in order to yield positive results. The cleaning of tool holders as well as the actual spindle of the machine are also important aspects of tool holding components as a layer of oil drying on these surfaces can induce TIR to the assembly, which creates additional radial loads to the tools and can cause failures and inconsistent results.
• Consistent tooling means consistent results. In order to do this, it is key to source tools from manufacturers that have good quality systems to produce parts of the same quality every time. If there is a switch in manufacturers, processes will be affected even if the tools are dimensionally the same because quality and performance standards will vary depending on manufacturer.

Aside from these top factors to consider when planning for predictive tool failure, you can also work to baseline your tools. Whenever you are running off a project for the first time, the first couple of tools you are putting into the part need to be monitored to ensure that speeds and feeds are optimized and that repeatability is established. If it repeats after a couple of tools, that is your baseline; you can reach “x” amount of parts per tool.
Other things to consider are load limiters and part counters. For predictive tool failure in job shops, use load limiters. If one tool is consistently running at 80% load, when load begins to steadily climb to the upper end, you will know when inserts are dull and need to be changed. Part counters can be integrated into the programs. By establishing a baseline as discussed above, you will know what the tool can do and then program that into the machine. Because the actual program is counting as parts are processed, there is no error like if an operator is counting the parts; the program will stop, and no additional parts can be run unless the tool is changed.
Ultimately, not all shops are using or are capable of using predictive tool failure in their processes, but collecting data and tracking tools is a good starting point. If you are not tracking tool life or keeping a log, it is challenging to determine how long tools last or how to make them last longer.
Simply tracking data and running spot checks on tools could save shops money and time in addition to establishing a method for predictive tool failure. Knowing your limitations in addition to simply being prepared are key in predictive tool failure. It may sound simple, but exceeding the limits of the machine, operator, process, tools or application will result in a less than satisfied result. Being more knowledgeable about an application—whether that is through data collection or proper training—allows you to better establish the desired repeatability. alliedmachine.com
AMT DEC/JAN 2023 086 CUTTING TOOLS
Horse sense for Edge Equine
Based in Bendigo, Victoria, The Edge Equine is an Australian manufacturer of equine dental products, primarily rasps for manual horse dentistry. The company also provides commercial industrial sharpening services for the central Victorian region – specialising in high precision sharpening such as broach drills, annular cutters, saw blades, and router bits for local commercial cabinet makers, sawmills, and food processors.
The company’s focus on manufacturing equine dental products stemmed from a local horse dentist’s request to sharpen his equine dental blades. Today, it is a point of differentiation as The Edge Equine have concentrated on a more traditional product while other manufacturers have moved to the electronics industry.

The Edge Equine pride themselves on providing prompt service, made possible with on-site manufacturing capabilities that enable them to ship products within 48 hours. The company sells directly to over 40 countries, with distributors in the US, UK, New Zealand, and South Africa.
The company’s relationship with ANCA started in 2005 when they purchased a second-hand TG4. “Over the years we grew to have three TG4s on the floor,” explains Managing Director Tim McMahon. “ANCA were fantastic, they helped us write our programs, get the machines up and going and then when we swapped to our first FX3, ANCA developed the programs to make our products which was absolutely fantastic.”
“We invested in the FX5E in 2020. We were after another machine, as our demand for product had grown to the point where the FX3 and the remaining TG4 couldn't cope.” Jake Farragher, ANCA’s Asia-Pacific General Manager recommended the new FX5E as having some features that would certainly help Edge grow, part of that being its future ability to be automated as the growth continued. “It's been a pretty seamless transition with having the FX3 and FX5E on the floor.”
The Edge Equine mainly produce dental rasps and floats, devices that are used for maintenance of horses’ teeth. “The average cycle time is approximately 14 to 16 minutes depending on the rasp profile that we're grinding which is two blades per cycle so it’s roughly eight minutes, seven to eight minutes per blade,” McMahon said. “Most of our clients around the world order on an as needs basis so a prompt manufacture and supply is important to us and our customers.”

The future is bright with ANCA FX5E
“With the implementation of the FX5E, it has given us new scope to look at more high precision grinding in the industrial regrinding market,” continued McMahon. “We do a lot of granular cutters, annular cutters or broach cutters. We're also looking at new products once again in the veterinary space. These are sectioning burrs for basically cutting out teeth that's inside the horse's head. As you can see, they're quite a long burr. So there's a lot of growth in using the capabilities of the FX5E.”
“The FX5E has the capacity to have robotics fitted and it will be something to look at in the future as our market grows and with the help of ANCA, we'll develop a process to automate the process of blades. At the moment we manually feed the machines, which still works well for us, but we have the opportunity to grow further on the automation stage.”
“The FX5E flexibility gives us the capacity to change from manufacturing our rasps through to grinding tools within a matter of minutes. As with the FX3, we do jig setups, change things over, change wheels. It becomes time-consuming. But the flexibility we have now is outstanding, we can go from one job to the next without
losing any time,” adds McMahon. “The FX5E is probably the first opportunity where we've had the capacity and the wherefore to branch out into different products and it's also given us a lot more flexibility of sharpening our own mills within our own processing.”
Tim McMahon recognises that the company’s two-hour location from the ANCA headquarters is a major advantage. “Whenever we've had issues, there's always someone on the phone to talk to and usually they'll have a technician up here within five hours or the next morning. As our customers expect customer service from us, our expectation from ANCA is to have a high level of customer service – and they certainly provide.”
He is confident that the company will see continual growth in the animal health industry, enabling The Edge Equine to be a leader in the manufacture of manual tools for equine dentistry. McMahon envisions using the FX5E along with ANCA’s technology to manufacture other products within the veterinary space in the next ten to 15 years.
“Prior to COVID, we would do three or four conferences a year within the USA, at least one in the UK, and Germany. We are and we'll always be looking at what the world needs and what the industry needs as far as these types of tools,” McMahon concludes. anca.com
AMT DEC/JAN 2023 087 CUTTING TOOLS
Australian manufacturer The Edge Equine finds its niche in equine dental products using ANCA’s FX machines.
ToolBox quoting
Adelaide-based laser cutting and CNC router specialists, Lasercut Solutions, have discovered a solution that allows them to provide quotes to customers simply, accurately, and quickly

Previously, Lasercut Solutions was pricing laser cutting jobs using an in-house developed excel based quoting system, which the business had outgrown. Due to the volume of quotes, the process was slow and tedious. “Quoting times would vary depending on the amount of work required, but we knew it was taking up too much of our time,” said Lasercut Solutions Owner, Gary Cabot.

Lasercut Solutions provides laser cutting, laser engraving, and CNC profiled parts to a wide variety of fabricators and manufacturers.
“We have a broad range of customers across a variety of industries, and they require fast quotes to compete in their respective markets,” Cabot said. After trialling different types of software, Lasercut Solutions discovered ToolBox, by Tempus Tools. ToolBox was developed by laser industry professionals who, combined, have more than 100 years of experience in the laser industry, extending from hands-on work on the jobshop floor through to international commercialisation of their technology.
“ToolBox gave us a fuss-free and simple to navigate quoting system. Right from the beginning, we found the interface very userfriendly and setting up the system with our business requirements was straightforward,” said Cabot.
“With ToolBox in place, we have noticed most quotes take a few minutes to return to the customer, regardless of the amount of detail in the job. The speed at which we can produce quotes with ToolBox is excellent. We can deliver fast and accurate pricing, which allows us to maintain a competitive edge in the market,” he said.
“We found the system to have enough flexibility to tailor to our needs, in contrast to other software we trialed, which became cumbersome with the amount of data entry required.”
ToolBox is rules-based, which enables lesser skilled customerfocused service staff to prepare and issue quotes. This means it’s not taking highly qualified CAM specialists and brake press operators away from their productive tasks to assist with quote preparation.
The first quote has a higher chance of winning
Tempus Tools’ data, based on more than one million laser cutting quotes, shows that the first quote the customer receives has a higher chance of winning.
Tempus Tools CEO Ivan Cooper says that this is crucial to business growth, because laser jobshops, on average, win between 30-40% of all jobs quoted.
“If you’re winning less than 40% of all jobs quoted for, an effective way to grow the business is to reduce the time it takes to produce each quote. Our data shows that the average number of line items is 5.5, and average time per line is five minutes. That’s 30 minutes per quote. Using ToolBox, the same quote would take just two minutes,” he said.
“ToolBox is a sales tool that helps you generate quotes quickly and accurately, setting it apart from other MRP/ERP quoting solutions. It gives users a unique set of tools to get more quotes out, win more jobs, and grow their business.”
Responsive service and support
Tempus Tools designed ToolBox to help laser jobshops with the real issues they face day-to-day with quoting, and the Tempus Tools team is consistently updating the cloud-based platform to include new features.
“We worked closely with the Tempus Tools team throughout our trial period and into our subscription. They were extremely responsive and receptive to new ideas. We have been happy to see some of our suggestions already implemented into the ToolBox system, and other ideas on the development list,” said Cabot.
Recent updates to ToolBox include integrations with Xero, QuickBooks, and availability on the AutoDesk app store. A new feature that’s planned for release later this year is tube quoting, where users can create quotes from a STEP file without using a solid modelling program.
The new tube quoting feature follows on from Tempus Tools’ successful 3D module, which is already part of the ToolBox system. The 3D module takes a sheet metal STEP file and flattens it, ready for quoting.
Ivan Cooper says that they value the feedback of Australian laser jobshops like Lasercut Solutions, as they seek to add new features that benefit all ToolBox users. “Sometimes it can be a really minor update that can make a big difference to the user. We like to remain flexible, so that we can update our software with new features that continue to deliver value to our ToolBox customers,” he said.
tempustools.com
AMT DEC/JAN 2023 088 CUTTING TOOLS
Lasercut Solutions discovers ToolBox laser quoting solution for quick, accurate quotes in the heat of the pitching moment.
ArcDroid
The world’s first CNC portable plasma robot.
The ArcDroid is the world's first portable solution for CNC plasma cutting. This robotic solution from Hare & Forbes is fully functional, easy to use and set up. It features a glove-friendly intuitive touch screen interface and is standard with quick change holders to allow changing from trace to cut mode quickly making it extremely user friendly. Weighing just 16kgs and having a convenient cut envelope of 660mm x 380mm, the ArcDroid operates from a 10 amp 240V supply and is easy to transport and store.
This super handy portable plasma robot will appeal to anyone who needs to cut custom shapes and plates. It is ideal for applications such as onsite structural work, agricultural repairs and automotive restoration workshops.
Even small fabricators with limited workshop space, or home hobby workshops will benefit from this compact and versatile portable plasma robot.
Simple Trace is an easy to use and intuitive interface. Point to point or free hand, trace your template and ArcDroid creates a cut file instantly. Simply use the ArcDroid arm to follow the contours of your template and highly accurate encoders map your every move. Now all your cardboard cut outs are functional cut files.
Whether you draw it, download it or just imagine it; you can cut it with ArcDroid. Any table is a plasma table with ArcDroid. Precision encoders and high resolution drives mean ArcDroid accurately reproduces your design. Get fast, accurate and repeatable parts from your plasma cutter.

Highly intuitive to use with Simple Trace
For added convenience and productivity no programming experience is needed to use the ArcDroid, thanks to its Simple Trace technology. This makes it a simple matter to produce fast, accurate and repeatable parts. Simple Trace lets you trace your template point to point or freehand, by moving the ArcDroid arm to follow the contours of your template. The high accuracy encoders and high-resolution drives map your every move. When you are finished tracing you can define the cutting order of the component features and instantly create a cut file. The cut file can even be saved to a USB stick for future use.
Advanced users
For anyone wanting more control, DXF drawing files can be downloaded directly to the ArcDroid for part processing. The ArcDroid is also compatible with most CAD/CAM packages such as FUSION 360 and SHEETCAM and detailed g-code files can be downloaded directly to the ArcDroid via the USB port.
Most air plasma cutters can be used with ArcDroid as long as a two wire switch can be provided for turning on and off the torch. (However, hghi frequency start plasma is not suitable). If you don’t already have a plasma cutter, they are available as an option.
Further details and full specifications of the ArcDroid CNC Portable Plasma Robot are available at the Machinery House site. machineryhouse.com.au

AMT DEC/JAN 2023 089 CUTTING TOOLS MTIQualos_MeasureHalfVert.indd 1 14/01/2015 3:15 pm
Striving for error-free production
Precise, high-quality machining enhanced by Sandvik Coromant’s CoroMill MH20.
According to PwC’s Industrial Manufacturing report, “The only constant in today’s industrial manufacturing environment is disruption.” Disruptions to supply chains and productivity, caused by the pandemic, have driven manufacturers to diversify to new markets to survive. This creates an increased need for error-free precision machining. Here, Sangram Dash, Product Application Manager for Indexable Milling at Sandvik Coromant, explains how the new CoroMill MH20 high feed milling cutter can support errorfree machining.
“To stay competitive, organisations must be able to integrate new business models and technologies to accelerate and adapt,” The PwC goes on to say. For machine shops, adapting includes diversifying product offerings and being ready to satisfy customer demand in new markets.

