



































3D Printing & Additive Manufacturing Intelligence NORTH AMERICAN EDITION VOLUME 9 ISSUE 3 www.tctmagazine.com Aerospace METALS Milestones, business models MAG FIT FOR THE FUTURE ADDMAN & Dinsmore discuss what’s to come as the companies join forces

















7 8 JUNE 2023 NEC, Birmingham, UK 3D PRINTING & ADDITIVE MANUFACTURING INTELLIGENCE Evaluate. Adopt. Optimise. Analyse the opportunity Discover your application Learn from user success stories Understand capabilities and limitations Choose the right solution Optimise existing technology Consider enterprise adoption Ensure return on investment With more than 100 speakers and 200 exhibitors, discover your additive strategy at TCT 3Sixty. Sign up Now! www.tct3sixty.com 12 shows, 1 venue SCAN ME
C.E.O. /
Matt Clarke Robert Wood
SUBSCRIPTIONS
PUBLISHED PRICES
TCT North America Print Subscription - Qualifying Criteria


US/Canada - FREE







UK & Europe - $249 ROW - $249



TCT Europe Print Subscription - Qualifying Criteria





























UK & Europe - FREE




US/Canada - £249 ROW - £249





Subscription enquiries to subscriptions@rapidnews.com
Read this and back issues for FREE on Issuuwww.issuu.com/tctmagazine
The TCT Magazine is published bi-monthly by Rapid News Publications Ltd No. 3 O ce Village, Chester Business Park, Chester, CH4 9QP. t: + 44 1244 680222 f: + 44 1244 671074
© 2023 Rapid News Publications Ltd


Partner with
While every attempt has been made to ensure that the information contained within this publication is accurate, the publisher accepts no liability for information published in error, or for views expressed. All rights for The TCT Magazine are reserved. Reproduction in whole or in part without prior written permission from the publisher is strictly prohibited.
Reach the PINNACLE of Performance and Reliability The Power Distribution and Control Behind 3D Printing Circuit Breakers, Contactors and Emergency Stop Switches americas.fujielectric.com/3d-printing
EDITORIAL HEAD OF CONTENT Laura Gri ths e: laura.gri ths@rapidnews.com t: + 44 1244 952 389 GROUP CONTENT MANAGER Samuel Davies e: samuel.davies@rapidnews.com t: + 44 1244 952 390 JUNIOR CONTENT PRODUCER Oliver Johnson oliver.johnson@rapidnews.com ADVERTISING HEAD OF SALES TCT PORTFOLIO Carol Cooper e: carol@rapidnews.com t: + 44 1244 952 386 GROUP EVENT SALES MANAGER TCT PORTFOLIO Nicky Martin e: nicky.martin@rapidnews.com t: + 44 1244 952 365 SALES MANAGER TCT PORTFOLIO Darren Hayes e: darren.hayes@rapidnews.com t: + 44 1244 952 361
PRODUCTION Sam Hamlyn
MANAGEMENT
PUBLISHER Duncan Wood VOLUME 9 ISSUE 3 ISSN 2059-9641







FUNCTIONAL ALUMINIUM & PLASTIC PROTOTYPES IN 1 – 4 WEEKS • Machined Aluminium Castings One Shot Casting • Rubber Plaster Mold Precision Air Set Sand • Graphite Die Casting • RIM – Reaction Injection Molding • CNC Machining & Hogouts • Painting, Finishing & Assembly AS9100 & ISO 9001 Certified • ITAR REGISTERED email: sales@armstrongrm.com For more info visit us at: ARMstrongRM.com A Strong Future Stands Behind Us!
Cover story
6
06. FIT FOR THE FUTURE
After ADDMAN acquired AM service bureau Dinsmore in January, we talk to both companies to understand why the business combination made sense.
Aerospace 9
09. ENABLING WAAM IN MANUFACTURING AIRCRAFT LANDING GEAR

Cranfield University shares its findings after carrying out a feasibility and reliability study on 3D printed aircraft landing gear.
12. A FLYING START
We look at GE Aerospace’s success with AM, application by application.

15. NIGHT & DAY
Sidus Space tells Sam Davies about its use of 3D printing in the design of a lightweight satellite set to launch of SpaceX’s Transporter-9.
17. SPACE BOUND
Oli Johnson speaks to MIT about its application of 3D printing for satellite sensors.
Production
18. THE COST PER PART CHALLENGE
AM experts give their perspective on how users can overcome their cost-per-part headaches.
21. FUTURE ENDEAVORS
Laura Gri ths speaks to HP and Endeavor 3D as they target scaled production with Multi Jet Fusion technology.
25. STEP BY STEP
Evolve Additive Solutions explains the benefits of its recently launched Production Assessment Program.
27 Metals
27. RENISHAW IS READY
As the company celebrated 50 years of engineering, Laura sat down with Director of AM Louise Callanan to discuss collaboration, productivity and ‘applying innovation.’
39. PARTS THE PLAY
Sam explores the technologies and business models of several metal AM firms coming to market with proprietary processes.

43. MY PRECIOUS Oli talks to Legor about the development of precious metal powders for HP’s Metal Jet Printing.
45. MAKING TIME
tooling 46

RAPID + TCT preview
46. READY FOR RAPID + TCT
We look forward to the upcoming RAPID + TCT event in Chicago, highlighting select exhibitors and conference presentations.





56 EXEC Q&A
56. CIRCULAR SOLUTION

Gaia Giladi, co-founder and Chief
Creative of HILOS discusses the benefits of 3D printing and computational design in footwear.




VOLUME 9 ISSUE 3
46
We take a look at how Mantle’s TrueShape technology is impacting the manufacture of tools at Westec Plastics. 12

FROM THE EDITOR SAM DAVIES
Additive Inspiration
The Wednesday evening social at this year’s AMUG Conference was the same as any other, until it wasn’t.
We were nearing the end of a week full of conferencing, networking, and learning. Two out of three keynotes had been delivered, ten DINO Awards handed out, and its famous o site event successfully kept secret. Most attendees were leaning into the steampunk aesthetic, gambling for ra e tickets, and raising the roof with some karaoke classics.
Except for the 50 or so people huddled around a flat screen TV. These people had room for more. They waited patiently. First for a passing boat to get out of the way, and then for some high winds to die down. They searched for the best vantage point, they reached for their phones, and they counted down from ten, nine, eight, seven.
At one, there was a pause. A burst of flame obscured the view momentarily. And then the place erupted. Some hugged, some cheered, some profaned. Relativity Space had done what some in attendance thought wouldn’t be done, maybe even couldn’t.
The first rocket made up nearly entirely of 3D printed parts passed Max-Q – the point in the launch sequence where a rocket experiences maximum dynamic pressure – and the 100km Karman line. Though it didn’t quite reach orbit, it certainly had lift o , and the engineers, designers and operators watching on were jubilant.
3D printing was proven to be viable for what might be the most inspiring application of the technology to date.
In our aerospace-focused issue, we unfortunately don’t have more from Relativity – they’ve been kinda busy – but we do explore 3D printing in outer space through the additive manufacture of a satellite set to launch on the SpaceX Transporter-9 later this year (P15) and the use of the technology for satellite sensors (P17). At 30,000 feet, meanwhile, we dig deep into GE Aerospace's AM journey, application by application (P12), and Cranfield University present findings from a feasability study centered on aircraft landing gear (P9).
Bringing us back down to earth are five industry experts who give their perspectives on one of AM’s most burning issues: cost per part (P18). But there are also reasons to be cheerful. We have tooling successes from Westec Plastics (P45), insights from AM business leads at Renishaw (P27) and Endeavor 3D (P21), and we hear from a selection of metal AM newcomers who are poised to deliver 3D printing at scale with their proprietary technologies and parts as a service business models (P39).
Closing our third issue of the year, we take a look at what’s to come at this year’s RAPID + TCT event in Chicago (P46), which has a jam-packed conference agenda and is set to have an equally busy show floor. We’ve gathered the highlights, and we look forward to seeing you there for more additive inspiration.
VOL 9 ISSUE 3 / www.tctmagazine.com / 05 FROM THE EDITOR
FIT FOR THE FUTURE
ADDMAN &






















In January 2023, after more than 20 years operating as an independent company, Californian 3D printing service bureau Dinsmore was brought into the ADDMAN Group family, with the manufacturing solutions provider seeking to enhance its o ering with polymer additive manufacturing (AM) expertise.

























Dinsmore was integrated into ADDMAN to augment its existing polymer and metal additive capabilities, alongside the likes of HARBEC (injection molding), Stanley Engineering, Domaille Engineering, Tech Manufacturing (all CNC machining), and Castheon (metal AM).













As the companies prepare to co-exhibit at RAPID + TCT in Chicago this May, Dinsmore founder Jay Dinsmore and ADDMAN CEO Joe Calmese discuss how the acquisition came about and what it means for Dinsmore moving forward.




Can you tell us how ADDMAN’s acquisition of Dinsmore came about and why it made sense for both companies?



Dinsmore came about and why it made sense




Jay: I've known a lot of the ADDMAN industry veterans for several years now. It really feels full circle now, as it was Bob Markley that introduced me to Joe Calmese, Deven Suthar and a few other members of ADDMAN's team at RAPID + TCT in 2021. That was my first introduction to the company, and over time, we established Dinsmore as a strategic partner of ADDMAN, specifically in polymer additive.






Suthar and a few other members of
As I learned more about ADDMAN and everything they were doing, the conversations flowed from partnership to being fully a part of the team. It just made sense, and I was so impressed with their work in the hypersonics business and the intellectual property they had developed.















06 / www.tctmagazine.com / VOL 9 ISSUE 3
Dinsmore discuss what’s to come as the companies join forces.
SHOWN: JAY DINSMORE AND JOE CALMESE
One thing led to another, and now I’m proud to be a leader within ADDMAN myself, and play a part of shaping the future of the company.
Dinsmore is a 20+ year old company, why was this year the right time to align with a company like ADDMAN?
The timing of our alignment with Dinsmore was perfect for several reasons. One of the main factors was that we were making an intentional co-investment in the polymer product lifecycle with injection molding via HARBEC. We've noticed that more and more, projects are being started with a fast-fail concept, and we were already participating in the production side of things.
co-investment in the polymer product noticed side of things.
By adding Dinsmore to our portfolio, we gained extensive front-end capabilities that will allow us to shrink development cycles significantly. We see tremendous value in this approach, and we're confident that our integration with Dinsmore will help us achieve our goals and deliver even more value to our customers.

Jay: As the founder of Dinsmore, I've been approached by various companies over the years but never seriously considered partnering or selling the company. However, the timing felt right this year due to the consolidation happening in the industry and the opportunity to align with a company like ADDMAN who has exceptional talent and expertise in manufacturing. This allows us to o er a full suite of services to our customers, including polymer and metal additive, subtractive CNC, and injection molding. It also brings exciting opportunities in the space and defense markets. Furthermore, partnering with American Industrial Partners (AIP) provides me with the chance to continue learning and growing in my career. Overall, it just felt like the right fit for the future of Dinsmore.
One recent development has seen Dinsmore install the HP Multi Jet Fusion 5420W, and through its work as a beta user, the company has been involved in the development of a medical-grade white nylon material. What impact do you think this material will have for your customers in the medical field?


Jay: As a beta user of the HP Multi Jet Fusion 5420W, Dinsmore has


been involved in the development of a medical-grade white nylon material. HP approached us about a year and a half ago to participate in their beta program and we were excited to be involved, as Dinsmore has always been an early adopter of technology. With our extensive experience in serving the medical industry, we pushed HP to make the white material medical grade, which they fortunately listened to. Now, we are already in production with several of our medical customers for White MJF HP part. This material will have a positive impact on our customers in the medical field, as well as other industries that require non-black parts. Overall, we are thrilled with the opportunities this material will provide for our customers.
When the acquisition was first announced, ADDMAN cited the medical industry as a key market –how great is the opportunity for you both in this space?
Joe: Our investment in the HP Multi Jet Fusion 5420 hardware and software technology has been substantial, and we are confident that the combination of this technology with our ADDCAAM software will allow us to produce stronger medical devices that blur the line between polymer and metal. In addition, we're working on advancements in digital anatomy printing, and we have some heavy-hitting strategic partnerships in the works that will be announced soon. These partnerships will also be a game changer for tooling and instrumentation. We plan to participate and transform medical manufacturing in a big way.
What do you see as the biggest misconception about additive manufacturing technology today?


Jay: One of the biggest misconceptions about additive manufacturing is that it's a plug-and-play technology, and that you can simply print anything you want. But the truth is, every application
is unique, and requires a deep understanding of the materials, design, and printing parameters. As someone who has worked extensively with 3D printing, I can tell you that it's not as simple as just hitting 'print' – it takes careful planning and optimization to achieve the desired results.
Joe: At our company, we have a mantra that guides our approach: any part, any volume, every step of the way. To best support our clients, we need full lifecycle solutions that leverage the strengths of both additive and traditional manufacturing methods. I think a misconception is that 3D printing is an easy button to get to market quicker. While additive manufacturing fits the bill in many cases, we recognize the importance of respecting and utilizing all available tools and techniques to achieve the best results for our clients.
Finally, what are you looking forward to at the upcoming RAPID + TCT event in Chicago?
Joe: I'm excited for the upcoming RAPID + TCT event in Chicago because it provides us with an ideal opportunity to showcase our company's core competencies and connect with our customers to better understand their needs. This event is where people come to find solutions to their problems, and we'll be there to demonstrate our cutting-edge technology and listen to their feedback. It's a great way for us to concentrate our e orts and show o our innovative solutions to a highly engaged audience.
ADDMAN Engineering and Dinsmore will be exhibiting at RAPID + TCT from Booth #4630 between May 2-4 at McCormick Place – West Building, Chicago, IL.














VOL 9 ISSUE 3 / www.tctmagazine.com / 07
cover story
SHOWN: HP JET FUSION 5420W SOLUTION
TruPrint 1000
3D printing in premium quality: highly productive and compact
With the next generation of the TruPrint 1000, we are continuing our success story
The metal 3D printer fits perfectly for dental applications with lower part costs through preform, multiplate and hybrid, digital process chain

The machine is also impressive in the R&D area or in small series production
More information at www trumpf com/s/truprint-1000

ENABLING WAAM IN MANUFACTURING AIRCRAFT LANDING GEAR
Landing gear systems are one of the most critical components of an aircraft, providing principal support for the aeroplane when parked, taxiing, taking o or landing. To meet the stringent demands of bearing large loads in long-term service, 300M ultra-high strength steel (UHSS) is regarded as one of the most ideal materials for manufacturing aircraft landing gear, benefiting from its high strength, sound toughness and excellent fatigue performance. However, severe notch sensitivity and local stress concentration make 300M UHSS challenging to be processed into complex structures using conventional forging techniques. Moreover, a massive post-machining workload is required in the manufacturing process after forging, significantly increasing the Buy-To-Fly (BTF) ratio and prolonging the lead time. Currently, industry-wide, manufacturers across the world are seeking manufacturing processes, designs and methods with the purpose of reducing the cost of manufacture, lead times and supporting the race to net zero. Wire Arc Additive Manufacturing (WAAM) o ers an alternative approach with great promise for 300M UHSS landing gear due to high cost-e ectiveness, short lead time and design flexibility.
The Welding and Additive Manufacturing Centre at Cranfield University recently teamed up with Airbus to demonstrate the feasibility and reliability of using WAAM technology in depositing steel landing gear components. The project was funded by the Aerospace Technology Institute (ATI), the ‘Hybrid Direct Energy Deposition Sprint’ project,
with partners including National Manufacturing Institute Scotland (NMIS), Cranfield University and the Northern Ireland Technology Centre (NITC) at Queen’s University Belfast, along with an industry steering group of more than ten companies.
To ensure that WAAM can produce aircraft landing gear that is free from defects and performs to the required standard, Cranfield conducted a comprehensive investigation of WAAM 300M UHSS. This involved feature deposition studies, interface studies, and post-heat treatment studies. In the feature deposition work, both gas metal arc (GMA) and plasma transferred arc (PTA)-based WAAM processes were applied to deposit various features under di erent shielding conditions. It was found that both GMA and PTA-based WAAM are feasible for the manufacture of defect-free 300M features. However, all the as deposited 300M features had lower strength but higher ductility compared with forged

ones. To overcome this, a post-heat treatment investigation was done by austenisation using oil quenching, followed by low-temperature tempering with water cooling. These treatments refined primary austenite grains through recrystallization, dissolved the carbide precipitates, and eliminated residual stress, thereby obtaining good comprehensive performances. The results show that this heat treatment scheme could normalize the microstructure and mechanical performance evolution along the building direction and make the strength and fracture toughness of the WAAM 300M deposits meet the qualification. These fundamental studies provide su cient confidence to apply WAAM to produce aircraft landing gear.
Subsequently, a 300M UHSS Landing gear demonstrator was deposited using the PTA-based WAAM method with optimized process parameters. The demonstrator with dimensions
VOL 9 ISSUE 3 / www.tctmagazine.com / 09 Aerospace
WORDS: Jun Wang, Chenglei Diao, Emanuele Pagone, Jialuo Ding, Stewart Williams
Built on Experience. Proven Solutions.
With over 30 years pioneering integrated additive manufacturing solutions, we have mastered the interactions between lasers and powdered materials, and go above and beyond purely technical capabilities.










