DELLA GOMMA

Lo tecnologia evoluta del sottovuoto assoluto e l’innovazione dei nostri macchinari costruiti per durare nel tempo




In caso di mancato recapito inviare al CMP di Milano Roserio per la restituzione al mittente previo pagamento resi 708
L’INDUSTRIA
DIAMO FORMA AD OGNI VOSTRO PROGETTO CON LE NOSTRE IDEE PIU’ FORTI E LA TECNOLOGIA PIU’ AVANZATA
inimitabile
MENSILE DEGLI ELASTOMERI E DEGLI ALTRI POLIMERI RESILIENTI • Maggio 2023
Unica,
e ancora più performante
PEZZATO srl - Via Socrate n. 2/d, 20864 Agrate Brianza (MB) ITALY Tel. +39 039 6091120 - Fax +39 039 6091142 - info@pezzatopresse.it www.pezzatopresse.it MATERIE PRIME SOSTENIBILITÀ FOCUS SILICONE
Rogitex Italia Srl. is a leading global distributor supplying various industries with quality elastomers, plastics and carbon black.
Rogitex Italia Srl. provides the market with technical knowledge and specialized services keeping a flexible commercial approach and proven logistic model despite market conditions


RUBBERS
E-SBR Dry and OE grades
S-SBR Dry and OE grades
NBR standard grades
NBRGT/FC - Fast curing/Low fouling
SKI 3 and SKI 3 S polyisoprene
PBR High Cis Neodymium Titanium
IIR and HIIR Butyl and Halobutyl EPDM
European Sales Office: Rogitex Italia Srl - +39 0383 212143
commerciale@rogitex.com - www.rogitexitalia.com
TPE
SBS Dry grades
DRY/OIL
SIS
SILICONE RUBBER

HTV
RTV

LSR
OH Polymer
REINFORCEMENT MATERIALS
Carbon Black

SYNTHETIC POLYMERS AND AUXILIARIES
Revol-SiL
the revolution in silicone surface treatment


Revol-SiL è progettato per ridurre il coefficiente
Revol-SiL è progettato per ridurre il coefficiente
Revol-SiL è progettato per ridurre il coefficiente di attrito degli articoli in gomma siliconica. di attrito degli articoli in gomma siliconica. di attrito degli articoli in gomma siliconica. Questo trattamento innovativo aumenta la Questo trattamento innovativo aumenta la Questo trattamento innovativo aumenta la scorrevolezza, facilita l'assemblaggio e riduce scorrevolezza, facilita l'assemblaggio e riduce scorrevolezza, facilita l'assemblaggio e riduce l'elettrostaticità senza alcun deposito di l'elettrostaticità senza alcun deposito di l'elettrostaticità senza alcun deposito di lubrificanti. lubrificanti. lubrificanti.
Revol-SiL è idoneo alle applicazioni nel settore Revol-SiL è idoneo alle applicazioni nel settore Revol-SiL è idoneo alle applicazioni nel settore alimentare, medicale e cosmetico. alimentare, medicale e cosmetico. alimentare, medicale e cosmetico.

Via Cercone, 13/15 - 24060 CASTELLI CALEPIO (BG) Tel: 035/4425644 E-mail: info@coatingtechnology.net WWW.COATINGTECHNOLOGY.NET
MENSILE DEGLI ELASTOMERI E DEGLI ALTRI POLIMERI RESILIENTI
L’INDUSTRIA DELLA GOMMA
www.industriagomma.it
Direttore responsabile
Andrea Aiello in reDazione
Daniela Garbillo - daniela.garbillo@edifis.it
Collaborano alla rivista
Gianpaolo Brembati, Giuseppe Cantalupo, Enzo Cardone, Alessandro Facchino, Eugenio Faiella, Beatrice Garlanda, A.L. Spelta
GrafiCa e impaGinazione
Barbara Aprigliano - barbara.aprigliano@edifis.it
pubbliCità dircom@edifis.it
traffiCo pubbliCitario
Francesca Gerbino - francesca.gerbino@edifis.it
stampa
Grafiche Arrara
Grafiche Arrara s.r.l. – Abbiategrasso (MI)
Costo Di una Copia ai soli fini fisCali € 1,00
abbonamento
Italia € 90, Europa € 130, Estero € 150 abbonamenti@edifis.it
Arretrati € 15,00 amministrazione amministrazione@edifis.it
Abbiamo letto
ANNO 66 - MAGGIO
10 RASSEGNA DELLA STAMPA TECNICA ESTERA
Mondogomma
16 UTILIZZO DELL’OLIO DI PALMA
IN MESCOLE A BASE DI GOMMA NATURALE
Gli oli di tipo vegetale sono di grande interesse per l’industria dello pneumatico perché rappresentano una voce importante (più del 20%) della frazione filler, che vale da un quarto a un terzo dei materiali impiegati. Un recentissimo studio ha valutato l’impiego di olio di palma in mescole a base di gomma naturale, vediamo con quali risultati
22 L’ARTE IMPRESSA: IL WELFARE SECONDO IMG
Dal 21 aprile al 20 maggio, nella sede IMG di Capriano del Colle, tra il magazzino, i capannoni e i normali utensili di lavoro trovano spazio anche 7 opere dello scultore Stefano Bombardieri. In questo modo l’azienda concretizza il suo modo di intendere l’arte come strumento di benessere per i propri collaboratori
26 LA GUIDA AUTONOMA DELLE AUTO È SOSTENIBILE?
Quello delle auto a guida autonoma è un mercato che, stando alle previsioni, entro il 2027 varrà 76 miliardi di dollari. Uno studio del MITMassachusetts Institute of Technology avanza dubbi sulla sostenibilità ambientale di tali auto. Scopriamo perché
FOCUS SILICONE
Registrazione Tribunale di Milano n. 4275 del 1.4.1957 Iscrizione
Registro Operatori della Comunicazione n. 06090
Tutti i diritti di riproduzione degli articoli e/o foto sono riservati. Manoscritti, disegni, fotografie, supporti audio e video anche se non pubblicati non saranno restituiti. Per le fotografie e le immagini per cui, nonostante le ricerche eseguite, non sia stato possibile rintracciare gli aventi diritto, l’Editore si dichiara disponibile ad adempire ai propri doveri.
Ai sensi del Reg.EU 679/2016 l'Editore garantisce la massima riservatezza nell'utilizzo della propria banca dati con finalità redazionali e/o di invio del presente periodico. Ai sensi dell'art. 15 il ricevente ha facoltà di esercitare i suoi diritti fra cui la cancellazione mediante comunicazione scritta a EDIFIS Srl - Viale Coni Zugna 71 - 20144 Milano (o ai riferimenti sotto trascritti), luogo della custodia della banca dati medesima.
L’Industria della Gomma una rivista edita da:
Edifis S.r.l.
Viale Coni Zugna 71
20144 - Milano - Italy
Tel. +39 023451230
Fax +39 023451231
www.edifis.it

ASSOCIAZIONE NAZIONALE
EDITORIA DI SETTORE
29 INNOVAZIONE, RISPARMIO, SOSTENIBILITÀ
Il silicone è oggi utilizzato in moltissimi settori - dal farmaceutico all’alimentare, dall’aeronautico all’automobilistico, dall’elettrico all’edilizia - e crescono di conseguenza anche le richieste di strumenti e macchinari sempre più precisi e performanti per la sua lavorazione e il controllo dei relativi parametri da rispettare. Nelle pagine che seguono le aziende protagoniste del settore ci presentano le loro soluzioni e innovazioni, che non trascurano il risparmio energetico e la sostenibilità complessiva dei processi
u ANTEC FINITURE

u COATING TECHNOLOGY
u COLMEC
u COMET
u DGTS
u ENGEL
u FOR LAB ITALIA
u FRANCIACORTA STAMPI
u GIBITRE INSTRUMENTS
u JP TECH
u KRAIBURG
u LTE
u MAPLAN - STATE TECH
u OCS
u OR.P. STAMPI
u RIVI MAGNETICS
u WACKER
2 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
SOMMARIO



MENSILE DEGLI ELASTOMERI
E DEGLI ALTRI POLIMERI RESILIENTI
Dalle aziende
48 LUBRIFICANTI SPECIALI A BASE PTFE E RESINE POLIURETANICHE
Entrati nella gamma dei prodotti C.S.I. Centro Servizi Industriali, la peculiarità di questi lubrificanti sta nel raggiungere un buon compromesso in termini di prestazioni/costi e la possibilità, grazie alla loro natura chimica, di poter essere opportunamente selezionate per applicazioni specifiche, come quelle a spruzzo con sistemi rotativi computerizzati
51 STEINL GROUP: FESTEGGIA I 60 ANNI
CON MACCHINE INNOVATIVE
Le celebrazioni avranno luogo in occasione di un’Open House che si terrà l’11 e 12 maggio ad Altdorf-Landshut, in Germania. Durante le due giorni si festeggerà anche il 50° anniversario degli innovativi macchinari LWB Machinery
Normative
54 VERSO UN NUOVO REGOLAMENTO EUROPEO
SU IMBALLAGGI E RIFIUTI DI IMBALLAGGIO
Nel numero di aprile abbiamo pubblicato le disposizioni generali e i requisiti di sostenibilità del nuovo regolamento, che persegue tre obiettivi: prevenire la produzione di rifiuti di imballaggio, promuovere il riciclaggio di alta qualità in modo sostenibile entro il 2030 e ridurre il fabbisogno di materie prime “primarie”. In questa seconda e ultima parte affrontiamo tutti gli altri punti del regolamento
64 L’APPRENDISTATO OBBLIGA ALL’ASSUNZIONE?
Fra gli aspetti più delicati nella gestione di un’azienda di dimensioni medie e piccole - specie in un settore connotato da lavorazioni o dall’uso di tecnologie altamente specializzate - vi è la scelta di nuovi collaboratori e la valutazione delle loro effettive capacità. Lo strumento più flessibile messo a disposizione dal nostro ordinamento giuslavoristico è quello dell’apprendistato: vediamo i modelli più comuni per testare le capacità dei potenziali dipendenti o collaboratori
67 IL TACCUINO
u Mercato della gomma siliconica in crescita fino al 2030
u Componentistica automotive: saldo positivo nei primi dieci mesi del 2022

u Versalis investe 80 milioni di euro per la produzione di elastomeri a Ravenna

u Eigenmann &Veronelli distribuisce il Vestenamer di Evonik in Italia
u Synthos lancia il Rubber Circularity Award

u Bridgestone punta a pneumatici sostenibili al 100% entro il 2050

72 GLI INSERZIONISTI DI QUESTO NUMERO
ANNO 66 - MAGGIO SOMMARIO
54 4 L’INDUSTRIA DELLA GOMMA MAGGIO 2023 26 29 16 News
Le uniche presse per gomma nel mercato con camera a vuoto integrale in grado di racchiudere tutte le parti dello stampo, piani intermedi compresi.
Studiate per la massima efficienza assicurano lo 0% di scarto!
Macchine brevettate, frutto di 50 anni di esperienza.


 100% made in Italy
100% made in Italy
Per maggiori informazioni www.cdg1971.it
MASSIMA COMPATIBILITÀ CON GLI STAMPI
INCREMENTO DELLA PRODUZIONE
DA 90 A 1000 TONNELLATE
RUBBER CLUB
Cert. Iso 9001

ACTION TECHNOLOGY ITALIA S.p.A.
Via Fiandre, 19 - 20083 Gaggiano (MI)
Tel. 02.9082931 - Fax 02.90829333
Produzione di mescole elastomeriche e di calandrati di precisione. Produzione di guarnizioni in gomma ed in materiali termoplastici per l'industria cosmetica e farmaceutica (valvole aerosol, pompe, dispenser, mascara, contagocce). Trattamento e confezionamento in camera bianca di articoli stampati e tranciati in elastomeri destinati al settore farmaceutico. Produzione di tubi estrusi in materiale plastico per valvole aerosol, dispenser e penne a sfera.
Antec Finiture srl Robbiate (LC) 039 9515823 coomerciale@antecfiniture.it

Coating e finiture sotto vuoto - DLC e SiOx su plastica e metallo contro usura, ossidazione, abrasione, attriti - Lipocer per gomma e siliconi anti-sticking e minor attrito
innovazione attraverso la precisione
APR S.r.l.
Telefono: 0039 030 98 84 662
Fax: 0039 030 98 26 523
Website: www.aprguarnizioni.it
Email: sales@aprguarnizioni.it

LinkedIn: https://www.linkedin.com/company/ apr-rubberseals/
COLMEC S.p.A. - Via Massari Marzoli, 6
Z. I. Sud-Ovest - 21052 Busto Arsizio (VA)
Tel. +39 0331 342551 - Fax +39 0331 342559
www.colmec.it - colmec@colmec.it



C2 s.r.l.
Via Carlo Gazzo, 25 - 27029 Vigevano (PV) Tel. 0381 344813/4 info@c2macchinegomma.it www.c2macchinegomma.it

Revisione di mescolatori a cilindri, mescolatori interni, calandre, estrusori, presse a compressione e macchinari di servizio per la lavorazione della gomma e del silicone, con relativa certificazione CE e garanzia. Progettazione e costruzione di macchinari nuovi su richiesta del cliente.
CDG s.r.l.
Via Astico, 20 - 36010 – CARRE’ (VI) Italia Tel. +39 0445319360 info@cdg1971.it - www.cdg1971.it

Da 50 anni nel mercato delle presse a iniezione orizzontale e verticale o a compressione, per lo stampaggio di gomme e siliconi.
Sistema di vuoto integrale per l’intera camera di stampaggio. Soluzioni speciali e personalizzate per ogni tipo di esigenza.
• Produzione di linee complete di estrusione e vulcanizzazione per tubi e profili in gomma e silicone.
• Produzione di forni di vulcanizzazione in continuo, microonde, aria calda e a sali fusi.
• Produzione di mescolatori bivite conici per gomma e silicone.
• Produzione di estrusori gomma, a pioli, a pioli tangenziali, con pompa ad ingranaggi.
• Produzione di impianti di filtratura, bivite conico con pompa ad ingranaggi.
• Processi di compoundizzazione per mescole in gomma
Via Anassagora, 20
20128 Milano (MI) Italia
Tel. 02.2551284 - Fax 02.2551316
www.elastec.it

Produzione mescole tecniche in NBR
- EPDM - CR - Ebanite - Fluorurate
Attacco Metallo speciali
IMG è un’azienda leader nel settore stampaggio gomma, silicone e materiali termoplastici con uno staff dinamico e di grande esperienza. È costantemente alla ricerca di novità tecniche che possano migliorare il lavoro dei clienti e fornire una proposta completa nell’ambito dei macchinari ad iniezione e compressione.
Le presse IMG sono caratterizzate da soluzioni speciali e sistemi innovativi per diverse tecnologie di stampaggio quali:
• presse per lo stampaggio degli elastomeri con sistemi a vite punzonante o a vite+pistone
• sistemi a multi-iniezione per termoplastici
• sistemi di caricamento ed iniezione del BMC, del silicone liquido e/o in pasta
I prodotti IMG sono sviluppati sulla base delle richieste dei clienti perchè ottengano massima soddisfazione e ottimi risultati.
Grazie alla grande esperienza nel settore, IMG ha creato un nuovo standard di produzione: quello della personalizzazione totale, restando, però, nei budget della produzione di serie.
MAGGIO 2023
ENGEL Italia S.r.l.
Via Rovereto, 11 - 20871 Vimercate (MB) Tel. 039 625661 sales@engel.at - www.engelglobal.com
Impianti integrati e automatizzati per lo stampaggio di termoplastici, gomma, silicone e termoindurenti. Staff tecnico-commerciale per fornire ai clienti consulenze mirate. Support line telefonica e strutturato team di assistenza tecnica sul campo.
Lubricant treatments & Cleanliness analysis
Interseals Srl
Via Liguria, 30 - 25031 Capriolo (BS) Italy
Tel.: +39 030 7464 611
Fax +39 030 7464 699
www.interseals.it
Centro ACCREDIA per la Taratura di Durometri Shore e IRHD
Gibitre Instruments srl

Via Dell'Industria, 73 - 24126 Bergamo
Tel. 035.460146 - Fax 035.460687
e-mail: info@gibitre.it - www.gibitre.it
Via Monte Napoleone, 8 - 20121 Milano
Tel. 02 76 01 38 66 - www.lagduf.it
Gomma Naturale rubber@lagduf.it
Lattice Naturale latex@lagduf.it
Gomma Sintetica JSR® polymers@lagduf.it
6 L’INDUSTRIA DELLA GOMMA
TM
srl
LANXESS S.r.l. Segreen Business Park - Palazzo Y
Via San Bovio 1/3
20090 Segrate (MILANO)
Tel: +39 02.3072.1
Fax:+39 02.3072.2017
www.lanxess.com

RCH (Rhein Chemie)
Prodotti e Additivi Speciali per l’Industria della Gomma.
Sede legale, operativa ed amministrativa
Via Cascina Croce 2/c
25050 Paderno Franciacorta (Bs) - Italy
T. +39 030 6857425 - +39 030 6857728
+39 030 6577494
F. +39 030 6577486
info@rpm-srl.it
www.rpm-srl.it
Produzione di presse per lo stampaggio ad iniezione di elastomeri
Distribuzione e trading di gomma sintetica e carbon black. Specializzazione nella vendita di materiali near to prime, con la possibilità di utilizzare la nostra ventennale esperienza nel mondo del compounding.
Distributore italiano: NOVALCA S.R.L.
NOVACHEM SA
Via Valdani 1 - 6830 Chiasso (TI) Svizzera
Tel. +41 091 225 32 22 www.novachem.ch liguori@novachem.ch

FORNI INDUSTRIALI
Sattec DBS Gomma S.r.l. Via Enrico Mattei, 12 33080 Prata di Pordenone (PN) Italy Tel. 0434.620100


www.sattecgomma.it
Produzione su specifica del cliente di articoli in gomma ad alto livello tecnologico con o senza inserti metallici, progettazione mescole e stampi.
Forni specifici per trattamenti di post-curing e vulcanizzazione di articoli in gomma, gomma-metallo, gomma spugna, silicone, viton, o’ring, ecc.
SERMAC S.r.l.
Via Delle Nebbie, 4 24060 Brusaporto (Bg) – Italy +39.035.687.267 www.sermac.it sermac@sermac.it
Compound elastomerici a base EPDM, NR, SBR, NBR, EVA, AEM, IR, BR, IIR, CPE, CSP, EO per articoli tecnici e cavi elettrici

S.I.G.E.A. S.p.A.
Viale dei Mareschi, 1
10051 Avigliana (TO) Tel. 011.9367533
info@sigearubber.com www.sigearubber.com
TRADE AND DISTRIBUTION OF RUBBER’S INDUSTRY PRODUCTS
AZIENDA CERTIFICATA UNI EN ISO 9001:2015 COMPANY CERTIFICATED OPERATORE ECONOMICO AUTORIZZATO AUTHORISED ECONOMIC OPERATOR (AEO)

57123 Livorno - Italy - Scali D’Azeglio, 20 Tel. 0586.888.718 E-mail: sinta@sinta.trade Web: www.sinta.trade

MILANO
02-2572811/937 - info@tigerguarnizioni.com
· Produzione articoli tecnici da disegno o campione in NBR-EPDM-FKM-SILICONE LSR-NEOPRENEFLUOROSILICONE anche alimentari Stampaggio articoli con attacco metallo
· Produzione stampi anche conto terzi
Produzione articoli certificati FDA/3A/Reg. Europ. USP/FARMACOPEA/DM Italiano/MOCA/WRAS e altro Vasto magazzino pronta consegna per OR-DIN-TC-TCLGAROLLE-TUBI-TONDI-ANTIVIBRANATI-LASTREDI/DE/UM
Azienda certificata ISO 9001:2015 e conf. MOCA




www.tigerguarnizioni.com

7 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
GLI SPONSOR
www.industriagomma.it/index.php/abbonamenti/ ABBONAMENTO online Annuale Italia € 90,00 Europa € 130,00 Extra EU € 150,00 L’INDUSTRIA DELLA GOMMA ZEON EUROPE GmbH sede secondaria in Italia Piazza Quattro Novembre 7 - 20124 Milano Italy Tel. +39 0267141701 - Fax +39 0236680124 ziinfo@zeon.eu www.zeon.eu VENDITA, DISTRIBUZIONE E ASSISTENZA TECNICA PER GOMME SINTETICHE, LATTICI SINTETICI E PRODOTTI CHIMICI PER L’INDUSTRIA DELLA GOMMA ZEON EUROPE GmbH sede secondaria in Italia Piazza Quattro Novembre 7 20124 Milano - Italy Tel. +39 0267141701 Fax +39 0236680124 ziinfo@zeon.eu www.zeon.eu VENDITA, DISTRIBUZIONE E ASSISTENZA TECNICA PER GOMME SINTETICHE, LATTICI SINTETICI E PRODOTTI CHIMICI PER L’INDUSTRIA DELLA GOMMA
FORNI INDUSTRIALI














8 L’INDUSTRIA DELLA GOMMA MAGGIO 2023 srl RUBBER CLUB GLI SPONSOR
TM









Rassegna della stampa tecnica estera

I più interessanti articoli usciti di recente sulle riviste tecniche internazionali specializzate e riguardanti materiali, applicazioni, processi, prove, misurazioni e destinati al settore della trasformazione della gomma. Letti e riassunti per voi dai nostri esperti
MEDIANTE CORRELAZIONI FRA PARAMETRO DI RISCALDEMANTO A TAGLIO, TORQUE MINIMO E VISCOSITÀ DINAMICA COMPLESSA.
M. Ramini, Italian Gasket, Paratico BS (Italia), M. Scacchi, Alfa Technologies, Milano (Italia)RUBBERWORLD, dicembre 2022, pag. 26-31


Oggigiorno l’industria della gomma richiede ai produttori di tenute e guarnizioni per stampaggio un alto livello di qualità. La produzione con stampaggio ad iniezione risulta particolarmente complessa per tre parametri critici, ossia temperatura, pressione e velocità di taglio. In pratica è la temperatura ad essere il parametro più critico, per il motivo che, mentre quella dello stampo è facilmente controllata con termocoppie e sensori, quella della gomma è difficilmente controllabile per l’influenza di pressione e velocità di stampaggio, velocità di rotazione della vite e temperatura del cilindro, per cui risulta critica sia nella fase di riempimento dello stampo che in quella di vulcanizzazione. Sono tre le principali fonti di calore in grado di aumentare la temperatura della mescola: il sistema di riscaldamento della macchina, la reazione esotermica di vulcanizzazione e il riscaldamento dovuto agli sforzi di taglio, a cui si aggiunge il fenomeno di frizione interna della mescola, che nel suo flusso genera calore e riduce local-
mente la viscosità. Il riscaldamento per gli sforzi di taglio, caratteristica di quasi tutte le lavorazioni della gomma, è vantaggioso per aumentare la temperatura della mescola risparmiando energia, ma complica il controllo di temperatura e viscosità. Partendo da tutte queste considerazioni, l’introduzione dello studio afferma la necessità di sviluppare metodi di prova idonei, che possano prevedere realisticamente il comportamento di processo nella specifica applicazione dello stampaggio ad iniezione: di conseguenza stabilire correlazioni fra i parametri di processo e il comportamento reologico fornisce un più affidabile approccio all’ottimizzazione del processo.
Lo studio mira a migliorare il controllo del processo mediante caratterizzazione delle mescole di gomma lavorabili con stampaggio ad iniezione, secondo le correlazioni fra il parametro di riscaldamento a taglio (ottenuto dalle prove di processo), il torque minimo (determinato dalla prova con reometro MDR) e la viscosità dinamica complessa (ottenuta con prova mediante RPA).
Spiegati i tre parametri in gioco, lo studio suggerisce l’utilizzo di un approccio integrato, basato sulle correlazioni fra dati sperimentali e di processo, in modo da fornire risultati consistenti sul comportamento reologico delle mescole di gomma in questione, che aiutino l’ingegnere di proces-
so e l’operatore dell’impianto a mettere a punto idonei parametri di processo e ad ottimizzare i processi quando non si conosce il comportamento termico. Anche il tecnico di laboratorio può così affinare le proprietà della mescola per migliorare la processabilità.

