Produzione & Igiene
SPECIALE MACCHINE&IMPIANTI
I controlli non distruttivi sono sempre
utilizzati nelle linee produttive e di confezionamento di alimenti e bevande, perché in grado di fornire informazioni
stato di un prodotto senza intaccarlo
DIRITTO ALIMENTARE ETICHETTATURA
sistema Nutriscore
dell’agroalimentare
INSIGHT PROFESSIONE
sempre trainante
Il settore alimentare
l’economia
gravissima
pende sull’intero
BEST PRACTICE
PREVENZIONE RISCHIO
Gestione della Business Continuity


settore alimentare

LA
N°5 OTTOBRE 2022
Il
penalizza i prodotti tipici
italiano?
è da
per
italiana, ma ora una
crisi
comparto
nel
www.alimentinews.it BIMESTRALE –EDITORE QUINE Srl –20141 MILANO –VIA G. SPADOLINI, 7 ISSN 1721-5366
FABBRICA DEL FUTURO Automazione e innovazione di processo
più
sullo
nuovo
un sistema di rilevamento microbico rapido con un terreno di coltura selettivo per i microrganismi comunemente presenti negli alimenti, nei prodotti cosmetici e in altri prodotti e/o materie prime. Tutte le fiale sono pronte all'uso e permettono di sfruttare l’anidride carbonica prodotta come indicatore della crescita microbica.

Perchè utilizzarlo ?
Sistema Automatizzato (autoscanner con software) Rapidità di esecuzione (fiale pronte all’uso) Procedure di prova semplificate
Risultati in ore anziché in giorni Rilevamento in tempo reale Allarme rapido di campioni positivi Smaltimento sostenibile
Ecco a Voi Il
test - CertaBlue Perché aspettare ? per i settori: Lattiero caseario - Alimenti e bevande -Cosmesi - Acque - Pet food Alitest Srl Via C. Fosse, 7 46019 Viadana -MNTel. 0375.780789 r.a. mail: info@alitest.it www.alitest.it Professional Rapid Microbiology For Every Laboratoryè
Distributore esclusivo per l’Italia
Per qualsiasi informazione contattaci

Selezionabile individualmente: 256 colori Misura in corso Commutazione del sensore Malfunzionamento nel processo Diamo colore alla vostra applicazione! Pressostato compatto con indicazione a 360° della condizione d’intervento www.vega.com/vegabar 322,- € VEGABAR 39 Clamp 1" 15 cm Calibrazione con smartphone Sistema di adattatori igienici Design compatto
I valori e le potenzialità dell’industria italiana nello scenario internazionale
Il contesto che stiamo vivendo è com plicato e nuovo; il nostro pianeta da oltre un anno è in balia delle insta bilità dovute alla complessità geo politica, alla crisi pandemica, alla crisi economica e alla crisi ambientali. Per descrivere la situazione così inedita gli studiosi hanno coniato il termine “poli crisi”.
L’instabilità degli individui – e, a casca ta, della società e delle nazioni, fino a diventare di impatto globale – ha ri percussioni forti anche sull’industria alimentare, per il fatto che l’industria alimentare è alla base della nostra vita. Val la pena verificare quali siano i nostri punti di forza e quali quelli di debolez za. Secondo i dati Ismea le industrie alimentari sono 57.000. Esistono un milione e 200mila aziende agricole, che sono la fonte delle materie prime che alimentano le industrie alimentari. Sono 42mila le imprese della distribuzione, a
cui si aggiungono 110mila imprese di commercio al dettaglio tradizionale. A questi numeri si sommano le 280mila imprese della ristorazione. Una filiera molto articolata al cui interno possiamo classificare almeno tre tipologie di in dustrie alimentari.
1. Nocciolo duro: il 42% circa rappresen tato da aziende con un’ampia area pro duttiva, redditività solida, una liquidità che garantisce una presumibile note vole capacità di tenuta a crisi e shock. Sono queste le aziende che possono pensare di uscire facilmente da una po licrisi come quella che stiamo vivendo. 2. Il ventre molle: 21%, aziende che han no un alto livello di vulnerabilità e che sono a rischio in maniera più rilevante a causa delle difficoltà conseguenti alla crisi. Sono le aziende su cui – anche da un punto di vista governativo – emerge la necessità di porre una particolare at tenzione.
LORENZO MARIA ASPESI Presidente Consiglio Ordine Nazionale Tecnologi Alimentari
3. La terra di mezzo: 36% delle aziende, con qualche problema di liquidità che potrebbe farli cedere in caso di crisi. Per dare una rappresentazione dei pun ti di forza, che vanno chiaramente con trapposti ai punti di debolezza, in base alla nostra valutazione si individuano: prodotto, tipologia di azienda, savoirfaire, qualità delle materie prime, pro

La capacità produttiva è una delle caratteristiche che ci distingue
2 PROFESSIONE Produzione & Igiene Ottobre 2022
fessionalità. Come punti di debolezza possiamo citare: tradizionalismo, immo bilismo, sfiducia nel patrimonio cultura le, provincialismo e la rincorsa dei trend. Il prodotto è il valore portante, e la pre senza di marchi di qualità è sicuramen te rilevante, riconosciuta dal consuma tore italiano, con un grande peso anche all’estero: parliamo di 840 prodotti, che rappresentano il 16,6% del valore totale della produzione, con un valore per l’ex port molto elevato. Ed è questa la par te dell’industria italiana che garantisce una visione positiva verso il futuro della nostra economia.
L’altro punto di forza per l’economia delle aziende italiane è relativo alla ti pologia di azienda. A partire dal dopo guerra, i grandi capitani d’impresa sono quelli che hanno avuto la capacità di inseguire i sogni, e hanno unito le forze per competere con maggior resistenza.
Da un punto di vista industriale, siamo passati dal Global al GLocal, e ora in un nuovo cambiamento, il “New Glocal” che inverte gli addendi, prima il locale che diventa globale.
È su questo aspetto che bisognerà pun tare l’attenzione: la convenienza econo mica non è più sufficiente, si deve af fiancare anche la disponibilità a livello locale del prodotto. Via libera quindi al chilometro zero, alla filiera corta, ma so prattutto ai prodotti sostenibili.
Nel Global le grandi imprese straniere sono “venute a fare shopping”. Nel G Local abbiamo visto le grandi imprese italiane, che grazie ai capitani d’impresa, sono state capaci di sviluppare il loro business, di farsi vedere a livello internazionale, di diventare loro stesse delle multinazio nali. Nel New Glocal vediamo aziende ti picamente italiane, ancora gestite dalle famiglie, diventare grandi realtà.
In questa analisi dei punti di forza, non possiamo prescindere da quello che ab biamo definito savoir-faire. Quando ci si confronta a livello internazionale, la ca
pacità produttiva – intesa anche come capacità produttiva per prodotti inno vativi e messa a disposizione di nuo ve tecnologie in tempi rapidi e con una forte flessibilità – è una delle caratte ristiche che distingue la capacità della nostra industria alimentare. La capacità di cogliere le nuove tecnologie, di imple mentarle immediatamente, di cercare di dare immediatamente corpo a quelle idee di prodotti innovativi che di volta in volta nascono sul mercato. Sicuramente un altro aspetto da consi derare è la gestione delle materie pri me. L’industria italiana ha la capacità di gestire materie prime sempre nuove, alternative quando in caso ci sia la ne cessità, grazia alla rapidità di reazione ai cambiamenti: ricordiamo quando il consumatore ha rifiutato l’olio di palma, ricordiamo i periodi quando alcune ma terie prime vengono a scarseggiare. L’ultimo punto su cui vorrei porre l’atten

zione è quello della professionalità. Il ruolo del Tecnologo Alimentare all’inter no del panorama dell’industria alimen tare italiana è estremamente importan te. I Tecnologi sono la spina dorsale di questa industria alimentare: si occupa no di formulazioni, materie prime, R&D, quality assurance, energia, sostenibilità delle nuove tecnologie e seguono e vi vono in prima persona l’evoluzione del settore, verso il futuro. Nel complesso contesto che parte dalla policrisi che abbiamo raccontato, il Tecnologo Ali mentare può essere un grande aiuto.
Tra i 17 obiettivi dello sviluppo soste nibile individuati dall’ONU sono la bel lezza di 8 gli obiettivi su cui il tecnologo alimentare può, con la sua professione, portare un contributo significativo.
È necessario resistere alla Policrisi an che se il contesto non ci è totalmente avverso, perché appariamo ben prepa rati e confidiamo in tempi migliori.
Il consumatore riconosce il valore di un marchio di qualità
3Ottobre 2022 Produzione & Igiene
PROFESSIONE
valori

potenzialità
scenario
marcia giusta
Artorige
sempre quella
INGRANDIMENTI
DAL MONDO
TECNOLOGIA APPLICATA
della Redazione
ALIMENTIPIÙ 2022
l’agroalimentare guarda al futuro
Gaggia
BEST PRACTICE
non riesci a essere preparato, preparati a fallire
Paolo Bersighelli
APPUNTI DI TECNOLOGIA
fermolievitazione, una consolidata frontiera
settore della panificazione
Salemi
DIRITTO ALIMENTARE

sistema
Chiara
potenzialità di mercato
della pizzeria

MANAGEMENT
alkekengi,
packaging efficaci e sostenibili
Alberto Fuenmayor
Verde… speranza! 10 Benedetta Bottari NEWS
a cura della Redazione 13 Produzione & Igiene IN QUESTO NUMERO...
I
e le
dell’industria italiana nello
internazionale Lorenzo Maria Aspesi 2 INSIGHT La
è
in avanti 8 Massimo
Giubilesi
Ricerca scientifica internazionale 16 a cura
AlimentiPiù,
20 Diletta
Se
48
La
nel
e
52 Francesco
PACKAGING 72 Le
degli
grazie a
60 Carlos
PEST
72 Lepidotteri “in confusione sessuale” 64 a cura della Redazione
72 Il
Nutriscore: questo sconosciuto 56 Avv.
Marinuzzi 56 64 SOLUZIONI PEST 68 PRODOTTI E SOLUZIONI 70 CONTROVENTO Ricerca RANA? Grazie no! 72 Vincenzo Bozzetti 52 4 Produzione & Igiene Ottobre 2022
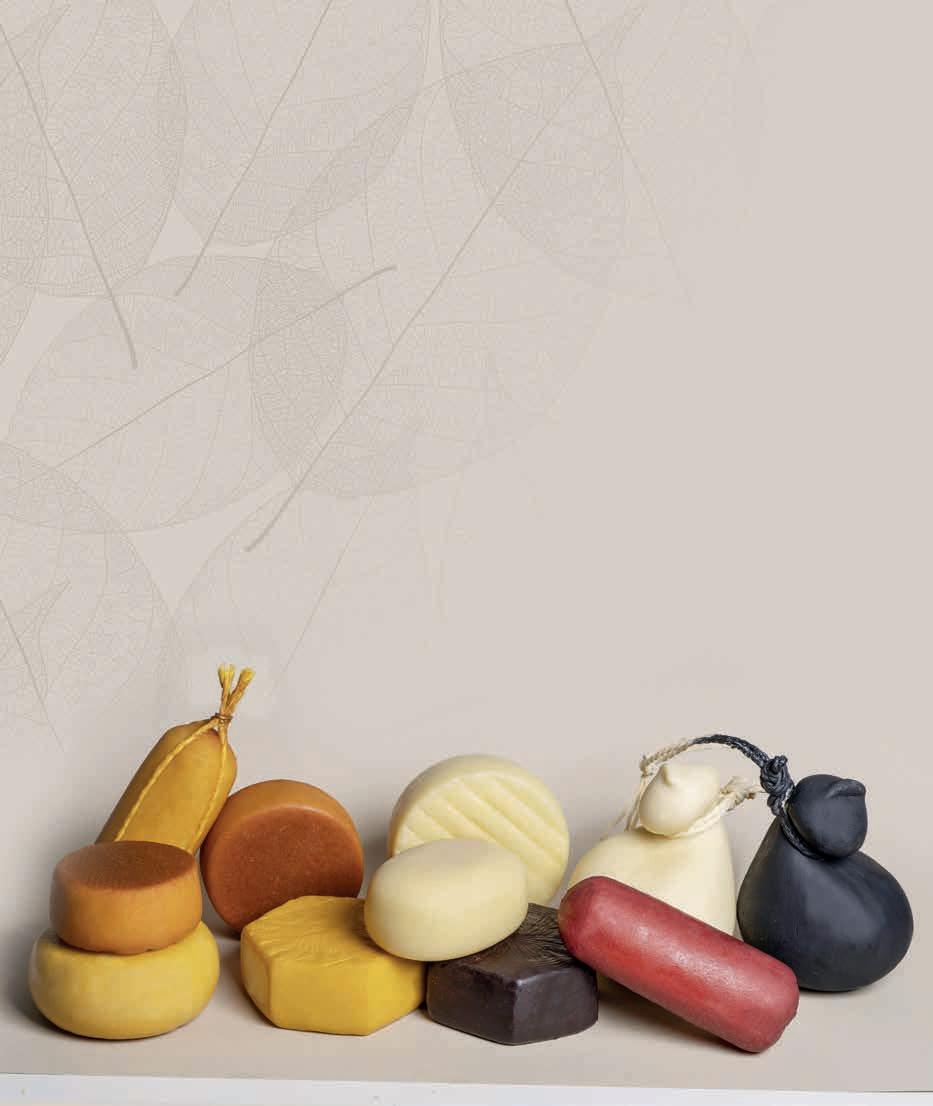
Una buona protezione a custodia della Qualità
CIP, è in grado di formulare rivestimenti protettivi utilizzando ingredienti ecosostenibili di derivazione vegetale che sono sia rinnovabili che compostabili.
CIP è da sempre impegnata nel continuo studio dei materiali per cercare di ridurre l’impatto ambientale, ricercando soluzioni ecologiche e migliorare la sicurezza alimentare, ed offrire prodotti di qualità al tempo stesso sostenibili.
CIP srl
Nella nostra ampia gamma proponiamo una nuova tipologia, Parafluid Natural, formulato per ridurre la quantità di plastica e proteggere la qualità del formaggio oltre a conferire un aspetto naturale molto gradevole.
Tra i nuovi prodotti abbiamo EDICOAT FOOD, un coating completamente edibile e naturale, costituito da materie prime appositamente selezionate derivanti da fonti vegetali, aromi che conferiscono un profumo e anche un colore alla superficie dell’alimento trattato, esenti da sostanze OGM e allergeni. Preparati con diverse viscosità per soddisfare le varie esigenze di applicazione.
Via S.Bernardo, 25 26100 Cremona T. +39 0372 454247 0372 454183 cip@cip-antimuffe.it www.cip-antimuffe.it

CIP per il sociale

Un impegno verso la sostenibilità TECNOLOGIE APPLICATE PER TRATTAMENTI IN SUPERFICIE DI ALIMENTI NoOGM e
allergeni
materie prime
naturali
menoplasticacompletamenteedibile
FOOD SAFETY
INCHIESTA
MERCATI&TRENDS
Direttore Responsabile Giorgio Albonetti
Direttore Scientifico
Massimo Artorige Giubilesi
Comitato tecnico scientifico Giancarlo Belluzzi, Vincenzo Bozzetti, Francesco Fiorente, Gaetano Forte, Luciano Negri, Erasmo Neviani, Serena Pironi, Daniele Roseghini
Coordinamento editoriale
Chiara Scelsi c.scelsi@lswr.it Cel. 3490099322
Redazione
Diletta Gaggia d.gaggia@lswr.it redazione.food@quine.it
50Produzione
Antonio Iovene a.iovene@lswr.it Cel. 3491811231
MACCHINE&IMPIANTI
Pubblicità dircom.quine@lswr.it
Traffico
Ornella Foletti ornella.foletti@quine.it Cel. 3427968897
ABBONAMENTI www.quine.it abbonamenti.quine@lswr.it Tel. 02 864105 www.alimentinews.it
Costo copia singola: € 2,80
Abbonamento annuale Italia: € 40
Stampa
Aziende Grafiche Printing Srl Peschiera Borromeo (MI)



Quine Srl
Produzione & Igiene Alimenti - Bimestrale
Rivista ufficiale del Consiglio dell’Ordine Nazionale dei Tecnologi Alimentari
Tutti gli articoli pubblicati su Produzione & Igiene Alimenti sono redatti sotto la responsabilità degli Autori. La pubblica zione o la ristampa degli articoli deve essere autorizzata per iscritto dall’Editore. Ai sensi dell’art. 13 del Regolamento Europeo per la Protezione dei Dati Personali 679/2016 di seguito GDPR, i dati di tutti i lettori saranno trattati sia ma nualmente, sia con strumenti informatici e saranno utilizzati per l’invio di questa e di altre pubblicazioni e di materiale informativo e promozionale. Le modalità di trattamento saranno conformi a quanto previsto dal GDPR. I dati potranno essere comunicati a soggetti con i quali Quine Srl intrattiene rapporti contrattuali necessari per l’invio delle copie della rivista. Il titolare del trattamento dei dati è Quine Srl, Via Spadolini 7 - 20141, Milano, al quale il lettore si potrà rivolge re per chiedere l’aggiornamento, l’integrazione, la cancellazione e ogni altra operazione di cui all’art. 7 D.Lgs. 196/03.
INSERZIONISTI
Autorizzazione del Tribunale di Milano n. 510 del 29-10-1983 Iscrizione al ROC n. 23531 dal 6 Maggio 2013
ALITEST II Copertina BIOAGRO pag. 55 BRENTA RENT pag. 45 CIBUSTEC FORUM III Copertina CIP pag. 5 CSB-SYSTEM pag. 13 EBARA IV Copertina GEA pag. 67 GEORGE FISCHER pag. 33 GREEN POINT pag. 15 KAIROSAFE pag. 11 NEWPHARM pag. 69 STI pag. 46-47 TENSO FLOOR pag. 7 VEGA pag. 1 ZIEHL-ABEGG pag. 39
Crisi energetica e carenza di materie prime: come sta il settore? 34 Diletta Gaggia
Controlli non invasivi 24 Martina Halker
Innovazione tecnologica: la fabbrica del futuro 28 Francesca De Vecchi
Novità e soluzioni dalle Aziende 40 a cura della Redazione SPECIALE MACCHINE&IMPIANTI Testata Associata32 34 6 Produzione & Igiene Ottobre 2022





b
La marcia giusta è sempre quella in avanti
Nonsto per svelarvi alcun grande segreto redazionale, dicendo vi che gli articoli per le riviste, a maggior ragione per quelle come la nostra che è bimestrale, si pre parano in anticipo rispetto al momento in cui vengono sfogliate dai lettori. Quindi oggi, mentre scrivo queste poche righe, è un sabato piovoso di fine settem bre e la pioggia che sbatte sulle finestre non mi sembra così fastidiosa, perché porta freschezza e sollievo dopo le lun ghe torride giornate di questa estate che ricorderemo come la più bollente degli ultimi anni.
Sarà a causa del tempo che lascia poco spazio alla voglia di uscire oppure perché semplicemente è fine settimana, Milano mi pare avvolta da un insolito silenzio, al meno nel mio quartiere è tutto tranquillo. È il giorno del silenzio elettorale e quin di accendendo la TV si scopre un piacere perché mancano gli incessanti talk show e gli appelli dei vari politici, di cui since ramente eravamo stanchi. Comunque, spengo velocemente, toccan do il bottone rosso del telecomando, ve dendo scorrere qualche immagine della sfarzosa cerimonia per l’ultimo saluto del la Regina Elisabetta – già, è finita un’era. Mi emergo quindi volentieri (in santa pace) e indisturbato a rivedere e siste mare gli appunti che mi sono preso du rante i tre giorni appena passati da Ali mentiPiù – Primo Convegno nazionale digitale di Scienza e Tecnologia Alimen tare – che mi ha visto coinvolto nell’orga nizzazione, ma anche come moderatore
di alcune sessioni di questo evento che è stato accolto con grande interesse dai colleghi e dagli addetti dei lavori.
Oltre 50 esperti impegnati in dodici ses sioni, suddivise in tre giorni per analiz zare le novità del settore e i trend tec nologici del mondo della produzione alimentare, del confezionamento e della transizione digitale ed ecologica, ana lizzando il sistema dei controlli ufficiali, anche per l’e-commerce e il delivery, con una panoramica sulle normative inter nazionali con cui si deve confrontare l’ex port italiano.
Il settore alimentare in tutte le sue sfac cettature e livelli di filiera (import-export, produzione, distribuzione, ristorazione), sino all’industria dell’ospitalità, sono da sempre trainanti per l’economia italiana e la gravissima crisi che pende sull’intero comparto merita e necessità una seria


