Utilising the very latest global energy-saving technologies, our range of compressors and system components cut the cost of compressed air power for all industry.

MEDICAL Industry 4.0
State Spotlight: Victoria

AUG/SEP 2023
RMIT and VAXXAS








RMIT and VAXXAS
MEDICAL Industry 4.0
State Spotlight: Victoria

AUG/SEP 2023
SHOWCASING 7 PRODUCT ZONES


1739AMWSYD24AMTAUGSEP23 IT’S ON AGAIN IN 2024
AUSTRALIANMANUFACTURINGWEEK.COM.AU

AUSTRALIA’S PREMIER MANUFACTURING SOLUTIONS EVENT 17–19 APRIL 2024 INTERNATIONAL CONVENTION CENTRE, SYDNEY TAKE ADAVANTAGE OF THE ENORMOUS SUCCESS OF AMW MELBOURNE 2023 AND BE PART OF THE AUSTRALIAN MANUFACTURING WEEK JOURNEY – DON’T MISS OUT! SCAN HERE TO LEARN MORE [ SPACE SALES NOW OPEN ] For enquiries please contact Anne Samuelsson (Head of Sales) on 0400 115 525 or email asamuelsson@amtil.com.au














































SYDNEY (02) 9890 9111 1/2 Windsor Rd, Northmead BRISBANE (07) 3715 2200 625 Boundary Rd, Coopers Plains MELBOURNE (03) 9212 4422 4 Abbotts Rd, Dandenong PERTH (08) 9373 9999 11 Valentine St, Kewdale Exo Joint with Gas Strut Support Air Flow Control Valve for TIG Welding High Volume Fume Extraction Head Two Stage HEPA Filter System European Quality NEW RELEASE
RMIT University’s Discovery to Device facility opens this September in Melbourne and Vaxxas opened its advanced manufacturing facility this June in Brisbane.



What’s the next big move in the CNC routing end of the industry? Barry Grogan thinks he found a niche.

AMT AUG/SEP 2023 006 CONTENTS
MEDICAL RMIT Scale-Up Facility 34 Surgical Blades 38 Rockwell Automation in Medical 40 INDUSTRY 4.0 ANCA AIMS 46 Keubler Encoders 47 Boomi Gower 49 COMPRESSORS & AIR TECHNOLOGY Air Powered Services 57 ifmCompressors 58 Kaishan Compressors 59 STATE SPOTLIGHT: VIC BG Precision 62 Koenig Machinery 64 MaxiTRANS 65 INDUSTRY FEATURE Harrison Manufacturing 66 Tonsley Innovation District 68 WASTE & RECYCLING Applied Closet Loop 70 SAGE 71 Food Recycling 72 MATERIALS HANDLING Schmalz Pick 75 EnminGenerator 76 Giant Nuts 78 SAFETY Integra Ergonomic 80 ANCA Safety 82 Class 4 laser safety 83 CUTTING TOOLS ANCA Carbitools 86 BIG KAISER 87 SQP ASA 90 ENERGY & SUSTAINABILITY Sustainable Steel 92 Epicor Sustainable 94 Henkel 95 FORMING & FABRICATION Able Industries 98 DBSchenker Cables 100 Livetools 102 COMPANY PROFILE SailDrone WA 108 REGULARS From the Editor 8 From the CEO 10 From the Ministry 12 From the Industry 14 From the Union 16 Government News 18 Industry News 20 Voicebox 24 Tech News 28 Product News 30 AMTIL Forums 110 AMTIL Inside 112 Industry Calendar 116 Manufacturing History – A look back in time 118 Volume 23 Number 04 August/September 2023 ISSN 1832-6080
MANUFACTURING
FEATURES
HARRISON
66 SAILDRONE
109 BG PRECISION
What keeps machine tools moving and is made in Australia? Grease is the word.
WA An American unmanned surface vehicles maker is setting up shop in the hometown of its Aussie founder.
DISCOVERY TO DEVICE
RMIT
63 34
PUT ALL THE PIECES TOGETHER, OKUMA JUST MAKES SENSE
Innovative technology, quality manufacturing and comprehensive service and support define the Okuma experience.
We offer the leading edge of ‘full service’ distribution and lifetime support for Okuma CNC machines. Solution focussed, our team work with our customers to provide machining realities, with exceptional results.
Our team gives you immediate access to decades of industry experience and a network of local and global machine tool experts. We partner with you from the very first meeting, guide you through project planning and support you through implementation, training and after sales care.
CONTACT OKUMA FOR ALL YOUR CNC MACHINE REQUIREMENTS

Quality
Support
Technology
Reputation
Service Reliability
Model Range
PAUL HELLARD

AMR in our futures
If manufacturing can navigate through a recession, it can make its way through the minefield of a future wave of superbugs. But that’s a big ‘if’.
When setting a scene for Australian manufacturers on what to watch for in their futures, there’s not much light on the horizon right now other than a polycrisis. But let’s give it a go. Advances in technology, such as automation and artificial intelligence (AI), have the potential to disrupt traditional industries and are now drastically reshaping the manufacturing jobs market. When technology drives productivity and innovation, and reskilling doesn’t keep pace, it can lead to job displacement and increased income inequality. I’ll stop here cos I’m telling you stuff you already know.
Fiscal and monetary splurges made in response to global COVID lockdowns have also ignited consumer demand for technology and other supplies. Combined with severe disruptions to the supply chains wrought by that same global pandemic and various theatres of war, inflation has ensued globally at levels not seen in decades. You might have seen the news. We are still trying to tame that monster.
One extra spanner accelerating towards our collective works is the battle between antibiotics and bacteria. The rise of AntiMicrobial Resistance (AMR) happens when bacteria, viruses and fungi develop the ability to defeat the medications designed to control them.
As the climate crisis worsens, AMR has emerged in several extra ways: higher temperatures increase both the rate of bacterial growth and the spread rate of antibiotic-resistant genes between micro-organisms. As we head toward summer in Australia, we only need to read what is happening now in the northen hemisphere to sample what we have in store. Severe weather and flooding can lead to conditions of overcrowding, poor sanitation and increased pollution, which are known to increase infection rates as oils, heavy metals and other pollutants and waste in water create favourable conditions for bugs to develop resistance.
The battleground is not only in hospitals, but also our manufacturing workplaces, assembly lines where food is produced, or anywhere manufacturing production humidity levels may not be controlled as closely as it should. Will it be necessary in future to adopt cleanroom environments when manufacturing anything humans might go near?
Developing and validating methods for measuring AMR, pathogens and residues in complex environments will need to be improved in hospitals, clinics and food manufacturing sites. Industries will use AMR data and insights to optimise their procurement, production and waste management practices. This will improve safety, security and protect the production, and wider environment. Close market intelligence scrutiny will help secure international access and safeguard export growth in jurisdictions with more stringent safety requirements. As AMR becomes a more clear and present danger, the import/ export markets of almost everything will have to be monitored even more closely. Data and insights will help raise community awareness of AMR and ensure confidence in participating sectors’ AMR mitigation strategies.
In the very brightest of futures, Australia’s manufacturers will be successful in adopting cost-effective and efficient interventions, reducing and removing AMR elements and residues from industry value chains and environments. Human health will benefit from new vaccines and more effective antimicrobial stewardship in receiving environments. New and improved AMR solutions will allow business operations to increase productivity and reduce losses across industrial supply chains, better positioning the sector to reach the Australian Government’s Ag2030 productivity targets. Let’s hope I’m right.
Editor Paul Hellard phellard@amtil.com.au

Contributors
Carole Goldsmith
Drew Turney
Sales Manager Nicholas Raftopoulos nraftopoulos@amtil.com.au
Publications Co-ordinator
Caroline Robinson publications@amtil.com.au
Publisher Shane Infanti sinfanti@amtil.com.au
Designer Franco Schena fschena@amtil.com.au
Prepress & Print Printgraphics Australia
AMT Magazine is printed in Australia under ISO140001 Environmental Certification using FSC® Mix certified paper sourced using sustainable tree farming practices.
Contact Details
AMT Magazine AMTIL
Suite 10, 5 Corporate Boulevard Bayswater VIC 3153 AUSTRALIA
T 03 9800 3666 F 03 9800 3436
E info@amtil.com.au
W www.amtil.com.au
Copyright © Australian Manufacturing Technology (AMT). All rights reserved. AMT Magazine may not be copied or reproduced in whole or part thereof without written permission from the publisher. Contained specifications and claims are those supplied by the manufacturer (contributor).
Disclaimer
The opinions expressed within AMT Magazine from editorial staff, contributors or advertisers are not necessarily those of AMTIL. The publisher reserves the right to amend the listed editorial features published in the AMT Magazine Media Kit for content or production purposes.
AMT Magazine is dedicated to Australia’s machining, tooling and sheet-metal working industries and is published bi-monthly.
Subscription to AMT Magazine (and other benefits) is available through AMTIL Associate Membership at $190.00 (ex GST) per annum. Contact AMTIL on 03 9800 3666 for further information.

AMT AUG/SEP 2023 008 FROM THE EDITOR
1745AMTAUG/SEP2023




Fiber Lasers • Pressbrakes • Tube Lasers • Panel Folders • Guillotines • Laser Welders Call: Email: Visit: 03 9706 8066 sales@appliedmachinery.com.au appliedmachinery.com.au GROW YOUR BUSINESS WITH YAWEI. THAT’S APPLIED THINKING. Precision sheetmetal processing solutions.
SHANE INFANTI – Chief Executive Officer AMTIL

Having a plan to invest in technology is the key to a brighter future
In an increasingly interconnected and rapidly evolving world, investment in technology has emerged as a crucial driver of progress and prosperity. Having a Technology Investment Plan is important for any business, highlighting its potential to enhance productivity, foster innovation, and to improve quality of life. innovate and adapt to emerging technologies, enabling them to meet changing customer demands and industry trends.
Enhancing productivity and efficiency
Investment in technology plays a pivotal role in boosting productivity and efficiency across industries. Through automation, artificial intelligence, and advanced software systems, technology streamlines processes, reduces human error, and accelerates output. Robotic automation, for instance, can handle repetitive and mundane tasks, enabling human workers to focus on more creative and complex endeavours. Moreover, the integration of technology in supply chains, logistics, and manufacturing facilitates seamless operations, leading to increased efficiency and cost savings.
Fostering innovation and economic growth
Technology has proven to be a catalyst for innovation, driving economic growth and societal progress. Investment in technology fosters a fertile environment for research and development, encouraging the creation of groundbreaking solutions to pressing challenges. These innovations often have far-reaching effects, spurring the growth of new industries, creating employment opportunities, and attracting further investment.
Improving quality of life
Investment in technology directly contributes to the improvement of people's quality of life. Transportation has undergone incredible breakthroughs with electrification over the past decade. Advancements in healthcare technology have led to more accurate diagnoses, personalised treatments, and improved patient care. Medical breakthroughs such as telemedicine, wearable devices, and remote monitoring have extended healthcare access to remote areas, improved healthcare outcomes, and reduced costs.
The level of investment in technology is indispensable for societal advancement, encompassing various spheres of human existence. By enhancing productivity, fostering innovation, and improving quality of life, technology offers a multitude of benefits. Governments, businesses, and individuals must recognise the importance of sustained investment in technological research, development, and implementation. By doing so, societies can leverage the transformative power of technology to overcome challenges, drive economic growth, and create a brighter and more prosperous future for us all.
Technology Investment Plan
A Technology Investment Plan is crucial for the success and growth of any company in today's digital age. Here are some things to consider when developing a plan for your business.
1. Competitive Advantage: Technology plays a vital role in gaining a competitive edge in the market. A well-defined technology investment plan allows companies to adopt the latest tools, systems, and processes, enabling them to streamline operations, improve efficiency, and outperform competitors.
2. Innovation and Adaptability: Technology is constantly evolving, and businesses need to stay ahead of the curve. An investment plan ensures that companies have the resources to
3. Cost Efficiency: While technology investments may require an upfront cost, they often result in long-term cost savings. Automating manual processes, implementing cloud-based solutions, and optimising infrastructure can reduce operational expenses and improve overall cost efficiency.
4. Enhanced Productivity and Collaboration: Technology investments enable employees to work smarter, not harder. Tools like project management software, communication platforms, and collaboration tools enhance productivity and facilitate seamless collaboration among teams, regardless of their physical locations.
5. Customer Experience: Technology has revolutionized customer expectations. By investing in customer relationship management (CRM) systems, data analytics, and personalised marketing solutions, companies can deliver exceptional customer experiences, build brand loyalty, and increase customer retention.
6. Scalability and Growth: Plans account for future scalability and growth. By building a robust technology infrastructure and implementing scalable solutions, companies can expand their operations without major disruptions, supporting long-term growth objectives.
7. Risk Mitigation: Include provisions for cybersecurity measures, disaster recovery solutions, and data backup systems. By proactively addressing potential risks and vulnerabilities, companies can safeguard their valuable assets, protect customer data, and ensure business continuity.
8. Data-Driven Decision Making: In today's data-rich environment, businesses that leverage data analytics gain valuable insights for strategic decision-making. Technology investments in data collection, analysis, and visualisation tools enable companies to make informed decisions, identify trends, and identify opportunities for growth.
9. Regulatory Compliance: Various industries are subject to stringent regulations regarding data privacy, security, and compliance. A technology investment plan ensures that companies have the necessary systems and processes in place to meet these regulatory requirements, avoiding potential penalties and legal complications.
10. Future-Proofing: Technology evolves rapidly, and companies need to future-proof their operations. An investment plan enables companies to anticipate technological advancements, plan for infrastructure upgrades, and adopt new technologies strategically, ensuring their relevance and longevity in the marketplace.
A Technology Investment Plan is essential for companies to remain competitive, drive innovation, improve productivity, enhance the customer experience, and prepare for the future. It enables businesses to leverage technology as a strategic asset, unlocking numerous benefits that contribute to their overall success and growth.
AMT AUG/SEP 2023 010 FROM THE CEO









Discover more about the range of industry leading machinery from IMTS by scanning the QR Code above Laser cutting with material storage and part stacking From the leaders in automated sheetmetal technology PRIMA POWER Laser Genius+ www.imts.com.au sales@imts.com.au 03 9314 9888 Technical Excellence, Innovative Products + Left or right hand layout to suit customer requirements + Complete range of modular automation that grows with your business + Up to 15kW of fiber laser power + Prima Power developed cutting head and HMI software + Industry-leading support in Australia and New Zealand from IMTS Machinery
THE HON Ed Husic MP – Minister for Industry and Science

CRC-P grants
The Australian Government has taken significant steps in recent months towards realising its goal of moving our manufacturing sector up the value chain.
I am not referring here just to the $15bn National Reconstruction Fund – though this is integral to our plans to generate new advanced industries and is close to being set up. Rather, I am alluding to strengthening our innovation ecosystem.
Earlier this year, the Australian Government allocated $650m to the 2023 funding round for the National Collaborative Research Infrastructure Strategy (NCRIS), and in June, I announced a further $50m in grants under the successful Cooperative Research Centres Projects (CRC-P) stream of the CRC Program.
The NCRIS gives researchers and industry access to advanced equipment, data, and expertise to develop new high value-added products and services for the global market – while the CRC-P grants stream supports short-term industry-led collaborative research projects.
Because advanced industries encompassing micro fabrication, smart robotics, 3D printing, and other digital technologies offer high growth potential, it’s important we enable their development is via a strong innovation ecosystem. We have that in place in Australia. With just 0.3% of the world’s population, we produce around 4% of the world’s research publications.
Seven of our universities are in the top 100 of the QS World University Rankings and six are in the top 100 of the Times Higher Education rankings. Our research and development expertise is reflected in that we’re in 25th place in the Global Innovation Index (GII).
To derive its overall rankings for 2022, the GII considered seven innovation pillars – institutions; human capital and research; infrastructure; market sophistication; knowledge and technology outputs; and creative outputs.

Australia ranked number five in human capital and research. In terms of knowledge and technology outputs we ranked No 37. The Australian Government wants more of our home-grown ideas or methods translated into commercial or societal benefits for the nation. For that, we need a stronger innovation ecosystem. The funding we are delivering through the CRC-P and NCRIS will help bring that about. The latest tranche of CRC-P funding, round 14, includes a focus on circular economy principles – and the 24 projects being supported will complement the seven areas we have identified as priorities for the soon to be-established NRF, including renewables and low-emissions technologies.
One round 14 recipient, Industrial Property Maintenance in Melbourne will receive a $3m grant to develop a pilot facility for recycling composite wind turbine blades. An estimated 30,000 tonnes of wind turbine blades are due to be retired by 2050 and diverting them from landfill will deliver important environmental benefits as well creating new jobs.
Another CRC-P recipient, OmnisOva, based at Werribee outside Melbourne, will use its $1.4m grant to further develop its advanced breeding technology to remove a major food allergen from eggs. Around 40 million children world-wide are allergic to eggs and successfully bringing this innovation to the global egg market will deliver major public health benefits here and overseas.
A Sydney company, MicroTau, has received a $3m grant to further develop and test a film coating that can reduce aerodynamic drag on aircraft. This film mimics the countless overlapping V-shaped scales or denticles that cover a shark’s skin. These denticles promote laminar flow and allow the shark to swim faster and more
quietly. However, replicating the microscopic grooves and bumps with traditional manufacturing is difficult. MicroTau have solved this puzzle using specialist laser manufacturing technology to rapidly produce the shark skin pattern in a light-curable material on to large, self-adhesive patches.
MicroTau’s proprietary direct contactless microfabrication technology has potential uses in the shipping industry as well as wind turbine manufacture. Incidentally, MicroTau overcome the manufacturing challenge of working at the micro and macro scales simultaneously with technical help from the University of Sydney’s Research and Prototype Foundry.
This foundry is one of eight university-based nodes around the country that are under the aegis of the Australian National Fabrication Facility (ANFF). The ANFF, in turn, is funded by NCRIS.
It is a great example of the power of “networked” research and development – working with industry – to pressure-test great ideas, overcome technical issues, and turn them into viable new products or services. We in Australia have traditionally punched above our weight for innovation inputs.
By creating a joined up national innovation ecosystem where scientific research, the private sector and the government are fully engaged and committed, we can also excel in terms of innovation outputs. Outputs that will allow advanced manufacturing companies, particularly SMEs, to scale up their activities.
The policies and strategies we have committed to, and the funding and co-investment that we are now rolling out, will create more ideas and a greater appetite for risk.
Which is what is needed, in the long run, to transform our manufacturing sector and deliver sustainable economic growth. industry.gov.au
AMT AUG/SEP 2023 012
THE
FROM
MINISTRY
HG Farley LaserLab Australia - manufacturing Plasma, Laser & Waterjet Machines for 50+ years and now offering both Low and High end machinery - Giving every workshop a solu�on that can start small and grow large.
W.A.L.C FIBER LASER BEVEL MACHINE
up to 30kW FIber Laser Source




up to 4.5m Width


up to 30m Length
up to 40mm MS, SS & AL
Bevel Cu�ng
High Pressure Air Cu�ng
TRUEDGE PLASMA, BEVEL, OXY & BT50 DRILLING Machine
BT50 30 x Auto Tool Changer
Drill up to 100mm Diameter

Tap up to 40mm Diameter

Hypertherm XPR300 Plasma Unit - 40mm MS

ImaTechno Bevel Cu�ng
IHT Auto Gas Oxy/Flame Torch - 200mm MS
Australian Made Machine
Showcased at Austech 2023 - STAND MT500

NEW FARLEY CNC PRESSBRAKES

4+1, 6+1 & 8+1 Axis PressBrake

1.6m to 6.0m Bending Length

50 Tonnes to 400 Tonnes
Up to 420mm Opening Height
Bosch Hydraulic System
Delem DA Controllers (3D Op�on)

*Special Introduction Price: $99,000.00 + GST
Includes: 175T, 3.2m Length, 6+1 Axis, DA66T Control, Ex Melbourne Ends August 31st 2023
To find out more, Phone: 03 9454 0834 Web: www.farleylaserlab.com.au Email: sales@farleylaserlab.com.au

Emission goals need a national strategy

The passage of the Government’s Climate Change Act last year provided a useful basis for business, government, and the community to work towards ever more challenging emissions goals.
A reduction in emissions to at least 43% below 2005 levels by 2030 has been characterised by the Government as a floor, not a ceiling, in its efforts to plot a credible path to achieving the goal of net zero by 2050.

Upon delivering his first ‘Annual Climate Statement’ last December, Climate Change and Energy Minister Chris Bowen suggested that to reach this target we will need to achieve the same emissions reduction in the next eight years that has been managed in the last 18. Such an ambition will take transformational investments in industry, power, transport and more. Making those investments requires business confidence that the basic framework of public policy will be strong and stable.
In his December Statement, Mr. Bowen detailed advice from the Climate Change Authority recommending that Australia’s Net Zero 2050 plan be underpinned with separate plans for our major economic sectors. And now, in a speech to the Clean Energy Council in July, he has outlined his next steps.
Mr. Bowen announced that the Government will begin developing six sectoral plans:
1) Electricity and Energy;
2) Industry;
3) the Built Environment;
4) Agriculture and Land;
5) Transport; and
6) Resources.
The waste sector will be included both in the industry plan and as part of a focus on the circular economy that will be a crosscutting issue for all sectors.
In making his announcement, Mr. Bowen foreshadowed “heavy rounds of engagement with the community on each plan,” suggesting that “the level and quality of dialogue and collaboration with industries, experts and citizens will set these plans apart from anything that’s been done before.” This period of consultation will take shape as part of an 18-month review.
Such dialogue will be crucial if the Government’s plans are to succeed. Setting Australia up for success on our next round of climate goals undoubtedly requires a wider canvas, stronger dialogue, and more openness than we have seen in the past.
Physics, national interest, and the terms of the Paris Agreement mean that Australia's emissions reduction goals will keep deepening, all the way to net zero and most likely beyond.
But equally, arithmetic dictates that industry and the electricity sector cannot achieve these targets alone. While recent debate has focussed on the Safeguard Mechanism and power sector initiatives like the Capacity Investment Scheme, a much wider swathe of the economy will need to make investments and change practices to hit more challenging emissions numbers for 2035 – Mr. Bowen expects to receive advice from the Climate Change Authority on recommended 2035 targets by late 2024.
Industry, power, transport, agriculture, construction, resources, and waste all have much to do, as do consumers and households.
Practical plans for all those sectors cannot simply be imposed from above. They must emerge from deep dialogue and partnership. In the Australian Industry Energy Transitions Initiative, major enterprises in several key economic sectors collaborated with researchers to map their transition pathways and the areas where government action will be needed. Policy has an important role, but it will be undirected and ineffectual without insights
and investment from businesses and other stakeholders in each sector.
The 18-month review announced by the Government must be as thorough and inclusive as it looks in the sketch of Mr. Bowen’s speech to the Clean Energy Council. There is no room for a repeat of the sins of the past, where openness to insights from outside Parliament took a back seat to manage tensions within it. It would be good to move on from many old failings. Nuclear energy is a fraught subject but too important to be left to empty fights over symbolism. New nuclear technologies combine intriguing potential with formidable delivery and economic challenges. It makes little sense to continue simply banning them, but mere legalisation is no substitute for a comprehensive and investable climate and energy policy for all technologies to compete under. Putting all your eggs in one basket is a bad idea for any side of politics. As we have seen with State goals in NSW and Victoria, 2035 targets are likely to be significant steps up from 2030. Our prospects for achieving that will be strongest with a national strategy that ties together sectoral insights with whole-ofeconomy coherence, backs technology with robust policy, and keeps a close eye on trade competitiveness. It's a tall order, but this is not optional.
aigroup.com.au
AMT AUG/SEP 2023 014 FROM THE INDUSTRY INNES
WILLOX – Chief Executive Australian Industry Group
THE BANDSAW LEAD I NG STEE L ME RCHAN TS CHOOSE



H-SERIES | Double Column Fully Auto (with covers) Ø260mm — Ø1100mm
E-SERIES | High Performance Ø330mm — Ø800mm

H-SERIES | Double Column Fully Auto (Traditional) Ø260mm — Ø1100mm
P-SERIES | Circular Saw Ø70mm — Ø230mm
S-SERIES | Semi Auto Mitre 460 x 330mm
S-SERIES | Fully Auto Mitre 620 x 350mm


QLD - 07 3279 3344 NSW - 02 8801 3375
E - sales@completemachinetools.com.au W - www.completemachinetools.com.au








Your Partner in Innovation
Our future, our skills
When Marty McFly hopped into the DeLorean in 1985 to head back 30 years, he was confronted by an analogue world, at least to his eyes – and ours.
McFly struggled through and, most importantly, ensured that the guy got the girl, notwithstanding his ham-fisted efforts. Our skilling needs have changed significantly, as has the way in which those skills have developed. If we go back 30 years, like Marty did, what would we see?

In 1993, we were in the second full year of the manufacturing industry restructuring process. Fundamentally, the changes focused on obtaining new skills to deal with those technologies coming on stream and, just as importantly, recognising the skills workers already had. This recognition was done on the job.
As part of the process, the AMWU and AiGroup trained over 5,000 representatives in the fundamentals of recognition of prior learning and recognition of current competencies procedures and Tradespersons’ Rights regulations. This ensured that those skills essential to the new realities in workplaces arising from new production techniques and technologies were recognised. At the same time, workplace consultative arrangements were enhanced; the notion that “managerial prerogative” (what is now called the C-Suite) would solve all the work organisation and productivity issues was given short shrift.
The result of that hard work was the massive 25-year long trajectory of productivity increases. The wealth of Australia was increased and, through better jobs and pay and superannuation, that productive wealth was shared.
The basis of this was the strong and effective partnership between workers (and their unions) and employers. Although it became politically contested in a rash of “IR reforms” from 1996 onwards, those productivity increases were permanent.
But, like the DeLorean, the technologies of 1993 are now outdated. Innovations like the CD-ROM have been replaced by the cloud; robotics and AI are now incorporated in many workplaces. And the skills to operate them are changing as well.

While the basic skills of manufacturing remain, as ever, the knowledge of and ability to use tools, form materials, read a drawing, and machine and manipulate the variables necessary to produce the finished product, the nature and complexity of those skills have changed. Radical technologies like CNC – automatically and
digitally controlled machining processes –in the 80s have been enhanced by robots and cobots, augmented reality and digital twins (though, to date, AI has frightened more than it has informed).
Yet in Australian manufacturing, investment in new plant and equipment still lags. Worse, skill development and recognition is an uphill battle. While the AMWU welcomes developments like the creation of Jobs and Skills Australia, where I am one of four ACTU representatives, we need greater action and investment on skills if we are to meet the challenges of 21st Century manufacturing.
This is especially true after what we’ve seen in the past decade or so. Tony Abbott might have been adamant that WorkChoices was “dead, buried and cremated” but the vindictive anti-union philosophy at its heart was borne out by the changes which occurred in training and skills. From being industry-led, with business and unions as equal partners, the Abbott government could not wait to abolish the Australian Workforce and Productivity Agency and remove unions from oversight arrangements, which devolved on the
Australian Industry Skills Committee. The upshot was that VET became the realm of experts, although they were most adept at telling us what we would have rather than working with us on what we need.
The heart of our approach, especially on skills, is cooperation. The AMWU has reached out to the AiG, not because we want to recreate the “good old days” of the 1990s but because we need a new cooperative approach to skilling and reskilling manufacturing workers. When we were able to do the seemingly impossible in the 1990s, all Australians benefited. Isn’t it time that we saw real, sustained investment in training and technology, consultation, and work processes to improve our national competitiveness?
We’re not hankering for a DeLorean to take us back but focused on the need for a future-facing manufacturing industry which combines the best of that cooperative 1990s approach with the skills and technologies of the digital age. It might just lead us to another productivity boom and set up a new manufacturing industry for the next 25 years. amwu.org.au
AMT AUG/SEP 2023 016 FROM THE UNION ANDREW DETTMER – National President,
Australian Manufacturing Workers Union
Come Join Us!


The Australian Manufacturing Technology Institute Limited (AMTIL) is the peak national body that represents the interests of manufacturing technology suppliers and users within the precision engineering and advanced manufacturing sector. Whether you are a manufacturer, importer or distributor, or a general manufacturing technology company we have various membership offerings with which to help you and your business. Manufacturing Technology Supplier (MTS) Manufacturing Technology User (MTU) Industry Supporter Associate 1686AMTIL•AMTAUGSEP23 Scan to explore more details and join now. Australian Manufacturing Technology Institute Limited Suite 10, 5 Corporate Boulevard Bayswater VIC, 3153 Australia T 03 9800 3666 F 03 9800 3436 info@amtil.com.au amtil.com.au
DECO with Capral
DECO Australia leads the way with LocAl® green aluminium.
DECO Australia (DECO), leading manufacturer of aluminium buildings products, has partnered with Capral Aluminium (Capral) to supply LocAl® Green lower-carbon aluminium. DECO is leading the way by being the first to commit to switching all their Capral aluminium extrusions to LocAl® Green.
Announced with the Prime Minister in attendance last Friday, the agreement to switch 100 per cent of DECO’s aluminium supply from Capral to lower-carbon aluminium is an important step in DECO’s commitment to reducing carbon emissions.
“Capral Aluminium is Australia’s largest aluminium extruder, and we are pleased to announce today that DECO Australia and Capral have reached agreement for Capral to supply DECO with lowercarbon aluminium to assist in producing more environmentally friendly building products.” said Ross Doonan, founder and director of DECO Australia. DECO’s commitment to LocAl® Green aluminium is part of the company’s Sustainable Framework, which has a core environmental commitment to reducing emissions across the business, including their product offerings.
Aluminium is an excellent material choice for use in a circular economy as it can be can be recycled again and again, almost infinitely. According to the International Aluminium Institute, 75% of all the aluminium every produced is still in productive use, having been through countless loops of its lifecycle. “We are continuously looking to improve our responsible material sourcing and this agreement with Capral Aluminium will assist in reducing the emissions intensity
of one of our major material inputs.” said Richard Hamber, General Manager DECO Australia.
“The switch to LocAl® Green aluminium will also directly support our customers across the architectural and building industries by supplying aluminium building products made from responsibly sourced, lower-carbon aluminium, helping them to achieve their own sustainable initiatives and outcomes. “
The LocAl® Green aluminium has the same technical properties as primary aluminium, however, is produced using lower emission energy sources and therefore reduces the embedded carbon of the aluminium by 50 per cent (when compared to the global average for primary aluminium). “We have worked together to ensure we can support DECO on their sustainability journey.” said Luke Hawkins, Capral’s General Manager of Industrial and Procurement. “This is what it’s all about, making it possible for Australian manufacturers to make responsible and sustainable procurement decisions around Aluminium.”
DECO Australia has long been dedicated to investing in innovative and sustainable outcomes for the Australian building industry. The partnership between DECO and Capral, and both organisation’s commitment to lower-carbon aluminium, are set to pave the way for a cleaner and greener building industry.

DECO started receiving the supply of LocAl® Green lower-carbon aluminium in June 2023. deco.net.au lowcarbonaluminium.com.au
Queensland SuperGrid
Queensland looks to legislate 70% renewable energy by 2032, 80% by 2035.
The Queensland SuperGrid will be Queensland’s modern energy system and will consist of new foundational pumped hydro energy storage assets, new backbone transmission, more renewables in our Queensland Renewable Energy Zones (QREZ) regions, and more batteries and low emission to zero emission gas.
The SuperGrid is all of the elements in the electricity system, including the poles, wires, solar, wind and storage that provides Queenslanders with clean, reliable and affordable power for generations.
The SuperGrid will bring all elements of the electricity system together to deliver 50% renewable energy by 2030, 70% by 2032, and 80% by 2035. The SuperGrid is new generation storage and transmission that will set us up to deliver this renewable power.
To underpin the Plan, the Queensland Government has developed the Queensland SuperGrid Infrastructure Blueprint which outlines the state’s optimal infrastructure pathway to transform the system. To build the SuperGrid, QLD has to begin investing in foundational, long-duration energy storage and transmission assets right now. This infrastructure will enable the state to reliably generate, store and transport cleaner electricity across the state with more energy independence.
This coordinated access to low emissions and low-cost energy through scale-efficient infrastructure in regions like QREZs, hydrogen hubs or manufacturing precincts, will sustain and grow jobs in new industries. qld.gov.au
AMT AUG/SEP 2023 018 GOVERNMENT NEWS
Jobs and Skills Council
Delivering the skills for workers, businesses and the economy.
The Albanese Labor Government has delivered three more Jobs and Skills Councils to help address skills shortages and broader workforce challenges, covering manufacturing, transport and logistics and mining and automotive sectors.

JSCs are a network of industry-owned and led organisations that will bring together employers and unions to work in partnership with governments and the education and training sectors. This shows the government’s ongoing commitment to tripartite leadership to find solutions to the workforce challenges and skills needs, currently facing industry sectors across Australia.
JSCs will have a strong connection with Jobs and Skills Australia (JSA) to align workforce planning for their sectors.
This is an essential first step in determining job roles, skills need and education and training pathways, combining industry-specific intelligence from the JSCs with JSA’s forecasting and modelling.
• Manufacturing JSC: Manufacturing Industry Skills Alliance will work to enable modern manufacturing and associated industries get the right workers with the right skills to ensure Australia’s manufacturing sector will continue to grow through advanced manufacturing and innovation.
• Transport and Logistics JSC: Industry Skills Australia will bring together employer and union leaders from the transport and logistics industries to support workforce planning and skills needs for Australia’s core supply chain sectors, which are critical to supporting the nation’s economy.
• Mining and Automotive JSC: The Mining and Automotive Skills Alliance will work closely with employers and unions to address workforce challenges and skills gaps for industries
MedTech Hub
New Hub to make Victoria a global medtech powerhouse.
An Andrews Labor Government funded medical technology hub for skills and device development is set to boost Victoria’s reputation as a global leader in the field.
Minister for Industry and Innovation Ben Carroll has announced the opening of Victorian Medtech Skills and Device Hub, backed by $5.75m from the Labor Government – bringing together local businesses, universities and education providers to create lifesaving medical technology and train local workers for innovative careers in the sector.
An Australian-first, the hub will offer more than 1000 industry training places and will generate up to a dozen start-ups that are ready for investment every year.
The hub will be located at the Aikenhead Centre for Medical Discovery at Melbourne’s St Vincent’s Hospital, Australia’s first hospital-based research centre, which is under construction and set for completion next year. The hub will be led by the University of Melbourne in collaboration with RMIT University, Swinburne University of Technology and the Aikenhead Centre for Medical Discovery.
The hub will support the growth of local companies, including Neo-Bionica and Synchron, to expand onshore manufacturing of their medtech products becoming significant players in the multibillion-dollar global market. “It’s great to be partnering with the Victorian Government, the Aikenhead Centre for Medical Discovery, universities, industry, and the medtech sector to bring the Victorian Medtech Skills and Device Hub to life,” said University of Melbourne Vice-Chancellor Professor Duncan Maskell.
critical to Australia’s economic and environmental future. The mining and automotive sectors contribute significantly to Australia’s economic prosperity and include industries and occupations that will help achieve our net zero transformation. The Agribusiness JSC was first to become operational and $442m will be invested over the next four years to establish 10 Jobs and Skills Councils.
The remaining JSCs are in the process of establishing and more announcements will be made in the coming weeks. Industry.gov.au
Medtech is one of the fastest growing sectors in Victoria’s economy, with 650 med tech related companies employing approximately 6,000 people and generating $1.4bn in value.
The Victorian Budget 2023/24 is backing thriving industries through $12.3m for the delivery of major sovereign mRNA manufacturing facilities and a $15m to incentivise local business to increase R&D. unimelb.edu.au

AMT AUG/SEP 2023 019 GOVERNMENT NEWS
Solar cell recycling
A microwave technology invented at Macquarie University will improve the manufacture of solar cells and make them easier to recycle.
During the fabrication of solar panels, silicon goes through several high-temperature processes known as annealing. Currently the cells are cooked in an oven.
But in a paper published in the US Journal Applied Physics Letters, a team led by senior lecturer Dr Binesh Puthen Veettil of the School of Engineering has shown that heating using microwave radiation is nearly as efficient. Plus, it saves considerable time and energy and has other advantages.

Because microwave radiation selectively heats silicon, it leads to almost instantaneous effects with massive savings of energy. This is partly because the rest of the laminated panel of glass, plastic and aluminium is left largely unaffected. And that property that has led to an unexpected recycling benefit for which the group has a patent pending.
Recycling benefits
Under microwave treatment, the plastic (ethylene vinyl acetate) coating that protects the silicon plate from moisture and contamination softens to the point where it can be peeled off mechanically. That means the plate can be easily delaminated and its components reused without employing harsh chemicals.
“Until now it made economic sense to just dump the panels in the landfill,” says Dr Veettil. “In the rare instances when they are recycled, you crush the panels, heat them to about 1400°C and wash them with chemicals to remove the plastic — a highly energy-demanding process. But now, as the solar panels which began to be installed in vast numbers about 20-30 years ago are reaching the end of their life and being decommissioned, governments are demanding they be recycled.”
Selective annealing
Microwave annealing has several other advantages. The ability to focus microwave radiation means the heating it induces can be selective and highly tuned. Some of the newer panels, for instance, employ what is known as heterojunction technology, where crystalline and amorphous silicon are interleaved. In these cells, faster, better-directed annealing is highly advantageous. Precise focusing also means that annealing can be directed to specific parts of the solar panel, making it ideal for annealing solar panels with more intricate internal structures fabricated for special purposes.
And, in contrast to an oven where all sorts of chemical substances are shed from the walls, microwave annealing takes place in a clean environment. “So there is less contamination,” says Dr Veettil. “And the whole process can all be undertaken at room temperature.”
New materials
There are several other projects involving solar cells and sustainable energy underway at Macquarie. One of the co-authors of the annealing paper, Associate Professor Shujuan Huang, leads a group looking at microwave annealing in perovskite solar cells. Perovskites
are a group of crystalline minerals with semiconductor properties that may, in future, be used for solar cells because they are flexible, lightweight and cheap to produce. In this case, the microwave radiation produced more efficient solar cells as compared to conventional annealing methods, but the reason is not clear. The current work is being undertaken partly to answer that question.
Dr Veettil’s research in collaboration with the school of photovoltaics at UNSW, was initiated with funding from the Australian Centre for Advanced Photovoltaics and has been further supported by the Australian Government through the Australian Renewable Energy Agency.
Dr Binesh Puthen Veettil is an electronic engineer in the Macquarie University School of Engineering who has a particular interest in renewable energy.
The microwave annealing of semiconductor devices has not been extensively researched and is rarely utilized in industry, yet it has the potential to significantly reduce the time and costs associated with large-volume semiconductor processing, such as the various heating and annealing processes required in the manufacture of photovoltaic modules. In this paper, we describe microwave annealing of silicon solar cells, the effective passivation of lightinduced defects and a reduction in light-induced degradation. We find that silicon solar cells are heated rapidly in a microwave field and that effective B-O defect passivation can be achieved by microwave processing in as little as two seconds. Microwave annealing yields similar results as compared to Rapid Thermal Annealing. mq.edu.au
AMT AUG/SEP 2023 020 INDUSTRY NEWS
Macquarie University's Dr Binesh Puthen Veettil
Sutton SMART Centre
Sutton Tools has launched its new SMART Centre with an Open Day for the hardware and tooling industries.

Adjacent to their Thomastown headquarters and R&D Lab, Sutton Tools has opened their SMART Centre, a facility which offers an area for manufacturers to trial and test their tools in controlled conditions using all the latest innovative technologies. It also provides a focus for Sutton Tools’ collaboration with universities including Swinburne and RMIT, including their unique PhD student programs.
Highlights of the Open Day included demonstrations of toolmaking processes and testing with CNC partners Okuma and Haas. Walter Tools, which Sutton Tools distribute in Australia, held workshops with their innovative online tool specification customisation and ordering system, Walter GPS.

For most, the highlight of the Open Day was a 90-minute tour of the Sutton Tools Thomastown site. The property goes back way further than is revealed from the road, and we were shown through from the halls where the raw rods arrive, through two plants where they manufacture drilling/milling tools and threading tools respectively, as well as the tool recoating and regrinding facility. Starting in the R&D facility, my group gained an understanding of Sutton’s new product design, testing, troubleshooting and quality control processes and where the advanced technologies are deployed in coating, plating and the huge open-plan International Distribution Centre dispatch area.
Sutton Tools has invested in distribution technology over recent years including warehousing equipment and logistics processes. With upwards of 16,000 SKUs stored at any given time, 11,000 are now housed in sophisticated gravity-fed Kardex machines to speed accurate storage and picking from the high-demand commodity product ranges. On a typical day, the team picks, packs and ships 10,000 lines over two staggered shifts – representing around 1,000 orders. This new level of efficiency enables Sutton to despatch priority orders received by 3pm for, usually next day delivery to their Australian customers.
Managing Director Peter Sutton felt SMART Open Day was delighted so many of our customers and the industry generally found the day worthwhile. “It’s exceeded all our expectations,” he said. “The bestof-the-best from Australian advanced manufacturing were with us today. Our SMART Centre enables us to showcase the range of the technologies we use, and the factory tours let them see just how our products get made.” suttontools.com
AIR LIQUIDE EXELTOP™ Trust in performance

•

AMT AUG/SEP 2023 021 INDUSTRY NEWS
SMALL MOLECULES FOR MATTER Discover How. Air Liquide’s new patented cylinder top will help you;
Work safely
Gain performance
ESSENTIAL
•
•
Save time & money
McMillan expanding
Major manufacturing milestones for McMillan Engineering Group.

Private engineering business McMillan Engineering Group was formed in 2013 to incorporate Industrial Hydraulic Services and CP Engineering bringing together 50 years of hydraulic design and manufacture and more than 20 years sheet metal and component fabrication. The McMillan Engineering Group (MEG) occupies modern premises of almost 6,000 square metres in Dandenong South, Victoria which is currently being expanded with 1,600 metres in an adjacent factory.
The company currently has six Okuma machines with a seventh due within days. These include a number of CNC Lathes, a Vertical Machining Centre and a double column Machining Centre. “The machining shop is being expanded to bring more component manufacturing in-house and the Okuma machines strengthen our market position as a result of the ultimate precision and on-time deliveries to our clients,” said Managing Director Justin McMillan. “Okuma Australia is close by our plant and their service and back up are second to none and we take full advantage of their commissioning and training for our engineers. Such training is exceptional for our engineers and also our apprentices, one of which has just completed his training and two more are currently being sought,” he said.
“We are in a niche market specialising in major rail and infrastructure projects and highly specialised hydraulic work and we also have a vested interest in components for demolition sheers where precision components are essential,” said Justin. ”Engineers on the floor love the ease of use with the software, the mechanics, repeatability, reliability and quality output of these Okuma machines,” he said.
MEG capabilities include Conventional Lathes, CNC Lathes, Slant Turns, Milling, Laser Cutting, Folding, Honing, Linishing, Drilling, Welding Rolling and Cranes. Covering these capabilities the company is fully accredited ISO 9001:2015, ISO45001:2018,
Sevaan Academy
Sevaan Group announces the launch of its Academy in NSW.
Sevaan Group has announced it has launched Sevaan Academy, the training and educational arm of the Group. The Academy provides a structured framework that allows the company’s staff to attain the skills and knowledge to best fulfil their various roles including in business management, operation of the machine centres and development of processes within the Australian, end-to-end metal fabrication business.
The Academy was conceived by one of the founders of Sevaan Group, Artemis Tzakos, based upon her genuine interest in the welfare and development of the company’s staff.
“The Academy will let our staff attain the necessary know-how to improve and consolidate their existing skills as well as learn new ones. This will help them stay abreast of new technology and embrace future manufacturing developments,” she said.
The Academy is based at the current company location in Minto, NSW. Sevaan Academy will deliver a cloud-based training program that is embedded within the company’s new Human Resources platform. Employees participating can access the program via their digital devices. Initially, the program will consist of a series of micro-courses that are based around the machining centres and
AS-NZS ISO 3834, EN15086-2:2007 and has NATA Accreditation ISO/IEC 17025 -2017. MEG has the capabilities to design, manufacture and commission complete project solutions servicing a wide range of industries including: Pre & Post Stressing, Civil Construction, Mining, Oil & Gas, Marine, Steel & Paper Mills, production, University/Research, Rail Rolling Stock, Liquid/Gas Storage, Hydraulics and Fabrication.
MEG markets are well spread throughout Australia with an emphasis on massive road and rail infrastructure projects in Victoria and South Australia in particular with approximately 20% of sales to export throughout markets in South East Asia and the Middle East.
Recent engineering innovations and achievements for MEG include a unique design mobile stress bed unit to test Super T pre-stressed concrete beams up to 3000 tonne.
“Key business outcomes working within the international quality standards throughout the company Okuma machines precision, quality, repeatability and robotics have all greatly assisted the high quality output that we are known for within the industry and this has undoubtedly resulted in repeat and new business from our clients,” said Justin McMillan.
“The growth and development of McMillan Engineering in its niche market area particularly with its diverse engineering expertise in infrastructure projects and major hydraulics is exciting and we are proud that Okuma machines precision and our technical support play such an important role in this for the company,” said Dean McCarroll. Managing Director Okuma Australia & New Zealand.. “Support, training and precision are all part of the Okuma philosophy making it a perfect fit,” he said. mcmillaneng.com.au okumaaustralia.com.au
manufacturing processes found within Sevaan’s manufacturing operation. These include sheet metal cutting, punching, bending, welding as well as precision machining, metal finishing and full component assembly.
Participants will be guided in their hands-on learning by dedicated and experienced supervisors and operators. In addition, employees will be able to embrace tailored, onlineeducational materials, and formal, external educational resources. All participation and achievement will be recorded against each employees’ profile. On completion of a micro-course, participants will be awarded a micro-credential before choosing to cycle through to the next course. “It’s an innovative program that combines virtual learning with interactive, expert, hands-on training so that participants can continuously grow and stay relevant in a fast-changing world,” says Artemis.
Access to the Academy is currently available to Sevaan’s existing and new staff, including apprentices. In the future, the Academy may also provide training to external participants and serve as a model for training and development within the industry.
sevaangroup.com.au
AMT AUG/SEP 2023 022 INDUSTRY NEWS
A vision for the future
Cook Medical Australia is the only manufactuer producing custom-made grafts for treating abdominal aortic aneurysms.

After starting in 1979, with aims to manufacture and distribute medical products for customers in markets around the Pacific Rim and South East Asia, Cook Medical’s original mission was to focus on angiographic and other interventional devices. In 1980, Cook Medical Australia were engaged by pioneering fertility researchers in Melbourne and Sydney to create its first invitro-fertilisation (IVF) product. In fact Candice Reed, Australia’s first IVF baby, was born later that year under the Monash team’s care. Cook Medical Australia is now at the forefront of the development of technology needed to perform invitro-fertilisation and assisted reproduction procedures. Even today, according to the HiTech Times, Cook Medical Australia is the only manufacturing site in the world that produces custom made stent grafts for the treatment of abdominal aortic aneurysms. Recently, Cook Medical undertook a project to improve processing efficiency, accuracy and repeatability and to ensure raw material components continued to meet the requirements for the finished medical devices. Their goal was to automate the process for measurement of raw material and in-process components. Without a new method, components would continue to be measured and checked by hand (using rulers, micrometers and Vernier calipers). Manual measurements were proving to be slow, prone to human error and consume human resources that could be better used elsewhere in the company.
To realise these goals, Cook Medical’s Will Williams contacting various vision system suppliers, however it soon became obvious that HiTech Metrology was proactive in responding, staying in contact throughout the presale process. A practical and instructive


demonstration was organised in Brisbane, which Williams stated gave the entire Inward Goods team an intimate insight into the function and capabilities of the Micro-Vu Vertex Vision system. The team was able to ask all kinds of pertinent questions while some of their very own product was undergoing measurement. This interactive process provided a lot of clarity around the possibilities around their manufacturing environment. Pretty soon after, Williams was able to generate a shortlist of advantages to moving forward with the adoption of the Micro-Vu Vertex 312 unit, part of the Vertex Vision System. Since commissioning the system at Cook Medical, Will Williams has reported the measuring efficiency has dramatically improved as well as the ability to monitor tolerances and to understand each project’s process capability over a given time. Cook Medical are achieving better accuracy and reliability in determining the compliance or non-compliance of incoming goods. Will stated a reduction in time for testing means the production department will receive components more quickly and expeditiously. This gives related departments and processes more flexibility, as the lead time between receiving the components and having them tested by incoming QC will be greatly reduced resulting in increased production efficiency. An overall reduction of the cost of goods will be realised with the time savings made for the production process. “This technology offers extremely simplified processing of components,” says Williams. “Users can just choose a program and press the ‘go’ button rather than following manual instructions. It’s enabled the complex to become simpler!”
cookmedical.com.au hitechmetrology.com.au

AMT AUG/SEP 2023 023 INDUSTRY NEWS MAKE
CERTIFIED MODULAR EASY SERVICE ECO EFFICIENT QUIET
THE SMART CHOICE
Automation gold rush
It is crucial the Australian Government gets its National Robotics Strategy right to capitalise on the nation’s rich resources and become a global leader in the sector. Lucas Hale is part of the Global Strategy team at ANCA CNC Machines.

According to the International Federation of Robotics, the number of automated jobs increases 14% every year, backing results from a recent survey conducted by global management consulting firm McKinsey revealed automated systems will account for 25% of capital spending over the next five years for many companies.