Offering comprehensive and reliable solutions, we support each customer through their entire development and production process.
Let’s build the future together.
+1 877 388 7916






na.eos.info
Visit us at RAPID + TCT 2023
#4612
BOOTH
of Ф200mm × 700mm was designed to replicate the main features of a landing gear system, with WAAM deposited features extruding away from a forged rod to connect braces and actuators. The deposition work was conducted in a global shielded inert environment with argon, 7 kg of material was deposited at a deposition rate of 1.3kg/hr and took 16 hours to finish, including setup. The BTF ratio was decreased from 5.9 to 2.0 for the demonstrator when compared with conventional subtractive manufacturing, reducing the material used by 65%. This demonstrated that WAAM can not only produce geometrically accurate features without any defects on radial forged substrates but also greatly increase coste ectiveness and reduce lead times.
An environmental impact assessment study based on a “cradle-to-gate” life-cycle approach (including the cumulative e ect from raw materials extraction until the shipment of the component to the customer) has shown very promising results. Dr Emanuele Pagone, researcher in the Sustainable Manufacturing Systems Centre at Cranfield University, observed: “Our study shows that producing the landing gear component with WAAM rather than traditional, subtractive approaches reduces significantly the required amount of raw materials to be extracted and refined. This also has a knock-on e ect on all manufacturing processes with less
material to be heat treated, machined, and transported. We have estimated that the carbon footprint of the component can be roughly halved when substituting traditional machining with WAAM. Embodied energy consumption estimates show similar results and suggest that, approximatively, other environmental impact indicators (including emissions to air, water and land) are roughly halved as well. Furthermore, WAAM creates the opportunity to repair a damaged part re-depositing only what is necessary, an option not available by traditional means. Our studies in this area have shown that repair with WAAM can reduce the environmental impact by orders of magnitude, even including the additional transportation required to repair.”


Therefore, WAAM appears as one critical technology to significantly reduce the environmental impact in manufacturing and to support the industry in the ambitious, yet absolutely important race to Net Zero.
Overall, this investigation will promote many opportunities and benefits for the whole aerospace industry as we
incorporate additive manufacturing into a hybrid solution that can realize significant savings and achieve a pathway for critical component manufacturing to access more sustainable modern technologies.
For the next step, Prof. Stewart Williams, the Director of the Welding and Additive Manufacturing Centre, added: “We are currently applying our newly developed CW-GMA process to the manufacture of aircraft landing gears. This process can achieve high deposition rates of up to 15 kg/h whilst providing precise thermal control with a wide heat input range.”
Beyond that, a further exciting new development in WAAM technology is the RoboWAAM coherent hardware-software ecosystem developed by WAAM3D. It generates programmes seamlessly with any CAD model and oversees the whole deposition process, providing process monitoring and governance over the many health and safety capabilities, as well as a fully auditable process trail.
VOL 9 ISSUE 3 / www.tctmagazine.com / 011 Aerospace
“The carbon footprint can be roughly halved with WAAM.”
GE Aerospace’s additive manufacturing journey, application by application.
It is August 2016, and the US Army has granted GE and the Advanced Turbine Engine Company – a joint venture between Honeywell and Pratt & Whitney – 24-month contracts to take their proposed engines for the Boeing AH-64 Apache and Sikorsky UH-60 Black Hawk military helicopters through preliminary design review. By April 2018, it is time for demonstrations.
One of the key requirements of the contract, in addition to power increases of, say, 50%, and fuel consumption reductions of, say, 25% was that the new engines fit inside the existing airframes. To successfully validate its engine design fit correctly in the helicopters, GE leveraged its polymer 3D printing lab at its Additive Technology Center (ATC) in Cincinnati to develop a printed prototype of its T901 engine true to size.
GE’s T901 engine includes numerous technological advancements that were successfully demonstrated in this rig and engine testing phase, which led the US Army to award GE with a 517 million USD contract that will allow the company to flex its metal additive manufacturing (AM) muscle once again. Engineering and manufacturing of several additive metallic T901 engine components is progressing well. The first development engine ran in 2022 and the first flight test engines are now scheduled to be delivered by the fall of 2023.
Last month, on a tour of GE Aerospace’s ATC in Cincinnati, TCT was given some context behind the T901 AM applications for the Apache and Black Hawk platforms.
Here is GE Aerospace’s AM journey, application by application.
THE FIRST FAA APPROVED PART
“It all started with this one part,” is the line GE likes to use to refer to its 3D printed LEAP fuel nozzle tip. And while this tip –with its 25% weight reduction and 30% cost e ciency increase – did kickstart the company’s additive manufacturing voyage, it was the quick turnaround of the GE90 T25 sensor housing that brought the first FAA-approved 3D printed part eight years ago.
The part needed to undergo a redesign, so the ATC was enlisted to use additive manufacturing to quickly develop and industrialize a new solution. Ten parts were consolidated into one, and 12 units were printed in a single build. Approximately 400 of these components were manufactured and installed on the GE90-94B engines.
“We needed to do it quickly and be able to iterate fast, which is why we used 3D printing,” ATC Site Leader Chris Philp says.
OVER 180,000 3D PRINTED LEAP FUEL NOZZLE TIPS HAVE NOW BEEN SHIPPED, WITH 1,000 UNITS MANUFACTURED EVERY WEEK AT GE’S AUBURN MANUFACTURING FACILITY.
HEAT EXCHANGERS
After enhancing the T25 sensor housings, similar design concepts were quickly
SHOWN ABOVE: T25 SENSOR HOUSING, GE’S FIRST FAA-APPROVED 3D PRINTED PART. THE SENSOR PROVIDES PRESSURE AND TEMPERATURE MEASUREMENTS FOR THE GE90 ENGINE’S CONTROL SYSTEM

applied to heat exchangers, with significant reductions applied to part assembly, size, weight, and cost. On the GE9X engine, for example, GE has incorporated an aluminum F357 heat exchanger manufactured on the Concept Laser M2 that is 40% lighter. It also boasts a part consolidation of 163 traditionally manufactured components into a single printed piece.
“A [conventional] heat exchanger has a lot of tubes welded together and we've 3D printed it as a solid body,” Philp explains. “So, it's a lot more durable and has less source of failures.”
A NEW APPLICATION


Having proved to the FAA it could additively manufacture reliable aircraft parts, GE was buoyed. As it stepped into its GE9X engine platform, it saw the opportunity to leverage 3D printing in its new engine.
The team decided to apply additive manufacturing to a flowpath component, that could otherwise not be produced conventionally within the constraints of the engine. In doing so, GE designed a cyclonic inducer component which uses centrifugal forces to ‘divert particles of dust to the outside of the flowpath,
012 / www.tctmagazine.com / VOL 9 ISSUE 3
WORDS: SAM DAVIES
before being ingested into the main stream, improving durability,’ per Philp. GE was so confident in the additive design of this component that it had developed its engines with the part in mind before FAA certification was granted. This component is manufactured on the Concept Laser M2 system in a cobalt-chrome alloy and has been consolidated from 13 parts into one. It is also said to be twice as durable as before. Eight 3D printed cyclonic inducers are fitted to every GE9X engine.
LOW PRESSURE TURBINE BLADES
As previously detailed in TCT Magazine, GE is also having success with the Arcam Electron Beam Melting (EBM) technology. A total of 228 low pressure turbine blades are being additively manufactured on the Arcam EBM A2X in titanium aluminide for each GE9X engine. These components are contributing to an improved fuel e ciency of 10% and are 50% lighter than their traditionally manufactured counterparts. Because of the EBM process raising the temperature inside of the machine to 1,200°C, there are smaller thermal gradients generated and the components experience less residual stress during the build.

THERE ARE PLANS TO RE ENGINE AROUND 1,300 SIKORSKY UH-60 BLACK HAWK HELICOPTERS AND 600 BOEING AH-64 APACHE HELICOPTERS. EACH HELICOPTER HAS TWO ENGINES.
ONE ENGINE – ZERO TOLERANCE TO FAILURE
GE has also thrown 3D printing at its Catalyst engine for the single-engine Cessna Denali aircraft. And it is here where its application of additive gets bigger and more complex.
“We really took a fresh approach to design this engine. This is the next step up,” Philp says.
In the additive manufacture of the turboprop engine components, GE has incorporated integrated airfoils into the interiors of engine components to facilitate better performance. The engine is also said to burn up to 20% less fuel and achieve 10% more power than other engines in the same class. Among the parts printed for the Catalyst engine are an advanced turboprop fuel heater, exhaust case and C Sump component.
T700/CT7 MIDFRAME
“This is one of the hardest parts still to make, and we’ve been making it for 35 years,” Philp notes of the T700/CT7 midframe.
GE prototyped an additive version of the CT7 midframe, again, focusing on part consolidation. One of the weightsaving opportunities it had recognized was to consolidate parts so that it could remove flanges, nuts, and fasteners in a bid to help save weight, and so it could remove the ‘very complicated’ welding, brazing and assembly of parts. In the development of this prototype, which was subsequently validated on a development engine, GE incorporated 3D printing as much as it could, with the performance ‘exceeding expectations’ of previous iterations of the engine.
Philp suggests the work carried out to additively manufacture larger, more complex components like the CT7 midframe has helped the company to land the T901 contract, within which GE has currently printed and tested additively manufacture components to be used in engine qualification and flight testing.

“We use those lessons learned, that knowledge [from previous projects], to say maybe we took it a bit too far, let’s pull it back a little bit. What you see here are all components for new engines, and that’s really where we see the most bang for our buck in 3D printing,” Philp say. “It’s not just saying I can replace this one part in an engine – that sensor housing was a separate story – when you start to design the engine as a system, with all the benefits of 3D printing, that’s when you gain the performance, weight and fuel savings.”

VOL 9 ISSUE 3 / www.tctmagazine.com / 013 Aerospace
SHOWN: 3D PRINTED MIDFRAME FOR THE T700/CT7 ENGINE
SHOWN: ADDITIVELY MANUFACTURED ADVANCED TURBOPROP FUEL HEATER FOR THE CATALYST TURBOPROP ENGINE INSTALLED ON THE CESSNA DENALI
“This is the next step up.”










Sam Davies speaks to Sidus Space about its use of 3D printing in the design of a lightweight satellite set to be launched on the SpaceX Transporter-9.
During design iteration, Boschi incorporated fastening functionality into the structural components so that parts fit into a slot and lock into place. This has not only helped to shave o weight by removing screws and bolts but has also made the satellite sturdier.
As he extols the virtues of the technology facilitating a satellite weighing less than 100kg, Tony Boschi shows the depth of his experience with the repeated use of two words: rapid prototyping.

Boschi has been working with 3D printing technology for so long, that he not only refers to the processes using that phrase, but he also has the war stories. When he first used the technology, for example, he and his colleagues took to squirting hairspray on stereolithography (SLA) parts to prevent the sticky texture they were left with when coming out of the printer, and in turn allowing any paint applied to the components to dry faster.
“It was one of the greatest things in the world,” he recalls thinking. But such glee is relative. These days, as Lead Design Checker at Sidus Space, he has printed sample holder parts in Markforged’s Onyx carbon fiber-filled nylon material that formed part of a flight test platform installed on the outside of the International Space Station (ISS) for a year. That the parts survived on the ISS with next to no degradation emboldened Sidus Space to push forward with the idea of producing the structure of its LizzieSat satellites with 3D printing.
Sidus Space was founded by Carol Craig, a former US Navy o cer who became the first woman eligible to fly combat aircraft in the US Navy, to carry customer sensors and collect data for a multitude of di erent customers at the same time. The partially printed LizzieSat constellation will launch for the first time later this year on the SpaceX Transporter-9, if it weighs less 100kg.
This has represented a significant challenge for Boschi and the Sidus team, especially since integral componentry like batteries and computers take up a significant portion of the satellite's overall weight. But it is one they backed themselves to overcome with the combination of their engineering prowess and 3D printing technology.
In the design of the LizzieSat, they have applied Markforged’s composite 3D printing technology to the entire structure of the 31 x 31 x 18 inch satellite, harnessing the company’s Onyx FR and Onyx FR-A materials on eight vertical and eight horizontal components that hold in place a honeycomb structure. With this use of carbon-fibre filled nylon, Sidus says it is able to leverage similar strength qualities to aluminum, while reducing the weight and iterating on designs much more quickly.
“When we started doing the preliminary analysis, you could see that when the parts were bolted together, they were all separate,” Boschi says. “But when we made the locking feature, then the entire ring became one piece, so that we’re only pulling on one structure, as opposed to 16 pieces – because there are eight columns and eight pieces in between to hold them together. Now we put everything together, they all get bolted to the honeycomb or the aluminium pan on the other side, it’s more of a stronger, stout structure.”
At the time of writing, Sidus is in ‘full print’ mode ahead of the prospective SpaceX launch later this year. The design has been locked in, the honeycomb and base plate are due for arrival in April, and then the satellite will go through an extensive testing process to prove out its durability. The LizzieSat satellite has been built for a five-year life, while Sidus has had to keep in mind that as it is launched into outer space, it will have to take 5G loads, withstand solar radiation, and deal with vast temperature swings of around 200°C as it goes from the exposure of direct sunlight to the shade of the Earth’s shadow.

For Boschi, he’s never been more sure that 3D printed parts can manage it.
“When I first did parts years ago with SLA machines, we would break them taking them out of the machine. If you didn’t put it down right, it would break. And it’s advanced from that point forward. Now we’re in nylon. Better materials, it’s changing everything. From that point when I was first [using 3D printing], it’s night and day.”
VOL 9 ISSUE 3 / www.tctmagazine.com / 015
Aerospace
SHOWN: SIDUS' LIZZIESAT SATELLITE
“From when I was first using 3D printing, it's night and day.”
Depowdering system









SFM-AT1000-S








Special version for big parts up to 600 x 600 x 660 mm (e.g. NXG XII 600)











Advanced front-top-loading by crane


Short rotation arm for optimal center of gravity position





solukon.de
NEW Meet us at Booth182 Solukon- Anzeige SFM-AT1000-S Dach-3.indd 1 05.04.23 12:14
SPACE BOUND
Oli Johnson speaks to Dr. Luis Fernando Velásquez-Garcia, a Principal Research Scientist at MIT about a project involving 3D printed sensors for satellites.
In August 2022, Massachusetts Institute of Technology (MIT) published research from a team that created completely digitally manufactured plasma sensors for satellites such as CubeSats, known as retarding potential analyzers (RPAs). The research team said that the 3D printed and laser-cut hardware performed just as well as state-of-the-art semiconductor plasma sensors that are manufactured in a cleanroom. CubeSats are a type of research spacecraft that typically weigh less than 1.33 kg (3lbs).
So what exactly is an RPA? An RPA is a type of sensor used in satellites to detect energy in ions in the ionosphere, and have been used in space missions since 1959. The ionosphere is made of plasma, which is a state of matter that occurs when gas is heated, and stretches roughly 50 to 400 miles above Earth’s surface, right at the edge of space. Along with the neutral upper atmosphere, the ionosphere forms the boundary between Earth’s lower atmosphere, and the vacuum of space. A lot of the issues surrounding global warming are influenced by what happens in this region.


 Dr. Luis Fernando Velásquez-Garcia, Principal Research Scientist at MIT’s Microsystems Technology Laboratories (MTL) and senior author of the study,
Dr. Luis Fernando Velásquez-Garcia, Principal Research Scientist at MIT’s Microsystems Technology Laboratories (MTL) and senior author of the study,
told TCT: “The truth is, we don’t know enough about the ionosphere. So we really need better instruments and better data to be able to develop better models and to be able to face the global warming phenomenon. The second issue that an RPA can help you with is a mass spectrometer. Mass spectrometers are the gold standard for chemical analysis. If you want to know the composition of a sample, then you use mass spectrometry. They are based on using electromagnetic fields to sort out the ionized sample.”
Dr. Velásquez-Garcia said that having more information and better information on the ionosphere will allow for better predictions on weather conditions, and give a better understanding of things like the water cycle and how water is lost and replenished, which he says will be very useful.
RPA’s include a dielectric, also known as an insulator. The team led by Dr. Velásquez-Garcia manufactured this part using VAT photopolymerization for this project, and printed it in a glass ceramic material.
Dr. Velásquez-Garcia added: “The process is fairly safe and fairly robust, but it has been mainly used to make polymeric parts. There are new advances in the technology and that’s how we can make the parts out of this ceramic. This is very important because the traditional way to make ceramics with additive manufacturing is using powders and a laser, and at the end you get this part that is coarse and there is porosity, so it’s not something that’s really meant to be used in space.”
The team that worked on this project are also working on other kinds of hardware for CubeSats, such as propulsion systems, mass spectrometers and Langmuir probes. Speaking about this, and how AM is being used in this area, Dr. Velásquez-Garcia said: “We are taking this vision of how to make better hardware via multi-material 3D printing. In some cases, the technology is not quite there, so what you need to do is create new printing capabilities, and that’s some of the work that we have done. For example, we have harnessed micro plasmas, which are plasmas that you can strike atmospheric pressure and with that you can create high-quality materials.”
Speaking further about the potential for multi-material 3D printing in aerospace, Dr. Velásquez-Garcia added: “In my view, multi-material additive manufacturing has a tremendous role for space, and in particular CubeSats. I feel that CubeSats are like an unfulfilled promise, by that I mean we can make them better and more capable, and in many cases, take over the traditional satellite. Traditional satellites are made with something that is called a death spiral. This is an issue because failure is very expensive, there is a redundancy in the systems and you end up having very big, very expensive pieces of hardware. I think the idea to make these compact satellites is an amazing idea, but it hasn’t been fulfilled because we really need to apply all our ingenuity to make the very best hardware we can, and at a very low cost. With that, I think we can break this cycle and be able to make the technology accessible to many people. Space does not need to be something that is only accessible to a few countries, I think the big issue is the barrier in the cost.”
VOL 9 ISSUE 3 / www.tctmagazine.com / 017 Aerospace
SHOWN: MIT CUBESAT SENSOR
THE COST PER PART CHALLENGE