They are also under pressure to diagnose and eliminate product defects through error-proofing. This is a growing challenge, because diversifying into new sectors means handling workpieces made from wider a range of materials like aluminium and heat resistant super alloys (HRSAs). The hardness values of these materials differ enormously from one end of the spectrum to the other. Processes and machining conditions will also vary widely from part-to-part. They include everything from roughing to finishing on out-of-round or near-net-shape cast or forged parts.
Certain types of machining also present unique challenges. For instance, when a tool with a long overhang is used to mill deep narrow pockets, the whole setup becomes unstable. This can lead to unpredictable machining and a higher risk of vibrations that, as we’ll explore, can cause tool failures and downtime. Manufacturers instead need tooling solutions that provide secure and predictable
machining, with increased metal removal rates, reduced cycle times and quick changes between production batches. Fortunately, a solution does exist. As PwC’s Industrial Manufacturing puts it, “with disruption comes the opportunity to innovate.”
Bad vibrations
Why are these innovations necessary? One factor that needs to be overcome is machining vibrations, which negatively affect performance in a variety of ways, including displacement of the tool and imperfections in workpieces. They can even cause tool breakage and unplanned downtime. Another problem with vibrations is the effect on chip formation and chip removal, which are the fundamental occurrences inseparably involved with machining that damage the effectiveness of cutting tools.
Another factor in milling tool underperformance is that most inserts have four edges. The reason for having four edges is that, when one edge becomes dulled or chipped, it’s an easy process to rotate or replace the tip. However, the insert’s corners, between the flat edges, are its weakest parts. These radial edges are designed differently to the insert’s flat edges. They are often placed in the cutting zone and, as a consequence, frequently break first.
These are the issues Sandvik Coromant’s specialists kept in mind while designing a next generation tool that would meet the stringent requirements of a variety of sectors. Crucially, the invention needed to reduce the number of tools, changeovers and tool handling required during manufacturing, for reduced cycle times and improved manufacturing economics.
The result was CoroMill MH20, a new high-feed milling cutter designed for milling cavities, or pockets, in ISO S, M and P materials.
AMT DEC/JAN 2023 090 CUTTING TOOLS
Manufacturers are diversifying into new sectors, which means handling workpieces made from wider a range of materials.
Opportunity to innovate
The design of CoroMill MH20 has several innovations. They include a new cutter body material, used for the cylindrical shank bodies, that gives levels of stiffness not seen before in this type of tool. The material minimizes wear and tear during machining and also reduces chip rubbing and coining ― when high stress caused by high cutting forces causes plastic deformation on the insert seat. With this feature, the tip seat remains secure and undeformed which provides better tool life.
Next, we have an alternative to the aforementioned four-edge concept: CoroMill® MH20 is designed with a two-edge insert. With the two-edge concept, machining against a corner or wall will not impact the next edge or leading corner, giving an equal performance per edge. The advantages are greater reliability and protection against wear. The edge line of the insert’s main cutting edge and corner radius are also optimized for further process security.
Another area of innovation is CoroMill MH20’s insert cutting edge geometry. For the first time in high feed concepts, Sandvik Coromant is introducing dedicated insert geometries for different ISO areas to deliver greater optimized process security and productivity. With CoroMill MH20, a sloped edge design delivers a gradual and lightcutting action, requiring less power consumption suited to the use of smaller machines.
Sandvik Coromant’s CoroMill MH20 has exhibited substantiallyimproved tool life over previous-generation tools for its customers — up to 30% in some cases, although this performance will always differ depending on the material.

Precision machining
One Sandvik Coromant customer, a large machine shop in Canada that specialises in mold and die manufacturing, wished to upgrade its existing tooling setup. The customer had been using a competitor’s tool, which had been suffering from vibrations that made machining processes unpredictable and insecure.
To resolve these issues, the machine shop turned to Sandvik Coromant to test the performance of CoroMill MH20 against its existing tool. Both tools were used to perform rough pocketing on a workpiece made from H13, a popular chromium hot-work steel known for its high toughness and fatigue resistance, to produce a mold.
Each milling tool measured 25.4mm (1 inch) and was run at a cutting speed (vc) of 168m/min (550 surface ft/min). CoroMill MH20 was run at a slightly higher feed rate with two inserts, because this allowed the depth of cut to be increased by 35%. The parameters were: a feed per tooth (fz) of 1 mm/tooth (0.04 inch/tooth), feed speed (vf) of 5,080mm/min (200 inch/min) and axial depth of cut (ap) of 0.8mm (0.031 inch).
The competing tool was run at an fz of 0.63mm/tooth (0.025 inch/ tooth), vf of 4572mm/min (180 inch/mm) and ap of 0.5mm (0.020 inch). Both tools were run until they showed signs of flank wear.
Despite the higher cutting parameters, CoroMill MH20 finished a complete component with no indexing, and a superior surface finish. It exhibited at 50% tool life increase by running for 300 mins, with a 50% cycle time reduction. The competing tool, meanwhile, ran for half the amount of time at 150 min. It required additional indexing because of poor tool life, which further increased the cycle times. The competitor’s insert again suffered from vibrations that caused screws to back out during machining.
By upgrading to CoroMill MH20, the customer has achieved a significantly improved tool life and more secure, vibration-free machining processes. Even if, as PwC observes, disruption is the only constant in today’s industrial manufacturing environment, new tooling innovations like CoroMill MH20 support improved tool life and process security. This greatly benefits manufacturers’ competitiveness. sandvik.coromant.com
AMT DEC/JAN 2023 091 CUTTING TOOLS
The CoroMill® MH20, a new high-feed milling cutter from Sandvik Coromant, is designed for milling cavities, or pockets, in ISO S, M and P materials.
Looking for the Optimum Tool
How can we define the manufacturer's expectations from cutting tool producers?

Cutting tool producers are expected to provide optimal cutting tool solutions for a given application. So, how is an optimal cutting tool defined for a specific application? It is obvious that standards must be set to achieve a formidable solution. Cutting tool standards are also defined by principles to enable choosing the best possible tool for a given application. Technical literature often states one tool or another as being optimal for an application. Therefore, a clear definition of the optimality standard is essential.
The criteria for finding the optimal cutting tool depends on various factors. The type of manufacturing (short-run, large-scale, mass), product range, machined materials, machinery used, cutting strategies and more have a direct impact on the manufacturer's selection of the most effective tool. The manufacturer is interested in a tool that guarantees the highest performance levels. This can be achieved by optimising the tool geometry and producing the tool from the most relevant cutting material grade. But the chosen geometry and grade are tool key elements associated with the type of machined material. So, what is the ideal tool for cutting? An example of an effective tool for machining cast iron, will most probably not be the best solution for machining heatresistant superalloys.

Manufacturers are faced with constant dilemmas for machining vast choices of workpieces of different shapes and dimensions. The profile of a given application may dictate a long-reach tool, whereas in other cases the large overhang of the tool will have forced limitations that decrease machining stability which inevitably affects performance. Selecting the optimal tool is one segment of many that relate to the core of the problem critical for all machining processes, which no doubt maximizes how to machine profitability. To reach this goal, various interdepended factors are considered such as the effective use of machine tools, competent process planning, available work-holding fixtures, and tool stock management among others. All factors are subject to optimisation and finding the appropriate tool may prove to be an integral link to accomplishing the task.
Modern production abilities feature highly engineered CNC machine tools with advanced capabilities. New age premium machines are costly and reduce machining cycle time which in turn diminishes production costs. An ideal cutting tool should provide maximum productivity in combination with reasonable and stable tool life. To determine the appropriate solution,
Fig. 1 – Ground and polished ISO-standardized rhombic inserts intended for productive turning of small-size parts.
Fig. 2 – NEO-Y-SWISS tools realize Y-axis turning strategy.
tool manufacturers develop advanced cutting geometries and new cutting material grades that enable reliable cutting at high metal removal rates (MRR) for diverse types of machining data. As the tool is expected to enable effective machining of different engineering materials, the geometry and the grades should be optimized accordingly. Decreasing machine downtime is one
more way to reduce production costs. The appropriate waymarks, which relate to tool attributes such as ensuring tool availability and minimizing setup time, can greatly contribute to the solution. Tool delivery is crucial for replacing “optimal” with “suitable”.
By saying, “the best tool is the one you have on hand”, one can understand important
AMT DEC/JAN 2023 092 CUTTING TOOLS
metalworking principles, making the ideal tool readily accessible.
In a perfect world, the ideal tool facilitates machining various workpiece shapes on long- or short-reach applications without loss of performance. Tool customising is an additional parameter for finding the optimum solution. Advanced machines are expected to integrate optimal machining strategies. These strategies are planned, programmed, checked, and verified in a virtual environment of computer-assisted engineering (CAE) systems well before the process begins on a CNC machine. Therefore, the right tool should have an appropriate virtual component, a digital twin, to be embedded in CAE systems.
The wide array of ISCAR's new products, introduced in the NEOLOGIQ campaign, is aimed at optimizing tool solutions for modern metal cutting. The NEOLOGIQ principles are conveyed by the use of new tool and insert geometries complemented by advanced grades. Among the many new

developments, there are tools for Swisstype lathes and multitasking machines. Stainless steel and non-ferrous metals are common materials for manufacturing miniature parts in the medical and watch industries. Small and medium-size Swiss-type lathes are used for mass part production. A new generation of ISCAR's ISO-standard rhombic turning inserts is specifically intended for this industry sector. A variety of precision ground and polished inserts enable productive machining with light cutting forces and significantly reduced friction (Fig. 1). The cutting geometry is represented by two types of chipformers intended for semi-finishing, finishing, and roughing. The insert design with its many geometric attributes is focused on preventing built-up edge to ensure prolonged tool life. ISCAR has developed two new carbide grades for milling different engineering materials effectively. IC716 is intended for machining titanium alloys. It is characterized by a tough cemented carbide
substrate with high resistance to thermal cracks and a new high-hardness ceramic PVD coating with a smooth surface. IC5600 is designed for cutting steel. This grade features a submicron substrate, a multi-layer MT CVD coating, and an applied post-coating treatment. This combination substantially improves the resistance of IC5600 to abrasive wear and thermal loading and enables increasing cutting speeds and MRR.
The development of machine tools has made Y-axis turning methods common. These methods facilitate extremely stable cutting and enable the evacuation of long chips in a downward direction due to gravitational force. It is apparent that the metalworking industry increases its demands for advanced cutting tools specially designed for Y-axis turning. One of ISCAR's prominent new product lines is the NEO-Y-SWISS line of integral turning tools. (Fig. 2). A modular tool concept that utilizes a tool assembly based on standard elements such as holders, heads, shanks, extensions, reducers, etc., is an effective way to find the optimal tool for specific applications. The distinctive feature of ISCAR's new modular quick-change heads system NEOSWISS is comprised of diverse heads with indexable inserts for turning, grooving, parting, and threading operations on Swiss-type machines (Fig. 3). This system enables removable heads and insert replacement in the limited working space of a CNC machine. To stay up to date on modern age machining, ISCAR accentuates rotating tools with exchangeable cutting heads such as MULTI-MASTER and CHAMIQ-DRILL. These modular lines with the "No Setup Time" phenomenon, enable quick head replacements that annul dimensional adjustment and CNC program corrections. This diminishes machine downtime and assures high machining repeatability. The modular design concept of ISCAR tool lines makes customizing tool configuration easy.
A significant functional improvement features ISCAR's tool digital companion; 3D and 2D tool representations, tool assembly options, advanced E-Catalog and additional application software form the backbone of the virtual tool environment. ISCAR's Tool Advisor, known as NEOITA, enables searching for an optimal tool for a specific machining operation. Based on engineering analysis and expert knowledge, this system generates a set of more efficient solutions with suitable cutting data, calculates MRR, cutting power, etc., and enables direct access to the e-Catalog, insert wear detection, and more. A new responsive design application has brought NEOITA to handheld devices. Through cloud-based technology, the NEOITA is available 24/7 and in multiple languages (Fig. 4). iscar.com

AMT DEC/JAN 2023 093 CUTTING TOOLS
Fig. 4 – NEOITA, the ISCAR Tool Advisor expert system available for mobile phone use.
Fig. 3 – NEOSWISS, a modular quick-change head system for turning, grooving, parting, and threading applications.
Bull Motor Bodies
Innovative aluminium service bodies for Australian trade vehicles.