Vengono prese in esame tre mescole, una a base AEM a vulcanizzazione con diammina, una a base FKM con vulcanizzazione perossidica ed una a base EPDM con vulcanizzazione a zolfo, tutte sviluppate secondo specifiche standard dell’industria automobilistica e formulazioni riservate non divulgabili.
Indubbiamente interessante, lo studio richiede tuttavia competenze specifiche per un’immediata comprensione, appannaggio senz’altro degli addetti ai lavori.
ELASTOMERI E LAVORAZIONE PRODUZIONE DI MESCOLE DI PNEUMATICI PER AEREI CON L’UTILIZZO DI PROPHENE PER MIGLIORARE LE PROPRIETÀ.
D. Paschall, A. Halasa, B. Rodgers, Akron Polymer Solutions, Akron, Ohio (USA) - RUBBERWORLD, dicembre 2022, pag. 32-43















Consigliamo a tutti i lettori della rivista questo articolo, limitandosi anche solo all’introduzione, che fa scoprire una nicchia del settore pneumatici e ne fa comprendere complessità e particolarità.


10 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
RUBBER CLUB
PICTURE-PERFECT Bridgestone’s latest take on colored sidewalls is lightweight, and simple enough to be applied by dealers THE NEXT TOP MODEL We explore the role of tire data in vehicle performance simulations. Will engineers ever know enough? UNIVERSITY FOCUS Isoprene from cellulose: how the paper industry could enter the tire supply chain Letter of the law Revolution or rush job? Important questions remain unanswered ahead of tire labeling’s introduction in European markets INTERVIEWS Jean-Pierre Jeusette general director, Luxembourg Innovation Center, Goodyear Dunlop Roger Sanders EXPO REVIEWProduct debuts from Tire Technology Expo 2012 www.tiretechnologyinternational.com APRIL 2012
I pneumatici per aerei sono infatti fra i più difficili da progettare e sviluppare, a causa dei pesanti carichi da sostenere e alle condizioni operative ad alta velocità, senza contare il loro severo contesto normativo, in cui la sicurezza è di vitale importanza.
Come i pneumatici per auto sono di diverso tipo, a seconda della tipologia dell’auto (sportiva, di lusso, monovolume etc.), anche quelli per aerei vengono classificati, in base alla tipologia dell’aereo su cui sono montati, in quattro categorie, ossia commerciale (trasporto passeggeri), militare, utilizzo privato ed elicottero.
Due sono i tipi di pneumatici per aerei, bias (diagonale a tele incrociate) e radiale: la tendenza è ormai quella di utilizzare il secondo, per ridurre peso e isteresi, ma il primo è ancora di attualità, per gli alti costi di conversione e perché i pneumatici bias presentano comunque alcuni vantaggi prestazionali, come stabilità e numero di atterraggi ottenibili.
Com’è logico, i requisiti di prestazione per un pneumatico di aereo sono diversi da
quelli di un pneumatico per auto e, per i materiali utilizzati, si possono individuare i seguenti parametri: resistenza a lacerazione; adesione fra i componenti; resistenza a fatica e gradienti di modulo dal tallone alla parte superiore del fianco; ritenzione della pressione di gonfiaggio e permeabilità dell’innerliner (parete interna del pneumatico); isteresi della mescola; abrasione; resistenza al calore.
Dopo avere parlato di ricostruzione del pneumatico ed usura del battistrada, l’articolo espone in una tabella i polimeri (NR, ESBR, SSBR, HIIR) e i carbon black (N110, 220, 326, 330, 550 e 660) impiegati nelle prove, parla delle configurazioni di montaggio e si dilunga poi su innerliner e ritenzione della pressione di gonfiaggio, ottenuta con azoto per ragioni di sicurezza. L’articolo si occupa dell’utilizzo di grafene puro nelle mescole di pneumatici per aerei, concentrandosi sullo studio della permeabilità dell’innerliner e su altre mescole per battistrada su base gomma naturale. Finalmente, nel paragrafo dedicato ai metodi sperimentali usati per generare i dati,
viene citato il Prophene, composto brevettato da Akron Polymer Solutions e disponibile in tre gradi, le cui proprietà sono esposte in una tabella: per le prove eseguite in questo articolo viene scelto il tipo PS 100. Questo specifico grado di grafene viene dapprima miscelato con gomma bromobutile, per ottenere cinque masterbatch sperimentali con contenuto 0.5, 2.0, 5.0, 8.0 e 20.0 phr, che vengono inseriti in una formulazione a base BIIR per innerliner: di tutte le sei mescole, di cui una di riferimento senza Prophene, vengono determinate le caratteristiche di processabilità, di vulcanizzazione, fisico-meccaniche e, in particolare, l’effetto del Prophene sulla permeabilità, che migliora all’aumentare del suo contenuto.
Passando invece ad una mescola per battistrada, viene adottata una formulazione a base gomma naturale, con la quale si producono sei mescole, una di riferimento senza e cinque con Prophene a livello di 0.5, 1.0, 2.0, 4.0 e 10.0 phr: tutte le caratteristiche citate poc’anzi non sono influenzate dal Prophene, con l’unica eccezione
ABBIAMO LETTO PER VOI
della resistenza a lacerazione, che aumenta con 0.5 phr per poi decadere drasticamente al suo aumentare.
Nella sezione discussione l’articolo illustra la differenza strutturale fra pneumatico bias e radiale, ribadendo il miglioramento di prestazioni ottenuto con l’utilizzo di grafene e l’importanza di ricostruzione e ricostruibilità dei pneumatici per aerei, puntualizzando che diversi brevetti sul Prophene sono in essere, vista l’elevata potenzialità del prodotto nel migliorare le proprietà delle mescole prese in considerazione.
ELASTOMERI E LAVORAZIONE NUOVE MESCOLE DI GOMMA SOSTENIBILI PER RIMUOVERE RESORCINOLO, COBALTO E FORMALDEIDE.
P. Fithian, S. Mark, Ü. Özkütükcü, M. Piotrowsky, Bruggemann, Heilbronn (Germany) - RUBBERWORLD, dicembre 2022, pag. 44-49
L’azienda tedesca Brüggemann, che nel luglio 2022 ha acquisito da Eigenmann&Veronelli la Auserpolimeri, produtttrice di compatibilizzanti polimerici, è conosciuta nell’industria della gomma soprattutto per gli ossidi di zinco ad elevata area superficiale ma, con il suo laboratorio di sviluppo, fondato nel 2012, offre al mercato soluzioni innovative. Questo articolo si focalizza sui seguenti argomenti: prodotti da estrusione reattiva/benefici; eliminazione di resorcinolo/ cobalto dalle mescole per steel cord (TP 1862); riduzione di formaldeide durante la lavorazione (LP 21-103); prestazioni della mescola a basso contenuto di formaldeide senza resorcinolo e cobalto.
I benefici dei prodotti predispersi sono ben conosciuti e, in questo caso, la tecnologia Brüggemann di estrusione reattiva, combinando più componenti in un singolo granulo su base vettore a basso punto di fusione compatibile con la gomma, offre ulteriori vantaggi di cattura/rimozione di sostanze pericolose e di componenti incapsulati con bassa emissione di VOC (Composti Organici Volatili).
Resorcinolo e cobalto sono i tipici prodotti per migliorare l’attacco gomma-metallo, in particolare nelle mescole per pneumatici al fine di assicurare l’adesione allo steel cord per lungo tempo. Tuttavia il resorcinolo è ormai classificato da ECHA come
sostanza pericolosa SVHC (Substances of Very High Concern) e il cobalto è cancerogeno, per cui è auspicabile la loro sostituzione nelle mescole che li comprendono. Il prodotto alternativo TP 1862, costituito da una resina con ioni di zinco attivati priva di cobalto e resorcinolo, consente anche di rinunciare all’ossido di zinco in mescola, perché lo zinco presente nel masterbatch agisce come attivatore di vulcanizzazione. I miglioramenti ottenuti riguardano sia le caratteristiche reologiche che la durezza e l’allungamento a rottura, con il risultato pratico che l’attacco gomma-metallo risulta nettamente rinforzato, con il carico di rottura dopo allungamento superiore del 28%. Nella mescola con resorcinolo/ cobalto si utilizza largamente il prodotto HMMM (HexaMetoxMethylMelamine), che tuttavia, durante la lavorazione, rilascia formaldeide, classificata come agente cancerogeno umano: il prodotto LP 21103, usato in sostituzione dell’HMMM, riduce l’emissione di formaldeide per più del 96%. Nel contempo la prestazione della mescola con LP 21-103 si dimostra analoga a quella della mescola con resorcinolo e cobalto. Alla luce dei risultati positivi, ottenuti con le due sostituzioni citate, sono state effettuate prove con un loro utilizzo contemporaneo, ottenendo un effetto sinergico in paragone ad una mescola con resorcinolo e cobalto, con un incremento della forza di distacco gomma-metallo del 50% dopo invecchiamento ed altri vantaggi di prestazione, evidenziati in un opportuno grafico.
ELASTOMERI E APPLICAZIONI STAMPAGGIO 3D DI INCHIOSTRO DI GOMMA SINTETICA (RUBBER INK) MEDIANTE IL PROCESSO A STAMPAGGIO DIRETTO
E. R. S. Suresh Kamath, Jae-Won Choi, The University of Akron, Akron, Ohio (USA) - RUBBER&TIRE, ottobre/novembre 2022, pag. 11-16
Studio di attualità, che nell’introduzione offre una breve storia dell’utilizzo di gomma naturale e sintetica per arrivare alla considerazione che i convenzionali metodi produttivi di manufatti, pneumatici in particolare, sono adatti a produzioni su larga scala e non consentono di realizzare articoli su misura in piccoli lotti.
Un metodo potenziale, idoneo a questo
scopo, potrebbe essere la produzione additiva AM (Additive Manufacturing), conosciuta anche come stampaggio tridimensionale 3D, sviluppato a metà degli anni 80 per produrre articoli personalizzati con polimeri, ceramiche e metalli.
La produzione additiva è un processo sequenziale, controllato da computer, che consiste nell’unire materiali, strato dopo strato, per realizzare vari oggetti tridimensionali. La sua capacità di produrre strutture complesse con proprietà fisiche ottimizzate, con meno materiale di scarto e senza necessità di strumenti specializzati, ha attirato grande attenzione da parte di molti ricercatori in diversi campi, trovando applicazioni nell’industria aerospaziale, dell’auto e in architettura.
Spiegato brevemente il processo DIW (Direct Ink Writing), chiamato anche DP (Direct Print), vengono esposte le limitazioni della gomma per applicazioni di produzione additiva, poiché non esiste nessuna soluzione tecnica in grado di resistere alla vulcanizzazione.
In anni recenti si è riusciti ad utilizzare lattice di gomma naturale con stampanti ink jet (a getto d’inchiostro), che però presentano parecchi inconvenienti tra cui, in particolare, intasamento dell’ugello e agglomerazione, risultati questi degli sforzi per controllare la viscosità del materiale. Sono stati fatti anche tentativi con lattice di gomma sintetica e fotopolimerizzazione, ma gli esperimenti più promettenti si sono realizzati con miscele di differenti rapporti di gomma sintetica e lattice di gomma naturale. In questo articolo si è scelta una miscela di lattici SBR e BR come matrice per il materiale ad alto contenuto solido. Le prove sono condotte su SBR e BR di Kuraray, a cui si aggiungono silice e additivi per la vulcanizzazione a zolfo, condotta a temperature di 140 e 160 °C per 20 minuti, e vengono illustrati, con l’ausilio di fotografie, il sistema pneumatico di erogazione del liquido e l’apparecchiatura completa di stampaggio.
Naturalmente la parte più interessante dell’articolo è quella relativa ai risultati ottenuti, che comprende le prove reologiche, la prova di stampabilità dei liquidi compositi e le prove tensili dei campioni stampati, l’analisi dell’accuratezza dimensionale e la dimostrazione delle tre strutture 3D stampate. Più dei grafici a corredo
12 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
RUBBER CLUB
dell’esposizione risultano interessanti le fotografie delle strutture fabbricate con il metodo Direct Print, giusto per rendersi conto del risultato finale.

Citato l’inconveniente dei vuoti d’aria, che si possono formare durante il processo, l’articolo ipotizza addirittura, previsione per ora azzardata, che si possa riuscire ad utilizzare la tecnica 3D di stampaggio diretto per la produzione di pneumatici.
PROVE E MISURAZIONI
MECCANISMO DI OSSIDAZIONE IN MESCOLE DI GOMMA NATURALE A TEMPERATURE AMBIENTE
E. R. Terrill, R. Meser, B. Palmer, Akron Rubber Development Laboratory, Akron, Ohio (USA) - RUBBER&TIRE, ottobre/novembre 2022, pag. 17-23
L’argomento trattato è, banalmente, la degradazione della gomma (in questo caso gomma naturale CV-60 con due formulazioni, una senza ed una con carbon black) causata da ossidazione.
Sono state usate diverse tecniche per studiare il meccanismo di ossidazione della gomma naturale e l’introduzione dello studio evidenzia tre situazioni: la distribuzione dei vari legami zolfo si mostra diversa a seconda delle temperature di invecchiamento, riferite a prove condotte su mescole di gomma naturale per pneumatici secondo il metodo Campbell e Seville per determinare la distribuzione dei legami; nella mescola esaminata esiste evidenza di cambiamento nella pendenza della curva di Arrhenius, che indica un possibile cambiamento nel meccanismo di ossidazione intorno ai 50 °C, il che suggerisce che l’ossidazione consista soprattutto nella formazione di idroperossido sotto i 45 °C e di radicali liberi al di sopra di questo valore; la densità di reticolazione e la distribuzione dei legami di una mescola di gomma naturale per pneumatico, dopo invecchiamento in forno a 60 °C e in esercizio a 23 °C, mostrano nuovi legami monosolfurici nel primo caso e perlopiù polisolfurici nel secondo caso.
Partendo dall’ipotesi che esista un cambiamento nel meccanismo di ossidazione fra i 25 e i 65 °C, lo studio utilizza la tecnica della prova di distribuzione dei legami per rilevarlo, in rapporto a temperature di servizio basse e a temperature elevate di invecchiamento accelerato.
Vengono così eseguite le previste prove di densità e distribuzione dei legami, tensili e di analisi dinamo-meccanica, che mostrano i seguenti risultati: la struttura chimica dei legami, formati dall’ossidazione al di sotto dei 40 °C, è ritenuta di tipo polisolfurico, ma il legame è piuttosto perossido o solfossido; la struttura chimica dei legami fra i 40 e i 60 °C mostra una combinazione di due tipi di strutture; la struttura chimica prevalente dei legami sopra i 60 °C è probabilmente carbonio-carbonio; le tecniche, basate su proprietà tensili e DMA, non sono in grado di rilevare un cambiamento nel meccanismo di ossidazione; le strutture chimiche dei legami sono diverse con la temperatura ma mostrano le stesse proprietà.
In definitiva lo studio, sia pur apprezzabile, non dà risposte sicure e sarà forse più interessante il futuro lavoro, pia-
ABBIAMO LETTO PER VOI
nificato per esaminare l’effetto degli antiossidanti sul meccanismo di ossidazione.
ELASTOMERI E LAVORAZIONE PREPARAZIONE DI MISCELE TERMOPLASTICHE DI GOMMA NATURALE A BASE POLIPROPILENE E GOMMA NATURALE SCREMATA: DETERMINAZIONE DELLE CONDIZIONI DI PROCESSO.
D.S. Wijevardone, M.A.S.R. Senevirathna, Uva Wellassa University, Badulla, Uva Province (Sri Lanka), Y.C.Y. Sadusingha, D. Edirisinghe, S. Siriwardena, Rubber Research Institute of Sri Lanka, Dartonfield, Agalawatta (Sri Lanka) - RUBBER&TIRE, ottobre/novembre 2022, pag. 25-29
La produzione di lattice centrifugato in Sri Lanka costituisce il 25% della produzione di gomma del paese. Durante la centrifugazione il lattice concentrato, con contenuto di gomma secca del 60 %, viene separato come lattice centrifugato, mentre la quantità del 5-10% di gomma disponibile nel lattice viene rimossa come frazione diluita, che contiene il 3-5% di gomma secca e grande quantità di altre sostanze. Questa frazione di lattice è conosciuta come skim latex (lattice scremato) e la gomma, estratta dalla sua coagulazione acida, è chiamata SRN (Skim Natural Rubber). L’SRN è il principale sottoprodotto dell’industria di centrifugazione del lattice di gomma naturale ed ha una composizione variabile, con il 70-85% di cis-poliisoprene, il 10-20% di proteine, il 5-10% di sostanza grassa e minori quantità di ioni metallici.
È logico che l’SNR, a causa della sua composizione, sia di qualità inferiore rispetto alla gomma naturale e abbia il prezzo più basso di tutti i gradi di gomma naturale, a dispetto delle sue caratteristiche positive di basso contenuto di sporcizia e colore chiaro. Ci sono stati molti tentativi di valorizzare l’SNR in miscela con gomma naturale, tutti senza successo, mentre qualcosa è stato fatto in merito a miscelazione con polietilene: questo studio si focalizza sulla selezione di idonee condizioni di miscelazione per la preparazione di miscele SNR/ PP (polipropilene).
Per le prove si utilizzano polipropilene copolimero P640J, gomma naturale standard grado SLR20 ed SNR, con formulazione per vulcanizzazione a zolfo, e una volta caratterizzate le materie prime e de-
terminate le condizioni di processo si formulano tre miscele SLR/PP ed altrettante SNR/PP, nelle proporzioni gomma/PP di 70/30, 50/50 e 30/70. Vengono poi selezionate per il mescolatore interno le temperature di 190, 200 e 210 °C e le velocità del rotore di 60, 70 e 80 rpm.
Dalle prove di caratterizzazione effettuate risulta che l’SNR può essere miscelata con polipropilene per ottenere un materiale termoplastico con proprietà fisico-meccaniche idonee per un utilizzo industriale.
Le condizioni migliori per la produzione della miscela sono temperatura di processo a 200 °C, velocità del rotore di 70 rpm e ciclo del mescolatore di 15 minuti per le miscele non vulcanizzate e di 17-18 minuti per le miscele vulcanizzate dinamicamente. Delle tre miscele PP/SNR esaminate, la 70/30 e la 50/50 manifestano processabilità a lungo termine, mentre la 30/70 mostra una tendenza alla degradazione.
PROVE E MISURAZIONI
PRINCIPI DELLE PROVE TENSILI: FONDAMENTI, METODI E SFIDE
J.M. Clinton, The L.S. Starret Company, Athol, Massachusetts (USA) - RUBBERWORLD, gennaio 2023, pag. 16-19
Si tratta di un articolo utile per rispolverare e aggiornare i rudimenti delle prove tensili per chi opera da tempo nel settore della gomma, essenziale per chi invece incomincia ad occuparsi di gomma e deve imparare a conoscerla. Le prove tensili costituiscono probabilmente il metodo più comune per testare il materiale e misurare la forza, ossia per determinare il comportamento meccanico sotto carico statico e assiale. Il metodo per materiale e forza è simile ma i risultati sono diversi: una prova tensile è condotta per determinare le proprietà tensili di un materiale o di un componente, mentre la prova di deformazione di un campione serve per caratterizzare la sua duttilità o fragilità, così come importanti caratteristiche come il carico di rottura, lo sforzo di snervamento, il limite elastico etc.
Dopo avere spiegato, in due brevi paragrafi, in cosa consistono le prove su di un materiale, compresi metodi e misurazioni, e le prove di misurazione della forza, l’articolo illustra le apparecchiature per le prove e riporta i risultati e le misurazioni normali delle prove tensili, di cui raccomandiamo
la lettura accurata a chi non ne ha alcuna o scarsa conoscenza e che potrà così rendersi pienamente conto di termini forse poco usuali, come plasticità, resilienza, isteresi etc. Interessante è anche il paragrafo dedicato alle sfide delle prove tensili, che parla degli errori che si possono commettere durante la loro esecuzione, errori dovuti solitamente a imprecisione e/o disattenzione, atteggiamenti che si dovrebbero assolutamente evitare, dal momento che le prove servono a determinare l’idoneità di un materiale per l’uso previsto e la sua prestazione nel tempo.
PROVE E MISURAZIONI
RECENTI PROGRESSI NEI METODI DI PROVA PER IL RILASSAMENTO DEL COMPRESSION SET
G. Hold, D. Meracher, Wallace Instruments, Dorking, Suurrey (England)UK),M. Ramini, Italian Gasket, Paratico BS (Italia), M. Scacchi, Alfa Technologies, Milano (Italia) RUBBERWORLD, gennaio 2023, pag. 24-26
Misurare il rilassamento dopo sforzo di una gomma, sottoposta a compressione, è una prova chiave per valutare il comportamento di tenuta e la durata delle prestazioni di qualunque tipo di guarnizioni, usate spesso in applicazioni critiche di sicurezza e in severe condizioni ambientali. È quindi comprensibile che la prova di rilassamento dallo sforzo di compressione CSR sia sempre di più aggiunta alle norme di durata di un articolo, usato nell’industria aerospaziale, dell’auto e delle costruzioni, oltre a sostenere l’enfasi attuale sui requisiti di sostenibilità per nuovi materiali più duraturi per articoli ad alte prestazioni. L’apparecchiatura Wallace Compression Set Relaxometer C11, grazie alle sue caratteristiche superiori ai metodi di prova CSR tradizionali, assicura una precisa valutazione della potenziale prestazione di tenuta di un materiale. L’articolo spiega innanzitutto in che cosa consiste il rilassamento dallo sforzo di compressione e successivamente illustra il funzionamento del rilassamento in generale e del modello C11 in particolare. Vengono poi mostrate struttura e caratteristiche di due diversi sistemi di compressione, Shawbury-Wallace e Wykeham-Farrance, per finire con il software impiegato, che può essere programmato per calcolare automaticamente i risultati, con i dati esportabili in Excel per ulteriori analisi.
14 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
RUBBER CLUB ABBIAMO LETTO PER VOI


MONDOGOMMA
di A.L. Spelta
Utilizzo dell’olio di palma in mescole a base di gomma naturale
Gli oli di tipo vegetale sono di grande interesse per l’industria dello pneumatico perché rappresentano una voce importante (più del 20%) della frazione filler, che vale da un quarto a un terzo dei materiali impiegati. Un recentissimo studio ha valutato l’impiego di olio di palma in mescole a base di gomma naturale, vediamo con quali risultati
C’è grande interesse da parte di tutti, e in particolare dei produttori di pneumatici, a diventare sempre più sostenibili, nel senso di ridurre l’impatto ambientale delle proprie produzioni e dei propri manufatti.
È un tema di valenza generale, che si concentra sulla conservazione delle
risorse - energia, acqua, suolo, materie prime - e sulla riduzione delle emissioni, a partire dall’anidride carbonica.
R elativamente a quest’ultimo aspetto è visto con particolare favore l’impiego di prodotti di riciclo e di materie prime di origine non fossile, il tutto senza sacrificare in modo significati -
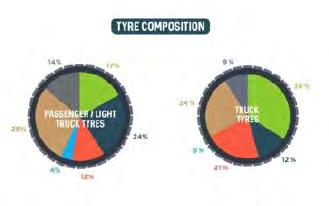
vo le prestazioni del manufatto immesso in commercio. R elativamente agli pneumatici la composizione media per vettura e autocarro è riassumibile come da Figura 1:
- gomma naturale: 17% e 34% (vettura e truck rispettivamente);
- gomme sintetiche: 24% e 12%;