According to Precedence Research, the global industrial automation market size reached $327bn in 2021 and is anticipated to surpass $625.5bn by the end of the decade.
This rapid growth in the market size of industrial automation over the coming years shows the literal goldrush underway, but could Australia be missing out?
As the old saying goes, it is the people selling shovels and boots who are guaranteed to succeed in any gold rush and right now we are in the midst of a global boom in automation. Australia has all the ingredients to not only be selling the shovels but also making the handles and shovel heads.
Maximising Australia’s resource potential
Australia’s vast renewable energy potential is a crucial resource as global industries look to transition towards net zero emissions, there is a significant opportunity to leverage our access to low-cost, clean energy through solar combined with battery storage. This advantage extends beyond environmental concerns, as increased automation is reshaping the manufacturing landscape. Countries' ability to provide low-cost clean energy will determine their competitiveness as manufacturing centres, surpassing the traditional reliance on cheap labour.
We also have an abundance of raw materials we should be using to create components that can be turned into automation solutions, and not simply exporting them overseas.
We have the rare earth elements for the magnets, lithium for batteries, high-purity alumina for high-performance electronics and optics, silica sands for computer processors and photovoltaics, and iron to turn into more exotic materials for mechanical hardware required in robotics.
However, this will require investment in research and development, building the necessary infrastructure to support the sector’s efforts, and the right policy in place to incentivise industry to build up our sovereign capabilities and domestic supply chain.
ANCA has already seized opportunity in this space, recently launching the ANCA Integrated Manufacturing System (AIMS) automation technology, which can help companies combat rising costs and address the growing skill shortage. AIMS utilises smart automation to streamline production and replaces the need for human operators to carry out routine tasks, allowing them to be upskilled to perform more critical and complex tasks.
By leveraging robotics and automation technologies, manufacturers can achieve higher operational efficiency, improved product quality and cost savings, and, ultimately, stay competitive in the global market.
Australia at a crossroad
The National Robotics Strategy must focus on building sovereign capability, leveraging low-cost clean energy, transforming the transport sector, and expanding export opportunities to position Australia as a global manufacturing powerhouse, while allaying public concern about the rise of machines in our daily lives.
Concerns about how robots will replace people in the workforce must be addressed in a way that includes not only integration but also the development of an Australian robotics industry. While it is true some jobs may be lost, it is also true new opportunities will arise. The Government's strategy needs to focus on highlighting that Industry 4.0 is not only about replacing jobs but changing jobs. Automation will take over some of the more dangerous and menial jobs, freeing up workers to focus on more complex and rewarding tasks. This will lead to increased job satisfaction and higher wages, as workers are able to move up the value chain.
The Government’s focus must be expanded to include supporting, servicing, installing, and commissioning robotics and automation. There needs to be an apprenticeship pathway for people to reskill into this workforce, and it must be an appealing career path. This is particularly important in industries where low-skilled workers may be replaced by robots. The National Robotics Strategy needs to set safety nets for those who are displaced and support them to transition to new roles.
The transition of the workforce must be managed carefully and provide support to those who need to reskill or upskill to ensure a smooth and equitable transition to the new economy.
A more comprehensive strategy
For Australia to be developing its own robotics solutions and systems, it will need a more comprehensive strategy than Government currently appears to be envisioning, one that includes the entire supply and value chain. This will require a significant investment in capital expenditure, which is often seen as risky by companies, but this is where Government needs to show bravery in its policy and show more long-term thinking to help de-risk private investment.
This could include interest-free loans for companies to digitise or automate production, as well as support from Government to facilitate improved collaboration between industry and research bodies, creating new opportunities to drive investment in the sector and help Australia remain globally competitive.
With the global automation gold rush underway, Australia has the potential to become a leader in the sector by capitalising on its rich resources and fostering innovation. By prioritising research and development, investing in infrastructure, providing incentives for industry collaboration, and supporting workforce transition, Australia can position itself as a global powerhouse in advanced manufacturing. machines.anca.com
VOICE BOX
AMT AUG/SEP 2023 024
OPINIONS FROM ACROSS THE MANUFACTURING INDUSTRY
OPINIONS FROM ACROSS THE MANUFACTURING INDUSTRY
Automated work
How a more effective automated work environment can remotely increase productivity, says Sojung Lee, president – Asia Pacific, TeamViewer.


The prevalence of remote and hybrid work is increasing across virtually all industries and organisations, bolstered by the rise in the adoption of connected Internet of Things (IoT) devices. According to IDC, spending on IoT products and services in Australia and New Zealand (ANZ) was predicted to exceed $16bn in 2022, an upward trend that is set to continue with the forecasted spend for 2026 totalling close to $24bn. Hybrid and remote working environments have clearly demonstrated the growing footprint of organisations; however, it’s not just people operating from geographically disparate locations. Increasingly, the machinery that organisations rely on is located away from the skilled technicians required to maintain it, such as isolated farm equipment or wind turbines. However, the increased need for remote support is growing in tandem with the rise of IoT devices and systems, which organisations must consider in their business and technology strategies in 2023 and beyond to succeed, according to TeamViewer.
The rise of connected devices creates significant opportunities for businesses by helping to streamline processes and uncover business efficiencies. However, it can also create challenges in terms of managing and maintaining them, especially if something causes them to go offline. Bridging the gap is critical to secure business continuity, especially in an increasingly connected, digitally reliant modern world.
Machinery can be complicated and require specialist technical support when things go awry. However, it can be difficult to rapidly resolve problems if technicians aren’t readily available onsite, especially in remote working environments. Investing in solutions that support augmented reality for instance, can help organisations secure business continuity, even with remote devices and technicians.
The use of remote support can empower organisations with intelligent solutions, including remote desktop access and ‘digital
twins’ that represent the output data of specific machinery. One critical element of remote support is the use of augmented reality. Remote support is becoming an increasingly valuable tool for organisations, especially those that deliver business- and missioncritical services. Augmented reality is a critical step to help mitigate the challenge of disparate machinery and support technicians. It can help connect skilled technicians with available, on-the-ground workers at a moment’s notice, eliminating the need for technicians to be onsite to troubleshoot issues.
Remote assistance solutions that use augmented reality can connect onsite workers with specialist technicians through smartphones, smart glasses, or other mobile devices. Cameras can provide a live stream to computers and devices that let technicians collaborate with their on-the-ground colleagues to guide them through troubleshooting, problem-solving, product setup, and maintenance steps as efficiently as if they were there in person. This means that machinery challenges can be solved rapidly without needing to rely on skilled technicians to travel to and from job sites to assist. Ultimately, this helps reduce the costs associated with machine maintenance and helps prevent downtime.
Leveraging augmented reality as part of the remote support toolset will be a game-changer for many organisations, especially as businesses increasingly embrace more flexible hybrid work environments. Remote support enhanced by augmented reality can help reduce maintenance operations, minimise travel requirements for skilled workers, and increase machine uptime with the support of remote maintenance.
An added benefit is that organisations and their skilled technicians won’t be limited by geography, which means the right people will always be available for the job, provided they have on-the-ground support from frontline workers. teamviewer.com
AMT AUG/SEP 2023 025 VOICE BOX
Train and nurture your company’s future

Why fostering the workforce of tomorrow will bolster Australia’s manufacturing industry.
By Daniel Xu, Chief Operating Officer, GMP Pharmaceuticals.

In the face of significant challenges, investing in a young and dynamic workforce can help Australian manufacturers remain competitive and innovative in an increasingly challenging market. By providing young employees with access to training and development opportunities, manufacturers can ensure that they have the necessary skills and knowledge to leverage emerging technologies and drive innovation in their operations.
The manufacturing industry has faced increased competition from lower-cost countries and a shift towards a service-based economy, resulting in a decline in its contribution to Australia's GDP from 8.8% in 2000 to 5.3% in 2020, as reported by the Australian Bureau of Statistics.
According to a report by the Australian Industry Group, 40% of manufacturing businesses in Australia have difficulty attracting and retaining young workers. To address this issue, the Australian Government has introduced a number of initiatives aimed at promoting apprenticeships and vocational training, including the Youth Jobs PaTH program, which provides training and internship opportunities for job seekers. In addition, the Government has introduced a range of measures aimed at encouraging businesses to invest in training and development, including the JobTrainer program, which provides funding for training courses in highdemand industries, including manufacturing.
While these initiatives all contribute to developing emerging talent, the Government can’t do all the heavy lifting. It is also crucial for private companies in the manufacturing industry to take responsibility for developing the workforce and boosting the employment of younger people. Businesses need to recognise the potential of young people and create opportunities for them to grow within the organisation by offering systemic training with extensive growth opportunities. By doing so, businesses can not only benefit from the fresh perspectives and innovative ideas that young people bring to the table, but also contribute to the growth and success of the manufacturing industry as a whole.
At GMP Pharmaceuticals, over 60% of our workforce is under the age of 40. Our firm belief is that when given proper training, robust management support, and a clear career outlook, young people can quickly develop and become integral members of a company.
Some may even become qualified to take on management roles, driving the company's success with strong efficiency and ambition to acquire new business and grow the company.
Developing a young team is also important for employee morale, and can positively impact workplace culture, innovation, and creativity. To achieve this, manufacturing companies should prioritise training and development, create a positive workplace culture that values diversity and inclusivity, and provide opportunities for team-building and collaboration. By doing this, manufacturing companies can ensure that their employees are equipped with the necessary skills and knowledge to succeed in their roles, which can boost their confidence and motivation. This, in turn, can lead to a more positive workplace culture, where employees are engaged, productive, and committed to their work.
According to a study by LinkedIn, 94% of employees would stay at a company longer if it invested in their career development. Providing young employees with access to training and development opportunities can help them to build new skills and progress in their careers, which can ultimately lead to higher job satisfaction and retention rates. An investment in employee development demonstrates a commitment to the well-being and professional growth of the workforce.
Cultivating the workforce of tomorrow is an important part of the Australian manufacturing industry's efforts to stay competitive and adapt to changing market conditions. By investing in the next generation, manufacturing companies can help to ensure their long-term success and contribute to the growth of the broader economy, ultimately making Australian manufacturing stand out in the global market.
Founded in 1994, GMP Pharmaceuticals has been a market leader in health supplement manufacturing for over 25 years. GMP is a TGA, Medsafe, FDA and GMP licensed complementary healthcare manufacturer with facilities in Australia and New Zealand and offices in China. GMP not only contract manufactures and packs a wide range of dietary supplements and functional food products, but also offers a broad range of services including product formulation, label design, packaging solutions, shipping and regulatory advice across multiple regions. gmp.com.au
AMT AUG/SEP 2023 VOICE BOX
026
OPINIONS FROM ACROSS THE MANUFACTURING INDUSTRY
OPINIONS FROM ACROSS THE MANUFACTURING INDUSTRY
Modernise your ERP now
Why manufacturers must consider modernising ERP during a downturn.
By Infor ANZ Vice-President and

Managing
Director Jarrod Kinchington.
The perfect storm of pandemic-related disruptions is still a major source of irritation for manufacturers. Those disruptions have been major contributors to the inflation we are now experiencing worldwide. Many believe that inflation will lead us into a recession, and some say it already has.
Modernising the enterprise resource planning (ERP) system is usually the biggest lever that companies use to improve organisational performance. ERP is the de facto source of the organisation’s operations. It is the fountainhead of all data and insights that enable analytical insights. However, in an economic downturn, organisations need to balance the benefits of modernisation against the costs. Monolithic and costly ERP implementations are generally not justifiable in a recession. Application leaders have to be strategic and incrementally modernise capabilities with a business-driven approach to optimise value.
Thinking of ERP in terms of broad components, the classic segmentation includes financial management systems (FMS), human capital management (HCM), enterprise asset management (EAM), and supply chain management (SCM). In an ideal environment, any company would like to be at the cutting edge of all these areas. However, under recessionary pressure, leaders can instead take a composable approach to their modernisation roadmap. A two-tier ERP strategy, wherein the Tier 2 ERP tackles the manufacturing-related challenges, keeping the finance-centric Tier 1 ERP intact, can be a judicious choice for stakeholders — delivering an expedited time to value at lower cost and risk.
Growing popularity of two-tier ERP systems

In today’s environment, most manufacturers are dealing with a major reconfiguration of the supply chain, with reshoring and near-shoring of manufacturing facilities. Consolidation through acquisitions is likely to accelerate during the downturn. In addition, most organisations will be dealing with multi-vendor enterprise systems throughout their operations. With a two-tier ERP strategy, businesses don’t need to view their headquarters and other sites as a collective whole. Instead, they can consider the needs of each location, along with the organisational operational requirements, to choose the best systems capable of easily working together to meet their diverse needs.
This course of action is particularly important when, for example, a large company acquires multiple organisations. To avoid supporting inherited legacy ERP systems, whilst also not disrupting the company’s core ERP system, the best course of action is a twotier ERP approach. This action allows manufacturing operations or disparate entities, departments, or subsidiaries to be on the same second-tier ERP, while corporate ERP remains with the same finance-centric ERP system.
In today’s climate of diversification and exploring new market opportunities, organisations could be supporting a business unit that operates in an industry outside of its core business model. In such a case, the organisation’s existing ERP system probably lacks certain capabilities central to effectively managing the new business unit. An ERP system with specific industry capabilities can help bridge processes and workflows between the two entities. While it is natural to focus on the cost-saving advantages of two-tier ERP implementation in a downturn, the advantages go far beyond cost savings:
• A two-tier solution allows subsidiaries to take more control of their enterprise system, deploying quickly and cost-effectively since the time to implement and time to value are much shorter — a competitive advantage during an economic slowdown.
• Subsidiaries of large multi-national corporations (MNCs) are subject to different competitive forces, with organisations continually adapting to new threats and opportunities. The two-tier strategy will allow subsidiaries to easily respond to local challenges.
• Ability to codify or automate a business process that powers competitive differentiation and let the ERP form adapt to organisational functions rather than the other way round. Organisations can adopt and adjust at will the business processes and workflows they consider the “secret sauce” of their business strategy.
• An opportunity to benefit from the comprehensive functionality and scalability provided by larger ERP solutions, while also taking advantage of industry-specific capabilities.
• Selecting an industry-specific and manufacturing-centric second-tier solution allows the automation of productionlevel workflows, parts sourcing, inventory management, and production processes to be optimised.
Selecting the right ERP solution for a two-tier strategy
Of course, not every ERP solution is well suited to all manufacturing sectors’ requirements for a two-tier ERP system. Manufacturers should look for a two-tier ERP solution that can deliver comprehensive functionality, flexibility, and a low total cost of ownership. Cloud-based ERP software offers significant benefits over software deployed on-premises. With the right cloud-based solution, an ERP system can be implemented quickly and easily integrated with existing systems.
In this time of uncertainty, companies should plan beyond surviving the recession and focus on strategies to thrive afterward. Every recession widens the performance gap between winners and losers. Now is not the time to neglect digital transformation, but to become more astute in investment in initiatives that generate more value for a lower cost. infor.com/en-au
AMT AUG/SEP 2023 027 VOICE BOX
USA: Mathematicians have found the elusive ‘vampire Einstein’ shape
world. The water production of EWA is from 25 to 40 l/ day in the hottest and driest climate on Earth.

Researchers have discovered a new 14-sided shape called the Spectre that can be used to tile a surface without ever creating a repeating pattern, ending a decades' long mathematical hunt. Only in March 2023, a retired printing technician named David Smith stumbled upon a remarkable discovery in the world of mathematics. He found a 13-sided shape that could completely tile a surface without ever repeating. The shape, nicknamed “the hat” for its vaguely fedora-like shape was the culmination of decades of hunting by mathematicians around the world. Since 1961 mathematicians had wondered if such a shape could exist. At first, mathematicians found a set of 20,426 shapes that could tile together while creating a pattern that never repeats (in contrast to the tiles on a kitchen floor, which do create a repeating pattern). Eventually, mathematicians found a set of 104 shapes that could create such a never-repeating tiling. Then in the 1970's physicist and Nobel prize winner Roger Penrose found a pair of shapes that together created anon-repeating tiling. And for decades since, mathematicians continued to wonder if the same trick could be done with only a single shape. That semimythical shape, known formally as an aperiodic monotile, came to be known as “the einstein,” which means “one stone” in German. Now, however, Smith and his colleagues have laid those objections to rest: they've found a shape that can tile a surface without repeating or being flipped. They described the new shape in a paper published to the preprint database arXiv, though it has not yet been peer reviewed. To find the ghostly shape, the team started with the original “hat” shape and added an extra side to it. That new shape still required its mirror image to fully tile, but the researchers discovered that by transforming the 14-sided shape's straight edges into curved ones, they could dispense with mirror images and work with just the one shape.

Livescience.com
Czech Republic: Pulling pure water out of the air during a period of intense drought
What do you do when there’s literally no water anywhere. You pull it out of the air.
The device was aptly named SAWER, Solar Air Water Earth Resource. The entire research, development and implementation of the research prototype were carried out at the CTU UCEEB at Bustehrad in the Bohemian region of the Czech Republic. Then a research prototype was manufactured and tested in the UAE. The tests proved the efficiency of the system, even its possibility of autonomous operation when powered by electricity also from solar panels. Efforts in 2021 were between CTU UCEEB and KARBOX, a member of the major CSG holding company in the Czech Republic. The joint effort was crowned by a grant project to produce a commercial prototype, both in size for the ISO 1C container and in a small mobile version, named EWA - Emergency Water from Air. Targets of interest for commercial solutions are the military, research teams and anyone facing water shortages in some areas of the
The devices have been tested in the laboratories of the CTU UCEEB and then took up the invitation from the Czech Embassy and the Czechrade Representation in Australia to bring the EWA mobile devices to Australia. “Testing in the field has shown us model results with tests under real climatic conditions. Furthermore, we gained significant experience on water issues in Australia, living in Australia outside of major cities and established potential business contracts,” said a CTU researcher. Both SAWER and EWA are totally unique devices worldwide due to their ability to extract water from very hot and dry air. The global uniqueness is confirmed by patent protection across the world. Czech Technical University
Australia: Skyscrapers send stress to new heights
New research from Bond University reveals that high-density urban environments, such as skyscrapers, increase people's stress levels and heart rates. In contrast, quieter and lower density areas promote relaxation, creativity, and reduced negative mood. The study suggests that urban planners and developers should consider the impact of design on human well-being. By understanding how environments affect people's health and emotions, cities can be designed to improve residents' quality of life and enhance the longterm value of projects.
No wonder New Yorkers have a reputation for being angry – all those skyscrapers could be stressing them out. New research from Bond University in Australia has found concrete jungles make our hearts beat faster, while quiet streets can boost creativity. The study by Assistant Professor of Psychology Oliver Baumann and Briana Brooks-Cederqvist measured people’s physical reactions to urban environments by tracking their heart rate and brain frequency. They used portable heart monitors and EEGs to track the responses of the same people in two different locations on the Gold Coast, known for its towering beachside skyscrapers. Combined with a questionnaire about how participants felt in each location, Dr Baumann found they felt significantly more stressed in higher density areas. “Previous studies of how people respond to urban environments have relied largely on self-reporting by the participants, and that always leaves room for potential internal biases,” he said. “Having this physical evidence alongside the questionnaires meant we could clearly see the impact that the different environments were having on people’s stress and comfort levels in an objective way.”
In lower density areas their subjective feelings of comfort were increased, negative mood was decreased, and their heart rates were reduced, showing they were more relaxed. In addition, their EEG brain activity was indicative of a more contemplative and creative state of mind. “There are a couple of possible explanations for this,” Dr Baumann said. “In more closely built or condensed areas, people can perceive them as more dangerous because there is less open space and more traffic which can increase their vigilance and fear response,” he said. “In a more open area, these feelings are reduced, and that’s what we saw in the brain activity measures.”
Dr Baumann said he hoped the study would provide evidence and opportunities for urban planners and residential community developers to embrace human-centred design.
Bond University
AMT AUG/SEP 2023 028 TECH NEWS
USA: Brain implants developed by Elon Musk's company Neuralink have been approved for human testing
Neuralink aims to use its brain-computer interface (BCI) technology to restore movement in people with quadriplegia, meaning complete or partial paralysis of the arms, legs and trunk. Musk has also said that the brain implants could be used to restore sight in blind people. Neurons, or nerve cells, communicate via electrical signals to coordinate our thoughts, feelings and behavior. Neuralink's implants, which have only been tested in animals, would theoretically work by interpreting these electrical signals and transmitting the decoded information to a computer via Bluetooth. In the case of helping to restore movement, for example, the computer would then analyse the incoming information and respond by sending signals back to the body, stimulating nerves and muscles to control movement.
The implant is inserted into a small hole in the skull created by a surgery-performing robot and the implant's electrodes are then embedded just a few millimetres into the cortex, the brain's outer layer. Musk also added the procedure can be done in half an hour, without general anesthesia.
Livescience.com
USA: InGaAs Scientific SWIR Camera for ultra-low light level sensitivity
The 1280scicam SWIR camera manufactured by Princeton Infrared Technologies allows for the longest integration times for ultra-low light level sensitivity at megapixel resolution in the SWIR. This lattice matched InGaAs camera allows for high resolution SWIR imaging at 1280x1024 with high frame rates >93 frames per second (fps) at full frame size. The small pitch array, 12μm, combined with the high quantum efficiency of lattice matched InGaAs arrays enables impressive imaging in the SWIR and visible spectral bands. It is the SWIR camera of choice for applications such as low signal photon emission systems, semiconductor inspection, high speed machine vision, astronomy and telescopes, atmospheric imaging, chemical detection, thermal imaging, surveillance (day/night) imaging as well as art infrared reflectometry.
The 1280scicam SWIR camera has the capability of four setpoints, 20°C (no cooling), 0°C (fan cooling), -40°C, or -60°C (water cooled) using a four stage TEC integrated in a vacuum-sealed package. This advanced digital focal plane array (PIRT1280A1-12) offers 14bit digital output with a low read noise of <90e- with no image lag. This combined with low dark current InGaAs and four stage TEC will enable high sensitivity imaging with very long integration times, under two minutes. The camera utilises a medium based Camera Link™ to allow for fast, full frame rate imaging >93 frames per second at 1280x1024 at 14-bits.

The InGaAs detector provides high quantum efficiency response in the shortwave infrared as well as in the visible wavelength range, from 0.4μm to 1.7μm. This powerful camera system integrates to most frame grabber cards and delivers excellent performance in high-speed machine vision applications as well as microscopy where the small pitch long integration time is advantageous. Standard lens adapters are available for easy microscope and telescope integration.
Princeton
Australia: Flexible gold sensor unlocks new generation of medical implants

A thin, flexible gold sensor engineered at The University of Queensland (UQ) has the potential to unlock the next generation of implantable medical devices. Using a brand-new engineering method, researchers at UQ’s Australian Institute for Bioengineering and Nanotechnology (AIBN) were able to produce a small film-like sensor that is both flexible and sensitive enough to enable a more streamlined future for electronic medical implants and real-time sensing applications. The intricate approach used by Dr Mostafa Kamal Masud and PhD candidate Aditya Ashok represents a breakthrough in the field of flexible nanoarchitecture and, ultimately, suggests a new way to miniaturise and improve medical devices for diagnostics, biological sensing, and neurological exploration.
“Although modern implanted electronics have developed rapidly over the past 60 years, most commercially available devices are still built on relatively similar – and limiting - design concepts such as thick ceramic or titanium packaging,” said Dr Masud. “We are offering a new route toward miniaturised, flexible, implanted medical devices that will diagnose and treat chronic diseases and help improve the lives of millions of people.” The film-like sensor designed by Dr Masud and Mr Ashok represents a novel approach to the field of mesoporous materials, which are highly porous substances with traits that benefit diagnostics, catalysis, and drug delivery.
Using a novel hybrid fabrication process under the guidance of senior AIBN group leader Professor Yusuke Yamauchi, Dr Masud and Mr Ashok were able to synthesise a mesoporous gold film that acts as an electrode for biosensing and bioimplant applications. The flexibility and sensitivity of the gold film make it an ideal wearable system for real-time monitoring of body glucose, while Dr Masud said there was strong potential for implanted nerve recording applications. “The demand for a simple and robust fabrication process with this kind of flexible electronics is enormous,” Dr Masud said.
“Our aim here is to see this sensor embedded in wearable devices – but the potential and possibilities in this field are vast. We’re going to be exploring more in our coming projects.”
Dr Masud and Mr Ashok acknowledge Dr Hoang-Phuong Phan from the School of Mechanical and Manufacturing Engineering at the University of New South Wales as a key collaborator in their broader work.
University of Queensland
HEADING AMT AUG/SEP 2023 029 TECH NEWS
MEGA torque wrench
Digital MEGA torque wrench for precision milling.
If you need to achieve milling precision, the new Digital MEGA Torque Wrench from BIG KAISER is the best way to achieve the secure and accurate tightening of collet chucks. This new wrench has a user-friendly digital interface and interchangeable head sizes for the secure and accurate tightening of collet chucks.
The BIG KAISER torque wrench has multiple settings to ensure the right torque is applied to the clamping of cutting tools. The recommended torque for each compatible BIG KAISER collet chuck model is pre-set, and the correct tightening torque is easily available by simply choosing the model to be clamped. With a clear display, the torque wrench is easy to use and it combines a four-digit digital display with a high-precision five-level LED bar graph. When tightening is complete and the recommended torque is reached, the wrench vibrates and emits a warning beep, to alert the user. “Having correctly clamped tools is extremely important for all collet tool holders. Precision and holding force can only be guaranteed with tools that have been clamped with the right torque setting,” said Giampaolo Roccatello, Chief Sales & Marketing Officer for Europe at BIG KAISER. “Additionally, manual assembly holders have a far longer lifetime than heat shrink holders that wear out a little every time they are clamped. This means they are better for the environment and cheaper for the user.”
The Digital MEGA Torque Wrench provides a cost-effective alternative to expensive torque measurement machines. It is a

Kübler slip ring
much more flexible option than regular torque wrenches that have a very limited clamping range. Historically, a customer would require many wrench sizes to cover the entire range of MEGA6 to MEGA20 collets – this is no longer the case. The new torque wrench is also a better choice than typical freewheel wrenches that do not have any torque indicator, which results in the tool easily being clamped too much or too little – a factor that can significantly impact precision.
The torque wrench is powered by a built-in lithium battery that provides up to 4,000 tightening operations from a full charge. The battery takes three hours to recharge and has a lifetime of approximately 500 recharges. The Digital MEGA Torque Wrench is designed for use with cylindrical nuts up to 46mm and can be used with MEGA Micro, MEGA New Baby, and MEGA E chucks. The wrench has a torque range from 5 to 50Nm.
bigdaishowa.com
Slip ring with integrated sensor system ready for Industry 4.0 applications.

Kübler continuously shows how slip rings can be used as Industry 4.0 enablers in future applications and Industry 4.0 concepts. In addition to the reliable transmission of current, signals and data with Kübler slip rings, further data such as temperature, service intervals and with integrated sensors, speed and position are now also recorded. All this data is available for condition monitoring, lifetime histograms or electronic nameplates. Predictive maintenance is then achieved in line with Industry 4.0 and maintenance of the slip ring is therefore carried out early or on time due to its condition. The result is high system availability and perfect use of the Kübler slip ring. Thanks to the innovative contact technology, the slip ring is particularly low-maintenance and durable. The high degree of protection IP64 and optional IP67 also contribute to maximum reliability.
The smart slip ring SRS250 transmits up to 600V/100A as well as Industrial Ethernet communication and analog signals (0 ...20 mA, 0 ...10 V, Pt100 and thermocouples) reliably and trouble-free. Each Kübler slip ring is an individual solution and they stand for maximum adaptability. Various connection options as well as the modular and robust design ensure maximum integration in the plant/machine. The electronic name plate of the slip ring is used for simple commissioning of the slip ring and later for asset management. kuebler.com/iiot
Slip ring with integrated sensors for industrial 4.0 applications. In addition to the transmission of current, signals and data, other status variables are recorded and made available for condition monitoring.
AMT AUG/SEP 2023 030 PRODUCT NEWS
SMC pneumatic cylinder

Enhanced performance and productivity with the CP96 pneumatic cylinder range.
Pneumatic cylinders are an essential component in numerous automation, construction machinery, and other power transmission applications. “The correct selection of a cylinder that offers lightweight design as well as rapid cycle time and stroke speed – without compromising on power or longevity – is essential in ensuring productivity,” explains Kal Balu, Engineering Manager for SMC Corporation New Zealand. The CP96 series from the company’s range delivers these benefits in a design that meets stringent ISO-15552 standards.
Cutting-edge technology that delivers enhanced speed
One way to enhance efficiency and productivity is to select and install cylinders that deliver greater speed and power. “The CP96 features new cushioning technology, comprising of an air cushion and bumper cushion. This effectively shortens the stroke time and the cycle time, enabling rapid action,” elaborates Kal. The CP96 series reaches a maximum operating speed of up to 1000mm per second, with strokes up to 2000mm, at pressures up to 1.0MPa. In addition, the cushioning structures result in quieter operation, making this cylinder ideal for a range of applications. The CP96 range includes new cylinder types, including double rod, nonrotating and lock unit cylinders.
Versatile and light
The design of the CP96 has been optimised, and delivers a 15% weight reduction, compared to its predecessors. “This, along with the versatility of the multiple mounting configurations (including an adjustable position trunnion), AutoSwitch mounting function, and the various bracket options available for the CP96, has made it the preferred option for many of our customers,” adds Kal. “The CP96’s versatility makes it ideal for general automation and manufacturing applications, as well as automotive and heavy vehicle production and material handling.”
Heavy-duty solid end
Made to customer requirements
The proper “fit” of a cylinder is critical in ensuring optimal performance and preventing its premature failure. For this reason, the CP96 is adapted to customer and application requirements. “We offer up to 30 rod end modifications for this range, as well as various seals and scrapers. Heat resistant and ATEX models are also available for use in explosive applications,” notes Kal. SMC Corporation provides personalised and prompt advice on the correct selection and installation of cylinders, as well as service and maintenance to ensure the long life of our equipment. “We advise customers on the proper selection and maintenance of their cylinders, to prevent faults and reduce downtime.”
“Local manufacturers and industries are under greater pressure to achieve greater productivity, in order to meet the demands of a competitive marketplace. The cost-efficient CP96 bolsters productivity, delivering a host of additional benefits,” he concludes. smcanz.com
New grades for CoroMill® Plura HD increase productivity without compromising tool life or process security.
Cutting tool specialist Sandvik Coromant expands its offer of CoroMill® Plura HD solid end mills for heavy-duty roughing in steel and stainless steel with two new grades. This new generation of grades features the unique Zertivo™ 2.0 coating, which combines world-class productivity with exceptional metal removal rate and the highest possible process security.
CoroMill® Plura HD is Sandvik Coromant’s first choice optimized solution for heavy-duty applications up to 2×D in steel and stainless steel (ISO P and ISO M), offering safe and efficient solid end milling. Thanks to the new Zertivo™ 2.0 coated grades tool life, process security and productivity are improved even further.

“With Zertivo™ 2.0 we apply our comprehensive knowledge in coating technologies to our solid round tools”, says Antti Wikström, Global Product Manager, Solid end mills at Sandvik Coromant. “This gives us an opportunity to offer unique, custom-made coatings that will handle our customers’ machining challenges with superior performance and tooling efficiency.”
The new grades allow for 30% higher cutting speed recommendations in primary application areas ISO P and ISO M, as well as secondary materials ISO K and ISO S, due to their optimized flute shape, which provides effective chip evacuation. The grades designed for stainless steel machining come in two variants: one with internal coolant for improved temperature control and chip flow, and one without internal coolant.
AMT AUG/SEP 2023 031 PRODUCT NEWS
CP96 pneumatic cylinder
The standard assortment offers diameters from 2–25 mm, a 2×D depth of cut, four to five teeth, and a ramping angle at 5° or 7°. Tailor Made® options are available within the Customised solutions range.
sandvik.coromant.com engineeredtooling.com.au
Enmin Tixana
Enmin equipment boost Tixana’s snack food efficiencies.

Tixana’s Special Operations Manager, Angus McKellar oversees Tixana’s production line facility and together with the production team is introducing additional automation.
“It was evident that the production lines required further upgrading, to allow for greater efficiencies and to minimise WH&S risks,” said McKellar.
“We already had an Enmin vibratory feeder which was still operating after many years, so naturally they were the first company I called to discuss our requirements. Enmin has been fantastic… from my first meeting with Anthony Gallaher, I knew we were in good hands,” McKellar added.
At their initial meeting, Anthony recommended an Enmin spiral elevator which would lift and cool hot snacks simultaneously. “It’s been so successful and worked so well we’ve purchased three more,” said McKellar.
Enmin are currently working with Tixana to integrate another of Enmin’s new Generate + modular seasoning systems. This will incorporate an innovative electrostatic system to coat snacks thereby increasing efficiencies.
“At Tixana we like to support local industry – the fact that Enmin is a local business who design and manufacture their equipment right here in Australia is an important benefit,” McKellar said. “They’re able to see first-hand our existing production line set-up and use their extensive experience and design skills to provide solutions. They can also ensure their equipment will integrate seamlessly with other components already in place.”
“Enmin are only a quick phone call away to immediately respond to any query we may have or provide service support,” Angus added. “Whilst lower cost equipment from overseas may initially seem an attractive proposition, we believe in supporting local industries.” enmin.com.au
Raymax coaxworks
Laser welding heads for laser wire deposition, 3D metal printing and repair cladding. various advantages such as clean machine conditions as well as visualisation by camera technique, with wire spools able to be stored safely for long periods.
Due to the demand in laser wire welding, Raymax Applications Pty Ltd is now offering laser wire welding heads from coaxworks GmbH. Two product series for different power levels are available. The industry established wireM with flexible configuration options, is suited to processing in the laser power range of 4kW. The latest wireXL was introduced in 2023 and is suitable for efficient processing in the power range up to 10kW. Both laser wire welding heads are based on the coaxial 3-beam design with centric wire supply. With this direction independent functionality, they are highly suited for cladding processes like metal coating, repairing and generative manufacturing (3D).
Three coaxial laser beams melt the wire continuously, creating a round melt pool. Regardless of the direction in which the laser welding head moves over the workpiece, the weld seam maintains the same shape. In addition, horizontal and upward welding positions are possible providing additional flexibility. With 4kW of laser power, up to 2.5kg/h deposition rate is achievable using steel wire. Unlike welding with metal powder, a real advantage with the laser wire process is stability achieving 100% material utilisation during deposited. As the energy of a laser beam can be focused very specifically, the area around the weld seam is hardly affected as the temperature-related distortion is lower than with other welding methods. The use of welding wire as a filler metal offers
The wireM coaxial laser welding head is an interchangeable solution for use with a robot or CNC laser processing machine. Robust, compact, and simple to operate they are suitable for Laserline high power diode lasers or fitted to a disk or fiber laser. An optional shielding gas nozzle can be integrated into the wireM reducing oxygen in the atmosphere and preventing the welding material reacting to air particularly when welding stainless steel and titanium alloys. By using the SGC500 shielding gas chamber a fully inert atmosphere with a residual oxygen content of 20ppm, will prevent oxidation and tarnish during the work process.
Launched in 2023, the new innovative wireXL laser head from coaxworks, is a high-performance solution for both wire cladding and wire-based additive manufacturing. With a range of 10kW laser power and new digitalised functions, a deposition rate of up to five kg/h is possible for steel wires using the unique directionindependent three-beam concept. Other materials such as nickel, titanium, copper and cobalt alloys extend the application range. This flexible addition to welding and repair cladding is available with advice, support and training for local customers. raymax.com.au
AMT AUG/SEP 2023 032 PRODUCT NEWS
Model 9207
New ultrasonic leak detector for energy conservation.
EXAIR’s Ultrasonic Leak Detector (ULD), a hand-held instrument engineered to help locate the source of costly leaks in a compressed air system, has received an upgrade in look and function. Up to 30% of the compressed air generated in industrial plants is wasted through leaks that go undetected. The EXAIR ULD can play a significant role in identifying and pinpointing these costly leaks, allowing quick repair and cost savings. Testing the various unions, pipes, valves, and fittings of a complete installation can be done quickly and effectively at distances up to 6.1m away.
High-pressure gases create high-frequency turbulence when moving into an area with lower pressure, creating an ultrasonic or “white noise” sound that is beyond the range of human hearing. The ULD can detect these vibrations, creating an audible sound through supplied headphones as well as indicating intensity via a frontfacing LED display as it moves closer to the leak origin. The ULD can be adjusted to filter out background noise in busier plants with “+” or “-” buttons for fine-tuning sensitivity. This new model offers a heightened ability to detect leaks in hard-to-reach areas while also complying with the IEC (International Electrotechnical Commission) 61326-1 standard that designates its ability to operate in typical electromagnetic environments often found in industrial plants.
The Model 9207 Ultrasonic Leak Detector is CE compliant and comes complete with a hard-shell plastic case, headphones, parabola, tubular adaptor, tubular extension and AA batteries. caasafety.com.au

Thermal Calculator
Leading industry innovator launches CSR System Selector and CSR Thermal Calculator.
Designed to empower builders, architects and specifiers with confident decision-making throughout their construction journeys, leading building products company CSR, has launched two new online tools, the CSR System Selector and CSR Thermal Calculator. From selecting the optimum system for a project to understanding the thermal qualities of walls, roofs and floors, each platform offers comprehensive design information and complete system solutions, which are constantly updated with the latest innovations in technology and product developments. “We have worked hard to deliver comprehensive platforms that respond to our customers’ needs,” says Gary May, EGM CSR Customer Solutions.
CSR System Selector
User-friendly and intuitive, the new CSR System Selector will enable industry experts to quickly and efficiently choose the right building systems for their projects. With a wide range of building solutions in one location it is easier than ever to specify the right systems for commercial and residential projects. Backed by CSR to ensure that each system will satisfy design and Building Code requirements, users will benefit from an extensive portfolio of building products that builders and generations of Australians have come to know and trust, including Gyprock™ plasterboard, Bradford™ insulation, PGH™ bricks and pavers, Monier™ rooftiles, Cemintel™ and Himmel™ Interior Systems.
“We provide unrivalled expertise of how building products work together from wall to wall and roof to floor,” says May. Firmly entrenched as a resource staple within the design and construction community and recognised as one of the most valuable and trusted guides, the Gyprock Red Book is now available via the CSR System Selector tool, showcasing, in digital format, the extensive range across hundreds of Gyprock wall and ceiling systems.
CSR Thermal Calculator
The CSR Thermal Calculator generates thermal performance calculations for wall, roof and floor systems, ensuring architects and contractors meet their thermal targets. It does this while providing the flexibility to experiment with different system configurations. Users will have peace of mind that the calculations will be compliant to the relevant Australian Standards.

Pushing the boundaries of what is possible in building, each platform is backed by CSR’s trusted name and extensive industry knowledge.
“CSR has one of Australia’s largest portfolios of building materials manufacturers for construction of homes and commercial buildings. The new digital tools will be of considerable benefit to experts in the industry looking to secure the best possible outcomes for their customers by providing solutions backed by CSR’s trusted name,” concludes Gary May. csr.com.au
AMT AUG/SEP 2023 033 PRODUCT NEWS
RMIT and Vaxxas open innovative med-tech manufacturing facilities this year.
RMIT University’s Discovery to Device facility opens this September in Melbourne and Vaxxas opened its advanced manufacturing facility this June in Brisbane. Carole Goldsmith reports.
RMIT University’s exciting Discovery to Device (D2D) advanced manufacturing facility will open this September at its city campus in Melbourne. The $16.7m Victorian Medical Device Prototyping and Scale–Up facility will enable entrepreneur start-up manufacturers and researchers to work together to develop new medical technologies for healthcare and diagnostics.
Earlier this year, Victorian Minister for Higher Education, Gayle Tierney announced $12.7m in funding from the Victorian Higher Education State Investment Fund (VHESIF) for RMIT’s new facility. D2D Director, Professor Sharath Sriram says that this complex will be the first ISO-accredited prototyping facility in the Asia-Pacific to support rapid translation of partnered and industry-led research projects in wearable, nearable and flexible medical technologies. It will also follow the ISO 13485 standard used in the design and production of medical devices. The facility will be available for universities and industry across Victoria for collaborations on wearables (wireless electronic devices that can be worn as accessories, embedded in clothing or implanted in the body), nearables (smart devices that can sense and send data but don’t need to be attached to a person) and point-of-care diagnostics (rapid screening for diseases).
“RMIT has core central facilities as well as the new D2D building,” advises Prof. Sriram. “At the existing core space, researchers conduct micro/nano-fabrication, additive/subtractive printing and
materials’ characterisation. These were combined recently under a common ‘brand’ known as the Advanced Manufacturing Precinct.

“The existing facilities are for R&D in the early-stage discovery work. The Micro Nano Research Facility (MNRF) which opened in 2016, is where we test ideas and develop prototypes of different medical devices for our SMEs and start- up clients. When the D2D facility is operational, larger numbers of these prototypes will be made through manufacturing scale-up and we will be accelerating medtech commercialisation. With fit out of the new facility completed in July, all equipment is being installed between July and September this year.”
“The three-core staff of the D2D Facility have already started work,” adds Prof. Sriram. “The Technical Coordinator handles facility operations and compliance with ISO accreditation documents. There are two technical officers, one is specialised in device fabrication and biosensing and the other is skilled in flexible electronics integration and packaging.
“Industry partners will be assisted by experienced research leaders. These key researchers will be supported by a group of 16 research fellows as well as PhD students to assist in problem solving for industry clients.” He stresses that as well as working on medical devices’ R&D and commercialisation, they will be covering other industry sectors as well.
AMT AUG/SEP 2023 034
MEDICAL
Discovery to device facility layout
Prof. Sriram describes some of the installations and advanced manufacturing equipment planned for the new 400sqmtr D2D facility. “There’ll be a Class 1,000 (ISO 6) cleanroom environment for fabrication of biosensors, nanoscale patterning and deposition of thin film coatings for functionalisation and electronic interfacing. We’ll also install specialised equipment to enable micro-machining of skin mounted wearables and biocompatible materials for devices’ packaging.”
The D2D will house a class 10,000 (ISO 7) semiconductor clean room environment operating under ISO 13485 protocols (as required for medical devices’ manufacturing). This enables rapid throughput production of ultra-light flexible electronics’ circuits and advanced
laser-based electronics prototyping. The facilities will also include state-of-the-art capabilities to characterise biosensors, which are systems or devices that can analyse biological samples.

Micro Nano Research Facility
Prof. Sriram invited AMT to view a range of the med-tech device prototypes being produced at the MNRF. These labs cover patterning of devices, ultra-thin and pure functional coatings and creation of stretchable electronics and microfluidic devices.
“Here at the MNRF we make devices which use electronics, photons (light) or microfluids. Our researchers discuss the start-up client’s ideas for a device and we work together to develop the design and make the prototype.
Continued next page
AMT AUG/SEP 2023 035
MEDICAL
Vaxxas Mjet machine printing vaccine onto the microarray patch.
Continued from previous page
“Interested larger manufacturers usually want a minimum order quantity, the cost of which start-ups and SMEs cannot bear. So, the D2D prototyping facility, where we can make a few thousands of the product, will bridge that gap and you can then run clinical trials and field trials. We will also connect start-ups with product design firms and regulatory experts. With a lot of start-ups, navigating the ecosystem to understand it all, is often very difficult for them, so our aim is to assist them to get their product to market.”
He points to a selection of devices in the display cabinet that have been developed at the MNRF. Prof. Sriram holds a gas sensing capsule which looks like a vitamin capsule. He explains that it’s like a ‘pillcam’ which can be swallowed and an internal image taken. This pillcam measures stomach gases and food intolerance. It started as a research project to study human stomach gases, however the first funding the MNRF received for its R&D was from the Department of Agriculture to measure the influence of the cow’s diet and their methane expulsion. A Melbourne based start-up called Atmo Biosciences, is licensing the gas sensing capsule technology from RMIT. They are doing late-stage clinical trials now and hopefully this product can be commercialised in the near future.
Prof. Sriram displays a microfluidic device which is used for antiplatelet drug screening. He explains that the same fluid goes through the seven small channels on the plastic device and compares the differences in performance with seven different drugs.

“We are also working with the Melbourne company Sleeptite, which makes innovative products for aged care,” he says. “We adhere these electronic wires to bedding material, which can heat up the bed. It can also set up alerts to aged care personal, if a person is on the edge of a bed, at risk of falling, or if they have stopped breathing.”
He adds that he and his team have been actively engaged with many manufacturers and product design firms. Together they are assisting smaller companies to develop their med tech ideas into products. The D2D project consortium, which is led by RMIT University, includes universities, (Swinburne, Deakin and Monash), industry partners (Sleeptite, Nutromics, Soterius, Vlepis, nthalmic, Innovative Manufacturing CRC), quality management and design partners (Pharmalex/Brandwood CKC, Fluffy Spider Technologies, outerspace Design, Design +Industry) and peak bodies (Advanced Manufacturing Growth Centre, Cooperative Research Centre and MTP Connect).
“We are very excited about the future, bringing together researchers and start-ups, SMEs, larger manufacturers and designers to collaborate on R&D, prototype development, then later in field and clinical trials. Then we’ll move forward to regulatory certification and commercialisation of innovative medical devices,” Prof.Sriram says.
Vaxxas Biomedical Facility now open
Clinical-stage biotechnology company Vaxxas, in partnership with the Queensland Government, opened its global headquarters and state-of-the-art manufacturing facility this June 19 in Brisbane.

The custom-built 5,500m² (60,000 square feet) Vaxxas Biomedical Facility is a first-of-its-kind manufacturing site, designed to support the scale-up of Vaxxas’ needle-free vaccine technology platform, the high-density microarray patch (HD-MAP), for late-stage clinical trials and first commercial products.
AMT magazine spoke to Vaxxas’ Chief Technology Officer, Dr. Angus Forster, the day after the new facility opened. “It’s been an exciting couple of weeks and it was an excellent day yesterday. Queensland’s Deputy Premier, Dr Steven Miles opened the facility and we had around 80 invited guests from industry in attendance.”
Vaxxas’ new facility is located in Brisbane’s Northshore and the company was previously based at the Translational Research Institute (TRI) at the Princess Alexandra Hospital Campus in Brisbane’s inner suburbs.
“We are still keeping a presence at the TRI for its pre-clinical infrastructure, while our new facility is focused on manufacturing our vaccine patches for late-stage clinical trials and commercial product. It's great to still be connected with the vibrant TRI research community, as there are many immunology scientists and physicians working there. Vaxxas also had a small manufacturing engineering facility located further south of the city and this has been transferred to the new facility.”
Dr. Forster was Vaxxas’ first employee, when he joined the company over 11 years ago as Vice President of R&D and he has been in his current role for 1.5 years. “Vaxxas now employs more than 130 staff. We’re also very excited that we’ve appointed industry veteran and Pfizer’s former senior medical leader, Dr. Rochelle Chaiken, as our new Chief Medical Officer (CMO). Previously she was CMO for Pfizer’s Biopharmaceutical Group for Emerging Markets, which included the rollout of the Pfizer Comirnaty mRNA COVID vaccine. “Vaxxas has recruited a significant number of scientists, trained in biochemistry, biology and medicinal chemistry, to support our vaccine development programs. Engineers skilled in pharmaceutical and medical device industrialisation have also joined the company, along with experts in the pharmaceutical regulatory and quality areas which are critical to our progress through to commercialisation.”
The Vaxxas Biomedical Facility has office areas, laboratories for R&D and quality control testing as well as engineering development space for testing various aspects of the HD-MAP technology and the device components of the patch applicator.
“The major benefit of the facility is that it has space to do our manufacturing, both on the device side making patches and applicators, but also producing finished vaccine products in cleanrooms,” says Dr. Forster. “That’s very exciting as we will be able
AMT AUG/SEP 2023 036 MEDICAL
Crispin with complex microfluidics - platelet function assay
Vaxxas CEO David Hoey, Vaxxas Bioanalytical Scientist Dr Laverne Robilliard, Vaxxas Chair Paul Kelly, Queensland Deputy Premier Dr Steven Miles, and Vaxxas Chief Technology Officer Dr Angus Forster at the Vaxxas Biomedical Facility. Credit: Marc Grimwade Photography
to make product for Phase II and Phase III clinical trials and eventually for commercialisation here, although that is a few years away.”
“There's two parts of the device technology. The patch itself, which is manufactured with thousands of micro projections that are ultimately printed with vaccine. This then goes into an applicator device, which applies the patch with the vaccine to just under the surface of the skin. In our new facility, we can manufacture those individual components on a large scale. We need to be audited and certified with a licence from the Therapeutic Goods Administration (TGA) to manufacture in Australia.
“This facility will enable us to prepare for that first TGA audit and licence. Then we can supply products into Phase II and Phase III clinical trials. Down the track, with further regulatory approvals, we can move into commercial manufacturing. This facility is built to meet the TGA’s requirements as well as those of the US FDA and the European Medicines Agency (EMA).”
Vaxxas has six clinical programs underway with various vaccines and partners. Among these programs, the Vaxxas HD-MAP is currently
PCI vial filler
being evaluated in Phase I human clinical trials for COVID-19 and seasonal influenza at the University of the Sunshine Coast’s Clinical Trial’s Centre. In addition, Vaxxas is preparing for clinical evaluation of a pandemic influenza vaccine under contract with the United States Biomedical Advanced Research and Development Authority (BARDA). Keeping the funds rolling in to support ongoing operations, R&D and clinical trials is often difficult for early-stage biotechnology companies. “At Vaxxas however, we’re very well supported by our investors through different rounds of financing,” Dr Forster agrees, but, “we actually do bring in revenue through funded programs with partners and through grants.”
The Queensland Government provided funding and operational support to Vaxxas in developing the new manufacturing site. Vaxxas is renting the new facility from the Queensland Government. Additional funding has been provided by the Australian Federal Government through its Modern Manufacturing Initiative to support the installation of specialised manufacturing infrastructure. Vaxxas also receives the Australian Government R&D Tax Incentives each year.
In 2020, Vaxxas received an $26m grant from the US government’s Biomedical Advanced Research and Development Authority for pandemic influenza vaccination development. In the event of a global influenza pandemic, people could potentially self-dose using the HD-MAP once it is FDA-approved. “We also have an eight-year relationship with the Bill and Melinda Gates Foundation to work on a measles and rubella vaccine on our patch,” Dr Forster says.