When Andy Park and his business partner began a Perth fabrication business 20 years ago, they looked for a gap in the market where they could apply their creativity. Then, badgered by an electrician friend, they built the first Bull canopies and were soon creating a small run of bespoke canopies. They had identified a need in the vehicle build-up market for a standardised, scalable and fit-for-purpose solution. They began perfecting Bull Motor Bodies' manufacturing processes and automated production.
The Bull team designed a new way of fabricating vehicle canopies to streamline the process, shed excess weight and create a more stylish body. The resulting AeroBody range led to interstate contracts with large fleets.
But managing director Andy Park says they realised there was scope for their business to innovate further.
"In 2007, we decided to take all we'd learned so far and start again with design,” he said. “We invested in 3D software and looked at the whole thing differently. How would a car manufacturer make this product? How could we use new technologies?”
They wanted to use their essential material, aluminium, more smartly, using engineering, adhesives and new processes. Using a clever mix of technology, premium aluminium and automotive plastics, they created a range of strong yet lightweight, stylish chassis-mounted modules to suit all light utilities on the market.
Fast forward to 2013, and Bull Motor Bodies opened its first interstate operation in Queensland and then its national distribution centre in 2018.
Today, 20 years from its modest start, Bull Motor Bodies is the preferred provider for some of Australia's largest fleets and has built up over 13,000 vehicles.
Bull motor bodies withstand Australia's harshest conditions, servicing mines and supporting emergency services and utilities. For instance, their bespoke northwest mining sector utilities run 24 hours on off-road corrugated tracks. Its largest single client sector is mining, with Bull building directly for all large mining companies and businesses servicing the mining sector.
“We work long and hard with our big clients to understand what their technicians do on-site, what tools and weights they carry, what terrain they travel over and how it's going to be compliant,” Park explains. “We sit with them, visit their sites, talk to their people and try to understand what works, what doesn’t, what is essential and what is nice to have.”
Bull provides design concepts for review before creating prototypes to trial in the field for evaluation, with feedback informing final designs. Its bespoke solutions draw on a wide range of standardised and proven parts, saving its clients time and money.
From their earliest days, Park says the Bull team found aluminium the best medium to work with. In 2007 Bull looked for a supply partner which ticked the right boxes in who they were and what they could do and offer.
“We knew we needed lots of extrusions; we needed an experienced Australian company with local die-making facilities able to turn things around quickly, with the capability to advise us on aluminium use. An Australian company that could service us as we grew.”
Capral matched their brief and has become the most important part of Bull's supply chain, providing more than 30 unique and standard extrusions along with aluminium sheet in different thicknesses, grades and widths.
Andy comments that the ability to design custom extrusions with Capral is part of what differentiates Bull motor bodies in the market “it takes all the complexity out of the day–to–day build but adds all the smarts of the design into it” he adds.
As a long-term Capral customer Park reflects on their relationship as more of a partnership, commenting that transparency has become one of the great benefits to both parties. “We have cooperation as to future needs, warehousing, logistics we work really well as partners rather than a distant supplier. Capral are the most important part of our supply chain” says Park.
He stresses that a highly skilled, stable workforce capable of crafting high-quality vehicle bodies has been central to Bull's success.
"We live and breathe crafting our products; we are all dedicated to making sure our products go out the door perfect. The laser cutting, 3D designs and extrusions give us a head start.
"We don't lose people. When they join us, we look after them, and they hang around. It's a good place to be."
Andy says his focus is on pushing the business forward by making things easier to do, making Bull a better place to work and producing designs other people wouldn't dream of. capral.com.au
AMT DEC/JAN 2023 094 FORMING & FABRICATION
Laser Assisted Tape Laying of CFRPs
Laser-based tape laying and winding has already achieved considerable laydown speeds in the production of lightweight components in the past. Now, Laserline high power diode lasers offer a new development solution with the LDMdirect.
Already the demand for lightweight components is increasing in automotive engineering, aerospace technology, even pipeline construction. In addition to aluminium, fibre-reinforced plastics are primarily used. A significant growth in fibre-reinforced plastics is evident, as it is 25% lighter than aluminium, and up to 60 to 70% less weight compared to steel. The typical manufacturing process for plastics is processing of tapes. Laser assisted tape winding and laser assisted tape placement using thermoplastic pre-impregnated tapes with a laser heat source enables a very high-quality end product in one single process.
Light weight parts in different shapes that can be layered are 2D panels and 3D parts, pressure valves and pipes. Tape placement is used on 2D and 3D parts while tape winding is used for tubes and vessels. The thermoplastic tapes are reinforced endlessfibres of carbon, glass or aramid ready to be used on a range of products. In tape laying, the tapes are pulled off the roll using a feed unit, deposited on the work platform or component and bonded together by melting just before the consolidation zone. This is how, for example, organic sheets or local reinforcements of large-area plastic components are produced. For the production of pipes, shafts or tanks, the tapes are deposited on a rotating container or pipe by cross-winding, directly consolidated during the process.
Working with Laserline, AFTP GmbH built a specific tape placement head, automated and mounted on a robot to place CFRP tape on a 3D preformed part. Tape laying of single or multiple tapes is possible with the compact design and exceptional adaptability of the robot supported technology. Laserline offer an LDMdirect, a
modular direct diode laser in a 19-inch design with a maximum output power of 2kW. This compact design facilitates the installation on robots so that large parts can be reinforced or applied to a flat or curved surface of a fuselage. The Laserline laser is capable of housing several processing heads integrated next to each other in a single set-up. This provides a change of energy but retains constant heated length and higher consistency. The adaptability of the laser system and processing head means a range of tape widths can be used thereby increasing speed while making the process more suitable in large scale production with a high degree of automation. raymax.com.au
Alpha X Series The World’s Finest CNC Combination Lathes

Constantly developed since its first introduction in 1996, the Alpha X Series offers the widest variety of control levels from manual through to full ISO on one machine.




The Alpha X Series from Colchester Machine Tool Solutions offers a wide choice of advanced technology CNC Combination Lathes to suit all types of high-precision turning applications, including secondary operations such as milling, drilling and tapping.
All Alpha XS and XC lathes are fitted with a customised Fanuc control that gives you the option of manual or automatic operation via a simple key switch. In manual mode, the control employs the latest upgraded version of Colchester Machine Tool Solutions’ own “Alpha System” which is acclaimed by thousands of Alpha users to be the simplest and most shop floor friendly teaching lathe control in the world.
02 9674 4738
AMT DEC/JAN 2023 095 FORMING & FABRICATION
www.600machinetools.com.au
OKUMA machines Boss Tooling

Industry passion strongly evident at Boss Tooling.
To visit Boss Tooling in Melbourne’s manufacturing heartland of Dandenong South, is to witness a team with an outstanding passion for the industry, high integrity in performance for the customer and an unbelievable work ethic that will ensure success for this growing business.
Boss Tooling was established in 2013 by Partners and Directors Simone Kramer and Brian Cogley. Located in a small building within a business complex, their original purchase was a second hand Okuma machine at auction and this was ultimately upgraded to 4 axis.
From one machine Brian and Simone purchased another second hand machine privately in a brand that Brian had been familiar with during his training and with business continuing to expand, an additional new 4 axis Okuma Machining Centre was also commissioned early on.

Prior to the pandemic the company experienced a quiet period which was of concern to the young couple so a rather nervous and inexperienced salesman Brian, set out on a sales mission to drum up business and expose the company’s capabilities to industry. His technical knowledge soon shone through and after a face to face call of some two hours discussion with a potential customer, new business was assured. This cold call turned out to be a catalyst for the continued growth of Boss Tooling with this business now a key customer for the fledgling company.
Servicing clients in a range of industries Australia wide, the company specialises in highly sophisticated intricate products in shorter runs such as components for firearms, medical, oil rigs, specially designed cutting tools, etc. Boss Tooling has also invested in the latest 5 axis CAM/CAD software.
To meet the demands of the expanding business, to expand their capabilities and fulfil customer expectations, Boss Tooling has recently commissioned an additional new OKUMA GENOS M460V-5 axis Machining Centre.
The new generation 5-axis OKUMA Vertical Machining Centre is specifically designed to manufacture high precision parts and deliver impressive metal removal rates in a compact design. Its solid double-column structure, full 5-axis simultaneous control and thermal stability performance gives it the reliability to easily cut a variety of materials.
“From day one with a second hand machine,” describes Cogley, “Okuma engineers have supported us with technical expertise and assistance particularly when upgrading our first machine. If it’s not a personal call from a technician their technical assistance by phone is just excellent,” he said. ”Time permitting we plan to take advantage of the ongoing training offered by Okuma but with just three of us in the team at present, including Simone’s sister, Melanie, the workload does not allow us much spare time.”
“The new OKUMA GENOS Machining Centre provides us with even greater capabilities for intricate work, it is quick to set up and the cycle times are greatly improved,” said Cogley. “With such high levels of support from Okuma we plan to grow the business with this company going into the future.”
Expansion plans are certainly on the agenda for Boss Tooling and given the tight working conditions within the present building with four operating machines, a new factory will ultimately provide much needed space for further development and growth.
“The Boss Tooling work ethos fits perfectly with Okuma with each having a passion for the industry and service for our clients,” said Mark Richards, Branch Manager – Victoria & Tasmania for Okuma Australia. “It is exciting to see young people like Simone and Brian with such passion and obvious skills, developing a successful business going forward as a team and we look forward to working with them to meet their objectives,” he said.
bosstooling.com.au
AMT DEC/JAN 2023 096 FORMING & FABRICATION
Boss Tooling team L-R Simone Kramer, Brian Cogley, Melanie Kramer.
Aluminium Council
The Australian Aluminium Council (the Council) has joined with its Members and other industry leaders in welcoming the Making Net Zero Aluminium Possible: A Transition Strategy for a 1.5° C-compliant Aluminium Sector (the Strategy) developed by the Mission Possible Partnership in collaboration with the International Aluminium Institute, released today at the New York Climate Week. The Strategy is an ambitious but achievable decarbonisation roadmap for the global aluminium industry.
Aluminium is a critical material in the context of the global energy transition. It is anticipated that global demand will increase by almost 80% (from 2020 levels) to 179 million tonnes per year by 2050. The Council’s CEO Marghanita Johnson said “This work has brought together companies across the global industry, including those operating across the value chain in Australia. The Strategy recognises that it is possible to meet rising aluminium demand, reduce emissions from the sector to net zero by 2050, and align with a 1.5°C target.”

The Strategy highlights that a global investment of approximately US$1 trillion will be required for the aluminium sector transition, including significant investment to supply the required zeroemissions electricity. Ms Johnson added “The Strategy outlines not only actions the industry needs to take, but also actions required by Governments to support this. In particular, developing policy which is predictable, stable and transparent will enable businesses to confidently plan for this substantial investment.” Governments also have a vital role to play designing electricity markets to support the transition and minimising the risks of carbon leakage.
Decarbonising electricity supplied to aluminium smelters globally by 2035 is a key milestone for the industry in the Strategy. Ms Johnson observed “The owners of Australia’s four smelters have signalled their desire to recontract renewable electricity at the end of their current terms(2025-2029).” Over the longer term, smelters play a key role in being more flexible users of power to help balance variable generation grid systems. The Strategy notes that aluminium smelters in Australia are providing a leading role in already delivering this flexibility.
Titanium alloy
Ongoing collaboration within the sector and partnerships with government will be a key enabler for the Strategy. “While Australia’s alumina industry already has some of the lowest emissions in the world, new technologies will be needed to decarbonise the alumina refining process. Alumina research headquarters for Alcoa, Rio Tinto and South32’s Worsley Alumina are all based in Australia, helping develop new technologies for the global industry”. We welcome the support already shown by the federal and state governments for that research, while noting the scale of the challenge ahead. The Strategy indicates that for the “digestion” phase of the refining process, while a range of solutions will likely become commercially available in the late 2020s, their suitability depends on local conditions, particularly the availability of zero-emissions electricity. Access to this zero-emissions electricity could be the rate-limiting step for deployment of these new technologies.
“As noted in the Strategy, the deployment of inert anodes in smelters and electric or hydrogen calcination at refineries, are not expected to be ready for large-scale deployment before 2030. Both also remain contingent on sufficient supply of zero emissions electricity and green hydrogen. “Decarbonisation of Australia’s electricity supply is the single biggest opportunity to decarbonise the vertically integrated domestic aluminium industry in the coming decade.” aluminium.org.au
Monash engineers create the highest specific strength titanium alloy using cutting-edge 3D printing techniques.
Monash University engineers have created an ultrastrong titanium alloy, the highest strength-to-weight ratio among all 3D-printed metals to date, creating unprecedented mechanical performance. A world-first study led by Monash University engineers has demonstrated how cutting-edge 3D-printing techniques can be used to produce an ultra strong commercial titanium alloy - a significant leap forward for the aerospace, space, defence, energy and biomedical industries.
Australian researchers, led by Professor Aijun Huang and Dr Yuman Zhu from Monash University, used a 3D printing method to manipulate a novel microstructure. In doing so, they achieved unprecedented mechanical performance. This research, published in Nature Materials, was undertaken on commercially available alloys and can be applied immediately.
“Titanium alloys require complex casting and thermomechanical processing to achieve the high strengths required for some critical applications. We have discovered that additive manufacturing can exploit its unique manufacturing process to create ultrastrong and thermally stable parts in commercial titanium alloys, which may be directly implemented in service,” Professor Huang said.
“After a simple post-heat treatment on a commercial titanium alloy, adequate elongation and tensile strengths over 1,600MPa are achieved, the highest specific strength among all 3D printed metal to date. This work paves the way to fabricate structural materials with unique microstructures and excellent properties for broad applications.”
Titanium alloys are presently the leading 3D printed metal components for the aerospace industry. However, most commercially available titanium alloys made by 3D-printing do not have satisfactory properties for many structural applications, especially their inadequate strength at room and elevated temperatures under harsh service conditions.
The findings in this work are expected to lead to fundamental insights into the principles of strengthening and dislocation engineering in the field of physical metallurgy.
Professor Huang led the research titled: ‘Ultrastrong nanotwinned titanium alloys through additive manufacturing’ with Dr Yuman Zhu from the Monash Centre for Additive Manufacturing. monash.edu
AMT DEC/JAN 2023 097 FORMING & FABRICATION
Australian Aluminium Council Welcomes Mission Possible Partnership’s Aluminium Transition Strategy.
Saw side processing
Vollmer has a new ‘side’ to its saw sharpening range.
Paradigm shifts in technology are something that Vollmer has kept abreast of since the company’s beginnings in 1909. With saw blade production and servicing instilled in the very DNA of Vollmer, the Biberach manufacturer has been the industry benchmark for generations. To retain its industry-leading position, Vollmer has now introduced its next generation of saw blade sharpening and servicing machines, the CS860 and CSF860. To celebrate the launch of the latest generation machines, Vollmer’s Product Manager Thomas Wenger discusses the new CSF860 technology for side grinding saw blades in more detail.
“The CHD and CHF machines were based on a completely different construction to our new technology,” explains Wenger. “The CHF side grinding machine was designed in 2000 and we evolved this machine until we reached the limit of what could be achieved with the existing construction. Now, with a new foundation, new drives and software technology – we can add new benefits for our customers.”
With a new foundation, construction, frame, software and hardware – the new CSF860 is an entirely different machine from its predecessor, the CHF270. As with all machines in the Vollmer portfolio, the foundation blocks of ‘ALL’ product development are flexibility, productivity, reliability and quality.
The key benefits
For any manufacturer comparing the machine to its predecessor, the direct comparisons will no doubt be impressive in terms of the increased capacity, flexibility and potential of the CSF860 – all in the same footprint. But, the key concerns for manufacturers at present are energy costs, productivity rates and automation, and the diminishing skill base in the employment market.
So as a baseline statistic, the CSF860 is 2 to 4% more productive than the previous CHF270 – a result of the machine kinematics and design, but that is just a base figure. Now, you can add up to 20% cycle time saving derived from ingenious software updates that precisely calculate the grinding area and eliminate ‘air cutting.’ There is a new saw carrier and R2 axis for the flange management system that eliminates 10 to 15-minute changeover times between different blade types. The manual measuring of two to three minutes per saw blade can be eliminated with the new measurement and calibration system – a system that also eradicates the 25+

seconds of non-productive grinding wheel calibrating and checking. Whilst these statistics typify just a few of the cycle time and automation benefits, energy consumption has been reduced by more than 10%. On top of this, there are ingenious software updates and the integration to the IoT gateway – the result is a cascading flow of benefits that will delight any customer buying the new CSF860. With flexibility and productivity mentioned above, the foundation pillar of reliability has been infused throughout the new CSF860 with the introduction of new technologies. The new construction of the Vollmer CSF860 introduces ergonomic features for the operator, such as a ‘deep cut’ door that opens further than before. This gives the operator greater access to the work envelope, and for heavy blades that may need lifting via an overhead gantry, the new door design also opens at the top for overhead access. A new maintenance door has also been introduced for quick access to critical components and the control cabinet has also been moved to a more ergonomic position – all of these instantly recognisable differences are the result of customer feedback that could only be actioned by completely starting from the ground up with a new machine concept. Within this new concept, Vollmer has upgraded all motors to servo motors for
improved reliability, speed and efficiency. “Uniformity of technology was our target in developing the new machines, adopting the same CNC, operating philosophy and also the latest drive technology,” says Wenger. “In the past, we used some servo motors with standard Asynchronous motors. Now, all motors, grinding spindles and axes are servo driven. We have seven motors on the CSF860 side grinder with an optional 8thaxis R2 saw carrier cross-axis. The axes also include linear CNC axes and two CNC grinding spindles. As well as being more reliable and stable, the servo-driven grinding spindles provide a higher quality saw blade, and we can now conduct different in-feed and cutting speed rates on each tooth. This improves the surface quality of the cutting edge and brings more flexibility to the grinding process. Customers can now do whatever they wish.”
By evolving to servo OCT (One Cable Technology) technology, there is now only one cable. This means there are fewer switches, reduced power consumption and it is easier to change a single cable –something that reduces the future service costs for the customer.
The new Vollmer machines use all pneumatic systems. This eliminates hydraulic oil, the potential for spillage or contamination of the coolant and the wider workshop. This also removes the need for filter changes.
AMT DEC/JAN 2023 098 MATERIAL REMOVAL
Whilst machine reliability and performance are essential for any machine tool builder, service and support are critical facets in creating customer confidence. Here, Vollmer has its impressive IoT Gateway. “With Industry 4.0, we can undertake service from anywhere. We can update the machine components and software remotely,” explains Wenger. “Our remote system can also email the customer when a batch of saws is complete, or if there is a disruption during a production cycle - emailing the customer their complete machine status. The active dashboard can be accessed via a mobile phone or tablet to provide a complete up-to-date status report.”