16 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
Foto di allPhoto Bangkok da Pixabay.
- cord metallico: 12% e 21%;
- cord tessile: 4% e 0%;
- fillers (cariche + oli): 29% e 24%;
- additivi (anti ozonanti, anti ossidanti, processing aids, pacchetto vulcanizzante): 14% e 9%.
UNA SFIDA IMPEGNATIVA
C ome detto la sfida è quella di far ricorso a materiali più sostenibili, cioè ottenuti dal riciclo di manufatti a fine vita o da origine non fossile.
È una sfida alquanto impegnativa, si pensi ad esempio che anche la stessa gomma naturale, nonostante sia di origine vegetale, soffre di parecchie criticità, e gli altri materiali sono in gran parte di origine fossile.
G li oli di tipo vegetale sono di grande interesse per l’industria dello pneumatico perché rappresentano una voce importante (più del 20%) della frazione filler (che abbiamo visto vale da un quarto a un terzo dei materiali impiegati per confezionare gli pneumatici), attualmente sono quasi esclusivamente di origine fossile e
sono stati attenzionati sul fronte della sicurezza per l’uomo e l’ambiente. I nfatti i tradizionali oli aromatici (DAE = Distillate Aromatic Extract), molto compatibili con le mescole di gomma, contengono frazioni di policiclici aromatici (PCA) considerati pericolosi e da fine 2009 sono stati sostituiti con i cosiddetti oli safe, tipicamente: TDAE (Treated-DAE), MES (Mild Extracted Solvate) e RAE (Residual Aromatic Extract). Per contro gli oli vegetali sono oli safe e non derivano da fonti fossili.
M olti oli vegetali sono stati valutati in mescola con vari tipi di gomma, i risultati fanno parte dell’ampia letteratura disponibile, ma il lavoro non è affatto concluso e il consumo di oli vegetali nel mondo della gomma in generale e in quello dello pneumatico in particolare è riservato ad applicazioni di nicchia e/o di immagine.
Tra gli oli provati oltre all’olio di palma, eventualmente epossidato, citiamo l’olio di soia e olio di soia variamente modificato, olio di ricino, olio
di girasole, olio estratto dalle bucce di arancia, olio di jatropha. G li oli vegetali sono sostanzialmente tutti una miscela di trigliceridi di acidi grassi, con la porzione dell’acido grasso lunga tipicamente da 12 a 20 atomi di carbonio con insaturazione variabile.
D iversamente dagli oli di origine petrolifera (DAE, TDAE, MES, RAE) hanno la presenza di gruppi esterei, che portano polarità e ne condizionano la compatibilità con molte gomme sintetiche.
L’OLIO
Fatta questa premessa si vuole di seguito sintetizzare un recentissimo studio (Chesidi Hayichelaeh, Kanoktip Boonkerd: “ Utilization of palm oil as an alternative processing oil in carbon black-filled natural rubber compounds ”, Industrial Crops and Products, Volume 194, April 2023, 116270) che ha valutato l’impiego di olio di palma (Palm Oil = PO in seguito) in mescole a base di gomma naturale, quindi
SOSTENIBILITÀ
DI PALMA
1
Fig.
17 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
Figura 1 – Composizione degli pneumatici per vetture e autocarri (fonte: ETRMA).
MONDOGOMMA
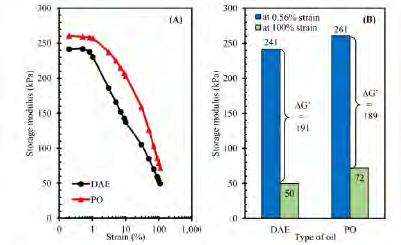
Fig. 2
Figura 2 - Storage modulus in funzione di strain sweep (A) e storage moduli a 0.56% e 100% di deformazione (B).
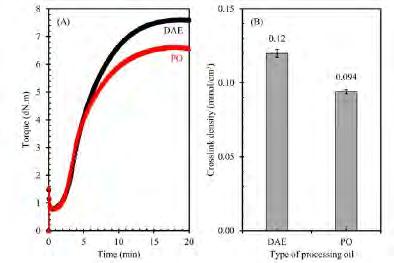
Fig. 3
18 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
Figura 3 - Il PO mostra ML più alto e MH più basso, indice di una resa di vulcanizzazione inferiore (MH-ML).
avendo in mente l’applicazione battistrada di pneumatici giganti.
L’olio del frutto della palma e l’olio di semi di palma (quest’ultimo detto anche olio di palmisto) sono prevalentemente costituiti da trigliceridi con alte concentrazioni di acidi grassi saturi, ricavati dalle palme da olio, principalmente Elaeis guineensis ma anche da Elaeis oleifera, Attalea maripa e Attaela speciosa.
L’interesse crescente per questa tipologia di olio deriva dal fatto che la palma da olio è la pianta olearia più efficiente, producendo più olio per più anni e impegnando minor terreno. La produttività per ettaro all’anno è di circa 4 tonnellate di olio per ettaro, contro 1,4 del cocco, 0,75 della colza, 0,6 del girasole e 0,45 della soia.

N el paper citato l’olio di palma viene confrontato in una mescolanza a base di gomma naturale, contenente nero -
fumo e usando in alternativa il classico olio aromatico (non safe) DAE.
R icetta
L a ricetta provata è stata la seguente:
G omma Naturale RSS 100
A cido St earico 2
Z nO 5
C B N330 50
P r ocess Oil (DAE o PO) 10
6P PD 2
T BBS 2
S 2,5
C onfezionamento
L a m escola è stata confezionata in due step, il primo in mescolatore interno da laboratorio, e infine completata, dopo raffreddamento, in mescolatore aperto con l’aggiunta del sistema vulcanizzante.
Valutazioni
La mescola non vulcanizzata è stata va-
lutata per Mooney compound ed effetto Payne.
I l Mooney compound della mescola contenente PO è più alto rispetto a quella contenente DAE (78 vs 53). Gli autori lo spiegano con un’aumentata capacità del PO di interagire con la superficie del nerofumo, rispetto al DAE, grazie alla presenza dei gruppi polari; esterei, degli oli vegetali, già citata. L’ effetto Payne (Figura 2) descrive la diminuzione del modulo con la deformazione. L’alto modulo di una mescola non deformata dipende soprattutto dall’interazione gomma-filler e filler-filler. Gli autori spiegano come il più alto modulo a bassissime deformazioni dipenda da una maggiore interazione gomma-filler, dovuto ai gruppi funzionali polari del PO che interagiscono più del DAE con i gruppi funzionali presenti sulla superficie del nerofumo.
Aumentando la deformazione il modulo scende in modo simile in entrambe le
SOSTENIBILITÀ
BUILDING RUBBER SOLUTIONS PARTNER OF LTE srl Cologne (BS) | ITALY LTE Compuestos Especiales SA de CV Querétaro - Mexico ♦ FLUOROELASTOMER ♦ PERFLUOROELASTOMER ♦ SILICONE ♦ FLUOROSILICONE
mescole contenenti i due oli e la differenza tra i moduli allo 0,56% e 100% di deformazione è sostanzialmente identica e quindi viene considerata sostanzialmente identica la dispersione del filler nella mescola.
Le proprietà in vulcanizzazione delle mescole contenenti DAE e PO, sono evidenziate nella Figura 3. Il PO mostra ML più alto (cfr. più alto ML compound) e MH più basso, indice di una resa di vulcanizzazione inferiore (MH-ML). Gli autori spiegano questo fatto con la presenza di acidi grassi insaturi nel PO, i cui doppi legami sottrarrebbero zolfo al processo di vulcanizzazione. Per contro gli stessi acidi grassi aumenterebbero la reattività (Tc10 e Tc90 più brevi).

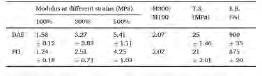
Le proprietà tensili sono descritte nella Tabella 1.
Come si può osservare il PO peggiora sia il carico a rottura, che i moduli, questi ultimi coerentemente con le la minor resa in vulcanizzazione.
Le proprietà dinamo-meccaniche
La tan δ della mescola contenente PO
è più bassa di quella contenete DAE (Fi-
gura 4), segno di un miglior comportamento elastico, attribuito sempre alla buona interazione gomma-filler. Una più bassa tan δ a 60°C, temperatura alla quale è stata valutata in questo lavoro, è tipicamente considerata un buon indicatore di una più bassa resistenza al rotolamento. Parametro molto importante per contenere il consumo di carburante.
CONCLUSIONI
Il PO può essere preso in considerazione come olio estensore per mescole in gomma naturale caricate con nerofumo.

Il livello di interazione filler-filler è stato visto essere comparabile con quello di oli da petrolio (DAE), mentre l’interazione filler-gomma è più alta, con effetti negativi, più alta viscosità del compound, e positivi, più alta elasticità. Questo aspetto consentirebbe di ottenere compound con una tan δ a 60 °C più bassa e quindi di ottenere una più bassa resistenza al rotolamento, con conseguenti risparmi di carburante. Risparmio di carburante associato all’uso di una materia prima di tipo vegetale sono due importanti fattori di evoluzione nella direzione di una maggiore sostenibilità.
MONDOGOMMA SOSTENIBILITÀ
Fig. 4
Figura 4 – Proprietà dinamo-meccaniche.
u
1
Tab.
Tabella 1 – Proprietà tensili.
20 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
Foto di Bishnu Sarangi da Pixabay.




Scegli OCS per: Stampi per O-Ring Stampi per articoli tecnici CRB Cromatura This is yOur mould
O.C.S. S.r.l. Via Soldini, 10, 24060, Adrara San Martino (BG), Italia Tel. +39 035 933487 | Fax +39 035 933242 | info@ocs-stampi.it www.ocs-stampi.it +80.000 STAMPI A INIEZIONE E COMPRESSIONE PER ARTICOLI IN GOMMA E SILICONE BEFORE AFTER
Scopri il nostro mondo
di Daniela Garbillo
L’arte ImPressa: il welfare secondo IMG
Dal 21 aprile al 20 maggio, nella sede IMG di Capriano del Colle, tra il magazzino, i capannoni e i normali utensili di lavoro trovano spazio anche 7 opere dello scultore Stefano Bombardieri. In questo modo l’azienda concretizza il suo modo di intendere l’arte come strumento di benessere per i propri collaboratori
Dal 21 aprile al 20 maggio, nella sede aziendale di Capriano del Colle (BS), IMG ha allestito una mostra di opere di Stefano Bombardieri che è stata presentata in anteprima alla stampa nel corso della “Rubber Night” del 20 aprile. L’iniziativa costituisce la prima tappa del più ampio progetto “L’ar-
te ImPressa: che bello lavorare!”, con cui IMG, leader nel settore delle presse per lo stampaggio a iniezione degli elastomeri e termoindurenti in Italia, ha voluto concretizzare la sua visione di welfare aziendale: l’arte, nelle sue molteplici forme, diventa strumento di benessere, fonte di energia vitale e di crescita personale.
L’ARTISTA E LE SUE OPERE
Stefano Bombardieri, figlio dello scultore Remo Bombardieri, che lo ha coinvolto nell’arte fin dall’infanzia, oltre a numerose mostre personali e collettive in tutto il mondo, ha partecipato più volte alla Biennale di Venezia e le sue opere sono state esposte in importanti gallerie d’ar-

MONDOGOMMA
22 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
Da sinistra Marco Capitanio, presidente Piccola Industria Confindustria, Barbara Ulcelli, AD di IMG e l’artista Stefano Bombardieri davanti all’opera Testa Gorilla.
te in Italia e all’estero. Le sue sculture selezionate per la mostra allestita nei capannoni e negli spazi esterni di IMG sono sette:

- Il peso del tempo sospeso/Sumo, nota scultura a forma lottatore di sumo appeso, è una metafora dell’attesa e dell’isolamento;


- Pneu Vanitè, formata da pneumatici assemblati a teschio, è un monito contro l’inquinamento e nello stesso tempo un dubbio amletico riguardo la civiltà del progresso;
- Struzzo Rubik, uno struzzo con la testa dentro al cubo, al contrario di quello che nasconde la testa sotto la sabbia - metafora di chi non vuol affrontare le difficoltà e cerca di non vederle - nel cubo sembra fare l’esatto opposto, ovvero tenta di capire il meccanismo di quel rompicapo;
- Grande testa di rinoceronte, è un’immagine di denuncia nei confronti di una società contemporanea che sta lasciando dietro di sé orrore e distruzione e in cui gli animali sono le prime vittime;
PACKAGING
Il peso del tempo sospeso/Sumo, la scultura a forma lottatore di sumo appeso, una metafora dell’attesa e dell’isolamento.
- Coleoptera, opera con la quale l’artista intende riaffermare che anche gli insetti fanno parte di un ecosistema, tessere di un mosaico vivo e meraviglioso;

- Testa Gorilla/Sguardo monumental, grazie allo sguardo dell’animale, reso incredibilmente espressivo, diventa uno specchio, un momento di riflessione in cui chi osserva si sente a sua volta osservato;

- Balancing on the past, raffigurando un bambino intento a rimanere ben bilanciato su una base tutt’altro che stabile, è una metafora di un futuro che fa il possibile per non perdere l’equilibrio appoggiato a un passato precario.
Le opere si stagliano in tutta la loro maestosità in magazzino, sulle pareti dei capannoni, nei normali ambienti di lavoro e tra gli utensili, come se ne entrassero a far parte. “Trovo che lo stabilimento sia un habitat naturale per le mie opere”, ha commentato Bombardieri, presente all’inaugurazione in azienda. “È molto efficace lavorare sull’inaspettato, sul cortocircuito”.
Per permettere la fruizione delle opere da parte del pubblico, alcune sono visibili anche dalla strada, ma non solo: per il periodo di durata della mostra IMG aprirà le sue porte accogliendo i visitatori il venerdì dalle 9.00 alle 17.00 e il sabato dalle 9.00 alle 12.00. Durante gli altri giorni le opere saranno godibili dai dipendenti, dai clienti e dai fornitori.
IL BENESSERE SUL LUOGO DI LAVORO
L’idea di portare l’arte e la bellezza in azienda è da tempo presente in IMG, dove sono già esposte stabilmente diverse opere di vari artisti, posizionate in tutti gli ambienti, anche quelli produttivi. “Sostenibilità non è sinonimo solo di attenzione ecologica”, ha sottolineato l’AD di IMG Barbara Ulcelli, “sottintende anche una profonda sensibilità nei confronti del benessere sociale, dai dipendenti fino alla comunità in cui un’azienda è inserita. Fare impresa oggi significa anche stimolare riflessioni sui temi attuali, offrire opportunità di crescita, lavorativa e personale. Un’azienda si deve porre come incubatrice di talenti e di opportunità”.
IMG da tempo si pone il problema di come i collaboratori si sentano sul po-
sto di lavoro: è appena terminata la seconda indagine di clima, somministrata ai 60 dipendenti a inizio anno, i cui dati sono in elaborazione. Una sensibilità che passa attraverso numerose azioni, dalla formazione all’inserimento di personale giovane anche nel middle management.
Alla prima tappa del progetto “L’arte ImPressa: che bello lavorare!” ne seguiranno altre.
Tra quelle già sicure, in estate, la mostra itinerante “Io ti ascolto” promossa da
OMB Saleri in collaborazione con Casa delle Donne, Comune di Brescia e Confindustria Brescia, che porta nelle aziende il baule rosso contenente i quadri con le poesie delle scuole secondarie di primo e secondo grado della provincia bresciana sul tema della violenza contro le donne, frutto di un concorso letterario intitolato a Monia Del Pero, uccisa a soli 19 anni nel 1989 dal suo ex fidanzato. In programma anche altri due eventi in autunno. u
MONDOGOMMA WELFARE AZIENDALE
Con Coleoptera, visibile su una delle pareti all’esterno dello stabilimento, Bombardieri intende riaffermare che anche gli insetti fanno parte del nostro ecosistema.
24 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
L’opera Pneu Vanitè, formata da pneumatici assemblati a teschio, è un monito contro l’inquinamento e nello stesso tempo dubbio amletico riguardo la civiltà del progresso.
VORRESTI VEDERE IN TEMPO
REALE LO STATO DI OGNI PRESSA
O IMPIANTO PRODUTTIVO ?
INTEGRABILE CON IL GESTIONALE DI PRODUZIONE E MAGAZZINO

TI FORNIAMO UNA SOLUZIONE PER
LEGGERE I DATI NEI PROTOCOLLI OPC-UA, MODBUS E MQTT DIRETTAMENTE DALLE

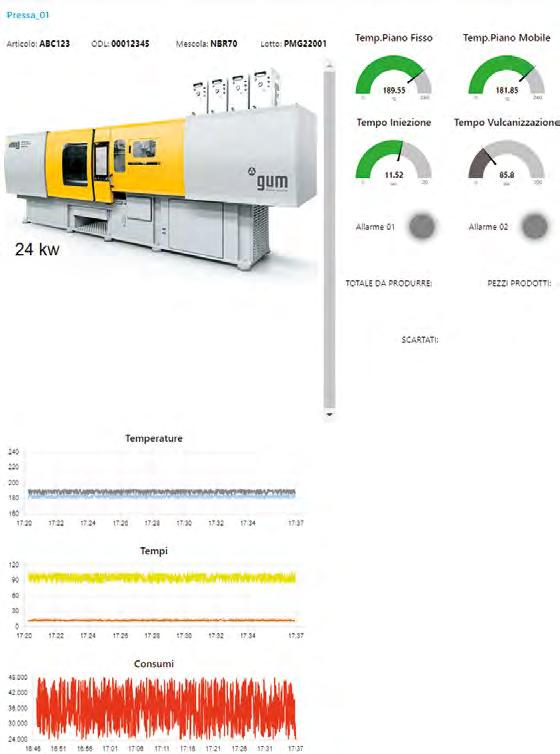
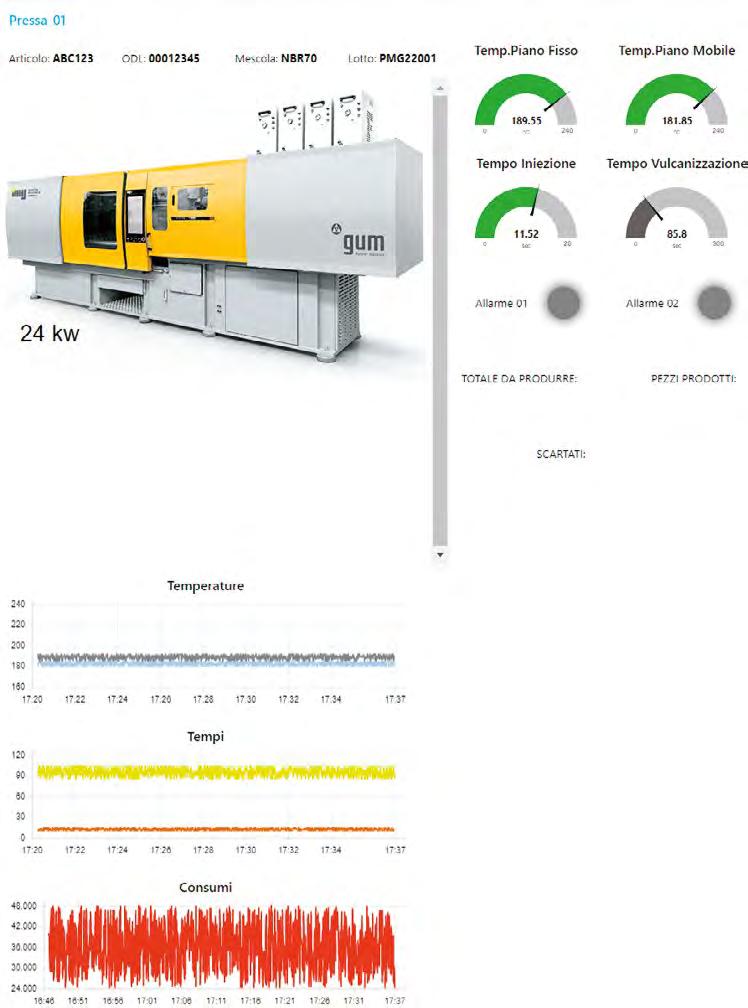
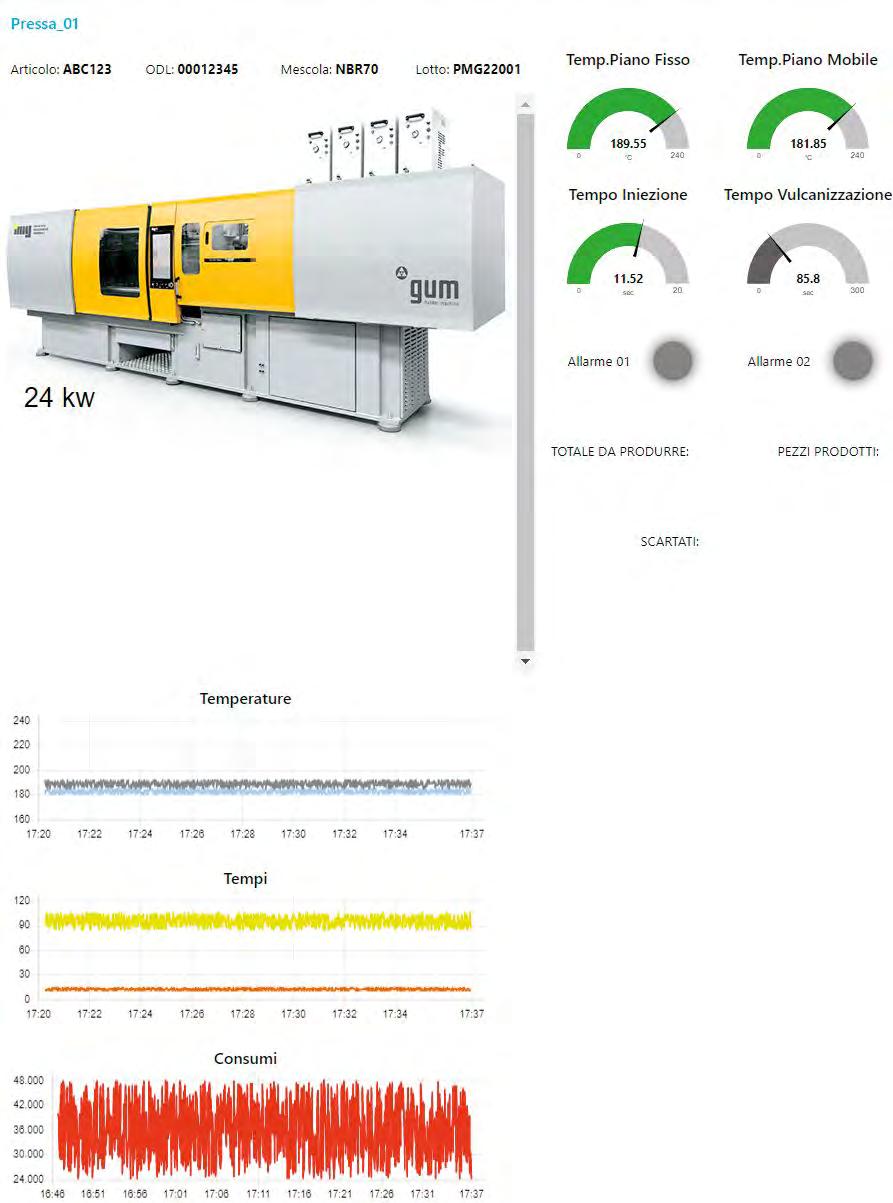

PRESSE E DAGLI IMPIANTI DI PRODUZIONE

NUMERO PEZZI PRODOTTI
AVANZAMENTO PRODUZIONE
TEMPERATURE E TEMPI
OEE
CONSUMI ENERGETICI
GUARDA IL VIDEO
PRENOTA LA TUA DEMO INVIANDO UNA MAIL A COMMERCIALE@Z-LAB.IT
1 Via Amellina 100 - 24069 - Trescore Balneario (BG) - Italia - Tel: 035 4254174 - Mail: commerciale@z-lab.it - Sito web: www.z-lab.it
PRESSA
di Giuseppe Cantalupo
La guida autonoma delle auto è sostenibile?
Quello delle auto a guida autonoma è un mercato che, stando alle previsioni, entro il 2027 varrà 76 miliardi di dollari. Uno studio del MIT-Massachusetts Institute of Technology avanza dubbi sulla sostenibilità ambientale di tali auto. Scopriamo perché
Secondo il MIT, il Massachusetts Institute of Technology di Boston (USA), le auto a guida autonoma –self-driving cars o anche AGV, Automated Guided Vehicles – potrebbero avere un impatto ambientale negativo di non lieve portata per la enorme quantità di emissioni inquinanti che genererebbe -
ro. Uno studio dei ricercatori del prestigioso istituto è arrivato alla conclusione che se tutte le auto del mondo – stimate realisticamente in 1 miliardo di unità - fossero elettriche e autonome, i soli computer di bordo di queste vetture, ognuno dei quali utilizzerebbe 840 Watt circa di energia, consumerebbero,

in una sola ora al giorno di guida delle auto, una quantità di energia enorme: pari a quella che consuma oggi una nazione come l’Argentina.
IL CONSUMO DI ENERGIA
DEI COMPUTER A BORDO
Secondo l’Agenzia Internazionale dell’E-
MONDOGOMMA
26 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
Un dettaglio dei cerchi della Curpa Born, l’auto elettrica del marchio di Seat.
nergia, questo consumo dei soli computer equivarrebbe a una quantità di emissioni di gas serra uguale a quella di tutti i centri di elaborazione dati del mondo, equivalente allo 0,3% circa delle emissioni mondiali di gas serra. Questo senza tener conto della potenza di calcolo e quindi del fabbisogno energetico richiesto dai sistemi di intelligenza artificiale per l’esecuzione dei sofisticati algoritmi che presiedono al funzionamento di sensori, videocamere e radar, essenziali alla circolazione in sicurezza dei veicoli.