“Vaxxas’ future plans are very bright,” adds Dr Forster. “We will keep progressing through our clinical studies, moving into Phase II studies by building up the safety and effectiveness data for a wide range of vaccines. Our aim is to grow the business and manufacture products for late-stage clinical studies and early-stage commercial distribution, working towards having a product to market in three to five years from now.” rmit.edu.au vaxxas.com
PCI announces new sterile fill-finish capabilities in Melbourne and San Diego.
New equipment added to Melbourne and San Diego facilities will help with clinical scale and global capacity shortages
PCI Pharma Services (PCI), a leading global contract development and manufacturing organisation (CDMO), has announced the operational launch of three new state-of-the-art automated sterile fill-finish machines at its Melbourne and San Diego facilities.

“As the capacity for CDMOs worldwide to take on new projects shrinks, we’re excited to be able to offer integrated sterile fill-finish capabilities, alongside our clinical packaging facilities, to new and existing clients in Melbourne and San Diego,” said Brad Payne, Chief Operating Officer, PCI Pharma Services. “Our increased capacity, stockpile of standardised components, including glass, and technical expertise means we can start running batches as soon as needed. This will cut down on the wait times many local biotech and pharmaceutical companies are facing and begin to help alleviate the global capacity shortage for sterile drug product and downstream packaging.”
The new innovative machinery from Cytiva can be used to fill various sterile medications into vials and syringes for small-to-mid scale client needs. The equipment, paired with PCI’s end-to-end services, accelerates company’s drug proof of concept studies, and drastically decreases the average turnaround time from proposal signing to the injectable product’s distribution.
The Microcell Vial Filler at Melbourne further enhances the earlystage services offered and brings additional capacity to Australia— the world’s leading Phase I environment. These advanced machines expedite the filling process with automation and remove the need for human intervention in a sterile environment, creating compliance
advantages over standard equipment. Additionally, the Microcell Vial Filler and SA25 Aseptic Filling Workcell at PCI’s San Diego facility ensures the delivery of medicines from phase I through phase III, supporting local and global Clinical client needs.
“There are less barriers to entry to start a clinical trial in Australia, as well as significant cost benefits, and with Melbourne being an especially popular place to conduct phase I trials, we knew we needed to bring this capability and added capacity to the local market,” said Tim Roberts, Chief Commercial Officer, PCI Pharma Services.
“In addition, we are then able to take our clients through their lifecycle journeys with the expansions and advanced capabilities in our New Hampshire and Madison campuses. With successful recent inspections at our Bedford facility by the Brazilian (ANVISA) and Japanese (PDMA) regulatory authorities, our global reach to supply life-changing therapies to patients quickly and safely is wider than before.”
To better support its clients throughout the world, PCI has also recently invested in expansions in Rockford, IL, and Tredegar, Wales, as well as established new facilities in Bedford, NH, and Bridgewater, MA. pci.com
AMT AUG/SEP 2023 MEDICAL
037
Vaxxas high-density microarray patch (HD-MAP) administration
Photo-chemical etching
The power of photo-chemical etching to make an opthalmic blade.
Leading photo-chemical etching (PCE) innovator, micrometal, is pleased to be able to demonstrate the power of its next generation precision metal processing technology following some recent work with a manufacturer of opthalmic devices incorporating surgical blades.

PCE offers several specific advantages when it comes to manufacturing intricate blades for eye surgery. Firstly, it allows for the creation of extremely precise and intricate blade designs with sharp edges and tight tolerances, ensuring the highest level of accuracy and consistency during surgery. This is particularly important for eye surgery, where even small variations in blade design can have a significant impact on patient outcomes.
Secondly, PCE can produce very thin blades, down to a few microns in thickness, which are required for many types of eye surgeries. These blades can be manufactured with no burrs or rough edges, ensuring smooth and precise cutting.
In addition, the PCE process is a chemical, non-contact process, which means that there is no physical force applied to the metal during manufacturing, reducing the risk of deformation or damage to the blade. This is particularly important when working with thin, delicate blades that require extreme precision.
“For manufacturers of intricate metal parts and components, choosing the right technology is crucial to ensure high-quality, accurate, and cost-effective production,” says Jochen Kern, Head of Sales and Marketing at micrometal. “The next generation PCE process stands out as the go-to technology for several reasons, first and foremost because it offers unparalleled precision, enabling the creation of geometrically complex designs and shapes with tight tolerances that would be difficult or impossible to achieve with traditional manufacturing techniques. Additionally, PCE is highly versatile, allowing for the production of a wide range of metal types and thicknesses, and is relatively fast and cost-effective, with low tooling costs and short lead times and parts produced with no stress of burrs.”
Trajan’s Mitra kit
micrometal has taken what is already a precise technology in PCE and enhanced it. The company’s process advantages mean that very small feature sizes of 25 microns can be produced, it can achieve a minimum hole diameter 80% of the material thickness, and single digit micron tolerances are attainable repeatably.
“We worked hard to achieve the extremely exacting tolerances that the ophthalmic device manufacturer required,” Kern continues. “The customer stated that our etched blades were the sharpest they had ever seen. PCE produces a very smooth and sharp cutting edge compared to conventional mechanical grinding of similar blades.”
micrometal’s high-resolution glass photomask tools are printed at 100,000 dpi, providing superior reproduction and resolution than film photo-tooling used in conventional chemical etching processes. Glass photo tooling can attain tolerances in the range of 1-2 microns (and hole tolerances of < 1 micron can be achieved), and negates issues with distortion due to environmental factors such as humidity that are a constant problem when using film tooling. micrometal.de
Trajan’s Mitra microsampling devices receive IVD registration in Australia.
Trajan Scientific and Medical, a leading provider of analytical and life sciences products and solutions, has announced the new registration of its Neoteryx remote blood microsampling Mitra® devices and Mitra® Sample Collection Kits under the new manufacturing label.
The Mitra is registered with the TGA in Australia as a Class I in vitro diagnostic (IVD) medical device and the Mitra Kit is registered as a Class II medical device for home use. The updated regulatory compliance expands the use of Trajan’s Mitra® microsampling products in clinical settings, as well as home-based sample collection to support telehealth and personalised medicine. Doctors and research scientists seeking to boost clinical trial participation through remote sampling in rural communities, among nontraditional participants, and patients with limited access to clinical sites can simply ship the sample collection kits to these populations for self-guided specimen collection.
Mitra provides a major benefit to patients participating in clinical studies that fear needles or are inconvenienced by the requirements of a clinic-based blood draw. Following the instructions for use and a quick finger-stick, virtually anyone can use a Mitra device to collect a high-quality blood sample for accurate lab testing. The patient or study participant uses the specimen bag and envelope provided in the home kit to send their samples to the lab.
The microsamples integrate with laboratory analysis workflows, as shown in previous studies conducted by pharmaceutical companies, healthcare organisations, and academic institutions around the world. As published in the literature, specimens collected with Mitra Kits have been used for detection of inflammatory biomarkers, PSA for prostate cancer screenings, antibodies against SARS-CoV-2, and more.
“The updated regulatory registration of Trajan’s Mitra microsampling devices in Australia increases our ability to facilitate personalised, preventative data-based healthcare,” said Stephen Tomisich, CEO and founder, Trajan. “Our Mitra microsampling solutions allow almost anyone to take an analytically viable sample in or out of a clinical setting, anytime, anywhere.”
Trajan is a global developer and manufacturer of analytical and life sciences products and devices used in the analysis of biological, food, and environmental samples. Trajan has a portfolio and pipeline of new technologies which support the move towards decentralized personalized data-based healthcare. Trajan’s products and solutions are marketed under multiple product brands, including Neoteryx, serving a range of industries in countries around the world.
trajanscimed.com neoteryx.com
AMT AUG/SEP 2023 038 MEDICAL
Genomic research

The revolution in digital biology: How EZZ is leveraging Big Data and AI in Genomic Research.
Artificial Intelligence (AI) has fast become an integral part of our daily lives and embracing it is essential to the progress of many industries. Life science is no different. In fact, advancements in whole genome sequencing have ignited a revolution in digital biology and leveraging machine learning techniques and collaborations is instrumental in providing an accurate, timely, locally nuanced analysis of multiple data sources, which is now pivotal to our decision-making. The ’AI is going to take your job’ headline, especially considering the rapid advancement of artificial intelligence tools in recent years, has struck many with fear. However, Glenn Cross, Non Executive Director and Chair of EZZ states that “we can’t fight AI, but instead we need to work with it to best advance ourselves and opportunities where possible.
When it comes to genomic research, AI holds promise to greatly simplify and speed genome interpretation by integrating predictive methods with the growing knowledge of genetic disease. Glenn says, “By pairing AI with our knowledge, we can undeniably leverage it to our advantage using its speed and big data to streamline research and development processes, reduce operational costs, and enable more informed decision-making for the company's strategic direction.”EZZ is passionate about investing in the future of consumer health with a focus on genomic research and development, and genome sequencing is becoming a fundamental step in clinical workflows and drug discovery. And this is just the start. Analysing genome sequencing data requires accelerated compute, and by using data science and AI to read, EZZ can understand the genome better than ever. Like the advancement of AI, this science is always developing and exploring new technology is essential to lower the cost of data analysis, increase the quantity and accuracy of reads, and ultimately unlock the full potential of the human genome.
Although the sharing of genomic data holds great promise for advancing precision medicine, providing personalised treatments and other types of interventions, there are also growing concerns around privacy. It is clear that people the world over have concerns about how their genomic information is used, often stated as challenging their privacy.
It is undeniable that these apprehensions do have some foundation, with any misuse of data, people can suffer harm, whether that be or if the data are used in a manner that causes an individual to suffer adverse consequences such as stigmatisation, disruption of familial relationships, or loss of employment or insurance.
To combat these concerns, numerous laws have been put in place, and are constantly being adapted to address and manage the rapid growth of genomic data to best maintain people’s privacy, identifying any challenges that arise along the way. In addition, it is generally understood that the two essential values of scientific research are balanced - the need to share data broadly to maximise its use for ongoing scientific exploration and the need to protect research participants’ privacy.
To achieve the best results possible for the benefit of humans and individuals, EZZ is utilising AI to help provide insights through advanced computation and inference, enabling the system to reason and learn, while ensuring data is safe and secure. This will further lead to our advancement, understanding and longevity in life. ezzlife.com.au

AMT AUG/SEP 2023 039 MEDICAL
Robotics delivers to Royal Adelaide Hospital
When the Royal Adelaide Hospital approached us to update their AGV trolley delivery system in a live, 800 bed hospital, we were up for the challenge.

The Royal Adelaide Hospital’s (RAH) fleet of 25 Automated Guidance Vehicles (AGVs) are responsible for distributing food, linen, waste, pharmaceuticals and stores, 24/7 365 days. The AGV system controls 14 dedicated lifts and services 31 lobbies over 9 floors, including 44 CSSD operating suites. The hospital aisles are shared with staff and other traffic therefore the on-board safety sensors allow the vehicles to avoid personal injury and damage to the payload, surrounding items and infrastructure.
The new flexible AGV control system offers many benefits, such as lower operating costs, reduced transport damage and consistent delivery times.
Customer requirements
A hardware life cycle upgrade was required for the client’s existing fleet of 25 AGVs, located at the RAH. The existing AGV Control System also had limited support from the previous supplier. Technology had taken a significant step forward to a more modern, Window based, smart and easy to edit control software system. RA Health provided project consultancy from initial concept, through to design, implementation, and closure stages.
MAXAGV confirmed the existing AGV could be converted to the MAXAGV control hardware and retain the existing essential hardware, drive etc. Due to this the AGV system could be upgraded at minimal expense to provide an increased lifespan at a lower ongoing running cost. After the tender was accepted RA Health commenced the project, converting some of the AGVs hardware and the control system. More than 800 patients continued to rely on the AGV system all day and all night whilst the upgrade was carried out.
Obstacles
The hospital was required to maintain business as usual while the work was performed with minimal disruption to normal operation. This challenging task was overcome by the RA Health and RAH project teams by developing a strategy to run separable portions in parallel during conversions to minimise manual labour support.
A risk assessment was carried out at the beginning of the project leading to all high-risk activities being mitigated through a pre-work strategy leading to almost no impact to the hospital’s day to day operation and all targets were delivered on time or earlier.
Solution
The solution was to convert 25 of the existing AGVs with the new MAXAGV hardware and control system while removing EOL equipment during the conversion. The project was performed in 2 separable portions to reduce overall risk to project CSSD and main hospital. RA Health had a team of technicians from all over Australia, assist with the conversions and onsite commissioning assisted by MAXAGV either remotely or onsite during the duration of the project. [This was a 24-hour process to minimise the duration of the project and any inconvenience to the hospital.]
The control system and information were recreated using the MAXAGV platform with new communication to existing equipment. To reduce the impact on hospital operations, half the AGVs were converted and commissioned by a night shift team while the existing AGV system was not being used. This meant there were two AGV systems running parallel with control methods implemented to allow this hybrid scenario.
The project implementation was very successful with the cutover reporting no issues or impact on hospital operations. After the cutover the remaining AGVs were converted and introduced into the system. The MAXAGV system is a state-of-the-art, dependable AGV Control System that runs on a modern client server Windows environment. Max Control System handles everything from transport and WMS warehousing, load tracking, buffering and order swapping to optimal dynamic route selection, location selection, charge control, priorities, and dead lock prevention – all shown in real time 2D & 3D visualisation. The MAX Control system can make split second decisions along the AGV’s guidance path to select optimum routes to a specific destination and reallocation of missions, thus optimising efficiency.
The Factory Acceptance Test (FAT) and Site Acceptance Test (SAT) were successful on the first attempt with no issues recorded. The flexible system can now be easily adjusted, routes moved, and traffic optimised by the RA Health team with technicians available Australia wide. “One of the best executed projects I have been involved in whilst working for Downer” - Andrew Elkin - Head of Technology & Innovation, Downer Group roboticautomation.com.au
AMT AUG/SEP 2023 040 MEDICAL
ARC Hub
Driving digital transformation of Australia’s biopharmaceutical sector with new ARC Hub.

A new Australian Research Council (ARC) Hub to help forge an internationally competitive Australian biopharmaceutical sector using digitisation and artificial intelligence (AI) in pharmaceutical manufacturing is being launched today at the University of Melbourne.
ARC Acting CEO Dr Richard Johnson is officially launching the ARC Digital Bioprocess Development Hub – a five-year, $18m research program, which has received $5m in ARC funding, to advance scientific knowledge and allow an interdisciplinary team of engineers, scientists and computing specialists to develop new capabilities. These will include digitally-integrated, advanced and innovative manufacturing processes that capture and use big data and provide a platform for industry adoption.
Australia’s biopharmaceutical manufacturing industry supplies a rapidly growing domestic and international market for pharmaceuticals and vaccines, and its 2022 sector valuation of $12bn is expected to grow as an ageing population, the need for onshore manufacturing capability and the commercialisation of our medical research all converge.
The Hub involves collaboration between the University of Melbourne, University of Technology Sydney, RMIT University, global biotechnology company CSL, Cytiva and Patheon Biologics Australia, part of Thermo Fisher Scientific. It will also engage with Yokogawa Insilico Biotechnology, Mass Dynamics and Sartorius Stedim Australia, as well as international universities, including The University of Nottingham, Utrecht University and the University of Tartu (Estonia).
ARC Acting CEO Dr Richard Johnson said: “The Hub marks an important step for the biopharmaceutical industry in Australia. It will identify opportunities for digital innovation across biopharma, in manufacturing and emerging biotech companies for new datadriven insights, products and services, with enormous potential for Australian companies and our highly skilled biotech workforce. “This will improve Australia’s technical leadership and international visibility in a strategically important area of future growth, and build new, national research and innovation capacity that will continue
to attract industry investment and provide a sustained, long-term, transformational benefit to the biopharma sector.”


University of Melbourne Deputy Vice-Chancellor (Research) Professor James McCluskey said the University of Melbourne is ideally placed to lead the new Hub. “Together with our partners, the University is delighted to be providing the expertise, facilities and leadership needed to propel this exciting industry development in Australia,” Professor McCluskey said.
University of Melbourne Professor Sally Gras of the Faculty of Engineering and Information Technology (FEIT) will lead the Hub as its Director. Professor Gras said the Hub’s program will address key bioprocessing research challenges and develop new process and digital models that can predict and optimise manufacturing processes.
“The ARC Digital Bioprocess Development Hub will help position Australia’s biopharma manufacturing sector to benefit from Industry 4.0, which integrates new technologies including AI and machine learning to production processes to allow for better decision making in real-time,” Professor Gras said.
“The Hub will provide the critical mass of researchers and expertise needed to address key biopharma research challenges and an outreach program that will help achieve rapid translation and uptake of new digital and process technologies, improving access to new therapies and treatments.”
CSL’s Senior Vice President, Biopharmaceutical Product Development, Dr Anthony Stowers said the Hub will “develop new tools and process models to provide a step change improvement in the manufacture of critical medicines, such as monoclonal antibodies and vaccines, which aligns strongly with CSL’s promise to deliver for patients, and the broader sector need for digitally integrated manufacturing”.
“The outcomes of this research will frame a sector roadmap that will stimulate innovation, provide upskilling and improve digital readiness, helping to ensure long-term international competitiveness of Australian biopharmaceutical manufacturing,” Dr Stowers said. unimelb.edu.au
AMT AUG/SEP 2023 041 MEDICAL
Fujifilm Australia on medical
Fujifilm
Australia extends focus on cutting-edge AI solutions
As part of its successful transformation from photographic film manufacturer to a company contributing to resolving social challenges with advanced technologies in a wide-range of business fields, Fujifilm Australia has now further expanded its range of cutting-edge Artificial Intelligence (AI) solutions into the healthcare industry – one of its core businesses. Fujifilm’s latest foray into the AI sphere is in partnership with Australian-based medical imaging specialists annalise.ai and their CXR Edge solution, one of the world’s leading and comprehensive chest X-ray AI decision-support solutions for mobile and fixed X-ray devices.
“Fujifilm has been supplying X-ray film to the healthcare industry since 1936, shortly after the foundation of Fujifilm in Japan,” explains Ryuichi Matoba, CEO of Fujifilm Australia. “Since then, Fujifilm has expanded its Medical Systems business with some significant milestones along the way, such as developing Fuji Computed Radiography, applying the world’s first digital method for digitising X-ray images. In short, Fujifilm wants to create a society where people can live healthily for longer and Fujifilm’s AI technology and our new partnership with annalise.ai both play a major role in supporting those goals.”
Annalise CXR Edge is a software medical device designed for portable and stationary X-ray devices, intended to assist pointof-care clinicians and radiologists with the interpretation of chest X-rays. The AI algorithm within the device identifies the presence of the radiological findings and provides a notification of suspected findings in under 10 seconds. Detecting up to 95 clinical findings, it is a comprehensive AI decision-support solution for chest X-rays that is available for mobile and fixed X-ray devices. annalise.ai has developed a specific version of its CXR Edge AI product for use with Fujifilm x-ray systems. The Annalise CXR Edge (Fujifilm version) is available with Fujifilm’s X-ray devices in Australia and within selected equipment models, in other countries around the world. Annalise CXR Edge offers a significant suite of findings for chest X-rays. In particular, chest imaging with portable devices is increasing and has an even more important role to play within radiology imaging departments and wards. With significantly increased patient volumes clinicians are under pressure to make quicker decisions.
Fujifilm Australia and annalise.ai’s new partnership and AI solution now provides the advanced tool set, including decision support, that is vitally needed by clinicians and the wider community.
The new AI solution has already seen results with Fujifilm sending two mobile X-ray devices equipped with Annalise CXR Edge to Tonga and Palau as part of a humanitarian response during the pandemic.
Fujifilm Corporation, Japan, initially created its own open, vendorneutral platform REiLI to realise a new type of diagnostic imaging workflow, hosting third parties' AI technologies as well as the company’s own AI technologies. As a result, REiLI not only enabled the collaboration with annalise.ai but made it the logical progression and next step on this journey.
The journey into the world of AI has come as Fujifilm simultaneously pursued and developed superior image processing technologies over the last 80 years. These technologies have now been developed for and applied in the healthcare, medical (and many other) fields and support the diagnostic imaging workflows of many medical institutions in Australia and around the globe.
In fact, today Fujifilm provides over 70 image recognition technologies across industries and continues to develop these technologies.
for Healthcare, AI X-ray analysis and more.
Fujifilm strives to “improve accessibility to medical services,” as stated in its CSR plan, Sustainable Value Plan 2030. Fujifilm’s AI and IT solutions form core capabilities in fulfilling this task. Fujifilm will work to improve medical accessibility in all 196 countries and regions in the world by introducing medical products and services with AI technologies by 2030.
Fujifilm expects its Medical Systems business to increasingly make up a significant portion of its global sales, targeting $7.7bn by 2026. While Fujifilm has long been synonymous with high-quality photographic films, the company has evolved into much more by leveraging its unique technologies cultivated through its photographic film business and continues to grow in healthcare, materials, business innovation and imaging. In Australia, Fujifilm offers a variety of products including medical equipment, industrial materials, graphic systems, recording media, broadcast and cine optical devices, digital cameras, lenses, imaging and photo printing.
Key Takeaways
1. Fujifilm has cultivated its image processing technologies over the last 80 years. These technologies have now been developed for and applied in healthcare and many other fields.
2. Fujifilm’s Medical Systems business started with X-ray film in 1936 and has developed Fuji Computed Radiography, applying the world’s first digital method for digitising X-ray images.
3. Fujifilm has successfully transformed from a photographic film manufacturer to a company contributing to resolving social challenges with advanced technologies in a wide range of business fields.
4. Fujifilm’s AI partnership with annalise.ai uses their CXR Edge solution, a comprehensive chest X-ray AI decision-support solution for mobile and fixed X-ray devices.

5. Fujifilm initially created its own open, vendor-neutral AI platform, REiLI, to realise a new type of diagnostic imaging workflow, hosting third parties' AI technologies as well as the company’s own AI technologies. REiLI has been an AI technology brand name of Fujifilm’s since 2019.
6. Fujifilm has now further expanded its range of cutting-edge Artificial Intelligence (AI) solutions into the Healthcare industry –one of its core businesses.
7. Fujifilm has evolved and in Australia alone it offers a variety of products including medical equipment, industrial materials, graphic systems, recording media, broadcast and cine optical devices, digital cameras, lenses, imaging and photo printing. fujifilm.com/au
AMT AUG/SEP 2023 042 MEDICAL
Fujifilm’s Medical informatics solution where image recognition technologies are used.
VOLLMER VGrind 340S
Why the VOLLMER VGrind 340S is the machine of choice for medical industry tool manufacturers.

As one of the world’s most heavily regulated industries, the medical sector and the manufacture of everything from pharmaceuticals and healthcare aids to surgical instruments, implants and prosthetics to dentistry – everything has to adhere to the most stringent of standards. So, when it comes to surgical cutting tools for the industry, the leading OEMs and their supply chain rely upon production machines from VOLLMER.
With a pedigree unsurpassed in cutting tool production, the latest VOLLMER VGrind 340S is the machine of choice for the medical industry. Here, Rotary Tooling Application Engineer and VOLLMER’s resident medical expert, Carlos Becerra explains why.
Whilst many industry segments utilise tools manufactured from materials like HSS, carbide and PCD; tools for surgical applications and orthopaedics are often manufactured from stainless steel. The main reason is that when surgeons are undertaking procedures like bone and cartilage drilling, grinding or shaving; carbide tools have the propensity to break or create excessive heat during operations. The ultra-hard characteristics that make carbide perfect for many manufacturing processes – are also the same attributes that make them unsuitable for invasive procedures. Surgical tools are generally manufactured from 17-4PH, 420, 440A, 455 or M2 tool steel with lengths from 50 to 250mm and diameters from 0.3 to 12mm. With small diameters and a stainless grade with a likelihood to deflect during machining, precision production can be a challenge.
The Steady Rest & ‘Run-Out’
The steady rest is the single most critical factor in producing cutting tools to a standard beyond that made on rival machines. The innovative steady rest on the VGrind 340S supports the tool and prevents tool deflection during grinding. Any tool deflection will have an adverse impact on not just the precision of the tool, but also the ‘run-out’. Surgeons' hand tools typically operate at high speeds, exacerbating the ‘run-out’ impact of cutting tools. Run-out can result in reduced accuracy and even excess heat generation if a tool is rubbing against a bone instead of cutting. This can adversely affect the well-being of the patient. Run-out of up to 5mm is common in tools that are not precisely manufactured with a supporting steady rest to prevent deflection. Not only can excessive run-out generate excessive heat, but it can also diminish precision where and when we need it most. Furthermore, excessive vibration in the surgeon's hand tool can lead to….well let’s not think about those consequences. To categorically eliminate this obstacle, the steady rest on the VGrind 340S provides support under the tool to prevent deflection – but it also provides a supporting finger over the tool body support to eliminate movement. However, VOLLMER has taken this innovation a step further, providing two steady rest points, and not just one. The steady rest system supports the cutting flutes of the tool as well as the cutting tip of the tool. With typical tool shank diameters for hand tools being 4.5mm and the cutting flutes often much smaller, the potential for deflection grows with decreasing tool diameters. As you would expect from VOLLMER, we have doubled down on eliminating deflection, such is its importance and potential for disrupting the quality of cutting tools manufactured on the VGrind 340S. To eliminate deflection, VOLLMER has also introduced automated tool run-out compensation. Integrated into the NUMROTO control software, the run-out compensation cycle will utilise a measuring probe during operation to probe tools in multiple positions around the diameter of the tool. Taking live ‘incycle’ measurements, the VGrind 340S will automatically measure the tool and re-calibrate the programme to accommodate and eliminate any tool deviations caused by deflection. This in-process cycle can be programmed to run at intermittent periods throughout
a production cycle. So, for tools with critical dimensions, probing can be integrated into the production of every tool, or if the operator prefers – every 10, 20 or 50 tools.
Automation
The OEM recipients that specify medical and surgical procedure tools often require high production volumes that can be in the region of 5,000-off. To support precision volume production, the VGrind 340S is supported by the HP160 automated tool loading system that can accommodate up to 900 tools. The HP160 loading system on the VGrind 340S facilitates 900 tools with the medical standard 4.5mm diameter shanks. The number of tool positions decreases depending upon the shank diameter.
Not only does the VGrind 340S accommodate up to 900 tools, but manufacturers can also set the machine to run multiple programmes sequentially without manual intervention. So, if a company needs to run a batch of 50 3-flute tools and then 500 2-flute tools of different diameters and geometry that are then followed by other tool variants - the VGrind 340S can easily accommodate this. The result is unmanned operation, reduced costs and around-the-clock production – all with complete process stability.
Flexibility
The VGrind 340S is the only machine to incorporate multi-level machining with two spindles located on its A-axis. Feeding this paradigm leap in innovation is a grinding wheel package that accommodates up to eight wheel sets. With eight different wheelsets, the VGrind 340S can automatically change from a flute grinding wheel to a gashing wheel, cup wheel, a 1A1 wheel for relief and OD grinding or any other type of wheel.
This flexibility enables the VGrind 340S to produce an unparalleled variety of cutting tools with zero manual intervention. With in-process grinding wheel probing and automated wheel dressing; long periods of precision lights-out production can be achieved – regardless of the multiple tool types required. The flexibility of the VGrind 340S is complemented by the next-generation V@DISON IoT digital solutions and the NUMROTO tool grinding software to enable customers to stretch their imagination with cutting tool design.
vollmer-group.com
AMT AUG/SEP 2023 043 MEDICAL
Orthopedic medical components
The article illustrates proposed new solutions to contend with machining parts for the medical industry. Jason Allen takes up the scalpel.
Machining continues to be a main process for the production of medical parts. The medical industry is a major consumer of cutting tools. What are the specific features of the industry from the tool manufacturer’s point of view?

The medical industry specialises in producing a wide range of healthcare equipment. This equipment is intended for solving a broad spectrum of health protection problems and it contains numerous parts that vary in dimensions, accuracy, material, and shape complexity. To make these parts, the medical industry utilises diverse technological processes in which machining still plays an essential role. The general principles of machining healthcare equipment parts do not differ from similar parts of non-medical mechanisms. However, there are components that require intricate machining processes. These processes are challenging and require process planning, essential machinery, and selecting the right cutting tools. Cutting tool manufacturers contend with developing unique tools to assure effective productivity and profitability solutions for medical parts production.
Orthopedic and dental surgery components are classic examples of complex parts with challenging machining processes. Typical implant materials such as titanium alloys, cobalt-chromium (CoCr) alloys, and stainless steel are difficult-to-cut. Many implants have a complex shape, which requires multi-axis machining. The implants and their respective parts are usually small in size and are characterised by stringent dimensional tolerances and excellent surface finish. Modern high-performance small to medium multitasking machines, Swiss-type, and live-tooling lathes are the most efficient machining tools for cutting operations required for implant manufacturing. For maximize cutting output, machines require appropriate tools. When developing cutting tools for implant machining, tool manufacturers consider the mentioned features of the components to guarantee the right solution.
Cutting tools are characterized by:
• Machining small-size and miniature parts in limited working spaces;
• Main application groups ISO S and ISO M;
• High accuracy and surface finish requirements.

Small tool diameters in rotating tools result in substantially increased rotary velocities. These tools must be balanced and possess a dynamic strength margin to perform effectively under high rotating speeds.
Cutting tool design engineers greatly impact new tool developments in the field. The latest products introduced by ISCAR contribute to learning the influence of these factors.
In cutting ISO S and ISO M materials, coolant supply is essential for achieving efficiency. The PICCOCUT line of miniature tools was developed specifically for machining small miniature parts. (Fig. 1). This highly advanced product line was reinvented over time by a coolant-through-tool feature with pinpointed emulsion directed at the cutting edge of the insert. PICCOCUT also features doublesided holders with internal coolant channels pinpointed to the cutting zone and holders with a user-friendly clamping mechanism, which ensures high stiffness clamping for improved cutting performance. ISCAR also offers turning tools with ISO standard inserts intended for machining small-sized parts on Swiss-type and CNC lathes, and new square-shank holders for turning applications (Fig. 2).
The holders have the SAFE-T-LOCK clamping mechanism which assures precise and extremely rigid insert mounting, and a highpressure cooling option. This enables turning under high machining conditions while ensuring better productivity and prolonged tool life. In parting, ISCAR realizes that narrow widths of cut contribute highly to cost savings. A new range of compact tools with SELF-GRIP inserts in widths of 0.6…1.2mm enable slim cuts that save material waste when parting bars with diameters of up to 16mm. The tools are suitable for machining narrow external grooves. These tools are intended for Swiss-type machines.
Small-sized solid carbide drills are common tools used for drilling orthopedic components. Assembled drills with exchangeable carbide cutting heads provide cost benefits. However, the
AMT AUG/SEP 2023 044 MEDICAL
Fig 1: Improved coolant supply raises the effectiveness of turning by miniature PICCOCUT tools.
Fig 2: Robust design and high-pressure cooling option characterize SAFET-LOCK ISO-turning toolholders.
miniaturisation of drill diameters makes the assembled concept difficult to implement and designing drills with heads in smalldiameter ranges is not a simple task for design engineers. In recent years, the lower limit of the diameter range for ISCAR SUMOCHAM drills with interchangeable carbide heads was 6mm. Lately, ISCAR's prolific design engineers have succeeded in reducing it to 4.5mm (Fig. 3). This is a major step in the application field of cost-efficient assembled drills for the medical industry.
In theoretical terms, ball-nose milling cutters provide a point of contact with curve-based surfaces. These are the main tools for fine milling complex-shaped parts for a high-surface finish. At the same time, generating high-quality surfaces by milling with ball-nose cutters requires diminishing the step size, which in turn increases cycle time. Applying barrel-shaped mills, also known as ‘segment mills’, is an effective solution to overcome the mentioned obstacle, especially in five-axis profile machining of formed orthopedic components. The latest evolution of multi-coordinate machine tools has expanded the boundaries of barrel-shaped milling. ISCAR added high precision ‘cutting barrels’ to the product range of solid carbide endmills (SCEM), indexable profile mills, and Multi-Master tools, the versatile family of assembled endmills that mount exchangeable carbide heads. These cutters are designed primarily for semi-finishing and finishing titanium, exotic superalloys, and austenitic stainless steel which are common materials in the medical industry. Barrel-shaped mills provide a much smoother surface and reduce the number of cuts while decreasing process time. ISCAR Miniature SCEM and Multi-Master endmills are highly effective for machining complicated orthopedic parts such as knee prosthesis components (Fig. 4).
Milling, drilling, engraving, deburring, and other cutting operations performed by small-size rotary tools require considerable rotating velocity. This velocity grows substantially if high-speed machining (HSM) strategies are used. There are machine tools that do not enable boosting the rpm. ISCAR's new high-pressure coolant-driven MICRO 90 spindles (Fig. 5) provide a winning solution. MICRO 90 spindles enable rotating velocities in the range of 35,000-53,000rpm while the main machine spindle remains idle.


The medical industry is one of the rapidly growing branches of modern manufacturing which mainstreams new engineering materials such as composites and uses new technologies such as 3D printing. Contemporary machining solutions relate not only to producing orthopedic and dental components but also to medical instruments, parts of medical appliances, micromachined
medical devices, and more. The emerging trends challenge the medical industry to seek solutions from other sources relevant to manufacturing medical products. Among the sources on which it relies are tool manufacturers, who remain focused on changing industry trends. As a result of realising the ongoing changes, the tool manufacturer will be able to provide the ultimate solutions for machining complex medical components. iscar.com.au

AMT AUG/SEP 2023 045 MEDICAL
Fig 3: Assembled SUMOCHAM drills that mount carbide heads now have a 4.5 mm minimum diameter.
Fig 4: Applying small-indiameter barrel-shaped endmills significantly reduces cycle time when machining the components of a knee prosthesis.
Fig 5: Compact MICRO 90 coolant-driven spindle is an effective tool to boost the rotational velocity of miniature cutting tools.
Revolutionising manufacturing efficiency

ANCA's AIMS enables 66 hours of unattended operations with Industry 4.0 integration. Martin Ripple, Group CEO at ANCA calls manufacturing home.

In today's increasingly globalised world, the strength and resilience of a nation depends on its ability to nurture and grow strategic industries. As demonstrated by the COVID-19 pandemic, countries that can rely on domestic manufacturing capabilities are better positioned to withstand external shocks and rely on a resilient supply chain. For Australia, investing in advanced manufacturing, and the new technologies that bolster the sector, is essential not only for economic growth but also for fostering sovereign resilience.
At ANCA we define technological progress, or what some call innovation, as achieving more output with less input. More productivity in manufacturing means for our customers more output with less dollars invested, more output with less human workforce required and less energy consumed. And that means Australia can have a competitive manufacturing sector for the domestic and export market.
Checklist of action
ANCA is calling on governments - at all levels, and of all persuasions - to move their focus to crafting consistent policies to ensure manufacturing capability stays onshore and local businesses can thrive. The risk of the alternative is too great to ignore. The government can play a pivotal role in revitalising the sector by taking firm actions, such as:
• Re-launch industry 4.0 initiatives with broad industry participation
• Commission a report on industrial productivity
• Consider developments of manufacturing precincts
• Prioritise strategic investments in advanced manufacturing infrastructure and research
• Agree on percentage of local content for defence contracts
Manufacturing has long been an essential part of Australia’s economy. It provides jobs, drives innovation and makes significant contributions to the growth of the nation. Furthermore, it supports the growth of small and medium-sized enterprises, which are crucial for the country's economic health. A strong manufacturing sector provides opportunities for skilled workers and helps support local communities. However, in recent years, the sector has faced numerous challenges, including declining competitiveness, higher costs and a move offshore.
Despite substantial funding commitments, Australia’s manufacturing sector is facing a continued decline. According to recent data from the Australian Industry Group, business conditions across the industry dropped by 10.5 points in December 2022/January 2023
- the ninth consecutive period of contraction.
While the Government has made significant moves to safeguard Australia’s manufacturing industry through programs like the Modern Manufacturing Initiative and the newly established National Reconstruction Fund, there is more that needs to be done. We know a strong manufacturing sector drives innovation and helps foster technological development. It provides opportunities for research and development, which can lead to new and improved products and processes, and the opportunity to capitalise on overseas opportunities.
As the only manufacturer of five axis grinding machines in Australia, ANCA has been able to stay ahead of the curve by being flexible and innovative, through an increased focus on automation and technologies like Artificial Intelligence so customers can manufacture goods with little to no human intervention. In fact ANCA has been working on a product that is first in our global market that enables 66 hours of unattended operation* for manufacturers.
The product is called ‘AIMS’ or ANCA Integrated Manufacturing System. An Industry 4.0 factory wide integration, AIMS considers the factory as a single machine. Rather than separating workflow into many different elements of design, blank preparation, grinding, laser marking, washing, packing and shipment – the system automates the entire tool manufacturing process and complementary technologies while being brand agnostic, meaning it works with machines from different manufacturers.
By automating repetitive manual tasks, employees can focus on more value-adding activities and ultimately this increases productivity. The AIMS system allows for more with less. More products with less human capital and less investment. This Industry 4.0 manufacturing technology will be applied more broadly in Australia and provides a solution for ‘on-shoring’ production, which we are seeing our customers in Europe adopt rather swiftly.
Research suggests that manufacturing automation can increase productivity by 50% per annum, and when fully deployed and paired up with other features, productivity gains of up to 300% could be feasible. A failure to maximise the automation opportunity will see Australia’s economy suffer in the long-run.
It has been predicted that automation could add between $1.1Tn to $4Tn to the economy over the next 15 years providing every Australian with $4,000 to $15,000 in additional income per year by 2030. Achieving these benefits depends on ensuring displaced workers can get new jobs. By closing the existing skills gap and preparing workers for the demands of an increasingly automated and technology-driven industry, Australia can ensure its human capital is an asset in building resilience.
Building sovereign resilience requires a holistic approach that encompasses investment in advanced manufacturing, new technology, education and infrastructure. The Government must recognise the urgent need to support local businesses in their pursuit of innovation and global competitiveness. The future of Australia's economic resilience and sovereignty depends on it. machines.anca.com
AMT AUG/SEP 2023 046 INDUSTRY 4.0
Martin Ripple, Group CEO at ANCA
Telstra Industrial Automation
Telstra launches Industrial Automation capability to help transform Australian industries.
Telstra has launched a new end-to-end Industrial Automation capability to help transform some of Australia's biggest industries - making them smarter, safer, cleaner, more productive and more secure. The comprehensive suite of services combines Telstra Purple's recent industrial solutions acquisitions Aqura Technologies and Alliance Automation, joint venture with data science and Al leader Quantium, and Telstra's high-quality networks, including 5G, Fibre and loT, to help businesses simplify the complexities of Industry 4.0.
Telstra Enterprise Group Executive David Burns said Australia's heavy industries, including mining, construction, supply chain and manufacturing, face complex challenges.
“Our ambition is to work hand-in-hand with businesses to help solve their biggest problems - complex issues like siloed IT and OT systems, heightened cyber security risks, environmental management, technical skills shortages, and managing legacy systems,” Burns said.
"When people think of Telstra, they often think about networks. But we're so much more than that now. Over the past few years we've built a holistic ecosystem of highly specialised Industrial Automation capabilities. This includes industrial networks and loT through Aqura, automation engineering, IT/OT integration and OT cybersecurity through Alliance Automation, and data and Al through our Quantium joint venture - not to mention the technology and expertise from Telstra Purple and our partners." "This means we can now offer an end-to-end service to help businesses maximise the potential
Kübler on Industry 4.0
of Industry 4.0, and tackle the unique challenges and opportunities that each customer faces as they embrace it. We want to help make smart industry, simple."
Telstra's Industrial Automation capability offers holistic solutions, spanning private networks, internet of things (loT), IT/OT convergence, cybersecurity, analytics and Al, cloud and edge, and professional and managed services. Burns said the combination of Telstra's expertise and technology had the potential to make a big difference for Australia's heavy industries, particularly for their workers. "One of the big opportunities we see is in increasing the safety of workers and automation in our heavy industries. For example, we've been working with Newcrest and Ericsson to trial underground private 4G and 5G networks at their Cadia gold mine - one of the largest gold operations in Australia - on the back of the fully operational above-ground 4G network."
"This can enable high-bandwidth, low-latency communications essential for the next generation of mining automation, including new networks of sensors monitoring everything from air quality to structural movement, and ultimately protecting Newcrest's biggest asset - its people,” Burns said.
"With the combination of deep-domain expertise, an extensive ecosystem of specialised partners and the latest technology and quality networks, we're excited to deepen our partnerships with our heavy industries to unlock value, grow their business and create better outcomes for people and the environment,” Burns concluded. telstra.com.au/industrialautomation
Kübler encoders and slip rings for Industry 4.0 concepts ready for applications.

Networks and intelligent products are basic requirements for industry 4.0. These units are able to report about their surroundings. "Who am I, Where am I, How do I feel?” Industry 4.0 opens new perspectives and new business ideas. Compared to the current automation world, which is mainly device-oriented, Industry 4.0 offers a holistic system view. In addition, the technology enables manufacturerindependent access to device data, additional standardised services and simplified device administration. Sensors such as encoders and slip rings play a decisive role here. Kübler will use various use cases to demonstrate which additional tasks can be performed by slip rings in addition to the pure recording of speed and position by rotary encoders as well as the transmission of power, signals and data. Connectivity, Identifications, Diagnostics and Adaptability - these are features that Kübler believes an industry 4.0 product should bring with it.
Kübler encoders - Industry 4.0 ready
Which Industry 4.0 functionalities an encoder needs to be "industry 4.0 ready" depends on the overall concept. The decisive factor here is the role assigned to the encoder. Either as an independent industry 4.0 object (asset) or as a part of it. This determines whether the encoder must have its own management shell or be integrated into an existing management shell. in encoders with their own management shell not only has functions at the “field level”, but also at the “control level” and even up to direct edge
communication. In the highest configuration level, for example, one speaks of an Industrial Ethernet encoder with integrated web server and additional OPC UA protocol. As a use case, the commissioning of a drive axis with Industrial Ethernet encoders, for example, can be simplified thanks to the electronic name plate. All information about the operating range, maximum speed, maximum temperature and the installation location of the motor and encoder is available and can be called up here.
Kübler slip rings - Industry 4.0 enabler
Slip rings are highly integrated components of complex machines. They can provide a great deal of reliable information about the condition of the machine and maintenance requirements. Kübler uses the slip rings as an "Industry 4.0 enabler" and has integrated sensor systems into its smart slip rings without taking up any additional valuable installation space. The precise measurement and monitoring of axis movements, vibrations and temperature, coupled with the storage of lifetime histograms, provide all the necessary information for condition monitoring. As a user case, the slip ring is available as a product-as-a-service. In this case, the slip ring is offered as a service or Kübler ensures that reliable transmission of power, signals and data is permanently guaranteed. Thanks to integrated sensors, additional status variables are recorded and used for condition monitoring and lifetime histograms. This ensures a high level of system availability, as this is detected in good time in the event of maintenance. kuebler.com/iiot
AMT AUG/SEP 2023 047 INDUSTRY 4.0
Cobots welding

How collaborative robot welding can solve the welding labour shortage.
Welding practices have dramatically evolved over the last 60 years. In 1962, the concept of robotic welding was made a reality with the first real-world spot-welding application being implemented into the assembly line of General Motors, enabling the full-automation of this dangerous task.
This became a fundamental addition to the manufacturing space as the use-cases for robotic welding – and in this case, fully-isolated industrial robots working in human-free zones – started to quickly become ubiquitous across the industry in the decades to come. The ability for these robotic welding systems to increase the overall efficiencies of manufacturers skyrocketed the output capabilities of manufacturers that could justify the significant investment required – both from a financial and factory space perspective.
Fast forward to 2022: industrial robotic welding systems are as ubiquitous as ever – still requiring the significant aforementioned investment – but a new problem has emerged to perturb the abilities of manufacturers; and that is the availability of skilled labour. Weld Australia reported to ABC in 2022 that a range of fabricators in Queensland are working at about 50 per cent capacity due to this world-wide (not just Australia, unfortunately) skilled labour shortage and that this is to the direct detriment of meeting demand from the renewables sector (Margolis & Waterson, 2022).
Where 60 years ago industrial robotic welding began the automation of certain welding tasks, another evolution is occurring this year with the introduction of collaborative robotic welding specifically addressing the skilled labour shortages. The new addition to the manufacturing capabilities space for welders is collaborative robot
SCARLET-a
welding: robots that work collaboratively alongside human welders in a collaborative environment.
Collaborative robot welding - the welder’s mate and what we call the “Weld Mate 355” - is ideal for low-value, repetitive welding tasks, and keeps your weld team focused on higher-skilled and complex work. The cobot welders work side-by-side in collaboration with human welders, and are ideal for short-run, high-mix welding applications, allowing your operations to overcome skilled labour shortages by enhancing your existing welding capabilities. Cobot welding bridges the gap between skilled human welding and industrial robot welding, is easy to program, fast to deploy, and significantly boosts your welding productivity, quality, and consistency. diverseco.com
SmartSat Cooperative Research Centre (SmartSat), Australia’s leading space research centre, has launched a $7m project to develop new autonomous spacecraft using AI.
The three-year project, Spacecraft Autonomy and Onboard AI for Next Generation Space Systems, known as SCARLET-a, will bring together eight SmartSat partners: Airbus, Asension, Deakin University, Defence Science and Technology Group, Leonardo Australia, Saab Australia, Swinburne University of Technology, and University of South Australia (UniSA) in a collaborative research effort. SCARLET-a aims to create a set of autonomous algorithms that will enable small and distributed spacecraft to make decisions independently, optimise the use of available resources and capabilities, adapt to changing conditions, and handle critical situations, without intervention from Earth.
SmartSat CRC and partners commit $7m to develop AI-enabled spacecraft that can operate autonomously. communications and earth observation will be achieved using integrated systems of satellite constellations operating autonomously and performing multiple tasks in real time. Such AI-enabled technologies promise to transform the major sectors of our economy, such as agriculture, farming, and mining, and better serve our defence and national security objectives. This investment is possible through the great support of the Federal Government CRC Program Australia and will help develop cuttingedge technologies in space autonomy.”
The project will focus on high impact areas of spacecraft autonomy and onboard AI as identified and prioritised with the industry and defence partners, including:
• Onboard processing and actionable intelligence
• Small spacecraft and constellation resilience
• Dynamic optimisation of constellation resources
• Real-time tasking and resource allocation
SmartSat CEO Professor Andy Koronios (pictured), says that to date, onboard processing has been limited to data collection, but researchers hope the algorithms they develop will allow spacecraft to perform many tasks with less intervention from human operators.

“As autonomous technologies advance and are embraced, their place in space will expand and present new opportunities for applications here on Earth. The next generation of satellite
“With next-generation space systems on the horizon, the possibilities for science, discovery and innovation are endless. SmartSat is well placed to progress Australia’s spacecraft autonomy capabilities to help our nation remain innovative and at the forefront of technology.”
SCARLET-a is the flagship of a suite of projects SmartSat will deliver under its SCARLET lab (laboratory), a SmartSat initiative to develop innovative technologies across spacecraft autonomy, onboard Artificial Intelligence (AI) and data analytics. The lab provides a collaborative platform to bring together researchers and industry to advance autonomy and produce tangible outcomes for Defence and Civil pursuits, enabling Australia’s next space missions. smartsatrc.com
AMT AUG/SEP 2023 048 INDUSTRY 4.0
Industry 4.0, are we there yet?
Nathan Gower, Director ANZ at Boomi says even after a decade of talks, we’ve not yet reached the next manufacturing revolution, despite the technology being available.