Vollmer has taken the new CSF860 side grinder to a new level, and with the integration of IoT and software advances, the customer will instantly enjoy huge gains when compared to its CHF270 predecessor.
The grinding wheel measurement is preprogrammable. The manufacturer generally knows they need to recalibrate the wheel every five or ten saw blades. The customer can define the measuring point, whether it
be by the number of teeth or saw blades processed. Furthermore, the customer is not losing production time. As an example, the 20 to 25 seconds wheel measuring process can be undertaken simultaneously with the saw blade changeover which also takes 25 to 30 seconds. This effectively enables every saw blade to be measured to a precision level of roughly 2µm to guarantee process stability without losing production time.
“If an end-user has quality concerns with their saws, they can undertake a final inspection before dispatch. When a saw is complete, a measuring sequence can be applied to one tooth or all teeth on the blade,” Wenger says. “Our customer can select their measurement parameters. This process creates an XML file for quality and traceability to ensure each saw is 100% correct. Previously, saw manufacturers and service shops used manual measuring equipment and inspected every fifth or tenth saw blade for conformity - and then recorded the data. Now, a fully automated sequence can be integrated to save considerable time.”
Looking to the future
Discussing the bold move to phase out the CHD and CHF machines, Thomas Wenger concludes: “Product development teams meet weekly with worldwide sales colleagues and collect all the sales engineers and customer requests - and this list is huge. The base point for our development is the well-built technology from before. We analyse the technology and how we can improve the machines, but on the other side, there is a huge list of customer requests or needs. So, we have to understand the customer requests and integrate them with product development.”
“Automation is the biggest factor. Machines need to make more and more by themselves,” Wenger says, in regards to the market. “Our Industry 4.0 technology has provided comprehensive remote support during COVID and our energy efficiency and productivity enhancements are reducing the cost per square metre of production for our customers – we will always drive this forward.”
vollmer-group.com
AMT DEC/JAN 2023 099 MATERIAL REMOVAL
Foxy
Australian manufacturing is in the process of a making a large pivot. With the state the world is currently in; recovering from the covid pandemic, and growing tensions between the West and East, supply chains are being rethought. The increasing need for sovereign capability and low cost but high quality product is becoming more and more evident. This is also the case for not only defence related products, but supply chains for the DIY enthusiast. Finding good quality product within a reasonable time, is almost impossible when it is made internationally. The US and Australia are becoming less reliant on international suppliers and relying far more on each other for manufacture and supply of goods. The type of products required are of high precision and tolerance, requiring significant machine investment to service such critical and large volume orders.

With current abilities many manufacturers are struggling to meet the requirements of the newly found volume of Production with the current machines. At Sutton Tools there is a significant push to increase not only quality, but volume and capability. With that said, we introduce the newest member to the Sutton Family; FOXY.
FOXY is an ANCA FX7 Linear CNC grinding machine. The pinnacle of flexibility and automation when it comes to tool grinding. ANCA’s new FX7 Linear CNC grinding machine is positioned at our Carbitool manufacturing plant in Moorabbin alongside ANCA MX7 and RGX machines. We use the FX7 to regrind cutting tools, as well as assist with the manufacture of high-performance cutting tools. Its latest software, linear rails, laser tool checker, tool loader and rigid spindle place CBT at the forefront of technology so that we can continue to improve our cutting tool manufacturing.

But the power of FOXY doesn’t end there. The newly installed tool management system uses Radio Frequency Identification (RFID) that works with the Schunk Collet Changing facility, allowing us to grind tools of varying diameters and types without a human being present. Furthermore, FOXY was retrofitted with dynamic tool loading hardware and software, making it easier to operate.
As an industry leader, ANCA promises its customers tailored, diverse, and quick setup options. The ANCA FX7 provides more flexibility and capability for unattended production of wood tools. FX7 is versatile enough to handle very different types of tools. They also offer the ability to automatically change production between
different tool blades and solid round shank tools such as routers and drills used in the production of furniture and cabinetry. This is accomplished by offering a choice between two types of work holding: the blade chuck and the PremierPlus collet chuck. It takes only a few minutes to switch between the two systems because they use the exact same pull stud mechanism.
A tool carrier containing an RFID chip is paired up with all the information that pertains to the tool (tool grinding file, grinding wheels, loading process, and collet diameter) before this “magic” can take place. A network-connected scanner pairs tools to chips in their carriers off the machine. We can load up to 88 tools in the loading station carriers per session. Upon loading the tool into a carrier, the Fanuc robot carries it to an internal scanner. Through its internal scanner, FOXY can read the chip and know precisely what is required for grinding the tool. In addition,
the Fanuc robot will assist in changing collet sizes if necessary, changing wheel packs when needed, moving the tool from load station to collet, and returning home after grinding is complete. FOXY and Fanuc robot are always one step ahead in preparation for the next tool to be ground and will keep grinding until they run out of tools.
This ANCA FX7 Linear is the second machine in the world to have this gamechanging technology. Robotic automation allows for easy transition between profile blades and round shank solid carbide tools, such as spirals, compression routers and drills, without changing grippers or retraining the robot. Simply change over the pallets to suit the tool type and size, and you are ready to start unattended production. In addition to a reduced turnaround time for tool regrinds, we look forward to many hours of unmanned machine time. suttontools.com
AMT DEC/JAN 2023 100 MATERIAL REMOVAL
The ANCA FX7 Linear CNC grinding machine.
ANCA’s CPX Blank Grinder
Achieve higher material removal rates and reduced grinding times with the peel method on the CPX grinder.
Capable of achieving runout of less than two microns, the four axes CPX Linear grinder is the solution for grinding tool blanks. The CPX Linear has a large working envelope and powerful grinding spindles to achieve the highest precision and productivity for blank preparation in the market. High material removal rates form as the primary function of the machine without compromising on dimensional accuracy and surface finish of <0.2Ra.
The grinder utilises the peel and the pinchpeel grinding methods. The peel method of grinding is associated with the roughing wheel and the capability of high material removal rates (MRR). This is all made possible with the advancement in grinding wheel technology with its grain structure, bonding, and construction. From a process perspective these advancements give higher aggressiveness numbers, where grinding aggressiveness refers to the depth that the grit can penetrate the material. High material removal rates in grinding cannot be achieved just with high performance grinding wheels. It requires the machine, grinding spindle, stiffness of different machine elements and the grinding coolant system to be carefully
designed to extract the wheel performance.
The blank stiffness and the setup to present it to the grinding wheel is another important condition to achieve higher material removal rates. Let’s look at two different cylindrical grinding methods and how this condition affects the grinding stiffness.
Grinding with centre support
In one of the conventional cylindrical grinding methods, the blank is supported with centres at each end of the blank. The blank is then ground as the wheel plunges and traverses between centres as shown in the image below.
The grinding process and the material removal is efficient closer to the centres as the blank is stiff at the ends and less stiff towards the middle of the blank. For long and slender grinding applications, an additional
steady support is introduced at the middle of the blank with an option to choose a fixed or a travelling support system. This makes the method suitable for low material removal rates and to finish grinding applications.
Grinding with fixed grind point support
The CPX blank grinder uses the peel method of cylindrical grinding. In this method, the grind point and the support are at a fixed distance and the blank slides longitudinally while the blank is ground to a required shape. The image below is a top view of the setup on a CPX blank grinder, where the green shape depicts the roughing wheel, and the orange is the finishing wheel.
The fixed distance of 1-2mm between the wheel and the support removes the weak stiffness zones on the blank that was discussed in the conventional cylindrical grinding. This enables the process to utilise the higher aggressiveness numbers of the grinding wheels.

The CPX Linear is an effective solution to deliver higher material removal rates and reduced grinding times, leading to higher productivity. motion.anca.com

AMT DEC/JAN 2023 101 MATERIAL REMOVAL
Where the IoT meets sustainability
Achieving sustainability requires uptake of digital technologies. Here, Jörgen Friesendahl, Global Offer Manager at Sandvik Coromant, offers advice to the metal cutting industry on implementing smart factory solutions — to increase profits, and reduce carbon.
The Groupe Speciale Mobile Association (GSMA) has urged industry leaders to scale-up their use of smart technology in the race towards net zero, and predicts that doing so could contribute up to 40% of the required global emission reductions. Using smart technologies to reduce energy consumption isn’t new for the manufacturing sector, but the challenges of implementing these technologies onsite have long been a barrier to adoption. In its research on Internet of Things (IoT) and carbon reduction, the GSMA estimated that in the manufacturing realm, 16% of the carbon reduction required to achieve net zero could be achieved using smart manufacturing processes. That is the equivalent of 1.4 gigatonnes of CO2, or the emissions of 140 million cars.
Considering these extraordinary figures, one must ask why, in an industry that first coined the phrase Industry 4.0 over a decade ago, have smart technologies not been universally deployed? In fact, it is reported that just 1% of the manufacturing industry is currently using connected technology. The most common barrier to smart technology adoption in manufacturing is a lack of understanding of how easily these tools can be implemented. Casting our minds back to the inception of Industry 4.0 — a phrase originally used at Germany’s Hannover Messe exhibition in 2011 — smart factories were regarded as futuristic plants that would bear little resemblance to real manufacturing sites. Today, we understand that digitalisation doesn’t necessitate an entire plant overhaul and is more often achieved incrementally, through scalable IoT technologies and big data.
Gaining data using IoT
Every manufacturing facility generates huge volumes of data each day – either knowingly or unknowingly. Without question, data is the most valuable asset in manufacturers’ efforts to reduce carbon emissions. However, many manufacturers aren’t putting this asset to its best use. Without facility-wide data that evidences how much energy is being used and where, how manufacturers possibly begin their energy reduction journey?
A common misconception is that all equipment must be smart to successfully generate data. In reality, even facilities operating with decades-old legacy machinery have the potential to pull data from their production lines; and those in industry know these plants are far more

common than the futuristic smart factories imagined in Hannover in 2011. This may require a combination of sensors and intelligent software – depending on such factors as the age and original equipment manufacturer (OEM) of the equipment, and the communications protocols used – but it is possible. Gaining insight into the energy consumption of a facility is key to identifying pain points. One might discover that small tweaks to several parts of production can yield significant carbon reduction. However, it’s also possible that individual pieces of equipment offer the biggest room for improvement. Gaining data from these areas is crucial to reducing energy used by individual machines, and there are various technologies that enable manufacturers to do this.
One such solution is the CoroPlus suite of products, part of the data driven machining offer from Sandvik Coromant. The products are designed to help manufacturing organizations improve efficiency in metal cutting processes.
A core objective of CoroPlus Process Control is to reduce consumption by reducing material waste. The tool monitors machines in real-time and can trigger actions according to programmed protocols. Let’s imagine that a predetermined problem occurs within the equipment. With CoroPlus Process Control, this technology will automatically trigger a correctional action, such as stopping the machine to avoid further waste. Moreover, conducting maintenance using this technology is demonstrated to improve operational efficiency by as much as 89%.
Energy and economics
Considering the challenges and losses manufacturers have faced during the
COVID-19 pandemic, is there a risk that reducing carbon emissions will become a secondary priority, behind generating the profits needed to recover? Half of executives surveyed in the Accenture Commercial Aerospace Insight Report predict that it will take up to three years for the aerospace manufacturing sector to recover to 2019 levels. Similarly, the automotive manufacturing sector has experienced slumps in vehicle sales in almost every country.
It is true and valid that manufacturing economics must always be considered when investing in new tools and machining processes. However, the right technologies can help increase profits and reduce energy simultaneously.
CoroPlus Machining Insights, for instance, has been developed to use real-time data to inform tool optimisation, and therefore performance and profit. In a metal cutting workshop, the technology can provide instant access to data about a specific machine in order to give operators an opportunity to monitor overall equipment effectiveness (OEE) and performance. Ultimately, this oversight make manufacturing workshops more efficient and profitable.
Over a decade has passed since the phrase Industry 4.0 was first coined, and it has since become ingrained in manufacturing’s vocabulary. Yet research suggests that, despite the impressive energy saving opportunities this technology could facilitate, many manufacturers are failing to exploit these tools. To achieve the world’s carbon emission goals, manufacturers must make a conscious effort to reduce energy consumption.
sandvik.coromant.com
AMT DEC/JAN 2023 102 ENERGY & SUSTAINABILITY
QUT analysis
Hydrogen production policy critical to net-zero-emissions.
Hydrogen production should be carefully regulated and consumers informed about emissions credentials if Australia is to achieve a sustainable energy economy and net zero emissions by 2050, QUT experts warn.
Published in Sustainable Energy & Fuels, a QUT analysis shows the differences between hydrogen production based on a generic primary fuel source – coal, natural gas, or renewables – and the resulting carbon dioxide (CO2) that needs to be abated for net zero emissions.
Associate Professor Jonathan Love from the QUT Centre for Clean Energy Technology and Practices said the analysis highlighted considerations for future studies, policy deliberation, and consumer regulatory frameworks for clean electricity and transport.