riflessione.
Durante le sessioni del Convegno, grazie alla partecipazione di autorevoli rappre sentanti delle Istituzioni e Università e dei colleghi con lunghissima esperienza, abbiamo analizzato i trend tecnologici del mondo della produzione alimentare,
MASSIMO ARTORIGE GIUBILESI Presidente Ordine dei Tecnologi Alimentari Lombardia e Liguria
Il Tecnologo Alimentare si contraddistingue per lungimiranza, creatività e competenza nel risolvere le problematiche, saprà trovare la forza, la volontà e la giusta strada per uscire dalla crisi
8 Produzione & Igiene Ottobre 2022 INSIGHT
del confezionamento e della transizione digitale ed ecologica.
Tutte sfide ambiziose, anche e soprattut to per la nostra categoria professionale di Tecnologi Alimentari, che in questo momento storico si trova a dover gestire una materia già in sé complessa e multi disciplinare, aggravata da una moltepli cità di nuove problematiche, certamente mai affrontate sinora.
La crisi di approvvigionamento, le pro blematiche ambientali, la speculazione energetica, la carenza di personale spe
La Federazione Italiana Pubblici Esercizi e la Federazione Italiana Cuochi eviden ziano l’imminente pericolo di chiusura per almeno il 10% delle imprese della ristorazione e in particolare di quelle più giovani e meno patrimonializzate.
Ma i segni di sofferenza e l’aggravarsi dei sintomi della crisi in essere, stanno trasci nando il settore del food (e le filiere di sup porto) in condizioni forse peggiori rispetto anche ai tempi dell’emergenza sanitaria.
Le blande politiche di sostegno attua li sembra si basino sul principio della
Mi auguro e spero, che qualunque sia il colore politico delle persone che si pren deranno questa enorme responsabilità, la loro vincita si trasformi in un successo per tutti.
Ovviamente nessuno avrà la bacchetta magica, nè tanto meno la situazione che stiamo attraversando è un pessimo reality show televisivo dal quale possiamo uscir ne cambiando canale: dovremo impegnar ci tutti, facendo la parte che ci spetta. Certamente il nostro Paese ha bisogno di una svolta, ovvero di iniettare competen
Il settore alimentare è da sempre trainante per l’economia italiana
cializzato, la guerra, la siccità, le alluvioni, sono tutti fenomeni fortemente intercon nessi in un mondo globale che impattano sulle economie locali spianando la strada dell’inflazione e della recessione, i cui ef fetti sono in divenire con la loro turbolenza.
Parlare quindi di novità, innovazioni e sviluppo diventa estremamente difficile in una situazione che vede l’economia reale messa in ginocchio e costretta a impegnare quasi tutte le risorse a dispo sizione per mantenere a galla la propria esistenza, compromessa per lo più dalla crisi energetica.
Le prime a dare segno di debolezza sono le microimprese e le PMI di carattere fami liare-padronale, che in Italia rappresenta no la maggioranza del tessuto economico, in particolare quelle che operano in settori energivori come i prodotti da forno, le con serve, il lattiero-caseario, ma non solo. Sembra che il grido di aiuto di interven ti tempestivi e concreti lanciato da tutte le Associazioni di Categoria e dai Centri Studi rimanga inascoltato dalle Istituzio ni e dal Governo.
“vigile attesa” di prossimo cambio della congiuntura politico-economica, la fine della guerra o l’andamento dei mercati fi nanziari, contribuiscono solo ad aumen tare l’incertezza.
Se nel settore agro-alimentare le impre se a monte della filiera riescono a scari care gli extra-costi sugli altri anelli della catena, la ristorazione e l’ospitalità non possono farlo con facilità perché i con sumatori non sono imprese e sulle loro spalle rimarrà il peso più grave. Con amarezza e preoccupazione gli im prenditori affermano che purtroppo fin ché l’incertezza permane, le aziende sa ranno costrette a licenziare il personale, a ridurre le attività o, nel peggiore dei casi, a chiudere.
Quando leggerete questo articolo, si curamente non ci sarà la giornata di apparente calma di “silenzio elettorale”, probabilmente si starà componendo il nuovo governo italiano che dovrà affron tare e guidarci verso l’uscita della crisi che secondo gli esperti è la più grande sfida dell’ultimo ventennio.
ze ed esperienze direttive veramente di eccellenza, capaci di gestire l’emergenza di oggi, ma soprattutto lungimiranti nel pianificare azioni strutturali di mediolungo periodo di domani.
E se oggi sembra introvabile il tasto giu sto da toccare per riaccendere l’econo mia, dobbiamo ben guardarci a non pre mere sul bottone che manda indietro, che frena l’introduzione delle novità, che preclude la strada delle innovazioni e che ci faccia ritornare su scenari già visti.
Ricordiamoci, la marcia giusta è quella in avanti, quella della visione e della pro spettiva, che guarda con ottimismo il futu ro e ne trova i punti forti e le opportunità. Immaginare scenari bui o sprofondare nei pessimismi non fa parte dell’indole della nostra professione che da sempre si è contraddistinta con lungimiranza, creatività e competenza nel risolvere le problematiche, pertanto sono sicu ro che anche questa volta troveremo la forza, la volontà e la giusta strada per uscirne.
9Ottobre 2022 Produzione & Igiene
Verde... speranza!
Edifici che respirano e coltivano proteine. Un sogno?
Come faremo quest’inverno a riscaldarci e a far funzionare le nostre aziende senza soccombere alla crisi energetica? Con questo nero pensiero siamo tornati alla dura realtà, dopo le ferie estive, in un primo lunedì lavorativo tinto di blu (blue-Monday ndr) anche a causa delle bollette di luce e gas. E se la soluzione fosse il verde? È infatti del la verde spirulina che un’azienda sarda, impegnata nella coltivazione di microalghe per scopi alimentari, intende ricoprire hotel, uffici e altri edifici. Questo particolare ri vestimento permetterebbe infatti di coltivare verticalmente le microalghe, sfruttando l’energia solare e gli inquinanti dell’aria come idrocarburi, anidride carbonica e azoto, utilizzando il calore prodotto tramite fotosintesi per il riscaldamento degli ambienti interni. Il progetto, denominato “Breathing buildings for sustainability” e co-finanziato dall’ESA, European Space Agency, consentirebbe non solo un risparmio energetico, ma anche la depurazione dell’aria circostante gli edifi ci interessati e la produzione di biomasse algali, già ampiamente note per le loro possibili applicazioni in ambito alimentare quali, ad esempio, l’estrazione di proteine. Tra le ipotesi c’è anche quella di utilizzare come substrato per la crescita microbica le acque grigie, da cucine e lavanderie, certamente abbondanti nei tipi di edifici considerati. Certo, sarà poi da vedere se utilizzare proteine per uso alimentare ottenute da mi croalghe cresciute ad acque grigie sarà possibile, ed eventualmente ben visto dagli enti regolatori e dal consumatore, ma intanto ci piace pensare a un’architettura che integra sostenibilità, produzioni alimentari e vita. Edifici che respirano, energia e aria pulite, e cibo del futuro, grazie a una sorta di eco-bonus molto eco. La drammaticità della situazione attuale autorizza e favorisce il dare forma ai sogni. Sognare aiuta ma non risolve, occorrono sogni comunque credibili. Noi vediamo con favore e crediamo in proposte verdi come queste che speriamo, prima o poi, di vedere concretizzate.
BENEDETTA BOTTARI
Professore Associato

Microbiologia
degli Alimenti
Università
degli Studi di Parma
10 INGRANDIMENTI Produzione & Igiene Ottobre 2022
Spugnette e panni per il monitoraggio di superfici e carcasse

CON CHECK


La linea Hy Con Check comprende una gamma di kit per il campionamento ambientale tra cui spugne, panni, tamponi e sovrascarpe SOLUZIONI PER IL CONTROLLO QUALITA’ KAIROSAFE info@kairosafe.it www.kairosafe.it Visita il nostro e-shop e scarica gli approfondimenti tecnici HY CON CHECK SPUGNE HY CON CHECK PANNI HY
TEMPLATE HY CON CHECK BOOT SWABS
Imballaggi metallici: numeri e tendenze
Particolarmente adatti a conservare per lunghi periodi di tempo prodotti alimen tari, gli imballaggi realizzati in acciaio (banda stagnata e lamierino sottile) e in alluminio sono stati tra le poche tipolo gie di confezionamento a registrare ri spettivamente risultati positivi o stabili perfino nel 2020, confermando nel 2021 un andamento tendenziale in crescita.
In base alle prime analisi, la categoria chiude infatti con una produzione in crescita del 4,6% circa, con 850 t/000 prodotte. Il commercio estero vede una nettissima ripresa delle importazio ni (+15,6%) mentre l’export cresce del +3,9%.

Dimensioni e caratteristiche del mercato italiano
In base alle prime e non definitive elabora zioni, nel 2021 la produzione di imballaggi di acciaio si assesta intorno alle 729,5 t/000, registrando un andamento tendenziale in crescita rispetto al 2020 pari al +5%. Per quanto riguarda il commercio este
ro, risulta notevole l’incremento delle importazioni, che chiudono l’anno con un tasso tendenziale di crescita del +14,6%, raggiungendo le 56 t/000 cir ca. Si consideri che l’83% delle impor tazioni è rappresentato da quelle rela tive agli imballaggi leggeri che, da sole, crescono di oltre il 12%. Le esportazio ni crescono di un più modesto 3,3%.
Imballaggi di alluminio
Si tratta di contenitori vari per alimenti e non: lattine per bevande, scatolette per conserve alimentari, vaschette, tubetti, bombolette aerosol e flaconi (questi ul timi utilizzati soprattutto nella cosme tica). Rientrano nella categoria anche il foglio sottile di alluminio e le chiusure (capsule a vite, easy open, ecc.). L’alluminio per la produzione degli imbal laggi comprende il can stock (utilizzato nella produzione di lattine per bevan de), il foil stock (impiegato per produrre foglio sottile sia le capsule), il can body (destinato a corpi scatola per food e alle
pastiglie impiegate nella produzione di bombolette).
Le leghe che compongono i diversi prodot ti sono innumerevoli e variano a secondo delle tipologie di produzione e dei diversi impieghi. Nel 2021 anche gli imballaggi in alluminio evidenziano un buon andamen to produttivo, con un tasso di crescita che dovrebbe assestarsi intorno al +2,4%. A scandire il ritmo della crescita sono in dubbiamente i contenitori. A sostenere la produzione sono state le esportazioni (+7,4%), ma ottime anche le performance delle importazioni (+18%). il consumo ap parente cresce del +1,7%. (Fonte:UCIMA)
Nuove norme europee per la plastica riciclata nelle confezioni alimentari
Le nuove norme, attraverso un fu turo Regolamento, sostituiranno i criteri stabiliti a livello nazionale, con regole chiare per l’industria del riciclo su aspetti come la de contaminazione, regole diretta mente applicabili all’immissione sul mercato di plastica con con tenuto riciclato.
La Commissione Europea ha adottato il 15 settembre 2022 la nuova normativa che aumenterà la sicurezza e la soste nibilità dell’uso della plastica riciclata nelle confezioni di alimenti.
L’EFSA, che negli ultimi anni ha già valutato e approvato oltre due cento processi di riciclo del PET, valuterà la sicurezza dei nuovi e vecchi processi. Per questo tipo di mate riale in particolare, nel 2023 il via libera dell’Autorità europea diventerà obbliga torio ai fini della commercializzazione.
La plastica da contatto con alimenti, spiega una nota della Commissione eu ropea, costituisce circa il 50% del totale degli imballaggi in plastica e il Regola mento consentirà il rilascio di autorizza zioni individuali per oltre 200 processi di riciclo meccanico del PET (polietilene te reftalato), aiutando l’industria a raggiun gere l’obiettivo vincolante del 25% di pla stica riciclata nelle bottiglie per bevande in PET entro il 2025.
Il Regolamento (UE) 2022/15XX della Commissione sui materiali e gli oggetti di plastica riciclati destinati a venire a contatto con gli alimenti entrerà in vi gore nell’ottobre 2022. (Fonte:Alimenti News.it)

12 NEWS DAL MONDO Produzione & Igiene Ottobre 2022
EFSA, più spazio e temperature più basse per il trasporto animale

Concedere più spazio, abbassare le temperature massime e ridurre al minimo i tempi di viaggio sono tutti elementi necessari per miglio rare il benessere degli animali d’allevamento durante il trasporto, si afferma nelle raccomandazioni pubblicate dall’EFSA.
Il parere dell’EFSA viene consegnato alla Commissione europea nell’ambito di una serie di cinque pareri scientifici intesi a coadiuva re la revisione in corso della legislazione sul benessere degli animali nell’Unione Europea (UE), elemento cardine della strategia UE “dal produttore al consumatore”.
I pareri scientifici riguardano i piccoli ruminanti (ovini e caprini), gli equidi (cavalli e asini), i bovini (vacche e vitelli), i suini; e animali trasportati in contenitori, compresi i volatili domestici (polli, galline ovaiole, tacchini, etc.) e i conigli. Vi si individuano le varie conseguen ze sul benessere degli animali durante le varie fasi del trasporto, i pericoli che potrebbero indurle e gli indicatori diretti del benessere dell’animale (ABM) mediante i quali è possibile valutarle. Per tutte le specie l’idoneità dell’animale al trasporto è ritenuta della massima importanza.
L’EFSA ha stabilito soglie quantitative per le temperature che devono essere mantenute all’interno di un veicolo, nonché tolleranze minime per lo spazio riservato agli animali, descrivendo anche lo sviluppo o la progressione nel tempo di varie altre conseguenze sul benessere durante il trasporto come la fame, la sete e la stanchezza. Ad esempio, per gli animali trasportati in contenitori (pollame e conigli), l’EFSA raccomanda che sia la durata del viaggio il periodo complessivo di permanenza degli animali nei contenitori e che per i pulcini di un giorno di età l’unico modo per evitare ripercussioni sul benessere sia quello di trasportare le uova fecondate facendole poi schiudere nell’allevamento di arrivo. L’attuale legislazione UE sulla tutela degli animali durante il traspor to è entrata in vigore nel 2005. Le conclusioni dell’EFSA, contestua lizzate nella strategia F2F, fungeranno da base per la prevista revi sione di tale legislazione da parte della Commissione europea, che mira ad allinearla alle più recenti evidenze scientifiche, ampliarne il campo di applicazione, renderne più facile l’applicazione e, in ulti ma analisi, garantire un livello più elevato di benessere degli animali. La proposta di revisione della Commissione è attesa per la seconda metà del 2023. (Fonte:AlimentiNews.it)
Il mio ERP. Fornisce gli indici migliori.
L’istinto aiuta, ma oggi contano i fatti. Che si tratti di margini di contribuzione, costi delle materie prime o semplicemente dei prezzi giusti.
Con il CSB-System gestirete la vostra azienda alimentare sulla base degli indici.

In questo modo avrete una visione chiara anche in situazioni non chiare.
Per saperne di più sulle nostre soluzioni per il settore alimentare: www.csb.com
Ottobre 2022 Produzione & Igiene NEWS DAL MONDO
Biologico: ristorazione e discount spingono i consumi, +5%
L’Italia si conferma leader nel settore biologico per quota di superficie agrico la, operatori ed export. Molte, invece, le trasformazioni che riguardano i consumi interni che complessivamente si dimo strano in crescita grazie al traino dei con sumi extra-domestici (ristorazione com merciale e collettiva segnano un +53%) a fronte di un segno meno della compo nente domestica (-0,8%) e un’incidenza dei consumi bio sul totale dei consumi alimentari ancora più bassa rispetto a quanto accade nei principali Paesi euro pei. Sono queste alcune delle evidenze contenute nell’Osservatorio SANA 2022.
Nel 2022 l’export vola a 3,4 miliardi di euro
Molto positiva la performance dell’export bio: nel 2022 le vendite di prodotti agroa limentari italiani bio sui mercati interna zionali hanno raggiunto i 3,4 miliardi di euro, mettendo a segno una crescita del +16% (anno terminante giugno) rispetto all’anno precedente. Il riconoscimento del bio Made in Italy sui mercati interna zionali è testimoniato anche della cre scita di lungo periodo (+181% rispetto al 2012, un valore quasi triplicato) e dalla quota di export sul paniere made in Italy (peso del 6% sull’export agroalimenta re italiano totale nel 2022 a fronte di un 4% di dieci anni fa). Sono questi i dati che emergono dall’ultima analisi condot ta nell’ambito di ITA.BIO, la piattaforma online di dati e informazioni per l’inter nazionalizzazione del biologico Made in Italy curata da Nomisma e promossa da ICE Agenzia e FederBio. I risultati dell’a nalisi ha visto la realizzazione di un’inda gine su 290 imprese alimentari e vitivini cole italiane.
Criticità e strategie future
Le tensioni e le incertezze che carat terizzano lo scenario globale e che si
sono inasprite con il conflitto in Ucrai na, come, ad esempio, i crescenti prezzi delle materie prime, stanno impattan do anche sulle imprese italiane bio del food&wine. Dall’indagine di Nomisma emerge come la gran parte delle aziende (8 su 10) stiano affrontando l’aumento del costo delle materie prime e dell’ener gia. 4 su 10 inoltre stanno riscontrando difficoltà di approvvigionamento delle materie prime, mentre 1 su 3 ha proble mi dal lato della logistica. In questo nuovo e mutato contesto di mercato, quali saranno le strategie che adotteranno le imprese nei prossimi 6/12 mesi? Tre sono le parole chiave del le strategie future: internazionalizzazio ne, sostenibilità e diversificazione dei canali. Innanzitutto, a conferma della centralità ricoperta dall’export, le azien de intendono aumentare la loro esposi zione sui mercati esteri, sia individuando nuovi mercati di destinazione, strategia indicata come molto importante/impor tante dall’80% delle aziende, sia aumen tando la quota di fatturato da realizzare all’estero (76%).
Fondamentale anche investire sulla so
stenibilità dell’azienda (segnalata dal 76%) così come diversificare i canali di vendita dei propri prodotti in modo da in tercettare una più ampia e diversificata platea di consumatori (75%).
Previsioni delle vendite
A trainare le vendite del prossimo anno saranno ancora una volta i mercati este ri, un’ulteriore conferma sulla strategici tà rivestita dall’export per il bio made in Italy. Nello specifico, il 50% delle aziende food bio intervistate prevede di aumen tare nei prossimi 12 mesi il fatturato le gato all’export, quota che sale al 75% con riferimento al vino.
Più contenute le previsioni di crescita sul mercato interno, almeno per il food: nel caso delle aziende alimentari il 23% si aspetta un aumento delle vendite di prodotti alimentari bio nel canale della ristorazione (il 26% nel caso della GDO).
Di contro ben 4 aziende vitivinicole su 10 prevedono una crescita del fatturato in Horeca, canale fondamentale per questo prodotto, mentre si attendono 3 su 10 un incremento delle vendite in GDO. (Fonte: AlimentiNews.it)

14 NEWS DAL MONDO Produzione & Igiene Ottobre 2022
Scoperti i neuroni che si accendono alla vista del cibo
È stato appena scoperto un piccolo gruppo di neuroni “affamati”, che si at tivano in modo specifico alla vista del cibo. Si trova nella corteccia visiva, ac canto ad altri gruppi di neuroni che ri spondono invece a volti, corpi, luoghi e parole, e potrebbe spiegare l’importan za che il cibo riveste all’interno della cultura umana.
La scoperta, pubblicata sulla rivista Current Biology, si deve a un gruppo di ricercatori del MIT - Massachusetts In stitute of Technology e apre la porta a nuove domande su come e perché si svi luppa questa particolare popolazione neurale e se si attiva in maniera diversa in base ai gusti personali.


I ricercatori, guidati da Meenakshi Kho sla, hanno analizzato scansioni del cer vello ottenute con risonanza magnetica funzionale (fMRI) mentre otto persone
osservavano mi gliaia di immagini. L’immagine di una fMRI è costitui ta di tante unità tridimensionali, chiamate voxel, che rappresenta no sezioni del cer vello, ognuna con tenente centinaia di migliaia di neu roni: questo vuol dire che la presen za di popolazioni più piccole di neu roni potrebbe pas sare inosservata. Per questo motivo, i ricercatori hanno applicato anche un metodo matematico che gli ha permesso, oltre a confermare
la presenza dei quattro gruppi che si ac cendono guardando volti, corpi, luoghi e parole, anche di scoprire l’esistenza di un quinto gruppo, specifico per il cibo.

NEWS DAL MONDO
DOI: 10.1016/j.tifs.2022.02.011
Functionalization of pasta through the incorporation of bioactive compounds from agri-food by-products: Fundamen tals, opportunities, and drawbacks. Tren ds in Food Science & Technology, Volume 122, Aprile 2022, Pagine 49-65 S. Carpentieri, D. Larrea – Wachtendorff, F. Donsì, G. Ferrari
Le strategie globali che promuovono un’alimentazione sana raramente hanno avuto successo a causa della resisten za posta alla modifica delle preferenze alimentari dei consumatori. In questo scenario, l’aggiunta di composti bioatti vi ad alimenti molto consumati, come la pasta, rappresenta un’opportunità per promuovere stili di vita più sani attraver so prodotti funzionali, senza modificare drasticamente le abitudini delle persone. Questa recensione presenta una panora mica completa e aggiornata della funzio nalizzazione della pasta attraverso l’ag giunta di sottoprodotti agroalimentari, con un focus specifico sulle strategie in gegneristiche e sull’utilizzo di “tecnologie pulite” per superare gli inconvenienti as sociati alla qualità del prodotto. La pasta, uno dei prodotti più consumati al mondo, può essere riprogettata come veicolo di composti bioattivi, che non vengono con sumati in quantità sufficienti nella dieta quotidiana. I sottoprodotti agroalimen tari possono essere sfruttati per la fun zionalizzazione della pasta, come fibre alimentari, proteine, antiossidanti e acidi grassi omega-3. La revisione si sofferma sulle loro proprietà tecno-funzionali e sugli effetti benefici di lungo termine, ma
anche sui fattori più critici da controllare durante la produzione della pasta, anche attraverso strategie operative adeguate per affrontare le principali sfide di la vorazione legate alla funzionalizzazio ne di questo alimento. Nel quadro del l’“economia zero rifiuti”, lo sfruttamento delle tecnologie non termiche per sbloc care completamente i componenti bioat tivi dei prodotti agroalimentari, ma anche per potenziarne la funzionalità e l’attività, rappresenta una notevole opportunità per l’industria della pasta, per soddisfare la crescente domanda dei consumatori di prodotti più ecologici, etichette più pulite e processi sostenibili.
DOI: 10.1016/j.foodchem.2022.132548
Naso elettronico basato su spettrometria di massa per autenticare la pasta di grano duro 100% italiano e la caratterizzazione dei composti volatili
Mass spectrometry-based electronic nose to authenticate 100% Italian durum wheat pasta and characterization of vo latile compounds. Food Chemistry, Volu me 383, 30 luglio 2022


S. Cervellieri, V. Lippolis, E. Mancini, M. Pascale, AF. Logrieco, A. De Girolamo
La microestrazione in fase solida per spazio di testa statico (HS-SPME) ac coppiata al naso elettronico basato sul la spettrometria di massa (MS-eNose), in combinazione con l’analisi statistica multivariata è stata utilizzata come
Funzionalizzazione della pasta attraverso l’incorporazione di composti bioattivi da sottoprodotti agroalimentari: fondamenti, opportunità e svantaggi
16 Produzione & Igiene Ottobre 2022 TECNOLOGIA APPLICATA
metodo per l’autenticazione rapida della pasta di grano duro 100% ita liano. Tra i modelli di classificazione testati, ha fornito i risultati di accu ratezza più elevati sia nei processi di calibrazione (90%) che di convalida (92%). I potenziali marcatori che di scriminano i campioni di pasta sono stati identificati mediante analisi HS-SPME/GC–MS (gascromatogra fia-spettrometria di massa). Nello specifico, il contenuto di 8 composti organici volatili (VOC) era maggiore nella pasta 100% italiana rispetto ad altri campioni, correlata a una diversa ossidazione lipidica nelle diverse pa ste. Il metodo MS-eNose proposto è uno strumento rapido e affidabile da utilizzare per autenticare la pasta ita liana, utile a promuoverne la tipicità e preservare i consumatori da pratiche fraudolente.

DOI: 10.1016/j.meatsci.2022.108904
L’applicazione dei sistemi di visione artificiale nella scienza e nell’industria della carne - Una rassegna
The application of computer vision sy stems in meat science and industry – A review. Meat Science, disponibile online 9 luglio 2022
 M. Modzelewska, K. SoojinJun
M. Modzelewska, K. SoojinJun
I sistemi di visione artificiale (CVS) vengono applicati a fotografie digitali macro e microscopiche acquisite uti lizzando fotocamere digitali, scanner a ultrasuoni, tomografia computerizzata e fotocamere per immagini grandango lari. Diversi dispositivi di acquisizione delle immagini rendono tecnicamente fattibile ottenere informazioni sia sulle caratteristiche esterne che sulle strut
ture interne degli oggetti presi di mira. Gli attributi misurati con i CVS possono essere utilizzati per valutare la qualità della carne. I CVS sono utilizzati anche nella ricerca relativa alla valutazione della composizione delle carcasse di animali, che potrebbero aiutare a de terminare l’impatto dei sistemi di incro cio o di allevamento sulla qualità della carne. I risultati ottenuti dalla tecnica CVS contribuiscono anche a valutare l’impatto dei trattamenti tecnologici sulla qualità delle carni crude e cotte. I vantaggi dei CVS sono molteplici, tra cui l’obiettività, la non invasività, la veloci tà e il basso costo di analisi e i sistemi sono in costante sviluppo e migliora mento. La presente rassegna copre le tecniche di visione artificiale, le fasi delle misurazioni e le possibilità di uti lizzarle per valutare la qualità della car cassa e della carne.