Poiché in un’ora di funzionamento al giorno un’auto a guida autonoma elabora le immagini di 10 telecamere, eseguendo qualcosa come 21,6 milioni di ‘operazioni’, che per un miliardo di vetture significano 21,6 quadrilioni, ossia da 4 a 5.000 volte quelle eseguite dai centri dati Facebook del mondo, la conclusione dello studio sottolinea la necessità che l’industria dell’auto abbassi il consumo di energia del self-driving system e che i computer siano più veloci nelle loro elaborazioni.
I n altre parole, che nella ricerca delle soluzioni delle problematiche connesse con l’auto a guida autonoma abbiano importanza prioritaria il miglioramento dell’efficienza energetica e il miglioramento dell’efficienza informatica. I computer, cioè, dovrebbero consumare meno ed essere più efficienti.
SERVONO ALGORITMI
PIÙ EFFICIENTI
I ricercatori del MIT hanno calcolato che, per far sì che nei prossimi decen-














































ni le vetture autonome non inquinino quanto i data center di tutto il mondo, ogni veicolo dovrebbe consumare meno di 1,2 kWatt di energia per l’elaborazione dei dati.
M a questo significa che l’efficienza dell’hardware, ossia la potenza di calcolo del computer, dovrebbe raddoppiare ogni anno fino al 2050: un ritmo troppo veloce per essere praticabile. Oltretutto, considerando che la vita media di un veicolo è di almeno 10 anni, ogni aggiornamento dell’hardware risulterebbe inutilizzabile in futuro, perché non si adatterebbe all’evoluzione dei software per 10 o 20 anni, come richiesto dal mercato. S i potrebbero progettare, allora, secondo Soumya Sudhakar, una del -
NEXT LEVEL SOLUTIONS

le ricercatrici che hanno condotto lo studio, veicoli autonomi con algoritmi più efficienti con minore potenza di calcolo e, quindi, con ridotto impatto ambientale, ma questa soluzione comporta il rischio che l’elaborazione dei dati diventerebbe più lenta e meno precisa, a discapito della sicurezza dei veicoli.
Q uello delle auto a guida autonoma è un mercato che, stando alle previsioni, entro il 2027 varrà 76 miliardi di dollari. È perciò importante e utile, secondo Sudhakar, conoscere i problemi che si presenteranno tra 10-20 anni, perché ciò consentirà di studiare e mettere a punto da oggi soluzioni id onee alla progettazione di veicoli autonomi più efficienti e più sicuri. u
Il Gruppo MAAG è partner dell‘industria di trasformazione dei polimeri in tutto il mondo. Tutte le nostre soluzioni integrate, dai sistemi di pompaggio e filtrazione, ai sistemi di pellettizzazione e polverizzazione, ai sistemi di riciclaggio, hanno prestazioni eccezionali per le esigenze dei clienti più esigenti.

MOBILITÀ SOSTENIBILE
Un’immagine del cosiddetto “livello” 4 di guida autonoma dal sito di Golf.
Integrated Systems for Polymer Processing maag.com NEW member of the MAAG Group:
27 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
RubbeRevolution

La RUBBEREVOLUTION continua, TSF annuncia la disponibilità di camere "bianche" con certificazione ISO 6 ed ISO 8 per la produzione di proprie mescole FFKM sviluppate per lo stampaggio di articoli utilizzabili in impianti di produzione dei SEMICONDUTTORI.



u Antec Finiture
u Coating Technology
u Colmec
u Comet
u DGTS
u Engel
u For Lab Italia
u Franciacorta Stampi
u Gibitre Instruments
u JP Tech
u Kraiburg
u LTE
u Maplan - State Tech
u OCS
u OR.P. Stampi
u Rivi Magnetics
u Wacker
Innovazione, risparmio, sostenibilità
Il silicone è oggi utilizzato in moltissimi settoridal farmaceutico all’alimentare, dall’aeronautico all’automobilistico, dall’elettrico all’edilizia - e crescono di conseguenza anche le richieste di strumenti e macchinari sempre più precisi e performanti per la sua lavorazione e il controllo dei relativi parametri da rispettare. Nelle pagine che seguono le aziende protagoniste del settore ci presentano le loro soluzioni e innovazioni, che non trascurano il risparmio energetico e la sostenibilità complessiva dei processi.

FOCUS SILICONE
29 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
Curing avanzato della superficie del silicone
non utilizzare sostanze inquinanti ed essere anche poco energivori. Nonostante queste caratteristiche, restano dei coating che rientrano tra le nano particelle, dato lo spessore inferiore al micron, e per questo alcune norme per la salute e la biocompatibilità ne impediscono l’utilizzo in certe applicazioni.


C on l’intento di rendere il silicone scorrevole e non appiccicoso senza depositare nessuna sostanza nanometrica o non ecologica, Antec Finiture ha dedicato tempo ed energie a trovare un metodo di ridurre notevolmente l’attrito degli oggetti realizzati in silicone.
La crescente richiesta di soluzioni atte a ridurre l’effetto di stick and slip e “l’appiccicosità” del silicone hanno spesso spinto verso applicazioni di rivestimenti e sostanze lubrificanti. Tali rivestimenti spesso prevedono l’uso di sostanze chimiche non tra le più ecosostenibili esistenti, cosa che dal mercato non è ben vista, così è cresciuta parallelamente la richiesta di soluzioni che fossero più ecofriendly.
I n questo panorama si stanno affermando i rivestimenti sottovuoto assistiti da plasma (PECVDC) che hanno il vantaggio di aderire su molteplici materiali, silicone incluso,
S ottoponendo gli oggetti in silicone a un processo plasma, senza depositare alcunché, ma limitando l’effetto del plasma alla modifica della superficie dell’oggetto stesso, Antec è riuscita a mettere a punto un metodo che si potrebbe descrivere come un curing avanzato della superficie del silicone. Gli oggetti trattati con tale procedimento, che non prevede l’uso di sostanze nocive, ma solo la combinazione di vuoto, plasma in atmosfera controllata, temperatura e tempo, vedono notevolmente ridotto il loro coefficiente di attrito, risultano vellutati al tatto, scorrevoli, e refrattari alla contaminazione, di polveri e pulviscoli, come invece capita normalmente con oggetti realizzati in silicone. Tale procedimento non è reversibile, non è un coating, non deposita nulla e non può essere in alcun modo rimosso, se non rimuovendo parte dell’oggetto stesso. u

FOCUS Antec Finiture
www.antecfiniture.it 30 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
Coating Technology
Revol-Sil: la rivoluzione nei coating per il silicone
N ell’ottica di eliminare totalmente l’eventualità di rischio di contaminazione, Coating Technology ha sviluppato nell’ultimo anno un trattamento innovativo: Revol-Sil.
R evol-Sil nasce dal bisogno di diminuire l’attrito degli articoli in gomma siliconica, evitando il deposito di altre sostanze; più precisamente, è un trattamento ottenuto tramite una reazione che, oltre a rendere la superficie più scorrevole, riduce drasticamente l’elettrostaticità e le conferisce un effetto soft touch; inoltre, consente una gestione più fluida degli articoli, come per esempio nella fase di cernita automatica e data l’assenza di depositi, è un trattamento completamente green.
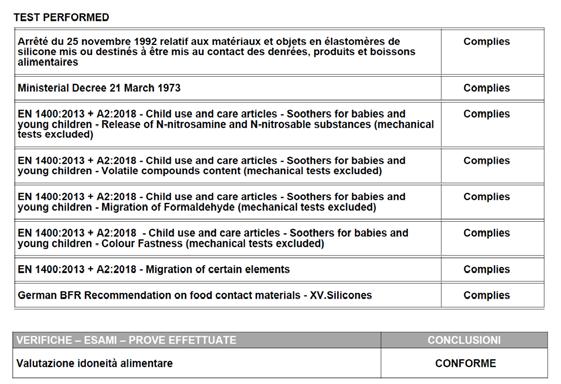
L a particolarità di questo trattamento è la possibilità di adattare il risultato all’esigenza del cliente: partendo da un primo step, da cui si ottiene una buona riduzione del coefficiente d’attrito, si arriva all’ultimo step, che conferisce all’articolo le migliori performance.
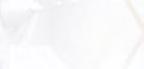
A sostegno della versatilità di questo trattamento, un laboratorio accreditato ha eseguito molteplici test, che hanno conferito a Revol-Sil l’idoneità nel settore medico, cosmetico e alimentare. u
Come noto, il silicone è un materiale che difficilmente lega con i tradizionali coating come le emulsioni a base PTFE che, non aderendo in modo adeguato alla superficie dell’elastomero, creano rischi di contaminazione derivanti dal distacco del rivestimento, rendendoli così inadatti alle applicazioni in ambito medicale e alimentare.
Per far fronte all’esigenza di rendere il silicone scorrevole e più gestibile, sono stati ideati negli anni passati dei trattamenti con tecnologia al plasma, come il deposito di HMDSO; questo tipo di trattamento, idoneo al settore alimentare, lega bene con il silicone e aiuta a ridurre il coefficiente d’attrito con un deposito sotto il micrometro di spessore.
www.coatingtechnology.net
SILICONE
31 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
Dal CTM al CVM: una innovazione che apre nuovi orizzonti
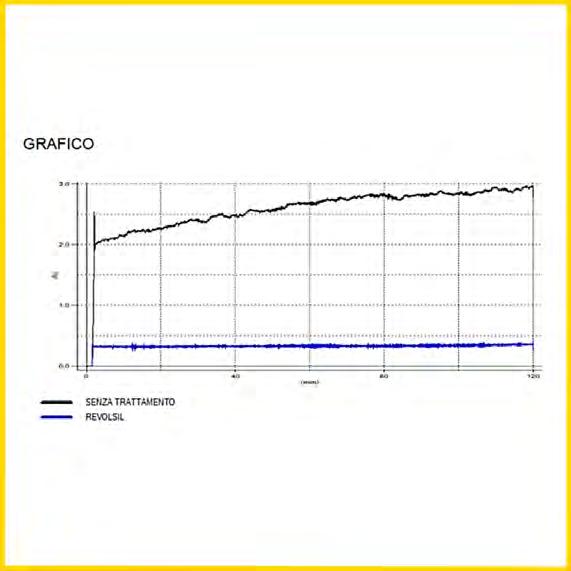
Il CTM (Conical Twin Mixer) di Colmec è un mescolatore brevettato nel 2003 composto da un cilindro troncoconico all’interno del quale sono alloggiate due viti coniche controrotanti. Questa macchina è in grado di mescolare in modo automatico tutta la gamma degli ingredienti necessari alla realizzazione di un compound di silicone: base siliconica, cariche in polvere, liquidi, coloranti e catalizzatori perossidici o platinici. L'intero processo di mescolazione è completato in un'unica fase, automaticamente e con il completo controllo della temperatura del batch. Col CTM, Colmec, ha iniziato una vera e propria rivoluzione, perché è riuscita a riunire in una sola macchina i benefici di Intermixer, Kneader e Roll Mill, garantendo una migliore qualità di mescolazione con un ciclo produttivo ridotto. Le caratteristiche principali del CTM sono quelle di poter ottenere un batch di silicone sfruttando la rotazione delle

viti e la geometria del cilindro conico per poter mescolare, impastare, amalgamare tutti gli ingredienti, incluso anche l’agente vulcanizzante, in una sola fase alla temperatura di processo desiderata, perfino al disotto dei 35 °C I l CTM dal 2003 al 2019 è stato aggiornato nella sua tecnologia costruttiva ben 3 volte, nel 2007, nel 2012 e appunto n el 2019 al fine di ottimizzarne sempre più la stabilità termica, il grado di omogeneizzazione e la riduzione del tempo del ciclo di mescolazione.
Nel 2022, dopo 2 anni di prove e verifiche nel Centro Tecnologico Colmec, si è arrivati a una soluzione ancora più evoluta e performante che ha permesso a Colmec di brevettare un nuovo macchinario che nasce dall’evoluzione del CTM, il CVM “Conical Variable Mixer”.
N ella nuova denominazione sta l’inventiva, il cilindro conico è a sezione variabile, cioè è possibile aumentare o diminuire l’effetto di rimescolamento anche durante il ciclo produttivo.
I l CVM permette al tecnologo di poter utilizzare non solo tutti i parametri di processo del CTM ma anche un nuovo parametro, la variazione geometrica della camera di mescolazione, consentendogli di ottimizzare il processo produttivo adattandolo alla specificità del tipo di silicone da produrre. u
Colmec
www.colmec.it
FOCUS 32 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
Mescole siliconiche per le richieste più esigenti
Anche in ambito mescole inorganiche (VMQ & FVMQ), Comet punta alla crescita continua, sia qualitativa, sia quantitativa, sia delle proprie competenze.
L avori in corso per realizzare l’ampliamento 10.000 mq e ospitare la produzione dei siliconi unitamente a un nuovo magazzino automatico entro il 2024.
È più che mai ferma la volontà di perseguire gli obiettivi prefissati a medio/lungo termine: consolidare una posizione rilevante nel panorama italiano ed europeo dei compound siliconici e fluorosiliconici (mantenendo la leadership nelle organiche, che ne rappresentano il core-business).
L a gamma mescole VMQ/FVMQ di Comet è declinata nei formati più richiesti dalla clientela e le ricette sono sempre customizzate.
L’offerta dei compound siliconici soddisfa infatti le richieste più esigenti anche in termini di colore: siliconi compatti da 10 a 95 Shore A, espansi da 0,35 a 0,80 g/cm3 a catalisi perossidica o platinica adatti a ogni sistema di trasformazione e impiegabili in molteplici settori applicativi (elettrico, medicale, alimentare, edile, automotive ecc.); fluorosiliconi perossidici da 25 a 80 Shore A; non mancano specialità, come i siliconi ceramizzanti oppure i fenilici (PVMQ) destinati principalmente al mondo militare e nucleare. u


SILICONE
Comet
www.cometsrl.com 33 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
Stufe per l’invecchiamento di gomma e materiali plastici
riproducibilità dei risultati quando si fanno prove di invecchiamento. Il modo più comune per investigare gli effetti dell’invecchiamento sulla gomma è fare prove di trazione e di durezza sui provini invecchiati.
L’accuratezza della temperatura è molto importante: infatti errori in temperatura di 1 °C corrispondono a un errore circa del 10% in termini di tempo di invecchiamento. S ul mercato si può trovare una grande varietà di stufe che vengono presentate in diversi modi: stufe per l’invecchiamento, stufe per il laboratorio, stufe per l’essicazione, stufe per riscaldamento.
C iascun tipo di stufa ha i suoi vantaggi per il suo specifico utilizzo e non è adatta per farne un uso differente.
N ella tabella, il confronto tra una stufa per invecchiamento e una stufa da laboratorio:
Elastocon AB, di cui DGTS è rivenditore in Italia, ha sviluppato e produce sin dal 1987 Cell Oven e Cabinet Oven di alta precisione per l’invecchiamento dei materiali che sono conformi alle normative ISO 188, IEC 811 e ad altre del settore.
Le stufe sono state progettate per avere variazioni molto piccole di temperature nello spazio e nel tempo, velocità dell’aria bassa o alta e per la gestione dei ricambi d’aria: è stato dimostrato che un buon controllo di questi parametri è molto importante per ottenere una buona ripetibilità e
Prestazione Stufa Invecchiamento ad alta precisione Stufa Laboratorio
Accuratezza temperatura nel tempo SI SI
Accuratezza temperatura nello spazio SI NO
Specifica velocità dell’aria SI NO
Specifica direzione dell’aria SI NO
Specifico ricambio d’aria SI NO
Specifica sensori aggiuntivi temperatura SI NO
Le Cell Ovens disponibili sono a 4/6 celle a temperatura unica o indipendenti, nel range +40/+300 °C e presto anche fino a 350 °C.
Le Cabinet Ovens, ideali per prodotti finiti o provini di grosse dimensioni, sono disponibili in vari modelli con specifiche peculiarità nel range +40/+300 °C.
Le Test Tube Ovens sono disponibili con 24 tubes a unica temperatura e 4x6 tubes a differenti temperature nel range +40/+300 °C.

S ono disponibili anche morsetti per le prove di Tension Set (ISO 2285) e Compression Set (ISO 815-1). u

FOCUS DGTS
www.dgts.it
34 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
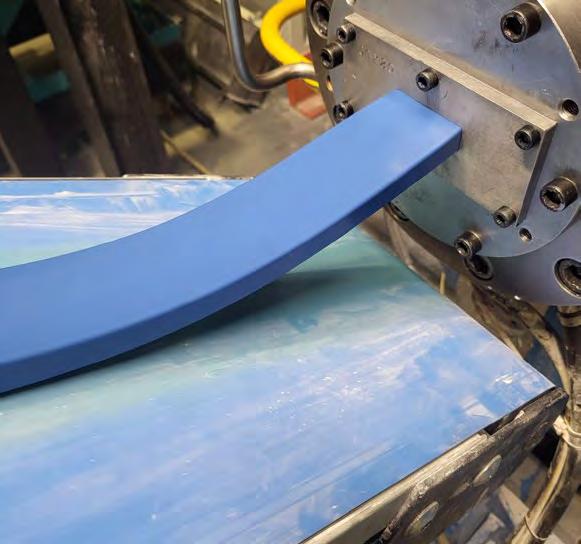
Pressa senza colonne per stampaggio bicomponente
rappresentata dai cuscinetti di montaggio al parabrezza dei sensori della pioggia in LSR e PBT. L’isola di produzione sviluppata si basa su una pressa Engel victory 200H/200L/160 combi equipaggiata con uno stampo a 4+4 impronte e un robot cartesiano Engel viper 40 integrato. L’efficienza di processo si affida alle caratteristiche del gruppo di chiusura senza colonne della macchina, che consente l’utilizzo di stampi grandi e ingombranti su macchine di tonnellaggio relativamente ridotto. E questo significa non solo un consumo energetico inferiore, ma anche un impegno economico più contenuto dal momento che è possibile investire sulla forza di chiusura realmente necessaria.
Le sofisticate esigenze estetiche e funzionali dettate da molti settori industriali richiedono la combinazione di materiali con caratteristiche diverse. In particolare, la domanda di manufatti con proprietà rigido-morbido ha aperto nuove opportunità applicative allo stampaggio a iniezione multi-

componente con silicone liquido (LSR) e resine termoplastiche. In molte applicazioni, il processo integrato Engel combimelt è la soluzione ideale per legare stabilmente silicone e termoplastici, assicurando al contempo produttività, efficienza e qualità. Un’applicazione significativa da questo punto di vista è
L’automazione rappresenta un secondo fattore di efficienza. Il robot viper può raggiungere le impronte direttamente dal lato, senza essere costretto a evitare parti sporgenti. Inoltre, la stabilità strutturale estremamente elevata del processo, assicurata dal gruppo di chiusura senza colonne, contribuisce significativamente all’elevato livello di efficienza generale. Il ripartitore di forza brevettato consente al piano mobile di adattarsi perfettamente allo stampo mentre viene applicata la forza di chiusura, assicurando la sua distribuzione uniforme sulla superficie del piano. Le impronte in entrambi i semistampi vengono tenute chiuse applicando esattamente la medesima forza, riducendo così l’usura dello stampo e incrementando la qualità della produzione. La produzione completamente automatizzata di parti in LSR senza bave, senza scarti e senza ulteriori lavorazioni di ripresa rappresenta un elemento chiave nella fabbricazione a costi contenuti di manufatti high-tech in silicone liquido. u

SILICONE
Engel
www.engelglobal.com
La pressa a iniezione Engel victory 200H/200L/160 combi assicura la massima efficienza produttiva grazie al gruppo di chiusura senza colonne.
35 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
Cuscinetti di montaggio al parabrezza di sensori per la pioggia in LSR e PBT.
For Lab Italia
Forno di post-curing con lavaggio camera programmabile