“We need to consider the end-to-end process to produce and use hydrogen if we are to say it’s sustainable and is part of the clean energy transition,” Professor Love said. “Different fuel cells produce very different outcomes when considering the best use of fuel for sustainability outcomes.
“There is no current policy that links consumer fuel cell technology choices with the primary energy source or emissions, so hydrogen producers could end up making sustainability outcomes worse. This highlights the importance of early technology choices in the pathway to a sustainable energy economy, and a disconnect in people's knowledge of fuel cells in terms of fuel supply for power generation.”
Researchers analysed the amount of CO2 that would need to be abated for net zero emissions from production and use of blue hydrogen (from steam-reformed natural gas), black or brown hydrogen (from coal-gasification), and green hydrogen generated using renewable energy or lowcarbon power.
Professor Love said hydrogen use required fuel cells, which convert chemical energy to electrical energy but can’t store chemical energy like batteries, so need a separate gas tank for fuel.
The low temperature proton-exchange membrane fuel cell (PEMFC), the most common type of fuel cell, is used in electric vehicles such as the Hyundai Nexo and Toyota Mirai.
He said the analysis compared the PEMFC with a high temperature solid oxide fuel cell (SOFC) that can convert not only hydrogen but natural gas, biogas, or any fuel mix.
“The PEMFC can only operate with high purity hydrogen and our analysis shows
that its best to only use green hydrogen and not blue hydrogen made from fossil fuels,” Professor Love said. “The SOFC is the best fuel cell for the fossil fuel industry to pursue as long as they had carbon capture capability, rather than converting natural gas to hydrogen, which actually produces more emissions over the whole process.”
Professor Love said technologies such as SOFC that could use a blend of natural gas and green hydrogen enabled a progressive transition towards more renewable gas supply over time and was one strategy to ensure no unintended lock-in of fossil fuel assets in future decades.
“A sustainable energy economy should be the ultimate objective rather than a hydrogen economy that may entrench unwanted practices with poor sustainability outcomes through unwise use of power generation methods. Green hydrogen is the best option that enables the whole process chain to be sustainable.
“Blue hydrogen is unviable in a future sustainable energy economy, even though it is a hot topic as part of the hydrogen energy transition across the EU, Australia and other OECD countries.
“Blue hydrogen might start with natural gas and end with cleaner electricity, but there appears to be no current policy connecting those two endpoints.”
Professor Love said 55% of global hydrogen today was used mainly as a chemical by
oil refining and agricultural industries, but the hydrogen industry was transitioning to a much larger scale to include energy applications such as transport and stationary power.
He said current CO2 annual global emissions from fossil fuel-derived hydrogen that had very little carbon capture could increase almost ten times by 2050 if established practices continued.
Professor Love said the QUT analysis focused on the most beneficial environmental outcomes from hydrogen use in a future sustainable energy economy using CO2 emissions as the most quantifiable measure.
He said future analyses should also focus on economics, greenhouse gas emissions of more concern such as methane and nitrous oxide and the global warming potential and effects of fugitive hydrogen emissions when data on its interactions in the atmosphere become more reliable.
The QUT Centre for Clean Energy Technology and Practices is building a 50 kW green hydrogen pilot plant to deliver new knowledge on systems integration for sustainable energy utilisation. QUT aims to tackle global challenges and achieve sustainability through our research, teaching programs, campus operations and partnerships. Sustainability Week is a way we can collaborate with our community to support and encourage sustainability. qut.edu.au
103 ENERGY & SUSTAINABILITY AMT DEC/JAN 2023
Assuring the hydrogen energy economy
With growing evidence that hydrogen is moving into the energy mainstream, LRQA’s Leanne Halliday makes a case for an assurance-led approach to building public and political confidence in the future of hydrogen energy.

As governments target net-zero emissions by 2050 and the world reduces its reliance on fossil fuels, there is a growing body of opinion that hydrogen will be front and centre as we strive to meet future energy needs.
Hydrogen is abundant and clean, when produced in the right way. And importantly, for the success of any energy strategy, hydrogen can be an alternative to natural gas for heating - a shift towards hydrogen would be relatively low-cost in converting domestic infrastructure. In fact, in some regions, the boilers in our homes are already burning a blended mix of hydrogen and methane. Already, momentum is growing. Early adopters are already making use of hydrogen to fuel their operations and vehicles. At the request of the Japanese government under its G20 presidency, the International Energy Agency published a landmark report on the current state of play for hydrogen and its future development, concluding that now is the time to scale up technologies and bring down costs. There are currently just over 11,000 hydrogen vehicles on the road worldwide, and government targets may see that number increase dramatically to 2.5 million by 2030.
Abundant, clean and practical, it is no surprise that some of the world’s leading economies - Germany, Japan, South Korea and Australia among them - are factoring a significant contribution from hydrogen into national energy strategies. But, the experience of coal seam gas tells us that with any new sector, significant project or technology – the potential for concern is greatly magnified. Even in established industries like nuclear, perceptions are stubbornly rooted in the memory of high-profile incidents – no matter that the technologies and safety profile of the nuclear industry have moved on.
Hydrogen will be no different. To fulfil its potential and help meet the world’s growing energy needs, public and political approval for its environmental credentials and safety performance will be crucial. For those of us providing assurance, this is where it gets interesting.
Verifying across the hydrogen spectrum
With hydrogen’s environmental profile determined by the energy source used to create it, the potential for confusion and misinformation is significant. Even now, the language surrounding production isn’t standardised.
Green Hydrogen produced using renewable energy to power the electrolysis of water.
Turquoise Hydrogen produced by steam methane reformation, with emissions managed through carbon capture and storage.
Purple/Pink or Red Hydrogen generated through electrolysis, powered by nuclear energy.
Brown Hydrogen made through the gasification of coal or lignite.
Yellow A relatively new term for hydrogen made through electrolysis using solar power.
White Naturally occurring hydrogen found in underground deposits, captured t hrough fracking.
Unlocking hydrogen distribution safely and at scale
Where oil and gas production is concentrated in key locations, the future of hydrogen production will be much more fragmented. Production can happen almost anywhere, and we are already
seeing the emergence of small scale power plants developed to serve new industrial and commercial centres. In fact, to be economically viable, the hydrogen model demands collaboration and local supply chains.
Large-scale adoption of hydrogen energy will therefore drive a boom in local infrastructure. For countries without experience in oil and gas, developing and running hydrogen hubs will require a new level of engineering, quality and safety capabilities.
There is a clear need for a robust certification approach if the infrastructure is to be developed safely and, in doing so, to win over public and political confidence. Schemes like the UK Gas Industry Registration Scheme (GIRS) have shown the value of getting this approach right – it is a case study in building confidence in energy distribution, with many lessons to learn as we look to unlock hydrogen’s potential.
Towards global consistency
The case for independent assurance of the hydrogen production and supply chain is compelling - underpinning both consumer and political confidence in the long-term viability of its use across all applications.
For a worldwide business such as LRQA however, there is a further dimension to consider – how to accelerate the sharing of global best practice and drive regulatory alignment.
Global variances in hydrogen production, infrastructure and adoption are already emerging, and the development of global best practice and consistent regulation will play an important role in demonstrating that hydrogen is safe, sustainable and secure. lrqa.com/au
AMT DEC/JAN 2023 104 ENERGY & SUSTAINABILITY
Perovskite solar cells
ARC Centre of Excellence in Exciton Science prints solar cells to generate cheap power.
A simple and versatile nanoparticle ink could help next-generation perovskite solar cells to be printed at scale and become the dominant force in commercial photovoltaics.
Made from tin oxide, the ink is created with just one key step at relatively low temperature using microwave technology, and without any need for further purification. It’s then used in solar cells to help selectively transport electrons, which is crucial to generating electricity. Prototype devices built with this method have recorded power-conversion efficiencies of 18%, which is among the best efficiencies for a planar-structured perovskite solar cell processed at low temperatures. The ink is suitable for making different types of perovskite solar cells, including with glass and for printing onto plastic, which can be done cheaply at high volumes. This technique, called roll-to-roll coating, is similar to the way newspapers are printed.
Within the ink product, the average size of each particle can be controlled to remain between just five and 10 nanometres. To put that in context, a sheet of paper is 100,000 nanometres thick, and your fingernails grow one nanometre every second.
Perovskite solar cells already rival the efficiency of their established silicon counterparts, and they are also more flexible and require less energy to make. Problems with long-term durability and some hurdles in the manufacturing process have so far prevented these exciting materials from overtaking silicon.
Now, though, researchers from the ARC Centre of Excellence in Exciton Science, working with Australia’s national science agency CSIRO, may have found an answer to some of these challenges with their tin oxide nanoparticle ink.
“Perovskite solar cells can be manufactured by industrial printing,” CSIRO principal research scientist Dr Doojin Vak. “While the process is inherently low-cost, the cost of every component still counts. This work demonstrates a great way to contribute to ultra-low-cost manufacturing of perovskite solar cells in the future.”
It’s important the nanoparticle ink can be made with microwaves, because direct high-temperature processing methods of flexible solar cell substrates causes degradation, limiting the commercial potential of printable perovskite solar cells.
“The use of microwaves to synthesise suitable nanoparticle inks provides a major step forward towards achieving high efficiency perovskite solar cells that can be reproducibly printed while also minimising fabrication costs,” said the senior author of the paper, Monash University’s Professor Jacek Jasieniak.
Other synthetic approaches for tin oxide require high pressure, high boiling points and may also need multiple processing steps, ruling them out of contention for cost-effective manufacturing at industrial and commercial scale.
Using metal oxides rather than organic ingredients, which get negatively impacted by air and moisture, also extends the lifespan of the final perovskite solar cell devices.
Not only is tin oxide more durable than comparable organic ingredients, it also has a wide band gap and encourages efficient electron transport, characteristics that make it suitable for various types of solar cells and other optoelectronic applications. arena.gov.au
Clearly the best Clearly the best
Industrial Door Solutions

M.T.I. Qualos Pty. Ltd. 55 Northern Road, West Heidelberg, Vic. 3081 Tel: 1300 135 539
E: sales@mtiqualos.com.au
W: www.mtiqualos.com.au
AMT DEC/JAN 2023 105 ENERGY & SUSTAINABILITY
We
Contact
your
M.T.I. Qualos Pty. Ltd. are leaders in the manufacturing and service of Industrial Transparent Flexible Doors, Insulated Traffic Doors, and Roll-Fast Doors.
produce to the highest quality standard within a full range of industrial doors to suit any door application. NEW 36pp brochure now available.
us to get
FREE copy. Contact our team today to find a solution for you.
Schneider Switchgear
Schneider Electric launches SM AirSeT in Australia, the green digital Switchgear with no SF6 greenhouse gas.
Schneider Electric has launched its new green and digital Medium Voltage Switchgear range in Australia.