17Ottobre 2022 Produzione & Igiene a
cura della Redazione
Ottimizzazione
dell’accettabilità del consumatore del cioccolato al 100% attraverso trattamenti di tostatura ed effetti sull’amaro e altre importanti caratteristiche sensoriali
Optimizing consumer acceptability of 100% chocolate through roasting tre atments and effects on bitterness and other important sensory characteristics
Current Research in Food Science, Volu me 5, 2022, Pag. 167-174
Alan P. Mc Clurea, H. HopferbIngolf, U.Grünc
Il cioccolato è un alimento molto apprez zato in tutto il mondo, ricco di polifenoli, ma solitamente addolcito per masche rare l’amarezza e l’astringenza intrinse che. La dolcezza e l’intensità del cacao infatti sono correlate con un maggiore gradimento da parte del consumatore rispetto ad amarezza, acidità e astrin genza che però possono essere ridotte ottimizzando la tostatura. Lo studio mira a determinare in che modo il tempo e la temperatura di tostatura del cacao in fluiscono sull’intensità dell’amaro e sul gradimento del cioccolato da parte dei consumatori. È stata anche determinata la relazione tra il gradimento del consu matore e l’amaro percepito, l’astringen za, l’acidità, la dolcezza e l’intensità del cacao. Il cacao non tostato di tre diverse origini è stato tostato valutando un tota le di 27 trattamenti per gradimento ge nerale e intensità degli attributi senso riali da 145 consumatori di cioccolato. È stato dimostrato che l’amarezza, l’acidità e l’astringenza del cioccolato al 100% possono essere ridotte ottimizzando la temperatura e il tempo di tostatura. La riduzione dell’amaro, dell’acidità e dell’a stringenza era significativamente cor relata a una maggiore accettabilità dei
campioni di cioccolato non zuccherato. Oltre alla tostatura, quando si ottimizza l’accettabilità da parte del consumatore dovrebbe essere presa in considerazione anche l’origine del cacao, compresi i livelli di base di amaro, astringenza e acidità. È probabile che anche l’intensità percepita dell’aroma del cacao, essendo altamente correlata al gradimento, sia una conside razione importante per la selezione delle materie prime. Per quanto riguarda i pro fili di tostatura ottimali, per le origini del cacao nello studio, condizioni di tostatu ra più intense come 20 minuti a 171°C, 80 minuti a 135°C e 54 minuti a 151°C, hanno portato ad un cioccolato non zuccherato più accettabile. Al contrario, ai fini dell’ot timizzazione dell’accettabilità da parte del consumatore, i dati non supportano l’uso di cacao crudo o leggermente tosta to, come 0 min a 24°C, 11 min a 105°C o 55 min a 64°C.

DOI: 10.1016/j.meatsci.2022.108941
Capire i futuri consumatori di carne

Understanding the future meat consu mers. Meat Science, Volume 193, No vembre 2022 M. Font -i- Furnols, L. Guerrero
Venerata, desiderata, odiata e persino perseguitata, la carne non lascia qua si nessuno indifferente. È un elemento fondamentale della nostra cultura e delle nostre tradizioni e suscita nume rose controversie, tendenze e movi menti sociali. Attualmente, sono molti i dilemmi sollevati dalla sua produzione e consumo, da quelli etici e morali a quelli
DOI: 10.1016/j.crfs.2022.01.005
18 Produzione & Igiene Ottobre 2022 TECNOLOGIA APPLICATA
ambientali, economici e sanitari. Que sto documento si concentra sull’esame e sull’analisi di alcuni di questi dilemmi, relativi a questioni etiche e socio-cultu rali, al benessere degli animali, alla so stenibilità e alle alternative alla carne, dal punto di vista del consumatore e il loro impatto sul consumo di carne at tuale e futuro. Nei prossimi anni, il set tore della carne dovrà affrontare molte sfide per garantire la sua sopravvivenza, in particolare in termini di aspetti etici del suo consumo e impatto ambientale della produzione. Ascoltare le richieste della società, adattarsi ad esse e comu nicare i progressi in modo veritiero e tra sparente sono probabilmente le chiavi del successo e del futuro della carne.
DOI: 10.1016/j.foodchem.2022.133300
Esteri etilici degli acidi grassi (FAEE) nell’olio di oliva vergine: un approccio più breve e pienamente convalidato come alternativa al metodo ufficiale dell’UE

Fatty acid ethyl esters (FAEE) in virgin olive oil: A shorter and full validated ap proach as an alternative to the EU Official Method. Food Chemistry, Volume 394, 15 Novembre 2022
R. B. Gómez-Coca, M. del Carmen PérezCamino, P. Brereton, A. Bendini, T. Gallina Toschi, W. Moreda
In questo lavoro viene presentato un metodo SPE/GC-FID, che prevede l’uso di una cartuccia di silice da 1g, per la determinazione dei FAEE - Esteri eti
lici degli acidi grassi negli oli d’oliva. La procedura è stata completamente convalidata, inizialmente “in-house” e successivamente da uno studio di con valida internazionale che ha coinvolto sedici laboratori provenienti da Europa, Stati Uniti d’America e Cina. I parame tri chiave delle prestazioni del metodo sono: (1) Linearità nell’intervallo 10–134 mg/kg (R2>0,999), (2) LOD e LOQ<0,5 mg/ kg, (3) RSDr<10%, (4) RSDR<20% (per 4 su 5 materiali di prova). Inoltre, è stato dimostrato che il metodo fornisce risul tati equivalenti al Metodo Ufficiale (Re golamento della Commissione europea n. 2568/91) offrendo vantaggi in termini di riduzione di tempo e solventi e facilità di automazione. In particolare, il proto collo proposto richiede 30 ml di solven ti e richiede 1,5 ore per determinazione invece dei 350 ml e 6 ore necessari nel metodo ufficiale dell’UE.

19Ottobre 2022 Produzione & Igiene TECNOLOGIA APPLICATA
L’agroalimentare guarda al futuro

Grande successo di pubblico per la prima edizione del convegno digitale di scienza e tecnologia alimentare L’agroalimentare deve trovare un nuovo modello di fare impresa

ATTUALITÀ / ALIMENTIPIÙ 2022
Coni saluti istituzionali di Lorenzo Maria Aspesi, Presidente Consi glio Nazionale Ordine Tecnologi Alimentari, e la moderazione af fidata a Massimo Artorige Giubilesi, Pre sidente Ordine dei Tecnologi Alimentari Lombaria e Liguria,si sono aperte le tre giornate di lavori di AlimentiPiù, il primo convegno digitale di scienza e tecnologia alimentare. Un appuntamento rivolto a tutto il mondo degli addetti ai lavori, pro fessionisti, docenti universitari, esperti, ma anche studenti e stakeholder inte ressati a sviluppare conoscenze e com petenze in un confronto digitale. Il primo convegno nazionale, tenutosi dal 20 al 22 settembre, con rilevanza internazionale, anche grazie ai prestigiosi relatori, più di 50 divisi in 12 sessioni, ha riscosso un grande successo di pubblico. Un dibattito sulle criticità ma anche sulle opportunità che le filiere agroalimentari possono dare nello sviluppo dell’industria alimentare dal campo alla tavola. Sicurezza, qualità, innovazione, digitalizzazione, tecnologie sono le parole chiave.
Operare in un contesto difficile
Le sfide che il settore agroalimentare si trova ad affrontare sono molteplici. “Uno scenario socio-economico in rapida evo luzione, un consumatore che acquisisce consapevolezza, gli obiettivi ONU al 2023 sono alcune delle responsabilità che i si stemi produttivi e le imprese devono tenere
in considerazione”, le riassume Nicola Colonna, Ricercatore Divisione BIOAG-ENEA. Alessandro Banterle, Direttore Diparti mento di Scienze e politiche ambientali Università degli Studi di Milano, ha propo sto un’analisi degli shock che negli ultimi hanno colpito il sistema agroalimentare: crisi finanziaria 2008, eventi climatici av versi, pandemia, difficoltà logistica inter nazionale e guerra Russia-Ucraina. Nel 2008 è emersa la forte caratteristica che ha l’industria alimentare di essere anticiclica. Nel manifatturiero la crisi ha inciso in maniera molto consistente, viceversa nell’agroalimentare questa crisi si è avvertita, ma in maniera mino re. Questo perché l’agroalimentare si oc cupa di un bene di prima necessità. Uno degli shock rilevanti che stiamo vivendo adesso è il climate change. Dal punto di vista del debito pubblico ci sono due tipologie di politiche: della mitigazione, basate sulla riduzione delle emissioni che impattano sui cambiamenti clima tici, e di adattamento, basate su misure mirate alla limitazione dell’impatto del cambiamento climatico. Dal punto di vi sta dei produttori il cambiamento clima tico incide soprattutto sull’agricoltura e influenza in particolar modo la produt tività dei paesi più poveri. L’agricoltura è anche un settore che produce una quota abbastanza rilevante di gas serra (35%).

“Allo stesso tempo, se allarghiamo lo sguardo a tutto il settore alimentare, notiamo che l’agrifood ha un grande po
tenziale di mitigazione (deforestazione, gestione del suolo attraverso la carbon sequestration, la crescita della produtti vità e il cambiamento nelle diete alimen tari). Pertanto l’agrifood ha due risvolti: certamente produce emissioni di gas serra però è anche parte della soluzione. Con il cambiamento climatico, soprat tutto nell’area equatoriale, potrebbero ampliare le zone di coltivazione di speci fiche coltivazioni: spostamenti delle col ture. Il consumatore è preoccupato, ma non abbastanza da preferire i prodotti che permettono una minor emissione di gas serra”, spiega il professor Banterle. Come sappiamo la pandemia ha com portato una forte riduzione dei consumi extra domestici, la riscoperta del picco lo dettaglio tradizionale, perché veniva concepito come meno pericoloso e ha causato una fortissima domanda per l’acquisto online. “La pandemia ha spin to l’Italia verso il digitale con un’accele razione di circa 10 anni. L’e-commerce prosegue il suo trend positivo: i dati 2022 mostrano che gli acquisti online degli italiani aumentano del 14% rispet to al 2021 e raggiungeranno quota 45,9 miliardi di euro,” aggiunge Antonio Iade rosa, Direttore Ufficio Territoriale Emilia Romagna e Marche MIPAAF ICQRF. Storicamente più recente, la guerra Rus sia-Ucraina ha determinato i ben noti aumenti nel costo delle materie prime e dell’energia, tuttavia l’aumento dei prezzi era in atto già prima dell’evento bellico.
Parole chiave: sicurezza, qualità,innovazione, digitalizzazione, tecnologie
21Ottobre 2022 Produzione & Igiene Diletta Gaggia
L’IMBALLAGGIO, UN ATTORE IMPORTANTE NEL SETTORE ALIMENTARE
Il connubio tra imballaggio e settore alimentare è un connubio molto forte, che ha radici storiche importanti, ed è fortemente legato all’aspetto etico, di sostenibilità e di economia circolare. Ma soprattutto è un’arma contro lo spreco alimentare.
“In un biennio 2020-2021 indubbiamente difficile, il settore del packaging ha dimostrato di essere un settore in buona salute, chiudendo con un +0,6%,” riporta Barbara Iascone , Ufficio Studi Istituto Italiano Imballaggio. “Nel 2021 si è confermata una ripresa, che non solo è andata a recuperare l’arresto di crescita tendenziale del settore, ma la produzione cresce del 7%, quindi sono più di 18 milioni le tonnellate di imballaggio prodotte, di cui il 77% è destinata al settore alimentare”, conclude Iascone. “Analizzando cinque mercati europei (Spagna, Inghilterra, Francia,
Germania e Italia) è emerso che, nel settore alimentare, circa il 50% del packaging è composto da imballaggi flessibili, escludendo il settore delle bevande,” aggiunge Italo Vailati , Segretario Generale GIFLEX, l’associazione italiana che rappresenta i produttori di imballaggi flessibili. Per imballaggio flessibile si intende un imballo sottile, generalmente stampato, formato da film (polimeri, carta, cellulosa rigenerate, foglia d’alluminio) usati da soli o in combinazione per imballaggi primari e/o secondari destinati a contenere prodotti alimentari, etc. A conferma che il trend degli ultimi anni è proprio quello di sostituire la plastica. Ma “la composizione di un materiale per imballaggio va studiata con l’obiettivo di assicurare le sue performance in termini di resistenza meccanica, effetto barriera alla luce e ai gas, stabilità
a contatto con le diverse tipologie di alimenti e assenza di migrazioni di additivi e/o contaminanti,” ricorda Antonella Cavazza , Dipartimento di Scienze Chimiche, della Vita e della Sostenibilità Ambientale Università di Parma.
Garantire la protezione del prodotto, mantenendo un’elevata efficienza in macchina, in un imballo che sia riciclabile e quindi più sostenibile rispetto alle soluzioni tradizionali, è l’obiettivo di realtà come Taghleef Industries. “Ridurre il più possibile l’utilizzo di materia vergine, tutto questo nell’ottica di offrire un’elevata protezione del prodotto, una barriera che eviti la contaminazione e permetta, se possibile, di estendere la shelf life del prodotto e ridurre il food waste, ma nel contempo mantenere elevate performance lungo tutta la catena del valore,” approfondisce Daniele Borin, Product Manager.
Filiera carne e strategie One Health
Negli ultimi decenni la zootecnia italiana ha fatto enormi progressi per migliorare la propria sostenibilità complessiva, non solo quella ambientale. “Questi progres si sono legati a moderne tecniche di ali mentazione animale, all’applicazione di tecnologie innovative per garantire il be nessere animale”, esordisce Bruno Ronchi del Dipartimento di Scienze Agrarie e Forestali, Università degli Studi della Tuscia. Le emissioni complessive di tut ta la zootecnia nazionale sono poco più del 5% delle emissioni totali equivalenti di CO. Rispetto al 1990, il sistema zoo tecnico italiano ha ridotto le emissioni del 12%. “Dati estremamente confor
tanti che ci permettono di guardare con ottimismo al futuro e agli impegni presi al 2050 con l’Europa,” commenta il pro fessor Ronchi. “Un contributo importante potrebbe essere dato dall’approccio One Health: strategie di implementazione, coalizione di attori, mobilizzazione della comunità scientifica, trasferimento tec nologico. Le filiere dovranno prendersi l’impegno di passare da un’economia li neare ai modelli di economia circolare, perché sono quelli che oggi rispondono meglio alle diverse esigenze. Questo per mette di utilizzare al meglio i sottopro dotti dell’agricoltura di cereali, pomodori, uva e patate, per esempio, che sono im piegati con successo dall’industria man gimistica o dagli allevamenti stessi.”
Concorda Andrea Casson, PHD Student dell’Università degli Studi di Milano, sul fatto che dobbiamo pensare in maniera circolare. Ma il food waste rimane una delle più grosse problematiche a livello mondiale. Per questo motivo “il packa ging dovrà diventare ecocompatibile: eli minare gli eccessi, utilizzare un prodotto riutilizzare o garantire un ricircolo dei materiali”.
Per essere un’azienda sostenibile, tutta via, è necessario trovare un nuovo mo dello di fare impresa. L’Istituto Valorizza zione Salumi Italiani si impegna a fornire questi strumenti. “Dobbiamo essere pro tagonisti del nostro futuro e chiederci se così come siamo potremmo esistere ancora, da qui a dieci anni, all’interno di
22 Produzione & Igiene Ottobre 2022 ATTUALITÀ / ALIMENTIPIÙ 2022
un sistema che sta cambiando,” conclu de Francesco Pizzagalli, Presidente IVSI.
Valorizzare la filiera ittica
Abbiamo assistito a un aumento del consumo di pesce annuo pro capite, ma è anche uno dei primi cibi dei quali una famiglia si prima se c’è una crisi eco nomica in atto. Valentina Tepedino, Di rettrice Eurofishmarket, conferma che i banchi pescheria, come prevedibile, stanno soffrendo per la crisi in atto. Consumo che è aumentato anche grazie a realtà come Littlefish, una società nata nel 2014 con l’intento di valorizzare il pe sce del mare Adriatico. “Nel 2015 abbia mo portato il pesce fresco nelle scuole locali, principalmente dell’Emilia-Roma
gna e delle Marche. Questo per educare i bambini a mangiare e assaggiare il pe sce, perché è sempre stato un alimento poco gradito. I bambini hanno dimostrato un consumo dell’80%, mentre con il con gelato non raggiungeva il 20%,” racconta Giamaica Falcioni, CEO LittleFish. “L’a zienda si è sempre proposta di dare un prodotto pronto all’uso, il pesce che viene lavorato è infatti un pesce fresco filettato o tronchettato a seconda delle esigenze. Il consumatore finale può usufruire di un prodotto senza scarto, perché quest’ulti mo è gestito internamente. A tal proposi to in azienda abbiamo creato un sistema di raccolta scarti di categoria 3, quindi tutto il prodotto non destinato al consu mo umano viene poi raccolto da un siste
ma meccanico e trasportato in aziende che lo riutilizzano.”
L’Associazione Piscicoltori Italiani, che riunisce le imprese di allevamento di pesce in acqua dolce salmastra e sala ta, ha lavorato con il MIPAAF per creare la certificazione di Acquacoltura soste nibile. “Una certificazione che prevede degli standard comuni di qualità e di salubrità del prodotto,” spiega Andrea , Direttore dell’Associazione. “È uno dei primi sistemi di certificazioni che introduce l’impronta del prodotto a livello ambientale, ovvero l’emissione di anidride carbonica nel ciclo di produ zione di una determinata specie lungo tutta la filiera.” Ma la filiera chiede una maggior trasparenza verso il consuma tore nel comunicare l’origine del pesce e aiuti per valorizzare il prodotto italiano, non essendo autosufficienti per soddi sfare la domanda nazionale.

Appuntamento alla II edizione, 26-27-28 settembre 2023!
RIVEDI ALIMENTIPIÙ

23Ottobre 2022 Produzione & Igiene
Ti sei perso l’evento? Previa registrazione gratuita il video di tutte le sessioni è disponibile su www.alimentipiu.it
Il 77% della produzione di imballaggi è destinata al settore alimentare
Controlli non invasivi
Ispezione a raggi X, sistemi di pesatura, sistemi di visione, spettroscopia IR. I controlli in linea permettono di verificare il peso corretto delle confezioni, la completezza e la correttezza delle etichette, l’assenza di corpi estranei, il controllo della forma e della posizione, la presenza di eventuali fori nelle confezioni MAP
I requisiti relativi all’igiene delle produzioni sono ormai un prerequisito per le macchine che operano nelle aziende alimentari

SPECIALE MACCHINE&IMPIANTI / FOOD SAFETY
Martina Halker
Esperta in tecnologie alimentari e divulgatrice scientifica
Icontrolli non distruttivi sono sempre più utilizzati nelle linee produttive e di confezionamento di alimenti e bevande, perché in grado di fornire informazioni sullo stato di un prodot to, senza intaccarlo in alcun modo. Una volta integrati nelle linee, i sistemi di ispezione non distruttivi garantiscono controlli precisi anche alle alte velocità. Le scelte delle aziende alimentari ri cadono non solo sull’ispezione a raggi X, ma anche su sistemi ottici, rilevatori di metalli, sistemi di pesatura che con sentono il controllo della completezza e la rilevazione di sottoriempimenti o sovrariempimenti, e selezionatrici ponderali. I controlli in linea permet tono di verificare il peso corretto della confezione, la completezza e la corret tezza delle etichette, l’assenza di cor pi estranei, il controllo della forma e della posizione. Si tratta di tecnologie che possono essere utilizzate anche in combinazione tra loro. Lo scopo è as sicurare che la qualità dell’alimento o della bevanda in questione sia costan te. Le ispezioni dinamiche non solo rile vano eventuali problematiche, ma sono in grado anche di rimuovere il prodotto in modo automatizzato e ad alta velo cità. Grazie ai controlli non distruttivi, le aziende evitano eventuali richiami di merce contaminata, che dannegge rebbero l’immagine aziendale e che pe serebbero aspramente da un punto di vista dei costi.
Controllo qualità con i raggi X
I raggi X consentono di visualizzare l’immagine dell’oggetto in questione in tempo reale. Grazie ai raggi X si pos sono rilevare corpi estranei, eventuali
contaminazioni da particelle di vetro, pietre, ceramica o metalli. Non solo. Possono essere effettuati controlli per visionare la completezza, il riempimen to e la correttezza della forma. Qualora un prodotto non dovesse corrispondere allo standard aziendale, viene scartato e la tipologia di errore registrata.
Controllo ottico degli alimenti
Telecamere ad alta risoluzione e sof tware di riconoscimento delle immagi ni ad alta sensibilità sono utilizzati per verificare il corretto posizionamento delle etichette e la leggibilità e la cor rettezza delle informazioni sul packa ging, quali ad esempio la data di scadenza, il nome e l’indirizzo dello stabilimento, l’elenco degli ingredienti, il peso e così via. È anche possibile ve rificare la sigillatura dei bordi, le pelli cole di copertura.
Controlli con sistemi di pesatura
I sistemi di pesatura possono essere inseriti in diversi punti della linea pro duttiva e consentono il controllo non invasivo del peso degli ingredienti, dei semilavorati, del prodotto finale con o senza confezione. I sistemi di pesa tura possono essere integrati nelle ri empitrici, non solo per determinare il peso, ma anche selezionare e quindi scartare tutti quei prodotti sovrappeso o sottopeso. In alcuni casi è possibile anche regolare la quantità presente nella confezione, con tempi di risposta estremamente brevi e una distanza tra i prodotti contenuta. Le celle di pesa tura, rispetto a quelle con estensimetri sono infatti più precise e con riscontri immediati e possono essere facilmen te integrate ai sistemi già esistenti anche grazie alle dimensioni contenu te. Le celle di pesatura trasformano il
 La spettroscopia laser consente il controllo in linea di tutte le confezioni, siano esse vaschette o flow pack, in modo non invasivo, quindi senza modificare i gas all’interno o la velocità della linea
La spettroscopia laser consente il controllo in linea di tutte le confezioni, siano esse vaschette o flow pack, in modo non invasivo, quindi senza modificare i gas all’interno o la velocità della linea
25Ottobre 2022 Produzione & Igiene
I sistemi di pesatura possono essere integrati nelle riempitrici per selezionare e quindi scartare tutti quei prodotti sovrappeso o sottopeso
peso misurato in un segnale elettrico: essendo dei trasduttori, esse rileva no una forza applicata su un oggetto, grazie alla misurazione di un segnale elettrico che cambia a seconda della deformazione che la forza in questio ne produce sull’oggetto stesso. Se un prodotto non è conforme allo standard, viene scartato e vengono inviate le in formazioni alle riempitrici per regolare il dosaggio. Le celle di carico possono essere di diverse tipologie. Quelle a compensazione elettromagnetica del la forza possono essere dotate di tec nologia AVC (Active Vibration Compen sation - Compensazione attiva delle vibrazioni), in grado di garantire risul tati di pesatura precisi e veloci anche in presenza di vibrazioni.
Le selezionatrici ponderali possono esse re connesse in rete anche ad altri sistemi di ispezione come rilevatori di metalli e scanner a raggi X, grazie a software.
Raggi X e selezionatrice ponderale in un unico sistema
Esistono sul mercato sistemi combinati Raggi X e selezionatrice ponderale. Essi garantiscono alle aziende alimenta ri due funzionalità, ovvero l’ispezione a raggi X e la verifica del peso e controllo della completezza, con una sola macchi na, ottimizzando spazi e costi e riducen do gli sprechi. È possibile programmare i due sistemi coordinandoli con le diverse ricette, ma anche farli lavorare in moda lità disgiunta, in caso di necessità.
Disegno igienico e livelli di protezione
I requisiti relativi all’igiene delle pro duzioni sono ormai un prerequisito per le macchine che operano nelle azien de alimentari. Il Disegno igienico delle macchine/attrezzature per le industrie alimentari ha l’obiettivo di produrre mac chine facilmente pulibili e quindi in gra do di garantire una maggiore igienicità nella preparazione, condizionamento e conservazione dei prodotti alimentari Si tratta in sostanza di una certificazione di prodotto rivolta a una macchina.
Anche i sistemi per il controllo non in vasivo dei prodotti alimentari possono essere certificati per il loro disegno igie nico. In particolare vengono certificate le caratteristiche progettuali e costrutti ve della macchina, correlate alla capaci tà della stessa di essere facilmente puli ta, sanificata e ispezionata per prevenire, eliminare o ridurre i rischi di carattere igienico sanitario. Le norme da prende re in considerazione sono diverse: dalle UNI EN al Global Standard for Food Sa fety del British Retail Consortium (BRC), dall’International Food Standard (IFS) al Safe Quality Food (SQF) al Foundation for Food Safety Certification (FSSC). Sia i sistemi a raggi X che le nostre se lezionatrici ponderali possono essere progettati con livelli di protezione IP65 o IP69K, adatti quindi per lavorare in aree umide. Il grado di protezione IP, infatti, è un parametro definito dallo standard in ternazionale IEC 60529, corrispondente allo standard europeo EN 60529, utiliz zato per valutare il grado di protezione o l’efficacia di tenuta degli involucri elettrici contro l’intrusione di oggetti, acqua, pol vere o contatti accidentali. In particolare la prima cifra successiva al codice IP in dica il livello di protezione delle apparec chiature contro l’ingresso di corpi solidi estranei e contro l’accesso di persone a parti pericolose. La seconda cifra indica il livello di protezione delle apparecchia