For Lab Italia ha progettato un forno in grado di soddisfare la richiesta di avere 120 litri di aria fresca al minuto per kg di materiale, grazie a una nuova tecnologia denominata LCP (lavaggio camera programmabile).
A ppurato che la saturazione dei gas all’interno della camera del forno, superata una certa soglia, può essere molto pericolosa (vedi datasheet Wacker), il sistema LCP apre una seconda valvola di entrata aria fresca riscaldata scaricando rapidamente l’elevata concentrazione di fumi all’interno del forno.
I n questo modo non solo si mantiene un forno più pulito ma si riduce notevolmente il rischio di anomalie ed esplosioni garantendo una migliore vulcanizzazione.
L a rampa di salita è gestita da un PLC Siemens, non può essere “libera” ma deve rispondere a una precisa curva di temperatura (in gradi °C per minuto) in modo da garantire una corretta e graduale evacuazione dei gas prodotti dal processo di reticolazione.
N ei forni For Lab Italia sono stati realizzati dei “flaps” per ottenere una stratificazione orizzontale dell’aria e di conseguenza “calibrare” ogni singolo forno garantendo un’uniformità di temperatura su 9 punti (DIN 12880) pari a ±5 °C (considerando un volume interno di 2.500 litri).
L’ufficio tecnico si relaziona con il cliente per definire quale tipologia di forno è più adatto per le caratteristiche dell’articolo in silicone da trattare. In relazione alla tipologia e al volume del forno, e alla quantità di aria che può essere ricambiata per minuto viene definita la corretta quantità in Kg che può essere trattata senza incorrere in rischi di incendio/esplosione.
L a gamma dei forni prevede forni statici da 400 a 5.000 litri con possibilità di inserire carrelli a ripiani e forni rotanti da 350 a 840 litri.
Tutti i forni possono essere equipaggiati a seconda delle esigenze con: filtri HEPA H 14 efficienza 99,995 % di filtrazione; quadro elettrico con gestione PLC Siemens, memorizzazione interna fino a 49 cicli richiamabili e interfaccia Ethernet diretta al gestionale cliente; software di gestione remota e tracciabilità dei dati storici; chiusura porta con serratura elettrica, in grado di garantire la sicurezza verso gli operatori; scambiatore di calore, che grazie al recupero del calore dei fumi di scarico permette di ottenere fino al 25% di risparmio energetico e contemporaneamente condensare una buona parte di polveri e inquinanti volatili; 3 sonde di temperatura PT 100 certificate Accredia con auto impostazione della temperatura di sicurezza; LCP lavaggio camera programmabile. u
FOCUS
www.forlabitalia.it 36 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
Franciacorta Stampi
Supporto per smartphone in silicone


re realizzate in funzione del processo di stampaggio. Il tutto lavorato su macchinari e sistemi di lavorazione ad alta precisione, gestiti da operatori specializzati.
L’azienda è stata coinvolta in un progetto per sviluppare un supporto per smartphone in silicone.
S i tratta di un’attrezzatura dedicata con un CRB Thermo System multiugello integrato nello stampo monocavità, con l’applicazione della tecnologia flashless.
Franciacorta Stampi sta proseguendo il processo di innovazione innescato da parecchi anni investendo nello sviluppo della propria struttura, nell’organizzazione e nel proprio parco macchine con l’intenzione di crescere costantemente per poter offrire ai clienti soluzioni tecnicamente performanti e all’avanguardia.
I settori produttivi ai quali si propone sono molteplici e il campo di applicazione è sempre più customizzato. L’esperienza nell’ambito dell’industrializzazione del prodotto rende i reparti tecnici della Franciacorta Stampi in grado di studiare soluzioni che permettono il raggiungimento del risultato di processo richiesto dal cliente.
C iò consente all’azienda di poter studiare e sviluppare internamente un’attrezzatura dedicata a un progetto specifico partendo da un semplice disegno fino a raggiungere un impianto produttivo completo.
L e soluzioni passano mediante le proprie attrezzature per l’iniezione
del compound come il Canale Freddo Thermo System, lo stampo con le relative applicazioni e automazioni e la tecnologia delle varie attrezzatu -
I l risultato di processo garantisce al cliente di soddisfare l’esigenza di realizzare un articolo di qualità che possa raggiungere nell’utilizzo quotidiano le case, gli uffici o le automobili di tutti. u
SILICONE
www.franciacortastampi.it
37 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
Gibitre Instruments
Cabina per prove di resistenza alla fiamma
L a decisione di effettuare test approfonditi all’interno dell’azienda in fase di sviluppo dei prodotti è la risposta al numero crescente di specifiche di fornitura che richiedono test di resistenza alla fiamma e il conseguente aumento dei tempi (e costi) necessari per ottenere la certificazione del prodotto.
L a cabina per prove di resistenza alla fiamma prodotta da Gibitre è pienamente conforme alle norme UL 94, CEI IEC 60695-11-10 e altre norme equivalenti.

A lcune caratteristiche costruttive, come la slitta per movimentazione del bruciatore Bunsen, il sensore di temperatura integrato nella camera, il regolatore del flusso di metano, il timer integrato, il sistema modulare per l’applicazione dei supporti e il sistema di aspirazione dei fumi, ne rendono l’utilizzo semplice garantendo ripetibilità dei risultati.
L a gamma di accessori e porta-provini applicabili allo strumento è in continuo incremento in relazione alle diverse necessità dei clienti. u
Gibitre Instruments sta riscontrando un incremento della richiesta di strumenti per il controllo di prodotti siliconici.
Q uesta tendenza risulta legata sia ai cambiamenti nell’approvvigionamento di materie prime seguiti allo shortage degli scorsi anni che alle nuove specifiche di prodotto legate alla mobilità elettrica o a nuovi standard di sicurezza relativi a prodotti esistenti.
Q uesto quadro è emerso in maniera chiara anche durante l’evento Silicon Expo (Amsterdam 21-23 marzo) al quale Gibitre ha partecipato sia come espositore che come relatore con una presentazione tecnica proprio relativa al comportamento dinamico di prodotti conduttivi.
L’aumento delle necessità di controllo è evidente sia per quanto riguarda laboratori di sviluppo che di controllo di produzione e riguarda un ampio spettro di strumenti: reologia, viscosità, caratteristiche meccaniche, prove di invecchiamento e strumenti per la preparazione dei provini.
L o strumento per la prova di resistenza alla fiamma sta diventando di fondamentale importanza per i laboratori dei produttori di mescole che necessitano di verificare la conformità dei prodotti alla norma UL 94.
www.gibitre.it FOCUS 38 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
Macchinari per la produzione di mescole siliconiche
Il mondo dei prodotti siliconici è in continua crescita e nel contempo anche la tipologia e la struttura delle mescole è in costante evoluzione.
N egli anni ’90, in Italia, JP Tech forniva macchinari per la produzione e lavorazione di mescole siliconiche ad aziende che avevano al massimo una decina di formulazioni.
Oggi tale numero è salito a qualche migliaio, con le più diverse caratteristiche chimiche e fisiche e il range è in continua crescita.
I l silicone è ormai utilizzato in moltissimi settori: farmaceutico, alimentare, aeronautico, automobilistico, cavi e molti altri.
G razie alla partnership con Bharaj Machineries, JP Tech è riuscita ad ampliare la gamma di macchinari in grado di fornire ai clienti e, non solo: unendo le esperienze e le conoscenze, è in grado di fornire prodotti interamente customizzati per poter garantire le più svariate tipologie di produzioni.



L’idea è quella di fornire un pacchetto confezionato adeguatamente alle caratteristiche dell’azienda cliente, fornendo mac -
chinari customizzati (anche singola costruzione) o macchinari e linee da catalogo come per esempio estrusori, kneader, biviti, mescolatori aperti, presse. Tutte macchine adatte alla produzione di mescole siliconiche, combinate a un software che possa gestirle al fine di garantire una produzione controllata, sostenibile e che conceda al cliente la possibilità di archiviare e immagazzinare dati di produzione ormai essenziali per migliorare il prodotto, crearne di nuovi e non ultimo tenere sotto attento controllo la produzione.
J P- Tech non vuole essere fornitore, ma partner dei propri clienti e aiutarli nella scelta dei macchinari che meglio si possano adattare o che possano migliorare le produzioni, o addirittura crearne di nuove con macchine studiate appositamente per realizzare prodotti innovativi. u
JP-Tech
www.jp-tech.it 39 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
Mescole di silicone senza PCB
temperatura, il differenziale di tempo tra i due metodi viene ridotto a tal punto da diventare trascurabile. Gli odori generati dal processo eseguito con il sistema alternativo proposto dal Gummiwerk Kraiburg possono essere eliminati utilizzando un sistema di estrazione integrato nel processo.
Gummiwerk Kraiburg propone mescole siliconiche prive di cloro, che non rilasciano bifenili policlorurati (PCB) durante la vulcanizzazione senza pressione. Grazie all’utilizzo di un metodo alternativo di reticolazione, i prodotti di fissione di questi composti sono infatti privi di PCB.

L a produzione di articoli estrusi in gomma siliconica mediante vulcanizzazione in assenza di pressione (ad aria calda o bagni di sale), si basa comunemente sull’impiego di perossido Dclbp, cioè perossido bis (2,4-diclorobenzoile), e determina il rilascio di bifenili clorurati (PCB), nocivi sia per l’ambiente che per la salute delle persone.
G ummiwerk Kraiburg propone invece compound alternativi con sistemi di reticolazione privi di cloro dai quali non si formano PCB durante i processi di vulcanizzazione in assenza di
pressione. Sebbene i tempi di vulcanizzazione di questi compound siano un po’ più lunghi rispetto a quelli comunemente utilizzati, ciò non si traduce in un fattore negativo per vulcanizzazioni ad alta temperatura (200 °C o superiore) in un tunnel ad aria calda. Aumentando infatti la
I compound alternativi proposti da Kraiburg presentano anche un livello di qualità meccanica superiore rispetto a quelli reticolati con perossido. Per esempio, l’allungamento a rottura di un composto standard 70 ShA aumenta in modo significativo, dal 370% al 600%. Allo stesso modo, la resistenza allo strappo aumenta da 25 N/mm a 42 N/mm secondo ASTM D624B. Ciò consente di produrre cavi e tubi flessibili con una resistenza allo strappo e un’estensibilità ancora migliori. Inoltre, il miglior compression set di questi composti (24 ore a 175 °C dal 33% al 10%) rende possibili anche maggiori sollecitazioni alla pressione. u

www.kraiburg-rubber-compounds.com

FOCUS
Kraiburg
40 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
Mescole a base VMQ iniezione e compressione S
empre più frequentemente il mercato richiede articoli in silicone in grado di garantire proprietà elevate di resistenza alla fiamma. Per venire incontro a queste diffuse esigenze, LTE ha sviluppato una nuova famiglia di mescole siliconiche denominata SE2 in grado di superare la specifica UL94 V0 per spessori ≥ 1mm. S i tratta di una serie completa di mescole a base VMQ iniezione e compressione, con caratteristiche fisico-meccaniche differenziate per la produzione degli articoli più diversi e le numerose differenti applicazioni d’utilizzo.
• SE2 ST: Standard UL94 V0-2mm - Per applicazioni con ridotte esigenze di resistenza meccanica (es. tappi);

• SE2 GP: General Purpose UL94 V0-2mm - Per articoli con richieste di resistenza meccanica media (es. cornici):
• SE2 LCS: Low Compression Set UL94 V0-2mm - Per articoli con richieste di tenuta statica (es.: o-ring, guarnizioni):
• SE2 HT: High Termal Stability UL94 V0-2mm - Per articoli per applicazioni ad alta temperatura (es.: guarnizioni per T> 225°C);
• SE2 HTR: High Tear Resistance UL94 V0-2mm - Per articoli sottoposti a elevate deformazioni (es.: soffietti, membrane);
• SE2 OR: Oil Resistance UL94 V0-2mm - Per applicazioni a contatto con oli motore (es.: particolari motore, guarnizioni fari lato motore).
N ella Tabella 1 sono riportate le principali caratteristiche meccaniche di alcune mescole della famiglia SE2. u
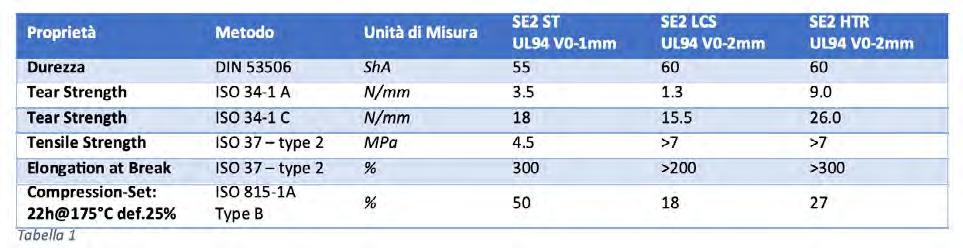
SILICONE LTE
www.lte-srl.eu 41 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
Maplan - State Technologies
Presse ergonomiche ed efficienti
L’innovazione in casa Maplan non si ferma. Dopo i miglioramenti apportati negli ultimi anni, già presentati su questa rivista nel 2021 (tra cui ricordiamo il cilindro di plastificazione a due ingressi e il nuovo sistema di gestione LSR), spinta dalle richieste di mercato, lo sforzo si è rivolto in questa occasione verso l’ergonomia e verso l’efficienza.
I n particolare per quanto riguarda l’ergonomia, per le presse verticali è stato definito un nuovo standard di caricatori ortogonali al gruppo iniezione. Il cilindro pressante, solitamente con apertura a gomito, che richiedeva comunque un movimento manuale, è adesso traslabile idraulicamente. Nessuno sforzo aggiuntivo per l’operatore se non quello di inserire il silicone nel contenitore. Per quanto riguarda l’efficienza, dopo il riscontro positivo dei clienti, Maplan ha sviluppato un sistema ancora più performante per il cambio materiale. Sfruttando il design esistente, è stata sviluppata la possibilità di andare a inserire delle camicie rimovibili e intercambiabili all’interno del contenitore, così da poter fisicamente estrarre tutto il materiale rimanente all’interno della tramoggia. L’operazione, eseguibile senza particolari problemi in circa 30 minuti, consente di: risparmiare tempo, risparmiare materiale, evitare contaminazioni tra tipologie diverse di silicone. I n un mercato che si sviluppa sempre più verso commesse on demand, su materiali molto specifici, sia in termini di colori che di caratteristiche, la possibilità di


avere un sistema così versatile può risultare decisiva in fase di ottimizzazione dei costi e successivamente di pianificazione produzione.
Q uesta novità, al momento fornita in anteprima a un affezionato cliente, sarà ufficialmente presentata durante i Days of Technology in programma il 15 giugno presso la sede di Maplan a Kottingbrunn, Austria. u
FOCUS
www.maplan.at 42 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
Stampi affidabili e innovativi
ti distinti, per diversificare l'offerta e canalizzare le giuste competenze in base ai progetti.
C 'è lo storico ma rinnovato reparto O-Ring, il più recente reparto extra, per stampi più innovativi e complessi e il reparto cromatura.
I n ognuno di questi reparti dedicati si lavora per trovare le migliori soluzioni customizzate che i clienti si aspettano, frutto di un know-how ultradecennale e di una conoscenza dei diversi settori applicativi.
L a qualità degli stampi si riflette sulla
qualità del prodotto finito ed è pertanto importantissimo che fra stampatore e stampista ci sia la giusta sinergia e gli stessi obiettivi, per poter garantire la “sicurezza” degli stampi, e soprattutto di quelli venduti all’estero, dove un investimento iniziale a zero manutenzione non deve successivamente tradursi in continui interventi di servicing, tanto più onerosi quanta maggiore è la distanza.
G li stampi di OCS per gomma e per silicone in pasta trovano impiego in tantissimi settori. u

OCS, prossima ai 50 anni, offre ai clienti un sapiente mix di affidabilità e innovazione che la rendono una delle più apprezzate fornitrici di stampi per articoli tecnici in gomma e silicone nel panorama mondiale.

N ata nel 1974 come azienda familiare per la produzione di stampi per ORing, si è sempre distinta per la precisione e la puntualità.
I nvestimenti importanti hanno portato l'azienda a disporre di tre repar -
SILICONE OCS
www.ocs-stampi.it
43 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
OR.P. Stampi
Nuovi termoregolati EVO per LSR
OR.P. Stampi rafforza la sua presenza sul mercato dei siliconi liquidi con i nuovi termoregolati EVO a risparmio energetico, che permettono di risparmiare tempo e denaro.

I l nuovo progetto EVO per LSR deve la sua forza ai test che negli ultimi anni hanno visto i nuovi termoregolati OR.P. Stampi offrire un risparmio di tempo in fase di avvio del 15% e un minor consumo (KWh) del 20%.
C on la consapevolezza che il mondo LSR è leggermente diverso da quello della gomma, OR.P. Stampi ha voluto ampliare il sistema EVO anche ai clienti del mercato dei siliconi liquidi.
O ltre alle basilari informazioni sul pezzo, sulla pressa e sull’automazione e lo studio dell’articolo, ora il reparto tecnico OR.P. Stampi ha inserito lo studio termico del canale freddo. Solo una volta stabilita e realizzata una completa simulazione del processo inizia la fase realizzativa.
L a forza di OR.P. Stampi è l’accuratezza con cui seleziona i suoi investimenti e cerca da sempre di differenziarsi dal mercato territoriale, creano manforte alla produzione.
M acchinari CNC sviluppati con importanti produttori, sistemi di controllo in linea abbinati alla costante formazio -
ne degli operatori. Centri di controllo meccanici e visivi dialogano e segnalano imperfezioni, verificando tolleranze ed eliminando possibili rischi.
C iò non toglie la necessità di una completa supervisione da parte di esperti operatori per i macchinari e per utensili sempre più nuovi e performanti. Lo stampo quindi, nel caso dell’LSR, prende forma con una certa sicurezza realizzativa mirando direttamente al conseguente risultato, ossia la fase di avvio in pressa.
L’utilizzo dei nuovi canali freddi (Evo-CFO) dedicati all’LSR e la collaborazione con partner strategici rendono i nuovi clienti di OR.P. Stampi soddisfatti e propositivi verso nuove collaborazioni.
Per questo motivo rimangono fondamentali i test interni che l’azienda realizza con i clienti. Un modo per lavorare insieme sul comportamento del silicone liquido e gli stampi.
O R.P. Stampi ha recentemente partecipato a importanti fiere ed eventi in oriente e in medio oriente. Tra le principali il Chinaplas, che anche quest’anno ha registrato un elevatissimo numero di visitatori sempre più competitivi e alla ricerca del “pezzo finito”. u
FOCUS www.orpstampi.com
44 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
Rivi Magnetics
Sistemi magnetici per l’ottimizzazione dello stampaggio
Il processo di stampaggio del silicone richiede una per fetta regolazione della temperatura per garantire risul tati uniformi ed evitare scarti di produzione. Grazie ai sistemi di ancoraggio magnetico M-Tecs R, proposti da Ri vi Magnetics, il processo di cambio stampo avviene in mo do rapido e sicuro, permettendo una maggiore omoge neità nella pressatura e nella temperatura di stampaggio. I l sistema M-Tecs R è ideale per l'utilizzo su presse a inie zione orizzontale e verticale e presse a compressione per lo stampaggio di una vasta gamma di materiali, dal sili cone alla gomma organica, sintetica, naturale e miscele pregiate. È adattabile su presse a mono iniezione o con l'utilizzo di stampi e canali freddi anche per lo stampag gio del Silicone Liquido. N elle applicazioni in camere bianche e laddove sia neces saria estrema pulizia e igiene, M-Tecs R è particolarmente indicato, poiché elimina la presenza di nicchie, fonti di accumulo di elementi inquinanti, per evitare il più possibile la contaminazione grazie alla sua superficie completamente liscia. Negli ultimi anni, l'utilizzo di catalizzatori per il silicone si è spostato sui platinici, in risposta alle esigenze del mercato alimentare, farmaceutico e del food in generale.
A ltre importanti caratteristiche del sistema sono la sicurezza e la velocità con cui avviene il cambio stampo, la riduzione degli scarti di produzione dovuta a una minor usura dello stampo, la possibilità di produrre tutti i tipi di articoli, dall'O-Ring di piccole o grandi dimensioni fino ad articoli tecnici in generale.
I noltre, i prodotti Rivi Magnetics garantiscono un funzionamento fino a 240 °C, con una precisione del delta T fino a ±2 °C e possono essere dotati dell'optional CRDiagnostica dei sistemi M-Tecs Help Desk in remoto, per un'ulteriore ottimizzazione dei processi.
L'utilizzo dei sistemi di ancoraggio magnetico M-Tecs R di Rivi Magnetics consente di ottenere risultati uniformi e di alta qualità, garantendo maggiore efficienza nei processi produttivi. u
SILICONE
www.rivimagnetics.it 45 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
Wacker
Gomme siliconiche da materie prime rinnovabili
All’ultima K 2022, Wacker ha presentato per la prima volta gomme siliconiche per impieghi industriali i cui precursori derivano da materie prime rinnovabili. L’azienda chimica Wacker fornisce così un importante contributo nel preservare le risorse fossili.
Poiché i siliconi a marchio Elastosil eco possiedono le stesse caratteristiche tecniche delle gomme siliconiche a base fossile e anche le metodologie di lavorazione sono identiche, questa nuova serie è interessante per tutti i produttori che nella lavorazione del silicone in futuro vorranno porre ancora più attenzione all’aspetto della sostenibilità.

L’industria chimica è impegnata a ridurre progressivamente il proprio utilizzo di materie prime da fonti fossili. Per farlo, utilizza ad esempio la strategia di sostituirle con materiali identici provenienti da risorse rinnovabili. Il metodo migliore, a questo riguardo, è il cosiddetto “bilanciamento di massa”, il quale consente di lavorare contemporaneamente materie prime da fonti fossili e da fonti rinnovabili, assegnandole successivamente a prodotti specifici in base alle proporzioni in cui sono state utilizzate. In questo modo, il bilanciamento di massa garantisce che l’etichetta “bio-based” sia applicata solo a quei prodotti verificati che si basano davvero su materie prime rinnovabili.
Anche Wacker utilizza questo approccio. Con il marchio Elastosil eco l’azienda chimica produce non soltanto sigillanti siliconici realizzati a basso consumo di risorse, bensì ultimamente anche gomme siliconiche solide e li -

quide. Nella variante eco sono attualmente disponibili la gomma siliconica liquida Elastosil eco LR 5040, estremamente resistente alla lacerazione e che non necessita di post vulcanizzazione, la gomma siliconica solida Elastosil eco R 401 a polimerizzazione perossidica, il silicone solido Elastosil eco R plus 4020 a polimerizzazione per addizione e il compound siliconico Silmix eco R plus TS 40002.
Q uesta offerta rende disponibili sul mercato due gomme siliconiche solide per applicazioni multiple, una gomma siliconica liquida senza post vulcanizzazione, per applicazioni eccezionalmente sensibili, e un compound pronto all’uso in versione ecologica. Non vi è alcuna differenza tra i prodotti Elastosil eco e le gomme siliconiche a
base fossile, sia dal punto di vista chimico che per quanto concerne le loro caratteristiche come prodotti e la loro lavorazione. u
www.wacker.com
Gli stampati realizzati con Elastosil eco LR 5040 sono caratterizzati già dopo la reticolazione da ottime proprietà meccaniche, per cui non necessitano di un successivo trattamento termico.
FOCUS SILICONE 46 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
Spatula da cucina in Elastosil eco R plus 4020.