If there were a formal agreement, the ‘fourth industrial revolution’ – Industry 4.0 – would be defined as the nexus of advanced production techniques and digital technologies, integrated to create a connected facility leveraging data to drive intelligent manufacturing. But the agreement wouldn’t have a start date.
Industry 4.0 is a term manufacturing has been discussing for almost a decade. Yet, many are still working to achieve the golden nexus.
In a 2020 KPMG report, of all Industry 4.0 technologies, only cloud computing had reached an advanced – though still incomplete –level of implementation.
But since COVID-19 exposed gaps in global supply chains and down came renewed calls to ‘re-shore’ manufacturing, the industry scaled quickly and many caught up on their digital transformation efforts – much to the tune of the broader economy.
In a bid to cement resilience and improve competitiveness on the world stage, we are now seeing a more promising future in the amalgamation of digital technologies and manufacturing operations on the production floor. Autodesk’s latest State of Design & Make report, which included surveying manufacturing organisations among others, suggests 36% of Australian makers regard themselves as ‘more digitally mature’ than their competitors. Of that group, 15% stated they have completed their digital goals. That means the manufacturing industry still has some way to go.
In the same report, a promising 73% of Australian companies indicate they will increase their digital investments in the next three years. The appetite for technologies such as robotics, AI, and Internet of Things (IoT) is expanding.
And the Federal Government is counting on it. In last month’s 202323 Budget, the Government promised to support 20,000 jobs over the next 30 years in advanced manufacturing. Further, it committed $14bn to the National Reconstruction Fund – one of the largest investments in Australia’s industrial history.
The emergence of generative AI – the technology exemplified by ChatGPT – is also expected to spur Industry 4.0 along. The technology has certainly captured the public’s imagination with impressive human-like conversations, and its advancement will be the best seen in the industry. After all, that is where technology has its greatest potential to solve real-world issues and build strength into the economy.
As Australian manufacturers steam ahead in building production strength and uplifting sovereign capability, we expect emerging technologies to become more common. Beyond cloud, AI and machine-learning, 4.0 technologies will include Internet of Things sensors, virtual reality, 3D printing, and digital twins – these are virtual models that replicate real world environments to test behavioural changes of new equipment or processes.
Together, these technologies create an endless trove of data. And their ability to communicate will be most crucial in establishing accuracy, reliability, and visibility over operations.
According to IBM, the value of data sharing in manufacturing process optimisation is estimated to reach over $100bn. Yet only 28% of manufacturing organisations are tapping data from their equipment, processes, and systems.
Approaching data connectivity in this way will only result in 4.0 technology investments failing before they even start.
Why? The thousands of sensors and systems running a manufacturing facility work best when the technology can communicate and operate together. When these technologies work
in silos and access to their data is fragmented, the applications and devices operate alone, blind to what is happening across the entire ecosystem.
If Australian manufacturers are to capitalise on the fourth industrial revolution, they need to recognise data as their greatest asset. As new technologies come through the roller doors, they should not be plugged in and left alone. Sensors, apps, and systems must be synchronised to ensure every string is connected and accounted for. A connected manufacturing facility would, for example, unlock trapped data from manufacturing systems, allowing workers to quickly resolve issues before they escalate. Benefits extend to having the ability to link R&D and production systems to customer service and warranty claims, allowing the manufacturer to track, understand, and remediate problems with a more comprehensive view of the environment. Ultimately, a connected 4.0 facility eliminates guesswork and accelerates time-to-resolution for production and customer service issues.
By bringing together technology assets to unlock the data they contain, Australian manufacturers will be better equipped to reduce error risk, make better real-time decisions, and ensure technology investments provide true ROI.
The goal is to reach destination 4.0, without a hitch. And that is best done with a connective data tissue, acting as a layer of assurance in the future of manufacturing. boomi.com
AMT AUG/SEP 2023 049 INDUSTRY 4.0
Augmented reality
The solution for Australian manufacturers’ skills shortage and ageing workforce could be right in front of our eyes. Sojung Lee, President – Asia-Pacific, TeamViewer.

Australian manufacturers have faced enormous challenges over the last few years, including experiencing a widespread skills shortage the likes of which has not been seen in nearly 50 years. Job vacancies in Australia peaked at a record 480,900 positions in 2022 and employers are still experiencing difficulties finding experienced workers to fill talent gaps. At the same time, the sector is also facing the challenge of an ageing population. In fact, by 2050, those over 55 will make up around 40% of the workforce. As older workers head towards retirement, they will take important skills with them, which means, finding ways to transfer these skills to younger workers is essential.
To mitigate these mounting challenges, manufacturers need to take their digital transformation to the next level and embrace new intelligent technology, such as augmented reality (AR), to better support frontline workers. Many enterprises are already leveraging the benefits of AR to improve productivity and safety, and tackle the skills gap. These benefits include quality control, maintenance and repair, streamlined workflows, and remote onboarding and training.
The rise of the smart factory
Due to greater business demands and the power of data, the fourth wave of industrial revolution, otherwise known as Industry 4.0, is in full swing. Technology such as AR will be a driving force behind a future of connectivity, automation and ultimately efficiency. While this can be glimpsed already, it will be seen clearly in factories of the future. There is incredible potential for AR to be deployed to support frontline workers on factory floors along the value chain and regardless of the industry, for example, in logistics, manufacturing, or quality assurance.
In logistics, AR solutions can help workers operate hands-free, faster, more safely, and with on-the-spot training and the ability to resolve issues in real time to ensure better accuracy. For example, a warehouse picker can wear AR glasses to see order details in real time so they can optimise their performance. Gamification can help make warehouse workers even more efficient by adding a fun element that rewards them for faster, error-free processing.
Manufacturing also benefits from this type of technology by providing step-by-step instructions to workers. This lowers error rates, making assembly and manufacturing more streamlined with less waste. It replaces the need for unwieldy manuals and lets workers use both hands for the activity. This lets them work faster with fewer interruptions and better ergonomics.
Efficiencies are also augmented by AR’s ability to maintain quality control. Minimising the natural rate of human error is essential. AR can aid in quality control processes by using smart glasses with cameras and sensors that compare the real-world product that’s being assembled with the ideal digital model in real time. Any discrepancies can be immediately identified, allowing for instant corrections, and thereby improving the overall quality of the output. By combining AR technology with artificial intelligence (AI), organisations can use image-based information to help employees comply with health and safety requirements, improve their skill level with dynamic feedback, verify that processes are being completed correctly, and more. These AI-enabled AR solutions can also provide real-time safety information to workers. For example, they can highlight hazardous areas, detect warning signs, provide safety instructions, or guide workers through emergency evacuation routes.
Enhanced training capabilities
Manufacturers can also use AR to support their workers with enhanced training. This is essential for an industry that regularly sees new members joining its labour force. For example, Australian Bureau of Statistics (ABS) figures reveal that new opportunities in manufacturing are booming, with 80,000 more jobs at the start of the pandemic. For stretched management teams who may have limited capacity to provide comprehensive training to new staff, smart glasses equipped with AR solutions can aid onboarding and deliver unrivalled learn-on-the-job experiences.
It’s also an excellent way for more experienced employees to share their skills with new staff members. AR solutions can support a personalised, one-on-one experience through video calls and AR annotations, even if mentors and mentees are based in different regions or different manufacturing floors. As an organisation’s most experienced staff members approach retirement age, they may be able to prolong their working life by becoming trainers and troubleshooters, using AR solutions to work from home while feeling as if they’re working side-by-side with their less-experienced counterparts. With Industry 4.0 being commonplace, now is the time for companies to look to the future and invest in solutions like AR to help deliver exceptional experiences for their frontline staff. AR can help support staff in various departments while simultaneously improving productivity, tackling skills gaps, and minimising errors. teamviewer.com
AMT AUG/SEP 2023 050 INDUSTRY 4.0
MGA Thermal turbocharges WA’s green energy transition
MGA Thermal and knode join forces to create a clear and actionable clean energy roadmap for Australia’s largest state.
Australian clean energy company, MGA Thermal, has today announced its partnership with Western Australian-based energy company, knode, to create a clear and actionable pathway to enable the state to become a leader in green energy. Home to a vast expanse of natural assets and a world-class industrial ecosystem, Western Australia is a global energy hub. Heat energy in industry is responsible for more than 50% of the world’s energy use. It is an essential component of manufacturing, including refining raw materials, smelting metals and producing chemicals.
Net-zero and the industrial sector aren’t mutually exclusive, and creating a decarbonised economy requires new ways of working. There’s no doubt that the industrial sector is a critical component of driving a decarbonised economy, but we need green infrastructure innovation to drive this opportunity and transform how energy is generated and used. Western Australia’s government has committed to closing its state’s last coal-fired power plant by 2029 as we race towards net-zero. Yet, new data released by the Clean Energy Regulator reveals that of all the renewable energy capacity deemed either ‘committed’ or ‘probable’, only 5% was in Western Australia. “Western Australia has the opportunity to be one of the world’s clean energy leaders and pioneer the nation’s decarbonisation. But, what’s needed is the green energy infrastructure to either use clean steam in industry or continuously power the electricity grid — ultimately making 24/7 renewable energy a reality,” says Mark Croudace, Deputy CEO and CCO at MGA Thermal.
As a part of a group of companies that is leading decarbonisation in heavy industry, knode is acutely aware of the opportunities for the state’s natural resources industry to create a closed loop for green energy utilising MGA Thermal.
“Partnering with knode will be the connecting fibre between MGA Thermal and future customers, helping us to scale impact and ultimately tackle the energy crisis that exists in harder-to-abate industries. MGA Thermal can store huge amounts of renewable energy to enable the actualisation of net-zero targets and achieve 24/7 renewable energy. We’re thrilled to have a local Western Australian partner on the ground to take local organisations on the journey to decarbonisation,” adds Croudace.
The company’s purpose-designed Miscibility Gaps Alloy (MGA) blocks work by absorbing and storing thermal energy made from renewably generated electricity, surplus energy from the grid or from industrial waste heat. This can then create steam to run turbines or direct heat for use in industries like mineral processing, manufacturing and agribusiness. “MGA Thermal’s unique technology has enormous potential to support the uptake of clean energy in both Western Australia and across the globe. The energy transition for our state’s heavy industry to clean energy is a huge challenge and one that requires us to rethink the way we capture and store energy. The adoption of MGA Thermal’s storage technology will be vital in plugging this gap — enabling reliable, long-term energy storage across solar, wind, hydrogen and retrofitted thermal power plants,” explains Chris Nelson, CEO of knode.
With current customer interest of 40GWh, the equivalent of powering 2.6 million homes, MGA Thermal’s solution can repurpose coal-fired and power plants with thermal storage to deliver clean base load power, while also helping to prevent job loss from power plant closures.
mgathermal.com

MORE COMPRESSED AIR. LESS ENERGY.
From design to manufacture, from consultation and installation to on-going service support, at KAESER we always aim to give you the most compressed air, for the least expenditure of energy. With KAESER, you can be assured you’ll receive an ultra-efficient, extremely reliable compressed air system. Made in Germany to exacting standards, it will save you energy and money, meaning it’s good for the planet as well as your bottom line.
KAESER Compressors - more compressed air, less energy.


AMT AUG/SEP 2023 051 INDUSTRY 4.0
Centralised ERP
Why centralised ERP analytics hold the key to data-driven manufacturing success. By
Darren Edwards, Head of Product Operations, SYSPRO.

In today's rapidly evolving technological landscape, manufacturers face the pressing need to embrace data-driven strategies and tap into the invaluable business intelligence housed within their organisations. As they embark on digital transformation journeys to futureproof their operations, one approach stands out as both achievable and highly effective: centralising their data on a single platform within their ERP solutions.
This game-changing move empowers manufacturers to overcome reporting and analysis limitations, eradicates data silos that impede decision-making and conquers the challenges of measuring return on investment (ROI). Furthermore, it equips them with the agility to respond swiftly and accurately to ever-changing market trends. By integrating analytics into their ERP systems, manufacturers are able to collect real-time data and monitor the production process seamlessly. This means that they can consolidate millions of data points into understandable, actionable insights within the environment where the work is performed.
So, what does this mean in practical terms?
Centralising data within ERP solutions unleashes the power of embedded analytics, enabling manufacturers to extract and analyse data from various sources across multiple functions, from manufacturing and distribution to finance, supply chain management, logistics, and shipping. The advantages are numerous: enhanced efficiency, reduced downtime, improved quality control and increased productivity. Moreover, it becomes easier to identify and address potential production issues before they escalate into critical problems.
Manufacturers can leverage data harnessed from production lines, suppliers and customers to uncover valuable trends, patterns, and anomalies. Armed with this knowledge, they can make informed decisions that lead to enhanced quality, minimised waste, and optimised production processes. For example, by analysing historical data on production output and equipment performance, manufacturers can identify bottlenecks or areas of improvement, allowing them to streamline operations and boost productivity. Additionally, by tracking data on supplier performance and customer preferences, manufacturers can make data-driven decisions about sourcing strategies and product customisation, improving customer satisfaction and increasing sales.
Real-time updates on manufacturing processes empower managers to take swift action and maintain smooth production flows. By analysing data collected from embedded sensors in machinery, manufacturers can predict maintenance requirements and schedule downtime proactively, reducing unexpected breakdowns and associated costs.
In addition, monitoring product quality in real-time through sensor and camera data enables manufacturers to detect defects promptly and take corrective measures before defective products leave the production line. This ensures that only high-quality products reach the market, enhancing brand reputation and customer loyalty.
Looking beyond the production realm, centralised ERP analytics provide invaluable insights for distribution. By predicting future trends in product demand or potential disruptions within the supply chain, manufacturers can help distributors plan strategically and make informed decisions while mitigating risks. For instance, by analysing historical sales data, manufacturers can identify seasonal demand patterns and adjust production and inventory levels accordingly, optimising the supply chain and reducing costs associated with excess inventory or stockouts.
Furthermore, by analysing data on transportation routes and logistics operations, manufacturers can identify inefficiencies and optimise delivery schedules, reducing transportation costs and improving customer satisfaction. Ultimately, it all comes down to the bottom line. The ability to measure key performance indicators (KPIs) such as production output, cycle time and quality metrics is pivotal in making data-driven decisions that optimise operations. Embedded analytics within ERP solutions offer user-friendly dashboards and reports that enable decision-makers to visualise data effectively, empowering them to understand and act upon the insights gained. With this newfound power, teams can improve processes, reduce costs, and enhance overall efficiency. By continuously monitoring and analysing KPIs, manufacturers can identify trends, spot potential issues and proactively implement corrective actions, leading to continuous improvement and increased profitability.
In conclusion, embedded analytics and business intelligence represent formidable tools that allow manufacturers to transform raw data into actionable insights, leading to unlocking new opportunities and ultimately improving their bottom line. To remain ahead of the competition and propel their businesses to new heights, the time has come for manufacturers to recognise and embrace the transformative benefits of centralising embedded analytics within their ERP systems.
By consolidating data onto a unified platform, manufacturers can harness the true potential of their data and pave the way for a future of unparalleled success in the era of data-driven manufacturing. With centralised ERP analytics as their guiding light, manufacturers have all the answers they need to thrive in the digital age and shape a brighter tomorrow for their organisations.
au.syspro.com
AMT AUG/SEP 2023 052 INDUSTRY 4.0
HxGN Machine Trainer
Hexagon machine training system leverages digital twins to help manufacturers bridge shop-floor skills gaps.
New training technology now available globally from Hexagon’s Manufacturing Intelligence division leverages the power of its digital twins to help manufacturers train machinists and metrology specialists to use valuable shop-floor equipment. By combining hardware that realistically replicates machines with manufacturing simulation and operator’s software tools, it helps trainees gain practical experience without risking damage to expensive businesscritical equipment, wasting materials, or tying up valuable production resources.
HxGN Machine Trainer was developed by Hexagon to help companies and educational institutions attract and train the next generation of machine workers – something that is vitally important with the industry facing a skills and labour shortage. In the US, for example, job openings are hovering near all-time highs at 800,000 with 55% of roles unfilled 1, while almost three in 10 manufacturing firms in Europe reported production constraints in the second quarter of 2022 due to a lack of workers 2. The skills shortage is compounded by the fact that training people to use CNC machines, and similar tools, is expensive, slow and potentially dangerous. By training machine operators using an accurate and interactive physical simulator, manufacturers can onboard and upskill their staff faster and more cost effectively than ever before.
Hexagon’s new hardware simulator bridges the manufacturing skills gap by making it easier to prepare inexperienced staff for the demands of the factory. It is versatile because a digital twin can be created for the specific machine brand, type and configuration they will use. Once trained, workers can easily move from HxGN Machine Trainer to real machines, because the simulator is designed to be as realistic as possible – with hardware that replicates the look and feel of a real machine and a 43-inch screen that displays accurate simulations of a large variety of machine and cutting tools. A light tower, physical CNC hand wheel and CMM joystick completes the experience by enabling trainees to respond to issues and control machine movements exactly as they would on the shop floor. The agile training system also offers a range of digital twins for coordinate measuring machines (CMMs) to provide practical experience.
Each trainer unit can be equipped with up to three CNC controllers — including those by Fanuc, Heidenhain, and Siemens — on a single training console. The machine trainer utilises the latest version of Hexagon’s NCSIMUL CNC simulation software to simulate 3-axis, 5-axis, and mill-turn machine tools; and I++ Simulator software to simulate complete metrology processes.
“Crashing a machine tool because of incorrect setup is a nightmare for both the new machinist and management concerned that a piece of machinery worth millions could be permanently damaged,” said Alexander Freund, director of product management at Hexagon, “Crashing a virtual machine tool or CMM is safer for staff and equipment and provides a realistic experience to trainees while ensuring that valuable resources remain up and running.”
Staff training to be machine-tool operators, machinists and, ultimately, CNC programmers, can use any of the three controllers to learn how to use its associated conversational programming language. Accompanying student exercises include instruction sheets that mimic typical manufacturing workflows and job specifications. These instructions list virtual cutting tools to be assigned to jobs and the CNC program to be loaded to the trainer unit. In addition to troubleshooting and learning how to switch between manual and automatic run modes as needed, students learn how to set machine-tool origins and tool parameters, and to determine cutting tool compensation.
HxGN Machine Trainer is available globally now, supporting 3-5 axis CNC machine tools, mill-turn machining and CMM training, with support for up to 3 CNC controllers on a single unit. It comes with a library of machine digital twins for Hermle, DMG and Fanuc machines. CMMs support includes the Hexagon TIGO SF, with support for other CMMs through the I++ Simulator, paired with either QUINDOS or PC DMIS metrology software. Customers can request a digital twin of any other machine. hexagon.com

AMT AUG/SEP 2023 053 INDUSTRY 4.0
Digital Transformation
Bosch BAMS: Accelerating Australian manufacturing in the digital age.


Some of the most common challenges faced in the Australian manufacturing sector are a lack of real-time visibility into operations, bottlenecks in production, inefficient maintenance procedures, and high operation costs. The cost of information flow remains too high which negatively impacts the competitive edge, yet most manufacturers often struggle with justifying the ROI of having a cohesive Digital Transformation strategy. The piecemeal approach to Industry 4.0 may result in an organisation focusing on non-urgent projects, investing in gear that further adds to the cost of information flow due to the missing alignment and a common strategy. Why is it important to have a Digital Transformation strategy, that is much more than a siloed Industry 4.0 project?
Much has been written and discussed about Digital Transformation. The term has been dissected and interpreted in many ways. This ubiquitous term is more than a mere adoption of digital tools and technologies; it signifies a revolution that recalibrates business operations and heightens customer value.
The digital revolution moves beyond the shop floor, permeating all business aspects, including supply chain management and customer service. It employs innovative strategies such as data interoperability, which ensures seamless communication between various processes. It further leverages digital twins for real-time simulations and optimisations, creating a unified approach to data management. The outcome? A connected, automated, data-driven manufacturing environment that adapts swiftly to customer needs and market variations.
This transformation is not merely a fancy tech upgrade; it's a paradigm shift that ushers in superior efficiency, enhanced quality, cost reduction, and informed decision-making. What's more, it places customer satisfaction at the centre. With the power of a connected digital ecosystem, manufacturers can offer valueadded services, such as predictive maintenance. By harnessing the potential of the Internet of Things (IoT) and Artificial Intelligence
(AI), these services can anticipate equipment failures and schedule proactive maintenance, thereby reducing downtime and boosting operational efficiency while unlocking new revenue opportunities.
But, as with any revolution, the road to digital transformation isn't without hurdles. Scaling across different plants and regions, gaining experience with specific use cases, and convincing management about the benefits of such a transformative process presents significant challenges. The solution? A strategic approach that starts small, scales smartly, and actively involves all stakeholders in the transformation process. It is critical to create a customer-centric environment, promoting continuous learning and upskilling within the organisation, and adjusting the mindset to embrace change. In this journey, a key concept is Digital Value Stream’, which is implemented by Bosch. This innovative approach combines digital technology with traditional process management. It involves following the information flow and analysing the data structure in the value stream, identifying digital waste, and creating a streamlined data flow – interconnecting every information requirement from the business perspective that creates or needs this information. It helps in improving transparency, increasing efficiency, and reducing waste. Having lean processes in place is critical because even in the digital world, waste is still waste which refers to inefficiencies in how data is recorded, processed, and used.
AMT AUG/SEP 2023 054 INDUSTRY 4.0
For example, if data is recorded manually, it's more prone to human error than if it's recorded automatically plus it significantly adds to the cost of information flow. Other forms of digital waste include media breakage in OT/IT systems and many times unnecessary duplication of data. It is worth questioning – why paper-based processes exist in a shopfloor – they are often a result of breakage in traditional technologies, of course in addition to the absence of a Digital strategy.



To power the factories of the future, Bosch deploys a suite of connected manufacturing tools for creating a digital ecosystem. Providing a unified view of the factory, this ecosystem is scalable, flexible, and designed to drive productivity, reduce maintenance costs, and improve logistics utilisation rates.
At Bosch, the perspective on digital transformation is distinctive; it's a journey rather than a destination. The strategy emphasises a people-centric approach, creating an environment where employees understand how to harness data and where they fit in the digital transformation journey. With a "What's in it for me?" approach, employees learn how digital tools can simplify their work and increase efficiency, making digital transformation a personal benefit. This strategy is flexible, focusing on fostering innovation, a strong culture, and communicating the benefits of digital transformation to everyone. Here in Australia, Bosch Australia Manufacturing Solutions (BAMS) has been offering 137 years of Bosch quality and expertise to Australian manufacturers, applying a global-local approach to deliver innovative, world-class manufacturing consulting and solutions. BAMS provides an array of services including robotics automation, production line systems, test and measurement systems, machine servicing, consulting services, and solutions for the factory of the future. BAMS focuses on four key markets: MedTech, Food & Beverage, Start-ups, and Electronics Manufacturing.
The consulting services offered by BAMS include lean line design, value stream design, design for manufacture, feasibility studies, and planning for digitization. The approach is holistic, aiming for agility, innovation, and future readiness, as opposed to focusing on singular projects. The transformation strategy aligns with the organisation’s vision and identifies the significant pain points, providing solutions and savings for the customer.
The wave of digital transformation is propelling industries, including manufacturing, into a new era. While the journey towards transformation may seem daunting, with a structured approach, the right mindset, and effective tools, businesses can leverage digital transformation to boost efficiency, improve quality, and meet everevolving market demands. The future is digital, and the time to embrace it is now.
The pivotal questions organisations need to answer are how can the cost of information flow’ be reduced and would your organisation benefit from becoming connected, data-driven, and agile? boschmanufacturing.au




AMT AUG/SEP 2023 055 INDUSTRY 4.0 www.accud.com.au Full range of industry standard measuring equipment with many popular sizes supplied with calibration certificates. Specialist range of digital ultrasonic & laser measuring instruments and gauges. Available now at:
The Kaeser Way
This is a set of basic steps a business can take to maximise the efficiency of its compressed air generation.
Kaeser Compressors describes this process as being capable of reducing the total energy requirement by up to 90%. The steps cover analysis of the business’ current compressed air station, suggestions for improvements to the existing system, such as leak mitigation, or updates to more modern equipment such as a master controller, energy recovery equipment. Final steps include purchase and servicing options that can be tailored, so that a business only pays for the compressed air used and can rely on fixed price, scheduled servicing.
Using Kaeser’s latest iteration of the Air Demand Analysis (ADA) and Kaeser Energy Saving System (KESS), a portable interface that simply clamps into the existing system, a trained Kaeser technical salesperson can measure, then analyse a business’s compressed air needs with a minimum of time and disruption.
Armed with this information, Kaeser Compressors can then recommend system solutions with maximum efficiency, based on the specific requirements. It may be as simple as identifying leaks and checking correct dimensioning of the current compressed air piping. Leaks are one of the biggest sources of inefficiency in a compressed air system and therefore, can be a huge drain on energy costs.
Other system solutions may be more involved, depending on the nature of the business, such as purchase of new equipment. Mr Peter Eckberg, Managing Director Kaeser Compressors Australia, said, “Our machines are some of the most energy-efficient and dependable on the market. Based on the results of our analysis, we can use our simulation program to create a tailor-made system in accordance with the customer’s requirements.
“For example, energy savings of up to 30% for compressors and 50% for refrigeration dryers are not unusual,” Mr Eckberg said. “Not only that, around 96% of the energy supplied to a compressor can be recovered and reused for heating purposes, whilst around 76% can be used to heat water up to 70°C.”
Another significant step of ‘The KAESER Way’ is to team the energyefficient Kaeser equipment with a SIGMA Air Manager 4.0 (SAM 4.0). SAM 4.0 allows the user to maintain intelligent control of the overall air system. For example, it is often possible to reduce the discharge pressure of the compressors, contributing even further energy savings. A decrease of just 1 bar pressure equates to a reduction in

energy costs of 6 to 8%. A further advantage is that by decreasing the network pressure, wear and leakage losses are also reduced. Finally, Kaeser Compressors offers tailor-made monthly contracts, so a business need only pay for the compressed air used. Kaeser supplies and commissions a system for the customer, then scheduled maintenance is taken care of via Kaeser Air Service. The agreement also means that the equipment is serviced in line with the current maintenance schedule and therefore is always energyefficient.
After installation, Kaeser Service Technicians can perform a risk assessment to ensure that the system meets the statutory Occupational Health and Safety requirements. We recommend carrying out an annual leakage check, since new leaks can occur in a compressed air system over the course of time.
All Kaeser compressors impress when it comes to the question of sustainability. Not only do they operate extremely economically, but they are produced in Germany to the strictest quality standards and requirements. Exceptional durability means they can serve a company for many decades to come. Should it ever become necessary to replace them, many of the components used in their manufacture are recyclable.
When it comes to compressed air supply, ‘The KAESER Way’ represents positive steps a business can take regarding the environment, as well as the bottom line.
kaeser.com

AMT AUG/SEP 2023 056 COMPRESSORS & AIR TECHNOLOGY
Oil free air
The necessity of oil free compressors in the medical manufacturing industry.

In the medical manufacturing industry, ensuring the highest standards of quality and safety is of utmost importance. One critical aspect of this industry is the use of compressed air systems. Oil free compressors have emerged as a necessity due to their ability to maintain cleanliness and purity, essential for various medical applications.
Maintaining Air Purity: Compressed air is extensively utilised in medical manufacturing processes, including pneumatic tools, air powered machinery, and cleanroom environments. Oil free compressors play a vital role in maintaining the purity of the compressed air used in these applications. Unlike traditional compressors that employ lubricating oil, oil free compressors prevent the risk of oil contamination, ensuring a clean and sterile working environment. This is particularly crucial for medical manufacturing, where any trace of oil in the air supply can have detrimental effects on product quality and patient safety.
Product Quality and Safety: Medical devices and equipment require uncompromising quality standards to ensure their effectiveness and safety. Oil free compressors eliminate the risk of oil particles entering the compressed air, which could potentially contaminate sensitive components during manufacturing. By minimising the possibility of oil-induced defects or failures, these compressors contribute significantly to maintaining product quality and reducing the likelihood of costly recalls. Additionally, oil free compressors also safeguard patient safety by preventing the introduction of contaminants into devices such as respiratory equipment, anaesthesia systems, and surgical tools.
Regulatory Compliance: The medical manufacturing industry is held to rigorous regulations and standards established by global authorities. Oil free compressors assist in meeting these regulations by guaranteeing the purity of compressed air utilised in medical manufacturing procedures. The adoption of oil free compressors enables manufacturers to fulfill these regulatory obligations and
uphold their reputation for exceptional quality and adherence to industry standards.
Energy Efficiency and Sustainability: In addition to their critical role in maintaining air purity, oil free compressors offer advantages in terms of energy efficiency and sustainability. Traditional compressors that rely on oil lubrication require regular maintenance, including oil changes and disposal. Oil free compressors eliminate the need for these maintenance tasks, resulting in reduced operational costs and a smaller environmental footprint. By promoting energy efficiency and sustainable practices, medical manufacturing facilities can contribute to a greener and more responsible industry.
Oil free compressors have become an indispensable requirement in the medical manufacturing industry. Their ability to maintain air purity, ensure product quality and safety, comply with regulations, and promote energy efficiency make them a necessity. As medical technology advances and quality standards become more stringent, investing in oil free compressors becomes a prudent choice for manufacturers committed to excellence and patient well-being.
airpoweredservices.com.au


AMT AUG/SEP 2023 057 COMPRESSORS & AIR TECHNOLOGY
ifm moneo
Stop wasting compressed air with AI-assisted maintenance tool.

The cost of air compressor leaks can be significant for any processing facility – not only is compressed air wasted, but the energy bills and the toll on equipment can be expensive. Leaks trigger a drop in system pressure, preventing air tools from working and impacting production. Additionally, leaks will cause an air compressor to cycle more regularly, incurring more maintenance and potential unplanned downtime.

Which is why Freddie Coertze, National IoT Business Manager at ifm Australia, says the modern plant needs predictive maintenance tools to get the insights required to protect assets and prevent waste.
“Why does the modern plant need data science tools to prevent compressed air waste? Because a compressor doesn’t run on load all the time,” explained Coertze. “It runs on variable load depending how much the factory or processing facility needs. To fully understand how the asset is performing, data needs to be collected from the equipment and analysed. This is where there is a difference between solutions available.”
The ifm moneo platform has been designed to provide the type of real-time insights into an air compressor that usually comes when you employ data science experts – by utilising artificial intelligence (AI) and other in-built smarts.
“This is an AI-assisted, self-service predictive maintenance tool,” said Coertze. “It makes it very easy to harvest the data from a complex system, putting the power back into the hands of the business so they can achieve better productivity at their plant.”
To elaborate on his point, he refers to a real example of where moneo has been used to monitor and improve an air compressor. Firstly, he describes the set up.
“All that is required for this set up is the moneo platform, which comes in the form of an IPC unit that we provide. This is very easy to install and doesn’t require going via an IT network to install device software,” he explains. “This links to an IO Link master which collects data from the sensor devices, and on this air compressor example we have flow meters, humidity, temperature, pressure and vibration sensors as well as a current transmitter to see how hard the compressor is working.”
According to Coertze, the moneo software will draw on historical data to create set parameters in which the compressor should be working, along with the live streamed data to provide an analysis. It does this through the use of AI algorithms and machine learning.
“In the case where we monitored an air compressor at a site, the moneo platform determined that the compressor was running at a loss and consuming more energy than it should, which was especially evident when the plant was shut for the weekend,” said Coertze. “Because the solution gives a holistic picture of the whole asset, we were also able to predict a future failure. This was easily remedied without any major consequences.”
While an air compressor is a strong example of where efficiency gains can be easily obtained, Coertze stresses that the moneo data science tool will provide greater predictability of all assets in a plant. Importantly, he notes that the moneo platform is agnostic and can be integrated with existing systems.
“To protect, you need to predict, but the difference is that now we can harness the benefits of AI to make this a simpler process for any manufacturing or processing facility,” Coertze summarised. “With moneo, we provide a pre-packaged self-service kit that you can expand on, depending on your changing requirements. Significantly, this platform is a middleware that can sit between your sensor level and a higher end system such as Scada. And with the in-built AI and automated machine learning, you don’t need to involve a data scientist to get real-time, actionable insights.”
ifm.com/au/en
AMT AUG/SEP 2023 058 COMPRESSORS & AIR TECHNOLOGY
Laser cutting with compressed air
Laser processing technology has been used globally for industrial cutting purposes.

Since then, advanced, third generation laser technology has led the expansion of cutting processes for a wide range of materials such as sheet metal, wood, plastic, glass, ceramics, textiles, semi conductors and paper. With the recent development of high power, fibre laser cutting machines, processers are able to reduce costs through faster cutting times and reduced gas usage. This greatly improved cutting process has relaced traditional cutting methods particularly in the sheet metal industry.
One of the thermal cutting methods, used in the laser cutting industry is a focused, high power and high-density laser beam to irradiate the workpiece, so that the material at the irradiated place will melt, vaporise or blow away. The main factors affecting the metal laser cutting thickness and cutting efficiency are the power of the laser cutting machine, the type of auxiliary gas, the pressure, and the flow rate of the auxiliary gas.
Laser cutting machines now require high-energy lasers and auxiliary gases to complete the cutting process. The most common auxiliary gases used for laser cutting are oxygen (O2), nitrogen (N2), and compressed air. Compressed air is easier to obtain and cheaper compared to oxygen and nitrogen, making it a common choice for cutting. Air compressors, as the auxiliary gas provider, can play a critical role in laser cutting. The quality of compressed air has a very direct impact on the quality of laser cutting. As all compressed air contains contaminates like moisture and oil, high pressure cleaning of the protective mirror at the laser cutting head is critical to avoid serious consequences to the transmission of the laser beam, disperse the focus, and cause the product to be cut incompletely and produce waste products.
A highly efficient dryer must be utilised to remove excess moisture from the compressed air with high quality filters to remove oil and other contaminants. The dried and filtered compressed air delivered at normal temperature avoids further condensation and ensures the long life, precision and efficiency of the cutting equipment. Using compressed air as a laser cutting gas can greatly reduce your costs to increase profitability.
Cutting gas supply is an essential part of laser cutting but it is also the most expensive utility that you need to supply to your laser cutter. Common cutting gases are nitrogen and oxygen, but the cost of supplying these gases alone can be as high as 90 percent of the total utility cost for the laser.
So is there a cost effective alternative? The answer is yes, depending on the type and the thickness of the material being cut, compressed
air can be used as an ideal cutting gas. Compressed air production costs are only one quarter the cost of supplying nitrogen or oxygen which can reduce the utility costs of laser cutting every part down to 25% of other gas applications! Compressed air as the cutting gas can also mean increased cutting speed and throughput. Significant cost savings can be achieved by using compressed air instead of more expensive gases,
With the current need for industrial laser cutting machines operating at 16bar, the supporting air compressor requirement has also increased to 16bar. The higher the pressure, the higher the cutting quality and efficiency. Choosing the right type and model of air compressor is critical to achieve the best cutting results.
New Scroll OXPII-16 integrated air compressor
Specifically designed to deliver high purity, 16bar air power for the laser cutting industry, incorporating advanced technology including permanent magnet drive motor and variable speed control, the Scroll OXP tank mounted air compressor offers a compact, quiet integrated unit for a variety of laser cutting applications. This world class compressor offers lubricated, fixed orbit technology; maximum energy efficiency; it is 100% continuous duty rated; it has a direct drive for zero transmission loss; it has ultra quiet operation; an integrated after cooler, a digital control panel and has low maintenance requirement. kaishan.com.au

AMT AUG/SEP 2023 059 COMPRESSORS & AIR TECHNOLOGY
Airstroke actuators
Stroke of genius enhances hygiene and reliability in conveyor actuation.
A weakness of diverse conveyor and materials handling systems for the processing and packaging of food, pharmaceutical, and hygienic products can be presented by the need to lubricate and protect the actuators used for high-repetition and production automation tasks.

Sticky lubrication can expose traditional shaft-type actuators to buildups of hard grit and greasy grime during operation, during their successive extension and retraction strokes, posing wear issues to the actuators themselves and hygiene issues to the products being processed, transferred, or packed.
“Issues can also occur in areas requiring frequent washdown, as occurs in many food applications, including processed goods and meat, fish and livestock, and agricultural product washing and processing,” says pneumatic actuation and isolation specialist James Maslin, the Technical Product Manager for Air Springs Supply.
Key areas of concern include actuators for lift gates, drive tables, transfer sections, belt tensioners, belt centre guides, waste scrapers, tilt tables and friction brakes – all areas that can accumulate grime, debris, and waste, and can disrupt the seals and shafts of conventional pneumatic and hydraulic cylinders.
“Because conveyor breakdowns can compromise safety and cost money in terms of production losses, operations managers and process engineers can benefit from ways to make conveyor actuation simpler, cleaner, and more reliable.”
“Working on the reasoning that fewer moving parts are better and less prone to wear, one excellent solution for simplicity and reliability can be to employ Airstroke actuators, which have no seals, shafts or internal moving parts,” says James Maslin, who has more than 15 years’ experience in engineering actuation solutions using the Firestone Airstroke® range of actuators and functionally identical Airmount® isolators for which Air Springs Supply is Australian distributor.
These enormously tough rubber and fabric actuators are, in effect, balloons or bellows engineered to suit specific tasks. They are rapidly inflated and deflated, to provide the actuation and retraction required by modern high-speed conveyor components employed throughout industry.

Supplying actuation forces that range, from a few dozen kilograms up to 40,000kg a unit, Airstrokes’ single, double, and tripleconvoluted and rolling sleeve designs are made the same way as the air springs used as suspension springs in heavy vehicles, such as semi-trailers. The compact, but powerful, actuators are every bit as tough as the Airmount isolators found under giant semi-trailers, hauling heavy grimy loads day after day, year after year, says Maslin. The Airstroke range – ranging from the largest (one metre diameter) models down to palm-sized Polyactuator actuators for delicate jobs requiring a clean actuator that does not need lubrication and can cope effortlessly with high-repetition tasks. Eliminating lubrication eliminates another sticky surface for waste adherence.
“One of the beauties of this form of actuation is the inherent flexibility of the actuators when they meet their working surface,” says Maslin. “Being made of rubber and not having any rods or seals to damage, they allow maintenance-free deflection on a continuous basis. Their flexibility also makes them ideal for applications, such as belt takeups or roller friction applications, where they may be applied against an oscillating surface,” he says.
“They can also stroke through a radius without a clevis, thus eliminating both complexity and cost when you need to actuate through an angle. Their ability to soak up shock without damage,
while delivering high-repetition strokes, means they are highly applicable to conveyor transfer, gate and lift sections.”
Air Springs Supply’s growing Airstroke range offers a wide range of force capacities and actuation strokes, ranging from Polyactuators’ 45kg with a 12.7mm stroke at 3.5 bar through to more than 300mm for triple-convoluted models that are used as both actuators and isolators in heavy industry. The largest, 940mm diameter Airstroke, will expand from a very compact 140mm to lift weights of approx. 40,000kg per unit.
The world-class Firestone Airstroke and Airmount ranges – widely used across the US, Europe, Asia, and Australia – may also cross over with other air spring actuators incorporated globally by OEM manufacturers of equipment used in industries such as food and beverage, agricultural processing, metal forming, materials handling and process and resources engineering.
“We don’t say Airstrokes are the ideal solution for all actuation needs – every professional knows that each case needs to be considered on its own special needs. But we do know, from a generation of experience, that they can save a lot of time and money over a vast range of applications because we have installations that have completed millions upon millions of cycles with outstanding reliability,” says Maslin. “If safety, reliability, flexibility and repetition are engineering issues, then this technology offers many advantages.” airsprings.com.au
AMT AUG/SEP 2023 060 COMPRESSORS & AIR TECHNOLOGY
Kaeser CSDX.6
Rotary screw compressors are the dependable backbone of any industrial compressed air supply.

With a multitude of features, the innovative new CSD/CSDX range from Kaeser Compressors fulfils this role more efficiently, dependably and economically than ever before, whilst at the same time reducing the CO² footprint.
The most important feature of these new compressors is their low energy consumption, which has been achieved via a number of innovative measures. This ‘.6’ iteration of the CSD/CSDX series impresses with drives of the best possible efficiency class, whether speed-controlled (IE5) or fixed-speed (IE4). The centrepiece of all compressors in this series is the rotary screw airend with flow-optimised Sigma Profile rotors, specially developed for this performance range.


These and numerous other improvements, such as speed-controlled fan motors, have enabled the energy efficiency of the compressor system to be enhanced, which has significantly reduced energy consumption, resulting in reduced energy costs and an improved CO² footprint. What’s more, the new design has led to improved accessibility to all relevant components and therefore increased maintenance-friendliness.
Featuring motors with power from 45 to 90kW, models from this series can cover delivery volumes from 8.4 to 19.4 m³/min and are designed for pressures up to 15 bar. Particularly at low pressures, even higher delivery volumes can be achieved.
The environmentally friendly system design even extends to the fluid filter elements: they are metal-free and after use can simply

be thermally disposed of without need of further treatment. In addition to the standard versions, versions with an add-on refrigeration dryer module are available, which permit both compressed air generation and drying in a comparatively small space. The refrigeration dryer is dimensioned for high ambient temperatures and operates with very little pressure loss. In comparison to the previous version, energy consumption has been reduced significantly, whilst the required refrigerant charge is also around 25% lower. The dryer is accommodated in a separate housing and is therefore not negatively influenced thermally by the exhaust air from the compressor.
The CSD.6 and CSDX.6 are both available with variable speed control; as with the standard systems, these versions are designed for optimised cost-efficiency, operational reliability and maintenancefriendliness.
All Kaeser rotary screw compressors stand out from the competition when it comes to the question of sustainability. Not only do they operate extremely economically, but they are produced in Germany to the strictest quality standards and requirements. Exceptional durability means they can serve a company for many decades to come. Should it ever become necessary to replace them, many of the components used in their manufacture are recyclable. When it comes to a compressed air supply, Kaeser also represents a positive stand with regard to nature and the environment. au.kaeser.com
AMT AUG/SEP 2023 061 COMPRESSORS & AIR TECHNOLOGY
CUTTING YOUR COSTS WITH OUR LASER MACHINES Bodor offer a comprehensive range of laser systems to suit all budgets and specifications. • Processing sheet up to 3mx 25m and tube to 12m x 500mm diameter with zero waste • Bevel cutting and advanced laser technology for cutting thick copper and brass • Linear drive systems with over 200m/min and 4G acceleration • Easy to use software with timesaving SMARTS by Bodor • Our customers benefit from an experienced service team and local Bodor factory engineers. TUBE • SHEET • CUTTING • MARKING • SHEET & TUBE AUTOMATION Visit our dedicated Bodor demonstration and customer training centre in Melbourne. Email: sales@lasermachines.com.au • Phone: 1300 561 963 • www.lasermachines.com.au 9575LM•AMWVG AUSTRALIAN AGENTS FOR BODOR LASER
One machine, multiple purposes
What’s the next big move in the CNC routing end of the industry? Barry Grogan thinks he found a niche.
In collaboration with his university colleagues, Barry Grogan has spearheaded the creation of an exceptional solution for companies grappling with the challenges of outsourcing smaller-scale jobs. Frustrated by the prolonged lead times, frequent delays, and subpar quality that often accompany outsourcing, Barry and his team present the innovative 5.0 Robotics CNC Router. This cutting-edge router boasts minimal setup time, uncompromising adherence to specifications, tolerances, and speed, and incorporates renowned components such as Delta, Siemens, and Tekno Motor. Introducing the 5.0 Robotics Model 8 CNC Router—a user-centric marvel poised to revolutionise your operations.
As a newly qualified Mechanical and Manufacturing engineer from the Trinity College Dublin, like his former classmates, Grogan found there wasn’t much work in Ireland when he completed his degree in 2010.
“I didn't stay on to do a PhD,” Barry added. Grogan came to Australia, started working as a Project Engineer, managing projects in stainless steel fabrication and automation in food, dairy and beverages, then moved into a process engineering role in pharmaceuticals. “I was always more hands-on, more mechanical, more engineering, less management corporation. It just didn't suit me.”
To make ends meet, he imported and sold light professional CNC router systems from Taiwan as a distributor, as suggested by an industry friend back in Ireland. These came in effectively factory-built and would sell through up to 150 units a year, forming BG Precision. “We would do a full-on check through the machine to make sure they were ready for the customer. Making sure every nut and bolt was tight after transport,” Grogan said. “It is a reasonably priced product for the performance coming from it.”
“The Taiwanese company weren't that interested in changing specs too much though because it would narrow down their market,” he added. “So that led to us three years ago asking ourselves, why don't we design a machine from scratch at a highend level. So we did.”
5.0 Robotics
There's a lot of big industrial machinery out there but finding an operator to run that specific machine can be difficult. Grogan can see there’s not as many people wanting to get into that industry because of the demise of the automotive sector. “What we found is people needing to see maybe lower cost machines that are still as capable but more flexible to do smaller, different kinds of jobs. When you spend $300,000 on a machine to produce one component, it only makes sense when you are producing ten million of those same components per year.
The team renamed the business 5.0 Robotics, formerly 4.0 Robotics, just on one year ago. Industry 4.0 was technology driven, we have the technology with the Exec CNC Router, but Industry 5.0 is -user and -value driven and 5.0 Robotics is here to empower the people. Grogan thinks scaling down to smaller jobs with the CNC router has found a ready market. Not just for the smaller operators, but also the larger companies on smaller jobs with smaller runs. He knows this is a step ahead from Industry 4.0. “We know there's an industry 5.0 coming,” added Grogan. “The difference is, you went from mass production, running enormously expensive machines producing a million of the same component, down to a new dispersed market not needing as many of the same piece. What 5.0 Robotics and the new Model 8 is doing is bringing the people back in and empowering them with the right tools to produce the work.”
Another entrepreneur, based out of Tallinn, Estonia said he wanted to get involved. He convinced the two partners the HQ of 5.0

Robotics should be in Tallinn because of the perfectly centralised European location. Estonia is a very small country with only about 450,000 population, but they have great government incentives in manufacturing available there. “The partner in Ireland and I are engineers who don't want to get our heads out of the toolbox,” said Grogan. “The partner in Tallinn is a bit more mature in terms of the business side of things, already had contacts in Tallinn University, works closely with Siemens and also with some government officials there that kind of helps boost the brand off the ground.”
These three engineers put their heads together to revolutionise the manufacturing sector with 5.0 Robotics. And the industry was supporting the change in manufacturing in Australia. Where they need higher-end, lower cost, flexible solutions. 5.0 Robotics now find themselves exploring markets in the Middle East, USA and the Scandanavian countries.
One machine, multiple purposes
CNC routers are basically for machining non-ferrous materials. Aluminum, plastics, composites, timbers, even copper and brass. People come to 5.0 Robotics with pain points. They may be in industry, have a big industrial mill and never used CNC before. But they don't have a hundred thousand dollars budget. From there, some of the markets Grogan hears about are as surprising and inventive as the solutions that can be devised for them on these small CNC routing machines.
The machine as standard is a 3-axis CNC router. “We can add more automation to it, like clamping jigs that are pneumatic controlled sensors which ensure things are in place before you hit go,” suggests Grogan. “You can fit different types of cutting tools. We can automate the tool changing process. They’re optional add-ons if you like thereafter.”
“Industry 5.0 is as a leap into being empowered to do your own work. When someone buys one of these units, after two or three hours of familiarising, they’ll be starting work, producing products and making money.”
All these machines have a relatively small footprint, and they run on a simple 10A single phase point. When designing the 5.0 Robotics router, they had an acute awareness of energy bills, power consumption and a sustainable future. “These units can also fit inside a transit van running solely on battery power, so they’re drawing no
AMT AUG/SEP 2023 062 STATE SPOTLIGHT VIC
5.0 Robotics Team showcasing their robots at AMTIL’s AMW2023 in Melbourne’s Convention Centre. (William Darcy, Carlo Lustrissimi, Barry Grogan, Rauno Raiesmaa and Ajit Mathew)
more than 2,200 watts of power when the machine’s fully running,” Grogan said. “There is a market in outback Australia, also out in the Middle East countries where power isn’t 100% stable. But you could make a couple thousand dollars a day producing aluminum components in the middle of the desert, running off batteries or straight off solar power, it is very possible.”
Over the first three years of business, his company 5.0 Robotics and their CNCs has had success processing car windshields (glass) in central Europe for one of the big names in automotive, removing microchips from electronics boards for silicon recovery because of the global chip shortage, milling, foiling and embossing dies in the printing industry as Australia phases out acid etching of magnesium, relieving 5-axis robots and operators in the plastics mould manufacturing in Australia as skilled labour in 5-axis machines becomes hard to find.
“That’s where I think we differentiate a CNC router from a CNC milling machine,” he qualifies. “A milling machine is configured very differently. It’s a lot more rigid, has a lot more torque and power, and is complex in setup and operation, where these CNC routers are higher speed, faster moving, bigger tables allowing for faster

material removale rates of material of any size in just a few steps across multiple applications and industries.”
Education
The Model 8 is a very turnkey solution to drop and play. In some workshops, and certainly in education, they offer a custom-built safety enclosure. All manufactured and assembled here in Australia. “These are large safety-rated panels on all sides too,” added Grogan. “In the large industrial milling machines, you've got a small viewport window you have to step up to look in on the work. With this smaller footprint, and these large transparent panels, it's just smart thinking with the user in mind.”
“If you've never used the machine before, you want to make sure you can see around the machine. The first step is education. With this unit, with the ‘education safety enclosure’, you can get a 360-degree view of what's going on, so it gives you confidence to give it a go. This can be used anywhere. Home, school, industry, and it's all enclosed.”
50robotics.com linkedin.com/company/50robotics/ BGPRECISION.com.au
AMT AUG/SEP 2023 063 STATE SPOTLIGHT VIC
Carlo Lustrissimi, CEO of 5.0 Robotics, with the Model 16 5.0 Robotics CNC machine.
Growing machinery
Koenig Machinery laser cutting through the manufacturing industry.
Koenig Machinery is a rapidly growing Australian business, supplying machinery from large industrial metal fiber laser cutters to CO2 lasers, fiber marking machines and UV printers, as well as a large range of materials and machine consumables. Having just experienced the buzz of Australian Manufacturing Week 2023 in Melbourne with a large display stand, the Koenig team took a few moments to share their experience with AMT.
About Koenig
Launched in Melbourne, the past seven years have seen Koenig grow rapidly and they are expanding into new markets. The team has recently moved into a huge new Melbourne premises on 3500m2 in Campbellfield, with a larger showroom to display their full range of equipment. With the move, they are stocking a huge range of new machinery, materials, accessories and spare parts.
The company was created by Jenny Castles and James Pettigrew, with Stefan Marquat joining the team soon afterwards to run the new Sydney showroom. In Dural NSW, this additional location allows Koenig Machinery to support NSW-based manufacturers, providing greater reach than most fibre laser dealers in the country. “Koenig are also opening a service centre and showroom in QLD at the end of 2023,” Jenny Castles says, “so we can better support and service the booming QLD manufacturing industry and our many customers in this area.”