26 Produzione & Igiene Ottobre 2022 SPECIALE MACCHINE&IMPIANTI / FOOD SAFETY
ture contro l’ingresso di umidità e ac qua. Quindi IP65 indica: completamente ermetico a polvere e fumi e protezione completa dal contatto protetto contro getti d’acqua. Mentre IP69K completa mente ermetico a polvere e fumi e prote zione e protetto contro forti getti d’acqua a temperature elevate, alta pressione e a distanza ravvicinata.
Controlli non invasivi delle confezioni in atmosfera modificata (MAP)
È importante per le aziende alimentari poter controllare i livelli di ossigeno re siduo e anidride carbonica all’interno delle confezioni in atmosfera modificata (MAP) senza danneggiarle. Le tecnologie più utilizzate riguardano test a campio

ne e sono controlli di tipo distruttivo, in quanto la confezione testata non può essere commercializzata. Una di queste consiste nel rilevare l’eventuale perdita di pressione o la fuoriuscita di un gas tramite immersione del prodotto in un contenitore pieno d’acqua e chiuso er meticamente, al quale viene applicato il vuoto per facilitare la fuoriuscita di bol le che indicano la presenza di fori nella confezione. Un’altra tecnica prevede di inserire la confezione da esaminare in una campana in cui viene fatto il vuoto. La spettroscopia laser, invece, consente di effettuare il controllo su tutte le con fezioni al fine di rilevare eventuali mi crofori nelle confezioni che andrebbero a influire negativamente con la conser vazione, le caratteristiche organoletti che e la sicurezza degli alimenti in esse
contenuti. Può essere utilizzata per vari alimenti, come pasta fresca, pane con fezionato, caffè, formaggio grattugiato e fresco, prodotti di IV gamma, ma anche per l’analisi della concentrazione di os sigeno e anidride carbonica nello spazio di testa delle bottiglie. La spettroscopia laser consente il controllo in linea di tut te le confezioni, siano esse vaschette o flow pack, in modo non invasivo, quindi senza modificare i gas all’interno o la velocità della linea. Con la stessa tecno logia è possibile anche verificare even tuali microfori lungo la saldatura della confezione e conoscerne la posizione. La spettroscopia IR è in grado di individua re rapidamente le molecole che escono dalla confezione, come, ad esempio, l’a nidride carbonica nel caso di prodotti in MAP, ma anche aromi e sostanze vo latili, molecole di alimenti conservati in alcol o in azoto etc. La spettroscopia IR consente di rilevare il gas in questione a partire dalla misura dell’assorbimento della radiazione di un fascio laser alta mente monocromatico che attraversa la confezione. Poiché il segnale dovuto ad alcuni gas, quali l’ossigeno è estrema mente debole, è possibile migliorare la sensibilità della misura, grazie alla WMS (Wavelength Modulation Spectroscopy), che consente di raggiungere sensibilità più elevate di due ordini di grandezza, grazie alla modulazione della lunghezza d’onda di emissione del laser. L’identifi cazione di composti organici volatili, non in modo selettivo, come invece avviene con la spettroscopia laser, può essere fatta anche utilizzando sensori a base di semiconduttori nanostrutturati.
I controlli in linea permettono di verificare il peso corretto della confezione, l’assenza di corpi estranei, il controllo della forma e della posizione
Grazie ai controlli non distruttivi le aziende evitano eventuali richiami di merce contaminata, perché la qualità è verificata costantemente 27Ottobre 2022 Produzione & Igiene
Innovazione tecnologica: la fabbrica del futuro
Dalla produzione primaria a quella di prodotti e servizi, tut to il settore alimentare è chia mato a rispondere alle istanze di sostenibilità attraverso l’innovazione dei processi. Il cambiamento, che deve avvenire nel rispetto della sostenibi lità economica e sociale dei processi e degli investimenti, è favorito oggi da una serie di strumenti tecnologici che possono aiutare il settore a rispondere adeguatamente alle esigenze del mer cato globale e alle necessarie azioni di mitigazione e riduzione degli impatti ambientali.

La quarta rivoluzione industriale
“Stiamo vivendo la quarta rivoluzione industriale”, ricorda Riccardo Guidetti, professore ordinario Dipartimento di Scienze Agrarie e Ambientali dell’Uni versità degli Studi di Milano, nell’am bito di AlimentiPiù, il primo convegno digitale di scienza e tecnologia ali mentare. L’espressione, coniata nel 2016 da Klaus Schwab, rimanda alle tecnologie abilitanti che costituisco no innanzitutto il risultato operativo di
un’evoluzione di mentalità, che mette la tecnologia a servizio delle esigen ze dell’uomo. Si tratta di vere e proprie soluzioni applicative, ma la vera rivolu zione è data dalla capacità dell’uomo – l’intelligenza – di gestirle e integrarle per un’organizzazione produttiva dif
ferente. “Le nove tecnologie abilitanti (Tabella 1) sono utili sia per l’incre mento produttivo, sia per interpretare correttamente lo sviluppo armonico ed evolutivo dell’uomo, di cui il settore ali mentare è parte essenziale” commen ta il professor Guidetti.
28 Produzione & Igiene Ottobre 2022 SPECIALE MACCHINE&IMPIANTI / INCHIESTA
Francesca De Vecchi

Tecnologa alimentare OTALL e divulgatrice scientifica
Digitalizzare la filiera significa automatizzare le fasi e integrare il modello operativo di ciascuna azienda all’interno della filiera di appartenenza
Nuovo modello di gestione della fabbrica: automazione e transizione digitale giocano un ruolo fondamentale per rispondere agli scenari macroeconomici
Nuova gestione della fabbrica
In questo nuovo modello di gestione del la fabbrica l’automazione e la transizione digitale giocano un ruolo fondamentale, per riuscire a rispondere agli attuali sce nari macroeconomici: “L’automazione è
un’opzione che non si può più rimanda re per rendere sempre più efficienti le produzioni, semplificando i controlli, potendo tracciare i dati di lavorazione e integrare i processi,” spiega Marco Banti, Presidente ANIPLA, Associazione Nazio nale Italiana Per L’Automazione. Come si può operare? Digitalizzare la filie ra significa automatizzare le fasi e integra re il modello operativo di ciascuna azienda all’interno della filiera di appartenenza.


Oggi diversi tool digitali integrati permet tono un controllo centralizzato che con sente di monitorare tutti i valori princi pali che sono gli indici della produttività della fabbrica: per esempio le attività che toccano la qualità, gli scarti e gli inven tari. “Significa”, dice ancora Banti, “rap presentare la fabbrica come un unico ecosistema, con tante isole automatiz zate connesse tra loro per poter consen tire alla parte di controllo e di gestione di
 Marco Banti, Presidente ANIPLA
Riccardo Guidetti, professore ordinario Dipartimento di Scienze Agrarie e Ambientali dell’Università degli Studi di Milano
Marco Banti, Presidente ANIPLA
Riccardo Guidetti, professore ordinario Dipartimento di Scienze Agrarie e Ambientali dell’Università degli Studi di Milano
29Ottobre 2022 Produzione & Igiene
Le tecnologie abilitanti Cosa sono e gli esempi nell’agrifood
Advanced Manufacturing Solutions Robotica collaborativa con “cobot” interconnessi e programmabili in grado di fornire vantaggi ergonomici e/o semplificazione del layout produttivo: sistemi ottici di cernita e classificazione dei prodotti agricoli, sistemi di monitoraggio continuo di parametri di processo.
Additive Manufacturing Processo di creazione di un oggetto costruendo un livello (strato) alla volta (officina interna all’impianto; queste esigenze si avvalgono di stampanti 3D per costruire piccoli componenti e attrezzature).
Augmented Reality È una versione migliorata del mondo fisico reale che si ottiene attraverso l’uso di elementi visivi digitali, suoni o altri stimoli sensoriali forniti tramite la tecnologia: strumenti per l’analisi ottica per leggere nell’infrarosso, codici bidimensionali.
Simulation Imita il funzionamento di processi o sistemi del mondo reale con l’uso di modelli. Il modello rappresenta i comportamenti e le caratteristiche chiave del processo o del sistema selezionato, mentre la simulazione rappresenta l’evoluzione del modello in condizioni diverse nel tempo (previsione).
Horizontal/vertical integration
L’integrazione orizzontale è quando un’azienda cresce acquisendo o fondendo un’azienda simile nel proprio settore, nello stesso punto della catena di approvvigionamento. L’integrazione verticale è quando un’azienda si espande acquisendo o fondendo un’altra società che opera prima o dopo di essa nella catena di fornitura. Nell’ambito dell’Industria 4.0 ciò può riguardare anche solo la condivisione dei dati sia in orizzontale che in verticale (software e tecnologie ERP).
Internet of Things (IoT) Descrive la rete di oggetti fisici (“cose”), connessi con sensori, software e altre tecnologie allo scopo di scambiare dati con altri dispositivi e sistemi tramite la rete Internet. Nel food significa avere tutti gli impianti riconoscibili e in grado di comunicare tra loro in tempo reale (tramite rete Wi-Fi).
Cloud computing Avere la disponibilità delle risorse del sistema informatico a fronte di specifiche esigenze (condivisione di dati).
Cyber security Protezione e sicurezza dei dati.

Big data and analytics Tecniche analitiche avanzate per insiemi di big data molto grandi e diversificati che includono dati strutturati, semistrutturati e non strutturati, di origini diverse e di dimensioni diverse, da terabyte a zettabyte.
TECNOLOGIE ALIMENTARI AL PLASMA: INNOVATIVE E SOSTENIBILI
CAP (Cold Atmospheric Plasma) e PAW (Plasma Activated Water) sono tecnologie che sfruttano il plasma (in maniera diretta nelle tecnologie CAP e in maniera indiretta nelle tecnologie PAW) per una serie di processi di risanamento (ovvero riduzione del rischio microbiologico a livelli accettabili), ma anche di stabilizzazione (riduzione della microflora alterante degli enzimi). Sono tecnologie non termiche che consentono, da un lato di coniugare gli aspetti di selettività, minimizzando il danno termico, e dall’altro di portare vantaggi di sostenibilità, soprattutto dal punto di vista della gestione dell’energia coinvolta in questi processi. Ne ha parlato, nell’ambito del convegno
digitale AlimentiPiù, Massimo Mozzon, Associate Professor in Food Science and Technology dell’Università Politecnica delle Marche, presentando il progetto PLASMAFOOD (Study and optimization of cold atmospheric plasma treatment for food safety and quality improvement), finanziato dal Ministero dell’Università e Ricerca che ha avuto inizio a giugno 2020 e si concluderà nel febbraio 2023. Il progetto coinvolge 5 atenei e l’Istituto Superiore di Sanità, che si occupa di seguire la parte relativa alla potenziale applicazione per l’eliminazione dei rischi connessi alla presenza di virus trasmissibili con gli alimenti e AlmaPlasma srl, spinoff dell’Università di Bologna, che fornisce i prototipi per
Tabella 1. Le tecnologie abilitanti
Massimo Mozzon, Associate Professor in Food Science and Technology
dell’Università
Politecnica
delle
Marche
30 Produzione & Igiene Ottobre 2022 SPECIALE MACCHINE&IMPIANTI / INCHIESTA
avere tutti i dati a supporto della qualità delle lavorazioni, identificare eventuali termini di efficienza e modificarli di volta in volta”.
Gli strumenti di automazione che posso no consentire un’efficiente integrazione di una filiera alimentare sono per sem plicità raggruppabili in tre macrocatego rie, che spieghiamo di seguito.
Sistemi di controllo di processo
I più diffusi oggi sono i sistemi di tipo collaborativo per l’automatizzazione dei processi di produzione (sistemi di or chestrazione, PLC). Questi possono inte grare più funzionalità a livello di impian to, consentendo di gestire non soltanto le fasi di produzione e di lavorazione delle materie prime, ma integrando nel la stessa piattaforma anche informa zioni che servono per la manutenzio ne e per la gestione degli asset. Alcuni esempi comprendono: piattaforme che
devono integrare allarmi; oppure i siste mi Scada (Supervisory Control and Data Acquisition), software per il controllo della produzione, che consentono di gestire dalle materie prime alle diverse fasi di lavorazione passando attraverso il coordinamento e la supervisione della parte di controllo.
Information Technology (Manufacturing Operation Management)
Raggruppano una serie di categorie di software industriali, quali MES (Manufac turing Execution System), EBR (Electronic Batch Record), Data Analytics e soprat tutto di gestione degli asset manutentivi per garantire una gestione efficiente della fabbrica. Per monitorare e migliorare gli indicatori di performance di produzione sono disponibili strumenti che integrano i sistemi automatizzati già presenti, per ri cavarne dati che possono essere ulterior
TI SEI PERSO ALIMENTIPIÙ?
Previa registrazione gratuita le registrazioni di tutte le sessioni sono disponibili sul sito www.alimentipiu.it.

effettuare le prove di trattamento su vari tipi di alimenti Il plasma è un gas ionizzato: uno stato fisico della materia, costituito da ioni, radicali liberi, elettroni, fotoni per lo più nella regione dell’UV, molecole e atomi sia nel loro stato fondamentale che nel loro stato eccitato. La generazione del plasma in natura richiede condizioni termiche e di pressione piuttosto drastiche. Esiste tuttavia la possibilità di generare plasma a pressione atmosferica e a temperatura ambiente attraverso l’applicazione di campi elettromagnetici adeguatamente intensi, sfruttando varie tipologie di tensioni o impulsi a determinate frequenze. Oltre alla decontaminazione batterica (batteri, muffe, lieviti, spore e virus),
CAP e PAW si possono utilizzare anche per la decontaminazione di superfici di alimenti o materiali di imballaggio; unendo infatti le tecnologie al plasma e le atmosfere modificate è possibile ionizzare direttamente il gas all’interno della confezione, così da provocare direttamente una riduzione della carica microbica, contribuendo quindi a prolungare la shelf life di prodotti già confezionati. Altre potenziali applicazioni riguardano il pest control (CAP), le modificazioni delle proprietà funzionali di componenti alimentari come amidi, proteine, riso (CAP) e le variazioni delle proprietà funzionali superficiali di materiali di imballaggio (CAP). Le stesse specie chimiche sono anche capaci di distruggere componenti tossiche come
Appuntamento al 26-27-28 settembre 2023 per la II edizione!
pesticidi (tra cui dichlorvos e malathion), micotossine ed alcuni allergeni. La ricerca sulle applicazioni di queste tecnologie per il food, dal 2015 ad oggi, è cresciuta in modo costante. Rimangono ad oggi alcuni limiti da risolvere che riguardano la sicurezza d’uso (sono necessari maggiori dati sulle cinetiche di distruzione microbica) e il controllo delle specie reattive che si formano nella generazione del plasma e che potrebbero colpire componenti particolarmente sensibili all’ossidazione (i lipidi, per esempio). La finalità è quella di rendere la tecnologia conforme a quanto richiesto dal Regolamento europeo 2015/2283 relativo ai nuovi alimenti e quindi renderla applicabile su vasta scala alle produzioni alimentari.
31Ottobre 2022 Produzione & Igiene
mente elaborati per il miglioramento della produzione. I benefici ricadono nell’ambi to della riduzione di tempi di fermo-im pianto, dell’inventory, di errori di manipo lazione dei dati da parte dell’operatore e nella registrazione di tutti i dati necessari anche per produrre report a supporto dei processi di economia circolare.
ERP Software
ERP (Enterprise Resource Planning) sono sistemi che mettono in relazione processi diversi, favorendo lo scambio dei dati. Trovano uso anche in ambito di supply chain per la gestione di ordini e la soddisfazione del mercato attraverso un coordinamento migliore della logistica.
Efficienza energetica e Industry 4.0
In ottica di sostenibilità rientrano fra le attività di monitoraggio di processo e di
prodotto anche quelle relative ai consu mi energetici. Oggi sempre di più si parla di integrazione di celle solari e di sistemi di building automation ad alta efficienza (cioè l’automazione delle funzioni de gli impianti di un edificio) e di gestione “intelligente” delle rete elettrica (smart grid) per ridistribuire la potenza all’inter no delle diverse aree produttive.
Il piano Industry 4.0, inoltre, può offrire delle opportunità di integrazione di al tre tecnologie abilitanti. Per esempio: le soluzioni digital twin che permetto no, all’interno del sistema di control lo in uso, di simulare completamente il processo produttivo, per migliorare le rese, per esempio, partendo da dati già disponibili nel sistema. Oppure il data analytics che integra il livello di automazione di base consentendo all’imprenditore di utilizzare tutti i dati dell’impianto (in tempo reale, storici,

non strutturati, strutturati, qualitativi) per trovare nuovi modelli e per automa tizzare le decisioni.
Le migliori soluzioni supportano pro cessi end-to-end, dalle materie prime alla preparazione, all’analisi dei dati di produzione, fino al monitoraggio dei ri sultati. Oltre a queste sono disponibili soluzioni per l’automazione avanzata, applicazioni per la cybersecurity e la realtà virtuale applicata ai processi pro duttivi.
“Da un punto di vista operativo la ‘fabbri ca di domani’”, conclude Banti, “deve po ter integrare le nuove tecnologie anche a livello degli operatori: si assisterà sem pre di più al ricorso a una realtà virtua le e aumentata; di strumenti di robotica per un sempre maggior efficientamento di tutte le diverse aree produttive e una completa integrazione dell’intero ‘ecosi stema’ della fabbrica”.
Strumenti di robotica per un sempre maggior efficientamento di tutte le diverse aree produttive e una completa integrazione dell’intero “ecosistema” della fabbrica
32 Produzione & Igiene Ottobre 2022 SPECIALE MACCHINE&IMPIANTI / INCHIESTA


Crisi energetica e carenza di materie prime: come sta il settore?
Macchine per l’industria alimentare: in ripresa il fatturato settoriale, +13,7% nel 2021
Segno

positivo per il settore delle macchine per l’industria alimentare. Secondo le stime Cerved riportare in uno studio pubblicato a marzo 2022, nel 2021 la produzione è arrivata a 2.813 milioni di euro, con un incremento del 13,7% ri spetto al calo subito nell’anno preceden te. L’andamento è positivo sia sul mer cato estero (l’export cresce del 12,8% e l’import del 20%) sia sul mercato interno (+16,9%). Le vendite estere rappresen tano il 70,4% del fatturato settoriale, mentre i prodotti importati hanno un’in cidenza sul mercato interno del 18,3% (Tabella 1).
Commercio e guerra
L’area dell’Unione Europea si conferma come il principale mercato di sbocco. Segue il mercato nordamericano, per
piattaforma
ché gli USA sono il principale cliente dei macchinari per pastifici, industria dolciaria e per la trasformazione di frutta e vegetali. Nel 2021, la Russia si è collocata al dodicesimo posto tra gli acquirenti di macchinari, con specializ zazione nelle macchine per la trasfor mazione della carne. Ma le previsioni per i prossimi anni risentono fortemen te dell’attuale guerra in Ucraina e delle sanzioni economiche imposte alla Rus sia. Nel caso in cui il conflitto dovesse protrarsi per tutto il 2022, la crescita, prevista di 4 punti circa, peggiorerà sensibilmente.

conoscere
Mercati, davvero.
La situazione storica influenza la domanda
La crisi legata al Coronavirus, iniziata nel 2020, e la situazione di guerra in Ucrai na hanno frenato e freneranno gli inve stimenti tecnici delle aziende, che si di chiarano incerte sul futuro, e influiscono quindi negativamente sulla domanda. La produzione per l’industria alimentare si dimostra legata principalmente alla so stituzione delle macchine.
Guerra in Ucraina
Il forte incremento dei costi dei trasporti via nave, la grande instabilità nei prezzi
34 Cerved Market Intelligence: la
per
i
Scrivici a info.marketingsolutions@cerved.com SPECIALE MACCHINE&IMPIANTI / MERCATI&TRENDS
Tutte le attrezzature che vengono a contatto con gli alimenti devono essere progettate e realizzate in modo tale da rendere minimi i rischi di contaminazione degli alimenti
La strategia più diffusa all’interno delle aziende è l’impegno nella realizzazione di linee complete, anziché macchine singole
del frumento e degli altri cereali, la cre scita del costo dell’energia hanno cre ato una situazione di forte insicurezza nel comparto alimentare. Nel febbraio 2022, l’invasione dell’Ucraina da parte della Russia ha poi riportato l’economia mondiale in una situazione di estrema tensione. L’incertezza sulla disponibi lità di materie prime (in particolare del frumento e dei cereali per l’industria ali mentare) e del gas, la crescita del costo dei combustibili fossili, già iniziato prima ancora dello scoppio della guerra, fanno presagire l’uso di una certa cautela negli investimenti in beni strumentali da par te delle aziende clienti.
Incentivi statali
Nel 2020-2021, nell’ambito del PNRR, con il nuovo Piano Transizione 4.0 sono previste nuove condizioni per crediti d’imposta che coprono gli investimenti in beni strumentali per le imprese da novembre 2020 fino a tutto il 2022 (con consegna dei beni fino a giugno 2023).
Il Piano Transizione 4.0, varato conte stualmente alla Legge di Bilancio 2020 (30 dicembre 2019, n. 304), ridefinisce la disciplina degli incentivi fiscali previ sti dal Piano nazionale Impresa 4.0 (già Industria 4.0) al fine di sostenere più ef ficacemente il processo di transizione digitale delle imprese, la spesa privata in R&S e in innovazione tecnologica, con focus sull’ecosostenibilità ambien tale e l’accrescimento delle competen ze nelle materie connesse alle tecnolo gie abilitanti.