Lubrificanti speciali a base PTFE e resine poliuretaniche
Entrati nella gamma dei prodotti C.S.I. Centro Servizi Industriali la peculiarità di questi lubrificanti sta nel raggiungere un buon compromesso in termini di prestazioni/costi e la possibilità, grazie alla loro natura chimica, di poter essere opportunamente selezionate per applicazioni specifiche, come quelle a spruzzo con sistemi rotativi computerizzati
Tra la vasta gamma di lubrificanti disponibili sul mercato, spesso con nomi differenti, ma formulazioni e prestazioni equivalenti, i più interessanti sono quelli a base PTFE 1 con resine leganti di natura poliuretanica. L a loro peculiarità sta nel raggiungere un buon compromesso in termini di prestazioni/costi e la possibilità, grazie alla loro natura chimica, di poter essere
opportunamente selezionate per applicazioni specifiche.
Le catene polimeriche uretaniche, infatti, si compongono di una parte (blocco) rigido, con scarsa possibilità di deformazione e di una parte definita “morbida”, capace invece di potersi deformare. La maggior presenza di una di queste due parti rispetto all’altra contribuisce in modo significativo
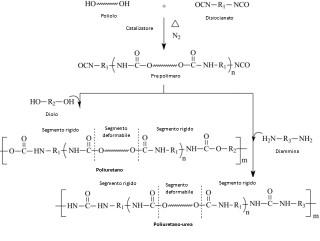
alle caratteristiche del film lubrificante (Figura 1).
Per esempio, una resina con un numero maggiore di parti “morbide” rispetto a quelle rigide possiederà una maggiore capacità di deformazione sotto sforzo, il che si traduce in una migliore resistenza alla rottura o al distacco dal substrato in gomma.
Per contro, un eccessivo numero di queste unità potrebbe aumentare l’attrito e l’effetto stick slip.
Al contrario le resine acriliche, decisamente più rigide, non sono particolarmente adatte a sopportare forze di montaggio elevate in quanto tenderebbero a rompersi generando residui polverosi e disfacimento parziale o totale del film secco aumentando le forze di inserimento fino, in alcuni casi, rendere impossibile l’assemblaggio del componente in sede.
O ltre a questo, la perdita più o meno accentuata del lubrificante potrebbe comportare, specie in applicazioni dinamiche, un aumento delle forze di attrito e, di conseguenza calore con impatti negativi variabili in termini di costi e di immagine del fornitore.
U ltimo particolare da sottolineare è che le resine poliuretaniche e di conseguenza il lubrificante che le contiene, sono colorabili, analogamente alle formulazioni a base acrilica (maggiormente complicato per le resine feno -
DALLE AZIENDE di Vladimiro Guindani
Fig. 1
48 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
Figura 1 - Esempio di reazione di polimerizzazione con formazione di poliuretani.
liche e per composti a base di siliconi, se non attraverso opportuni escamotage).
Come scritto in precedenza, la difficoltà sta nel selezionare la giusta molecola con il miglior compromesso “rigidomorbido” in base all’applicazione a cui verrà sottoposta.
L a maggior sfida sta nel diminuire le forze di montaggio che risentono di un elevato numero di variabili come, ad esempio, geometria, tipo di gomma (o altri materiali), la sua durezza, la geometria del pezzo, ecc, senza andare a penalizzare il fattore migliorativo in termini di abbassamento del coefficiente di attrito radente2
Per questo motivo abbiamo testato una speciale formulazione a base di PTFE contenente una resina altamente performante, sia per quanto riguarda l’abbattimento delle forze di attrito, ma anche e soprattutto per la resistenza all’abrasione, all’allungamento e a carichi in compressione, anche in

sezioni ridotte. I l test di rivestimento è stato condotto su gomma organica caricata con carbon black. Poiché, soprattutto le gomme organiche, presentano l’affioramento di additivi ivi contenuti, la superficie va analizzata preventivamente mediante spettroscopia infrarossa6 per accertarsi che il suo stato chimico ne consenta un trattamen-

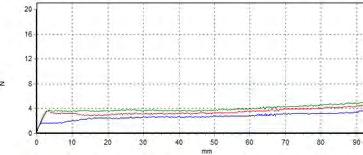
INDUSTRIA DI PROCESSO: ARRIVA IN ITALIA SOLIDS


SOLIDS, la fiera dedicata all’industria di processo, sbarca per la prima volta in Italia e porta al cospetto di una filiera che abbraccia il Sud Europa le soluzioni per la movimentazione, la lavorazione, lo stoccaggio e il trasporto di materiali granulari fini e grossolani. SOLIDS Parma sarà l’evento di riferimento che avrà luogo per la prima volta presso Fiere di Parma, dal 14 al 15 giugno 2023.
Le anticipazioni al mercato
Saranno presenti circa 150 aziende produttrici di macchine per la movimentazione, lo stoccaggio, l’analisi e la trasformazione dei materiali a grana fine e grossolana, che mostreranno le soluzioni più innovative e anticiperanno le nuove tendenze nei seguenti settori: gomma e plastica, chimica e farmaceutica, alimentare, agricoltura e mangimi, costruzione macchinari, lavorazione dei metalli, minerario, carta e vetro, recycling.
Ad oggi alcuni degli espositori che hanno già confermato la loro presenza: Cuccolini Virto Group, Definitive Innovation, Ergomec, Hecht Technologie, Lawer, Piab Italia, Piovan Group, Rembe Safety+Control, WAM Group. I visitatori (operatori professionali delle industrie di trasformazione) potranno toccare con mano queste tecnologie e scoprire le tendenze che guideranno l’evoluzione del settore, anche grazie ad un programma di conferenze e tavole rotonde sui temi più caldi e richiesti dal mercato.

Richiedi il tuo BIGLIETTO GRATUITO inserendo il codice 1410: https://register.visitcloud.com/survey/0bf86w4xg95y3/start?actioncode=1410&translation=2osctdwd2hreg&
SOLIDS Parma, dal 14 al 15 giugno 2023, presso Fiere di Parma (Pad 8)!
Premium partner:
to ottimale. In caso di esito negativo, cioè una superficie chimicamente non idonea al rivestimento, si può rendere necessaria una sabbiatura preventiva. I l controllo finale infrarosso confermerà o meno la validità del trattamento di finitura. I risultati dei test sono stati più che soddisfacenti: testando i componenti trattati con questo tipo di luL

MATERIALI
2
Fig.
magazine dedicato riciclo all Planetre
INTEGRATORE NUTRIZIONALE
Richiedi il tuo BIGLIETTO OMAGGIO inserendo il codice 1410
Figura 2 - Grafico del coefficiente di attrito radente.
brificante allo stato solido al fine di misurarne l’attrito, il valore medio riscontrato è stato di 0.34 µ 3 con minimo pari 0.29 µ e massimo di 0.35 µ senza evidenti segni di effetto stick slip (Figura 2).

Per quanto riguarda lo spessore di film depositato il valore medio si centra a 9.7 µm con un minimo di 9.4 µm e un massimo di 9.9 µ m, spessore in linea con valori congrui nell’abbassare in modo sensibile il valore di attrito (Figura 3).
I dati più interessanti sono quelli riferiti alla sua resistenza sopracitata: il film sottoposto ad un carico all’allungamento ha mostrato una resistenza alla de-laminazione4 per trazioni superiori al 400%, mentre sottoposto a carichi in compressione è riuscito a sostenere valori di oltre 500 N (Figura 4). Per quanto detto precedentemente
benché la formulazione del lubrificante giochi un ruolo ovviamente fondamentale, la presenza di affioranti superficiali può incidere negativamente sulla sua adesione alla superficie trattata.
Questi problemi fondamentalmente si traducono o in un’adesione non uniforme con evidenti zone poco o per nulla trattate (il fenomeno è tanto più visibile su lubrificanti colorati rispetto a quelli trasparenti o leggermente opalescenti a meno di non utilizzare una luce UV) (Figura 5a) o, caso più insidioso, il prodotto depositato si presenta uniforme, ma facile al distacco se sottoposto a sollecitazioni, spesso minime (Figura 5b).
Tra i fattori che possono incidere sull’affioramento ci sono: articoli che non hanno subito un adeguato ciclo di post vulcanizzazione (CPV), campioni trattati dopo molto tempo dalla loro produzione o, una volta rivestiti, non utilizzati per lunghi periodi, la composizione della mescola e il grado di finitura del pezzo; generalmente articoli correttamente sabbiati, burattati o che hanno subito opportuno etching5 al plasma presentano meno problematiche di deposizione e adesione.
In alternativa, dove possibile, anche un breve ciclo di forno prima del trattamento può ridurre le problematiche sopra descritte anche se le azioni meccaniche sono preferibili a quelle puramente termiche.
Per questo motivo, soprattutto per articoli da trattare con lubrificante colorato e/o su mescole organiche e non solo, è sempre opportuno verificare lo stato chimico superficiale mediante spettroscopia infrarossa.
I risultati ottenuti sono stati più che soddisfacenti sia in termini di adesione che di resistenza meccanica a carichi in allungamento e compressione.
La formulazione si è dimostrata ottimale anche per quanto concerne l’abbattimento del coefficiente di attrito radente.
S ulla base di questi ottimi risultati il prodotto è entrato a far parte a tutti gli effetti nella gamma dei nostri prodotti adatti per applicazioni a spruzzo con sistemi rotativi computerizzati. u
Bibliografia
Figura 1 - Degradation of Polyurethanes for Cardiovascular Applications - Juan V. CauichRodríguez, Lerma H. Chan-Chan, Fernando Hernandez-Sánchez and José M. Cervantes-Uc https://www.intechopen.com/chapters/43728
Note:
1 Politetrafluoroetilene, materiale che tra le sue caratteristiche annovera anche un bassissimo coefficiente di attrito.
2 Coefficiente di attrito radente o “COF” dall’inglese Coefficent Of Friction è l’attrito generato tra due corpi concorrenti in contato e movimento tra di loro, da non confondere con l’attrito volvente riferito invece a fenomeni in cui almeno una delle due superfici a contatto è in regime rotatorio.
3 Il coefficiente di attrito è una misura adimensionale simboleggiata con la lettera greca m, da non confondere con il mm (micron) unità di misura della lunghezza.
4 Termine tecnico per definire un distacco, spesso a maglie del trattamento superficiale.
5 L’etching al plasma su gomma si può tradurre in una micro-abrasione superficiale con conseguente aumento della rugosità superficiale. Il processo avviene in vuoto in presenza di opportuni gas e di idonea potenza elettrica.
6 Tecnica di analisi chimica strumentale atta a identificare e qualificare, tra le altre cose, la presenza di composti organici superficiali. Sostanze differenti emettono, se irradiate nel campo infrarosso, vibrazioni caratteristiche tradotte in segnali che cadono a specifiche frequenze e spesso con forme e intensità caratteristiche.
MATERIALI DALLE
AZIENDE
Figura 3 - Esempio di misurazione dello spessore di film lubrificante mediante microscopia
Fig. 3
Figura 4 – A) film non sottoposto a stress meccanico, B) film dopo trazione del 400%, C) film dopo compressione di 500N.
Fig. 4
Figura 5 - A) Zone non trattate a causa di affioranti superficiali, B) distacco parziale del film lubrificante sotto leggere trazione e frizione.
50 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
Steinl Group festeggia i 60 anni con macchine innovative
Le celebrazioni avranno luogo in occasione di un’Open House che si terrà l’11 e 12 maggio ad AltdorfLandshut, in Germania. Durante le due giorni si festeggerà anche il 50° anniversario degli innovativi macchinari LWB Machinery
Il prossimo 11 e 12 maggio, ad Altdorf-Landshut, in Germania, Steinl Group celebrerà i 60 anni della sua fondazione e il 50° anniversario dei macchinari LWB Machinery. L a società tedesca è attualmente composta da sette aziende attive nei settori gomma e plastica con macchine di produzione, manufatti stampati per l’industria automobilistica, compositi bioplastici e adesivi e sigillanti industriali.
N ei suoi 60 anni di storia, LWB ha raggiunto una posizione leader nel mercato delle presse verticali per lo stampaggio della gomma, disponibili in diverse dimensioni e progettazioni e affiancate in anni recenti da un’analoga gamma di presse per la lavorazione dei termoplastici.
NUOVE PRESSE VERTICALI THERMO CLASS C-FRAME

U na novità assoluta dell’esibizione è
la riprogettata serie di macchine VC Ther mo Class, presse verticali per la lavorazione di termoplastici. D isponibili in tre versioni, con forza di chiusura di 500 1.000 e 1.600 kN, la loro nuova caratteristica specifica, rispetto ai vecchi modelli, è la struttura a C dell’unità di chiusura senza colonne, con piani di montaggio degli stampi sensibilmente più grandi. Piani rotanti sono disponibili come optional e il loro diametro può
ANNIVERSARI
DALLE AZIENDE di Gianpaolo Brembati
51 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
Fig. 1
essere definito singolarmente entro larghi limiti: questo è uno dei punti di forza del concetto LWB (Figura 1). L e nuove unità di plastificazione e iniezione RS (Reciprocating Screw), progettate con particolare attenzione a cambi veloci di materiale e unità, sono disponibili in quattro versioni, SP 100, 180, 380 e 750, con diametro della vite da 20 a 55 mm, e possono avere orientamento orizzontale e verticale, oltre a poter essere fornite con combinazioni di unità multiple.
A ll’Open House verrà tenuta una dimostrazione di stampaggio di silicone liquido LSR di Wacker Chemie, in collaborazione con l’azienda austriaca Elmet, specialista in Liquid Injection Moulding (LIM) e fornitore di utensili per stampi e sistemi di dosatura per LSR.
LE MACCHINE VERTICALI
L e presse LWB Thermo Class di stampaggio a iniezione sono disponibili anche con forza di chiusura media, da 1.600 a 4.000 kN. Sono disponibili, come optional, un’unità di chiusura a tre colonne e un piano rotante integrato oppure una chiusura a quattro colonne combinata con unità shuttle a entrata laterale. Entrambi gli allestimenti consentono la massima ergonomia e offrono libera accessibilità per interventi manuali intorno allo stampo di iniezione.

N ella gamma di forza di chiusura massima, da 1.100 a 18.000 kN, LWB offre la specifica serie verticale VR, i cui elementi fondamentali sono strutture a O, fatte di spessa lamiera d’acciaio, il che permette un dimensionamento flessibile entro larghi limiti. Un ulteriore vantaggio è la possibilità di
combinare singole strutture a O con le configurazioni stack di struttura, offrendo così un modo molto flessibile per aumentare la forza di chiusura con l’aggiunta di moduli addizionali di pressione e più larghi piani di supporto dello stampo.
N el corso dell’Open House sarà possibile vedere il funzionamento di una macchina VR 9000/813/582 b Dual con due unità di iniezione, dotata di una forza di chiusura di 9.000 kN: per questa specifica macchina la struttura di apertura integra un piano rotante con un diametro di rotazione di 2.100 mm, in grado di sostenere uno stampo con dimensione del piano di 1.700 x 1.500 mm e un peso fino a 20 tonnellate (Figura 2).
U n altro importante dettaglio della serie VR è la sua struttura snella, che presenta condizioni ottimali di ac -
DALLE AZIENDE
52 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
Fig. 2
cessibilità all’area di stampaggio per mezzo di un robot industriale, collocato vicino alla macchina. Le due unità d’iniezione sono montate separate e una di fronte all’altra e sono quindi facilmente accessibili sul lato superiore della struttura di chiusura.
LA NOVITÀ DEL SISTEMA
DI AUTOMAZIONE LWB
Trovare personale di produzione, che sia competente e disponibile a lavorare nell’ambiente molto caldo dello stampaggio, diventa sempre più difficile. Un’alternativa a questa situazione è la manipolazione automatizzata ed è seguendo questa tendenza che la società LWB Automation di LWB Group ha sviluppato una soluzione “Plug and Produce” (Figura 3) per lavori di manipolazione e produzione. Il sistema consiste in una cella di manipolazione centrale con un robot dotato di braccio articolato e stazioni di processo, che possono essere installate su tre lati del modulo di base con l’utilizzo di fissaggi a sgancio rapido. Ogni stazione di processo dispone di un’intelligenza locale collegata al controllo della macchina attraverso il modulo di base. L’intero sistema può essere programmato molto facilmente e visualizzato e monitorato
dal terminale della macchina. In caso di flussi di lavoro complessi, parecchi moduli di base, che comprendono stazioni di processo, possono essere accoppiati per formare una linea di lavorazione. Durante l’Open House, una combinazione di quattro moduli, in una configurazione autonoma, dimostrerà la manipolazione e il singolo stampaggio di tazze.
RIDUZIONE DEI COSTI ENERGETICI NELLO STAMPAGGIO A INIEZIONE
DELLA GOMMA
R isparmiare energia è un’esigenza molto sentita e LWB, esaminando la sua gamma di tecnologie, è in grado di attingere a molti potenziali risparmi.
RISPARMIO DI ENERGIA CON L’UNITÀ EFE (EARLY FUEL EVAPORATOR) DI PLASTIFICAZIONE ED INIEZIONE

DELLA GOMMA
P rove recenti hanno dimostrato l’efficienza del sistema EFE, poiché in effetti la conversione dello sforzo di taglio meccanico nello specifico elemento accelerante EFE, nel canale di flusso della mescola di gomma plastificata, potrebbe essere ulteriormente ottimizzato. Questo alza la temperatura del fuso molto efficientemente
al livello di vulcanizzazione e rende il sistema EFE sensibilmente superiore ai convenzionali metodi di plastificazione.
R isparmio di energia con lo stampaggio a iniezione LWB multi-stazione
U n altro modo per risparmiare l’energia della macchina è offerto dal sistema LWB multi-stazione, in cui la macchina per stampaggiio ad iniezione viene usata esclusivamente per iniettare un polimero fuso in uno stampo d’iniezione. Questo stampo consiste di una piastra principale e di una piastra con una serie di cavità addizionali, che vengono trasferite da un robot in un circuito fra la macchina, le stazioni esterne di riscaldamento e una stazione di estrazione. Nelle stazioni di riscaldamento esse completano il tempo di riscaldamento sotto una forza di chiusura più bassa con minore consumo di energia. Il numero delle piastre cave circolanti può essere aumentano fino a quando i tempi di riscaldamento e iniezione si compensano fra di loro. La pratica dimostra che, a causa della veloce sequenza di processo, la gomma plastificata può essere iniettata a temperature relativamente più alte, il che risulta in tempi di vulcanizzazione più corti e questo a sua volta riduce il consumo di energia dell’articolo stampato prodotto.
R intracciamento di sprechi energetici C on il suo nuovo sistema di monitoraggio dell’energia, LWB offre un sistema per una chiara indicazione della richiesta di aria, acqua ed elettricità, sincronizzata con il ciclo di stampaggio a iniezione. Il sistema è ora disponibile come optional, che può essere integrato in tutte le macchine con controlli FlexEvo.
ASSISTENZA APPLICATIVA PER RISULTATI PIÙ EFFICIENTI
D urante l’esibizione di maggio, nel rinnovato centro tecnico ci sarà anche l’opportunità di conoscere i vari servizi LWB di assistenza e consulenza per la riduzione sostenibile del consumo di risorse, specialmente nella lavorazione degli elastomeri, mediante l’ottimizzazione del processo.
ANNIVERSARI
u
53 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
Fig. 3
Verso un nuovo regolamento europeo su imballaggi e rifiuti di imballaggio
Nel numero di aprile abbiamo pubblicato le disposizioni generali e i requisiti di sostenibilità del nuovo regolamento, che persegue tre obiettivi: prevenire la produzione di rifiuti di imballaggio, promuovere il riciclaggio di alta qualità in modo sostenibile entro il 2030 e ridurre il fabbisogno di materie prime “primarie”. In questa seconda e ultima parte affrontiamo tutti gli altri punti del regolamento

La Commissione UE ha presentato il 30 novembre 2022 la proposta di regolamento su imballaggi e rifiuti di imballaggio che modifica il regolamento 2019/1020/UE sulla vigilanza del mercato e conformità dei prodotti e la direttiva 2019/904/UE sulla riduzione dell’incidenza di determinati prodotti di plastica sull’ambiente e abroga la direttiva 94/62/ CE sugli imballaggi e i rifiuti di imballaggio.
La pubblicazione della corposa proposta è solo all’inizio dell’iter di approvazione del documento finale. Essa deve ora essere esaminata dal Parlamento europeo e dal Consiglio nell’ambito della procedura legislativa ordinaria.
R EQUISITI IN MATERIA DI ETICHETTATURA, M ARCATURA E INFORMAZIONI
Questi temi sono normati dal capo III del regolamento in esame.
Etichettatura dell’imballaggio
L’art. 11 dispone che l’imballaggio sia contrassegnato da un’etichetta contenente informazioni relative al materiale di cui è composto, per facilitare la cernita da parte del consumatore. Quest’obbligo non si applica agli imballaggi per il trasporto, ma si applica a quelli per il commercio elettronico. Gli imballaggi per cui sono previsti sistemi di deposito cau-
NORMATIVE di Beatrice Garlanda
Parte 2 54 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
Foto di EKM-Mittelsachsen da Pixabay.
zionale e restituzione sono contraddistinti, oltre che dall’etichettatura di cui sopra, da un’etichetta armonizzata.
Gli imballaggi dovranno recare un’etichetta sulla loro riutilizzabilità e saranno dotati di un codice QR o di un altro tipo di supporto digitale che permetta di accedere alle informazioni utili per facilitare il riutilizzo.
La Commissione, con atti di esecuzione, stabilirà prescrizione e formati di etichettatura armonizzati per gli imballaggi e i contenitori dei rifiuti; nonché la metodologia per identificare la composizione del materiale di imballaggio mediante tecnologie di marcatura digitale.
L’etichetta deve essere apposta, stampata o incisa in modo visibile, chiaramente leggibile e indelebile sull’imballaggio. Se ciò non è possibile per la natura o la dimensione dell’imballaggio, l’etichetta sarà affissa all’imballaggio multiplo.