The market for Koenig’s machines
Koenig supplies fiber laser machines to clients in industries ranging from fabrication and smaller engineering companies, to heavy manufacturers of vehicles and accessories, ducting, tanks, carports, boats and yachts, building structures, displays, cabinetry and more.
The LF3015GA machine is Koenig’s most popular model, with a large fully enclosed front table (3,000 x 1,500mm). Users can be cutting safely, while loading or unloading material on the ready loading table. Interchanging the tables takes only 20 seconds, minimising downtime.
The LF3015GAR is the same machine, but with the addition of tube cutting. Customers who choose this model are utilising all the machine components - laser head, motors, gantry, laser sourcefor both the sheet cutting and tube cutting purposes. For a small price difference, this option provides two machines in one. Koenig also has the LF1309 with 1,300 x 900mm bed size, and LF1313
with the 1,300 x 1,300mm bed size. With a full enclosure and small footprint, this option has proven to be the choice fiber metal cutting machine for six major universities around Australia – including Monash University and University of QLD. “It’s also quite popular for prototyping in the design-engineering departments for larger manufacturers,” adds Castles.
Koenig Machinery’s range of CO2 lasers (for non-metal cutting and engraving) and UV printers (for printing on a range of plastics, woods, fabric, foam, card paper etc.) are used for a wide range of applications such as displays, signage, switchboard labels, packaging, clothing, upholstery, jewellery, and toys.
AMW2023 for Koenig Machinery
Castles explained that AMW2023 was a very busy event for the team, and they experienced significant interest in their tube cutting machine range, the LF60M with manual loading, or the LF60MA with automatic loading. “These dedicated machines are extremely user friendly, easy to access, load and run, and allows for cutting of round tube, SHS, RHS, C-Channel, I and H beams as well as custom profile designs,” she said.
The Koenig Machinery team arrived at AMW2023 with an opensided shipping container which doubled as their mobile showroom on the show floor. A large laser-cut sign was suspended above their display which could be seen from clear across the Expo Hall.
The team found the AMW show was well timed, and people were very keen to stop and chat. Jenny was happy to note that no matter how much the world turns to buying online, everyone still wants to touch and feel. “AMW2023 was a great opportunity to connect with new clients after not being able to exhibit during COVID,” she said.
What’s next for Koenig?
The Koenig team are always working to deliver innovative marketleading equipment to Australia’s manufacturing sector. Castles says, “we’ve recently released a range of CNC press brakes, the perfect companion product for the fiber laser. These allow you to fold and bend complex designs with ease after cutting them flat.” With showrooms in three states, and business rapidly expanding to meet the growing needs of Australian manufacturers, the future is bright (and busy) for the team at Koenig Machinery. koenigmachinery.com.au
AMT AUG/SEP 2023 064 STATE SPOTLIGHT VIC
MaxiTRANS

People behind MaxiTRANS. Meet Gavin Lewis – keeping it cool.
A road train comes, through shimmering mirages of heat. Road temperatures well above 50 degrees celcius. Air temperatures at 50 degrees. The blazing white of the fridge vans pass with a blast of furnace-hot air.
Outback Australia. Inside those Maxi-CUBE fridge van walls settle frozen goods, chilled vegetables, ice cream, all making life bearable in the hot months of North Queensland, the Territory, the Kimberley. A world away in the very different climate of Victoria, MaxiTRANS employees work to keep those far-travelling goods cold and safe. People like Gavin Lewis, a fibreglass expert who supervises the construction of the insulated panels that become a protective fortress against the North’s heat. Gavin is the Production Supervisor at the MaxiTRANS panel manufacturing facility at Hallam in Eastern Victoria. It is here that the magic mix of foam and fibreglass are built to withstand the blistering heat encountered by Australian road conditions.
The balance is obvious, highly efficient insulation with low weight and high strength to take on the nation’s worst. Working in unison with efficient low weight diesel powered fridge units, Maxi-CUBE trailers roll over millions of trailer-kilometres every week.


“We start by making the foam, we’ve got our own foam machine. It’s formed into the required sized rigid modules for strength and used throughout the factory,” Gavin Lewis explains. The rigid foam is bonded between two fibreglass skins, a laminated panel with low tare and high strength. They then go through a finishing process. The completed panels, up to 14 metres in length, are assembled on an A frame for transport and delivered to MaxiTRANS’ trailer manufacturing facility in Ballarat.
Supervising the panel manufacture is what Gavin Lewis does. Moves around the floor, a bit of support here, a little guidance there. He back-fills any position in the factory when a team member is away. Panels aren’t a one-size fits all affair. Different build specs are made for different applications. Wall panels on the Maxi-CUBE Classic Reefer refrigerated van have 40mm wall thickness and 125mm thick roof panels. While a Hi-CUBE Reefer van for fresh produce has 25mm walls and a 100mm roof.
Seven years ago, Gavin applied for, and got the job at MaxiTRANS. He had worked in smaller outfits, making fibreglass fairings for fourwheel drives and recreational vehicles, making fibreglass aircraft components. Hitting middle age he decided he needed experience in a large corporation so he could learn the corporate way. So he came to, and was welcomed by MaxiTRANS.
Listening to Gavin, he loves being a supervisor where he can help, and guide. Treat team members with sensitivity and care while at the same time being firm on production expectations. This is what he wanted… and found with MaxiTRANS.
His aspiration for the future: “I just want to be the best supervisor I can possibly be.” He’s the sort of bloke who would come to work every day with a smile on his face. While the bulk of the manufacturing at Hallam goes to in-house supply to MaxiTRANS’ needs, products for the PanelMASTA brand are also built in the facility.
Gavin says these panels are mostly built to a customer’s specifications and could be for anything from repairs to a trailer rollover through to panels for body builders fitting out smaller trucks. He says these panels are built on the same factory floor as the big Maxi-CUBE products. But there are variants.
“In some cases we use honeycomb core rather than foam depending on application. And we also build panels with high density foam. The foam core is thinner but of a higher density. We call it UltraPanel.”
Gavin Lewis says the biggest challenge working in a large facility is staffing. “Managing the people, managing them correctly, making sure that I’m doing the right thing and learning to change with the times. MaxiTRANS has given me the opportunity to be a better supervisor.”
Gavin Lewis has come a long way from learning the fibreglass craft by making remote control boats, planes and car parts as a teenager. He has invested his life in honing and building those skills and now finds occupational fulfilment working on the big fibreglass work that is integral to a Maxi-CUBE refrigerated van, distributing the needs of life across Australia through its millions of kilometres of operation. MaxiTRANS is the largest supplier of locally manufactured, heavy duty road transport trailer solutions, including trailer repairs and service in Australia. Synonymous with road transport in Australia through market leading brands Freighter, Maxi-CUBE, Lusty EMS, Hamelex White, Trout River and AZMEB, MaxiTRANS is the leading supplier of road transport equipment for the general freight, temperature-controlled freight and bulk transport market sectors. maxitrans.com
AMT AUG/SEP 2023 065 STATE SPOTLIGHT VIC
Harrison Manufacturing
What keeps machine tools moving and is made in Australia? Grease is the word.
Harrison Manufacturing is Australia’s leading independent expert in the development, manufacture and supply of high-performance grease, oils, specialty additives and services to many industries, including the sheet metal tooling industry. This very proudly Australian family company has been heavily involved in research and development, manufacturing and supplying industry since 1949, and is family-owned and operated, now in its fourth generation. AMT spoke with Julie Harrison, the Owner and Director of the Harrison Group, and CEO of Harrison Manufacturing. Harrison told us the original company A.S.Harrison which had supplied the rubber and vulcanisation industries up to and during WW2, and now distributes high value-add chemicals into industry was turning 100 years old this year.
Operating out of Australian based facilities, the Harrison Group has a comprehensive range of additional services, solutions in research and development. Their in-house capabilities provide solutions all the way from initial idea to implementation. Harrison Manufacturing works with a diverse range of customers; some having been with the company for over 30 years and is proud to be part of the Harrison Group of companies.
Harrison Manufacturing makes lubricating greases. “The size of the Australian market is currently 26,000 metric tonnes and Harrison has 25% of that market,” says Harrison. “That grease goes into construction at 32%, mining sector at 24%, and the metal tooling industry would be about 6%. General manufacturing equipment for helping your industry manufacture sheets into product is about 16%. And automotive still continues on at about 12%.” Primarily, Harrison makes lithium greases. Lithium is the most common metal use in making the soap element of greases. “Lithium was not cost prohibitive in the era before electric vehicles. But now that’s blown the market sky high,” says Harrison.
Australian machine tool manufacturers might be using Harrison greases and oils and they won't know. Or they aren't and they should be. “You won't see the Harrison brand out there, but we are expanding,” adds Julie Harrison. “In the past, we were what was once called a contract manufacturer. We would buy the raw materials for the client, then we’d make the products that they’d then sell to the customers. But our growth strategy is such that we're going to double in size in the next five years. We’ll be moving into developing more products including biodegradable, and fully synthetic greases, directly for the market.”
Harrison Manufacturing specialises in the development, manufacture and supply of high-performance greases, lubricants, and specialty products. They manufacture extreme pressure greases headlined by their premier ranges of SMARTLIX extreme performance Lithium Complex Greases, and SMARTLITH Lithium Hydroxystearate greases, proven to perform in the extreme conditions experienced by equipment in Australia. The SMARTLITH and SMARTLIX range of lithium and lithium complexes are used in mining & construction, agriculture, transport and the steel fabrication industry.
“It’s quite a complex process bringing in the Lithium so it forms part of the compound, which is chemically controlled. Making this grease is definitely not like ‘bucket chemistry’. Grease manufacturing takes sometimes 12 hours just to make a batch. And these batches are up to 8,000kgs in scale. Simple lithium greases are taken up to high temperatures in a pressure vessel just like in a kitchen, but much bigger of course. So, pressure and temperature are used for simple lithium greases. Whereas open top vessels with exhaust systems and scrubbing systems are used to make complex lithium greases and that’s why it’s called complex. It’s a chemical compounding process. It’s a reaction process with catalysts.”
“The good thing about lithium, which is why it’s a more multipurpose sort of idea to use in greases, is that it creates a high temperature, high pressure, and water resistant. We develop these betterquality lithium complex greases so the machinery it goes into, lasts longer because it doesn't need to be serviced as often, that’s why quality greases like Harrison provides that additional ‘value in use’.” Harrison adds.
Harrison SPARC

Harrison SPARC Pty Ltd. (Strategic Projects and Advanced Research Centre) is the research and development arm of The Harrison Group. The focus is to create technologies and intellectual property (IP) in a range of focus areas: energy, water treatment, sustainability, health, food & agriculture, and construction. Every one of these focus areas touch on the major global problems facing society currently – water scarcity, energy storage, recycling and sustainable manufacturing, agriculture and food supplies – and developing novel IP in these areas aligns with our company’s vision to inspire and contribute to a better world.
Our aspiration at SPARC is to be a leading Australian industrial research centre, developing commercially viable solutions to problems in these focus areas. Once developed and IP for these technologies are generated, we will be leveraging our technologies with the capabilities of our sibling companies (Harrison Manufacturing Company and A S Harrison) to bring these solutions to market.
“The Harrison Group believes in keeping manufacturing and intellectual property development in Australia for Australian industry,” said Julie Harrison. “We're not interested in working offshore.

AMT AUG/SEP 2023 066 INDUSTRY FEATURE
Julie Harrison
Tony Granville
We're interested in selling offshore, and we're making $5.7m of investment in our manufacturing plants over the next two years.” Tony Granville is a PhD in Polymer Chemistry and Innovation Manager at Harrison SPARC working in senior positions at the
Harrison Group for six years. His knowledge of their greases, oils, and additives is deep and expert, as well as the innovation coming through their research and development arm, Harrison SPARC. This R&D company was the recipient of a recent Critical Minerals Grant of $1.9m from the Australian Government to support the sustainable future of Australia’s mining and manufacturing industries.
“The Critical Minerals Grant will help the Harrison Group with how it is going to look in the next hundred years,” says Granville. “How are we going to be at the forefront? SPARC will develop the new IP and new technologies that advance the business in future directions. What would it look like? So we're looking at pretty much all the big hairy, audacious problems across the different sectors, of energy, water, treatment, sustainability, construction, agriculture and healthcare space, and how we can contribute new chemical technologies to solve these issues. Because at the end of the day, that’s the crux of what we are, we’re a specialty chemical manufacturing company.”
harrisonmanufacturing.com.au
harrisongroup.com.au harrisonsparc.com.au
The American Society for Testing Materials (ASTM) defines grease as a semisolid or solid combination of a petroleum product and a soap or a mixture of soaps, with or without fillers, suitable for certain types of lubrication. It possesses high viscosity, which on the application of shear drops, gives the effect of oillubricated bearing. It consists of oil or other lubricants that are mixed with a thickener. It is used in places where lubricating oil would not stay in position. Grease also acts as a sealant to prevent the ingress of water and incompressible materials.
SwingGrinder – The Original
For quick manual deburring and edge rounding
– Fast, safe removal of dross and slag from plasma and flame cut parts
– Slag is chipped off using our HammerDisc Head


– Double spindle provides edge rounding capability in one setup

– Automatic Table Magnet holds the workpiece securely


– No skill set required, anyone can produce consistent results
– Easily 3–4 times faster than traditional methods
– European designed & made for best performance and lasting reliability
– Affordable with fast return on investment
https://www.loewer-online.com/metal/en/overview-machines/swinggrinder/



AMT AUG/SEP 2023 067 INDUSTRY FEATURE Australian & New Zealand Sales & Service +61(0) 414 646 212 info@jimsmachines.com.au
BEFORE AFTER HAMMERDISC
Tonsley ten years of innovation
Tonsley Innovation District celebrates 10 years of success.
Tonsley Innovation District has surged into its second decade of operation, continuing its laser-focused commitment to driving innovation and energising South Australia’s economy. This industry district is located 12km south of Adelaide, and has made dramatic strides since opening in 2012. From its initial remit to re-ignite a stalling manufacturing sector in Adelaide’s southern suburbs following the closure of the Mitsubishi plant in 2008, to now solving some of the world’s most complex problems through creative innovation. As a hub for cutting-edge research and development, Tonsley has driven Adelaide’s transition from traditional to high-value manufacturing and with it, built out the state’s sovereign capability. Around 2,000 people across 140 companies are now employed at Tonsley – more than double than when Mitsubishi closed. 8,500 students study alongside this highly skilled and specialised workforce each year at anchor academic institution Flinders University, and TAFE SA. And more than 500 residents call Tonsley home as part of its growing community. These statistics reflect the substantial increase in scale, productivity, output, and economic impact of Tonsley in its first ten years. What was once a 61-hectare industrial wasteland has become Australia’s most awarded innovation district, and a global leader in the effective co-location of industry, academia and SMEs around high value manufacturing.
Leadership
From the outset, Tonsley called for world-class ambition. The Government of South Australia went about creating an environment whereby its unique product offering - namely its scalable facilities, networked community and ready access to research and technology - set it apart from traditional science and technology parks. Deconstruction of traditional silos between government, higher education and industry was identified as critical to fast-track commercial success and transition to a knowledge economy. Supportive policies and institutions within the robust Tonsley ecosystem quickly encouraged the creation and dissemination of knowledge and leading-edge research between established businesses, start-ups, education providers, business incubators and accelerators, and the wider community in a single location. This was a key catalyst in reviving the state’s manufacturing industry and in turn, future-proofing the state’s economy, because it not only created jobs of the future but generated a diverse and highly skilled workforce that was capable of operating at the highest level.
Collaboration
Tonsley's tenant suitability matrix, whereby incoming businesses are curated to ensure they enhance the overall impact of the District, has cultivated an unrivalled environment for intentional collaboration. Creation of these strong trust-based networks has provided greater opportunities for knowledge sharing and given rise to collaborative partnerships via “open workshop policies”, where co-located businesses can utilise each other’s state-of-the-art facilities and draw on each other’s expertise.
As an incubator, Tonsley has actively sought to deliver “collision spaces” which encourage tenants to interact, whether that be shared lunch tables within one of the Main Assembly Building’s (MAB) urban forests or exercise activations such as the professionalgrade squash court, jettisoned in from the 2006 Commonwealth Games. This deliberate placemaking offers unique opportunities for, and emphasis of, daily cross-sector collaboration at all levels.
Tonsley’s collaborative mindset has created an inclusive culture impervious to hierarchy. Knowledge is not exclusively held at the highest levels. Tonsley’s success comes largely from a willingness to share ideas, knowledge and know-how. Specialists from companies
such as SAGE Automation, Micro-X and BAE Systems make the time to mentor and promote careers in STEM and can be found weekly in the basement of Tonsley’s Admin Building assisting budding young engineers at RoboRoos - South Australia’s Student Robotics Club.
Co-location has also established a platform for business growth and talent attraction. Having academic campuses on site provides direct access to a pool of trained, job-ready workers, enabling small businesses to rapidly upscale and push their solutions to the market. Similarly young jobseekers have a direct pathway to employment, stemming the historic 'brain drain' that has crippled the state in the past.
Competitive advantage
Much of Tonsley’s competitive advantage and its positioning as a global leader in innovation comes from the strategic identification of four focus sectors - health, medical devices and assistive technologies; cleantech and renewable energy; automation, software and simulation; and mining and energy services.
During its inception, these sectors were seen as strengths for SA and areas of comparative advantage. Tonsley has now reached an age of maturity where pursuit of these areas has paid off. A wealth of highly skilled, highly trained and highly paid full-time jobs now exist within the District, something that would never have occurred if the site had been repurposed solely for large scale residential development or big box retail. Strong levels of commercialisation are being achieved particularly in areas such as cleantech, med-tech, robotics and defence, leading to a more resilient and prosperous state economy.
Tonsley has garnered a reputation as a District that can legitimately solve the world’s problems, substantiated by its recent induction as an inaugural member of the Global Network of Innovation Districts –a handpicked group of advanced 21st century innovation precincts seen as exemplars globally.

• SAGE Automation manufacture the control panels used in selfservice bag drop at Singapore’s Changi Airport. Its technology controls the electronic lane change sequencing on the Sydney Harbor Bridge, assisting the traffic flow of some 160,000 vehicles per day, and its automation helps make the cult Aussie biscuit, the Tim Tam;
• the power consumption of the MCG is managed by AZZO;
• micro-x’s light weight x-ray machines are supporting doctors on the front line of the war in Ukraine;
AMT AUG/SEP 2023 068 INDUSTRY FEATURE
• Zeiss developed the globally recognised UV-Protect - a coating for optical lenses providing sunglass-level protection;
• robots created by Accurate Dosing Systems assist in the formulation of some of the world’s top selling fragrances and flavours;
• Link Assistive’s eye gaze technology devices allow non-verbal people, or those with severe physical challenges such as MND or Cerebral Palsy to communicate simply by looking at an iPad;
• BAE Systems and Flinders University’s Factory of the Future acts as an advanced manufacturing test bed, using innovation, Industry 4.0 technologies, research and training to find ways to make Osborne the safest and most productive shipyard in the world;
• X-Frame’s modular wall framing system, commercialised and manufactured at Tonsley, is being used in the custom fit out of ANZ bank branches across the country;

• Hydrogen Park South Australia kicked off the nation’s hydrogen economy with Australia’s first green hydrogen production facility; and
• Ziptrak’s patented blinds are utilised at Roland Garros, home of the French Open.
Infrastructure + sustainability + amenity
Renewal SA has so far unlocked 48.5 hectares of Tonsley’s 61-hectare footprint, including the award-winning MAB, which has set a new benchmark for sustainable urban regeneration projects nationally.
On the MAB roofline, 13,000 solar panels have been linked up to a District-wide energy scheme, capable of producing up to 80% of Tonsley’s current energy needs.

Throughout the last decade, Tonsley has advanced sustainable transport endeavours by hosting autonomous bus trials. It has welcomed Tesla’s service and maintenance hub, which is responsible for optimising the capabilities of Tesla Powerwalls used in some of the world’s largest battery storage facilities. And it’s demonstrated its continued environmental commitment through the planting of some 42,513 plants and trees site wide.
At a grassroots level, Tonsley continues to evolve as a true live, work, play precinct. More than 500 residents have already moved into terrace homes and apartments at PEET Limited’s residential development, Tonsley Village. This number is expected to grow to around 1,800 at project completion.
Accessible and walkable, Tonsley bedded down its world-class reputation with the opening of the four-star, 88-room boutique hotel, La Loft, in 2023. And it will soon experience an explosion of retail activity with a $47m lifestyle and hospitality precinct contributing to its realisation as a vibrant, mixed-use district. The Mitsubishi car plant’s old Boiler House will also be repurposed into a microbrewery. What’s next?
Renewal SA aims to complete its capital works program by early next year, including the milestone project of completing the ring road around the MAB. The last allotments outside of the MAB are earmarked for market sale by 2028, three years shy of Tonsley’s 20th year.
A 10-megawatt battery, managed by CleanPeak Energy, will shortly be installed in the District in a further boost to Tonsley’s environmental credentials. The battery will capture, store and release excess energy created from the large-scale solar array on the MAB roof. Employment pathways for Year 10 to 12 students will become clearer from 2025 with the addition of a new technical college operating in collaboration with Flinders University. The college, which will have a focus on innovation and support students to complete their SACE while getting a vocational education and training (VET) qualification, is intended to deliver a pipeline of skilled staff to Tonsley businesses and beyond, that are well equipped to take on jobs of the future. tonsley.com.au
AMT AUG/SEP 2023 069 INDUSTRY FEATURE
Close the loop
New Genox recycling line will assist Close the Loop achieve its vision of ‘Zero waste to landfill.’
‘Zero waste to landfill’ is Close the Loop’s (CtL) brand promise and what drives the company to help customers achieve their sustainability goals and participate in the circular economy. The circular economy makes the most of valuable resources, transforming items that would normally end up in landfills and oceans into useful commodities that can be returned to the supply chain.
“A key role of CtL is bridging the gap between industry and the consumer. Our aim is to make the process accessible and encourage people and companies to take the next step to recover and recycle difficult products,” said CtL Marketing Manager Jessica Ansell.
Founded in 2000 by Melbourne based Steve Morriss, the company today has group facilities in the US, Europe & New Zealand. After a successful merger with OF Packaging, the entity Close the Loop Group listed on the ASX in 2021, and the company’s investment potential and long-term prospects were confirmed when it was awarded the prestigious ‘IPO’ of the year.’
CtL has a number of recycling lines, a key part of which revolves around the challenging area of recycling soft plastics. In order to protect products from deterioration, soft plastic packaging typically contains multiple different types of plastic joined together in very thin layers. This creates issues at end of life, as these materials cannot be separated, and hence provide a low grade of recycling feedstock with limited use. The company specialises in recycling imaging products; ink and toner cartridges, bottles and the toner itself. It comes as a surprise to many people that toner powder is actually a finely ground plastic. Over 53 million cartridges have been recycled over the last 20 years which is impressive, but many still end up in land fill.
The recycled raw material is supplied back to a number of different industry partners; cartridges are also returned to the original supplier for remanufacturing. CtL is also a manufacturer of recycled products itself including mailing satchels and horticulture bags. CtL’s recent merger with OF Packaging further complimented the company’s focus on more environmentally friendly packaging products, with a key focus on the supply of recyclable packaging items.
“We are the largest user of post-consumer mixed soft plastics in Australia, taking large volumes of this highly contaminated material as a feedstock for our asphalt additive product - TonerPlas®, and our recycled plastic injection-moulding resin rFlex®,” Jessica Ansell said. TonerPlas® is a high-performance asphalt additive that improves the longevity of roads and has been used in resurfacing projects across Australia including the Monash and M80 freeway upgrades in Victoria. The company has recently installed a new Genox recycling line at their Somerton plant which will handle a diverse range of polyethylene (PE) and polypropylene (PP) materials including bottles, retail displays, tubs and crates. The end product called ‘flake’ will be supplied as a commodity to plastic trading companies – which in turn may be washed and turned back into bottles.
Genox is a combination of the words “Generating Oxygen”, which serves as the cornerstone of their efforts towards creating a better environment through new and innovative technology. Applied Machinery, one of Australia’s largest suppliers of recycling machinery, is the sole Australian distributor for Genox Recycling Technology. Over 300 companies in Australia now have Genox equipment installed, making Genox one of Australia’s leading brands of recycling machinery. “We always go into a competitive tendering process with any new equipment, but we place great importance on trust with any business relationship – and a long-term relationship like we have had with Applied is how that trust is built,” said Steve Morriss who now goes by the title of Head of Circular Economy.
“Over the years we’ve done a lot of work with David Macdonald from Applied; and more recently with Peter Koueik. We know if there’s any issues they’ll be addressed straight away. That’s one of the key benefits of dealing with a local supplier who has access to full technical support and back-up,” Steve said.
“The installation of our new line was trouble free; the Applied team were there to deal with any unforeseen issue. And with Genox we have the reassurance that we are buying equipment that features the very latest technology and features,’ he added.

The new line includes a feeding platform, conveyor with metal detector, a single shaft shredder and granulator. All of the extraction along the line includes “de-dusting” which removes dust/dirt/fines from the material as it progresses along the line; this ensures the safety and health of the operators.
The dust proofing also dramatically increases the life of the motors. A zig zag (ZZ) classifier separates the plastic from any paper labels and other fines.
With the recent acquisition of another recycling company in the US and a commitment by the founder to keep ‘spreading the word,’ Close the Loop Group will no doubt continue to expand and be at the forefront of new recycling initiatives.
“People are realising that the world has finite resources and there needs to be a huge effort by both consumers and industry to do more in the recycling arena. For me this is not a job - it’s my life and a passion of mine; to educate and encourage everyone to embrace the circular economy,” Steve Morriss summed up. appliedmachinery.com.au ctlgroup.com.au
AMT AUG/SEP 2023 070 WASTE & RECYCLING
Manufacturing a better way to reduce waste
Whether they’re building bicycles, making mobile phones or preparing produce, manufacturers are still trying to cut waste and other by-products from production processes. Gareth Moore, the BMS Sales Manager gets his hands dirty.
It is estimated that around $8T is wasted during manufacturing. This amounts to 10% of the Gross World Product (GWP) – the combined gross national product of all countries across the globe. Clearly this is not sustainable.
Not only is it wasteful, but it also increases manufacturing costs, reduces profits and negatively impacts the environment. The more that waste can be kept to a minimum, the better it is for everyone.
Lean-ing into a better way of manufacturing

Waste is an unavoidable part of manufacturing, and it is unrealistic to think it can be eliminated completely. But Lean Manufacturing, pioneered in the 1930s, identifies any part of the manufacturing process that doesn’t add value so waste can be reduced, and productivity increased.
Digital technology takes Lean Manufacturing to an entirely new level. The method now concentrates on the collection of tools, techniques and principles that have proven to be effective at driving out waste. As well as providing the information needed to make sure the entire manufacturing process is as eco-friendly and sustainable as possible.
Whether it’s from different raw materials, the production lines they’re made on or even the facilities they’re created in, more detailed data can be collected than ever before. And better decisions can be made.
How technology helps reduce the seven types of waste
Overproduction: By monitoring and keeping production, purchasing and warehousing processes aligned with demand, the supply chain can be managed to ensure production is at the right level. This not only reduces waste but saves valuable space and prevents working capital being tied up in the wrong materials.
Transport: Moving materials and goods around is costly in terms of transportation, and the environment. Excess movement is also damaging to your valuable products and can result in stock losses. Technology can help manage logistic flows, offering realtime dashboards to provide complete visibility and to help avoid excessive movement.
Motion: Moving parts in manufacturing can be expensive to fix or replace when they break down, not to mention the costly delays to production while they are out of action. Tools that provide in-depth management of asset data facilitate preventative maintenance, work order control, early diagnosis and statistical analysis. With a single system in place, everyone can access all this important data and quality control can be easily monitored.
Inventory: It’s a fine line between having too little inventory to meet customer demand, and having too much, resulting in issues of warehouse space, insurance costs and more. A lot of manufacturers follow some variation of Just In Time (JIT) processes to get the balance right. This process is made much easier with real-time monitoring of inventory, to help keep up with ever-changing customer demands without holding costly, excess inventory.
Defects: Faulty, damaged or hazardous materials and goods not only affect the safety of employees and customers, but they can also negatively impact the reputation of a business. Identifying faulty batches and compromised raw materials and having full traceability helps keep these issues to a minimum. Real-time data helps identify where issues lie at any stage of the process and ensures they can be addressed quickly.
Waiting: Products can sit idle at any stage of the manufacturing process due to factors including unplanned downtime, production bottlenecks or staff shortages to name a few. This waiting represents significant capital that isn’t adding value and is in fact costing money. Technology that provides oversight of the entire manufacturing process offers all stakeholders a single source of truth as to the status of all products, meaning there’s never a need to wait.
Overprocessing: Extra steps in workflows and double entry of data are two examples of this, delaying timelines but adding no value to customers. Optimising workflows in a single system across all manufacturing processes from Bill of Materials (BOM) to shop floor control ensures total control and increased planning accuracy. Reducing waste and making production processes more efficient is good for the bottom line, and the environment. sage.com/en-au/cp/minimise-waste-ebook/
AMT AUG/SEP 2023 071 WASTE & RECYCLING
Food Recycle
Australia must properly manage food waste to minimise biosecurity risks.
Sus scrofa is one of the most successful environmental and agricultural pests in Australia. Commonly known as feral pigs, their numbers are said to range between 3.2 million and 30 million and they inhabit 45% of the country’s land mass. Farmers and scientists have been working on containment programs for several years, with limited success.
These animals reproduce at an alarming rate, destroy livestock, spread weeds, and damage infrastructure. Common food sources for these voracious creatures are food at landfill dump sites and food waste that is being composted.
Food waste can contain contaminated animal products (whether legally imported or otherwise) that may not be safe for feeding to domestic or feral livestock. The biggest risk is that pigs may get infected with foot-and-mouth disease (FMD) or African swine fever (ASF).

The risks of spreading FMD and ASF through Australian livestock are very high. The 2001 outbreak of FMD in the UK was traced to a small farm that fed their pigs with swill, which is prohibited in Australia. Swill is animal food that contains, or has been in contact with, meat products or meat by-products. It has been estimated that a moderate FMD outbreak could cost the Australian economy around $80bn. Recent outbreaks of ASF in Papua New Guinea and Timor Leste, as well as FMD in Indonesia, are cause for serious concern.
“Given the difficulties in enforcing swill feeding regulations and maintaining barriers around potential waste food sources for feral pigs, any mechanism that removes this untreated waste food from the environment, will bring significant improvements to Australia’s biosecurity,” says Dr Ron Glanville. Dr Glanville has had a career of over four decades working in animal health in Australia, including the positions of Chief Biosecurity Officer, Chief Veterinary Officer and Chief Inspector of Stock for Queensland.
An Australian company, Food Recycle, is doing exactly what Dr Glanville advocates –developing a process to remove untreated food waste from the environment and doing it safely and profitably. Unlike commercial composting, Food Recycle’s process converts food waste into high value products and incentivises private businesses to run recycling facilities at a profit.
“One of the reasons I’m involved as a consultant at Food Recycle is to address the huge amount of food we waste in our culture and with our growing population, we
cannot afford that,” says Dr Glanville. “The other reason is this project reduces the risk of disease by ensuring that food waste is treated properly.”
Dr Glanville has designed the Food Recycle biosecurity process step, and developed the production facility process protocols for use both in Australia and the rest or the world.
“The food waste is treated for all major biosecurity threats as part of the patented recycling process,” says Nathan Boyle, COO, Food Recycle. “The process offers the opportunity to divert food waste away from landfill and compost sites and instead, produce feed for livestock and aquaculture.” Food waste can spread diseases even if the food has been cooked or frozen. The 2001 outbreak of FMD in the UK resulted in more than six million animals being destroyed. “A range of viruses are potentially transmissible through food waste on a global scale,” says Dr Glanville who says he has not seen any other process that takes food waste and outputs dry powder for animal food.
In addition to biosecurity risks caused by food waste, there are other adverse impacts on the environment. The Australian Government’s Department of Climate Change, Energy, the Environment and Water (DCCEEW) notes that if global food waste was a country it would be the third largest greenhouse gas emitter, behind the US and China.
‘Creating value from food waste’ is one of the ten waste management initiatives mentioned by DCCEEW. Food waste costs the Australian economy around $36.6bn each year. The amount of land used to
grow food that is wasted covers in excess of 25 million hectares, a landmass larger than the state of Victoria. “Food Recycle can take two tonnes of food waste and can repurpose that into one tonne of complete animal feed at a total cost substantially cheaper than normal commercial feed, enabling genuine circular economies,” says Boyle.
One of the studies was managed by the University of New England in collaboration with Poultry Hub. The 40-week feed trial on layer hens was conducted using a high food waste-based diet with feed provided by Food Recycle. Egg quality and hen health were monitored with the study demonstrating the advantages of food waste-based feed for laying hens. Performance was improved with food waste-based diets and egg production and quality were largely unchanged.
The CSIRO study on barramundi, similarly, provided positive results after a six-week trial. The fish were provided diets with 67% of their traditional ingredients replaced by Food Recycle’s feed and they showed a weight gain of 35% compared to the control group.
“In an ideal world, food waste should be treated as soon as it enters the waste stream. Until now, there has not been a financially viable way of achieving this,” says Glanville. Technologies like the one developed by Food Recycle address the triple threats caused by food waste – biosecurity hazards, environmental damage, and economic loss. foodrecycle.com
AMT AUG/SEP 2023 072 WASTE & RECYCLING
PakTech in Australia
PakTech brings technology and industry-leading recycled plastics manufacturing to Australia.
PakTech, the leading producer of sustainable secondary packaging solutions, has announced its official launch in Australia, through which its technology, manufacturing and products will enable the food, beverage, and consumer goods industries to respond to the growing ESG pressures and consumer demand for sustainable packaging and practices. Embracing an entirely circular economy model, PakTech is the leading manufacturer of 100% recycled and recyclable secondary packaging. Later this year, using its proprietary technology, PakTech will have the capacity to manufacture 100 million recycled injection moulded packaging handles for cans, bottles and other containers, annually within Australia. Having experienced significant organic growth in Australia in recent years, the company is now establishing an onthe-ground-presence, with a contract manufacturing facility in Victoria and proprietary partnership with Visy. Through it, PakTech will be able to tap burgeoning demand and fulfil its vision: made in Australia, recycled in Australia, and repurposed again into new PakTech products in Australia.
Locally, PakTech’s existing customers include Hawkers Brewery, Billson’s of Beechworth and The Apple Press. Its launch in Australia comes as public demand for sustainable packaging and practices skyrockets. In the US, PakTech counts brewers such as pFriem Brewing, Independence Brewing Co, Sycamore Brewing and CPG (Consumer Packaged Goods) companies like Pepsi, KraftHeinz and Johnson & Johnson as customers, and has seen continued strong growth for sustainable multipack products.
“Conscious consumerism is flourishing, and pressure from consumers around the world is forcing brands and retailers to rethink their approach to sustainable packaging,” said CEO Brandon Rogers.
“Sustainability and the circular economy is no longer a competitive differentiator, it’s an expectation.”
According to a report from environmental consultancy firm Eunomia Research and Consulting and the European Environmental Bureau, Australia’s recycling rate ranked 21 in a list of 25 developed economies. Its recycling rate of 41.6% is higher than only Finland, France, Hong Kong and the United States.
Australia is yet to mandate legislation, but could follow the lead of other markets like the UK and the US which are in the process of establishing formal legislation regarding the use of plastics.
PakTech handles are made from 100% recycled HDPE (High Density Polyethylene), a Type 2 polyethylene thermoplastic. Since using 100% recycled material, almost one billion milk jugs have been recycled, 120 million pounds of plastics saved from landfills and oceans, and almost 50 acres of land saved from landfill waste by repurposing recycled containers into PakTech products.

packtechaustralia.com.au

PROMPT ANALYSIS & REPAIR SERVICE
Injectronics Industrial offer a unique service to business owners, manufacturing line managers and service repair agents alike - a fault analysis and repair service for many applications including difficult to source and obsolete items.

Introducing a new, time sensitive and cost-effective option when it comes to making a decision on your industrial repair. • Human Machine Interface


The range of repairs available include:

AMT AUG/SEP 2023 073 WASTE & RECYCLING
Servo Drive
Servo Valves
Spindle Drives
Stepper Drives • PLC • Timer and Counters
Power Supplies
HV Generator • Industrial Computer • Motherboards
CNC Boards
Industrial Control Panels
Preventative Maintenance
(HMI) • Variable Frequency Drive (VFD) •
•
•
•
•
•
•
•
•
ANYTHING ELECTRONIC? 1300 646 948 industrial. .com.au
Rtec electric induction furnace

Dr William Ritchie claims induction furnace technology to be a lower cost alternative to trading in recycled and reclaimed plastic with domestic and international market applications.
Plastic waste has become one of the most pressing environmental challenges of our time. The accumulation of plastic waste in landfills and oceans has reached alarming levels, demanding innovative solutions to tackle this crisis. In recent years, a revolutionary concept has emerged—a game-changing method of plastic waste recycling using an induction furnace. This cutting-edge technology has the potential to transform the industry by bypassing traditional granulating processes and directly converting plastic waste into extruded products. In this editorial, we explore the revolutionary induction furnace and its potential to revolutionise the plastic waste recycling industry.
The induction furnace represents a significant leap forward in plastic waste recycling. Traditionally, recycling plastic waste involves a labourious and energy-intensive process that includes sorting, shredding, granulating, conveying, agglomeration and extrusion. However, the induction furnace offers a breakthrough approach by directly processing plastic waste into extruded or form moulded products without the need for these additional processes. This streamlined method not only saves time and energy but also reduces the cost associated with recycling plastic waste.
Efficiency and cost-effectiveness
The induction furnace's direct conversion process offers remarkable efficiency and cost-effectiveness. By eliminating the processing step, the technology minimises energy consumption and reduces the need for additional machinery. The simplicity of the process translates into lower capital investment and operational costs, making it an attractive option for businesses and recycling facilities of all sizes. This cost-effectiveness has the potential to revolutionise the plastic waste recycling industry, making it more economically viable and accessible.
Transport cost of waste material can be a significant barrier to profitability. The air cooled induction furnace can come in several sizes and is a single operating module, easily transportable to the site of the plastic waste. This site may be at sea or on land, in city or remote locations.
Environmental impact and sustainability
The induction furnace's impact on the environment is equally impressive. By bypassing the granulating process, it reduces the carbon footprint associated with traditional recycling methods and avoids inadvertent micronising of plastics. Additionally, the direct conversion process helps preserve the quality of the plastic, resulting in higher-quality recycled products. This not only increases the value and demand for recycled plastic but also promotes a more circular economy. With the induction furnace, we can minimise the extraction of virgin resources, conserve energy, and significantly reduce plastic waste pollution.
Embracing a sustainable future
The induction furnace represents a pivotal step forward in plastic waste recycling, offering a revolutionary solution that bypasses the granulating process and transforms plastic waste into extruded products efficiently and cost-effectively. By embracing this innovative technology, we can usher in a new era of sustainability and circularity in the plastic waste industry. Governments, businesses, and individuals must rally together to support research, development, and the widespread adoption of induction furnace systems. Together, we can revolutionise the plastic waste recycling industry and pave the way for a cleaner, greener future.
A bit of history
It all started with R&D being carried out by Dr. William Ritchie using his invention of a small induction furnace operating at Ritchie Technology in country Victoria. Dr. Ritchie later approached Inductotherm Group Australia to develop a large-scale furnace based upon his design concept.
Inductotherm Group Australia is part of the worldwide Inductotherm Group of companies which is the largest induction furnace manufacturer in the world today with 40 furnace companies specialising thermal processing and melting applications.
This is not just an idea but is now a proven production processing machine operating in Geelong Victoria capable of processing 50 to 100kgs/hour. Bigger systems are now on the drawing board.
Conclusion
The induction furnace stands as a beacon of hope, representing a game-changing solution to the plastic waste crisis. Its ability to directly process plastic waste into products, while bypassing traditional processes, offers unprecedented efficiency and costeffectiveness. By embracing this revolutionary technology, we can significantly reduce plastic waste pollution, conserve resources, build a circular economy and promote a more sustainable future. It is time for stakeholders across industries to recognise the potential of the induction furnace and work collectively to integrate it into the global recycling infrastructure. Let us seize this opportunity to revolutionise the plastic waste industry and shape a world where waste becomes a valuable resource.
ritchietechnology.com.au inductotherm.com.au
AMT AUG/SEP 2023 074 WASTE & RECYCLING
Furnace processing polypropylene bailer twine
Quick picking
Schmalz Solution Kit enables bin picking at record speed.


Schmalz speeds up gripping. Behind this is a solution kit that connects various software and hardware components so that robotic cells can see, grip and communicate with higher-level systems more quickly. What this can look like is demonstrated by the Pick Accelerator, which achieves top performance thanks to the ivOS Pick-and-Pack solution kit.
Schmalz lifts bin picking to a new level. In order to perfect the interaction between gripper, robot, camera and picking software, the handling experts have developed the Schmalz Solution Kit, whose highlight is the open operating system ivOS. With the kit, suppliers of robotic cells - be they machine builders or integratorsreceive a plug-and-work capable technology solution that is quickly integrated into any bin-picking application. At the same time, the system is so flexible and open that automation engineers can still adapt it to customer-specific requirements at any time. The complete engineering package supplied supports them in thisit includes all CAD data, circuit diagrams, technical designs and much more.
In addition, gripping technology, 3D vision sensors and a specific software configuration are part of the solution kit on request. Likewise, by integrating various interfaces, Schmalz enables communication to warehouse management systems and to various protocols, for example, to exchange data in real time. The idea behind the Solution Kit is not limited to one application scenario. In addition to the bin picking application, Schmalz is working on other picking variants.

2,700 picks per hour
Schmalz shows how the bundle can work with its Pick Accelerator. Schmalz developed a pilot application as the first use case. The Körber technology group integrated this robotic cell into the existing logistics at Schmalz's own headquarters. In it, two robots manage 2,700 picks per hour - that's picking at record speed. The robots work simultaneously and can change grippers within a second, depending on whether boxes, vials or bags are to be handled. Two 3D cameras look into the box after each pick, and the picking software analyzes this input, calculates and controls the next gripper. For the best pick, the system has several gripper algorithms available in parallel. The energy supply system is integrated into the gripper, which reaches into every corner of the crate with its five axes. As important as the individual components are, the dynamic interaction and flexibility is only made possible by the Schmalz Solution Kit ivOS Pick-and-Pack - through the unique interaction of innovative gripping technology, modern 3D sensor technology and the latest algorithms for determining the gripping point.
For the first use case, Schmalz relied on the expertise of Körber's supply chain experts. Together with Schmalz, they implemented the conveyor connection of the robotic pick-and-pack cell to the existing logistics system and the integration of the cell into the material flow control software for the pilot application. This makes Körber the first integrator to successfully install the ivOS Pick-andPack Solution Kit. Körber will continue to work closely with Schmalz as a sales and integration partner for bin-picking applications. schmalz.com/en-au/
AMT AUG/SEP 2023 075 MATERIALS HANDLING LASER MACHINE SPECIALISTS MACHINES • MAINTENANCE & SERVICING • CONSUMABLES Call Cameron Jamieson 0419 511 854 or email at cameron@jtechlasers.com.au jtechlasers.com.au NEW TO AUSTRALIA EXCLUSIVE TO J TECH LASERS LOCALLY SUPPORTED • FULL CE CERTIFIED JTECHAMTAUGSEP23 INFINITY INNOVATIVE LASER CUTTING SYSTEM • Up to 20kw • True 2G Acceleration • 3015, 4020, 6025 Sheet Size • Rapid Piercing • Auto Sheet Orientation SLTL FIBER LASER TUBE CUTTING SYSTEM • 6 Axis Cutting Head • 8mt Capacity • 350mm Round or 250mm Square Capacity • Auto Loader
Generate+
Enmin’s new Generate+ systems provide affordable automation solutions.
Until now, adding automation to a production line could be an expensive exercise. But Enmin’s new Generate+ systems changes all that. It is a range of affordable ‘off the shelf’ modular systems that can slot easily into an existing production line, improving manufacturing efficiency and quality.
“We recognised the industry demand for flexible, reliable, costeffective automation solutions which is why we have developed our Generate+ range. These systems can blend, flavour and pack and be utilised by any food and ingredient manufacturer,” said Enmin’s General Manager, Anthony Gallaher.
“Automation provides numerous benefits including cost savings through greater performance and line speed, reduced operator workload and reduced product waste,” he went on to say.
The Generate+ range comprises of in-line blending, seasoning and packaging systems. Like all Enmin vibratory equipment, these three components are designed and manufactured in Australia and meet all Australian safety standards. They are constructed of 304 stainless steel for maximum durability and have an IP66 rating, ensuring the systems can withstand high pressure washing.
“Our new Generate+ In-Line blending system is designed to be operated as a ‘loss in weight’ system. Using universal hoppers, multiple ingredients can be added to any of the storage hoppers and the recipe function will still recognise the product and what end mix ratio is required,” Gallaher said.
Minimal operator intervention is required at the start of the process when setting up the hopper. The operator can either choose a preloaded recipe and follow the screen direction for loading a specific ingredient into a pre- nominated hopper or, the recipe can be adjusted by the hopper and saved for future use. The system is designed to handle all three loading processes; hand loaded, bin tipped or via bulk bags.
The entire system is controlled by Enmin’s recipe based ‘smart’ PLC control unit. Based on the recipe, the desired product weight is nominated and that weight will be dispensed over a desired time period to ensure the correct mix is obtained.
The second component in the Generate+ range is the Seasoning system, which provides a gentle and accurate way of flavouring or seasoning a wide variety of dry snack foods.
By understanding the volume of the base product, delivery of the seasoning or flavouring at a very controlled rate ensures product quality is maintained and manufactured within specification.
The product passes through the seasoning drum and is coated at a controlled rate; the product is then delivered into either a bulk bin, bulk bag for offline repackaging or directly into the packaging system.
“Our control system automatically adjusts based on the manufacturing line speed. The system can be used as an in-line system or receive product from WIP and still maintain the same level of accuracy,” said Gallaher.
The final piece of equipment in the Generate+ range is the Packaging system. Enmin has long recognised the need for an affordable, hygienic and safe Australian built packaging system to meet the demands of high-speed machines.

“Our new Generate+ packaging system can seamlessly integrate an existing multi-head weigher, vertical form fill seal, or pouch packaging machine into our materials handling system,” Gallaher said.
The system uses the revolutionary full wash-down Mi-CON elevating conveyor which, like the operator platform, can be delivered flat packed if required for easy shipment and installation.
“One of the key benefits of these new modular systems is that they eliminate equipment redundancy. They can be easily added to, extended and modified in the years ahead as a company’s production needs evolve,” Mr Gallaher said.
“These new affordable systems will empower small, medium and large food processors to take the next step and automate some or all of their production line. This in turn will provide multiple benefits including significantly improved manufacturing efficiency and reduced labour costs,” Gallaher concluded. enmin.com.au
AMT AUG/SEP 2023 076 MATERIALS HANDLING
Discover more about the range of turret tooling from IMTS by scanning the QR Code above


PASS Stanztechnik AG is a quality German manufacturer and worldwide leader in standard and special tooling solutions for various turret punching systems.