Chi opera nel settore?
Il settore conta circa 230 imprese e regi stra la presenza di poche aziende mediograndi e un buon numero di piccoli ope ratori, dinamici e flessibili, concentrati su mercati di nicchia. Il primo operatore del settore è il gruppo ALI, di dimensione significativamente maggiore delle al tre aziende nazionali, cresciuto grazie a un’intensa politica di acquisizioni in Ita lia e all’estero, diversificato sia in ambito settoriale (macchine per la panificazione, per il gelato, forni, macchine professio nali per caffè con il marchio Rancilio) sia extra-settoriale (foodservice, packaging, refrigerazione, lavaggio). Lo scenario competitivo vede la presenza di aziende appartenenti a gruppi esteri (Alfa Laval e GEA Group) e di gruppi italiani (CatelliCFT e Frapi - Pieralisi) fortemente radica ti nel settore (Tabella 2).
Elaborazione dati Cerved Marketing Intelligence a cura di Diletta Gaggia
35Ottobre 2022 Produzione & Igiene
Tabella 1. Ripartizione
produzione e dell’export
Analisi e stime Cerved su fonti
Segmento
Macchine e forni per pane, biscotti, pasticceria e pizza
Macchine professionali per caffè
Macchine per gelato
Macchine e impianti per la lavorazione delle carni
Affettatrici tritacarne e affini
Macchine e impianti per la trasformazione della frutta e dei vegetali
Macchine e impianti per molini, mangimifici e sili
Macchine e impianti per pastifici e per estrusi alimentari
Macchine e impianti per l’industria dolciaria

Totale
e previsione
. Valori in milioni di euro, variazioni
Produzione Export
Var. % Var. % Prev. Var. % Var. %
2020 2021 20/19 21/20 2019 2020 2021 20/19 21/20
623 698 -14,7 12,0 426 380 411 -10,8 8,2
425 500 -15,7 17,6 396 337 401 -14,9 19,0
302 350 -9,9 15,9 263 210 230 -20,2 9,5
228 257 -8,8 12,7 170 158 176 -7,1 11,4
201 217 -8,6 8,0 140 150 159 7,1 6,0
185 210 -15,1 13,5 159 125 150 -21,4 20,0
178 202 -20,9 13,7 194 155 178 -20,1 14,8
220 253 -14,7 15,1 187 152 174 -18,7 14,5
111 125 -14,6 12,9 106 89 101 -16,0 13,5
2.473 2.813 -13,8 13,7 2.041 1.756 1.980 -14,0 12,8
Prev.
2019
730
504
335
250
220
218
225
258
130
2.870
36 Produzione & Igiene Ottobre 2022 SPECIALE MACCHINE&IMPIANTI / MERCATI&TRENDS
della
per segmento 2019, 2020
2021
% (Fonte:
qualificate) Le vendite estere rappresentano il 70,4% del fatturato settoriale
Tabella 2. Principali operatori nazionali Dati in migliaia di euro, dato consolidato dove disponibile (Fonte: Cerved)
Aziende Gruppo Attività
Ali Holding srl Ali Holding Attrezzature per la ristorazione collettiva, macchine per il gelato artigianale e sistemi per la distribuzione dei pasti, armadi frigoriferi, mobili e tavoli refrigerati, apparecchi per il lavaggio professionale delle stoviglie, macchine professionali per caffè, etc. Il gruppo è diversificato anche in altri settori industriali
Ali Group srl Ali Holding Attrezzature per la ristorazione collettiva, macchine per il gelato artigianale e sistemi per la distribuzione dei pasti; armadi frigoriferi, mobili e tavoli refrigerati, apparecchi per il lavaggio professionale
CFT spa di cui ATS (Canada)
Impianti di lavorazione del pomodoro, macchine per il confezionamento alimentare e il riempimento di bevande, soluzioni per la selezione ottica di frutta e verdura
CO.MAC. srl ATS (Canada) Macchine per la produzione, il processo e il confezionamento di bevande (impianti di infustamento della birra)
Alfa Laval spa Alfa Laval (Svezia)
Centrifughe per latte, macchine per olio d’oliva, scambiatori di calore. Il gruppo è diversificato anche in altri settori industriali
Unox spa Efh Forni e piastre professionali
Frapis spa di cui Frapi spa Impianti completi per estrazione olio d’oliva, centrifughe per applicazioni diverse
Pieralisi Maip spa Frapi spa Produzione di impianti oleari e lattiero caseari
Anno Fatturato Var. % rispetto all’anno precedente
2020 1.990.122 -12,17
2020 385.883 -14,50
2020 220.542
2020 27.653
2020 117.038
2020 116.560
2019 106.852
2020 77.649
Celli spa Celli Macchine e impianti per l’erogazione di birra, vino e acqua 2020 102.531 Andreotti Impianti spa Andreotti Impianti industriali per la lavorazione e preparazione dei semi oleosi, macchine per raffinazione di oli vegetali e grassi animali
2020 98.951 n.s.
GEA Mechanical Equipment Italia spa GEA Group AG (Germania)
Pavan spa GEA Group AG (Germania)
GEA Imaforni spa GEA Group AG (Germania)
GEA Comas spa GEA Group AG (Germania)
Omogeneizzatori alimentari e pompe volumetriche ad alta pressione 2020 95.344 1,07
Macchine per la produzione e il confezionamento di pasta secca e fresca, snacks, cereali da colazione, macchine per la macinazione di cereali
Forni per pane, biscotti e torte
2020 84.021 -20,00
2020 67.763 -30,73
Dosatori, iniettatrici, macchine per dolci e farcitura pizza 2020 40.549 -27,45
TECNO POOL spa Lago Macchinari per il trattamento e la trasformazione dei prodotti alimentari
Carle&MontanariOPM spa Sacmi Macchine per il cioccolato e industria dolciaria
Unitec spa Benedetti Macchine per la lavorazione dei prodotti ortofrutticoli
Fava spa Relfin Macchine per pasta secca e fresca
Ocrim spa Ocrim Molini, mangimifici e silos
Della Toffola spa Della Toffola Impianti per la produzione di vino, filtri per soluzioni zuccherine e macchinari per birra
2020 93.209 -6,39
2020 82.712 -10,6
2017 79.987 -4,74
2020 68.574 -30,45
2020 63.939 -30,43
2020 52.987 -10,26
37Ottobre 2022 Produzione & Igiene
SPECIALE MACCHINE&IMPIANTI / MERCATI&TRENDS
Come in altri comparti della meccani ca strumentale vi è un parziale ricorso all’esternalizzazione di alcune fasi pro duttive (lavorazione, installazione, manu tenzione) favorito dalla concentrazione geografica di gran parte dei protagonisti nell’area emiliana e lombarda. I grandi gruppi hanno costituito proprie reti com merciali a livello mondiale, mentre sui li velli dimensionali minori le filiali lasciano il posto a strutture indipendenti (come gli agenti locali), spesso collegate a centri di assistenza e servizio.
Razionalizzazione di costi e innovazione
Le grandi aziende del settore perse guono politiche di riduzione dei costi di produzione, basate su attente strategie di approvvigionamento e di standardiz
zazione, sia di componenti meccanici sia di parti elettroniche. L’approvvigio namento ha acquisito una importanza sempre maggiore dopo la pandemia, con la crisi delle forniture di microchip e con la situazione bellica in Ucraina. La strategia più diffusa all’interno delle aziende è l’impegno nella realizzazione di linee complete, anziché macchine
singole, e di offrire gamme allargate di macchine per singoli prodotti o merca ti. Lo sforzo di modularizzazione degli impianti è parte integrante di questa strategia.
L’innovazione tecnologica rappresen ta una delle principali armi competiti ve dell’industria italiana, che tende a migliorare continuamente le macchine prodotte e a incorporare gli avanzamen ti tecnologici provenienti da altri settori
(elettronica e nuovi materiali). Il processo innovativo è finalizzato all’aumento della produttività, dell’affidabilità e della fles sibilità, all’azzeramento dei fenomeni di contaminazione microbiologica degli alimenti nel rispetto di normative igie niche molto rigorose. Inoltre si assiste a un grande sforzo mirato alla standar dizzazione delle macchine e dei compo nenti, operazione che consente di com primere i costi della personalizzazione e contemporaneamente va incontro a una specifica richiesta dei grandi clienti: sono significativi i rapporti con le grandi multinazionali del comparto alimentare, infatti le imprese più importanti mirano ad accordi pluriennali che garantiscano continuità alla produzione di macchinari e la possibilità di sviluppo degli stessi in collaborazione con il cliente.
FONDAMENTALI IGIENE E SICUREZZA
Tutti i macchinari prodotti devono rispettare le normative di sicurezza vigenti in ogni nazione. In Italia, le norme sono molto vincolanti e mirano a tutelare l’utilizzatore della macchina. In Italia, la Direttiva 2006/42/ CE (Direttiva Macchine) recante le disposizioni di sicurezza per le macchine è stata recepita dal D.Lgs. 17/2010, in vigore dal 6 marzo 2010. Questa direttiva è periodicamente corredata da Linee Guida interpretative elaborate direttamente dalla Commissione Europea per chiarire gli aspetti più complessi. Pur non avendo valore legale, questi documenti sono considerati dagli organi di controllo un punto di riferimento applicativo, per cui diventano strumento indispensabile per tutti i costruttori e utilizzatori di macchine. Gli ultimi aggiornamenti sono stati pubblicati a novembre 2019.
Ad aprile 2020 la Commissione Europea ha aggiornato le norme armonizzate di riferimento con la Decisione di Esecuzione (UE) 2020/480 del 1° aprile 2020 che modifica la Decisione di Esecuzione (UE) 2019/436 relativa alle norme armonizzate per le macchine redatte a sostegno della Direttiva 2006/42/CE (Direttiva Macchine). Si tratta di un aggiornamento che va a rivedere o in alcuni casi a ritirare alcune delle norme precedenti.
Norme a tutela degli alimenti La tutela igienico-sanitaria degli alimenti è regolamentata da legislazioni piuttosto rigide, emanate sia su base nazionale che regionale. Agli operatori del settore alimentare (OSA) spetta la responsabilità della sicurezza dei prodotti alimentari, già a partire dalla produzione primaria,
fino alla loro trasformazione e vendita al consumatore finale. In generale, tutte le attrezzature che vengono a contatto con gli alimenti devono essere progettate e realizzate in modo tale da rendere minimi i rischi di contaminazione degli alimenti, mantenute in buono stato e sottoposte a regolare manutenzione. Le macchine devono inoltre essere costruite rispettando le normative di sicurezza relative agli operatori. È probabile che in un prossimo futuro vengano emanate norme che prevedono una massima percentuale di presenza di oli lubrificanti minerali negli alimenti. Di conseguenza le aziende valutano di sostituirli con oli naturali, e le aziende del settore in esame tengono conto di questo aspetto nel valutare l’evoluzione delle proprie macchine.
38 Produzione & Igiene Ottobre 2022
The Royal League in ventilation
Feel the future

ZAbluefin con girante in ZA mid ® – il sistema perfetto per climatizzare la food industry I ventilatori ZAbluefin ECblue ad alta efficienza sono disponibili con pale in ZA mid ® , il tecnopolimero che piace all’industria alimentare. Perché ZA mid ® è leggero ma robusto come l’acciaio, ha un’eccellente termostabilità, resiste alla corrosione, è facile da igienizzare, non favorisce l’annidamento e la proliferazione di batteri ed è sicuro per qualsiasi ambiente. Chiedi info e scheda tecnica a info@ziehl-abegg.it www.ziehl-abegg.it





FORMA Design biomimetico ulteriormente migliorato con effetto diffusore ottimizzato
Esclusivo materiale composito high tech ZA mid ®



Nuovo motore a risparmio energetico IE5 ECblue per la massima efficienza
The Royal League nella ventilazione , nei controlli e negli azionamenti
 POTENZA
POTENZA
IL FREDDO A NOLEGGIO BRENTA RENT PER L’INDUSTRIA ALIMENTARE
BRENTA RENT è attiva da oltre 18 anni nel noleggio di macchine per il condiziona mento dell’aria e refrigerazione di processo L’azienda, proprio grazie alla consoli data esperienza, è a disposizione per
supportare il cliente nella selezione della macchina più adatta alle specifiche esigenze. Nel settore del la produzione di alimenti e bevande è particolar mente importante sceglie re il gruppo frigorifero più adatto, considerando che la prima misura igienica di prevenzione e sicurezza ali mentare è proprio l’utilizzo del freddo per la climatiz zazione degli spazi lavorativi e di con servazione: BRENTA RENT è pronta a dare soluzioni tecniche sia per il condi zionamento che per il raffreddamento di processo, con soluzioni che permet
SISTEMI DI TUBAZIONI AFFIDABILI LUNGO TUTTA LA FILIERA PRODUTTIVA
I produttori di alimenti e bevande devono affrontare sfide impegnative: aumento dei costi energetici e del personale, condizio ni igieniche e ambientali difficili e processi produttivi più complessi. GF Piping Systems
è un partner su cui poter contare come for nitore di soluzioni complete. Con soluzioni personalizzate, l’azienda si impegna ad aiu tare per migliorare la qualità del prodotto finale, a ridurre al minimo i rischi di fermo macchina e, grazie alle sue soluzioni legge re ed esenti da corrosione, a migliorare l’effi cienza energetica in tutte le aziende clienti.
I vantaggi principali dei sistemi GF Piping Systems
§ Nessuna perdita causata dalla corro sione, nessun fermo di produzione;
§ Nessuna contaminazione grazie alle superfici lisce e alle tecnologie di giun zione adeguate;
§ Manutenzione ridotta;
§ Maggiore efficienza energetica;



§ Costi di esercizio ridotti grazie a minori costi di riparazione e minore fabbisogno energetico;
§ Minore rischio di incro stazioni nei sistemi di tubazioni.
GF supporta il cliente in ogni fase della produ zione
I processi di refrigerazione nei birrifici, nelle aziende vinicole, nei caseifici e nel la produzione di carne e pesce richiedono spesso un controllo accurato della tem peratura abbinato a un’elevata capacità di raffreddamento. In un circuito secon dario il controllo della temperatura è fon damentale, la regolazione della portata
tono di non avere interruzioni del ciclo produttivo o della catena del freddo La soluzione del noleggio è vantaggiosa sia in situazioni di emergenza (manuten zioni, picchi di produzione, stand-by, gua sti improvvisi) che nella conduzione stan dard dell’attività aziendale, per la quale BRENTA RENT può proporre formule di noleggio a lungo termine.
Le macchine della flotta a noleggio sono disponibili anche per la vendita usato: si tratta sempre di macchine in perfetto sta to di funzionamento e di manutenzione, che possono anche essere noleggiate per un periodo di prova prima dell’acquisto.

BRENTA RENT
di glicole o acqua refrigerata in tubi di plastica preisolati consente una gestione e un controllo preciso ed economico.
www.brentarent.it
GF Piping Systems www.gfps.com
40 Produzione & Igiene Ottobre 2022 MACCHINE&IMPIANTI
ZABLUEFIN-ZAMID®, LA SOLUZIONE PERFETTA PER CLIMATIZZARE LA FOOD INDUSTRY
Per migliorare in maniera apprezzabile l’impatto ambientale e il comfort lavorati vo dell’intera industria di processo ZiehlAbegg mette a disposizione un’ampia scelta di ventilatori con motori Premium Efficiency abbinati a diversi materiali per le più specifiche esigenze applicative. Nell’industria alimentare vi sono apparec chiature e complementi che pur eludendo il contatto con il cibo sono comunque pro gettati nel rispetto delle GMP “Good Ma nufacturing Practice” con un occhio atten to alle specificità del settore alimentare; ergo dei materiali impiegabili. Si pensi ad esempio a pavimentazione, porte igieni che, illuminazione e alle UTA (unità di trat tamento aria) dei reparti produttivi. Per queste ultime Ziehl-Abegg da sempre fornisce ventilatori in acciaio e alluminio: robusti, durevoli e facilmente igienizzabi li. Negli ultimi anni, fra i diversi materiali compositi già sviluppati, ha adottato un nuovo tecnopolimero davvero innovativo, lo ZAmid®.

ZAmid® si sposa perfettamente con le esigenze della food industry perché è resi stente alla corrosione, facile da igienizzare,
non favorisce l’annidamento e la proliferazione di batteri, mantiene la stabilità chimicofisica a temperature di eser cizio tra -20 e +80°C, è sicuro per qualsiasi ambiente perché non emana alcun tipo di so stanza ed è riciclabile al 100%. Questo tecnopolimero, rinfor zato con fibra di vetro, possie de la robustezza dell’acciaio potendo però vantare un peso notevolmente inferiore e una termostabilità eccellente. Ziehl-Abegg grazie a questo nuovo materiale brevettato amplia l’of ferta della serie di ventilatori ZAbluefin che riscuote gran successo nel mondo delle UTA: applicazioni con elevate per dite di carico dove serve una ventilazione prestante, molto efficiente e smart. In quanto a efficienza, la girante ZAblue fin con motore ECblue rappresenta, da ormai diverso tempo, la stella polare per i progettisti della climatizzazione. Il si stema infatti ottiene il massimo dei voti per efficienza, affidabilità e risparmio
energetico. Questo grazie al perfetto con nubio tra la geometria bionica delle pale che migliora l’aerodinamica e il motore “Premium Efficiency” ECblue brushless IE5 con inverter integrato. Due tecnologie che, messe assieme, consentono di rag giungere un’efficienza di picco del 79% e rendono i ventilatori ZAbluefin-ECblue la scelta migliore anche per il revamping.
ZIEHL-ABEGG www.ziehl-abegg.com



NUOVE FUNZIONI PER L’AGGRAFFATRICE FERRUM
Aggraffatrice Ferrum, modello FSH, completamente ricostruita a nuovo con importanti implementazioni funzionali quali:
§ Ingresso barattoli con coclea di sin cronizzazione ad azionamento indi pendente;
§ Guarnizioni con profili e materiali in novativi, maggiormente resistenti all’usura e più performanti;
§ Esecuzione finitura superficiale su perliscia di tutti gli elementi di fusione, con verniciatura ad alta resistenza;
§ Motorizzazione dei pistoni della sta zione di pre-aggraffatura;
§ Suddivisione in tre parti del piastro ne porta guide barattoli in ingresso/ uscita aggraffatura;
§ Protezioni perimetrali e superiori in materiale fonoassorbente;
§ Leve speciali porta rolline;
§ Rotore superiore completamente ri progettato.
IMETA
www.imetasrl.com 41Ottobre 2022 Produzione & Igiene
a cura della Redazione
UNICA I SISTEMI AUTOMATICI PER LA PESATURA DI MICRO-INGREDIENTI IN POLVERE

La miscelazione di più ingredienti per formare l’impasto giusto è il processo più critico nell’industria alimentare come, ad esempio, nella produzione degli snack, dei prodotti da forno, dei salumi e dei pro dotti alimentari in genere.
Gli ingredienti macro come zucchero, grasso e farina vengono generalmente gestiti automaticamente mentre i micro ingredienti inclusi aromi, sali e altri mi glioratori vengono gestiti manualmente con conseguenti problematiche come il grande impiego di manodopera nell’area di dosaggio, il maggior costo di produ zione, il rischio d’impresa per assentei smo e carenze nonché errori e polvere che portano a sprechi di materia prima, rendimenti di materiale inferiori, perdite materiali costose ed errori che portano
a problemi di integrità della ricet ta, scarti batch di impasto e scarsa tracciabilità.
La soluzione a tutte queste problema tiche è produrre automaticamente i lotti di micro-ingredienti con i sistemi automatici Lawer modello UNICA che nelle diverse varianti permettono una pesatura altamente precisa, 1 grammo di accuratezza, e permettono di operare in un ambiente privo di polvere al 100%.
I benefici che i sistemi UNICA permettono di ottenere sono innumerevoli: dal rispar mio monetario con la riduzione del costo del lavoro, il risparmio di materia prima, la precisione che garantisce l’integrità della ricetta e zero scarti di batch, alla sicurez za dell’ambiente di lavoro che risulta es
MOTORIDUTTORE DUODRIVE, RESISTENTE E LAVABILE
Dal lavaggio al riempimento, dalla sigil latura e all’etichettatura: i nastri traspor tatori per bottiglie sono spesso utilizzati nell’industria delle bevande. Per farli fun zionare in modo efficiente dal punto di vi sta energetico, NORD DRIVESYSTEMS ha sviluppato una soluzione di azionamento speciale: il motoriduttore brevettato Duo Drive, un motore sincrono a efficienza energetica IE5+ non ventilato è integrato con un riduttore a ingranaggi elicoidali monostadio. Il motore IE5+ supera addi rittura le prestazioni previste dalla classe di efficienza energetica più elevata (IE5). L’integrazione del motore con il riduttore consente ulteriori ottimizzazioni, grazie all’eliminazione delle interfacce, di alcu ne parti soggette a usura e alla riduzione dello spazio di installazione necessario.
Resistente alla corrosione e facile da pulire
Il motoriduttore DuoDrive e molti altri componenti di NORD sono resistenti alla corrosione e lavabili, quindi adatti all’uso in ambienti sensibili dal punto di vista igienico. Grazie alla superficie liscia e al motore integrato non ventilato, il DuoDri ve è molto facile da pulire.
Su richiesta, i componenti lavabili pos sono essere forniti anche con il tratta mento superficiale nsd tupH. nsd tupH non è un rivestimento, ma un trattamen to superficiale permanentemente legato al materiale del substrato, che non si sfalda.

NORD DRIVESYSTEMS www.nord.com



sere sano in quanto privo di polvere per fi nire con la tracciabilità garantita al 100% per ogni ingrediente e operazione. I sistemi UNICA possono inoltre essere interfacciati a sistemi gestionali esterni rientrando così nei vantaggi fiscali di In dustria 4.0
www.lawer.com
LAWER
42 Produzione & Igiene Ottobre 2022 MACCHINE&IMPIANTI
PICCOLE PIASTRE IN MICROFILM PER LA QUANTIFICAZIONE RAPIDA DI CONTAMINANTI IN DIVERSI CAMPIONI
Le nuove piastre in microfilm Microfast™ di PerkinElmer offrono la quantificazione efficace, efficiente e semplice della con taminazione aerobica totale, di Esche richia coli, enterobatteriacee, coliformi, lieviti e muffe, e Stafilococco aureo nei campioni di latte, carne/pollame, frutta, verdure, pane e superfici ambientali. Tut te e sei le tipologie di piastre hanno rice

vuto la certificazione PTM (Performance Tested Methods) dell’AOAC. Altamente sensibili e precise, sono caratterizzate da un semplice flusso di lavoro in tre fasi, e da una notevole riduzione dei tempi ne cessari per l’ottenimento dei risultati.


 PERKINELMER www.perkinelmer.com
PERKINELMER www.perkinelmer.com
FONDERE IN CONTINUO E IN POCO SPAZIO PANI DI GRASSO, BURRO ANIDRO E IDRATO
Il fusore continuo TECNO3, serie FCG per pani di grasso, burro anidro e gras so idrato (grasso vegetale, burro vacci no, etc.) è destinato alle industrie dol ciarie, lattiero casearie e alimentari. È dotato di un particolare sistema inno vativo che garantisce un’elevata produt tività, una riduzione dei costi energetici, tempi di fusione ridotti e un risparmio di manodopera.