SM AirSeT is a leap forward for sustainability, using pure air and vacuum interruption instead of SF6 gas and allowing users to take full advantage of digital features to unlock the value of data. The new and improved offer is a continuation of one of Schneider Electric’s most popular product ranges for secondary electrical distribution, SM6.
Since the announcement of the company’s innovative Shunt Vacuum Interruption (SVI) technology associated with pure air insulation during the CIRED and European Utility Week events in 2019, the company continues to report successful projects of the SF6-free medium voltage range at both utility and private customer sites. This new green digital switchgear is designed for secondary electrical distribution markets.
The combination of Shunt Vacuum Interruption (SVI) and pure air insulation enables the avoidance of SF6 while maintaining the advantages of the compact physical footprint. It offers a comprehensive suite of functionalities, including the SF6-free switchfuse, which is often the preferred solution for building installations. It also retains the trusted operating mode of traditional SF6-based equipment.
"At Schneider Electric, we believe the best gas is air,” said Power Systems Senior Solution Architect Steve Trainer. “We are pleased to share that SM AirSeT - our green and digital SF6-free switchgearis now available in Australia. This is the most exciting leap forward for medium voltage in many years and will play an important role in decarbonising electricity.”
Unlike other switchgears, SM AirSeT offers numerous digital technologies that can equip the new product with many benefits for users. For example, sensors for condition monitoring can unlock predictive and preventive asset management strategies by feeding data to sophisticated analytics tools such as those offered by Schneider Electric’s robust EcoStruxure architecture and platform.
Schneider Electric has reported successful pilot projects of its new SF6-free medium voltage switchgear at numerous electric utilities, including E.ON in Sweden, GreenAlp in France, and EEC Engie in New Caledonia.
“We care about environmental responsibility and so do our customers. Transitioning away from greenhouse gases is easy with the launch of SM AirSeT and retains all the benefits that classic SF6 equipment has historically given us,” added Trainer. SM AirSeT - which officially launched in Australia during the Brisbane EN2022 conference in March and will be showcased again at a launch event on the 17th August in Adelaide, South Australia - was honoured by Hannover Messe with the Industrial Energy Efficiency Award, which showcases companies’ outstanding commitment to investing in and applying energy-efficient solutions. Additionally, SM AirSeT was nominated by Deutsche Messe, the HERMES Award, where it placed among the three finalists and was recognised by iF, with an IF Design Award.
To complement the SM AirSet range, the RM AirSeT Ring Main Units (RMUs) and GM AirSeT Primary switchgear will be available soon, expanding Schneider Electric’s SF6-Free Medium Voltage Switchgear offer. se.com
National Electric Vehicle Strategy
Consultation is now open to shape Australia’s first National Electric Vehicle Strategy, designed to improve the affordability, supply and uptake of electric vehicles.
The Albanese Government is working with state and territory Governments, industry, unions and consumers to provide Australians better access to modern road transport technology and ensure infrastructure and industries are ready to support the transition.
Australia is significantly behind when it comes to Electric Vehicles - only 2% of new vehicle sales are EVs and our uptake of new lowemissions vehicles is nearly five times lower than the global average. This means Australians are missing out on the benefits of EVs, which are cleaner and cheaper to run.
Excluding COVID-19’s impact, transport is Australia’s second largest source of national emissions. Reducing emissions by boosting EV uptake will be critical to Australia reaching net zero by 2050. Minister for Climate Change and Energy Chris Bowen said the EV revolution is advancing under the Albanese Government. “At the heart of the national strategy will be a plan to improve affordability and choice for consumers by growing the Australian EV market,” Minister Bowen said. “This is a genuine consultation to inform the right policy settings so we can see more affordable electric vehicles on our roads.”
“Right now, Australians miss out on a wider choice of affordable EVs because our policy settings are outdated. It's time for Australians to get a fair go when they're deciding on their next car.”
The market is showing Australians want EVs but supply is currently constrained. Well-designed national policies will secure affordable zero emissions cars for Australians.
Minister for Infrastructure, Transport, Regional Development and Local Government Catherine King said the consultation will ensure people are heard to make EVs more accessible to Australians. “Part of the consultation is about the Government seeking stakeholder views on vehicle fuel efficiency standards, including their application, design and implementation," she said.
“Our cars are less fuel efficient on average than Europe and the US. Now is the time for Australia to join the rest of the world and electrify our road transport.”
“That is why our Government is taking this critical step to ensure Australian households and businesses reap the benefits of transport that is fit for the 21st century – being both cheaper to run and lower emitting.”
The consultation paper is seeking views on issues including:
• making EVs more affordable, encouraging uptake and choice;
• increasing charging infrastructure;
• reducing road transport emissions;
• introducing fuel efficiency standards;
• saving Australians money on fuel; and
• increasing local manufacturing.
consult.industry.gov.au/national-electric-vehicle-strategy
AMT DEC/JAN 2023 106 ENERGY & SUSTAINABILITY
The William Buck Hour
It could be the most profitable hour you spend on your business.
Many business owners, CEOs and Managing Directors find themselves spending a large percentage of time working on day to day tasks which, while critical, don't necessarily improve performance, business value or contribute towards the business strategy.
The William Buck Hour is designed to assess your current business position, realign thinking and maximise potential We'll guide you through a detailed discussion on a range of fundamentals including: Financial management
Funding
Regulatory requirements, and Succession planning

Following the session, our advisors will use commercial insights, professional experience and best practice standards to conduct an analysis of your business and present you with a personalised written report.
Contact us today to book your complimentary William Buck Hour

Ian Cattanach Director Business Advisory Ph: 03 8823 6975
ian cattanach@williambuck com
Jeremy Raniti Senior Manager Business Advisory Ph: 03 8823 6838 jeremy raniti@williambuck com
COMPLIANCE
Contract Intelligence
How contracts, and contract intelligence can help manufacturers with inflation woes. Some advice from Nathan Kale, General Manager ANZ at contract intelligence company, Icertis.
Inflation is hitting every industry, threatening margins in all sectors and countries. The Reserve Bank of Australia recently announced the inflation rate hit 6.1%, a 21-year high, and in the United States, the Consumer Price Index (CPI) climbed by an annualised 9.1% in June 2022, the highest rate seen in a generation.
For manufacturers, the pain is felt acutely on multiple fronts. In a recent PwC Pulse Survey, 68% of US manufacturers believed inflation would remain high through the end of 2022, and 73% expected to raise prices to protect both gross and profit margins from the increasing costs of everything from raw materials to parts, components, and energy.
The good news, however, is that manufacturers have a way to protect themselves against inflation: contracts.
Contracts must be understood as a risk management tool critical to manufacturers’ response to inflation. Manufacturers can defend themselves from the worst effects of inflation by building in proper protectionary language and clauses from the outset and by realising the intent of those clauses after execution.
Contracts hold the key to managing inflationary pressures
Inflation hits manufacturers on the buy-side via more expensive raw goods; often, these goods are tied to commodity price indexes, making them hypersensitive to price adjustments. In other words, they are unavoidable. So, the question becomes: How can you manage this risk to your margins by adjusting suppliers or prices. The answer to these questions is likely in your contracts. Many companies have language in their contracts regarding price adjustments—both around how much adjustment is allowed and at what frequency (annually, quarterly, etc.).
Yet having this language in the contract isn’t enough. Companies must operationalise them to ensure their intent is fully realised—a challenging prospect when you have tens of thousands or even hundreds of thousands of contracts in play. Without visibility into which contracts say what, manufacturers may struggle to take advantage of the inflation protections they contain. This is money they are entitled to but is leaking from the business.
As inflation has become a crucial concern for businesses, most manufacturers will look at their standard contract language to ensure they adequately address inflation risks. Contract managers may arrive at the ideal language, only to struggle to ensure that it is used in all new contracts. In other words, the risk has been identified, but not managed.
Visibility into contract data is critical to leveraging their power
For these reasons, in today’s marketplace, manufacturers must have systems and processes in place to ensure that the full intent of every contract—including clauses pertaining to inflation—is, first, correctly captured in the contract language and then fully realised in practice. This is called contract intelligence. With contract intelligence, companies gain a complete view of what’s happening across their contract portfolios before and after signatures. Contracts essentially become another enterprise data pool that can be centrally managed and analysed.
For example, standard price adjustment clauses—reflecting the latest strategy devised by leadership—can be instantly
deployed across the company, along with fallback clauses in case counterparties push back during negotiations. Whatever language is used, a contract intelligence platform can track it and the associated risk, so nothing comes as a surprise.
Post-signature, manufacturers can push contract information into other enterprise systems. As a business operates, front-line users can be sure their actions (purchase prices, price adjustments, etc.) write back to the letter of the contract, driving compliance and eliminating leakage.
Most importantly, contract intelligence paints a complete picture of a company’s commercial operations – every dollar in and every dollar out. If a supplier increases prices, manufacturers can quickly see what products are impacted and what rights they have in their sales contracts to share the price increases with customers.
A single view of contracts enables better decision making

On paper, this may sound simple enough. But it is far from standard practice. For example, Icertis recently did a proof of concept around inflationary clauses for a legal service firm. Executives at the company came to Icertis because they were losing margin to increased wages in their workforce, but they couldn’t effectively operationalise the effort of reflecting wage increases in their client pricing. This came down to contract visibility: The company had legacy contracts spread across its systems—from SharePoint folders to people’s hard drives.
By digitising all these contracts with AI, Icertis analysed more than 20,000 contracts to discover inflation-related clauses. This gave executives a single view of their rights to adjust their rates with customers to reflect higher wage costs. What was once hidden leakage was transformed into a value lever.
Contracts are a risk management tool critical to how manufacturers respond to inflation. Yet effectively using these tools doesn’t just take good contract language but a system that allows you to understand what contracts say and how they operate in the enterprise.
By transforming contracts into structured, connected, and on-demand data, manufacturers can gain unprecedented levels of agility to respond to the current crisis – and whatever one comes next.

Nathan Kale is the General Manager at Icertis, a contract management software company with global offices.
Ph: 02 8448 2000 icertis.com
AMT DEC/JAN 2023 108 FORUM
Ten reasons to review your Terms and Conditions of Trade


Many manufacturing, engineering and supply businesses trade with their customers using a set of terms and conditions (T&Cs) that are outdated, do not offer key protections and may no longer suit the business. By Julia Cameron, Partner — Corporate & Commercial, Rigby Cooke.
Here’s TEN reasons to review your existing T&Cs or, if you don’t have any, get some in place.
1. Can you sue? Your T&Cs are an essential document for your business because they are the contract between you and your customers. If something goes wrong, whether with your product or service, non-payment by your customer or a customer dispute, your recourse (and your ability to defend yourself) will in large part depend on what your T&Cs say.
2. Tie in with your suite: Your T&Cs should set the process for how you are engaged by your customer. This is often done through a process using a quote/proposal, purchase order and invoice. It is critical that your T&Cs are properly incorporated into this process by including specific text and hyperlinks in your document suite. If not done properly you may not be able to rely on your T&Cs and it could create uncertainty around scope and price (see below).
3. Your T&Cs or mine? Often a customer will try to impose their own T&Cs by including a reference or a link to their T&Cs in a purchase order or an email when an order is placed. This can lead to a situation where the customer insists their terms apply even though that wasn’t your intention. In this case, you may not be able to rely on the protections you thought you had in place.
4. Scope: Generally, the specific scope of work that you have agreed to carry out is contained in a quote or a proposal. Avoid an argument about scope by ensuring your T&Cs and your broader document suite work together and are clear on precisely what you have agreed to do.
5. Price: A well-drafted price and payment clause is necessary to ensure there is transparency in relation to price, price revisions, when payment is due, credit terms and whether you can charge interest on late payments and recover your legal costs to collect debts.
6. PPSA: If you retain title to goods delivered to a customer before you get paid for those goods or you hire any goods to your customers, you may have a security interest under the Personal Property Securities Act 2009. To be enforceable, you must ensure your T&Cs contain the correct language and you *must* register your interest on the PPSR in the strict timeframes. Failure to do these things can mean you lose your unpaid stock or title to any leased equipment on the insolvency of your customer. We can’t stress the importance of this one enough!
7. What do you warrant? If you give a warranty in relation to your goods and services, your T&Cs must set out what is covered, the duration of the warranty, exclusions and, in certain cases, specific wording for express warranties as required under legislation.
8. Who owns the intellectual property rights? If you want to own all the intellectual property rights in work you create, your T&Cs should be clear on this. Alternatively, you may agree that your customer will own all the intellectual property rights but that you have a perpetual non-exclusive licence to use those
works in your own business or for other customers. These ownership and licence rights need to be documented clearly.
9. Liability: You can limit your liability — the maximum amount a customer can claim against you — in your T&Cs. Without an effective contractual limit, you may have uncapped exposure for claims against you by customers.
10. Termination: Effective T&Cs need to set out the parties’ rights of termination. As the supplier of goods or services, you will want the right to terminate for non-payment or for other cause-based scenarios.
Lastly, strengthened unfair contract laws are likely to come into force in the next 12 months or so. These laws will have the effect of deeming certain clauses in standard form contracts — such as T&Cs — as unlawful if they unfairly advantage one party over another and there are significant financial penalties for breach. Many existing T&Cs will fall foul of these new laws, so the time for review is now.
Rigby Cooke Lawyers is AMTIL’s exclusive legal services partner. We are currently offering exclusively to AMTIL members a fixed price document suite including terms and conditions, supplier terms and conditions and a privacy policy. For an obligation-free chat, please contact Julia Cameron, Partner — Corporate & Commercial, at Rigby Cooke Lawyers on +61 3 9321 7807 or jcameron@rigbycooke.com.au. rigbycooke.com.au
AMT DEC/JAN 2023 109 FORUM OHS
New Products-confidentiality-patents-agreements!
Protecting our interests
When engaging with others in relation to new products and ideas, naturally we are keen to have confidence our interests are not betrayed, either accidentally or deliberately. A common way we try to achieve this is by use of a Non-Disclosure Agreement (NDA).
The common NDA problem
In general, all NDAs have a clause that in effect voids the agreement if the information disclosed:
• was in the public domain, or in the Recipient’s possession prior to the date of this agreement
• comes into the public domain after the date of this agreement
• is supplied to the Recipient by another party who is under no obligation of confidence to the Disclosing Party.

The problem with this clause is that, apart from entirely new inventions where no real prior art exists, such as the invention of the transistor or the LASER, few inventions are entirely new. Indeed, most inventions are a combination of already well-known technologies. Music is a good example. Every note in the musical scale is well known and in the public domain, but what one seeks to protect with music is the arrangement of the notes to form a novel tune.
On this basis an argument can be made, though perhaps somewhat tenuous, that if the foundation technology was already well known and in the Public Domain, such as the musical scale, is the outcome therefore novel and protectable?
What are we protecting?
In most cases inventions, and in particular innovations, are the result of two elements of thinking:

1. Identifying a problem worth solving
2. Bringing together the independent parts of technology to solve the problem.
Is a Patent the answer?
Patents may provide superior protection to an NDA but patents are costly, time consuming and in many cases the product in question may not even be patentable. The purpose of an NDA is to allow one to discuss and explore an idea with others to assess its likely viability before reverting to a patent. This is where the NDA comes in to play.
A possible fix for the NDA
A solution to enhance the protection afforded by an NDA may be to add an unusual clause in that it seeks confidentiality in all cases, even when the background knowledge is already known. This would seem to be both simple and unambiguous. Such an inclusion to the NDA could be words to the effect:
The recipient may be aware that some or all of the technology(s) required to implement the innovation/invention disclosed herein may already be in the public domain however in signing this document the Recipient agrees not to disclose or discuss with another party the innovation/invention that is the subject of this agreement. Clearly, the idea with this approach is to have the Recipient agree that under no circumstances will the recipient disclose the matters discussed.
A further enhancement to the NDA may be:
The
A still further step can be the addition of the exchange of money, even one dollar, to accompany the signing of the NDA. This in effect consummates the agreement as a contract that may allow it to be more likely enforceable under law.
All this may appear as excessive but understand that in some cases we may be looking to protect multi-million dollar ideas.
In reality, if a person is serious about honouring the terms of the NDA and you as the inventor or developer of the idea are serious about its protection, such a document should not be an impediment as a precursor to disclosure. In the past I have used such an NDA with all these inclusions and the receiving party was most happy to sign and comply. Following that, we have built an outstanding relationship of mutual trust.
Notwithstanding, the problem still remains that we are relying to a great extent on the goodwill and integrity of the Recipient. This is something I like to think we can do, but one can never be sure and proving a disclosure event may have taken place can be most difficult, if not impossible.
So what’s the solution?
One need only look at the mountain of Taxation Laws to realise that no amount of legal language will be free from the enticement by some to see if a loophole can be found.
The bottom line, and one all in business would understand, at the end of the day it all comes down to relationships and trust. Build relationships slowly and with care and always commence with an NDA. Further, be aware of people effusive with praise; and most of all people who blithely sign an NDA without first its close examination.
(Disclaimer: The writer of this article is not a legal practitioner. This material is presented as an opinion for discussion, it does not pretend to represent legal advice)
Roger La Salle is a sought-after speaker on innovation, business development and the commercialisation of technology. He is a qualified professional engineer and business and marketing graduate who is passionate about innovation. In 2004 Roger was a regular panellist on the ABC New Inventors TV program and in 2005 he was appointed "Chair of Innovation" at Queens University in Belfast. innovationtraining.com.au matrixthinking.com
AMT DEC/JAN 2023 110 FORUM IP
Roger La Salle explains the difference between patents and Non-Disclosure Agreements.
Recipient understands and agrees that any disclosure of the matters discussed may cause financial harm to the Disclosing party and understands that legal remedy may be sought for any unauthorised disclosure.
Global supply chains and the flow on effect to individual businesses
The last two and a half years has highlighted issues with global supply chains and the flow on effect to individual businesses. Businesses have been interrupted and left trying to solve the problems that have been imposed on them by others, as explained by Chris Bergin.
There have been numerous macro issues that have impacted people in varying ways recently including:
• The war in Ukraine causing gas shortages in Europe and worldwide
• COVID-19 pandemic
• Cyber Hacking - Optus, Telstra, JBS Foods, Channel Nine and many others
• Material shortages in the building industry
• Labour shortages
• Shipping delays & rising freight costs
It’s a good opportunity to take stock and ask, how much do we know about our critical suppliers and our supply chain? What process (if any) do we have in place to review any new supplier or customer to ensure that we will not be impacted by them?
What is your approach? Is it proactive or reactive? When considering your business, it is natural to be preoccupied with the issues that you are confronted with on a day-to-day basis. However, consideration should also be given to other issues including strategic planning, including your supply chain. Having a plan and strategy in place in advance will assist you to minimise interruptions to your business when the unforeseen occurs.
Directors and management need to undertake all possible action to ensure that their business is not interrupted or stalled by either:
• Not being able to source the inputs it needs - stock, raw materials, labour etc.
• Issues with customers - not paying on time, generating a product for a client that is not needed / surplus to requirements, obsolete stock as the market no longer exists etc.
Suppliers
A thorough understanding of your business’ suppliers is crucial in ensuring that your business will be able to undertake its day-to-day operations without interruption.
Assessing your supply chain can include:
• Review existing suppliers, to ensure that your business can maintain critical supply and continue to trade as usual
• An ongoing review, ie. Yearly of business-critical suppliers to ensure that circumstances have not changed
• A review in response to an event. Ie. The supplier that has not been able to provide you with goods or services on more than one occasion lately, does that point to a larger and more terminal issue? Have you got an alternate supplier? Do they have enough capacity to supply you and maintain your business?
• Third-party credit monitoring of key suppliers to automatically receive emails if important information changes which can include court actions against them, defaults and insolvency events.

• Before engaging a new provider, what due diligence do you do on them? What do you know about their financial and operational capacity?
There are warning signs that demand review and need to be investigated and vary by business and industry.
Some common warning signs or red flags include:
• Late or under supply
• Reduction in quality of goods or services
• Material changes in terms and conditions
• Change in ownership
• High staff turnover
• Changing third party providers engaged by your supplier. ie. Has your supplier engaged a new transport company to deliver product to you? Has your supplier changed its provider for raw material?
Some strategies that can help alleviate supply chain disruptions can include:
• Having multiple trusted suppliers for goods and services, particularly business critical supplies
• Having a formalised contractual arrangement that stipulates the terms under which you will trade and the obligations on your supplier in the ongoing relationship relevant to your business which may include:
Time to provision of supply from order Standard and quality of the goods and services Minimum stock on hand that the need to hold for you
Any other relevant items particular to your business
• Having sufficient stock on hand to buy you time to find an alternate provider
• Being a priority for your supplier’s – their number one or one of their main customers. Therefore, if they must choose between supplying you or someone else, make sure they prioritise you
Customers
While looking at your inputs, it is also worth looking at the other side of your business, your customers. There are some very simple tools and strategies available to reduce your exposure to your customers and provide you with varying levels of protection should one of your customers not be able to pay you. Again, these vary by business and industry and may include:
• First and foremost is having a rigorous accounts receivable function
• Seeking personal guarantee/s from the director/s of a business customer
• Placing a PPSA charge over your customer (supported by appropriate documentation) for goods and services provided
• Understanding the ability to exercise a lien if applicable
• Taking out debtor insurance if appropriate
Summary
We cannot always predict what the next uncontrollable factor that will impact us is, but we can make sure that we are prepared and ready for what may come.
Act now to critically review the relevant elements of your supply chain so as when the inevitable happens, you are prepared as best as possible for the future.
Chris Bergin is a Principal in Restructuring and Insolvency at William Buck. William Buck is a leading firm of accountants and advisors. Ph: 03 9824 8555 williambuck.com
AMT DEC/JAN 2023 111 FORUM
FINANCE
Silly season is upon us
It was great to catch up with so many members over the past month or so at our annual state Christmas functions, as well as a few international exhibitions we participated in.
The first international show post COVID lockdowns was a return to Chicago for IMTS in September. Whilst the show numbers were down somewhat and the late cancellation of a number of stands due to COVID enforcement rules in China left some holes in the floor plan, the show vibe and expectations was certainly there for us all to see. It was great to be able to experience face to face contact again and many AMTIL members sought out our stand for a quiet sit down and refreshment.
Then it was off to Tokyo for Jimtof in early November. The location of our stand was in the concourse area between the East and West halls so every visitor had to walk past our stand at least twice in a day, making it a very busy area at all times. Again we had a list of about 25 Aussies that had made the trip – most of them AMTIL members so a lot of socialising was had by all!
[[Insert Pic 1]]
Our event calendar for member Christmas functions is always a hectic time of year with five dinners around the country in the space of a few weeks. Our first was in Perth with 22 of us enjoying the terrific ambience and surrounding of The Shorehouse. Then off to Jolleys Boathouse in Adelaide for dinner with around 20 members from South Australia. A great night which went way past the proposed closing time due to a few members kicking on until the early hours of the morning.
The following week we celebrated the end of the year at Popolo in Brisbane with another 30-odd members enjoying great Italian food and drink on the sparkling Brisbane River banks. Then the following day it was Nick’s Seafood Restaurant at Darling Harbour in Sydney with 30 of our New South Wales members. It was another great evening catching up with our interstate members and enjoying a few late night single malts with them.
At the time of writing we have plans to celebrate with our Victorian members at The Carousel in Albert Park with over 150 expected to attend. We are looking forward to another fantastic event and wrapping up the year in style.
To all our members who have attended these functions we say a big thank you for celebrating with us. To the rest of the industry, many happy returns for the festive season. Enjoy yourselves, stay safe and we look forward to seeing and communicating with you all next year.
The AMTIL office will close at 12.00pm on Friday 23rd December and reopen on Tuesday 3rd January 2023.


112 AMTIL INSIDE AMT DEC/JAN 2023
Shane Infanti, CEO AMTIL
2022 AMTIL AGM

The AMTIL 2022 Annual General Meeting covered off a successful year of events and was well attended despite the early morning rain.
The 2022 AMTIL AGM recently took place at the Riversdale Golf Club in mid-October. It was great to see so many members there for the entertaining presentations and early morning breakfast, despite the downpour of rain outside. Well over 120 people attended for the industry event.




Our speaker was Vivek Dhar, the Director of Mining and Energy Commodities Research at the Commonwealth Bank who presented on the ‘Economic overview with focus on the manufacturing industry’. Congratulations also to our AMTIL Members who were
recognised for their ten and 20 years of continuous membership and ongoing support. For members unable to accept their awards on the day, your awards will be coming out to you in the coming weeks.
There were AMTIL 2022 Christmas Dinner events happening in most states through November and December. Stay tuned for details on our upcoming 2023 AMTIL events like the AMTIL 2023 Corporate Golf Day in February, and the AMTIL Women in Manufacturing event being planned for March 2023, by visiting our events page at the link below. amtil.com.au/events/
HEADING AMT DEC/JAN 2023 113 AMTIL INSIDE
1382V4AMTIL www.amtil.com.au AMTIL gratefully acknowledges the support of its Corporate Partners. AMTIL’s corporate partners offer a selection of products and services that will benefit our members in their business. For any enquiries about our Corporate Partnerships, and how they can benefit you, contact Anne Samuelsson on 03 9800 3666 or email asamuelsson@amtil.com.au Our Partners. Our Members. Your Benefits.
New Members
AMTIL would like to welcome the following companies who have signed up as new members of our association.

SEVAAN GROUP PTY LTD










12 Reaghs Farm Road MINTO, NSW 2566 sevaangroup.com.au






WYSIWYG 3D PTY LTD



Unit 1, 22/24 Norman Street PEAKHURST, NSW 2210 wysiwyg3d.com.au
SOUTHWELL ENGINEERING PTY LTD 36 Edward Street CAMDEN, NSW 2570 southwell.com.au
ATLAS COPCO COMPRESSORS AUST. 3 Bessemer Street BLACKTOWN, NSW 2148 atlascopco.com


CHISHOLM INSTITUTE 121 Stud Road DANDENONG, VIC 3175 chisholm.edu.au
PENTA LASER AUSTRALIA PTY LTD 18-20 Star Crescent HALLAM, VIC 3803 pentalaser.com.au
SIMPLY FINANCE AUSTRALIA PTY LTD 4 Westside Avenue PORT MELBOURNE, VIC 3207 simplyfinance.com.au


INVENIO PTY LTD L4, 37-41 Prospect Street BOX HILL, VIC 3128 invenio.com.au
FACTORY TECHNOLOGIES PTY LTD
16 Yulong Close MOOREBANK, NSW 2170 factory.app REVOLUTION MATERIALS 7/37-39 Little Boundary Road LAVERTON NORTH, VIC 3026 revolutionmaterials.com.au
WELDCLASS CNC 6 East West Place TAMINDA, NSW 2340 weldclass.com.au MYOB Level 3, 168 Cremorne Street CREMORNE, VIC 3121 myob.com FINLEASE PTY LTD Unit 11, 14 Albert Street BLACKBURN, VIC 3130 finlease.com.au
GAGEMENT PO Box 189 BULLEEN, VIC 3105 gagement.com.au
AMT DEC/JAN 2023 114 AMTIL INSIDE
1800 465 348 www.romheld.com.au AUTOMATE Want to work smarter not harder? Reall-time access to your data leads to better decision making on the factory floor – just ask Open IIoT. Learn more by scanning the QR code 0PEN II0T
Maximise
AMTIL staged many great events over 2022, including the long-awaited AMW 2022 in Sydney.




There are AMTIL 2022 Christmas Dinner events happening in most states through November and December. Networking opportunities aplenty. Stay tuned for details on our upcoming 2023 AMTIL events like the AMTIL 2023 Corporate Golf Day in February, and the AMTIL Women in Manufacturing event being planned for March 2023, by visiting

AMT DEC/JAN 2023 115 AMTIL INSIDE Rigby Cooke Lawyers has
manufacturers on their commercial needs for
As an entrusted Corporate Partner to AMTIL, we are pleased to offer AMTIL members the following exclusive benefits: > Fixed-price business contracts, including terms and conditions of trade, supplier terms and conditions, and privacy policies > A free one-hour consultation to determine your commercial and employment legal needs > Discounted legal fees across all commercial and private client legal services > Regular Workplace Relations legal updates > Access to Workplace Relations seminars and training workshops For more information on our exclusive member benefits and how we can assist you, please contact Julia Cameron, Lead Partner of our Manufacturing practice, on +61 3 9321 7807 or JCameron@rigbycooke.com.au. Our people: Your success T: +61 3 9321 7888 | E: info@rigbycooke.com.au
advised
decades. And, that’s why we are the ‘go-to’ legal advisors for the industry.
| www.rigbycooke.com.au
our events page at the link below. amtil.com.au/events/
your AMTIL Membership
NSW VIC
QLD SA
Due to the ongoing Coronavirus pandemic, many industry events world-wide have been postponed, rescheduled or cancelled. Readers are advised to check with all event organisers for the latest information. For the latest international travel advice, please visit health. gov.au/health-topics/novel-coronavirus-2019-ncov – For more events, please visit amtil.com.au/events
INTERNATIONAL
STEELFAB
UAE, Sharjah 9-12 January 2023 steelfabme.com
IMTEX
INDIA, Bangalore 19-25 January 2023 imtex.in
ATX WEST USA, California 7-9 February 2023 imengineeringwest.com
ASIAMOLD
CHINA, Guangzhou 1-3 March 2023 asiamold-china.cn.messefrankfurt.com
ALL ABOUT AUTOMATION
GERMANY, Friedrichshafen 7-8 March 2023 automation-friedrichshafen.com
AUTOMATICON POLAND, Warsaw 7-9 March 2023 automaticon.pl
TOLEXPO
FRANCE, Chassieu 7-10 March 2023 global-industrie.com/en/home
INTRALOGISTICS ROBOTICS & AUTOMATION
FRANCE, Paris 28-30 March 2023 sitl.eu
LASER WORLD OF PHOTONICS CHINA CHINA, Shanghai 22-24 March 2023 world-of-photonics-china.com/en
STOM-TOOL POLAND, Kielce 28-31 March 2023 targikielce.pl/przemyslowa-wiosna/stom-tool
ITES SHENZHEN
CHINA, Shenzhen 29 March -1 April 2023 iteschina.com
CIMT
CHINA, Beijing 10-15 April 2023 cimtshow.com
INTERMOLD JAPAN, Tokyo 12-15 April 2023 intermold.jp
HANNOVER MESSE GERMANY, Hannover 17-21 April 2023 hannovermesse.de
KOREA MAT SOUTH KOREA, Seoul 18-21 April 2023 koreamat.org
TAIWAN INTERNATIONAL FASTENER SHOW TAIWAN, Taipai 3-5 May 2023 fastenertaiwan.com.tw
AISTECH 2023 USA, Michigan 8-11 May 2023 aist.org
PLAST-EX CANADA, Toronto 9-11 May 2023 admtoronto.com
CONTROL GERMANY, Stuttgart 9-12 May 2023 control-messe.de
Stainless CZECH REPUBLIC, Brno 10-11 May 2023 bvv.cz/de/stainless
INTERMACH & MTA ASIA THAILAND, Bangkok 10-13 May 2023 intermachshow.com/2023
STEEL BUILD CHINA, Guangzhou 15-17 May 2023 steelbuildexpo.com
EASTEC USA, Springfield 16-18 May 2023 easteconline.com
METALFORUM POZNAN POLAND, Poznan 30 May-2 June 2023 itm-europe.pl/pl
WIN EURASIA TURKEY, Istanbul 7-10 June 2023 win-eurasia.com/tr
METEC GERMANY, Dusseldorf 12-16 June 2023 Metec.de
THERMPROCESS