System : Thick Turret Tooling

Thick turret tooling experts

A > E Station guide assemblies
Prima Power and Finn Power indexable multi-tools
Amada® ABS and Alpha tooling systems

System : Trumpf Tooling
HPM Powdered steel punches as standard Adjusting Rings
RTC Cartridges
Special tooling experts
System : Salvagnini Tooling
HPM® Powdered steel punches
Special tooling experts
Tool cassettes for S2 and S4 machines
400 & 500mm shear blades
www imts com au
tooling@imts.com.au

03 9314 9888

Technical Excellence, Innovative
Products
EziTite and EziJac
Giant nuts pose huge challenges for mining, energy and hazardous industrial spaces.
Industries such as mining, shipbuilding, and power generation have particular requirements for extremely large nut and bolt fasteners.
These pose huge difficulties with applying specified bolt tensions because, for example, a nut weighing thirty kilograms is not going to be tightened with hand tools. These are installed or removed with sledgehammers, stud heaters, or torque wrenches, which might weigh as much as the person using them.
Installation of such large fasteners is extremely time-consuming, can be hazardous to workers, and frequently may not result in even tightening of every fastener to the precise tension required for long and safe joint life. Disassembly for maintenance can be equally slow, hazardous, and damaging to equipment and production schedules.
A proven best-practice solution is the use of the Technofast EziTite® family of hydraulic fasteners, which are proven in service to tension large bolts. Assembly and removal times are some 15-20 times faster than conventional means, while also cutting downtime and enhancing safety and joint precision.
The fasteners are so efficient and swift in operation – including operating in hazardous, hot, underground, and confined spaces –that they are used in nuclear energy plants where short exposure times to workers are of critical importance. The Technofast fasteners are commonly in use in some of the largest and most difficult critical bolting applications in machinery used in electricity generation, mining, quarrying, materials handling and high temperature processing applications throughout Australasia, SE Asia, and the USA.
Technofast retains the NQA-1 nuclear manufacturing standard for supply to the Korean Hydro and Nuclear Power (KHNP) organisation and supplies operationally critical bolting for nuclear fuelled electricity generating plant.
EziTite® nuts are tensioned simultaneously.
An EziTite® hydraulic bolt, centre, and the operational principle, right. Technofast produces its rugged and quickly actuated precision bolt tensioning systems for demanding global uses, including mining and quarrying, generators, turbines, dragline, tunnelling, manufacturing, vibrating screens and sieves used in materials handling, piping, electricity reactor joints and covers, autoclaves for composite materials curing and foundation bolts, and construction tasks.
“EziTite technology replaces conventional mining and energy methods in situations where time is money, and safety is paramount,” says Technofast Founder and CEO, John Bucknell.
An example of their performance is their use for tensioning of boiler feed pump bolting at electricity generating plants in South Korea. The application involved 12 large M110 X 4.0 studs, which were 110mm (4.33in) in diameter with an outside diameter of 200mm (7.87in). EziTite® TR
High Temperature Hydraulic Nuts were used as an alternative to the former method of large torque wrenches weighing more than 125kg.
Four times faster installation
The Technofast EziTite method resulted in a total installation time of approximately one to two hours, using two personnel, compared with eight hours and three or four personnel using the previous method.
“Large nuts of this diameter can require terrific torque forces to achieve the desired tensioning or require multiple jack bolts on each stud to bring the job within the power range of hand tools.
“Really big nuts – such as those widely used in the mining, energy, and other industries –can easily have 24 jack bolts in total per nut, as did the nuts at the electricity generating plant in Korea.”
All of these jack bolts have to be tightened in a time-consuming correct sequence to ensure even gasket compression. This can add days of downtime to a typical maintenance operation.
“Also, when jack nut fasteners need to be removed, operations staff must untighten the jack bolts in a strict sequence to avoid failure. If they don’t, individual jack bolts can break and then the entire assembly would need to be cut off.”
In addition to vastly simplified tensioning, the EziTite nuts can overcome multiple issues experienced with heavy torque wrenches, including:
• Horizontal stud position, which makes handling difficult
• Torque induced damage to studs, nuts, and spot face surfaces.
• Irregular torque readings that prove difficult to relate to tensions applied (a result which can be caused by common issues such as corrosion, thread damage and other factors where multiple tensioning is involved).

“Particularly in underground mines, the duty of care for safety is magnified even further – and the deeper you go, the more difficult and confined it is to get down to fix things quickly if equipment is not reliable and productive,” says Bucknell.
Non-spark performance
Bucknell says another advantage of hydraulic nuts is that the installations are non-spark. “Coal mines, especially, don’t allow the use of methods which might generate sparks and ignite methane seeps or coal dust.”
“This non-spark requirement eliminates use of methods such as hammering, unless you have a beryllium copper sledge hammer, which still does not overcome fatigue hazards and being too slow and imprecise where a series of fasteners require even pressure across a series of nuts or bolts.”
The Technofast family of products, proven internationally over three decades, includes EziJac bolt tensioners, LiftaJac, CamNuts, EziTite clamp nuts, head nuts, bearing setters, and custom designs for specialised applications. They are distributed globally, with Technofast offices in both Australia and the US.
technofast.com
AMT AUG/SEP 2023 078 MATERIALS HANDLING
Bonfiglioli WA
Bonfiglioli’s collaboration with Vector Lifting yields smart train jack system for Perth Transport Authority.
Late last year, Vector Lifting and Bonfiglioli collaborated on a 15-monthlong installation for the Perth Transport Authority (PTA), successfully meeting the PTA’s deadlines and delivering a highperformance lifting solution.

The PTA introduced a new fleet of trains to the network and opened a new maintenance facility in Peth, requiring the installation of 24 lifting jacks for the Perth Metro Network. Vector Lifting was awarded the tender for the supply and installation of a turnkey jack system, which elevates the train body off the track so that the chassis and wheelset can be inspected, repaired, or exchanged.
“This a new train with new requirements, and the PTA required a large number of jacks for the maintenance facility,” says Clinton Capelli, Mechanical Engineer, Vector Lifting. “Our jacks are synchronised and run through a controlled PLC system to lift all 24 jacks at the same time, same speed and to just the right height.”
“One of the reasons we were selected for this project – besides the fact that this is a highly specialised application – is that we are local specialist manufacturer who are price-competitive,” adds Capelli.
A robust, reliable jack system
To complete the jack system, Vector Lifting sought gearboxes from its long-time supplier, Bonfiglioli. “We have developed a good relationship with Bonfiglioli because we believe in their product – it is robust and reliable. Their short lead time and rapid manufacture of custom gearboxes is ideal. They always offer us very good product and technical support, and understand the pressures of our business,” explains Capelli.
Bonfiglioli supplied Vector Lifting with 24 A Series, helical gearboxes, delivered via single consignment, ensuring that Vector Lifting would meet the PTA deadlines in spite of the challenges imposed by the COVID-19 pandemic. "Bonfiglioli offer local stock and assembly, and in the case of large orders which may require an import, they achieve a quick turnaround because of their wide international footprint and manufacturing setups,” elaborates Capelli.
“The A Series is best suited to the jack system design, and required minimal adaption,” explains Fred Whalley, State Sales Manager, Bonfiglioli. These helical bevel gear units offer a wide torque range and high efficiency, in a compact and durable design. They enable smooth, easy handling of goods, even under the most demanding conditions. “We have a large local stock holding but in the case of larger orders we are able to bring them in from Italy in a very short period of time”.

A formidable partnership
Vector Lifting and Bonfiglioli have collaborated for over 22 years. “Theirs is a tried and tested model – they always order the right product for the application,” says Whalley about the Australian job crane specialist. “They boast a professional engineering team, well-versed in the principles of mechanical engineering. We enjoy working with them”.
The pairing with Bonfiglioli has benefited Vector Lifting, in return. “Customers choose our products because we collaborate with Bonfiglioli and other suppliers who help us deliver a good product that can stand the test of time,” adds Capelli. “We feel that Bonfiglioli mirrors what is important to us in their own company ethos and how they interact with customers. This is important to us, to deal with like-minded people. Bonfiglioli also helps us support our product”. He points to the gearbox
supplier’s comprehensive customer support offering, which benefits Vector Lifting customers.
This is a prolific partnership, with plans underway for further collaborative projects. One such initiative is the roll-out of specialised winches (fitted with Bonfiglioli gearboxes) across several West Australian mines, to provide functional and safety enhancements. “We are also in the process of designing specialised lifting equipment for other international rail operators,” concludes Capelli.
Vector Lifting is an Australian manufacturer of and supplier of a variety of jib cranes (one of a limited number of specialists, worldwide), offering custom design consultancy as well as after sales support.
vectorlifting.com.au
bonfiglioli.com

AMT AUG/SEP 2023 079 MATERIALS HANDLING
Ergonomics and design for safety
The how and why of ergonomic, human-centred design will minimise biomechanical injury.
The relationship between ergonomics and human-centred design is a complex but ultimately far more synergetic approach to design and manufacturing. As Nick Restall, Design and Development Manager at Integra Systems, explains, it’s defined by the biomechanical working in harmony with the psychological.
“On one hand,” he explains, “you're designing for a human movement and, on the other, you’re designing for the emotive side of the spectrum. But they work hand-in-hand so you're actually designing for that whole human interaction. That's how I see it. They work in conjunction, but they are two halves that form a whole.”
You might be thinking this sounds like common sense – a design approach that looks to make the office environment friendly, livable and aesthetically appealing while prioritising the health and wellbeing of the people in that same workplace. Not surprisingly, though, there’s a bit more to it than just that, with factors like essential ergonomic design parameters, the inclusiveness of the design and –at Integra Systems – considerations for driving the circular economy taken into account.
Let’s look at these factors in detail.
Designing for ergonomics
When you're talking about designing for ergonomics, you're designing to minimise biomechanical injury from either sustained sitting, or twisting or awkward movements that could lead to an injury, explains Ken Ambrose, Business Development Manager at Integra Systems. “One of the fundamentals of ergonomics is promoting blood flow within your body,” he continues. “It’s the reason why sit-stand desks were made. It’s the reason why the very first ergonomic chair went from being a fully upholstered chair to a mesh back because it allowed your body to breathe. All those different things come into calculations when ergonomic factors are taken into account.”
Ergonomic design then has specific parameters around heights, distances, effects on eye strain, body strain, RSI, the length of time a person should be standing, or sitting, or moving. Nick continues on from Ken’s examples explaining how extensive consultation with external ergonomists plays a huge role in their design process.
“With BioSmart, for instance, we had a full ergonomic review, so we knew exactly how far the monitor needs to be away from the eyes, exactly how high the monitor should be set on the shaft and so on,” he details. “We know exactly what the articulation requirements are for each of those, and as many kinds of customisable or moving parts as possible to work in with an individual's biomechanical requirements.”
Designing for inclusivity
For Nick and his team, when designing from an ergonomic perspective, the primary consideration is to solve a problem.
“You’re designing from a place of need; understanding that there’s a potential issue, or problem, or gap,” he explains. In filling in these gaps, the designs not only need to meet the ergonomic parameters, but they also need to hit an inclusivity sweet spot.
“These designs need to eliminate problems, but we also need to make sure we’re designing for inclusivity so we're maximising their potential,” he emphasises. “It's like a height-adjustable desk –you're designing so it can be used by everyone, not by 80% of the population. It's about trying to include everyone and be an enabler for all physical needs. You have to make sure that inclusiveness and diversity is maximised.”
Designing for circularity and sustainability
Designing for circularity and sustainability has always been part of Integra Systems’ DNA. According to Nick, meeting the challenge of designing ergonomic and human-centric products that drive circularity actually makes processes simpler. “If you're not designing for circularity as a habit, then it could introduce a level of complexity because designing in a circular manner means you're eliminating costly or manual processes,” he says. “But what makes Integra different is that circularity is part of how we operate and how we think. So, for us, designing in those circular elements with the ergonomics and with the aesthetics – the human-centric considerations – is a natural thing, and makes it simpler in the long-term.”
The sustainability component of ergonomic and human-centred design is equally important. It forces engineers to consider the design elements in recycled materials and modularity.
“There's the ergonomic side of it and there's a circular economy side of it that we're designing into all our modules. That's part of people being proud of their workplace, especially with sustainability being a core factor.”
This kind of design thinking isn’t limited to office furniture; it extends to equipment used across the business, such as the Lune waste separation bins that Integra manufactures under digital licence from their Dutch creator. The bins provide separation at the source, adds Ken Ambrose, or, in simpler terms, putting bins close to the office kitchen, rather than bins at every workstation, so everyone can get up and walk around.
“It's an opportunity for staff to stretch their legs, get the blood flowing and move the body when they're used to sedentary conditions,” Ken says. “So, if a workplace hasn't incorporated an ergonomic desk, like a height-adjustable desk system, at least they can incorporate other movement-based processes within the workplace through separation at the source, not waste at the desk.”
How it all comes together at Integra
Human-centred design with a focus on ergonomics is a core principle of Integra’s design methodology, so it’s no surprise this philosophy can be seen across their offices and production facilities. From a business point of view, Commercial Director Erika Hughes is of the firm belief the incorporation of human-centred design into their workplace has been a fundamental cog in establishing Integra Systems as an employer of choice. She explains how it’s helped create a working environment that staff want to turn up to each day, and that inspires them in their day-to-day work. It’s helped improve productivity, minimise staff turnover and drive down absenteeism, which are key KPIs in workplaces in any industry.
“Retaining good people is part of a robust business model and, as a business, you want your people to be happy, productive and safe,” Erika explains. “So, in order to do all of those things, the ergonomics and the user-centric design elements need to be factored into the whole process of providing them with a workplace that's healthy, enjoyable and maximises energy. And then that just increases their happiness and reduces their fatigue.”
Ken agrees that the safety element inherent in ergonomic design contributes significantly to a productive and happy workplace.
“I've been in ergonomics for a number of years, and I know from when I was doing chair trials that you can see people re-energise when they think there's going to be something new purchased and it's going to benefit them. I think, if staff feel they're safe at work, they're more likely to come and enjoy their workday, and to feel safe and be more productive.”
AMT AUG/SEP 2023 080 SAFETY
As an organisation committed to incorporating ergonomic and human-centred design into everything they do, the Integra Systems’ workplace is a great case study for the success of ergonomics and human-centred design.
As Nick explains, Integra has fitted out their workplace—both the office and the factory area—with their own products, like the AeroSMART height-adjustable industrial assembly workstations: “Our assembly teams are using an ergonomic solution day in and day out; they get that buy-in, and they reap the benefits of our focus on ergonomics and human-centred design.”
Alongside Integra’s BioSMART mobile, constant review is a major part of ensuring their products are ergonomically state-of-the-art. “We tap into the regulations and standards, and get the advice of ergonomists to ensure we’re meeting the technical specifications that are required,” Erika reveals. “But I think the feedback from people who are using it on the job is so very, very valuable. The ergonomics is all fine from a physio-therapeutic and biomechanical point of view, but the user-centric design that taps into the human psyche, and what makes us want to do things and be better at doing things, I think, is what our design team are so very talented at achieving.”
“We like to get that feedback from the production staff around what they like to see. That's what plays into that human-centred design approach,” adds Nick. “We get the feedback from the users and then we iterate and make improvements on the work stations to suit them and continue that human-centred design cycle.” Erika, Nick and Ken agree it’s rewarding for their designers and engineers to see what actually happens with their designs in a real-time environment. “It's really rewarding for the guys who are creating them in the factory and putting them together,” Nick points out. “They're seeing how the products they're putting together are being used on a daily basis.” One of the key differentiators of Integra is their willingness to be their own guinea pigs. As Erika puts it, “If it doesn’t work for us, there is no way we would recommend our creations to others. This real life testing of the products, as if we are our own customers, is critical to their commercial success and customer satisfaction.”
“For us,” she concludes, “it's important that our products represent who we are, and that our clients and customers reap the rewards. We can actually prove what those rewards are, and we can talk about them with our customers. That helps our customers have faith in whatever it is we’re building with them.”
integrasystems.com.au

AMT AUG/SEP 2023 081 SAFETY
How AIMS improves safety for tool manufacturers
The tool manufacturing industry embraces automation solutions at an unprecedented pace.

This is a worldwide trend driven by several factors - labour shortage, increasing labour costs, the need for maximising uptime, push for 24/7 machine availability and customers demanding shorter lead times. Manufacturers need to be more flexible and responsive than ever before. ANCA has been providing a wide range of automation solutions for many years. One of the recent offerings in this space is the ANCA Integrated Manufacturing System, or AIMS for short. AIMS is an ecosystem of individual modules – or building blocks - which could be configured to build a tailored automated tool manufacturing system. Modularity and flexibility mean that it caters to both small and large enterprise type manufacturers. The system could be designed to be very simple, using a trolley for manual pallet and tool transfer with basic ERP connectivity. It could also be a complex, fully autonomous production solution which requires minimal human intervention.
One of the most noticeable components of a fully automated AIMS cell is AutoFetch – the AMR robot responsible for transferring pallets between the setting station called AutoSet, to the tool grinder. It also automatically transfers single tools for spot check measurements outside of the grinder. As you can imagine there’s a lot of traffic and the AutoFetch can get very busy. An AIMS cell is typically configured within a footprint of the existing factory with adjoining areas where standard, manual operations are taking place. This is a great flexibility feature but also raises many questions about how autonomous operation can function alongside the traditional production plant with frequent foot traffic.
There’s no need to fence off the AIMS area thanks to unique technology used with the AutoFetch robot. There are generally two types of automatic vehicles used on the factory floor – AGV and AMR. AutoFetch is an AMR (Autonomous Mobile Robot) which is different to AGV (Automatic Guided Vehicle). The main difference is
the way both units navigate their way around the factory. An AGV always follows a predetermined route which is defined by using various guiding aids like strips embedded in the floor, or reflectors fitted to the walls around the route. The AMR on the other hand, travels from one location to another using its array of sensors and initially scanned map of the area. It doesn’t require any additional infrastructure to transfer material from A to B. You just scan and map the relevant area during AutoFetch setup, mark the load and unload positions and then the robot, using sophisticated algorithms, will find the optimal way from one point to the other.
Autonomous material transfer with AutoFetch
- safety implications
One of the most common questions being asked is related to safety of the AutoFetch. This is understandable since AutoFetch operates alongside personnel in the factory. The good news is the AutoFetch AMR is designed to safely operate in a factory environment where people are present. The AMR moves from one station to another using an optimised route, and it constantly scans the immediate area for unexpected objects. When an object is detected, the AutoFetch will stop and navigate around it. An array of sensorslaser scanners, 3D cameras and proximity sensors - is used for this purpose. For extra security, an AMR prohibited area could be defined on the map to exclude autonomous traffic altogether. In addition, the AutoFetch could be programmed to reduce speed in certain areas and warn nearby staff with audio warnings such as beeper, horns, or pre-recorded spoken messages.
72% of manufacturers report accidents related to using traditional means of material transport like pallet jacks, trolleys or forklifts. The use of AMRs contributes to increased safety in the factory and reduced accidents due to the elimination of human factors like fatigue, lack of focus or awareness. machines.anca.com
AMT AUG/SEP 2023 082 SAFETY
1070nm laser emissions
Unveiling the risks of open fibre laser cutting machines: Protecting against 1070nm laser emissions and the blink reflex.

Advanced Robotic Technology (ART) is an Australian machine manufacturer and distributor concerned with machine safety. Director David White says, “The huge volume of imported machinery coming into Australia with lack of adequate safety equipment and proper training and information is extremely concerning to us.” Fibre laser cutting machines have revolutionised manufacturing with their precise cutting capabilities. However, the use of open Fibre laser cutting machines can pose significant risks that are often overlooked.
In this article, we will shed light on the specific dangers of 1070nm laser emissions on the retina and explore the reasons why people don't blink when exposed to this radiation. We will also discuss the importance of awareness among business owners in Australia, along with the personal and legal repercussions that may arise in case of injuries. Additionally, we will highlight the measures necessary to ensure machine safety, emphasizing the need to select a safe CNC Fibre laser cutting machine from a reputable manufacturer.
Unveiling the specific dangers
Open Fibre laser cutting machines are class 4 laser devices which emit laser radiation at around 1070nm, which can have fast and detrimental effects on the retina. The retina, a delicate tissue at the back of the eye, is particularly vulnerable to this specific wavelength. Prolonged or direct exposure to these laser emissions can cause severe damage, including thermal burns, retinal lesions, and even permanent vision loss.
The blink reflex conundrum
One of the reasons people do not blink when exposed to 1070nm laser radiation is due to the nature of the radiation itself. The radiation emitted by Fibre laser cutting machines is Near Infrared Light which is invisible to the human eye. Because the eye does not see or react to infrared light it fails to trigger the blink reflex, which is an automatic protective response to potential eye hazards. As a result, individuals may inadvertently remain exposed to the harmful laser radiation without blinking or seeking immediate protection. Safety guidelines emphasize the risks of reflected light and even diffused radiation, which can still pose considerable dangers to operators and bystanders if not properly controlled. By the time an individual realises that they have been exposed it will likely be too late and the damage can become permanent.
Awareness and legal repercussions
Business owners in Australia have a responsibility to prioritise workplace safety and protect their employees. Failure to address the risks associated with open Fibre laser cutting machines can lead to serious personal and legal repercussions. If an accident occurs and workers are injured due to laser radiation exposure, the business owner may face legal actions, financial penalties, and damage to their reputation. Additionally, injured workers may experience physical harm, psychological trauma, and potential long-term disabilities.
Ensuring safety measures
To mitigate the risks of open Fibre laser cutting machines and protect workers, business owners should take the following measures:
1. Select a Reputable Machinery Manufacturer: Choose a trusted manufacturer experienced in producing safe CNC Fibre laser cutting machines. Such manufacturers will assist in risk assessment and provide guidance on implementing proper safety protocols.
2. Implement Adequate Safety Measures: Install appropriate enclosures with interlocks to prevent access during operation.
Additionally, ensure the machine is equipped with safety features such as emergency stop buttons and protective barriers to minimize the risk of laser radiation exposure.
3. Provide Comprehensive Training: Ensure operators receive thorough training on the safe operation of the specific Fibre laser cutting machine they will be using. Emphasize the importance of wearing proper personal protective equipment (PPE), including laser safety glasses or goggles specifically designed to protect against 1070nm laser emissions.
4. Conduct Regular Inspections and Maintenance: Regularly inspect the machine for any faults, damage, or wear and tear. Adhere to a strict maintenance schedule to keep the machine in optimal working condition, reducing the likelihood of laser radiation leaks or other safety hazards.
Open Fibre laser cutting machines pose specific risks due to their emission of 1070nm laser radiation, which can cause severe damage to the retina. It is essential for business owners in Australia to be aware of these dangers and take proactive steps to ensure worker safety. By choosing a safe CNC Fibre laser cutting machine from a reputable manufacturer, conducting risk assessments, implementing safety protocols, and providing comprehensive training, businesses can create a safer work environment, protect workers from harm, and mitigate the personal and legal repercussions associated with accidents.
By addressing the specific dangers of 1070nm Fibre laser emissions on the retina, business owners can emphasise the importance of implementing appropriate safety measures. This includes providing laser safety glasses or goggles that offer adequate protection against the specific wavelength. These specialized eyewear options can significantly reduce the risk of retinal damage and vision loss, but are not a replacement for properly designed enclosures with safety interlocks. The safety zone around a class 4 fibre laser device without guarding extends more than 70 metres. Even reflected light from a wall or floor, or from under the cutting deck can permanently damage a person’s eyesight.
Conclusion
Protecting workers from the dangers of open Fibre laser cutting machines requires a multi-faceted approach. Business owners in Australia must prioritize safety by choosing a safe CNC Fibre laser cutting machine from a reputable manufacturer, implementing comprehensive risk assessments and safety protocols, providing proper training and protective equipment, and conducting regular inspections and maintenance. By taking these measures, businesses can create a safer work environment, reduce the risk of accidents, and protect both the well-being of their employees and their own legal standing in case of unfortunate incidents. artcnc.com
AMT AUG/SEP 2023 083 SAFETY
CST waste
As landfills become scarcer and more expensive, engineers act for a cleaner, greener future.
Piling food and beverage waste into landfill poses many hazards and high environmental and business costs that may become unsustainable.
Excessive dumping releases toxins into the environment, leachate into water tables, as well as high volumes of greenhouse gases into the air – including methane, which is 25 times more potent than carbon dioxide.
Further, a lot of costly fossil fuel energy is expended in getting sloppy, hazardous, and unhealthy heavy waste from processing facilities to landfill facilities – with some of it ending up on public roads in the process – arousing public and statutory concern and creating sizeable clean-up costs.
So the costs of landfill to waste producers are inevitably going to rise further as there are fewer off them, and as Australia fully implements its greenhouse gas reductions targets and the Federal Government’s National Waste Policy, which outlines the five key principles for waste management that will enable Australia to transition to a circular economy. These include:
• Avoid waste
• Improve resource recovery
• Increase use of recycled material and build demand and markets for recycled products
• Better manage material flows to benefit human health, the environment and the economy
• Improve information to support innovation, guide investment and enable informed consumer decisions
“Landfills themselves will become scarcer and more expensive, with increasing community and government concerns over damage created to water tables and atmospheric emissions,” says Michael Bambridge, an environmental engineer and wastewater treatment specialist with more than 40 years’ experience in food, beverage and municipal wastewater treatment and waste recycling.
“In practical terms, this means the future is arriving very quickly for food and beverage producers. Leading food processors – managing their risks years and decades ahead – can see that prevention will rapidly become far less expensive than cure,” says Bambridge, whose company, CST Wastewater Solutions, bases his observations on the scores of waste processing and wastewater treatment plants his company has installed in Australasia, including for big names such as McCain, Simplot, Golden Circle, plus major NZ fruit and vegetable processors and multiple breweries meat processors, dairy organisations, and municipal WWTPs in Australia and New Zealand.
Bambridge says the front-line components of such WWTPs –including more efficient screening and dewatering – are fundamental to efficiently extracting waste and ensuring solids output is delivered in a cleaner and drier state, making it more suitable for composting.
“Obviously from both an environmental and cost-efficiency perspective, food and beverage leaders are already focussing on minimising landfill and reducing waste by their own initiatives on-site, where we have been involved in the process throughout Australasia.”
Technologies employed by leading processors range from better screening and waste extraction and dewatering technology – to produce drier and cleaner was most suitable for composting and recycling – through to anaerobic digestion of organic streams in wastewater to produce biogas to replace fossil fuels.
“It just makes sense in both an environmental and businesses sense – sodden, hazardous waste can cost $150 a tonne (more more) to transport to landfills – and landfills themselves are an increasingly expensive and scarce resource. Some Australasian councils are already warning that their landfill facilities will be full before the end of
this decade, and there is strong community opposition to opening new ones.
One company’s response
Putting its money where its mouth is, CST Wastewater Solutions has invested in local production of its range of rotary drum screens which, with high performance dewatering, reduce, by up to half, the volumes of solids to be transported and placed in landfill.
The rotary drum screens are now being manufactured in Sydney, rather than being imported from overseas in a time of stretched supply lines. The move to local manufacture and high engineering standards increases quality and supply to Australasia and South Asia.
Locally engineered screens, built for widely varying local conditions, withstand shock loads and larger solids that most other screens using lighter mesh construction cannot – and which may cause them to fail prematurely in peak load conditions, such as floods or spills often encountered in Australasia.
More efficient drum screening technology – featuring a 0.5mm rotary screen, complete with compactor – was used by a subsidiary of Kraft Heinz to replace the previous plant. In service, this installation has allowed improved and greater removal of solids from the wastewater, with considerably better solids capture. The compact system also permitted removal of a tall existing structure and hoppers, making solids handling more accessible for the plant operator, improving operational efficiency and enhancing OH&S benefits by reducing solids handling.
“Well-designed rotary drum screens are also engineered for far greater whole-of-life performance, and unlike cheaper alternatives, they require minimal ongoing maintenance.”
“It is important to remember that a lot of food and beverage companies (and councils) just don’t have the engineering and technical staff on the payroll to provide the standards of maintenance that a manufacturer can.”
“So if disruptions such as floods and high flows cause breakdowns and leaks into the environment, the can be looking at environmental spills and groundwater damage that can incur statutory, reputational and financial damage. Saving small sums on cheaper and more damage-prone technology, with lesser service backup, can suddenly look like a terribly bad decision.”
Examples of engineering features contributing to maximum reliable service life (and minimised maintenance and operational risk) include all-stainless construction, including being fully enclosed for OH&S odour and aerosol control.
Such drum screening technology is proven in the toughest environments, including meat, dairy, poultry, fishery, and livestock plants. Typical industries to use the Rotary Drum Screen include general food processing (vegetables, fruit, starch processing), beverages (beer, wine, juice, soft drinks), slaughterhouses and abattoirs, tanneries, pulp and paper mills, textile plants, plastic manufacturers and many more industries. Municipal treatment plants also use the screens for fine screening of raw sewage, preMBR (membrane bioreactor) screening, and sludge thickening for easier handling, transport, and disposal.
“In many industrial plants, these screens allow the important product recovery of fat and proteinaceous material, which is all worth money to companies seeking to sustainably maximise their use of resources,” says Bambridge.
The screen and compactor technology – which are a first line of defence in preventing downstream process issues, overflows,
AMT AUG/SEP 2023 084 SAFETY
and bypassing to the natural environment – are integral not only to processing operations, but also to the sustainability of livestock industries sharing valuable water resources with nearby communities, and wishing to maintain their social license to operate.
Sludge dewatering for small-to-medium operations
Another clean, green waste management technology introduced to the Australasian market is the KDS sludge dewatering technology that reduces waste volume by up to 90%.
The multi-roller system eliminates processing spillages by producing a drier, waste that is more easily transported and recycled The more compact, drier product radically cutting landfill needs while reducing transport costs and helping prevent any potential spillages onto public roads during transport.
The compact and efficient technology is engineered to overcome the limitations of technologies such as screw presses, belt presses and centrifuges typically employed by small-to-medium applications to treat the sludge produced by their operations. It uses very little power and no water for washing.
Benefits proven in service
Used on fruit such as apples and pears (and suitable for a wide variety of other fruit) the technology dewaters wet, sloppy screened waste from processing, reducing waste volumes by up to 90 per cent, improving OHS and cleanliness outcomes and radically reducing the cost and spillage issues of disposing of waste.
“It transforms wet waste to a much drier product that is easier to handle resulting in a more hygienic and cleaner product to transport for recycling to stockfeed and composting,” says Bambridge. In one particular application, The KDS typically handles 6m3 (approx. 100-150kg) per hour of watery waste containing leaves, twigs, and
unsuitable fruit. The output is transformed into waste for disposal or stock food, that is much cleaner, neater, and healthier to handle.

“Reducing waste volume by up to 90% radically reduces transport costs and helps prevent any potential spillages onto public roads during transport. Both issues are very important, with rising specialised waste disposal transport costs and with local communities and councils very mindful of how companies treat waste.
The fruit processor uses the KDS technology to handle a highly variable quality and volume. “This adopter of the KDS technology had previously tried alternative technologies, but none handled the variable volume involved or dewatered the fruit waste enough to prevent excess water and product from creating an unhygienic site and causing leakage.”
A different engineering philosophy
Mike Bambridge is the first to admit that his solutions are built up to a technical standard, not down to a price. “Our engineering approach is not one-size-fits-all, because one size (or type) does not. Our horizontal in-channel rotary drum screening technology, for example, is built from the outset to be both robust and adaptable, not to be cheaper up front (which is false economy where it just transfers cost and problems down the line).”
“This whole-of-lifespan value, as distinct from a race to the bottom on sticker price, is a mature engineering approach in meeting and continuing to meet users’ tasks that vary from place to place, dayto-day and week-to-week as loads on the system change,” he says.
“We have plenty of screens installed in the industrial space which have been going for more than 25 years with minimal operational costs.” cstwastewater.com
AMT AUG/SEP 2023 085 SAFETY
Woodworking masters
How ANCA’s RFID solution increases productivity and efficiency at Carbitools.
Carbitool, known as “The Woodworking Masters,” is a company based in Australia that has been manufacturing carbide tools for the woodworking, cabinetry, joinery, furniture, timber, and panel industries for over 60 years. In 2018, Sutton Tools acquired Carbitool and now offers its services worldwide.
Production Supervisor and regrind specialist, Michael Wilson, has over 25 years of experience in manufacturing and grinding special cutting tools at Carbitool.
According to Wilson, Carbitool services all kinds of tooling, including metal cutting tools, woodworking tools, high-speed steel tools, carbide tools, and PCD tools. The company can also regrind all major brands of cutting tools and manufacture custom tools that are not available in the catalogue. Carbitool's services cater to various industries, such as aerospace, engineering, plastics, and more, and are available throughout Australia.
“We pride ourselves on the quality of the regrinds but I also feel it's important to the customers that they have a quick turnaround of the tools,” said Wilson. “Previously what we've had to do is they would either get hand loaded during the day - so you can regrind one tool, and write the program for the next one while that first one is grinding and then put the next one in. But it's a process that requires someone to stand in front of that machine pretty much all the time.”
However, with ANCA’s 5 axis CNC machines, the process has become more efficient and can be automated. Carbitool recently acquired a new ANCA FX7 machine with RFID automation, the first of its kind in Australia.

This automation package allows the company to load up to 88 tools of varying diameter, shank diameters and programs, geometries and tool type. The tool regrinding process can now be run lights out with ANCA FX-RFID. The information of the tool grind file is paired coded to the RFID carriers, which means they can be placed in any order in the pallet.
“Before the FX with RFID automation turned up, I was curious to see how it was going to work and also how complicated it was going
to be, how difficult to program. But in actual fact, it was shockingly easy,” Wilson said. “I pretty much just press go and walk away. The reason I can walk away from this machine is because it does everything that I used to have to do while I'm standing in front of it.”
Wilson explained that the Fanuc robot changes the wheelpack, collet, and picks up the carrier and the tool. The RFID chip inside the tool carrier is linked to a program that Wilson has written for that specific tool. The program includes information such as the shank diameter of the tool, the tool geometry, and the wheel packs required to regrind the tool back to its original specifications. The carriers are individually programmed, and additional notes can be added to them, such as to who the tooling belongs to.
“The RFID has enabled us to have a quicker turnaround of our tooling in that we can run during the night. The benefit to the customer is that they will get a quick turnaround of the tool, which is great for them and great for me. It's not that uncommon for me to load or pre-program these tools and have the machine running during the night, and then I'll come in the morning and the tools are all ground.”
“Purchasing the FX with the automation has been a really good investment. It has enabled us to manufacture and regrind tools lights-out. So, in effect, we've got another machine, or we've gained another person as well.”
“As the number of regrinds increase, I've only got one pair of hands... with the RFID automation, this enables me to be running the machine without actually being there, which frees me up to do other things - be that going home or going out to visit customers, collecting or delivering regrinds, or discussing any specials that they might want made.”
“We've stuck with ANCA machines forever. Sutton and Carbitool have a very good working relationship with ANCA, and it's great that we're able to try out this new technology before anyone else,” Wilson concluded. anca.com
AMT AUG/SEP 2023 086 CUTTING TOOLS
Hydraulic chucks
BIG KAISER develop precision hydraulic chucks for turning


Hydraulic chucks are the most precise chucks that can be used on turning machines, providing outstanding repeatability and damping characteristics. The advantage of the new BIG KAISER chucks is that they enable simple and straightforward assembly using just an Allen key, whilst the holder remains mounted on the machine.
The new BIG KAISER hydraulic chucks for turning are ideal for short and long turning tasks and are specifically designed to be compatible with major sliding head automatic turning centre brands such as Citizen, Star, Tsugami and Tornos. The new chucks are offered in three versions for different application types.
The first is a standard version for typical frontal tool clamping and this is operated from the front of the revolver. The second type, the 'Type F' version also optimises tool clamping from the front, but the clamping system operation occurs from the rear. This can be useful in situations where space is limited. The third type, the 'Type R' version is used for multiple tool rows and features a square design that prevents interference, which is ideal for platten-type configurations.
Discussing the new system, Giampaolo Roccatello, Chief Sales & Marketing Officer for Europe at BIG KAISER says, “BIG KAISER produces high-end hydraulic chucks for practically all turning machine brands. Our latest hydraulic chuck models deliver the highquality results that BIG KAISER is renowned for, whilst providing added flexibility for special applications with the Type F and Type R versions.”
sumitool.com.au

AMT AUG/SEP 2023 087 CUTTING TOOLS
Achieving titanic performance
Milling with large tool overhangs is practiced in diverse manufacturing processes and is influenced by tool configuration or work holding fixtures. Jason Allen from ISCAR talks us through the gymnastics of cutting tools.

Milling deep cavities characterised by shoulders, steep walls, wide edges, and undercuts are typical applications that require tools with large overhangs. An increased tool overhang reduces tool rigidity which affects machining stability. The outcome is pronounced by vibrations, poor surface finish, and decreased tool life.
The integral-body design of a long-reach tool provides maximum rigidity solutions. This design concept has found limited applications due to significant production costs and a high risk of functional loss. For example, insert breakage can cause damage to the tool body, which may cause great loss when using expensive tools.
Tool design assemblies are common and used to avoid possible tool breakage. A long-reach tool comprises a regular-sized milling cutter and a toolholder that mounts the cutter. If need be, the toolholder itself is a modular assembly and includes standard elements, such as a base unit for machine spindles, extensions, reducers, and more. The assembly tool principle has important advantages such as versatility, optimised tool configuration, and effective customisation. If the cutter is damaged, it can be replaced easily, while other assembly elements remain in their working state.
The assembly leads to a loss of tool rigidity, which may influence the tool's dynamic performance compared to an integral body. The assembly principle enables using tool holders with vibrationdampening capabilities that significantly improve the assembly's dynamic response. In this case, the cutting conditions should often be reduced to eliminate vibration and noise that causes decreased productivity.
The performance of indexable milling is improved by factors such as chip-splitting cutting edges, unequal angular pitches, and a different cutting-edge inclination These attributes relate to cutting geometry and are associated with the tool itself.
Reducing the weight of the cutter body contributes to better dynamic stability. However, weight reduction should not impair the strength characteristics of the tool. Steel is the traditional material from which tools are made. Titanium can be used to replace steel and possesses lower density, yet is characterised by high strength. Titanium also features excellent corrosion resistance with anti-wear properties being an important factor for the prolonged tool life of the cutter body. Compared to steel, titanium is characterised by poor machinability, which inevitably leads to increased manufacturing costs. A tool body design with cavities will reduce the mass of the cutter yet will increase its manufacturing costs. Modern production technologies enable solutions to overcome these obstacles. Additive manufacturing (AM) provides an effective method to achieve the complex configuration of a cutter body while minimising machining operations. 3D printing facilitates the production of titanium made tools while assuring sustainability. Leading cutting tool manufacturers have adopted AM processes to produce milling cutters intended for machining with large overhangs. It is becoming more common to design lightweight indexable mills with titanium bodies using additive manufacturing. One of the new shell mill designs was recently introduced by ISCAR (Fig. 1). The mills expand the product range of HELI2000 90° milling cutters where indexable inserts with helical cutting edges are mounted. The implementation of lightweight titanium body cutters with helicaledged inserts is symbolic of ISCAR, renowned for its original and innovative milling solutions.
The shell mill body is shaped by the use of selective laser melting (SLM) techniques, being one of the 3D printing techniques. As a result, tool body elements such as chip gullets and weight-reduction cavities feature sophisticated forms, uncommon for machining
metals. (Fig. 2, 3). Additive manufacturing technologies enable maximum use of computational fluid dynamics for optimising the profile of inner channels to ensure efficient pinpointed coolant through the cutter body. Traditional machining processes have limitations in shaping the channels, while AM capabilities provide endless options.
The mill design concept also utilises the unequal angular pitch principle to improve the vibration resistance of the cutter.
The new design based on the combination of untypical body material with AM advantages has brought robust lightweight indexable shell mills intended for long-reach machining applications. The new tool provides stable cutting with high overhangs, which ensures increased productivity and tool life. At the initial stage, ISCAR introduces titanium-body shell mills in diameters of 50 and 63mm (metric product line), or 2.00-inches. To improve results and to achieve an excellent surface finish, it is recommended to mount the milling cutter on tool holders with an anti-vibration mechanism, such ISCAR's WHISPER LINE adaptors. iscar.com


AMT AUG/SEP 2023 088 CUTTING TOOLS
16-edged ONMX inserts
New options for economical face milling.
A new highly economical face milling family from Dormer Pramet has launched covering a wide range of applications with negative octagonal and square inserts, along with a variety of shell mills.

The latest Pramet range includes three variants of a 16-edged ONMX insert for depths of cut up to 4mm. The standard geometries include the F for light operations, M for versatile use, and R for rough cuts in a variety of materials. Additionally, the 8-edged ONMX-W is a specific wiper insert for high quality surface finish with large cutters and high feed rate.
Along with the Pramet ONMX inserts, the global manufacturer has added a range of 8-edged SNMX inserts for higher metal removal
rate. This includes an M chipbreaker for medium machining and an R geometry for roughing, both for depths of cut up to 7mm in various materials.
All the new face milling inserts can be used with a new shell cutter body, the Pramet SON06 is available in sizes 50 – 250mm, and the imperial family ISON06 is available in range of two and six inches. The assortment is made of high-quality hardened tool steel, to improve durability and process security. Combined with internal coolant systems on the entire range, these tools improve chip evacuation to achieve a high surface quality.
algratooling.com.au dormerpramet.com
Walter Supreme DB131 and 133
Walter presents Supreme solid carbide drills.

The market for micro drills keeps growing. This is largely driven by the increasing desire for ever-smaller technology as well as intricate components, such as those used in medical technology, watchmaking, the food and drink industry or mechanical engineering. Premium manufacturers such as Walter are responding to this trend by constantly expanding their range of cutting tools.
The latest additions to the Walter range are the Walter DB133 and DB131 Supreme solid carbide drills. When used in combination with the DB131 Supreme fully coated micro pilot drill, the DB133 Supreme deep-hole drill in particular delivers impressive surface quality, tool life and process reliability. Specialist flute geometries are designed to optimise chip breaking to ensure that chips are kept short and therefore easy to remove.
Suitable for a wide range of materials and universal application, another integral factor in the solid carbide drill's performance is the point angle and diameter tolerances (p7/h7). Both drills are
tailored to suit one another so that the pilot drill can deliver the best possible results for the deep-hole drill. The newly developed Walter processes, such as those for rounding the main cutting edges, increase the precision of the drills. This is particularly important in mould and die making, for instance, where fine tempering channels often have to be inserted close to the surface.
After all, lateral ‘wandering’, which is far more commonplace with HSS drills than with solid carbide drills can result in extensive damage to the component. Furthermore, the drills perform around six times faster than a gun drill. Both the DB131 Supreme and the DB133 Supreme are suitable for reconditioning and re-grinding. The solid carbide drills are available in diameters starting at 2mm. Walter can also offer intermediate sizes for delivery within a number of weeks via its Walter Xpress service. walter-tools.com
suttontools.com
AMT AUG/SEP 2023 089 CUTTING TOOLS
Early adopter
SQP calls in ASA for FANUC and Okuma automated solution.
SQP was named and established on three core principles: Service, Quality & Products. Founded in 2006 this local West Australian family business started out as a small-scale jobbing shop, renting just a few square metres of space within another workshop. Since then, SQP has grown exponentially, servicing industries including mining, oil and gas, military, agriculture, and general engineering. They have expanded into their own manufacturing facility and are now specialists in CNC machining, automated manufacturing, additive manufacturing, and metrology.
As an early adopter of industry 4.0 technology, SQP were the first company in Western Australia to purchase a Markforged FX20 which enables large scale and rapid manufacture of 3D printed composite parts.
SQP machine almost every material, from plastic and synthetics, to steel, aluminium and bronze. With ISO9001 accreditation and cutting edge metrology technology, this machine shop is able to guarantee the quality of all of its manufacturing.
Over the years, SQP have invested in three automation cells with Automated Solutions Australia (ASA). ASA and SQP collaborated on the design of each of these cells in order to identify the existing pain points as well as working closely together to work out a bespoke design that would best suit SQP. Dave Miller, owner of SQP reflects that the dream was always ‘lights out’ production, where the cells are able to continue production through the night unsupervised, increasing productivity and allowing the company to meet tight deadlines. “Working with ASA was a collaboration,” said Miller, “where we had the ability to adapt cells and change requirements to suit our business needs.”
It was important to SQP that at the forefront of this investment, that there was consideration for growing their people and introducing them into Industry 4.0. SQP strongly believes their team members are the most valuable assets and have used this opportunity to upskill their apprentices in the use of robotics. To support this, ASA sought to reduce the possibility of operator error by integrating everything into a fully customised operator interface panel aimed
at simplifying the addition of new products, thereby having an ever increasing range of products that the robot can load into the machine tool. It was SQP’s requirement that the robot has the ability to load any raw stock and unload machined product from the machine, limited only by the weight and diameter of the raw stock.
The relationship between SQP and ASA started in 2014 when the first FANUC robot was installed by ASA to tend to an Okuma LB4000 EX. This was followed by a second cell in 2020 when another FANUC robot was installed on an Okuma Multus multitasking machine.

The latest cell installed at SQP presented ASA with unique requirements in that the robot is installed on a moveable skid and has the flexibility to be moved between workstations. Pat Green, Director of Automated Solutions Australia said, “The versatility of having a robot on a moveable skid was a somewhat unique request for ASA. While our systems frequently use more than one machine, they tend toward employing large, long reach robots with relatively heavy payloads. And while there are several machine tool loaders out there, SQP simply loved the ease of use of our system and the fact that we have tailored it along the way to add features as they request, thereby making it SQP’s system. We took the time to understand SQP’s needs and created a truly bespoke solution allowing the robot to be moved between machines.”
When developing an application solution, the FANUC M20iD/25 was chosen for both its size, reach and payload to tend to an Okuma LB 3000. Automation has become an integral part of SQP’s operation and assists the team in meeting cost and delivery requirements for their customers. These FANUC robot cells are at the cutting edge of the industry in terms of their dependability and predictability.
With a combination offering of CNC machining, automated manufacturing, additive manufacturing, and metrology, SQPs products continue to emerge into an impressive range of industries with continuous expansion into new areas. sqpengineering.com.au automatedsolutions.com.au
AMT AUG/SEP 2023 090 CUTTING TOOLS
Zünd cutters
Mitchell Laminates brings new Zünd digital cutters from Starleaton.
Acoustic panels are an integral feature of any well-designed commercial interior, and with the demand for customisation growing almost daily, companies like Melbourne-based Mitchell Laminates are using their expertise and precision technologies to become an integral part of the creative process.
Mitchell Group, based in Dingley in Melbourne’s south, is a specialist wholesale distributor of laminates, acrylics, foam and polycarbonate, architectural products and acoustic panels, to the Australian market. Founded by Alex and Edna Mitchell more than 65 years ago, and later run by their son Peter Mitchell, the company is now in its third generation of Mitchell family ownership, with family members Graham Henderson, Brett Mitchell, Marcus Mitchell and Shane Mitchell all involved directly in the company today.
Shane Mitchell, CEO, explains that the company has always maintained an ‘absolute focus’ on highly personalised, responsive services, building high-quality relationships with both customers and suppliers. This has led to a loyal clientele and an unique range of products which includes laminates, acrylics, foam and polycarbonate, architectural products and acoustic panels from leading names including Perspex®, Laminex®, Formica® and Echo Panel®
The acoustic and pinnable panel market, in particular, seen significant growth in popularity over recent years, with these panel products increasingly used as an integral part of the visual design of spaces.
“The acoustic panel industry is really only a decade old in Australia,” Shane explained, “but it’s growing quickly and has become a really key feature, particularly for commercial construction and fit-out, and for spaces like schools, universities, health and aged care facilities where acoustic properties are so important to the functionality of the space, and the wellbeing of its occupants.
“We have always worked closely with our customers, including architects, interior designers and builders, to deliver solutions which meet their specific requirements. In this area, which is very much project-led, we were seeing a growing demand for customised solutions to suit individual applications – we were not just being asked to tailor products to fit a space, but to provide enhanced functional benefits and increasingly complex design elements.”
Mitchell invests in two Zünd digital cutters

Keen to cater for that demand, the company recently invested in two Zünd digital cutters from Starleaton. “We had been sending product out for cutting but basically it was too slow and too expensive,” Shane explained. “We had to find another solution.”
That solution, they determined, was to bring the process in house, and Brett Mitchell, the company’s Chief Information Officer, conducted in-depth research before recommending investment in a Zünd digital cutter from Starleaton.
The machine, a Zünd G3 XL-3200 model, was installed in 2019 and features a 2270 x 3200mm cutting table and 3.6kw router, and offers a range of different cutting and creasing tools including a Pneumatic oscillating cutting tool (POT) and VCUT Tool.