KIERON SALTER, CEO, Digital Manufacturing Centre
At a recent panel event, a longtime additive manufacturing (AM) professional remarked: ‘if you can manufacture something in any other way, you probably should.’ I’m paraphrasing, but the challenges around building an AM business case for production are well documented and multi-fold. Cost is just one, and according to some, the biggest. Here, we asked five experts for their take on AM’s cost per part challenge and what we can do to overcome it.
“Currently additive can still be an expensive option when looking at piece price, largely driven by machine cost and speed of build. These two factors mean that machine cost and amortization make up a large percentage of the component piece price - often well over 50% of the cost is machine cost. Lots is being done to increase productivity. In metals, we have quad laser machines, but as well as productivity we need machine builders to continue the drive towards lowering machine cost and increasing utilization rates. Polymer technologies like SAF, SLS and DLP are doing a good job in driving price down.
I say to all prospective users of AM: you have to choose AM for a real benefit otherwise you will not win. AM o ers lightweighting, reduction of tooling costs and the ability to create complex geometries or consolidate parts. If you are achieving any of these then AM will likely work for you. If you’re reducing mass, it’s probably for a good performance reason and therefore likely to be prepared for higher piece price. If you are eliminating tooling then the business case stacks up at a certain volume breakpoint. Similarly, if you are increasing complexity or integrating systems into one component, the business case often makes sense when you look at cost savings as a whole. It’s only when you look at the piece price in isolation that it doesn’t compare – you have to look at AM di erently to understand the costs. That said, as machines get more cost e ective and materials become more competitive, AM will continue to grow into a bigger manufacturing solution for large-scale digital production.”
BART VAN DER SCHUEREN, Chief Technology O cer, Materialise
“3D printing enables design optimizations that often create cost advantages that impact the overall end-to-end manufacturing cost. In fact, a recent survey commissioned by Materialise shows that “the ability to reduce the overall manufacturing cost” is cited as the most important benefit of 3D printing. But that doesn’t necessarily mean that the 3D printing process itself is cost-e cient. Several factors determine the cost of 3D printing parts, including the materials required, production time per part, the type of printer but also energy cost.
There are two important ways to reduce this. The first is by working more e ciently to increase production capacity. Software plays a major role in this, by making it possible to optimize the build and to tune the printing process to make it more e cient and repeatable. The second, less obvious one, is using tools that improve quality. Because quality comes at a cost. If we consider certified manufacturing in the medical or aeronautics industry, for example, we see that up to 70% of the production cost is in quality control. A good example is the Process Control software for metal 3D printing we just released. The software uses artificial intelligence to automate quality control, helping manufacturers to take control of the 3D printing process and ultimately save time and money.”
018 / www.tctmagazine.com / VOL 9 ISSUE 3
WORDS: Laura Griffiths
MELISSA ORME, Vice President of Additive Manufacturing, Boeing
“From the perspective of the aerospace and defense industry, additive manufacturing finds value in complex parts that are di cult to machine, such as part consolidations, assemblies, parts with added functionality such as internal cooling, and parts in which welds or brazes have been eliminated with the use of AM. Generally, such parts have a positive business case and provide cost savings, in addition to performance and quality improvements. Hence, the Boeing company focuses on the aforementioned complex parts in our AM portfolio.

On the other end of the spectrum, simple parts such as brackets, clips, or direct replacements of castings that are not optimized will be more expensive to produce with additive manufacturing and also require more energy to produce than traditional manufacturing and thus will have negative business and sustainability trades. The Boeing Company does not consider such parts good candidates for additive manufacturing unless the intent is to mitigate a critical supply chain shortage of the traditionally fabricated components.
Additionally, nonrecurring testing is a heavy cost in AM’s nascent stage, which will slowly diminish over time as the technology matures. For the correctly selected part portfolio, even with the inclusion of nonrecurring testing, the cost is still favourable for AM.”

HODA AMEL, Technology Manager, Additive Manufacturing, The Manufacturing Technology Centre
“There is no doubt that AM can still be too expensive for producing large quantities of simple geometries, but there are still ways we can address this challenge. Reducing build failures and waste parts, increasing the life of feedstock by better understanding the e ect of recycling and potential routes to rejuvenate, automating pre- and post-processing steps are a few steps we can take to tackle the cost per part problem without challenging the material and machine costs.
We also need to become smarter with our use of AM and use it where it o ers the most benefit.”
TERRY WOHLERS, Industry consultant & President, Wohlers Associates
“People often asked about the most significant challenges the AM industry faces. At or near the top of the list is the cost of machines and materials. The price-to-performance ratio of AM products continues to improve, but it is far from where it needs to be.
One possible solution to the price of machines is to improve build speed. If speed improves by 2x, you can build twice as many parts in a given period of time. This spreads the machine depreciation cost over these parts, which reduces the cost per part. Imagine this cost reduction if a machine is 3-5x faster.
The price of materials needs to decline dramatically before adoption becomes mainstream among manufacturing companies. Some materials are priced orders of magnitude higher than similar materials for conventional manufacturing processes. This is mostly acceptable for prototyping and tooling quantities but becomes a “showstopper” when scaling to production volumes.
AM must create value. If it does not, companies cannot justify its use. Consolidating two or more parts into one, reducing material and weight, and improving a product’s performance are design methods that can help create value. This, along with a reduction in the price of machines and materials and improvement in build speed, will lead to a greater adoption of AM for production applications.”
VOL 9 ISSUE 3 / www.tctmagazine.com / 019 Production
ARE YOUR LBPF JOBS ON TRACK?
Firefly 3D is the next generation 3-axis scan head designed specifically for Laser Powder Based Fusion (LPBF) machines. Boost LPBF machine performance with real time process monitoring and powerful AdM trajectory control to enable real time scanning operation changes. The fully enclosed design includes a hermetically sealed optical chamber to maximize reliability and multi-headed machine capability for larger area processing.
LASER PROCESSING SOLUTIONS

https://novantaphotonics.com/product/firefly-3d/




Reconfigure manufacturing!
Demand for increasingly complex and customized parts is rising. Product cycles are becoming shorter. Established supply chains are being called into question. Sustainability is playing an ever greater role. Industrial production is becoming more demanding.
Help the industry meet these challenges with your solutions for Additive Manufacturing or technologies along the process chain.


Become part of Formnext and innovative production.
Where ideas take shape
 Messe Frankfurt Group
7 – 10.11.2023
FRANKFURT / GERMANY formnext.com
Messe Frankfurt Group
7 – 10.11.2023
FRANKFURT / GERMANY formnext.com
Across the road from the hotel where the Additive Manufacturing Users Group Conference is taking place in Chicago, two manufacturing technology providers convene to tell the story of how they met at the event just one year earlier.
Like the hundreds of attendees across the way who are sharing their own AM stories over copious co ees, perhaps imparting nuggets of wisdom that will help propel someone, maybe even a future collaborator, forward, the conversation between Wayne Davey, HP’s Global Head of Sales and Go-to-Market, 3D Printing Solutions, and Phil Arnold, CEO at Endeavor 3D takes a similar path.
“We saw a common understanding of strategy on both parts, on where we saw the industry going,” Davey recalls of that meeting, “and Phil’s deep interest and desire to help companies accelerate adoption and scale manufacturing with additive.”
The pair have been working together for some time as part of HP’s Digital Manufacturing Network, a network of service providers that have been evaluated
and qualified to provide production 3D printing capabilities with HP’s flagship Multi Jet Fusion technology. In March, that partnership was elevated as HP invited Endeavor 3D to join a short list of HP Digital Manufacturing Partners, certifying the company as a top tier provider of Multi Jet Fusion part quality and manufacturing expertise.

“That really creates a foundation for us to leverage the innovation of the technology,” Davey continued. “The clear capabilities and assets, the depth of integrity of what Endeavor 3D stands for and its mission in the marketplace.”
Established in 2020 by a team with over two decades of experience in standardsdriven manufacturing environments, Endeavor 3D has one big ambition: to change the world of manufacturing. According to Arnold, additive is the way.
“I think there's little question, looking ahead with the changes in technology availability, quickness to market, value
add, onshoring, all of these di erent attributes of additive manufacturing – broadly speaking because there are subsets of technologies –within that is the future of manufacturing. No question.”
Endeavor 3D operates out of a 65,000-square-foot facility in Douglasville, Georgia that’s kitted out with a fleet of Multi Jet Fusion systems, in-house testing equipment and quality control systems. When HP launched its Jet Fusion 5420W back in November, for the 3D printing of white parts, Endeavor3D was first in line.
“The amount of innovation R&D that took to make that possible is just remarkable for an entire industry, and we get to be part of that collectively with HP.” Arnold said.
Arnold’s optimism for HP’s technology and the partnership the two have struck is palpable. The CEO believes this latest system will deliver not just new color opportunities, thanks to HP’s partnership with finishing and dyeing expert DyeMansion, but also applications that can now be achieved more economically.
Whether it’s major brands like L’Oreal and General Motors
VOL 9 ISSUE 3 / www.tctmagazine.com / 021
SHOWN: ENDEAVOR 3D AND HP TEAMS WITH HP JET FUSION 5420W
WORDS: Laura Griffiths
Production
“Within that is the future of manufacturing. No question”
Advertorial 2023
A new key feature is the machine’s enlarged build chamber. The new freeformer 750-3X has a print tray that is around 2.5 times larger than that of the freeformer 300-3X, which is particularly impressive given that the external dimensions are the same.

The entire system of the freeformer 750-3X – preparation and discharge units – has been optimized so that the design is more compact. In terms of external appearance, the freeformer 750-3X has the same external dimensions as the freeformer 300-3X. However, the print tray is approximately 2.5 times larger at around 750 square centimeters and is the result of several technical innovations. These include more compact and slimmer melt pressure generators for dosing and injecting, which use servo motors from AMKmotion – a company in the ARBURG family. The entire system, comprising the preparation and discharge units, has been pressure-optimized and is therefore tailored to the conditions of additive manufacturing. When improving the melt pressure generators, the primary focus was on repetition accuracy (i.e. producing droplets of the same size) and cost reduction; the latter was achieved through hardware adjustments. These improve-
ments also allowed the three discharge units to be made more compact and arranged closer together. Compared to the freeformer 300-3X, they have a “streamlined” design. The innovations in the area of control extend to the “production control” sectors, with intuitive operation such as overviews of the job status and production as well as the “intelligent start-up sequence” for production preparation. In addition, other new features include reduced material dwell time in the cylinder and parallel dosing, resulting in a reduced build time, as well as optimized and enhanced slicing in terms of the construction strategy for lattice structures (support structures) and break-away support. This all contributes to improvements in process stability, part quality and build time optimization. The freeformer 750-3X therefore bridges the gap between pure prototyping and economical small series production: this new system reduces the build time by up to 85%! The freeformer 750-3X can be seen live with ARBURGadditive (booth no. 3812, West Hall) at RAPID + TCT in Chicago from May 2 – 4, 2023.
ARBURG, Inc. 644 West Street Rocky Hill, CT 06067 Tel.: +1 (860) 667 6500 Fax: +1 (860) 667 6522 usa@arburg.com FREEFORMER COMES
IN A NEW SIZE
The new freeformer 750-3X is equipped with a larger print tray for a build time that is up to 85% faster.
NEW: FREEFORMER 750-3X
Further information: www.arburg.com i
adopting its technology for end-use, high-volume applications or HP using the technology internally to democratize its own supply chains, the proliferation of HP’s technology in the marketplace is hard to ignore. In November last year, the same week Endeavor 3D became the first Jet Fusion 5420W customer, HP reportedly hit a milestone of 170 million 3D printed parts.
“Of course, everybody knows HP,” Arnold said on choosing to work with the company. “As far as the depth of knowledge that they o ered, integrity, service, long-term orientation, leadership team, all of those areas were very much above anyone else that we experienced. And we were pretty thorough in our investigation, given that we're fortunate to be a private company and we have the liberty of defining ourselves and looking to the future.”
One of the defining building blocks around the formation of Endeavor 3D was to be legacy free. The company exclusively uses HP additive technologies today with plenty of room for growth and expansion. “Our goal is to be scalable,” Arnold confirms. Additive is an industry Endeavor 3D “chose to enter.” Fundamentally, it describes itself as an end-to-end service provider led by a highly experienced team with decades of manufacturing skill and knowledge.
“We tend to be very technically oriented as a company, QC laboratory-oriented, there's much greater depth of knowledge too,” Arnold explained. “If we look at bringing a long term message to potential users, it's that you may have been using a traditional method of manufacturing for a lot of years [but] we are now gathering the data and the capability of proving that additive can deliver those same benefits and characteristics but with a wide range of other benefits as well.”
That assurance comes in handy when demonstrating to new customers that additive is the right tool. For some, the lightbulb goes on straight away as the impact of intelligent design and part consolidation shines through, but Endeavor 3D is keen, confident even, to show like for like part comparisons, to scan, to conduct comparative measurement assessments, compare smoothness, to ensure the customer is fully educated on the process and its capabilities.
“I think that's where actions speak louder than words and that's what we intend to do,” Arnold said. “And with HP’s help and their deep technical capability, we can take that message and make it stronger.”
It’s why if you go to Endeavor 3D’s website today, there’s no ‘quick upload’ button or automated ordering process, you have to start a conversation.
“If it’s easy, we're probably not the company to work with,” Arnold said. “We want the hard, the di cult, technical, demanding, where our degree of di erentiation through expertise, QC and deliverable approach, and deep internal knowledge makes a di erence. And that's also typically how you create long-term relationships.”
Long-term customer relationships are important. Sure, they’ve had plenty of those calls from new customers who have found themselves in a supply chain bind. The ‘I need this part now,’ ‘I don’t care how much it costs,’ ‘How quickly can you get it to me?’ calls. That long-term collaboration is also true of its partnership with HP but it’s also very complementary.
“We never pretended that we knew everything, we never will know everything,” Arnold said. “But in that regard, HP has a tremendous amount of synergistic information and guidance. And I think that real fundamental aspect with trust and visioning to the long term for an industry, I think we very much agree on.”
While Arnold can’t talk openly about specific customer examples, the demand for polymer printing from the automotive industry and medical device manufacturers is high. But Endeavor 3D is also exploring metals. Could an installation of HP Metal Jet, which has already been adopted by companies like John Deere and General Motors, be on the cards soon?

“We are definitely looking at the metal side,” Arnold said. “We think it's an important complement to what we're doing on the polymer side. Stay tuned.”
For now, Arnold is just excited about the possibilities.
“It doesn't take very much to be totally enthusiastic when you see what has been done over time with additive. I had a personal interest for a long time. I was just lucky enough to be able to bring together, from a factory two leaders who I've had the privilege of working with, and prior companies for decades, and HP and others into an industry, at a rather opportune time, to make this come together. We're happy, excited, and motivated.”
VOL 9 ISSUE 3 / www.tctmagazine.com / 023
SHOWN: HP JET FUSION 5420W
“We never pretended we knew everything. We never will know everything.”
Production
TANIOBIS
Based on our 60 years expertise in manufacturing and development of refractory metals, we have developed AMtrinsic® atomized tantalum and niobium spherical powders and their alloys for demanding additive manufacturing technologies. Our ability to adjust specific intrinsic material properties enables us to push the limits according to the requirements of your application.





AMtrinsic® spherical tantalum and niobium powders provide outstanding combinations of material properties customized for specific applications. Aligned with 3D-printing technology, AMtrinsic® powders can help overcome hurdles in various high-tech industries. The high temperature stability, excellent corrosion resistance and biocompatibility of AMtrinsic® Ta, Nb powders and their alloys deliver a perfect fit for biomedical (Ta, TNT and TNTZ), chemical (Ta, Nb, Ta-W) and aerospace (Ta-W, C103 and FS-85) applications. In addition, AMtrinsic® Nb with its prominent superconducting properties is ideal for the superconducting industry.
TANIOBIS has recently expanded its AMtrinsic® portfolio adding C103 (Nb-10Hf-1Ti) and FS-85 (Nb-28Ta10W- 1Zr) pre-alloyed powders. High-temperature strength, superior creep properties and their excellent workability with Additive Manufacturing make these alloys great candidates as structural material for various aerospace applications. AM offers design freedom enabling manufacturing of lightweight components with complex features e.g. rocket thruster with integrated cooling channels which is one of the applications of our AMtrinsic® C103 and FS-85 alloys.
HEA Ti-Nb-Ta Ta-W FS-85 C103 TNTZ Ta 108.95 73 Nb 92.906 41
Visit us at Rapid + TCT 2023 Chicago, IL, USA, Booth 2753
STEP BY STEP
Oli Johnson speaks to Je Hanson, VP of Sales and Marketing at Evolve Additive Solutions, about the company’s recently launched Production Assessment Program.
Evolve Additive Solutions launched the Production Assessment Program in March 2023. The program analyzes and validates business cases for additive manufacturing applications for Evolve’s clients. Users work with a team of engineering experts on Evolve’s Scaled Volume Production (SVP) platform, which is powered by Selective Thermoplastic Electrographic Process (STEP) technology.
The STEP technology was in development for over a decade, initially under the umbrella of Stratasys before Evolve was spun out into its own company in 2018.

Je Hanson, VP of Sales and Marketing at Evolve, told TCT that the program was created to handle the large number of queries coming in about the SVP platform as the company took the technology to market. Hanson said: “The volumes of queries coming in created a priorities issue, so the Production Assessment Program allowed us to have real conversations with the OEMs that are looking at real production and manufacturing e ciencies. The Production Assessment Program is where we take their applications, which are talked through with the application engineers, and then the geometries are packed for production e ciencies and total cost of ownership.”
Clients of Evolve that go through the Production Assessment Program receive information about the cost of the system, cost of materials, cost of service packs, maintenance agreements, the licensing
of the software, and access to the system which has build envelopes of 280 x 590 x 50mm or 200 x 300 x 75mm.
Prior to the program, clients would ask Evolve for sample parts in certain geometries, and according to Hanson, 'it was out of control.' Since the introduction of the program, the process to identify and qualify opportunities for OEMs to use the technology has become more e cient.