GERMANY, Dusseldorf 12-16 June 2023 thermprocess.de
NEWCAST GERMANY, Dusseldorf 12-16 June 2023 newcast.de
MESSE STUTTGART GERMANY, Stuttgart 13-16 June 2023 messe-stuttgart.de
M-TECH JAPAN, Tokyo 21-23 June 2023 manufacturing-world.jp/tokyo/ja-jp.html
MANUFACTURING EXPO THAILAND, Bangkok 21-24 June 2023 manufacturing-expo.com
MTA VIETNAM VIETNAM, Ho Chi Minh 4-7 July 2023 mtavietnam.com
ALUMINIUM CHINA CHINA, Shanghai 5-7 July 2023 aluminiumchina.com
EMO GERMANY, Hannover 18-23 September 2023 emo-hannover.de
MACHTECH & INNOTECH EXPO BULGARIA, Sofia 3-6 October 2023 machtech.bg
WESTEC USA, California 7-9 November 2023 westeconline.com
AMT DEC/JAN 2023 116 INDUSTRY CALENDAR
LOCAL
AVALON AIR SHOW GEELONG, AVALON AIRPORT, VIC 28 FEBRUARY – 23 MARCH 2023


The 2023 Australian International Air show is a global business, defence and public event, attracting senior civil aviation, air transport, aerospace and defence industry, military and government decision-makers from around the world. This platform for industry provides unrivaled access to the region’s aviation, aerospace, defence and space community. airshow.com.au/airshow2023
SYDNEY BUILD EXPO SYDNEY ICC 6-7 MARCH 2023
For all of Australia's construction, architecture, engineering and infrastructure industries. Showcases the latest opportunities in NSW and Australia. Attracts contractors, architects, engineers, housebuilders, developers, government and construction professionals. sydneybuildexpo.com
AUSTRALASIAN OIL & GAS PERTH CONVENTION CENTRE 15-17 MARCH 2023
As Australia’s premier oil, gas and energy trade event, AOG Energy continues to drive opportunity, discussion and leadership in Australia’s oil, gas and clean energy sector. AOG Energy 2023 will strengthen our renewed focus on the energy transition and offers unparalleled exhibiting and sponsorship opportunities to reach Australia’s oil and gas leaders and drive Australia’s energy future. aogexpo.com.au/exhibit
DESIGNBUILD ICC SYDNEY 9-11 MAY 2023
Bringing together Australia’s architecture, building, construction, and design
communities. Co-locating with Total Facilities and The Built Environment Summit. Bringing brands, products, and innovations from conception to construction and beyond. Includes the new Digital Building Zone. designbuildexpo.com.au
AUSTRALIAN MANUFACTURING WEEK
MELBOURNE CONVENTION & EXHIBITION CENTRE 9-12 MAY 2023
Showcases the latest innovations, technologies, and equipment in the advanced manufacturing sector. australianmanufacturingweek.com.au
FOODPRO
MELBOURNE CONVENTION & EXHIBITION CENTRE 23-26 JULY 2023
An important trade fair for the food and beverage industry in the Asia-Pacific region. The latest products and ideas for the industry, including the latest trends in food production and the latest technologies to produce beverages. Visitors can find in depth and comprehensive information here about the latest developments, trends, products, and services. foodproexh.com
CEMAT SYDNEY OLYMPIC PARK 25-27 JULY 2023
A unique opportunity to experience, firsthand, the range of solutions and technology setting the standards and future direction of logistics and warehousing in the Asia Pacific. cemat.com.au
Advertiser Index
Machinery Forum 1
600 Machine Tools 49, 95
Air Liquide 17
Applied Machinery 15
Aurarum 55
BusinessHub 71
Capral 13
CNC Design 59
Complete Machine Tools 39
D&D Barry 114
DieMould 21
ECI Solutions 35
Epicor 114
Hare&Forbes 4, 5
HiTech Metrology 43
IDW CADCAM 81
IMTS 9
Integra Systems 67
Jims Machines 53
Laser Machines 119
Laser Things 61
LRQA 73


Machinery Forum 120


Marsh Alliance 85
MTI Qualos 69, 105
New Touch Industries 77
OKUMA 7
OpeniiOT 114
Rigby Cooke 115
Romheld 114
SternaGL 101
William Buck 107
Industrial Laser insert WMSSoft insert
HEADING AMT DEC/JAN 2023 117 INDUSTRY CALENDAR
AEROSPACE & DEFENCE RENEWABLE ENERGY/CLEAN TECH STATE SPOTLIGHT: TASMANIA ADDITIVE MANUFACTURING COMPRESSOR & AIR TECHNOLOGY MATERIALS HANDLING MOTORS & DRIVES CUTTING TOOLS FORMING & FABRICATION INDUSTRY 4.0 FEB/MAR 2023 DEC/JAN 2023 ELECTRIC AIRSPEEDER RACING AUTOMOTIVE & TRANSPORT Agriculture, Food & Beverages State Spotlight: New South Wales Dec22 Cover.indd 22/11/2022 11:23 Deburring System www.fladder.com Before After Before After Before After Machinery Forum 33 Brodie Street NSW 2016 Phone: +61 2 9638 9600 Mobile: +61 4 1111 5585 AUTOMOTIVE & TRANSPORT • SPECIAL FEATURE: AGRICULTURE, FOOD & BEVERAGES • STATE SPOTLIGHT: NEW SOUTH WALES Over 4,000 installations in 76 countries the largest manufacturing plant dedicated entirely to panel benders and 40 years of experience and expertise. salvagninigroup.com The next best compact panel bender BUILDING TECHNOLOGIES STEEL FURNITURE CATERING FOOD EQUIPMENT SHOP FURNITURE ZERO SET-UP TIME ONE UNIVERSAL BENDING TOOL THICKNESS RANGE: FROM 0.5 TO 3.2 MM MAX BENDING HEIGHT: 203 MM MAX BENDING LENGTH: 2180 MM FULLY AUTOMATIC PRODUCTION CYCLE, MANUAL L/UL EASY USER INTERFACE MACHINERYFORUM(NSW)PtyLtd 33BrodieStreet,RydalmereNSW2116 Ref.Mr.HeinoWindhorst T. +61(02)96389600 E. heino@mafosyd.com.au PREMIUM BENDING QUALITY DEC/JAN 2023 MAINTAIN MOMENTUM AND EMERGE STRONGER IN 2023. There has never been a more important time to ensure you are well marketed to industry and ready when opportunities open up. Reach out to 31,500 targeted readers and 63% decision-makers. I would be delighted to have a non-obligatory chat on how we can help. Nicholas Raftopoulos: 0431 753 381 AUSTRALIA’S NO. 1 ADVANCED MANUFACTURING MAGAZINE YOUR INDUSTRY. YOUR MAGAZINE.
POST-WAR RE-ADJUSTMENT: DREAMING OF AN ALL-AUSSIE CAR


It is now post-World War Two, and Laurence, worried about the re-adjustment of Australian
that he is one of the few in Australia who could perform the job of facilitating an Australian-made car.
During the later stages of the War, I began to worry about the huge post-war re-adjustment that would face Australia. Memories of the depression of the thirties were still very fresh in my mind, and I hadn't forgotten that swift “little depression” that hit nearly everyone-and knocked me out of my thriving little motor business-in 1922, only three years after the First World War. All the circumstances the experts had blamed for both depressions seemed likely to occur again when the Second World War was over. There would be a bit of a boom at first to fill the pent-up demand for goods, and then, I thought, would come the slump, and with it, financial chaos, and misery.
I would walk through the munitions factories teeming with busy people turning out shells and torpedoes, aircraft and guns, and I'd find myself thinking, “What will they do for jobs when guns and bullets aren’t wanted anymore? How will this country find work for them? And for the hundreds of thousands now in the Services?”
It would be necessary for industry to make a quick change-over from war to peace-time production. Houses, by scores of thousands, would be needed, and they would require fittings: stoves, baths, sinks, fans, furniture. That would absorb a lot of workers. The need for consumer-goods would provide employment for many more. But to give the economy stability, it would be necessary to keep busy the smaller factories then engaged in producing components for war requirements, and to attract great numbers of migrants to Australia after the war. Migrants who would provide that extra workforce for the big job of reconstruction and development - a great and new peace-time project would have to be started: a project that would employ many thousands directly, and give jobs to thousands more in ancillary industries. The project seemed obvious: a completely made-in-Australia car.
Long before the war started, I had been convinced Australia should be making its own car. During the war I was even more convinced we would be risking a national economic disaster if we did not make it. And, perhaps presumptuously, I saw myself as one of the few in Australia who could get the job done.
From an employment point of view, the making of motor-cars provides endless jobs. A car is like shoe-leather: both begin to wear out from the day they first hit the road. So there is scope for a big industry making replacement parts, which must go into operation almost as soon as the first cars come off the assembly-line. The experience our factories had gained during the war, and the equipment that had been put into them to enable the production of the machines and weapons of war simply had to be kept going on peace-time work when the war requirements had ended. A person trained in large-scale manufacturing looks at the finished items in quite a different light from the uninitiated. A visitor to a motor plant or munitions factory would see a truck or a car, a motor or a machine-gun coming off assembly-lines. The manufacturer would see those same items as so many component parts, each one turned, milled, pressed, cast, or forged to minute dimensions and tolerances. There is little difference, then, in the problems involved in manufacturing components into the parts that go into a machinegun, a sewing-machine-or a car!
During the war, GM-H factories, like scores of other manufacturing plants, learned new skills and achieved production targets that would not have been dreamed of before the war. Each plant, while contributing to the war effort, was giving invaluable experience to its staff which, if intelligent use were made of their skills after the war, would enable the plant to carry on and grow stronger in peace-time work.
Knowing this, I automatically associated all the processes of munitions manufacture with the requirements of peace-time carmanufacture. The war had broadened and sophisticated the natural skills of the Australian technician.
There would now be no technical shortcoming which could prevent or delay the all-Australian car.
The Secondary Industries Commission had been set up by the Curtin Labour Government to investigate methods of ensuring a smooth transition of war industries to a peace-time basis. It hadn’t taken many sittings of the commission for its members to realise how important was the task they had tackled. And it did not surprise me that they had come very early to realise that car manufacture held the key to post-war economic stability.
The climax to all this quiet planning of mine came in the early months of 1944 when J. K. Jensen, who had been appointed chairman of the Secondary Industries Commission in November 1943, said to me, “Look, L.J., I can see a nasty void ahead when the war is over. I believe it is absolutely essential that a car should be made in Australia. How are we going to do it?”
be continued…
This is an extract from ‘Big Wheels & Little Wheels’, by Sir Laurence Hartnett as told to John Veitch, 1964. © Deirdre Barnett.
HISTORY AMT DEC/JAN 2023 118
PART 52
industry, becomes convinced
Big wheels & little wheels – the story of UK-born Australian Sir Laurence John Hartnett (1898
–
1986) Australia’s “Father of the Holden” and much more
Laurence’s dream would be fulfilled in 1948. A mere three years after the end of World War 2
To



The Bodor C series laser systems represent outstanding value. We have stock in Melbourne of our C3 machines in both 3 and 6kW laser powers Now offered with the enhanced Bodor Thinker 3 software for faster results. Call us for pricing and details. Bodor have sold over 800 laser systems that have lasers over 10kW. From the small format space-saving i7 machines to the large 25m x 3m G series, Bodor has a laser system right for your application. BODOR LASER – MAKING LASERS AFFORDABLE TO MANUFACTURING Contact Adam at Email: sales@lasermachines.com.au Phone: 1300 561 963 www.lasermachines.com.au LM•AMTDecJan23 TUBE • SHEET • CUTTING • MARKING • SHEET & TUBE AUTOMATION AUSTRALIAN AGENTS FOR BODOR LASER NOW IN STOCK! THE BEST VALUE LASER SYSTEM ON THE MARKET!





Over 4,000 installations in 76 countries , the largest manufacturing plant dedicated entirely to panel benders and 40 years of experience and expertise. salvagninigroup.com The next best compact panel bender BUILDING TECHNOLOGIES STEEL FURNITURE CATERING & FOOD EQUIPMENT SHOP FURNITURE ZERO SET-UP TIME ONE UNIVERSAL BENDING TOOL THICKNESS RANGE: FROM 0.5 TO 3.2 MM MAX BENDING HEIGHT: 203 MM MAX BENDING LENGTH: 2180 MM FULLY AUTOMATIC PRODUCTION CYCLE, MANUAL L/UL EASY USER INTERFACE MACHINERY FORUM (NSW) Pty Ltd 33 Brodie Street, Rydalmere NSW 2116 Ref. Mr. Heino Windhorst T. +61 (02) 96389600 E. heino@mafosyd.com.au PREMIUM BENDING QUALITY