“These machines are designed to deliver not only high-precision knife cutting for our ‘cut to size’ service, but also routing, v-grooves and other decorative finishes that can add beauty and functionality to everything from woven materials like acoustic panels, to acrylic and Perspex.
“This versatility is enhanced by its modular design, which means we can configure it to suit our specific production needs and modify or upgrade it with additional modules in future to meet changing demands or extend our capability.”
The first machine really established what was possible, and the company was delighted with the ability to add value – and margin – to its products, while holding to its delivery commitments and maintaining a competitive cost for the client.
“Our clients generally have a very clear vision of what they want to achieve, and we work closely with them to translate that vision into reality, often becoming involved in the design process,” Shane explained, adding that the company now offers its own design service.
“As we continue to learn more about the capabilities of the Zünd cutting systems and push their capabilities to the limit, we find that we can advise on even better ways to achieve the impact or functional benefits they envisage.”
The success of the first machine, together with growing demand, led to the installation of a second, similar machine in late 2022, providing additional production capacity and important back-up to allow for regular service and maintenance and cater for any unforeseen stoppages.
Now, the two cutters run side-by-side, giving Mitchell’s important control over the production process and enabling them to become even more closely embedded in their client’s creative process.
“It’s about making well-considered investments…and then making them work for you,” Shane added. “With acoustic panels and other custom products forming an increasing part of our business, these sophisticated cutters have become an important tool in helping us push our product development and drive the growth of our own markets.
“The Zünd cutters are an integral part of our future business plans and, as we continue to further our own knowledge and skills, they will enable us to deliver even more impactful and functional solutions which exceed our clients expectations and add real value to their projects.” mitchellgroup.com.au starleaton.com.au/zund
AMT AUG/SEP 2023 091 CUTTING TOOLS
Sustainable steel
Sustainability certification program launched for entire steel value chain.
Transitioning to net zero is one of the greatest challenges the world has ever faced. It will require a complete transformation of how we live, work, build, consume and travel.
The built environment will play a major role in this transformation. According to the World Green Building Council, 75% of annual global greenhouse emissions are from the built environment (encompassing buildings and infrastructure). Buildings are responsible for approximately 30% of global energy consumption, 30% of greenhouse gas emissions and, on average, 50% of emissions in major cities.
Over the next 40 years, the World Green Building Council estimates that 230 billion square metres of new buildings will be constructed— the equivalent of a city the size of Paris, every week. In addition, up to 75% of the infrastructure that will be needed by 2050 is yet to be built. It is critical then that design and investment decisions made today consider the scale, scope and severity of climate change impacts that will affect these built assets.
“Momentum for change is being driven across a broad range of fronts,” said According to Jerusha Beresford (Sustainability Manager, ASI). “Large corporates such as BHP and Lendlease are putting their supply chains on notice. Super funds and banks are targeting investments in public companies with high sustainability credentials. Increasingly, government departments, project proponents, builders and developers are specifying that steel supplied by fabricators, rollformers, reinforcing suppliers, small manufacturers and steel processors must comply with best practice sustainable operations,” said Beresford.
A robust policy context
It has been a momentous year for Australia in paving the way for a more sustainable future. In September 2022, the Australian Government legislated emissions reductions targets of 43% by 2030 (on 2005 levels) and net zero by 2050. These targets are enshrined in law in the Climate Change Act 2022. These targets will play a key role in limiting global temperature increases and ensuring Australia’s transition to a low carbon future consistent with our commitments under the Paris Agreement.
To support this commitment, the Australian Government recently reformed the Safeguard Mechanism which requires Australia’s largest greenhouse gas emitters to keep their net emissions below an emissions limit. The Safeguard Mechanism (Crediting) Amendment Bill 2023 was passed on 31 March 2023, which the requires emitters to adhere to harsher emissions reduction targets. In line with these federal changes, various state governments are also introducing policy changes for the built environment, including the New South Wales State Environmental Planning Policy (Sustainable Buildings) 2022, which will come into effect on 1 October 2023. In the wake of this, the Australian Steel Institute (ASI) recently launched Steel Sustainability Australia (SSA).
SSA offers a new certification program that provides a clear pathway for steel businesses to operate more responsibly and transparently while being part of an environmentally and socially sustainable future. “The Steel Sustainability Australia certification program was developed in response to the ever-present focus on the sustainable performance and decarbonisation of the Australian construction industry, including the exponential growth in demand for lower carbon and responsibly sourced construction materials,” said Beresford. “This is borne from the global focus on climate change and the net zero carbon emissions targets set by Governments and corporations alike, as well as the need for a more sustainably operating society in growing urban populations. Specifiers need to
be able to identity more sustainable building products, and steel suppliers need certification that their products are sustainably manufactured and processed and are sourced through responsible and ethical supply chains.”
Superseding ASI’s Environmental Sustainability Charter, the SSA program engages the entire steel value chain by certifying downstream steel businesses such as fabricators, roll formers, and reinforcing processors, and verifying upstream steel producers against best practice environmental, social and governance (ESG) indicators aligned to the principles supporting the Green Building Council of Australia’s (GBCA) Responsible Product Framework.
The SSA Certification Program:
• Assures certified steel suppliers and their products are sustainably manufactured and processed and are sourced through responsible and ethical supply chains
• Promotes steel as a sustainable material choice, supporting mega trends such as embodied carbon reduction and circularity/circular economy
• Provides specifiers, engineers, builders and government with the means to identify sustainable steel suppliers through transparent and consistent measurement of environmental, social and health impacts across the entire steel value chain.
The SSA program is a recognised initiative under Green Building Council of Australia’s (GBCA) Responsible Product Framework, rewarding points under Green Star rating tools. steelsustainability.com.au

AMT AUG/SEP 2023 092 ENERGY & SUSTAINABILITY
Wave energy building
Composites at the heart of renewable wave energy power generation.





Advanced Composite Structures Australia (ACS Australia) has partnered with Carnegie Clean Energy together as participants of the Blue Economy Cooperative Research Centre (Blue Economy CRC) to develop the future of renewable energy power generation using the untapped wave energy source of the world’s oceans. Wave energy is consistent, predictable and globally distributed, and can be converted into clean, renewable electricity. For offshore aquaculture, the use of wave energy means less reliance on conventional fuels and a chance to decarbonise operations in remote locations, like barges. Ocean Energy Europe (OEE) forecasts significant growth for wave energy with a $1.09Tn market potential by 2050.
The project team is now performing fatigue testing of the MoTWECs at the Carnegie Clean Energy onshore testing facility in North Fremantle. Recently, the project reached a testing milestone with over 250,000 representative fatigue cycles completed. This represents a significant achievement for the team, with testing to continue through the coming months.
Carnegie Clean Energy, based in North Fremantle, Western Australia, develops ocean energy technologies including their wave energy converter (WEC), the CETO® targeting utility scale power, and artificial intelligence wave predictor technology to capture the most energy out of every wave. Together with Blue Economy CRC partners, they are developing the next generation of wave energy converters, and key to this development is the Mooring Tensioner Wave Energy Converter (MoTWEC). The ACS Australia team members are composites specialists responsible for the engineering design, analysis and manufacture of the key tensioning unit that enables the WEC power unit to generate electricity efficiently from the cyclical motion of the ocean waves. The tensioning mechanism is made up of four glass fibre composite spring elements, which were designed and manufactured by ACS Australia in their Port Melbourne facility. The composite construction is ideally suited for the compact application in harsh seawater environments, where corrosion resistance is paramount, but more importantly, the combination of stiffness and strength requirements effectively make a traditional metallic spring solution unfeasible. The composite spring design is ideal for the WEC system to maintain tension in each of the mooring lines connecting the WEC to the seabed, which experience high in-service cyclic loads. Interestingly, the unique geometry and elegant form of the spring elements, resemble that of a modern artwork piece!
“ACS-A’s experience in composite components has been invaluable in the success of the MoTWEC project. The mooring tensioner developed is a key component of our wave energy technologies enabling game changing performance improvement,” said Alex Pichard, Chief Technology Officer - Carnegie Clean Energy Use of the technology developed in MoTWEC to power aquaculture feed barges is being investigated in the Blue Economy CRC project MoorPower®. The next phase of the project aims to demonstrate the replacement of diesel generators with clean wave energy during the offshore deployment of a scaled demonstrator unit later in 2023. The Blue Economy Cooperative Research Centre (CRC) is established and supported under the Australian Government’s CRC Program, grant number CRC-20180101. The CRC Program supports industry-led collaborations between industry, researchers and the community.
acs-aus.com carnegiece.com
blueeconomycrc.com.au business.gov.au
AMT AUG/SEP 2023 093 ENERGY & SUSTAINABILITY
Sustainable futures
Intelligent manufacturing for a sustainable future. Andy Coussins, Senior Vice President & Head of International Sales at Epicor talks about the new expectations in the market.

Rising consumer demand for ethically sourced and environmentally friendly products, changes in the Australian policy landscape, and growing pressure from stakeholders means sustainability is now front of mind for every organisation. Simultaneously, an increasingly competitive and uncertain global economy of fast-rising materials and shipping costs is forcing manufacturers to implement intelligent, agile, and cost-effective production processes to improve efficiency and throughput.
Fortunately, despite these converging challenges, businesses today have the digital tools to support collaboration with industry peers on a global scale. The rise of Internet of Things (IoT) connected smart factories provide manufacturers with the capabilities to leverage data insights from their shop floor and supply chains to develop end-to-end circularity in their sourcing, production and distribution processes. This is helping to minimise unnecessary waste and reduce carbon emissions for more sustainable operations. As more manufacturers move into a circular economy business model, decision makers are turning to innovation to support this transition, with 80% of CEOs increasing digital technology investments to counter current economic pressures. Alongside this, we see 87% of business leaders are expected to increase their organisations’ investment in sustainability initiatives over the next two years, creating a huge opportunity for technology providers who can support their transition to net zero.
Innovation drives sustainable supply chains
With the Australian government committed to reducing Australia’s greenhouse gas emissions to 43% below 2005 levels by 2030, businesses that make, sell and move products are re-evaluating their extended supply and value chains to meet current industry expectations. The shift is significantly impacting manufacturers, who are turning to cloud-powered Enterprise Resource Planning (ERP) solutions and Manufacturing Execution Systems (MES) to maintain compliance with net zero legislation while remaining profitable. More businesses are replacing their legacy system and switching from on-premises hardware in favour of cloud powered Software as a Service (SaaS) solutions, as part of this strategy. Based on the findings in our recent 2023 Epicor Industry Insights report, a clear majority of enterprises in the care, distribution, and manufacturing industries are now more likely to use a hybrid cloud ERP solution96% of those surveyed are using some form of cloud ERP solution while nearly half (46%) are either primarily or entirely on the cloud. Cloud ERP plays a vital role in empowering manufacturers to diversify their capabilities with minimal disruption and lower onsite energy consumption for more sustainable and cost-effective operations. This also supports more sustainable hybrid working practices by enabling workers to easily monitor all warehouse and production processes from anywhere with an internet connection. Despite advancements in artificial intelligence (AI) and wireless connectivity helping to accelerate decarbonisation efforts, a recurring problem for many businesses leaders is how to effectively measure and embed sustainability across their extended supply chains. Many rely on an integrated ERP system to analyse supply chain data and calculate the true cost of compliance. This means any disruption to the sourcing or distribution processes can be acted on immediately, to ensure products are not just profitable for the business but affordable for their customers.
Sustainability versus cost and availability
For sustainable supply chains, manufactures need to have easy access to accurate data on product quality, traceability, trackability, reuse or repair. With stock shortages, logistics challenges and inflation continuing to affect the sustainability versus cost and availability balance, deploying powerful digital solutions that can quickly convert real-time data into actional insights is critical to ensure greater business agility and resilience.
Manufacturers are being expected to incorporate sustainable materials into their solutions right from the initial product design phase. In response we are seeing a rise in digital tools that integrate Computer Aided Design (CAD) into ERP systems with guiding rules to ensure sustainable processes and materials are being used from the build. We are also seeing increased adoption of low code/ no code automation and analytics tools to overcome resource, materials, production and delivery challenges, especially when intelligence can be shared to make circularity efforts cost-effective. To overcome the sustainability challenges of the 21st century, manufacturers must work more collaboratively with their ecosystem of partners, suppliers and customers, as they move away from rigid manufacturing in favour of onshoring and circular economy practices. Technology providers have an equal responsibility to listen and respond to their unique pain points, so they can customise industry-specific solutions that support intelligent manufacturing for a more sustainable future. epicor.com.au
AMT AUG/SEP 2023 094 ENERGY & SUSTAINABILITY
Henkel ANZ Adhesive Technologies

Environmental and efficiency benefits of low temperature adhesives.

In today’s competitive economy, manufacturing is all about efficiencies and throughput as they work to supply retailers with consumer goods. However, manufacturers also need to consider environmental objectives and targets, as well as customer expectations. Increasingly, consumers are concerned about the environmental consequences of packaging, with many consumers preferring sustainable, eco-friendly options. Therefore, sustainability must be a priority for businesses.
Packaging materials such as paper, wrap around cases, carton and cardboard require bonding in a fast-paced environment. Ideally, these applications use hot melt adhesives, however, the application process tends to involve high temperatures (typically applied at 177°C) possibly causing health and safety hazards and resulting in high energy consumption. “With more than onethird of carbon emissions coming from electricity consumption, huge emission reductions and therefore savings, can be made by improving the energy efficiency of businesses,” says WWF Australia. When overheated or left in the melter for extended periods of time, traditional hot melts are prone to degradation which can result in charred fragments causing plugged nozzles or pop opens during production. These problems undoubtedly increase machinery downtime and operational cost which hurt the efficiency of manufacturing.
Fortunately, it is possible to choose for low application temperature hot melts which help overcome those issues. The world leading adhesive manufacturer Henkel plays a role in reducing environmental impact, improving production efficiency and worker safety with their latest development TECHNOMELT® Cool hot melt adhesives which are applied at lower temperatures – up to 40% less compared to conventional hot melts. Simultaneously, they allow for higher machine speeds, contributing to increased energy efficiency and productivity for packaging lines.
“Laboratory research and tests at our customers sites have confirmed that every 20°C decrease in hotmelt application temperature halves its chemical reaction speed. This leads to multiple processing and performance benefits, like better thermal stability, shorter machine start-up time, longer usability of the adhesive and last but not least, lower risk of char build-up leading spare part cost savings.” Gunter Hoffmann, Head of Hotmelt R & D Henkel.

This reduced application temperature maintains adhesive stability, prolongs equipment life, decreases maintenance costs and improves start-up times. Melting point is 38°C less than conventional hot melts, the TECHNOMELT® Cool drops below burn temperatures nine times faster and avoids potential burn hazards. They require less energy to melt and enable manufactures to reduce the brand owner’s carbon footprint along the lifecycle of the adhesive. At the same time, they are easy to apply and cure fast. This combined with the minimised maintenance intervals results in improved overall performance of the packaging line. Additionally, the lower melt point makes TECHNOMELT® Cool adhesives suitable for temperaturesensitive contents like frozen foods and confections and reduces the risk of heat transfer.
More than ever, “consumers, brand owners, regulators and the industry demand change, and the use of bio-based material in consumer goods and packaging is an important driver for sustainable sourcing and a lever to reduce environmental footprint,” explains Jenna Koenneke, Global Head of Market Strategy for Consumer Good Adhesives at Henkel. For example, 70% of consumers are willing to pay more for a sustainably sourced and manufactured product. The TECHNOMELT® Cool Adhesives can assist businesses in achieving a more holistic sustainable packaging option, which consumers are increasingly prioritising.
henkel-adhesives.com
AMT AUG/SEP 2023 095 ENERGY & SUSTAINABILITY
Safely crushing
Bolted on to safety, quality, and speed – the success formula driving regional crusher service specialist.

A crusher service specialist headquartered in regional NSW is expanding its interstate success by maintaining these vital heavy machines in exceptionally short time frames while achieving the top safety, quality, reliability, and standards required by mining, quarry, and material handling industry leaders.
Specialised Crusher Services Pty Ltd (SCS), headquartered in Orange, has built its reputation over more than ten years by being scrupulous about safety and compliance while achieving minimised downtime and maximised cost-efficiencies for leaders in the mining, quarrying and materials handling sector in NSW, South Australia and Queensland.
Outstanding bolting practices are core to SCS’s extensive range of technical services and product support, which include installations, commissioning, preventative maintenance, corrective maintenance, breakdown work, shutdowns, upgrades, inspections, technical servicing, and diagnostic fault finding.
“A very big part of our work centres on bolting. Whether we are installing a new machine weighing 100-500 tons – or getting an existing one back into profitable production – safety, quality, and speed are of the essence,” said SCS Managing Director, Peter White.
“Outstanding bolting practice is an essential component of our reputation building, including both the technology we employ, and how we apply it with a rigorous culture of safety, on-site, off-site and 24/7.”
“SCS employs Technofast EziTite hydraulic nuts instead of torque tensioning over our huge range of tasks to get the results we need for outstanding safety and speed, while ensuring that we promote an incident and injury-free culture for our clients and staff.”
Safety is the industry’s number one priority – and it is even better when we can also use this safest technology to boost quality and joint reliability while cutting the time taken to do individual fastening jobs from 15-20 minutes, in some instances, to just one minute.
“Safety, quality and speed work hand-in-hand when you are dealing with crushers that involve scores of different bolt fastening jobs, all of which are vital to production, and many of which require identical tensioning of multiple bolts at the same time to ensure the safest and most secure service life.”
“Technofast hydraulic nuts remove any hazards associated with using conventional radial torque tooling. Large diameter bolts may require torque input ranging between 10,000-20,000Nm, and wrenches therefore have considerable stored energy when in use. That’s a lot to deal with if something goes wrong,” says Peter White.
“Changing out just one really big super-sized nut can take two hours using old methods, which is such hard work, while EziTites can get the job done in minutes.”
“Plus, some large diameter nuts – for example for 160mm diameter threads – can be very difficult to remove and install to specification in some complex crusher applications. We have tried multi-stud jackbolt types. But it is just hard work to handle up to 24 jacking screws at 500Nm.”
“Repetitious manual handling is eliminated during installations and removal with EziTite technology, because no large hydraulic torque tooling is required.”
“We find that safety is enhanced by the hydraulic nuts’ simple operation and speed of removal, which means also that bolt assemblies can tensioned or released in a fraction of the time a conventional nut and bolt can be.”
“The quality of joint is higher, because bolt assemblies are tensioned with direct-pull elongation, which delivers a more accurate final tension, compared with radial torque.”
“Exactly accurate tensioning, with repeatable results to OEM standards, is important to job quality. This precision can be verified with ultrasonic testing to measure bolt elongation, giving further quality and standards comparability and job measurement traceability. The EziTites give a great result every time.”
“Leaders in metalliferous mining and in quarrying are super vigilant about quality, compliance, and safety – which is our focus that earns us the respect of the market,” says White, whose company most typically uses M64mm and M72mm EziTites on major connections. The nuts are typically applied to mainframe connection flanges where multiple large diameter bolts secure flange connections. Smaller M36 types have been used on large structural connections that are disassembled on a routine basis, such as feed chute assemblies. EziTite hydraulic nuts can be tensioned individually to the precise OEM standards required to meet the bolting needs of particular jobs.
“The EziTites are very reliable – operated within their design specification, they provide 100 per cent reliability and accuracy. We have sets that have been delivering trouble-free service for 10 years.
They are very low-maintenance – although regular servicing and lubrication as a preventative measure extends the longevity of the asset even further. And they are easy to overhaul, when this may be eventually required, with excellent parts availability.” technofast.com specialisedcrusherservices.com.au

AMT AUG/SEP 2023 096 ENERGY & SUSTAINABILITY
Australian Defence Apparel
A taste of the future for defence high-tech uniforming needs.
Australian Defence Apparel New Zealand (ADA NZ), a subsidiary of Australia’s primary manufacturer of high-tech uniforms and equipment (ADA), is offering New Zealand Defence Force (NZDF) recruits a glimpse into the future by equipping them with the latest innovation in digital fitting technology.
ADA NZ has partnered with Australian 3D-scanning technology company Bodd, to further revolutionise total apparel management systems to the NZDF.
“ADA’s partnership with Bodd is instrumental in delivering on our commitment to combine leading textiles and new technologies to solve apparel distribution challenges,” said Chief Executive Officer of ADA, Chris Dixon.
“This revolutionary digital fitting technology allows for a seamless user experience, as it drastically reduces time required for fitting and kitting of defence personnel. We are excited to be rolling this out first to the NZDF this year,” Dixon said.
As the largest uniform and equipment provider in Australia spanning military, law enforcement, healthcare and numerous government and corporate industries, ADA will also roll out this digital fitting technology and its benefits across industry.
“This is one of Bodd's first Military deployments,” added Bodd Co-Founder and Chief Executive Rob Fisher, “following successful implementations globally across a range of protective and Government services and we are incredibly excited to be rolling out with a local defence partner right here in our own backyard.
“With our world-class technology, we can size a recruit to an incredible degree of accuracy. From 30 to 45 seconds of scanning,
they can be fitted head to toe, from combat clothing to service dress uniforms, including footwear and accessories. The possibilities are almost limitless.”
• Client base spans military, healthcare, law-enforcement, government, and corporate industries;
• 450,000 personnel eligible for uniforms produced by ADA;
• 600,000 garments made locally per annum;
• ADA manufacture the entire combat ensemble for the three defence forces (Navy, Army, Air Force) - and most non-combat requirements;
• Sovereign and onshore capability - domestic input and local design capability eases the evolution of product, which allows ADA to make comfortable, functional and better performing apparel systems;
• Uniforms and systems manufactured at ADA’s Bendigo factory;
• In-house design teams produce specially-engineered uniform solutions to ensure maximum performance for clients;
• ADA also manufacture Canadian and New Zealand Defence uniforms.
By matching the scanned proportions of the recruit against the inventory of every item of clothing that they require to perform their duties, a unique database is developed as part of their NZDF record. Bodd’s 3D scanners are manufactured in Australia thanks to the company’s partnership with Bosch Australia Manufacturing Solutions. ada.com.au bodd.io bosch.com.au
The Surftest SJ-210 complies with the following standards: JIS (JISB0601- 2001, JIS-B0601-1994, JIS B0601-1982), VDA, ISO-1997, and ANSI.
• Displays assessed profiles and graphical data In addition to calculation results, the Surftest SJ-210 can display sectional calculation results and assessed profiles, load curves, and amplitude distribution curves.

AMT AUG/SEP 2023 097 ENERGY & SUSTAINABILITY Easy to use
2.4-inch colour graphic LCD with backlight
Simple key layout The Surftest SJ-210 can be operated easily using the keys on the front of the unit and under the sliding cover. Highly functional
Advanced data storage capabilities
Optional memory card • Password protection
Multilingual support
Stylus alarm An alarm warns you when the cumulative measurement distance exceeds a preset limit. Extensive analysis and display features
•
•
•
•
•
•
standards
• Complies with many industry
Surftest SJ-210 is a user-friendly surface roughness measurement instrument designed as a handheld tool that can be carried with you and used on-site
MTI Qualos today to learn more about the SJ-210 Series. M.T.I. Qualos Pty. Ltd. 1300 135 539 or email sales@mtiqualos.com.au www.mtiqualos.com.au AMT_MTIQualosHalfPage_Feb2019.indd 1 29/10/2020 3:42 PM
The
Contact
Ready and Able
Applied Machinery’s can-do attitude sees Able Engineering invest in more Yawei equipment.
Since its formation in Melbourne in 1975, SME (Small and Medium sized Enterprise) Able Industries Engineering has become a leader in the design, fabrication, and assembly of metal products, delivering hi-tech engineering requirements from its robotic equipped factory in Melbourne. With a raft of industry accreditations and skills, Able’s customer base covers a diverse range of industries including Defence, Architecture, Renewable Energy, Transport, Public Infrastructure and Industrial; delivering on high quality specifications for niche projects and difficult engineering requirements.
Owned and managed by Stephen Martyn, the company supplies the smallest-sized metal components for vehicles, right through to large architectural structures for buildings. From providing metal facades for major projects like Crown Casino and Federation Square in Melbourne, through to rubbish bins and planter boxes for smaller public infrastructure projects.
The Lethal Weapon roller coaster at Movie World on the Gold Coast (the first inverted roller coaster in Australia) and the Big Dipper, originally installed at Luna Park Sydney, were both built by Able. As were the electric central umpires’ chairs used at the Australian Open and the large roof speaker frames used at the MCG & Optus Oval – testament to Able’s wideranging metalworking skills. The company is Defence Industry Security Program (DISP) accredited; it has also secured the DIN (Defence Innovation Network) 2303
Q2/BK1 certification from the German governing body, GSI (Global Systems Integrator) SLV. The certification was obtained after completing a rigorous audit process confirming its welding procedures are to international standard– the first company in Victoria to achieve this.
The highly sought-after German military welding standard officially recognises Able’s compliance and commitment to superior welding skills, quality processes, and procedures. Able is also accredited with welding standard certification ISO 3834–2.
"We’ve supplied parts for pretty much all the military vehicles that the Australian Government has purchased since the 1970’s,” said Martyn. The company has been involved with the Bushmaster program since its inception, supplying parts that include compartments and lockers on the outside and seat frames, floors, and radio racks on the inside; anything that is bolted on or in a Bushmaster is made by Able. The company also has specialist skills in military painting, holding an APAS certification.
Understandably the renewable energy market is a growing part of Able’s business, which includes wind farm equipment, solar panels and frames and the more modern heliostat concentrators.
Martyn’s personal association with Applied Machinery goes back many years, to when he purchased a CNC press and more recently an oversized Yawei guillotine. To maximise production efficiencies, reduce the cost of manufacturing and offer the latest fabrication technology to customers, the company recently moved into large scale robotics. This necessitated machinery to be upgraded to match the fine tolerances and accuracy the robot's demand.

A Yawei HPE 3078 turret punch press was the first new machine purchased; a unique model with a large 2,000mm throat. A 6kW HLF-2040 flatbed fiber laser and YLP10040 tube laser with bevel head and semiautomatic loading followed.
“We had very specific requirements for the tube laser. We needed a machine that could not just cut the pipe, but also cut the weld prep on it too. We also needed a bevel cutting head that would allow us to cut any type and any shape section that can fit within 410mm diameter,” Martyn said.
“Other companies we spoke to told us it couldn’t be done. This is where Applied excel. They went above and beyond to obtain a Yawei YLP-10040 tube laser with
a 3D bevel head and spec’d up with other options that we required.
“The quality componentry that comes standard with all Yawei machines was another reason we opted for Yawei; both the turret punch press and fiber lasers have been game changers for us,” he said. “The other key reason we partner with Applied is that they are an established local supplier - no other machinery company has the capability, expertise and technical back-up and support. If I have any issue or query they get straight back to me – that won’t happen with a supplier who doesn’t have a local operation,” Martyn added.
“We bought the machines sight unseen during COVID – testament to our trust and confidence in Applied,” he added.
Martyn says that the new fiber lasers also enable him to be more responsive and have cut lead times down significantly.
Able Industries Engineering will be reaching the impressive milestone of 50 years of manufacturing in 2025. With a reputation for providing solutions to any kind of fabrication requirement, a clear focus on customer satisfaction and a commitment to staying ahead of the game by investing in the latest machine technology, it’s sure to be a big celebration.
ableind.com.au
appliedmachinery.com.au
AMT AUG/SEP 2023 098 FORMING & FABRICATION
Face and shoulders
The world of metalworking is undergoing major changes. Complex machining processes are unimaginable without the utilisation of face milling operations.

Face milling processes facilitate the preparation of datum surfaces by producing planes and flats, and enable improving precision and surface quality parameters. Moreover, the production of many rotating parts is incomplete without face milling. Face milling is the very operation that cannot be undermined.
In face milling, the axis of a cutter is normal to the machined surface. A large majority of face mills or surface milling cutters are common indexable tools in shell mill configuration. They feature various tool cutting edge angles (entering angles) such as 45°, 60°, 65°, 75°, 90°. Face mills intended specifically for productive rough machining by use of high feed milling (HFM) methods have a significantly smaller cuttingedge angle, typically 10°-17°. In some cases, shell mills that mount round inserts enable extremely strong cutting edges. The cutting-edge angle has an impact on the decomposition of the cutting force, which acts on the plane of the cutter axis, on radial and axial components referred to as radial, and axial cutting forces. With all else being equal, this angle defines the maximum depth of cut. The cutting-edge angle largely determines the application field of a face mill making 45° face mills most versatile. Such mills have an important advantage that stipulates a first-choice selection of 45° cutters in face milling, specifically when machining open plane surfaces. These cutters assure a good balance of radial and axial cutting forces, a high-quality machined surface, and favourable cutting conditions when a tool enters or exits the material being machined. The most common face mill types are 45° cutters. However, 45° face mills have certain disadvantages with an emphasis on forming rectangular profiles. Although machining square shoulders characterises end milling applications, there is a need for rectangular profiles as well. All plane surfaces of a machined part are bound by shoulders. Applying 45° face mills even when cutting near to shoulders may entail difficulties. Face mills with 90° cutting edge angles are regularly in demand for rectangular profiles. In addition, 90° tools assure low axial forces providing good reason for machining parts with thin-walled structures or cutting under poor clamping conditions. Beyond that, inserts for 90° face mills provide a higher depth of cut when compared to the same-size inserts, intended for 90° endmills.
The correct and sensible method to design 90° face mills utilises the same inserts that are intended for 90° endmills. This
concept provides high insert versatility and remains prevalent. To ensure a good surface finish, the inserts of large diameter multitoothed indexable face mills should be designed with a wiper flat that is significantly larger compared to an endmill, which is characterised by fewer teeth. Tool manufacturers maintain various principles in their developments which focus on productivity solutions, shoulder profile accuracy, and the efficient utilisation of tungsten carbide being the main material of indexable inserts. The ideal design provides excellent solutions and complies with competitive machining requirements.
NEODO S90° is a family of 90° face mills that mount 8mm double-sided square carbide inserts.
sided trigon-shaped inserts for true 90° profiles at a depth of cut up to 4mm for ultra-high productivity. The insert’s trigon shape provides six indexable cutting edges and forms positive tool rakes in both radial and axial directions. Combined with a wide wiper flat, the insert’s design contributes to an improved surface finish and easily performs ramp-down milling.
LOQIQ-8-TANG face mills mount tangentially clamped inserts with eight cutting edges
This family of inserts is intended for rough and semi-finish machining of steel and cast iron. The double-sided insert concept shows a durable insert structure and facilitates eight indexable cutting edges. The insert may appear simple, but when looking closely, the insert side surface features a complex shape that provides a wide wiper flat on every cutting edge. The face mills have a positive radial and negative rake angle and ensure an exact 90° profile when milling with depths of cut up to 5mm. The NEODO S90° cutters enable face and shoulder milling while providing an additional option for machining close to shoulders where workpieces or work holding fixtures entail constraints.
In small tool diameter ranges between 3263mm, ISCAR introduces a family of the HELIDO Trigon Line.


and provide a cost-beneficial solution for rough machining planed surfaces near square shoulders. The tangential insert mounting concept combined with a dovetail clamping principle and a durable insert structure results in a strong and rigid tool design to withstand heavy loads in roughing applications.
ISCAR has upgraded the HELIQUAD family of 90° mills with traditionally designed single-sided square inserts. Specifically, the new inserts are intended for machining titanium and heat-resistant superalloys (HTSA), especially when milling near-toshoulder faces. In milling applications that require small tool diameters, MULTIMASTER solid carbide exchangeable face milling heads in diameters of 12-25 mm can provide effective results.
Due to the multi-tooth design, the heads guarantee productive cutting at high feed
This family of tools is characterised by high-tooth density face mills with double-
speeds. An important advantage of this unique face milling head is its high precision attributes, which are comparable with those of solid carbide tools. Such precision levels result in increased machining accuracy and excellent surface finish. iscar.com

AMT AUG/SEP 2023 099 FORMING & FABRICATION
Fig 1
Fig 2
Fig 3
Fig 4
DB Schenker on Prysmian
DB Schenker shipping consistency, global coverage, and service enhance customer offering for Prysmian Australia.
Prysmian was able to secure better ocean freight options at competitive prices, due to DB Schenker’s extensive global network and expertise Prysmian Australia – part of one of the world’s largest cable manufacturers, Prysmian Group – is enhancing its customer service with global coverage and end-to-end logistics visibility provided by DB Schenker.
Prysmian Australia sought to provide reliable updates to its Australian customers on the progress of deliveries, and was also expanding its exports into New Zealand, so they needed a freight and logistics specialist with a proven reputation.
“We looked at a range of options, to see who could offer a competitive price, backed by good service, and with consistent shipping container availability. Our review found that DB Schenker was the best fit for Prysmian’s needs,” said Prysmian Australia Purchasing Manager – Oceania, Pouyan Harbi.
“We started exporting to New Zealand in 2021, during peak Covid times. Prices were crazy, and shipping container availability was extremely scarce. DB Schenker was able to increase our availability, even in December, with the Christmas rush – this was like magic for us!” he said.
Global coverage
Prysmian provides Australian-manufactured cabling solutions to a broad range of industries, including power utilities, construction, oil and gas, energy, renewables, mining, telecommunications, and transport – all of which require on-time deliveries to minimise downtime on projects.
“Prysmian Group has offices all over the world, so when we want to look at import options, it really helps that DB Schenker has offices across the globe, and they understand the nuances of each country’s logistics requirements,” said Pouyan.
DB Schenker has approximately 76,000 employees across 1,850 locations, with more than 150 years of experience in freight and logistics, increasing its ability to provide expert service to companies like Prysmian.
DB Schenker’s freight solutions for Prysmian included exports from Australia to New Zealand, imports of components from China to Australia, and comprised predominantly Full Container Load (FCL) ocean freight, but with the addition of air freight when required.

As a leading global freight and logistics company, with extensive resources and expertise, DB Schenker was able to offer Prysmian a

consistent four or five containers per week, two shipping lines, and a digital software solution, eSchenker, for end-to-end visibility.
“eSchenker is an asset to our dispatch team. They can see how many containers are available, when they’ve arrived, what stock availability we have, and full visibility of delivery timelines – so we can offer our customers far better insights than ever before,” says Pouyan. “The software is easy to use, and DB Schenker set it all up for us, so that all we need to do is adjust the quantity and weight for different shipments. It saves a lot of time compared to manually entering all the data every time,” added Pouyan.
Quality relationships
Pouyan points out that while competitive pricing will always be a key factor in choosing a freight forwarder or logistics supplier, it’s essential that it’s coupled with top quality customer service.
“We’ve built a solid and productive relationship with DB Schenker, and they have always been willing to go the extra mile to find solutions to new challenges, which we really appreciate,” he said.
DB Schenker Business Development Manager – Ocean Freight, Elizabeth Peachey, says its rewarding to help an Australian manufacturer achieve its export goals, and grow its local presence.
“Prysmian likes to look after its customers and establish long-term relationships, so we are delighted to be working with a company with such a strong service ethos. DB Schenker prides itself on being able to use its extensive resources to provide reliable commitments to its customers, and this has, in turn, enabled Prysmian to better serve its customers,” said Peachey. dbschenker.com.au prysmiancable.com.au
AMT AUG/SEP 2023 100 FORMING & FABRICATION
Bonfiglioli Vector for PTA
Bonfiglioli’s collaboration with Vector Lifting yields smart train jack system for Perth Transport Authority.
Late last year, Vector Lifting and Bonfiglioli collaborated on a 15-month-long installation for the Perth Transport Authority (PTA), successfully meeting the PTA’s deadlines and delivering a highperformance lifting solution.
The PTA introduced a new fleet of trains to the network and opened a new maintenance facility in Peth, requiring the installation of 24 lifting jacks for the Perth Metro Network. Vector Lifting was awarded the tender for the supply and installation of a turnkey jack system, which elevates the train body off the track so that the chassis and wheelset can be inspected, repaired, or exchanged.
“One of the reasons we were selected for this project – besides the fact that this is a highly specialised application – is that we are a local specialist manufacturer who are price-competitive,” says Clinton Capelli, Mechanical Engineer, Vector Lifting.
A robust, reliable jack system
To complete the jack system, Vector Lifting sought gearboxes from its long-time supplier, Bonfiglioli. “We have developed a good relationship with Bonfiglioli because we believe in their product – it is robust and reliable. Their short lead time and rapid manufacture of custom gearboxes is ideal. They always offer us very good product and technical support, and understand the pressures of our business,” explains Capelli.
Bonfiglioli supplied Vector Lifting with 24 A Series, helical gearboxes, delivered via single consignment, ensuring that Vector Lifting would meet the PTA deadlines in spite of the challenges imposed by the COVID-19 pandemic. "Bonfiglioli offer local stock and assembly, and in the case of large orders which may require an import, they
achieve a quick turnaround because of their wide international footprint and manufacturing setups,” elaborates Capelli.
“The A Series is best suited to the jack system design, and required minimal adaption,” explains Fred Whalley, State Sales Manager, Bonfiglioli. These helical bevel gear units offer a wide torque range and high efficiency, in a compact and durable design. They enable smooth, easy handling of goods, even under the most demanding conditions. “We have a large local stock holding but in the case of larger orders we are able to bring them in from Italy in a very short period of time.”
A formidable partnership
Vector Lifting and Bonfiglioli have collaborated for over 22 years. “Theirs is a tried and tested model – they always order the right product for the application,” says Whalley about the Australian job crane specialist. “They boast a professional engineering team, well-versed in the principles of mechanical engineering. We enjoy working with them.”
The pairing with Bonfiglioli has benefited Vector Lifting, in return. “Customers choose our products because we collaborate with Bonfiglioli and other suppliers who help us deliver a good product that can stand the test of time,” adds Capelli.
Vector Lifting is an Australian manufacturer of and supplier of a variety of jib cranes (one of a limited number of specialists, worldwide), offering custom design consultancy as well as after sales support.
vectorlifting.com.au bonfiglioli.com
Rigby Cooke Lawyers has been advising manufacturers on their commercial needs for decades. And, that’s why we are the ‘go-to’ legal advisors for AMTIL members and the manufacturing industry.

At Rigby Cooke Lawyers, we can assist with all your business legal needs and have the expertise to advise on the following:
> Commercial transactions
> Business structuring (companies, joint ventures and partnerships)
> Commercial contracts
> Employment and workplace relations
> Occupational health and safety
> Succession planning and family business
> Personal property securities law
> International trade (import and export)
> Intellectual property
> Privacy and data protection
> Property sales, purchases and leasing
> Planning and environment
> Building and construction
> Litigation and dispute resolution
> Insolvency, asset protection and reconstruction
> Tax
For more information on how we can assist you and our exclusive benefits for AMTIL members, please contact Julia Cameron, Lead Partner of our Manufacturing group, on +61 3 9321 7807 or JCameron@rigbycooke.com.au.
AMT AUG/SEP 2023 101 FORMING & FABRICATION
Our people: Your success T: +61 3 9321 7888 | E: info@rigbycooke.com.au | www.rigbycooke.com.au
Precision meets miniature
How a watch-making business started a precision machining company.
Back in 2011, independent watch repair in Australia was coming to an end. Swiss brands restricted the supply of spare parts to Australian watchmakers. Essentially, they thought that Australians should not be trusted to fix their watches. Nicholas Hacko Watchmakers decided they would show the Swiss market that they could make their own watch.

In 2016, they set out to be the first company in Australia to claim that a wristwatch is "Manufactured in Australia". Easier said than done. Working from scratch to build a workshop from the ground up was a difficult but rewarding challenge. With no background in machining and being about 14,000kms from the watchmaking centre of the world, Nicholas Hacko Watchmakers began their journey. To this day, they are the first company in Australia to serially produce a watch from start to finish. Through their expertise in watchmaking and strong determination, they successfully established NH Micro. NH Micro is a machine shop focused on ultra-precision manufacturing. Officially launched in 2021, they created their business based on industry need for contract manufacturing. They are producing parts with high levels of complexity and high precision requirements (below 0.5 µm!). Their heritage and experience in watchmaking has resulted in high value for customers, particularly for those who require the machining of intricate parts.
Josh Hacko (Technical Director) will tackle any industry if the parts fit one or more of these areas: small, tight tolerances and complex. Some of the main industries they service are the medical industry, optomechanical parts and even parts for space!
Josh defines micromachining as, “either feature or part size. You can have large parts with micro-machined features, or you can have some extremely small parts. Once features/parts get below 1mm in any dimension you would start to consider them micro-machined.”

Josh's expertise is in feature sizes smaller than half a millimetre! The smallest part they have made is a flow restriction device: a 0.5mm cube with four holes that are drilled into it at 0.2mm in diameter. When working at that level, you need to consider the precision required.
"The classic attribute of micromachining is high precision,” Josh states. “As the parts get smaller the same tolerances that you'd have on for example a huge dump truck axle change. As soon as you shrink that part down and you shrink those tolerances down, they track to smaller and smaller levels. So, you know ¬± 50-micron tolerance on an axle for a dump truck might scale down to ¬± 5-micron tolerance in something that's about a millimetre small."

High-quality tooling is worth the investment as every link in this precision chain is incredibly critical to get the final result.
NS Tool has gained popularity in the micro-machining industry with a series of cutting tools designed specifically for micro-machining applications. They focus on sub Ø 6mm endmills and offer an impressive selection of high-quality endmills ranging in size from Ø 6mm down to 10 microns!
What Josh finds the most important with NS Tool is that they "produce tools that are not only of incredibly high quality, [but] the reliability of the tool in terms of knowing exactly what you're going to get from the package is imperative. I don't think we could make the parts that we make with the stability and quality we make them without the consistency and reliability of NS Tool.
When you buy 1 0.5-millimetre endmill and you buy one in six months, or you buy like 50 of them and they're all the same. Every single one is the same and the quality is the same. And so that combination of extremely high quality and extremely high reliability amongst the tooling is just essential."
Even the slightest change in one of the endmills will affect everything at that scale.
Josh's top 2 tips in business are:
• Tip #1 is don't get into debt. Or at least if you can avoid debt, avoid it. If that comes with the sacrifice of, you know, slower, more stable growth, so be it. You'll have a better night's sleep.
• Tip #2 is people are everything. Your staff are the most important asset that you have and hiring your first person is always a big challenge, but you shouldn't regret it.
Josh's goal is to grow a team of young people who are passionate about what they do and to give Australians the opportunity to excel in an area that is not currently available to them.
"Precision engineering is very geographically locked. If you want to do those things, you must be in the hubs of the world and there are places all over the world that offer that but there's nothing in Australia that resembles horological precision engineering and being able to offer that to young people is a big goal for us."
Nicholas Hacko Watchmakers embarked on an incredible journey to showcase Australia's ability to manufacture wristwatches independently. Through their expertise in watchmaking and strong determination, they successfully established NH Micro. Australian manufacturing is critical so that companies like NH Micro can keep producing amazing work. We are committed to helping the Australian manufacturing industry by providing high-quality tooling and support.
nhmicro.com
nicholashacko.com.au
livetools.com.au/pages/ns-tool
AMT AUG/SEP 2023 102 FORMING & FABRICATION
CNC Panel Folders
New Yawei Panel Folders designed for fast, repeatable four-sided bending.

Since its launch in Australia over 18 years ago, Applied Machinery has been supplying Yawei precision sheetmetal machinery to local manufacturers and job shops, maximising their productivity, boosting quality and broadening their capabilities.
The Yawei range has steadily expanded and now includes CNC fibre lasers, tube lasers, pressbrakes, turret punch presses, guillotines and smart-factory automation solutions.

The latest release from Yawei is a range of CNC Panel Folders offering fast speed, high efficiency panel folding with automation options available to maximise productivity.
“When fast, accurate, repeatable four-sided bending is required the new Yawei Panel Folder is the answer. Repetitive 4-sided work doesn’t belong on a pressbrake, or a panbrake - it belongs on a panel folder,” said Applied Sales and Marketing Manager Daniel Fisher.
The Yawei FBA series panel folder uses world class componentry which includes a Beckhoff control system with a 15 inch colour display screen. The system automatically calculates the required pressing force, folding pressure and safe area.
The Yawei FBE series machines utilise a Siemens CNC, feature automatic tool positioning and a suite of automation and offline programming capabilities are available.
Other quality componentry includes Delta servo drives and servo motors, Siemens and Schneider electrics, Balluff limit switches,
NSK bearings and REER light guards to restrict access to the working area when the machine is operational.
The Panel Folder is suitable for the processing of boxes, doors and other types of parts widely used in kitchen equipment, switch electric cabinet, HVAC, electronics, elevator and many other industries.
Different capacities are available to suit most common sheet sizes. The clamping force can be adjusted according to the size of the material to minimise surface indentation of the material. The 3-point press rod feeding allows for a smaller feeding size and processing of perforated plates.
Applied displayed the Yawei FBA-2016 Panel Folder at the recent Australian Manufacturing Week exhibition in Melbourne, where it was very well received. “We expected a lot of interest but the amount we received was quite remarkable. It confirms our belief that these Yawei Panel Folders are literally game changers in the Australian market,” Fisher said.
“Our number one priority is ensuring that our customers across the country get the machinery they need, with the support they expect. We view ongoing service, training and support as critical to ensuring our customers can extract maximum return from their machinery investment,” Fisher said.
“We’re here for the long term. With nearly 30 years’ experience and thousands of satisfied customers across the country we’re a true machinery partner,” Fisher added. appliedmachinery.com.au
AMT AUG/SEP 2023 103 FORMING & FABRICATION
G.James Extrusion
Third generation family business installs state-of-the art Okuma machining centres.


G.James Extrusions Co. Pty Ltd (Aluminium Products) is part of the G.James Group of Companies. This Group of Companies is a third-generation family business founded more than 105 years ago in Brisbane, Queensland. The Aluminium Products Division is a market leader in the field of aluminium extrusions and continues to expand with the group today employing more than 2000 personnel, of which 350 including six apprentices, operate within the aluminium extrusion plant.
As part of the company’s ongoing automation program, members of the G.James senior leadership team visited Italy to witness firsthand the latest Okuma machining centres producing a selection of highly specialised tooling. At the conclusion of the visit, both companies had gained a better understanding of each other’s needs and capabilities, surely strengthening the relationship going forward. Currently, G.James’ machining centre operates several state-of-theart Okuma machines including a variety of Okuma 5-axis and 3-axis Vertical Machining Centres, Vertical Turning Lathe and Fastems FMS system. Operating 24/7, these Okuma machines produce quality extrusion dies with minimal manpower.
“The accuracy of the 5-axis Okuma machines enables us to provide premium quality dies with consistent shape accuracy resulting in precision extrusions for our customers,” said G.James Aluminium Products General Manager, Gary Parkes. “We have established a really strong relationship with Okuma over this period and they have assisted us greatly with all aspects including robotics for other parts of G James. To ensure the success of a single site fully integrated automatic extrusion operation, our investment in the highest quality die making facilities was essential,” he said.
“To complement the move to the 5-axis machining centres, our tool shop and CAD/CAM design facilities have been developed for high precision, internal production and our investments in this hightech equipment provide our people with great confidence and a positive work environment with all team members committed to the success,” commented Gary Parkes.
G.James Aluminium Products markets specialised aluminium extrusions to the building industry, transport, and many other markets throughout Australia.

From their Brisbane base, G.James Aluminium Products operates two state-of-the-art extrusion presses - a 10-inch commissioned in 2020 and an 8-inch commissioned in 2022. Combined, these presses are capable of a total output of 2,000 tonnes per month. The plants employ a direct extrusion process where a heated aluminium billet is forced through a series (or stack) of specially milled plates to form the desired extrusion. In addition, there are two Paint Line Operations including an Anodizing Plant and downstream machining processes.
The G.James Aluminium Products Division services other divisions within the G.James Group where their extrusions are converted into windows and doors, high-rise facades, outdoor furniture, and scaffolding products. Interestingly, this is in addition to their Australiawide, external customer base.
G.James Aluminium Products has an extensive catalogue of readily available dies for extruding with standard geometrics including angles, channels, hollows, and solids along with ‘I’ beam and ‘T’ & ‘Z’ shaped sections. The business also undertakes the fabrication of roof racks, mounting brackets, and machinery components, plus a range of street and park products which extends to bin enclosures, seating platforms, tables, and park & bus shelters.
“For Okuma Australia the close working relationship with G.James Aluminium Products has been a very satisfying and rewarding one as we witness first-hand the achievements and quality output of this outstanding family company which continues to expand and grow its market more than 100 years on,” said John Baker, Branch Manager - Okuma Queensland.
A key supplier to the transport industry, G.James Aluminium Products offer a full-service package from the supply of extrusions through to machined componentry including bull bars, roof racks, trays, and the framework for heavy tippers and trailers.
G.James Aluminium Products is committed to its customer base with the supply of quality Australian-produced extrusions through a program of ongoing people development and investment in the latest plant and equipment.
okumaaustralia.com.au
gjames.com/aluminium-products
AMT AUG/SEP 2023 104 FORMING & FABRICATION
Are you currently using forecasting tools to maximise your business operations?
Changes in the economy are impacting the way businesses operate. Have you got a robust forecasting tool to assist you in measuring the impact of possible business decisions, finance applications and business growth?