L’efficienza dello scambio termico come risultato del lavoro meccanico dei rotori caldi, che operano un’azione raschiante sulla superficie dei pani, assicura un’eccellente fusione. Il ciclo di fusione in continuo garan tisce un prodotto fuso a bassa tem peratura e mantiene inalterate le ca ratteristiche qualitative della materia prima.
TECNO3 www.tecno-3.it
RIEMPITRICE ASETTICA MUSTANG BY FBR ELPO
Raggiungere capacità operative estrema mente elevate per soddisfare le richieste del mercato del BAG IN BOX. Ora è possi bile grazie alla nuova riempitrice asettica a doppia testa di riempimento MUSTANG, completamente automatica e in acciaio INOX con capacità produttive fino a 1.200 sacchi/h. Progettata per il riempimento di una vasta gamma di prodotti, come latte e derivati, panna, basi per gelati, etc. La nuova riempitrice MUSTANG utilizza sac

chi da 1,5 fino a 20 litri del tipo a modulo continuo e presterilizzati. Grazie alla sua notevole flessibilità, la riempitrice MUSTANG può lavo rare con sacchi che utilizzano qua lunque tipo di bocchello disponibile sul mercato del BAG IN BOX, inclusi i tappi con tubi “dispenser”.
FBR ELPO www.fbr-elpo.it
43Ottobre 2022 Produzione & Igiene
GOGLIO RIVOLUZIONA IL CONFEZIONAMENTO FLESSIBILE CON LA NUOVA GSTAR
Brevettata da Goglio, leader mondiale nel packaging flessibile, e già testata con successo da Lavazza, che l’ha poi acqui stata, GStar è la prima macchina per il packaging sia sottovuoto sia soft in grado di produrre fino a 200 confezioni al minu to, una velocità doppia rispetto alle altre macchine sul mercato. GStar garantisce il massimo dell’efficienza e della velocità
sia nella produzione di imballi soft che sottovuoto, sia nella lavorazione di lami nati con alluminio che monomateriali, sia nel confezionamento di caffè in polvere che in grani, e si adatta alla produzione di confezioni da 250 g fino a 1 kg.
STAND-UP POUCHES, TUTTE LE TECNOLOGIE PER LA SICUREZZA DEL TUO PRODOTTO
IMA Fillshape produce e progetta sistemi di riempimento per buste flessibili standup con e senza beccuccio per il settore lat tiero-caseario, alimentare e delle bevande. Ogni macchina integra i più recenti prin cipi di “Hygienic Design” offrendo appa recchiature che soddisfano i più elevati standard di sicurezza alimentare, puli bilità e sanificazione, tenendo in consi derazione la filosofia e le indicazioni HACCP.


A seconda della specificità di ogni prodotto da confezionare, Fillshape dispone dell’inte
ra gamma di livelli igienici per proteggere il prodotto per:
§ riempimento caldo e freddo;
§ riempimento ultra clean (uc);



§ riempimento asettico.
IMA FILLSHAPE www.ima.it/foodanddairy
IL NUOVO MODULO TRASPORTATORE RIDUCE IL CARICO DI GERMI NELLA LAVORAZIONE DELLA CARNE DI POLLO
Il nuovo Ultra Hygienic Transfer (UHT) di Interroll rende ancora più igienici i proces si automatizzati nella gestione dei flussi di materiale nella lavorazione della carne di pollo: questa soluzione innovativa riduce significativamente la quantità di particelle di carne nel flusso di merci, nonché il ca rico di germi. Ciò permette di ottimizzare la durata di conservazione dei prodotti a base di pollo nella vendita al dettaglio. Il prodotto modulare ha un design robu sto e aperto, molto facile da pulire. Può essere facilmente installato – senza l’u so di sensori aggiuntivi – come soluzione
stand-alone posizionata tra le macchine da taglio a monte e i nastri trasportatori a valle, richiedendo solo un cavo di ali mentazione per il mototamburo integra to. A seconda dei requisiti, la carne delle ali o del petto viene trasportata in ceste di vagliatura in acciaio inossidabile che, a differenza degli scivoli, raccolgono la carne individualmente in un anello cir colare senza fine e poi la depositano su un nastro trasportatore preesistente.

44 Produzione & Igiene Ottobre 2022 MACCHINE&IMPIANTI
GOGLIO www.goglio.it
INTERROLL www.interroll.com


Brenta Rent Srl Via Dell’Industria, 17- 35020 Arzergrande (PD) - Italy Tel. +39 049 5800034 - Fax +39 049 9724623 - Mobile +39 347 0554982 www.brentarent.it - brenta@brentarent.it NOLEGGIO GRUPPI FRIGORIFERI CHILLER servizio di teleassistenza operativo 24 ore Presente da oltre 18 anni sul mercato del noleggio SOLUZIONI A NOLEGGIO PER IL FREDDO il freddo a noleggio
STI… i professionisti del vapore!

STI nasce nel 2009 dall’esperienza ven tennale della Famiglia Passuello nel settore della pulizia a vapore. Azien da giovane e dinamica che, grazie a un’organizzazione rapida e flessibile e all’alta qualità dei suoi prodotti, sta conquistando il mercato europeo ed extra-europeo.
Leader nella produzione di macchine a vapore
Siamo leader nella realizzazione di macchine per la pulizia a vapore, nelle due linee per uso domestico e per uso professionale. I nostri prodotti sono in teramente progettati e realizzati nello stabilimento di oltre 3.000 mq di Fara Vicentino. L’azienda crede fortemen te nel Made in Italy, seguendo questa linea di pensiero, STI garantisce che ogni componente delle sue macchine presenti provenienza italiana, offrendo così un prodotto di altissima levatura.


Pulizia a vapore: un metodo veloce e sicuro
Il nostro sistema vapore è un modo si curo e veloce per pulire e sanificare qualsiasi tipo di superficie. I nostri pu litori a vapore sono l’esempio di pulizia verde dal momento che non richiedono l’uso di soluzioni e detergenti chimici. Normale acqua di rubinetto viene tra sformata in un potente strumento di pulizia profonda. Il vapore elimina spor cizia, batteri, virus muffa e altri agenti contaminanti da una varietà di superfi ci in pochi secondi. Si rivela inoltre ide ale per chi soffre di allergie.
La gamma

STI ha un’ampia gamma di macchine, dalle più semplici ed economiche per
l’utilizzo domestico, a quelle più com plesse e potenti, per l’uso industriale. La linea domestica è composta dai mo delli QV4, QV6 e linea QV7. Si dimostra essere una gamma completa in quanto è formata sia da prodotti solo vapore che prodotti vapore-aspirazione. I loro utilizzi sono molteplici visto che possono esse re utilizzati per pulire e sanificare ogni stanza e superficie della casa.
La gamma di macchine professionali di STI si divide in due linee: COMBY (prodotti
aspirazione-vapore) e GAISER (prodotti solo vapore). La nostra gamma profes sionale vi permetterà di pulire a fondo e sanificare qualsiasi luogo, gli ambiti di utilizzo sono svariati: dall’industria ali mentare a quella meccanica, dalla sa nità (ospedali, studi medici, odontoia trici e veterinari) alla ristorazione, dagli hotel alla pulizia nei trasporti pubblici.
46 FOCUS / CARNI E INFORMAZIONESALUMIPUBBLICITARIA
Produzione & Igiene
Ottobre 2022
STI www.stindustry.it





pulizia e sanificazione stindustry.it MACCHINE A VAPORE SECCO NOASTUDIO.com PULIZIA E SANIFICAZIONE stindustry.it MACCHINE A VAPORE SECCO REALIZZATA DA DIMENSIONE PULITO
Se non riesci a essere preparato, preparati a fallire
Gestione della BusinessContinuity nel settore alimentare


Leaziende di tutti i settori devono affrontare molte tipologie di in cidenti potenziali che includono, ma non si limitano a:
§ significativi infortuni sul lavoro;
§ campagne mediatiche negative;
§ sconvolgimenti del mercato;
§ interruzione elettrica;
§ interruzione della catena di approv vigionamento;
§ perdita dell’infrastruttura IT/ teleco municazioni (connettività, crash del server, virus);
§ problemi relativi alle infrastrutture logistiche.
Le organizzazioni della filiera alimen tare devono affrontare ulteriori pro blemi e sfide specifiche del settore che aumentano la complessità di gestione della continuità operativa:
§ garantire una fornitura sicura di ma terie prime e ingredienti chiave da più fornitori;
§ tracciabilità in caso di rischi reputa zionali;
§ problematiche di frode alimentare nella catena di approvvigionamento;
§ gestione della stampa e dei social me dia successivamente a eventi gravi (ri tiri di prodotti, sinistri in loco, disastri ambientali).
Fiducia e lealtà dei consumatori pos sono richiedere anni per essere guada gnate, ma possono essere perse rapi
damente quando si verificano eventi di questa natura. Una gran parte delle at tività chiuse a seguito di un tale evento è improbabile che riaprano. Ad esempio, circa il 93% di aziende che hanno perso il data center per 10 giorni o più a causa di un disastro, ha dichiarato fallimento entro un anno[1].
In questo mondo iperconnesso, in cui le informazioni vengono trasferite con un semplice click e sono più facilmente accessibili, gli eventi causati dall’uomo
In Collaborazione con
La necessità di sistemi formali di continuità operativa nell’industria alimentare è guidata dagli standard accettati dalla Global Food Safety Initiative
48 Produzione & Igiene Ottobre 2022 MANAGEMENT / BEST PRACTICE
continuano a rappresentare una minac cia primaria alla continuità aziendale. Inoltre, sia i disastri causati dall’uomo che quelli naturali potrebbero non do ver necessariamente verificarsi nella sede di un’organizzazione per avere su di essa un impatto catastrofico.
Perché scegliere il BC Management

La Business Continuity è sia una di sciplina che una preoccupazione in crescente aumento all’interno dell’in dustria alimentare e delle bevande. BC Management (BCM) è quindi un con cetto sempre più diffuso per la maggior parte delle organizzazioni del settore, con vari esempi di aziende che sono passate dalla gestione reattiva delle crisi a un approccio proattivo o preven tivo. I vincoli di risorse (investimenti e personale) e la mancanza di esperienza pratica stanno però rallentando l’attua zione del BCM. Le aziende, infatti, risul tano riluttanti a dare la priorità agli in vestimenti in costose misure preventive all’interno dei loro processi per gestire scenari ipotetici rispetto a problemi aziendali già noti.
L’enfasi del BCM cambia tra i vari atto ri che compongono la filiera che arriva fino al consumatore, riflettendo le atti vità principali e le preoccupazioni com merciali di ciascuno.
§ le grandi insegne della distribuzio ne moderna sono intrinsecamente resilienti perché pochi dei loro as set sono critici. Le loro reti possono resistere alla perdita di qualsiasi negozio e fornitore di prodotti senza interruzioni significative delle opera zioni. È più probabile che i loro centri di distribuzione, sedi centrali e forni
tori di servizi creino singole o signifi cative aree di debolezza. Tuttavia, la principale risorsa e preoccupazione dei rivenditori è la reputazione del loro marchio. Per tutte le altre even tualità, i rivenditori si rivolgono ai loro fornitori per avere copertura come
§
Paolo Bersighelli
Business Developer Manager
Food sector, BSI
prima opzione di emergenza, aspet tandosi che appunto i loro fornitori mantengano capacità/disponibilità e garantiscano la flessibilità logistica per soddisfare circostanze eccezio nali. In caso di carenza di energetica la posizione viene invertita. § i distributori locali invece intratten gono rapporti amichevoli con i loro grossisti e si rivolgono a loro per la continuità della catena di approvvi gionamento.
Le società di servizi logistici sono im pegnate in BCM su base ad hoc, a se conda che i loro clienti siano disposti a pagare un extra per la pianificazio ne della continuità. Le loro risorse critiche sono dipendenti qualificati.

§ Le aziende di trasformazione e di con
fezionamento sono in una posizione più precaria. I loro sforzi sono incentra ti sulla protezione delle risorse chiave perché le loro operazioni dipendono da poche strutture ad alta intensità di capitale. Alcuni non fanno distinzione tra operazioni quotidiane, gestione dei rischi e BCM. I produttori tendono a fare affidamento sulla loro capacità di “flettere” la produzione tra i siti come principale forma di emergenza. Tutta via, la maggior parte ha ammesso che
Le società di servizi logistici sono impegnate in BCM su base ad hoc, a seconda che i loro clienti siano disposti a pagare un extra per la pianificazione della continuità
49Ottobre 2022 Produzione & Igiene
PRACTICE
la capacità ridondante che fornisce la base di questa strategia viene costan temente erosa dalla pressione per ri durre costi e ottimizzare l’utilizzo delle risorse. I siti vengono chiusi, consoli dati e spostati all’estero, a quel punto cambiano i profili di rischio per le loro operazioni; le principali minacce pas sano dai siti produttivi ai trasporti, alle comunicazioni e all’infrastruttura di supporto[2].
Standard di Business Continuity e conformità

La gestione di BC rientra in gran parte nello spettro della qualità e della ge stione del rischio con alcune sovrappo sizioni in campi correlati come la gover nance, la sicurezza delle informazioni e la conformità. La gestione del rischio è uno strumento importante per la con tinuità aziendale in quanto fornisce un modo strutturato per identificare po tenziali fonti di interruzione dell’attività e valutarne probabilità e danni. Un modo collaudato per raggiungere la continuità aziendale è l’uso di standard internazionali: la norma ISO 22301 aiuta le organizzazioni a mettere in atto piani di continuità aziendale per proteggerle
e aiutarle a riprendersi da situazioni dirompenti. Aiuta anche a identifica re potenziali minacce per le aziende e a costruire la capacità di affrontare eventi imprevisti. Protegge le aziende e la loro reputazione e le mantiene agili e resilienti riducendo al minimo l’impatto di interruzioni impreviste.
Questo standard garantisce l’uso di me todi e concetti comprovati per BC. Tut tavia, oltre a soddisfare i requisiti delle norme, un piano di continuità operativa dovrebbe includere anche attività ag giuntive quali:
§ identificare potenziali disastri rile vanti;
§ sviluppo di programmi di evacuazio ne;
§ approvvigionamento di computer e server di riserva;
§ eseguire il backup dei dati e organiz zare l’archiviazione fuori sede;
§ valutare regolarmente l’efficacia dei metodi di approvvigionamento;
§ prestabilire la comunicazione e il coinvolgimento dei fornitori;
§ prestabilire la gestione remota dell’attività;
§ assegnazione di responsabilità per attività specifiche;
§ eseguire esercitazioni;
§ educare i dipendenti;
§ migliorare la vigilanza all’interno di un’organizzazione.
La necessità di sistemi formali di conti nuità operativa nell’industria alimentare è stata guidata da diversi standard ac cettati dalla Global Food Safety Initiative (GFSI), tra cui BRCGS ed è anche presen te negli standard creati dalle catene in ternazionali per le verifiche di parte se conda. Gli standard GFSI impongono alle organizzazioni i requisiti per impostare piani BC che guidino logisticamente le organizzazioni al recupero e al ripristino delle funzioni critiche, entro un tempo predeterminato, a seguito di un’interru zione prolungata (crisi/disastro).
NOTE
[1] National Archives & Records Administration in Washington.
[2] Peck, H Dr. 2006. Resilience in the Food Chain: A Study of Business Continuity Management in the Food And Drink Industry. DEFRA Report, Cranfield University, Shrivenham.
BSI BRITISH STANDARDS INSTITUTION
BSI British Standards Institution – in qualità di ente di normazione – da oltre un secolo consolida best practice aiutando le organizzazioni in tutto il mondo a portare l’eccellenza al proprio interno e a costruire competenze e capacità per una crescita sostenibile. Fornisce servizi di certificazione, training e soluzioni di “customize assurance” a oltre 86.000 clienti in 193 paesi e diversi settori tra i quali il Food&Beverage.
MANAGEMENT / BEST
Le organizzazioni della filiera alimentare devono affrontare problemi e sfide specifiche del settore che aumentano la complessità di gestione della continuità operativa
www.bsigroup.it 50 Produzione & Igiene Ottobre 2022
Otto motivi per scegliere l’ERP CSB-System
Il sistema ERP è la colonna portante di un’azienda e man mano che la digitaliz zazione si espande o si rende necessaria, il gestionale diventa sempre più impor tante. Qui di seguito otto buoni motivi per scegliere CSB-System.
1. Tagliato “su misura” per il settore
Il CSB-System è stato sviluppato speci ficatamente per il settore alimentare e offre soluzioni preconfigurate per ogni comparto. I processi aziendali migliorano.

2. Funzionalità estese
Il CSB-System è un ERP completo: dagli acquisti alla produzione, dal magazzino alle vendite. Molti dei clienti CSB hanno implementato strategicamente il 100% del software, per sfruttare al massimo i vantaggi di un software integrato: dalla contabilità cespiti alla rilevazione pre senze, dal controllo qualità alla gestione dei macchinari, fino alla business intelli gence e gestione documentale.

3. Possibilità d’ampliamento
L’ERP CSB-System è anche modulare, ov vero può crescere con le mutate esigenze dell’azienda o del legislatore, secondo step liberamente definibili.
4. Lo stesso software a livello globale

L’ERP CSB-System è un software multilin gua e vi sono sedi del gruppo CSB in tutti i continenti. Questo consente alle aziende con filiali in paesi diversi, di implementa re e utilizzare lo stesso software a livello globale e ottenere una supervisione cen tralizzata di dati e informazioni.
5. Stabile e facile da aggiornare
L’ERP CSB-System è facile e veloce da aggiornare nonché utilizzabile anche in Cloud.
6. MES integrato nel gestionale
L’applicazione MES del CSB-System ha la principale funzione di gestire e con trollare la funzione produttiva dello sta bilimento.
7. Supporto al processo di automazione
L’ERP CSB-System supporta l’automa zione dell’intralogistica, ponendo così le basi verso l’Industria 4.0.
8. Pronto per l’Industria 4.0
L’evoluzione verso la “fabbrica intelligen te” richiede un‘integrazione di tecnologie, processi e condizioni organizzative di base, perché non si può stravolgere tut
to dall’oggi al domani. L’ERP CSB-System accompagna le industrie del settore ali mentare in questo percorso.
MANAGEMENT / SOLUZIONI
CSB-SYSTEM www.csb.com/it 51Ottobre 2022 Produzione & Igiene
La fermolievitazione, una consolidata frontiera nel settore della panificazione e della pizzeria
Daoltre 20 anni nel settore della panificazione e della pizzeria si è diffusa la metodica della fermo lievitazione, ovvero la messa in frigo alla temperatura di 1-4°C dell’impa sto durante la lievitazione. È un’operazione elementare che ha portato grossi vantag gi, sia in termini di gestione organizzativa aziendale, sia in termine di qualità orga nolettica e di digeribilità del prodotto.

Cosa avviene durante il processo di fermolievi azione?
In frigo, a 4°C, la lievitazione è fortemente rallentata, ma non completamente bloc cata. Durante lo stazionamento in frigo dei panetti, gli enzimi della farina, assie me a quelli rilasciati dai lieviti durante la preparazione dell’impasto, iniziano a rompere lentamente le strutture com plesse amidacee e soprattutto quelle proteiche. Naturalmente più i panetti ri mangono in frigo, maggiore sarà l’azione di demolizione delle amilasi e anche del le proteasi che, a loro volta, attaccheran no le proteine del glutine, disgregandole. Un buon processo di maturazione non può prevedere una sosta in frigo inferiore alle 30 ore. Questo fenomeno è impor
APPUNTI DI TECNOLOGIA
52 Produzione & Igiene Ottobre 2022
A
temperature intorno a 20°C la velocità di lievitazione supera di gran lunga la velocità di maturazione, intesa specificatamente come attività amilasica e proteasica
tante, poiché gli enzimi creano il “cibo” necessario per la vera fase fermentati va successiva, quando appunto i panetti verranno portati a temperature maggiori per il completamento della lievitazione. Naturalmente il processo di maturazio ne dipende anche dalla forza della farina (cioè dal W, parametro tecnico che espri me il rapporto tra la resistenza e l’elasti cità del glutine). Processi di maturazione protratti per tanto tempo consentono agli enzimi una maggiore destrutturazio ne dell’impasto. Più una farina è forte, più ha un W elevato, maggiore dovrà essere il tempo di maturazione, cioè di sosta in frigorifero. Questo perché le strette ma glie del glutine richiederanno un’attività enzimatica di rottura maggiore e prolun gata nel tempo.
Cosa succede a temperatura ambiente durante il processo fermentativo?
A basse temperature l’attività di demoli zione degli zuccheri e delle proteine azio nata dagli enzimi procede più o meno alla stessa velocità della fermentazione dei lieviti.

A temperature intorno a 20°C, per esem pio, la velocità di lievitazione supera di gran lunga la velocità di maturazione, intesa specificatamente come attività amilasica e proteasica (con optimum a 40-45°C). A queste temperature il lievito agisce molto più rapidamente degli enzi mi, infatti nel primo tratto la curva di lie

vitazione è più alta rispetto alla curva di maturazione.
Come si evince dal Grafico 1, i punti mas simi delle due curve sono distanziati nel tempo. La curva di lievitazione scende rapidamente dopo la sesta ora, mentre la curva di maturazione continua ancora a salire. La temperatura di 20°C favorisce maggiormente l’attività dei lieviti anziché quella degli enzimi. La maturazione è fa vorita anche da un aumento di tempera tura, ma 20°C è la temperatura ottimale che favorisce una maggiore progressio ne del processo fermentativo. Quando si utilizza un panetto che presenta una lievitazione di 6 ore circa (o comunque
di poche ore), si avrà un panetto lievitato, ma non maturo abbastanza. Esso avrà un decadimento fermentativo molto rapido.