Hanson says that what Evolve has identified as good applications for the STEP technology are those that are low profile, with a high surface area, and that these show a strong return on investment for clients when stacked against traditional manufacturing processes. But why were companies so keen to use the SVP platform and the STEP technology? Hanson says that the parts coming o the SVP platform are 'best in class.'
Cheryl Hillman, Senior Marketing Manager at Evolve, told TCT: “What’s really exciting when you think about STEP technology, because it is so di erent, it’s really hard to classify ourselves into any category today that’s out there. We had AMPOWER visit Evolve about a year ago and we spoke with them, and they wanted to put us into an additive manufacturing process
category. They produce the polymer report every single year, and we wanted to make sure they understood STEP technology. So they put us in a category that we own 100%. Nobody else sits there. It’s really helpful for us to have that third party validation that says, 'Evolve STEP technology is something that is completely new in the industry.'”
With the launch of the Production Assessment Program, Evolve also expanded its facility in Minnetonka, Minnesota, doubling the square footage and creating a new “Production Acceleration Center”, which contains an SVP platform, wash solution capabilities, and metrology capabilities to give the production assessment mechanical property and dimensional accuracy reports.
Speaking about what the future holds for Evolve, Hanson added: “We’re coming to market with ABS today because the system is working flawlessly. The part quality is best in class. Coming soon is PA11 nylon and beyond that is where we will be turning on more features of the SVP platform that will facilitate multimaterial 3D printing.”
Hanson spoke about the technology being used for a badging application for automotives, and said that the manufacturers of the parts have looked at the technology, compared it to existing processes and decided that STEP is a “really unique” solution for the application.
Hanson added: “The messaging you’ll be hearing about Evolve is about shop floor agility, the flexibility that this technology allows on the production floor. The ability to modify your production plans on a moment's notice.”
VOL 9 ISSUE 3 / www.tctmagazine.com / 025 Production
“The part quality is best in class”
SHOWN: BRACKET ASSEMBLY BUILD
SHOWN: A BRACKET PRODUCED ON THE SVP PLATFORM
Design, produce and recycle your own 3D plastic powder empowered by dressler group
Additive manufacturing processes such as 3D printing are known to offer some intrinsic advantages over subtractive processes from a sustainability point of view. However, there is still potential for optimization, for example in materials and supply chains. As a powder specialist, Dressler Group has given this careful thought – and developed practical solutions. As a proof of concept, DG is presenting its full-service package exclusively to all the modern performers at the Rapid + TCT in Chicago.
The Dressler Group Enabling Package:
Apply for your free Innovation
Journey at booth no. 2255 or online
Together we create your right, resilient and sustainable 3D plastic powder supply chain.

Design and production Quality and enabling
Significant gains in quality and production
Outstanding plastic powder quality
Guided adoption of new technology
Turnkey solutions
Premium service
Productivity and efficiency
Instant competitiveness
No coordination problems
The Enabling Package thus leverages the intrinsic benefits of 3D printing and provides customers with direct, immediately effective competitive advantages.
What can we do for you?
AM Forward
RENISHAW IS READY
Laura Gri ths takes a tour of Renishaw’s Miskin facility as the company celebrates five decades of UK engineering.

On a particularly snowy day in a quiet Welsh village, a company is celebrating a milestone.
It’s been 50 years since Renishaw, now a global engineering firm, was formed o the back of an invention that would solve a tricky measurement problem for Rolls Royce.
Sir David McMurtry, now Executive Chairman of Renishaw, had designed and built a prototype touch-trigger probe for co-ordinate measuring machines (CMMs) used to measure the instrumentation pipes on the Olympus engines that propelled the Concorde supersonic aircraft. The invention was a success, and McMurtry, together with colleague, John Deer, now Renishaw’s Non-executive Deputy Chairman, believed this technology breakthrough could hold much greater commercial promise. After Rolls Royce agreed to licence the patent, but only to a limited liability company, the duo went and purchased an ‘o -the-shelf’ company and on April 4th 1973, Renishaw Electrical Ltd. was registered.
Cut to March 2023, we’re sat in a small meeting room in Miskin, opposite the space where Renishaw’s additive manufacturing (AM) systems are manufactured, waiting to hear from a panel of senior executives. There are whispers that McMurtry, who stepped down as Chief Executive in 2018 but never too far away from the action, might make an appearance. Sure enough, he does, and his presence and bullish opinions on everything from sustainable business practices to nurturing engineering talent, captivate the room.
The conversation is far reaching and while today’s story focuses on the origins of a company that has its roots
in industrial metrology and precision measurement, one thing is palpably clear: McMurtry is invested in the next generation of metal AM.
What this next generation will look like or unlock is not for today’s conversation but Louise Callanan, Director of Additive Manufacturing, has been tasked with leading and is careful not to give a micron of that progress away.
“In terms of the future, I suppose the most important thing really is to say that we're continuing to invest in AM in many areas - in our people, and in the technology,” Callanan told TCT.
When we meet, Callanan has been in the role for just over a year and still counts herself as a newbie to the AM industry. Yet she has built a long career at Renishaw after joining as a Graduate Design Engineer 26 years ago, and has always been aware of the technology’s benefits whether supporting development
functions internally or facilitating very low volume production runs. “It was just the excitement, from a development point of view of being able to quickly visualize your concepts, to be able to iterate those really quickly, and ultimately, to be able to accelerate the development process,” Callanan said.
Callanan’s tenure is a prime example – and there are several on the panel with similar stories – of how Renishaw seeks and maintains its talent, something she believes will be integral to this next phase of AM growth.
“I think that commitment to the future of AM means we can really start to attract and retain the right talent, the highest quality talent, which is massively important to the success of the future.”
Renishaw first ventured into additive in 2011 with the acquisition of MTT Technologies, a UK-based manufacturer of laser melting systems, which McMurtry noted at the time for its potential in aerospace and medical markets. Today, Renishaw’s technology is used in everything from custom implants and neurological drug delivery systems to complex heat exchangers and aircraft assembly parts. Recently, the company announced the extension of one already successful partnership
VOL 9 ISSUE 3 / www.tctmagazine.com / 027
Metals
SHOWN: RENAM MACHINES BEING BUILT ON SITE


































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































with British Cycling ahead of the 2024 Paris Olympics. The pair previously worked together to develop a track bike featuring metal powder bed fusion parts for the Tokyo Olympics and 2022 Commonwealth Games, securing seven Olympic medals in the process, and now plan to increase the bike’s speed with an enhanced design.

“I think the common thing with all of those [partnerships] is that companies may operate in di erent industries but they're partners to us who share that same passion for technology and quality, that passion for innovation,” Callanan said. “I think that's really what makes those partnerships work very well together. There's a lot of mutual respect for each other's area of expertise.”
Taking a walk through Renishaw’s facility feels like getting a covert behind the scenes tour. I’m waiting for the inevitable ‘no photos, please’ but instead, Renishaw has laid bare its production bay featuring rows of RenAM 500 systems in various stages of completion.
The RenAM 500 is Renishaw’s flagship machine. It can be equipped with one or four 500W lasers across its 250mm x 250mm x 350mm build platform, but all configurations adopt the same gas flow system, safety and precision digital optics, and smart connectivity capabilities. While eight, even 12-laser systems are now not uncommon in additive (Callanan doesn’t reveal if this next generation will follow a similar trajectory), Renishaw was one of the first companies to introduce a multilaser system of this size back in 2017 and has quietly iterated on features like automatic and flexible powder and waste handling options, and intelligent software solutions ever since.
“We know that we don't want to rest on our laurels and we do need to make sure that we remain competitive,” Callanan said. “And that means that we need to continue to ensure that we're also
delivering quality parts in a cost-e ective way. So we're continuing to work on projects to improve the usability, and to improve the productivity of the current 500 platform.”

The RenAM 500 Flex has been designed to allow for easy switching between material types and was first put to work at the UK’s Digital Manufacturing Centre to verify its capabilities in a commercial production environment. In November, the Royal Air Force announced it would be using the system to produce custombuilt structural aircraft components for rapid repairs and advanced component manufacturing, a first for the organization.
“One common vision for everybody in AM is the adoption of additive manufacturing as a viable high volume production technology. And we're no di erent there, certainly from a next generation perspective. That's where we're really focused and really looking to make a step change in that productivity benefit and cost per part and looking to open up that additive technology to more applications.”

While the ‘what’ and ‘when’ around Renishaw’s next move in additive remains untold, the ‘where’ is not so closely guarded. Last Summer, Renishaw announced an investment of around 65 million GBP to almost double the footprint of its Miskin site and help meet its weighty Net Zero emissions targets. Its ambitions include the development of 400,000 sq ft of low-carbon buildings that will house a new production hall for its AM machines. We’re invited to get a peek from the top floor of its current site that’s currently tightly packed with an orchestra of machining, electronics, precision and large equipment assembly operations downstairs.
“Our strap line is ‘apply innovation’ and I think it's definitely more than just a strap line,” Callanan said. “It's something that's completely embedded within the company and it gives us that ability to







challenge the status quo, to always be pushing technology innovations forward and really looking at the future in terms of the long term.”
What that means for additive in particular, we’ll have to wait and see, but Callanan says its success in AM won't be just about the machines.
“We're a part of the Renishaw family, we can o er that end-to-end process and I think that really is where we bring something di erent than anyone else. So whilst AM seems relatively new, for Renishaw, we're in our 12th year at this stage, so we're not really the newbies anymore, and our long-standing history shows that we have got that track record of sticking with new technologies that we believe in. We're just a member of the Renishaw team. That's how we see it, we see it being an area that will continue to grow, and we will definitely establish ourselves at the table alongside our more traditional manufacturing technology product lines, industrial metrology and position measurement. But I think the key thing for us is the overall success and growth of Renishaw, which we're very confident about.”

VOL 9 ISSUE 3 / www.tctmagazine.com / 029 3 D P R I N T I N G T E C H N O L O G I E S -CNC Machining -Injection Molding -Laser Cut -Water Jet MORE THAN 70 MATERIALS M A E R O S P A C E RTC OTHER SERVICES -MJF -SLS -SLA -FDM -DMLS -POLYJET -DED We have composite materials, metals and thermoplastics (+1)5128264691 contact@maerospacertc.com https://www.maerospacertc.com/ The best 3D printing for the industry EXCEPTIONAL TURNAROUND FROM A PROVEN PARTNER IN AM MATERIALS TESTING www.PES-Testing.com | 724-834-8848 Metals
SHOWN: LOUISE CALLANAN, DIRECTOR OF AM
From

to


Printing parameters are the basis of additive manufacturing to produce defect-free parts. ZEISS AM parameter enables rapid development or optimization of parameters for new alloys, increased layer thickness and deformation-free parts. zeiss.com/metrology additive@zeiss.com




Experience the Sintratec All-Material Platform and our latest high-tech modules at Rapid+TCT. BOOTH 5239 FASTER 3× laser speed BIGGER 90% build volume MODULAR 100% SLS solution LPM325S The future of additive manufacturing has arrived. Connect with a Sodick expert and realize your full potential with the industry’s most productive industrial 3D printer. Scan me 847.310.9000 | info@sodick.com | sodick.com/LPM325S
ZEISS AM Parameter
Powder
Performance ZEISS Additive Manufacturing Solutions


Produced by From Everett to Livermore Art to Heart THE BRIGHTEST MINDS TRANSFORMING ADDITIVE MANUFACTURING SPECIAL REPORT APRIL 2023
Pushing the Limits
I’m pleased to introduce this edition of Voices AMplified, which features two leaders who invest their time, energy, and creativity to expand the limits of what is possible through additive manufacturing (AM) and teamwork.

3D-printing services. At RAPID + TCT, she moderated a panel discussion on 3D printing for point-of-care medical applica tions. The panel was one of several during a special town hall hosted by the Medical AM Advisory Team.
May 17 19 in Detroit, is proof positive as to how far AM has

The first feature shares the story of Tyler LeBrun, an AM lead at Sandia National Laboratories in Livermore, Calif. With a background in aerospace, Tyler has a decade of experience using AM to produce hardware for space propulsion. While much of his current research and development work at Sandia centers around technologies that are either cost prohibitive or don’t have a guaranteed payoff, it’s often these high-risk, high-reward activities that make the biggest impact in the community. Tyler discusses ways to get more people involved in AM, citing that level of engineering skills, a steep learning curve, and financial resources to develop robust AM capabilities can be roadblocks for many interested in 3D printing. Support from the federal government is a start, but it will take broader domestic adoption to bolster the United States leadership position in AM.
The AM community took center stage throughout the show. This includes the passing of the baton in two key leadership positions. John Barnes assumed the chair of the Additive Manufacturing Technical Community Leadership Committee, succeeding Christopher Williams; and Sarah Rimini now chairs the Medical AM Advisory Committee, succeeding Amy Alexander. I’d like to thank Christopher and Amy, who provided exemplary leadership and vision during their tenures, and welcome their replacements.
In the second story, we learn about the work of Justin Ryan, a research specialist at Rady Children’s Hospital in San

Other highlights included the winners of the 2022 SME Additive Manufacturing Community Awards: Slade Gard ner, founder of Big Metal Additive (Industry Achievement); VELO3D and IMI Critical Engineering (Aubin AM Case Study); and Virginia Tech students Daniel Chirvasuta, Nathanael High, Matthew Martin, Benjamin Nguyen, Omkar Shinde, and Nicolas Tomanelli (Digital Manufacturing Challenge).
Diego, where he spends his days focused on improving an already stellar level of care for pediatric surgical patients. Justin joined Rady soon after it formalized its 3D-printing program in 2018. Soon after, he had a brilliant idea to hire a software engineer with experience in video game development to help people with limited computer experience visualize and interact with the complex 3D datasets often found in a radiology lab. As part of Justin’s work and vision for the future of AM, he cites the pursuit of faster build speeds to treat trauma patients more effectively, as well as greater sterilizability of materials suitable for operating room environments.
As a technical advisor to SME, my interactions with colleagues have increased my knowledge of AM both as a technology and its application. Considering the breadth of AM technologies and materials, my focus is on continuing education and adaptation of AM.



To help foster the next generation of innovators, the SME Education Foundation’s Bright Minds Program welcomed nearly 1,000 middle and high school students to RAPID + TCT. There also was a special networking lunch for young professionals and a Career Forum Panel. The initiative is led by Ellen Lee and Jennifer Coyne, who are both advisors on the Additive Manufacturing Technical Community Leadership Committee.
Sharing our community’s stories, including those of Tyler LeBrun and Justin Ryan, helps break down barriers to move AM forward, allowing us to take on new challenges, solve tough problems, and improve the lives of individuals and communities every step of the way.
John, who heads The Barnes Global Advisors and Metal Powder Works, has been involved in metal additive manufacturing throughout a distinguished career. He’s led teams that qualified the aerospace industry’s first series production metal AM parts, and developed a pilot metal production facility.
As senior manager of Ricoh’s Healthcare Center of Excellence, Sarah is developing a curriculum for the company’s Learning Institute that focuses on medical managed
SME Media also interviewed dozens of AM leaders during RAPID + TCT as part of its Voices AMplified initiative that showcases the people behind the technology. This month’s Voices AMplified report profiles two such visionaries: Olga Ivanova and Carl Dekker. Known as “Dr. O,” Olga has worked on innovative projects for the medical and defense industries, and is a tireless crusader for advancing AM.
Carl puts the emphasis on people. He leads a talented team at Met-L-Flo, which produces a wide range of 3D-printed products. He also chairs the Direct Digital Manufacturing Advisory Team and moderated a panel at RAPID + TCT.
Carl and Olga represent the spirit behind Voices AMplified. I hope you enjoy their stories.

032 / www.tctmagazine.com / VOL 9 ISSUE 3 50 Voices AMplified | July 2022 Voices AMplified
April 2023 | sme.org 33
Sheku Kamara SME Technical Advisor Dean of Applied Research Milwaukee School of Engineering
Taking years of additive manufacturing experience in entirely new directions


From Everett to Livermore
Paging Dr. O
Kip Hanson
TOlga Ivanova has 3D-printed plenty of interesting parts during her time in manufacturing.
Rocket nozzles. Turbine blades and impellers. Neonatal tracheostomy tubes. There are more, which we’ll get to in a moment, but to Star Wars fans, it’s the Static Dissipative Yoda that’s most intriguing.
yler LeBrun’s LinkedIn page describes his work at Sandia National Laboratories as “all things additive manufacturing (AM) all the time.” It’s a fitting motto, although LeBrun could just as easily have said “all things aerospace,” or even “all things materials.” That’s because this graduate of Berkeley and Southern California universities has worked for some of the leading aerospace firms in the world—namely, Boeing, Blue Origin, and Aerojet Rocketdyne—and somewhere in between, earned his doctorate in materials engineering from Osaka University in Japan.

“We printed a bunch of Yoda and Groot (Guardians of the Galaxy) figurines for high school students who visited our facility recently,” said Ivanova, director of technology at Mechnano, an additive manufacturing materials
developer near Phoenix. “It’s our way of getting young people interested in additive manufacturing.”