Three way forecasting looks at the many sides of your business factoring in the effect on overall profit while allowing management to closely track cash flow implications.
Contact
williambuck.com

Liability limited by a scheme approved under Professional Standards Legislation More than just advisors
us for your complimentary consultation and to find out whether you could benefit from implementing forecasts in your business.
Boss utes
Boss Aluminium upgrades laser cutting quoting to save time and boost business growth.
Boss Aluminium designs and fabricates premium aluminium ute trays, canopies, toolboxes, and accessories. Owner David Whitehead said that after experiencing strong growth during Covid, he researched ways to make his facility more efficient, productive, and responsive to customer delivery times.
A premium aluminium fabrication specialist serving the caravan, camping, overland, touring and fleet markets, Boss Aluminium has upgraded to an automated laser cutting quoting software as part of a series of upgrades to its Melbourne facility.
“I started by installing automated laser and bending machines, including a Salvagnini P4 HPT self-loading panel bending machine that loads the next panel in under a minute, a Bystronic robot bending machine, an LVD hydraulic brake press with easyform and real-time laser measuring, and a Durma laser cutting machine. I was happy with the way the fabrication workshop was shaping up, but I was spending far too long quoting new jobs,” said Whitehead. “I’m the sort of person that’s meticulous with detail, and I need to make sure everything is totally accurate, and double or triple checked before going to a customer. This atti-tude is appreciated by customers, but it was creating a huge time-consuming task for me,” he said.
When Whitehead received large orders with thousands of parts, it could sometimes take a full day to accurately quote for the job, which would likely involve laser cutting, bending, powder coating, folding, and other secondary processes. For simpler and smaller jobs, he developed formulas and cross-referenced them, but quotes were still taking around two hours.
Boss Aluminium specialises in premium quality, durable, Australian-made aluminium parts, and supplies individual enthusiasts through to fleet owners and commercial and defence industries

Quoting like a boss
“I started researching automated quoting software, to see if I could automate this process, like I had done for other parts of my business. I also talked to close colleagues in the industry, and they recommended ToolBox, by Tempus Tools, which I had come across too,” said Whitehead.
ToolBox, by Tempus Tools, is an automatic laser cutting quoting software developed by laser cutting industry experts with decades of practical hands-on experience run-ning and working in job shops around the world. It’s a rules-based Software as a
Ser-vice (Saas) platform that can be set up with information on material price, cutting time, labour, and other relevant information, to generate quotes quickly and accurately.
“Naturally each job is different, so they will all take different times to quote, but for basic quotes that were taking me around two hours, I can do them in under five minutes, in-cluding my own double-checking,” said Whitehead.
“When using spreadsheets, I used to second-guess myself, but with ToolBox, I know it’s totally accurate every time. And it saves parts data in Part Library, so that it can pre-fill repeat jobs and save even more time.”
Tempus Tools Director, Felipe Lechuga, says that it’s rewarding to see such a focused and driven business owner choose ToolBox. “David Whitehead has opted for elite equipment, and he is constantly optimising his production. ToolBox clearly aligns with this optimisation, and it has given him the best solution for his laser cutting quoting.”
Environmentally conscious secondary processes
In addition to laser cutting, Boss Aluminium also uses ToolBox, by Tempus Tools, to quote secondary processes such as powder coating, and folding.
“We provide full treatment aluminium, and we have an in-house powder-coating capa-
bility, which is totally chrome-free. Chromebased powder coating is carcinogenic and can have negative impacts on the environment, so we’ve developed better alternatives that also improve adhesions, and provide greater durability and protection,” explains Whitehead.
“Being able to add these secondary processes into ToolBox to generate a fast quote is very helpful for me. The service has also been outstanding, and highly responsive, if I’ve ever had any questions.”
The future is modular
When Boss Aluminium first established, more than 20 years ago, they were doing a large number of customised, one-off jobs. But as the business grew, David saw the need to standardise his core product offerings.
“I made the decision to standardise, but keep things fully modular, to provide custom-ers with the best range of options. By doing this it means our research and develop-ment remains useful beyond each individual job. And we still have the capacity to fur-ther customise jobs when requested,” said Whitehead.
“Business has continued to be strong, and with the time I’m saving by using ToolBox for all my laser cutting quotes, I can reinvest in the business, win more work, and grow even further,” he concluded.
tempustools.com
AMT AUG/SEP 2023 106 FORMING & FABRICATION
A new spin on turning
Hear from the engineer behind Sandvik Coromant’s new Y-axis turning.

The famous quote “genius is 1% inspiration and 99% perspiration” is often credited to inventor Thomas Edison. Actually, many claim we should be thanking author Kate Sanborn for the wise words. Regardless of their author, the sentiment resonates with many inventors — innovation is rarely a lightbulb moment. Per-Anders Stjernstedt, Senior Engineer at metal cutting expert Sandvik Coromant, understands all-toowell that innovation is a labour of love. In this article, he explains the latest innovation in turning from Sandvik Coromant.
Like any inventor, Sandvik Coromant began with a challenge to solve. How can tooling overcome delays, reduce downtime and support faster production?
Software company Senseye’s True Cost Of Downtime 2022 report reveals unplanned downtime costs manufacturers at least 50% more today than it did in the period 2019 to 2020. The same report states that unplanned downtime will cost Fortune Global 500 industrial companies almost A$2Tn in 2023, equating to 11% of their revenues. To reduce time wasted changing tools, improve process stability and improve tool wear, manufacturers needed the ability to machine several features with a single tool. And here lies the raison d’être for Y-axis turning. Let’s examine how it works.
Turning angles
First, it’s helpful to think about entering angles. Choosing the correct angle between the cutting edge and the feed direction is vital for a successful turning operation, as it influences chip formation, direction of cutting forces and cutting edge length in cut. An angle that’s higher than what’s required results in a weak cutting edge. One that’s too small might cause the tool to rub at high feed rates, ultimately leading to breakages.
In 2017, Sandvik Coromant developed PrimeTurning™, a turning concept that enables ‘all-directional turning’ for greater machining flexibility. Based on the tool entering the component at the chuck and removing material as it travels towards the end of the component, PrimeTurning™ allows for the application of a small entering angle, higher lead angle, and the possibility of machining with higher cutting parameters. Alone, PrimeTurning™ is an innovative feat for turning. But as well as the productivity gains made through chip control, the team also wanted to help manufacturers machine more complex and innovative shapes. PrimeTurning™ acted as one of several building blocks that led to the development of Y-axis turning.
Entering at the Y
So how does Y-axis turning work? As the name implies, the new method makes use of the Y-axis, and all three axes are used simultaneously when machining. The tool rotates around its own centre, the insert is placed for machining in the Y-Z plane and the milling spindle axis interpolates during turning. This way, intricate shapes can be machined with a single tool.
Y-axis turning offers numerous benefits. The possibility to machine several features with only one tool reduces cycle time. The fact that no tool changes are required also minimises the risk of ‘blend points’, or irregularities between adjacent machined surfaces. Main cutting forces are directed into the machine spindle, improving stability and reducing the risk for vibrations. To improve surface finish, wiper inserts are designed with a wiper edge that is situated where the straight edge meets the corner radius.
The method also helps keep chip thickness at a constant, whether turning with a constant cut depth or turning contours in the workpiece. Because the width of chips doesn’t change, risk of chip jamming is significantly decreased. Not only does this allow for more reliable machining operations, but knowing turning can take place without any mishaps could allow
manufacturers to step away from their machines and have them run without supervision.
Crafting the future
Developing Y-axis turning was a labour of love. “When the team began, we had an idea that the market had never seen before. It took time to prove that our ambitions could be realised but, after a lot of internal testing, we’ve already seen a 51% reduction in cycle times using Y-axis turning over competing methods,” Stjernstedt revealed. To complement Y-axis turning, Sandvik Coromant has also developed a new CoroTurn® Prime variant suitable for shafts, flanges and components with undercuts and the CoroPlex® YT twin-tool, which is best used at an entering angle of between 60 to 90° for more productive machining. Reflecting on his career, Stjernstedt said: “My advice for anyone with a big idea — just begin. If you’ve spotted a challenge without a solution, you’re already halfway there. I’m lucky Sandvik Coromant gives me the freedom to experiment and learn as I work. Being an engineer doesn’t only require the technical knowledge to develop new products. You have to be a creative thinker, a problem solver and unafraid to challenge the status quo.”
sandvik.coromant.com
AMT AUG/SEP 2023 107 FORMING & FABRICATION
Drones at Sea
An American unmanned surface vehicles maker is setting up shop in the hometown of its Aussie founder. Our Perth writer Drew Turney goes down to the water.
Unmanned vehicles are in something of a renaissance. UAVs have been patrolling the skies of militarily sensitive regions for more than a decade, and regulatory frameworks – to say nothing of the technology – are being hashed out between governments and manufacturers of autonomous road vehicles as we speak, including in Australia.
Self-driving fleets of transport and public services vehicles have been mooted in the name of safety and efficiency, and unmanned mining and agriculture vehicles are already in use. One area we don't hear much about however is in unmanned sailing. After an estimated 11 billion tons of goods were shipped by sea in 2021 alone, it's an area you'd think was ripe for development, especially as the ocean is still so little understood when it comes to its influence on global climates and ecosystems.
Saildrone is aiming to change that. The Alameda, California-based company builds, designs and operates uncrewed/unmanned surface vehicles (USVs) for a range of applications in scientific and commercial activities, sailing into the farthest reaches of the sea for up to a year at a time on nothing but wind and solar power, helping us build a more complete picture of the hydrosphere than ever.
And now, in one sense, Saildrone is returning home. The company recently announced a presence to serve the Asia Pacific region, based in CEO and founder Richard Jenkins' home town of Perth. Jenkins, a mechanical engineer, began his career somewhere quite different from autonomous oceangoing vehicles, spending ten years trying to design and build the optimum wind-powered vehicle to break the land speed record, which he did in the Nevada deserts in 2009.
Then, with a revolutionary wind-powered wing technology under his belt, Jenkins moved to San Francisco to set about applying his patented technology to uncrewed vehicles, helping them reach some of the most remote points on the surface of the Earth's oceans.
Once Saildrone arrives in Australia it'll be partnering with local shipbuilder Austal. Founded in 1988 in Perth, Austal is a global success story. The ship builder and defence contractor designs,
builds and supports ships for defence and commercial markets like navy, ferries and supply craft for offshore resources and power facilities.
Austal builds ships in Mobile, Alabama, the Perth suburb of Henderson and Balamban, Philippines. Because of an existing relationship with Austal's US operations, Jenkins says extending the union down under makes perfect sense.
“Austal is the perfect partner because of their experience in advanced manufacturing in aluminium as well as their ability to scale production fast,” says Jenkins of the partnership. “There are almost no other shipyards that can manage the expertise and scale we need. Their experience in larger uncrewed ships gives us a wealth of expertise and lessons that can be utilised in the production of Saildrone Surveyors.”
Like it does do currently, Saildrone will design the vehicles and build the electro-mechanical systems while Austal will build the aluminium vehicle hull, assemble, launch and commission the final products. Hulls will be built in both Mobile and Henderson. The fibreglass composite wings are currently built by Saildrone in the US, but later this year when the agreement with Austal ramps up, they'll be built in Perth as well.
Beyond boats
But with three USV models in service for users around the world, perhaps the most interesting thing about Saildrone is that it doesn't consider itself to be a boat builder per se. Saildrone's customers don't necessarily need USVs themselves. They need information, and Jenkins calls Saildrone first and foremost a data company.
That means the high fidelity collection, handling, use and provision of information collected by sensors aboard the Saildrone fleet is just as crucial – maybe more so – to its service offering.
“Quality across the data chain of custody is fundamental to our business,” Jenkins says. “The uncrewed vehicle is the truck to get sensors into the ocean, but the data the sensors provide is the product we sell to customers. Data accuracy, integrity, and security are our highest priorities.”

AMT AUG/SEP 2023 108 COMPANY FOCUS
And so far, that product is remarkably solid. When it comes to just one measure – climate data – the science community has expressed particular confidence in the quality of Saildrone’s data when compared to traditional measurements tools like ships and buoys, with over 40 peer reviewed publications using it.

So as the above seems to confirm, a thorough understanding of how customers are going to use Saildrone’s USVs is a particular value add. Common metocean (meteorology and oceanography) studies usually call for raw data around air and water temperatures, wind speed and direction, tides and surges, etc.
But in bathymetry – the study of the ocean depths and floor, data is delivered both raw and processed, and maritime security customers usually receive a processed intelligence feed that’s ready to interrogate using common security reporting systems. But gathering the highest quality data is impossible without the highest quality sensor platforms, and Saildrone’s three different types of USV are the eye-catching lynchpins of their products, each designed with primary mission styles in mind.
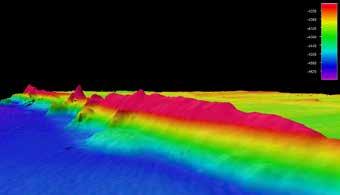
The Explorer, at seven metres long, is most commonly used for metocean data gathering, collecting information around wind speed and direction, air, sea, and surface temperature, barometric pressure, salinity, chlorophyll, dissolved oxygen, wave height and period, fish biomass, ocean currents, air/sea carbon exchange and much more. The Voyager, at ten metres long, is best suited to coastal mapping up to 900 metres down and security monitoring. But most of the action in the partnership with Austal will be around the 20m long Surveyor. Capable of advanced intelligence, surveillance, and reconnaissance sensory mapping (ISR), it will be the flagship in many maritime security programs.
The Surveyor can also take readings of up to 15m above the water's surface, which reveals more about the behaviour of the water and air than just readings taken at the surface, and is equipped for ocean floor mapping down to 11 kilometres, as far down as the ocean goes at its deepest point on Earth.

Jenkins says each vehicle carries a suite of sensors appropriate to the most common missions each USV will carry out – a feature set the company has perfected and refined over years of operation. But there are always unique requests, so rather than be all things to all
people, a Saildrone has what Jenkins calls a 'flexible architecture' that can add new sensors and devices if the use case warrants it.
Bringing the sea to life
But a bigger concern facing Saildrone and Austal than hardware is the market they’ll face when they start operating in Australia. Jenkins calls the Indo-Pacific region ‘globally critical’ for USVs, saying says there’s a growing demand he’s here to support.
“We have very significant customer requirements here,” he says, “and it's those requirements that are driving the need to manufacture locally rather than transport from America.”
So in the hands of a company like Saildrone, might autonomous seagoing craft be as ubiquitous – or at least as widely talked about – as drones in the military or the coming driverless car revolution? The autonomous ship market was around $9.4bn in 2020 and by one measure it's expected to reach a little over $17.6bn in 2028. Last financial year alone it grew at a compounded annual rate of 7.1%, and proofs of concept are going on all over the world. January 2022 saw a Japanese car ferry become the first large USV to navigate itself at sea, travelling 240km between two ports.
Militaries are certainly committing to research. As far back as 2017 the US Navy was developed The Orca, a 16m long USV designed to run under its own steam for several months and have a range of around 10,000km.
And late last year the Australian Institute of Marine Science said it intended to reduce diving expeditions to monitor the health of the Great Barrier Reef, instead deploying both remote controlled and autonomous boats for patrols instead, minimising direct human influence. They're all the kinds of areas Saildrone describes itself as being at the forefront of.
But surviving in the open ocean for long periods of time is really hard, as Jenkins points out. “That’s probably why maritime autonomy is trailing aerial unmanned systems. But we’ve made some very significant investments over the last ten years and solved the majority of the challenges inherent in uncrewed vehicles at sea. Saildrone USVs (or vehicles) have sailed nearly one million nautical miles and spent 25,000 days in the open ocean."
Big numbers, but if Saildrone's plans go well, the company will go much further in the future...
saildrone.com
AMT AUG/SEP 2023 109
Circular economy in the manufacturing industry
As we continue to grapple with the challenges that stem from climate change, pollution and resource depletion, industries recognise the urgent need to transition to a more sustainable economic model. Campbell Faulkner is a Director in Business Advisory at William Buck.

One such model that has gained significant traction in recent years is the circular economy. More manufacturing companies are discussing the circular economy and how to create supply chains that focus on reuse, recycle and reposed materials.
What is a circular economy?
Australia operates largely on a linear economy model, where goods are produced, used and disposed of. In contrast, a circular economy is a closed loop system in which design, production and consumption are all based on sustainability; waste is minimised and resources are preserved. Within a closed loop production line, energy consumption is kept to a minimum and products are designed to have an infinite life. At the end of their useful life, the products are reused, recycled or repurposed. The key difference is that a linear economy focuses on profitability, irrespective of the product life cycle and environmental cost, whereas a circular economy targets sustainability.
Three primary principles associated with a transition to a circular economy.
1. Design out waste and pollution
2. Keep products and materials in use
3. Regenerate natural systems
Designing out waste and pollution
Products should be designed to be durable, repairable and capable of being disassembled and recycled when necessary. Materials should be sourced responsibly and products should be designed to minimise waste and reduce energy use during their production. This requires manufacturers to rethink their traditional linear production models (which tend to focus on fast-paced, disposable products) and shift towards more circular patterns of production. An example of this is redesigning the packaging of a product to have reusable or biodegradable materials. Another example is reducing the reliance on single use products such as water bottles and coffee cups and designing products that are easily transportable and reusable. Single use products are a significant contributor to waste in a linear economy.
Keep products and materials in use
The second principle of a circular economy is to circulate products and materials within the economy for as long as possible. Products should be designed for multiple lifetimes and products and materials should be reused, repaired, recycled and remanufactured. To achieve this, manufacturers can adopt a variety of practices, such as repairing and refurbishing products, providing rental models or implementing take-back schemes to collect used products and packaging and reuse or recycle them. One example of this is the Tyre Stewardship Australia (TSA). the purpose of the TSA is to deliver sustainable outcomes for the end-of-life tyre. The TSA funds different projects and assists with the research and development to create new ways tyres can be recycled.
Regenerate natural systems
A circular economy aims to do good for the overall environment. Manufacturers should aim to reduce their impact on the environment by using renewable energy sources, recover energy directly from the manufacturing process or by incinerating waste. This principle promotes the responsible use of available resources including water and land.
Benefits of a circular economy

For manufacturers, adopting a circular economy approach can yield several significant benefits, not only in terms of sustainability but also from a business perspective. A circular economy approach to manufacturing ensures that resources are used efficiently, waste is minimised and the need for disposal is reduced. This can save on disposal costs and increase productivity and profitability.
Reduced reliance on raw materials
We have seen the impacts of supply and demand and inflation on the resourcing of raw materials in the current market. Repurposing waste eliminates the costs of sourcing raw materials and increases the efficiency of production lines. Manufacturers can repurpose waste material in a new product market by selling off their waste materials. Manufacturers need to understand the waste generated at each stage of the manufacturing process and determine if there is a need or use for that waste in other markets.
Premium product pricing
Products that are designed to be durable and long lasting have strong rationale for premium pricing. This is due to the consumer needing fewer purchases over time. We know that many consumers are willing to pay a premium for a sustainable product and expect this trend to increase.
Improved brand reputation
Adopting a circular economy approach can improve a manufacturer’s brand reputation by demonstrating a commitment to sustainability and environmental responsibility. This can be particularly attractive to consumers and potential employees and can differentiate a company from its competitors in the marketplace.
New innovations lead to new opportunities
New technologies and systems are required to make a circular economy work. Manufacturers that invest in such developments and innovate in this space can benefit greatly from increased demand for these products and services. Through technology innovation, new industries can be created.
By adopting a circular economy approach, manufacturers can build a more sustainable, profitable, and resilient economic future. Product stewardship schemes support this circular economy approach and the environmentally sound management of products and materials. William Buck advises several product stewardship schemes on transitioning to a circular economy and sourcing funding including through State and Federal Government grants.
Campbell Faulkner is a Director in Business Advisory at William Buck. William Buck is a leading firm of accountants and advisors. Ph: 03 9824 8555 williambuck.com
AMT AUG/SEP 2023 110 FORUM ECONOMICS
Perfecting your interests
Why registration under the PPSR is important for manufacturers. Seamus Ryan, Special Counsel, and Sascha Kenny, Associate at Rigby Cooke Lawyers sort it out.


The Personal Property Security Act 2009 (PPSA), which came into effect in 2010, created a uniform regime for parties to register security interests. It replaced over seventy pieces of individual legislation around Australia and aimed to give certainty with respect to the priority of security interests where a grantor enters external administration.
Whether it actually simplified anything remains a topic of rich debate. The cornerstone of the reform was the establishment of the Personal Property Security Register (PPSR); essentially, a public noticeboard of security interests in personal property for the world at large.

Risks for unregistered parties under the PPSA
Under the PPSA, if you have a security interest in personal property, it generally must be registered on the PPSR to be enforceable.
A security interest is an interest in personal property that secures an obligation. Security interests can also arise under certain leases of personal property which continue for two years or more, as well as bailment arrangements. With the exception of buildings and land, the types of property include just about anything eg. vehicles, furniture, jewellery, equipment, specialised machinery, IP etc.
A recent working example which we have been involved in Company A manufactures equipment. It provided proprietary moulds to Company B, who was engaged as a contract manufacturer to make certain parts for Company A using the moulds.
Legally, this agreement between the companies is a ‘bailment’; Company A is bailing the moulds to Company B for the purpose of manufacturing the product on the understanding that the moulds will be returned to Company A. There is no transfer of ownership.
However, if the bailment is considered a ‘PPS Lease’ under the PPSA, Company B will be considered to have granted a security interest in the moulds to Company A. Company A will be required to register that security interest on the PPSA. Company B then encounters financial hardship and voluntary administrators are appointed. Company A hasn’t registered any security interest in the moulds on the PPSR. The external administrators take the view that the bailment of the moulds was the subject of a registerable security interest which should have been registered. Under section 267 of the PPSA, the unregistered security interest held by Company A will ‘vest’ in Company B, meaning Company A loses its rights to the moulds and moulds become available to the administrators of Company B to satisfy creditor claims.
Company A then has to negotiate with the administrators for the return of its own property, an outcome which is not guaranteed.
Defences
In our experience, it is becoming increasingly common for a company to make a claim to goods it owns that are in the possession of another company, only for the second company’s external administrators to assert that there was a security interest in the goods that should have been registered.
That will not necessarily be the end of the matter. In the case of a bailment or other PPS lease, there are exceptions which might apply. While a bailment is a security interest, it does not, for the purposes of the PPSA, include a bailment by a bailor ‘who is not regularly engaged in the business of bailing goods’ or a bailment where there was no consideration for the bailment.
In Boreline Pty Ltd v Romteck Australia Pty Ltd [2] [2023] WADC 33, Boreline (the owner of the goods the subject of a bailment said to constitute a PPS lease) argued that, under section 13 of the PPSA, their bailment of goods to the bailee did not constitute a PPS lease because Boreline was “not regularly engaged in the business of bailing goods.”
The WA Court considered whether Boreline was:
• in the business of bailing the goods, and whether the bailment was a normal proper component of Boreline’s business, and not merely incidental to it; and
• regularly engaged in the business of bailing the equipment.
On balance, the Court was not satisfied that Boreline was engaged in the business of bailing goods, finding that the goods were supplied in support of a project to develop orientation probes and camera equipment. This was of a different character to anything that could constitute the ‘general business of bailing’. That being the case, there was no registrable security interest and the goods remained Boreline’s property.
However, the case highlights the risks for companies engaged in the bailment of their own goods as part of their business – particularly in 2023, where the twin pressures of inflation and rising interest rates are resulting in high numbers of business collapses and insolvencies throughout the country.
Registering your security interest on the PPSR
There are two steps a party with goods that are the subject of a bailment might consider.
One is to leave things as they are and argue that the goods are not the subject of a registerable security interest (as in the Boreline case above). Alternatively, a party can register the bailment on the PPSR. Provided registration is done properly, this will protect the party against a claim to the goods by an external administrator. Ensure you have a binding contract in place with the bailee confirming your ownership rights and interest.
On balance, our view is that the better approach is generally to register the security interest where possible that a bailment may be registrable on the PPSR. The costs to register are minimal and this will put you in a much stronger position to have goods returned to you where the bailee enters insolvency.
How can we assist?
Our experienced Corporate & Commercial and Reconstruction & Insolvency teams can assist with PPSR registrations and negotiations with insolvency practitioners to recover your goods.
For more information, please contact Seamus Ryan, Special Counsel, on (03) 9321 7907 or Sascha Kenny, Associate, on (03) 9321 7803 rigbycooke.com.au
FORUM LAW AMT AUG/SEP 2023 111
AMTIL Strategy Day
As we start a new financial year, the AMTIL Board recently held it’s annual Strategy Day and reviewed it’s vision, mission and key strategies that provide value to our members. I felt
members and readership.
AMTIL’s vision is to represent manufacturing technology suppliers and users and promote advancement in technology that enables our manufacturers to be globally competitive and thrive.
AMTIL’s mission is ensuring advanced manufacturers have access to the latest manufacturing technology through promotion, networking, collaboration and advocacy.
The Strategic Plan identifies nine Strategies that will enable us to provide the outlined value proposition to our members. These strategies will build our service offering, maximise retention and ensure long-term sustainability. Each Strategy contains Activity Plans that clarifies Objectives, Key Activities, Timelines and Drivers. Operational Plans for each Strategy are developed separately. Strategies are:
1 Grow AMW (Australian Manufacturing Week) and increase Member Benefits. We will identify potential growth in exhibition areas, conference activity and affiliated events. We will also look to increase the visitor numbers, particularly interstate, and reduce costs to AMTIL and our exhibitors.
2 Maintain the integrity of our Publications and increase Member Benefits. We will scope the feasibility of additional supplements, unique value-added products, advertorial content, and potential new areas of advertising support. We will also look to utilise resources in other profit-generating activities and look to reduce costs of production where possible.
3 Increase Member Engagement through Calendar of Events/Activities. We will undertake regular feedback from our members to ensure we develop an event calendar which will engage 75% of our members.
4 Increase Member Benefit through third party alliances and industry support. We will identify key high level industry supporters, Corporate Partners and alliances that will add to the value proposition for our members.
5 Develop a Major Activity in a non AMW year. We will conduct due diligence on activities such as Government funded projects, Technology Roadshow, standalone events, conferences/seminars, and international activity.
6 Grow Government Relationships. We will develop stronger relationships with Government and associated departments to improve the AMTIL brand and increase funding for AMTIL activities and our members. We will also increase our attention to industry issues, improve our advocacy and provide a stronger voice to Government.
7 Development of Digital AMTIL. We will identify revenue opportunities through web activity, e-marketing, social media, and other digital media. We will also increase website traffic, undertake statistical analysis, and develop a digital marketing plan.
8 Grow Membership. We will develop our service offering to improve our retention levels and increase new membership. We will also conduct regular feedback sessions and develop better communication methods.
9 Good Governance. We will have good governance processes and strong leadership and management in place. We will also focus attention on accountability, financial sustainability, infrastructure, and risk management.
I trust our members continue to see good value for money for their subscription and encourage anybody that feels there is an area of work missing to please feel free to contact me direct at sinfanti@amtil.com.au
Regards,

112 AMTIL INSIDE AMT AUG/SEP 2023
Shane Infanti, CEO AMTIL
it was appropriate to share them with our
Perfect match
Speed-dating recruitment a game changer for manufacturers.

Imagine this. On one hand, you have a bunch of manufacturers who are screaming for tradespeople. On the other hand, you have job seekers who are hungry for work.
How do you get them together? Simple. Upskill the job seekers, then put them in a room with the employers in a speed-dating style recruitment scenario and let the magic happen. In 2022, AMTIL and several Melbourne-based employers began exploring opportunities to recruit particular skills into their businesses.
And just like that an idea was born to run the ‘Skill up and Placement Program’. For the pilot, employers were specifically needing CNC machine operators.
Unemployed individuals from Workforce Australia (formerly Jobactive) did a four-week training program in how to operate a CNC machine through Chisholm Institute, then visited prospective manufacturers to learn more about the companies that might employ them. “For these people, there were a lot of doubt in their mind,” says AMTIL Corporate Services Manager Greg Chalker. “They’d been through this many times before. People had promised them lots of things and often times very little nothing ever came of it. “I told them there was employment at the end of this, you just need to get through the program.” The job seekers were given background information about the companies, then it was time for the big day. Over the course of 2.5 hours, participants had a chance to be interviewed by six to eight employers. Each party had 15 minutes to pitch each other. It meant there was no time for
nerves on the part of the job seekers.
The employers could knock over six to eight quick interviews and narrow down the pool to one to two candidates to follow up with. For TRJ Engineering Group, the speed-dating style of recruitment was a game changer. Managing director David Murphy says because employers are often time poor, they need more efficient ways of employing people.
“If I can get into a room where there are 15 people who already want to do the work and all I have to do is pick which ones I want to work for me, I see it being an absolute no brainer,” says David. “This is the easiest way to employ people ever. It’s a cracker tool. You’re getting the right people in the right room with the right results.”
Out of the pilot, three quarters of the cohort that completed the training were employed. AMTIL has since refined the program and is seeking Commonwealth Government funding to take it national. Chalker says there are literally hundreds of employers on his books desperate for tradespeople. It’s just a matter of bridging the gap between them and the job seekers.
“They can’t get tradespeople because they can’t get apprentices,” he says. “They can’t get apprentices because we’ve done a bad job of promoting careers in this space to school leavers. This program was put in place to try to overcome that. It’s a start. It’s a different way of getting an apprentice.”
Greg says there’s no change without change.
HEADING AMT AUG/SEP 2023 113 AMTIL INSIDE
amtil.com.au AMTIL gratefully acknowledges the support of its Corporate Partners. AMTIL’s corporate partners offer a selection of products and services that will benefit our members in their business. For any enquiries about our Corporate Partnerships, and how they can benefit you, contact Anne Samuelsson on 03 9800 3666 or email asamuelsson@amtil.com.au Our Partners. Our Members. Your Benefits.
1382V4AMTIL
Take control of your entire business, from supply chain to sales, with Sage X3.


Vernier’s STEM project

AMTIL’s Education Forum is a good first start to build on!.

With nearly 16,000 visitors, AMTIL’s Australian Manufacturing Week was a great success in reinforcing how important manufacturing is to the economy. But the apprentice and skill shortages still remain the biggest challenge for the industry.
It was great to see the number of high school students attending the exhibition. Their badge ‘Future Employee’ may be premature though. The Exhibition can get their attention but the industry needs to capture their ‘hearts and minds’.
One small organisation attempting to do this is the Vernier Foundation, who were invited by AMTIL to run an Education Forum at the show. The Foundation is a selffunded charity and the philanthropic arm of the long established Vernier Society. Their purpose is to promote STEM in schools and build pathways into careers in engineering and manufacturing. The Education Forum was built around a competition introducing students to the complexities of innovative manufacturing and featured the Forum’s sponsors and in particular its major sponsor, OKUMA Australia.
The event was in two parts. The students first heard from three young inspirational engineers about their engineering careers and how they were influencing the future. Avishka Wickamarachchi, currently doing a PhD at Monash and working with the medical teams on developing improved artificial hearts. Dr Morley Muse, co-founder of iSTEM Co., a research and talent sourcing business to encourage women into STEM, and George Juliff co-founder and COO of Ai-Nc a company developing machining software. The students were then asked to explain in one sentence how they wanted to influence the future. The second involved understanding all the manufacturing operations involved in making a part being machined on the OKUMA stand. Having studied the machining process, the students then visited Dimac Tooling to understand the Lang fixturing; how to measure the part at Renishaw Oceania, the tooling needed at Sutton’s and finally at ASA Pty Ltd., to understand automation using robots. The competition was then for the students’ post show to produce 700 word essay explaining the whole process sequence.
The competition prizes attracted significant entries and the standards were so high that it was hard for the Vernier judges to select the winners of the four top prizes. As Dean McCarroll MD of OKUMA said, “To say some of the entrants were as young as 12, the standard was quite impressive!” In
the end, the judges awarded the first prize to a young student from Dandenong High School.
AMTIL’s willingness to encourage schools to attend the exhibition and to introduce the Education Forum were great initiatives and something to build on at the next show. STEM teachers say while schools can provide some education in Technology and Engineering, the students can really benefit from exposure to the ‘real world of manufacturing’. The Vernier Foundation wants to alleviate this weakness by expanding its schools ‘Factory Visit’ program and to provide more industry expertise directly to the schools in the form of educators and mentors. There are some challenges though. The schools already face a packed curriculum, particularly in year 11 and 12 but this can be alleviated with forward planning. The challenge for the Foundation is that it is only a volunteer organisation and only funded by its member companies. It is now looking to increase the number of participating schools, expand its membership base and gain more volunteers.
The Foundation concludes there are no short term answers to the skill shortages despite the government’s rhetoric. It has been a decade in the making and will take ten years to solve, so attracting the current high school students is so important to the industry. Alternative career opportunities for students are significant and so the manufacturing industry must step up to attract these young people. To achieve this there must be a more collective commitment amongst all involved in the industry and AMTIL and organisations like the Vernier Foundation are ideally placed to lead this commitment.
Education Forum Details
The Foundation currently sponsors two schools – Dandenong High School, which is one of the largest secondary units in Victoria with a high immigrant and refugee student populations. After six years of development, they now run an Advanced Engineering Academy for their STEM students. The second school is St Margaret’s Girls School Berwick who are a private school just starting on the STEM journey by setting up an after-school STEM club.
The Vernier Foundation sponsoring companies were; major sponsor OKUMA Australia, Thermashield, Dimac Tooling, Amiga Engineering, Renishaw Oceania, Selectronic and ASA Pty Ltd. vernier.org.au
AMT AUG/SEP 2023 114 AMTIL INSIDE www.southwell.com.au | Freecall 1800 244 787
REAP THE BENEFITS OF AMTIL MEMBERSHIP Contact us to learn more www.amtil.com.au
New Members
AMTIL would like to welcome the following companies who have signed up as new members of our association.
ADVANCED ROBOTIC ENGINEERING

10 Venture Way PAKENHAM, VIC 3810 advancedrobotics.com.au
BONFIGLIOLI TRANSMISSION (AUST)
2 Cox Place
GLENDENNING, NSW 2761 bonfiglioli.com
COMPLETE WELDING HIRE & SALES

20 Tarnard Drive BRAESIDE, VIC 3195 completewelding.com.au
COOPER IP PTY LTD

Level 1, 181 Bay Street BRIGHTON, VIC 3186 cooperip.com
PPC MOULDING SERVICES PTY LTD

25 Miowera Road VILLAWOOD, NSW 2163 mouldingservices.com.au
MONASH SMART MANUFACTURING HUB

23 College Walk
CLAYTON, VIC 3800 monash.edu/smart-manufacturing-hub
ROCKWELL AUTOMATION



841 Mountain Hwy BAYSWATER, VIC 3153 rockwellautomation.com
RSM

Level 21, 55 Collins Street MELBOURNE, VIC 3000 rsm.com.au
PIES SKY HIGH!
SAGE BUSINESS SOLUTIONS



Suite 703, 100 Walker Street NORTH SYDNEY, NSW 2060 sage.com
SAME WATERJET
48 Justin Street SMITHFIELD, NSW 2164 samewaterjet.com.au
SPECIALIST MACHINERY SALES

26 Islington Court DUDLEY PARK, SA 5008 smsales.com.au
We're getting to the pointy end of the regular season and the Pies are beginning to put some space between the rest of the competition. Port, Brisbane and the Demons will battle as to who will make up the top four. Geelong is making their march to September action with a number of teams all scrambling for the bottom three spots in the top eight. Saints, Dogs and Crows are spluttering, Bombers should be safe with Carlton, Richmond and GWS all genuine chances on sneaking in – who's going to blink first? And Sydney?… surely not. Poor ol' Stuart Dew got the chop and of course the Saints fell to the dreaded curse and got touched up losing to new Sun's coach Steven King on debut – the tongues are wagging as to where Hardwick will land for season 2024 – plenty to play out before season's end. Till next time… Sanchez

ROUND 18
SUGARCRM

7/100 Walker Street NORTH SYDNEY, NSW 2060 sugarcrm.com
ROBOTIC AUTOMATION
14/4 Avenue of the Americas
NEWINGTON, NSW 2127 ragroup.com.au
SUMMERS ENGINEERING
Suite 2, 13-15 Ethel Avenue BROOKVALE, NSW 2110 summersengineering.com.au
AMT AUG/SEP 2023 115 AMTIL INSIDE
1 Shane Infanti 115 (504) 2 blsmithy 111 (499) 3 M. Bontempelli 110 (438) 4 Pmart9 110 (507) 5 Porsche Man 110 (547) 6 D-Ricks23 110 (561) 7 SondogsV2 110 (612) 8 Mottdiggitydog 109 (412) 9 Tungaloy Australia 109 (472) 10 CraBee1 108 (398)
Due to the ongoing Coronavirus pandemic, many industry events world-wide have been postponed, rescheduled or cancelled. Readers are advised to check with all event organisers for the latest information. For the latest international travel advice, please visit health. gov.au/health-topics/novel-coronavirus-2019-ncov – For more events, please visit amtil.com.au/events
INTERNATIONAL
VME
VIETNAM, HANOI
9-11 August 2023 vme-expo.com
LASER TAIWAN
TAIWAN, TAIPEI CITY
23-26 August 2023 chanchao.com.tw/laserexpo
FABTECH CHICAGO
USA, CHICAGO
11-14 September 2023 www.fabtechexpo.com/
SCHWEISSEN & SCHNEIDEN ESSEN
GERMANY, RHINE-WESTPHALIA
11-15 Sept 2023
schweissen-schneiden.com/joining-cuttingsurfacing/
EMO
GERMANY, HANNOVER
18-23 September 2023 emo-hannover.de
WORLD AVIATION FESTIVAL LISBON, PORTUGAL
27-28 September 2023 terrapinn.com/conference/aviation-festival/
CMTS
CANADA, TORONTO
25-28 September 2023 cmts.ca
MEDICAL FAIR BRAZIL BRAZIL, SAO PAULO
26-28 September 2023 medicalfairbrasil.com.br
METALEX VIETNAM, HO CHI MINH
4-6 October 2023 metalexvietnam.com
METAVAK
NETHERLANDS, GORINCHEM
10-12 October 2023 metavak.nl
3D PRINT CONGRESS & EXHIBITION FRANCE, PARIS
11-12 October 2023
3dprint-exhibition-paris.com
AI EXPO
JAPAN, TOKYO
25-27 October 2023
nextech-week.jp/hub/en-gb/exhibit/ai.html
CAMX USA, ATLANTA
30 October-3 November 2023 thecamx.org
WESTEC USA, California
7-9 November 2023 westeconline.com
MACTECH
EGYPT, CAIRO
9-12 November 2023 mactech-eg.com
PLAST IMAGEN
MEXICO, MEXICO CITY
12-18 November 2023 plastimagen.com.mx
METAL MADRID
SPAIN, MADRID
15-16 November 2023 advancedmanufacturingmadrid.com
METALEX
THAILAND, BANGKOK
22-25 November 2023 metalex.co.th
MANUFACTURING INDONESIA INDONESIA, JAKARTA
6-9 December 2023 manufacturingindonesia.com
SEMICON, JAPAN JAPAN, TOKYO
13-15 December 2023 semiconjapan.org
STEELFAB UAE, SHARJAH
8-11 January 2024 steelfabme.com
EUROGUSS
GERMANY, NURNBERG
16-18 January 2024 euroguss.de/en
IMTEX FORMING
INDIA, BANGALORE
18-23 January 2024 imtex.in
SEMICON KOREA
KOREA, SEOUL
31 January-2 February 2024 semiconkorea.org
ATX WEST USA, ANAHEIM
6-8 February 2024 imengineeringwest.com
SIMODEC
FRANCE, LA ROCHE-SUR-FORON
4-8 March 2024 salon-simodec.com
ASIAMOLD CHINA, GUANGZHOU
4-6 March 2024
asiamold-china.cn.messefrankfurt.com
ALL ABOUT AUTOMATION
GERMANY, FRIEDRICHSHAFEN
5-6 March 2024 allaboutautomation.de
KONEPAJA
FINLAND, TAMPERE
19-21 March 2024 konepajamessut.fi
CCMT MACHINE TOOL FAIR
CHINA, PUDONG
8-12 April 2024
ccmtshow.com
MACH UK, BIRMINGHAM
15-19 April 2024 machexhibition.com
SIMTOS
KOREA, GOYANG
22-26 April 2024 simtos.org
NPE USA, FLORIDA
6-10 May 2024 npe.org
3D PRINT CONGRESS & EXHIBITION FRANCE, CHASSIEU

4-6 June 2024
3dprint-exhibition-lyon.com
INTERTOOL
AUSTRIA, VIENNA
4-7 June 2024 intertool.at
MMMM
INDIA, NEW DELHI 29-31 August 2024 mmmm-expo.com
AMB
GERMANY, STUTTGART
10-14 September 2024 messe-stuttgart.de
BI-MU
ITALY, MILAN
9-12 October 2024 bimu.it
AMT AUG/SEP 2023 116 INDUSTRY CALENDAR
AIMEX
SYDNEY SHOWGROUNDS, NSW
5-7 SEPTEMBER 2023
The Asia-Pacific's International Mining Exhibition (AIMEX) is the key event on the mining calendar. It is an internationally renowned platform which showcases the latest mining technology, equipment and services, offering a unique opportunity for leading suppliers and buyers to conduct face-to-face business, learn about the latest trends and network in an interactive forum. www.aimex.com.au
INTERNATIONAL MINING & RESOURCES CONFERENCE (IMARC)

ICC, SYDNEY NSW
31 OCTOBER- 2 NOVEMBER 2023
Influential people in the mining industry coming together, delivering ideas, inspiration. Ground-breaking technology, world-class content, showcaseing of all the elements that make the mining industry great. imarcglobal.com
WA MINING
PERTH EXHIBITION CENTRE, WA
11-12 OCTOBER 2023
WA mining’s exhibition showcasing the latest technical and digital innovations across the mining value chain. Leading industry suppliers who are advancing the mining industry in Western Australia. waminingexpo.com.au
WASTE EXPO AUSTRALIA

MCEC, MELBOURNE VIC
25-26 OCTOBER 2023
Waste Expo Australia is the country's largest gathering of waste management and resource recovery professionals, which brings together leading solution providers in the waste management, recycling, resource recovery and sustainability sectors. wasteexpoaustralia.com.au
MAINTAIN MOMENTUM AND EMERGE STRONGER IN 2023.
AUSTRALIAN FOUNDRY INSTITUTE
57TH NATIONAL CONFERENCE 2023
MARRIOTT HOTEL, MELBOURNE VIC
26-28 OCTOBER
Interesting and industry specific array of speakers aimed at motivating and educating our members from shop floor foundry operators, managers and business owners and suppliers to the metal casting industry. australianfoundryinstitute.com.au/ conferences/57th-annual-nationalconference/
AUSBIOTECH

BRISBANE, QLD
1-3 NOVEMBER 2023
Biotechnology Industry Forum in Australia. AusBiotech is dedicated to the development, growth and prosperity of the Australian Biotechnology Industry. ausbiotech.org
AUSRAIL
ICC, SYDNEY NSW
13–16 NOVEMBER 2023
AusRAIL Plus has always been a highlight on the rail industry calendar and 2023 is set to be bigger than ever as we welcome rail leaders from Australia, New Zealand and the world to discuss the achievements, opportunities and emerging trends in the industry. ausrail.com
WA MAJOR PROJECTS CONFERENCE PERTH CONVENTION & EXHIBITION CENTRE, WA
28-29 NOVEMBER 2023
Largest and major projects & infrastructure conference attracting over 250 delegates each year. Topics covered – Transport, housing, health, education, energy & water. expotradeglobal.com/events/ wamajorprojects
YOUR INDUSTRY. YOUR MAGAZINE.
HEADING AMT AUG/SEP 2023 117 INDUSTRY CALENDAR LOCAL MINING & RESOURCES TRANSPORT & LOGISTICS STATE SPOTLIGHT: QUEENSLAND ADDITIVE QUALITY & INSPECTION SOFTWARE WELDING CUTTING TOOLS FORMING & FAB INDUSTRY 4.0 OCT/NOV 2023 AUG/SEP 2023 RMIT and VAXXAS MEDICAL Industry 4.0 State Spotlight: Victoria 1745 AugSep23 Cover.indd 19/7/2023 pm Utilising the very latest global technologies,energy-saving our range of compressors and system components cut the cost of compressed air power for all industry. MEDICAL • INDUSTRY 4.0 • STATE SPOTLIGHT: VICTORIA AUG/SEP 2023
There has never been a more important time to ensure you are well marketed to industry and ready when opportunities open up. Reach out to 31,500 targeted readers and 63% decision-makers.
I would be delighted to have a non-obligatory chat on how we can help.
Nicholas Raftopoulos: 0431 753 381
AUSTRALIA’S NO. 1 ADVANCED MANUFACTURING MAGAZINE Advertiser Index Air Liquide 21 Air Powered Services 41 Applied Machinery 9 Aurarum 65 Bilby 3D 39 Business Hub 79 Commonwealth Bank OBC Complete Machine Tools 15 Donaldson 23 ECI Solutions 57 Hare & Forbes 4,5 HG Farley Laserlab Aust 13 Hi-Tech Metrology 87 IM Group 73 IMTS 11,77 Jim's Machines and Accessories 67 J-Tech Lasers 75 Kaeser Compressors 51 Kaishan Adv OFC Kuebler 103 LAPP Australia 114 Laser Machines 61 M Gamer Pty Ltd 55 MTI Qualos 97 Okuma 7 Rigby Cooke 101 Rockwell Automation 95 Sage Business Solutions 114 Southwell Lifts & Hoists 114 William Buck 105 ECI Solutions Insert WMSSoft Insert
THE RELUCTANT GIANT
Harry Phillips, the then regional director of GM thought the idea was ‘silly’.
It's ironic, when you consider the vast profits GMH now make each year out of the Holden car, to realise that the General Motors Corporation did not want to manufacture in Australia. They were so used to big-volume production in America, with millions of cars rolling off assembly lines, that they really thought it was silly for anyone to suggest that they should make complete cars in such a small market as this. They not only thought it; they said so, too. Not long after my talk with Chifley, Harry Phillips, the then regional director for GM, came out to Australia. I spoke to him of my ambition to see complete cars made here. Phillips made an impatient gesture and said, “Larry, you’re talking silly. In a country of this size you won’t have the volume. What you're considering is simply uneconomic. It can’t be done.” He was still holding forth in my office at Fishermen’s Bend on the impossibility of the scheme when dear old John Sonnerdale, of Sonnerdale's Gears, came into the room. Phillips asked Sonnerdale his opinion. I'll never forget the old man's reply.
“When I was a young lad on a sailing-ship,” he said, “we called in at New York during a summer in the 1880s. There was a great rumpus about building a new bridge over the Hudson. Some said they ought to buy the bridge in England or in Europe, bring it over in pieces and erect it. Others thought it should be made in America of American steel. Someone, I think he was in the Government, said, “If we have it made in America of American steel we’ll have both the bridge and the dollars. The same thing applies to an Australian car. We want cars, lots of them and more and more in the years to come and maybe we won’t be able to afford to import them. Well, we might make mistakes, and it might be uneconomic, but if we make them in our own back yard, we’ll get the kind of car we want and we’ll have the cars and the pounds. Mr. Phillips, I think an Australian car is inevitable.”

In spite of Phillips’s cool response, and the realisation that the rest of the GM hierarchy in New York would be equally cold to the idea, I organised my team at Fishermen's Bend in the preparation of our “Case for an Australian Car”. That team did a terrific job. We produced a regular manifesto, with graphs, curves, and documents to support our argument. We got right down to basic essentials of the country's economy, charted the earnings of Australia by income-levels, the price of petrol and oil, national savings, the number of people who had savings, and the amount of those savings. We ferreted out figures showing the average mileage run by cars in Australia, and we worked out that 24/6 a week spent on motoring would give us a volume of 30,000 cars. In the 1940s, of course, prices were much lower than they were in the 1960s.
After the extensive letter was sent to New York, we studied the economics of the car itself. We set out the requirements of the ideal car to achieve this volume and for Australian conditions: its weight, horse-power, track, wheelbase, carrying capacity, range, and its price-between £485 and £520. (There was very little sales tax on cars then, Today it’s 25%) The price we arrived at would be with today’s inflation, plus sales tax, the equivalent of about £850 or £890 at present.
There it was on paper: the car the country could afford, the car the country must have. Now we had to convince General Motors that it should be made. I took our dossiers off to New York to present our case to the Executive PostWar Planning Committee of GM. Committees such as this one consist of the Vice-presidents of General Motors: engineering, finance, marketing, production. They’re highly democratic and their discussions are on a semi-formal
plane–everything put to them is talked about, argued over, decided on. A bit of internal GM politics comes into it, but not much. These well-constituted committees contribute greatly to GM’s efficiency and help to account for GM’s strength and enormous growth.
Ed Riley, general manager of GM Overseas Operations, came to the station with his wife to meet me, and whisked me straight off to their farm outside New York. The city was blistering in one of its worst heat-waves. The Rileys suggested that on the farm we’d be able to “alleviate the heat and have a talk”. On the drive to the farm I told Riley briefly of the thorough job we had done in designing an Australian car for Australian conditions. His reaction to my enthusiastic news was a shock to me. He seemed offhand, even uninterested. He said, “All right, Larry; if you think you’ve a case, put it up, but I don’t like your chances.” I didn’t argue with him. His tone and attitude showed he had something else on his mind, something which, to him, was more important at that moment than my ambitions for a car project in far-away Australia. I changed the subject, and waited, I knew I’d hear before long what was stewing in his head. Two days later, after I’d rested, relaxed and got my land legs again, Ed came to me with a “Let’s you and me have a chat, Larry.” And then he began a most determined campaign to sell me on the idea of coming to work in America. No wonder, I thought, he hadn't shown interest in the Australian car project: he had hopes that I’d forget about the car when he told me of the job he had in mind for me.
“Larry,” he said, “this is your really big chance. If you come over here with us, you’ll be one of the three senior men in General Motors Overseas Corporation.'”
"I listened to his proposition, and then told him I could not accept. I had no intention of leaving Australia. When he realised I would not change my mind, he dropped the subject. I was able to enjoy the last couple of days before going to New York to prepare, with Jack Horn, for the presentation of the submission. And what a presentation it was to be! No simple matter this, but a big buildup, in the Hollywood tradition. Americans love the “big sell”. They were going to get one. "
To be continued…

HISTORY AMT AUG/SEP 2023 118
PART 55
Big wheels & little wheels – the story of UK-born Australian Sir Laurence John Hartnett (1898 – 1986) Australia’s “Father of the Holden” and much more
This is an extract from ‘Big Wheels & Little Wheels’, by Sir Laurence Hartnett as told to John Veitch, 1964. © Deirdre Barnett.


YOU TALKIN’ TO ME? ENGAGE WITH YOUR AUDIENCE ~ That’s what good advertising does. ~ is the NUMBER 1 leading advanced manufacturing industry publication with a proven track record of targetting the right decision makers… and that’s because they read AMT. Improve your brand awareness, promote your products and services, engage your customers –together with a dynamic call to action is the start of a successful campaign… but you knew that already, right? To learn how you can get results and the most out of your investment, contact Nicholas email nic@amtil.com.au or call 0431 753 381. 1729AMTAD1 SCAN THE QR CODE TO LEARN MORE AMTIL.COM.AU


