Makale
ISLAK/AŞINDIRICI KUMLAMA UYGULAMALARI Islak aşındırıcı kumlama, hemen hemen her uygulama için kum püskürtme yerine kullanılabilir, ancak ıslak kumlamanın özellikle avantajlı olduğu bazı yüzeyler, koşullar ve ortamlar bulunmaktadır.
Diğer işçilerin yanında
Kuru kumlamadan kaynaklanan toz, yalnızca soluma sağlığına zararlı olmakla kalmaz, görünürlüğü de ciddi şekilde sınırlar. Kuru kumlama işlemlerinin normal işlemlerden tecrit edilmesi gerekmesine rağmen, ıslak kumlama makineleri asgari önlemler alınarak diğer işçilere yakın mesafede çalışabilir.
Endüstriyel ayarlar
Kuru kumlama, statik elektrikle yüklü kuru kıvılcımlar fırlatabilir ve bu da yanıcı gazlar varsa patlamaya neden olabilir. Islak kumlama, kıvılcımları tamamen ortadan kaldırmaz, ancak kıvılcım oluştuğunda bunlar soğuk kıvılcımlardır (statik elektrik içermeyen), bu da patlama potansiyelini en aza indirir.
Hassas yüzeyler
Islak kumlama makineleri, daha düşük PSI’da etkili bir şekilde çalışabilir ve kaplamaları yüzeye zarar vermeden sökebilir. Buharlı aşındırıcı kumlama, antika, kırılgan yüzeyleri ve yumuşak yüzeyleri (ahşap dahil) kumlamak için tercih edilen yöntemlerden biridir. Ek olarak, yağlayıcı suyun varlığı, metal yüzeyleri eğriltebilen sürtünme nedeniyle ısıyı düşürür.
Açık hava/kentsel ortamlar
Kuru kumlama, havadaki toz seviyelerini yasal sınırlar dahilinde tutmak için önemli miktarda muhafazaya/çadır kurulumuna ihtiyaç duyar. Açık havada ve kentsel ortamlarda, bu türden muhafazalar pratik veya uygun maliyetli değildir. Yapısında bulunan toz bastırma özelliğinden dolayı, buharlı aşındırıcı kumlama işlemleri asgari miktarda muhafaza gerektirir.
artmasıyla, buharlı aşındırıcı kumlama makineleri, yüzey hazırlama endüstrisinde yaygın bir şekilde benimsenmektedir. Bir buharlı aşındırıcı kumlama sistemini uygularken, mümkün olan en hızlı ve en tasarruflu şekilde en iyi yüzey hazırlama sonuçlarını elde etmek istersiniz. Bir buharlı aşındırıcı kumlama sisteminin verimliliğini belirleyen en önemli unsurlardan biri, basınçlı havadır. Basınçlı hava, aşındırıcı malzemenin yanında, bir aşındırıcı kumlama sistemindeki en önemli unsurlardan biridir. En iyi basınçlı aşındırıcı kumlama sonuçlarını garanti etmek için basınçlı hava ile ilgili bazı önemli hususları dikkate almalısınız.
Basınçlı hava temiz olmalıdır
Basınçlı hava yağ, nem veya diğer kirleticilerden arındırılmış olmalıdır. • Yağ, aşındırıcıyı ve dolayısıyla kumlanmış yüzeyleri kirletir. • Nem, ani pas oluşumunu ve aşındırıcı kabı tıkanmalarını artırır.
Hava beslemesi uygulamaya uyarlanmalıdır
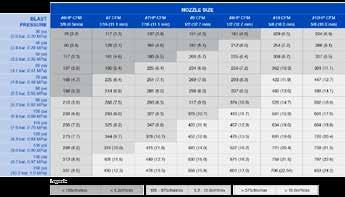
Aşındırıcının hızı, bir kumlama işleminin üretkenliğini ve verimliliğini belirler. Aşındırıcı hızı, aşağıda belirtilen unsurlardan etkilenen hava basıncı ve akış hızıyla doğrudan bağlantılıdır; • Kompresör özellikleri • Hortumlar ve bağlantı parçalarından basınç kaybı • Nozül aşınması Tam hava tüketimi, nozül boyutuna ve çalışma basıncına bağlıdır. Aşağıdaki tabloya bakın. Kompresör çıkışında istenen püskürtme basıncını elde etmek üzere hangi nozülün kullanılması gerektiğini belirlemek için aşağıdaki püskürtme basıncı ve hava akış bilgilerini kullanın.
Islak Kumlamanın Geçmişi
1950’de, silika tozunun solunmasıyla bağlantılı bir mesleki tehlike olan silikozis konusundaki endişeler nedeniyle Britanya’da kum püskürtme işlemleri yasaklandı. Kısa süre sonra Norman Ashworth, ilk buharlı aşındırıcı kumlama makinesini icat etti. 1966’da, birçok Avrupa ülkesi de bu duruma uyum sağladı ve kum püskürtme işlemlerini yasakladı. Bu durum, özellikle de, açıkça kum püskürtme makineleriyle rekabet etmek üzere tasarlanmış ilk taşınabilir ıslak kumlama makinesinin icat edildiği Almanya’da olmak üzere, yeni ıslak kumlama teknolojilerinin icat edilmesine yol açtı.
Kuzey Amerika’da Benimsenmesi
Islak kumlama makineleri 90’lı yıllarda Almanya’dan Kuzey Amerika’ya ve 2000’li yıllarda da Britanya’ya ithal edildi. 2009 yılında, yurt içinde üretilen ilk buharlı aşındırıcı kumlama makineleri olan Ecoquip ve GeoBlaster pazara girdi. Sırasıyla 2013 ve 2014 yıllarında Ecoquip ve GeoBlaster, sıvı işleme konusunda dünya lideri olan Graco Inc. tarafından satın alındı. Endüstri standartlarına uygun parçaların yerel olarak temin edilebilmesi ve teknolojik yeniliklerden dolayı verimliliğin 68 › AIR WORLD TÜRKİYE / EKİM-KASIM-ARALIK 2020
Hava sıkıştırma ile ilgili önemli tavsiyeler • • • • • •
Basınç düşüşünü olabildiğince azaltmak için, hava borularının olabildiğince kısa, doğrudan ve büyük çapta olması gereklidir. Türbülansı ve ekstra basınç düşüşünü önlemek için, tüm parçalar ve bağlantılar besleme hortumlarının iç çapıyla uyumlu olmalıdır. Hortumlar kare şeklinde kesilmeli ve içeriye tamamen yerleştirilmelidir. Sabitleme vidaları, hortumların iç astarını çukurlaştırmamalı veya delmemelidir. Kumlama hortumlarının iç çapı, nozül deliğinin boyutunun 3 ila 4 katı olmalıdır. Nozül aşınmaya başlar başlamaz verimlilik düşüşünü önlemek için, hava besleme sistemi, yeni nozülün gereken çalışma kumlama basıncını geliştirmek için ihtiyaç duyacağından en az %50 daha fazla hava akışı sağlayabilmelidir.