Etichettatura dei cassonetti dei rifiuti per la raccolta dei rifiuti di imballaggio
Entro il 1° gennaio 2028, le etichette che consentono la raccolta differenziata di ciascuna frazione specifica di rifiuti di imballaggio destinata ad essere smaltita in contenitori separati devono essere apposte, stampate o incise su tutti i cassonetti per la raccolta di rifiuti di imballaggio. Il consumatore sarà così indirizzato ad effettuare uno smaltimento corretto. Anche in questo caso l’etichetta deve essere chiaramente visibile, leggibile e indelebile.
O BBLIGHI DEGLI OPERATORI ECONOMICI DIVERSI
D AGLI OBBLIGHI DEI CAPITOLI V E VII
Questi obblighi sono trattati al capo IV del regolamento in oggetto.
Obblighi dei fabbricanti
Ai sensi dell’art. 13 quando immettono un imballaggio sul mercato, i fabbricanti devono assicurare che questo sia progettato e fabbricato secondo i requisiti di sostenibilità previsti dagli articoli da 5 a 10 e sia adeguatamente etichettato. Prima dell’immissione sul mercato, i fabbricanti eseguono o fanno eseguire per loro conto la procedura di valutazione di conformità prevista dall’art. 33 e stilano la documentazione tecnica di cui all’allegato VII. Conservano tale documentazione, oltre la dichiarazione di conformità UE, per dieci anni dall’immissione sul mercato dell’imballaggio.
I fabbricanti devono assicurare che le procedure messe in atto per la produzione in serie degli imballaggi restino conformi al regolamento. Cambiamenti nella progettazione o nella caratteristiche dell’imballaggio, come cambiamenti negli standard armonizzati, devono essere tenuti presenti dai fabbricanti Se essi rilevano una non conformità al provvedimento, devono procedere ad una rivalutazione conformemente all’art. 33 e all’allegato VII.
Devono, inoltre, assicurare che l’imballaggio sia identificabile (comma 5). Inoltre, ai sensi del comma 6, i fabbricanti in
IMBALLAGGI
dicano sull’imballaggio o su un codice QR o in altro modo, il loro nome, nome commerciale, marchio, indirizzo, indirizzo di posta elettronica per poter essere contattati.
Qualora abbiano ragione di credere che un imballaggio che hanno immesso sul mercato non sia conforme ad una o più disposizioni di cui agli articoli da 5 a 10 prendono immediatamente le misure correttive necessarie, compreso un eventuale richiamo del prodotto.
A seguito di una richiesta motivata dell’autorità nazionale, i fabbricanti forniscono tutte le informazioni e la documentazione, compresa la documentazione tecnica, necessaria a dimostrare la conformità dell’imballaggio in una lingua/e facilmente comprensibile dall’autorità. I documenti rilevanti saranno resi disponibili entro dieci giorni dal momento della richiesta.
Obblighi di informazioni dei fornitori di imballaggio o materiale di imballaggio
I fornitori di imballaggio o materiali da imballaggio devono fornire al fabbricante le informazioni e la documentazione necessarie affinché quest’ultimo possa dimostrare la conformità dell’imballaggio o del materiale di imballaggio al regolamento in oggetto.
Informazioni e documentazioni devono essere fornite, in una lingua o lingue facilmente comprensibili dal fabbricante, sia in carta che in formato elettronico.
Obblighi del mandatario
Il fabbricante può nominare, con un mandato scritto, un rappresentante autorizzato (mandatario) unicamente per eseguire le funzioni seguenti:
- tenere la dichiarazione di conformità e la documentazione tecnica a disposizione delle autorità di vigilanza del mercato per dieci anni dall’immissione sul mercato dell’imballaggio;
- cooperare con le autorità nazionali, su loro richiesta, su qualsiasi misura adottata in merito alla non conformità dell’imballaggio oggetto del mandato;
- a seguito di una richiesta motivata dell’autorità nazionale, fornire alla stessa tutte le informazioni e la documentazione necessarie a dimostrare la conformità dell’imballaggio;
- su richiesta dell’autorità competente rendere disponibili i documenti pertinenti, entro dieci giorni dal ricevimento della richiesta;
- porre fine al mandato se il fabbricante viola gli obblighi che gli derivano dal regolamento in esame.
La predisposizione della documentazione tecnica di cui all’allegato VII e gli obblighi previsti a carico del produttore dall’art. 13 non possono essere oggetto di mandato.
Obblighi degli importatori
Gli importatori possono mettere sul mercato solo gli imballaggi conformi ai requisiti di sostenibilità e alle disposizioni sull’etichettatura previsti dal regolamento (articoli da 5 a 11).
Ci limitiamo a segnalare che, prima di immettere l’imballaggio sul mercato, devono assicurarsi che:
- sia effettuata la procedura di valutazione di conformità di cui all’art. 33 e che venga elaborata da parte del produttore
la documentazione tecnica;
- l’imballaggio sia etichettato conformemente all’art. 11;
- l’imballaggio sia accompagnato dai documenti richiesti;
- il produttore abbia adempiuto a quanto previsto dall’art. 13 (commi 5 e 6).
Obblighi dei distributori
Prima di mettere gli imballaggi a disposizione sul mercato, i distributori devono assicurarsi che:
- il produttore, tenuto agli obblighi di responsabilità estesa dei produttori, sia registrato nel registro dei produttori di cui all’art. 40;
- l’imballaggio sia etichettato conformemente all’art. 11;
- il fabbricante e l’importatore si siano rispettivamente conformati alle prescrizioni di cui all’art. 13, commi 5 e 6 e 16, comma 3 (quest’ultimo riguarda le informazioni per poter contattare l’importatore).
Obblighi dei fornitori dei servizi di logistica
I fornitori in questione devono garantire che, per gli imballaggi da essi manipolati, le condizioni durante l’immagazzinamento, la movimentazione e la spedizione non pregiudichino la conformità dell’imballaggio ai requisiti di sostenibilità di cui agli articoli da 5 a 10 e ai requisiti di etichettatura di cui all’art. 11
Casi in cui gli obblighi dei fabbricanti si applicano agli importatori e distributori
L’importatore o il distributore sono considerati come fabbricanti al fine del regolamento in esame e sono quindi soggetti agli obblighi del fabbricante se:
- immettono sul mercato l’imballaggio con il proprio nome o marchio;
- modificano l’imballaggio già immesso sul mercato in modo tale da incidere sulla conformità dell’imballaggio ai requisiti previsti.
Identificazione degli operatori economici
Gli operatori economici, su richiesta, forniscono all’autorità di vigilanza del mercato informazioni su:
- identità di qualsiasi operatore economico che abbia fornito l’imballaggio;
- identità di qualsiasi operatore economico a cui hanno fornito l’imballaggio.
Gli operatori economici devono poter fornire le informazioni di cui sopra per dieci anni dopo la fornitura dell’imballaggio.
Obblighi relativi agli imballaggi eccessivi
Gli operatori economici che forniscono prodotti al distributore finale o all’utente finale in imballaggi multipli, per il trasporto o per il commercio elettronico, devono garantire che il rapporto tra spazio vuoto nell’imballaggio e prodotto/i confezionato/i sia al massimo del 40%.
Gli operatori economici che utilizzano imballaggi per la vendita come imballaggi per il commercio elettronico sono esentati dall’obbligo di cui sopra, ma devono rispettare le disposizioni di cui all’art. 9 sulla riduzione al minimo degli imballaggi.
NORMATIVE
56 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
Restrizioni all’uso di certi formati di imballaggio
Gli operatori economici non possono immettere sul mercato imballaggi nei formati e per gli scopi elencati nell’allegato V, che riportiamo nella tabella 2.
La Commissione ha la possibilità di modificare quest’elenco.
Obblighi relativi agli imballaggi riutilizzabili
Gli operatori economici che immettono sul mercato imballaggi riutilizzabili garantiscono l’esistenza di uno o più sistemi di riutilizzo. I requisiti per il sistema di riutilizzo e per il ricondizionamento degli imballaggi sono previsti dall’allegato VI del regolamento.
Per sistema di riutilizzo si intende l’insieme delle disposizioni organizzative, tecniche e finanziarie che permettono il riutilizzo sia nei circuiti chiusi che in quelli aperti. Il deposito e i sistemi di restituzione, quando gli imballaggi sono raccolti per il riutilizzo, sono considerati parte del sistema di riutilizzo.
Obblighi relativi alla ricarica
Premettiamo che la ricarica è definita come un’operazione in cui l’utente finale riempie un proprio contenitore, che soddisfa le condizioni dell’imballaggio, con uno o più prodotti offerti dal distributore finale in un contesto di transazione commerciale.
Gli operatori economici che offrono beni tramite la ricarica (art. 25) devono informare gli utenti finali in merito a:
Presse ENGEL





Maggiore produttività, minimo ingombro
Grande a dabilità, design estremamente compatto e ottima efficienza energetica, grazie al servo-azionamento ecodrive, rendono le presse orizzontali ENGEL da 300 e 440 tonnellate la soluzione ideale per aumentare la produttività nello stampaggio di componenti in gomma e silicone.








a) tipi di contenitori che possono essere utilizzati per l’acquisto di merci ricaricate;

b) le norme igieniche per la ricarica;

c) la responsabilità dell’utente finale in relazione alla salute e sicurezza riguardo all’uso dei contenitori di cui alla lettera a). Queste informazioni devono essere aggiornate regolarmente ed essere mostrate chiaramente o in altro modo fornite agli utenti finali.
Obiettivi di riutilizzo e di ricarica
L’art. 26 stabilisce molteplici obiettivi di riutilizzo e ricarica. A partire dal 1° gennaio 2030, gli operatori economici che mettono a disposizione sul mercato per la prima volta grandi elettrodomestici avranno l’obbligo di garantire che il 90% di tali merci sia reso disponibile in imballaggi di trasporto riutilizzabili.
I distributori finali che immettono sul mercato di uno Stato membro i seguenti prodotti in imballaggi di vendita perseguono questi obiettivi:

- dal 1° gennaio 2030 il 20% delle bevande fredde o calde destinate al riempimento in un contenitore per l’asporto presso il punto vendita deve essere disponibile in imballaggi riutilizzabili all’interno di un sistema per il riutilizzo o consentendo la ricarica;
- dal 1° gennaio 2040 la percentuale sale all’80%.
Per gli alimenti pronti per l’asporto si prevede che a partire
IMBALLAGGI
Per saperne di più: engelglobal.com/ stockmachines
dal 1° gennaio 2030, il 10% di questi prodotti siano disponibili in imballaggi che debbano essere riutilizzabili all’interno di un sistema per il riutilizzo o che sia consentita la ricarica. La percentuale sale al 40% a partire dal 1° gennaio 2040.
Per le bevande alcoliche diverse dal vino e liquori (es. birra) le percentuali di prodotto che devono essere disponibili in imballaggi riutilizzabili (o ricaricabili) sono del 10% dal 1° gennaio 2030 e del 25% dal 1° gennaio 2040. Per i vini le percentuali sono del 5% dal 1° gennaio 2030 e del 15% dal 1° gennaio 2040.
Per le bevande analcoliche le percentuali di prodotto che devono essere disponibili in imballaggi riutilizzabili nell’ambito di un sistema di riutilizzo (o ricaricabili) sono del 10% dal 1° gennaio 2030 e del 25% dal 1° gennaio 2040.
Gli operatori economici che utilizzano imballaggi di trasporto (quali pallet, casse, scatole pieghevoli, sacchi e fusti) si pongono i seguenti obiettivi:
- dal 1° gennaio 2030, il 30% degli imballaggi deve essere riutilizzabile in un sistema di riutilizzo;
- la percentuale sale al 90% dal 1° gennaio 2040.
Per l’imballaggio e la consegna di prodotti non alimentari messi a disposizione sul mercato per la prima volta tramite commercio elettronico gli obiettivi da perseguire sono:
- a partire dal 1° gennaio 2030, il 10% di imballaggio riutilizzabile;
- a partire dal 1° gennaio 2040 il 50% di imballaggio riutilizzabile.
Per gli involucri di pallet e cinghie per la stabilizzazione e la protezione dei prodotti posti su pallet durante il trasporto gli obiettivi sono del 10% di imballaggi riutilizzabili dal 1° gennaio 2030 e del 30% dal 1° gennaio 2040.
Per gli imballaggi multipli (scatole utilizzate al di fuori dell’imballaggio di vendita per raggruppare un certo numero di merci) ci si pone l’obiettivo del 10% di imballaggi riutilizzabili entro il 1° gennaio 2030 e del 25% entro il 1° gennaio 2040. I target visti sopra sono calcolati in un periodo di un anno. Sono previste altre disposizioni in base alle quali gli imballaggi di trasporto sono considerati riutilizzabili. Sul punto rimandiamo alla lettura del testo.
Gli operatori economici sono esonerati dal raggiungimento degli obiettivi di cui sopra se:
a) non immettono sul mercato più di 1000 kg/anno di imballaggio;
b) impiegano al massimo cinque dipendenti (microimpresa) secondo quanto previsto dalla Raccomandazione della Commissione 2003/361;
c) la loro area di vendita è al massimo di 100 m2, comprendendo anche le aree di stoccaggio e spedizione.
Norme per il calcolo del raggiungimento degli obiettivi di riutilizzo e riempimento
L’art. 27 stabilisce le norme per il metodo di calcolo per il raggiungimento dei diversi obiettivi di riutilizzo e ricarica di cui al precedente articolo.
Entro il 31 dicembre 2028 la Commissione adotterà un atto di esecuzione per stabilire le modalità di calcolo dettagliate e la metodologia riguardo agli obiettivi sopra visti.
Comunicazioni alle autorità competenti degli obiettivi in materia di riutilizzo e ricarica
Gli operatori economici devono riferire alle autorità competenti in merito al raggiungimento degli obiettivi di riutilizzo e ricarica previsti dal regolamento.
In particolare si fa presente che:
- gli operatori economici devono riferire i dati relativi al conseguimento degli obiettivi per ciascun anno entro sei mesi dalla fine dell’anno di riferimento per il quale i dati sono raccolti;
- il primo periodo di riferimento riguarda l’anno che inizia il 1° gennaio 2030;
- le autorità competenti istituiscono sistemi elettronici attraverso i quali i dati sono loro comunicati e specificano i formati da utilizzare;
- le autorità competenti possono richiedere informazioni aggiuntive necessarie a garantire l’affidabilità dei dati riportati; - gli Stati membri possono rendere pubblici i risultati comunicati dagli operatori economici.
B ORSE DI PLASTICA
Il capo V dispone che, entro il 31 dicembre 2025, il consumo pro-capite di borse di plastica in materiale leggero non potrà eccedere le 40 unità per anno (o l’equivalente in peso). La stessa disposizione varrà per ogni anno.
Gli Stati membri possono prevedere deroghe per le borse di plastica in materiale molto leggero che sono necessarie a fini igienici o sono fornite come imballaggi primari per la vendita di alimenti sfusi per evitare lo spreco degli alimenti stessi.
CONFORMITÀ DELL’IMBALLAGGIO
A questo tema è dedicato il capo VI del regolamento.
Presunzione di conformità
L’art. 31 stabilisce che l’esecuzione di prove, misurazioni e calcoli utilizzando metodi affidabili, accurati e riproducibili, garantisce che l’imballaggio sia conforme ai requisiti di sostenibilità e etichettatura previsti dal regolamento. La conformità alle norme armonizzate pubblicate dalla Gazzetta Ufficiale UE presuppone la conformità a tali requisiti.
Dichiarazione di conformità UE
Il rispetto dei requisiti di cui agli articoli da 5 a 11 può essere dimostrato dalla dichiarazione di conformità UE. La dichiarazione è conforme al modello contenuto nell’allegato VIII, riporta quanto previsto nell’allegato VII ed è continuamente aggiornata.
La dichiarazione di conformità deve essere redatta dal produttore per ogni tipo di imballaggio ed è conservata ad disposizione delle autorità nazionali per dieci anni dopo l’immissione in commercio del prodotto. Sottoscrivendola il produttore si assume la responsabilità del rispetto dell’imballaggio alle disposizioni del regolamento.
G ESTIONE DEGLI IMBALLAGGI E DEI RIFIUTI
DI IMBALLAGGIO
L’argomento è normato dal capitolo VII (articoli da 35 a 51), suddiviso in sette sezioni.
NORMATIVE IMBALLAGGI
58 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
DESIGN AND PRODUCTION OF MOULDS FOR RUBBER TECHNICAL COMPONENTS



GPH:STUDIOFORMENTI & ASSOCIATI
Autorità competenti (sezione 1)
Ogni Stato membro deve designare una o più autorità competenti per il rafforzamento e l’esecuzione degli obblighi derivanti dal Capo VII, nonché dagli articoli da 26 a 29 del regolamento.
Di interesse l’art. 36 che riguarda la segnalazione preventiva che la Commissione deve elaborare, in collaborazione con l’Agenzia europea sull’Ambiente, in merito ai progressi ottenuti verso il conseguimento degli obiettivi previsti dagli articoli da 38 a 46.
L’art. 37 impone agli Stati membri di introdurre nei loro piani di gestione dei rifiuti di cui all’art. 28 della direttiva 2008/98/ CE, un capitolo dedicato alla gestione degli imballaggi e rifiuti di imballaggio.
Prevenzione dei rifiuti (sezione 2)
Ogni Stato membro deve ridurre progressivamente i rifiuti di imballaggio generati pro capite. Rispetto ai rifiuti di imballaggio prodotti nel 2018 comunicati alla Commissione in conformità alla direttiva 2005/270/CE, la riduzione deve essere del:
a) 10% entro il 2030;
b) 10% entro il 2035;
c) 15% entro il 2040.
Gli Stati membri devono implementare misure, come strumenti economici o altre misure, atte a prevenire la produzione di rifiuti di imballaggio e a ridurre al minimo l’impatto ambientale degli imballaggi. A tale scopo, adottano strumenti economici e altre misure per incentivare l’applicazione della gerarchia dei rifiuti, come quelle indicate dagli allegati IV e VI A della Direttiva 2008/98/CE.
Registro dei produttori e responsabilità estesa del produttore (sezione 3)
L’art. 39 impone agli Stati membri l’istituzione di un registro che dimostri la conformità dei produttori di imballaggi alle disposizioni previste dal capo VII. I produttori, le organizzazioni per l’adempimento della responsabilità del produttore se designate da quest’ultimo o il rappresentante designato per la responsabilità estesa del produttore sono iscritti nel registro dello Stato membro in cui il produttore mette a disposizione gli imballaggi per la prima volta.
Gli articoli 41 e 42 riguardano rispettivamente le organizzazioni per l’adempimento della responsabilità del produttore e l’autorizzazione che i produttori o un’organizzazione per l’adempimento della responsabilità del produttore devono richiedere all’autorità competente. Sul punto rimandiamo alla lettura del testo.
Sistemi di restituzione, raccolta e deposito (sezione 4)
L’art. 43 dispone che gli Stati membri debbano provvedere a predisporre sistemi che consentano la restituzione e/o la raccolta di tutti gli imballaggi e i rifiuti di imballaggio dell’utente finale, nel rispetto delle disposizioni della direttiva 2008/98/ CE e per facilitare la preparazione al riutilizzo e al riciclo di alta qualità.
Tali sistemi:
a) sono aperti alla partecipazione degli operatori economici
del settore considerato;
b) coprono l’intero territorio dello Stato membro e tutti i rifiuti di imballaggio;
c) concernono anche prodotti importati.
L’articolo successivo prevede un sistema di deposito cauzionale e restituzione per le bottiglie per bevande di plastica monouso con capacità fino a tre litri e per i contenitori per bevande in metallo monouso con una capacità fino a tre litri. Entro il 1° gennaio 2028 gli Stati membri gli Stati membri devono garantire che tutti i sistemi di deposito cauzionale e restituzione siano conformi alle prescrizioni dell’allegato X. Le disposizioni sul deposito e la restituzione non si applicano al vino, bevande alcoliche, latte e prodotti lattiero caseari elencati nell’allegato I del regolamento (UE) 1308/2013. Gli Stati possono, invece, includere il vetro nel sistema deposito/restituzione.
Uno Stato membro può non dover rispettare gli obblighi di cui sopra se il tasso di raccolta del rispettivo formato di imballaggio è superiore al 90% in peso dell’imballaggio immesso sul mercato di tale Stato negli anni 2026 e 2027. Se il tasso di raccolta di questi imballaggi diminuisce e rimane al di sotto del 90% in peso per tre anni consecutivi, gli Stati membri devono istituire un sistema di deposito e restituzione.
Gli Stati membri si impegnano a istituire e mantenere sistemi di deposito e restituzione, se tecnicamente e economicamente fattibile, anche per i formati di imballaggio monouso, cartoni per bevande e packaging riutilizzabile.
Riutilizzo e ricarica (sezione 5)
Gli Stati membri devono adottare misure per incentivare i sistemi di riutilizzo e ricarica degli imballaggi, nel rispetto dell’ambiente e in modo da non compromettere l’igiene dei prodotti alimentari o la sicurezza dei consumatori.
Queste misure possono comprendere:
a) l’uso di sistemi di deposito e restituzione conformi ai requisiti minimi dell’allegato X per imballaggi riutilizzabili o per imballaggi diversi da quelli menzionati nell’art. 44;
b) uso di incentivi economici;
c) richiesta ai distributori finali di rendere disponibile una certa percentuale di prodotti in imballaggi riutilizzabili.
Riciclaggio (sezione 6)
Ai sensi dell’art. 46, gli Stati membri devono prendere le misure necessarie per raggiungere , nel loro territorio, i seguenti obiettivi di riciclaggio:
a) entro il 31 dicembre 2025, un minimo del 65% in peso di tutti i rifiuti di imballaggio generati;
b) entro il 31 dicembre 2025, la seguente percentuale minima in peso riferita ai seguenti materiali:- 50% per la plastica, 25% per il legno, 70% per i metalli ferrosi, 50% per l’alluminio, 70% per il vetro, 75% per la carta e il cartone.
Entro il 31 dicembre 2030 dovrà essere riciclato almeno il 70% di tutti i rifiuti di imballaggio prodotti. Entro la stessa data dovranno essere raggiunti i seguenti obiettivi di riciclo:
- 55% per la plastica;
- 30% per il legno;
- 80% per i metalli ferrosi;
NORMATIVE
60 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
- 60% per l’ alluminio;


- 75% per il vetro;
- 85% per la carta e il cartone. Sono previste deroghe alle scadenze sopra indicate, alle condizioni stabilite dall’art. 46, comma 2.
L’art. 47 stabilisce le norme per il calcolo del raggiungimento degli obiettivi di riciclaggio sopra ricordati. Il calcolo è effettuato considerando il peso dei rifiuti di imballaggio generati in un anno. Per gli imballaggi composti da più materiali, il calcolo è effettuato per ogni materiale.
L’articolo riguarda anche i rifiuti di imballaggio esportati in un altro Stato membro e stabilisce che i rifiuti esportati al di fuori dell’UE siano considerati, al fine del raggiungimento degli obiettivi, solo in base a determinati requisiti (art. 46, comma 12)

L’articolo seguente detta le regole per il calcolo del raggiungimento degli obiettivi di riciclaggio includendo il riutilizzo.
Informazioni sulla prevenzione e la gestione dei rifiuti di imballaggio (sezione 7)
La sezione contiene un elenco delle informazioni che i produttori (o le organizzazione per la responsabilità del produttore di cui all’art. 41) devono mettere a disposizione in merito alla prevenzione e gestione dei rifiuti.
Sul punto rimandiamo alla lettura del testo.
Si segnala che, ai sensi dell’art. 50, gli Stati membri devono comunicare alla Commissione annualmente il raggiungimento degli obiettivi di riciclaggio e riutilizzo, il consumo annuale di borse di plastica in materiale ultraleggero, leggero o pesante, nonché il tasso di raccolta degli imballaggi per i quali vige l’obbligo di istituzione di sistemi di deposito cauzionale e restituzione. Inoltre riferiscono alla Commissione informazioni previste dall’allegato IX
Gli Stati membri, inoltre, devono assicurare che le banche dati sugli imballaggi e i rifiuti di imballaggio siano predisposte su base armonizzata.
P ROCEDURE DI SALVAGUARDIA
Se ne parla nel capo VIII. In particolare l’art. 52 (procedure per trattare gli imballaggi che presentano un rischio a livello nazionale) stabilisce la procedura che un’autorità di vigilanza sul mercato di uno Stato membro deve seguire quando ha ragione di ritenere che un imballaggio presenti un rischio per la salute o l’ambiente. Se il rischio non è circoscritto al territorio nazionale, tale autorità avvia una procedura per informare le altre autorità di vigilanza del mercato e la Commissione sulle misure correttive adottate. L’articolo seguente stabilisce la procedura di salvaguardia della UE da seguire se uno Stato membro o la Commissione non siano d’accordo su una misura adottata a livello nazionale nell’ambito della procedura di salvaguardia di cui all’art. 52.
Segnaliamo che l’art. 54 detta la procedura da seguire in caso di imballaggi che, pur rispettando il disposto degli articoli da 5 a 11, presentano un rischio per la salute umana o l’ambiente.
A PPALTI PUBBLICI VERDI
Il capo IX riguarda li appalti pubblici verdi e la possibilità per la Commissione di emanare atti delegati in merito, basandosi sui requisiti di sostenibilità del regolamento in esame.
P OTERI DELEGATI E PROCEDURA DI COMITATO
Nel capo X, gli articoli 58 e 59 rispettivamente specificano le condizioni alle quali la Commissione può emanare atti delegati e quelle che si applicano al Comitato che la assiste.
M ODIFICHE (CAPO XI)
Sono stabilite le modifiche al Regolamento (UE) 2019/1020 e alla Direttiva (UE) 2019/904. Si rimanda sul punto alla lettura del testo.
DISPOSIZIONI FINALI (CAPO XII)
Segnaliamo che riguardano:
- sanzioni per inosservanza degli obblighi di cui agli articoli da 21 a 26 (imballaggio eccessivo, restrizioni per certi imballaggi, imballaggi riutilizzabili, sistemi di riutilizzo e obiettivi di riutilizzo e riempimento): l’inosservanza è sanzionata con una sanzione amministrativa pecuniaria a carico dell’operatore economico che ha violato la disposizione;
- valutazione: la Commissione effettua una valutazione del regolamento in esame non prima di otto anni dalla sua data d applicazione;
- abrogazione e disposizioni transitorie: la direttiva 94/62/ CE è abrogata, a decorrere da dodici mesi dopo l’entrata in
vigore del regolamento, tranne che per alcune disposizioni riguardanti gli imballaggi compostabili, le restrizioni per le sostanze pericolose negli imballaggi e l’etichettatura dei contenitori dei rifiuti per la raccolta dei rifiuti di imballaggio. Per queste disposizioni sono previsti termini di abrogazione diversi;
- entrata in vigore del regolamento: il regolamento entrerà in vigore il ventesimo giorno dopo la pubblicazione nella Gazzetta Ufficiale UE.
G LI ALLEGATI
R icordiamo i titoli degli allegati nella tabella 3.
O SSERVAZIONI
I l regolamento, sopra esaminato desta preoccupazione in Italia, soprattutto per la forte spinta che dà al riutilizzo e al vuoto a rendere. Fondamentalmente si sollevano i seguenti elementi di criticità:
- il regolamento crea confusione;
- la fattibilità tecnica è da valutare attentamente;
- sono a rischio posti di lavoro;
- ci sarebbe un aumento dei costi di produzione,

- il riutilizzo comporta un uso massivo di acqua e ci sarebbe, quindi, uno spreco;
- l’Italia ha raggiunto traguardi importanti nel riciclaggio che vanno salvaguardati;
- il vantaggio dello spostamento dal riciclo al riutilizzo non è suffragato da dati scientifici;
- si potrebbero profilare rischi di natura igienico-sanitaria e problemi di sicurezza alimentare;
- si ridurrebbe il livello di controllo e di tracciabilità contro le contraffazioni. u
NORMATIVE
62 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
Foto di Jens P. Raak da Pixabay.