Padawan Learning
LeBrun is also involved in numerous standards organizations, among them the ASTM Committee F42 on Additive Manufacturing Technologies, the International Organization for Standardization Technical Committee (ISO/TC)-261 on Additive Manufacturing, SAE International’s Aerospace Materials Specification group, and SME’s Additive Manufacturing Technical Community. Given his passion and 15 years of wide-ranging industry experience, he has brought significant value to each of these companies and groups.
She’s quick to point out that those educational giveaways were made of a gray-colored base resin, not the more expensive static dissipative material (which is black) that she spends much of each day working with—and yes, which she occasionally uses to print Yodas that are just as resistant to electrical charge as they are to the Dark Side of the Force.
VOL 9 ISSUE 3 / www.tctmagazine.com / 033 July 2022 | sme.org 51
Contributing Editor
34 Voices AMplified | April 2023 Voices AMplified
From 3D-printed figurines for students to “quantum dots” and nanocomposites, Olga Ivanova is a force to be reckoned with in the AM universe
Kip Hanson Contributing Editor
Tyler LeBrun Advisor, SME Additive Manufacturing Technical Community Additive Manufacturing Lead, Sandia National Laboratories
Tyler LeBrun believes significant investments by government and industry need to be made to further the country’s leadership position in additive manufacturing.
All Things Additive
“I guess you could say that standards are my shtick,” said LeBrun. “Years ago, the FAA (Federal Aviation Administration) chartered the Society of Automotive Engineers to write standards for additive manufacturing. That’s where I first got involved in this area, because we used those documents most prevalently at Rocketdyne and Blue Origin. I’ve since spent considerable time volunteering with various committees, and am the document sponsor for a handful of industry standards that support binder jetting and laser powder bed fusion (LPBF) in aerospace.”
that follows that same path, moving beyond pure research into using additive as a tool for production.”


Securing a Peaceful World
May 17 19 in Detroit, is proof positive as to how far AM has


This last part brings up another of LeBrun’s favorite topics: binder jet. Although he’s a big fan of LPBF, directed energy deposition (DED), and any other technology that produces metal or polymer parts one layer at a time, it’s binder jet that has a special place in his analytical heart. “Binder jetting is a great tool for producing a lot of the types of parts that we consider good candidates for additive, but at the same time, it’s also very cost effective,” he said. “I’m confident that we’re going to see the automotive industry pick it up because of its productivity advantage over laser powder bed, so it’s something that we don’t want to be caught flat-footed on for standards. And from my side, it fits a sweet spot for much of the work we do here.”
The AM community took center stage throughout the show. This includes the passing of the baton in two key leadership positions. John Barnes assumed the chair of the Additive Manufacturing Technical Community Leadership Committee, succeeding Christopher Williams; and Sarah Rimini now chairs the Medical AM Advisory Committee, succeeding Amy Alexander. I’d like to thank Christopher and Amy, who provided exemplary leadership and vision during their tenures, and welcome their replacements.
That work includes quite a bit of fundamental research and development within the AM space. “For instance, we have a number of scientists working on things like material characterization, process monitoring, and investigating different technologies across the entire AM spectrum,” said LeBrun.
3D-printing services. At RAPID + TCT, she moderated a panel discussion on 3D printing for point-of-care medical applica tions. The panel was one of several during a special town hall hosted by the Medical AM Advisory Team.
He’s in good company. Sandia has a 70-year history as an applied science and technology hub for the United States. Its multidisciplinary research activities include everything from advanced computing systems and biomass conversion to “keeping the U.S. nuclear stockpile safe, secure, and effective.” The government-funded agency boasts an operating budget of $3.9 billion, more than 900 buildings across five locations, and a workforce of 14,500, most of whom are fulltime employees.
LeBrun has been part of this team since late 2020. Aside from the tasks described earlier, he’s actively involved in defining qualification strategies and methods for the parts, materials, and processes that may support one of the many end-use applications Sandia delivers.
Other highlights included the winners of the 2022 SME Additive Manufacturing Community Awards: Slade Gard ner, founder of Big Metal Additive (Industry Achievement); VELO3D and IMI Critical Engineering (Aubin AM Case Study); and Virginia Tech students Daniel Chirvasuta, Nathanael High, Matthew Martin, Benjamin Nguyen, Omkar Shinde, and Nicolas Tomanelli (Digital Manufacturing Challenge).
To help foster the next generation of innovators, the SME Education Foundation’s Bright Minds Program welcomed nearly 1,000 middle and high school students to RAPID + TCT. There also was a special networking lunch for young professionals and a Career Forum Panel. The initiative is led by Ellen Lee and Jennifer Coyne, who are both advisors on the Additive Manufacturing Technical Community Leadership Committee.
One example of these applications was when Sandia geoscientists used 3D-printed rocks to understand how fracking and carbon dioxide sequestration can lead to earthquakes. Technicians there have also used AM to print electrical circuits in High Operational Tempo (HOT) Shot rockets, eliminating the need for cables. Molds for wind turbine blades, mounts for quantum sensing devices, a lightweight, low-cost telescope—these are just a few of the research projects the Sandia additive team has worked on in recent years, many of them during LeBrun’s tenure.
John, who heads The Barnes Global Advisors and Metal Powder Works, has been involved in metal additive manufacturing throughout a distinguished career. He’s led teams that qualified the aerospace industry’s first series production metal AM parts, and developed a pilot metal production facility.
As an AM lead at Sandia’s facility in Livermore, California, it’s his job to support these efforts and help create strategies for deploying 3D printing equipment in the most productive and cost-effective manner possible. Much of his time is spent transitioning the lab’s decades of research and knowledge of AM into production-ready tools and processes, a large percentage of which has been focused on LPBF; as he sees it, this is where he’s able to add the greatest value to the national labs.
As senior manager of Ricoh’s Healthcare Center of Excellence, Sarah is developing a curriculum for the company’s Learning Institute that focuses on medical managed
Said LeBrun, “My background has largely been in aerospace, and I have more than a decade’s worth of hands-on experience in leveraging additive manufacturing to produce hardware specifically for space propulsion. That means leveraging the technology to make actual parts, inspect and qualify them, prove that they work, and then use them in the field. So I’m here to try and help create a standard approach
Rising Waters
SME Media also interviewed dozens of AM leaders during RAPID + TCT as part of its Voices AMplified initiative that showcases the people behind the technology. This month’s Voices AMplified report profiles two such visionaries: Olga Ivanova and Carl Dekker. Known as “Dr. O,” Olga has worked on innovative projects for the medical and defense industries, and is a tireless crusader for advancing AM.
Carl puts the emphasis on people. He leads a talented team at Met-L-Flo, which produces a wide range of 3D-printed products. He also chairs the Direct Digital Manufacturing Advisory Team and moderated a panel at RAPID + TCT.
The work extends beyond the purely scientific. It also helps the additive community in some very tangible ways. LeBrun explained that much of the research and development at Sandia centers around technologies that are either cost prohibitive or don’t have the guaranteed payoff that industry stakeholders might want to invest in. These high-risk, high-reward activities are often less attractive to organizations that are fiscally conservative, but in the end, produce a rising technological tide that lifts all boats equally.
Carl and Olga represent the spirit behind Voices AMplified. I hope you enjoy their stories.
“Within the next couple of years, we are planning to open a facility that will expand our footprint in research and development into AM,” LeBrun said. “Our goal is to double down on additive and, more broadly, advanced manufacturing, investing the resources and human capital needed to push that frontier even further.”
034 / www.tctmagazine.com / VOL 9 ISSUE 3 50 Voices AMplified | July 2022 Voices AMplified
April 2023 | sme.org 35
Sandia and LeBrun’s team also work with other research organizations, including Lawrence Livermore, Los Alamos, and Ames National Laboratories. In December, LeBrun hosted an AM alloy development workshop. Staff members from each of these institutions came together to share notes and compare what they were working on, collaborating on ways to straddle the academic and industrial worlds and hopefully make AM easier for both.
Although their movie counterparts possess awesome superpowers, the 3D-printed Baby Yodas (at left) and Groots (right) that Olga Ivanova gave to visiting high school students are unable to do so much as dissipate electrical charge--but they’re still very popular with the kids.
trades, master-of-none approach to machine development, and while there’s some merit to specialization, it does make general-purpose adoption more difficult.
Keep it in America
“I attended an America Makes meeting recently that touched on some of these challenges,” LeBrun said. “The level of engineering skills, the learning curve, and the financial resources needed to develop robust AM capabilities can be prohibitive, which is why there needs to be some coalescence around industry standards and standard operating procedures and ways to make the technology more turnkey for these smaller consumers. You shouldn’t need a PhD to 3D print quality parts. That’s just not sustainable.”
It’s the AM integrators, equipment manufacturers, and aerospace OEMs that will need to drive the industry forward, he suggested, although the government has a role to play as well. As an example, he pointed to the Biden administration’s AM Forward initiative, which the White House website describes as a voluntary compact among large manufacturers, supported through several current and proposed federal initiatives, designed to help smaller U.S.based suppliers increase their use of AM.
Paging Dr. O
Kip Hanson Contributing Editor

LeBrun explained that, despite its relative maturity and increased popularity for end-use, small-volume part production, AM remains out of reach for many smaller U.S. manufacturers. He noted that developing a competent AM offering is both nontrivial and burdensome for the country’s “Mom and Pop” shops, and even many larger companies. Unfortunately, these are often the businesses that have traditionally supplied parts to original equipment manufacturers (OEM) and their prime suppliers, a situation that—unless remedied—will hamper broader AM adoption.
lga Ivanova has 3D-printed plenty of interesting parts during her time in manufacturing. Rocket nozzles. Turbine blades and impellers. Neonatal tracheostomy tubes. There are more, which we’ll get to in a moment, but to Star Wars fans, it’s the Static Dissipative Yoda that’s most intriguing.
OComplicating matters is a trend toward increased specialization of AM equipment. Unlike a CNC lathe or laser cutter that can machine anything that fits within its axis travels and power constraints, 3D printer manufacturers are making tools that address particular customer needs. Those efforts require them to make specific design choices that determine how their systems operate and therefore limit the number of applications and materials their owners can adopt. This trend is distinctly different than the traditional jack-of-all-
“We printed a bunch of Yoda and Groot (Guardians of the Galaxy) figurines for high school students who visited our facility recently,” said Ivanova, director of technology at Mechnano, an additive manufacturing materials
“I’m glad to see support from the federal government, at least from a leadership perspective, but significant investment will also be necessary,” said LeBrun. “As we’ve seen, though, that’s something easy to ask for but difficult to receive.”
Olga Ivanova Master networker RAPID + TCT Director of Technology Mechnano
developer near Phoenix. “It’s our way of getting young people interested in additive manufacturing.”

Padawan Learning
Difficulty aside, let’s hope this level of government and industry support continues—according to LeBrun, our country’s current AM leadership position depends on it. “As has been the case with many of the high-tech tools in use today, people will find ways to make those tools cheaper but just as effective, undercutting the existing OEMs to the point where they can no longer compete. That will create a race to the bottom, which won’t be good for anyone. We as a nation must find a way to avoid that, because it’s not something you can wrap a tariff or export control around. The only way to stay ahead of an offshoring wave is through broader domestic adoption, and that requires a certain level of championing beyond what we’re currently seeing.”
She’s quick to point out that those educational giveaways were made of a gray-colored base resin, not the more expensive static dissipative material (which is black) that she spends much of each day working with—and yes, which she occasionally uses to print Yodas that are just as resistant to electrical charge as they are to the Dark Side of the Force.
VOL 9 ISSUE 3 / www.tctmagazine.com / 035 July 2022 | sme.org 51
From 3D-printed figurines for students to “quantum dots” and nanocomposites, Olga Ivanova is a force to be reckoned with in the AM universe
36 Voices AMplified | April 2023
Voices AMplified
Tyler LeBrun has a decade of hands-on experience in using additive manufacturing to produce hardware specifically for space propulsion.
Walk into the 3DI Lab at Rady Children’s hospital and you’ll find this display case filled with 3D-printed models, a testament to the team’s work.

AM Community Shows Off at RAPID + TCT

t’s official. Additive Manufacturing is thriving and con tinues to gain momentum with successes across di verse applications. In addition to ongoing technology advances, AM’s growth is fueled by a host of engaged companies, organizations, and dedicated professionals, all of whom are energized and passionate about developing, implementing—and sharing—new ideas and best practic es throughout a collaborative community of innovators.

The recent RAPID + TCT conference, which was held

come in recent years. The 31st edition of the industry’s mar quee event featured more than 400 exhibitors, hundreds of speakers and expert panelists, dozens of technical sessions, networking opportunities, and attendees from 38 countries.
Improving outcomes for the most precious of all surgical patients - children

The AM community took center stage throughout the show. This includes the passing of the baton in two key leadership positions. John Barnes assumed the chair of the Additive Manufacturing Technical Community Leadership Committee, succeeding Christopher Williams; and Sarah Rimini now chairs the Medical AM Advisory Committee, succeeding Amy Alexander. I’d like to thank Christopher and Amy, who provided exemplary leadership and vision during their tenures, and welcome their replacements.
Art to Heart
John, who heads The Barnes Global Advisors and Metal Powder Works, has been involved in metal additive manufacturing throughout a distinguished career. He’s led teams that qualified the aerospace industry’s first series production metal AM parts, and developed a pilot metal production facility.

As senior manager of Ricoh’s Healthcare Center of Excellence, Sarah is developing a curriculum for the company’s Learning Institute that focuses on medical managed
Unless you’re stuck on the I-805 during rush hour and happen to glance eastward, you might not notice the place. But any area resident who has had a sick child knows the way there quite well. According to its website, Rady Children’s Hospital-San Diego is the largest children’s hospital on the West Coast, the only facility in the area dedicated exclusively to pediatric health care, and the region’s only designated pediatric trauma center.
It’s also where Justin Ryan, PhD spends his days trying to improve the already exemplary level of care that more
nearly 1,000 middle and high school students to RAPID + TCT. There also was a special networking lunch for young professionals and a Career Forum Panel. The initiative is led by Ellen Lee and Jennifer Coyne, who are both advisors on the Additive Manufacturing Technical Community Leadership Committee.
SME Media also interviewed dozens of AM leaders during RAPID + TCT as part of its Voices AMplified initiative that showcases the people behind the technology. This month’s Voices AMplified report profiles two such visionaries: Olga Ivanova and Carl Dekker. Known as “Dr. O,” Olga has worked on innovative projects for the medical and defense industries, and is a tireless crusader for advancing AM.
than 281,000 children have received since the hospital’s founding in 1954.
Carl puts the emphasis on people. He leads a talented team at Met-L-Flo, which produces a wide range of 3D-printed products. He also chairs the Direct Digital Manufacturing Advisory Team and moderated a panel at RAPID + TCT.
Building Foundations
Carl and Olga represent the spirit behind Voices AMplified. I hope you enjoy their stories.
Ryan is a research scientist and director of the Helen and Will Webster Foundation 3D Innovations (3DI) Lab. Don’t thank him for introducing the hospital to additive manufacturing (AM), though. Those accolades go to pediatric cardiologist Dr. Sanjeet Hegde and cardiothoracic surgeon Dr. John J. Lamberti, who laid the groundwork for 3DI by using cardiac

036 / www.tctmagazine.com / VOL 9 ISSUE 3 50 Voices AMplified | July 2022
Voices AMplified
April 2023 | sme.org 37
Kip Hanson Contributing Editor
Justin Ryan Member, SME Medical Additive Manufacturing (MAM) Workgroup Research Scientist Rady Children’s Hospital
scans to generate digital datasets of young patient’s hearts, then working with external service providers to 3D print physical models. Simultaneous to these endeavors, the orthopedic program was also using an extrusion-style desktop 3D printer for research and surgical planning.
Although their movie counterparts possess awesome superpowers, the 3D-printed Baby Yodas (at left) and Groots (right) that Olga Ivanova gave to visiting high school students are unable to do so much as dissipate electrical charge--but they’re still very popular with the kids.
Ryan entered the picture soon after, when Rady Children’s formalized its 3D-printing pursuits in the spring of 2018 and put him in charge of the newly formed department. He was also there when 3DI received “a significant grant” from the Helen and Will Webster Foundation one year later, allowing him to hire Parham Gholami, a software engineer with extensive experience in video game development.
What do video games have to do with the printing of patient-specific models that allow physicians to practice upcoming procedures, and better visualize the internal workings of their small patients? Quite a bit, according to Ryan.
“I wanted to make it easier for people with limited computer experience to visualize and interact with the complex three-dimensional datasets that any radiology lab produces,” said Ryan. “Who better to accomplish that than someone who develops virtual reality software?”
Aiming Small
which are often too large for young patients or have not been optimized for their faster blood flow and relatively soft bones. And from a larger perspective, 3DI Lab’s work benefits the medical industry as a whole by bringing together huge amounts of patient data that can be used to research diseases, genetic defects, and other life-threatening abnormalities, and then develop the most effective treatment options.
“It’s a challenging aspect of the business that there are a lot more sick adults than sick kids, so that means medical devices and therapies are often focused on this larger [adult] market segment,” Ryan said. “So one of our goals is to make it easier for medical device companies to get into the pediatric space and develop critical solutions for what is clearly a much smaller customer base. It’s a challenging business model, but if we can help them leapfrog the status quo by utilizing 3D datasets and 3D-printed models, we will ultimately bring more medical devices to the pediatric domain.”
The Big Picture
According to Ryan, 3D printing is only part of what he and his team do, and in some ways, it’s not even their primary focus. “We take a holistic approach to this technology, and that includes a strong emphasis on applications that leverage the three-dimensional datasets created through CT and MRI imaging. This was a big part of why I hired Parham.”
Paging Dr. O
This story isn’t about Gholami, however, despite his contributions to 3DI’s work. It’s about saving children’s lives, something the lab assists with in numerous ways. For instance, the team might print a replica of a patient’s heart or lungs for surgical planning. That same model could also be used to explain the upcoming procedure to family members, train medical students, and evaluate novel instruments or techniques, all of which enhances the medical community’s capabilities and improves patient outcome.
Kip Hanson
Contributing Editor
Brains, bones, blood vessels—all these and more can be imaged via computed tomography (CT) scanning or magnetic resonance imaging (MRI). The resulting “slices” are then reconstructed into a digital model, and the results are sent to one of half a dozen 3D printers at the 3DI Lab. These include an HP Jet Fusion 580 Color 3D printer, a J750 Digital Anatomy printer (also color) and an F370 FDM machine, both from Stratasys, and a few vat photopolymerization (SL) printers from FormLabs and 3D Systems.
Olga Ivanova has 3D-printed plenty of interesting parts during her time in manufacturing. Rocket nozzles. Turbine blades and impellers. Neonatal tracheostomy tubes. There are more, which we’ll get to in a moment, but to Star Wars fans, it’s the Static Dissipative Yoda that’s most intriguing.
Whatever AM technology was used, such 3D-printed organs and musculoskeletal reproductions do much more than bring physicians and patients up to speed—they also help identify potential fit and function roadblocks with surgical devices,
“We printed a bunch of Yoda and Groot (Guardians of the Galaxy) figurines for high school students who visited our facility recently,” said Ivanova, director of technology at Mechnano, an additive manufacturing materials
As noted earlier, Gholami has a background in video game development. He is therefore well equipped to develop an intuitive user interface that allows medical personnel to quickly review and analyze these 3D datasets. Provided the virtual models are sufficiently robust and accurate, this might eliminate the need to 3D print a physical replica, saving the hospital money and getting important information into practitioners’ hands more quickly.
Olga Ivanova Master networker RAPID + TCT Director of Technology Mechnano
The process of generating these models is called segmentation and reconstruction. It’s normally performed by a highly trained technologist or radiologist and saved in a Picture Archiving and Communication System (PACS) database.