Grafico 2
Curva degli zuccheri
Una fermentazione breve a temperature comprese tra 20°- 30°C può essere de scritta con la curva presente nel Grafico 2. Durante le prime 2 ore i lieviti utilizzano rapidamente gli zuccheri producendo anidride carbonica, alcol etilico e altri composti. Infatti, la curva sale rapida mente. Intorno alla terza ora, il panetto raggiunge il picco massimo, cioè il pun to massimo di lievitazione. Dopo la terza
A basse temperature l’attività di demolizione degli zuccheri e delle proteine azionata dagli enzimi procede più o meno alla stessa velocità della fermentazione dei lieviti
53Ottobre 2022 Produzione & Igiene
Francesco Salemi Tecnologo alimentare OTASS
Grafico 1
In frigo gli enzimi della farina, assieme a quelli rilasciati dai lieviti durante la preparazione dell’impasto, iniziano a rompere lentamente le strutture complesse amidacee e proteiche


ora il panetto accusa una sorta di deca dimento, cioè inizia a perdere il gonfiore. La curva scende. Ciò è dovuto al fatto che i lieviti non hanno più a disposizione “il cibo” e non possono più produrre gas. Questo decadimento aumenterà sempre di più, di ora in ora. È definito EMIVITA l’intervallo di tempo in cui la lievitazione è all’incirca al punto massimo (la linea rossa del grafico indica questo periodo). In questo caso l’emivita dura all’incirca 2 ore. Ciò accade perché il panetto ha subi to un processo di maturazione breve, gli enzimi non hanno avuto il tempo di agire e di conseguenza il panetto non presen ta zuccheri semplici (utili per i lieviti) in quantità sufficiente per mantenere co stante la lievitazione nel tempo. Con un processo di maturazione più lun go, si ha una produzione maggiore di zuc cheri da parte delle amilasi. Durante le prime ore la lievitazione procede normal mente, essa raggiunge il punto massimo dopo 7 ore (la curva sale, vedi Grafico 3). Pian piano poi la lievitazione rallenta. Infatti la curva decresce. L’EMIVITA, a dif ferenza dell’esempio precedente, ha una
durata maggiore, cioè circa 6 ore, poiché i lieviti sono riusciti a fermentare, a dare consistenza al panetto per molto tem po grazie a un’abbondante quantità di zuccheri. La presenza di molti zuccheri

semplici è dovuta a una maturazione pro lungata che ha visto agire gli enzimi per molto tempo.
Il panetto riesce in questo modo a man tenere un certo gonfiore, una certa con sistenza per diverse ore. Questo è un fat tore importante ai fini dell’ottenimento di un prodotto omogeneo per una pizzeria, in quanto si garantisce un prodotto che non presenti cali di fermentativi per tut ta la serata produttiva. Inoltre, tenendo i panetti nelle salette in frigo, si possono gestire convenientemente a seconda le necessità, oppure tenerli in frigo anche per i giorni successivi evitando sprechi per mancato utilizzo.
Grafico 4
Nel Grafico 4 vengono paragonate le due curve precedentemente illustrate. Dal grafico emerge chiaramente che esiste una chiara differenza di tenuta di lievitazione tra un panetto lievitato, per esempio, per 3 ore e un panetto “lievita to” in frigo (o maturato) per un periodo di almeno 24 ore. L’intervallo di tempo segnato con la linea rossa (equivalente all’EMIVITA) è più breve nella prima curva ed è più lungo nella seconda.
54 Produzione & Igiene Ottobre 2022 APPUNTI DI TECNOLOGIA
Grafico 3
INNOVAZIONI E BIOTECNOLOGIE AGROALIMENTARI

CULTURE MICROBICHE “MADE IN ITALY” PER LA VALORIZZAZIONE DELLA BIODIVERSITÀ
Bioagro offre una vasta gamma di starter per lavorazioni artigianali ed industriali di salumi, formaggi, prodotti da forno, vegetali fermentati e per la conservazione dei prodotti ittici. Lieviti enologici e muffe

Collaborazioni con molte tra le più importanti aziende agroalimentari italiane

Forte attenzione alle piccole produzioni locali
Colture “confezionate su misura” in esclusiva per i propri clienti
UNA GAMMA DI FERMENTI CHE PUÒ SODDISFARE LE DIVERSE ESIGENZE DEL CLIENTE IN TERMINI DI QUALITÀ ORGANOLETTICA, DI VELOCITÀ DI ACIDIFICAZIONE E DI SICUREZZA SANITARIA COLTURE STARTER PER PRODOTTI DI ALTA QUALITÀ
Consulenza tecnica nella scelta delle soluzioni produttive migliori
BIOAGRO S.r.l. INNOVAZIONI E BIOTECNOLOGIE AGROALIMENTARI Thiene - Tel. 0445.380793 - bioagro@bioagro.it WWW.BIOAGRO.IT 2 5 ANNI DI I NNOVAZION I E BIOTECNOLOGIE AGROALIMENTAR I
Il sistema Nutriscore: questo sconosciuto

Primi approcci e decisioni
IlNutriscore è il sistema facoltativo di etichettatura dei prodotti alimenta ri sviluppato in Francia (detto anche etichetta a semaforo), strutturato per consentire l’identificazione dei valori nu trizionali di un prodotto alimentare at traverso due scale correlate: una croma tica divisa in cinque gradazioni dal verde al rosso e una alfabetica con lettere che vanno dalla A (qualità più alta) alla E.
Nutriscore e Nutrinform Battery: due sistemi a confronto
Nel sistema Nutriscore i prodotti alimen tari vengono suddivisi in cinque catego rie sulla base di un punteggio calcolato mediante un complesso algoritmo che sottrae dal valore totale degli elementi “sfavorevoli” (energia/calorie, acidi gras si saturi, zuccheri semplici, sodio) quello degli elementi “favorevoli” (percentuale di frutta, verdura, leguminose e oleagi nose, olio di oliva, noce e colza; fibre, pro teine). Alimenti con punteggi molto bassi sono assegnati alla categoria A (verde), mentre quelli con i punteggi più alti sono assegnati alla categoria E (rosso). Il pun teggio si riferisce a una quantità di pro dotto pari a 100 gr o 100 ml.
Il Nutriscore, come detto di carattere volontario, è molto contestato in Italia da parte del Ministero dello Sviluppo Economico, degli operatori, nonché da associazioni di categoria che ritengono che tale sistema possa penalizzare i pro dotti tipici dell’agroalimentare italiano. A tale fine il Governo italiano, a fronte del la proposta di alcuni Stati Membri alla Commissione UE di introduzione dell’e tichetta semaforica, ha depositato pa reri circostanziati volti a contestare tale sistema.
In Italia, infatti, attraverso il Decreto Mi nisteriale 19 novembre 2020 (recante “Forma di presentazione e condizioni di utilizzo del logo nutrizionale facol tativo complementare alla dichia razione nutrizionale in applicazione dell’articolo 35 del Regolamento (UE) 1169/2011”, pubblicato sulla G.U. il 07 dicembre 2020 e in vigore dal 08 dicem bre 2020), è stato adottato il Nutriform Battery che permette di rappresentare graficamente in etichetta, la percentua le assunta di energia e nutrienti rispet
56 Produzione & Igiene Ottobre 2022 DIRITTO ALIMENTARE
Secondo il MiSE il sistema Nutriscore orienta il consumatore verso l’assunzione di alimenti ritenuti favorevoli alla salute in modo eccessivamente sintetico, senza soffermarsi sul contenuto specifico di energia e di nutrienti.
to alla porzione di consumo consigliata dell’alimento.
Il Ministero della Salute ha inoltre svi luppato un’App tarata su un fabbiso gno nutrizionale standard di 2.000 kcal giornaliere, per il quale è stato fissato il tetto massimo di assunzione di ener gia, acidi grassi totali e saturi, zucche ri e sale, espressi sia in grammi sia in percentuale di riempimento di cinque batterie. In questo modo la persona, sommando le varie componenti di ogni pasto, dovrebbe conoscere la percen tuale di calorie e nutrienti consumati nel corso della giornata. Si tratta in sostanza di due sistemi diver si che approcciano l’esigenza conoscitiva dei consumatori sugli apporti nutrizio nali complessivi degli alimenti che, sin dall’emanazione del reg. UE 1924/06, è oggetto di studio.
Le prime casistiche
Nel luglio 2022 l’Autorità Garante della Concorrenza e del Mercato (di segui to AGCM) (Provvedimenti nn. PS12131, PS12184, PS12183, PS12186, del 12 luglio 2022) ha attivato separati proce dimenti in relazione al comportamento posto in essere da 3 società, consisten te nell’apposizione, sulla parte frontale della confezione di alcune referenze ali mentari, del sistema di bollinatura fronte pacco Nutriscore. Un procedimento in particolare ha avuto oggetto la valutazione attribuita da una App, (postasi con la missione di “miglio rare la salute dei consumatori aiutandoli


a decifrare le etichette dei prodotti ali mentari e cosmetici, permettendo di fare la scelta migliore per la loro salute”) alle caratteristiche nutrizionali e salutistiche dei prodotti presenti nel proprio database e l’affidabilità di tale valutazione, nonché le modalità di selezione e presentazione delle alternative di consumo proposte per i prodotti con giudizi negativi.
scelta del consumatore verso l’assun zione di alimenti ritenuti favorevoli alla salute sulla base di una espressione eccessivamente sintetica, in quanto condensa un giudizio complessivo sul prodotto alimentare, senza soffermarsi sul suo contenuto specifico di energia e di nutrienti.
Secondo gli operatori oggetto del
Sul Nutriscore il Ministero dello Svilup po economico ha da sempre espres so parere contrario e anche nei pro cedimenti dell’AGCM ha trasmesso copia dei pareri circostanziati, depo sitati presso la Commissione europea, resi dal Governo italiano sulla proposta di introduzione del Nutriscore a livello comunitario.
Il MiSE ha sostenuto, in estrema sinte si, che il sistema Nutriscore orienta la
procedimento dell’AGCM , viceversa, le etichette in questione sarebbero state conformi all’art. 35 del reg. UE 1169/2011 (recante Forme di espres sione e presentazione supplementa ri) nonché alle disposizioni normative adottate dalla Francia, Belgio, Spagna (che hanno introdotto già da anni il Nu triscore).
Ciò in particolare sulla base del fatto che trattavasi di etichette apposte sul
MiSE: il sistema Nutriscore penalizza i prodotti tipici dell’agroalimentare italiano
Avv. Chiara Marinuzzi Studio Legale Gaetano Forte
57Ottobre 2022 Produzione & Igiene
Nutriform Battery permette di rappresentare graficamente la percentuale assunta di energia e nutrienti rispetto alla porzione di consumo consigliata dell’alimento
DIRITTO ALIMENTARE

Il Ministero della Salute ha sviluppato un’App tarata su un fabbisogno nutrizionale standard di 2.000 kcal giornaliere, per il quale è stato fissato il tetto massimo di assunzione di energia, acidi grassi totali e saturi, zuccheri e sale
la confezione di merci già legalmente commercializzate nello Stato membro di origine, con la conseguenza che, un eventuale divieto del Nutriscore, avreb be configurato una misura contraria ai principi del mutuo riconoscimento.
Il professionista titolare dell’App, dal canto suo, ha sottolineato che questa, pur essendo basata sul Nutriscore, uti lizza una propria metodologia di attribu zione dei punteggi che sarebbe in grado di produrre risultati significativamente differenti da quelli del Nutri-Score. Tali differenze sarebbero derivate da due “correttivi” introdotti nell’app: (i) l’inte grazione del punteggio Nutri-Score con altri criteri (presenza di additivi, metodi di coltivazione biologica) (ii) la trasfor mazione dei punteggi Nutri-Score in una scala di valori 0-100 per evitare effetti soglia e meglio distinguere le caratteri stiche dei prodotti.
Tutte le aziende sottoposte ai proce dimenti hanno comunque presentato all’AGCM proposte di impegni tra cui:
§
L’impegno di cessare la commercializ zazione in Italia dei prodotti in conte stazione e quello di non utilizzare sul mercato italiano l’etichetta Nutriscore. In particolare, un operatore si è impe gnato a non utilizzare tale sistema sui prodotti commercializzati a marchio di operatore responsabile italiano e di non apporla su prodotti DOP/IGP/STG/ PAT e sui prodotti a marchi italiani con denominazioni commerciali evocative dell’Italia;
§ Un altro operatore ha anche proposto l’impegno, per i prodotti in commercio, di adottare iniziative volte a informare i consumatori (attraverso locandine, cartellini a scaffale, siti internet, QR code) sulla presenza del bollino su alcuni alimenti attraverso vere e pro prie avvertenze sul significato di tale sistema, sul suo funzionamento, i suoi limiti e gli aspetti metodologici.
Il professionista dell’App ha presentato impegni volti a implementare le infor
mazioni contenute nelle varie sezioni e ulteriori volti a meglio spiegare la meto dica adottata.
La soluzione
L’AGCM, pur nella consapevolezza della rilevanza del dibattito in corso a livello comunitario per adottare un unico sche ma di etichettatura supplementare che aiuti i consumatori a compiere scelte ali mentari sane (a fronte di una crescente attenzione ai temi del benessere, come peraltro ribadito nel Green Deal), ha ri levato che la funzione dell’intervento istruttorio dell’Autorità non è valutare l’opportunità o meno di introdurre un’eti chetta fronte-pacco, ma l’idoneità di tali sistemi, allo stato attuale, in assenza di informazioni a essa correlate, a orienta re le scelte di acquisto dei consumatori in materia di nutrizione, senza generare fraintendimenti.
Alla luce di ciò ha ritenuto che gli impe gni adottati dai professionisti fossero idonei a rimuovere i possibili profili di scorrettezza della pratica commerciale e a rendere il consumatore edotto delle re ali caratteristiche del bollino Nutriscore nonché del valore relativo dell’indicazio ne nutrizionale da esso rilevabile. L’AGCM ha quindi obbligato gli inserzio nisti ad attuare gli impegni assunti e ha chiuso i procedimenti senza accertare l’infrazione.
Conclusioni
I primi procedimenti dell’AGCM in tema di Nutriscore evidenziano come il tema delle informazioni supplementari di carattere nutritivo da fornire al consumatore siano molto discusse e ancora lontane dall’a vere una definizione normativa comune. Si attende che il tema venga affrontato a livello comunitario con la speranza di trovare un sistema che tenga conto del le esigenze informative del consumatore ma allo stesso tempo della particolarità di alcuni prodotti della tradizione.
58 Produzione & Igiene Ottobre 2022
PAGAMENTO




L’INFORMAZIONE DI QUALITÀ AL SERVIZIO DELLA SICUREZZA ALIMENTARE • FOOD SAFETY • CONTROLLO QUALITÀ • TECNOLOGIE • DISINFESTAZIONE • PREVENZIONE • ANALISI DI LABORATORIO • HYGIENIC DESIGN • HACCP OPPURE ABBONATI ONLINE ALL’IND www.quine.it abbonamento annuale NON PERDERE QUESTA OCCASIONE COMPILA LA CARTOLINA QUI SOTTO E ATTIVA SUBITO IL TUO ABBONAMENT 40 € CAMPAGNA ABBONAMENTI Abbonati su www.quine.it o compila questo coupon e invialo a abbonamenti@quine.it Editore: Quine Srl Via Spadolini, 7 20141 Milano - Italia Tel +39 PRODUZIONE TRASFORMAZIONE DISTRIBUZIONE RISTORAZIONE Nome e Cognome Azienda Indirizzo Cap Città Telefono E-mail PEC (per fatturazione elettronica) Codice fiscale (obbligatorio) Partita IVA Codice destinatario (per fatturazione elettronica) Desidero sottoscrivere il seguente abbonamento: Abbonamento annuale Italia a € 40,00 (6 numeri). Abbonamento annuale Europa a € 80,00 (6 numeri).
Bonifico Bancario IBAN IT88U0521601631000000000855 (allego fotocopia) Addebito su carta di credito Visa Carta Sì Mastercard n. scadenza / CVC (CVC: ultime 3 cifre del numero che si trova sul retro, nello spazio della firma) Firma CONSENSO AL TRATTAMENTO DEI DATI Ai sensi dell’art 13 Regolamento Europeo per la Protezione dei Dati Personali 679/2016 (GDPR), il sottoscritto _______________________________ esprime il proprio espresso e specifico consenso al trattamento dei dati a fini di: Invio e mail promozionali e/o comunicazioni di marketing, nonché effettuazione di ricerche di mercato, se autorizzato dal cliente, da parte di Quine Srl o di società da essa controllate collegate o partecipate; Esprimo il mio consenso Nego il mio consenso Invio e mail promozionali e/o comunicazioni di marketing, se autorizzate dal cliente per finali à di profilazione (come ad es memorizzazione di abitudini di consumo) volte a migliorare le offerte nei confronti del cliente da parte di Quine Sr o di società da essa controllate collegate o partecipate; Esprimo il mio consenso Nego il mio consenso Invio e mail promozionali e/o comunicazioni di marketing, nonché effettuazione di ricerche di mercato, e di profilazione se autorizzato dal cliente, per conto di società terze (appartenenti alle categorie editoria, professionist della salute, case farmaceu che ecc), non facenti parte di Lswr Group Esprimo il mio consenso Nego il mio consenso Esprimo il mio consenso al trattamento in base all’informativa di cui sopra Data Firma RIVISTA UFFICIALE DELL’ORDINE DEI TECNOLOGI ALIMENTARI Produzione & Igiene
Le potenzialità di mercato degli alkekengi, grazie a packaging efficaci e sostenibili

Tresistemi di confezionamento in atmosfera modificata in equili brio (EMAP, Equilibrium Modified Atmosphere Packaging) sono sta ti messi a confronto per valutare la capa cità di conservazione di un frutto che in Italia ancora pochi conoscono: l’alkekengi.
Conosciamo l’alkekengi
Chiamato anche alchechengi, o alche chengio, indica solitamente la bacca arancione della Physalis alkekengi, ori ginaria dell’Asia. Esiste tuttavia un’altra pianta della stessa famiglia, la Physalis peruviana, che produce frutti simili, dal sapore delizioso e straordinarie proprie tà, che ha conquistato molti mercati. Consumati principalmente in Gran Bre tagna e Germania, questi frutti in Italia si possono trovare sotto forma di bacche disidratate oppure come prodotto fresco. Per questi ultimi è essenziale mettere a punto un efficace sistema di packa ging, che ne garantisca una migliore e più lunga conservazione, preservando ne l’aspetto, la consistenza, il sapore e il concentrato di vitamine e antiossidanti
che potrebbero decretarne il successo commerciale, evitando alcuni problemi caratteristici, come la facilità di prolife razione fungina e di formazione di muffe. In Italia, gli alkekengi sono quasi tutti di importazione e provengono generalmen te dalla Colombia, dove hanno un’ampia diffusione: ed è proprio a Bogotá, all’U niversidad Nacional de Colombia, che è stato realizzato un recente studio pubbli cato sulle pagine del Journal of Food En gineering[1]. Ed è importante segnalare
che Bogotá ospiterà la prossima edizio ne dello Shelf Life International Meeting, prevista dal 28 novembre al 1 dicembre 2022, dove proprio i sistemi di packaging e di prolungamento della shelf life saran no il focus dell’evento (si veda box)

La soluzione? I sistemi
EMAP
In passato sono state condotte diverse ricerche finalizzate allo sviluppo di si stemi di packaging con atmosfere attive
IN COLLABORAZIONE CON GSICA Gruppo Scientifico Italiano di Confezionamento Alimentare 60 Produzione & Igiene Ottobre 2022 SHELF LIFE / PACKAGING
La ricerca evidenzia le grandi potenzialità offerte da scelte naturali ed ecologicamente sostenibili nello sviluppo di sistemi di packaging più efficaci rispetto a quelli in uso
Carlos Alberto Fuenmayor Professore presso l’ICTA
SLIM 2022, L’APPUNTAMENTO È A BOGOTÁ
o modificate, per aumentare il tempo di conservazione di diversi tipi di frutti e di verdure. Ci si è dovuti confrontare con va rie problematiche, come il controllo della maturazione, della senescenza o dell’at tività microbica mediante regolazione dei livelli di gas all’interno delle confezio ni, riducendo la formazione di condensa oppure integrando il microambiente con composti antimicrobici o antiossidanti.
Come è noto, per ogni prodotto esisto no specifiche condizioni che risultano
Giunto alla sua decima edizione, il più importante forum mondiale su packaging, tecnologie di conservazione e shelf life dei prodotti alimentari, sbarca in America Latina: l’appuntamento è a Bogotá, in Colombia, dal 28 novembre al 1 dicembre 2022.

SLIM 2022 – Shelf Life International Meeting – è un congresso scientifico internazionale dedicato alla presentazione degli sviluppi attuali, delle tendenze e delle applicazioni future nel campo della shelf life e del confezionamento alimentare. Evento imprescindibile per il mondo accademico e per le aziende del settore, sarà l’occasione per fare il punto sulla ricerca scientifica e sulle applicazioni industriali in uno dei campi della conoscenza a maggiore impatto sulla sostenibilità della filiera alimentare,

più favorevoli per prolungare la durata di conservazione, come una data tempera tura, un certo livello di umidità oppure la presenza e la concentrazione di alcune sostanze: queste condizioni possono es sere in parte controllate con un adeguato
in cui vengono discussi temi quali alimentazione, salute e ambiente.
SLIM 2022 è organizzato dall’Istituto di Scienze e Tecnologie Alimentari (ICTA) e dalla Facoltà di Scienze Agrarie dell’Università Nazionale della Colombia, con l’importante collaborazione italiana di GSICA, il Gruppo Scientifico Italiano di Confezionamento Alimentare. I lavori si focalizzeranno sulla valutazione, la previsione e l’estensione della vita utile attraverso tecnologie nuove, sicure e ambientalmente sostenibili. “L’intera comunità scientifica internazionale,” dichiara Carlos Alberto Fuenmayor, professore all’ICTA e Presidente del Congresso, “è invitata a unirsi a ricercatori e rappresentanti del settore produttivo della Colombia e dell’America Latina intorno a questo importante argomento”.
sistema di confezionamento. Negli ultimi anni i ricercatori hanno cercato di ottimiz zare le tipologie di packaging, utilizzando strumenti come la modellazione e la si mulazione, e sistemi EMAP sempre più so fisticati sono il risultato di questo lavoro.
61Ottobre 2022 Produzione & Igiene
Lo studio colombiano si inserisce in questo contesto. “Abbiamo valutato,” di chiarano gli autori, “l’effetto di differenti sistemi EMAP preconfigurati e l’inclusio ne di bustine contenenti un composto in grado di assorbire l’umidità, sulla qualità e la durata di conservazione di alkeken gi freschi in condizioni di refrigerazione. Abbiamo prestato una particolare at tenzione alla configurazione di sistemi EMAP biodegradabili in un’ottica di mi glioramento della sostenibilità ambien tale delle confezioni per frutta fresca, nel nostro caso l’alkekengi, un frutto emer gente con ampie possibilità di mercato”.
Metodo e risultati
Per la sperimentazione sono state con frontati tre tipi di confezione, che si differenziano anche dal punto di vista dell’impatto sull’ambiente: vassoi di cel lulosa con pellicola protettiva di cellu losa, biodegradabili e di origine natura le; vassoi e pellicola di acido polilattico (PLA), biodegradabili ma di origine sin tetica; vassoi di polietilene tereftalato (PET) con pellicola di polipropilene (PP), derivati dal petrolio e generalmente non biodegradabili. La configurazione delle
confezioni, le perforazioni e la quanti tà di assorbitore di umidità sono state predefinite modellando il trasferimento di gas nel sistema di confezionamento.
I frutti sono stati poi mantenuti a 6°C e 75% di umidità relativa per sei setti mane, monitorando giornalmente il loro stato di conservazione.
I risultati evidenziano differenze signi ficative nelle prestazioni delle tre confi gurazioni di materiali. È stato il sistema di vassoi e pellicola di acido polilattico (PLA/PLA) a permettere di ottenere il tasso di degradazione più basso e la durata di conservazione più lunga: 42 giorni. Con le confezioni a base di cel lulosa, con o senza bustine per assor bire l’umidità, si è scesi a 39-40 giorni, mentre la combinazione di polietilene tereftalato e polipropilene (PP/PET) ha fornito i risultati meno soddisfacenti: 35 giorni. Occorre comunque segnalare che tutte e tre le opzioni hanno prodotto un enorme miglioramento rispetto alla conservazione dei frutti non confezio nati, che si è fermata ad appena 21 gior ni. La ricerca evidenzia quindi le grandi potenzialità offerte da scelte naturali ed ecologicamente sostenibili nello svilup
po di sistemi di packaging efficaci, per gli alkekengi e non solo.
“Oggi gli alkekengi si stanno facendo strada nei mercati dell’Europa e dell’A sia orientale,” spiega Diego Castellanos, professore all’ICTA e autore senior dello studio, “grazie alle eccellenti caratteri stiche nutrizionali e sensoriali. Tuttavia, la loro durata a temperatura ambiente è di 10-14 giorni e in frigorifero di 20-28 giorni. Con il sistema di confezionamen to proposto, è possibile ottenere una shelf life di almeno 40 giorni in refrige razione e 15-20 giorni a temperatura ambiente. Questo aumento del tempo di conservazione amplia indubbiamente il raggio d’azione dell’esportazione di que sto frutto e ne facilita la disponibilità nei mercati di destinazione”. Resta ancora qualche ostacolo da su perare. Secondo Castellanos, i principali sono due: “da un lato, la formalizzazio ne e la tecnicizzazione dei coltivatori di questo prodotto affinché rispettino gli standard fitosanitari richiesti nei paesi europei e del Nord America, e dall’altro, l’attuazione su base più ampia scala di packaging come quelli che abbiamo studiato. Attualmente, noi accademici stiamo cercando di instaurare connes sioni e avviare progetti in collaborazione sia con le aziende di packaging che con i produttori di alkekengi per superare quest’ultimo ostacolo nel più breve tem po possibile”.
of biodegradable equilibrium modified atmosphere packages, including a moisture absorber for fresh cape gooseberry (Physalis peruviana

fruits.” Journal of Food Engineering
(2022): 110761.
[1] Garavito J, Mendoza SM., Castellanos DA. “Configuration
L.)
314
62 Produzione & Igiene Ottobre 2022 SHELF LIFE / PACKAGING
Prototipo di confezionamento a conchiglia con bustine antimicotiche assorbiumidità
NOTE