L’apprendistato obbliga all’assunzione?
Fra gli aspetti più delicati nella gestione di un’azienda di dimensioni medie e piccole - specie in un settore connotato da lavorazioni o dall’uso di tecnologie altamente specializzate - vi è la scelta di nuovi collaboratori e la valutazione delle loro effettive capacità. Lo strumento più flessibile messo a disposizione dal nostro ordinamento giuslavoristico è quello dell’apprendistato: vediamo i modelli più comuni per testare le capacità dei potenziali dipendenti o collaboratori
il desiderio che i candidati soddisfino, al contempo, requisiti di freschezza e adattabilità da un lato e di maturità ed esperienza dall’altro.
Tenendo in mente questo complesso di necessità e aspirazioni dell’imprenditore, lo strumento più flessibile messo a disposizione dal nostro ordinamento giuslavoristico è quello dell’apprendistato, nelle sue quattro attuali declinazioni.
Q UATTRO DECLINAZIONI DIVERSE
In linea generale, quello di apprendistato si definisce come contratto “a causa mista”, nel senso che esso, accanto allo scopo normale di scambio fra una prestazione lavorativa e un corrispettivo (la retribuzione), ha anche quello dell’organizzazione, da parte dell’azienda, di un percorso formativo a beneficio del lavoratore. Inoltre, l’apprendistato propriamente detto (che si articola nei primi tre tipi contrattuali) è finalizzato a incentivare l’occupazione giovanile, attraverso la concessione di agevolazioni di carattere contributivo e normativo.
L’apprendistato per la qualifica e il diploma professionale
Fra gli aspetti più delicati nella gestione di un’azienda di dimensioni medie e piccole – specie se attiva in un settore connotato da lavorazioni o dall’uso di tecnologie altamente specializzate – vi sono indubbiamente la scelta di nuovi collaboratori e la valutazione “sul campo” delle loro effettive capacità. In quest’ottica, solo di rado la durata del periodo di prova regolato dalla legge e dalla contrattazione collettiva è sufficiente a completare il delicato e complesso esercizio consistente nel soppesare l’idoneità di un determinato individuo a inserirsi armonicamente, per capacità professionali e attitudini personali, nell’organizzazione aziendale.
Per di più, il desiderio di ogni imprenditore è di formare i collaboratori, se non esattamente a propria immagine e somiglianza, almeno in maniera tale da garantire la migliore conoscenza dei compiti assegnati e la loro più efficiente esecuzione. Da qui
Il primo tipo di contratto è l’apprendistato per la qualifica e il diploma professionale, il diploma di istruzione secondaria superiore e il certificato di specializzazione tecnica superiore: è rivolto ai giovani di età compresa tra 15 e 25 anni e non può avere durata non superiore a 36 mesi (anche in relazione alla qualifica o al diploma da conseguire), che diventano 48 nel caso di diploma professionale quadriennale.
L’apprendistato professionalizzante
Il secondo è l’apprendistato professionalizzante, che ha il fine di far conseguire al lavoratore una qualifica professionale ai fini contrattuali, attraverso un percorso di formazione sul lavoro e di apprendimento tecnico-professionale: in linea generale è rivolto a giovani di età compresa tra 18 e 29 anni, ma è prevista una deroga per i soggetti di diciassette anni che abbiano già conseguito una qualifica professionale ai sensi del d.lgs. 226 del 2005 (che disciplina il ciclo di istruzione e formazione rappre-
 NORMATIVE di Alessandro Facchino e Enzo Cardone
NORMATIVE di Alessandro Facchino e Enzo Cardone
64 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
Foto di dodaning0 da Pixabay.
sentato dai licei e dagli istituti di formazione professionale); per questa tipologia di contratto, la legge prevede una durata del periodo di apprendistato non superiore a 36 mesi, che diventano 5 anni nel caso di figure professionali artigiane individuate dai contratti collettivi.
L’apprendistato di alta formazione e ricerca
Il terzo tipo di apprendistato è quello di alta formazione e ricerca, che riguarda soggetti di età compresa tra 18 e 29 anni e può essere utilizzato per conseguire titoli di studio universitari e di alta formazione (dottorati di ricerca, diplomi degli istituti tecnici superiori o per attività di ricerca); in questo caso, la durata e la disciplina relativa alla formazione sono stabilite dalle Regioni, in accordo con le associazioni di categoria, le università, e le altre istituzioni di formazione e ricerca. Queste tre tipologie di contratto mettono a disposizione, soprattutto delle PMI, altrettanti flessibili strumenti di inserimento, formazione e concreta valutazione, per congrui archi di tempo, di risorse nuove e giovani, solitamente favorite in sede di selezione.
L’apprendistato di qualificazione o riqualificazione professionale Tuttavia, non di rado assume rilevanza fra i criteri di scelta quello di una maggiore maturità ed esperienza, che difficilmente può essere soddisfatto da soggetti alla loro prima esperienza lavorativa. Può rivelarsi utile, allora, la quarta tipologia di contratto di formazione – in vigore dal gennaio 2022 e, forse per questo, meno nota e applicata – che, senza limiti di età, mira alla qualificazione o riqualificazione professionale di lavoratori che beneficino dell’indennità di mobilità o di soggetti disoccupati, fruitori di NASpI o DIS COLL.
Si può dire che alla “causa mista” sintetizzata sopra sia qui integrata da un’indubbia funzione di riscatto sociale.
In tutti i casi esaminati, i contratti di apprendistato non incidono sulla dimensione occupazionale del datore di lavoro e non comportano l’obbligo di assunzione, dal momento che, al termine del periodo di apprendistato, ciascuna delle parti è libera di recedere dal contratto, nel rispetto del termine di preavviso (se il recesso non viene esercitato, invece, insorge un rapporto di lavoro subordinato a tempo indeterminato). u

I nostri esperti
Lo Studio Legale Gealex – Guardamagna e associati (www.gealex.eu), che cura questa rubrica, è uno studio legale presente in tutta Italia e un network di studi legali affermati in tutto il mondo. Con sede a Milano (Italia), è uno studio di prima scelta per i clienti che cercano consulenti legali con una vasta esperienza e competenza in pratiche multidisciplinari, come il diritto commerciale e societario, il contenzioso civile, l’M&A, il diritto del lavoro, la proprietà intellettuale, il real estate, il recupero crediti, i rapporti bancari e, persino, il diritto dello sport. Gli autori dell’approfondimento sono il partner Alessandro Facchino (afacchino@gealex.eu), direttore del Dipartimento di Diritto del Lavoro di Gealex – Guardmagna e associati, e il collega di studio, avvocato Enzo Cardone.
IL CONSIGLIO LEGALE
LOGO GEALEX #1
65 L’INDUSTRIA DELLA GOMMA MAGGIO 2023
Foto di Lenny Kuhne su Unsplash.





TOVO GOMMA SPA Via Campagnola, 49 | 25081 Bedizzole (BS) Italy | Tel. +39 030 6875011 | Fax +39 030 6873661 | tovogomma.com
RUBBER COMPOUNDS SILICONE COMPOUNDS
grafichetagliani.com
FOAM RUBBER SHEETS
Mercato della gomma siliconica in crescita fino al 2030
Secondo la società di ricerche Reliable Research Reports, il mercato dei materiali in gomma siliconica dovrebbe crescere annualmente del 9,2% (CAGR 2023 – 2030) a causa della crescente domanda da parte dei vari settori di utilizzo finali, come quello automobilistico, delle costruzioni, sanitario, elettrico ed elettronico. N ord America ed Europa dominano attualmente il mercato con una quota di mercato combinata di oltre il 50%. Tuttavia, la zona Asia-Pacifico dovrebbe registrare una crescita significativa nei prossimi anni, grazie alla crescente domanda di materiali in gomma siliconica delle economie emergenti come Cina e India.
L a valutazione, in percentuale, della quota di mercato per gli stati dominanti dovrebbe essere: Nord America al 29%, seguita da Europa al 26%, Asia-Pacifico al 23%. La sola quota di Stati Uniti e Cina si aggira per entrambi all’11%.
N el complesso, il mercato mondiale è destinato a una crescita costante. Si tratta di un comparto che negli ultimi anni ha visto diverse fusioni e acquisizioni da parte di varie aziende.
La società tedesca Wacker Chemie ha acquisito il produttore olandese di gomma siliconica SiVance nel 2018, per espandere il proprio portafoglio prodotti. Dow Corning, con sede negli Stati Uniti, è stata acquisita da Dow
Chemical nel 2016, e questo ha ulteriormente rafforzato la posizione di quest’ultima nel mercato dei materiali in gomma siliconica. La coreana KCC Corporation ha acquistato il business del silicone di Momentive Performance Materials nel 2019, rendendolo uno dei principali fornitori di silicone nel mercato asiatico. Il produttore statunitense di composti siliconici Reiss Manufacturing è stato acquisito da Shin-Etsu Chemical nel 2018.
Oltre a rafforzare la posizione di mercato delle società acquirenti, queste operazioni hanno anche portato a progressi tecnologici e a una maggiore concorrenza nel segmento dei materiali in gomma siliconica. u

67 L’INDUSTRIA DELLA GOMMA MAGGIO 2023 NEWS TACCUINO
Componentistica automotive: saldo positivo nei primi dieci mesi del 2022
Nonostante le difficoltà generate dai rincari e dai problemi di approvvigionamento delle materie prime, soprattutto nel comparto dei componenti elettronici, che hanno anche causato un rallentamento nella produzione dell’industria automobilistica, nei primi dieci mesi del 2022 il settore della componentistica automotive italiana ha registrato complessivamente un bilancio importexport positivo.
Secondo una elaborazione di dati statistici dell’Anfia (Associazione Nazionale Filiera Industria Automobilistica) effettuata dall’Osservatorio Autopromotec, dopo il calo del 2020 l’export dei componenti automotive ha avuto una buona ripresa e nel 2021 ha registrato un aumento del valore del 15,4% rispetto all’anno prima con 21,7 miliardi di euro a fronte di 18,8 miliardi. Anche i primi dieci mesi del 2022 sono andati bene per la componentistica automotive italiana. Questo comparto, infatti, ha chiuso il periodo con un saldo export-
import positivo pari a 4,2 miliardi di euro. Le esportazioni più vantaggiose sono state quelle delle parti meccaniche, con 13,4 miliardi di euro; dei motori, con 3,3 miliardi; delle componenti elettriche, con 1,7 miliardi; della gomma, con 947 milioni.
I principali mercati verso i quali si sono dirette le esportazioni italiane delle componenti del settore automotive sono l’Europa per il 77% e il Nord America per il 10,5%. Questo a dimostrazione dell’importanza del ruolo strategico che la componentistica automotive italiana gioca nella gestione della bilancia commerciale, orientata prevalentemente ai mercati esteri con saldi annuali positivi da oltre 20 anni.

Quali le prospettive di questo settore? Si parlerà di questo tema, e di altri ancora, nel nuovo evento Futurmotive – Expo and Talks organizzato da Autopromotec, che si svolgerà dal 16 al 18 novembre presso il Quartiere Fieristico di Bologna. Alla parte espositiva, che occuperà uno spa-
zio di circa 25 mila metri quadrati, l’evento affiancherà convegni e tavole rotonde sul futuro della mobilità, sulla transizione energetica ed ecologica sostenibile e sulle innovazioni nel settore automotive. In particolare, per quanto riguarda questo settore, l’attenzione sarà dedicata alle prospettive economiche, ecologiche e sociali per i produttori e fornitori di componenti con l’obiettivo, al tempo stesso, di garantirne l’approvvigionamento alle case automobilistiche. u
Versalis investe 80 milioni di euro per la produzione di elastomeri a Ravenna
Versalis si appresta a effettuare nuovi investimenti per lo sviluppo del sito industriale di Ravenna, strategico nella filiera produttiva degli elastomeri, per aumentare la capacità di prodotti ad alto valore aggiunto.

L’obiettivo è quello di ampliare ulteriormente il mix produttivo di elastomeri ad
alto grado di specializzazione in particolare, gomme termoplastiche, polibutadiene e SBR destinate al settore pneumatici e automotive in forte sviluppo e trasformazione. Le autorizzazioni amministrative sono già state richieste al Ministero dell’Ambiente e della Sicurezza Energetica al fine di avviare la fase esecutiva del progetto, che prevede un investimento di circa 80 milioni di euro, entro il 2023.
“Q uesto progetto di sviluppo”, dichiara in una nota Adriano Alfani, Amministratore delegato di Versalis, “si inquadra nella più ampia stra-
tegia di specializzazione del nostro portafoglio, accelera lo sviluppo di prodotti ad alta performance e per la mobilità sostenibile e rafforza la nostra presenza in un territorio virtuoso come Ravenna”. Ravenna rappresenta un sito strategico e storico per Eni e per Versalis. Oltre alle produzioni di monomeri ed elastomeri, qui la società chimica ha un Centro Ricerche specializzato e impegnato su vari progetti innovativi, tra i quali lo sviluppo di gomme con contenuto di materia prima da fonti rinnovabili o da riciclo, e di nuovi prodotti destinati al settore degli pneumatici di alta gamma, con una particolare attenzione a performance e sostenibilità. Nel quadriennio 2022-2025 a Ravenna Versalis ha previsto investimenti per 120 milioni di euro, tutti destinati al riassetto industriale.
Nel 2022 nel sito sono state effettuate circa 50 nuove assunzioni, di cui l’85% proveniente da Ravenna e provincia. u
68 L’INDUSTRIA DELLA GOMMA MAGGIO 2023 NEWS
Eigenmann &Veronelli distribuisce il Vestenamer di Evonik in
Eigenmann & Veronelli è distributore Italiano di Evonik per il Vestenamer, un polimero versatile che può essere utilizzato per risolvere un’ampia varietà di problemi relativi alla mescola della gomma e il suo processo produttivo.

L a solida partnership tra le due società, attiva da alcuni anni, ha permesso a Eigenmann & Veronelli di sviluppare progetti significativi, in collaborazione con i clienti stessi, offrendo soluzioni nuove alla lavorazione e trasformazione degli elastomeri.
I l Vestenamer (Vestenamer 8012 è una gomma a base ditrans-polioctenamer) che si è dimostrato valido come prezioso aiuto alla lavorazione e può essere utilizzato in diverse applicazioni come: calandratura, estrusione, produzione pneumatici,






Italia
suole e guarnizioni. L’uso è già pienamente conosciuto per migliorare la scorrevolezza delle gomme a crudo e anche per migliorare la superficie degli estrusi e la dimensionalità. L’uso del TOR comporta un aumento dell’output della mescola con un forte riduzione dell’energia elettrica grazie a un minor sforzo della vite di estrusione.
N el caso di utilizzo in gomma naturale (NR) alcune caratteristiche sono state rilevate come: miglioramento del comportamento alla reversione, miglior resistenza all’abrasione, miglioramento compression set alle basse temperature. In alcune applicazioni come lastre per impiallacciatura è stato rilevato anche un maggior ritorno elastico (Creep recovery at DMTA).
S empre per la gomma naturale è sta -
ta rilevata una riduzione alla degradazione così come il cure rating. Nei prodotti vulcanizzati è possibile notare anche un aumento del Modulo 300% del carico di rottura.
R ecenti studi hanno visto il Vestenamer come un prodotto adatto per il riciclo di povere derivata da PFU. I pneumatici fine uso (PFU) sono circa 3,5 milioni di tonnellate in UE, di cui 380 mila tonnellate in Italia, una fonte di materia prima altamente disponibile.
S ebbene oltre il 50% dei PFU venga utilizzato per qualificare i materiali in gomma riciclata per applicazioni con esigenze e prestazioni estremamente elevate, l’additivo suggerito è il Vestenamer, che è già collaudato nel settore, ed è sempre più utilizzato come valida soluzione di problemi.
TACCUINO
I l Vestenamer agisce come un coadiuvante di lavorazione nella fase di miscelazione e co-vulcanizza come la gomma “originale” nella fase di polimerizzazione. Questo migliora la lavorazione del compound e le prestazioni del prodotto, soprattutto quando vengono utilizzati materiali riciclati.
L e ultime ricerche hanno attribuito i suoi benefici alle interazioni di Vestenamer con la superficie dei ma -
teriali in gomma riciclata. I noltre il Vestenamer agisce come compatibilizzante per miscelare gomme polari e non polari beneficiando gli effetti del processo, rendendolo rapido, e con basso sforzo.
I n stampaggio a iniezione riduce il tempo di riempimento dello stampo grazie a una migliore fluidità della mescola, inoltre riduce il tempo tra un ciclo di stampaggio e l’altro.
P er ciò che concerne la dispersione
Synthos lancia il Rubber Circularity Award
Synthos, protagonista nel mercato e nella tecnologia dei materiali avanzati per gomma sintetica e pneumatici, ha annunciato il lancio del suo Synthos Rubber Circularity Award, premio di ricerca internazionale per scienziati che perseguono un dottorato di ricerca in gomma sintetica sostenibile, elastomeri specializzati ad alte prestazioni e/o composti per pneumatici. Il premio mira a incoraggiare idee e soluzioni innovative che portino allo sviluppo di una piattaforma tecnologica innovativa in grado di migliorare significativamente le prestazioni ambientali delle mescole per pneumatici a base di gomma sintetica, sostenendo al contempo gli obiettivi di sostenibilità del

settore automobilistico e degli pneumatici a livello globale. L'istituto di ricerca o l'università vincitori riceveranno un pacchetto di finanziamenti triennale per sostenere un gruppo di ricerca junior dedicato. I candidati devono presentare le loro proposte entro il 31 agosto e i finalisti saranno invitati a presentare le loro idee in occasione di un evento speciale che si terrà a Schkopau, in Germania, l’11 ottobre 2023. Questo concorso ci consentirà di promuovere tecnologie all'avanguardia e di raggiungere il nostro obiettivo di ottenere prodotti ecologici al 100% entro il 2030", ha commentato in una nota Malte Wohlfahrt, Direttore Ricerca e Sviluppo di Synthetic Rubber. u
delle cariche, il Vestenamer previene la formazione di agglomerati e in particolare con il carbon black. Migliora l’omogeneità della mescola. R iduce la viscosità del compound senza interferire nelle caratteristiche fisico meccaniche.
I n calandratura riduce la shrinkage, migliora la penetrazione della mescola tra le maglie del tessuto, la superficie calandrata risulta quindi più liscia e uniforme. u
Manager
settore Gomma - Plastica, lunga esperienza internazionale in: produzione, vendite, marketing, fluent English and French.
Disponibile per incarichi a termine.
Trattativa riservata.
marchesisnc@virgilio.it
70 L’INDUSTRIA DELLA GOMMA MAGGIO 2023 NEWS
Bridgestone punta a pneumatici sostenibili al 100% entro il 2050


Bridgestone prosegue il suo cammino verso la produzione di pneumatici sostenibili al 100%. Ora è al 75%, e ha annunciato di aver prodotto 200 pneumatici a questo livello di sostenibilità con gomma sintetica mescolata con plastica riciclata e gomma naturale ottenuta da arbusti di guayule coltivati nel deserto dell’Arizona. Si tratta di pneumatici dimostrativi dei quali è in corso, presso alcune case automobilistiche, la valutazione congiunta di un loro utilizzo nella nuova generazione di SUV e CUV (Cross Utility Vehicle – Crossover) elettrici. L’azienda ha confermato l’impegno a raggiungere l’obiettivo di utilizzare materiali sostenibili al 100% nei suoi prodotti entro il 2050. Lo ha dichiarato il Ceo di Bridgestone Global, Shuichi Ishibashi, nel corso di un briefing con i media e gli analisti del settore a Tokyo. Nel corso di questo evento, che si è svolto a febbraio, Ishibashi ha anche annunciato che la società sta progettando uno pneumatico per autovetture col 90% di materiali riciclati e rinnovabili. Gli pneumatici al 75% di sostenibilità sono stati progettati presso l’Americas Technology Center di Bridgestone di Akron, Ohio, che ne ha anche messo a punto il passaggio dalla progettazione alla fase della produzione ad Aiken, Graniteville, Sud Carolina, nell’impianto di pneumatici radiali per veicoli leggeri adibiti al trasporto passeggeri. Quello di Aiken è il primo impianto di produzione di pneumatici in America a ottenere la certificazione ISCC (International Sustainability & Carbon Certification) Plus per la trasparenza e la tracciabilità delle materie prime sostenibili, tra le quali quelle biologiche, bio-circolari e circolari. L’impianto di Aiken gestisce anche un pannello solare di 8 acri (3,24 ettari circa), che fornisce energia rinnovabile a supporto dell’alimentazione elettrica dell’impianto. Un segno, anche questo, dell’impegno col quale la società procede sulla strada della sua trasformazione in azienda che adotta soluzioni sostenibili. u


smart technology

Sustainability

TACCUINO DESIGN &materials
Gli inserzionisti di questo numero



GLI INSERZIONISTI ANTEC FINITURE 15 C.S.I. CENTRO SERVIZI INDUSTRIALI 47 CDG TRADING 5 COATING TECHNOLOGY 1 COLMEC 63 DER-GOM 61 DP GOMMA SRL 23 ELASTOMERS UNION 3 ENGEL ITALIA 57 EURORUBBER/CERTECH GROUP 55 GAMMA STAMPI 72 IMG SRL IV COP INTERSEALS 11 LTE 19 MAAG 27 O.C.S. SRL 21 OR.P STAMPI 59 PLAST - PROMAPLAST 71 PRESMA 69 PEZZATO I COP REP ITALIANA III COP ROGITEX II COP SOLIDS - EASYFAIRS 49 SYNTHOS SCHKOPAU GMBH 13 T.S.F. 28 TOVO GOMMA 66 Z-LAB 25
RUBBER IN MOTION
















RUBBER IN MOTION
I NNOVATION M AKES US G REEN

Siamo produttori di macchine per lo stampaggio ad iniezione altamente performanti, soluzioni ad hoc e sistemi innovativi che coprono l’intero settore dello stampaggio degli elastomeri e termoindurenti.
MACCHINA COMPLETAMENTE ELETTRICA.
