developer near Phoenix. “It’s our way of getting young people interested in additive manufacturing.”
PACS databases are optimized for the radiologists and rarely consider the end user being a surgeon or interventionalist. Gholami—under Ryan’s direction—developed a 3D viewer that provides the radiologic results to the surgeon in an intuitive manner. The result is a streamlined surgical planning experience. Because Gholami “removed around 50 buttons” compared to legacy viewing tools, the software is easy enough for anyone to navigate.
Padawan Learning
She’s quick to point out that those educational giveaways were made of a gray-colored base resin, not the more expensive static dissipative material (which is black) that she spends much of each day working with—and yes, which she occasionally uses to print Yodas that are just as resistant to electrical charge as they are to the Dark Side of the Force.
VOL 9 ISSUE 3 / www.tctmagazine.com / 037 July 2022 | sme.org 51
From 3D-printed figurines for students to “quantum dots” and nanocomposites, Olga Ivanova is a force to be reckoned with in the AM universe
38 Voices AMplified | April 2023
Voices AMplified
Gholami also developed a tool that helps any hospital bring 3D datasets into their PACS environment. The no-cost software Media2DICOM takes an electronic folder filled with image or 3D files and compiles them into Digital Imaging and Communications in Medicine (DICOM) format, the industry standard. Media2DICOM also supports the addition of metadata that, according to Ryan, is not only a huge time saver but eliminates the possibility of errors.
AM Community Shows Off at RAPID + TCT


It’s official. Additive Manufacturing is thriving and continues to gain momentum with successes across diverse applications. In addition to ongoing technology advances, AM’s growth is fueled by a host of engaged companies, organizations, and dedicated professionals, all of whom are energized and passionate about developing, implementing—and sharing—new ideas and best practices throughout a collaborative community of innovators.
“Most hospitals generating 3D datasets rely on engineers to assign file names and store images in the proper folders. But this doesn’t provide the level of control or detail that many practitioners would like to see, so we allow users to assign metadata to their 3D objects, avoiding the remote possibility that a 3D heart image belonging to patient Smith could accidentally get assigned to patient James.”
are suitable for the operating room, but such materials are not as widely available across other technologies as he’d like. “Medical teams would prefer to have the 3D-printed models they practiced on available as a reference during the actual surgery,” he added. “We can’t always give them that with our current printers and materials.”
Suzy Marzano Senior Manager Industry Development and Technical Activities



Ironically, Ryan never intended to go into the medical field, although he’s had an interest in 3D printing since his early days volunteering at a research lab while attending Arizona State University. Back then, he was pursuing a career in art animation, or as he likes to put it, “Pixar special effects-type stuff.”
3D-printing services. At RAPID + TCT, she moderated a panel discussion on 3D printing for point-of-care medical applications. The panel was one of several during a special town hall hosted by the Medical AM Advisory Team.
Ryan notes that the response has been quite positive and “overall numbers have skyrocketed” on these digital reconstructions, as well as those produced via 3D printing. His and Gholami’s next step is to equip their software with virtual reality (VR) or augmented reality (AR) capabilities. “Anything we can do to provide a greater sense of depth and perception will be a big step forward, and AR/VR shows great promise in this respect,” he said.
The recent RAPID + TCT conference, which was held May 17–19 in Detroit, is proof positive as to how far AM has come in recent years. The 31st edition of the industry’s marquee event featured more than 400 exhibitors, hundreds of speakers and expert panelists, dozens of technical sessions, networking opportunities, and attendees from 38 countries.
Other highlights included the winners of the 2022 SME Additive Manufacturing Community Awards: Slade Gardner, founder of Big Metal Additive (Industry Achievement); VELO3D and IMI Critical Engineering (Aubin AM Case Study); and Virginia Tech students Daniel Chirvasuta, Nathanael High, Matthew Martin, Benjamin Nguyen, Omkar Shinde, and Nicolas Tomanelli (Digital Manufacturing Challenge).
To help foster the next generation of innovators, the SME Education Foundation’s Bright Minds Program welcomed nearly 1,000 middle and high school students to RAPID + TCT. There also was a special networking lunch for young professionals and a Career Forum Panel. The initiative is led by Ellen Lee and Jennifer Coyne, who are both advisors on the Additive Manufacturing Technical Community Leadership Committee.
Cut and Color
The AM community took center stage throughout the show. This includes the passing of the baton in two key leadership positions. John Barnes assumed the chair of the Additive Manufacturing Technical Community Leadership Committee, succeeding Christopher Williams; and Sarah Rimini now chairs the Medical AM Advisory Committee, succeeding Amy Alexander. I’d like to thank Christopher and Amy, who provided exemplary leadership and vision during their tenures, and welcome their replacements.
John, who heads The Barnes Global Advisors and Metal Powder Works, has been involved in metal additive manufacturing throughout a distinguished career. He’s led teams that qualified the aerospace industry’s first series production metal AM parts, and developed a pilot metal production facility.

Another potential big step forward is one that’s out of Ryan’s control: greater build speed. “It’s unlikely that we’ll ever be able to print anything fast enough for a patient who has experienced significant trauma because they’re typically moved to surgery quickly, but we would love the ability to print models for surgeries consistently later in the day. That’s very challenging right now, as we usually need a full business day to turn something around.”
As senior manager of Ricoh’s Healthcare Center of Excellence, Sarah is developing a curriculum for the company’s Learning Institute that focuses on medical managed
He’d also like to see the industry develop more “human-like” materials. Although companies such as Stratasys have done a good job at giving 3D-printed organ models realistic colors, surgeons want these replicas to feel like muscle and tissue, not polymer, when they slice into them.
Another nice-to-have feature would be greater sterilizability. Ryan noted that HP Inc. and Formlabs offer materials that
SME Media also interviewed dozens of AM leaders during RAPID + TCT as part of its Voices AMplified initiative that showcases the people behind the technology. This month’s Voices AMplified report profiles two such visionaries: Olga Ivanova and Carl Dekker. Known as “Dr. O,” Olga has worked on innovative projects for the medical and defense industries, and is a tireless crusader for advancing AM.
Carl puts the emphasis on people. He leads a talented team at Met-L-Flo, which produces a wide range of 3D-printed products. He also chairs the Direct Digital Manufacturing Advisory Team and moderated a panel at RAPID + TCT.
Carl and Olga represent the spirit behind Voices AMplified. I hope you enjoy their stories.

That eventually led him to biomedical engineering, first as a research scientist and director of the Cardiac 3D Print Lab (established 2012) for Phoenix Children’s Hospital, and now at Rady Children’s. Through it all, he’s enjoyed leveraging AM’s capabilities in this area and, most especially, making a positive impact on children’s lives.
“Like I said, I’d planned to go into computer graphics and probably get a job in the entertainment industry after college,” he said. “But once I got involved with 3D printing and the development of heart models for young people, everything just kind of clicked. It’s a very rewarding career.”
038 / www.tctmagazine.com / VOL 9 ISSUE 3 April 2023 | sme.org 39
50 Voices AMplified | July 2022 Voices AMplified
Rady Children’s Hospital-San Diego is the largest children’s hospital on the West Coast and the only facility in the area dedicated exclusively to pediatric health care.
SME
PARTS THE PLAY
Meet the metal AM firms bringing proprietary technologies to market through parts as a service o erings.
since 2015. What they are now o ering to customers is a technology that delivers up to 100kW of laser power to the powder bed. Importantly, however, this technology is being supplemented with precision machining, industrial automation, a proprietary digital thread, and its in-house engineering expertise. Its facilities therefore encompass know-how across AM, heat treatment, cleaning, surface engineering, precision machining, coatings, and inspection.
Things are looking exciting,” is the conclusion reached after a near ten-minute monologue tackles the question: “What’s been going on since we last spoke… six months ago?”
At Seurat Technologies, there has been a lot to catch up on. But co-founder and CEO James DeMuth duly obliges, detailing the work being put in to define material parameters, build out production plants and fulfil orders for its customers. All this before we come to the reason TCT has grabbed 30 minutes of his time on a busy Thursday morning.
Why is Seurat bringing its proprietary metal 3D printing technology to market by selling parts rather than machines? And why are the likes of Fabric8Labs, VulcanForms and Freeform doing similar?
The four companies have all come to the attention of the ever-curious additive manufacturing community o the back of steep investment rounds and, to varying degrees, limited detail on how their technologies work. But they have all identified the same opportunities. Namely, localized production at scale,
with its customers achieving quicker time to market.
“This business model provides customers with greater speed to market because we derive the process parameters in advance, eliminating iterative development, and ensuring rapid qualification and scaleup,” explains VulcanForms co-founder, President, and CEO Martin C. Feldmann.
VulcanForms is the company leveraging the largest amount of capital, having procured 355 million in venture funding during its latest financing round. Valued at over 1 billion USD, the company is vying to realize metal additive manufacturing at scale by integrating its process into a digital manufacturing system that is said to represent ‘the next generation of advanced manufacturing infrastructure.’
Emerging from an MIT lab headed by Professor John Hart, who also helped to establish Desktop Metal, VulcanForms has been working to improve the throughput and quality of metal laser powder bed fusion technology
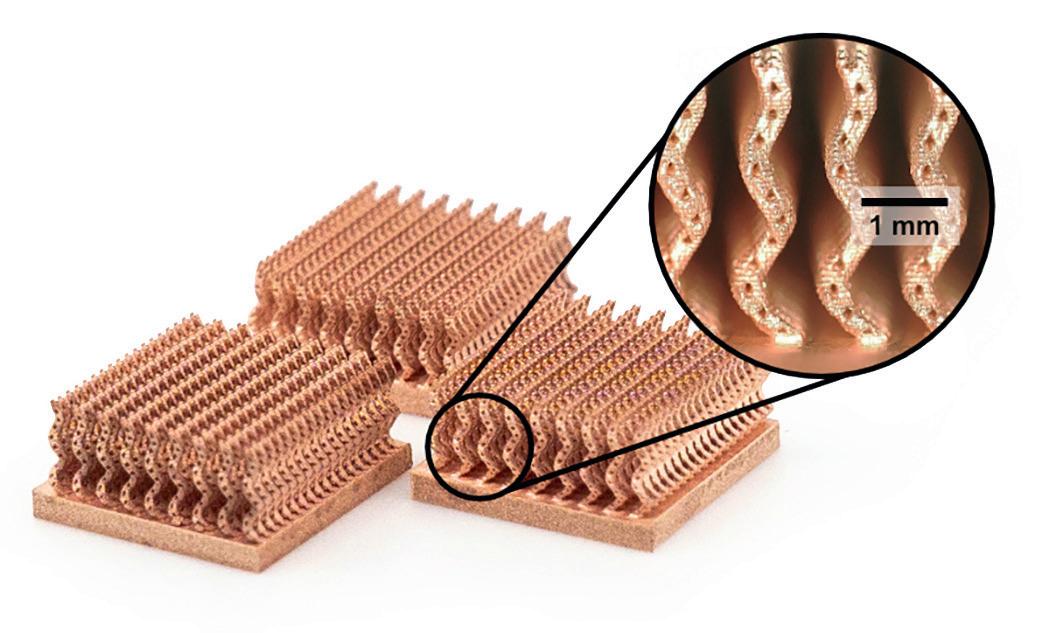
“In the bigger picture, one of the greatest opportunities America has is to build a manufacturing ecosystem that leverages advanced technology and automation,” co-founder Hart says. “There is a fundamental shift in the ways manufacturers need to adapt to global supply chain challenges and the increasing demands for product design flexibility. The o shored manufacturing is not coming back in its analog form.”
The onshoring of manufacturing was also noted by Fabric8Labs as a trend it can take advantage of. That said, the Californian outfit sees its reach going far beyond the United States.
Having recently closed a 50 million USD financing round, supplementing a 19.3 million Series A round in July 2021, Fabric8Labs is bringing to market a technology that utilizes electroplating and

VOL 9 ISSUE 3 / www.tctmagazine.com / 039
Metals
WORDS: Sam Davies
SHOWN: SEURAT PRINT ENGINE
“This model provides greater speed to market.”
SHOWN: HEAT SINK PRINTED WITH EAM






















electrochemistry to form 3D structures. Combining electroplating with proprietary printhead and micro electrode array technology, Fabric8Labs is able to print fully dense 3D metal components, featuring complex geometries and resolutions of 50 microns, from a room temperature water-based feedstock.
The company also claims its Electrochhemical Additive Manufacturing (EAM) process often doesn’t require thermal post-processing steps, with parts ready to ship after rinsing, and that its technology is able to achieve significant greenhouse gas emission reductions compared with other additive processes.
“It’s a totally di erent process than anything that’s out there,” says Ian Winfield, VP of Product and Applications at Fabric8Labs. “Our goal is to scale it up as quickly as possible to preserve a broad set of customers. As we’re looking at that in a way that the process can be e ciently run, in a factory setting, we reached the conclusion that the best way to scale the technology would be for us to stand that up and operate it ourselves. That reduces the option of a customer potentially getting an R&D machine, playing around with it for a couple of years, and then trying to convince their internal stakeholders that they want to scale it up.”
Fabric8Labs has primarily targeted OEMs in its customer acquisition, and in its early stages was encouraged to become a tier one or tier two supplier itself, rather than sell manufacturing equipment into their supply chain. Currently, the company is building on a pilot facility in San Diego, which will service its benchmark customers and demonstrate economies at scale, before opening up a larger US facility in 2024/25.
Seurat too is in the process of building out its manufacturing footprint, with an R&D facility and pilot plant facilitated by a total funding of 79 million USD. In the next month or two, the company expects its first-generation Alpha machine based on its Area Printing technology to come online, with parameter development of Inconel 718 and M300 tool steel ongoing. Stainless steel 316L is already 'dialled in.'
Area Printing utilizes a pulsed infrared laser source and blue light projection to melt material, with optics technology helping to control the cooling rate on a per pixel basis. While this allows Seurat to focus on part quality, it also has a
roadmap that will see its machines grow in size, speed, and resolution. While currently capable of 10 features/mm and 3.0kg/hr in a 450 x 450 x 450 mm build volume, by 2025 the aim is to be at 14 features/mm and 30kg/hr in a 1.2 x 1.2 x 1.2m build volume.
Because of these aspirations – and there’s a target of 20 features/mm, 1.7kg/ hr and 9.6 x 9.6 x 9.6m build volume by 2030 – Seurat has also decided to proceed with a business model akin to a contract manufacturer. Should it get to 2030 with machines meeting those specs, DeMuth estimates being able to deliver parts at 25 USD per kilo. And his calculations suggest a machine based on Area Printing would be setting customers back half a billion dollars to buy just one platform.
“There’s not a whole lot of customers who are going to buy a machine that big, but there’s a lot who buy parts at 25 dollars a kilo,” he says. “There’s an opportunity for all those parts in that price range to turn it more like a software company: make it quick, make it agile, make it accessible. Forget about the benefits of additive [for a second]. On a per price basis, that’s an explosion right there. But now you apply additive to it, you can get your new capabilities, your new functionality that was never possible before.”
In February, another metal 3D printing company, Freeform, announced a fund raising of 45 million USD to support its parts as a service o ering. Details beyond taglines such as ‘metal 3D printing simplified’ and ‘softwaredefined autonomous factories’ are so far not forthcoming. But that a fourth company carrying such a business model, and attracting such venture capital investment, has come to market suggests there is more than just a sense of the opportunity for the contract
manufacturing of metal printed parts, especially in this economic climate.
“Additive is intrinsically a flexible manufacturing technology, but we understood the need to build integrated production systems ourselves to deliver the necessary quality at scale, and provide engineered solutions to customers,” Feldmann concludes.