Lepidotteri “in confusione sessuale”
ILepidotteri
sono tra gli infestanti più comuni nelle industrie alimentari dove si lavorano farine e derivati. Le specie si contraddistinguono per la predilezione di una determinata filiera: Plodia inter punctella, tignola fasciata dei cereali e dei derivati; Ephestia kuehniella, tignola gri gia della farina e degli sfarinati; Ephestia cautella, tignola grigia del cacao; Ephestia elutella, tignola grigia del tabacco e del le spezie e Cadra figulilella, tignola grigia della frutta secca. In particolare P. Inter punctella ed E. kuehniella rappresentano un serio problema per i produttori di fari ne, a causa del rischio di contaminazione degli alimenti, sia allo stadio larvale che adulto, ovvero una volta che hanno com

pletato il loro ciclo vitale. La causa è da ricercare nella tipologia produttiva che per sua natura facilita l’accumulo di fari na nei macchinari durante la lavorazione, creando all’interno degli strati di farina un habitat ideale per la proliferazione degli insetti.
La confusione sessuale
Per “confusione sessuale” s’intende un metodo di controllo di alcune entità in festanti, come le tignole, assai dannose soprattutto in certi settori della filiera alimentare. Il metodo si basa sul fat to che in genere le femmine emettono nell’aria un feromone sessuale che funge da richiamo al maschio. Su tale principio
si basa l’utilizzo di trappole che vengono posizionate per monitorare (pest moni toring) la presenza di una determinata specie stimandone anche la consisten za numerica. Va da sé che aumentando il numero delle trappole le catture pos sono diminuire il grado di infestazione (mass trapping). Una terza applicazione è quella di immettere in un determinato ambiente un numero sufficiente di ero gatori di questi ormoni sessuali in grado di determinare una loro presenza così generalizzata da disorientare i maschi che non riescono più a raggiungere la femmina (mating disruption), una sorta di rumore di fondo che impedisce di in dividuare l’altoparlante che lo origina. Va
I Lepidotteri rappresentano un serio problema nell’industria alimentare per il rischio di contaminazione degli alimenti
64 PEST MANAGEMENT Produzione & Igiene Ottobre 2022
Impedendo la maggior parte degli accoppiamenti si avrà una diminuzione del grado di infestazione
da sé che impedendo la maggior parte degli accoppiamenti si avrà una diminu zione del grado di infestazione. Alcuni aspetti tecnici di tale pratica si basa no sull’analisi ambientale di alcuni aspetti:
§ Sussistono i prerequisiti per attuare tale tipo di lotta, in particolare grado di puli zia e assenza di flussi d’aria che possano impedire di raggiungere la concentrazio ne omogenea di feromone (μg/mcg).
§ La determinazione dell’entità infe stante bersaglio che determinerà la reale possibilità di attuare tale pratica di controllo, e in caso affermativo la scelta del feromone.
§ La scelta del tipo di erogatore. In com mercio ve ne sono di varie tipologie da quelli colorati che facilitano la gestione a quelli a stringa che ne riducono i costi.
§ Un punto critico è determinare il nume ro degli erogatori (il rischio del sotto-do saggio per ridurre i costi è reale) fattore strettamente collegato al loro corretto posizionamento (tutt’altro che facile).
§ Corretta gestione dei monitoraggi di controllo.
Aspetti positivi della confusione sessuale:
§ nessuna interruzione del ciclo di pro duzione;
§ controllo dell’infestazione “in continuo”;
§ una volta introdotta svolge una profi cua azione preventiva;
§ assenza di residui.
Non bisogna dimenticare che è un me todo altamente specifico e in presenza di “altri” parassiti necessita di interventi complementari e/o integrativi.
Integrazione delle risorse tecniche
Le ragioni del successo dell’uso dei fero moni sono da ricercarsi nella loro utilità che si esplica su più livelli:
§ monitorare l’infestazione;
§ determinare l’efficacia degli interventi di prevenzione;
§ misurare l’efficacia dei trattamenti;
§ tenere sotto controllo l’infestazione (addirittura eliminarla se si usa la tec nica della saturazione);
§ consentire programmi di lotta integra ta di elevata efficacia.
Quest’ultimo punto sottolinea l’impor tanza di ottimizzare tutte le risorse tec niche disponibili:
§ feromoni;
§ kairomoni;
§ trappole;
§ interventi anti intrusioni (rat e pest proofing);
§ PMC (Biocidi).
Vista la complessità e vastità del mondo delle entità infestanti, soprattutto degli insetti, è fondamentale prendere in esa me ogni risorsa e tecnica disponibile nel
mercato del Pest Management, al fine di effettuare le scelte applicative più adat te alla soluzione della specifica situa zione (lotta guidata).
Aspetti organizzativi
Le risorse tecniche proposte dalle azien de che le promuovono sono il frutto di at tenti test sia di laboratorio sia di campo, ma esistono punti critici (CP) oggettiva mente difficili da superare (CCP).
Il primo punto critico è costituito dal la difficoltà di porre in atto concreta mente un Integrated Pest Management (IPM). Quando i problemi si attenuano l’attenzione cala. O per lo meno que sta è l’esperienza di molti Professio nisti. È indubbio che le competenze entomologiche sono ormai diventate parte del bagaglio della maggior parte dei controllori della qualità: c’è molta più attenzione ai fornitori, le attrezza ture e gli impianti di produzione sono realizzati in modo di ridurre i punti di accumulo degli sfridi e più facilmente ispezionabili. Anche il concetto che la pulizia è la prima fase della disinfe stazione ormai è quasi universalmente accettato, ma stanziare un investimen to economico costante e adeguato alla disinfestazione è una prassi non così diffusa “nei piani alti” come dovrebbe (la gestione dell’emergenza è ancora molto praticata).
65Ottobre 2022 Produzione & Igiene
a cura della Redazione
INQUADRAMENTO
SISTEMATICO
Classe: Insecta
Ordine: Lepidoptera
Famiglia: Phycitidae
DIMENSIONI
Uovo:
Larva:
Crisalide:
Adulto
ESEMPLARE ADULTO
Caratteristiche e diffusione
Ali anteriori per metà color crema (dalla parte dell’at taccatura) e per l’altra metà di color bruno-rossastro rigato di grigio scuro; ali posteriori biancastre. Specie di origine tropicale, cosmopolita ed estremamente diffusa.
HABITAT
Magazzini, industrie agro-alimentari, molini, ambienti domestici, ecc.
Larva: entro le derrate, nello strato superfi ciale Adulto: nell’ambiente aereo e sulle derrate
DIFESA Prevenzione
Uso di pratiche di esclusione: installazione di reti a maglie molto sottili alle fi nestre e di doppie porte con ritorno. Controllo delle derrate in arri vo. Immagazzinamento degli alimenti entro im ballaggi protettivi e su bancali sollevati dal suolo e adeguatamente distanziati tra di loro. Pulizia dei locali e dei macchinari dai detriti alimentari. Impiego di basse temperature e bassa umidità negli ambienti. Uso di trappole attrattive (p. es. a feromoni e kairomoni), anche per il monitoraggio. Utilizzo di mezzi fi sici: calore secco (circa 50°60° C per 5 – 6 ore); atmosfere controllate (vuoto, anidride carbonica, azoto, ecc.); forza centrifuga (apparecchiature chiamate “Entoleter”).
SPECIE
ABITUDINI ALIMENTARI
Larva: estremamente polifaga, predilige cereali, farine, frutta secca, cibi secchi, prodotti finiti; oltre attaccare cioccolato, cacao, dolciumi, pellicce, mele, pere, olive, erbari, insetti morti, etc.

Uovo > larva
ciclo
crisalide
CICLO BIOLOGICO
adulto (vive 5-13
Calendario dei trattamenti
Generalmente si interviene a calendario, con un intervallo di tempo proporzionale alla specifica esigenza; mediamente ogni 15 – 21 gg, ma in caso di necessità anche ogni 7 gg. Più razionali sono comunque i trattamenti effettuati in seguito al superamento della soglia di intervento determi nata attraverso le catture con trappole (monito raggio).
Prodotti (attenersi scrupolosamente a quanto riportato in etichetta)
Impiego di insetticidi a bassa persistenza e rapido effetto
§ Trappole collanti
§ Trappole feromoni
Temperatura minima
larva matura
LIMITI TERMICI
PER LO SVILUPPO
ostacola
sviluppo
DANNI
§ Kairomoni
§ Emanatori di feromoni (confusione sessuale)
Tecnica del trattamento
Eliminare dai locali o chiudere ermeticamente in contenitori qualsiasi alimento. Ripulire gli am bienti e lavare i macchinari. Fermare i macchinari stessi e rivestirli con adeguate coperture per evi tare che rimangano contaminati da spoglie di in setti durante il trattamento. Distribuire i prodotti con irrorazioni perimetrali e nei siti infestati. Ef fettuare, ove necessario, trattamenti abbattenti nell’aria/ambiente. Rispettare i tempi di sicurezza del prodotto e quindi rilavare qualsiasi apparec chiatura destinata a venire a contatto con gli ali menti. Aerare i locali prima del riutilizzo.
0,5 – 0,6 mm
7 – 21 mm
7 – 10,5 mm
: 15 – 20 mm a.a.
>
>
gg) Durata del
: da 23 gg a un massimo di 305 gg N° generazioni/anno: 1-2 al Nord; 3-4 al Sud; fino a 6-7 N° uova/femmina: 100-400 Svernamento: come
: 8°C UR bassa
lo
Temperatura ottimale: 18°- 34°C Temperatura massima: 37°C
Diretti alle derrate che vengono imbrattate con spo glie, escrementi e fili sericei.
66 PEST MANAGEMENT Produzione & Igiene Ottobre 2022
Specie: Plodia interpunctella
Nome volgare: Plodia – tignola fasciata del grano o delle derrate




Trogoderma granarium e le altre specie del genere di interesse merceologico

ComeProstephanus truncatus, anche Trogoderma granarium

è venuto alla ribalta negli ul timi anni a seguito di accordi internazionali per l’esportazione, in par ticolare, del riso italiano verso la Cina. Specie capace di attaccare derrate di origine vegetale può svilupparsi anche a spese di derivati animali come polvere di latte.

Oltre alle questioni amministrative, T. granarium allo stadio larvale danneggia ingenti quote di prodotto e secondo al cuni studi, la sua presenza aumenta le probabilità di contaminazione dei sub strati da parte di Aspergillus flavus, con rischio per la salute umana a seguito della produzione di aflatossine.
T. granarium, pur con una distribuzione relativamente limitata, risulta un infe stante altamente critico e in possibile espansione, comune nelle aree calde comprese tra i paralleli 35° nord e 35° sud, se ne segnala la presenza anche in paesi europei più a nord e non se ne esclude una presenza sconosciuta in altri ambiti territoriali.
Il monitoraggio degli adulti è possibile con feromone sessuale prodotto dalle femmine che intercetta più specie pre senti anche in Italia, tra cui T. inclusum, T. variabile e T. glabrum[1]; l’identifica zione risulta complessa e vista la criti cità dell’infestante è opportuno avere la parola definitiva da parte di un esperto. Si deve sottolineare, però, come la vita di questi dermestidi sia spostata in termini temporali verso lo stadio larvale, da 19 a 190 giorni rispetto all’adulto, che vive da 12 a 25 giorni salvo condizioni limite.
Pertanto, pur rimanendo il monitoraggio degli adulti con trappole a feromone il fulcro del monitoraggio, appare eviden te l’importanza di intercettare anche le larve su dispositivi di cattura. La disponibilità di attrattivi alimentari su trappole dedicate al monitoraggio dei coleotteri delle derrate, favoriscono, come emerge dall’esperienza quotidia na, la cattura di larve di diverse specie appartenenti tra l’altro ai generi Anthre nus, Attagenus e Trogoderma.

[1] Cross, J.H., Byler, R.C., Cassidy, R.F., Jr., Silver stein, R.M., Greenblatt, R.E., Burkholder, W.E., Levinson, A.R., and Levinson, H.Z. 1976. Pora pak-Q collection of pheromone components and isolation of (Z)- and (E)-14-methyl-8-hexa decenal, sex pheromone components, from the females of four species of Trogoderma (Coleop tera: Dermestidae). J. Chem. Ecol. 2:457-468
INPEST Marco Caimi www.inpest.it
68 Produzione & Igiene Ottobre 2022 PEST MANAGEMENT / SOLUZIONI
Sfruttare il comportamento dei roditori per liberarsene
Nota
come “neofobia”, la diffiden za che topi e ratti nutrono ver so qualunque alterazione di un ambiente definito “statico”, ral lenta le operazioni di derattizzazione. Ad esempio, il posizionamento di una sta zione di avvelenamento in un ambiente induce subito sospetti nella colonia mu rina. Inoltre, l’impegno globale del Pest Management di ridurre l’uso delle esche rodenticide ha notevolmente rilanciato i sistemi di cattura fisica. Definite mag giormente ecologiche, le trappole a cat tura singola o multipla dei muridi, si sono evolute al fine di alleggerire l’impegno del PCO, il quale doveva controllare diretta mente o indirettamente ogni postazione.
Piper® NEXA

PIPER® NEXA è una trappola ecologica per la cattura incruenta di topi e ratti.
PIPER® NEXA è una trappola a cattura multipla, in grado di attirare e catturare, senza interruzione, ogni tipo di roditore infestante: dai piccoli topi (Mus muscu lus domesticus) ai grossi ratti delle chia viche (Rattus norvegicus), ai ratti neri dei tetti (Rattus rattus) e altri. Realizzato con materiali semplici e resistenti, è un prodotto sicuro per gli esseri umani, per gli animali non target e per l’ambiente in quanto non impiega esche avvelenate o inquinanti. PIPER® NEXA è utile an che nella gestione dei roditori in ambito HACCP.

Sbarazzati in un
RattìPro®

Una vera alternativa ai tradizionali rodenticidi.
Gel rodenticida a base di alfacloralosio con azione acuta e fulminante entro 24 ore, su roditori.

Usare i biocidi con cautela. Prima dell’uso leggere sempre l’etichetta e le informazioni sul prodotto.
Evolution®
Innovativo e pratico contenitore.
Grazie alla sua struttura e conformazione può accogliere al suo interno sia esche che trappole per la cattura dei roditori.
baleno!
EVOLUTION®RATTÌPRO® www.newpharm.it
NEWPHARM www.newpharm.it PEST MANAGEMENT / SOLUZIONI
PRODOTTI E SOLUZIONI
GREEN POINT, il full service provider del gruppo BITZER, fornisce assistenza e servizi mirati ai propri clienti


GREEN
POINT, il full service provider del gruppo BITZER, fornisce assistenza di qualità ai propri clienti in tutti i set tori. Nell’ambito alimentare, ove affi dabilità degli impianti, manutenzione preventiva, rapidità di intervento e pre senza globale sono elementi chiave per un service di alto livello, GREEN POINT risponde alle esigenze di mercato con la sua rete globale di oltre 50 centri, coordinati da 5 Master Green Points e rappresentata anche in Italia da Green Point Servizi Industriali S.r.l.
GREEN POINT mette a disposizione del cliente la soluzione ideale e l’ade guata competenza durante l’intero ci clo di vita del componente BITZER. Un approccio proattivo consente di creare servizi mirati per ogni fase di vita del prodotto, con l’obiettivo di: minimiz zare i fermi macchina e i conseguenti costi di mancata produzione, mante nere elevata l’efficienza dell’impianto e massimizzare l’investimento soste nuto, rimanere sempre aggiornati con le più recenti evoluzioni tecnologiche e assicurare la conformità alle normati ve vigenti anche in relazione alla F-GAS 2020.
Alla base delle prestazioni proposte da GREEN POINT sul mercato vanno evi denziati la qualità nell’esecuzione dei servizi, l’elevata competenza arricchita

attraverso l’esperienza diretta sul cam po, la collaborazione con la casa madre, la scelta esclusiva di parti di ricambio originali e infine l’utilizzo di soluzioni elettroniche all’avanguardia.
GREEN POINT è sempre accanto al cliente con soluzioni adeguate per ogni esigenza.
GREEN POINT
www.bitzergreenpoint.com 70 Produzione & Igiene Ottobre 2022
Problema Aflatossina M1 nel latte?
L’andamento
climatico estivo di quest’anno è apparso molto criti co per quanto riguarda la conta minazione del mais da Aflatossine B, con possibili ripercussioni su farine, granella e insilati e infine, come noto, con rischio Aflatossina M1 nel latte. La necessità di un costante quotidia no monitoraggio della contaminazione di AFM1 nel latte ha portato le aziende della filiera lattiero-casearia a dotarsi di metodi di analisi alternativi alla HPLC, naturalmente affidabili, possibilmente rapidi da inserire nel piano di Autocon trollo in adempimento alle normative vi genti delle Autorità competenti. Alitest Srl da oltre 23 anni offre la pos sibilità di monitorare costantemente i li velli di Aflatossina M1 nel latte con il test immunoenzimatico Quantitativo (sensi bilità a 50ppt).
Il test Rapido “Charm MRL Aflatoxin M1” è la risposta al problema in soli 15 mi nuti, con un unico passaggio, l’operatore otterrà esiti affidabili e rispondenti alle caratteristiche previste dalle normative vigenti per il controllo della aflatossina M1 nel controllo del campione di latte. Il risultato viene fornito da un lettore por tatile in soli 5 secondi. Lo strumento si presenta compatto e intuitivo, permet tendo di eseguire il test in stalla, sull’au tocisterna o in laboratorio. In questo modo è garantita una flessibilità e ma neggevolezza nella gestione delle analisi senza precedenti. La qualità dei nostri test è monitorata costantemente grazie al confronto continuo con i clienti. Alitest Srl, leader nella distribuzione di test rapidi per la rilevazione di sostanze


CHARM MRL Aflatossina M1 quantitativa è la risposta, rapida, facile e sicura in soli 15 minuti
inibenti – tossine – enzimi nel latte, con taminazioni microbiche e di pesticidi negli alimenti, continua la propria missione pro ponendo sempre novità che rafforzano e danno risposte precise alle esigenze di un
mercato che deve e vuole garantire sempre elevati livelli di standard qualitativi.
ALITEST www.alitest.it
Ottobre 2022 Produzione & Igiene 71 PRODOTTI E SOLUZIONI
Ricerca RANA? Grazie no!
“L’Italia deve combinare immaginazione, capacità progettuale e concretezza, per con segnare alle prossime generazioni un Paese più moderno, all’interno di un’Europa più forte e solidale.” Con queste parole Mario Draghi chiosa la premessa delle 273 pagine della versione aggiornata del PNRR, disponibile sul sito internet: italiadomani.gov.it.
Oltre 222,1 mld di Euro da investire in Italia (191,5 e 68,9 a fondo perduto e 30,6 di fondo a completamento ), di cui 11,44 per l’obiettivo M4C2: dalla ricerca all’impresa.
Parole, cifre e sigle da brividi: “DNSH for RRF” decriptato in “Do No Significant Harm for RRF.” Traducibile in: “Principio di Non Arrecare Danni Significativi per il Dispositivo per la Ripresa e la Resilienza”.
Per fortuna, a semplificare la vita al lettore, dopo la premessa del “Miglior Mario”, provvede un glossario con centonove acronimi che, a onor del vero, potevano e forse dovevano esse re completati con il centodecimo: RANA.

Cosa c’entra RANA? Lo spiego subito…
sprechiamo le risorse
Il ricercatore UNO va dal ricercatore DUE con una foto e una ventina di fogli (una decina di testo e una deci na di bibliografia), per presentare i risultati della sua ricerca incardinata sulle innovazioni agroalimentari, eufemisticamente denominate progetti di agricoltura intelligente e/o di precisione, sostanzialmente orien tate a sostituire cereali, latte e carne, con larve, insetti e fermentazioni di batteri geneticamente modificati, per ottenere i fondi del PNRR.
Il ricercatore DUE, esperto in fermentazioni agro-ali mentari, ma ben scafato anche per bassi e insidiosi fondali, convoca prudenzialmente per l’incontro la ri cercatrice TRE, esperta in entomologia. Inizia la riunione, e il ricercatore UNO, con ampio sorriso di compiacimento, parte presentando: titolo, sommario, nomenclatura binomiale dell’esapode, mentre mostra la foto dell’insetto citato nella ricerca. Sebbene giovane, la ricercatrice TRE non perde tempo e interrompe il ricercatore UNO: “Si fermi per favore, nomenclatura e insetto non corrispondono. Trattasi di due specie diverse. Ma, comunque, per entrambe le larve manca l’autorizzazione per l’eventuale utilizzo da Lei previsto. Mi dispiace ma questa è una Ricerca Applicata Non Applicabile, in breve una ricerca RANA”.
Per favore, facciamo attenzione, evitiamo di sprecare le risorse del PNRR per ricerche RANA!
VINCENZO BOZZETTI
Siete d’accordo? Volete dire la vostra? Scrivete a: redazione.food@quine.it
Non
del PNRR per una Ricerca Applicata Non Applicabile CONTROVENTO 72 Produzione & Igiene Ottobre 2022

Soluzioni su misura
EBARA Pumps Europe, parte della multinazionale giapponese EBARA, realizza la serie 3LMZC (AISI 316L) con attacchi tri-clamp DIN32676. Queste pompe sono anche disponibili con carter in acciaio per proteggere il motore da spruzzi d’acqua indiretti e consente di avere un’eccellente resa estetica nel contesto applicativo.

La serie 3LMZC offre un’alta qualità, un’estetica perfetta ed è idonea ai settori applicativi del food & beverage e farmaceutico.
Per maggiori informazioni scansiona il QR code

www.ebaraeurope.com