“VulcanForms reduces friction and accelerates the adoption of AM by eliminating risk for the end user –no capital investment, no operating expense, and no need to pay for components that do not meet all specifications.”
“The decision was driven by our customers,” Fabric8Labs Founder and CEO Je Herman o ers. “When we talked to them and they saw the potential, we asked them how they would want to use this technology. Do they want to buy a printer and embed it into their factories? In most cases, they said, 'no, what we want is parts.' The quickest path was for us to stand up the manufacturing capability.”
“What’s the rule of thumb? You need three years to become an expert in anything. They need to become experts in the machine, so they feel comfortable moving it to production,” DeMuth adds. “Our [view] is that since we fundamentally have control over what’s in the machine, we have to be the best at operating the machines. We’re teed up to say, ‘just give us more volume, and we’ll print you those parts.’ It lowers the barrier to entry because the customer doesn’t have to buy capital equipment. We take that on for them, and we just give them parts.”
VOL 9 ISSUE 3 / www.tctmagazine.com / 041 Metals
SHOWN: VULCANFORMS FACILITY




















HP and Legor Group SPA first began working together over five years ago, but announced an o cial partnership to develop precious metals for metal jet 3D printing in 2022. Legor specializes in the science of precious metals for the jewelry, fashion, and electroplating industries.








Legor says it is the first company to introduce HP Metal Jet 3D printing technology to the luxury and fashion accessory markets, to enable “e cient and high-quality production”. How Legor o ers this technology to its customers in these markets is through the Legor 3D Metal Hub. The hub is a centre designed to o er the chance to experiment and produce jewelry and fashion accessories from both precious and non-precious metal powders.

Fabio Di Falco, Marketing and Customer Support Manager at Legor told TCT about the development of precious metals for the metal jet technology: “We are already working with stainless steel, but bronze and silver are still under R&D. We are quite close to the final results with these materials.


“We are testing the silver and bronze powders in order to find out the right formulation and get the best results. The most critical part of the process is the last phase, during sintering.
SHOWN: EXAMPLES OF MULTIPLE DIFFERENT PARTS FROM LEGOR


Di Falco also spoke about how HP and Legor came to work together: “At the very beginning five years ago, HP at the time was looking at di erent industries, in particular jewelry and fashion accessories. Legor is a really important player, 40% of the jewels around the world are made with our alloys. So Legor is really a relevant, important player in our industry."
Ramon Pastor, HP’s Global Head and General Manager, Metal Jet, added: "It is exciting to partner with another company that views sustainability as one of the most important pillars of their business. We’re looking forward to continuing our Metal Jet partnership with Legor to champion the adoption of 3D printing technology in new and exciting industries while encouraging the adoption of this innovative technology for new applications.”
VOL 9 ISSUE 3 / www.tctmagazine.com / 043 Metals
When you work with this technology, you have to pay attention to how granular the powder is, so there are a lot of elements to take into consideration."
Oli Johnson speaks to Fabio Di Falco, Marketing and Customer Support Manager at Legor, about the company’s 3D Metal Hub and its development of precious metal powders for HP Metal Jet printing.
SHOWN: THE LEGOR 3D METAL HUB
SHOWN: JEWELRY 3D PRINTED USING HP METAL JET TECHNOLOGY
“40% of the jewels around the world are made with our alloys.”








May 2-4, 2023 Booth 2335 Chicago, Illinois Additive impeller part courtesy of Autodesk/Renishaw Canada, hip tracker part courtesy of Renishaw, University of Waterloo and Intellijoint Surgical, and additive globe fixture and part courtesy of Stratasys. ©2023 Blue Photon Technology & Workholding Systems LLC. Hard-to-hold additive parts, and delicate materials are particularly suited to Blue Photon’s technology when secondary machining is required. www.BluePhotonGrip.com • 855-777-2040 ® ADHESIVE WORKHOLDING See a live demo at Rapid+tct, booth #3860! Blue Photon: TCT May/June Issue (N. America) • 1/2 Page Horizontal AD 7.875 (w) x 5.0625 (h) MEDICAL AEROSPACE PRODUCTION PROTOTYPING Blue Photon simplifies how parts are loaded to eliminate operations, increasing spindle up-time.
Tammy Barras is leading a tour of the Westec Plastics toolmaking facility in Livermore, California.
As President of the company, it falls under Barras' remit to be hospitable to existing and potential customers, opening its doors and walking them through Westec’s manufacturing processes.
But today, she isn’t guiding a customer from one workstation to the next. Instead, it’s a group of co ee-making enthusiasts, who in 2008 set up an annual competition to recognize the best cup of co ee brewed with an AeroPress – a product manufactured with the help of Westec.
Somewhere between the CNC machining workspace and the final finishing area, a co ee fanatic remarks: “This is hard. Harder than making a cup of co ee.”

It is nothing Barras didn’t already know. Her morning co ee might take a couple of minutes to brew; the latest tool being designed and manufactured in Westec’s workshop will take weeks to turnaround, maybe even months.


At the end of 2022, though, the company stumbled across a potential means of reducing those lead times. It was at a trade conference in October that Barras was first introduced to Mantle’s TrueShape technology, which combines CNC machining with 3D printing to manufacture tooling components.

“I was blown away by the quality of the inserts that we saw,” Barras said. “It’s di erent than anything we had seen.”
This summer, Westec will install its first Mantle P-200 printer, accompanied by a F-200 furnace, which is powered by TrueShape. TrueShape deposits a flowable metal paste to build parts layer by layer before heat is applied to ensure the layers

are firm enough to be machined with a high-speed cutting tool every few layers. The process repeats to build the entire part, which is then placed into the F-200 to solidify the tool into a dense steel.
TrueShape has been designed to remove many of the steps of a conventional tool making process, saving time and allowing toolmakers to move quicker through product development with their customers. “With 3D printing, so many more fine features can be ‘roughed’ in which eliminates many hours of hard milling and electrical discharge machining (EDM) work,” Travis Meeks, Westec VP of Tooling, explained.
“We’re able to print the most complicated part of the job,” added Barras.


Post-print, a skilled toolmaker will likely have to fix the gates to the printed insert and cavity, take care of the threads and then polish the finer details of the part. But with the machining and EDM of the component largely cut out with TrueShape, Westec is expecting 75% of toolmaker’s typical workload to be removed, which is good news for its end users as they develop their products. Initially, Westec is targeting TrueShape at its medical customers. One medical diagnostic device has already been developed with a tool made using TrueShape. Another project is ongoing.
“Oftentimes, [our medical customers] have to sample parts that are produced similarly to how they’re going to be used during production,” Barras explained. “We’re able to print an H13 or even a stainless-steel insert that will be a replica of what we would build for a production tool, and we could do that in two weeks instead of 10 or 12. When they’re doing design changes quickly, they take two weeks to design it, but they want their mold in a week. Everybody’s always asking how fast can you do things?”
Westec first used TrueShape in the development of a diagnostic device. Here, changes to the part forced work on the tooling to halt until the new design was validated. The company had been developing an eight-cavity tool, but quickly pivoted to produce a single cavity tool with TrueShape that matched the gating location, parting line, molding parameter and steel number requirements of the production tool to facilitate product iterations. When the design was confirmed, the details and dimensions were transferred to the production tool, allowing manufacturing to commence. For the printed inserts, only ten hours of additional finish work was needed, down from at least 35 hours with a traditionally manufactured counterpart.
Addressing design changes at this pace is not only set to appease the demands of its users, but also allow Westec to get to where it wants to be: production.





“Our business is based on production,” Barras finished. “We’re not necessarily making money on the tooling, it’s the production, and [when] the customer decides on what their product is, we can get into production. The sooner we get up and running, the better for Westec.”

VOL 9 ISSUE 3 / www.tctmagazine.com / 045 Molding & Tooling
SHOWN: MANTLE'S TRUESHAPE TECHNOLOGY
Sam Davies on how Westec Plastics is reducing toolmaking lead times with Mantle’s TrueShape technology.
READY FOR RAPID + TCT?


On May 2-4th, North America’s largest and most influential additive manufacturing event will arrive in Chicago and with it, the latest and best in 3D printing technologies. For over three decades, RAPID + TCT has been the place to see AM machines, materials, software, and applications first-hand, and this year will be no di erent as over 150 exhibitors bring their latest innovations to McCormick Place. Here we highlight just a handful, in addition to our must-sees from the RAPID + TCT Conference, coorganised by the TCT Group and SME, that’s stacked with over 100 industry leaders sharing their AM insights and adoption stories.
































Oli’s RAPID + TCT Conference picks















































TUESDAY MAY 2 | 3:00PM | HEALTHCARE
How TPU lattice structures enabled a person with limb loss to run a marathon
Brent Wright CP BOC/O, Vice President, EastPoint Prosthetics and Orthotics
WEDNESDAY MAY 3 | 11.00AM | ECOSYSTEM

Machines are great but people are the answer to solving supply chain issues with standardized manufacturing practices for AM

Slade Gardner PhD, President, Big Metal Additive
THURSDAY MAY 4 | 12:00PM | HEALTHCARE























Using micro 3D printing to accelerate prototyping and design testing
John Kawola, CEO, Boston Micro Fabrication, and Mark Lattimore, Director of Research & Development, Tessy Plastics
046 / www.tctmagazine.com / VOL 9 ISSUE 3
3D SYSTEMS #4212

3D Systems will showcase its unique solutions portfolio designed to address a variety of advanced applications in healthcare and industrial markets. Visitors will have the opportunity to discuss their manufacturing challenges with the company’s application engineers who collaborate with customers to transform how they deliver their products and services. The company will showcase its industry-leading hardware and materials, as well as Oqton’s software portfolio, which when combined are the foundation of each application-specific solution.
NTOPOLOGY #2247



















nTopology will be introducing major new features in its best-in-class design for additive manufacturing (DfAM) software. This update includes a significant evolution in generative design capabilities alongside innovations that are said to allow users to realize the full value of industrialgrade additive manufacturing. The company will be hosting live demonstrations of the new software functionality, which enables complex design data to be transferred directly from nTopology into manufacturing, CAD, and CAE software with file sizes that are only a few megabytes. Attendees will also be able to see product examples from the aerospace, automotive, medical, and consumer products industries.
MANTLE #1528

Mantle will showcase case studies and parts from Nicolet Plastics, Westec Plastics, Westminster Tool, Fathom Manufacturing, Tessy Plastics, DME Company, Pepsi Co., Thogus Products, Hypertherm Associates, and more. Mantle’s TrueShape system is designed specifically to print precision tooling components. Mantle’s P-200 printer is a hybrid system, integrating extrusion 3D printing of Mantle’s metal pastes with precision CNC machining to produce parts with the accuracy and surface finish required for tooling. After printing, parts are transferred into Mantle’s F-200 furnace to be sintered. The result is durable, accurate tool steel components.

ZEISS INDUSTRIAL QUALITY SOLUTIONS #5038











ZEISS will be exhibiting several technologies which can support printing parameters and enable AM users to produce defect-free parts. ZEISS AM parameter enables rapid development or optimization of parameters for new alloys, increased layer thickness and deformation-free parts, using a unique test design and evaluation workflow. This can also be used for evaluation of the laser performance in multi-laser machines, build envelope mapping or rapidly developing parameters to print with recycled or non-spherical powders. Visitors can get up close demonstrations of CT, microscopy, CMM and 3D scanning processes.
INKBIT #4846
Inkbit will showcase its Inkbit Vista system with Vision-Controlled Jetting (VCJ) along with its array of high-performance materials. With the Inkbit Vista system, the company says manufacturers can achieve the precision and accuracy of traditional machining while still taking full advantage of the flexibility and versatility of 3D printing. The Vista's closed-loop feedback control system is said to allow for exceptional dimensional accuracy, throughput, and repeatability. Combined with production grade materials and low-labor post-processing, it promises high-performing products at a lower cost and in less time.



















RAPID
PTI #4254
Rapid PTI will be on hand to discuss its Hot Isostatic Pressing Services (HIP) to the aerospace, power generation, medical and automotive industries. Within three USA facilities, Warminster PA, Concord OH and Alachua Florida, PTI operates 13 HIP units ranging in size from 16” through 30” diameter. The majority of PTI HIP units are capable of pressures up to or exceeding 25,000 psi which enables lower temperature processing of nickel and titanium alloys. PTI has been a toll HIP provider since 1977 allowing its customers to eliminate major capital investment which would otherwise be diverted from core activities.



PRODUCT EVALUATION SYSTEMS, INC. #2048
















Product Evaluation Systems, Inc. (PES) returns to the event ready to field questions concerning metallurgical, mechanical and chemical analysis of raw materials to finished parts, and everything in between. With a focus on metal products, PES has partnered strategically with material suppliers, equipment manufacturers, process developers and product designers to support the advancement of AM. In-house capabilities include SEM analysis, elevated & cryogenic testing environments, and postprocessing heat treatment.
HP 3D PRINTING #4618




Visitors can see the HP Jet Fusion 5420W, HP Metal Jet, and Automatic Unpacking Station. The HP Jet Fusion 5420W 3D printing solution is said to enable scalable production with consistent white printing, better light refraction, manufacturing predictability, minimal errors and downtime, and high-quality, cost-e ective parts. In metals, the HP Metal Jet S100 Printing Solution o ers e cient production of metal parts at scale, enabling faster development of new designs and products. Lastly, visitors can see how the HP JF 5200 Series 3D Automatic Unpacking Station automates the unpacking process for improved part quality, and quick and consistent removal of support structures.

VOL 9 ISSUE 3 / www.tctmagazine.com / 047
RAPID + TCT













The VX1000 HSS is the first of its kind. A high performance 3D printing system for additive manufacturing of polymers. Designed for continuous use in industrial production. Automatable and highly productive, the VX1000 HSS is an economically viable alternative to conventional plastic injection molding. build space: 1,000 x 540 x 400 mm VX1000 HSS: The
voxeljet America Inc. Get the latest updates at our booth: #4236 Phone +1 734-808-0025 | info@voxeljet.com | www.voxeljet.com
additive alternative to injection molding
Sam’s RAPID + TCT Conference picks








TUESDAY, MAY 2 | 11.00AM |
AUTOMOTIVE TRACK
Generative design optimization for both end-use and tooling parts in automotive applications
Nanzhu Zhao, PhD, Researcher, Nissan Technical Center North America
TUESDAY, MAY 2 | 10.35AM |
HEALTHCARE TRACK
Why would a surgeon do their own segmentation? Scott Kaiser, Pediatric Orthopedic Surgeon, Kaiser Orthopedics
WEDNESDAY MAY 3 | 2:30PM |
AEROSPACE TRACK
Optimization of AM production through the use of seed flanges
Alanna Maly, Manager of Additive Manufacturing, Launcher
ADDIBLAST #2335

Addiblast by FerroECOBlast will be showcasing its Mars03, an automatic depowdering system designed specifically for metal 3D printed parts. The machine uses state-of-the-art technology to clean the parts thoroughly and quickly, while also ensuring that the powder is collected and recycled for future use. Addiblast has also developed a new application that allows users to monitor their machines live from anywhere. This new feature makes it easy for customers to keep track of their machines and ensure they are operating at optimal levels at all times.
LITHOZ #5341

Lithoz will mark a major strategic sales and marketing partnership with Colorado-based SiNAPTIC, including the purchase of seven CeraFab S65 Medical printers for its serial production of surgical applications printed from silicon nitride. The two will hold a joint talk discussing the use of Si3N4 as the optimum material for medical applications such as orthopedics and spine, thanks to its extreme strength, hardness, and resistance to chemical and thermal factors. One of SiNAPTIC's CeraFab System S65 Medical will be on display in its first live demo printing at a US event.

MITSUI KINZOKU #1747
Mitsui Kinzoku will introduce a number of CuCr alloys for L-PBF. MA-CCR25L is the highest conductivity copper alloy with 95 IACS% as electrical and 377W/mk as thermal conductivity, ideal for thermal management and high voltage applications. The second, MA-CCR25H, shows equal mechanical properties and better conductivity compared to GRCop42, and is applicable to space applications. Mitsui Kinzoku o ers standard parameters with a standard laser output of 400W for systems such as EOS M290, Concept Laser M2 and SLM 280, following NDA, to reduce material development cost for customers. Mitsui Kinzoku will also o er copper powders for processes such as binder jetting, DED, DLP, cold spray and L-PBF.
METEOR INKJET LTD #3956
Meteor Inkjet Ltd, an independent supplier of electronics, software, tools and services for industrial inkjet will show its full range of solutions for additive manufacturing print systems including what is believed to be the world’s largest range of drive electronics for all major industrial inkjet printheads. This includes ready-to-use Digital Front Ends that integrate with commercially available 3D build tools, Software Development Kits that allow custom printers to be built from the ground up, and a complete suite of tools and services to support the design and optimization of print systems.
SOLUKON #1820
Solukon will present a special version of its largest depowdering machine, the SFM-AT1000S. Equipped with a short swivel arm, this machine is the ideal solution for large, heavy parts (600 x 600 x 660 mm including build plate) with a lower center of gravity, such as components printed on an SLM Solutions' NXG XII 600. Also new is a front-top loading system that allows large and heavy parts to be lifted into the machine by crane. Solukon will also be showcasing its SPR-Pathfinder powder removal software, which uses the component's CAD file to automatically calculate the sequence of motion to remove powder from internal channels in the component.

VOL 9 ISSUE 3 / www.tctmagazine.com / 049
RAPID + TCT









Laura’s RAPID + TCT Conference picks





TUESDAY, MAY 2 | 11.00AM | ECOSYSTEM
3D printing in business – Overcoming barriers to technology adoption

Jennifer Loy, PhD, Gri th University
WEDNESDAY, MAY 3 | 11.00AM | MAIN STAGE PANEL
A review of 3D innovations from the point of view of early-career engineers
Andy Christensen, FSME, Fingerprint Additive; Victoria Sears, Mayo Clinic; Parham Gholami, Rady Children's Hospital San Diego; Nicole McMinn, Walter Reed National Military Medical Center
THURSDAY, MAY 4 | 11.00AM |
AEROSPACE
Why settle for wrought? How optimized AM material properties are enabling hypersonic and space flight
Jacob Rindler, PhD and Youping Gao, PhD, Castheon
GRANUTOOLS #1632

















Granutools will be showing a range of instruments for powder-based AM processes. This includes the GranuDrum powder rheometer for cohesion and dynamic properties, GranuPack for automated rapped density and packing dynamics, and GranuCharge for electrostatic charges measurement. The company’s range of additive solutions are designed for accuracy, repeatability, and operator independence with high levels of automation. Its tools deliver spreadability assessment, quality check of incoming supplies, monitoring of materials properties, and monitor impact of humidity, heat, storage, and mixing.
SINTRATEC #5239
Sintratec is showcasing its new All-Material Platform, for the first time in the US. Unique in the field of SLS, the All-Material Platform separates the Fusion Module (3D printer) from the movable Build Module (powder container). With this modularity both polymers and metals can be processed on the same system without cross-contamination or lengthy cleaning. Furthermore, backward and forward compatibility of the modules allows customers to easily scale and future-proof their setups. With the All-Material Platform, Sintratec has also introduced two new modules and a materials to market: The Sintratec S3, with a 30-watt fiber laser, the MCU-220, with a 90% larger build volume, and PA12 GF, with a higher impact strength.

GRENZEBACH MASCHINENBAU GMBH #5351
Grenzebach is the reliable partner for automating and networking individual process steps in additive manufacturing for higher e ciency and smooth workflow. Together with manufacturers of 3D printers and post-processing equipment, Grenzebach develops individual solutions, from single components to holistic automation concepts. The German company will display its portfolio of exchange, bin picking, de-powdering, AGV-based transportation and digital solutions for polymer and metal powder-bed-based additive technologies.
JESSE GARANT METROLOGY CENTER #1542
Jesse Garant Metrology Center is a specialized part inspection company providing NDT & metrology services using industrial computed tomography (CT scanning) equipment, allowing companies to thoroughly investigate parts and assemblies internally in 3D while being paired with expert analytical support. The company will be demonstrating how its services can be used to verify print bed consistency, optimum print parameters, identify porosity/inclusions and verifying geometry changes such as surface profiles, dimensions, and wall thickness variations.
DRESSLER GROUP #2255
Regarded for many decades as ‘The Grinding Authority,' The Dressler Group (DG) serves the additive manufacturing industry as a longterm systems partner, problem solver, and innovation driver for individual powder solutions. At RAPID + TCT, the German company says it will be exhibiting ‘the ultimate AM FORWARD contribution to the industry of the future’ with a quality-approved enabling AM powder package for small and mid-sized companies.



VOL 9 ISSUE 3 / www.tctmagazine.com / 051
RAPID + TCT
With automation solutions in additive manufacturing to series production
The additive manufacturing (AM) market is growing. According to Ampower (www. ampower.eu), the global market for AM raised continuously and will reach 20 billion euros in 2026. Ampower still sees significant productivity gains in new disruptive AM technologies based on powder materials in the polymer area. Combined with automated process steps, this has the potential to make the technology suitable for mass production across all industries in the next years.
Oliver Elbert, Head of Additive Manufacturing at Grenzebach Group, a holistic system provider in the automation of additive manufacturing, reveals how you can open the door for a future-proof and productive series production in the field of AM by automating.
WHICH PROCESS STEPS CAN BE AUTOMATED?
Elbert: All process steps – pre, in, and post – can be automated. Meanwhile, the in-process is often fully automated. In contrast, the post and pre-processes are partly or almost not at all automated. Unfortunately, independent process steps or components such as transport or software solutions show the same picture.
But companies that start right here can make their production fit for series production and save up a great part of their manufacturing costs. Why? Upstream and downstream production steps have significantly shorter cycle times than the production time. By intelligently networking and synchronizing all process steps
with suitable, state-of-the-art transport, software and printing solutions, there will be no idle time anymore. Companies boost their productivity by reducing downtimes to a minimum due to faster and outsourced processes like cooling, unpacking, and setup. At the same time, they minimize physical strain for the machine operators because tasks are focused on essential and demanding operating steps.
WHAT ARE THE MAIN REASONS FOR THE AUTOMATION OF ADDITIVE MANUFACTURING?
Elbert: There are three key reasons:
1. Lower cost per part: by crosslinking the production steps, you enhance productivity due to higher equipment workloads along the process chain and reduce manual e ort. This decreases the cost per part significantly. Automation solutions pay for themselves within a short time.
2. Active occupational health and safety protection: the risks of dust exposure or hazards from hot objects are reduced to a minimum when automated guided vehicles (AGV) with suitable sealed transport solutions
network the working stations or automated AM solutions print the parts. As a result, companies can cut down the costs for technical protective measures and personal protective equipment.
3. Repeatability and reproducibility: the process steps are fully controlled and consistently uniform. By always following the same procedure for each process step, unwelcomed influence on the often still sensitive manufacturing process is minimized, and the product quality rises.
WHAT CHALLENGES CAN ARISE IN THE AUTOMATION OF AM PROCESSES?
Elbert: Smooth automation stands and falls with the right provider of automation solutions. Therefore, you need a reliable partner that helps to find the best solution for your requirements and AM processes – along the whole process chain.
Together with leading manufacturers of industrial 3D printers and post-processing equipment, Grenzebach, for example, develops and o ers state-of-the-art solutions: from single machines to holistic automation concepts for de-powdering, transport, bin picking, and exchange. Our automation concepts mechanically, electrically, and digitally link network systems and foster optimal process flow. Grenzebach’s automation solutions can be combined with di erent printing technologies – both new and existing, metal and polymer. In addition, Grenzebach also supplies comprehensive service o ers. As journey partner of their customers, Grenzebach will support throughout all phases of the system’s lifecycle, always aiming to enhance production e ciency. The company makes sure that the invested technology stays in top shape.


ADVERTISEMENT FEATURE
Grenzebach
Phone: +49 906 982-2000 Email: am@grenzebach.com www.grenzebach.com/am
Maschinenbau Hamlar
PHOTOCENTRIC #1715
Visitors can see the Photocentric workhorse LC Magna and opensource LC Opus 3D printers, both tried and tested for applications in dental, model making, automotive, medical and engineering industries. There will also be a selection of UV and daylight durable, flexible and rigid resins alongside the co-developed BASF Forward AM Ultracur3D EPD Daylight product line. During the RAPID + TCT Conference, delegates can hear Merit3D’s Spencer Loveless and Photocentric’s Sally Tipping talking about how to scale up production from 50 to 1,000,000 parts with AM.
TRUMPF #4218
TRUMPF introduces its redesigned TruPrint 1000 for additive series production to the North American market. The printer features two 200watt lasers and a multiplate option, which allow users to run multiple builds by automatically exchanging the build plate. Users can stack up to four build plates on top of each other and the system prints components on them one after the other. A new compact design means the TruPrint 1000 only uses half of the floor space needed by previous editions and can pass easily through a standard door.

MELD MANUFACTURING #4641


MELD o ers
3D printing and hybrid machines for printing metal components using MELD’s patented no-melt, open-atmosphere technology for large metal parts. It yields near-net shape, isotropic, fully dense parts with low residual stresses. Material is deposited at least 10x faster than other AM processes. MELD’s newest machine 3PO combines additive and subtractive technology into one hybrid machine. It boasts a print capacity of 157.5” x 106.0” x 39.4”.

AMERICA MAKES #1851
TCT is proud to be partnering with America Makes as its Game Day returns to RAPID + TCT for 2023. Together, we’re looking forward to showcasing the most exciting additive manufacturing applications and technology developments through daily broadcasts live from the show floor in Chicago.
Each day will kick o with the SME leadership team followed by conversations with industry representatives from end-users and technology providers such as General Lattice, SAE, and more.

GOENGINEER #5232
Visitors will have a first chance to see the Onulis WRAPCure in person. This latest innovation pairs axial 3D printing and a post-cure apparatus in one piece of equipment. If you haven’t been able to see the J55 from Stratasys in action, now’s your chance. Take a spin on this fullpantone verified solution for ‘real’ experience — and determine for yourself what is real and what’s 3D printed. You can also meet with a team of experts with your current development issues and application needs for additional support.

STRATASYS #5012
Visitors can see how successfully scaling additive manufacturing goes beyond the printer with high-performance polymers and manufacturing software. Stratasys also has multiple speaking engagements including a welcome by Dr. Yoav Zeif on Tuesday and three in-depth sessions on how Roush revs up production with additive manufacturing to in depth overview of our new software, solving major challenges through AM software, and bridging the skills gap by implementing 3D printing into your curriculum and training.
SLM SOLUTIONS #4018
SLM Solutions will focus on empowering mission-critical operations, leveraging the ability to lightweight, produce highly complex, and on-demand components for aerospace, aviation, defense, automotive, and energy. Stop by the booth to see a 1.5m combustion chamber from the newly launched NXG XII 600E.


VOL 9 ISSUE 3 / www.tctmagazine.com / 053
RAPID + TCT
Since 1945, NSL Analytical has been trusted to verify the highest standards of quality, performance and safety. NSL supports innovation by testing metal powders, condensate the Additive Manufacturing industry.









































































































The Market Leader in Large Format Additive Manufacturing ermwood LSAMe Broadest Line of LFAM Systems available. Systems for a wide variety of applications, materials and budgets. Used to Produce: Industrial Fixtures Molds (including high temp) Tooling Foundry Patterns Prototypes End Products LSAM1540 Print Only or Print/ Trim Combinations Available LSAM AP510 www.thermwood.com 800-533-6901 Scan QR Code to view a case study between Thermwood and General Atomics. Horizontal Layer Printing Vertical Layer Printing Angle Layer Printing 3 Printing Orientations: Characterizing Feedstock, Specimens & Products
test, analyze, understand We are at Booth 3351 this year Stop by to get answers for your technical questions today! Meet us at RAPID + TCT naroundTur | Technology | Trust 4450 Cranwood Parkway, Cleveland, OH 44128 877.560.3875 | NSL.add.mfg@nslanalytical.com Visit NSLPowder3 6 0.co m to lea r n m o re ! NSL halfpage_NA_2023.pdf 1 17/04/2023 10:28
CONFERENCE
In addition to show floor exhibits, thought leadership panels and all-important networking, attendees can also benefit from three days of expertly curated content at the RAPID + TCT Conference.

Produced in collaboration with TCT and SME, alongside an esteemed panel of industry Event Advisors, the conference brings together some of the most influential AM figures and end-users to share insights, research, and technology adoption stories. This year, delegates can expect to hear from the likes of Lockheed Martin, Launcher, Boeing and more on how they’re deploying additive and opening up new application opportunities.
THE KEYNOTES
Each day will kick o with a lively keynote presentation before the doors to the show floor swing open. Day one will start with a talk from Kevin Czinger, Founder, Lead Inventor and CEO of Divergent Technologies about building and scaling an industrial digital manufacturing system. The presentation will highlight the Divergent Adaptive Production System (DAPS), its benefits and the vehicle architecture it enables.
On day two, Omar Mireles, PhD Additive Manufacture R&D Engineer NASA Marshall Space Flight Center will look at the past, present and future of AM for space. Mireles’ talk will cover how AM has become
an enabling technology in rocket engine manufacture through greater design flexibility and new materials, and the long-term vision of using AM as a tool for oEarth habitats.

The final day will switch things up with a panel session on opportunities and challenges for the AM industry. Moderated by SME Executive Director and CEO Robert “Bob” Willig, panel members will each share their unique perspectives and industry expertise on what lies ahead. what lies ahead.
THE AGENDA

The RAPID + TCT Conference is populated by eight tracks with over 100 speakers covering the full gamut of AM industries, ecosystem and R&D.
In healthcare, lessons in pointof-care 3D printing will be shared by organizations like Walter Reed National Military Medical Center alongside case studies from end-users like PYSONIC on creating innovative prosthesis.
In automotive, General Motors takes over the afternoon on day one with talks on developing an AM-focused supplier network and AM for service and repair. While in aerospace, a talk from NASA will explore the adoption of AM in extreme environments, and Northrop Grumman will discuss AM friction stir deposition for large structures. Talks from Eaton, ABB, Jabil and more will show how additive is having an impact in defense and wider industrial markets.
REGISTER NOW AT RAPID3DEVENT.COM
The consumer goods track features a range of application stories from PepsiCo's use
of AM in its global packaging operations, and visitors will be able to hear the Gentle Giant origin story from industry veteran Jason Lopes.

Supply chain remains a key topic and Fortify and Siemens will share insights in navigating supply chain disruption with digital manufacturing. Elsewhere in ecosystem, EWI , REM Surface Engineering, National Institute of Standards and Technology and more will address challenges in post-processing and metrology operations, while AM's sustainability credentials will be examined in talks from 6K Additive, PTC and the AMGTA
The latest research and development will be presented across materials, processes, security and standards, with talks from Photopolymer Additive Manufacturing Alliance, Makelab, Arkema and Finnegan, alongside Formalloy, Purdue University, Carnegie Mellon University and many more.
Check out the full line-up: mytct.co/RAPIDTCT23

VOL 9 ISSUE 3 / www.tctmagazine.com / 055 RAPID + TCT
CIRCULAR S LUTI N












Gaia Giladi [GG] is the co-founder and Chief Creative of HILOS, a footwear brand established to deliver products in a more sustainable way with 3D printing.





On a recent episode of the Additive Insight podcast, Giladi detailed the stark reality of footwear manufacture, while also explaining the benefits of 3D printing and computational design.
TCT: You’ve had a passion for fashion and design from an early age, is the sustainability angle of HILOS a passion or you just looking out at the world and thinking there is an obvious need for that to be incorporated into your work?
GG: Being in the fashion industry allowed me to see all of its flaws before starting HILOS and I was coming up already with some creative solutions on my own before I started HILOS, like upcycling jackets or using my fabric scraps from fashion school to start a little Etsy shop on selling pillows. And so it was, it's always kind of been on the forefront of my mind. But when starting HILOS, it really was inspired by 3D printing. And the technology itself allows for circularity on a level that traditional manufacturing doesn't, because you're able to use a single material. And you're also able to create assembly mechanisms that you can disassemble and help recycle each of the component parts.
TCT: So, could you explain the drawbacks of the standard manufacturing processes in the footwear industry?
GG: I love that you ask that question, because I always say that you have to understand how traditional shoes are made in order to understand why HILOS even exists. And there is a beauty to traditional handcraft that we really respect but the manufacturing of mass produced footwear has an extremely dark side. Compromises on quality and ethics are made in order to produce quicker, cheaper and more. And factories have high minimum quantity
brands are not going to stop trying to grow,

actually helps solve a di erent problem, which is slow development turnaround. So, designers are typically left waiting for prototypes from factories for about four to six weeks, depending on where that factory is, and how quick they can be how many other projects they have going on. And this is really just the slow nature of moldmaking and shipping overseas, since most shoe factories are based in Asia. So using computational design, and 3D printing, within a set of design parameters can take you from sketch to physical sample in just 48 hours,
can take you from sketch in just 48 hours, which is real. We do that all the time.
parts on demand only after a customer orders and we're able to customise our we can actually localize and deliver made
orders that brands have to predict six to 12 months in advance how many sizes and colors, they're going to sell of each style in order to allow time for the factories to make those things and ship them overseas. This process ends in overproduction of some of the styles. So those get thrown away or incinerated. And then it also ends up in selling out of other styles and the brands are then missing out on an unquantifiable number of potential sales. So, it really is a massive problem in our industry. 24 billion shoes are made every year and one out of five are sent straight to the landfill. So, we need to learn how to sell more, because brands are not going to stop trying to grow, while making less. And we really believe that 3D printing is the technology that's going to get us there. It allows us to print parts on demand only after a customer orders and we're able to customise our tooling for rapid assembly methods, that we can actually localize and deliver made to order products directly to customers within seven to ten days of their order.
TCT: The HILOS solution harnesses 3D Rather than using it to, to replace
TCT: The HILOS solution harnesses 3D printing but computational design as well. What does the combination of those technologies allow HILOS to do in terms of design and development?
and it's something that really allows us to, if we're kind of questioning a pathway, or a
others can do? Or is this something unique to 3D printing?' Because, ultimately, what is new to the industry, the industry does we use 3D printing as a tool to invent new methods of make, to allow for ondemand manufacturing, and to avoid over and under producing by only
GG: Rather than using it to, to replace the traditional way of making, we like to always say 'think additive'. It's something that we've said from the very beginning and it's something that really allows us to, if we're kind of questioning a pathway, or a process that we're putting in place, we try to go back to that motto and say, 'Are we thinking additive? Is this something that others can do? Or is this something unique to 3D printing?' Because, ultimately, what is our purpose? We want to bring something new to the industry, the industry does not need more traditional shoes. And so we use 3D printing as a tool to invent new methods of make, to allow for ondemand manufacturing, and to avoid over and under producing by only making after the customer orders. And then computational design
056 / www.tctmagazine.com / VOL 9 ISSUE 3 Exec Q&A
Listen to the interview in full on the Additive Insight podcast: mytct.co/HILOSaipod
WORDS: Sam Davies
Celebrating ten years of accelerating the adoption of additive manufacturing






THE AM REVOLUTION CONTINUES



APRIL 23-25, 2024





















































































ANAHEIM CONVENTION CENTER
ANAHEIM, CALIFORNIA

